/






































































































































































































































































Текст
КОВКА UJSZ
И ШТАМПОВКА
СПРАВОЧНИК
КОВКА
И ШТАМПОВКА
СПРАВОЧНИК В 4-Х ТОМАХ
(TOMJD
ЛИСТОВАЯ ШТАМПОВКА
Редакционный совет:
Е.И.СЕМЕНОВ,
заслуженный деятель науки и техники РСФСР
д-р техн. наук проф. (председатель),
О.А. ГАНАГО,
д-р техн. наук проф.
Л.И.ЖИВОВ,
заслуженный деятель науки и техники РСФСР,
д-р техн. наук проф.
Г.Д. ЛЕПЕНШИН,
инж.
А.Д. МАТВЕЕВ,
д-р техн. наук проф.
Г.А. НАВРОЦКИЙ.
заслуженный деятель науки и техники РСФСР,
д-р Техн. наук проф.
И.Н. ФИЛЬКИН,
канд. техн. наук
лауреат Государственной премии СССР
Под редакцией
д-ра техн. наук проф.
А.Д. МАТВЕЕВА
МОСКВА
«МАШИНОСТРОЕНИЕ'
1987
ББК 34.623
К56
УДК 621.73@35)
Авторы тома: А. Ю. Аверкиев, Ю. А. Аверкиев, Е.А.Белов,
A. А. Бугрова, 3. Ф. Буйлова, С. И. Вдовий, Л. Н. Верховский,
B. Л. Гельфонд, Ю. М. Гуров, Л. И. Живов, В. В. Каданников,
Ю. Г. Калпии, М. Ф. Каширин, А. С. Малеиичев, А. Д. Матвеев,
Н. А. Матвеева, Ф. П. Михаленко, | А. Ф. Нистратов, | А. Г. Ов-
Овчинников, И. П. Ренне, В. К. Сенько, Г. Д. Скворцов, О. В. Усоль-
цев, Л. Г. Юдин, С. П. Яковлев
Рецензент тома д-р техн. наук В. И. Ершов
Ковка и штамповка: Справочник: В 4 т. Т. 4 Листовая
К56 штамповка/Под ред. А. Д. Матвеева; Ред. совет: Е. И. Се-
Семенов (пред.) и др. — М.: Машиностроение, 1985—1987. —
544 с: ил.
(В пер.): 2 р. 50 к.
В четвертом томе приведены классификация и методика расчета операций
листовой штамповки, изложены основы проектирования технологических про-
процессов. Даиы рекомендации по выбору и оптимизации раскроя, применению сма-
смазочных материалов, определению деформационных, силовых и энергетических
характеристик. Приведены расчеты параметров формоизменения и предельного
формоизменения. Рассмотрены примеры расчета и проектирования технологиче-
технологических процессов. Представлены типовые конструкции штампов и рекомендации
по их выбору, а также основные типы специализированного оборудования.
Справочник предназначен для инженерно-технических работников машино-
машиностроительных предприятий, может быть полезен преподавателям н студентам
втузов.
2704030000-613
038 @1) -87
п°Д"ис"°е
ББК 34.623
СПРАВОЧНИК СПЕЦИАЛИСТА
Александр Юрьевич Аверкиев, Юрий Александрович Аверкиев,
Ангелина Александровна Бугрова и др.
КОВКА И ШТАМПОВКА
Справочник (в 4-х томах)
Том 4
Листовая штамповка
Редактор Т. Н. Леденева Художественный редактор С. С. Водчиц
Обложка художника А. Я. Михайлова Технический редактор Л. П. Гордеева
Корректоры Н. Г. Богомолова, A. tfi. Усачева
И Б
3336
Сдано в набор 18.11.86. Подписано в печать 13.11.87. Т-09588. Формат 60х90'/и
Бумага кн -журнальная. Гарнитура литературная. Печать офсетиая.
Усл. печ. л. 34,0. Усл. кр,-отт. 34,5. Уч.-изд. л. 43,65. Тираж 20 677 экз.
Заказ 262. Цеиа 2 р. 50 к
Ордена Трудового Красного Знамени издательство «Машиностроение»
107076, Москва, Стромынский пер, 4
Ленинградская типография № 6 ордена Трудового Красного Знамени Ленинградского
объединения «Техническая книга» им. Евгении Соколовой Союзполяграфпрома при
Государственном комитете СССР по делам издательств, полиграфии н книжной торговли.
193144, г. Ленинград, ул. Моисеенко, 10.
© Издательство «Машиностроение», 1987
ОГЛАВЛЕНИЕ
Глава 1. Операции листовой
штамповки, основные
параметры штампуе-
мости
1. Классификация операций
листовой штамповки
(А. Д. Матвеев) ....
2. Основные параметры
штампуемости (Ю. Г. Кал-
пин)
Глава 2. Операции вырубки,
пробивки, резки, за-
зачистки
1. Вырубка, пробивка, рез-
резка, зачистка (Ф. П. Ми-
Михаленко)
2. Вырубка, пробивка при
использовании эластичной
среды (Ф. П. Миха-
Михаленко)
Глава 4. Вытяжка осесиммет-
ричиая (А. Д. Мат-
Матвеев, А. Ю. Аверкиев) 116
1. Формоизменение заго-
заготовки 116
2. Скорости деформаций и
напряжения 117
3. Предельный коэффи-
коэффициент вытяжки 118
4. Расчет геометрических
параметров заготовки и
инструмента 121
5. Расчет силовых пара-
параметров, работа деформа-
деформации 125
6. Точность деталей, полу-
получаемых вытяжкой .... 126
7. Пример расчета техно-
технологических параметров 127
р
А. г" Овчинников) . Г. :
4. Точность деталей, нзго-
товляемых с использова-
нием операций вырубки,
пробивки, зачистки
(А. Д. Матвеев)
Глава 3. Гибка
1. Формоизменение заго-
товки, виды гибки
(А. Д. Матвеев) ....
2. Расчет технологических
параметров (А. Д. Мат-
веев)
3. Гибка в штампах
(А. Д. Матвеев) ....
4. Гибка на валковых ма-
7
7
15
19
19
40
45
51
54
54
56
85
со сложной" формой попе- ^Л- Г- Овчинников). .
речного сечения (С.И.Вдо-
вин) 104 Глава 7. Вытяжка с утонением
6. Точность гибки (вытяжка—протяжка)
(А. Д. Матвеев) 111 (В. Л. Гельфонд,
7. Примеры расчета техно- И. П. Ренне)
логических параметров 1. Формоизменение заго-
(А. Д. Матвеев) 112 товки
лев, Л. /
1. Формоизменение заго-
заготовки
2. Предельные коэффи-
коэффициенты вытяжки
3. Расчет числа операций,
геометрических параметров
заготовки и инструмента
4. Расчет силовых парамет-
параметров
5. Точность деталей, полу-
получаемых многооперационной
вытяжкой
130
130
136
139
144
146
149
156
156
¦/
ОГЛАВЛЕНИЕ
2. Формы получаемых дета-
деталей и инструмента .... 157
3. Условия возникнове-
возникновения брака 161
4. Расчет силовых и тех-
технологических параметров 162
5. Пример расчета техноло-
технологических параметров ... 170
Глава 8. Обтяжка (В. В. Ка-
Каданников, А. Д. Мат-
Матвеев) 174
1. Обтяжка широким ли-
листом инструмента с цилин-
цилиндрической поверхностью. . 174
2. Обтяжка широким ли-
листом инструмента с поверх-
поверхностью двойной кривизны 181
3. Осесимметричная обтяж-
обтяжка 186
Глава 9. Отбортовка
(Ю. А. Аверкиев.
А. А. Бугрова) ... 191
Глава 10. Обжим и раздача
(Ю. А. Аверкиев) 200
1. Обжим 200
2. Раздача 216
Глава 11. Скручивание
(Я. А. Матвеева) 227
Глава 12. Ротационная вы-
вытяжка 234
1. Ротационная вытяжка
на специализированном
оборудовании (?. А. Белов,
Л. Г. Юдин) 234
2. Ротационная вытяжка
тонкостенных цилиндри-
цилиндрических деталей специаль-
специальными устройствами
(Л. Г. Юдин. А. С. Ma.ie-
ничев) 257
Глава 13. Штампосборочные
операции
(А. Ю. Аверкиев) 277
Глава 14. Раскрой листового
— материала
(В. К- Сенько,
3. Ф. Буйлова) 287
Глава 15. Листовая штампов-
штамповка с местным нагре-
нагревом и в состоянии
сверхлластичиости
(М. Ф. Каширин) 304
Глава 16. Штамповка неметал-
неметаллических материалов
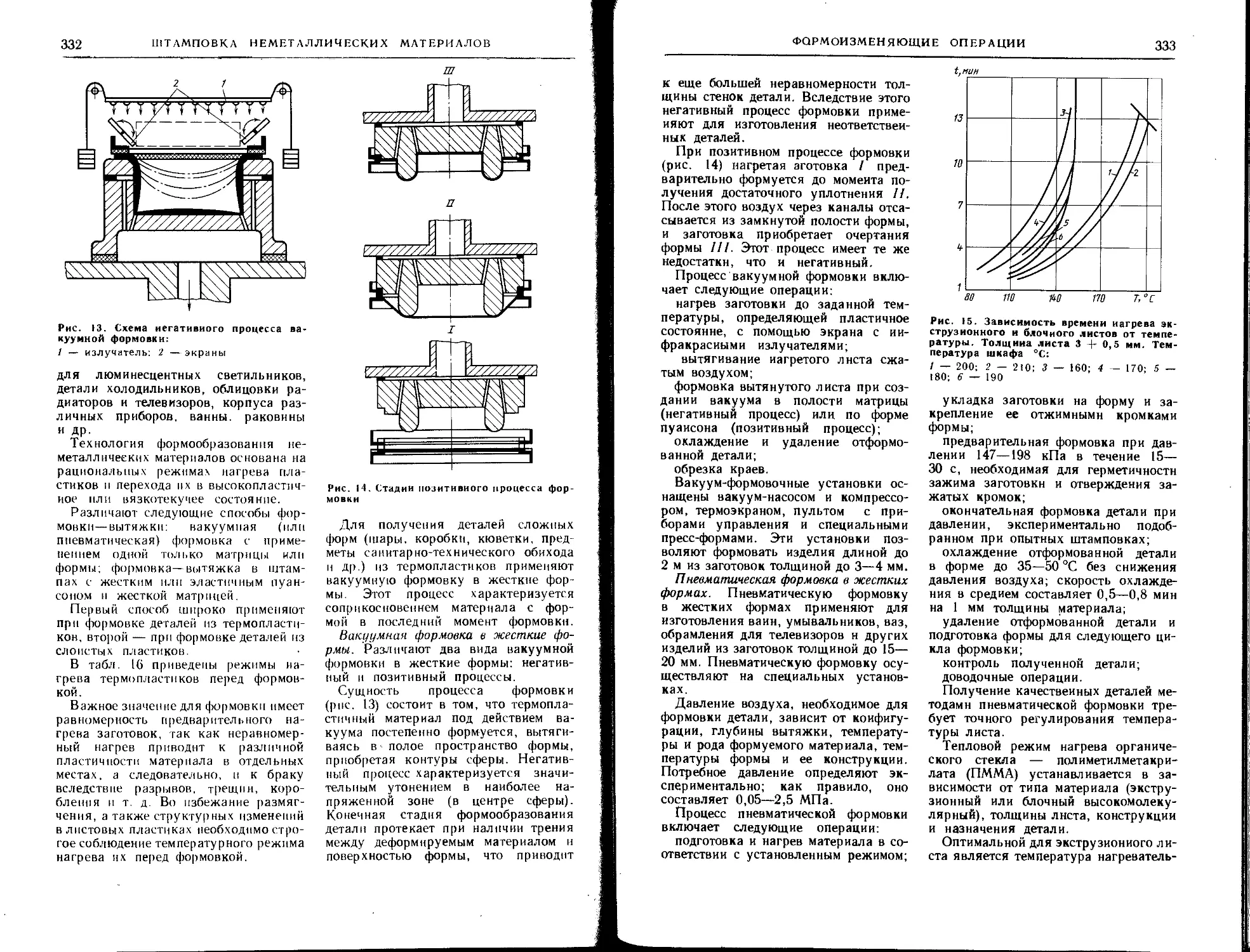
(Ф. П. Михаленко) 311
1. Особенности деформиро-
деформирования 311
2. Разделительные опера-
операции 313
3. Формоизменяющие опе-
операции 330
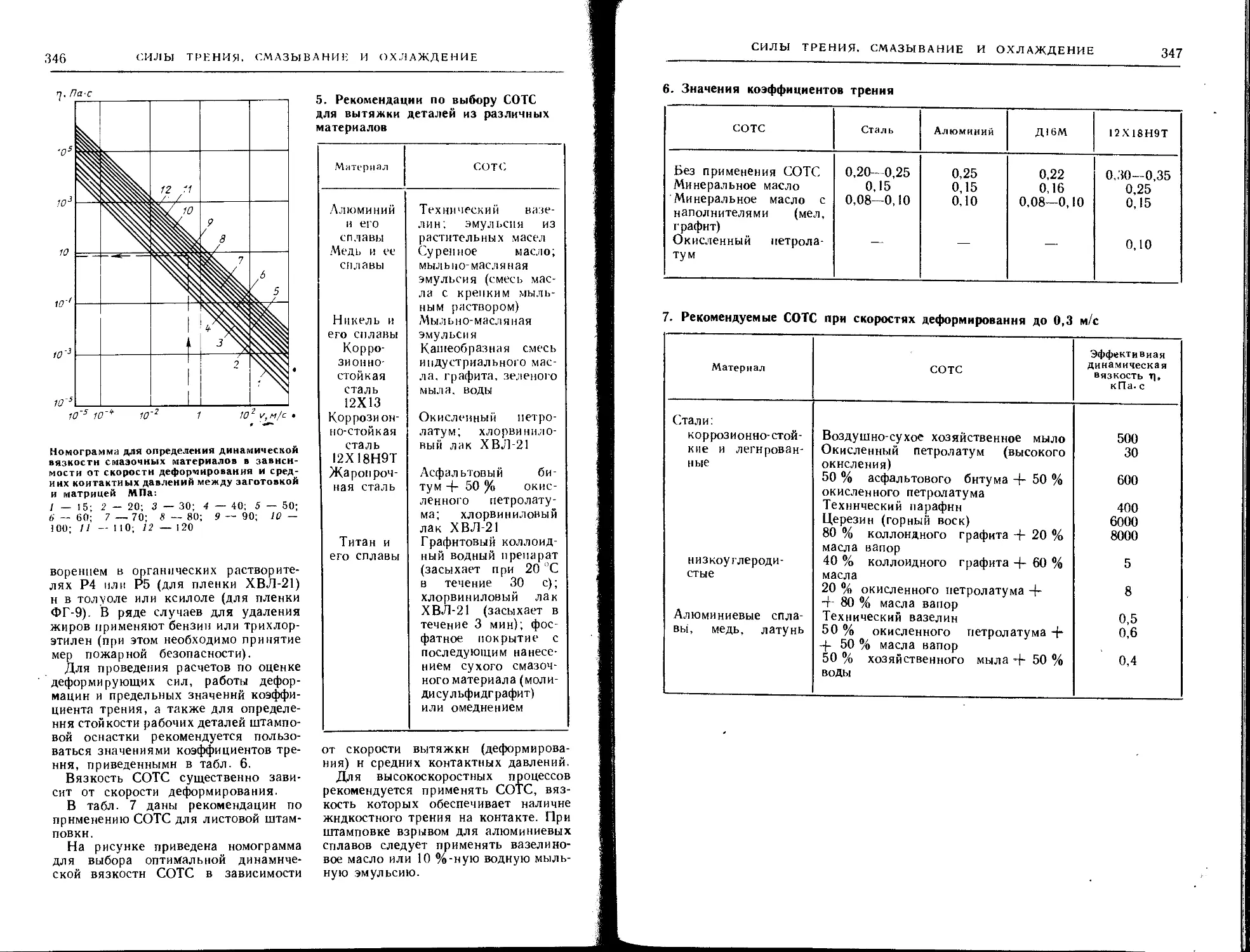
Глава 17. Силы трения, смазы-
смазывание и охлаждение
при штамповке
(А. Г. Овчинников) 339
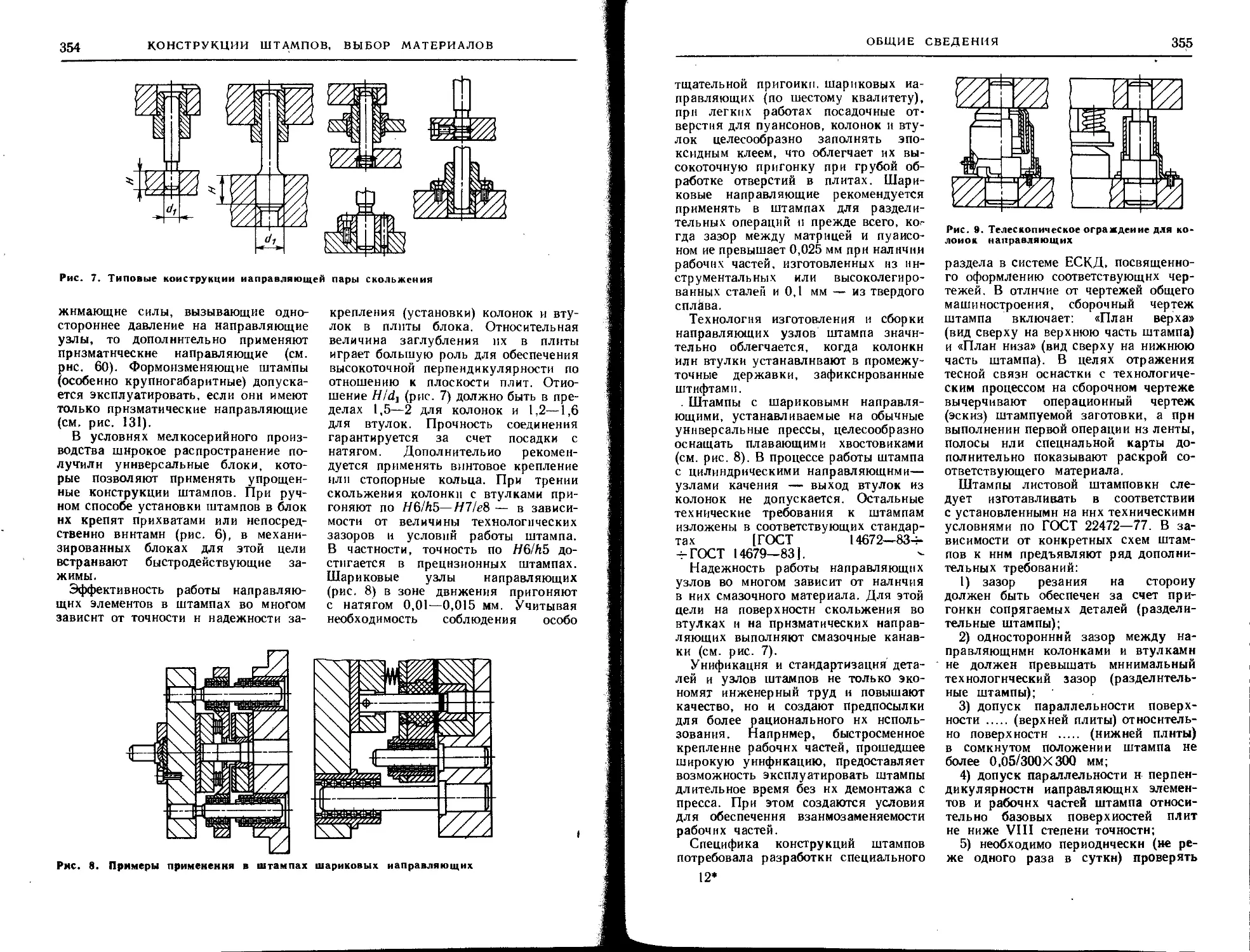
Глава 18. Типовые конструк-
конструкции штампов, основ- -
иых узлов и деталей.
.Выбор материалов
(Г. Д. СкворцовТ 348
1. Общие сведения .... 348
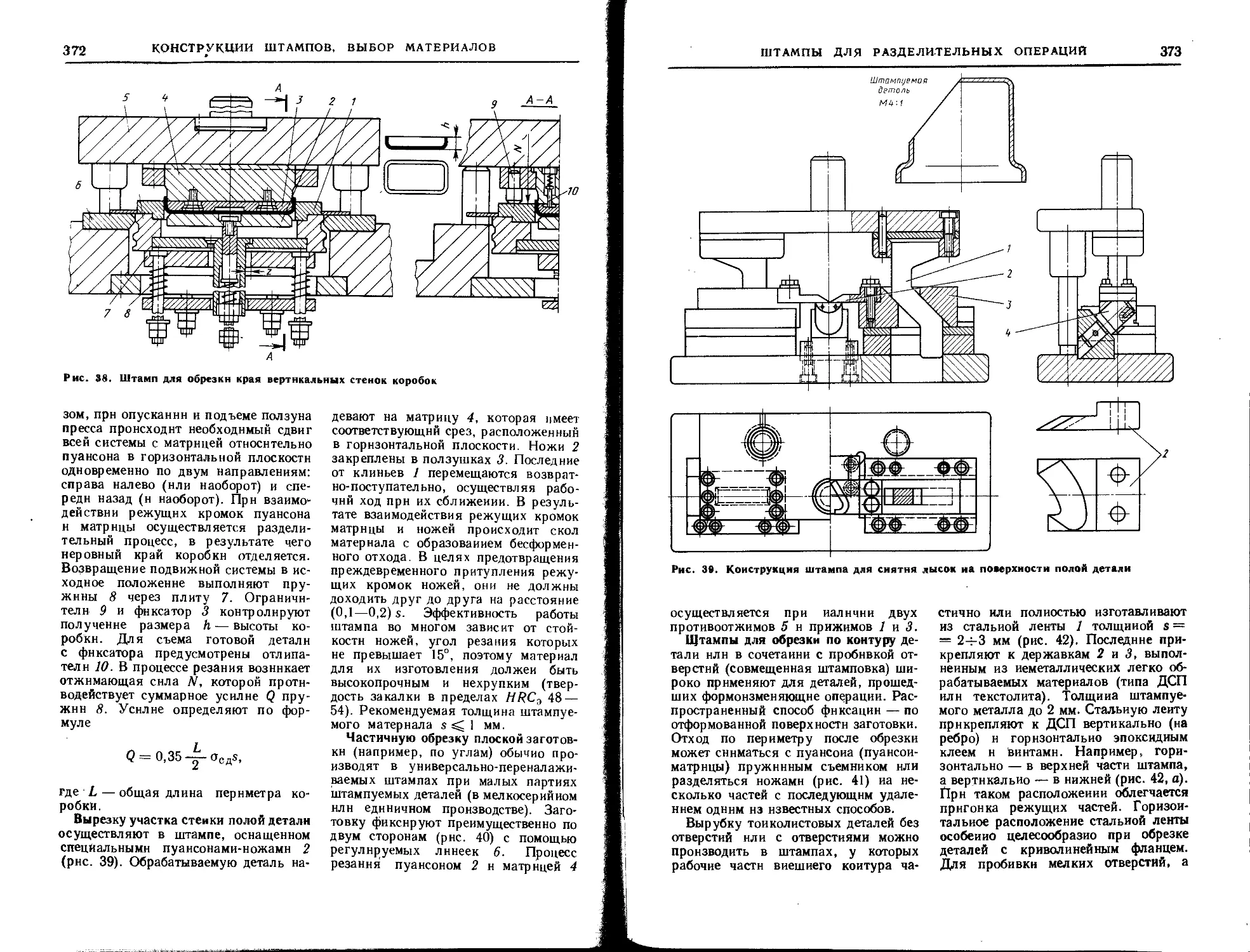
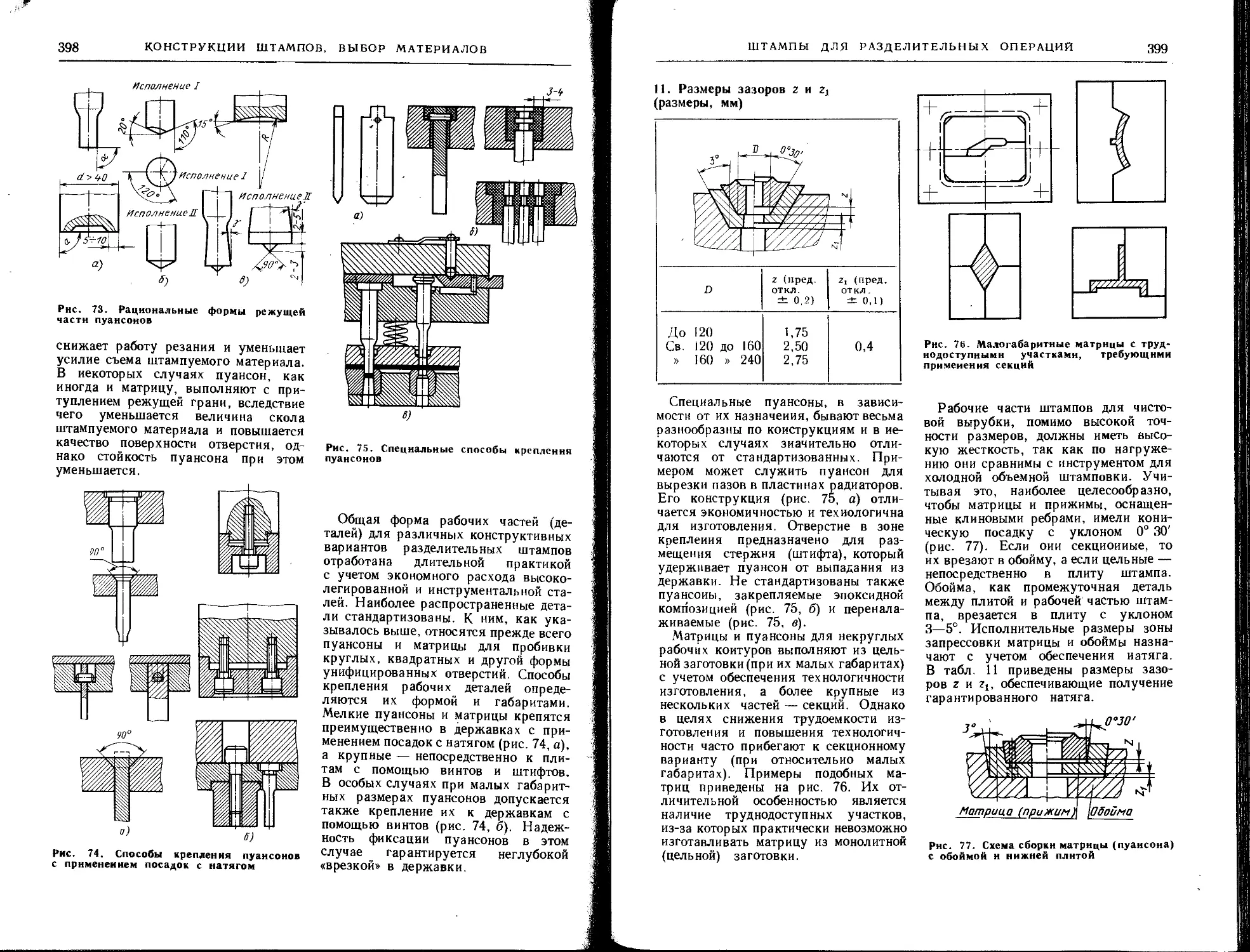
3 2. Штампы для раздели-
' тельных операций .... 356
3. Гибочные штампы . . . 405
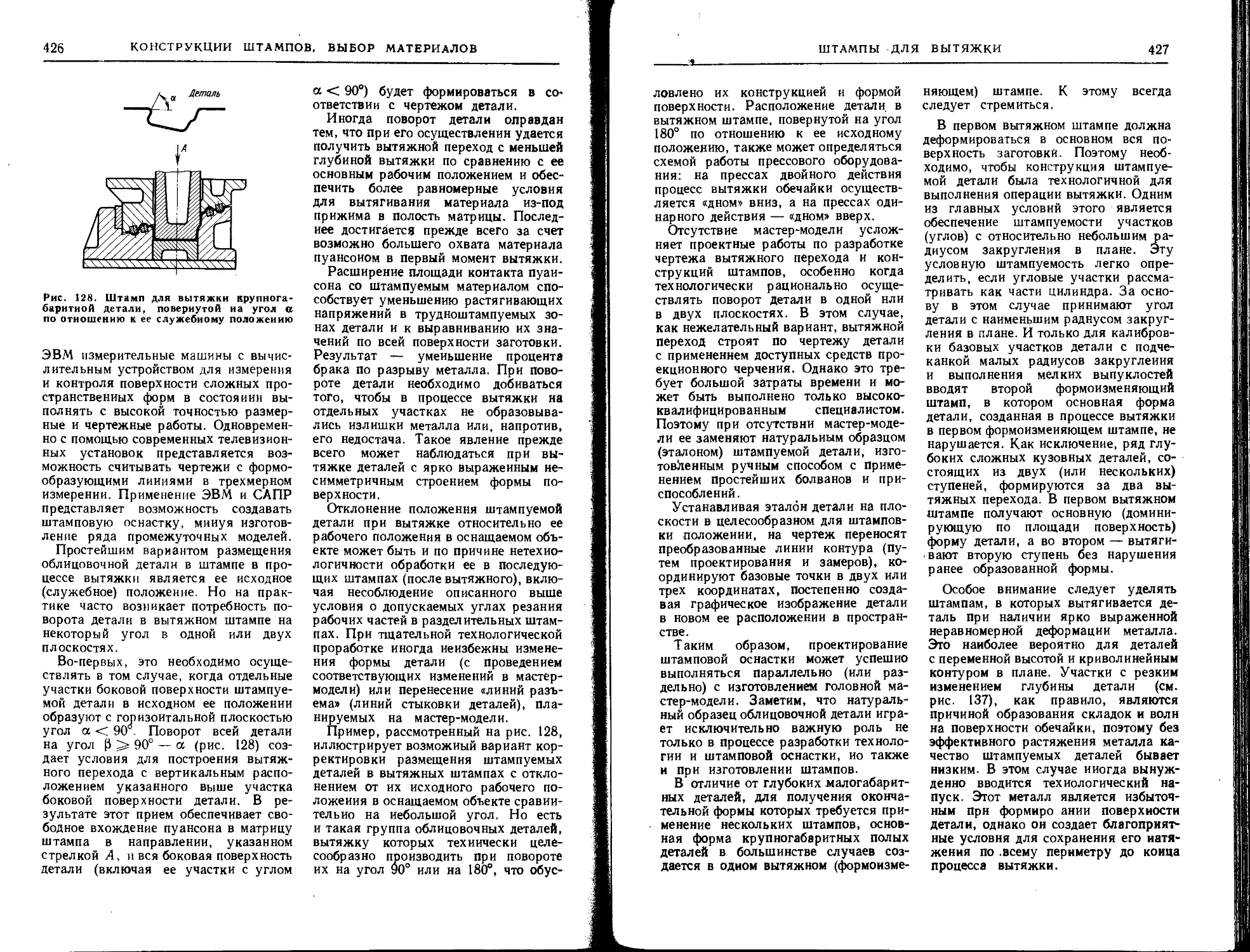
4. Штампы для вытяжки . . 418
5. Штампы для многопо-
многопозиционных прессов .... 435
6. Штампы, совмещающие
разделительные и формоиз-
формоизменяющие операции . . . 437
7. Выбор материалов для
изготовления основных де-
деталей штампов 442
Глава 19. Стойкость штампов
(Ф. П. "Михаленко) 451
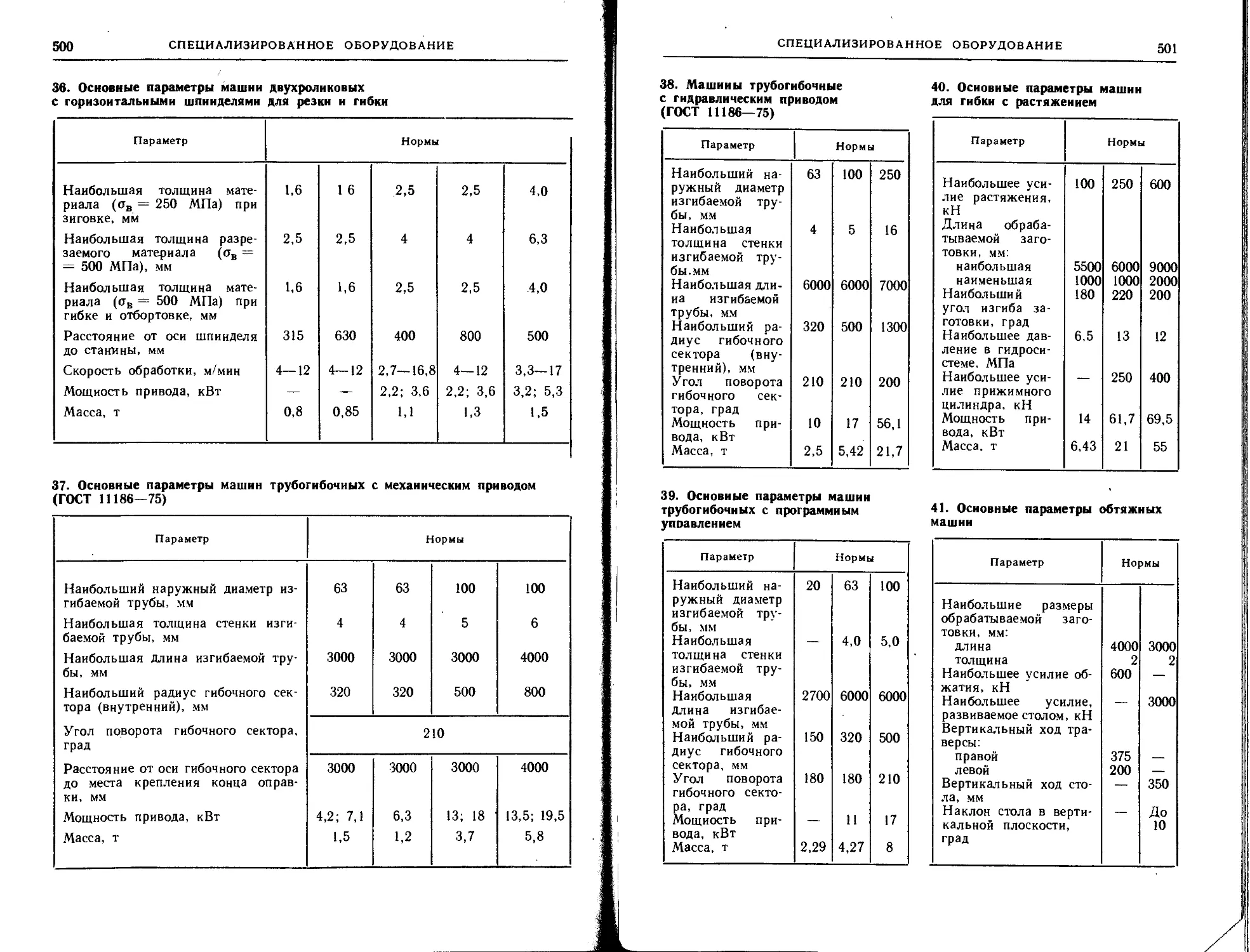
Гмцва,.2О. Специализированное
листоштамповочиое
оборудование
(А. Ф. Нистратов) 474
Глава 21. Выбор листоштам-
повочиого оборудо-
оборудования (Л. И. Живов) 503
Глава 22. Построение техноло-
технологических процессов
(Л. Н. Верховский,
О. В. Усольцев) . . 519
Список литературы 531
Предметный указатель .... 534
Глава
1
ОПЕРАЦИИ ЛИСТОВОЙ ШТАМПОВКИ,
ОСНОВНЫЕ ПАРАМЕТРЫ
ШТАМПУЕМОСТИ
1. КЛАССИФИКАЦИЯ ОПЕРАЦИЙ
ЛИСТОВОЙ ШТАМПОВКИ
Листовой штамповкой обрабатывают
как металлические, так и неметалли-
неметаллические материалы. Металлический ма-
материал для листовой штамповки полу-
получают в основном в металлургическом
производстве: прокаткой, волочением,
прессованием, гибкой (профилирова-
(профилированием), в виде листа, полосы, ленты
различной ширины, свернутой в ру-
рулон, а также в виде сплошных и ие-
сплошных стержней, панелей, труб
различных форм поперечного сечеиия
и толщины (сортовой металл).
Из неметаллических материалов ме-
методами листовой штамповки обрабаты-
обрабатывают бумагу, картон, натуральную и
искусственную кожу, слоистые и не-
неслоистые пластики, различные син-
синтетические материалы.
При листовой штамповке исходная
форма материала пластически изме-
изменяется. При этом обеспечиваются тре-
требуемые геометрическая точность фор-
формы, состояние, качество и точность
поверхности.
Формоизменение осуществляется с
помощью основных инструментов —
пуансона и матрицы и вспомогатель-
вспомогательных — прижима, съемника, выталки-
выталкивателя и т. д. Пуансон вдавливается
в деформируемый материал, обтяги-
обтягивается, обтекается или охватывается
им. Матрица вбирает в себя, охваты-
охватывает изменяющий форму материал н
пуансон.
Базовая поверхность матрицы, по
отношению к которой строится и из-
измеряется проем, называется зеркалом
матрицы. Зеркало матрицы может
быть плоским и искривленным. Кон-
Контуром проема, матрицы называется
линия пересечения поверхности по-
полости с базовой поверхностью.
Полость матрицы может быть глу-
глухая (с дном) и сквозная — в виде от-
отверстия. Если полость сквозная, ма-
матрица имеет форму осесимметричного
или иеосесимметричиого кольца. Та-
Такую матрицу называют матричным
кольцом.
Пуансон -и матрицу изготовляют,
как правило, из более твердого и проч-
прочного материала, чем обрабатываемый.
Вместе с тем один инструмент — пуан-
пуансон или матрица — может быть из
твердого материала, а другой из эла-
эластичного, легко поддающегося формо-
формоизменению.
Инструмент (пуансон или матрица)
называется жестким, если он изготов-
изготовлен из более твердого материала.
Исходный материал, предназначен-
предназначенный для последующей обработки,
в виде тела определенной формы и
размеров называется заготовкой.
В листовой штамповке применяют
следующие виды формоизменения за-
заготовки: растяжение, осадку, сдвиг,
выглаживание, вдавливание (внедре-
(внедрение), гибку, вытяжку, вытяжку с уто-
утонением, ротационную вытяжку, об-
обтяжку, местную формовку, отбортовку,
фланцовку, обжим, раздачу, скручи-
скручивание.
Растяжение — увеличение размера
заготовки или ее части в заданном
направлении.
Осадка — сокращение размера за-
заготовки или ее части в заданном на-
направлении.
Сдвиг — смещение (сдвиг) одной
части заготовки относительно другой
по поверхности сдвига, т. е. по поверх-
поверхности (плоскости), пересекающей за-
заготовку в направлении сдвига, при-
причем соответствующие рабочие поверх-
поверхности пуансона и матрицы движутся
относительно друг друга в этой по-
поверхности (рис. 1, а). Смещение мо-
может осуществляться и по двум плоско-
плоскостям (поверхностям), в которых имеет
место относительное движение рабо-
рабочих поверхностей инструмента
(рис. 1, б, в). КСгда зазор г между по-
поверхностями сдвига положительный
ОПЕРАЦИИ ЛИСТОВОЙ ШТАМПОВКИ
2 7 6
- /
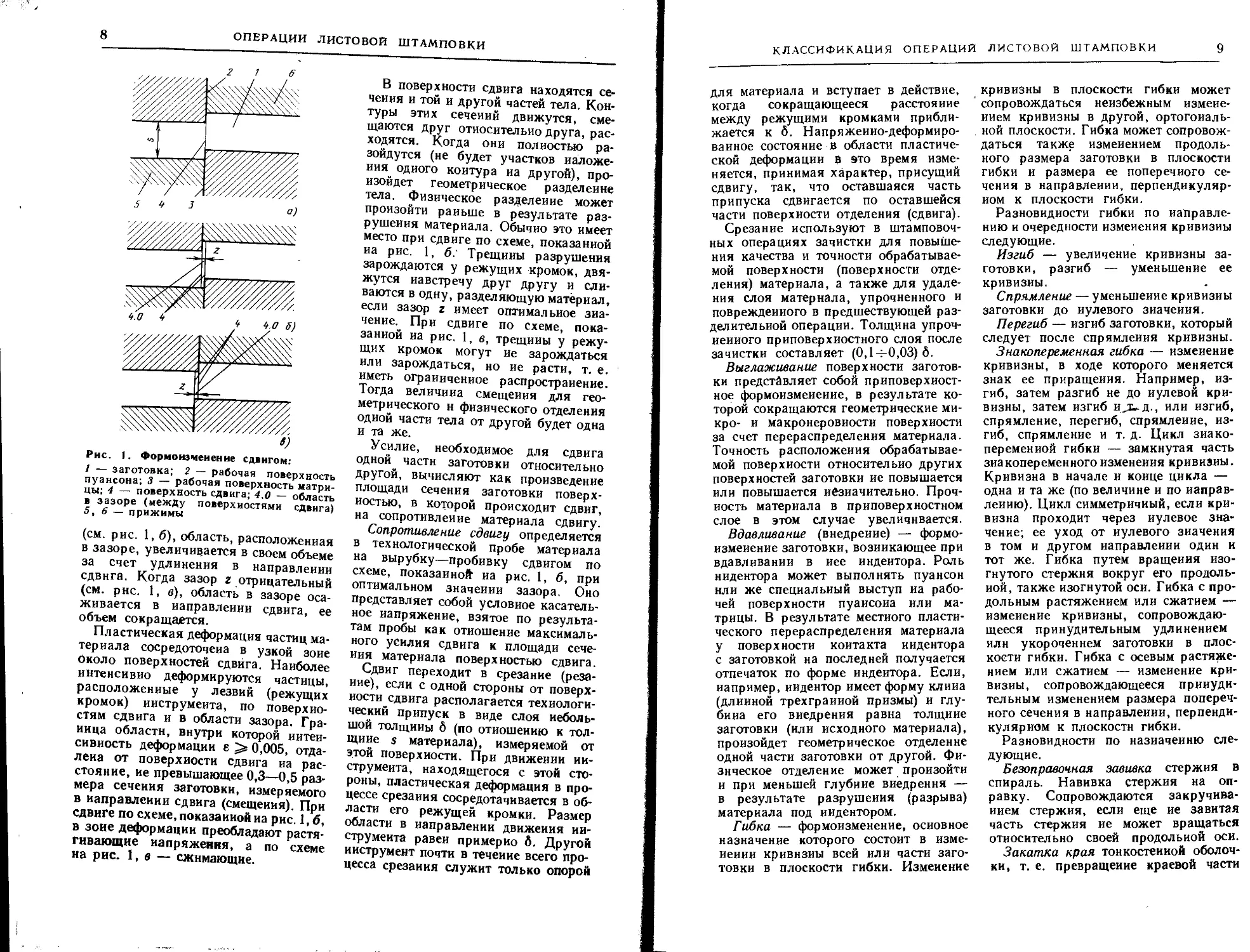
Рис. 1. Формоизменение сдвигом:
/ — заготовка; 2 — рабочая поверхность
пуансона; 3 — рабочая поверхность матри-
матрицы; 4 — поверхность сдвига; 4.0 — область
в зазоре (между поверхностями сдвига)
5,6 — прижимы
(см. рис. 1, б), область, расположенная
в зазоре, увеличивается в своем объеме
за счет удлинения в направлении
сдвига. Когда зазор г отрицательный
(см. рис. 1, в), область в зазоре оса-
осаживается в направлении сдвига, ее
объем сокращается.
Пластическая деформация частиц ма-
материала сосредоточена в узкой зоне
Около поверхностей сдвига. Наиболее
интенсивно деформируются частицы,
расположенные у лезвий (режущих
кромок) инструмента, по поверхно-
поверхностям сдвига и в области зазора. Гра-
Граница области, внутри которой интен-
интенсивность деформации е ^ 0,005, отда-
отдалена от поверхности сдвига иа рас-
расстояние, ие превышающее 0,3—0,5 раз-
размера сечения заготовки, измеряемого
в направлении сдвига (смещения). При
сдвиге по схеме, показанной иа рис. 1,6,
в зоне деформации преобладают растя-
растягивающие напряжения, а по схеме
на рис. 1, в — сжимающие.
В поверхности сдвига находятся се-
сечеиия и той и другой частей тела. Кон-
Контуры этих сечеиий движутся, сме-
смещаются друг относительно друга, рас-
расходятся. Когда они полиостью ра-
разойдутся (не будет участков наложе-
наложения одного контура иа другой), про-
произойдет геометрическое разделение
тела. Физическое разделение может
произойти раньше в результате раз-
разрушения материала. Обычно это имеет
место при сдвиге по схеме, показанной
иа рис. 1, б: Трещины разрушения
зарождаются у режущих кромок, двя-
жутся навстречу друг другу и сли-
сливаются в одну, разделяющую материал,
если зазор г имеет оптимальное зна-
значение. При сдвиге по схеме, пока-
показанной иа рис. 1, в, трещины у режу-
режущих кромок могут ие зарождаться
или зарождаться, но ие расти, т. е.
иметь ограниченное распространение.
Тогда величина смещения для гео-
геометрического н физического отделения
одной части тела от другой будет одна
и та же.
Усилие, необходимое для сдвига
одной части заготовки относительно
другой, вычисляют как произведение
площади сечения заготовки поверх-
поверхностью, в которой происходит сдвиг,
на сопротивление материала сдвигу.
Сопротивление сдвигу определяется
в технологической пробе материала
на вырубку—пробивку сдвигом по
схеме, показанной1 иа рис. 1, б, при
оптимальном значении зазора. Оно
представляет собой условное касатель-
касательное напряжение, взятое по результа-
результатам пробы как отношение максималь-
максимального усилия сдвига к площади сече-
сечеиия материала поверхностью сдвига.
Сдвиг переходит в срезание (реза-
(резание), если с одной стороны от поверх-
поверхности сдвига располагается технологи-
технологический припуск в виде слоя неболь-
небольшой толщины 6 (по отношению к тол-
толщине s материала), измеряемой от
этой поверхности. При движении ин-
инструмента, находящегося с этой сто-
стороны, пластическая деформация в про-
процессе срезания сосредотачивается в об-
области его режущей кромки. Размер
области в направлении движения ин-
инструмента равен примерно 6. Другой
инструмент почти в течение всего про-
процесса срезания служит только опорой
КЛАССИФИКАЦИЯ ОПЕРАЦИЙ ЛИСТОВОЙ ШТАМПОВКИ
для материала и вступает в действие,
когда сокращающееся расстояние
между режущими кромками прибли-
приближается к 6. Напряжеиио-деформиро-
ваиное состояние в области пластиче-
пластической деформации В это время изме-
изменяется, принимая характер, присущий
сдвигу, так, что оставшаяся часть
припуска сдвигается по оставшейся
части поверхности отделения (сдвига).
Срезание используют в штамповоч-
штамповочных операциях зачистки для повыше-
повышения качества и точности обрабатывае-
обрабатываемой поверхности (поверхности отде-
отделения) материала, а также для удале-
удаления слоя материала, упрочненного и
поврежденного в предшествующей раз-
разделительной операции. Толщина упроч-
упрочненного приповерхностного слоя после
зачистки составляет @,1-^0,03N.
Выглаживание поверхности заготов-
заготовки представляет собой приповерхност-
приповерхностное формоизменение, в результате ко-
которой сокращаются геометрические ми-
микро- и макронеровиости поверхности
за счет перераспределения материала.
Точность расположения обрабатывае-
обрабатываемой поверхности относительно других
поверхностей заготовки ие повышается
или повышается незначительно. Проч-
Прочность материала в приповерхностном
слое в этом случае увеличивается.
Вдавливание (внедрение) — формо-
формоизменение заготовки, возникающее при
вдавливании в иее индеитора. Роль
нидентора может выполнять пуансон
нли же специальный выступ иа рабо-
рабочей поверхности пуаисоиа или ма-
матрицы. В результате местного пласти-
пластического перераспределения материала
у поверхности контакта иидентора
с заготовкой на последней получается
отпечаток по форме индеитора. Если,
например, иидентор имеет форму клииа
(длинной трехгранной призмы) и глу-
глубина его внедрения равна толщине
заготовки (или исходного материала),
произойдет геометрическое отделение
одной части заготовки от другой. Фи-
Физическое отделение может произойти
и при меньшей глубине внедрения —
в результате разрушения (разрыва)
материала под иидентором.
Гибка — формоизменение, основное
назначение которого состоит в изме-
изменении кривизны всей или части заго-
заготовки в плоскости гибки. Изменение
кривизны в плоскости гибки может
сопровождаться неизбежным измене-
изменением кривизны в другой, ортогональ-
ортогональной плоскости. Гибка может сопровож-
сопровождаться также изменением продоль-
продольного размера заготовки в плоскости
гибки и размера ее поперечного се-
сечения в направлении, перпендикуляр-
перпендикулярном к плоскости гибки.
Разновидности гибки по направле-
направлению и очередности измеиения кривизиы
следующие.
Изгиб — увеличение кривизны за-
заготовки, разгиб — уменьшение ее
кривизиы.
Спрямление — уменьшение кривизиы
заготовки до нулевого значения.
Перегиб — изгиб заготовки, который
следует после спрямления кривизны.
Знакопеременная гибка — изменение
кривизны, в ходе которого меняется
знак ее приращения. Например, из-
изгиб, затем разгиб не до нулевой кри-
кривизны, затем изгиб и^г—д., или изгиб,
спрямление, перегиб, спрямление, из-
изгиб, спрямление и т. д. Цикл знако-
знакопеременной гибки — замкнутая часть
знакопеременного изменения кривизиы.
Кривизна в начале и конце цикла —
одна и та же (по величине и по направ-
направлению). Цикл симметричный, если кри-
кривизна проходит через нулевое зна-
значение; ее уход от нулевого значения
в том и другом направлении один и
тот же. Гибка путем вращения изо-
изогнутого стержня вокруг его продоль-
продольной, также изогнутой оси. Гибка с про-
продольным растяжением или сжатием —
изменение кривизны, сопровождаю-
сопровождающееся принудительным удлинением
илн укорочением заготовки в плос-
плоскости гибки. Гибка с осевым растяже-
растяжением или сжатием — изменение кри-
кривизиы, сопровождающееся принуди-
принудительным изменением размера попереч-
поперечного сечения в направлении, перпенди-
перпендикулярном к плоскости гибки.
Разновидности по назначению сле-
следующие.
Безоправочная завивка стержня в
спираль. Навивка стержня на оп-
оправку. Сопровождаются закручива-
закручиванием стержня, если еще ие завитая
часть стержня ие может вращаться
относительно своей продольной оси.
Закатка края тонкостенной оболоч-
оболочки, т. е. превращение краевой части
10
ОПЕРАЦИИ ЛИСТОВОЙ ШТАМПОВКИ
цилиндрической оболочки в тороидаль-
тороидальную. Завивка краевой части листа —
придание ей формы цилиндрической
оболочки.
Правка гибкой —доведение кривизны
стержня, цилиндрической оболочки или
коробленого листа до нулевого зна-
значения или до заданного.
Вытяжка — формоизменение листо-
листовой заготовки в чаше- или коробооб-
разную оболочку или заготовки в виде
такой оболочки в более глубокую обо-
оболочку, происходящее за счет втягива-
втягивания пуансоном в матрицу части мате-
материала, находящегося на зеркале за
контуром проема (полости) матрицы,
н растяжения другой части, находя-
находящейся внутри контура. Зазор между
поверхностями полости (проема) ма-
матрицы и пуансона должен быть больше
или равен толщине стенки образовав-
образовавшейся оболочки. Часть материала,
находящаяся на зеркале матрицы, на-
называется фланцем. При вытяжке особо
тонкостенных оболочек возникает опас-
опасность коробления фланца, образования
на нем волн. Тогда применяют устрой-
устройство в виде прижимного кольца, фла-
фланец располагают между прижимными
поверхностями кольца и матрицы.
В процессе вытяжки фланец вытяги-
вытягивается из-под прнжимиого кольца и
втягивается в матрицу.
Имеются следующие разновидности
вытяжки.
Осесимметричная вытяжка — вы-
вытяжка оболочки из осесимметричной
заготовки осесимметричными пуансо-
иом и матрицей. Но вытягиваемая
оболочка обычно не является строго
осесимметричной, так как вследствие
плоскостной анизотропии листового
материала и других причин осевая
симметрия процесса формоизменения
нарушается. Неосесимметричная вы-
вытяжка — вытяжка неосесимметрнчиой
оболочки. Обычно так называют вы-
вытяжку коробообразных оболочек, имею-
имеющих две плоскости симметрии (или
одну). Сложная вытяжка — вытяжка
оболочки сложной формы, обычно ие
имеющей и и одной плоскости симме-
симметрии. Многооперационная вытяжка —
вытяжка оболочки, для формообра-
формообразования которой необходимо несколь-
несколько операций. Вытяжка с утонением
стеики — получение детали типа ста-
стакана, состоящее в увеличении его
высоты за счет утоиения стеики,
получаемого протягиванием стенки
через зазор между поверхностями
пуансона и матрицы.
Комбинированная вытяжка — соеди-
соединяет в себе два вида формоизменения,
протекающие одновременно под воз-
воздействием одного и того же инстру-
инструмента: собственно вытяжку и вытяжку
с утонением.
Вытяжка ротационная — формоиз-
формоизменение вращающейся круглой листо-
листовой заготовки в осесимметричную обо-
оболочку или заготовки в виде такой обо-
оболочки в оболочку другой фо.рмы и
толщины. Осуществляется за счет по-
последовательного смещения материала
под действием сосредоточенной на-
нагрузки со стороны инструмента, дви-
движущегося относительно заготовки по
траектории, представляющей собой вин-
винтовую линию на поверхности враще-
вращения соответствующей формы. В про-
процессе формообразования форму обо-
оболочки обычно задают с помощью же-
жесткой оправки. Требуемую траекто-
траекторию движения инструмента относи-
относительно заготовки обеспечивают враще-
вращением оправки с заготовкой и подачей
инструмента в плоскости, параллель-
параллельной оси вращения, по кривой (или
прямой), которая соответствует обра-
образующей оболочки.
Обтяжка — формоизменение листо-
листовой заготовки в оболочку, состоящее
в ее растяжении и одновремеииом обтя-
обтягивании по пуансону.
Местная формовка — формоизмене-
формоизменение обтяжкой относительно неболь-
небольшого участка листовой заготовки.
Отбортовка — формоизменение, при
котором часть листовой заготовки,
расположенная вдоль ее замкнутого
или незамкнутого контура, под дей-
действием пуансона смещается в матрицу,
одновременно растягивается, повора-
поворачивается н превращается в борт. Обра-
Образование борта из области, расположен-
расположенной вдоль выпуклого замкнутого или
незамкнутого контура листовой заго-
заготовки, представляет собой неглубокую
вытяжку, а вдоль прямолинейного кон-
контура — гибку.
Обжим — формоизменение трубы,
в результате которого укорачивается
и сужаетси контур поперечного се-
КЛАССИФИКАЦИЯ ОПЕРАЦИЙ ЛИСТОВОЙ ШТАМПОВКИ
11
чения на отдельном кольцевом участке
или по всей ее длине.
Раздача — формоизменение трубы,
в результате которого удлиняется и
расширяется контур поперечного се-
сечения на отдельном кольцевом участке
или по всей ее длине.
Фланцовка — образование фланца
по краю оболочки; в частности, раз-
раздача концевого участка трубы с раз-
разворачиванием образующей участка на
угол, достигающей 90° н более, яв-
является разновидностью фланцовки.
Скручивание — формоизменение за-
заготовки, возникающее при повороте
ее сечений, ограничивающих участок
скручивания, относительно друг друга
вокруг заданной оси.
Калибровка — отделочное формоиз-
формоизменение полуфабриката, необходимое
для доведения его геометрии и каче-
качества поверхности до заданных.
С помощью перечисленных видов
формоизменения заготовки заданную
форму можно получить либо прн от-
отделении технологического припуска,
либо при направленном перераспреде-
перераспределении (перетекании) материала заго-
заготовки внутри ограничивающей ее по-
поверхности, изменяющей свою форму
и площадь.
Для отделения припуска при разде-
разделении какого-либо материала (ли-
(листов, ленты, труб и т. д.) на части при-
применяют сдвиг, внедрение, локализо-
локализованный изгиб с растяжением, а для
перераспределения материала — все
виды формоизменения.
Разделение (отделение) происходит
по поверхности разделения (отделе-
(отделения), которая может быть трех видов:
не иметь признаков разрушения ма-
материала в приповерхностном слое;
представлять собой поверхность тре-
трещины (скола), по которой разрушился
матер иал;
представлять собой комбинацию
первых двух видов поверхностей.
Линия пересечения поверхности раз-
разделяемого материала с поверхностью
разделения (отделения) представляет
собой контур разделения (отделения).
Некоторые виды формоизменения
могут быть использованы для полу-
получения неразбориых соединений заго-
заготовок или деталей (гибка, отбортовка,
обжим, фланцовка, местная формовка,
сдвиг).
Количественно формоизменение оце-
оценивается коэффициентом формоизме-
формоизменения. Коэффициент отражает отно-
относительное изменение геометрического
параметра, характерного для данного
вида формоизменения. Наибольшее
возможное формоизменение оцени-
оценивается предельным коэффициентом
формоизменения.
Факторы, ограничивающие формо-
формоизменение заготовки: разрушение ма-
материала по исчерпании его пластич-
пластичности; возникновение волн, выпучин
на участках заготовки, находящихся
под воздействием сжимающих сил;
локализация деформации и резкое су-
сужение сечения на участках заготовки,
находящихся под воздействием растя-
растягивающих сил; упрочнение металла,
если оно оговорено техническими ус-
условиями на деталь.
Для различных частиц тела пла-
пластичность может быть различной. Ме-
Мерой пластичности является деформа-
деформация разрушения — интенсивность де-
деформаций ер, накопленная материалом
за рассматриваемый период, закончив-
закончившийся разрушением частицы.
Разрушение частицы тела при пла-
пластической деформации есть результат
накопления материалом тела таких
повреждений, как поры, микротре-
микротрещины внутри зерен и по их границам.
При рассмотрении механизма разру-
разрушения частицу тела принимают малой
по отношению к размерам тела, но
достаточно большой по отношению
к размерам отдельного зерна нлн дру-
другого элемента микроструктуры, со-
содержащей тысячи зерен. По мере
увеличения деформации процесс роста
площади поверхности каждого повреж-
повреждения может перейти к процесс объеди-
объединения ряда повреждений (микротре-
(микротрещин, пор, разрывов). Прн этом ско-
скорость роста площади поверхности объ-
объединенных повреждений резко уве-
увеличивается. Они образуют одну макро-
трещнну, которая и разделяет частицу,
разрушает ее. Последующее разраста-
разрастание макротрещин и их объединение
приводит к разрушению тела в целом.
На пластичность влияют в основном
давление, с которым на нее давят со-
соседние частицы, скорость деформации
12
ОПЕРАЦИИ ЛИСТОВОЙ ШТАМПОВКИ
температура, деформация, накоплен-
накопленная за период, предшествующий рас-
рассматриваемому, и ее градиент, вид на-
напряженного состояния (частицы), а
также внешние факторы — воздей-
воздействие агрессивной среды, радиоак-
радиоактивное облучение и т. д. Мерой давле-
давления на частицу со стороны окружаю-
окружающих частиц служит отношение сред-
среднего нормального напряжения ст0 --
— (at -\- а2 + сгд)/3 к интенсивности
напряжения а. Пластичность материа-
материала определяют экспериментально.
Серии образцов деформируют до раз-
разрушения при различных значениях
{ao/a)j (/ =1,2, 3, ...), но для каждой
серии это значение должно быть по-
постоянно пое,т. е. (ао/ст);-(к) (<V<7)/
== const, Причем деформация образца
должна быть близкой к однородной
(чтобы исключить влияние ее градиен-
градиента). В результате для ряда значений
(ао/ст)/ получают ряд значений (<"?)/,
по которому строят зависимость
ер (ао^аУ- График этой зависимости
называют диаграммой пластичности
или кривой пластичности материала.
В случае, когда рассматриваемая
частица тела деформируется при
ао/° -=. const, отношение накопленной
ею иитеисивности деформации к де-
деформации разрушения называют коэф-
коэффициентом снижения пластичности:
ф = е/ер 0<i|><1. A;
При i|) = 1 частица разрушается.
Если же (ав/а) (с.) var, коэффициент
снижения пластичности вычисляют по
формуле
= j
B)
о
¦ \С
где е? = ер (ао/а)с =. кр (е) — коорди-
координата точки иа диаграмме пластичности,
представленная в виде функции от е
с помощью подстановки {о0/о)с -"-
= (<г„/а) (е).
Деформацию ер определяют из урав-
уравнения
1.
C)
Сверхпластичность — состояние ма-
материала, при котором имеет место не-
необычно большое удлинение образца в
испытании иа одноосное растяжение.
В этом состоянии напряжение течении
материала сильно зависит от скорости
деформации, что приводит к замедле-
замедлению развития неравномерности растя-
растяжения образца и запаздыванию лока-
локализации деформации.
Многие металлические сплавы могут
находиться в состоянии сверхпластич-
сверхпластичности в определенных интервалах тем-
температур и скоростей деформации. Пла-
Пластичность материала в состоянии сверх-
пластнчности по сравнению с его пла-
пластичностью при горячей деформации
не повышается или повышается, но
незначительно.
Возникновение волн, выпучин наблю-
наблюдается на участках заготовки, находя-
находящихся под воздействием сжимающих
сил и не имеющих двустороннего кон-
контакта с жесткими поверхностями ин-
инструмента. Во многих случаях такой
контакт может быть обеспечен при
дополнительном введении в состав ин-
инструмента прижимов, держателей, эле-
элементов подпора и т. п.
Локализация деформации присуща
следующим видам формоизменения:
растяжению, гибке . с растяжением,
вытяжке, обтяжке и местной формовке,
раздаче, отбортовке. Ее развитие за-
зависит в основном от видЭ" п разновид-
разновидностей формоизменения заготовки, уп-
рочняемости металла как по деформа-
деформации, так и по ее скорости, исходных
разиотолщинности листовой заготовки
и иеоднородиости пластических свойств
металла, неравномерности распреде-
распределения деформации, соотношения между
главными деформациями et и е4 в на-
направлениях растяжения (см. гл. 8).
Штамповочная операция является
частью технологического процесса
формоизменения заготовки. За каждую
операцию осуществляется определен-
определенный вид формоизменения с заданным
коэффициентом формоизменения.
Штампуемость, т е. обрабатывае-
обрабатываемость листового материала пластиче-
пластической деформацией в определенной
штамповочной операции, зависит от
технологических свойств материала и
оценивается рядом показателей, на-
набор которых зависит от масштаба про-
КЛАССИФИКАЦИЯ ОПЕРАЦИЙ ЛИСТОВОЙ ШТАМПОВКИ
13
изводства, его технического уровня и
конкретных требований к изделию:
Оценка штампуемостн материала яв-
является сравнительной, т. е. выпол-
выполняется сравнением со штампуемостью
другого взятого за эталон листового
материала.
Технологические свойства листового
материала включают в себя часть ме-
механических, физических свойств и
данные о составе материала как ве-
вещества, отдельные показатели его
микро- и макроструктур, точности из-
изготовления как тела, микрогеометрии
поверхности, ее физико-химического
состояния, степень однородности (рав-
(равномерности распределения) этих свойств
и показателей по телу (по коорди-
координатам) и их стабильность по времени.
Показателями штампуемостн яв-
являются коэффициент наибольшего
формоизменения, качество обработки,
экономичность использования мате-
материала, стойкость инструмента, стои-
стоимость инструмента и его обслужива-
обслуживания, силовые, энергетические и другие
материальные затраты, условия труда.
Определение операций по
ГОСТ 18970—84. 1. Отрезка — пол-
полное отделение части заготовки по не-
незамкнутому контуру.
2. Разрезка — разделение заго-
заготовки иа части по незамкнутому кон-
контуру.
3. Вырубка — полное отделение за
готовки или изделия от исходной
заготовки по замкнутому контуру.
4. Пробивка — образование в заго-
заготовке отверстия или паза путем сдвига
с удалением части материала в отход.
5. Обрезка — удаление излишков
металла путем сдвига.
6. Чистовая вырубка — вырубка
в условиях всестороннего неравномер-
неравномерного сжатия в зоне разделения мате-
материала.
7. Чистовая пробивка — пробивка
в условиях всестороннего неравномер-
неравномерного сжатия в зоне разделения мате-
материала.
8. Проколка — образование в за-
заготовке отверстия без удаления мате-
ряала в отход.
8. Высечка — полное отделение за-
заготовки илн изделия от исходной за-
заготовки по замкнутому контуру путем
внедрения инструмента.
10. Просечка — образование отвер-
отверстия в заготовке путем внедрения ин-
инструмента с удалением части материала
в отход.
11. Зачистка — удаление техноло-
технологических припусков с помощью штампа
с образованием стружки дли повыше-
повышения точности размеров н уменьшения
шероховатости поверхности штампован-
штампованной заготовки.
12^Гибка — образование или из-
изменение углов между частями заготов-
заготовки илн придание ей криволинейной
формы.
13. Вытяжка — образование полой
заготовки или изделия из плоской или
полой исходной листовой заготовки.
14. Вытяжка с утоиеиием — вы-
вытяжка полой заготовки с обусловлен-
обусловленным уменьшением толщины стенок ис-
исходной полой заготовки без изменения
ее внутреннего диаметра.
15. Вытяжка ротационная — вы-
вытяжка при относительном вращении
инструмента и заготовки.
16. Комбинированная вытяжка —
вытяжка плоской или полой заготовки
с обусловленным уменьшением тол-
толщины стенок и с изменением диаметра
полой заготовки.
17. Обтяжка — образование заго-
заготовки заданной формы приложением
растягивающих усилий к ее краям.
18. Формовка — образование рель-
рельефа в листовой заготовке за счет мест-
местных растяжений без обусловленного
изменения толщины материала.
19. Отбортовка — образование борта
по внутреннему и (или) наружному кон-
контуру заготовки.
20. Обжим — уменьшение размеров
поперечного сечеиия части полой за-
заготовки путем одновременного воздей-
воздействия инструмента по всему ее пери-
периметру.
21. Раздача — увеличение размеров
поперечного сечеиия части полой за-
заготовки путем одновременного воздей-
воздействия инструмента по всему периметру.
22. Скручивание — поворот части
заготовки вокруг продольной оси.
23. Правка — устранение искаже-
искажений формы заготовки (детали) пласти-
пластическим деформированием.
24. Калибровка — повышение точ-
точности размеров штампованной заго-
14
ОПЕРАЦИИ ЛИСТОВОЙ ШТАМПОВКИ
товки и уменьшение шероховатости
ее поверхности.
Для отделения (разделения) мате-
материала в операциях 1—7 применяют
формоизменение сдвигом. Восьмую
операцию осуществляют локализован-
локализованным изгибом и растяжением материала
на вершине конического пуансона.
Появившееся здесь точечное разруше-
разрушение материала распространяется за-
затем по исходящим от вершины тре-
трещинам. Операции 1—7 можно также
осуществить локализованным изги-
изгибом и растяжением материала до его
разрыва около острой рабочей кромки
пуансона или матрицы. Чистовые вы-
вырубку и пробивку осуществляют пу-
путем сдвигового формоизменения; при
этом обеспечивается поверхность раз-
разделения первого вида, т. е. без призна-
признаков разрушения материала в прнпо-
нерхностном слое. Операции высечки
и просечки осуществляют вдавлива-
вдавливанием в разделяемый материал инден-
тора (ножа).
Операция, в которой пластическое
формоизменение используется для
получения неразборного соединения
двух и более заготовок или деталей,
называется штампо-сборочной.
Операция, используемая для полу-
получения заготовки, называется заготови-
заготовительной.
Технологический процесс листовой
штамповки чаще всего начинается
с операции раскроя материала.
Раскрой материала — разделение ма-
материала на части (или отделение от
него частей) определенной, необходи-
необходимой для получения детали формы.
Отделенные части могут являться за-
заготовками для дальнейшей обработки
или же готовыми деталями. Операций
раскроя может быть несколько. На-
Например, раскрой листа на полосы,
затем раскрой полосы на заготовки.
Раскрой материала, в результате
которого одновременно получают за-
заготовки (детали) разной заданной
формы, называют групповым.
Операция раскроя является загото-
заготовительной, если результатом являются
заготовки.
Вместе с частями определенной
требуемой формы при раскрое материа-
материала обычно отделяются другие части,
непригодные для получения соответ-
соответствующей детали н представляющие
собой отход раскроя. Он является де-
деловым отходом, если затем исполь-
используется как материал для получения
другой заготовки или детали.
Проектирование (разработка) рас-
раскроя заключается в выборе оптималь-
оптимального положения заготовок (деталей)
в исходном материале. При этом пара-
параметрами оптимизации могут быть плот-
плотность размещения заготовок в исход-
исходном материале, материальные затраты
на осуществление разделения и др.
Мерой плотности размещения (за-
(заполнения) служит коэффициент ис-
использования материала — отношение
объема заготовок к объему раскраи-
раскраиваемого материала.
В технологический процесс штампов-
штамповки обычно входят вспомогательные
операции: смазывание; нанесение по-
покрытий, удерживающих смазочный ма-
материал; зачистка заусенцев различными
способами; обезжиривание; промывка
и др.
При необходимости вводят опе-
операции термообработки — отжиг на-
начальный и межоперационный, закалку,
отпуск и др., а также отделочные,
декоративные и антикоррозионные
операции обработки поверхности и
операции нанесения покрытий.
Комплект инструмента, состоящий
нз пуансона, матрицы и*вспомогатель-
ных деталей, предназначенный для
одной операции, входит в штамп и рас-
располагается в нем в определенной пози-
позиции. В штампе может быть один или
несколько таких комплектов; они мо-
могут располагаться как в разных, так
и в одной позиции. Штамп состоит
из двух основных частей, движущихся
при его работе друг относительно друга.
Детали, входящие в комплект, распо-
располагаются и в той, и в другой его
частях. За один ход штампа части
сходятся, сближаются н расходятся
в исходное относительное положение;
при этом на каждой позиции выпол-
выполняется столько операций, сколько
комплектов инструмента в ней распо-
расположено. Операции выполняются обыч-
обычно в пернод сблнження частей штампа
и рабочих элементов штампа пуансона
и матрицы. Формоизменение заготовки
на позиции выполняется за рабочий
ход пуансона (относительно матрицы),
ОСНОВНЫЕ ПАРАМЕТРЫ ШТАМПУЕМОСТИ
15
занимающий часть хода штампа. Опе-
Операции выполняются последовательно,
если заготовка переносится с позиции
на позицию после выполнения каждой
операции, и совмещение если заго-
заготовка остается на одной позиции. За
каждый ход штампа выполняются
операции на всех позициях.
Технологичность изделии. В целях
обеспечения высокого качества изде-
изделия, его служебных характеристик
(технических требований к изделию)
и мнннмальной себестоимости при раз-
разработке конструкции изделия, выборе
геометрических соотношений формы,
вида и механических характеристик
исходного материала необходимо учи-
учитывать следующие факторы: технологи-
технологические возможности и особенности
штамповочных операций в предлагае-
предлагаемых вариантах технологического про-
процесса; уровень технической оснащен-
оснащенности н состояния машин штамповоч-
штамповочного и инструментального подразде-
подразделений; возможности выбора материа-
материалов для штампов. Понятие стехнологич-
ность изделия» включает в себя срав-
сравнительную (качественную) оценку
полноты этого учета.
2. ОСНОВНЫЕ ПАРАМЕТРЫ
ШТАМПУЕМОСТИ
Упрочнение н пластичность листово-
листового металла. Экспериментальные зави-
зависимости интенсивности напряжений а
от интенсивности деформаций t полу-
получают по результатам испытаний образ-
образцов на растяжение, сжатие или кру-
чеНие. В расчетах обычно используют
аналитические аппроксимации этих
зависимостей.
Степенная аппроксимации
a = A (e0 + e)«;
D)
при eg = 0
a = Агп. E)
Линейная аппроксимация
a — a,0 +
F)
где п и П — константы материала
(табл. 1 и 2);
Среднее значение п для феррнт-
ных коррозионно-стойких сталей
можно рассчитать по уравнению [37]
л = 1,199 — 0,062 (% С) —
— 0,016 (% Мп) + 0,014 (% Si) +
+ 0,0005 (% Сг) — 0,021 (% Мо) +
+ 0,0067 (% Nb) + 1,12 (% Сг —
— 0.097J — 0,033 (% Nb — 0,5J +
+ 0,089 (% С — 0.097) (% Сг —
— 17,05).
Для сталей
«то = 15 + 0,9ов;
для медн и ее сплавов
ато = 2,25 + 1,38ов;
для алюминия и его сплавов
ат0= 1,325ав — 2.
Прн горячем деформировании ин-
интенсивность напряжений зависит в ос-
основном от интенсивности скоростей
деформации ё. Эту зависимость при-
принято аппроксимировать следующей
формулой:
' ° "" , G)
где ан — интенсивность напряжений
прн скорости деформации ё = ён, при
постоянной температуре т = const
(табл. 3—5).
Для большинства металлов показа-
показатель т связан с относительной тем-
температурой в = Т1Тпл:
m = пгф,
где Т и Тпл — температура испытания
и температура плавления по Кельвину.
Коэффициент те зависит от хими-
химического состава сплава: для сталей
углеродистых, хромоникелевых и ле-
легированных перлитного класса ои со-
составляет 0,0444; марганцовистых,
хромоваиадиевых и хромомолибде-
иовых — 0,0455; хромистых и сталей
с переходной структурой —
0,0435; хромоиикель-молибдеиовых и
16
ОПЕРАЦИИ ЛИСТОВОЙ ШТАМПОВКИ
1. Механические свойства некоторых листовых материалов
Материал
Техническое же-
железо
Сталь:
08кп
10
15
20
25
30
35
45
50
СтЗ
10Г2
65Г
12Х18Н9Т
10Х17Н13М2Т
Медь М2
Латунь Л63
Алюминиевые
сплавы:
АД1
АМг2М
АМгб
Титан ОТ4
Цинк Ц1
Никель
Олово
Предварительная
обработка
Отжиг
Горячая прокатка
То же
»
»
»
»
»
»
—
Отжиг
Горячая прокатка
Закалка в воде
То же
Отжиг
»
»
»
»
Отжиг в вакууме
Отжиг в кипящей воде
Отжиг
—
ав, МПа
180-250
300
340
380
420
460
500
540
610
640
380—490
450
750
520
500
230
360
80
190
320
700—850
70—100
400—500
20
аО.2.
МПа
100—140
180
210
230
250
280
300
320
360
380
250
300
440
200
200
51
ПО
50—80
100
160
550—650
12Р
12
п
0,276
0,237
0,22
0,224
0,218
0,17.7
0Л77
0,173
0,173
0,168
0 23
0,19
0,156
0,39
0,365
0 47
0,406
0,194
0,26
0,26
0,128
0,218
0,357
0,1386
2. Значения коэффициента П
Группа стали
Углеродистая с содержанием
углерода, %:
до 0,35
0,35—0,7
до 0,35
0,35—0,7
Легированная конструкцион-
конструкционная
Термическая обработка
Отжиг
Нормализация, горячая про-
прокатка
Отжиг
Горячая прокатка
Нормализация
П
0,13—0,17
0,2—0,24
0,22—0,27
0,35—0,4
0,18—0,27
0,25—0,3
0,3—0,4
ОСНОВНЫЕ ПАРАМЕТРЫ ШТАМПУ ЕМОСТИ
17
хромо-никель-ванадиевых —0,0485; ни-
никелевых и стабильных аустенитных —
0,045; нестабильных аустенитных —
0,0465; ферритных и полуферрит-
ных — 0,043; карбидного класса —
0,0475.
На рис. 2 представлены кривые пла-
пластичности Бр (о0/а)с некоторых ли-
листовых материалов, их можно аппрокси-
аппроксимировать зависимостью вида
где Рр. р — деформация при разруше-
разрушении образца в испытании на одноос-
одноосное растяжение.
-/,6 -/Л -1,1 -
Рис. 2. Диаграмма пластичности листовых
материалов (штрихами показаны границы
доверительного интервала для 10
вероятность 0,9)
ы рц
стали 10,
3. Значения он (МПа) при ён
= 5 10 с и е х 0,2
Сталь
СтЗ
Ст5
10
50
У8
У10
У12
40Х
ЗОГ
60Г
60С2
25СГ
ЗОХГС
12Х18Н9Т
Температура, °С
600
160
200
140
2*15
228
235
240
220
196
225
300,
213
265
410
700
112
124
98
136
144
150
149
139
126
140
189
140
170
262
800
80
82
68
86
93
93
92
86
83
87
120
93
108
166
900
50
52
47
56
61
58
58
57,5
54,5
58
77
62
69
108
1000
30
36
32,5
35,5
38
37
38
36,5
35,5
36
49,6
40,5
44
70
1100
21
22
22,6
22,8
24
21,5
23
23,2
23,2
23
31,5
27
28
45
1200
15
15
15,8
14,6
15,9
13
14
15
15,2
15
20
18
18
29
4. Значения ан (МПа) и т при ён = 1 с"
Сплав
Д16
АМгб
Температура, °С
250
°и |
206
197
m
0,0541
0,0634
300 |
•¦'
173
1S7
-
0 0562
Q0728
350
133
127
m
0069
0,1
400
102
116
ш
0,0719
0,11
450
°и
70
74
m
0,0764
0,131
18
ОПЕРАЦИИ ЛИСТОВОЙ ШТАМПОВКИ
5. Деформационно-скоростные характеристики некоторых сплавов
I
Сплав
ЦА22
Л59
ЛАХ59-0,5-0,2
БрАЖ9-4
ВТЗ-1
ВТ6
ВТ9
ВТ14
ВТ16
ВТ20
ВТ22
АМгб
В96ц
МА2-1
МА8
НП2
Исходное состояние
Обработка
В состоянии по-
поставки
ТМО
ТМО
Холодная прокат-
прокатка, отжиг при
800 °С 0,5 ч
В состоянии по-
поставки
Прокатка в (а +
+ Р)-области
То же
Прокатка в Р-об-
ласти
ТМО
В состоянии по-
поставки
Прокатка в (а +
+ Р)-областн
ТМО
Прокатка в
(а + Р)-области
Горячая прокатка
То же
ТМО
Прокатка в
(а + Р)-области
В состоянии по-
поставки
Прокатка в (а +
+ Р)-области
Холодная прокат-
прокатка, отжиг
Теплая прокат-
прокатка
Горячая прокатка
Холодная прокат-
прокатка, отжиг при
400 °С
В состоянии по-
поставки
Зерно,
мкм
1
2—3
1—2
—
2-5
—2,5
Пластины
Корзи-
Корзиночное
плетение
~2,5
5—10
2,5
^—-1
2,5
—
5—7
1,2
—
—
—
9—10
~5
15
10
4
и»
Темп*
ра ис
иия,
250
600
550
800
940
850
925
925
850
870
850
900
900
950
850
875
800.
900
860
420-
470
420
400
800
с-1
4-Ю-2
1,2- Ю-3
1,2-10
1,7- Ю-3
7-10-4
4-10
7,4-10-*
7,4-10"*
1,2- Ю~2
1,8-Ю-3
1,5-10
Ю-3
1,5-10-з
2-Ю-3'
4-10-*
5-10~3
з- ю-*
1,6-10-з
5-10"*
10"*
10~3
5-10"*
10
5-Ю-3
МПа
15
2,5
9 '
4
6
20
22,5
30,4
22
25
30
4
40
29
10
6
30
40
20
5
5
17
20
'85
т
0,54
0,6
0,55
•0,5
0,87
0,7—
0,8
0,46
0,4
0,48
0,8
0,85
0,67
0,8
0,6
0,8
0,7
0,35
0,32
0,5
0,45
0,6
0,42
0,43
0,38
Глава
2
ОПЕРАЦИИ ВЫРУБКИ, ПРОБИВКИ,
РЕЗКИ, ЗАЧИСТКИ
1. ВЫРУБКА, ПРОБИВКА,
РЕЗКА, ЗАЧИСТКА
Процесс разделения деформируе-
деформируемого металла штампами в раздели-
разделительных операциях листовой штам-
штамповки в определенной мере аналоги-
аналогичен процессу разделения ножницами.
В данном случае рабочие части штампа
(пуансона и матрицы) являются как бы
ножами замкнутой конфигурации,
имеющими сопряженные режущие
кромки. Общим для обоих видов резки
является то, что процесс разделения
деформируемого материала состоит из
трех стадий: упругой, пластической
и скалывания (разрушения). Однако
процессы разделения имеют и неко-
некоторые различия.
В процессе выполнения раздели-
разделительной операции рабочие части штам-
штампа подвергаются воздействию сил, рав-
равных по величине, но направленных
противоположно силам, с которыми
они воздействуют на деформируемую
заготовку. При этом инструмент де-
деформируется упруго.
При отсутствии прижима обрабаты-
обрабатываемого материала к рабочим поверх-
поверхностям штампа (рис. 1) изгибающий
момент от нормальных сил (Рт. п.
Рт м) воспринимается только материа-
материалом и поверхностями инструмента по
контактным пояскам пуансона (Ьа)
и матрицы фы). Обрабатываемый ма-
материал изгибается, и к его поступа-
поступательному относительному перемеще-
перемещению добавляется вращательное, что
приводит к появлению нормальной
силы на боковой поверхности пуан-
пуансона (Рб. п) со стороны блестящего
пояска отхода. Наличие нормальной
силы Ро м на боковой поверхности ра-
рабочего окна матрицы вызывается уп-
упругим последействием местного изгиба
волокон отделяемой части заготовки
в зоне, прилегающей к поверхности
сдвига. Наряду с указанным на кон-
контактных боковых и торцовых поверх-
поверхностях пуансона и матрицы действуют
силы трения (Тг.п, Тб.п, 7\-.м. Tg, M).
При этом условия работы режущих
кромок рабочих частей штампа и всего
инструмента значительно ухудшаются
по сравнению с условиями, которые
имеют место при наличии надежного
прижима материала к рабочим поверх-
поверхностям штампа.
Процесс разделения характеризуется
формой очага деформации, его разви-
развитием во времени и распределением
деформации на различных стадиях.
Существенное влияние на процесс раз-
разделения оказывает технологический за-
зазор.
Распределение деформации при
сдвиге. На рис. 2 приведена обобщен-
обобщенная схема очага деформации (на ста-
стадии пластического сдвига) в момент,
предшествующий возникновению ска-
скалывающих трещин и составляющих
его зон в разделительных операциях
листовой штамповкн.,Она установлена
на основе замеров микротвердости
в очаге деформации при исследовании
процесса разделения тонколистовой
стали на штампе с жестким съемником
(без прижима) с различным техноло-
технологическим зазором (г — 5-М5 %).
Краткая характеристика зон очага
деформации:
зоны / шириной Ьм — Ьп -¦¦ @,4-f-
0,6) s находятся под поясками смя-
смятия, со стороны пуансона и матрицы,
простираясь на небольшую глубину.
В этой зоне материал заготовки наи-
наиболее интенсивно упрочняется в об-
областях, примыкающих к режущим
кромкам пуансона и матрицы;
зоны II охватывают режущие кромки
как пуансона, так и матрицы, распро-
распространяясь вдоль торцовых и боковых
поверхностей рабочих частей штампа
и вглубь материала, который в этой
зоне упрочняется наиболее интенсивно;
зона III находится между вторыми
зонами со стороны матрицы и пуаи-
сона, сопрягаясь с основным материа-
20
ВЫРУБКА, ПРОБИВКА, РЕЗКА. ЗАЧИСТКА
Рис. 1. Схема сил, действующих иа пуан-
пуансон и матрицу со стороны деформируемой
заготовки на стадии пластического сдвига
при вырубке—пробивке:
/ — пуансон; 2 — матрица; 3 — отделяе-
отделяемая часть заготовки
лом очага деформации. Упрочнение
материала в этой зоне меньше, чем
во второй;
зоны IV простираются от границ
зон I, II и III до границ недеформируе-
мой части заготовки. Упрочнение ма-
материала в зоне IV постепенно убывает
по мере удаления от линнн разделения
в направлении, перпендикулярном
к направлению сдвига.
Локализация очага деформации воз-
возрастает по мере уменьшения техноло-
технологического зазора.
Интенсивность напряжений а и де-
деформаций е в различных зонах очага
Ьп.
Рис. 2. Схема очага деформации и соста-
составляющих его зои в разделительных опера-
операциях листовой штамповки
деформации зависит от величины тех-
технологического зазора. Прн этом мак-
максимальные значения а и е имеют место
вблизи вершин режущих кромок пуан-
пуансона и матрицы, а также в областях II
н III зон, находящихся в непосредст-
непосредственной близости от поверхности раз-
разделения.
Интенсивность деформации е на
границе очага деформации принята
равной соответственно интенсивности
деформации исходного металла заго-
заготовки — высоколегированной холод-
холоднокатаной электротехнической стали.
Связь между твердостью- HV, ин-
интенсивностью напряжений а и интен-
интенсивностью деформации 8 установлена
по методу, разработанному Г. Д. Де-
лем.
В табл. 1 приведены данные
Ф. П. Михаленко и А. И. Гулиева по
распределению интенсивности дефор-
деформации при вырубке деталей размером
8Х 16 мм нз высоколегированной хо-
холоднокатаной изотропной «электротех-
«электротехнической стали 2411. Интенсивность
деформации определялась по градуиро-
вочному графику HV —в, построен-
построенному по результатам испытания пла-
пластинчатых образцов на растяжение
согласно ГОСТ 11701—66. Связь между
макро- н микротвердостью установлена
согласно методике, рекомендованной
В. Д. Лисицыными
Измерение микротвердости в очаге
деформации на различных этапах про-
процесса разделения производили на ми-
микротвердомере ПМТ-3 при нагрузке
на алмазную пирамиду Р — 0,1 Н
с шагом между отпечатками, равным
30 мкм. В результате получали ко-
координатную сетку с отпечатками ал-
алмазной пирамиды в ее узлах, охваты-
охватывающую весь очаг деформации.
Из табл. 1 видно, что интенсивность
деформации е с ростом технологиче-
технологического зазора изменяется неоднозначно
в зонах I, II и III, вначале умень-
уменьшается прн изменении г с 5 до 7,5 %,
а затем существенно возрастает при
изменении г от 7,5 до 15%. Прн за-
заданном технологическом зазоре наи-
наибольшая интенсивность деформации
наблюдается в зонах II. Минимальное
значение интенсивности деформации
имеет место прн оптимальном техно-
технологическом зазоре (г = 7,5 %). Рас-
ВЫРУБКА. ПРОБИВКА. РЕЗКА. ЗАЧИСТКА
21
1. Распределение интенсивности деформации е в различных зонах очага
деформации при штамповке стали 2411 толщиной 0,5 мм
Односторон-
Односторонний зазор
Z. %
е в зонах очага деформации (см. рис. 2)
11
111
Под пуансоном
IV
5
7,5
10
15
5
7,5
10
15
0,250—0,160
0.250—0,113
0,338—0,250
0,460—0,180
0,258—0,113
0,250—0.113
0,460—0,250
0,460—0,180
0,460—0,338
0,338—0,250
0,460
0,550—0,450
0.338—0,250
0,250—0,180
0,338—0,250
0,338
Над матрицей
0,460—0,338
0,338—0,250
0,460
0,550—0,450
0,335—0,250
0,250—0,180
0.338—0,250
0,338
0.113—0,005
0,180—0,005
0,113—0,005
0,180—0,005
Примечание. Механические свойства высоколегированной хо-
холоднокатаной электротехнической стали 2411: ав = 430н-450 МПа; б5 =
=•24-=-25%; HV 1800—1820 МПа.
пределеиие интенсивности деформации
в характерных зонах очага деформа-
деформации со стороны пуансона и матрицы
одинаково. Это позволяет сделать
предположение об одновременности
возникновения скалывающих трещин
со стороны пуансона и матрицы при
вырубке и пробивке тонколистовой
холоднокатаной электротехнической
стали и других тонколистовых ме-
металлов.
Интенсивность напряжений а и де-
деформации в в зоне II болВше, чем в
зоне I. Это объясняется тем, что на
первой стадии процесса вырубки —
пробивки (рис. 3, а и б) деформация
материала под пуансоном и над ма-
матрицей сопровождается его перемеще-
перемещением по контактным пояскам пуансона
н матрицы (см. рис. 3), которое пре-
прекращается в тот момент, когда ин-.
теисивность напряжений а в области
режущих кромок превышает предел
текучести стт штампуемого материала.
Таким образом, по мере роста а про-
происходит постепенное увеличение со-
сопротивления материала перемещению
слоев заготовки по контактным пояс-
пояскам, с образованием поясков смятия.
После образования поясков смя-
смятия перемещение материала заго-
заготовки по контактным пояскам пуансо-
пуансона и матрицы прекращается.
Образование зон I очага деформа-
деформации и очертание его границ завер-
завершаются к моменту начала внедрения
режущих кромок рабочих частей штам-
штампа в тело деформируемой заготовки
(рис. 3, в), т. е. в момент завершения
образования утяжкн и стадии упругой
деформации заготовки.
С момента внедрения режущих кро-
кромок пуансона и матрицы в тело заго-
заготовки (начало пластического сдвига)
деформация локализуется в объеме
металла, находящегося между режу-
щнмн кромками пуансона и матрицы.
При этом образуются зоны II н III
очага деформации. Интенсивность на-
напряжений и деформации в зоне III
меньше, чем в зоне II, поэтому н ме-
металл там упрочняется в меньшей мере.
22
ВЫРУБКА, ПРОБИВКА. РЕЗКА, ЗАЧИСТКА
Стадия I
Пуансон
Стадия II
яипроЬления течения Направления течения
материоло \материола между
режущими кромхоми
г)
Деталь
Рис. 3. Последовательные стадии изнашивания рабочих частей штампа с указанием пере-
перемещения обрабатываемого материала относительно поверхности рабочих частей штампа
при вырубке —пробивке тонколистового материала (s •' I,(» мм):
I — торцовый износ; II й
вого материала (s I,(» мм
I — торцовый износ; II — краевой износ; III — боковой изн
Вследствие локализации деформации
между режущими кромками пуансона
и матрицы на стадии пластического
сдвига образующиеся поверхности бле-
блестящих поясков отделяемой части за-
заготовки и отхода не взаимодействуют
с боковыми рабочими поверхностями
пуансона и матрицы (рис. 3, г) из-за
недостаточной величины радиальных
сил от изгиба заготовки.
При дальнейшем внедрении пуансона
в тело заготовки (на стадии пластиче-
пластического сдвига) происходит распростра-
распространение зон II вглубь заготовки, со-
сопровождаемое уменьшением объема ме-
металла, охватываемого зоной III очага
деформации.
Максимальная ширина зон от линии
разделения, охватываемых очагом де-
деформации в направлении, перпендику-
перпендикулярном перемещению пуансона, за-
зависит от технологического зазора и
составляет 55—65 % от s для г —
= 5ч-15%.
Стадия пластического сдвига закан-
заканчивается тогда, когда пластичность
металла в зонах II очага деформации
прн заданных условиях деформирова-
деформирования полностью исчерпывается. После
чего появляются скалывающие тре-
трещины у режущих кромок пуансона и
матрицы (рис. 3, д).
С увеличением технологического за-
зазора (г = 5-И5 %) растут все пара-
параметры отдельных зон очага деформации
(см. рис. 2): ширина поясков смятия
(Ьп, *м) увеличивается на 50%; ши-
ширина участков зоны I с высоким зна-
значением а и е (bni, "*Mi) — на 100 %;
глубина распространения второй зоны
(hnlb hull) — на 58%; максимальная
ширина очага деформации (Ьп тях,
*мтах) — на 21 % ; ширина распростра-
распространения зоны II (Ьпа, Ьмц) — на 85%.
Геометрические параметры очага де-
деформации в момент, предшествующий
началу стадии разрушения (hjs) x
X 100 = 584-60 % при оптимальном
технологическом зазоре (г =7,5%),
характеризуются следующими данными
в долях от толщины металла: 6„т,
6mI=0,18s; bn, bM = 0,5s; bnmax,
bM max = 0,58s; bn ii, Ьы и = 0,39s;
hn и, fiM n = 0,20s.
Влияние технологического зазора на
формирование поверхности разделения.
Направление касательной в точке пере-
перегиба предельной лииин скольжения
изменяется в зависимости от величины
технологического зазора. Наиболее
ВЫРУБКА. ПРОБИВКА, РЕЗКА, ЗАЧИСТКА
23
2. Изменение геометрических
параметров поверхности разделения
вырубаемых деталей из стали 2411
толщиной 0,5 мм в зависимости
от технологического зазора
Одно-
сторон-
сторонний
таяор г,
%
5
7,5
10
15
5
7,5
10
15
Высота, мм
утяжкн
''У
0,050
0,065
0,070
0,085
0,048
0,063
0 070
0,085
П р и м е ч а
лице приведены
ния измеряемых
блес-
блестящего
пояска
К
скола
hc
На деталях
0,295
0,263
0,218
0,165
0,162
0,175
0,222
0,270
На отходе
0,295
0,260
0,220
0,070
0,165
0,180
0,218
0,260
н и е. В таб-
средние
значе-
параметров из
десяти измерений.
благоприятным является направление
касательной, совпадающее с направле-
направлением смещения разделяемых частей
заготовки, т. е. с направлением разде-
разделения (рис. 4). В этом случае полу-
получаются минимальные силовые и энер-
энергетические затраты в процессе разделе-
разделения (пластического сдвига) при хоро-
хорошем качестве поверхности разделения.
Зазор, обеспечивающий эти условия
при вырубке—пробивке, является оп-
оптимальным по стойкости штампового
инструмента.
При малых зазорах указанная каса-
касательная не совпадает с направлением
разделения и поднутрена под торец
пуансона (рис. 4, б), что приводит
к увеличению усилия и работы разде-
разделения. Трещины скалывания в этом
случае, распространяясь от режущих
Рис. 4. Направление касательной в точке
перегиба предельной линии скольжения:
а — при оптимальном зазоре г; б — при
уменьшенном зазоре г
кромок пуансона и матрицы, не встре-
встречаются, и образовавшаяся перемычка
при дальнейшем нагружении инстру-
инструмента разделяется дополнительным
пластическим сдвигом, причем на по-
поверхности разделения образуются два
илн несколько блестящих поясков,
разделенных между собой зонами
скола.
При разделении (сдвиге) с малым за-
зазором твердых малопластичных ме-
металлов образование вторичных пласти-
пластических сдвигов не наблюдается, сре-
срединные слои при этом хрупко разру-
разрушаются с образованием вырывов и не-
неровностей на поверхности скола.
В случае увеличенного зазора тре-
трещины скалывания сливаются в средин-
срединных слоях листа, но вследствие увели-
увеличенных растягивающих напряжений
выходят на свободные поверхности на
значительном расстоянии от режущих
кромок с образованием толстых рваных
заусенцев.
Параметры, характеризующие гео-
геометрические несовершенства поверх-
поверхности разделения (hy/s, finis, hjs,
xlhc) (см. рис. 8), в основном зависят
от технологического зазора (табл. 2),
а следовательно, и от интенсивности
деформации в очаге деформации.
Из табл. 2 видно, что параметры
геометрических несовершенств поверх-
поверхности разделения прн увеличении г
от 5 до 15 % изменяются следующим
образом: hj и hc возрастают соответ-
соответственно иа 70 и 69 % , а /г„ уменьшается
на 78 %. Геометрические параметры
поверхности разделения при одном и
том же зазоре г на контурах разделяе-
разделяемых частей заготовки примерно оди-
одинаковы (см. табл. 2). Это является под-
24
ВЫРУБКА, ПРОБИВКА, РЕЗКА, ЗАЧИСТКА
I
Упрочненная зона Упрочненная зона Упрочненная зана
Заусенец
о)
Заусенец
Заусенец
Рис. 5. Схема образования упрочненной зоны и заусенца при вырубке—пробивке инстру-
инструментом с острыми режущими кромками (а) и притуплёнными (б и в) кромками
тверждением того, что иапряженио-
деформированное состояние материала
заготовки в зоне режущих кромок пуан-
соиа и матрицы при вырубке тонколи-
тонколистового металла примерно одинаково.
При наличии отрицательного зазора
между поверхностями сдвига объем
заключенной между ними области
должен сокращаться (выдавливаться),
и, если возможность смещений разде-
разделяемых частей в направлении по нор-
нормали от плоскости сдвига исключена,
в этой области и ее окрестности воз-
возникает отрицательное давление
(ах + а2 + а3)/3.
Это давление способствует увели-
увеличению пластичности материала в
зоне у режущих кромок, н, если оно
достаточно велико (по модулю) раз-
разрушение не возникает, поверхность
физического разделения является и
поверхностью геометрического разде-
разделения. Оиа не имеет признаков раз-
разрушения металла в приповерхностном
слое. Углы ее пересечения с поверх-
поверхностью материала практически не
имеют искажений.
При наличии достаточного прижима
материала к рабочим поверхностям
инструмента создаются более благо-
благоприятные условия для пластического
сдвига, что приводит к повышению
качества получаемых деталей за счет
уменьшения коэффициентов, характе-
характеризующих геометрические несовершен-
несовершенства поверхности разделения.
Вырубка, пробивка. Величина
технологического зазора в разделитель-
разделительных операциях листовой штамповки
оказывает существенное влияние на
качество получаемых деталей, иа си-
силовые и эиергетичеекие затраты про-
процесса разделения, а следовательно,
и на стойкость штампов.
В результате неправильно выбран-
выбранного зазора происходит интенсивное
затупление режущих кромок пуансона
и матрицы в процессе эксплуатации
штампа, вследствие чего на вырубае-
вырубаемых деталях и пробиваемых отверстиях
образуются заусенцы (рис. 5), а иа
поверхности разделения различного
рода дефекты.
Острозаточенные режущие кромки
(рис. 5, а) и оптимальный зазор между
ними создают наиболее благоприятные
условия для процесса разделения де-
деформируемого материала. При выруб-
вырубке—пробивке инструментом с притуп-
притуплёнными режущими кромками
(рис. 5, б) очаг пластической деформа-
деформации расширяется, что приводит к по-
повышению сопротивления сдвигу асд.
Образующийся при вырубке—про-
вырубке—пробивке заусенец является частью упроч-
упрочненной зоны (см. рис. 5, б и в) и поэ-
поэтому, взаимодействуя с рабочими по-
поверхностями матрицы и пуансона, ин-
интенсифицирует их изнашивание.
Экспериментальные данные, получен-
полученные в исследованиях по вырубке—
пробивке различного рода металлов,
свидетельствует о том, что при опре-
определении оптимального технологиче-
технологического зазора необходимо различать
первый и второй оптимальные зазоры:
первый оптимальный зазор обеспе-
обеспечивает получение высококачественных
деталей при высоких силовых и энер-
энергетических затратах на разделение
штампуемого материала. При этом
стойкость штампов будет пониженной.
Второй оптимальный зазор обеспечи-
ВЫРУБКА. ПРОБИВКА, РЕЗКА, ЗАЧИСТКА
25
вает получение деталей хорошего ка-
качества при минимальных или умерен-
умеренных силовых и энергетических за-
затратах на деформацию материала, а
следовательно, и максимальной стой-
стойкости штампового инструмента.
Оптимальный односторонний тех-
технологический зазор в разделительных
операциях листовой штамповки для
тонколистовых металлов определяют
по эмпирической формуле
г„ = 0,32 К Kvs
где го — односторонний зазор; К —
коэффициент, определяющий вид оп-
оптимального зазора (первый или вто-
второй оптимальный зазор); Кс — коэф-
коэффициент, учитывающий влияние ско-
скорости деформирования ид; s — тол-
толщина металла, мм; асд—сопротивле-
асд—сопротивление разделению (сдвигу), МПа.
Для получения высококачественных
деталей из тонколистовых металлов
при определении первого оптимального
зазора (г^) следует принять К = 0,005.
При определении второго оптималь-
оптимального зазора (г„) для получения мини-
минимальных силовых и энергетических
затрат, а следовательно, и деталей хо-
хорошего качества коэффициент К раз-
различен для каждого материала. Так,
например, для бронзы Бр.ОФ6,5-0,15-От
К = 0,09, для меди МЗ /( = 0,015,
а для латуни Л63М К — 0,022.
Значение коэффициента Kv зависит
от скорости деформирования: при
Уд SJ 10 см/с для различных материа-
материалов Kv = 1,0; при уд <; 10—30 см/с
для разных материалов коэффициент Kv
различен. Например, для бронзы
Бр.ОФ6,5-0,15-От (s= 0,6 мм) Ко =
= 1,22, для меди МЗ (s = 1,85 мм)
Ко = 1,02, а для латуни Л63М (s =
= 1,5 мм) Kv = 1,07.
При оптимальном одностороннем тех-
технологическом зазоре г0 = 7,5 %
В. П. Романовский рекомендует опре-
определять сопротивление сдвигу по фор-
формуле
асд = (l,2s/d + 0,6) ав да A + 2s/d) ат,
\ где ав — временное сопротивление;
' ат — предел текучести при растяже-
растяжении.
В табл. 3 приведены рекомендуемые
значения первого и второго оптималь-
3. Рекомендуемые значения первого
и второго оптимальных
односторонних технологически х
зазоров
Оптимальный
Материал
Сталь:
08
Юкп
35
12Х18Н10Т
65Г
У8А (термо-
обработаииая)
1211
1212
1213
2011
2013
2111
2211
2411
3411 ,
Латунь:
Л63М
ЛбЗ-От
Медь МЗ
Бронза.
Бр.ОЦ4-3-ПТ
Дуралюмии:
Д16АМ
Д16АТ
зазор, % с
го
1,5—2,5
1,0—1,5
1,0—1,5
1,0—1,5
3,5—4,0
2,0—3,0
2,0—3,0
2,0—3,0
2,0—3,0
1,5—2,5
1,5-2,5
1,5-2,5
1,5—2,5
1,5—2,5
1,5—2,5
1,5—2,0
2,0—2,5
1,5—2,0
2,0—2,5
1,5—2,0
2,0—2,5
Т S
*о
7,5—8,5
8,5—10
8,5—10
10—11
10—12
6,5—8,5
6,5—8,5
6,5—8,5
6,5—8,5
5,0—9,0
5,0—9,0
5,0-9,0
5,0—9,0
7,0—8,0
6,0-8,0
7,0—8,0
4,0—5,0
4,0—4,5
4,0-5,0
5,0—6,0
4,5—5,5
ных зазоров при вырубке—пробивке
ряда черных и цветных металлов, при-
применявшихся в экспериментах.
Основные правила образования за-
зазоров:
1) при вырубке наружного контура
зазор образуется за счет уменьшения
размеров пуансона. Размер матрицы
принимают равным наименьшему пре-
предельному размеру детали;
2) при пробивке отверстий зазор об-
образуется за счет увеличения размеров
матрицы. Размер пуансона принимают
равным наибольшему предельному раз-
размеру отверстия.
При штамповке материалов из фоль-
фольги (толщиной менее 0,2 мм) применяют
практически беззазорные штампы с со-
26
ВЫРУБКА. ПРОБИВКА, РЕЗКА, ЗАЧИСТКА
а) 5)
Рис. 6. Схема рабочих частей штампа:
а — для беззазорной вырубки —пробивки;
б — для вырубки—пробивки с зазором zt
пряжением рабочих частей без меха-
механической обработки.
На рис. 6 схематично показаны рабо-
рабочие части штампа: вспомогательная
матрица /, рабочая матрица 2 и пуаи-
сои 3.
Для изготовления штампа (рис. 7)
выполняют вспомогательную матрицу /
и пуансон 3. Размеры рабочего отвер-
отверстия вспомогательной матрицы / вы-
выполняют по размерам пуансона 3
с зазором гх, необходимым для про-
пробивки рабочего отверстия в заготовке
рабочей матрицы 2 с учетом ее тол-
толщины Н и рода материала. Термиче-
Термическая обработка вспомогательной ма-
матрицы / необязательна, так как режу-
режущие кромки ее работают лишь прн
изготовлении рабочей матрицы 2.
Вспомогательную матрицу / и пуан-
пуансон 3 спаривают обычными способами
и закрепляют в блоке штампа.
Рис. 7. Схема изготовления рабочих частей
штампа:
о — Аля безэазорвой вырубки—пробивки;
б — для вырубки—пробивки с зазором г,
Наибольшая толщина заготовки ра-
рабочей матрицы 2 при использовании
вспомогательной матрицы / без терми-
термической обработки не более 3—5 мм.
Заготовку рабочей матрицы фикси-
фиксируют и закрепляют на зеркале вспомо-
вспомогательной матрицы /. Затем собирают
штамп с его верхней частью и про-
пробивают рабочее отверстие в заготовке
рабочей матрицы 2 пуансоном 5 с уда-
удалением отхода 4.
После пробивки штамп вскрывают
и без разборки нижней части, посред-
посредством плоского шлифования, снимают
слой толщиной h с плоскости рабочей
матрицы 2 до удаления закругления
(утяжки) на кромках рабочих отвер-
отверстий.
Вновь собранный с верхней частью
штамп готов к работе (см. рис. 6).
В случае необходимости заготовку
рабочей матрицы 2 демонтируют и
термически обрабатывают с целью по-
повышения стойкости штампа.
Если требуется рабочую матрицу 2
изготовить с зазором на резание г2,
то пуансон 3 следует выполнить сту-
ступенчатым (рис. 6, б и 7, б) и при про-
пробивке отверстий в заготовке рабочей
матрицы 2 заглублять его соответст-
соответственно больше (рис.7, б).
При ремонте штампа после выработки
ресурса рабочей матрицы 2 замене под-
подлежит лишь рабочая матрица.
Положительные результаты полу-
получены при стойкостных испытаниях
таких штампов при штамповке танта-
танталовой фольги со следующими вариан-
вариантами материалов матриц и пуансонов:
матрица из алюмиииево-железной
бронзы БрАЖ 9-4, пуансон из твердого
сплава ВК20; матрица из стали Х12М,
пуансон из твердого сплава ВК20.
В первом случае стойкость штампа со-
составила 19,3 тыс. иагружеиий, во вто-
втором случае — 43,5 тыс. иагружеиий.
Для производства деталей неболь-
небольших серий рекомендуется использо-
использовать штампы с матрицами из броизы
БрАЖ-9-4, рабочие окна которых полу-
получают пробивкой рабочими пуаисо-
иами.
Прн серийном производстве деталей
следует использовать штампы с ма-
матрицами из стали Х12М (твёрдостью
HRC 57—60), рабочие окна которых
пробивают до термообработки. В ка-
ВЫРУБКА. ПРОБИВКА. РЕЗКА. ЗАЧИСТКА
27
честве материала пуансона рекомен-
рекомендуется твердый сплав ВК20.
Качество поверхности разделения
оценивается показателями ее геометри-
геометрических иесовершеиств и показателями
микрогеометрии. Геометрические не-
несовершенства оценивают следующими
коэффициентами: утяжки ky = hyls;
блестящего пояска kn = hnls\ скола
kc — hcls; иепрямолииейности kx =
= x/s и величиной ka = tg a =
= xlhc, a также высотой h3 заусенца
(рис. 8).
Наиболее благоприятный профиль
поверхности разделения, а следова-
следовательно, и более высокое качество де-
деталей характеризуется сравнительно
большим коэффициентом kn и сравни-
сравнительно малыми коэффициентами ky,
fee
и ka-
Универсальный прибор, позволяю-
позволяющий последовательно измерять все
геометрические параметры профиля по-
поверхности разделения, приведен в ра-
работе [45].
Характер поверхности разделения
деталей можно классифицировать по
классам геометрических иесовершеиств
диффереицироваиио для пластичных и
малопластичиых материалов, исходя
из принципа объединения коэффициен-
коэффициентов ky, kn, kx и ka по нх числовым
значениям.
Применительно к мягким (пластичным
цветным металлам Л63М, МЗ, Д16АМ
и др.) дается следующая характери-
характеристика классов геометрических иесо-
иесовершеиств поверхности разделения
(табл. 4).
Класс I характеризуется минималь-
минимальным коэффициентом утяжки (ky ^
^ 0,14), весьма высоким значением
коэффициента блестящего пояска kn,
наличием вторичного блестящего
пояска и отсутствием заусенцев. По-
Получение деталей этого класса геоме-
геометрических несовершенств сопровож-
сопровождается большими силовыми и энерге-
энергетическими затратами на разделение
деформируемого металла.
Класс II характеризуется сравни-
сравнительно небольшим значением ky,
большой величиной коэффициента ka,
сравнительно малыми величинами kx
и ka и наличием следов вторичного
среза. Качество деталей высокое, так
как профиль разделения на участке
Рис. 8. Характер поверхности разде-
разделения вырубленной детали и ее гео-
геометрические параметры
скола мало отклоняется от вертикали
к поверхности детали, а заусенец от-
отсутствует.
Класс III, наиболее распространен-
распространенный в металлообработке, характери-
характеризуется повышенным значением ky,
высоким значением ka, средними зна-
значениями коэффициентов кх и ka и от-
отсутствием заусенцев при острозаточен-
ных режущих кромках. Получение
деталей, соответствующих этому классу
происходит при невысоких силовых и
энергетических затратах на разделе-
разделение штампуемого металла.
Класс IV характеризуется высоким
значением коэффициента ky при на-
наличии сравнительно большой высоты
блестящего пояска hn, а также сравни-
сравнительно высокими значениями kx и ka-
Детали этого класса удовлетворитель-
удовлетворительного качества.
Класс V характеризуется очень боль-
большим значением ky, высокими значе-
значениями kx и ka при среднем значении kn.
Этот класс геометрических несовер-
несовершенств поверхности разделения ре-
рекомендуется при пробивке отверстий.
Сравнение данных, приведенных,
втабл. 4, показывает, что не может быть
единой классификации поверхности
разделения по классам геометрических
несовершенств для мягких (пластич-
(пластичных) и твердых (малопластичных) ме-
металлов, так как численные значения
коэффициентов ky, kn и ka для твердых
металлов в несколько раз меньше, чем
для мягких.
Получение деталей, соответствующих
любому нз пяти классов геометриче-
геометрических несовершенств поверхности раз-
разделения, обеспечивается вполне оп-
определенным диапазоном размеров тех-
технологического зазора (рис. 9).
L
4. Значення коэффицнеитов геометрнческнх несовершенств поверхности разделення деталей, вырубаемых нз цветных металлов
Тнп
профиля
Профиль разделення для металла
пластичного
налопластнчного
III
IV
До 0,14
До 0,05
0,14—0,18
0,05—0,065
0,18—0,23
0,065—0,08
0,23—0,27
0,08—0,12
0,27—0,33
0,12—0,19
От 0,65 *
От 0,11
0,65—0,55
0,11—0,08
0,55—0,5
0,08—0,065
0,5—0,35
0,065—0,06
0,35—0,25
0,06—0,55
До 0,01
До 0,02
0,01—0,04
0,02—0,04
0,04—0,07
0,04—0,065
0,07—0,10
0,065—0,08
0,10—0,14
0,08—0,14
* Зону вторичного среза прн замере высоты блестящего пояска не учнтывали.
До 0,05
До 0,02
0,05—0,15
0,02—0,05
0,15-0,25
0,05—0,075
0,025—0,03
0,075—0,11
0,3—0,4
0,11—0,19
03
E
•о
и
>
§
s
tB
•о
m
ы
о
Примечание: В чнслнтеле приведены значення коэффнцнентов для пластичного металла, в знаменателе
для малопластичного.
3D
ВЫРУБКА. ПРОБИВКА, РЕЗКА, ЗАЧИСТКА
ВЫРУБКА, ПРОБИВКА, РЕЗКА, ЗАЧИСТКА
31
1,6 и, мп
Рис. II. Изменение усилий вырубки — про-
пробивки стали 08 с * - 2 мм в зависимости
от глубины внедрения Лв пуансона при
различном технологическом зазоре х (л ~-
— 275 мни)
толщины металла для различных марок
сталей, полученные при вырубке с ма-
малой скоростью деформирования при
нормальных зазорах между пуансо-
пуансоном и матрицей. При вырубке на бы-
быстроходных прессах с частотой ходов
400—600 мин относительная высота
пластической зоны поверхности раз-
разделения (сдвига) уменьшается от трех
до пяти раз.
На рис. 10, б показана зависимость
^ц/s = f (л) (л — число ходов пресса
в минуту) для материала толщиной 1 —
1,2 мм с различными механическими
свойствами. Диапазон начальных ско-
скоростей деформирования vH -~ 0,21 —
-^1,48 м/с.
В результате совместного решения
указанных зависимостей В. П. Ро-
Романовским получены следующие урав-
уравнения:
для стали 08кп (ав = 300 МПа)
hjs = 0,76 — 0,035s — 0,0014л;
для стали 20кп (ав = 400 МПа)
hjs = 0,67 — 0,04s — 0,0012/»;
для стали 30 (ав = 500 МПа)
hjs = 0,54 — 0,032s — 0,001л,
где л = 60-^450 мин-1.
По данным В. Д. Лисицииа, при вы-
вырубке деталей из тонколистовой стали
с частотой ходов пресса 60 мин
глубина внедрения пуансона до мо-
момента образования скалывающих тре-
трещин составляет 64 % от s. При этом
пластическая стадия процесса вырубки
сильно развита, а наклепанная зона
довольно значительна. При быстро-
быстроходной штамповке с частотой ходов
пресса 450 мии~1 пластическая стадия
и глубина внедрения пуансона сни-
снижаются до 14 %, наибольшее развитие
получает третья стадия процесса —
скалывание. Большая часть поверх-
поверхности представляет собой ровный скол,
глубина наклепанного слоя невелика.
Сопротивление сдвигу. На рис. 11
приведены силовые графики вырубки—
пробивки для стали 08 с различным
технологическим зазором г. Наивыс-
Наивысшие точки кривых отвечают наиболь-
наибольшему усилию Р и окончанию пласти-
пластической стадии процесса разделения.
Перегиб кривых соответствует моменту
возникновения скалывающих трещни
у режущих кромок, что является на-
началом скола. Резкое падение усилия
соответствует окончанию процесса
вырубки—пробивки. Остальная часть
диаграммы фиксирует проталкива-
проталкивание отделяемой части заготовки через
матрицу.
Сопротивление сдвигу зависит не
только от механических свойств ме-
металла и степени предварительного
наклепа, но также от относительной
толщины вырубки, технологического
зазора и скорости деформирования.
В. П. Романовским применительно
к вырубке—пробивке круглых дета-
деталей и отверстии в заготовках из листо-
листовой стали различных толщин и марок
установлена зависимость
асд = (msld + 0,6) ав,
где m — коэффициент, зависящий от
относительного зазора г/s.
При оптимальном одностороннем
технологическом зазоре г = 0,075s
коэффициент /п = 1,2.
Рис. 12. Различные типы скоса режущих кромок:
Н — глубина скоса режущих кромок; ф — угол скоса
Для случаев вырубки деталей круп-
крупных (d > 1000 s), средних (d > 50 s)
и мелких [d=E4-10)s] размеров
при оптимальном зазоре вследствие
малой жесткости влияние их относи-
относительной толщины на асд невелико.
Поэтому в указанных случаях рекомен-
рекомендуется пользоваться приближенной
зависимостью асд = @,7-^0,8) ав.
Усилие сдвига зависит от угла пере-
пересечения режущих кромок пуансона
и матрицы (ножей). При угле пересе-
пересечения, равном нулю (параллельные
кромки),
Р = Lsaca; A)
при пересечении кромок под углом ф
Р = aCAs2/2 tg q>, B)
где L—длина контура разделения.
Для уменьшения усилия сдвига при-
применяют инструмент с непараллельными
режущими кромками (рис. 12).
Для вырубки деталей пуансон из-
изготовляют плоским, а наклон кромки
делают на матрице (рис. 12, а, б),
обычно двусторонним и симметричным
относительно плоскости симметрии кон-
контура разделения.
Для пробивки отверстий матрицу
изготовляют плоской с горизонтальной
режущей кромкой, а наклонную кромку
выполняют на пуансоне (рис. 12, в—д).
При иадрезке с отгибкой применяют
односторонний наклон режущих кро-
кромок (рис. 12, е).
Рекомендуемые подъем наклонной
режущей кромки и угол наклона
приведены в табл. 5.
Усилие сдвига можно также найтн
по ориентировочной формуле
Р = Lsacuk,
C)
где k — коэффициент. Для L до 200 мм
при H=s k= 0,4^0,6; прн Н =
= 2s, k = 0,24-0,4.
Для случая вырубки с двусторонним
наклоном режущих кромок
(рис. 12, а—в) при Н = s
Р = 0,66ndsoCA,
D)
Где d — диаметр контура разделения.
Формула М. Е. Зубцова для опреде-
определения усилия вырубки для любого мо-
момента резки при цилиндрическом пуан-
пуансоне (радиусом К) с наклоном режущих
5. Рекомендуемые подъем Н
наклонной режущей кромки
и угол ф ее наклона
Толщина
мате-
материала,
мм
До 3
3—10
н.
мм
2s
s
Ф, °
До 5
» 8
Сниже-
Снижение
усилия
Р, %
60—70
35—40
32
ВЫРУБКА. ПРОБИВКА, РЕЗКА, ЗАЧИСТКА
1
Рис. 13. Вырубка круглой детали пуансо-
пуансоном с наклоном режущих кромок внутрь:
а — кривая усилия вырубки; б — схема
к расчету усилия (по оси абсцисс — ход
пуансона ы; по оси ординат — усилие Р)
кромок внутрь (рис. 13) имеет следую-
следующий вид:
Р = 4то?оотсд -— 4m0R (G, — 62) soca =
Максимальное усилие вырубки при
резке таким пуансоном получается
при у ж s в начале резки (рис. 13, а).
При R ¦= 30 мм и угле наклона ф =
= 4-т-6° для материалов s = 0,5-ь
-ьЗ,5 мм оно составляет 40—55 %
усилия вырубки плоским пуансоном.
Формула E) справедлива лишь при
условии, что Н J> h ж s {h — глубина
внедрения пуансона в металл в момент
его разделения).
Обычно режущие кромки распола-
располагаются под углом ф друг к другу только
на части контура разделения.
Работу сдвига при использовании
инструмента с параллельными режу-
режущими кромками определяют по формуле
А = KPs,
F)
= 4m0R arcsin
Н
— arcsin
Н-у
Н
-¦сд — •
сд, E)
где Н — высота подъема режущих кро-
кромок; у — переменный параметр, зави-
зависящий от глубины внедрения пуан-
пуансона; т0 — коэффициент; для материа-
материалов толщиной s до 2 мм щ = 0,60-т-
-т-0,55, а для s = 2-^4 мм щ = 0,55-^
-т-0,5; Lnp — приведенный периметр
резки.
6. Значения коэффициента X
где Р — усилие сдвига; к — коэффи-
коэффициент, зависящий от рода и толщины
штампуемого материала (табл. 6).
Экспериментально установлено, что
с увеличением технологического за-
зазора г при вырубке—пробивке стали 08
работа А уменьшается с затухающей
интенсивностью. При изменении за-
зазора от 3 до 15 % от s значение А
уменьшается примерно в 2 раза. Ана-
Аналогичные данные получены при вы-
вырубке—пробивке латуни. Увеличение
зазора до величин, соответствующих
минимальным значениям общей ра-
работы разделения, сопровождается ин-
интенсивным снижением последней. На-
Например, при п = 275 мин для Л63М
(s = 1,5 мм) работа разделения сни-
снижается иа 50,5 %, для латуни ЛбЗ-От
ВЫРУБКА, ПРОБИВКА. РЕЗКА. ЗАЧИСТКА
33
Материал
Сталь мягкая (асд =
с= 2504-350 МПа)
Сталь средней твердо-
твердости (асд= 350-f-
500 МПа)
Твердая сталь (acn ss
= 500-4-700 МПа)
Алюминий, медь
Толщина материала, мм
До I
0,70—0,65
0,60—0,55
0,45—0,40
0,75—0,70
1-2
0,65—0,60
0,55—0,50
0,40—0,35
0,70—0,65
2-4
0,60—0,50
0,50—0,42
0,35—0,30
0,65—0,55
Св. 4
0,45—0,30
0,40—0,30
0,30—0,15
0,50—0,40
(s =2.1 мм) — на 57,5 %. При почти
трехкратном повышении быстроход-
быстроходности пресса {п = 139-^423 мин-1)
общая работа разделения уменьшается
на 16,3% для Л63М is =0,72 мм)
при г=21%, на 6,6% для Л63М
(s = 1,5 мм) при г = 15.5% и иа
5 4 % для ЛбЗ-От Is = 2,1 мм) при г =
= 9,5 °/о.
По мере притупления режущих кро-
кромок усилие и работа сдвига возраста-
возрастают, что необходимо учитывать при под-
подборе оборудования. При вырубке—
пробивке латуни Л63М (s = 1,5 мм)
к моменту переточки штампа (выруб-
(вырублено 140 тыс. деталей) это увеличение
составляет соответственно 35 и 80%,
а стали 08 (s = 2 мм) (вырублено
100 тыс. деталей) увеличение 15 и
39 %.
Резка листового металла на ножни-
ножницах. На рис. 14 приведена схема дей-
действующих сил при разрезке листа нож-
ножницами. Из схемы видно, что силы Pi
образуют пару сил с моментом М =
= Pia. где а — плечо между точками
приложения равнодействующих сил Pi,
равное примерно A,5-^2) г.
Под действием изгибающего момента
материал разрезаемого листа стре-
стремится повернуться, занять наклонное
положение и заклиниться между но-
ножами, вследствие этого возникает бо-
боковое распирающее усилие Г, вели-
величина которого при разрезке с прижи-
прижимом Q составляет
Т= @,1^0,2) Р,
где Р — усилие сдвига.
Резка листовых материалов произ-
производится иа рычажных, гильотинных,
дисковых и вибрационных ножницах
(табл. 7). По характеру движения режу-
режущих кромок различают ножницы с по-
поступательным н вращательным дви-
движением режущих кромок.
Для уменьшения изгиба полосы,
а также во избежание выскальзывания
листа из-под ножей во время разрезки
угол ф должен быть меньше 9°. На
практике угол наклона ф и число хо-
ходов п иожииц в зависимости от тол-
Шины s листа назначают в следующих
пределах:
S, мм ф, ° л, мин -1
1 —10 2—4 75—35
10—42 4—6 35—10
Рнс. 14. Схема разрезки листа иа нож-
ножницах
Зазор между ножами выбирают в пре-
пределах г = @,03-^0,06) s.
Усилие разрезки ножницами с на-
наклонными ножами во много раз мень-
меньше усилия, потребного для разрезки
того же материала иа ножницах с
параллельными ножами. Работа, за-
затрачиваемая иа разрезку листа, в обоих
случаях одинакова.
При выборе ножниц и прессов расчет-
расчетное усилие резки рекомендуется оп-
определять по следующей формуле:
Яр = kP,
G)
где ft = 1,2-7-1,3 — поправочный коэф-
коэффициент, учитывающий влияние затуп-
затупления иожей (режущих кромок), из-
изменение величины зазора между но-
ножами, равномерность толщины разре-
разрезаемого листа.
Зачистка. Детали, вырублеииые
штампами, из-за специфического ха-
характера поверхности разделения (на-
(наличие зоны скола, утяжка кромок со
стороны матрицы, разница в размерах
со стороны матрицы и пуаисоиа) не
могут быть применены для сборки
в узлы с сопряжением по поверхности
разделения (среза).
Наиболее экономичным методом чи-
чистовой обработки контура толстоли-
толстолистовых штампуемых деталей в серий-
серийном и массовом производстве является
обработка зачистиыми штампами
(рис. 15). Зачистиые штампы целесо-
целесообразно применять в следующих слу-
случаях: 1) когда к поверхностям штам-
штампованных деталей машин, механизмов
и приборов предъявляются повышенные
L
2 П/р А. Д. Матвеева
34
ВЫРУБКА, ПРОБИВКА, РЕЗКА, ЗАЧИСТКА
7. Типы ножниц и их применение
Тип ножниц н схема
Рабочие элементы
режущих инструмен-
инструментов
Применение
Гильотинные и рычажные
Угол створа:
для гильотинных
ножниц ф = 2-5-6°;
для рычажных
ножниц ф = 7—
-5-12°
Угол резания б =
= 75-85°
Задний угол у —
= 2-3°
Для упрощения за-
заточки ножей допу-
допускается б = 90° и
7=0
Зазор между ножами
от 0,05 до 0,2 мм
Резка листовых ма-
материалов иа полосы
или штучные заго-
заготовки. Толщина
разрезаемого мате-
материала до 40 мм (в за-
зависимости от типа
ножниц)
Дисковые (с параллельными
осями)
Угол захвата а <
Заход ножей Ь —
= @,2-0,3) s
Размер ножей (дис-
(дисков):
для толстых мате-
материалов (s> 10 мм)
D = B5—30) s,
- А= 50—90 мм;
для тонких мате-
материалов (s < 3 мм)
D = C5-5-50) s,
А = 20—25 мм
Резка листов на по-
полосы, а также резка
круглых (дисковых)
заготовок с выходом
на край листа. Тол-
Толщина разрезаемого
материала до 30 мм
(разрезные типы
ножниц)
Дисковые (с наклонным ниж-
нижним ножом)
Угол наклона у =
= 30-7-40°
Размеры ножей
(дисков):
для толстых мате-
материалов (s> 10 мм)
D = 20s, A = 50—
—80 мм;
для тонких мате-
материалов (s < 3 мм)
D— 28s, A = 15—
—20 мм
Резка полос, круг-
круглых дисковых и
кольцевых загото-
заготовок. Толщина разре-
разрезаемого материала
до 30 мм (разные
типы иожииц)
ВЫРУБКА, ПРОБИВКА, РЕЗКА, ЗАЧИСТКА
35
Продолжение табл. 7
Тип ножниц и схема
Рабочие элементы
режущих инструмен-
инструментов
Применение
Дисковые (с наклонными но-
ножами)
Зазор а < 0,2.s
Зазор Ь < 0,3s
Размер ножей (дис-
(дисков):
для толстых мате-
материалов (s > 10 мм)
• D— 12s, А = 40—
—60 мм;
для тонких мате-
материалов (s<5 мм)
D 20s, A-— 10-
— 15 мм
Резка круглых, ди-
дисковых кольцевых
и криволинейных
заготовок с малым
радиусом, толщи-
толщиной до 20 мм. Кри-
Криволинейная поверх-
поверхность задней режу-
режущей грани обеспечи-
обеспечивает свободный по-
поворот материала
Многодисковые (с параллель-
параллельными осями)
rf:
Угол резания 90°
Размеры ножей:
D =. D0-7-125) s,
А = 15—30 мм
Перекрытие: Ь
== ±0,5s; зазор а
•— @,1—0,2) s
Одновременная рез-
резка нескольких по-
полос, а также обрез-
обрезка полос и лент по
ширине. Толщина
материала до 10 мм
(разные типы нож-
ножниц)
Частота ходов
2 000—25 000 мин
Ход ножа 2—3 мм
Передний угол Р =
= 6-7°
Угол створа ф =
= 24-30°
Резка криволиней-
криволинейных заготовок по
разметке или шаб-
шаблонам с малым ра-
радиусом (до г —
= 15 мм). Толщина
материала до 10 мм
требования по шероховатости (Ra ---
— 2,5-7-0,16 мкм); 2) когда контур де-
детали является базой для дальнейшего
выполнения ряда операций с высокой
точностью; 3) когда контур детали или
его элемент представляют собой ответ-
ответственную часть механизма.
Изготовление деталей с применением
зачистных штампов обеспечивает вы-
выпуск взаимозаменяемых деталей в слож-
сложных и ответственных приборах, меха-
механизмах и машинах, повышает их
2*
износостойкость и коррозионную стой-
стойкость. Посредством зачистной штам-
штамповки получают детали небольших
размеров с точностью, соответствую-
соответствующей 8—11 квалитету.
Зачистка срезанием припуска. Ос-
Основным способом зачистной штампов-
штамповки является зачистка наружного кон-
контура или отверстия посредством сре-
срезания предусмотренного припуска
(производство часов и других изделий
точной механики с весьма сложной
36
ВЫРУБКА. ПРОБИВКА, РЕЗКА, ЗАЧИСГКЛ
I
(к
о
•о
1
1
и среза |
ноет
it
ii
•s
1 выр
:/77
э-
о
1
сз
1
1—1
вырубка
МП
Пуансон
с завален
ной или
конусной
кроикой
Пуансон
ступен-
ступенчатый
Пуансон
полнее
матрицы
Матрицо
с завален-
заваленной
режущей
кромкой
11
II
ВЫРУБКА. ПРОБИВКА РЕЗКА, ЗАЧИСТКА
37
Рис. 16. Последовательные этапы снятия стружки при зачистке с зазором и без него
конфигурацией). Применяют также
комбинированные способы: вырубку
с одновременной зачисткой в штампах
со сдвоенной матрицей, а также про-
пробивку отверстий одновременно с зачист-
зачисткой ступенчатым пуансоном (рис. 15).
Шероховатость поверхности после
зачистки обычно соответствует Ra —
= 0,63 мкм, а при зачистке деталей
из пластичных цветных металлов и
сплавов — Ra = 0,32 мкм с наличием
на верхней кромке детали небольшого
скола.
На рис. 16 показаны последователь-
последовательные этапы отделения (срезания) струж-
стружки по двум способам (I и II) при од-
одной и той же величине припуска бпр.
По способу I зачистку осуществляют
с зазором между матрицей и пуансо-
пуансоном; по более рациональному способу II
зачистку производят пуансоном, пре-
превышающим по размерам матрицу, что
предотвращает образование скола в
верхней части заготовки. Последний
способ зачистки не требует точного
изготовления и пригонки пуансона
по матрице, что существенно снижает
стоимость изготовления зачистного
штампа.
Способ зачистки пуансоном, превы-
превышающим по размерам матрицу, не-
неприменим в случае зачистки Сравни-
Сравнительно крупных деталей, когда необ-
необходим прижим заготовки.
Одну зачистную операцию приме-
применяют при толщине материала до 3—
4 мм, а при повышенных требованиях
к шероховатости поверхности или бо-
более толстых материалах выполняют
две зйчистные операции.
Если обычную зачистную штам-
штамповку применяют в основном для пла-
пластичных материалов, то вибрационную
зачистку используют как для пла-
пластичных, так и для малопластичных,
труднодеформирусмых в холодном со-
состоянии материалов.
Сущность способа вибрационной за-
зачистки заключается в том, что снятие
припуска на зачистку производится
при колебательном движении пуансона
или матрицы. При этом одна из рабо-
рабочих частей штампа совершает поступа-
поступательное перемещение. Возможно так-
также одновременное колебательное и
поступательное движение инструмен-
инструмента.
Шероховатость поверхности при
вибрационной зачистке достигает Ra —
— 0,32 мкм.
Существуют два способа определе-
определения припуска на зачистку: первый
способ основан на вырубке деталей
с большим зазором [г/2 = F-=-8) % s]
и получении конического скола на
боковой поверхности; второй — на мак-
максимальном уменьшении припуска на
зачистку, для чего вырубку произво-
производят с малым зазором \il2 = B-i-4) % s].
Каждый из указанных способов имеет
свои достоинства и недостатки.
В табл. 8 приведены двусторонние
припуски на зачистку по первому спо-
способу. Наименьший припуск применяют
для зачистки деталей простой формы,
а наибольший —для деталей сложной
конфигурации.
Усилие зачистки со снятием стружки
определяют по формуле
P3 = 0,56npZ.aCA+2Q- (8)
где 0,5Йпр—односторонний суммар-
суммарный припуск, мм; L —длина пери-
периметра зачистки, мм; асд —сопротив-
—сопротивление сдвигу (разделению), МПа;
2Q — сумма усилий для проталки-
проталкивания, сжатия буферов, Н.
38
ВЫРУБКА. ПРОБИВКА. РЕЗКА. ЗАЧИСТКА
I
8. Двусторонние припуски на зачистку
Толщина
материала, мм
0,5—1,6
1,6—3,0
3,0—4,0
4,0—5,2
Двусторонний припуск, мм
Латунь, мягкая
сталь
0,10—0,15
0,15—0,20
0,20—0,25
0,25—0,30
Сталь средней
твердости
0,15—0,20
0,20—0,25
0,25—0,30 \
0,30—0,35 \
Твердая сталь
0,15—0,25
0,20—0,30
0,25—0,35
0,30—0,40
Зачистку отверстий применяют в ча-
часовой промышленности, а также в точ-
точном приборостроении: счетно-пишу-
счетно-пишущие машины, кассовые аппараты, вы-
вычислительные машины, приборы-авто-
приборы-автоматы и т. п.
Более высокая точность размеров
отверстий и межцеитровых расстоя-
расстояний по сравнению со сверлением в кон-
кондукторах обеспечивается пробивкой
в совмещенных штампах с последую-
последующей зачисткой.
Для определения припуска на за-
зачистку отверстий применяют два спо-
способа. Первый способ основан на про-
пробивке с большим зазором и получении
отверстия с коническим сколом, а вто-
второй — на пробивке с малым припуском.
Припуск по диаметру на зачистку от-
отверстий небольшого диаметра (s > d)
после сверления принимают 0,10—
0,15 мм, после пробивки —0,15—
0,20 мм.
При мелкосерийном производстве де-
деталей общепризнанным методом полу-
получения высококачественной поверх-
поверхности разделения (среза) является обыч-
обычная зачистка, обеспечивающая мини-
минимальные расходы на подготовку про-
производства.
Зачистка выглаживанием поверхно-
поверхностей. Сущность этой операции за-
заключается в том, что специальными
пуансонами производят пробивку за-
заготовки с припуском на зачистку.
При дальнейшем проталкивании от-
отхода через матрицу происходит за-
зачистка пробитого отверстия за счет
выглаживания (обжатия) припуска.
Пробивка отверстий с одновременной
зачисткой может осуществляться сту-
ступенчатым пуансоном (рис. 17, а),
пуансоном с заваленной и притуплён-
притуплённой кромкой (рис. 17 б, в) или пуансо-
иом с торцовой поверхностью в форме
остроконечного конуса (рис. 17, г).
При проби,вке отверстий ступенча-
ступенчатым пуансоном зачистка поверхности
осуществляется в результате срезания
припуска. При этом траектории ска-
скалывания распространяются между ре-
режущими кромками первой ступени
ВЫРУБКА, ПРОБИВКА, РЕЗКА, ЗАЧИСТКА
39
Рнс. 17. Схема штамповой зачистки отверстий, совмещенной с пробивкой:
а — пробивка с зачисткой ступенчатым пуансоном; б—г — пробивка отверстий с одно-
одновременной зачисткой методом обжатня
Рис. 18. Базовая деталь — сердечник электромагнитного реле; сталь толщиной 4 мм
пуансона и матрицы. Во втором слу-
случае процесс образования отверстия
состоит из двух этапов: 1) внедрение
пуансона в материал заготовки с про-
давливанием отхода в рабочее отвер-
отверстие матрицы без образования скалы-
скалывающих трещин; 2) возникновение ска-
скалывающих трещин, после соединения
которых происходит процесс выглажи-
выглаживания (дорноваиня) остальной части
отверстия. В зависимости от рода ме-
металла и его толщины, угла завала
кромки матрицы первый этап процесса
пробивки может продолжаться до
внедрения пуаисоиа на @,5h-0,7)s.
Подобный процесс деформации на-
наблюдается при пробивке отверстий
пу^исоиом, заостренным под углом
60—'90°, с той лишь разницей, что тре-
трещины скалывания возникают в точ-
точках А и В пуаисоиа (рис. 17, г) после
его внедрения в заготовку иа @,7-г-
-r-0,9)s. В этом случае большая часть
отверстия формируется при деформа-
деформации продавливания. Чистовую обра-
обработку (пробивку) конусными пуансо-
пуансонами успешно выполняют в штампах
совмещенного действия, когда заго-
заготовка в процессе обработки находится
в зажатом состоянии под действием
мощных буферных пружин.
Шероховатость поверхности отвер-
отверстий, пробитых описанными выше спо-
способами, может быть доведена до Ra =
= 0,63-т-0,08 мкм, в зависимости от
шероховатости поверхности пуансона.
В условиях крупносерийного и мас-
массового производства операции обычной
зачистки с ручной укладкой заготовок
характеризуются низкой производи-
производительностью процесса, низкой стойко-
стойкостью штампов между переточками,
наличием острых кромок на деталях н
отходах.
Применение автоматической за-
зачистки возможно при выполнении сле-
следующих условий: удаление отходов
из зоны резки; точная фиксация заго-
заготовки перед зачисткой; повышение
стойкости штампов.
Схемы припусков и изменение стой-
стойкости твердосплавного штампа прн
штамповке детали, показанной на
рис. 18, приведены в табл. 9.
Исследование штампов с отводом
отходов по двум—-четырем направле-
направлениям и подачей заготовок в отверстие
съемника, имеющего вставки для точ-
точного направления детали н каналы для
отвода отхода в направлениях, пер-
перпендикулярных к режущим кромкам
матрицы, показало возможность ав-
автоматизации зачистки. При этом обес-
обеспечивается высокая производитель-
производительность процесса, точное центрирование
детали. Сменная производительность
таких штампов 17 тыс. иагружений;
стойкость между переточками 40—
40
ВЫРУБКА, ПРОБИВКА, РЕЗКА, ЗАЧИСТКА
I
9. Стойкость твердосплавного штампа в зависимости от схемы припусков
Вариант
С регламентированным
припуском
II
С уменьшенным припу-
припуском за счет вырубки с
увеличенным зазором
III
Заготовка варианта II,
галтованная в тече-
течение 30 мин
IV
Малоотходная зачистка
заготовки, вырубленной
с зазором 23—28 % тол-
толщины заготовки с гал-
галтовкой
Схема припусков
0,05 0,5
\ J
Стойкость штам-
штампов до переточки
(число иагружений)
8 000
20 000
30 000
40 000—200 000
ИСПОЛЬЗОВАНИЕ ЭЛАСТИЧНОЙ СРЕДЫ
41
100 тыс. иагружений. Зачищенная за-
заготовка имеет точные размеры G5%-
иую часть высоты вертикальной по-
поверхности реза), шероховатость за-
зачищенной поверхности Ra =¦ 20 мкм.
2. ВЫРУБКА, ПРОБИВКА
ПРИ ИСПОЛЬЗОВАНИИ
ЭЛАСТИЧНОЙ СРЕДЫ
Общая характеристика. В мелкосе-
мелкосерийном и быстропереналаживаемом
производстве штампован оснастка
крупносерийного и массового произ-
производства оказывается экономически не-
неэффективной из-за высокой стоимости,
значительной длительности процессов
изготовления и технологической под-
подготовки производства.
В этих условиях применяют уни-
универсальную штамповую оснастку, в
которой, в частности, используют эла-
эластичные среды, обычно резину и полиу-
полиуретан, выполняющие роль пуансона
или матрицы. Резина обладает малой
износостойкостью и может работать
при относительно невысоком давлении
C0—50 МПа), достаточном лишь для
штамповки деталей из металлов не-
невысокой прочности толщиной до 2 мм.
Полиуретан имеет высокую износо-
12 3 2 а)
Рис. 19. Схема вырубки и пробивки в штампе с эластичной средой:
а _ исходное положение; б — промежуточное положение; в — окончательное положе-
положение- / —заготовка; 2 — шаблоны; 3 — подштаммовая плита; -/—эластичная среда;
5 — контейнер
стойкость и может работать при дав-
давлении до 1000 МПа и выше. Прочность
полиуретана в 6—8 раз выше проч-
прочности резины. Напряжение при раз-
разрыве до 60 МПа, относительное удли-
удлинение—до 600%, остаточная де-
деформация 2—4%, первоначальная
форма хорошо и быстро восстанавли-
восстанавливается после нагружения. Полиуре-
Полиуретан обладает бензо- и маслостойкостью,
что особенно важно при штамповке
на гидравлических прессах. Стой-
Стойкость полиуретана при выполнении
разделительных операций на порядок
выше, чем у резины, и может состав-
составлять 10 тыс. циклов нагружения и
больше.
Схемы взаимодействия штампа с за-
заготовкой и технологические параметры.
На рнс. 19 приведена схема взаимодей-
взаимодействия штампа с заготовкой. Заготовку /
укладывают на шаблонах 2. Шаблоны
лежат на подштамповой (подшаблои-
ной) плите 3, установленной на столе
пресса. Эластичная среда 4 заключена
в контейнере 5, закрепленном на пол-
ползуне пресса. Шаблон представляет
собой относительно низкое цилиндри-
цилиндрическое нли призматическое, сплошное
или полое стальное тело с плоскими
торцами. Поверхности, сходящиеся
к внешнему контуру Ку,выполняют роль
пуансона, а сходящиеся к внутреннему
контуру К2> — матрицы. Эластичная
среда выполняет роль матрицы по
отношению к поверхностям контура Ki
н пуансона — по отношению к поверх-
поверхностям контура Кг. Контур К3 заготов-
заготовки на группу деталей из одного мате-
материала огибает внешние контуры шаб-
шаблонов с технологическим припус-
припуском L. Друг от друга внешние контуры
42
ВЫРУБКА, ПРОБИВКА, РЕЗКА, ЗАЧИСТКА
ИСПОЛЬЗОВАНИЕ ЭЛАСТИЧНОЙ СРЕДЫ
43
Рис. 20. Схема пробивки отверстия в листе:
/ — заготовка; 2 — сменная матрица; ,') —
прижим-выталкиватель; 4 — эластичная
среда; 5 --- контейнер; в плунжер
шаблонов находятся на расстоянии М,
представляющем собой межконтур-
межконтурный технологический припуск. Если
материалы деталей, входящих в штам-
штампуемую группу, различные или же
штампуется только одна деталь, ис-
используют штучные заготовки с тех-
технологическим припуском L.
При смыкании штампа эластичная
среда оказывается в замкнутом про-
пространстве. Когда пресс развивает уси-
усилие Я, в контейнере создается давле-
давление q среды. В расчетах необходимого
для разделительной операции уси-
усилия Я давление q принимают равно-
равномерно распределенным.
Под действием давления среды часть
заготовки, не опирающаяся на плос-
плоские торцы шаблонов, прогибается и
приходит в контакт с поверхностью
подштамповой плиты, когда прогиб
становится равным высоте шаблонов.
Прогибы вызывают появление изги-
изгибающего момента М (рис. 19, б),
а на участках, заготовки, контур ко-
которых неподвижен, —еще и силу ра-
растяжения Pp. Это участки внутри кон-
Ь
Рис. 21. Сечение поверхности разделения
туров полостей шаблонов и между
внешними их контурами. После того
как край заготовки приходит в кон-
контакт с плитой, возникает сила трения,
препятствующая смещению края к шаб-
шаблону. Возникает также и сила растя-
растяжения Яр. Под действием момента М,
силы Яр и давления q вдоль контуров
шаблонов развивается деформация, со-
сосредоточенная в узкой области —
около острых их кромок, которая
приводит к сосредоточенному утоне-
утонению листа. Вместе с тем в него несколь-
несколько вдавливается режущая кромка.
Деформация завершается отрывом тех-
технологического припуска (рис. 19, в)
и разделением листа по заданным кон-
контурам.
Пробивку в листе отдельных от-
отверстий осуществляют на универсаль-
универсальном штампе со сменными матрицами
(рис. 20).
Усилие пресса вычисляют по фор-
формуле
Р = qF, (9)
где F — площадь сечения полости кон-
контейнера, перпендикулярной к направ-
направлению Я; q — давление среды в кои»
тейнере, необходимое для разделения
заданного листового материала по са-
самому короткому и узкому замкнутому
контуру или узкому незамкнутому
контуру на шаблоне (fio отверстию
или пазу с самым малым поперечни-
поперечником).
Резину применяют при давлении до
30 МПа; рекомендуемая толщина слоя
в контейнере В > 5hn, (В — ЬIВ <
<0,2ч-0,25. При (В— ЬIВ= 0,4ч-
4-0,45 резина быстро разрывается и
разрушается.
Полиуретан применяют при давле-
давлении в контейнере до 1000 МПа; тол-
толщина пластины в контейнере для раз-
разделительных операций В = 254-30 мм.
Разделяемый материал: алюминиевые
сплавы, медь, латунь с временным со-
сопротивлением ав < 250 МПа толщи-
толщиной до 3 мм; алюминиевые сплавы,
латуни, бронзы, углеродистые стали
с временным сопротивлением 250 <
< ав < 500 МПа толщиной до 2—
2,5 мм; коррозионно-стойкие стали,
титановые и магнитные сплавы тол-
толщиной до 1,5 мм. Контейнер для таких
давлений необходимо рассчитывать на
прочность. Полость контейнера во
время нагружения должна замыкаться
подштамповой плитой с зазором не
более 0,2—0,3 мм.
Высоту шаблона определяют по
формуле
Лп-3A+0,016,0I/7. A0)
Контуры полостей шаблонов выпол-
выполняют с учетом формы сечеиия поверх-
поверхности разделения (рис. 21). Контур
поверхности разделения, т. е. геоме-
геометрическое место точек А сечения, уда-
удален от контура шаблона на расстоя-
расстояние m в направлении внешней нормали
к рабочей поверхности шаблона. Рас-
Расстояние m зависит от вида разделяе-
разделяемого материала. Для Д16АМ и АМгбМ
m = @,05^-0,08) s; для АМцМ, Ml —МЗ,
Л63, 12Х18Н10Т m = @,07^-0,12) s.
Контур сечения поверхности разделе-
разделения характеризуется следующими пара-
параметрами: г » s, а — @,5ч-0,7) s, b —
^ @,75ч-1,15) s— для Д16АМ, АМгбМ,
Ml—МЗ, Л63; г» 0,5 s, a = @,25ч-
-т- 0,45) s, 6 = @,35ч-0,65) s —для ста-
сталей СтЗ. 10, 20 12Х18Н10Т.
Контур сечения шаблона для штам-
штамповки деталей относительно неболь-
небольших размеров толщиной более 0,5 мм
из высокопрочного металла рекомен-
рекомендуется выполнять, как показано на
рчс. 22 (ф = 10ч-15°, ftp=0,3ftn).
Контур полости шаблона должен быть
в виде гладкой линии; состоит из со-
сопряженных отрезков прямой и дуг
окружностей; дуги переменной кри-
кривизны приводят к увеличению трудо-
трудоемкости изготовления, поэтому их
следует избегать. Наиболее изогну-
изогнутая дуга контура должна иметь радиус
не меньше толщины разделяемого ма-
материала.
При разделении неметаллических ма-
материалов следует предусматривать тех-
технологическую металлическую наклад-
накладку (табл. 10), причем высота шаблона
принимается равной сумме высоты hn,
определенной с помощью формулы
A0) по толщине накладки, и толщины
разделяемого материала.
Технологический припуск по внеш-
внешнему контуру шаблона
L= A,4+
(И)
Рис. 22. Шаблон для разделения высоко-
высокопрочного материала толщиной более 0,5 мм
Коэффициент трения свисающего
края припуска по подштамповой плите
со шлифованной поверхностью (х »
да 0,2; с опескоструенной поверхно-
поверхностью (х ж 0,5. Междуконтуриый при-
припуск для группы шаблонов зависит
от выбранного давления в контейнере
и должен быть не менее поперечного
размера наименьшего пробиваемого
отверстия.
При разделении малонластичных ма-
материалов магниевых и титановых спла-
сплавов, закаленного сплава Д16АТ,
электротехнических сталей высота
шаблона должна быть
Лп-; @,8ч-1.2) s. A2)
технологический припуск
L - - D ч- 7) s. A3)
Меньшие значения ha и L соответ-
соответствуют вырезаемым материалам боль-
большей толщины. При высоте шаблона,
определенной по формуле A0), по-
поверхность разделения этих материалов
получится «рваной». На вогнутых
участках контура с относительно боль-
большой кривизной поверхность разделе-
разделения отклоняется от контура шаблона.
Высоту уменьшают до необходимого
размера обычно за счет использования
набора пластин из любого материала,
которые вырезают инструментом из
полиуретана на вырезном шаблоне
высотой 4—5 мм (рис. 23).
Другим способом, существенно по-
повышающим качество поверхности раз-
разделения, является вырезка детален
с применением опорных рамок и вкла-
44
ВЫРУБКА, ПРОБИВКА, РЕЗКА, ЗАЧИСТКА
ЧИСТОВАЯ РЕЗКА, ВЫРУБКА. ПРОБИВКА
45
10. Материалы технологической накладки при разделении
неметаллических материалов
Обрабатываемый материал
Наимено-
Наименование
Паронит
ПМБ
Кабельная
бумага
Картон
электроизо-
электроизоляционный
Слюда
Стекло-
Стеклоткань
Пленка
электроизо-
электроизоляционная
гост
481—80
645—79
2824—75Е
7134—82
10156—78Е
12508—73
Толщина,
мм
0,40
0,50—0,60
0,08—0,15
0,10—0,20
0,30
0,50
0,05—0,10
0,20
0,08—0,15
0,25
0,08—0,10
0,20
Материал накладки
Марка
Сталь СтЗ
08кп, 10,
15
Сталь СтЗ
08кп, 10,
15
Л63
Сталь СтЗ
08кп, 10,
15
Л63
Д1АМ
Ml, M2
Л63
Д1ЛМ
Ml, M2
Л63
гост
380—78
1050—74
380—78
1050—74
15527—70
380—78
1050—74
15527—70
4784—74
859 78
15527—70
4784—74
859 78
15527—70
Толщина,
мм
0,50
1,0
0,10—0,15
0,20—0,25
0,15—0,20
0,25—0,30
0,50
0,10—0,15
0,25—0,30
0,25—0,30
0,20-0,30
0,20—0,25
0.15—0,20
дышей (рнс. 24). На рнс. 24, а пока-
показаны рамка и вкладыш, состоящие из
набора пластин, вырезанных полиуре-
полиуретаном по вырезному шаблону и скле-
панных между собой. На рис. 24, б
показана опорная рамка, выполненная
из проволоки. Для облегчения про-
процесса вырезки с внутренней стороны
рамки сделан скос. Ширину / скоса
рекомендуется определять по формуле
<">
Рнс. 23. Схема уменьшения высоты /if|
шаблона для разделения малопластичных
материалов:
/ — заготовка; 2 — шаблон; 3 — набор
пластин
где (тв — временное сопротивление ма-
материала заготовки; q — давление
полиуретана в контейнере.
Отклонение размеров деталей в рас-
рассматриваемых случаях (см. рнс. 23
и 24) от соответствующих размеров ша-
шаблонов составляет @,l-r0,15) s.
Рис. 24. Шаблоны с опорными вклады-
вкладышами и рамкой, набранной из пластин (а)
н изготовленной из проволоки (б):
а ~ I — заготовка;, 2 — вырезной шаблон;
3 — подштамповая плита; 4 — опорная
рамка; ,5 — вкладыш; б — 1 — заготовка;
2 — вырезной шаблон; 3 — опорная рамка;
4 -- подштамповая плита
Давление среды в контейнере, не-
необходимое для вырезки,
q = kaCJXs,
CJXs
A5)
где k — коэффициент (табл. 11);
асд — сопротивление сдвигу разделя-
разделяемого материала.
Для пробивки отверстия диаметром
d< 5hn
q- 4aCfls/d; A6)
диаметром d ~ E-H0) hn
q = 4naCAs/d, A7)
где n — 1 + 0,3 (dlhn — 5);
диаметром d> 10
<?= acnsd/UAn(d— l,57An). A8)'
Для отверстий со сложным контуром
и контуром в виде удлиненного пря-
прямоугольника
q = aCAs//F0, A9)
где / и Fo — длина контура отверстия
и площадь внутри контура.
Усилие пресса определяют по фор-
формуле (9) с введением коэффициента
запаса, равного 1,3.
3. ЧИСТОВЫЕ РЕЗКА,
ВЫРУБКА, ПРОБИВКА
Чистовые (или точные) разделитель-
разделительные операции обеспечивают более вы-
высокое качество поверхности разделения
по сравнению с обычными способами,
основанными на использовании «оп-
«оптимальных» зазоров между режущими
кромками инструмента (рис. 25). По-
Показатели геометрических несовер-
несовершенств поверхности среза (см. рис.8) —
Ay/s; Ac/s; x/s — в этом случае снижа-
снижаются, может быть получена поверх-
поверхность разделения без несовершенства
(рис. 25); шероховатость поверхности
Ra уменьшается. Это достигается за
счет создания в зоне вблизи поверхно-
поверхности сдвига высокого гидростатического
давления.
Чистовая разрезка. Принципиальная
схема чистовой разрезки полосы нлн
прутка представлена на рис. 26. Спо-
Способ может быть реализован в специ-
специальном штампе. Точность детали обе-
обеспечивается до 7 квалитета прн полу-
получаемой шероховатости поверхности
Ra = 1,25 мкм. Протяженность в на-
направлении оси прутка области, ох-
11. Коэффициент
Длина
внеш-
внешнего
контура
Детал и,
мм
До 65
85—100
200—350
Св. 1000
1
0
0
0
0
,5
51
54
58
60
0
0
0
0
k
2
,36
,40
,43
,45
Коэффициент
2
0
0
0
0
,5
28
31
34
36
0
0
0
0
3
,22
,25
,28
,30
k
3
0
0
0
0
(мм
.5
18
21
24
26
0
0
0
0
прн нысоте Лп шаблона
4
,15
,18
21
,23
4
0
0
0
0
,5
13
16
19
21
5
0,12
0,15
0,18
0,20
0
0
0
0.
6
09
11
14
15
, мм
7
0,07
0,10
0 11
0,13
0
0
0
0
8
,06
,07
,10
,11
12
0,03
0,04
0,06
0,07
L
46
ВЫРУБКА, ПРОБИВКА, РЕЗКА, ЗАЧИСТКА
ЧИСТОВАЯ РЕЗКА, ВЫРУБКА, ПРОБИВКА
Г
d
II
Рнс. 25. Поверхность разделения выруб-
вырубленной детали
Рнс. 26. Схема чистовой разрезки полосы
или прутка различного сечения:
/ — материал заготовки; 2 — отрезаемая
деталь; 3 — фиксирующий составной иож;
4 — подвижный составной нож; .5 -- упор-
фиксатор
ваченной пластической деформацией,
составляет @,24—0,32) О (чем пла-
пластичнее материал, тем больше протя-
протяженность). Чистовой разрезке под-
подвергают среднеуглеродистые стали с
содержанием углерода 0,08—0,45%,
610> 16 % и сплавы цветных металлов
q,Mna
900
600
300
\
JU6AT
Д1ЬАМ
Сталь ?5
—— С
Сталь 10
^- ' ,
МЗ
0,8
I/O
Рис. 27, Зависимость осевого давления от
геометрических параметров отрезаемой де-
детали
78,5 176,6
Рис. 28. Зависимость максимального уси-
усилия разрезки от исходной площади сечения
заготовки
с 610 > 12%. Минимальная относи-
относительная длина UD до 0,1. Осевое дав-
давление q зависит от отношения IID
(рис. 27). При l/D^lq»aB для
всех обрабатываемых материалов.
Ориентация контура поперечного сече-
сечения материала относи тел i»ho направ-
направления сдвига в плоскости сдвига прак-
практически не влияет на показатели ка-
качества получаемых деталей, по влияет
на протяженность области пластиче-
пластической деформации и величину деформа-
деформации. __, р
Рис. 29. Схема вырубки ступенчатым пуан-
пуансоном
У////////ШШШ W/A
Рис. 30. Схема способа «прямой» чистовой вырубки:
/ - ввод заготовки в рабочую зону штампа; // — обжатие заготовки ребром прижима;
/// — вырубка пуаисоиом; IV — снятие отхода с пуансона н разъем блока штампа;
V - выброс детали и перемещение заготовки иа техиологическнй шаг; / — пуаисон;
2 -- прижим; 3 — заготовка; 4. — матрица; 5 — контрпуаисон
Осевое давление приводит к увели-
увеличению сопротивления сдвигу на 60—
70 %. Соотношение силовых парамет-
параметров следующее: 0,8 < Q/P ^ 1. Ко-
Коэффициент трения скольжения ме-
металла по поверхности инструмента
(х = 0,25. Выталкивание детали из
полости ножа осуществляется прут-
прутком, когда нож принимает исходное
положение. Усилие выталкивания со-
составляет @,15-^0,3) Р при Р — Рр,
Максимум усилия приходится на на-
начало рабочего хода — при внедрении
ножа на @,05^-0,15) D, после чего
усилие плавно снижается. Значение
Рр зависит от исходной площади сдви-
сдвига — Fo (рис. 28).
Чистовые вырубкв—пробивка. При
чистовых вырубке—пробивке точность
размеров обработанных поверхностей
детали обеспечивается до 7 квалнтета
с шероховатостью по всей высоте по-
поверхности разделения до Ra= 1,25 мкм.
Существует несколько способов чис-
чистовой вырубки—пробивки. Ниже при-
приведены наиболее распространенные.
Схему способа вырубки ступенчатым
пуансоном (рис. 29) применяют для
простых контуров вырубки при тол-
толщине обрабатываемого материала не
более 0,003 м. Необходимое для по-
повышения пластичности гидростатиче-
гидростатическое давление в зоне поверхности
сдвига создается за счет осадки части
заготовки, расположенной под ступень-
ступенькой а пуансона. Осадка начинается
после внедрения центральной ступени
пуансона на глубину ft, при которой
еще нет признаков разрушения мате-
материала. Высота центральной ступени
пуансона ft = @,3-г-0,35) s. Ширина
ступени а= 0,5 s для сталей с содер-
содержанием углерода 0,08—0,45 %,
б10 > 16%; а = @,3-4-0,35) s для
сплавов цветных металлов с б10 >
> 12%.
В описанном способе применение
острых углов в плане проема матрицы
исключается. Вершины углов должны
быть выполнены по радиусам г не менее
@,5-7-0,6) s для сталей и @,2-4-0,3) s —
для сплавов цветных металлов. Ре-
Режущая рабочая кромка матрицы долж-
должна быть скруглена: г = @,05-7-0,08) s
для сталей и г = @,1-4-0,15) s — для
сплавов цветных металлов.
Усилие вырубки Р = B,5-7-2,8) Ls aB,
где L — длина контура вырубаемой
детали (по периметру).
48
ВЫРУБКА, ПРОБИВКА, РЕЗКА, ЗАЧИСТКА
R,-0,3h
guo,2h
Рис. 31. Геометрические параметры клино-
клинового ребра иа прижиме (к = 1,4ft) (см.
также гл. 18, табл. 4)
Усилие прижима заготовки
<2= @,2+0,3) Р.
Схема способа «прямой» чистовой
вырубки (рис. 30). Повышение гидро-
гидростатического давления и пластичности
материала в зоне сдвига достигается
путем внедрения ребра вблизи поверх-
поверхности разделения. Ребро размещают
на прижиме (рис. 31). Рабочую кромку
матрицы притупляют при отладке
штампа; притупление до 0,1s (появле-
(появление заусенца на получаемой детали ие
исключается).
В способе могут быть применены
штампы, выполненные по различным
схемам (рис. 32), требующим приме-
Рис. 32. Схемы конструкций штампов для
чистовой вырубки—пробивки:
а — штамп с неподвижной пуаисон-матри-
цей; б — штамп с подвижной пуаисои-
матрицей; / — пуаисон-матрица; 2 — при-
прижим; 3 — осевой коитрпуансои: 4 — осе-
осевой пуансои; 5 — кольцевой коитрпуансои;
о — матрица
2222
У/,
Рис. 33. Геометрические параметры выру-
вырубаемой детали
нения специальных прессов тройного
действия. Реализация этого способа
возможна и при использовании мо-
модернизированных универсальных прес-
прессов, обеспечивающих требуемые дей-
действия и высокую жесткость конструк-
конструкции. При этом, согласно схемам штам-
штампов, показанным на рис. 32, качест-
качественная поверхность среза у деталей
(типа кольцо) будет обеспечиваться
по внешнему контуру, т. е. у ребра
прижима. Процесс сдвига аналогичен
схеме, приведенной иа рис. 30.
При использовании немодернизиро-
ваниых универсальных прессов тре-
требуемые движения и действия обеспе-
обеспечиваются конструкцией штампов. Гео-
Геометрические параметры детали (рис. 33)
должны отвечать требованиям техно-
технологичности. Их определяют с помощью
специальных графиков (рис. 34). Гра-
Графики приведены для материалов с
временным сопротивлением ов =
= 500 МПа и относительным удлине-
удлинением 610 > 16%. Для материалов
с другими прочностными характери-
характеристиками значения искомых параметров
определяют пропорционально изме-
изменению предела прочности. При вы-
выполнении указанных требований по-
поверхность разделения не будет иметь
следов разрушения, утяжка hw/s =
= 0,1+0,25.
Чистовую вырубку данным способом
можно совмещать с гибкой; при этом
угол гибки ие должен превышать 75°,
а параллельное смещение участков
одной плоскости заготовки ие должно
превышать значения ее толщины.
Вырубка может быть совмещена
с клеймением знаков на поверхности
детали, с выполнением объемного де-
деформирования, с осадкой отдельных
областей на величину не более 0,4—
0,5 s. При этом могут быть оформлены
конические углубления на глубину до
ЧИСТОВАЯ РЕЗКА, ВЫРУБКА, ПРОБИВКА
49
SlO',rt
.
_
-
-/1
/
/
f
/
/
/
/
/
/
f
/
/
/
f I
1 /
/
/
ЬО 30 C/S, %
но
100
90
80
70
60
A
',
/
-
7
\
'/
/
/
1 %
5 2
¦y
s
k5b
t 10 11
0,05 0,1 0,2 0,1 0,5 1 1,5 2 3 * 5 10 15
а) К-103,н
s%
70
ЬО
-
—«¦-
—
—
--
'A
¦
i
i
d/s,
80
70
ЬО
1 2 3 i, 56 0 10 1520 30 50 100 200
S) L-102
4
i
i
i
¦
/
0,5 I 1,5 2 3 ¦ 5 Ь 8 1012
5) S-lO1 ,M
Рис. 34. Графики для выбора допу-
допустимых значений геометрических
элементов штамповой оснастки:
а — минимально допустимого зна-
значения внешнего радиуса закругле-
закругления; б — минимально допустимого
значения перемычки между ци-
цилиндрическим отверстием и кром-
кромкой детали; в — оптимально допу-
допустимого соотношения-длины паза
в детали и его ширины; г — мини-
минимально допустимого значения диа-
диаметра цилиндрического отверстия
в детали; д — минимально допусти-
допустимого значения перемычки между
отверстиями нецилиндрической
формы в детали или между таким
отверстием и кромкой детали
0,25 s; утолщение материала по кон-
.туру углубления на @,03+0,05) s-
Поверхности матрицы и пуансона
выполняют с положительным зазором
г, который выбирают по графику,
приведенному на рис. 35. До толщины
s= 1,5-10—3 м иа все материалы заго-
заготовок рекомендуется выполнение од-
одностороннего зазора г — @,005—
+0,008) 10-3 м
Способ предполагает проведение до-
дополнительных операций для удале-
удаления заусенцев иа полученных деталях:
галтовки, сошлифовки или травле-
травления.
Реверсивный способ чистовой вы-
вырубки (рис. 36). В процессе обжатия
0,5 1 1,5 2 3 4 5 6 0 10 12 15
B, S-1OJ ,
b/s,%
110
100
90
ВО
70
I 1,5 2 3h 6 8 10 SlO5,n
/
/
/
У
V/
/у/
f
/
1
/
'/,
у
У/
У
/,
у)
\
\
1
1
ft
V.
у,
'у
/
/
'/
/
/
/
/
/
15
1 2 3 h h 8 12 20 30 50 80 150 300 500
100 200 UOo
д) L-10J,
ребром прижима деталь надрезается
до 20 % от s в сторону, обратную на-
направлению окончательной вырубки.
Цикл данного способа аналогичен
циклу прямой чистовой вырубки, по-
показанному на рис. 36. Основное отли-
чне состоит в характере деформации
заготовки в зоне реза. Холостой ход,
снятие отхода с пуансона, выброс
готовой детали и перемещение заго-
заготовки иа технологический шаг анало-
аналогичны позициям IV и V (см. рис. 36).
Геометрия призматического ребра при-
прижима показана иа рис. 37. Проем
прижима в этом случае является точ-
точным зеркальным отражением проема
матрицы.
50
ВЫРУБКА, ПРОБИВКА, РЕЗКА, ЗАЧИСТКА
Z-1O3 ,п
S-Ю3,м
Рнс. 35. График для выбора зазора между
режущими кромками штамповой оснастки
Применение ребра показанной кон-
конструкции позволяет уже в процессе
обжима надсечь деталь из листа (в сто-
сторону, обратную направлению оконча-
окончательной вырубки пуансоном) на вели-
величину @,15н-0,2) s. Появившийся в ре-
результате надсечки поясок на поверх-
поверхности разделения детали препятствует
образованию заусенца на заключитель-
заключительной стадии вырубки (см. рис. 36,
поз. ///).
Конструкции прижимов дли прямого
и реверсивного способов приведены на
рис. 38 |ЛВ —высота выступа контакт-
контактной площадки прижима, выполненного
для предупреждения повреждения реб-
ребра при наладке процесса; принимают
К < s на @,008ч-0,01) К) м|.
Реверсивный способ следует приме-
применять при обработке тонколистовых
(до МО м) высокоуглеродистых ста-
сталей, с содержанием углерода 0,7—
-1?/, и 61ц = A2н-17) <% для ис-
исключения появления относительно
большого заусенца на деталях.
Односторонний зазор между режу-
режущими кромками инструмента в любых
случаях не должен превышать
@,005—0,008) 10^:| м.
Расчет усилий. Общее усилие вы-
вырубки в приведенных выше способах
определяют по формуле Р = Р1 +
-Ь Р-г + Рз, где Рх — усилие обжатия
заготовки прижимом при внедрении
ребра в материал заготовки; Pt —
собственно усилие вырубки; Р3 —
усилие противодавления.
Для прямого способа чистовой вы-
вырубки усилие внедрения клинового
ребра рассчитывают по формуле
Pi = kL,so.r,
где L, — длина ребра, взятая по его
вершине (см. рис. 33); k — коэффициент
(рис. 39).
Так как внедрение ребра сопрово-
сопровождается обжатием материала заготов-
заготовки контактным пояском прижима, то
Р, = A.5ч-2) kLsaT.
Для ребра, имеющего форму, по-
показанную на рис. 35, усилие обжатия
заготовки подсчитывают" по зависи-
зависимости Я, = C,74ч-4) Lsor. При этом
следует учесть, что при данном спо-
способе всегда k — 1.
Рис. 36. Схема способа реверсивной чистовой вырубки:
/ — пуансон; 2— прижим (е прямоугольным ребром); 3 — заготовка- 4 — матрица-
5 — контрпуаисон (выталкиватель); / — ис/одное положение; // — выдавливание Л'
III — вырубка
ТОЧНОСТЬ ДЕТАЛЕЙ
51
Рнс. 37. Параметры призмати-
призматического ребра для реверсивной
вырубки [ft = @,15 -г 0,2) s;
т = @,3 4-0,4) s; n = i,2ft]
Рис. 38. Конструкция прижима для штампов
«прямой» чистовой вырубки (а) и для штампов
«реверсивной» чистовой вырубки (б)
Усилие собственно вырубки в этих
способах составляет
f>2= Es/D + 1.25) aTLs,
где L — длина контура детали.
В расчетах реверсивного процесса
следует учесть, что общая высота реза
для пуансона уменьшена иа величину
внедрения призматического ребра.
Усилие противодавления при спосо-
способе прямой чистовой вырубки больше:
Р3 — @,14-0,2) FaT, где F — пло-
площадь детали. При реверсивном спо-
способе это значение меньше на 50—60 %.
Усилие удаления детали из матрицы
и снятия отхода с пуансона Р' =
= @,14-0,25) Р2.
Проведение процессов чистовой вы-
вырубки и пробивки вследствие высоких
контактных напряжений иа рабочем
W 60 80 s/O,%
Рис. 39. График выбора коэффициента *
для расчета силовых (виергетических) па-
параметров процесса «прямой» чистовой вы-
вырубки— пробивки (D—диаметр детали в
плане)
инструменте требует применения спе-
специальных технологических смазочных
материалов: ХС-147; ХС-163.
Для лучшего удержания смазочного
материала в зоне контактной пары
инструмент -заготовка рабочие по-
поверхности штамповой оснастки, вхо-
входящие в скользящий контакт с обра-
обрабатываемым материалом, необходимо
обрабатывать электроэрозиониыми
методами, обеспечивающими поверх-
поверхностную структуру замкнутых «кар-
«карманов», удерживающих смазочный ма-
материал при больших контактных на-
напряжениях.
4. ТОЧНОСТЬ ДЕТАЛЕЙ,
ИЗГОТОВЛЯЕМЫХ
С ИСПОЛЬЗОВАНИЕМ ОПЕРАЦИЙ
ВЫРУБКИ, ПРОБИВКИ, ЗАЧИСТКИ
В операциях вырубки и пробивки
формируются поверхности детали по
внешнему и внутренним контурам.
Эти поверхности в той или иной мере
приближаются к заданным по чертежу
цилиндрическим или плоским поверх-
поверхностям.
При обычной вырубке и пробивке
задают точность размеров контуров
разделения и не задают точность
элементов самой поверхности разде-
разделения. При чистовой вырубке, про-
пробивке и зачистке точность задают
в отношении и того, и другого. Кои-
тур разделения связан с контуром, по
которому располагается режущая
кромка инструмента: при вЫрубке —
с контуром проема матрицы; при про-
пробивке — с контуром пуаисоиа.
52
ВЫРУБКА, ПРОБИВКА. РЕЗКА, ЗАЧИСТКА
Рис. 40. Контур разделения (а) и схема
упругих смещений контуров (б) при раз-
разгрузке штампа
Ru(H)
Рис. 41. Связь полей допусков:
6И — на размер «и (Н), виа — на износ
инструмента, 6 — на размер R (Н) кон-
турв разделения; а — для вырубки; б —
для пробивки
Когда жесткие пуансон и матрица и
обрабатываемый материал находятся
под действием внешней нагрузки Р,
контуры К„ (Р) и Кр (Р), (рис.
40, б), по которым располагается
режущая кромка инструмента, и по-
поверхности разделения совпадают. При
разгрузке контуры расходятся, так
как их упругие смещения неодина-
неодинаковы. На рис. 40, б показаны проек-
проекции ыи и «р смещений контуров на
плоскость листа (зеркала матрицы),
направленные в одну сторону по
внешней нормали п. Они могут быть
направлены и в разные стороны. Ве-
Величина и направление ыи и ыр зави-
зависят от схемы взаимодействия обраба-
обрабатываемого материала с инструментом,
конструкции инструмента и узлов его
крепления к плитам штампа, а также
от механических свойств и толщины
листового материала. Конструкции
штампов для разделительных опера-
операций обычно имеют высокую жест-
жесткость, в них предусматривают при-
прижимные устройства, предотвращающие
прогибы материала, располагающе-
располагающегося как с одной, так и с другой сто-
стороны от поверхности разделения. Поэ-
Поэтому смещения ыи и ыр и расстояние
Аи = ыи — ыр между контурами Ки @)
и Кр @) обычно в несколько раз
меньше, чем поле 6И допуска на от-
отклонение размера Rn контура К„ @)
от номинального значения Rp (H),
предусматриваемого в технологии из-,
готовления штампа (рис. 41). Поле бр\
допуска на размер /?р (//) взято как\
положительное, но оно может быть
разложено на положительную и отри-
отрицательную части, в соответствии с при-
принятой системой допусков и видом
сопряжения (посадки) с другой де-
деталью. На рис. 41, а и б показана схема
расположения полей допусков: би на
размер /?и (Н) инструмента; бяа —
на износ; 6р — на размер Rv (H)
контура разделения. Поля допусков
^и и ^из связаны еще с полем допуска
на технологический зазор между кон-
контурами, по которым располагаются
режущие кромки-матрицы и пуансона.
Рассеивание размера /?р в партии
деталей, отштампованной на новом
инструменте за период штамповки
до первой переточки, ие превышает
сумму биз + Ди- При первой пере-
ТОЧНОСТЬ ДЕТАЛЕЙ
53
точке с зеркала матрицы удаляют
слой металла, в котором располагается
основная часть изношенного участка.
Но последствия изнашивания полно-
полностью не устраняются. Размер контура
изношенного инструмента, равный
/?и ± биз, после переточки равен /?„ ±
± А^из. гДе Д^из — оставшаяся от поля
биа часть. Рассеивание размера /?р
в деталях двух партий при таком же
допуске биз на износ будет не больше
суммы биз -f-Ди 4- Абиз. С увеличе-
увеличением числа переточек последствий
изнашивания накапливается все боль-
больше и больше, и рассеивание размера
/?и увеличивается. Если режущая
кромка матрицы образована пересе-
пересечением конической (или пирамидаль-
пирамидальной) поверхностью с плоскостью зер-
зеркала, размер /?и увеличивается при
каждой переточке. При снятии слоя
толщиной Aft за одну переточку раз-
размер RH увеличивается на
А/?и = 2Afttga,
где а — угол при вершине конуса
(пирамиды).
Последовательность расчета полей
допусков зависит от того, что задано:
поле бр допуска на размер контура
разделения или же точность изготов-
изготовления инструмента, принятая или до-
достижимая в условиях инструментально-
штампового подразделения данного
производства. Если задано поле бр,
вычисляются поля би и биа; если при-
принято поле би, назначается поле биз
и вычисляется поле бр.
При вырубке и пробивке с помощью
эластичной среды, выполняющей роль
матрицы или пуансоиа соответственно,
в нагруженном состоянии штампа кон-
контур разделения ие совпадает с конту-
контуром, по которому располагается режу-
режущая кромка жесткого инструмента
(рис. 21). Расстояние т между конту-
контурами может несколько меняться из-
за нестабильности механических
свойств обрабатываемого материала,
условий трения и давления эластич-
эластичной среды. В мелкосерийном произ-
производстве, износ шаблонов незначитель-
незначительный, поэтому основное влияние на
точность деталей оказывает стабиль-
стабильность расстояния т. Методика расчета
параметров точности такая же, как и
для жесткого инструмента, но вместо
у///// 2 '"//<¦
Рис, 42. Схема базирования заготовки при
вырубке по незамкнутому контуру рвзде-
леиия
параметра биз вносится параметр Am,
отражающий разброс значений т.
При вырубке по незамкнутому конту-
контуру контур детали состоит из двух раз-
разнородных частей: части контура заго-
заготовки и части, представляющей собой
коитур разделения. Каждый из них
имеет определенную точность. Чтобы
составной контур детали имел заданную
точность, необходимо назначить точ-
точность взаимного положения обеих ча-
частей. В штампе должно быть устрой-
устройство для фиксации (базирования) кон-
контура заготовки относительно контура
матрицы. Следовательно, точность вза-
взаимного положения контуров опреде-
определяется точностью положения базовых
поверхностей упоров фиксирующего
устройства и надежностью его работы.
Например, заготовка определенной
точности имеет прямоугольный кон-
контур с размерами D1(l) и D2(I). Кои-
Коитур вырубки представляет собой ок-
окружность диаметра D (II) (см. рис. 42).
Фиксирующее устройство состоит из
трех жестких упоров / и трех упругих
поджимных узлов 2. Оно фиксирует
положение двух сторон заготовки от-
относительно центра окружности диа-
диаметра D (П) с определенной точно-
точностью, которая задется точностью ис-
исполнения размеров Л и В, жестко-
жесткостью упоров / и стабильностью ра-
работы поджимных устройств. Точность
положения двух других сторон пря-
прямоугольного контура ниже, поскольку
она зависит от двух отклонений, свя-
связанных с точностью прямоугольного
контура и точностью фиксации.
Глава
3
ГИБКА
1. ФОРМОИЗМЕНЕНИЕ
ЗАГОТОВКИ, ВИДЫ ГИБКИ
Формоизменение заготовки рассма-
рассматривают в неподвижной цилиндриче-
цилиндрической системе координат р, в, г. Если
кривизна заготовки равна нулю, ци-
цилиндрическая система координат пере-
переходит в прямоугольную систему х,
у, z (рис. 1, а).
Формоизменение заготовки харак-
характеризуется не только изменением фор-
формы ее внешних поверхностей, но и
изменением воображаемых материаль-
материальных поверхностей (бесконечно тонких
слоев), мысленно проведенных внутри
заготовки (на схеме — через произ-
произвольно выбранную точку А).
При гибке заготовки с нулевой на-
начальной кривизной какой-либо слой,
параллельный плоскости г, х, движет-
движется, изменяет свою кривизну, удлиня-
удлиняется или укорачивается как в про-
продольном (по координате 9), так и в
поперечном направлении, принимая
форму цилиндрической или нецилннд-
рической материальной поверхности.
Причем эта поверхность может быть
как круговой, так и некруговой.
По характеру формоизменения ма-
материальной поверхности различают
следующие виды гибки: круговая ци-
цилиндрическая; круговая нецнлиндри-
ческая; некруговая цилиндрическая;
некруговая иецилиндрическая.
Признаки круговой цилиндрической
гибки следующие:
слои, параллельные плоскостям ко-
координат х, у и у, z, остаются плос-
плоскими, ортогональными любому ци-
цилиндрическому слою радиусом р (вна-
(вначале плоскому, параллельному пло-
плоскости г, х, имеющему координату у);
форма н площадь сечения плоско-
плоскостью г, р (вначале плоскостью у,
г) ие меняются по углу в;
в исходном состоянии материал одно-
однороден по координатам г и х,.а в про-
процессе гибки — по координатам виг;
изгибающий момент и продольная
нагрузка, меняясь при гибке по вре-
времени t, остаются постоянными по ко-
координате 6;
внешняя поперечная нагрузка рав-
равномерно распределена как по коорди-
координате в, так и г;
осевая нагрузка равномерно рас-
распределена по координате 9 и имеет
такие величину и характер распределе-
распределения по координате р, что сохраняется
первый признак.
Во время гибки размеры заготовки
могут меняться в продольном (по
координате в), поперечном (по ко-
координате г) и в другом поперечном (по
координате р) направлениях. Продоль-
Продольный размер различных цилиндриче-
цилиндрических слоев меняется в зависимости от
их расстояния до внешних слоев,
изменяется н само это расстояние.
