/



























































































































































































































































Текст
ХОЛОДНАЯ
ОБЪЕМНАЯ
ШТАМПОВКА
*
СПРАВОЧНИК
Под ред. д-ра техн, наук
проф. Г. А НАВРОЦКОГО,
кандидатов техн, наук
В. А. ГОЛОВИНА И А. Ф. НИСТРАТОВА
Москва
«МАШИНОСТРОЕНИЕ»
1973
Х73
УДК 621.735.043.016.3
Холодная объемная штамповка. Справочник. Под ред. д-ра техн, наук
проф. Г. А. Навроцкого. М., «Машиностроение»' 1973, 496 с.
Справочник содержит сведения по технологии холодной объемной штам-
повки, высадки, выдавливания и других процессов на прессах и автоматах;
данные о применяемых материалах, особенностях конструкции инструментов
и их стойкости; сведения по параметрам, некоторым особенностям конструкции
и наладке прессов и автоматов. В нем приведены также основные зависи-i
мости, необходимые при разработке технологических процессов, проектиро-
вании инструмента и подборе оборудования.
Справочник предназначен для инженерно-технических работников ма-
шиностроительных предприятий проектно-конструкторских и технологических;
организаций. Он может быть полезен студентам и преподавателям машино-
строительных и политехнических втузов. Табл. 172» ил. 287, список лит. 94 назв..
Авторы книги: А. С. Базык, канд. техн, наук; И. К. Букин-Батырев,'
инж.; В. Б. Бяльский, канД. техн, наук; В. А. Головин, канд техн, наук;
Н. Т. Деордиев, канд. техд. наук проф.; А. И. Изаков, инж.; Ю. Г. Калпин,
канд. техн, наук; А. И. Коган, канд. техн, наук; Л. С. Кохан, канд. техн,
наук; В. А. Кроха, канд. техн, наук; Д. П. Кузнецов, канд. техн, наук;
В. В. Лебедев, инж.; Э. П. Луговой, инж.; В. Н. Медведев^ инж.; Ю. А. Миро-
польский, канд. техн, наук; А. Н. Митькин, канд. техн, наук; Г. А. Навроц-
кий, д-р техн, наук проф.; А. Ф. Нистратов, канд. техн, наук; Л. Д. Оленин;
канд. техн, наук; М. С. Петров, инж.; И. М. Подрабинник, канд. техн, наук,
С. Н. Позняков, канд. техн, наук; И. С. Поляков, канд. техн, наук; Ю. С. Ра-
дюченко, канд. техн, наук; |А. Г. Резников! , инж.; С. А. Сухарев, инж.;
Ю. Ф. Филимонов, канд. техн, наук; В. Я- Шехтер, канд. техн. наук.
Рецензент канд. техн, наук А. Г, ОВЧИННИ КОВ
3123—092
038 (01)—73
92—73
© Издательство «Машиностроение», 1973 г.
ОГЛАВЛЕНИЕ
Условные обозначения главных величин . . '............ . . 6
Глава 1. Выбор стали для холодной объемной штамповки
и высадки................................................. 7
Рекомендации по выбору стали (В. А. Головин,
И. К. Букин-Батырев) ........................ 7
Штампуемость стали (В. А. Головин)........... 28
Теория кривых упрочнений (В. Я- Шехтер) ... 46
Экспериментальные кривые упрочнения
(В. А. Кроха) ............... . . ........... 60
Сортамент стали (Я. К- Букин-Батырев) .... 75
Г л а в а 2. Технология штамповки на прессах................ 82
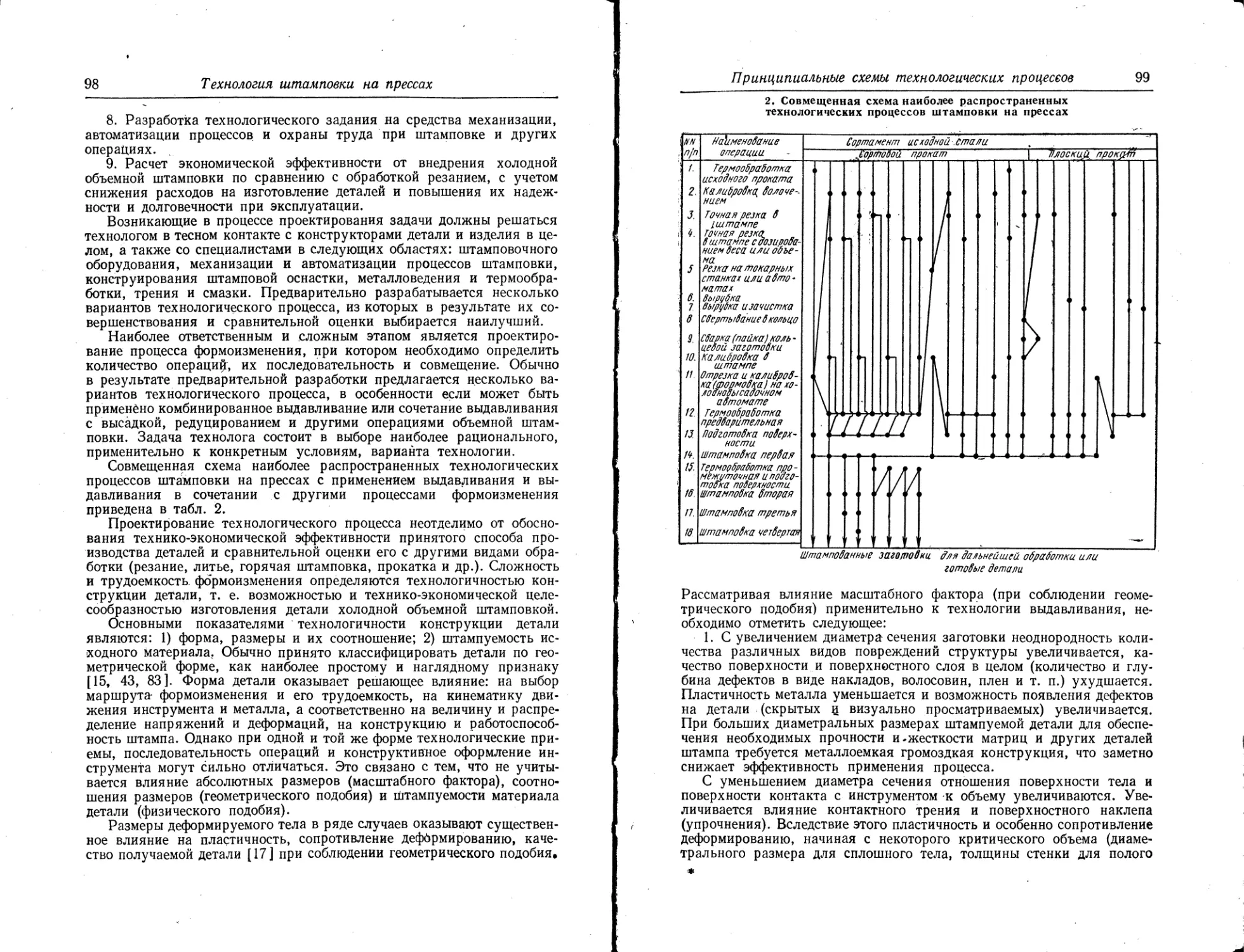
Принципиальные схемы технологических процес-
сов (В. А. Головин)............ ............... 82
Конструктивно-технологическая классификация
штампуемых деталей (В. А. Головин, А. С. Ба-
зык) .......................л ................ 101
Получение заготовок и их дозирование (В. А. Го-
ловин) ....................................... 101
Предварительная и промежуточная термообработка
(В. А. Головин) .............................. 118
Подготовка поверхности (В. А. Головин)........ 126
Разработка чертежа штампованной заготовки и де-
тали (В. А. Головин, А. Г. Резников ) ... , 137
Проектирование и расчет переходов (В. А. Голо-
вин) ......................................... 153
Определение технологических усилий (В. А. Го-
ловин, А. Н. Митькин, Л. Д. Оленин) ..... 183
Конструирование и расчет инструмента (В. А. Го-
ловин, А. Н. Митькин, И. К- Букин-Баты-
рев) ........................................ 192
Штамповка типовых деталей (В. А. Головин,
А. Н. Митькин)............................... 225
. ♦
4
Оглавление
Глава 3. Прессы и автоматы для холодного выдавливания 234
Выбор прессов и их параметров (Д. Ф. Нистра-
тов) ........................................... 234
Чеканочные кривошипно-коленные прессы
(В. Б. Бяльский, Ю. А. Миропольский, И. М. По-
драбинник) .............................. . 237
Кривошипно-коленные прессы (Ю. А. Мирополъский,
И., М. Подрабинник, В. В, Лебедев пВ.Б. Бяльский) 245
Прессы гидравлические для холодного выдавли-
вания рельефов штампов (Л. Ф. Нистратов) . . 248
Условные обозначения кузнечно-прессовых машин—
маркировка (Д. Ф. Нистратов) ........ 250
Г л а в а 4. Технология штамповки на автоматах........... 253
Принципиальные схемы технологических процессов
(Г. Д. Навроцкий) .............................. 253
Изготовление болтов, винтов и заклепок (Г. Д. На-
вроцкий, Ю. А. Миропольский, С. Н. Позня-
ков) ........................................... 263
Штамповка шестигранных гаек (Г. Д. Навроцкий,
Ю. А. Миропольский, В. В. Лебедев). . . . . 268-
Штамповка шариковых и роликовых заготовок
(Л. С. Кохан, Г. А. Навроцкий) ...... . 274
Штамповка проволочных гвоздей (М. С. Петров) 281
Многопозиционная штамповка сложных деталей
(Г. А. Навроцкий, Ю. А. Миропольский,
С. Н. Позняков)............................. 285
Определение технологических усилий и работы
деформации при штамповке деталей на одно- *
и многопозиционных автоматах (Г. Д. Навроц-
кий, В. А. Кроха).............. 295
Инструменты для холодной высадки на автоматах
(Г. А. Навроцкий, С. А. Сухарев) ....... 310
Г л а в а 5. Автоматы для холодной объемной штамповки . . 345
Классификация и основные понятия (Г. Д. На-
вроцкий) ................................... , . 345
Однопозиционные холодновысадочные автоматы
(Ю. А. Миропольский)............................ 350
Однопозиционные холодновысадочные автоматы
’ с разъемной матрицей (Ю. А. Миропольский) . . 358
Оглавление
5
Гвоздильные автоматы (М. С. Петров, В. Н. Мед-
ведев) ....................................... 362
Автоматы обрезные и для повторной высадки
(А. И. Изаков)................................ 367
Автоматы для штамповки шариков и роликов ,
(Л. С. Кохан, Г. А. Навроцкий) ........ 372
Много позиционные автоматы (Г. А. Навроцкий,
Ю. А. Миропольский, В. В. Лебедев, С. Н. Поз-
няков) ..................................... 377
Нормы жесткости автоматов (ТО. А. Мирополь-
ский) ...................................... 390
Автоматы и полуавтоматы для накатки резьб и
профилей (Э. П. Луговой, Ю. А. Миропольский) . 391
Глава 6. Специальные виды холодной обработки давлением 307
Редуцирование (Н. Т. Деордиев, Ю. Ф. Филимо-
нов) ........................................ 397
Обработка на ротационно и радиально-обжимных
машинах (Ю. С, Радюченко) .......... 411
Холодное выдавливание полостей штампов и пресс-
форм (А. И. Коган)............................ 429
Расчет усилия деформирования и размеров заго-
товки при холодном выдавливании полостей и
пресс-форм (Д. П. Кузнецов)................... 448
Пульсирующая штамповка (ТО. Г. Калпин) .... 457
Накатывание резьб и профилей (В. А. Головин) 461
Глава 7. Оборудование для термической обработки
(И. С. Поляков) ......................................... 472
Список литературы...................................... 481
Предметный указатель . . . . . ..............*...... 486
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ГЛАВНЫХ ВЕЛИЧИН
»
Р — усилие деформации (нормальное).
Р = ----удельное усилие.
^д
Гд — площадь давления.
т — тангенциальное (сдвигающее) напряжение.
р, — коэффициент трения.
о — нормальное напряжение.
от, ао, 2 — физический и условный пределы текучести.
S — напряжение текучести (истинное напряжение, истинное
сопротивление деформированию, интенсивность напря-
жений при линейном растяжении и сжатии).
ов — предел прочности (временное сопротивление при растя-.
жений, условный предел прочности).
Sb — напряжение текучести в момент появления шейки при
растяжении (истинный предел прочности).
Е — модуль нормальной упругости.
сн — ударная вязкость.
б — относительное удлинение при растяжении (б5 — при
пятикратном, б10 = б — при десятикратном образце).
бв— равномерное относительное удлинение (в момент появ-
ления шейки).
ф и фв — относительное сужение при растяжении (полное) и
равномерное относительное сужение (в момент появле-
ния шейки).
е >— логарифмическая деформация, действительная или ис-
тинная деформация.
%В — логарифмическая деформация в момент появления шейки
при растяжении.
q — степень вытяжки.
е относительная степень деформации (обжатие, условная
относительная степень деформации).
X — коэффициент уменьшения сечения.
Взаимосвязь величин напряжений приведена в гл. 1, а величин
деформаций — в гл. 2 (табл. 26—29).
Глава 1
ВЫБОР СТАЛИ ДЛЯ ХОЛОДНОЙ
/ ОБЪЕМНОЙ ШТАМПОВКИ И ВЫСАДКИ
Рекомендации по выбору стали
Рекомендации по выбору стали для холодной объемной штамповки
приведены в табл. 1, а химический состав и свойства стали различных
марок указаны в табл. 2—10.
Основным химическим элементом, определяющим поведение стали
при холодной объемной штамповке, является углерод. Увеличение
Рис. 1. Влияние содержания уг-
лерода на величину напряжения
текучести углеродистой горячека-
таной стали в зависимости от сте-
пени деформации е [31]: 1 — 0,05;
2 — 0,10; 3 — 0,15; 4 — 0,20;
5 — 0,30; 6 — 0,40; 7 — 0,50;
8 — 0,60
Рис. 2. Изменение физических и
механических свойств углеродистой
стали в зависимости от содержания
углерода [16]
содержания углерода в стали на 0,1% приводит к повышению предела
ее прочности на 6—8 кгс/мм2. Связь между содержанием углерода и
напряжением текучести показана на рис. 1. Изменение других харак-
терных механических и физических свойств углеродистой стали в за-
висимости от содержания углерода показано на рис. 2 [75]. Удельное
8
Выбор стали для холодной объемной штамповки
усилие прямого холодного выдавливания стали является линейной
функцией содержания углерода (рис. 3).
Значительное влияние на механические свойства стали оказывают
легирующие компоненты (рис.. 4, табл. 2).
Холодным выдавливанием можно изготовлять детали из стали, со-
держащей (в %): до 0,35 С и не более 1,5 Мп; 1,5 Ст; 0,75 Ni; 0,5 Мо;
0,3 Si [83]; причем снижение содер-
жания углерода позволяет иметь не-
сколько повышенное количество дру-
гих элементов. Так, в стали с 0,12%
углерода содержание марганца может
достигать 1,35%, а в высокоуглеро-
Рис. 4. Связь предела проч-
ности стали с содержанием
легирующих элементов в
% 183]
Рис. 3. Зависимость удельного
усилия прямого холодного вы-
давливания стали от содержа-
ния углерода при различных
степенях деформации е: 1 —
0,70; 2 — 0,60; 3 0,40;
4 « 0,20
диетой стали оно не 'должно превышать 0,6—1,3%, поскольку
марганец увеличивает интенсивность и величину деформационного
упрочнения.
Обширная номенклатура самых разнообразных фасонных деталей,
к которым не предъявляются повышенные требования по прочности и
износостойкости, вызвала применение для холодного выдавливания
специальной стали с пониженным содержанием углерода и кремния,
обладающей значительным запасом пластичности и низким сопротив-
лением деформированию. Из такой стали можно изготовлять детали
сложных форм с большими степенями деформации (см. табл. 10).
Холодной высадке рекомендуется подвергать сталь, содержащую
до 0,5% С, в отдельных случаях допускается до 1,1% С, но с ограничен-
ными степенями деформаций [4].
При холодном выдавливании рельефов в штампах и пресс-формах
допустимо применение заготовок из стали, содержащей до 1,7% С
(см. табл. 8).
Применение для холодной высадки стали обыкновенного качества,
с химическими составами и механическими свойствами по ГОСТ
1050—60 и 4543—71 может привести к массовому браку по трещинам.
Рекомендации по выбору стали
9
Рекомендации по выбору стали для холодной объемной штамповки £83]
Типы изготовляемых деталей О х • • ' ' ’ ’ Я Ч Я ч ¥ га — Д « О Л S д s ± Н <Р д О дР1 « О й ? Я о Ь g S R я 2 <•> о в я*©’ м Е s >> * о 2 Е О Е 2 о Ь Д 5 3 ° щ* R О д н ° Е 03 ж ® ♦& Е ® Ь >» к а» ® д н S S h 5 S * и н о д S .2 5 3 и ®®до5к{Еи«»Е ° о « 2 s я *5 Е л 5 я О д 'S w н2 со га ® 2 s te£* О к К 5 « ex га« а> к к *6* 2* Q ? s §5°ч к W Я £ Щ И ф Ч й в* 2 rt ® S S 3 ч о ®*£я 2®®-§ ® .oSb®« Е кВ Л и 5 - о о Я ж О - ° с Я s Ь R кь д S Я К е- Я ж Ч а Е« „ „ О Й ж Я 2 ж ж о га s о й s о 5 S т» ж я о 2 ЕЙйЕ жЖЛжгО»гаК т я щ ч « ° Ч El & S Ь м Я Л О ь u „ г <У О 'Я о Я ® w n ® й * S »1 Е <JJ Яг йд 1S О, га « « х К s ВТ к 2 га ® ВТ « га 8 ЗжаЛДжЗрЭ °ь£а55 оо& ,. х| Л O'S я я h U и и О Ч Я Ч s b Pi й
Технологические возможности при холодной объемной, штамповке - si Ё- 2 ««ЬЗгаяга^га tt 6 6 g д з я К s схга и га о схь д £ йя§ ®2 ас5 5 5 с ° § § 2 3 2 е2 §к§ 8ва&§ ЯгаВ/§ЧгадМ ^SKg, 3^0— Д к S я 3 5° Е g rt’9* Е 3 га з га g , §• 33 о а «3 =S“g» SSagg 32S2 23xsS ftS ««£XS га £ E £ о ex гад^ич-1-СХ ид'0030' 'iKJxO я® ° я- ° S'0 s к Я SkkSS^O мД®СХ® i x . Si 2 £? w w f, и «J и 2 2 gsS4 gs?S«c°\ £§S®« д я ® я § д q, <v 2 „ ЕчЕ^га ЙЕ Я S S &«o .§ ol® о я o£>>*C2s»2 o‘®Ja..-E ч1ЕЧд к® я s <u я |5E 4 оЧя»»«о«^яЙ x}8«5 xg«5«2«§2 *«.§£« m E Я.Е- 2 E я*Е ° ь я «Чо e4otfS#u4 я и Й fl
Марки 12 c- ^S^Xto.X co 0 10 U-1 ® n* k> „ /^\ юх^г*г-г f ® I О ’7" w4 •<v °S**E 5*» X! a x .Sssg ” .a « 2°- “5x2 ° °* -c_;< . . oo К o' L-« d. ® « , 0 Я см X X X X X fc* co Uk L-« _r® н ю ©оооюио оо?Г ’“' CM СЧ »-<•“<•— Я CO Tf r'b <5 Я
BimXdj Мягкая сталь с низким сопротивлением деформи- рованию Сталь средней твердости со средним сопротивле- нием деформированию Твердая сталь с высо- ким сопротивлением де- формированию
г
2. Влияние легирующих компонентов на свойства стали
Элемент Склонность к перегреву Температура нормализации отжига, закалки Величина зерна Механические свойства Пластичность в холодном состоянии
Кремний Мало влияет, но способствует обезуглерожи- ванию Повышает Немного уменьшает при низком содержании; увеличивает при 2% Увеличивает твердость, пределы прочности и теку- чести; снижает относитель- ное удлинение, сужение и ударную вязкость. С увеличением содержа- ния на 0,06% повышает ов на 1,1 кгс/мм® При содержании бо- лее 0,17% в стали, со- держащей более 0,4 — 0,5% С, резко снижает при холодной высадке с большими степенями деформации, приводит к браку по трещинам
Марганец я» Несколько повышает % Уменьшает Несколько увеличивает Увеличивает пределы прочности, текучести и твердость; снижает относи- тельное удлинение и суже- ние и ударную вязкость. Увеличение содержания на 0,2 —0,3% повышает ов на 6—8 кгс/мм2 При содержании бо- лее 0,8% снижает
Хром | Уменьшает В доэвтектоид- ной стали понижает, а в заэвтектоид- ной — повышает Мало влияет При содержании более 1 %, особенно в высокоугле- роДистой стали повышает твердость и понижает пла- стичность. Повышение со- держания на 0,1% в ста- ли У8 увеличивает от на 2,5 кгс/мм2 Снижает при холод- ной высадке высоко- углеродистой стали
Никель Уменьшает В низко- и среднеугле- родистой стали перлитного класса повышает В углеродистой ста- ли перлитного класса незначительно, а мар- тенситного класса — значительно снижает. В стали аустенитного класса повышает
о
Молибден Уменьшает, способствует обезуглерожи- ванию Повышает Сильно уменьшает Повышает < Мало влияет
Вольфрам Уменьшает Уменьшает Несколько повышает после термической об- работки
Бор Мало влияет Не влияет Мало влияет Мало влияет Несколько повышает
Титан Ванадий Уменьшает Повышает Сильно уменьшает
Повышает Повышает
Цирконий Мало влияет Несколько уменьшает Мало влияет Несколько повышает при наличии серы
Ниобий Повышает if Несколько повышает в низколегированной стали Несколько повышает
Кобальт Мало влияет Мало влияет Мало влияет Слабо повышает Понижает
Медь Несколько повышает Повышает Повышает при со- держании до 0,5%
Алюминий
Значительно
уменьшает
Значительно
повышает
Уменьшает
при содер-
жании
До 0,1%
Повышает ударную вяз-
кость в 2,5 —3,5 раза по
сравнению с кипящей
сталью
Повышает при от-
сутствии меди
3. Химический состав (по ГОСТ 1050—60**),
физические свойства, критические точки и механические свойства конструкционной стали
№
Мар- ка Химический состав •*, % Физические свойства Критические точки при температуре, Механические свойства
Углерод . Кремний Марганец Фос- фор, не более Е G V Л Cj Лс8 Лп °т ав ф ан кгс* м/см2
кгс/мм2 г/см8 кгс/мм2 %
05кп 08кп 08 Юкп 10> *Т5кп 15 20кп 20 25 30 35 40 45 50 55 Не более 0,06 0,05—0,11 0,05—0,12 / Не более 0,03 Не более 0,40 0,25—0,50 0,35—0,65 0,25—0,50 0,35—0,65 0,25 — 0,50 0,35 — 0,65 0,25 — 0,50 0,35 — 0,65 0,035 0,040 0,035 0,040 0,035 I г 19 000 руппа 1 “• 874 820 874 863 854 840 680 700 680 685 682 680 18 20 19 21 21 23 23 25 28 30 32 34 36 38 39 / ~ 30 33 32 34 36 38 39 42 46 50 54 58 61 64 66 35 — —
7,83 732 720 732 60
0,17—0,37 Не более 0,07 0,17—0,37 Не более 0,07 0,17 — 0,37 Не более 0,07 — 33
0,07—0,14 7,80 7,85 55
20 600 20 200 31 29 27
0,12 — 0,19 0,040 735
0,17 — 0,24
0,17-0,37 20 200 7,85 7,82 735 25 23 21 20 19 16 14 13
0,22 — 0,30 0,27 — 0,35 0,32 — 0,40 0,37—0,45 0,42—0,50 0,47—0,55 0,52—0,60 0,50 — 0,80 50 45 9 8 7 6 5 4
20 400 21 000 21 350 20 400 22 000 7,85 732 813 677
8400 7,815 7,85 7,80 7,82 730 725 790 802 760 770 690
ММ 40
35 —
Продолжение табл. 3
Мар- Химический состав **, % Физические свойства Критические точки при температуре Механические свойства
ка
Кремний Марганец Фос- фор; Е G V Л Ci Ася ЛГ1 °т °в Ф
Углерод не н
более кгс/мм2 г/см8 кгс/мм2 % кгс «м/см2
60 0,57 — 0,65 20 800 '7,80 727 766 690 41 69 12 35
65 0,62 — 0,70 20 910 —— — — 750 — 42 71 10
70 0,67 — 0,75 0,17-0,37 0,50-0,80 0,040 21 000 7,81 730 743 693 43 73 9
75 0,72—0,80 19 500 8000 735 90 ПО 7 30
80 0,77 — 0,85 95
85 0,82-0,90 100 115 о
11 группа
15Г 0,12 — 0,19 20 800 — - 840 — 25 42 26 55
20Г 0,17 — 0,24 8330 7,82 736 853 681 28 46 24 50
. 25Г 0,22—0,30 —— 820 — 30 50 22 9
ЗОГ 0,27 — 0,35 20 800 7,80 725 । 800 615 32 55 20 8 "
35Г 0,32 — 0,40 0,70 — 1,00 1 — 7,81 723 680 34 57 18 45 7
40Г 0,37 — 0,45 0,17-0,37 0,040 20 400 725 790 690 36 60 17 6
45Г 0,42 — 0,50 — —' 770 — 38 63 15 40 5
50Г 0,48—0,56 22 000 8450 7,806 726 774 689 40 66 13 4
60Г 0,57 — 0,65 21 090 •— — 750 — 42 71 11 35
65Г 0,62 — 0,70 0,90 — 1,20 21 093 8367 7,85 721 745 44 75 9 30 МММ
70Г 0,67 —0,75 У — — 740 46 80 8
В стали обеих групп в каждой марке содержание серы, никеля и хрома составляет соответственно (в %): 0,040;
0,25; 0,25 (исключение составляет сталь марок 05кп, 08кп, 08 и марок Юкп, 10, в которых содержится хрома соответ-
ственно по 0, tO и 0,15%).
Выбор стали для холодной объемной штамповки I ___________Рекомендации по выбору стали
4. Твердость и механические свойства качественной конструкционной холоднотянутой (калиброванной) стали
(по ГОСТ 1051—59**)
Сталь наклепанная Сталь отожженная
Марка в. в, м>
о_, кгс/мм2 НВ, О_, кгс/мм2 ;
— не более ; в’ — не более
%, не менее %, не менее
42 50 187 30 26 143
8 55
15 45 45 197 35 23 149
20 50 207 40 21 163
40 50
25 55 7 217 42 19 170
, 30 57 45 17 ‘ 179
35 229 45
35 60 48 15 197
40 62 52 14
6 241 АН 207
45 65 55 13 40
зо
50 67 255 57 12 217
15Г 50 7 40 207 40 21 50 163
50Г 70 5 30 269 60 10 35 217
5. Твердость и механические свойства стали для холодной высадки
(по ГОСТ 10702—63*, 1050—60**, 4543—71 и 1051—59**)
Для горячекатаной стали Для калиброванной стали
Марка отожженной без термической обработки диаметром более 5 мм в отожженном состоянии в отожженном состоянии диаметром 5 мм и более в нагартованном состоянии в нагартованном состоянии
D отпе- чатка, мм, не менее НВ, не более D отпе- чатка, мм, не менее НВ, не более D отпе- чатка, мм, не менее НВ •ф б D отпе- НВ, не более %, не менее
кгс/мм2 % чатка, мм ств- кгс/мм2
не более не менее
08кп 08 5,2 5,1 131 137 5,2 5,1 131 137 5,2 131 45 60 26 4,5 179 >42 60 55
15кп 5,0 - 143 5,0 143 5,1 137 48 55 23 .4,4 187 >44 50
20кп 4,8 156 —- —-- 4,3 197 >50 45
25 —• — 4,6 170 4,6 170 — — — •— >55 —
30 4,8 156 4,5 179 4,5 179 >57 40
35 4,7 163 4,4 187 4,4 187 55 50 18 >60
40 4,1 217 4,3 197 — —
45 4,6 170 3,9 241 4,2 207 58 50 15
15Х 20Х 4,8 4,7 156 163 4,5 179 4,5 179 4,2 207
ЗОХ 35Х 4,6 170 4,4 4,3 187 197 43 4,3 187 197 ——
40Х 4,5 179 1 и 4,1 217 4,2 207 60 50 14
38ХА 4,2 207 — — — -
сл
Выбор стали для холодной объемной штамповки Рекомендации по выбору сталц
Продолжение табл. 5
Марка Для горячекатаной стали , Для калиброванной стали
отожженной без термической обработки f диаметром более 5 мм в отожженном состоянии в отожженном состоянии диаметром 5 мм и более в нагартованном состоянии в нагартованном состоянии
D отпе- чатка, мм, не менее НВ, не более D отпе- чатка, мм, не менее НВ, не более D отпе- чатка, мм, не менее НВ кгс/мм2 ф б D отпе- чатка, мм НВ, не более °В' кгс/мм2 ф, %, не менее
о/ /0
не более не менее
15Г 20Г 20Г2 35Г2 40ХН 50ХН 15ХФ 20ХФ 16ХСН ЗОХМА 20ХГСА зохгд, 30ХГСА 25Х2Н4ВА 4,6 170 4,7 4,3 4,2 4,1 4,2 4,4 163 193 207 217 207 187 . 4,7 163 «мм —— —' 4,2 207 — —
— — — —
4,4 187 50—70
—-
4,5 4,3 4,7 4,6 4,5 4,1 4,3 179 197 163 170 179 217 197 4,2 207 4,2 4,2 207 207
4,4 187 45 60 | 20
4,3 197 4,8 156 — —— — — 45 — 6^
И»м
4,0 4,2 229 207 —
4,1 217 4,0 229 4,0 229
— —
3,8 255 — —
** Или в нагартованном состоянии с промежуточной термической обработкой.
*
'г
6. Содержание неметаллических включений и карбидная ликвация в легированной конструкционной стали
(по ГОСТ 801—60*)
.Г,Г5
‘ v ‘ i 1 Сталь Баллы Карбидная неоднородность в баллах Примечание
По сульфидам По оксидам Ликвация Полосча- тость Остатки разорванной карбидной сетки
Не более
Отожженная: холоднотянутая горячекатаная 2 2,5 1,0 1,5 2,0 3,0 Оценка по шкале № 7—9 — 10
Неотожженная Горячека- таная 2,0 3,0 2,5
*•-3
7. Инструментальная сталь, применяющаяся в качестве заготовок
для холодного выдавливания в них полостей формообразующих рабочих деталей штампов и пресс-форм
(по ГОСТ 1435—54* и 5950—63)
Марка Химический состав, %
С S1 Мп S р Сг Ni ' Си Мо W V
не более
У10 У10А У12 У12А 7X3 Х12М ЗХ2В8Ф 0,95 — 1,04 0,15 — 0,25 0,15—0,30 0,15 — 0,35 0,15—0,30 <0,85 <0,40 <0,35 0,15—0,35 0,15 — 0,30 0,15 — 0,35 0,15 — 0,30 0,20 — 0,40 <0,35 0,20—0,40 0,030 0,020 0,030 0,020 0,035 0,030 0,035 0,030 0,20 0,15 0,20 0,15 3,20 — 3,80 11,0 — 12,50 2,20—2,70 0,25 0,20 0,25 0,20 <0,30 <0,30 0,25 0,20 0,25 0,20 мм —- —
1,15 — 1,24
0,60—0,75 1,45—1,70 0,30 — 0,40 —• —
0,40 — 0,60 0,15 — 0,30 0,20 — 0,50
7,50—9,00
Выбор стали для холодной объемной штамповки Рекомендации по выбору стали
18 Выбор стали для холодной объемной штамповки
8. Химический состав и механические свойства легирован
Марка Химический состав, %
С Мп ' Сг N1 Прочие легирующие компоненты
15Х 15ХА 15ХР 15ХРА 20Х ЗОХ ЗОХРА 35Х 35ХРА 38 ХА 40Х 40ХР 45Х 45 ХЦ 50Х 0,12 — 0,18 0,12 — 0,17 0,40—0,70 0,70—1,00 «в 1-я группа —
0,12 — 0,18 0,002 — 0,005 В
0,17 — 0,23 0,25—0,33 0,27—0,33 0,31 — 0,39 0,33—0,40 0,35—0,42 0,36 — 0,44 0,37 — 0,45 0,50—0,80 —
0,80—1,10 1,00—1,30
0,002 — 0,005 В
0,80—1,10 0,002 — 0,005 В
—
0,002 — 0,005 В 0,15—0,25 Zr
0,41 — 0,49
0,46 — 0,54
10Г2 35Г2 40Г2 45Г2 50Г2 0,07—0,15 0,31 — 0,39 0,36—0,44 0,41 — 0,49 0,46—0,55 1,20—Об0 До 0,25 2-я группа — мар ST
1,40—1,80
18ХГ 18ХГТ 20ХГР ЗОХГТ 40ХГ 40ХГР 35ХГ2 0,15—0,21 0,17—0,23 0,18—0,24 0,24—0,32 0,90—1,20 0,80—1,10 0,70—1,00 0,80—1,10 0,90—1,20 0,70—1,00 1,60—1,90 0,90—1,20 1,00—1,30 0,80—1,10 1,00—1,30 0,90—1,20 0,80—1,10 0,40—0,70 <3 -я группа — хромо 0,06 — 0,12 Ti
0,002 — 0,005 В 0,06—0,12 Ti 0,002 — 0,005 В
0,37 — 0,45
0,32—0,40
33 ХС 30 ХС 40 XG 0,29—0,37 0,34—0,42 0,37—0,45 0,30—0,60 1,30-^1,60 4 !-я группа — хромо 1,00—1,30 Si 1,00—1,60 Si 1,20—1,60 Si
Рекомендации по выбору стали
19
ной конструкционной стали (ГОСТ 4543 — 71 и 801—60*)
Механические свойства термически обработанных образцов
о о 6 -ф
в т ан НВ в НТЛЖЖРМ W пм
кгс-м/см2 состоянии
кгс/мм2 %
хромистая сталь
70 50 12 45 7
60 40 15 50 9 179
12 45 7
75 55 15 50 9 187
80 65 11 40 6 179
90 70 12 45 7 187
160 130 9 . 40 5 241
75 11 45 7 197
95 217
12 50 9
207
яо
100 10 45 6 217
12 50 9 229
105 85 45 5
9 217
ПО 90 40 4 229
ганцовистая сталь t
43 25 22 50 197
63 37 13 207
67 39 12 40 217
70 41 П
75 43 35 229
марганцовая сталь
90 75 10 40 187
85 217
100 50 8
80 9 197
150 130 40
Л 990
100 85 о
80 11 45 Q 241
85 70 12 О 229
кремнистая сталь
90 70 13 ЕЛ 8 241
95 75 о и 7
125 ПО 12 40 . 3,5—5 255
20 Выбор стали для холодной объемной штамповки
Рекомендации по выбору стали
21
Продолжение табл. 8
Химический состав, % ♦ * Механические свойства Термически обработанных образцов
Марка С Мп Сг N1 Прочие легирующие компоненты * % ат б ф ан НВ в отожженном состоянии
кгс/мм2 % КГС’ м/см2
5-я группа — кремне марганцовая сталь- - -
27ГС 0,23—0,31 1,10—1,40 1,10—1,40 Si 100 85 12 40 5 217
35 ГС 0,31 — 0,39 До 0,25 —ч — 90 70 15 40 6 229
36Г2С 0,32 — 0,40 1,50—1,80 0,40-0,70 Si r-' 75 50 12 35 —'
- 6-я группа — хромомолибденовая и хромовольфрамовая сталь -
15ХМ 0,11—0,18 0,40—0,50 Mo ’Kr 45 28 21 55 12 179
30 ХМ 0,26—0,34 0,40—0,70 0,80—1,10 95 75 11 45 8 229
ЗОХМА 0,26—0,33 0,15—0,25 Mo 50 9
35 ХМ 0,32 — 0,40 100 85 12 45 8 241
38ХВА 0,35—0,42 0,25—0,50 0,90—1,30 0,50—0,80 W 90 50 229
* 7-я группа — хромо ванадиевая сталь
15ХФ; 20ХФ 0,12 — 0,18 0,40—0,70 - 75 55 13 8 187
ЗОХФ 0,17—0,23 0,50—0,80 0,80—1,10 я—" 0,10—0,20 V 80 60 12 50 197
40ХФА 0,37—0,44 V* 90 75 10 9 241
8-я группа — никеле молибденовая сталь -
15НМ 20 НМ 0,10—0,18 0,17—0,25 0,40—0,70 До 0,30 1.50—1,90 0,20—0,30 Mo * . 85 65 11 — 11 50 8 197
9-я группа — хромо - никелевая сталь -
20ХН 0,17—0,23 0,40—0,70 0,45—0,75 80 60 14 50 •8 197
40ХН 0,36—0,44 1,00—1,40 к • 100 80 П 45 7 217
45ХН 0,41 — 0,49 0,50—0,80 0,45—0,75 105 85 10
50ХН 0,46 — 0,54 0,45—0,75 ПО 90 9 40 5 207
13Н2ХА 0,20—0,50 1,70—2,10 60 40 15 50 11
12ХН2 0,09—0,16 0,60—0,90 1,50—1,90 80 60 12
12ХНЗА 2,75—3,15 95 70 11 55 9 217
12Х2Н4А 0,30—0,60 1,25—1,65 3,25—3,65 115 95 10 50 1 269
20ХНЗА 0,17—0,24 0,60—0,90 2,75—3,15 95 75 12 55 10 241
20Х2Н4А 0,16—0,22 1,25—1,65 3,25—3,65 130 ПО 9 45 8 269
ЗОХНЗА 0,27—0,34 0,60—0,90 2,75-3,15 100 80 10 50 241
20ХНР 0,16 — 0,23 0,60—0,90 0,70—1,10 0,80—1,10 0,002 — 0,005 В t 130 - 120 9 —•
22 Выбор стали для холодной объемной штамповки -
Химический состав, %
Марка С Мп Сг N1 Прочие легирующие компоненты
10-я группа — хромокрем
20 X ГС А 0,17—0,23
25ХГСА ЗОХГС 30 X ГС А 0,22 — 0,28 0,28 — 0,35 0,28—0,34 0,80—1,10 0,80—1,10 W 0,90—1,20 S1
ЗОХГСНА 0,27 — 0,34 1,00—1,30 0,90—1,20 1,40-1,80
35ХГСА 0,32 — 0,39 0,80—1,10 1,10—1,40 —. 1,10—1,40 Si
11-я группа хромомарганцевонике
15ХГНТ 15ХГНТА 0,12 — 0,18 0,13—0,18 0,70—1,00 0,06 — 0,12 Ti
15Х2ГН2Т 15Х2ГН2ТА 0,12—0,18 0,13—0,18 0,70—1,00 1,40—1,80 1,40—1,80
15Х2ГН2ТРА 0,12 — 0,18 0,002 — 0,005 В 0,06 — 0,12 Ti
18ХГН 0,16—0,22 0,80—1,10 0,40—0,70 0,40—0,70 —— 1
20ХГНР 0,16—0,23 0,70—1,00 0,70—1,10 0,80—1,10 0,002 — 0,005 В
25Х2ГНТА 0,22—0,29 0,80—1,10 1,30—1,70 0,90—1,30 0,06 — 0,12 Ti
ЗОХГНА 0,28—0,35 0,60 — 0,90 0,90—1,20 0,30—0,60
38ХГН 30Х2ГН2 0,35—0,43 0,26—0,34 0,80—1,10 0,50 — 0,80 1,40—1,70 0,70-1,00 1,40—1,80
16ХСН 0,13—0,20 0,30—0,60 0,80—1,10 0,60—0,90 0,60 — 0,90 Si
18ХСНРА 0,16—0,21 0,60—0,90 0,80—1,10 0,002 — 0,005 В 0,60 — 0,90 Si
- 12-я группа — хромоникелевольфрамо
ЗОХНВА 38ХНВА 0,27—0,34 0,34 — 0,42 0,30—0,60 0,60—0,90 1,30—1,70 1,25—1,65 0,50—0,80 W
40ХНВА 40ХНМА 0,37—0,44 0,50—0,80 0,60—0,90 0,80—1,20 W 0,15—0,25 Mo
30Х2НВА 0,37—0,34 0,30—0,60 1,60—2,00 .1,40—1,80 1,20-1,60 W
38XH3BA 0,34—0,43 0,80—1,20 2,75 — 3,15 0,50—0,80 W
18Х2Н4ВА 25Х2Н4ВА 0,14—0,20 0,21 — 0,28 0,25—0,55 1,35—1,65 4,00—4,40 0,80—1,20 W
Рекомендации по выбору стали
23
Продолжение табл. 8
А . Механические свойства термически обработанных образцов
% ат б ф ан НВ в отожженном состоянии
кгс/мм2 % к гс-м/см2
немарганцовая сталь >
80 | 65 12 45 7 207
40 6 217
ПО 85 10 45 4,5 5 229
165 140 9 6 255
130 40 4 241
левая и хромокремненикелевая сталь
70 10 50 9
95 55
1 о 11 10
i. 100 85 50 269
11
105 90 12 55 10
» - 85 70 50 7 225
130 120 9 —
150 130 10 7
110 85 45 229
90 70 12 10
160 130 ю 7 255
Свойства в прутках не нормируются
130 ПО 10 45 7 197
ж вая и хромоникельмолибденовая сталь
100 80 10 45
ПО 95 50 8 241
а 110—100 95—85 12 50—55 8—10
100—120 85—100 12—10 | 55 — 45 12 — 8 269
ПО П5—105 100 85—80 12 50 8 10—12
ПО 95 ’-11 45 9 —
24 Выбор стали для холодной объемной штамповки
Рекомендации по выбору стали
Продолжение табл. 8
Марка , Химический состав, % Механические свойства термически обработанных образцов
С Мп Сг Ni Прочие легирующие компоненты ав °т 6 1|5 ан ' кгс«м/см2 НВ в отожженном состоянии
кгс/мм2 %
30ХН2ВФА 30Х2НВФА 38ХНЗВФА 20ХН4ФА 38ХНЗМФА 0,27-0,34 13- 0,30—0,60 я группа — 0,60—0,90 хромоникел 2,00—2,40 евольфрамованадие 0,50—0,80 W 0,15-0,30 V 1,20—1,60 W 0,18-0,28 V 0,50—0,80 W 0,10-0,20 V 0,15-0,30 V 0,35 — 0,45 Мо 0,10—0,20 V 1 у вая и хромонцкелемолибденованадиевая сталь 90 | 80 | 10 | 40 9 269
1,60—2,00 1,40—1,80 105 85 12 55 10
0,34—0,42 0,17—0,24 0,34 — 0,42 0,25—0,55 1,00—1,40 3,00 — 3,40 120 ПО 50 8
10
0,70—1,10 3,75—4,15 90 70
1,20—1,50 3,00—3,40 120 ПО 8
38ХЮ 38ХМЮА 38ХВФЮ 38ХВФЮА 14-я 0,35—0,43| 0,20—0,50| 1,50—1,80 группа — х ромоалюминиевая 0,50—0,80 А1 (с вольфрамол 1 90 < и молибденом) сталь 75 1 Ю 45 8 229
0,35—0,42 0,30—0,60 1,35—1,65 0,15—0,25 Мо 0,70—1,10 А1 ? 100 85 14 50 9
0,35—0,43 0,20—0,40 1,50—1,80 0,20—0,40 W 0,40—0,70 А1 0,10-0,20 V ю 45 8
0,36—0,43 0,20—0,40 W 0,40—0,70 А1 0,10—0,20 V 12 50 9
LUX6 ШХ9 ШХ15 ШХ15СГ 1,05-1,15 1,00—1,10 0,20—0,40 Шар\ 0,40—0,70 0,90—1,20 ико- и роли коподшипник овая сталь (по ГОСТу 801—80) /
0,95—1,05 1,30—1,65
0,90—1,20 0,40— 0,65. Si
и 0П02Р5%М ве шаУико^ип^^^^ (^ee° ‘ качественной стали 0,035 и 0.035%; в высококачественной стали (А) 0,035 2. Содержание кремния в неспециально кремнистой стали всех марок 0*17 пято/ 38ХНЗВСАадопуска°ется81толФа?'за\аеХаНол1^]Гама ммибденомФ^пределах tT- 0^%ИЧ°у£“евеНв индеЙГмаЬки пы ято^ТамЛяе^ся н^М^’ 30ХН2ВФА’ 4. Сталь марки 40ХНВА по требованию поставляю? с содержанием вольфра ма 0 sh^X яп «/ ИНдеКСе маРки п₽“ этом заменяется на М. 5. Сталь марок 35Г2 40Г2, 45Г2, 36Г2С по требованию поставляют с содержа “нем ммганпа 1 20 1 60% 6. Сталь марки ЗОХРА по требованию поставляют с содержанием никеля '0 25—0 50у &
26
Выбор стали для холодной объемной штамповки
9. Химический состав стали для холодной высадки по ГОСТ 10702 — 63*
Марка Химический состав, %
С Si Мп Сг N1 S Р
не более
Юкп 25 30 35 40 45 15Х 20 X 30 X 35Х 40Х 38ХА 20Г2 40ХН 15ХФ ♦! 20ХФ *1 ЗОХМА *2 0,07—0,14 0,22 — 0,29 0,27—0,34 0,32 — 0,39 0,37—0,44 0,42 — 0,49 0,12 — 0,18 0,17—0,23 0,25—0,33 0,31 — 0,39 0,36 — 0,43 0,35 — 0,41 0,18—0,26 0,36 — 0,44 0,12 — 0,18 0,17—0,23 0,26—0,33 0,03 0,25 — 0,50 0,15 Не более 0,25 0,040
Не более 0,20 Не более 0,60 Не более 0,25
0,70—1,00 0,035
0,80—1,10
0,50—0,80
0,17 — 0,3
1,30—1,60 0,50—0,80 0,40 — 0,70 0,50—0,70 0,40—0,70 Не более 0,25 0,45—0,75 0,025
Не более 0,20 1,00—1,40 0,035
0,80—1,10 Не более 0,25
0,025
Примечания: 1. Для стали марок 08кп, 08пс, Юкп и Юпс от-
клонения по углероду ±-0,01%, для стали прочих марок ±0,01%.