Поэтому об изменении продольного
размера L заготовки судят по изме-
изменению геометрической (не материаль-
материальной) срединной поверхности радиусом
р (s/2), равноудаленной от внешних
(граничных) слоев радиусов р() и pft.
Имеется также цилиндрическая гео-
геометрическая поверхность радиусом
р (eg — 0) с неизменным продольным
размером L = L @), т. е. поверхность
постоянной длины или нулевой ок-
окружной деформации. Ее положение
относительно внешних слоев может
меняться по времени t. В частности,
она может совпадать со срединной по-
поверхностью. Тогда длина изогнутой
детали равна исходной длине заго-
заготовки. Если поверхность радиусом
р (eg — 0) располагается с вогнутой
стороны от срединной поверхности,
длина заготовки в процессе изгиба
увеличивается, а если с выпуклой —
сокращается.
Цилиндрические слои заготовки дви-
движутся относительно внешних слоев:
при увеличении ее кривизны — от
вогнутого внешнего слоя к выпуклому
ФОРМОИЗМЕНЕНИЕ ЗАГОТОВКИ, ВИДЫ ГИБКИ
55
внешнему слою, а при сокращении
кривизны — наоборот.
Кроме названных, имеются еще ге-
геометрические поверхности, обладаю-
обладающие тем свойством, что в слоях, при-
принявших мгновенное положение этих
поверхностей, какая-либо скорость де-
деформации материальной частицы (то-
(точка А) — радиальная ёр или окруж-
окружная eg (рис. 2) (в частности, и та, и
другая) — равна нулю, или же напря-
напряжение о"е (или аг) меняет знак, про-
проходя через нуль. Это геометрические
поверхности нулевой радиальной (ра-
(радиусом р (ёр = 0)) или нулевой ок-
окружной (радиусом р (eg = 0)) скоро-
скорости деформации (рис. 1, б) и нулевого
окружного (или осевого) напряжения
(на рис. 1 ие показаны).
Признаки круговой иецилиндриче-
ской гибки следующие:
слои, вначале параллельные пло-
плоскости г, х, превращаются в материаль-
материальные поверхности вращения относи-
относительно оси г (сечение каждой такой по-
поверхности плоскостью г, р представ-
представляет собой кривую — образующую
поверхности, обращенную выпукло-
выпуклостью к оси г);
слои, параллельные плоскости х, у,
также превращаются в поверхности
вращения (конические, но с криволи-
криволинейными образующими);
слои, параллельные плоскости у,
г, остаются плоскими, ортогональными
к двум другим слоям — материаль-
материальным поверхностям вращения;
форма и площадь сечения плоско-
плоскостями г, р не меняются по координате в,
но меняются по времени t\
материал в исходном состоянии од-
однороден по координате х, а в процессе
гибки — по координате в:
изгибающий момент и продольная
нагрузка остаются постоянными по
координате 9, но меняются по t;
внешняя поперечная нагрузка рав-
равномерно распределена по координате в;
осевая нагрузка отсутствует; если
же оиа есть, то равномерно распреде-
распределена по в, но не обеспечивает сохране-
сохранение плоскостности слоев, первоначаль-
первоначально параллельных плоскости х, у;
имеются геометрические поверхно-
поверхности с радиусами р (s/2), p (eg = 0),
Рис. 1, Координаты точки А (материаль-
(материальной частицы) в неизогнутой (а) и в изо-
изогнутой (в) заготовке
р(ер= 0), р(<те— 0)- названные вы-
выше.
При некруговой цилиндрической и
иекруговой нецилиндрической гибке
отсутствуют перечисленные выше приз-
признаки в отношении иеизмеииости гео-
геометрических и силовых параметров
по координате в. Плоские слои, па-
параллельные плоскости у, г, ие оста-
остаются плоскими.
Рис. 2. Схема скоростей деформации малых
волокон, исходящих из точки А, и схема
напряжений
56
ГИБКА
2. РАСЧЕТ ТЕХНОЛОГИЧЕСКИХ
ПАРАМЕТРОВ
Круговая цилиндрическая гибка. Ра-
Радиус срединной поверхности опреде-
определяют по формуле
p(s/2)=- po+s/2= pft-s/2; A)
длина срединной поверхности в раст-
растворе угла а
L (s/2) = p (s/2) а.
B)
Радиус и кривизна поверхности ну-
нулевой окружной деформации
р(ее= 0)^1 @)/а
Х= 1/р(е„ = 0)= alL@). C)
Кинематика движения наиболее про-
проста, когда эта поверхность находится
на неизменном расстоянии а от поверх-
поверхности радиуса р0:
р (ее =• 0) =•¦¦¦ р0 -I- а.
D)
При выполнении равенства D) пло-
плоский слой, содержащий точку А,
с координатой у и с исходными длиной
L = L @) и шириной В = В @) ста-
становится цилиндрическим с коорди-
координатой р, длиной L и шириной В. Эти
координаты связаны равенством
E)
p=V2L@)B@)y/Ba
причем
s = V2I(O)B(O)s(O)/Ba +
- p..
F)
Рис. 3. Схема действия изгибающих момен-
моментов и сил иа элемент листа
Поверхности нулевых радиальной
и окружной скоростей деформации
имеют радиусы
Р2 (ёр = 0) = 2р0 (р0 + а)/A + ег)-р^;
G)
рЗ(ёе = 0)=р2(ер = 0)Х
X (а + ё2а)/(а — ё2а), d=ad/dt. (8)
В биметаллической заготовке или
в заготовке, состоящей из k слоев
толщиной А(/,-, s @) — ^А«/ь тол-
1
щииа слоев при гибке меняется по-
разному в зависимости от их положе-
положения. Координата yt границы между
слоями в плоской заготовке и коорди-
координата р^ этой же границы в процессе
гибки связаны равенством E). При
заданных координатах у. границ ме-
между слоями
bVi = VM-Vv
а мгновенная толщина слоя Ар; =
= P/+i-Pi-
Изгибающий момент относительно
оси, параллельной оси г. Изгибающий
момент Mz берут относительно оси,
проходящей через центр тяжести се-
чеиия заготовки плоскостью г, р.
Для прямоугольного сечения заготовки
координата центра тяжести (радиус
центральной линии) р„ = р0 -f s/2 =
= р (s/2) (рнс. 3). Изгибающий момент
на единицу размера В @) определяют
по формуле
"ft
Мг (В = 1) = ве* <[ ое (р - рц) ф. (9)
Ро
Результаты вычислений приведены
в табл. 1. Оии представлены в виде
безразмерного момента тг =
= Mz/[As* <0) В @)].
Прн относительно небольшой кри-
кривизне (s @)/р0 ^ 0,2) влияние напряже-
напряжения Ор иа Мг не учитывают, и прн
В = В @) = const формула (9) при-
принимает следующий вид:
Мг (В = 1) = 2ото (s - а)
+ ЧП (p4s - poph lnph/p0)/3, A0)
где ото, П — константы линейной ап-
аппроксимации кривой упрочнения.
1. Безразмерный момент тг =- Мг1[Аьг @) В @))
a/s@)
I ^ @> 1 | I | I I I I I 1
0,0 0.1 0,2 I 0.3 I 0,4 I 0,5 0,6 0,7 0,8 0.9 1.0
п= о,1, к— 0
10 0,0244 0,0844 0,1348 0,1725 0,1960 0,2056 0,2022 0,1858 0,1595 0,1209 0,0736 >
7 0,0265 0,0872 0,1403 0,1773 0,2012 0,2126 0,2112 0,1977 0,1731 0,1386 0,0960 2
5 0,0286 0,9184 0,1435 0,1815 0,2060- 0,2192 0,2200 0.2090 0,1898 0,1606 0,1220 я
3 0,0321 0,0948 0,1471 0,1868 0,2140 0,2292 0,2346 0.2316 0,2188 0,2024 0,1773 н
2 — 0,0973 0,1496 0,1897 0,2180 0,2370 0,2476 0.2506 0.2486 0,2416 0,2304 н
1 — 0,0991 0,1502 0,1910 0,2232 0,2488 0,2698 0.2868 0;3002 0,3122 0,3244 х
0,5 — 0,0956 0,1451 0,1873 0,2246 0,2584 0,2898 0.3198 0,3490 0,3780 0,4074 I
о
п = 0,2, k = 0 о
10 0,0300 — 0,1000 0,1240 0,1400 0,1460 0,1440 — 0,1160 — 0,0600 ?
5 0,0340 — 0,1120 0,1400 0,1580 0,1660 0,1680 — 0,1460 — 0,0980 *
3 0,0380 — 0,1200 0,1500 0,1720 0,1820 0,1860 — 0,1740 — 0,1440 х
2 — — 0,1260 0,1680 0,1800 0,1940 0,2040 — 0,2040 — 0,1920
1 — — 0,1340 0,1720 0,1940 0,2160 0,2320 - 0,2580 - 0,2800 5
0,5 — — 0,1340 0,1720 0,2040 0,2320 0,2600 — 0,3100 — 0.3640 ?
п = 0,3, k = 0 ™
¦с
10 0,0298 0,0531 0,0741 0,0903 0,1006 0,1049 0,1035 0,0962 0,0845 0,0682 0,0492 g
7 0,0329 0,0583 0,0818 0,0993 0,1107 0,1164 0,1154 0,1089 0,0974 0,0816 0,0632
5 0,0358 0,0638 0,0889 0,1081 0,1210 0,1271 0,1277 0,1222 0,1124 0,0982 0,0806
3 0,0401 0,0719 0,0996 0,1216 0,1370 0,1457 0,1487 0,1470 0,1401 0,1316 0.1195
2 — 0,0770 0,1077 0,1320 0,1494 0,1610 0,1675 0,1693 0,1685 0,1653 0,1609
1 — 0,0841 0,1187 0,1470 0,1691 0,1867 0,2008 0,2128 0,2228 0,2326 0,2440
0,5 — 0,0860 0,1240 0,1563 0,1841 0,2092 0,2324 0,2550 0,2778 0,3014 0,3270
I II 1 I I I I I —~~ . I—_.-._ ._—Д_^_-—__1—— --__! ¦-)
Продолжение табл. 1
p«/s @) i j i j j j j П j i
0.0 I 0.1 I 0.2 | 0,3 | 0,4 I 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1.0
„ = 0,5, ft = 0
10 0,0243 0,033 0,04126 0,0478 0,05218 0,0540 0,0535 0,0508 0,0463 0,0400 0,0331
7 0,0283 0,0385 0,0484 0,0561 0,0613 0,0639 0,0638 0,0613 0,0565 0,0502 0,0431
5 0,0322 0,0443 0,0558 0,0649 0,07136 0,0746 0,0751 0,0730 0,0688 0,0629 0,0559
3 0,0383 0,0535 0,06798 0,0798 0,08836 0,0934 0,0956 0,0954 0,0928 0,0896 0,0851
2 — 0,0606 0,0781 0,0923 0,10308 0,1103 0,1149 0,1171 0,1180 0,1180 0,1181
1 — 0,0714 0,0943 0,1135 0,12908 0,1415 0,1521 0,1614 0,1702 0,1795 0,1910
0,5 — 0,0776 0,1063 0,1309 0,15228 0,1715 0,1897 0,2080 0,2272 0,2480 0.2712
n= 0,1, ft = 0,1
10 0,0330 0,0525 0,0841 0,1187 0,1473 0,1663 0,1742 0,1710 0,1576 0,1350 0,1056
7 0,03436 0,0541 0,9862 0,1213 0,1505 0,1700 0,1788 0,1770 0,1654 0,1449 0,1176
5 0,0352 0,0552 0,0877 0,1232 0,1527 0,1729 0,1828 0,1828 0,1735 0,1564 0,1320
3 0,0356 0,0558 0,0884 0,1241 0,1542 0,1756 0,1878 0,1917 0,1878 0,1777 0,1608
2 0,0343 0,0544 0,0871 0,1227 0,1531 0,1758 0,1908 0,1990 0,2010 0,1976 0,1897
1 0,0269 0,0468 0,0793 0,1147 0,1462 0,1724 0,194 0,2116 0,2260 0,2376 0,2472
0,5 0,0144 0,0333 0,0654 0,1008 0,1346 0,1661 0,1958 0,2240 0,2512 0,2776 0,3036
n= 0,2, k ¦¦¦=¦¦ 0,1
10 0,0313 0,0451 — 0,0893 0,1085 0,1213 0,1268 0,1249 — — 0,0822
•j
5 0,0345 0,0496 — 0,0980 0,1197 0,1345 0,1419 0,1423 — — 0,1077
3 0,0354 0,0514 — 0,1033 0,1261 0,1427 0,1525 0,1560 — — 0,1352
2 0,0340 0,0512 — 0,1052 0,1293 0,1477 0,1601 0,1672 — — 0,1630
1 0,0275 0,4530 — 0,1028 0,1296 0,1521 0,1710 0,1866 — — 0,2192
0,5 0,0150 0,0270 — 0,0939 0,1242 0,1526 0,1793 0,2046 — — 0,2762
Продолжение табл. 1
a/s@)
P«/s @) j "j '¦ j j I j j j i j
0,0 I 0,1 I 0,2 I 0,3 I 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1,0
n= 0,3, ft = 0,1
10 0,0285 0,0381 0,0522 0,0674 0,0801 0,0886 0,0924 0,0914 0,0858 0,0764 0,0641
7 0,0308 0,0413 0,0567 0,0733 0,0873 0,0969 0,1014 0,1011 0,0962 0,0872 0,0751
5 0,0327 0,0440 0,0608 0,0788 0,0940 0,1047 0,1103 0,1110 0,1071 0,0993 0,0882
3 0,0345 0,0471 0,0659 0,0861 0,1034 0,1161 0,1239 0,1272 0,1263 0,1218 0,1143
2 0,0340 0,0479 0,0683 0,0903 0,1094 0,1241 0,1345 0,1408 0,1437 0,1434 0,1408
1 0,0279 0,0437 0,0671 0,0923 0,1150 0,1344 0,1509 0,1648 0,1765 0,1866 0,1956
0,5 0,0157 0,0327 0,05906 0,0875 0,1147 0,1404 0,1645 0,1872 0,2092 0,2308 0,2526
n = 0,5, ft = 0,1
10 0,0219 0,0263 0,0322 0,0384 0,0437 0,0474 0,0492 0,04908 0,0470 0,0435 0,0390
7 0,0250 0,0301 0,0372 0,0446 0,0509 0,0554 0,0577 0,05808 0,0563 0,0530 0,0483
5 0,0278 0,0338 0,0420 0,0507 0,0581 0,0636 0,0667 0,06778 0,0666 0,0638 0,0596
3 0,0311 0,0387 0,0491 0,0601 0,0696 0,0770 0,0820 0,08186 0,0856 0,0847 0,0824
2 0,0321 0,0413 0,0537 0,0668 0,0784 0,0878 0,0950 0,1002 0,1037 0,1056 0,1064
1 0,0280 0,0404 0,0570 0,0745 0,0907 0,1051 0,1179 0,1293 0,1395 0,1491 0,1583
0,5 0,0169 0,0320 0,0533 0,0761 0,0981 0,1191 0,1390 0,1581 0,1768 0.1957 0,2154
n = 0,1, ft = — 0,1
10 0,0862 0,1210 0,1506 0,1710 0,1810 0,1802 0,1693 0,1492 0,1216 0,0899 0,0591
7 0,0893 0,1248 0,1553 0,1769 0,1886 0,1899 0,1817 0,1647 0,1402 0,1104 0,0788
5 0,0922 0,1281 0,1595 0,1825 0,1962 0,2004 0,1956 0,1827 0,1626 0,1368 0,1073
3 0,0960 0,1325 0,1653 0,1911 0,2088 0,2186 0,2210 0,2168 0,2064 0,1909 0,1709
2 0,0981 0,1349 0,1692 0,1977 0,2198 0,2352 0,2448 0,249 0 2484 0 2438 0,2356
1 0,0979 0,1358 0,1738 0,2086 0.2392 0,2658 0,2890 0,309 0,3266 0,3420 0,3556
0,5 0,0913 0,1321 0,1755 0,2176 0.2574 0,2948 0,3302 0,364 0,3966 0,4286 0,4600
Продолжение табл. 1
a/s<0)
po/s @) 1 1 1 1 i ] | I ! 1
0.0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
П =-" 0,2, k -"= —0,1
10 0,0682 0,0914 — 0,1251 0,1320 0,1317 0,1247 0,1115 — — 0,0521
5 0,0773 0,1031 — 0,1426 0,1528 0,1562 0,1533 0,1446 — — 0,0920
3 0,0837 0,1114 — 0.1563 0,1703 0,1783 0,1809 — — — 0,1472
2 0,0880 0,1172 — 0,1675 0,1855 0,1984 0,2068 0,2110 — — 0,2048
1 0,0920 0,1243 — 0,1864 0,2130 0,2360 0,2562 0,2740 — — 0,3178
0,5 0,0896 0,1265 — 0,2034 0.2722 0,2722 0,3036 0,3338 — — 0,4220
n= 0,3, k= —0,1
10 0,0539 0,0693 0,0824 0,0917 0,0964 0,0964 0,0920 0,0836 0,0721 0,0586 0,0451
7 0,0594 0,0763 0,0908 0,1016 0,1075 0,1087 0,1054 0,0980 0,0872 0,0740 0,0596
5 0,0648 0,0832 0,0993 0,1116 0,1191 0,1220 0,1204 0,1149 0,1058 0.0940 0,0801
3 0,0731 0,0939 0,1128 0,1281 0.1391 0,1457 0,1483 0,1474 0,1434 0,1366 0,1275
2 0,0791 0,1020 0,1236 0,1421 0,1568 0,1677 0,1752 0,1795 0,1814 0,1813 0,1792
1 0,0865 0,1139 0,1413 0,1668 0,1896 0,2098 0,2276 0,2436 0,2584 0,2722 0,2858
0,5 0,0879 0,1213 0,1562 0,1901 0,0964 0,2516 0,2800 0,3072 0,3344 0,3616 0,3892
n = 0,5. k = —0,1
10 0,0335 0,0398 0,0453 0,0493 0,0514 0,0517 0,0503 0,0473 0,0430 0,0379 0,0325
7 0,0393 0,0468 0,0535 0,0584 0,0614 0,0624 0,0615 0,0589 0,0549 0,0498 0,0438
5 0,0454 0,0542 0,0622 0,0684 0,0725 0,0746 0,0746 0,0730 0,0698 0,0653 0,0596
3 0,0555 0,0668 0,0773 0,0861 0,0928 0,0975 0,1003 0,1014 0,1011 0,0995 0,0968
2 0,0638 0,0775 0,0907 0,1023 0,1121 0,1201 0,1263 0,1311 0,1347 0,1375 0,1395
1 0,0765 0,0957 0,1152 0,1337 0,1507 0,1664 0,1808 0,1944 0,2078 0,2212 0,2350
0,5 0,0847 0,1115 0,1394 0,1664 0,1920 0,2164 0,2398 0,2630 0,2866 0,3112 0,3368
Примечание. A, n — константы степенной кривой упрочнения металла; k — коэффициент осевого нагру-
жения; k = tJi = const, где е2 = In BlB @), х = 1'Рц (ее = 0)-
Если s @)/p0 ^ 0,1, то вместо лога-
логарифмической может быть принята от-
относительная мера деформации, тогда
Mz (В = 1) = 2огто (s — а) а/УЗ +
+ П*з/19 (ре + а)] A1)
или
Мг(В=1) = ЛB//3)"+1 X
X (Ро+а)"" \[ап+2 + (s-a)n+2]/(n+2)+
+ {s-2a)[an+i~(s-a)n+lVl2(n+l)]\.
A2)
В формулах A0)—A2)
s = J/2s@)(p0 + o)-pg-p0. A3)
Причем, если а = s/2, то s = s @),
р0 + а = рц и формулы A0)—A2)
принимают следующий вид:
Мг(В= l) = aTOsV2^3 +
+ 2П {Рц8_(р2_8*/4)Х
X 1п[Bрц + 5)/Bрц-5)]} A4)
Afz(B = l) = aTOsV2^1 +
+ Я«3/(9рц); A5)
Mz(B = l) =
= As2(slpn)nl[(n + 2) 3("+1)/2]. A6)
Область сечения, находящаяся в уп-
упругом состоянии, оказывает заметное
влияние на Mz только при относи-
относительно малой кривизне гибки. Так,
прн ат0 = 200 МПа; р (е9 = 0) = рц;
s/p4 = 0,01 погрешность вычисления
Mz по формуле A5) составляет не
более 1%, а при s/p,, = 0,005—до
4%. Для вычисления изгибающего
момента с учетом области сечення,
находящейся в упругом состоянии,
формула A5) принимает вид
M,(B=l) = orTOsV2/3 +
+ Лв7(9рц)-овоР*A-
— 2П/Е)/B ^3?2). A7)
Здесь а = s/2, s = s @), В = В @).
На рис. 4 представлена кривая 1,
построенная по данным табл. 1, и
кривые 2—4, построенные по формулам
A0)—A2) соответственно. Между кои-
стантами кривых упрочнения металла
приняты следующие соотношения:
Рис. 4. Зависимость изгибающего момента
от кривизны при a/s @ ) = 0,2; В — Л @);
я = 0,2:
/ — по данным табл. 1; 2 — 4 — по фор-
формулам A0)—A2) соответственно
ат0 ^ 0,7огв; А = огв (е/л)л;
Сви = Свв"; П = (огви — огто)/л. A8)
Из сравнения кривых видно, что
в области большой относительной кри-
кривизны изгиба вычисления по формулам
A0)—A2) дают значительную по-
погрешность.
Тангенциальная (продольная) сила.
Тангенциальная сила, приходящаяся
на единицу размера В @),
Pft
/>9(В = 1)=(ехрег) J aedp. A9)
Ро
В табл. 2 приведены значения без-
безразмерной тангенциальной силы р9 =
= Pe/[As @) В @)], найденные по фор-
формуле A9). Так же как и для изгибаю-
изгибающего момента, при указанной выше от-
относительно небольшой кривизне из-
изгиба н при В = В @) для вычисления
тангенциальной силы могут быть ис-
использованы приближенные формулы:
/>9 (В = 1) = 2огто (s - 2a)/Vl +
+ АП \s In [(р„ + s)/e (ро + а)] +
+ р,1п(р, + 8)/р,}/3; B0)
/>9 (В = 1) = 2 (s - 2а) [оп/УЗ +
+ ffs/C(p, + a))J; B1)
/>9(В = 1) =
= Л2П+1 [(s-a)"+1 -an+1]/3("+1)/2 x
Х(я+1)(р, + а)", B2)
где размер $ вычисляют по формуле A3).
2. Безразмерная сила ре = Pe/[As @) В @)]
a/s@)
Pd/s @) 1 I i I I | I I I |
0,0 0,1 0,2 | 0,3 | 0,4 0,5 0,6 0,7 0,8 0,9 1,0
n= 0,1, k= 0
10 0,7624 0,6150 0,4594 0,3008 0,1437 —0,0077 —0,1739 —0,3404 —0,4932 —0,6488 —0,7964
7 0,7596 0,6114 0,4486 0,2954 0,1447 —0,0079 —0,1777 —0,3434 —0,5044 —0,6596 —0,8074
5 0,7480 0,5942 0,4378 0,2852 0,1349 —0,0153 —0,1839 —0,3538 —0,5086 —0,6632 —0,8166
3 0,7104 0,5602 0,4076 0,2586 0,1154 —0,0169 —0,1957 —0,3536 —0,5198 —0,6624 —0,8116
2 — 0,5144 0,3672 0,2272 0,10112 —0,0270 —0,1963 —0,3634 —0,5134 —0,6586 —0,7986
1 — 0,4062 0,2758 0,1601 0,06162 —0,0430 —0,2160 —0,3708 —0,5234 —0,6620 —0,7846
0,5 — 0,2846 0,1810 0,0978 0,03116 —0,0866 —0,2436 —0,3870 —0,5254 —0,6566 —0,7782
n = 0,2, k = 0
10 0,5582 — 0,3400 0,2230 0,1058 —0,0093 —0,1349 — —0,3764 — —0,6014
¦j
5 0,5824 — 0,3458 0,2240 0,1030 —0,0195 —0,1571 — —0,4218 — —0,6690
3 0,5780 — 0,3340 0,210G 0,0890 —0,0278 —0,1799 — —0,4590 — —0,7096
2 — — 0,3104 0,1358 0,1054 —0,0429 —0,1949 — —0,4804 — —0,7368
1 — — 0,2428 0,0797 0,0423 —0,0762 —0,2416 — —0,5392 — —0,7944
0,5 — — 0,1622 0,0798 0,0123 —0,1445 —0,3076 — —0,6028 — —0,8678
n = 0,3, k — 0
10 0,4112 0,3358 0,2624 0,1658 0,0783 —0,0087 —0,1034 —0,1974 —0,2829 —0,3730 —0,4540
7 0,4370 0,3560 0,2650 0,1732 0,0814 —0,0124 —0,1163 —0,2182 —0,3168 —0,4114 —0,4998
5 0,4564 0,3690 0,2736 0,1767 f 0,0797 —0,0197 —0,1315 —0,2428 —0,3408 —0,4484 —0,5466
3 0,4712 0,3776 0,2754 0,1726 0,0712 —0,0317 —0,1608 —0,2796 —0,4006 —0,5082 —0,6166
2 — 0,3690 0,2636 0,1592 0,0608 —0,0501 —0,1858 —0,3197 —0,4422 —0,5604 —0,6734
1 — 0,3208 0,2152 0,1168 0,0289 —0,0966 —0,2540 —0,3990 —0,5412 —0,6726 —0,7910
0,5 — 0,2426 0,1469 0,0659 —0,0017 —0,1871 —0,3550 —0,5112 —0,6620 —0,8054 —0,9394
Продолжение табл 2
—
Po/s@) I I I I I I j I
0,0 0.1 I 0.2 I 0,3 0,4 | 0,5 | 0.6 | 0.7 0,8 | 0.9 | 1,0
n = 0,5, k = 0
10 0,2270 0,1857 0,1398 0,0920 0,0433 —0,0060 —0,0595 —0,1126 —0,1635 —0,2132 —0,2596
7 0,2574 0,2100 0,1571 0,1026 0,0473 —0,0095 —0,0727 —0,1349 —0,1956 —0,2540 —0,3088
5 0,2850 0,2314 0,1721 0,1108 0,0489 —0,0156 —0,0888 —0,1615 —0,2308 —0,2984 —0,3634
3 0,3200 0,2576 0,1884 0,1174 0,0463 —0,0297 —0,1222 —0,2100 —0,2984 —0,3798 —0,4606
2 — 0,2678 0,1917 0,1145 0,0394 —0,0504 —0,1573 —0,2630 —0,3628 —0,4596 —0,5526
1 — 0,2564 0,1714 0,0892 0,0128 —0,1128 —0,2538 —0,3874 —0,5190 —0,6434 —0,7582
0,*5 — 0,2096 0,1234 0,0450 —0,0556 —0,2390 —0,4130 —0,5784 —0,7394 —0,8944 —1,0416
rt= 0,1, k= 0,1
10 0,7074 ¦ 0,6448 0,5418 0,4114 0,2698 0,1247 —0,0217 —0,1789 —0,3320 —0,4792 —0,6174
7 0,6962- 0,6346 0,5312 0,4002 0,2588 0,1150 —0,0312 —0,1909 —0,3462 —0,4956 —0,6366
5 0,6748 0,6148 0,5116 0,3816 0,2422 0,1016 —0,0436 —0,2050 —0,3612 —0,5114 —0,6542
3 0,6186 0,5626 0,4624 0,3364 0,2038 0,0730 —0,0704 —0,2322 —0,3878 —0,5372 —0,6800
2 0,5530 0,5022 0,4060 0,2862 0,1630 0,0445 —0,1003 —0,2600 —0,4132 —0,5602 —0,7012
1 0,4074 0,3688 0,2834 0,1812 0,0830 —0,0125 —0,1715 —0,3238 —0,4698 —0,6104 —0,7454
0,5 0,2494 0,2264 0,1567 0,0804 0,0140 —0,1178 —0,2664 —0,4096 —0,5480 —0,6816 —0,8108
n= 0,2, k= 0,1
10 0,5385 0,4858 — 0,3084 0,2024 0,0935 —0,0168 —0,1354 — — —0,4672
5 0,5472 0,4932 — 0,3048 0,1935 0,0809 —0,0363 —0,1667 — — —0,5320
3 0,5242 0,4714 — 0,2808 0,1702 0,0603 —0,0615 —0,1992 — — —0,5838
2 0,4846 0,4346 — 0,2468 0,1405 0,0371 —0,0912 —0,2330 — — —0,6294
1 0,3764 0,3358 — 0,1646 0,0746 —0,0164 —0,1670 —0,3130 — — —0,7238
0,5 0,2422 0,2156 — 0,0763 0,0115 —0,1251 —0,2778 —0,4276 — — —0,8522
Продолжение табл. 2
~~~ als @)
Р 0,0 | 0.1 0.2 | 0.3 | 0,4 I 0,5 0^6 j 0J | 0^8 | 0^9 | U)
п= 0,3, /г= 0,1
10 0,4108 0,3633 0,3052 0,2314 0,1518 0,0700 —0,0131 —0,1025 —0,1899 —0,2744 —0,3540
7 0,4318 0,3852 0,3194 0,2404 0,1557 0,0688 —0,0202 —0,1178 —0,2130 —0,3052 —0,3928
5 0,4446 0,3962 0,3268 0,2436 0,1547 0,0644 —0,0301 —0,1355 —0,2382 —0,3376 —0,4328
3 0,4450 0,3956 0,3222' 0,2344 0,1422 0,0498 —0,0535 —0,1706 —0,2844 —0,3948 —0,5010
2 0,4250 0,3766 0,3020 0,2130 0,1212 0,0311 —0,0825 —0,2082 —0,3304 —0,4490 —0,5638
1 0,3482 0,3060 0,2334 0,1496 0,0673 —0,0192 —0,1612 —0,3004 —0,4366 —0,5696 —0,6988
0,5 0,2354 0,2054 0,1415 0,0725 0,0946 —0,1302 —0,2858 —0,4400 —0,5918 —0,7402 —0,8846
п= 0,5, k= 0,1
10 0,2404 0,2100 0,1729 0,1306 0,0856 0,0394 —0,0077 —0,0587 —0,1086 —0,1573 —0,2038
7 0,2698 0,2356 0,1932 0,1449 0,0938 0,0413 —0,0128 —0,0724 —0,1309 —0,1881 —0,2432
5 0,2948 0,2572 0,2098 0,1560 0,0990 0,0409 —0,0204 —0,0891 —0,1567 —0,2228 —0,2868
3 0,3220 0,2798 0,2256 0,1638 0,0992 0,0341 —0,0399 —0,1244 —0,2074 —0,2890 —0,3686
2 0,3284 0,2840 0,2254 0,1589 0,0902 0,0220 —0,0664 —0,1645 —0,2616 —0,3570 —0,4508
1 0,2986 0,2550 0,1928 0,1236 0,0547 —0,0220 —0,1468 —0,2720 —0,3970 —0,5208 —0,6430
0,5 0,2226 0,1870 0,1279 0,0654 0,0062 —0,1356 —0,2928 —0,4526 —0,6128 —0,7716 —0,9280
п = 0,1, k = — 0,1
10 0,5572 0,4300 0,2914 0,1491 0,0065 —0,1479 —0,2998 —0,4468 —0,5864 —0,7140 —0,8226
7 0,5522 0,4258 0,2886 0,1484 0,0089 —0,1472 —0,3010 —0,4498 —0,5922 —0,7252 —0,8448
5 0,5394 0,4156 0,2818 0,1459 0,0115 —0,1446 —0,2992 —0,4488 —0,5926 —0,7292 —0,8564
3 0,5022 0,3862 0,2620 0,1374 0,0158 —0,1373 —0,2912 —0,4402 —0,5836 —0,7218 —0,8542
2 0,4556 0,3500 0,2374 0,1260 0,0183 —0,1269 —0,2810 —0,4284 —0,5704 —0,7072 —0,8396
1 0,3462 0,2664 0,1806 0,0970 0,0182 —0,1158 —0,2646 —0,4086 —0,5476 —0,6822 —0,8122
0,5 0,2202 0,1731 0,1168 0,0613 0,0101 —0,1194 —0,2672 -0,4104 —0,5490 —0,6834 —0,8136
Продолжение табл. 2
" I ' a/s @) \
э P°s@ 00 | 0|1 | о,2 | 0,3 | 0,4 | 0,5 | 0,6 | 0.7 | 0,8 | 0,9 | 1.0
й п= 0,2, fe = —0,1
5 10 0,4184 0,3226 — 0,1112 0,0035 —0,1134 —0,2285 —0,3400 — — —0,6288
5 5 0,4320 0,3324 — 0,1154 0,0065 —0,1209 —0,2470 —0,3692 — — —0,7042
? 3 0,4208 0,3230 — 0,1126 0,0089 —0,1239 —0,2566 — — — —0,7448
" 2 0,3950 0,3026 — 0,1057 0,0089 —0,1253 —0,2624 —0,3958 — — —0,7696
1 0,3170 0,2424 — 0,0829 0,0075 —0,1326 —0,2776 —0,4188 — — —0,8154
0,5 0,2122 0,1643 — 0,0510 —0,0045 —0,1635 —0,3192 —0,4706 — — —0,8968
п = 0,3, k = — 0,1
10 0,3148 0,2422 0,1639 0,0831 0,0018 —0,0868 —0,1741 —0,2588 —0,3394 —0,4146 —0,4818
7 0,3336 0,2564 0,1734 0,0881 0,0025 —0,0941 —0,1892 —0,2816 —0,3704 —0,4544 —0,5322
5 0,3466 0,2662 0,1798 0,0914 0,0033 —0,1007 —0,2034 —0,3032 —0,3996 —0,4920 —0,5796
3 0,3530 0,2704 0,1820 0,0926 0,0042 —0,1108 —0,2250 —0,3360 —0,4438 —0,5482 —0,6492
2 0,3428 0,2618 0,1754 0,0888 0,0039 —0,1196 —0,2428 —0,3632 —0,4802 —0,5934 —0,7036
1 0,2906 0,2206 0,1455 0,0710 —0,0011 —0,1441 —0,2846 —0,4220 —0,5554 —0,6852 —0,8112
0,5 0,2046 0,1562 0,0992 0,0422 —0,0360 —0,2006 —0,3628 —0,5210 —0,6746 —0,8238 —0,9686
п — 0,5, k= —0,1
10 0,1789 0,1370 0,0924 0,0465 0,0001 —0,0507 —0,1008 —0,1498 —0,1971 —0,2422 -0,2842
7 0,2026 0,1550 0,1044 0,0524 0,0001 —0,0595 —0,1184 —0,1760 —0,2320 —0,2858 —0,3374
5 0,2238 0,1710 0,1149 0,0575 —0,0001 —0,0690 —0,1371 —0,2040 —0,2692 —0,3326 —0,3940
3 0,2494 0,1898 0,1268 0,0628 —0,0014 —0,0865 —0,1708 —0,2536 —0,3348 —0,4146 —0,4928
2 0,2592 0,1964 0,1301 0,0631 —0,0049 —0.1046 —0,2036 —0,3016 —0,3976 —0,4918 —0,5846
1 0,2448 0,1834 0,1179 0,0523 —0,0242 —0,1548 —0,2848 —0,4138 —0,5404 —0,6648 —0,7868
0,5 0,1907 0,1413 0,0848 0,0277 —0,0851 —0,2570 —0,4284 —0,5976 —0,7634 —0,9356 —1,0842
Примечание. Обозначения параметров — см. табл. 1.
66
ГИБКА
РАСЧЕТ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
67
Рв
о,ь
0,5
о,1*
0,3
0,1
к'
ia/s(O)=O,D \><:--
^—;ь^
fa/s@j=0,2^^
2
.
——
—
~~~~^—^^
0,5
1,0
1,5
0,6
-2
\a/s(O) = 1, l)~
—¦ ,
-0,5
-0,7
-0,8
-0,9
0 0,5 1,0 1,5 S(Oj/po
Рис. 5. Зависимость тангенциальной силы
от кривизны при различных значениях
параметра a As @) для В — В @); п =0,2:
/ — по данным табл. 2; 2 — по формуле
B0); 3 — по формуле B2)
На рнс. 5 представлены кривые /,
построенные по данным табл. 2, и для
сравнения с ними кривые 2, 3, постро-
построенные соответственно по формулам
B0) н B2) для различных значений
a/s @). Кривые 2 и 3 для значения
a/s @) =¦ 0,2 продлены в область боль-
большой относительной кривизны, где онн
значительно уходят от кривой / (т. е.
область применения формул B0) и
B2) не может быть расширена дальше
указанной).
В процессе изгиба заготовки при
неизменной ширине 5=5@) под
воздействием только изгибающего мо-
момента М2 ее толщина s сокращается
тем больше, чем больше заданная кри-
кривизна н показатель степени п кривой
упрочнения металла (табл. 3). Соот-
Соответственно сокращается и расстояние
а = р (е9 = 0) — р0 (табл. 4). Если
металл не упрочняется (я = 0), то
толщина не меняется, т. е. s = s @),
а= s @)/2 при изгибе до любой кри-
кривизны.
Давления на поверхностях радиусов
Ро н pft. Давления ор (р = р0) и
Op(p=pft) на граничных поверхно-
поверхностях и тангенциальная сила Pq свя-
связаны следующим равенством:
3. Безразмерная толщина s/s @)
Как правило, давление на одной
из поверхностей равно нулю. Если,
например, ор (р = pft) = 0, то
—Ро °р (Р = Ро) = Ре-
Осевая нагрузка. Осевая сила (см.
рис. 3), приходящаяся иа часть се-
сечения заготовки плоскостью р, 9,
лежащую в растворе единичного угла
9 = 1,
Р*
Рг (9 = 1) = dPz№ = j огр dp, B4)
Ро
на все сечения в растворе угла a
Pz = Pz @ = 1) «.
B5)
на единицу длины (L =¦ L@)= 1)
дуги радиусом р (е9 =¦ 0)
Pz (L = 1) = Pz (9 = 1)/р (ев = 0) s=
= Рг(9 = 1)х- B6)
В табл. 5 приведены значения без-
безразмерной осевой силы рг =
= Pz (9 = l)/[As2 @)], найденные по
формуле B4).
Согласно произведенным расчетам
при a— s @)/2 и 5 =? 5 @) сила
Рг Ф 0. При гибке листовой заготовки
к пластически деформируемому участ-
участку, лежащему в растворе угла а,
обычно примыкают участки, находя-
находящиеся в упругом состоянии. Они и вос-
воспринимают эту осевую силу.
Изгибающий момент, приходящийся
на часть сечення заготовки плоско-
п
0,1
0,2
0,3
0,5
s @)/р.
2,0
0,9752
0,9692
0,9631
0.9472
1,0
0,9794
0,9723
0,9642
0.9529
0.5
0,9866
0,9778
0,9704
0,9622
0,33
0,9887
0,9818
0,9757
0,9703
0.2
0,9916
0,9866
0,9832
0,9798
0,14
0,9938
0,9894
0,9877
0,9859
0,1
0,9954
0,9927
0,9909
0,9881
4. Безразмерное расстояние a/s @)
п
0,1
0,2
0,3
0,5
s @)/Ро
2,0
0,4260
0,4080
0,3900
0,3430
1,0
0,4590
0,4450
0,4290
0,4070
0,5
0,4800
0,4670
0,4560
0,4440
0,33
0,4850
0,4760
0,4680
0,4610
0,2
0,4900
0,4840
0,4800
0,4760
0,14
0,4930
0,4880
0,4860
0,4840
0,1
0,4950
0,4920
0,4900
0,4870
стью р, 6, лежащую в растворе еди-
единичного угла 6=1,
М9@= 1) =
= J az(p-Pll)pdp. B7)
Ро
Момент берут относительно оси,
перпендикулярной к плоскости г, р,
проходящей черев точку с координа-
координатой рц = Ро + s/2. Чтобы момент М%
и силу Pz привести к оси, проходящей
через центр тяжести площадки, лежа-
лежащей в растворе угла dQ и имеющей
координату Рц, момент необходимо
умножить на дробь Рц/рц. Причем
силу Рг и момент Me принимают рав-
равномерно распределенными по дуге
радиусом
на единицу длины L = L @) = 1
дуги радиусом р (е9 = 0)
Мв (L = 1) = Мв (9 = 1)/р (е9 = 0) =
1)х. B9)
В табл. 6 приведены значения без-
безразмерного момента me = Me (9 =
= U/I^s3 @I, найденные по формуле
B7).
Работа изгибающего момента, при-
приходящаяся на единицу длины L @) =
= 1, заготовки,
А(Мг) =
C0)
Момент, приходящийся на все се-
сечение в растворе угла а,
= 1)а, B8)
С помощью данных' табл. 1 работу
можно найти графически, как пло-
площадь под кривой Мг (X)- В случаях,
когда применимы формулы A4)—A6),
выражения для работы на единицу
длины (L @) ¦= 1) и единицу ширины
68
ГИБКА
РАСЧЕТ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
69
O
оо
о
I
I
то сч f~ —
о> из оо t-~ со t-~ о
ТО СМ тр_ СО СМ_ 00 Г~
тР~ ТО СЧ — —" О О"
I II || 1 I
CO СЧ СЧ —— O
II I II II
QO(D
00 00 00
—- СЧ CO i
NOiC
!N(Nt
Ю —* CO
CD CO ^
NiO't
сч"сч — -doo
и i i и i
ub 0*6 г-» со F^ en iC
00 CO О Г— iC CO CO
_-' _; -Г o" cd" cd o"
Mill
?3g?
lO — 1С СП СП
СП Г— 1С СО СЧ СЧ
мм
СО Г— СП г— 1С — <
СЧ —* 1С СО О СО t
¦ч^4 СО Tt* СО Tt* Tt* С
оооооос
СО СО СЧ —• —• 00 00
00 СО Г- СО — О Г-
— О СО t^ Осо О
Г-.Ю СО — — О О
00 СЧ СЧ О СЧ О 1Л
со rf со оо г— О -«f
О со — оо сч ос сч
OONCOnOO
SC4 CO rj* СЧ СП СЧ
О ¦**" — t^ Г-» •Л
СП г- СП — со со 2?
СЧ iC О СО со — О
ООООООСЧ СЧ
О **¦ СЧ ^00 СЧ
СЧ CO CO tO QQ 00
fOOt — 00 h
CDO
I I
О О tN CM 00 тр 00
00 тр CM "¦"" тр тр CO
О —¦ CO Г-- CO ОО тр
iC О CO CM О 00 00
CM CM —" — — О О"
lOQINININ»
r~ со m тр oo oo
Ot-TO тр I-~O
CM CM O> r- iC iC
o~—" oooo"
Оо сч сосч с
оо <5 о — г-- с
-J СЧ
. -J» О — Г— СО СО
_Э iC CO Tf Г- СО О
О СО СО О 00 Г— Г—
сч — — — оо о
I I ¦ ¦ ¦
I I
О rf СЧ СЧ О ^f 00
СО СО СП СО >С О 00
Г-. Г-- rt" •—• 00 00 1С
lO СЧ О 00 СО iC 1С
-Г _"-'оо' о" о"
I I I
) ¦Tf СО СЧ СО СО СЧ
- iC СЧ СО СП 00 СО
) Г4- СО CD 00 —' —•*
) ОО Г-~ iC ¦*** rf Tf
—" о" о" о" о о о
МММ
СО 00 CD CO СО 00
СЧ СЧ СЧ1С Г-.О
Tf r— СО СП rt" rt"
Г— rf СО СЧ СЧ СЧ
О" О" CD CD О*" О"
МММ
- со rf
S со 00
iC iO iO СО Г— О
ооооо—
И ОО Э0 ОО СО СЧ —
оо г— Tt-г-~ —• со
1 сч <л со t^ сч О
С lO СМ — О О О
сч О со со оо сч оо
СП СО Ю СО — О Г—
СО СО СП СЧ 00 СО Г-.
Ю г** СО СО СЧ СЧ СЧ
М
М I
СО
о
о ¦*** о -^ — со со
00 СП СП СО lO СО О
rf rf iC CO Г— СП Tf
oooooo—
I I
rf 00 — 00 00 rf
—• Tf СП сО О rt"
СП 00 СП О cp —¦
со сч — — О Ок
о о эо ю с
lO О lO Г4- СП СП
,_ ^Q ^_ {Q ^_ CD
— iO со О О О
—" о" о" о о" о"
оо сч со оо сч ¦«*¦ ic
00 СО — 00 СП 00 СО
СЧ О ^f iO iO >С —¦*
ОО CO ¦Tf СЧ — О О
ОО СЧ О С4^ СО СО Г—
— г— Tf СО СО г— СО
СО СЧ ОО — СО О СО
сч сп со -^ сч — о
0740
1400
со см
4856
8404
5144
2030
0712
—
оо оо
СМ ОО С1
00 СО
со см
О 1~-
СО
00
—
оооо
S , ,
8 М 1
—•
ю
со сч — О
О -^ СО ¦*** г* O
O-rf —О —О
о со о — сч ^
Г^ 00 lO СО — О
О оО СО Tf 00 ^f СО
СП iO СЧ сО 00 О О
t^- Tt" СЧ сО СО СО СО
СО СЧ СП iO СО — О
~ —." о" о о" о" о"
ОоО ОО0О
СО СП О сО
iO СЧ rf О
О lO — Г-
I I
ю
О иС СО СЧ —' О
О ЬЮСО СЧ — О
rf Ю аО оО
СО rf iO СП СО Г— ОО
со Tf О ^f Г— -«f со
т}" СЧ •"• СП 00 ОО СП
II II II I
О О О сч сч аэ О
OJ оо OJ О О со СЧ
— Ю ОО ОО СЧ СО rf
ОоО СП О СОЮ СЧ
СП !-». СО СО lO iO CO
СЧ тг О tJ^ OJ rf OO
о — г— io со со о
СЧ ** ОО СЧ О О Г
f } О О ^? О
t^ '—> t^ сО оо О со
СЧ СП СО rf CO CO СЧ
со сч сч сч сч сч со
I I
о_
о'
I!
-к
о"
t^ CM С> тр СО аО со
СМ 00 СО О Ш СМ О
СО О Р O t Г
МММ
т+Ю — Ю rf Tf СО
СО iC СЧ СП СП СО СП
— со сч со со О —
СЧ — — О О О О
СЧ О СЧ —< lO СО Г—
О О1 N СО rf* rf —
СО lO t^ t^ — rj* —
rj* со СЧ —' — О О
OJ О (N CO N N ОО
СП О О CM — iO О
СП iO СО 00 СП 00 СО
СО iO г** СЧ — О О
СЧ ОО Tt- СЧ ОО СЧ -*
00 ¦Tf ОО СО (^ ОО СЧ
сч со г— оо со сч ic
СП Г— 1С СО СЧ — О
сч оо со ою ю
осчююао
) СМ СМ — СО —¦ Щ
) тР СО СМ '— О c-p
- - - - го
сосоо — ic оо
Г— СО — — rf О
сч сч со — оо о
сч — о о о сч
I I
rf СЧ СЧ rf СЧ (^ —
ОО СЧ Ю 00 Tf Г— —
Г4- lO iC СО СО lO —•
.lO ¦—> оО iO СО •—• О
О оО оО О оО СО —
О оО СЧ "^ со СО со
СО iO t^ СО СП СП —
iO ОО со ОО iC СЧ —
О О тр со 00 О тр
СО О0 СО 1О СМ тР О
а^ со г- оо см со —
тР Ю 00 — О0 тР_ СМ
со" см ¦— —' О о" О'
rf ОО СЧ СЧ СП СП СЧ
00 ОО СО О г** г** О
СО — со iO О iO со
О О О rf ОЭ СЧ СЧ
О О СО СО СП О СО
оО СО — СЧ —< О оО
OcONS OJhcn
сч до сч оо
1С О СЧ СП
со О — г-
— СП Г— ^Г
I I
О г-.ю со сч — О
iO со СЧ — —'
О О О СО rf О СО
оо ОоО Ю — rf О
г^ сп сп г^ о сч ¦**¦
со О сп оо со t^ -«f
Ю Tf Ы — — О О*"
OOOoOrf
— rj* СЧ СП СО ^
со" т^" со" — —" О" о"
О О> О С) сО оО см
тР СМ тР О> оО О> Г4*-
тр —• lib СО CJ^ СО d
тр СО со О со t—_ со
СО тр" со" см" —" О О"
CO rf г— 1Л Tf
со СО СО СП iC
со О СО СО СО
СО т^" со" сч" •— О" О"
СЧ оО О — СО СП —
rf CO О со оО СЧ СП
сч_ -^ сч_ сп сч_ со сч_
со" rf со — — О" О"
О Г— lO СО СЧ — О
сч
о"
МММ
О СЧОО О rf О
ОО СЧ СП ОО Г— rf
СП СО ОО СЧ СЧ СО
со со оО СО со —•
О 00 rf СО СЧ О
ОО t^ СЧ со СЧ СО
СО iO СО со СО со
О Г— — 00 rf СЧ
со" —' —* О' О" О"
ООоО СЧ оооо
О ОСП — СЧ СП
О >С Ю СП СП СЧ
СО СЧ СО СП iO СО
со" СЧ — О" О" О*
О О СО СЧ СЧ О
rf СО со О >С СО
СО ОО СП Г^ СЧ СП
О СЧ rf О СО СО
г** СЧ — —" О*" О
ОО СЧ оо 00 сО
со сч ю со сч ic
rf 00 О СО "^ОО
г** г** СО — t
I II II
О О 00 СО О 00
СО Tf О 00 00 СО
Г- СО Г- СО СМ ТО
Г^ СО СО '— СО СО
тР См" — — О" О
ОО СМ О 00 СМ
S^p 1Г> Cl О тр
1~- СМ — 00 00
riOtO1С СМ
о юто см — о
РАСЧЕТ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
71
О СП СО 00 СО СЧ О
СП N СЧ ОО LO СО О
CM «tf* OO СМ —' -rf lO
¦<^ СП ОО ^г СО ОО СО
ао со сч сп о сч со
lO -^ со —' —' О —'
't О оо 00 ао О СЧ
— ао СП СП О h- CO
СМ Ю Ю СМ СП О ^"
—' ОО СО Tf CM —' О
СП О N СЧ ао СО О
со Ю —' N CO t^» О
ао со сп см сч со СП
—' — 000-<(М
ао см rf N N О —
СГ) rf rf N О О N
N oO О СП СЧ СП lO
^ CO CO —' —' О —'
СО оо OJ -«f OJ О со
CN —¦ t^ СП сп ао СП
со — со со — сч
OiOcO —' О
СО ао СО СО см О —'
СГ> lO t^- О Г-- OJ —'
СО Г— OJ ^ —' ч^ СП
OOON Ю rfOJO
СО rt* О О ¦'f О СО
^ ао СП о СО — —
СП со ао t^ со СО О
oj о ао со ю со oj
CJ} Ю OO CO CO LO О
СЗ Ю (M o^ И Ю СЧ
О О О О rt* ОО СЧ
сч оо со оо со со со
N ОО СП СО ОО ао СП
—'lOrf-co Г ' ао
со' -^ со сч —' •—:' о
i
о
О О О О сч СО
оо^ООЮ*
СО 00 — I— О СМ
сг> оо о со h- ic
lo со" сч сч — —
I И I I I
11 I I II
1
I I
О О
rt- ОО
СО ТО
о
оо оо ¦*
СО ОО СО
CN ¦* С^
¦* со — — —
I III
00*0@ 00
о сч со cq — о
Tt- С> — О I"- СО
rt- СО О 1С О ОО
¦* с-Т — — — о
I II I I I
О О СЧ О СО -«f
сч сч — t"- t^ сп
iO СЧ ¦*** t^ СП —
ао СО СО СЧ оО Г^-
со' СЧ* — —" О О
> О О О О СЧ О
otooos
GOO't OSC^
) f О С
"Ф CO~ CO~ СЧ СЧ — —
¦ I I I
I I
SCO СЧ oO CO *<*¦ CO
CO ао СЧ CO СП Tf
СЧ Tf ао СЧ oO Tf CO
"Ф СО СЧ СЧ — — —
I I 1 I I I I
О О
О ао -^ о h f *
h- СП CO О CO — I4*
СП — CO О CO CO —
со со* сч сч — — —
I I I I I II
О
оо**»
— С> СО ОО СО f О
СО ОО СО h- Tt- — О
со cJ сч —•—— —
миг
О u5 t^ ib со со ¦**¦
СЧ 1С О 1С СЧ СП ОО
со сч сч — — О О
I I I
UN ^-**> Г UU • - . —
iC ао N — СО О СП
(^ ' h- СО О ОО СО
СЧ СЧ — — — О О
Mill
СО аО СЧ аО О N СО
О
I
СЧО) СЧ — — — —
I I I
O
со
OoOO't'tO
ао сч со h- О сч
сч сч —¦ —¦ —¦ —¦ —
I II II II
OC^INOOO^
со сч со оо ао en ¦«*•
iC CO CO I4* CO — Tt<
— ОО СО СО СЧ — —
II I I I II
ОО СО СО СО ОО СЧ ОО
тр СЧ ТО СО — ¦* ¦*
СЧ 1С -^ О 1^ 1О СО
о со ¦* сч о о о
"оо"
О
ic
_ — — — ооо
I II I II I
rf ОСЧ CN ОО СО
О СО CN iC СП СО СО
— ©ч*1 iC rf rf CO
rj< СЧ О оО I4* СО СО
7777777
CM Tf CTl OJ <T> lO CO
СМ О СЧ О ао ао СЧ
00 СП rf СМ О Ю СП
О со OJ СО О О ао
Ю (М О N СО rf (M
¦**¦ rf О СЧ оо О —'
СП rf СП —' iO СП О
h- оо — ю — г^ со
сч о со ¦**¦ сч оо о
_Г аО ¦**" >Л — СП h-
О — со со со со h~
f __" __Г —Г о о
о ¦* сч со оо ¦*
О СО ао СО СО СП
Tf СО аО ¦**" 00 Tf
СО СО — СП СО >Л
СЧ — — О О О
I I I I I I
со
О
ОоооОсОООоо
о — а> о — то со
hOiCoot*'*
СЧ 00 ¦* О ОО^ СО iC
сч — — — о о о
II II I II
СО ОО СЧ ОО ¦* СЧ тр
ОСО ТО тр тр Г~ СЧ
тр ОО СЧ СО h- C> О
ОО тр СЧ Cl h- 1С 1С
— —'—ооо о"
II II I II
iC
О
аО СЧ СЧ оО О оО О
СО iC Tf О СО Tf СЧ
СО СО СО аО СП О СП
— СП оо СО iC iC rf
! II I II I
О СЧ СЧ О СО О СЧ
iC СО iC О СП СО —'
СП Is* аО аО — "С СЧ
00 t"- CO iC iC rf rf
о* о о" о о о* о
МММ
n
о
Г0 0ЛМ-ООО
СО OJ OJ —' —' О О
СО СЧ CN — О О О
СО ао оо СО ао сч OJ
СО Ю Ю СО оо N О0
lO ^ ОЮ
О r СО t t СО СП
СО О —' Ю СО СО ОО
СП СО СО СП Г-- rf СЧ
OJ OJ — — — о О
оо о о сч -гг со сч
—' О —' О СО rf СО
О СО со О ао СО iO
Tf •С
СО СЧ Q ¦
t-^ OO СО С>
СО СП h- СО iC Tf
7°
ТО 1—
СО 1С
оо
1 1
с
¦> с
1
з О'
1
СО 00 СО
¦* СЧ О
1С 1С тр
с
г с
1
зо
1 J
о
1
тр
сч
с~
тр
о
1С
О 1С ТО СЧ — О
I I II I II
I I
(N 00 ¦* 00 тр тр СО
СО тр h~ тр 1С тр —
00 О) О СЧ ТО тр 1С
(Г5 ТО тр тр тр тр тр
МММ
о f~ ic те сч — о
72
ГИБКА
РАСЧЕТ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
73
Продолжение табл. 6
d/s @)
p,/s @) j j j j j j j ; i j :
0.0 I 0.1 I 0,2 I 0,3 I 0.4 I 0,5 | 0,« | 0,7 | 0,8 | 0,9 | 1,0
n = 0,1, k= —0,1
10 0,9364 1,0784 1,1198 1,0660 0,9366 0,7440 0,5074 0,2460 —0,0130 —0.2330 -0,3702
7 0,6790 0,7814 0,8132 0,7798 0,6926 0,5600 0,3950 0,2092 0,0173 —0.1609 —0,3002
5 0,5002 0,5758 0,6016 0,5218 0,5238 0,4326 0.3172 0,1846 0,0423 —0,1001 —0,2298
3 0,3104 0,3594 8,3800 0,3746 0,3472 0,2984 0,2342 0,1577 0,0714 -0,0223 —0,1199
2 0,2084 0,2440 0,2626 0,2648 0,2536 0,2266 0,1885 0,1411 0,0858 0,0235 —0,0450
1 0,0960 0,1191 0,1358 0,1462 0,1512 0,1453 0,1321 0,1138 0,0908 0,0634 0,0318
0,5 0,0317 0,0484 0,0638, 0,0776 0,0901 0,0925 0,0894 0,0834 0,0743 0,0625 0,0482
n= 0,3, k= —0,1
10 0,4798 0,5414 0,5632 0,5468 0,4980 0,4212 0.3246 0,2154 0',1036 0,0027 —0,0702
7 0,3726 0,4204 0,4386 0,4284 0,3940 0,3380 0.2662 0,1833 0,0946 0,0078 —0,0671
5 0,2924 0,3302 0,3460 0,3406 0,3170 0,2766 0,2234 0,1605 0,0904 0,0168 —0,0551
3 0,1989 0,2262 0,2400 0,2406 0,2300 0,2068 0,1747 0,1348 0,0879 0.0346 —0.0237
2 0,1430 0,1647 0,1778 0,1824 0,1795 0,1660 0,1455 0Л186 0,0858 0,0471 0,0027
1 0,0725 0,0890 0,1022 0,1119 0,1181 0,1137 0,1047 0,0914 0,0739 0,0522 0,0266
0,5 0,0244 0,0383 0,0518 0,0643 0,0736 0,0717 0,0660 0,0568 0,0442 0,0284 0,0097
n= 0,5, k= —0,1
10 0,2502 0,2750 0,2854 0,2818 0,2654 0,2380 0,2020 0,1599 0,1150 0,0714 0,0356
7 0,2078 0,2286 0,2382 0,2364 0,2248 0,2036 0,1753 0,1413 0,1031 0,0631 0,0251
5 0,1735 0,1912 0,2002 0,2002 0,1924 0,1766 0,1546 0,1273 0,0951 0,0590 0,0209.
3 0,1291 0,1436 0,1523 0,1552 0,1528 '0,1434 0,1292 0,1102 0,0863 0,0575 0,0239
2 0,0990 0,1119 0,1210 0,1262 0,1274 0,1219 0,1122 0,0982 0,0789 0,0567 0,0287
1 0,0549 0,0667 0,0772 0,0859 0,0916 0,0895 0,0837 0,0743 0,0611 0,0441 0,0234
0,5 0,0183 0,0301 0,0420 0,0535 0,0588 0,0554 0,0479 0,0366 0,0215 0,0027 —0,0193
П рнмечанне. Обозначение параметров см. табл 1.
(В = В @) = 1) заготовки соответ-
соответственно имеют вид
A(Mz) = aTOs*%/BV3) +
+ 2tf{(l+s2X2/4)ln[B + sx)/B-
— SXI —SX [ 1 — Ш A —s2x2/4)]}/CX); C1)
Л (Mz)=aT0s2x/B/3) + tfS2x2/18; C2)
А(Мг)= /
= ^(SxrV(B + 3n + «2)]3<"+1)/2.
C3)
Круговая нецнлнндрнческая гибка. J
Стержень узкого прямоугольного сече-
сечения. Ширина прямоугольного сечеиия
стержня меньше его высоты: В @) <
<s@).' Внешняя осевая нагрузка
равна нулю, поэтому осевое напряже-
напряжение az принято равным нулю по всему
стержню. Влияние напряжения ор
также не учитывают.
Продольное прямое волокно, взя-
взятое на расстоянии у от граничной
поверхности, превращающейся в по-
поверхность радиусом ро (рнс. 6), пре- ,
вращается в дугу радиусом
1 р=[3,(р0 + </2+рП2/3. C4)
При у — s @) р = pft (рис. 6), поэто-
поэтому высота сечения изогнутого стержня
s = [3s @) (р0 + af2/2 +
+ рП2/3~Ро- <35>
Геометрическая дуга радиусом
р (ge = 0) имеет неизменяющуюся при
гнбке длину L = L @). Длина средин-
срединной геометрической дуги радиусом
р (s/2) составляет
L=L(O){[3s(O)(po + aI/72 +
+ рЯ2/3 + Ро}/B(Ро + *I- <36>
Ширина В поперечного сечения яв-
является функцией координаты р:
B=B(O)[(Po + a)/p]1/2.
Bh = B@)[(p0 + aypkf2,
Вв = В@)[(р0 + а)/р„]1/2- C7)
>ис. В. Схема изменения формы стержня
зкого прямоугольного сечения при изгибе
Площадь поперечного сечения
F = 2B@)(p0 + a)I/2X
х([4(Ро + яI/2МО) +
+ Р3/2]'/3-рГ}, C8)
координата его центра тяжести
Рц = *(О)(Ро + а)'/2/|2Х
x{[3(po + aI/2s(O)/2 +
+ Р3о/2Р-Ро/2}}- C9)
Поперечное сечение по форме напо-
напоминает трапецию с непрямолинейнымн
нижним и верхним основаниями и сто-
сторонами. Основания можно предста-
представить приближенно дугами окружно-
окружностей радиусами
Ro = 2р0 + За,
Rh= 2po4-3a-s. D0)
Если требуется, чтобы изогнутый
стержень имел сечение постоянной
по р ширины Во = Bh = В* и высо-
высоты s*, контур сечения прямого стерж-
стержня должен иметь переменную по у
ширину
В* @) =
*-[|(Wwrr ....
=т—^^р D"
76
ГИБКА
РАСЧЕТ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
77
\ро + aj Po + a
2 / Po \3'2
3 Vpo + a/
W
D5)
Рмс. 7. Координаты ук @) гк (о) частицы
на круговом контуре сечения прямого
стержня и координаты 0^, «^ той же части-
частицы на контуре сечения изогнутого стержня
и высоту
+ 2B @) Я (р0 + aI'2 X
s* @) =
• D2)
Основание шириной
D6)
<43>
должно быть вогнутым по дуге радиу-
радиусом Ro [см. формулу D0)], а другое
основание шириной
В*@) = В*
ч* \ 1/2
)
Ро +
ч* \
—)
D4)
— выпуклым по дуге радиусом R^.
Изгибающий момент и тангенциаль-
тангенциальная сила
Мг = 2В @) (ро + а) х
а Га
радиус рц определяют по формуле C9).
Если а= s @)/2 и s @)/p0 < 0,2,
а Рд да 0, влияние изменения формы
поперечного сечення стержня на ве-
величину изгибающего момента можно
не учитывать; тогда
М, = —— а™ 4-
где в = в
= p(S/2), Pk =
s
@).
/2
'] (Ро + а) Ото
J 3
Стержень круглого сечения. Прн
изгибе форма сечения стержня изменя-
изменяется. Если какая-либо частица на кр.у-
говом контуре К @) радиусом R =
= D/2 (рис. 7) имела координаты
yh @) = R sin <p; zh @) = ^ cos ф,
то на контуре К, изменившего форму
в результате изгиба стержня, ее ко-
координаты соответствуют
,1/2
X
X A -f-Sin<p) + p:
а)'
,3/2
12/3
D8)
X
1- 1/з
cos ф. D9)
Наибольшая ширина сечения В =
=" 2гк тах, где гк тах — координата то-
точки контура сечения, самой удаленной
от оси р. Угол фт положения этой
точки на исходном круговом контуре
сечения определяют выражением
¦ —1-Г + ;
1/2
E0)
Приближенные формулы для изги-
изгибающего момента и тангенциальной
силы, в которых не учитывается изме-
изменение формы и площади поперечного
сечения стержня, а деформация взята
как относительная, имеют следующий
вид:
Мг = [4ято^
E1)
Р9 = яЯ#* (R - а)/B (р0 + а)) -
— ат„/?2B(ра + 81п2фа), E2)
где фа = arcsin [(R ~ a)/R].
Труба круглого сечения, гибка с не-
несжимаемой оправкой. Конструкции оп-
оправок обычно таковы, что они могут
изгибаться вместе с трубой при не-
неизменных форме и радиусе своего по-
поперечного сечения, препятствуя ис-
искажению круглой формы сечення тру-
Рис. 8. Изгиб трубы круглого сечения
с несжимаемой оправкой
бы. В зависимости от размера а
(рис. 8), длина контура поперечного
сечения трубы при ее изгибе может
сокращаться или увеличиваться. Ко-
Когда длина контура сокращается, труба
сдавливает оправку по всему контуру
ее сечения, если исходный зазор ме-
между трубой и оправкой недостаточен,
чтобы выбрать, скомпенсировать это
сокращение. Когда длина контура
увеличивается, зазор будет увеличи-
увеличиваться при неравномерном его рас-
распределении по углу ф ( при ф = ± -=-
он будет всегда равен нулю ). Длина
контуров / @) — исходного сечения
трубы и / — сечения изогнутой трубы
связаны между собой. Зависимость
отношения /// @) от отношения air
для различных значений ро/г представ-
представлена на рис. 9.
1/1@_
1.2
1,0
0,9
0,8
0,1
0 0Л 0,8 1,2 1,6 а/г
Рис. 9. Зависимость /// @) от а/г для раз-
различных значений ро/г
/
п
Безразмерные составляющие изгибающего момента та, тп и тангенциальной силы ра, рп
Пара- rJ*
МеТР 1/1 1/2 1/3 I 1/5 | 1/7 | 1/8 1/10 1/12 | 1/15
air = 0
та 0,0303 0,0320 0,0328 0,0335 0,0338 0,0340 0,0343 0,0343 0,0345
тп 0,6335 0,4515 0,3505 0,2422 0,1850 0,1655 0,1368 0,1165 0,0953
ра 2,3080 2,58622 2,7188 2,8480 2,9125 2,9340 2,9653 2,9868 3,0093
рп 0,5148 0,3635 0,2813 0,1940 0,1481 0,1325 0,1094 0,0932 0,0762
а/г = 0,2
та 1,1180 1,1538 1,1725 1,1918 1,2018 1,2050 1,2098 1,2133 1,2168
тп 0,6940 0,4735 0,3620 0,2470 0,1878 0,1675 0,1380 0,1175 0,0958
ра 1,1608 1,3825 1,4897 1,5968 1,6508 1,6688 1,6950 1,7133 1,7323
рп 0,3767 0,2764 0,2171 0,1517 0,1166 0,1045 0,0865 0,0738 0,0605
а/г = 0,4
та 1,4633 1,4768 1,4880 1,5010 1,5085 1,5110 1,5148 1,5173 1,5203
тп 0,7498 0,4948 0,3730 0,2518 0,1903 0,1695 0,1395 0,1183 0,0965
Ра 0,8158 1,0143 1,1093 1,2038 1,2513 1,2610 1,2903 1,3063 1,3230
рв 0,2360' 0,1887 0,1527 0,1094 0,0850 0,0764 0,0636 0,0544 0,0447
а/г =0,6
т0 1,8275 1,8313 1,8390 1,8500 1,8568 1,8590 1,8625 1,8653 1,8678
тп 0,8015 0,5148 0,3840 0,2563 0,1928 0,1715 0,1408 0,1198 0,0970
ра 0,1508 0,3438 0,4335 0,5215 0,5653 0,5800 0,6013 0,6160 0,6313
рп 0,0940 0,1007 0,0882 0,0670 0,0533 0,0483 0,0406 0,0350 0,0290
а/г = 0,8 '
та 1,9838 1,9660 1,9645 1,9668 1,9693 1,9703 1,9720 1,9733 I 1,9745
тп 0,8500 0,5343 0,3945 0,2608 0,1953 0,1735 0,1420 0,1203 0,0978
ра —0,2640 0,0653 0,0243 0,1103 0,1528 * 0,1668 0,1873 0,2013 0,2158
рп —0,0484 0,0125 0,0236 0,0246 0,0217 0,0203 0,0177 0,0156 I °>°*?3|_
air =1,0 \
то 2,0678 2,0258 2,0125 2,00335 2,0033 2,0003 1,9995 1,9978 1,9973
/пп 0,8960 0,5530 0,4048 0,26535 0,1978 0,1755 0,1433 0,1213 0,0983
ра —0,5613 —0,3493 —0,2563 —0,16835 —0.1255 —0,1115 —0,0910 —0,0770 —0,0625
рп —0,1906 —0,0756 —0,0410 —0,01780 —0,0099 —0,0078 —0,0052 —0,0037 —0,0025
а<> = 1,2
та 2,1145 2,0528 2,0293 2,0100 2,0015 1,9990 1,9955 1,9930 1,9908
/пп 0,9398 0,5713 0,4148 0,2698 0,2003 0,1775 0,1448 0,1220 0,0990
ра —0,8778 —0,6463 —0,5470 —0,4538 —0,4090 —0,3943 —0,3730 —0,3585 —0,3435
рп —0,3324 —0,1638 —0,1056 —0,0602 —0,0416 —0,0359 —0,0282 —0,0231 —0,0182
а/г = 1,4
та 2,0455 1,9755 1,9470 1,9218 1,9105 1,9068 1,9018 1,8983 1,8948
тп 0,9815 0,5888 0,4245 0,2740 0,2028 0,1795 0,1460 0,1230 0,0995
ра —1,3503 —1,0958 —0,9865 —0,8853 —0,8368 —0,8210 —0,7983 —0,7825 —0,7665
рп —0,4735 —0,2517 —0,1702 —0,1026 —0.0732 —0,0640 —0,0511 —0,0425 —0,0339
air = 1,6
та 1,6788 1,6198 1,5948 1,5723 ' 1,5618 1,5583 1,5535 1,5503 1,5468
тП 1,0218 0,6058 0,4340 0,2783 0,2050 0,1813 0,1473 0,1240 0,1003
ра —2,1180 —1,8358 —1,7148 —1,6025 —1,5490 —1,5315 —1,5063 —1,4890 —1,4715
рп —0,6138 —0,3394 —0,2346 —0,1449 —0,1048 —0,0920 —0,0748 —0,0619 —0,0497
air =1,8
та 1,3795 1,3235 1,2988 1,2753 1,2643 1,2605 1,2553 1,2515 2,4775
тп 1,0603 0,6225 0,4433 0,2825 0,2075 0,1833 0,1485 0,1248 0,1008
р0 —2,6233 —2,3095 —2,1750 —2,0480 —1.9878 —1,9680 —1,9395 —1,9200 —1,9000
рп —0,7532 —0,4269 —0,2990 —0,1873 —0,1364 —0,1201 —0,0969 —0,0813 —0,0654
а/г =2,0
та 0,0398 0,0380 0,0370 0,0363 0,0360 0,0358 0,0358 0,0355 0,0355
тп 1,0975 0,0385 0,4525 0,2865 0,2098 0,1850 0,1498 0,1258 0,1015
ра —4,0230 —3,6733 —3,5200 —3,3763 —3,3070 —3,2843 —3,2515 —3,2290 —3,2058
рп —0,8916 —0,5141 —0,3632 —0,2296 —0,1680 —0,1481 —0,1198 —0,1006 —0,0811
80
ГИБКА
Рис. 10. Несимметричное, относительно
плоскости изгиба поперечное сечеиие
стержня:
а — система внешних сил и моментов,
предотвращающая поворот, искажение се-
чеиия и уход центральной линии из пло-
плоскости изгиба; б — поворот и искажение
сечения при изгибе стержня под действием
только момента
Прн исходной равномерной по <р
толщине s @) стенкн прямой трубы
толщина стенки изогнутой трубы (см.
рнс. 8)
E3)
Прн ф = я/2 s = stnln и при ф =
= C/2) я s = smax:
smln = s(O)(Po + aI''2(po + 2rr1/2;
Изгибающий момент и продольную
(тангенциальную) силу определяют по
табл. 7.
Необходимые для изгиба трубы из-
изгибающий момент и продольную силу
вычисляют в виде сумм:
Мг = (moo,,,, + тпП) r*s @); E4)
fft = (Р0°"то + Ptfl) rs @). E5)
Стержень с несимметричной отно-
относительно плоскости гибки формой по-
поперечного сечения. Прн круговой гибке
стержня с несимметричной формой
поперечного сечения центральная ли^
ния остается в плоскости гибки, и
форма сечения сохраняет заданные
исходные очертания, если система вне-
шних сил соответствует внутренним
силам, действующим в изогнутом стер-
стержне. Например, для стержня с сече-
сечением в виде уголка (рис. 10, а) изги-
изгибающий момент как вектор М имеет
два компонента — Mz и Мр. На
поверхностях шириной bus должны
действовать такие внешние давления
Pi и р2, чтобы на границе между ча-
частями сечений / к 2 не возникала сдви-
сдвигающая сила и полностью компенсиро-
компенсировались соответствующие внутренние
силы и крутящий момент Мкр вокруг
центральной линии.
Система внешних сил обеспечивается
при нагружении с помощью оправок,
профилирования рабочих поверхно-
поверхностей гибочных и вспомогательных ро-
роликов, рабочих поверхностей копиров
н нажимных колодок и т. д. Если же
гибка выполняется под действием
только одного компонента Мг изгиба-
изгибающего момента, форма сечения не
сохраняет исходные очертацря, а цент-
центральная линия не является плоской
круговой кривой (рис. 10, б), так как
соответствующая система внутренних
сил и моментов существенно отлича-
отличается от рассмотренной.
Некруговая цилиндрическая и иеци-
лиидрическая гибка. Гибка является
некруговой, если кривизна изгиба
непостоянная по углу 9. Непостоянны
по углу 9 и внешние нагрузки (изги-
(изгибающий момент, продольные и по-
поперечные снлы н т. д.).
Гибка под действием поперечной
силы. Изгибающий момент в попереч-
поперечном сечении заготовки, возникающий
под действием поперечной силы Р,
прямо пропорционален плечу / дей-
действия снлы: М — PL В сечении дей-
действуют нормальные н касательные
напряжения, развиваются продоль-
продольные, поперечные н угловые деформа-
деформации. • В результате этих деформаций
происходит изменение кривизны за-
заготовки.
Различают гнбку при относительно
большом и относительно малом плече
Действия снлы Р. Гибка при относи-
относительно большом плече, когда l/s >
> 5; при относительно малом, когда
Us < 5.
Гибка при относительно большом
плече. При относительно большом плече
РАСЧЕТ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
81
Рис. П. Изгиб под действи-
действием только поперечной силы:
а — схема изгиба; б — схема
Для численного расчета фор-
формы центральной линии заго-
заготовки
действия поперечной снлы касательные
напряжения в поперечных сечениях
заготовки относительно малы, и их
влиянием на процесс формоизменения
можно пренебречь. Внешний изгиба-
изгибающий момент подсчитывают по фор-
формуле
м в Р (хр ~ ха) cos
E6)
Считают, что внешняя сила Р —
сосредоточенная, приложена в точке
ОР (рнс. 11). Внутренний изгибающий
момент, равный внешнему моменту,
определяют по формулам, полученным
для кругового изгиба под действием
только изгибающего момента. Согласно
этим формулам радиус рц кривизны
в точке А центральной линии рассма-
рассматриваемого поперечного сечеиня одно-
однозначно связан с изгибающим моментом,
зависит от координат точки А и мо-
может быть найден для любой точки
этой линии. Форму центральной линии
(функцию уА — уА (*д)) можно най-
найти с помощью уравнений дифференци-
дифференциальной геометрии. Она не может быть
представлена в виде точного уравне-
уравнения кривой. В решение обычно вводят
упрощающие предпосылки.
Функция ул (хл) может быть най-
найдена без использования уравнений
дифференциальной геометрии и
введения упрощающих предпосылок.
Центральную линию делят на k отрез-
отрезков. Начало координат располагают
в точке ОР (рис. 11, б). Принимают,
что начальный отрезок А/о прямой.
Изгибающий момент на конце этого
отрезка Мх = РД/0. Этому моменту
соответствует (согласно формуле для
момента внутренних сил) определенный
радиус кривизны рц A). Следующий
отрезок считают дугой этого радиуса.
Вычисляют координаты конца отрезка
ГИБКА
Рис. 12. Схема превращения плоской цен-
центральной линии в пространственную в про-
процессе разгрузки изогнутого стержня с ие-
симнетричным сечением
н угол Д6Х = Л/0/рц A). По результа-
результатам этих вычислений определяют внеш-
внешний изгибающий момент, равный вну-
внутреннему, и затем соответствующий
этому моменту радиус кривизны р,, B).
Проводят еще одни отрезок в виде
дуги этого радиуса кривизны и т. д.
Применительно к системе координат
с началом в точке 0Р уравнение для
внешнего изгибающего момента имеет
вид (см. рис. 11,6)
М = Р ЦхА cos 6Д -f- yA sin BA) cos &A -f-
+ (хАзтЬА-уАсоьвА)]. E7)
В таком порядке проводят вычисле-
вычисления для всех k отрезков.
Угол, в растворе которого находится
рассматриваемый отрезок линии,
<=*—i
1=1
E8)
Путем подбора числа k можно по-
получить любую, наперед заданную
точность координат точек кривой
Уа (хаУ
Гибка при относительно малом плене.
При относительно малом плече дей-
действия поперечной силы касательные
напряжения и деформации сдвига су-
существенно влияют на силовую н де-
деформационную картины гибки.
Формула Р = Ml для расчета по-
поперечной силы по внутреннему изги-
изгибающему моменту становится неприем-
неприемлемой. В частности, согласно этой
формуле при / -*¦ О Р -*¦ оо. В дейст-
действительности же сила Р не может пре-
превышать той величины, которая необ-
необходима для изгиба только за счет де-
деформации сдвига.
Сила сдвига на единицу размера В,
необходимая для изгиба листа только
за счет деформации сдвига, может быть
найдена по приближенной формуле
Рсд ж 0,5saB [0,7es/(n (p0 -f- s))]«, E9)
где п — показатель степени кривой
упрочнения металла; е — основание
натурального логарифма; s = s@).
Пружинение. На изогнутую (на-
(нагруженную) заготовку могут действо-
действовать: изгибающий момент относитель-
относительно осн, параллельной оси г; момент
относительно оси, перпендикулярной
к плоскости г, р; продольная сила;
поперечные силы — радиальная и осе-
осевая. Продольную и осевую силы при-
приводят к центрам тяжестей площадей,
на которых онн действуют, а моменты
приводят к осям, проходящим через
эти же центры тяжести. Поэтому упру-
упругие деформации при разгрузке заго-
заготовки можно привести к продольным
деформациям, равномерно распределен-
распределенным по соответствующим сечениям,
и изгибным деформациям, вызываю-
вызывающим разгрузочное приращение А/р =
— '/рц. р кривизны Хр = 1/рц центра-
центральной линии и соответствующее прн-
ращение угла, в растворе которого
рассматривается отрезок централь-
центральной линии. В результате происходит
упругое изменение формы заготовки,
причем влияние на это изменение дли-
длины заготовки, измеряемой по централь-
центральной линии, несущественно н обычно не
учитывается.
Упругое изменение формы прн раз-
разгрузке изогнутого в определенной пло-
плоскости стержня с несимметричной фор-
формой сечення приводит к тому, что
его плоская центральная лнння ста-
становится неплоской. Разгрузочное прн-
ращенне кривизны представляет собой
вектор А/ с двумя составляющими
АХр и Дх2 (рнс. 12):
АХР = Mz/EJt. A%z = Mp/EJ,,, F0)
где Mz н Jz — соответственно нзгнба-
ющнй момент и момент инерции сече-
сечения относительно оси, параллельной
оси г; Мр и Jp — то же, относительно
оси, параллельной оси р.
РАСЧЕТ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
83
Для того чтобы после разгрузки
центральная линия была плоской,
при гибке помимо кривизны 1/рц ей
должна быть придана еще кривизна,
приблизительно равная по величине
приращению А%г и обратная по на-
направлению.
Приращение кривизны при разгруз-
разгрузке изогнутой листовой заготовки
АХр = 1/рц. р = A - I**) Mtf(EJ ), F1)
где Мг — действующий в нагруженном
состоянии н падающий до нуля при
разгрузке изгибающий момент от-
относительно осн г, проходящий через
центр тяжести сечения заготовки пло-
плоскостью г, р; Уг — момент инерции
сечения относительно этой оси; Е —
модуль упругости; ц — коэффициент
Пуассона:
Оставшаяся после разгрузки кри-
кривизна
1/Рц. о = 1/Рц-1/рц. р- F2)
Кривизну 1/рц, на которую должна
быть изогнута заготовка, чтобы после
разгрузки (раскрытия штампа) деталь
имела кривизну 1/рц. о, определяют
по формуле
+ fs/Рц. o]/{s [f-4/7 A-ца)/3]}. F3)
Если заготовка в виде стержня
с симметричной формой поперечного
сечення, в этих формулах принимают
ц= 0.
Момент Мг, кривизна 1/рц и ее
приращение 1/рц. р постоянны по ко-
координате 9 при круговой гибке и пе-
переменны при некруговой. Централь-
Центральную линию УА= Уа(ха) переменной
кривизны 1/рц строят численно. В та-
такой же последовательности строят
центральную лннню уА 0 =
= У А о (ХА о) пеРеменн°Й КрИВНЗНЫ
1/рц. о (рис. 13). Для каждого отрезка
А/,- кривизну 1/рхь о @ вычисляют
по формуле F2). Затем определяют
угол А9/о = А';/рц. о («)• Угол
9ft0=
Д9;о
F4)
2
(=1
Рис. 13. Схема для чнслеииого расчета фор-
формы центральной линии после разгрузки
Прн круговой гибке изменение кри-
кривизны заготовки от 1/рц до 1/рц. 0
вызывает изменение угла а дуги цент-
центральной линии на величину
Да = аA — Рц/Рц. 0). F5)
При некруговой гибке изменению
формы центральной линии соответ-
соответствует изменение угла 6$ на величину
Дй = fli, 0к F6)
Ограничение кривизны гибки, свя-
за'ииое с исчерпанием пластичности.
Изменение кривизны заготовки при
гибке ограничено пластичностью ме-
металла. Расположение опасной области
зависит от разновидности гибки, фор-
формы сечения в плоскости г, р и стро-
строения заготовки (монолитная, биме-
биметаллическая, многослойная и т.д.)
Формулы для расчета предельной кри-
кривизны изгиба имеются лишь для про-
простейших случаев формоизменения.
Прн круговом цилиндрическом изги-
изгибе монолитного листа, когда В =
= В @), пластичность металла в слое
радиуса pft меньше, чем в слое ради-
радиуса ро- Но интенсивность деформации
может быть больше в слое радиуса р0
при a/s @) > 0,5. Таким образом, если
84
ГИБКА
ГИБКА В ШТАМПАХ
85
a/s @) таково, что интенсивность де-
деформации в приповерхностных слоях
одинакова, наибольшее формоизме-
формоизменение определяют для слоя радиуса
рй; если же интенсивность деформации
в слое радиуса р0 больше, чем в слое
радиуса рь, вычисляют предельную
кривизну для обоих слоев. Для слоя
радиуса рк предельная относительная
кривизна
-l)/{l-(a/s)exp(yle*/2)}.
Для слоя радиуса р0
F7)
<Wa = —Уз, F8)
где s вычисляют по формуле A3);
8* — деформация разрушения металла,
определяют по кривой пластичности
8р (ao/a) ПРИ ao/a = /3; 8° - то же,
при ао/в ~ —1/3. Действительной
предельной кривизной будет наимень-
наименьшая.
При круговой гибке стержня прямо-
прямоугольного сечения для слоя радиу-
-(o/s)expe*], %/a=l. F9)
Для слоя радиуса р0
(s/f'o)°np - t(exP ер) - • ] s/
] s/a- ao/a =
= --1, G0)
где s вычисляют по формуле C5);
е* — деформация разрушения металла;
определяют по кривой пластичности
ер (ao/a) ПРН ao/a = х'< 8°—тоже,
при ав/а = —1.
Ограничение кривизны гибки, свя-
связанное с локализацией деформации..
Природа явления локализации де-
деформации при круговом изгибе состоят
в следующем. Вследствие несовер-
несовершенств исходной геометрической фор-
формы заготовки, выражающихся в не-
непостоянстве площади ее сечения по
координате 9 (координате х в исход-
исходном состоянии) и неоднородности ме-
металла по той же координате, наруша-
нарушается круговой вид изгиба. Кривизна
становится непостоянной по в, т. е.
теперь является функцией 6. В не-
некоторой точке центральной линии, в на-
наиболее ослабленном сечении, она име-
имеет наибольшее значение. Из условия
статического равновесия продольная
сила и изгибающий момент постоянны
по 9, т. е. одинаковы в любых двух
сечениях. Это позволяет получить
связь кривизны в ослабленном сече- .
нии с кривизной в любом другом се-
сечении в предположении,что нарушение
кругового вида изгиба относительно
мало. По мере развития процесса из-
изгиба кривизна в слабом сечении нара->
стает быстрее, чем в любом другом,
и когда приращение кривизны в лю-
любом, более сильном сечении становится
нулевым, изгиб целиком локализу-
локализуется в окрестности слабого сечения.
Для металла, нечувствительного к
скорости деформации, это условие ре-
реализуется, когда приращение продоль-
продольной силы cIPq или приращение изги-
изгибающего момента dMz становится ну-
нулевым. Но максимум силы Pq возни-
возникает раньше, чем максимум момента
Мг. Поэтому начало резкой локали-
локализации деформации совпадает с мгно-
мгновением, когда <1Pq = 0. Если металл
чувствителен к скорости деформации,
это условие ие реализуется.
Расчет заготовки. Расчет заготовки
ведется по геометрическим парамет-
параметрам срединной поверхности детали,
ее продольного сечения плоскостью р,
9, представляющего собой срединную
линию, а также ее поперечного сече-
иия плоскостью г, р. Срединная линия
может представлять собой дугу по-
постоянной илн переменной кривизны
в растворе угла а, а может состоять
из ряда сопряженных между собой дуг
н прямых отрезков. На чертеже де-
детали обычно указывается, что в точ-
точках сопряжений кривизна меняется
скачкообразно. Это равносильно пред-
предпосылке, что поперечная плоскость,
проходящая через точку сопряжения
дуги н прямой, является границей
между областями пластической и упру-
упругой деформаций. В действительности
между этими областями имеется пере-
переходная область, в которой угловые
пластические деформации соизмеримы
с продольными. Эта область распро-
распространяется примерно на @,5-^-0,7) s
от точки сопряжения. В расчетах за-
заготовки эти области не учитывают.
При круговом изгибе срединная
поверхность сектора цилиндрической
оболочки меняет свои размеры от L @)
до L = ap (s/2) в продольном и от В @)
до В в поперечном направлении.
Соответственно меняется и размер
в другом поперечном направлении
от s @) до s. На чертеже детали для
каждого отрезка дуги и прямой сре-
срединной линии заданы размеры L,
В, s и р (s/2). При разработке техно-
технологии гибки определяют геометриче-
геометрические параметры гибки, т. е. расстоя-
расстояние а и деформацию ег ъ осевом на-
направлении, которым отвечают опреде-
определенные силовые и энергетические па-
параметры. Начальные размеры, т. е.
размеры заготовки
L @) = ар (е9 = 0) =
= а (р0 + а); G1)
В @) = В ехр (-ег); G2)
s @) = (s2 + 2spo)/[2 (po +
+ а) ехр (—ег)]. G3)
Если ег = 0, В = В @), то
s @) = (s2 + 2spo)/[2 (po +а)\. G4)
В случае, когда a = s/2, s @) — s,
L @) = L.
Прн круговой нецнлиндрической
гибке монолитного стержня
Z.(O)=2L(po
X
(Po
@) + р|5/2]2/3 + Po}. G5)
Для заготовки круглого сечения вы-
высоту s @) сечения принимают равной
диаметру D.
Когда начальная длина каждого
отрезка срединной линии детали най-
найдена, длину заготовки определяют как
их сумму.
Если сечение стержневой заготовки
прямоугольное, размеры искаженного
сечения детали отвечают равенствам
C7), а если круглое, — равенствам
D8) и D9). Когда сечение детали задано
прямоугольным, форма и размеры се-
сечения заготовки должны отвечать ра-
равенствам D1)—D4).
3. ГИБКА В ШТАМПАХ
Схемы формоизменения и взаимодей-
взаимодействия заготовки и штампа. Схемы фор-
формоизменения заготовки и ее взаимодей-
взаимодействия со штампом изображены в их
сечении плоскостью р, 9.
Схема 1 (рис. 14). Пуаисон, имеющий
рабочую поверхность радиуса гп, дви-
движется относительно матрицы, Полость
матрицы состоит только нз опорных
поверхностей радиуса гм. «Заготовка
контактирует с пуансоном на, участке
ОН, а с матрицей — по площадке
контакта, расположенной по обе сто-
стороны от линии, проходящей через
точку т (рнс. 15). Центральная линия
Рис. 14. Схема 1 гибки
86
ГИБКА
Рис. 15. Схема смятия поверхностей кон-
контакта заготовки и матрицы:
а — упругий контакт; б — упругопласти-
ческий
на участке ПМ (рис. 16) имеет пере-
переменную кривизну, а на участке ОП
она может быть двух видов: постоян-
постоянной, равной кривизне l/Ru пуансона
(рис. 16), и переменной (рис. 17).
Если кривизна переменна?!, в начале
процесса формоизменения площадка
контакта заготовки с пуансоном будет
находиться около точки О. Кривизна
центральной линии заготовки здесь
наибольшая. При дальнейшем изгибе
заготовки эта кривизна увеличива-
увеличивается, достигает значения 1//?,, н про-
продолжает расти дальше. Площадка кон-
контакта, находящаяся вначале около
точки О, распадается на две площадки,
расположенные около точек П, дви-
движущихся от точки О. Кривизна в точ-
точках П некоторое время остается мень-
Рис. 17. Вид центральной линии на участке
ОП
ше 1//?,(, затем становится равной
llRu, после чего заготовка наматы-
наматывается на пуансону принимая его кри-
кривизну (рис. 18). На участке ПМ име-
имеется зона упругой, упругопластической
н пластической деформации. чПротя-
женность упругой зоны (.Отрезок ГМ
см. рис. 16), например для низкоугле-
низкоуглеродистой стали, составляет 1/3- 1/4
отрезка ПМ. Поэтому деталь на уча-
участке ПГ имеет остаточную кривизну.
Для приближенного расчета сил
технологических параметров участок
ПМ представляют в виде прямого
отрезка П'М' (см. рис. 16), геометри-
геометрически связанного с углом а равенством
ПМ хП'М' =/ =
= [Л — (/?„ + /?м) sin a]/cos a,
Rn + Rm = Ы + rM + s G6)
н имеющего минимум
G7)
Рис. 16. Действительная (ОПГМ) и упро-
упрощенная (ОП'М') форма центральной ли-
линии заготовки
Рис. 18. Изменение центральной линии
на участке ОП по мере увеличения угла вп
ГИБКА В ШТАМПАХ
87
Рис. 19. Схема 2 гибки
при
G8)
Ход инструмента
и ж [A sin а — (/?„ -|- RM) X
X A — cosa)]/cosa. G9)
Если А = Rn + /?м, то /mm = О,
a = ат = л/2, и = /?„ + би-
бинормальная сила Рм на площадках
контакта т1т2 (см. рис. 15) проходит
близко от точки т геометрического
касания, если контакт упругий (см.
рис. 15, а). Если контакт пластиче-
пластический, точка, через которую проходит
равнодействующая Рм, несколько сме-
смещается (см. рис. 15, б).
Схема 2 (рис. 19). Заготовка на
участке В находится под воздействием
силы РПр со стороны прижимного
устройства матрицы. Если прижим-
прижимного устройства нет или же развива-
развиваемое им усилие Рпр недостаточно, на
участке В образуется прогиб /
(рис. 20, 21).
Схема 3 (рис. 22). Здесь матрица
движется вверх. Можно выделить не-
несколько этапов, различных по харак-
характеру формоизменения заготовки. Фор-
Формоизменение на первом этапе такое же,
как по схеме 1. Этап кончается, ко-
когда точка т займет положение точки ым,
точка М — положение точки Им.
После этого мгновения начинается
второй этап. Точка М движется по
прямой ИМИМ (рис. 23), приближа-
приближается к точке Г, отделяющей участок
ГК, на котором металл ранее не всту-
вступал в пластическое состояние, про-
проходит эту точку и движется дальше.
Теперь перед точкой М движется уча-
участок, на котором в каждое данное
мгновение металл находится в упру-
упругом состоянии, но ранее частично или
весь находился в пластическом и уп-
ругопластическом состояниях. Длина
отрезка ПМ и упругого участка на
Рис. 20. Центральная линия заготовки
с прогибом на участке В в штампе без
прижимного устройства
Рис. 21. Центральная линия заготовки
с прогибом на участке В, когда усилие
прижимного устройства штампа недоста-
недостаточно
ГИБКА
Рис. 22. Схема 3 гибки
ием сокращается, точка К приближа-
приближается к линии ИпИп, отражающей ра-
рабочую поверхность untia пуаисоиа,
точка П приближается к точке Ип.
Этап кончается, когда точка К оказы-
оказывается иа линии ИПИП, т. е. когда
конец заготовки упирается в поверх-
поверхность пуаисоиа, а точка П еще ие до-
достигает точки Ип. После этого мгнове-
мгновения начинается третий этап. Точка П
продолжает приближаться к точке Ип.
На относительно небольшой -части
отрезка ПМ, примыкающей к точке П,
продолжается изгиб, а вне ее идет
разгиб (спрямление), причем некото-
Рис. 23. Форма центральной линии заго-
заготовки иа втором этапе формоизменения
при гибке по схеме 3
рый участок у точки К упруго изги-
изгибается в обратном направлении (пере-
(перегибается). Третий этап кончается, ко-
когда точка П займет положение точки
#„, причем вся линия ПК становится
прямой и сливается с линиями ИПИП
и ИМИМ в одну линию (см. рис. 22, ле-
левая сторона). После этого мгновения
начинается четвертый этап — упругое
сжатие заготовки между поверхно-
поверхностями инструмента.
Если на первом этапе на участке ОП
имел место изгиб по схемам, показанным
иа рис. 17, 18, для того чтобы заго-
заготовка иа участке ОП (см. рис. 17)
приняла кривизну URn, на части этого
участка, примыкающей к точке П,
кривизна должна быть увеличена,
а иа другой части — около точки О —
уменьшена. Т. е. должен происходить
дальнейший изгиб наодиой части и раз-
разгиб — иа другой. Это будет иметь ме-
место при сближении рабочих поверх-
поверхностей мм0м и мп0п матрицы и пуан-
пуансона (см. рис. 22).
Если же иа первом этапе формоизме-
формоизменения имеет место вид изгиба по схеме,
показанной на рис. 16, необходимость
задавать строго рабочую поверхность
иа участке им0м матрицы отпадает
(обычно задают только зазор).
Схема 4 (рис. 24). Отличается от
схемы 3 только наличием участка ши-
ГИБКА В ШТАМПАХ
89
Рис. 24. Схема 4 гибки
рииой В. Формоизменение на участке А
такое же, как по схеме 3. Усилие Р„р
прижима должно быть достаточным
с самого начала формоизменения, что-
чтобы ие образовался прогиб заготовки
(см. рис. 20, 21).
Схема 5 (рис. 25). При г = s, аи =
= я/2 А = /?п + RM = rn + rM + s.
Формоизменение заготовки протекает
так, как показано иа рис. 19, до
мгновения, когда точка Ki выйдет
иа вертикаль ИПИМ (рис. 26). При
дальнейшем движении инструмента
продолжается увеличение кривизны
до 1//?п иа участке ПМ, сокращение
этого участка, уменьшение кривизны
иа отрезке МГ и упругое увеличение
кривизны обратного иаправлеиня на
отрезке ГКг под воздействием силы
Ра. к- Причем иа одной части отрезка
Рис. 25. Схема 5 гибки
90
ГИБКА
Рис. 2в. Форма центральной линии ОМА',
заготовки в мгновение, когда точка К\
МГ, со стороны точки М, кривизна
уменьшается упругопластически и
пластически, а иа другой части —
упруго. Так продолжается до мгнове-
мгновения, когда точка Ип займет положение
точки Им. Затем продолжается только
спрямление на участке МГ до тех пор,
пока точка Им ии достигает точки Г.
После этого мгновения формоизмене-
(о)
ние заканчивается, т. е. дальнейшее
продвижение пуансона в матрицу не
вызывает формоизменения заготовки.
Толщина s заготовки может изме-
изменяться в пределах допуска Л — smax —
— smin. При изготовлении штампа раз-
размер г может быть подогнан без зазора
по толщине smax. Для компенсации
отклонений толщины может быть пре-
предусмотрено: 1) зазор Лг=Л, z =
= «mm + Az; 2) упругий элемент
в конструкции матрицы или пуансона,
дающий возможность увеличивать за-
зазор г от его минимального значения
z = smin под воздействием силы Рм,
не вызывая существенного увеличения
этой силы. Наличие зазора сущест-
существенно меняет заключительный этап
формоизменения. В частности, зазор
может быть такой величины, что фор-
формоизменение закончится прежде, чем
точка К выйдет на линию ИиИм не-
несмотря на дальнейшее продвижение
пуансона в матрицу. Компенсация
отклонений толщины заготовки за счет
зазора приводит к снижению точности
детали из-за большого разброса от-
отклонения угла а от номинального зна-
значения, равного я/2.
Схема 6 (рис. 27). Деталь представ-
представляет собой полукольцо, ак = я/2.
Рабочие поверхности пуансона н ма-
матрицы в сечеиии представлены дугами
радиусов лп и rn + s. На заключи-
заключительной стадии, когда кривизна меня-
меняется в основном за счет сдвиговой де-
деформации, торцовые плоскости заго-
заготовки, в которых находятся точки К,
искажаются и поворачиваются. Чтобы
у деталн эти торцовые поверхностн на-
находились примерно по нормали к цен-
центральной линии, в заготовке они дол-
должны быть выполнены под углом
<р » arctg @,7s/rn). (80)
Заготовку укладывают в штамп на
зеркало матрицы,
неравенство
rjs<(nl2— 1) X
если выполняется
X (Rnls) — 1/2.
(81)
Рис. 27. Схема в гибки
Например, при Rnls = 10 rM/s <
< 5,2; прн Rnh = 5 rMls < 2,4. От-
Отношение rM/s может быть больше еди-
единицы, если Rn/s > 3/(я — 2). Прн
rM/s< 1 схему 6 не применяют.
ГИБКА В ШТАМПАХ
91
/ХР,
Рис. 28. Схема смятия угла заготовки
В случае, когда ак'< я/2, должно
выполняться неравенство
/?M/s<(#n/s)(aK/sinaK—1). (82)
При несоблюдении этих неравенств
заготовка контактирует с полостью
матрицы на каком-либо ее участке ра-
радиуса. гм или гп + s (рис. 28) своими
торцовыми углами с самого начала
формоизменения. Углы сминаются под
действием контактных сил.
При гибке по схемам 1, 3 и 6 при-
прижимное устройство матрицы необхо-
необходимо для того, чтобы предотвратить
скольжение заготовки по поверхности
ее контакта с пуансоном в начальный
период формоизменения, когда угол a
еще невелик. Если прижимного уст-
устройства нет или же усилие Рир недо-
недостаточно, скольжение возникает из-за
появления поперечной по отношению
к силе Рп силы вследствие нестабиль-
нестабильности сил трения на контактных по-
поверхностях заготовки с матрицей и
нарушения симметрии действия на
заготовку как сил цРм, так и сил Рм.
Схема 7 (рис. 29). Матрица движется
вверх относительно пуансона. Матрица
имеет прижимное устройство и пару
гибочных колодок с рабочими поверх-
поверхностями О'К' (в исходном положении
О' @)К' @)). В начале рабочего хода
прижимное устройство, приблизившись
к пуансону, прижимает заготовку к
поверхности 0п0п пуансона с усилием
РПр и останавливается, а нажимные
гибочные колодки продолжают дви-
движение, приводящее к наматыванию за-
заготовки на пуансон. Для того чтобы
колодка не скользила по заготовке,
геометрический отрезок 0КГ [в исход-
исходном положении О (О)/Ср(О) ], кинемати-
кинематически жестко связанный с материаль-
материальным отрезком О'К', должен обкаты-
обкатываться без скольжения по дуге окруж-
окружности радиуса /?„. Тогда геометриче-
геометрические точки отрезка 0Кг движутся
вместе с материальными точками во-
волокна ПК по эвольвентам относите-
относительно окружности радиуса $п. Если же
точки отрезка 0Кг движутся не по
эвольвентам, они смещаются относи-
относительно материальных точек в направ-
направлении линии ОК. На площадке т1т2
силового контакта возникает скольже-
скольжение и сила трения. Движение обкатки
к'
Рис. 29. Схема 7 гибки
92
ГИБКА
Рис. 30. Появление участка ИМ перемен-
переменной кривизны при недостаточной силе Р
геометрической линии 0Кг по дуге
радиуса Rn может быть обеспечено,
например, прн использовании в кон-
конструкции матрицы неподвижного от-
относительно пуансона зубчатого секто-
сектора, имеющего делительную окружность
радиуса Rn, н ренкн с делительной
линией 0Кг, закрепленной на по-
поворотном устройстве.
Если действует достаточная снлаРм,
участок ПК прямолинейный. Силовой
контакт имеет место только на части
т^т2 поверхности О'К'. На другом
участке т^' может даже образоваться
клиновидный, сходящийся к точке пц
зазор между поверхностями заготовки
и матрицы. Если же сила Рм недоста-
недостаточна, образуется участок ПМ пере-
переменной кривизны изгиба (рис. 30).
Аналогичный участок переменной кри-
кривизны может образоваться н в зоне
действия прижимного устройства, если
недостаточна сила Рпр.
Схема 8 (рис. 31). Заготовка тол-
толщиной s заталкивается пуансоном че-
через канал такой же номинальной ши-
ширины в полость матрицы с поверхно-
поверхностью радиуса гм. Мгновенные положе-
положения /—5 заготовки, находящейся в по-
полости, дают приблизительную картину
ее формоизменения. В первом положе-
положении находящийся в матрице участок
имеет переменную кривизну.
Отрезок КГ центральной линии изог-
изогнут упруго, отрезок ГО — упругопла-
стически и пластически. Кривизна
линии увеличивается от точки Г к
точке О. Наибольшее значение кри-
Рис. 31. Схема 8 гибки:
1 — 5 — мгновенные положе-
положения заготовки
ГИБКА В ШТАМПАХ
93
визна имеет в сечении а—а. Изгиба-
Изгибающий момент, возникающий от кон-
контактных сил Рм и цРм, воспринима-
воспринимается верхней частью канала матрицы,
расположенной ниже сечення а—а
(см. рис. 31). Здесь на обе стенки ка-
канала действуют значительные нормаль-
нормальные давления и силы трения. На рис. 31
показаны их равнодействующие реак-
реакции стенки матрицы на заготовку:
Рш, НЛм и Р2Ш, цР2м- Торцовый угол
заготовки сминается > подобно тому,
как это изображено на рис. 28.
При дальнейшем продвижении за-
заготовки в полость матрицы (положе-
(положение 2) кривизна на участке КО везде
увеличивается, отрезок КГ упругого
изгиба сокращается. Затем, по мере
продвижения заготовки в матрицу н
увеличения кривизны участка КО,
сечение, в котором кривизна имеет
наибольшее значение, уходит вверх
от сечения а—а. В положении 3 по-
показано, что точка О, ограничивающая
снизу пластическую область изгиба,
находится уже ближе к диаметраль-
диаметральной линии полости, чем к сечению
а—а. Теперь все контактные силы дей-
действуют в полости матрицы на кон-
контактных площадках т1т2, т3т4 и
тьт6; контактные силы на площадке
тхтг могут быть относительно малы и
даже равны нулю. Кривизна централь-
центральной линии КО переменная. Только на
отрезке М3МА она приняла постоянную
кривизну 1/км. В положении 4 то-
точка О, ограничивающая пластическую
область снизу, располагается вблизи
от диаметрального сечення Ь—Ь.
Протяженность пластической области
над точкой О относительно невелика,
составляет Aч- 1,5) s. Центральная лн-
ння приняла постоянную кривизну
на отрезках MaMt н М5М6, там, где
имеется контакт заготовки с матрицей.
На этом этапе формоизменения отре-
отрезок MiMb< на котором заготовка не
контактирует с матрицей, сокраща-
сокращается, а когда торец заготовки дойдет
До упора (положение 5), это сокращение
ускоряется. Отрезок исчезает, если
усилие Рп может быть доведено до
требуемого для этого значения. Но
уснлне Рп не должно превышать того
значения, прн котором в сеченнн а—а
будет превзойден предел текучести
материала на сжатие. Концевой уча-
Рис. 32. Предварительная операция под-
подгибки конца заготовки, изгибаемой по
схеме 8
сток КМ3 не может быть доведен до
кривизны \/Ru за счет повышения усн-
лня Рп. Чтобы и здесь получить требу-
требуемую кривизну, обычно вводят пред-
предварительную операцию подгибки кон-
конца на другом штампе, например, по
схеме, представленной на рис. 32.
Расстояние межДу линиями действня
сил Рш и Р2м зависит от зазора между
поверхностями канала и заготовки н
тем больше, чем больше зазор. Прн
нулевом зазоре это расстояние состав-
составляет A,5-^2,5) s.
Толщина s детали получается нерав-
неравномерной. На концевом участке вблизи
точки К она равна исходной, если от-
отсутствует предварительная операция
подгибки, и может быть меньше ис-
исходной, если она есть. По мере удале-
удаления рассматриваемого поперечного се-
сечення от торцового сечения толщина
увеличивается, н наибольшее значение
она имеет в сеченин Ь—Ь. Соответст-
Соответственно увеличению толщины сокраща-
сокращается длина срединной линнн. Это
сокращение можно приближенно
учесть, принимая среднее по ходу
гибки значение параметра а. Согласно
данным Г. А. Смирнова—Аляева и
Д. А. Вайнтрауба, значение а зависит
в основном от кривизны изгиба:
Po's @)
als @)
Po/s @)
а/s @)
Схема 9 (рис. 33). Заготовка тол-
толщиной s проталкивается пуансоном
через канал с таким же номинальным
. . . . 0,
. . . . 0,
. . . 1,
. . . . 0
5
7
2
,56
0,6
0,67
"ел
0,52
0,
0,
1,
0
8
63
,8
"ел
1,0
0,59
2
0,5
94
ГИБКА
р
Рнс. 33. Схема 9 гнбкн
размером поперечного сечения. Канал
имеет два участка: первый — прямой,
второй — изогнутый. На первом участ-
участке задаются положение и направление
движения заготовки. При прохожде-
прохождении второго участка меняется форма
заготовки. Основной вклад в формо-
формоизменение вносит деформация сдвига.
Деформация в материальном сечении
начинается при подходе этого сечения
к границе второго участка канала
(точка Ох) и заканчивается в точке 02;
0\0г == (l-t-l,5)s. На поверхностях
контакта действуют нормальные дав-
давления н силы трения; их^равнодейст-
их^равнодействующие — Рш; ]iPm; Р2М; рРт; Рт и
Рис. 34. Последовательность движений в
штампе, работающем по схеме 9:
а — этап
б — этап фр 8;
/ — матрица; 2 — вставка; 3 — заготовка
р
формоизменения по схеме 9;
формоизменения по схеме 8;
2 3
Рис. 35. Расчетная схема действий сил
- На стабильность формоизме-
формоизменения значительно влияет точность
заготовки.
Схема работы штампа для изготов-
изготовления детали типа «петля» показана
на рис. 34. Вначале (рис. 34, а) фор-
формоизменение идет в основном за счет
сдвиговой деформации при проталки-
проталкивании заготовки через канал (см.
рис. 33). Затем, при а > я/2, схема
нагружения меняется. Нагрузку, не-
необходимую для формоизменения, це-
целиком принимает на себя поверхность
радиуса гм, в то время как рабочая
поверхность канала разгружается.
Вставка выводится, и формоизменение
завершается без нее (рис. 34, б). Ее
поверхность, расположенная около то-
точки т, может не иметь силового кон-
контакта с заготовкой прн ее формоизме-
формоизменении до того мгновения, когда то-
торец заготовки дойдет до упора. После
этого мгновения, если сила Рп будет
нарастать и дальше, поверхность около
точки т служит дополнительной опо-
опорой, препятствующей дальнейшему из-
изменению формы заготовки.
Расчет сил взаимодействия заготовки
со штампом. Схемы гибки 1 и 2.
Принимают упрощенную расчетную
схему (рис. 35), при которой ап =
= ам = а, длина плеча / отвечает
ГИБКА В ШТАМПАХ
95
равенству G6). Если lls > 5, внешний
изгибающий момент
М = /V + H./V/2
(83)
можно приравнять моменту внутрен-
внутренних сил, найденному без учета влияния
на него сил Рм и цРм, т. е.
М = Мг. (84)
Тогда
рм = M2/(l + \is/2);Pn = 2MZ (cos a +
+ |isina)/(/ + |is/2), (85)
где \i — коэффициент трения.
При гибке возникают относительно
высокие контактные напряжения и
силы трения. В условиях упругого
контакта заготовки с опорными по-
поверхностями матрицы (А « 0,1 при
работе со смазочным материалом и
ц ж 0,15 — без смазочного материала.
В условиях пластического контакта
\i = 0,15н-0,20 при работе со смазоч-
смазочным материалом и ц = 0,20—0,25 —
без смазочного материала. Момент Мг
определяют по табл. 1 и по формулам
A4)—A6) при подстановке р„ = Rn.
При вычислении сил следует учиты-
учитывать, что кривизна 1//?п и расчетный
момент внутренних сил достигаются
при a « lO-r-15.
Сила Рм имеет максимум при a =
= ат G8), а сила Рп при a = атп.
Если принять (х = 0, то
amn = arcsin [(A —
причем
Pn = BMZ cos* а)/[Д-(Яп+Ям) sin а].
(87)
В частности, при А = /?п+
° /2 Р
'mln =
имеем Рп =
Если lls < 5, формулы (84), (85)
можно использовать только как ори-
ориентировочные до lls = 3, учитывая,
что расчетные значения Рм и Рп
будут завышены. При дальнейшем
сокращении отношения lls сила Рм
вызывает пластический сдвиг и при-
приближается к предельному значению
Рсд E9). Формулы (85) принимают вид
Рп = 2РСД (cos a + ц sin а). (88)
Силу Рпр прижимного устройства
(схемы 2, 4, 5, 7), необходимую для
предотвращения прогиба /, вычисляют
по формуле
пр ^ сд- \°^t
При гибке по схемам 3 и 4 формулы
(85), (88) могут быть использованы для
первого и второго этапов формоизме-
формоизменения. На третьем этапе на одной части
отрезка ПМ продолжается изгиб, на
другой — разгиб; на отрезке МК
(см. рис. 23) наблюдается перегиб.
Сила Рм, необходимая для изгиба
сдвигом при относительно малом плече,
может быть принята равной Рсд.
Дополнительное силовое воздействие
ДРМ, необходимое для упомянутых
разгиба и перегиба, можно прибли-
приблизительно оценить как
ЛРМ = @,2 4- 0,3) Рсд. (90)
Причем необходима еще сила для
выравнивания кривизны на участке
ОП и доведения ее до 1//?п. если в на-
начале процесса образовалась неравно-
неравномерная кривизна (см. рис. 17, 18).
Ориентировочно эта сила равна 2РСд-
Таким образом, при гибке по схе-
схеме 3
), (91)
mln . тп п
= 2MZ A + sin a)f(Rn + RM), и
когда в процессе формоизменения угол
а достигает значения я/2, сила Рп —
= 4Mz/(Rn + Rm)- Однако приведен-
приведенные формулы справедливы только при
ll$ ^ 5. Например, при rn + rM= 6s
А = Rn + Rm= 'а + r*i + s=7s,
и согласно G7) t > 5s при а < 19 .
Когда угол а увеличивается от 19 до
45°, значение Ifs сокращается от 5
до 3.
а при необходимости выравнивать
кривизну на участке ОП
Рп « 2,6РСД (cos aa +
+ |1в1пап) + 2ЯОд. (92)
Прн гибке по схеме 4 суммарную
силу на пуансоне в конце формоизме-
формоизменения определяют по формуле (91)
с учетом силы РПр (89).
96
ГИБКА
ГИБКА В ШТАМПАХ
97
Рис. 36. Искажение формы прямоуголь-
прямоугольного поперечного сечения заготовки
Прямоугольная форма поперечного
сечения заготовки при гибке цо схе-
схемам 1—4 искажается (рис. 36). Радиус
кривизны краевой искаженной зоны
р «2Рп. (93)
При
т) «pv(l — cosy).
(94)
где у « l,5s/pv.
При В < 4s значение т) увеличи-
увеличивается по сравнению с найденным по
формуле (94) иа 20—30 %.
При В ^ s формоизменение попереч-
поперечного сечеиия заготовки соответствует
схеме, приведенной на рис. 6. Рассто-
Расстояние, иа которое распространяется
искажение за зону гибки, D =
= (I,5-i-2) s.
Для выравнивания формы попереч-
поперечного сечения искаженный участок за-
заготовки необходимо сжать между ра-
рабочими поверхностями инструмента с
усялнем
Рр = 20В [0,3es/(/i (po + s))]"sx
X (Ро + s) sin а, (95)
где ав — временное сопротивление;
л — показатель степени кривой упро-
упрочнения; е — основание натурального
логарифма.
При гибке по схеме 5 силу Рв в на-
начальный период формоизменения оп-
определяют по формуле (85), затем по
формуле (88), и в конце формоизме-
формоизменения при ап = я/2, с учетом РПр
(89), суммарная сила на пуаисоие при
2= S
Если z = s + Дг и правки выравни-
выравнивания кривизны иа участке ПГ не
требуется, сила Рп = 2цРсд.
При гибке по схеме 6 силы Рм и Рп
в начальный период формоизменения
определяют по формулам (85), а в кон-
конце формоизменения по (88) при под-
подстановке а = а.р « 0,9ак (см. рис. 27).
Если в начале формоизменения на
отрезке ОП имел место неравномерный
изгиб, к значению Рп, найденному по
формуле (88), добавляют силу, рав-
равную 2РСД (для выравнивания криви-
кривизны на этом отрезке); для выравнива-
выравнивания формы поперечного сечения не-
необходимо также учитывать силу Ро
(95).
При гибке по схемам 1, 3 и 6 не-
нестабильность сил трения и возникаю-
возникающее при этом отклонение от оси
симметрии горизонтальных составляю-
составляющих сил, действующих на заготовку,
должно быть сбалансировано. Для
этого предусматривают фиксирующее
технологическое отверстие на заго-
заготовке и штырь иа пуансоне, располо-
расположённые по оси симметрии этих сил,
или прижимное устройство. При на-
наличии прижимного устройства сила
Рпр прижима должна быть больше Рм.
Схема 7. Для того чтобы участок
ПМ заготовки (рис. 30) был равен
нулю (см. рис. 29), должно быть
При условии, что движение точек О
и /Сг осуществляется по эвольвентам
и иа поверхностях силового контакта
ШхПН силы трения не возникают,
имеем
Рп = 2РМ cos а > 2РСД cos а. (97)
Пуансону необходимо также преодо-
преодолеть силу Рпр, поэтому суммарная
сила на пуансоне
Рп.
Рпр.
(96)
= 2Pcn(l+cosa). (98);
В начале рабочего хода a = 0. Если
упомянутое условие движения не вы-
выполняется, возникают силы трения,
равные примерно Ц^сд иа каждой
площадке тхт,г> причем их направле-
направление зависит от траектории движения
точек ОКГ- Если траектория дви-
движения точки Кг проходит с выпуклой
стороны эвольвенты, исходящей из
точки Кг @), проекция |хР,.д sin a
силы трения на направление силы Рп
суммируется с проекцией Рсд cos a
и следовательно
РП = 2РСД cos a + 2цРСд sin a,
а если с вогнутой — вычитается, т. е.
Р„ = 2РСД cos a — 2цРсд sin a.
Схема 8. По мере того, как заго-
заготовка продвигается в матрицу и точ-
точка О на нижней границе области пла-
пластической деформации поднимается к
сечению b—b, усилие Рп заталкивания
заготовки в матрицу увеличивается до
РпгМ1+ц)М2/Ям. (99)
В последующий период, когда точ-
точка О находится вблизи сечения Ь—Ь,
усилие Рп почти не изменяется. Но
как только торец, заготовки дойдет
до упора (положение 5, см. рис. 31),
усилие резко возрастает. Возраста-
Возрастание Рп должно быть ограничено зна-
значением, при котором сжимающее на-
напряжение в заталкиваемой части за-
заготовки достигает предела текучести.
Схема 9. Равнодействующие давле-
давлений заготовки на поверхность канала
Рш =* Рзм =* Р2М/2^РсД;
Рп =? Рсд [sin ap + Ц C + cos ap)]; A00)
аР ~ O
В штампе (рис. 34) на первом этапе
формоизменения (рис. 34, а) силу Рп
определяют по формуле A00), а на
втором этапе (рис. 34, б) — по фор-
формуле (99); рост силы Рп после завер-
завершения формоизменения должен быть
ограничен.
Пружииеиие детали при раскрытии
штампа. Упругое изменение формы
(пружинеиие) отштампованной детали
при раскрытии штампа заключается
в изменении кривизны участков, под-
подвергнутых гибке, и углов, в растворе
которых они лежат. Изменение кри-
кривизны участков детали, для которых
может быть принято допущение в кру-
круговой гибке, определяют по формулам
F2), F3) при подстановке рц = Rn
или рц = Ru, а изменение угла —
4 П/р А. Д. Матвеева
Рис. 37. Изменение формы центральной
линии заготовки при разгрузке после штам-
штамповки по схемам 1 и 2
по формуле F5). По заданной кри-
кривизне детали, т. е. по заданной оста-
остаточной кривизне, кривизну инстру-
инструмента (в нагруженном состоянии) под-
подсчитывают по формуле F3). Пружи-
нение на участках некруговой гибки,
на которых изгибающий момент и
кривизна являются функциями коор-
координат точки, может быть найдено
численно по формулам F1), F4), F6).
Схема разгрузочного изменения фор-
формы центральной линии заготовки прн
штамповке по схеме / дана на рис. 37.
На участке ОП постоянной кривизны
A/рц = 1//?п) кривизну после раз-
разгрузки 1/рц.о = 1//?п — l/рц.ропреде-
ляют по формуле F2), приращение
Дап определяют по формуле F5).
На участке ПГ переменной кривизны
форму центральной линии определяют
численно. Причем приращение Да
представляет сумму, состоящую из
приращения Дап и приращения Дапг.
Последнее является углом поворота
нормали к центральной линии в точ-
точке П относительно нормали в точке Г
(при разгрузке заготовки) (см. рис. 37)
где Д6^ — определяют по формуле
F6).
Прямыми иа детали получаются
только участки ГК- Заданную точ-
точность угла между ними, равного
2 (я/2 — a + Да), обычно обеспечи-
обеспечивают подбором рабочего хода при на-
настройке штампа. В случае, когда на
участке ОП имеет место неравномерный
98
ГИБКА
да,
Рис. 38. Изменение формы центральной
линии заготовки при разгрузке после штам-
повкн по схемам 3 и 4
изгиб (см. рис. 17, 18), влияние отно-
относительно небольшого участка 0П0 в об-
общее изменение формы центральной
линии прн разгрузке заготовки можно
не учитывать.
Разгрузочное изменение формы цен-
центральной линии при штамповке по
схемам 3 и 4 показано на рис. 38.
Аос°
4
«¦«¦¦
«^
30°
a
W
Рис. 39. Зависимость угла Да пружниення
от отношения r^Js для различных углов ви
гибки при штамповке по схемам 3 и 4
(экспериментальные данные для стали 20)
Рис. 40. Изменение формы центральной
линии заготовки при разгрузке после штам-
ловкн по схеме 5
На участке ОП 1/рц = \/Rn; кри-
кривизну 1/рц.о определяют по формуле
F2). Приращение Лап определяют
по формуле F5). Приращение Аапг
имеет обратное по отношению к при-
приращению Лап направление. В про-
процессе штамповки участок ПГ сначала
претерпел некруговой изгиб, затем
спрямление, после чего снова искри-
искривился при разгрузке.
Экспериментальные значения угла
пружинения Ла = Лап—АаПг пред-
представлены на рис. 39.
Разгрузочное изменение формы цен-
центральной лннин при штамповке по
схеме 5 показано на рис. 40. Прира-
Приращение Дап определяют по формуле
F5). Приращение Дащ. имеет обратное
по отношению к приращению Аап
направление и возникает от того, что
в процессе штамповки ранее изогну-
изогнутый., а затем спрямленный участок ПГ
прн разгрузке принимает остаточную
кривизну. При rjs > 2 участок ПГ
мал по сравнению с участком ОП,
поэтому его влиянием на угол пру-
жинення можно пренебречь.
Форма и кривизна опорных поверх-
поверхностей матрицы и расстояние между
ГИБКА В ШТАМПАХ
99
ними, протяженность поверхностей для
правки остаточной кривизны. Схе-
Схемы 1 и 2 (см. рис. 14 и 19). При выборе
формы и кривизны опорных поверх-
поверхностей матрицы и расстояния между
ними следует исходить из двух тре-
требований к детали- 1) недопустимость
следов пластического вдавливания и
вызванного ими уменьшения толщины
материала; 2) протяженность отрезка
ПГ остаточной кривизны не должна
выходить за пределы заданной.
В штампах для гибки листового
(полосового) металла опорные поверх-
поверхности выполняют цилиндрическими
(круговыми и некруговыми), а для
гибки стержней — в виде поверхно-
поверхностей, меридианное сечение которых
соответствует поперечному сечению
стержня. Максимальное контактное
нормальное напряжение (по Герцу)
аН = °'59 \/РмЕ1ЕАВгм(Е1 + Е2))>
A01)
где ?ь ?2 — модули упругости ме-
металлов контактирующих тел; В—ши-
В—ширина листовой заготовки.
По условию отсутствия пластиче-
пластического вдавливания
ан
A02)
Допустимое напряжение при упру-
упругом контакте
аНдяаA,7н-2)ат. A03)
Относительная протяженность от-
отрезка ПГ остаточной кривизны
ПГ/ПМ :
-Мгу/Мг, A04)
где Mz — изгибающий момент для се-
сечения в точке Я; Mzy = aTs2/6 —
изгибающий момент для сечения в точ-
точке Г.
Относительная протяженность от-
отрезка ПГ зависит от кривизны в точ-
точке Я и свойств металла заготовки.
Если длина отрезка ПМ /mm ^ 5s
и радиус кривизны опорных поверх-
поверхностей гм ^ D-г- 5) s, • пластического
вдавливания практически ие возни-
возникает; прн /mm > 5s может быть при-
принято rM < 4s. Выбранные так значения
'mm и гм должны быть проверены
расчетом по формулам A01)—A03).
Затем по формуле A04) можно опре-
определить относительную протяженность
отрезка ПГ. При вычислении должно
быть учтено, что изгибающий момент
Mz достигает значения, соответствую-
соответствующего кривизне 1//?п, когда угол a =
= 10—15°. Если гибка заканчивается
при аи > ат, вместо /mIn принимают
значение ПМ = / G6) при заданном
значении a = аи.
Схемы 3 и 4 (см. рис. 22 и 24). Эти
схемы применяют вместо схем 1 » 2,
если соответствующим выбором /min
и гм при гибке по схемам 1 и 2 может
быть удовлетворено первое требова-
требование к детали, но не удовлетворяется
второе, в частности, когда за преде-
пределами участка ОП гибки остаточная
кривизна недопустима.
Участок матрицы uMuM предназна-
предназначен для правки остаточной кривизны;
его протяженность можно определить,
если заданы параметры А, /тш. гм,
удовлетворяющие поверочному расче-
расчету. Причем, если его длина оказалась
значительно больше длины отрезка
ПГ, соответствующий участок unun
пуансона можно выполнить двухсту-
двухступенчатым. Первая степень — рабочая,
сопрягаемая с поверхностью радиуса
гп, и имеет протяженность, ПГ рав-
равную (Зч-3,5) s; вторая — нерабочая,
не вступает в контакт с заготовкой,
отдалена от поверхности заготовки на
@,2-=-0,5) s.
Правка заготовки на отрезке ЯГ
не устраняет полностью остаточную
кривизну, поскольку отрезок мммм
прямой. В результате при смыкании
штампа обеспечивается лишь спрямле-
спрямление участка заготовки, а при размы-
размыкании появляется вторичная остаточ-
остаточная кривизна пружннення того же
направления, что н первичная. Для
полного устранения кривизны на от-
отрезке ПГ поверхности на участках
ыммм и unun инструмента должны
иметь кривизну обратного направле-
направления, равную остаточной вторичной
крнвнзие.
Схема 5 (см. рис. 25). Если в схе-
схеме 2 выполняется условие А — RB +
+ RM, отличие от нее схемы 5 состоит
только в том, что на пуансоне и ма-
матрице вводят элементы поверхности,
предназначенные для правки участка
ПГ заготовки. Прн входе пуансона
100
ГИБКА
ГИБКА НА ВАЛКОВЫХ МАШИНАХ
101
Вид
1
2
а
6S
4S
b
8S
8S
г»
10S
13S
Г'щ
2,8S
2,8S
Рис. 41. Виды сечений опорной поверхности
матрицы, составленной из двух круговых
поверхностей
в матрицу эти элементы поверхности
движутся относительно друг друга
в параллельных направлениях, про-
проглаживают н спрямляют заготовку
на указанном участке. Протяженность
участка ПГ, а следовательно, ход
проглаживания (см. рис. 25, уча-
участок ПМ) зависят от отношения Rn/RM,
а также от свойств металла заготовки.
Длина отрезка ПГ может быть най-
найдена с помощью формулы A04) и гео-
геометрического построения. Ход про-
проглаживания должен несколько пре-
превышать отрезок ПГ, т. е. -
ПМ х ПГ + A-h5)s.
Если при выбранной кривизне 1//?м
получается, что длина отрезка
О/(\ @) <! Л, укладка заготовки кон-
концами на зеркало матрицы не обеспе-
обеспечивается, так как длина концевого
участка М @) Ki @) < 0. В этом слу-
случае могут быть приняты опорные по-
поверхности с переменной кривизной,
в частности, состоящие из двух со-
сопряженных поверхностей различной,
ио постоянной кривизны (рис. 41).
Схема 6. Кривизна \/'гм опорных
поверхностей геометрически связана
с формой детали. Поверочным расче-
расчетом устанавливают, удовлетворяет ли
заданным требованиям характер кон-
контакта ,заготовки с опорными поверх-
поверхностями. Если это требование ие
удовлетворяется, подбирают другую
схему гибки.
Схема 7. Если сила Рм достаточна
для того, чтобы на заготовке не было
участка переменной кривизны (см.
рис. 30, участок ПМ), силовой кон-
контакт заготовки с поверхностью пово-
поворотного устройства матрицы имеет
место на контактной площадке про-
протяженностью т5т2 <(Зч-4) s (см.
рис. 29). Протяженность т2К' всей
поверхности может быть принята рав-
равной 5s, причем она может оказаться
меньше размера ПК-
Схема 8. Верхняя часть прямоли-
прямолинейного канала матрицы восприни-
воспринимает изгибающий момент только в на-
начальный период процесса формоиз-
формоизменения заготовки. При беззазорном
продвижении заготовки по каналу
контактные давления, возникающие
здесь в этот период от воздействия
изгибающего момента, распростра-
распространяются на поверхность протяжен-
протяженностью C-^4) s. Наличие зазора при-
приводит к увеличению этой протяжен-
протяженности. С учетом влияния зазора, рав-
равного полю допуска на прокат нор-
нормальной точности, длину LM канала
принимают не менее E-^6) s.
Схема 9. Протяженность пря-
прямолинейной части канала принимают
не менее 5s, а угол ам, в растворе ко-
которого находится криволинейная часть
канала, 30—40°. Стабильность про-
процесса формоизменения существенно за-
зависит от стабильности и величины
зазора между поверхностями заготов-
заготовки и канала. В связи с этим схема 9
гибки рекомендуется для использо-
использования при штамповке холоднотяну-
холоднотянутого материала.
4. ГИБКА НА ВАЛКОВЫХ
МАШИНАХ
Валковые гибочные машины пред-
предназначены для гибки цилиндрических
и конических оболочек из листового
металла толщиной 1 —150 мм. Обычно
кривизна гнутых оболочек slR < 0,2
ограничивается прочностью и жест-
жесткостью валков. Минимальная кри-
кривизна определяется возможностью по-
получения остаточной кривизны при до-
достаточном распространении вглубь се-
сечения листа области пластической де-
деформации под воздействием только
изгибающего момента. При малой кри-
кривизне гибки, когда значительная часть
сечения остается в упругом состоя-
состоянии, упругое изменение кривизны
(пружинение) при разгрузке больше,
чем остаточная кривизна. Разброс пру-
жинения от детали к детали стано-
становится неуправляемым.
Валковые машины имеют три или
четыре рабочих валка. Четырехвал-
ковые машины обладают более широ-
широкими технологическими возможностя-
возможностями, производительнее и удобнее в ра-
работе, чем трехвалковые.
У четырехвалковой машины (рис. 42)
оси двух валков / и 2 расположены
в одной, обычно вертикальной, пло-
плоскости. Валки приводные (ведущие),
снабжены нажимным устройством, со-
сообщают листовой заготовке силу, не-
необходимую для ее продвижения в про-
процессе гибки. Валки 3 и 4 гибочные,
неприводные. При настройке машины
на заданную кривизну гибки эти
валки перемещаются. Ось каждого
валка движется в плоскости, пересе-
пересекающей плоскость приводных валков
под углом у, по линии, параллельной
их осям, расположенной на расстоя-
расстоянии D от оси первого валка. В этих
плоскостях оси гибочных валков уста-
устанавливают параллельно осям привод-
приводных валков, если изгибается цилин-
цилиндрическая оболочка, и непараллельно,
если оболочка коническая.
Для изготовления цилиндрической
оболочки заготовка в виде листа по-
подается в разведенные приводные вал-
валки / и 2 до упора в гибочный валок 3
(рис. 42, штриховая линия). Вклю-
Включается нажимное устройство, пере-
перемещающее валок 2, приводные валки
сводятся и зажимают лист. Вклю-
Включается настроечное устройство, пере-
перемещающее валок 4. При этом лист
изгибается до заданной кривизны в об-
области контакта с валками / и 2. Затем
включается вращение приводных вал-
валков и производится гибка поданного
в валки участка заготовки, вращение
прекращается, валок 3 перемещается
в рабочее положение, такое же, как
у валка 4, валок 4 отводится, после
чего включается вращение в другую
сторону. Вначале через валки про-
Рнс. 42. Схема работы четырехвалковой
гибочной машины:
/ и 2 — приводные валки; 3 и 4 — гибоч-
иые валки; 5 — заготовка (штриховой ли-
линией показаны положения валков и заго-
заготовки, когда неизогнутая заготовка вво-
вводится в валки)
ходит только что изогнутая часть,
не претерпевающая формоизменения, а
затем следующая часть заготовки, полу-
получая заданную кривизну. Гибку осу-
осуществляют в описанной последова-
последовательности, если заранее известно поло-
положение гибочных валков, при котором
получается заданная кривизна с тре-
требуемой точностью. Если необходимо
настроечное корректирование, гибку
ведут за несколько проходов с ре-
реверсами и последовательным увеличе-
увеличением кривизны за каждый проход
до заданной. Положение гибочных
валков определяют по настроечным
графикам.
Схемы нагружения и формоизмене-
формоизменения. Схемы нагружения листа внеш-
внешними силами и его формоизменения'
показаны на рис. 43.
На рис. 43, а показан случай, когда
сила, развиваемая прижимным уст-
устройством приводных валков, недоста-
недостаточна, а на рис. 43, б — достаточна
для того, чтобы рабочие поверхности
валков подошли друг к другу на рас-
расстояние, равное толщине листа.
Если плечо действия силы Рх имеет
достаточную относительную длину при
гибке по схеме, показанной на рис. 43,
влияние напряжений сдвига и угловых
деформаций иа пластическое состоя-
состояние можно не учитывать. Внутренинй
изгибающий момент определяют по
102
ГИБКА
S/2
а)
Рис. 43. Схемы нагружения листа внешними силами
формулам A4)—A6). Силы, действую-
действующие на площадках контакта листа
с приводиымн валками, имеют нор-
нормальные Ръ Р2 и касательные 7\, Т2
составляющие, а иа площадке кон-
контакта с гибочным валком — только
нормальную составляющую Р'3. Ка-
Касательные составляющие в сумме дают
силу Т, необходимую для продвиже-
продвижения листа в валках при его гнбке.
По мере продвижения материаль-
материального поперечного сечения от пло-
площадки контакта листа с валком 2
к площадке контакта с валком 1
происходит увеличение внешнего из-
изгибающего момента в этом сеченни.
Нагружение сечения от упругого пе-
переходит к упругопластическому и за-
затем к пластическому. Кривизна листа
принимает максимальное значение 1/рц
при прохождении сечения под пло-
площадкой контакта, причем здесь она
содержит в себе пластическую и упру-
упругую составляющие. При дальнейшем
продвижении материального сечеиия
от площадки контакта листа с валком /
к площадке контакта с валком 3
изгибающий момент убывает, проис-
происходит упругая разгрузка сечения.
Убывает упругая составляющая кри-
кривизны. Когда же сечение проходит над
площадкой контакта листа с валком 3,
кривизна имеет только пластнческую
составляющую 1/рц.о, изгибающий мо-
момент и упругая составляющая кри-
кривизны принимают нулевые значения.
Изменение упругой составляющей
кривизны при продвижении матери-
материального сечеиия от одной площадки
контакта к другой необходимо учи-
учитывать при настройке машины на за-
заданную пластнческую составляющую
кривизны изготовляемой оболочки.
Для единичного перемещения сече-
сечения листа в направлении центральной
линии равенство нулю работы всех
внешних и внутренних сил имеет вид
А = А (!Лг) + Ат. к + Ат. с + Ат. „,
A05)
ГИБКА НА ВАЛКОВЫХ МАШИНАХ
103
где A (Mz) — работа пластической де-
деформации изгиба листа [см. формулы
C1)—<33]
+ Psh;R3 A06)
— работа трения качения валков по
листу (/ь /2, /з — коэффициенты
трения качения валков по листу);
A-[.c=n(\ilcP1 + it2CP2) = nT A07)
— работа трения скольжения поверх-
поверхностей относительно друг друга на
контактных площадках приводных вал-
валков с листом (л — коэффициент про-
проскальзывания приводных валков; л =
= 0,05-н0,1);
n3IR3 A08)
— работа трения цапф радиусов Rm,
#П2. Rn3 b опорных подшипниках
скольжения;
A = MjRi + М2/Л2
A09)
— работа крутящих моментов М1 и
Мг, подаваемых на приводные валки.
Если радиусы приводных валков
одинаковы, т. е. Ri = R2, то
А = (М1 + М2)
М = М1+ М2.
(ПО)
При /i = /2 = /3 = /, Ric = ^гс =
= [ic, [ij = |Л2 = (Аз = Р суммарный
крутящий момент
СП)
+ fP3Ri/R3 + (A (PiRm +
+ P3RmRilR3)-
Коэффициент треиня качения валков
по горячекатаному стальному листу
составляет / « 0,8; из цветного ме-
металла / « 0,Зн-0,4. Коэффициент тре-
треиня скольжения для листа из горяче-
горячекатаной стали [ic < 0,2, для холод-
холоднокатаного листа цс ^ 0,12; (А =
= 0,05^-0,08— коэффициент трения
в обычных опорных подшипниках
скольжения с бронзовыми вкладышами
(по данным Е. Н. Мошннна).
Мощность привода валков
N = Мы,
A12)
где со — угловая скорость
Силы Ръ Р2, Р3, знание которых
необходимо для расчетов валков на
прочность и жесткость и определения
потерь на трение, вычисляют по упро-
упрощенной расчетной схеме (рис. 44, а, в),
в которой кривизна центральной ли-
линии листа на участке, находящемся
в валках, принимается постоянной.
Силу Т вычисляют по формуле
7 ±= Г, + Г2, A13)
где Тг = pcPi, Ti = (Ac^V
Для удобства расчета силы Рг, Р2,
Р3 принимают сосредоточенными по
образующим контактирующих цилин-
цилиндрических поверхностей.
При заданных параметрах машины
(Ri, R«, R3, D, у) различным комбина-
комбинациям значений параметров настройки
Ь и В может соответствовать одна и
та же кривизна 1/рц изгибаемой обо-
оболочки. Если же кривизна 1/рц и
параметр b заданы, другие геометри-
геометрические параметры принимают опре-
определенные значения; их вычисляют по
формулам для косоугольного треуголь-
треугольника в следующей последовательности.
Сначала определяют углы
cos а2 = [(рц + #2J +
X
ф2 = а2 + Р2.
Теперь для-треугольника со сторо-
сторонами С, D, Е (см. рис. 44) известны
стороны D и ? = рц — #i и угол <р2
между ними. Вычисляют его сторону С
и угол 62. После чего рассматривают
треугольник со сторонами А, В и С.
В нем известна сторона А = рц +
+ R3, найдены сторона С и угол у +
+ 92, противолежащий стороне А.
Вычисляют сторону В. Затем для
104
ГИБКА
Рис. 44. Расчетные схемы соответствующие схемам нагруження на рис. 42
треугольника со сторонами а, А, Е
определяют сторону
а = [В2 sin8 у + (В cos у — DJ]1/2
и косинус угла а3.
Силы вычисляют по формулам
Р2 = Mz/{
В случае, когда 6 = #х + #2, a2 =
== 0 (см. рис. 44,6), согласно A14),
Р2 = оо. Однако формула A14) при-
применима до рп [sin a2 + [ic (cos a2 —
— 1)] >5. При рц [sin a2 +
+ Re (cos a2 — 1)) -* 0 сила P2 -> Рсд
E9). Следовательно,
Рн. г =
О 19)
;
A14)
Рз = М2/(рц sin a3); A15)
Pi = Ps (cos a2 — jic sin a2) +
+ P3cosa3. A16)
Нажимное устройство должно раз-
развивать на втором валке вертикальное
усилие
Рн. в = Pi cos P2 + Г2 sin р2, A17)
а его направляющие поверхности вос-
воспринимать горизонтальное усилие
Р* . г = Pa sin P2 + Г2 cos pY A18)
Силу Р3 рассчитывают по формуле
A15), но поскольку имеет место изгиб
сдвигом, значение внутреннего изги-
изгибающего момента Mz, найденное по
формулам A4)—A6), следует умень-
уменьшить на 30—50 %.
5. ГИБКА ТРУБ И СТЕРЖНЕЙ
СО СЛОЖНОЙ ФОРМОЙ
ПОПЕРЕЧНОГО СЕЧЕНИЯ
Схемы гибки-на гибочных машинах и
устройствах. Схемы гибки труб кругло-
круглого сечения наматыванием на копир по-
показаны на рнс. 45. Конец трубы 7
ГИБКА ТРУБ И СТЕРЖНЕЙ
105
Й 0,5+2
Рис. 45. Схемы гибки трубы круглого сечения наматыванием на вращающийся копир:
а — с оправкой; б — с наполнителем; / — копир; 2 — нажимной ползун; 3 — прижим;
4 — оправка; 5 — наполнитель; 6 — складкодержатель; 7 — труба
закрепляют на копире / с помощью
прижима 3. С противоположной от
копира стороны располагается нажим-
нажимной ползун 2. В трубу вводят или
оправку 4, или наполнитель 5. Склад-
Складкодержатель 6 охватывает трубу со
стороны копира /. При вращении
копира труба стягивается с неподвиж-
неподвижной оправки 4 и наматывается на
копир до заданного угла а. Ползун
воспринимает усилие гибки и дви-
движется вместе с трубой, чтобы не воз-
возникла сила трения. Вращение копира
может сопровождаться его качением
по неподвижному нажимному пол-
ползуну. Роль ползуна может выполнять
неподвижно закрепленный ролик или
нажимная колодка.
Угол гибки, обеспечиваемый гибоч-
гибочными машинами, обычно a ^210°;
при а> 180е копир выполняют разъ.
емным в плоскости рб.
Обычно обеспечивается гибка труб
с отношением s/d 5* 0,03. Наимень-
Наименьший радиус изгиба рц = \,Ы.
Диаметр &х сечения тороидальной
поверхности копира, а также цилин-
цилиндрической поверхности ползуна бе-
берется равным 1,01^н. Радиус копира
назначают с учетом пружинения.
Длину прижима принимают / ^
^ l,5d. Если деталь должна иметь
несколько изогнутых участков доста-
достаточной длины, сопряженных между со-
собой без промежуточных прямых участ-
участков, прижим 3 для последующей
гибки выполняют с тороидальной за-
зажимной поверхностью, соответствую-
соответствующей участку предшествующей гибки.
Складкодержатель 6 используют на
106
ГИБКА
Рис. 46. Виды оправок, вводимых в трубы
круглого сечения:
а — цилиндрическая; б — ложкообраз-
ложкообразная; в н г — гибкие составные с кольцами
гибочных машинах повышенной точ-
точности для изгиба особотоикостенных
труб на радиус рц <; \,5dH.
Виды оправок показаны на рис. 46,
области их применения на рис. 47.
При гнбке без оправки и без наполни-
наполнителя сечение трубы искажается (см.
рис. 45,6). Относительное изменение
диаметра сечеиия для 0,03 <; s/d <;
<0,2
Ad/d = 6 @,2 — sld)/(pn/d)\
При sld> 0,2 н pald> 2 искажение
незначительно; ДЛа<0,07.
Поверхность ложкообразных опра-
оправок, контактирующую с изогнутым
участком трубы, выполняют торо-
тороидальной. Взаимное расположение ра- .
бочих поверхностей копира и оправки
обеспечивается при наладке. Если
ЯМ
3
г
i
—-^
—-
иг
~ ж -
0,06
s/t
Рис. 47. Области применения оправки:
над линией / оправки не требуется; над
линией // — цилиндрической; над ли-
линией /// — ложкообразной; над линией
IV — гибкой
между цилиндрическими поверхностя-
поверхностями оправки и трубы имеется зазор,
его можно в определенной степени
компенсировать. Для этого оправку
устанавливают так, чтобы ее торо-
тороидальная поверхность по возможности
ближе вписывалась в заданную торо-
тороидальную поверхность изгибаемой ча-
части трубы.
Допускаемый зазор между цилин-
цилиндрическими поверхностями ложкооб-
ложкообразной оправки н трубы в зависимости
от dB имеет следующие значения:
dB, мм
Зазор, мм
До 5,0
0,5-1,0
dB, мм 101—200
Зазор, мм 1,5—2,0
50—100
1,0—1,5
св. 200
2-3
При гибке труб обычной точности
на каждый типоразмер трубы диа-
диаметром до 50 мм рекомендуется при-
применять не менее двух оправок различ-
различного диаметра; при большем диаметре
труб — не менее трех оправок, по-
поскольку разброс значений dB превы-
превышает величину допускаемого зазора
между оправкой и трубой. При гибке
труб повышенной точности обычно
применяют одну оправку иа каждый
размер трубы.
Длина цилиндрической части оправ-
оправки составляет от 5d (при d <; 30 мм)
до 3d (при d>120 мм).
Смазывание трущихся поверхностей
оправки и трубы производится через
каналы в оправке, либо внутреннюю
поверхность трубы смазывают зара-
заранее. Перед смазыванием трубу не-
необходимо очистить от окалины и за-
загрязнений.
В мелкосерийном производстве для
изготовления деталей из тонкостен-
тонкостенных труб вместо оправки часто при-
применяют наполнитель.
Наматывание заготовки может быть
осуществлено как при вращающемся,
так н при неподвижном копире
(рис. 48). Гибку с неподвижным копи-
копиром применяют для особо длинных за-
заготовок (до 100 м), при изготовлении
деталей, имеющих несколько изогну-
изогнутых участков, сопряженных друг с дру-
другом или разделенных относительно
ГИБКА ТРУБ И СТЕРЖНЕЙ
107
а) В)
Рис. 48. Схемы гнбкн труб наматыванием на неподвижный копир:
а — односторонняя; б •— двусторонняя
короткими прямыми участками, а
также при групповой гибке труб,
собранных предварительно в плоские
ряды (плети). При наматывании трубы
на неподвижный копир оправку в нее
не вводят. Данную схему гибки при-
применяют, как правило, при sld ^0,06,
pu/d> 1,8 и d^80 мм. Плечо дей-
действия поперечной силы /=C-i-5)d.
Схему двусторонней гибки (рис. 48,6)
применяют в специализированных ги-
гибочных машинах для крупносерийного
и массового производства.
В машинах для гибки труб прямо-
прямоугольного сечеиия и стержней со
сложной формой поперечного сечения
используют схему гибки наматыванием
на копир (рис. 49). В плоскости гибки
копир может иметь иекруглую форму.
При этом в процессе вращения копира
нажимная колодка совершает возврат-
ио-поступательиое движение.
Схема гибки в роликах труб и
стержней со сложной формой попереч-
поперечного сечения не отличается принци-
принципиально от схемы гибки в валках
листового металла (см. рис. 42, 43).
Но форма сечений роликов плоскостью
г, р профилируется, т. е. соответствует
форме поперечного сечеиия изгибае-
изгибаемого стержня. Это необходимо для
обеспечения по возможности наиболь-
наибольшей площади контакта роликов с за-
заготовкой, что уменьшит напряжения
смятия, приводящие к искажению
формы поперечного сечения детали.
Кроме того, если сечение заготовки
плоскостью z, p не симметрично от-
относительно луча р, профилированные
поверхности роликов воспринимают на
себя осевые силы.
Машины для гибки в роликах не
симметричных заготовок могут иметь
дополнительные ролики, воспринима-
воспринимающие осевые силы. Оси вращения
дополнительных роликов обычно пер-
перпендикулярны осям основных роликов.
Гибку симметричных заготовок с от-
относительно малой высотой поперечного
сечения можно производить по двул-
роликовой схеме; один ролик покры-
покрывают толстым слоем эластичного ма-
материала.
Схема гибки труб в роликах с устрой-
устройством для создания проталкивающей
силы Ра (рис. 50) удобна для реали-
реализации в машинах с программным
управлением. В зоне деформации может
быть установлено нагревательное уст-
устройство для иагрева узкой зоны за-
заготовки. Если в области формоизме-
формоизменения необходимо создать продольное
сжатие усилием Pq для расширения
технологических возможностей процес-
процесса, гибочный ролик 2 (см. рис. 50)
заменяют водилом 2 (рис. 51).
Продольное сжатие в сочетании с ло-
локализацией формоизменения в узкой
зоне нагрева позволяет уменьшить
утонение трубы на выпуклой стороне
и отклонение от круглостн его попе-
поперечного сечения. Так, при Рц/d =
= 1,4-=-1,5 и sld > 0,025 утонение не
превышает 6 %, отклонение от круг-
лости 10—15%. Минимальное зна-
значение pn/d~ 0,8ч-1,0.
Схема гибки путем проталкивания
заготовки через фильеры (рис. 52)
сходка со схемой проталкивания через
ролики (см. рис. 50). Отлнчне — воз-
возможность поворота фильер /—3 вокруг
центральной линии заготовки, а еле-
108
ГИБКА
ГИБКА ТРУБ И СТЕРЖНЕЙ
109
А - А
г s
Рис. 50. Схема гибки труб проталкиванием через ролики:
а — без иагрева; б — с нагревом в узкой зоне; / — ролики; 2 — гибочный ролик; 3
нагревательный индуктор; Рп — проталкивающая сила
/ J
довательно, и поворота сечения по-
последней относительно плоскости гнбкн.
С помощью одного комплекта фнльер
можно получать различные детали,
отличающиеся не только по кривизне,
но и по углу ориентации сечений за-
заготовки относительно плоскости гнбкн
(например, кольца из углового про-
проката полкой наружу н полкой внутрь).
Плоскость гибки часто не совпадает
с плоскостью симметрии поперечного
Рис. 49. Гибка тонкостенных стерж-
стержней:
а — схема гибки с оправкой; б —
виды сечений стержня, копира и
иажимиой колодки; в — копир с
внутренним зубчатым зацеплением;
1 — копир; 2 — нажимная колодка;
3 — прижим; 4 — оправка; 5 —¦
иажимиой шток
сечения заготовки; в этом случае воз-
возможность поворота фнльер позволяет
подобрать такие значения их угловой
ориентации, при которых изгиб в не-
незаданной плоскости исключается.
Схему гибки труб эксцентричным
ротационным выдавливанием (рнс. 53)
применяют для изготовления особо
тонкостенных деталей. Прн одном и
том же отношеннн рц/d утонение трубы
получается в 1,5—2 раза больше, чем
/ г
Ш
Рис. 51. Схема гибки труб с продольным сжатием:
а — с подвижным прижимом; б — с неподвижным прижимом; 1 — ролики; 2 — водило;
3 — нагревательный индуктор: Pq — сжимающая сила; М — крутящий момент; ш —
угловая скорость
при гибке наматыванием, но откло-
отклонение от круглостн поперечных сече-
сечений значительно меньше; образование
гофров полностью исключается.
Схема устройства для гибки отно-
относительно короткой трубы показана на
рнс. 54. Заготовка проталкивается
через тороидальный канал разъемной
матрицы, принимая форму сектора
тора. В исходном состоянии торцы
заготовки должны быть скошены под
углом ф [см. формулу (80)]. Для
предотвращення гофрообразования соз-
создается давление q эластичного напол-
наполнителя, к которому приложено усилие
противодавления Nn. Данная схема
позволяет уменьшить утонение
трубы.
I
Рис. S2. Схема гибки труб и
тонкостенных стержней про-
проталкиванием через фильеры:
1,2,3 — фильеры; 4,5 —
червячное зацепление; 6 —
поворотная головка; Ра —
проталкивающая сила
по
ГИБКА
Рис. 53. Схема гибки труб эксцентричным ротационным выдавливанием (раскаткой):
а — наружным; б — внутренним; / — раскатный инструмент; 2 — изгибаемая труба;
3 — оправка; 4 — кольцо
Гибку с раздачей протягиванием
через трубу рогообразиой оправки
(рис. 55) обычно выполняют с нагре-
нагревом заготовки. Параметры процесса
следующие: sld ^ 0,05; наименьшее от-
Рис. 54. Схема гибки короткой трубы про-
проталкиванием через тороидальный .канал
разъемной матрицы:
Nn — сила противодавления; q — давле-
давление наполнителя; ф — угол скошенного
торца заготовки; / — заготовка; 2 — де-
деталь
ношение p4ld = 1; а < 180°. Неравно-
Неравномерность толщины стенки вдоль кон-
контура поперечного сечения значительно
меньше, чем при гибке наматыванием.
Этим способом можно изготовить де-
деталь типа змеевика, если ось рабочей
части оправки выполнить винтовой.
Гибку труб и тонкостенных стерж-
стержней иа относительно небольшую кри-
кривизну, мало отличающуюся от упру-
упругого изменения кривизны при раз-
грузке, обычно выполняют иа машинах
и устройствах с приложением продоль-
продольного растяжения. Гибку с растяжением
широко применяют в транспортном
машиностроении для получения дета-
деталей типа шпангоута.
А -А
Рис. 55. Схема гибки протягиванием через 5в с штампа для гибки короткой
трубу рогообразной оправки: трубы:
/ - ааготовка; 2 - оправка; <*„ - дка- ; _ гибо„иый ру,ей; 2 - калибровочный
метр заготовки; О„ — диаметр детали ручей; 3 — заготовка: 4 — деталь
ТОЧНОСТЬ ГИБКИ
111
к\\\\\Ч
C\\\\\\l
'У///////////.
Рис. 57. Схема штампа для гибки короткой трубы с введением оправок:
а — с короткими цилиндрическими оправками; б — с ложкообразными (тороидальными)
оправками; в — с шарнирной (справа) и простой (слева) оправками
Схемы гибки труб в штампах. Эти
схемы показаны иа рис. 56—58. За-
Заготовка, изогнутая в первом ручье
штампа (рис. 56), имеет отклонение от
некруглости, устраняемое во втором
ручье.
Рекомендуемые параметры процесса:
s/d>0,I7; pnld= l,3-=-1,5. Уменьше-
Уменьшение диаметра сечеиия при обжатии
во втором ручье при горячей гибке
составляет 6—8 %, при холодной 8—
10%.
Торцовые оправки (рис. 57) приме-
применяют при s/d= 0,09^-0,17; рц/d =
= 1,Зч-11,5; шарнирные — при sld =
= 0,06-^0,09; р„/4= 1,3ч-1,5; лож-
ложкообразные — при d ^ 100 мм; sld =
= 0>08ч-Ь,09; pJd = 1,3-н 1,5 или при
s/d= С,06-^0,08; p4ld = 1,7ч-1,8.
Схему,(показанную на рис. 58, при-
применяют для горячей штамповки дета-
деталей с параметрами: dH = 1004-850 мм;
s/d > 0,05; pnld > 0,8; а < 120°; т =
щ
1
ESS
= @,3-г-0,4) d. Обжатие трубы по диа-
диаметру составляет 5—8 % , отклонение
от круглости поперечного сечеиия не
более 3 %, утоиеиие стенки трубы —
до 6 %.
6. ТОЧНОСТЬ ГИБКИ
Точность сектора цилиндрической
оболочки или кольца. Кривизна цен-
центральной линии сектора после раз-
разгрузки Хц.о = Хр — дХр- Поле откло-
отклонения кривизны от номинального зна-
значения
бХцо = бХр-б(Дхр). A20)
Поле 6хр отклонения кривизны Хр
поверхности инструмента от номиналь-
номинального значения задается при выборе
уровня точности инструмента. Поле
о (ДХр) отклонения приращения кри-
кривизны ДХр ПРИ разгрузке от его рас-
расчетного значения F1)
где
б (ДхР) = ДХрб -
A21)
A22)
8. Cxi
Рис. 58. Схема штампа для гибки трубы
Здесь Мгб — изгибающий момент при
наибольших значениях констант кри-
кривой упрочнения (А или от0 и 77) и
наименьших размерах сечеиия заго-
заготовки, дающих наименьший момент
инерции JzM; Мгц — изгибающий мо-
меит при наименьших значениях кои-
стант кривой упрочнения и наиболь-
наибольших размерах сечеиия, дающих наи-
наибольший момент инерции Jzq. Влия-
Влияние на б (Дхр) разброса значений (i
и ? в формуле A22) ие учитывается.
Для сектора кольца, полученного
при изгибе стержня, в равенствах
112
ГИБКА
8. Отклонения длины полки
(размеры, мм)
Толщина
0,5
1,0
3,0
Длина полки
50
0,10
0,16
0,20
50 — 1.00
0,16
0,20
0,24
100— 200
0,20
0,24
0,30
A22) принимают [i = 0. Для сектора
цилиндрической оболочки
ДХрм = 12ЛмA -Ц2) tnz/Es6, A23)
где А§ н ^м — наибольшее и наимень-
наименьшее значения константы A A8);se и %—
наибольшее и наименьшее значения
толщины заготовки; тг—см. табл. 1.
Угол сектора. Угол дуги централь-
центральной линии радиуса рц. 0 сектора после
разгрузки
а0 = а — Да; A24)
поле его отклонения
6а0 = 6а — 6 (Да), A25)
где поле отклонения 6а задают в ин-
инструменте при выборе уровня точности
его изготовления;
д (Да) = Даб — Лам = аб (ДхР)/ХР
A26)
(Aag и Дам — наибольшее и наимень-
наименьшее по модулю приращения угла а
при разгрузке).
Цилиндричность сектора оболочки.
Вблизи оснований оболочки образуют-
образуются краевые зоны двойной кривизны
(см. рис. 36), если при иагружении
заготовки внешняя осевая нагрузка,
необходимая для цилиндрической гиб-
гибки, отсутствует. При гибке в штампе
краевая зона двойной кривизны может
быть выправлена во время сближения
цилиндрических поверхностей пуан-
пуансона и матрицы, если это предусмотрено
в конструкции штампа и в- расчете
усилия гибки. Прн гибке в валках
зону двойной кривизны выправляют
валками, расположенными с выпуклой
стороны оболочки.
Плоскостность сектора кольца. Пло-
Плоскостность сектора кольца обеспечи-
обеспечивается при изгибе стержня с симме-
симметричным сечением. Если форма сече-
сечения стержня несимметрична при пло-
плоской форме изгиба стержня, отклоне-
отклонение от плоскостности возникает при
разгрузке заготовки. Приращение Д~х
кривизны при разгрузке имеет ком-
компоненту Д/^ F0), приводящую к на-
нарушению плоскостности.
Сохранение формы области заготов-
заготовки, примыкающей к изогнутому сек-
сектору и не подлежащей формоизменению
гибкой. Форма области стержневой
заготовки, примыкающей к сектору
кольца, сохраняется обычно в схемах
гибки, предусматривающих прижим-
прижимные устройства и малое плечо дей-
действия изгибающей силы (см., напри-
например, рис. 19, 24, 29, 45, 49), а также
в схемах гибки путем эксцентричного
ротационного выдавливания (см.
рис. 53). В противном случае изгиб
захватывает некоторую часть области,
не подлежащей формоизменению.
Положение области, не подлежащей
формоизменению гибкой, относительно
изогнутого сектора обычно задают
длиной ее центральной линии, отме-
отмеряемой от плоскости, ограничивающей
изогнутый сектор со стороны этой
области. Для фиксации Положения
этой области относительно рабочих
поверхностей гибочного инструмента
служат фиксирующее и прижимное
устройства. Отклонение длины об-
области от ее номинального значения
зависит не только от точности фикса-
фиксации положения области, но и от
точности движений инструмента, обес-
обеспечивающих заданный угол сектора.
Это имеет место, например, при гибке
по схемам, представленным на рис. 14,
19, 24, 29.
В табл. 8 приведены практические
данные об отклонениях длины
полки ПК (см. рис. 29) прц гибке иа
штампах с фиксирующим, прижим-
иым и с поворотным гибс)чиым уст-
устройствами, работающих по, схеме иа-
матывания.
7. ПРИМЕРЫ РАСЧЕТА
ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
Пример 1. Требуется определить
технологические параметры, гибки в
штампе при изготовлении скобы
ПРИМЕРЫ РАСЧЕТА
113
(рнс. 59) в крупносерийном произ-
производстве и выбрать схему гибки.
Согласно техническим требованиям
к детали на внешней поверхности полок
ие должно быть следов вдавливания.
Остаточная кривизна после гибки на
участке длиной 28 мм от конца полки
и на средней части детали с размером
40 мм не допускается. Уменьшение
толщины материала и искажение фор-
формы поперечного сечения на изогнутых
участках ие ограничены. Характери-
Характеристики материала заготовки: а02 =
= B50 ± 25) МПа: ав = D00 ±
± 40) МПа; п = 0,2; ер р = 0,65;
s @) = 5_0i5 мм; В @) = 30.0,з мм.
По условиям нагружеиия в слое ради-
радиусом pft деформация разрушения метал-
металла ер=вр = е* я* 0,5 [см. (8), гл. 1 ].
Относительная кривизна при разру-
разрушении согласно F7) (s/po)|L — 2,4.
По чертежу детали s/p0 = 1.
Согласно табл. 4 для s @)/'р0 = 1;
п = 0,2 имеем a<s @) = 0,45. Следо-
Следовательно, при s @) = 5 мм а = 2,25;
р (ев = 0) = 7,25 мм. Исходная длина
изогнутого участка по G1) L @) = 8,85
мм. Длина заготовки равна 38-2-1-
+8,85X2+40= 133,7 мм.
Согласно табл. 1 для k = 0; п =
= 0,2; s @)/р„ = 1; als @) = 0,45 без-
безразмерный изгибающий момент тг =
= 0,21 (в интервале от als @) = 0,40
до als @) = 0,50 принята линейная
зависимость тг по als @)).
При номинальных значениях ов,
s @), В (О) изгибающий момент Mz =
= 106 кН-мм. Изгибающий момент
в сечении (в точке Г — см. рис. 19),
ограничивающем упругую зону, при
номинальном значении а02 составляет
MZy =31 кН-мм. Чтобы зона ГМ
находилась в упругом состоянии, плечо
поперечной силы должно удовлетво-
удовлетворять условию ПМ ^ 77/7A —
— Mzy/Mz) = 14 мм, тогда попереч-
поперечная сила Рм = MZ/F1M = 7,57 кН.
Согласно равенствам A01)—A03) пла-
пластического вдавливания опорных по-
поверхностей матрицы в заготовку ие
будет, если гм ^ 34 мм (принято
?,= ?,= 2-10» МШ;о„д=2ом =
= 500 МПа). Опорная поверхность
такого радиуса ие вписывается в кон-
конструкцию штампа, работающего по
Рис. 59. Эскиз детали
схемам, показанным на рис. 19 и 24,
поэтому целесообразно принять схему
гибки наматыванием (см. рис. 29).
При этом сдвигающая сила согласно
формуле E9) Рсд— 41 кН; сила иа
гибочном устройстве матрицы Рм ^
;> Рсд'- сила на прижимном устройстве
Рпр = 2РСД. Если нажимная колодка
совершает движение без скольжения
по заготовке, сила на пуансоне (97)
в начале рабочего хода Рпс = 4РСД;
в конце рабочего хода Рпс = 2,7РСД.
Согласно A22) наибольшее и наи-
наименьшее изменения кривизны при раз-
разгрузке составляют ДХрб = 0,0019 мм
и ДХрм = 0,0014 мм. Откло-
Отклонение угла пружииения от номиналь-
номинального расчетного по A26) 6 (Да) ~ 14'.
Формулы A22), A26) получены для
случая изгиба под воздействием только
моментов Mz. При изгибе под воздей-
воздействием сдвигающей силы внутренний
изгибающий момент существенно
уменьшается, т. е. фактическое пру-
жииение и поле его отклонения от
номинального будут меньше получен-
полученных выше.
Пример 2. Требуется определить
технологические параметры гибки в
штампе при изготовлении сектора ци-
цилиндрической оболочки (рис. 60)
в крупносерийном производстве. Иска-
Искажение формы прямоугольного попе-
поперечного (меридианного) сечения сек-
сектора ограничено технологическими тре-
требованиями иа изделие. Угол поворота
малой стороны (размер 10 мм) не более
± 1°; стрела прогиба большой стороны
(размер 50 мм) не более 0,15 мм.
На выпуклой цилиндрической поверх-
поверхности изделия допускаются следы пла-
пластического вдавливания матрицы. Ха-
Характеристики материала заготовки:
аю = C00 ± 30) МПа; ав = D50 ±
± 45) МПа; п = 0,3; А = (872 ±
± 87) МПа; ер р = 0,60; s @) =
114
ГИБКА
ПРИМЕРЫ РАСЧЕТА
115
Рис. 60. Эскиз детали
= Ю_о,5 мм- Исходный- материал по-
поступает на штамповку в виде полосы
с требуемой формой поперечного се-
сечения.
Согласно табл. 3 и 4 для s@)/pc =
= 0,286, я = 0,3 имеем a/s @) « 0,47
и s/s @) = 0,98. Уменьшение тол-
толщины заготовки в процессе гибки зна-
значительно меньше поля допуска на
толщину, и его можно не учитывать
при назначении размера s @). Для
того чтобы номинальная форма по-
поперечного сечения изделия была пря-
прямоугольной, форма сечения заготовки
должна быть приблизительно трапе-
трапециевидной. Размеры Во @) и В* @)
можно подсчитать приближенно по
формулам D3), D4), полагая, что
искажение захватывает краевую зону
сечения s @) X s @), принимая В* —
= 2s @); s* = s @). Подстановка в ра-
равенства заданных номинальных раз-
размеров дает: Во @) = 18,7 мм; В% @) =
= 21,2 мм. Следовательно, малое и
большое основания трапеции прини-
принимают равными 53,7 и 56,2 мм.
При a/s@)=0,47 и s @) = 10 мм имеем
р (ес = 0) =* 39,7 мм. Длина дуги этого
радиуса в растворе угла ак— 80°
составляет L @) * 55,4 мм. Торцы за-
заготовки согласно (80) должны быть
выполнены под углом ф « 11°. На-
Наклон торцов заготовки приводит к уве-
увеличению ее длины примерно на 2 мм.
Таким образом, принимают длину за-
заготовки 113 мм.
Для того чтобы при укладке заго-
заготовки в штамп ее концы находились
на плоскости зеркала матрицы, должно
выполняться неравенство (82). При
Rn = 40 мм; s@) = 10 мм; ак = 80°
согласно (82), flM/s<l,67; RK <
< 16,7 мм; rM<g RM — s/2 < 11,7 мм.
Радиус гм может быть принят равным
8 мм, тогда /?м — '3 мм, причем от-
отрезок М @) К @) = 3,7 мм. Ширина
плоской опорной площадки с учетом
того, что торцы заготовки выполнены
под углом ф, равна 4,7 мм. При вы-
выводе неравенства (82) принято, что
рабочая поверхность матрицы радиуса,
равного сумме Rn -f s/2, ограничена
меридианными плоскостями, проведен-
проведенными под углом ак = 80° к плоскости
симметрии. Для компенсации откло-
отклонений размеров при изготовлении ма-
матрицы и заготовок этот угловой размер
рабочей поверхности матрицы сле-
следует увеличить на 10°и принять ак =
= 90°. Длина отрезка М @) К @) при
этом сократится примерно на 0,2 мм.
Таким образом, рабочую поверхность
матрицы принимают в виде полу-
полуцилиндра радиусом гп + s= 45 мм;
радиус опорных поверхностей гм =
— 8 мм. При этом расстояние А =
= #м + Rn — 53 мм.
Безразмерный изгибающий момент,
согласно табл. !, mz = 0,138 (в ин-
интервалах изменения a/s @) = 0,4н-0,5;
s @)/р0 = 0,20н-0,33 принята линей-
линейная зависимость mz no a/s @) и
s @)/рс). При номинальных значениях
ав, s @), В @) имеем Mz = 662 кН- мм.
В начальный период гибки силу Рм
можно найти по формуле (85). При
а — 30° имеем Us = 3,2; Рм = 20,7 кН.
Силу Рпр на прижимном устройстве
можно принять равной Рм.
При гибке образуется искаженная
краевая зона. Ее параметры: pv я»
« 2р (s/2) =80 мм; у да l,5s/pv =
= 0,19 рад; т| = 1,4 мм. Техническими
требованиями допускается стрела про-
прогиба сечения не более 0,15 мм. Следо-
Следовательно, при завершении процесса
гибки необходимо предусмотреть устра-
устранение кривизны l/pv сечеиия путем
сжатия заготовки между цилиндри-
цилиндрическими поверхностями матрицы и
пуансона. Необходимая при этом сила
согласно формуле (95) Рр = 370 кН.
По значению Рр выбирают пресс.
Наибольшее и наименьшее измене-
изменения (приращения) кривизны при раз-
разгрузке по формуле A22): Ajfoe =
=• 0,00076 мм; ДхрМ — 0,00059 мм"*.
Номинальная кривизна (остаточная)
центральной (срединной) поверхности
1/рц.о = 1/40 = 0,025 мм. Кривизну,
на которую должна быть изогнута
заготовка, принимают как сумму оста-
точиой номинальной кривизны и наи-
наибольшего приращения кривизны при
разгрузке, т. е. 1/р„ = 1/р„.о + Д/рб =
= 0,02576 mm"j= 1/38,8 мм. Тогда
кривизна детали (остаточная) будет
изменяться в-пределах от 1/ри.о =
= 1/рц — ДХоб = 1/40 ммдо1/р„.о =
= 1/рц - ДХрМ = 0,02517 =
= 1/39,7 мм, что не выходит за
пределы поля допуска. Поле откло-
отклонения угла пружинения по формуле
A22) 6 (Да) = аб (ДХр)/Хр =
=* « (ЛХрб — АХрм) Рц = 0,020 рад =
= 1,16° также не выходит за пределы
поля допуска. Можно ожидать, что
действительное пружинение будет
меньше, так как для устранения кри-
кривизны 1/ру изогнутую заготовку под-
подвергают сильному сжатию. Размер
s @) заготовки при заданном допуске
может изменяться от s @) = 10 мм
до s @) = 9,5 мм. Если s @) = 9,5 мм,
а (гп -f s)m — г^ = 10 мм, то при
полном смыкании штампа расстояние
между цилиндрическими поверхностя-
поверхностями пуансона и матрицы соответственно
будет изменяться по углу 9 от 9,5 мм
в плоскости симметрии (9 = 0) до
10 мм при 9 = 90°. Устранение кри-
кривизны 1/ру произойдет лишь в зоне,
расположенной около плоскости сим-
симметрии. Для того чтобы допускаемая
стрела прогиба поперечного сечения
детали не превышала 0,15 мм, заго-
заготовки должны быть рассортированы
на партии, в которых поле допуска
иа толщину не превышает 0,10 мм;
штамп должен быть оснащен смен-
иыми пуансонами.
Таким образом, исполнительный но-
номинальный радиус цилиндрической по-
поверхности матрицы равен 43,8 мм.
Исполнительные номинальные радиу-
радиусы сменных пуансонов, мм: 33,8; 33,9;
34,0; 34,1; 34,2; 34,3.
Глава
4
ВЫТЯЖКА ОСЕСИММЕТРИЧНАЯ
1. ФОРМОИЗМЕНЕНИЕ
ЗАГОТОВКИ
При движении пуансона / (рис. 1)
заготовка 4 втягивается в матрицу 2
и из плоского диска радиуса R @)
формоизменяется в осесимметричную
оболочку. Ее срединная поверхность
состоит из характерных по своему
формоизменению частей, границами
между которыми служат окружности,
проходящие через точки О (i), П (i),
М (i), К @ («=0, 1, 2, 3 — положе-
положения пуансона).
Часть поверхности с образующей
Ц (i) О (i) плоская. Здесь толщина s
стенки остается постоянной вдоль
Ц (i) О (i) и сокращается по времени
примерно до тех пор, пока центры
кругов радиуса гп и гм не окажутся
иа одном уровне (положение пуансона
i=2). При сокращении толщины s
металл вытекает через граничную нор-
нормальную поверхность, проходящую че-
через точку О (()• Часть с образующей
О (i) Я (») — торой дна я; здесь оболоч-
оболочка контактирует с пуансоном. Точка
п («) лежит на границе поверхности
контакта; на срединной поверхности
этой точке соответствует точка П (i).
В процессе формоизменения геоме-
геометрическая нормальная граничная по-
поверхность движется вместе с точкой
n (i). Мгновенные материальные точки,
оказавшиеся на этой граничной по-
поверхности, движутся в том же на-
направлении, но с большей скоростью.
Длина образующей увеличивается от
нуля (» = 0) до значения, близкого
к я/?п/2A= 3). Стенка имеет пере-
переменную по О (»') П (I) толщину и уто-
утоняется по времени.
Точка Sm (i), в которой толщина s
имеет минимальное значение, меняет
свое положение во времени. Ее поло-
положение относительно точек О (i) и
П ((') зависит от силы трения, возника-
возникающей при скольжении поверхности
оболочки относительно поверхиости
пуансона. Чем больше коэффициент
треиия, тем ближе точка Sm (i) к точке
Я (i). Если сила трения так велика,
что скольжение невозможно, то точка
Sm (i) совпадает с точкой Я (i). Часть
оболочки с образующей Я (i) M (i)
не контактирует с инструмеитом [точка
т (i) лежит на границе поверхиости
контакта оболочки с матрицей]. На
рис. 1 она изображена прямой, ио
в действительности образующая ис-
искривлена, ее кривизна непостоянна
как по Я (i) M (i), так и по времени.
Длина Я («) М (i) сокращается по вре-
времени от Я @) М @) = га + ги + г до
минимальной, равной Я B) М B) в по-
положении i=2 пуансона. Затем оиа
увеличивается, и в конце формоиз-
формоизменения (положение i = 3), когда точ-
точка К C) окажется на линии ОмОм
(точка О„ симметрична точке Ом).
ее длина равна Я C) К C). Когда
длина Я (i) M (i) сокращается, гео-
геометрическая граничная поверхность
вместе с точкой М (i) движется к оси
симметрии заготовки с большей ско-
скоростью, чем скорость мгновенных ма-
материальных точек, оказавшихся иа
граничной поверхности. Через эту по-
поверхность металл вытекает. Через дви-
движущуюся граничную поверхность
с точкой П (») металл втекает. После
положения пуансона i = 2 длина об-
образующей Я (i) M (i) увеличивается,
скорость материальных точек стано-
становится больше, чем скорость геометри-
геометрической границы, через которую металл
вытекает.
Часть оболочки на отрезке М (i) О'
тороидальная; здесь оболочка кон-
контактирует с поверхностью матрицы.
Радиус кривизны этой поверхиости
Ru = ra -f- s/2 непостоянен, так как
толщина оболочки s непостоянна вдоль'
М @ О'. В процессе формоизменения
длина М (i) О увеличивается от нуля
до значения, близкого к я#м/2, когда
плоскость центров 0п (?) радиусов
СКОРОСТИ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
117
Рис. 1. Кинематика формоизменения заго-
заготовки при вытяжке
кривизны тороидальной поверхности
пуансона опускается ниже плоскости
центров Ом- Но после мгновения,
когда точка К (i) совпадает с точкой
О', граничная поверхность, проходя-
проходящая через точку О', заменяется по-
поверхностью, проходящей через точку
К (О- Образующая М (i) О превра-
превращается в образующую М (i) К @. дли-
длина которой к концу формоизменения
уменьшается до нуля.
Часть поверхности с образующей
О'К @ плоская. При формоизменении
длина образующей уменьшается от
значения, равного примерно R @)-
—r~#Mi Д° иуля. Толщина s здесь не-
непостоянна по О'К @ и по времени.
В обычных условиях вытяжки, когда
прижимиое устройство 3 служит только
для предотвращения выпучивания этой
части оболочки, а отношение R @Iг
достаточно велико (близко к пре-
предельному), в зоне у границы в точке О'
s<s@), а в другой зоне-—у внеш-
внешней границы в точке К @ s>s@).
Зона, где s < s @), и сечение, где
s= s @), имеют место здесь только
в начальный период формоизменения.
Позднее оии переходят в часть обо-
оболочки с образующей М (О О'.
2. СКОРОСТИ ДЕФОРМАЦИЙ
И НАПРЯЖЕНИЯ
Из материальной точки А (рис. 2),
находящейся иа срединной поверх-
поверхиости какой-либо части оболочки, про-
проведены малые ортогональные волокна
Л(> или А/а в направлении образую-
образующей: Д/g — в окружном направлении
и Д/„ — в направлении нормали.
Для точки А на образующей
Ц (i) О @ (рис. 2, а) волокна Др
и Д/g удлиняются со скоростями де-
деформации ер и eg (ёр~ eg). Волокно
Д/„ укорачивается со скоростью де-
деформации гп-— - 2ер --— —2ёд.
Для точк.и А на образующей
О (i) П (i) (рис. 2, б) волокна Д/а и
Л/g удлиняются. Скорости их де-
деформации ёа и eg положительные.
Волокно Л/„ укорачивается (ёп < 0).
Под действием силы треиия при сколь-
скольжении оболочки по пуансону нормаль-
нормальное волокно несколько поворачивается
от геометрической нормали, возникает
угловая скорость деформации ёа„.
Но, кяк прлвило, ёап относительно
мала, и ею пренебрегают.
Для точки А на образующей
П @ /И (i) (рис. 2, в) волокно Д/а
удлиняется (ёа > 0); волокно Д/п уко-
укорачивается (ёп<с0). В зависимости
от того, где взята точка, волокно A/q
может либо укорачиваться, либо удли-
удлиняться. В зоне у точки М (i) оно уко-
укорачивается (eg < 0), как показано на
рис. 2, «, а в зоне у точки П (i) —
удлиняется (eg > 0) Граница между
зонами, на которой eg = 0, меняет
свое положение по времени относи-
относительно точек Я (») и М (i).
Для точки А на образующей М (С) О'
(рис. 2, г) волокно Д/а удлиняется
(ёа > 0), волокно Д/g укорачивается
(ёд < 0). Волокно Д/„ в начальный
период формоизменения укорачивается
(ёп < 0), если отношение R (i)/r до-
достаточно велико. В процессе вытяжки
это отношение убывает, и когда оно
станет меньше определенного значе-
значения, на всей образующей П{М (i)
значение гп становится положитель-
положительным.
Для точки А (рис. 2, д) на образую-
образующей О'К (i) (см. рис. 1) волокно Др
удлиняется (ёр > 0), а волокно А/в
укорачивается. Волокно Д/п в зоне
у точки К (i) (см. рис. 1) удлиняется
(еп > 0), а в зоне у точки О' укора-
укорачивается (ё„ < 0), если отношение
/? (i)lr достаточно велико. Когда от-
отношение R (i)/r уменьшается до опре
118
ВЫТЯЖКА ОСЕСИММЕТРИЧНАЯ
ПРЕДЕЛЬНЫЙ КОЭФФИЦИЕНТ. ВЫТЯЖКИ
119
то)
деленного значения, волокно А/„ для
всех точек удлиняется (ё„ > 0).
Схемы напряжений, приведенные на
рис. 2, соответствуют схемам скоро-
скоростей деформаций.
На рис. 3 показана схема распре-
распределения вдоль образующей оболочки
интенсивности деформации и отноше-
отношения толщины стенки оболочки к тол-
толщине заготовки при коэффициенте
вытяжки, близком к предельному.
3. ПРЕДЕЛЬНЫЙ КОЭФФИЦИЕНТ
вытяжки
Вытяжка без прижима. Формоизме-
Формоизменение при вытяжке без прижима
(рис. 4) ограничивается двумя явле-
Рис. 2. Скорости деформа-
деформации и напряжения на различ-
различных участках образующей
вытягиваемой осесиммет-
ричной оболочки
ниями: при относительно малой тол-
толщине заготовки — потерей устойчиво-
устойчивости ее краевой области от воздействия
сжимающих напряжений oq и образо-
образованием здесь волн (гофров); при от-
относительно большой толщине — лока-
локализацией деформации и разрывом ме-
металла в области контакта полуфабри-
полуфабриката с тороидной поверхностью пуан-
пуансона.
Зависимость предельного коэффици-
коэффициента вытяжки Кп ~ D @)/d от от-
отношения s @I D @) представлена на
рис. .5. Кривая имеет восходящий ха-
характер до s @)/D @) « 0,02. Далее
подъем кривой прекращается, и она
переходит в горизонталь. Первое яв-
явление соответствует восходящей части
0,9
1,0
1,1
Л"
J
.—-—
J —
0 2 4 Ь 8 10
Номер точек
п
л
s/s@)
ч
—ъш
Рис. 3. Распределение интенсивности деформации и
толщины вдоль образующей оболочки
Рис. 4. Схема вытяжки без
прижима
кривой, а второе - горизонтальной ее
части. В области 0,015 <; s @)/D @) <
<; 0,02 имеется вероятность возник-
возникновения как одного, так и другого
явления.
Предельные значения коэффициентов
вытяжки для области s @)/D @) >
> 0,02 составляют Кп = 2,32-н2,22
/верхний предел для стали .L2-X.18H9T,
нижний -- для стали 08Ю).
Вытяжка с прижимом. Для коэффи-
коэффициента анизотропии лср — 1,1ч-1,6 и
радиусов закруглений матриц гм =
— Eч-9) s @) для сталей марок 08
и 10, латуни Л63 и алюминия средне-
среднестатистические предельные коэффици-
коэффициенты вытяжки приведены ниже.
На рис. 6 показана зависимость
ся. В частности, край полуфабриката
(рис. 7) имеет не круговой, а волни-
волнистый контур. Высоту волны, равную
hi ~Ь h2, необходимо учитывать при
разработке технологии и назначении
припуска на обрезку.
Существует несколько способов уче-
учета и предотвращения воздействия пло-
плоскостной анизотропии на формоизме-
формоизменение заготовки при осесимметричной
вытяжке: использование некруглой фи-
фигурной заготовки, имеющей обратное
направление выступов и впадин; при-
применение матриц с переменной по кон-
контуру проема кривизной рабочей кром-
кромки; дифференцированный нагрев флан-
фланца; дифференцированный прижим флаи-
ца и др. Построение контура заготов
[s@)/D@)] 100
2,0—1,5
2,0—2,17
1,5—1,0
1,88—2,0
1,0—0,5
1,78—1,88
0,5—0,2
1,72—1,78
0,2—0,06
1,66—1,72
КП (гср) Для низкоуглеродистой стали.
При вытяжке осесимметричным ин-
инструментом листового металла, обла-
обладающего плоскостной анизотропией,
осевая симметрия напряженно-дефор-
напряженно-деформированного состояния не сохраняет-
ки с учетом плоскостной анизотропии
особенно эффективно при вытяжке
коробчатых деталей.
Среднестатистический предельный
коэффициент вытяжки существеиио за-
зависит от отношения s @)/D @) (см.
120
ВЫТЯЖКА ОСЕСИММЕТРИЧНАЯ
«п
2,00
1,75
1,50
1,25
1,00
у
А
}
/
'""" 0^5 Ifi 1,5 [s@)/o'@)]-W*
Рис. 5. График для определения предель-
предельного коэффициента вытяжки без прижима
рис. бис. 119); на фоне этой зависи-
зависимости теряется влияние уровня штам-
пуемости листового металла. Зависи-
Зависимость Кп (s @)/D @)) может быть зна-
значительно ослаблена (и даже устранена
полностью) за счет мероприятий по
увеличению стойкости вытяжных штам-
штампов, совершенствованию их конструк-
конструкции, контролю состояния штампов и
прессов, повышению стабильности тех-
технологического смазывания, работы
прижимных устройств, в частности,
равномерности и постоянства давления
прижима по рабочей поверхности и
по времени.
Влияние уровня штампуемости ста-
стали 08 на коэффициент Кп при уст-
2,25
2,аа\-
1,75
1,50
1. Уровень штампуемости стали
в зависимости от показателя
степени п кривой упрочнения
и предельного коэффициента
вытяжки А',,
Уровень
штампуе-
штампуемости
г
*вг
ев
осв
восв
Пр
глубокав
п
0,20—0,22
0,22—0,26
0,26—0,29
0,29—0,32
Св. 0,32
и м е ч а н и
1,79—1,82
1,85—1,89
1,92—2,00
2,00—2,04
2,08—2,19
е. Г —
), ВГ — весьма глубо-
кая, СВ — сложная
ОСВ —
ВОСВ-
вытяжка
эсобосложная
вытяжка,
вытяжка,
- весьма особосложная
ранении влияния соотношения s @)/D
@) видно из табл. 1. Связь уровня
штампуемости и показателя Нэ пробы
по Эриксену показана в табл. 2.
т
—.—¦
, ¦
1 2
-^
&
* 5
:^
——-
__—
^\
6
;==¦—¦
.—-—'
—-—
—¦—
.—-
0,75
1,0
1,25
1,75
Рис. в. Зависимость /Гц от гср при Is <0)//>
@I 10»:
2,4: 2 - 2,0; 3 - 1,6; 4 - 1,2; 5 - 0,8; 6 -
0,4
Рис. 7. Схема расположения воли
по краю полуфабриката, вытяну-
вытянутого из листового металла, имею-
имеющего плоскостную анизотропию:
/ — круговой осредненный контур
края; 2 — волнистый контур края
РАСЧЕТ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ
121
2. Уровень штампуемости стали и показатель h:t
технологической пробы по Эриксеиу (ГОСТ 9045—80)
Толщина
листа, мм
0,5
0,6
0.7
0,8
0,9
1,0
1,1
1.2
При
стали 08Ю
восв
9,7
10,0
10,4
10,7
11,0
11,2
11,4
11,6
меча
; вг-
h3, мм
ОСВ
9,4
9,8
10,2
10,6
10,9
11,1
11,3
11,5
н и е.
СВ
9,2
9,6
10,0
10,4
10,-6
10,8
11,0
11,2
ВОСВ
ВГ
9,0
9,4
9,7
10 0
10,3
10,5
10,8
11,0
Толщина
листа, мм
1.3
1,4
1,5
1,6
1,7
1,8
1,9
2,0
восв
11,8
11,9
12,0
12,1
12,2
12,3
12,4
12,5
ft».
ОСВ
11,7
11,8
11,9
12,0
12,1
12,2
12,3
12,4
мм
СВ
11,4
11,5
11,6
11,7
11,9
12,0
12,1
12,2
ОСВ, СВ — уровни штампуемости
- для сталей марок
08кп, 08пс.
ВГ
11,2
11,3
11,5
11,6
11,8
11,9
12,0
12,1
для
При D @)/d > Кп фланец заготовки
не может быть втянут полностью
в матрицу. При D @)/d ^ 2КП в на-
начале движения пуансона внешний кон-
контур заготовки несколько сокращается,
перемещаясь к контуру проема ма-
матрицы. Затем перемещение и сокраще-
сокращение контура прекращаются, и формо-
формоизменение продолжается только за
счет растяжения металла, находяще-
находящегося внутри контура проема. При этом
формоизменение ограничено разрывом
металла. Если же D @)ld > 2КП, при
движении пуансона в матрицу внеш-
внешний контур заготовки остается непо-
неподвижным. Вытяжка переходит в мест-
местную формовку. Таким образом, если
Кп<. D @)/d <^ 2КП, одновременно
имеют место два вида формоизмене-
формоизменения: вытяжка и местная формовка.
Причем увеличение глубины оболочки
в результате этого при D @)/d, близ-
близком к Кп, может составить 30—40 %
по сравнению с глубиной при местной
формовке, когда D @)/d > 2КП.
4. РАСЧЕТ ГЕОМЕТРИЧЕСКИХ
ПАРАМЕТРОВ ЗАГОТОВКИ
И ИНСТРУМЕНТА
Расчет диаметра заготовки. Среднее
значение толщины полуфабриката, по-
полученного вытяжкой, приближенно
равно толщине s @) заготовки. По-
Поэтому размеры заготовки определяют
из условия неизменности площади
срединной поверхности оболочки при
ее формоизменении.
Площадь поверхности полуфабрика-
полуфабриката с учетом припуска на обрезку
(рис. 8 и табл. 3, 4) представляют
в виде суммы площадей поверхностей
простых геометрических форм, из ко-
которых можно составить срединную
поверхность оболочки.
Последовательность определения
диаметра заготовки следующая:
вычерчивают сечение срединной по-
поверхности (срединную линию) (рис. 9,6)
детали (рис. 9, а) с учетом припуска
на обрезку;
разбивают срединную линию на от-
отрезки Li (i= I, 2, 3...k);
находят центры тяжести прямоли-
прямолинейных отрезков и дуг окружностей,
причем координаты центров тяжести
Рис. 8. Припуски на обрезку Д0 (о) и
\D F)
122
ВЫТЯЖКА ОСЕСИММЕТРИЧНАЯ
3. Припуски ЛЯ иа обрезку
по высоте детали (размеры, мм)
Высота
детали
Н
10
20
50
100
150
200
250
300
Относительная высота
1С 00
о о
« о
о и
1,5
2,2
3,5
5,0
6,5
7,5
9,0
10,0
детал и Hid
о _;
6k
1,8
3,0
4,5
6,5
8,0
9,0
11,0
13,0
ф
d§
2,3
3,7
6,0
8,5
10,5
12,0
13,5
15,0
Ю
»О
CN .
ffi о
U ч
3,0
4,5
7,0
10,0
12,0
15,0
16,0
18,0
4. Припуски ДО (рис. 8,6) иа обрезку
по диаметру фланца иа сторону
(размеры, мм)
Диаметр
фланца
Ч
со to to ^- —
о ел о ел о ел to
о о о о о о ел
Относительный диаметр
детали с фланцем d/^jd
До 1,5
2,5
4,0
5,0
6,0
7,0
8,0
9,0
Св. 1,5
ДО 2,0
2,2
3,0
4,5
5,0
6,0
7,0
7,5
Св. 2,0
до 2,5
2,0
2,5
3,7
4,0
5,0
5,5
6,0
Св. 2,5
ДО 3,0
1,5
2,5
3,0
3,5
4,0
4,2
4,5
дуг относительно центров их кривизны
определяют с помощью табл. 5 и рис. 10.
(центр тяжести прямолинейного от-
отрезка находится на его середине);
вычисляют расстояния Pj (t = I, 2,
3... k) от оси срединной поверхности
(оболочки) до центров тяжести отрез-
отрезков (для дуги оно равно сумме рас-
расстояния г. от оси до центра кривизны
дуги и соответствующей координаты
ее центра тяжести относительно центра
кривизны);
определяют длину дуг: Lt = Rtat
(значения а; приведены в табл. 5);
находят диаметр заготовки по фор-
формуле
* \1/2
?l|P,l , A)
Рис. 9. Эскиз детали Is @) = 1,6 мм] и схема разбиения срединной линии иа отдельиые
отрезки для расчета площадн поверхиостн оболочкн
РАСЧЕТ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ
123
5. Координаты центра тяжести дуги единичного радиуса
(R = 1 мм) (см. рис. 10)
а"
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35.
36
37
38
39
40
41
42
43
44
45
а. рад
0,018
0,035
0,052
0,070
0,087
0,105
0,122
0,140
0,157
0,174
0,192
0,209
0,227
0,244
0,262
0,279
0,297
0,314
0,332
0,349
0,366
0,384
0,401
0,419
0,436
0;454
0,471
0,489
0,506
0,524
0,541
0,558
0,576
0,593
0,611
0,628
0,646
0,663
0,681
0,698
0,716
0,733
0,750
0,768
0,785
X
1,000
1,000
1,000
0,999
0,999
0,998
0,998
0,997
0,996
0,996
0,994
0,993
0,992
0,990
0,989
0,987
0,985
0,984
0,982
0,980
0,978
0,976
0,974
0,972
0,969
0,966
0,963
0,960
0,958
0,955
0,952
0,949
0,946
0,942
0,937
0,936
0,932
0,929
0,925
0,921
0,917
0,913
0,909
0,905
0,901
у
0,009
0,017
0,026
0,035
0,043
0,052
0,061
0,070
0,078
0,087
0,095
0,104
0,113
0,122
0,130
0,139
0,147
0,156
0,164
0,173
0,181
0,190
0,198
0,206
0,215
0,223
0,231
0,240
0,248
0,256
0,264
0,272
0,280
0,288
0,296
0,304
0,312
0,320
0,327
0,335
0,343
0,350
0,358
0,366
0,373
а0
46
47
48
49
50
51
52.
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
82
83
84
85
86
87
88
89
90
а, рад
0,803
0,820
0,838
0,855
0,873
0,890
0,908
0,925
0,942
0,960
0,977
0,995
1,012
1,030
1,047
1,065
1,082
1,100
1,117
1 1'34
1,152
1,169
1,187
1 204
1,222
1,239
1,257
1,274
1,291
1,309
1,326
1,344
1,361
1,379
1,396
1,414
1,431
1,449
1,466
1,483
1,501
1,518
1,535
1,553
1,571
X
0,896
0,891
0,887
0,883
0,879
0,874
0,869
0,864
0,858
0,853
0,848
0,843
0,838
0,832
0,827
0,822
0,816
0,810
0,805
0,799
0,793
0,787
0,781
0,775
0,769
0,763
0,757
0,751
0,745
0,738
0,731
0,725
0,719
0,712
0,705
0,699
0,692
0,685
0,678
0,671
0,665
0,658
0,651
0,644
0,637
У
0,380
0,388
0,395
0,402
0,509
0,416
0,423
0,430
0,437
0,444
0,451
0,458
0,464
0,471
0,478
0,484
0,490
0,497
0,503
0,509
0,515
0,521
0,527
0,533
0,538
0,544
0,550
0,555
0,561
0,566
0,572
0,577
0,582
0,587
0,592
0,597
0,602
0,606
0,611
0,615
0,620
0,624
0,628
0,633
0,637
124
ВЫТЯЖКА ОСЕСИММЕТРИЧНАЯ
6. Оптимальные значения
относительных радиусов кривизны
рабочих кромок матрицы и пуаисоиа
о &
Рис. 10. Координаты центра тяжести дуги
окружности с единичным радиусом
где k -- число отрезков, на которое
разбита срединная линия.
При определении координат центра
тяжести дуги окружности, представ-
представляющей какую-либо часть срединной
линии оболочки, направление осей
координат х, у (см. рис. 10), исходя-
исходящих из центра кривизны дуги, выби-
выбирают определенным образом. Напри-
Например, для дуги радиусом R3 = 8 мм
(см. рис. 9) оси координат следует
направить так, как показано на
рис. 10. Координата центра тяжести
дуги с единичным радиусом при сц =.
= 60° х= 0,827. Координата дуги
с радиусом R3 равна произведению
xRs = 6,62 мм.
Для дуги радиусом /?2 ось х следует
направить по горизонтали (от оси
симметрии оболочки (влево), а ось у —
вниз. Эти два случая характеризуются
тем, что в расчетах используется коор-
координата х.
Координата у используется в расче-
расчетах для других случаев, когда ось х
должна быть направлена не по гори-
горизонтали, а по вертикали, т. е. парал-
параллельно оси оболочки. Обычно такие
случаи имеют место для вогнутого
дна оболочки, когда срединная линия
составлена из дуг, окружностей, а угол
дуг меньше чем 90''.
Аналогичная картина получается
для срединной линии оболочек с фи-
фигурным волнообразным фланцем.
Если срединная линия сечения обо-
оболочки или часть линии представляет
собой кривую переменной кривизны,
ее делят на отрезки, в пределах которых
кривизну можно принять приближен-
приближенно постоянной.
Пример. Найти произведение
Относитель-
Относительный радиус
кривизны
гы/s (О)
rn/s @)
[s@)/D @)] 102
Не ме-
менее 3
5
3
2.0
6
4
1,5
8
5
1.0
10
6
0,5
12
8
0,25
14
9
для второго отрезка срединной линии
(см. рис. 9, б).
Решение: Начало координат хну
помещаем в центр кривизны дуги
радиусом R^, расположенный на рас-
расстоянии / = 30 мм от оси оболочки.
Ось х направляем по горизонтали.
Согласно табл. 5, для угла а=а2 =
— 60° координата центра тяжести дуги
единичного радиуса х— 0,827.
Координата центра тяжести дуги
радиуса R2 12 мм равна произведе-
произведению дг/?о-"= 9,924 мм. Расстояние от
оси оболочки до центра тяжести этой
дуги р2 -- гг -1 xR«-= 39,92 мм. Дли-
Длина дуги L2~~R2a2— 12-1,047 =
= 12,56 мм (согласно табл. 5, угол
а2 = 1,047 рад). Произведение L2p2 =
= 501,4 мм2.
Расчет радиусов кривизны рабочих
кромок матрицы и пуаисоиа. Ра-
Радиусы кривизны рабочих кромок ма-
матрицы и пуансона существенно влияют
на предельный коэффициент вытяжки,
деформационные и силовые параметры
процесса формоизменения заготовки,
устойчивость фланца, стойкость штам-
штампа.
При вытяжке с прижимом, если
в принятом технологическом процессе
коэффициент вытяжки выбран близ-
близким к предельному, значения кри-
кривизны рабочей кромки матрицы и
пуансона должны быть оптимальными
(таЧ5л. 6). При К<0,85Кп кривизна
рабочих кромок может быть увеличена
на 30—40% по сравнению со значения-
значениями, приведенными в табл. 6.
При вытяжке без прижима (см.
рис. 4) угол а конусности матрицы
обычно принимают равным 30°; ра-
РАСЧЕТ СИЛОВЫХ ПАРАМЕТРОВ
125
7. Значения коэффициента п [см. формулу E)]
[s @I D @K Ю2
5,0
2,а
1,2
0,8
0,5
0,2
0,1
2,22
0,95
0,10
—
Примечани
2,08
0,85
1,00
1,10
—
Коэффициент пытяжки
2,0
0,75
0,90
1,00
1,10
—
1,92
0,65
0,80
0,90
1,00
1,10
—
1.81
0,60
0,75
0,80
0,90
1,00
1,10
—
1,66
0,50
0,60
0,68
0,75
0,82
0,90
1,10
К
1,53
0,43
0,50
0,56
0,60
0,67
0,75
0,90
е. Значения коэффициента п относятся
1,42
0,35
0,42
0,47
0,50
0,55
0,60
0,75
1,33
0,30
0,35
0,37
0,40
0,45
0,50
0,60
к вытяжке
сталей 08 и 10; для приближенных расчетов их можно использовать и
вытяжке других листовых
металлов.
при
диусы скруглений рабочих кромок
r*/s @) > W; гмв= A + 1,5) s@);
rals @) > (Зч-4).
Зазор между цилиндрическими по-
поверхностями матрицы и пуансона.
В процессе втягивания фланца заго-
заготовки в матрицу в его области, при-
примыкающей к внешнему контуру, тол-
толщина s металла увеличивается. Ме-
Металл, расположенный по внешнему
контуру фланца, находится в усло-
условиях, близких к условиям одноосного
сжатия. Толщину металла s = sK на
внешнем контуре радиусом R можно
приближенно найти по следующей
формуле (см. рис. 1):
SK = s@)[«@)/«]l/A+r), B)
где г — коэффициент нормальной ани-
анизотропии, который при умеренной
плоскостной анизотропии может быть
принят равным лср.
Если в конце вытяжки диаметр D
внешнего контура сокращается до диа-
диаметра d, толщина по кромке вытяну-
вытянутой оболочки
sK = s@)K1/A+r), C)
где К = D @)/d.
Стенка вытянутой оболочки, имею-
имеющая толщину sK, поместится в зазоре z
между поверхностями инструмента,
если
11+) D)
В практике при /С = АГП принимают
г= A,25-=-1,40) s @).
Если увеличение толщины стенки
чертежом детали не допускается, за-
зазор может быть уменьшен до значения
г = A,00-=-1,03) s @) (при коэффици-
коэффициенте вытяжки, близком к предельно-
предельному). При этом требования к износо-
износостойкости и прочности инструмента,
а также к смазочному материалу по-
повышаются (приближаются к соответ-
соответствующим требованиям при вытяжке
с утонением стенки).
Когда при использовании одного
и того же инструмента совмещаются
два вида формоизменения — вытяжка
и вытяжка с утонением (комбиниро-
(комбинированная вытяжка), зазор z принимают
меньше s @). Комбинированная вы-
вытяжка в конической матрице (см.
рис. 4) заготовок из сталей 08кп,
12Х18Н10Т протекает успешно при
z«0,7s@), а из алюминия и лату-
латуни Л63 — при z « 0,6s @).
5. РАСЧЕТ СИЛОВЫХ
ПАРАМЕТРОВ,
РАБОТА ДЕФОРМАЦИИ
Усилие вытяжки. При полном втя-
втягивании заготовки в матрицу (диа-
(диаметр D контура сокращается до диа-
диаметра d) на зависимость усилия Р„
иа пуаисоие от перемещения пуаисоиа
126
ВЫТЯЖКА ОСЕСИММЕТРИЧНАЯ
ПРИМЕР РАСЧЕТА
127
существенно влияет соотношение ме-
между значениями sK/s @) и z/s(O).
Прн z /s @) ;> sK/s @) кривая E) имеет
восходящую и нисходящую части. На
восходящей части имеется точка пере-
перегиба, расположенная ближе к оси и,
чем к точке максимума. Положение
(координаты) точки максимума, Рп =
= ^*max, u = "м- зависит от значе-
значения коэффициента вытяжки и отно-
отношения (лм + rn)/s @), при К ~ Ка
и оптимальных значениях гм и гп
(см. табл. 6) им= @,4-=-0,6) Я,
где Н — высота оболочки, равная пе-
перемещению пуансона к моменту вре-
времени, когда кромка заготовки дости-
достигает плоскости центров кривизны гм
кромки радиуса. Усилие
где п — коэффициент, зависящий от
коэффициента вытяжки (см. табл. 7).
При 1 <z/s @) < sjs @) восходя-
восходящая часть кривой и положение точки
максимума, а также значение Ртах>
почти не изменяются. Меняет вид
только нисходящая часть. Падение
усилия замедляется. При значениях
zls @), близких к единице, после не-
некоторого временного падения усилия
наблюдается новый подъем кривой,
не превышающий Ртах- При z^s @) <
< 1, по мере уменьшения зазора,
участок временного падения усилия
сокращается, а максимальное усилие
иа участке нового подъема кривой
возрастает.
Этот участок исчезает и усилие
в точке максимума больше усилия,
найденного по формуле E) приблизи-
приблизительно в 1,5 раза, когда zls @) =
= 0,6-5-0,7.
Усилие прижима. Усилие прижима,
необходимое для предотвращения по-
потери устойчивости заготовки,
Q = Fq, F)
где F = 0,25л [D2 @) — (d + s @) +
q = 10-»aB (К — 1,2) D @)/s @). G)
Работа деформации. Работа дефор-
деформации заготовки при вытяжке при
полном втягивании заготовки в ма-
матрицу
9. Отклонения (±)по высоте цилиндрических полых деталей
без фланца после вытяжки (размеры, мм)
А = @,6ч-0,8) РтахН,
(8)
где Н — высота вытягиваемой обо-
оболочки.
Прижим совершает работу, если он
движется в процессе вытяжки, а уси-
усилие прижима Q остается примерно
постоянным: работа прижима
An=QH. (9)
6. ТОЧНОСТЬ ДЕТАЛЕЙ,
ПОЛУЧАЕМЫХ ВЫТЯЖКОЙ
Отклонения по диаметру и высоте
цилиндрических полых деталей при-
приведены в табл. 8—10.
Отклонения от плоскостности дна
детали даны в табл. 11.
Поле допуска любого диаметраль-
диаметрального размера детали принимают /ill
и #11. После вытяжки деталь, как
правиле, подвергают обрезке, для чего
предусматривают припуск на обрезку.
8. Отклонения по диаметру цилиндрических полых деталей
без фланца после вытяжки (% от диаметра)
Коэффи -
циеит
вытяжки
1,25
1,42
1,66
2,0
Первая вытяжка
Калибровка
[s(O)/0 @)] Ю2
2,0 — 1,0
0,3
0,4
0,5
0,6
1,0-0,3
0,4
0,5
0,6
0,7
0,3—0,1
0,5
0,6
0,7
2,0-1,0
0,12
0,16
0,20
0,25
1,0 — 0,3
0,16
0,20
0,25
0,30
0,3—0,1
0,2
0,25
0,3
Толщина
материала
s @)
До 1
Св. 1—2
» 2—4
» 4—6
До 18
0,5
0,6
0,8
1,0
Св
ДО
0
0
1
1
18
30
,6
,8
0
,2
Св.
ДО
0
1
1
1
Высота' детали
30
50
,8
,0
,2
,5
Св. 50
до 80
1,0
1,2
1,5
1,8
Св
ДО
1
1
1
2
80
120
,2
,Ь
,8
,0
Св.
ДО
1
1
2
2
120
180
,5
,8
,0
,ь
Св. 180
до 260
1,8
2,0
2,5
3,0
10. Отклонения (±) по высоте цилиндрических полых деталей
с фланцем после вытяжки (размеры, мм)
Толщина
материала
s@)
До 1
Св. 1—2
» 2—4
» 4—6
До 18
0,3
0,4
0,5
0,6
Св
До
0,
0,
0,
0,
18
30
4
5
6
7
Св.
ДО
0.
0,
0
0
30
50
5
6
7
8
Высота детали
Св. 50
до 80
0,6
0,7
0,8
0,9
Св
ДО
0
0
1
1
80
120
,8
,9
,0
,2
Св.
ДО
1
1
1
1
120
180
,0
,2
,4
,6
Св.
ДО
1
1
1
1
180
260
,2
,4
,6
,8
11. Отклонения от плоскостности дна детали (размеры, мм)
Толщина материала
s @)
До 0,4
Св. 0,4 до 1,2
» 1,2 » 2,0
» 2,0 » 3,5
» 3,5
Диаметр детали
До 75
0,5
0,5
0,4
0,25
0,2
Св. 75
до 150
0,7
0,7
0,5
0,35
0,3
Св. 150
до 250
0,9
0,9
0,6
0,5
0,5
Св. 250
до 500
1,3
1,0
0,8
0,6
0,6
Св. 500
1,5
1,8
1,0
0,8
0,7
Вытяжкой без припуска на обрезку
изготавливают неглубокие детали
с коэффициентом вытяжки К = 1,25-т-
-5-1,42. При этом точность по высоте
детали соответствует 8—10 квалитету
при изготовлении детали в штампе
совмещенного действия и 10—12 ква-
квалитету — в штампе простого действия.
7. ПРИМЕР РАСЧЕТА
ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
Исходные данные: материал детали
(см. рис. 9, о) —сталь 08кп; толщина
s @) = 1,6 (±0,15) мм; временное со-
сопротивление ав = 340 МПа; предел
текучести сгт = 242 МПа; показатель
128
ВЫТЯЖКА ОСЕСИММЕТРИЧНАЯ
ПРИМЕР РАСЧЕТА
129
12. Геометрические
№
участка *
1
2
3
4
5
6
а3/?3 =
tx&Rb -
* См. индексы
параметры
Ч
8
1,047-12 =
= 1,047-8 =
8
- 1,571-5 ¦=¦
27
размеров а,
заготовки
12,6
8,4
7,8
R, L
Pi
42
30 + xR = 30 +
= 30 + 9,9
32 + 8 — xR ----
— 0,827-8 =
32
27 + xR = 27 + 0
13,5
, p на рис. 9, б.
0,827-12 =
= 39,9
32+8 —
- 33,4
,637-5= 30,2
LiPi
336
503
280
256
236
365
степени
= 0,285;
кривой упрочнения я =
коэффициент анизотропии
гср -¦- 1,5; припуск на обрезку (см.
табл. 3) Ml ~ 3,5 мм.
Последовательность расчета техно-
технологических параметров следующая.
1 Расчет диаметра заготовки. На-
Находим произведение ^-;рг-, входящее
в формулу A) (табл. 12).
Диаметр заготовки определяем по
формуле A):
D @) = [8 C36 + 503 + 280 +
+ 256 + 236 + 365) F2 « 126 мм.
Коэффициент вытяжки определяем
по участку оболочки, расположенному
у дна. Диаметр этого участка по средин-
срединной поверхности d = 64 мм. Коэф-
Коэффициент вытяжки К = 126/64= 1,97.
Среднестатистический предельный ко-
коэффициент вытяжки (см. с. 119) Кп =
= 1,88-7-2,0, а согласно графику, при-
приведенному на рис. 6 (кривая 4), Кп =
= 1,97. Штампуемосгь стали (п —
= 0,285) соответствует уровню СВ
и по табл. 1 — ближе к правой гра-
границе интервала 1,92—2,0. Следова-
Следовательно, для формообразования детали
требуется одна вытяжная операция
при использовании ступенчатых матри-
матрицы и пуансона.
Радиус кривизны кромки верхней
ступени матрицы принимаем по табл. 6
равным 9s @), т. е. ги= 14,4 ж 15 мм.
Радиус кривизны кромки пуансона
должен быть не меньше 5,5s @), при-
принимаем гп = 9 мм. Следовательно,
после операции вытяжки следует
ввести операцию калибровки торо-
тороидальной поверхности, примыкающей
к диу детали, для увеличения ее
кривизны от 1/9 до 1/4,2 мм.
Зазор z назначаем с учетом того,
что толщина стенки оболочки, соглас-
согласно формуле B) при подстановке в нее
R @) = D @)/2 = 63 мм; R = Pl =
= 42 мм и г= гср = 1,5 составляет
sK= 1,88 мм.
Для того чтобы не возникало при-
принудительного утонения стенки, зазор,
с учетом положительного отклонения
начальной толщины, должен быть при-
принят г = 2 мм.
Максимальное усилие вытяжки на-
находим по формуле D). Расчет ведем
ддЯ d = 64 мм. Согласно табл. 8
п « 1,
Ршах=я&*-340-1,6* ПО кН.
Устойчивость фланца заготовки со-
согласно графику, приведенному на
рис. 5, недостаточна. В вытяжном
штампе должно быть прижимное уст-
устройство.
Усилие прижима находим по фор-
формуле F), причем при вычислении F
диаметр d должен быть принят равным
2pi = 84 мм (см. рис. 9, б), а ги =
= 15 мм. Такям образом, получаем
F= 0,25я [1262—(84+ 1,6 +
+ 2-15J]= 1974 мм2.
Давление на поверхности прижима
по формуле G)
q= 10~4-340 A,97 — 1,2)Х
X 126/1,6 « 2,1 МПа.
Усилие прижима
Q= 1974-2,1 = 4145 Н « 4,2 кН.
Работу деформации заготовки при
вытяжке вычисляем по формуле (8):
Ав= 0,8-110-42 « 3,7 кДж.
При вытяжке на кривошипном прес-
прессе простого действия, оснащенном
пиевмоподушкой, работа прижима
(пневмоподушки)
Л„= 4,2-42 «0,17 кДж.
5 П.р А. Д. Матвеева
Глава
5
МНОГООПЕРАЦИОННАЯ
ОСЕСИММЕТРИЧНАЯ ВЫТЯЖКА
ФОРМОИЗМЕНЕНИЕ ЗАГОТОВКИ
131
1. ФОРМОИЗМЕНЕНИЕ
ЗАГОТОВКИ
Высота деталей, получаемых одно-
операционной вытяжкой, не превы-
превышает 0,7—0,8 их диаметра. При не-
необходимости получения более высоких
осеснмметричных деталей вводят не-
несколько следующих друг за другом
операций вытяжки, на каждой нз
которых в качестве заготовки исполь-
используют цилиндрический полуфабрикат,
полученный на предыдущей операции,
т. е. применяют многооперационную
вытяжку (рис. 1).
Многооперационную вытяжку осу-
осуществляют на матрицах с тороидаль-
тороидальной (рис. 2, а) н конусно-тороидальной
(рис. 2, б) рабочими полостями. Рабо-
Рабочие поверхности матриц могут быть
дополнены реактивной (опорной) по-
поверхностью (рис. 2, в).
Схема напряженного состояния
при последующих операциях вытяж-
кн заготовки на тороидальной ма-
матрице показана на рис. 3. Очаг де-
деформации можно разделить на две
зоны: / — свободного изгиба (ввекон-
тактная деформация) и // — контакт-
контактную (деформирование на кромке ма-
матрицы).
Прн вытяжке на матрице с торо-
тороидальной поверхностью напряжение
в опасном сечении
Op max = os {!n R3/rcp + s @)/2/?p +
), A)
sin Oj/2 =
@)+4 [2rM+s @)] (/?,-rcp) —
— VRz s @)]/[4rM -f 2s @)]. D)
Для определения apmax следует най-
найти значение alt затем по ах значение
Яр-
На рис. 4 показана схема напря-
напряженного состояния заготовки при
последующих операциях вытяжки
иа конусно-тороидальной матрице.
В этом случае в очаге деформации
можно выделить три зоны: / — сво-
свободного изгиба (внеконтактная дефор-
деформация); // — контактной деформации
на конусном участке и /// — кон-
контактной деформации на торообразном
участке матрицы.
Характер напряжений и деформаций
в зонах / и /// очага деформации
на конусно-тороидальной матрице со-
соответствует характеру напряжений и
деформаций зон I я II при вытяжке
на матрице с тороидальной полостью
(см. рис. 3). В конусной части матрицы
материал находится в плосконапря-
плосконапряженном и объемно-деформированном
состоянии. Максимальное растягиваю-
растягивающее напряжение прн вытяжке на ко-
нусно-торондальной матрице
Op max = <*s[(l +H/tgaK —
ц cos aK) A - Гср/Яз) +
; @)/Я3 sin aK +
где R3 — средний радиус заготовки; где ак — угол конусности матрицы.
гср ~ средний радиус детали; ц — Оптимальное значение угла конус-
коэффнциент трения; s @) — толщина ности ак в каждом конкретном случае
заготовки; может быть определено по формуле
cos а.! = 1 —
Яр =
#з — rcp)/[Rp +
s@)/2];
sin
.F)
/2) Практическое значение ак при мно-
гооперациоиной вытяжке принимается
C) в пределах 15—20°. Из сопоставления
Рис. I. Миогооперациоииая вытяжка:
/ — пуансон; 2 — заготовка; 3 — матрн-
схем напряженного состояния
заготовок, показанных иа рис. 3 и 4,
видно, что при вытяжке на матрице
с конусно-тороидальной полостью мо-
могут быть реализованы более жесткие
условия деформирования, поскольку
изгибающие напряжения на участке
свободного изгиба и на тороидальном
участке матрицы значительно меньше
тех, которые имеют место при вытяжке
на тороидальной матрице.
По завершении процесса вытяжки
в зоне / между очагами деформации
и цилиндрическими стенками исход-
исходной заготовки действует изгибающий
момент, приводящий к изгибу эле-
элементов, поступающих в очаг дефор-
деформации. При этом в стенках заготовки,
находящихся над очагом деформации,
возникают тангенциальные напряже-
напряжения растяжения. В результате проис-
происходит увеличение диаметральных раз-
размеров краевой части заготовки, и воз-
возникающая в ней тангенциальная де-
деформация растяжения приводит к раз-
разрушению края заготовки с образова-
образованием продольных трещин.
Для получения качественных дета-
деталей многооперационную вытяжку це-
целесообразно проводить на матрицах,
имеющих опорную полость (см.
рис. 2, в), препятствующую образо-
образованию раструба по краю цилиндри-
цилиндрической стенки вытягиваемой оболочки.
С учетом анизотропии материала
выражения для определения макси-
максимальных растягивающих напряжений
принимают вид:
для матрицы с тороидальной по-
полостью
Яр max = [О,А COS (Q — @0) +
+ ass @)/2rM + s (о)] A + 1,6ц); G)
для конусно-тороидальной ма-
матрицы
°"р max = [ояА cos (Q — соо) +
+ as s @) sin aK/2rM + s @)] A + цак);
(8)
при вытяжке на тороидальной ма-
матрице
Q = arccos
1 s
1
1,6р
l +2/W
(9)
S)
Рис. 2. Матрицы для миогооперациоиной вытяжки:
а — тороидальная; б — конусно-торондальная; в — с реактивной полостью
5*
132 МНОГООПЕРАЦИОННАЯ ОСЕСИММЕТРИЧНАЯ ВЫТЯЖКА
1зона
II зона
Рис. 3. Схема напряженного состояния а I и II зонах при вытяжке на тороидальной
матрице
Q = arccos
— sin aK X
при вытяжке иа конусно-тороидаль- Величины соо и А в зависимости от
ной матрице минимального значения коэффициента
анизотропии лт1п могут быть найдены
с помощью графиков, показанных иа
рис. 5 и 6.
Значение параметра Q для случая
вытяжки на тороидальной матрице
может быть также определено с ис-
использованием графиков (рис. 7, а—г):
У 1 + 2лп
где rM = rM/s @) — относительный ра-
радиус матрицы; d;_x — диаметр полу-
полуфабриката на предыдущей операции.
Рис. 4. Схема напряженного состояния
во II зоне прн вытяжке на конусно-
тороидальной матрице
Q =
Q2 + Q3
*та«, A3)
где Qx, Q2, й3. ^4 — соответственно
зависимости от минимального коэф-
A2) фициента анизотропии лт1п (см.
рис. 7, а), относительного радиуса
0,1
О 0,1 0,8 1,2 1,6 гт-„
Рнс. 5. Зависимость параметра щ от гп
1,2
1,1
1,0
У
0,8 1,2
Рис. 6. Зависимость параметра A or r
mln
ФОРМОИЗМЕНЕНИЕ ЗАГОТОВКИ
133
JL1
1,75
1,50
1,25
0,10
0,05
0,2 0,6 1,0 1,4- 1,8 rmin
)
1
у
/
\
г
if (s@)IO) 100
0,25
^-—
— '—
0,10
О
1 2 3
\ \ \
15 6
0,065 0,10 0,125
Рис. 7. Характер изменения параметров Q, — Qt:
100 I f I
Рис. 7. Характер измен рр , t
а — й, = I (rmln) при [s (О)/0] 100 = I, fM = I, ц == 0,05; б - Й = f If ) при ц =
= 0,05; в — Q3 = f {[s @)/D] 100} (/ - ц = 0,05; 2 — ц = 0,10; 3 — ц = 0,15); г —
Q. = f<|i> (/ -г„= I; г-г„ = 2; 3-Р„ = 3; 4-?„ = 4; 5-гм=5 и в - г„ =
= 10)
матрицы гм (см. рис. 7, б), относи-
относительной толщины заготовки [s@)/ZK]X
X 100 (см. рис. 7, в) и коэффициента
треиия ц (см. рис. 7, г). Поскольку
в практических условиях ц ^ 0,05,
пользоваться зависимостью й4 = / (ц)
(см. рис. 7, г) следует только при ра-
работе без смазочного материала илн при
изношенной поверхности матрицы.
В табл. 1 приведены значения пре-
предела текучести ат и коэффициентов
анизотропии Та в зависимости от угла
вырезки образцов к направлению про-
прокатки для различных материалов.
Многооперационной вытяжкой из-
изготовляют детали как с узким, так
и с широким фланцем. Цилиндриче-
Цилиндрические оболочки е узким фланцем, когда
отношение высоты оболочки к ее диа-
диаметру больше единицы, а отношение
диаметра фланца к диаметру оболочки
составляет 1,1—1,4, изготовляют обыч-
обычной миогооперациоииой вытяжкой, по-
получая на предыдущих операциях ци-
цилиндрические полуфабрикаты. Флаиец
у таких деталей образуется иа по-
последней операции, а затем обрезается
на заданный размер (рис. 8, о). Ши-
Широкий флаиец при миогооперациоииой
вытяжке получают сразу на первой
операции вытяжки из плоской заго-
заготовки. На последующих операциях
размеры фланца остаются постоян-
постоянными, а формоизменению подвергается
оставшаяся часть заготовки (рис. 8, б).
При определенных геометрических
соотношениях диаметра детали и диа-
диаметра исходной заготовки действие
сжимающих тангенциальных напряже-
напряжений вызывает потерю устойчивости
материала заготовки, выражающуюся
в образовании складок. Возможность
потери устойчивости заготовки зави-
зависит от степени деформации, относи-
относительной толщины заготовки и свойств
материала. Устойчивость фланца будет
тем больше, чем толще исходная стеика
заготовки при данном диаметре и
меньше разность между диаметром за-
заготовки и диаметром получаемой Де-
Детали. Заготовка из иаклепаииого ма-
материала более склонна к складкооб-
складкообразованию, чем отожженная заготовка.
Складкообразование при вытяжке
можно устранить, если в конструкции
штампа использовать специальный
прижим. В связи с этим различают
два способа миогооперациоииой вы-
134
МНОГООПЕРАЦИОННАЯ ОСЕСИММЕТРИЧНАЯ ВЫТЯЖКА
ФОРМОИЗМЕНЕНИЕ ЗАГОТОВКИ
135
1. Значения от и га для различных материалов в зависимости
от угла вырезки образцов к направлению прокатки
Материал
Сталь:
08кп
12Х18Н9Т
10 (отожженная)
Ст.Зсп
11ЮА
Сплав:
АМц
АМгбМ
АМг2М
Латунь:
Л63
Л63 (отожженная)
<JT. МПа
0
208,3
362,3
280
280
243
72,7
171
68
215
116
Угол вырезка
45
255,8
336,1
270
270
208
65,1
160
62
210
105
90
218
360,4
280
280
290
78,8
171
66
225
111,8
га
( образца.
0
1,306
0,768
0,804
0,876
1,00
0,279
0,725
0,538
0,666
0,866
45
0,704
1,153
0,833
0 989
1,50
0,965
0,820
0,706
0,820
1,031
90
,
2,122
0,759
0,796
0,932
1,250
0,328
0,653
0,471
0,759
0,806
тяжки — с прижимом и без прижима.
В зависимости от размеров детали,
ее формы, толщины материала и числа
операций могут быть приняты раз-
различные схемы прижима.
Так, при вытяжке деталей без флан-
фланца и с фланцем используется схема
прижима, показанная на рис. 9, а.
Если изготовляется ступенчатая обо-
оболочка с большими радиусами в месте
сопряжения ступеней, то следует ис-
использовать схему, приведенную иа
рис. 9, б. На рис. 9, в показана схема
прижима, используемая при вытяжке
ступенчатой оболочки с малыми ра-
радиусами сопряжения ступеней. Вы-
Высокие детали из тонколистового ма-
материала изготовляют вытяжкой с при-
прижимом. Необходимость применения
прижима при миогооперационной вы-
вытяжке определяется соотношением
s @)/D3 и значением коэффициента вы-
вытяжки К-
При [s@)/D3] 100 < 1 и К> 1,25
вытяжку нужно вести с прижимом.
При [s@)/D3] 100> 2 и /С < 1,25
вытяжка осуществляется без прижима.
-
L
а
<
Л
S)
Рис. 8. Вытяжка с фланцем:
1 — последняя вытяжка; 2 — отход; 3
предпоследняя вытяжка; 4 — деталь
Рнс. 9. Схемы
вытяжках:
прнжнма на последующих
а — на конусно-торондальиой матрице;
б—на тороидальной матрице с большим
радиусом; в — на тороидальной матрице
с малым радиусом
Операции
Обрезка
Рис. 10. Последовательная вытяжка в ленте
В общем случае необходимость ис-
использования прижима определяют по
формуле
[s @)/D3] 100 < E -=- 7) (Kn-i/Kn),
A4)
где Кп и Kn-i — коэффициенты вы-
вытяжки на предыдущей н последующей
операциях соответственно.
Толщина стенки оболочки на каждой
операции иеодииакова. На ее краю
возникает утолщение материала, ве-
величина которого зависит от относи-
относительных диаметров заготовки и полу-
получаемой детали, а также от анизотро-
анизотропии листового материала.
Толщина края детали может быть
определена по выражению
где
«max = S @)
/= -1/A +
Для изотропного материала
A5)
A6)
A7)
Изменение толщины стенки имеет
место и в донной части цилнндрической
заготовки. Наименьшая толщина стен-
стенки (на 10—15 % меньше исходной)
наблюдается на тороидальном участке
в месте сопряжения цилиндрической
стеики с дном, а при вытяжке на конус-
конусно-тороидальной матрице утонение
стеики происходит на участке сопря-
сопряжения конической поверхности с диом
и составляет 15—20 % от исходной тол-
толщины стенки.
Одним из видов многооперационной
вытяжки является миогооперационная
последовательная вытяжка в ленте без
промежуточного отжига, осуществляе-
осуществляемая иа последовательных вытяжных
штампах, устанавливаемых обычно на
кривошипных прессах с автоматиче-
автоматической подачей ленты. Различают два
способа вытяжкн в ленте: без иадрезки
ленты (рнс. 10, о) и с надрезкой ленты
(рис. 10, б). Вытяжка в целой ленте
характеризуется большим числом опе-
операций и может быть рекомендована для
изготовления мелких деталей с малым
136
МНОГООПЕРАЦИОННАЯ ОСЕСИММЕТРИЧН АЯ ВЫТЯЖКА
в)
Рис. 11. Форма надрезов в ленте:
а — для прямоугольных деталей; б — для деталей большого диаметра; в — при использо-
использовании фиксаторов; г — с вырубкой перемычек; д — для деталей малого диаметра
фланцем 1>ф = A,1-г-1,2) d и s @) >
> 0,05d.
Вытяжку с надрезкой ленты можно
использовать для получения деталей
с Оф > l,2d и s @) < 0,05d. Форму
надрезки ленты (рнс. 11) выбирают
в зависимости от конфигурации детали.
Так, надрезку по форме, показанную
на рис. 11, а, применяют при вытяжке
прямоугольных коробок. При вытяж-
вытяжке круглых деталей большого диаме-
диаметра с s @)< 1 мм используют Чрорму
надреза, приведенную на рис. 11, б.
В случае применения надрезки формы
(см. рис. 11, в) изменения ширины
ленты при штамповке не происходит.
Это позволяет вести вытяжку в ленте
в штампе с шаговым ножом.
При форме надрезки, показанной на
рис. 11, г, вырезается поперечная пере-
перемычка, в результате чего лента су-
сужается н применение фиксаторов не-
невозможно. Такую форму надрезов ре-
рекомендуется использовать при вытяж-
вытяжке круглых деталей малого диаметра.
Форма надрезов, показанная на рис. 11,
д, дает возможность использования
лент с меньшей шириной В ~~ D3.
Такую форму надрезов также приме-
применяют при вытяжке круглых деталей
малого диаметра.
2. ПРЕДЕЛЬНЫЕ
КОЭФФИЦИЕНТЫ ВЫТЯЖКИ
Число операций, необходимое для
получения готовой детали, зависит от
ее высоты и диаметра, относительной
толщины заготовки s @)/d и механиче-
механических свойств материала. Проектируе-
Проектируемый технологический процесс должен
содержать мнннмально возможное чис-
число операций. Это обеспечивается на
каждой операции таким изменением
поперечного сечения заготовки и таким
уменьшением толщины стенки в опас-
2. Коэффициенты вытяжки цилиндрических оболочек с прижимом
иа тороидальной матрице
Коэффи-
Коэффициент ВЫ-
ТЯЖКН К}
к2
к3
к*
Кь
Относительная толщина заготовки [s @)/?>3] 100
2—1,5
1,88—1,96
1,28—1,31
1 25—1,26
1,19—1,21
1,14—1,17
1,5—1,0
1,78—1,88
1,26—1,28
1,23—1,25
1,17—1,19
1,09—1,14
1,0 — 0,6
1,72—1,78
1,23—1,26
1,21 — 1,23
1,16—1,17
1,08—1,09
0,6 — 0,3
1,66—1,72
1,21 — 1,23
1,20—1,21
1,14—1,16
1,07—1,08
0,3 — 0,1
1,61—1,66
1,20—1,28
1,17—1,20
1,12—1,14
1,06—1,07
ПРЕДЕЛЬНЫЕ КОЭФФИЦИЕНТЫ ВЫТЯЖКИ
137
3. Предельные значения
коэффициентов вытяжки
цилиндрических оболочек без
прижима на конусно-тороидальной
матрице
d,/d,
0,6
0,7
0,8
3
2
1
1
Пр
Относительная толщина
заготовки
0
0
72
51
и м
отношение
конуса
2
1
1
1
е
,5
92
66
,47
ч а
ts
2
1
1
1
Н
(O)/D3J I0(
,0
86
60
,42
1,5
1,78
1,56
1,38
и е: d2ld1
1,0
1,72
1,51
1,33
нижнего диаметра
матрицы
К
верхнему
ном сечении, чтобы напряжения и де-
деформации, возникающие в материале,
не приводили к его разрушению.
Суммарное значение коэффициента
вытяжки за п-е число операций опре-
определяется по выражению
К = Dsldn,
A8)
где dn — диаметр цилиндрического
участка оболочки, вытягиваемой иа
ге-й операции.
В табл. 2 приведены значения коэф-
коэффициентов вытяжки цилиндрических
оболочек без фланца из сталей марок
08, 10 и латуней Л59—Л80 на торо-
тороидальной матрице с прижимом, без
промежуточного отжига.
Вытяжку цилиндрических оболочек
с небольшим фланцем (D^ld= 1,1 н-
-т-1,4 при Hld> 1,0) осуществляют
так же, как вытяжку оболочек без
фланца. При этом могут быть исполь-
использованы те же коэффициенты вытяжки
(см. табл. 2). Фланец у таких оболочек
образуется под прижимом штампа
только на завершающей операции.
Оболочки с большим фланцем вытя-
вытягивают так, чтобы фланец образовался
иа первой операции вытяжки из пло-
плоской заготовки. В дальнейшем разме-
размеры фланца не изменяются, а формоиз-
меияется остальная часть оболочки.
4. Коэффициенты вытяжки для
последовательной вытяжки в лейте
толщиной 1 мм с надрезами
Материал
Сталь низ-
коуглеро-
коуглеродистая
Латунь
Л63, Л68
Коэффициент вытяж
ки Ki операции
первой
1,65—1
1,72—1
72
81
последую-
последующих
1,17—1
1,20—1
20
25
Возможная деформация будет зави-
зависеть от относительной толщины
исходной заготовки, определяющей
устойчивость фланца.
Предельные значения коэффициен-
коэффициентов вытяжкн цилиндрических оболо-
оболочек из низкоуглероднстых сталей и
латуней на конусно-тороидальных ма-
матрицах без прижима и без промежуточ-
промежуточного отжига приведены в табл. 3.
Вытяжка в целой ленте сопровож-
сопровождается формоизменением всей ленты.
Поэтому для устранения влияния дей-
действительных напряжений Ортах. пРе"
вышающнх расчетные, и устранения
разрушения ленты коэффициенты вы-
вытяжки принимают меньше, чем при
обычной вытяжке. В табл. 4 приве-
приведены значения для последовательной
вытяжки в ленте с надрезами. Коэф-
Коэффициенты вытяжки для последователь-
последовательной вытяжкн в целой лейте из латунн
и низкоуглеродистых сталей:
Переход Kt
1
2
3
4
5
6
1,38—1,47
1,17—1,25
1,14—1,21
1,11—1,17
1,08—1,14
1,05—1,11
В зависимости от выбранных зна-
значений коэффициентов вытяжки и ха-
характеристик применяемого материала
138
МНОГООПЕРАЦИОННАЯ ОСЕСИММЕТРИЧ Н АЯ ВЫТЯЖКА
2.6
2,2
м
=0,
г-
1
05
——¦
\
, ¦"""
о.
о,
„—-¦
ре-
-у
.—
—¦—
0Л 0,8 1,2 1,6 2,0 гт,„
Рнс. 12. Графики для определения Кп =
— f(rm\a) ПРИ вытяжке иа тороидальной
матрице
многооперационную вытяжку осуще-
осуществляют с предварительной термиче-
термической обработкой материала пли без
нее.
В случае многооперационной вы-
вытяжки детален из сильноупрочняю-
щихся материалов в технологическом
процессе следует предусмотреть меж-
межоперационную термическую обработ-
обработку. В результате отжига в окислитель-
окислительной среде на поверхности детали обра-
образуется окалина, которую удаляют тра-
травлением или механической очисткой.
Состав ванн для травления подбирают
в зависимости от рода материала. Пос-
После травления для удаления следов
кислоты с деталей их промывают в хо-
холодной и горячей воде, а затем нейтра-
нейтрализуют в слабом щелочном растворе
при температуре 60—80 °С.
Предпочтительным является без-
окнслительный (светлый) отжиг в пе-
печах с нейтральной или восстановитель-
2,6
2,2
1,8 '—
/,*
Ц=О,О5
а-„'10°
\
20°
а „'30°
'2,0 гт;„
и
Гт
'0,7
\
ч
\
0 1,3 1,k 1,5 1,Ь 1,7 1,8 К„
Рис. 14. Изменение параметра ?1 ~ f (К )
при вытяжке на радиальных матрицах
\s @)/Dn] I00 = I в зависимости от гт]п
ной средой, в результате которого не
происходит образования окалины и
не требуется выполнения операций
травления.
Если в технологическом процессе
предусмотрен межоперационный от-
отжиг, то значения коэффициентов вы-
вытяжки на всех операциях можно при-
принять одинаковыми. Если же термиче-
термическую обработку не проводят, то на
первых операциях должны быть при-
приняты большие (на 3—5 %) значения К.
При этом более эффективно исполь-
используются пластические свойства мате-
материала и требуется меньшее число опе-
операций для получения детали.
Значение предельного коэффициента
вытяжкн в значительной мере зависит
от анизотропии листового материала.
В основном это влияние определяется
минимальным значением коэффициента
анизотропии лт1п в плоскости листа.
0,95
0,90
ОЯЧ
i
. —¦
/
/
10
20
30
50
60
Рис. 13. Графики для определения К
f (rm,n) при вытяжке иа коиусио-торо- Рис- '5- Зависимость коэффициента са от
идальиой матрице
угла конусности матрицы о
к
РАСЧЕТ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ
139
На рнс. 12 показаны теоретические
значения Кп ПРН вытяжке заготовок
с относительной толщиной [s @)/ZK] X
X 100 = 2 на тороидальных матри-
матрицах в зависимости от гтщ. С ростом
значения rmin коэффициент вытяжки
увеличивается независимо от величины
fM. На второй и последующих опера-
операциях значения предельного коэффи-
коэффициента вытяжкн Кп меньше, чем на
первой операции. Это связано с нали-
наличием дополнительных изгибающих
напряжении на участке свободного нз-
гнба н спрямления стенок полуфабри-
полуфабриката. На рнс. 12 штриховой линией
показано изменение предельного коэф-
коэффициента вытяжкн прн гм = 5 на
первой операции, который примерно
на 25 % больше значений Ка на вто"
рой операции при том же гм.
Вытяжку в конусно-тороидальных
матрицах можно вестн с большими
значениями Ка. На рнс. 13 показана
зависимость KD= f(rmm) прн вы-
вытяжке на конусно-торондальных ма-
матрицах с различными углами конус-
конусности. Штриховая линия характери-
характеризует Ка при вытяжке на матрицах
с тороидальной кромкой. На рнс. 14
приведены значения предельного
коэффициента вытяжки АГп, которые
могут быть определены с учетом пара-
параметра Q, найденного по формулам (9)
и A0), а также с помощью графиков
(см. рис. 7). В случае вытяжкн на
конусно-торондальных матрицах пре-
предельное значение
Кп.к = Ка. т^а, A9)
где са определяют с помощью графи-
графика (рнс. 15).
3. РАСЧЕТ ЧИСЛА ОПЕРАЦИЙ,
ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ
ЗАГОТОВКИ И ИНСТРУМЕНТА
По найденным значениям предель-
предельных коэффициентов вытяжкн опреде-
определяют необходимое для получения го-
готовой детали число операций:
п = 1 + [In (D3lKi) - In dj/tfcp, B0)
где Ki н Кср — коэффициенты вы-
вытяжки соответственно на первой опе-
операции и средний.
Число операций прн последователь-
последовательной вытяжке в ленте определяют ис-
5. Число операций вытяжки,
выполняемых без отжига
Материал
Сталь:
08, 10, 15
12Х12Н9Т
Число
операций
3—4
1-2
Материал
Алюмнннй
Медь
Магниевые
сплавы
Число
операций
4—5
1-2
1
ходя из расчетного диаметра заго-
заготовки D и принятых значений коэффи-
коэффициентов вытяжки в соответствии с ме-
методикой расчета для обычной вытяжки.
В табл. 5 приведены ориентировочные
данные о чнсле операций вытяжкн для
различных материалов без их предва-
предварительной термической обработки.
По установленному значению К
можно рассчитать пооперационные раз-
размеры заготовок и их высоту.
Примеры разбиения детали на эле-
элементарные участки при расчете пло-
щадн поверхности детали показаны
на рис. 16 и 17. Методика расчета пло-
площади поверхности детали дана в гл. 4.
При последовательной вытяжке в
ленте без надрезкн диаметр плоской
заготовки рассчитывают как для обыч-
обычной вытяжкн, но диаметр заготовки в
этом случае принимают на 10 % боль-
больше расчетного, что позволяет пронз-
. 1*
—»-
Рис. 16. Схема к определению площади по-
поверхности деталей простой формы (Oj —
координата центра тяжести отрезка сре-
срединной линии)
140
МНОГООПЕРАЦИОННАЯ ОСЕСИММЕТРИЧНАЯ ВЫТЯЖКА
Рис. 17. Схема к определению площади
поверхности детали сложной формы (I, —
длина отрезка срединной линии; а;- —
угол дуги)
вести на первой операции вытяжки
набор избыточного количества мате-
материала, необходимого для повышения
надежности процесса.
Исходным параметром для опреде-
определения ширины ленты является рас-
расчетный диаметр заготовки. Ширину
ленты принимают равной В — 1,2ZK,
где D3 — диаметр заготовки с учетом
диаметрального припуска на обрезку,
значения которого приведены в табл. 6.
Шаг подачи ленты из конструктив-
конструктивных соображений выбирают рав-
равным t -— 0,8D3. Размеры перемычек
(рис. 18) между деталями kn и боковых
перемычек ko приведены в табл. 7.
При вытяжке круглых заготовок,
полученных из листовых материалов
кл
в
1
г
Рис. 18. Схема к определению размере*
перемычек и ширины ленты
с плоскостной анизотропией механи-
механических свойств, по краю полуфабри-
полуфабриката образуются фестоны, высота ко-
которых может достигать 10—15 % об-
общей высоты полуфабриката. Перед
дальнейшей обработкой полуфабрика-
полуфабриката фестоны необходимо удалить, что
приводит к излишнему расходу мате-
материала и увеличению трудозатрат.
Экономию материала достигают при
использовании не круглой, а профиль-
профильной заготовки (рнс. 19). В этом случае
ослабляется влияние анизотропия, а
расход материала на обрезку сущест-
существенно снижается. Контур профильной
заготовки (см. рнс. 20) изменяется по
косннусондальному закону:
DK = 2ДК = (D3 + DK)/2 +
+ (ZK-Z)K)cos4<p/2, B1)
6. Припуск диаметра заготовки иа
Диаметр
заготовки D3
До 10
10—30
30-40
Св. 40
0.2
1,2
1,2
1,2
—
0,3
1,0
1,2
1,5
—
0,5
1,2
1,5
1,8
2,0
обрезку (размеры, мм)
Припуск при
0,6
1,5
1,8
2,0
2,2
0.8
1,8
2,0
2,2
2,5
толщине леиты
1,0
2,0
2,2
2,5
3,0
1,2
2,5
2,8
3,5
1,5
3,0
3,0
4,0
2,0
3,5
4,5
2.5
4
5
3,0
5
6
РАСЧЕТ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ
141
7. Ширина перемычек при последовательной вытяжке в лейте
(размеры, мм)
Диаметр заготовки
0з
До 10
10—30
Св. 30
Ширина пере-
перемычки между де-
деталями кп
1,0—1,5
1,5—2,0
2,0—2,5
Ширина боковых перемычек к(,
в целой лейте
1,0—1,5
1,5—2,0
2,0—2,5
в ленте с надре-
надрезами или вырезами
1,5—2,0
2,0—2,5
2,5—3,0
где DK =- 2/?к — минимальный диа-
диаметр профильной заготовки в направ-
направлении образования фестонов; <р —
угол, определяющий точки контура.
Значение DK находят по графику на
рис. 20. При определении контура про-
профильной заготовки (достаточно по-
построить 1/8 его часть) следует последо-
последовательно определить текущее значение
DK = 2/?к, задаваясь <р = 0; 5; 10;
15; 20 и 22,5°. Полученный таким об-
образом ряд точек представляет собой
контур 1/8 части профильной заго-
заготовки, максимальный диаметр которой
должен быть расположен в направле-
направлении, совпадающем с направлением rmin.
Величину DK = 2/?к можно уста-
установить экспериментально, для чего
на детали, полученной из круглой
заготовки, следует замерить высоту
фестонов. Тогда
DK =- 2/?к ^ 2 /Z>I/2-2/?MM, B2)
где Aft — высота фестонов; Aft = ftj +
-f- ft2 (см. рис. 7, гл. 4).
Из построения профильной заго-
заготовки видно, что наибольший коэффи-
коэффициент использования материала будет
при гтах — г0 и гтах = Гэд- Это озна-
означает, что минимальный размер про-
профильной заготовки располагается
вдоль или поперек проката. Таким
образом, за счет изменения формы
заготовки выявляется возможность
уменьшить ширину полосы и шаг по-
подачи, т. е. повысить коэффициент ис-
использования материала. На рис. 21, а
показаны зависимости Дт) = / (А,г) при
различных коэффициентах вытяжки
для одно-, двух- и трехрядного рас-
раскроя. Здесь Дл -~ приращение коэф-
коэффициента использования материала по
сравнению с круглой заготовкой, а
К — (Гтах — Гтт)/Гср, B3)
O3/DK
1,12
1,10
1,08
1,06
1,02
/
ft
/у
/
у
У\
f
У
1,0 1,4- 1,8 2,2 2,6Гта/гт1„
Рис. 20. График зависимости Oa/DH
Рис. 19. Профильная заготовка для много- _ . . . .
операционной вытяжки * \ max/ mln.» .
142
МНОГООПЕРАЦИОННАЯ ОСЕСИММЕТРИЧНАЯ ВЫТЯЖКА
8ft
6,0
ь,о
2,0
^max
Л
K =
3,5-
3,0-^
"А
А
2,0
//
7/
//
'max
-
з,оу
ft
/У
^ ¦
2,0
'max
Л
3J
я=
3,5у
*К=2,0
и,о~/
1
0,2 .?> 0,6 Лг
о о,г ал в,б лг
а) о;
Рис. 21. Графики для определения Л1| раскроя:
О 0,2 QI, 0,6 Лг
а —- rmax — l-рядный
3-рядный раскрой
раскрой;
1 *~ Лтах " 2-рядиый раскрой; в —
где кг — степень плоскостной анизо-
анизотропии.
Графики на рис. 21, б и в показы-
показывают зависимость Дт) =: / (кг) для
двух- и трехрядного шахматных рас-
раскроев профильной заготовки, мини-
минимальный размер которой расположен
под углом 45° к направлению проката.
При однорядном расположении заго-
заготовки выигрыша в экономии материала
не будет.
При многооперационной вытяжке
цилиндрических деталей с фланцем
припуски на подрезку фланца уста-
устанавливают в зависимости от толщины
материала и диаметра фланца. При-
Припуск на подрезку фланца определяют
по формуле
с = abs @),
B4)
где а и Ь — коэффициенты, зависящие
от толщины s @) материала и диаметра
?>ф фланца.
Приведенные выше формулы для
определения размеров плоской заго-
заготовки не учитывают характера тече-
течения материала и, в частности, его уто-
утонения, в результате чего происходит
увеличение поверхности заготовки.
Л. А. Шофманом предложена формула
для оценки действительной площади
вытянутого цилиндрического стакана:
= 6cp = 1 Л 0,95 +
B5)
С учетом первоначальной толщины
заготовки Fo = fi6Cr>. Зависимость ве-
величины бСр от коэффициента вытяжки
и относительного радиуса матрицы
приведена на графике (рис. 22).
Высота цилиндрических полуфабри-
полуфабрикатов на последующих операциях:
для полуфабрикатов без фланца
Я„=лп + /„, B6)
s @), мм 0,1—0,3 0,3—0,6 0,6—0 9 0 9—14
а 10 6 4 ' 3 '
1,4—2,0
2,5
2,0—3,0
2
D*., мм
Ь . . .
до 30
1,0
30—50
1,3
50—100
1.8
100—250
2,5
РАСЧЕТ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ
143
иср
0,96
1,00
__^——
.—-
8. Радиусы закругления вытяжных
матриц гм (размеры, мм)
1,5 1,6
1,7
1,8 1,9
Рис. 21. График зависимости о(
= f (К) при д—0.05-=-0,2
ср
где гп — радиус оболочки в месте пере-
перехода от дна к стенке; 1п ¦— высота ци-
цилиндрической части оболочки;
для полуфабрикатов с фланцем
Н = //„_!*„ - 0,86/-п.,/(„ + 0,86/-в.
B7)
Высота полуфабрикатов, получае-
получаемых на операциях вытяжки, может
быть подсчитана с учетом анизотро-
анизотропии материала по формуле
— /-с + л[лс+5@)/2]]}}
4|s@)[2/?c+s@)]-f[smax~'
s@)
B8)
где Нв — высота вытяжки по впадине,
образованной двумя смежными фесто-
фестонами; гс—радиус сопряжения стенки
и дна; Rc—расстояние между центра-
центрами радиусов гс.
Вытяжку оболочки без прижима осу-
осуществляют обычно в матрицах с конус-
конусно-тороидальной рабочей полостью.Ус-
полостью.Устойчивость конической части протяги-
протягиваемой оболочки, опирающейся иа ко-
коническую поверхность матрицы, боль-
больше, чем при работе на тороидальной
матрице, когда такого контакта нет.
Возможность образования складок в та-
таких матрицах меньше, чем при вытяж-
вытяжке в тороидальных матрицах. Матрицы
с тороидальным профилем применяют
при К < 1,25, а с конусно-тороидаль-
конусно-тороидальным при К > 1,25. Основным рабочим
Материал
Сталь:
листовая
углеро-
углеродистая
корро-
коррозионно-
стойкая
и жаро-
жаропрочная
Латунь,
медь
Алюми-
Алюминий
Пр
s@) < 3
F-4-10) s@)
(8-4-10M@)
E+8) s @)
D-4-7) s @)
и м е ч а н и
s@) > 3
D-4-6) s @)
F-4-8) s @)
C-4-5) s @)
C+5) s @)
е. Ббль-
шие значения гм берут для пер-
первой операции и при
териале.
гонком ма-
Рис. 23. Форма матриц и пуансонов:
а — тороидальная матрица; б — конусно-
тороидальная матрица
144
МНОГООПЕРАЦИОННАЯ ОСЕСИММЕТРИЧНАЯ ВЫТЯЖКА
элементом вытяжной тороидальной ма-
матрицы является ее радиус закругле-
закругления. Величина радиальной кривизны
тороидального участка матрицы ока-
оказывает существенное влияние иа мак-
максимальное растягивающее напряжение,
При вытяжке оболочек с широким
фланцем применяют прижимное уст-
устройство. В этом случае радиусы за-
закругленной матрицы могут быть при-
приняты большими, чем при вытяжке де-
деталей без фланца:
[s(O)/D8J ЮО
2,0—1,0
1,0—0,2
A5-J-20) s
0,2—0,06
B0-4-30) s
коэффициент вытяжки, устойчивость и
сокращение толщины стенки в опас-
опасном сечении.
С увеличением радиуса матрицы
В случае последовательной вытяж-
вытяжки в ленте радиусы закруглений ма-
матрицы принимают меньшими, чем при
однооперационной вытяжке:
[s@)/D3] 100 .. св. 2 2,0—1,0 1,0—0,5
гМп ... @,6+0,7) гМп1 @,65-0,7) гм^ @,7+0.8) rMn
улучшаются условия вытяжки в ре-
результате снижения сопротивления из-
изгибу и уменьшения ширины перетяги-
перетягиваемого фланца. Это позволяет интен-
интенсифицировать процесс вытяжки, ис-
используя большие значения коэффи-
коэффициентов вытяжки. С другой стороны,
увеличение радиуса матрицы приво-
приводит к увеличению возможности склад-
складкообразования.
В табл. 8 приведены радиусы за-
закругления вытяжных матриц (рис. 23)
в зависимости от материала детали.
На последующих операциях вытяж-
вытяжки радиусы закругления матрицы при-
принимают
гМп = @,7 + 0,9) гЖп_у B9)
где гМп_1 — радиус матрицы на пре-
предыдущей операции.
Радиус закругления пуансона на
последующих операциях
'пп « 0,
«*„„)¦ C0)
На последней операции вытяжки г„
принимают равным заданному радиусу
готовой детали, но не менее C-н2) s @)
для материалов толщиной s @) < 6 мм
и не менее B +1,5) s @) для s @) >
> 6 мм.
Рекомендуемая высота рабочего поя-
пояска матрицы (мм) зависит от диаметра
(мм) детали:
Диаметр
Высота
пояска
до 20
0,4
20—25
0,3
св. 50
0,2
Радиусы закруглений матрицы долж-
должны постепенно уменьшаться по пере-
переходам. Радиус закругления пуаисона
при вытяжке деталей средних разме-
размеров принимают равным, а при вытяжке
мелких деталей — большим радиуса
закругления матрицы.
По диаметрам вытяжек на операциях
и выбранным радиусам закруглений
определяют глубину вытяжки:
для л-й вытяжки
,86V C1)
4. РАСЧЕТ СИЛОВЫХ
ПАРАМЕТРОВ
На величину максимального напря-
напряжения ортах в сечении цилиндриче-
цилиндрической стенки и усилие вытяжки влияют
следующие параметры: геометрия ин-
инструмента и качество обработки его
поверхности, зазор между пуансоном
и матрицей, характеристики штам-
штампуемого материала. Наиболее сущест-
существенным является влияние кривизны
тороидального участка рабочей по-
поверхности тороидальной и угла конус-
конусности коиусио-торондальной матриц.
Максимальное усилие вытяжки для
второй и последующих операций
Ятах = л ds @) ар тахя, C2)
где п — поправочный коэффициент, за-
зависящий от значений коэффициента вы-
вытяжки К;
РАСЧЕТ СИЛОВЫХ ПАРАМЕТРОВ
145
К ¦ ¦
п . .
. 1
. 1
,43
,0
1
0
,39
,95
1,33
0,90
1
0
,30
,85
1
0
,25
,80
1
0
,28
,70
1
0
,11
,60
1,06
0,50
При определении усилия значения
Орщах определяют поформулам A) н E),
а с учетом анизотропии материала по
формулам G) и A0).
Если последующую вытяжку осу-
осуществляют с прижимом, то необходимо
знать усилие прижима, соответствую-
соответствующее Ортах- Усилие прижима на после-
последующих операциях подсчитывают по
формуле
-Сп-2гМп)»], C3)
гДе Рпр — давление прижима; F3 —
площадь заготовки под прижимом;
dn-i и dn — диаметры вытяжки соот-
соответственно на предыдущей и последу-
последующей операциях; гМп — радиус со-
сопряжения дна и стенки при вытяжке
на последующей операции.
Ниже приведены значения рпр для
различных материалов.
Рпр, МПа
Алюминий 0,8—1,2
Латунь 1,5—2,0
Медь 1,0—1,5
Сталь мягкая, толщиной:
св. 1,5 1,5-2,5
до 0,5 2,0—3,0
Аустенитные стали . . 2,5—3,0
Полное усилие вытяжки для прессов
простого действия
Q;
C4)
Работу формоизменения при вытяж-
вытяжке характеризует площадь диаграммы
усилие — путь. Обычно величину ра-
работы (Дж), затрачиваемой на последую-
последующих операциях вытяжки, определяют
по формуле
для прессов двойного действия Р = Рв.
Если в конструкции вытяжного
штампа предусмотрены буферные уст-
устройства и выталкиватели, то усилие
буферного устройства при многоопера-
многооперационной вытяжке с прижимом на
прессах простого действия будет равно
_ Ш iHU(flCosaK +
4 sin aK lr
+ sinaK). C5)
Ап = СРп
C6)
где Ап — работа на последующей опе-
операции вытяжки; Нп — глубина вы-
вытяжки; Рптах—максимальное усилие
вытяжки на каждой операции; С —
коэффициент полноты диаграммы уси-
усилие — путь иа последующих перехо-
переходах, зависящий от коэффициента вы-
вытяжки:
К . . 1,42 1,33 1,25 1,11
С ... 0,85 0,80 0,75 0,70
При наличии буферных устройств
и выталкивателей
пр,
C7)
где Aq — работа, затрачиваемая на
сжатие буфера; Апр — работа пресся
за один рабочий ход.
Под скоростью вытяжки обычно по-
понимают скорость перемещения инстру-
инструмента в начале вытяжки. Для криво-
кривошипных прессов
г> = 0,105я'/я(//Пр — лпр). C8)
где Япр — ход пресса; япр — рабочая
часть хода; л' — число ходов в секунду.
Рекомендуемые скорости вытяжки
для различных материалов приведены
в табл. 9.
Полезная мощность при вытяжке
N = An'.
C9)
Мощность на маховике
Ny, = К'Л я/т), D0)
где К' = 1,2-=-1,4 — коэффициент не-
неравномерности процесса; т) = 0,6—
•4-0,8 — КПД пресса.
146
МНОГООПЕРАЦИОННАЯ ОСЕСИММЕТРИЧН АЯ ВЫТЯЖКА
9. Скорость вытяжки (мм/с)
а начале процесса
Материал
Алюминий
Алюминиевые
сплавы
Латунь
Медь
Сталь:
ннзкоуглеро-
дистая
коррозионно-
стойкая
Пресс действия
про-
простого
875
150—200
1000
750
275
—
двой-
двойного
500
—
500
430
175—200
100—150
Мощность электродвигателя
#дв - ЛГм/тц, D1)
гДе Tli — КПД передачи.
Для снижения артах и усилия вы-
тяжки за счет уменьшения трения
между материалом и инструментом и
повышения стойкости штампов в про-
процессе вытяжки используют смазочные
материалы. Их необходимые свойства:
хорошо удерживаться на поверхности
инструмента и заготовки; выдержи-
выдерживать значительные давления; легко
удаляться с поверхности готовой де-
детали; не вызывать коррозии металла
и инструмента; быть дешевыми. Раз-
Различают смазочные материалы с напол-
наполнителем и без наполнителя. Наиболее
предпочтительны смазочные материалы
с наполнителем (мелом, тальком, гра-
графитом), позволяющие снизить коэф-
коэффициент трения в 2—3 раза. При вы-
вытяжке без смазочных материалов стали
м алюминиевых сплавов коэффициент
трения ц= 0,20^-0,35. Смазочный ма-
материал с наполнителем, например ми-
минеральное масло с мелом и графитом,
обеспечивает ц — 0,08ч-0,15, а исполь-
использование в качестве смазочного мате-
материала веретенного масла илн пленки
ПХВ позволяет снизить коэффициент
трения соответственно до 0,10—0,15
и 0,05—0,075.
В табл. 10 приведены составы сма-
смазочных материалов на основе веретен-
веретенного масла, применяемого при вы-
вытяжке.
В случае легкой вытяжкн можно ре-
рекомендовать в качестве смазочного ма-
материала 20 %-иый раствор зеленого
мыла в воде, водную эмульсию, содер-
содержащую по 3 % зеленого мыла и таль-
талька, и эмульсию стандартного эмуль-
сола. При средней вытяжке рекомен-
рекомендуется смазочный материал состава, %:
25 растительного масла, 5 натрового
мыла, 45 мела н 25 воды, а для тяже-
тяжелой вытяжкн — эмульсионный сма-
смазочный материал «Укринол-5/5». Для
вытяжки труднодеформнруемых сталей
и сплавов применяют лакн марок:
ХВ-5179, А-113 и АК-ПЗФ.
5. ТОЧНОСТЬ ДЕТАЛЕЙ,
ПОЛУЧАЕМЫХ
МНОГООПЕРАЦИОННОЙ
вытяжкой
Получаемая в результате многоопе-
многооперационной вытяжки точность оболо-
оболочек определяется допусками на их дна-
метр и высоту. Отклонение размеров
10. Составы смазочных материалов для вытяжки
Сталь
Низкоуглеродистая
Углеродистая н низ-
низколегированная
Содержание, %
Вере-
теииое
масло
43
40
Олеи-
иовая
кислота
8
Рыбий
жир
8
Соли-
Солидол
40
Вода
15
Наполнитель
6 зеленого
мыла,
15 графита,
5 серы
20 графита
ТОЧНОСТЬ ДЕТАЛЕЙ
147
11. Значения коэффициента п
Общее
число
операций
вытяжки
3
4
5
Поряд-
Порядковый
номер
операции
2
3
2
3
4
2
3
4
5
Начальная
толщина стен-
стенки s @), мм
!
.о
0,30
0,1/0
0,50
0,30
0,1/0
0,50
0,40
0,30
0,1/0
[
0,25
0,1/0
0,40
0,25
0,1/0
0,40
0.30
0,25
0,1/0
СО
I
0,20
0,1/0
0,35
0,20
0,1/0
0,35
0,25
0,20
0.1/0
Примечание. Числи-
Числитель соответствует вытяжке с
допусками деталей по 14—16
квалитету, а знаменатель по 11
—12 квалитету. Остальные зна-
значения относятся к вытяжке с
допусками деталей как по 14—
16, так и по 11—12 квалнтету.
по диаметру зависит от величины за-
зазора между пуансоном н матрицей и
точности изготовления штампа.
Зазор, между цилиндрическими по-
поверхностями пуансона и матрицы на-
назначается больше исходной толщины
материала заготовки:
D2)
г = (DM - dn)/2 > s @),
где z — односторонний зазор между
цилиндрическими поверхностями пуан-
пуансона и матрицы.
При вытяжке с прижимом
г = ns@) + s' @),
D3)
где п — коэффициент (табл. 11); s @)'—
максимальная толщина заготовки с
учетом верхнего (плюсового) отклоне-
отклонения.
Для определения одностороннего за-
зазора можно рекомендовать формулы,
приведенные в табл. 12.
Для всех операций, кроме последней,
направление зазора безразлично. На
последней операции при вытяжке ци-
цилиндрических деталей зазор устанав-
устанавливается:
с заданным наружным размером за
счет пуансона, т. е.
dn = DM-2z;
D4)
с заданным внутренним размером за
счет матрицы, т. е.
4 = "<*вН; DM=dn + 2z. D5)
Исполнительные размеры рабочих
частей пуансонов н матриц назначают
в зависимости от того, как сопрягается
в процессе сборки вытягиваемая де-
деталь: по наружному или внутреннему
12. Формулы для определения одностороннего зазора при вытяжке
деталей с точностью изготовления по 11—12 и 14—16 квалитетам
Операции (переход)
вытяжки
Вторая и последую-
последующие
Последняя
Квалитет
11 — 12
z --- s @) + б' + 2а'
г --- s @) + б'
.14 — 16
г = s@) + б' + B,5-т-3,0)«'
г -= s @) + б' + 2а'
Примечание: б' — верхнее (плюсовое) отклонение допуска на
толщину материала, мм; а' — прибавка (табл. 13).
148
МНОГООПЕРАЦИОННАЯ ОСЕСИММЕТРИЧНАЯ ВЫТЯЖКА
13. Значения прибавки а'
(размеры, мм)
Толщина
мате-
материала
s@)
0,2
0,5
0,8
1,0
1,2
При-
Прибавка
0,05
0,10
0,12
0,15
0,17
Толщина
мате-
материала
s@)
1,8
2,0
2,5
3,0
4,0
При-
Прибавка
0,21
0,22
0,25
0,30
0,35
контуру. Если сопряжение детали
осуществляется по наружному кон-
контуру, то
)м = (О„-Д)+бМ;
D6)
D7)
если по внутреннему, то
dn =
м; D8)
. D9)
где dn и DM — исполнительные раз-
размеры соответственно пуаисоиа и ма-
матрицы; DH — номинальный диаметр
по наружному и внутреннему конту-
контурам; Д — допуск на изготовление де»
тали; г — односторонний зазор; дп и
дм — допуски на изготовление пуаи-
пуаисоиа и Матрицы; дп — @,084-0,12) Д
и бм = @,12-1-0,16) Д, но не выше до-
допусков по 8—9 квалитету на соответ-
соответствующий размер.
Допускаемые отклонения по вну-
внутреннему диаметру вытянутых дета-
деталей приведены в табл. 14. Точность
осесимметричиой вытяжки по высоте
иллюстрирует табл. 15.
14. Допускаемые отклонения по внутреннему диаметру
вытянутых деталей (размеры, мм)
Толщина
мате-
материала
s@)
0,5
0,6
0,8
1,0
1,2
1,5
Номинальный внутрен-
внутренний диаметр dBil
До 50
±0,12
±0,15
±0,20
±0,25
±0,30
±0,35
50 — 100
±0,20
±0,25
±0,30
±0,35
±0,40
100 — 300
±0,30
±0,40
±0,50
±0,60
Толщина
мате-
материала
s@)
2
,2,5
3,0
4,0
5,0
6,0
Номинальный внутрен-
внутренний диаметр авн
До 50
±0,40
±0,45
±0,50
±0,60
±0,70
±0,80
50—100
±0,50
±0,60
±0,70
±0,80
±0,90
±1,00
100 — 300
±0,70
±0,80
±0,90
±1,00
±1,10
±1,20
15. Допускаемые отклонения по высоте вытянутых деталей (размеры, мм)
Толщина
МО)
ДО 1,0
1,0—2,0
2,0—4,0
4,0—6,0
До 18
±0,5
±0,6
±0,8
±1,0
18-30
±0,6
±0,8
±1,0
±1,2
Высота
30 — 50
±0,8
±1,0
±1,2
±1,5
вытягиваемой детали
50 — 80
±1,0
±1,2
±1,5
+ 1,8
80 — 120
±1,2
±1,5
±1,8
±2,0
120-180
±1,5
±1,8
±2,0
±2,5
180 — 260
±1,8
±2,0
±2,5
±3,0
Глава
6
ВЫТЯЖКА ДЕТАЛЕЙ
КОРОБЧАТОЙ ФОРМЫ
Схемы формоизменения заготовки
при вытяжке деталей коробчатой и осе-
симметричной формы во многом сход-
сходны. Однако схема напряжеиио-дефор-
мированного состояния заготовки в
процессе вытяжки коробчатых деталей
(рис. 1, 2) неоднородна как по коорди-
координате р, так и по координате 6. При р =
= г в области фланца, предназна-
предназначенной для угловых участков стеики
коробчатой детали, возникают следу-
следующие напряжения:
O
p max
OS [In (R/Г) - 62]/(/3
TP9-=tfse/(/3 -у);
[2cts /l
— tfp tnaxJ,
где Стр, ae, тр0 — компоненты тензора
напряжения; as — напряжение теку-
текучести; R — расстояние от центра угло-
углового закругления до края заготовки по
биссектрисе угла; s — толщина стеики
детали; у — угол, определяющий про-
протяженность очага пластической де-
деформации (экспериментально показано,
что V можно принимать равным 1 рад).
Пластические деформации распро-
распространяются в части фланца заготовки,
предназначенной для образования пло-
плоских стенок детали (см. рис. 1, табл. 1).
Значения этих деформаций прежде
всего зависят от отношения высоты h
коробчатой детали к ее ширине В, от
радиуса г скругления в углах сопря-
сопряжения плоских стенок. В сечениях
фланца, перпендикулярных к контуру
проема матрицы, возникают сжимаю-
сжимающие напряжения ae, под действием
которых образовавшаяся плоская
стенка может потерять устойчивость и
собраться в гофры. При разработке
процесса вытяжки для снижения в ука-
указанном месте напряжений од увеличи-
увеличивают напряжения ар, повышая силу
прижима флаица илн вводя перетяж-
перетяжные ребра (пороги).
При вытяжке коробчатых деталей
оценка предельно допустимой дефор-
деформации на первой операции сущест-
существенно осложняется ввиду неоднород-
неоднородного распределения деформаций и на-
напряжений по периметру проема ма-
матрицы. Для практических расчетов
обычно используют условный коэффи-
коэффициент вытяжки, который по аналогии
с коэффициентом вытяжки цилиндри-
цилиндрического стакана определяют по выра-
выражению
К= R/r = /TfUfr,
где г — радиус скругления в сопря-
сопряжениях плоских стенок коробчатой
детали; h — высота детали; R — рас-
расстояние от центра углового скругле-
скругления до края заготовки по биссектрисе
угла.
При вытяжке коробчатых деталей
максимальные растягивающие напря-
напряжения стр в части фланца на угловых
скруглениях распределены неравно-
неравномерно. Эпюра распределения напря-
напряжений приведена на рис. 2.
Ввиду неравномерного распределе-
распределения максимальных растягивающих на-
напряжений Стр на угловых закруглениях
значения коэффициента вытяжки для
коробчатых деталей принимают в 1,5—
2 раза больше, чем при вытяжке ци-
цилиндрических деталей (табл. 2).
Из табл. 2 следует, что наибольшая
относительная высота прямоуголь-
прямоугольных деталей зависит от отношения г/В
и отношения толщины s @) заготовки
к условному диаметру заготовки D3 =
= 2R. В табл. 3 приведены относи-
относительные высоты коробчатых деталей,
вытягиваемых за одну операцию из
сталей марок 08 и 10.
На рис. 3 показана диаграмма вы-
выбора способа построения контура.
При вытяжке низких коробчатых
деталей с относительно малыми ра-
150
ВЫТЯЖКА ДЕТАЛЕЙ КОРОБЧАТОЙ ФОРМЫ
ВЫТЯЖКА ДЕТАЛЕЙ КОРОБЧАТОЙ ФОРМЫ
151
1
¦
Ш
Рис. 1. Искажение координатной сетки на
плоских стенках коробчатой детали после
вытяжки (точки а и б характеризуются
наибольшими деформациями)
диусами закруглений (см. рис. 3, об-
область На) течение материала проис-
происходит только в местах сопряжений
плоских стенок заготовки, прямоли-
прямолинейные участки стенок отгибаются.
Контур заготовки определяют геоме-
геометрической разверткой детали на пло-
плоскость основания. При этом ступень,
образующуюся при развертке (рис. 4,
а), скругляют плавным контуром так,
чтобы площадь, описываемая плавным
Рис. 2. Распределение напряжений в части
фланца на угловых скруглеииях при вы-
вытяжке коробчатой детали
контуром, оставалась неизменной.
Расчет размеров заготовки проводят
по методике Б. П. Зворонно, изложен-
изложенной ниже.
1. Деформация (логарифмическая) при вытяжке по краю детали, %
Относительная вы-
высота коробки А/В
1,0
0,5
0,3
Деталь коробчатой формы
в середине стенки
23,1—26,2
13,8—18,5
5-8
по биссектрисе
угла
37,0—40,4
28,4—32,4
22,2—26,2
Цилиндрическая
деталь
43,8
37,0
27,7
2. Приближенные значения предельного коэффициента вытяжки К„
коробчатых деталей (см. рис. 4) для иизкоуглеродистой стали
Относительный
радиус г/В
0,40
0,30
0,20
0,10
0,05
I
Тервая
Квадратная
0.1-
0,3
2,08
2,38
2,63
3,03
3,12
деталь
вытяжка
Прямоугольная
деталь
Относительная толщина заготовки
0,3 —
1.0
2,22
2,50
2,77
3,12
3,33
1,0 —
2,0
2,38
2,63
2,96
3,33
3,35
0,1 —
0,3
2,27
2,50
2,77
3,03
3,33
0,3-
1,0
2,38
2,63
2,96
3,12
3,33
1.0 —
2,0
2,50
2,77
3,03
3,33
3,35
Последующие опе-
операции вытяжки
Is @)/D,
0,1 —
0,3
1,37
1,51
1,66
1,88
3,35
] 100
0,3-
1.0
1,43
1,58
1,75
1,96
2,08
1,0 —
2.0
1,49
1,66
1,85
2,08
2,22
3. Относительная высота коробчатой детали (см. рис. 4),
штампуемой за один переход
Относительный
радиус г/В
0,30
0,20
0,15
0,10
0,05
0,02
Относительная толщина заготовки [s @)/D ] 100
3
2,0 — 1,5
1,2—1,0
1,0—0,9
0,9—0,75
0,8—0,6
0,7—0,5
0,5—0,4
1,5-1,0
1,1—0,95
0 9—0 82
0,8—0>
0,7—0,55
0,6—0,45
0,45—0,35
1,0 — 0,5
1,0—0,9
0,85—0,7
0,75—0,65
0,65—0,5
0,55—0,4
0,4—0,3
0,5 — 0,2
0,9—0,85
0,8—0,7
0,7-0,6
0,5—0,45
0,5—0,35
0,35—0,25
Размер отгибаемой части заготовки
с учетом радиуса скругления у дна
коробки /д
/-- h+ 1,57гд
Радиус скругления углов заготовки
/?- /г2 + 2rh - 0,86гд (г -f 0,16гд).
Откуда при г — гд R ~ У 2rh.
Вычерчивают контур заготовки, пос-
после чего отрезки аЬ (см. рис. 4, а) делят
пополам и через полученные точки про-
проводят касательные к окружности ра-
радиуса R. На рис. 4 показаны различ-
различные формы контура заготовки. Спо-
Способы построения их приведены на
рис. 4, б.
При построении контура заготовки
для вытяжки низких коробчатых де-
деталей с относительно большими радиу-
радиусами сопряжения плоских стенок (см.
рис. 3, область 116) радиус контура
заготовки на угловых скруглениях
определяют с помощью табл. 4 или
расчетом с учетом перетекания металла
в плоские стенки:
/?i = xR,
где R = /г2+2г/1—0,86л,, (г+0,16гд);
х = 0,074 (/?/2гJ + 0,982.
Ширина ha и hb полоски, отрезаемой
от геометрической развертки прямых
сторон заготовки (рис. 5), с учетом по-
последующего перемещения металла при
формировании поверхностей сопряже-
сопряжения плоских стенок составляет
К =
- 2r), hh = yR2l(B —2r).
Значения коэффициентов хну при-
приведены в табл. 4. По полученным зна-
значениям шнрнны, длины н углового
радиуса развертки строят плавный кон-
контур с радиусами скругления Ra и Rb.
0,1
0,1 0,2 0,3 г/В
Рис. 3. Диаграмма для выбора способа
построения контура заготовки при вы-
вытяжке коробчатых деталей
Рис. 4. Построение контура заготовки:
а — пример построения; б - возможные варианты оформления скруглений в углах заго-
заготовки
Рассмотренное построение контура
применимо для коробчатых деталей
с отношением сторон А/В =~ 1,5ч-2,0.
Если в технологическом процессе
предусмотрена обрезка фланца, то прн
построении контура необходимо учесть
припуск на обрезку. Контур заготовки
при этом можно упростить.
При вытяжке высоких коробчатых
деталей (см. рис. 3, область //) контур
заготовки близок к окружности или
овалу (рис. 6). Для коробчатых дета-
деталей, имеющих в плане форму квадрата,
диаметр D3 заготовки определяют по
формуле
иий »^глаИхТУ(Рс"Гр^ВзК;ИоДблЯастТE7бК" """<"»» *еталей с большими Радиусами скругле-
а — квадратной; б — прямоугольной
4. Значения коэффициентов хну
Относительная высота детали
Относи тель-
^гло^гТ 0,3 | 0,4 0,5
закругле- .
иня г/В
хухухуху
0,10 — — 1,09 0,15 I 1,12 0,20 1,15 0,27
0,15 1,050 0,08 1,07 0,11 1,10 0,17 1,12 0,20
0,20 1,040 0,06 1,06 0,10 1,08 0,12 1,10 0,17
0,25 1,035 0,04 1,05 0,08 1,06 0,10 1,08 0,12
0,30 1.030 0,04 1,04 0,06 1,05 0,08 — —
Коробчатые детали, имеющие в плане
прямоугольную форму, рассматри-
рассматривают как состоящие из двух половинок
квадратных коробок шириной В, со-
соединенных промежуточной частью раз-
размером А — В. Контур заготовки при-
приобретает форму овала (рис. 6, б). При
этом ширина овальной заготовки
бз = {D3 (В - 2гд) + [В + 2 (ft +
+ 0,43гд)](Л-В)}/(Л-2гд),
ее длина
L» = D3 + (А - В).
При А — В ^ @,034-0,06) L мож-
можно выбрать круглую заготовку (D3 =
= L3).
Области la, 16 и /с иа рис. 3 соот-
соответствуют многопереходиой вытяжке
коробчатых деталей. Область 1а соот-
соответствует деталям с hi В ^ 0,8 и ма-
малыми радиусами скруглейий в углах.
Как правило, переходы, следующие
за первым, предназначены для умень-
уменьшения (калибровки) скруглейий в бо-
боковых и дониых углах. Построение
контура заготовки производят по из-
изложенной выше методике; при этом
радиус R определяют по формуле'
# = A,1 Ч- 1,2)/27ft?
Коэффициент 1,1 —1,2 вводят для
того, чтобы учесть происходящее при
выполнении последующих переходов
вытеснение металла из угловых обла-
областей заготовки в плоские стеики де-
детали. Дуги угловых скруглений опи-
описываются радиусами из различных
центров.
Последующие переходы осущест-
осуществляют без прижима заготовки, поэтому
зазор между пуансоном и стенками
коробчатой детали должен быть ие
более b = 5s (равным 1 мм).
Увеличение высоты детали иа каж-
каждом из последующих переходов
М = й_0,43[гДп-гДп+1),
гДе глп и гДп+1 ~~ РаДиУсы Доииых за-
закруглений соответственно иа л и
л -+• 1 переходах.
Область 1с на рис. 3 включает ко-
ообчатые летали, v kotodhx hi В ~> 0,8.
Рис. 6. Контур заготовки для вытяжки
высоких коробчатых деталей (см. рнс. э,
область 11с):
а — квадратной; б — прямоугольной
154
ВЫТЯЖКА ДЕТАЛЕЙ КОРОБЧАТОЙ ФОРМЫ
ВЫТЯЖКА ДЕТАЛЕЙ КОРОБЧАТОЙ ФОРМЫ
155
¦с
1 Л Гд 1
i \jr~
Заготовка^
Г
* А
^-1
г
Ь
/
и
1
Рис. 7. Упрощенный способ построения
контура заготовки при вытяжке коробча-
коробчатой детали
В этом случае контур заготовки круг-
круглый или овальный. Размеры его опре-
определяют согласно рекомендациям, при-
приведенным выше для области Не. Рас-
Расчетную высоту ftp принимают равной
A,054-1,1 °/o)ft.
v Зона деформирования
Зона передачи усилия
Рис. 8. Схема штампа для вытяжки с подо-
подогревом фланца:
1 — матрица; 2 — прижим; 3 — пуаисои;
4 — нагревательные элементы; 5 — трубка
для подачи охлаждающей жидкости
5. Предельные значения коэффициентов вытяжки заготовок
из цветных сплавов
Радиус
сопря-
сопряжения
плоских
стенок
г, мм
2,5
5,5
10,5
Материал
заготовки
AM
АМиМ
Д16АМ
MAI; MA8
AM
АМиМ
Д16АМ
MAI; MA8
AM
АМцМ
Д16АМ
MAI; MA8
Ква
20
*п
7,19
7,46
8,00
—
4,00
4,36
4,73
—
2,56
2,76
3,14
—
дратна»
°с
h/A
0,58
0,61
0,68
—
0,60
0,66
0,79
—
0,63
0,68
0,88
—
в плане
Рекомендуе-
Рекомендуемая тем-
температура *
*п
13,3
12,8
13,9
25,0
6,6
6,6
7,7
12,5
4,17
4,17
4,76
7,14
* Для алюминиевых сплавов Д16АМ,
пература 320—340 °С
h/A
1,50
1,44
1,58
2,73
1,51
1,45
1,72
2,89
1,52
1,46
1,82
3,06
АМиМ
Прямоугольная в
20
*п
7,57
8,00
8,40
4,18
4,54
4,90
2,66
2,86
3,22
—
°с
hi A
0,62
0,64
0,71
0,62
0,68
0,85
0,66
0,71
0,90
—
плане
Рекомендуе-
Рекомендуемая темпе-
температура *
*п
12,0
11,6
12,6
27,0
6,89
6,71
7,30
13,7
4,10
4,38
4,78
8,00
, AM рекомендуемая
h/A
1,46
1,44
1,51
2,93
1,57
1,43
1,72
3,12
1,60
1,55
1,83
3,22
тем-
; для магниевых сплавов MAI, MA8 — 360—380 С.
Коробчатые детали с фланцем при
hi В ^ 0,6 вытягивают за один пере-
переход, а при малых радиусах проводят
еще и калибровку. После вытяжки
необходима обрезка фланца, поэтому
при построении контура заготовки
следует учитывать припуск на обрезку.
В условиях мелкосерийного произ-
производства А. Я-1 Фрейдлин предлагает
упрощенный способ построения кон-
контура 'заготовки коробчатых деталей.
У такой заготовки отсутствуют криво-
криволинейные участки (рис. 7). В этом
случае размеры заготовки определяют
из следующих выражений:
В3= 2 [В/2+ /t — 0,43 (г + гдI;
1.3= 2 [Л/2-f ft — 0,43 (г-Ь Гд>].
Строгой методики для построения
контура заготовки коробчатых дета-
деталей сложной пространственной формы
(типа деталей автомобильного кузова)
в настоящее время не существует.
Поэтому контур заготовки выбирают
ориентировочно с учетом соображений,
приведенных выше, и уточняют после
проведения пробных штамповок в про-
процессе наладочных работ.
Вытяжка с применением местного
иагрева. Для увеличения возможности
формоизменения за один переход при
вытяжке коробчатых деталей приме-
применяют местный нагрев пластически де-
деформируемой части заготовки. Для
этой цели в1 штамп встраивают раз-
различные нагревательные элементы. На
рис. 8 показана схема штампа для
вытяжки детали с подогревом фланца.
В результате локального нагрева
штампа напряжение текучести во
фланце у деформируемой заготовки
резко уменьшается, а в трубчатой
части заготовки (стенке) остается вы-
высоким. В этом случае допустимое на-
напряжение на разрыв в опасном сече-
сечении остается на уровне холодноката-
холоднокатаной заготовки.
В табл. 5 приведены значения Кп
и ft/Л.
_L
Глава
7
ВЫТЯЖКА С УТОНЕНИЕМ
(ВЫТЯЖКА—ПРОТЯЖКА)
Вытяжку с утонением применяют
при изготовлении цилиндрических де-
деталей глубиной до 10 диаметров (гиль-
(гильзы, тонкостенные трубы, баллоны и
т. п.) из латуин, низкоуглероднстой
стали, алюмнння н других материалов,
обладающих достаточной пластич-
пластичностью в холодном состоянии. Этот
способ позволяет получить детали,
имеющие относительно точные раз-
размеры н высокие прочностные свойства,
в два-три раза превышающие проч-
прочность исходного материала. Последнее
обеспечивается упрочнением металла
при деформировании в сочетании с со-
соответствующей термической обработ-
обработкой. Возможности формоизменения за
одну операцию ограничены разруше-
разрушением стенки по выходе из матрицы,
требуемой точностью полуфабрикатов,
работоспособностью смазочного по-
покрытия, тепловыделением в очаге де-
деформации и другими факторами. Ка-
Какой из перечисленных факторов яв-
является лимитирующим, зависит от
требований, предъявляемых к изде-
изделию, состояния и пластических
свойств материала. интенсивности
упрочнения, наличия дефектов', а так-
также от геометрических параметров ин-
инструмента, условий охлаждения н при-
применяемого смазочного материала.
1. ФОРМОИЗМЕНЕНИЕ
ЗАГОТОВКИ
При вытяжке с утонением в матрицу
диаметром Dn+1 устанавливают полую
заготовку диаметром Dn. Пуансон диа-
диаметром dn+\ входит в заготовку тол-
толщиной sn с небольшим зазором и в про-
процессе выполнения операции протал-
проталкивает ее через одну или несколько
(от двух до пяти) матриц, расположен-
расположенных одна под другой соосно с пуансо-
пуансоном. Диаметры последовательно
уменьшающихся рабочих частей ма-
матриц меньше наружного диаметра за-
заготовки. Соответственно уменьшаю-
уменьшающийся зазор между пуансоном и ма-
матрицей меньше толщины sn стенки
заготовки. Следовательно, при вы-
вытяжке уменьшается как диаметр, так
и толщина стеики н одновременно
увеличивается длина вытягиваемой де-
детали. Вытянутая таким образом де-
деталь плотно прилегает к поверхности
пуансона. При обратном ходе пуаи-
сона деталь упирается в выходной
скат матрицы или съемник и сни-
снимается с пуансона.
Как вндио из рис. 1, элементарные
силы трения в очаге деформации между
пуансоном ц.пст„ и матрицей Цм^м
имеют различные направления. По-
Поскольку заготовка смещается относи-
относительно матрицы в направлении движе-
движения пуансона, силы трения, действую-
действующие на наружной поверхности заго-
заготовки, имеют направление, обратное
движению пуансона. Удлинение за-
Рнс. I. Схема напряжений, действующих
в очаге деформации
ФОРМЫ ПОЛУЧАЕМЫХ ДЕТАЛЕЙ И ИНСТРУМЕНТА
157
Рис. 2. Типы заготовок, полученные:
/ — комбинированной вытяжкой; 2 — об-
обратным выдавливанием; 3 — прямым вы-
выдавливанием; 4 — механической обработ-
обработкой резаннем
готовки при утонении приводит к тому,
что в очаге деформации она скользит
вверх по пуансону, а силы трения на
внутренней поверхности заготовки
действуют в направлении движения
пуансона.
Силы трения на наружной поверх-
поверхности заготовки способствуют увели-
увеличению растягивающих напряжений аж,
действующих в стенках протянутой
части заготовки, а силы трения на
внутренней поверхности заготовки
как бы разгружают опасное сечение
уменьшая растягивающие напряжения
в стенках протянутой части заготовки.
Эта особенность вытяжки с утонением
и является основной причиной сравни-
сравнительно больших допустимых деформа-
деформаций и значительного приращения от-
относительной высоты заготовки за одни
переход.
Заготовки для вытяжки с утонением
могут быть (рис. 2) получены комбини-
комбинированной вытяжкой, обратным и пря-
прямым выдавливанием; реже горячей
штамповкой с последующей механи-
механической обработкой.
На заготовках не допускаются де-
дефекты, не поддающиеся исправле-
исправлению, — грубые забоины, надрывы, за-
запрессовка, расслоение металла, плены
и др.
Разностеиность заготовки не долж-
должна превышать 3,5—5 % толщины
стенки. Поля допусков диаметраль-
диаметральных размеров должны соответствовать
/til— /tl2.
В случае получения заготовки ме-
механической обработкой следует учи-
учитывать параметры шероховатости по-
поверхности: Rz = 6,3—40 мкм. С уве-
увеличением Rz ухудшаются условия фор-
формирования фосфатной пленки, исполь-
используемой для уменьшения трения при
обработке стали, и повышается ве-
вероятность разрушения слоя покрытия.
2. ФОРМЫ ПОЛУЧАЕМЫХ
ДЕТАЛЕЙ И ИНСТРУМЕНТА
Форма деталей при вытяжке с уто-
неиием. Наиболее часто вытяжку с уто-
утонением используют для получения
деталей (полуфабрикатов) / (рис. 3),
имеющих наружную поверхность ци-
цилиндрическую, а внутреннюю — кони-
коническую. Возможно получение деталей
с наружным 2 и внутренним 3 усту-
уступами. Детали 4 и 5 получают из дета-
деталей 2 и 3 соответственно с использова-
использованием в первом случае обжима, а во
втором — раздачи. Дио детали полу-
получается выпуклым. Для получения
плоского дна необходимо вводить до-
дополнительную операцию.
Конусность пуансона должна быть
в пределах 0,0005—0,1. Обратная ко-
конусность не допускается, за исключе-
исключением случаев, когда необходимо полу-
получить небольшое утолщение стенкн де-
детали иа малой длине.
Вытяжкой с утонением получают
детали с полем допуска /t9—h\2. До-
Допуск иа толщниу стенки доходит до
15—25 % номинальной толщины стеи-
158
ВЫТЯЖКА С УТОНЕНИЕМ
ФОРМЫ ПОЛУЧАЕМЫХ ДЕТАЛЕЙ И ИНСТРУМЕНТА
159
Рис. 3. Типы деталей, полученные вытяж-
вытяжкой с утонением:
/ — напровал; 2 — с остановом; 3 — сту-
ступенчатым пуансоном: 4 — с остановом н
последующей калибровкой; 5 — ступен-
ступенчатым пуансоном с последующей раздачей
Рис. 4. Матрица для вытяжки с утонением
ки; на высоту полуфабриката, полу-
полученного вытяжкой,—до 15% его
длины. Обычно для получения задан-
заданной длины полуфабрикат обрезают,
для чего предусматривают соответ-
соответствующий припуск.
Форма рабочего инструмента. Ин-
Инструмент для вытяжкн с утонением
стенки для спецналнзнрованных прес-
прессов обычно включает в себя пуансон,
матрицы (от одной до пяти) н съемник.
Пуансон крепят к ползуну пресса,
матрицы закрепляют на столе пресса.
Способ крепления должен обеспечи-
обеспечивать возможность быстрой смены ин-
инструмента.
Поскольку процесс вытяжки с уто-
¦неннем стенки требует относительно
большого хода ползуна, направляющие
устройства (обычно направляющая
втулка) применяют только при жест-
жестких требованиях по разностенности,
косине кромки и кривизне осн.
Матрица (рис. 4) имеет форму
кольца. Поверхность ее полости со-
состоит из направляющей (входной) ци-
цилиндрической части диаметром DBX, ра-
рабочих частей — чаще всего конической
с углом 2а при вершине и цилиндриче-
цилиндрической диаметром D, а также выходной
конической части с углом при вершине
2E. Входная часть матрицы служит
для центрирования заготовки относи-
относительно оси матрицы, что необходимо
для получения полуфабрикатов задан-
заданной точности. Диаметр входной части
матрицы рекомендуется принимать на
0,5—1,8% больше диаметра заготов-
заготовки. При ведении вытяжки через не-
несколько матриц направляющая часть
делается только в верхней матрице.
Часто направляющую часть выпол-
выполняют в виде отдельного направляю-
направляющего кольца, высота которого состав-
составляет 0,3—0,6 диаметра калибрующего
пояска.
Угол рабочей конической части по-
поверхности матрицы (угол ската) при-
принимают а = 4-^22°. При 8 ;> 0,5 влия-
влияние угла а на усилие вытяжки незна-
незначительно; при 8 < 0,5 минимальное
усилие наблюдается при a=8-f-14°.
Угол ската a = 4ч-9° обеспечивает
возможность повышения предельного
формоизменения, более равномерную
деформацию по толщине стенкн, но
прн этом снижается точность детали,
S)
Рис. S. Матрицы сборные армированные:
/ — бандаж; 2 — вкладыш; 3 — кольцо
опорное; 4 — кольцо направляющее
растет разностенность и связанные
с нею косина кромки н кривизна, уве-
увеличивается работа на преодоленне сил
трения. Высота конической части ра-
рабочей поверхности матрицы составляет
1,2—1,3 высоты очага деформации.
Калибрующий поясок обеспечивает
формирование наружной поверхности
детали. Его ширину принимают рав-
равной /гк = @,l-^0,05)D. Меньшее зна-
значение принимают для матрицы боль-
большего диаметра. Увеличение ширины
калибрующего пояска практически не
влияет на усилие вытяжки, но увели-
увеличивает вероятность налипания металла.
Сопряжение рабочих поверхностей
выполняется тороидальной поверх-
поверхностью радиусом г3 = @,5-Н,0) hK.
Выходную часть матрицы оформ-
оформляют в виде конуса с углом Р = 20
или 70°. При Р = 70° обеспечивается
возможность съема распружиннвшего
полуфабриката упором в выходной
скат матрицы. В этом случае кромку,
образованную пересечением поверхно-
поверхностей калибрующего пояска и выходного
ската матрицы, делают острой. Съем
с упором в выходной конус матрицы
возможен прн степенях деформации
не более 40 % и глубине полуфабри-
полуфабриката не более двух диаметров.
Выполнение угла Р = 20-4-60° обе-
обеспечивает благоприятные условия ра-
работы калибрующего пояска (исклю-
(исключает его выкрашивание), но при этом
необходимо специальное устройство
(съемник) для съема полуфабриката
с пуансона.
Для снижения себестоимости изго-
изготовляемых деталей и уменьшения рас-
расхода инструментальных сталей реко-
рекомендуется применять сборные матри-
матрицы (рнс. 5). Вкладыш запрессовывается
в бандаж с натягом @,0035-ь0,0040) Dv
Второй тип матрицы (рис. 5, б) обеспе-
обеспечивает возможность регулирования
диаметра D калибрующего пояска за
счет изменения глубины запрессовки
прн смене опорного кольца 4.
При увеличении глубины запрес-
запрессовки вкладыша в бандаж на 1 мм на-
натяг увеличивают иа 0,05 мм. Уменьше-
Уменьшение б диаметра калибрующей части
матриц с увеличением глубины запрес-
запрессовки х с достаточной точностью можно
определить по формуле
8 = 0,025 -?-
Di-D2,
При эксплуатации сборных матриц
из строя выходит только вкладыш (ца-
(царапины, задиры). Вкладыши можно
подвергать многократному восстанов-
восстановлению путем шлифования, полирова-
полирования и хромирования. Увеличение ка-
калибрующей части в этом случае можно
компенсировать увеличением глубины
запрессовки.
Применяют два типа крепления
матрицы в приспособлении: жесткое
и плавающее, когда матрица, имеющая
возможность радиального смещения,
самоустанавлнвается по заготовке. По-
Последний тнп крепления целесообразно
применять при возможности центриро-
центрирования полуфабриката по пуансону.
Пуансон (рнс. 6). Рабочая поверх-
поверхность пуансона (коническая с углом у)
сопрягается с торцом тороидальной
поверхностью. Минимальная длина
пуансона складывается из высоты за-
заготовки, матриц с центрирующим коль-
кольцом, наибольшей глубины детали, вы-
160
ВЫТЯЖКА С УТОНЕНИЕМ
УСЛОВИЯ ВОЗНИКНОВЕНИЯ БРАКА
161
Рис. 6. Рабочая часть пуаисона
соты съемника, свободного хода пуан-
пуансона и высоты его крепления. Радиус
тороидальной поверхности пуансона
гп следует выполнить равным 0,5—2
толщины дна. В ходе технологического
процесса от операции к операции ра-
радиус обычно уменьшается.
Профиль пуансона каждой вытяж-
вытяжки в нижней части следует точно под-
подгонять к полуфабрикату предыдущей
вытяжки. Минимальный зазор
0,003 dn) обеспечивает центрирование
заготовки по пуансону и тем самым
получение детали требуемой точности.
Меньший зазор может привести к не-
недоходу пуансона до дна заготовки,
следствием чего будет образование
внутреннего уступа в нижней части
детали. Большой зазор между пуансо-
пуансоном и полуфабрикатом требует либо
жесткого крепления матриц, либо при-
1. Материалы для изготовления пуансонов и матриц
Рис. 7. Конструкции крепежной части
пуансона
Рис. 8. Конструкции съемников
менения центрирующей втулки, кото-
которая сопрягается с цилиндрической
частью пуансона и внутренней поверх-
поверхностью полуфабриката по Н8—Н9.
Как правило, в пуансонах, диаметр
которых превышает 80 мм, сверлят
сквозное осевое отверстие, чем дости-
достигается лучшая закалка пуансона вслед-
вследствие его интенсивного и равномерного
охлаждения. Кроме того, это отвер-
отверстие служит для выхода смазывающей
эмульсии и воздуха во время вытяжки.
Конструкции креплений пуансона
показаны на рис. 7. Конструкции
типов / и 2 применяют при диаметре
пуансона до 30—50 мм; при больших
размерах используют крепления типов
3 и 4.
Характеристики материалов для из-
изготовления матриц и пуансонов при-
приведены в табл. 1.
Съемники. При малой конусности
пуансона, большой глубине детали
(полуфабриката) (больше двух диа-
диаметров) и тонкой стеике полуфабри-
полуфабриката, особенно у кромки, попытки
Наименование
Пуансон
Матрица
Матрица сборная:
бандаж
вкладыш
кольцо направ-
направляющее
кольцо опорное
Материал
Сталь У10А
То же
Сталь 40X
Стали Х12М, Х12Ф,
У10А
Твердые сплавы
ВК8 и ВК15
Сталь 45
Сталь У10А
Обработка рабочей
поверхности
Хромирование
(Х6—Х12)
То же
—
Хромирование
(Х6— XI2)
—
Хромирование
(Х6—Х12)
—
HRC
58—62
62—64
48—52
58—62
—
40—45
50—56
снять полуфабрикат с помощью вы-
выходного ската матрицы при обратном
ходе пуансона приводят к затягива-
затягиванию его в матрицу, что сопровождается
разрушением полуфабриката. В этих
случаях применяют специальные при-
приспособления — съемники (рис. 8).
Съемники устанавливают под матри-
матрицей. Часто корпус съемника служит
матрице опорой. Полуфабрикат сни-
снимают острыми кулачками, которые под
действием пружины стремятся при-
прижаться к поверхности пуансона. Во
время вытяжки кулачки расходятся,
полуфабрикат проходит съемник, при
обратном ходе кромкой упирается в
острые края съемника и снимается.
Конструкции съемников показаны на
рнс. 8. Рабочий диаметр съемника
где dB — диаметр пуансона вверху
(см. рис. 6); «в — толщина стеики по-
полуфабриката вверху.
Угол заходиого конуса съемника
обычно выполняют равным 90°; для
съемника с конической поверхностью
кулачков угол наклона образующей от
оси принимают 20—30°.
Наружный диаметр корпуса съем-
инка определяется конструкцией при-
приспособления; как правило, его при-
принимают равным диаметру матрицы.
Кулачки съемника изготовляют из
стали У10А (HRC 50—56), корпус —
нз стали 45 (HRC 45—50).
6 П/р А. Д. Матвеева
3. УСЛОВИЯ ВОЗНИКНОВЕНИЯ
БРАКА
Продольные трещины и поперечные
иадрывы возникают при следующих
условиях:
занижена температура отжига заго-
заготовок;
повышенное содержание углерода,
серы, фосфора и неметаллических
включений в металле;
большая конусность пуансона;
завышено усилие обжатия;
материал имеет повышенную анизо-
анизотропию (отношение предела прочности
образца, вырезанного вдоль прокатки
и под углом 45° к направлению про-
прокатки, больще 1,2).
Продольные царапины на наружной
и внутренней поверхности возникают
вследствие:
налипания металла на рабочей ча-
части матрицы (пуансона) в результате
плохой термообработки;
грубо обработанной рабочая поверх-
поверхности матрицы и пуансона;
низкого качества смазочного покры-
покрытия нли смазочного материала;
отслаивания хромового покрытия;
отсутствие закруглений (в плане)
в месте стыка секторов (кулачков) съем-
съемника или его перекоса; i
загрязнение полуфабрикатов или
смазочного материала.
162
ВЫТЯЖКА С УТОНЕНИЕМ
Разиостеииость и сопутствующие ей
косина кромки и искривлеияе ося де-
детали возникают вследствие:
перекоса осей матриц и пуансона
(вследствие их неправильной уста-
установки);
неперпендикулярности опорной по-
поверхности матрицы в приспособлении;
торцового биения опорной поверх-
поверхности самой матрицы относительно
оси рабочей поверхности;
большого зазора между пуансоном
и заготовкой при использовании пла-
плавающих матриц. Для устранения де-
дефектов необходимо уменьшить зазор
между заготовкой и пуансоном у дна
или применить центрирующую втулку,
надеваемую на пуансон и входящую
внутрь заготовки;
большого обжатия;
малого угла ската матриц.
Недостаточная прочность деталя яв-
является следствием высокой темпера-
температуры отжига, а также малого диаметра
матрицы на предшествующей вытяжке
и увеличенного на вытяжке, форми-
формирующей механические свойства.
Хрупкая деталь получается в резуль-
результате низкой температуры отжига, а
также увеличенного диаметра матрицы
предшествующей операции и малого на
вытяжке, формирующей механические
свойства.
Короткий полуфабрякат получается
при использовании изношенных пуан-
пуансона или калибрующего пояска ма-
матрицы, малого угла ската матрицы,
высокой температуры отжига, боль-
большого радиуса пуансона; дляняый —
при малом диаметре матрицы и боль-
большом диаметре пуансона, увеличенном
(часто в результате изнашивания) угле
рабочей поверхности матрицы и малом
радиусе пуансона.
4. РАСЧЕТ СИЛОВЫХ
И ТЕХНОЛОГИЧЕСКИХ
ПАРАМЕТРОВ
Расчет усилия вытяжки. График из-
изменения усилия вытяжки по ходу
пуаисоиа представлен на рис. 9. Кри-
Кривая имеет следующие характерные
участки:
О—/ — заполнение ската матрицы;
длняа этого*участка
Рис. 9. Измеиеиие усилия вытяжки по
ходу и пуаисоиа
2tga
(индекс п—порядковый номер опе-
операции вытяжки);
/—2 — проталкивание дна; /2 Рав"
но толщине дна;
2—3—деформация придонной ча-
части полуфабриката;
3—4 —деформация стеики: поло-
положение точки 4 относительно точки 3
(рост или спад усилия) определяется
в основном изменением толщины стенки
по ходу пуансона;
4—5 — участок уменьшения очага
деформации, h « /,.
Полный ход пуансона
tga
A)
где Н — высота полуфабриката после
вытяжки; Dn—диаметр заготовки;
Dn+1—диаметр полуфабриката; a —
угол ската матрицы.
Пик усилия, возникающий при де-
деформации донной части (участок /—2),
не лимитирует степени утонения стенки
но определяет выбор пресса. Появление
пикового усилия при прохождении
дна можно объяснить повышенным
теплоотводом этого участка, вследствие
чего температура поверхности кон-
контакта не меняется. Прн прохождении
стенки теплоотвод ухудшается, и по-
поверхность контакта нагревается, что
вызывает уменьшение коэффициента
трения (рис. 10).
РАСЧЕТ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
163
Усилие на участке /—2 (рис. 9)
определяют по формуле
где «д — толщина дна; 6 =¦ arctg (гм.
Усилие в точках 3 и 4 определяется
зависимостью
РI == ^(n + l)(a(n+l)(C(n+l); ' = 3, 4,
где F(B+D* — площадь поперечного
сечения детали после п + 1 вытяжки
в |-м сеченни (в сечении 3 у диа i = 3;
в сеченин 4 у кромки i = 4); а(п+1); —
удельная работа деформации в соот-
соответствующем сечении полуфабриката;
C(n+Df — составляющая, учитываю-
учитывающая влияние трения по пуансону н
матрице;
((гм и (in — коэффициенты трения соот-
соответственно по матрице и пуансону);
F,
= _a1!_ /2,718 у.
I+п \ п ) '
i )
L0 — 65
100
В этих формулах Fn =—- (D^ —
— &\\—площадь поперечного сече-
сечения заготовки; ав — предел прочности
материала заготовки; п — показатель
степени кривой упрочнения; о,0 и б5 —
относительные удлинения соответст-
соответственно десятикратного и пятикратного
образца; dni —диаметр пуансона в се-
сечении, в котором определяется усилие
вытяжки;
2а+ 5
100
Смазочные материалы и покрытяя.
Прн вытяжке с утонением скорость
•скольжения, путь скольжения и удель-
удельные нагрузки в очаге деформации
весьма велики. Это повышает вероят-
вероятность молекулярного схватывания, т. е.
образование наростов на поверхности
матрицы и пуансона.
Смазочный материал должен обеспе-
обеспечивать отсутствие прихватывания ма-
материала заготовки к инструменту, вы-
высокое качество поверхности детали,
износостойкость инструмента, а при
высоких скоростях деформирования и
использовании нескольких матриц
(прн ty > 0,65) — эффективное охла-
охлаждение инструмента.
Для улучшения условий трения на
заготовку перед вытяжкой наносят
смазочные покрытия (табл. 2), обеспе-
обеспечивающие сохранение смазочного ма-
материала в очаге деформации. Смазоч-
Смазочные покрытия наносят на очищенную
от окислов поверхность, заготовки.
Окисную пленку с поверхности метал-
металлов удаляют травлением, дробеструй-
дробеструйной обработкой, механическими спо-
способами и т. п. Смазочные покрытия
целесообразно наносить следующими
способами: меднением, фосфатирова-
нием, оксалатированием, известкова-
известкованием и обработкой в растворе буры.
В качестве смазочного материала
используют водные эмульсии натрие-
натриевого и калиевого мыла. Эмульсию при-
приготовляют из 60—72%-ного хозяйст-
хозяйственного мыла, из расчета ! кг мыла на
10 л воды. Температура эмульсии
60—70 °С.
0,5
\
\
\
\
V
\
—
0 50 100 150Т,°С
— Рп.
Рис. 10. Изменение коэффициента трения ц
где коэффициент Р учитывается только в зависим0сти от температуры поверхности
при его положительном значении. ча^оТтсчетаТ^оТГ" "° °СИ Д°'01' на"
6*
2. Основные характеристики смазочных покрытий для вытяжки с утоиеиием
Вид обработки
Меднение
Фосфатированне
Оксалатирование
(наиесенне на
поверхность за-
заготовки слоя со-
солей щавелевой
кислоты)
Состав
H2SO4 — 98%-ная
CuSO4-5H2O
НС1
Fe2SO4-7H2O
ОП-7 (ОП-10)
Столярный клен
Zn(H2PO4)-2H2O
Zn(NO3J-6H2O
H3PQ4
NaCO3
NaOH
NaNO3
H2C2O4-2H2O
FeC2O4- 12H2O
K2Cr2O7
NaCl
Содержание,
г/л (%)
15—40
15—30
До 40
50—60
2—4
0,2 кг
на 1 м3
9—10
80—85
18—20
4,5-5
4,5—5
0,3—0,4
24
12
3,5
200
Режим обработки
Температура 30—50 °С
Время 1—3 мин
Кислотность: свободная 3—
10, общая 30—65
Температура 20—40 °С
Время 10—15 мин
Время 15—120 мин
Применение, особенности
Для заготовок, подвергаемых
деформированию при ib >
> 60 %
Толщина слоя 1—2 мкм
Для углеродистых и легиро-
легированных сталей, а также для
некоторых цветных металлов
н сплавов, содержащих хром,
никель и молибден. Толщина
слоя фосфатов 5—8 мкм
Для высоколегированных ста-
сталей, цветных металлов и спла-
сплавов. В мыльном растворе на
оксалатном покрытии обра-
образуется пленка металлических
мыл, прочно сцепленная с по-
поверхностью заготовки. Тол-
Толщина покрытия 10—15 мкм
Продолжение табл. 2
Вид обработки
Известкование
(нанесение слоя
извести путем
многократного
погружения) *
Бурирование
(обработка в рас-
растворе буры)
Состав
СаО
MgO
FeO3-Fe.,O3
А12О3
Na.2B4O7-10H2O.
или Na2B4O7-5H2O.
или Na2B4O7
Na3PO4-12H2O
Содержание,
г л ( % )
(98.0—98.4)
@.88—0,90)
@.10—0.13)
@,50—0,64)
E—30)
10 % от
массы буры
Режим обработки
Известковый раствор пере-
перемешивают в ванне
Срок службы раствора 1 —
2 недели
Рекомендуется 2—6 одноми-
одноминутных погружений
Температура 90—100 °С
После каждого извлечения
садку выдерживают при 30—
60"С до высыхания
Перед погружением поверх-
поверхность обрабатываемого метал-
металла должна быть влажной
Свободная кислотность 9,2
Температура 65—95 С
Рекомендуется двукратное
погружение с выдержкой
между погружениями не ме-
менее 0,5 мин
Применение, особенности
Для обработки углеродистых
и коррозионно-стойких ста-
сталей, а также цветных металлов
Можно наносить на фосфати-
рованную поверхность
Увеличения толщины покры-
покрытия достигают повышением
концентрации раствора или
увеличением времени выдерж-
выдержки
166
ВЫТЯЖКА С УТОНЕНИЕМ
3. Допустимые значения относительного уменьшения г|> площади
поперечного сечения заготовки при последовательной вытяжке через одну
или несколько последовательно установленных матриц
Материал заготовки
Сталь мягкая с содержанием угле-
углерода менее 0,12 %
Сталь с содержанием углерода от
0,12 до 0,22%
Латунь с содержанием цинка от 25
до 32 %
Алюминиевые сплавы (отожженные):
АДО; АД!; АВ
АМгб
Число матриц
1
0,45—0,55
0,35—0,45
0,55—0,60
0,45—0,55
0,35—0,45
2
0,60—0,70
0,48—0,55
0,60—0,70
0,60—0,70
0,50-0,55
3
0,75—0,80
0,60—0,75
0,75—0,85
0,75—0,80
0,60—0,75
Размеры заготовок под вытяжку
с утонением определяют исходя из
глубины детали. Прн использовании
заготовки в виде кружка число опе-
операций определяется его толщиной:
B)
где у — коэффициент, зависящий от
отношения глубины пд готовой детали
к ее наружному диаметру ?)д; scp —
средняя толщина дна детали.
Значения у в зависимости от отноше-
отношения Лд/?)д приведены ниже.
Объем заготовки
1
1,3
5
6,7
2
2,7
6
8
3
4
7
9,3
4
5,3
10,6
Ориентировочно величину припуска
на обрезку берут равной 0,3—1,5 диа-
диаметра детали. Чем больше высота де-
детали, тем больше величина припуска.
C)
где припуск на обрезку П = 10-н 15 %
объема детали; ?>я — наружный диа-
диаметр детали; УП ф — объем полуфаб-
полуфабриката последней вытяжки (опреде-
(определяется разбивкой полуфабриката на
элементарные фигуры с последующим
вычислением их объемов по средним
размерам).
Диаметр заготовки в виде кружка
41/
D)
Число операций вытяжки зависит от
отношения толщины стенки готовой
детали к толщине стенки заготовки,
требуемой точности полуфабриката,
пластических свойств металла и воз-
возможностей прессового оборудования
(номинального усилия вытяжки, мощ-
мощности, величины хода, точности и жест-
жесткости). Его определяют исходя из до-
допустимого относительного уменьше-
РАСЧЕТ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
167
ния площади поперечного сечения
стенки заготовки за одну операцию.
Относительное уменьшение площади
поперечного сечеиия стеики за я опе-
операций
4
где Fni и Fо,- — площадь поперечного
сечения соответственно стенки детали
и стенки заготовки.
Величину 1|>2 определяют у дна и у
кромки.
Необходимое число операций опре-
определяют по сечению, где суммарная
деформация наибольшая:
Число операций вытяжки
In Fn. - In Fo.
ln(l-tcp) "
n = ¦
F)
G)
Среднее значение г|>ср принимают
равным допустимому (табл. 3).
При правильно спроектированной
заготовке ее внутренний диаметр в
верхнем сечении должен быть равен
внутреннему диаметру полуфабриката
последней вытяжки в том же сечеиии
(рис. 11), так как это обеспечивает
минимальные разностенность, кривиз-
кривизну оси и косину кромки полуфабри-
полуфабрикатов:
d0 = dn — ?> — 2 (snB — 0,5As;lB). (8)
Для промежуточных операций вы-
вытяжки
А — А _- -_ A (<Х\
uj — 2g ""' "в* * '
Диаметр заготовки в нижнем сече-
сечении должен обеспечивать свободную
(с зазором на вхождение) посадку пуан-
пуансона в полуфабрикат соответствующей
операции. Практика показывает, что
чем больше зазор между стенками по-
полуфабриката и пуансона, тем больше
разностеиность полуфабриката после
вытяжки. В практике величину зазора
1
в
11
с
-с
Рис. П. Заготовка (а) и полуфабрикат
(в)
X на вхождение принимают равной
примерно 0,003 диаметра пуансона
в нижнем сечении.
Размеры инструмента. Диаметр пуан-
пуансона промежуточной (й-й) вытяжки
У дна
=-dnH[l+0,003A + л — *)]. A0)
где k — порядковый номер вытяжки
с утонением; п — число последова-
последовательных вытяжек.
Диаметр матрицы Dh определяют
в сечении, имеющем наибольшее отно-
относительное уменьшение площади попе-
поперечного сечения заготовки (обозначим
его индексом I):
/
A1)
где Ffli — площадь поперечного се-
сечения й-го полуфабриката в г-м сече-
сечении; dft;—диаметр полуфабриката
(пуансона) в j-м сечении.
168
ВЫТЯЖКА С УТОНЕНИЕМ
Площадь поперечного сечения полу-
полуфабриката в |-м сечении определяют:
от заготовки
Fhi = F(h_1)i(l-%iy A2)
от детали
A3)
Последовательность расчета. !. По
чертежу детали назначают припуск
на обрезку и определяют объем ме-
металла, необходимого для изготовления
детали (полуфабриката).
2. Выбирают способ изготовления
заготовки и ее форму, исходя из за-
заданного объема металла и внутрен-
внутреннего контура детали.
3. Определяют число последователь-
последовательных вытяжек, используя зависи-
зависимость G).
4. Вычисляют диаметры пуансонов
промежуточных вытяжек по формулам
(9) и A0).
5. Уточняют размеры заготовки:
Do = dOi + 2sOi, A4)
где dOi —диаметр пуансона в сече-
сечении, где величина т|>2 максимальна;
sOi—толщина стенки заготовки для
вытяжки с утонением (определяется
способом получения заготовки).
6. Определяют относительное умень-
уменьшение площади поперечного сечения
на каждой вытяжке в сечении, где
значение Fni/FOi максимальное:
A5)
7. Используя выражения A1)—A3),
определяют диаметр матриц в том же
сечении.
8. При применении нескольких ма-
матриц диаметр матрицы, определенный
выше, соответствует диаметру нижней
матрицы. Размеры остальных (верх-
(верхних) матриц определяют по формуле
A6)
где Fft(. и F(ft_Dj — площади попереч-
поперечного сечения, где деформация наи-
наибольшая — соответственно полуфабри-
полуфабриката и заготовки;
A7)
где tyji — среднее относительное
уменьшение площади поперечного се-
сечения полуфабриката, приходящееся
на матрицу; /—число матриц,
или
Диаметр верхней матрицы
A8)
где jV — порядковый номер матрицы
в последовательности прохождения ее
полуфабрикатом при вытяжке.
9. Определяют радиусы сопряжения
боковой поверхности пуансона с его
торцом:
где Ro — радиус сопряжения дна со
стенками заготовки (определяется тех-
технологическими возможностями спо-
способа получения заготовки); k — поряд-
порядковый номер вытяжки; А — зазор на
вхождение пуансона в заготовку.
10. Определяют высоту расположе-
расположения соответствующих диаметров пуан-
пуансона:
нижнего
Лн = Rh (I —sin
B0)
где у — угол наклона образующей
пуансона;
7 — arctg-
верхнего
2Ahk
где Ahh =
B1)
B2)
B3)
11. Для последней вытяжки, где
получают заданные чертежом размеры
РАСЧЕТ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
169
полуфабриката, необходимо определить
допуски на изготовление и последую-
последующий износ инструмента.
Связь между соответствующими до-
допусками на инструмент при вытяжке
с утонением определяют по формуле
2 As = AD + dD + Ad + 6d+2p, B4)
где As — допуск на толщину стенки
полуфабриката; Ad и AD — допуски
на изготовление соответственно пуан-
пуансона и матрицы (принимают по 6—8
квалитету ЕСДП); р — допустимая
разностенность полуфабрикатов (оп-
(определяется технологическими возмож-
возможностями производства и составляет
10—30 % толщины стенки); 6 d и
6?> — допуски на износ соответствен-
соответственно пуансона и матрицы (для инстру-
инструмента промежуточных вытяжек прини-
принимают равными одному—двум допускам
на изготовление).
Рассмотрим три варианта расчета
допусков на изготовление и износ ин-
инструмента.
I. Задан допуск на толщину стенки,
тогда допуски на износ пуансона и
матрицы
dD + bd = 2As — 2p —
— (Ad + AD). B5)
Если пуансон и матрица изготов-
изготовлены из углеродистой стали, то д d =
= 0.56Z); поэтому
2 Г
Ad + AD
B6)
Если пуансон из углеродистой стали,
а вкладыш матрицы из твердого сплава,
то bd = bD; получаем
«D = -j- | (As - р) -
Ad 4- AD
]•
B7)
2. Задан допуск на наружный диа-
диаметр и толщину стенки детали. Диа-
Диаметр матрицы последней вытяжки
?>„ = ?>д—Д?>д-ом, B8)
где Од — наружный диаметр детали;
Д?)д — допуск на этот диаметр; 6М —
увеличение размеров полуфабриката
за счет его пружинения и тепловых
деформаций матрицы; дм = @,002-н
Н-0,003) ?)д, если матрица из углеро-
углеродистой стали, и 6М = 0, если матрица
имеет вкладыш из твердого сплава.
Тогда
bD < ДОд — AD;
bD + dd = 2 (As — р) —
— (AD — Ad). B9)
Распределение допусков на износ
аналогично п. 1, но 6D + Ad ^ ДОД-
3. Задан допуск на внутренний диа-
диаметр и толщину стенкн. Определяют
диаметр пуансона последней вытяжки:
dn = dJl — Дйд — бп, C0)
где dn — внутренний диаметр детали;
Д йд — допуск на этот размер; дп —
увеличение размеров пуансона за счет
нагрева; 6п = a dniT (а = 15 X
X 10~61/° — температурный коэффи-
коэффициент линейного расширения углеро-
углеродистой стали; Т= 100-^150°С — тем-
температура нагрева пуансона). Тогда
bd < Д<*д— Ad; C1)
bD -I bd = 2 (As — p)
- (AD - Ad).
C2)
Распределение допусков на износ
аналогично п. 1, но dd — Ad ^. Ada.
Типовой технологический процесс из-
изготовления детали включает следую-
следующие операции.
1. Контроль заготовок по внешнему
виду A00 %).
2. Контроль размеров высоты, диа-
диаметра и стенки на разностенность E—
10 % от партии).
3. Отжиг заготовок (контроль ме-
механических свойств — выборочно).
4. Травление (контроль по наруж-
наружному виду — выборочно).
5. Нанесение смазочного покрытия
(в случае необходимости).
6. Контроль по наружному виду
с целью определения сплошности и
качества покрытия.
7. Вытяжка с утонением (контроль
в соответствии с вышеизложенным).
8. Отжиг заготовок.
9. Травление.
10. Нанесение смазочного покрытия
(в случае необходимости).
170
ВЫТЯЖКА С УТОНЕНИЕМ
11. Вытяжка с утонением.
12. Обезжиривание.
13. Обрезка.
Далее повторяется необходимое
число операций C—6).
14. Обезжиривание.
15. Обрезка.
16. Снятие заусенцев.
17. Контроль.
18. Исправление дефектов (по мере
необходимости).
19. Нанесение покрытия.
20. Контроль.
5. ПРИМЕР РАСЧЕТА
ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
Требуется разработать технологи-
технологический процесс н инструмент для изго-
изготовления стакана диаметром 52 мм нз
стали 11 кп (рис. 12).
1. Определяют припуск на обрезку:
Дй = @,34-1,5) Од « 1 • 52 = 52 мм.
u-w ^ХуУ
ИР
Рис. 12. Эскиз полуфабриката полученно-
полученного вытяжкой с утонением (s = 1,2 мм;
2. Вычисляют объем полуфабриката,
разбивая его на элементарные фигуры.
Расчет ведут по средним размерам
(прогибом дна пренебрегают). Тол-
Толщину дна принимают равной толщине
заготовки, которую получают вытяж-
вытяжкой.
Согласно формуле B) и значениям
¦у, приведенным выше,
310
52
«6;
= 11,2 мм.
sO = Vscp = V-2-^
Объем донной части
У, = *51^"-2 = 23682 ммз.
Внутренняя поверхность стенки
имеет раднус г = 4 мм. Угол наклона
внутренней поверхности стенки ста-
стакана
sH — sB
1,6—1,2
= 0,074°.
Высота участка, мм
hr = г A — sin у) = 4 A —
— Sin 0,074) = 3,99 » 4.
Внутренний объем участка высотой
hT (от дна)
гз_аз
сг'
In . a\
(__arcsin_)_
— cay г1 — (
где а = г sin у = 4 sin 0,074 =
= 0,005 да 0; с = 0,5 dH — г.
Диаметр пуансона последней вы-
тяжкн (у дна)
— 0,5AsH) = E2 — 0,5- 0,2) —
— 2A,6 —0,5-0,25) = 48,95 мм.
ПРИМЕР РАСЧЕТА
171
Имеем с= 0,5-48,95 — 4 =
= 20,48 мм, тогда
(/вн = 3,14 [D — 0) B0,482 + 42) —
_ 43~° + 20.48-42 — 20,480] =
О
= 7156 мм'.
Объем наружной поверхности уча-
участка высотой hT
3,14-51,92
4 = 8462 мм3;
i'нар — 4~
V2 = Кнар - Vw = 8462 - 7156 =
= 1306 мм3.
Внутренний диаметр пуансона по-
последней вытяжки (у дна)
dB = dH + 2 (Лд+ ДЛ) tg y= 48,95 +
+ 2 C10 + 52) tg 0,074 = 49,89 мм.
Объем стенки:
наружный
nDl
3,14-51,92
C10 — 4 + 52) =
= 757369 мм3;
внутренний
-Uii\ 3,14C10-4 + 52)
+ "н"в) — f2 х
X D8,952 + 49,892 + 48,95-49,89) =
= 686739 мм3;
V3 = 70 630 мм3.
Объем заготовки с припуском
(/= 95 618 мм3.
Для проверки правильности выбора
величины припуска определяют его
объем и относительную величину:
(/Пр = 3,14 E1,9 — 1,075) 1,075 X
X 52 = 8926 мм3;
Я
V- К
100-
8926
пр
95618 - 8926
inn
10,3 о/о,
что соответствует рекомендациям.
Диаметр заготовки в виде кружка
по формуле D)
/
4-95618
105 м
Принимая ki = sOb/so и считая,
что для получения детали достаточно
трех вытяжек, определяют внутрен-
внутренние диаметры заготовки (диаметры
пуансона) по формулам (9) и A0):
d0R =dlR = 49,89 мм; ¦
d0H = 48,95 [ 1 + D — 0) 0,003] = 49,53;
sOb = so6t = 11,2-0,588 = 6,58 мм;
Do = d0R + 2sOb = 49,89 + 2-6,58 =
= 63,05 мм.
Радиус сопряжения дна со стенкой
согласно A9)
#0 = 4 + @,003-48,96) D — 0) =
= 4,6 мм.
Объем элементов заготовки опреде-
определяют аналогично полуфабрикату по-
последней вытяжки.
Объем дна
= 34969 мм3.
Ввиду малой конусности пуансона
принимают а = 0,
с = 0,5-49,53 — 4,6 = 20,17 мм.
Объем стенкн
Vbh = 3,14 [D,6 — 0)B0,172 +
4,62)
+20,17-4,62 X
О
X C,14 —arcsInO)—20,17-0 =
= 8189 мм3;
V = 12489 — 8189 = 4300 мм3.
172
ВЫТЯЖКА С УТОНЕНИЕМ
Объем стенкн заготовки
VCT = 95618 — 34969 — 4300 =
= 56 349 мм2.
Ввиду малой внутренней конусно-
конусности заготовки ее высота
WCT
4-56349
• = 47 мм.
3,14 63.052 —
/49,89+ 49,53\2
По формуле E) определяют относи-
относительное уменьшение площади попе-
поперечного сечения стенки за все п опера-
операций вытяжки 1|)„ и 1|J вверху и внизу.
:Н В
Площадь поперечного сечения заго-
заготовки FOi и полуфабриката последней
вытяжки Fni у кромки и у дна
FOr = 3,14 F3,05 — 6,58) 6,58 =
= 1167 мм2;
FOa = 3,14 F3,05 — 7,045) 7,045 =
= 1240 мм2;
FnR = 3,14 E1,9 — 1,075) 1,075 =
= 172 мм2;
FnH = 3,14 E1,9 — 1,475) 1,475 =
= 234 мм2.
Отсюда
_ 172
2b-1"" 1167
— 234
?н~- '"~ 1240
= 0,854;
= 0,811.
Поскольку \р > г|> расчет числа
вытяжек ведут по верхнему сечению.
Допустимое значение г|з принимают
в соответствии с табл. 3. Для вытяжкн
через две матрицы г|>ср = 0,65; в соот-
соответствии с выражением G)
In 172-In 1167
In A-0,65)
=1'82'
Число вытяжек принимают равным
двум. Поскольку расхождение в числе
вытяжек невелико, изменения разме-
размеров заготовки не требуется. Погреш-
Погрешность можно компенсировать увели-
увеличением зазоров на вхождение пуан-
пуансона в заготовку в 1,3 раза.
Расчет размеров инструмента и по-
полуфабриката первой вытяжки:
dlB=dnB= 49,89 мм;
по формуле A0)
d1H = 48,95-1 + 1,3-0,003 C — 1)=
= 49,33 мм.
Приняв две вытяжки, 1|)ср на каж-
каждой вытяжке по формуле A5)
-у.
172
= 0,616.
1167
Диаметр нижней матрицы A1)
= 55,3 мм.
Используя выражения A1)—A7),
определяют диаметр верхней матрицы.
В верхней матрице по формуле A8)
= 1 —1/ — 0,616 = 0,38;
_-|/-4|1-0,38I167 _
г 3,14
= 58,4 мм.
Радиус сопряжения боковой по-
поверхности пуансона с торцом A9)
0,003dlH
г = 4+ g—2- B — 1 + 2) =
= 4,2 мм.
Определяют высоты расположения
верхнего и нижнего диаметров пуан-
пуансона. Ввиду малой конусности
hr = r = 4,2 мм.
Объем дна
3,14-55,32 112 = 26 900 мм3.
ПРИМЕР РАСЧЕТА
173
При а -— 0 и с = 0,5- 49,33 — 4,2 =
= 20,47 мм объем стенки, ограничен-
ограниченной изнутри радиусом,
Vm = 3,14 [D,2 - 0) B0.472 + 4,22) -
4,2:' — О
3
3,14
+ 20,47-4,22Х
arcsin О J —
— 20,47-0] =7466 мм3;
VH = —-— 4 = 9607 мм3;
V2 = 2141 мма.
Объем стенки
1/3 = 95618 — 26900 — 9607 =
= 59 111 мм3.
Ввиду малой конусности внутрен-
внутренней поверхности
4-59 111
3,14 Гбб.З2—
49,89 + 49,33 \2
= 126 мм.
Используя формулу B3),
Ah
47
V(\ — 0,616) A — 0,604)
= 121 мм.
Расчет размеров инструмента второй
вытяжки: d2e = dnR ~ 49,89; djH =
= 48,95 принимают по диаметру де-
Днаметр нижней матрицы прини-
принимают равным минимальному размеру
детали
Dn = Од — ДОд == 52— 0,2 = 51,8 мм.
Диаметр верхней матрицы второй
вытяжкн по формулам A3), A7) и A1)
= 53,3 мм.
Высоты расположения соответству-
соответствующих диаметров пуансонов прини-
принимают по детали: йг.2 == hr ^4; Aft =
=--- 362 мм.
При определении допусков на ин-
инструмент последней вытяжки пружн-
нение н нагрев не учитывают. Поле
допуска размеров на изготовление
матрицы Hi; M)n = 10 мкм.
Разностенность заготовки
р = @,10 ч- 0,30) 1,6 =
= @,16 н- 0,48) мм;
принимают 0,2 мм.
Поле допуска размеров на изготов-
изготовление пуансона ft6;
\dn =_ 6 мкм;
Ып + bDn = 2 B50 — 200) —
— A0 + 6) = 84 мкм.
При использовании пуансона и ма-
матрицы, изготовленной из углеродистой
стали, ddn — 28 мкм; 6Dn =56 мкм.
тали.
Глава
8
ОБТЯЖКА
1. ОБТЯЖКА ШИРОКИМ ЛИСТОМ
ИНСТРУМЕНТА
С ЦИЛИНДРИЧЕСКОЙ
ПОВЕРХНОСТЬЮ
При обтяжке широким листом ин-
инструмента с цилиндрической поверх-
поверхностью (рис. 1, 2) кромки листа (точки
Di и D2), жестко зажатые в захватах
обтяжного устройства, движутся отно-
относительно инструмента со скоростями
v1 и v2 соответственно. Продольные
составляющие v[ векторов vl сообщают
движение растяжения, а нормальные
составляющие vi — движение нама-
наматывания ветвей GDi листа на поверх-
поверхность инструмента. Материальная
точка G листа в рассматриваемое мгно-
мгновение или в течение всего процесса
неподвижна, не скользит относительно
поверхности инструмента. Скорость
скольжения и сила трения в этой точке
меняют свое направление. Признак
неподвижности может переходить от
одной материальной точки к другой.
Обтяжка цилиндрической поверх-
поверхности инструмента с симметричной на-
направляющей (см. рис. 1) может быть
симметричной и несимметричной. Сим-
Симметричная обтяжка (см. рис. 1, а)
имеет место при соблюдении двух ус-
условий: 1) ветви GDi симметричны в на-
начале процесса; 2) векторы vl симме-
симметричны в течение всего процесса. Прн
нарушении симметрии материальная
точка N, взятая в начале процесса на
оси симметрии инструмента, смещается
от оси в одну сторону, а точка G —
в другую (рис. 1, б). Признак непо-
неподвижности, переходя от точки к точке,
может дойти до точки С2 и исчезнуть
в поверхности контакта (см. рис. 1, в).
Обтяжка несимметричной цилиндри-
цилиндрической поверхности инструмента (см.
рис. 2) всегда несимметрична, причем
на поверхности контакта листа с ин-
инструментом точка G может существо-
вать (см. рис. 2, а), а может и ие су-
существовать (см. рис. 2, б).
Векторы vl и их составляющие
обычно меняются в ходе обтяжки.
В частности (рис. 3), в начале процесса
они могут иметь составляющие vi,
сообщающие листу только движение
наматывания на поверхность инстру-
инструмента (см. рис. 3, а). Тогда траекторией
движения точки Z); является эволь-
эвольвента. Затем, после того, как достиг-
достигнуто заданное значение угла а,-, —
только составляющие v\, приводящие
к растяжению ветвей листа (рис. 3, б).
При этом точка D1 (так же, как и точка
D2) движется по ломаной траектории
D1 @) Dx A) D1 B). Характер измене-
изменения векторов vl (траектории движения
точки D() влияет на закономерность
распределения деформации вдоль на-
направляющей оболочки. Например, для
одного и того же конечного положения
точек D{ B), но для разных их траек-
траекторий (см. рис. 3, б — справа) распре-
распределение деформации 8j (рис. 4, 5) вдоль
GC1D1 B), соответствующее траектории
Di @) ©! A) Dj B), более неравно-
неравномерное (линия /, см. рис. 4), чем соот-
соответствующее траектории Dt @) Dx B)
(линия 2).
В расчетах технологических пара-
параметров обтяжки оболочку, формуемую
из листа, .рассматривают как тонко-
тонкостенную, безмоментную. Принимают,
что ее ширина б @) (см. рис. 5) остается
неизменной, поэтому деформация во-
волокна Ддс2, взятого в направлении ши-
ширины в какой-либо точке А, е2 = 0.
Плосконапряженное состояние частиц
сочетается с плоскодеформированным:
A)
Силы пластического растяжения [на
единицу ширины 6@)], действующие
в поперечных сечениях С,- — С, и
ИНСТРУМЕНТ С ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТЬЮ
175
1,@)
?—
У
о,(о)
г\
Г
У
к
0,@)
ог
}
у \\в
///'//\/\.
\ \
\
а)
ье
/ / / / / /)СЛ.
»! \\
\
б) '
N,5
в
-+
1 /
/
V
в
///
1
в.
7
'/ / /
N
////
'У
N
ai
V
У/ / /
Л
О
J /
•с
S-
А>
/
0,@)
?
\
>
к"'
В, (О)
Рис. 2. Обтяжка широким листом инстру-
инструмента с несимметричной цилиндрической
поверхностью
Рис. I. Схемы симметричной (а) и несим-
несимметричной (б и в) обтяжки широким
листом инструмента с симметричной ци-
цилиндрической поверхностью
6 — 9 для каждой зоны с неизменным
направлением силы трения,
Р (в) = Р (С,-) ехр [—(i (ог — в)]; B)
Р (Сг) = 2As @) X
X [в. + 2е, (С;)/1/"зГ7[/3 exp Bl (С,)];
C)
6 0,@)
Р @) = 2As @) X
[ео+2е, ф)/\Гз)п/[\/Ъ expej @)], D)
X
где (г — коэффициент трения; s @) —
начальная толщина листа.
Толщина оболочки в сечении 9 — 0
s (9) = s @)/ехр 8Х (9), E)
причем, если деформация Ej (Сг) в се-
сечении С; — Cj задана, деформация все-
чении 9 — 9 может быть найдена с по-
помощью равенства
[е0 + 2е, (9)/1/"зТ/ехр 8Х @) =
= [е0 + 2ех (Сг)/1/1]7ехр \i (о,- -
F)
11,@)
Рис. З. Движение наматывания листа на цилиндрическую поверхность инструмента (о)
и движение обтяжки (б)
176
ОБТЯЖКА
Рис. 4. Влияние траектории движения за-
захвата относительно пуансона на характер
распределения деформации:
I — соответствует траектории D, @) D, (I)
D, B); 2 — траектории D, @) D, B)
Рис. 5. Расчетная схема обтяжки
Начальная длина отрезков GCt и
CtDi (см. рис. 5)
Gd @) = J R de/exp 6l @),
о
Ci-(O) Ог @) = CfD,/exp Ч (Ct). G)
Согласно равенству F) деформация
ex (9) убывает по углу в от своего
значения es (9) = ех (С;) прн 9 = at.
Предельное значение деформации
е1(С(), лри котором возникает лока-
локализация деформации [см. D), гл. Ц
е1ш =п — 1^3ео/2. (8)
Схемы обтяжки (см. рис. 1—3, 5)
и равенства A)—(8) взяты для расчета
параметров предельного формоизмене-
формоизменения листа.
Применительно к направляющим ци-
цилиндрических оболочек, изображен-
изображенным на рис. 6 и 7, наибольшее растя-
растяжение металла имеет место на уча-
участке МП. Здесь и достигается предель-
предельное значение (8) деформации, ограни-
ограничивающее формоизменение оболочки.
Согласно изображенным схемам фор-
формоизменение осуществляется при не-
неизменном расстоянии с между жестко
зажатыми на матрице кромками листа.
При этом по мере увеличения угла а
обтяжки цилиндрических поверхностей
матрицы и пуансона радиусами Rm
и Rn участок МП сокращается, а де-
деформация ех на нем и по всей образу-
образующей увеличивается. Для материаль-
материальной точки, взятой между точками М
и П, вектор скорости ее движения от-
относительно пуансона или относительно
матрицы содержит обе свои составля-
составляющие. Траектория движения точки
имеет характер траектории Z)x @) Dt
B) (см. рис. 3, б). Приведенные ниже
результаты расчетов получены при
введении упрощения, что материаль-
материальная точка, взятая на участке МП,
движется по траектории ?>х @) ?>х A)
Di B). Для направляющей, изобра-
изображенной на рис. 6, в табл. 1 даны
предельные значения угла ап и отно-
отношения ft/a для различных значений
рис. 6. Форма направляющей цилиндриче-
цилиндрической оболочки, принятая в расчете (результа-
(результаты — см. ¦ табл. 1, 2)
Рис. 7. Форма направляющей, приня-
принятая в расчете (результаты — см.
рис. 9)
ИНСТРУМЕНТ С ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТЬЮ
177
1. Предельные значения параметров ап и \h а]„
направляющей цилиндрической оболочки (см. рис. 6) при jx == 0,1; е0 = О
Ь/а
0
0,5
1,0
2,0
4,0
8,0
Ь/а
0
0,5
1,0
2,0
4,0
8,0
Параметр
ап
[ft/a]n
an
[hla\a
an
[ft/a]n
an
Wa]a
an
[ft/a In
an
[hla]n
Параметр
Wa)n
an
Wa]n
an
Wa]n
aa
[h/a]n
an
Wa]n
an
0,25
0,623
0,660
0,676
0,730
0,721
0,800
0,791
0,920
0,893
0,090
1,020
1,410
n —
(«M +
0,5
0,636
0,620
0,695
0,680
0,744
0,740
0,822
0,840
0,933
1,010
1,071
1,290
n =
0,2
«п)/а
0,75
0,654
0,570
0,721
0,630
0,777
0,680
0,866
0,770
0,995
0,910
1,152
1,150
0,4
1,0
0,679
0,520
0,760
0,570
0,829
0,610
0,945
0,680
1,130
0,770
1,402
0,910
(Ям + Rn)/a
0,25
0,857
1,030
0,933
1,170
0,990
1,320
1,077
1,580
1,185
2,050
1,300
2,910
0.5
0,886
0,930
0,971
1,070
1,035
1,200
1,129
1,450
1,243
1,870
1,354
2,780
0,75
0,928
0,840
1,029
0,950
1,106
1,080
1,213
1,280
1,332
1,730
1,431
1,0
1,013
0,710
1,170
0,790
1,306
0,860
1,538
0,980
1,571
1,571
n -
= 0,3
(«м + *n)/«
0,25
0,753
0,850
0,820
0,960
0,874
1,060
0,956
1,230
1,067
1,540
1,194
2,100
0,5
0,755
0,770
0,850
0,880
0,910
0,970
1,001
1,130
1,120
1,410
1,251
1,950
n =
0,75
0,806
0,710
0,894
0,800
0,964
0,880
1,070
1,010
1,206
1,260
1,341
1,770
0,5
1,0
0,858
0,630
0,976
0,6690
1,078
0,740
1,251
0,830
1,527
0,970
1,571
(Ям + Rn)/a
0,25
0,942
1,190
1,023
1,390
1,083
1,590
1,168
1,950
1,269
2,650
1,370
3,900
0,5
0,974
1,070
1,065
1,270
1,131
1,450
1,222
1,780
1,324
2,480
1,415
3,600
0,75
1,025
0,940
1,134
1,110
1,210
1,270
1,308
1,570
1,405
2,200
1,477
1,0
1,145
0,780
1,344
0,880
1,516
0,970
1,571
1,571
1,571
178
ОБТЯЖКА
2. Предельные значения параметров |(/?м+ Rn)/a\n К„, аП
и IЛ/а In направляющей цилиндрической оболочки (см. рис. 6)
для случая, когда при ?,== Е|Ш участок МП направляющей сливается в точку
Ыа
0
0,5
1.0
2,0
4,0
8,0
Параметр
ап
Wa\a
Кг,
[hla\n
Кг,
|Л/о|„
Кг,
Wa]n
к„
Wa]n
Кп
\hla]n
п
0.2
1,415
0,786
0,410
1,298
0,879
0,470
1,220
0,961
0,520
1,139
1.072
0.594
1,058
1,237
0,725
1,007
1,450
0,880
0,3
1,208
0,975
0,530
1,124
1,097
0,610
1,076
1,195
0,680
1,027
1,340
0.790
1,001
1 526
0,956
1,000
1,571
0,4
1,110
1,140
0,630
1,050
1,260
0,740
1,020
1,370
0,820
—
—
—
0,5
1,056
1,240
0,730
1,013
1,410
0,850
1,001
1,520
0,950
1,000
1,000
1,000
3. Предельное значение угла ап для направляющей цилиндрической
оболочки (см. рис. 6) при A=0,1; е0 = 0,1
Ыа
0
0,5
1,0
2,0
4,0
8,0
0,25
0,467
0,472
0,477
0,485
0,496
0,506
п =
«М +
0,5
0,466
0,472
0,477
0,486
0,496
0,509
0,2
«п)/
0,75
0,466
0,472
0,478
0,486
0,498
0,510
1,0
0,465
0,472
0,478
0,487
0,499
0,511
0,25
0,637
0,675
0,706
0,756
0,828
0,919
п —
#м +
0.5
0,644
0,686
0,720
0,755
0,852
0,949
0,3
^п)/
0,75
0,655
0,701
0,739
0,800
0,886
0,993
а
1.0
0,668
0,722
0,767
0,838
0,942
1,072
п =
0,5
(Ям + «п)/«
0.25
0,863
0,931
0,985
1,065
1,167
1,279
0,5
0,882
0,961
1,021
1,109
1,219
1,330
0,75
0,912
1,006
1,078
1,181
1,301
1,408
1,0
0,967
1,104
1,221
1,413
1,571
1,571
ИНСТРУМЕНТ С ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТЬЮ
179
упрощение расчетов занижает пре-
предельные значения угла аи и отноше-
отношения [h/a]n на 5—10%.
По заданному отношению (/?м -\-
-\г Rn)/a и найденному в табл. 3
значению угла а относительную пре-
предельную глубину оболочки определяют
по формуле
ft/a=tga-j-(seca —1
Рис. 8. Вид сечения ряда ребер жест-
жесткости
(*i + 6а)/а — b/a, (#м +- Rn)/a и п
при A= 0,1, е0 = 0. Отношение (/?м 4-
4" Rn)/a может быть таким, что в про-
процессе формоизменения оболочки уча-
участок Mil сокращается до слияния
в одну точку как раз в то мгновение,
когда деформация et на нем и угол а
достигают предельных значений. Это
значение отношения (/?м "f" /?п)'Оп
приведено в табл. 2. В табл. 3 даны
предельные значения угла аП при ц =
= 0,1, е0 = 0,1- Отмеченное выше
а„,рад
(9)
Если на плоском листе располагает-
располагается ряд ребер жесткости (рис. 8),
расстояние с, относящееся к направ-
направляющей, изображенной на рис. 6,
соответствует расстоянию между реб-
ребрами с— 2 (а -(- Ь1-\- 62)-
Для направляющей, изображенной
на рис. 7, предельное значение угла осп
представлено на графике (рис. 9)
в виде функции отношения ajai для
различных значений отношения (/?м 4-
-(- Rn)fa и п при A = 0,1 и е0 = 0.
Предельное значение отношения h/ai
0,7 -п=,
"',0 1,5 2,0 2,5 3,0 3,5 4,0 4,5 5,0 5,5 аг/а,
Рис. 9. Зависимость предельного угла оП от геометрического параметраe2/Oj (см. рнс. 7)
при различных значениях параметра п кривой упрочиения металла и геометрического.пара-
метра (*м + *п)/«1
180
ОБТЯЖКА
4. Предельное значение е = GDX B)/GDx A) (см. рис. 10), толщина s
стенкн оболочки н деформация ех в точке G прн различном числе z секций пуансона
Число секций z
12
16
18
24
30
36
а = 360/2г, град
60
45
30
20
15 | 1 1,25
10
7,5
0,2
0,3
0,5
0,2
0,3
0,5
0,2
0,3
0,5
0,2
0,3
0,5
М- = 0,05; е0 = 0
Ч
1,141
0,905
0,100
1,240
0,845
0,168
1,502
0,729
0,316
1,110
0,942
0,059
1,203
0,891
0,115
1,444
0,783
0,245
1,081
0,970
0,031
1,161
0,932
0,071
1,374
0,841
0,173
1,000
1,000
0,000
1,094
0,972
0,029
1,309
0,854
0,158
1,149
0,895
0,110
1,254
0,826
0,189
1,521
0,707
0,347
1,122
0,930
0,072
1,220
0,875
0,134
1,468
0,761
0,273
1,095
0,958
0,043
1,179
0JJ14
0,090
1,405
0,815
0,205
1,000
1,000
0,000
1,110
0,954
0,047
1,335
0,830
0,186
1,157
0,886
0,121
1,263
0,811
0,209
1,548
0,687
0,375
1,138
0,914
0,090
1,238
0,853
0,159
1,498
0,734
0,309
0,942
0,060
1,204
0,891
0,116
1,445
0,782
0,246
1,036
0,998
0,003
1,130
0,932
0,071
1,365
0,802
0,221
1,168
0,876
0,132
1,280
1,554
1,173
0,862
0,149
1,290
0,792
0,233
1,558
0,661
0,414
1,180
0,854
0,158
1,298
0,782
0,245
1,570
0,648
0,433
= 0,1; ео= 0
1,150
0,899
0,107
1,254
0,834
0,181
1,514
0,711
0,341
1,155
0,889
0,118
1,268
0,822
0,196
1,522
0,697
0,360
1,166
0,878
0,130
1,276
0,807
0,214
1,540
0,682
0,382
1,127
0,926
0,077
1,227
0,869
0,141
1,481
0,753
0,284
= 0,2; е0 = 0
1,136
0,914
0,090
1,239
0,855
0,157
1,501
0,733
0,310
1,150
0,900
0,105
1,255
0,839
0,176
1,522
0,715
0,335
М- = 0,1; ео= 0,1
1,050 1,059 1,067
0,982 0,971 —
0,018 0,029 0,038
1,149 1,160 1,167
0,912 0,899 —
0,093 0,107 0,120
1,390 1,404 1,419
0,778 0,762 —
0,252 0,272 0,285
1,183
0,852
0,160
1,305
0,779
0,250
1,578
0,644
0,440
1,170
0,872
0,137
1,287
0,804
0,218
1,547
0 677
0,390
1,154
0,896
0,110
1,260
0,834
0,181
1,528
0,710
0,342
1,069
0,959
0,042
1,172
0,884
0,124
1,423
0,290
1,193
0,849
0,164
1,312
0,770
0,261
1,595
0,639
0,447
1,180
0,864
0,146
1,295
0,792
0,233
1,563
0,664
0,410
1,166
0,883
0,125
1,275
0,819
0,200
1,547
0,694
0,365
1,075
0,951
0,051
1,181
0,874
0,135
1,435
0,734
0,310
1,197
0,844
0,170
1,317
0,767
0,265
1,600
0,635
0,454
1,183
0,859
0,152
1,302
0,787
0,240
1,570
0,658
0,418
1,171
0,876
0,132
1 283
0,811
0,210
1,557
0,684
0,380
1,080
0,057
1,188
0,140
1,440
0,318
1,202
0,840
0,175
1,322
0,763
0,270
1,605
0,631
0,461
1,190
0 852
0,160
1,310
0,779
0,250
1,580
0,650
0,430
1 179
0,869
0,140
1,292
0,803
0,220
1,565
0,677
0,390
1,084
0,062
1,194
0,149
1,445
0,325
ИНСТРУМЕНТ С ПОВЕРХНОСТЬЮ ДВОЙНОЙ КРИВИЗНЫ
181
i_
Рис. 10. Схема раздачи' замкнутой (коль-
(кольцевой) цилиндрической оболочки много-
секциоиным пуансоном
определяют по формуле (9), принимая
а = U|.
При раздаче замкнутой (кольцевой)
цилиндрической оболочки с помощью
расширяющегося многосекционного
пуансона (рис. 10) каждая отдельная
секция обтягивается по схеме, изоб-
изображенной на рис. 3, б, причем движе-
движение наматывания, соответствующее от-
отрезку Dx @) D, A) траектории, осу-
осуществлено в предварительной операции
гибки листа при изготовлении цилин-
цилиндрической оболочки так, что Сх A)
Dx(l) = 0.
Отношение длины направляющей
оболочки, взятой после раздачи, к ее
начальной длине GDX B)/GDx A). Пре-
Предельное значение е этого отноше-
отношения (табл. 4) соответствует предель-
предельному значению (8) деформации в
сечении С] B) — Сх B) оболочки. Чем
больше секций в пуансоне, тем рав-
равномернее распределение деформации
по направляющей оболочки. По мере
увеличения числа секций отношениеепр
стремится к числу ехр (п — »^Зео/2).
Это число,отражает предельное отно-
относительное увеличение радиуса оболоч-
оболочки при раздаче жидкостью под давле-
Рис. 11. Схема раздачи замкнутой цилин-
цилиндрической оболочки эластичным (жидкост-
(жидкостным) пуансоном
нием или эластичной средой; Rl R @) =
=^ехр(п — /Зво/2)(рис. 11). Давление
где Р определяют по формуле C),
принимая Р (С,) ¦= Р; ьх (С,-) = гх —
= In \RlR@)).
Табл. 4 может быть использована
при определении параметров раздачи
конической оболочки. Если угол ко-
конусности оболочки при раздаче остает-
остается неизменным, определение параме-
параметров предельного деформирования ве-
ведут по отношению к контуру малого
основания, так как предельная дефор-
деформация (8) достигается здесь раньше,
чем на контуре большого основания.
Для того чтобы предельная деформация
достигалась одновременно по всему
меридианному сечению конической обо-
оболочки, конусность оболочки при раз-
раздаче должна увеличиваться так, чтобы
значение GDt B)lGDx A) было одно
и то же как для малого, так и для
большого основания.
2. ОБТЯЖКА ШИРОКИМ ЛИСТОМ
ИНСТРУМЕНТА С ПОВЕРХНОСТЬЮ
ДВОЙНОЙ КРИВИЗНЫ
При обтяжке инструмента с двояко-
двояковыпуклой и выпукловогнутой поверх-
поверхностью заготовкой является цилиндри-
182
ОБТЯЖКА
I-I
Рис. 12. Схема обтяжки широким листом инструмента с двояковыпуклой поверхностью:
1 — заготовка; 2 — пуансон; 3 — захват
Рис. 13. Сечение оболочки двойной кри-
кривизны
ческая оболочка, полученная в пред-
предварительной операции гибки широкого
плоского листа.
Расчетная схема формоизменения на-
наиболее проста, когда заготовкой яв-
является оболочка с цилиндрическим н
плоским участками (рис. 12) и при
обтяжке по пуансону 2 цилиндриче-
цилиндрический участок GgG заготовки / превра-
превращается в оболочку двойной кривизны
(рис. 13), а плоский участок GG в ци-
цилиндрическую оболочку, направляю-
направляющей которых является линия GE.
В сущности —это схема гибки с растя-
растяжением, имеющая место прн наматы-
наматывании заготовки на инструмент. За-
Захват 3 движется относительно пуансо-
пуансона 2 так, что материальная точка D
заготовки, расположенная вблизи за-
захвата, движется по эвольвенте D @) Е,
построенной по отношению к направ-
направляющей GE, поэтому длины GD @) =
= GE.- Пластической деформацией
охватывается только область, распо-
расположенная около сечения //—//, от-
отделяющего намотанную на пуансон
часть заготовки. По мере прохождения
материального сечения Через эту об-
инструмент с поверхностью двойной кривизны
183
ласть деформация в нем нарастает до
(Ю)
и остается такой во всех сечениях на-
намотанной части. Для заданной по-
верхноети пуансона координата у яв-
является определенной функцией ф. В ча-
частности, при рф = const для схемы,
показанной на рис. 13,
у = рф (cos ф — cos Р). A1
Толщина стенки вдоль gG
s=s@)/(l
A2)
а вдоль GG s = s @).
Рассмотренная расчетная схема при-
применима только в случае, когда соот-
соотношение между отрезками gG и GG
отвечает требованию, чтобы в ненамо-
танной еще на пуансон части заготовки
не возникала пластическая деформа-
деформация, т. е. чтобы
где
P/F @) < от,
A3)
^"8l X
Хе
A4)
— сила растяжения, необходимая для
пластической деформации в области,
расположенной около сечения //—//;
F @) — площадь сечения заготовки в
сечении ///—///; ат — предел теку-
текучести материала заготовки. Отноше-
Отношение GG/gG, отвечающее A3), тем боль-
больше, чем больше значения hlgG и Л/р0.
Если в сечении заданной детали
отрезок GG недостаточен или равен
нулю, для того чтобы удовлетворя-
удовлетворялось неравенство A3), вводят соответ-
соответствующий технологический припуск.
Это всегда можно сделать для деталей
с двояковыпуклой поверхностью (см.
рис. 12).
Причем, когда в сечении детали
отрезок GG равен нулю, припуск
может быть взят в виде продолжения
отрезка gG. Тогда эвольвента D @) F
строится по отношению к неизменя-
ющей длину кривой GE, представля-
представляющей теперь линию обрезки прнпуска,
т. е. кромку детали. Деформация ej
и напряжение о1 для частиц металла,
расположенных с выпуклой стороны от
кривой GE, — положительные, а для
частиц, расположенных с вогнутой сто-
стороны, — отрицательные. Поэтому поле
такого прнпуска теряет устойчивость
и становится волнообразным.
При обтяжке по схеме, показанной
на рис. 12, формоизменение ограничено
появлением локализации деформации
в наиболее растянутых продольных
волокнах. Деформация A0) имеет наи-
наибольшее значение для волокна с ко-
координатой у = Л, ех = et (Л) =
= In A -НЛ/ро). Значение г1 (Л), прн
котором появляется локализация, боль-
больше значения (8), относящегося к про-
процессу обтяжки инструмента с цилин-
цилиндрической поверхностью. Градиент де-
деформации 6], взятый по направлению
gG, существенно влияет на развитие
локализации растяжения и приводит
к ее запаздыванию. Это влияние отра-
отражено в табл. 5. В ней градиент де-
деформации представлен приближенно
отношением ех (h)/gG.
Если неравенство A3) не выпол-
выполняется, то пластической деформацией
охватывается вся заготовка, тогда
в расчетной схеме (см. рис. 12) должна
быть принята другая траектория дви-
движения захватов, уходящая дальше
от плоскости симметрии /—/, чем
эвольвента D @) Е. В каждое данное
мгновение обтяжки деформация ег на
участке CD заготовки распределена
равномерно как в поперечных сече-
сечениях, так и вдоль CD, а на участ-
участке GC — неравномерно и в поперечном
сечении — по углу' ф, и вдоль GC —
по углу в. В приближенных техноло-
технологических расчетах принимают, что
закономерность изменения деформации
по в отвечает закономерности
P(e)=*/>(C)exp[-tix(a-e)].
В этой формуле цх = хц, где % —
коэффициент, отражающий влияние
кривизны l/рф на контактное давление
и силу треиия.
184
ОБТЯЖКА
5. Значения деформации с, = г1л, превышение которой приводит
к локализации растяжения продольных волокон заготовки
при обтяжке по схеме, изображенной иа рис. 12
л
0,15
0,20
0,25
0,30
п
0,15
0,20
0,25
0,30
0.000S
0.212
0,236
0,289
0,338
0,001
0,228
0,253
0,305
0,355
0
0
0
0
0
,002
,250
,274
,324
,375
0,
0,
0,
0,
0,
D03
267
281
340
390
0,004
0,279
0,303
0,353
0,404
0,
0,
0,
0
0,
DOS
290
314
364
415
0,
0,
0,
0
0,
D06
300
324
375
424
0,007
о,;
о„
0,,
Ю8
533
?аз
0,433
0,008
0,316
0 340
0,391
0,442
0,009
0,323
0,347
0,39f
0,44S
0,010
0,330
0,354
0,403
0,455
0,011
0,335
0,359
0,408
0,460
0,01:,
0,339
0,364
0,413
0,463
0,013
0,343
0,367
0,417
0,467
0,014
0,346
0,370
0,420
0,480
0,015
0,349
0,373
0,424
0,483
0,016
0,352
0,376
0,425
0,485
0,017
0,353
0,377
0,426
0,486
0,018
0,355
0,378
0,427
0,487
0
0
0
0
0
,019
,356
378
,428
,488
0,020
0,357
0,379
0,429
0,489
Силы
Э
Р (в) = J ~ As @) х
e-'« <«• ч» х
X Рф Лр + 4As @) Be X
X [в, + 2вх F, Р)/К3]"/[КЗ X
Хехре1(в, р)]; A5)
Р (С) = 2As @) 5 @) X [е„ +
+ 2е, (С)/(^3]7[^Зехр ех (С)], A6)
где Sg = 00; В @) =gGG (см. рис. 13).
Деформация ег (С) связана с дефор-
деформацией 8j (в, Р) следующим равенством:
х|е,
КЗ 'v
Хехре1(в, Р)] = 2В @) [е„ +
+2ех (С)/|/]7| КЗ ехр [цх (а - в) -
хе
По достижении деформацией 6] (С)
значения е1Ш (8) возникает локали-
локализация деформации на участке CD
заготовки, ограничивающая формоиз-
формоизменение. Поэтому при невыполнении
неравенства A3) возможности формо-
формоизменения значительно снижаются.
Последовательность формоизменения
заготовки при обтяжке инструмента
с двояковыпуклой поверхностью отно-
относительно малой кривизны и когда
углы а и Р не превышают 10—15°,
показана на рис. 14. Изогнутый в ци-
цилиндрическую оболочку лист зажи-
зажимают в захватах. При соответствую-
соответствующем устройстве захваты используют
и для изгиба зажатого вначале пло-
плоского листа (рис. 14, а). Задают дви-
движение наматывания оболочки (без ее
ИНСТРУМЕНТ С ПОВЕРХНОСТЬЮ ДВОЙНОЙ КРИВИЗНЫ 185
ш-ш
Сеченая Ш-П и Ш-Ш повернуты
и совмещены с сечением I-I
Рис. 14. Последовательность обтяжки инструмента с двояковыпуклой поверхностью:
а - гибка листа в цилиндрическую оболочку; б - наматывание иа пуаисои (сечения II-
II и Ill-Ill повернуты и совмещены с сечением /-/); е- обтяжка; / -заготовка;
2 — пуансон; 3 — захват
растяжения) на пуансон, в котором
каждый захват движется относительно
пуансона по эвольвенте D @) Е, отно-
относящейся к линии gE касания двояко-
двояковыпуклой поверхности пуансона с во-
воображаемой цилиндрической поверх-
поверхностью, направляющей которой яв-
является эта линия (рис. 14, б). Траекто-
Траекторией движения захвата может быть
и другая линия, проходящая ближе
к плоскости симметрии пуансона, чем
эвольвента D @) Е, и имеющая ту же
конечную точку Е- В этом движении
цилиндрическая оболочка первона-
первоначально принимает более сложную фор-
форму за счет упругой или малой упруго-
пластической деформации металла. Ча-
Части оболочки, расположенные с одной
и другой стороны от линии gE, обычно
становятся волнообразными Вслед за
движением наматывания задают движе-
движение обтяжки (рис. 14, в). Траекторией
движения точки D обычно является
прямая D A) D B), касательная к лн-
нин gE в точке Е.
Связь между деформациями в
сечениях оболочки, возникающими
при обтяжке, приближенно описана
равенствами F) и A7). Силы растяже-
растяжения определяют по уравнениям A5)
и A6), принимая Во = 0. Область
полного прилегания оболочки к по-
поверхности пуансона появляется в край-
крайнем сечении, проходящем через точ-
точку С, и постепенно распространяется
к сечению в плоскости симметрии.
Полное прилегание оболочки к пуаи-
сону в плоскости симметрии имеет
место, когда в этом сечении распреде-
распределение деформации г1 отвечает равен-
равенству A0).
Для приближенной оценки наиболь-
наибольшего формоизменения можно пользо-
пользоваться данными, приведенными в
табл. 4, принимая gD B)lgD A) = еа
и считая, что угол обтяжки а (см.
рис. 10) соответствует углу обтяжки а,
показанному на рис. 14, в. Оболочка
двойной кривизны заданной формы
может быть получена, если значение
186
ОБТЯЖКА
деформации гг (см. табл. 4), относя-
относящейся к точке G цилиндрической обо-
оболочки (см. рис. 10), больше деформа-
деформации ех (Л) в точке g заданной оболочки
(см рис. 14, в), найденной по форму-
формуле A0).
Пуаисон 2 (рис. 14, б, в) можно
рассматривать как одну секцию много-
секционного пуансона, предназначен-
предназначенного для формоизменения замкнутой
кольцевой цилиндрической оболочки.
Методика расчета технологических па-
параметров такая же, как для цилиндри-
цилиндрической оболочки.
Обтяжку осуществляют в штампах
на листоштамповочных прессах, а так-
также на специальных обтяжиых маши-
машинах.
При обтяжке в штампах кромки
листа жестко зажимают с помощью
прижимных устройств. Для полного
устранения проскальзывания на кром-
кромке листа обычно выполняют формовку
рифта V- или П-образного сечения;
высоту сечения принимают равной
G~нЮ) s @). Усилие (иа единицу
длины рифта), необходимое для фор-
формовки рифта и для удержания кромки
в прижимном устройстве, приближенно
можно найти по формуле
P = fl,5- l,8)aTs@).
Радиусы скруглений углов на кон-
контуре сечения рифта подбирают ми-
минимальными, исходя из условия недо-
недопустимости здесь разрушения металла
при его изгибе во время смыкания
прижимного устройства и при удержа-
удержании от проскальзывания зажатой кром-
кромки листа во время обтяжки. При изго-
изготовлении штампа ребра выступа и впа-
впадины на прижимном устройстве не
притупляют, а при отладке штампа
их доводят до необходимой кривизны.
При обтяжке иа специальных обтяж-
обтяжных машинах жесткий зажим кромок
листа обеспечивается универсальными
зажимами разнообразных конструкций.
3. ОСЕСИММЕТРИЧНАЯ ОБТЯЖКА
Пуансои и матрица жесткие. Заго-
Заготовка зажимается на матрице прижи-
прижимом (рис. 15) так, чтобы металл, на-
находящийся за контуром проема, не
смещался в проем. Пуансон при движе-
движении в матрицу обтягивается образу-
образующейся осесимметричной оболочкой.
Частицы металла оболочки претерпе-
претерпевают двухосное пластическое растяже-
растяжение. Оболочка состоит из виеконтакт-
иой и двухконтактных зон. В ходе
формоизменения внеконтактная зона
сокращается, а контактные — расши-
расширяются.
Возможность формоизменения обо-
оболочки в целом определяется возмож-
возможностью формоизменения внеконтактиой
зоны. Она имеет разнонаправленные
кривизны в меридианном н окружном
Рис. 15. Осесимметричиая обтяжка же-
жесткого пуаисоиа со сферической поверхно-
поверхностью
6. Связь глубины
Рп.п
к
Рп.п
к
Рп.п
к
Рп.п
к
Рп.п
5,0
35,5
6,8
45,1
8,6
54,3
10,4
62,7
12,2
70,2
ОСЕСИММЕТРИЧНАЯ ОБТЯЖКА
Лэ (мм) пробы по Эриксену и
5,2
36,7
7,0
46,2
8,8
55,2
10,6
63,6
12,4
71,0
5,4
38,0
7,2
47,2
9,0
56,2
10,8
64,5
12,6
71,8
5,6
39,0
7,4
48,2
9,2
57,2
11,0
65,4
12,8
72,6
5,8
40,0
7,6
49,2
9,4
58,2
11,2
66,2
13,0
73,4
предельного угла рп п
6,0
41,0
7,8
50,2
9,6
59,0
11,4
67,0
13,2
75,2
6,2
42,0
8,0
51,3
9,8
60,0
11,6
67,8
13,4
—
6,4
43,0
8,2
52,4
10,0
&1,0
11,8
68,6
13,6
—
187
град
6,6
44,0
8,4
53,4
10,2
61,8
12,0
68,5
13,8
—
нормальных сечениях соответственно:
1/Рр явб/лг2, 1/ре»-&/*2. A8)
Приближенные уравнения образу-
образующей н выражение для толщины
стенки имеют вид
Размер оболочки
Лв *, Ып
у да 6 In [(* +
+ /4F^)]; A9)
s»s@)(l +cosPJ/4, B0)
где
b = Pn/[2naBs @)J, P = arcsin (b/x) B1)
(х — координата точки на границе
между зонами).
Параметры формоизменения, опре-
определяемые по формулам A9)—B1), от-
относятся к моменту, когда на пуансоне
действует заданная сила Рп-
X
X(l+cosPn)]},
B2)
B3)
где хм — координата другой гранич-
граничной точки образующей; Рп = arcsin X
X {Ыхп).