В легированной стали допускаются отклонения, %:
углероду;
хрому при содержании менее 1%;
хрому при содержании 1% и более;
марганцу при содержании менее 1%;
марганцу при содержании 1% и более;
по
цо
по
по
по
±0,01 —
±0,02 —
±0,05 —
±0,02 —
±0,05- . ...........
— 0,05 — по никелю (для стали, легированной никелем) при содер-
жании менее 2,5%;
— 0,10— по никелю (для стали, легированной никелем) при содер-
жании 2,5% и более;
±0,02 — по ванадию;
±0,02 — по молибдену;
±0,05 — по вольфраму.
2. Химический состав стали марок, не вошедших в таблицу, дол-
жен соответствовать:
а) сталь марок 08кп, 15кп, 20кп, 15Г, 20Г — нормам, указанным
в ГОСТ 1050—60*;
б) сталь марок 35Г2, 50ХН, 16ХСН, 20ХГСА, ЗОХГС, 30ХГСА,
25Х2Н4ВА — нормам, указанным в ГОСТ 4543—71*.
3. Содержание меди в стали для холодной высадки должно быть
не более 0,20%.
♦ i и ♦« прочие элементы соответственно: по 0,10—0,20 V и 0,15—
0,25 Мо.
Рекомендации по выбору стали
27
10. Химический состав стали некоторых марок,
выпускаемых за рубежом [80] для холодного выдавливания
Стра- на Марка Химический состав, % Прибли- зитель- ное соот- ветствие маркам стали, выпу- скаемым в СССР
С Si Мп Р S Al
ЧССР 11340 0,10 - 0,05s 0,05 10
ФРГ МЬкб (успо- коенная алюми- нием) 0,06— 0,10 0,03- 0,10 0,20— 0,40 < 0,030 < 0,040 > 0,02 05кп и 08кп (ГОСТ 1050—60*)
США С1010 (неуспо- коенная) 0,08 0,002 0,37 0,010 0,039 0,005
США С1010 (успо- коенная алюми- нием) 0,12 0,10 0,50 0,018 0,033 0,031 Нет аналогов
Поэтому ГОСТ 10702—63* (см. табл. 9) предусмотрено изготовление
специальной стали для холодной высадки с пониженным содержанием
кремния, серы, фосфора, никеля, меди и мышьяка. Макроструктура
стали должна быть однородной, без усадочных рыхлостей, расслоений,
неметаллических включений, пористости, пузырей, трещин, ликва-
ционной зоны, раковин, флокенов, песочин и других дефектов, видимых
невооруженным глазом на поперечных темплётах после травле-
ния [9].
При холодной высадке бескремнистой кипящей стали площадь
ликвационной зоны должна занимать не более 40% площади попереч-
ного сечения заготовки. Лучше всего, если ликвационная зона распо-
ложена посередине сечения. Смещение ее в сторону и особенно выход
на боковую поверхность могут привести к браку [4].
Характер микроструктуры стали ощутимо влияет на протекание
технологического процесса и качество деталей. Для обеспечения стой-
кости рабочих, деталей штампов, исключения появления трещин, раз-
рывов и т. п. сталь в состоянии поставки должна иметь однородную
микроструктуру, в которой не допускается полосчатость, структурно-
свободный цементит, расположенный по границам зерен в виде скопле-
ний или сетки. По ГОСТ 10702—63* в калиброванной стали марок 30,
35, 40, 45, ЗОХ, 35Х, 40Х и 38ХА не должно быть грубопластинчатого
перлита и видманштеттовой структуры.
К стали для холодной высадки могут быть предъявлены дополния
тельные требования: повышенные нормы по поперечному сужению,
Нормированные макро- и микроструктура, величина зерна, глубина
обезуглероженного слоя, ограничение содержания кремния в спокойя
ной стали марок 08, 10, 15 и 20.
28
Выбор стали для холодной объемной штамповки
Штампуемость стали
Технологический процесс холодной объемной штамповки обычно
состоит из ряда операций, которые в зависимости от формы, размеров и
физической природы материала получаемой детали выполняют bL раз-
личной последовательности, а иногда совмещают. К разделительным
операциям относятся резка (от прутка, проволоки, трубы или полосы)
и вырубка (из плоского проката) мерных заготовок, пробивка отверстий.
К формоизменяющим операциям относятся выдавливание (прямое,
обратное, боковое, радиальное и комбинированное), редуцирование,
высадка, осаживание, прошивка и вдавливание, протягивание (волоче-
ние) и калибровка (объемная и плоскостная).
Практическая возможность и технико-экономическая целесообраз-
ность применения холодной объемной штамповки зависят от техноло-
гичности конструкции детали. Одним из основных показателей техно-
логичности является штампуемость материала, под которой обычно
понимают обрабатываемость материала в условиях заданной операции
штамповки. Понятие обрабатываемости не является строго установлен-
ным и определение показателей обрабатываемости и их правильное
использование при технологических расчетах является одной из основ-
ных задач теории процессов обработки давлением. В работах [16, 17]
сделана попытка создать единую для всех видов обработки давлением
металлов и сплавов теорию деформируемости. За основные критерии
оценки величины деформируемости приняты показатели пластичности,
вида разрушения и сопротивления деформированию, определяемые
по результатам механических • испытаний (растяжение, сжатие и кру-
чение или срез).
При холодной объемной штамповке стали величина деформируе-
мости определяется тем, что обработка ведется в условиях холодной
или неполной холодной (за счет теплового эффекта) деформации, что
неразрывно связано с упрочнением, благодаря которому физико-
механические свойства и структура в процессе штамповки непрерывно
изменяются, что сильно усложняет кинематику заполнения металлом
полости штампа.
Наряду с упрочнением, величина которого определяется степенью
формоизменения и природой стали, происходят вторичные, вызванные
упрочнением (наклепом) физико-химические явления на границах
и внутри зерен: диффузия к дислокациям атомов азота или углерода,
взаимодействие дислокаций с растворенными атомами примесей, рост
микроискажений, накопление несовершенств и т. п. Этот комплекс
явлений, получивший название деформационного старения (природа
которого недостаточно ясна), вызывает дополнительное снижение ^пока-
зателей штампуемости. Повышение фактической' температуры деформа-
ции за счет теплового эффекта, среднестатистически (по объему) дости-
гающее 250—300° С и более, ускоряет процесс и усиливает эффект де-
формационного старения стали.
При холодной объемной штамповке стали, особенно при холодном
выдавливании, характеризующемся значительным гидростатическим
давлением сжатия, первым, а иногда и единственным критерием оценки
штампуемости является сопротивление деформированию и его изме-
нение в процессе обработки. Повышенные нагрузки на инструмент яв-
ляются одним из главных ограничений применения процесса. Однако
Штампуемость стали
29
в ряде случаев вследствие неравномерности деформации и особенностей
кинематики течения (главным образом при комбинированных процессах
штамповки) в некоторых областях деформируемой заготовки возникают
растягивающие и сдвигающие напряжения, превышающие допустимые,
что вызывает образование микро- и макротрещин и даже полное раз-
рушение. В связи с этим, помимо сопротивления деформированию, не-
обходимо в ряде случаев (высадка, комбинированное выдавливание
нт. п., особенно для стали с пониженной пластичностью) знание вели-
, чины пластичности и характера разрушения. Знание характера раз-
рушения особенно важно при решении вопросов, связанных с качеством
исходного металла и стабильностью технологического процесса формо-
изменения в целом. При хрупком разрушении даже при относительно
высоких показателях пластичности не обеспечивается устойчивость
• (стабильность) технологического процесса формоизменения и надеж-
ность эксплуатации готовой детали!
Все показатели штампуемоспГмогут быть определены из класси-
ческих механических испытаний, а также из технологических проб
в условиях, максимально приближенных к данному процессу (высадка,
выдавливание и т. п.) по условиям деформирования [17].
Сопротивление деформированию и его зависимость определяются
из кривых упрочнения, построенных по результатам механических
испытаний на растяжение, сжатие и кручение. В работе [54] отмечается,
что при определении сопротивления деформированию при высадке,
выдавливании и других штамповочных операциях, характеризующихся
сжимающими главными напряжениями, более корректно использовать
не испытание на растяжение, а испытание на сжатие. Это обосновы-
вается тем, что, во-первых, при испытании на сжатие и при штамповке
совпадают знаки напряжений и, во-вторых, при испытании на растя-
жение после образования шейки построение кривых упрочнения за-
труднительно. Кривые упрочнения, построенные по результатам испы-
таний на растяжение, сжатие и кручение, в ряде случаев заметно от-
личаются. Построение кривой упрочнения по результатам испытаний
на растяжение при степенях деформации, превышающих момент обра-
зования шейки у пластичного отожженного металла, может быть осу-
ществлено либо расчетным путем (см. стр. 46), либо путем испытания
образцов из металла, деформированного с различными степенями де-
формации. Однако такие эксперименты связаны с большим расходом
металла, значительной трудоемкостью подготовки образцов для испы-
тания и не всегда практически осуществимы. Аналогичные ограничения
свойственны в некоторой степени и испытанию на кручение.
> Значительные затруднения возникают по определению истинных
напряжений и при испытании на сжатие из-за локализации деформации
(образования конусов скольжения) и упрочнения формы, являющихся,
как указано в работе [17], следствием контактного трения. Наиболее
признанными являются: метод, основанный на осаживании, образца
_с торцовыми выточками, заполненными стеарином; метод, основанный
на осаживании высокого образца с ограниченной степенью деформации
(^до/40%) и переточкой для дальнейшего испытания. Первый метод,
получивший наиболее широкое признание [31 ], практически исключает
влияние трения, но использование его ограничено степенями деформации
ДР 55—60%. Второй метод практически не ограничен по степени де-
формации, однако в меньшей степени исключает влияние трения. Не-
30 Выбор стали для холодной объемной штамповки
обходимо учитывать, что при каждой переточке удаляется металл с пе-
риферии, чем нарушается физическое подобие (в терминологии Губ-
кина С. И.). При переточке удаляется до 80% металла в стружку и
поэтому исходный образец должен быть больших размеров, что не
всегда осуществимо. Кроме того, механические свойства стали в боль-
шом диапазоне диаметров прутков не идентичны вследствие изменения
суммарной степени деформации, степени разрушения литой структуры,
температуры окончания обработки, условий дальнейшего охлаждения
Число перегибов п
Рис. 5. Механические свойства
стали 08 пс в зависимости от степени
холодной деформации [75]
Проба на выдавливание
Рис. 6. Механические свойства ста-
ли 08 кп в зависимости от степени
холодной деформации [75]
и т. п. В связи с этим целесообразно производить осадку образца с воз-
можно большим отношением длины и диаметра, не допуская при этом
продольного изгиба.
Между истинным напряжением при сжатии и твердостью на вдав-
ливание (по Бринеллю, по Виккерсу), как показано в ряде работ, для
данного металла в определенном состоянии имеется связь, которая поз-
воляет, используя тарировочные графики «интенсивность напряжений —
твердость в зависимости от степени деформации», по измерениям твер-
дости изучать напряженное и деформированное состояние, а также
определять исходные данные, необходимые для расчета удельного и
полного усилия [19 и 47].
Зависимость механических свойств стали от величины холодной
деформации показана на рис. 5—16 [75]. Кривые упрочнения при сжатии
Штампуемость стали
31
*
I
Y
применительно к последующим операциям осаживания, высадки, пря-
мого, обратного, бокового и радиального выдавливания горячека-
таной и калиброванной волочением стали показаны на рис. 29—44
(см. стр. 60).
Если перед выдавливанием производилась калибровка осажива-
нием или редуцированием, т. е. при наличии сжимающего удельного
усилия, то соблюдается правило аддитивности величин деформаций.
Рис. 7. Механические свойства стали
08 сп в зависимости от степени холод-
ной деформации [75]
Рис. 8. Механические свойства
стали 10 сп в зависимости от сте-
пени холодной деформации [75]
При выборе способа оценки пластичности соответствие механических
схем деформации при испытании и реальном процессе штамповки имеет
решающее значение. Следовательно, наиболее предпочтительным для
оценки пластичности при высадке, осадке, калибровке, неустановив-
шихся (начальной и конечной) стадиях выдавливания и других подоб-
ных операциях является испытание на сжатие. Значения допустимых
степеней деформации при высадке и осаживании приведены в табл. 11
*и 12. Возможность появления значительных растягивающих напряже-
ний в этих процессах>при соблюдении элементарных правил конструи-
рования инструмента и проектирования формы заготовок по переходам
весьма ограничена и связана главным образом с появлением дополни-
тельных напряжений из-за неравномерности деформации. Дополни^
32 Выбор стали для холодной объемной штамповки
тельные растягивающие напряжения в сочетании с дефектами в про-
дольном направлении (рисками, волосовинами, пленами, накладами)
вызывают резкое падение пластичности. Наибольшую опасность допол-
нительные растягивающие напряжения представляют при высадке,
Сочетаемой с прошивкой полости, и высадке выдавливанием (боковом
выдавливании в круговую щель>
см. гл. 2, табл. Г).
Считается, что для холодной вы-
садки одинаково нежелательно при-
Рис. 10. Механические свойства ста-
ли 35 в зависимости от степени
холодной' деформации [75 ]
Число перегибов п
Рис. 9. Механические свойства стали
20сп в зависимости от степени холод-
ной деформации [ 751
менение твердой (более НВ 260) и мягкой (менее НВ 150) стали. При
высадке твердой стали резко возрастают удельные усилия на инстру-
мент, снижается его стойкость, появляются трещины на металле, ухуд-
шается заполнение полости матрицы. При высадке мягкой стали ухуд-
шается устойчивость заготовки, деформирование происходит неравно-
мерно и металл налипает на инструмент. Кроме того, деталь, получен-
ная из такого металла, плохо подвергается дальйейшей обработке на-
каткой.
Анализ литературных данных позволяет рекомендовать следующие
основные показатели штампуемости стали применительно к высадке
крепежных деталей на автоматах: к
1) НВ от 170 до 260 кгс/мм2 (по некоторым данным нижний предел
устанавливается равным 150 кгс/мм2); 2) -—^- = 0,5 — 0,65 (не более);
Штампуелюстъ стали
33
П.ч Предельно допустимые по величине пластичности
степени деформации стали при осаживании и высадке [16, 25]
М^рка Р Чл /о Марка е, %
08кп (<0,03% Si) 10 «0,37% Si) 20 30 - 35 45 87 85 80 77 73 ч 60 40Х ЗОХГСА 60Г ШХ15 У7—-У12 75 80 50 55 70
12. Предельно допустимые по величине пласти ч ности
степени деформации при осаживании
в зависимости от схемы деформации
и отношения исходного диаметра к высоте заготовки
Марка Состояние Схема деформации
е, % при отношении исходного диаметра к высоте заготовки
1,0 1,5 2,0 4,0 1,5 2,0 1,3 2,0 3,0 4,0
10 25 45 12ХНЗА 22ХНВА 40ХНМА ЗОХГСА Отожженная Закалка при 800, 780° С в масле, отпуск при 750° С Закалка при 8509 С’в масле, отпуск при 560° С Закалка при 850° С в масле, отпуск при 600° с • Закалка при 880° С в масле, отпуск при 520° С 70 65 50 60 73 68 52 63 77 71 55 66 80 75 58 69 82 76 60 70 85 79 60 73 80 74 57 68 72,5 68 52 63 71 66 50 61 70 65 50 60
65 68 71 75 76 78 74 68 68 65
3) ф> 0,60 — сталь весьма пластична; 0,50 <7 гр 0,60 — сталь
достаточно пластична; гр 0,50 — сталь не пригодна для высадки.
Оценивая эти критерии, необходимо отметить, что:
ограничение нижнего предела твердости ведет к снижению стойкости
инструмента, особенно при высадке сложных по форме деталей, при
сочетании высадки с прямым и обратным выдавливанием;
2 П/ред. Г. А. Навроцкого
34 Выбор стали для холодной объемной штамповки
нанесение слоя носителя смазки с высокими противозадирными
свойствами (фосфатирование и т. д.) предотвращает налипание металла
на инструмент независимо от снижения твердости, в частности при сни-
жении твердости стали 10 до 100—ПО кгс/мм2;
устойчивость заготовки при высадке и редуцировании зависит от
технологии, соблюдения условий пластического изгиба, конструкции
Рис. 11. Механические свойства Рис. 12. Механические свойства стали
стали 40 в зависимости от степени 45 в зависимости от степени холодной
холодной деформации [75] деформации [75]
матрицы и пуансона, прямолинейности волокна заготовки, правиль-
ности сочетания режимов отжига, калибровки и правки.
Ос
Отношение J3 значительной мере зависит от химического состава,
режимов термообработки и калибровки, и при одной и той же величине
этого отношения, пластичность и в целом штампуемость стали может
значительно колебаться, так как выдержать рекомендуемые пределы
при наличии калибровки затруднительно.
Величина ф является одной из общепринятых характеристик пла-
стичности и знание ее безусловно полезно при оценке штампуемости
стали. Однако эта величина определяется в условиях трехосного растя-
жения (в области шейки в момент разрыва), которое при холодной объ-
емной штамповке, как правило, не имеет места.
Штампуемость стали 35
г_. __1_________________—----------—---.----;___________________—
При измерении твердости, испытании на растяжение с целью опре-
еления — и ф дефекты металлургического происхождения (наклады,
а также волосовины, риски, плены, резко выраженная строчечность
структуры, крупнозернистость поверхностного слоя и др.), вызываю-
щие полное нарушение технологического процесса, не оказывают зна-
чительного влияния на результаты испытания. Наличие таких дефектов
Числа перегибов п
Рис. 13. Механические свойства ста-
ли 50 в зависимости от степени
холодной деформации [75]
Рис. 14. Механические свойства стали
10Г2 в зависимости от степени холод-
ной деформации [75]
устанавливается испытанием на осадку (ГОСТ 10702—63*). Величина
суммарной деформации (калибровка Ц- все переходы) при штамповке
на автоматах в среднем составляет 45—55% (см. табл. 13). Как видно
из табл. 11, 12 и табл. 3 (гл. 2), при основных операциях штамповки на
прессах допустима деформация до 70—75% и более.
В соответствии с технологическими возможностями для стали ма-
рок 08, 10 и 20 величина деформации дЬ появления трещины при испы-
тании на осадку (см. табл. 11) должна быть не менее 70%, стали марок 30,
35, 40Х и ЗОХГСА не менее 60%, стали 45 не менее 50%.
При выдавливании прямом, обратном и их комбинации разрушение
обычно происходит в контактном слое металла с инструментом и по
поверхностям раздела зон деформации. Наибольшая возможность раз-
рушения стали даже с высокой пластичностью (первой и второй групп,
*
36
Выбор стали для холодной объемной штамповки
13. Степени деформации при холодной объемной штамповке стали
на автоматах (по В. А. Крохе)
Наименование процесса
Калибровка волочением прутков и прово-
локи (для изготовления болтов и винтов)
Штамповка на однопозиционных прессах-
автоматах:
редуцирование в один переход
» 4* калибровка
высадка за один или два перехода
Штамповка на многопозиционных прессах-
автоматах:
редуцирование в один переход
> два перехода
4- калибровка
один переход
два перехода
выдавливание внутренних
Степень деформации, %
е е
Ю—37 10—46
13—27 14 — 31,5
37,5—50,5 47—70,5
50 — 88,8 69—219
11,5 — 33 12 — 39,5
28—57 32,5—82
22 — 70 25—120
34—71 41 — 124
48 — 77,5 66—148,5
'53 — 80 76—162
значение степени деформа-
»
высадка за
» »
высадка 4*
полостей
*1 В отдельных случаях минимальное
ции составляет 5% и максимальное 52,0%.
Рис. 15. Механические свойства стали
У9А в зависимости от степени холод-
ной деформации [75]
Рис. 16. Механические свойства
стали 2Х18Н9 (ЭЯ2) в зависимости
от степени холодной деформации
Штампуемость стали
37
см. табл. 3 в гл. 2) имеется при совмещении процессов выдавливания сту-
пенчатых полых заготовок, особенно если усилия выдавливания и
пробивки близки. Во всех этих случаях ответственными за разрушение
являются сдвигающие напряжения.
Характерные виды разрушения при наиболее распространенных
процессах холодной штамповки приведены на рис. 17. Вязкое разруше-
ние при высадке (под углом 45° к главной оси) показано на рис. 17, а.
Продольные трещины (рис. 17, б) при высадке и осадке образуются
Рис. 17. Виды разрушения при холодной объемной штамповке
углеродистой стали: а — вязкое разрушение при осадке и вы-
садке; б — продольная трещина при высадке; в — разрушение
при обратном выдавливании; г — разрушение при двустороннем
выдавливании полостей; д — разрушение при комбинированном
выдавливании полости и стержня; е — разрушение при прямом
выдавливании
обычно при недостаточной пластичности (из-за наличия вредных при-
месей, перегрева, пережога и т. п.) илй при наличии,дефектов металлур-
гического происхождения в продольном направлении. Характерный вид
разрушения при обратном выдавливании показан на рис. 17, в. Разру-
шение под действием сдвигающих напряжений возникает в результате
взаимодействия очагов деформации при двустороннем выдавливании;
трещины направлены под углом 45° к направлению волокна (рис. 17, г),
что свидетельствует о вязком разрушении. На рис. 17, д показан скол
при комбинированном выдавливании, происшедший в зоне очага де-
формации, так как условия для пробивки оказались более благоприят-
ными (согласно закону наименьшего сопротивления), чем для выдавли-
вания. Поэтому дополнительно к испытанию на сжатие для уточнения
38 Выбор стали для холодной объемной штамповки
физической природы металла и его поведения при выдавливании целе-
сообразно также производить испытания на кручение. Данные испыта-
ния на кручение особенно необходимы для оценки поведения металла
при разделительных операциях (резка прутка в штампе и т. п.). Разру-
шение при прямом выдавливании сплошного стержня показано на
рис. 17, е.
Поведение стали при штамповке, выбор схемы технологического про-
цесса зависят также от способа ее производства.
Томасовская сталь содержит повышенное количество азота (0,012—
0,025%), фосфора, кислорода и других примесей, благодаря чему
склонна к деформационному старению и имеет низкую деформируемость.
Бессемеровская сталь содержит также повышенное количество азота
(0,01—0,03%) и имеет более низкие показатели штампуемости, чем
мартеновская сталь и электросталь.
Кипящая сталь (марки 05кп, 08кп, Юкп, 15кп, 20кп) по сравнению
с соответствующей спокойной сталью (марки 05, 08, 10, 15, 20) имеет
пониженную пластичность и ударную вязкость, более склонна к ста-
рению. Кипящая сталь по сравнению со спокойной более неоднородна
по химическому составу вследствие большой зональной ликвации, имеет
большую газонасыщенность и содержит загрязнений больше, чем другие
виды стали. Однако кипящая низкоуглеродистая сталь широко при-
меняется в промышленности (США и других стран) для высадки и вы-
давливания, что связано с ее более низкой стоимостью, пониженным|со-
противлениел! деформации из-за более низкого содержания кремния
(до 0,03%) и более низкой твердости поверхностного слоя.
В стали для холодной объемной штамповки из-за высокого сопро-
тивления деформации не рекомендуется содержание углерода выше
0,45—0,50%. Марганец, обычно содержащийся в конструкционной
стали в пределах от 0,2 до 0,7% , растворяясь в феррите и цементите,
упрочняет сталь, устраняет вредное действие серы, образуя сернистый
марганец, раскисляет сталь, повышает ее упругие свойства и прокали-
ваемость. При этом пластичность стали уменьшается незначительно.
Кремний является раскислителем стали и, растворяясь в феррите,
повышает прочность, твердость и упругость стали. При содержании
более 0,17—0,20% в среднеуглеродистой стали (0,4—0,5% С) сильно
понижает пластичность в условиях осадки и высадки. Поэтому раскис-
ленную ферромарганцем сталь, содержащую 0,17—0,37% Si (по ГОСТ
1050—60), во избежание образования трещин можно использовать для
высадки с небольшой степенью деформации (не более 30—40%). Бес-
кремнистая кипящая сталь (^0,03% Si) может быть применена для
холодной высадки с большой степенью деформации. В стали для холод-
ной высадки (ГОСТ 10702—63) содержание кремния не должно превы-
шать 0.17—0,20% во избежание образования трещин и сильного разо-
грева. Пластичность стали, содержащей 0,17—0,37% кремния, доста-
точна для проведения процессов холодного прямого и обратного выдав-
ливания. Однако интенсивность напряжений при выдавливании по
сравнению с бескремнистой сталью увеличивается, что приводит к уве-
личению удельных усилий на 12—18%.
Медь снижает пластичность и поэтому допускается в углеродистой
стали до 0,20—0,25%, а в легированной до 0,25—0,3%. Фосфор, рас-
творяясь в феррйте, придает стали хрупкость при комнатной и особенно
при пониженной температуре, повышает сопротивление деформации,
Штампуемость стали
39
улучшает обрабатываемость резанием, способствуя образованию хруп-
кой стружки. Рекомендуется содержание фосфора не более 0,035—0,04%
Сера нерастворима в железе и образует *FeS (пирротит). Улучшает
обрабатываемость резанием. Рекомендуется содержание серы не более
0,030—0,04%, однако в некоторых случаях допускают повышенное
содержание серы (до 0,08—0,10%) — при штамповке гаек с обрезкой
граней и других деталей с повышенными требованиями к обрабатывае-
мости резанием. При повышенном содержании серы для штамповки
можно применять низкоуглеродистую кипящую и успокоенную в из-
ложницах сталь, слитки которой имеют пластичный поверхностный
слой.
Алюминий является раскислителем и повышает пластичность стали;
связывая часть азота, уменьшает склонность к деформационному ста-
рению. Однако превышение содержания алюминия более 0,01—0,03%
ведет к загрязнению стали неметаллическими включениями. Раскис-
ление алюминием дает заметный практический эффект, если исходный
калиброванный прокат после волочения или заготовки после кали-
бровки не отжигают и подвергают длительному вылеживанию. Если
цикл формоизменения измеряется секундами и даже долями секунды,
когда вслед за калибровкой производят штамповку и не происходит
вылеживания калиброванного проката или калиброванных заготовок
перед штамповкой, можно применять сталь, раскисленную кремнием.
Азот образует в стали твердые и хрупкие нитриды, способствует
деформационному (механическому) старению ее.
Никель как примесь усиливает старение, повышает сопротивление
деформации; как легирующий компонент (обычно в сочетании с хромом
и другими легирующими добавками) значительно повышает сопротив-
ление деформации, усиливает склонность стали к налипанию на ин-
струмент при штамповке.
Хром как примесь уменьшает эффект старения, повышает сопро-
тивление деформации; как легирующий компонент значительно повы-
шает сопротивление деформации. Добавка хрома при снижении содер-
жания углерода позволяет значительно улучшить показатели штам-
пуемости без снижения (с учетом упрочнения при деформации) экс-
плуатационных характеристик (износостойкость и т. п.) детали.
На показатели штампуемости обрабатываемой стали и качество
готовой продукции при определенных условиях значительное влияние '
оказывает деформационное старение, происходящее после холодной
пластической деформации и вызывающее снижение показателей пла-
стичности (ф и особенно 6), и повышение показателей сопротивления
деформированию (НВ, oB,S и др.). Особенно сильно снижается ударная
вязкость. Склонность стали к старению зависит от химического состава,
способа и условий плавки и раскисления, режимов предшествующей
термической обработки и обработки давлением. Деформационное ста-
рение может быть естественным (при вылеживании исходных заготовок,
до штамповки и между Переходами готовых деталей) и искусственным
(при нагревании заготовок во время штамповки за счет теплового эф-
фекта). Длительность естественного деформационного старения, при
котором достигается максимальный эффект, составляет в зависимости
от марки стали от 0,5 до 14 месяцев.
В наибольшей степени деформационное старение проявляется у низ-
коуглеродистой стали с содержанием углерода от 0,02 до 0,04%. Из-
40 Выбор стали для холодной объемной штамповки
менение твердости при старении низкоуглеродистой стали после холод-
ной деформации показано на рис. 18. Средне- и высокоуглеродистая
сталь также подвержена деформационному старению.
I Основным элементом, определяющим склонность углеродистой стали
к деформационному старению, считается азот. Примеси (марганец, алю-
миний и др.), связывающие часть азота, уменьшают эффект старения.
Примеси ванадия, молибдена, хрома, титана и ниобия уменьшают,
а при повышенном содержании полностью исключают старение; при-
меси меди и никеля усиливают старение.
Бессемеровская и томасовская сталь более склонны к деформацион-
ному старению, чем мартеновская. Как у мартеновской, так и конвер-
Рис. 18. Изменение твердости в % к исходной при старении после деформации .5;
10; 20; 40; ЯУСТ после деформации и старения; ЯУ20 ~ после дефор-
мации и выдержки 20 мин
торной кипящей стали эффект старения проявляется сильнее. Сталь
вакуумной плавки не подвержена деформационному старению. Наиболее
сильное изменение свойств происходит после пластической деформации
сжатием, характерной для основных более распространенных операций
холодной объемной штамповки. Увеличение зерна повышает эффект
старения. При малых степенях деформаций (5—10%), характерных
для операций калибровки заготовок, эффект старения выше, чем при
больших.
С деформационным старением связано отклонение от закона Кур-
накова Н. С. изменения сопротивления деформированию от температуры
[64 ]. В ряде литературных источников отмечено аномальное изменение
механических свойств углеродистой стали, выражающееся в наличии
так называемого «горба» деформационного старения при температуре
около 3009 С. Максимум повышенного сопротивления деформировал ию,
по сравнению с обычными температурами, вследствие искусственного
деформационного старения сдвигается в область более высоких тем-
ператур с увеличеним скорости и уменьшением степени деформации
(незначительно) и с увеличением зерна.
Штампуемость стали
41
Механические свойства стали при повышенных температурах, ко-
торые могут достигаться благодаря тепловому эффекту при холодной
объемной штамповке, приведены в табл. 14 зависимость истинного на-
пряжения при сжатии от температуры при различных величинах ско-
рости и степени деформации показана на рис. 19 и 20. Влияние деформа-
' ционного старения на ударную вязкость углеродистой стали приведено
в табл. 15, а низкоуглеродистой стали — в табл. 16.
Изменение температурных условий и условий деформационного
старения за счет скорости деформации, дробления суммарной деформа-
f)
Рис. 19. Температурная зависимость истинного напряжения сжатия при раз-
ных скоростях и степенях деформации (материал : сталь 10, отожженная
при 900—940° С; 1,5 ч, охлаждение с печью. Диаметр исходного образца 16 мм,
высота 20 мм); а — 8 = 0,1; б — 8 — 0,2; в — 8 = 0,3; г — 8 == 0,4; 1 —
8j = 3,28-10-* с"1; 2 — 82 = 1,96- 10-3 с-1; 3 — £3 = 1,38- 10~2 с-1; 4 —
84 = 1,1- 10-1 с-1
ции, разрывов во времени между операциями, связанными с пластиче-
ской деформацией (прокатка, калибровка проката волочением, кали-
бровка заготовок, штамповка в несколько переходов), необходимо учи
тывать при выборе состояния исходного проката, прерывности (с на-
личием накопителей) и непрерывности (автоматическая линия, много-
позиционная штамповка на автоматах и многопозиционных штампах
на прессах) процесса. С увеличением числа переходов, времени между
переходами, в рсобенности между калибровкой после отжига и после-
дующей штамповкой происходит возрастание удельных усилий. Осо-
бенно ярко это проявляется при высадочных операциях, при которых
увеличение удельных усилий достигает 15—20%. В случае разрыва
во времени между калибровкой и последующим выдавливанием отжиг
рекомендуется производить после калибровки, особенно если ее про-
изводили методом осаживания.
42
Выбор стали для холодной объемной штамповки
14. Механические свойства стали при повышенные температурах
Темпе- ратура % °т $10 ф ан» р
испыта- кгс* м/см2 С
ния, °C кгс/мм2 0 Ч)
а) Сталь марки 08 (состав, %: 0,07 С; 0,27 Мп; 0,10 Si;
0,022 S; 0,019 Р. Размер зерна 2)
20 31,8 18,6 34,7 76,9 6,09 20 700
100 30,6 20,4 18,0 74,0 14,9 21 000
200 40,3 20,9 16,3 65,2 14,3 18 600
300 38,5 10,6 24,0 67,8 13,2 15 600
400 28,0 9,1 31,4 76,9 12,1 14 400
б) Сталь марки 10 (состав, %: 0,12 С; 0,47 Мп; следы Si;
0,045 S; 0,019 Р. Отжиг при 850°)
20 33,6 19,6 25,2 72,6 4,14 20 500
100 33,9 18,1 19,2 60,6 13,94 19 600
200 38,5 18,4 15,1 64,3 12,95 18 800
300 39,2 13,5 18,3 65,5 12,68 17 500
400 30,7 12,4 25,4 73,6 1 9,96 15 900
' в) Сталь марки 15 горячекатаная (состав, %: 0,18 С;
0,45 Мп; 0, 12 Si; 0,011 S; 0,011 Р)
20 40,3 23,8 32,7 68,6 10,62 20 200
100 37,8 21,7 21,3 64,6 12,99 18 700
200 48,5 21,5 16,2 55,5 13,49 17 900
300 44,3 14,9 26,0 62,4 12,19 17 000
400 35,9 12,9 31,0 71,4 9,06 16 100
г) Сталь марки 20 (состав, %: 0,20 С; 0,48 Мп; 0,26 Si;
0,007 Р; 0,023 S; 0,1 3 Ni. Нормализация при 900° С)
20 44,1 28,8 34,2 ♦» 66,6 21,6
100 II — —— — 21,2
200 41,3 23,4 27,8 66,8 19,0
300 42,4 17,0 29,4 ♦» 64,1 19,2
425 34,7 15,3 39,3 ♦* 80,5 10,2
Д) Сталь марки 25 горячекатаная (состав, %: 0,28 С;
0,64 Мп; 0,25 Si; 0,024 S; 0,019 Р. Величина зерна 3 — 4)
20 50,2 32,5 27,8 58,4 8,47 20 200
100 50,8 33,7 18,5 56,7 9,52 20 000
200 57,0 32,9 12,5 44,2 9,88 19 500
300 55,0 20,2 22,0 57,1 9,85 18 900
400 47,6 16,8 24,8 65,7 7,10 16 700
е) Сталь марки 30 (состав, %: 0,32 С: 0,53 Мп; 0,19 Si;
0,017 S; 0,017 Р)
15 ’ 56,8 34,4 26,6 50,3 7,38
100 52,2 29,1 23,2 54,7 10,93
200 63,2 32,1 22,4 46,8 10,05
300 67,5 18,7 35,5
400 63,2 30,1 28,0 50,6
Штампуемость стали
43
Продолжение табл. 14
Темпе- ратура ав о т $10 ф °Н’ Е»
испыта- кгс* м/см2 £
НИЯ, с кгс/мм2 %
ж) Сталь марки 35 (состав, %: 0,36 С; 0,53 Мп; 0,19 Si:
0,018 S; 0,019 Р)
20 54,5 33,1 24,8 52,4 6,39 20 100
100 51,6 31,3 19,8 53,8 7,33 20 100
200 59,0 31,3 9,5 39,1 8,43 19 000
300 59,2 20,7 21,3 51,7 7,21 17 900
400 51,2 19,7 23,1 64,0 6,05 17 100
з) Сталь марки 40
20 50,5 29,5 33,0 *» 57,0 20 000
200 51,0 26,0 23,5 *1 56,0 18 700
350 50,5 19,5 32,0 *‘ 63,5 ^3 17 600
500 29,0 17,0 44,0 81,0 16 600
и) Сталь марки 45 (состав, %: 0,47 С; 0,49 Мп; 0,21 Si:
0 ,026 S; 0,022 Р. Величина зерна 4)
20 63,9 36,6 22,2 49,6 4,74 20 400
100 60,5 33,8 16,0 49,6 6,32 20 500
200 70,2 35,7 10,3 36,0 6,47 19 700
300 72,8 26,3 22,3 44,5 6,78 19 400
400 57,3 22,9 21,3 65,2 5,60 17 500
63.