Предельное значение размера Лв =
= Лвп отвечает предельному значению
угла Рп = Рп. п> ПРИ котором воз-
возникает локализация деформации и
188
ОБТЯЖКА
7. Предельный угол Рп.п (гР*д) Для металлов
с различным уровнем штампуемое™
Уровень
штам-
пуе-
мостн
I
II
III
IV
V
VI
VII
VIII
0,005
68,5
62
53,8
48,8
41,8
37,-2
34,8
29,5
0,01
70,2
64
55,7
51
44,2
39,9
37,5
32,2
0,02
72,6
66,6
59
54,6
47,8
44
42
36,7
0,04
75,2
70,2
63.2
58,6
52,8
50,2
48.8
43 6
0,06
76
72,2
65,8
61.3
56
54,3
52,8
47 8
s@)/pn
0,08
76,7
73,4
67
63,6
58,6
57,2
55,8
50,2
0,10
77,6
74,6
68,3
65,4
61,3
59,6
58
51,8
0,12
78
75,2
69 8
67
62,8
61,8
60,4
5? 8
0,14
78,4
75,8
70 6
68,6
64,8
63,6
62,2
53,3
0,16
78,6
76
71,5
69,8
666
65,2
644
53.8
0,18
78,9
77
72,6
70,6
68,2
66,9
66,2
54,3
0,20
78,9
77,6
73,4
71,8
70,2
68,6
67,8
54,3
затем разрыв металла в узкой кольце-
кольцевой области, расположенной в кон-
контактной зоне около граничного окруж-
окружного сечения радиусом х .
Предельный угол рп. п зависит от
отношения s @)/рп и штампуемости
металла при обтяжке. Показателем
штампуемости является предельная
глубина /гэ оболочки, отформованной
в технологической пробе металла по
Эриксену. Предельный угол рп. п —
= рп п и глубина /гэ для оболочки
в этой пробе однозначно связаны
между собой (табл. 6) и соответствуют
отношению s @)/рп = s @)/10, когда
в пробе используется сферический
пуансон радиусом Ru = 10 мм.
Для листа из достаточно пластичного
металла (ер р > 2п) толщиной 1 мм
предельный угол (град) в пробе по
Эриксену
рп.
32,7п.
B4)
Если угол Рп п известен, значе-
значение Рп. п> соответствующее отноше-
отношению s @)'РГ1 для штампуемой обо-
оболочки, определяется по табл. 7. В таб-
таблице вначале отыскивается столбец
под числом, равным или близким
числу 0,1s @). В этом столбце выби-
выбирается число, равное или близкое
числу Рп п, лежащее в строке, поло-
положение которой указывает уровень
штампуемости заданного металла. Ис-
Искомое число Рп. п находится в этой
строке на пересечении со столбцом
под числом s @)/р близким к задан-
заданному отношению.
Одна контактная зона принимает
форму заданной поверхности пуан-
пуансона, другая — тороидной поверхно-
поверхности кромки матрицы. Суммарный раз-
размер при сферическом и коническом
пуансонах (рис. 15 и 16) соответ-
соответственно равен:
Л = Rn (I—cospn + sin2pn In [(хм +
sin PnX
B5)
X In ((xM -j- -j/VM — x\y sin1' Pn)/[*n x
X A + cos pn)]} -+- (дс.м — дсп) X
X A +cospn)]} +Ям0 —
h = xB sin рп х
X
-cospM). B6)
При предельном значении угла Рп =
= Рп. п размер h = ha является также
предельным.
Если при формовке сферическим
пуансоном соотношение между разме-
ОСЕСИММЕТРИЧНАЯ ОБТЯЖКА
189
Рис. 1Н. Осесимметричная обтяжка жесткого пуансона с поверхностью усеченного
конуса
рами R и хм таково, что в конце
формоизменения хм = # sin рп, в
оболочке остаются только контактные
зоны, тогда
Аи = (Ям г-Лп)A—cosPn). B7)
В этом случае предельный угол рп. п
возрастает по сравнению с найденным
по табл 7 па 5—8 %. Угол рм ~
— arcsin (Rn sin2 Рп'/?п). если обо-
оболочка имеет внеконтактную зону, н
Рм — Рп — если остаются только кон-1
тактные зоны
Функция B5) при заданных х^ н
Рп = Рп. п (рад) имеет максимум по
/?п: h — Ашах, когда
Rn = 0,77rM при рп „ = 1,00-г- 1 25-
1
п = 0,85гм при рп ц = 0,75- 1,00;
Сила обтяжки при наличии контакт-
контактной и внеконтактной зон
Pn = 2jHJBs@)*nsinPn; B8)
когда остается только контактная зона
Pn=2TOBs@)xMsinpM. B9)
Работа пластической деформации оп-
определяется как площадь под кривой
Рп ~ Рп (А). Ее ориентировочно мож-
можно оценить по следующей формуле:
Л«0,6РпА. C0)
Если в конце формоизменения остает-
остается только контактная зона для сфери-
Рис. 17. Осесимметричная обтяжка жид-
жидкостного (эластичного) пуансона (матри-
(матрица — жесткое кольцо)
Рис. 18. Осесимметричная обтяжка жид-
жидкостного (эластичного) пуансона (матри-
(матрица — жесткая с плоским дном)
190
ОБТЯЖКА
ческого пуансона (см. рис. 15), то
А = noBs@)/i2; C1)
для конического (см. рис. 16)
А = яав5 @) (*м - 4) (esc рм — 1).
C2)
В формулах C1), C2) не учтена ра-
работа деформации обтяжки тороидной
поверхности матрицы радиусом /?м-
Пуансон жидкостный, матрица же-
жесткая. Под действиием давления жидко-
жидкости из плоской заготовки образуется
оболочка приблизительно со сфериче-
сферической поверхностью (рис. 17):
#М = *M/Sin Рм = (*М )
C3)
Толщина стенки оболочки
s«s@) [(I +cospM)/(l +cosP)]2*,
C4)
где k — коэффициент, зависящий от
показателя степенной кривой упрочне-
упрочнения:
где еп — деформация в направлении
нормали к поверхности в полюсе обо-
оболочки.
Угол Рм количественно характери-
характеризует формоизменение оболочки. Пре-
Предельное значение угла Рм = Рмп и
предельное формоизменение имеют ме-
место при предельном значении деформа-
деформации еп = епп. Экспериментально най-
найденная связь между епп, параметра-
параметрами е1Ш и ерр кривой упрочнения ме-
металла и параметром s @)/a имеет сле-
следующий вид:
|епп|=2е1ш + ВИ°>Л1]С' C6)
где В = 0,20ерр/@,20с — 0,02е);
с =0,434 1п [@,9ерр — 2е1ш)/@,7ерр —
— 2е1ш)]; в1ш = п — к0-
Формула C6) применима при ерр >
> Зе1ш, т. е. для достаточно пластич-
пластичных металлов. Если ?па найдено,
предельное значение угла
Рмп = arccos [2 ехР (епп/2* - '))•
п 0,10—0,15 0,15—0,25 0,25—0,35 0,35—0,50
k 0,85 0,80 0,78 0,75
В точке с координатами х = *М)
Р= рм, согласно C4), s— s@). В дей-
действительности толщина стенки здесь
иа 3—5% меньше исходной. Если
), в области контакта обо-
обоДавление жидкости
qx2oBs@)/Rn =
C8)
лочки с тороидной поверхностью ма-
матрицы радиусом /?м возникает местное
утоиение стеики, достигающее 10—
15%. В полюсе оболочки (х=0,
Р=0)
Работа пластической деформации
2*
s = s@) [0,5A +cospM)J
е„ = | In s/s @) | = 2k In [0,5 A +
+ cospM)J, C5)
C9)
Если матрица имеет дно (рис. 18),
ее глубина h должна быть меньше
предельного размера оболочки, най-
найденного по формуле C3) при подста-
подстановке в нее Рм = Рмп C7), на 10 —
15%
Необходимое давление жидкости
q * oBs @) (а + #п)/(а/?п)-
Глава
9
ОТБОРТОВКА
Формоизменение заготовки. Формо-
Формообразование борта вокруг отверстия
показано иа рис. 1. Часть 3 заготовки,
ограниченная контурами диаметром DM
и d @), под действием пуансона /
превращается в борт.
При формоизменении заготовки во-
воображаемое малое волокно Д/„ (см.
рис. 1), исходящее из какой-либо точ-
точки А, взятой иа образующей средин-
срединной поверхности заготовки, укорачи-
укорачивается. Скорость его деформации ёп <
< 0, толщина борта соответственно
уменьшается. Волокно Д/е удлиняется
(ёв > 0у диаметральные размеры коль-
кольцевых элементов заготовки, находя-
находящиеся под торцом пуансона, увеличи-
увеличиваются. Изменение длин волокон Д/п
и Д/д при указаииых зиаках скоростей
деформаций происходит в течение всего
процесса отбортовки, независимо от
того, в каком месте образующей пла-
пластически деформируемого участка за-
заготовки находится точка А.
Изменение длины волокна Д/р за-
зависит от положения точки А иа обра-
образующей и от того, насколько расшири-
расширилось отверстие, имеющее начальный
контур d@). В точке, находящейся
у кромки отверстия, волокно Д/р уко-
укорачивается (ёр > 0), а в точке, нахо-
находящейся вдали от кромки, там, где
радиальные растягивающие напряже-
напряжения ав превышают половину танген-
тангенциальных растягивающих напряже-
напряжений ае, оно удлиняется (ёр > 0).
Напряжение ар изменяется вдоль
образующей заготовки от нуля — на
кромке отверстия, до наибольшего
значения ар0 — в сечении /—/ (см.
рис. 1). При г — г @) > га
п / °в v
tin Br @) + а)
XI —
г @) + a
@)
2гп + s @)
ХA+1,6ц), A)
где а =0,57 [гм + гп + s @)].
При отбортовке коническим пуан-
пуансоном
+ A—sinp)ln—j X
X (sin p + ц cos P) X
X
У г—[r —r
@)]
B)
где Ов — временное сопротивление;
¦фш — относительное сужение попереч-
поперечного сечения образца при растяжении
в момент образования шейки; ат —
предел текучести", fi — коэффициент
трения; Р — угол конусности пуансона.
Приближенно, независимо от формы
пуансона,
:aB(d-d@))/d.
C)
Предельный коэффициент отбортов-
кн. Формообразование заготовки при
отбортовке оценивается коэффициен-
коэффициентом отбортовки
При полной отбортовке d (t) = d
(см. рис. 1, а) н коэффициенте отбор-
отбортовки К = did @) формоизменение ог-
ограничивается ' разрывом металла по
кромке борта, возникающем при К (t)—
= /Сп @ или при К = Кп-
На предельное формоизменение су-
существенно влияет отношение s @)/d
и состояние металла в приповерхност-
приповерхностном слое. На рис. 2 показаны кривые
192
ОТБОРТОВКА
Рис. 1. Схема процесса отбортовки (а); форма горловины (б)
К-а \s@)/d] для различных форм рабо-
рабочей поверхности пуансона и состояний
приповерхностного слоя. В табл. 1—3
Приведены предельные коэффициенты
отбортовки для легированных сталей
8121b[s(Q)ld]-mz
5)
Рис. 2. Зависимости коэффициента отбор-
отбортовки Ка от отношения s @)/d для низко-
углеродистой стали:
а — при отбортовке цилиндрическим пуан-
пуансоном с плоским торцом; о — при отбор-
отбортовке сферическим пуансоном (штриховые
линии — отверстие получено пробивкой
в штампе; сплошные — отверстие получено
сверлением с зачисткой заусенцев)
и некоторых цветных металлов и спла-
сплавов на их основе.
В расчетах предельной высоты борта
коэффициент отбортовки принимают
на 10—15 % меньше предельного зна-
значения.
При отбортовке толстолистовых за-
заготовок с технологическим отверстием,
полученным пробивкой, значение /Сп
зависит от того, к какому инструменту
обращена поверхность скола. Если
она обращена к пуансону, вероятность
появления трещин меньше.
Отбортовка кольцевых заготовок.
Когда отношение D @)ld кольцевой
заготовки близко к значению предель-
предельного коэффициента вытяжки, возмож-
возможны различные варианты формоизмене-
формоизменения (рис 3):' область / — вытяжка
стакана диаметром d при неизменном
диаметре отверстия (d (t) = d @)); об-
область ¦ // — вытяжка стакана диаме-
диаметром d, сопровождающаяся увеличе-
увеличением диаметра отверстия d (t) > d @);
область /// — образование борта диа-
диаметром d, сопровождающееся умень-
уменьшением диаметра внешнего контура
заготовки D < D @); область IV —
образование борта диаметром d при
неизменном диаметре внешнего кои-
тура D = D @). В зоне А возможно
разрушение заготовки в виде трещин
огбортовка
193
1. Предельные коэффициенты К
Материал
Сталь:
12Х18Н10Т;
15Х18Н12С4Т
10; 20
Сплавы:
Д16М; В95М; АМгб
2
1,53
1,19
1,33
л отбортовки для
3
2,08
1,58
1,42
5
2,38
1,85
1,47
[s (
8
2,50
1,92
1,58
некоторых
0)/<Л 1
10
2,50
1,92
1,58
12
2,50
1,92
1,57
материалов
15
2,63
2,00
1,57.
20
2,72
2,08
1,57
30
2,72
2,12
1,57
и отрыва дна; в зоне Б — штамповка
без разрушения. Отбортовка при D =
= D @) возможна только в области V.
Если и для других областей необхо-
необходимо сохранить неизменным диаметр
внешнего контура заготовки, процесс
d@)/d
отбортовки ведут с жестким прижимом
(защемлением) фланца.
Расчет геометрических параметров
заготовки и инструмента. Толщина
металла изменяется вдоль образующей
борта от s = s @) — в зоне сопряжения
1,8 2,0 2,2 2,4
Область I
Область Л
Области Ш и Ш
Область 1
Рис. 3. Возможное формоизменение при штамповке плоских кольцевых заготовок из
иизкоуглеродистой стали при d = 100 *<0)
7 П/р А. Д. Матвеева
194
ОТБОРТОВКА
2. Предельные коэффициенты К„ отбортовки для титановых сплавов
Материал
ВТ 1—00, ВТ 1—0
ОТ4—0
ОТ4—1
ОТ4
ВТ4
ВТ5—1
ВТ14:
отожженный
закаленный
ВТ16:
отожженный
закаленный
ВТ20
ВТ22:
отожженный
закаленный
Материал
ВТ 1—00, ВТ 1—0
ОТ4—0
ОТ4—1
ОТ4
ВТ4
ВТ5—1
ВТ14:
отожженный
закаленный
ВТ15:
отожженный
закаленный
ВТ20
ВТ23:
отожженный
закаленный
Is @)/rf] 10'
0,3 — 0,7
0,8 — 1,5
1,6-3,0
Св. 3,0
В холодном состоянии
1,4—1,7
1,4—1,65
1,35—1,5
1,3—1,4
1,2—1,3
1,2—1,3
—
—
1,75—1.8
,7—1,75
6—1,7
,5—1,6
4—1,5
,4—1,5
,4—1,5
.5—1.6
1,4—1,5
1,5—1,6
1,25—1,35
1,5—1,6
1,4—1,5
1,
1,
,5—1,7
,5—1,6
45—1,55
35—1,5
,3—1,4
,2—1,3
,3—1,4
,4—1,5
3—1,4
,4—1,5
,2—1,3
,6—1,7
,5—1,6
1,5
1,5
1 4
1,35
1,3
—
[s @)/rf]l02
0,3-0,7
0,6-1,5
1,6 — 3,0
Св. 3,0
В горячем состоянии
1,6—1,75
1,6—1,75
1,6—1,75
1,5—1,7
1,45—1,65
1,4—1,6
____
1,8
1,8
1,8
1,75—1,9
1,7—1,8
1,7—1,75
1,6—1,7
1,6—1,7
1,5—1,6
1,7—1,8
1,6—1,8
1,6—1,8
1,6—1,8
1,6—1,75
1,5—1,65
1.5—1.6
1,4—1,6
1,4—1,6
1,6—1,7
1,8—1,9
1,6
1,6
1,6
1,5
1,5
1,45
1,4
1,4
ОТБОРТОВКА
195
3. Предельные коэффициенты отбортовки для листового проката
толщиной до 6 мм при (s (О)id] 10* да 2
Материал
Стали и сплавы на ни-
никелевой и хромоиике-
левой основе
Алюминиевые сплавы:
мягкие (отожженные
и закаленные)
нагартоваииые иа
5—25 % (из мягкой
заготовки)
закаленные и соста-
состаренные
закаленные, есте-
естественно состаренные,
нагартованные на
10 % и искусственно
состаренные
АМПМ
АМг1П
AMrlH
АМг2М
АМг2П
АМг2Н
Д20 (отожженный и
закаленный)
Д20 (закаленный и
искусственно состарен-
состаренный)
ММ (отожженный и
закаленный)
ММ (закаленный и
искусственно состарен-
состаренный)
АК6 (отожженный н
закаленный)
Прнмечание.
нологическое отверстие
^п Материал
1,65—1,75
1,35—1,60
1,15—1,55
1,25—1,35
1,20—1,30
1,70
1,62
1,45
1,62
1,43
1,40
1,39—1,44
1,29—1,35
1,35
1,25
1,42—1,46
Значения К
АК.6 (закаленный и
искусственно состарен-
состаренный)
АК8 (отожженный и
свежезакаленнын)
АК8 (закаленный и
искусственно состарен-
состаренный)
Магниевые сплавы:
МА1 {нагрев до 320—
350° С)
МА8 (нагрев до 300—
375° С)
Медь и ее сплавы:
МОб [s @)ld] 102 =-
= 2-r-5
МО
Ml
Л63
Бронза в отожженном
состоянии:
Бр. ОФ6,5-0,15
Бр ОЦ4-3
Бр. ОЦ4-2,5
Бр. КМцЗ-1
Бр. АМц9-2
Бр. А5
Бр. Б2
п приведены для случаев,
получено обработкой резанием. Если
кп
1,22—1,25
,40—1,45
1,22—1,25
2,38—2,78
2,50—2,94
1,34—1,78
1,39—1,88
2,23—2,78
1,48—1,64
1,40—1,50
1,35—1,45
1,30—1,45
1,40—1,50
1,30—1,40
1,40—1,50
1,35-1,45
когда тех-
отверстие
получено пробивкой, табличное значение i(n следует уменьшить на 10—15%.
с фланцем до s— sK — иа кромке
борта. Формула для приближенного
определения распределения толщины
вдоль образующей имеет следующий
вид:
(обозначения параметров — см. на
рнс. 1). На кромке борта она равна
х= 0,
F)
x]/r}lr
При определеннн диаметра отверстия
E) принимают, что длина образующей
196
ОТБОРТОВКА
Рис. 4. Схема получения высокой горло-
горловины вытяжкой с последующей пробивкой
дна и отбортовкой
борта при его формообразовании остает-
остается неизменной, тогда
d @) = DM - 2Я - 1,14rM + 0,43s @);
G)
высота борта
Н = (KDM - d)/2K - 0,57rM +
+ 0,21s @). (8)
Если требуемая высота борта боль-
больше, чем найденная по формуле (8)
при К. =¦ Кп, может быть введена
предварительная вытяжка полуфабри-
полуфабриката диаметром d (рис. 4) высотой
h = Н - A - Kn) d/2Kn + 0,43гц +
+ 0,71s @), (9)
d @) = d + 2h — 2H —
— 0,43гп — 0,71s @).
Зазор г между матрицей и пуансоном
принимают на 10—20 % больше тол-
толщины s @) заготовки. Радиус гм кри-
кривизны рабочей кромки матрицы берут
согласно чертежу детали. Радиус кри-
крипричем
внзны кромки пуаисоиа определяют
из формулы гп > [d — d@)]/2
при d (t) = d (полная отбортовка).
Если же d (t) < d, значение гп на-
назначают согласно чертежу детали;
ra>5s @).
5. Расчет силовых параметров. Уси-
Усилие, иа пуансоне, необходимое для
отбортовки;
Рп = nds@)opo, A0)
где Оро — напряжение в сечении /—/
(см. рис. 1), которое определяют по
формулам A) и B).
Если напряжение ар0 определяют
по формуле C), формула A0) прини-
принимает следующий вид:
Рис. 5. График изменения усилия по пути
при отбортовке пуансоном с плоским тор-
торцом (/) и коиусиым пуаисоиом B)
@)ob. A1)
Характер изменения усилия Ра по
перемещению и пуансона отражен на
рис. 5.
Работу деформации приближенно
можно определить по следующим фор-
формулам:
при отбортовке по схеме, показанной
иа рис. 1,
А = 0,5 Цгм + г„) Ра + (Рп +
+ Рг)(Н-гм)]; A2)
при отбортовке конусным пуансоном
A=0,5\0,5dPn + (Pa + P1)H], A3)
где Pi = @,7^0,8) Ра.
Отбортовка иекруглых отверстий.
При отбортовке отверстий некруглой
формы на плоской листовой заготовке
коэффициент отбортовкн представляет
собой отношение радиуса ri кривизны
j'-ro участка контура горловины к соот-
соответствующему радиусу /\ @) кривизны
контура отверстия: /(. = rijri @).
Предельное значение коэффициента от-
отбортовкн определяют с помощью
табл. 1—3, причем, если вогнутый
участок контура радиуса rt сопря-
сопрягается с выпуклым участком (рис. 7,
участки 2 и 3), предельный коэффи-
коэффициент может быть принят на 10—20 %
больше значения, приведенного в этих
таблицах.
Для определения контура отверстия
контур горловины разделяют на пря-
ОТБОРТОВКА
197
Рис. 6. Отбортовка иекруглого отверстия:
а — контур отверстия; б — контур борта
молииейиые и криволинейные участки.
Радиусы кривизны контура на вогну-
вогнутых участках 2, 4, 6 и 8 (см. рис. 7)
вычисляют по формуле G), полагая
d @) = d, @) = 2г? @); DM = DMi =
= 2RMi (см. рис. 1). Причем высоту Н
борта находят по формуле (8), при-
принимая d = d. = 2/\ и К = КП для
того участка, иа котором радиус г{
наименьший- Прямолинейные участ-
участки / н 5 контура отверстия сопрягают
с дугами радиусов /\. Радиус г;. @)
на выпуклом участке 3 определяют
как радиус заготовки при вытяжке по
условию постоянства площади по-
поверхности. После построения контура
отверстия на отдельных участках сгла-
сглаживают ступеньки на стыках с дугой
третьего участка.
Рассмотренное приближенное постро-
построение контура отверстия не обеспечи-
обеспечивает строгого постоянства высоты Н
борта вдоль горловины. Форму кон-
контура отверстия обычно корректируют
при отладке операции. На участках
большой кривизны контур несколько
смещают. Смещение Д$ (см. рис. 6)
тем больше, чем больше кривизна.
Корректируют также кривизну рабо-
рабочих кромок инструмента. Увеличение
радиуса гм и уменьшение радиуса гп
приводит к увеличению Н.
Отбортовка отверстий иа трубчатых
заготовках. При получении горловин
на трубчатых заготовках отверстие
под отбортовку выполняют овальной
формы. Большую ось овала направ-
направляют вдоль оси заготовки. Коэффи-
Коэффициент отбортовки определяют по фор-
формуле: К. = d/b, где Ь — меньшая ось
Контур отверстия
Рис. 7. Отбортовка отверстия сложной
формы
овала (рис. в). Предельный коэффи-
коэффициент отбортовки овальиого отверстия
приближенно может быть принят рав-
равным предельному коэффициенту отбор-'
товки круглого отверстия диаметром
d @) = 6.
Большую ось а отверстия определяют
по формуле' G), принимая а = d @),
Н = На, а малую ось Ь — по следу-
следующей формуле (рис. 8):
= (DB + s) cos
+ гн)\ X arccos
2 (s
DB H- 2 (s + г„)
-2//в
A4)
Рис. 8. Горловина, полученная иа трубча-
трубчатой заготовке
198
ОТБОРТОВКА
Рис. 9. Инструмент для сверления техно-
технологического отверстия и отбортовки раз-
развальцовкой
Горловины иа трубах большой дли-
длины (в том числе горловины диаметром
до 500 мм на трубах диаметром до 1 м)
можно получить развальцовкой тех-
техиологического отверстия в стеике тру-
трубы, полученного фрезерованием или
сверлением. Указанные операции вы-
выполняют иа специальных стайках мо-
моделей Т30Ч-Т500 (Финляндия), осна-
щеиных комбинированным, легко пере-
переналаживаемым инструментом (рис. 9),
состоящим из корпуса /, сверла 2,
двух пальцев 3 для развальцовки и
регулирующего конуса с винтовой
нарезкой 4. Последовательность изго-
изготовления горловины показана иа
рис. 10. При опускании вращающегося
инструмента (рис. 10, а) происходит
сверлеиие техиологического отверстия;
0)
S)
Рис. 10. Последовательность изготовления
горловины иа трубе развальцовкой (способ
«Т-дрилл» )
S)
Рис. 11. Схема процесса отбортовки с уто-
иеиием стеики
при этом пальцы втянуты регулиру-
регулирующим конусом в верхнее положение
так, чтобы их торцы ие выходили из
корпуса. После окончания сверления
конус перемещается дальше внутрь
трубы, затем выходит из корпуса,
С помощью регулирующего конуса
выдвигаются пальцы и настраиваются
иа развальцовку горловины требуемо-
требуемого диаметра D. После этого инструмент
перемещается вверх, пальцы для раз-
развальцовки контактируют с трубой и
постепенно развальцовывают горлови-
горловину (рис. 10, б), а затем выходят из
иее (рис. 10, в). В течение всего про-
процесса отбортовки труба закреплена
иа столе станка. Время обработки
зависит от диаметра горловины, тол-
толщины ее стеики и материала трубы.
При диаметре горловины 54 мм время
обработки составляет 15—30 с; при
диаметре горловины 500 мм — 10—
20 мин. При диаметре горловины свыше
100—120 мм фрезерование техиологи-
техиологического отверстия и развальцовка про-
производятся раздельно, за две операции.
Рассмотренный способ получения
горловины иа трубах развальцовкой
изнутри иа специальных стайках за-
запатентован в Финляндии, где он полу-
получил название «Т-дрилл».
Отбортовка с утонением. Огбортовку
с утонением выполняют, как правило,
коническим пуансоном, который, по
мере опускания в матрицу, вначале
производит отбортовку без утонения,
а затем, когда в матрицу войдет его
цилиндрическая часть, с утонением
(рис. 11, а).
Утоиеиие стеики горловины при от-
бортовке осуществляется при умень-
уменьшении зазора между пуансоном и ма-
отбортовка
199
трицей, который должен быть меньше
толщины исходной заготовки. При
отбортовке с утонением некоторый
объем металла необратимо смещается
вдоль образующей борта, увеличивая
его высоту (рис. 11,6).
При отбортовке с утонением дости-
достигается высокая точность (8—10 ква-
лнтет) диаметральных размеров гор-
ловииы. Шероховатость поверхности
Ra — 3,2-Ь 1,6 мкм. В результате упроч-
упрочнения металла твердость горловины
увеличивается на 30—40 % по сравне-
сравнению с твердостью исходной заготовки.
Усилие, необходимое для отбортовки
с утонением, приближенно определяют
по формуле (рис. 11)
Ра « я (Dy + sy) X
A5)
где ip = fs @) — «y]/s @); ip — отно-
относительное сужение поперечного сече-
сечения образца при растяжении в момеит
образования шейки.
Оптимальный угол наклона Ропт
образующей конусного пуансона для
отбортовки с утонением, при котором
усилие наименьшее, определяют из
выражения
cos р = 1 — 0,5fi 1п |B — In s @)/sy) x
Xs@)/sy), A6)
где fi — коэффициент трения.
Высоту горловины приближенно оп-
определяют из условия неизменности
объема кольцевого участка заготовки,
ограниченного диаметрами d @) и DM =
D + 2 + 2
2sy
2rM:
Ну =¦
4sy (Dy + sy)
s @),
A7)
где sy = s @)//Cy — толщина стеики
горловины (Ку — коэффициент уто-
иения); Dy — внутренний диаметр гор-
горловины.
Допустимое уменьшение толщины
стеики горловины, характеризуемое
коэффициентом утоиеиия Ку, для
пластичных металлов составляет 1,7—
2,0. Диаметр отверстия d @) = d/Ky,
где d = Du - 2rM - s @).
Глава
10
ОБЖИМ И РАЗДАЧА
1. ОБЖИМ
Формоизменение заготовки. Под дей-
действием продольной внешней силы за-
заготовка перемещается относительно ма-
матрицы и по мере продвижения в ее
рабочую полость принимает форму
оболочки (детали), состоящей из уча-
участков: 1, образованного вращением
дуги радиуса D2> R > D/2 вокруг
оси симметрии детали (рис. 1,а);
тороидиого 1 и конического 2
(рис. 1,6); сферического /, тороид-
тороидиого 2 и цилиндрического 3 (рис. 1, в);
тороидного /, конического 2, тороид-
тороидиого 3 и цилиндрического 4 (рис. 1,г);
участка 1, образованного вращением
дуги радиуса R > D/2 вокруг оси сим-
симметрии детали, тороидного 2 и плоского
донного 3 (рис. 1,д). Обжатая часть
детали может иметь асимметричную
форму, состоящую из участков /—4
(рис. 1, е).
Заготовка для обжнма может быть
цилиндрической и иецилиндрической
формы, кругового и некругового сече-
иия, с дном и без дна. Заготовка с диом
обычно обжимается с открытой сто-
стороны и реже — с закрытой (рис. 1, д).
Матрицы для обжима, как правило,
имеют осесимметричную рабочую по-
полость, однако она может быть и асим-
асимметричной, например, как показано
иа рис. 1, е.
Схема внешних и внутренних сил,
напряженное состояние. При обжиме
иа заготовку действует продольная
внешняя сила РПр> заталкивающая
ее в матрицу. При этом на внешней
поверхности заготовки, контактиру-
контактирующей с матрицей и перемещающей отно-
относительно иее, возникают контактные
нормальные ап и контактные каса-
касательные (от сил треиия) напряжения
ца„ (рис. 2).
Внутренняя поверхность заготовки
свободна от напряжений, а контактные
нормальные напряжения ап при малой
относительной толщине стеики (s/D <
< 0,02) значительно меньше напря-
напряжения текучести, и его влияние на
условие перехода в пластическое со-
состояние и утолщение стенки заготовки
незначительно.
В связи с тем, что к заготовке при-
приложена продольная сила Рпр и при
этом происходит уменьшение попереч-
поперечных кольцевых элементов заготовки,
в зоне пластической деформации воз-
возникают меридианные аа и окружные ое
внутренние сжимающие напряжения.
Напряжение аа изменяется вдоль
образующей деформированного уча-
участка детали от нуля в точке К, лежа-
лежащей на его торце до наибольшего
значения аао в сечеиии /—/.
Окружные сжимающие напряжения
о"е вдоль образующей не изменяются;
по условию пластичности ае = —f5o"s.
Таким образом, напряженное состоя-
состояние при обжиме близко к плоскому.
Формулы для определения аао при
обжнме деталей с различной формой
деформированного участка в открытом
штампе (без радиального противодав-
противодавления) приведены в табл. 1.
Предельный коэффициент обжима.
Формоизменение при обжиме ограни-
ограничено явлением локальной потери устой-
устойчивости. При определенной (критиче-
(критической) величине продольных и окруж-
окружных сил сжатия на детали появляются
поперечные волиы (рис. 3, а, б), во-
вогнутости (рис. 3, в) или продольные
волны (рис. 3, г).
Вид потери устойчивости зависит
в основном от относительной толщины
стеики s/D заготовки, ее материала,
условий закрепления в штампе и формы
рабочей полости матрицы для обжима.
Если матрица ие имеет направля-
направляющей части (см. рис. 3, а), поперечная
круговая волиа возникает в зоне
переходной поверхности цилиндриче-
цилиндрического и конического участков детали.
При наличии направляющего участка
волны появляются у основания детали
ОБЖИМ
201
Рис. I. Схема обжима трубчатых заготовок в матрицах с различной формой рабочей полости
(рис. 3, б). Поперечные круговые вол-
волны возникают при обжиме относитель-
относительно толстостенных заготовок, у кото-
которых s/D — 0,0304-0,035. Вогнутости
(прогибы) н продольные волны, на-
направленные вдоль образующей, воз-
возникают при обжиме относительно тон-
тонкостенных заготовок, у которых s/D ^
< 0,020. Если s/D — 0,0204-0,030,
возможна потеря устойчивости как
в виде круговых, так и в виде про-
продольных волн.
При обжиме стальных и алюминие-
алюминиевых заготовок, у которых s/D < 0,015,
появляются продольные волны; при
обжиме латунных заготовок возникает
прогиб стенки.
Вероятность появления продольных
волн возрастает не только с умень-
уменьшением s/D, но и с уменьшением сил
трения на поверхности контакта за-
заготовки и рабочей полости матрицы,
так как при этом облегчается скольже-
скольжение заготовки в окружном направле-
направлении. При прочих равных условиях
появление продольных воли более
вероятно при обжиме заготовок в ко-
конической матрице но сравнению с ку-
куполообразной.
Коэффициент обжима имеет предель-
предельное значение Кл = D/d^p, когда по
мере продвижения заготовки в ма-
матрицу и сокращения ее диаметра d
до <*пр напряжение аа (или напряже-
напряжение ае) достигнет критического значе-
значения акр, при котором начинается
потеря устойчивости.
Критическое напряжение при обжи-
обжиме приближенно может быть опреде-
определено по формуле В. С. Вольмира, по-
полученной им по теории секущего мо-
модуля применительно к осевому сжатию
относительно коротких цилиндрических
замкнутых оболочек за пределами упру-
упругости:
а -4 S E
°KXI~T~D с'
Jnp
где Ес — секущий модуль, численно
равный тангенсу угла наклона прямой,
202
ОБЖИМ И РАЗДАЧА
Рис. 2. Схема внешних и внутренних сил при обжиме и напряженное состояние очага пла-
пластической деформации:
d I! d - — диаметры соответственно матрицы и оболочки
соединяющей начало координат с точ-
точкой, лежащей на диаграмме растяже-
растяжения а (е). Зная величину Ес= f (а),
можно определить соответствующую
критическую величину s/D для ряда
произвольно взятых точек на диаграм-
диаграмме а (е), используя для этого форму-
формулу В. С. Вольмира, после чего по-
построить график в плоскости 0кр, s/D.
Рис. 3. Виды дефектов, возникающих при
потере устойчивости заготовки при об-
обжиме
Согласно экспериментальным дан-
данным, при осевом сжатии стальных (из
стали 40) цилиндрических заготовок
с относительной толщиной стеики
s/D = 0,06н-0,08 акр « ат; с увели-
увеличением s/D 0Kp становится больше,
а с уменьшением — меньше ат. При
осевом сжатии коротких цилиндриче-
цилиндрических оболочек (L/D = 0,38-4-0,45) из
сплава АМгб с относительной толщи-
толщиной стенки s/D — 0,0027-4-0,027 и ат =
= 165-4-172 МПа А. Г. Пашкевичем
и М.Ф. Кашириным установлено, что
при s/D > 0,005 критическая нагрузка
несколько превышает предел текуче-
текучести; с последующим увеличением s/D
нагрузка изменяется незначительно
(рис. 4).
График зависимости акр/сгт от Dls
при обжиме стальных заготовок в ко-
иусиых матрицах с различными углами
конусности, построенный по резуль-
результатам экспериментальных данных, по-
показан на рис. 5. Поле графика, распо-
расположенное над заштрихованными уча-
обжим
203
1. Формулы для определения аа0
J4s
п/п
Эскиз обжатого участка
заготовки
Формулы
<Jao = Ogcp/2 A + ц ctg a) A - d/D) X
(l -f \fD]d)Ci— 2 cos a)
aa0 = 0,5ascp [A -f Ц ctg a) A - d/D) +
-f Vsfd sin a] (l + V"DJd) C — 2 cos a)
A + И
A- d/D) -f
s(l+iictga) D_ _s_
2Dsin2tx d "^ D
X ^(D — d) {4R — D 4- d) -
X A 4- КЬ75)
204
ОБЖИМ И РАЗДАЧА
Продолжение табл. 1
Ni
п/п
Эскиз обжатого участка
заготовки
Формулы
aao = 0,5osCp U 1 + 2|i ctg -|-
x
X A -
а = arccos (D — d)/2R
Примечание. Среднее напряжение текучести при . степенной
аппроксимации диаграммы упрочнения вида os = Агп определяется по
формуле
Oofin ¦
- Г ов I d \n ]
= 0,0 oT -| 5-1 In -=r- 1 exp n
I n" \ u ' J
где <тт — предел текучести; ав — временное сопротивление разрыву; п —
= In A + бр) — показатель деформационного упрочнения; бр — равно-
равномерное относительное удлинение при растяжении.
стками, соответствует условиям поте-
потери устойчивости.
При обжиме в сферической матрице
по схеме, показанной на рис. 1,в,
предельные коэффициенты обжима Кп
определяют по табл. 2 в зависимости
от относительной толщины стенки за-
.р,МПа
Л
и
у
у — -?т
1
¦у
у'
2
^%
3
у''
WO
300
200
0,005 0,0015 s/D
Рис. 4. График зависимости критической
нагрузки от относительной толщины стенки
заготовки и схемы нагружения:
/ — сжатие в обойме; 2 — свободное сжа-
сжатие; 3 — сжатие с внутренним противо-
противодавлением
готовки и ее временного сопротивления
разрыву. Данные, приведенные в
табл. 2, получены расчетом по форму-
формулам, выведенным на базе теории ло-
локальных деформаций.
При обжиме по другим схемам (см.
рис. 1, б, г), в связи с изгибом и спрям-
спрямлением элементов заготовки при пере-
переходе из конического в цилиндрический
участок матрицы, происходит увели-
0.3
0,6
ол
0,2 _
10 30 50 70 D/s
Рис. 5. График зависимости окр/от от отно-
относительного диаметра D/s заготовки при
обжиме в конусных матрицах с разным
углом a
2a "9oy
ОБЖИМ
205
2. Предельные коэффициенты обжима К„ при обжиме в
сферической матрице
сгв, МПа
s/D
Св. 0,05
0,05 — 0,02
0.02 — 0.01
0,01 —
0,005
0.005 —
0,003
0,003 —
0,002
150
150—250
250—350
350—450
450
1,54—1,49
1,47—1,43
1,43—1,39
1,39—1,31
1,31 — 1,25
1,49—1,43
1,43—1,39
1,39—1,31
1,31 — 1,25
1,25—1,22
1,43—1,35
1,39—1,31
1,31-1,25
1,25—1,19
1,22—1,16
1,35-1,28
1,31-1,25
1,25-1,19
1,19—1,16
1,16—1,13
1,28—1,25
1,25—1,22
1,19—1,16
1,16—1,13
1,13—1,11
1,25—1,19
1,22—1,16
1,16—1,11
1,13—1,08
1,11 — 1,06
Примечание. При обжиме в конической матрице по схеме на
рис. \, а данные таблицы уменьшают на 5—10%; в последующих опе-
операциях обжима значения Кп увеличивают иа 15—20%.
чение напряжения оао (при s/D =
= 0,05, а = 30° и Кп = 3, Доао ж
ж 0,los), что вызывает уменьшение
предельного коэффициента обжима. С
учетом этого данные табл. 2 умень-
уменьшают на 3—5 % .
Коэффициенты обжима, приведен-
приведенные в табл. 2, получены с учетом не-
несовершенств заготовки и отклонений
от идеальной формы в виде изменения
толщины стенки, овальности попереч-
поперечного сечения, отклонений и неоднород-
неоднородности механических свойств, дефектов
в виде вмятин, асимметричности при-
приложения внешней силы и пр.
Предельный коэффициент обжима
можно определить графоаналитически,
для чего используют график оао (Кп),
построенный по соответствующей фор-
формуле табл. 1 при известных ов, от,
¦фр и fx, R, a, s, R. Прямая, параллель-
параллельная оси абсцисс, имея своей ордина-
ординатой оКр, в точке пересечения с кривой
графика указывает численное значе-
значение предельного коэффициента обжима
для различных условий контактного
трения (рис. 6). Значения коэффициен-
коэффициентов обжима, полученные графоанали-
графоаналитически, следует разделить на коэф-
коэффициент запаса устойчивости, равный
1,1—1,15.
При обжиме в конической матрице
нагартованной заготовки с дном,
полученной вытяжкой из плоской за-
заготовки (см. рис. 1, д), предельный
коэффициент обжима определяют по
номограмме, состоящей из двух сек-
секторов (рис. 7). В правом секторе нане-
нанесены три кривые, соответствующие
определенному значению показателя
деформационного упрочнения п мате-
материала заготовки; по оси абсцисс отло-
отложен угол конусности а матрицы.
В левом секторе нанесены кривые, соот-
соответствующие определенным значениям
коэффициента вытяжки Кв заготовки
после разупрочняющего отжига. По
оси абсцисс отложены значения пре-
предельного коэффициента обжима Кп-
Порядок пользования номограммой по-
показан штриховыми линиями.
Рис. 6. Схема к графоаналитическому спо-
способу определения предельного коэффициен-
коэффициента обжима в различных условиях трения
206
ОБЖИМ И РАЗДАЧА
1
1
d
\ 1
г
(^2,0
1
, = 1,25
?-,5
\
\
-V
\
j4^ п'0.1
\
'—
—
Рнс. 7. Номограмма для
определения предельного
коэффициента обжнма Кп
иагартоваииой заготовки
2,5 1,6 1,2 Kn 10 20 30
Экспериментальные значения пре-
предельных коэффициентов обжима при
штамповке по схеме, приведенной на
рис. I, а, даны в табл. 3 и 4. Влияние
на Кп отношения Dls, угла конусно-
конусности а матрицы и показателя степени п
кривой упрочнения металла заготов-
заготовки, установленное экспериментально,
показано на рис. 8.
На предельный коэффициент обжима
существенно влияет анизотропия ме-
механических свойств материала заго-
заготовки, особенно при обжиме тонкостен-
тонкостенных труб из алюминиевых, магниевых
и титановых сплавов.
Радиальное противодавление на де-
деталь в зоне передачи усилия (цилин-
(цилиндрический участок, деформируемый
упруго) препятствует образованию кру-
круговых волн и, следовательно, повышает
предельное формоизменение в зоне
пластической деформации.
Радиальное противодавление создает-
создается элементами штампа для обжима
в виде скользящей обоймы, охватыва-
охватывающей заготовку (рис. 9, а), или сколь-
скользящей обоймы и неподвижной оправки,
находящейся внутри заготовки
(рис. 9, б).
При обжиме с радиальным противо-
противодавлением критическая степень де-
деформации существенно выше, чем без
него. Детали, деформированные без
радиального противодавления, только
с внешним и двусторонним противо-
противодавлением показаны на рис. 10, а—в
соответственно. Если заготовка с от-
относительной толщиной стенки s/D >
> 0,06 обжимается только с внешним
противодавлением, возможно появле-
3. Предельные коэффициенты обжима, получаемые в штампах
с противодавлением и без него
Материал заготовки
Сталь низкоуглеродистая
Латунь Л63, Л68
Алюминий АМЦ
Дуралюмнн:
отожженный
закаленный
Тип штампа
Без проти-
противодавления
1,43—1,33
1,54—1,43
1,47—1,39
1,37—1,25
1,33—1,60
С противодавлением
наружным
1,82—1,66
2,00—1,82
1,88—1,75
1,66—1,59
1,47—1,39
наружным
н внутрен-
внутренним
3,33—1,85
3,70—3,12
3,70—3,12
1,86—2,50
2,50—2,32
Примечание. Угол матрицы а = 15°; s/D = 0,02-=-0,10.
ОБЖИМ
207
Рис. 8. График зависимости
предельного коэффициента
обжима:
а — от угла конусности а
матрицы; б — от продоль-
продольного радиуса кривизны Л_ =
= 2R/D для материалов с
различным показателем
степени кривой упрочнения
2,0
2Л
¦ 0,7
¦0,5
10,3
\
\^п=0,5
\r?=0J,
У
/
У
/
t
/
А-
О 10 20 30 <х° 1 2 3
а) 5)
ние асимметричных складок, направ-
направленных внутрь заготовки (рис. 10, б).
При обжиме с двусторонним ра-
радиальным противодавлением потери
устойчивости в зоне передачи усилия
не происходит (рис. 10, в), однако
при s/D > 0,06 появляются волны
вдоль образующей или сквозные тре-
трещины, направленные под углом 45°
к образующей. На рис. 11 показана
заготовка из дуралюмина Д16, обжа-
обжатая с высокой степенью деформации
до момента появления трещин.
Если заготовка имеет дно, плавно
сопрягающееся с цилиндрической кру-
круговой стенкой (например, заготовка
в виде стакана, полученного вытяжкой)
то создание внутреннего противодавле-
противодавления связано с усложнением конструк-
конструкции штампа для обжима. При радиусе
сопряжения дна и стенки г > 4s об-
обжим такой заготовки со стороны торца
с внешним противодавлением вызы-
вызывает заметное изменение формы при-
4. Предельные коэффициенты
обжнма, получаемые в штампах
без противодавления с различными
углами конусности а° матрицы
10
20
0
1
1,
.02
33
23
Л
0
1,
1,
[р
03
39
30
0
1
1
и м е
s/D
,05
45
37
0,08
1,49
1,47
ч а н и е.
0,
1,
1,
12
54
49
0,
1,
1,
Для
стальных трубчатых заготовок.
16
59
56
донного участка (рис. 12). При обжиме
заготовок с дном из низкоуглероднетой
стали с s/D х 0,03-7-0,04 с внешним
противодавлением коэффициент об-
обжима Кп = 1,7ч-1,8.
Формоизменение придонного участ-
участка при обжиме можно устранить соз-
созданием давления в дно заготовки или
Рнс. 9. Схемы штампов для обжима:
а — с внешним противодавлением; б
с внешним и внутренним противодавле-
противодавлением
208
ОБЖИМ И РАЗДАЧА
ОБЖИМ
209
5. Предельные коэффициенты обжима Кп в сферической матрице
с радиальным внешним и виутреииим противодавлением
приданием ему слегка выпуклой фор-
формы (наружу) при вытяжке.
Предельные коэффициенты обжима
Кп в сферической матрице с радиаль-
радиальным внешним и внутренним противо-
противодавлением приведены в табл. 5. Проти-
Противодавление увеличивает коэффициент
обжима на 15—20%, а совместное
действие наружного и внутреннего
противодавления на 35—50 %.
Предельные коэффициенты обжима,
получеиные экспериментально в штам-
штампах с радиальным противодавлением,
приведены в табл. 3.
Расчет геометрических параметров
заготовки и инструмента. При обжиме
по схеме, показанной на рис. 1, а—г,
относительно тонкостенных заготовок
(s/D > 0,02) с умеренной степенью
деформации (до 50 %) наибольшая тол-
щинастенки sK находится вблизи кром-
Рис. 11. Разрушение кромки алюминиевой
заготовки при обжиме с внешним противо-
противодавлением
Рис. 10. Детали после об-
обжима:
а —¦ в свободном состоянии;
б — только с внешним про-
противодавлением; в — с дву-
двусторонним противодавле-
противодавлением
ки. Применительно к изотропному
металлу наибольшую толщину стенки
приближенно, без учета влияния на-
напряжения оп, определяют по формуле
sK = s]/~D/d. С)
При Dls>2 и s/D > 0,02 сечение
заготовки с наибольшей толщиной
стенки удаляется от кромки. В этом
случае sK определяют по формуле
sK = s^D/2tcosa, B)
в которой приближенно учтено влия-
влияние напряжения on; e — основание
натуральных логарифмов.
При обжиме по схеме, показанной
на рис. 1,6, толщина стенки цилин-
цилиндрического участка изделия диаме-
диаметром d переменна; она изменяется
вдоль образующей от sK на кромке до
Sniax на некотором удалении от кромки
и далее остается постоянной. Величи-
Рис. 12. Потеря устойчивости придонного
участка стальной заготовки при обжиме
со стороны торца с внешним противодав-
противодавлением
ов, МПа
150
150—250
250-350
350—450
. 450
150
150—250
250—350
350-450
450
При
рис. 1, а
s/D
0,05
0,05 — 0,02
0,02—0,01
0,01 —
0,005
0,005 —
0,003
Обжим с наружным противодавлением
2,08—2,00
1,96—1,88
1,88—1,82
1,75—1,66
1,64—1,56
Обжим с
3,12—2,94
2,78—2,63
2,50—2,38
2,22—2,08
2,00-1,92
м е ч я н и
2,00—1,92
1,92-1,85
1,85—1,75
1,64—1,56
1,56—1,50
наружным
2,94-2,85
2,63-2,50
2,38—2,22
2,08—
.92
1,92— ,85
1,92—1,82
1,85—1,75
1,75—1,66
1,51 — 1,45
1,47—1,41
1,78—1,68
1,75—1,66
1,56—1,49
1,43—1,39
1,39—1,35
1,72—1,64
1,66—1,61
1,49—1,45
1,39—1,35
1,35—1,31
и внутренним противодавлением
2,85—2,70
2,50—2,38
2,22—2,08
1,78—1,69
1,75—1,67
2,70-2,56
2 38—2,27
2,08—2,00
1,69—1,61
1,67—1,59
2,56—2,50
2,27—2,17
2,00—1,92
1,56—1,51
1,51 — 1,47
0,003 —
0,002
1,64-1,5
1,61 — 1,5
1,45—1,39
1,30-1,25
1,28—1,22
2,50-1,3
2,17-2,0
1,92—1,8
1,51 — 1
,47—1,3
е. При обжиме в конической матрице по схеме па
дзнные таблицы уменьшают па 5—10%; в последующи)
циях обжима дшшые увеличивают на 15—20%.
( опера-
ни s,nax может быть определена по
формуле А. Г. Пашкевича:
«max =S(D/d)
4о,+°оо
C)
гДе Оао — напряжение в сечение /—/
(см. рис. 2).
При обжиме по схеме, показанной
на рис. I, д, придонный участок может
иметь неравномерную толщину стенки
вследствие того, что при вытяжке за-
заготовки она утоняется, а при обжиме —
утолщается.
Для определения коэффициента об-
обжима К, при котором утонение стенки
компенсируется ее утолщением, слу-
служит номограмма, состоящая из двух
секторов (рис. 13, а). В правом сек-
секторе расположены кривые, соответ-
соответствующие предельным Значениям коэф-
коэффициента обжима Кц. По оси абсцисс
отложены углы конусности а матрицы
или радиусы кривизны RCK матрицы
с криволинейной образующей
(рис. 13, б). В левом секторе располо-
расположены кривые, соответствующие раз-
различным относительным радиусам RCK
скругления дна заготовки. Порядок
пользования номограммой показан
штриховыми линиями. При построе-
построении номограммы принято |1 = 0,1.
Значение /?ск следует задать в зави-
зависимости от толщины материала; Rcu ж
ж F-1-8) s.
На изменение толщины стенки при
обжиме существенно влияет анизо-
анизотропия механических свойств материа-
материала заготовки, особенно тонкостенных
труб из алюминиевых, магниевых и
титановых сплавов. При обжиме заго-
заготовок из изотропных металлов (г12 =
= г21 = г) с уменьшением коэффициен-
коэффициента анизотропии г утолщение стенки
увеличивается (рис. 14).
Обжим с радиальным противодавле-
противодавлением относительно толстостенных заго
товок (slD > 0,02) сопровождается осад
кой (утолщением зоны передачи про
210
ОБЖИМ И РАЗДАЧА
ОБЖИМ
211
0,3
_^
<.
0.2
/
.^
1
I
1
/I
/\
a/
я./ i
/
/
/
/
h-
¦ F
0,3\0,S
0 30 *
f ^
If
I /
^
0 Л
a)
0,2 0,15 0
/}
1 0,05 с
/,
'/.
~/?-
¦•
%k,1 0,3
/
0,5
4
s
,
>
Ri
1,2
1,13
1,66
2,0
Рис. 13. Номограмма для определения
размеров заготовки для обжима:
а — в конической матрице; б — в купо-
куполообразной матрице
дольной силы). Если противодавление
только внешнее, утолщение стенки
составляет 10—15%; если двусторон-
двустороннее, то толщина стенки в зоне передачи
продольной силы соответствует зазору
между обоймой и неподвижной оправ-
оправкой штампа для обжима.
Продольная длина заготовки L из-
изменяется в процессе обжима. При
использовании условия неизменности
объема металла при пластическом де-
деформировании длину L определяют
0,8
D/d
Рис. 14. График изменения отношения
начальной толщины s стенки заготовки
К толщине *к кромки
г — коэффициент анизотропии
в функции размеров детали по следу-
следующим формулам:
при обжиме по схеме на рис. 1, б
L~l 4- rf+P-2r(l-cosa)
яга
ТШГ'
D)
при обжиме по схеме на рис. I, г
D — d
при обжиме по схеме на рис. \,а
X
D)* —
x(i + V^-|; F)
при R — 0,5D формула F) имеет вид
xi + V -5- ,
G)
где г — радиус кривизны срединной
поверхности тороидвых участков ] и 3
детали (см. рис. 1,6 и г); /0 н I —
длины цилиндрических участков дета-
детали диаметром Dud соответственно.
При обжиме по схеме на рис. 1,е
для обеспечения параллельности кро-
кромок основания и горловины заготовка
должна иметь косой срез под углом jj,
тангенс которого определяют по фор-
6. Расчетные н экспериментальные
оптимальные углы конусности
матриц для обжима
0,05
0,10
«опт
17°
21° 30'
"опт
12°
16°
П р и м е ч
и
0,15
0,20
«опт
25°
27° 30'
«опт
20°
25°
а н и е. Экспе-
риментальные значения аопт по'
лучены при обжиме по схеме,
показанной на
)ИС. 1, б.
муле А. Г. Овчинникова и В. В. Ге-
дионова:
где 1,1 — поправочный коэффициент,
установленный экспериментально.
Приближенно можно считать, что
длина детали равна меньшему основа-
основанию / трапеции (рис. 15). В этом слу-
случае длину заготовки определяют по
формуле
J (I— cos»)-H- (8)
Заготовку с косым срезом приме-
применяют при а ^ 25° и К ^ 1,5.
Обжим по схеме на рис. 1, е исполь-
используют при получении переходников
для соединения горизонтальных участ-
участков трубопроводов диаметром 10—
400 мм.
Расчет геометрических параметров
матриц. При обжиме по схемам, по-
показанным на рис. 1, б и г, угол а
наклона образующей рабочей поверх-
поверхности матрицы имеет оптимальную ве-
величину аопт, при которой сила обжи-
обжима минимальна. Значение аопт
зависит от коэффициента контактного
трения \i:
sinaonT =
(9)
Некоторые расчетные аопт и экспе-
экспериментальные ацПТ значения опти-
оптимального угла конусности матрицы
приведены в табл. 6.
Рис. 15. Заготовка для переходника, полу-
полученного обжнмом в эксцентрической кони-
конической матрице
При обжиме по схемам, показанным
на рис. 1, в, г, /, радиус скругления гм
рабочей кромки матрицы не должен
быть больше естественного радиуса
изгиба Гр краевого участка обжимаемой
заготовки (см. рис. 2):
VDs
2 sin a
A0)
При rM <C ro деталь теряет контакт
с матрицей, и наружный диаметр ее
обжатой части da становится меньше
диаметра матрицы dog на величину М,
определяемую по формуле (см. рис. 2)
Ad = (l^Ds/sin a — 2/-м — s) x
X(l— cos а). A1)
В этом случае
dM=d + s+ Ad=do0 + Ad. A2)
Величина Ad уменьшается с увели-
увеличением радиуса матрицы лм.
Матрицы для обжима по схемам,
показанным иа рис. 1, а—е, должны
иметь направляющую (заходную) ци-
цилиндрическую поверхность высотой
А= 0,Ш (см. рис. 1,6), Матрицы
с криволинейной образующей рабочей
полости, как правило, имеют постоян-
постоянный радиус кривизны R, изменяющий-
изменяющийся от R — D до R = 0.25D. С увели-
увеличением относительного радиуса кри-
кривизны R/D сила обжима уменьшается.
При RID < 0,5 н К> 2 обжатый
участок заготовки получается частич-
частично плоским (см. табл. 1, поз. 5) при
условии противодавления на его вну-
внутреннюю поверхность. Если противо-
212
ОБЖИМ И РАЗДАЧА
ОБЖИМ
213
давление отсутствует, то краевые эле-
элементы заготовки, получившие опре-
определенную кривизну при обжиме, будут
стремиться сохранить ее при переходе
с криволинейного участка матрицы на
плоский.
При обжнме по схеме, показанной
на рис. 1, в, в матрице с образующей
рабочей поверхности в виде трактрисы
усилие деформирования на 10—15 %
меньше, а критическая степень дефор-
деформации на такую же величину больше,
чем при обжиме в матрице с постоян-
постоянным радиусом кривизны.
Эиергосиловые характеристики, ре-
рекомендации по выбору конструктивной
схемы штампа. При обжиме без ради-
радиального противодавления продольная
сила деформирования определяется как
произведение напряжеия оао на пл0"
щадь сечения /—/ заготовки (см.
рис. 2). Отклонения от номинальных
размеров диаметра и толщины стенки
заготовки, отклонения механических
свойств материала, регламентирован-
регламентированные стандартами, учитываются коэф-
коэффициентом у — 1,1-М ,2:
Роб =y3iDsaao.
A3)
Значения аао при обжиме в матрицах
с различной формой рабочей полости
приведены в табл. 1.
При обжиме с наружным радиальным
противодавлением суммарная сила де-
деформирования состоит из двух слагае-
слагаемых: собственно силы обжима Ро$ и
силы Рт, необходимой для преодоле-
преодоления силы контактного трения, возни-
возникающей при перемещении ограничива-
ограничивающей обоймы штампа относительно
заготовки:
Р = Роб + Р
A4)
Силу Рт приближенно определяют
по формуле В. Н. Фролова, получен-
полученной на основании анализа опытных
данных при обжиме стальных загото-
заготовок на гидравлическом прессе:
гпЧЬ A5>
где h — высота цилиндрического уча-
участка детали диаметром D.
Расчеты по формуле A5) показы-
показывают, что при \i = 0,15 и Л, изменя-
изменяющейся от D до 2D, Рт=@,Зн-
-^-0,8) РОб соответственно.
Работа деформации. При обжи-
обжиме продольная сила изменяется По
ходу матрицы. Вначале она увеличи-
увеличивается до момента входа краевого уча-
участка заготовки в цилиндрический поя-
поясок матрицы диаметром dM (см.
рис. 1, г), после чего остается прибли-
приблизительно постоянной до окончания про-
процесса.
Работа деформации должна опре-
определяться применительно к опреде-
определенной схеме обжима. Так, например,
при обжиме по схеме на рис. 1, б,
когда сила обжима изменяется от
нуля до наибольшего значения, работа
деформации
н н
i=J po6 dh = ynDs j
6
где dh—элементарный путь матрицы
на коническом участке детали; Я—
длина участка заготовки, который
после обжима превращается в конус-
конусный участок детали (или путь матрицы
при обжиме конусного участка де-
детали).
Если считать, что при К — 1,5-^2,0
утолщение стенки увеличивает а<хо
в среднем на 15 %, то формула может
быть представлена в следующем виде:
~ 7Г/
Х
X A + ц ctg а) C — 2 cos a).
Сделав допущение о том, что в про-
процессе пластической деформации пло-
площадь поверхности заготовки не изме-
изменяется, получим
d — VD (D — 4Я sin a) и
D2 — d2
IT
4Dsina
С учетом приведенных зависимостей
работа
A
| V~D* — V (D — 4H sin aK \
6Я V~D sin a /
X (l+mctga)C-2cosa). (\Ъ)
Рис. 16. Конструктивные
схемы штампов для обжима:
а — открытого A — вытал-
выталкиватель; 2 — верхняя пли-
плита; 3 — матрица; 4 — фик-
фиксатор; 5 — нижняя плнта);
б — полузакрытого U —
клин; 2 — матрицедержа-
тель; 3 — матрица; 4 — вы-
выталкиватель; 5 — неподвиж-
неподвижная опора; 6 — подвижная
опора)
Формула A6) позволяет построить
график изменения работы деформации
по пути матрицы, а также установить
характер влияния основных факто-
факторов на ее величину.
При обжиме по схеме, показанной
на рис. 1,г, работа деформации со-
состоит из двух слагаемых: работы Alt
затрачиваемой на деформирование ко-
конического участка детали, и работы А2,
затрачиваемой в период установив-
установившегося процесса обжима; А = А\ +
+ А2.
Если считать, что изменение O"a<>
по пути матрицы от начала обжима
до момента входа краевого участка
заготовки в цилиндрический поясок
матрицы диаметром dM соответствует
линейному закону, то работа деформа-
деформации при обжиме по схеме, пока-
показанной на рис. 1,г, определяется
по формуле
12 3
А = Роб@,5Я+ Яц),
A7)
где Н — длина участка заготовки,
из которого после обжима получается
коническая часть детали; Яц —длина
цилиндрического участка детали диа-
диаметром d.
При обжиме по схеме на рис. 1,6
Яц = 0; при этом формула A7) при-
принимает следующий вид:
= 0,5РобЯ.
A8)
При обжиме с наружным радиальным
противодавлением работа деформа-
деформации
Ап =А
A9)
где А-у — работа, затрачиваемая на
преодоление силы контактного тре-
трения РТ, определяемой по формуле A5).
6 5)
При обжиме по схеме, показан-
показанной на рис. 1, г,
Ат = Рт(Н + На). B0)
Наиболее точно работа деформа-
деформации определяется при использова-
использовании диаграммы усилие — путь, авто-
автоматически записанной при обжиме.
Работа деформации численно равна
площади этой диаграммы (находится
планиметрированием).
Рекомендации по выбору конструк-
конструктивной схемы штампов. Выбор кон-
конструктивной схемы штампа для об-
обжима зависит от требуемого коэффи-
коэффициента обжима. Если /С меньше пре-
предельного, при обжиме без радиального
противодавления (см. табл. 2) приме-
применяют открытые штампы (рис. 16, а).
При коэффициенте обжима, близком
к предельному, применяют полуза-
полузакрытые штампы с внешним противо-
противодавлением у основания заготовки
(рис. 16, б). При коэффициенте обжима
больше предельного в зависимости от
его значения (см. табл. 3) применяют
закрытые штампы с наружным ра-
радиальным противодавлением (рис. 17, а)
или штампы с двусторонним (наруж-
(наружным и внутренним) противодавлением
(рис. 17, б).
Обжатая заготовка, как правило,
остается в матрице, поэтому штамп
должен иметь верхний выталкиватель
(на рис. 17, а не показан). Если деталь
обжимается не по всей высоте и имеет
цилиндрический участок диаметром D
(см. рис. 1), применяют штампы со
скользящей обоймой, препятствующей
выпучиванию заготовки, прикрепляе-
прикрепляемой к торцу матрицы для обжима
(рис. 17, б), что обеспечивает свободное
удаление детали из полости матрицы.
214
ОБЖИМ И РАЗДАЧА
ОБЖИМ
215
Пример расчета технологических па-
параметров обжима. Требуется рассчи-
рассчитать размеры заготовки, выбрать кон-
конструктивную схему штампа для об-
обжима, определить усилие и работу
деформирования, необходимые для
штамповки детали, показанной на
рис. 18, рассчитать геометрические
параметры матрицы. Заготовкой слу-
служит стальная бесшовная горячеката-
горячекатаная труба диаметром DH =102 мм,
со стенкой толщиной s = 4 мм, у ко-
которой <тв = 500 МПа, <тт = 420 МПа,
относительная деформация в момент
начала образования шейки еш = п =
= 0,223. Относительная толщина стен-
стенки заготовки slD = 4/102 = 0,04; сре-
срединные диаметры D = 102 — 4 =
= 98 мм, d = 68 — 4 = 64 мм; коэф-
коэффициент обжима /С = 98/64 = 1,5.
Фьв
Рис. 18. Чертеж детали, полученной об-
жнмом
Рис. 17. Конструктивные
схемы штампов для обжима
конусных (а) и куполообраз-
куполообразных (в) деталей:
1 — верхняя плита; 2 — мат-
матрица; 3 — фиксатор; 4 —
упорный виит; 5 — упорная
оправка; S — пружина; 7—
обойма; 8 — инжияя плита
1. Толщину стенки на кромке обжа-
обжатого участка детали приближенно опре-
определяем по формуле A), поскольку
К2
-Ц- = 4,95 мм.
2. Длину заготовки определяем по
формуле D):
X
98 — 64
2-0,5
3. Конструктивную схему штампа
выбираем по результатам сравнения
требуемого /(=1,5 н предельного
коэффициента обжима /Сп. По табл. 2,
составленной применительно к обжиму
по схеме, показанной иа рис. 1, а
(без радиальиого противодавлеиия при
RlD = 1/2), для s/D = 0,05н-0,02 и
<тв = 3504-450 МПа /Сп = 1,31-И,25.
Поскольку /( > /Сп, выбираем штамп
с радиальным противодавлением. В
этом случае при обжиме по схеме,
показанной на рис. 1, г с внешним
противодавлением, /Сп = 1,64-=-1,56
(см. табл. 5). С учетом того, что в дан-
данном примере обжим осуществляется
по схеме, показанной иа рис. 1,г,
/Сп следует уменьшить примерно иа
8 % (на 5 %, потому что рабочая
полость матрицы конусная, а не сфе-
сферическая, и иа 3 % вследствие изгиба
и спрямления краевой части заготовки
при формоизменении цилиндрического
участка диаметром d). Тогда при
sld = 0,04 /Сп = 'Д На основании
изложенного выбираем закрытый штамп
с внешним противодавлением, кон-
конструктивная схема которого показана
на рис. 19.
4. Суммарную силу обжима Р опре-
определяем по формуле A4), предваритель-
предварительно рассчитав собственно силу обжима
по формуле A3).
Среднее напряжение текучести (см.
табл. 1)
1
500
,223
х
x /in^4_y>223eo,223J = 571 МПа.
Поскольку обжим осуществляется
по схеме иа рис. 1, г, для определе-
определения о"ао используем формулу, пряве-
денную в табл. 1 (поз. 2) при щ = 0,1;
тогда сила обжима по формуле A3)
Роб = 1,2-3,14-0,098-0,004 X
571
X
X
2 L
0,064
1+0
,1-1,732)
X
(\ 0.064 \
V ~оТо9Т/
XI
, 1/ о-
+ V о:
0,098
C — 2-0,866) =
064
= 0,6368 МН = 636,8 кН.
Силу, необходимую для преодоления
сопротивления трению, при перемеще-
перемещении обоймы штампа (при ц = 0,1)
определяем по формуле A5):
2-0,6368-0,12-0,1
т~ 0Л02 Х
Xd+A^J-W 0,1674 МН =
0,102
= 167,4 кН.
Сумма продольной силы обжима
и силы трения (суммарная сила об-
обжима)
Р = 636,8 + 167,4 = 804,2 кН.
Рис. 19. Конструктивная схема штампа
для обжнма детали, показанной иа рис. 18:
/ — матрица; 2 — обойма; 3 — опора; 4 —
выталкиватель
5. Работу деформации Ап опреде-
определим по формуле A9), предварительно
рассчитав значения Н и А по форму-
формулам A6), A7) и Лт по формуле B0):
0,0982 — 0.0642 . noQ
Я= 4-0,098-0,5 =°-028м:
А = 636,8 @,5-0,028 + 0,044) =
= 36,93 кДж;
АТ = 167,4 @,028 + 0,044) =
= 12,07 кДж;
Ап = 36,93 + 12,07 = 49,0 кДж.
Расчеты по формулам A6) и A8)
дают близкие результаты.
6. Радиус рабочей кромки матрицы
конструктивно принимаем равным
гм = 10 мм. При этом параметр Ad
(см. рис. 2) рассчитываем по форму-
формуле A1):
X A-0,866) = 2,1 мм.
Зная Ad, определим рабочий диаметр
матрицы:
<4i = doa -f Ad = 68 + 2,1 =
= 70,1 мм.
216
ОБЖИМ И РАЗДАЧА
РАЗДАЧА
217
„ a-
7
f
в)
Рис. 20. Схемы раздачи трубчатых заготовок пуансонами с различной формой рабочего
участка
Прн радиусе матрицы гы =gj rp ра-
радиус детали гя равен естественному
радиусу изгиба, определяемому по
формуле A0):
2-0,5
Для получения указанного на черте-
чертеже детали радиуса г = 6 мм в техно-
технологическом процессе необходимо пре-
предусмотреть дополнительную штампо-
штамповочную операцию — калибровку ра-
радиуса.
2. РАЗДАЧА
Формоизменение заготовки, дефор-
деформированное состояние. Под действием
внешней силы заготовка перемещается
относительно пуансона и принимает
форму оболочки, состоящей из сочета-
сочетания участков различной формы: то-
роидного / и конического 2 (рис. 20, а);
двух тороидных 1 и 3, конического 2
и цилиндрического 4 (рис. 20, б);
участка /, образованного вращением
дуги радиусом R вокруг оси симметрии
заготовки (рис. 20, г).
Заготовка для раздачи трубчатой
формы, может быть с цилиндрической
и иецилиидрической стенкой, кругово-
кругового и иекругового сечения.
Пуансоны для раздачи, как правило,
имеют осесимметричную форму. Рабо-
Рабочая часть — коническая, выпуклая или
вогнутая, с кривизной образующей
положительной или отрицательной.
Применяя раздачу как первый пере-
переход штамповки, можно получать де-
детали с фланцем, перпендикулярным
к оси симметрии детали, а также иа-
клонным к ней на угол 35—40°. Для
получения деталей с наклонным флан-
фланцем используют асимметричные пуаи-
соиы с переменным по контуру попе-
поперечного сечения углом наклона обра-
образующей (рис. 20, д). Переходы штам-
штамповки изделий с фланцем показаны
на рис. 21. При получении фланцев,
перпендикулярных к оси симметрии
заготовки на трубах из стали 20 с от-
относительной толщиной стеики s/D >
> 0,02, предельное отношение диа-
диаметра фланца к диаметру заготовки
составляет Оф/D — 1,46-М ,48. Техно-
Технологический процесс изготовления де-
детали с наклонным фланцем включает
локальный нагрев очага деформации
(для сплава АМгб температура нагре-
нагрева 420 °С). Изготовление деталей с на-
наклонным фланцем возможно и без
нагрева, однако в этом случае пре-
предельная деформация значительно
меньше.
Схема внешних и внутренних сил,
напряженное состояние. При раздаче
на заготовку действует продольная
внешняя сила РПр. которая насажи-
насаживает ее на пуансон. При этом на вну-
внутренней поверхности заготовки, кон-
контактирующей с пуансоном и переме-
перемещающейся относительно него, возника-
возникают контактные нормальные ап и кон-
контактные касательные (от сил трения)
напряжения цап (рис. 22).
Внешняя поверхность заготовки сво-
свободна от напряжений, а контактные
нормальные напряжения оп при малой
относительной толщине стенки (s/D <
< 0,02) значительно меньше напря-
напряжения текучести, и их влияние на
условие перехода в пластическое со-
состояние и утонение стеики незначи-
незначительно.
В связи с тем, что к заготовке при-
приложена продольная сила Рпр и при
этом происходит увеличение попереч-
поперечных кольцевых элементов заготовки,
в зоне пластической деформации воз-
возникают внутренние напряжения: ме-
меридианное сжимающее оа и окружное
растягивающее ое.
Напряжения оа изменяются вдоль
образующей деформируемого участка
детали от нуля в точке К, лежащей
на его торце, до наибольшего значе-
значения оа0 в сечении /—/ (см. рис. 22).
Окружные растягивающие напря-
напряжения Од также изменяются вдоль
образующей: от наибольшего значе-
значения оео в сечении /—/ до наимень-
наименьшего значения в точке К- При раз-
раздаче по схеме, показанной на
рис. 20, б, наибольшее значение оа0,
с учетом упрочнения, уменьшения тол-
толщины стеики, изгиба и спрямления
заготовки при перемещении ее на
цилиндрический участок пуансона, оп-
определяется по следующим формулам:
а) при учете упрочнения средне-
среднеарифметическим между максимальным
и минимальным значениями напряже-
напряжений текучести в очаге деформации
°s ср = 0,5ов A + DpID) при линей-
линейной аппроксимации диаграммы упроч-
упрочнения 1-го вида
X(l -f (i ctg a) -f 2
sin а Х
B1)
Рис. 21. Переходы штамповки деталей:
а — с фланцем, перпендикулярным к осн
симметрии детали; б — с наклонным флан-
фланцем
деформации, степени деформации ее
при степенной аппроксимации диаграм-
диаграммы упрочнения (по С. И. Губкину)
X C — 2 cos а),
B2)
б) при учете упрочнения напряже-
напряжением текучести для средней, по очагу
Рис. 22. Схема внешних и внутренних сил
при раздаче, напряженное состояние очага
пластической деформации
218
ОБЖИМ И РАЗДАЧА
РАЗДАЧА
219
Рис. 23. Виды потери устойчивости при
раздаче:
а — поперечная круговая волна; б — ло-
локальная деформация (шейка)
или, принимая во внимание, что п —
= 1П (I + бш) И бш = 1|5ш/1 — 'Фш,
Rn = Dp/2 и r3 = D/2 (см. рис. 22),
формула B2) примет вид
ойе"
п Г e"(Dp-D)
X
D,
X C — 2 cos a),
B3)
где 'фш и бш — соответственно равно-
равномерное относительное сужение и удли-
удлинение при растяжении; a — угол ко-
конусности детали; D — диаметр заго-
заготовки; Dp — диаметр деформирован-
деформированного раздачей участка заготовки.
При раздаче по схеме, показанной
на one. 20, а, слагаемое 2 l/ -rr-sina,
учитывающее изгиб и спрямление за-
заготовки при переходе с конического
участка пуансона на цилиндрический
большего диаметра, в формуле B2)
приравнивается нулю.
Сжимающее напряжение а<х0, воз-
возникающее при раздаче по схемам иа
рис. 20, в—д, приближенно опреде-
определяется по формуле B2) с учетом того,
что a — угол между осью симметрии
детали и касательной к криволинейной
образующей в точке, лежащей на ее
середине. При определении aao при-
применительно к схеме на рис. 22, д
принимается средний угол наклона
фланца аср = (а! + а2)/2 (аг и а2 —
наименьший и наибольший угол на-
наклона фланца).
Предельный коэффициент раздачи.
Формоизменение при раздаче ограни-
ограничено явлением потери устойчивости.
При определенной (критической) ве-
величине продольных сил сжатия на
заготовке появляются поперечные кру-
круговые волны (рис. 23, а); при опре-
определенной (критической) величине ок-
окружных растягивающих сил в одном
или одновременно в нескольких ме-
местах краевого участка деформируемой
заготовки появляется шейка, после
чего наступает разрушение в виде
трещины (рис. 23, б).
Вид потери устойчивости зависит
от относительной толщины стенки s/D
заготовки и ее материала, способа
закрепления заготовки в штампе, фор-
формы пуансона для раздачи и др. При
раздаче труб из сплава АМг2М ко-
коническим пуансоном (а = 15-=-30°) при
s/D < 0,03 появляются трещины, а при
S,'D = 0,01-^0,03 — поперечные кру-
круговые волны. При раздаче стальных
заготовок с s/D < 0,02-н-0,4 складко-
складкообразование наступает до появления
трещии; при s/D > 0,02-^-0,4 на кром-
кромке заготовки появляются трещины.
Критическое напряжение, при кото-
котором появляются волны, приближенно
можно определить по формуле
В. С. Вольмира (см. с. 262) или ис-
используя экспериментальные данные
(см. рис. 5).
Коэффициент раздачи имеет пре-
предельное значение /Сп = Dp/D, когда
по мере продвижения заготовки по
пуансону и увеличения ее диаметра Dp
напряжение аа (или напряжение ag)
достигнет критического значения акр,
при котором происходит потеря устой-
устойчивости.
При раздаче по схеме, показанной
на рис. 20, а, предельный коэффи-
коэффициент раздачи определяют по следу-
следующим формулам:
7. Экспериментальные значения предельных коэффициентов
раздачи для различных металлов
Марка
материала
Д16Т
Д16М
АМгМ
Прим
*п
1,28—1
1,33-1
1,39—1
е ч а и и
,19
,25
,33
Марка
материала
АМгЗМ
АМгбМ
12Х18Н9Т
1
1
1
е. При s/D >0,02;
,33—1
,35-1
,47—1
a =
,26
,25
,35
A0+
Марка
материала
ЗОХГСА
Сталь 20
ВТ1
30)°
1,43—1
1,49-1
1,33—1
,35
,43
,28
а) по условию появления круговых
волн (приближенно)
_._. -Ы,
aB(l+nctga)C—2 cos a)
B4)
где ф = акр/ат — коэффициент устой-
устойчивости, зависящий от s/D (см. рис. 5);
б) по условию появления трещин
Для определения предельного коэф-
коэффициента раздачи по условию появле-
появления трещины труб из алюминевых
и титановых сплавов диаметром D =
= 10-^-100 мм с толщиной стенки
s = 1-г-З мм В. И. Глазков предложил
эмпирическую формулу
Кп = 1 + vd,
B7)
ехр у Bs/D) sin a
B5)
или, учитывая, что ^ш = дш/1 + бш
и п = In A + бш).
/Сп = ехр [п + VBs/D) sin a]. B6)
Предельный коэффициент раздачи
по условию появления круговых волн
более точно можно определить графо-
графоаналитически, используя график за-
где б10 — относительное удлинение при
растяжении стандартного образца; б —
относительное удлинение кромки заго-
заготовки в момент разрушения^ = б/бю—
коэффициент;
v = 0.000173D2 — 0,033D + 2,76. B8)
Значения v в зависимости от D
приведены ниже.
D, мм ... 10 20 30 40 50 60 70 80 90 100
v 2,45 2,15 1,90 1,70 1,55 1,40 1,30 1,25 1,22 1,20
висимости a<i0 (К), построенный по
формуле B2) при известных ав, п,
ft, a, s и D. Прямая, параллельная
оси абсцисс, имея своей ординатой акр,
в точке пересечения с кривой графика
дает численное значение /Сп (см-
рис. 6).
Учитывая возможные отклонения ме-
механических свойств материала заго-
заготовки, ее формы и размеров, предель-
предельные коэффициенты раздачи, получен-
полученные расчетом по формулам B4^ и
B5), а также графоаналитически, сле-
следует уменьшать иа 10—15 %. При этом
предельные коэффициенты раздачи /Сп
являются допустимыми.
Для других материалов предельные
коэффициенты раздачи приведены в
табл. 7.
Экспериментальные значения пре-
предельных коэффициентов раздачи
для стальных трубчатых заготовок
при a = 20° по схеме, показан-
показанной на рис. 20, а (данные Л. А. Шоф-
мана), в зависимости от s/D следу-
следующие:
s/D 0,04 0,06 0,08
К 1,45 1,51 1,54
s/D 0,10 0,12 0,14
К 1,56 1,58 1,61
220
ОБЖИМ И РАЗДАЧА
РАЗДАЧА
221
1,05
1,12
1,25
1,33
-0,80
-0,15
s/D,%
Рис. 24. График зависимости предельного
коэффициента раздачи от относительной
толщины заготовки при раздаче трубы диа-
диаметром 5A мм (сплав АМг2М) пуансонами
различной формы
Экспериментально установлено, что
с увеличением относительной толщины
s/D заготовки предельный коэффициент
раздачи заметно увеличивается; при
этим интенсивность влияния относи-
относительной толщины стенки ослабевает
с увеличением отношения s/D. Форма
пуансона при радиусе кривизны R
его образующей, изменяющейся от
R — оо (при а =¦ 15-нЗО°) до R = D,
на коэффициент раздачи К влияет
несущественно (рис. 24).
При раздаче без смазочного мате-
материала предельный коэффициент раз-
раздачи больше, однако отсутствие сма-
смазочного материала вызывает увеличе-
увеличение деформирующей силы, а также по-
1А0
100
/
/;
'//
У
0,1
0,2
V
Рис. 25. График зависимости предельного
коэффициента раздачи Л"п от относитель-
относительного сужения Мр при растяжении для ме-
металлов с различной анизотропией механи-
механических свойств
вышение вероятности схватывания (на-
(налипания) материала заготовки на пуан-
пуансон.
Предельный коэффициент раздачи
зависит, так же как и предельный
коэффициент обжима, от анизотропии
механических свойств материала за-
заготовки. С увеличением отношения
коэффициентов поперечной деформации
при линейном растяжении r].Jr2l пре-
предельный коэффициент раздачи /Си уве-
увеличивается (рис. 25). Для получения
повышенной степени деформации при
раздаче необходимо, чтобы r2l < rvi,
а значение каждого из них было бы
больше 0,5. Анизотропия свойств осо-
особенно неблагоприятно влияет нп пре-
предельное формоизменение сплавов на
основе алюминия при выполнении опе-
операций холодной штамповки, так как
последняя способствует интенсивному
утонению и появлению трещин в очаге
деформации, образованию фестонов и
т. п. Для устранения возможности
появления фестонов при раздаче и раз-
нотолщинности вдоль кромки деформи-
деформированного участка заготовки следует
применять изотропные материалы, у
которых гЛ2 = г21 =¦ г.
Раздача с радиальным противодав-
противодавлением. Если заготовка имеет относи-
относительную толщину стенки s/D, при ко-
которой потеря устойчивости вызывает
появление поперечных круговых волн,
раздпчу целесообразно вести с ра-
радиальным противодавлением. Как п
при обжиме, радиальное противодав-
противодавление создается скользящей обоймой,
охватывающей заготовку (внешнее про-
противодавление), или скользящей обой-
обоймой и неподвижной опрпвкой, находя-
находящейся внутри заготовки (двусторон-
(двустороннее противодавление).
При раздаче с радиальным противо-
противодавлением потерн устойчивости в зоне
передачи продольной силы ие проис-
происходит, в связи с чем предельный коэф-
коэффициент раздачи для пластичных ма-
материалов (например, сталь 12Х18Н9Т)
увеличивается на 20—25 % по сравне-
сравнению с коэффициентом раздачи, выпол-
выполняемой без радиального противодавле-
противодавления. При раздаче заготовок из мало-
малопластичных материалов радиальное
противодавление существенного влия-
влияния на предельный коэффициент раз-
раздачи ие оказывает.
Расчет геометрических параметров
заготовки и инструмента. Толщина
стенки вдоль образующей деформиро-
деформированного участка заготовки переменна.
Толщина стенки заготовки зависит от
соотношения напряжений аа и ае.
На кромке аа = 0; а0 = аг В этом
случае краевая часть заготовки на-
находится в условиях, близких к линей-
линейному растяжению, и толщину стеики
определяют по формуле
sK = sy -g- . B9)
При | аа | = | а0 | толщина стенки
равна исходной толщине заготовки
(sk~ s)< пРи | аа I -> I а6 I ПРОИСХ°ДИТ
ее утонение. Зона утонения стенки
существенно больше зоны утолщения.
На изменение толщины стеики при
раздаче заготовок из алюминиевых,
магниевых и титановых сплавов суще-
существенное влияние оказывает анизотро-
анизотропия механических свойств. Исследо-
Исследования В. И. Мордасова показали, что
при раздаче заготовок из трансвер-
сальио изотропных металлов (г12 =
= г21 = г) с увеличением г (при по-
постоянном К) утонение стеики умень-
уменьшается, а с увеличением К — увели-
увеличивается (рис. 26).
Раздача относительно толстостенных
заготовок (s/D > 0,02) с радиальным
противодавлением сопровождается
осадкой (утолщением) зоны передачи
продольной силы. При внешнем про-
противодавлении утолщение стенки со-
составляет 10—15%.
Продольная длина заготовки L в про-
процессе раздачи изменяется. При исполь-
использовании условия неизменности объ-
объема металла при пластическом де-
деформировании длину L определяют
в функции размеров детали по следу-
следующим формулам:
а) при раздаче по схеме, показанной
иа рис. 20, а
cos a)
Dp-D
2 sin a
4D
—'tgyl Х
яга
X
/,* К
Рис. 26. График изменения толщины стеи-
стеики заготовки s/sK по очагу деформации
при раздаче анизотропной трубы; г —
коэффициент анизотропии
б) при раздаче по схеме иа рис. 20, б
Dp-D
X
яга
ИР
C1)
Т8б~
C0)
где г — радиус кривизны срединной
поверхности тороидных участков де-
детали; /0 и / — длины цилиндрических
участков диаметром D и Dp соответ-
соответственно.
Расчет геометрических параметров
пуансона. "При раздаче по схемам
рис. 20, а, б угол а наклона обра-
образующей рабочей поверхиости пуансона
имеет оптимальную величину аОПт,
при которой продольная сила раздачи
наименьшая. При малых коэффициен-
коэффициентах трения ((х = 0,05-7-0,10) аопт =
= 15-г-2О°.
Радиус переходной поверхности ко-
конического и цилиндрического участков
пуансона гП при раздаче по схеме,
показанной иа рис. 20, б, не должен
быть больше естественного радиуса
изгиба Гр, который определяют по
формуле
C2)
222
ОБЖИМ И РАЗДАЧА
РАЗДАЧА
223
При гп <С Гр деталь теряет контакт
с пуансоном; при этом внутренний
его диаметр DpB становится больше
диаметра пуансона Dn на величину ДО
(см. рнс. 20, б), которую определяют
по формуле
слагаемых: собственно силы раздачи Рр
и силы Рт, необходимой для преодоле-
преодоления сопротивления контактного тре-
трения, возникающего прн перемещении
ограничивающей обоймы штампа для
раздачи относительно заготовки:
ДО = (j^DpS/sin а — 2гп — s) X
X A — cosa). C3)
В этом случае
Dn = DVB- AD = Dv-s- AD. C4)
Прн радиусе пуансона гп < гр ра-
радиус детали т равен естественному
радиусу изгиба гр, определяемому по
формуле C2). Если необходимо полу-
получить т < Гр, требуется дополнительная
штамповочная операция — калибровка
радиуса.
Прн раздаче по схеме, показанной
на рис. 20, в, пуансоном, Имеющим
образующую рабочей поверхности в
виде трактрисы, продольная сила, раз-
раздачи на 10—15% меньше, чемХпрн
раздаче пуансоном с образующей ра-
рабочей поверхности постоянного ра-
радиуса кривизны.
Эиергосиловые характеристики, реко-
рекомендации по выбору конструктивной
схемы штампа. При раздаче без ра-
радиального противодавления продоль-
продольную силу деформнрования определяют
как произведение напряжения оао на
площадь поперечного сечення /—/
заготовки:
C5)
где у = 1,1-М,2 — коэффициент, учи-
учитывающий отклонения от номиналь-
номинальных размеров диаметра и толщины
стенкн заготовки, отклонения механи-
механических свойств ее материала, регла-
регламентированные стандартами; aao —
наибольшее по очагу деформации ра-
радиальное сжимающее напряжение, оп-
определяемое по формуле B1) или B2)
с учетом особенностей схемы выпол-
выполнения операции.
При раздаче с наружным радиаль-
радиальным противодавлением суммарная
сила деформнрования состоит из двух
Р =
+
C6)
Силу Рт приближенно определяют
по формуле В. Н. Фролова:
D
('+¦*)•
C7)
где h — высота цилиндрического
участка детали диаметром D.
Прн (х = 0,15 и h/D = 1ч-2 Рт =
= @,34-0,8) Рр.
Работу деформации А в общем виде
определяют по формуле
Н Н
А = | Рр dh = yn D | аао dh,
о о
C8)
где dh — элементарный ход пуансона
на коническом участке детали; Я —
длина участка заготовки, из которого
после раздачи получается коническая
часть детали (или путь пуансона при
получении конусной части детали).
Приближенно можно считать, что
влияние утонения, способствующее
уменьшению вои>, компенсируется влия-
влиянием упрочнения металла, способст-
способствующего увеличению aao. В этом слу-
случае для определения работы деформа-
деформации при раздаче по схеме, показан-
показанной на рнс. 20, а, может быть при-
принято следующее выражение:
aao = as (I + М- ctga) (Dp/D — 1) X
X C — 2 cos a).
Из условия неизменности поверх-
поверхности заготовки в процессе пластиче-
пластической деформации можно определить Dp
в зависимости от хода пуансона Я:
Dp =
a)
Рис.27. Конструктивные схемы штампов для раздачи: Рис. 28. Конструктивная схема
а — открытого (/ — верхняя плита; 2 — пуансон; закрытого штампа для раздачи
3 — фиксатор; 4 — нижняя плита); б — полузакры- с наружным радиальным проти-
того A — верхняя плита; 2 — клин; 3 — пуаисон: водавлением:
того G — верхняя плита; 2 — клин; 3 — пуаисон; o«««ojiCnncm.
4 — неподвижная опора; 5 — пружина; 6 — подвиж- 1 — верхняя плита; 2 — пуаи-
ная опора; 7 — нижняя плита) сои; 3 — толкатель; 4 — обой-
обойма; 5 — опорная оправка; 6 —
пружина; 7 — нижняя плита
С учетом приведенных зависимостей
работа деформации при раздаче по
схеме на рис. 20, а
А = ynDsosH х
V(D
sma.K —
6Я ]/"?> sin a
X A +(xctga) C — 2 cos a). C9)
Формула C9) позволяет построить
график изменения работы деформа-
деформации по пути пуансона, а также уста-
установить характер влияния основных
факторов на ее величину
При раздаче по схеме, показанной
на рис. 20, б, работа деформации, как
и при обжиме, состоит из двух сла-
слагаемых: работы A-L, затрачиваемой
на деформирование конического уча-
участка детали, и работы А2, затрачивае-
затрачиваемой в период установившегося про-
процесса раздачи; А = Ai + A2. Если
считать, что изменение aao по пути
пуансона от начала раздачи до мо-
момента выхода краевого участка заго-
заготовки иа цилиндрический участок
пуансона диаметром ?>р соответствует
линейному закону, то работу дефор-
деформации при раздаче по указанной
схеме определяют по формуле
где Яц — длина цилиндрического
участка детали диаметром Dp.
При раздаче по схеме, показанной
на рис. 20, а, Яц :--; 0; при этом фор-
формула D0) примет следующий вид:
А = 0.5РЯ. D1)
При раздаче с наружным радиаль-
радиальным противодавлением работа дефор-
деформации определяется по формуле
АП=А + АТ, D2)
где Ат — работа, затрачиваемая на
преодоление силы контактного тре-
трения Рт, определяемой по формуле A5).
При раздаче по схеме на рис. 20, б
D3)
н =
W sin a
А = Р @,5// 4- Яц),
D0)
Наиболее точно работу деформа-
деформации определяют при использовании
диаграммы усилие—путь, автомати-
автоматически записанной при раздаче; работа
деформирования численно равна пло-
площади этой диаграммы (находится пла-
планиметрированием).
Рекомендации по выбору конструк-
конструктивной схемы штампа- Выбор кон-
конструктивной схемы штампа для раз-
раздачи зависит от требуемой величины
коэффициента раздачи К --¦ Dp/D.
При коэффициенте раздачи меньше
предельного при раздаче без радиаль-
радиального противодавления применяют от-
224
ОБЖИМ И РАЗДАЧА
Рис. 29. Конструктивная схема штампа для
раздачи с горизонтальным расположением
главной оси и клиновым приводом:
1 — клин; 2 — пуансои; 3 — зажимное уст-
устройство; 4 — пружина
Рис. 30. Типовые детали получаемые разда-
раздачей с обжимом
крытые и полузакрытые штампы
(рис. 27, а, б). При К больше предельно
допускаемого применяют закрытые
штампы с наружным радиальным про-
противодавлением (рис. 28).\Особенность
этих штампов заключается в том, что
обойме, препятствующей \ выпучива-
выпучиванию заготовки, движение\передается
толкателями, прикрепленными к верх-
верхней плите штампа. Длину толкателей
определяют при условии отсутствия
пережима заготовки между пуансо-
пуансоном и обоймой.
При необходимости раздачи конце-
концевых участков длинных трубчатых за-
заготовок небольшого диаметра (на-
(например, деталей гидросистемы дви-
двигателя внутреннего сгорания) приме-
применяют штампы с горизонтальным рас-
расположением главной оси и клиновым
приводом (рис. 29). Особенность из-
изготовления такого рода деталей заклю-
заключается в том, что они штампуются в два
перехода: вначале раздачей с малой
степенью деформации (при К = 1,1-Н
-г-1.2) получают цилиндрический уча-
участок по схеме, показанной на рис. 29, б,
а затем производят раздачу конусным
пуансоном по схеме на рис. 29, а.
Цилиндрический участок, полученный
за первый переход штамповки, пре-
препятствует проскальзыванию заготовки
относительно зажимов штампа.
Совмещение раздачи и обжима. Сущ-
Сущность процесса заключается в том, что
заготовка с двух сторон одновременно
деформируется пуансоном для раз-
раздачи и матрицей для обжима. В резуль-
результате обжима происходит уменьшение
поперечных размеров заготовки, в ре-
результате раздачи — увеличение.
При одновременном обжиме и раз-
раздаче зона пластической деформации
состоит из двух участков, между ко-
которыми находится упругодеформи-
руемая часть заготовки.
Совмещение раздачи с обжимом по-
повышает суммарную критическую сте-
степень деформации за один переход штам-
штамповки и расширяет возможности фор-
формоизменения трубчатых заготовок Ти-
Типовые детали, полученные раздачей
с обжимом в одном штампе, показаны
на рис. 30.
Суммарный коэффициент формоиз-
формоизменения равен произведению коэффи-
коэффициента раздачи на коэффициент об-
обжима:
_ Dp
Ас — АрАоб— л •>
РАЗДАЧА
225
где d — наименьший диаметр участка
заготовки, деформируемого обжимом;
Dp — наибольший диаметр участка за-
заготовки, деформируемого раздачей.
При одинаковой степени деформа-
деформации и одинаковых углах конусности а
пуансона и матрицы сила раздачи при-
примерно на 10% меньше силы обжима,
в связи с чем раздача происходит
более интенсивно, чем обжим. Для
устранения возможности разрушения
кромки заготовки при раздаче в штам-
пе предусматривают упор-съемник или
упор в виде ступени иа пуансоне, ог-
ограничивающий увеличение диаметра
заготовки при раздаче.
По данным В. Н. Фролова, при
штамповке переходников из трубча-
трубчатых заготовок с относительной тол-
толщиной стенки s/D = 0,045 для соеди-
соединения труб разного диаметра получен
суммарный коэффициент формоизме-
формоизменения Кс = 2,0, а при более толсто-
толстостенной заготовке с s/D = 0,14 коэф-
коэффициент Кс = 2,5 (рис .30).
Совмещение раздачи и обжима наи-
наиболее эффективно при изготовлении
высоких конических деталей с прямо-
прямолинейной или криволинейной обра-
образующей (рис. 30).
Конструктивная схема штампа для
одновременной раздачи и обжима по-
показана на рис. 31.
Пример расчета технологических па-
параметров раздачи. Требуется рассчи-
рассчитать размеры заготовки, выбрать кон-
конструктивную схему штампа, опреде-
определить продольную силу раздачи и ра-
работу деформирования, необходимые
для изготовления детали, изображен-
изображенной на рис. 32. Применяем стальную
бесшовную горячекатаную трубу диа-
диаметром 60 мм со стенкой толщиной
4 мм; временное сопротивление раз-
разрыву ав = 500 МПа, предел теку-
текучести ат = 420 МПа, деформация в мо-
момент начала образования шейки еш =
= и = 0,223.
Относительная толщина стенки
s/D = 4/60 = 0,066, коэффициент раз-
раздачи К= 76,6/56= 1,37.
1. Толщину стеики на кромке де-
деформированной части детали опреде-
определяем по формуле B9):
SK = ¦
. = 3,4 мм.
2. Длину заготовки рассчитываем
по формуле C0); при срединных диа-
диаметрах Dp = 80—3,4 = 76,6 мм, D =
= 60 — 4 = 56 мм и радиусе средин-
срединной поверхности тороидиого участка
детали г = 8 мм
L = 120+ 76,6 + 56 + 2-8A-0,966) х
4-56
76,6 — 56
2-0,258
80,13l) X
Рис. 31. Конструктивная схема штампа
для одновременной раздачи н обжима:
/ — съемник; 2 — пуансон для раздачи;
3 — болт; 4 — пружина; 5 — матрица для
обжима; 6 — матрицедержатель; 7 — вы-
выталкиватель
X
76
= 165 мм.
180
3. Предельные коэффициенты раздачи
определяем:
а) по условию отсутствия складок,
формула B4); ф= 1 (см. рис. 5):
2,2-420
500A +0,1-3,732) X
X C — 2-0,966)
= 1,50;
Фво
+ 1 =
Рис. 32. Чертеж детали, полученной раз-
раздачей
8 П/р А. Д. Матвеева
226
ОБЖИМ И РАЗДАЧА
б) по условию отсутствия трещин,
формула B6):
Я = ехр(о,22+ 1/ -^-0,259|=1,51.
\ Г 00 /
Наибольший срединный диаметр де-
деформированной части детали по ус-
условию «а» составляет Dp = 56- 1,5 =
= 84 мм, по условию «б» Dp— 56X
X 1,51 = 84,5 мм. Получение детали
с требуемым диаметром Dp = 80 мм
возможно в открытом штампе (см.
рис. 27, а).
4. Продольную' силу раздачи опре-
определяем по формуле C5) с использова-
использованием формулы B1), в которой
2 у ут— sin а приравниваем нулю, по-
р
скольку раздача ведется без выхода
заготовки на цилиндрическую часть
пуансона. Получаем: /
а) по формуле B1) /
500 / 0,076
X
/&3-2-°'966> =
Рр= 1,2-3,14@,060 — 0,004) 0.004Х
X 286,5= 0,242 МН= 242 кН;
б) по формуле B3)
500-1,246
Х
= 286,5 МПа;
Г 1,246@,076 — 0,056) 11.246-1
Х L A,246—1) @,076 + 0,056)J X
ХA+О,1.3,732)(-Щ-,)Х
x(l+S)C-W66)=
= 265 МПа;
Рр= 1,2.3,14-О,О56-О,О04-265 =
= 0,223 МН = 223 кН.
5. Работу деформации определяем
по приближенной формуле D1), где
Н=(р%— D-)/4D sin a:
А = 0,5-250 @,0762 — 0,0562)/4Х
Х0.056-0,259 = 5,423 кДж.
Расчеты по формуле C9) дают резуль-
результат примерно иа 10 % больше.
Глава
И
СКРУЧИВАНИЕ
Скручивание заготовки в виде стерж-
стержня круглого сечения. При скручивании
сплошного или полого стержня круг-
круглого сечения одно поперечное сечение
этого стержня поворачивается отно-
относительно другого с угловой скоро-
скоростью й2 (рис. 1) за время t на угол
= | tizdt.
A)
В результате скручивания мате-
материальные прямые, расположенные
при t = 0 вдоль образующих цилин-
цилиндрических поверхностей радиусов г
и R, превращаются в винтовые ли-
линии. Тангенсы углов их наклона к об-
образующим
lg Qp (г) = Qzr/l = щг; B)
tg Qp (R) = QzR/l = a>zR, C)
где параметр <а2 = Q2// представляет
собой кручение стержня.
Если металл изотропный и стер-
стержень скручивается под действием
только крутящего момента, его длина /
ие изменяется. Поэтому не равна
нулю только угловая скорость дефор-
деформации (рис. 1, б):
ёге = «zP/2, D)
где <а2 = Q2// ¦— скорость кручения.
Угловая деформация
= ш2р/2.
E)
Для частиц, находящихся на внеш-
внешней поверхности стержня радиу-
радиусом R, угловая деформация
(R) =
= (tg Qp
Иитеисивности скорости деформации
и деформации определяют по следую-
следующим формулам:
8*
G)
Касательное напряжение н крутя-
крутящий момент
az0 = 3-С+')/2Л (<ozPf, (8)
М = 2яЗ-<"+1)/2(п + З)-1 А<*пг х
X
(9)
Работа деформации
А =
X
X (п + 3)-' ЛоJ"+' 0?"+3 ~,гп+3) I,
A0)
где А и п — параметры степенной
кривой упрочнения металла стержня.
Параметры напряженно-деформиро-
напряженно-деформированного состояния частиц металла
в стеике тонкостенной трубы (s/pcp ^
^0,2) в направлении нормали изме-
изменяются незначительно (рис. 2). В рас-
расчетах принимают их осредненные по
этому направлению значения и отио-
сят к срединной поверхности трубы
радиусом рСр. При скручивании на
угол Siz
tg Qp (Pep) = <a2PcP;
F-26 = ШгрСр/2;
еге = <а2Рср/2;
е = «гРср/Кз";
(П)
A2)
A3)
A4)
'1. A5)
Крутящий момент и работу дефор-
деформации определяют по формулам
М = 2яЗ-
А = 2яЗ-
A6)
X
A7)
228
СКРУЧИВАНИЕ
СКРУЧИВАНИЕ
229
Рис. 1. Скручивание заготовки! в виде полого стержня круглого сечеиия:
а — расчетная схема; б — схема напряженно-деформированного состояния
Скручивание стержня круглого се-
сечения ограничено разрушением ме-
металла, возникающим по достижении
интенсивностью деформации [(см. 7
и 14I значения ер. Предельное зна-
значение угла наклона винтовой линии.
лежащей на поверхности стержня ра-
радиусом R (или иа срединной поверх-
поверхности радиусом рСр для стержня в виде
тонкостенной трубки),
Qp (R)u = arc
ер),
8p). A8)
Рис. 2. Схема скручивания тонкостенной
трубы
Значение ер определяют с помощью
зависимости е? (ао/а)с пластичности ме-
металла стержня. Для процесса скручи-
скручивания стержня круглого сечеиия под
воздействием только крутящего мо-
момента координата аа/а точки на кривой
этой зависимости равна нулю. Поэ-
Поэтому согласно степенной аппрокси-
аппроксимации кривой пластичности (см. гл. 1,
формула (8I ер«2ер. р, где ер.р —
деформация разрушения металла
в шейке образца при испытании ме-
металла иа одноосное растяжение.
Скручивание заготовки в виде стерж-
ия квадратного сечеиия (правильной
четырехгранной призмы). На скручен-
скрученной четырехгранной призме ее перво-
первоначально прямые ребра располагаются
П-П(по6ернуто)
Рис. 3. Скручивание заготовки в виде
стержня квадратного сечеиия
по винтовым линиям, лежащим иа
цилиндрической поверхности радиу-
радиусом Ь (рис. 3). При перемещении ма-
материальной точки В ребра из своего
начального положения В @) (рис. 4)
она остается в нормальной плоскости.
При закручивании на угол Q2 угол
наклона винтовой линии к образую-
образующей цилиндра радиусом Ь
A9)
Qp (В) = arctg шг6,
где ш2 — кручение представлено в
формуле C).
Первоначально прямая осевая ма-
материальная линия каждой грани также
располагается по винтовой линии, ле-
лежащей на цилиндрической поверх-
поверхности радиусом а. Угол наклона этой
винтовой линии
Qp (A) = arctg а>га.
B0)
Четырехгранную призму можно
представить в виде тела, состоящего
из цилиндра радиусом а @) н четырех-,
трехгранных призм, одна грань ко-
которых является цилиндрической. Схе-
Рис. 4. Схема перемещения материальной
точки, находящейся на ребре стержня
квадратного сечения
матически можно рассматривать фор-
формоизменение каждой составляющей
части, принимая, что граничная ци-
цилиндрическая поверхность остается ци-
цилиндрической. При скручивании тела
в целом оно превращается в четырех-
заходный винт. Высота его витка равна
разности Ь—а. По мере увеличения
угла Q2 закручивания длина витков
увеличивается приблизительно в
1/cos Qp (В) раз (при измерении по
вершине витка). Необходимая при этом
сила растяжения витков передается на
них со стороны цилиндра радиусом а.
Цилиндр сжимает сила такой же ве-
величины, в результате чего его длина
немного сокращается, а поперечное
сечение несколько увеличивается
(см. рис. 3).
Материальное поперечное сечеиие
стержня не остается плоским. Так,
прямая риска, нанесенная поперек
грани, в процессе скручивания стерж-
стержня изгибается (см. рис. 3, линия АсС).
Наибольшее искривление сечения
имеет место в витках, т. е. за пределами
круга радиусом а. Искривление при
этом охватывает и приграничную об-
область этого круга. Но круг, очерчен-
очерченный радиусом, равным приблизи-
приблизительно 0,8 а, остается практически
плоским
230
СКРУЧИВАНИЕ
СКРУЧИВАНИЕ
231
ZptO)
2R@)
L_l
¦/>/>
Рис. 5. Скручивание относительно тонкой полосы:
а — расчетная схема; б - начальные размеры полосы; в - элемент скрученной полосы-
г — схема к сравнительной оценке касательного напряжения
Крутя
формуле
М
Крутящий момент определяют по шниах витков. Предельный угол
,„..,,„о q^ ^ __ q^ ^^ наклона винтовой
лннин, лежащей на цилиндрической
поверхности радиусом а, составляет
B1) приблизительно @,8—0,9) йр (R)n.
где принимают а = а @); ш2 = Q2//@). Скручивание относительно тонкой
Разрушение металла по нсчерпаннн полосы при неизменной длине. При
его пластичности возникает на вер- скручивании относительно тонкой по-
лосы ее срединная плоскость пре-
превращается в винтовую поверхность
(рис. 5). Материальные линнн сре-
срединной плоскости полосы, расположен-
расположенные от оси вращения иа расстоянии р @)
(рнс. 5, б), превращаются в винтовые
лннин, лежащие на цилиндрических
поверхностях радиусом р (рнс. 5, а).
Расстояние р < р @), т. е. в процессе
скручивания линия приближается
к осн.
Угол наклона внитовой лниии к об-
образующей цилиндрической поверх-
поверхностн
йр
arctg
B2)
где ш2 — крученне [см. формулу C)].
Отношение длины материальной
винтовой линии к начальной длине
прн неизменной длине полосы [/ =
= / @) ] равно отношению (рис. 5, в)
dz/dz0 = l/cos&p.
B3) -о,з
Деформация удлннения вннтовой ли-
линнн
ez = ln(l/cosQp).
B4)
Две другие деформации — в направ-
направлении нормали к винтовой поверх-
поверхностн н в направлении радиального
луча — соответственно равны:
en= In [s/s(O)]; B5)
ер= In [dp/dp @)]. B6)
Толщина образовавшегося нз по-
полосы винта иепостояииа вдоль его
поперечного сечеиия. Наименьшая
толщина имеет место на кромках
винта прн р = R. Если металл нзо-
тропный, здесь выполняется равен-
равенство еп = ер, поскольку ор = 0 (внеш-
(внешняя сила иа кромках ие действует).
Поэтому толщина виита на его кром-
кромках
s = s @)cos1/2Qp(/?).
Полученная экспериментально кар-
картина распределения деформаций по
сечеиню вннта представлена на рнс. 6.
Металл образца был анизотропным
(Гср= 1,2), поэтому при р < Ren <
< ер. Деформации в частицах, распо-
расположенных по оси винта, еп > 0,
Э
Рис. 6. Распределение деформаций по се-
сечению скрученной полосы (В (R) = 46')
сжимающего напряжения ар, поэтому
толщина винта по осн несколько боль-
больше исходной.
Деформация по отношению к углу
между координатными линиями г и р
(см. рис. 5, г)
е2р = (nzy.
На среднииой винтовой поверхностн
угловая деформация равна нулю; наи-
наибольшего значения деформация до-
достигает в приповерхностном слое
(у = s/2). Осредненное по направле-
направлению нормали к винтовой поверхности
значение деформации
соизмеримо с деформацией ег> опреде-
определяемой по формуле B4), только для
частиц срединной винтовой поверх-
поверхности, расположенных вблизи от оси
вращения, н на порядок меньше для
частиц, отдаленных от оси иа рас-
расстояние р > 5s. Поэтому в расчетах
процесса скручивания относительно
тонкой полосы угловой деформацией
< 0. Это результат воздействия н касательным напряжением а,
2р
232
СКРУЧИВАНИЕ
0
-0,05
-0,10
-0,15
0
ь
I
\
1,25\
\i,oh
\\
л \
1,0
—--4/
0,2
' IT—
п = 0,5
0,5
1,0
ui,R
9-9@)
R@)
Рис. 7. Зависимость относительного пере-
перемещения материальной точки от ее отно-
относительной начальной координаты
(рис. 5, г) пренебрегают. Нормальные
напряжения считают главными (аг2 =
= oz, Орр = Ор); принимают, что ча-
частицы находятся В плоском напряжен-
напряженном состоянии. Напряжения ар воз-
возникают от того,что растянутые вии-
товые слои, поперечное сечеиие ко-
которых равно sdp, искривлены и на-
надавливают друг иа друга.
Технологические параметры, полу-
полученные в численном решении уравне-
уравнений теории пластичности, записанных
0,25
Рис. 8. Зависимость безразмерного крутя-
крутящего момента т при скручивании полосы
от параметра ее формоизменения o>zR
Рис. 9. Зависимость безразмерной про-
продольной силы р возникающей при скру-
скручивании полосы с неизменной длиной от
параметра ее формоизменения b>2R
с отмеченным упрощением, представ-
представлены на графиках (рис. 7—9).
На рис. 7 представлена зависимость
относительного перемещения [р —
—р @)]/R @) материальной точки сре-
срединной поверхности виита от ее от-
относительной начальной координаты
р @)/R @) для различных значений
параметра a>zR. Как показали ре-
результаты расчетов, параметры кри-
кривой упрочнения практически ие влияют
иа эту зависимость.
На рис. 8 представлен безраз-
безразмерный крутящий момент т =
= M/AR2 @) s @) в виде функции па-
параметра a>zR для различных значений
параметра л кривой упрочнения. Для
значения п = 0,2 штриховой линией
показаны кривые, полученные с уче-
учетом влияния анизотропии.
На рис. 9 показана зависимость
безразмерной продольной силы р =
= P/AR @) s @) от параметра формо-
формоизменения a>zR.
Возможности формоизменения при
скручивании полосы из достаточно
пластичного металла (п > 0,2; ер. р>
> Зл) ограничивают два явления: по-
потеря устойчивости от силы попереч-
поперечного сжатия, вызываемой напряже-
напряжением Ор, и локализация скручива-
скручивания.
Устойчивость относительно тонкого
виита от силы поперечного сжатия
зависит в основном от параметра
R @)/s @) поперечного сечения. По-
Потеря устойчивости заключается в том,
что при критическом значении пара-
параметра a>zR начинается ускоренное
СКРУЧИВАНИЕ
233
нарастание прогиба в некоторых по-
поперечных сечениях винта, завершаю-
завершающееся внезапным складыванием уча-
участка витка протяженностью прибли-
приблизительно 0,7 г0 (я) (см. рис. 5, а).
Приближенные опытные данные о
предельном значении параметра
a>zR = (a>zR)u для винтов, имеющих
длину / = / @) не менее 2г0 (Я), сле-
следующие:
R @)/s@) 10 12 16 20 24
(a>zR)n 1,1 0,9 0,6 0,4 0,3
Локализация скручивания наблю-
наблюдается при R @)/s @) < 8. Она свя-
связана с точкой максимума кривой
т (a>zR) (см. рис. 8). Период про-
процесса скручивания, который соответ-
соответствует приближению к точке макси-
максимума на этой кривой, характеризуется
увеличением неравномерности рас-
распределения кручения шг по вииту.
Точке максимума соответствует на-
начало локального скручивания виита
на участке протяженностью C-н4) R.
На других участках винта происходит
разгрузка, скручивание прекращается.
Максимум иа кривой р (a>zR) ие
оказывает влияния иа развитие лока-
локализации, так как сила продольного
растяжения необходима только для
того, чтобы выполнялось условие не-
неизменности продольного размера вии-
виита.
Формоизменение полосы при скру-
скручивании может ограничивать и разрыв
металла на кромке, если металл ие
обладает достаточной пластичностью.
При испытании иа одноосное растя-
растяжение такого металла на образце
перед тем, как произойдет его разру-
разрушение, шейка ие образуется или же
период растяжения металла в шейке
невелик (ер. р< 1,2л). В этом случае
предельное значение угла Яр (см.
рис. 5, а) можно определить по фор-
формуле
Qp (R)n = arccos [exp (—ep. p)J.
Глава
12
РОТАЦИОННАЯ ВЫТЯЖКА
Ротациониая вытяжка представляет
собой процесс формоизменения плос-
плоских или полых вращающихся заго-
заготовок по профилю оправки с помощью
перемещающейся деформирующей на-
нагрузки. Процесс характерен наличием
локального очага деформации, обра-
образующегося в результате воздействия
давильного элемента (ролика) на мате-
материал заготовки. Реализация локализи-
локализированной деформирующей нагрузки
при ротационной вытяжке позволяет
получать за один проход высокие сте-
степени деформации (до 80 %), что де-
делает процесс экономически выгодным
по сравнению с другими способами
изготовления деталей, например штам-
штамповкой. С помощью ротационной вытяж-
вытяжки получают полые детали с постоянной
и переменной толщиной стеики, имею-
имеющие широкий диапазон размеров (диа-
(диаметром до 5 м, толщиной стеики до
40 мм и длиной до нескольких метров)
и различной формы. Ротационную вы-
вытяжку можно успешно использовать
для обработки как обычных сталей и
сплавов, так и труднодеформируемых
и тугоплавких материалов.
Возможность изменения в широких
пределах геометрических параметров
рабочего профиля деформирующего
элемента (ролика) в сочетании с опти-
оптимальными режимами обработки поз-
позволяет регулировать качество изделий
и получать высокую размерную точ-
точность и низкую шероховатость по-
поверхности.
Практическое применение ротацион-
ротационной вытяжки дает возможность значи-
значительно снизить объем первоначальных
затрат на приобретение оборудования,
изготовление инструмента и оснастки,
по сравнению с другими видами обра-
обработки, в- частности глубокой вытяжки
иа прессах, и позволяет эффективно
использовать указанный метод в мел-
мелко- и среднесерийном производствах
крупногабаритных деталей сложной
формы.
1. РОТАЦИОННАЯ ВЫТЯЖКА
НА СПЕЦИАЛИЗИРОВАННОМ
ОБОРУДОВАНИИ
Применение той или иной схемы
ротационной вытяжки наряду с выбо-
выбором рабочего инструмента (геометрии
ролика) в значительной мере опреде-
определяет качество получаемых деталей.
Схемы ротационной вытяжки отли-
отличаются способами базирования дета-
деталей и траекторией перемещения ин-
инструмента.
При ротационной вытяжке кониче-
конических деталей и деталей с криволиней-
криволинейной образующей, имеющих отношение
длины детали к диаметру L/D ^ 2,
для легких и средних работ исполь-
используются преимущественно одиороли-
ковые станки. На рис. \,а показана
схема ротационной вытяжки кониче-
конических деталей с утонением стеики по
закону синуса из плоской заготовки
с толщиной стенки
h = Я sin а,
A)
где Я — толщина заготовки; а — угол
наклона образующей конуса к его
оси.
Особенность формоизменения по за-
закону синуса состоит в том, что диа-
диаметр исходной заготовки остается по-
постоянным в любой стадии формоиз-
формоизменения. Поэтому для правильного
ведения процесса ротационной вы-
вытяжки необходимо, чтобы перемеще-
перемещение ролика производилось строго па-
параллельно образующей конуса оправки
иа заданном от иее расстоянии, опреде-
определяемом зазором г = h, т.е.
г = Я sin a.
B)
Отсюда определяем исходную тол-
толщину заготовки
Я = ft/sin a.
C)
ВЫТЯЖКА НА СПЕЦИАЛИЗИРОВАННОМ ОБОРУДОВАНИИ 235
Рис. !. Схемы ротационной вытяжки обо-
оболочек с конической (а) и криволинейной (в)
образующей:
S —¦ направление подачи
Схема (см. рис. 1, а) может быть
рекомендована для получения за один
проход конических деталей с мини-
минимальным углом конусности 2а > 30°.
При изготовлении конических де-
деталей с меньшими углами в качестве
исходной заготовки используют пред-
предварительно полученный конус (на-
(например, по вышеописанному способу).
Утонение стеики конуса в процессе
вытяжки
/i2 = Я sin <Zi sin a2, D)
где а2 — угол наклона образующей
готовой детали.
По схеме (см. рис. 1, б) могут быть
также получены детали с криволиней-
криволинейной образующей из кружка толщиной
Я.В этом случае толщина стенки детали
в данной точке будет зависеть от угла
наклона касательной в этой точке к оси
детали. В каждой конкретной точке
hi= Я sin а,-, E)
Рис. 2. Схема ротационной вытяжки обо-
оболочек типа воронки с одним (а) и двой-
двойным (<Г) конусом
где а,- — угол наклона образующей
в дайной точке.
Аналогичным образом с обеспече-
обеспечением зависимости E) могут быть полу-
получены конические детали с переменной
толщиной стенки или детали с криво-
криволинейной образующей и постоянной
толщиной стеики, если в качестве
заготовки будет использован кружок
с расчетной переменной толщиной стеи-
стеики (см. рис. 1, б). Сферические детали
могут быть получены при траектории
перемещения ролика по дуге окруж-
окружности заданного радиуса с помощью
поворотного суппорта.
Ротационная вытяжка по схемам
(рис. 2, а и б) предусматривает исполь-
использование заготовок в виде мерной трубы.
По схеме (см. рис. 2, а) изготовляют
детали типа воронки с числом прохо-
проходов, зависящим от разницы диаметров
D — d, толщины материала и его
свойств. По схеме (см. рис. 2, б) из-
изготовляют детали с двойным конусом
на двух оправках, одна из которых
имеет возможность перемещаться вдоль
оси (рис. 2, б). Траектория переме-
перемещения деформирующих роликов в обо-
обоих случаях аналогична схемам, приве-
приведенным иа рис. 1.
236
РОТАЦИОННАЯ ВЫТЯЖКА
Рис. 3. Схема ротационной вытяжки по
обжиму концевой части заготовки
Ротационная вытяжка по схеме, по-
показанной на рис. 3, предусматривает
обжим концевой части заготовки, осу-
осуществляемый на составной оправке.
По схеме (рис. 4) изготовляют детали
типа рефлектора и аналогичные им.
Плоская заготовка формоизменяется
за несколько последовательных про-
проходов, что является недостатком этой
схемы. В отличие от схем получения
конических деталей и деталей с криво-
криволинейной образующей, ротационная
вытяжка цилиндрических оболочек осу-
осуществляется, как правило, тремя равно-
равномерно расположенными (под углом
120°) по периметру изделия роликами.
Цель применения трех роликов со-
состоит в уравновешивании значитель-
значительных усилий, возникающих в процессе
вытяжки, для получения качественных
деталей. Наряду с трехроликовыми
могут быть использованы двух- и
четырехроликовые станки.
Ротационную вытяжку цилиндриче-
цилиндрических оболочек можно осуществлять
прямым и обратным способами, отли-
отличающимися направлением течения ма-
материала по отношению к направле-
направлению осевой подачи деформирующего
ролика. При обратном способе вытяжки
Рис. 4. Схема изготовления деталей типа
рефлектора
Рис. 5. Схема ротационной вытяжки роли-
роликами с открытой калибровкой
можно получать цилиндрические обо-
оболочки с длиной в несколько раз боль-
большей, чем длина оправкн. Однако точ-
точность получаемых деталей в этом слу-
случае оказывается низкой, в связи с чем
на практике большее применение имеет
прямой способ ротационной вытяжки.
В зависимости от применяемого типа
роликов, их взаимного расположения
н перемещения для получения цилин-
цилиндрических деталей с постоянной и
переменной толщиной стенки исполь-
используют следующие схемы.
На рис. 5 показана схема ротацион-
ротационной вытяжки роликами с открытой
калибровкой (см. табл. 5, тип Е, Ж).
Ролики устанавливают в одной плос-
плоскости, перпендикулярной, к оси оп-
оправки, на одинаковом от нее расстоя-
расстоянии, равном толщине стенки готовой
детали (г = h). Такую схему приме-
применяют для получения широкого диапа-
диапазона деталей с различными отноше-
отношениями L/D и HID. Однако для полу-
получения высокого качества оболочек не-
необходим тщательный подбор рабочих
размеров деформирующих роликов и
режимов обработки при сохранении
высокой производительности процесса.
Так, например, для обеспечения высо-
высокой производительности процесс сле-
следует вести с большими продольными
подачами, что приводит к образова-
образованию наплыва материала перед фрон-
фронтом роликов и ухудшению получаемой
поверхности. Величину наплыва
можно уменьшить за счет уменьшения
рабочего угла ролика ар, что, в свою
очередь, приводит к увеличению диа-
диаметра детали.
Снижение продольной подачн умень-
уменьшает производительность процесса-
т. е. ухудшает его технико-экономи-
ВЫТЯЖКА НА СПЕЦИАЛИЗИРОВАННОМ ОБОРУДОВАНИИ
237
Рис. 6. Схема ротационной вытяжки роли-
роликами с калибровкой
ческие показатели. Таким образом,
указанная взаимосвязь геометрических
параметров деформирующих роликов
и режимов с одной стороны, произво-
производительность и качественные характе-
характеристики детали — с другой, ограничи-
ограничивают область применения ротацион-
ротационной вытяжки по указанной схеме
для получения цилиндрических обо-
оболочек с высокой размерной точностью
и низкой шероховатостью поверхности.
Схема (рис. 6) предусматривает ис-
использование роликов с калибровкой
(см. табл. 5, тип 3), что позволяет
вести процесс вытяжки с большими
продольными подачами, исключая об-
образование наплыва. Как и в схеме,
показанной на рис. 5, установку роли-
роликов по схеме на рис. 6 осуществляют
в одной плоскости с зазором г — h.
Ротационная вытяжка по этой схеме
обеспечивает получение высокой раз-
размерной точности и качества поверх-
поверхности при достаточной производитель-
производительности. Недостатком рассмотренной
схемы является ограничение утонения
стенки заготовки, уменьшить которую
можно на величину, соответствующую
высоте / гребня ролика (см. табл. 5).
В связи с этим схему, показанную иа
рис. 6, применяют для изготовления
гладких цилиндрических деталей и де-
деталей с утолщениями, равными тол-
толщине исходной заготовки.
Для получения деталей с утолще-
утолщениями на различных участках мень-
меньшего размера, чем стенка исходной
заготовки, может быть рекомендована
схема (рис. 7), отличающаяся двух-
двухрядным расположением деформирую-
деформирующих роликов (двумя блоками). Ро-
Ролики переднего блока устанавливают
с зазором г= /i|, а ролики второго
блока с г — h2.
На рис. 8 приведена схема, в соот-
соответствии с которой ролики распола-
располагаются попарно друг против друга
через 90° по периметру заготовки
в одной плоскости. Для работы могут
быть использованы деформирующие
элементы типа Е, Ж, И или К (см.
табл. 5). При этом ролики типа Е, Ж
являются рабочими, а вторая пара —
типа К — поддерживающие, они пре-
препятствуют образованию наплыва при
работе роликов типа Е, Ж, И.
Схема, показанная на рис. 8, уни-
универсальна; она обеспечивает получение
довольно высокой размерной точности
и высокой производительности. На
рис. 9 представлены схемы ротацион-
ротационной вытяжки с разделением суммар-
суммарного очага деформации. Рабочие ро-
ролики устанавливаются со смещением
в осевом направлении относительно
друг друга, образуя различную вели-
величину зазора, таким образом, чтобы
больший зазор был у первого ролика,
а у последующего га= h. В зависимости
от величины смещения роликов разли-
различают схемы с образованием преры-
прерывистого очага деформации (см. рис. 9, а)
и непрерывного очага деформации (см.
рис. 9, б). В последнем случае преды-
предыдущий ролик перекрывает своим про-
Рис. 7. Схема ротационной вытяжки
с двухрядным расположением роликов
Рис. 8. Схема ротационной вытяжки ролика-
роликами расположенными через 90°
238
РОТАЦИОННАЯ ВЫТЯЖКА
Рис. 9. Схема ротационной вытяжки с разделением очага деформации:
а — прерывистый очаг деформации; б — непрерывный очаг деформации
филем зону деформации последующего
ролика, препятствуя образованию иа-
плыва.
С помощью схемы, показанной на
рис. 9, а, изготовляют цилиндрические
детали из высокопрочных материалов.
Работа ведется с помощью роликов
типа Е, И и Ж (см. табл. 5). По схеме
на рнс. 9, б обрабатывают легкодефор-
мируемые заготовки с помощью роли-
роликов типа Е,Ж- Если используется мощ-
мощное специализированное оборудование,
где возможна реализация больших
степеней утонения, вытяжку можно
вести по схеме, показанной на рис. 9, б,
с применением радиусных роликов
типа И.
Использование схем на рис. 9 поз-
позволяет увеличить степень деформа-
деформации за один проход, сиизнть деформи-
деформирующее усилие по сравнению с дру-
другими схемами и получать высокую раз-
размерную точность.
В табл. 1 и 2 приведена классифика-
классификация конических деталей, деталей с кри-
криволинейной образующей, а также ци-
лнидрическнх деталей с указанием
схем ротационной вытяжки, исполь-
используемых для нх изготовления.
Выбор и расчет заготовок. Суще-
Существенное влияние на трудоемкость и
экономическую эффективность про-
процесса ротационной вытяжки оказывает
выбор оптимальной заготовки. Как
правило, в качестве исходной заго-
заготовки для процесса вытяжки исполь-
используют листовой прокат, горяче- и
холоднокатаные трубы. В табл. 3 при-
приведены характеристики заготовок для
получения оболочек различной формы
и размеров.
Для уменьшения затрат длина за-
заготовки должна быть минимальной
при соответствующей толщине стенки,
выбираемой в пределах Н — B-^4) h
так, чтобы иметь возможность вести
процесс вытяжки без промежуточной
термической обработки. Не рекомен-
рекомендуется принимать толщину стенки
заготовки Н < 1,5 h, так как в даль-
дальнейшем обнаруживается неоднород-
неоднородность структуры по всей толщине стен-
стенки готовой детали, более упрочненными
оказываются верхние слон металла.
Заготовки для получения конических
деталей и деталей с криволинейной
образующей преимущественно имеют
форму круга, диаметр которого оп-
ВЫТЯЖКА НА СПЕЦИАЛИЗИРОВАННОМ ОБОРУДОВАНИИ 239
1. Типы деталей конических и с криволинейной образующей
Тип
Деталь
Эскиз
Рекомендуемая
ехема изготов-
изготовления по
рисунку
Коническая с фланцем
1, а
Коническая с открыты-
открытыми цилиндрическими
участками
2, а
III
С двойным конусом
2,6
IV
Цилиндрическая с дном
и горловиной
v
Полусфера
1,6
4
VI
Типа рефлектора
240
РОТАЦИОННАЯ ВЫТЯЖКА
2. Типы цилиндрических деталей, получаемых ротационной вытяжкой
Тнп
II
III
IV
VI
Детали
Эскиз
Гладкие цилиндри-
цилиндрические с закрытой
концевой частью
Цилиндрические с
дном и концевым
утолщением
Цилиндрические с
двумя концевыми
утолщениями
Цилиндрические с
концевыми и проме-
промежуточными утолще-
утолщениями переменной
толщины
Цилиндрические с
горловиной
Цилиндрические с
продольным свар-
сварным швом и откры-
открытыми концевыми ча-
частями
Сварной шов
1
,
—н
Рекомендуемая
схема изготов-
изготовления по рн-
суику
5
6
8
9, а, 6
5
6
8
9, а, б
5
7
8
5
6
8
9, а, б
ВЫТЯЖКА НА СПЕЦИАЛИЗИРОВАННОМ ОБОРУДОВАНИИ
241
3. Характеристики заготовок для получения деталей ротационной вытяжкой
Детали
Цилиндри-
Цилиндрические с
постоянной
н перемен-
переменной тол-
толщиной
стенки с
закрытой
концевой
частью (см.
табл. 2)
Цилиндри-
Цилиндрические с
постоянной
и перемен-
переменной тол-
толщиной
стенкн с
открытыми
концевыми
частями
(см. табл. 2)
Конические
с криволи-
криволинейным
профилем
с закрытой
концевой
частью (см.
табл. 1)
LID
До 1
До 5
Св. 5
До 1
До 5
Св.5
До 1
Св. 1
Рекомендуемый тнп заготовки, метод ее получения
D < 150 мм
Кружок или
штампованная из
кружка цилин-
цилиндрическая заго-
заготовка
Штампованная
из кружка ци-
цилиндрическая за-
заготовка
Заготовка, полу-
полученная глубокой
вытяжкой из
кружка
Трубы горяче- и
холоднокатаные,
прессованные
Трубы горяче- и
холоднокатаные
Трубы горяче- и
холоднокатаные,
прессованные
D < 400 мм
Штампованная
из кружка за-
заготовка
То же
Заготовка, полу-
полученная из круж-
кружка глубокой вы-
вытяжкой
Трубы горяче- и
холоднокатаные,
прессованные
То же
То же
D > 400 мм
Штампованная
из кружка за-
заготовка
Штампованная
из кружка заго-
заготовка или свар-
сварная заготовка,
свернутая из
листа с прива-
приваренным дном
Заготовка, полу-
полученная глубокой
вытяжкой, или
сварная заго-
заготовка из листа
с приваренным
дном
Сварные из листа
заготовки
То же
То же
Кружок
Цилиндрическая,
коническая заго-
заготовка, кружок
или заготовка
чашеобразной
формы, получен-
полученные штамповкой
или ротацион-
ротационной вытяжкой
Коническая за-
заготовка, кружок
нли заготовка
чашеобразной,
цилиндрической
формы, получен-
полученные штамповкой
или ротационной
вытяжкой
Коническая, ци-
цилиндрическая за-
заготовка нлн за-
заготовки, полу-
полученные штампов-
штамповкой нли рота-
ротационной вытяж-
вытяжкой
242
РОТАЦИОННАЯ ВЫТЯЖКА
Продолжение табл. 3
Детали
Конические
с криволи-
криволинейным
профилем,с
открытыми
концевыми
частями
(см. табл. 1)
До 5
Рекомендуемый
D < 150 мм
Трубы горяче- и
холоднокатаные,
прессованные
тип заготовки, метод ее получения
D < 400 мм
Трубы горяче- и
холоднокатаные,
прессованные
D > 400 мм
Сварные из ли-
листа цилиндри-
цилиндрические заготовки
ределяют исходя из равенства площа-
площадей поверхностей заготовки и готовой
детали (с учетом припуска на обрезку):
При ротационной вытяжке цилин-
цилиндрических деталей с переменной тол-
толщиной стенки длина заготовки
?>= 1,13
"'•"//§
Ft , F) Lo =
(d+H)H
где F — поверхность готовой детали;
Fi — площадь отдельных элементов
поверхности детали.
Припуск на обрезку составляет 4-—
10 % длины готовой детали. По фор-
формуле F) определяют размер заготовки
и в случае ротационной вытяжки ци-
цилиндрических деталей без утонения
стеякн.
Прн расчете размеров заготовки для
ротационной вытяжки цилиндрических
деталей с утонением стенки исполь-
используют метод равенства объемов. Для
простой цилиндрической детали
+ &L.
(9)
Диаметр заготовки определяется раз-
размером оправки doap, зазором г между
оправкой и стенками заготовки и тол-
толщиной стеиок заготовки:
= d
onp
г+2Н.
A0)
D =
+ 4dcp (L + \L) h/H, G)
где dop — диаметр детали по средней
линнн; L — длина детали; AL — при-
припуск под обрезку; AL=6-M6%.
Верхние значения принимают для мень-
меньших соотношений LID.
Длина цилиндрических заготовок
для вытяжкн гладких цилиндрических
деталей с утонением стенки
Для заготовок, полученных механи-
механической обработкой, г = 0,05-н0,5 мм,
а для заготовок, полученных без
механической обработки, г = 0,3ч-
-г-1,2 мм. Важную роль в обеспечении
точности готовой детали играет исход-
исходная разиостепенность заготовок, ве-
величина которой диктуется требова-
требованиями, предъявляемыми к детали.
При однопроходном процессе ротацион-
ротационной вытяжки разностениость заготовки
не должна более, чем в 1,5 раза пре-
превышать разиостеииость детали, за-
заданную чертежом. При многопереход-
многопереходном процессе допускается увеличение
разиостенности исходной заготовки,
но не более чем в 2 раза превышающей
разиостениость готовой детали.
Инструмент для ротационной вы-
вытяжки на специализированном обору-
оборудовании. В качестве рабочего инстру-
инструмента прн ротационной вытяжке ис-
ВЫТЯЖКА НА СПЕЦИАЛИЗИРОВАННОМ ОБОРУДОВАНИИ
243
пользуют деформирующие ролики и
оправки. Форма и диаметр оправки
должны соответствовать форме и вну-
внутреннему диаметру получаемой детали.
Рабочий профиль роликов принимают
в зависимости от типа изготовляемой
детали и ее материала, схемы процесса
и конструктивных особенностей обору-
оборудования.
Для изготовления роликов и опра-
оправок используют преимущественно уг-
углеродистые и легированные инструмен-
инструментальные стали марок У10А, Р9, Р18
н др., обеспечивающие после закалкн
и отпуска твердость HRC 56—62.
При формоизменении легкодеформируе-
мых материалов оправки допускается
изготовлять из сталей марок 45, 40Х,
У7, У8, 5ХНВ, чугуиов СЧ 20, СЧ 25
и др.
В зависимости от размеров и формы
изготовляемых деталей оправки могут
быть сплошными, полыми и составными
Для деталей диаметром менее 250 мм
оправки изготовляют сплошными, а
для больших диаметров — полыми.
Может быть использована составная
оправка, сплошная илн полая, состоя-
состоящая из двух, частей. В этом случае
рабочую часть оправки изготовляют
из легированной стали, а ее крепеж-
крепежную часть из обычных углеродистых
сталей. В целях обеспечения нормаль-
нормального съема готовой детали с оправки
при изготовлении деталей с дном
и горловиной, оправку делают состав-
составной. При этом максимальный диа-
диаметральный размер в радиальном на-
направлении каждого элемента должен
быть меньше минимального диаметраль-
диаметрального размера горловины готовой де-
детали. Посадочное место оправок долж-
должно соответствовать посадочному месту
шпинделя стайка, а биение оправки
не должно превышать 0,05 мм. Диа-
Диаметральные размеры оправок:
для детали, сопрягающейся по на-
наружному диаметру,
^опр = (^н-А')-вп; о1)
для детали, сопрягающейся по вну-
внутреннему диаметру,
где da — номинальный размер наруж-
наружного A1) н внутреннего A2) диаметров;
Д' — припуск иа изиос оправки; бп —
допуск иа изготовление оправки по
6—8 квалитету точности. Шерохова-
Шероховатость поверхности оправки должна
быть до Ra ^ 0,32 мкм.
В зависимости от формы изготовляе-
изготовляемых деталей, принятых схем ротацион-
ротационной вытяжки и конструкционных осо-
особенностей оборудования используются
различные типы роликов.
В табл. 4 приведены основные гео-
геометрические параметры роликов, ис-
используемых для ротационной вытяжки
конических деталей и деталей с кри-
криволинейной образующей.
При ротациоииой вытяжке таких
деталей ролики в державках уста-
устанавливают под углом р. При этом
фактические углы рабочей и задней
поверхности ролика будут: ар. ф =
=- ар + Р и а3. ф == а3 — Р, если ро-
ролик наклонен по направлению по-
подачи, и ар. ф = ар — р и а3. ф ~
= <*з + Р> если наклон ролика выпол-
выполнен в сторону, противоположную на-
направлению подачи.
Высоту конуса / роликов выбирают
для деталей с фланцем в зависимости
от высоты фланца
Следует иметь в виду, что при вы-
выборе рабочего и вспомогательных
углов ролика ар, а3, а также угла
разворота Р необходимо, чтобы в про-
процессе работы между профилем детали
и рабочими поверхностями ролика
обеспечивался угол 5—18°.
В табл. 5 приведены геометрические
параметры роликов, применяемых для
изготовления цилиндрических деталей.
Ролики, применяемые для обработки
цилиндрических деталей, имеют двой-
двойной коиус. Для- роликов типа Е угол
рабочей поверхности ар = 20-^30^
в случае ротационной вытяжки мате-
материалов с большим значением ов. Для
мягких, легкодеформируемых мате-
материалов (алюминиевые сплавы, иизко-
углеродистые стали) ар = 15-1-25°. Не-
Недостатком ролика типа Е является
сложность одновременного обеспече^-
ния размерной точности и необходимой
шероховатости поверхности, поскольку
большие подачи не обеспечивают ка-
качества поверхности, так как перед
244
РОТАЦИОННАЯ ВЫТЯЖКА
к
х
и
si
it
?
il
о х ? m
с
X
CN
6
кие
er
x
x
5
HO-
Ж X
X О
«I
H С
35'
•I-
CO
(О
•I-
7 7
ю о
<n со
S
6
О X
¦ч a.
1°
"¦g
X 2
X
¦ о
ua ж
с 2
H х
ВЫТЯЖКА НА СПЕЦИАЛИЗИРОВАННОМ ОБОРУДОВАНИИ
245
бл. 4
CG
1>
X
X
№
ё
в
а
г
S
X
я
а
я
с
а>
X
X
8
?
а
!
U
1 Тол-
о;
О Л
8
о а
8
щииа
заго-
заготовки
в
дет ал
Тип
л
зеки
олика,
а
в
35"
•1-
со.
Q
35"
cf
•!¦
ю
о*
1
1
1
1
о
6
X
га
а.
Ролнк
у клый
с
с «с
со"
•
Q
So"
о"
•1-
о"
Св. 4
•-
по-
утой
ггью
S1
и ш
Oil
/
/
/ ^
1
J
35"
•1-
со.
S
г
СО
¦а
1
i
X
о.
Ролнк
[утый
с >х
х з
Н х
а;
СО^
-С
Зо4
•1-
**'
i ^*
1
Q
I
С4) ¦*—
+
Св. 4
° s
S »Х
кие
ней но
щей,
Коннчес
крнволи
образую:
-« э>
СП
S
мые
готовляе
у
1
х
S
U
си
В"
S ?
цнлнндр
заготово
—г1
)
Продолжение табл. 4
Тип ролика, эскиз
Тип Д. Ролик двусто-
двусторонний с калибрую-
калибрующим пояском
/ г г
{ ~\ г
V
к
В
Т
Тип детали
Выглаживание по-
поверхности различ-
различных деталей
Тол-
Толщина
заго-
заготовки
До 4
Св. 4
Геометрические параметры роликов
«Р
25—45
25—35
«3
25—45
30—45
1
Аф4-5
Лф+5
Г
B+5) Н
B+5) И
к
C+5) S
C+5) S
Примечания". 1. Диаметр Dp и ширину В ролика принимают для всех типов роликов в зависимости от
условий эксплуатации и конструктивных особенностей используемого оборудования.
2. Длину / для роликов типов А, Б, Д принимают в зависимости от высоты фланца и угла установки ро-
роликов.
5. Геометрические параметры роликов для ротационной вытяжки цилиндрических деталей (размеры, мм)
Тип ролика, эскиз
Тип детали
Материал
Геометрические параметры роликов
Тип Е. Ролик с двойным
конусом
Цилиндрические
с постоянной и
переменной тол-
толщиной стенки
Высокопрочные
стали и сплавы
Низкоуглероди-
Низкоуглеродистые стали, мед-
медные и алюми-
алюминиевые сплавы
20—30
15—20
4—41
5—41
A.5+
3) ДА
A.5+
3) ДА
ДА +
+ C+5)
ДА +
+ C+5)
Тип Ж. Ролик с двойным
конусом и калибрующим
пояском
То же
Высокопрочные
стали и сплавы
Низкоуглеродн-
стые стали, мед-
медные и алюми-
алюминиевые сплавы
20—30
15—25
5—35
4—45
1—3
2—4
C+5) S
C+5) S
ДА +
+ C+5)
ДА +
+ C+5)
248
РОТАЦИОННАЯ ВЫТЯЖКА
ВЫТЯЖКА НА СПЕЦИАЛИЗИРОВАННОМ ОБОРУДОВАНИИ
249
X
X
1=11
СО СО
щ
см
3
« Я
Ра
О
2 ч
ч с
га о
2
) 1
s 3
и: н
X X?
:г =: х
IXU
о. с
ч % >•
II
\
га
.. и
к а;
х &>
if
ж-а
фронтом ролика образуется наплыв,
величина которого пропорциональна
углу ар и подаче S. Уменьшение
угла ар и значений S приводит к из-
изменению диаметра детали и потере
точности. В отличие от ролика типа Е,
ролик типа Ж имеет калибрующий
поясок, величина которого k = C^-
-^5) S. Наличие в ролике такого пояс-
пояска обеспечивает более низкую шерохо-
шероховатость поверхности. Радиус при вер-
вершине ролика г= 1-н5 мм.
Ролики типа 3 находят широкое
применение при производстве глад-
гладких цилиндрических деталей и цилин-
цилиндрических деталей с концевыми утол-
утолщениями толщиной Н. Наличие у
ролика вспомогательной поверхно-
поверхности, выполненной под углом ав,
препятствует образованию иаплыва,
что позволяет иитеисифицировать про-
процесс вытяжки различных материалов
с обеспечением высокой производи-
производительности. Угол вспомогательной по-
поверхности принимают равным ав =
= 3-г-10°. Меньшие значения ав за-
задают при обработке мягких легкоде-
формируемых материалов, а верхние —
для высокопрочных материалов. Вы-
Высоту гребня роляка / для мягких ма-
материалов принимают / = АЛ, для
легкодеформируемых материалов / =
= @,85-^0,95) Aft. Ширина калибрую-
калибрующего пояска k и радиусов такая же,
как у ролика типа Ж-
В рассмотренных выше типах роли-
роликов углы задней поверхности допус-
допускается принимать в широких пределах
с учетом обеспечения профиля пере-
переходных участков с одной толщины
стеики на другую.
Радиусный ролик типа И применяют,
как правило, для ведения процесса
на мощных специализированных стан-
станках по схеме обратной вытяжки.
Ролики типа К являются вспомога-
вспомогательными и предназначены для исклю-
исключения возможности образования на-
наплыва. Эти ролики применяют для
калиброванной схемы ротационной вы-
вытяжки (см. рис. 8), где оии работают
совместно с роликами типа Е и Ж-
В процессе работы калибрующий поя-
поясок вспомогательного ролика пере-
перекрывает зону очага деформации, соз-
создаваемую рабочими роликами, пре-
препятствуя образованию наплыва.
Выбор технологических режимов.
Технологические режимы процесса ро-
ротационной вытяжки устанавливают нз
расчета обеспечения качества полу-
получаемых деталей и высокой производи-
производительности.
Машинное время, затрачиваемое иа
процесс формоизменения детали за
один проход,
То = L/nS, A3)
где L — длина обработки, мм; п — ча-
частота вращения заготовки, мии *.
При многопроходном процессе Том =
= J] То, где N — число проходов.
I
Из анализа зависимости A3) следует,
что производительность процесса лн-
митируется. длиной обработки, числом
проходов, величиной продольной по-
подачи и частотой вращения шпинделя
станка. Таким образом, при реализа-
реализации процесса ротационной вытяжки
следует стремиться к работе с боль-
большими подачами, максимально допусти-
допустимой частотой вращения заготовок и
минимальным числом проходов.
На практике возможности повыше-
повышения значений п и S ограничены схемой
кинематики станка и его жесткостью,
интенсивностью тепловыделения, мощ-
мощностью привода вращения и т. д.
(т. е. возможностями применяемого
оборудования, а также необходимостью
обеспечения заданных качественных
характеристик обрабатываемой де-
детали).
Предельная окружная скорость
(м/мии) заготовки
v= Г60/Ю20т]/Рт,
A4)
где W — мощность привода стайка,
кВт; Т| — КПД привода; Рт — тан-
тангенциальная составляющая усилия, Н.
Частота вращения заготовки
п = 1000о/л?). A5)
В целях ограничения теплового эф-
эффекта и исключения вибраций, воз-
возникающих при недостаточной жестко-
жесткости системы СПИД, а также обеспе-
обеспечения размерной точности деталей ре-
рекомендуется процесс ротационной вы-
вытяжки вести при скоростях v = A20н-
300) м/мин.
250
РОТАЦИОННАЯ ВЫТЯЖКА
6. Число проходов при
ротационной вытяжке деталей
различной формы и размеров при их
изготовлении из плоских заготовок
LID
1
До 1,5
1,6—2,5
2,6—3,5
3,6—4,5
4,6—6,0
Число
проХОДО!
при
вытяжке деталей
цилин-
дриче-
дрических
1
1-2
2—3
3—4
4—5
5-6
ческих
1
1
1—2
2—3
3—4
4
с криво-
линей-
линейной об-
разу-
разующей
1
I
1—2
2—3
3-4
4
Наиболее важным фактором при
ротационной вытяжке, влияющим на
качество получаемой детали, является
величина подачи деформирующего ро-
ролика за один* оборот детали.
Подачи, используемые при ротацион-
ротационной вытяжке, находятся в широком
диапазоне @,2—5 мм). Поэтому в каж-
каждом конкретном случае подачу выби-
выбирают исходя из свойств обрабатывае-
обрабатываемого материала, диаметральных раз-
размеров, толщины стенки и точностных
характеристик изготовляемой детали.
Так, обработку деталей небольшого
диаметра (до 150 мм) рекомендуется
производить при подачах S = @,2-т-
-j-1) мм. При ротационной вытяжке
деталей среднего и большого диаметра
рекомендуется пропорционально уве-
увеличить подачу до S = (I,25-j-5) мм.
Для обработки деталей из мягких ма-
материалов, а также тонкостенных дета-
деталей следует принимать меньшие зна-
значения подачи.
При ротационной вытяжке деталей
с повышенными точностными характе-
характеристиками оптимальную подачу в ука-
указанных диапазонах устанавливают экс-
экспериментально.
Число проходов, необходимое для
получения детали, зависит от тол-
толщины стенкн заготовки, профиля и
длины детали, а также свойств обра-
обрабатываемого материала. При ротацион-
ротационной вытяжке деталей для определения
числа проходов можно использовать
выражение
A6)
Л/ =
Aft;
ср
где Aft; cp — среднее утонение за один
проход. В табл. 6 приведено число
проходов для изготовления деталей
в зависимости от их формы и размеров.
В процессе ротационной вытяжки
происходит упрочнение металла и сни-
снижаются его пластические свойства.
Степень упрочнения при ротацион-
ротационной вытяжке зависит от свойств обра-
обрабатываемого материала (способности
его к упрочнению), степени деформа-
деформации и условий деформирования.
Как правило, при изготовлении де-
деталей ротационной вытяжкой вели-
величину суммарной деформации назна-
назначают на 10—20 % ниже предельно
допустимой степени деформации для
данного материала. При необходимости
дальнейшего деформирования полу-
полуфабрикатов требуется восстановление
пластических свойств металла, что
достигается отжигом (высоким или
низким). Для низкоуглеродистых ста-
сталей отжиг может быть заменен нор-
нормализацией при температуре 920—
950 °С.
Для отдельных деталей явление уп-
упрочнения используется как положи-
положительный фактор для повышения их
конструктивной прочности и эксплуа-
эксплуатационных качеств.
На рис. 10 приведены графики зави-
зависимости механических свойств (ов,
от, б) от степени деформации при рота-
ротационной вытяжке.
На овальность и прямолинейность,
равно как н на разностенность, гото-
готовой детали оказывает влияние исходная
разностенность заготовки и неравномер-
неравномерность механических свойств в ее раз-
различных продольных сечениях. Для
получения деталей высокого качества
по указанным параметрам необходимо
использовать заготовки, полученные
механической обработкой с последую-
последующей термической обработкой. При
многопроходной вытяжке термиче-
термическую обработку целесообразно прово-
проводить перед окончательным проходом.
При невозможности обеспечения высо-
ВЫТЯЖКА НА СПЕЦИАЛИЗИРОВАННОМ ОБОРУДОВАНИИ 251
О 20 ?0 60 с
63
28
?
4
Г *t
&
10
20 30
Р О/
ь, /о
1}д;1}гГ0~1,МПа
- 70 126
50 84-
30 42
О 20 40 60
10
Рис. 10. Механические характеристики металлов и сплавов при ротационной вытяжке
а— аустенитная коррозионно-стойкая сталь A7 — 19 % Сг. 8 — 10 % Ni)'. б — коррозион-
коррозионно-стойкая сталь A5 % Сг. 7 % Ni); в — жаропрочный сплав A5 % Сг, 73 % Ni); г —
высокопрочная сталь @,8 % Сг, 38 % Ni, 0,25 % Mo)
ких требований по разностенности в
исходной заготовке процесс вытяжки
целесообразно разделить на несколько
проходов, поскольку при большем
числе проходов уменьшается разно-
разностенность и улучшаются качественные
характеристики овальности и прямо-
прямолинейности.
В табл. 7 приведены основные виды
дефектов, встречающиеся прн ротацион-
ротационной вытяжке деталей, указаны способы
их устранения.
Силовые параметры процесса. Для
осуществления процесса ротацион-
ротационной вытяжкн используемое оборудова-
оборудование должно развивать усилие, доста-
достаточное для преодоления сопротивле-
сопротивления обрабатываемого материала пла-
пластическому деформированию. Опреде-
Определить действительную величину и на-
направление результирующего усилия
при ротационной вытяжке затрудни-
затруднительно, поэтому на практике определе-
определение силовых параметров процесса ро-
ротационной вытяжки сводят к опреде-
определению трех составляющих результи-
результирующего усилия: радиальной PR, осе-
осевой Ро и тангенциальной Рт, с по-
помощью которых производят выбор
оборудования.
Тангенциальная составляющая Ра-
Распределяет потребную мощность при-
привода вращения и крутящий момент на
шпинделе станка. По осевой состав-
составляющей Ро определяют необходимо*
усилие, развиваемое механизмом про-
продольной подачи, а радиальная состав-
составляющая PR должна учитываться прн
252
РОТАЦИОННАЯ ВЫТЯЖКА
ВЫТЯЖКА НА СПЕЦИАЛИЗИРОВАННОМ ОБОРУДОВАНИИ
253
7. Дефекты, возникающие в процессе ротационной вытяжки,
и способы их устранения
8. Расчетные коэффициенты при ротационной вытяжке деталей
без утонения стенкн
Вид дефекта
Образование
наплыва метал-
металла перед зоной
деформации при
открытой калиб-
калибровке
То же, при за-
закрытой калиб-
калибровке
Увеличенный
диаметр детали,
изготовленной
раскаткой
Неудовлетвори-
Неудовлетворительное качество
поверхности (за-
(закаты, шелуше-
шелушение)
Затруднен съем
детали с оправки
Неудовлетвори-
Неудовлетворительное качество
внутренней по-
поверхности
Применяе-
Применяемая схема
обработки
Рис. 5
Рис. 6 и 7
Рис. 5—9
Рнс. 1—9
Рнс. 5—9
Причина возникно-
возникновения дефекта
1. Неправильно
выбран профиль
инструмента
2. Неправильно
назначен режим по-
подачи
Неправильно
выбраи профиль
инструмента
1. Неправильно
назначен режим по-
подачи
2. Неправильно
выбран профиль ро-
роликов
1. Неудовлетвори-
Неудовлетворительное состояние
роликов (забониы,
отклонение от круг-
лостн и т. д.)
2. Образование
иаплыва металла
перед зоной дефор-
деформации
3. Грубая обработ-
обработка исходных заго-
заготовок
1. Уменьшение вну-
внутреннего диаметра
изготовляемой де-
детали
2. Неудовлетвори-
Неудовлетворительное состояние
поверхности оправ-
оправки (забоины, зади-
задиры, раковины)
1. На внутренней
поверхности оправ-
оправки задиры, забониы
Н Т. д.
2. Неудовлетвори-
Неудовлетворительное качество
внутренней поверх-
поверхности заготовок
Способы устранения
дефектов
1. Уменьшить рабо-
рабочим угол ар ролика
2. Уменьшить по-
подачу
3. Развернуть ро-
ролики на угол подачи
1. Уменьшить вы-
высоту / гребня роли-
ролика
2. Уменьшить угол
ав
1. Увеличить по-
подачу
2. Увеличить угол
аР
1. Произвести вос-
восстановление инстру-
инструмента
2. Уменьшить по-
подачу и рабочий угол
ролика
3. Произвести до-
доработку исходных
заготовок
1. Уменьшить угол
ар роликов
2. Увеличить ра-
радиус при вершине
ролика
3. Увеличить вели-
величину k калибрующе-
калибрующего пояска
4. Уменьшить по-
подачу
1. Заменить оправ-
оправку
2. Произвести до-
доработку исходных
заготовок
Материал заготовки
Сталь для глубокой вы-
вытяжки
Алюминий (АД1М)
с
0,024
0,033
Р
0,74
0,79
ks
33
21
kr при гр/Н
3
1,75
1,85
6
1,28
1,35
9
1
1
12
1,1
1,12
15
1,14
1,18
18
1,2
1,22
определении потребного усилия ме-
механизма радиального перемещения ро-
роликов.
Величина составляющих усилия за-
зависит от нескольких факторов, основ-
основными из которых являются механиче-
механические свойства (предел текучести стт)
обрабатываемого материала, диа-
диаметральные размеры детали и дефор-
деформирующих роликов, деформация (аб-
(абсолютная и относительная), подача S
за один оборот шпинделя, а также
геометрические параметры рабочего
профиля деформирующих роликов.
Так, с увеличением предела теку-
текучести обрабатываемого материала про-
пропорционально возрастают все три со-
составляющие усилия. Увеличение диа-
диаметральных размеров роликов и де-
детали также приводит к увеличению
потребных усилий Рн и Ро при незна-
незначительном изменении Рт-
С увеличением абсолютной дефор-
деформации и подачи S составляющие уси-
усилия возрастают.
Увеличение угла наклона рабочей
поверхности конических роликов при-
приводит к возрастанию осевого усилия Ро
и снижению радиального PR. При
применении радиусных роликов с уве-
увеличением их радиуса осевое усилие
уменьшается, а радиальное — воз-
возрастает. В то же время изменение ра-
рабочего угла и радиуса роликов не
оказывает существенного влияния на
величину тангенциального усилия.
Расчет составляющих результирую-
результирующего усилия может быть выполнен
с помощью следующих формул.
При ротационной вытяжке деталей
конической и криволинейных форм:
без утонения стенки
Рг = @,2-^ 0,3) Ро; A7)
Рн = @,8-=- 0,9) Р0; A8)
P0 = cabHh^Skrks; A9)
с утонением стеики по закону си-
синуса
Рт- = @,12-г-0,2)Р0; B0)
Рн = 6,8ствЯ cos а; B1)
Ро = 6,8овЯ cos а.
B2)
При ротационной вытяжке цилин-
цилиндрических деталей с утонением стеики
Рт = KT<J'mHS или Рт = emAhS/kf\
B3)
или Р# =
/Dp ctg rxp/
B4)
или
/kf. B5)
В формулах A7)—B5) приняты сле-
следующие обозначения: ств — временное
сопротивление разрыву, МПа; от —
предел текучести при растяжении^
МПа; a — угол наклона образующей,
поверхности детали к оси вращений,
254
РОТАЦИОННАЯ ВЫТЯЖКА
град; с — коэффициент пропорцио-
пропорциональности; Р — показатель степени,
характеризующий влияние высоты
фланца на усилие Ро; kT — коэффи-
коэффициент, характеризующий влияние
/¦р/Я; ks — коэффициент, характери-
характеризующий влияние подачи S; а'т —
среднее сопротивление материала,
МПа; а'т — 2<Jm j/зГ kf — КПД про-
процесса (kf — 1,0ч-0,35); kT; kk; ko =
= 0,l-f-0,38 при прямом способе ро-
ротационной вытяжки и kr; кл; ko =
= 0,1-^0,9 при обратном способе.
Значения коэффициентов с, Р, kr
н ks приведены в табл. 8.
Результирующее усилие ротацион-
ротационной вытяжки
расч
B6)
Оборудование для ротационной вы
тяжки. По исполнению станки для
ротационной вытяжки в зависимости
от расположения оси шпинделя раз-
разделяют на вертикальные и горизон-
горизонтальные, которые по своим габаритам
могут быть легкими, средними и тя-
тяжелыми. По числу устанавливаемых
на станках деформирующих роликов
различают станки одно- и миогороли-
ковые, которые по степени механиза-
механизации разделяют на станки с ручным
приводом инструмента, с механиче-
механическим приводом, а также станки с полу-
полуавтоматическим и автоматическим уп-
управлением.
В табл. 9—13 приведены техниче-
технические характеристики отдельных стан-
станков для ротационной вытяжки.
9. Станки для ротационной вытяжки (СССР)
Технические данные
Диапазон диаметров
обрабатываемых де-
деталей, мм
Максимальная длина
детали, мм
Максимальная тол-
толщина обрабатывае-
обрабатываемой заготовки, мм
Число деформирую-
деформирующих роянков
Диапазон частоты
вращения шпинделя,
мин
Мощность привода
вращения шпинде-
шпинделя, кВт
с
н
и
S
До
200
700
2
1
12—
2000
10
970<
60—
900
600
3
1
10—
1250
18,5
о
с*
U
ч
О
200-
1200
1000
10
3
32—
692
20
Модель
008
12-1
РГ-
о
200—
1200
1800
10
3
36—
367
20
станка
1000
о"
РГ-
о
100—
600
1000
10
3
38—
414
14
РГ-
о
400—
1000
3000
12
3
II —
460
220
%
С
500—
1200
1000
6
2
50—
250
55
о
о
с*
с
X
и
1000—
2000
2400
10
2
30—
150
125
ВЫТЯЖКА НА СПЕЦИАЛИЗИРОВАННОМ ОБОРУДОВАНИИ
255
10. Станки фирмы «Ляйфельд» (ФРГ) для ротационной вытяжки
деталей конической н криволинейной формы
Технические данные
Максимальный диаметр обрабаты-
обрабатываемых заготовок, мм
Длина хода суппорта, мм:
продольная
поперечная
Усилие суппорта, кН:
продольное
поперечное
Мощность привода, кВт
350
X
с
690
400
250
20
22
5,5
450
Я
X
С
890
800
310
65
65
18,5
Модель
о
о
<?>
X
с
1190
1200
500
100
100
30
станка
006
X
с
2390
2200
700
300
400
87
о
120
3
X
с
2390
1220
500
100
100
45
о
180
X
с
4400
2200
700
300
400
90
11. Стайки фирмы «Ляйфельд» (ФРГ) для ротационной вытяжки
цилиндрических деталей
Технические данные
Диаметр обрабатываемых загото-
заготовок (мин/макс), мм
Длина хода суппорта, мм
Осевое усилие суппорта, кН
Радиальное усилие на ролик, кН
Мощность двигателя главного
привода, кВт
Диапазон частоты вращения
шпинделя, мни (регулирование
бесступенчатое)
Масса станка в сборе, кг
Модель станка
ST40-22CNC
30/400
1300
150
100
22
26—820
15 000
ST56-75CNC
60/560
2100
300
200
75
36—820
34 000
ST65-132CNC
100/650
2 400
400
400
132
220—820
62 000
1
256
РОТАЦИОННАЯ ВЫТЯЖКА
12. Станки фирмы
детален
«Рондолотти» (Франция) для ротационной вытяжки
Технические данные
Высота центров, мм
Межцентровое расстояние,
мм
Диапазон частоты вращения
шпинделя, мин (регулиро-
(регулирование бесступенчатое)
Мощность привода вращения,
KOI
Длина хода суппорта, мм:
продольного
поперечного
Усилие подачи, кН:
продольной
поперечной
Масса станка в сборе, кг
Модель станка
о
о
СО
О
н
S
<
350
900
225—
2700
6
350
260
18
18
3200
О
00
а
440
1100
II —
1300
5,5
550
250
52
27
5600
о
о
690
1620
11 —
1300
7,5
550
250
52
27
5750
2600
1
130
2 000
0,6—
326
60
1 200
450
230
250
36 000
LC исполнений
II
130
2 000
0,6-
326
70
1 600
450
230
250
37 000
III
130
2 000
0,6—
315
115
1 900
450
270
300
39 000
13. Станки фирмы «Тосиба» (Япония) для ротационной вытяжкн
полых осеснмметричиых деталей
Техннческне данные
Максимальный диаметр обрабаты-
обрабатываемой заготовки, мм
Максимальная толщина стеики обра-
обрабатываемой заготовки, мм
Длина хода суппорта, мм
Максимальное усилие на ролик, кН
Максимальное усилие съема, кН
Мощность привода, кВт
Диапазон частоты вращения шпин-
шпинделя, мин (регулирование бессту-
бесступенчатое)
Модель станка
HSD 240-1700
240
15
1700
90
50
37
20—200
HSD 300-2000
300
20
2000
160
50
55
30—300
HSD 360-300
360
4,5
300
15
II
50—500
HSD 400-500
400
15
500
100
45
50—500
ВЫТЯЖКА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ
257
S
Течение
материала а)
В)
Рис. 11. Способы ротационной вытяжкн:
а — прямой; 6 — обратный; / — деформирующий элемент; 2 — деталь; 3 — оправка
2. РОТАЦИОННАЯ ВЫТЯЖКА
ТОНКОСТЕННЫХ
ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ
СПЕЦИАЛЬНЫМИ УСТРОЙСТВАМИ
Одним из методов ротационной вы-
вытяжки является формообразование за-
заготовки, находящейся на оправке,
с помощью специального устройства,
в котором основным формоизменяю-
формоизменяющим инструментом являются шарики,
выпускаемые шарикоподшипниковой
промышленностью, или специальные
профилированные ролики (рис. 11).
Процесс осуществляется на универ-
универсальном токарно-вииторезном обору-
оборудовании, продольный суппорт или
задняя бабка которого используются
для установки устройства, а шпин-
шпиндель стайка — для закрепления на
ием оправки.
Ротационная вытяжка роликовыми
и шариковыми устройствами обеспе-
обеспечивает лучшую размерную точность
и качество поверхности получаемых
деталей по сравнению с ротационной
вытяжкой иа специальном оборудова-
оборудовании одним — тремя роликами боль-
большого диаметра.
Преимущества этого процесса ха-
характеризуется большим по сравне-
9 П/р А. Д. Матвеева
нию с механической обработкой коэф-
коэффициентом использования металла и
низкой стоимостью по сравнению с
обычной вытяжкой оборудования и
осиасткн.
Процесс является эффективным даже
в условиях серийного и мелкосерий-
мелкосерийного производства при получении вы-
высокоточных тонкостенных осесимме-
тричиых цилиндрических деталей из
обычных и труднодеформируемых ма-
материалов и сплавов.
Классификация тонкостенных цилин-
цилиндрических оболочек. Номенклатуру вы-
выпускаемых различными отраслями ма-
машиностроения тонкостенных деталей
можно разбить по форме и соотноше-
соотношению размеров Н, D и L на четыре ос-
основные группы (табл. 14). Как пра-
правило, оболочки изготовляют механи-
механической обработкой и обработкой дав-
давлением — вытяжкой, а толщину их
стенок Н заведомо выполняют большей,
чем это требуется условиями эксплуа-
эксплуатации. Последнее связано с ограничен-
ограниченными возможностями получения тон-
тонкостенных оболочек указанными мето-
методами.
Ротационная вытяжка с помощью
специальных устройств позволяет нз-
готовлять изделия с более тонкими
стенками из толсто- и тонкостенных
258
РОТАЦИОННАЯ ВЫТЯЖКА
о.
X
X
0)
В*
>.
IfO
с
соб
о
g a
1*
а)
а
яе-
BCS
с
о
.!.
г
,005
о
х
о
S
3
« ? о н s
3 S * о a
S S 5 s S
a-i
7
>
S >>
"' w О О
3 н ю 3
Р 3 «i --0
си
- „ ^ 3 й С
с* О э" " * ~*
§
Illi
ВЫТЯЖКА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ
259
'/////////////A
со S о (- =
i 3 S i О S
ю Я Я ><g
°= S 1 1.1 ^
Е о. х ю а.
S a.
о
CD
Й
а* со
S x
СП с?
si
о
о"
•I-
о
о
о
я « в ч _ н
га к -л О о 5 С
а Е о-я ш о.
7
7
5
7 "
~СГ'
Д..
о
с
о.
N
7
и О'Х
х >* о о
las!
га и: 3 о
Ч га 5 га
О'Х
iO
си
260
РОТАЦИОННАЯ ВЫТЯЖКА
заготовок с максимальным использо-
использованием материала.
Вид заготовки определяется раз-
размерами оболочки, ее назначением, за-
заданной точностью и способом вытяжки.
Для группы I оболочек рациональной
заготовкой является труба, получен-
полученная волочением или прессованием.
Такая заготовка может быть использо-
использована при прямом и обратном способе
ротационной вытяжки. В случае пря-
прямого способа один из открытых концов
заготовки завальцовывается или в него
вваривается упорное кольцо. Для ¦
этого способа могут быть также ис-
использованы трубные заготовки с вну-
внутренним уступом, полученным меха-
механической обработкой внутреннего дна-
метра трубы или выдавливанием. За-
Заготовки в виде труб могут быть исполь-
использованы для получения оболочек-колец
(см. табл. 14, группа III). Изготовлен-
Изготовленная ротационной вытяжкой оболочка
большой длины разрезается на кольца
заданной ширины.
Для оболочек групп I и IV рацио-
рационально использовать в качестве заго-
заготовок колпаки, полученные обычной
вытяжкой или выдавливанием. Эф-
Эффективно использование для оболочек
группы II заготовок, полученных из
плоского листа вальцовкой, с после-
последующей сваркой стыка. Такие обе-
обечайки могут быть сварены с предвари-
предварительно полученными колпаками. Ис-
Использование сварных и штампосвар-
ных заготовок позволяет исключить
операцию зачистки сварного соедине-
соединения, сократить число операций и сни-
снизить расход материала и себестоимость
изготовления оболочки.
Выбор и расчет заготовок. Выбор
толщины стенки заготовки связан с пла-
пластичностью материала, которая оцени-
оценивается величиной предельного обжа-
обжатия стенкн оболочки в холодном со-
состоянии без промежуточной терми-
термической обработки. Практикой установ-
установлено, что предельное обжатне для боль-
большинства материалов, подвергающихся
ротационной вытяжке, находится в
пределах 50—75 % (табл." 15).
Расчет заготовок для получения ци-
цилиндрических оболочек основан на
равенстве объемов готовой детали и
заготовки. Ниже приведены формулы
ВЫТЯЖКА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ
261
15. Значения предельной степени обжатия грцр стенок
без промежуточной термической обработки
Материал
Сталь:
высокопрочная
жаропрочная
коррозионно-стойкая
Фпр- % Материал
75
75
60—70
Молибден
Вольфрам
Алюминиевые сплавы
Фпр. %
60
60
60—75
Примечание. При сварных заготовках значение г|)пр умень-
уменьшают в 2 раза (предусматривается только один проход).
для расчета размеров (мм) заготовки
по размерам готовой детали.
Толщина стенки
-dBD>—1) —
rr
— 4Л ("ф — ]
¦Л)
Наружный диаметр D3 = dB + 2tf.
Длина заготовки L3 = Vs/F3.
Объем заготовки V3= Уд + V0Tp +
+ Узав- Здесь dB — внутренний диа-
диаметр детали; Уд — объем детали;
Уотр — объем материала на отрезку
A0—15 % от Уд); У3ав — объем мате-
материала на завальцовку A0—20 % от
Уд); ^з — площадь заготовки.
В производственных условиях ос-
основные размеры заготовки можно оп-
определять с помощью номограмм
(рис. 12).
Конструкции устройств для рота-
ротационной вытяжкн. Для получения тон-
тонкостенных цилиндрических деталей ис-
используют устройства, которые уста-
нал'ивают на токарные станки различ-
различных типов. В табл. 16 приведены кон-
конструкции шариковых и роликовых
устройств.
В качестве деформирующих элемен-
элементов в шариковых устройствах приме-
применяют шарики различных диаметров.
Размер и число шариков оказывают
существенное влияние на условия об-
обработки и качество поверхности обо-
оболочек. Большие размеры шариков це-
целесообразно применять прн относи-
относительно толстых стенках заготовки и
при формоизменении с большими сте-
степенями обжатия. Шарики диаметром
10—20 мм успешно используют при
обработке заготовок с тонкими стен-
стенками @,8—1,5 мм). Для заготовок
с меньшей толщиной стенки следует
выбирать шарики диаметром менее
10 мм. Такие же размеры давильных
элементов могут быть применены для
калибровочных проходов с целью до-
достижения размерной точности и шеро-
шероховатости поверхности. Оптимальный
диаметр шариков может быть выбран
в зависимости от толщины стеикн
dm= E-10) Н
B7}
или с помощью номограммы (рнс. 13).
Выбор размера шарика хорошо рег-
регламентирует отношение
0,1 < H/dm< 0,2.
B8)
При соотношении #/<2ш<0,1 имеет
место увеличение зазора между оп-
оправкой и стенкой заготовки. При
H/dm> 0,2 резко возрастает наплыв
материала перед фронтом давильных
элементов, что нарушает ход процесса.
Число давильных элементов, не-
необходимое для ведения процесса,
где
тшт = п(т+ 1) —1, B9)
т = D/dm. C0)
Наряду с шариковыми устройствами
для ротационной вытяжкн находят
262
РОТАЦИОННАЯ ВЫТЯЖКА
0.8
0,6
0,4
0,2
X
\
\
\
¦Н,мм
12
10
0,2 О,« 0,6 0,8 V
h.MM
3,0 2,0
Рис.12. Номограмма для оп-
определения размеров заго-
товки
1,0 О
too
600
800
1000
1200
1400
Lg,nM
V
Л
200
300
if 00
600 500 L,
применение и роликовые устройства,
которые позволяют осуществлять зна-
значительные обжатия за одни проход
и тем самым сокращать число про-
Н,мм
0,10 0,12 0,№H/dm
0,16
0,18
0,20
A
//
w
/A
r
I
7
10
20
30
Рис. 13. Номограмма для определения
размеров шарика
ходов, сохраняя при этом необходимое
качество получаемых оболочек.
Деформирующие элементы в роли-
роликовых устройствах выполнены в виде
профилированных роликов, имеющих
специальные участки для контакта
с опорными кольцами и с материалом.
Наиболее простои с технологической
точки зрения является рабочий уча-
участок, выполненный в виде тора, при-
причем чем меньше раднус тора, тем выше
точность получаемых оболочек, а чем
больше, тем ниже шероховатость по-
поверхности и выше качество наружной
поверхности. На рис. 14 показаны раз-
различные конструкции роликов. Ро-
Ролики (рис. 14, а) имеют сферический
рабочий профиль и представляют со-
собой типовую конструкцию с рабочим
профилем /, опорными дорожками //
для контакта с опорными кольцами
и посадочные места /// для осей. Та-
Такие ролики позволяют получить зна-
значительное обжатие за одни проход
с достаточно хорошей наружной по-
поверхностью, просты в изготовле-
изготовлении.
ВЫТЯЖКА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ
263
Продолжение табл. 16
Вид устройства и место
установки на станке
Схема шарикового устройства
Вид
заготовки
Назначение
С жестко закрепленны-
закрепленными кольцами и целым
сепаратором. Установ-
Установка на суппорте станка
Со свободно вращаю-
вращающимися кольцами и
составным сепаратором.
Установка на суппор-
суппорте станка
Тонкостен-
Тонкостенные кол-
колпаки и
трубы
Тонкостен-
Тонкостенные и тол-
толстостенные
колпаки
и трубы
Для получения тонко-
тонкостенных оболочек Диа-
Диаметром от 15 до 50 мм
за несколько проходов
Для получения тонко-
тонкостенных оболочек диа-
диаметром 50—200 мм за
один или несколько
проходов. Получение
ступенчатых оболочек
Продолжение табл. 16
Вид устройства и место
установки на станке
Схема шарикового устройства
Вид
заготовки
Назначение
С принудительно вра-
вращающимися кольцами
н составным сепарато-
сепаратором. Установка иа
суппорте станка
С жестко закрепленны-
закрепленными кольцами н целым
сепаратором. Установ-
Установка иа суппорте станка
С размещением цапф
роликов в кольцевых
пазах опорных колец.
Установка на суппорте
стайка
Тонкостен-
Тонкостенные и тол-
толстостенные
колпаки
и трубы
Однорядные (роликовые)
То же
Для получения тонко-
тонкостенных оболочек Диа-
Диаметром 50—200 мм за
один или несколько
проходов. Получение
ступенчатых оболочек.
Повышение произво-
производительности и качества
поверхности
Для получения тонко-
тонкостенных оболочек Диа-
Диаметром до 200 мм за
один или несколько про-
проходов
То же
266
РОТАЦИОННАЯ ВЫТЯЖКА
s g S
s х >
о я
о
о
о.
с
О х
о g
cr dj H S О >,
KoSoco
О X
<= 3
ч
4
s
Н S О
«Чй
S о С
о о я
а. se
О I •
^i о 3
н
й> щ щ ш
я а» о 3
КИП
2 S
3
а
3
3
I
I
§¦
1
I
L
Is
% §'
§ 2 В
1:
е
ВЫТЯЖКА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ
267
ff
Рис. 14. Типовые конструкции роликов
Для обработки мягких материалов
применяют ролики, имеющие специаль-
специальный выступ IV — «крышу» (рис. 14, б,
г), так как в процессе вытяжки с боль-
большими деформациями впереди фронта
роликов образуется наплыв, а приме-
применение «крыши» снижает высоту на-
наплыва.
Ролики, показанные на рис. 14, в—е,
обеспечивают получение качественной
поверхности, однако наличие пло-
площадки 1ц приводит к увеличению
овальности получаемых деталей.
Для уменьшения овальности и ра-
радиальной составляющей усилия при-
применяют ролики с конической частью V
(рис. 14, д, е).
Протяженность цилиндрического
участка /ц оказывает большое влияние
Рис. 15. Схема для определения размеров
ролика («*н= dQ,B)
на точность геометрических размеров
и качество наружной поверхности.
Поэтому к выбору размера 1Ц в каж-
каждом конкретном случае обработки сле-
следует подходить с учетом реологических
свойств обрабатываемого материала.
В качестве материала для роликов
используют инструментальные стали
(например, ШХ15, У10А и т. п.)
с закалкой до твердости HRC 58—62.
Таким образом, как сказано выше,
ролики в отличие от шариков имеют
два основных размера — наибольший
диаметр d и радиус рабочей поверх-
поверхности при вершине ролика гр (рис. 15),
определяемый по формуле
гр = B,5^3,5) Н,
C1)
р,МПа
2000
1500
1000
500
0,2 0,3 0,? 0,5 0,6
Рис. 16. Номограмма для определения дав-
давления
л
\
\
\
Чв-
V
\
\
К
268
РОТАЦИОННАЯ ВЫТЯЖКА
ВЫТЯЖКА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ
269
1
- I, MM
Рис. 17. Номограмма для определения размеров ролика
где по верхнему пределу определяют
раднус ролика, а по нижнему — мини-
минимально возможную толщину стенкн
обрабатываемой заготовки.
Диаметр ролика
!=1,4-
[Сом]
+ 5Я, C2)
где р — давление, возникающее между
роликом и опорным кольцом (рнс. 16);
[°см! — допустимое напряжение смя-
смятия материала ролика; асм= @,6ч-
0,8) ов; ДА — утоиеиие стеики за
проход.
Ширина ролика
а = 0,577d.
C3)
Число роликов определяют по фор-
формуле B9).
Нанбольшнй диаметр опорного пояс-
пояска ролика
+ 10. C4)
l"CMJ
Наименьший диаметр опорного
пояска ролика принимают dB = 10 мм;
угол наклона опорных поясков 90°.
На рнс. 17 представлена номограмма
для определения размеров ролика.
В процессе обработки деформирую-
деформирующие элементы (шарики или ролики)
контактируют с опорными кольцами,
конструкции которых приведены в
табл. 17.
L
\i L\1/
в
""а
1
¦о
t
^^
-С
^ш
ы
хит
270
РОТАЦИОННАЯ ВЫТЯЖКА
Dajl,MM 360 320 280 24-0 200
360
320
280
2tO
220
24-0
260
280
Daj,MM 260 220 180 1<tO 100
Рис. 18. Номограмма для определения размеров опорных колец для шариковых устройств
О, мм 160 120 80 W О
ВЫТЯЖКА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ
271
В, мм
Основные размеры опорных колец
определяют с помощью номограмм
(рис. 18—20) нли по следующим фор-
формулам.
Ширина опорной поверхности рабо-
рабочей дорожки:
для шариковых устройств
Lc= l/2(dmctga);
для роликовых устройств
?,_ 1,4/-р[аСм1 + Р /(frpAft)
2cosa|aCM]
Наружный диаметр опорной поверх-
поверхности рабочей дорожки:
для шариковых устройств
Do. и — dm (т + 1 + 1/ sin a);
для роликовых устройств
г
D' = D , 2 Г 1 АР V2rAh'+10
" [ [<*см]
Внутренний диаметр опорной по-
поверхности рабочей дорожки:
для шариковых устройств
Do. в — dm (т + 1 + sin a);
для роликовых устройств
Do. в= D + d+ 10.
90
if О 4ш,мм
Рис. 19. Номограмма для определении ширины опорного кольца шариковых устройств
Ширина кольца: Наружный диаметр колец DK. H =
для шариковых устройств = Do- „ + 2В; угол наклона опорной
поверхности рабочей дорожки a = 45°.
В = dm cos a; Свободное вращение рабочих эле-
элементов (роликов или шариков) и их
" для роликовых устройств удержание в рабочей зоне устройства
обеспечивается с помощью сепараторов
В = 2L" sin a. (табл. 18).
d, мм 120 80 W 20 О 1+0 80 О, мм
Рис, 20. Номограмма дли определения размеров опорных колец роликовых устройств
L
272
РОТАЦИОННАЯ ВЫТЯЖКА
18. Конструкция сепараторов
Вид сепаратора
Схема конструкции
Диаметр
шарика
мм
Для шарикового устройства
Составной, с входной и вы-
выходной частью
Целый
До 10
Св. 10
Для роликового устройства
С пазами для размещения
цапф роликов: параллель-
параллельных оси оправки (схема а) и
под углом к ией (схема б)
Со вставкой для самоуста-
новкн роликов
А-А
Примечание. Сепараторы изготовляют из латуней, алюминия,
бронзы различных марок с обеспечением обработки поверхности Ra =
= 0,2-г-125 мкм.
ВЫТЯЖКА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ
273
Основные размеры сепараторов оп-
определяют с помощью номограммы
(рнс. 21) или по формулам, приведен-
приведенным ниже.
Наружный диаметр:
для шариковых устройств
для роликовых устройств
Dc. и = ?>о.в =D + d+ 10.
Внутренний диаметр:
для шариковых устройств
Dc. в= dm(m + 0,7);
для роликовых устройств
К. в = D + d - 10-
Ширина сепаратора для шариковых
устройств:
составного с = Cj + с^ = 2 В -+-
+ 8 ... 10 мм;
цельного с ^ 23 мм.
Ширина сепаратора для роликовых
устройств
6г
р-
Диаметр отверстия под шарик d-i =
= 0,95йш; угол скоса сепаратора E =
= 18°.
В корпусе устройства размещаются
опорные кольца, диаметр которых
меньше диаметра корпуса на 0,34йш
(dm = 2гр). Превышение разности
диаметральных размеров корпуса и
колец приводит к перекосу последних
в вертикальной плоскости и выпаде-
выпадению роликов. Размер внутреннего диа-
диаметра корпуса определяется макси-
максимальным диаметром деталей, изготов-
изготовляемых на данном устройстве. Кор-
Корпус устройства изготовляют из ста-
сталей марок 30, 45 и т. п.
Оправки для ротационной вытяжки
деталей изготовляют с минимальным
радиальным биением 0,03 мм. Чем
тоньше стеика детали, тем более же-
жесткий допуск устанавливают иа бие-
иие. Оправку устанавливают в шпин-
шпинделе токарного стайка. Такой способ
крепления наиболее предпочтителен,
так как в этом случае исключается
Dc.g,MM 2W 220
АЛЛА/
2ZO
200
t8D
160
tfO
120
100
80
60
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А
А.