15. Влияние деформационного старения
на удельную ударную вязкость углеродистой стали
Вид обработки Удельная ударная вязкость по маркам стали, кгс- м/см2
25 (см. табл. 14, д) 35 (см. табл. 14, ж) 45 (см.табл. 14, и)
После прокатки 8,47 6,39 4,74
После нагрева при 250° С в течение 2,5 ч 9,24 6,05 5,08
После деформирования (остаточная де- формация 8—10%) 9,54 4,26 4,53
После деформирования и нагрева при 250° С в течение 2,5 ч 7,25 2,64 3,36 ’
44 Выбор стали для холодной объемной штамповки
Процессы холодной объемной штамповки стали характеризуются
тяжелыми условиями трения: а) высокие удельные усилия, составляю-
щие в среднем 180—220 кгс/мм2, а локально достигающие 250—
300 кгс/мм2; б) нагрев металла, особенно поверхностного слоя, до 250—
300° С и более; в) значительное относительное перемещение металла и
инструмента и интенсивное обновление поверхности. Наличие адгезии
металла и инструмента ведет к повышению сопротивления, ухудшению
качества деталей, редкому снижению стойкости инструмента.
6)
Рис. 20. Температурная зависимость истинного напряжения сжатия при
разных скоростях и степенях деформации (материал: сталь 40, отожженная
при 900 — 940° С; 1,5 ч, охлаждение с печью): а — 8 = 0,1; б — 8 = 0,2;
в _ 8 = 0,3; г 8 = 0,4; 1 — ё4 = 3,28-10~* с~‘; 2 — е2 = 1,96- 10"» с"1;
3 е8 == 1,38- 10-2 с“2; 4 — ё4 = 1,1- 10"1 с-1
На основе обработки результатов механических испытаний, приве-
денных в работах [16, 31, 54, 75], и технологических испытаний по^
строена классификация стали в условиях наиболее распространенных
операций штамповки, (см. табл. 3 гл. 2). Наряду с общепринятыми пока-
зателями деформируемости [16], при разделении стали на группы и
подгруппы учитывались адгезия металла к инструменту и связанная
с ней сложность подготовки поверхности заготовок, а также характе-
ристика штамповой стали основных марок (Х12М, Х12Ф1, Р6М5,
Р18).
Основные направления повышения штам-
пуемости.
1. Повышение качества катаного и прессованного металла: ограни-
ченное содержание вредных примесей; однородность свойств и от-
сутствие ликвации, раковин, волосовин, следов сегрегации, плен, тре-
Штампуемость стали
45
16. Влияние деформационного старения
на механические свойства низкоуглеродистой стали 08кп
(состав, %: 0,07 С; 0,33 Мп; 0,007 Р; 0,024 S)
и марки 10 (состав, %: 0,10 G; 0,12 Si; 0,46 Мп; 0,014 Р;
0,019 S; 0,06 А1. Раскисление в ковше ферросилицием и алюминием)
Мар- ка Исходное состояние (термообработка после прокатки) Механические свойства
НВ, кгс/мм2 аи, кгс-м/см2 1*1
Ис Хд и Ес Хд и С Ис Хд и Ес Хд и С
08кп Нормализация с 950° С и отпуск при 650° С с охлажде- нием на воздухе Закалка с 950° С в воде и отпуск при 650° С с охлажде- нием на воздухе 86 107 137 136 141 145 24,5 28,6 1,2 1,2 0,85 0,87
10 Охлаждение с 930° С до 650° С со скоростью 4 50 град/ч, далее на воздухе Нормализация с 930° С и отпуск при 650° С, охлаждение на воздухе 108 112 142 136 148 146 27,8 28,3 20,7 27,0 20,0 25,7
Условные обозначения:'Ис — исходное состояние; Хд и Ес — после холодной деформации 10% и естественного старения; Хд и С — после холодной деформации и старения при 250° С в тече- ние 1ч.
щин, надрывов, рисок, накладок и других внутренних и поверхностных
дефектов; высокая точность и стабильность размеров по сечению и
длине и т. д.
2. Применение специализированного оборудования для термообра-
ботки и термообработка по режимам, обеспечивающим необходимые
показатели структуры (величины зерна) и механических свойств
стали.
3. Широкое использование совмещенных процессов выдавливания
с двумя и большими направлениями течения металла (степенями сво-
боды).
4. Применение высокоэффективных носйтелей смазки.
5. Регулирование кинематики течения и напряженного состояния
металла в полости штампа за счет: перевода реактивных сил трения
в активные; применения специализированных штампов с противодав-
лением и противонатяжением; совмещенного выдавливания.
6. Переход от холодной к теплой и полугорячей штамповке для
высокоуглеродистой -и легированной стали.
7. Рациональная конструкция рабочих частей инструмента.
8. Соответствие свойств штамповых материалов технологическим
требованиям.
46 Выбор стали для холодной объемной штамповки
Теория кривых упрочнения
Различают четыре вида деформации [17]: холодную, неполную
холЬдную, неполную горячую и горячую. Наибольшее упрочнение ма-
териал получает при холодной деформации. Неполная холодная дефор-
мация сопровождается возвратом, и потому материал упрочняется
меньше. Еще меньше упрочнение при неполной горячей деформации,
ибо процесс сопровождается неполной рекристаллизацией. При горя-
чей деформации происходит полная рекристаллизация, вследствие чего
при идеальной горячей деформации материал совершенно не упрочняется.
При холодной деформации влияние скорости на сопротивление де-
формированию невелико. Увеличение скорости не может вызвать повы-
шение сопротивления деформированию больше чем на 20%. При зна-
чительной скорости вследствие теплового эффекта температура тела
может подняться настолько, что будет соответствовать температурам
горячей или промежуточным видам деформации и сопротивление де-
формированию понизится и возможно даже станет ниже, чем при невы-
сокой скорости. При горячей деформации вследствие взаимодействия
упрочняющих и разупрочняющих процессов и сил вязкого сопротив-
ления влияние скорости на сопротивление деформации очень большое,
при различных скоростях сопротивление деформации может отличаться
в 3—5 и более раз. Промежуточные виды деформации в этом отношении
занимают среднее положение.
При высоких скоростях деформирования (100 м/с и более) заметное
влияние на процессы формоизменения начинают оказывать силы инер-
ции, повышающие сопротивление деформированию, а распространение
напряжений и деформаций приобретает резко выраженный волновой
характер.
В зависимости от температурно-скоростных условий установлены
следующие ориентировочные границы деформации [17]: холодная де-
формация Т<<0,ЗТпл, неполная холодная деформация 0,ЗТпл Т <J
<<0,5Тпл, неполная горячая деформация 0,5Тпл 7 < 0,77пл, го-
рячая деформация 0,7Тпл^7 << ТПЛ, где Т и Тпл — температуры де-
формации и плавления в градусах Кельвина. \
Приводимая ниже теория кривых упрочнения в полной мере спра-
ведлива для металлов и сплавов лишь при условии, что в течение всего
процесса формоизменения температурно-скоростной режим деформации
сохраняется неизменным и не происходят фазовые, аллотропические или
иные превращения, могущие изменить сопротивление деформированию.
Вследствие упрочнения (наклепа) в процессе формоизменения (кроме
идеальной горячей деформации) сопротивление деформированию не-
прерывно возрастает. Различают истинное напряжение S — силу, от-
несенную к текущей площади поперечного сечения деформируемого
образца; и условное напряжение а — силу, отнесенную к начальной
площади.
У условных диаграмм растяжения в качестве характеристики де-
формации принимают условное относительное удлинение
где /0 и I — начальная и текущая (или конечная в момент разрыва)
длины образца. Индексом п обозначена кратность образца отношение
Теория кривых упрочнения
47
начальной расчетной длины к начальному диаметру; обычно п = 5 или
10 и соответственно б5 или б10 (в момент разрыва). Удлинение бл ука-
зывается в процентах, для чего умножается на 100. Эта характеристика,
однако, неполноценна и дает сильно заниженные значения относитель-
ного удлинения, ибо после образования шейки деформация происходит
не по всей длине образца, а только в наиболее узком участке шейки.
Как видно из рис. 21, условное напряжение при одноосном растя-
жении образца повышается только до образования шейки, т. е. на уча-
стке равномерной деформации б#, а затем начинает снижаться; истин-
ное же напряжение продолжает увеличиваться вплоть до разрыва
образца.
У истинных диаграмм растяже-
ния характеристиками деформации
служат сужение ф, удлинение 6
или логарифмическая деформация 8:
Рис.- 21. Диаграмма растяжения:
1 — условное напряжение о; 2 —
истинное напряжение S; О — на-
чало образования шейки; х —
" разрыв
, /' , /о
е = ]п—у = In — ,
/0 f
где fQ и f — начальная и текущая
площади поперечного сечения об-
разца, причем после образования
шейки, наиболее его узкой части,
а /о и / — начальная и текущая дли-
ны наиболее деформируемого объема
шейки. Эти характеристики зада-
ются в относительных единицах
(или в процентах).
Характеристика ф изменяется
от 0 до 1, что позволяет на диаг-
рамме уместить всю кривую s (ф). Характеристики б и в изменяются от
0 до оо, причем б увеличивается быстрее, чем 8.
Существенным преимуществом характеристики 8 по сравнению
сф и б является ее аддитивность, что позволяет суммировать деформации,
выраженные через в. Поэтому, в частности, только через в можно за-
писать условие несжимаемости (постоянства объема) при пластическом
деформировании:
Si 4" 82 83 — о,
где 8Х, 82, 83 — главные логарифмические удлинения.
Из этого условия вытекает однозначная связь всех характеристик
деформации (кроме условной):
е= Irij—In (14- б),
48
Выбор стали для холодной объемной штамповки
а также зависимость между истинным и условным напряжениями
s=r=Y==a<1 + 6) = oee- (’)
Для условного удлинения не существует однозначной связи с дру-
гими характеристиками деформации.
Диаграммы истинных напряжений позволяют проследить упрочне-
ние материала в процессе деформирования, поэтому их называют кри-
выми упрочнения. Кривые упрочнения можно построить для любых
видов напряженно-деформированного состояния, но чаще всего их
строят по данным испытаний на одноосное растяжение. Чтобы при-
менять эти кривые для любых других процессов, надо использовать ин-
тенсивность напряжений
Si = K(s, - + (S, - Ss)2 + (S3 - S,)2
и интенсивность деформаций
К 2 г__________________________—
6i = ——- к(61 — е2)2 + (е2 — е3)2 + (е3 — е,)2 ,
О
где Sx, S2, S3 — главные нормальные напряжения.
При одноосном растяжении и сжатии Sx = S, S2 = S3 = (У; 8X = e,
e2 = e3 = — ~ ; поэтому для них Sj = = S, 8, = ег = 8.
Приведенные выше характеристики деформации справедливы и
для одноосного сжатия, но сужение при растяжении равноценно осадке
при сжатии, а удлинение — увеличению площади.
Кривые упрочнения можно также построить в истинных касательных
напряжениях и истинных сдвиговых деформациях, которые связаны
с интенсивностью напряжений, и интенсивностью деформаций постоян-
ными множителями и составляют: октаэдрические касательные напря-
1/Т г-
жения и деформация /8 = S;, у8 = V 2 8Z; интенсивности касатель-
ных напряжений и деформаций =
максималь-
з— °1
> Утах =
ные касательные напряжение и деформация /шах =
= | е3 —- ех |, причем принято, что S2 6'3, ег
В частном случае при одноосном растяжении и сжатии t8 = S,
о
Те “ ti = , yi = 8j ^тах="2» Утах = “g” Е»
Истинные касательные напряжения связываются с условными
напряжениями следующими формулами:
2_
0 з^тах
шах ~ ТГ е
f.
Рис. 22. Кривые упрочнения: а — тип I; б — тип II; в — тип III; г — тип IV; д — тип V; е — тип VI; АЕ — каса
тельная; А'Е' — секущая; О — начало образования шейки; X — разрыв
17. Свойства кривых упрочнения, выявленные при исследовании кривых касательной,
проведенной в точке В, отвечающей началу образования шейки (см. рис. 22)
Тип кри- вой и ее коор- ди- наты Тангенс угла наклона касательной Величина отрезка, отсекаемого касательной Вели- чина отрезка на оси ординат, отсекае- мого секущей, прохо- дящей через точку В Уравнение
на оси ординат 0D на оси абсцисс влево от орди- наты, отвечаю- щей об- разова- нию шейки СА на ординате при степени .деформации, равной единице FE касательной секущей
I Ф, s tgaj = = Sb Щ %. 7 । 1 д т-4 ' со ° 1-фв 4SB СТВ s=_х (1-М>в)2 X (1 — 2М>в + 1|>) •$== ОВ X Л , ф \ v ( । -X. ।
- 1-фв ✓ > I * I 1 * 1 1~^в)
II е, S tg ап — SB SB (г — ев) = = <Тв(1-8в) X ХееВ 1 (2 — ев) SB °В S = GBeeB X X (1 — ев + е) S = (JBX Л Лв-1 \ х 1+ £о в \ ев /
III б, s tgain = SB _ ?В 1+6в 2S« — S = vB (1 + 6) —
1 + 6B = ав 1 + 6В 1 + 6в --ств
IV*1 tn tg aIV = ~ T tfnB ^tnB x x (1 з“ ywb) 3 2 (5-2VmB)X (mB X 3 GB 2 x «5 > J: £ 1 OJ CO 1 II 1 04 Iе0 £ J”*, X X x 1 II " |C1 J J ^_±_ X
V Ve, G tgav = -Hi 2 Лв t (1 V8g \ 8B\ К / ♦ / Г2 (1 + Г2-Т85)х /2 J<2 3 ав X 1 00 _+ 7 1 X, 0^ to ЬЭ1 tXJ x 1<2 <8= з °вХ / V8B \ e^-1 x\ Ye 1 \ y8b J
VI tg aVI == = IB V3Vib) 1 /3 (i-j-Уз— j<3 x X YtB) tiB aB /3 'i = ',B X X (l-J<3VzB + /3vt.) Л GB i " 7— 1 |<3 / V/B \ XV+ ^.v7
” Для сокращения записи обозначено: Vfflax = гшах = Vmax в = vmB; ?шах в = tmB-
Выбор стали для холодной объемной штамповки ; Теория кривых упрочнения
СП
52
Выбор стали для холодной объемной штамповки
Различают шесть типов кривых упрочнения (рис. 22): I — S (гр),
П — S (е), III S (d), IV /щах С?max); V — /8 (у8); VI — // (?/)•
Их свойства изучают проведением к ним касательной в точке, отвечаю-
щей началу образования шейки при одноосном растяжении (точка В
у кривых всех типов).
В табл. 17 приведены основные свойства кривых упрочнения всех
типов. Индексом В отмечены истинные напряжения S и, t в момент
Рис. 23. Кривые упрочнения I ти-
па: 1 — алюминий AM, Од =
«== 7,5 кгс/мм2; 2 — дуралюмин
Д16М, 6jg — 23,5 кгс/мм2; 3 —
медь, Од = 24 кгс/мм2; 4 —
сталь 08 Од — 30 кгс/мм2;
О — начало образования шейки;
X — разрыв при одноосном растя-
женин
начала образования шейки и соот-
ветствующие им равномерные де-
формации.
Экспериментально установлено,
что при холодном формоизменении,
после образования шейки, каса-
тельная к кривой упрочнения S (ф)
довольно близко проходит от кри-
вой и потому практически может
заменить кривую. Это значительно
упрощает построение кривой упроч-
нения 1 типа при холодной дефор-
мации. Для ее построения доста-
точно знать только три величины,
определяемые при обычных испыта-
ниях на одноосное растяжение:
предел текучестй исходного мате-
риала os, временное сопротивление
ив и равномерное сужение фв.
Участок кривой после образования
шейки — это касательная, прохо-
дящая через точку В. Участок до
образования шейки— кривая, плав-
но соединяющая касательную в точ-
ке В с точкой D на оси ординат,
отвечающей пределу текучести ис-
ходного материала, ибо при ф = 0,
как это следует из формулы (1) os = Ss. Упругий участок на кривых уп-
рочнения почти никогда не показывают, так как упругие деформации
ничтожно малы по сравнению с пластическими деформациями (рис. 23).
Большинство материалов при одноосном растяжении гораздо раньше
разрушается, чем полностью исчерпывается площадь поперечного се-
чения (т. е. при ф << 1). Вследствие влияния шейки, по мере ее разви-
тия, напряженное состояние от одноосного растяжения переходит
к трехосному растяжению, что вызывает крутой подъем кривой упроч-
нения непосредственно перед разрывом образца (штрихи на рис. 22, а).
Этот подъем не вызван физическим упрочнением материала, а является
следствием влияния формы, приведшей к возникновению объемного
напряженного состояния. Если внести в замеренное во время испытаний
усилие коррективы, исключающие влияние формы, то кривая упрочне-
ния вплоть до самого разрыва образца, пойдет монотонно без резкого
подъема на конце немного ниже касательной и, следовательно, при-
ближенно, как указывалось выше, может быть заменена касательной.
Во многих случаях с запасом участок кривой упрочнения s (ф)
до образования шейки также допускается заменять касательной и полу-
Теория кривых упрочнения
53
чать таким образом линейную зависимость между напряжением и де-
формацией на всем протяжении кривой, так называемую ориентировоч-
ную прямую упрочнения [17], уравнение которой для холодного формо-
изменения приведено в табл. 17.
Отрезок, отсекаемый прямой упрочнения на оси ординат OD, назы-
ваемый экстраполированным пределом текучести, мало отличается
по величине от а в (согласно исследованиям М. П. Марковца при фв =0
OD = ов, при фв = 15% OD == 0,965ов> а при редко встречающемся
фв=30% OD — 0,815ов)- Это позволяет заменить касательную се-
> кущей и дать уравнение прямой, связывающей напряжение с деформа-
цией, не содержащей равномерное сужение фв, что очень важно, ибо
в справочниках оно приводится редко. Уравнение этой прямой, являю-
щейся секущей кривой упрочнения, может быть записано в двух ва-
риантах [88]:
S == 0,9ов(1 + 2ф);
S = ob(1 4- 1,6ф).
Оба варианта уравнения дают близкие результаты, но первый лучше
подходит для отожженных материалов, а второй — для наклепанных.
Свойства кривых упрочнения различных типов взаимо связаны [88]
ибо, , , „
tg а _ р б/ф
tg а" ~~ р" ’ dtp' 9
> где а' и а" — углы наклона касательных к кривым упрочнения р' (<р')
и р" (ср") в точке, отвечающей началу образования шейки; р' и р" —
истинные напряжения; ср' и ср" — деформации.
Линейная аппроксимация зависимости между напряжением и де-
формацией возможна для кривых упрочнения всех типов.' Однако
** у кривых всех тиров, кроме I типа, прямые — секущие, уравнения
которых приведены в табл. 17, ближе проходят к кривым, чем касатель-
ные, а потому лучше аппроксимируют линейную зависимость между
напряжением и деформацией, чем касательные. Для кривой III типа
уравнение секущей не дано, так как касательная отсекает на оси орди-
ч нат отрезок OD — вв- В отличие от кривой упрочнения I типа, линейная
аппроксимация у кривых упрочнения всех остальных типов при холод-
ном формоизменении допустима не на всем протяжении кривой, а только
до деформации, не намного превышающей деформацию разрыва при
одноосном растяжении.
Аддитивность логарифмической деформации е позволяет предста-
* вить полную деформацию до разрыва при одноосном растяжении 8р
как сумму равномерной деформации 8в и сосредоточенной ес, т. е.
\ 8р = &В бе*
г По мере развития деформации пластичность материала умень-
шается. Вначале это уменьшение происходит за счет равномерной де-
Ф формации, а затем, когда она исчерпывается, — за счет сосредоточенной
деформации (рис. 24).
« Если какой-либо материал, обладавший в отожженном состоянии
полным удлинением ер, равномерным удлинением ев, сосредоточенным
удлинением ес, истинным напряжением шейки Sb и временным сопро-
54 Выбор стали для холодной объемной штамповки
тивлением ов, наклепать до деформации 8 < ев (точка 1 на рис. 24, а),
то в результате упрочнения, равномерное удлинение уменьшится и
будет равно гв = ъв— е, сосредоточенное удлинение сохранит свое
прежнее значение 8С, полное удли-
нение уменьшится ер = — е —
= ес-)-8в, предел текучести повы-
сится Ss > Ss, истинное напряже-
ние шейки останется неизменным
Sb, а временное сопротивление
увеличится, так как согласно фор-
Z 8в
муле (1) =SBe . Кривая уп-
рочнения укоротится и получит
вид, показанный на рис. 24, б.
При наклепе материала до де-
формации, равной равномерному
удлинению е" = ев (точка 2), рав-
номерное удлинение будет отсут-
ствовать ъв — 0, сосредоточенное
удлинение останется прежним ес,
а полное удлинение уменьшится и
станет равно сосредоточенному
удлинению 8р = 8С, предел теку-
чести повысится ич будет равен
истинному напряжению шейки, а
последнее, как это следует из фор-
мулы (1), — равно увеличивше-
муся временному сопротивлению
SB = SB — ав. Кривая упрочне-
ния этого материала показана
на рис. 24, в.
Рис. 24. Кривые упрочнения материа-
ла: а — отожженного; б — наклепан-
ного до деформации е' < ев; в — на-
клепанного до деформации е" = ев-
г — наклепанного до деформации
8W >8В* ® — начало образования
шейки; X — разрыв
У материала, наклепанного до деформации, превышающей равномер-
ное удлинение 8А// ев (точка <?), равномерное удлинение также будет
отсутствовать и полное удлинение будет равно сосредоточенному удли-
нению 8р = ес, а предел текучести станет больше истинного напряже-
ния шейки Sj > SB, которое на кривой упрочнения этого материала
(рис. 24, г), будет отсутствовать.
Теория кривых упрочнения 55
Истинное напряжение, соответствующее началу образования шейки
при одноосном растяжении Sb,—это константа для каждого мате-
риала, зависящая только от температуры и скорости, но не зависящая
от величины деформации, а следовательно, и от наклепа. Многие мало-
пластичные и все хрупкие материалы разрываются при напряжениях
ниже истинного напряжения шейки Sb> На кривых упрочнения т^их
материалов участок сосредоточенной деформации отсутствует, а услов-
ное напряжение, соответствующее моменту разрыва, хотя на условной
диаграмме растяжения и является максимальным и обозначается
через ов, но по своей физической природе отличается от условного на-
пряжения в момент начала образования шейки, которое выше услов-
ного напряжения в момент разрыва без образования шейки.
Когда наклеп материала осуществляется последовательно при раз-
личных схемах напряженно-деформированного состояния на разных
операциях и отсутствии отжига между операциями формоизменения
(например, материал сперва прокатывается, а затем растягивается),
для выявления механических свойств. такого материала, необходимо
вычислить интенсивность деформаций на каждой операции, эти интен-
сивности деформаций сложить, а затем по кривой упрочнения 8 (е) опре-
делить интенсивность напряжений, соответствующую суммарной интен-
сивности деформаций. Это и будет пределом текучести 8S наклепанного
на всех операциях материала, ибо на кривой упрочнения 8/ = 8,
8г-= е. Остальные показатели следует взять из оставшегося справа
участка кривой.
В теории кривых упрочнения важное значение имеет равномерная
деформация при одноосном растяжении, которая определяет весь ход
кривой упрочнения. Величина равномерной деформации зависит от
природы материала, состояния, температуры, скорости испытания,
схемы и соотношений между напряжениями.
Как было показано выше, наклеп уменьшает величину равномерной
деформации. С повышением температуры равномерная деформация
как правило, при отсутствии температурных зон хрупкости, фазовых,
аллотропических и других превращений уменьшается. При идеальной
горячей деформации для всех металлов и сплавов равномерная дефор-
мация равна или близка к нулю и процесс деформации происходит при
постоянном напряжении 8 = 8 в = ^в — const.
Зависимость между напряжением и деформацией в координатах 8,
е, отвечающая свойствам кривых упрочнения и справедливая для любых
температурных условий деформации, выражается следующим урав-
нением [90]:
8 = hiSb arctg I — I ,
\&в J
где tn = — и п = — коэффициенты. Следовательно,
4 /е#вВ
S = — SB arctg (— (2)
\ в /
56
Выбор стали для холодной объемной штамповки
а в координатах 8, ф
л
Пп<1-ад " ’е'
(3)
-л & L In (1 — гр) J
Значения ев, фв и 8в принимаются для неупрочненного (отожжен*
ного) материала.
Интенсивности упрочнения составляют
л 1
/ 8 \ 2
^_ = 28 . dS = 1 dS
de ' de
\ев/
Легко видеть, что при е =[ев и ф = фв эти формулы дают значения
интенсивностей упрочнения, равные tgaii и tgaj (см. табл. 17), как оно1
dS
(4)
Рис. 25. Вид кривых упрочнения <S (е) и S (гр) по уравнениям (2) и (3):-
холодная и промежуточные Ш1ды деформации;--------идеальная горячая
деформация; АВ — касательная к кривым упрочнения в точке В, отвечающей
началу образования шейки; FE — конечная ордината кривой упрочнения S (ф),
совпадающая с касательной FE, проведенной к, кривой в точке В; О — на-
чало образования шейки; • — конечная точка кривой (ф » 1)
и должно быть. Наибольший, однако, интерес представляют интенсив-
ности упрочнения в конечной точке кривых упрочнения при е = оо
и ф = 1. Из этих формул следует, что при
dS dS
de °’ Жр"”00’
причем согласно уравнениям (2) и (3) напряжение в этот момент 8 =
== 28в, т. е. правило Кербера соблюдается.
На рис. 25 изображены кривые упрочнения II и I —типа 8 (в)
и 8 (ф), построенные по уравнениям (2) и (3), а на рис. 26 только I
типа по уравнению (3), но при различных значениях фв и 8в, соответ-
ствующих холодной, неполной холодной, неполной горячей и горячей
деформациям, которые с повышением температуры уменьшаются,
причем при горячей деформации фв = 0.
Теория кривых упрочнения
57
Рис. 26. Кривые упрочнения S (ф)
при различных значениях равно-
мерного сужения, соответствующих
различным видам деформации
Кривая упрочнения 8 (в) при всех видах деформации, за исключе-
нием идеальной горячей, по мере увеличения деформации плавно при-
ближается к своей асимптоте, идущей параллельно оси абсцисс на рас-
стоянии, равном 2Sb. Крутизна кривой с понижением температуры де-
формации увеличивается, а с повышением — уменьшается, ибо пони-
жению температуры сопутствует увеличение ъв и 8в (а также ов>)
а повышению — уменьшение, и только при идеальной горячей дефор-
мации, когда ев = 0, кривая превращается в прямую, идущую парал-
лельно оси абсцисс, и процесс идет
без упрочнения.
Кривая упрочнения 8 (ф) выгля-
дит иначе. В самом конце она пере-
гибается и устремляется вверх. Рез-
кий подъем вытекает из выра-
жения (4). Действительно, при'
ф = 1 = оо и, следовательно,
касательная параллельна оси орди-
нат. Резкий подъем кривой 8 (ф) на
конечном участке объясняется физи-
чески. При значениях ф, прибли-
жающихся к единице (полное исчез-
новение площади поперечного сече-
ния образца), е стремится к бес-
конечности и, следовательно, на
весьма коротком отрезке диаграммы
8 (ф) сосредоточивается участок,
который на диаграмме 8 (е) про-
стирается до бесконечности. Естест-
венно, - что на столь коротком
отрезке кривая 8 (ф) должна пока-
зывать исключительно высокую
интенсивность упрочнения, стре-
мящуюся к бесконечности. Отсюда
следует, что при больших деформа-
циях интенсивность упрочнения
dS
надо оценивать по -т-,
С1&
а не по
dS
-г—, хотя они и связаны
аф
вильное убеждение, что
однозначно, иначе может создаться непра-
с увеличением деформации темп упрочнения
ускоряется, между тем, как известно, он замедляется.
Все кривые 8 (ф) после образования шейки, имея небольшую выпук-
лость, обращенную кй^рху, плавно поднимаются вверх. Чем фв и 8в
больше, тем подъем кривых круче, но зато относительно ближе про-
ходит касательная к кривой упрочнения ( а--- меныйе ), что под-
тверждает правильность предложенного С. И. Губкиным [17] способа
проведения ориентировочных прямых упрочнения при различных видах
деформации. Все ориентировочные прямые проходят через точку фв,
8в, при значениях фв и 8в> отвечающих температуре деформации, и
58 Выбор стали для холодной объемной штамповки
отсекают на конечной ординате (ф = 1) отрезок 8К, лежащий в интер-
валах:
при холодной деформации
28В^8К> 1,758в;
при неполной холодной деформации
1 ,758в^ Sk > 1 ,58в;
при неполной горячей деформации
1,55в >2 8К > 8В;
при горячей деформации
5К = Sb^gb.
Однако, строго говоря, напряжение 8К в этих выражениях отно-
сится не к точке с абсциссой ф = 1, а весьма близко от нее расположен-
ной, ибо, как следует из уравнения (3), для всех видов деформации,
кроме идеальной горячей, при ф = 1 напряжение всегда равно 28в.
Практически очень редко приходится деформировать материалы
до значений ф, близких к единице, что позволяет уравнения (2) и (3)
упростить. Учитывая, что для малых величин arctgx^x, и принимая
т = 1, п = ев, уравнение (2) можно представить в виде
S = SB(—YB .
\&в)
В таком виде уравнение совпадает с известной зависимостью
8 = а&ь,
в которой коэффициенты а и b обычно принимают равными [68]
а=8вевев; Ь =
В пределах практически получаемых деформаций эта зависимость
дает значения напряжений, мало отличающиеся от значений, опреде-
ляемых по зависимости [17]
ФВ
В тех случаях, когда для теоретических выводов или расчетов не-
обходимо начальное напряжение принимать равным пределу текучести
исходного материала os, можно использовать двучленную зависимость
между напряжением и деформацией [59]
8 — os + Лег,
где А и с — константы материала, определяемые обычно при испыта-
ниях на растяжение.
Можно для аппроксимации кривых упрочнения задаться и другими
зависимостями, действительными в пределах требуемых величин де-
Теория кривых упрочнения
59
формаций, со степенью точности, определяемой условиями поставленной
задачи. При выборе зависимости следует стремиться, чтобы она позво-
ляла наиболее просто решать задачу в пределах необходимой точности.
Для многих задач, если это допустимо, и для практических расчетов
наиболее удобна линейная аппроксимация.
Свойства кривой упрочнения II типа позволяют использовать каса-
тельную к этой кривой для построения лучевой диаграммы пластич-
ности, так как касательные к кривым упрочнения S (е) любых
материалов, проведенные в точке В, отвечающей началу образования
шейки 4см. рис. 22, б и табл. 17), пересекаются на оси абсцисс в одной
Логарифмическая деформация б относительных единицах
Рис. 27. Лучевая диаграмма пластичности в логарифмических
деформациях (одноосное растяжение): 1 — алюминий; 2 —.
дуралюмин Д16; 3 — медь; 4 — латунь Л68; 5 — сталь С 30;
6 — сталь Х12
общей точке А на одинаковом расстоянии от точки С, равном единице
логарифмической деформации, а тангенс угла наклона касательной,
представляющий интенсивность упрочнения материала в момент на-
чала образования шейки, равен ее истинному напряжению Sb-
Для построения лучевой диаграммы пластичности (рис. 27) в коор-
динатах S, е за ось ординат надо принять ординату, проходящую через
точку В, отвечающую началу образования шейки, и откладывать по
оси абсцисс влево от нее значения райномерной деформации ев, в вправо—
сосредоточенной ес. На оси ординат откладывают значения истинного
напряжения шейки Sb- На лучевой диаграмме пластичности проводят
касательные к кривым упрочнения, представляющие собой прямые
лучи, но не сами кривые упрочнения. На этих лучах слева от оси орди-
нат отмечают точки, отвечающие равномерной деформации (зачерненные
кружки), а справа — сосредоточенной (крестики). Участок каждого
луча между этими точками изображен сплошной линией.
Преимуществом лучевой диаграммы пластичности является ее
наглядность и возможность графического сопоставления при оценке
60
Выбор стали для холодной объемной штамповки
механических свойств различных материалов или одного материала
в различных состояниях и при разных' температурно-скоростных усло-
виях испытания.
Экспериментальные кривые упрочнения
Кривые упрочнения строят по результатам механических испыта-
ний. Величины сопротивления деформированию, определенные по ре-
Рис. 28. Кривые уп-
рочнения при ежа- ,
тии (/) и растяжении
(2) стали 40
зультатам испытания при различных схемах
напряженного состояния (растяжение, сжатие,
кручение), не совпадают друг с другом, о чем
свидетельствуют экспериментальные данные,
показанные на рис. 28 и 29. Разница между
сопротивлениями деформированию, установлен-
ными по результатам испытаний при различных
схемах деформации, для стали в отожженном
состоянии менее значительна, чем для стали
закаленной и отпущенной.
Установлено, что величины сопротивления
деформированию, определенные по результатам
одноразового и ступенчатого осаживания, в
большинстве случаев при прочих равных усло-
виях не совпадают. Сопротивление деформиро-
ванию горячекатаной, отожженной, нормали-
зованной и улучшенной стали марок 40, 20Х, 45Х и ЗОХГСА при
ступенчатом осаживании выше сопротивления деформированию при
непрерывном осаживании (рис. 30). Различия в величинах сопротивле-
Рис. 29. Кривые упрочнения при растяжении (/) и кручении (2) стали У7:
а — отожженной; б — закаленной и отпущенной U0Tn = 400° С); X — на-
пряжение, соответствующее началу образования шейки
fj
ния деформированию при ступенчатом и непрерывном осаживании на-
чинаются при небольших степенях деформации е (от 0,03 до 0,10).
При этом различия в величинах сопротивления деформированию
при небольших степенях деформации возникают в наименее прочных
материалах (сталь 20Х отожженная и горячекатаная, 45Х отожженная и
нормализованная), а при больших ~ в наиболее прочных материалах
Экспериментальные кривые упрочнения
61
(улучшенная сталь марок 20Х, 45Х и ЗОХГСА). Для стали указанных
марок разница в величинах сопротивлений деформированию в диа-
пазоне степеней деформации е= 0,34-0,9 составляет 5—10 кгс/мм2,
причем с увеличением сте-
пени деформации эта разница
возрастает.
Экспериментами автора
на примере горячекатаной
и термически обработанной
стали марок 20, 45, 20Х,
40Х и ЗОХГСА показано, что
если между отдельными сту-
пенями осаживания в =
= 0,454-0,65, то сопротив-
ление деформированию При
ступенчатом и непрерывном
нагружении совпадает.
Для стали некоторых ма-
рок не наблюдается практи-
чески заметного влияния сту-
пенчатого нагружения на
величину сопротивления де-
формированию. При осадке
образцов из отожженной,
нормализованной и улучшен-
ной стали 12ХНЗА и нор-
мализованной и улучшенной
стали 40ХНМА не обнару-
жено разницы между сопро-
тивлением деформированию
при ступенчатом и непре-
рывном осаживании.
Экспериментальные кри-
вые упрочнения при сжатии
стали в холодном состоянии
построены в , координатах
S—е и S—е. Кривые упроч-
нения углеродистой и леги-
рованной стали, прошедшей
предварительную термичес-
кую обработку различных ви-
дов, показаны на рис. 31—39,
а прошедшей горячую про-
Рис. 30. Кривые упрочнения стали марок
20Х, 45Х и ЗОХГСА, построенные по ре-
зультатам непрерывного (1, 3, 5, 7, 9) и
ступенчатого (2, 4, 6, 8, 10) осаживания:
1,2 — 20Х горячекатаная; 3,. 4 — 45Х
отожженная; 5, 6—45Х нормализованная;
7,8 — 45Х улучшенная, НВ 285; 9, 10 —
ЗОХГСА улучшенная, НВ 302 — 311.
катку — на рис. 40—44. На рис. 45 показаны кривые упрочнения при
сжатии предварительно деформированной в холодном состоянии стали
с сохранением знака деформации.
На рис. 46 показаны экспериментальные кривые упрочнения ка-
либрованной стали. Здесь на кривых упрочнения при сжатии калибро-
ванной стали величина е' представляет собой относительную степень
деформации при калибровке; на кривых упрочнения при сжатии стали,
получившей предварительную деформацию в холодном состоянии того же
знака, что и последующая деформация, величина е” представляет собой
Рис. 31. Кривые упрочнения при сжатии отожженных
армко-железа и углеродистой стали: 1 — сталь У8;
2 — сталь У12; 3 — сталь 45; 4 — сталь 20; 5 — сталь
10; 6 — армко-железо; — экспериментальные данные;
— — расчетные данные
Рис. 32. Кривые упрочнения при
сжатии термически обработан-
ной стали [31 ]: 1 — сталь 40 пос-
ле отжига; 2 — сталь У7 после
отжига; 3 — сталь 40 после нор-
мализации; 4 — сталь 40 после
улучшения (*отп = 600° С); 5—
сталь 40 после -улучшения
(/отп = 500» С)
Рис. 33. Кривые упрочне-
ния при сжатии термически
обработанной стали 45 [31];
1 — после отжига; 2 — после
нормализации; 3 — после
улучшения иотП = 700%);
4— после улучшения (*отпв
« 600° С); 5 — после улуч-
шения аотп == 540° С)
кгс/мм?
Рис. 34. Кривые упрочнения при
сжатии стали У8 [31]: 1 — отож-
женной; 2— горячекатаной
S,
кгс1ммг
Рис. 35. Кривая упрочнения при
сжатии отожженной стали У12 [31]
S,
кгс/мм2
Рис. 36. Кривые упрочнения при сжа-
тии термически обработанной хромистой
стали [31]: 1 20X и 3 — 40X —• после
отжига; 2 — 20Х и 4 —40Х — после
нормализации; 5 — 20X (^Отп = 600° С)
и 6 40Х (/отп = 600° С); 7 -
20Х <А)Тп “ 500° С>> 8 - 40Х <ZoTn
«= 500° С); 9 — 20Х (^отП = 400° С)
10 « 40Х <^отп = 400° С) “= после
улучшения
Рис. 37. Кривые упрочнения при ,
сжатии термически обработан-
ной легированной стали [31 ]:
1 — 12ХНЗА, 3 — ЗОХГСА и
4 — 40ХНМ.А после отжига
2 — 12ХНЗА и 5 — 40ХНМА —
после нормализации; 6—
12ХНЗА (f0Tn = 600° С);
7 — 40ХНМА (/отп = 600° С)
и 8 —- ЗОХГСА (/отп = 550° С)
после улучшения
Рис. 38. Кривые упрочнения при сжа-
тии отожженной легированной стали:
1 — 4Х14Н14В2М (ЭИ69); 2 — 1Х18Н9Т
(ЭЯ1Т); 3 — 40ХНМА; ------- экспери-
ментальные данные; — — — расчетные
данные
Рис. 39. Кривые упрочнения при
сжатии стали 1Х18Н9 [87]: 1 —
закалка от t— 1059° С; 2— за-
калка от i = 1050° С предва-
рительная пластическая дефор-
мация до е" 6,5% + старение
в течение 10 ч при t = 800° С
1
Рис. 40. Кривые упрочнения при
сжатии горячекатаной углеродистой
стали [31 j: 1 — низкоуглеродистая
сталь с содержанием 0,058% С; 2 —
сталь 08кп; 3 — сталь 10; 4 — сталь
15; 5 —сталь 20; 6 — сталь 25; 7 —
сталь 30; 8 — сталь 35; 9 — сталь
5; 10 ~ сталь 50; 11 сталь У7
Рис. 41. Кривая упрочнения при
сжатии горячекатаной стали СтЗ
(по опытам В. М. Жарова)
Экспериментальные кривые упрочнения
65
относительную степень деформации при предварительном деформиро-
вании.
Химический состав металлов и сплавов, их механические свойства,
вид предшествующей обработки
«Л
кгс/мм2
Рис. 42. Кривые упрочнения
при сжатии горячекатаной ле-
гированной стали [31]: 1 —-
15Х (0,9% Сг); 2 — 15Х(1 %Сг);
3 —20Х; 4 — 12ХНЗА; 5—85ХФ;
6 — 45Х; 7-40ХНМА; 8 — 65Г
и метод испытания при определении
сопротивления деформированию
приведены в табл. 18—21.
Экспериментальные кривые уп-
рочнения, полученные по методу
осадки образцов с цилиндричес-
кими выточками, заполненными
твердой смазкой [23], построены
в основном по результатам осадки
образцов со следующими первона-
Рис. 44. Кривые упрочнения при
сжатии горячекатаных жаропроч-
ных сплавов на никелевой основе
(по опытам В. М. Жарова):
1 — ЭИ437А; 2 — ЭИ437Б; 3
ЭИ617
Рис. 43. Кривая упрочнения
при сжатии горячекатаной
стали 1Х18Н9Т (по опытам
В. М. Жарова) .
чальными размерами в мм: диаметр d0 = 154-20, высота h0 = 154-20,
высота буртика t0 — 0,34-0,4 и ширина буртика uQ = 0,54-0,6.
В-качестве твердой смазки служили стеарин или парафин.
Одноосность напряженного состояния при осадке таких образцов
до смятия буртиков (е=504-70%) подтверждена экспериментально [31].
3 П/ред. Г. А. Навроцкого
66
Выбор стали для холодной объемной штамповки
40
si
к. 5 у
5.
2// •
Ю 20 30 40 50 60 е,%
60
кгс!мм2
60
70
60
60
40
10 20 30 4Z7 50 60 е,^-
Экспериментальные кривые упрочнения
67
Так, твердость стальных осаженных до е = 6,7 образцов с торцовыми
цилиндрическими выточками, заполненными твердой смазкой, одина-
кова по всему сечению как в радиальном, так и в аксиальном на-
правлениях. Коэрцитивная сила центральных частей сформированных
образцов равна коэрцитивной силе периферийных частей образцов, что
свидетельствует о равномерности распределения деформаций по всему
сечению образцов.
Микроструктура образца с торцовыми цилиндрическими выточками,
заполненными твердой смазкой, осаженного до степени деформации
е^61%, представляет собой ряд прямолинейных и параллельных
между собой волокон, что также, говорит о равномерности деформа-
ции по всему объему образца. Замер диаметра осаженных образцов
-V
кгс/мм2
ПО
120
110
W0
00
во
70
во
50
1
5 4
10 20 50 50 50 60е,°/о
ж)
Рис 45. Кривые упрочнения при
сжатии горячекатаных и предельно
деформированных осадкой; (по опы-
там автора), %: а — арлСко-железа;
1 — горчекатаное; 2 — е' = 5;
3 —е"= 10; 4—е" = 15; 5 — е"=20;
6 — е" = 30; б — стали 20; 1 —
горячекатаная; 2 — е” = 10; 3 —
е" = 15; 4 — а "= 20; 5 — е"=30;
в — стали 30: 1 — горячекатаная;
2 — е" = 5; 3 — е" = 10; 4 -~е" = 15; 5 — е" = 20; 6 — е"=30; г~
стали 45: 1 — горячекатаная; 2 — е" = 10; 3 — е" =ч 15; д — стали 50;
1 — горячекатаная; 2 — е” = 5; 3 — е" ==10; 4 — е” = 15; 5 — е" = 20;
в — е" = 30; е — стали 15Х: 1 — горячекатаная; 2 — е” = 10; 3 — е" = 15;
4 — е" = 20; 5 — е" = 30; ж— стали 45Х: 1 — горячекатаная; 2 — е" = 5;
3 — е" = 15; 4 — е" — 20; 5 — е" = 30; з — стали 15ХНЗА: 1 — горячека-
таная; 2 — е" = 5; 3 — с” = 10; 4 — е” =15; 5 — еи = 20; 6 — е" = 30;
и — сталь 65Г; 1 — горячекатаная; 2 — е" = 5; 3 — еп = 10; 4 — еп = 15;
*
68 Выбор стали для холодной объемной штамповки
Экспериментальные кривые упрочнения 69
в различных по высоте местах, а также визуальные наблюдения пока-
зали отсутствие бочкообразности после осадки таких образцов.
При осадке нескольких цилиндрических образцов с плоскими тор-
цами с различными первоначальными отношениями их осаживают
«о
до различных степеней деформации. При этом нужно иметь минимум
три варианта образцов. Обычно изготовляют образцы, имеющие на-
чальное отношение диаметра к высоте в пределах 5^—^-^1,5.
По экспериментальным данным, полученным в результате осадки
всех образцов, строят для различных степеней деформации кривые
зависимости удельного усилия р от текущих значений Затем осу-
9 Ь
- ( d \ „ d _
ществляют экстраполяцию, кривых p = f значении — = О,
сопротивления деформированию для
при этом определяют величину
Рис. 46. Кривые упрочнения при
сжатии горячекатаной и калибро-
ванной стали (по опытам автора),
%: а — 08кп: 1 — е' — 0; 2 —
е' = 10; 3 ~ е' = 20; 4'— е' = 30;
5 — е' = 40; б: 1—08кп (е' = 22);
2 — 30 (е' = 26,5); 3—35Х (е' =
= 20,4); в — 15: /—<?' = 0; .2 —
е' = 16,5; 3 — е' = 20; 4 — е' =
= 32; 5 — е' = 47; г — 20: 1 — е'
2 — е” = 45; 3 — е' = 20; 4 — ? t
2 — 40Х (е' =22); 3 —
3 — е = 30; з — 20Х:
1 — е = 0;
= 0; 2 — е" =я 26,5; д — 25: 1 — е' = 0:
26,5; 5 — е' == 46; е: 1—35 (е’ =25);
У8 (е' = 13); ж — 45: 1 — е' = 0; 2 — = 22;
1 — е « 0; 2 — е' = 16; 3 — е' = 22; и — 45Х',
2 е' = 19; 3 е' = 26,5; 4 — е' = 33
70 Выбор стали для холодной объемной штампоеки
18. Перечень экспериментальных кривых упрочнения
при сжатии термически обработанных
и горячекатаных армко-железа и углеродистой стали
Материал Содержание элементов, % Предшествую- щая обработка НВ Метод испы- тания ** № рисунка
С Мп Si
Армко- железо Низкоугле- родистая сталь Сталь 08кп » СтЗ » 10 » 10 » 15 » 20 » 25 » 30 » 35 » 40 0,058 0,09 •ма» 0,10 0,30 0,17 Отжиг А 31
Горячая прокатка Б 40
-- — В А 41 31
Отжиг
0,11 0,15 0,29 0,32 0,36 0,45 0,43 0,55 0,58 0,66 0,21 0,27 0,13 0,25 0,29 Горячая прокатка Б 40
Отжиг А 31
Горячая прокатка Б 40
0,41 0,59 0,30 Отжиг Нормализация Улучшение «отп 5000 С> Улучшение «отп 600» С) - Отжиг Нормализация Улучшение (*отп 5400 С> Улучшение > (^гт 600° С) v отп ' Улучшение (Л 700° С) 131 137 262 212 — 217 159—163 170—183 286 — 293 228 — 248 169 — 179 32
Сталь 45 0,43 0,58 0,30 А 31
Б 33
0,45 0,50 0,72 0,66 0,70 0,20 0,20 0,27 0,23 Горячая прокатка 40
Сталь 50 >> У7 » У8 » У8 » У12
0,78 0,21 0,26 Отжиг Горячая прокатка 34
Отжиг А Б А 31 35 31
В табл. 18—21 приняты следующие условные обозначения ме- тодов испытания: А — осадка образцов с различными первоначальными отношениями$ Б — непрерывная осадка образцов с торцовыми ци- UQ линдрическими выточками# заполненными твердой смазкой; В — осад- ка высоких цилиндрических образцов (-— = 2) с переточками; Г — ступенчатая осадка образцов с торцевыми цилиндрическими выточками, заполненными твердой смазкой.
Экспериментальные кривые упрочнения
'еречень экспериментальных кривых упрочнения при сжатии
термически обработанной и горячекатаной легированной стали
05
№ ри- сунка * 42 36 42 37
Метод испыта- ния *2 » Щ
НВ 1 00 b- b- 00 о CM co b« -ф U0 —1 CM CM . co 1 1 £ 1 1 1 S 1 b I 4 CM 00 LQ CM co О CM CM —« ' CM CM co 140—141 235 255
Предшествующая обработка ♦* Горячая прокатка Отжиг Нормализация Улучшение 400° С » 500° С ’ > 600° с Отжиг Нормализация Улучшение 400* С » 500е С » 600° С Горячая прокатка Отжиг Нормализация Улучшение 600® С
Содержание элементов, % о 2 0,21 0,15— 0,25
N1 } 1,39
0. о —< СП О СП o' o' 00 00 о’ 1,03 / О' о о о> | ь~ о о’ о’ о’
GO CM* LO CO | CM o’ o’ 0,30 0,32 О со тг см I см о о о
Мп 0,42 0,49 0,67 0,59 0,62 —< оо о О СП I о о’ о* о’
/ О 0,13 0,24 0,19 0,38 Tf in Tf b- -Ф CO 00 CO * * «Ь A О О О О
Марка 15X 20X 40Х 45Х 65Г 85ХФ 40 X НМ А
72 Выборстали для холодной объемной штамповки
Продолжение табл. 19
№ ри- сунка • сч 00 со см со " СО см 00 со
- Метод испыта- ния *а to < СО CQ <
НВ 1 М О X 1 ЭО <Ф 163 — 174 302 — 311 -
Предше ствующая обработка*1 ‘Горячая прокатка Отжиг Горячая прокатка Отжиг Нормализация Улучшение 600° С Отжиг Улучшение 550® С Горячая прокатка f Отжиг •
Мо 0,25 - 1 -
ч© Д О Ni 1,55 1 ю о сГ 2,81 1
К S CD ч 0) и 0,74 1 0,64 0,66 00 о 1
О) S К (О 0,19 1 0,26 0,36 1,13 1
О. и ч: о и Мп 0,69 1 1 0,40 * 86‘0 1 '
и 1 СО o' 1 0,13 9J ‘0 0,34 1
Марка I 40ХНМА « с ► > ( о С 30 X ГС А . 1Х18Н9Т ЭИ437А ЭИ437Б ЭИ617 1Х18Н9Т ОЯТГ) 4Х14Н14В2М (ЭИ69)
** Указана температура отпуска.
*2 См. примечание к табл. 18/
।
Экспериментальные кривые упрочиения 73
20. Перечень экспериментальных кривых упрочнения при сжатии стали,
получившей предварительную деформацию в холодном состоянии
того же знака, что и последующая деформация *1
л' Материал Содержание элементов, % № ри- сунка *2
С Мп Si Сг N1
Армко-железо Сталь 20 » 30 » 45 » 50 х » 15Х » 45Х » 65Г » 12ХНЗА » 1Х18Н9 0,058 0,20 0,32 0,45 0,50 0,13 0,48 0,65 0,13 0,10 0,50 0,58 у 0,66 0,70 0,49 0,56 0,98 0,17 0,18 0,25 0,20 0,27 ' 0,18 0,23 0,26 1 — 1 45
1,0 0,90 0,64
4* 2,95
39
Метод испытания — для первых девяти непрерывная осадка
цилиндрических образцов с торцевыми цилиндрическими выточками?
заполненными твердой смазкой.
*2 Первые девять—по опытам автора,- последний—из работы
[87].
21. Перечень кривых упрочнения на сжатие калиброванной стали
ч
Марка Содержание элементов, %- Метод испыта- ния *х № ри- сунка
С Мп Si Сг
08кп 0,09 0,30 ' г
0,10 0,31 ——
15 0,15 0,43 0,27
20 0,21 0,60 0,29 Б
25 0,29 0,55 0,13
30 0,29 0,52 0,4
35 0,32 0,57 0,11 46
45 °’45 0,66 0,20
У8 0,83 .0,25 0,18 0,12 г
2’0 X 0,24 0,67 0,2 5 0,91
35Х 0г32 0,63 0,14 0,93
40Х 0,39 0,71 0,19 0^95 Б
45Х 0,44 0,61 0,19 0^90
* 1 См. примечание к табл. 18
74
Выбор стали для холодной объемной штамповки
данной степени деформации. Имея значение сопротивления деформиро-
ванию для различных степеней деформации, строят кривую упрочнения.
Экспериментальная проверка этого метода осадки [31] показала,
что полученные кривые упрочнения с достаточной для практических
расчетов точностью могут быть использованы лишь при деформирова-
нии до е<с30, причем при е — 30 кривая упрочнения дает занижен-
ные значения величины сопротивления деформированию примерно
на 5—6%.
Прй применении метода осадки высоких цилиндрических образцов
с плоскими торцами осаживают образцы с первоначальными отноше-
h
ниями —р = 1,5 4- 2,5. Для уменьшения влияния трения торцы образ-
но
цов и рабочие плоскости деформирующих плиток тщательно шлифуют
и смазывают.
Экспериментальная проверка этого метода показала, что он обеспе-
чивает получение достаточно точных значений величин сопротивления
деформированию, до степеней деформации е= 30-^36% [31, 54].
Ряд кривых упрочнения построен по результатам ступенчатой осадки
высоких образцов с промежуточной переточкой [54]. Каждая ступень
h
осадки осуществлялась до -г- — 1, что соответствовало величине сте-
пени деформации между переточками г = 37(8^0,46).
В работах зарубежных авторов большое количество кривых упроч-
нения стали и других металлов и сплавов построено по методу осадки
коническими бойками цилиндрических образцов с торцевыми кони-
ческими выточками [17 и 31].
В случае отсутствия экспериментальных кривых упрочнения на
сжатие величины сопротивления деформированию можно приближенно
определить по следующим эмпирическим зависимостям (в кгс/мм3):
для отожженной углеродистой стали
' S = 74С + 20е0,25;
для горячекатаной углеродистой стали
S = —25 + 80С + Збе0,23,
при е — l-v-20%;
S = 38 + 80С + 0,45г
при е^> 20%.
Для калиброванной углеродистой стали
S' = S {1,06 — 0,к (1,52 — 3,5е) е' ' — [0,02 + (2,9 — 3,2г) е'] С}.
Для углеродистой предварительно деформированной в холодном
состоянии стали с сохранением знака деформации
S'' = S {1,20 — 0,60г (1,8 — 4,4г) е” — [ (0,275 0,63г) +
+ (1,2-4,0г) г"] С).
Сортамент стали
75
В эти уравнения степени деформации е, е' и е" подставляют в отно-
сительных единицах, а содержание углерода С в %.
Для определения величины сопротивления деформированию горя-
чекатаной и термически обработанной углеродистой и легированной
стали по характеристикам механических свойств вначале рассчитывают
величину экстраполированного предела текучести So, (кгс/мм2) по урав-
нениям:
So == 15+ (0,854-0,95) ств;
So = 6+(1,754-1,85) as;
So = 14+ (0,334-0,35) НВ.
Величину
по формуле
сопротивления деформированию (кгс/мм2) определяют
S — Sq be.
Коэффициент b, устанавливают по табл. 22.
22,. Величины коэффициента b
Группа металлов и сплавов Исходное состояние ь
Углеродистая сталь с содержа- нием углерода, %: до 0,30 0,35—0,70 до 0,35 0,35 — 0,70 Отжиг 0,13 — 0,24 0,20—0,24
Нормализация, горячая прокатка Нормализация, горячая прокатка, улучшение 0,22 — 0,27 0,35—0,40
Легированная конструкцион- ная сталь марок 15Х — 45Х, 15Г —65Г, 20М, 20ГМ, 15ХГ— 20Г, 15ХЦ—20ХН, 45Г2Ф, 85ХФ, 35ГС, ЗОХГСА, 40ХНМА, 12ХНЗА Отжиг Горячая прокатка Нормализация, улучше- ние 0 18 — 0,27 0,25 — 0,30 0,30 — 0,40
Сортамент стали
Данные о сортаменте стали, поставляемой для холодной объемной
штамповки, приведены в табл. 23—25.
Качество поверхности поставляемой стали имеет большое значение
для успешного осуществления операций холодного выдавливания и
высадки. Поэтому на поверхности горячекатаной стали не допускаются
дефекты в виде закатов, волосовин, трещин и глубоких рисок. Отдель-
ные вмятины и рябизна не должны превышать V2 допуска на размер
(полусуммы допускаемых отклонений). Мелкие риски должны быть не
более 0,1 мм для прутков размером до 20 мм и не более 0,2 мм для прутков
размером св. 20 до 40 мм (ГОСТ 10702—63). Поверхность калиброванной
стали должна соответствовать требованиям ГОСТ 1051—59. Наиболее
опасными дефектами являются закаты. При холодной высадке они рас-
крываются в глубокие трещины [ 9 ].
76 Выбор стали для холодной объемной штамповки
23. Данные о сортаменте горячекатаной стали
Диаметр круга, сторона квадрата, диаметр вписанного круга соответ- ственно, мм Допускаемые отклонения, (по диаметру) при точности прокатки: стороне квадрата, диаме- тру вписанного круга соответственно Площадь поперечного сечения, см2 Теоретиче- ская масса 1 м, кг
обычной повышенной
м м
а) Сталь круглая (по ГОСТ 2590 — 71) -
5 “I- 0,3 + 0,1 Л, 1963 0,154
5,6 0,2463 0,193
6 —0,5 —0,3 0,2827 0,222
6,3 0,3117 0,245
6, б| 7 + 0,3 + 0,1 0,3318 0,260
0,3848 0,302
8 . —0,5 —0,3 0,5027 0,395
9 0,6359 0,499
10 0,7854 0,617
11 0,9503 0,746
12 1,131 * 0,888
13 1,327 1,04
14 + 0,3 + 0,2 1,539 1,21
15 -0,5 —0,3 1,767 1,39
16 ч. 2,011 1,58
17 2,270 1,78
18 2,545 2,00
19 2,835 2,23
20 х 3,142 2,47
21 + 0,4 + 0,2 3,464 2,72
22 3,801 2,98
24 —0,5 —0,4 4,524 3,55
25 4,909 ' 3,85
26 5,309 4,17
28 6,158 4,83
30 7,069 5,55
32 8,042 6,31
34 + 0,4 9,079 7,13
36 +0,2 10,18 7,99
38 -0,7 , —0,6 11,34 8,90
40 12,57 9,87
42 13,85 10,87 <
45 15,90 12,48
48 18,10 14,21
50 + 0,4 + 0,2 19,64 15,42
53 22,06 17,32
56 1,0 —0,9 24,63 19,33
60 28,27 22,19
63 + 0,5 - + 0,3 31,17 24,47
65 33,18 26,05
70 — 1,1 — 1,0 38,48 30,21
75 44,18 34,68
80 + 0,4 50,27 39,46
85 + 0,5 56,75 44,55
90 — 1,3 —1,2 63,62 49.94
95 • 70,88 55,64
Сортамент стали
77
Продолжение табл. 23
Диаметр круга, сторона квадрата, диаметр вписанного круга соответ- ственно, мм Допускаемые отклонения (по диаметру) при точности прокатки: стороне квадрата, диаме- тру вписанного круга соответственно Площадь поперечного сечения, см2 Теоретиче- ская масса 1 м, кг
обычной повышенной
& IM
100 4-0,6 + 0,5 78,54 61,65
105 86,59 67,97
110 — 1,7 —1,5 95,03 74,60
120 - 4-0,6 113,10 88,78
125 4-0,8 — 1,8 122,72 132,73 96,33
130 4~ о, 6 104,20
140 —2,0 153,94 120,84
150 —2,0 176,72 138,72
160 201,06 157,83
170 226,98 178,18
180 4-0,9 254,47 199,76
190 200 —2,5 Не уста- навли- 283,53 314,16 222,57 246,62
210 ваются 346,36 271,89
220 4-1,2 380,13 298,40
240 —3,0 452,39 355,13
250 490,88 385,34
б) Сталь квадратная (по ГОСТ 2591—71)
5 > 0,25 0,196
6 4-0,1 0,36 0,283
7 0,49 0,385
8 4-0,3 -0,5 —0,3 0,64 0,502
9 0,81 0,636
10 1,00 0,785
11 1,21 0,95
12 1,44 1,13
13 •1,69 1,33
14 4-0,2х 1,96 1,54
15 4-0,3 —0,3 2,25 1,77
16 2,56 2,01
17 —0,5 2,89 1 2,27
18 - 3,24 2,54
19 3,61 2,82
20 4,00 3,14
21 4-0,4 + 0,2 4,41 3,46
22 4,84 3,80
24 —0,5 —0,4 5,76 4,52
25 6,25 4,91
26 6,76 5,50
28 > 7,84 6,15
30 . 9,00 7,06
32 10.24 8,04
34 4-0,4 + 0,2 11,56 9,07 '
36 12,96 10,17
38 —0,7 —0,6 14,44 11,24
40 16,00 12,56
42 17,64 13,85
45 20,25 15,90
48 23,04 18.09
78 Выбор стали для холодной объемной штамповки
Продолжение 1абл. 23
Диаметр круга, сторона квадрата, диаметр вписанного круга соответ- ственно, мм Допускаемые отклонения (по диаметру) при точности тТрокатки: стороне квадрата, диаме- тру вписанного круга соотв етств ен н о Площадь поперечного сечения, см2- Теоретиче- ская масса 1 м, кг
обычной повышенной
м м
50 + 0,4 + 0,2 25,00 19,63
53 28,09 22,05
56 — 1,0 —0,9 31,36 24,61
60 36,00 28,26
63 + 0,5 / > 39,69 31,16
65 +о, 3 42,25 33,17
70 *—1,1 — 1,0 49,00 38,47
75 56,25 44,16
80 64,00 50,24
85 + 0,5 + 0,4 72,25 56,72
90 -1,3 — 1,2 81,00 63,59
95 90,25 70,85
100 +0,6 + 0,5 ‘ 100,00 78,50
105 К
110 — 1,7 — 1,5
120 125 130 + 0,8 + 0,6 — 1,8
140 -2,0 + 0,6
150 - —2,0
в) Сталь шестигранная (по ГОСТ 2879—69)
8 + 0,1 0,5542 0,435
9 —0,3 0,7015 0,551
10 0,866 0,680
11 1,048 0,823
12 1,247 0,979
13 + 0,3 1,463 1,15
14 -0,5 + 0,2 1,697 1,33
15 -0,3 1,948 1,53
16 2,217 1,74
17 2,490 1,96
18 2,806 2,20
19 3,126 2,45
20 3,464 2,72
21 + 0,4 + 0,2 3,822 3,00
22 4'191 3,29
24 —0,5 —0,4 4,993 3,92
25 5,412 4,25
26 5,847 4,59
27 6,313 4/96
28 - 6,790 5,33
30 7,794 6,12
32 . 8,868 6,96
34 + 0,4 + 0,2 10,010 7,86
36 -0,7 -0,6 11,220 8,81
38 12,510 9,82
40 13,86 10,88
42 15,27 11,99
45 17,54 13,77
48 20,00 15,66
Сортамент стали
7^
Продолжение табл. 23
Диаметр круга, сторона квадрата, диаметр вписанного круга соответ- ственно, мм Допускаемые отклонения (по диаметру) при точности прокатки: стороне квадрата, диаме- тру вписанного круга соответственно Площадь поперечного сечения, см2 Теоретиче- ская масса 1 м, кг
обычной повышенной
мм
50 53 56 60 63 65 70 75 80 85 90 95 100 . + 0,4 -1,0 4-0,2 —0,9 21,64 24,33 27,15 31,18 34,37 36,59 42,43 48,71 55,42 62,57 70,15 78,16 86,6 Гб, 99 19,10 21,32 24,50 26,98 28,70 33,30 38,24 43,51 49,12 55,07 61,36 67,98 -
+0,5 -1,1 4-0,3 .-1,0
4-0,5 -1,3 4-0,4 -1,2
4-0,6 -1,7 4 4-0,5 -1,5
Примечания: 1. В обоснованных случаях допускается при- менять шестигранные прутки следующих размеров, мм: 20, 41, 46, 55, 58, 61 с отклонениями, указанными в таблице (по ближайшему размеру). 2. В обоснованных случаях допускается применять квадратные прутки следующих размеров, мм: 27, 35, 41, 46, 55, 58, 61 и 115 с до- пускаемыми отклонениями, указанными в таблице (по ближайшему меньшему размеру). 3. По соглашению сторон допускается поставка стали с плюсовыми допусками, не превышающими сумму допускаемых отклонений, ука- занных в таблице. 4. Удельный вес стали принимается равным 7,85.
24. Данные о сортаменте круглой калиброванной стали
(по ГОСТ 7417 — 57)
х Размеры# мм
Допускаемые отклонения при классе точности
2а 3 За 4 5
е—0,014 | —0,02 1 Для диаметров: 3,1; 3, 4,0; 4,1; 4,2; 4,4; 4,5; 4 — 0,018 | —0,025 Цля ^диаметра — 0,04 | 2; 3,3; 3,4; 3,5 ,6; 4,8; 4,9; 5, 5,8; 6,0 — 0,048 3 — 0,06 ; 3,6; 3,7; 3,8; 0; 5,2; 5,3; 5,1 — 0,08 — 0,12 3,9; >; 5,6; -0,16
80 Выбор стали для холодной объемной штамповки
Продолжение табл. 24
Допускаемые отклонения при классе точности
2а 3 За 4 5
Для диаметров: 6,1; 6,3; 6,5; 6,7; 6,9; 7,0; 7,1; 7,3; 7,5;
7,8; 8,0; 8,2; 8,5; 8,8; 9,0; 9,2; 9,5; 9,8; 10,0
.— 0,022 1 —0,030 | — 0,058 | — 0,10 | — 0,20
Для диаметров: 10,2; 10,5; 10,8; 11,0; 11,2; 11,5;'11,8 ;
12,0; 12,2; 12,5; 12,8; 13,0; 13,5; 14,0; 14,5; 15,0; 15,5;
16,0; 16,5; 17,0; 17,5; 18,0
— 0,027 | — 0,635 | —0,070 | —0,12 | — 0,24
Для диаметров: 18,5; 19,0; 19,5; 20,0; 20,5; 21,0; 21,5;
22,0; 23,0; 24,0; 25,0; 26,0; 27,0; 28,0; 29,0; 30,0
^-0,033 | —0,045 Г —0,-084 | —0,14 | — 0,28
Для диаметров: 31; 32; 33; 34; 35; 36; 37; 38; 39; 40;
41; 42; 44; 45; 46; 4£; 49; 50
| —-0*050 | — 0,100 | —0,17 } — 0,34
Для диаметров: 52; 53; 55; 56; 58; 60; 61; 63; 65; 67;
69; 70; 71; 73; 75; 78; 80
I — 0,060 I —0,120 1 —0,20 I — 0,40
Для диаметров: 82; 85; 88; 90; 92; 95; 98; 100
— I — I — I —0,23 | —0,46
25. Данные о сортаменте
квадратной и шестигранной калиброванной стали
Размеры* мм
Сторона ква- драта, диаметр вписан- ного круга Допускаемые отклонения при классе точности Сторона ква- драта, диаметр вписан- ного круга Допускаехмые отклонения при классе точности
За 4 5 За 4 5
3 3,2 4 4,5 5 5,5 6 Квадратна. к — 0,04 I —0,06 я сталь j I -0,12 ;по ГОСТ S 6.3 7 f 8 9 10 11 12 13 >859 — 70) -—0,058 —0,10 — 0,20
— 0,048 — 0,08 — 0,16'
-0,07 -0,12 — 0,24
Сортамент стали
81
Продолжение табл. 25
Сторона ква- драта, диаметр вписан- ного круга Допускаемые отклонения при классе точности Сторона ква- драта, диаметр вписан- ного круга Допускаемые отклонения при классе точности
За 4 5 За ’ 4 5
14 k 15 16 17 18 19 20 21 22 24 25 26 27 28 30 32 34 36 38 40 41 42 — 0,07 — 0,12 — 0,24 45 46 48 50 53 55 56 60 63 65 70 75 80 85 90 95 100 — ОДО — 0,17 — 0,34
— 0,12 — 0,20 — 0,40
— 0,084 — 0,14 — 0,28
—
— 0,23 — 0,46
— 0,10 — 0,17 — 0,34
3 3,2 4 4,5 5 5,5 . \ 6 6,3 ' ' 7 8 9 10 11 12 13 14 15 16 17 . 18 19 20 21 22 24 25 Шестигранная сталь — 0,04 | —0,06 | —0,12 (по ГОСТ 26 27 28 30 32 34 36 38 40 41 42 45 46 48 50 53 55 56 60 63 65 70 75 80 85 90 95 400 ' 8560—67) — 0,684 — 0,14 —0,28
— 0,048 — 0,08 — 0,1.6
—0,10 — 0,17 — 0,34
— 0,058 — 0,10 — 0,20
— 0,07 — 0,12 —0,24
— 0,12 —0,20 — 0,40
— 0,084 -0,14 — 0,28
—
—0,23 —0,46
Глава 2
ТЕХНОЛОГИЯ ШТАМПОВКИ НА ПРЕССАХ
Принципиальные схемы технологических процессов
Производство деталей холодной объемной штамповкой в зависимости
от типа оборудования осуществляется двумя основными способами:
одно- и многопозиционной штамповкой на прессах, штамповкой на
одно- и Кшогопозиционных прессах-автоматах.
При однопозиционной штамповке на прессах достигается высокое
качество; наиболее полно используется штампуемость материала, так как
между операциями можно производить термообработку (отжиг и т. п.),
возобновление подсмазочного слоя и слоя смазки; выбор технологии
подготовки поверхности и состава ргазни не зависит практически от
конструктивных особенностей штамйа и тем более от конструктивных
особенностей пресса; конструктивные элементы деталей можно оформ-
лять радиальным и боковым выдавливанием, устанавливать специаль-
ные устройства для регулирования кинематики течения металла, что
при использовании штамповочных прессов-автоматов затруднительно;
допускается большой диапазон выпуска деталей по количеству, кон-
струкции и размерам, но рентабельность достигаётся при ограниченном
количестве формоизменяющих операций. При сложной форме деталей
сокращение количества операций обычно достигается применением ком-
бинированного выдавливания. При пониженной штампуемости мате-
риала процесс формоизменения дробится по сечению на несколько пере-
ходов с промежуточными отжигами [15].
Для однопозиционной штамповки применяют механические и ги-
дравлические прессы. Для штамповки выдавливанием, выдавливанием
в сочетании с высадкой и редуцированием в наибольшей степени по
технологическим возможностям и условиям механизации и автомати-
зации соответствуют механические прессы для холодного выдавлива-
ния, которые могут быть снабжены бункерными устройствами, меха-
низмами подачи, выталкивания с обеспечением строгой синхронизации
и взаимодействия работы всех механизмов.
Прессы для холодного выдавливания можно применять при различно
ной серийности производства. При мелкосерийном производстве особое
внимание следует уделять вопросам нормализации деталей и узлов
штампа.
Нормализованные блоки штампов со сменными пакетами выпол-
няются в зависимости от номенклатуры штампуемых деталей от двух
до четырех типоразмеров. Изготовление большого ассортимента изделий
достигается путем быстрой переналадки легкосъемных и взаимозаме-
няемых пакетов. В этом случае изготовляют только несколько (два-
четыре) блоков штампов, которые служат ряд лет. Универсальность
штампов в значительной степени увеличивается, если типовые блоки
Принципиальные схемы технологических процессов 83
соответственно приспособлены для штамповки групп деталей, которые
дополнительно разбиты на подгруппы с учетом их размеров в плане
и по длине. При крупносерийном производстве в целях повышения про-
изводительности устанавливают многоместные штампы, в которых од-
новременно штампуют две или несколько одинаковых деталей.
Для штамповки деталей относительно небольшой высоты (HID <J
<J 0,5), т. е. для плоскостной и объемной калибровки, открытой и за-
крытой формовки и других операций применяют чеканочные прессы.
Наиболее универсальными и маневренными по 'номенклатуре штам-
пуемых деталей, размерам в плане и по длине, штампуемости стали,
особенностям нагрузочных графиков "по длине хода являются гидрав-
лические прессы, характеризующиеся сравнительно низкими скоростями
деформирования. Значительным преимуществом гидравлического пресса
является независимость допустимого усилия от положения ползуна
(пуансона). Это позволяет применять гидравлические прессы для вы-
давливания удлиненных деталей, в том числе ступенчатых валов дли-
ной до 1 м и более. Характерным также является жесткость пресса,
простота наладки штампа, надежность и простота ограничения хода
ползуна по заданным величинам допустимых усилий ' и высотных
размеров прессостатка (перемычки и т. п.).
В ряде случаев необходимости пониженных скоростей деформиро-
вания вызвана физической природой металла и технологическими осо-
бенностями процесса. Эксперименты по испытанию заготовЪк на срез,
проведенные на гидравлическом и кривошипных прессах и на автомате,
показали, что при понижении скорости деформирования происходит
уменьшение соотношения площадей среза и смятия. Это необходимо
учитывать при осуществлении комбинированных процессов выдавли-
вания: при определенных условиях, зависящих от физической при-
роды металла, величин активных и реактивных сил трения и соотно-
шения поперечных размеров и толщины перемычки, процесс пластиче-
ской деформации может прекратиться и произойдет срез. Наибольшую
опасность это явление представляет при выдавливании заготовок,
форма которых сочетает полый и сплошной стержни и полости с различ-
ной толщиной стенки.
Понижение скоростей деформирования создает условия для стаби-
лизации процесса, так как усилие выдавливания снижается на 8—10%,
а максимально возможная сдвиговая деформация соответственно уве-
личивается. Понижение скорости деформирования дает положительный
эффект также при оформлении различных элементов полости штампа
радиальным и боковым выдавливанием.
Учитывая ряд технологических преимуществ гидравлических прес-
сов, освоено производство быстроходных прессов (с числом ходов пол-
зуна в минуту до 30), в конструкции которых предусмотрены нормали-
зация деталей и узлов штампа, возможность установки многоместных
и многопозиционных штампов и механизации транспортных опе-
раций.
В зависимости от сложности конфигурации готовой детали и штам-
пуемости материала процесс деформирования осуществляется на одной
или двух машинах, в некоторых же случаях на прессе целесообразно
устанавливать штамп с большим количеством позиций (8—12), с ис-
пользованием некоторых из них для первой и второй штамповки. Соот-
ветственно устанавливают два синхронно действующих механизма
84 Технология штамповки на прессах
загрузки (бункера). Наибольшее распространение получили много-
позиционные штампы револьверного типа, значительно реже исполь-
зуется грейферная подача.
При штамповке деталей на прессах с использованием многопози-
ционных штампов значительно расширяется номенклатура деталей как
по штампуемости материала, так по форме и размерам, по сравнению
с прессами-автоматами; обеспечивается возможность штамповки дета-
лей из стали с повышенной прочностью (марки 35, 45, 40Х и др.) зна-
чительно большими размерами по диаметру (до 200 мм) и длине. При
многопозиционной штамповке на прессах по сравнению с однопози-
ционной обеспечиваются более высокие показатели механизации про-
цесса и производительности, отсутствует резкое ограничение коли-
чества операций. В конструкциях многопозиционных штампов обычно
предусматривают позиции для дополнительной смазки заготовки по
переходам. \
В технологический процесс производства деталей холодной объем-
ной штамповкой, кроме основных операций, включают ряд вспомога-
тельных (обработку резанием, термическую обработку, химическую,
электрохимическую, химико-механическую, правку, механическую об-
работку поверхности и др.). В зависимости от физико-механических
свойств и штампуемости стали, формы, размеров, назначения и объема
выпуска деталей, типа и параметров применяемых прессов и штампов
одни вспомогательные операции могут повторяться несколько раз (на-
пример, фосфатирование), а другие отсутствуют.
Все процессы формоизменения при штамповке по характеру кине-
матики движения металла делятся на простые и комбинированные.
Простыми принято называть процессы, в которых перемещение металла
однозначно задано кинематикой движения инструмента. При комби-
нированных процессах металл имеет два или несколько возможных на-
правлений движения. По мере перемещения инструмёнта движение
металла может происходить по этим направлениям одновременно (так
называемый совмещенный процесс, как частный случай комбинирован-
ного) и последовательно во времени. Совмещенность, последователь-
ность движений,' соотношение скоростей перемещений определяется
в каждый отдельный момент правилом наименьшего сопротивления.
При последовательном движении металла все технологические расчеты
(определения удельных и полных усилий, допустимых степеней дефор-
мации и т. д.) можно производить для данного этапа как для про-
стого.
Для совмещенного процесса технологические расчеты следует про-
изводить с учетом конкретных условий формоизменения.
Классификация процессов формоизменения, применительно к штам-
повке на прессах, приведена в табл. 1. В основу классификации положена
кинематика относительного движения металла и инструмента.
Порядковый номер от 1 до 29 нарастает по.мере уменьшения пластич-
ности и увеличения сопротивления деформированию.
Процессы выдавливания и выдавливания в сочетании с высадкой
и редуцированием, а также классификация процессов высадки и спе-
циальных видов выдавливания, осуществляемых на одно- и’ многопо-
зиционных штамповочных прессах-автоматах, наиболее полно изло-
жены в гл. 5 и специальных видов штамповки — в гл. 6.
Принципиальные схемы технологических процессов
85
1. Классификация процессов формоизменения
применительно к штамповке на прессах
Наименование процесса. Схема операции
Сравнительная ориентировочная оценка штампуемости Особенности формоизменения и технологическая характеристика Назначение (области применения)
Пластич- ность Сопротивле- ние дефор- мированию
А. Простые процессы
1. Осадка свободная
(открытая) сплошного
стеожня
25
Сжатие металла между
плоскопараллельными эле-
ментами штампа. Сопрово-
ждается свободным ради-
альным истечением, затор-
моженным только контакт-
ным трением. Отсутствие
жесткого направления эле-
ментов штампа вдоль оси
заготовки и неперпендику-
лярность торцов заготовки
главной оси вызывают от-
носительное смещение тор-
цов, искривление волокна
и боковой поверхности.
Н : D 2. Фасонное се-
Калибровка по
высоте, получение
параллельных тор-
цов заготовки (е <
<0,18). Уменьше-
ние отношения
И : D.
Плоскостная ка-
либровка детали
чение по мере осадки стре-
мится к кругу
/
2. Осадка закрытая
сплошного стержня
При Н : D 2, 2 откры-
тая осадка до соприкосно-
вения выпуклой части
(бочки) боковой поверхно-
сти заготовки
инструмента,
ществляется
осадка:
между
ными элементами штампа,
сопровождаемое радиаль-
ным истечением в клино-
вую щель по периметру.
При Н : D > 2 и Di : D <
со стенками
Затем осу-
закрытая
сжатие металла
плоскопараллель-
Калибровка по
высоте и диаметру
(поперечному сече-
нию). Получение
параллельных тор-
цов, перпендику-
лярных основной
оси заготовки.
Уменьшение отно-
шения Н ; D
28
D
9
^1,25 открытая осадка
(первая стадия процесса)
сопровождается пластиче-
ским изгибом: складок не
образуется, но волокно
искривляется, что вызы-
вает уменьшение продоль-
ной устойчивости при по-
следующих операциях
осадки и высадки и вредно
отражается на работе
пуансона при выдавлива-
нии полости
86
Технология штамповки на прессах
. Продолжение табл. 1
Наименование процесса. Схема операции
Сравнительная ориентировочная оценка штампуемости
Пластич- ность Сопротивле- ние дефор- мированию
Особенности
формоизменения
и технологическая
характеристика
Назначение
(области
применения)
3. Высадка свободная
(открытая) сплошного
стержня
24
4. Высадка свободная
(открытая) полого
стержня
а
26
6
5. Высадка закрытая
сплошного стержня
D
"1
10
26
Осадка (свободная) от-
крытая (см. п, 1) части
Длины заготовки. Н : D <
Сжатие металла части
объема полой заготовки
между плоскопараллель-
ными элементами штампа.
Сопровождается радиаль-
ным истечением, затормо-
женным на поверхностях
контакта силами трения,
более интенсивным в сред-
ней по высоте высаживае-
мой части заготовки.
С увеличением/7 : (D — d)
неравномерность ' скоро-
стей течения по высоте и
прогиб внутренней поверх-
ности увеличиваются
При Н : D :
крытая осадка
ческий
0. От-
пласти-
(при
изгиб
и _ ± .
С 1,25) до соприкоснове-
ния выпуклой .части заго-
товки со
струмента (матрицы или
пуансона). Далее закры-
тая осадка (см. п. 1 и 2).
Оформление боковой по-
верхности по всей длине
высаживаемой
провождается
нием заусенца
разъема инструмента
стенками ин-
части со-
образова-
но месту
Образование
местных утолще-
ний. Набор метал-
ла для последую-
щей штамповки.
Производство кре-
пежных и других
ступенчатых дета-
лей. Калибровка
заготовок (см. п. 1)
Можно приме-
нять для образова-
ния внешних и
внутренних утол-
щений малой ши-
рины и высоты (во
избежание потери
устойчивости). Бо-
лее предпочти-
тельным является
штамповка по схе-
ме п. 21
Образование
местных, утолще-
ний, фланцев, на-
бор металла для
последующей штам-
повки с заданными
формой и размера-
ми сечения, ка-
либровка загото-
вок (см. п. 2). Про-
изводство деталей
типа шаровых паль-
цев, ступенчатых
валов, штуцеров,
а также крепеж-
ных и других сту-
пенчатых" деталей
Принципиальные схемы технологических процессов,
87
Продолжение табл. 1
Наименование процесса. Схема операции Особенности формоизменения и технологическая, характеристика Назначение (области применения)
Сравнительная ориентировочная оценка штампуемости
Пластич- ность Сопротивле- ние дефор- мированию
6. Высадка закрытая
полого стержня
27
До соприкосновения ме-
талла с боковыми стенка-
ми инструмента открытое
осаживание (см. п. 4). При
незначительном искривле-
нии внутренней поверхно-
сти на первой стадии после
соприкосновения металла
с боковыми стенками ма-
трицы происходит сокра-
щение искривления вплоть
до соприкосновения с оп-
равкой по всей высоте вы-
саживаемой части. При
значительным искривле-
нии (потере устойчивости,
продольном изгибе) на пер-
вой стадии (открытой вы-
садке) при наступлении
второй стадии образуются
складки на внутренней по-
верхности. По месту
разъема ^верхней и ниж-
ней) частей инструмента'
образуется заусенец (см.