А
А
А
А
А
А
А
А
А
А
V
2ОО 220
Лмм
24-0 Ое.„,мм
А
\?n
.if Is
100
\
\
»
\
\
\
\
\
\
\
\
\
\
\
\
\
\
\
\
\
\
\
\
230
210
190
170
150
130
110
90
70
о1тмм
20
20
Рис. 21. Номограмма для определения раз-
размеров сепаратора
продольное перемещение оправки и
обеспечивается минимальное биение.
Оправка должна иметь сквозное от-
отверстие под выталкиватель, предназна-
предназначенный для снятия деталей, имеющих
дно.
Наружный диаметр оправки назна-
назначают исходя из минимальных внутрен-
внутренних размеров вытягиваемой детали,
поля допусков иа точность ее изготов-
изготовления и величины минимального за-
зазора между оправкой и стенкой заго-
заготовки.
Выбор материала для оправки зави-
зависит от характеристик материала де-
детали. Так, для материалов детален
с большим относительным удлинением
(иизкоуглеродистые стали, цветные ме-
металлы) оправки изготовляют из ин-
инструментальных углеродистых сталей
марок У10, У12, ЗОХГСА и др., а при
ротационной вытяжке трудиодефор-
мируемых материалов — из сталей
5ХНВ, ШХ15 и т. п.
274
РОТАЦИОННАЯ ВЫТЯЖКА
ВЫТЯЖКА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ
275
Рис. 22. Приспособление для полной фик-
фиксации положения заготовки на оправке:
1, .5 — втулки; 2, 4 -— штифты; 3 — пру-
пружина; 6 — оправка; 7 — заготовку
После изготовления оправки под-
подвергают термической обработке до
HRC> 60, хромируют и полируют.
Наличие зазора между оправкой и
заготовкой приводит к смещению за-
заготовки относительно оправки в про-
процессе вытяжки. Это вызывает необхо-
необходимость применения специальных при-
приспособлений, позволяющих фиксиро-
фиксировать положение заготовки.
В качестве таких приспособлений
используют прижимы, установленные
в задней бабке токарного станка и дей-
действующие от штока гидро- или пневмо-
цилиндра. Однако при этом другой ко-
конец заготовки остается свободным и
под действием тангенциальной со-
составляющей усилия вытяжки скручи-
скручивается на угол, величина которого за-
зависит от механических свойств мате-
материала и величины деформации. Для
Рис, 23. Съемники:
а — пружинный; б — рычажный; в — гид-
гидро- и пиевмосъемиик с расположением в
оправке
\
f
\
\
\
\
10
\
\
ч
ч
ч
я
\
21
7 2'
—
&h
3,0
2,0
1,0
0,5
Рис. 24. Номограмма для определения чис-
числа N проходов
ликвидации скручивания заготовки
применяют приспособление (рис. 22),
которое работает следующим образом.
На оправку 6 устанавливают заготов-
заготовку 7 так, чтобы в паз на заготовке вхо-
входил выступ подвижной втулки 5.
Возникающий в процессе вытяжки
скручивающий момент передается на
подвижную втулку 5. Штифты 4,
закрепленные на подвижной втулке 5,
предохраняют ее от проворота и, пере-
перемещаясь в пазах неподвижной втулки 2,
обеспечивают поступательное движение
втулки 5. Для более жесткого контакта
между заготовкой и подвижной втул-
втулкой служит пружина 3. Оправку раз-
размещают в шпинделе 1 станка.
Как отмечалось выше, плотность
посадки детали иа оправке после окон-
окончания процесса может оказаться весьма
значительной, поэтому предусматри-
предусматривают специальные приспособления-
съемники, позволяющие снимать де-
деталь с оправки. Конструкции съемни-
съемников, показанные иа рис. 23, а, при-
применяют для снятия деталей малого
диаметра, иа рис. 23, б и в — для
коротко- и длиииоосиых деталей боль-
большого диаметра.
Выбор технологических параметров.
При применении для вытяжки тонко-
тонкостенной заготовки, когда толщина ее
стеики #< 1,0-е-2,0 мм, процесс ро-
ротационной вытяжки может быть реали-
реализован за одни проход с максимально
допустимыми степенями утоиеиия. Если
толщина стеики заготовки Н > 2,0 мм,
3'Я> 2,50 1,50 0,50
Рис. 25. Номограмма для определения шероховатости поверхности
число проходов определяют по фор- Значения коэффициента с' в зависи-
муле мости от материала заготовки следую-
i|)T щие.
*=-Щ55Г' C5) Сталь:
12Х18Н10Т 0,55
где г|J — суммарное утонение стеики ю 0,51
заготовки. 45 0,49
Число проходов можно определить Алюминиевые сплавы
также с помощью графиков (рис. 24). Д1; Д16Т 0,47
Между проходами необходимо преду- АМцМ 0,45
сматривать термическую обработку. Q величины осевой подачи зависит
Величину осевой подачи рассчиты- состояиие поверхности д^али. Для
вают ^ ^ прогнозирования ожидаемой шерохо-
о -с W) тттп, F4) ватости поверхности может быть не-
негде с' — коэффициент, характеризую- пользована номограмма, приведенная
щнй свойства материала. иа рис. 25.
276
РОТАЦИОННАЯ ВЫТЯЖКА
so v,%
Рис. 26. Графики зависимости неравно-
неравномерности деформации от степени утонения
стеики оболочки
На размерную точность деталей су-
существенное влияние оказывает исход-
исходный зазор между оправкой и внутрен-
внутренним диаметром заготовки. Необходимо,
чтобы величина зазора была минималь-
минимальной. Однако размещение заготовки
на оправке с малым зазором затрудни-
затруднительно, и поэтому уменьшение зазора
следует производить в процессе вы-
вытяжки, используя большие значения
степени утонения и осевой подачи.
На точность размеров получаемой
детали значительно влияет и разностен-
ность заготовки. Скорость течения (де-
(деформации) материала на участках
с тонкой и толстой стеикой неодинакова,
что приводит к неравномерности сме-
смещения объемов материала, наруше-
нарушению формы и размерной точности де-
детали. Неравномерность деформации ма-
материала может быть охарактеризована
коэффициентом k' (рис. 26). Предпола-
Предполагаемую ра'зностенность бй получаемой
детали определяют по формуле
дй=бЯA— ф), C7)
где ЬН — разиостеиность заготовки.
Деталь, снятая с оправки после
формоизменения, не сохраняет стабиль-
стабильных размеров и имеет меняющуюся
овальность, величина которой зависит
от толщины стеики заготовки, меха-
механических свойств материала и режи-
режимов обработки. Полного устранения
овальности деталей после ротацион-
ротационной вытяжки достичь невозможно,
в связи с чем возникает необходимость
ее учета при составлении технических
условий на чертеж детали и разработке
методов их контроля.
При соединении тонкостенной детали
с парной деталью ее овальность устра-
устраняется Поэтому желательно нормиро-
нормировать средний диаметральный размер
вытягиваемых деталей:
Dcp = l/2(DH + DM), C8)
где DH и DM — наибольший и наи-
наименьший измеренные диаметры дета-
деталей, снятых с оправки. Вместе с до-
допуском на диаметр б необходимо зада-
задавать допуск на погрешность формы бф,
т. е. на овальность:
вф = (Лн-О«)швх. C9)
Среднее значение диаметра детали
Глава
13
ШТАМПОСБОРОЧНЫЕ
ОПЕРАЦИИ
?>
ср
D0)
D1)
или
ОИ = Dcp + 0,5бф.
При бф = б
"и max = DCp щ'ах -f- 0,5o; D2)
DM шах = ?>ср max — 0,56. D3)
При назначении допуска на детали,
измерение которых производят кон-
контрольным прибором, фиксирующим
численные значения отклонений, ис-
используют формулы D2) и D3).
Производительность процесса рота-
ротационной вытяжки зависит от скорости
деформирования заготовки. Однако при
определенных соотношениях скорости
осевого перемещения инструмента и
окружной скорости заготовки процесс
становится неустойчивым вследствие
возникновения вибраций. Практикой
установлено, что оптимальные значения
окружных скоростей 150—350 м/мии.
Для определения потребного усилия
ротационной вытяжки шариковыми
устройствами используют следующие
зависимости:
Ро = l000oBSHmmTKiK2;
Ян = 0,8РО; Рт = 0,4РО; M=K3PTD,
где /Сг = 0,1-^0,2; Кч. = 0,02 4-0,03;
Кз — коэффициент запаса.
Составляющие усилия для ролико-
роликовых устройств определяют по форму-
формулам B3)—B5). Мощность осевого пе-
перемещения инструмента вычисляют по
значению Ро, а мощность станка опре-
определяют как сумму мощностей привода
и осевого перемещения устройства.
Штампосборочные операции при-
применяют для соединения холодной
штамповкой двух или нескольких де-
деталей в одну сборочную единицу.
Технология сборки штамповкой поз-
позволяет снизить металлоемкость сбороч-
сборочных единиц и, как правило, повысить
их прочность и надежность. Примером
может служить катодно-модулярный
узел электронной оптики кинескопа,
в котором после проработки на техно-
технологичность и использования штампо-
сборочных операций число деталей
существенно уменьшилось, вместо 14
стало четыре (рис. 1).
Штампосборочные операции осно-
основаны на использовании возможности
пластического (или упругого) дефор-
деформирования одной из соединяемых де-
деталей под воздействием внешней силы.
В зависимости от формы, размеров
и материала собираемых деталей штам-
штампосборочные операции производят
на кривошипных или гидравлических
прессах в штампах для холодной штам-
штамповки и для холодной сварки. Кроме
того, штампосборочные операции
можно осуществлять штамповкой
взрывом, штамповкой электрическим
разрядом в жидкости и штамповкой
магнитными полями высокой напря-
напряженности. Сборку деталей производят
с использованием формоизменяющих
операций холодной штамповки, по-
показанных на рис. 2. Ниже рассмотрены
отдельные примеры сборки деталей
в сборочные единицы.
Сборка холодной штамповкой.
Осадкой получают головки заклепок,
соединяющих отдельные детали. За-
Заклепки могут быть цельные (рис. 3, а)
или в виде цапфы (концевой участок
одной из соединяемых деталей), вхо-
входящей в отверстие другой детали
(рис. 3, б). Осуществляют осадку всей
головки полностью или отдельных ее
участков (рис. 3, в). В авиационной
промышленности применяют заклеп-
заклепки, имеющие в стержне взрывчатое
вещество (взрывные заклепки), которое
при осадке ударом способствует пла-
пластическому деформированию головки
(рис. 3, г). Кроме того, заклепку
можно получить прямым выдавлива-
выдавливанием части объема металла одной из
соединяемых деталей (рис. 3, д).
Запрессовкой соединяют детали, со-
сопрягаемые размеры которых выполне-
выполнены с натягом (рис. 4, а), с натягом
в сочетании с осадкой клиновым ин-
инструментом (рис. 4, б), дорнованием
(рис. 4, в). Запрессовкой соединяют
замки биметаллических втулок, по-
полученных гибкой (рис. 4, г).
Для соединения двух и более дета-
деталей гибкой применяют соединяющий
элемент, например, скобу (рис. 5, а—-в).
Соединяющими элементами могут
быть «лапки», являющиеся частью од-
одной из соединяемых деталей (см.
рис. 1 и рис. 5, г, д).
Сборку двух деталей, одна из кото-
которых листовая, а вторая — полученная
обработкой резанием — имеет специ-
специальную канавку для соединения с дру-
другой деталью, можно осуществлять упру-
упругим или упругопласшическим изгибом-
При этом листовая деталь под дей-
действием внешней силы деформируется,
после чего ее краевая часть попадает
в канавку соединяемой с ней детали
и там остается (рнс. 6, а, б).
Элементы кровли, воздуховодов,
ведра, тазы и т. п. соединяют гибкой
в замок (в фальц) (рис. 6, в). Фальце-
вые соединения применяют при изго-
изготовлении деталей из листовых загото-
заготовок толщиной до 2 мм на фальцепро-
катных станках ФП-3, ВМС-64 и др.
Кроме того, фальцевые соединения
штампованных деталей толщиной
до 2—2,5 мм получают закаткой ро-
роликами за один нли два перехода на
универсальных и специализирован-
специализированных давильных и давильно-раскатных
стайках. Схемы наладок для выполне-
выполнения фальцевых соединений показаны
на рис. 6, г.
278
ШТАМПОСБОРОЧНЫЕ ОПЕРАЦИИ
ШТАМПОСБОРОЧНЫЕ ОПЕРАЦИИ
279
Рис. 1. Катодно-модулярный узел элек-
электронной оптики кинескопа:
/ — корпус; 2 — фиксатор; 3 — преобра-
преобразователь; 4 — Стержень
В зарубежной автомобильной про-
промышленности применяют оригиналь-
оригинальный способ соединения гайки с па-
панелью (рис. 7). Сущность его заклю-
заключается в том, что гайка 4 выполняет
роль пуансона при опусканнн матрицы
/ для пробнвки отверстня в панелн 3.
При этом отход 2 остается в матрице,
а краевой участок панелн изгибается
и попадает в кольцевую канавку
гайки.
Раздачей можно соединять: листовые
детали заклепками в виде втулок или
полых стаканчиков (рнс. 8, а); листо-
листовые детали с деталями в виде стержня
с заплечнком н полой цапфой
(рис. 8, б); кольцевые детали одна
Способы сборки штамповкой
Холодная листо-
листовая и объемная
штамповка
Холодная
сварка
Импульсная
штамповка-
сборка
Ротационное ло-
локальное деформи-
деформирование
Осадка
(клепка)
Точечная
Запрессоака
Гибка
Магнитно-
импульсная
Вальцовка
оправкой
Электрогидрав-
Электрогидравлическая
Закатка
роликом
Стыковая
Взрывной
волной
Фальцовка
Раздача
Обжим
Отбортовка
Ряс. 2. Способы сборки штамповкой
Рис. 3. Сборка осадкой и клепкой
с другой (рис. 8, в); трубчатые детали,
например, носик чайника (рис. 8, г);
трубчатые детали с деталями, получен-
полученными обработкой резаиием (рис. 8, д);
втулки, имеющие кольцевую канавку
на внутренней поверхности с трубча-
трубчатыми деталями при осадке вкладыша
из полиуретана (рис. 8, ё)\ втулки
с трубчатыми деталями, имеющими
коническое углубление (рис. 8, ж).
Сборку штампованных деталей
с использованием операции обжима
выполняют в штампах с жесткой или
упругой (из полиуретана) матрицей.
Рабочий инструмент для обжима же-
жесткой матрицей показан иа рис. 9, а,
матрицей из полиуретана — иа
рис. 9, б. На рис. 9, в показан пример
сборки обжимом подшипника каче-
качения с обоймой.
Сборка холодной сваркой. В листо-
штамповочиом производстве для
сборки деталей применяют точечную
и шовную холодную сварку, которую
выполняют в специальных штампах
для холодной сварки, установленных
280
ШТАМПОСБОРОЧНЫЕ ОПЕРАЦИИ
I
с о
Рис. 4. Сборка запрессовкой
ШТАМПОСБОРОЧНЫЕ ОПЕРАЦИИ
281
Рис. 7. Способ соединения самопробиваю-
самопробивающей гайки с панелью
на кривошипные и гидравлические
прессы.
Точечной сваркой соединяют листо-
листовые плоские детали. Сварные точки
образуются в местах приложения на-
нагрузки пуансонами штампа (рис. 10, а).
Шовную холодную сварку применяют
для герметичного соединения тонко-
тонкостенных штампованных деталей, на-
например, для соединения стаканчика,
полученного вытяжкой, и штампован-
штампованной крышки. На рис. 10, б показан
рабочий инструмент для холодней свар-
сварки стаканчика с крышкой и отделения
отхода. Сварка происходит одно-
одновременно по всей контактной поверх-
поверхности соединяемых деталей; выступа-
выступающие кольцевые участки пуансона
и матрицы пережимают отход и от-
отделяют его.
Приварку дна (или перегородки)
к цилиндрическому корпусу осуще-
осуществляют по схеме, показанной на
Рис. в. Сборка упругим деформи-
деформированием (а и б); фальцовкой (в и 2)
ж)
.
Ряс. 8. Сборка раздачей
282
ШТАМПОСБОРОЧНЫЕ ОПЕРАЦИИ
ШТАМПОСБОРОЧНЫЕ ОПЕРАЦИИ
S) 8)
Рис. 9. Сборка обжимом
рис. 10, в. Краевой участок корпуса
подвергают раздаче на угол около 5°,
после чего помещают его в кольцевую
матрицу. Дно (или перегородку) уста-
устанавливают в корпус и вдавливают
его пуансоном на необходимую глу-
глубину.
Деформация при холодной сварке
где 2j s ~ si 4~ s2 — суммарная тол-
толщина свариваемых деталей; 2j^ =
= hx + Л2 — суммарная глубина вне-
внедрения пуансонов.
Минимальная глубина внедрения
пуансонов при точечной холодной
сварке, необходимая для получения
прочного соединения (по данным
Н. М. Строймана) для различных ме-
металлов, имеет следующие значения.
Алюминий . . . @,6-т-0,7) ? s
Алюминиевые
сплавы @,75-4-0,9) 2jS
Медь @,85-5-0,9) ?«
Свинец @,55-4-0,85) ?s
Олово @,86^-0,88) 2 s
Золото @,304-0,35) 2j s
Прочность сварной точки составляет
0,75—0,9 прочности основного металла
(при сварке биметаллов она соответ-
соответствует прочности менее прочного из
соединяемых металлов).
Холодную сварку применяют для
соединения цветных металлов и их
сплавов (алюминия, меди и др.). При
этом происходит взаимодействие по-
поверхностных слоев металлов; локаль-
локальная пластическая деформация е =
= 0,6-г0,7. В результате этого проис-
происходит выдавливание металла из-под
пуансонов, разрыв окисных пленок,
выход зерен чистого, незагрязненного
металла на контактную поверхность
и образование молекулярно-кристал-
лического соединения. Процесс со-
соединения состоит из трех стадий:
образование физического контакта,
активизация контактных поверхно-
поверхностей н объемное взаимодействие.
Сближение контактных поверхно-
поверхностей на расстояния, при которых воз-
возникают межатомные силы, достигается
приложением больших нагрузок,
вызывающих пластические деформа-
деформации. Очистка сопрягаемых контактиру-
контактирующих поверхностей соединяемых
деталей от адсорбированных веществ,
окнсных пленок и обеспечение кон-
контакта между свежеобразующимися —
Индий @,1-4-0,15)
Железо Армко . . @,85-4-0,92)
Серебро @,50-4-0,86)
Кадмий @,80-f-0,86)
Тнтан @,7-f-0,75) ?
Никель @,85-f-0,9) 2
чистыми (ювёнильными) поверх-
поверхностями является обязательным усло-
условием для осуществления холодной
сварки.
Шовную холодную сварку выпол-
выполняют также с помощью роликов, вра-
вращающихся в противоположные сто-
стороны. При одностороннем способе
сварки один ролик имеет выступ,
а другой — гладкий, при двусторои-
Рис. 10. Сборка холодной сваркой
нем — выступы должны иметь оба
ролика (см. рис. 10, г, д). Разновид-
Разновидностью данного вида сварки является
шовно-точечная сварка (см. рис. 10, д).
Диаметр роликов должен быть в 50—
60 раз больше толщины свариваемых
деталей, а ширина их выступов (ра-
(рабочей части) примерно соответство-
соответствовать толщине одной детали.
Условием осуществления стыковой
сварки является создание встречного
соосного давления на соединяемые
284
ШТАМПОСБОРОЧНЫЕ ОПЕРАЦИИ
ШТАМПОСБОРОЧНЫЕ ОПЕРАЦИИ
285
?ис. П. Сборка высокоскоростными импульсными
методами
детали. Для этого детали зажимают
в специальных губках с некоторым
вылетом. Губки фактически представ-
представляют матрицы для облоя. По форме
это кольцевые канавки или канавки,
состоящие из трех полостей. Губкн
могут быть и гладкими (рис. 10, д).
Этим способом выполняют нахлесточ-
иые сварные соединения (рис. 10, ж).
Деформация при стыковой сварке
е = In
где Fo и Fx — площади сечений детали
соответственно до сварки н в макси-
максимальном сеченнн после сварки.
Одновременно с поступательным
движением навстречу друг другу де-
детали могут иметь и вращательное дви-
движение — происходит сварка трением.
Так соединяют валы сельскохозяй-
сельскохозяйственных машни н т. п. Длину свобод-
свободного вылета соединяемых деталей опре-
определяют из условия сохранения устой-
устойчивости прн высадке; как правило, она
составляет @,9-г 1,6) d, где d — исход-
исходный диаметр заготовки.
Существуют н другие способы сборки
с помощью холодной сварки: сварка
тавровых соединений, сборка сдви-
сдвигом, клепкой, прокаткой, протягива-
протягиванием, прессованием и др.
а) 0)
Рис. 12. Сборка ротационной вальцовкой
Сборка импульсной обработкой. Для
сборки металлических деталей, а так-
также для соединения металлических дета-
деталей с деталями из других конструк-
конструкционных материалов (пластмассы, фар-
фарфора, резины) применяют высокоэнер-
высокоэнергетические импульсные методы об-
обработки, к числу которых относятся
штамповка импульсным магнитным
полем высокой напряженности, элек-
электрогидравлическая импульсная обра-
обработка, сборка-штамповка взрывом.
Сборка с использованием импульс-
импульсной энергии отличается высокой ско-
скоростью приложения нагрузки [до
1/E0- Ю3) с]; ее выполняют в спе-
специальных установках.
Высокоскоростной характер при-
приложения нагрузки существенно улуч-
улучшает условия деформирования — по-
повышается температура очага деформа-
деформации, возникают полезные силы инер-
цни, уменьшаются силы трения, ло-
локализуется очаг деформации.
Для сборки мелких и средних дета-
деталей наиболее широко применяют
магнитно-импульсные промышленные
установки МИУ 40/10, МИУ 80/10,
МИУ 80/20 и др., в которых давление
на соединяемые детали создается не-
непосредственным воздействием им-
импульсного магнитного поля без
каких-либо промежуточных твердых,
жидких или газообразных сред.
В качестве примера на рнс. 11, а
показана технологическая схема
сборки двух деталей — оправки 1
и кожуха 2. Оправка диаметром 46 мм
из стали 20 имеет две кольцевые ка-
иавкн. Кожух диаметром 46,4 мм из
стали 10 имеет толщину стенкн 1,5 мм.
Применение магнитио-нмпульсиой
сборки по сравнению с закаткой роли-
роликом существенно повысило соосность
соединяемых деталей н снизило брак
по надрывам в местах стыка.
Технологическая схема сборки
трубы 1 с переходником 2 показана
на рис. 11, б. Резиновая манжета 3,
установленная на цилиндрическом уча-
участке переходника, осуществляет гер-
герметизацию этого соединения, оно рас-
рассчитано иа давление воздуха до
30 МПа. Сборку осуществляют об-
обжатием краем трубы конической по-
поверхности переходника. Материал
соединяемых деталей — сплав АМгб.
Резьбовое соединение этих деталей
с герметизацией лаком н герметнком
значительно увеличивает трудоем-
трудоемкость сборки.
Присоединение оплетки 3 к концевой
арматуре 1 гибкого шланга 4 вы-
выполняют обжнмом втулки 2 на
магнитно-импульсной установке
(рнс. И, в). Замена сварки на импульс-
импульсную обработку позволило существенно
уменьшить трудоемкость сборки и по-
повысить прочность соединения.
Магнитно-импульсной обработкой
производят обжатие наконечников на
тросах, раздачу металлической трубы
внутри изолятора, раздачу двух.труб
в полусферической разъемной матрице
(рнс. 11, г—е).
Металл с низкой электропроводи-
электропроводимостью и, следовательно, с высоким
электрическим сопротивлением (сталь,
тнтан н др.) штампуется хуже, чем
цветные металлы (медь, алюминий,
латунь н др.). Для улучшения штампу-
емостн заготовки из металлов с инзкой
электропроводимостью покрывают тон-
тонким слоем меди нлн алюмнння элек-
электролитическим способом или исполь-
используют прокладки («спутники») из меди
286
ШТАМПОСБОРОЧНЫЕ ОПЕРАЦИИ
I
нлн алюминия, которые помещают
между заготовкой и индуктором им-
импульсной установки. Сборке подвер-
подвергают трубы диаметром до 300 мм
(н даже более), толщиной 3—5 мм —
для сплавов медн, латуни, стали н
до 10 мм — для легких сплавов на
основе алюмииня.
Сборка-штамповка взрывом приме-
применяется для соединения деталей как
из пластичных, так и из малопластич -
ных металлов н сплавов. В зависимо-
зависимости от размеров заготовок процесс
осуществляют в стационарных уста-
установках бассейнового типа или в пе-
передвижных бронекамерах. При этом
используют взрывчатые вещества, а
также газовые смеси.
Электрогидравлическая импульсная
сборка имеет те же преимущества, что
й сборка-штамповка взрывом. Этот
способ соединения применяют для
сборки трубчатых деталей обжимом
и раздачей, отбортовкой и формовкой,
запрессовкой и развальцовкой, закат-
закаткой, гибкой и др. Способ является бо-
более производительным и экономичным,
чем предыдущий, позволяет много-
многократно (без переналадки) последова-
последовательно по участкам или по всей по-
верхиости производить соединение
собираемых деталей. На специальных
промышленных установках типа
Удар-Ш, Т1220, ПЭГ-150 можно
осуществлять сборку деталей диаме-
диаметром до 2000 мм.
Сборка ротационным локальным де-
деформированием (вальцовкой). Сборку
деталей вальцовкой осуществляют
вращающимся инструментом в виде
оправки, состоящей из заходной ко-
конусной части и рабочей части в виде
лопатки с симметрично расположенной
кольцевой канавкой. Оправку закреп-
закрепляют в патроне вальцовочного стайка.
При опускании шпинделя заходная
часть оправки входит в отверстие по-
полой цапфы, пластически деформирует
ее, образуя головку в форме полутора
(рис. 12,0).
Сборку вальцовкой применяют
для соединения разнородных конструк-
конструкционных материалов (металл — стек-
стекло, металл — пластмасса и др.), когда
сварка, пайка и склеивание не обеспе-
обеспечивают требуемой прочности соеди-
соединения.
Схемы сборки ротационной валь-
вальцовкой снаружи и внутри трубных
деталей показаны иа рнс. 12, бив.
Глава
14
РАСКРОЙ ЛИСТОВОГО
МАТЕРИАЛА
Проектирование раскроя листо-
листового материала, в результате которого
определяют коэффициент использо-
использования материала, является важнейшим
этапом разработки технологического
процесса. В общих расходах на изго-
изготовление, т. е. в себестоимости изделий
листовой штамповки, затраты на ма-
материал достигают 50—70 % и более.
Но снижение затрат на материал в ряде
случаев приводит к увеличению слож-
сложности ииструментальио-штамповоч-
ной оснастки и оборудования. Задачи
оптимизации технологического про-
процесса штамповки в целом решаются
только при комплексном рассмотрении
технико-экономических показателей,
характеризующих производство.
Вариант процесса листовой штам-
штамповки определяется видом исходного
материала, видом заготовки, поступа-
поступающей иа основные штамповочные опе-
операции, типом раскроя или числом
рядов при раскрое, конструкцией
штампа, уровнем организации, меха-
механизации и автоматизации производ-
производства.
Операции раскроя материала. Опе-
Операции раскроя материала обычно вы-
выполняют на специальных раскройио-
заготовительных участках. Материал
разрезают на ленты, полосы или кар-
карточки различной формы с помощью
гильотинных и дисковых ножниц. При
этом производятся следующие опера-
операции: обрезка дефектных кромок ли-
листов; отрезка полей листов для полу-
получения размеров, кратных соответству-
соответствующим размерам заготовок в виде полос,
карточек; разрезка на полосы, кар-
карточки.
На гильотинных ножницах, как пра-
правило, выполняют разрезку листа на
крупные штучные заготовки прямо-
прямоугольной, трапецеидальной, ромбо-
ромбовидной н треугольной формы. При
вырезке крупногабаритных деталей,
а также при параллельном раскрое
получаются большие отходы по краям
заготовок; экономию материала удает-
удается получить при применении косого
раскроя полос из листа (рис. 1). Для
мелкосерийного производства, как
правило, применяют комбинирован-
комбинированный раскрой, когда лист раскраивают
на полосы неодинаковой ширины для
вырубки из них различных деталей
(рис. 2). При комбинированном рас-
раскрое получают более высокий коэффи-
коэффициент используемого материала. На
дисковых ножницах осуществляют раз-
разрезку листа на полосы. Для разрезки
листа на полосы все большее распро-
распространение получает также лазерная
резка.
Принцип лазерной резки заклю-
заключается в том, что остросфокусирован-
ный лазерный луч направляют на
поверхность материала. Под его воз-
воздействием металл быстро расплавляет-
расплавляется. Пары и жидкий металл удаляются
из зоны резания потоком инертного
газа, кислорода или воздуха. При-
Применение кислорода позволяет значи-
значительно повысить скорость и качество
резки за счет получения дополнитель-
дополнительного тепла в ходе экзотермической
реакции кислорода с материалом. При-
Пригодность материалов к лазерной резке
зависит от степени поглощения ими
лазерного излучения, а также их
теплопроводности. Хорошо под-
поддаются лазерной резке неметаллы —
керамика, кожа, ткань, древесина
и т. п.; практически не поддаются ей
материалы с высоким коэффициентом
отражения н высокой теплопровод-
теплопроводностью — медь, латунь, золото, се-
серебро и т. п.
Для резки используют лазерные
установки мощностью 250—6000 Вт.
Диаметр лазерного пучка после про-
прохождения фокусирующей линзы
составляет 0,2—0,3 мм. Благодаря
этому ширина реза не превышает
0,2—0,5 мм. Скорость резки матери-
материалов прямо пропорциональна мощ-
мощности излучения лазера и обратно
288
РАСКРОЙ ЛИСТОВОГО МАТЕРИАЛА
РАСКРОЙ ЛИСТОВОГО МАТЕРИАЛА
289
Рнс. г. Косой раскрой полос нз листа
пропорциональна толщине материала,
его теплопроводности и площади фо-
фокального пятна.
Отечественные лазерные установки
мощностью 500—1000 Вт обеспечивают
приемлемые для практических целей
скорости резания — несколько метров
в минуту и позволяют получать раз-
разрезы сложной конфигурации.
Мощные лазерные установки дают
возможность разрезать сталь толщиной
до 5 мм (коррозиоиио-стойкую
сталь — до 4 мм), пластики — до
30 мм. Скорость резки стали толщиной
2 мм — 2,5 м/мин; стали с покрытием
толщиной 1,5 мм — 5 м/мин; хромо-
иикелевых сплавов толщиной 2 мм —
1,5 м/мин.
Фирмой Raskin (ФРГ) создай ста-
станок ZRF модели 4201 для резки листо-
листовых материалов на базе лазера мощ-
мощностью излучения 50—600 Вт со ско-
скоростью резки 0,1—10 м/мии. Фирмой
Trumpf (Япония) создан лазерный ста-
станок Trumatic 180 К, состоящий из
дыропробивного пресса и устройства
для резки листового материала и пред-
предназначенный для автоматизирован-
автоматизированного производства деталей средними
и мелкими сериями.
680
V/////////////////A
1300
2000
Si
Рис. 2. Комбинированный раскрой
Преимущества лазерной резки по
сравнению с традиционными методами
следующие: возможность получения
узкого реза с малой зоной теплового
воздействия; минимальные неровности
поверхности реза и малые деформации;
отсутствие физического контакта с «ин-
«инструментом»; возможность обработки
сверхмягких, сверхтвердых, туго-
тугоплавких, токсичных и других мате-
материалов; возможность получения
контура сложной формы и полной
автоматизации процесса. Лазерная
резка листа на полосы может быть
заменена другой технологией. Так,
для листового металла толщиной 5—
100 мм экономически более эффек-
эффективна плазменная резка, а также резка
эрозионным способом.
Для получения деталей (заготовок)
прямоугольной, трапецеидальной фор-
формы, а также с криволинейным конту-
контуром применяют автоматические рас-
раскройные линии для резки из широко-
рулониого проката. Использование та-
таких линий позволяет сократить расход
металла на 3 % и повысить произво-
производительность труда иа заготовительных
операциях в 5—10 раз.
Для раскроя рулонного материала
на ленты и карты применяются спе-
специальные линии для поперечного и
продольного раскроя. По сравнению
с использованием листа это обеспечи-
обеспечивает лучшее использование металла
за счет снижения отходов. На ука-
указанных линиях выполняется продоль-
продольный раскрой широкой ленты на более
узкие, поперечный раскрой рулонной
стали на карты, штамповка непосред-
непосредственно из рулона; смешанный рас-
раскрой, совмещающий продольный
и поперечный.
Если контур разделения при рас-
раскрое листового металла криволиней-
криволинейный замкнутый или незамкнутый, для
вырубки применяются штампы. Кон-
Контуры вырубаемых заготовок должны
быть удалены друг от друга на вели-
величину технологической перемычки.
Основное назначение перемычки —
компенсировать погрешности подачи
материала и фиксации его в штампе
с тем, чтобы обеспечить полную вы-
вырубку детали по всему контуру и
предотвратить получение бракован-
бракованных деталей. Ширину перемычки вы-
Рнс. 3. Схемы расположения круг-
круглых деталей на материале:
а — однорядная; б — двухрядная
параллельная; в — двухрядная
шахматная; г — трехрядная
матная
шах-
полняют наименьшей для снижения
расхода материала, а также для умень-
уменьшения усилий, необходимых для сня-
снятия материала с пуансона. Но размеры
перемычек должны учитывать допуски
иа ширину полосы, ленты и возможные
неточности подачи материала в штамп
для исключения разрыва отхода мате-
материала при подаче полосы и попадания
его в матрицу при вырубке.
Перемычка между контурами дета-
деталей называется межконтуриой и обо-
обозначается av Перемычка между кои-
туром детали и краем полосы
называется боковой и обозначается а
(рис. 3).
Размер перемычки зависит от тол-
толщины и твердости материала, от раз-
10 П/р А. Д. Матвеева
меров и конфигурации вырубаемой
детали, от способа подачи полосы
(с боковым прижимом или без него),
от типа раскроя (прямой, встречный,
с поворотом полосы и т. д.), а также
частично от типа упора (подвижный,
неподвижный, шаговый и т. д.). Умень-
Уменьшение перемычки может быть достиг-
достигнуто применением бокового прижима
полосы, точной фиксацией ленты лови-
ловителем или другими способами.
Размеры межконтурной и боковой
перемычек приведены в табл. 1 и 2.
При вырубке на пластинчатых штампах
при толщине материала меньше 3 мм
размеры перемычек следует увеличить
в 1,5—2 раза по сравнению с таблич-
табличными данными.
290
РАСКРОЙ ЛИСТОВОГО МАТЕРИАЛА
РАСКРОЙ ЛИСТОВОГО МАТЕРИАЛА
291
1. Минимальные размеры перемычек
при однорядной
и овального контуров и ручной подаче металла
Толщина
металла s
До 0,2
Св. 0,2 до 0,5
Св. 0,5 до 1,0
Св. 1,0 до 1,5
Св. 1,5 до 2,0
» 2,0 » 2,5
» 2,5 » 3,0
» 3,0 » 3,5
» 4,0 » 5,0
» 5,0 » 6,0
» 6,0 » 7,0
» 7,0 » 8,0
» 8,0 » 9,0
» 9,0 » 10,0
» 10,0 » 11,0
» 11,0 » 12,0
» 12,0 » 13,0
» 13,0 » 14,0
» 14,0 » 15,0
До 245
Св. 245
До 245
Св. 245
До 245
Св. 245
До 245
Св. 245
Для всех
штам-
штампуемых
металлов
Примечания: 1.
л
1
к
а,
Ж
А
вырубке круглого
(размеры, мм)
А
у
А
ё
В\ "Чр
VT
Ш\
Диаметр D
До
а-\
1,5
1,0
1,3
0,8
1,0
0,7
1,3
1,0
1,5
1,8
2.0
2,5
3,0
3,5
4,0
4,5
5,0
5,5
6,5
7,5
8,5
9,5
10,5
50
1 -
2,0
1,3
1,8
1,2
1,5
1,1
1,8
1,5
2,0
2,3
2,5
3,0
3,5
4,0
4,5
5,0
5,5
6,0
7,0
8,0
9,0
10,0
н,о
Св
ДО
1,7
1,2
1,5
1,0
1.2
1,0
1,5
1,2
1,7
2,0
2,2
2,7
3,2
3,7
4,2
4,7
5,3
5.7
6,7
7,7
8,7
9,7
10,7
50
100
-
2,?
1,5
2,0
1,5
1,7
1,3
2,0
1,7
2,2
2,5
2,7
3,2
3,7
4,3
4,8
5 3
5,8
6,3
7,3
8,3
9,3
10,3
11,3
При вырубке деталей
меры а, и а необходимо уве.
2. При работе с автомат
меры ах и а рекомендуется
3. При многорядной штг
пичивать в
ическо
,5-2
раза.
Св.
ДО
1 а'
90
1,5
1,7
1,2
1,5
1,2
1,7
1,5
2,0
2 3
25
3,0
3 5
4,0
4,5
5,0
5 5
6,0
70
Я0
9,0
10,0
11,0
100
200
а
9 5
1,7
1,9
1,7
2,0
1,5
2,2
2,0
2 5
2,8
3 0
3 5
40
4,5
5,0
5,5
60
6 5
7 5
8 5
9,5
10 5
11,5
с поворотоу
текстолит и
й подачей штампуемого
увеличивать
в 1,2
мповке размер ах
раза.
может быть
Св
1 "'
2,2
1,8
2,0
1,5
1,8
1,4
2,0
1,8
2,2
2 5
2,8
3,2
3,7
42
4,8
5,3
5,8
6,3
7,3
8,3
9 3
10,3
11,3
200
а
2,8
2,0
2,5
2,0
2,3
1,8
2,5
2,3
2,8
3,0
3 3
3,8
4 3
4,8
5,3
58
6,3
6 8
80
9 0
10,0
11,0
12,0
полосы,
ДР-)
материала |
умеиьшеи в
эаз-
эаз-
2—
4. При штамповке с шаговым ножом размер а следует умножать иа 0,75.
2. Минимальные размеры перемычек при однорядной вырубке
прямоугольного и фасонного контуров и ручной подаче металла
(размеры, мм)
Толщина
До 0,2
Св. 0,2 до 0,5
Св. 0,5 до 1,0
Св. 1,0 до 1,5
Св. 1,5 до 2,0
» 2,0 » 2,5
» 2,5 » 3,0
» 3,0 » 4,0
» 4,0 » 5,0
» 5,0 » 6,0
» 6,0 » 7,0
» 7,0 » 8,0
» 8,0 » 9,0
» 9,0 » 10,0
» 10,0 » 11,0
» 11,0 » 12,0
» 12,0 » 13,0
» 13,0 » 14,0
» 14,0 » 15,0
Примечан
ав, мпа
До 245
Св. 245
До 245
Св. 245
До 245
Св. 245
До 245
Св. 245
Для всех
штам-
штампуемых
металлов
а.
\
—^ а'
Размер L
До
.. |
2,0
1,5
1,8
1,3
1,5
1,1
2,0
1,5
2,0
2,2
2,5
3,0
3,5
4,0
4,5
5,0
5,5
6,0
7,0
8,0
9,0
10,0
11,0
50
а
2,
Св.
ДО
- I
2,5
2,0
2,3
1,8
2,0
1,6
2,5
2,0
5
2,8
2,2
2,5
3,0
3,5
4,0
4,5
5,0
5,5
6,0
7,0
8,0
9,0
10,0
11,0
12,0
и е. См. примечание к табл
50
00
а
Св.
ДО
-1
3,0
2,5
2,8
2,3
2,5
2,0
3,0
2,5
2,7
2,5
3,0
3,5
4,0
4,5
5,0
5,5
6,0
6,5
7,5
8,5
9,5
10,5
11,5
12,5
1.
100
200
а
Св.
- 1
3,5
3,0
3,3
2,8
3,0
2,5
3,5
3 0
3,5
4,0
4,5
5,0
5,5
6,0
6,5
7,0
8,0 1 8,5
9,0
10,0
11
,0
12,0
13,0
200
а
4,0
3,5
3,8
3,3
3,5 ¦
3,0
4,0
3,5
4,0
4,5
5,0
5,5
6,0
6,5
7,0
7,5
9,0
10,0
11,0
12,0
13,0
14,0
10»
292
РАСКРОЙ ЛИСТОВОГО МАТЕРИАЛА
РАСКРОЙ ЛИСТОВОГО МАТЕРИАЛА
293
3. Допуски (минусовые) на ширину
полос длиной до I м
(размеры, мм)
Тол-
Толщина
s
До 1
1-3
3—5
Ширина Ьи
До 100
Св. 100 до 300
До 100
Св. 100 до 300
До 100
Св. 100 до 300
Допуск
дш
0,4—0,5
0,6—0,8
0,5—0,8
0,7—1,1
0,9—1,1
1,2—1,4
Определение ширины полосы. Рас-
Расчет номинальной ширины полосы про-
проводят исходя нз условия сохранения
минимально необходимой ширины
боковых перемычек прн различных
способах подачн и допусков по ширине
полосы. Номинальную ширину Ь„ по-
полосы определяют по следующим фор-
формулам:
прн условии работы с боковым прн-
жнмом
ftH = ftp + Am; A)
прн условии работы без бокового
прнжнма
= ftp + 2ДШ + г,
B)
где ftp — расчетная ширина полосы;
Дш — односторонний (минусовый)
допуск на ширину полосы; г — гаран-
гарантированный зазор между направля-
направляющими штампа и максимально возмож-
возможной шириной полосы.
Прн штамповке с боковым прижимом
номинальная ширина полосы не зави-
зависит от гарантированного зазора г, что
позволяет применять в этом случае
ленты или полосы, менее точные по
ширине. Прн штамповке без бокового
прижима гарантированный зазор дол-
должен быть выдержан с отклонениями в
возможно меньших пределах, иначе
может произойти выход контура вы-
вырубки за край полосы.
Допуски на ширину полос и лент
в зависимости от штампуемого мате-
материала принимают по соответствующим
государственным стандартам. Прн
получении полос на гильотинных нож-
ножницах допуски на ширину полос дли-
длиной до 1 м зависят от толщины н ши-
ширины полосы (табл. 3).
Гарантированный зазор прн штам-
штамповке без бокового прнжнма полосы
составляет: для однорядного раскроя
0,5—1,0 мм прн ширине полосы до
100 мм и 1,0—1,5 мм прн ширине
полосы свыше 100 мм; прн встречном
раскрое — соответственно 1,5—2,0 мм
н 2,0—3,0 мм.
Выбор раскроя материала. В лнсто-
штамповочном производстве приме-
применяют несколько способов раскроя ма-
материала прн вырубке деталей (загото-
(заготовок).
Наиболее распространенный способ
выбора схем раскроя, прн котором
детали (заготовки), получаемые раз-
разделительными операциями,- класси-
классифицируют по форме наружного кон-
контура на конструктивные виды: круг-
круглые, квадратные, прямоугольные,
шестигранные, удлиненной формы,
трапецеидальные, Г-, Т-, П-, Ш-образ-
ные, сложные. Классифицируют так-
также типы раскроя (табл. 4). По каждому -
типу раскроя имеется рекомендация,
для каких конструктивных видов за-
заготовок его целесообразно применять.
Для каждой заготовки выбирается тип
раскроя, схема ее размещения на ма-
материале, обеспечивающая наибольший
коэффициент его использования. Прн
применении в качестве исходного ма-
материала листа определяют наиболее
целесообразный его раскрой на полосы
(продольный или поперечный) [65J.
Для раскроя, обеспечивающего наи-
наилучшее использование материала, вы-
вычисляют норму его расхода.
Расчет норм расхода
материала при вырубке
круглых деталей (заго-
(заготовок). Вырубку круглых деталей
можно производить нз листа, полосы,
ленты, рулона в один, два и более
рядов прн их параллельном н шахмат-
шахматном расположеинн, т. е. имеется не-
несколько вариантов раскроя.
При раскрое листа на полосы и
однорядной вырубке деталей из полосы
4. Основные типы раскроя листового материала
Тип раскроя и применение
Прямой
Тип раскроя н применение
Для деталей простой геометриче-
геометрической формы (прямоугольной, круг-
круглой, квадратной)
Наклонный
Для деталей Г-образиой формы
или другой сложной конфигурации,
которые прн прямом расположении
дают большие отходы материала
Встречный прямой
Для деталей Т-, П-, Ш-образной
конфигурации, . которые прн пря-
прямом нли наклонном расположении
дают большие отходы
Комбинированный
Для двух различных деталей, одина-
одинаковых по толщине и марке материала,
в крупносерийном н массовом произ-
производстве
С вырубкой перемычки
Для мелких н узких деталей нлн для
последовательной вытяжки в ленте
в крупносерийном и массовом произ-
производстве
Многорядный с параллельным распо-
расположением деталей
Для квадратных, прямоугольных,
круглых, шестигранных деталей не-
небольших размеров в крупносерийном
и массовом производстве
i
294
РАСКРОЙ ЛИСТОВОГО МАТЕРИАЛА
РАСКРОЙ ЛИСТОВОГО МАТЕРИАЛА
295
Продолжение табл. 4
Тип раскроя и применение
Встречный наклонный
Дли деталей Т-образной конфигу-
конфигурации, которые прн прямом, на-
наклонном н встречном прямом рас-
расположении дают большие отходы
Тип раскроя и применение
Многорядиый с шахматным располо-
расположением деталей
Для деталей небольших размеров
круглой и шестигранной формы в
крупносерийном и массовом производ-
производстве
(см. рнс. 3, а) последовательность рас-
расчета норм расхода материалов следу-
следующая.
Шаг подачи
t = D + ay C)
Расчетная ширина полосы
ftp = D + 2а.
D)
Номинальную ширину полосы Ьв
вычисляют по формулам A) и B)
в зависимости от выбранной конструк-
конструкции, штампа.
1. Поперечный раскрой Листа.
Число полос, получаемых из листа,
пп= L/bH. Число деталей, получа-
получаемых из полосы, лд= В ft. Здесь L —
длина листа, В — его ширина.
Число деталей, получаемых из листа,
N = лпяд. Коэффициент использова-
использования листа при поперечном раскрое
2. Продольный раскрой листа. Чис-
Число полос, получаемых нз листа, лп =
= В/Ья.
Число деталей, получаемых из по-
полосы, лд — L/t.
Число деталей, получаемых нз листа,
N' = лплд.
Коэффициент использования мате-
материала при продольном раскрое
N'F*
Т)=-
где Fa — площадь детали;
Fд = 0.785D2.
E)
где FK — площадь детали.
Для Получения максимального
коэффициента использования мате-
материала расчеты целесообразно прово-
проводить для нескольких размеров листов.
Например: 710 X 1420 мм, 1000 X
X 2000 мм, 1420 X 2840 мм. Выбирают
размер листа и вариант раскроя его
на полосы, обеспечивающие максималь-
максимальный коэффициент т)шах использования
материала.
Норму расхода материала (кг иа
1000 дет.) рассчитывают по формуле
где s — толщина материала; р — его
плотность.
При однорядной вырубке из ленты
последовательность расчета норм
расхода материала следующая.
По формулам C) н D) находят шаг
подачи t, ширину ленты &р, номиналь-
номинальную ширину ленты Ьн. При поступле-
поступлении ленты со стороны применяют ленты
шириной не меньше номинальной.
Коэффициент использования мате-
материала
полученный результат уменьшают
на единицу, если остаток по длине
полосы
Норма расхода материала
1000л
¦k,
G)
где k — коэффициент, учитывающий
концевые отходы ленты; k= 1,05-f-
-Hl.l.
При параллельном расположении
деталей на полосе (ленте) (см. рнс. 3, б)
шаг подачи t = D + ay
Расчетная ширина полосы прн двух-
двухрядном раскрое Ьр = 2D + 1а 4- av
Расчетная ширина полосы (ленты)
прн л-рядном раскрое bv= nD + 2а ¦+-
-Ь (л — 1) пу где л — число рядов.
Число деталей нз полосы:
прн поперечном раскрое листа
В
лд = —л;
прн продольном раскрое листа
t
Л„ = -т— Я.
(8)
(9)
ост
D/2 +
Расчет других параметров и норм
расхода материала при раскрое листа
на полосы и вырубке нз полосы ведут
в последовательности н по формулам,
указанным для однорядного раскроя.
Прн двухрядной штамповке с пово-
поворотом полосы на 180° от раскроя листа
на полосы возможен остаток, нз кото-
которого вырубают еще один ряд заготовок.
Тогда к числу деталей, получаемых
из листа, прибавляется число деталей
из остатка, которое определяют по
формуле
где /д = /в + /н (см. рис. 4).
Прн л-рядной штамповке нз ленты
коэффициент использования материала
A0)
где л — число рядов.
Норму расхода материала опреде-
определяют по формуле G).
При вырубке деталей непосредствен-
непосредственно из листа число рядов
lnnn_ ,
•ОООТЦпах
При шахматном расположении
деталей на полосе (ленте) (см.
рис. 3, в, г) шаг подачн t = D ~\- av
Расчетная ширина полосы прн двух-
двухрядном раскрое Ьр= (D -\- 2а) + (D +
+ aj) cos a.
Расчетная ширина полосы прн л-ряд-
л-рядном раскрое
bp = (D + 2а) + (л - 1) (D +
+ ах) cos a.
Число заготовок из полосы для
нечетных рядов подсчитывают по
формулам (8) и (9); для четных рядов
пи — р I •» \ - - /
где t' = (D + ai) cos a.
Число деталей в нечетных рядах
лд1 = Lit.
В четных рядах лд2 уменьшают иа
единицу, если остаток по длине по-
полосы
/0СТ < DI2 + пу
Число деталей нз листа:
прн четном числе рядов
прн нечетном числе рядов
^яп-»)
2
)ЛД1
296
РАСКРОЙ ЛИСТОВОГО МАТЕРИАЛА
РАСКРОЙ ЛИСТОВОГО МАТЕРИАЛА
297
Рнс. 4. Схемы расположения деталей произвольной конфигурации:
а - однорядная; б — двухрядная при в, = в,; в
двухрядная при 62 = в1
180°
Коэффициент использования мате-
материала и нормы его расхода определяют
по формулам E) и F).
При вырубке деталей ив рулона
число рядов определяют по формуле
A1). Коэффициент использования ма-
материала
, _ рцПп
A2)
где пп — число рядов; В — ширина
рулона.
Норму расхода материала вычис-
вычисляют по формуле G).
Расчет норм расхода
материала при вырубке
деталей (заготовок) про-
произвольной конфигурации.
При раскрое листа на полосы и вы-
вырубке деталей из полосы последователь-
последовательность расчета норм расхода материалов
следующая.
1. При однорядном раскрое (рис. 4, а)
шаг подачи t равен расстоянию ме-
между центрами деталей ОгОг.
Расчетная ширина полосы bD = /н +
+ 1В + 2а.
Номинальную ширину полосы рас-
рассчитывают по формулам A) и B).
Число деталей, получаемых из полосы:
для поперечного раскроя
*п)
1;
A3)
для продольного раскроя
t
1. A4)
В этих формулах /л и /п- рассто-
расстояния от полюса заготовки соответ-
соответственно до левой и правой опорной
прямой; /в и /н — расстояния от по-
полюса заготовки соответственно до верх-
верхней и нижней опорной прямой.
2. При двухрядном раскрое за-
заготовки в первом и втором рядах
имеют одинаковый угол наклона к на-
направлению подачи: 6Г = 02 (рис. 4, б).
Расчетная ширина полосы Ь„ —
= /н + /в + Г + 2а.
Число заготовок в первом ряду
определяют по формулам A3) и A4).
Число деталей во втором ряду:
при поперечном раскрое
„
при продольном раскрое
В-х-Aл + 1п)
«д2 = -( Ь 1. A0)
где х — смещение центра детали
второго ряда относительно детали пер-
первого ряда по направлению подачи.
Число деталей, получаемых из по-
полосы,
«д = «д1 + «дг- A7)
Детали во втором ряду повернуты
относительно деталей первого ряда
на 180°: 62 = Qx + 180° (рис. 4, в).
Расчетная ширина полосы Ь„ =
= 2/„ + t' + 2а.
Число деталей в первом ряду опре-
определяют по формулам A3) н A4).
Число деталей во втором ряду:
при поперечном раскрое
L-x-2ln , ,
3. При n-рядном раскрое последо-
последовательность расчета следующая.
а) При 0! = 62 = ... = 0„ расчет-
расчетная ширина полосы
Число деталей в нечетных рядах
подсчитывают по формулам A3) и A4),
в четных рядах — по A5) и A6); число
деталей из полосы определяют по фор-
формуле A7).
б) При 62, 4, e = Gt, з, 5 + 180°
расчетная ширина полосы
Ьр = 2/„ + (п - 1) Г + ?.а.
Число заготовок в нечетных рядах
определяют по формулам A3) и A4),
в четных рядах — по A8) и A9); число
заготовок из полосы вычисляют по
формуле A7).
Расчет числа деталей, получаемых
из листа, коэффициента использования
материала, выбор размеров листа и
варианта его раскроя на полосы, обес-
обеспечивающего минимальный коэффи-
коэффициент использования материала и нор-
норму его расхода, выполняют по тем же
формулам, что и для круглых деталей.
При вырубке деталей из ленты
определение шага подачи, расчетной
ширины ленты проводят по тем же
формулам, что и при штамповке из
полосы.
Коэффициент использования мате-
материала определяют по формуле A0);
норму расхода .материала — по фор-
формуле G).
При вырубке деталей непосредствен-
непосредственно из листа число рядов
»Д2 — t
при продольном раскрое
В — х— 21Л
t
+ 1. A9)
Число деталей, получаемых из по-
полосы,
Пд1
L-(lH + lB)~a1-2a
па = р 1- 1.
B0)
Число деталей в нечетных рядах
определяют по формуле A4), в четных
рядах — по A6).
Расчет числа деталей из листа,
коэффициента использования мате-
материала, нормы его расхода проводят по
формулам, приведенным для круглых
деталей.
При вырубке деталей из рулона
число рядов определяют по формуле
B0), коэффициент использования
материала по A2), норму расхода
материала по G).
*L_.
298
РАСКРОЙ ЛИСТОВОГО МАТЕРИАЛА
, У
Рис. 5. Построение эквидистантной фив
гуры
Выбор рационального раскроя мате-
материала и варианта технологии изготов-
изготовления деталей (заготовок) с помощью
ЭВМ. Рациональную схему размеще-
размещения деталей произвольной конфигу-
конфигурации обеспечивают математические
методы с использованием ЭВМ и, в ча-
частности, метод плотного размещения
деталей на материале с использова-
использованием годографа функции плотного раз-
размещения.
При выборе плотного размещения
деталей с использованием годографа
функции плотного размещения прежде
всего проводится обработка геометри-
геометрической информации о наружном кон-
контуре детали (заготовки). Сначала за-
задают полюс и оси координат детали.
Полюс выбирают в центре симметрии
на оси или в точке пересечения осей
симметрии (если они имеются). Контур
детали упрощается путем исключения
впадин, в которые не могут вписы-
вписываться ее выступающие части.
Данные о геометрической форме де-
деталей задают таблицей координат точек
Годограф ФПР
J 5/f
С С0*
О/
а
'У А
>/о\
Рис. в. Построение годографа функции
плотного размещения
контура относительно выбранного
полюса.
Для обеспечения взаимного непере-
непересечения деталей наружный контур
детали увеличивают по периметру на
размер, равный половине межконтур-
межконтурной перемычки аъ т. е. вокруг детали
проводят ее контурную линию, уда-
удаленную на aj2 (ведется построение
эквидистантной фигуры) (рис. 5). В по-
последующих расчетах под заготовкой
будет подразумеваться эквидистантная
фигура.
По программе на ЭВМ проводится
выбор рациональной схемы плотного
размещения деталей на материале.
Расчет производится с использованием
годографа функции плотного размеще-
размещения. Годограф представляет собой тра-
траекторию полюса подвижной фигуры 5П
при ее плотном движении вокруг не-
неподвижной 5Н, т. е. фигуры касаются
друг друга, но не пересекаются (рис. 6).
Далее последовательно через опреде-
определенный угол наклона линии ОНОП
к оси координат Ох, например, через
каждый градус, находят расстояние
между полюсами подвижной и непо-
неподвижной заготовки (ОПОП — шаг по-
подачи), а также условную ширину по-
полосы Ьу, которая равна расстоянию
между касательными а—а и б—б,
параллельными линии ОНОП, проведен-
проведенными к наиболее удаленным точкам
детали.
Расчетную ширину полосы опре-
определяют по формуле
ftp = by -\- la — av
Для расчета коэффициента исполь-
использования материала и нормы расхода
материала используют формулы, при-
приведенные выше. Принимают угол на-
наклона 6, при котором обеспечивается
максимальный коэффициент исполь-
использования материала tiraax.
Наибольший эффект по снижению
затрат на производство деталей полу-
получается прн сравнении нескольких ва-
вариантов производства. Из табл. 5
видно, что только прн штамповке
в одни ряд, два ряда и многорядной
вырубке деталей из листа, рулона
в классификацию включено 14 вариан-
вариантов производства, для которых ведется
выбор рациональных схем раскроя н
расчет норм расхода материала.
РАСКРОЙ ЛИСТОВОГО МАТЕРИАЛА
299
5. Классификация вариантов производства плоских деталей с отверстиями,
вырезками, надрезками при комбинироваииой штамповке
№
арианта
Вид исход-
исходного мате-
материала
Вид материала,
поступающего
на штамповку
Тип
штампа
Число деталей,
штампуемых
за один рабо-
рабочий ход
Автома-
Автоматизация
операции
13
14
15
16
17
18
19
20
21
22
23
24
25
26
Лист
Рулон
Лист
Лента
Однорядный раскрой
Совм
Полоса
Поел
n-рядный раскрой
Лист I n I
Рулон ! Совм I
Трехрядный раскрой
Лист
Лента
Полоса
Лента
Совм
Поел
Четырехрядный раскрой
Лист
Лента
Полоса
Лента
Совм
Поел
Пятирядный раскрой
Полоса
Лента
Совм
Поел
Нет
Нет
Да
Примечание: совм —штамп совмещенного действия;
последовательного действия.
поел —
300
РАСКРОЙ ЛИСТОВОГО МАТЕРИАЛА
Годограф ф
Рис. 7. Выбор полюса заготовки
Для плоских деталей (заготовок),
изготовляемых за одну штампован-
штампованную операцию, принят единый поря-
порядок расчета иа ЭВМ эффективности
применения вариантов производства
по годовым затратам Зг0д.
1. Расчет норм расхода материала
по всем сравниваемым вариантам про-
производства. При этом по каждому ва-
варианту производства выбирают схему
плотного размещения деталей, при
которой обеспечивается г\тах и наимень-
наименьший расход материала.
2. Расчет технологической себе-
себестоимости 1 тыс. деталей по всем ва-
вариантам производства.
3. Расчет готовых затрат.
4'. Нахождение действующего вари-
варианта производства.
5. Расстановка вариантов в порядке
возрастания годовых затрат.
6. Сравнение основных показателей
вариантов с расчетными показателями
действующего варианта производства.
7. Вывод на печать основных тех-
технико-экономических показателей.
8. Выбор рационального варианта
производства с учетом имеющихся ог-
ограничений.
Графоаналитический способ плотно-
плотного размещения деталей. На предприя-
предприятиях, где при выборе рациональных
вариантов раскроя материала для де-
о,/2
Рис. 8. Построение эквидистантной фигуры
Рис. 9. Построение размещения заготовок
по критическим точкам / — 7 годографа
талей произвольной конфигурации
не применяют ЭВМ, целесообразно
использовать графоаналитический спо-
способ их плотного размещения.
Графоаналитический способ плотного
размещения заготовок состоит из трех
этапов.
Первый этап — выбор полюса детали
(заготовки), построение эквидистант-
эквидистантной фигуры, построение годографа
функции плотного размещения, опре-
определение вариантов плотного размеще-
размещения деталей (заготовок). Работа про-
проводится в следующем порядке.
Заготовку вычерчивают иа милли-
миллиметровке, затем внутри заготовки на
оси симметрии или на пересечении
осей симметрии (если они имеются)
выбирают ее полюс, через который
проводятся оси координат так, чтобы
одна из сторон заготовки была рас-
расположена параллельно оси Ох (рис. 7).
Для учета межконтурной перемычки ц
увеличивают размеры заготовки на
половину этой перемычки путем по-
построения вокруг ее контура экви-
эквидистантной фигуры с исключением
узких впадин контура заготовки, в ко-
которые не могут вписаться выступа-
выступающие ее части (рис. 8). Фигуру дубли-
дублируют на кальке. Чертеж заготовки,
вычерченный на миллиметровке, на-
называют «неподвижной» заготовкой
(SH). Чертеж заготовки, переведенный
на кальку, называют «подвижной» за-
заготовкой (Sn). Обе заготовки рас-
располагают на одной оси так, чтобы оии
ие накладывались друг иа друга,
а только касались. Далее перемещают
РАСКРОЙ ЛИСТОВОГО МАТЕРИАЛА
301
заготовку Sn по контуру заготовки S,,,
причем Sn не поворачивается относи-
относительно системы координат хОу (рис. 9).
При таком движении полюс Ол за-
заготовки Sn описывает траекторию,
которая называется годографом функ-
функции плотного размещения. Для опре-
определения варианта плотного размеще-
размещения заготовок (см. рис. 9) па годографе
рассматривают только его впадины.
Так как годограф симметричен, то
построение ведется не по всем впади-
впадинам, а только по точкам, лежащим
выше прямой Р — Р, например 1—7
(см. рис. 9).
Сначала на годографе помещают
полюс подвижной заготовки в точке /.
Точку / соединяют с полюсом Он
неподвижной заготовки. Параллельно
полученной линии проводят прямые,
касательные к заготовке: верхняя а—а
н нижняя б—б, которые являются
сторонами условной полосы при одно-
однорядном размещении заготовок. Далее
определяют ширину полосы fey, кото-
которая равна расстоянию между каса-
касательными а—а и б—б, и шаг подачи
материала /, равный расстоянию ме-
между полюсами заготовок SH и Sn.
После чего находят произведение шага
подачи / и ширины полосы fey. После-
Последовательно выполняют такие же дей-
действия и по всем остальным впадинам
годографа — точки 2—7.
Второй этап — построение выпук-
выпуклого многоугольника, описывающего
эквидистантную фигуру, определение
вариантов плотного размещения по
«выпуклому» многоугольнику. Для
определения однорядного размещения
заготовок по «выпуклому» многоуголь-
многоугольнику вокруг эквидистанты описывают
многоугольник и строят годограф
(рис. 10), который для упрощения
переносят с рис. 9. Далее одну из
сторон многоугольника совмещают со
стороной полосы. Например, сторону
DC многоугольника ABCDEK совме-
совмещают с краем полосы. На годографе
определяют полюс «подвижной» за-
заготовки S,T, для чего через полюс
«неподвижной» заготовки SH проводят
прямую, параллельную стороне DC,
до пересечения с годографом. Точка
пересечения 0п и будет полюсом раз-
размещения подвижной заготовки. После
чего находят вторую сторону полосы,
Рис. 10. Построение размещений загото-
заготовок по сторонам выпуклого многоуголь-
многоугольника
параллельную первой и касательную
к наиболее удаленной точке заготовки.
Расстояние между ними и будет услов-
условной шириной полосы fey, а расстояние
между полюсами 01{0и — шагом по-
подачи t. Затем определяют площадь
прямоугольника, равную произведе-
У
(А
—<
V,
_^
t
гп
/—
\
ы
wyy0
/
¦у////,
¦о
if
X
Рис. П. Раздвижеиие деталей в ряду:
а — построение «прямого» годографа; б
построение «встречного» годографе
302
РАСКРОЙ ЛИСТОВОГО МАТЕРИАЛА
было
С/пало
t
1
о
о
о
о
о
о
о
о
о
о
о
с
t
11
о о о
^
Ьс
Рис. 12. Примеры выбора наружного контура деталей, при котором обеспечивается их
работоспособность н наиболее плотное размещение на материале
нию шага подачн t на условную ши-
ширину полосы by. Каждую из сторон
многоугольника совмещают с краем
полосы, находят ширину условной
полосы, шаг подачн н их произведение.
.Третий этап — выбор наилучшей
схемы плотного размещения заготовок
и исходных данных для последующих
расчетов. Площади прямоугольников,
полученные при расчетах по первому
и второму этапам, сравнивают. Вы-
Выбирают схему размещения заготовки
на материале, при которой площадь
прямоугольника наименьшая. Расчет
норм расхода материала выполняют
по формулам, приведенным выше.
С помощью графоаналитического
способа плотного размещения загото-
заготовок на материале можно также выби-
выбирать рациональные схемы размещения
заготовок при штамповке их с поворо-
поворотом полосы, когда 02=9!-)- 180°;
прн двухрядной штамповке, когда &г =
= 92 и 92 = 0J + 180°.
При построении. двухрядного раз-
размещения с поворотом заготовок во
втором ряду на 180° наилучший ва-
вариант размещения возможен при раз-
движении заготовок в первом ряду
и расположении между ними заготовок
второго ряда. Для упрощения при-
принимают такой угол наклона оси за-
заготовок первого ряда к направлению
подачи, при котором одна из ее сторон
параллельна стороне полосы (ленте),
а заготовка, расположенная во втором
ряду, наилучшим образом вписывается
между заготовками первого ряда. По-
РАСКРОЙ ЛИСТОВОГО МАТЕРИАЛА
303
строение годографов ведется при пря-
прямом расположении заготовок — годо-
годограф «прямой» (ГП) (см. рис. 11, а)
и при встречном их расположении —
годограф «встречный» (ГВ) (рис. 11, б).
На «прямом» годографе в точке пере-
пересечения годографа с осью х помещают
подвижную заготовку. Расстояние
О„Оп является шагом подачи. На
«встречном» годографе отсекают отре-
отрезок АВ, равный шагу подачи / между
заготовками первого рода. Для на-
нахождения плотного размещения заго-
заготовок во втором ряду на «встречном»
годографе фиксируют только те кри-
критические точки, которые лежат ниже
прямой АВ, т. е. точки 1 и 2. Через эти
точки проводят прямые dt и d2, кото-
которые отсекают на годографе отрезки,
равные расстоянию между полюсами
заготовок SH и Sn: для точки 1 tt =
= О,О{, для точки 2 1г = О •?)'%.
Таким образом, для определения
полюса второй заготовки первого ряда
по оси х откладывают расстояние, рав-
равное шагу 1г; при этом полюс заготовки
второго ряда фиксируют в точке 2.
К заготовкам SH и Sn проводят опор-
опорные прямые а—а и б—б, определяют
расстояние by между ними и рассчи-
рассчитывают произведение шага подачи t2
на условную ширину полосы by. После
чего заготовку помещают в точку /
и проводят аналогичные построения
и расчеты. Наилучшей является схема
размещения заготовок, при которой
произведение шага подачи на условную
ширину полосы будет минимальным.
Норму расхода материала определяют
по формулам, приведенным выше.
Совершенствование конструкции
штампуемых деталей с целью снижения
расхода материала на их изготовление.
Раскрой материала и его выбор зави-
зависят от конструкции штампуемой де-
детали. Наибольшего эффекта в сниже-
снижении расхода материала на изготовление
деталей достигают, когда вопросами
экономии материала занимаются
не только технологи, но и конструк-
конструкторы.
В этом случае уже на стадии проек-
проектирования можно подобрать наружный
контур детали, обеспечивающий ее
работоспособность и наиболее плот-
плотное размещение на материале прн вы-
вырубке. Наибольшего коэффициента
использования материала достигают,
когда выступающие части детали впи-
вписываются во впадины другой
(рис. 12, а). Значительную экономию
можно получить изменением типа
раскроя материала и срезом угла
(рис. 12, б), а иногда и заменой кон-
контура детали без изменения располо-
расположения отверстий (рис. 12, в).
Значительно повышается коэффи-
коэффициент использования материала при
применении сварных конструкций из
деталей, имеющих простую форму
(рис. 12, г), а также при использовании
отходов при вырубке крупногабарит-
крупногабаритных деталей для последующей штам-
штамповки из инх других заготовок.
Способствует экономии материала
и вырубка без технологических пере-
перемычек (если это возможно), например,
квадратных и шестигранных деталей,
пластин трансформатора.
Глава
15
ЛИСТОВАЯ ШТАМПОВКА
С МЕСТНЫМ НАГРЕВОМ
И В СОСТОЯНИИ СВЕРХПЛАСТИЧНОСТИ
Изготовление деталей из листа, тон-
тонкостенных труб и профилей целесооб-
целесообразно проводить с применением нагрева
в тех случаях, когда деформирование
заготовки вхолодную невозможно или
оказывается слишком трудоемко.
Часто горячую штамповку рекомен-
рекомендуется проводить при дифференциро-
дифференцированном нагреве заготовки. При этом
части заготовки, через которые пере-
передаются деформирующие усилия,
должны быть нагреты в меньшей сте-
степени, чем части, в которых необходимо
получить наибольшие степени дефор-
деформации.
При выборе температур деформиро-
деформирования можно руководствоваться
диаграммой пластичности.
Зависимость временного сопротив-
сопротивления некоторых листовых металлов
от температуры нагрева приведена на
рис. 1.
На основании диаграммы для спла-
сплава ОТ4 можно сделать вывод о
том, что максимум пластичности этого
сплава находится в пределах темпе-
температур'680—800°С; прочность практи-
практически остается постоянной и невысокой
в интервале температур 680—1000 °С.
Время нагрева титановых сплавов
должно быть минимальным, чтобы не
допустить образования альфирован-
ного слоя и ограничить рост зерна,
ведущий к снижению пластичности.
Титановые сплавы рекомендуется
штамповать при температуре 500—
700 °С; нагрев следует осуществлять
с большой скоростью токами высокой
частоты.
Алюминиевые сплавы рекомен-
. дуется штамповать при температуре
300—450 °С, стали — при 700—1000 °С,
магниевые и молибденовые сплавы —
300—400 °С.
Элементы штампов, которые находят-
находятся в зоне температур, достигающих
900—1000 °С, следует изготовлять из
жаростойких сплавов или порошковых
материалов. Можно использовать
жаропрочные сплавы типа ЭИ437Б,
ЖС6К, ЭП200. При нагреве инстру-
инструмента и заготовки до температуры
650—700 °С рекомендуют материалы
ЗХ2В8Ф, 4Х2В5ФМ, Р18Ф2К8М.
Для деформирования сплавов на
основе алюминия и магния рабочие
части штампов можно изготовлять из
стали марок 5ХНМ, 4Х5В2ФС; при
штамповке молибденовых сплавов —
из твердых сплавов ВК6, ВК8, ВКЮ
или стали Р18. Штампы, изготовлен-
изготовленные из рекомендуемых материалов,
необходимо подвергать термической
обработке в соответствии с ГОСТом;
рабочие поверхности штампов сле-
следует полировать.
Перед штамповкой заготовку и ра-
рабочие поверхности инструмента необ-
необходимо смазывать. Для этого при горя-
горячей штамповке рекомендуется приме-
применять коллоидно-графитный препарат
В-0 или В-1. Смазочный материал
наносят пульверизатором, кистью
или тампоном, после чего поверхность
следует высушить. Происходит испа-
испарение летучих компонентов, а на за-
заготовке и инструменте остается тонкий
слой графита, служащий хорошей смаз-
смазкой. После деформации смазочный
материал удаляется с поверхности ме-
механическим путем (шлифовальной
шкуркой и т. д.) или химической
обработкой.
При штамповке с нагревом можно
применять следующие виды оборудо-
оборудования:
гидравлические прессы вертикаль-
вертикального типа, снабженные маркетиыми
устройствами. При отсутствии мар-
кетного устройства иа столе пресса
следует установить гидро- или пневмо-
цилиндр, от которого будет переме-
перемещаться упор-выталкиватель. В про-
процессах, когда необходимо использовать
прижим (при вытяжке), применяют
прессы двойного действия;
при деформировании концов труб
рекомендуются специальные гидрав-
ШТАМПОВКА С МЕСТНЫМ НАГРЕВОМ
305
500
4-00
300
200
100
Д16
N
\
МА2-
Т
\
\
Ч
МгЗП
вв,МПа_
1000
800
600
?00
200
О 100 200 300 ?00 Т,°С О
12X18
Сталь
\
/
Н10Т
НС2
\
*5\
.ОТ*
\
ч
200 400 6ОО 8ОО Т.°С
Рис. 1. График зависимости временного сопротивления от температуры испытаний:
а — сплавы на основе алюмнння; б —титановые сплавы и стали A0Х15НД2Г по ГОСТ
5632—72)
лические прессы (станки) горизонталь-
горизонтального типа, например, СТ-1, СФКТ-30.
Скорость перемещения траверсы
у применяемого оборудования должна
бесступеичато регулироваться в пре-
пределах 0—20 см/мин.
Нагрев рабочего инструмента штам-
повой осиастки рекомендуется осу-
осуществлять от индукторов токами высо-
высокой частоты ламповых или машинных
генераторов, встроенными ТЭНами
или иихромовыми спиралями.
Обжим. Предельные возможности
при обжиме трубчатой заготовки ха-
характеризуются коэффициентом обжи-
обжима.
В зоне деформации металла необ-
необходимо создавать перепад темпера-
температуры, который устанавливается ав-
автоматически в зависимости от интен-
интенсивности нагрева и охлаждения опре-
определенных зон заготовки и от скорости
деформирования. Создание оптималь-
оптимального перепада температур по очагу
деформации удается нагревом заготов-
заготовки трубы непосредственно в матрице
н охлаждением ее в зоне передачи
усилия.
На рис. 2 показана схема штампа
для обжима труб с нагревом. При
обжиме труб с толщиной стенки 1—
2 мм из алюминиевых и магниевых
сплавов рекомендуется скорость де-
деформирования 6—10 см/мии, при этом
устанавливается перепад температур
по очагу деформации 100—150 °С; для
титановых сплавов при скорости де-
деформирования 4—6 см/мин без охла-
охлаждения зоны передачи усилия уста-
устанавливается перепад температур 200—¦
300 °С.
Рис. 2. Схема штампа для обжима труб
с нагревом:
/ — траверса пресса; 2 — направляющая
трубы; 3 — трубчатая заготовка; 4 — оя-
ладитель; 5 — матрица; 6 — индуктор
ТВЧ; 7 — опора; 8 — теплонзолятор; 9 —
стол пресса; 10 — выталкиватель
306
ШТАМПОВКА С МЕСТНЫМ НАГРЕВОМ
0,2
О 100 200 300 WO 500 600 Т,°С
Рис. 3. Зависимость предельного коэф-
коэффициента обжима труб от температуры
деформирования при дифференцированном
нагреве в конической матрице (а - 12°)
На рис. 3 представлены значения
предельных коэффициентов обжима
при различных температурах нагрева
матрицы.
При обжиме могут образоваться де-
дефекты в виде кольцевых складок в зоне
передачи усилия (перед матрицей) или
в виде продольных складок на кромке
трубы в зоне деформации. Кольцевые
Рис. 4. Схема штампа для раздачи труб
с нагревом:
/ — траверса пресса; 2 — направляющая;
3 — трубчатая заготовка; 4 — охладитель;
5 — пуансои; 6 — электронагреватель; 7,
9 — теплоизоляция; 8 — опора; 10 — стол
пресса
О 100 200 300 'tOO 500 600 Т,°С
Рис. 5. Зависимость предельного коэффи-
коэффициента раздачи труб от температуры дефор-
деформации при дифференцированном нагреве
складки образуются, если напряже-
напряжение здесь превысит временное сопро-
сопротивление, а продольные складки наб-
наблюдаются, если отношение толщины
трубы к диаметру меньше 0,015.
Если обжиму подвергается заго-
заготовка, сваренная продольным швом,
влияние шва можно компенсировать
созданием перепада температур в пре-
пределах 50—150 °С в окружном направ-
направлении. В этом случае осуществляется
обжим с дифференцированным нагре-
нагревом в продольном и поперечном на-
направлениях. Обжим может быть
осуществлен в матрицах с различной
формой рабочих поверхностей (ко-
(конус, сфера и т. д.).
Толщина стенки обжатой части тру-
трубы изменяется приблизительно так
же, как при обжиме без нагрева.
При обжиме с дифференцированным
нагревом может быть осуществлен на-
набор материала в обжатой части трубы
под нарезание резьбы, сварку и т. Д.
Раздача трубчатых заготовок яв-
является распространенной технологи-
технологической операцией. Нагрев заготовки
в зоне деформации весьма расширяет
возможности процесса. Наиболее
рационально заготовку нагревать от
пуансона (рис. 4). При этом можно из-
изготовлять сложные детали, которые в
обычных условиях получают миогоопе-
рацноииой штамповкой н сваркой.
Оптимальные углы конусности пу-
пуансонов 12—25 . При углах выше 50°
труба начинает выворачиваться на-
наружу.
ШТАМПОВКА С МЕСТНЫМ НАГРЕВОМ
307
Формоизменение заготовки огра-
ограничивается разрывом металла иа ее
кромке. Предельные коэффициенты
раздачи Кп зависят от температуры
нагрева пуаисоиа (рис. 5).
Скорость перемещения траверсы
при раздаче труб иа алюминиевой
основе 8—10 см/мии; для титановых
сплавов и сталей 3—6 см/мии.
Если для раздачи используются за-
заготовки с продольным сварным швом,
то в зоне шва необходимо понизить
температуру иа 50—100 °С. С этой
целью в пуансоне вдоль образующей,
где будет расположен шов, необходимо
просверлить отверстие, Через которое
во время деформирования заготовки
будет продуваться воздух.
Толщина стеики вблизи кромки за-
заготовки уменьшается приблизительно
так же, как при раздаче без нагрева.
Осадка труб необходима для созда-
создания местного утолщения под сварку,
нарезания резьбы и т. д. На тонко-
тонкостенных трубах утолщение стеики без
нагрева практически невозможно. Сво-
Свободная осадка с нагревом тоже не-
неприемлема.
Хорошие результаты можно полу-
получить при осадке в матрице с дифферен-
дифференцированным нагревом (рис. 6).
Возможности процесса осадки
характеризуются отношением тол-
толщины s стеики после осадки к исходиой
толщине s @). Предельное значение
этого отношения зависит от темпера-
температуры иагрева матрицы (рис. 7).
Длина утолщенной части трубы опре-
определяется конструкцией (высотой)
матрицы, а длину заготовки, необхо-
необходимую для образования утолщения,
определяют из условия постоянства
объема металла:
Рис. 6. Схема штампа для осадки труб
с нагревом:
/ — траверса пресса; 2 — направляющая;
3 — трубчатая заготовка; 4 — охладитель;
5 — матрица; 6 — индуктор ТВЧ; 7 —
опора; 8 — теплоизоляция; 9 — стол прес-
пресса; 10 — упор-выталкиватель
специального охладителя в зоне пере-
передачи усилия.
Осадка тонкостенных труб с наруж-
наружным набором материала требует при-
применения сложной оснастки. Для полу-
получения наружных утолщений рекомен-
рекомендуется сначала осуществить набор ма-
материала внутрь трубы, после чего
s/s(o)
1 =
,s@) '
где Vo — объем утолщенной части 3'°
трубы; ndcps @) — площадь сечения
исходиой трубы. 2,0
Значения скоростей инструмента
при оптимальных температурах еле- 10
дующие: для алюминиевых н магии- '
евых сплавов 8—12 см/мин; для тита-
титановых сплавов и сталей 2—6 см/мии.
Осадку труб из титановых сплавов
можно осуществлять без применения греве матрицы
анав|^на
Д1ЬТ
>
I
/
/
у
/
/
/
100 200 300 ?00 700 Т,°С
Рис. 7. Зависимость предельного коэффи-
308
ШТАМПОВКА С МЕСТНЫМ НАГРЕВОМ
Рис. 8. Схема штамповки тонкостенных труб с нагревом:
а — выворачивание трубы внутрь; б — выворачивание трубы наружу; в — образование
фланца на трубе; г — образование дна на трубе; / — заготовка; 2
3 — нагреватель; 4 — теплоизолятор; 5 — прижим
¦матрица (пуансои);
набранный материал с помощью дорна
перемещают (раздают) наружу.
Ограничивающим фактором при
осадке является потеря устойчивости
трубы в заходной части матрицы (обра-
(образование кольцевых складок).
Выворачивание внутрь или наружу,
образование дна или фланца на тонко-
тонкостенных трубах (рис. 8) возможно
только при нагреве заготовки не-
непосредственно в очаге деформации.
Эти процессы можно отнести к частным
случаям обжима и раздачи.
При свободном выворачивании,
когда радиус R кривизны равен B—
4) s @), оснастка очень простая (см.
Рис. 9. Схема штампа для вытяжки листо-
листовой заготовки с дифференцированным на-
нагревом:
/ — траверса пресса; 2 — пуансонодержа-
тель; 3 — пуансон; 4 — трубка; 5 — за-
заготовка; 6, II — нагревательные коробкн;
7, 10 — электронагреватели; 8 — при-
прижим; 9 — матрица; 12 — теплонзолятор
рис. 8, а, б). С увеличением радиуса
в матрице (пуансоне) необходимо вы-
выполнить соответствующую проточку
и, кроме того, применять специальные
прижимные вкладыши. С помощью
этого процесса можно изготовлять
двухстенные детали практически
любой высоты.
Раздачей трубной заготовки при ме-
местном нагреве получают фланцы за-
заданной толщины, имеющие в плане
различные контуры — круглые, шести-
шестигранные, квадратные и т. п. (см.
рис. 8, в).
Образование дна обжимом трубчатой
заготовки (рис. 8, г) позволяет заменить
многопереходную вытяжку. Особенно
это оправдано при получении высо-
высоких тонкостенных стаканов., Правда,
в центре дна остается отверстие, кото-
которое можно закрыть сваркой или раз-
разводом утолщенной части дна.
Вытяжка с нагревом рекомендуется
для металлов, обладающих малой пла-
пластичностью при вытяжке вхолодную,
а также для изготовления деталей
сложной формы; иногда для уменьше-
уменьшения числа переходов. Наиболее эф-
эффективные результаты наблюдаются
при вытяжке с дифференцированным
нагревом заготовки. Дифференциро-
Дифференцированный нагрев осуществляют за счет
нагрева матрицы и прижима и охла-
охлаждения пуансона (рис. 9). В качестве
нагревателей используются ТЭНы
или нихромовые спирали, вмонтиро-
вмонтированные в матрицу и прижим.
На предельный коэффициент вы-
вытяжки, кроме оптимальных темпера-
ШТАМПОВКА С МЕСТНЫМ НАГРЕВОМ
309
1. Предельные коэффициенты вытяжки цилиндрических стаканов
из магниевых сплавов
Температура
матрицы и
прижима, °С
250
300
350
375
400
MAI
Толщина заготовки, мм
1,0
2,00
2,22
2,63
2,33
3,03
1,5
2,33
3,22
3,03
3,03
3,03
2,0
3,22
3,22
3,22
3,22
МА8
Толщина заготовки, мм
1,0
2,22
2,63
3,03
2,33
2,33
1,5
3,22
3,22
3,22
3,22
2,0
3,22
3,22
3,22
3,22
тур, значительное влияние оказывает
давление прижима и скорость пере-
перемещения пуансона. Для алюминиевых
и магниевых сплавов давление @,3—
0,6) 10° Па, а скорость 0,0013 —
0,0025 м/с; для сталей и титановых
сплавов давление B—4) 10" Па, ско-
скорость 0,0002—0,0005 м/с.
В табл. I даны предельные коэффи-
коэффициенты Кп вытяжки цилиндрических
стаканов из магниевых сплавов МА1
и МА8 за одну операцию. Пуансон
охлаждался проточной водой из водо-
водопроводной сети.
При оптимально подобранных ре-
режимах можно вытянуть за один пере-
переход детали из алюминиевых сплавов
с Кн = З.ЗЗ-т-3,2; из титановых спла-
сплавов с ^,[=3,33-^2,88; из стали
с Ки = 2,88-7-2,5.
Формоизменение при вытяжке с на-
нагревом ограничивается, как и при
обычной вытяжке, разрывом металла
на участке контакта с тороидальной
кромкой пуансона.
Формовка деталей в состоянии сверх-
сверхпластичности. Сплавы на основе ма-
магния, цинка, алюминия находятся в со-
состоянии сверхпластичности при тем-
температуре 200—500 °С, а сплавы на
основе титана, хрома, никеля, железа
при температуре 800—1100 °С.
Формовку при температуре 200—
500 °С осуществляют на оборудовании,
применяемом для формовки термо-
термопластов, а при температуре 800—
1100 °С — на специальных установках,
конструкция которых должна обеспе-
обеспечивать регулирование температуры
в рабочей зоне штампа, прижим за-
заготовки и герметичность полости под
матрицей.
Нагрев заготовок до температуры
200—500 °С осуществляют в печах элек-
электросопротивления. Для получения бо-
более высоких температур применяют
индукционный и контактный нагрев.
Формующей средой для сплавов на
основе магния, алюминия, цннка может
служить сжатый воздух; для титана.—
аргон или гелий. Рабочее давление
до 6—10s МПа.
На рис. 10 показана схема штампа
для формовки куполообразных де-
деталей.
При разработке технологии формов-
формовки деталей из листа в состоянии сверх-
сверхпластичности необходимо определить
технологические параметры процесса:
температуру нагрева штампа, давление
газа и усилие прижима заготовки.
Температуру нагрева штампа выби-
выбирают с учетом максимального проявле-
проявления сверх пластичности материалов
Рис. 10. Схема штампа для формовки по-
полусфер из титановых сплавов в состоянии
сверхпластичиости:
/ — матрица; 2 — заготовка; 3 — задвнж*
ка; 4 — крышка
310
ШТАМПОВКА С МЕСТНЫМ НАГРЕВОМ
Рис. 11. Схема штампа для рельефной
формовки листовых заготовок с нагревом:
/ — пуаисои; 2 — заготовка; 3 — матрица;
4 — электронагревательная коробка; 5 —
электронагреватель; 6 — теплоизоляция
Рис. 12. Схема штампа для отбортовки
отверстий в листовых заготовках:
/ — пуаисои; 2 — нагреватель; 3 — заго-
заготовка; 4 — матрица
заготовки, которые находятся в ин-
интервале от @,4-r-l.O) Гпл.
Давление q газа, необходимое для
формовки оболочки глубиной hB со
сферической поверхностью радиуса R,
определяют по формуле C8), гл. 8,
а оболочки с плоским дном по формуле
D0), гл. 8.
Прижим обеспечивает герметич-
герметичность виутреиией полости штампа
в процессе формовки и удерживает
фланец от смещения в матрицу. Усилие
прижима
Рпр =
где q — давление газа; F — площадь
поверхности прижима, расположенной
внутри внешнего контура фланца; k3 =
= 1,1 -т-1,15 — коэффициент запаса.
Рельефную формовку (рис. 11) при-
применяют для увеличения жесткости де-
деталей и получения конструкционных
углублений. Деформация при фор-
формовке происходит за счет местного
растяжения материала в очаге дефор-
деформаций. Подробно этот процесс изложен
в гл. 8.
Отбортовку отверстий чаще всего
применяют при изготовлении деталей
с большим фланцем и для увеличения
жесткости конструкции.
Чтобы получить борт иа малопла-
малопластичных материалах, необходимо про-
проводить штамповку с нагревом. Нагре-
Нагревательный элемент размещают в пуан-
пуансоне, в результате чего максимальная
температура получается иа кромке
отверстия. Наиболее рекомендуемыми
являются полусферические пуансоны
(рис. 12).
Глава
16
ШТАМПОВКА
НЕМЕТАЛЛИЧЕСКИХ
МАТЕРИАЛОВ
1. ОСОБЕННОСТИ
ДЕФОРМИРОВАНИЯ
Листовые неметаллические мате-
материалы по своим свойствам и поведеиию
в процессе деформирования в различ-
различных условиях существеиио отличаются
от металлов. Это объясняется как осо-
особенностью их структуры (неоднород-
(неоднородность, анизотропность, слоистость
и напряженность в исходном состо-
состоянии), так и специфическими особен-
особенностями разрушения этих мате-
материалов.
Знание особенностей строения и
деформирования неметаллических ма-
материалов необходимо при изучении
особенностей поведения этих матери-
материалов при их деформировании в усло-
условиях различных технологических про-
процессов листовой штамповки (выруб-
(вырубки — пробивки, вытяжки, формовки,
гибки и др.).
Неметаллические материалы по
особенностям своего поведения под
нагрузкой можно условно разделить
на две группы.
1. Хрупкие листовые неметалли-
неметаллические материалы. К ним относятся
слоистые и волокнистые пластики,
анизотропные стеклопластики, слюда
и материалы на ее основе, эбонит и др.
У таких материалов предел упруго-
упругости в большой мере определяется
условиями нагружения. Кривые рас-
растяжения таких материалов представ-
представляют собой прямую линию, деформа-
деформация 6= 0,8-М,2 %. Четко выра-
выраженного предела упругости такие мате-
' риалы не имеют.
Ряд термопластичных материалов
(органическое стекло, листовой поли-
полистирол и др.) в условиях простого
иагружения также претерпевают хруп-
хрупкое разрушение при обычной или по-
пониженной температуре, несмотря на
то, что относительное удлинение в этом
случае составляет 5—8 % .
Текстолита и стеклотекстолиты
подчиняются закону Гука при напря-
напряжениях, равных 20—40 % от разруша-
разрушающих; гетииаксы при 60—80 % от
этих же напряжений.
2. Пластичные (упруговязкие) ли-
листовые пластмассы; к иим относятся
листовые термопластики, материалы
иа основе бумаги (фибра, картон,
летероид) в условиях повышенной
влажности, материалы иа основе ка-
каучука и резины (электроиит, паронит)
и др. Кривые растяжения для таких
материалов в условиях кратковремен-
кратковременного простого нагружеиия имеют вна-
вначале линейный характер, который за
пределом упругости переходит в не-
нелинейный, заканчивающийся точкой
разрушения. Остаточная деформация
(удлинение б) для таких материалов
имеет значительную величину (рис. 1).
Следует иметь в виду, что хрупкость
и пластичность штампуемого материала
не являются физическими постоян-
постоянными, так как поведение материала
в процессе деформирования суще-
существенно зависит от условий деформи-
деформирования, под которыми в теории об-
обработки металлов давлением понимает-
понимается механическая схема деформации,
температура, величина и скорость де-
деформации.
Термопластические материалы,
а также материалы на их основе в за-
зависимости от температуры могут на-
находиться в трех состояниях: упруго-
эластичном, термоэластичном и тер-
термопластичном (рис. 2).
Механические характеристики та-
таких материалов в значительной мере
зависят от температуры (рис. 3). Гра-
Графики (см. рис. 3) необходимы для вы-
выбора температурного режима в зависи-
зависимости от заданных деформаций.
Для неметаллических материалов
характерной является также зависи-
зависимость механических характеристик от
времени иагружеиия при различных
видах иагружеиия, что обусловли-
312
ШТАМПОВКА НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
6,/1Па
6,ппа
30
20
10
а)
6,/1Пa
80
60
20
О 200 WOO S,%
г)
200 Ш 600 в,°/о
В)
Удлинение
3)
Рис. I. Типовые диаграммы растяжения термопластиков:
и — акрилоинтрилового сополимера; б — твердого поливинилхлорида; в — полиэтилена
низкого давления; г — полиэтилена высокого давления; д — схема растяжения (/ —
до деформации; 2 — образование шейки; 3 — деформация; 4 — характер деформации
перед разрывом)
вается релаксационными процессами,
протекающими в процессе деформиро-
деформирования (рис. 4).
Наличие релаксационных процес-
процессов объясняется прежде всего отсут-
отсутствием строгой упорядоченности
в расположении элементарных объ-
6,мпа $,%
100 50 0 50 100 150 200 Т, С
Упругоэлостичное состояние
| Термоэластичное состояние
Термопластичное состояние
< Химический распад
Рис. 2. Агрегатные состояния термопла-
термопластиков:
/ — органическое стекло; 2 — твердый по»
ливииилхлорид; 3 — полиэтилен; 4 и 5 —
сополимеры органического стекла; а —
область затвердевания; б — область раз-
размягчения
60
20
-1 —
ч
г
7
J
А
ПО
80
о
О 20 ЬО 60 80 Т,°С
Рис. 3. Зависимость механических свойств
винипласта от температуры:
/ — предел прочности при растяжении;
2 — предел ползучести; 3 — относительное
удлинение при растяжении
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
313
80
Под нагрузкой
\
50'
30'
Нагрузка снята
К
1——.
—
ВО 120 160 t,4
Рис. 4. Деформация гетииакса (прогиб при
изгибе) под воздействием постоянного на-
напряжения при различных температурах
емов, а следовательно, неравномер-
неравномерностью их в эиергетическом отиошеиии,
а также наличием в иих микроскопи-
микроскопических дефектов в виде трещии и эле-
элементарных пор, развитие которых мо-
может происходить не только при крити-
критическом напряжении, ио и при более
низких значениях напряжений.
Подробные сведения об особенно-
особенностях поведения неметаллических
материалов синтетического и природ-
природного происхождения в различных усло-
условиях иагружеиия, а также технологи-
технологические испытания приведены в спе-
специальной литературе.
2. РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
Технологический процесс изготов-
изготовления деталей из неметаллических
материалов состоит из трех основных
этапов:
1) подготовка исходной заготовки
к штамповке — резка листов иа по-
полосы, их скрепление (для многослойной
штамповки), смазывание, нагрев или
увлажнение, шлифование шкуркой
и т. д.;
2) штамповочные операции;
3) доделочиые операции (нарезание
резьб, иаиесеиие цифр, рифлений над-
надписей, шлифование деталей шкуркой,
пропитка их электроизоляционными
лаками и смолами и т. д.).
Разделительные операции листовой
штамповки (отрезка, вырубка, про-
пробивка, надрезка, разрезка, обрезка,
зачистка и др.) применительно к не-
неметаллическим материалам, в зависи-
зависимости от требований, предъявляемых
к качеству деталей, их точности и
стоимости осуществляются с помощью
следующих видов технологических
процессов: без подогрева материала
и инструмента; без подогрева мате-
материала, ио с подогревом инструмента;
с подогревом материала, ио без подо-
подогрева инструмента; с подогревом мате-
материала и инструмента.
Выбор оптимального технологиче-
технологического процесса определяется матери-
материалом детали, ее толщиной, сложностью
внутренних и наружных контуров и
величиной допустимых дефектов иа ее
поверхности с точки зрения работо-
работоспособности в конкретных конструк-
конструкциях и в заданных условиях эксплу-
эксплуатации.
Резка иа иожиицах. Листовые неме-
неметаллические материалы толщиной
до 2,5 мм раскраиваются на иожиицах.
Для обеспечения качественной
резки листов из термореактивиых и
термопластичных пластмасс необхо-
необходимо соблюдение следующих условий:
1) резку следует выполнять иа нож-
ножницах с параллельными ножами, так
как при резке иа гильотинных иожии-
иожиицах в результате изгиба отрезаемой
заготовки наклонным ножом на ее
поверхности образуется сетка трещии
(«елочка»), что является недопусти-
недопустимым дефектом;
2) режущие кромки иожей должны
иметь минимально возможный зазор,
равный 0,01—0,03 мм и равномерный
по длине реза; глубина опускания
подвижного ножа не более 0,3—0,5 мм;
3) наиболее рациональной гео-
геометрией режущих кромок подвижного
иожа является следующая: задний
угол 8—10°, передний 3—5°;
4) резку листов иа полосы следует
производить при надежном прижиме
материала. Для этого ножницы с па-
параллельными ножами должны быть
оснащены регулируемым прижимным
устройством.
При соблюдении указаииых условий
резка слоистых и волокнистых пласти-
пластиков, а также винипласта, целлулоида
и полиэтилена возможна в холодном
состоянии при толщине материала до
2—2,5 мм, а органического стекла до
1,5 мм. При резке материалов большей
толщины, а также в тех случаях, когда
к качеству поверхности разделения
предъявляются повышенные требо-
требования, применяют подогрев материала
до необходимой температуры.
314
ШТАМПОВКА НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
1. Влияние давления истечения струи и состава рабочей жидкости
иа скорость подачи обрабатываемого материала относительно струи
Обрабатываемый
материал
Винипласт ВН
Гетинакс В
Стеклотекстолит
КАСТ-В
Рабочая
жидкость
Вода
ОАГ-ТМ
ПАА
ПОЭ
Вода
ОАГ-ТМ
ПАА
ПОЭ
Вода
ОАГ-ТМ
ПАА
ПОЭ
Скорость подачи материала, м/мнн, при
давлении истечения струи, МПа
100
0,20
0,23
0,24
0,25
0,153
0,18
0,186
0,190
0,10
0,12
0,125
0,13
200
1,97
2,36
2,46
2,51
1
,50
,83
,87
,90
,02
,25
,26
,27
300
7,88
9,61
10,16
10,40
5,74
7,06
7,29
7,46
3,90
4,87
5,03
5,12
400
19,4
23,0
24,4
25,6
14,87
18,58
19,44
20,01
10,1
12,7
13,2
13,6
Примечание. ОАГ-ТМ — водный раствор олигомера на основе
оксиалкиленгликолевых эфиров таилового масла с молекулярной массой
800 при концентрации раствора 0,05 %; ПАА — водный раствор оли-
олигомера на основе полиакрнламида с молекулярной массой 2- Ю6 при кон-
концентрации раствора 0,03 %; ПОЭ — водный раствор олигомера полнокси-
этилена с молекулярной массой 4- 10е при концентрации раствора 0,11 %.
При резке фольгнрованных пла-
пластиков фольга должна быть обращена
к неподвижному ножу.
Картон, бумагу, текстовинит, элек-
тровииит, электронит, паронит,
клингерит, ферронит и ряд других
материалов иа основе асбеста и кау-
каучука раскраивают как на ножницах
с параллельными ножами, так и на
специальных гильотинных ножницах-
першерах с хорошо заточенными и
отрегулированными ножами.
Раскрой резины и ряда волокнистых
материалов — фетра, войлока, эска-
поиа и фибры — также выполняют на
гильотинных ножницах.
Резку иа полосы электротехниче-
электротехнического картона, прессшпана, различных
лакоткаией, фибры толщиной до 2 мм
производят на дисковых иожиицах
с зазором между ножами, близким
к нулю, с перекрытием ножей не более
I —1,5 мм.
Резку листов на полосы и заготовки
с помощью фрез и абразивных кругов,
как правило, производят при раскрое
толстолистовых материалов толщиной
свыше 2,5 мм.
Гидравлическая резка листовых пла-
пластиков. Гидравлическую резку листо-
листовых полимерных материалов осуще-
осуществляют тонкой струей жидкости, по-
подаваемой со скоростью, превышающей
скорость звука.
Наиболее эффективным способом
увеличения режущей способности
струи является введение в рабочую
жидкость растворимых полимеров,
что приводит к появлению в растворе
крупных надмолекулярных образова-
образований — ассоциатов, которые в зависи-
зависимости от скорости истечения жидкости
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
315
у, м/мин
5,0
Рис. 5. Зависимость скорости
подачи обрабатываемого ма-
материала относительно струи
от концентрации раствора
полимера при резке:
/ — раствора ПАА; 2 —
ОАГ-ТМ; 3 - ПОЭ; 4 - чн-
СТОЙ ВОДЫ
k,0
Л
Is
4ч
-
0,02
0,0it 0,06 0,08 0,10
С,7о
ведут себя либо как капли обычной
жидкости, способные обтекать прегра-
преграду и принимать ее профиль, либо как
достаточно жесткие частицы, способ-
способные без обтекания, а следовательно,
более интенсивно разрушать материал
в зоне резки, улучшая тем самым ре-
режущие свойства струи.
Вид рабочей жидкости оказывает
влияние на производительность про-
процесса гидравлической резки (табл. 1).
Из табл. 1 видно, что производитель-
производительность процесса гидравлической резки
по сравнению с производительностью
прн обработке чистой водой в первом
случае (ОАГ-ТМ) выше на 17—27%,
во втором (ПАА) — на 22—30,5 и
в третьем (ПОЭ) — на 25—30 %.
Производительность процесса ги-
гидравлической резки с увеличением кон-
концентрации раствора возрастает (рис. 5),
максимальная производительность
имеет место для ПАА прн концентра-
концентрации раствора 0,03 %, для ОАГ-ТМ
прн 0,05% и для ПОЭ при 0,11 %.
Растворимые полимеры образуют
в рабочей жидкости вязко-упругую
структуру, которая дает возможность
разрезать более толстые материалы и
обрабатывать детали, конфигурация
которых не позволяет подвести обра-
обрабатываемую поверхность непосред-
непосредственно к соплу установки.
Использование растворов полиме-
полимеров в качестве рабочей жидкости при
резке листовых пластиков способствует
повышению (иа 35—40 %) производи-
производительности процесса обработки и срока
службы сопла, уменьшению ширины
линии разреза и отходов материала,
расширению технологических воз-
возможностей процесса гидравлической
резки.
Вырубка деталей. Всевозможные де-
детали и прокладки различной конфигу-
конфигурации вырубают из прокладочных не-
неметаллических материалов — бумаги,
картона, асбеста, а также из тонко-
тонколистовой фибры, текстолита и гети-
накса.
Рис. 6. Ножевой штамп для вырубки (просечки):
1.2 — ножи (пуаисоиы); 3, 4 — пружины; 5, 6 — выталкиватели (пружины)
316
ШТАМПОВКА НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Деталь Э
Деталь 2
Рис. 7. Ленточно-ножевой штамп
Вырубку деталей простой конфигу-
конфигурации обычно производят ножевыми
Деталь 1 штампами-просечками обычной или
упрощенной конструкции (рис. 6).
Угол заострения ножей <р для мягких
материалов (бумага, картон, пресс-
прессшпан, кожа, фетр, резина, ткани)
составляет 15—20е, для фибры, тексто-
текстолита, гетинакса 30—35°.
Для деталей и прокладок сложной
конфигурации применяют ленточно-
иожевые штампы, у которых режущее
полотно сделано из ленточной стали,
изогнутой по форме вырубаемой де-
детали (рис. 7). При вырубке бумажных
2. Сопротивление сдвигу иеметаллических материалов при вырубке в штампах
Материал
Фибра:
обыкновенная
твердая
Бумага:
обыкновенная
твердая
Картон
Эбонит
Кожа
аСд, МПа
120
170
20—30
25—40
30—60
30
40—50
Материал
Целлулоид
Органическое стекло
Гетинакс
Текстолит
Стеклотекстолит
Прессшпан
Миканит
Резина
Полиэтилен
Винипласт
асд МПа
50—60
70—90
80—120
90—120
120—150
70—80
100
6—10
30—40
60—80
3. Сопротивлеиие сдвигу неметаллических материалов при просечке
ножевыми штампами
Материал
Бумага @,25 мм), число
листов:
1
5
10
20
Картон
Прессшпан
Клиигерит
Кожа мягкая
Примечай
сдвигу превышает
аСд, МПа
160
45
23
14
30
70
40
7
Материал
Кожа дубленая
Целлулоид
Березовая фанера
Сосновая фанера
Текстолит
Гетииакс
Слюда @,5 мм)
Слюда B мм)
Резина
и е. При затуплении режущих кромок
указанные значения.
асд, МПа
50
50
20
10
90
120
80
50
8
сопротивлеиие
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
317
и других тонколистовых прокладок
применяют штамповку пачками (до
50 листов) двумя способами: штампов-
штамповку насквозь на фибровой, полиуре-
таиовой илн деревянной подкладке;
штамповку половины листов пачки,
причем вторая половина листов служит
подкладкой.
В табл. 2 и 3 приведены значения
сопротивления сдвигу различных
иеметаллических материалов при их
вырубке в обычных штампах и просечке
ножевыми штампами.
Особенностью фибры является ее
сравнительно хорошая штампу-
емость при вырубке деталей в равно-
равномерно увлажненном состоянии, что
исключает расслоение материала. По-
Поэтому при проектирований штампов
следует учитывать изменение размеров
влажной фибры при высыхании.
Поданным Б. Н. Бобрынина, форма
контура вырубаемых деталей и про-
пробиваемых отверстий не оказывает су-
существенного влияния на сопротивление
сдвигу. С усложнением формы про-
пробиваемого отверстия (шестигранная,
овальная, квадратная, прямоуголь-
прямоугольная, треугольная, крестообразная, сер-
серповидная) сопротивление сдвигу
уменьшается примерно на 8—10 %
для гетинакса и текстолита.
Среди неметаллических материалов
гетинакс подвергается только вы-
вырубке, а текстолит —- вырубке и гибке
с подогревом. Предельная толщина
гетинакса и текстолита для изготовле-
изготовления деталей вырубкой для гетинакса
составляет 3 мм, для текстолита 6,5 мм.
Вырубка деталей из гетинакса и
текстолита в подогретом состоянии
сопровождается снижением сопро-
сопротивления сдвигу и улучшением каче-
качества поверхности разделения. Однако
нагрев усложняет технологический
процесс и снижает его производитель-
производительность, вследствие чего вырубку дета-
деталей из гетинакса и текстолита реко-
рекомендуется по возможности проводить
в холодном состоянии.
При пробивке отверстий диаметром
1—10 мм и вырезке деталей из гети-
иакса, текстолита и других слоистых
пластиков (стеклотекстолита, стекло-
волокиита, органического стекла,
винипласта, целлулоида) с подогревом
до рабочего интервала температур F0—
4. Предельная толщина материала
при штамповке без подогрева, мм
Материал
Гетинакс
Текстолит
Форма
детали
про-
простая
1,5
2,0
слож-
сложная
"ело
Пробивка
отверстий
1,5
2,0
120°С) сопротивление сдвигу умень-
уменьшается примерно иа 20—30%.
Предельная толщина гетииакса и
текстолита, штампуемых без подогрева,
существенно ограничена (табл. 4).
В случае необходимости получения
высокого качества поверхности раз-
разделения (Ra = 2,5 мкм; Rz — 20 мкм)
следует применять зачистку штампо-
штампованных деталей.
Вырубку деталей из гетинакса и
текстолита производят, как правило,
в совмещенных штампах с прижимом
заготовки. Наличие прижима умень-
уменьшает возможность образования по-
поверхностных трещин, наблюдаемых
при штамповке хрупких неметалличе-
неметаллических материалов и ореолов вокруг
отверстий и по кромкам деталей, пред-
представляющих собой вспучивание и
расслоение поверхностных слоев мате-
материала. При этом повышается качество
поверхности разделения при вырубке
и пробивке даже без нагрева мате-
материала.
Усилие прижима при вырубке дета-
деталей из гетииакса и текстолита опре-
определяют по формуле
Q=qLs, (I)'
где q —давление прижима, МПа; L —
периметр контура вырубки, мм;
s — толщина материала, мм;
s, мм До 1
а, МПа 6—10
| л
10—15
2—3
15—20
Качество деталей, получаемых вы-
вырубкой и пробивкой. Состояние поверх-
поверхности разделения деталей, получаемых
вырубкой и пробивкой, определяется
318
ШТАМПОВКА НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Пуансон
У/////////////ЛУ//////////////Л
Матрица
Рис. 8. Характерная профилограмма по-
поверхности разделения при вырубке
характером иапряженно-деформиро-
ваииого состояния материала в про-
процессе его сдвига.
Профилограмма поверхности раз-
разделения (рис. 8) при вырубке по
Б. Н. Бобрынииу делится натри зоны:
зона / — зона скалывания, имеет
блестящую и чистую поверхность и
характеризуется углом <рк и высотой;
зона // является как бы переходной
от зоны / к зоне ///; в большинстве
случаев зона /// имеет поверхность
с низкой шероховатостью и представ-
представляет собой область, где происходит
сдвиг материала.
Максимальная глубина дефекта #™ах
и угол скалывания <рк (см. рнс. 8)
связаны между собой н существенно
зависят от различных технологических
условий (температуры материала
в процессе разделения, технологиче-
технологического зазора, толщины материала
и др.).
Для деталей, отштампованных из
хрупких материалов без подогрева,
максимальная глубина дефекта в сред-
среднем находится примерно на рассто-
расстоянии 0,6s от кромки пуансона при
вырубке н 0,6s от кромки матрицы прн
пробивке отверстий.
Высота зоны скалывания @,3-=-
-И),4) s.
Высота зрны поверхности сдвига
зависит от условий деформирования.
С уменьшением толщины материала,
повышением температуры, уменьше-
уменьшением технологического зазора и уве-
увеличением усилия прижима размеры
указанных зон уменьшаются, и по-
поверхность разделения (сдвига) ста-
становится более ровной.
Характер протекания процесса
разделения при вырубке и пробивке
таких материалов, как текстолит, стек-
стеклотекстолит и стекловолокнит, подобен
характеру разделения гетииакса, но
угол наклона скалывающих трещин
(угол скалывания) <рк в этом случае
достигает 80—88°; это определяет луч-
лучшее качество поверхности разделения,
что объясняется особенностями их
структуры.
Для повышения качества поверх-
поверхности разделения при пробивке хруп-
хрупких неметаллических материалов
рекомендуется применять пуансоны
специальной формы — ступенчатые,
имеющие предразрушающие выступы
(рис. 9), выполняющие роль предва-
предварительных пуансонов.
Механизм разрушения при про-
пробивке ступенчатыми пуансонами
иллюстрируется схемой, показанной на
рис. 9:
/ — стадия упругого деформирова-
деформирования;
// — момент, когда благодаря из-
изгибу материала кромками предраз-
рушающего выступа и концентрации
напряжений на поверхности матери-
материала, прилегающего к пуансону, воз-
возникают первые трещины;
/// — во всем объеме материала, на-
находящегося между пуансоном и мат-
матрицей, появились сплошные разруша-
разрушающие трещины;
IV — происходит отделение пред-
предварительного отхода, имеющего форму
усеченного конуса;
V—VIII — моменты среза полураз-
полуразрушенных волокон основным пуансо-
пуансоном н проталкивание отхода в мат-
матрицу.
Конструктивное выполнение ступен-
ступенчатых пуансонов может быть самым
различным; их применяют при про-
пробивке отверстий различной формы.
Качество поверхности разделения
характеризуется максимальной глу-
глубиной дефекта #™ах (см. рнс. 8).
При штамповке материала с нагре-
нагревом (рнс. 10, а) величина #™ах су-
РДЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
319
S Ш Ш ШП
Рис. 9 Схемы пробивки отверстий пуаисоиами с предразрушающими выступами
щественио зависит от зазора (прн
2>8%), поэтому величина техно-
технологического зазора при вырубке и про-
бнвке тонколистовых неметалличе-
неметаллических материалов является одним нз
важнейших технологических факто-
факторов.
Давление прижима qnp оказывает
несущественное влияние на качество
поверхности разделения (рис. 10, б).
При увеличении толщины штампуе-
штампуемого материала прн заданной темпе-
температуре глубина дефекта на поверх-
поверхности разделения увеличивается
(рнс. 10, в), что определяется особен-
особенностями механизма разрушения рас-
рассматриваемых материалов. Из графика,
показанного на рис. 10, в, также видно,
что тонколистовые материалы толщи-
толщиной до 1,5—2,0 мм можно штамповать
без подогрева при соблюдении уста-
установленного технологического режима
(величина зазора, усилие прижима,
наличие острозаточениых режущих
кромок н т. д.).
Вид слоистого пластика также ока-
оказывает влияние на качество деталей,
получаемых вырубкой и пробивкой
(рнс. 10, г).
Точность деталей нз гетннакса и
текстолита значительно ниже точно-
точности металлических деталей, особенно
при вырубке с подогревом материала.
Примерная точность деталей, штампу-
штампуемых из гетниакса и текстолита,
приведена в табл. 5.
Выбор режима нагрева слоистых пла-
пластиков. Нагрев заготовок особенно
необходим при штамповке ответствен-
ответственных деталей сложной формы из слоис-
слоистых пластиков толщиной свыше 2 мм.
При этом следует учитывать, что
штамповка с нагревом материала вне
штампа является примером ненадеж-
ненадежного технологического процесса, так
как его режимы трудиокоитролируемы.
320
ШТАМПОВКА НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
321
i omS
;
в/ \
//°
1°"/
Hi
A/
1
» a
V
7
2-
r
' o- 0 '20- 'J0°C
0 0 95- WS°C
• • 65- 70°C
* » 22- 22°C
1
6. Режимы нагрева слоистых пластиков
kO
0
T,°C
no
so
uo
0,2
0,6 0,8 fig,»» 0
Величина дефекта
г, "с
0,2 0,k 0,6 0,8 Hg ,rm
S)
о
3,0 mm
2,1 пм
1,0 mm
п,Впм
5-2-0-
11+0
100
60
I
Ml
•\
W
•V
\
!
•°
<
o—
•—
Э—
©—
> v
——О Гетинакс„J'^S-2/ч/ч
Средние данные для
• гетанаксов Ав. За,
KT-l?S-2rtH
9 Гетинакс В75=2нн
— —О Текстолит B7s = 2/in
0,
ч.
0,2 0,h 0,6 0,В Н%"",нп О 0,2 0,4 0,6 0,8 Hg"",MM
д\ Be пичипа
от технологических факторов
Рис. 10. Зависимость максимальиой величииы дефекта Н™
при различной температуре материала:
а — от технологического зазора; б — от давления прижима; в — от толщины материала
(в—в — материал — гетииакс ВЬ); г — от вида слоистого пластика
Каждый материал имеет определен-
определенный температурный порог, выше кото-
которого он начинает разлагаться или ста-
5. Точность деталей, вырубаемых
из гетинакса и текстолита
обычными штампами
Толщина
материала,
До 1
1—2
2—3
Квалитет
ТОЧНОСТИ
в зависимости от спо-
способа штамповки
Без по-
подогрева
11—12
12—14
14—15
С подогре-
подогревом
12—14
14—15
15—16
новйтся высокоэластичным с потерей
прочности.
Для листовых пластиков с наполни-
наполнителями при чрезмерном нагреве за-
заготовок, т. е. прн превышении тем-
температурного порога вследствие выде-
выделения газообразных составляющих
при разложении смолы, вероятность
пережога и вспучивания слоев мате-
материала увеличивается.
Для установления оптимальных ре-
режимов нагрева материалов, а также
для расчета норм времени и производи-
производительности процесса штамповки не-
необходимо знать скорость и характер
охлаждения нагретых заготовок в раз-
различных условиях (на воздухе, в штам-
штампах и т. д.).
Нагрев заготовок перед штампонкой
осуществляют следующими способа-
Материал
Гетинакс
Текстолит
Стеклотекстолит
Марка
Б; В; Д
Ав; Бв; Вв;
Гн; Дн
Все марки
—
Температу-
Температура нагрева,
°С
90—100
110—120
80—90
70—90
Способ и время нагрева 1 мм
толщины
В электропечах и термостатах,
3—3,5 мин
Инфракрасными лампами,
1,5—2,2 мин
Между Двумя горячими пли-
плитами, 1 — 1,5 мин
Односторонний нагрев, 5—
8 мин
ми: в электрических термостатах; ин-
инфракрасными лампами; токами высо-
высокой частоты; в кипящей воде A5—
30 мин); между двумя нагретыми пли-
плитами.
Для поддержания температуры на-
нагретых заготовок применяют штампы
с встроенными в них нагревательными
устройствами, которые особенно эф-
эффективны при изготовлении деталей
из полос с небольшим шагом подачи
или при пробивке отверстий в штам-
штампах-автоматах.
В табл. 6 приведены режимы нагре-
нагрева слоистых пластиков перед выруб-
вырубкой.
Расчет исполнительных размеров
матриц и пуансонов. При определении
исполнительных (рабочих) размеров
матриц и пуансонов для разделитель-
разделительных операций неметаллических матери-
материалов исходят из размеров штампуемой
детали, допуска на ее изготовление,
характера изнашивания штампа, а
также способа штамповки (с нагревом
или без нагрева материала).
Методика расчета исполнительных
размеров матриц и пуансонов при
вырубке и пробивке деталей из неме-
неметаллических материалов подобна ме-
методике расчета при штамповке метал-
11 П/р А . Д. Матвеева
лов. Особенностью расчета исполни-
исполнительных размеров матриц и пуансонов
при штамповке неметаллических ма-
материалов является необходимость уче-
учета естественной и термической усадки
материала.
Расчет исполнительных размеров при
вырубке и пробивке без нагрева. Прн
вырубке деталей из неметаллических
материалов без нагрева исполнитель-
исполнительные размеры матриц определяют по
формуле
DM = (Dn -
B)
где DH — номинальный размер вы-
вырубаемой детали, мм; А — допуск иа
соответствующий размер штампуе-
штампуемой детали, мм; Ам — допуск на из-
изготовление режущего контура мат-
матрицы, мм.
Пуансон в этом случае пригоняют
по матрице с учетом назначенного
зазора и с запасом на изиос.
При вырубке наружных контуров
допуски, назначаемые на изготовление
деталей, обычно превышают значение
естественной усадки (пружииеиия), и
поэтому ее не учитывают.
322
ШТАМПОВКА НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
7. Естественная усадка
в зависимости от толщины и рода
штампуемого материала
Материал
Гетииакс
Текстолит
Стекло-
Стеклотекстолит
Стекло-
волокнит
Органическое
стекло
Винипласт
Фторопласт
Усадка 6П, % от
толщины в зави-
зависимости от диа-
диаметра пробивае-
пробиваемых отверстий, мм
1-3
16—10
18—12
20—15
18—14
10—8
12—10
25—20
3-5
10—9
12—10
15—10
14—10
8-6
10-7
20—12
Св. 5
9-6
10—8
10-7
10—5
6-3
7—4
12—10
8. Коэффициенты термической усадки
размеров деталей и упругое
пружинеиие
Материал
Гетинакс
Текстолит
х . я
5f О.
Э и •
о н w
н г«
1,0
1,5
2,0
2,5
3,0
2,0
2,5
3,0
А
0,20
0,22
0,25
0,27
0,30
0,20
0,25
0,28
С
о
0,25
0,25
0,35
0,40
0,50
0,26
0,30
0,36
бу
0,03
0,04
0,05
0,06
0,07
0,08
0,10
0,12
При пробивке отверстий исполни-
исполнительные размеры пуансонов подсчиты-
подсчитывают по формуле
Дп = (О„ + Л/2 + 6п)„Дп, C)
где DH — номинальный размер отвер-
отверстия, мм; Л — допуск на отверстие,
мм; бп — естественная усадка; Ап —
допуск на изготовление пуансона, мм.
Значения естественной усадки 6П
для материалов толщиной до 2,5—
3,0 мм приведены в табл. 7.
При штамповке тонких материалов
величина усадки меньше половины
допуска на соответствующий размер;
в таком случае исполнительный размер
подсчитывают по формуле
Я„ = (Яи + Д)-л„- D)
При штамповке фибры размеры про-
пробивных пуансонов рекомендуется опре-
определять по упрощенной формуле, пред-
предложенной Д. А. Вайнтраубом:
Dn = 1,035?>„+ 0,08s, E)
где s — толщина штампуемого матери-
материала.
Величину усадки при штамповке
слюды, целлулоида, картона, фетра,
прессшпана, клингерита, бумаги и дру-
других материалов на основе асбеста и ре-
зииы не учитывают из-за ее малости.
Расчет исполнительных размеров при
вырубке и пробивке с нагревом. На рас-
сеиваине размеров деталей, получае-
получаемых при вырубке и пробивке неметал-
неметаллических материалов, оказывают вли-
влияние два основных фактора: темпера-
температура и естественная усадка. Характер
их влияния на точность получаемых
деталей различен. При вырубке на-
наружного контура вследствие пружине-
иия размеры детали увеличиваются, а
в результате остывания материала
вследствие термической усадки умень-
уменьшаются. Таким образом, при вырубке
наружного контура усадка действует
в направлении, противоположном пру-
жииеиию. При пробивке отверстий
усадка и пружинеиие направлены в
сторону уменьшения размеров отвер-
отверстия.
При вырубке наружных контуров
их размеры могут быть больше, мень-
меньше или равны размерам матрицы.
Исполнительные размеры матриц и
пуансонов при вырубке и пробивке
неметаллических материалов с нагре-
нагревом определяют по следующим фор-
формулам:
Ч--|- + 6нар)+Лм, F)
.. G)
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
323
где бнар — средняя усадка при вы-
вырубке с нагревом материала, мм;
овн — средняя усадка при пробивке
с нагревом материала, мм.
По данным Г. И. Хесииа и
А. П. Зоткина, суммарная усадка
при вырубке наружного контура
бнар = AL - 6у; (8)
при пробивке отверстия
6в„=СХ+6у, (9)
где А и С — коэффициенты термиче-
термической усадки размеров; L — измеряе-
измеряемый размер детали или отверстия, мм;
бу — изменение размеров, вызванное
упругим пружинением материала, мм.
Средние значения А, С и 6у при
вырубке и пробивке деталей из гети-
иакса и текстолита приведены в табл. 8.
Следует иметь в виду, что при вы-
вырубке и пробивке с нагревом матери-
риала величина упругого пружинения
примерно в 2 раза меньше, чем при
вырубке и пробивке без нагрева ма-
материала.
Расчет исполнительных размеров при
вырубке—пробивке органического
стекла и других пластмасс может быть
выполнен на основе формул, приведен-
приведенных для слоистых пластиков; при этом
значение упругого пружинеиия бу
следует уменьшить на 25—40 %.
Выбор перемычек при вырубке и про-
пробивке. Экономичность раскроя исход-
исходных заготовок в значительной мере
зависит от ширины перемычек. Ши-
Ширина перемычек должна быть достаточ-
достаточной для того, чтобы обеспечить проч-
прочность высечки. Вследствие хрупкости
ряда неметаллических материалов не-
небольшие перемычки растрескиваются
и выкрашиваются, причем их частицы
попадают в зазор между матрицей
и пуансоном, вызывая преждевремен-
преждевременное изнашивание рабочих частей
штампа. Кроме того, отдельные ча-
частицы материала, попадая иа зеркало
матрицы, вминаются в материал и
ухудшают поверхность деталей, осо-
особенно при штамповке органического
стекла и целлулоида, что приводит
к возникновению трещин и другим
дефектам.
Прн вырубке деталей из гетннакса
н текстолита назначают большую ве-
лнчииу перемычек, по сравнению с вы-
11*
9. Ширина перемычек при вырубке
деталей из гетииакса (размеры, мм)
Толщина
мате-
материала
До 0,5
0,5—1,0
1,0—1,5
1,5—2,0
2,0—2,5
2,5—3,0
Круглые
детали
Перемычки
между де-
деталями
1,5
1,5
2,0
2,5
3,0
3,5
Боковые
перемычки
1,5
1,5
2,5
3,0
3,5
4,0
Прямо-
Прямоугольные
Детали
Перемычки
между де-
деталями
2,0
2,0
2,5
3,0
3,5
4,5
Боковые
перемычки
2,0
2,0
3,0
3,5
4,0
5,0
Примечания: 1. Ши-
Ширина кромки, обрезаемой ша-
шаговым ножом, берется равной
ширине перемычки.
2. При вырубке деталей с
поворотом полосы ширина пе-
перемычек увеличивается в 1,5—
2 раза.
10. Ширина перемычек при вырубке
деталей из текстолита (размеры, мм)
Толщина
мате-
материала
До 0,5
0,5—1,0
1,0—1,5
1,5—2,0
2,0—2,5
2,5—3,0
Круглые
Детали
Перемычки
между де-
деталями
1,3
1,3
1,5
2,0
2,5
3,0
Боковые
перемычки
1,5
1,5
1,7
2,2
3,0
3,5
Прямо-
Прямоугольные
Детали
Перемычки
между де-
деталями
1,5
1,5
1,5
2,0
3,0
4,0
Боковые
перемычки
1,5
1,5
2,0
2,5
3,5
4,5
Примечание. См. табл. 9.
рубкой деталей из металла. В табл. 9
и 10 приведены значения эксперимен-
экспериментально установленной ширины пере-
перемычек при вырубке деталей нз гети-
накса н текстолита.
324 ,
ШТАМПОВКА НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
11. Размеры двусторонних эазороа при вырубке гетннакса
и текстолита (размеры, мм)
325
Толщина
материала
0,5—0,6
Св. 0,6 до 0,8
» 0,8 » 1,0
» 1,0 » 1,2
» 1,2 » 1,5
» 1,5 » 1,8
» 1,8 » 2,1
у 2,1 » 2,5
» 2,5 » 3,0
Минимальный
двусторонний
зазор
0,010
0,015
0,020
0,025
0,030
0,035
0,040
0,045
0,050
Максимальный двусторонний
зазор в зависимости от размера
вырубаемых деталей и проби-
пробиваемых отверстий, мм
ДО 10
0,020
0,030
0,035
0,040
0,045
0,050
0,055
0,060
0,065
10-50
0,030
0,040
0,045
0,050
0,055
0,060
0,065
0,070
0,075
50—120
0,040
0,050
0,055
0,060
0,065
0,070
0,075
0,080
0,085
120 —?60
0,050
0,060
0,065
0,070
0,075
0,080
0,085
0,090
0,095
Примечания: 1. На чертежах штампов указывают минималь-
минимальный двусторонний зазор. Максимальный двусторонний зазор является
справочным при изготовлении и приемке штампов.
2. Максимальный двусторонний зазор назначают по наибольшему
габаритному размеру вырубаемой детали.
Выбор технологического зазора при
вырубке и пробирке. При вырубке не-
неметаллических материалов обычными
штампами назначают следующие зна-
значения зазоров: для фибры и прессшпа-
прессшпана @,04—0,05) s; для кожи, фетра и
мягкого картона @,02-=-0,03) s.
При вырубке и пробивке неметалли-
неметаллических материалов под оптимальным
технологическим зазором понимается
такой зазор, при котором поверхность
разделения имеет высокое качество.
Величина зазора зависит от рода
штампуемого материала, его толщины
и температуры в момент штамповки.
При вырубке и пробивке гетинакса
и текстолита технологические зазоры
между матрицей и пуансоном назнача-
назначают меньшей величины, чем для метал-
металла, из-за хрупкости штампуемого ма-
материала.
В табл. 11 приведены размеры зазо-
зазоров, в пределах которых получается
качественная поверхность разделения.
Величина зазора при многослойных
вырубке и пробивке неметаллических
материалов зависит от числа одновре-
одновременно штампуемых слоев и определя-
определяется из соотношения
Zmh = ZiKn, (Ю)
где Zi — зазор прн штамповке одного
слоя (определяется в зависимости от
толщины и вида материала); Кп —
поправочный коэффициент, учитыва-
учитывающий влияние отдельных слоев ма-
материала на процесс разделения при
их одновременной штамповке.
Ниже приведены значения коэффи-
коэффициента Кп в зависимости от числа одно-
одновременно штампуемых слоев материала.
Число слоев 2 3 4 5
/Сп 1,1—1,2 1,2—1,3 1,3—1,35 1,35—1,4
Рис. II. Слюдяные пластинки с точными размерами отверстий
Оптимальное число одновременно
штампуемых слоев определяется тре-
требованиями к качеству поверхности
разделения и устанавливается экспе-
экспериментально.
Особенности вырубки и пробивки
слюды. Стоимость материала в общей
стоимости штампованных деталей из
слюды и миканита составляет 97—
98%. Поэтому вопросам экономии
слюды и других неметаллических ма-
материалов придается большое значение.
Вся номенклатура деталей, изго-
изготовляемых из слюды, классифициру-
классифицируется по размерам на отдельные группы.
Подбор заготовок осуществляется с по-
помощью специальных шаблонов, в ко-
которых имеются круглые отверстия оп-
определенного диаметра. Это позволяет
сортировать заготовки и присваивать
им определенный номер подбора. В
соответствии с этим детали из слюды
подразделяют на большие C5 мм и
выше), крупные B5—35 мм), средние
A6—25 мм) и мелкие (до 16 мм).
Наиболее качественными являются
детали, полученные из заготовок мень- '
ших размеров, с более высокими но-
номерами подборов.
Особенности конструкций штам-
штампов. В приборостроении, в электрон-
электронной и электровакуумной промышлен-
промышленности из слюды вырубают плоские слю-
слюдяные пластины (рис. И) с достаточно
точными размерами отверстий и рас-
стояними между их осями, достигаю-
достигающими 9 квалитета (сколы и расслое-
расслоения не допускаются).
Для достижения высокой точности и
сохранения структурной целостности
штамповку деталей выполняют на
штампах совмещенного действия.
Конструкция и качество изготовле-
изготовления совмещенных штампов для вы-
вырубки и пробивки деталей из слюды
типа прокладок и пластин должны ис-
исключать запрессовку вырубленной де-
детали в ленту прн обратном ходе пол-
ползуна пресса с целью предотвращения
возникновения сколов н расслоений
на деталях.
В штампе (рис. 12) благодаря при-
применению в съемнике 5 ограничиваю-
ограничивающих выступов определенной высоты
(высота выступов л зависит от тол-
толщины вырубаемой детали; прн тол-
толщине вырубаемой прокладки, равной
0,03—0,1 мм, К — 0,5н-0,6 мм) и
326
ШТАМПОВКА НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Рис. 12. Конструкция совмещенного штампа для вырубки —пробивки деталей из слюды
изготовлению выталкивателя 4 за*-
подлицо с плоскостью матрицы 3
и пуансона / устраняется возникнове-
возникновение на поверхности разделения сколов
и расслоений.
Таким образом, ограничивающие вы-
выступы съемника 5 предохраняют за-
заготовку от давления на нее резинового
буфера 6, и под воздействием прижима
находится только плоскость выруба-
вырубаемой прокладки.
Для исключения образования сколов
и расслоений и улучшения качества
поверхности разделения при вырубке
и пробивке деталей из слюды давление
прижима должно составлять q — 15-г-
-=-20 МПа.
Режущие части штампа монтируют
в блоке с направляющими колонками в
и удлиненными втулками 9. Техноло-
Технологический зазор между пуансоном и
матрицей должен быть не более 0,001 —
0,003 мм иа диаметр; твердость рабо-
рабочих частей штампа HRC 60—63; ше-
шероховатость рабочих поверхностей
Ra = 0,16-^0,08 мкм.
Удаление (выдувку) частиц слюдя-
слюдяной пыли из зазоров между рабочими
частями штампа производят сжатым
воздухом, подаваемым через шту-
штуцер 7, закрепленный в верхней плите 2,
в отверстие пуансона /.
Вырубку деталей производят с пред-
предварительным смачиванием заготовки
спиртом.
Наличие частиц слюдяной пыли в за-
зазоре между пуансоном и матрицей
способствует изнашиванию рабочих
частей штампа, а следовательно, и уве-
увеличению зазора, что отрицательно
сказывается на качестве вырубаемых
деталей.
Переточку штампов производят на
плоскошлифовальном станке с после-
последующей притиркой рабочих частей
штампа в сборе специальным прити-
притиром.
Высоту цилиндрического пояска ма-
матрицы рекомендуется брать равной
1,5 мм; уклон стенок выходного отвер-
отверстия — 0,5° на сторону; односторон-
односторонний зазор между матрицей и пуан-
пуансоном — приблизительно 4 % толщи-
толщины слюды.
Сопротивление сдвигу заготовок из
слюды асд = 120-Г-270 МПа.
Стойкость штампов при вырубке
и пробивке слюды. Стойкость штампо-
вого инструмента в условиях массо-
массового производства при вырубке дета-
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
327
12. Стойкость рабочих частей штампа в зависимости от зазора
штампа
1
2
3
4
5
Средний
радиальный
зазор гср, мм
0,010
0,015
0,021
0,025
0,030
Средний износ, мм
пяти матриц
0,023
0,021
0,029
0,036
0,040
пяти пуансонов
0,014
0,010
0,017
0,021
0,025
Стойкость между
переточками, число
нагружений
11 000
18 000
15 000
14 000
12 000
лей из слюды исследована А. И. Ха-
синым. Испытанию подвергались
штампы с различными зазорами между
пуансоном и матрицей. Толщина заго-
заготовок из слюды колебалась в пределах
от 0,23 До 0,27 мм. Матрицы и пуан-
пуансоны были изготовлены из стали Х12М
и термически обработаны до твердости
HRC 61—62.
Данные по стойкости штампов при-
приведены в табл. 12.
Оптимальная величина односторон-
одностороннего технологического зазора по стой-
стойкости штампового инструмента, пред-
предназначенного для вырубки и пробивки
отверстий в деталях из слюды толщиной
s — 0,23-г-0,27 мм составляет г =
= 6 % ОТ S.
Штамповку слюдяных пластин или
так называемых шаблонов различных
размеров GX14 мм и больше) из ка-
калиброванных пластин толщиной 0,08—
0,15 мм рекомендуется производить
в беззазорных штампах, обеспечиваю-
обеспечивающих прямой рез без заусенцев и ско-
сколов.
Особенности вырубки и пробивки
стеклопластика. Стеклопластик ши-
широко применяют для изготовления де-
деталей типа плат в радиотехнической,
приборостроительной и электронной
промышленности. Он обладает достато-
достаточно высокой прочностью при малой
плотности, высокой коррозионной
стойкостью, низкой теплопроводностью
и высокими электроизоляционными
свойствами.
При обычной (без достаточного при-
прижима) вырубке—пробивке стекло-
стеклопластика происходит расслоение ма-
материала, отслоение фольги, поверх-
поверхность разделения получается неров-
неровной, рваной, что снижает эксплуатаци-
эксплуатационные характеристики получаемых
деталей.
Применение эластичного полиуре-
танового прижима в штампе последо-
последовательного действия, обеспечивающего
давление прижима q = 300 МПа, пре-
предотвращает образование расслоений и
улучшает качество поверхности раз-
разделения при пробивке отверстий диа-
диаметром 0,8 мм в стеклотекстолите та-
такой же толщины. При этом ширина
зоны отслоения фольги не превышает
0,1 мм.
Наличие прижима предотвращает
изгиб волокон штампуемого материала.
В очаге деформации изменяется схема
напряженного состояния, что улучшает
качество поверхности разделения.
Для стеклопластика толщиной 0,8 мм
односторонний зазор между матрицей
и пуансоном рекомендуется г =
= 0,62-И,25 % от s.
При пробивке отверстий с малыми
зазорами уменьшается изгиб волокон
материала, улучшается качество по-
поверхности разделения, однако расслое-
расслоение материала полностью не исклю-
исключается.
Наложение ультразвуковых колеба-
колебаний (УЗК) на пуансон-матрицу в штам-
штампе совмещенного действия или иа мат-
матрицу в штампе последовательного
действия оказывает более существен-
существенное влияние на силовые параметры
процесса вырубки, чем величина тех-
технологического зазора (табл. 13). При
этом с точки зрения снижения усилии
деформирования предпочтительнее
328
ШТАМПОВКА НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
13. Усилие деформирования при
различных режимах штамповки
стеклопластика
Режим
штам-
попкн
Без на-
наложения
УЗК
С нало-
наложением
УЗК в
пуч-
пучности
колеба-
колебании
С нало-
наложением
УЗК и
узле ко-
колебании
Усилие дсформнров
Н, при зазоре.
0.005
12 800
6 500
9 800
0,015
12 000
6 500
9 500
0,025
11 000
5 500
9 000
1 ПИЯ
им
0,0.45
9500
5000
6 000
применение схемы подвода УЗК с рас-
расположением очага деформации в пуч-
пучности колебаний.
По сравнению со штамповкой в обыч-
обычных условиях, наложение УЗК иа
инструмент уменьшает отслоение под-
подложки для обеих схем подвода колеба-
колебаний и улучшает качество поверхности
разделения.
Установка для пробивки с приме-
применением УЗК в слоистых пластиках
групп отверстий с относительно ма-
малыми диаметрами (диаметр отверстия
меньше толщины материала) приме-
применяется на ряде предприятий.
Качество поверхности разделения
отверстий, пробитых в платах печат-
ногб монтажа из фольгированиого
стеклотекстолита толщиной 1,5 мм на
установке для ультразвукового пер-
перфорирования, соответствует требова-
требованиям последующих технологических
операций, в частности, гальванизации
поверхностей отверстий.
Установка позволяет перфорировать
с применением УЗК платы иа основе
гетииакса, стеклотекстолита и других
слоистых и компактных материалов
с размером плоскости деформирования
не более 60X60 мм с максимальной
плотностью расположения отверстий
на плате.
Расчет стойкости разделительных
штампов. Испытании стойкости раз-
разделительных штампон являются весьма
трудоемкими. Математическая теория
планирования экспериментов позво-
позволяет сократить объем работ, отобрать
существенные факторы, разработать
теоретические модели объекта и оце-
оценить их константы, определить опти-
оптимальные условия процесса и т. д.
Методы планирования эксперимента
предполагают кибернетический под-
подход к изучению процессов, внутренние
закономерности которых недостаточно
ясны ввиду сложности структуры са-
самого объекта, представляя объект ис-
исследования в виде «черного ящика»
с множеством «входов» (факторы) и
«выходов» у (функция стойкости, пара-
параметр оптимизации, целевая функция).
В нашем случае «черный ящик»
представляет собой процесс штам-
штамповки со всеми его связями, заданный
бесконечно большим числом дифферен-
дифференциальных уравнений процесса.
Математическое уравнение такого
объекта, как правило, неизвестно, по-
поэтому функцию отклика у (например,
показатель стойкости штампа) мо-
можно представить в виде отрезка поли-
полинома той или иной степени:
У = Ьо + 2 Ь'*1 +" b4xixh ('')
где xt, х- — факторы, влияющие на у;
bo' bi bij — коэффициенты поли-
полинома.
В результате исследования стойко-
стойкости штампов для вырубки деталей из
гетииакса и текстолита с применением
математических методов планирования
эксперимента Ф. П. Михаленко и
Ю. Н. Гориовым получена формула
для расчета стойкости штампов при
оптимальном сочетаиии факторов с ми-
минимальной затратой времени:
Т— 56,9+ A,2х3— 1,1х2 —
- 0,9) Xl + @,6лг3 + 4,8) *2 -
- 3,5*з, A2)
где Хх — технологический зазор; *2 —
температура иагрева метериала; *3 —
толщина материала.
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
329
При оптимальном сочетании факто-
факторов, полученном при крутом восхо-
восхождении к оптимуму, предложены прак-
практические рекомендации по назначению
оптимальной величины двустороннего
технологического зазора (г = 7,9 %
толщины заготовки) и температуры
нагрева штампуемого материала
A10°С) при изготовлении и эксплуа-
эксплуатации штампов, предназначенных для
вырубки—пробивки гетинакса и тек-
текстолита.
Расчетная формула A2) получена
для вырубного штампа при следую-
следующих характеристиках факторов:
штампуемый материал — текстолит
толщиной 1,5 мм; контур вырубаемой
детали —¦ простои; направление рабо-
рабочих частей штампа обеспечивается ко-
колонками; материал рабочих частей
штампа — сталь Х12; вырубка про-
происходит иапровал как при равномер-
равномерном, так и при неравномерном рас-
распределении технологического зазора.
Для практического применения фор-
формулы A2) необходимо вычислить
длину интервала варьирования
L= 1/2 (Ках - bmin). A3)
гДе ^тах и ^min — максимальное и
минимальное значения количествен-
количественного фактора.
Кодированное значение фактора *(
определяют по формуле
. *|«±(Xj-a,cp)/L, A4)
где Xi — текущее натуральное значе-
значение фактора; Хср — середина интер-
интервала варьирования; знак минус ста-
ставится, когда значение фактора соот-
соответствует верхнему уровню варьиро-
варьирования (* = +1).
В нашем случае для факторов *1}
*2, *з выражение A4) с использованием
кодироваиного значения факторов при-
принимает следующий вид:
*,= 1,4 —0,16г;
х2 = 0,2275г — 1,5;
*з = s — 2.
A5)
Для практической проверки фор-
формулы A2) проведем расчет стойкости
штампа, предназначенного для .вы-
.вырубки текстолита толщиной s = 2* мм
с нагревом его до 1 К) "С при равномер-
равномерном распределении величины двусто-
двустороннего зазора г — 7,9 % от $.
В соответствии с уравнением A5)
находим: х, «= +0,14; *2 = +1;
*з = 0. Подставляя эти значения в вы-
выражение A2), получим стойкость
штампа Т = 61,4 тыс. нагружеиий.
При расчете стойкости штампа по
формуле A2) все факторы подставляют
в закодированных безразмерных вели-
величинах.
Экспериментальная проверка стой-
стойкости вырубного штампа в производ-
производственных условиях при указанных
выше параметрах процесса штамповки
показала, что стойкость штампа до
переточки составляет до 55—67 тыс.
нагружений; это указывает на доста-
достаточную точность расчета стойкости
штампов по полученной формуле.
Стойкость вырубных и пробивных
штампов до полного изнашивания
7 ноли при штамповке деталей из сло-
слоистых пластиков (гетииакса и тексто-
текстолита) может быть рассчитана по фор-
формуле A2) с введенными в нее показа-
показателями высоты Н рабочей части ма-
матрицы и толщины h слоя металла,
снимаемого с матрицы в процессе
переточки штампа:
t г
I/
X 156,9 -j- A,2*., — 1,1*2 — 0,9)*,+
+ @,6*3 +4,8) *2-3,5*3], A6)
где 0,8 — поправочный коэффициент,
учитывающий неточность выдержива-
выдерживания геометрических параметров (т. е.
Н и h) при переточке штампа.
По формуле A2) можно рассчитать
стойкость вырубных штампов до пере-
переточки при штамповке деталей из гетн-
накса и текстолита толщиной 1—3 мм
при разных условиях деформирования
(без нагрева и с нагревом) н различных
зазорах.
На основании расчетных данных
о стойкости разделительных штампов
до полного износа по формуле A6)
можно определить потребный парк
штампов для выполнения производ-
производственного плана по деталям из слоис-
слоистых пластиков.
330
ШТАМПОВКА НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
14. Режимы нагрева слоистых
пластиков перед гибкой
Материал
Текстолит
Стеклотекстолит
Гетинакс (не пол-
полностью отвер-
отверждений).
Стекловолокнит
АГ-4 (не пол-
полностью отвер-
жденный)
а
go
емперат
згрева.
Н X
130—150
140—160
140—150
170—180
ill
родолж
эсть иа]
мм тол
1ГОТОВК1
С X— m
1,5—2
2—2,5
2-2,8
2—2,5
3. ФОРМОИЗМЕНЯЮЩИЕ
ОПЕРАЦИИ
Практически все крупнотоннажные
полимерные материалы перерабаты-
перерабатывают по одной из двух схем:
разогрев пластика до температуры
размягчения или плавления, придание
ему с помощью формующего инстру-
инструмента требуемой формы, охлаждение
под давлением в формующей осиастке
до отверждения с целью сохранения
полученной формы;
разогрев пластика до пластического
состояния, придание ему с помощью
формующего инструмента требуемой
формы, выдержка до завершения на-
начавшихся под влиянием температуры
химических реакций, приводящих к от-
отверждению полимерного связующего
в пластике и сохранению приданной
ему формы.
К перерабатывающим агрегатам от-
относятся литьевые машины, прессы,
экструдеры, вакуум- и пневмоформо-
вочные машины и др.
Производительность агрегата лими-
лимитируется временем, необходимым для
отверждения материала в формующем
инструменте.
К формоизменяющим операциям ли-
листовой штамповки неметаллических
материалов относятся гибка, вытяжка,
формовка и отбортовка.
Гибка неметаллических материалов.
Гибке подвергают слоистые пластики
толщиной до 2—3 мм, термопластики,
эбонит, картон, фибру и формовоч-
формовочный миканит и другие материалы.
Гибку в штампах применяют для
изготовления мелких деталей. Гибку
крупных деталей производят на ги-
гибочных машинах для металла.
При гибке слоистых пластиков про-
процесс формоизменения лучше протекает
в том случае, когда применяют не
полностью отвержденные материалы
или материалы, полученные на основе
термореактивных смол, модифициро-
модифицированных термопластичными или пласти-
пластифицирующими добавками.
Способы нагрева пластиков при гиб-
гибке определяются масштабами произ-
производства. В качестве источников нагре-
нагрева применяют радиационные установки
со стальными или керамическими эк-
экранами. Прогрессивным способом яв-
является нагрев инфракрасными лучами.
Режимы иагрева слоистых пластиков
толщиной до 2—3 мм приведены
в табл. 14.
Гибку слоистых пластиков обычно
производят в простейших штампах,
изготовленных из металла, специаль-
специальных пластмасс, цинковых сплавов,
дерева, а также песочно-клеевой массы
ПСК.
В ряде случаев гибку осуществляют
в штампе с предварительным нагревом
последнего.
При гибке термопластиков (органи-
(органического стекла, винипласта, целлуло-
целлулоида, полиэтилена и др.) необходимо
строго следить за соблюдением тем-
температуры нагрева и его продолжи-
продолжительности.
Нагрев органического стекла осу-
осуществляют в тех же нагревательных
устройствах, что и нагрев слоистых
пластиков.
Режимы нагрева термопластиков
приведены в табл. 15.
Гибку деталей из органического
стекла обычно производят на метал-
металлических, пластмассовых, гипсовых
или деревянных пуансонах легким
иажимом руки с прижимом краев
заготовки струбцинами, обитыми бай-
байкой. Поверхность пуансонов в этом
случае тщательно обрабатывается и
обтягивается байкой.
ФОРМОИЗМЕНЯЮЩИЕ ОПЕРАЦИИ
331
15. Режимы нагрева листовых
термопластиков перед гибкой
16. Режимы нагрева листовых
термопластиков перед формовкой
Материал
Органическое
стекло
Винипласт тол-
толщиной до 5 мм
Целлулоид *
Полиэтилен
а
аи
>.о
2.«
емпе!
агрев
Н х
105—120
130—150
80—90
100—110
нтель-
грева
щины
1. МИИ
ч * ? «
° в °
114
С х— Ж
2—3
3—5
—
2—4
* Вследствие высокой го-
горючести целлулоида его
производят в водяных
нагрев
банях.
При гибке размеры заготовки и
пуансона должны быть взяты боль-
большими на величину припуска для за-
зажима кромки. Детали охлаждаются
иа пуансоне до 30—40 °С для сохра-
сохранения приданной им формы.
Гибка картона и фибры имеет свои
особенности. Перед гибкой картой
и фибру предварительно увлажняют
в ваииах с водой при температуре
15—20 °С в течение 1,5—2 ч на каж-
каждый миллиметр толщины. Относитель-
Относительная влажность заготовок должна со-
составлять 10—25 %.
Технологический процесс изготов-
изготовления гнутых деталей из фибры и
картона включает следующие опера-
операции: вырубку заготовки из листа;
увлажнение заготовок; гибку загото-
заготовок; сушку гнутых деталей.
Формовка и вытяжка неметалличе-
неметаллических материалов. Посредством фор- ¦
мовки и вытяжки изготовляют разно-
разнообразные детали из различных мате-
материалов, главным образом из термопла-
термопластиков (полиэтилена, поликрилата,
поливинилхлорида, органического
стекла и др.), а также из фибры и кар-
картона. К таким деталям относятся де-
детали двойной кривизны для остекле-
остекления самолетов и автомобилей, рассеи-
вателей света, абажуры, отражатели
Материал
Органи-
Органическое
стекло
(неориен-
тирован-
тированное)
Органи-
Органическое
стекло
(ориенти-
(ориентированное):
СОЛ
СТ-1
Пласт-
Пластмассы:
2—55
1—57
Винипласт
Материал
СНП
Полиэти-
Полиэтилен ВД
Целлулоид
Текстолит
Стекло-
Стеклотекстолит
Формовоч-
Формовочный мика-
иит
Эбонит
При
X
S3
а.
и
130-180
125—150
145—150
170—185
185±5
120—140
130—140
120—130
95—110
130—160
140—160
250—300
60—90
М е ч а н
«1-5
? а ч
1,5-2,5
1,5—1,8
1,2—2,0
1,6—2,5
2,5—3,0
2,5-5,0
—
2,0—3,0
—
2,5—5,0
2,0—5,0
0,5—0,8
—
и я: 1.1
i
«и
аз о
х 2
йё
220
175
185
205
230
170
—
140
—
200
230
—
—
1оД
критической температурой пони-
понимают температуру
, при кото-
рой наступает интенсивное раз-
разложение
струкция'
риала.
т. е. -термическая
Де-
составляющих мате-
2. Нагрев листов органи-
органического стекла производят в вер-
вертикальном положении (в поД-
вешениом
состоянии).
332
ШТАМПОВКА НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Рис. 13. Схема негативного процесса ва-
вакуумной формовки:
/ — излучатель: 2 —экраны
для люминесцентных светильников,
детали холодильников, облицовки ра-
радиаторов и телевизоров, корпуса раз-
различных приборов, ванны, раковины
и др.
Технология формообразования не-
неметаллических материалов основана на
рациональных режимах нагрева пла-
пластиков и перехода их в высокопластпч-
иое или нязкотекучее состояние.
Различают следующие способы фор-
формовки— вытяжки: вакуумная (пли
пневматическая) формовка с приме-
применением одной только матрицы или
формы; формовка—вытяжка в штам-
штампах с жестким или эластичным пуан-
пуансоном и жесткой матрицей.
Первый способ широко применяют
при формовке деталей из термопласти-
кок, второй — при формовке деталей из
слоистых пластиков.
В табл. 1С приведены режимы на-
нагрева термопластиков перед формов-
формовкой.
Важное значение для формовки имеет
равномерность предварительного на-
нагрева заготовок, так как неравномер-
неравномерный нагрев приводит к различной
пластичности материала в отдельных
местах, а следовательно, и к браку
вследствие разрывов, трещин, коро-
коробления и т. д. Во избежание размяг-
размягчения, а также структурных изменений
в листовых пластиках необходимо стро-
строгое соблюдение температурного режима
нагрева их перед формовкой.
Рис. 14. Стадии позитивного процесса фор-
формовки
Для получения деталей сложных
форм (шары, коробки, кюветки, пред-
предметы санитарно-технического обихода
и др.) из термопластиков применяют
вакуумную формовку в жесткие фор-
формы. Этот процесс характеризуется
соприкосновением материала с фор-
формой в последний момент формовки.
Вакуумная формовка е жесткие фо-
формы. Различают два вида вакуумной
формовки в жесткие формы: негатив-
негативный и позитивный процессы.
Сущность процесса формовки
(рис. 13) состоит в том, что термопла-
термопластичный материал под действием ва-
вакуума постепенно формуется, вытяги-
вытягиваясь в полое пространство формы,
приобретая контуры сферы. Негатив-
Негативный процесс характеризуется значи-
значительным утонением в наиболее на-
напряженной зоне (в центре сферы).
Конечная стадия формообразования
детали протекает при наличии трения
между деформируемым материалом и
поверхностью формы, что приводит
ФОРМОИЗМЕНЯЮЩИЕ ОПЕРАЦИИ
333
к еще большей неравномерности тол-
толщины стенок детали. Вследствие этого
негативный процесс формовки приме-
применяют для изготовления неответствен-
неответственных деталей.
При позитивном процессе формовки
(рис. 14) нагретая аготовка / пред-
предварительно формуется до момента по-
получения достаточного уплотнения //.
После этого воздух через каналы отса-
отсасывается из замкнутой полости формы,
и заготовка приобретает очертания
формы ///. Этот процесс имеет те же
недостатки, что и негативный.
Процесс вакуумной формовки вклю-
включает следующие операции:
нагрев заготовки до заданной тем-
температуры, определяющей пластичное
состояние, с помощью экрана с ий-
фракрасиыми излучателями;
вытягивание нагретого листа сжа-
сжатым воздухом;
формовка вытянутого листа при соз-
создании вакуума в полости матрицы
(негативный процесс) или по форме
пуансона (позитивный процесс);
охлаждение и удаление отформо-
отформованной детали;
обрезка краев.
Вакуум-формовочные установки ос-
оснащены вакуум-насосом и компрессо-
компрессором, термоэкраном, пультом с при-
приборами управления и специальными
пресс-формами. Эти установки поз-
позволяют формовать изделия длиной до
2 м из заготовок толщиной до 3—4 мм.
Пневматическая формовка в жестких
формах. Пневматическую формовку
в жестких формах применяют для
изготовления ваин, умывальников, ваз,
обрамления для телевизоров н других
изделий из заготовок толщиной до 15—
20 мм. Пневматическую формовку осу-
осуществляют на специальных установ-
установках.
Давление воздуха, необходимое для
формовки детали, зависит от конфигу-
конфигурации, глубины вытяжки, температу-
температуры и рода формуемого материала, тем-
температуры формы и ее конструкции.
Потребное давление определяют эк-
экспериментально; как правило, оно
составляет 0,05—2,5 МПа.
Процесс пневматической формовки
включает следующие операции:
подготовка и нагрев материала в со-
соответствии с установленным режимом;
t,MUH
1
I,
1
j
V/
V
II
//
\
во
110
ПО Т, "С
Рис. 15. Зависимость времени иагрева эк-
струзионного и блочного листов от темпе-
температуры. Толщина листа 3 + 0,5 мм. Тем-
Температура шкафа °С:
I — 200; 2 — 210; 3 — 160; 4 — 170; 5 —
180; 6 — 190
укладка заготовки на форму и за-
закрепление ее отжимными кромками
формы;
предварительная формовка при дав-
давлении 147—198 кПа в течение 15—
30 с, необходимая для герметичности
зажима заготовки и отверждения за-
зажатых кромок;
окончательная формовка детали при
давлении, экспериментально подоб-
подобранном при опытных штамповках;
охлаждение отформованной детали
в форме до 35—50 °С без снижения
давления воздуха; скорость охлажде-
охлаждения в среднем составляет 0,5—0,8 мин
на 1 мм толщины материала;
удаление отформованной детали и
подготовка формы для следующего ци-
цикла формовки;
контроль полученной детали;
доводочные операции.
Получение качественных деталей ме-
методами пневматической формовки тре-
требует точного регулирования темпера-
температуры листа.
Тепловой режим нагрева органиче-
органического стекла — полиметилметакри-
лата (ПММА) устанавливается в за-
зависимости от типа материала (экстру-
зионный или блочный высокомолеку-
высокомолекулярный), толщины листа, конструкции
и назначения детали.
Оптимальной для экструзиониого ли-
листа является температура нагреватель-
334
ШТАМПОВКА НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
р,МПа
0,9
0,6
0,3
о
120
\
1
4i
4
2
I \
4
160
180
200 Т, "С
Рис. 16. Зависимость давления пиевмофор-
моваиия от температуры для экструзион-
иого (/ и 2) и блочного высокомолекуляр-
высокомолекулярного C и 4) листов. Кратность вытяжки:
/ и 3 — 0,284: 2 и 4 — 0.5
ного шкафа 170—190 °С; для блоч-
блочного — 200—210 °С (рис. 15).
Интервал температур формовки экст-
рузионного листа 125—150 °С, блоч-
блочного 150—200 °С. С уменьшением крат-
кратности вытяжки детален W = hlB (h —
высота формы; В — ширина ее осно-
основания) граница области формования
смещается в область низких темпера-
температур. Нижняя граница интервала тем-
температур формовки соответствует сере-
середине области высокоэластичного состоя-
состояния; верхняя граница совпадает
с началом области перехода матери-
материала в текучее состояние.
Зависимость давления внутри формы
от температуры листа для различных
типов ПММА приведены на рис. 16.
Адекватные уравнения регрессии в
натуральных переменных, получен-
полученные в результате проведения опытов по
схеме полного факторного экспери-
эксперимента 23 для расчета толщины стенки
детали в местах глубокой вытяжки,
имеют вид:
для экструзионного листа
к 0,238<л +18.648Г — 36,294 '
A7)
для блочного листа
0,46/л+ 31,96W —81,34
A8)
где sH — начальная толщина заготов-
заготовки; sK — толщина детали в местах его
наибольшей вытяжкн; tn — темпера-
температура листа; W — кратность вытяжки
детали.
Для экструзионного листа уравне-
уравнения A7) н A8) применимы прн темпе-
температуре заготовки 140—150 °С и крат-
кратности вытяжкн 0,284—0,50; для блоч-
блочного — при 170—190 °С и той же крат-
кратности вытяжки. Погрешность расчета
по уравнениям A7) н A8) составляет
не более 20 %.
Комбинированные способы формовки.
При вакуумной и пневматической фор-
формовке крупногабаритных деталей из
термопластиков характерным явля-
является наличие двух существенных не-
недостатков: неравномерность толщины
стенок отформованных деталей и не-
невозможность получения деталей слож-
сложной формы.
С целью устранения этих недостат-
недостатков разработаны комбинированные ме-
методы формовки, в которых пневмати-
пневматическая формовка сочетается с механи-
механической формовкой пуансоном.
Получение равномерной толщины
стенок в деталях достигается различ-
различными способами; применением резино-
резиновых диафрагм переменного сечения,
предварительной свободной вытяжкой,
скользящим методом формовки, а та-
также использованием специальных под-
подкладных и формующих пуансонов раз-
различной формы и размеров.
Применяется также формовка в упру-
упругой матрице, иногда даже без исполь-
использования сжатого воздуха.
Во многих случаях для получения
деталей сложной формы применяют
позитивную формовку с предваритель-
предварительной пневматической вытяжкой (рис.
17).
Этот комбинированный метод фор-
формовки состоит в следующем. Вначале
исходную нагретую заготовку термо-
термопластика зажимают в рамке, которую
плотно прижимают в камере (поз. /).
Затем в камеру подают сжатый воз-
воздух, посредством которого произво-
производится свободная пневматическая вы-
вытяжка (поз. //) с неравномерным из-
изменением толщины заготовки. Далее
форму вместе с пуансоном поднимают
вверх; при этом производится предва-
предварительная механическая формовка
(поз. ///), включается вакуум и про-
происходит окончательная пневматическая
формовка детали (поз. IV).
ФОРМОИЗМЕНЯЮЩИЕ ОПЕРАЦИИ
335
ш
Рис. 17. Схема позитивной формовки с предварительной пневматической вытяжкой
В каждой из рассмотренных стадий
формовки происходит изменение тол-
толщины отдельных частей формуемой
детали, толщина ее стенок становится
более равномерной.
Весьма распространенным способом
получения глубоких деталей сложной
формы является комбинированная
формовка в «упругой» матрице (рис. 18).
Форма состоит из пневматической
камеры /, рамки 2 с закрепленным в ней
листом термопластика, пуансона 3,
прикрепленного к крышке камеры 4,
и матрицы 5. Прн движении пуансона
вниз происходит свободная формовка
заготовки. В конце хода пуансона в
донной части детали формуется рельеф
на матрице 5.
Рис. 18. Схема комбинированной формовки в «упругой» матрице
336
ШТАМПОВКА НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Рис. 19. Схема скользящего метода комбинированной формовки
Если камера / не сообщается с ат-
атмосферой с помощью крана 6, то де-
деформируемый материал под действием
противодавления упругой матрицы бу-
будет отформовываться в виде поверх-
поверхности параболической формы.
При необходимости отформовать из-
изделие по пуаисону сжатый воздух
подается в камеру через распредели-
распределитель 7.
При формовании листового полиэти-
полиэтилена и поливинилхлорида, а также
других неметаллических материалов
применяют скользящий метод комби-
комбинированной формовки (рис. 19), сущ-
сущность которого состоит в том, что пред-
предварительное формование детали осу-
осуществляется в разных направлениях:
сначала свободная формовка вверх,
а затем формовка пуансоном через
прослойку сжатого воздуха. После-
Последовательность процесса следующая.
Вначале лист / термопластика закреп-
закрепленный в рамке 2, нагревается нагрева-
нагревателем 3 до заданной температуры
(поз. /). После соприкосновения дви-
движущейся рамки 2 с торцовой поверх-
поверхностью формы 4 и предварительной не-
небольшой формовки в полость формы
через вентиль 5 нагнетается нагретый
воздух, под действием которого про-
происходит предварительная пиевмофор-
мовка (поз. //). Далее полый пуан-
пуансон 6 под действием сжатого воздуха,
нагнетаемого через вентиль 7, опуска-
опускается. При этом между пуансоном и
формуемым материалом образуется
пневматическая подушка, посредством
которой при ходе пуаисоиа вниз осу-
осуществляется формовка листа (поз. ///—
IV). После этого вентили 5 и 7 авто-
автоматически закрываются, и через вен-
вентиль 5 подключается вакуум (поз. V).
При ходе пуансона вверх готовая де-
деталь выталкивается из формы сжатым
воздухом, поступающим через вентиль.
Метод скользящей формовки обеспечи-
обеспечивает более равномерную деформацию
ФОРМОИЗМЕНЯЮЩИЕ ОПЕРАЦИИ
337
формуемого материала в процессе де-
деформирования.
Мерой деформируемости термо-
илаггиков является отношение высоты
детали к диаметру заготовки.
В процессе формовки деформируе-
деформируемый материал находится в условиях
сложного напряженно-деформирован-
напряженно-деформированного состояния, которое меняется в
процессе деформирования в связи с
изменением температуры.
Допускаемую степень вытяжки оп-
определяют экспериментально, в зави-
зависимости от требований, предъявляе-
предъявляемых к детали.
В мелкосерийном производстве из-
изготовление крупных сферических де-
деталей из органического стекла произ-
производят или в вытяжных штампах по-
посредством вытяжки жестким пуансо-
пуансоном через протяжную матрицу с на-
нагревом заготовки до соответствующей
температуры, ил» формовкой под ва-
вакуумом в специальном сосуде с нагре-
нагревом заготовки инфракрасными лу-
лучами.
При вытяжке заготовки жестким пу-
пуансоном через протяжное кольцо за-
зазор между пуансоном и матрицей при-
принимается г = 1,15-7-1,20 толщины
заготовки.
После остывания отформованной де-
детали до 40—50 °С начинается движе-
движение пуансона вверх.
Вытяжку целлулоида и винипласта
производят в обычных вытяжных штам-
штампах с пружинным складкодержателем.
Для облегчения вытяжки целлулоида
в качестве смазочного материала при-
применяют мыло. Глубина вытяжки цел-
целлулоида при толщине материала до 2 мм
достигает 50—70 мм. Отформованная
деталь выдерживается под давлением
около 1 мин, после чего охлаждается
вместе со штампом в холодной воде.
Способ нагрева заготовок выбирают
в зависимости от вида производства:
путем конвекции горячего воздуха
в специальных шкафах; между горя-
горячими плитами; облучением инфракрас-
инфракрасными лучами и др. -
Из слоистых пластиков вытяжке
подвергаются только фибра, тексто-
текстолит и стеклотекстолит. Фибру вытяги-
вытягивают лишь в увлажненном состоянии
после вымачивания в воде из расчета
1,5—2 ч на 1 мм толщины заготовки.
Перед вытяжкой заготовки и рабочие
поверхности штампов покрывают
тальком или графитом. Вытяжку обы-
обычно производят в вытяжных штампах
с прижимом или на прессах двойного
действия.
После снятия отштампованных де-
деталей со штампа и обрезки гофров их
надевают ни специальные шаблоны,
имеющие форму и размеры пуансона,
и высушивают в сушильной камере
в течение 10—12 ч при температуре
60—70 °С и относительной влажности
воздуха 40 ± 5 %.
Зазор между пуансоном и матрицей
при вытяжке фибры принимают г =
= 1,05-7-1,10 толщины заготовки.
Из текстолита и стеклотекстолита
в нагретом состоянии вытяжкой полу-
получают лишь неглубокие цилиндриче-
цилиндрические, конические и полусферические
детали. Детали из текстолита штампу-
штампуют в штампах с прижимом или на
прессах двойного действия; из стекло-
стеклотекстолита — в пресс-формах.
Из кожи вытягивают уплотнитель-
ные манжеты и сальники с предвари-
предварительным нагревом заготовок в масле
до 200 °С.
Формовка стеклонаполненных термо-
термопластиков. В нашей стране разрабо-
разработан материал штапол, композиция ко-
которого состоит из 25—40 % стекло-
стекловолокна и 60—70 % термопластика.
Штапол — штампующийся термопла-
термопластичный армированный лист, предна-
предназначен для изготовления крупногаба-
крупногабаритных деталей тракторов, автомоби-
автомобилей и сельскохозяйственных машин.
Технологический процесс штамповки
штапола включает резку заготовок из
листа, нагрев заготовок до требуемой
температуры и формовку.
Нагрев заготовок производят с по-
помощью инфракрасного нагревателя в
сушильных печах с принудительной
циркуляцией воздуха. Время нагрева
в зависимости от типов используемого
термопластика и нагревающего уст-
устройства составляет 1—2 мин на 1 мм
толщины.
Формовку детали производят в со-
сопряженных полуформах. На формуе-
мость штапола, помимо температуры
заготовки, существенно влияют тем-
температура формы и давление формова-
формования. Для полного уплотнения матери-
338
ШТАМПОВКА НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
17. Физико-механические характеристики листового термопластика
(штапола), наполненного стеклянным волокном длиной свыше 50 мм
Материал —
штамол
На основе:
ПЭВП
ПП
Плот-
Плотность,
г/см'
1,2—1,3
1,25
* Штапол сорта Б
Разрушающее на-
напряжение. МПа
при рас-
растяжении
60—80 *
80—130
: получен
при
изгибе
90—100
120—160
на основе
Модуль упруго-
упругости XI О-3, МПа
при рас-
растяжении
6—7
3—5
при
изгибе
2—3
2—3,5
стеклохолста.
Ударная
ВЯЗКОСТЬ,
кДж/мг
120—150
90—130
ала при температуре формы 20 °С
необходимо давление 3 МПа. Величина
требуемого давления зависит от вида
заготовки, материала пресс-формы,
конфигурации детали.
При формовании штапола наблюда-
наблюдаются такие нежелательные явления,
как сепарация и ориентация армиру-
армирующих волокон, снижающие изотроп-
изотропность свойств материала деталей. Уста-
Установлено, что пластическая деформация
не должна превышать 10—20%. Раз-
Размеры заготовки для формования дета-
деталей с изотропными физико-механиче-
физико-механическими свойствами должны максималь-
максимально приближаться к размерам форму-
формуемой детали. Физико-механические ха-
характеристики штапола приведены в
табл. 17.
Глава
17
СИЛЫ ТРЕНИЯ,
СМАЗЫВАНИЕ И ОХЛАЖДЕНИЕ
ПРИ ШТАМПОВКЕ
Силы трения, возникающие в про-
процессах листовой штамповки, в подав-
подавляющем большинстве случаев явля-
являются вредными". Исключение состав-
составляют операции, в которых возникаю-
возникающие силы трения способствуют тече-
течению деформируемой заготовки, т. е.
являются активно действующей на-
нагрузкой. Это возможно, если скорости
перемещения частиц заготовки и по-
поверхности штамповой оснастки имеют
одинаковое направление, а величина
последней равна или больше первой.
Такие схемы деформирования возмо-
возможны при вытяжке, гибке и других
видах формоизменения.
Физическая природа трения и со-
сопутствующих ему явлений весьма сло-
сложна. В настоящее время отсутствует
единая точка зрения о механизме про-
процесса трения. Существует много теорий,
на основе которых установлены зави-
зависимости для определения сил контакт-
контактного трения. Наиболее простой, отно-
относящейся к ранним представлениям
о механизме трения, является зависи-
зависимость Амонтона—Кулона. Предпола-
Предполагается, что оба взаимодействующие тела
являются абсолютно жесткими, а на
контактных поверхностях существуют
микроиеровности. В этом случае сила
трения 7", соответствующая началу
скольжения, пропорциональна на-
нагрузке N:
T=fN,
где / — коэффициент трения, значение
которого не зависит от размеров кон-
контактной поверхности при постоянном
распределении нормальных напряже-
напряжений.
Простота этой зависимости является
причиной широкого ее распростране-
распространения для оценки сил трения как в ки-
кинематических парах механизмов ма-
машин, так и при анализе технологиче-
технологических операций формоизменения. В по-
последнем случае, как правило, опери-
оперируют не силами, а напряжениями, и
зависимость Амонтона—Кулона запи-
записывают в следующем виде:
где т — касательное напряжение на
контактной поверхности; an —- нор-
нормальное напряжение на контактной
поверхности; \и — коэффициент кон-
контактного трения при формоизменении.
Поскольку распределение нормаль-
нормальных напряжений на контактной по-
поверхности неравномерно, касательные
напряжения также неравномерны. Для
удовлетворения условия пластичности
на контактной поверхности вводят
ограничение, принимая
0
Pas/2,
где as — напряжение текучести де-
деформируемой заготовки; Р — коэффи-
коэффициент Лоде; 1 s^B sg -7= ~ 1,155 —
уЗ
в зависимости от схемы напряженного
состояния.
Если т достигло значения 6ae/2,
то дальнейшее его увеличение, сог-
согласно зависимости Амоитона—Ку-
Амоитона—Кулона, уже не имеет смысла, поскольку
эта величина соответствует напряже-
напряжению текучести при сдвиге. Это озна-
означает, что сила сцепляемости между
частицами деформируемой заготовки
и штамповой оснастки на контактной
поверхности превышает силу сцепля-
сцепляемости (взаимодействия) между ча-
частицами деформируемой заготовки.
Скольжение на контактной поверх-
поверхности прекращается, имеет место пол-
полное прилипание; касательное напря-
напряжение, вызванное силами трення, оста-
остается постоянным.
В условиях пластического деформи-
деформирования величину силы треиия можно
принимать постоянной и оценивать
в зависимости от напряжения теку-
текучести as, а также нормального на-
напряжения ап. Это предложение Г. Зак-
340
СИЛЫ ТРЕНИЯ, СМАЗЫВАНИЕ И ОХЛАЖДЕНИЕ
са трансформировалось к следующей
зависимости, которую в настоящее
время широко применяют для оценки
сил контактного трения прн пластиче-
пластическом деформировании:
где |JS, по предложению М. В. Сторо-
жева, принято именовать фактором
трення (коэффициентом трення по на-
напряжению текучести).
Прн такой оценке сил трення необ-
необходимо иметь в виду, что напряжение
текучести as в поверхностных слоях
заготовки и внутри ее может быть раз-
различным. Наиболее желательным явля-
является снижение напряжения текучести
<rs в поверхностных слоях заготовки.
Это достигается нанесением на поверх-
поверхность заготовки специальных покрытий
(меднение, цинкование, форсфатнро-
ванне, и др.).
Коэффициент трення зависит от при-
природы деформируемой заготовки, со-
состояния ее поверхности, температуры
контактных поверхностей заготовки
(с повышением температуры коэффи-
коэффициент трения возрастает), от скорости
скольжения контактных поверхностей
(с увеличением скорости скольжения
коэффициент трения уменьшается).
Коэффициент трення зависит также
от состояния контактных поверхно-
поверхностей рабочего инструмента, его твер-
твердости (с повышением твердости мате-
материала инструмента коэффициент тре-
иня уменьшается).
Прн контактном треннн возможно
значительное выделение тепла, в ре-
результате чего температура поверхно-
поверхностных слоев заготовки и рабочего
инструмента повышается.
Для уменьшения сил контактного
трения, предотвращения налипания
металла заготовки на инструмент, по-
появления царапин, заднров, уменьше-
уменьшения изнашивания штампов н улучше-
улучшения качества получаемой детали при-
применяют смазывание заготовки и ин-
инструмента.
Смазочно-охлаждающие технологи-
технологические средства (СОТС) должны обла-
обладать следующими свойствами:
создавать прочную пленку, способ-
способную под действием высокого давления
удерживаться на контактной поверх-
поверхности ;
высокой адгезионной способностью
и равномерно распределяться по по-
поверхности;
не вызывать коррозии и механиче-
механических повреждений деформируемой за-
заготовки н инструмента, не быть вред-
вредными для состояния здоровья рабочего;
легко удаляться с поверхности штам-
штампованной детали;
обладать низкой теплопроводно-
теплопроводностью.
По механизму действия СОТС, при-
применяемые в технологии обработки ме-
металлов давлением, можно разделить
на группы: с наполнителем и химиче-
химически активные.
К первой группе относят минераль-
минеральные масла н водные растворы (суспен-
(суспензии). В качестве наполнителей при-
применяют графит, мел, дисульфит мо-
молибдена, тальк и др. Наполнители
этих смазочных материалов обладают
смазочными свойствами благодаря сло-
слоистой илн чешуйчатой структуре кри-
кристаллической решетки. СОТС с напол-
наполнителями наносят на поверхность за-
заготовки. В этом случае контактные
поверхности заготовки и инструмента
разделены. Поскольку силы сцепления
между частицами наполнителя мень-
меньше, чем с поверхностями заготовки и
инструмента, то происходит уменьше-
уменьшение снл контактного трення со всеми
вытекающими из этого последствиями.
Ко второй групце относят СОТС,
в состав которых входят химически
и поверхностно-активные соединения.
Химически активными называют со-
соединения, содержащие фосфор, азот,
серу, хлор. Поверхностно-активными
являются соединения, содержащие
сульфогруппы, эфирные, амндиые,
амннные н др., а также медные и цин-
цинковые.
Например, в качестве поверхностно-
активных смазочных материалов
используют следующие составы:
2 % графита + олеиновая кислота;
2 % MoS2 + олеиновая кислота;
парафиновое масло -|- 1 % олеиновой
кислоты; клей БФ-6; 2 % MoS2+ 5 %-
ный раствор мыла в воде.
Механизм действия второго СОТС
основан на том, что трущейся поверх-
поверхностью является пленка, покрываю-
покрывающая поверхность заготовки. Силы тре-
трения в этом случае будут меньше, чем
СИЛЫ ТРЕНИЯ, СМАЗЫВАНИЕ И ОХЛАЖДЕНИЕ
341
при скольжении металлических по-
поверхностен в условиях сухого тре-
трения.
Применение поверхностно-активных
смазочных материалов обеспечивает
значительный экономический эффект
прн штамповке крупногабаритных де-
деталей.
Единой методики испытания смазо-
чно-охлаждающнх технологических
средств для оценки их характеристик,
и в первую очередь фрикционных, в на-
настоящее время нет. Методы испытания
фрикционных характеристик СОТС
подразделяют на две группы: прямые
н косвенные. Прямыми являются ме-
методы, позволяющие измерять силу
трения или коэффициент трення не-
непосредственно. В технологии листовой
штамповки эффективность СОТС оце-
оценивают, как правило, косвенными
методами, основанными на изменении
силовых параметров, предельного фор-
формоизменения нли износа рабочего
инструмента.
Наиболее широко для сравнительной
оценки СОТС используют технологиче-
технологические пробы по способу Эрнксена —
выдавливание лунки, нлн испытания
по способам ЦНИИТмаш, Свифта,
Энгельгарта и др. — вытяжка цилинд-
цилиндрических стаканов разных диаметров
с плоским н сферическим торцом.
Технологическая проба по способу
Эрнксена позволяет оценивать ка-
качество смазывания по глубине выдав-
выдавливаемой в образце лунки. Чем больше
глубина лункн, тем лучше использу-
используемое СОТС прн прочих равных усло-
условиях. Прн испытании по способам
ЦНИИТмаша и др. пригодность
СОТС можно оценить по уменьшению
деформирующего усилия или по улуч-
улучшению штампуемостн (коэффициенту
вытяжки). Однако этим способам срав-
сравнительной оценки пригодности СОТС
для листовой штамповки присущи
недостатки, связанные с несоответст-
несоответствием скоростных режимов прн про-
проведении технологических проб. Поэ-
Поэтому наряду с лабораторными испыта-
испытаниями СОТС необходимо проведение
производственных испытаний.
В табл. 1 приведены результаты ла-
лабораторных испытаний, которые ука-
указывают на расхождение оценки СОТС
различными способами.
1. Результаты лабораторных
испытаний СОТС
Марка
ХС-170/8
ХС-164
ХС-163
Укрннол-23
Укрииол-5/5
Укринол-Зп
Укрннол-4
Укрннол-8
Укрннол-16
Укрннол-16/3
Укрннол-11
<и о.
2я&
>.!= О
as К
орми
:ке ц
0 СПС
Ч ?> СО 2»
альио!
при в
ста к а
арта,
ксим
[лие
кого
~ельг
,4
0,8
0,8
2,0
,4
,3
,2
,4
,2
,5
,4
Машина
MTJ
О S
О .
X о»
¦У
ЦИЛИ!
при
сота
кана
я 5
11,74
11,42
11,42
11,68
11,69
11,67
11,21
11 40
11,41
11,70
11,70
1-1 ОГ
s
s
2:
лива;
т
та
3 S
a S
при
1КИ,
j: ч
8,92
8,45
8,57
8,82
8,61
8,70
8,29
8,30
8,75
8 67
8,54
Роль смазочного материала при осу-
осуществлении вырубки—пробнвкн со-
состоит в том, чтобы уменьшить силу тре-
трения между заготовкой и инструмен-
инструментом, предохранить инструмент от на-
налипания штампуемого материала, ис-
исключить мнкровырывы, задиры и т. п.,
т. е. обеспечить высокое качество
поверхности разделения (среза) и по-
повысить стойкость инструмента. СОТС
должны обладать высокой адгезией,
теплопроводностью (отвод тепла из
зоны резания) и не слишком высокой
вязкостью (быстро проникать на по-
поверхность разделения). Для повышения
адгезии СОТС в качестве наполнителей
применяют серу, хлор, фосфор, а
также свинец для образования жаро-
жаропрочной пленки, предотвращающей
сваривание поверхностей н повышенное
изнашивание инструмента. Вязкость
СОТС для чистовой вырубки зависит
в значительной степени от толщины вы-
вырубаемой детали; с повышением тол"
342
СИЛЫ ТРЕНИЯ, СМАЗЫВАНИЕ И ОХЛАЖДЕНИЕ
2. Влияние СОТС на повышение стойкости штампов при вырубке
Операция
Пробивка отвер-
отверстий диаметром
3,5; 5,0; 5,5 мм
Пробивка отвер-
отверстий диаметром
5,5; 8,5 мм.