п. 5). При наличии зазора
между оправкой и заготов-
кой вне зоны местного оса-
живания (высадки) проис-
ходит радиальное течение
металла к центру и пласти-
ческий изгиб, а также вы-
давливание металла из зо-
ны высадки в зазор между
матрицей и оправкой. Ка-
чество внутренней поверх-
ности ухудшается, возмож-
но образование складок
Образование
местных утолще-
ний, фланцев отно-
сительно малой
толщиньги высоты.
Более предпочти-
тельно сочетать
высадку с прямым
выдавливанием (см.
п. 21), что обеспе-
чивает возможность
значительного на»
бора металла
88
Технология штамповки на прессах
Продолжение табл. 1
Наименование процесса. Схема операции Особенности формоизменения и технологическая характеристика Назначение (области применения)
Сравнительная ориентировочная оценка шт^мпуемости
Пластич- ность Сопротивле- ние дефор- мированию
7. Прямое выдавли-
вание сплошного стерж-
ня постоянного сечения
Истечение металла заго-
товки относительно боко-
вых стенок матрицы в на-
правлении, совпадающем
с направлением движения
пуансона р > от; Н <
< (2,5 4-3,0) D. По месту
зазора между Матрицей и
пуансоном возможно об-
разование заусенца. При
двух- и многоканальном
выдавливании возможно
неравенство длин выдав-
ленных частей
не-
ча-
мно-
вы-
2
19
Форма попереч-
ного сечения:
выдавленной
сти — круг и
гоугольник,
давленной части —
круг, многоуголь-
ник и более слож-
ные профили. Про-
изводство ступен-
чатых сплошных
деталей простого и
фасонного сечения:
болты, гайки, сту-
пенчатые валы, де-
тали/ со шлицами и
продольными ка-
навками, шестер-
ни и др.
8. Прямое выдавли-
вание сплошного стерж-
ня переменного сечения
Истечение металла заго-
товки относительно боко-
вых стенок матрицы в
направлении движения
пуансона (см. п. 7). Про-
цесс выдавливания на
первой (нестационарной)
стадии заканчивается
1
20
Форма попереч-
ного сечения: не-
выдавленной ча-
сти — круг, много-
угольник; выдав-
ленной части —
круг, многоуголь-
ник и более слож-
ные профили. Фор-
ма продольного се-
чения — конус, эле-
менты сферы и др.
Производство дета-
лей с отростками,
’бобышками и дру-
гими элементами
переменного сече-
ния
1
*
Принципиальные схемы технологических процессов 89
х
- if.
Продолжение табл. 1
Наименование
процесса. -
Схема операции
Пластич- Сопротивле-
ность ние дефор- мированию
+
Сравнительная
ориентировочная
оценка штампуемости
Особенности формоизменения и технологическая характеристика Назначение (области применения)
9. Прямое выдавли-
вание полого стержня
из сплошной заготовки
3
21
.10. Прямое выдавли-
вание полого стержня
из полой заготовки
4
23
Истечение металла заго-
товки относительно боко-
вых стенок
направлении
пуансона (см. п. 7), воз-
действующего
давления. Пуансон, обра-
зующий полость, и матри-
ца относительно непо-
движны. , Нагрузка на
пуансон, образующий по-
лость/ по сравнению
с обратным выдавливанием
(см. п. 12) за счет сокра-
щения воздействия реак-
тивных сил трения умень-
шается, конструктивное
оформление процесса ус-
ложняется
матрицы в
движения
на площадь
не-
ча-
мно-
вы-
части
коль-
Форма попереч-
ного сечения:
выдавленной
сти — круг и
гоугольник,
давленной
заготовки
цо с внешним и вну-
тренним кругом,
многоугольником и
их сочетанием. Про-
изводство гильз,
колпачков, стака-
нов и других по-
лых и трубчатых
деталей с гладкой
и
внешней
ностью, полых
трубчатых
вок для
обратного
ционного
ливания,
рования и
тонкостенных
талей
ступенчатой
поверх-
и
загото-
прямого,
и рота-
fl ыдав-
редуци-
вытяжки
де-
Истечение металла заго-
товки относительно боко-
вых стенок матрицы и
оправки (иглы) (см. п. 7)
не-
ча-
с
вну-
Форма попереч-
ного сечения/
выдавленной
сти — кольцо
внешним и
тренним кругом,
многоугольником и
их сочетанием; вы-
давленной части —
кольцо простого и
фасонного сечеция.
Производство тон-
костенных гладких
и ступенчатых дета-
лей со сквозной и
глухой полостью
90
Технология штамповки на прессах
Продолжение табл. 1
Наименование
процесса.
Схема операции
Сравнительная
ориентировочная
оценка штампуемости
Особенности
формоизменения
и технологическая
характеристика
Назначение
(области
применения)
Пластич-
ность
Сопротивле-
ние дефор-
мированию
11. Обратное выдав-
ливание сплошного
стержня постоянного
сечения
Истечение металла заго-
товки относительно боко-
вых стенок матрицы про-
исходит в направлении,
противоположном движе-
нию пуансона. Перемеще-
ние металла относительно
стенок инструмента, за
исключением зоны кон-
такта в области очага
деформации, на «стацио-
нарной» стадии практиче-
ски отсутствует.
Условия работы пуан-
сона по сравнению с пря-
мым выдавливанием (п. 7)
усложняются
Детали простого
и фасонного сече-
ний с выдавленной
частью относитель-
но небольшой дли-
ны, простой по фор-
ме и малой по пло-
щади поперечного
сечения. При окон-
чании процесса на
первой (нестацио-
нарной) стадии (см.
п. 8) получают де-
тали с отростками
в виде конуса,
сферы и других
простых конструк-
тивных элементов
переменного сече-
ния
12. Обратное выдав-
ливание полого стерж-
ня постоянного сечения
из сплошной заготовки
Истечение металла за-
готовки и относительное
движение пуансона проис-
ходят в противоположных
направлениях. Процесс
состоит из трех основных
стадий: в первой (неуста-
новившейся) происходит
интенсивный рост усилия,
распрессовка заготовки и
образование очага дефор-
мации; во второй (устано-
вившейся) — усилие изме-
няется незначительно, ме-
талл в очаге деформации
дополнительно упрочняет-
ся, локализация деформа-
ции усиливается; третья
стадия наступает при при-
ближении размеров высо-
ты очага деформации к вы-
соте перемычки. Вначале
происходит образование
радиальных прессутяжин,
что вызывает падение уси-
лия. Затем по мере осадки
металла очага деформации
при выдавливании усилие
интенсивно возрастает
Форма попереч-
ного сечения невы-
давленной и вы-
давленной частей
заготовки и виды
штампуемых дета-
лей аналогичны
п. 9. Величина на-
грузок на пуансон
по сравнению с
п. 9 больше, но
конструктивное его
оформление проще
Принципиальные схемы технологических процессов
91
Продолжение табл. 1
Наименование
процесса.
Схема операции
Сравнительная
ориентировочная
оценка штампуемости
Пластич- ность Сопротивле- ние дефор- мированию
Особенности
формоизменения
и технологическая
характеристика
Назначение
(области
применения)
13. Поперечное вы-
давливание круговое
(высадка выдавлива-
нием)
29 16
Истечение металла от-
носительно боковых сте-
нок матрицы аналогично
прямому выдавливанию.
Металл выдавливается в
круговую по периметру
щель постоянной высоты
под некоторым углом
(обычно 90°) к направле-
нию движения пуансона.
Длина заготовки, находя-
щейся в матрице, анало-
гично прямому выдавле-
нию ограничена усло-
виями трения
См.п. 26
Образование
местных утолще-
ний, фланцев.внеш-
них и внутренних
относительно ма-
лой толщины и вы-
соты сплошных и
полых деталей. На-
бор металла для
последующей штам-
повки. При полу-
закрытой и закры-
той штамповке в от-
личие от обычной
высадки практиче-
ски исключается
образование заусен-
ца
14. Поперечное вы-
давливание канальное
15. Радиальное вы-
давливание
18
Истечение металла от-
носительно боковых сте-
нок матрицы аналогично
прямому выдавливанию.
Металл выдавливается из
полости матрицы в ка-
либрующее очко под не-
которым углом (обычно
90°) к направлению дви-
жения пуансона. Длина
заготовки, находящейся
в полости матрицы, огра-
ничена условиями трения
аналогично прямому вы-
давливанию. При многока-
нальном выдавливании
возможна неравномерность
длины образующихся от-
ростков
Форма попереч-
ного сечения: не вы-
давленной части —
круг и многоуголь-
ник, выдавленной
части — круг, мно-
гоугольник и более
сложный профиль.
Если приостано-
вить процесс на
первой стадии, то
возможно получить
выдавленную часть
переменного сече-
ния. Штамповка
зубчатых колес,
звездочек, кресто-
вин и других дета-
лей с внутренними
и внешними от-
ростками
Движение деформирую-
щих элементов штампа на-
правлено по радиусам к
центру окружности или
касательным перпендику-
лярно главной оси заготов-
ки. Направления истече-
ния металла и движения
деформирующих элемен-
тов штампа противопо-
ложны
Штамповка зуб-
чатых колес, звез-
дочек, зенкеров
разверток, нумера-
ционных колес
кассовых аппара-
тов и других осе-
симметричных де-
талей сплошного
сечения
‘‘i
92
Технология штамповки на прессах
Продолжение табл. Т
Наименование процесса. Схема операции Особенности формоизменения и технологическая характеристика Назначение (области применения)
Сравнительная ориентировочная оценка штампуемости
Пластич- ность Сопротивле- ние дефор- мированию
16. Редуцирование
сплошного стержня
20
В отличие от выдавли-
вания (см. п. 7) высота за-
готовки не ограничена
условиями трения о боко-
вые стенки матрицы. Ве-
личина деформации огра-
ничена условиями про-
дольной устойчивости сво-
бодной части заготовки,
зависящими от качества
торцов^ продольной кри-
визны и состояния заго-
товки, соотношением р <
Штамповка сту-
пенчатых валов,
болтов и других
ступенчатых дета-
лей, зубчатых ко-
лес, деталей со
шлицами и канав-
ками (см. п. 7
и 8) ..
п.
-1
17. Редуцирование
полого стержня
оправке
на
21
Внешнее трение о боко-
вые стенки матрицы прак-
тически отсутствует, но
оно имеется по поверхно-
сти контакта заготовки и
оправки. Величина дефор-
мации ограничена условия-
ми продольной устойчиво-
сти свободной части за-
готовки (см. п. 16), усло-
виями трения по поверх-
ности контакта металла и
оправки и соотношением
Р < &
т
Штамповка тон-
костенных гладких
и ступенчатых де-
талей со сквозной
и глухой полостью
(см. п. 10)
's
18. Открытая
шивка
про-
28
Осаживание участка за-
готовки под прошивным
пуансоном, сопровождае-
мое утяжкой в направле-
нии движения
истечением в
направлении и
в стороны. Кривизна бо-
ковой поверхности зави-
сит от соотношения раз-
меров заготовки и полу-
чаемой полости
пуансона,
обратном
раздачей
при
поло-
Получение дета-
лей с полостью
(полостями)
неотчетливом
оформлении торца
со стороны
сти и боковой по-
верхности. Произ-
водство матриц и
пресс-форм вдав-
ливанием мастер-
пуансона в исход-
ную заготовку
2
9
т
1
Г
Я
Принципиальные схемы технологических процессов 93
Продолжение табл. 1
Наименование процесса. Схема операцииz Особенности формоизменения и технологическая характеристика Назначение (области при-менения)
Сравнительная ориентировочная оценка штампуемости
Пластич- ность Сопротивле- ние дефор- мированию
Б. Комбинированные процессы
19. Осадка свобод-
ная + выдавливание
(свободное выдавлива-
ние) сплошного стерж-
ня
а)
22
3
Сжатие металла между
параллельными элемен-
тами штампа:а — плоским
и кольцевым; б — кольце-
выми. Свободное истече-
ние в радиальном направ-
лении, заторможенное
контактными силами тре-
ния, сопровождается исте-
чением в продольном на-
правлении. С увеличением
отношения поверхностей
трения при осаживании и
свободного истечения (так
называемого коэффициен-
та торможения) сопротив-
ление деформированию
увеличивается, пластич-
ность уменьшается (см.
табл. 19 гл. 1)
Производство де-
талей с осесимме-
тричными и неосе-
симметричными од-
но- и двусторон-
ними выступами и
бобышками. Боко-
вая . поверхность
фланца не имеет
строго заданных
формы и размеров
20. Осадка закры-
тая 4- выдавливание
сплошного стержня
На первой стадии про-
цесса происходит свобод-
ная осадка Ч- прямое вы-
давливание (см. п. 19) на
второй стадии процесс пе-
реходит в закрытую осад-
ку + прямое выдавлива-
ние, на третьей стадии —
в прямое выдавливание
Производство де-
талей с фланцами
заданных форм и
размеров, с осе-
симметричными од-
но- и двусторон-
ними выступами и
бобышками
8
7
21. Осадка свобод-
ная выдавливание
(контурная осадка) по-
лого стержня с оправ-
кой
Свободное центробеж-
ное истечение в радиаль-
ном направлении, затор-
моженное контактными
силами трения; сопрово-
ждается истечением метал-
ла в продольном направ-
лении в зазор между ма-
трицей и оправкой
Производство по-
лых осесимметрич-
ных деталей с
фланцем из полых
заготовок и при
последовательной
штамповке из по-
лосы или ленты
23
8
94
Технология штамповки на прессах
Продолжение табл. 1
Наименование
процесса.
Схема операции
Сравнительная
ориентировочная
оценка йггампуемости
Пластич-
ность
Сопротивле-
ние дефор-
мированию
22. Двустороннее вы-
давливание сплошного
стержня
14
23. Прямое выдавли-
вание Полости и ' об-
ратное выдавливание
сплошного стержня
15
12
24. Прямое выдавли-
вание сплошного стерж-
ня и обратное выдав-
ливание полости
16
10
Особенности формоизменения и технологическая характеристика Назначение (области применения)
Соотношение скоростей обратного и прямого исте- чения определяется соот- ношением размеров пресс- остатка, величин актив- ных и реактивных сил тре- ния в данный момеит и ве- . личин деформации. По ме- ре сближения очагов де- формации создаются усло- вия для разрушения и искажения формы пресс- остатка. До наступления этих явлений процесс дву- стороннего выдавливания необходимо приостановить См. п. 22 См. пп. 7, 8 и 11 к См. пп. 7, 8, 9, 11 и 12 / V.
Принципиальные схемы технологических' процессов
" ———— I I II ин I — I I .1 . I II »—
Продолжение табл. 1
Наименовмние процесса. Схема операции
Сравнительная ориентировочная оценка штампуемости Особенности формоизменения и технологическая характеристика Назначение Области применения
Пластич- ность Сопротивле- ние дефор- мированию
25. Дв} давливанг стержней 17 'стороннее вы- ie полых 1 । 13 См. п. 22. По сравнению с односторонним выдавли- ванием общая длина поло- сти может быть получена приблизительно в 1,8 раза больше См. пп. 9 и 12
26. Обратное выдав- ливание полости и кру- говое боковое выдав- ливание См. пп. 22 и 13 Образуются долевые трещины на фланце при превышении пластичности и долевых дефектах ме- таллургического происхо- ждения и поверхностные трещины на верхнем тор- це фланца при h$: £>>0,2, заниженном радиусе пе- рехода и разрыва слоя смазки См. пп. 9, 12 и 13
27 15
27. С ливани нально< ливани )братное выдав- е полости и ка- г боковое выдав- е См. п. 22 См. пп. 9, 12 и 14
18 14
96
Технология штамповки на прессах
Продолжение табл. 1
Наименование процесса. Схема операции Особенности формоизменения и технологическая характеристика Назначение области применения
Сравнительная ориентировочная оценка штампуемости
Пластич- ность Сопротивле- ние дефор- мированию
Штамповка осе-
симметричных фа-
сонных деталей
Формоизменение анало-
гично комбинированному
выдавливанию (см. пп. 22 —
25) в сочетании с закрытой
осадкой (см. п. 2). Выдав-
ливание заканчивается на
первой (неустановившей-.
ся) стадии. Необходимо
жесткое дозирование объ-
ема заготовки, либо нали-
чие компенсатора. Харак-
терно значительное пру-
жинение рабочих деталей
штампа
28. Закрытая объем-
ная штамповка
12
29
29. Открытая объем-
ная формовка
Формоизменение анало-
гично комбинированному
выдавливанию (см. пп. 22 —
25) в сочетании с круго-
вым боковым выдавлива-
нием — образованием за-
усенца (см. п. 13). Выдав-
ливание заканчивается на
первой «неустановившей-
ся» стадии
Штамповка фа-
сонных деталей
Основные этапы проектирования
технологическихпроцессов
1. Анализ конструкции детали и ее отдельных элементов .на тех-
нологичность (форма, величина и соотношение размеров; материал,
механические свойства, точность, чистота поверхности и другие пока-
затели качества) и разработка чертежа детали. Чертеж детали является
основнььм исходным документом при проектировании технологического
процесса. Однако в процессе анализа предварительных и отработки
окончательного вариантов технологии чертеж может быть откорректи-
рован, если это позволяет, без ухудшения качества детали улучшить
технико-экономические показатели ее производств: упростить и сокра-
тить технологический цикл, увеличит стабильность процесса, сокра-
тить расходы на инструмент и повысить его стойкость, повысить уровень
механизации и автоматизации выдавливания, предварительных, про-
межуточных и доделочных операций и т. п.
В процессе разработки чертежа детали технолог изучает условия
ее работы, требования к ней, и анализирует существующий процесс
изготовления, на основании чего выполняет экономические расчеты по
Принципиальные схемы технологических процессов 97
определению целесообразности разработки и внедрения новой тех-
нологии. Если деталь изготовляется впервые, то необходимо произвести
сравнение технологии холодной объемной штамповки с технологией
обработки резанием, горячей штамповки, литья и других видов обра-
ботки, представляющих практический интерес для данной конструкции
детали. Основными технико-экономическими показателями при предва-
рительном обосновании являются расходы на металл, объем выпуска и
трудоемкость изготовления деталей.
2. Расчет объема заготовки по чертежу детали, выбор формы и раз-
меров исходного материала (пруток, лист и т. д.) по сортаменту, вы-
пускаемому промышленностью; определение технологических опера-
ций подготовки материала (травление, обдирка, правка, термообра-
ботка и т. п.). Выбор способа разделения исходного металла на заго-
товки (резка в штампе на прессе или ножницах, резка на пилах, то-
карных и фрезерных станках, токарно-отрезных автоматах и т. д.).
3. Выбор технологии подготовки заготовки к выдавливанию (ка-
либровка, образование фасок, термообработка, подготовка поверхно-
сти и т. д.), составление технических условий на заготовку.
4. Разработка Технологического процесса формоизменения с опре-
делением количества операций, целесообразности их совмещения или
последовательного проведения. При разработке технологических про-
цессов штамповки сложных по форме деталей рассматривается воз-
можность применения совмещенных методов выдавливания и анали-
зируются возможные варианты кинематики движения инструмента и
металла.
На основании результатов разработки процессов формоизменения
уточняются: а) профиль, сортамент, способ получения и необходимость
калибровки (прокатка, прессование, волочение), состояние (горяче-
катаное, холоднотянутое, отожженное и т. д.) и показатели качества
(механические свойства, наличие поверхностных дефектов в виде на-
кладов, плен, волосовин и пр.) исходного материала; б) способ раз-
делки исходного материала на заготовки; в) необходимость и режимы
предварительной, промежуточной и окончательной термообработки,
калибровки заготовок, очистки поверхности и ее подготовки к выдав-
ливанию, а также других вспомогательных операций; г) технические
условия на заготовку для штамповки (размены и их допуски, механи-
ческие свойства, наличие фасок, калибровка торцов и т. п.).
5. Расчет и выбор конструкции рабочих деталей инструмента для
штамповки (пуансонов, матриц, оправок). Особое внимание уде-
ляется форме, размерам, качеству поверхности деформирующих частей
рабочих деталей для выдавливания.
6. Разработка технологического задания на проектирование штампа. -
Необходимо, чтобы все работы по проектированию, изготовлению и
отладке штампа производились при непосредственном участии и ру-
ководстве технолога, разрабатывавшего технологический процесс
штамповки и задание на проектирование штампа.
7. Разработка технологических требований к оборудованию для
формоизменения (усилие и график нагрузки, величина хода, наличие
и усилие выталкивателей, длина и конструкция направляющих и т. д.),
а также для проведения предварительных, промежуточных и доделочных
операций. Выбор необходимого оборудования, согласно типажу выпу-
скаемому промышленностью.
4 П/ред. Г. А. Навроцкого
98 Технология штамповки на прессах
8. Разработка технологического задания на средства механизации,
автоматизации процессов и охраны труда при штамповке и других
операциях.
9. Расчет экономической эффективности от внедрения холодной
объемной штамповки по сравнению с обработкой резанием, с учетом
снижения расходов на изготовление деталей и повышения их надеж-
ности и долговечности при эксплуатации.
Возникающие в процессе проектирования задачи должны решаться
технологом в тесном контакте с конструкторами детали и изделия в це-
лом, а также со специалистами в следующих областях: штамповочного
оборудования, механизации и автоматизации процессов штамповки,
конструирования штамповой оснастки, металловедения и термообра-
ботки, трения и смазки. Предварительно разрабатывается несколько
вариантов технологического процесса, из которых в результате их со-
вершенствования и сравнительной оценки выбирается наилучший.
Наиболее ответственным и сложным этапом является проектиро-
вание процесса формоизменения, при котором необходимо определить
количество операциц, их последовательность и совмещение. Обычно
в результате предварительной разработки предлагается несколько ва-
риантов технологического процесса, в особенности если может быть
применёно комбинированное выдавливание или сочетание выдавливания
с высадкой, редуцированием и другими операциями объемной штам-
повки. Задача технолога состоит в выборе наиболее рационального,
применительно к конкретным условиям, варианта технологии.
Совмещенная схема наиболее распространенных технологических
процессов штамповки на прессах с применением выдавливания и вы-
давливания в сочетании с другими процессами формоизменения
приведена в табл. 2.
Проектирование технологического процесса неотделимо от обосно-
вания технико-экономической эффективности принятого способа про-
изводства деталей и сравнительной оценки его с другими видами обра-
ботки (резание, литье, горячая штамповка, прокатка и др.). Сложность
и трудоемкость, формоизменения определяются технологичностью кон-
струкции детали, т. е. возможностью и технико-экономической целе-
сообразностью изготовления детали холодной объемной штамповкой.
Основными показателями технологичности конструкции детали
являются: 1) форма, размеры и их соотношение; 2) штампуемость ис-
ходного материала. Обычно принято классифицировать детали по гео-
метрической форме, как наиболее простому и наглядному признаку
[15, 43, 83]. Форма детали оказывает решающее влияние: на выбор
маршрута- формоизменения и его трудоемкость, на кинематику дви-
жения инструмента и металла, а соответственно на величину и распре-
деление напряжений и деформаций, на конструкцию и работоспособ-
ность штампа. Однако при одной и той же форме технологические при-
емы, последовательность операций и конструктивное оформление ин-
струмента могут сильно отличаться. Это связано с тем, что не учиты-
вается влияние абсолютных размеров (масштабного фактора), соотно-
шения размеров (геометрического подобия) и штампуемости материала
детали (физического подобия).
Размеры деформируемого тела в ряде случаев оказывают существен-
ное влияние на пластичность, сопротивление дефбрмированию, каче-
ство получаемой детали [17] при соблюдении геометрического подобия.
П ринципиальные схемы технологических процессов
99
2. Совмещенная схема наиболее распространенных
технологических процессов штамповки на прессах
NN , п/п Наименование операции
i 1. z ' з. 5 6. 1 I 8 : 3. 10. 11. 12. 13. /❖. 16 п. 18 Термообработка исходного проката Калибровку волоче-- нием Точная резка в {.штампе Точная резка 6 штампе с доз и ооба- нием беса или объе- ма Резка на токарных станках или авто - матах Вырубка вырубка и зачистка Свертывание б кольцо Сварка (пайка) коль - цеоой заготовки калибровка б штампе Отрезка и калибров- ка (Формовка) на хо- лодновысадочном автомате Термообработка предварительная Подготовка поверх- ности штамповка первая Термообработка про- межуточная и подго- товка поверхности Штамповка вторая Штамповка третья штамповка четвертая
Сортамент исходной.. стали
Сортовой прокат
г у у
Штампованные заготовки, для дальнейшей, обработки или
готовые детали
Рассматривая влияние масштабного фактора (при соблюдении геоме-
трического подобия) применительно к технологии выдавливания, не-
обходимо отметить следующее:
1. С увеличением диаметра сечения заготовки неоднородность коли-
чества различных видов повреждений структуры увеличивается, ка-
чество поверхности и поверхностного слоя в целом (количество и глу-
бина дефектов в виде накладов, волосовин, плен и т. п.) ухудшается.
Пластичность металла уменьшается и возможность появления дефектов
на детали (скрытых и визуально просматриваемых) увеличивается.
При больших диаметральных размерах штампуемой детали для обеспе-
чения необходимых прочности и-жесткости матриц и других деталей
штампа требуется металлоемкая громоздкая конструкция, что заметно
снижает эффективность применения процесса.
С уменьшением диаметра сечения отношения поверхности тела и
поверхности контакта с инструментом к объему увеличиваются. Уве-
личивается влияние контактного трения и поверхностного наклепа
(упрочнения). Вследствие этого пластичность и особенно сопротивление
деформированию, начиная с некоторого критического объема (диаме-
трального размера для сплошного тела, толщины стенки для полого
*
100
Технология штамповки на прессах
3. Классификация стали по штампуемости при выдавливании
Группа . Подгруппа Марка ГОСТ Вид и схема выдавливания (см. табл. 1). Рекомендуемая (предельно допустимая) величина относительной деформации ♦*, %
пп. 7, 8 пп. 9, 10 пп. И, 12 пп. 14
1 1 2 А (армко-железо) Э (армко-железо) 05кп,. 05 08кп, 08, Юкп, 10 12кп, 15кп, 15, 18кп - 20кп, 20 25, 30, 15Х, 20Х 25, 15Г 15Х, 20Х 35 30, 20Г 40, 45, ЗОХ, 35Х 15ХФ, 20ХФ, - 15ХМ 35, 40, 25Г ЗОХ, 35Х, 38ХА 20Г2, 35Г2 18ХГ, ЗОХМ, 18ХГТ, 40Х, 45Х 20ХН, 12ХЗА, 18ХГН, 16ХСН 45, 50, ЗОГ 20ХГСА 35Г, 40Г ЗОХГСА, 35 X ГС А, ЗОХМА 45Г, 50Г 40ХН, 45ХН 50ХН, 20ХНЗА,. ЗОХГНА, 38ХГН 25Х2Н4ВА 0X13, 1X13, 2X13 0Х18Н10, Х18Н9 0Х18Н10Т, Х18Н9Т 1 ПГ — рекомендуе' 1ым подогревом до у ЧМТУ 2900 — 56 ГОСТ 3836 — 47 1050 — 60** 10702—63* 1050—60** 4543—71 10702—63* 1050—60** 10702 — 63* 4543—71 1050 — 60** 4543—71 10702—63* 75 (90) 75 (85) 70 (80) 60 (70)
2 70 (80) । 65 (75) о5 (75) , 60 (75) )б0 (75) 60 (70) 55 (65) 50 (60)
3 1 60 (70) 55 (65) 45 (50)
21 60 (70) 55 (65) 50 (60) 40 (50)
3 50 (60) -(40)
4 1 50 (65) 45 (55) 40 (50) f ^вари- >тки.
2 3 4543 — 71 40 (65) 40 (60) 40 (50) ПГ (50) ПГ (40)
5 1 2 3 1050 — 60** 4543 — 71 1050 — 60** 4543 — 71 1050—60** 40 (55) ПГ (40)
6 1 2 3 4543 — 71 35 (50) ПГ давливаш юлугоряч ПГ / 4е с пре< ей обрабс
7 т 1 4986—70 35 (40)
2 * ельв 5582—61* гея произв словий теп ПГ (40) одить вы ЛОЙ ИЛИ I
Получение заголовок и1 их дозирование 101
тела), увеличиваются. При малом диаметре детали трудно обеспечить
прочную и надежную в работе конструкцию пуансонов, опра-
вок, выталкивателей, особенно при наличии полости, тем более
что работают они в условиях повышенных сопротивлений деформи-
рованию.
По внешним размерам поперечного сечения детали можно разделить
на следующие основные группы (по диаметру в мм): 1) очень мелкие до 2;
2) мелкие 2—10; 3) средние 10—50; 4) крупные 50-—100; 5) очень крупные
более 100. Каждая из этих групп может быть разделена на4 подгруппы
в зависимости от отношения длины к диаметру L/D: 1) =<х0,5; 2) 0,5—
1,0; 3) 1—3; 4) 3—8; 5) >8 (^до 30); от наличия и размеров полости
Z/J: 1)<^0,5; 2) 0,5—1; 3) 1—2,5; 4) 2,5—4; 5) >>4.
Классификация стали по штампуемости (табл. 3) относится к сред-
ним по размерам деталям (D = Ю-т-50 мм, L/D = 14-3, h!d = 0,54-
4-2,5), представляющим наибольший практический интерес при хо-
лодной объемной штамповке на прессах.
Конструктивно-технологическая классификация
штампуемых деталей
Конструктивно-технологическая классификация типовых форм осе-
симметричных деталей, штампуемых на прессах (табл. 4), позволяет
формировать технологический код деталей и подбирать их в группы
по технологическому подобию [12]. Это является основой типизации
технологических процессов холодной объемной штамповки, специали-
зации и концентрации производства, организации поточных линий,
стандартизации технологических процессов, стандартизации и агрега-
тирования технологического оборудования, оснастки, инструмента и
средств контроля, а также применения ЭВМ для технологической под-
готовки производства.
Получение заготовок и их дозирование
Выбор сортамента исходного материала и способа его разделки на
заготовки определяет стоимость материала, величину отходов ,при
разделке, затраты на разделку, наличие и трудоемкость дополнительных
подготовительных операций (калибровка, зачистка, образование фасок
и т. д.) и качество заготовок, поступающих на штамповку.
Объем, форма и размеры заготовок. Объем заготовки ра-
вен объему штампуемой из нее детали, плюс технологические отходы
и потери в процессе обработки. Он определяется по чертежу, с учетом
припусков и напусков для доделочных операций. При расчете сложную
по форме деталь делят на элементы и, суммируя их, получают общий
объем. Объем технологических отходов, получающихся при пробивке
отверстий, обрезке заусенцев, подрезке фасок и т. д., определяют по
чертежам полуфабрикатов по переходам на основании маршрутной тех-
нологии.
Для определения расчетного объема заготовки сумму объемов эле-
ментов детали и технологических отходов увеличивают на 3—7% в за-
висимости от сложности формы детали и технологического процесса ее
102
Технология штамповки на прессах
4. Классификация типовых форм осесимметричных деталей,
получаемых холодной объемной штамповкой
на вертикальных прессах [12]
Характерные технологические особенности
подгрупп (см. табл. 1, 2, 3)
Эскиз примерной
конфигурации детали
1. Класс. Детали, при изготовлении которых
преобладает процесс прямого выдавливания
1.1. Группа. Детали сплошные и полые
типа стержня с утолщением
А. Стержни:
а) постоянного (цилиндрического, многогранного, зубчатого или
шлицевого) сечения;
б) переменного и ступенчатого (цилиндрического или в сочетании
с коническим многогранным или шлицевым) сечения.
Б. Утолщения:
а) постоянной формы (цилиндрической, типа фланца, конической,
многогранной, сферической);
б) сложной формы (с полостью, с выступами различной конфигу-
рации, расположенными симметрично и . несимметрично).
1.1.1. Подгруппа. С утолщением (головкой) простой формы
и односторонним стержнем постоянного сечения
а) Сплошные детали
Диаметр стержня до 90 мм. Относительная
длина стёркня 1,0 <-4-’^(15 ~-25). '
а
Точность по диаметральным размерам (D, d)
3—4-й класс, а по осевым (//, h) 8—9-й класс.
• Образование стержня за счет прямого выдав-
ливания при е — 0,3-^0,75 (табл. 3)
Головка образуется за счет выдавливания
стержня, если
1,2 < ~ < 2,0.
“1
При -т— > 2,0 — выдавливание 4- высадка ro-
ot
ловки.
б) Полые детали
Диаметр стержня до 90 мм. Отношение диаме-
тра полости и диаметра стержня 0 < < 0,9.
01
Относительная длина стержня 1,0 <—т-
“1
<(154-25).
Образование стержня за счет прямого выдав-
ливания при 6=0,3-7-0,75 (табл. 3).
Головка образуется за счет выдавливания
стержня, если
dt — d
Получение заготовок и их дозирование
103
Продолжение табл. 4
Характерные технологические особенности подгрупп (см. табл. 1, 2, 3) Эскиз примерной конфигурации детали
„ D — d _ При -z г >3,5 выдавливание 4- высадка Dip
и ГОЛОВКИ. Головки конические, многогранные, сфериче- ские требуют комбинации: выдавливание 4* объемное формование 4~ 4* обрезка. Условия получения фланца'. и “
а) у сплошных заготовок е= 1--Д- <0,7. лф При открытой высадке £>ф 1,83D б) у полых заготовок е <0,7. При открытой высадке на оправке Оф < 1,83 0.7 1.1.2. Подгруппа. С утолщение и односторонним стержн а) Сплошные детали Стержень выдавливается, если е = (табл. 3) и 1,2 < ; ' 1 “1 «2 dn Если степень деформации по сече = 0,154-0,3 и 1,0<-^-; U2 «з U ступени получают редуцированием. Головка образуется аналогично пере б) Полые детали м (г ем г = 0,3 <2 !НИЯ t-1 п ходу оловкой'; геременн >4-0,75 ,0. м е == < 1,2 1.1.1. п огс £ » p ) ^!r остой фс сечения —I A • n« 1- J,d). s и 1 )
Стержень выдавливается, если степень дефор- мации по сечениям е = 0,3 4-0,75 (табл. 3) и 1.3 < ^4-<3,5. Если степень деформации по ступеням е ~ D — d - JO of ~
— 0,15 : 0,3 и 1,10 < . < 1,25, ступени ре- и CL дуцируют V J1^ IF
104
Технология штамповки на прессах
Продолжение табл. 4
Характерные технологические особенности
подгрупп (см. табл. 1, 2, 3)
Эскиз примерной
конфигурации детали
1.1.3. Подгруппа. С утолщением (головкой) сложной формы
и односторонним стержнем постоянного или переменного сечения
а) Головка с полостью различной формы
Образуется из промежуточного перехода
1.1.1 4- комбинированное выдавливание 4~ объ-
емная штамповка.
При образовании полости е— 0,3 4-0,7 (табл.
3). .
< 1,2; S = 2 -г 15 мм.
б) Головка с выступами различной формы
Образуется из промежуточного перехода
1.1.1 '4- комбинированное выдавливание -f- объ-
емная штамповка.
При образовании выступов е = 0,3 4-0,7
(табл. 3).
Стержни получают аналогично переходу 1.1.1
или 1.1.2.
1.1.4. Подгруппа. С утолщением простой формы,
смещенным к середине стержня постоянного или переменного сечения
Смещенное утолщение образуется из подгруппы
1.1.1 4- высадка, объемная формовка или ком-
бинированное выдавливание (е <0,7, см. табл. 3).
Стержни получают аналогично подгруппе 1.1.1
или 1.1.2
Получение заготовок и их дозирование ~ 105
Продолжение табл. 4
Характерные технологические особенности
подгрупп (см. табл. 1, 2, 3)
Эскиз примерной
конфигурации детали
1.1.5: Подгруппа. Без утолщения со стержнем постоянного
или переменного сечени'я.
Гладкие или шлицевые сплошные и полые
стержни постоянного и переменного сечения по-
лучают^щ^ды^.выда вливанием, многократным
редуцированием или протяжкой в жестких ма-
трицах, аналогично 1.1.2
2. Класс. Детали, при изготовлении которых
преобладает процесс обратного выдавливания
2.1. Группа. Полые детали типа
цилиндрических стаканов
с дном различной конфигурации
А. Полость:
а) постоянного, (цилиндрического или многогранного) сечения;
бГ'перёменного — ступенчатого сечения.
Б. Дно:
плрякре^цли с деглубоким рельефом;?
©Гфасонное (полусфера или значительные выступы);
в) с отверстием
2.1.1. Подгруппа. С полостью постоянного сечения, дном
с неглубоким рельефом или отверстием
Диаметр внутренней полости — до 90 мм.
Минимальная толщина дна h S.
Рекомендуемая толщина стенки 5 = 2 4-15 мм
при --^-<1,2; 5 = 0,54-6 мм
Н 1 _ •
при
Точность по диаметральным размерам (D : d)
3 —4-й класс, осевым (Н, h; I) 8-9-й класс.
Образование полости за счет обратного выдав-
ливания цилиндрическим или многогранным
пуансоном.
Степень деформации е — = 0,3 4-0,7 (табл.
3),
Относительная глубина выдавливания
-4-< 2-j-2,5.
а
Глубокие тонкостенные стаканы получают
в основном многократным редуцированием или
аналогично подгруппе 1.1.5.
Неглубокий рельеф получают дополнительной
подчеканкой.
Отверстия в дне — пробивкой или вырубкой
106
Технология штамповки на прессах
Продолжение табл. 4
Характерные технологические особенности подгрупп (см. табл. 1, 2, 3) Эскиз примерной конфигурации детали
2.1.2. Подгруппа. С полостью постоянного сечения с фасонным дном
Фасонное дно получают из подгруппы 2.1.1
чеканкой, объемным формованием или комбини-
рованным выдавливанием. Степень деформации
при формовке дна е == 0,3 4-0,7 (см. табл. 3)
2.1.3. Подгруппа. С полостью переменного сечения
и дном с неглубоким рельефом
Ступенчатую полость получают многократным
выдавливанием пуансонами разных диаметров
(при значительном перепаде диаметров полости)
или многократной протяжкой ступенчатыми пуан-
сонами в жестких матрицах
2.1.4. Подгруппа. С полостью переменного сечения
Заданная форма получается аналогично под-
группе 2.1.2 и 2.1.3
и фасонным дном
2.2. Группа. Полые поковки и детали
с многогранной наружной поверхностью
и рельефным дном (детали типа гаек) *
А. Полость;
а) постоянного (цилиндрического) сечения;
б) переменного (ступенчатого) сечения
Б. Дно;
а) плоское или с неглубоким рельефом;
б) с отверстием
Получение заготовок и их дозирование
107
Продолжение табл. 4
Характерные технологические особенности подгрупп (см. табл. 1, 2, 3) Эскиз примерной конфигурации детали
2.2.1. Подгруппа. С цилиндрической полостью, дном с неглубоким рельефом или отверстием Получение поковок аналогично подгруппе 2.1.1, выдавливание осуществляется цилиндри- ческим пуансоном в многогранной матрице
2.2.2. Подгруппа. Со ступенчатой полостью и дном . с неглубоким рельефом или отверстием
Заданная форма получается аналогично под-
группе 2.1.3, с учетом особенностей подгруппы
2.2.1
2.3. Группа. Полые поко в к и и детали
с внутренними перемычками
(типа поршневых пальцев)
А. Полость:
а) постоянного (цилиндрического или многогранного) сечения;
б) переменного (ступенчатого) сечения
Б. Перемычка:
а) плоская, или с неглубоким рельефом;
б) с отверстием
В. Наружная поверхность цилиндрическая или многогранная
2.3.1. Подгруппа.
С полостью постоянного сечения
с перемычкой или с отверстием
Полость и перемычка образуются обратным
выдавливанием при встречном движении пуансо-
нов. z
Степень деформации е— 0,3 4-0,7 (табл. 3).
Относительная глубина каждой" полости<
а
<2 4-2,5.
2.3.2. Подгруппа.
С полостью переменного сечения,
с перемычкой или с отверстием
Заданная форма получается аналогично под-
группе 2.1.3.
108
Т ехнология штамповки на прессах
Прддолжение табл. 4
Характерные технологические особенности Эскиз примерной
подгрупп (см. табл. 1, 2, 3) конфигурации детали
2.4. Группа. Полые поковки и детали
типа стаканов со ступенчатой
наружи ой поверхностью,
в том числе с фланцем,
с дном различной конфигурации
А. Полость:
а) постоянного (цилиндрического) сечения;
б) переменного (ступенчатого) сечения.
Б. Дно:
а) плоское или с неглубоким рельефом;
б) фасонное
2.4.1. Подгруппа.
С цилиндрической полостью
и дном различной конфигурации
Заданную форму полости и дна получают ана-
логично подгруппе 2.1.1. /
2.1.2, наружные ступени и фланец получают
прямым выдавливанием, аналогично подгруппе
1.2.2
2.4.2. Подгруппа.
. С полостью переменного сечени#
и дном различной конфигурации
Заданную форму полости и дна получают ана-
логично 2.1.4.
Наружные ступени — аналогично подгруппе
1.1.2
изготовления. Это необходимо для учета потерь металла при отжиге
травлении, на образование заусенцев, неровных краев и т. п. и неточ-
ностей расчета. При производственных испытаниях величину требуе-
мого объема уточняют за счет измёнения длины (высоты) заготовки.
После определения объема, выбирают форму и размеры сечения, по
которым рассчитывают высоту заготовки.
Форма и размеры поперечного сечения за-
готовки задаются технологией штамповки. Их выбирают так,
чтобы обеспечить необходимую кинематику течения при кратчайшем
пути формоизменения, а следовательно получение заданных форм и
размеров с наименьшим количеством переходов и наименьшими на-
грузками на инструмент. Форму сечения заготовки обычно принимают
круглую или соответствующую конфигурации сечения полуфабриката
после первого перехода.
Для получения полых деталей обратным выдавливанием исполь-
зуют сплошные заготовки: для круглых и шестигранных — круглые и
шестигранные, для остальных — формы сечения деталей, соответствую-
Получение заготовок и их дозирование
109
тиие их конфигурации (квадрат, прямоугольник и т. д.). Для прямого
выдавливания и редуцирования сплошных деталей применяют сплош-
ные заготовки обычно круглого или соответствующего получаемой
форме сечения. Для получения полых деталей прямым выдавливанием
и редуцированием используют полые сплошные заготовки в виде тру-
бок, шайб и заготовок с глухой полостью. Для высадки и осаживания
обычно применяют заготовки круглого сечения.
Для облегчения загрузки заготовок в матрицу предусматривают за-
зор между боковыми стенками матрицы и заготовкой. Величина за-
зора определяется качеством заготовки (допусками по диаметру и ве-
личиной искажения при разделке исходного материала), характером
формоизменения по переходам. Для улучшения условий работы пуан-
сона при обратном выдавливании целесообразно применять калиброван-
ную заготовку с наметкой. Кроме зазора между инструментом и за-
готовкой желательно иметь заходную часть на матрице и фаску на
заготовке. Наличие фаски сокращает вероятность кольцевого скола
по наружному контуру дна полуфабриката и образования заусенцев
особенно по мере износа по поверхности сопряжейия рабочих де-
талей инструмента. При наличии фасок на заготовке и заходной
части матрицы предусматривают зазор 0,05—0,10 мм. При прямом
выдавливании и редуцировании из полых заготовок предусматривают,
кроме того, зазор 0,1—0,2 мм по внутреннему диаметру между заго-
товкой и оправкой. При совмещении этих операций с обжимом (умень-
шением внутреннего диаметра и увеличением длины) зазор между
оправкой и заготовкой определяют технологическим расчетом. При
высадке, прямом и радиальном выдавливании, редуцировании сплошных *
стержней малой высоты (0,5 диаметра и менее) зазоры могут быть
увеличены до 0,4—0,5 мм.
Сортамент и исходное состояние материала. Форму и размеры про-
филя и состояние стали выбирают по действующим ГОСТ и ТУ (см.
стр. 7) и определяют, как правило, исходя из экономических сообра-
жений, а также технологичности и требований к качеству. Приме-
няются прутки, проволока, полосы, трубы и периодйческий йрокат.
Наиболее целесообразно применять прутки и проволоку. Эти виды
полуфабрикатов имеют относительно меньшую цену и выпускаются
промышленностью в широком ассортименте, по размерам и точности
(сортаменту), по состоянию (горячекатаные, калиброванные, термооб-
работанные и без термообработки и т. д.) и по маркам (содержание ос-
новных компонентов и примесей).
Листы и полосы применяют для получения низких заготовок, так как
/7
процесс резки в штампе при отношении 1,0 усложняется и при
н и
-~у «^0,25 требует разработки специальных устройств. Получение та-
ких заготовок на пилах и токарных станках связано с большим от-
носительным отходом металла в стружку. Заготовки могут быть сплош-
ные (диски) и полые (шайбы). Внешний контур, по которому про-
изводится безотходная вырубка заготовок, для круглых и шести-
гранных принимают шестигранным или квадратным, для прямоуголь-
ных и квадратных — соответственно прямоугольным или квадратным.
Вырубка круглых заготовок экономически нецелесообразна ввиду боль-
шой величины отходов.
* -
110
Технология штамповки на прессах
Трубы, ввиду относительно высокой стоимости и сравнительно уз-
кого ассортимента, выпускаемого промышленностью, не имеют широ-
кого применения в качестве исходного материала для получения за-
готовок. Для штамповки с применением объемной штамповки, объемной
и плоскостной калибровки может быть применен периодический прокат.
Наиболее дешевым исходным материалом являются горячекатаные
прутки и катанка. Основными недостатками сортового проката являются
большое поле допуска по размерам и низкое качество поверхности.
Большие допуски по размерам поперечного сечения вызывают необ-
ходимость дозирования заготовки по .объему (массе); заготовки перед
выдавливанием полости требуют калибровки по диаметру. Для деталей
повышенного качества применяют калиброванный прокат. Калибровка
горячекатаного прутка и катанки волочением обеспечивает необходимую
точность заготовки по поперечному сечению, улучшает качество по-
верхности, но стоимость металла несколько повышается. При исполь-
зовании автоматизированных устройств для резки и дозирования объема
(массы) заготовок, при штамповке высадкой и редуцированием предъ-
являются повышенные требования к кривизне проката. Правку про-
ката производят на роликовых или растяжных машинах и на прессах.
При мелкосерийном производстве, а также в целях получения металла
с более технологичными размерами и допусками, калибровку и особенно
правку рекомендуется выполнять на заводе, производящем холодно-
штампованные детали.
По месту рисок, волосовин, плен, различного вида закатов и на-
кладов, получившихся в процессе прокатки, при штамповке могут
появиться расслоения и трещины.. Чаще всего эти дефекты проявляются
при выдавливании деталей с фланцами, выступами, резкими перехо-
дами на наружной поверхности, а также при высоких степенях дефор-
мации, наличии операций высадки, осаживания и раздачи. В этих слу-
чаях дефекты глубиной 0,05 мм и более раскрываются и образуются
трещины. Плены на поверхности проката при выдавливании могут
отслаиваться, что, вызывает заштамповку их и загрязнение штампа.
Для исключения возможности появления таких дефектов сортовой
прокат следует контролировать испытанием на осадку (ГОСТ 8817—58).
Для обеспечения высокого качества сложных по форме деталей и ста-
бильности процесса штамповки целесообразно исходный материал под-
вергать испытанию осадкой на 0,5—0,75 высоты (см. стр. 35).
При наличии калибровки осаживанием или высадкой перед выдав-
ливанием рекомендуется производить отбраковку заготовок после ка-
либровки, с тем чтобы на дальнейшие трудоемкие операции поступал
только годный металл. В зависимости от качества проката и требований
технологии штамповки поверхность сортового проката можно подвер-
гать сплошной обдирке (обточке) на токарных станках или автоматах
со снятием слоя до 0,8—2,0 мм. Дальнейшее увеличение толщины сни-
маемого слоя (более 2 мм) экономически нецелесообразно и не дает
практически заметного эффекта по повышению качества. Нержавеющую
сталь используют для высадки шлифованной (в виде серебрянки).
Обтачивание или шлифование рекомендуется производить после
первой протяжки при калибровке, агрегатируя устройства для обточки
(или шлифования) и вторичного волочения. Это позволяет уменьшить
толщину снимаемого слоя и устранить дефекты (кольцевые риски и т. п.)
от обработки резанием при вторичном волочении. Во всех возможных
Получение заготовок и их дозирование
111
случаях следует отдавать предпочтение обтачиванию, так как после
шлифования в металле остаются следы абразива, вредно отражающиеся
на стойкости штамповочного инструмента и качестве готовой продук-
ции. Качество поверхности холоднокатаных листов и полос, при изго-
товлении которых после обжимной прокатки производилось сплошное
строгание или фрезерование, как правило, удовлетворяет предъявляе-
мым при штамповке требованиям.
Способ разделки исходного материала на заготовки. Прутки, про-
волока и трубы разделывают на заготовки в штампах на специализиро-
ванных ножницах, прессах и прессах-автоматах; прутки и трубы —
на дисковых и других механических пилах, на токарных станках. Наи-
более производительной и экономичной является отрезка заготовок
в штампе. Себестоимость отрезки в штампе по сравнению с разрезкой
на^Хйсковдй пиле или токарном многошпиндельном станке ниже до
4—5 раз, а по сравнению с резкой на других механических пилах или
специализированном одношпиндельном станке — до 5—6 раз [13 и 15].
Заготовки из плоского проката вырубают в штампах на прессах.
При повышенных требованиях к качеству поверхности детали произво-
дят чистовую вырубку или после вырубки зачистку. Величина припу-
ска на зачистку зависит от природы и толщины материала и составляет-
для стали 7—8% толщины заготовки. Кольцевые заготовки могут так-
же быть получены из плоского проката вырубкой с пробивкой. Однако
при вырубке круглых шайб до 20—25% и более металла составляет отход.
Для изготовления кольцевых заготовок и деталей диаметром до
50 мм применяют автоматы для холодной объемной штамповки и от 50
до 100 мм — горячештамповочные. При горячей штамповке кольцевых
заготовок технологический процесс состоит из следующих основных
операций: отрезка мерной заготовки от нагретого прутка, осадка, вы-
давливание внутренней полости, прошивка. Величина отхода на про-
шивку после выдавливания значительно меньше, чем после наметки
кернением. Аналогичная последовательность операций рекомендуется
и при холодной штамповке; в этом случае после осадки на прессе не-
обходим отжиг с последующим фосфатированием.
Наиболее экономичным (по расходу металла) способом получения
кольцевых заготовок является метод сварки. Исходным материалом
обычно служит проволока в бухтах круглого (реже прямоугольного)
сечения из низкоуглеродистой стали. Процесс производства состоит
из следующих основных операций: отрезка заготовок и гибка их в кольцо
в штампе; галтовка; электросварка встык; зачистка грата; калибровка
по толщине и диаметру; отжиг; подготовка поверхности к штамповке;
штамповка выдавливанием, формовка и т. п.
Детали,, изготовленные выдавливанием из сварных колец, не усту-
пают по прочности деталям^дщдучецным. из цельных заготовок. При
испытаниях на прочность они разрушаются вне зоны сварки. Сварку
колец-заготовок ведут на цепесварочных автоматах.
Затраты на изготовление сварных колец уменьшаются примерно
на 11% по сравнению с изготовлением из прутков и на 39 — по сравне-
нию с изготовлением из труб. Удельное усилие при выдавливании дета-
лей из сварных колец, по сравнению со штамповкой из сплошных за*
готовок, уменьшается на 25—30% и составляет при обработке низко-
углеродистой стали 120—150 кгс/мм2. По аналогичной технологии
могут быть получены трубчатые заготовки путем сварки из прямоуголь*
112 Технология штамповки на прессах
ных заготовок, вырубленных без отхода из плоского проката. В тех
случаях, когда это допускается условиями эксплуатации детали, штам-
повку производит из свернутой в кольцо заготовки.
Резка заготовок в штампе. Наиболее распространена резка сдвигом.
Эффективность применения резки сдвигом зависит от качества среза и
точности дозирования по массе, производительности, соотношения диа-
метра и длины, вида и размеров сечения, ^природы кристаллической
структуры и состояния металла. При отрезке в обычных втулочных
штампах торцы заготовок оказываются скошенными по отношению
к оси на 2—3° и более, имеют грубую поверхность. Зоны заготовки,
прилегающие к торцам, имеют искаженный профиль. Величина иска-
жения и дефекты на торцах тем больше, чем мягче применяемый мате-
Н
риал, меньше отношение высоты заготовки к диаметру и больше
диаметр заготовки. При отрезке заготовок с отношением ~ 1,5 4-2
и более обеспечивается качественный срез, при меньших отношениях
Н
требуется калибровка заготовок при отношении = 1,0 4- 1,5 со
Н
степенью деформации до 8% и при 0,3 < < 1,0 со степенью дефор-
мации 8—15%. •
Втулочные штампы могут обеспечить высокое качество реза, если
зазор между отрезаемой заготовкой и подвижным ножом-втулкой не
превышает 3—5% диаметра прутка. Однако горячекатаные прутки,
поставляемые металлургической промышленностью, не всегда удовле-
творяют этим требованиям.
Основными параметрами, определяющими при резке сдвигом ка-
чество реза (перпендикулярность плоскости среза оси заготовки, от-
сутствие смятия, изгиба, трещин и вырывов), являются наклон прутка,
наличие и величина усилия зажима прутка, величина зазора и скорость
реза.
Угол наклона прутка зависит от механических свойств материала
и при наличии зажима прутка может изменяться от 0 до 8°. Перпенди-
кулярность торцов оси заготовки достигается при определенном соот-
ношении угла наклона прутка а и осевого зазора z (рис. 1). Резку
можно осуществлять с постоянным и дифференцированным зажимами.
При резке с постоянным усилием зажима, создаваемым перед на-
чалом реза, возникают задиры и пригары на торцах прутка и заго-
товки вследствие трения их друг о друга после разделения. При диф-
ференцированном зажиме с усилйем, пропорциональным усилию реза,
уменьшается вероятность появления, задиров и пригаров, так как
имеется возможность некоторого осевого перемещения отделенной за-
готовки. Усилие зажима должно быть не менее 0,8—1,0 усилия реза.
Дальнейшее увеличение усилия зажима лишь дополнительно увеличи-
вает нагрузку на инструмент и оборудование [5].
Соотношение между первой и второй стадиями процесса разделения,
угол наклона трещины, фюрма поверхности скола в значительной сте-
пени зависят от скорости сближения режущих кромок инструмента
и ее -изменения в процессе резки. С увеличением скорости сокращается
относительная продолжительность первой стадии, а следовательно,
Получение заготовок и их дозирование
113
утяжка и другие искажения профиля, во второй стадии сокращаются
искривление поверхности среза и дефекты на ней. Наиболее важно
иметь высокую скорость реза в момент достижения максимального уси-
лия (момент образования скалываю цей трещины) для металлов и спла-
вов со сложной кристаллической структурой. При резке стали с гра-
нецентрированной решеткой скорость реза должна быть не менее 1 м/с.
При резке с дифференцированным зажимом усилие резки, кгс
Рmax'‘== 'Tmax-^j
где Тщах — удельное сопротивление сдвигу по экспериментальным дан-
ным составляют кгс/мм2: 24 для стали 10; 27 для стали 20; 36 для ста-
ли 45; при отсутствии, эксперимен-
тальных данных принимают ттах =
= 0,72ов; F — площадь' поперечного
сечения прутка, мм2.
Работа резки
— TCpEniax^^5
где тСр-(0,584-0,76) тгаах (большие
значения коэффициента при ттах
принимают для более пластичных
материалов); £тах — относительная
глубина внедрения ножа в момент скола
по экспериментальным данным состав-
ляет: 0,32 для стали 10 и 0,26 для
стали 20 и 45; D —диаметр (толщина) f
прутка.
Метод резки с дифференцирован-
ным зажимо'м расширяет возможность
резки на прессах и ножницах. Так,
сталь многих марок при обычной резке
в штампах дает изломы, вырывы, тор-
цевые трещины, а мягкая сталь —
большие вмятины, скосы, утяжки, из-за
Рис. 1. Схема резки сдвигом с
наклоном и зажимом прутка
и заготовки: 1 и 4 — ножи; 2— '
пруток; 3 и 5 — прижимы
чего часто приходится вместо резки на ножницах применять резку
на пилах и токарных станках.
Процесс резки в специальных штампах повышает точность размеров
заготовок (табл. 5), но усилие пресс-ножниц в 2—2,5 раза больше по
сравнению с обычной резкой.
В настоящее время разработано и выпускается промышленностью
ряд конструкций машин для точной резки заготовок [5].
ЭНИКМАШ при участии Воронежского СКВ прессов разработал
техническое задание на проектирование гаммы ножниц для точной
резки (табл. 6).
Некоторые зарубежные фирмы выпускают ножницы с гидромехани-
ческим приводом. Резку производят с зажимом прутка по обе стороны
от плоскости реза.к Зажимное усилие является функцией от усилия
реза. Построены ножницы на принципе реза со скручиванием, пред-
назначенные для резки заготовок из прутков твердой (высокоуглероди-
стой и легированной) стали. При резке пластичных материалов каче-
ство реза ухудшается, но значительно выше, чем при обычной резке.
В других конструкциях усилие неподвижного зажима не является
114 л
Технология штамповки на прессах
5. Искажение торцов заготовок
при резке в штампе
с механическим зажимом [7]
Марка стали Отношение дли- ны заготовки к Диаметру Непараллель- ность торцов Кривизна тор- цов, мм
10 1,2 0,65 0,40 Iе 45' 1* 45' 2® 30' 0,3 1
20, 15Х 1,2 0,65 0,4 1® 30' 1® 30' 2® 30' 0,2 к i
45, 40Х 1,2 0,65 0,40 г- о ОСО \ о ® • о о сч 0,05 0,1 0,2
функцией усилия реза. Пруток
зажимается с одинаковым постоян-
ным усилием в течение всего про-
цесса реза. Усилие подвижного
зажима является функцией двух
величин: сопротивления прутка
срезу и угла поворота кривошип-
ного вала.
При массовом производстве
однотипных деталей, а также при
наличии специализированного цеха
или участка, ка$ показывают рас-
четы, экономически целесообразно
для получения заготовок диаметром
до 20—25 мм под холодную объем-
ную штамповку на прессах исполь-
зовать однопозиционные одноудар-
ные или двухударные холодно-
высадочные автоматы. Кроме резки
проволоки или прутка, на них
производят калибровку заготовок
по диаметру и высоте с образова-
нием наметки и фасок. Могут быть
получены заготовки разнообразной
формы (с фланцем, с хвостовиком, цилиндрические, многогранные и
т. д.), что упрощает технологию штамповки на прессах и сокращает
длительность цикла дальнейшей обработки.
Все способы разделки заготовка методами обработки резанием свя-
заны с дополнительным расходом металла в стружку, составляющим
(в зависимости от соотношения размеров длины.и'площади заготовки
и параметров режущего инструмента) от 8 до 20%, но обеспечивают
перпендикулярность торца оси заготовки. Резка на механических но-
жовках и ленточных пилах непроизводительна. Скоростные дисковые
пилы по производительности не уступают и даже превосходят много-
шпиндельные токарные автоматы, но имеют место перегревы и даже
подгорание поверхности заготовок. Резка на пилах считается более
предпочительной для заготовок диаметром 50 мм и более и при малом
отношении длины к диаметру, когда осуществление точной резки
в штампе затруднено. Однако резкой в штампе можно получить зато,
товки диаметром до 100 мм с отношением длины к диаметру > 0,25 при
высоком качестве реза. Резка в штампе (на ножницах и холодновысадоч-
ном автомате) в большей или меньшей мере снижает качество поверх-
ностного слоя торцов заготовки по сравнению с токарной обработкой.
Резка сдвигом и кручением в штампе легированной стали некоторых
марок и сплавов со сложной кристаллической структурой практически
не обеспечивает удовлетворительного качества реза.
Дозирование заготовок. Стабильность массы отрезаемых заготовок
при точной резке достигается применением калиброванного проката,
а при использовании горячекатаного металла корректировкой длины
отрезаемых заготовок специальными устройствами. Точность массы
отрезаемых заготовок зависит: от колебаний сечения проката 6П, не-
точности отмера заданной длины заготовки бх, нестабильности реза 6р
Получение заготовок и их дозирование
115
6. Основные параметры и размеры специализированных ножниц
соответствии с утвержденным техническим заданием на проектирование Е51
Типоразмеры I II III IV V VI VII VIII IX ~ 40 63 100 160 120 400 630 1 000 1 600 1,0 0,9 0,8 34 42 55 70 85 ПО 140 170 220 1 60 75 100 125 ] 150 200 250 310 400 009 1500 34 42 55 70 85 ПО 140 170 220 12 14 18 23 28 36 | 46 56 73 , 4 для всех типоразмеров ножниц 3 4 5 6 Г 7 9 11 13 17 245 475 990 | 2020 3820 7900 15 900 30 600 63 000 45 40 36 30 25 20 16 12 9 27 24 21 18 15 12 10 7 5
Наименование параметров и размеров Номинальное усилие ножниц, тс Отношение усилия зажима прутка и заготОв- ки к усилию реза в каждый текущий момент Круглого — диаметр при ов = 60 кгс/мм2 , Квадратного — сторо- на при о_ = 45 кгс/мм2 В Полосового — ширина При резке с автома- тической шаговой пода- чей । При резке по задне- му упору Толщина ножей и прижимов, мм | Величина сдвига отрезаемой заготовки относи- тельно прутка, мм Угол наклона прутка, градусов Величина регулировки осевого зазора между ^подвижным и неподвижным ножедержателями, мм Наибольшая технологическая работа за один ход, кгс-м Холостых, т. е. при работе без отключения муфты При наибольшей тех- нологической работе
Наибольшие размеры поперечного сечения разрезаемого -проката,» мм Наибольшая длина отрезаемых заготовок, мм Число ходов в мину- ту (не менее)
116
Технология штамповки на прессах
>
и погрешности дозирующего устройства дд. Согласно работе [5] общая
погрешность массы заготовки
-|- б* + др + дд .
Влияние дп на точность массы отрезаемых заготовок зависит от
схемы измерения, положенной в основу дозирующего устройства, в за-
Рис. 3. Максимальные значения
погрешности веса заготовок для
прутков среднего (для каждого ти-
поразмера ножниц) диаметра £>Ср
при резке с дифференцированным
зажимом: I — ножницы с весовым
дозированием со схемами измере-
ния ^первой группы при. 6д = 0;
II — ножницы с весовым дозирова-
нием со схемами измерения второй
группы при 6д = 0; III — нож-
ницы без весового дозирования (рез-
ка с дифференциальным зажимом
прутка и заготовки)
из каждого прутка устанавливают
а. Суммарная погрешность
Рис. 2. Изменение погрешности
веса отрезаемых заготовок за счет
неточности отмеря длины заго-
товки &х и нестабильности реза
6 в зависимости от отношения
длины I к диаметру D заготовки
висимости от которых они деля-
тся на две группы:
1) длину отрезаемой заготов-
ки корректируют, по результа-
там взвешивания заготовки, от-
резанной ранее, или определяют
по результатам измерения фак-
тического объема (массы) участ-
ка прутКа перед резкой;
2) длину отрезаемых заготовок
исходя из средней массы 1 м прут]
6Х-ГР=]/е2 + 62Р
при резке с зажимом по обе стороны от плоскости реза может быть
определена по графикам (рис. 2). Максимальные суммарные погрешности
веса заготовок (при дд = 0,т. е. при абсолютной точности дозирующих
устройств) в зависимости от отношения //£>ср показаны на рис. 3 [5].
л В ЭНИКМАШе, Мосстанкине, Харьковском филиале института
автоматики (ХФИА) и др. и за рубежом разработан ряд схем и устройств
для дозирования по массе.
Получение заготовок и их дозирование
117
Рис.< 4. Схема платформы для измерения параметров прутка при
весовом дозировании (ХФИА—ЭНИКМАШ): а — измерение
длины прутка; б— измерение веса прутка; L — длина прутка;
b — шаг; Q — вес прутка; R — реакция опоры
7. Максимальные отклонения массы заготовок при резке
на ножницах с зажимом прутка по обе стороны от плоскости реза
с применением дозирующих устройств ХФИА — ЭНИКМАШ
(в % к заданной массе)
Дина разре- заемого Размер сечения Длина отрезаемой заготовки в относительных единицах при 1/D
прутка, м 0,75 1,0 1,25 1,5 2,0 2,5 3,0 3,5 4,0
2 min max 3,10 2,73 4,60 2,51 4,42 2,40 4,24 2,30 4,15 2,22 4,12 4,09 4,05
3 min max' 2,85 2,44 3,62 2,23 3,40 2,П 3,18 2,00 3,10 ’ 1,92 3,05 3,02 2,98
4 min max 2,80 2,35 3,20 2,13 2,94 2,04 2,75 1,89 2,62 1,76 2,56 2,54 2,50
5 min max 2,75 2,30 3,00 2,07 2,75 1,94 2,50 1,81 2,32 2,71 2,30 2,26 2,22
6 min max 2,70 2,28 2,90 2,05 2,62 |,92 2,36 1,78 2,23 1,79 2,15 2,09 2Д4
П р прутка размера имечание. За минимальный размер сечения разрезаемого принят максимальный размер для ножниц предыдущего типо- по нормальному ряду RB.
118
Технология штамповки на прессах
Работа датчика СШТ-13 (Мосстанкин) основана на измерении объема
части прутка определенной длины и корректировке положения упора
[37]. Устройство для весового дозирования ХФИА—ЭНИКМАШ от-
носится к второй группе устройств (рис. 4). Это устройство дает удовле-
творительные результаты при диаметре прутка не менее 50 мм во избе-
жание значительного влияния прогиба прутка на двух опорах. Макси-
мальные отклонения массы заготовок при использовании устройства
ХФИА-ЭНИКМАЩ приведено в табл. 7. Для повышения точности
массы заготовок отмеривание длины рекомендуется производить не по
упору, а шаговой подачей [5]. Устройства для дозирования по массе
эффективны для заготовок относительно большой длины (1/D 0,75).
Предварительная и промежуточная
термообработка
Термообработку производят для повышения показателей штампуе-
мости: уменьшения сопротивления деформированию и повышения пла-
стичности до величин, при которых обеспечивается стабильная работа
инструмента без перегрузок и его высокая стойкость, наименьшее ко-
личество переходов без макро- и микротрещин, надрывов и других
дефектов, при условии получения заданных механических свойств и
структуры готовой детали. Решение поставленной задачи достигается
сочетанием режимов формоизменения и термообработки.
Выбор режима термообработки определяется химическим составом
и структурой штампуемого материала, технологией штамповки и экс-
плуатационными требованиями к детали.
Температуру нагрева, время выдержки и скорости нагрева и охла-
ждения принимают в зависимости от физико-химической природы ме-
талла или сплава и должны обеспечивать равномерные по объему струк-
туры и механические свойства в необходимых пределах. Температуру
нагрева и время выдержки необходимо принимать наименьшими при
условии стабильного получения заданных структуры и свойств. С уве-
личением этих параметров различные физико-химические явления на
поверхности раздела металла и атмосферы, в том числе окисление, обез-
углероживание, насыщение водородом, вредно отражающиеся на про-
цессе последующей пластической деформации и снижающие качество
продукции, проходят интенсивнее. Однако применять электронагрева-
тельные устройства (индукционные, контактные), обеспечивающие
большую скорость нагрева, как правило, не рекомендуется. Структура
и свойства получаются неравномерными,’ сопротивление деформиро-
ванию — повышенным.
Атмосфера или среда, в которой происходит термообработка, не
должны взаимодействовать с металлом, а в случае взаимодействия
(например, окисление) его характер должен сочетаться с принятым
циклом обработки в целом, требованиями к полуфабрикату или детали.
Защитные атмосферы, применяемые в промышленности, содержат в ряде
случаев пары воды, водород, углеводороды, взаимодействие которых
с поверхностным слоем ухудшает в большинстве случаев, технологи-
ческие свойства металла.
Предварительную термообработку производят до основных формо-
изменяющих операций при штамповке, промежуточную между формой
и промежуточная термообработка 119
изменяющими операциями (для снятия упрочнения) и окончательную —
по окончании формоизменения для получения заданных физико-меха-
нических свойств и структуры детали. Для того чтобы избежать
нежелательных при окончательной термообработке явлений (неодно-
родности структуры и свойств, коробления и т. п.), необходимо
обеспечить при штамповке равномерную по объему деформацию
е^ 0,45.
Предварительная термообработка может занимать различное место
в технологическом процессе: до калибровки (т. е. отжигу подвергается
горячекатаный металл); на одном из этапов калибровки; после кали-
бровки.
Сортовой прокат без дополнительной термообработки имеет неодно-
родную структуру, и свойства его нестабильны. Это связано с тем, что
практически полной горячей деформации, (упрочнения и разупрочне-
ния) при сортовой прокатке и последующем охлаждении не происходит.
Сталь после горячей прокатки имеет заметные следы упрочнения. Разно-
родность слитков, поступающих на прокатку, по содержанию основных
компонентов и примесей, по степени газонасыщенности и другим пока-
зателям качества, колебания температур нагрева металла перед про-
каткой, неравномерность прогрева заготовки по объему, колебания
температур окончания прокатки и неравномерность охлаждения в про-
цессе прокатки и по окончании ее являются основными причинами не-
однородности структуры по объему (данного прутка) и нестабильности
свойств (внутри одной плавки и между плавками).
Применение горячекатаного материала без дополнительной термо-
обработки ведет к повышению удельных нагрузок на 15—20% и более,
существенно ограничивая возможность применения штамповки [48].
Предварительную термообработку не производят если нет технико-
экономической необходимости в снижении сопротивления деформации
и повышения пластичности, в том числе:
при производстве ступенчатых валов и других деталей редуцирова-
нием (стали первой, второй, третьей групп, см. табл. 3). После кали-
бровки волочением и правки, т. е. предварительно холоднодеформиро-
ванная заготовка имеет большую устойчивость против продольного
изгиба, чем после отжига. Это позволяет повысить степень деформации
за первое редуцирование с 15—17 до 25—30%. Удельные усилия при
редуцировании по сравнению с высадкой и особенно с выдавливанием
значительно меньше и потому повышение их за счет отсутствия отжига
может быть' технико-экономически не обоснованно;
при получении заготовок высадкой и осаживанием из стали первой
и второй групп со степенью деформации до 45—50% и из стали третьей
группы (см. табл. 3) заготовок относительно простой формы со степенью
деформации до 35—40%;
• при прямом выдавливании заготовок, сплошного сечения простой
формы (круг) со степенью деформации до 35—50% на относительно ма-
лую длину (сталь первой и второй групп).
Перед выдавливанием полых заготовок высадкой (кроме стали пер-
вой и второй групп, см. табл. 3), как правило, а также в ряде случаев
перед выдавливанием сплошных заготовок и перед комбинированными
процессами шта'мповки рекомендуется производить предварительную
термообработку для получения необходимой пластичности и снижения
удельных усилий.
120
Технология штамповки на прессах
Предварительную термообработку горячекатаного (калиброванного)
металла можно осуществлять на металлургических заводах, производя-
щих прокат, и на' машиностроительных или металлообрабатывающих
заводах. В большинстве случаев лучшие результаты достигаются при
термообработке после окончания подготовительных операций (кали-
бровка и пр.). Отжиг может быть произведен по режиму, наиболее опти-
мальному для заданных условий штамповки.
Холодная пластическая деформация исходной горячекатаной стали
(при калибровке и пр.) разрушает строчечную структуру и создает
условия для более быстрого и полного прохождения рекристаллиза-
ционных процессов. Калибровка горячего проката волочением, пред-
варительная формовка мерных заготовок повышают показатели Штам-
пуемости, получаемые для данной стали при отжиге. Как показали иссле-
дования [48], для выдавливания ряда сложных по форме деталей, целе-
сообразно вначале из металла в горячекатаном состоянии получить
калиброванную фасонную заготовку (без резких переходов и глубоких
полостей), а затем подвергнуть заготовку термообработке.
При сложной форме штампуемых заготовок и больших степенях де-
формации для восстановления пластичности и снижения сопротивления
деформированию производят промежуточные отжиги. Для углеродистой
и низколегированной стали применяют обычно два вида отжига: про-
стой (низкотемпературный) при 530—600° С и рекристаллизационный
приблизительно при 650—720° С.
Наибольшее снижение удельных усилий при штамповке достигается
при получении крупнозернистой структуры. Однако пластичность с уве-
личением зерна уменьшается. При отжиге после калибровки волоче-
нием или редуцирования в области критических степеней деформации
у низкоуглеродистой стали (группы первая и,вторая, см. табл. 3) про-
исходит интенсивный рост зерна в поверхностном слое. При обратном
выдавливании тонкостенных заготовок (толщина стенки 2,5 мм и менее)
и особенно при открытой высадке и осаживании это может привести
к появлению трещин вследствие крупного (межзеренного) разрушения.
Наиболее опасен крупнокристаллический «поясок» при высадке выдав-
ливанием и высадке многогранных элементов деталей, сочетаемой с про-
шивкой.
Таким образом, необходимо избегать критических и близких к кри-
тическим (до 10—16%) степеней деформаций, особенно их двух- и много-
кратного повторения. Если по конструкции заготовки или другим при-
чинам применение таких обжатий является вынужденным, то последую-
щий отжиг должен быть низкотемпературным (530—600° С). Необходимо
также'установить устойчивое отсутствие внутренних разрывов. Однако
в некоторых случаях при выдавливании, закрытой формовке для сни-
жения удельных усилий, если это допустимо по условиям пластичности,
целесообразно производить калибровку перед отжигом с обжатием
5—10%, чтобы получить крупнозернистую структуру в поверхностном
слое.
Конструкционная сталь (см. табл. 3) имеет достаточную для холод-
ного выдавливания пластичность, и при выборе режима отжига за основ-
ной критерий оценки принимается степень снижения сопротивления
деформированию. При высадке сложных по форме деталей, значитель-
ном наборе металла, при поперечном выдавливании, комбинировании
различных способов .выдавливания и высадки наряду со снижением
Предварительная и промежуточная термообработка
121
8. Химический состав
исследовавшейся стали
(см. табл. 9 и 10)
Марка Содержание элементов, %
С Si Мп
10 0,10 0,20 0,30
20 0,20 0,29 0,50
35 0,40 0,27 0,65
45 0,48 0,21 0,52
структура с мелкозернистым фер-
сопротивления деформированию большое практическое значение имеет
высокая пластичность металла, сочетающаяся с вязким характером
разрушения.
Углеродистая сталь, подвергаемая штамповке, относится к стали
ферритно-перлитного класса. Структура ее в состоянии поставки—
феррит с включением пластинчатого перлита. Холодная пластическая
деформация углеродистой стали с такой структурой происходит за
счет сдвигов мягких и пластичных кристаллов феррита. Наличие пла-
стинчатого перлита повышает степень упрочнения при деформировании,
ухудшает заполняемость полостей штампа, снижает стойкость штампо-
вочного инструмента и качество готовых деталей. Особенно затруднено,
из-за наличия большого количества пластинчатого перлита, обратное
выдавливание стали с повышенным содержанием углерода (сталь марок
30, 35, 40, 45).
Феррит в структуре стали, со-
держащей 0,25—0,5% углерода,
располагается в виде сетки, окайм-
ляя скопления перлита. Наилучшей
пластичностью обладает сталь со
сфероидизированными включениями
цементита. Значительное влияние
на процесс холодного выдавливания
стали оказывает размер зерен фер-
рита в структуре заготовок. С уве-
личением величины зерна сопротив-
ление деформированию снижается.
Однако для готовых деталей, не
проходящих специальной термообра-
ботки, как правило, рекомендуется
ритом, обеспечивающая более высокие механические свойства.
Наиболее распространенным режимом термообработки стальных
заготовок является субкритический (при температуре несколько ниже
точки Ас±}, После отжига сталь имеет мелкозернистую структуру
феррита с частично сфероидизированным цементитом. Для штамповки
с особо высокими степенями деформации рекомендуется нагрев заго-
товок из низкоуглеродистой стали до температуры выше Aclf охлажде-
ние в воде, а затем высокотемпературный отпуск.
Количественная оценка влияния предварительной термообработки
на показатели штампуемостй углеродистой стали марок 10, 20, 35 и 45
приведена в работе [48]. Химический состав исследовавшейся стали
приведен в табл. 8. Из горячекатаных и калиброванных заготовок вы-
тачивали образцы для микроанализа, измерения твердости, испытаний
на растяжение и сжатие. Результаты измерений твердости и испытаний
на растяжение приведены в табл. 9 и 10. Кривые упрочнения при сжа-
тии стали после термообработки по различным режимам показаны на
рис. 5, а влияние режима отжига на структуру — на рис. 6. Результаты
испытаний стали 10 показали, что при надкритическом (740—760° С),
маятниковом (четыре цикла от 650 до 780° С) и высокотемпературной
(1050° С) отжигах происходит сильный рост величины зерна (до 3—
4 баллов). При надкритическом отжиге происходит заметная сфероиди-
зация включений ^цементита. Закалка с последующим высокотемпера-
турным отпуском (режим 6) обеспечивает наиболее мелкозернистую
4
122
Технология штамповки на прессах
9. Влияние; режима термообработки на показатели штампуемости
стали 10 (числитель) и стали 20 (знаменатель) [48]
№ Ре- жима Режим термообработки заготовок НВ ст т % б 'Ф
кгс/мм2 %
1 2 3 4 5 6 7 Исходное состояние Нагрев до 680 — 700° С, вы- держка 3 ч, охлаждение с печью Нагрев до 740 — 760° С, вы- держка 3 ч, охлаждение с печью Нагрев до 1050® С, вы- держка 1 ч, охлаждение с печью Нагрев до 870 — 890° С, вы- держка I ч, охлаждение на воздухе + нагрев до 680 — 700° С, выдержка 4 ч, охла- ждение с печью Нагрев до 900 — 920° С, вы- держка 300 мин, охлаждение в воде + нагрев до 680 — 700® С, выдержка 1 ч, охла- ждение с печью Нагрев до 760 — 780® С, вы- держка 1 ч, охлаждение с печью до 650 — 670° С, вы- держка 1 ч 4 цикла, охла- ждение с печью 133 152 107 138 85 133 95 95 ~95~ 114 85 114 27 ' 49 19 32 19 30 IT "2? 38 19 41 54 37 43 33 43 40 39 48 36 35 17 39 32 42 34 "зб“ 42 16 43 75 60 77 72 79 . 68 “бТ ТТ 83 77
10. Влияние режима термообработки на показатели штампуемости
_______стали 35 (числитель) и стали 45 (з н а мен ател ь) [48]
№ ре- жима Режим термообработки • заготовок НВ ат % 6 Ф
кгс/мм2 о/ /0
1 2 3 4 5 6 Исходное состояние Нагрев до 680 — 700° С, вы- держка 3 ч, охлаждение с печью Нагрев до 760 — 780° С для стали 35 и 780 — 800° С для стали 45, охлаждению с печью Нагрев до 1050° С, вы- держка 1 ч, охлаждение с печью Нагрев до 870 — 890° С для стали 35 и 850 —870° С, для стали 45, выдержка 1 ч, охла- ждение на воздухе, нагрев до 680 — 700° С, выдержка 4 ч, охлаждение с печью Маятниковый отжиг 4 цикла 185, 241 150 185 138 185 138 185 144 159 35 * 63 27 33 21 36 "30 32 33 23 25 64 84 55 69 56 64 "б*Г 53 58 50 53 25 11 31 28 31 25 ТТ 31 32 28 30 57 37 66 54 58 48 ~зТ 65 59 65 68
Предварительная и промежуточная термообработка 123
структуру и сочетание повышенной прочности и пластичности. Такой
режим более целесообразен на заключительной стадии обработки.
При отжиге стали 20 при 1050° С (режим 4) происходит значительный
рост зерна феррита (3—4 балла), пластинчатая форма цементита сохра-
няется без изменения. После отжига с предварительной нормализацией
(режим 5) структура более мелкозернистая (балл 6 со сфероидизиро-
Рис. 5. Кривые упрочнения при сжатии стали в зависимости от режима пред-
варительной термообработки [48] (см. табл. 9 и 10); а — сталь 10; б — сталь 20;
в — сталь 35; г — сталь 45
ванными включениями цементита). Сталь 20, отожженная при 1050° С,
имеет пониженные показатели прочности и пластичности. Для стали
с повышенным содержанием углерода (сталь 35 и 45) наиболее полная
сфероидизация цементита происходит при комбинированных видах
термообработки (режимы 5 и 7). Наибольшее повышение штампуемости
для стали 10 достигается при надкритическом отжиге (см. табл. 9,
режим 3), стали 20 — при нормализации и отжиге (см. табл. 9, режим 5),
для стали 35 и 45.— при маятниковом отжиге (см. табл. 10, режим 7)
и нормализации и отжиге (см. табл. 10, режим 5). Для получения высо-
ких показателей механических свойств после деформации, если оконча-
i
124
Технология штамповки на прессах
Рис. 6. Микроструктура стали в зависимости от режима .отжига (см.
табл. 9 и 10); а — сталь 20; б — сталь 35; 1 — исходное (горячеката-
ное). состояние, Х200; 2 — отжиг по режиму 3, Х200; 3 » отжиг по
режиму 5, Х200
Предварительная и промежуточная термообработка 125
тельйая термообработка отсутствует, рекомендуется отжиг по режиму 4
(см. табл. 9 и 10).
Наличие в стали легирующих добавок хрома, марганца, никеля и
др. (см. табл. 3, группы 3—6) повышает сопротивление деформированию,
особенно если они находятся- в афастворе (феррите). Термообработка
должна обеспечить увеличение легирующих элементов в карбиде и
уменьшить — в феррите, что достигается увеличением длительности
отжига и последующим очень медленным охлаждением до 350° С. Ни-
кель и медь не образуют карбидов и остаются в а-растворе. Температуру
нагрева принимают для стали с третьей по шестую группу аналогично
углеродистой стали, но выдержку при заданных температурах увели-
чивают, а скорость охлаждения уменьшают.