вырубка по кон-
контуру, вытяжка
Пробивка от-
отверстий диа-
диаметром 3,5 мм
Вырубка тре-
треугольного про-
профиля зубьев с
шагом 3 мм
Вырубка — про-
пробивка отверстий
диаметром 3,5 мм
и по контуру
диаметром 27 мм
(заусенцы недо-
недопустимы)
Вырубка — про-
пробивка отверстий
диаметром 3,5 мм
и по контуру
диаметром 15 мм,
формовка
Изготов-
Изготовляемая
деталь
Швел-
Швеллер
Днище
Крон-
Кронштейн
Подпят-
Подпятник,
ручки
Диск
Шайба
Материал
Сталь 10
(s — 1 мм)
То же
»
Сталь 45
(s = 1,5 мм)
Сталь У12А
(s = 2 мм)
Сталь
08X18Т
(s = 1 мм)
Оборудование
Кривошипный
пресс (Я —
— 0,4 МН)
То же
»
»
Эксцентрико-
Эксцентриковый пресс
(Я = 0,3 МН)
То же
Результаты
испытании
Увеличение стой-
стойкости пуансонов
в 2 раза; умень-
уменьшение высоты
заусенцев
То же
Увеличение стой-
стойкости пуансонов
в 4 раза; умень-
уменьшение высоты
заусенцев до
0,05 мм
Увеличение стой-
стойкости пуансонов
в вершинах
зубьев в 2 раза;
изготовление
острой кромки
в вершине зуба;
уменьшение за-
заусенцев по кон-
контуру
Увеличение стой-
стойкости пуансонов
в 2 раза; умень-
уменьшение высоты за-
заусенцев до 0,01
мм
Увеличение стой-
стойкости пуансонов
в 2 раза (диа-
(диаметром 3,5 мм)
при пробивке
коррозионно-стой-
коррозионно-стойкой стали;
уменьшение вы-
высоты заусенцев
при вырубке и
задиров на ра-
радиусах перетяж-
перетяжки при формовке
СИЛЫ ТРЕНИЯ, СМАЗЫВАНИЕ И ОХЛАЖДЕНИЕ
343
Продолжение табл. 2
Операция
Пробивка отвер-
отверстий диаметром
3,2 мм (всего
264); диаметром
6 мм (нсего 2016)
Пробивка отвер-
отверстий диаметром
2,8; 3-,0; 3,8;
5,0 мм; фигур-
фигурных1 отверстий,
отрезка одной
стороны, выруб-
вырубка контура де-
детали
Пробивка отвер-
отверстий диаметром
2,8 мм и выруб-
вырубка по контуру
(заусенцы недо-
недопустимы)
Изготов-
Изготовляемая
деталь
Листы
лотков
Рычаг
затвора
фото-
аппа-
аппарата
Защелка
Материал
Сталь
08Х18Т1
(s = 1 мм)
Сталь
12Х18Н10Т
(s = 2 мм)
Сталь 10
(s = 2 мм)
Сталь
08Х18Т1
(s = 1 мм)
Оборудование
Эксцентрико-
Эксцентриковый пресс
(Я = 0,16 МН)
Кривошипный
пресс (Я =
•-= 1 МН)
Эксцентрико-
Эксцентриковый пресс
(Я = 1,0 МН)
Кривошипный
пресс (Я =
= 0,16 МН)
Результаты
испытаний
Увеличение стой-
стойкости пуансонов
в 4 раза; умень-
уменьшение высоты за-
заусенцев до
0,05 мм
Увеличение стой-
стойкости пуансонов
в 2 раза; умень-
уменьшение ВЫСОТЫ
заусенцев до
0,02 мм
Увеличение стой-
стойкости пуансонов
при пробивке
коррозионно-
стойкой стали;
уменьшение вы-
высоты заусенцев
до 0,02 мм
щины вязкость СОТС должна воз-
возрастать.
В зарубежной практике для чисто-
чистовой вырубки листовой стали толщиной
до 4 мм рекомендуют смазочные ма-
материалы, содержащие хлор. При из-
изготовлении деталей приборов широкое
распространение получили следующие
СОТС: ХС-147; ХС-163; ХС-164. Эти
СОТС имеют состав: 1—2%S; 17—
21 %С1; 0,03 %Н2О; веретенное масло.
Вязкость при 50 °С ХС-147 составляет
ц = 40-Г-55 мм2/с, ХС-163 г] = 45-т-
60 мм2/с, ХС-164 л = 75-=-90 ммг/с;
температура вспышки-для ХС-147 и
ХС-163 150°С, для ХС-164 170°С.
В табл. 2 приведены результаты ис-
испытаний стойкости пуансонов при ис-
использовании ХС-147 по сравнению
со стойкостью при использовании ма-
масла индустриального И-45. Применение
ХС-163 обеспечивает еще большее по-
повышение стойкости штампов: в 1,5—
2 раза по сравнению с ХС-147 в про-
процессах чистовой вырубки ряда дета-
деталей.
Для чистовой вырубки деталей из
алюминиевых листов применяют
СОТС, содержащее 30—50 % керосина
и 50—70 % скипидара. Добавление
в СОТС керосина повышает капилляр-
капиллярность. Для смазывания медных спла-
сплавов применяют мыльные эмульсии.
Для удержания СОТС на контактной
поверхности необходима предвари-
предварительная обработка этой поверхности.
Так, применение электроэрозиониой
обработки обеспечивает образование
так называемой «кратерной» поверх-
поверхности. «Кратеры» на поверхности ин-
инструмента способствуют удержанию
смазочного материала при приложении
высоких давлений. При наличии бо-
бороздчатой поверхности, образуемой при
чистовом шлифовании, смазочный ма-
материал легко вытесняется по борозд-
344
СИЛЫ ТРЕНИЯ. СМАЗЫВАНИЕ II ОХЛАЖДЕНИЕ
3. Влияние СОТС на стойкость штампов
Материал
У7А
ШХ15
Сталь 10
Пр
Тол-
Толщин;)
дета-
детали
1,5
1,5
3,5
3,0
и м е ч
Сложность
вырубае-
вырубаемого
контура
III
II
I
III
III
II
а н и е.
Стойкость штампов до переточки
Укринол-4
0.6—0,8
0,8-1,0
1,5
—
— простой
(тыс. нагружений)
У крипол-2
2,5—3,0
3,5—4,0
6,0
12—14
контур типа
II — контур средней сложности типа многогранника и
контур -
— ломаный с глубокими впадинами.
XC-I47;
К.уртис-525
10—12
16—20
30—40
6—8
2
30—40
окружности
ХС-163
18—20
25—30
50—60
10—11
2,5—3,0
50—60
и др.;
др.; III — сложный
кам. Эффективность использования
смазочных средств в этом случае сни-
снижается. В табл. 3 приведена сравни-
сравнительная стойкость штампов для чи-
чистовой вырубки в зависимости от при-
применяемого смазочного материала.
Для смазывания листовых заготовок,
предназначенных для глубокой вы-
тяжкн, применяют разнообразные
СОТС. Эффективность этих средств
зависит от следующих факторов: рода
материала, толщины листа, формы
вытягиваемой детали, скорости де-
деформации и др.
Для вытяжки деталей нз низкоугле-
низкоуглеродистой стали, в частности автокузов-
автокузовных деталей, применяют СОТС на ос-
основе веретенного масла (табл. 4).
Для легкой вытяжки стальных заго-
заготовок рекомендуется применять
ХС-147, ХС-163, ХС-164; для тя-
тяжелой — Укринол-5/5, Укринол-23.
При выборе СОТС для вытяжки лег-
легких и цветных металлов, титановых
сплавов, жаропрочных и коррозион-
коррозионно-стойких сталей следует руковод-
руководствоваться данными табл. 5. Для вы-
вытяжки жаропрочных сталей широкое
распространение получило омеднение
заготовок.
Для получения наибольшего эффек-
эффекта применения СОТС большое внимание
следует уделять качеству их нанесе-
нанесения. СОТС следует наносить ровным
слоем одинаковой толщины. Сущест-
Существуют два способа нанесения СОТС:
на поверхность заготовки (листовой,
рулонный материал или полуфабрикат
после вытяжки, формовки и других
операций); на поверхность штамповой
оснастки. При применении глубокой
вытяжки та поверхность заготовки,
которая будет контактировать с пуан-
пуансоном, не должна смазываться (в этом
случае силы трения способствуют
уменьшению растягивающих напряже-
напряжений в стенке вытягиваемой детали).
В условиях автоматизированного или
механизированного производства жид-
жидкие СОТС наносят на поверхность
заготовки вращающимися фетровыми
валиками, находящимися в ваннах
с СОТС. Наибольшее распространение
при вырубке получило разбрызгива-
разбрызгивание СОТС по поверхности заготовки
или на рабочую часть вырубного пуан-
пуансона. Этот способ нанесения часто
сопровождается образованием тумана
(из смазочной жидкости) вблизи ра-
рабочего пространства пресса, что яв-
является его существенные недостатком.
Удаление СОТС со штампованной
детали производят следующими спо-
способами: электролитическим или го-
горячим обезжириванием в щелочных
ваннах; ультразвуковой очисткой; раст-
СИЛЫ ТРЕНИЯ, СМАЗЫВАНИЕ И ОХЛАЖДЕНИЕ
345
о
о
(lien HHMtfg
Btfoo квнпва
-odHHHttqire}!
вмЛи
квпээаэсЦ/
DHHJ
1фвп oimw
В1О1ГЭНМ
веаонищго
AИЖ HHQHd
о if э в и aoaod
-охэвя эоннеа
-ойи)гнфч1гЛэ
iH(t>Bdj
etfog
idHHQ
ВС1ЭД
If OtfH If OQ
OIT14W ЭОИЭ1ГЭ?
нимйиж
ifODqirXwg
эоинэх
-adosi oifDBW
Тип детали, под-
подвергаемой вы-
вытяжке
-
ОО
-
о
¦si-
о
¦SJ-
Кузовиая
ю
in
in
<N
О
<N
18—20
52—54
Крупная кузов-
кузовная
0,8
in
in
сч
in
¦SJ-
ю
со
33,0
Тяжелая
CN
О
(N
Ю
(N
52,5
Сложной формы
ю
ю
(N
20,5
in
CN
in
<N
CN
Простой формы
о
tN
<N
-
О
¦sj-
о
<N
ОО
ОО
in
in
ю
т
s
о
<N
го
„
in
¦ч-
t^
<j?
h-
CO
Детали различ-
различных форм и раз-
размеров
346
СИЛЫ ТРЕНИЯ. СМАЗЫВАНИИ И ОХЛАЖДЕНИЕ
ту, Па-с
5. Рекомендации по выбору СОТС
для вытяжки деталей из различных
материалов
10''
10'
10
10 г v, м/с
Номограмма для определения динамической
вязкости смазочных материалов в зависи-
зависимости от скорости деформирования и сред-
средних контактных давлений между заготовкой
и матрицей МПа:
/ — 15- 2 - 20; 3 — 30; 4—40; 5 — 50;
g — 60- 7 — 70' 8 — 80; 9 — 90; 1С -
100- 11 - ПО; 12 — 120
воренпем в органических растворите-
растворителях Р4 или Р5 (для пленки ХВЛ-21)
н в толуоле или ксилоле (для пленки
ФГ-9). В ряде случаев для удаления
жиров применяют бензин или трихлор-
этилен (при этом необходимо принятие
мер пожарной безопасности).
Для проведения расчетов по оценке
деформирующих сил, работы дефор-
деформации и предельных значений коэффи-
коэффициента трения, а также для определе-
определения стойкости рабочих деталей штампо-
вой оснастки рекомендуется пользо-
пользоваться значениями коэффициентов тре-
трения, приведенными в табл. 6.
Вязкость СОТС существенно зави-
зависит от скорости деформирования.
В табл. 7 даны рекомендации по
применению СОТС для листовой штам-
штамповки.
На рисунке приведена номограмма
для выбора оптимальной динамиче-
динамической вязкости СОТС в зависимости
Материал
Алюминий
и его
сплавы
Медь и ее
сплавы
Никель и
его сплавы
Корро-
Коррозионно-
стойкая
сталь
12X13
Коррозион-
Коррозионно-стойкая
сталь
12Х18Н9Т
Жаропроч-
Жаропрочная сталь
Титан и
его сплавы
СОТС
Технический ва.че-
лин; эмульсия из
растительных масел
Сурепное масло;
мыльно-масляная
эмульсия (смесь мас-
масла с крепким мыль-
мыльным раствором)
Мыль но-масляная
эмульсия
Кашеобразная смесь
индустриального мас-
масла, графита, зеленого
мыла, воды
Окисленный петро-
латум; хлорвинило-
хлорвиниловый лак ХВЛ-21
Асфальтовый би-
битум + 50 fa окис-
окисленного петролату-
ма; хлорвиниловый
лак ХВЛ-21
Графитовый коллоид-
коллоидный водный препарат
(засыхает при 20 "С
в течение 30 с);
хлорвиниловый лак
ХВЛ-21 (засыхает в
течение 3 мин); фос-
фосфатное покрытие с
последующим нанесе-
нанесением сухого смазоч-
смазочного материала (моли-
дисульфидграфит)
или омеднением
от скорости вытяжки (деформирова-
(деформирования) и средних контактных давлений.
Для высокоскоростных процессов
рекомендуется применять СОТС, вяз-
вязкость которых обеспечивает наличие
жидкостного трения на контакте. При
штамповке взрывом для алюминиевых
сплавов следует применять вазелино-
вазелиновое масло или 10 %-ную водную мыль-
мыльную эмульсию.
СИЛЫ ТРЕНИЯ. СМАЗЫВАНИЕ И ОХЛАЖДЕНИЕ
347
6. Значения коэффициентов трения
СОТС
Без применения СОТС
Минеральное масло
Минеральное масло с
наполнителями (мел,
графит)
Окисленный петрола-
тум
Сталь
0,20-0,25
0,15
0,08—0,10
—
Алюминий
0,25
0,15
0,10
—
Д16М
0,22
0,16
0,08—0,10
—
12Х18Н9Т
о,;ю—0,35
0,25
0,15
0,10
7. Рекомендуемые СОТС при скоростях деформирования до 0,3 м/с
Материал
Стали:
коррозионно-стой-
коррозионно-стойкие и легирован-
легированные
низкоуглероди-
низкоуглеродистые
Алюминиевые спла-
сплавы, медь, латунь
СОТС
Воздушно-сухое хозяйственное мыло
Окисленный петролатум (высокого
окисления)
50 % асфальтового битума + 50 %
окисленного петролатума
Технический парафин
Церезин (горный воск)
80 % коллоидного графита -(- 20 %
масла вапор
40 % коллоидного графита + 60 %
масла
20 % окисленного петролатума +
+ 80 % масла вапор
Технический вазелин
50 % окисленного петролатума +
-(- 50 % масла вапор
50 % хозяйственного мыла И- 50 %
воды
Эффективная
динамическая
ВЯЗКОСТЬ t|.
кПа. с
500
30
600
400
6000
8000
5
8
0,5
0,6
0,4
Глава
18
ТИПОВЫЕ КОНСТРУКЦИИ ШТАМПОВ,
ОСНОВНЫХ УЗЛОВ И ДЕТАЛЕЙ.
ВЫБОР МАТЕРИАЛОВ
1. ОБЩИЕ СВЕДЕНИЯ
Штампы листовой штамповки со-
состоят: из рабочих деталей нли узлов,
непосредственно контактирующих с за-
заготовкой, участвующих в осуществле-
осуществлении ее базирования, прижима, непо-
непосредственно операции штамповки и вы-
выталкивания; из вспомогательных де-
деталей, предназначенных для направле-
ления движения заготовки к зоне штам-
штамповки и после нее, удаления деталей
и отходов, а также из деталей, обе-
обеспечивающих взаимное положение н
движение всех деталей и узлов.
Если штамп выполняет одну опера-
операцию, например, вырубку или гибку,
то он называется штампом простого
действия (однооперационным), если же
несколько различных операций, такой
штамп называют многооперационным,
и в зависимости от схемы работы он
может быть совмещенного или последо-
последовательного действия.
На выбор того или иного вида и кон-
конструктивного исполнения штампов пре-
прежде всего влияют масштабы и уровень
инструментального производства. По-
Поэтому для выполнения одной и той же
операции в условиях единичного, се-
серийного и массового производства
существует большое разнообразие
конструктивных схем. Кроме того,
в выборе конструкции штампа немало-
немаловажную роль играют типаж н конкрет-
конкретные технические данные прессового
оборудования, включающие широкую
гамму моделей и модификаций.
В конструкциях штампов необхо-
необходимо предусматривать средства (эле-
(элементы) для удобства транспортиро-
транспортирования штампа в целом и его отдельных
составных частей массой более 25 кг
с учетом использования межцеховых
и внутрицеховых подъемно-транспорт-
подъемно-транспортных средств.
Конструкция штампа должна наде-
надежно фиксироваться и прикрепляться
к прессовому оборудованию. Послед-
Последнее необходимо выполнять с учетом
особенностей оборудования, массы
штампа и возникаемых технологиче-
технологических усилий. На прессах с отверстием
в ползуне для крепления хвостовика
верхняя часть штампа, помимо хво-
хвостовика, должна закрепляться допол-
дополнительно в четырех или двух точках
(рис. 1). Ползуны современного прес-
прессового оборудования изготавливают
с пазами или отверстиями, предназна-
предназначенными для крепления верха штампа.
Применение прихватов для крепления
верхней части штампа к ползуну
пресса запрещается. Нижнюю плиту
штампа преимущественно выполняют
с пазами или отверстиями для крепле-
крепления, увязанными с соответствующими
пазами, или отверстиями подштамно-
вой плиты пресса. В виде исключения
допускается крепление нижней части
штампа к прессу с помощью прихва-
прихватов. Многие модели современных прес-
прессов, и особенно крупногабаритные,
выпускают с пневмогидравлическими
механизмами для автоматического
крепления штампов. В этом случае
места крепления на полках плит
штампа конструктивно разрабатывают
с учетом требований, распространяе-
распространяемых на данный вид крепления.
В условиях мелкосерийного или
единичного производства допуска-
допускается применение быстродействующего
крепления штампов с использованием
электромагнитов, которые устанавли-
устанавливают в нижних и верхних плитах спе-
специального блока. Электромагниты пи-
питаются от общей сети через низко-
низковольтный выпрямитель. Сила притя-
притяжения магнитов зависит от площади
контакта частей штампа.
Крепление штампов с помощью
электромагнитов целесообразно прн
штамповке тонколистовых деталей и,
прежде всего, из немагнитных матери-
материалов. При этом допускается также вы-
выполнять штамповку из магнитных ма-
материалов. В этом случае рабочие части
ОБЩИЕ СВЕДЕНИЯ
349
гтг
Рис. 1. Верх штампа с хвостовиком и дополнительными элементами крепления к ползуну
штампа должны иметь высоту, гаранти-
гарантирующую отдаление штампуемого ма-
материала от воздействия магнитного
поля. По техническим условиям эта
высота должна быть не менее 20 мм,
что обеспечивает достаточную отдален-
отдаленность электромагнитных полей от
штампуемого металла.
Время, затрачиваемое на монтаж
(установку) и демонтаж штампов при
их эксплуатации, зависит от их массы
и уровня организационно-технических
мероприятий, проводимых в этом на-
направлении. Конструкция штампа дол-
должна включать надежный элемент для
быстрой фиксации штампа относитель-
относительно осей пресса. При малой массе штам-
штампов элементом их фиксации, как пра-
правило, служит хвостовик. В штампах
без хвостовика (преимущественно сред-
средних и крупных габаритов) элементами
быстрой фиксации на прессе являются
пазы (рис. 2), стыкуемые с соответству-
соответствующими штырями, встроенными в под-
штамповую плиту. Однако для этого
требуются унифицированные габарит-
габаритные размеры основания (нижней уста-
установочной плиты) и высоты собранного
штампа в целом. Выполнение изло-
изложенных технических требований в со-
сочетании с применением выдвижных
столов пресса значительно сокращает
время установки крупных штампов.
Быстрая установка однотипных уни-
унифицированных мелких штампов обе-
обеспечивается при наличии универсаль-
универсальных блоков, а также при использова-
использовании автоматизированного и специ-
специального оборудования. На универ-
универсальных прессах данная задача ус-
успешно решается при применении спе-
специальных установок, оснащенных бы-
быстродействующими зажимными ме-
механизмами.
При установке на пресс штампа боль-
большой массы необходимо, чтобы масса
верхней части штампа не превышала
массу, допускаемую для ползуна (по-
(последняя указывается в технической
характеристике пресса).
Для выполнения проектных работ
по конструированию штампов необ-
необходимо иметь подробную техническую
характеристику пресса. Техническая
характеристика пресса, помимо ос-
основных параметров, должна содержать
исчерпывающие данные о буфере, о
местах крепления штампа, о разме-
350
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
Рис. 2. Низ крупногабаритного штампа с
элементами фиксации на столе пресса
pax провального отверстия в плите,
сведения о механическом толкателе,
графическое изображение основных
проекций ползуна, станины, стола и
подштамповой плиты. При применении
автоматического комплекса с валко-
валковым или другим механизмом для по-
подачи материала надо знать расстояние
до «зеркала» рабочих частей штампа,
шаг подачи, ее точность и др. При
проектировании штампов для много-
многопозиционных прессов или линий прес-
прессов кроме перечисленных сведений
А-А
Б-Б
Рис. 3. Лимитированные места крепления
рабочих частей (см. табл. 1)
Рис. 4. Соединение четырех деталей с при-
применением крепежа в две ступени (I- II)
необходимо иметь циклограмму про-
процесса, сведения о захватах и др. Тех-
Технически грамотный подход к констру-
конструированию штампов требует знаний
об организации рабочих мест опера-
оператора, о направлении потоков штампу-
штампуемых заготовок, готовых деталей, от-
отходов и др. Использование буферов
(при вытяжке, гибке и других опера-
операциях) невозможно при отсутствии све-
сведений о размерах плиты (тарелки)
буфера или координатах расположения
отверстий под буферные шпильки,
а также способе их применения: цель-
цельными, составными, с частичной за-
заделкой их в подвижные детали штампа
или без заделки. Учитывая многоцик-
многоциклическую работу штампа со знако-
знакопеременным нагружением деталей и
узлов, к выбору способа крепления
предъявляются повышенные требова-
требования. Основными крепежными деталями
внутри штампа являются винт с внут-
внутренним шестигранником, обеспечиваю-
обеспечивающий по сравнению со шлицевым более
прочное соединение, и цилиндриче-
цилиндрический штифт. Материал штифтов дол-
должен иметь твердость HRCr, 56—59.
Наиболее целесообразно изготавливать
штифты цианированными или цемен-
цементированными из стали А12.
Число и диаметр деталей крепления
назначают исходя из трех факторов:
ОБЩИЕ СВЕДЕНИЯ
351
I. Минимально допускаемая толщина стенок в закаленных рабочих частях
штампов при размещении деталей крепления (размеры, мм)
Обо-жаче-
мие (см.
рнс. 3)
В
с
Е
Высота (тол-
(толщина) И рас-
рассматриваемого
участка детали
10-15
Св. 15 до 20
» 20 » 30
» 30 » 50
10-15
Сн. 15 до 20
» 20 » 30
» 30 » 50
10—15
Св. 15 до 20
» 20 » 30
» 30 » 50
Диаметр винта (или штифта)
6
9
9,5
3
4
5,5
6,5
8
10,5
11
12
4
5
6
6,5
7,5
8,5
10
12
13
14
17
4
6
7
9
8
9
10
12
14
16
20
7
8
10
9,5
10,5
12
15
14
16
18
22
7
9
II
11,5
13
16
16
22
27
10
13
14
16
20
20
30
16
23
силового, конструктивного и масштаб-
масштабного. Силовой фактор — расчет воз-
возникающих усилий в рабочих и вспомо-
вспомогательных узлах штампа. Конструк-
Конструктивный фактор дополняет силовой,
включает решение вопросов рацио-
рациональной планировки крепежных де-
деталей штампа, так как произвольное
размещение винтов и штифтов не всегда
обеспечивает надежность соединения.
Нередки случаи, когда по конструк-
конструктивным соображениям приходится от-
отходить от силового фактора, размещая
большее число крепежных деталей или
увеличивая габариты деталей штампа.
Масштабный фактор влияет прежде
всего на размеры крепежных деталей.
Например, в крупногабаритных штам-
штампах, когда толщина плит измеряется
сотнями миллиметров, несоразмерно
будет выглядеть крепление рабочих
деталей винтами диаметром, например,
8 и даже 10 мм, хотя по силовому рас-
расчету они вполне обеспечивают надеж-
надежность соединения. Длина винтов не
должна превышать норм, установлен-
установленных практикой. В противном случае
не будет достигнут силовой эффект,
так как при чрезмерно большой длине
винта в процессе его завертывания
возникает недопустимая величина
скручивания. Рекомендуется приме-
применять винты с длиной, не превышающей
восемь его диаметров (Ы).
Следует стремиться к ограничению
типоразмеров применяемых крепеж-
крепежных деталей в проектируемом штампе,
что значительно облегчит труд изго-
изготовителей и наладчиков штампов. Фик-
Фиксация одного сборочного узла штампа
обычно обеспечивается с помощью
двух цилиндрических штифтов. Од-
Однако при большой длине спариваемых
деталей или при необходимости уве-
увеличения прочности соединения в не-
некоторых случаях требуется вводить
три—четыре штифта. Планируя раз-
размещение крепежа на рабочих деталях,
подвергаемых закалке до высокой твер-
твердости (рис. 3), необходимо соблюдать
нормы максимально допускаемых тол-
толщин стенок (перемычек), установлен-
установленных практикой в зависимости от тол-
толщины соответствующих деталей и от
диаметра винтов, штифтов (табл. 1).
Оптимальным вариантом эффектив-
эффективного применения штифтов является
фиксация с их помощью одновременно
двух или трех деталей. Применение
промежуточной тонкой детали (на-
352
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
ОБЩИЕ СВЕДЕНИЯ
353
А-А
ГОСТ...
¦ГОСТ...
ГОСТ...
топ...
гост...
Рис. 5. Пример примеиеиин стандартизованных деталей в штампе
пример, прокладки), в которой от-
отверстия под крепежные детали вы-
выполняют с зазором 0,5—1 мм (рис. 4),
не оказывает существенного влияния
ня качество соединения.
По аналогии с винтом длина штифта
также не должна превышать Sd. При
наличии более трех относительно вы-
высоких деталей штампа их фиксирова-
фиксирование целесообразно выполнять ступе-
ступенями, последовательно группируя их
по две детали (см. рис. 4).
Ограничение хода подвижных де-
деталей штампа наиболее надежно осу-
осуществляется с помощью ограничитель-
ограничительных втулок (рис. 5), стержневых огра-
ограничителей (см. рис. 57) и жестко за-
закрепленных скоб. Последние целесо-
целесообразно устанавливать па штифты
только в нижней части штампа. В
верхней части штампа их применение
не рекомендуется. Ступенчатых вин-
винтов следует избегать, так как в про-
процессе эксплуатации штампа неизбеж-
неизбежно изменение из «рабочей» длины при
самоотвинчивании.
Разработка конструкций и изготов-
изготовление оснастки в современном произ-
производстве немыслимы без широкой уни-
унификации, стандартизации деталей и уз-
узлов, что обеспечивает значительную
экономию инженерного труда, спо-
способствует снижению себестоимости
изготовления и сокращает время на
подготовку производства. Стандарти-
Стандартизованы в основном те детали штампа,
которые относительно легко подда-
поддаются унификации. К ним относятся:
детали блока (плиты, колонки, втул-
втулки, хвостовики); пуансоны и матрицы
для круглых контуров; державки;
фиксаторы; упоры и др. На рис. 5
показан разрез конструкции совме-
совмещенного штампа, созданного на базе
стандартизованных деталей. Чем
больше таких деталей в штампе, тем
легче весРи работы по его проектиро-
проектированию и тем больше возможность
для перехода на автоматическое про-
проектирование с применением ЭВМ.
Расчет экономической эффективно-
эффективности при проектировании штампов ли-
листовой штамповки производится на
основе рекомендаций ГОСТ 19732—74
«Экономическая эффективность стан-
стандартизации».
Базовыми деталями штампа явля-
являются несущие плиты, которые в комп-
комплекте с направляющими элементами
образуют блок. В крупногабаритных
формоизменяющих штампах в боль-
большинстве случаев функцию нижней
плиты выполняет матрица (при ли-
литье), а верхней — складкодержатель.
Вид 8 (на верхнюю плиту)
Рис. 6. Примеры конструкций универсальных блоков
Поэтому понятие «блок», не сущест-
существует для этой категории оснастки.
Форма (конфигурация) плит блока
мелких и средних штампов опреде-
определена стандартами. Однако до сих
пор применяют специальные нестан-
нестандартные плиты. Особенно в крупно-
крупногабаритных формоизменяющих штам-
штампах. При всем разнообразии этих
штампов их главиые характериые приз-
признаки — число направляющих узлов
и схема их расположения — сохраня-
сохраняются для всех форм.
12 П/р А. Д. Матвеева
Блоки с двумя направляющими уз-
узлами применяют в трех основных ис-
исполнениях: с задним расположением
направляющих; с диагональным и с осе-
осевым (нли близко к оси) расположени-
расположениями. Блок, в которых возможна уста-
установка четырех направляющих узлов,
можно выполнять не только с четырь-
четырьмя, но и с тремя цилиндрическими ко-
колонками. Штампы для автоматических
комплексов также рекомендуется ком-
комплектовать четырьмя или тремя колон-
колонками. Если в штампе возникают от-
354
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
Рис. 7. Типовые конструкции направляющей пары скольжения
жнмающне силы, вызывающие одно-
одностороннее давление на направляющие
узлы, то дополнительно применяют
призматические направляющие (см.
рнс. 60). Формоизменяющие штампы
(особенно крупногабаритные) допуска-
допускается эксплуатировать, если они имеют
только призматические направляющие
(см. рис. 131).
В условиях мелкосерийного произ-
производства широкое распространение по-
получили универсальные блоки, кото-
которые позволяют применять упрощен-
упрощенные конструкции штампов. При руч-
ручном способе установки штампов в блок
нх крепят прихватами или непосред-
непосредственно вннтамн (рис. 6), в механи-
механизированных блоках для этой цели
встраивают быстродействующие за-
зажимы.
Эффективность работы направляю-
направляющих элементов в штампах во многом
зависит от точности н надежности за-
закрепления (установки) колонок и вту-
втулок в плиты блока. Относительная
величина заглубления их в плиты
играет большую роль для обеспечения
высокоточной перпендикулярности по
отношению к плоскости плит. Отно-
Отношение Hldi (рис. 7) должно быть в пре-
пределах 1,5—2 для колонок и 1,2—1,6
для втулок. Прочность соединения
гарантируется за счет посадки с
натягом. Дополнительно рекомен-
рекомендуется применять винтовое крепление
или стопорные кольца. При трении
скольжения колонки с втулками при-
пригоняют по H6/h5—H7/eB — в зависи-
зависимости от величины технологических
зазоров и условий работы штампа.
В частности, точность по Я6/Л5 до-
достигается в прецизионных штампах.
Шариковые узлы направляющих
(рис. 8) в зоне движения пригоняют
с натягом 0,01—0,015 мм. Учитывая
необходимость соблюдения особо
Рнс. 8. Примеры применення в штампах шариковых направляющих
ОБЩИЕ СВЕДЕНИЯ
355
тщательной пригоикм. шариковых на-
направляющих (по шестому квалитету),
при легких работах посадочные от-
отверстия для пуансонов, колонок и вту-
втулок целесообразно заполнять эпо-
эпоксидным клеем, что облегчает их вы-
высокоточную пригонку при грубой об-
обработке отверстий в плитах. Шари-
Шариковые направляющие рекомендуется
применять в штампах для раздели-
разделительных операций и прежде всего, ког
гда зазор между матрицей и пуансо-
пуансоном ие превышает 0,025 мм при наличии
рабочих частей, изготовленных из ин-
инструментальных или высоколегиро-
высоколегированных сталей и 0,1 мм — из твердого
сплйва.
Технология изготовления и сборки
направляющих узлов штампа значи-
значительно облегчается, когда колонки
илн втулки устанавливают в промежу-
промежуточные державки, зафиксированные
штифтами.
. Штампы с шариковыми направля-
направляющими, устанавливаемые на обычные
универсальные прессы, целесообразно
оснащать плавающими хвостовиками
(см. рис. 8). В процессе работы штампа
с цилиндрическими направляющими—
узлами качения — выход втулок из
колонок не допускается. Остальные
технические требования к штампам
изложены в соответствующих стандар-
стандартах [ГОСТ 14672—83-*-
-гГОСТ 14679—83].
Надежность работы направляющих
узлов во многом зависит от наличия
в них смазочного материала. Для этой
цели на поверхности скольжения во
втулках и на призматических направ-
направляющих выполняют смазочные канав-
канавки (см. рис. 7).
Унификация и стандартизация дета-
деталей и узлов штампов не только эко-
экономят инженерный труд и повышают
качество, но и создают предпосылки
для более рационального нх исполь-
использования. Например, быстросменное
крепление рабочих частей, прошедшее
широкую унификацию, предоставляет
возможность эксплуатировать штампы
длительное время без нх демонтажа с
пресса. При этом создаются условия
для обеспечения взаимозаменяемости
рабочих частей.
Специфика конструкций штампов
потребовала разработки специального
12*
Рис. 9. Телескопическое ограждение для ко-
колонок направляющих
раздела в системе ЕСКД. посвященно-
посвященного оформлению соответствующих чер-
чертежей. В отлнчие от чертежей общего
машиностроения, сборочный чертеж
штампа включает: «План верха»
(вид сверху на верхнюю часть штампа)
и «План низа» (вид сверху на нижнюю
часть штампа). В целях отражения
тесной связи оснастки с технологиче-
технологическим процессом на сборочном чертеже
вычерчивают операционный чертеж
(эскиз) штампуемой заготовки, а при
выполнении первой операции нз ленты,
полосы нли специальной карты до-
дополнительно показывают раскрой со-
соответствующего материала.
Штампы листовой штамповки сле-
следует изготавливать в соответствии
с установленными на ннх техническими
условиями по ГОСТ 22472—77. В за-
зависимости от конкретных схем штам-
штампов к ннм предъявляют ряд дополни-
дополнительных требований:
1) зазор резания на сторону
должен быть обеспечен за счет при-
гонкн сопрягаемых деталей (раздели-
(разделительные штампы);
2) односторонний зазор между на-
направляющими колонками и втулками
не должен превышать минимальный
технологический зазор (разделитель-
(разделительные штампы);
3) допуск параллельности поверх-
поверхности (верхней плиты) относитель-
относительно поверхности (нижней плиты)
в сомкнутом положении штампа не
более 0,05/300X300 мм;
4) допуск параллельности н перпен-
перпендикулярности направляющих элемен-
элементов и рабочих частей штампа относи-
относительно базовых поверхностей плит
не ниже VIII степени точности;
5) необходимо периодически (не ре-
реже одного раза в сутки) проверять
356
КОНСТРУКЦИИ ШТАМПОВ. ВЫБОР МАТЕРИАЛОВ
Рис. 10. Примеры применения в штампах предупредительных н информационных табличен
состояние натяжения резьбовых со-
соединений, включая крепление штампа
к прессу;
6) в штампах без принудительного
(автоматического) смазывания на ко-
колонки, втулки и другие открытые тру-
трущиеся детали периодически (не реже
одно раза в смену) следует наносить
густой смазочный материал типа
ЦИАТИМ-203 (ГОСТ 8773-73);
7) при наличии просвета между на-
направляющими колонками и втулками
в раскрытом положении штампа не-
необходимо устанавливать огради-
оградительные кожухи (рис. 9);
8) если направляющие колонки раз-
размещены в верхней части штампа, их
следует стопорить винтами;
9) зазор между пуансоном и матри-
матрицей (см. сборочный чертеж) Должен
быть равномерным по всей формо-
формообразующей поверхности (формоизме-
(формоизменяющие штампы); и др.
Рекомендуется к каждому штампу
прикреплять предупредительные и ин-
информационные таблички (рис. 10) с
соответствующим текстом, например:
«Работать с двуручным включением
для каждого рабочего»; «Работать пин-
пинцетом»; «Отходы удалять воздухом»
н др.
Относительный объем чертежно-
конструкторских работ определяется
в прямой зависимости от величины
планируемых партий штампуемых де-
деталей. При мелкосерийном пр.оизвод-
стве основной объем падает на раз-
разработку пакетов (рабочих комплек-
комплектов), которые устанавливают в уни-
универсальные блоки, а также на при-
привязку и корректировку универсально-
переиалаживаемых штампов примени-
применительно к конкретным штампуемым де-
деталям. Разработка новых оригинальных
конструкций штампов сводится
к минимуму. Напротив, в крупносе-
крупносерийном и массовом производстве воз-
возникает необходимость выполнения
больших объемов проектных работ по
конструированию оригинальной оснаст-
оснастки с привязкой ее к автоматическим
комплексам. Значительная потреб-
потребность в оригинальных штампах обу-
обусловливается применением в широких
масштабах последовательной н по-
последовательно-совмещенной штампов-
штамповки, которые требуют разработки
преимущественно индивидуальных схем
раскроя и конструкций штампов.
2. ШТАМПЫ
ДЛЯ РАЗДЕЛИТЕЛЬНЫХ
ОПЕРАЦИЙ
В зависимости от конфигурации
штампуемой заготовки и необходимой
точности ее размеров разделение лн-
стовего (полосового, ленточно-рулон-
ного) материала может осуществляться
без отходов и с отходами.
Односторонняя отрезка (без отхода)
является простейшим способом раз-
разделения исходной полосы (ленты) в
штампе на мерные заготовки.
Отрезка заготовок от полосы (ленты)
без отхода рентабельна, когда к точ-
точности размеров полученных деталей
(заготовок) не предъявляется высоких
требований. Прежде всего это относит-
относится к размеру детали по ширине ленты
(полосы), который зависит не от точ-
точности изготовления штампа, а от до-
ШТАМПЫ ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ
357
Рнс. II. Безотходная отрезка
заготовок с прижимом ис-
исходного материала
пуска на этот размер в состоянии по-
поставки материала. Допуск на ширину
проката ленты (полосы) ориентирово-
ориентировочно соответствует Л12. В этих же пре-
пределах достигается точность ширины
полосы прн резке их на гильотинных
ножницах. Размер L заготовки можно
получить с более высокой точностью,
в зависимости от способа фиксации
материала по шагу подачи, однако
стабильность размера не гарантиру-
гарантируется (рнс. 11).
Для отрезки заготовок применяют
штампы в двух основных исполнениях:
с прижимом исходного материала и с
прижимом отрезаемой заготовки и
штампуемого материала. При первом
исполнении (рис. 11) отрезаемая заго-
заготовка длиной L в процессе разделения
находится в свободном состоянии, а ис-
исходный материал (в виде полосы, ленты
и др.) защемляется подпружиненным
прижимом 1 и непрерывно тормозится
боковым прижимом (см. рис. 19, б).
Регулируемый упор-амортизатор 2
обеспечивает заданную длину отрезае-
отрезаемой заготовки. Взаимно спаренные
противоотжнмы 3 и 4 предотвращают
сдвиг верхней части штампа относи-
относительно нижней, что необходимо для
сохранения режущего зазора между
ножами 5 и 6 во время резання.
Прижим 1 вступает в работу до сбли-
сближения режущих кромок, предотвра-
предотвращая прогиб и сдвиг исходного матери-
материала в процессе резания. Боковой под-
подпружиненный прижим (на рисунке
не показан) постоянно удерживает
полосу (ленту) в контакте с направля-
направляющей планкой 7, гарантируя фикса-
фиксацию полосы при доведении ее до упо-
упора 2.
Второе исполнение конструкции
предусматривает защемление не только
исходного материала, но и отрезаемой
заготовки (рис. 12). Это обеспечивает
получение более высокого качества
поверхности разделения и сохранение
плоскостности заготовки.
Рассмотренные схемы штампов для
отрезки заготовок из тонколистового
материала (ориентировочно толщиной
до s = 3 мм) с фиксацией и торможе-
торможением полосы (ленты) боковым при-
прижимом непрерывного действия являют-
являются наиболее распространенными.
Если же обрабатывается толстолисто-
толстолистовая полоса (толщиной более 3 мм и
Рис. 12. Безотходная отрезка с прижимом
детали и исходного материала
358
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
Рнс. 13. Применение прижима прерывного действия в штампе для разделения полосы при
s > 3 мм
массой более 10 кг), то при резком
продвижении ее до упора происходит
упругий удар и отскок заготовки
в сторону, противоположную направ-
направлению подачн. В этом случае торможе-
торможение от бокового прижима оказывается
недостаточным и прибегают к более
эффективным средствам. Одним из них
является применение усиленного
упора-амортизатора 2 (рис. 13), кото-
который поглощает энергию удара. Одно-
Одновременно усиливается и боковой при-
прижим. В мелкосерийном производстве
при ручной подаче, кроме усилия,
необходимого для проталкивания тя-
тяжелой массы полосы, оператор дол-
должен приложить дополнительную фи-
физическую нагрузку на преодоление
сопротивления бокового прижима. Для
того чтобы снять с оператора эту на-
нагрузку, в конструкцию штампа вво-
вводят прижим 1 (см. рис. 13) прерывного
действия, который воздействует на
полосу только в момент разделения
материала (при опускании ползуна),
освобождая ее в период подачи (при
подъеме ползуна). Недостатком при-
прижима прерывного действия является
необходимость проведения более стро-
строгого контроля за соблюдением кон-
контакта полосы с упором, так как в тот
момент, когда происходит отталкива-
отталкивание ее в результате инерционного
воздействия, боковой прижим ие ра-
работает. Поэтому особенно необхо-
необходимо оснащать штамп упором-амор-
тиЗатором 2.
Когда силы сопротивления продви-
продвижению полосы (ленты) во время по-
подачн легко преодолимы, следует при-
применять боковой прижим комбиниро-
комбинированного действия (рис. 14), который
одновременно обеспечивает прижим по-
полосы к боковой стороне и ее торможе-
торможение прн сдвиге от силы инерции.
В условиях единичного и мелкосе-
мелкосерийного производства скорость по-
подачи материала относительно мала,
и вопросы о применении всевозможных
средств для погашения удара и отскока
ие стоят так остро. Соответствующие
конструкции штампов совершенствуют-
совершенствуются по универсальности — обеспечению
переналаживаемости по двум основным
параметрам: длине и ширине отрезае-
отрезаемой заготовки. С этой целью в кон-
ШТАМПЫ ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ
359
струкции штампа предусматривают ре-
регулируемый упор / (рнс. 15), который
устанавливают по линейке 2 со шка-
шкалой. Для фиксации полосы по ширине
служат передвижные планки 3, за-
крепляемые винтами. Учитывая, что
универсально-переналаживаемые штам-
штампы предназначены для широкой
номенклатуры деталей, включая де-
детали с повышенными требованиями
к качеству, их целесообразно оснащать
двумя прижимами: для полосы и для
штампуемой заготовки (см. рис. 12).
Получение штампуемых заготовок
с высокой стабильной точностью обес-
обеспечивается при разделительных опе-
операциях в штампах с охватом всего
контура штампуемой детали. Вырубка
может осуществляться одновременно
по всему контуру заготовки (детали)
в одной позиции и последовательно —
с расчленением контура на отдельные
участки, которые выполняются за не-
несколько ходов пресса в процессе пере-
перемещения штампуемой полосы (ленты)
с позиции иа позицию.
Конструкция штампа для вырубки
заготовки по всему контуру в одном
ручье с жестким съемником показана
на рис. 16. В исходном материале (поло-
(полосе, ленте) образуются перемычки шири-
шириной а и Ь. Подачу полосы иа шаг t
при малых партиях штампуемых де-
деталей производят вручную справа—
налево с периодической переброской
полосы через упор /. Щель съемни-
съемника 2 для съема штампуемого мате-
материала с пуансона 3 должна быть до-
достаточной для свободного продвижения
полосы с учетом наличия упора. Ре-
Рекомендуемые размеры щели приведены
в табл. 2.
В комплект штампа входят направ-
направляющие узлы (колонки с втулками),
что дает возможность выполнять ра-
рабочие окна в съемнике с увеличенным
зазором с пуансонами @,2—0,5 мм).
При этом снижаются требования к фик-
фиксации съемника; отверстия под штиф-
штифты, фиксирующие его с матрицей,
выполняют с гарантированным зазо-
зазором по //9 или Н\ 1, что облегчает
доступ к матрице во время ее восста-
восстановления (заточки). Вырубленная за-
заготовка (деталь) свободно падает на-
провал (при наличии отверстия в под-
штамповой плите и относительно ма-
У/////////////////////////////.
Рис. 14. Клинорычажный прижим-тормоз
постоянного действия (в — ширина ленты)
лых габаритах детали) или принуди-
принудительно удаляется воздухом через нишу
плиты штампа. Последнее можно вы-
выполнять вручную при малых партиях
и механизированным способом (струей
сжатого воздуха или механическим
сбрасывателем) при больших партиях
штампуемых деталей.
Шлифование (восстановление) матри-
матрицы в процессе эксплуатации удобнее
Рис 15. План конструкции универсально-
переналаживаемого штампа для отрезкн
заготовок (В — ширина ленты; L — шаг
подачи:)
360
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
Рнс. 1В. Штамп для вырубки с жестким съемником
производить без упора, поэтому для
его выпрессовки в матрице и нижней
плите предусматривают сквозные от-
отверстия. Доступ к «зеркалу» матрицы
может осуществляться также при при-
применении быстросменных упоров. Среди
разнообразия упоров, применяемых
при раскрое материала с перемычками,
особое место занимают автоматиче-
автоматические упоры, которые вступают в ра-
работу периодически — синхронно с хо-
ходом ползуна пресса, от клинового илн
2. Высота просвета h между матрицей и съемником (размеры, мм)
Толщина
материала
s
До 1
Св. 1 до 3
» 3 » 8
» 8
Высота
упора А,
4
4
•4—6
8—10
h (ориентировочно)
с упором
8—10
10—12
i+gs
,+ 1.5s
без упора
4—6
5-8
B—2,5) s
A,5-2) s
ШТАМПЫ ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИИ
361
Рис. 17. Конструкция автоматического упо-
упора
рычажного привода. На рнс. 17 при-
приведена типовая конструкция соответ-
соответствующего узла с приводом от кли-
клина /, воздействующего на ползушку 2.
Работа подпружиненного упора 3 ясна
нз чертежа. Главным преимуществом
автоматических упоров является воз-
возможность непрерывного продвижения
ленты (полосы) без подъема и пере-
переброски ее во время штамповки.
Для выполнения операций выруб-
кн — пробнвкн нередко применяют
штампы с консольным (козырьковым)
жестким съемником (рнс. 18). Подоб-
Подобная конструкция целесообразна в тех
случаях, когда ширина обрабатывае-
обрабатываемой заготовки не лимитирована. В от-
открытую щель съемника можно загру-
загружать полосы, ленту, отдельные заго-
заготовки илн полуфабрикаты и различ-
различные отходы. Недостатком работы по-
подобной конструкции является небла-
неблагоприятная схема нагружения съем-
съемника при съеме материала с пуансона.
Возннкаемый прн съеме изгибающий
момент требует применения усилен-
усиленного крепления съемника. Независимо
от уснлня съема располагать винты
только в один ряд ие допускается.
Их размещают, как правило, в два
ряда (/—/ и //—//) с максимальным
приближением ряда /—/ к рабочему
контуру штампа. Пренебрегая (для
приближеииых расчетов) наличием ря-
ряда винтов //—//, усилие, восприни-
воспринимаемое винтами ряда /—/, опреде-
определяют исходя нз действия изгибающего
момента от силы Т, равной усилию
съема штампуемого материала с пуан-
u I/
Рис. 18. Схема к расчету консольного
съемника
со на, приложенной в центре тяжести
контура разделения:
Г =
гДе Лп — относительное усилие съема
(см. табл. 8); КцОг> — коэффициент,
приведенный на с. 391, в зависимости
от ЬЦх (см. рис. 18);
Р = 2 (h + h) saCR.
Сила Т создает момент Mo = TLx
вокруг точки О (см. рис. 18) против
часовой стрелки. Нагрузка, воспри-
воспринимаемая винтами на линии /—/ без
учета влияния затяжки винтов иа
линиях /—/ и //—//,
/?=TL,/L2. A)
В поверочном расчете толщины съем-
съемника h его консольную часть рассма-
рассматривают как балку, защемленную од-
одним концом по линии /—/. Напря-
Напряжение
а — Mjhi/J ^ МнЗГ,
362
КОНСТРУКЦИИ ШТАМПОВ, ;ЪЫ БОР МАТЕРИАЛОВ
5-5 повернуто
Г-гповернуто
А -А повррнцт
Рис. 19. Конструктивные элементы разделительных штампов с пружинным съемником
где Mi — изгибающий момент в се-
сечении /—/; Mi= T(Li — L2); J~
момент инерции сечения относительно
центра тяжести; hi — расстояние до
центра тяжести; [а]изг—допускае-
[а]изг—допускаемое напряжение на изгиб.
Схема вырубки—пробивки с пру-
пружинным съемником (рис. 19) находит
применение преимущественно для об-
обработки относительно тонких метал-
металлов (s ^ 2), когда суммарное усилие
съема материала с пуансонов невелико
и позволяет без особых трудностей
разместить необходимое число пру-
пружин /. В отличне от штампов с жестким
съемником обзор рабочей зоны больше,
так как значительная площадь зер-
зеркала матрицы остается открытой. План-
Рис. 20. Схема разрезки (с отходом) трубы квадратного сечения
ШТАМПЫ ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ
363
ки 3 для направления ленты в штампе
выполняют с козырьками (фланцами),
которые удерживают ленту в рабочей
зоне прн подъеме съемника 2. Кроме
того, они необходимы для заправки
ленты в штамп. Если лента подается
механизмом автоматической подачи,
то целесообразно встраивать в штамп
ролики 4, заменяя трение скольжения
(по планкам 3) на тренне качения.
В этом случае размер Sj между роли-
роликами должен быть на 0,2—0,5 мм
меньше размера б2 между планками.
Для удерживания отрезаемой заготов-
заготовки от провисания, когда ее ширина В
значительно меньше длины /, рекомен-
рекомендуется применять подпружиненные
поддержки 5. «Открытый» штамп для
эксплуатации удобнее, чем «закрытый»,
однако он требует защнтиого огражде-
ограждения при установке его на пресс,
который не оснащен защитными
устройствами.
Штампы для разделения труб, раз-
различных гнутых профилей и проката
со сложным поперечным сечением
имеют свои особенности. Закрытые
профили, в том числе н прямоуголь-
прямоугольные трубы, разделяются только с от-
отходом (рис. 20), а открытые — двумя
способами: без отхода и с отходом.
В первом случае пуансон выполняют
заостренным, во втором (для откры -
тых профилей) — со специальной гео-
геометрией в зависимости от формы сече-
сечения профиля (см. рнс. 54). Прижим
исходного проката в процессе раз-
разделения обязателен.
Возросшие требования современного
производства обязывают проектантов
работать над сокращением количества
технологических «операций, поэтому
отрезка заготовок без одновременного
выполнения каких-либо других опе-
операций применяется редко. Наиболее
распространен способ вырубки дета-
деталей по совмещенной схеме в одной
рабочей познцнн. Основой любого та-
такого штампа служит пуансон-матрн-
ца 8 (рис. 21, а), имитирующая своим
рабочим контуром в плоскости «зер-
«зеркала» штампуемую деталь одновре-
одновременно по ее периметру н отверстиям.
По периметру рабочего контура пуаи-
сон-матрнца охватывается матрицей 3.
Между ннмн образуется равномерный
технологический зазор резаиня. Пуаи-
s <• J
Рис. 21. Конструкция штампа н автомати-
автоматического упора при совмещенной вырубке-
пробивке деталей
сон 2 для пробивки отверстия сты-
стыкуется (прн соблюдении такого же
зазора) с соответствующим отверстием
в пуаисои-матрнце.
Прн вырубке отделенная от полосы
(ленты) заготовка заглубляется в ма-
матрицу н запрессовывается на пуансоны
с последующим проталкиванием ее
в противоположном направлении с по-
помощью механического выталкивателя
пресса илн от пружин. Промежуточной
деталью для проталкивания (съема)
заготовки служит выталкиватель /, не-
непосредственно контактирующий со
штампуемой деталью. Остаток полосы
(ленты) снимается с пуансон-матрнцы
подпружиненным съемником 9. По-
Последний одновременно удерживает н
направляет исходный штампуемый ма-
364
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
Рис. 22. Разновидности способов связи
верхнего толкателя пресса со штампом
териал в процессе его перемещения
для переработки.
Прн ручной подаче материала
в съемник встраивают подпружинен-
подпружиненный шаговый упор 7 или автоматиче-
автоматический маятниковый (рнс. 21, б).
Эксплуатация штампов в автомати-
автоматических комплексах по аналогии со
штампами для обычной вырубки с от-
отходами, как правило, не требует при-
применения шагового упора.
Прямая связь механического вы-
выталкивателя пресса через толкатель 5
(см. рис. 21) с выталкивателем штам-
штампа / может осуществляться только при
совпадении центрально расположен-
расположенного толкателя с центром давления
штампа и при отсутствии в центре
пуансона. В остальных случаях при-
применяют промежуточную деталь — тра-
траверсу 4, которая через шпильки 6
осуществляет связь между толкателем
(толкателями) пресса и выталкивате-
выталкивателем, расположенным в матрице штам-
штампа. Конструктивно эта связь реали-
реализуется различными способами в за-
зависимости от формы вырубаемой де-
детали, расположения в ней отверстий
и технической характеристики пресса
(рис. 22, а). Если центр давления вы-
выталкивателя штампа значительно от-
отдален от центра давления механиче-
механического толкателя пресса и установить
связь между ними через обычную
траверсу невозможно, то в некоторых
случаях удается применить рычаг —
траверсу, шариирно закрепленную
в верхней плите (рис. 22, б). Ход
подвижных деталей штампа (съемники,
выталкиватели и др.) ограничивается
ступенчатыми втулками (см. рис. 5),
закрепленными винтами, а также с по-
помощью буртиков (фланцев), горизон-
горизонтально расположенных стержней и др.
(см. рис. 57, поз. /); ограничение
с помощью ступенчатого винта (см.
рнс. 21, а) наименее надежное.
Раскрой исходного материала, преду-
предусматривающий поворот полосы (ленты)
вдоль продольной осн с целью эконо-
экономии материала, требует введения до-
дополнительного разового упора 10 (см.
рис. 21).
Одним из существенных дефектов,
возникающих при эксплуатации штам-
штампов совмещенного действия, является
прилипание вырубленных заготовок
к выталкивателю 3 (рис. 23), распо-
расположенному внутри матрицы 5. Это
явление наблюдается прежде всего при
штамповке деталей из тонкого металла
(s sg: 1 мм), особенно прн работе в ав-
автоматическом режиме. Простым и на-
надежным средством отделения от вы-
выталкивателя прилипших заготовок яв-
является применение подпружиненных
отлипателей 4 различных конструктив-
конструктивных исполнений. Наиболее распро-
распространенными конструкциями являются
стандартизованные по ГОСТ 24532—80
и подпружиненные с шариком. Нали-
Наличие в штампе механизма клещевой
автоматической подачи материала 6
и ножей 1 и 2 для разделения отхо-
отхода — ленты обеспечивает бесперебой-
бесперебойную работу штампа.
Удаление вырубленных заготовок из
рабочей зоны штампа после проталки-
проталкивания их через матрицу осуществляет-
осуществляется несколькими способами: при малых
партиях — вручную (улавливая поло-
полосой), при больших партиях — струей
сжатого воздуха нли с помощью лот-
лоткового механизма пресса. Кроме того,
одним из эффективных способов яв-
является запрессовка (возврат) в ленту
вырубленной заготовки и вынос ее
лентой из рабочей зоны. В этом случае
вырубленная заготЬвка не удаляется
со штампа непосредственно из матри-
матрицы, а при взаимодействии пружинных
ШТАМПЫ ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ
365
А-А
Рис. 23. Механизированный штамп совмещенного действия с отлипателем вырублен-
вырубленных детален от выталкивателя
элементов съемника / и выталкива-
выталкивателя 2 возвращается (запрессовывает-
(запрессовывается) обратно в ленту (рис. 24). Отно-
Относительная глубина запрессовки мо-
может колебаться от 0,1s до s,
что зависит от поставленной за-
задачи с учетом способа отделения
вырубленных деталей от ленты при
выходе ее из рабочей зоны. В штампах
для вырубки контура (без пробивки
отверстий) с нижним расположением
матрицы (рис. 24) заготовка запрессо-
запрессовывается в ленту снизу вверх, а в со-
совмещенных штампах, когда матрица
расположена вверху (рис. 25), —
сверху вниз. Применение этого спо-
способа ограничено габаритами штампуе-
штампуемой детали (ориентировочно 200 мм)
и ее толщиной (ориентировочно до
4 мм).
На рис. 25 приведена конструкция
штампа совмещенного действия для
вырубки шайб с применением трех-
трехрядного раскроя материала. По ана-
аналогии с конструкцией, показанной на
рис. 23, штамп оснащен механизмом
клещевой автоподачи. Способ удале-
удаления одновременно трех вырубленных
шайб с помощью струи сжатого воздуха
не является надежным, поэтому здесь
применен метод запрессовки деталей
в леиту — с выносом их в безопасную
нерабочую зону. Кроме того, при при-
применении метода «запрессовки» в боль-
большинстве случаев отпадает необходи-
необходимость в наличии отлипателей на верх-
верхних выталкивателях. Конструктивной
особенностью многорядного штампа
совмещенного действия является также
наличие единой траверсы /, через
которую осуществляется передача уси-
усилия пружины 4 на все три выталкива-
выталкивателя 5, расположенные в матрице.
Если пресс оснащен лотковым сбра-
сбрасывателем, то в качестве привода
системы траверса / — шпильки 2 —
плита 3— выталкиватель 5 исполь-
используют механический толкатель пол-
Рис. 24. Схема вырубки с возвратом детали
в ленту снизу вверх
366
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
А-А
Рис. 25. Трехрядный штамп совмещенного
действия с применением запрессовки вы-
вырубленных деталей (сверху вниз) в леи ту
зуна пресса и при толщине штампуе-
штампуемого материала s ^ 1 мм в выталкива-
выталкиватель 5 встраивают отлипателн.
Вырубку заготовок с пробивкой в иих
отверстий по последовательной схеме
применяют преимущественно в тех слу-
случаях, когда вырубить ее в совмещен-
совмещенном штампе невозможно: из-за недо-
недопустимо малых стенок в пуансон-
матрице; при близком расположении
отверстий; когда контур детали нлн
отверстия практически нельзя выру-
вырубить (пробить) в одном рабочем ручье
за одни прием. Кроме того, в после-
последовательных штампах удобнее осу-
осуществлять многорядную штамповку
с применением малоотходных процес-
процессов. Для штамповки толстолистового
металла данную категорию штампов
выполняют в основном с жестким
съемником, а для штамповки относи-
относительно тонкого материала применяют
как жесткий, так н пружинный съем-
Рис. 26. Штамп для вырубки—пробивки
последовательного действия (с ловителем)
ник. В отличие от совмещенной штам-
штамповки, при которой точность располо-
расположения всех элементов штампуемой
детали, участвующих в разделитель-
разделительном процессе, зависит от степени точ-
точности их взаимного расположения
в пуансон-матрице, прн последова-
последовательной штамповке на качество полу-
получаемых деталей влияет не только точ-
точность взаимного расположения соот-
соответствующих элементов, ио и достигае-
достигаемая степень точности шага подачи
материала. Поэтому прн разработке
конструкции штампа последователь-
последовательного действия вопрос фиксации полосы
(ленты) по шагу подачи является пер-
первостепенным. Прн наличии перемычек
в полосе и подаче материала вручную
(с переброской его через жесткий упор)
(рис. 26) невозможно получить штам-
штампуемые заготовки с высокой точ-
точностью, если в конструкции не преду-
предусмотрены дополнительные средства
фиксации полосы. Этот вопрос ре-
решается путем применения ловителей /,
которые, фиксируя полосу по шагу.
ШТАМПЫ ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ
367
Раскрой полосы
Рис. 27, Раскрой ленты н схема штампа
последовательного действия для вырубки
с шаговым иожом и подпружиненным упо-
упором
создают условия для получения дета-
деталей со стабильным взаимным располо-
расположением отверстий по отношению
к внешнему контуру. Еще большая
точность штампуемых деталей обес-
обеспечивается прн наличии шаговых но-
ножей (рис. 27 н 28}. Применяемые со-
совместно с ловителями, онн гаранти-
гарантируют получение штампуемых деталей,
не уступающих по качеству деталям,
изготовленным совмещенной штампов-
штамповкой. Ловители работают без напряже-
напряжения, если размер шагового ножа в на-
направлении подачи выполнен на 0,05—
0,3 мм больше номинального шага
подачи t (в зависимости от шага и тол-
толщины штампуемого материала); сво-
свобода действия ловителей способствует
лучшей фиксации. Для полосы (ленты)
шириной до 80 мм (ориентировочно)
в сочетании с боковым прижимом
(действующим в сторону — от иожа)
достаточно одного ножа. Когда ши-
ширина полосы (ленты) В > 80 мм, це-
целесообразно применять два шаговых
ножа (см. рис. 28), размещая нх
с обеих сторон полосы (боковой прн-
жнм не требуется). Место расположе-
расположения шагового ножа определяется схе-
схемой планировки рабочих позиций
штампа. Главными условиями прн
этом являются обеспечение миннмаль-
Рис, 28. Схема последовательной вырубки
с применением двух шаговых иожей
ных потерь штампуемого материала
прн первых ходах работы штампа и
стремление избежать поломки инстру-
инструмента (вследствие перекоса н набега-
набегания рабочих кромок пуансона и ма-
матрицы друг на друга), которая воз-
возможна из-за появления поперечной
силы, когда контур разделения не
полностью вписывается в раскрой ма-
материала. Припуск на обрезку края
полосы (ленты) для шагового ножа
устанавливается ведомственными нор-
нормативами.
Притупление режущей кромки ножа
н соответствующего участка матрицы
в процессе эксплуатации вызывает об-
образование заусенца на краю полосы
(ленты) перед упором, что препят-
препятствует нормальному продвижению ма-
материала вперед. Прн ручной подаче
этот дефект требует от оператора за-
затраты дополнительной энергии. Решить
данную проблему можно двумя спо-
способами: применением ножа с усиком
(табл. 3) нлн специального шагового
ножа, работающего совместно с под-
подпружиненным упором (см. рнс. 27).
Чтобы избежать лишнего расхода ме-
металла, обе конструкции целесообразно
применять там, где допускается вы-
выполнять соответствующие вырезы в по-
полосе (ленте) без дополнительного при-
припуска по ширине. При применении
штампа с автоматической подачей ма-
материала необходимость в установке
специальных ножей определяется с уче-
учетом конкретных условий производства.
368
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
3. Размеры элементов шагового ножа (размеры, мм)
—
+ ИГУ Г
L
_\
R0,S
/\
—г
/
у
Толщина
материала s
До 1,6
Св. 1,6 до 2,5
Св. 2,5 до 3,0
» 3,0 » 4,0
ь
1,6
2,0
3,2
4,0
В тех случаях, когда полосу (ленту)
необходимо центрировать в штампе
равномерно относительно продольной
оси, применяют рычажное самоцен-
трирующее устройство (рис. 29). В при-
приведенной на рис. 29 конструкции оба
рычага 2 монтируют на одной подпру-
подпружиненной державке 4 с помощью
шарнира /; державка фиксируется
и удерживается с помощью колонок 3,
установленных в верхней плите штам-
штампа.
Процесс последовательного разделе-
разделения штампуемого материала без пере-
перемычек в направлении подачи идентичен
процессу отрезки заготовок без от-
отходов (см. рис. 11 и 12) и, следова-
следовательно, может выполняться с досыла-
досыланием полосы (леиты) до жесткой опоры
(без переброски через шаговый упор
и без применения шагового ножа).
Благодаря такому методу представ-
представляется возможность производить раз-
разделение ленты (полосы) с получением
одновременно двух заготовок за одни
ход пресса: одной напровал, а второй
иа отвал (рис. 30). При этом шаг по-
подачи до упора 2 равен удвоенной ши-
ширине (длине) заготовки. Соответственно
и число пуансонов для пробивки от-
отверстий удваивается — с расположе-
расположением их вдоль подачи на расстоянии
шага t друг от друга. Готовые детали
отталкиваются подпружиненным сбра-
сбрасывателем /. Заметим, что метод штам-
штамповки напровал и на отвал применим
также и для безотходной отрезки
заготовки, не имеющей отверстий. При
наличии механизма автоматической по-
подачи ленты (полосы) процесс последо-
последовательной штамповки без перемычек
может осуществляться в отсутствии
Рис. 28. Самоцеитрирующее устройство
для фиксации полосы (леиты)
Рис. 30. Штамп для последовательной вы-
вырубки одновременно двух деталей яапро -
вал и на отвал
ШТАМПЫ ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ
369
средств фиксации материала по шагу.
Разработаны различные варианты
конструкций штампов для пробивки
отверстий в полуфабрикатах: с жест-
жестким и пружнииым съемником. Детали
(заготовки) из относительно тонких ма-
материалов (s<3 мм) после пробивки
можно снимать с пуансонов тремя
способами: пружинным, жестким или
полужестким съемником (рнс. 31).
При съеме штампуемой заготовки
с пуаисоиов 4 полужесткий съемник
опирается в головки виитов / и, сле-
следовательно, в принципе работает как
жесткий съемник. При сближении
верха с низом штампа державка 2,
касаясь съемника 3, опускает его иа
некоторое расстояние без соприкос-
соприкосновения со штампуемой деталью.
После выполнения рабочего хода съем-
съемник возвращается в исходное положе-
положение — до головок винтов, образуя
увеличенную щель высотой примерно
hi + 2s, удобную для загрузки заго-
заготовок. Такая схема предоставляет воз-
возможность уменьшить длину пуаисоиов
на величину хода съемника h\.
Для металла толщиной ие менее
3 мм применяют штампы преимуще-
преимущественно с жестким или полужестким
съемником. В целях безопасности и
повышения производительности труда
жесткие и полужесткие съемники це-
целесообразно оснащать щелчковыми
сбрасывателями 2 (рис. 32), которые
с помощью пружины / выталкивают
готовую деталь из рабочей зоны после
съема с пуаисоиов. В профильном
прокате пробивка отверстий осуще-
осуществляется преимущественно с жестким
съемником.
Пробивку отверстий в стеиках полых
деталей производят в основном при
фиксации внутренней полости детали.
При наличии иа поверхности детали
нескольких отверстий их пробивают
раздельно — с фиксацией иа стеики
полученных отверстий, а если кон-
конструктивно возможно, то одиовремеиио
пробивают все отверстия или группами.
На рис. 33 приведена конструкция
штампа для пробивки трех отверстий
в изогнутой детали. Подпружииеииые
пуаисоиы 1 к 2, расположенные под
углом, смонтированы в прижиме 4,
который при рабочем ходе, достигнув
поверхности штампуемой детали, иа-
Рис. 31. Пробивка отверстий в штампе
с полужестким съемником
ходится в неподвижном состоянии до
тех пор, пока пуансоны / и 2 при воз-
воздействии иа иих плиты 3 (с клиновид-
клиновидными выступами) ие выполнят про-
пробивку. Съем готовой детали осуще-
осуществляется тарельчатыми пружинами
с усилием, превышающим необходимое
усилие для съема материала с пуаи-
пуаисоиов. Обязательным условием рабо-
работоспособности штампа является при-
применение ограничителей 5 закрытой
высоты, обеспечивающих высокоточ-
высокоточное совпадение осей пуаисоиов и ма-
матриц.
Более надежно обеспечивается совпа-
совпадение рабочих частей, расположенных
относительно друг друга под некото-
некоторым углом а, в конструкции, схема
Рис. 32. Схема работы щелчкового сбрасы-
сбрасывателя > пробивном штампе
370
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
Рис. 33. Пробивка отверстий, расположенных под углом, в штампе
встроенными в прижиме
с пуансонами.
которой показана на рис. 34. Пуан-
Пуансон 3 устанавливается на ползушке /,
смонтированной в верхней части, а
пуансон 4 — на ползушке 2, разме-
размещенной в нижней части штампа. Ра-
Рабочий ход обеих ползушек осуще-
осуществляется от одного клина 5, жестко
закрепленного к нижней плите. При
этом обязательным условием является
строгое совпадение угла наклона по-
поверхностей А и Б (клина и противо-
отжима) с углом наклона пуансона
(пуансонов) 3.
Для изготовления деталей типа тел
вращения с отверстиями, равномерно
расположенными по контуру сечения
Рис. 34. Пробивка отверстий, расположен-
расположенных под углом, в штампе с пуансонами,
прикрепленными к ползушкам
поверхности, применяют штампы с по-
поворотным механизмом (рис. 35).
Отверстия в скобообразных деталях
можно пробивать двумя способами:
с применением клиновых механизмов
и путем «сквозной прошивки» пуан-
пуансонами 1 и 2 удлиненной формы
(рис. 36, а). Учитывая, что после про-
пробивки могут образоваться заусенцы,
необходимо предусматривать прину-
принудительный съем детали с верхней
матрицы 3 (рис. 36, а) (в приведенной
на рис. 36, а конструкции механизм
для съема деталей не показан). Сквоз-
Сквозная пробивка отверстий одновременно
в двух полках скобообразион детали
возможна также при наличии двух
жестко закрепленных матриц 1 » 2
(рис. 36, б). Максимальное усилие
съема Qmax определяют исходя из
потребного усилия для среза заусенца,
наибольшая толщина которого равна
*тах + *".
Qmax = 1.25L Bmax + г) Осд,
где L — суммарная длина периметра
пробиваемых отверстий (с обеих сто-
сторон); zmax — максимальная величина
зазора; г( = @,1ч-0,3) s — величина
возможного прнтуплеиня режущей
кромки матрицы; s — толщина штам-
штампуемого материала; осд — напряже-
напряжение сдвига.
ШТАМПЫ ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ
371
Рис. 35. Штамп с поворотным механизмом для пробивки отверстий в цилиндрической
детали
Рис. 36. Сквозная пробивка отверстий одновременно в двух полках детали
Отверстия в трубах целесообразно
пробивать в штампах, оснащенных
подпружиненной оправкой (рис. 37).
Обрезку края (припуска) по периме-
периметру коробки (любой конфигурации)
после операции вытяжки выполняют
в специальном штампе, одна рабочая
часть которого совершает возвратно-
поступательное движение в направле-
направлении, перпендикулярном к оси пол-
ползуна пресса. Наиболее распространен-
распространенной является конструкция с подвиж-
подвижной матрицей / (рис. 38). Пуансон 4
жестко прикреплен к верхней плите.
Державка 5 с матрицей / и прижи-
прижимом 2 может перемещаться в горизон-
горизонтальной плоскости на величину г.
Это достигается благодаря наличию на
боковой поверхности державки спе-
специального профиля, согласованного
с профилем кулачков 6. Таким обра-
Рнс. 37. Пробивка отверстий в трубе с при-
применением подпружиненной матрицы-оп-
матрицы-оправки
372
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
А-А
Рис. 38. Штамп для обрезки края вертикальных стенок коробок
зом, при опускании и подъеме ползуна
пресса происходит необходимый сдвиг
всей системы с матрицей относительно
пуансона в горизонтальной плоскости
одновременно по двум направлениям:
справа налево (нли наоборот) и спе-
спереди назад (н наоборот). Прн взаимо-
взаимодействии режущих кромок пуансона
н матрицы осуществляется раздели-
разделительный процесс, в результате чего
неровный край коробки отделяется.
Возвращение подвижной системы в ис-
исходное положение выполняют пру-
пружины 8 через плиту 7. Ограничи-
Ограничители 9 и фиксатор 3 контролируют
получение размера h — высоты ко-
коробкн. Для съема готовой детали
с фиксатора предусмотрены отлипа-
телн 10. В процессе резания возникает
отжимающая сила N, которой проти-
противодействует суммарное усилие Q пру-
пружин 8. Усилие определяют по фор-
формуле
Q = 0,35 -f-acas,
где? — общая длина периметра ко-
коробки.
Вырезку участка стеики полой детали
осуществляют в штампе, оснащенном
специальными пуансонами-ножамн 2
{рис. 39). Обрабатываемую деталь на-
надевают на матрицу 4, которая имеет
соответствующий срез, расположенный
в горизонтальной плоскости. Ножи 2
закреплены в ползушках 3. Последние
от клиньев / перемещаются возврат-
возвратно-поступательно, осуществляя рабо-
рабочий ход прн их сближении. В резуль-
результате взаимодействия режущих кромок
матрицы и ножей происходит скол
материала с образованием бесформен-
бесформенного отхода. В целях предотвращения
преждевременного притупления режу-
режущих кромок ножей, они не должны
доходить друг до друга на расстояние
@,1—0,2) s. Эффективность работы
штампа во многом зависит от стой-
стойкости ножей, угол резания которых
не превышает 15°, поэтому материал
для их изготовления должен быть
высокопрочным и нехрупким (твер-
(твердость закалки в пределах HRCa 48—
54). Рекомендуемая толщина штампуе-
штампуемого материала s ^ 1 мм.
Частичную обрезку плоской заготов-
заготовки (например, по углам) обычно про-
производят в универсально-переналажи-
универсально-переналаживаемых штампах при малых партиях
штампуемых деталей (в мелкосерийиом
нлн единичном производстве). Заго-
Заготовку фиксируют преимущественно по
двум сторонам (рнс. 40) с помощью
регулируемых лннеек 6. Процесс
резання пуансоном 2 и матрицей 4
ШТАМПЫ ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ
373
Штампуемая
детопь
Рис. 39. Конструкция штампа для снятия лысок на поверхности полой детали
осуществляется при наличии двух
противоотжимов 5 и прижимов 1 и 3.
Щтампы для обрезки по контуру де-
детали нлн в сочетании с пробивкой от-
отверстий (совмещенная штамповка) ши-
широко применяют для деталей, прошед-
прошедших формоизменяющие операции. Рас-
Распространенный способ фиксации — по
отформованной поверхности заготовки.
Отход по периметру после обрезки
может сниматься с пуансона (пуансои-
матрнцы) пружинным съемником нли
разделяться ножами (рис. 41) иа не-
несколько частей с последующим удале-
удалением одним из известных способов.
Вырубку тонколистовых деталей без
отверстий нли с отверстиями можно
производить в штампах, у которых
рабочие части внешнего контура ча-
частично или полиостью изготавливают
из стальной ленты 1 толщиной s =
= 24-3 мм (рис. 42). Последние при-
прикрепляют к державкам 2 и 3, выпол-
выполненным из неметаллических легко об-
обрабатываемых материалов (типа ДСП
или текстолита). Толщина штампуе-
штампуемого металла до 2 мм. Стальную леиту
прикрепляют к ДСП вертикально (на
ребро) н горизонтально эпоксидным
клеем н винтами. Например, гори-
горизонтально — в верхней части штампа,
а вертикально — в нижней (рис. 42, о).
Прн таком расположении облегчается
пригонка режущих частей. Горизон-
Горизонтальное расположение стальной ленты
особенно целесообразно при обрезке
деталей с криволинейным фланцем.
Для пробивки мелких отверстий, а
374
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
Деталь
А-А
Рис. 40. Универсально-переналаживаемый штамп для обрезки угла в заготовке
также во всех случаях, когда возни-
возникают трудности с установкой стальной
ленты, одиовремеиио применяют обыч-
обычные пуансоны и матрицы (см. рис. 42, а
и б). Такие штампы пригодны прежде
всего для мелкосерийного производ-
производства, однако практикой установлено,
что они рентабельны и при крупных
сериях штампуемых деталей.
Наиболее прогрессивным направле-
направлением в разделительных процессах хо-
холодной листовой штамповки является
высокоточнаи чистовая вырубка —
пробивка иа штампах, обеспечиваю-
ШТАМПЫ ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ
375
Рис. 41. Схемы штампов для обрезки ранее
отформованных заготовок
щих обжатие металла вдоль линии
резания клиновидным ребром (см.
рис. 43 и 44). Для штампуемого ме-
металла толщиной s^4 мм клиновид-
клиновидное ребро применяют только иа при-
прижиме; для s > 4 мм — иа прижиме
и иа матрице. Высота h клиновид-
клиновидного ребра и расстояние а до его вер-
вершины от рабочего окна матрицы за-
зависят от толщины штампуемого мате-
материала. Соответствующие рекоменда-
рекомендации приведены в табл. 4.
Для чистовой вырубки — пробивки
применяют преимущественно штампы
совмещеииого и последовательного дей-
Рис. 42. Штампы совмещеииого действия
с применением рабочих частей, выполнен-
выполненных из стальной леиты
Рис. 43. Штамп для чистовой вырубки
с конической посадкой рабочих частей
6 5
Рис, 44. Штамп для чистовой вырубки
с цилиндрической посадкой рабочих частей
376
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
ШТАМПЫ ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ
377
4. Форма и размеры клинового ребра (размеры, мм)
0,5
1,0
2,0
3,0
4,0
h
0,2
0,3
0,4
0,45
0,5
а
0,5
0,7
1,4
2,1
2,8
0,25
0,35
0,45
0,5
0,55
4,5
5,0
6,0
8,0
10
ft
0,5
0,55
0,6
0,7
0,85
а
3,2
3,7
4,2
5,0
6,0
0,55
0,6
0,65
0,75
0,9
ствия и прессы специального назна-
назначения. Процесс осуществляется с ма-
малым зазором между пуансоном и ма-
матрицей независимо от толщины штам-
штампуемого материала (см. гл. 2, § 3),
поэтому направляющими элементами
служат шариковые узлы. Повышенные
требования по точности изготовления
предъявляются ко всем рабочим дета-
деталям и узлам. Например, пригоика
подвижных деталей ограничивается по-
посадкой Н6/д5. При компоновке ра-
Рис. 45. Штамп для чистовой вырубки за-
закрепленный за универсальным прессом
прошедшим модернизацию
бочих деталей с монтажными плитами
применяют два способа соединений:
с применением конической посадки,
приведенной на рис. 43, и цилиндри-
цилиндрической посадки, показанной на рис. 44.
Рекомендуемые углы и натяги при вы-
выполнении конического соединения даны
в табл. 11. Исходный материал (лента,
полоса) защемляется между матрицей /
и прижимом 6 с усилием, необходи-
необходимым для формирования клинового
ребра. Штампуемая деталь в про-
процессе вырубки прижимается между
выталкивателем 3 и пуаисон-матри-
цей 5. Отделяемый отход во время
пробивки отверстия (отверстий) за-
зажимается между выталкивателем 4
и пуансоном 2. При d0TB ^ s вытал-
выталкиватель-прижим для отходов можно
не применять (см. рис. 44). После за-
завершения процесса вырубки—пробив-
вырубки—пробивки готовая деталь возвращается про-
противодавлением из матрицы и автома-
автоматически (струей сжатого воздуха или
механизмом) удаляется от штампа.
Аналогично удаляются и те отходы,
которые защемляются в процессе про-
пробивки отверстий.
При отсутствии специального обо-
оборудования чистовая вырубка—пробнв-
ка выполняется иа универсальных
модернизированных прессах. Типовая
конструкция соответствующего штампа
приведена на рис. 45. Массивные
несущие плиты обеспечивают необ-
необходимую жесткость всей конструк-
конструкции, что в сочетании с шариковыми
направляющими способствует выпол-
выполнению высококачественной компоновки
рабочих частей (см. т. 1).
Точные разделительные операции
можно выполнять и на универсальном
прессовом оборудовании без модер-
модернизации с применением в штампах
прижимных устройств. Однако ка-
качество среза на торцах штампуемых
деталей не может конкурировать с ре-
результатами, которые достигаются на
специальном оборудовании. Это объ-
объясняется недостаточным усилием пру-
пружинных прижимов. По ориентировоч-
ориентировочным данным, для обеспечения высо-
высокого качества штампуемых деталей
исходную заготовку (ленту, полосу)
необходимо прижимать в зоне клино-
клинового ребра с усилием 25 % усилия вы-
вырубки (Ррез), а деталь и отходы со-
соответственно с усилием 15—20 % от
^рез. что достичь полностью про-
простыми средствами практически невоз-
невозможно.
Зазоры между матрицей и пуансоном
(см. гл. 2, рис. 35) назначают так, чтобы
ие нарушался размер штампуемой
детали. Прн вырубке наружного кон-
контура форма и размер детали полу-
получаются по матрице, поэтому режущий
зазор выполняется за счет уменьшения
размеров пуансона. Размеры отвер-
отверстия в детали получаются по пуансону
и, следовательно, зазор выполняется
за счёт увеличения размеров рабочего
окна матрицы.
Штампы для зачистки торцов вы-
рублеиных заготовок применяют при
отсутствии специального оборудования
для чистовой вырубки. Конструкции
соответствующих штампов отличаются
компактностью и простотой, ио к ним
предъявляются повышенные требова-
требования по точности изготовления рабочих
частей и направляющих элементов.
Сущность процесса зачистки торца
вырубленных деталей заключается
в проведении дополнительной разде-
разделительной операции с ограниченным
снятием слоя металла по наружному
контуру яли по периметру отвер-
Рис. 46. Схема штампа для зачистки кои-
тура заготовки
стия — в виде тонкой стружки (раз-
(размеры припусков на зачистку см. гл. 2
с. 38). Зачистка может быть одно-
однократная и многократная.
На рис. 46 показан разрез штампа
для однократной зачистки. Заготовка
после вырубки укладывается в фикса-
фиксатор-трафарет /, устанавливаемый с вы-
высокой точностью относительно рабо-
рабочего окна матрицы 2. Для обеспечения
безопасности fi работе целесообразно
выполнять фиксатор выдвижным, с ме-
механическим приводом. Материал ма-
матрицы должен иметь высокую твер-
твердость, что предохранит ее от иалипа-
иия и задиров, а также способствует
высокой стойкости инструмента.
Рабочую кромку матрицы зачистиых
штампов выполняют в двух исполне-
исполнениях: острой и притуплённой, что
зависит от рода штампуемого мате-
материала. Например, для латуни и других
металлов, ие способных к прилипанию,
лучше применять острую кромку, а
для сталей и алюминия — притуплён-
притуплённую. Взаимосвязь пуансона с матрицей
осуществляется в двух исполнениях:
с возможностью захода пуаисоиа в ма-
матрицу при наличии зазора не более
0,01—0,02 мм и без захода — с пре-
превышением размеров сечеиия пуансона
по отношению к матрице иа величину
двустороннего припуска иа зачистку
(т. е. размер пуансона соответствует
размеру заготовки после вырубки).
В этом случае во время работы пуансон
не доходит до «зеркала» матрицы на
378
КОНСТРУКЦИИ ШТАМПОВ. ВЫБОР МАТЕРИАЛОВ
ШТАМПЫ ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ
379
f
ж
Г
s
Рис. 47. Схема зачистки детали из неме-
неметаллических материалов
0,1—0,3 мм. Детали для неметалличе-
неметаллических материалов (например, из гети-
накса и текстолита) зачищаются в ма-
матрице заостренной режущей кромкой
(рис. 47), а пуансон выполняется по
второму варианту, т. е. с сечением,
перекрывающим рабочее окно матрицы,
и также в процессе резания не дохо-
доходит до ее режущей кромки на 0,1—
0,3 мм. Если штамп для зачистки при-
прикрепляют к ползуну пресса с помощью
хвостовика и пресс не обеспечивает не-
необходимой точности для совпадения
рабочих частей верха с низом штампа,
то хвостовик по конструкции должен
быть плавающим (см. рис. 8; 49).
Пригонка колонок с втулками на-
направляющими осуществляется по
Н6/Н5 или Hfj/q5 и в некоторых слу-
случаях с индивидуальной доводкой. Луч-
шнй результат дают направляющие
шариковые узлы (с треиием качения).
Штампуемую заготовку укладывают
в штамп уширенной стороной (без
скола) к матрице. Удаление стружки
Рнс. 48. Схема вырубки и зачистки детали
в двухъярусном штампе
Рис. 49. Зачистка в штампе ранее проби-
пробитых отверстий
после зачистки деталей наиболее це-
целесообразно выполнять с помощью
струи сжатого воздуха.
Детали с чистыми торцами можно
получить в двухъярусном штампе
(рис. 48), верхняя матрица / которого
имеет острую режущую кромку и
служит для обычной вырубки заготов-
заготовки с учетом припуска на зачистку,
а нижняя 2 — с закругленной ра-
рабочей кромкой, предназначенной для
зачистки.
В штампах для зачистки отверстий
помимо направляющих колонок, вту-
втулок, выполняемых с жесткими тре-
требованиями по аналогии с зачисткой
наружного контура, необходима вы-
высокоточная взаимная фиксация трех
основных элементов конструкции: ма-
матрицы (державки матрицы) — съем-
съемника — державки пуансонов. Это
обеспечивается за счет применения
пилонов /, 2 н фиксаторов (рис. 49).
Последние могут быть использованы
одновременно для фиксации штампуе-
штампуемых заготовок, отверстия в которых
выполняют заранее. Кроме того, при-
применяют дублирующие фиксаторы 5.
Показанный вариант взаимной фикса-
фиксации основных узлов штампа является
достаточно распространенным, а наи-
наиболее универсально этот важный во-
вопрос решается путем использования
направляющих колонок штампа для
одновременной фиксации съемника (см.
рис. 8). При любой компоновке пуан-
пуансоны в штампах для зачистки отверстий
должны строго направляться по съем-
съемнику 4 через втулки 3, изготовленные
из материала с высокой твердостью.
Эффективность работы штампа во мно-
многом зависит от стойкости пуансонов,
которые наиболее целесообразно из-
изготавливать из твердого сплава (типа
ВК15М).
Получать высокоточные отверстия
возможно не только зачисткой (сня-
(снятием стружки), ио и путем выглажи-
выглаживания с помощью дорна. Процесс
выглаживания выполняется преиму-
преимущественно при толщине штампуемого
материала s>3 мм. Инструментом
для выглаживания поверхности от-
отверстия служат специальные дорны-
пуансоиы или шарики (рис. 50). При-
Припуск на выглаживание назначают на
30—40 % меньше по сравнению с при-
припуском на зачистку со снятием струж-
стружки, поэтому соответствующие отвер-
отверстия предварительно обрабатывают ме-
механическим путем. Съем штампуемой
заготовки с пуансонов после зачистки
рекомендуется осуществлять пружин-
пружинным съемником 4 (см. рис. 49), который
одновременно выполняет функции при-
прижима материала, что существенно по-
помогает ведению процесса. Отсутствие
зазора (щелн) между съемником и ма-
материалом по этой схеме предохраняет
пуансоны от продольного изгиба.
Получение отверстий с чистой по-
верхлостью среза (без заметного скола)
возможно с применением пуансонов
со специальной геометрией рабочей
части (рис. 51). Процесс ведется в два
этапа: пробивка с припуском для за-
зачистки и соответственно зачистка. Это
достигается за счет наличия на ра-
рабочем участке пуаисоиа двух ступеней.
Первую ступень, прилегающую к тор-
торцу по диаметру dt, выполняют меньше
размеров заданного отверстия детали
на величину припуска для зачистки
(по всему контуру). Вторая ступень
имеет размер d с учетом припуска иа
упругую деформацию штампуемого ме-
металла. Переход размера dv к размеру d
выполняют в виде усеченного конуса
илн обычной ступенью. Допускается
Рис. 50. Элементы рабочих частей для
выглаживания ранее пробитых отверстий
изготовление пуансона с заостренным
концом с углом а = 60-^90°. Однако
для обеспечения высокого качества
поверхности стенок отверстия необ-
необходимо наличие сильного прижима
штампуемого материала с давлением
не менее 1—2 МПа.
При всех способах зачистки кон-
контура штампуемой детали процесс со-
сопровождается проталкиванием ее
с большим напряжением через ма-
матрицу. Появляется остаточная дефор-
деформация, в результате которой полу-
полученные размеры детали не могут точно
соответствовать размерам матрицы. Ве-
Величина остаточной деформации зави-
зависит от марки материала и размеров
штампуемой детали, конструкции ре-
режущей кромки (с притуплением или
без него). Численное значение откло-
отклонений устанавливается опытным путем
и колеблется в пределах тысячных н
сотых долей миллиметра.
Прошедшие зачистку отверстия в лн-
стовых деталях, как правило, также
имеют соответствующие отклонения
размеров от упругих сил деформации.
Рис. 51. Пуаисоиы со специальной геомет-
геометрией рабочих частей для выполнения чисто-
чистовой пробивки
380
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
Л f.
в
1,
/1
1
ШТАМПЫ ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ
Рис. 53. Схема штампа для разрезки круг-
круглой трубы
Штампы для разрезки спаренных де-
деталей (обычно после формоизменяю-
формоизменяющих операций) выполняют с пружин-
пружинным прижимом / (рис. 52).
В большинстве случаев целесообраз-
целесообразно, чтобы матрица 2 состояла из двух
регулируемых частей, прикрепляемых
непосредственно к нижней плите илн
к промежуточной державке. Этот спо-
способ делает возможным сохранение
остроты режущих кромок за счет
перешлифовки торцов секций матриц
без нарушения геометрии ее профиля.
Наличие ограничительных упоров 5
и регулировочных винтов 4 обеспечи-
обеспечивает высокоточную стыковку матрицы
с пуансоном 3. Геометрия ножа-пуан-
ножа-пуансона должна быть такой, чтобы про-
процесс разрезки осуществлялся с воз-
возможностью свободного отделения от-
отхода1 в виде стружки. Рекомендуемый
угол а между касательной, проходя-
проходящей через точку касания режущей
кромки пуансона со штампуемым ма-
материалом, должен быть не менее 30°
Тонколистовой прокат с замкнутой
полостью в виде труб (круглого, пря-
прямоугольного и другого сечения) также
возможно разделять в штампах без
оправки. Однако относительно малая
жесткость подобных профилей в сво-
свободном состоянии требует создания
специальных условий для ведения пра-
цесса. На рис. 53 показана принципи-
принципиальная схема штампа для разрезки
круглой трубы с отходом, равным
ширине В пуансона 2. Составные
Рис. 54. Штамп для обрезки конца трубы
матрицы 1 и 3 смонтированы в пол-
зушках 4 с приводом от клиньев 5
и пружин 6. Качество разрезки зна-
значительно повышается, если сходящиеся
секции / и 3 производят обжим трубы
с перемещением некоторого объема
металла вверх навстречу пуансону 2.
С этой целью в секциих делают фаски
под углом а = 454-60°. Местное вы-
выпучивание придает трубе дополнитель-
дополнительную жесткость. Величину фаскн и
степень обжатия (<4 — di)/<4< 0,02
уточняют опытным путем прн отладке
штампа. Обжим трубы осуществляется
только на небольшом участке 7 ж
да З-г-5 мм.
Обрезка конца трубы, спариваемой
с другой трубой (нли иной деталью),
по аналогии с операцией разделения
трубы на части также требует при-
применения заостренного пуансона и на-
надежного прижима трубы. Обрезка тру-
¦ бы по заданному профилю возможна
с оправкой — матрицей, размещенной
внутри нее, и без оправки. В последнем
случае задача осложняется тем, что
стенка трубы при внедренни в неепуаи-
сона теряет устойчивость, поэтому
процесс резания следует вести начиная
с боковой поверхности, постепенно
приближаясь к середине трубы, ими-
имитируя схему работы ножниц с наклои-
нымн ножами. При этом трубу укла-
укладывают в штамп (рис. 54), в положение,
перпендикулярное направлению оси
спариваемой с нею трубы (нли иной
детали), т. е. с поворотом ее иа угол
90° (что не соответствует тому поло-
382
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
Рис. 55. Схема протягивания шпоночного
паза в штампе
женню трубы, прн котором она должна
располагаться, если бы ее конец
подвергался фрезерованию на вертн-
кально-фрезерном станке). Это дает
существенное преимущество для ве-
ведения процесса, так как представляется
возможность начинать обрезку без
внедрения заостренного конца пуан-
пуансона в верхнюю часть стенки трубы илн
с началом внедрения на крайнем
участке / малой длины (от торца на
расстоянии / яг 0,2s). В результате
в первый момент резания стенка трубы
испытывает малое усилие, что пред-
Рнс. SB. Расположение секций пуансонов
относительно секции матрицы
отвращает ее прогиб. Отход, отде-
отделяясь постепенно, образует завиваю-
щуюся стружку.
Штампы с применением протяжек
подобно оснастке, выполняющей про-
протяжные операции при механической
обработке, применяют для получения
шпоночных пазов и фасонных кана-
канавок; шероховатость поверхности /?а =
= 0,8^-0,1 мкм. В протяжке-пуансоне
возрастание размера последующего зу-
зуба по отношению к предыдущему на-
назначают в пределах 0,02—0,15 мм.
Поскольку процесс резания проис-
происходит односторонне, то держатель про-
протяжки должен иметь надежную опору.
Последней может служить противо-
противоположная сторона отверстия матрицы
(рис. 55) нли специальный противоот-
жим. Штампы для протяжки отверстия
(отверстий) оснащают высокоточными
направляющими элементами, которые
обеспечивают посадку между колон-
колонкой н втулкой не ниже HbiqS.
Штампы для выполнения различных
разделительных операций при штам-
штамповке крупногабаритных кузовных де-
деталей имеют свою специфику. Опера-
Операции вырубки и обрезки по контуру
характеризуются прежде всего на-
наличием больших периметров режущих
контуров, что требует применения
секционных рабочих частей (рис. 56).
Стыки секций пуансона / ие должны
совпадать со стыками секций ма-
матрицы 2. При выполнении разделн-
разделнтельных операций, связанных с об-
обработкой штучных заготовок, реко-
рекомендуется, чтобы штампуемая деталь
во время обработки находилась в не-
неподвижности. Поэтому в штампах дли
вырубки и обрезкн контура матрицу
располагают вверху, а пуансон илн
пуансон-матрнцу — внизу. Вырублен-
Вырубленная заготовка илн деталь после об-
обрезкн удерживается в исходном (ниж-
(нижнем) положении с помощью пружин.
Учитывая большую массу литых де-
деталей, целесообразно верхний вытал-
выталкиватель 3 фиксировать ограничителем
хода / н направляющими колонками 2
(рнс. 57). Пружины 4 в крупных
штампах собраны в пакеты с предва-
предварительным натягом.
Если вырубка по контуру илн от-
отрезка без отхода осуществляется на
широкого рулона в раскройной лн-
ШТАМПЫ ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ
383
Рис. 57. Типовая компоновка основных деталей крупногабаритных разделительных штам-
штампов
нни, то заготовки проталкиваются
вниз и конвейером выносятся нз рабо-
рабочей зоны штампа. Пробивку произ-
производят по обычной схеме — с матрицами
(матрицей), расположенными внизу,
н со съемом заготовки (детали) с пуан-
пуансонов от пружинного съемника.
Внешний отход (в виде рамки, коль-
кольца) после обрезки штучной заготовки
(детали) разделяется на отрезки огра-
ограниченной длины (в пределах 400—
600 мм). С этой целью по периметру
обрезки устанавливают ножи (см.
рнс. 56), которые примыкают к сек-
секциям пуансона (пуансон-матрицы).
Разделенные отходы сползают под дей-
действием собственной тяжести по наклон-
наклонным плоскостям нижней плиты нлн по
лоткам 5 (рис. 57). Угол наклона от
Рис. 58. Примеры конструкций лотков-
склизов с трением качения
горизонтальной плоскости а = 20-f-
-нЗО°. Если же поверхность соответ-
соответствующего склиза оснащена шариками
или роликами (рис. 58), то угол на-
наклона может быть уменьшен вдвое.
Для снижения шума и потребного
усилия резаиия секции большого кон-
контура выполняют волнообразными (см.
рис. 56). Границы волн и разъема
секций должны совпадать. Высоту h
воли (скосов) принимают в зависи-
зависимости от толщины штампуемого ма-
материала (размеры, мм):
s До 2 Св. 2 до 4
h 4—6 5—8
s Св. 4 до 8 Св. 8
h 8—10 12—20
Длина волн (ориентировочно) L =
= 200-^-400 мм, что соответствует сред-
средней длине секций.
Во всех разделительных крупно-
крупногабаритных штампах устанавливают
не менее трех ограничителей закрытой
высоты (ОЗВ), которые контролируют
величину заглубления пуансона в ма-
матрицу и разгружают пружины вы-
выталкивателя в период хранения
штампа. Последнее более целесооб-
целесообразно осуществлять с применением
ступенчатых ОЗВ (рис. 59). Их пре-
преимущество заключается в том, что онн
384
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
ШТАМПЫ ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ
385
Рис. 59. Конструкция ограничителя за-
закрытой высоты (ОЗВ) переналаживаемо-
переналаживаемого по высоте
в определенном положеинн не до-
допускают заглубления пуансона в ма-
матрицу н полностью освобождают пру-
пружины от иагрузкн. В положение,
показанное иа рнс. 59, а, онн устанав-
устанавливаются прн работе штампа, а в по-
положение, приведенное на рис. 59, б —
в период его хранения.
Если во время работы штампа воз-
возникают нагрузки в направлении, пер-
перпендикулярном к оси ползуна прес-
пресса, то применяют одновременно ци-
цилиндрические и призматические на-
направляющие (рнс. 60). Последние всту-
вступают в работу раньше цнлнндрнческнх
на величину /, зависящую от высо-
высоты Н контактной поверхности прнзм
и диаметра D колонок (размеры, мм):
D
Н
1
63
80
20
71
100
20
80
ПО
25
100
140
25
Рис. 60. Призматические направляющие
штампа в сочетании с цилиндрическими
колонками
В условиях современного прессового
производства все крупные детали штам-
штампуют с применением средств механи-
механизации и автоматизации. В частности,
штампы для выполнения разделитель-
разделительных операций оснащают или механиз-
механизмами подъема заготовки (детали) для
захвата механической рукой (см.
рнс. 57), или рычажным сбрасывате-
сбрасывателем 4 (рис. 61), которые работают
преимущественно от пневмопривода
(поз. /—3).
В соответствующих конструкциях
штампов рекомендуется применять бы-
быстросменные пуансоны, особенно когда
онн отличаются низкой стойкостью.
Для замены пуансонов н для проведе-
проведения профилактических работ по сма-
смазыванию и заточке, очистке от грязи
н др. для ограничения хода верхнего
выталкивателя рационально предусма-
предусматривать ступенчатые цилиндрические
стержни / (см. рнс. 57) Последние
обеспечивают удобство для монтажа
н демонтажа выталкивателя и других
деталей без снятия штампа с пресса.
За счет перестановки ограничитель-
ограничительных стержней в горизонтальном на-
направлении представляется возмож-
возможность устанавливать выталкиватель
в двух положениях: в рабочем н с за-
заглублением его в нншу плиты для
проведения заточкн секций. Условия
для осуществления съема выталкива-
выталкивателя со штампа обеспечиваются прн
более значительном выдвнженнн стерж-
стержня из плнты.
Вопросы конструирования раздели-
разделительных штампов неразрывно связаны
со способами раскроя нсходного ма-
матернала. Помимо требований экономии
листового матернала, что учитывается
прн его раскрое, необходимо обеспе-
обеспечивать удобства и надежность работы
штамповой оснастки. Небезразлично,
в каком положении располагается
штампуемая деталь, достаточна ли
прочность перемычек, эффективна ли
фнксацня нсходного матернала и штам-
штампуемой заготовки, какими средствами
обеспечивается заданная точность фор-
формы н размеров детали н др. Например,
прн сравнении двух схем раскроя
с поворотом полосы (рнс. 62) обнару-
обнаруживается, что прн поперечном рас-
расположении штампуемой детали
(рнс. 62, а) после первой штампоики
А-А
Рис. 61. Примеры средств механизации для подъема заготовки (детали) в штампе
(см. следы вырубки с обозначением /)
форма сечеиня полосы преобретает
серповидиость и без правки малопри-
малопригодна для второй штамповки — после
поворота на 180°. Прн втором варианте
раскроя (рнс. 62, б) полоса сохраняет
достаточную жесткость н прямолиней-
прямолинейность после штамповки первого ряда
заготовок (/) благодаря наличию шн-
13 П/р А. Д. Матвеева
рокого края А, что облегчает процесс
штамповки.
Прн выполнении разделительных
операций возникают н другие труд-
трудности. В частности, ие всегда удается
легко решить вопрос рационального
расположения рабочих частей в про-
пробивном штампе, если задается раскрой
материала с большим числом отвер-
386
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
ШТАМПЫ ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ
387
5. Данные по размещению рабочих частей в штампах
для перфорированной сетки (см. рис. 61)
Рис. 62. Выбор схемы рационального раскроя
стий, расположенных на малом рас-
расстоянии с друг от друга. Характер-
Характерным для этого случая является изго-
изготовление перфорированной ленты-дыр-
чатки, состоящей из множества густо
расположенных круглых отверстий од-
в)
Рис. 63. Планировка рабочих позиций при
последовательной штамповке часто рас-
расположенных отверстий в ленте (детали)
ного диаметра. Главное затруднение
заключается в соблюдении допускае-
допускаемых расстояний между матрицами-
глазками и в возможности осуществле-
осуществления надежного и удобного крепления
пуансонов. Варианты расстановки пу-
пуансонов (соответственно и матриц-
глазков в державке) приведены на
рис. 63. Из схем планировки рабочих
элементов штампа видно, что рацио-
рациональные их координаты находятся
в строгой зависимости от шага с сетки.
Когда расстояние с между отверстиями
в сетке относительно мало, то шаг
подачи t материала и расстояние b
между пуансонами в направлении по-
подачи должны быть всегда больше
расстояния с и кратны ему. Учитывая,
что 6 > t,B общем виде можно записать
Ь= Kt+ с,
B)
где К — любое целое число (I; 2; 3...).
Шаг подачи t принимают равным
четному числу шагов с сетки, т. е.
t=nc, где п — любое четное число
B; 4; 6...); как правило, п = 2. Та-
Таким образом, t = 1с и формула B)
принимает вид
Ь= сBК+ 1).
Ближайшие рекомендуемые расстоя-
расстояния b между пуансонами следующие:
К
b
1
5с
2
5с
3
7с
4
9с
и т. д.
и т. д.
Следовательно, расстояние b может
формироваться из любого нечетного
числа шагов с, кроме единицы, ио
чем меньше Ь, тем компактнее штамп
(при условии возможиости размещеиия
Расстояние между отверстиями
в сетке
В продольном
направлении С
Св. 3
До 3
В поперечном
направлении А
Св. 2,5
До 2,5
к
4
7
t
2с
а
3,5с
7,5с
Ь
9с
15с
2с
4с
и
Ас
Примечание. Таблица составлена без указания конкретного
диаметра отверстий и размера перемычек в сетке. В пределах шага с сетки
они могут быть различных сочетаний.
рабочих частей). Расстояние а от
оси пуансонов одного поперечного
ряда до ближайшего другого опреде-
определяется по формуле
С С
а = Кс + ~2~ или а = Кс ^~ •
C)
Расстояние А между осями ближай-
ближайших четных или нечетных продольно
расположенных рядов пуансонов свя-
связано зависимостью
А=с/3~.
В целях обеспечения равномерной
планировки пуансонов рекомендуется
назначать а » 1/26. Если же при этом
не удается рационально разместить
рабочие части, то выполняют допол-
дополнительный сдвиг их координат в на-
направлении подачи на величину f1
(рис. 63, б), кратную шагу сетки с
или с чередованием: на /х и f2, где f2
также кратно с, но больше f1
(рис. 63, в). Траектории смещения
координат рабочих частей из основных
поперечных рядов отверстий № I и 2
показаны стрелками. Обе схемы пла-
планировки рабочих частей построены
со следующими параметрами: я = 2;
К = 4; t = пс = 2с; Ь = Kt + с =
= 4 • 2с + с = 9с; . а = 9с/2.
Смещение координат рабочих ча-
частей штампа от основных поперечных
13*
рядов: в первой схеме (см. рис. 63, б)
fi= 2с; во второй схеме (см. рис. 63, в)
U = 2с; ft = 4с.
В поперечном направлении: в чет-
четном ряду — восемь пуансонов, а в не-
нечетном — семь. Однако число рядов
пуансонов в направлении подачи уд-
удвоено, так как шаг подачи материала
t = 2с. Следовательно, в четных ря-
рядах 8-2 -¦= 16 пуансонов (в схеме они
обозначены закрашенным кружком),
а в нечетном 7-2 - 14 пуансонов (кру-
(кружок закрашен наполовину). Всего
в штампе тридцать пуансонов. В табл. 5
приведены рекомендуемые соотноше-
соотношения рассмотренных выше параметров,
которые обеспечивают возможность
применения в пробивных штампах
вставных матриц-глазков.
В целях повышения надежности ра-
работы конструкции штампа при из-
изготовлении перфорированной сетки ре-
рекомендуется устанавливать шаговые
ножи.
Рассмотренная система планировки
рабочих частей в последовательных
штампах приемлема не только для
изготовления перфорированной ленты,
она рациональна при любой последо-
последовательной штамповке, когда возни-
возникает необходимость рассредотачивать
рабочие контуры с отдалением их
друг от друга. На рис. 64 приведен
пример планировки рабочих частей
при последовательной вырубке.
Разработка рациональной планиров-
планировки рабочих частей в последователь-
388
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
ШТАМПЫ ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ
389
Раскрои
9
А
И
Ь
Деталь Жесткий
съемник
Рис. 64. Примеры размещения рабочих
частей в последовательном штампе при
малом расстоянии с между отверстиями
в детали
иых штампах является одним из от-
ответственных этапов конструкторской
работы и решается в зависимости от
конфигурации штампуемой детали.
При проектировании разделитель-
разделительных штампов особое внимание уде-
уделяется обеспечению высокоточного на-
направления между верхней и нижней
частями штампа. Основное требова-
требование сводится к тому, чтобы допускае-
допускаемый сдвиг «верха» относительно «низа»
по абсолютной величине был всегда
меиьше технологического зазора между
рабочим окном (окнами) матрицы и
пуансона (пуансонами). Практически
это достигается за счет применения
жестких посадок в направляющих уз-
узлах (см. с. 354).
Штампы для разделительных опе-
операций должны отвечать не только
Рис. 65. Каскадное (ступенчатое)
положение пуансонов в штампе
рас-
Рис. вв. Схема нагружения пуансонов1 при
съеме с них штампуемого материала
своему основному служебному назна-
назначению: высококачественно осуще-
осуществлять заданную операцию (вырубку,
пробивку, отрезку н др.), но н прн
необходимости обеспечивать возмож-
возможность снижения технологического усн-
лня. Это может быть достигнуто путем
применения уклонов на режущих эле-
элементах (см. гл. 2, с. 31) или при на-
наличии в штампе нескольких рабочих
частей (рабочих контуров), располо-
расположенных по высоте каскадно — ступе-
ступенями (рис. 65). Этот метод доступен
для последовательных, совмещенных
и пробивных штампов. Перепад С
между ступенями должен быть не менее
2/3s.
Когда обрабатывается толстолисто-
толстолистовой металл и особенно труднодефор-
мнруемая сталь, разделительные опе-
операции выполняют с нагревом загото-
заготовок.
Усилие съема штампуемого мате-
материала с пуансонов после вырубки и
пробивки (рис. 66) зависит от размеров
сечения технологических перемычек и
зазора резания, от механической ха-
характеристики штампуемого материала,
формы и размеров режущего контура.
Пуансон со штампуемым материалом
после вырубки (пробивки) рассматри-
рассматривают как систему соединения двух
деталей с определенным натягом. Со-
Сопротивление съему создается упругой
силой деформации, обусловленной ве-
величиной натяга. При этом возникает
сила трения между деформируемым
материалом и пуансоном. Усилие
съема материала с пуансона равно 6. Значения модуля упругости Е
полной силе трения, Н: и коэффициента Пуассона ц для
некоторых материалов (при 20 °С)
Т = РпГистГ, D)
где FaCT—истинная площадь кон-
контакта штампуемого материала с пуан-
пуансоном, мм2; / — коэффициент трения
между штампуемым материалом и пуан-
соиом; рп — давление на контактной
поверхности, возннкаемое в резуль-
результате натяга при запрессовке штам-
штампуемого материала, МПа.
При круглом рабочем контуре и
кольцевом отходе
Рп =
", E)
где б — натяг, мм (для данного случая
принимаем б = O.OOId); d — диаметр
пуансона, мм; D — наружный диа-
диаметр кольцевого отхода, мм; Ех и
?2 — модули упругости первого рода
соответственно штампуемого материала
и материала пуансона, МПа; \ii и
\1г — коэффициенты Пуассона соответ-
соответственно штампуемого материала и ма-
материала пуансона. Средние значения Е
и ц для некоторых материалов при-
приведены в табл. 6.
Давление рп может быть также опре-
определено по формуле, предложенной
Б. П. Звороно:
2bas
Рп=—J-,
где Ь — ширина перемычки мм. При-
Применение этой формулы ограничено до
bid = 0,2.
Расчет усилия съема материала
с круглого пуансона при прямоуголь-
прямоугольной заготовке, в том числе полосы
или ленты (рис. 67), производят с уче-
учетом переменной ширины Ь перемычки.
В формулу D) вместо рп подставляют
его среднее значение рп ср, т. е.
Т = Рп ершист/-
Давление рп ср — среднее значение
между рп ври минимальной кольцевой
перемычке fcraln и рп — при максималь-
максимальной кольцевой перемычке, равной
Материал
Стали:
с большим со-
содержанием
углерода типа
У8А, У10А,
УП
ннзкоуглеро-
дистые
Никель
Биметалл (тер-
(термометалл) типа
Т6-1 и Др.
Чугун серый
Латунь типа Л63,
Л68
Медь техниче-
техническая типа
АМЦ, КМЦ
Титановые спла-
сплавы типа BTI,
ВТЗ
Цинк типа ЦВ,
Ц0, Ц1, Ц2
Алюминиевые
сплавы типа Д1,
Д6, АМЦ, АМГ
Магниевые спла-
сплавы типа MAI,
МА2
Свинец типа СО,
Cl, C2, СЗ
Твердый сплав
П р и м е ч
?.10-*,
МПа
До 2,2
2,0—2,1
2,0
1,5
0,9—1,6
0,9—1,4
1,1—1.3
1,1
0,8
0,72
0,45
0,2
0.5
1 н и е.
чение модуля упругости
0,29
0,28
0,33
«0,3
0,25—
П 97
и,л /
0,32—
0,42
0,3
0,27
0,27
0,26—
0,33
0,32
0,45
Зна-
прак-
тически не зависит от вида тер-
термической обработки, а
вательно, и от
риала.
твердости
следо-
мате-
390
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
ШТАМПЫ ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ
391
Рис. 87. Схема соединения пуансона со
штампуемым материалом во время съема
d (т. с йтах = d), рассчитанных по фор-
формуле E).
Истинную площадь FHi..,.u (мм2) кон-
контакта штампуемого материала с пуан-
пуансоном (на поверхности среза) в общем
виде определяют по формуле
р
'ИСТ. !
F)
где L — периметр среза; А„ — высота
пояска па торце срезанного контура
детали, находящегося и контакте с пу-
пуансоном, мм.
В частном случае для круглого ра-
рабочего контура (рис. 67) FH(.., „ =
--• ndh,,.
Высота ft,, зависит от величины тех-
технологического зазора, рода материала,
отношения d/s. После чистовой вы-
вырубки, когда зазор между матрицей
и пуансоном не превышает 0,01—0,02,
нысота ft,, приближается к толщине s
штампуемого материала. При обычных
работах высота ft,, колеблется в пре-
пределах @,5—0,8) s. В табл. 7 приведены
значения высоты ft,,, рекомендуемые
для* расчетов.
Трение между штампуемым мате-
материалом и поверхностью пуансона по
природе ближе к сухому, так как
в процессе их взаимной запрессовки
масляная пленка практически не удер-
удерживается. Ниже приведены значения
коэффициента трения f для ряда рас-
распространенных сплавов.
7. Максимальная высота ft,, пояска
на торцах деталей и отходов
lUTilMIiyi'Mblli
материал
Стали:
с большим со-
содержанием
углерода типа
У7А, У8А,
У ЮЛ
легированные
65Г, 40Х,
60С2Л,25ХГСЛ,
30 ХГСЛ,
I8X1I9T
углеродистые
типа 40, 45, 50
Стали:
типа 25, 30, 35
08кн, 08, Юкп,
15кп, 20ки, 20,
12ГС
Тита новые спла-
сплавы типа ВТ 1 - 0
BTI 00
Латунь типа Л63,
•J 1VJO
Биметалл (термо-
(термобиметалл)
Медь техническая
Магниевые сплавы
Алюминиевые
сплавы типа:
АМГ, Д1, Д6
АМЦ, АД
Д16
Алюминий Al, A2,
АО
Свинец тина СО,
Cl, C2
а*
МПа
550—650
* Ориентировочно.
Примечани
веденные значения 1
ствуют результатам
450
400
450
300
200
200
160
400
75
25
е.
А„(%
от s)
50
55
60
55
60
65
65
70
60
80
90
При-
гп соответ-
получен-
ным в обычных штампах
нятыми режущими
При высокоточной
вырубке независимо
с при-
призазорами.
(чистовой)
от
марки
(и толщины) штампуемых ма-
материалов ftn s.
Магниевые, алюминие-
алюминиевые сплавы типа АМГ 0,25—0,3
Латунн, бронзы, медь 0,3—0,4
Стали углеродистые н ле-
легированные 0,35—0,4
Алюминиевые сплавы ти-
типа АМЦ, никель, цинк 0,3—0,5
Меньшие значения f соответствуют
давлению 100—120 МПа, а большие
10—30 МПа.
Усилие съема материала с пуансона
удобнее выражать через потребное
уенлне вырубки—пробинкн:
Т = цпР, G)
где Т|п — относительное усилие съема
материала с пуансона, выраженное
в % от усилия вырубки пробивки.
Соответствующие значения т]п для
наиболее распространенных металлов
без учета потерн жесткости штампуе-
штампуемой детали (заготовки) приведены
в табл. 8. Величина т]п подсчитана по
приведенным выше формулам для круг-
круглого рабочего контура при наличии
прямоугольного отхода (прямоуголь-
(прямоугольной карты, полосы, ленты) с учетом
среднего давления рп ср. Для круг-
круглого контура с круглым отходом зна-
значения т)п меньше значений, приведен-
приведенных в табл. 8. Его подсчитывают по
формулам D), E) и G) без корректи-
корректировки рп.
В отличие от круглых, прн некруг-
некруглых рабочих контурах контакт между
пуансоном и штампуемым материалом
неравномерный. На прямолинейных
участках перемычки штампуемого ма-
материала прогибаются от давления рп
(рис. 68), что сопровождается некото-
некоторым растяжением штампуемого ма-
материала. Натяг сохраняется в основ-
основном только в углах вырубаемого кон-
контура (в зонах / и //). В приближенных
расчетах усилие съема материала
с пуансона, например при наличии
прямоугольного рабочего контура, оп-
определяют по формуле
Т=ЦпКкорР, (8)
где значения г|п приведены в табл. 8;
^кор — коэффициент корректировки,
принимаемый в зависимости от b/l:
Рис. 68. Схема к расчету усилия съема
штампуемого материала с прямоугольного
пуаисоиа
Рис. 69. Примеры расположения отверстий,
когда относительное усилие съема штам-
штампуемой детали с пуансонов принимается
максимальным
где / — длинная сторона прямоуголь-
прямоугольника, учитывается в табл. 8 вместо
диаметра d. Для некруглых контуров
любой формы выбирается участок дли-
длиной / с наиболее ослабленным сече-
сечением перемычки.
Прн пробивке отверстий в дне по-
полых деталей (коробок, стаканов) зна-
значение Т1П берут из табл. 8 для bid = 1
независимо от расстояния Ь от боко-
боковой поверхности до начала отверстия
(рис. 69, а). Аналогично поступают
и при групповой пробивке отверстий
в плоской заготовке (рис. 69, б).
Относительное усилие съема с пуан-
пуансона неметаллических материалов
(в % от Р) составляет:
Для материалов иа осно-
основе резины 0,5—0,8
Для термопластов . . . 2,5—5
для слоистых пластмасс 3,5—6
Ы1 До 0,04
К
кор
0,5
Св. 0,04
до 0,06
0,6
Св. 0,06
до 0,1
0,7
Св. 0,1
до 0,15
0,8
Св. 0,15
до 0,2
0,9
Св. 0,2
1,0
392
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
ШТАМПЫ ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ
393
а
о Й-
U О
о л
о со
и
о.
II
О <e
n
<? я
та
•А
X
X
си
а
0
X
%
X
0-
о
*™
СО
ю
СО
-
¦ ,
СО
,06
,04
о
,02
о
о
Матернал
ли:
со
О
от
eg
S3
eg
eg
eg
fe
eg
,24
eg
in
eg
—
eg
,94
—¦
CO
oo
00
' '
00
CD
—
57
—
52
—
и леги-
ысокоу глеродистые
m
OO
чГ 1П
eg тс
от от
ГО-*
OTCD
ГО -3-
§3
rorc
in от
юш
ГО "*
00 —
roro
ro ¦*!¦
от те
о от
roro
™2?
egro
oo in
CD ГО
egro
r^-eg
in eg
egro
in t*-
-*o
egro
eg
ro от
eg eg
t^-
— t*-
eg eg
CT> —
OCD
см eg
08кп,
ованные
5; 30; 35
изкоуглеродистые
Окп
a.eg и eg
_
eg
s
eg
OT
—
от
—
00
—
66
—
m
m
—
CD
—
35
—
ro
—
in
eg
~-*
eg
—
eg
—
—
ниевые сплавы
со
m
СЧ
m
ro
СЧ
ro
ro
eg
ro
eg
eg
00
eg
04
eg
00
—•
CD
—
eg
CD
—
CO
in
—'
in
—'
—
•4"
ro
—
ro
ra
ановые сплавы тип
-0 и ВТ1-00
ню
m
S
ro
in
eg
ro
-
ro
о
ro
3
CM
CD
eg
ro
eg
ro
eg
eg
eg
s
eg
ю
SB
—
_
Л63;
ал л),
унь типа Л68,
еталл (термобимет
ь техническая
Й =
ш
Ш 00 —
ГО ГОСО
eg
•ч> coo
roro со
ооот от
eg -ч< г«-
го го in
00 00
— ГО СО
гогот
юсо от
о eg го
гогот
mm-*
оооо
eg гот
СО 00 CD
eg eg ¦*
CD -^ ГО
¦^ СО ГО
eg eg ¦*
CD ГООТ
ед-*от
eg eg ro
-года
eg eg «
00-3- CD
О eg CD
eg eg ro
00-3-00
O5 — rj-
— egro
t^- eg oo
oooeg
— eg ro
— CD 00
00O1 —
— — ГО
гипа:
люминиевые сплавы
АМГ, Д1, Д6
Д16
АМЦ, АД
<
eg
00
lO
от
t^-
in
CD
t^-
t^-
CD
. ,
CD
^.
m
m
eg
m
m
m
00
•4"
CO
re
t^-
ro
re
и др.
о
<
eg"
<
<
=x
X
X
X
2
{—
<
относи-
A
^?
ra
тур
о
о
и
а>
3"
о
со
со
X
ч
IX ^
3\\
S "
а^
3
ю к
-с S
- о
3 °-
%°
Щ с
Is
я: I. При
принимай
X
а.
V
3"
а>
л
са
X
а
¦2.
X
S
о.
с
а
X
X
% ¦
га
<v
1
о.
с
1
'бке
О.
СО
>Х
высокоточ
Примечани
льное усилие съема
2. При чистовой
иное в таблице.
Г
S
По аналогии с металлическим ли-
листовым прокатом диапазон усилия
съема неметаллических материалов
принимают в зависимости от относи-
относительной ширины перемычек. Учитывая
малую величину напряжения на срез
(в среднем аср ^ 50-г-ЮО МПа), при-
приведенные выше относительные усилия
съема материала с пуансона практи-
практически незначительны.
Усилие проталкивания заготовки
после вырубки или отходя после про-
пробивки через рабочую полость матрицы
определяют из зависимости, аналогич-
аналогичной той, которую применяют при
подсчете усилия съема с пуансона:
QnpoT =Рм^ист. nf> (9)
где рм — давление на стенки матрицы
от натяга в результате запрессовки
вырубленной заготовки или отхода
после пробивки отверстия; FHot. m~
= LhM — истинная площадь контакта
штампуемой детали (отхода) в проеме
матрицы [по аналогии с формулой
F)]; /—коэффициент треиия между
стеикой матрицы и штампуемым ма-
материалом (см. с. 391).
Поскольку давление на стенки ма-
матрицы от запрессовки штампуемого
материала относительно мало, то охва-
охватывающую деталь — матрицу считают
жесткой — неподатливой системой. Та-
Такое допущение позволяет условно при-
принимать наружный размер матрицы
бесконечно большим по отношению
к размерам ее рабочего окна, а отно-
отношение (D2 + cP)/(D2 — d?) близким
к едийице. В этом случае формула E)
упрощается, н уравнение для опреде-
определения давления рм принимает следую-
следующий вид:
б
9. Относительное усилие
проталкивания одной вырубленной
детали или одного отхода через
круглое отверстие матрицы т]м без
учета потери жесткости детали
(отхода)
рм =-
—
С2 С1
A0)
Принимая коэффициент Пуассона
для материала матрицы (высоколеги-
(высоколегированная или высокоуглеродистая
сталь) постоянным (Ц2 = 0,29 =
= const), получаем
Материал
Стали:
высокоуглероди-
высокоуглеродистые и легирован-
легированные
25, 30, 35
ниякоуглеродистые
08кп, 20кп и Др.
Магниевые сплавы
Титановые сплавы
Латуни Л63, Л68; би-
биметалл (термобиме-
(термобиметалл); медь техниче-
техническая
Алюминиевые спла-
сплавы, типа:
АМГ, Д1, Д6 и др.
Д16
АМН, АД
Алюминий AI, A2, АО
и др.
Примечаии
п .
*ь
550—650
450
400
200
450
300
200
400
160
75
а.
В
5
Р
3,5
4
6,6
4
4,5
5
5,4
5,6
9,6
12,5
е. При
учете, потери жесткости деталей
(отходов) относительное усилие
проталкивания уменьшается
пропорционально
увеличению
отношения d/s. Соответствующие
коррективы вносятся на осно-
основании формул A3)—
фика, приведенного
A6) и гра-
грана рис. 71.
По аналогии с формулой G) усилие
проталкивания деталей или отходов
через рабочий проем матрицы удобнее
выражать относительным усилием вы-
вырубки—пробивки
A2)
гДе 'Пм — относительное усилие про-
проталкивания детали или отхода через
матрицу, в % от технологического
усилия Р; п — число одновременно
394
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
ШТАМПЫ ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ
395
в
пи
lltl
И t М 1 f ¦
в
* И *
МП1
Рис. 70. К определению критического на-
напряжении штампуемого материала, нахо-
находящегося и рабочем окие матрицы
застрявших в матрице деталей или
отходов.
Значения щм (табл. 9) для наиболее
распространенных металлов (сплавов)
определены на основании проведенных
расчетов по формулам (9) и A1) без
учета жесткости штампуемых деталей
и отходов. При подсчете FHct. m при-
принимают hM « hn (практически hM не-
3Ha4fiTejibno меньше hu).
С увеличением размеров штампуе-
штампуемой детали относительное усилие про-
проталкивания ее через матрицу умень-
уменьшается, что связано с уменьшением ее
жесткости. Деталь или отход, на-
находящийся в рабочем проеме матрицы,
нагружается сжимающей силой от
давления рш (рис. 70). Когда давле-
давление рм по величине больше критиче-
критического напряжения <ткр, при котором
деталь (отход) начинает терять устой-
устойчивость, появляется некоторый ее про-
прогиб (выпучивание) и ослабление на-
натяга между штампуемым материалом
и матрицей. Сплошная круглая де-
деталь или отход (рис. 70, а) нагружен-
нагруженные равномерно распределенной ра-
диально-сжимающей силой, начинает
терять свою устойчивость прн крити-
критическом напряжении, МПа:
= 4,196
A3)
для детали типа шайбы (рис. 70, 6)
Us-
"Кп = а:
кр = Л|121Т
-; A4)
для деталей и отходов прямоугольной
формы
ф -М ,2A __(А2)б2 '
где s, ? и |i — соответственно толщина,
модуль упругости и коэффициент Пу-
Пуассона штампуемого материала; Kt —
коэффициент, зависящий от отноше-
отношения r/R:
r/R 0,1 0.2 0,3 0,4 0,5
А', 4,0 3,5 3,1 2,9 2,5
К2 — коэффициент, зависящий от от-
отношения А/В.
При защемлении детали (отхода)
с двух противоположных сторон
(рис. 70, п)
A IB 0,2 0,3 0,4 0,5
Кг 266 130 83 61,5
А/В 0,6 0,7 0,8 Св. 0,8
К2 50,5 44,5 41,5 ^40
Прн защемлении детали (отхода)
с четырех сторон (рис. 70, г)
А/В 1,0 2,0 3,0 Св. 3
Кг 19,7 12,3 10,9 9,86
Формула A5) справедлива при усло-
условии, если аКр не превышает предела
пропорциональности апц штампуемого
материала. При окр > а„ц в расчетах
используют критическое напряжение
Окр, условно принимаемое равным
напряжению текучести as.
Если деталь или отход, находящийся
в матрице, свободно проталкивается
пуансонами без прижима (без проти-
противодавления), то потеря их устойчи-
устойчивости наступает при условии ры >
> анр. Для учета жесткости детали
или отхода в формулу A2) введен
поправочный коэффициент С =
Q=Cr)MPn.
A6)
Значение коэффициента С при круг-
круглом рабочем контуре (см. рис. 70)
0,8
0,6
0,4
0,2
Алюминий мягкий
'инцц твердый, медь,латуни мягкие: Л59;Л62;ЛЬ8;Л9р
" 6
'и;латунь т8ердия--Л90;Л96;стали
Цинк, сталь Ц-5; ШХ IS; 12X18H9T
'за; АМЦ-твердый;Д-мягкий; латунь Л68 твердая
'^омин Д1Ь -твердый; ЗОХГС; сталь 60С2; сталь 65Г
сплавы, оловянные деформируемые <5~ронзы
20
60
SO
100
120
ПО 160 и выше R/s
Рис. 71. Зависимость коэффициента С от Р/вк~ и R/s для различных сплавов
в зависимости от отношения R/s опре-
определяют по графику, приведенному на
рис. 71. Кривые построены на основе
расчетов по приведенным выше фор-
формулам для наиболее распространенных
штампуемых материалов. Для учета
величины коэффициента С прн под-
подсчете усилия проталкивания деталей
типа шайб и деталей некруглых кон-
контуров вводят поправки, исходя из
следующих математических зависимо-
зависимостей:
для шайб
для некруглых контуров
4,196
= 0,2456
Координаты по оси абсцисс на
рис. 71 соответственно для дета-
деталей (отходов) типа шайб R/s =
— [0,49/?! y^Kjl/s; для некруглйх кон-
контуров /?/s= [0,245S /K2]/s.
При наличии сильного прижима,
обеспечивающего надежное защемле-
защемление вырубленной детали или отхода
в матрице, расчет усилия их протал-
проталкивания производят по формуле A2)
без введения коэффициента С. По-
Потребное усилие проталкивания дета-
деталей (отходов) из неметаллических ма-
материалов незначительно, поэтому вве-
введение коэффициента С практического
смысла не имеет.
Усилие прижима штампуемого ма-
материала в процессе односторонней резки
(см. рис. 11) определяют исходя из
силы отталкивания (сдвига) материала
при его деформировании. Задача сво-
сводится к тому, чтобы удержать мате-
материал в состоянии покоя. Чем больше
величина режущего зазора г, тем
больше отталкивающее усилие Af. Со-
Согласно опытным данным, усилие сдви-
сдвига N полосы (ленты, карты) в сторону,
противоположную подаче, при одно-
односторонней резке ориентировочно при-
принимают равным @,1—0,4) Ррез- При-
Принимая N — 0,2, уравнение равновесия
сил, действующих на полосу (ленту)
при данном процессе, получим в сле-
следующем виде:
0,2Р/ =
A7)
где / — коэффициент трення между
штампуемым материалом и матрицей
(/«0,2); Q — усилие прижима; fx —
коэффициент трения между штампуе-
штампуемым материалом и прижимом (/х «
л; 0,3). Подставляя средние значения
коэффициентов / и f1 в формулу A7),
получим величину Q для штампа
396
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
ШТАМПЫ ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ
397
Рис. 72. Геометрические параметры рабо-
рабочих элементов матриц
с прямолинейным режущим конту-
контуром /, направленным перпендикуляр-
перпендикулярно к продольной оси подачи; Q «
да 0,08Р;. Этого усилия достаточно
для сохранения неподвижности заго-
заготовки и для обеспечения чистой по-
поверхности среза в зоне разделения.
Однако нередки случаи, когда усилие
пружин не достигает расчетной вели-
величины Q. Штампы при этом работают,
но без гарантии получения высокого
качества штампуемых деталей.
В процессе безотходной последова-
последовательной вырубки деталей вопрос со-
сохранения неподвижности полосы (леи-
ты) во время отрезки заготовки эф-
эффективно решается при опережающем
действии пуансонов для пробивки от-
отверстий за счет увеличенной их длины
по сравнению с пуансоном, отделяю-
отделяющим заготовку.
При всех криволинейных контурах
одиостороиней резки потребное усилие
прижима будет меньше, так как иа
изгибах сила сдвига направлена под
углом к продольной оси подачи ма-
материала.
Основой для осуществления разде-
разделительных процессов в штампах яв-
являются их рабочие части с режущими
элементами, геометрия которых вы-
выполняется по определенно установ-
установленным правилам. В преобладающем
большинстве случаев угол а между
рабочими поверхностями, сходящимися
к режущей кромке (грани) матрицы
и пуансона, принимается равным 90е
(рис. 72). Значение а = 90 считается
оптимальным, так как при этом обес-
обеспечивается наибольшая стойкость и
надежность в работе штампа. Незна-
Незначительные отклонения угла а (±10-г-
-М5С) не оказывают существенного
влияния на процесс разделения ли-
листового металла.
Рабочая пометь матрицы может
выполняться в трех исполнениях:
с местным пояском (рис. 72, а), с укло-
уклоном по всей высоте (рис 72, б) и
с вертикальными стенками по всей
высоте (рис. 72, в). Так как деталь
или отход в процессе вырубкн вне-
внедряются в рабочую полость (окно)
матрицы с некоторым давлением рш,
возникает распирающая сила N, ко-
которая стремится разрушить (разо-
(разорвать) матрицу. Поэтому при сквозном
проталкивании деталей (отходов) —
иапровал — рекомендуется выполнять
рабочее отверстие (окно) матрицы
с расширением к выходу, что пред-
представляет возможность уменьшить тол-
толщину ее стенок с сохранением надеж-
надежной стойкости от разрушения. Наи-
Наибольшее распространение получили ма-
матрицы с местным пояском высотой
hu и уширением в остальной части за
счет уклона с углом Р = 3-^5° или
с равномерным освобождением на раз-
размер а. Рекомендуемые значения вы-
высоты пояска приведены в табл. 10.
При дайной конструкции режущую
кромку следует выполнять под углом
90° (отклонение —|5н—45'), т. е.
с гарантированным уклоном. Матрицы
с уклоном по всей высоте рабочего
проема наиболее экономичны, так как
их можно затачивать (сошлифовывать)
на значительную глубину, без потери
их работоспособности. Это достигается
за счет малой величины уклона v
(в мин), который назначают в зави-
зависимости от толщины штампуемого ма-
материала, мм:
10. Рекомендуемая высота йп
рабочего пояска матрицы
(размеры, мм)
До
Си.
»
s
0,5
0,5
1,0
2,0
4,0
6,0
до 1,0
» 2,0
» 4,0
» 6,0
7
8—10'
10—15'
15—20'
30'
45'
60'
Вариант исполнения рабочего проема
с вертикальными стенками (без укло-
уклона) широко применяют в совмещенных
штампах, когда штампуемая деталь
после вырубки не проталкивается на-
провал, а принудительно нозвращается
из канала в обратном направлении.
Кроме того, применение рабочей грани
матрицы без уклона возможно в штам-
штампах при выполнении односторонней
резки штампуемого материала (см.
рис. 11 и 12). При чистовой высоко-
высокоточной вырубке рабочее окно матрицы
также выполняют с вертикальными
стенками, так как схема вырубки или
пробивки протекает с принудитель-
принудительным возвратом готовой детали и от-
отходов из канала матрицы. В особых
случаях режущую грань выполняют
притуплённой — в виде фаски или
радиуса (например, при зачистке по-
поверхности торца вырубленной заго-
заготовки).
Геометрия режущих граней пуан-
пуансонов также разнообразна, как и гео-
геометрия матриц. Для резки войлока,
резины, пробки, бумаги, ткани, а
также эбонита в нагретом состоянии
угол резания пуансонов а= 10-Н5с;
для термопластиков (целлулоида, по-
лиэтиленов и др.) а= 184-25°; для
слоистых пластмасс (некоторые сорта
гетинакса, текстолита и др.) а =
= 30-^40°. Для вырубки—пробивки
металлического листового материала
применяют преимущественно пуаисоны
с углом заточки режущей грани 90°.
Для пробивки отверстий диаметром
Высота (тол-
(толщина) матри-
матрицы Н
12
16
20
См. 20 до 28
» 28 » 36
» 36 » 45
При d
*1Н для
матриц
легкона-
гружен-
ных
с
3
4
5
6
8
о
4—5
5—6
6—7
8
10
* d — диаметр или
тяжело-
нагру-
нагруженных
о
с*
4
5
6
8
10
ш
О
5
6
8-9
9-Ю
12
ширина
рабочего окна матрицы.
d > 40 мм (ориентировочно) их из-
изготовляют с подрезкой торца (рис.
73, а), что уменьшает площадь
поверхности для шлифования. Пуаи-
соиы, предназначенные для пробивки
отверстий относительно малого диа-
диаметра при dls-^. 1,5 (рис. 73, б) в ли-
листовом металле s > 4 мм (ав >
;з= 250 МПа), рекомендуется выпол-
выполнять с углом резания а > 90е (ориен-
(ориентировочно а = 110-И200), отчего их
стойкость значительно повышается, но
усложняется их заточка. В металлах
с s_> 6 мм, когда возможна потеря
устойчивости пуансона (с отклонением
от центра действия), целесообразно
пробивать отверстия пуансонами с за-
заостренным центром. При обработке
толстого листового материала иа ра-
рабочей поверхности пуансона целесо-
целесообразно выполнять поднутрение иа
угол y=0°30'-M° (рис. 74, в), что
398
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
ШТАМПЫ ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ
399
Исполнение I
ч 1Исполнение 1
Исполнением
ИсполнениеЖХ LI i i • \щ
Рнс. 73. Рациональные формы режущей
части пуансонов
снижает работу резания и уменьшает
усилие съема штампуемого материала.
В некоторых случаях пуансон, как
иногда и матрицу, выполняют с при-
притуплением режущей грани, вследствие
чего уменьшается величина скола
штампуемого материала и повышается
качество поверхности отверстия, од-
однако стойкость пуансона при этом
уменьшается.
Рис. 74. Способы крепления пуансонов
с применением посадок с натягом
Рис. 75. Специальные способы крепления
пуансонов
Общая форма рабочих частей (де-
(деталей) для различных конструктивных
вариантов разделительных штампов
отработана длительной практикой
с учетом экономного расхода высоко-
высоколегированной и инструментальной ста-
сталей. Наиболее распространенные дета-
детали стандартизованы. К ним, как ука-
указывалось выше, относятся прежде всего
пуансоны и матрицы для пробивки
круглых, квадратных и другой формы
унифицированных отверстий. Способы
крепления рабочих деталей опреде-
определяются их формой и габаритами.
Мелкие пуансоны и матрицы крепятся
преимущественно в державках с при-
применением посадок с натягом (рис. 74, а),
а крупные — непосредственно к пли-
плитам с помощью винтов и штифтов.
В особых случаях при малых габарит-
габаритных размерах пуансонов допускается
также крепление их к державкам с
помощью винтов (рис. 74, б). Надеж-
Надежность фиксации пуансонов в этом
случае гарантируется неглубокой
«врезкой» в державки.
11. Размеры зазоров гиг,
(размеры, мм)
До 120
Св. 120 до 160
» 160 » 240
г (пред.
откл.
:t 0,2)
1,75
2,50
2,75
z, (пред.
откл.
± 0,1)
0,4
Специальные пуансоны, в зависи-
зависимости от их назначения, бывают весьма
разнообразны по коиструкциям и в не-
некоторых случаях значительно отли-
отличаются от стандартизованных. При-
Примером может служить пуансон для
вырезки пазов в пластинах радиаторов.
Его конструкция (рис. 75, а) отли-
отличается экономичностью и технологична
для изготовления. Отверстие в зоне
крепления предназначено для раз-
размещения стержня (штифта), который
удерживает пуансон от выпадания из
державки. Не стандартизованы также
пуансоны, закрепляемые эпоксидной
композицией (рис. 75, б) и перенала-
переналаживаемые (рис. 75, в).
Матрицы и пуансоны для некруглых
рабочих контуров выполняют из цель-
цельной заготовки (при их малых габаритах)
с учетом обеспечения технологичности
изготовления, а более крупные из
нескольких частей — секций. Однако
в целях снижения трудоемкости из-
изготовления и повышения технологич-
технологичности часто прибегают к секционному
варианту (при относительно малых
габаритах). Примеры подобных ма-
матриц приведены на рис. 76. Их от-
отличительной особенностью является
наличие труднодоступных участков,
из-за которых практически невозможно
изготавливать матрицу из монолитной
(цельной) заготовки.
Рнс. 76. Малогабаритные матрицы с труд-
труднодоступными участками, требующими
применения секций
Рабочие части штампов для чисто-
чистовой вырубки, помимо высокой точ-
точности размеров, должны иметь высо-
высокую жесткость, так как по нагруже-
нию они сравнимы с инструментом для
холодной объемной штамповки. Учи-
Учитывая это, наиболее целесообразно,
чтобы матрицы и прижимы, оснащен-
оснащенные клиновыми ребрами, имели кони-
коническую посадку с уклоном 0° 30'
(рис. 77). Если оии секционные, то
их врезают в обойму, а если цельные —
непосредственно в плиту штампа.
Обойма, как промежуточная деталь
между плитой и рабочей частью штам-
штампа, врезается в плиту с уклоном
3—5°. Исполнительные размеры зоны
запрессовки матрицы и обоймы назна-
назначают с учетом обеспечения иатяга.
В табл. 11 приведены размеры зазо-
зазоров z и Zj, обеспечивающие получение
гарантированного натяга.
Рис. 77. Схема сборки матрицы (пуансона)
с обоймой и нижней плитой
400
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
Рис. 78. Способы предотвращения смеще-
смещения секций от силы ^см
Детали с круглым рабочим контуром
и при значительных габаритных раз-
размерах (ориентировочно диаметром до
300—400 мм) в большинстве случаев
изготавливают цельными. Секционные
матрицы и пуансоны (см. рис. 56)
с любой конфигурацией могут иметь
практически неограниченные размеры
(в зависимости от размеров штампуе-
штампуемой детали и возможностей оборудо-
оборудования). Применение секций повышает
технологичность изготовления рабо-
рабочих частей, облегчая их механическую
и термическую обработку. В целом,
трудоемкость изготовления секцион-
секционных рабочих частей возрастает по
сравнению с иесекциоииыми, однако
при этом повышается надежность вы-
выполнения термической обработки, а
также облегчаются шлифовальио-отде-
лочные работы. В процессе эксплуата-
эксплуатации штампа при повреждении какого-
либо элемента рабочего контура замене
или восстановлению подвергается толь-
только вышедшая из строя секция, а не
целиком матрица или пуаисои. Раз-
Размеры отдельных секций и линии разъ-
разъема (стыковки) устанавливаются ин-
индивидуально — в процессе конструи-
конструирования с обеспечением технологич-
технологичности изготовления и надежности креп-
крепления.
Секционную матрицу можно уста-
устанавливать и закреплять непосред-
непосредственно на иижией или верхней плите
(в зависимости от схемы штампа)
или с применением монтажной плиты.
Основным средством фиксации служат
цилиндрические штифты, которые од-
одновременно удерживают секции от
сдвига во время выполнения раздели-
разделительных операций. При обработке
штампуемого металла толщиной s ^
^ 1,5 мм, когда усилия, возникающие
в проеме матрицы Л/смещ, невелики,
штифты, как правило, достаточно на-
надежно удерживают секции от смеще-
смещения, а при s> 1,5 мм требуется более
прочная опора. Ее осуществляют двумя
способами: иепосредствеииой врезкой
в несущую плиту (основную или мон-
монтажную) или с помощью врезных
шпоиок (рис. 78). Для того чтобы тех-
технически обосновать выбор варианта
фиксации секций от сдвига, необ-
необходимо выполнить расчет, сущность
которого заключается в определении
силы, сдвигающей секцию со своего
зафиксированного положения, и со-
сопоставление ее с силой, при которой
может происходить смятие плиты в зоне
штифтов, а также соответствующий их
изгиб, что приводит к некоторому
смещению секции и, как следствие,
к нарушению технологического режу-
режущего зазора.
Усилие, смещающее секцию, опре-
определяют из уравнения
#смещ = #11-т-#д-#т. A8)
где NH — распирающая (нормальная)
сила давления на боковую стеику
секции, возникающая в процессе раз-
разделения сдвигом; Nq — нормальная
сила давления торцов деталей, по-
поступивших после вырубки; NT — сила
треиия между опорной плитой и сек-
секцией.
При вырубке замкнутого контура
NH = @,3-5-0,4) Я;.
ШТАМПЫ ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ
401
При односторонней резке в зави-
зависимости от зазора резаиия и геометрии
режущих частей
AfH = @,l4-0,4)P,.
Сила трения между опорной плитой
и секцией
NT = />,/„ A9)
где Я/ — усилие, действующее в на-
направлении сдвига материала, приходя-
приходящееся иа секцию длиной /;
;' Яг = \,2blccns;
/2 — коэффициент трения между пли-
плитой н матрицей; /2 = 0,15-^0,18 (в рас-
расчетах принимают /2 = 0,15).
Нормальная сила давления торцов
деталей для прямолинейного участка
контура
Nq=pMFln, B0)
где рм — давление торцов детали
(отхода) на стенку цатрицы, опреде-
определяемое по формуле A1); п — число
деталей, одновременно застрявших в
матрице; F/ — площадь контакта де-
детали со стенкой матрицы;
Fi = hnl,
где hn берут из табл. 7.
Учитывая, что при односторонней
резке п = 0 (Nq = 0), полное потребное
усилие для смещения секции состав-
составляет
^стмещ=0-4Р/-Яг/2. B1)
В случае, когда режущий контур
прямолинейный (Я; = Pi) и линия
отрезки перпендикулярна к оси по-
подачи заготовки,
Р1 @,4-г0,15) = 0,25Яг.
При замкнутом контуре или с двумя
противоположными рабочими конту-
контурами усилие смещения секции
Л^мещ = 0.35Я, - 0.1 БР, + pMFtn =
= 0,2Я, +pMhnln,
где 0,35Я; н 0,15P; — принятые зна-
значения соответственно JVH и JVT.
Смятие плиты в зоне контакта со
штифтом, запрессованным в плиту на
смещ
Рис. 79. Схема к определению относитель-
относительной устойчивости секции
оптимальную глубину, равную 1,5^шт
без изгиба штифта (идеальный случай),
наступает при усилии
''смят '>и 1и1смят"шт-
Однако в реальных условиях прн
смещении секции штифт изгибается
(рис. 79, а), образуя на плите криво-
криволинейный след. Площадь проекции
следа от изогнутого штифта в зоне
контакта с плитой в среднем равна
половине полной площади проекции
штифта длиной l,5dmT, поэтому для
практических расчетов силу приии-
в = 1,5
[<J]c
B2)
где [схимит = ЮО МПа — среднее
допускаемое напряжение иа смятие
металла плиты, принятое для чугуна
СЧ 25 и стали 35.
Сопоставляя Лгсме1Ц с NCMnT с уче-
учетом числа штифтов, участвующих в со-
соединении секции с плитой, условно
пренебрегая усилием затяжки вин-
винтов, нетрудно выбрать способ фикса-
фиксации секции — с помощью только штиф-
штифтов или с применением дополнитель-
дополнительной опоры.
Секция, закрепляемая винтами и
штифтами в направлении, совпада-
совпадающем с направлением движения рабо-
рабочих частей, должна хорошо сопротив-
сопротивляться опрокидывающему моменту.
Чем больше отношение В/Н (рис. 79, б),
402
КОНСТРУКЦИИ ШТАМПОВ. ВЫБОР МАТЕРИАЛОВ
Рнс. 80. Пример армирования матрицы
вырубного штампа пластинами из бейнит-
иых сталей
тем устойчивее секция. Установлено,
что при расположении винтов в один
ряд отношение В/Н должно быть
не менее 0,8, а при расстановке винтов
в два ряда В/Н ;з= 1,2.
Проверочный расчет для крепежных
винтов производят на основании зна-
значений опрокидывающих моментов, оп-
определяемых по следующим формулам:
где Q — необходимое полное усилие
для удерживания секции от опрокиды-
опрокидывания (за счет натяжения винтов);
О P'Al
Когда секцию крепят винтами в два
ряда, крепежные усилия этих винтов
суммируются. Если сечение и число
винтов для обоих рядов принимают
равными, то
Q,
сум
где Аг — расстояние от режущей кром-
кромки секции до ее ближайшей точки
(линии) опоры О; А2 и А3 — расстоя-
расстояния от точки О соответственно до
первого и второго рядов винтов.
Секции, фиксируемые штифтами без
дополнительной опоры, допускается
применять только при выполнении раз-
разделительных операций. Для формоиз-
формоизменяющих штампов такой способ фик-
фиксации iсекций недопустим.
Совершенно иные условия работы
секций, закрепляемых в штампах спо-
способом, приведенным на рис. 11. Сек-
Секции удерживаются от смещения при
действии отталкивающей силы jVCMeui
благодаря наличию врезки, которая
обеспечивает жесткую опору. В этом
случае условия работы секции изме-
изменяются. Рационально, чтобы отноше-
отношение В/Н было значительно меньше
единицы. Например, достаточно, если
В/Н < 0,5.
Второй и более прогрессивный спо-
способ изготовления рабочих частей с лю-
любым сложным контуром заключается
в том,что заготовка из высоколегиро-
высоколегированной или инструментальной стали
вначале закаливается до рабочей твер-
твердости, а затем обрабатывается на
вырезных и прошивочных электро-
электроэрозионных станках. В этом случае
габаритные размеры монолитной рабо-
рабочей части могут достигать 300—400 мм,
а сложность рабочего контура и га-
габариты не вызывают больших труд-
трудностей при изготовлении, так как их
обработка ведется автоматически элек-
электродами на станках с ЧПУ. Степень
сложности конфигурации электрода не
влияет на производительность электро-
электроэрозийного станка. Обработка (про-
(прожог) рабочих контуров в термообра-
ботанных заготовках осуществляется
с высокой точностью, что обеспечивает
полную взаимозаменяемость спаривае-
спариваемых рабочих деталей без выполнения
слесарно-доводочных операций. Недо-
Недостаток электроэрозионного метода об-
обработки заключается в том, что раз-
разрушенный небольшой участок в цель-
цельной крупногабаритной матрице или
в пуансоне при эксплуатации требует
замены всей рабочей части штампа или
восстановления ее с полным демонта-
жом.
Поиск других решений по экономии
инструментальных и особенно высоко-
высоколегированных сталей непрерывно про-
продолжается. В последнее время широ-
широкое распространение получили сбор-
сборные конструкции рабочих частей. Сущ-
Сущность этого метода заключается в изго-
изготовлении матрицы или пуансона из
металла, не способного к закалке до
высокой твердости с армированием
его высокостойкими вставками малой
массы. Особенно эффективно выполне-
выполнение вырубных матриц, армированных
пластинами нз бейнитных сталей. Не-
Несущей основой 2 (рис. 80) может слу-
служить любой сплав металла, способный
выдержать давление, возникаемое от
технологического усилия. Для изго-
изготовления несущей основы приемлемы
ШТАМПЫ ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ
403
все стали, а в некоторых случаях воз-
возможно применение алюминиевого или
цинкового сплава и др. На верхней
поверхности основания матрицы с по-
помощью винтов н штифтов закрепляют
тонкие пластины /, которые закали-
закаливают изотермической обработкой (на
бейнит). Толщина одной пластины
0,8—1,5 мм, а в наборе они образуют
рабочий матричный поясок h (см.
табл. 10). Однако общая высота пла-
пластин определяется не только геометри-
геометрическим параметром h, но и прочностью
при нагружении в процессе вырубки
(пробивки). Если штамп предназначен
для вырубкн деталей из тонкого ме-
металла (s ^ 0,5 мм), то может быть при-
применена одна пластина толщиной s яй
яь 1 мм, а для штамповки металла
толщиной 3—5 мм этих пластин сле-
следует поставить не менее четырех.
Вместо группы пластин можно изгото-
изготовить одну закаленную на бейнит
пластину соответствующей суммарной
толщины. Применение тонких пластин
упрощает технологию изготовления ра-
рабочей части, так как предоставляется
возможность получать пластины вы-
вырубкой, используя для этой цели пуан-
пуансон, который входит в комплект штам-
штампа. В основании матрицы предвари-
предварительно разделывается сквозное окно
с размерами, грубо приближающимися
к контуру пуансона. Преимуществом
применения тонких закаленных пла-
пластин является также продление срока
службы матрицы за счет использования
острых режущих кромок всех пластин
путем' взаимной их перестановки, не
прибегая к заточке.
Одним из важных требований к штам-
штампам современного производства яв-
является обеспечение быстросменное™
рабочих частей. Этому вопросу уде-
уделяется особенно много внимания при
оснащении штампами гибких автома-
автоматических производств, многопозицион-
многопозиционных прессов-автоматов и всевозмож-
всевозможных автоматических комплексов. При-
Применение быстросменных рабочих ча-
частей необходимо также в крупногаба-
крупногабаритных (тяжелых) штампах незави-
независимо от того, являются ли они состав-
составной частью автоматического комплекса
или работают индивидуально. Задача
сводится к тому, чтобы в процессе
отладки и эксплуатации штампа пре-
^ЭДЯ ]
1
t
Ф
w
Щ
S)
Ш
тчЧХ
Рис. 81. Способы крепления быстросменных
пуансонов
доставлялась возможность выполнить
замену или какую-либо доводочную
операцию рабочей части без демонтажа
штампа. В большей степени обеспече-
обеспечение быстросменное™ требуется для
относительно тонких малостойких пуан-
пуансонов, когда наиболее вероятна по-
потребность в частой их замене вслед-
вследствие поломки или износа. Наиболее
простой способ, обеспечивающий бы-
быструю замену пуансона, — стопорение
его болтом (рис. 81, а). Однако, учи-
учитывая, что посадка пуансона в дер-
державку свободная (по Н7/И&), затяжка
болтом приводит к нарушению соос-
соосности его с матрицей. Поэтому дан-
данный метод приемлем в основном для
тех случаев, когда односторонний ре-
режущий зазор г > 0,05 мм и требования
к качеству штампуемых деталей не-
невысокие. При зазоре г < 0,05 мм и
при более высоких требованиях к ка-
качеству выполнения разделительных one-
404
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
Рис. 82. Примеры применения вставных
(быстросменных) матриц
раций быстросменное крепление осу-
осуществляют без «затяжки» пуансона
болтом. В этом случае пуансоны
удерживаются с помощью шарика
(рис. 81, б) илн подтягиваются цен-
центральной гайкой (рис. 81, в), а иногда
создают опору резьбовыми пробками
(рис. 81, г), которые обеспечивают
возможность замены нх без демонтажа
державки. Быстросменность матриц с
цилиндрической посадкой выполняют
в принципе теми же способами, что
и для'пуансонов. В стационарных ма-
матрицах с рабочими элементами отно-
относительно малой стойкости устанавли-
устанавливают местные «вставки» с возмож-
возможностью быстрой их переустановки.
Наиболее целесообразно в таких слу-
случаях применять местную врезку без
дополнительной фиксации штифтами
(рис. 82).
Толщину стенок матриц для раз-
разделительных штампов при замкнутых
рабочих контурах определяют в за-
зависимости от величины нагрузок и
способа крепления. Минимальная тол-
толщина стенки матрнцы-втулки с круг-
круглым рабочим контуром при креплении
ее методом запрессовки в державку
с иатягом (по #7/л6) допускается
равной 6 ж 0, Id, где d — диаметр ра-
рабочего окна матрицы. Однако при
такой толщине стенки в процессе
запрессоаки в державку матрица де-
деформируется, поэтому иа основании
До 4
Рис. 83. Схема к расчету пуансонов на
прочность
опытных данных принимают бт|п «
« 0,2d для легких работ и 6mm m
т 0,3d для тяжелых работ.
Свободно закрепленные на опоре
(без запрессовки в державку) круглые
матрицы выполняют с толщиной стен-
стенки б > 0,3d.
Цельные и секционные матрицы для
вырубкн детален и пробивки отверстий
со сложными контурами могут прове-
проверяться на прочность по всем трем
координатам. Однако, учитывая обя-
обязательное наличие несущих опорных
плит н элементов жесткой опоры, кото-
которые предохраняют рабочие части от
разрушения, проверку на изгиб и
сжатие матричных систем в направле-
направлении деформирующих сил проводить не-
нецелесообразно.
Расчет относительно тонких пуансо-
пуансонов на прочность проводят из условия:
^доп > ^рез. где Рдоп — допускае-
допускаемая нагрузка на сжатие; Ррез — по-
потребное технологическое усилие.
Допускаемую нагрузку на сжатие
и устойчивость рабочей части пуансо-
пуансонов высотой /ij (рнс. 83) определяют
по формуле
Рдоп=ф/?к[о]сж. B3)
где ф — коэффициент понижения допу-
допускаемого напряжения, зависящий от
условной гибкости, определяемой от-
отношением (i/lj/imin [Ц — коэффициент
приведенной длины, характеризующий
способ закрепления (заделки) конца
стержня и принимаемый равным 0,7);
'min
Ф
1,00
Св, 4
до 8
0,80
Св. 8 до
0,75
12
Св. 12
до 16
0,72
Св. 16
до 23
0,65
Св. 23
до 30
0,60;
ГИБОЧНЫЕ ШТАМПЫ
405
'min — минимальный раднус инерции
сечения рабочей части пуансона;
'min = 1/ ~Е—
B4)
(J — минимальный осевой момент
инерции поперечного сечення рабочей
части пуансона; Fce4 — площадь по-
поперечного сечения рабочейчнастн пуан-
соиа; FK — площадь контакта рабо-
рабочего торца пуансона со штампуемым
материалом); [осж] — допускаемое на-
напряжение на сжатие с запасом проч-
прочности 1,5—2 (для группы инструмен-
инструментальных сталей типа У8А, У10А и др.
принимают [асж| = 1600 МПа; для
группы высоколегированных сталей
тина Х12М, 9ХС и др. [асж] =
= 1900 МПа).
В частности, для пуансона круглого
сечення минимальный радиус инерции
'mm = у ¦
пг*
яг2 =-2- =
При sld ^ 1 (s—толщина штампуе-
штампуемого материала)
^к = ^сеч; B5)
при sld < 1 площадь контакта FK
принимают условно равной площади
пояска шириной 0,5s по всему периме-
периметру рабочего торца пуансона:
B6)
3. ГИБОЧНЫЕ ШТАМПЫ
Наиболее распространенные формы
контура (в полости гибки) деталей,
для изготовления которых обычно
применяют штампы, приведены на рис.
84 (Р—усилие гибки; его направление
определяет положение заготовки и
детали в штампе).
Форма инструмента для штамповки
деталей с V-образным контуром пока-
показана на рнс. 85.
Гнбку без правки полок (рис. 85, а)
применяют, когда допускается иепря-
молннейность участка контура, при-
примыкающего к участку гибки [см.
гл. 3, формулы (85)—(88) и рис.
22 и 23]. В частности, в штампах
для кромкогибочиых прессов (рис. 86)
правку полок не выполняют. Угол q>i
VIII
Рис. 84. Разновидности (/—/X) деталей
по изгибу, получаемых в штампах
должен быть больше угла ф2. Значение
угла ад можно приблизить к зна-
значению ам нли ап настройкой рабо-
рабочего хода и штампа.
Ъ
Рис. 85. Варианты сочетания
частей штампов для V-образной
рабочих
гибки
406
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
ГИБОЧНЫЕ ШТАМПЫ
407
3 4
J 2
Рис. 86. Примеры гибки в штампах иа
кромкогибочиых прессах
Правка полки (рис. 85, в) требует
значительного увеличения усилия
штамповки [см. гл. 3, формулы (91)
и (92)].
Прижимное устройство штампа обес-
обеспечивает прижим заготовки к пуансо-
иу с усилием Рпр ^ Рм (см. гл. 3,
формулу (85)J и предотвращает горизон-
горизонтальное смещение заготовки относи-
относительно пуансона, снижающее точность
размера L детали.
Другие формы инструмента для де-
деталей с V-образиым контуром показаны
иа рис. 87 и 88.
Процесс гибки начинается только
после защемления части заготовки с
помощью прижима / (рис. 87, а),
после чего свободная часть заготовки
отгибается матрицей 2 на заданный
угол. Усилие прижима Рмр должно
быть достаточным для обеспечения
плоскостности защемленной полки де-
Рис. 88. Одиоугловая (L-образиая) гибка
(полкой вверх) с защемлением исходной
заготовки в горизонтальном положении
тали Рпр .> Рса [см. гл. 3, формулу
E9)]. При недостаточном усилии при-
прижима работа штампа производится до
смыкания прижима / с верхней плитой,
сопровождаемого правкой полки. Обя-
Обязательным условием надежной работы
штампа является наличие противо-
отжима 4 для матрицы 2.
При расположении инструмента, по-
показанном на рис. 88, а, матрица 2
в процессе работы штампа остается
неподвижной, а пуансон 3 совершает
возвратно-поступательное движение от
ползуна пресса. В этой схеме противо-
отжим 4 необходим для пуансона.
Из сопоставления расчетной схемы
при выводе формул дли расчета усилий
и формы инструмента [см. гл. 3,
формулы (89), (96)], показанных на
Рис. 87. Одиоугловая (L-образиая) гибка
(полкой вниз) с защемлением исходной
заготовки в горизонтальном положении
Рис. 8В. Одноугловая (L-образиая) гибка
с защемлением исходной заготовки в иа-
клоииом положении
Рис. 90. Разрез типовой конструкции штампа для U-образиой гибки листовой заготовки
рис. 87, а и 88, а, видно, что найден-
найденные по этим формулам значения Рп
и Я,,,, необходимо умножить на 0,5.
Если угол L-образиого контура детали
больше 90° (см. рис. 87, б или 88, б),
принимают расчетную схему, пока-
показанную на рис. 24, и расчет ведут
по формулам (89)—(92) (см. гл. 3),
вводя множитель 0,5.
Конструкция, обеспечивающая за-
защемление заготовки иа наклонной пло-
плоскости (рис. 89), позволяет получить
более точный угол изгиба по сравнению
с конструкциями, приведенными иа
рис. 88, так как при отладке штампа
можно учесть пружинение корректи-
корректировкой углов рабочих элементов ма-
матрицы /, пуансона 2 и прижима 3.
Кроме того, при иаклоииом располо-
расположении заготовки предоставляется воз-
возможность осуществлять правку одно-
одновременно обеих полок. Противоотжим 4
служит опорой для прижима 3. Ма-
Матрица / также должна иметь жесткую
опору. Усилия определяются по фор-
формулам (89)—(92), приведенным в гл. 3;
при этом вводят коэффициент 0,5.
Если угол ф значительный, считают,
что Рб = Рпр cos (р.
Штампы для гибки деталей с U-об-
разным контуром (рис. 90) содержат
рабочие элементы, аналогичные рас-
рассмотренным (см. рис. 87 и 88). Но
в этих штампах обычно имеет место
симметричное нагружение системы за-
заготовка — штамп относительно верти-
вертикальной плоскости. Поскольку при
работе штампа возникают большие
распорные усилия N, рабочие стеики
матрицы должны иметь жесткую опору,
обладающую достаточной прочностью.
Матрицу, как правило, делают сек-
секционной, это упрощает ее изготовле-
изготовление и эксплуатацию. Рабочая полость
матрицы, подвергаясь истиранию, бы-
быстро теряет необходимую размерную
точность, и процесс «восстановления»
(шлифования) поверхности А цельной
матрицы становится практически не-
невозможным. Секции / матрицы закреп-
закрепляют в жесткую обойму 2 с направле-
направлением винтов крепления 3, совпада-
совпадающим с направлением силы N, или
заглубляют (врезают) в плиту блока
штампа (см. рис. 103). Усилия Рп
и Рпр определяют по формулам (89)—
(96), приведенным в гл. 3.
Гибочные штампы проектируют с уче-
учетом пружинеиия материала. Способы
компенсации пружииения разделены
на две основные группы.
Первую группу образуют способы,
основанные на корректировке угла
изгиба на угол пружииения (см. гл. 3).
При гибке деталей с V-образным кон-
контуром, если предусмотрена правка,
408
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
Рис. 91. Способ устранения лружинения
U-образной детали при гибке
корректируют угол рабочих частей
инструмента. При гибке деталей с U-
образным контуром выполняют под-
поднутрение боковых рабочих сторон пуан-
пуансона на угол у= 0° 30'-Н° (см.
рис. 91). Этот способ достаточно эф-
эффективен только для относительно
толстых металлов (s > 3 мм) и име-
имеющих относительно небольшое значе-
значение ат/Е. Для тонких металлов и
металлов с относительно большим зна-
значением а.г1Е (для всех толщин) реко-
рекомендуется выполнять перегиб основа-
основания детали на угол у = 1-т-Зо(рис. 91,а)
с последующей правкой (рис. 91,6);
значение угла у уточняют при отладке
штампа.
Ко второй группе относятся спосо-
способы, основанные на подчеканке заго-
заготовки в зоне гибки. Например, рацио-
рационально в процессе гибки U-образных
деталей толщиной s ^ 1,5 мм чеканить
(выдавливать) в их основании неглу-
неглубокие канавки (см. гл. 22, рис. 6).
Рис. 93. Схема ступенчатого изменения
кривизны изгиба детали
В результате компенсации пружине-
н»я U-образная деталь может плотно
охватывать пуансон. Поэтому в штам-
штампах обычно предусматривают съем-
съемники.
Усилие съема детали с пуансона
рассчитывают исходя из предположе-
предположения, что штампуемая деталь плотно
прилегает к пуансону и при съеме
необходимо преодолеть силу трения.
Усилие съема детали с пуансона
(рис. 92) определяют по формулам
2Mji
Рис. 92. Схема к определению усилий съема
с пуансона U-образной детали
где М — aTW — момент упругого из-
изгиба детали (W — момент сопротив-
сопротивления ее поперечного сечения); \i —
коэффициент трения.
Наибольшую кривизну \1гм изгиба
заготовки определяют по условию не-
недопустимости разрыва металла [см.
гл. 3, формулы F7)—G0)]. Если за-
заданная кривизна не отвечает этому
условию, выбирают (подбирают) та-
такую схему приложения внешних сил,
которая приводит к увеличению пла-
пластичности металла за счет повышения
гидростатического давления. Простой
способ повышения гидростатического
давления при гибке U-образных дета-
деталей состоит в ступенчатом увеличении
кривизны \/ги при введении дополни-
дополнительных операций (рис. 93). Установ-
Установлено, что отношение кривизны на
ГИБОЧНЫЕ ШТАМПЫ
409
второй ступени к кривизне на первой
ступени должно быть таким, чтобы
гп A)/гп B) < 2.
Радиус закругления рабочих кромок
матрицы гш имеет большое значение
в работе штампа и в значнтельной сте-
степени влияет на его стойкость и каче-
ствр штампуемой детали. Величину гм
назначают в зависимости от схемы
гибки, высоты полок штампуемой де-
детали и от то.Ацины исходного мате-
материала [см. гл. 3, формулы A01)—
A02) ]. При этом следует учитывать, что
стойкость матрицы и качество поверх-
поверхности штампуемой детали тем выше,
чем меньше контактное напряжение
в зоне контакта штампуемого материа-
материала с рабочими кромками, и, следова-
следовательно, тем выше, чем меньше кривиз-
кривизна 1/гм. Особенно это касается штампов
для гибки U-образных деталей из
толстолистового металла (или L-образ*
ных деталей при горизонтальном рас-
расположении одной полки), когда вслед-
вследствие значительной кривизны 1/гм мо-
могут возникнуть контактные напряже-
напряжения, значительно превышающие пре-
предельные.
Работоспособность гибочного штам-
штампа н качество изгибаемых деталей во
многом зависят также от относитель-
относительной протяженности поверхностей, пред-
предназначенных для правки элементов кон-
контура детали, ие подлежащих гибке.
Рекомендации по выбору этих поверх-
поверхностей приведены в гл. 3.
При гнбке V-образных деталей в слу-
случаях, когда применение прижимного
устройства затруднительно, для того
чтобы не было значительного сниже-
снижения точности детали из-за смещения
заготовки относительно пуансона, со-
сокращают глубину матрицы н протя-
протяженность поверхностей для правки и
увеличивают кривизну 1/гм (если на
детали допускаются следы вдавлива-
вдавливания кромок матрицы).
Если матрицу выполняют цельной
(см. рис. 85), во избежание концентра-
концентраторов напряжения ее основание вы-
выполняют по радиусу гм, т. е. рабочие
плоскости сопрягают с поверхностью,
имеющей кривизну ~ 1/гм. В секцион-
секционной матрице рабочие плоскости ие со-
сопрягают, если в этом нет необходимости,
связанной с требованиями технологии
штамповки (см. рис. 100).
Рис. 94. Геометрия рабочих частей штам-
штампов для U-образной гибки в зависимости
от высоты полок
Ширина С пуансона в зоне непосред-
непосредственного контакта со штампуемой
деталью не должна выходить за пре-
пределы участков матрицы, предназначен-
предназначенных для правки детали.
В штампах для гибки U- и L-об-
разных деталей, имеющих относитель-
относительно небольшое значение hjs (рис. 94, а),
принимают завышенную кривизну 1/гм
кромки матрицы, так как при малой
кривизне концы заготовки остаются
без опоры. Так, при hi s=J 0,5s! прак-
практически нельзя построить дугу радиу-
радиусом гш > 0,5s. При 3s > hi > 0,5s
принимают rM « hi.
В случае, когда h> s, ограничение
кривизны 1/гм отпадает; при этом
принимают rM/s = 7, так как дальней-
дальнейшее увеличение отношения rM/s не
дает существенного увеличения каче-
качества детали и стойкости штампа.
При гнбке деталей из металлопла-
металлопластов увеличение отношения rM/s бывает
неизбежным.
В случаях, когда невозможно соз-
создать достаточное усилие прижима РПр,
гибку U- и L-образных деталей осу-
осуществляют с правкой элемента, полу-
получившего исправление. В частности,
при ki s=J 3s правится не только эле-
элемент, не подлежащий изгибу, ио также
и участок гибки (рис. 94, а). При этом
берут h = hi + А», где Ag * Зч-5 мм.
410
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
ГИБОЧНЫЕ ШТАМПЫ
411
Рис. 85. Схема гибки ("|'Образной детали
с верхним расположением матрицы
Прн гибке по схеме, приведенной на
рис. 94, б (hi > 3s), участок изгиба не
правится, но полка полностью за-
заглубляется в матрицу. Этот метод при-
применяют при высоких требованиях к пря-
прямолинейности полок.
Зазор г между пуансоном н матрицей
назначают в зависимости от относи-
относительной высоты полок детали и гео-
метрнн рабочих частей штампа:
при гибке по схеме, показанной
иа рис. 94, а,
при ft,
при гибке по схеме, показанной
на рис. 94, б.
Рис. 96. V-обрвзная гибка с матрицей-
ползушкой н защемлением заготовки в го-
ризоитальном положении
г — shom при s < 3 мм, ft, > 3s;
г = sma)( при s >3 мм, ft, > 3s;
в конструкциях с поднутрением
пуансона (рис. 94, в)
Z— Smin-HS|ioM при ft, > 3s.
В особых случаях зазор г меньше
толщины штампуемого материала.
Схемы штампов, приведенные на
рнс. 84—94, дают достаточное пред-
представление о конструкциях рабочих
частей штампов для гибки V-, U- и
L-образных детален. Однако в прак-
практике конструирования имеется много
частных решений. Рассмотрим некото-
некоторые из них.
Пример 1 (рис. 95). V- или U-образ-
U-образная гибка с расположением деталей
полками вниз. Заготовку укладывают
на шарнирно закрепленные фиксато-
фиксаторы 2, которые поддерживаются пру-
пружинами растяжения /. Пуансон 3
выполнен из двух составных частей,
верхняя часть — подвижная. Опи-
Опираясь иа буфер через шпильки 4,
верхняя часть пуансона обеспечивает
отлипание и подъем согнутой детали.
При такой конструкции пуансона лег-
легче решаются вопросы загрузки заготов-
заготовки и удаление готовой детали, что
особенно важно в условиях автомати-
автоматизированного производства. Одновре-
Одновременно создаются лучшие условия для
периодической очистки матрицы от
загрязнения.
Пример 2. В случаях, когда одна
полка V-образной детали относительно
длинная, заготовку укладывают в го-
горизонтальном положении. Соответ-
Соответствующий штамп оснащают подвижной
матрицей / (рис. 96), выполненной
в виде ползушки (составной нли цель-
цельной). При опускании верхней части
штампа конец заготовки сначала из-
изгибается на 90° (рис. 96, а), после чего
матрица /, контактируя с клином 2,
сгибает заготовку под острым углом
по пуансону 3 (рнс. 96, б). Заготовка
в процессе гибки постоянно удержи-
удерживается пружинами 4.
Пример 3. Изгиб заготовки на угол
180° (гп = 0) «до смыкания сторону
(рнс. 97) надежно осуществляется
за три операции: получение угла 90°
(на рисунке не показано); подгибка
одной полки на угол а « 45°
Рис. 97. Изгиб заготовки «до смыкания
сторон» (иа угол 180°)
(рис. 97, а) и окончательный изгиб
с правкой (рис. 97, б).
Пример 4. Гибка угольника с при-
применением в штампе шиберного устрой-
устройства (рис. 98). Ранее полученные за-
заготовки пачками укладывают вручную
в магазин-накопнтель 3 и по одной
штуке за каждый ход пресса сдвигают-
сдвигаются шибером 2 в направлении к ма-
матрице. Магазин устанавливают в без-
безопасной зоне от матрицы, иа расстоя-
расстоянии, кратном шагу подачи. В проме-
промежутке между магазином и матрицей
заготовки удерживаются с помощью
пружин 4. Конструкция ползушки 6
шиберного механизма обеспечивает воз-
возможность закрепления на ней шибе-
Рис. 98. Штамп для гибки угольника, ос-
иащеииого шибериым питателем
ра 2 перед магазином. Ступенчатый
(двойной) клин 5, взаимодействуя с пол-
зушкой, осуществляет возвратно-по-
возвратно-поступательное движение шибера. Согну-
Согнутые детали сбрасываются с матрицы
стержнем / и удаляются из штампа.
Рекомендуемая толщина штампуемого
материала s ^ 1 мм.
Пример 5. Штамповку из ленты
многогранной оболочки (рис. 99) осу-
осуществляют путем последовательного
перегиба ленты на угол а, равный
углу грани. В зависимости от пласти-
пластических свойств штампуемого металла
значения угла а на рабочих частях 2
и 3 штампа для гибки уточняют с
учетом пружинения заготовки.
В процессе штамповки в этом случае
представляется возможным произво-
производить «подналадку» величины изгиба
изменением положения пуансона /
в вертикальном направлении. Если
штампуемый материал обладает повы-
Деталь
Рис. 99. Штвмповка многогранного коль-
кольца путем последовательного изгиба заго-
заготовки
412
КОНСТРУКЦИИ .ШТАМПОВ. ВЫБОР МАТЕРИАЛОВ
ГИБОЧНЫЕ ШТАМПЫ
413
Рис. 100. Штамп для гибки Z-обраэной
детали
шенной упругостью, то прямолиней-
прямолинейность грани оболочки достигается за
счет введения кривизны с радиусом R
в рабочих частях 2 и 3. Размер /?
устанавливают опытным путем.
Пример в. Гибка Ъ-образных дета-
деталей требует от конструкции штампа
возможности выполнения одновремен-
одновременно двух изгибов в заготовке (рис. 100).
Рабочие части / и 2 пуансона, а также3
и 4 матрицы выполняют секционными,
что облегчает процесс сборки и от-
отладки штампа. С этой же целью пре-
предусматривается регулируемый упор 5.
Пример 7. Штамп с жестким съем-
съемником- Если высота полок детали ма-
малая (hx ^ 3s), то достаточно применять
съемник («козырек») с одной стороны
(рис. 101), а если ftj > 3s, то необхо-
необходимо наличие съемников с двух сторон.
Пример 8. Штампы для гибки U-
образных деталей из круглого проката
в принципе не отличаются от штампов
для гибки деталей из плоских загото-
заготовок. Пуансон 2, секции матрицы 3
и прижим 4 выполняют с полукруглы-
полукруглыми канавками (рис. 102). Съем изогну-
Рис. 101. U-обраэная гибка с применением
одностороннего (жесткого) съемника
Рис. 102. Штамп с жестким съемником
для U-образиой гибки заготовки из прутка
той заготовки с пуансона в приведен-
приведенной конструкции осуществляется же-
жестким съемником /. Фиксация заго-
заготовки регулируемая.
Пример 9. Штамп для гибки \J-o6-
разной детали из трубы или прутка
круглого стержня с применением ро-
роликов 2 (рис. 103), успешно заменя-
заменяющих неподвижную матрицу. Защемле-
Защемление заготовки прижимом 4 обеспечи-
обеспечивает сохранение прямолинейности ос-
основания Штампуемой детали и предот-
предотвращает сползание заготовки. Пуаи-
сон /, по аналогии с роликами, вы-
выполнен с канавкой по радиусу заго-
заготовки. Съем готовой детали осуществ-
осуществляется механическим толкателем прес-
пресса. Ролики 2 смонтированы на основа-
основании 3 (цельном или двухсекционном),
которое одновременно является про-
продолжением матрицы- Учитывая нали-
наличие относительно большого радиуса
детали по внешней стороне, необхо-
Рис. 103. Штамп для U-образиой гибки
заготовки из прутка с применением роликов
в матрице
Рис. 104. Разрез конструкции штампа для
И-образной гибки деталей с полкой шири-
шириной »<SS
димо вести процесс с применением
правки (удара) по гм.
Пример 10. Гибка Q-образных де-
деталей. Трудность получения деталей
подобной формы заключается в том,
что в процессе формоизменения гори-
горизонтально расположенные полки за-
защемляются между рабочими частями,
и происходит растяжение концов заго-
заготовки. При b > 5s (рис. 104, б) прак-
практически невозможно получить деталь
с заданными размерами за одну опе-
операцию при наличии традиционной
жесткой матрицы. Как исключение,
при невысоких требованиях к размерам
горизонтальных полок можно согнуть
й-образную деталь, у которой b <c
<С 5s. В этом случае фланец пуансо-
пуансона / выполняется под некоторым уг-
углом а. (рис. 104, а). Однако лучшего
Рис. 105. Разрез конструкции штампа для
Q-образиой гибки деталей с полкой ши-
шириной ft > 5 5
результата достигают, когда в кон-
конструкции штампа предусмотрены по-
подвижные секции матриц 2 (рис. 105).
В кинематической связи с клиньями /
и прижимом 4 штампуемая заготов-
заготовка 3 постепенно приобретает й-образ-
й-образную форму. Данная схема обеспечи-
обеспечивает хорошее качество штампуемых
деталей с горизонтальными полками
не только при b <c 5s, но также и при
b>5s.
Пример 11. Окончательную (пос-
(последнюю) операцию гибки деталей типа
хомутиков и других подобных форм
при раздельной (пооперационной) штам-
А-А
Рис. 106. Гибка деталей типа хомутиков с механизацией съема отштамповвиной детали
414
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
Рис. 107. Завивка спаренной петли
повке производят после выполнения
предварительной гибки. Типовая кон-
конструкция соответствующего штампа
приведена на рис. 106. Пуансон-
оправку / монтируют в кронштейн 3,
жестко закрепленный к верхней пли-
плите. Готовая деталь (после гибки) сни-
снимается с пуансона / клиновым меха-
механизмом. Каретка 4 с встроенными
в нее двумя скалками 7 в процессе
работы штампа взаимодействует с кли-
клином 5. Скалки 7 со свободной посадкой
входят в отверстия кронштейнов Зяб.
На концах скалок 7 встроен сбрасы-
сбрасыватель 2. При подъеме ползуна карет-
каретка движется вправо, сбрасыватель
сталкивает с пунасона / готовую де-
деталь. В процессе гибки (свертывания)
штампуемая деталь постоянно при-
Операция J
Операция Z
Операция }
б)
Рис. 109. Схема штамповки колец в гели-
коидиом штампе
жимается к пуансону / толкателем 9
от буфера пресса. Обязательным ус-
условием надежности работы штампа
является применение ограничителей
закрытой высоты 8.
Пример 12. Завивка петель. Наибо-
Наиболее рационально выполнять завивку
«ушка» одновременно в двух спарен-
спаренных горизонтально расположенных пет-
петлях при встречном сближении двух
идентичных матриц (рис. 107). В этом
случае обрабатываемая заготовка дол-
должна иметь предварительно подготов-
подготовленные концы (рис. 107, а), которые
могут формироваться во время ее
вырубки. Наличие отверстий в заго-
заготовке (что характерно для петель)
создает условия для надежной фикса-
фиксации с помощью фиксаторов 3
(рис. 107,6), встроенных в неподвиж-
неподвижную опору 2. В сочетании с подпру-
подпружиненным прижимом 4 фиксаторы 3
осуществляют защемление детали, обес-
обеспечивая стабильность ее положения на
всем пути движения ползушек-мат-
риц /.
Пример 13. Завивку ушка петли при
d^sbs наиболее целесообразно выпол-
выполнять за три операции (рис. 108).
Рис. 108. Схемы переходов завивки ушка
петли при d » 5s
Рис. 110. Форма переходов штамповки
втулки с применением реверсивной гибки
. ГИБОЧНЫЕ ШТАМПЫ
415
12. Варианты построения контура рабочих частей
гибочного штампа для реверсивной гибки
Вариант
I
II
III
IV
Форма втулки
i
/
Построение контура пуансона
и матрицы
ОС
т
щш
k\\ \\\\1
а.
1
0,9
0,85
0,8
а
ОС
ос
1 5
1,4
1,3
1,2
8
100
108
114
120
<а
105
120
130
140
Пример 14. Получение кольцеобраз-
кольцеобразных деталей- Простейшая конструкция
штампа для получения деталей коль-
кольцеобразной формы из проволоки пред-
представлена на рис. 109, а. Матрица /
(рис. 109, б) выполнена со сквозным
отверстием, диаметр которого равен
диаметру детали по наружному кон-
контуру. Торец матрицы (в виде цилин-
цилиндра) срезан по винтовой линии с углом
подъема а =- 40-f-60c. Угол пересече-
пересечения винтовой и цилиндрической поверх-
поверхностей поверхностью полости матрицы
заваливают по сопрягающей их по-
поверхности, выполняющей роль рабо-
рабочей кромки. Началом изгиба служит
верхний край рабочей полости ма-
матрицы. Прямолинейную заготовку из
проволоки подают к этому краю.
Пуансон 2 состоит из двух ступеней.
Большее его сечеиие (условный диа-
диаметр D) соответствует внешнему кон-
контуру штампуемой детали и стыкуется
с соответствующим отверстием матри-
матрицы по Я8//9. Меньшая ступень (услов-
(условный диаметр d) соответствует внутрен-
внутреннему контуру штампуемой детали.
Если штампуемое кольцо плоское, то
опорную часть уступа А в пуансоне,
выполняют плоской, перпендикулярно
к продольной оси. Если требуется по-
получить кольцо с некоторой кривизной,
то уступ в пуансоне должен иметь
такую же кривизну. В процессе За-
Заглубления пуансона заготовка посте-
постепенно втягивается в матрицу, на выхо-
выходе из которой образуется заданная
деталь (кольцо). Точность таких дета-
деталей невысокая.