Рекомендуемые режимы отжига заготовок перед штамповкбй при-
ведены в табл. 11 и 12, а нормы твердости после термообработки —
11. Режимы отжига и нормы твердости
для выдавливания углеродистой и марганцовистой стали,
поставляемой по ГОСТу 1050—60,
и хромистой стали, поставляемой по ГОСТу 4543 — 61
Марка № режима отжига по табл. 9 и 10 нв, не более Марка № режима отжига по табл. 9 и 10 НВ, не более
08кп; 08 Юкп; 10 102 -ЛОГ- 25Г 3, 5 150
3 ЗОГ 158
15кп; 15 112 35Г 5, 3 165
20кп; 20 25 3, 5 123 129 40Г 45Г 5, 7, 3 174 205
30 5, 3 138 50Г 217
35 5, 3, 7 145 15Х 128
40 152 20Х 3 140
45 5, 7, 3 160 ЗОХ 5, 3 . 187
50 187 40Х 197
15Г ч 3 . 129 45Х 5,7,3 207
20Г 3, 5 143
12. Режимы термообработки нержавеющей стали
и нормы твердости для выдавливания
Марка / Режим термообработки НВ, не более
0X13 175
1X13 Отжиг при 760® С 180
2X13 187
0Х18НЮ Закалка с 1050 — 1080° С в воде 170
Х18Н9 » >1100® С в воде 180
0Х18Н10Т з> » 1000—1050° С в воде
Х18Н9Т » » 1100° С в воде, на воздухе 170
126
Технология штамповки на прессах
в табл. 11—13. Кривые упрочнения термически обработанной стали
приведены в гл. 1 ив работе [31 ].
13. Твердость горячекатаной отожженной стали
(по ГОСТ 10702—63)
Марка НВ, не более Марка НВ, не более Марка ЯВ,_ не более
08кп 131 20Х 163 15ХФ 163
Юкп 137 30Х; 35Х 170 20ХФ 170
15кп& 20кп 143 40Х; 38ХА 179 16ХСН 179
25; 30 156 15Г; 20Г 170 ЗОХМА - 217
35; 40 163 20Г2; 35Г2 187 20ХГСА 197
45 170 40ХН 179 ЗОХГС; 217
15Х 156 50ХН 197 ЗОХГСА 25Х2Н4ВА 255
Подготовка поверхности
Технология подготовки поверхности состоит из трех основных
этапов:
удаление дефектов и очистка поверхности от окалины, жировых и
других загрязнений;
образование на поверхности заготовки промежуточного слоя так
называемого носителя смазки;
нанесение технологической смазки на заготовку.
Операции по подготовке поверхности имеют целью обеспечить воз-
можность нанесения ровного сплошного слоя смазки заданного состава,
прочно удерживающегося на поверхности при пластической деформа-
ции и удовлетворяющего требованиям технологии и качества продукции.
Подготовительные операции делятся на механические, термические и
химические, которые можно проводить совместно и последовательно.
К механическим методам относятся: сплошная обдирка (прутков),
шлифование, дробеструйная обработка, очистка металлическими щет-
ками, галтовка, гидрополирование и подводное полирование, ультра-
звуковая обработка. Термический способ основан на том, что при на-
гревании до 300—400° С и выше происходит обезжиривание, а легкие
окислы удаляются при нагревании в восстановительной атмосфере или
вакууме. Его применяют при необходимости отжига и других видов
термообработки. При обезжиривании по этому способу на поверхности
может образоваться пленка коксующегося остатка, в связи с чем его
применяют в сочетании с другими способами.
Кроме термического способа, для обезжиривания применяют орга-
нические растворители, щелочное и щелочно-кислотное травление.
При применении органических растворителей (керосина, бензина,
трихлорэтилена и других специальных составов) целесообразно нало-
жение ультразвуковых колебаний, которые ускоряют и улучшают
качество очистки. Необходимо учитывать, что растворители летучи,
керосин и бензин легко воспламеняются, а трихлорэтилен не горюч,
но токсичен.
Подготовка поверхности
127
При щелочном обезжиривании (табл. 14) ускорение процесса может
быть достигнуто подачей струи раствора (струйное обезжиривание,
основанное на действии химического и механического факторов) или
применением электрохимического способа (напряжение 5—6 В пере-
менного тока либо с реверсированием постоянного тока).
14. Составы растворов и режимы щелочного обезжиривания
(/ = 70 4-90® С)
Характер загрязнения заготовок Составы раствора, г/л Режим
К О со Z со о о О* я Z о сх со X со о (/) м W Z ОП-7 или ОП-Ю Плотность то- ка, а/дм2 Продолжи- тельность, мин
химиче- ского электро- химиче- ского
Сильно загрязнен- ные 100 —— 30 7 5 3 0,5
Штампованные Мало загрязнен- ные Сильно загрязнен- ные 25 20 10 75 30 25 75 30 25 7 5 —— 7 5
20 ю 5
5 — 10
Травление углеродистой стали ведут в концентрированной соляной
кислоте при 20—30° С в течение 5—30 мин или в 8—20%-ном растворе
серной кислоты при 50—80° С в течение 10—120 мин, или в смесях этих
кислот. Осветление стали с повышенным содержанием углерода после
травления в 10—15%-ном растворе серной кислоты осуществляется
в растворе, содержащем 200—300 г/л хромового ангидрида и 3—4 г/л
серной кислоты при 60—70° С в течение 30—60 мин. Во избежание
перетравления в травильные растворы вводят ингибиторы (присадки
КС, ЧМ, ПМ-5, ПМ-8 и др.).
Одновременное обезжиривание и травление достигается в растворе,
содержащем 100 г/л фосфорной кислоты, 50 г/л тринатрийфосфата,
30 г/л ОП-7 или ОП-Ю, 5 г/л тиомочевины. Процесс осуществляется
при 70—75° С в течение 5—10 мин.
Для травления нержавеющей стали применяют следующие водные
растворы (%): 1) 47 соляной кислоты, 5 азотной кислоты, (температуры
20—60° С); 2) 16—18 серной кислоты, 5 натриевой селитры, 1—2 поварен-
ной соли (температура 75—80° С, продолжительность 20—50 мин).
Комбинированное щелочно-кислотное травление нержавеющей стали
производят в следующем порядке: обработка в расплаве 80% едкого
натра +20% натриевой селитры при 400—500° С в течение 5—30 мин.,
промывка в холодной воде, травление в растворе 18% серной кислоты +
+ 3% поваренной соли при 70—80° С-в течение 5—10 мин; промывка
в воде, пассивирование в растворе 6—8%-ной азотной кислоты при
45—50° С; 3—5 мин, промывка и сушка.
128 Технология штамповки на прессах
Может быть также применен так называемый гидридный способ.
В этом, случае в специальной ванне, имеющей гидридный генератор,
расплавляют едкий натр. В генератор загружают металлический натрий
и пропускают водород, который, соединяясь с натрием, образуют его
гидрид (NaH). Гидрид натрия растворяется в едком натре. При работе
расплав должен содержать 1,5—2% гидрида натрия. Процесс ведут
при 370—380° С в течение 5—7 мин. Окислы восстанавливаются до
металла или до низких степеней окисления, легко удаляемых в кисло-
тах. Сам металл не растворяется и не приобретает водородной хруп-
кости.
При травлении в кислотах происходит насыщение стали водородом
и металл становится хрупким. Для сокращения водородной "хрупкости
рекомендуется после нейтрализации (известкования пр.) производить
вылеживание заготовок из стали марок 10, 15, 20, 30 не менее 6 ч,
из стали марок 35, 40, 45, ЗОХ, 40Х, 45Х — не менее 12 ч. Положитель-
ные результаты дает нагрев до 100—150° С в течение 15—20 мин.
Недостатком химического способа очистки является также образо-
вание очагов коррозии по месту металлургических дефектов. Для надеж-
ного удаления травильного шлама травление совмещают с галтовкой,
очисткой вращающимися металлическими щетками, наложением ультра-
звуковых колебаний. Ускорение процесса травления достигается пода-
чей травильного раствора под давлением (струйное травление) и нало-
жением постоянного или реверсивного тока (электрохимическое трав-
ление).
К методам очистки металлическими щетками относятся крацевание
и матирование. При крацевании применяют латунные щетки и полу-
чается глянцевая поверхность. Матирование производят стальными
щетками диаметром 170—220 мм при частоте вращения 1500—
3000 об/мин и диаметре проволоки 0,10—0,12 мм. При матрировании
наряду со шламом удаляются мелкие дефекты металлургического про-
исхождения, остатки окалины, поверхность получается матовой с по-
вышенной способностью к адсорбции смазки.
При механической очистке, особенно* при сплошной обдирке с тол-
щиной снимаемого слоя до 0,8 мм, исключается водородная хрупкость
и удаляются мелкие поверхностные дефекты металлургического про-
исхождения (плены, риски, наклады и пр.).
Окалина, ржавчина и другие загрязнения со стальных заготовок
массой до 4 кг могут быть удалены галтовкой в барабанах, в которые
вместе с заготовками засыпают стальную дробь и обезжиривающее
вещество состава (%): 22Na2O2,15,SiO2, 15Na3PO4,33BNa2SiO3. Галтовка
длится IX)—15 мин, после чего заготовки промывают в горячей воде при
вращающемся барабане. Если ъес заготовок превышает 4 кг, то для их
очистки применяют дробеструйную обработку, а обезжиривание произ-
водят отдельно. Недостатками указанных методов является применение
абразивов, наличие которых на поверхности заготовок приводит к за-
дирам, износу инструмента при механической обработке и мешает
нанесению ровного слоя смазки.
Обезжиривание стальных заготовок проводят в растворе следующего
состава, г/л: 20—50 каустической соды, 30—70 тринатрий-фосфата,
20—40 кальцинированной соды, 10—30 жидкого стекла. Температура
раствора 70—80° С, длительность процесса 5—15 мин. Перед обезжири-
ванием промывают заготовки в холодной и горячей воде. При сильном
Подготовка поверхности
129
загрязнении перед промывкой водой заготовки предварительно промы-
вают в керосине или растворителе. Для удаления ржавчины и окалины
производят травление в растворе, содержащем 150—170 г/л серной
кислоты и 3 г/л присадки КС. Температура раствора 40—60° С, дли-
тельность травления 10—15 мин.
На очищенную от окислов, жировых и других загрязнений поверх-
ность заготовки наносят смазку либо непосредственно, либо с предвари-
тельным образованием промежуточного слоя носителя смазки. Наиболь-
шие требования к качеству подготовки поверхности предъявляют при
выдавливании. При холодном выдавливании к смазке предъявляют
следующие основные требования:
способность уменьшить силы молекулярного притяжения между
обрабатываемым металлом и инструментом, чтобы снизить коэффициент
внешнего трения (до р,0,10, а если возможно до р, < 0,1), а соответ-
ственно удельное и полное усилие деформации, исключить задиры на
поверхности деформируемого металла и его налипание на поверхность
инструмента, снизить износ инструмента;
высокая адгезия к поверхности деформируемого металла: напряже-
ние, необходимое для сдвига адсорбированного слоя смазки относи-
тельно поверхности металла, должно быть больше, чем сопротивление
металла деформированию;
высокая пластичность, чтобы поверхность фактического скольже-
ния проходила внутри смазочного слоя;
высокая термостойкость, в том числе высокие- температуры воз-
гонки и разложения, и большая теплоемкость, чтобы поглощать тепло,
образующееся в слое скольжения.
Процессы холодной объемной штамповки стали характеризуются
тяжелыми условиями трения: высокие удельные усилия (до 200—
250 кГс/мм2 и.более), нагрев металла вследствие теплового эффекта при
пластической деформации* (температурный эффект достигает 250—
300° С), значительное перемещение поверхности металла и инструмента
и обновление поверхности (степень деформации за один переход ло-
кально достигает е = 804-90%). Для стабильного на протяжении всего
процесса деформирования отсутствия контакта поверхностей металла
и инструмента толщина промежуточного слоя должна быть больше рас-
стояния между впадинами и выступами на трущихся поверхностях..
Качество поверхности деталей, получаемых холодным выдавлива-
нием, достигает 7—10-го класса чистоты, и поэтому толщина пластич-
ного промежуточного слоя должна быть не менее 0,1 мк. Действие
смазки основано на адгезии к поверхности металла, величина которой
зависит от физико-химической природы поверхности и ее состояния
и природы смазки (ее компонентов). Для повышения адгезии смазки
к поверхности металла и увеличения толщины промежуточного слоя
(с учетом обновления поверхности) заготовку перед холодным выдавли-
ванием рекомендуется покрывать подсмазочным слоем.
Подсмазочный слой носителя смазки образуется обычно в резуль-
тате химической или электрохимической обработки заготовки. Носитель
смазки должен удовлетворять следующим основным требованиям: вы-
сокая пластичность и прочность, термостойкость, надежное сцепление
с поверхностным слоем металла, сохранение сплошности слоя по всей
поверхности заготовки при деформации, высокая адсорбционная и аб-
сорбционная способность по отношению к смазке. *
5 П/ред. Г. А. Навроцкого
130
Технология штамповки на прессах
Для получения слоя носителя смазки заготовки из углеродистой
стали подвергают фосфатированию. Сталь, легированную никелем,
в том числе нержавеющую, не образующую при фосфатировании под-
смазочного слоя необходимого качества, оксалатируют [72].
Заготовки из углеродистой и легированной стали, при незначитель-
ном относительном перемещении металла при выдавливании и пони-
женных требованиях к качеству поверхности, выдерживают во влаж-
ном состоянии на воздухе 20—30 мин («желтят»), а затем извест-
куют погружением в 20%-ный раствор гашеной извести. Такая обра-
ботка также позволяет получить слой носителя смазки, который дает
лучшие результаты, чем непосредственное применение наиболее эф-
фективных смазок, но уступает значительно по качеству фосфатирова-
нию и оксалатированию. В некоторых случаях применяют меднение,
алюминирование, цинкование. Кроме рассмотренных основных требова-
ний, необходимо, чтобы смазка не загрязняла инструмент при штампов-
ке всей партии, выгорала при отжиге, не оставляя нагара (или легко
отмывалась в растворителях), не вызывала коррозию металла и ин-
струмента, была нетоксичной, сравнительно дешевой и недифицитной.
Перед холодным выдавливанием заготовки из углеродистой и низко-
легированной (хромом, марганцем, кремнием и титаном) стали фосфа-
тируют с последующим омыливанием. Фосфатирование состоит в обра-
ботке заготовок в кислых фосфорнокислых солях цинка, марганца,
железа, кадмия и других металлов. Наилучшие результаты по сни-
жению трения, износа,' удельных усилий дает применение цинкофос-
фатных покрытий. Существует ряд способов фосфатирования: горячий,
холодный, ускоренный, струйный, электрохимический и др.
Обычно процесс фосфатирования состоит из следующих операций:
обезжиривание и травление, промывка в горячей воде, покрытие в рас-
творе цинкофосфатнофосфорной кислоты для создания сетки цинкофос-
фатных кристаллов, промывка в воде для удаления лишних фосфатов,
промывка в нейтрализаторе, погружение в мыльный раствор. Процесс
фосфатирования заключается в нанесении на поверхность заготовок
стойкого при высоких давлениях слоя кристаллических фосфатов.
Фосфатный слой сам играет роль высококачественной смазки, которая
обладает пластичностью и может деформироваться вместе со штампуе-
мым металлом. Фосфатные пленки, прочно сцепленные с основным ме-
таллом силами химических связей, служат надежной разделительной
прослойкой между поверхностями инструмента и деформируемого ме-
талла. Они предотвращают явление холодного сваривания металла,
которое значительно увеличивает граничное трение. К тому же, благо-
даря своей пористости, фосфатные покрытия хорошо адсорбируют такие
вещества, как мыло, масло и др., прочно удерживая их на своей поверх-
ности, что дает дополнительный смазочный эффект.
Антифрикционные свойства цинкофосфатных покрытий значительно
улучшаются при пропитке мыльным раствором. Для пропитки применя-
ют стеарат Т2 или НБ5 (70—90 г/л) и 60—72%-ное хозяйственное мыло
(30—60 г/л). Стеараты щелочных материалов, входящие .в состав мыла,
на поверхности цинко- и железофосфатных кристаллов частично об-
разуют стеараты цинка и железа, которые обладают противозадирными
свойствами и более термостойки, чем щелочные мыла.
Толщина фосфатного слоя принимается в пределах от 10 до 50 мкм
в зависимости от: а) качества поверхности исходного металла, материала
Подготовка поверхности
131
и поверхности рабочих частей инструмента; б) вида напряженного и
деформированного состояния (высадка, обратное выдавливание и т. п);
в) работы и величины деформации, степени обновления поверхности, на-
личия зон раздела течения; г) температурно-скоростных условий де.
формации.
Для выдавливания и редуцирования толщина слоя во избежание
налипания металла на инструмент не менее 15 мкм, чему соответствует
масса покрытия 18—20 г/м2. Для высадки и осаживания толщина по-
крытия не более 25—30 мкм, так как при дальнейшем увеличении тол-
щины возможно загрязнение полости штампа, особенно при многопози-
ционной штамповке на прессах и автоматах. Вес мыльного покрытия
2—5 г/м2.
Наиболее благоприятные условия для работы цинкофосфатного по-
крытия — температура 40—150° С, удельные усилия до 200—
250 кгс/мм2. Практически допустимо повышение температуры заготовки
при штамповке до 300—350° С.
Фосфатирование осуществляется следующими способами: погруже-
нием заготовок в раствор фосфата цинка в стальных корзинах или во
вращающихся переносных барабанах из перфорированной листовой
стали, фосфатирование в специальных агрегатах.
Наиболее распространен способ погружения заготовок в раствор
фосфата цинка. Для этой цели используют установки с линейным и
с круговым расположениями рабочих ванн. Первые имеют ряд кон-
структивных разновидностей. Так, заготовки в сетчатых корзинах или
барабанах могут перемещаться через последовательно расположенные
бак1* с помощью тельфера. Применение барабанов обеспечивает созда-
ние равномерного фосфатного слоя. В установках другой конструкции
заготовки перемещаются из ванн в ванну путем опрокидывания корзин.
Корзины поворачиваются вокруг своих горизонтальных осей с помощью
гидравлического или пневматического привода.
Установка карусельного типа с круговым расположением ванн за-
нимает гораздо меньшую площадь, чем все остальные. Круглый бак
установки разделен на секторы. На центральной колонне к кронштей-
нам подвешены корзины с деталями. Колонна совершает периодические
повороты, а также опускание, подъем и покачивание корзин. Привод
машины гидравлический, работа автоматизирована.
Для фосфатирования применяют так же роторно-шнековые агрегаты
непрерывного действия.
Согласно технологии полугорячего фосфатирования, разработанной
ЭНИКМАШем, рабочий раствор можно готовить как на основе моно-
фосфата цинка с добавлением селитры, так и на основе окиси цинка
в сочетании с азотной и фосфорной кислотой, из которых предварительно
готовят концентрат. Схема технологии фосфатирования стальных за-
готовок, разработанной ЭНИКМАШем, приведена в табл. 15, схема
ускоренного процесса фосфатирования — в табл. 16.
Раствор для ускоренного фосфатирования (см. табл. 3) готовят из
концентрата — следующего состава (на 10 л концентрата): 3,29 л азот-
ной кислоты (плотность 1,4 по ГОСТ 701—58); 1,54 л фосфорной кис- ’
лоты (плотность 1,7 по ГОСТ 10678), 2 кг окиси цинка (по ГОСТ 202—
62); 390 г соды кальцинированной (по ГОСТ 5100—64); 12—20 г ни-
трита натрия (по ГОСТ 6194—52).
При приготовлении концентрата сначала смешивают азотную и фос-
।
132
Технология штамповки на прессах
15. Схема технологического процесса фосфатирования,
разработанная ЭНИКМАШем
Операция Состав раствора Время обработки, мин Темпе- ратура, °C '
Обезжиривание Тринатрийфосфат 20 — 70 г/л Сода кальцинированная 20—40 г/л Сода каустическая 20 — 50 г/л Жидкое стекло 10 — 30 г/л До полного обезжири- вания 70 — 80
Промывка Вода 0,5 — 1 10—25
Травление Кислота сернЗя 150 — 170 г/л Присадка КСЗ г/л 10 40—60
Промывка Вода 0,5 — 1 10—25
Промывка 50 — 80
Фосфатирование Раствор для фосфатирова- ния Хобщ в 35 -г-60 точек, Ксв 3 -s-б точек *• 10 1 55—65
Промывка Вода 0,5 — 1 50 — 60
Омыливание Мыло хозяйственное 50 г/л 10 60—70
Сушка на воздухе до полного высыхания
форную кислоты. В смесь кислот при перемешивании добавляют не-
большими порциями окись цинка, при этом необходимо избежать силь=
ного перегревания раствора (температура раствора должна быть не
выше 60° С). После окончательного растворения окиси цинка добавляют
при перемешивании небольшими порциями соду, после чего вводят
нитрит натрия. Свободная кислотность концентрата должна быть
700—800 точек.
Концентрат (12 л) разбавляют водой (конденсатом) до 100 л и пере-
мешивают. Приготовленный раствор оставляют на 10—12 ч для того,
чтобы зафосфатировалась внутренняя поверхность ванны. После этого
раствор проверяют и, если нужно, корректируют. В рабочем растворе
свободная кислотность должна быть 60—80 точек. Свежеприготовлен-
ный рабочий раствор прорабатывают фосфатированием бракованных
железных деталей до получения осадков фосфата цинка.
В процессе работы необходимо проверять содержание точек и ни-
трита натрия NaNO2. При содержании в растворе точек менее 54 и
нитрита натрия менее 0,12 г/л производят корректирование раствора
Подготовка поверхности
133
16. Схема технологического процесса
подготовки поверхности стальных заготовок
Операция ' Компоненты ч Концен- трация, г/л Режим обработки
Тем- пера- тура, °C Вре- мя, мин
1. Обезжирива- ние органическим zрастворителем Керосин осветительный (по ГОСТ 92 — 50) —— 20 0,5 — 1
2. Обезжирива- ние химическое Натр едкий (по ГОСТ 2263—59) Сода кальцинированная (по ГОСТ 5100—64) Тринатрийфосфат (по ГОСТ 201—58) Стекло жидкое (по ГОСТ 962—41) Вода 80—100 70—80 30-40 10-15 70—95 10 — 15
3. Промывка в горячей воде Вода — 50—70 0,5 — 1
4. Травление Кислота серная (по ГОСТ 2184—65) Соль поваренная (по ГОСТ 153—57) Присадка 4М Вода 110-160 230—240 3—5 0,5-2
5. Промывка в холодной проточ- ной воде Вода W* > —— 0,5-1
6. Промывка в горячей воде 50 — 70
7.' Обработка в растворе соды Сода кальцинированная (по ГОСТ 5160—64) Вода 70—100 45 — 50 1—2
8. Промывка в горячей воде Вода — 40 — 50 0,5 — 1
9. Ускоренное фосфатирование / Окись цинка (по ГОСТ 202—62) ' Кислота фосфорная (по ГОСТ 10678—63) Кислота азотная Сода кальцинированная (по ГОСТ 5100—64) Нитрит натрия (по ГОСТ 6194г52) Вода (конденсат) 25,6 26,7 *36,7 4,67 0,J9—0,2 35—40 5 — 10
134 Технология штамповки на прессах
Продолжение табл. 16
>
Операция Компоненты Концен- . трация, г/л Режим обработки
Тем- пера- тура, °C Вре- мя, мин
10. Промывка в холодной воде Вода — —'— 0,5 — 1
11. Промывка в горячей воде 50-70
I вариант 12. Обработка в растворе мыла Мыло хозяйственное 72 %-ное (по ГОСТ 8252—56) Вода (конденсат) X 50—60 60 — 70 60 — 90
13. Сушка заго- товок — — 70 5—7
II вариант 12. Обработка в растворе Алюминий сернокислый 10 «—• •
13. Обработка в растворе мыла Мыло хозяйственное 72% -ное Вода (конденсат) 50 — 60 50 — 70 10
14. Сушка заго- товок - — — 70 5 — 7
добавлением исходного концентрата (из расчета 2 см3) для повышения
кислотности на 1 точку и нитрита натрия поданным химического анализа.
Температура раствора должна быть не выше 42—45° С во избежание
обильного выделения шлама. Изделия следует завешивать на расстоя-
нии 300—350 мм от дна ванны, при полном заполнении объема. Завешен-
ные изделия необходимо слегка покачивать с целью равномерного отло-
жения фосфатов.
На дне железной ванны с боковым подогревом помещается решетка
для предотвращения поднятия шлама со дна ванны. На дне ванны
должен быть карман с пробкой для собирания шлама и периодического
удаления его.
Один раз в смену необходимо производить анализ раствора на со-
держание общей кислотности, которая должна быть 60—80 точек* При
Подготовка поверхности
135
уменьшении числа точек на единицу на 100 л раствора необходимо
добавлять 200 г концентрата. В случае повышения общей кислотности
против нормальной раствор следует найтрализовать едкой щелочью.
Содержание нитрита натрия NaNO2 определяют титрованием раствора
перманганата калия в присутствии избытка серной кислоты.
Пленка фосфатов, полученная в свежеприготовленном растворе,
должна быть черного цвета. По мере выработки раствора цвет пленки
может изменяться до серо-зеленого. Структура пленки—мелкокристал-
лическая, равноосная. Пленки с игольчатой и крупнокристаллической
структурой не рекомендуются к применению. Основные дефекты фос-
фатирования и причины их образования следующие: слабое сцепление
с металлом и отслаивание пленки из-за недотравленной или перетрав-
ленной поверхности (недотравленный металл дополнительно травится,
перетравленный — бракуется или подвергается тщательной механиче-
ской очистке); крупнокристаллическая структура фосфатного слоя
вследствие неполной отмывки и нейтрализации серной кислоты после
травления; свежефосфатированный полуфабрикат покрыт окислами
железа, что является признаком понижения кислотности ванны ниже
50 точек; обильное выделение шлама и загрязнение осадка фосфатируе-
мой поверхности изделий (пленка покрыта светло-серым налетом) вслед-
ствие повышения температуры ванны выше 42—45° С или корректи-
ровки раствора во время процесса.
Основным недостатком общепринятого способа покрытия заготовок
цинковым фосфатом с последующим омыливанием является его много-
операционность, а также возможность разрыва смазки при высоких
удельных нагрузках и недостаточная термостойкость при выдавлива-
нии деталей из высокоуглеродистой и легированной стали. Положитель-
ные результаты при штамповке деталей из высокоуглеродистой стали
дает нанесение после фосфатирования или известкования металлических
стеаратов кальция или алюминия. Введение в мыло сульфида молиб-
дена, графита и серы, по данным автораh не дает заметного эффекта.
Наибольший интерес представляет использование в виде смазки
или наполнителя смазки сульфида молибдена MoS2. Сульфид молиб-
дена (молибденит, мол икот) выпускают в виде порошка или пасты
(ВНИИНП-232 и др.) и используют в виде сухого порошка, порошка,
смоченного спиртом, пасты, суспензии (25—30% порошка, остальное —
вода) и эмульсии (10% моликота, остальное — масло). Порошок наносят
втиранием тряпкой, пасту — втиранием тряпкой или щеткой, эмульсию
и суспензию — при галтовке (^60 об/мин, 3—5 мин). Суспензию можно
подавать на соответствующие позиции штампа, осуществляя не только
технологическую смазку, но и стабилизацию температурного режима
рабочих частей инструмента. Положительные результаты дает также
впрыскивание пасты или эмульсии н$ рабочие или смазочные позиции
штампа. Молибденит сохраняет смазывающую способность до 400° С
и не взаимодействует со штампуемым металлом. Для сокращения рас-
хода молибденита при многопозиционной штамповке в смазку дополни-
тельно вводят серу. Молибденит может быть применен при калибровке,
редуцировании, прямом выдавливании низкоуглеродистой стали (е
40%) и при высадке без предварительного фосфатирования.
Особую сложность представляет подготовка поверхности заготовок
к выдавливанию из нержавеющей и другой стали, содержащей хром
(более 6%) и никель, фосфатирование которых не дает удовлетвори-
136 Технология штамповки на прессах
тельнйх результатов. В этом случае либо наносят поливинилбуталевые
или лаковые покрытия, либо производят оксалатирование. Положи-
тельные результаты дает лакбвое покрытие на основе пер хлорвинило-
вой смолы (лак ХВЛ-21) при штамповке легированной стали. Раствор
лака наносят на чистые (обезжиренные) заготовки перед штамповкой.
Пленка образуется на заготовках после высыхания раствора (удаления
летучей части) в течение примерно 5 мин при 20° С. Наносить раствор
можно погружением заготовок в раствор или путем распыления кистью.
Толщина получаемой пленки 0,03—0,05 мм. Покрытие лаком заготовки
необходимо отштамповать в ближайшие сутки, так как при дальнейшем
вылеживании может происходить отставание пленки лака. Защитную
пленку удаляют с отштампованных деталей растворением ее в органи-
ческих разжижителях Р-4 или Р-5. Поливинилбуталевые и лаковые
покрытия целесообразно применять лишь при мелкосерийном произ-
водстве.
Удовлетворительные результаты при калибровке осадкор, высадке,
прямом выдавливании и редуцировании сплошного стержня на отно-
сительно небольшую длину дает смазка молибденитом, в том числе пас-
той ВНИИ НП-232 и суспензией молибденита в спирте. Однако наиболь-
ший практический интерес при выдавливании стали, содержащей
никель и, более 6% хрома, особенно для нержавеющей стали типа
Х18Н9Т, представляет нанесение слоя носителя смазки оксалатирова-
нием [72]. Перед оксалатированйем поверхность заготовок должна быть
очищена от окислов, жировых и других загрязнений (путем травления,
обезжиривания и т. п.). Для оксалатирования стали применяют раствор,
содержащий (г/л): 24 щавелевой кислоты, 12 закисного щавелевокис-
лого железа, 6 двухромовокислого калия и 160—200 поваренной соли.
Продолжительность обработки 25—30 мин, температура 60—70° С.
Средняя толщина пленки 2—3 мкг/м2. Рабочий раствор имеет pH 1—1,5.
После оксалатирования производят омыливание аналогично фосфа-
тированию. Остатки оксалата после обезжиривания штампованных по-
луфабрикатов удаляют в 18—20%-ном растворе серной кислоты в те-
чение 5—10 мин. Для заготовок нержавеющей стали конечной стадией
химической обработки рекомендуется погружение их в 20—40%-ный
раствор азотной кислоты на 15—20 мин и промывка в горячей воде.
Пассивирование необходимо для очистки поверхности и восстановления
коррозионной устой*гивости поверхностного слоя.
При выдавливании как углеродистой, так и легированной стали
в некоторых случаях (мелкосерийное производство и пр.) взамен фосфа-
тирования или оксалатирования производят-металлизацию поверх-
ности заготовок: меднение, алюминирование, цинкование. Меднение
уступает, а цинкование превосходит фосфатирование по эффективности
снижения коэффициента трения. Удовлетворительные результаты дает
применение металлических порошков алюминия, цинка и их смеси
в качестве наполнителя смазки. При теплой штамповке нержавеющей
и другой стали с высоким сопротивлением деформированию при 200—
400° С рекомендуется применять металлические покрытия, в первую
очередь меднение поверхности.
При штамповке выдавливанием сложных по форме деталей за не-
сколько переходов возобновление подсмазочного слоя и слоя смазки
производят после каждого перехода. При штамповке на многопози-
ционных штампах рекомендуется предусматривать специальные по-
Разработка чертежа штампованной заготовки и детали 137
зцции для нанесения смазки. Наилучшие результаты дает применение
дисульфита молибдена, который может сочетаться с другими наполни-
телями и смазками (серой, жирными кислотами, мылом и т. д.).
При высадке, осаживании, калибровке (чеканке) и других опера-
циях, не связанных со значительным обновлением поверхности (т. е.
при отсутствии выдавливания и редуцирования) углеродистой и легиро-
ванной (не содержащей никеля) стали, достаточно образования пленки
окислов с последующим известкованием и омыливанием. Удовлетвори-
тельные результаты при одно- и многопозиционной штамповке дает
покрытие поверхности металлами и использование в качестве техно-
логической смазки (при отсутствии слоя* носителя смазки) некоторых
пластикатов. К числу таких пластикатов относятся физоокрилсталат
и ВСФ, успешно прошедшие испытания на ЗИЛе (Москва). Для умень-
шения расхода пластикатов, имеющих относительно высокую стои-
мость, их разбавляют машинным маслом (до 50%).
При однопереходной штамповке высадкой с относительно неболь-
шой степенью деформации (до 30—40%) и простой конфигурации детали
(штампованной заготовки) дополнительную смазку после калибровки
волочением можно не производить. Перед высадкой и другими ана-
логичными по условиям трения операциями при штамповке стали,
содержащей никель, особенно нержавеющей стали типа Х18Н9Т, реко-
мендуется оксалатирование с последующим омыливанием. При отно-
сительно простом формоизменении можно применять меднение, смаз-
ку сульфидом молибдена и сульфохлорированными маслами.
Разработка чертежа
штампованной заготовки и детали
Основные исходные данные при разработке чертежа штампованной
заготовки определяют из чертежа готовой детали, в котором заложена
технологичность способа ее изготовления.
Конструкции деталей можно подразделить: на детали, спроектиро-
ванные без учета требований технологии их изготовления объемной
холодной штамповкой, и на детали, при проектировании которых эти
требования заложены.
Наибольшие трудности возникают при разработке технологии штам-
повки и чертежа штампованной заготовки для конструкций деталей
первой группы, особенно если они спроектированы применительно
к технологии обработки резанием.
Оформление элементов поверхностей деталей (уступов, радиусов пе-
реходов, базирование размеров и допуски на них) по технологии обра-
ботки резанием производится в соответствии с конструкцией режущего
инструмента и параметрами металлорежущего оборудования. Оформле-
ние этих же элементов при изготовлении штампованной заготовки и
детали объемной холодной штамповкой без изменения их формы при
существующих материалах и конструкциях штамповочного инстру-
мента и параметрах штамповочного инструмента и оборудования вызы-
вает значительные затруднения, а иногда и невозможно.
При изготовлении ступенчатых деталей обработкой резанием
(рис. 7, а) за базу для линейных размеров а, б, в, г, д принимают торец Л,
с которого начинают обработку детали и указывают всю длину детали,
138
Технология, штамповки на прессах
О)
Рис. 7. Базу линейных размеров:
a обработка резанием; б — хо-
лодное выдавливание
а не толщину донышка; в углах уступов предусматривают переход наи-
меньшего радиуса или фаску, а для облегчения нарезания резьбы —
зарезьбовую канавку. В чертежах указывают, что обработку всех
поверхностей или части их следует производить с одного установа.
Величину наименьших радиусов принимают в зависимости от форм ре-
жущих кромок инструментов (г до 0,2, г до 0,3 и т. д.). Во многих слу-
чаях выполнение этих требований не связано с условиями работы де-
тали в машине, а образование канавок, малые радиусы переходов ведут
к подрезке волокон, заметно снижая прочность детали, ее надежность
и долговечность в работе.
При холодной объемной штамповке таких же деталей база для раз-
меров определяется положением опорной части штампа и нижней мерт-
вой точки ползуна. За базу для
размерной цепочки принимают ниж-
ний торец (см. рис. 7, б), а
радиусы гх, г2 и г3 в' местах пере-
ходов в зависимости от штампуе-
мости материала, степени деформа-
ции, формы уступов, условий работы
рабочих частей штампа и т. д.
Как правило, в чертежах дета-
лей первой группы указывают мате-
риал менее пластичный и более
прочный, чем необходимый для хо-
лодной штамповки, но хорошо
обрабатываемой резанием. Напри-
мер, применяют сталь с повышен-
ным содержанием фосфора и серы,
имеющую низкую штампуемость.
Детали, полученные штампов-
кой, не имеют перерезанных воло-
кон, волокна направлены вдоль контура детали. Материал упрочнен по
сравнению с исходным состоянием на 80—150%. Поэтому исходный
материал для детали, изготовляемой холодной объемной штамповкой,
выбирают менее прочный, но более пластичный, чем материал для де-
тали, получаемой механической обработкой. Переработку чертежа де-
тали и создание чертежа штампованной заготовки производят с учетом
выполнения требований конструкции машины, в которой работает эта
деталь. В чертеже штампованной заготовки и детали изменяют базу
линейных размеров, радиусы скруглений и сопряжений, марку мате-
риала и другие данные, в соответствии с технологическими требова-
ниями принятого способа холодной штамповки.
Технологический процесс штамповки и чертеж штампованной за-
готовки необходимо разрабатывать и отрабатывать одновременно с раз-
работкой эскизного проекта готовой детали. При отработке чертежа
принимают оптимальные решения по материалу, форме отдельных эле-
ментов, размерам и чистоте поверхностей и в целом по всей кон-
струкции детали, удовлетворяющей требованиям технологии штам-
повки и условиям эксплуатации детали и экономичности ее изго-
товления.
Разработка чертежа штампованной заготовки и детали 139
Последовательность разработки чертежа
штампованной заготовки и детали
Выбор марки стали. Марка стали должна удовлетворять требова-
ниям штамповки и условиям эксплуатации детали непосредственно
после штамповки или с применением термообработки, накатки, обкатки
поверхности и других способов повышения надежности. Без особой
необходимости нецелесообразно применять для штампованных загото-
вок ясталь с пониженной штампуемостью (см. табл. 3). При переходе
от обработки резанием к штамповке, в ряде случаев для повышения
штампуемости требуется замена марки стали (табл. 17).
17. Рекомендации по замене стали при переводе деталей
с обработки резанием на холодную объемную штамповку
Способы изготовления деталей
Точение Выдавливание
Марка а , кгс/мм2 Марка ав> кгс/мм2
ЗОХГСА ШХ15 40Х 45 и 50 30 и 35 20 А12 15 *х После штам *2 Замена для — 1X13; 2X13; 3X13 15Г ♦» 20Х 15Х и 15Г 10 и 15 ДО 10 и 08 А12 *2 дергается цемента! учших условий ре 90—120
100 64; 68 52; 56 44 — 54 55 — 75 40 — 49 повки деталь под! обеспечения наил « 120 >70 56 — 58 56 — 58 56 — 58 ~60 дии и закалке. зания. ,
Оформление контура 'штампованной заготовки. Холодная штам-
повка позволяет получать заготовки со сложном внешним и внутрен-
ним контуром. Получение сложного контура обеспечивается примене-
нием последовательно или совмещенно различных формоизменяющих
операций. На рис. 8 показаны различные формы полых ступенчатых
деталей: с одним уступом, с дном и без дн&, многоступенчатых, с пере-
мычкой внутри полости, с фланцами и т. д. Величина уступов и их
форма ограничиваются определенными условиями деформации металла
в холодном состоянии (т. е. зависит от пластичности металла), допусти-
мой формой (по стойкости) инструмента и другими условиями. Мини-
*.
мальная величина а — ——- от 0,03 до 0,05 мм при условии центри-
рования пуансона относительно матрицы с необходимой точностью
(см. рис. 8, а). Наибольшая степень деформации определяется штам-
пуемостью материала (табл. 3 и 18), а наименьшая (8 0,04) — усло-
виями перехода процесса обратного выдавливания в> открытую про-
шивку, с соответствующими этому процессу закономерностями.
140
Технология штамповки на прессах
При а' < 3 мм минимальные радиусы переходов rlt г^, г3 (см. рис. 8, а)
равны 0,3 мм в случае последовательной штамповки полостей различ-
ными пуансонами и не менее 1 мм — одним пуансоном. При а' 3 мм
необходим уклон при минимальном радиусе г ~ 15 мм (см. рис. 8, б и в)
или сопряжение по дуге R — 0,5d (см. рис. 8, г). На внешней и внутрен-
ней поверхности как пустотелых, так и стержневых деталей могут
быть выдавлены канавки, шпонки, зубья и т. д.
Рис. 8. Примеры оформления контура полых ступенчатых де-
талей: а — внутренние уступы без уклона; б — уступы с углом
наклона 127°; в — уступы с углом наклона 27°; г — уступ по
дуге; д — сопряжение цилиндра с фланцем; е — расположение
линий фланца под углом; ж — расположение линий фланца пер-
пендикулярно оси; з — пустотелый конус
Фланцы, пустотелых деталей (см. рис. 8, д) штампуют исходя из
соотношения 1,3 и т2^ 1 мм. Может быть отформована выемка
с размерами dt; S^, at X bt при толщине т1 2 мм. Сопряжение
цилиндрической или прямоугольной части поверхности А должно
быть г 1 мм. Конструктивное оформление фланца показано на
рис. 8, е и ж. Величины hr 3 мм, а от 15 до 17,5°. Стенки конусной
полости (см. рис. 8, з) желательно иметь одинаковой толщины по всей
длине образующей. Минимальный радиус на вершине конуса 1,5 мм.
Форма дна и сопряжение его со стенкой показаны на рис. 9. При
плоском дне (рис. 9, а) минимальный радиус сопряжения дна и стенки
находится в прямой зависимости от величины диаметра внутренней
полости, меньшей стороны прямоугольника и т. д. (мто): d 10, г — 1,5;
d 20, г = 2; d = 30, г = 2,5; d^ 60, г = 3.