Пример 15. Штамповка свертных
втулок с применением реверсивной гиб-
гибки. Этим методом получают детали
с невысокими требованиями к их
геометрии и точности размеров. Пря-
Прямолинейная заготовка вначале изги-
изгибается волнообразно в противополож-
противоположных направлениях (рис. ПО), после
чего в положении выпуклой частью
вверх свертывается во втулку. Про-
Процесс свертывания в штампе осуществ-
осуществляется с применением оправки (из-за
простоты конструкций оба штампа не
показаны). Рекомендации для по-
построения рабочих контуров матрицы
и пуансона приведены в табл. 12. Ва-
Вариант I рекомендуется при штамповке
высокопластичных металлов типа ста-
стали 08ВГ, Юкп, алюминия и др.;
вариант II—для сталей типа 15кп,
20пс, 25 и др.; вариант III—для
сталей типа 30, 35; вариант IV —
для сталей типа 40, 45, 65Г30ХГС и др.
Пример 16. Гибка стержня кругло-
круглого сечения (толстостеииой трубы) с при-
применением V-образного инструмента при
доведении его при гибке до полного
смыкания практикуется в тех случаях,
когда концы заготовки ие касаются
деталей верхней части штампа и пол-
ползуна пресса, т. е. при обеспечении
416
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
ГИБОЧНЫЕ ШТАМПЫ
417
Ч 3
Рис. 111. Четырехручьевый штамп для свободной гибки трубы
беспрепятственного двнжеиия наиболее
отдаленных точек заготовки по задан-
заданной траектории. На рис. 111 приведена
конструкция штампа для четырех нз-
гибов стержня под различными углами,
которые выполняются последователь-
последовательно в четырех (/—IV) ручьях. Заготовку
укладывают в рабочие ручьи секций
матрицы /—4 поочередно спереди на-
назад с фиксацией одного конца по со-
соответствующим упорам 5, 6, 7 и 9.
В зависимости от формы и длины за-
заготовки, а также от направления из-
изгиба дополнительно устанавливают под-
поддержки. В ручьях lull применена
поддержка 10 на прямолинейных уча-
участках стержня, а для ручьев /// и
IV — поддержки 8 и И в зоне ранее
отогнутых концов. Рабочие ручьи сек-
секций матрицы и пуансона заглублены
Рис. 112. Штамп для гибки трубы с при-
применением пиевмоцилиидра для зажима
заготовки
с учетом охвата половины сечения
стержня. Если невозможно или небе-
небезопасно изгибать стержень с примене-
применением V-образного инструмента (при
большой длине стержня и при отно-
относительно большой его жесткости), при-
применяют гибку с защемлением (прижи-
(прижимом) заготовки. Для этого наиболее
целесообразно встраивать пневмоци-
линдр / (рис. 112), неподвижно за-
закрепленный к нижней части штампа.
Пневмоцилиндр размещают на некото-
некотором расстоянии А от пуансона 2 и
матрицы 3, обеспечивающим работо-
работоспособность и компактность конструк-
конструкций прижима и рабочих частей штампа.
Пример 17. Гибка полки детали
с ребрами жесткости из заготовки,
предварительно формонзменной в вы-
вытяжном штампе.
Если формоизменение листовой за-
заготовки осуществляют с применением
операции вытяжки и гибки, то оба
процесса выполняются раздельно: вна-
вначале вытяжка из плоской заготовки,
затем гибка. На рис. 113 показан при-
пример гибки одной полки детали с при-
применением заготовок после вытяжки
центральной полости. Вставка 2 вы-
выполнена с выступами для получения
14 П/р А. Д. Матвеева
Рис. 113. Штамп для гибки полки детали
в заготовке, ранее подвергнутой вытяжке
ребер жесткости в штампуемой детали.
Прижим / (показан в плане) состыко-
состыкован с выступами вставки 2. Все рабо-
рабочие части низа штампа размещены
в жесткой обойме 3.
Пример 18. Штамп для скручива-
скручивания полосы. При скручивании полосы
на угол более 60° применяют поворот-
поворотные механизмы. На рис. 114 приведена
конструкция штампа для скручивания
полосы на угол 90° с применением ше-
стеренно-реечного привода. Заготовку
укладывают в штамп «на ребро». Один
ее конец вставляют в паз поворотной
оправки / с опорой 2, а второй сво-
свободно укладывают на опору 4- В ис-
исходном положении паз оправки /
располагается вертикально. До начала
5-5
Рис. П4. Разрез конструкции штампа для
скручивания прямоугольной заготовки на
угол а = 90°
418
КОНСТРУКЦИИ ШТАМПОВ, ВЫПОР МАТЕРИАЛОВ
ШТАМПЫ ДЛЯ ВЫТЯЖКИ
419
поворота оправки подпружиненная ма-
матрица 3, опускаясь, охватывает своим
пазом штампуемую заготовку. При
дальнейшем опускании ползуна пресса
реечный механизм разворачивает за-
заготовку па требуемый угол. При подъ-
подъеме ползуна механизм скручивания
возвращает оправку / в исходное
положение.
4. ШТАМПЫ ДЛЯ ВЫТЯЖКИ
Требования к штампам для первой
операции вытяжки. В зависимости от
конструкции пресса и схемы штампов-
штамповки операцию вытяжки производят
в положении детали дном вверх (пре-
(преимущественно на прессах простого
одинарного действия) или вниз дном
(преимущественно на прессах двойного
или тройного действия). Конструкция
штампов для первой вытяжки при
отношении ?>заг/^выт > '1.2-г-1,3 дол-
должна, прежде всего содержать элемен-
элементы, обеспечивающие устойчивость штам-
штампуемой заготовки во время всего
процесса ее формоизменения. Основ-
Основным средством для обеспечения выпол-
выполнения этой задачи для большинства
конструкций вытяжных штампов слу-
служит прижим (складкодержатель, кото-
который должен надежно прижимать заго-
заготовку к «зеркалу» матрицы).
В штампе, представленном на
рис. 115, прижим 4 работает от буфера
пресса. Передаточным звеном между
буфером и прижимом служат толка-
Рис, 115. Штамп для вытяжки с примене-
применением гладкого прижима (складкодержа-
теля)
Рис. 116. Упрощенная конструкция штам-
штампа для вытяжки с применением жесткого
складкодержателя
тел и 5. Готовая деталь удаляется из
матрицы 3 в конце подъема ползуна
с помощью выталкивателя 2, приво-
приводимого в действие механическим толка-
толкателем пресса через толкатель / штампа.
Роль привода выталкивателя могут вы-
выполнять пружины. В большинстве
случаев в штампах для первой вытяж-
вытяжки выталкиватель 2 при смыкании
штампа осуществляет правку дна де-
детали. Между прижимом 4 и нижней
плитой штампа должен быть зазор
(обычно 5—10 мм).
В штампах для прессов двойного
или тройного действия усилие на
складкодержателе создается внешним
ползуном (см. рис. 118 и 137). В упро-
упрощенной схеме штампа с жестким (ще-
(щелевым) складкодержателем между
складкодержателем и матрицей
(рис. 116) должна быть равномерная
щель г — A,1-т-1,2) s. Прижим-склад-
кодержатель в вытяжных штампах
является универсальным средством тор-
торможения листового материала в про-
процессе вытяжки. По требованию тех-
технологического процесса он применяет-
применяется в двух основных исполнениях:
гладким и с введением в него допол-
дополнительных средств (ребер или порогов),
которые усиливают торможение заго-
заготовки. Большинство листовых деталей
малых габаритов (ориентировочно с
наибольшим размером в плане до
200 мм) при толщине материала s ^>
^ 2 мм и детали с любым габаритом при
толщине s > 2 мм вытягивают в штам-
штампах с гладким складкодержателем.
Крупногабаритные тонколистовые де-
детали при толщине металла s^2 мм
в основном вытягивают в штампах
с применением дополнительных средств
торможения.
При большом периметре наружного
контура штампуемой детали и наличии
Нескольких рядов ребер могут возни-
возникать нагрузки, превышающие усилие
буфера пресса (или усилия наружного
ползуна на прессе двойного действия),
поэтому сфера применения перетяжных
ребер ограничивается толщиной штам-
штампуемого материала.
При работе над конструкцией штам-
штампа для выполнения первой операции
вытяжки всегда возникает вопрос о вы-
выборе схемы торможения заготовки.
При этом большую помощь оказывают
аналоги конструкций штампов, кото-
которыми располагают предприятия и про-
проектные организации. Если аналити-
аналитически или на основании аналогов уста-
устанавливают необходимость применения
дополнительных средств торможения
заготовки, то их предусматривают при
конструкции нового штампа. Пере-
Перетяжные ребра или пороги не только
предотвращают складкообразование,
но и стабилизируют процесс, сокра-
сокращают расход листового металла. Пос-
Последнее достигается благодаря тому,
что перетяжные ребра и пороги во
время формоизменения заготовки спо-
способствуют интенсивному растяжению
штампуемого материала.
В традиционных конструкциях вы-
вытяжных штампов наибольшее распро-
распространение получили перетяжные ребра
(рис. 117), которые при s < 0,5 мм
рекомендуется встраивать преимуще-
преимущественно в рабочей части, расположен-
расположенной в верхней половине штампа, а для
более толстого металла (s > 0,5 мм),
как правило, ребра располагают в
нижней части штампа. Последнее бо-
более технологично для монтажа пере-
перетяжных ребер и обработки их при
отладке штампа, но менее удобно для
укладывания штампуемой заготовки и
затрудняет очистку от грязи рабочей
поверхности штампа.
Высоту h ребер назначают в зави-
зависимости от размеров штампуемой де-
детали, толщины и рода материала.
Когда требуется малая степень тормо-
торможения, высота их может быть h =
= 3-4-4 мм; при необходимости высоко-
высокоэффективного торможения h = 6-=-8 мм
и более. Если штампуемая деталь
14*
Рнс. 117. Конструкция перетяжных ребер
и схемы их применения
имеет фланец, то перетяжные ребра
выносят за его пределы. Минимальное
расстояние 1Х от края матрицы до
перетяжного ребра и между ребра-
ребрами 1г должно быть в 2—2,5 раза боль-
больше ширины В ребра; для небольших
штампов В =- 6ч- 10 мм, для крупных
В = 13-f-20 мм. Способы крепления
перетяжных ребер к складкодержате-
лю показаны на рис. 117. Рабо-
Рабочую поверхность перетяжного ребра
выполняют полукруглой.
На рис. 118 приведена конструкция
штампа для вытяжки с применением
перетяжных ребер, установленных в
верхней части штампа (на прижиме).
Штамп устанавливает на прессы двой-
двойного действия.
Решение вопроса о размещении пере-
перетяжного ребра в нижней или в верх-
верхней части штампа связано с формой
и стойкостью рабочих частей штампа
Рис. 118. Конструкция вытяжного штампа
с применением перетяжных ребер
420
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
ШТАМПЫ ДЛЯ ВЫТЯЖКИ
421
Не рекопендуется
Рекопендуется
Рис. 119. Рекомендуемый вариант установ-
установки перетяжного ребра при малой величине
размера а во фланце
для обрезки фланца. Например, при
вытяжке деталей, имеющих фланец,
на прессе двойного действия рекомен-
рекомендуется устанавливать перетяжные реб-
ребра не на прижиме, а в матрице (рис. 119).
В результате представляется возмож-
возможность изготавливать поясок матрицы
с достаточной шириной Ь, гарантиру-
гарантирующей надежную стойкость, не снижая
требований к уменьшению размера а
фланца в целях экономии металла.
Допускается к применению смешан-
смешанная схема размещения ребер (при
числе рядов не менее двух): одно
в матрице, а второе (в соседнем ряду)
иа прижиме (см. рис. 128). В этом
случае при втягивании материала в ра-
рабочий проем матрицы происходит его
реверсивный перегиб между встреч-
встречными ребрами, что интенсифицирует
процесс растяжения. Это особенно не-
необходимо при наклонном расположе-
расположении фланца детали.
При вытяжке простых деталей ребра
устанавливают обычно в один ряд
(пояс), а при формоизменении сложных
деталей — в два—три ряда (пояса).
Число рядов перетяжных ребер зависит
также от формы участков детали в зо-
зонах перехода от фланца к образующей.
Чем более плавный этот переход, тем
больше необходимо рядов, и, наобо-
наоборот, при резких переходах (с относи-
относительно малым радиусом закругления
и с более крутым расположением бо-
боковой поверхности детали) рядность
уменьшается или сводится к нулю.
Перетяжные ребра (пороги) применяют
не только для того, чтобы усиливать
торможение металла для его растяже-
растяжения, ио также и для обеспечения необ-
необходимых условий для более равно-
равномерного течения материала. Поэтому
перетяжные ребра выполняют прежде
всего в тех зонах, где материал отно-
относительно свободно втягивается в по-
полость матрицы. Конструктивно пере-
перетяжное ребро выполняют таким обра-
образом, чтобы закрепляемая его часть
могла прочно соединяться с рабочей
деталью штампа (см. рис. 117), а вы-
выступающая имела гладкую поверх-
поверхность для свободного скольжения штам-
штампуемого материала. От перегиба штам-
штампуемого материала, проходящего через
перетяжное ребро, прижим и соответ-
соответственно буфер пресса испытывают боль-
большую нагрузку. Значительное влияние
на интенсивность торможения оказы-
оказывает относительная величина площади
контакта пуансона с заготовкой в пер-
первый момент вытяжки и, следовательно,
форма дна штампуемой детали, а так-
также ее габариты. Чем больше отдалены
точки контакта пуансона с заготовкой
от рабочих кромок матрицы в процес-
процессе вытяжки, значительнее выпуклость
детали и больше ее габариты, тем
в большей степени требуется приме-
применение перетяжных ребер (порогов).
Различие форм и размеров штампуе-
штампуемых деталей затрудняет установление
точной зависимости между указанными
параметрами, поэтому потребность в
применении перетяжных ребер (поро-
(порогов) и число их рядов определяют
опытным путем. Торможение заготов-
заготовки можно осуществлять также путем
перегиба края заготовки в вытяжном
штампе. Например, это вполне целе-
целесообразно при деформировании пло-
плоской детали с неглубокими выступами,
впадинами или с ребрами жесткости.
Перегиб выполняют под углом а = 90°
к горизонтальной плоскости (рис. 120).
Применение порогов как средства |
торможения более эффективно по срав-
сравнению с перетяжными ребрами. Кон-
Конструктивно пороги являются состав-
составной частые рабочей кромки матрицы
(рис. 121), поэтому в тех случаях,
когда штампуемая деталь имеет фла-
иец, их ширина зависит от ширины
фланца в вытяжном переходе детали
(с учетом припуска на обрезку). Если
в окончательном виде деталь ие имеет
фланца, то ширину В порога назна-
назначают минимальной A0—15 мм для
матриц из стали и 16—20 мм — из
чугунного литья), исходя из необхо-
необходимой прочности рабочих кромок ма-
матрицы вытяжного и обрезного штам-
штампов.
Высота h порога, по аналогии с пере-
перетяжным ребром, может колебаться
в значительных пределах (И. = 3-f-
-4-16 мм) в зависимости от конкретных
условий. Меньшие значения приме-
применяют в тех случаях, когда требуется
относительно невысокая степень тор-
торможения. Кроме того, указанный па-
параметр прямо пропорционален габа-
габаритам штампуемой детали. Радиус за-
закругления рабочей кромки порога на-
назначают ориентировочно равным тол-
толщине s штампуемого материала, его
значение уточняют при отладке штам-
штампа. От высоты h и радиуса закругле-
закругления г порога зависит степень защемле-
защемления материала. Напуск материала за
пределами порога при малой глубине
детали ограничивают до минимума,
оставляя к концу процесса только за-
запас на перегиб края заготовки. В та-
таких условиях при малой глубине де-
детали металл в процессе деформирова-
деформирования перемещается из зоны порога
в малых объемах или остается непо-
неподвижным (на этом участке).
Для относительно глубоких деталей
с вертикальными (или близкими к вер-
вертикальным) стенками пороги приме-
применяют при наличии предварительно изо-
изогнутых заготовок. Последнее создает
условия для ведения процесса формо-
формоизменения глубокой детали без суще-
существенного перемещения материала из-
под порогов в полость матрицы, т. е.
за счет использования эффекта растя-
растяжения. Перетяжные пороги обеспечи-
обеспечивают значительно большую экономию
листового проката по сравнению с при-
применением перетяжных ребер не только
потому, что они конструктивно обеспе-
обеспечивают более резкий перегиб и более
интенсивное растяжение металла, но
Рис. 120. Перегиб края заготовки на угол
а = 90° в целях торможения листового
материала при вытяжке (формовке)
также за счет непосредственного впи-
вписывания их в рабочую кромку матри-
матрицы. Это дает возможность применять
листовые заготовки с меньшими габа-
габаритами. Учитывая явное преимущество
порогов перед перетяжными ребрами,
в ближайшем будущем будет осуще-
осуществлен перевод многих конструкций
штампов с перетяжными ребрами на
конструкции с порогами.
Для получения завершенной формы
детали необходимо, чтобы вытяжка
протекала эффективно с начала до
конца процесса. Если деталь вытяги-
вытягивается не напровал, то при завершении
процесса оставляют край заготовки
хотя бы с малой площадью под при-
прижимом (или под порогом). Благодаря
этому материал находится под напря-
напряжением до конца процесса. Последнее
условие может быть соблюдено и при
Рис. 121. Основные элементы перетяжного
порога
422
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
ШТАМПЫ ДЛЯ ВЫТЯЖКИ
423
Рис. 122. Пример конструкции вытяжного
штампа для выпуклой детали, когда допу-
допускается выполнять матрицу с вертикаль-
вертикальными стенками
выходе фланца из-под прижима. Но
для этого требуется, чтобы заготовка
подвергалась эффективному растяже-
растяжению за счет применения других средств
торможения штампуемого материала.
При вытяжке напровал (см. рис. 124,6;
125) штампуемый материал с начала
до конца находится в напряженном
состоянии, так как непрерывно протя-
протягивается через зазор г между матри-
матрицей и пуансоном.
В тех случаях, когда поверхность
штампуемой детали имеет сложную
форму (с резкими переходами, высту-
выступами, углублениями), рабочую полость
матрицы вытяжного штампа и соот-
соответственно пуансон пригоняют друг
к другу с учетом толщины штампуемого
материала и соответствующих релье-
рельефов. Работа такого штампа завершает-
завершается правкой формы детали (см. рис. 131;
137). Если штампуемая деталь с флан-
фланцем имеет пологую симметричную фор-
Рис. 123. Конструкции матриц с глубокой
заходной частью
Рис. 124. Штампы для последующей вы-
вытяжки деталей типа коробок и стаканов
на прессе простого действия
му при наличии тупого угла между
фланцем и образующей (или касатель-
касательной к образующей), то матрицу упро-
упрощают, выполняя ее с вертикальными
стенками (рис. 122). В этом случае
эксплуатация штампа возможна только
при наличии ограничителей закрытой
высоты (любой конструкции).
Штампуемые детали с вертикальны-
вертикальными стенками можно вытягивать как
с правкой дна, так и без правки.
Вытяжка деталей (преимуществен-
(преимущественно цилиндрических) из листовых за-
заготовок с устранением складок в про-
процессе формообразования возможна и без
прижима (складкодержателя), если ра-
рабочая полость матрицы имеет заход-
ную часть, выполненную в виде конуса
или по^кривой, близкой к трактрисе
(рис. 123). Применение таких матриц
не только обеспечивает протекание
процесса формирования детали с устра-
устранением складок, но и способствует
достижению болеевысокой степени де-
деформации (см. гл. 4).
Последующие операции вытяжки при
многооперационной штамповке в от-
отличие от первого перехода выполняют
с меньшей степенью деформации, по-
поэтому складкодержатель требуется не
всегда. На рис. 124, а приведена кон-
конструкция штампа для последующей
операции вытяжки, который устанав-
устанавливают на пресс одинарного действия.
Стакан-фиксатор 3 может одновремен-
одновременно выполнять роль складкодержателя,
нагруженного буфером пресса (штам-
(штампа). После вытяжки фиксатор 3 осу-
осуществляет функции съемника отштам-
отштампованной детали с пуансона. Для того
чтобы буфер не создавал излишнего
давления на штампуемую деталь, уста-
устанавливают регулируемые шпильки-
компенсаторы /, которые, действуя
на буфер, освобождают штампуемую
заготовку от защемления ее матри-
матрицей 2.
Без складкодержателя (при малой
степени деформации) последующую вы-
вытяжку (перетяжку) заготовок с равным
сечением по всей высоте выполняют,
как правило, напровал (рис. 124, б).
Полуфабрикаты загружают в фикса-
фиксатор /. Готовую деталь (заготовку)
после вытяжки снимают с пуансона
полукольцами 3, которые удерживают-
удерживаются в рабочем положении пружиной 2.
Если при выполнении процесса по-
последующей вытяжки подобных дета-
деталей в положении дном вниз складко-
складкодержатель необходим, то штамповка
напровал возможна только на прессе
двойного действия (рис. 125).
По аналогии с конструкцией, при-
приведенной на рис. 124, б, заготовку
загружают в фиксатор 3. Стакан-
прижим 2 прикрепляют к плите /,
соединенной с наружным ползуном
пресса. Заготовка протягивается через
матрицу-фильеру 4 с участием при-
прижима 2. Способ съема детали с пуан-
пуансона такой же, как и в конструкции,
показанной на рис. 124, б. Зазор г
между прижимом и матрицей устанав-
устанавливают A,2-Н,3) s.
Рис. 125. Штамп для последующей вытяж-
вытяжки деталей типа коробок и стаканов на
прессе двойного действия
В осуществлении операции после-
последующей вытяжки особое место зани-
занимает выворотная (реверсивная) вы-
вытяжка. Простота штамповой оснастки
и высокая эффективность являются
преимуществами этого способа. На
рис. 126 приведены схемы штампов для
выворотной вытяжки деталей парабо-
параболической н цилиндрической формы.
В первой схеме (рис. 126, а) предвари-
предварительно полученную цилиндрическую
заготовку укладывают по диаметру D
на матрицу / в положении дном вверх.
Заготовка протягивается (выворачива-
Рис. 126. Схемы конструкций штампов для
выворотной (реверсивной) вытяжки
424
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
ШТАМПЫ ДЛЯ ВЫТЯЖКИ
425
Рис. 127. Штампы для правки (калибров-
(калибровки) ступенчатой детали
ется) пуансоном 2 до получения за-
заданной формы детали.
Геометрическая форма внутренней
полости матрицы может значительно
отклоняться от формы детали, так как
процесс формообразования осуществ-
осуществляется за счет конфигурации пуансо-
пуансона. Матрица служит для опоры и
фиксации заготовки, Заготовка в про-
процессе выворачивания постоянно кон-
контактирует с прижимом.
Вторая конструкция (рис. 126, б)
предусматривает одновременную вы-
вытяжку цилиндрического стакана (по-
(полуфабриката) диаметром D из плоской
заготовки диаметром D3ar и выполне-
выполнение выворотной вытяжки диаметром d.
Матрица после вытяжки цилиндри-
цилиндрического стакана припятствует возмож-
возможной потере устойчивости полуфабри-
полуфабриката в процессе выворачивания. При
высоких требованиях к размерам штам-
штампуемой детали, получаемой вытяжкой,
применяют штампы для калибровки.
Принципиальная схема конструкции
штампа для калибровки детали ие
отличается от штампа для ее вытяжки.
Все основные элементы калибровочного
штампа идентичны элементам вытяж-
вытяжного штампа, но их взаимная пригонка
обеспечивает правку штампуемой де-
детали в соответствии с заданными раз-
размерами. В зависимости от требований
чертежа детали правке—калибровке
можно подвергать только отдельные
элементы (например, только фланец
и прилегающий к нему радиус за-
закругления). Если деталь имеет не-
несколько ступеней, править их реко-
рекомендуется все одновременно (рис. 127).
Предпочтительно, чтобы штампуемая
деталь располагалась дном вверх. Ха-
Характерным признаком калибровочного
штампа является его жесткость: по
вертикали и по горизонтали. С4 этой
целью в приведенной конструкции
верхняя плита / и пуаисон 4 имеют
увеличенную толщину, в результате
чего есть возможность применения
глубокой врезки секций матрицы 2 и
секций пуансона 3.
Усилие съема цилиндрической дета-
детали с пуансона после калибровки опре-
определяют по формуле
Т = l,l5oTFpmax In rH/rB
B7)
где ат — предел текучести штампуе-
штампуемого материала; F — площадь кон-
контакта штампуемой детали с пуансоном
в начальный момент съема; (гтах —
максимальный коэффициент трения
между штампуемым материалом и пуан-
пуансоном; гвн — радиус внутренней по-
полости детали; гн — радиус наружной
поверхности детали.
Среди большого разнообразия кон-
конструкций вытяжных штампов особое
место принадлежит штампам для фор-
формообразования облицовочных деталей:
кузова, кабин всевозможных машин.
Детали данной категории обычно отно-
относятся к сложным крупногабаритным
тонколистовым оболочкам, получае-
получаемым с помощью холодной листовой
штамповки. Форму и размеры облицо-
облицовочных деталей определяют преимуще-
преимущественно ие расчетным путем, а заме-
замерами с мастер-модели, которую изго-
изготавливают на начальном этапе разра-
разработки конструкции той или иной ма-
машины. При этом учитываются вопросы
технической эстетики, необходимой вме-
вместимости и грузоподъемности, рента-
рентабельности и технологичности изго-
изготовления. Одновременно стремятся к
упрощению форм облицовочных пане-
панелей проектируемого объекта. Однако
не всегда это удается. Значительная
часть панелей остается сложной, что
создает особые трудности при решении
технологических и конструкторских
задач в процессе подготовки прозвод-
ства.
Вновь созданный дизайнерами обли-
цуемый объект предварительно прора-
прорабатывают на технологичность его изго-
изготовления в целом и проводят предва-
предварительную разбивку его иа составные
части (в будущем — детали), пригод-
пригодные для изготовления холодной листо-
листовой штамповкой.
Главная трудность при изготовле-
изготовлении облицовочных деталей кузова —
получение формы поверхности из пло-
плоской заготовки с применением метода
пластической деформации. Для оценки
вопросов штампуемости условимся
классифицировать облицовочные де-
детали по двум основным признакам:
по служебному назначению и по кон-
конструктивному исполнению (форма по-
поверхности, положение в пространстве
и пр,). По первому признаку облицо-
облицовочные детали подразделяют на на-
наружные, внутренние и каркасные (не-
(несущая часть облицовочного комплек-
комплекса). Наиболее высокие требования
предъявляют к наружным облицовоч-
облицовочным деталям. По сравнению с деталя-
деталями для внутренней облицовки оии
должны обладать более высокой точ-
точностью формы и размеров, достаточной
жесткостью, а также иметь гладкую
поверхность с высокими параметрами
шероховатости. Аналогичные требова-
требования предъявляются и к некоторым
каркасным деталям.
Конструктивно облицовочные детали
классифицируют на неглубокие, сред-
средней глубины и глубокие. В каждом
классе могут быть простые, средней
сложности и сложные детали. Кроме
того, они могут иметь относительно
постоянную глубину формы и перемен-
переменную, а также плоский или криволиней-
криволинейный фланец. Каждый отличительный
признак оказывает непосредственное
влияние на конструктивное.исполнение
штамповой оснастки для их изготов-
изготовления.
В целях обеспечения полного соот-
соответствия формы и размеров облицо-
облицовочной детали основному ее эталону —
«мастер-модели» изготавливают нега-
негативную гипсовую (илн из другого
материала типа политерон) модель,
которая служит копиром для обра-
обработки рабочей полости матрицы вы-
вытяжного штампа непосредственно на
копировально-фрезерном станке и эта-
эталоном для программирования при ис-
использовании ЭВМ. Кроме того, по
моделям воспроизводятся шаблоны, не-
необходимые конструкторам и изгото-
изготовителям штампов. Роль копира при
изготовлении пуансона штампа вы-
выполняет позитивная модель, изготов-
изготовленная из пенополистирола или другого
легко обрабатываемого материала. Спе-
Специальный экземпляр позитивной мо-
модели служит контрольным эталоном
для ОТК; по ней осуществляется
проверка правильности формы штам-
штампуемой детали.
Большую роль играют модели и при
электроэрозийиом способе обработки
рабочих частей штампа. Негативные
и позитивные мастер-модели опреде-
определяют форму поверхности будующей
облицовочной детали. Началу разра-
разработки конструкции первого вытяж-
вытяжиого (формоизменяющего) штампа для
облицовочной детали предшествует
большая технологическая подготовка,
включающая построение так называе-
называемого вытяжиого перехода. Последний
является промежуточной формой
штампуемой детали, наиболее техно-
технологичной для вытяжки.
Прн разработке вытяжного перехода
выявляется оптимальное положение
облицовочной детали в пространстве,
которое она должна занимать прн вы-
вытяжке, определяется форма поверх-
поверхности фланца (и, следовательно, «зер-
«зеркала» прижима штампа), месторас-
месторасположение и число перетяжных ребер
(порогов), назначаются необходимые
припуски, напуски и др. Большую
помощь при этом оказывают мастер-
модель и ее производные. В разработ-
разработке чертежа вытяжиого перехода обычно
участвуют высококвалифицированные
технологи, ведущие конструкторы по
штампам, модельщики, литейщики и
инженерно-технический персонал ин-
струментально-штампового производ-
производства.
Разработка чертежа вытяжиого пе-
перехода является завершающей стадией
технологической проработки перед на-
началом проектирования комплекта штам-
штампов для изготовления облицовочной
детали. В настоящее время в кузово-
кузовостроении возрастает роль ЭВМ и осо-
особенно прн производстве моделей слож-
сложных штампов. Созданные на основе
426
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
ШТАМПЫ ДЛЯ ВЫТЯЖКИ
427
Деталь
Рис. 128. Штамп для вытяжки крупнога-
крупногабаритной детали, повернутой иа угол а
по отношению к ее служебному положению
ЭВМ измерительные машины с вычис-
вычислительным устройством для измерения
и контроля поверхности сложных про-
пространственных форм в состоянии вы-
выполнять с высокой точностью размер-
размерные и чертежные работы. Одновремен-
Одновременно с помощью современных телевизион-
телевизионных установок представляется воз-
возможность считывать чертежи с формо-
формообразующими линиями в трехмерном
измерении. Применение ЭВМ и САПР
представляет возможность создавать
штамповую оснастку, мииуя изготов-
изготовление ряда промежуточных моделей.
Простейшим вариантом размещения
облицовочной детали в штампе в про-
процессе вытяжки является ее исходное
(служебное) положение. Но на прак-
практике часто возникает потребность по-
поворота детали в вытяжном штампе на
некоторый угол в одной или двух
плоскостях.
Во-первых, это необходимо осуще-
осуществлять в том случае, когда отдельные
участки боковой поверхности штампуе-
штампуемой детали в исходном ее положении
образуют с горизонтальной плоскостью
угол а <с 90 . Поворот всей детали
на угол (J > 90° — а (рис. 128) соз-
создает условия для построения вытяж-
вытяжного перехода с вертикальным распо-
расположением указанного выше участка
боковой поверхности детали. В ре-
результате этот прием обеспечивает сво-
свободное вхождение пуансона в матрицу
штампа в направлении, указанном
стрелкой А, и вся боковая поверхность
детали (включая ее участки с углом
а < 90°) будет формироваться в со-
соответствии с чертежом детали.
Иногда поворот детали оправдан
тем, что при его осуществлении удается
получить вытяжной переход с меньшей
глубиной вытяжки по сравнению с ее
основным рабочим положением и обес-
обеспечить более равномерные условия
для вытягивания материала из-под
прижима в полость матрицы. Послед-
Последнее достигается прежде всего за счет
возможно большего охвата материала
пуансоном в первый момент вытяжки.
Расширение площади контакта пуаи-
сона со штампуемым материалом спо-
способствует уменьшению растягивающих
напряжений в трудноштампуемых зо-
зонах детали и к выравниванию их зна-
значений по всей поверхности заготовки.
Результат — уменьшение процента
брака по разрыву металла. При пово-
повороте детали необходимо добиваться
того, чтобы в процессе вытяжки на
отдельных участках не образовыва-
образовывались излишки металла или, напротив,
его недостача. Такое явление прежде
всего может наблюдаться при вы-
вытяжке деталей с ярко выраженным не-
несимметричным строением формы по-
поверхности.
Отклонение положения штампуемой
детали при вытяжке относительно ее
рабочего положения в оснащаемом объ-
объекте может быть и по причине нетехио-
логичности обработки ее в последую-
последующих штампах (после вытяжного), вклю-
включая несоблюдение описанного выше
условия о допускаемых углах резания
рабочих частей в разделительных штам-
штампах. При тщательной технологической
проработке иногда неизбежны измене-
изменения формы детали (с проведением
соответствующих изменений в мастер-
модели) или перенесение «линий разъ-
разъема» (линий стыковки деталей), пла-
планируемых на мастер-модели.
Пример, рассмотренный на рис. 128,
иллюстрирует возможный вариант кор-
корректировки размещения штампуемых
деталей в вытяжных штампах с откло-
отклонением от их исходного рабочего по-
положения в оснащаемом объекте сравни-
сравнительно на небольшой угол. Но есть
и такая группа облицовочных деталей,
вытяжку которых технически целе-
целесообразно производить при повороте
их на угол 90° или на 180°, что обус-
обусловлено их конструкцией и формой
поверхности. Расположение детали в
вытяжном штампе, повернутой на угол
180° по отношению к ее исходному
положению, также может определяться
схемой работы прессового оборудова-
оборудования: на прессах двойного действия
процесс вытяжки обечайки осуществ-
осуществляется «дном» вниз, а на прессах оди-
одинарного действия — «дном» вверх.
Отсутствие мастер-модели услож-
усложняет проектные работы по разработке
чертежа вытяжного перехода и кон-
конструкций штампов, особенно когда
технологически рационально осуще-
осуществлять поворот детали в одной нли
в двух плоскостях. В этом случае,
как нежелательный вариант, вытяжной
переход строят по чертежу детали
с применением доступных средств про-
проекционного черчения. Однако это тре-
требует большой затраты времени и мо-
может быть выполнено только высоко-
высококвалифицированным специалистом.
Поэтому при отсутствии мастер-моде-
мастер-модели ее заменяют натуральным образцом
(эталоном) штампуемой детали, изго-
изготовленным ручным способом с приме-
применением простейших болванов и при-
приспособлений.
Устанавливая эталон детали на пло-
плоскости в целесообразном для штампов-
штамповки положении, на чертеж переносят
преобразованные линии контура (пу-
(путем проектирования и замеров), ко-
координируют базовые точки в двух или
трех координатах, постепенно созда-
создавая графическое изображение детали
в новом ее расположении а простран-
пространстве.
Таким образом, проектирование
штамповой оснастки может успешно
выполняться параллельно (или раз-
раздельно) с изготовлением головной ма-
мастер-модели. Заметим, что натураль-
натуральный образец облицовочной детали игра-
играет исключительно важную роль не
только в процессе разработки техноло-
технологии и штамповой оснастки, ио также
и при изготовлении штампов.
В отличие от глубоких малогабарит-
малогабаритных деталей, для получения оконча-
окончательной формы которых требуется при-
. менение нескольких штампов, основ-
основная форма крупногабаритных полых
деталей в большинстве случаев соз-
создается в одном вытяжном (формоизме-
(формоизменяющем) штампе. К этому всегда
следует стремиться.
В первом вытяжном штампе должна
деформироваться в основном вся по-
поверхность заготовки. Поэтому необ-
необходимо, чтобы конструкция штампуе-
штампуемой детали была технологичной для
выполнения операции вытяжки. Одним
из главных условий этого является
обеспечение штампуемости участков
(углов) с относительно небольшим ра-
радиусом закругления в плане. Эту
условную штампуемость легко опре-
определить, если угловые участки рассма-
рассматривать как части цилиндра. За осно-
основу в этом случае принимают угол
детали с наименьшим радиусом закруг-
закругления в плане. И только для калибров-
калибровки базовых участков детали с подче-
подчеканкой малых радиусов закругления
и выполнения мелких выпуклостей
вводят второй формоизменяющий
штамп, в котором основная форма
детали, созданная в процессе вытяжки
в первом формоизменяющем штампе, не
нарушается. Как исключение, ряд глу-
глубоких сложных кузовных деталей, со-
состоящих из двух (или нескольких)
ступеней, формируются за два вы-
вытяжных перехода. В первом вытяжном
штампе получают основную (домини-
(доминирующую по площади поверхность)
форму детали, а во втором — вытяги-
вытягивают вторую ступень без нарушения
ранее образованной формы.
Особое внимание следует уделять
штампам, в которых вытягивается де-
деталь при наличии ярко выраженной
неравномерной деформации металла.
Это наиболее вероятно для деталей
с переменной высотой и криволинейным
контуром в плане. Участки с резким
изменением глубины детали (см.
рис. 137), как правило, являются
причиной образования складок и волн
на поверхности обечайки, поэтому без
эффективного растяжения металла ка-
качество штампуемых деталей бывает
низким. В этом случае иногда вынуж-
вынужденно вводится технологический на-
напуск. Этот металл является избыточ-
избыточным при формиро ании поверхности
детали, однако он создает благоприят-
благоприятные условия для сохранения его натя-
натяжения по .всему периметру до конца
процесса вытяжки.
428
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
Линия
обрезки
Рнс. 129. Пример применения в вытяжном
переходе при изготовлении крупногаба-
крупногабаритной детали напуска высотой Л с целью
дополнительного заглубления ее в полость
матрицы
Для детали без фланца с боковой
поверхностью, не имеющей вертикаль-
вертикальных участков, целесообразно в вы-
вытяжном переходе предусматривать не-
некоторое превышение высоты h (на
3—8 мм) от линии обрезки края де-
детали (рис. 129). Этот напуск обеспе-
обеспечивает дополнительное протягивание
штампуемого участка и служит га-
гарантией для получения высокого каче-
качества поверхности края детали без на-
наличия складок и волн. Кроме того,
указанный напуск образует поясок
по периметру детали, необходимый для
размещения режущей рабочей части
обрезного штампа. Введение напуска
приводит к некоторому дополнитель-
дополнительному расходу металла, однако эта
мера, как правило, необходима.
Рис. 130. Схема компоновки прижима и пу-
аисоиа в вытяжном штампе, когда их
рабочие поверхности выполнены под уг-
углами аир, противоположно направлен-
направленными друг к другу
Излишнего расхода тонколистового
металла при штамповке несимметрич-
несимметричных деталей в некоторых случаях
удается избежать путем объединения
(спаривания) двух и реже большего
числа деталей в одни вытяжной пере-
переход. Данный технологический прием,
кроме экономии металла, создает усло-
условия для формирования симметрич-
симметричной оболочки, при котором улучша-
улучшается процесс формоизменения заго-
заготовки.
Поверхность прижима сложных вы-
вытяжных штампов может имееть раз-
различную геометрическую форму в
зависимости от конфигурации штам-
штампуемой детали и формы ее фланца.
Нередки случаи, когда в результате
построения рабочей поверхности при-
прижима и торцовой поверхности пуаи-
соиа образуются углы Р и а (рис. 130),
которые могут значительно отличаться
друг от друга. Так как угол Р прижима
равен или близок по величине соот-
соответствующему углу зеркала матрицы,
процесс втягивания материала заго-
заготовки в рабочую полость протекает
иеравиомерио и, следовательно, усло-
условия формирования детали усложняют-
усложняются. Несмотря на это, в практике из-
известны случаи, когда возникает необ-
необходимость вести процесс вытяжки при
указанном сочетании форм рабочих
поверхностей прижима и пуаисоиа.
Однако для того, чтобы формирование
оболочки осуществлялось без разрыва
металла, необходимо соблюдать два
условия: а<Р; а<180°>р\
Криволииейиость рабочей поверхно-
поверхности прижима (а следовательно, и флаи-
ца детали) создает трудности ие толь^
ко для процесса формирования детали,
но и для изготовления штампа.
Сравнительно простым является ва-
вариант, когда прижим криволинеен
только в одной плоскости (в одном
направлении), что ие вызывает боль-
больших трудностей в пригоике спари-
спариваемых поверхностей и ие мешает нор-
нормальному протеканию процесса втяги-
втягивания штампуемого материала в про-
проем матрицы.
Изгиб заготовки в двух плоскостях
осложняет картину. В этом случае рез-
резко ухудшаются условия для течения
материала, возможно появление гоф-
гофров и других дефектов в зоне прижима
штампы для вытяжки
429
ие только в процессе заглубления
пуаисоиа в матрицу, но и ранее, в мо-
меит сближения складкодержателя с
матрицей. Но в последнее время при-
прибегают к этому усложнению все чаще
(см. гл. 22). Поверхность прижима дол-
должна быть эквидистантной по отноше-
отношению к рабочей поверхности («зеркалу»)
матрицы и пригоняется с учетом обес-
обеспечения равномерного зазора между
ними г = A4-1,1) s.
Большие габариты и относительно
малая жесткость облицовочных дета-
деталей по сравнению с мелкими листовы-
листовыми деталями требуют применения тех-
технологических процессов, способству-
способствующих их упрочнению и экономии
металла. Поэтому для дайной катего-
категории оболочек особенно важно приме-
применять эффективные средства торможе-
иия штампуемого материала во время
вытяжки. Исходя из этого, большин-
большинство, вытяжных штампов для облицо-
облицовочных деталей оснащают перетяжными
ребрами или порогами.
Перетяжные ребра, как указывалось
выше, устанавливают в один ряд и
в несколько рядов. Ориентировочная
планировка зои расположения ребер
н их рядность закладываются прн кон-
конструировании, а во время отладки
штампа их уточняют до получения
штампуемого перехода с высоким ка-
качеством.
Опыт показал, что эффект торможе-
торможения требуется повышать (за счет уве-
увеличения числа рядов ребер) ие только
со стороны пологой формы детали, ио
н там, где дно детали должно иметь
большое закругление (рис. 131). На-
Наличие боковой поверхности штампуе-
штампуемой детали с вертикальными стенками
(частично или полиостью) Требует
снижения интенсивности торможе-
торможения.
Из рисунка видно, что даже при
наклонной поверхности фланца (когда
процесс вытягивания материала в ма-
матрицу облегчен) и большом радиусе R
в зоне вертикальной стеики детали пе-
перетяжные ребра установлены только
в одни ряд, а с противоположной сто-
стороны, также с относительно большим
радиусом, но без вертикальной стеи-
стеики, — в два ряда.
Интенсивное торможение штампуе-
штампуемого материала в процессе формо-
Рнс. 131. Штампы для вытяжкн детали,
поверхность которой имеет вертикальные
стеики и плавно скругленные участки
изменения заготовки обеспечивает плот-
плотное прилегание ее по пуансону, бла-
благодаря чему представляется возмож-
возможность выполнять пригоику рабочих
частей ие по всей поверхности. Напри-
Например, иа рис. 131 смыкание пуаисоиа /
с матрицей 2 и вставкой 3 осуществ-
осуществляется только в зоне резких переходов,
а также при формировании участка
детали с большим радиусом R.
Необходимое число перетяжных ре-
ребер зависит также от формы контура
штампуемой детали в плане. В част-
частности, участки с малой кривизной
требуют более интенсивного торможе-
торможения.
При вытяжке крупногабаритных ку-
кузов иых деталей с плавной (обтекаемой)
поверхностью всегда требуется усилен-
усиленное торможение материала, которое
обеспечивают путем варьирования чис-
числа рядов перетяжных ребер. На
рис. 132 приведена конструкция вы-
вытяжного штампа, оснащенного пере-
перетяжными ребрами в два ряда. Наклон-
Наклонное расположение фланца штампуемой
детали приводит к смещению верхней
части штампа по отношению к иижией,
поэтому внутри штампа встраивают
противоотжим. В рассмотренной кон-,
струкцни функции противоотжима вы-
выполняются за счет местного прилива
в прижиме, который контактирует с
матрицей через стальные пленки 6 и 7,
а иа рис. 128 прнлив-противоотжим вы-
выполнен в матрице.
Характерным признаком всех штам-
штампов для вытяжки крупногабаритных
430
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
В-В {повернуто) 6-6('подернуто)
1
Рис. 132. Штамп для вытяжки крупнога-
крупногабаритной облицовочной детали с приме-
применением в прижиме перетяжных ребер в два
ряда
глубоких деталей является наличие
надежного взаимного направления ме-
между пуансоном и прижимом-складко-
держателем. Например, в рассматри-
рассматриваемой конструкции встроены отно-
относительно длинные призматические на-
направляющие с шестью парами зака-
закаленных планок 2, 3 и т. д., закреплен-
закрепленными соответственно к пуансону 4
И прижиму 1.
Обязательным условием нормальной
работы пары пуансон — прижим яв-
является наличие смазочного материала
Рис. 133. Вытяжной штамп с порогами
между их направляющими, который
подается через трубки 5. Доступ к на-
направляющим пленкам 2, 3 и т. д.
осуществляется через ниши в отливке
(см. сечение Б—Б). Сообщение с ат-
атмосферой пуансона и полостью ма-
матрицы осуществляется с помощью тру-
трубок 8 (в пуансоне) и отверстий (см. се-
сечение В—В).
Из опыта эксплуатации крупнога-
крупногабаритных вытяжных штампов извест-
известно, что в особых случаях число рядов
перетяжных ребер может достигать
четырех и более (преимущественно при
штамповке крупногабаритных деталей
с наклонным фланцем). Это требует
наличия большого припуска и, сле-
следовательно, лишнего расхода металла.
Лучшим выходом в подобных ситуа-
ситуациях является применение активного
торможения листового материала во
время формоизменения заготовки.
Как указывалось выше, наиболее
эффективным средством торможения
заготовки в штампах для вытяжки
являются перетяжные пороги (см.
рис. 121), и в кузовной штамповке
оии вытесняют перетяжные ребра,
играя большую роль в развитии мало-
малоотходной технологии и в снижении ма-
материалоемкости.
Штампы с порогами (рис. 133) наи-
наиболее просто решают конструкторскую
задачу обеспечения надежного защем-
защемления материала. Применение порогов
особенно целесообразно в штампах для
вытяжки относительно неглубоких об-
облицовочных деталей с боковой по-
поверхностью, имеющей плавную форму
(при наличии малой кривизны).
Однако в некоторых случаях
пороги приемлемы и для вытяжки
относительно глубоких деталей. Пря-
Прямоугольная форма является домини-
доминирующей для порогов. Их вершину
(см. рис. 121) выполняют с закругле-
закруглением г fa (l-r-2) s. Чем меньше ра-
радиус закругления г и чем больше вы-
высота h порога, тем сильнее защемление
штампуемого материала. Увеличивая
радиус закругления г и уменьшая
высоту h, можно расслабить защемле-
защемление материала, способствуя возможно-
возможности перемещения его в полость матрицы
(такая необходимость возникает, на-
например, при относительно большой
глубине штампуемой детали).
штампы для вытяжки
431
По аналогии с перетяжными ребра-
ребрами применяемость порогов ограничи-
ограничивается толщиной штампуемого мате-
материала (smax * 1,5 мм).
..Перетяжные пороги в вытяжных
штампах устанавливают в большиистве
случаев только в один ряд, и так же,
как при использовании перетяжных
ребер, в зависимости от конфигурации
штампуемой детали их можно распола-
располагать в виде сплошного пояса или пре-
прерывно на отдельных участках «зерка-
«зеркала» матрицы.
Фиксацию деталей в последующих
(после вытяжки) штампах предпочти-
предпочтительно осуществлять по контуру дета-
детали, полученной в первом (вытяжном)
штампе. Однако при штамповке не-
неглубоких деталей пологой формы фик-
фиксация их по контуру не обеспечивает
необходимой точности позиционирова-
позиционирования или вообще невыполнима. В таких
случаях в вытяжной переход вводят
технологические отверстия (не менее
двух). Учитывая трудности удаления
отходов после пробивки отверстий
в вытяжном штампе, применяют метод
проколки.
Если вытяжной штамп устанавли-
устанавливают на пресс двойного действия, то
прокол отверстий осуществляется с по-
помощью специального механизма — ды-
ропрорывателя (рис. 134), который сра-
срабатывает в конце подъема ползуна
пресса. Палец /, встроенный в пуансои,
поворачивает вокруг оси 2 кулачок <?,
который нажимает на пуансои-проры-
ватель 4, образующий отверстие во
фланце детали. При дальнейшем подъ-
подъеме ползуна вся система, встроенная
в складкодержатель-прижим 7, воз-
возвращается в исходное положение пру-
пружинами 5 и 6. Такая схема работы
механизма позволяет свести до ми-
минимума утяжку (искажение) проколо-
проколотых отверстий во фланце детали.
Матрицы для относительно неглубо-
неглубоких облицовочных деталей выполняют
преимущественно цельнолитыми
(рис. 135), а для глубоких — в виде
рамы с вставками. Однако если боковая
поверхность глубокой детали имеет
наклонную форму (см. рнс. 132), то
матрицу выполняют цельнолитой без
дополнительной облицовки.
Крупногабаритные рабочие части (ма-
(матрица, пуансон, прижим) вытяжных
Рис. 134. Дыропрорыватель, встроенный
в штамп для вытяжки иа прессе двойного
действия
штампов для изготовления облицовоч-
облицовочных деталей в большинстве случаев
получают литьем из чугуна марок не
менее СЧ 25 или из чугуна специальной
модификации. Однако если штампуе-
штампуемая деталь имеет рельефную поверх-
поверхность с резкими переходами, то соот-
соответствующие участки рабочих частей
изготавливают из стальных термообра-
ботанных вставок (секций). При при-
применении перетяжных порогов матрицу
и прижимное кольцо армируют сталь-
стальными вставками независимо от формы
поверхности облицовочной детали (см,
рис. 137).
Рис. 135. Пример конструкции цельнолитой
матрицы штампа для вытяжки крупнога-
крупногабаритной детали
432
КОНСТРУКЦИИ ШТАМПОВ,; ВЫБОР МАТЕРИАЛОВ
ШТАМПЫ ДЛЯ ВЫТЯЖКИ
433
Рис. 136. Разрез конструкции штампа для выполнения вытяжки основной формы облицо-
облицовочной детали и дополнительной вытяжки с применением пресса тройного действия
Местные выступы на поверхности
штампуемой детали, которые форми-
формируются в проеме матрицы без участия
складкодержателя вытяжного штам-
штампа, могут быть без заметных дефектов
только при их глубине h < 5s, так как
процесс формообразования в этом слу-
случае происходит за счет местного растя-
растяжения металла.
Наибольшие габаритные размеры
верхней части штампа в плане, как
правило, не превышают размеров ниж-
нижней части штампа. Это придает кон-
конструкции компактность, достаточную
устойчивость и удобство для транс-
транспортирования с помощью подъемно-
транспортных средств. Реже встре-
встречаются конструкции вытяжных круп-
крупногабаритных штампов, у которых
верхняя часть больше нижней, что
обусловлено значительной разницей
габаритов окна ползуна (или адаптера)
пресса двойного действия со штампуе-
штампуемой деталью. Для обеспечения устой-
устойчивости такого штампа в целом его
нижнюю часть оснащают дополнитель-
дополнительной относительно тонкой плитой из
проката (см. рис. 118 и 133).
Вытяжные штампы для изготовле-
изготовления крупногабаритных деталей отли-
отличаются от других штампов не только
своими большими габаритами и зна-
значительной массой (достигая иногда
нескольких десятков тонн), но также
и сложностью конструкции, связанной
со спецификой формирования различ-
различных оболочек. На рис. 136 показан
Йазрез крупногабаритного штампа.
1тамп устанавливают на пресс трой-
тройного действия, процесс дополнитель-
дополнительной вытяжки в дне детали осуществ-
осуществляется с помощью нижнего ползуна,
(через толкатели 6).
Для облегчения процесса вытяжки
в дне детали вырубается технологиче-
технологическое отверстие (которое допускаете и
в этой зоне детали) или надрезается
материал без отделения отхода. Эта
операция производится секционной ма-
матрицей 4, встроенной в основную фор-
формоизменяющую матрицу 2, и секцион-
секционным пуансоном 3, встроенным в основ-
основной формообразующий пуансон 1. Уда-
Удаление отхода после вырубки техноло-
технологического отверстия осуществлйетси
Рнс. 137. Конструкция крупногабаритного штампа для вытяжки с механизацией подъеме
штампуемой детали
пневмоцилиндром 5 диафрагменного
типа и пружинами 7.
Вырубка отверстия или местная над-
резка на поверхности крупногабарит-
крупногабаритной детали — распространенный тех-
технологический прием. Он расширяет
возможности для формирования на по-
поверхности детали различных выступов,
впадин без.разрыва металла, а также
создает благоприятные условия при
деформировании тех зон детали, ко-
которые не удается получнть вытяжкой
обычным способом.
На рис. 137 приведен второй пример
выполнения вырубки технологического'
отверстия (окна) на поверхности дета-
детали в процессе вытяжки кузовной де-
детали. Оборудованием является пресс
двойного действия. Вырубка окна осу-
осуществляется с помощью матрицы 2
и пуансона 1 в тот момент, когда
процесс вытяжки основной формы де-
детали находится в начальной стадии.
Отход после вырубки удаляется (вы-
прессовывается) из матрицы выталки-
выталкивателем 3 с помощью пружины 4.
Отформованная деталь выносится из
штампа механической рукой (на ри-
рисунке не показана). Подъем детали
в штампе, необходимый для захвата
рукой, производят пневмоцилнндры 5.
Эластичные прокладки 6 предотвра-
-щают образование «следов» на поверх-
поверхности детали. Пневморазводка 7 скры-
скрыта внутри штампа.
Съем детали с пуансона / осуществ-
осуществляется съемником 8 от пружин 9.
Пороги 10 и // выполнены по контуру
матрицы с переменным сечением, что
объясняется неравномерностью формы
по периметру детали.
Внешняя форма детали не обеспе-
обеспечивает ее надежной фиксацни в после-
последующих штампах (по технологическо-
технологическому процессу), поэтому здесь приме-
применяют метод проколки технологических
отверстий на поверхности фланца ме-
механизмом 12.
434
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
ШТАМПЫ ДЛЯ МНОГОПОЗИЦИОННЫХ ПРЕССОВ
435
Рис. 138. Конструкция предохранительного
полиуретаиового (резинового) ролика
Основной формообразующий пуан-
пуансон 13 и прижим 16 цельнолитые
(из чугуна), а формообразующая ма-
матрица составлена из двух составных
частей — отливок 14 и 15.
Одним из важных требований к кон-
конструкциям штампов для формирования
крупных панелей, предназначенных
для облицовки различных объектов
машиностроения, является обеспече-
обеспечение глянцевой поверхности листового
металла с сохранением состояния его
Рис. 139. Пример применения в вытяжном
штампе роликов из полиуретана (резины)
поставки. Все отштампованные детали
подвергают тонкой декоративной окра-
окраске, поэтому их поверхности не долж-
должны иметь царапин и забоин. Для этого
штампы для вытяжки оснащают ре-
резиновыми или полиуретановыми роли-
роликами (рис. 138), которые устанавли-
устанавливаются на входе (рис. 139) или иа
выходе обрабатываемой заготовки (с
фронта или с тыла), а иногда и с обеих
сторон.
Определение конфигурации и разме-
размеров заготовок для штампуемых обли-
облицовочных деталей является также
сложной задачей. Аналитические рас-
расчеты размеров заготовок основаны на
положении, что длина развертки се-
сечений вытяжного перехода больше
длины разверток соответствующих се-
сечений заготовок на 5—15 % и обычно
является ориентировочной. Оконча-
Окончательную форму заготовки уточняют
при отладке вытяжного и других штам-
штампов, входящих в комплект оснастки
для изготовления этой детали. Техно-
Технология и последовательность изготовле-
изготовления комплекта штампов строятся таким
образом, чтобы осуществлялась пол-
полная согласованность между ними. Ос-
Основной формоизменяющий (обычно вы-
вытяжной) штамп изготавливают пер-
первым. Уточненная конфигурация заго-
заготовки в этом штампе служит шаблоном
при изготовлении рабочих частей вы-
вырубного штампа. Небольшая партия
облицовочных деталей, полученных
в первом штампе, направляется для
проведения анализа их собираемости
в оснащаемом объекте. Как указыва-
указывалось выше, оборудованием для опе-
операции вытяжки облицовочных дета-
деталей обычно служат прессы двойного
или тр иного действия. Однако при
вытяжке более простых относительно
неглубоких деталей нередко приме-
применяют и прессы одинарного (простого)
действия, оснащенные пневмогидрав-
лическим буфером. Для вытяжки ку-
кузовных облицовочных деталей выпу-
выпускают также специальные быстровы-
тяжные прессы с пиевмогидравличе-
ским буфером. Кинематикой работы
привода ползуна пресса предусма-
предусматриваются замедленный его ход во
время вытяжки детали и высокая ско-
скорость движения на участках свобод-
свободного хода.
5. ШТАМПЫ ДЛЯ
МНОГОПОЗИЦИОННЫХ ПРЕССОВ
Формирование относительно глубо-
глубоких деталей типа стакана, а также де-
деталей других форм, требующих при-
применения большого числа технологи-
технологических операций, целесообразно вы-
выполнять иа многопозиционных прес-
прессах-автоматах.
Общие требования к штампам для
многопозиционных прессов следую-
следующие.
1. Расстояние от подштамповой пли-
плиты до «зеркала» рабочих частей ниж-
нижней половины штампа должно быть
одинаковым (с допускаемым отклоне-
отклонением ±0,05—0,1 мм). Оно опреде-
определяется уровнем расположения грей-
грейферных линеек. Все штампы осна-
оснащаются ограничителями закрытой вы-
высоты, которые облегчают их установку
и наладку.
2.Направляющие колонки устанав-
устанавливают в верхней половине штампа,
освобождая пространство для движе-
движения грейферных линеек с захватами.
Прессовая посадка колонок в плиты
Рис. 141, Штамп для второй вытяжки
Рис. 140. Штамп для первой вытяжки
Рис. 142. Штамп для формовки фланца
436
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
Рис. 143. Штамп для обрезки фланца
Рис. 145. Штамп для раздачи
21
Рис. 144. Штамп для калибровки
Рис. 146. Штамп для окончательной фор-
формовки
РАЗДЕЛИТЕЛЬНО-ФОРМОИЗМЕНЯЮЩИЕ ШТАМПЫ
437
Рис. 147. Штамп для пробивки отверстий
должна усиливаться дополнительным
креплением (преимущественно винтом).
3. Траектория движения захватов
грейфера ие должна пересекаться с ко-
колонками во время их возвратио-посту-
пательного движении.
4. Необходимо предусматривать при-
принудительное смазывание направляю-
направляющих узлов (в системе колоиок-втулок).
5. Все заготовки (полуфабрикаты)
на каждой рабочей позиции после
подачи их грейферным механизмом
должны надежно фиксироваться
в штампе (с помощью фиксаторов,
встраиваемых в верхнюю половину
штампа).
6. Для обеспечения устойчивого по-
положения полуфабриката в зоне штампа
при раздвигании грейферных лииеек
рекомендуется предусматривать при-
прижим (отлипатель), смонтированный в
верхней половине штампа.
7. Зазор между соседними штам-
штампами принимают 0,5—5 мм.
Вырубка заготовки в большинстве
случаев производится отдельным, (при-
(приставным) ползуном пресса и пере-
передается шиберным устройством в основ-
основную зону пресса, осиащеииую грей-
грейферным механизмом. Дли примера иа
рис. 140—147 показан типовой ком-
комплект штампов, установленных иа
миогопозициоииый пресс-автомат, на-
начиная со второй операции (после вы-
вырубки заготовки), предназначенный
для штамповки шквва.
6. ШТАМПЫ, СОВМЕЩАЮЩИЕ
РАЗДЕЛИТЕЛЬНЫЕ
И ФОРМОИЗМЕНЯЮЩИЕ
ОПЕРАЦИИ
В современном листоштамповочиом
производстве в общей массе применяе-
применяемой штамповой оснастки значительную
долю занимают штампы, совмещающие
разделительные и формоизменяющие
операции. Например, широко известны
конструкции штампов, совмещающих,
следующие операции: вырубку заго-
заготовки с вытяжкой, отрезку заготовки
с гибкой, последовательную гибку в со-
сочетании с разделительными операциями
(аналогично последовательную вытяж-
вытяжку в сочетании с разделительными
операциями) и др. Принципиальные
схемы работы штампов для выполне-
выполнения элементарных операций вырубки,
пробивки, гибки, вытяжки, отбортов-
ки и др. сохраняются в совмещенных
штампах, но они конструктивно
взаимосвязаны между собой, кинема-
кинематически обеспечивая получение гото-
готовой детали более сложной формы.
Число вариантов сочетаний различ-
различных операций в одном штампе очень
велико, поэтому ограничимся иллю-
иллюстрацией лишь нескольких примеров.
Пример 1 (рис. 148). Пробивка от-
отверстия, отрезка и гибка уголка по по-
последовательной схеме. Лента (исход-
(исходный материал) подается слева направо
от механизма автоматической подачи
пресса. При первом рабочем ходе (с
ручной подачей) производится только
пробивка отверстия пуансоном 1 с фик-
фиксацией начала леиты до риски или
предварительного упора (на рисунке
ие показаны). Последующее переме-
перемещение ленты выполняется до упора-
противоотжима 8 вначале вручную
(при отладке), а затем иа автоматиче-
438
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
РАЗДЕЛИТЕЛЬНО-ФОРМОИЗМЕНЯЮЩИЕ ШТАМПЫ
439
Направление
подачи
Рис. 148. Штамп для пробивки, отрезки и гибки
ском режиме. Фиксатор 2 уточняет
расположение ленты в штампе в про-
процессе штамповки и удерживает ее от
сдвига, а ловитель 5 обеспечивает вы-
высокоточную фиксацию отрезанной за-
заготовки во время гибки. Готовая де-
деталь отделяется от пуансона 4 и лови-
ловителя 5 с помощью подпружиненного
отлипателя 6. Отрезанная заготовка
защемляется прижимом 7 от буфера
пресса. Пуаисон 4 выполняет одновре-
одновременно две операции: отрезку заготовки
и ее гибку. Если представляется воз-
возможность, то в пуансон 4 встраи-
встраивается иож-вкладыш, состыкованный
с режущей секцией 3. Целесообразно,
чтобы ловитель 5 был подпружинен.
Пример 2 (рис. 149). Гибка и фор-
формовка ребра жесткости. Принципиаль-
Принципиальная схема работы штампа ясна из
чертежа. Для формовки ребра жест-
жесткости применена подвижная система,
состоящая из пуансона-вкладыша / и
толкателей 2. Их суммарный размер
по высоте Hi больше толщины Н при-
прижима 3 иа высоту h ребра жесткости.
Разъемные стяжки 4 скрепляют верх-
верхнюю часть штампа с нижней в момент
установки штампа на пресс. Это зна-
значительно облегчает совмещение толка-
А-А
I
Рис. 149. Штамп для гибки и формовки ребра жесткости
телей 5 с отверстиями подштамповой
плиты при использовании буфера
пресса.
Пример 3 (рис. 150). Проколка оваль-
овального отверстия и отбортовка. В тех
случаях, когда нет возможности пред-
предварительно вырубить паз (отверстие)
под отбортовку (при относительно ма-
малой высоте борта), процесс ведут по
совмещенной схеме: проколка (про-
(прорыв) материала с последующей отбор-
товкой. Геометрия рабочей части пуан-
пуансона / позволяет вести процесс раз-
разрыва металла плавно с постепенным
образованием борта. Пуаисон удержи-
удерживается в державке штифтом 2. Края
борта имеют неровности, поэтому дан-
данный метод штамповки применяют в тех
случаях, когда указанные дефекты от-
бортовки будут скрыты внутри детали
(например, это допускается в жалюзи
радиаторов).
Пример 4 (рис. 151). Отрезка заго-
заготовки и свертывание втулки в одном
рабочем ручье. Из большого разнооб-
разнообразия схем штампов, применяемых
для штамповки колец и втулок, особый
интерес представляет вариант конст-
конструкции штампа, в котором образова-
образование кольца или втулки из отрезанной
заготовки осуществляется подвижны-
подвижными (плавающими) секциями матрицы 5.
Заготовка, отрезанная иожом 2 и
секцией матрицы /, в первый момент
изгибается пуансоном 3 на оправке 4,
приобретая U-образиую форму. Оправ-
Оправка 4 через державку // и толкатель 12
опирается на буфер пресса. При даль-
дальнейшем опускании ползуна концы по-
полученного полуфабриката охваты-
охватываются секциями матрицы 5, и в совме-
совместном движении с оправкой 4 обра-
образуется втулка (кольцо). Движение
секций матрицы ограничивается опор-
опорными вставками 6, которые жестко
закреплены в монтажной плите 9. Бла-
Благодаря наличию уклона во вставках
и движению матрицы в вертикальном
направлении концы заготовки совер-
совершают движение по сложной траекто-
траектории, в результате чего трение между
штампуемым материалом и инстру-
инструментом сведено до минимума. Секции
матрицы постоянно поддерживаются
пружинами 7 и 8- Готовые детали ав-
автоматически сбрасываются с оправки
4 шибером 10 от клинового механизма.
Рис. 150. Элемент конструкции штампа
для проколки и отбортовки отверстия
Пример 5 (рис. 152). Последователь-
Последовательная штамповка скобы с выполнением
разделительных операций, отбортовки
и гибки. Последовательность разме-
размещения рабочих ручьев штампа поиятиа
из схемы раскроя ленты (рис. 153).
При такой схеме штамповки важно,
чтобы края леиты были подготовлены
(вырублены) для беспрепятственного
проведения гибки.
Пример 6 (рис. 154). Последователь-
Последовательная вытяжка в ленте. Лента подается
от механизма автоматически. В ручье /
вырубается технологическое окно, ко-
которое представляет возможность сво-
свободно набирать материал для первой
вытяжки (ручей //). Зона /// свободна
(холостая позиция). В ручьях IV—
VIII выполняются операции последу-
последующих вытяжек, а в ручьях IX и X со-
соответственно пробивка отверстия и об-
обрезка с проталкиванием готовой де-
детали в верхнюю часть штампа. Первая
вытяжка осуществляется при участии
складкодержателя-прижима /. В сво-
свободной позиции /// установлен фикса-
фиксатор 2, который обеспечивает фиксацию
ленты по внутреннему диаметру пер-
первой вытяжки. В процессе штамповки,
при подъеме ползуна, прижимом / и
съемником 3 лента приподнимается до
уровня подачи.
Пример 7 (рис. 155). Последователь-
Последовательная вытяжка в ленте с применением
в штампе роликоклиновой подачи мате-
материала. Конструкция штампа предназ-
предназначена для штамповки мелких деталей
типа пистона, поэтому складкодержа-
тель в этом случае не применяется.
В отличие от предыдущей конструкции
РАЗДЕЛИТЕЛЬНО-ФОРМОИЗМЕНЯЮЩИЕ ШТАМПЫ
441
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
процесс штамповки производится дном
вниз до жесткого удара по фланцу.
Съем леиты с пуансонов выполняет
жесткий съемник /. На выходе из
штампа перфорированная леита раз-
разделяется ножом 2 на мелкие отрезки.
Пример 8 (рис. 156). Последователь-
Последовательная штамповка детали, приведенной
на рисунке. В штамп встроен простой
механизм автоматической подачи лен-
ленты. Высокоточное направление пуан-
пуансонов обеспечивается съемником-при-
съемником-прижимом 3 верхней части штампа, на-
направленным по четырем колонкам 7.
К съемнику 3 прикреплена дополни-
дополнительная плита 5, служащая державкой
Рнс. 152. Штамп для последовательной
Рис. 153. Схема раскроя ленты
Рнс. 151. Штамп для отрезки заготовки н свертывания втулки
442
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
ВЫБОР МАТЕРИАЛОВ
443
А-А
пресен
Рис. 154. Штамп для последовательной вытяжкн в ленте колпачка дном вверх
для пуансонов 6, выполняющих техно-
технологическую иадрезку, и для втулок,
фиксирующих пуансоны.
Штампуемая леита перемещается
справа налево автоматически с по-
помощью крючковой подачи. Тянущий
крючок / смонтирован в каретке 8,
получающей возвратно-поступатель-
иое движение от клина 2 и пружины 9.
Клин прикреплен к съемиику-при-
жиму 3. Рычаги 4 обеспечивают тормо-
торможение леиты от перемещения вправо
при возврате крючка / в исходное поло-
положение.
7. ВЫБОР МАТЕРИАЛОВ
(ДЛЯ ИЗГОТОВЛЕНИЯ)
ОСНОВНЫХ ДЕТАЛЕЙ ШТАМПОВ
При рассмотрении процессов холод-
холодной листовой штамповки следует раз-
различать три условия работы: легкие,
средние и тяжелые.
Такое деление условно, но оно облег-
облегчает выбор соответствующего материа-
материала для изготовления той или иной де-
детали штампа.
Оценка условия зависит от масшта-
масштабов производства, физико-механиче-
Л еталь
Рис. 156. Штамп для двухрядной последовательной штамповки с крючковой подачей
Рнс. 1S5. Штамп для последовательной вытяжки деталей типа пистона с автоматической
роликоклииовой подачей
ских свойств штампуемого материала
и его толщины, удельной нагрузки и
характера технологической операции.
Масштаб производства определяет
число необходимых рабочих ходов,
которые должен совершить штамп за
год или за весь срок службы. При еди-
единичном и мелкосерийном производстве,
когда годовая программа выпуска огра-
ограничивается сотнями изготовленных
деталей и только иногда несколькими
тысячами деталей, применение высо-
высокостойких штампов не требуется. Если
за среднюю производительность опе-
оператора при штамповке в течение 7 ч
принять для первых операций 8000 ра-
рабочих циклов, э для вторых — 4000 ра-
рабочих циклов, то вся годовая про-
программа на той или иной операции мо-
может быть выполнена за одну—две
смены. Если предположить, что основ-
основной объект по конструкции не будет
изменяться в течение ближайших пяти
лет, то и в этом случае штамп должен
работать всего ие более недели, после
чего его можно списывать в металло-
металлолом. Поэтому при конструировании
таких штампов необходимо стремиться
к их упрощению, а также изыскивать
для их изготовления наиболее деше-
дешевые, хотя, может быть, и менее стойкие
материалы.
Большинство разделительных штам-
штампов работают с твердыми рабочими
частями, выполненными из инстру-
инструментальных углеродистых и легиро-
444
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
ВЫБОР МАТЕРИАЛОВ
445
ваииых сталей. Кроме того, в послед-
последнее время широко применяют твердые
сплавы, стойкость которых значи-
значительно выше стойкости сталей.
При небольшой программе выпуска
пуаисоиы и матрицы можно изготов-
изготовлять из закаливаемых, ио менее стой-
стойких сталей, а некоторые их конструк-
конструкции допускается выполнять из низко-
низкоуглеродистых сталей с последующей
цементацией.
На выбор материала непосредствен-
непосредственно влияет конфигурация изготовляе-
изготовляемой детали. Если рабочие части штам-
штампа имеют сложную форму и нетехно-
логичиы для термической обработки,
то для их изготовления следует выби-
выбирать высоколегированные стали, кото-
которые в меньшей степени подвержены
короблеиию и обладают более прочной
структурой после закалки. К таким
сталям относятся преимущественно вы-
высоколегированные стали: Х12Ф1,
Х12М, 9ХС, ХВГ и др. Эти же стали
рекомендуется применять при тяже-
тяжелых условиях работы. Заметим, что
к тяжелым условиям следует относить
выполнение процессов, связанных с об-
обработкой толстых материалов, а также
тонких, если рабочие части имеют
ажурную форму и относительно малые
сечеиия.
При ударных нагрузках рабочие
части штампа необходимо изготовлять
из сталей, обладающих большой вяз-
вязкостью.
На выбор материала влияет также
сортамент штампуемых материалов,
который непрерывно изменяется в ре-
результате появления материалов новых
марок. Одним материалам придают
большую пластичность, для других
одновременно с пластичностью увели-
увеличивают прочность, например, для кор-
коррозионно-стойких сталей и т. д.
Но есть группа штампуемых мате-
материалов специального назначения, ко-
которым придают особые свойства, свя-
связанные с электропроводностью, магни-
топроводностью и т. д. (например, элек-
электротехнические стали). Увеличение со-
содержания в них некоторых компонен-
компонентов приводит к тому, что штамповка
иногда становится затруднительной и
невозможной, т. е. наступает момент,
когда качественный рост штампуемого
материала оп режает технические воз-
возможности штампов. Например, появ-
появление высококремиистон тонколисто-
тонколистовой холоднокатаной стали поставило
под сомнение дальнейшее применение
имеющихся разделительных штампов;
их стойкость не удовлетворяла иуж-
дам машиностроения. Потребовался
качественный скачок, который и про-
произошел в результате использования
в щтампах твердосплавных, рабочих
частей.
Приведенные выше рекомендации да-
дают только общее представление о ма-
материалах, применяемых для изготов-
изготовления рабочих частей штампов. Мно-
Многие частные вопросы решаются на ста-
стадии проектирования и изготовления
штампов.
Создание новых и совершенствова-
совершенствование современных материалов для дета-
деталей и узлов штампов идет в двух на-
направлениях: 1) изыскание стойких
пластических масс, значительно со-
сокращающих сроки изготовления штам-
штампов; 2) повышение прочностных харак-
характеристик твердых материалов.
Наиболее характерными материала-
материалами для изготовления деталей штампов
в будущем станут полимеры. Распро-
Распространенным видом полимеров является
пластмасса. Пластические материалы,
армированные стеклянными или син-
синтетическими нитями или тканями,
дают прочность, сравнимую со сталью.
Но основной задачей ближайшего бу-
будущего является изыскание таких пла-
пластических материалов, которые по
прочности и всем механическим свой-
свойствам превзойдут лучшие современ-
современные стали и сплавы.
Трудоемкость изготовления штам-
штампов с применением пластмасс состав-
составляет примерно 50 % трудоемкости из-
изготовления цельнометаллических.
Пластмассу применяют при изготов-
изготовлении формообразующих штампов;
вследствие малой твердости (НВ 22)
их используют только в мелкосерий-
мелкосерийном производстве. При повышении
прочности пластмассы можно будет
применять и в штампах для серийного
и крупносерийного производства.
Большим преимуществом пластмасс
является их легкость (плотность в 4—
5 раз меньше плотности металла).
Твердые материалы для изготовле-
изготовления рабочих деталей штампов совер-
13. Механические свойства материалов, рекомендуемых для изготовления
рабочих частей штампов
Материал
Резина марки 3820
Полиуретан СКУ-7Л ТТ
(ГОСТ 22202—83)
Пластмасса стиракрил
Самотвердеющая пласт-
пластмасса типа АСТ-Т
(акрилат)
Чугун:
СЧ20
СЧ25
-счзо
специальный легиро-
легированный типа C4I1I *
Сталь:
литая медистая типа
Е-4**
45Л-П
ЗОЛ-П; 35Л-П;
40Л-П
15; 20
30; 35
40; 45; Ст5
45; 40Х
40; 45
40Х; 5ХНТ
У7;У7А;У8А;У10А;
5ХГС; 5ХНВ
Х12; Х13ВМ
9ХС; Х12Ф1; Х12М;
Х6ВФ; ХВГ
40Х; ЗОХГСА
7ХФ; 8ХФ; 9ХС;
Улф
65Г; 60С2; 60С2А
ШХ15; Р18; Р9;
ХГС; Р6МЗ; Р6М5
Термообра-
Термообработка
Эластичная
среда
То же
Естествен-
Естественное или
искусствен-
искусственное ста-
старение
Отжиг,
нормализа-
нормализация
Поверх-
Поверхностная
закалка
Отжиг,
нормализа-
нормализация
Цемента-
Цементация
Улучшение
»
»
»
Закалка
»
»
»
»
Закалка
»
Предельная
рабочая
твердость
HRC3 (HB)
A2-15)
A3—18)
A70—241)
A80—250)
A81—255)
A90-260)
A70—220)
46—56
A50-200)
59—63
37—40
37—40
42—46
47—53
57—61
56—61
57—63
42—51
59—63
46—49
57—63
Допускаемое напряже-
напряжение на смятие, МПа
при нагрузке
статической
140
До 1000
(рабочее
100)
118—137
176—235
255
265
294
314
294—392
588—784
245—294
980-1078
216—274
294—343
392—588
588—784
2352—2646
2450—2740
2646—3140
2160—2352
2646—3140
2160—2352
2646—2940
ударной
—
—
78—88
118—157
108
118
127
137
176-235
353—470
118—147
588-686
108—137
147—176
245—343
343—490
1568—1760
1670—1760
1760—2.160
1470—1568
1760—2160
1470—1568
1760—1960
446
КОНСТРУКЦИИ ШТАМПОВ. ВЫБОР МАТЕРИАЛОВ
ВЫБОР МАТЕРИАЛОВ
447
Продолжение табл. 13
Продолжение табл. 14
Материал
Твердые сплавы:
ЦН-4; Сормайт
ВК6М; ВК8; ВКЮ
ВК15; ВК20
ВК25; ВКЗО
* Состав чугуна
0,8—1,1 % Сг; 1,6-2,0
¦¦ Состав медисто!
1,2 % Мп; 1,0—1,2 %
0,04 % S.
Термообра-
Термообработка
Закалка
»
»
»
Предельная
рабочая
твердость
HRC3 (НВ)
HRA 83—85
HRA 86—88
HRA 84—86
HRA 83—85
Допускаемое напряже-
напряжение на смятие, МПа
при нагрузке
статической
3430—3920
ударной
2450—2744
СЧШ: 3—3,3 % С; 1,6—2,2 % Si; 0,6—1 % Мп;
% Ni; 0,3% Р; 0,1 % S.
стали Е-4: 0,55—0,65 % С; 0,3—0,4 % Si; 1,0—
Сг; 0,08-0,15% Ti; 0,8—1,1 % Си; 0,04 % Р;
Примечания: 1. Азотирование сталей Х12М и Х12Ф1 повышает
их поверхностную твердость и износостойкость. Толщина азотированного
слоя 0,15—0,30 мм.
2. Хромирование углеродистых инструментальных сталей Для штам-
штампов при вытяжных работах уменьшает коэффициент трения (примерно
в два раза), повышает износостойкость и уменьшает налипание деформи-
деформированного металла. Толщина хромированного слоя 0,01—0,02 мм.
3. Цементацию применяют для повышения поверхностной твердости
деталей из низкоуглеродистых сталей До 59—63 HRC3. Глубина слоя
0,5—1,0 мм.
4. Твердые сплавы (кроме ЦН-4 и Сормайта) применять при .прочном
баидажировании.
14. Материалы, рекомендуемые для изготовления основных деталей штампа
в зависимости от условий работы
Тип
штампа
Для разде-
разделительных
операций
(вырубка,
пробивка,
обрезка
н др.)
Деталь штампа
Пуаисои,
матрица,
пуансои-
матрица
Условия
нагру-
жения
Легкие,
средние
Тяже-
Тяжелые
Марка материала
Стали: У8А,
У10А, У10
Стали: 9ХС,
Х12М, Х12Ф1,
ХВГ, 9ХВГ,
7X3, Р6М5,
ШХ15
Твердые сплавы
Твердость
Пуансон
55—59 HRC9
Матрица
57—61 HRCa
84—86 HRA
Тип
штампа
Для фор-
моизменяю-
моизменяющих опера-
операций (гибка,
вытяжка,
отбортовка,
формовка
и ДР-)
Для фор-
моизменяю-
моизменяющих опера-
операций круп-
ногабарит-
ногабаритных (обли-
(облицовочных)
деталей
Для ка-
калибровки,
чеканки и
Других
работ
«на удар»
Все типы
штампов
Деталь штампа
Пуансон,
матрица,
пуансон-
матрица, при-
прижим, их сек-
секции
Пуансон
матрица,
прижим, вы-
выталкиватель
Пуансон,
матрица,
выталкиватель
Плиты (верх-
(верхняя и ниж-
нижняя)
Державки
пуансонов и
матриц
Условия
нагру-
ження
Легкие,
средние
Тяже-
Тяжелые
Средние
Тяже-
Тяжелые
Средние
Тяже-
Тяжелые
Легкие,
средние
Тяже-
Тяжелые
При
всех
условиях
Марка материала
Стали: У8А,
У10А, Х12
Стали: Х12М,
Х12Ф1, Х6ВФ,
Р6М5
Твердые сплавы
Специальный ле-
легированный чу-
гуи
Основание: чу-
чугун СЧ 30,
армированный
стальными сек-
пиями
Стали: У8А,
У10А, 7НФ
Стали: 8ХФ,
9ХФ, 9ХС,
Х6В8, Р6М5
Твердые сплавы
Чугуны: СЧ 20,
СЧ 25, СЧ 30
Стальные отлив-
отливки: 35Л-И,
40Л-И, 45Л-И
Стали: 40, 45
Твердость
Пуансон
55—59 HRCB
Матрица
57-61 HRCe
86—88 HRA
190—260 НВ
181—255 НВ
55—59 HRC9
86—88 HRA
170—255 НВ
34—40 HRC9
448
КОНСТРУКЦИИ ШТАМПОВ, ВЫБОР МАТЕРИАЛОВ
ВЫБОР МАТЕРИАЛОВ
449
Продолжение табл. 14
Тип
штампа
Все типы
штампов
Деталь штампа
Державки
быстросмен-
быстросменных пуансонов
Державки
с шариковым
креплением
пуансонов
Съемник,
выталкиватель
Клии, пол-
зушки малых
и средних
размеров
Клии. пол-
зушки круп-
крупногабаритные
с накладными
планками
Плаика
накладная
Плитки под-
кладиые для
пуансонов и
матриц, для
ползушек
Противо-
отжимы и
плаики к ним
Планки
направляющие
Фиксаторы
Упоры
Условия
нагру-
нагружен н я
Легкие
Средние
Тяже-
Тяжелые
Легкие
Сред-
Средине,
тяже-
тяжелые
Легкие
Сред-
Средние,
тяже-
тяжелые
Легкие,
средние
Тяже-
Тяжелые
Легкие,
средине
Тяже-
Тяжелые
—
—
—
Марка материала
Сталь 45
Сталь 20
Стали: 20, СтЗ
Стали: 40, 40Х,
45
Стали: У8А,
5ХНТ, 5ХНМ
Сталь У8А
Стали: У10А,
Х12М, 5ХГС
Чугуиы: СЧ 25,
СЧЗО
Стали: 40, 45
Сталь 20
Стали: У10А,
Х12М
Сталь 45
Сталь У8А
Сталь 20
Сталь У10А
Сталь Х12М
Сталь 20
Итали: 40, 45
Стали: У8А,
V10A
v lv/\
Стали: 45, 40Х
Твердость
42—46 HRCa
59-63 HRCa
(после цемента-
цементации)
В состоянии по-
поставки
42—46 HRC9
51—55 HRCa
53—57 HRCB
57—61 HRCb
180—255 НВ
59—63 HRCa
(после цемента-
цементации)
57-61 HRCa
42—46 HRCa
а
51—55 HRCB
59—63 HRCa
(после цемента-
цементации)
57—61 HRCB
59—63 HRCB
[после цемента-
цементации)
42—46 HRCB
51-55 HRCB
42—46 HRCa
Продолжение табл. 14
Тип
штампа
Для фор-
моизменяю-
моизменяющих и раз-
делитель-
делительных опе-
операций
Деталь штампа
Пружины,
эластичная
среда в роли
матрицы и
пуансона
Условия
нагру-
нагружен и я
До дав
лення
100 МПа
Марка материала
Полиуретан
СКУ-7Л ТТ
(ГОСТ 22202—83)
Литьевые поли-
полиуретаны
(ТУ 84-404—78)
(прямоугольной
и цилиндриче-
цилиндрической формы)
Заменитель —
резина 3826
Твердость
76—86 (среднее
значение 82) по
Шору А
Примечания: 1. К тяжелым условиям работы относятся: на-
гружение рабочих частей до предельно допустимых нагрузок; относительно
. тонкие стенки матрицы и пуансонов; высокая «плотность» размещения
рабочих контуров; работы на повышенных скоростях; эксплуатация штампа
при массовом выпуске деталей. По разделительным операциям: вырубка,
пробивка электротехнических сталей, углеродистых и легированных ста-
сталей с твердостью после термической обработки до 50 HRCa и особенно, когда
не допускаются заусенцы в детали. По формоизменяющим операциям:
вытяжка с утонением стенок детали; калибровка деталей при повышенных
требованиях к точности размеров; прецизионная штамповка.
2. К легким условиям работы относятся: нагружение рабочих частей
с высоким запасом прочности; эксплуатация штампов при относительно
малых партиях штампуемых деталей (мелкие серии).
3. К средним условиям нагружения рабочих частей относятся такие,
при которых работают штампы в серийном производстве с годовой програм-
программой штамповки ориентировочно до 100 тыс. деталей, перерабатывающих
в основном высокопластичные и другие металлы с пределом прочности не
более 500 МПа. Эта категория штампов является преобладающей в про-
промышленности.
шеиствуют в различных направлениях.
Особенно важно добиться повышения
допускаемых удельных нагрузок, твер-
твердости и сопротивления истиранию.
Увеличения допускаемых удельных
нагрузок добиваются изменением со-
содержания легирующих элементов в
высоколегированных сталях.
Одним из эффективных направле-
направлений является использование и совер-
совершенствование магниевого и модифи-
модифицированного чугуиов, обладающих вы-
высокими механическими и антифрик-
антифрикционными свойствами. В настоящее
15 П/р А. Д. Матвеева
время создают новые стали с твер-
твердостью, близкой к порошковым мате-
материалам. Одиовремеиио эти стали долж-
должны иметь высокую прочность иа изгиб,
и иа сжатие, повышенный предел вы-
выносливости, хорошую технологичность
при обработке. Кроме того, нередко
требуется, чтобы штамповые стали
обладали устойчивостью против от-
отпуска и высокой прокаливаемостью.
Твердые (порошковые) сплавы уже
сейчас широко применяют в производ-
производстве, а в будущем оин постепенно
вытесняют закаливаемые детали штам-
450
ВЫБОР МАТЕРИАЛОВ
па. Их можно использовать для изго-
изготовления всех разделительных и фор-
формообразующих штампов.
В разделительных штампах, изго-
изготовленных из твердых сплавов, по
сравнению со штампами из сталей бо-
более продолжительное время сохра-
сохраняется в надлежащем виде режущая
кромка при стабильном технологиче-
технологическом зазоре. Высокая твердость этих
материалов позволяет легко разделять
относительно хрупкие и термообра-
ботанные материалы. Такие штампы
экономичны, — в результате умень-
уменьшения числа заточек увеличивается
выпуск продукции и сокращается про-
простой оборудования.
В формообразующих штампах твер-
твердые сплавы, кроме повышения стой-
стойкости, обеспечивают заданные пара-
параметры шероховатости поверхности и
стабильную высокую точность штам-
штампуемых деталей. При использовании
этих сплавов исчезают такие вредные
явления, как прилипание штампуе-
штампуемого материала к рабочим частям
штампа и образование задиров.
В табл. 13 приведены механические
характеристики некоторых материа-
материалов, рекомендуемых для изготовления
рабочих частей штампов листовой
штамповки, а в табл. 14 конкретные
рекомендации по их применению.
Глава
19
стойкость штампов
Понятие о стойкости штампов. В про-
процессе эксплуатации штампов наиболее
часто приходят в негодность их ос-
основные рабочие части —матрицы и
пуансоны. Поэтому следует различать:
полную стойкость штампа, опреде-
определяемую числам деталей, отштампован-
отштампованных до полного изнашивания его рабо-
рабочих частей, и получением размерного
брака штампуемых деталей;
промежуточную (качественную) стой-
стойкость или стойкость между двумя пере-
переточками (для устранения заусенцев
прн вырубке—пробивке) или между
зачистками рабочих частей для устра-
устранения заднров, рнсок и царапин при
вытяжке, гибке.
Полная стойкость штампов непо-
непосредственно связана с промежуточной
стойкостью, так как число допустимых
переточек и зачисток ограничено пол-
полным использованием рабочих деталей
штампов или получением размерного
брака деталей.
Стойкость штампа до полного изна-
изнашивания
T = nNnu A)
где п—число переточек; N —число
иагружений на период между двумя
переточками; п1 — число рабочих
мест в штампе.
Стойкость штампа до переточки ра-
рабочих частей имеет большое значение
для обеспечения его бесперебойной ра-
работы в производственных условиях.
Экономичность штампа характери-
характеризуется стойкостью его рабочих частей
до полного изнашивания, поскольку
стоимость изготовления последних
для большинства типов штампов со-
составляет 65—80 % стоимости всего
штампа.
Характеристика условий работы ре-
режущих кромок вырубных и пробивных
штампов. Исследованиями В. П. Ро-
Романовского установлено, что удельная
нагрузка на режущие кромки при вы-
вырезке стальных деталей равна
15*
= 3,12
-:. l)aB1
B)
где k — коэффициент, зависящий от
величины зазора г; s и d — соответ-
соответственно толщина заготовки и диаметр
отверстия;
z= 0,15s 0,10s 0,05s 0,025s 0,005s
6=2.0 2,38 3,33 4,1 5,0
При чистовой вырубке сопротивле-
сопротивление разделению (сдвигу) выше, чем
при обычной вырубке, и составляет
¦¦¦ -O,75
,75jf0B,
C)
где коэффициент т=3,0 при z =
= 0,005s (беззазорная вырубка); т =
= 2,5 при г = 0,025s.
Максимальная удельная нагрузка
на режущие кромки пуансонов при
чистовой вырубке (без противодавле-
противодавления) при г = 0,005.s равна
D)
E)
Удельная нагрузка на режущие
кромки матриц при чистовой вырубке
несколько ниже нагрузки пуансонов
и составляет
а с учетом противодавления
Рт
3,6
-j- -1-Й <V
F)
На рис. 1 приведена зависимость
Ртах/ов от относительной толщины
(s/d) заготовки, действительная для
различных марок углеродистой н кор-
рознонно-стойкой сталей. Так как
с увеличением отношения s/d удельная
нагрузка резко возрастает, то для ре-
режущих частей штампов различных
452
СТОЙКОСТЬ ШТАМПОВ
СТОЙКОСТЬ ШТАМПОВ
453
0,3 0,5 0,7 0;9 1 S/d
Рис. 1. Зависимость относительной локаль-
локальной удельной нагрузки режущих кромок
ртл\1ав от относительных размеров детали
или отверстия s/d:
1 — чистовая вырубка при z = 0,005 s;
2 — беззазориая вырубка при г = 0,005 S;
3 — вырубка при Z = 0,05 s; 4 — вырубка
при г = 0,0!s; 5 — вырубка при г =
= 0,15s; 6 — данные фирмы «Файнтул»
размеров рекомендуется применять
разные типы штамповых сталей, об-
обладающих различной прочностью и из-
износостойкостью.
Для создания нормальных условий
разделения обрабатываемого материа-
материала в штампах необходимо, чтобы режу-
режущие кромки в зоне контактного пояска
не подвергались смятию, не выкраши-
выкрашивались и обладали высокой износо-
износостойкостью.
Выбор материалов для рабочих ча-
частей разделительных штампов и их
износостойкость. Современное произ-
производство приборов электронной и вы-
вычислительной техники, различного
рода радиотехнических и других уст-
устройств характеризуется частой сменой
объектов производства и увеличением
доли деталей изготовляемых неболь-
небольшими партиями.
Для мелкосерийной штамповки не-
непременное требование высокой стой-
стойкости, весьма важное для разделитель-
разделительных штампов массового производства,
отходит на второй план. Важнейшей
задачей здесь является снижение тру-
трудоемкости и металлоемкости специаль-
специальных штампов. Этого можно достичь
при изготовлении рабочих частей раз-
разделительных штампов из многократно
используемых материалов (например,
литейных сплавов, которые периоди-
периодически подвергаются переплавке), а
также использованием в групповых
штампах термически необработанных
матриц.
В настоящее время наибольшее рас-
распространение получили вырубные
штампы, в которых матрицу изготав-
изготавливают из сплава на основе цннка
(сплав ЭКВ), а пуансон — из углеро-
углеродистой илн инструментальной стали с
закалкой до HRC 56—60.
Химический состав сплава ЭКБ:
3,5—4,5 % А1; 3,0—4,0 % Си; 0,2—
0,8 % Mg; 0,3—0,6 % Si. Механиче-
Механические свойства: ав = 250 МПа; б10 =
= 1 %; НВ 135. Температура плавле-
плавления („л = 395 °С; усадка 0,82 % .
Штампы из сплавов на основе цинка
рекомендуется прнменять для вырубкн
деталей из материалов толщиной до
3 мм, имеющих предел прочности
0В ^ 450 МПа, а материалов с ав >
> 450 МПа — толщиной до 1,5 мм.
Стойкость штампов с матрицами из
сплава ЭКБ можно оценивать по сле-
следующей формуле:
Т= 0,2
G)
где Ki, К?, Кф — коэффициенты, учи-
учитывающие соответственно механиче-
механические свойства и толщину штампуемого
материала, тип штампа н сложность
контура штампуемой детали.
Стойкость штампов из сплава ЭКБ
приведена в табл. 1. Износостойкость
разделительных штампов с литыми
матрицами из сплава на основе цинка
при вырубке—пробивке высокопроч-
высокопрочных сталей с пределом прочности
crB ^ 1250 МПа характеризуется
графиками (рис. 2). Из графиков
^м. т. ср = / (N) и FM. б. ср = / (N)
можно заключить, что процесс изна-
изнашивания режущего контура матрицы
Fm.t.cp.,"
0,2
1
\у
^ 2\
1—¦
О 900 1800 2700 3600 А/ 0 900 1800 2700 3600 N
а) 5)
Рис. 2. Изменение суммарного бокового Fu g cp (а) и торцового FM T ср (в) износа
в зависимости от числа N нагруженнй;
1 — сталь 1 Х17Н5МЗ (s = 1 мм); ! — сталь i X17H5M3 (s = 0,6 мм); 3 — сталь
I2X18H10T (s = 1 мм); 4 — сталь [2X18HI0T (s = 0,5 мм)
характеризуется стадийностью (/—
///). В ряде случаев наличие третьей
стадии изнашивания необязательно,
так как уже на стадии замедленного
изнашивания качество штампуемых
деталей не удовлетворяет требованиям
производства.
В результате применения штампов
с матрицами из цинковых сплавов
(пуансон—сталь Х12М) при штампов-
штамповке высокопрочных сталей получают
детали по 11—14 квалитету; стойкость
матрицы до переточки от 2 до 4,5 тыс.
нагружений. Время на изготовление
матрицы по сравнению со стальной
матрицей сокращается в 5—6 раз. Кро-
Кроме того, полностью исключаются руч-
ручные работы по подгонке рабочих кон-
контуров матрицы и пуансона.
В ленточно-ножевых штампах с со-
сопряженными режущими кромками в
качестве матрицы применяют стальную
термически обработанную ленту, по-
поставленную на ребро между матрице-
держателем и пуансоиодержателем н
заточенную под углом 35° так, что на
торце остается небольшая площадка.
Толщину ленты выбирают в зависи-
зависимости от толщины и механических
свойств штампуемого металла; при-
1. Стойкость штампов с матрицами из сплава ЭКБ
при вырубке — пробивке деталей простого контура
Материал
Марка
Л63
АМцМ
Сталь:
45
60С2А
1513
Толщина,
мм
0,3
0,5
1,0
2,0
0,5
1,0
0,5
1,0
0,3
0,35
Стойкость штампа до
переточки, число на-
гружеинй
Пробивка
2000
1000
1000
100
2500
2000
600
100
100
100
Вырубка
2000
2000
1500
1200
2500
2000
1500
1000
600
500
Высота заусенца, мм
Пробивка
0,05
0,08
0,12
0,20
0,05—0,06
0,06—0,07
0,15
0,15
0,15
0,15
Вырубка
0,03
0,07
0,08
0,12
0,03—0,04
0,05—0,06
0,08
0,10
0,10
0,10
454
СТОЙКОСТЬ ШТАМПОВ
СТОЙКОСТЬ ШТАМПОВ
455
2. Экспериментальные значения стойкости (число нагружении) матриц
Штампуемый
материал
Марка
АМцМ
АМцП
АМгб-БМ
Сталь 10
Толщина,
мм
1,0
1,5
2,0
2,5
3,0
1,0
1,5
2,0
2,5
3,0
1,0
1,5
2,0
2,5
3,0
0,5
1,0
2,0
3,0
Диаметр
инструмента,
мм
матрицы
16,2
16,2
16,2
16,2
16,2
16,2
16,2
16,2
16,2
16,2
16,2
16,2
16,2
16,2
16,2
16,2
16,2
16,2
16,2
пуан-
пуансона
16,2
16,1
16,0
15,9
15,9
16,1
16,1
16,0
15,9
15,9
16,1
16,1
16,0
15,9
15,9
16,1
16,1
16,0
15,9
Материал матрицы
В95
8000
5600
4300
3600
3000
7000
5000
4000
3400
2700
7000
4300
3400
2600
2000
1300
500
200
140
Сталь 45
12 600
8 700
6 500
5 300
4 500
12 000
8 400
6 300
5 200
4 300
10 500
7 100
5 500
4 400
3 800
5 400
1 200
500
300
УЮА
13 300
9 800
7 800
6 300
5 400
12 800
8 700
6 900
5 500
4 700
11 500
8 700
6 300
5 200
4 400
6 100
1 600
600
400
ЗОХГСА
14 700
11 000
9 000
7 500
6 400
14 400
10 300
8 000
6 500
5 600
12 800
9 400
7 600
6 300
5 400
6 800
2 000
800
500
ближенно ее можно рассчитать по
формуле
2±il (8)
S«*(i+o,3s)-a±
Ширину площадки можно опреде-
определить по формуле
6 = 0,2(s+l). (9)
Материал пуансон-матрицы в штампе
с сопряженными режущими кромка-
мн — сталь 40 или сталь 45 (пластина
толщиной 4—6 мм), термически обра-
обработанная до HRC 36—40.
Полная стойкость некоторых типов
упрощенных штампов для раздели-
разделительных операций, по данным
Д. А. Вайнтрауба, в отношении к пол-
полной стойкости стационарных штампов
для тех же деталей, принятой за еди-
единицу, характеризуется следующими
данными; листовой пинцетный 0,02—
0,04; пластинчатый подкладной 0,03—
0,05; пластинчатый с электромагнит-
электромагнитным креплением 0,2—0,3; пластинча-
пластинчатый с механическим креплением 0,2—
0,3; пакетный со стальными рабочими
частями 0,8—0,9; пакетный с рабочими
частями из цинково-алюминиевого
сплава 0,1—0,15; ленточно-иожевой
0,30—0,40.
В работах Я. О. Рудермана иссле-
исследована стойкость термически необра-
необработанных матриц из сталей 45, У10А,
ЗОХГСА и алюминиевого сплава В95
при штамповке алюминиевых сплавов
в мелкосерийном приборостроении
(табл. 2).
За критерий стойкости термически
необработанных матриц принята вы-
высота заусенца, определяемая по эмпи-
эмпирической формуле
н3 = о.оза:
A0)
где К — коэффициент, зависящий от
толщины штампуемого металла; для
s= 1-нЗ мм К = 5.
Из табл. 2 видно, что стойкость
стальных термически необработанных
матриц является достаточной для мел-
мелкосерийного производства листовых
каркасных деталей в приборострое-
приборостроении, так как примерно 94 % таких
деталей изготовляют до 10 тыс. шт.
в год. Алюминиевый сплав В95 реко-
рекомендуется для изготовления группо-
групповых пластинчатых штампов больших
габаритов, а также для изготовления
каркасных деталей малыми партиями.
В условиях крупносерийного и массо-
массового производства рабочие части разде-
разделительных штампов (пуансоны и ма-
матрицы) рекомендуется изготовлять из
износостойких материалов, обеспечи-
обеспечивающих максимальную производитель-
производительность при высокой стойкости штампов.
Износостойкость инструментальной
стали зависит от ее структуры и
свойств, а также от изнашивающей
способности обрабатываемого мате-
материала.
Износостойкие стали разделяют на
три группы [19]:
стали умеренной износостойкости
с содержанием углерода 0,8—1,2%,
в структуре которых присутствуют
избыточные карбиды цементитного ти-
типа МСз1;
стали повышенной износостойко-
износостойкости, в структуре которых содержатся
карбиды М7С3. Износостойкость этих
сталей, имеющих более твердые кар-
карбиды, выше. При увеличении содер-
содержания карбидов М,С3 с 11—12%
(сталь Х6ВФ с 1 % С и 6 % Сг) до
14—15% (сталь Х12М с 1,6% С и
12 % Сг) износостойкость вырубных
штампов повышается в 2 раза;
стали высокой износостойкости со-
содержат в структуре, кроме карбидов
М7С3, карбиды МС (карбиды ванадия).
1 М обозначает в общем виде металл,
участвующий в образовании карбида.
В этом случае износостойкость воз-
возрастает дополнительно, поскольку кар-
карбид МС имеет более высокую твердость
(HV 2000), чем карбид М,С3-
Выбор стали для изготовления ра-
рабочих частей разделительных штам-
штампов определяется главным образом их
конфигурацией и изнашивающей спо-
способностью обрабатываемого материала.
Для пуансонов и матриц вырубных,
пробивных и обрезных штампов про-
простой формы толщиной или диаметром
до 25 мм рекомендуется применять
инструментальные стали У8А, УЮА,
У11, которые после правильно выпол-
выполненной термической обработки обла-
обладают такой же твердостью и проч-
прочностью, как и многие легированные
стали. Основными недостатками угле-
углеродистых сталей являются нх низкая
прокаливаемость и чувствительность
к поводке н короблению при термиче-
термической обработке.
Для изготовления пуансонов н ма-
матриц вырубных, пробивных и обрез-
обрезных штампов сложной формы (прн вы-
высоких удельных нагрузках) целесооб-
целесообразно применять легированные инст-
инструментальные стали: Х12М, Х12ВМ,
Х12Ф1, Х6ВФ, 7ХГ2ВМ и др.
Высокохромистые стали обладают
высокой прокаливаемостью, что поз-
позволяет использовать их для рабочих
частей штампов больших сечений и
применять закалку с умеренным ох-
охлаждением, что уменьшает их по-
поводку и коробление.
При вырубке с умеренными удель-
удельными нагрузками лучшая стойкость
у штампов небольших габаритов (до
30—40 мм) из сталей с содержанием
12 % Сг, имеющих больше карбидной
фазы. Прн вырубке с большими удар-
ударными нагрузками более высокая стой-
стойкость у крупных штампов с рабочими
частями нз стали Х6Ф4М, характери-
характеризуемой пониженной шлифуемостью из-
за наличия карбидов ванадия (МС).
Рабочие части штампа нз стали Х6Ф4М
следует шлифовать кубическим нитри-
нитридом бора.
Наиболее оптимальное сочетание
свойств, предъявляемых к материалам
вырезных штампов, имеет сталь
11Х4В2ФЗС2М. Ее следует рекомен-
рекомендовать прежде всего для изготовления
рабочих частей тяжелонагруженных
456
СТОЙКОСТЬ ШТАМПОВ
СТОЙКОС1Ь Ш1АМПОВ
457
,МПа
0,1 0,3 0,5 0,7 о;9 1 S/d
Рис. 3. Локальная удельная нагрузка ре-
режущих кромок (максимальные напряже-
напряжения) в зависимости от отношения s/d
(при г — 0 15*);
1 — сталь 08кп; 2 — сталь 20 и СтЗ; 3 —
сталь 30; 4 — сталь 45; 5 — сталь
I2XI8HI0T; 6 — сталь 65Г; / — IV —
области рекомендуемого применения раз-
различных марок штамповых сталей
вырубных и пробивных штампов. Про-
Производственные испытания штампов иа
ряде предприятий страны показали,
что средняя стойкость до полного из-
изнашивания из стали 11Х4В2ФЗС2М
в 1,5—2 раза выше стойкости штампов
из стали X 12М.
При пробивке отверстий небольшого
диаметра в коррозионно-стойких и вы-
высокопрочных сталях иглы-пуансоны
воспринимают очеиь высокие удельные
нагрузки, поэтому стали, из которых
изготовляют такие пуансоны, не долж-
должны содержать аустенит. Иглы-пуан-
Иглы-пуансоны изготовляют из быстрорежущих
сталей Р12 и Р6М5 или из полутепло-
полутеплостойкой стали 6Х4М2ФС.
Иглы-пуансоны закаливают с по-
пониженных температур (с 1200—1220 °С),
Р6М5 с 1190—1210''С, Р8МЗ с 1200—
1220 °С; при этом необходимо преду-
предупредить обезуглероживание. После от-
отпуска E50—560 °С) для быстрорежу-
быстрорежущих сталей обязательны тщательное
шлифование и отпуск при 400 °С,
30 мин для снятия напряжений. Для
пробивки отверстий в мягких металлах,
а также больших отверстий и в более
твердых металлах наряду со сталью
Х6ВФ рекомендуется сталь 13Х с от-
отпуском при 150—160 °С для получения
твердости HRC 62—63.
На рис. 3 приведены абсолютные
значения максимальной удельной иа-
грузки режущих кромок пуансонов
в зависимости от отношения s/d для
обычной вырубки—пробивки при оп-
оптимальной величине двустороннего
технологического зазора 2г = 0,15s
для наиболее распространенных штам-
штампуемы» материалов; указаны ориенти-
ориентировочные границы областей рекомен-
рекомендуемого применения различных типов
термообработанных штамповых сталей.
При вырубке—пробивке тонколи-
тонколистовой (s = 1,0 мм) горячекатаной
электротехнической стали марок 1211
и 1212 стойкость штампов из стали Х12М
превышает стойкость штампов из стали
У10А в 5,8 раза, из стали ХВГ в 3,1 ра-
раза, из стали ШХ15 в 2,9 раза.
Стойкость режущих элементов уни-
универсально-сборных штампов (УСШ) из
стали Х12М при штамповке толстоли-
толстолистовой стали СтЗ (s= 54-8 мм) в 1,5—
1,8 раза выше, чем из стали У8А; в
1,3—1,37 раза выше, чем из сталей
ХВГ и ШХ15; в 1,25—1,28 раза выше,
чем из стали 5ХВ2С.
Стойкость режущих элементов УСШ
из стали Х12М при штамповке дета-
деталей из труднодеформируемой толсто-
толстолистовой стали 12Х18Н10Т (s = 4-н
-МО мм) в 2,7—3,5 раза выше, чем из
стали У8А.
Из приведенных данных видно, что
сталь Х12М имеет бесспорные преиму-
преимущества по сравнению с другими испы-
испытываемыми сталями.
- Методы расчета стойкости штампов.
Стойкость штампов зависит от многих
конструктивно-технологических и экс-
эксплуатационных факторов: 1) толщины
и механических свойств штампуемого
материала; 2) конфигурации штампуе-
штампуемой детали; 3) относительной толщины
материала; 4) формы рабочих граней
матрицы и пуансона; 5) величины тех-
технологического зазора; 6) скорости де-
деформирования; 7) материала и терми-
термической обработки рабочих частей штам-
штампа; 8) состояния боконой рабочей по-
поверхности пуаисона; 9) величины тех-
технологических перемычек; 10) способа
крепления пуансонов и типа направ-
направляющих устройств; 11) тина смазоч-
смазочного материала и способа его нанесе-
нанесения; 12) точности системы пресс—
штамцовый блок: 13) системы планоно-
предунредительных ремонтом.
Влияние конструктивно-технологи-
конструктивно-технологических факторов иа стойкость разде-
разделительных штампов рассмотрено и ра-
работах [26; 45; 651.
Расчетно-аналитический мстчО. Ис-
Использование этого метода, основан-
основанного на обобщении статистических
данных, позволяет заранее рассчитать
потребное число штампов, необходи-
необходимое для выполнения пронзводстненной
программы, и более обоснованно ре-
решать вопросы планирования подго-
подготовки производства.
Рассмотрим расчетные формулы для
определения стойкости вырубных и
пробивных штампов, предложенные
различными авторами.
Формула Беньн для определения
стойкости (числа нагруженпй) штампа
до полного изнашивания имеет сле-
следующий вид:
(II)
где h — суммарная высота допусти-
допустимого для шлифования слоя за все пере-
переточки; h = -^ ~ Z""" ; а.,- уклон
1 tg a.,
стенок матрицы; /ц — величина со-
шлифовываемого слоя при переточке
матрицы; Та — исходная стойкость,
обычно равная 25 тыс. нагруженпй
плюс 20 % (в зависимости от условий
работы штампа); г,шх — технологиче-
технологический зазор, мм (для материалов тол-
толщиной 0,05—6 мм гтах^ Ю-н-20 %
OTs);e,mn = @,4-^0,5)г„,ах; К/ — коэф-
коэффициент, учитывающий тип штампа
(для вырубного штампа Kf 1,0; для
пробивного или комбинированного
К/ = 0,8); Kt — коэффициент, учи-
учитывающий характер направления рабо-
рабочих частей (без направления Kt = 0,8;
при пакетном направлении К, = 1,0;
при блоке штампа на колонках Л/ —
= 1,5); Кяг — коэффициент, учиты-
учитывающий материал рабочих частей (дли
углеродистой стали Ks2 — 1,0; для
легированной К,- = 1,5); Л„ — козф
фициеит, учитывающий механические
свойства штампуемого материала (дли
углеродистой стал и с о,, ь? 500 Ml la
Ка= 1,0; с о„ ^ 500-ИЮО Ml hi К„ =
= 0,8; с а„ >•)()() МПл К„ = 0,0; для
бронзы твердой К„ = 1,5; для 6рои:<м
мягкой Ка = 1,8; для алюминия К„ =
= 2,1); Кц —коэффициент, учитываю
щий толщину штампуемого материала
(для ,ч= @,()Гн-0,3) мм А,'., = 1,0; для
s = (K-И,0 мм Кц = 1,1; дли * =
= 1.04-3,0 мм Ks = 0,8; для s= 3,0-
-Mi,0 мм К ц = 0,5); Kt, — коэффи-
коэффициент, учитыиающин сложность кон-
контура детали (для простого контура
Кь— 1,0; для усложненного Kt, =
= 0,8; для сложного К/, — 0,6).
Расчет стойкости но формуле A1)
дает результаты, которые согласуются
с практикой'.
Для ориентировочного расчета стой
кости 7'0 (числа нагрул^ений) штампа
до полного изнашивании Д. Л. Вайи-
трауб рекомендует упрощенную -эмпи-
-эмпирическую формулу, пригодную для
вырубных (нанровал) и последователь-
последовательных штампов при ипампонке материа-
материала толщиной до (i мм и материала ра
бочих частей из стали У1ОЛ:
Т„=
A2 —.s).
A2)
где 0„ — предел прочности при растя-
растяжении штампуемого материала. Ml la;
s — толщина материала, мм; A,',j, —
коэффициент, учитывающий сложность
контура (для простого контура Кф —
= 8; для усложненного Кф = 6,5;
для сложного Л'ф = 5). Для пробив-
пробивных и совмещенных штампов стойкое п.
Го следует принимать меньше на 15
20%.
Стойкость (тыс. пагружений) про
бивных универсально-сборных штам
пов (УСШ) до перегочки в зависимости
от толщины и предела прочности штам
458
СТОЙКОСТЬ ШТАМПОВ
3. Ориентировочные данные плановон стойкости рабочих
частей штампов до полного износа
Тип штампа
Вырубной (с на-
направляющими
колонками)
Пробивной
Гибочный:
простой
сложный
Вытяжной про-
простой
Формовочный
Толщина мате-
материала, мм
До 0,5
1,0
2,0
3,0
5,0
s'd = 0,3-^0 5
s/d= 0,5-7-0,7
s/d= 0,8-r-l,0
До 3
Стойкость (тыс. нагружений)
в зависимости от материала
рабочих частей
Углеродистая
сталь (У10А.
УНА)
800—1000
600—800
450-600
350—500
300—400
120—200
70—120
40—80
1000—1200
600—700
1200—1600
400—500
Легированная
сталь (Х12М,
Х12Ф1)
1100—1400
800—1100
600—850
500—700
400—600
300—400
200—300
150-200
1400—1700
800—1000
1800—2400
600—800
Примечание. Наименьшие значения стойкости относятся
к штамповке более твердых материалов (стали 30, 40), а наибольшие —
к штамповке более мягких материалов (стали 10, 20, Ст2).
пуемого материала можно определить
по формуле [65]
506 000
A3)
где s — толщина материала, мм; ав —
предел прочности, МПа.
Стойкость (тыс. нагружений) обыч-
обычных пробивных штампов до переточки,
монтируемых иа постоянных блоках
с направляющими колонками, реко-
рекомендуется рассчитывать по формуле
680 000
ст. пр — -) г—? , /—
у s3 ав у ов
Расчетные формулы A3) и A4) полу-
получены при следующих производственно-
технологических условиях: штампуе-
штампуемый материал — стали СтЗ, Ст4,
12Х18Н9Т (<хв = 400-7-600 МПа); тол-
толщина материала s= 4-н 10 мм, s!d =
= 0,3-г-0,5; двусторонний зазор г =
= 12-7-18% от s; материал пуансона
и матрицы — сталь Х12М, термически
обработанная до HRC 56—62; крите-
критерий износа — образование заусенца
высотой 0,2 мм.
Стойкость пробивных универсально-
сборных штампов с рабочими частями
из сталей У8А—У10А составляет от 40
до 60 % указанной выше стойкости.
Стойкость (тыс. нагружений) вы-
вырубных штампов до переточки выше
стойкость штампов
459
стойкости пробивных штампов на 30—
40 %, что объясняется уменьшением
удельных нагрузок на режущие кром-
кромки;
948 600
ст.выр
A5)
А-А
Матрицедержатемь
Учесть всю совокупность конструк-
конструктивно-технологических факторов, влия-
влияющих на стойкость разделительных
штампов, расчетным путем не всегда
представляется возможным. Поэтому
на практике, в зависимости от харак-
характера и условий производства, в раз-
различных отраслях промышленности ис-
используют опытно-статистические дан-
данные, на основании которых получены
нормы стойкости как до переточки,
так и до полного изнашивания.
В табл. 3 приведены ориентировоч-
ориентировочные данные плановой стойкости рабо-
рабочих частей штампов до полного изна-
изнашивания для листовой стали средней
твердости, исходя из условия, что
разделительные штампы подвергают
в среднем 20—25 переточкам. Следует
иметь в виду, что в различных отрас-
отраслях промышленности наблюдаются
значительные отклонения от средних
норм стойкости.
С целью повышения стойкости штам-
штампов применяют разъемные (секцион-
(секционные) матрицы, позволяющие произво-
производить доводку их размеров до заданных
по чертежу профильным шлифованием.
При этом значительно сокращается
трудоемкость изготовления комплекта
рабочих частей штампа, улучшается
качество их обработки, обеспечивается
равномерное распределение техноло-
технологического зазора.
Удельный износ пуансон-матрицы
по режущему контуру в целом при
штамповке пластинки ярма в штампе
совмещенного действия с разъемной
матрицей (рис. 4) примерно в 2 раза
меньше, а стойкость штампа в 2 раза
больше по сравнению с неразъемной.
Стойкость вырубных штампов до
полного изнашивания с составной (сек-
(секционной) пуансон-матрицей по сравне-
сравнению с цельной матрицей более чем в
4 раза выше (рис. 5).
Стойкостные испытания раздели-
разделительных штампов являются весьма
трудоемкими, требуют больших затрат
Рис. 4. Конструкция разъемной матрицы
для штампа совмещенного действия
времени, значительных материальных
затрат на изготовление инструмента,
а также на материалы для проведения
экспериментов. Поэтому при проведе-
проведении стойкостных испытаний весьма
актуальным является применение ма-
математической теории планирования
экспериментов.
Применение теории планирования
многофакторного эксперимента при
Л
1 \
Ч. 2
16
800 1200
N, тыс. нагружений
Рис. 5. Сравнительная характеристика
полной стойкости штампов с цельной и со-
составной (секционной) пуансон-матрицей
для вырубки пластины статора электро-
электродвигателя (я — число штампов):
1 — штамп для вырубки статора электро-
электродвигателя с цельной пуансон-матрицей;
2 — тот же штамп с составной (секционной)
пу а нсон-м атр ицей
460
СТОЙКОСТЬ ШТАМПОВ
СТОЙКОСТЬ ШТАМПОВ
461
4. Применение твердых сплавов в электротехннческой промышленностн
и стойкость штампов между переточками (тыс. нагружений)
Тип штампов и их
назначение
Ножевые
Пробивные н вы-
рубиые для пря-
прямоугольных пла-
стии
Вырубные слож-
сложной формы для
листов статора,
роторов, пла-
пластин трансфор-
трансформаторов
Штампуемый
материал
Электро-
техниче-
техническая сталь
толщиной
0,5 мм
То же
Сталь 45
толщиной
4 мм
Электро-
техниче-
техническая сталь
толщиной
до 0,5 мм
Штампы сред-
средних габаритов
матри-
матрица
ВК8В
ВК15
ВК20
ВК15
пуан-
пуансон
ВК8В
ВК15
ВК25
ВК20
Крупнога-
Крупногабаритные
штампы
матри-
матрица
ВК15
—
ВК20
пуан-
пуансон
ВК15
—
ВК25
Средняя
стойкость
штампов
сталь-
стальных
30
25
20
10
твердо-
твердосплавных
3000
1500
1000
500
расчете стойкости разделительных
штампов, предиазиачеиных для штам-
штамповки деталей из слоистых пластмасс
(гетинакс, текстолит н др.), рассмо-
рассмотрено в гл. 16.
Стойкость твердосплавных штампов.
Существенное повышение стойкости
разделительных н формообразующих
штампов достигается при использова-
использовании твердых сплавов.
Сравнительно небольшие раздели-
разделительные н формообразующие (вытяж-
(вытяжные, калибровочные, гибочные и др.)
штампы оснащают вставками нз спе-
спекаемых (порошковых) твердых спла-
сплавов. Наибольшее применение для из-
изготовления твердосплавных вставок
получили сплавы ВК15 и ВК20, обес-
обеспечивающие существенное повышение
стойкости разделительных штампов.
Штампы с твердосплавными встав-
вставками применяют, как правило, в мас-
массовом производстве при штамповке
небольших деталей нз труднообраба-
труднообрабатываемых сталей (высококремнистой
электротехннческой, коррозионно-
стойкой и др.).
Стойкость вырубных штампов с твер-
твердосплавными рабочими частями в де-
десятки раз выше стойкости стальных
штампов и достигает 0,5—1,0 млн.
нагружений до переточки (табл. 4)
прн общей стойкости 20—60 млн. на-
груженнй.
Стоимость твердосплавных раздели-
разделительных штампов во много раз пре-
превышает стоимость стальных штампов
вследствие высокой трудоемкости из-
изготовления и доводки рабочих частей
из твердых сплавов до исполнитель-
исполнительных размеров. Эксплуатация твердо-
твердосплавных штампов требует высокой
организации производства.
5. Работоспособность сплавов при вырубке пазов (в штампах «пазниках» )
из электротехнической стали [28]
Сил аи
вкюкс
ВК15КС
ВК20КС
ВК15С
ВК20
Стойкость между переточками
(число нагружений)
минимальная
151 266
387 943
869 280
423 225
максимальная
273 600
557 280
1 120 600
454 275
средняя
240 000
455 000
555 000
990 000
455 000
Средний износ
пуансона, мм
1,05
0,63
1,10
0,48
0,70
Примечание. Стойкость в числе нагружений оценивалась как
средняя величина из четырех—восьми переточек на двух штампах.
При изготовлении штампов с твердо-
твердосплавными рабочими частями приме-
применяют массивные блоки с плавающими
хвостовиками, четырьмя направляю-
направляющими колонками и удлиненными втул-
втулками.
Весьма эффективным является при-
применение титанокарбидного твердого
сплава иа железной основе, получив-
получившего название «Ferro-TiC» (США). Ос-
Основой этого сплава (композита) яв-
является хромомолибденовая сталь
с присадкой 30 % карбида титана. Этот
сплав подвергается термической обра-
обработке do твердости HRC 68—72 и
вполне заменяет вольфрамокобальто-
вые сплавы ВК15, ВК20.
Штампы с режущими частями, изго-
изготовленными из «Ferro-TiC», обладают
высокой стойкостью, так как при штам-
штамповке листов магнитопроводов элек-
электродвигателей из кремнистой стали
оии обеспечивают получение 300 тыс.
нагружений до переточки, а при штам-
штамповке деталей нз низкоуглеродистой
стали до 2 млн. нагружеиий.
Опыт использования твердосплав-
твердосплавных разделительных штампов показал,
что их применение рационально при
годовой программе штампуемых на
них детален ие менее 1 млн. нагруже-
нагружений.
При проектировании твердосплав-
твердосплавных штампов для разделительных опе-
операций оснащению твердыми сплавами
подлежат в первую очередь рабочие
части (матрицы, пуансон-матрицы,
пуансоны и ножи). В отдельных слу-
случаях ими оснащаются направляющие
планки, направляющие узлы скольже-
скольжения и иногда, в особо ответственных и
точных штампах, окна съемников. При
этом руководствуются тремя основ-
основными условиями: созданием доста-
достаточно прочной и надежной конструк-
конструкции, сведением до минимума расхода
твердого сплава н доступностью обра-
обработки твердосплавных деталей на
станках.
Общие требования, предъявляемые
к конструкции твердосплавных штам-
штампов для обеспечения их нормальной
работоспособности, приведены в ра-
работе [34]. Для пуансонов, пуансон-
матриц и матриц обычно применяют
твердый сплав ВК20. Матрицы могут
быть также изготовлены из сплава
ВК15. Вспомогательные детали, рабо-
работающие на нстираиие, рекомендуется
изготовлять из сплава ВК8.
В работе [28] исследована стойкость
WC—Co-твердых сплавов серий С и КС
при вырубке пазов на листах из элек-
электротехнической стали 1211 ротора элек-
электродвигателей АК-5 и АоКг-5/4 на
полуавтоматах завода «Вольта». Ре-
Результаты стойкостных испытаний при-
приведены в табл. 5.
На рис. 6 в виде диаграммы приве-
приведены механические (прочностные и
462
СТОЙКОСТЬ ШТАМПОВ
160,0
ВК1ОКС ВК15КС ВК20КС BKI5C ВК20
Рис. в. Основные механические свойства
и средняя стойкость между переточками
твердых сплавов при вырубке пазов в ли-
листах электродвигателей
пластические) свойства испытанных
сплавов в сопоставлении со средней
стойкостью между переточками.
Из приведенных на рис. 6 данных
видно, что из исследованной серии
сплавов наиболее износостойким яв-
является сплав ВК15С, который имеет
оптимальное сочетание свойств, харак-
характеризуется высокими пластическими
и прочностными свойствами в сочета-
сочетании с повышенной твердостью.
В сравнении со сплавом ВК20 стой-
стойкость рабочих частей штампа из сплава
ВК15С до переточки при штамповке
электротехнической стали в 1,6—2 раза
больше, а износ в 1,4 раза меньше.
Резервом повышения стойкости твер-
твердосплавных вырубных штампов в ли-
стоштамповочном производстве яв-
является упрочнение твердых сплавов
термической обработкой. Процесс
упрочнения порошковых твердых спла-
сплавов существенно улучшает их слу-
служебные характеристики. Упрочне-
Упрочнение твердых сплавов по оптимальным
режимам позволяет в значительной
степени повысить их прочностные и
деформационные характеристики: пре-
предел прочности при изгибе и ударную
вязкость до 30 %, работу пластиче-
пластической деформации до 40 %, стойкость
при ударном и гармоническом нагру-
жении в 2—6 раз.
Производственными испытаниями
установлено (табл. 6), что стойкость
штампов с упрочненными термической
обработкой твердосплавными рабочи-
рабочими элементами (сплав ВК15) при вы-
вырубке П- и Т-образиых пластин из
электротехнической стали марки 3414
в 1,3—1,4 раза выше стойкости штам-
штампов контрольной серии (без термиче-
термической обработки).
Технико-экономическая эффектив-
эффективность применения твердосплавных
штампов. Основным показателем эко-
экономической эффективности твердо-
твердосплавных штампов является снижение
удельных затрат на штамповую осна-
оснастку, необходимую для выполнения
годовой программы выпуска. Эконо-
Экономическую эффективность Э (условную
"одовую экономию) применения твер-
твердосплавных штампов при неизменном
технологическом процессе подсчиты-
подсчитывают по формуле
Э^-?-(С + СИ)--?- (Ст + СТИ),
A6)
где К — годовая программа выпуска
штампуемых деталей, шт.; Пс — пол-
полная стойкость (среднее значение) штам-
штампа со стальными рабочими частями,
число нагружений; Пт -*¦ полная стой-
стойкость твердосплавного штампа, число
нагружений; С — стоимость одного
штампа со стальными рабочими частя-
частями, руб.; Ст — стоимость одного твер-
твердосплавного штампа, руб.; И — из-
издержки производства на содержание
и ремонт одного штампа, приближенно
равные 15 % стоимости изготовления
штампа.
Полную стойкость Ят твердосплав-
твердосплавного штампа определяют по формуле
Ят = Пп,
A7)
где П — стойкость твердосплавного
штампа между переточками, число иа-
груженнй; п — число переточек или
ремонтов. Число допускаемых пере-
переточек твердосплавных штампов равно
15-25.
СТОЙКОСТЬ ШТАМПОВ
463
6. Результаты стойкостиых испытаний вырубных штампов
до полного изнашивания
В исходном состоянии
Число на-
нагружений,
млн.
2,6/13
2,0/10
2Г8/15
2,5/15
2,6/14
2,3/12
2,8/16
2,5/14
2,4/15
2,6/15
Причина выхода
штампа из строя
Выкрашивание кромок
То же
Притупление кромок
Выкрашивание кромок
То же
»
Притупление кромок
Выкрашивание кромок
Скол кромки
Притупление кромок
После термической обработки
Число на-
нагружений,
мл и.
3,6/12
3,2/17
2,8/10
4,0/16
3,5/13
3,1/13
3,6/15
3,0/13
3,6/10
3,2/13
Причина выхода
штампа из строя
Притупление кромок
То же
Выкрашивание кромок
Притупление кромок
То же
»
Выкрашивание кромок
Притупление кромок
То же
Примечание. В знаменателе приведено число переточек штампа
до полного выхода из строя.
Стоимость С,, твердосплавного штам-
штампа определяют по формуле
Ст = C4-5) С,
A8)
где С — стоимость стального штампа,
руб.; З-т-5— коэффициент, зависящий
от технического уровня технологии
изготовления твердосплавных штам-
штампов.
Экономическая эффективность от экс-
эксплуатации твердосплавных штампов
дополнительно повышается за счет
повышения производительности прес-
прессов-автоматов и улучшения качества
штампуемых деталей.
Способы повышения стойкости сталь-
стальных разделительных штампов.
Применение смазочно-охлаждающих
технологических средств (СОТС). Фи-
Физико-химические свойства СОТС для
разделительных операций листовой
штамповки, в том числе и для чисто-
чистовой вырубки—пробивки, приведены
в табл. 7.
Удаление СОТС с деталей может про-
проводиться бензином, горячими водными
растворами щелочных солей и моющих
средств. Приведенные СОТС представ-
представляют собой средневязкое минеральное
масло с активными серохлорсодержа-
щимн присадками. Нанесение смазок
на обрабатываемый металл возможно
механизированным способом, напри-
например, посредством смазывающих вали-
валиков, а также вручную кистью.
Результаты испытаний СОТС, при-
приведенных в табл. 7, подробно изложены
в гл. 18.
Увеличение высоты рабочих поясков
и уменьшение уклона профиля рабочих
окон матриц. Стойкость штампа до
переточки существенно зависит от ис-
исходного технологического зазора 2И и
уклона а профиля рабочего окна ма-
матрицы (рис. 7) Так, например, при
росте 2И с 2 до 22 % от s и уменьшении
а от 30' до 3' стойкость штампа до
переточки возрастает в 9 раз.
Критерием полного износа штампа
был принят выход размеров штампуе-
штампуемых деталей за поле допуска вследст-
вследствие повышенной неравномерности ско-
сколов при выработке перетачиваемого
профиля матриц.
Наибольшая полная стойкость штам-
штампа (рис. 8) получена при вырубке де-
деталей на матрицах с параметрами:
h = 28 мм; а -= 0° 3'; г„ = 22 % от s,
т. е. с увеличенной в 2—3 раза высо-
464
СТОЙКОСТЬ ШТАМПОВ
7. Фнанко-механнческне свойства
некоторых СОТС
Параметр
Кинематиче-
Кинематическая вязкость
при 50 °С,
мма/с
Температура
вспышки в
открытом
тигле, °С,
не менее
Кислотное
число,
мг КОН,
ие более
Содержа-
Содержание, %:
серы
хлора
воды
Нагрузка, Н,
не менее:
критическая
сваривания
Обобщенный
показатель
износа
П р и м е ч а
живают 100 ч при
6
X
40—5J
150
3
1—2
17—21
0,03
1000
500
96
и и е. „
¦163
о
X
> 40-6(
150
3
1-3
17—21
0,03
1000
500
97
Выдеп-
20+5 °С.
164
и
X
) 75—90
170
3
1—2
17—21
0,03
1000
500
100
Z,MM_
0,60
0,20
О
fl'28MM;«=
28мм; 0°10'; 0,5ммA2%)
9мм; О °30'; 0,2В мм G%)
.ух***} ,
18мм;0°15'; 0,28ммG%)
h =9*wO°30';zu'0,08mmB% cm s)
СТОЙКОСТЬ ШТАМПОВ
465
10 20 30 ttO п,тыс.шт
Рнс. 7. Изменение высоты Л3 заусенца в
зависимости от числа вырубленных дета-
деталей из электротехнической стали до ле-
реточкн штампа прн различных значе-
значениях технологического зазора г- н уклона а
профиля рабочего окна матрицы. Схемы
износа режущих кромок пуансона и матри-
матрицы^
1200 Т,тыс.шт.
Рис. 8. Изменение технологического зазора
г- в зависимости от полной стойкости штам-
штампа при различных параметрах матрицы
(периодичность переточек обозначена
кружками):
h — высота перетачиваемого профиля ра-
рабочего окна матрицы; г_, — исходный дву-
двусторонний зазор между матрицей и пуаи-
соиом; сплошная лниия — усредненная
кривая бокового износа пуансона
той перетачиваемого профиля, умень-
уменьшенным в 2—3 раза уклоном рабочих
окон матриц и с оптимальным зазором.
При увеличении г„ с 2 до 7 % от s пол-
полная стойкость штампа повышается в
4 раза (см. рнс. 8). Полная стойкость
матриц по сравнению со стойкостью
матриц, выполненных по РТМ 34—65,
увеличилась в 3 раза.
Эффект повышения стойкости в 3—
4 раза достигается при использовании
секционных матриц. Достоинством та-
таких матриц является возможность
выполнения в них уклонов с точностью
±0° 2' и экономичность изготовления.
Для выбора параметров рабочего
профиля матриц при массовом произ-
производстве необходимо дальнейшее диф-
дифференцирование условий разделения
материала на частные случаи, обеспе-
обеспечивающие наибольшую стойкость
штампов. Выбор этих параметров ре-
рекомендуется проводить в зависимости
от вида штампуемого материала, вы-
выполняемых технологических операций,
начальных зазоров между рабочими
частями и т. д.
Применение пуансонЬв с рифленой
рабочей поверхностью. Усовершенст-
Усовершенствованный способ пробнвки отверстий н
вырубки асимметричных деталей из
толстолистового металла пуансонами
с рифленой рабочей поверхностью раз-
разработан С. 3. Юдовичем и И. И. Гор-
Горбенко и внедрен в производство со
значительным эффектом. Предусмот-
Предусмотрено предпочтительное применение
шага рифлений / = 0,4; 0,5; 0,6 мм
при угле профиля 70е (рис. 9).
Установлено, что прн пробивке от-
отверстий диаметром 9,1 мм в листовой
стали СтЗпс (при s = 3 мм) усилие
пробивки, а следовательно, и сопро-
сопротивление разделению (сдвигу) асд
существенно зависят от состояния
рабочей поверхности пуансонов, ха-
характеризуемого шагом рифлений /.
Изменение усилий пробивки и вы-
высоты блестящего пояска в зависимости
от состояния рабочей поверхности про-
пробивных пуансонов приводит к изме-
изменению числовых значений общей ра-
работы разделения и ее составляющих
частей. Общая работа разделения при
пробивке пуансоном с рифленой рабо-
рабочей поверхностью (/ = 0,4 мм) в сред-
среднем на 20 % ниже, чем при пробивке
шлифованными пуансонами.
На деталях, вырубленных рифле-
рифленым пуансоном, ярко выраженной
границы между пояском смятия и
остальной поверхностью нет. Это ука-
указывает на существенное снижение
удельных нагрузок в зоне контактного
пояска при вырубке рифленым пуан-
пуансоном, а следовательно, и на снижение
силовых и энергетических затрат на
разделение штампуемого материала.
Применение рифленых вырубных и
пробивных пуансонов обеспечивает по-
повышение их износостойкости в 3—
4 раза. При этом улучшается качество
получаемых деталей за счет сохране-
сохранения стабильности размеров раздели-
разделительного инструмента и, как следствие,
снижается возможность образования
заусенца, устраняется налипание штам-
штампуемого металла на рабочих поверх-
поверхностях пуансонов, снижается упроч-
упрочнение металла как в зоне разделения,
так и по контактным пояскам, воз-
возрастает эффективность использования
СОТС.
Электроэрозионное легирование. Элек-
Электроэрозионное легирование с примене-
применением установок моделей ЭФИ-46А,
ЭФИ-78, ЭФИ-23М позволяет форми-
формировать на рабочих поверхностях пуан-
пуансонов и матриц рельеф, состоящий из
совокупности выступов, близких по
форме к шаровым сегментам, хорошо
S3
Рис. 9. Пуансон с рифленой рабочей по-
поверхностью для вырубки проушины
противостоящих разрушению при ин-
интенсивном течении обрабатываемого
металла. Выступы имеют следующие
размеры: отношение высоты к радиусу
HlR = 0,04-^0,20; шаг между высту-
выступами / = 0,054-2,5 мм.
После электроискрового легирова-
легирования в значительной мере снижается
изнашивание поверхностного слоя ра-
рабочих частей штампов.
Наиболее распространенными элек-
электродными материалами для выполне-
выполнения электроэрозионного легирования
являются твердые сплавы группы ТК
и ВК, а также графиты марок МПГ-6,
МПГ-7, МПГ-8 и ЭЭПГ.
На рис. 10, а и б приведены примеры
рабочих частей разделительных штам-
штампов с указанием зон, подвергаемых
электроэрозионному легированию.
Удельное время tyn легирования
зависит от энергии импульсов ?нмп
(рнс. 11). С увеличением энергии им-
импульсов возрастает производительность
легирования, но при этом увеличи-
увеличиваются и размеры формируемых вы-
выступов. Легирование рабочих частей
466
СТОЙКОСТЬ ШТАМПОВ
А-А
Б-Б
5)
Рнс. 10. Примеры пуансонов н матриц вырубных штампов, подвергаемых
знонному легированию
ному легированию
вырубных штампов из сталей Х12, У8
твердым сплавом Т15К6 на установке
ЭФИ-46А повышает стойкость штам-
штампов в 4—6 раз при вырубке деталей из
электротехнической стали толщиной
0,5 н 1 мм, стали 08кп толщиной 3
и 5 мм.
Установлено, что твердость поверх-
поверхности образцов, легированных твер-
твердым сплавом Т15К6 электроэрозион-
электроэрозионным методом на установке ЭФИ-46А
на мягких режимах из расчета 4 мин
на 1 см2 поверхности, составляла
HV 1600—1800, тогда как твердость
закаленной, мартеиситной структуры
на рабочей поверхности деталей штам-
штампов нз сталей Х12М и Х6Ф4М не пре-
превышает HV 761—81К Для повышения
эффективности электроэрозионного ле-
электроэро-
eumii-iA>k
Рис. 11. Зависимость удельного времени
легирования от анергии импульсов
гирования твердым сплавом рекомен-
рекомендуется сошлнфовать с поверхности
детали слой толщиной не более 0,005—
0,01 мм и довести шероховатость по-
поверхности упрочненного слоя до Ra ^
< 0,63 мкм.
Штампы для вырубки листов магни-
топроводов электродвигателей 4А-71,
4А-80 и 4А-90 с упрочненными режу-
режущими кромками (элементами) на прес-
прессах PASL-16O/2 и РР-250 показали
повышение стойкости в 1,5—3 раза.
Внедрение электроискрового леги-
легирования пуансонов и матриц штам-
штампов для пробивки отверстий в изде-
изделиях из стали 65Г в горячем состоя-
состоянии на полуавтоматической линии
позволило увеличить стойкость пуан-
пуансонов из стали 5ХНТ в 4 раза.
Наиболее высокую стойкость имели
пуансоны после электроискрового ле-
легирования сплавом ВК8 на установке
ЭФИ-46А с предварительной обработ-
обработкой рабочих поверхностей графитовым
электродом марки ЭГ-4.
Поверхностное пластическое дефор-
деформирование. Сущность метода поверх-
поверхностного пластического деформирова-
деформирования (ППД) состоит в том, что под дав-
давлением движущегося деформирующего
элемента (ролика, шарика, выглажи-
вателя и др.) металл высту ов неров-
неровностей и тонкого поверхностного слоя
в месте контакта с деформирующим
элементом, находясь в условиях объем-
объемного напряженного состояния, пласти-
пластически деформируется и перемещается,
стойкость штампов
467
затекая в смежные впадииы и выдавли-
выдавливаясь из иих вверх. В результате об-
образуется качественно новая поверх-
поверхность с неровностями специфической
формы, которую нельзя получить при
лезвийных и абразивных способах
обработки.
Вновь образованный микрорельеф
упрочненной поверхности характери-
характеризуется следующими параметрами: боль-
большим отношением шага неровностей
к их высоте; высокой степенью одно-
однородности неровностей как по форме,
так и по высоте; малыми углами на-
наклона; большими радиусами скругле-
ния вершин выступов и диа впадин, что
определяет пологую обтекаемую фор-
форму неровностей.
Специфический микрорельеф в со-
сочетании с высокой микротвердостью
тонкого поверхностного слоя и высо-
высокими остаточными напряжеииями сжа-
сжатия (до 1000 МПа) обеспечивает суще-
существенное повышение износостойкости
рабочих поверхностей д талей.
По данным В. А. Пышкииа, в ре-
результате комплексного упрочнения ма-
матрицы и нижней плиты вырубного
штампа, предназначенного для штам-
штамповки гаек толщиной 6 мм из стали
СтЗ, его стойкость повысилась в 2,6 ра-
раза (с 8000 до 22 000 вырубленных де-
деталей).
Упрочнение готовой поверхности ма-
матрицы в зоне контактного пояска про-
проводили обкаткой шариком, а ее рабо-
рабочего отверстия — дорноваинем иапро-
ход с натягом 0,15—0,20 мм.
Как известно алмазное выглаживание
улучшает поверхностный слой. Иссле-
Исследовано влияние алмазного выглажива-
выглаживания боковой рабочей поверхности пуан-
пуансонов из стали У8А, термообработан-
иых до HRC 52—56 и шлифованных,
иа их стойкость. Шероховатость по-
поверхности рабочей части Ra = 1,2-г-
-т-0,8 мкм. Исходная величина техно-
технологического зазора между матрицей
и пуансоном составляла гх = 5 % и
z2= 7,5%.
Результаты производственных стой-
костных испытаний шлифованных и
выглаженных пуансонов при пробивке
отверстий диаметром 5,4 мм в детали
из стали СтЗ толщиной 2 мм иа криво-
кривошипном прессе усилием 1000 кН при-
приведены на рис. 12. На рисунке видно,
Ь,мкм
270 Ь
10
-'О 30 _
N, /ль/с, о/лверс/лии
Рнс. 12. Изменение линейного износа А
пуансона в зависимости от числа N про-
пробитых отверстий диаметром 5,4 мм в детали'
из стали СтЗ (s = 2 мм):
/ — шлифованный пуансон (сеченне II —
IV); 2 — шлифованный пуансон (сечение
/ —111)', 3 и 4 — выглаженные пуансоны
(сечения И—IV н 1—111 соответственно)
что после пробивки 40 тыс. отверстий
изиос выглаженных пуансонов при-
примерно в 2,5 раза меньше, чем шлифо-
шлифованных. Повышение износостойкости
выглаженных пуансонов объясняется
упрочнением металла в тонких поверх-
поверхностных слоях, улучшением условий
смазывания и теплоотвода из зоны пла-
пластической деформации.
Обработка электроэрозионным ме-
методом. Нормативное значение шеро-
шероховатости рабочих поверхностей раз-
разделительных штампов, изготовляемых
традиционным слесарно-механнческим
способом, составляет Ra = 0,16-г-
-т-0,63 мкм. При такой шероховатости
поверхность имеет направленное рас-
расположение неровностей, плохо удер-
удерживающих смазочный материал, и
примерно одинаковые физико-механи-
физико-механические свойства поверхностных и при-
приповерхностных слоев металла.
При электроэрозионной обработке
разделительных штампов параметры
шероховатости составляют от Ra =
= 6,3 мкм на черновых режимах
(энергия импульса 0,08 Дж) до Ra =
= 1,2-н2 мкм на чистовых (энергия
импульса 0,002 Дж). Прн этом глу-
468
СТОЙКОСТЬ ШТАМПОВ
Ra, мкм
t,0
3,0
2,0
1,0
О
Ь,мкм
\
4
\
\
^3
2
к
4.
Г a
2йй 333 WO <?66
N, тыс. нагружений
Рис. 13. зависимость шероховатости Ra
(а) и линейного износа А (в) от числа
циклов N нагружений для сталей:
/ — У8; 2 — XI2M после слесарно-меха-
инческой обработки; 3 — У8А; 4 — XI2M
после электроэрознонной обработки с энер-
энергией импульса 0,003 Дж; 5 — XI2M после
электроэрознонной обработки с энергией
импульса 0,014 Дж; 6 — У8А после сле-
сарно-механнческой обработки прн экс-
эксплуатации в реальных условиях; 7 —
Х[2М после электроэрозноиной обработки
с энергией импульса 0,008 Дж прн экс-
плуатгцнн в реальных условиях
бина зоны термического влияния со-
составляет от 0,15 мм на черновых режи-
режимах до 0,01 мм на чистовых.
При электроэрозионной обработке
разделительных штампов образуется
характерная лунчатая поверхность с
ненаправленно расположенными не-
неровностями, хорошо удерживающими
смазочный материал, и различными
физико-химическими свойствами по-
поверхностных и приповерхностных слоев
материала.
В настоящее время при изготовле-
изготовлении разделительных штампов поверх-
поверхности, полученные после обработки
электроэрозионным методом, доводят
до норм на шероховатость поверхно-
поверхностей, полученных традиционным спо-
способом. При этом удаляется специфи-
специфический поверхностный слой, образо-
образованный при электроэрозиоиной обра-
обработке, существенно повышается трудо-
трудоемкость изготовления рабочих деталей
штампа и удлиняются сроки техноло-
технологической подготовки производства.
Это нерационально, так как при этом
не используются все возможности элек-
электроэрозионного метода, ибо поверх-
поверхности, полученные после электроэро-
электроэрозионной обработки, обладают повышен-
повышенной эксплуатационной стойкостью.
В процессе нагружения рабочих ча-
частей штампа поверхности трения неза-
независимо от первоначальной шерохова-
шероховатости приходят к одной шероховато-
шероховатости, присущей данным условиям тре-
трения (рис. 13). В дальнейшем с увели-
увеличением числа циклов нагружения ше-
шероховатость этой поверхности не изме-
изменяется. Происходит как бы саморегу-
саморегулирование шероховатости поверхно-
поверхности. Если поверхности не подвергались
электроэрозионной обработке, то ли-
линейный износ (рис. 13, б) образцов из
стали У8 примерно в 2 раза выше, чем
образцов из стали Х12М. После элек-
электроэрозионной обработки линейный
износ уменьшается в 3—5 раз и значи-
значительно уменьшается разница в износе
различных сталей. Увеличение энер-
энергии разряда при электроэрозионной
обработке увеличивает глубину изме-
измененного слоя и число циклов нагруже-
нагружения, после которых начинается изна-
изнашивание, характерное для данного
материала. Экспериментальные дан-
данные стойкости вырубных штампов под-
подтверждают результаты исследований
на моделях (образцах).
Для электроэрозионной обработки
вырубных штампов большое значение
имеет тот факт, что рабочие поверх-
поверхности вырубного штампа независимо
от первоначальной шероховатости
в процессе взаимодействия с вырубае-
вырубаемым материалом приходят к одной
шероховатости, характерной для дан-
данных условий трения. Это позволяет
изготовлять вырубные штампы с боль-
большей шероховатостью поверхности, чем
та, которая устанавливается в процессе
трения, что экономически более целе-
целесообразно, вследствие существенного
снижения трудоемкости изготовления
рабочих частей штампа при примене-
применении более производительных режимов
обработки н исключении дорогостоя-
дорогостоящих доводочных работ.
СТОЙКОСТЬ ШТАМПОВ
469
Сохранение на рабочих деталях
штампа поверхностного слоя, полу-
полученного электроэрозионной обработ-
обработкой, имеющего более благоприятные
физико-химические свойства и специ-
специфические форму и расположение не-
неровностей, позволяет в 3—5 раз повы-
повысить его стойкость.
Поверхностное упрочнение режущих
кромок с помощью лазера. К числу
новых перспективных способов поверх-
поверхностного упрочнения материалов сле-
следует отнести термическую обработку
с помощью оптических квантовых гене-
генераторов (лазеров). Для термической
обработки рекомендуется применение
газовых лазеров мощностью 1—5 кВт.
При лазерной обработке в большом
диапазоне скоростей перемещения лу-
луча на поверхности образцов дости-
достигается температура, достаточная для
перекристаллизации.
Процесс лазерного упрочнения имеет
ряд особенностей, выгодно отличаю-
отличающих его от других методов упрочне-
упрочнения: получение на поверхности мате-
материала слоя с заданными свойствами
путем введения легирующих элемен-
элементов; локальность процесса упрочнения;
применение в качестве финишной опе-
операции, так как коробление при ла-
лазерной обработке отсутствует; полу-
получение заданной шероховатости поверх-
поверхности; повышение коррозионной стой-
стойкости поверхностных слоев; автома-
автоматизация процесса обработки; высокая
культура производства.
На рис. 14 приведен график, иллю-
иллюстрирующий изменение глубины упроч-
упрочненного слоя от плотности мощности
лазерного излучения для некоторых
инструментальных сталей, применяе-
применяемых для изготовления рабочих деталей
разделительных штампов. Максималь-
Максимально достижимая глубина упрочненного
слоя составляет 100—150 мкм.
В целях повышения стойкости раз-
разделительных штампов упрочнению под-
подвергают режущие кромки как пуансо-
пуансонов, так и сопрягаемых с ними режу-
режущих кромок матриц. Упрочнение ре-
режущих кромок матриц осуществляется
с использованием линейной схемы
упрочнения, когда зоны воздействия
лазерных импульсов, следующих по-
последовательно друг за другом, распо-
располагаются с определенным перекрытием
II
/id
1 /2 ;
///
Г
/I
о, мкм
120
1ОО
80
60
6 (f-10*Вт/см'
Рис. 14. Зависимость глубины упрочнен-
упрочненного слоя инструментальных сталей от
плотности мощности лазерного излучения:
/ — У8; 2 — 9ХС; 3 — ХВГ; 4 — ШХ15;
5 — XI2M
в один ряд вдоль рабочей кромки.
Производственные испытания ком-
комбинированных упрочненных штампов
(пуансоны нз стали У8А, матрицы из
стали Х12М) с глубиной и микротвер-
микротвердостью упрочненного поверхностного
слоя соответственно 120 мкм и
12 000 МПа, предназначенных для
штамповки высококремнистой элек-
электротехнической стали, показали повы-
повышение стойкости между переточками
в 5—7 раз A00—140 тыс. нагружений
вместо 20 тыс. на штампах без упроч-
упрочнения).
При штамповке на быстроходных
прессах применение лазерного упроч-
упрочнения обеспечивает повышение стой-
стойкости штампов в 2—3 раза.
Облучение режущих кромок серий-
серийных вырубных штампов из стали У10
(закаленной и отпущенной до НRC 59
на установке «Квант-16») увеличило
микротвердость HV с 630 до 1200—
1350, а стойкость инструмента до пер-
первой переточки возросла с 4,5—5 тыс.
до 10—14 тыс. нагружений.
Оптимальные режимы упрочнения
режущих кромок вырубных штампов
470
СТОЙКОСТЬ ШТАМПОВ
с помощью лазера исследованы, исходя
из условий получения максимальной
глубины упрочненных слоев, опреде-
определяющих стойкостные характеристики
упрочненной штамповой оснастки. Ис-
Исследование проводили на образцах из
сталей У8, У10, 9ХС, ХВГ, ШХ15,
Х12, Х12М. Х12Ф1. Упрочнение об-
образцов выполнялось на установке
«Квант-16».
В результате исследования уста-
установлено, что упрочнение без чернения
обрабатываемых поверхностей харак-
характеризуется большим (до 50 %) разбро-
разбросом глубины упрочненных слоев; при
упрочнении поверхностей, подвергну-
подвергнутых чернению, глубина упрочненных
слоев при равных плотностях излуче-
излучения возрастает иа 20—30 %, а разброс
глубины слоев не превышает 20 %;
твердость упрочненного слоя (при от-
отсутствии оплавления поверхности)
практически не зависит от плотности
излучения и составляет для исследуе-
исследуемых марок сталей НУ 800—1100.
Сравнительные производственные ис-
испытания при вырубке деталей из лату-
ней, бериллиевой бронзы, алюминие-
алюминиевых сплавов, низкоуглеродистой стали,
текстолита и других материалов пока-
показали, что стойкость вырубных штампов,
упрочненных лазерным излучением,
повышается более чем в 2 раза. Число
упрочнений, которым подвергаются
разделительные штампы за период их
эксплуатации, определяется числом
их переточек.
Стойкость вытяжных и гибочных
штампов. Изнашивание штампа при
вытяжке проявляется в виде царапин,
рисок и углублений на рабочих по-
поверхностях матрицы и прижимного
кольца вследствие налипания (прива-
(приваривания) к иим мелких частиц штам-
штампуемого металла. Кроме этого, проис-
происходит постепенное измеиеиие размеров
рабочих частей штампа под действием
внешнего треиия при значительных
давлениях (р = 100-1-200 МПа) —
увеличение рабочих размеров матрицы
и уменьшение размеров пуансона. Раз-
Размерный износ матрицы в несколько
раз больше размерного износа пуан-
пуансона.
При вытяжке с утонением (при р =
= 500-=-800 МПа) износ рабочих частей
штампа протекает значительно интен-
интенсивнее.
Основными конструктивными фак-
факторами, оказывающими влияние на
условия работы вытяжных штампов,
а следовательно, и на их стойкость,
является величина закругления рабо-
рабочих кромок матриц и пуансонов, про-
профиль этих рабочих частей и величина
зазоров между матрицей и пуансоном.
Большое влияние иа стойкость вы-
вытяжного штампа оказывает шерохова-
шероховатость рабочих поверхностей штампа.
С целью повышения стойкости вытяж-
вытяжные матрицы подвергают полированию
с доведением шероховатости их рабо-
рабочих поверхностей до #а=0,16-г-
Н-0,08 мкм.
На стойкость вытяжных матриц
в большой мере влияет направление
штрихов (рисок) после шлифования.
Риски на стенках рабочего отверстия
матрицы после обычного кругового
шлифования способствуют ее изнаши-
изнашиванию.
Шлифование и полирование вытяж-
вытяжных матриц с помощью гибкой абра-
абразивной ленты, движущейся в верти-
вертикальном направлении, обеспечивают
продольное расположение штрихов,
что повышает стойкость вытяжных
штампов на 30—40 %.
Повышение промежуточной стой-
стойкости штампов имеет практическое
значение ие только для разделитель-
разделительных, но и для вытяжных и гибочных
операций, так как во многих случаях
царапины и задиры появляются после
200—500 нагружений штампа, вслед-
вследствие чего требуется остановка пресса
и зачистка рабочих частей штампа.
Полное изнашивание рабочих частей
вытяжных и гибочных штампов обусло-
обусловливается изменением зазора между ма-
матрицей н пуансоном за пределы допу-
допустимого либо сильным искажением ра-
радиуса закругления рабочих кромок
штампа.
Стойкость этих штампов до замены
рабочих частей можно определить по
формуле
A9)
а до полного износа штампа Т'„ по вы-
выражению
. B0)
стойкость штампов
471
В этих формулах Dx — максимально
допустимый внутренний размер (диа-
(диаметр) гибочной или вытяжной ма-
матрицы; Do — начальный размер (диа-
(диаметр) матрицы; s' — толщина слоя
(по радиусу), снимаемого при каждом
исправлении матрицы; 7" — стойкость
штампа до исправления; п — возмож-
возможное число замен матрицы; К — коэф-
коэффициент, учитывающий снижение стой-
стойкости (примерно на 10—15 %) после
каждого исправления.
Для повышения износостойкости и
предотвращения царапин и задиров
при глубокой вытяжке применяют
следующие материалы для изготовле-
изготовления рабочих частей вытяжных штам-
штампов:
для крупных вытяжных штампов —
специальные хромоникелевые чугуны;
для вытяжных штампов средних
размеров, а также для гибочных, фор-
формовочных и других штампов — гра-
фитизированную сталь марок ЭИ293
и ЭИ396. Графитовые включения, об-
образующиеся в процессе отжига этой
стали, повышают ее аитнфрикциои-
ные свойства и износостойкость;
для мелких вытяжных матриц —
твердые сплавы ВК8 и ВК15, обладаю-
обладающие большой износостойкостью (в де-
десятки раз выше, чем углеродистая
сталь) и невосприимчивостью к нали-
налипанию частиц металла.
Способы повышения стойкости штам-
штампов за счет применения износостойких
покрытий. К рабочим деталям разде-
разделительных штампов, а также штампов
для холодной объемной штамповки
предъявляются высокие требования
как к их объемным свойствам (высокая
прочность, ударная вязкость, уста-
усталостные характеристики и т. п.), так
и к поверхностным) (высокая износо-
износостойкость, низкая способность к схва-
схватыванию, высокие антифрикционные
свойства и т. п.).
Весьма перспективным способом
удовлетворения противоречивых тре-
требований к штамповым материалам яв-
является создание на деталях и инстру-
инструментах штампов износостойких поверх-
поверхностных слоев (покрытий), обладаю-
обладающих необходимым для работы в усло-
условиях трения комплексом триботех-
нических свойств.
Новые прецизионные методы наие-
сения покрытий основаны иа конден-
конденсации частиц, имеющих высокую энер-
энергию, на поверхи сть детали.
Одним из основных требований,
предъявляемых к покрытиям, яв-
является высокая адгезия наносимого
материала к основе. Наиболее проч-
прочным будет соединение, полученное
при образовании химической связи.
К традиционным способам повыше-
повышения износостойкости относятся: азо-
азотирование, хромирование, силициро-
ваиие. К новым — борирование, ваиа-
дированне, покрытие карбидом титана,
покрытие нитридом титана.
Азотирование — это диффузионный
процесс, его широкое распространение
объясняется относительно невысокой
стоимостью азотирования и тем, что
весь процесс протекает при одной тем-
температуре E00—600 °С), при которой
коробление деталей незначительно.
Другим преимуществом азотирования
является возможность его осуществле-
осуществления в условиях единичного производ-
производства. Азотирование вытяжных и ги-
гибочных матриц и пуансонов повышает
их поверхностную твердость и износо-
износостойкость. Твердость поверхности ин-
инструмента, насыщенной нитридами,
после азотирования составляет HV
800—1150. В итоге азотирование спо-
способствует повышению экономичности
технологического процесса штамповки.
Для изготовления вкладышей под-
подшипников скольжения из стали, по-
покрытой бронзой, применяли инстру-
инструмент из хромованадиево-молибденовой
стали, закаленной до HRC 60. Однако
при штамповке, вследствие адгезион-
адгезионного изнашивания, происходило быст-
быстрое разрушение инструмента. После
замены указанной стали на быстроре-
быстрорежущую с более высокой температурой
отпуска и последующим жидкостным
азотированием при 570 °С в течение
1 ч стойкость штампа возросла в 3—
5 раз.
Другим вариантом азотирования яв-
является азотирование в пасте. Приме-
Применение этого способа при вытяжке де-
деталей амортизатора грузового автомо-
автомобиля позволило повысить стойкость
рабочих деталей штампа до 250—
300 тыс. иагружеиий вместо 8—10 тыс.
нагружений с улучшенными поверх-
поверхностями рабочих деталей даже тогда,
472
СТОЙКОСТЬ ШТАМПОВ
СТОЙКОСТЬ ШТАМПОВ
473
N, тыс. нагружений
100 \
60
20
10
1
II
IY
Рис. 15. Диаграмма сравнительных стой-
костиых испытаний пуансона для про-
пробивки отверстий в стальных листах тол-
толщиной до 2 мм:
а — линейная шкала; b — логарифмиче-
логарифмическая шкала; / — листовая электросталь;
// — коррозионно-стойкая хромоникеле-
вая сталь; /// — сталь для глубокой вы-
вытяжки; IV — улучшаемая сталь с 0,6 % С;
V — конструкционная углеродистая сталь
с 0,2 % С (К — без покрытия; Л — твер-
твердое хромирование: М — азотирование;
Я — покрытие карбидом титана; П —
граница экономически эффективного при-
применения CVD-процесса)
N, тыс. нагру/кений
го
Рис. 16. Диаграмма сравнительных стойко-
стиых испытаний различных способов по-
покрытия инструмента при вытяжке крон-
кронштейна легкового автомобиля:
/ — улучшение; 2 — твердое хромирова-
хромирование; 3 — покрытие карбидом титана с по-
помощью CVD-процесса
когда штамп выходил нз строя нз-за
.адгезионного схватывания.
Электролитическое хромирование.
Этот способ применяют с целью по-
повышения твердости п износостойкости
пуансонов и матриц: он также сравни-
сравнительно прост, как и предыдущий.
Хотя электролитическое хромирование
не всегда обеспечивает значительное
повышение стойкости, однако оно
имеет другое важное преимущество,
которое заключается в том, что изно-
изношенный слой может быть снова восста-
восстановлен.
Хромирование небольших вытяж-
вытяжных матриц и пуансонов применяют
с целью восстановления их размеров
после изнашивания. Размеры пуансо-
пуансонов и матриц после окончательной
механической обработки должны учи-
учитывать толщину наносимого слоя хро-
хрома. Толщину хромового покрытия вы-
выбирают в зависимости от условий экс-
эксплуатации от 0,01 до 0,06 мм.
Борирование. Борирование в пасте
отличается тем, что обеспечивает очень
малую шероховатость поверхности
(Rz = 1,96±0,3 мкм), что весьма бла-
благоприятно влияет на процесс дефор-
деформирования.
Сравнительные стойкостные испы-
испытания вытяжных матриц при изготов-
изготовлении стаканчиков из алюмнння марки
А99 показали, что первое кольцо,
изготовленное из улучшенной стали,
выдержало до схватывания и задира
около 2000 нагруженнй; второе вы-
вытяжное кольцо, подвергнутое твер-
твердому хромированию, сработалось
только после 6000 нагруженнй. Борн-
рование в пасте позволило довести
стойкость вытяжного кольца до 10 000
нагруженнй. При этом шероховатость
поверхности борнрованного вытяж-
вытяжного кольца практически не измени-
изменилась.
Способ изготовления вырубных
штампов с применением борирования
съемников—направляющих пуансонов,
позволяет получать равномерные зазо-
зазоры между их режущими кромками. Это
снижает трудоемкость изготовления,
доводки и сборки рабочих элементов
такого рода штампов.
При борнрованнн съемников повы-
повышается их износостойкость, так как
мнкротвердость рабочих поверхностей
в окне съемника повышается и дости-
достигает 18 000—24 000 МПа. Глубина
упрочненного слоя зависит от режимов
борнровання и может достигать 0,2—
0,25 мм.
Ванадирование. Образование на по-
поверхности деформирующего инстру-
инструмента слоя карбида ванадия (VC) обес-
обеспечивает значительное повышение
стойкости как при листовой, так и
при холодной объемной штамповке.
Эффективность ванадировання иллю-
иллюстрируется на примере повышения
стойкости вытяжного кольца при изго-
изготовлении деталей автомобилей из
углеродистой конструкционной стали.
Стойкость вытяжных матриц нз за-
закаленной быстрорежущей стали едва
достигает нескольких сотен деталей,
тогда как применение твердосплав-
твердосплавных матриц (с содержанием 15% Со)
позволяет довести ее до 1000—4000 на-
гружений. Ванаднрованные вытяжные
матрицы из инструментальной стали,
легированной хромом, молибденом и
ванадием, обеспечивают в среднем
около 20 000 нагружений.
Значительное увеличение шерохова-
шероховатости при применении данного покры-
покрытия требует тщательного полирования
инструмента перед его эксплуатацией.
Покрытие карбидом титана. Такое
покрытие создается осаждением на по-
поверхность инструмента твердых мате-
материалов нз газовой фазы с помощью
CVD- и PVD-процессов. Эти способы
в настоящее время усовершенствованы
и освоены и представляют собой не-
неотъемлемую составную часть инстру-
инструментального производства.
Внедрение вакуумно-плазменнон
технологии нанесения карбида титана
(TiC) и нитрида титана (TiN) требует
относительно высоких затрат на при-
приобретение оборудования (промышлен-
(промышленных установок). Однако необходимо
учитывать, что эти затраты в значи-
значительной степени компенсируются со-
сокращением простоев прессового обо-
оборудования за счет повышения стой-
стойкости штампового инструмента, осо-
особенно в условиях автоматизирован-
автоматизированного производства. Немаловажное
значение имеет и повышение качества
выпускаемой продукции.
На рис. 15 показана диаграмма с ре-
результатами сравнительных стойкост-
ных испытаний пуансона для пробивки
отверстий в стальных листах толщи-
толщиной 2 мм. Видно, что пуансоны, покры-
покрытые TiC, показали наивысшую стой-
стойкость, за исключением трудно разде-
разделяемых аустеннтных сталей и листо-
листовой трансформаторной стали. Стой-
Стойкость при штамповке других материа-
материалов увеличивается в 10—100 раз.
На рис. 16 приведены результаты
сравнительных стойкоетных испыта-
испытаний для различных способов обра-
обработки рабочнх частей штампа (на пятой
позиции) при вытяжке кронштейна
легкового автомобиля. Кронштейн
штамповали нз стали для глубокой
вытяжки толщиной 2 мм. На пятой
позиции штампа деформации достигают
максимума и имеет место интенсивное
изнашивание. Из рисунка видно, что
стойкость инструмента, покрытого кар-
карбидом титана, превышает 1 млн. на-
нагружений. Причем поверхность ин-
инструмента после штамповки 1,1 млн,
нагруженнй оказалась практически не-
неповрежденной. Этот пример доказы-
доказывает, что покрытия карбидом титана
обладают высокой прочностью и весьма
хорошими антифрикционными свойст-
свойствами.
Глава
20
СПЕЦИАЛИЗИРОВАННОЕ
ЛИСТОШТАМПОВОЧНОЕ
ОБОРУДОВАНИЕ
СПЕЦИАЛИЗИРОВАННОЕ ОБОРУДОВАНИЕ
475
Прессы однокрнвошипные открытые
простого действия (табл. 1) выполняют
с неподвижным столом (наклоняемые
и ненаклоняемые), с передвижным сто-
столом (ненаклоняемые). Эти прессы пред-
предназначены для выполнения операций
холодной штамповки, используются в
составе роботизированных технологи-
технологических комплексов.
В зависимости от размеров стола
прессы изготовляют следующих ис-
исполнений: 1 — с уменьшенными раз-
размерами стола; 2—с нормальными;
3 — с увеличенными.
Конструкция пресса с неподвижным
столом должна предусматривать воз-
возможность установки средств механи-
механизации и автоматизации, а также встраи-
встраивания в поточные или автоматические
линии.
По заказу потребителя прессы с пере-
передвижным столом оснащают рогом.
Прессы с неподвижным столом в за-
зависимости от вида производства, штам-
штампуемого материала и выполняемой
технологической операции оснащают:
валковыми, клещевыми подающими
устройствами для подачи ленточного
материала;
валковыми подающими устройства-
устройствами для подачи полосового материала;
грейферными, револьверными, ши-
шиберными подающими устройствами, ру-
руками механическими, промышленными
роботами для подачи штучных заго-
заготовок;
подушками в столе (прессы усилием
160—1000 кН).
Для прессов усилием до 63 кН допу-
допускается ступенчатое изменение часто-
частоты ходов ползуна.
Прессы изготовляют с выталкива-
выталкивателями в ползуне.
Размеры и расположение пазов и
отверстий для крепления штампов
прессов — по ГОСТ 9226—79.
Основные параметры и размеры прес-
прессов должны соответствовать указан-
указанным иа рис. 1, 2 и в табл. 1.
Прессы однокрнвошнпные закрытые
простого действия предназначены для
выполнения различных операций хо-
холодной штамповки детален из ленточ-
ленточного, листового и полосового материала
(табл. 2, исполнения 1 и 2) и обрезки
поковок (исполнение 3).
По заказу потребителя прессы по-
поставляют со средствами механизации
и автоматизации, а также в составе
комплексов оборудования и с подуш-
подушками в столе усилием до 20 % номи-
номинального усилия пресса и ходом ие
менее 25 % от хода ползуна, а также
оснащают предохранителями по уси-
усилию.
Прессы однокрнвошнпные закрытые
простого действия с круговым испол-
исполнительным механизмом (табл. 3) пред-
предназначены для вырубки изделий из
листа, для обрезки облоя н других
короткоходовых разделительных и фор-
формообразующих операций. Автоматизи-
Автоматизированное исполнение прессов с валко-
валковой подачей, роликовым конвейером
и конвейером выгрузки.
Прессы двухкривошнпные открытые
простого действия (табл. 4) предназна-
предназначены для вырубки, неглубокой вы-
вытяжки, гибки деталей из листового,
ленточного и полосового металла и
для других холодноштамповочных ра-
работ. По заказу потребителя прессы
поставляют со средствами механиза-
механизации и автоматизации, а также в составе
комплексов оборудования.
Прессы двухкрнвошнпные закрытые
простого действия (табл. 5) предназна-
предназначены для вырубки, неглубокой вы-
вытяжки, гибки деталей из листового и
полосового металла и для других хо-
холодноштамповочных работ. По заказу
потребителя прессы поставляют со
средствами механизации и автомати-
автоматизации, а также в составе комплексов
оборудования.
Прессы четырехкривошнпные закры-
закрытые простого действия (табл. 6) пред-
предназначены для вырубки, вытнжки,
Рис. I. Схемы прессов:
а — наклоняемого; 6 — иеиаклоияемого;
в — с передвижным столом и рогом
гибки деталей из листового и полосо-
полосового материала и для других холодно-
холодноштамповочных операций; преимуще-
преимущественно применяются для штамповки
крупногабаритных деталей сложной
конфигурации. По заказу потребителя
прессы поставляют со средствами меха-
механизации и автоматизации, а также в
составе комплексов оборудования.
Путь ползуна до его крайнего по-
положения, на котором пресс развивает
номинальное усилие, составляет для
всех прессов 12 мм независимо от но-
номинального усилия и исполнения.
Прессы однокрнвошипные закрытые
двойного действия (табл. 7) предна-
предназначены для изготовления деталей из
Рис. 2. Размеры отверстия в столе (для
прессов показанных на рис. I)
листового материала, требующих глу-
глубокой вытяжки.
По заказу потребителя прессы по-
поставляют со средствами механизации
и автоматизации, а также в составе
комплексов оборудования.
По заказу прессы изготовляют с по-
подушками в столе до 20 % номиналь-
номинального усилия вытяжного ползуна и хо-
ходом не менее 25 % хода вытяжного
ползуна, а также с гидропредохрапи-
телями, устройствами для ускоренной
смены штампов и микроприводов (прес-
(прессы усилием свыше 1000 кН).
Прессы двухкривошипные закрытые
двойного действия (табл. 8) предназна-
предназначены для изготовления деталей из
листового материала, требующих глу-
глубокой вытяжки; преимущественно при-
применяют для штамповки изделий слож-
сложной конфигурации. Одновременно
с вытяжкой на прессах можно осу-
осуществлять вырубку по контуру. По
заказу потребителя прессы постав-
поставляют со средствами механизации и
автоматизации, а также в составе
комплексов оборудования.
Прессы четырехкрнвошнпные закры-
закрытые двойного действия (табл. 9) пред-
предназначены для изготовления из листо-
листового материала крупногабаритныхдета-
лей, требующих глубокой вытяжки;
преимущественно применяют для
штамповки деталей сложной конфи-
конфигурации. Одновременно с вытяжкой
на прессах можно осуществлять вы-
вырубку по контуру. По заказу потреби-
потребителя прессы поставляют со средствами
механизации и автоматизации, а также
в составе комплексов оборудования.
Прессы для пробивки отверстий
(табл. 10) предназначены для пробивки
отверстий в листовом, сортовом н фа-
фасонном прокате.
1. Основные параметры прессов однокривошипных
Параметр * •
Номинальное усилие, кН
Ход ползуна регулируемый S:
наибольший, не менее
наименьший, не более
Частота ходов ползуна, мин*1:
непрерывных нерегулируемых,
не менее непрерывных регули-
регулируемых:
наименьшая, не более
наибольшая, не менее
одиночных, не менее
Размеры стола, не менее:
L
В
Размеры отверстия в столе, не ме-
менее:
и
D
Расстояние от оси ползуна до
станины С, не менее
открытых простого
действия (размеры, мм)
Нормы для исполнения
2
25
36
4
224
200
400
280
180
9
100
2
40
45
170
300
63
315
250
)
132
2
63
50
200
150
2Е
360
280
150
100
120
150
2
100
63
85
>0
450
340
180
115
150
180
1 •
2
160
71
60
420
280
IS
80
240
5С
380
210
140
180
160
200
1 •
2
з •
250
80
5
0
5
0
340
75
230
6
560
420
75
40
630
460
250
170
210
190
230
250
1 • 1 2
1-
400
90
10
1
5
600
400
60
71
160
6
630
460
71
40
710
580
300
200
250
220
250
315
Наибольшее расстояние между
столом и ползуном в его нижнем
положении при наибольшем ходе:
прессы с неподвижным сто-
столом Н
прессы с передвижным столом:
при верхнем положении
стола Hi
при нижнем положении сто-
стола Н2
Наибольшее расстояние Н3 между
осью отверстия для рога и ползу-
ползуном в его нижнем положении при
наибольшем ходе
Расстояние Сх от оси ползуна до
плоскости крепления стола к ста-
иине, не менее
Расстояние А между стойками
станины в свету, не менее
Регулирование расстояния между
столом и ползуном, не менее
Толщина подштамповон плиты Л:
номинальная
пред. откл.
180
—
—
90
32
36
190
—
—
100
36
40
-0,62
200
—
—
120
230
—
—
160
40
45
65
25
—
—
0
—
—
200
45
71
280
180
450
210
180
220
240
—
—
—
55
75
—0,74
300
200
500
250
210
240
280
340
—
65
80
Параметр *•
Удельная материалоемкость ***
(без средств механизации и авто-
автоматизации) Км< кг/(кНм~ь('7),
не более:
прессов ненаклоняемых:
с нерегулируемой частотой
ходов
с регулируемой частотой хо-
ходов
прессов наклоняемых с нерегу-
нерегулируемой частотой ходов
прессов с передвижным столом
с нерегулируемой частотой хо-
ходов
Удельная энергоемкость *** Кэ>
Вт/(кН- мин), не более,
прессов с нерегулируемой ча-
частотой ходов
прессов с регулируемой часто-
частотой ходов
Параметр ••
Номинальное усилие, кН
Ход ползуна регулируемый S:
наибольший, не менее
наименьший, не более
Продолжение
табл. 1
Нормы для исполнения
2
414
3,8
2
260
4,6
2
150
152
4,8
2
122
140,3
128
6,0
6,9
1 •
103,6
105,1
6,0
2
84,6
97,6
88,4
6,0
6,9
1 *
75,6
75,2
87,1
9,4
2
65,9
75,9
68,8
69,9
9,4
10,7
з •
60,6
63,1
12,8
1 •
56,5
59
59,2
13,3
2
53,3
61,2
54,8
52
13,3
15,3
з •
48,5
50,4
19,8
Нормы для исполнения
I 4
2
з •
630
100
1
1 •
2 •
з •
1000
130
1 •
2 •
з •
1600
160
1 •
2 •
з •
2500
200
25
2 •
з •
4000
224
Частота ходов ползуна, мин:
непрерывных нерегулируемых,
не менее
непрерывных регулируемых:
наименьшая, не более
наибольшая, не менее
одиночных, не менее
Размеры стола, не менее:
В
Размеры отверстия в столе, не ме-
менее:
D
Расстояние от оси ползуна до
станины С, не менее
Наибольшее расстояние между
столом и ползуном в его нижнем
положении при наибольшем ходе:
прессов с неподвижным сто-
столом Н
прессов с передвижным столом:
при верхнем положении
стола Нх
при нижнем положении сто-
стола #2
и
45
710
480
0
63
140
800
560
63
40
900
650
360
240
300
260
300
340
240
530
340
—
100
45
850
560
950
630
56
35
1120
800
420
280
360
320
340
400
280
560
420
—
71
28
1000
670
1120
750
45
1400
900
480
320
420
360
400
480
340
600
480
—
60
25
1120
750
1250
850
40
14
900
530
360
480
400
450
560
480
45
00
950
36
>0
1600
1060
600
400
530
500
670
560
710
о
я
и
С
S
>
ь
и
S
¦о
О
ев
>
X
о
и
о
01
о
¦о
О
со
>
X
S
m
О
m
ь
и
S
тэ
О
со
>
X
О
m
О
m
О
¦о
X
S
м
Параметр •*
Наибольшее расстояние Ня между
осью отверстия для рога и ползу-
ползуном в его нижнем положении при
наибольшем ходе
Расстояние Сх от оси ползуна до
плоскости крепления стола к ста-
станине, не менее
Расстояние А между стойками
станины в свету, не менее
Регулирование расстояния между
столом и ползуном, не менее
Толщина подштамповой плиты А:
номинальная
пред. откл.
Продолжение
табл.
Нормы для исполнения
1 ¦
2
280
250
529
340
80
85
з •
—
—
1 •
2 *
320
300
320
з •
—
—
400
100
100
—0,87
1 •
2 •
360
340
380
480
120
ПО
з *
—
—
]•
2 •
—
—
560
140
125
з •
2 *
з •
—
—
800
160
140
1,0
§
СПЕЦИАЛИ
ЗИРОВАННОБ
. ОБОРУДС
)ВАНИЕ
О)
Я
J3
X
Удельнйя материалоемкость ***
(без средств механизации и авто-
автоматизации) Км, кг/(кН-м-в7),
не более:
прессов ненаклоняемых:
с нерегулируемой частотой
ходов
с регулируемой частотой хо-
ходов
прессов наклоняемых с нерегу-
нерегулируемой частотой ходов
прессов с передвижным столом
с нерегулируемой частотой хо-
ходов
Удельнаи энергоемкость *** Кэ,
Вт/(кН-мин), не более:
прессов с нерегулируемой ча-
частотой ходов
прессов с регулируемой часто-
частотой ходов
45,7
48,2
48,9
13,7
45,9
52,9
46,9
43,0
13,7
15,7
37,1
41,9
21,5
36,7
37,3
44,2
33,5
34,0
38,0
15,0
32,0
32,5
21,5
25,5
25,8
33,0
26,0
26,3
31,0
16,8
23,7
24,1
22,3
21,5
21,0
22,4
20,6
28,0
12,97
25,0
12,32
27,8
* По заказу потребителя прессы изготовляют с регулируемой частотой ходов.
** Угол наклона станины а = 30°.
*** Удельную материалоемкость Кк и удельную энергоемкость К3 подсчнтывают по следующим формулам:
„ М „ N
дм — pFo,s EЯ)°.33 ' э 0,01Рп '
где М — масса пресса, кг (без средств механизации и автоматизации); Р — номинальное усилие пресса, кН; F —
площадь стола, м*; S — ход ползуна наибольший, м; Н — нанбольшее расстоянне между столом и ползуном в его
нижнем положении при наибольшем ходе, м; N — номинальная мощность электродвигателя главного привода, Вт;
я — наибольшая частота ходов ползуна, мин.
2. Основные параметры прессов одиокривошипиык закрытых простого действия
Параметр
Нормальное усилие, кН
Ход ползуна, мм
Частота непрерывных хо-
ходов ползуна, мин
Расстояние между столом
и ползуном в его нижнем
положении при верхнем
положении регулирования,
мм
Размер регулирования ме-
между столом и ползуном, мм
Размеры стола, мм
Размеры отверстия в сто-
столе, мм
Размер ползуна спереди —
назад мм, не менее
Толщина подштамповой
плиты, мм
Мощность привода, кВт
Масса, т
1
2
3
1600
160
60
480
320
25
630
250
40
450
Нормы
1
2
2000
160
40
480
120
320
25
630
1
2
для исполнений
3
2500
200
40
560
400
20
710
320
32
530
1
2
3150
200
32
560
400
20
710
140
800Х 800
500
630
120
27,45
14,5
1
¦2
3
4000
250
28
670
500
16
800
400
25
630
160
1000Х 1000
630
800
140
35,95
20,6
160
1
2
5000
250
25
670
500
16
800
160
1250; 1250
630; 800
800; 1000
180
40
30,4
34,5
35,5
32,2
п
3
м
с
S
>
S
ш
S
43
о
го
>
X
о
м
о
01
о
§
го
>
S
я
Продолжение табл. 2
Параметр
Нормальное усилие, кН
Ход ползуна, мм
Частота непрерывных хо:
дов ползуна, мин-1
Расстояние между столом
и ползуном в его нижнем
положении при верхнем
положении регулирова-
регулирования, мм
Размер регулирования ме-
между столом и ползуном, мм
Размеры стола,, мм
Размеры отверстия в сто-
столе, мм
Размер ползуна спереди —
назад, мм, не менее
Толщина подштамповой
плиты, мм
Мощность привода, кВт
Масса, т
1
2
3
6300
320
20
800
630
12
900
400
20
750
1
2
8000
320
20
800
630
12
900
180
1250
180
800
1000
1000
1250
200
50,5
1
1
400
20
950
Чормы
2
10 000
800
10
1000
для исполнений
3
500
16
900
1
2
12 500
400
16
950
800
10
1000
200
220
75
77,6
77,6
1
3
16 000
400
16
1 120
630
10
1060
220
1 600
1 000
1 250
250
1
20 000
400
16
1 120
1 600
1 000
1 250
250
ПО
48,7
1
3
25 000
500
12
1320
630
12
1 250
220
2 000
1 250
1 600
280
125
231
п
м
s
ь
S
и
S
X
X
о
м
о
СП
о
•в
го
>
S
м
484
СПЕЦИАЛИЗИРОВАННОЕ ОБОРУДОВАНИЕ
3. Основные параметры прессов
однокрнвошнпных закрытых простого
действия с круговым
исполнительным механизмом
Параметр
Номинальное
усилие, кН
Ход ползуна, мм
Частота ходов
ползуна, ми и
Наибольшее рас-
расстояние между
столом и ползу-
ползуном в его ниж-
нижнем положении,
мм
Размеры сто-
стола, мм
Мощность при-
привода, кВт
Масса, т
Нормы
2500
130
40
420
670 X
X 1000
31,5
18,85
4000
150; 70
32; 40
640; 600
1000Х 1740
50
34
По заказу потребителя прессы по-
поставляют с подающим и отводящим
роликовыми конвейерами; с приспо-
приспособлением для трехпуансонной про-
пробивки отверстий по шаблону.
Прессы коордннатно-револьверные
(табл. 11) предназначены для последо-
последовательной пробивки отверстий различ-
различной конфигурации и размеров в листо-
листовом материале. Прессы оснащают ре-
револьверной головкой, координатным
столом и копирующим устройством.
Прессы коордннатно-револьверные
с числовым программным управлением
(табл. 12) предназначены для получе-
получения плоских деталей из листового
материала путем последующего осу-
осуществления операций позиционной
вырубки, пробивки, высечки, обрубки
узлов и других операций; поставляют
со средствами механизации загрузки
заготовки и выгрузки готовой детали
с координатного стола.
Прессы гидравлические листоштам-
повочные простого действия рамные
с гндроподушкой (табл. 13) предназна-
предназначены для глубокой вытяжки детален
из тонкого листа в холодном состоянии
(могут выполнять все другие операции
холодной листовой штамповки). По
заказу потребителя прессы поставляют
со средствами механизации и автомати-
автоматизации, а также в составе комплексов
оборудования.
Прессы гидравлические лнстоштам-
повочные двойного действия колонные
(табл. 14) предназначены для изготов-
изготовления крупногабаритных деталей из
толстолистового металла, требующих
глубокой вытяжки. Прессы оснащают
выдвижным столом.
Прессы гидравлические одностоечные
(табл. 15) предназначены для различ»
ных штамповочных операций. По
заказу потребителя прессы поставляют
со средствами механизации и автома-
автоматизации.
4. Основные параметры прессов двухкрнвошнпных открытых
простого действия
Параметр
Номинальное усилие, кН
Ход ползуна, мм
Частота ходов ползуна, мии"х
Наибольшее расстояние между сто-
столом и ползуном в его нижнем положе-
положении, мм
Размеры стола, мм
Мощность привода, кВт
Масса, т
Нормы
1000
100; 200
50; 40
450; 600
2000X670
15,5
15,7
1600
250
40
610; 750
1800Х 1020;
2000X 750
25
32,4
2500
350; 250
30
760
2330Х 1020
30
53,3
та
а
г
к
3
I
з
t
I
a,
<u
3
I
I
а
о.
а
с
СПЕЦИАЛИЗИРОВАННОЕ ОБОРУДОВАНИЕ
485
о
3
Х
о
§
ю
Х
ю
сч
0°^
юХ
S
1С
о
8
хох
s 8
сч —
8
о
сч
о
уз
о
X о
1С_
«X
сч
т
8
о
сч
со
1С
сч
о
сч
о
о
о
>ioi s
о о
о
1С
сч
1С
сч
I
Xg
х
сч
УЗ
§ §
ю
сч
о
1С
t
х8
осч
8
°"*
ю
сч
х8
g2
С-
сч
«сч
1С О
СЧ
gc4co ^¦¦*
СЧ
,О
) Г-
х8
осч
0е4
сч=ч
I §
8
Хо
об
1С ОО
X
о
X
s
I
S
X
s
a
S
я"
S
>-.
I
I
X
а
2"
?
s
as.-
III
t
о о c
ь я
2
а.
о
о
S
а.
с
Й)
486
СПЕЦИАЛИЗИРОВАННОЕ ОБОРУДОВАНИЕ
6. Основные параметры прессов четырехкрнвошнпных закрытых
простого действия
Параметр
Номинальное уси-
усилие, кН
Ход ползуна, мм
Частота ходов ползу-
ползуна, мин'1
Наибольшее расстоя-
расстояние между столом и
ползуном в его ниж-
нижнем положении, мм
Размеры стола, мм
Мощность привода,
кВт
Масса, т
Нормы
5000
630
18; 15; 24
1850; 1400;
1230
3150Х 1800;
3200 X 1700;
Ч1КПУ 1ЙПП
J1JUA 1OUU
100; 68
190; 123
8000
800
15; 20;
24
2050
4000 X
Х2240
132
250
10 000
900
1 750
4 500Х
Х2 500
160
300
16 000
710
16
1 500
4 000Х
Х2 500
160
306
40 000
500
6,5
1 250
5000Х
ХЗООО
250
814
63 000
O\J\J
10
2 100
12 000Х
Х2 000
320
1 100
Прессы гидравлические лнстоштам-
повочные одностоечные отбортовочные
с числовым программным управлением
(табл. 16) предназначены для горячей
и холодной гибки, отбортовкн и штам-
штамповки деталей нз листового, полосо-
полосового и других материалов.
Автоматы лнстоштамповочные мно-
гопознинонные (табл. 17) предназна-
предназначены для последовательной многопозн-
цнонной штамповки деталей нз ленты,
полосы и штучных заготовок с автома-
автоматическим переносом штампуемых дета-
детален по позициям. По заказу потреби-
потребителя прессы поставляют с механизмом
подачи штучных заготовок; автоматы
уснлнем 100—1000 кН оснащают уст-
устройствами для штамповки в два потока,
а автоматы усилием от 1800 кН и выше
оснащают грейферной подачей с пере-
перемещением линеек с захватами по двум
и трем координатам.
Автоматы лнстоштамповочные мно-
гопознцнонные кулачковые (табл. 18)
предназначены для последовательной
многооперацнонной штамповки на
металлической рулонной ленты с ав-
автоматическим переносом штампуемых
деталей по позициям. По заказу по-
потребителя прессы оснащают устрой-
устройством для автоматической штамповнн
нз штучных заготовок.
Автоматы лнстоштамповочные с
нижним приводом (табл. 19) предна-
предназначены для выполнения различных
операций листовой штамповки дета-
деталей нз ленты н полосы.
Прессы-автоматы вырубные бы-
быстроходные (табл. 20) предназначены
для вырубкн деталей нз тонколисто-
тонколистового материала.
Прессы-автоматы перфорационные
(табл. 21) предназначены для перфора-
перфорации деталей типа решет, снт н сеток
из листового и рулонного материалов.
Прессы-автоматы для чистовой вы-
вырубки (табл. 22) предназначены для
изготовления нз ленты и полосы де-
деталей, к поверхности разделения
н точности которых предъявляются
повышенные требования.
Молоты лнстоштамповочные воздуш-
воздушные (табл. 23) предназначены для штам-
штамповки деталей нз листового материала.
Ножницы высечные (табл. 24) пред-
предназначены для прямой, круговой и
фигурной резки листового материала.
По заказу потребителя прессы ком-
комплектуют координатным устройством
СПЕЦИАЛИЗИРОВАННОЕ ОБОРУДОВАНИЕ
487
7. Основные параметры прессов однокрнвошнпных закрытых
двойного действия (ГОСТ 7639—73)
Параметр
Номинальное уснлне
ползуна, кН:
вытяжного
прнжн много
Ход ползуна, мм:
ВЫТЯЖНОГО
прижимного
Частота ходов ползу-
ползуна, мнн~*
Расстояние между
столом и ползуном в
его нижнем положе-
положении при верхнем по-
положении регулиро-
регулирования, мм:
вытяжного
прижимного
Размеры стола, мм
Размеры ползуна:
вытяжного
прижимного (спе-
(спереди — назад)
Мощность привода,
кВт
Масса, т
Норны
630
400
1000
630
400
250
20—30
560
500
630 X
Х630
800 X
Х800
400
630
33
11,5
30
20
1600
1000
2500
1600
500
320
16—25
710
630
800 X
Х800
—
500
800
45
40
—
—
3150
2000
4000
2500
630
400
10—16
900
800
I250X
Х1250
1000
630
75
62,7
—
1250
800
—
—
5000
3150
6300
4000
800
500
9—14
1120
1000
—
1600Х
Х1600
1600
100
—
100
120,0
Примечания: 1. Путь вытяжного и прижимного ползунов до
их крайнего положения, на котором пресс развнвает номннальное уснлне,
составляет 16 мм для вытяжного ползуна и 6 мм — для прижимного неза-
независимо от номннального усилия.
2. Муфта и тормоз пресса должны обеспечивать число одиночных
включений не менее 75 % частоты непрерывных ходов ползуна в минуту,
указанной в таблице.
3. Прессы изготовляют с окнами в стойках шириной не менее 0,6 от
размера стола спереди—назад.
4. По заказу потребителя прессы изготовляют с подушками в столе
с уснлнем до 20 % номннального усилия вытяжного ползуна; поставляют
с устройствами для механизации установки и съема штампов.
488
СПЕЦИАЛИЗИРОВАННОЕ ОБОРУДОВАНИЕ
8. Основные параметры прессов
двухкрнвошнпных закрытых
двойного действия (ГОСТ 8247—70)
Параметр
Номинальное
усилие, кН
Номинальное
усилие прижим-
иого ползуна, кН
Ход внутреннего
ползуна, мм
Частота ходов
ползуна, мин
Наибольшее рас-
расстояние между
столом и внутрен-
внутренним ползуном в
его нижнем поло-
положении, мм
Размеры сто-
стола, мм
Мощность при-
привода, кВт
Масса, т
Нормы
5000
5000
850
10; 15
2520
3150Х
Х2000
132;
ПО
267
6300
6300
1000
8
5000Х
Х2240
Примечания: 1. Путь
вытяжного и прижимного пол-
ползунов до их крайнего нижнего
положения, на котором пресс
развивает номинальное усилие,
должен быть 16 мм для вытяж-
вытяжного ползуна и 6 мм для при-
прижимного независимо от номи-
номинального усилия.
2. Муфта, тормоз и система
управления ими должны обе-
обеспечивать число одиночных
включений не менее 75 % ча-
частоты непрерывных ходов пол-
ползуна, указанных в таблице.
3. Прессы изготовляют с
окнами в стойках шириной ие
менее 0,6 размера стола спере-
спереди — назад.
4. Размеры и расположе-
расположение пазов и отверстий для креп-
крепления штампов прессов — по
ГОСТ 9226—69.
9. Основные параметры прессов
четырехкрнвошнпных закрытых
двойного действия (ГОСТ 16268—70)
Параметр
Номинальное
усилие, кН
Номинальное
усилие наруж-
наружного ползуна, кН
Ход внутренне-
внутреннего ползуна, мм
Частота ходов
ползуна, мин
Наибольшее рас-
расстояние между
столом и внутрен-
внутренним ползуном в
его нижнем поло-
положении, мм
Размеры сто-
стола, мм
Мощность при-
привода, кВт
Масса, т
Нормы
6300
4000
1000
8—14
1800-
3150Х
Х2500
132
269
10 000
6 300
1000
12—18
2 065
4 500Х
Х2 500
150
352
Примечания: 1. Путь
вытяжного и прижимного пол-
ползунов до их крайнего положе-
положения, на котором пресс разви-
развивает номинальное усилие, со-
составляет 16 мм для внутреннего
ползуна и 6 мм — для прижим-
прижимного независимо от номиналь-
номинального усилия.
2. Муфта и тормоз пресса
должны обеспечивать число оди-
одиночных включений не менее
75 % частоты непрерывных хо-
ходов ползуна в минуту, указанной
в таблице.
3. Прессы изготовляют с
окнами в стойках Шириной ие
менее 0,65 размера стола спе-
спереди — назад.
4. По заказу потребителя
прессы изготовляют с подушка-
подушками в столе с усилием до 20 % но-
номинального усилия вытяжного
ползуна; поставляют с устрой-
устройствами для механизации уста-
установки н съема штампов.
СПЕЦИАЛИЗИРОВАННОЕ ОБОРУДОВАНИЕ
489
10. Основные параметры прессов
для пробивки отверстий
(ГОСТ 7355—77)
11. Основные параметры
координатно-револьверных прессов
Пар аметр
Номинальное
усилие, кН
Диаметр проби-
пробиваемого отвер-
отверстия, мм
Толщина мате-
материала, мм
Расстояние от
оси пуаисоиа до
станины, мм
Частота ходов
ползуна, мни
Мощность при-
привода, кВт
Масса, т
Нормы
630
32
16
500
56
6,3
1,96
1250
40
25
600
45
6,3
4,45
1600
42
32
750
25
—
Параметр
Номинальное усилие, кН
Наибольшие размеры за-
заготовки, мм
Наибольший диаметр
пробивки, мм
Число комплектов рабо-
рабочего инструмента
Ход ползуна, мм
Мощность привода, кВт
Масса, т
Норма
100
630Х 1000
70
24
20
1,1
4,0
12. Основные параметры коордннатно-револьверных прессов с ЧПУ
(ГОСТ 24225—80Е)
Параметр
Номинальное усилие,
кН
Номинальные размеры
обрабатываемого листа,
мм
Наибольший диаметр
пробиваемого отверс-
отверстия, мм
Частота ходов ползу-
ползуна, мнн
Число позиций инстру-
инструмента
Ход ползуна, мм
Мощность привода, кВт
Масса, т
Нормы
160
1200Х
X 800X6,0
90
200
28
32
5,5
13,2
400
1800Х
X 1000X6,0
90
140
28
32
7,5
14
630
2000 X
X 1200X8,0
170
120
32
40
8,5
20,0
1000
2000 X
X 1200Х 8,0
200
10
28
40
17
24
490
СПЕЦИАЛИЗИРОВАННОЕ ОБОРУДОВАНИЕ
13. Основные параметры гидравлических лнстоштамповочных
рамных прессов простого действия с гндроподушкой
Номинальное усилие ползуиа, кН
Ход ползуна, мм
Наибольшее расстояние между сто
лом н ползуном, мм
Размеры стола, мм
Скорость ползуиа, мм/с:
прн рабочем ходе
при холостом ходе
при возвратном ходе
Мощность привода, кВт
Масса, т
1600
600
1145
1000X1120
27—54
400
185—370
58,5
36
2500
710
1400
1700Х 1400
16—100
400
100—320
63
58
6300
1000
1800
2500Х 1800
35-130
500
375
165
73,0
14. Основные параметры прессов гидравлических лнстоштамповочных
двойного действия колонных
усилие
Номинальное
траверсы, кН:
вытяжной
прижнмной
Наибольшее расстоя-
расстояние между столом и вы-
вытяжной траверсой, мм
Ход вытяжной травер-
траверсы, мм
Размеры стола, мм
Скорость рабочего хода
вытяжной траверсы,
мм/с
Мощность привода, кВт
Масса, т
6300
1000
2600
1700
3550X 3550
33
240
353
8000
5000
2600
1700
2650X2650
32
296
280,1
16 000
10 000
2 500;
4 000
1 400;
2 500
3 550X3 550
24,4; 28
434; 367,4
594,4; 601
25 000
16 000
3 900
2 500
6 000 X 5 500
20
631
1 550
15. Основные параметры прессов гидравлических
одностоечных
Номинальное усилие, кН
Наибольший ход ползуна, мм
Наибольшее расстояние меж-
между столом и ползуном, мм
Размеры стола, мм
100
450
630
500X500
250
500
710
630X480;
630X560
400
500
710
630X5601
630
500; 560
710; 800
630X560;
800X 630
СПЕЦИАЛИЗИРОВАННОЕ ОБОРУДОВАНИЕ
491
Продолжение табл. 15
Параметр
Скорость ползуна, мм/с:
прн холостом ходе
при рабочем ходе
прн возвратном ходе
Мощность привода, кВт
Масса, т
Параметр
Номинальное усилие, кН
Наибольший ход ползуна, мм
Наибольшее расстояние меж-
между столом и ползуном, мм
Размеры стола, мм
Скорость ползуна, мм/с:
при холостом ходе
прн рабочем ходе
прн возвратном ходе
Мощность привода, кВт
Масса, т
Нормы
550
40
550
—
350; 400
20; 36
350; 550
7,5
2,3
250
16
350
7,5
3,12
250; 380
18; 35
350; 400
15
3,6
Нормы
1000
500
¦ 750
800X630
180
8
240
11
6,2
1600
500; 630
750; 900
800X630;
1000X710
250; 380
10; 25
250; 420
18
7,88
2500
500
800
1000X630
125
40
420
15
11
4000
710
1000
1250Х 800
250
9
250
_
16. Основные параметры прессов гидравлических листоштамповочных
одностоечных отбортовочных с ЧПУ
Параметр
Номинальное усилие, кН
Ход вертикального ползуна, мм
Наибольшее расстояние между сто-
столом и вертикальным ползуном, мм
Расстояние от оси вертикального
ползуна до станины, мм
Размеры стола, мм
Скорость рабочего хода вертикаль-
вертикального ползуна, мм/с
Мощность привода, кВт
Масса, т
Нормы
4000
1200
1800
1100
2400X2000
18
78,4
82
8000
1200
2200
1500
3600X2600
18
127,4
180
12 500
1 200
2 200
1900
4 500Х 3 000
13
132,4
327
492
СПЕЦИАЛИЗИРОВАННОЕ ОБОРУДОВАНИЕ
17. Основные параметры автоматов лнстоштамповочных многопознцноиных
(ГОСТ 8260—78)
Параметр
Номинальное
усилие, кН
Ход ползуна, мм
Частота ходов
ползуна, мин
Наибольшее рас-
расстояние между
столом и патро-
иом при нижнем
положении пол-
ползуна, мм
Регулирование
расстояния меж-
между столом и па-
патроном, мм
Расстояние меж-
между позициями, мм
Число позиций
Мощность при-
привода, кВт
Масса,- т
Нормы
160
100
60—
140
320
30
80
10
4,5
4,7
250
125
50—
130
400
40
100
10
6,0
7,73
400
160
50-
110
400
40
130
10
11,0
15s6
630
200
30—
90
500
' 50
170
10
21,9
26,9
1000
250
25—
75
500
50
210
8
32,0
34,7
1600
280
25—
48
670
60
250
9
45
77,9
2500
320
20—
42
670
60
300
9
35
87
4000
360
18—
36
800
80
400
9
71
116
6300
400
15—
30
800
80
500
9
ПО
200
10 000
450
12—25
1 000
100
500
9
160
250
18. Основные параметры автоматов
листоштамповочи ых
многопознциониых кулачковых
Параметр
Номинальное
усилие, кН
Ход ползуна, мм
Частота ходов
ползуна, мин
Расстояние меж-
между позициями,
мм
Число рабочих
позиций
Наибольшая ши-
ширина ленты, мм
Максимальный
диаметр заготов-
заготовки, мм
Усилие пружин-
пружинного прижима в
столе, кН
Мощность при-
привода, кВт
Масса, т
[ Нормы
63
100—
250
36
10
24
21
—
1,5
1,6
160
100
60—
180
80
10
115
70
3
4,0
3,8
250
125
50—
150
100
10
150
90
4,8
5,5
5,8
и опорным столом для резки листов
толщиной 4 мм и выше.
Ножницы листовые двухдисковые с
иаклоинымн иожами (табл. 25) пред-
предназначены для прямой, круговой и
фигурной резки косого среза под
сварку, отбортовки и гибки листового
металла. По заказу потребителя прессы
поставляют со стоечным роликовым
конвейером.
Обрабатывающие центры на базе ко-
ординатно-револьверных прессов с чис-
числовым программным управлением
(табл. 26) предназначены для последо-
последовательной пробивки отверстий раз-
различной конфигурации и размеров в ли-
листовом материале, для высечки, фре-
фрезерования и других операций.
Прессы листогибочные кривошипные
(табл. 27) предназначены для изготов-
изготовления деталей из листового и полосо-
полосового проката методом гибки. По заказу
потребителя прессы поставляют со
средствами механизации и автоматиза-
автоматизации и дополнительными устройствами
для защиты опасных зои.
СПЕЦИАЛИЗИРОВАННОЕ ОБОРУДОВАНИЕ
493
19. Основные параметры автоматов лнстоштамповочных
с нижним приводом (ГОСТ 10739—84)
Параметр
Номинальное усилие, кН
Ход траверсы, мм
Частота ходов траверсы, мин:
наибольшая
наименьшая
Расстояние между направляющими
втулками колонн, мм
Наибольшая толщина ленты, мм
Наибольшая подача ленты, мм
Мощность привода, кВт
Масса, т
Параметр
Номинальное усилие, кН
Ход траверсы, мм
Частота ходов траверсы, мин:
наибольшая
наименьшая
Расстояние между направляющими
втулками колонн, мм
Наибольшая толщина ленты, мм
Наибольшая подача ленты, мм
Мощность привода, кВт
Масса, т
Нормы
100
12
1200
760
280X140
1,4
50
7,5
1,76
160
16
710
140
360Х 160
1,6
90
—
—
250
20
800
125
450X200
2,0
ПО
10
3,5
400
25
1000
100
560X280
2,5
140
14
4 44
Нормы
630
28
800
80
710X360
2,8
180
20
9,135
1000
32
400
80
900X450
3,2
250
32,85
15,17
1600
40
250
50
1120Х 560
2,0
280
42
22 4
2500
50
200
40
1400X710
2,0
350
35
35
20. Основные параметры прессов-автоматов вырубиых быстроходных
Параметр
Номинальное усилие,
кН
Ход ползуна, мм
Частота ходов ползу-
ползуна, мин
Наибольшее расстоя-
расстояние между столом н пол-
ползуном, мм
Размеры стола, мм
Наибольшие размеры
ленты (толщинах ши-
ширина), мм
Мощность привода, кВт
Масса, т
Нормы
250
16
160—800
200
570X410
2X160
7,5
4,43
630
20
100—630
420
870Х 900
1X320
18,5
12,2
1000
30
100—500
325
1300Х 1200
1,6X320
30
25,4
1600
30
—
—
—
—
4000
40
300—250
750
2300Х 1200
2X500
75
85
494
СПЕЦИАЛИЗИРОВАННОЕ ОБОРУДОВАНИЕ
21. Основные параметры прессов-автоматов перфорацнонных
Параметр
Нормы
Номинальное усилие, кН
Ход ползуна, мм
Частота ходов ползу-
ползуна, мин
Наибольшее расстояние
между столом и ползуном
в его нижнем положении,
мм
Мощность привода, кВт
Масса, т
400
25
150; 500
290
22
8,56
630
16
130;
190; 250
400
13
10,6
1000
20
150—400
500
30
16,5
2000
20
75; 150
655
38
24,6
23. Основные параметры молотов лнстоштамповочных воздушных
Параметр
Масса верхнего штампа, кг
Номинальная масса пада-
падающих частей, кг
Наибольший рабочий ход
бабы, мм
Рабочие размеры стола, мм
Масса, т
Нормы
4000
50
50—100
710
85,7
47,7
22. Основные параметры
Параметр
Номинальное усилие,
кН
Ход ползуна, мм
Частота ходов ползу-
ползуна, мин
Наибольшее расстоя-
расстояние между столом и
ползуном, мм
Размеры стола, мм
Наибольшие размеры
материала, мм:
толщина
ширина
Мощность привода,
кВт
Масса, т
прессов-автоматов для чистовой вырубки
Нормы
400
50
10—90
190
300 X
Х300
6
125
7,88
5,2
1000
60
26—75
380
420 X
Х420
180
20
8,7
1600
65
26—75
360
520 X
Х820
190
25
12,2
2500
70
60
450
650 X
Х610
14
250
43
14,8
4000
80
60
460
810Х
Х770
16
360
71
21,4
6300
100
50
500
930 X
Х890
16
450
85
31,6
800
686
800
900X700
13,8
1600
1200
1000
1200X900
20,5
3150
2820
1200
1700Х 1200
44,3
5000
9320
1500
3100Х 1800
121
СПЕЦИАЛИЗИРОВАННОЕ ОБОРУДОВАНИЕ
495
24. Основные параметры ножниц высечных (ГОСТ 16829—71)
Параметр
Наибольшая толщина разрезаемого
листа, мм
Наибольшее расстояние от кромки
верхнего ножа до станины (вылет),
мм
Частота ходов ножа, мин
Мощность привода, кВт
Масса, т
Нормы
4,0
1000
510; 1000;
2000
1,1; 1,5
0,82
6,3
1250
500; 1000;
2000
3,3; 4,1
2,09
10
1250
200; 300;
400; 600
4; 4,5; 5,2
3,33
25. Основные параметры ножниц листовых двухдисковых
с наклонными ножами (ГОСТ 8249— 84Е)
Параметр
Наибольшая толщина разрезае-
разрезаемого материала (св ^ 500 МПа),
мм
Наибольшая толщина материала
при гибке и отбортовке, мм
Расстояние от кромки ножей до
станины (вылет), мм
Скорость обработки, м/мин:
наибольшая, не менее
наименьшая, не более
Мощность привода, кВт
Масса, т
Нормы
2,5
2
1000
10
2,5
0,69; 1,1;
1 ^
1,0
1,12
4,0
3
1000
10
2,5
1,0; 1,3;
1 7
I, /
1,84
6,3
5
1000
10
2,5
3,8;
g
2,87
10
8
1000
10
2,5
4,25;
з
5,76
16
10
1250
6,0
2,0
—
—
26. Основные парвметры обрабатывающих центров на базе прессов
коордннатно-револьверных с ЧПУ
Параметр
Номинальное усилие, кН
Частота ходов ползуна, мин
Наибольший диаметр пробиваемого от-
отверстия, мм
Число позиций инструмента
Мощность привода, кВт
Масса, т
Обрабатывающий центр
с режимом вы-
высечки, фрезеро-
фрезерования и реэь-
бонарезаиия
400
150; 300
90
28
4,2; 7,1
12,7
с лазерной тех-
технологической
установкой
400
140
90
28
49; 71
17
СПЕЦИАЛИЗИРОВАННОЕ
Номинальное усилие, кН
Ход ползуна, мм
Расстояние от оси ползу
„. vwt itVJlDy
на до станины (вылет), мм
Размеры стола, мм
2500X200 4000X200
Мощность привода, кВт
28. Основные параметры прессов листогибочных гидравлических
(ГОСТ 10560—83)
Номинальное усилие, кН
Ход ползуна, мм
Расстояние от оси ползуна
до станины (вылет), мм
Скорость ползуна, мм/с:
при рабочем ходе
при возвратном ходе
при холостом ходе
Размеры стола, мм
Мощность привода, кВт
Масса, т
630
125
250
12
70
100
2500Х
К 125
1000
190
250
15
65
100
2500Х
Х200
11
6,85
1000
190
250
15
65
100
4000 X
Х200
11
8,4
1600
210
320
12,5
60
100
5000Х
К 250
15
15,0
2500
210
320
12,5
60
100
5000 X
К 320
22
26,2
4000
320
400
12
60
100
6300 X
К 320
37
40,5
¦ i
29. Основные параметры прессов листогибочных гидравлических с ЧПУ
(ГОСТ 10560—83)
6300
320
400
Номинальное
лие, кН
Ход ползуна, мм
Расстояние от оси
ползуна до станины
(вылет), мм
Скорость ползуна
мм/с:
при рабочем ходе
при возвратном ходе
при холостом ходе
Размеры стола, мм
Мощность
кВт
Масса, т
привода,
190
250
13,5
65
100
2500 X
Х200
7,5
1000
210
250
12,5
65
100
4000 X
Х200
7,5
1600
210
320
12,5
60
100
5000 X
Х250
П
2500
210
320
10
60
100
5000Х
Х320
15
4000
360
400
12
60
100
6300Х
Х400
37
6300
8000Х
Х400
СПЕЦИАЛИЗИРОВАННОЕ ОБОРУДОВАНИЕ
497
30. Основные параметры машин листогибочных с поворотной
гибочной балкой (ГОСТ 16509—84)
Параметр
Ширина изгибаемого листа, мм, не более
Толщина изгибаемого листа при наибольшей
ширине, мм
Угол поворота гибочной балки, град, не более
Ход прижимной балки, мм
Скорость поворота гибочной балки, град/с
Величина регулировки гибочной балки, мм
Мощность привода, кВт
Масса, т
Нормы
1600
6,0
2000
5,0
2500
4,5
3200
4,0
4000
3,5
180
250
38
100
10,07
5,33
5,68
6,46
8,0
9,5
31. Основные параметры машин листогибочных с поворотной
гибочной балкой н ЧПУ (ГОСТ 24612—81Е)
Параметр
Ширина изгибаемого листа, мм, не более
Толщина изгибаемого листа при наибольшей
ширине, мм
Угол поворота гибочной балкн, град, ие более
Ход прижимной балки, мм
Скорость поворота гибочной балки, град/с
Величина регулировки гибочной балки, мм
Мощность привода, кВт
Масса, т
Нормы
1600
6,0
2000
5,0
2500
4,5
3200
4,0
4000
3,5
180
250
38
100
9,7
5,43
5,78
6,94
8,3
9,8
Прессы листогибочные гидравличе-
гидравлические (табл. 28) предназначены для из-
изготовления различных деталей мето-
методом гибки из листового и полосового
проката. По заказу потребителя прес-
прессы комплектуют средствами меха-
механизации.
Прессы листогибочные гидравличе-
гидравлические с числовым программным управле-
управлением (табл. 29) предназначены для
многоколенной гибки деталей из ли-
листового н полосового проката. По
заказу потребителя прессы комплек-
комплектуют средствами механизации.
Прессы гибочио-штамповочные го-
горизонтальные предназначены для го-
горячей и холодной гибки — штамповки
деталей из штучных заготовок (полосы,
уголки, круги, квадраты и другой
сортовой прокат). Основные параметры
этих прессов приведены в т. 1, с. 309.
Машины листогибочные с поворот-
поворотной балкой (табл. 30) предназначены
для изготовления деталей методом хо-
498
СПЕЦИАЛИЗИРОВАННОЕ ОБОРУДОВАНИЕ
32. Основные параметры машин листогибочных с поворотными
прижимной н гибочной балками с ЧПУ
Дараметр
Наибольшая ширина изгибаемого листа, мм
Наибольшая толщина изгибаемого листа, мм
Угол поворота балки, град
Наибольший ход прижимной балки, мм
Наибольший угол поворота гибочной балки,
град
Скорость поворота гибочной балки, град/с
Мощность привода, кВт
Масса, т
Нормы
1600
6
6,1
2000
5
6,4
2500
4,5
120
250
180
30
10,5
7,7
3200
4,0
8,7
4000
3,5
10,2
33. Основные параметры машнн листогибочных трехвалковых
(ГОСТ 10664—82)
Параметр
Наибольшая ширина изгибаемо-
изгибаемого листа, мм
Наибольшая толщина изгибаемо-
изгибаемого листа, мм
Наименьший радиус гибки, мм
Диаметр верхнего валка, мм
Скорость гибки, м/мин
Мощность привода, кВт
Масса, т
Параметр
Наибольшая ширина изгибаемо-
изгибаемого листа, мм
Наибольшая толщина изгибаемо-
изгибаемого листа, мм
Наименьший радиус гибки, мм
Диаметр верхнего валка, мм
Скорость гибки, м/мнн
Мощность привода, кВт
Масса, т
1250
2,0
67
100
10,8
1,7
1,1
2510
9
180
240
—
—
1250
5,0
125
180
—
—
3150
8
180
240
10,2
8,5
8,0
Нормы
2000
1,6
85
125
10,8
1,7
1,2
2000
4,0
125
180
10,8
6,3
3,1
Нормы
3150
13
240
310
—
—
3150
25
340
500
7,0
38
54
2000
10
180
215
9,3
8,5
6,2
2000
16
240
270
7,7
12
10,72
3150
25
380
450
3; 4,5;
6- 7
37
26
3150
40
600
600
—
—
СПЕЦИАЛИЗИРОВАННОЕ ОБОРУДОВАНИЕ
499
34. Основные параметры машнн листогибочных четырехвалковых
(ГОСТ 10664—82)
Параметр
Наибольшая ширина изгибаемого листа, мм
Наибольшая толщина изгибаемого листа, мм
Наименьший радиус гибки, мм
Диаметр верхнего валка, мм
Скорость гибки, м/мин
Мощность привода, кВт
Масса, т
Нормы
2500
28
380
500
7,5
37
41,2
3150
25
380
500
7,5
37
58,0
3150
40
600
600
6,5
60
58,0
35. Основные параметры машин листогибочных четырехвалковых с ЧПУ
Параметр
Наибольшая ширина изгибаемого
листа, мм
Наибольшая толщина изгибаемого
листа, мм
Наименьший радиус гибки, мм
Скорость гибки, м/мии
Мощность привода, кВт
Масса, т
Нормы
2000
4
150
6—10
5,5
5,2
2000
10
—
—
—
2000
16
—
—
—
2500
28
380
7,5
37
26
3150
25
—
—
—
3150
40
—
—
—
лодной гибки из листового и полосового
материала. По заказу потребителя
машины комплектуют приспособле-
приспособлениями для различных видов гибки
и оправками для гибки коробок,
П-образиых заготовок и кромок; ос-
иащают средствами механизации за-
загрузки листа и съема готовых дета-
деталей с приемного стола.
Машины листогибочные с поворот-
поворотной гибочной балкой и числовым про-
программным управлением (табл. 31) пред-
предназначены для изготовления деталей
методом холодной гибки нз листового
и полосового материала. По заказу
потребителя машины поставляют со
средствами механизации загрузки.
Машины листогибочные с поворот-
поворотными прижимной н гибочной балками
с числовым программным управлением
(табл. 32) предназначены для миого-
операционной гибки нз листового и
полосового материала.
Машины листогибочные трехвалко-
вые (табл. 33) предназначены для
гибки цилиндрических и конических
заготовок из листового материала. По
заказу потребителя поставляют с при-
приспособлением для гибки конических
и цилиндрических заготовок с перед-
передним столом, с устройствами для съема
и приемки, с устройствами для под-
поддержки деталей диаметром до 2000 мм
из материала толщиной до 8 мм; также
по заказу потребителя машины для
гибки заготовок из материала тол-
толщиной от 4 до 16 мм поставляют
с инструментом для гибки уголков,
полос, труб, швеллеров.
Машины листогибочные четырехвал-
ковые (табл. 34) предназначены для
гибки цилиндрических и конических
заготовок из листового материала. По
заказу потребителя машины постав-
поставляют со средствами механизации и
автоматизации, а также в составе
500
СПЕЦИАЛИЗИРОВАННОЕ ОБОРУДОВАНИЕ
СПЕЦИАЛИЗИРОВАННОЕ ОБОРУДОВАНИЕ
501
36. Основные параметры машин двухроликовых
с горизонтальными шпинделями для резки и гибки
Параметр
Наибольшая толщина мате-
материала (ав = 250 МПа) при
зиговке, мм
Наибольшая толщина разре-
разрезаемого материала (ав =
= 500 МПа), мм
Наибольшая толщина мате-
материала (ав = 500 МПа) при
гибке и отбортовке, мм
Расстояние от оси шпинделя
до станины, мм
Скорость обработки, м/мин
Мощность привода, кВт
Масса, т
1,6
2,5
1.6
315
4—12
—
0,8
1 6
2,5
1,6
630
4—12
—
0,85
Нормы
2,5
4
2,5
400
2,7—16,8
2,2; 3,6
1,1
2,5
4
2,5
800
4—12
2,2; 3,6
1,3
4,0
6,3
4,0
500
3,3—17
3,2; 5,3
1.5
37. Основные параметры машин трубогибочиых с механическим приводом
(ГОСТ 11186—75)
Параметр
Наибольший наружный диаметр из-
изгибаемой трубы, мм
Наибольшая толщина стенки изги-
изгибаемой трубы, мм
Наибольшая длина изгибаемой тру-
трубы, мм
Наибольший радиус гибочного сек-
сектора (внутренний), мм
Угол поворота гибочного сектора,
град
Расстояние от оси гибочного сектора
до места крепления конца оправ-
оправки, мм
Мощность привода, кВт
Масса, т
Нормы
63
4
3000
320
3000
4,2; 7,1
1,5
63
4
3000
320
100
5
3000
500
210
3000
6,3
1,2
3000
13; 18
3,7
100
6
4000
800
4000
13,5; 19,5
5,8
38. Машины трубогибочные
с гидравлическим приводом
(ГОСТ 11186—75)
40. Основные параметры машии
для гибки с растяжением
Параметр
Наибольший на-
наружный диаметр
изгибаемой тру-
трубы, мм
Наибольшая
толщина стенки
изгибаемой тру-
трубы, мм
Наибольшая дли-
длина изгибаемой
трубы, мм
Наибольший ра-
радиус гибочного
сектора (вну-
(внутренний), мм
Угол поворота
гибочного сек-
сектора, град
Мощность при-
привода, кВт
Масса, т
63
4
6000
320
210
10
2,5
Нормь
100
5
6000
500
210
17
5,42
250
16
7000
1300
200
56,1
21,7
39. Основные параметры машии
трубогибочиых с программным
управлением
Параметр
Наибольший на-
наружный диаметр
изгибаемой тру-
трубы, мм
Наибольшая
толщина стенки
изгибаемой тру-
трубы, мм
Наибольшая
Длина изгибае-
изгибаемой трубы, мм
Наибольший ра-
радиус гибочного
сектора, мм
Угол поворота
гибочного секто-
сектора, град
Мощность при-
привода, кВт
Масса, т
20
—
2700
150
180
—
2,29
Нормь
63
4,0
6000
320
180
11
4,27
i
100
5,0
6000
500
210
17
8
Параметр
Наибольшее уси-
усилие растяжения,
кН
КГ I
Длина обраба-
обрабатываемой заго-
заготовки, мм:
наибольшая
наименьшая
Наибольший
угол изгиба за-
заготовки, град
Наибольшее дав-
давление в гидроси-
гидросистеме, МПа
Наибольшее уси-
усилие прижимного
цилиндра, кН
Мощность при-
привода, кВт
Масса, т
100
5500
1000
180
6,5
—
14
6,43
Нормь
250
6000
1000
220
13
250
61,7
21
600
9000
2000
200
12
400
69,5
55
41. Основные параметры обтяжных
машии
Параметр
Наибольшие размеры
обрабатываемой заго-
заготовки, мм:
длина
толщина
Наибольшее усилие об-
обжатия, кН
Наибольшее усилие,
развиваемое столом, кН
Вертикальный ход тра-
траверсы:
правой
левой
Вертикальный ход сто-
стола, ММ
Наклон стола в верти-
вертикальной плоскости,
град
Нормы
4000
2
600
—
375
200
—
—
3000
2
3000
—
—
350
До
10
502
СПЕЦИАЛИЗИРОВАННОЕ ОБОРУДОВАНИЕ
Продолжение табл. 41
Параметр
Расстояние между за-
зажимными губками в
вертикальном положе-
положении, мм:
наименьшее
наибольшее
Наибольший угол раз-
разворота зажимов в пла-
плане, град
Мощность привода, кВт
Масса, т
Нормы
140
600
4
34,8
55
600
1950
16
26,4
40
комплексов оборудования; комплек-
комплектуют приспособлением для гибки ко-
иусов. -
Машины листогибочные четырехвал-
ковые с числовым программным уп-
управлением (табл. 35) предназначены
для гибки цилиндрических и кониче-
конических обечаек из листового материала
в холодном и горячем состоянии.
По заказу потребителя машины ком-
комплектуют приспособлением для гибки
конических обечаек; механизмом
съема деталей; передним столом; меха-
механизмом поддержки обечайки; прием-
приемным роликовым конвейером.
Машины для резки и гибки двухро-
лнковые с горизонтальными шпниде-
лимн (табл. 36) предназначены для
зиговки, гибки, отбортовки, рифления,
прямой и круговой резки листового
материала. По заказу потребителя
машины комплектуют приспособле-
приспособлениями для обработки кругов диа-
диаметром до 1000 мм и выше; гибки
обечаек; программирования полос;
обработки деталей типа труб; для
навивки пружин; стоечным ролико-
роликовым конвейером.
Машины трубогнбочные с механиче-
механическим приводом (табл. 37) предназначе-
предназначены для холодной гибки труб с оправкой
и без оправки методом наматывании
трубы на инструмент. По заказу по-
потребителя машины поставляют со сред-
средствами механизации и автоматизации,
а также в составе комплексов оборудо-
оборудования и с механизмом поштучной вы-
выдачи труб.
Машины трубогнбочные с гидравли-
гидравлическим приводом (табл. 38) предназна-
предназначены для холодной гибки труб с оправ-
оправкой и без оправки методом иаматыва-
иия трубы иа инструмент. По заказу
потребителя машины поставляют со
средствами механизации и автомати-
автоматизации, а также в составе комплекса
оборудования.
Машины трубогнбочные с программ-
программным управлением (табл. 39) предна-
предназначены для гибки труб в холодном
состоянии с оправкой и без оправки.
Машины дли гибки с растяжением
(табл. 40) предназначены для изгото-
изготовления различных профильных дета-
деталей. Весь процесс работы машины
автоматизирован.
Машины обтижиые (табл. 41) пред-
предназначены для штамповки деталей из
листового материала с большим ради-
радиусом кривизны стенки с утоиеиием.
Глава
21
ВЫБОР ЛИСТОШТАМПОБОЧНОГО
ОБОРУДОВАНИЯ
Общие принципы выбора оборудова-
оборудовании. Для листовой штамповки приме-
применяют кривошипные машины и автома-
автоматы, гидравлические и винтовые прессы,
паровоздушные молоты, высокоскоро-
высокоскоростные машины импульсного дейст-
действия.
Машина для осуществления за-
заданного технологического процесса
листовой штамповки должна отвечать
следующим требованиям: 1) иметь
в своей структуре столько исполни-
исполнительных механизмов, сколько требует-
требуется для обеспечения необходимых
манипуляций над заготовкой; 2) обла-
обладать необходимым запасом энергии
привода и развивать усилие, необхо-
необходимое для деформирования заготовки;
3) иметь соответствующие скоро-
скоростные параметры; 4) иметь необходи-
необходимые размеры штампового пространства;
5) величина хода рабочих органов
(ползуна, поперечины, бабы н др.)
должна быть достаточной; 6) обеспечи-
обеспечивать требуемую точность штамповки;
7) иметь необходимые размеры эле-
элементов крепления; 8) отвечать серий-
серийности производства; 9) не оказывать
вредного воздействия на человека,
окружающую среду, строения и обо-
оборудование.
Подавляющая часть листоштампо-
вочного оборудования является ма-
машинами простого действия с одним
главным исполнительным органом.
На таких машинах осуществляют тех-
технологические процессы, не требующие
специальных рабочих органов для
прижима заготовки, ее подпора или
выталкивания, транспортирования по
позициям и т. д.
При вытяжке средне? и крупногаба-
крупногабаритных деталей из листовой стали
необходимо обеспечить прижим за-
заготовки по большой площади, поэтому
в этом случае применяют прессы двой-
двойного или тройного действия. Неболь-
Небольшие по габаритам детали можно вы-
вытягивать иа прессах простого действия,
оборудованных прижимными подуш-
подушками различной конструкции.
При выполнении операций чистовой
вырубки заготовку прижимают клино-
клиновым ребром, фиксируют ее снизу коитр-
пуансоном и осуществляют вырубку;
при этом необходимо три исполнитель-
исполнительных органа, совершающих движения
согласно циклограмме.
Транспортирование заготовки
в штамп и по позициям осуществляют
с помощью внешних устройств (валко-
(валковые, клещевые и другие подачи для
полосового или рулонного материала),
пристроенных к машине или встроен-
встроенных в штамп, а также с помощью
структурных механизмов самой ма-
машины (те же подачи, грейферные пере-
перекладчики н т. д.).
В дыропробивных прессах-автома-
прессах-автоматах инструмент на рабочую позицию
перемещается с помощью револьвер-
нон головки, а заготовка перемещается
по программе двумя каретками по
двум координатам.
При пластическом деформировании
заготовки уровень накопленной
энергии в приводе должен соответство-
соответствовать требуемому расходу энергии не-
непосредственно иа деформирование
с учетом потерь иа трение, упругую
деформацию машины н др.
Характер изменения сил сопротивле-
сопротивления деформированию зависит от
вида напряженно-деформированного
состояния обрабатываемого матери-
материала на данной технологической опера-
операции — разделительной нли формообра-
формообразующей по своему типу. При этом,
если сила, развиваемая машиной, не-
недостаточна, то процесс пластического
деформирования или не начнется, или
не будет доведен до конца. С другой
стороны, силы сопротивления де-
деформированию не должны превышать
допускаемых нагрузок по прочности
машины; в противном случае возможна
поломка машины.
504
ВЫБОР ОБОРУДОВАНИЯ
ВЫБОР ОБОРУДОВАНИЯ
505
Скоростные параметры оборудова-
оборудования определяются требованиями
к скоростному режиму деформнрова-
ння: по максимально допустимой ско-
скорости Удгаах, чтобы не превысить запаса
пластичности (например, при вытяж-
вытяжке ннзкоуглеродистых сталей ид тах <
< 0,3 м/с), или по минимально допу-
допустимой иДт1п> чтобы создать условия,
при которых достигаются наиболее
высокие показатели пластичности
(например, при вытяжке некоторых
малопластичных сплавов).
Требования 4, 5 и 7 к машинам
(см. выше) определяют линейные тех-
технологические параметры, направлены
на осуществление возможности раз-
размещения штампов н средств автомати-
автоматизации в рабочем пространстве машины,
совершения заданного рабочего хода
и последующего извлечения заготовки
из штампа и, наконец, крепления
штампа (инструмента) к исполнитель-
исполнительному органу.
Точность движения исполнитель-
исполнительного органа и прикрепленного к нему
штампа (инструмента) во многом опре-
определяет качество штампованных дета-
деталей. Опыт показывает, что указанная
точность зависит от особенностей кон-
конструктивного устройства машины и ее
упругой податливости под действием
деформирующей силы: чем больше по-
податливость, особенно в плоскости, пер-
перпендикулярной к движению штампа,
тем ниже точность штамповки. По-
Поэтому дли штамповки деталей повы-
повышенной точности целесообразно
выбирать более жесткие машины, на-
например, вместо кривошипного пресса
открытого типа применить пресс за-
закрытого типа; стойкость рабочих ча-
частей инструмента прн этом существен-
существенно повышаетси.
Выбор типа машины в зависимости
от серийности производства тради-
традиционно решается так: в крупносерий-
крупносерийном н массовом производстве деталей
применяют универсальные, специали-
специализированные и специальные машины
с автоматизированным технологиче-
технологическим циклом; в мелкосерийном н се-
серийном производстве — универсаль-
универсальные и специализированные машины
с частично автоматизированным нли
механизированным технологическям
циклом.
Благодаря автоматизации управ-
управления складами (магазинами) исход-
исходного металла, штампов, готовых
деталей, а также наладочными дви-
движениями исполнительных органов
кузнечно-прессовых машин и средств
транспортирования в настоящее
время широко внедряютси гиб-
гибкие производственные системы —
ГПС (или гибкие автоматизиро-
автоматизированные производства — ГАП). Это
штамповочные центры, в составе кото-
которых в качестве базовой установлена
та или иная кузнечно-прессовая ма-
машина с автоматизированным техно-
технологическим циклом. Подобного рода
штамповочные центры рентабельны
даже в условиях мелкосерийного про-
производства.
В единичном или мелкосерийном
производстве применяют штамповку
на специальном оборудовании с упро-
упрощенной штамповой оснасткой (штам-
(штамповка полиуретаном, жидкостью
в условиях гидростатики, взрывом
и др.).
Особенности силового режима
штамповки существенным образом
влияют на механическое состоиние
кузнечно-прессовой машины. Напри-
Например, в деталях машины могут возник-
возникнуть напряжения, превышающие
допускаемые при данном положении
исполнительного механизма, нли
внезапный спад технологической на-
нагрузки при выполнении разделитель-
разделительной операции может настолько воз-
возбудить конструкцию машины, что по-
явнвшнеси в ней динамические на-
нагрузки резко снизят надежность ма-
шнны, а могут вызвать и разрушение
ее соединений. Машина в этом случае
становится источником интенсивных
колебаний, неблагоприятно влия-
влияющих на окружающую среду и чело-
человека.
Экологически неблагоприятное воз-
воздействие (шумовое) машины может
наблюдаться прн высоких частотах
вспомогательных ходов исполнитель-
исполнительного органа нли при его высокой ско-
скорости в момент 'рабочего хода. Ра-
Радикальное решение проблемы состоит
в установке машины на упругих амор-
амортизаторах в изолированной камере.
В каталогах кузнечно-прессовые
машины расположены по возрастанию
главных параметров, совокупность
которых определиет выбор конкрет-
конкретной машины для осуществления задан-
заданного технологического процесса.
Для машин статического действия,
характеризующихся малыми ско-
скоростями исполнительного органа
в начале рабочего хода (ин. р <С 1 м/с),
главным параметром является номи-
номинальное усилие Рн; для специальных
машин вместо номинального усилия
принято указывать габаритный размер
исходного материала или деталей, ко-
которые можно изготовить на данной
машине.
Для машин ударного действии глав-
главным параметром является кинетиче-
кинетическая энергия L3, накопленная движу-
движущимися частями к началу рабочего
хода, или масса т этих частей.
Основные паспортные данные на
машину включают: подачу Smax испол-
исполнительного органа, мм; номинальную
частоту ходов исполнительного органа
в минуту; закрытую высоту Н3 штам-
пового пространства и величину ее
регулирования #рег, мм; размеры ис-
исполнительного органа и стола (под-
штамповой плиты) в плане, мм; раз-
размеры мест крепления, мм; усилие Рп
и подачу Sn подушки и др. Для ха-
характеристики эксплуатационных воз-
возможностей кривошипных машин в пас-
паспортах также приводятся: графики
усилий PD, допускаемых прочностью
валов и зубчатых передач, по ходу S
ползунов; графики допустимой работы
Аф пластического формоизменения в за-
зависимости от коэффициента k% исполь-
использования ходов.
Исходные данные для выбора листо-
штамповочной машины. Для обосно-
обоснованного выбора машины необходимо
иметь следующие данные, взятые из
технологической и конструкторской
документации:
вид и последовательность операций,
осуществляемых на данной машине, —
для выбора типа машины и уровня ее
автоматизации; ир — перемещение
инструмента в период рабочего хода;
холостой перебег и3 (захождение) ра-
рабочих частей инструмента при прямой
подаче после окончания рабочего хода
до крайнего нижнего положения
(к. н. п.); максимальное усилие Рф
или полная работа Аф пластического
формоизменения — для определения
размера машины;
усилие Рп и ход подушки Sn;
усилие Рв и ход выталкивателя SB;
вид заготовки (лист, полоса, рулон,
штучная заготовка), ее размеры и
свойства;
размеры штампа: закрытая Яшт и
открытая #отк высоты и габаритные
размеры в плане ЛШт х ВШТ;
размеры съемника.
Графики усилий пластического фор-
формоизменения и работа деформации.
Технологическое усилие. Непосред-
Непосредственно на рабочие части инструмента
(пуансон, матрицу, штамп) действует
сопротивление со стороны обрабатыва-
обрабатываемого материала — усилие Рф пла-
пластического формоизменения, изменя-
изменяющееся прн перемещении и инстру-
инструмента. Зависимость Рф (и) может быть
рассчитана по формулам теории об-
обработки давлением нли задана в виде
аналитической аппроксимации экс-
экспериментальных графиков. Послед-
Последний способ широко применяют при
выборе кузнечно-прессовых машии.
1. График усилий вырубки — про-
пробивки скошенным пуансоном приведен
на рис. 1, а. Его аналитическая аппро-
аппроксимация следующая:
Рф = Рвыр h sin -^-f- + ?2Рвыр, A)
где li = 1, \% = 0 при и < ui,
%i— I > li = 0 при ui < u <
< "max-
Усилия вырубки — пробивки — ма-
максимальное Рвыр и постоянное Рвыр
на втором этапе процесса, полное пере-
перемещение инструмента umax и захожде-
захождение и3 — берутся нз технологических
расчетов. Величина перемещения uj
пуансона на 1-м этапе равна
«, = 2в [1 - (arcsin ^ыр/Р;ыр)/я], B)
где s — толщина исходной листовой
заготовки.
Работа деформации Аф при выруб-
вырубке — пробивке скошенным пуансоном
определяется как площадь под аппро-
аппроксимирующим графиком:
Рвыр("тах
).
C)
506
ВЫБОР ОБОРУДОВАНИЯ
ВЫБОР ОБОРУДОВАНИЯ
Рис. I. Графики усилий пластического формоизменения
2. На рис. 1, б приведен график
усилий вырубки — пробивки пуансо-
пуансоном без скоса. Его аналитическая ап-
аппроксимация
Рф=
, . 0,675я
выр sin ~ "• W
ытяу
и его ход и3 до крайнего положения
после окончания вытяжки берутся
из технологических расчетов.
Работа деформации при первой вы-
вытяжке
= 0,64/>вытигаах.
(8)
Максимальное усилие вырубки —
пробивки РВыр и захождение пуан-
соиа и3 берутся из технологических
расчетов. Полный ход пуансона
"max = Ks,
E)
Аналогично задают график усилий
отбортовки Рф (и) и определяют ра-
работу деформации Аф.
4. График усилий второй и после-
последующей вытяжки (рис. 1,в):
где К = 0,4ч-0,6; причем меньшие
значения К задают для более твердых
материалов.
Работа деформации при вырубке—
пробивке
Лф= 0,72Рвыр«тах. F)
3. График усилий первой вытяжки
(рис. 1, в):
sin -
2яи
"max
+ It + ?з sin 2я -
-)•
пи
"max
G)
"max
где Ii = 1, la = Is = О ПРИ " < "i =
= 0,25uraax; |2=1, ii= ls= 0 при
tix< и < 0,75umax; |3 = 1, Ii = Is =
= О при и > 0,75umax.
Максимальное усилие последующей
вытяжки Рвыт и полный ход пуаи-
Максимальное усилие первой вы- сона игаах берутся из технологических
тяжки Рвыт, полный ход пуансона umax расчетов.
507
Работа деформации при последую-
последующей вытяжке
= 0,818/>выт"т
(Ю)
5. График усилий одноугловой гибки
с правкой или без правки (рис. \,д).
При гибке с правкой
«
+ (якргO
"к
где h = 1, I2 = ?з = 0 при и < иу;
1г = 1 • Ii = Is = 0 ПРИ "у < " ^
< "max + "у; ?з = 1. Ii = I2 = О ПРИ
М > "max + "у
Максимальные усилия гибки Рт
и правки Рк, ход пуаисоиа при упру-
упругом изгибе Uy, полный ход пуансона
при пластическом гибе umax и при пла-
пластической правке ик берутся из тех-
технологических расчетов.
Работа деформации при гибке с прав-
правкой
= (Т Uy + "тах + Т ""
При гибке без правки график усилий
пластического формоизменения Рф (и)
характеризуется только первыми
двумя участками на рис. 1,д, а его
функция первым членом суммы в урав-
уравнении A1) при |3 = 0-
При определении работы деформации
Аф для гибки без правки следует
иметь в виду, что ик = 0.
6. График усилий чеканки, калиб-
калибровки, правки (рис. \,е):
и
Рф = Рч. н Н~ (°ч. к Рч. н) ~. •
"max
A3)
Начальное Рч н и конечное (макси-
(максимальное) Рч. к усилия чеканки, ка-
калибровки, правки и полный ход пуан-
соиа umax берутся из технологических
расчетов.
Работа деформации при чеканке, ка-
калибровке, правке
= 0,5(Рч.н+Рч.к)ига
A4)
При выполнении вытяжки на прес-
прессах, не имеющих прижимных ползу-
ползунов, — листоштамповочные прессы
простого действия, многопозиционные
прессы-автоматы со встроенными
пневмо- или гидропневматическими
прижимными подушками — при ра-
рабочем ходе главного ползуна преодо-
преодолевается сопротивление Рп указанных
подушек. В ряде случаев (вытяжка,
гибка) необходимо преодолеть со-
сопротивление Рв встроенного выталки-
выталкивателя. Системы современных прес-
прессов устроены так, что усилия РП и Рв
в период рабочего хода изменяются
незначительно, и поэтому в. расчетах
их можно принять постоянными.
Сопротивление движению пуансона
включает не только усилие пластиче-
пластического формоизменения Рф, но и усилия
прижима Рп и выталкивателя Рв.
Поэтому технологическое усилие Рт
необходимое для выполнения техно-
технологической операции, в общем случае
— Рф Н~ ^п Н~
A5)
Графическая интерпретация уравне-
уравнения A5) означает, что график усилий
пластического формоизменения Рф (и)
должен быть поднят на величину
^п (") + Рв (и) = const, т. е.
A6)
Если прижим и выталкивание от-
отсутствуют, то
Рт (") = Рф (")•
A7)
Графики усилий многопозициоииой
штамповки. Суммарный график тех-
технологических усилий Рс_ т (и) одно-
одновременной штамповки иа нескольких
позициях за один рабочий ход испол-
исполнительного органа получают сложе-
сложением элементарных графиков Рт (и)
для отдельных операций. Дли примера
на рис. 2 приведены элементарные
и суммарный графики усилий для
многопозициониой штамповки: пер-
первая вытяжка (с прижимом) + вторая
вытяжка (с прижимом) + калибровка
фланца + пробивка отверстий во
фланце -(- вырубка по контуру.
Параметры элементарных графиков
берутси из технологических расчетов.
508
ВЫБОР ОБОРУДОВАНИЯ
ВЫБОР ОБОРУДОВАНИЯ
509
1
/- я Вытяжка
i
— 1
л
Umax
Пробивка
(
и Umax I
\-
0
I
и
Я
выю
/
.
I
чжка
¦к
L.
Калибровка
/
Рис. 2. Графики усилий пластического формоизменения при многопозиционной штам-
штамповке (и — ход инструмента, при котором достигается опасное для прочности пресса
усилие >°п)
Прн сложении элементарных гра-
графиков обязательно соблюдение пра-
правила «точки отсчета». Для операций
без холостого перебега инструмента
за точку отсчета принимается крайнее
(нижнее, верхнее, переднее) положе-
положение исполнительного органа, от него
влево откладывают «щах и слева на-
направо строится график усилий. Для
операций с холостым перебегом (захо-
(захождением) инструмента (операции вы-
вырубки и пробивки всегда, а также
вытяжки и гибки напроход) от край-
крайнего положения откладывается влево
захождение и3, а уже строится график
усилий.
Выбор кривошипных листовых иож-
ннц с наклонными ножами. Каталож-
Каталожные данные содержат прямые указа-
указания о возможности применения криво-
кривошипных листовых ножниц: номи-
номинальную толщину Sh (mm) разреза-
разрезаемого листа при пределе прочности
материала ав = 500 МПа и наиболь-
наибольшую ширину листа L (мм).
Если металл характеризуется по-
показателем прочности ав, то на данных
ножницах можно разрезать лист тол-
толщиной
Выбор кривошипных прессов и авто-
автоматов. Выбор по линейным технологи-
технологическим параметрам. Для размещения
штампов, осуществления подачи за-
заготовки и удаления детали кривошип-
кривошипный пресс или автомат должен иметь:
достаточную величину полного хода
Smax ползуна; необходимые размеры
стола пресса и ползуна в плане и эле-
элементов крепления; достаточную за-
закрытую высоту штампового простран-
пространства.
Величину полного хода ползуна Smax
кривошипных прессов для вытяжки
определяют исходя из удобства уста-
установки заготовки и удаления готовой
детали примерно в 2—3 больше глу-
глубины вытяжки. Такое же правило
следует соблюдать и прн задании Smax
для операции гибки. Прн вырубке —
пробивке необходимо обеспечить съем
металла — деталей нлн отхода — с пу-
пуансона, поэтому достаточно, чтобы
•Smax превышал на 5—10 мм зазор
между съемником и матрицей.
Аналитический расчет Smax можно
выполнить' по формуле
Smax«2(Sp + u3)/(l-cosaH.p), A9)
где Sp — рабочий ход ползуна с учетом
упругой податливости пресса;
sp = "max + ASy
B0)
«max — полный ход инструмента прн
пластическом формоизменении; ASy —
дополнительное перемещение пол-
ползуна, компенсирующее упругую по-
податливость пресса (табл. 1); и^ — пере-
перебег инструмента (захождение); ан. р —
угол начала рабочего хода (см. табл. 1).
Проверку правильности определе-
определения Smax производят по выполнению
следующих условий: возможности
извлечения детали из штампов для
операций, на которых получают де-
детали с высотой, превосходящей вы-
высоту (толщину) исходной заготовки;
возможности размещения средств
механизации и автоматизации.
Полученное расчетное значение Smax
округляют в большую сторону до
значений хода ползуна прниятого типа
пресса по каталожным данным. .
В зависимости от габаритов штампов
по каталожным данным выбирают
одно-, двух- или четырехкривошнпиый
пресс с необходимыми размерами штам-
штампового пространства. При этом
может возникиуть необходимость в кор-
корректировке величины Smax, если ре-
решающим фактором окажется не ве-
величина рабочего хода, а габариты
штампов.
Выбор по усилию. Главные валы
и зубчатые передачи кривошипных
прессов неравнопрочны при различ-
различных положениях ползуна: с уменьше-
уменьшением недохода S ползуна до крайнего
1. Углы начала рабочего хода (
н дополнительное перемещение
ползуна Д5у
Операция
Вырубка —
пробивка:
скошенным
пуансоном
прямым
пуансоном
Вытяжка
на прессе:
простого
действия
двойного
действия
Гибка без
правки:
одноугловая
многоугловая
Гибка
с правкой
П р и м е 1
о
*Н.р
25—30
15—25
45—60
60—75
35—45
40—55
30—40
д5у
Р'выр/сп
0,85/>BbIp/Cn
Рг/сп
Рг/сп
Рг/си
i а и и е. с„ —
жесткость кривошипного прес-
пресса — автомата.
положения усилие Pq, допускаемое
прочностью указанных деталей,
возрастает и прн достижении номи-
номинального недохода SH составляет но-
номинальную величину Рн. Поэтому по
условию надежности пресса не раз-
разрешается превышение графиком тех-
технологических усилий РТ (и) графика
допускаемых усилий Pq (S): первый
график должен расположиться ниже
второго, как это показано на рис. 3.
Величина недохода ползуна Son,
при котором возникает опасность на-
нарушения прочности пресса при совер-
совершении данной технологической опера-
операции, устанавливается по зависимостям
Рт (и) (см. рис. 3) с учетом перебега
инструмента и3 и упругой деформа-
деформации At (табл. 2).
По условию надежности пресса долж-
должно соблюдаться следующее соотноше-
соотношение: опасное технологическое усилие
510
ВЫБОР ОБОРУДОВАНИЯ
ВЫБОР ОБОРУДОВАНИЯ
511
Рис. 3. Графики усилий пластического
формоизменения и усилий, допускаемых
прочностью пресса
в том числе н суммарное, должно быть
меньше допускаемого, т. е.
PD(Son). B1)
Рис. 4. Усилия деформирования при мио-
гопозициоииой штамповке и усилия, до-
допускаемые прочностью пресса
жения требуют проверки по условию
B1).
По опасному технологическому уси-
усилию Роп можно определить номи-
номинальное усилие Рн, по которому произ-
производят выбор пресса:
Рн = КнКкКаР0П, B2)
В некоторых операциях типа гибки
с правкой при многопозиционной штам-
штамповке (рис. 4) опасность нарушения
прочности пресса может возникнуть
не одни раз, поэтому все опасные поло-
2. Формулы для определения Роп и 5ОП для различных операций
где Кн — коэффициент нагрузки,
учитывающий соотношение графиков'
Рт (и) и Pd (S); /Сд — коэффициент
долговечности, учитывающий вли-
влияние динамических нагрузок на
Операция
Вырубка — пробивка:
скошенным пуансоном
прямым пуансоном
Вытяжка:
первая вытяжка, отбортовка
вторая и последующая вы-
вытяжки
Гибка:
без правки
с правкой
Чеканка, калибровка, правка
Многопозиционная штампов-
штамповка (см. рис. 2)
Опасное
усилие Роп
?выр
^выр
°выт
°выт
Р*
У
р*
^ч.н
рчк
Недоход ползуна
Son, при котором
действует Роп
"max — S + U3
0,25umax + u3
0,5un,ax + u3
0,75umax + ua
«r + "з .
"г + "к + д'
«шах/2 + М
0
«оп + А'
Упругая
деформация
М
Рг/сп
Рч.«/сп
Рс.т/Сп
3. Значения SH и Ъ для различных кривошипных прессов и автоматов
Типы кри-
кривошипных
прессов и
автоматов
Номи-
Номинальное
усилие
„.
МН
Ход
ползуна
Номинальный иедоход
SH, мм
Коэффициент Ь
Открытые:
однокриво-
шипные
двухкриво-
шипные
Закрытые:
однокриво-
шипные
двухкриво-
шипные
четырех-
кривошип-
ные
Однокриво-
шипные
Двухкри-
вошипные
Четырех-
крнвошип-
ные
Листоги-
Листогибочные
Чеканоч-
Чеканочные
Многопо-
Многопозиционные
Листоштамповочные простого действия
0,025—
0,25
0,4—2,5
1—2,5
1,6—25
2,5—25
10—63
Per
Per
Н.
Н.
Ув.
Н.
Ув.
н.
Ув.
п
п
п
п
п
п
п
X
(¦Jmax наиб \*'
•Jmax /
X / ^шах наиб V
\ •Jmax /
0,4—0,28
0,24—0,21
12
12
12
12
12
12
20
Листоштамповочные двойного действия
16
16
25
16
0,63—8
5-8
6,3-10
Н.
Н.
Н.
П
П
П
0,12—0,16
0,18—0,24
0,14—0,16
0,18—0,24
0,16—0,18
0,18—0,24
0,13—0,16
0,22—0,24
0,22—0,24
0,18—0,20
0,22—0,24
0,63-4
1,6-161
0,1—0,4
0,63—1,0
1,6—4,01
6,3-10
н
н
Специальные
12
0,14—0,16
0,75A05/5тах)о.'
Автоматы листоштамповочные
Н
Н
Н
Н
5—7
8—10
12—12,5
15
0,26—0,23
0,19—0,18
0,18—0,17
0,18—0,17
512
ВЫБОР ОБОРУДОВАНИЯ
Продолжение табл. 3
Типы кри-
кривошипных
прессов и
автоматов
С нижним
приводом
При
Номи-
Номинальное
усилие
Ри. МН
0,063—
2,5
0,063—
0,25
0,4—2,5
м е ч а н и
мальный постоянный
Ход
ползуна
Ум
н
н
Номинальный иедоход
SH, мм
0,55тах
2,8 + 6,44Р'И'35
2,8 + 6,44Pll3&
Коэффициент Ь
0
0,35 — 0,32Р„
0,295 — 0,2Рн +
+ 0,0832Pi-2
И
е. Обозначения: Н — нормальный; Н. П — нор-
; Per — регулируемый; Ув — увеличенный; Ув. П —
увеличенный постоянный; Ум — уменьшенный.
надежность кривошипного пресса;
Кэ — коэффициент, учитывающий
эксцентричность приложения на-
нагрузки относительно оси пресса. При
центральном приложении нагрузки
Кэ = 1.
Коэффициент нагрузки Кя ^ '
рассчитывают по формуле
К —
\"b (.2fcSon/Smax
) е
X
V о,
,5Smax — So
) , B3)
4. Коэффициент долговечности Кд
при выполнении вырубки—пробивки
прямыми пуансонами
ч 3 -
пз 0 О.
sj ш
sS =
S >,*
До 2
2—4
Св. 4
Коэффициент нагрузки /(н
1
1,3
1,8
2,25
1,25
1,1
1,6
1,8
1,4
1,05
1,3
1,6
1,6
1
1,2
1,4
1,8
1
1,1
1,25
Св.
2
1
1
1
где Son— по данным табл. 2, мм; а —
размерный коэффициент; а = 1 мм;
Ь — по данным табл. 3; Smax — полный
ход ползуна по каталожным данным,
мм; SH — номинальный недоход пол-
ползуна по данным табл. 3, мм; п — пока-
показатель, равный
n= A (I -Son/Smax)
(для главных ползунов А = 8; для
наружных ползунов прессов двойного
действия А = 16 при использовании
их для вырубки заготовки). Если
Son<SH, то Кн = 1.
Коэффициент Кд устанавливают по
табл. 4 для разделительных операций,
по табл. 5 для операций гибки с прав-
правкой, чеканки, калибровки; для прочих
операций принимают Кд= 1-
Если нагружение характеризуется
несколькими опасными технологиче-
5. Коэффициент долговечности
Операция
Гибка с правкой
Чеканка, калиб-
калибровка, правка
Коэффициент
нагрузки Ки
1,0
1,1
1,20
1.1
1,05
1,10
1,25
1
1,05
ВЫБОР ОБОРУДОВАНИЯ
513
скими усилиями, то пресс выбирают
по наибольшему расчетному значению
номинального усилия Рн.
Если окажется, что принятому зна-
значению номинального усилия Ри соот-
соответствуют по каталогу больший ход
•Smax ползуна, то необходимо уточнить
выбор пресса по усилию в связи с изме-
изменением величины /Си в зависимости
от 5тах. Если принятому значению Рн
соответствует меньший ход 5тах пол-
ползуна, то уточнение можно не делать,
так как при заданном 5ОП значение /Сн
уменьшится — будет дополнительный
запас прочности.
Прессы с регулируемым ходом обла-
обладают наименьшей прочностью при наи-
наибольшем ходе ползуна Smax Наиб. (см.
табл. 3), поэтому, уменьшая ход пол-
ползуна путем регулирования до допусти-
допустимых технологией пределов, можно под-
поднять величину усилий, допускаемых
прочностью, при заданном недоходе
Son, так как /Снпри этом уменьшается.
При приложении эксцентричной на-
нагрузки на двух- и четырехкривошип-
ных прессах вследствие неравномер-
неравномерного нагружения на одну сторону
допускаемые усилия по прочности по-
понижаются. Это понижение учитывается
коэффициентом /Сэ> зависящим от сме-
смещения, центра давления штампа от оси
ползуна.
Для четырехкрпвошипных прессов
где Ьф и Lc — расстояния соответ-
соответственно между осями подвески ползуна
к шатунам по фронту пресса и спе-
спереди — назад. Если в каталогах этих
размеров не окажется, то следует
ориентироваться на размеры ползуна
(подштамповой плиты) и соответствен-
соответственно по фронту пресса и спереди — назад;
х и у — расстояние соответственно от
оси ползуна до центра давления штам-
штампа по фронту пресса и вперед или
назад.
Для двухкривошипных прессов
Кэ =
2х)Д.ф. B5)
Так как габариты пресса при опре-
определении номинального усилия Рв
еще неизвестны, то учет эксцентрич-
17 П/р А. Д. Матвеева
ности приложения нагрузки произ-
производится методом приближения. Вна-
Вначале задают Кэ = 1 и определяют
ориентировочное значение номиналь-
номинального усилия, по которому производят
предварительный выбор пресса. Пос-
После этого по каталожным габаритам
получают Кэ по формулам B4) или B5)
и уточняют номинальное усилие Рн,
по которому производят окончатель-
окончательный выбор пресса.
Прессы двойного действия часто ис-
используют для совмещенной штам-
штамповки: ходом наружного ползуна осу-
осуществляют вырубку заготовки по
контуру, а ходом внутреннего — вы-
вытяжку. Разным участкам хода наруж-
наружного ползуна соответствуют различные
допускаемые прочностью деталей уси-
усилия, поэтому необходима проверка
на номинальное усилие по форму-
формуле B2).
Проверка по скорости ползуна в на-
начале рабочего хода. Скорость ползуна
в начале рабочего хода для кривошип-
но-ползунного механизма прессов
и автоматов
"и. р = я/г5тах [sin <xH. p
+ (X sin 2<х„. р)/2]/60,
B6)
где п. — номинальная частота ходов
ползуна в минуту по каталожным дан-
данным; аи р — угол начала рабочего
хода, град;
= arccos [2R (R — Sp — u3) x
<хн
X(tf+ tfA-Sp-u3); B7)
R — радиус кривошипа; R = Smax/2;
Sp — величина рабочего хода пол-
ползуна по формуле B0); и3 — захожде-
захождение ползуна; X — коэффициент шатуна
(табл. 6).
Правильность выбора пресса под-
подтверждается условием
> он.
B8)
гДе [^д! — допускаемая скорость де-
деформирования.
Если это условие не выполняется,
следует принять машину с меньшей
частотой ходов ползуна или меньшим
полным ходом ползуна.
514
ВЫБОР ОБОРУДОВАНИЯ
ВЫБОР ОБОРУДОВАНИЯ
515
6. Коэффициент шатуна X
Тип кривошипных
прессов или авто-
автоматов
Листоштамповочные
простого действия:
с регулируемым хо-
ходом
с постоянным нор-
нормальным ХОДОМ
с увеличенным хо-
ходом
с плунжерной под-
подвеской ползуна
Листоштамповочные
двойного действия
То же, с плунжерной
подвеской ползуна
Листогибочные
Автоматы:
м ногопозицион ные
с нижним приводом
Примечаии
\
0,065-0,085
0,085-0,125
0,145-0,175
0,3—0,35
0,19—0,27
0,42—0,49
0,08—0,12
0,1-0,3
0,055-0,07
е. А.=
= R/L, где R — радиус кри-
кривошипа; L — длина
шатуна.
Проверка по длительности техно-
технологического цикла или по допускаемой
работе. Кривошипные прессы и ав-
автоматы оборудованы маховичным
приводом с асинхронным электродви-
электродвигателем, номинальная мощность ко-
которого меньше мгновенной мощности
рабочего хода. Дополнительный прн-
ток энергии получают за счет торможе-
торможения маховика. В связи с этим возникает
необходимость в разгоне маховика
электродвигателем к началу каждого
следующего рабочего хода; в против-
противном случае вследствие исчерпания за-
запаса энергии в маховике машина после
совершения некоторого числа рабо-
рабочих ходов остановится. Величина тор-
торможении, т. е. расход кинетической
энергии маховика, зависит от работы
иа пластическое формоизменение,
треиие в шарнирах и направляющих,
иа включение муфты и др. Поэтому
иа прессе или автомате можно осуще-
осуществить ограниченное число технологи-
технологических циклов.
Длительность tn каждого из техно-
технологических циклов должна быть до-
достаточной для баланса расхода энер-
энергии в приводе на совершение техно-
технологического процесса штамповки и
прихода энергии от электродвигателя
как источника энергии.
Один технологический цикл может
включать: один рабочий ход при вы-
выполнении одной операции; один рабо-
рабочий ход при выполнении нескольких
операций одновременно на несколь-
нескольких позициях; несколько рабочих хо-
ходов, следующих один за другим, при
последовательном выполнении отдель-
отдельных операций иа каждом из этих
ходов.
Технологические циклы могут вы-
выполняться в режиме одиночных ходов
с включением-выключением муфты на
каждом из них и в режиме последова-
последовательных непрерывных ходов без
включения муфты.
На рис. 5 показано изменение ча-
частоты вращения маховика от началь-
начальной лМах н ДО минимальной по пери-
периодам цикла при работе на одиночных
ходах: / — падение лмах при включе-
включении муфты; // — частичное восста-
восстановление лМах прн холостом ходе вниз;
/// — падение «мах прн выполнении
рабочей операции с определенным гра-
графиком / силового режима; IV — ча-
частичное восстановление «мах ПРН
холостом ходе вверх; V — полное
восстановление «Мах при холостом вра-
щеннн маховика за время технологи-
технологического цикла tn. При работе в режиме
непрерывных ходов отсутствует
включение муфты и холостое вра-
вращение маховика. Восстановление час-
частоты вращения «мах должно про-
произойти в период IV — при холостом
ходе вверх.
В паспорта кривошипных прессов
и автоматов внесены графики работо-
работоспособности, с помощью которых мож-
можно определить допускаемое число ходов
и, следовательно, технологических
циклов при работе на одиночных
ходах.
Проверку можно выполнить по сле-
следующей приближенной методике.
При работе в режиме одиночных
ходов с выполнением одной рабочей
Рис. 5. Изменение частоты вращения маховика в течение технологического цикла
операции за цикл, требующей затраты
энергии Аф (Дж) на пластическую
деформацию, время tn (с), достаточное
для восстановления частоты вращения
«шах маховика, равно
'дв. х =
C0)
B9)
где т)р — КПД рабочего хода (табл. 7);
К\ — коэффициент, учитывающий рас-
расход энергии при включении муфты
(см. табл. 7); Кг — коэффициент,
учитывающий расход энергии на хо-
холостой ход в процессе одного двойного
хода ползуна (см. табл. 7); К3 —
коэффициент, учитывающий расход
энергии на привод автоматической
подачи с отбором мощности от главного
привода (табл. 8); К — коэффициент,
учитывающий расход энергии на
холостое вращение ведущих частей
привода прн выключенной муфте за
время *ц — *дв. х (см. табл. 7); РИ —
номинальное усилие выбранного прес-
пресса нлн автомата, МН; 5тах — номи-
номинальный ход главного ползуна, мм;
N — номинальная мощность электро-
электродвигателя по каталожным данным,
кВт; /дв. х — время одного двойного
хода ползуна (см. рис. 5);
17*
[п — номинальная частота ходов
(мин) по каталожным данным].
Если при рабочем ходе в режиме
одиночных ходов выполняется i со-
совмещенных операций с различным рас-
расходом энергии для каждой из них,
то в формулу B9) следует подставлять
суммарную работу на пластическую
деформацию:
сумм = 2j
I
Если в режиме одиночных ходов за
один технологический цикл выпол-
выполняется «оп последовательных операций,
то необходимо выделить наиболее энер-
энергоемкую из них с расходом Аф. наиб
на пластическую деформацию и эту
величину подставить в формулу B9).
Тогда время полного технологического
цикла
ц. полн —
C2)
Прн выполнении штамповки в ре-
режиме последовательных непрерывных
ходов прн постоянно включенной муфте
I — 'дв. х-
C3)
516
ВЫБОР ОБОРУДОВАНИЯ
ВЫБОР ОБОРУДОВАНИЯ
517
«к
*
00
о
1
см
о
о
со
о
см
1
о
о
о
о
г~
о
см
со
о
00 СМ
о ¦*
о —
оо
со см
Ю СО
оо
ж
:<
Ж
е-
о
|
о.
§
X
о
*
•а-
а
1
§
fa
з
о
I
as
а
S
3
з
«=3
о о
о о"
CN
О
I i 00
CN
О О
о" о"
см со
оо
о
о"
CD CD
О О
О О"
CN
О
CD CM
оо
СО ¦*
о о
со§ -*о
о_
о"
III!
S
о
о
о
со
см
о"
о
I I
ю
СМ
о"
со
о"
CN
о
Ю 1Л
см —
"
о" о
i U
о
о"
о
о"
S
о"
ю
о
о
о"
"".о"
о
1Л
оо
S CO<N
"
i III
о
о"
g
I
* * * *
CD Г- CD Г-
юо' * * * о
CD 00 Г- 00 t^- 00 00
°§
1^- СП
о" о
CD 00
о" о
1Л СО
оо
CD 1Л
о" о"
.A.
Ю
см"
СО
Ю
CM
1Л
см"
о
CM
.— оо
о
O
с
s
о
>,
a
4
3
с
x
1
II
en
cu
3
С
x
о
0]
X
о.
с
S
о
ад г*
о 5
с,а
си
3
5
2§
II
1^
II.
So
о!8
S
S
га с
as о.
К X
ё S 5
S S О
ю д х
О то ТО
а. о. i
с «и
™ s 5i
u U «?
К m
ifl,
1J ^ Ж
г- О О)
со го о.
* * *
* *
Поэтому проверку следует произ-
производить на допускаемую работу за
каждый ход
i
2j ^Фг расч = (Л^дв. х —
5. C4)
Если окажется, что требующийся
i i
расход энергии J] Лф, > J^ Лфг- расч.
1
1
то необходимо выбрать машину с уве-
увеличенной мощностью электродвига-
электродвигателя или уменьшить частоту вращения
кривошипа на данной машине.
Выбор листоштамповочиых и листо-
листогибочных гидравлических прессов.
Выбор по усилию. У гидравлических
прессов номинальное усилие Рн может
быть достигнуто при любом положении
подвижной поперечины, т. е. всегда
коэффициент нагрузки Кв = 1. По-
Поэтому выбор производят по максималь-
максимальному технологическому усилию Рт max
для данной технологической операции:
Рн = КлКэРтта*, C5)
где КЛ — коэффициент долговечности,
учитывающий влияние динамических
нагрузок; Кэ — коэффициент, учиты-
учитывающий эксцентриситет нагрузки
относительно оси пресса.
При вырубке прямым пуансоном
/<д = 0,3-i-0,4. Если пресс оснащен
демпферами, то КЛ = 0,55-т-0,65.
При штамповке с эксцентриситетом,
когда центр давления штампа не сов-
совпадает с осью пресса,
*э = 4 [Т + -j [-ц + -ц- +
+4г-Н'-4-)]. C6)
где хг и х2 — соответственно проекции
эксцентриситета х иа оси параллель-
параллельную и перпендикулярную фронту прес-
пресса; Z-ф и Lc — расстояния между ко-
лониами (стяжными болтами рамных
прессов) соответственно вдоль и по-
поперек фронта пресса; d — диаметр
колоииы (болта); Ь — расстояние от
рабочей поперечины до верхней; Я —
расстояние от нижней поперечины до
верхней.
8. Коэффициент энергопотребления
К3, Дж/МНь«
Тип подачи
Валковая
или грей-
грейферная
Револьвер-
Револьверная
Скорость подачи
материала, м/с
3
1000
630
5
3200
2000
10
4000
2500
15
6300
4000
Поскольку геометрические размеры
6 и Я в каталожных данных отсут-
отсутствуют, то можно принимать ЫН «
« 0,25.
Проверка по линейным технологи-
технологическим параметрам. Выбранный по
усилию Рц пресс должен иметь доста-
достаточную величину хода Smax рабочей
поперечины, необходимые размеры
стола и поперечин и достаточную
высоту штампового пространства.
Выбор кривошипных и гидравличе-
гидравлических прессов-автоматов для чистовой
вырубки. При рабочем ходе ползун
пресса-автомата преодолевает сопро-
сопротивление вырубки РВыр> сопротивление
прижима РП и сопротивление контр-
контрпуансона Рк.л. Величины Рл и Рк. п
составляют доли усилия вырубки.
Обычно
/>„. п = 0,38 - 0,43Рвыр. C7)
Тогда технологическое усилие на
ползуне
т = "выр ~Ь Рп -f" Рк.
= 1,6 ч- 1,7РВыр.
C8)
где усилие вырубки Рвыр берется из
технологических расчетов.
Прессы-автоматы для чистовой вы-
вырубки характеризуются одним глав-
главным параметром — полным номиналь-
номинальным усилием Рн. Поэтому выбор прес-
пресса-автомата производят по формуле
/*„>*, = 1,6-5- 1,7Явыр- C9)
В каталогах указывается также
ограничение использования машины
518
ВЫБОР ОБОРУДОВАНИЯ
по толщине и ширине обрабатыва-
обрабатываемого материала. Поэтому в том слу-
случае, если машина хотя и приемлема по
условию C9), ио ие проходит по
толщине и ширине обрабатываемого
материала, следует выбрать пресс-
автомат с большим номинальным уси-
усилием.
Выбор винтовых прессов. Винтовые
прессы получили применение на
операциях калибровки (рельефной фор-
формовки) иа заготовках из толстолисто-
толстолистовой стали. Эти операции характери-
характеризуются высоким сопротивлением де-
деформации и уменьшенным расходом
работы Аф вследствие малой величины
самой деформации.
Условие выбора винтового пресса
по усилию
/Зн>/Зтшах- D0)
При использовании винтового прес-
пресса необходимо, чтобы кинетическая
энергия La, накопленная в приводе,
не превышала, с учетом потерь, требу-
требуемой работы пластической деформа-
деформации Аф. В противном случае усилие
пластического формоизменения Рф
резко возрастет и достигнет величины,
недопустимой по прочности деталей
пресса.
Проверку по величине кинетической
энергии выполняют по следующей фор-
формуле:
где Аф — работа пластической дефор-
деформации, кДж; Рф — усилие пластиче-
пластического формоизменения, кН; сп — же-
жесткость пресса, кН/м;
^ = A,2-1,6I0*1/^ D2)
(Рн — номинальное усилие, МН)>
т)м — механический КПД; т)м= 0,80-h
0,85.
По величине кинетической энергии L3
осуществляют настройку на величину
хода ползуна.
Иногда винтовые прессы применяют
для вытяжных операций. В этом слу-
случае выбор пресса производят по кине-
кинетической энергии
Ц. н = V D3)
где L3 н — номинальная величина ки-
кинетической энергии по каталогу; L3 —
потребная кинетическая энергия;
определяют по формуле {41).
Поскольку пластическое формо-
формоизменение в этом случае совершается
на большом рабочем ходе, то усилие
пластического формоизменения полу-
получается значительно меньше номиналь-
номинального, и проверку на Рф не производят.
Выбор паровоздушных лнстоштампо-
вочных молотов простого действия.
В мелкосерийном и опытном произ-
производстве детален из листовых алюмини-
алюминиевых сплавов и стали применяют мо-
молоты простого действия. Как правило,
штамповка производится за один удар,
реже — сериями последовательных
ударов. Выбор молота производят по
эффективной кинетической энергии Ьэ
за один удар:
L3 = Аф/гщ, D4)
где г — число ударов на операции;
т)у — КПД удара; т)у = 0,78^-0,82.
По величине эффективной энергии
удара L3 (Дж) устанавливают вели-
величину хода падающих частей Нт (м)
к началу рабочего хода:
Нт = L3/Gt)m, D5)
где G — сила тяжести падающих ча-
частей, включая верхний штамп, Н;
G = mg (m — масса падающих частей
по каталожным данным, кг); т)м —
механический КПД; т)м = 0,95.
По каталогу следует проверить, со-
соответствует лн величина Нт полному
ходу падающих частей.
Выбор ротационных листогибочных
машин. К указанному типу машин
ротационного действия отнесены:
листогибочные машины с поворотной
гибочной балкой, листогибочные ма-
машины трех и четырехвалковые, зиг-
машины.
Каталоги на этн машины содержат
необходимые данные для их выбора:
толщину и ширину обрабатываемого
материала, раднус гибки, расстояние
между осями рабочих валков и т. д.
Выбор трубогнбочных машни. Выбор
производят на основании данных ката-
каталогов: по наружному диаметру обра-
обрабатываемой трубы, по толщине стенки,
по радиусу гибочного сектора и т. д.
Выбор дисковых листовых ножниц.
Выбор производят по наибольшей тол-
толщине разрезаемого листа н по вылету
иожей (определяет габариты детали);
указанные данные приведены в ката-
каталогах.
Глава
22
ПОСТРОЕНИЕ
ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
Качество конструкторско-техноло-
гнческой подготовки производства
определяется уровнем разработки
технологии на четырех основных эта-
этапах:
отработка технологичности кон-
конструкции детали, узла, изделия;
разработка маршрутной техноло-
технологии, определение потребности в обо-
оборудовании, оснастке, средствах авто-
автоматизации и механизации, укрупнен-
укрупненный анализ технико-экономнческих
показателей производства нового
изделия;
разработка рабочей технологии,
проектирование штампов, другой
оснастки, средств автоматизации
н механизации;
наладка и внедрение новых техно-
технологических процессов, корректировка
их по результатам наладки.
На первом этапе конструкторы при
участии технологов по различным ви-
видам обработки и сборке создают техно-
технологичную конструкцию изделия, осу-
осуществляют увязку конструкторских
идей с требованиями и возможностями
производства. К этой работе следует
приступать в начальной стадии кон-
конструкторских разработок нового изде-
изделия. Например, для автомобиля —
в процессе создания макета внешних
форм н эскизной проработки конструк-
конструкции, т. е. за 2—2,5 года до выдачи
чертежей иа подготовку производства.
В ходе отработки технологичности
решается задача достижения необходи-
необходимого уровня качества детали (узла,
изделия) прн минимальных материаль-
материальных, трудовых и энергетических за-
затратах. Важнейшие требования раз-
развития технологии, которые обеспе-
обеспечиваются на данном этапе, следующие:
применение экономичных способов
штамповки;
укрупнение деталей, сокращение
числа штампованных деталей в узле,
изделии по сравнению с известными
аналогами;
применение прогрессивных мате-
материалов и, в первую очередь, низко-
низколегированных сталей, экономичных
профилей, эффективное использова-
использование материалов и отходов;
автоматизация и механизация про-
производственных процессов, применение
прогрессивного оборудования;
необходимая стойкость и работо-
работоспособность штампов;
рациональная унификация и стан-
стандартизация элементом в новом изделии
и в оснастке для его изготовления.
Для определения возможности
удовлетворения этих требований вы-
выполняют качественную оценку уров-
уровня технологичности деталей, узлов,
изделий — сравнение с базовым вари-
вариантом или аналогами.
Второй этап включает разработку
маршрутной технологии и анализ на ее
основе уровня технологии, ее количе-
количественную оценку по ряду технико-
экономических показателей: суммар-
суммарной норме расхода материала и коэф-
коэффициенту использования материала
на изделие и по видам материала;
трудоемкости по узлам, на изделие
в целом, по группам оборудования;
ожидаемому уровню автоматизации
и механизации. Данные критерии поз-
позволяют активно воздействовать на
конструкцию, совершенствовать ее,
нацеливая отработку конструкции на
конкретные объекты (детали, узлы).
Результаты разработки второго этапа
служат также исходными данными для
проекта реконструкции производства
или строительства нового завода, цеха,
для выбора и заказа оборудования.
Третий этап — разработка рабочей
технологии н другой конструкторско-
техиологической документации, за-
запуск ее в производство, поэтапное
изготовление штампов.
На четвертом этапе, заключитель-
заключительном, осуществляется реализация
разработок, выполненных в период
520
ПОСТРОЕНИЕ ТЕХНОЛОГИИ ЕСКИХ ПРОЦЕССОВ
ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
521
Листовые штампованные
детали автомобилей
/ — на многопол-
зуновых автоматах
// — прочие виды
деталей
/ — из рулона или
из отхода (/)
// — из штучных
заготовок B)
/ — из отхода или
совместно с Дру-
Другими деталями (/)
// — из рулона
в автоматическом
режиме B)
/// — прочие
виды C)
I — из от-
отхода (/)
// — из
штучных
заготовок C)
Последова-
Последовательная
штамповка
Многопози-
Многопозиционная
штамповка
Вырубка, резка;
вырубка, совмещен-
совмещенная с другими опе-
операциями
Штамповка на
робототехннчес-
ких комплексах
/// — штамповка на поточно-
механизированной линии
IV — пооперационная штам-
штамповка с механизацией
V — то же, вручную
I
I
I
I
I
Гибка
Гибка —
формовка
Неглубо-
Неглубокая вы-
вытяжка
Вытяжка осе-
симметричных
деталей
Вытяжка де-
деталей со слож-
сложной поверх-
поверхностью
Дополнительные
баллы за сложность
Число вытя-
вытяжек более трех
Весьма глу-
глубокие детали
Суммарная
оценка
Неравномер-
Неравномерная глубина
Наличие
сложных
элементов
Рис. 1. Классификатор штампованных деталей:
1, 2, 3 — число баллов оценки технологической сложности; /, //, /// — приоритетный
класс по экономичности и достижимому уровню автоматизации
Рис. 2. Примеры применения последовательной штамповки:
а—на обычном прессе с правильно-подающим устройством; б — на многоползуновом;
прессе-автомате
технологической подготовки произ-
производства.
Проектируемая технология должна
быть сориентирована на определенные
методы обработки и состав оборудова-
оборудования. В связи с этим для условий каж-
каждого конкретного производства сле-
следует разработать классификатор
штампованных деталей. Классифика-
Классификатор, показанный на рис. 1, применим
для прессового производства легковых
автомобилей и содержит приближен-
приближенную балльную оценку технологиче-
технологической сложности деталей, которая воз-
возрастает вправо — вниз. Технологич-
Технологичность узла или изделия может быть
оцеиеиа по сумме баллов входящих
деталей. Меньшим числом баллов оце-
оценивается возможность применения
более прогрессивного метода изго-
изготовления. Подсчет баллов и сопостав-
сопоставление числа входящих деталей целесо-
целесообразно вести в первую очередь по
определяющим узлам, например, для
автомобиля, таким, как кузов, дверь
в сборе и т. д. Таким образом выяв-
выявляются недостатки проектируемой
конструкции, и, при отсутствии тех-
технического обоснования, такие не-
недостатки подлежат устранению с целью
доведения конструкции до уровня,
превышающего аналог.
В общем случае разработку техно-
технологии на конкретную деталь начинают
с анализа ее конструкции и предвари-
предварительного выбора оборудования и ме-
метода штамповки, исходя из требований
качества и приоритета вида обработки.
Сначала оценивают возможность и
целесообразность применения после-
последовательной штамповки в ленте
(рис. 2). Приоритет последовательной
штамповки, в особенности для условий
крупносерийного и массового произ-
производства, объясняется высокой про-
производительностью процесса и точ-
точностью изготовляемых деталей. Диа-
Диапазон ее применения весьма широк —
от мелких деталей из проволоки и спе-
специальных профилей шириной (сто-
(стороной, диаметром) в несколько милли-
миллиметров до деталей сложной
пространственной формы, штампу-
штампуемых из рулона шириной 1600 мм
и более. Изготовление мелких и особо
мелких деталей последовательной
штамповкой иногда приводит к неко-
некоторому увеличению расхода металла
по сравнению с пооперационной — тра-
традиционной штамповкой. Однако при-
применение последовательной штамповки
позволяет полностью автоматизиро-
автоматизировать процесс изготовления детали,
ликвидировать опасность травмиро-
522
ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Заготовки, вырудаепые
из отходов
6)
Деталь 1
Деталь Z
Рис. 3. Виды эффективного использования
металла:
а — комбинированный раскрой; б — ис-
использование отхода к совместная штам-
штамповка двух Деталей
ваиия рабочего при закладке мелких
деталей в штамп. В случае, если при-
применение последовательной штамповки
экономически или техиически ие оправ-
оправдано, в условиях изготовления круп-
крупных партий деталей (более 5 тыс. шт.)
следует ориентировать технологию
на миогопозициоиный пресс или авто-
автоматическую линию.
Задачу рационального использо-
использования материала решают следующими
путями:
комбинированным раскроем, со-
совместной штамповкой нескольких
деталей (рис. 3, а);
использованием отхода, образу-
образующегося при штамповке или резке для
изготовления других заготовок или
деталей (рис. 3,6);
оптимизацией раскроя;
применением листа кратных раз-
размеров или рулона.
Важно, чтобы при освоении произ-
производства новых деталей или изделий
сортамент применяемых материалов
ие расширялся, а планомерно сокра-
сокращался, т. е. обосиоваииое введение
новых типоразмеров проката должно
с избытком компенсироваться за счет
действующего сортамента.
Комбинированный раскрой и со-
совместная штамповка одновременно
нескольких деталей применимы для
любого типа деталей (крупных, сред-
средних и мелких) и сопряжены лишь
с некоторым усложнением оснастки.
Использование отходов, в особенности
мелких, трудоемко и травмоопасно,
поэтому для сбора отходов целесооб-
целесообразно применение специальных кон-
конвейеров, сбрасывателей, стапелиру-
ющих устройств, а для последующей
загрузки их в штамп — роботов,
загрузчиков, питателей. Предпочти-
Предпочтительно изготовлять из отхода детали
с большей массой, форма которых
предопределяет низкий коэффициент
использования. При комбинированной
вырубке стойкость рабочих частей
штампа для всех вырубаемых деталей
должна быть сбалансированной.
Построение оптимальных схем рас-
раскроя — задача сложная и много-
вариантная, однако оиа успешно
решается существующими методами
автоматизированного проектирования.
После принятия решения о способе
штамповки, варианте рационального
использования материала и выборе
оборудования выполняется оконча-
окончательное проектирование технологи-
технологического процесса. Комплексная раз-
ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
523
работка технологического процесса
включает следующие основные стадии:
установление числа операций, их
содержания и последовательности,
расчет технологических параметров
процесса;
анализ загрузки оборудования и ее
изменения в связи с введением новой
технологии;
организация рабочих мест, реше-
решение вопросов техники безопасности;
установление способов транспор-
транспортирования и укладки заготовок и дета-
деталей, выбора типа тары, а при необ-
необходимости — проектирование и изго-
изготовление новых видов контейнеров,
подвесок.
Для значительной части деталей,
получаемых вырубкой, гибкой, вы-
вытяжкой, варианты наиболее оптималь-
оптимальной технологии разработаны и хо-
хорошо изучены. При проектировании
технологического процесса в этом слу-
случае могут возникнуть трудности лишь
частного характера. Далее будут
описаны наиболее существенные из
них.
Вырубка, пробивка, чистовая вы-
вырубка. При вырубке, пробивке, чисто-
чистовой вырубке весьма важен правиль-
правильный выбор размеров технологических
перемычек, масштабного фактора,
типа штампа и вида оборудования, на
которых выполняется операция. В об-
общем случае перемычки при тради-
традиционной вырубке назначают в соответ-
соответствии с рекомендациями гл. 14. При
чистовой вырубке перемычки назна-
назначают с учетом размещения клиновид-
клиновидного ребра (см. гл. 2). Зазоры для
чистовой вырубки допускается выдер-
выдерживать ие по всему контуру, а только
на участках, где это необходимо;
остальную часть контура и отверстия
выполняют с несколько увеличенными
зазорами (в 2—5 раз), перемычки при-
принимают несколько увеличенными
(до 20 %).
Область применения чистовой вы-
вырубки постоянно расширяется, вы-
выявляются новые возможности этого
прогрессивного метода обработки,
позволяющего получать детали вы-
высокой точности (рис. 4). Построение
технологического процесса чистовой
штамповки ведут по следующей при-
приближенной схеме.
Рис. 4. Примеры применения чистовой
вырубки
1. Анализ геометрии детали, ее
функционального назначения, уточ-
уточнение целесообразности применения
чистовой вырубки с учетом выбранного
для обработки материала. При этом
устанавливаются зоны, где на по-
поверхности разделения может иметь
место скол, и определяют его процент-
процентное соотношение ко всей поверхности
разделения, а также места, где скол
недопустим. Принимается решение
о возможности выполнения или необ-
необходимости изменения формы контура
разделения в отношении относительно
малых радиусов кривизны и отверстий,
узких пазов, малых расстояний между
отверстиями и от края детали, оцени-
оценивают величину возможной утяжки (см.
гл. 2).
2. Выбор положения клиновидного
ребра. Для материала толщиной менее
3 мм ребра на матрице делать не реко-
рекомендуется; на участках контура, где
не требуется чистый срез, допускается
ребро ие располагать.
3. Выбор типа штампа: совмещен-
совмещенный, последовательный или простой,
для пооперационной штамповки.
Наиболее предпочтительным является
применение совмещенного штампа.
Последовательную штамповку при-
применяют в следующих случаях: если
размеры перемычек составляют менее
0,6 толщины полосы; для выполнения
гибочных операций; при расположении
фаски (цековки) с противоположной
заусенцу стороны.
4. Построение схемы раскроя с уче-
учетом технологических перемычек,
клиновидных ребер и ряда особых
требований. Так, схема раскроя полосы
должна обеспечить легкость удаления
штампованных деталей и отходов; при
этом сложная часть контура детали
524
ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Рис. 5. Схемы чеканки фасок, получения
углублений н выступов иа штампах чисто-
чистовой вырубки
должна быть обращена в сторону,
противоположную направлению по-
подачи полосы.
5. Определение усилий вырубки,
противодавления и усилия прижима
и внедрения клиновидного ребра (см.
гл. 2).
6. Выбор оборудования. Как пра-
правило, число типов прессов для чисто-
чистовой вырубки деталей конкретного типо-
типоразмера невелико (редко более трех),
поэтому при разработке технологии
сразу выбирают один из иих — по
усилию и допустимым размерам штам-
штампа.
7. Прогнозирование стойкости штам-
штампа (см. гл. 19), сопоставление ее
с величиной партии изготовляемых
деталей; технико-экономическое об-
обоснование выбора метода обработки.
Затраты на подготовку производства
и эксплуатационные расходы по ме-
методу чистовой вырубки сопоставляют-
сопоставляются с данными для традиционной об-
обработки (вырубка, литье или горячая
S
Ь
h
1>,
1,5-2,5
1,5
0,3
0J-0./5
2,5-1,5
2,0
0,1
0,1-0,25
4,5- е,0
2,5
0,5
0,25-0,3
6,0-6,0
3,0
0,7 0,8
0,35-0,4
Рис. в. Некоторые способы уменьшения
пружинения:
в — чеканка углублений со стороны мат-
матрицы; б — занижение участков пуансона;
« — введение бортов и ребер жесткости
штамповка с последующей многосту-
многоступенчатой механической обработкой),
оценивается уровень качества для ва-
вариантов технологии.
Обрабатываемый материал для чисто-
чистовой вырубки, как правило, низко-
низкоуглеродистые стали с содержанием
углерода до 0,2 % (горяче- и холодно-
холоднокатаные; применяются без отжига
в состоянии поставки). При содержа-
содержании углерода свыше 0,2 % для полу-
получения деталей без скола металл должен
иметь в структуре 90 % сфероидаль-
сфероидального цементита, что достигается сферо-
идизирующим отжигом. Хорошо
поддаются чистовой вырубке медь,
медные сплавы (бронзы — только
бессвинцовые; содержание олова —
не более 2 %), алюминий и его сплавы
в незакаленном состоянии.
На рис. 5 приведены схемы некото-
некоторых технологических приемов чи-
чистовой штамповки.
Гибка, гибка—формовка, формовка.
Наиболее сложная проблема — необ-
необходимость учета пружинения и опре-
определение мер по снижению его влияния.
ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
525
Особое значение учет пружинения при-
приобретает в связи с широким примене-
применением низколегированных сталей.
Имеющиеся формулы и графики по
определению пружинения не всегда
отвечают реальным условиям, поэтому
на практнке при высоких требованиях
к точности гибки чаще используют
одни из следующих способов снижения
пружинения:
чеканка углублений со стороны ма-
матрицы (выталкивателя, нижнего при-
прижима) (рнс. 6, а);
локализация зоны правки в зоне
гибки (рис. 6, б);
введение ребер жесткости и бортов
(рис. 6, в).
Перечисленные меры позволяют сни-
снизить пружинение, а также компенси-
компенсировать влияние разброса свойств и ко-
колебания толщины исходного матери-
материала, однако для получения точных
деталей в ходе наладки, как правило,
требуется корректирование геометрии
рабочих частей штампа и зазоров. При
гибке и формовке деталей из низко-
низколегированных сталей особенно эф-
эффективно введение в конструкцию де-
детали бортов и ребер, в особенности при
радиусах гибки, составляющих более
1,5 толщины заготовки, так как в этом
случае нестабильность свойств (по
сравнению с обычными углеродистыми
сталями) сказывается особенно резко.
Вытяжка. Процесс вытяжки отли-
отличается наибольшим многообразием
вариантов формообразования. Для вы-
вытяжки деталей правильной формы —
цилиндрической, полусферической,
конической и т. д. — механика про-
процесса хорошо изучена и отработка
технологии ведется по существующим
рекомендациям.
В связи с укрупнением и усложне-
усложнением деталей все чаще применяют
варианты их конструкции с элементами
формовки, гибки, вытяжки во фланце
или донной части, иногда — в боковой
поверхности. Технология изготовле-
изготовления детали с обратной вытяжкой
в донной части может быть реализована
в вариантах, показанных на рис. 7:
а — наиболее прост и надежен; б —
позволяет лучше использовать мате-
материал центральной части, но процесс
сложнее в наладке; в — приемлем для
небольшой глубины изготовляемой
$750
i
160
Деталь
(заго/побкаф37$мм,
толщина 2мм)
Рис. 7. Схемы изготовления детали с углу-
углублением в дойной части
детали; г — нежелателен, так как
вытяжка на первых переходах ведется
с широким фланцем (необходимость
в применении более сложных штам-
штампов).
В вариантах а, б к в вытяжка проис-
происходит с минимальным размером флаи-
цй, что обеспечивает устойчивость ме-
металла при формообразовании и
относительную равномерность рас-
распределения деформаций.
В процессе наладки подобных штам-
штампов необходимо отрегулировать ве-
величину утонения металла изменением
радиусов кромок пуансонов и матриц
и геометрии зоны, где проявляется
утонение, высоты отдельных участков
полуфабрикатов по операциям. На-
Надежность наладки проверяется за-
замером утонения на образце, который
вырезается в виде сектора с углом
526
ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Признак клас-
классификации:
1. По габарит-
габаритным размерам
2. По требова-
требованиям к качес-
качеству поверхности
Крупные кузовные детали
1
особо крупные
весьма крупные
крупные
наружные
внутренние с уча-
участками лицевой
поверхности
внутренние
глубокие
средней глубины
неглубокие
3. По сложно-
сложности вытяжки
неравномерной
глубины
равномерной
глубины
явно
асимметричные
симметричные
или близкие
к иим
4. По виду за-
заготовки
требующие фи-
фигурной заготовки
и отверстий,
облегчающих
вытяжку
требующие
фигурной
заготовки
требующие
прямоугольной
заготовки
Рис. Я. Классификация деталей кузова легкового автомобиля, получаемых вытяжной
ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
527
10—20° из полуфабрикатов. Критиче-
Критические участки определяются визуально
по проявлению «матовости», «апельси-
«апельсиновой корки», полос сдвига. Макси-
Максимально допустимое утонение, если оно
специально не регламентируется чер-
чертежом, составляет 30 % исходной тол-
толщины заготовки.
Отработка технологии вытяжки
крупных деталей сложной формы, на-
например кузовных панелей автомобиля,
специфична и в общем виде может
быть классифицирована, как пока-
показано на рис. 8.
Разработка технологии вытяжки
включает ряд обязательных этапов,
которые могут выполняться в различ-
различной последовательности. Предлага-
Предлагаемый ниже порядок разработкн техно-
технологии вытяжки направлен на то, чтобы
в процессе проектирования" было по
возможности меньше возвратов
к предыдущим этапам. Это особенно
важно при автоматизированном про-
проектировании технологии.
Последовательность отработки тех-
технологии вытяжки крупной кузовной
детали включает следующие этапы:
1. Анализ формы детали и постро-
построение на его основе формы полуфабри-
полуфабриката после операций вытяжки и об-
обрезки в виде чертежа, модели, а для
автоматизированного проектирова-
проектирования — математической модели. Отли-
Отличие формы полуфабриката после об-
обрезки от формы детали состоит в тех-
технологических отступлениях, в частно-
частности, в направлении фланцев, которые
развертываются в положение, наиболее
удобное для вытяжки и обрезки. Про-
Простым и наглядным способом разверты-
развертывания фланцев является нх модели-
моделирование из листового воска (наклеива-
(наклеивание на мастер-модель) с последующим
отгибанием в положение обрезки.
Обычно производят лишь местное мо-
моделирование иа более сложных уча-
участках детали, в местах перехода одной
поверхности в другую; на остальных
участках лииню обрезки наносят
разметкой. Развертывание фланцев
лицевых деталей сопровождается
смещением линии перегиба (линии
фланцовки) в направлении от внеш-
внешнего контура на 3—5 мм на последу-
последующих операциях. Это делается с целью
исключения следов перегибов иа основ-
основной поверхности детали. На рис. 9
показан пример развертывания на
90° вертикального, а на рис. 10 —
на 180 горизонтального фланцев на-
наружной панели крышки багажника
легкового автомобиля.
При отработке формы полуфабри-
полуфабриката после операций вытяжки и об-
обрезки некоторых глубоких, неравно-
неравномерной глубины деталей прибегают
к приемам, облегчающим процесс вы-
вытяжки, например: к некоторому умень-
уменьшению их глубины с одновременным
увеличением радиуса матрицы (см.
рис. 9, а), к наклону стенок (см.
рис. 9, б), уменьшению числа пере-
перегибов в зоне рабочей кромки матрицы
(см. рис. 9, в).
В отдельных случаях, когда форма
изготовляемой детали требует при-
применения сложного изогнутого при-
прижима, а ее положение на различных
операциях ие одинаковое, следует рас-
рассмотреть возможность разгибки де-
детали, Т- е. придания ей более простой
формы (рис. 9, г).
С точки зрения минимизации техно-
технологических припусков важен правиль-
правильный выбор ширины В и глубины Н
технологической ступеньки (рис. 10).
В общем случае эти припуски назна-
назначают достаточными для обеспечения
натяжения панели и сохранения необ-
необходимой стойкости обрезного штампа.
Чаще всего обрезку выполняют по
всему контуру с одновременным отде-
отделением отхода разрезными ножами
(рис. 11, а). Соотношение ширины
и глубины технологической ступеиь-
ки в значительной степени определяет-
определяется стойкостью разрезных ножей с уче-
учетом места их установки. При обрезке
неглубоких внутренних деталей вы-
выпуклостью вниз (с целью сохранения
постоянного положения детали иа всех
операциях) ширину ступеньки обычно
лимитирует стойкость секций матрицы
(рис. 11, б). В общем случае шнрииу В
ступеньки выбирают в пределах 16—
24 мм; в местах резких перегибов
линии обрезкн этот размер может быть
несколько увеличен или уменьшен.
Построение формы полуфабриката
на дайной стадии ие является оконча-
окончательным, и иа последующих этапах
разработки технологии она может
корректироваться.
528
ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Рис. 9. Способы улучшения условий вытяжки н фланцовкн:
а — уменьшение глубины, увеличение радиуса; б — то же, с наклоном стенки; в — упро-
упрощение кривизны в зоне радиуса; г — разгнбка Детали; д — введение ступенек Для облег-
облегчения фланцовки
3. Выбор метода торможения флаи-
ца. Для сложных, глубоких, с неравно-
неравномерной глубиной деталей в ряде слу-
случаев можно применять перетяжное
ребро, в частности, если по периметру
матрицы (прижима) на различных уча-
участках требуется различное, резко из-
изменяющееся по интенсивности тормо-
торможение фланца. Однако более раци-
рациональным для всех деталей является
применение перетяжного порога.
Применение перетяжного порога
позволяет значительно уменьшить
площадь заготовки, находящуюся под
прижимом, и глубину технологиче-
технологической ступеньки. Пороги выполняют на
стальных секциях вытяжного штампа
копированием по рабочей модели, на
которую их наносят при изготовлении
модели вытяжки («гипсовки»). Размеры
порогов устанавливают в зависимости
от типа детали. Для деталей малой
кривизны, ориентированной в одном
направлении, можно применять метод
обтяжки-формовки, который осущест-
осуществляют при жестком защемлении фланца.
3. Определение наклона прижим-
прижимной поверхности вытяжного штампа.
Целью отработки оптимального на-
наклона прижимной поверхности к го-
горизонтальной плоскости является
создание сбалансированных условий
для различных участков при вытяжке.
При этом необходимо обеспечить удоб-
удобную загрузку ее в штамп и возмож-
возможность удаления полуфабрикатов сред-
средствами автоматизации и механизации.
4. Построение прижимной поверх-
поверхности вытяжного штампа.
Форма и положение прижимной по-
поверхности должны быть максимально
приближены к форме полуфабриката
после обрезки, находящегося в по-
положении, соответствующем п. 3. При-
Прижимная поверхность должна обладать
достаточной плавностью переходов
с тем, чтобы при зажатии фланца
между прижимом и матрицей, а также
при воздействии пуансона иа заготовку
на ее поверхности не возникали гофры
и складки. Поверхность прижима для
простых случаев может быть разверты-
развертывающейся, но, чаще, в связи с ус-
усложнением формы деталей, применяют
иеразвертывающуюся поверхность
(рис. 12).
ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
529
Прижип
а)
Рис. 10. Схема технологических переходов
изготовления наружной панели крышки
багажника легкового автомобиля:
а — последовательность операций; б —
варианты раскроя металла;* а, 3, у —
углы, определяющие положение детали;
В и Н — ширина и глубина технологиче-
технологической ступеньки
Предварительно найденные иа на-
начальном этапе значения глубины Н
технологической ступеньки (см.
рис. 10) увязывают с формой прижима.
Для лицевых деталей недопустимо
перетекание материала заготовки че-
через «гребень» пуансона (линию пересе-
пересечения двух поверхностей пуаисоиа)
и проникновение иа лицевую повер-
поверхность следов перетекания заготовки
по кромке матрицы.
5. Определение формы и размеров
заготовки.
Форму заготовки уточняют во вза-
взаимосвязи с формой контура проема
матрицы. При этом руководствуются
соображениями качества н экономии
металла, а также требованием постоян-
постоянства ширины фланца в конце вытяжки.
Размеры оптимальной заготовки
определяют замером длины развертки
сечений модели в критических сече-
ииях, делая поправку на растяжение
металла. Замер ведут по всей длине
сечения с учетом иедохода (~5 мм)
кромки заготовки до ближайшего
Матрица
Рис. 11. Схемы процесса обрезки:
а — обрезка за одну операцию с разрезкой
отхода на части; б — распределение зон
1-й и 2-й обрезок и фрагмент сечения штам-
штампа прн обрезке за две операции
Рис. 12. Примеры иеразвертывакмгдейся
прижимной поверхности:
а — с наложением кривизны во взаимно
перпендикулярных направлениях; б — с
различным направлением кривизны на про-
противоположных сторонах отверстия мат-
матрицы
Радиус пуансена,им
50 100
Глубина в
150
200
, мм
О 50 100 150
Радиус 6 ппане
матрицы, мм
Рис. 13. Зависимость радиуса в плане мат-
матрицы от глубины вытяжки и радиуса
пуаисоиа
530
ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
к проему матрицы ребру (порогу). Из
соображений экономии металла воз-
возможно нарушение этого условия. В хо-
ходе наладки вытяжного штампа опре-
определяют возможность вытяжки с пере-
переходом кромки через порог (ребро),
после чего окончательно определяют
размер заготовки.
Для определения радиуса матрицы
в плане в зависимости от глубины
вытяжки можно пользоваться номо-
номограммой, показанной на рис. 13.
Полученный вытяжкой полуфабри-
полуфабрикат проверяют на соблюдение следу-
следующих условий:
плавность и равномерность распро-
распространения пятна контакта пуансона
с заготовкой (по мере продвижения
пуансона в матрицу) от заданной или
центральной части к периферии;
равномерность втягивания заготов-
заготовки из фланца в проем вытяжного
штампа;
отсутствие следов перетекания ме-
металла через «гребеиь» пуансона и кром-
кромку матрицы, в особенности на лицевых
участках поверхности.
В процессе наладки сложных вы-
вытяжных штампов нередко выявляется
необходимость их доработки, измене-
изменения ранее принятых технологических
решений, параметров. В объем нала-
наладочных работ, в частности, входит
установка перетяжных ребер, дора-
доработка порогов и ребер по высоте и
радиусам, изменение радиусов пуан-
пуансона и матрицы, оптимизация заго-
заготовки, установка фиксаторов под уточ-
уточненную заготовку и т. д. При неудо-
неудовлетворительных результатах, про-
проведенных в полном объеме наладочных
работ, необходимо более углубленно
проверить качество исходного мате-
материала, провести его лабораторный ана-
анализ по методу координатных сеток.
В результате устанавливают путь
решения проблемы: доработкой кон-
конструкции детали, усовершенствова-
усовершенствованием технологии, применением метал-
металла более высокого качества или соче-
сочетанием каких-либо из перечисленных
мер. В случае особо сложной вытяжки
в виде исключения допускается изго-
изготовление опытного штампа для
проверки правильности выбранных
технологических решений. Такие
штампы изготовляют из пластмасс,
цинковых или других легкоплавких
сплавов. При дальнейшей технологи-
технологической проработке необходимо руко-
руководствоваться следующими общими
требованиями:
точная и, по возможности, постоян-
постоянная фиксация детали в штампах;
надежное удаление отходов, созда-
создание условий безопасного сбора ис-
используемых отходов, отсутствие на
детали и отходе острых углов и вы-
выступов;
простота загрузки и удаления де-
деталей;
обособление разделительных опера-
операций (недопустимо совмещение с опе-
операциями правки).
Принципы построения технологиче-
технологического процесса для различных пред-
предприятий в значительной степени сход-
сходны, их отличия вызваны разными
условиями производства, которые
определяются сочетанием следующих
основных компонентов: металло-
металлоемкость и трудоемкость продукции,
их соотношение; масштаб и характер
производства; номенклатура; ста-
стабильность или, наоборот, частые смены
объекта производства. Универсаль-
Универсальных рекомендаций по оценке уровня
технологии и определению направле-
направлений ее развития быть не может. Такие
рекомендации должны быть раз-
разработаны для каждого предприятия
с введением количественных оценок,
определяющих технический уровень
производства в целом. Система оценок
может носить приближенный характер
и должна постоянно совершенство-
совершенствоваться. В ней необходимо выделить
моменты, существенно влияющие на
экономическую эффективность, вы-
выявить взаимосвязи вопросов качества
и количественных характеристик
трудоемкости, металлоемкости, энерго-
энергоемкости, указать пути преодоления
противоречий между этими характери-
характеристиками, после чего вывести рекомен-
рекомендации по установлению оптимального
варианта технологии. Количественная
оценка необходима для сравнения
уровня разработанной (разрабатыва-
(разрабатываемой) технологии с действующими пере-
передовыми отечественными и зарубеж-
зарубежными аналогами и для планирования
уровня технологии как иа ближайшую,
так и иа отдаленную перспективу.
СПИСОК ЛИТЕРАТУРЫ
1. Аверкиев Ю- А., Башков Б. Ф.
Отбортовка с утонением стенки//Куз-
иечио-штамповочное производство.
1976. № 9. С. 21—22.
2. Аверкиев А. Ю. Методы оценки
штампуемости листового металла. М.:
Машиностроение. 1985. 176 с.
3. Аверкиев Ю. А. Холодная штам-
штамповка: Формоизменяющие операции.
Ростов. Изд-во РГУ. 1984. 288 с.
4. Аналитическое определение со-
сопротивления деформации алюминие-
алюминиевых сплавов/Я- М. Охрименко,
B. И. Щерба, А. В. Недугов и др.//Из-
др.//Известия вузов. Черная металлургия.
1983..№ 5. С. 52—55.
5. Бабаев Ф. В. Оптимальный рас-
раскрой материалов с помощью ЭВМ.
М.: Машиностроение. 1982. 168 с.
6. Блинов М. А., Тришиев-
ская Т. Ф., Кипнис Б. В. Пробивка
отверстий на универсальном штампе
с применением полиуретана//Кузнеч-
ио-штамповочное производство. 1979.
№ 10. С. 28—29.
7. Богатое А. А., Мижириц-
кий О. И., Смирнов С. В. Ресурс пла-
пластичности металлов при обработке
давлением. М.: Металлургия. 1984.
144 с.
8. БондареикоВ. Т., Маркий Ю. Н.
Гибка змеевиков из трубных плетей
на малый радиус//Кузнечно-штампо-
вочное производство. 1983. № 5.
C. 30—32.
9. Боидареико В. Т., Чесно-
ков В. И., Ткаченко О. А. Гибка уни-
унифицированных панелей//Кузнечно-
штамповочиое производство. 1983. № 4.
С. 17.
10. Боярский М. Д., Марченко В. Л.,
Поволоцкий Г. Ю. Изготовление дета-
деталей из стальных тонкостенных труб//
Кузнечно-штамповочное производство.
1979. № 3. С. 15—18.
11. Брухис М. М., Крачуи А. Т.,
Морарь В. Е. Лабораторные и произ-
производственные испытания новой смазки
для холодиой обработки металлов дав-
лением//Кузиечно-штамповочное про-
производство. 1983. № 2.
12. Бузиков Ю. М., Кузнецов В. П.,
Ренне И. П. Конструкция и экс-
эксплуатация сверхточных и вытяжных
матриц с регулируемым диаметром
калибрующей части//Кузнечно-штам-
повочное производство. 1975. № 10.
С. 18—19.
13. Вайнтрауб Д. А., Джанто-
таев Э. Ю. Опыт повышения качества
штампованных гнутых деталей//Куз-
нечно-штамповочное производство.
1978. № 2. с. 15—18.
14. Веретенова Т. Н., Балии А. И.,
ЦигельиюкЛ. И. Смазочно-охлаждаю-
щие технологические средства для
холодной обработки металлов давле-
нием//Кузнечно-штамповочное произ-
производство. 1980. № 6. С. 27—29.
15. Верховский Л. Н. Совершенство-
Совершенствование технологии листовой штамповки
в прессовом производстве ВАЗа//Пере-
довой производственный опыт в авто-
автомобилестроении. Экспресс-информа-
Экспресс-информация. Тольятти. НИИНавтопром. 1982.
№ 9. С. 3—8.
16. Верховский Л. Н. Способы тор-
торможения фланца при вытяжке//Орга-
низация автомобильного производства.
Экспресс-информация. НИИНавто-
НИИНавтопром. Тольятти. 1982. № 19. С. 32—35.
17. Вишневский Н. С, Овчиини-
ииков А. Г. Исследование процесса
чистовой вырубки со сжатием//Куз-
нечно-штамповое производство. № 1.
1974. С. 18—19.
18. Гальперин А. И. Машины и обо-
оборудование для изготовления криволи-
криволинейных участков трубопроводов. М.:
Недра. 1983. 203 с.
19. Геллер Ю. А. Инструментальные
стали. 5-е изд., перераб. и доп. М.:
Металлургия. 1983. 311 с.
20. Грудев А. П., Зильберг Ю. В.,
Тилик В. Т. Треиие и смазки при обра-
обработке давлением: Справочник. М.:
Металлургия. 1982. 312 с.
532
СПИСОК ЛИТЕРАТУРЫ
21. Горбунов М. Н. Технология за-
готовительно-штамповочных работ в
производстве самолетов. М.: Машино-
Машиностроение. 1981. 224 с.
22. Ершов А. Г. Формообразование
патрубков из труб изгибом, вталкива-
вталкиванием в фильер с внутренним давле-
иием//Кузнечно-штамповочное произ-
производство. 1974, № 7. С. 23—26.
23. Живов Л. И., Овчинникова. Г.
Кузнечно-штамповочное оборудование.
Прессы: Справочник. 2-е изд., перераб.
и доп. Киев:Вища школа. 1981. 376 с.
24. Заломиова К- В. Вальцовочные
соединения. М.: Машиностроение.
1980. 136 с.
25. Зотов В. И., Михаленко Ф. П.
Износостойкость разделительных
штампов с литыми матрицами из сплава
на основе цинка и их применение в
пронзводстве//Кузнечно-штамповочное
производство. 1980. № 10. С. 5—7.
26. Зубцов М. Е., Корсаков В. Д-
Стойкость штампов. М. — Л.: Маши-
Машиностроение. 1971. 199 с.
27. Исачеиков Е. И. Контактное тре-
иие и смазки при обработке металлов
давлением. М.: Машиностроение. 1978.
208 с.
28. Исследование работоспособности
твердых сплавов при вырубке электро-
электротехнической стали/В. А. Фальковский,
М. В. Куралина, Л. А. Чумакова и
др.//Кузнечно-штамповочное произ-
производство. 1982. № 6. С. 18—20.
29. Калииовский И. П., Чудии В. Н.,
Мозгов В. А. Штамповки переходни-
переходников с наклонным фланцем из сплава
АМг-6//Кузиечно-штамповочное про-
производство. 1983. № 12. С. 17—19.
30. Каюшии В. А., Рение И. П.
Экспериментальное исследование спо-
способов отбортовки фланцев на концах
труб последовательной раздачей кони-
коническим и плоским пуансонами//Куз-
иечно-штамповочное производство.
1983. № 12. С. 11 — 14.
31. Коваленко А. Н. Способ зачистки
заготовок из низкоуглеродистых ста-
лей//Кузнечно-штамповочное произ-
производство. 1980. № 4. С. 20—21.
32. Комаров А. Д. Развитие и совер-
совершенствование процессов штамповки де-
деталей эластичной среды//Кузнечио-
штамповочное производство. 1982.
№ 12. С. 27—30.
33. Комаров А. Д., Скобля ков В. И.,
Дзядель Е. В. Вырезные шаблоны для
вырезки—пробивки из листа полиуре-
таном//Кузнечно-штамповочное произ-
производство. 1978. № 6. С. 31—33.
34. Конструктивные особенности
твердосплавного инструмента для об-
обработки металлов давлением/В. С. Ры-
жеванов, Т. А. Лившиц, А. Н. Блин-
Блинков и др.//Кузиечно-штамповочное
производство. 1982. № 6. С.6—11.
35. Контактное трение в процес-
процессах обработки металлов давлением
А. М. Леванов, В. Л. Колмогоров,
С. П. Буркин и др. М.: Металлургия,
1976. 416 с.
36. Кузиечио-штамповочиое обору-
оборудование/А. Н. Банкетов, Ю. А. Боча-
Бочаров, Н. С. Добринскнй//М.: Машино-
Машиностроение. 1982. 576 с.
37. Кроха В. А. Упрочнение метал-
металлов при холодной пластической дефор-
деформации: Справочник. М.: Машинострое-
Машиностроение. 1980. 158 с.
38. Крылов К- И., Прокопеи-
ко В. Т., Митрофанов А. С. Приме-
Применение лазеров в машиностроении и
приборостроении. М. — Л.: Машино-
Машиностроение. 1978. 335 с.
39. Лабораторные и производствен-
производственные испытания новых технологических
смазок для листовой штамповки/
Ю. И. Артемьев, Л. Г. Латышева,
И. Л. Бровин и др.//Кузнечио-штам-
повочное производство. 1979. № 3.
С. 19—20. .
40. Матвеев А. Д. Деформация при
крутом знакопеременном изгибе листа
с неизменной толщиной//Известия ву-
вузов. Машиностроение. М. 1984. № 1.
С. 11 — 15.
41. Матвеев А. Д. Исследование
пластического изгиба. Автоматизация
процессов обработки металлов давле-
давлением в автомобилестроенни//Межву-
зовскнй сб. научных трудов. М.:
МАМИ. 1983. С. 83—89.
42. Матвеев А. Д. Пластический
изгиб места листа прн неизменной
толшине//Известия вузов. Машино-
Машиностроение. М. 1983. № 1. С. 12—18.
43. Матвеев А. Д. Пластический из-
изгиб многослойного листа при заданном
изменении толщины//Известня вузов.
Машиностроение. М. 1983. № 2. С. 6—
9.
СПИСОК ЛИТЕРАТУРЫ
533
44. Михвлеико Ф. П., Иванов Б. В.
Повышение стойкости разделительных
штампов при штамповке танталовой
фольгн//Кузнечио-штамповочное про-
производство. 1984. № 2. С. 16—17.
45. Михаленко Ф. П. Стойкость раз-
разделительных штампов. М.: Машино-
Машиностроение. 1986. 228 с.
46. Мовшович И. Я. Система унн-
версально-сборных штампов для ли-
листовой штамповки. М.: Машинострое-
Машиностроение. 1977. 283 с.
47. Могильный Н. И. Ротационная
вытяжка оболочковых деталей на стан-
станках. М.: Машиностроение. 1983. 192 с.
48. Мошиии Е. Н. Технология
штамповки крупногабаритных деталей.
М.: Машиностроение. 1973. 240 с.
49. Мошиии Е. Н., Яиов С. И. Ме-
Методика определения силовых парамет-
параметров машии для гибки труб с осевым
сжатием//Кузнечно-штамповочиое про-
производство. 1975. № 12. С. 15—18.
50. Новая технологическая смазка
для процессов вырубки—пробивки/
И. Л. Бровин, Л. Г. Латышева,
Ю. И. Зазулинский и др.//Кузнечно-
штамповочиое производство. 1979 №3
С. 20—21.
51. Новиков И. И., Портной В. К.
Сверхпластичность сплавов с ультра-
мелкнм зерном. М.: Металлургия.
1985. 168 с.
52. Норицыи И. А., Шехтер В. Я.,
Мансуров А. М. Проектирование куз-
кузнечных и холодноштамповочных цехов
и заводов. М.: Высшая школа. 1977.
423 с.
53. Огородников В. А. Оценка де-
деформируемости металлов при обра-
обработке давлением. Киев: Вища школа
1983. 175 с.
54. Ольша А. М. Листовая штампов-
штамповка на многопозициоиных автоматах.
М.: Машиностроение. 1980. 143 с.
55. Организация технологической
подготовки производства при исполь-
использовании штампов с применением поли-
уретана/М. А. Блинов, В. И. Пермяков,
B. А. Ходырев и др.//Кузиечно-штам-
повочное производство. 1975. № 11.
C. 41-43.
56. Охримеико Я. М., Тюрин В. А.
Теория процессов ковки. М.: Высшая
школа. 1977. 295 с.
57. Оценка технологических смазок
для глубокой вытяжки иа машине
Энгельгардта/А. В. Кольченко,
Ю. И. Артемьев, М. В. Балышев и
др • //Кузнечно-штамповочиое производ-
ство. 1976, № 12. С. 16—17.
58. Повышение стойкости выруб-
вырубных штампов из твердых сплавов/
Н. Н. Олейник, А. И. Александрова,
П. И. Кравчук и др.//Кузнечно-штам-
др.//Кузнечно-штамповочное производство. 1984. № 3.
С. 20—21.
59. Полухии П. И., Гун Г. Я., Гал-
кии А. Н. Сопротивление пластической
деформации металлов и сплавов: Спра-
Справочник. М.: Металлургия. 1983. 354 с.
60. Попов Е. А. Основы теории ли-
листовой штамповки. Учебное пособие
для вузов. 2-е изд. перераб. н доп. М.:
Машиностроение. 1977. 278 с.
61. Применение борирования при
изготовлении вырубных штампов/
B. П. Артюхов, П. И. Кравчук//Куз-
иечно-штамповочное производство.
1978. № 8. с. 48—49.
62. Процесс чистовой вырубки и
смазки для иего/А. И. Балин, Т. Н. Ве-
ретенова, В. М. Махин, В. И. Васии//
Кузиечио-штамповочное производство.
1977. № 2.
63. Пушкарев В. Ф., Мельник В. А.
Вибрационная зачистка среднеуглеро-
дистых и легированных сталей//Куз-
иечио-штамповочиое производство.
1969. № 2. С. 46—47.
64. Разработка и внедрение в про-
производство технологии штамповки за-'
готовок крутоизогнутых отводов энер-
энергетических трубопроводов/Н. И. Ро-
машко, Е. Н. Мошнин, В. С. Тимохин
и др.//Кузнечно-штамповочиое произ-
производство. 1982. № 2. С. 17—19.
65. Романовский В. П. Справочник
по холодной штамповке. М. — Л.:
Машиностроение. 1979. 520 с.
66. Рудермаи Я- О. Эффективность
применения термически необработан-
необработанных матриц для штамповки листовых
деталей//Пути повышения эффектив-
эффективности холодноштамповочиого произ-
производства. Л.: ЛДНТП. 1977. С. 25—28.
67. Семенов А. П., Воронин Н. А.
О перспективе применения в машино-
машиностроении вакуумных иоино-плазмеи-
иых и газотермических покрытий//
Вестник машиностроения. 1982. № 1.
C. 42—44.
534
СПИСОК ЛИТЕРАТУРЫ
?8. Смирнов О. М. Обработка метал-
металлов давлением в состоянии сверхпла-
стичностн. М.: Машиностроение. 1979.
184 с.
69. Стояи Ю. Г., Гиль Н. Н. Методы
и алгоритмы размещения плоских гео-
геометрических объектов. Киев: Наукова
думка. 1976. 246 с.
70. Стояи Ю. Г., Паиасенко А. А.
Периодическое размещение геометри-
геометрических объектов. Киев: Наукова думка.
1978. 175 с.
71. Стройман И. М. Холодная сварка
металлов. М. — Л.: Машиностроение.
1985. 224 с.
72. Тафт В. И., Шахназаров Ю. В.
Новые стали для штампов холодного
деформирования и вырубки. Л.:
ЛДНТП. 1978. 32 с.
73. Теория пластических деформаций
металлов/Под ред. Е. П. Унксова и
А. Г. Овчинникова. М.: Машинострое-
Машиностроение. 1983. 598 с.
74. Яковлев С. П.. Чудии В. Н.
О вытяжке квадратных коробок из
анизотропного материала/УКузнечно-
штамповочное производство. 1982.
№ 5. G. 26—27.
75. Оптимальное двухрядное перио-
периодическое размещение заготовок с уче-
учетом технологических ограничений/
О. В. Усольцев, Л. Н. Верховский,
Ю. Г. Стоян и др. Харьков: АН УССР.
Ин-т проблем машиностроения. 1974.
148 с.
76. Шевелев В. В., Яковлев С. П.
Анизотропия листовых материалов и ее
влияние на вытяжку. М.: Машино-
Машиностроение. 1972. 136 с.
77. Юдин Л. Г., Яковлев С. П.
Ротационная вытяжка цилиндриче-
цилиндрических оболочек. М.: Машиностроение.
1984. 128 с.
78. Юдович С. 3., Писков В. Ф.
О коэффициенте отбортовки при совме-
совмещенном процессе пробивки и отбортов-
отбортовки отверстий/УКузиечио-штамповочное
производство. 1978. № 2. С. 10—11.-
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Автоматы листоштамповочные многопо-
многопозиционные 486 — Основные параметры 492
— с нижним приводом 486 — Основные
параметры 492
Азотирование 471
Блоки универсальные — Примеры кон-
конструкций 353
Борнроваиие 472
Ванаднрованне 473
Вдавливание (внедрение) 9
Винипласт — Зависимость механических
свойств от температуры 312
— Особенности вытяжкн 337
Выглаживание поверхности заготовки 9
Вырезка участка стенки полой детали
372 — Схема штампа 373
Вырубка 13 — Влияние СО ТС на повыше-
повышение стойкости штампов 342, 343 — Стой-
Стойкость штампов 451, 452
— заготовок с пробивкой в них отверстий
по последовательной схеме 366 — Схема
вырубки с применением двух шаговых
ножей 367 Схема раскроя 367
— при использовании эластичной среды
40 — 42
— тонколистовых заготовок без отверстий
или с отверстиями 373 — Схема штампа
375
Вырубка деталей из неметаллических ма-
материалов — Качество изготовляемых дета-
деталей 317—319
— Предельная толщина материалов при
штамповке без нагрева 317
— Применяемые материалы 315
— Профилограмма поверхности разделе-
разделения 318
— Сопротивление сдвигу материалов при
штамповке 316
— Схемы ножевых штампов 315, 316
— Усилие прижима 317 .
Вырубка чистовая 13 — Расчет усилий 50,
51
— Реверсивный способ 49
— Схема вырубки ступенчатым пуансо-
пуансоном 47
— Схема «прямой» вырубки 48, 50
— Схемы чеканки фасок, получения углуб-
углублений н выступов 524
— Схемы штампов, 48, 375, 376
— Точность изготовляемых деталей 51—53
— Усилие вырубки 47
Высечка 13
Вытяжка деталей из неметаллических ма-
материалов 331, 332 — Особенности 337
— деталей коробчатой формы — Выбор
способа построения контура заготовки
151 — 155 — Деформация (логарифмиче-
(логарифмическая) при вытяжке по краю детали 150 —
Предельный коэффициент вытяжкн 150,
154 — Применение местного нагрева 155 —
Распределение напряжений 145, 150 —
Расчет геометрических параметров заго-
заготовки 151 — 153 — Формоизменение заго-
заготовки 149
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
535
— крупногабаритных облицовочных (кузов-
(кузовных) деталей — Последовательность отра-
отработки технологии 526 — 530
— листовой заготовки с дифференцирован-
дифференцированным нагревом — Предельные коэффи-
коэффициенты вытяжкн цилиндрических стаканов
нз магниевых сплавов 309
Вытяжка многооперациониая осесимме-
трнчная — Определение размеров перемы-
перемычек н ширины леиты 140—142
— Предельный коэффициент вытяжкн
136—139
— Припуски диаметра заготовки иа об-
обрезку 140
— Работа деформации 145
— Расчет силовых параметров 144 — 146
— Расчет числа операций, геометрических
параметров заготовки н инструмента 139 —
144
— Рациональный раскрой леиты 140—142
— Скорость вытяжкн в начале процесса 146
— Смазочные материалы 146
— Точность изготовляемых деталей 146—
148
— Формоизменение заготовки 130—136
— Формулы для определения односторон-
одностороннего зазора 147
Вытяжка 10, 13 — Определение конфигу-
конфигурации н размеров заготовок 434
— Последующие операции вытяжкн при
многооперационной штамповке 423, 424
— Построение технологического процесса
525
— Рекомендуемые СОТС 344 — 347
— Схема перегиба края заготовки на
угол 90° с целью торможения листового
материала 421
— Требования к штампам для первой
операции вытяжкн 418 — 423
Вытяжка осесимметричная — Зазор между
цилиндрическими поверхностями матрицы
н пуансона 124, 125
— Координаты центра тяжести дуги еди-
единичного радиуса 123
— Предельный коэффициент вытяжки
118-121
— Пример расчета технологических пара-
параметров 127 — 129
— Припуски на обрезку 122
— Работа деформации 126
— Расчет геометрических параметров за-
заготовки н инструмента 121 — 125, 128
— Расчет радиусов кривизны рабочих
кромок матрицы и пуансона 124
— Расчет силовых параметров 125, 126
— Скорости деформаций н напряжения
— Формоизменение заготовки 116, 117
Вытяжка ротационная — Выбор инстру-
инструмента 242, 249
— Выбор н расчет размеров заготовок
238, 242
— Выбор технологических параметров
249 — 251
— Геометрические параметры роликов
244 — 248
— Дефекты и способы их устранения 252
— Оборудование 254 — 256
— Процесс формоизменения 234, 235
— Расчетные коэффициенты 253
— Расчет силовых параметров процесса
251, 253, 254
— Способы 257
— Схемы процесса 236—238
— Типы изготовляемых деталей 239, 240
— Характеристики заготовок 241, 242
Вытяжка с утонением (вытяжка—протяж-
(вытяжка—протяжка) — Конструкции съемников 160, 161
— Материалы Для изготовления матриц
и пуансонов 161
— Пример расчета технологических пара-
параметров 170—173
— Расчет геометрических параметров за-
заготовок 166, 1697
— Расчет размеров матрицы н пуансона
— Расчет силовых и технологических па-
параметров 162
— Смазочные материалы и покрытия 163 —
165
— Типовой технологический процесс 169,
170
— Типы заготовок 157, 158
— Условия возникновения брака 161, 162
— Формоизменение заготовки 156, 157
— Формы пуансона н матрицы 158—160
Гетинакс — Деформация под воздействием
постоянного напряжения при различных
температурах 313
— Зависимость максимальной величины
дефекта от технологических факторов 320
— Естественная усадка в зависимости от
толщины штампуемого материала 322
— Коэффициенты термической усадкн раз-
размеров деталей и упругое пружннеине 322
— Особенности вырубкн 317
— Размеры двусторонних зазоров при
вырубке 324
— Режимы нагрева для штамповки 321
— Режимы нагрева перед гибкой 330
— Ширина перемычек при вырубке дета-
деталей 323
Гибка 9, 13 — Виды изготовляемых дета-
деталей 405
— Виды формоизменения заготовки 54, 55
— Ограничение кривизны, связанное с ис-
черпаннем пластичности 83, 84
— Ограничение кривизны,связанное с ло-
локализацией деформации 84
— Примеры расчета технологических па-
параметров 112—115
— Пружнненне 82, 83
— Расчет заготовки 84, 85
— Расчет технологических параметров
56-83
— Способы снижения пружинення 525
— Точность процесса 111, 112
Гибка в штампах 111 — Пружнненне дета-
детали при раскрытии штампа 97, 98
— Расчет сил взаимодействия заготовки
со штампом 94 — 97
— Стойкость штампов 470, 471
— Схемы формонзменення 85 — 94
— Форма и кривизна опорных поверхно-
поверхностей матрицы н расстояние между ними,
Протяженность поверхностей для правки
остаточной кривизны 99, 100
Гибка деталей типа хомутиков с механи-
механизацией съема детали — Схема штампа 413
— заготовки на 180° «до смыкания сто-
сторон» 410 — Схема штампа 411
— колец в гелнкондном штампе — Схема
414
— многогранного кольца путем последо-
последовательного изгиба заготовки — Схема
штампа 411
— неметаллических материалов — Режи-
Режимы нагрева 330, 331
— полок детали в заготовке, ранее под-
подвергнутой вытяжке — Схема штампа 417
— реверсивная — Варианты построения
536
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
контура рабочих частей штампа 415 ¦ —
Форма переходов штамповки втулки 414
— свертиых втулок 414, 415
— стержней (тонкостенных труб) — Схемы
108
— стержня круглого сечения (толстостен-
(толстостенной трубы) 415
— стержня проталкиванием через филь-
фильеры — Схема 109
— угольника — Схема штампа, оснащен-
оснащенного шиберным питателем 411
— L-образиая листовая — Схема штампов
406
— V-образиая — Варианты сочетания
рабочих частей штампа 405
— V-образиая с матрицей-ползушкой и
защемлением заготовки в горизонтальном
положении — Схема 410
— U-образиая листовая — Геометрия
рабочих частей штампов в зависимости
от высоты полок 409 — Определение уси-
усилия съема детали 408 — Способ устране-
устранения пружииеиия детали 408 — Схема сту-
пеичатого изменения кривизны детали
408 — Схемы штампов 407, 410, 412
— U-образиая с применением жесткого
съемника — Схемы штампов 412
— U-образиая заготовки из прутка с при-
применением роликов в матрице — Схема
штампа 412
Гибка круговая иецилиидрическая стержня
круглого сечения — Расчет 76, 77, 80
— стержня с несимметричной относитель-
относительно плоскости гибки формой поперечного
сечения 80
— трубы круглого сечеиия — Применение
несжимаемой оправки 77
— узкого стержня прямоугольного сече-
сечеиия — Расчет 75, 76
Гибку круговая цилиндрическая — Давле-
Давления на граничных поверхностях 66
— Работа изгибающего момента, 67, 75
— Расчет изгибающего момента 56, 61
— Расчет осевой нагрузки 66, 67
— Расчет тангенциальной (продольной)
силы 61—66
Гибка иа валковых машинах — Схема про-
процесса 101
— Схемы иагружеиия и формоизмеиеиия
101 — 104
Гибка иекруглая (цилиндрическая и не-
нецнлнндрнческая) под действием попереч-
поперечной силы 80
— при относительно большом плече 80—
82
— при относительно малом плече 82
Гибка труб коротких проталкиванием через
тороидальный канал разъемной матрицы—
Схема ПО
— круглого сечеиия наматыванием иа
вращающийся копир — Схема 105
— круглого сечеиия наматыванием иа
неподвижный копир — Схема 107
— проталкиванием через ролики — Схема
109
— проталкиванием через фильеры — Схе-
Схема 109
— протягиванием через трубу рогообраз-
иой оправки — Схема 110
— свободная — Схема четырехручьевого
штампа 416
— с применением пневмоцилиидра для
заготовки — Схема 417
— эксцентричным ротационным выдавли-
выдавливанием (раскаткой) — Схема 110
Детали облицовочные — Определение кон-
конфигурации и размеров заготовок для вы-
вытяжки 434
— стандартизованные' — Пример приме-
применения в штампе 352
— с углублением в донной части — Схем
изготовления 525
Деформирование поверхностное пластиче-
пластическое — Применение для повышения стой-
стойкости матриц и пуансонов 467
Дыропробиватель встроенный в штамп
для вытяжки иа прессе двойного дей-
действия — Схема 431
Завивка безоправочиая 9
— спаренной петли — Схема штампа 414
— ушка петли — Схемы переходов 414
Зазор технологический — Диаграмма для
цветных металлов и различных классов гео-
геометрических несовершенств 29
— при вырубке и пробивке 24 — 26
— при сдвиге 22—24
Закатка края 9
Зачистка 13, 33 — Классификатор опера-
операций 36 — Припуски 38, 40 — Точность
изготовляемых деталей 51—53
— выглаживанием поверхности 38, 39
— деталей из неметаллических материа-
материалов — Схема 378
— детали в двухярусиом штампе — Схема
378
— контура заготовок — Схема 377
— ранее пробитых отверстий — Схема
штампа 378
— срезанием припуска 35, 37, 38
— штампами 33, 34
Зеркало матрицы 7
Калибровка 11, 13
Кольца опорные для шариковых и ролико-
роликовых устройств — Конструкции 269
— Номограмма для определения ширины
кольца 271
— Номограммы для определения разме-
размеров 270, 271
Контур проема матрицы 7
Коэффициент вытяжки предельный —
Влияние уровня штампуемости матариа-
лов 120
— при вытяжке без прижима 118
— при вытяжке коробчатых деталей 150,
154
— при вытяжке с прижимом 119
— при миогооперациоииой вытяжке 136—
139
— средиестатический 119, 120
— цилиндрических стаканов из магниевых
сплавов 309
Коэффициент долговечности 512
Коэффициент обжима предельный 200,
201 — Графоаналитическое определение
205 — Зависимость от температуры дефор-
деформирования 306
— в штампах с противодавлением и без
него 206, 207
— при обжиме в конической матрице 205
— при обжиме в сферической матрице
204, 205, 209
Коэффициент отбортовки предельный 191,
192
— для листового проката толщиной до
6 мм 195
— для сталей 193
— Для титановых сплавов 194
Коэффициент Пуассона — Значения для
некоторых материалов 389
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
537
Коэффициент раздачи предельный — Рас-
Расчет 219
— Экспериментальные значения 219
Коэффициент трения — Значения для
различных материалов и разных условий
штамповки 347
Крепление штампов 348—352 — Мини-
Минимально допускаемая толщина стеиок в за-
закаленных рабочих частях штампов при
размещении деталей крепления 351
Лазерная резка — Применение для раскроя
287, 288
Лазерное упрочнение режущих кромок
штампов 469, 470
Лазерные установки для резки листового
материала 288, 289
Ленточио-иожевой штамп — Схема 316
Лотки-склизы — Примеры конструкций
383
Магнитно-импульсная сборка 285
— высокоскоростная 284
Материалы для изготовления штампов —
Выбор 444, 446 — 450
— Механические свойства 445
Матрица для вытяжки с глубокой заходиой
частью — Конструкция 422
— цельнолитая для изготовления крупно-
крупногабаритной детали 431
Матрицы для разделительных штампов —
Варианты исполнений рабочей полости
396, 397
— Геометрические параметры рабочих эле-
элементов 396
— Пример армирования пластинами из
бейиитиых сталей 402
— Рекомендуемая высота рабочего пояска
397
— Толщина стеиок 404
— Экспериментальные значения стойко-
стойкости 454
Матрицы для разделительных штампов
вставные (быстросменные) — Примеры при-
применения 404
— малогабаритные с труднодоступными
участками, требующими применения сек-
секций — Схемы 399
— секционные 399 — Крепление 402 —
Способы предотвращения секций от сме-
смещения 400 — Схема к определению отно-
относительной устойчивости секции 401
Матричное кольцо 7
Машины валковые— Назначение 100 —
— Схемы работы 101 — гибочные
Схемы гибки 104—111
— для гибки с растяжением 502 — Основ-
Основные параметры 501
— для резки и гибки двухроликовые с го-
горизонтальными шпинделями 502 — Основ-
Основные параметры 500
— обтяжные 502 — Основные параметры
501
Машины листогибочные ротационные —
Выбор 518
— с поворотной гибочной балкой и ЧПУ
497 — Основные параметры 498
— с поворотной гибочной балкой — Основ-
Основные параметры 497
— с поворотными прижимной и гибочной
балками и ЧПУ 499 — Основные парамет-
параметры 498
— трехвалковые 499 — Основные пара-
параметры 498
— четырехвалковые — Основные пара-
параметры 499
— четырехвалковые с ЧПУ 502 — Основ-
Основные параметры 499
Машины трубогибочиые — Выбор 518
— с гидравлическим приводом 502 —
Основные параметры 501
— с механическим приводом 502 — Основ-
Основные параметры 500
— с программным управлением 502 —
Основные параметры 501
Модуль упругости — Значения для некото-
некоторых материалов 389
Молоты листоштамповочиые воздушные
486 — Основные параметры 494
— паровоздушные простого действия —
Выбор 518
Накладки, применяемые при разделении
неметаллических материалов — Материа-
Материалы 44
Направляющие пары скольжения — Типо-
Типовые конструкции 354
Ножевой штамп для вырубки (просечки) —
Схема 315
Ножницы — Типы и применение 34, 35
— высечиые 486 — Основные параметры
495
— гильотинные — Раскрой материала 287
— дисковые — Выбор 518
— кривошипные с наклонными ножами —
Выбор 518
— листовые двухдисковые с наклонными
ножами 492 — Основные параметры 495
Нож шаговый 367, 368
Обжим 10—13 — Виды дефектов, возни-
возникающих при потере устойчивости заго-
заготовки 202
— Предельный коэффициент обжима 200—
208
— Пример расчета технологических пара-
параметров 214 — 216
— Работа деформации 212, 213
— Расчет геометрических параметров за-
заготовки и инструмента 208 — 212
— Расчет силовых параметров 212
— Рекомендации по выбору конструктив-
конструктивной схемы штампа 213
— Схема внешних и внутренних сил, на-
напряжения 200, 202
— Схемы штампов 207
— Формоизменение заготовки 200, 201
Обжим трубной заготовки — Схема штам-
штампа для обжима труб с нагревом 305
Оболочки цилиндрические — Выбор и
расчет заготовок 260, 261 — Графики за-
зависимости неравномерности деформации
от степени утонения стенки 276
— Значения предельной степени обжатия
стеиок 261
— Классификация 257 — 260
— Конструкции устройств для вытяжки
261—274
— Номограмма для определения размеров
заготовок 262
— Номограмма для определения шерохо-
шероховатости поверхности 275
Обрезка — Схемы процесса 523
— конца трубы — Схема штампа 381
—- края (припуска) по периметру коробки
371
— края с применением матрицы — Схема
штампа 372 — Усилие пружин 372
— по контуру детали — Схемы штампов
375
— частичная плоской заготовки 372 —
Схема штампа 374
538
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Обтяжка 10, 13
— осесимметрнчная 186 — Расчетные схе-
схемы 189—190
— широким листом инструмента с по-
поверхностью двойной кривизны 181 — 186 —
Расчетные схемы 186
— широким листом инструмента с цилин-
цилиндрической поверхностью 174 — 181 — Рас-
Расчетные схемы 175, 176, 179, 181
Ограничитель закрытой высоты перена-
переналаживаемый по высоте—Конструкция 384
Оправки для гибки — Виды 106 — Обла-
Области применения 106
— для ротационной вытяжки — Выбор
материала 272 — Приспособление для
полной фиксации заготовки на оправке
274 — Способ крепления 273
Осадка 7
— труб — Схема штампа 307
Отбортовка 10, 13 — Предельный коэффи-
коэффициент отбортовки 191 — 193 — Расчет гео-
геометрических параметров заготовки и ин-
инструмента 193, 195, 196 — Расчет силовых
параметров 196 — Схема процесса 192 —
Формоизменение заготовки 191
— кольцевых заготовок 192 — Формоиз-
Формоизменение заготовок 193
— некруглых отверстий 196, 197
— отверстий 310
— отверстий на трубных заготовках 137
— с утонением 198, 199
Отрезка заготовок безотходная 357
Перегиб 9
Перетяжные пороги — Основные элементы
421
— ребра — Конструкции и схемы их при-
применения 419 — Рекомендуемый вариант
установки 420
Пластики слоистые — Особенности вы-
вытяжки 337
— Режимы нагрева перед гибкой 330
Пластичность листового металла 15 — 18
Поверхность разделения — Значения коэф-
коэффициентов геометрических несовер-
несовершенств 28
— Классификация по классам геометриче-
геометрических несовершенств 27
Покрытия износостойкие — Способы по-
повышения стойкости штампов 471—473
Полиуретан — Применение 42
Правка 10, 13
Прессы-автоматы вырубные быстроходные
486 — Основные параметры 493
— для чистовой вырубки (кривошипные
и гидравлические) — Выбор 517, 518
— для чистовой вырубки 486 — Основные
параметры 494
— миогопозиционные — Типовой ком-
комплект штвмпов 435 — 437
— перфорационные 486 — Основные па-
параметры 494
Прессы винтовые — Выбор 518
— гибочно-штамповочные горизонтальные
497
— для пробивки отверстий 475 — Основ-
Основные параметры 489
— коордииатно-револьверные 484 — Ос-
Основные параметры 489
— одностоечные гидравлические ' 484 —
Основные параметры 490, 491
Прессы гидравлические листоштамповоч-
ные — Выбор по усилию 517 — Проверка
по технологическим параметрам 517
— двойного действия колоииые 484 —
Основные параметры 490
— одностоечные отбортовочные с ЧПУ
486 — Основные параметры 491
— простого действия рамные с гндропо-
душкой 484 — Основные параметры 490,
491
Прессы двойного действия закрытые двух
кривошипные 475 — Основные параметры
488
— однокривошипные 475 — Основные
параметры 487
— четырехкривошипные 475 — Основные
параметры 488
Прессы кривошипные — Выбор по техно-
технологическим параметрам 508, 509
— Выбор по усилию 509 — 513
— Коэффициент полезного действия рабо-
рабочего хода, коэффициенты энергопотреб-
энергопотребления и жесткость 516, 517
— Коэффициент шатуна 514
— Проверка по длительности технологи-
технологического цикла 514 — 517
— Проверка по скорости ползуна в на-
начале рабочего хода 513
Прессы листогибочные гидравлические —
Выбор по усилию 517 — Проверка по
технологическим параметрам 517
— гидравлические с ЧПУ 497 — Основ-
Основные параметры 496
— кривошипные 497 — Основные пара-
параметры 496
Прессы простого действия двухкрнвошип-
ные закрытые 474 — Основные параметры
485
— двухкривошипные открытые 474 —
Основные параметры 484
— однокривошипные закрытые с круго-
круговым исполнительным механизмом 474 —
Основные параметры 484
— открытые 474, 475 — Основные пара-
параметры 476 — 481
— четырехкривошипные закрытые 474
4 75 — Основные параметры 486
Прижим прерывного действия — Приме-
Применение в штампе для разделения полосы 358
Прижим-тормоз клинорычажиый постоян-
постоянного действия — Схема 359
Пробивка отверстий — Влияние СОТС на
повышение стойкости штампов 342, 343 —
Стойкость штампов 451, 452
— в двух полках детали — Схема штам-
пв 371
— в неметаллических материалах — Ка-
Качество изготовляемых деталей 317—319 —
Схемы пробивки пуансонами с предраз-
рушаемыми выступами 319
— в трубе с применением подпружинен-
подпружиненной матрицы-оправки 371 — Максимальное
ус,илие съема детали 370
— в цилиндрической детали — Схема
штампа с поворотным механизмом 371
— в штампе с полужестким съемником —
Схема штампа 369
— расположенных под углом в штампе
с пуансонами, встроенными в прижиме
369 — Схема штампа 370
— расположенных под углом в штампе
с пуансонами, прикрепленными к ползуш-
кам — Схема штампа 370
Пробивка 13 — Построение технологиче-
технологического процесса 523, 524
— при использовании эластичной среды
40—42
— чистовая 13 — Расчет усилий 50, 51 —
Схемы процесса 47—50 — Точность изго-
изготовляемых деталей 51—53 — Формы
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
539
пуансонов со специальной геометрией ра-
рабочих частей 379
Проколка 13
Просечкв 13
Пружииение 82, 83, 97, 98 — Способы
уменьшения 524
Пуаисоиы для разделительных штвмпов —
Геометрия режущих граней 397 — Ра-
Рациональные формы режущей части 398 —
Способы крепления 398 — Схема к расчету
на прочность 404
— быстросменные — Способы крепления
403
Работа сдвига 32, 33
Раздача 13 — Виды потери устойчивости
заготовки 218
— Предельный коэффициент раздачи 218—
220
— Пример расчета технологических пара-
параметров 225, 226
— Расчет геометрических параметров за-
заготовки и инструмента 221, 222
— Расчет работы деформации 223
— Расчет силовых параметров 222, 223
— Рекомендации по выбору коиструктив-
' ной схемы штампа 223, 224
— Совмещение обжима и раздачи 224, 225
— Схема внешних и внутренних сил, на-
напряжения 216 — 218
— Формоизменение заготовки 216
Раздача трубных заготовок — Схема
штампа 306
Разделение материала 11
Разрезка 13
— чистовая 45 — Принципиальная схема
46
Раскрой материала 14, 15 — Выбор полюса
заготовки 300
— Выбор схемы раскроя 292 — 297
— Выбор схемы раскроя с помощью
ЭВМ 298
— Графоаналитический способ плотного
размещения заготовок 300—303
— Классификация вариантов 299
— Оборудование 287, 288
— Операции 287
— Определение ширины полосы 292
— Построение эквидистантной фигуры 300
— Размеры перемычек 289 — 291
— Расчет норм расхода материала 292,
294 — 297
— Совершенствование конструкции штам-
штампуемых деталей с целью снижения расхода
материала 303
— Схемы 288, 289
— Схемы расположения Деталей произ-
произвольной конфигурации 296
— Типы раскроя 293, 294
Растяжение 7
Резина — Применение 42
Резка гидравлическая листовых пласти-
пластиков — 314, 315
Резка иа ножницах 33, 313, 314 — Обору-
Оборудование см. Ножницы для резки
Ролики для ротационной вытяжки — Но-
Номограмма для определения давления 267 —
Номограмма для определения размеров
268 — Схема для определения размеров
267 — Типовые конструкции 267
— конических деталей и деталей с криво-
криволинейной образующей — Геометрические
параметры 244—246
— цилиндрических деталей. — Геометри-
Геометрические параметры 247, 248 '
Роликовое устройство см. Устройство
для ротационной вытяжки
Ротационная вытяжка тонкостенных ци-
цилиндрических деталей (оболочек) — Выбор
и расчет размеров заготовок 260, 261
— Выбор технологических параметров
274*276
— Классификация оболочек 257 — 260
— Конструкции устройств для вытяжки
261-267
Сборка гибкой 277, 280
— закаткой роликом 277
— запрессовкой 277, 280
— импульсной обработкой — Способы
соединения 284 — 286
— клепкой 279
— обжимом 279, 282
— осадкой 277, 279
— ротационным локальным деформирова-
деформированием (вальцовкой), 285, 286
— самопробнвающейся гайкн с панелью
278, 281
— упругим и упругопластическнм изги-
изгибом 277
— холодной сваркой — Способы соедине-
соединения 279 — 284
— холодной штамповкой — Способы со-
соединения 277, 278 — Степень деформации
282
Сборка-штамповка взрывом 286
Сбрасыватель щелчковый пробивного штам-
штампа — Схема работы 369
Сдвиг 7, 8 — Влияние технологического
зазора на формирование поверхности раз-
разделения 22 — 24
— Распределение деформации 19 — 22
Сепараторы для шариковых и роликовых
устройств 271 — Конструкции 272
— Номограмма для определения размеров
273
— Расчет размеров 273
Силы трения, возникающие в процессе
штамповки 339 — Коэффициент треиия 340
Скручивание 11, 13
— прямоугольной заготовки иа угол 90°
Схема штампа 417
— стержня квадратного сечения 228 —
Схемы формоизменения 229, 230
— стержня круглого сечеиия — Работа
деформации 227, 228 — Расчет силовых
параметров 227 — Схемы формоизменения
228, 229
— тонкой полосы при неизменной длине
230 — Расчет силовых параметров 231 —
233
Слюда — Конструкция совмещенного штам-
штампа для вырубки — пробивки 326
— Особенности вырубки и пробивки 325 —
327
— Стойкость рабочих частей штампа в за-
зависимости от зазора 327
Смазочио-охлаждающие технологические
средства — Группы 340
— Наполнители 341
— Номограмма для определения динами-
динамической вязкости 346
— Результаты лабораторных испытаний
341
— Рекомендуемые области применения и
составы 345
— Свойства 340, 464
— Способы нанесения и удаления 344
Смазочно-охлаждающие технологические
средства для вырубки и пробивки — Повы-
Повышение стойкости штампов 342—344
540
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
— для высокоскоростных процессов штам-
штамповки 346, 347
— для вытяжки деталей из различных
материалов 345, 346
Сопротивление сдвигу 8, 30
Спрямление 9
Станки для ротационной вытяжкн — Тех-
Технические характеристики 254 — 256
Стеклопластики — Особенности вырубки
н пробивки — 327, 328
— Усилие деформирования при различных
режимах штамповки 328
Стойкость штампов 451 — Методы расчета
456-459
— Ориентировочные данные плановой
стойкости 458
— Применение износостойких покрытий
471—473
— Применение СОТС 342 — 347, 463
— Характеристика условий работы режу-
режущих кромок штампов для вырубки и про-
пробивки 451—453
Съемники — Конструкции 274
Текстолит — Естественная усадка в за-
зависимости от толщины 322
— Коэффициент термической усадки раз-
размеров деталей и упругое пружинеиие 322
— Особенности вырубки 317
— Особенности вытяжки 337
— Размеры двусторонних зазоров при
вырубке 324
— Режимы иагрева для штамповки 321
— Режимы нагрева перед гибкой 330
Термопластики — Агрегатные состояния
312
— Зависимость механических свойств от
температуры 3il, 312
— Особенности вытяжки 337
— Режимы иагрева перед гибкой 331
— Режимы иагрева перед формовкой 331
— Типовые диаграммы 311, 312
Технологический процесс листовой штам-
штамповки — Примеры применения последова-
последовательной штамповки 521
— Примеры рационального раскроя 522
— Этапы разработки 519 — 523
Технологичность изделия 15, 519
Трубные заготовки — Выворачивание
внутрь или наружу, оборудование диа
или фланца 308 — Обжим 305 — Осадка
307 — Раздача 306 — квадратного сече-
иня — Схема разрезки (с отходом) 362
Упрочнение листового материала 15 — 18
Уровень штампуемости для сталей 08кп,
08пс 121
Усилие проталкивания заготовки после
вырубки или отхода после пробивки через
рабочую полость матрицы 393 — Схема
к определению критического напряжения
штампуемого материала, находящегося в
окне матрицы 394
— сдвигу 31
— съема штампуемого материала или от-
отхода с разделительного штампа 389 — 391
Устройство для ротационной вытяжки —
Конструкции 261 — 266
— самоцентрирующееся для фиксации по-
полосы (леиты) 368
Фнбра — Особенности вырубки 317
Фланцовка 11
Формовка неметаллических материалов —
Режимы иагрева листовых термопласти-
термопластиков 331
— вакуумная — Схемы негативного и по-
позитивного процессов 332, 335
— комбинированная — Способы 334 —
Схема скользящего метода 336
— пневматическая в жестких формах 333
Формовка 13 — Способы снижения пру-
жинеиия 525
— деталей в состоянии сверхпластично-
сверхпластичности — Схема штампа 309
— местная 10
— рельефная — Схема штампа 310
Формоизменение заготовки при вытяжке
деталей коробчатой формы 149
— при вытяжке осесимметричиой 116, 117
— при вытяжке—протяжке 156, 157
— при миогооперационной вытяжке 130 —
136
— при обжиме 200, 201
— при обтяжке 174—190
— при отбортовке 191 — 193
— при раздаче 216
— при скручивании 227 — 230
Хромирование 472
Целлулоид — Особенности вытяжки 337
Чеканка фасок — Схема 524
Шаблоны для разделения материала 43 — 45
Шариковые устройства см. Устройство
для ротационной вытяжки
Штамп геликоидиый — Схема штамповки
колец 414
— двухярусиый для вырубки и зачистки
деталей — Схема 378
— для зачистки торцов заготовки — Схе-
Схема 377
— для правка (калибровки) ступенчатой
детали — Схема 424
— для разрезки круглой трубы — Схема
381
— для разрезки ранее вынутой детали —
Схема 380
— для отрезки заготовок переналаживае-
переналаживаемый — Схема 359
— для скручивания прямоугольной заго-
заготовки иа угол 90° — Схема 417
— для снятия лысок иа поверхности полой
детали — Схема 373
— с применением протяжек — Схема про-
протягивания шпоночного паза 382
— твердсплавиый — Стойкость 460— 462 —
Техиико-экоиомическая эффективность
применения 462
Штамп для вырубки последовательного
действия одновременно двух деталей —
Схема 368
— последовательного действия с ловите-
ловителем — Схема 366
— с жестким съемником — Высота про-
просвета между матрицей и съемником 360
— с консольным (козырьковым) съемни-
съемником — Схема к расчету съемника 361
— с пружинным съемииком — Конструк-
Конструктивные элементы 362
Штампы для вытяжкн — Пример приме-
применения роликов из полиуретана 434 —
Стойкость 470, 471
— выпуклой детали, когда допускается
выполнять матрицу с вертикальными стен-
стенками 422
— деталей типа коробок, стаканов —
Схемы 422, 423
— детали, имеющей вертикальные стенки
н плавно скругленные участки — Схема
429
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
541
— крупногабаритной облицовочной детали
(типа кузова, кабины) — Схемы 424 — 428,
432 — Схема применения в прижиме пере-
перетяжных ребер 430
— крупногабаритный с механизацией
подъема штампуемой детали — Схема 433
— реверсивной (выворотной) — Схема 423
— с гладким прижимом (складкодержате-
лем) — Схема 418
— с жестким прижимом — Схема 418
— с перетяжными порогами — Схема 430
— с перетяжными ребрами — Схема 419
— Штамп для обрезки — Материалы для
изготовления 455
— конца трубы 381
— края вертикальных стеиок коробок —
Схема 372
— ранее отформованных заготовок — Схе-
Схема 375
— угла в заготовке — Схема 374
Штамп для пробивки отверстий — Мате-
Материалы для изготовления 455, 456 — Ха-
Характеристика условий работы режущих
кромок 451, 452
— разделительный с поворотным меха-
механизмом для цилиндрических деталей —
Схема 371
— с полужестким съемником — Схема
пробивки 369
Штамп для чистовой вырубки — Зазор
между матрицей и пуансоном 377 —Схема
сборки матрицы (пуансона) с обоймой и
нижней плитой 399
— закрепленный за универсальным прес-
прессом, прошедшим модернизацию — Схема
376
— с конической посадкой рабочих частей —
Схема 375 — Форма и размеры клинового
ребра 376
— с цилиндрической посадкой рабочих
частей — Схема 375
Штамповка листовая— Виды формоизмене-
формоизменения 7 — И
— Выбор материала для изготовления
штампов 442 — 450
— Выбор оборудования 503 — 518
— Масштаб производства 443
— Обрабатываемые материалы 7
— Технологические параметры 503 — 508
— Факторы, ограничивающие формоизме-
формоизменение 11, 12
Штамповка листовая неметаллических ма-
материалов — Выбор перемычек при вы-
вырубке и пробивке 323 — Особенности де-
деформирования 311 — 313 — Разделительные
операции 313 — 329 — Расчет исполнитель-
исполнительных размеров матриц и пуансонов 321 —
Формоизменяющие операции 330 — 338
— с местным нагревом 304 — График за-
зависимости временного сопротивления от
температуры испытания 305 — Способы
305 — 310
— тонкостенных труб с нагревом — Схема
308
Штампо-сборочная операция 14
Штамп совмещенного действия для вы-
вырубки — пробивки — Конструкция штампа
с автоматическим упором 363 — Разновид-
Разновидности способов связи верхнего толкателя
пресса со штампом 364—Способы удаления
заготовок 364
— для гибки и формовки ребра жестко-
жесткости — Схема 438
— для двухрядной последовательной
штамповки с крючковой подачей — Схема
443 V
— для отрезки заготовки и свертывания
втулки — Схема 440
— для последовательной вытяжки в ленте
колпачка дном вверх — Схема 442
— для последовательной вытяжки деталей
типа пистона с автоматической роликокли-
иовой подачей — Схема 442
— для последовательной штамповки ско-
скобы — Схема 441
— для пробивки, отрезки и гибки —
Схема 438
— для проколки и отбортовки отверстия —
Элемент конструкции 439
— с отлнпателем вырубленных деталей от
выталкивателя — Конструкция 365
— с применением рабочих частей, выпол-
выполненных из стальной леиты — Схема 375
— трехрядный с применением запрессовки
вырубленных деталей с леиты 365, 366
Штампуемость — Определение 12, 13
— Основные параметры 15 —18
— Показатели 13
Штампы для вырубки — Материалы для
изготовления 455, 456
— Повышение стойкости 468 — 470
— Результаты стойкостиых испытаний 463
— Схема вырубки с возвратом детали
в ленту 365
— Схема соединения пуансона со штам-
штампуемым материалом во время съема 390
— Усилие съема штампуемого материала
388-391
— Характеристика условий работы режу-
режущих кромок 451, 452
Штампы для гибки — Стойкость 470, 471
— L-образиой (одиоугловой) — Примеры
411 — Схемы 406
— V-образиой —Варианты сочетания рабо-
рабочих частей 405 — Примеры 410
— U-образной — Геометрия рабочих ча-
частей штампа в зависимости от высоты
полок 409 — Примеры 410 — 412 — Спо-
Способ устранения пружииеиия детали при
гибке 408 — Схема 407 — Схема к опреде-
определению усилий съема детали с пуансона
408 — Схема ступенчатого изменения кри-
кривизны изгиба детали 408
— Z-образиой — Схема 412
— деталей типа хомутиков — Схема 413
— короткой трубы с введением оправок —
Схема 111
— .короткой трубы — Схема 111
— полки детали в заготовке, ранее под-
подвергнутой вытяжке — Схема 417
— реверсииой (штамповка свертиых вту-
втулок) — Варианты построения рабочих ча-
частей 415 — Форма переходов штамповки
втулки 414
— трубы с применением пиевмоцилиидра
для зажима заготовки — Схема 417
Штампы последовательного действия раз-
разделительные — Каскадное (ступенчатое)
расположение пуансонов 388
— Примеры размещения рабочих частей
при малом расстоянии между отверстиями
в детали 388
— Расчет усилия съема штампуемого ма-
материала 389
— Схема нагружения пуансонов при съеме
с иих штампуемого материала 388
Штампы разделительные — Выбор мате-
материала для рабочих частей и их стойкость
452 — 456
— Методы расчета стойкости 456 — 459
— Способы повышения стойкости 463 —
470
542
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
— Схема рабочих частей 26
— Требования 355, 356
— Электроэрозиоииая обработка 467, 468
— Элементы крепления 348 — 354
Штампы разделительные для крупногаба-
крупногабаритных кузовных деталей— Конструкция
ограничителя закрытой высоты 384
— Планировка рабочих позиций при по-
последовательной штамповке часто располо-
расположенных отверстий в лейте 386
— Призматические направляющие в со-
сочетании с цилиндрическими колонками 384
— Примеры конструкций лотков-склизов
с трением качения 383
— Расположение секций пуансонов отно-
относительно секции матрицы 382
— Типовая компоновка основных деталей
383
Штампы разделительные для неметалли-
неметаллических материалов — Расчет стойкостн
328 — 330
Штапол — Особеииости штамповки 337, 338
— Физико-механические характеристики
338
Электрогндравлическая импульсная сборка
286
Электроэрозноиное легирование — Зави-
Зависимость удельного времени легирования
от энергии импульсов 466
— Применение для повышения стойкости
матриц и пуансонов 465, 466
Стра-
Страница
4
6
44
155
156
157
159
231
443
444
445
446
447
476
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
Колонка, строка
Напечатано
Должно быть
6-я сверху
Правая, 3 и 4-я
сверху
Рис. 18. подрису-
иочиая подпись
Правая: 7-я сверху
Левая, 18-я снизу
Левая: 12-я снизу
14-я снизу
Правая, 19-я сверху
Левая: 14-я сверху
16-я сверху
Правая, 12-я снизу
Левая, 14-я снизу
Левая: 19 и 20-я
снизу
Правая, 14 и 15-я
снизу
Рис. 7
Правая: 10-я снизу,
24-я снизу
Левая: 7-я снизу
24-я снизу
Правая, 8-я н 9-я
строки снизу
Правая, 3-я снизу
Левая, 18-я снизу
Правая, 9-я снизу
Левая, 10 н 11-я
снизу
Том 1
Доиеиберг
Доиеиберг
иа копре (б):
еР
(пределом текучести)
табл. 57.
ocp
- d~
У = ¦
к "пок "пок
' заг
к
1,7* 10 A + вытяжки
600-10-*
мо-*
прошнвкн
н
cos a-10
суч
Деиеиберг
Деиеиберг
иа копре (б), где е, %
относительная осадка
ЕРР
(пределы текучести)
е,„
е,0
табл. 5 — 7.
D
У =
'РР
заг. ср
4аг
,-dl
"заг
1,7-1 A + протяжки
600-10-'
/•ю-»
прошивни
т—\ -ю-',
« /
Я-10-'
cos a-10*
Суг
543
15
25
50
73
79
99
155
172
174
175
184
242
252
260
262
263
272
277
287
Стра-
Страница
480
481
481
482
483
485
487
489
490
491
Колонка, строка
Правая, 2-я снизу
6-я снизу
17-я снизу
Левая: 8 и 9-я свер-
сверху
13-я сверху
Левая, 2 и 3-я снизу
Левая, 4-я снизу
Правая, 20-я снизу
Рнс. 27, В
2-я снизу
2-я графа справа:
6-я снизу
8-я снизу
2-я графа справа:
6-я снизу
8-я снизу
2-я графа справа
8-я снизу
3-я графа слева, 6-я
сверху
Левая, 20-я сверху
Правая: 8-я сверху
9-я сверху
Напечатано
12,5
ауч
Л122
129 + 3,8 = 137
0,975
137
4V 4G
^ заг заг
лй|аг л?Д;аг
4-137
л242-7,85
24
/ = 480 мм
360X500
И 710
2385
865
3745
865
865
слитка иа и 450 мм
°приб
41, %
2,7 на пробу
Должно быть
12
Л12.52
129 + 3,6 — 136
0,975
136
? 4Узаг 4Сзаг
Заг лД*,г л?^аг
4-137000
л242-7 85
22.8
/ = 545 мм
960x500
S 740
238,5
86,5
374,5
86,5
86,5
слитка на а 430 мм
°проб
4,1 %
2,7 % иа пробу
Рис. 4
Левая, 18-я сверху
Табл. 4, графа 3,
1-я снизу
Левая, 9-я сверху
Правая, формулы ¦
D5) —D7)
Табл. 13, графа 3,
8-я сверху
Табл. 14, п. 13,
верхний эскиз
Левая, 2-я сверху
Рис. 78, подрису-
иочная подпись
Рис. 80, подрису-
иочиая подпись
Рис. 81, подрису-
иочиая подпись
Левая, 8-я снизу
Табл. 1, графа 3,
6-я сверху
7-я сверху
Табл. 5, графа 1,
3 — 5-я сверху
Табл. 6, п. 2, гра-
графа 3
Эскиз
Табл. 6, 10-я свер-
сверху, графа 2
Правая, 29-я снизу
Табл. 11, графа 2,
6-я снизу
Табл. 16, графа 3,
7-я сверху »
Том 2
+ 2,5
— 1,6
^5
'разв/'ср
Кг
R = 0,2зг + 5
Vn. o= Vn+ V3
а — поковка;
в — переход;
а и б — штамп;
в — чертеж поковки
а и б — штамп
в — чертеж поковки
отделена
приводят
Высадкой и штамповкой
в матрицах выдавливанием
в пуаисоие
R > h
V» = UV*
+ 2,5
— 1,5
81-1,0
металла (б)
> 2
S, > Я,
R = 0,2D3r + 5
V о = Vn + Vo
а ~ переход;
в — поковка:
а — чертеж поковки; б и
в — штамп
а — чертеж поковки; б и
в — штамп
удалена
проводят
Высадкой и прошивкой
в матрицах, выдавливани-
выдавливанием, в пуансоне
с Х45°
г, + R > ft,
и
dc (л —1)
544
Ш
ри
ог
ел
Ж'
че
с
си
Стра-
Страница
296
301
304
310
368
376
380
387
388
393
440
448
450
488
586
Колонка, строка
Левая, 8-я снизу
Табл. 21, графа 1,
5-я сверху
Табл. 24, графа 2.
Эскизы
Табл. 26, графа 2,
Эскизы
Верхний эскиз
Нижний эскиз
Левая, рис. 25
Правая, 4-я снизу
Правая. 3 и 4-я снизу
Левая 2-я сверху
Левая 8 н 9-я сверху
Правая, 12 и 13-я
сверху
Рис. 55, подрнсу-
иочиая подпись
Правая, 4-я строка
сверху
Левая, 7-я строка
сверху
Левая, 4-я строка
текста сверху
Левая, 5-я строка
Правая, 11 строка
снизу
17 строка снизу
Напечатано
< /Ъ» + 0,75 d2
повтором
d,
b
Нет обозначения радиу-
радиусов ги гг и г3
Неправильно проставлен
радиус rt
Нет обозначения осн
(стрелка вправо)
вальца
четырехвальцовых
/ 0,249 + 0,05 ч
V 2-0,3 /
0.042Х D,2 %);
усилия протаскивания за-
заготовки
б — вскрытие осевой рых-
рыхлости
Заготовка 3 заживается
Р\
" 2nkd, I
Усилие в садки
централизована
Журб С. Л.
Журб Л. Н.
Должно быть :"
< V D1 + 0.75dM
поворотом
d4
bi
см. г,, г, и г, в верхнем эс
кизе с. 309
см. Ti на эскизах с. 309
Стрелка вправо — ог? р
валка ''
четырехвалковых
/ 0,249 - 0,0Ц
\ 2-о,з .:¦:)
0,042 D,2 %); ;.-
усилия протаскиваемой за-
заготовки |
б — вскрытие осевой по-
полости /:
Заготовка 3 зажимайся
'.'¦.':,
Р, VB
"' 2nkd,l «
Усилие высадки ';
центрирована
Жубр С. Л.
Жубр Л. Н.
35
97
98
102
102
223
224
237
278
280
283
284
290
291
344
347
365
Название главы 2
Левая, 15-я снизу
Левая, 2-я сверху
Левая, 14-я снизу
Правая, 12, 13-я
сверху
Правая, рнс. 21 под-
подпись
Правая, рнс. 24 по
осям:
ординат
абсцисс
Левая, 25-я сверху
Правая, 9-я снизу
Леьая, рис. 5 по осн
ординат
Правая, 2, 3-я сверху
Левая, формула B2)
Правая формула E3)
Табл. 8, графа 1
Рис. 13, б
Том 3
параметры схемы
1 -+• 1.5) t
отверстиями
Номинальная
do*
продукции 3 —
B9
20
40
ft
fto
(У
2Н В
asl D +°s
Способ резки
Ф
С-
if*
4Ц,/
параметры, схемы
A -{- 1,5) /
е
отростками
Минимальная
Ь
ев
продукции —
B,9
200
400
ft.
h
бв
2Я ,
as3 —+asl
Способ обрезки
С,
f
Правая, 1-я сверху
Табл. 1, номер ва-
| риаита 7, графа 3
Уточнение. На стр. 278 в формулах E) —G) деформации в %, а в формулахр?8' и
(9) в относительных единицах.
На стр. 281, рнс. 8 значения е ниже 0 со знаком минус
Справочник «Ковка и штамповка»
т. 1 заказ 140, т. 2 заказ 63, т. 3 заказ 113