Разработка чертежа штампованной заготовки и детали .141
18. Минимальная толщина стенки полых заготовок,
получаемых холодной объемной штамповкой
Марка Степень дефор- мации е Наружный диаметр, мм
ю 20 30 40 60 70
Толщина стенки, мм
10; 15 15Г; 15Х 20; 20Х ЗОХГСА 0*8.5' *0,65 0,6 0,55 0,4 1,05 1,15 1,3 ч 0,8 1,95 2,3 2,6 1,2 3 3,4 3,95 1,65 4 4,5 5,2 2,5 6 7 7,3 3 7 8 9,25
Исходя из кинематики течения металла и условий работы пуан-
сона, рекомендуется оформлять конструкцию дна полости, как пока-
зано на рис. 9, б. Угол наклона а от 3 до 27° (а = 27° — оптимальный
d
угол по величине нагрузки на пуансон). Отношение -у- — 2. Мини-
"2
Рис. 9. Примеры оформления контура полых деталей: а — плоская поверх-
ность; б — дно с углом а и плоской площадкой dt; в — сферическая форма
дна; е — дно с центральным стержнем; д — углубление на наружной поверх-
ности дна; е — дно с выступом на наружной части; ж — углубление глубиной
менее 2 мм в выступе дна; з — углубление глубиной 6ojiee 2 мм в выступе
дна; и —дно со'стержнем на наружной поверхности
мальные радиусы переходов 1,5 мм. Дно детали может быть сферическим
(см. рис. 9, в) Р 0,5d. Наличие сферы улучшает условия течения,
но уменьшает устойчивость пуансона при выдавливании. На внутрен-
ней поверхности дна может быть выдавлен стержень (см. рис. 9, а,
табл. 1 и 2) с размерами (мм): dY^ 1,5, d\ 1,0. Заготовка
может быть оформлена с наружным дном окончательно без дальнейшей
142
Технология штамповки на прессах
доделки резанием и его форма может быть различной (см. рис. 9, д, е, ж).
Углубление — различной формы, т. е. круглое, прямоугольное, много-
гранное и т. п. (рис. 9, ж, з), может быть оформлено в выступающей
части дна. Если это углубление имеет высоту до 2 мм, оно по всей вы-
соте делается со стенками без уклона, при высоте hr более 2 мм стенки
этой выемки желательно делать с внутренним уклоном до 1° 30'
(рис. 9, з). Оформленйе радиусов при выступе ht 1,0^ мм г 0,5 мм;
при ht 1 мм г 1 мм, го 1 мм, гг до 0,3 мм. Можно делать углуб-
ление и без уклона, но тогда съем детали с нижнего пуансона услож-
няется, для этого делается специальный трубчатый съемник. Величины
Рис. 10. Примеры оформления контура детали с канавками,
шлицами и зубьями; а — прямоугольная канавка; б — вогну-
тая форма впадины; в — выпуклая форма впадины; г — вогну-
тые боковые стенки; д — выпуклые боковые стенки
радиусов го, г и rY на рис. 9, ж берутся аналогично рис. 8, а. Наимень-
ший диаметр наружного стержня (рис. 9, и) определяется из условия
штампуемости материалов (табл. 3). Шлицы, канавки, пазы на наруж-
ной поверхности могут быть получены различных форм (рис. 10).
Если h 2,5 мм, то г ^0,5 мм и гг 0,3 мм, при /г£> 2,5 мм
г 1 мм и rt 0,3 мм (рис. 10, а). Поверхность Б может быть во всех
случаях вогнутой. Если кривизна поверхности Б имеет R £> 0,5 с,
то г2 0>5 мм (рис. Ю, б). Выпуклость поверхности Б ддпускается
до R > 0,5 с, а г2 В> 1 мм (рис. 10, з). Боковые стенки могут иметь также
кривизну (рис. 10, г). Наружные выступы (рис. 10, д) могут иметь про-
филь конической и цилиндрической шестерни с элементами поверх-
ностей А и Б и радиусами переходов аналогично канавкам и шлицам
- (рис. 10, а — в).
Конструкцию элементов выступов, расположенных в отверстии,
делают с такими же соотношениями размеров, какие описаны выше.
Рекомендуемые минимальные радиусы переходов в зависимости от
диаметра детали, по данным зарубежных исследований, приведены
в табл. 19.
Разработка чертежа штампованной заготовки и детали 143
Стержневые детали холодным выдавливанием обычно оформляются
по всему контуру, кроме отдельных элементов, как-то: кольцевые за-
резьбовые канавки и отверстия, оси которых расположены перпенди-
кулярно или под углом к оси детали; отверстия, расположенные вдоль
оси детали, но имеющие диаметр менее 5 мм и большую глубину. Если
этих элементов деталь не имеет, то чертеж заготовки обычно оказывается
почти равноценным чертежу детали. Места переходов (уступов) необхо-
димо делать плавным сопряжением, минимальней радиус на выступаю-
щей кромке 1,5 мм, во впадине внутренний радиус гх = 1 мм. Мини-
мальная величина уступа а = -2-- от 0,3 до 0,6 мм при е^0,011
(рис. 11). Наибольшая величина ограничивается суммарной степенью
деформации, которая зависит от штампуемости материала. При боль-
Рис. 11. Пример
оформления кон-
тура сплошных
ступенчатых де-
талей
19. Минимальные радиусы переходов деталей,
получаемых холодным выдавливанием
Размеры в мм
Диаметр детали Наружные радиусы Внутренние радиусы
нор- мальной точности высокой точности нор- мальной точности высокой точности
<10 0,5 —2,0 0,3 —1,0 1,0 —3,0 0,5 —1,5
10—25 0,7 —2,0 0,5 —1,5 1,5 —4,0 0,7—2,0
25 — 50 1,0 —3,0 0,7—2,0 2,0—5,0 1,0 —3,0
50—80 1,5 —5,0 1,0—3,0 2,5—7,0 1,5 —5,0
80 — 120 2,0—6,0 1,5—5,0 3,0—9,0 2,0—7,0
120—160 3,0 —9,0 2,0 —8,0 4,0 — 10,0 3,0 —9,0
шой величине уступа а 3 мм в целях улучшения условий течения
металла необходим уклон, соответствующий профилю матрицы с а
от 127 до 165° при минимальном радиусе 1,5 мм. Торцевая поверхность Б
не задается, а определяется условиями течения. Верхний торец детали
может быть оформлен точно и иметь на кромке скругление или фаску
с минимальными размерами 1,5 мм. В стержневых деталях могут быть
изготовлены канавки, зубья, выступы и т. д.
Базы размеров. Простановка размеров радиусов, фасок, диаметров
и т. п. производится по существующим правилам для деталей, получае-
мых обработкой резанием. Методика простановки баз линейньТх раз*
меров отличается от обычно применяемой в машиностроительных черте-
жах. Базой для линейных размеров (см. рис. 7, б) служит торцовая по-
верхность Допустимо, если базой для определения положения
уступа / является дно полости, для уступа II — уступ I и т. д.
(см. рис. 7, б). Примеры правильной и неправильной простановки раз-
меров показаны на-рис. 12, а и б соответственно. Конусные детали имеют
расстановку базовых размеров от линии, расположенной на определен-
ном расчетном размере диаметра DY (см. рис. 8, з). На этом рисунке
размер h, определяющий расположение дна отверстия, определяется
от расчетного диаметра Dlt а' уетуп первого отверстия размером
144 • Технология штамповки на прессах
и место перехода конуса к цилиндру — размером hv Торцы А и Б
рекомендуется делать со свободными размерами с припуском на
подрезку.
Простановка размеров, определяющих расположение радиусов,
фланцев, наружных и внутренних уступов у деталей сложной формы
показана на рис. 8, ей ж. Размерная линия h(см. рис. 8, е) определяет
расположение торца А от фланца, расположение внутреннего уступа
определяется размером hlt так как торец детали оформляется в закрытом
штампе с получением формы детали обработкой резанием.
Базой для расположения центра радиуса г, который определяет
сборочный размер, служит торец Б (рис. 13). Эта база оформляется
нижним пуансоном, дающим постоянство размера А, Базой размера h
Рис. 12. Примеры базирования и простановки размеров
штамповок; а — правильная простановка размеров;
х б неправильная простановка размеров
является средняя линия фланца, нижняя часть которого оформляется
неподвижной матрицей, обеспечивающей по сравнению с обработкой
резанием более стабильный размер. Перечисленные примеры баз имеют
постоянство (стабильность) размеров, обеспечивающихся жесткостью
пресса, и гарантируются предельным отклонением (около 0,5 мм),
зависящим от жесткости пресса. -
Точность размеров деталей. Точность размеров штампованных дета-
лей зависит от ряда факторов, к которым относятся:
1. Точность изготовления рабочих частей инструмента, величины
упругих, упруго-пластических и температурных деформаций и износа.
Точность изготовления инструмента задается и обычно соответствует
2-му классу. Величины упругих и температурных деформаций при
непрерывном процессе являются стабильными, могут быть определены
предварительно расчетом и уточнены экспериментально. Упруго-пла->
стические деформации устраняются доводкой (юстировкой) после не-
которого периода работы. Точность по диаметральным размерам и ее
изменения определяются главным образом заданной величиной допуска
на износ. Данные о точности изготовления, величинах деформации и
износа рабочих частей инструмента приведены на стр. 192.
2. Величины упругих, упруго-пластических и температурных дефор-
маций заготовки после прекращения нагружения, которые зависят
от физической природы металла и его состояния, условий деформиро-
Разработка чертежа штампованной заготовки и детали 145
Рис. 13. Пример оформ-
ления чертежа штампо-
вок после сборки запрес-
совкой
вания (степень и скорость деформации), неравномерности деформаций.
Величина неравномерности деформаций зависит от принятого маршрута
формоизменения, формы и соотношения размеров готовой детали, кине-
матики движения инструмента, конструкции штампа (соосность дефор-
мирующих частей и ее сохранение в процессе
штамповки), формы и размеров деформирую-
щих инструмента (углы наклона матричной
воронки и скоса торца пуансона, длины ка-
либрующих поясков и т. п.).
3. Степень заполнения полости штампа
по мере выдавливания и в конечный момент
штамповки и соответствие профиля поверх-
ности заготовки, профилю, задаваемому
инструментом.
Данные о точности изготовления, вели-
чинах деформации и степени износа рабо-
чих частей инструмента, соосности и ее ста-
бильности в процессе выдавливания и дру-
гих параметрах инструмента, определяющих
точность в диаметральном направлении, несоосность отдельных эле-
ментов и кривизну детали, приведены на стр. 192. Данные о точности
размеров штампованных деталей приведены в табл. 20 и 21. Примеры
проставления точности деталей приведены на рис. 14.
20. Точность сплошных деталей, получаемых холодным выдавливанием
Размеры в мм
/ Номи- нальный диаметр d Отклонение от номинального диаметра Длина 1 Прогиб f
1 \f непосред- ственно после выдав- ливания после дополни- тельной калиб- ровки или протя- гивания
L
10—20 20—30 30—50 50—80 80—100 ±0,05 ±0,07 ±0,08 ±0,1 ±0,12 ±0,008 ±0,03 ±0,04 ±0,08 ±0,09 <100 >200 >500 >700 >1200 0,12 — 0,15 0,05—0,25 0,1—0,5 0,2 —1,5 0,5—2,0
Качество поверхности штампованных деталей (табл. 22) опреде-
ляется; качеством поверхности рабочих частей инструмента, их разме-
рами и профилем, физической природой металла и его состоянием,
качеством поверхности и поверхностного слоя детали, физической при-
родой смазки и трения при выдавливании, способом нанесения смазки.
21. Точность полых заготовок, полученных холодным выдавливанием
X 'Я \ fl
1 WWW
V'- х\> 1зп \ V
«О! 1 4
! WW 7??
1 ft 1 1 ft /
а) По эскизу 6> Раз мер ы в п 4М>
Номи- * нальный размер S HID <1,2: S «= 2 4-15 1 H/D > 1,2: 1 S = 0,5~6 V . t Номи- нальный размер h H/D <1,2: S = 2 4-15 H/D > 1,2: S = 0,5 4-6
Отклонения отS Отклонения от h
при обычном выдав- ливании при по- следу- ющей калиб- ровке при обыч- ном выдав- ливании при по- следую- щей ка- либровке при обыч- ном выдав- ливании при по- следую- щей ка- либровке при обыч- ном выдав- ливании при по- следую- щей ка- либровке
D d D d
2 2—10 10 — 15 Менее 0,6 0,8 —1,2 1,2—2,0 2,0 —3,5 3,5 —6,0 ±0,1 ±0,15 ±0,2 ±0,05 ±0,10 ±0,15 —— —- Менее 2 2 —10 10 — 15 15—25 25 — 40 40 — 50 50-70 ±0,15 — 0,2 ±0,2—10,3 ±0,25 — 0,3 ±0,3 —0,4 ±0,4 —0,5 ±0,1 ±0,15 ±0,2 ±0,25 ±0,35 ±0,15 ±0,2-0,3 ±0,25 — 0,35 ±0,3 —0,4 ±0,35-0,5 ±0,4 —0,5 ±0,45-0,6 ±0,1 ±0,12 ±0,15 ±0,2 ±0,25 ±0,3 + 0,35
— — + 0,05 — 0,1 ±0,07 — 0,1 ±0,1—0,15 ±0,12-0,15 + 0,15 — 0,2 ' ±0,02 ±0,02 ±0,025 ±0,03 + 0,04
— —
и-».
ф*
СЛ
Продолжение табл. 21
По эскизу б
Номи- нальный размер D HID < 1,2: S == 2 4-15 HID > 1,2: S = 0,5 4-6
Отклонения размеров
при обычном выдав- ливании » при по- следую- щей ка- либровке при обыч- ном выдав- ливании при после- дующей калибровке при обыч- ном выдав- ливании при по- следую- щей ка- либровке /' при обыч- ном выдав- ливании при после- дующей калибровке
D ь D d
Менее 10 10 — 30 30—40 40-50 50—60 60—70 70—80 80—90 90 — 100 100 — 120 120 — 140 ±0,08 ±0,10 ±0,12 ±0,15 ±0,20 ±0,22 ±0,25 ±0,30 ±0,35 ±0,40 ±0,05 ±0,06 ±0,07 ±0,10 ±0,12 ±0,15 ±0,17 ±0,2 ±0,22 ±0,25 ±0,10 ±0,1—0,2 ±0,05 ±0,05 — 0,10 ±0,10 ±0,020 ±0,05 + 0,05 — 0,07 ±0,08 — 0,10 ±0,10—0,12 + 0,12-0,14 ±0,15 — 0,18 ±0,18-0,20 ±0,20 — 0,24 ±0,25 — 0,30 ±0,30 — 0,40 ±0,40 — 0,50 ±0,02
+ 0,02 — 0,04
±0,15—0,25 ±0,20 — 0,25 ±0,10 — 0,15
±0,025 ±0,030 ±0,035 ±0,040 ±0,05 ±0,06 ±0,08 ±0,12 ±0,025 — 0,04
±0,20 — 0,30 ±0,12 — 0,20 + 0,20 — 0,30 ±0,03 — 0,05
±0,15 — 0,25
±0,04 — 0,05 ±0,05 — 0,08 ±0,06-0,09 ±0,08 — 0,10 ±0,10-0,12
±0,20—0,35 ±0,25 — 0,40 ±0,30 — 0,45 ±0,35 — 0,5
±0,20 — 0,30 ±0,25 — 0,35 ±0,30-0,40
±0,30 ±0,40
Рис. 14. Примеры оформления чертежей штамповок: а — толка-
тель клапана; б — колпачковая гайка
22. Качество поверхности детали, получаемой выдавливанием
№ детали Марка стали Поверхность Класс чистоты
/ 10 А, Г Б В V5, V6 V7 V8
2 15Г v А В, Г Б V6 V8 V7
3 10 15 А Б В V5 V6 V8
4 20 А, Г, Д Б, В V5 V6
5 20 20Х А Б в • V6 V5, V6 V7, V8
Разработка чертежа штампованной заготовки и детали 149
Чистота внутренней поверхности штампованных заготовок до 7-го
класса, наружной поверхности — до 5-го класса. Наружные поверх-
ности торцов со стороны отверстия, независимо от рода материала,
могут быть получены до 5-го класса. На торце, который имеет неглубо-
кий рельеф, оформляемый нижним пуансоном или выталкивателем,
может быть достигнут 7-й класс. Поверхности зубьев, ребер, располо-
женных снаружи детали до чистоты 7 и 8-го классов, а внутренние
зубья, уступы, пазы, шпоночные канавки до 7-го класса чистоты. Кон-
тур выдавленных и редуцированных профилей до 8—10-го класса, но
иногда отдельные риски снижают качество поверхности на один—два
класса. Поэтому на чертеже профильных деталей из стали проставляют
7-й класс, а на торцах заготовок деталей — класс чистоты ниже 5 или
знак —. Торцы таких деталей обычно после холодного выдавливания
обрабатывают резанием.
В ряде случаев холодным выдавливанием можно получить деталь без
дополнительной обработки. Однако при изготовлении большей части
деталей, получаемых с применением холодного выдавливания, тре-
буются дополнительные доделочные операции. К числу процессов, при-
меняемых при доделочных операциях, относятся: обработка резанием
(сверление, токарная обработка, фрезерование, шлифование и др.),
обработка давлением (накатка, обкатка и др.), термическая и термохи-
мическая обработка (закалка, отпуск, отжиг, цементация, азотирова-
ние и др.) и т. д.
К операциям обработки резанием, применяемым для оформления
конструктивных элементов деталей, которые невозможно выдавливать,
относятся: сверление глубоких отверстий малого диаметра, отверстий
во фланцах, отверстий, расположенных перпендикулярно к основной
оси детали или под углом к ней, получение различных выступов, выто-
чек, поднутрений, поперечных и криволинейных кднавок и пазов,
точение обратных конусов; подрезка торцов; протягивание или разверты-
вание перемычки отверстий, в том случае когда нельзя производить
вырубку, после которой на внутренней поверхности остаются следы,
шлифование после термообработки, полирование и др.
При конструировании детали на обработку резанием после штам-
повки даются припуски и напуски и предусматривается возможность
установки, крепления и базирования. Ряд конструктивных элементов
(внешние и внутренние фаски, симметричные продольные пазы и ка-
навки, шлицы, зубья шестерен, конусные поверхности и т. п.) может
быть получен выдавливанием или редуцированием, но изготовление их
трудоемко, поэтому выбор способа их получения (штамповка или обра-
ботка резанием) зависит от объема выпуска и технологических свойств
стали. Сложные по форме детали могут быть расчленены на несколько
частей, удовлетворяющих технологии холодного выдавливания, и, на-
оборот, комплект деталей, получаемых в'настоящее время обработкой
; резанием, может быть заменен одной деталью, полученной выдавлива-
нием. Соединение частей деталей осуществляется пайкой, сваркой,
а в некоторых случаях может быть применена холодная или, как
показано на рис. 13, теплая запрессовка; Характеристика наиболее
часто встречающихся элементов штампованных заготовок и деталей
приведена в табл. 23, 24, 25.
150
Технология штамповки на прессах
23. Данные для расчета детали по габаритным размерам
Эскиз Расчетные формулы и рекомендуемые величины
В
Допуск на диаметр
1. 3—4% от d или D.
2. Учитываются погрешности бочкообразности, оваль-
ности, прямолинейности, образующей
d
'г ! ** 'г
Бочкообразностъ
Значения а при толщине стенки:
<1 мм
0,03
3 мм
0,005-0,01
а -
Соосность
d Н Значения а при толщине стенки t -
до 3 мм свыше 3 мм
20 20 50 До 0,02 » 0,07 До 0,035 » 0,07
30 20 s 50 100 0,025 х 0,05 0,1
60 50 100 До 0,06 0,05 — 0,1
Овальность при D от 30 до 60 мм
2 , „Л
2-10-3
% от D
Значения До при
1 мм
толщине стенки:
3 мм
0,04
0,005 — 0,007
и фланца t
18
Минимальная толщина стенки
Определяют по табл. 3 и
Anin ™ °»4 Для d в ю;
/щах определяется условиями открытой прошивки
&zzz£
а
Разработка чертежа штампованной заготовки и детали 151
24. Данные для оформления уступов детали
Эскиз
Расчетные формулы и рекомендуемые величины
Величина наружных уступов
1М'
атах из Расчета наибольшей суммарной степени
деформации (см. табл, 3)
amin ~ 0,3 -т-0,6;
d. - d. + 1
а=—=------Л------ ПрИ е =з 0,011
Величина внутреннего уступа
°тах ““ см* Условия открытой прошивки;
flmin = 0,03—0,05
Оформление уступов, обеспечивающих лучшее условие деформации
При а > 3 мм
^min = ^°»
аоптим “ 27°;
R d'
^оптим — 2
Диаметр наружного стержня
^max=£> V1 “ emax, гДе е ~~ максимальная сте-
пень деформации (по табл. 3); dmjn = 1,5 мм
Диаметр внутреннего стержня
^min мм;
h <d
152 Технология штамповки на прессах
25. Оформление донной части пустотелых деталей
Эскиз
Практические данные
Плоскостность и толщина дна, допуск на толщину дна и фланца
Плоскостность дна 0,02 — 0,04.
Толщина дна mmjn 18,5 — 2.
Допуск на толщину дна и фланца
Дф ± (о,3+4- Ю~6 от 0,05 до 0,3
Плоское дно, сопряжение со стенкой
d, мм г, мм
/ >10 1,5 -
>20 2
>30 2,5
>60 3
Дно — внутренняя часть
' d'
с углом скоса, наружная часть плоская
amin ~ 3°;
a =ч 7°;
аоптим “ 27°;
»= 0,5; г й — 1,5 мм
«1
Дно с полусферой
R > 0,5d
Дно со стержнем на внутренней части и выемкой на наружной части
dx > 1,5 мм; h < d; < 1,5 4-2d3; г > 1 мм.
, Размеры d% относительно ограничиваются сте-
пенью деформации е (см. таб. 3)
Дно со стержнем на наружной части и выемкой на внутренней части
h >2 мм; — 4~-\2di\ a = 3ч-7; > 1,5;
^оптим ==
Проектирование и расчет переходов
153
Проектирование и расчет переходов
Процесс формоизменения в общем случае состоит из трех основных
этапов: 1) калибровка и формовка исходной заготовки; 2) основные штам-
повочные операции; 3) калибровка после штамповки.
Калибровку заготовки необходимо, как правило, применять перед вы-
давливанием полости (см. табл. 1, пп. 9, 12, 23—27). Калибровка,
если надо, сочетается с формовкой, т. е. получением фасонной заго-'
товки. Примерные схемы калибровки приведены на рис. 15. Перед
Рис. 15. Схема калибровки: а —
калибровка по диаметру осадкой,
образование наметки и фаски; б —
калибровка торцов и диаметра
осадкой; в — калибровка диаметра
осадкой и образование наметок;
г — калибровка редуцированием;
д — калибровка, образование
фасок и высадка фланца; е — ка-
либровка с кернением торцов
высадкой, редуцированием и иногда перед прямым выдавливанием
сплошного стержня калибровку не производят.
В результате калибровки достигается:
' а) получение размеров периметра сечения заготовки, близких к раз-
мерам-периметра инструмента, исходя из заданных зазоров. Одновре-
менно устраняются: несоответствие поперечных размеров и допусков
на них исходного материала, принятых по действующему стандарту,
7 и заготовки, необходимой для первого перехода, эллипсность сечения,
продольная кривизна и непараллельность торцов. При калибровке
редуцированием с уменьшением диаметра от 0,3 до 0,6 мм улучшается
качество поверхности заготовки. Допуск на объем исходной детали
должен быть меньше или в крайнем случае равен допуску на объем
детали (с учетом отходов и потерь), чтобы полученная деталь имела
размеры в пределах заданных допусков. Однако ужесточение допусков
на объем исходной детали может привести к значительному повышению
трудоемкости ее изготовления. Специальные дозирующие устройства,
обеспечивающие высокую точность резки по объему, не нашли широ-
кого применения. Желательно, чтобы при конструировании деталей
допуски на их размеры были приняты в соответствии с действующими
стандартами на сортовой прокат при обычной точности деталей и на
154
Технология штамповки на прессах
клиброванный прокат для деталей повышенного качества с учетом точ-
ности резки во втулочном штампе или штампе с дифференцированным
зажимом. Если обычный допуск на объем исходной детали не соответ-
ствует заданному или его использование ведет к значительному увели-
чению трудоемкости получения заготовки, то поле допуска на объем
заготовки следует принимать шире, а нижнюю границу допуска равной
или несколько выше, чем на готовую деталь. В этом случае технологией
штамповки и конструкцией инструмента должна быть предусмотрена
компенсация, рассчитанная на максимальный излишек металла, в виде
специального компенсатора, заусенца, припуска по длине (высоте)
детали. Примеры направления избытка металла при обратном и комбй-
Рис. 16. Примеры направления избытка металла при обратном и комбиниро-
ванном выдавливании: а — в зазор между нижним пуансоном и матрицей;
б— в зазор между верхней и нижней половинами матриц и между нижним
пуансоном и нижней половиной матрицы; в — в искусственно созданную ка-
навку для заусенца; г — в зазор между матрицей и пуансоном
нированном выдавливании приведены на рис. 16. С момента, когда
процесс обратного выдавливания переходит в полузакрытую штамповку
(рис. 16, б и в), усилие штамповки интенсивно возрастает (на 30—50%
и более), поэтому возможности применения таких схем должны быть
тщательно проверены расчетом;
б) дрессировка (предварительная нагартовка, е до 3—5%), которая
не увеличивает величины наибольшего усилия штамповки, но улучшает
условия работы пуансона, образующего полость, сокращает неоднород-
ность деформации и разностенность;
в) образование фаски на одном или обоих торцах, что необходимо
для механизации подачи заготовки в штамп, предотвращения образо-
вания заусенцев или скола фаски (при толщине дна менее 1—1,5/
т. е. ^5 мм и менее). Сколовшийся металл и заусенцы, загрязняя по*
лость штампа, ухудшают качество штамповки и вызывают преждевре-
менный выход из строя инструмента;
г) образование наметки или кернение под пуансон для выдавлива-
ния полости. Наличие наметок сокращает эксцентричность установки
пуансона в начальный момент выдавливания полости йрямо пропорцио-
нально отношению длин незакрепленных частей пуансонов для выдав-
ливания и калибровки (при прочих равных условиях). Наличие на-
метки сокращает разностенность полости и уменьшает нагрузку на
пуансон от поперечного изгиба.
Проектирование и расчет переходов
155
Формовка, которую следует совмещать с калибровкой, обеспечивает
соответствующее сочетание размеров и формы заготовки, подаваемой
на основные штамповочные операции. Это сочетание должно учитывать
штампуемость данной стали и способствовать течению металла во все
элементы полости штампа при наименьших нагрузках на инструмент
и минимальных величинах суммарной деформации, т. е. деформирова-
ние должно производиться кратчайшим энергетическим путем.
При выборе формы и размеров заготовки необходимо исходить из
основного положения, что заполнение полости штампа является резуль-
татом движения инструмента. Создание напряженного состояния без
предоставления возможности деформирующим частям инструмента зна-
чительного перемещения не может обеспечить заполнения сложного
элемента полости штампа. Для снижения величин суммарной степени
деформации, необходимых удельных и полных усилий, увеличения рав-
номерности деформации по объему при оформлении сложных элементов
конструкции штамповки необходимо иметь: а) два или несколько на-
правлений течения (две или несколько степеней свободы) металла;
б) определенный запас объема металла («аккумулятор»). Этот объем
металла при перемещении под воздействием движущегося инструмента
частично или полностью пойдет на образование заданного элемента
конструкции штамповки.
При наличии нескольких направлений течения металл течет по
мере воздействия движущегося инструмента во всех этих направлениях
с различной интенсивностью. В ряде случаев при формовке заготовки
высадкой или другим методом, производят предварительный набор
запаса металла с целью его перемещения при основной формоизменяю-
щей операции (рис. 15, д). '
После калибровки заготовку без промежуточной термообработки и
подготовки поверхности можно направлять на основные штамповочные
операции. Если калибровка совмещалась с формовкой (образование
конусов, изменение профиля сечения и т. п.) и степень деформации
15%, то (кроме заготовок из стали первой и второй групп,
см. табл. 3) необходим промежуточный отжиг и повторная подготовка
поверхности. Вопрос о необходимости отжига и характера подготовки
поверхности перед калибровкой —формовкой решается самостоятельно,
в зависимости от условий деформации.
Штамповка может осуществляться в один или несколько переходов
в зависимости от сложности формы, штампуемости стали, параметров
оборудования и объема выпуска деталей;
Если деталь должна иметь простую форму (см. табл. 4) и соотноше-
ние ее размеров соответствует требованиям штампуемости по величине
деформации, глубине полости, толщине стенки, нагрузке на инстру-
мент и т. д. (см. табл. 3 и 8), то ее можно штамповать за один переход.
Однако, если объем производства обеспечивает рентабельность приме-
нения многопозиционных штампов, может оказаться экономически вы-
годным заменить один тяжелонагруженный (хотя и в пределах допу-
стимого) переход двумя или несколькими менее нагруженными. Штам-
повку в несколько переходов можно производить, кроме того, в целях
повышения качества деталей (улучшения качества поверхности, вырав-
нивания величины деформации, уменьшения эксцентричности и т. п.).
В связи с расширением номенклатуры деталей, получаемых холодным
выдавливанием, увеличивается относительный объем выпуска деталей
156 Технология штамповки на прессах
сложной формы и стальных деталей с пониженной деформируемостью,
производство которых требует применения двух- и многопереходных
процессов.
В каждом переходе определяют: а) степени деформации единичную
(в данном переходе) и суммарную (с начала формоизменения); б) форму,
размеры и допуски на них полуфабриката; в) величины удельных и
полных усилий; г) величины рабочего хода. Особое внимание должно
быть обращено на соответствие принятых степеней деформации штампуе-
мости материала, на равномерность деформации в различных элемен-
тах и объемах детали, возможность концентрации напряжений и появле-
ния растягивающих напряжений. Невыполнение этих условий приведет
к ухудшению качества продукции (короблению, снижению прочности,
появлению микро- и макротрещин и т. д.) и повышению допустимых
нагрузок на инструмент.
При проектировании технологии холодной объемной штамповки
применяют два способа расчленения процесса. Первый способ состоит
в дроблении суммарной деформации по сечению на несколько единич-
ных, второй — в.последовательном получении различных частей объема
поковки. Способы расчленения процесса можно совмещать и от перехода
к переходу изменять. При дроблении суммарной деформации по сечению
степень деформации от отжига до отжига определяют по уравнению
ч 2 8« = 81 + е2 + ” * +
где ех, е2, . . -—логарифмическая степень деформации по перехо-
дам; i — число переходов. Суммирование величин недопустимо.
Для расчетов по определению суммарной деформации по переходам
и перевода величин е в в и обратно рекомендуется использовать данные,
приведенные в табл. 26—29.
Определение суммарной деформации по исходным (до первого пере-
хода) и конечным размерам без учета изменения формы и размеров за
каждый переход может привести к значительному занижению расчетной
величины по сравнению с фактической. Особенно это характерно для
последовательного набора металла высадкой и высадки с последующим
выдавливанием.
Определенная на основании изменения геометрических размеров
величина деформации в данном переходе также, является некоторой
условной усредненной величиной, заниженной по сравнению с факти-
ческой не только по отношению к максимальной локальной, но и к сред-
ней по сечению (или объему), что является следствием неравномерности
деформации. Неравномерность деформации по сечению при прямом и
обратном выдавливании по меридианальному сечению показана на
рис. 17 и 18.. Микроструктура в характерных точках сечения показана
на рис. 19.-В наружных слоях металла наряду с линейной происходит
сдвиговая деформация, интенсивность которой зависит, от профиля ин-
струмента (см. рис. 17 и 18), при заданных условиях трения.
Величина деформации в каждбм элементарном объеме в каждый
” h
f dhx
отдельный момент определяется суммой линейной е= | ~— и сдви-
•г Пх
н
говой деформации и представляет таким образом интегральный тензор
пластической деформации.
Проектирование и расчет переходов
157
26. Взаимосвязь показателей величин 'деформации
(см. табл. 27—29)
Л
Наименование показателя Обо- зна- чение Величина показателя, выраженная через
вытяжку относи- тельную степень деформа- ции е удлине- ние 6 коэффи- циент умень- шения сечения X,
Максималь- ная действи- тельная (истин- ная) главнаяде- формация, ло- , гарифмическая де- формация: относи- тельный смещенный объем, интегральный показатель степени деформации Вытяжка (или уко- рочение) Относитель - ная степень деформации: обжатие Удлинение Коэффициент уменьшения сечения ч. со , . сз* «о In q J Я Я — 1 Я Я — 1 1 Я In -т--1 1 — <? - 1 1 — е О е 1 — е I — е In (1 4- 6) ч 1 4- 6 6 14-6 б . 1 1 4“ б *-*** '5“ J | 1 г । 1 >> >»
27. Величины вытяжки и обжатия, -
выраженные через геометрические размеры заготовки и детали
(см. табл. 26, 28, 29)z
Схема деформации (см. табл. 1) Пока- затель дефор- мации Величина показателя, выр'аженная через
начальный £> и конечный d диаметры при круглом сечении началь- ное F и конеч- ное f сече- ния начальную длину L или высоту Н и конечные 1 и h дефор- мированного объема
1 1: 2: 3: 5 q d2 D2 / F Н h
4: 6 Л А2 нар ^вн D2 — О2 нар вн F f 1
158
Технология штамповки на прессах
Продолжение табл. 27
Схема деформации (см. табл. 1) Г Показа- тель дефор- мации Величина показателя, выраженная через > • . _ - -
начальный D и конечный d диаметры при круглом сечении началь- ное F и конеч- ное f сече- ния начальную длину L или высоту Н и конечные 1 и h дефор- мированного объема
7: 8: 11: 16 Q D2 \ ~d* F f 1 L i
9 ' D2 d2 -d2 нар вн
12 D2 - n2 ^2 D — d вн *
10: 17 днар ~ -Рвн ' ' ^нар ^вн
1: 2: 3: 5 е 1—22 d2 •е [ '£ 1
4: 6 Л - n2 нар нар //2 «2 нар вн
7: 8: 11; 16 1-^2 D2 -4- ‘-4
9 d2 -d2 1 НаР ВН D2
12 d2 вн D2
10: 17 d2 — d2 1 _ наР вн D2 — D2 нар ^вн
Проектирование и расчет переходов
159
28. Величины 6, Л, е й е в зависимости от величины q
q е, % 6. % % 8 q е, % о» м X е
1,00 0,00 0,0 1,000 0,000 1,60 37,50 60,0 0,625 0,470
* 1,01 0,99 1,0 0,990 0,010 1,61 37,88 61,0 0,621 0,476
1,02 1,96 2,0 0,980 0,020 1,62 38,27 . 62,0 0,617 0,482
1,03 2,91 3,0 0,971 0,030 1,63 38,65 63,0 0,614 0,489
1,04 3,85 4,0 0,962 0,039 1,64 39,02 64,0 0,609 0,495
1,05 4,76 5,0 0,952 0,049 1,65 39,39 65,0 0,606 0,501
1,06 5,66 6,0 0,943 0,058 1,66 39,76 " 66,0 0,602 0,507
1,07 6,54 7,0 0,935 0,067 1,67 40,12 67,0 0,599 0,513
1,08 7,41 8,0 0,926 0,078 1,68 40,48 68,0 0,595 0,519
1,09 8,26 9,0 0,917 0,086 1,69 40,83 69,0 0,592 0,525
1,10 9,09 10,0 0,909 0,095 1,70 41,18 70,0 0,588 О; 53i
1,U 9,91 11,0 0,901 0,104 1,71 41,52 71,0 0,585 0,537
1,12 10,71 12,0 0,893 ‘ 0,113 1,72 41,86 72,0 0,581 0,542
1,13 11,50 13,0 0,885 0,122 1,73 42,20 73,0 0,578 0,548
1,14 12,28 14,0 0,877 0,131 1,74 42,53 74,0 0,575 0,554
1,15 13,04 15,0 0,870 0,140 1,75 42,85 75,0 0,571 0,560
1,16 13,79 16,0 0,862 0,143 Г, 76 43,18 76,0 0,568 0,565
1,17 14,53 17,0 0,852 0,157 1,77 43,50 77,0 0,565 0,571
1,18 15,25 18,0 0,847 0,166 1,78 43,82 78,0 0,562 0^77
1,19 15,97 19,0 0,840 0,174 1,79 44,13 79,0 0,559 0,582
1,20 16,67 20,0 0,833 0,182 1,80 44,44 80,0 0,556 0,588
1,21 17,36 21,0 0,826 .0,191 1,81 44,75 81,0 0,552 0,593
1,22 18,03 22,0 0,820 0,199 1,82 45,06 82,0 0,549 0,590
1,23 18,70 23,0 0,813 0,207 1,83 45,36 83,0 0,546 0,604
1,24 19,35 24,0 0,806 0,215 1,84 45,65 84,0 0,543 0,610
1,25 20,00 25,0 0,800 0,223 1,85 45,95 85,0 0,541 0,615
1,26 20,63 26,0 0,794 0,231 1,86 46,24 86,0 0,538 0,621
1,27 21,26 27,0 0,787 0,239 1,87 - 46,52 87,0 0,534 0,626
1,28 21,88 28,0 0,781 0,247 1,88 46,81 88,0 0,532 0,631
1,29 22,48 29,0 0,775 0,255 1,89 47,09 89,0 0,529 0,637
1,30 23,08 30,0 0,769 0,262 1,90 47,31 90,0 0,526 0,642
1,31 23,66 31,0 0,763 0,276 1,91 47,64 91,0 0,524 0,647
1,32 24,24" 32,0 0,758 0,278 1,92 47,92 92,0 0,520 0,652
1,33 24,81 33,0 0,752 0,285 1,93 48,19 93,0 0,518 0,658
1,34 25,37 34,0 0,746 0,293 1,94 48,45, 94,0 0,515 0,663
1,35 25,93 35,0 0,741 0,300 1,95 48,72 95,0 0,513 0,668
1,36 26,47 36,0 0,735 0,308 1,96 48,98 96,0 0,510 0,673
1,37 27,01 37,0 0,730 0,315 1,97 49,24 97,0 0,508 0,678
1,38 27,54 38,0 0,725 0,322 1,98 49,49 98,0. 0,506 0,683
1,39 28,06 39,0 0,719 0,329 1,99 49,75 99,0 0,503 9,688
1,40 28,57 40,0 0,714 0,337 2,00 50,00 100,0 0,500 0,693
1,41 29,08 41,0 0,709 0,344 3,00 66,67 200,0 0,333 0,099
1,42 29,58 42,0 0,704 0,351 4,00 75,00 300,0 0,250 1,386
1,43 30,07 43,0 0,699 0,358 6,00 83,33 500,0 0,167 1,792
1,44 30,56 44,0 0,694 0,365 8,00 .87,50 700,0 0,125 2,079
1,45 31,03 45,0 0,690 0,372 10,00 90,00 900,0 0,100 2,303
1,46 31,51 46,0 0,685 0,378 12,00 91,67 1100,0 0,083 2,485
1,47 31,97 47,0 0,680 0,385 14,00 92,86 1300,0 0,071 2,640
1,48 32,45 48,0 0,676 0,392 16,00 93,75 1500,0 0,063 2,773
1,49 32,89 49,0 0,671 0,399 18,00 94,44 1700,0 0,056 2,890
1,50 33,33 50,0 0,667 0,406 20,00 95,00 1900,0 0,050 2,996
1,51 33,77 51,0 0,662 0,412 22,00 95,45 2100,0 0,045 3,091
1,52 34,21 52,0 0,658 0,419 24,00 95,83 2300,0 0,042 3,.178
1,53 34,64 53,0 0,654 0,425 26,00 96,15 2500,0 0,038 3,258
1,54 35,06 54,0 0,649 0,432 28,00 96,43 2700,0 0,036 3,332
1,55 35,48 55,0 0,645 0,438 30,00 96,67 2900,0 0,033 3,401
1,56 35,90 56,0 0,641 0,445 32,00. 96,88 3100,0 0,031 3,466
1,57 36,31 57,0 0,637 0,451 34,00 97,06 3300,0 0,029 3,526
1,58 36,71 58,0 0,633 0,457 36,00 97,22 3500,0 0,028 3,485
1,59 37,11 59,0 0,629 0,464 38,00 97,37 3700,0 0,026 3,638
160
Технология штамповки на прессах
Продолжение табл. 28
q е, % в. % к е Я е, % о» х© О4* К 8
40,00 97,50 3900,0 0,025 3;689 72,00 98,61 7100,0 0,014 4,277
42,00 97,63 4100,0 0,024 3,738 74,00 98,65 7300,0 0,014 4,304
44,00 97,73 4300,0 0,023 3,784 76,00 98,68 7500,0 0,013 4,331
46,00 97,83 4500,0 0,022 3,829 78,00 98,72 7700,0 0,012 4,357
48,00 97,92 4700,0 0,021 3,871 80,00 98,75 7900,0 0,012 4,382
50,00 98,00 49,000 0,020 3,912 82,00 98,78 8100,0 0,012 4,407
52,00 98,08 5100,0 0,019 3,951 84,00 98,81 8300,0 0,011 4,431
54,00 98,15 5300,0 0,019 3,989 86,00 98,84 8500,0 0,011 4,454
56,00 98,21 5500,0 0,018 4,025 88,00 98,86 8700,0 0,01 L 4,477
58,00 98,28 5700,0 0,017 4,060 90,00 98,89 8900,0 0,011 4,500
60,00 98,33 5900,0 0,017 4,094 92,00 98,91 9100,0 0,010 4,521
62,00 98,39 6100,0 0,016 4,127 94,00 98,94 9300,0 0,010 4,543
64,00 98,44 6300,0 0,016 4,159 96,00 98,96 9500,0 0,010 4,564
66,00 98,48 6500,0 0,015 4,190 98,00 98,98 9700,0 0,010 4,585
68,00 98,53 6700,0 0,015 4,220 100,00 99,00 9900,0 0,010 4,605
70,00 98,57 6900,0 0,014 4,249
29. Величины q, К, 6 и ев зависимости от величины е
е, % - q 6. % Л 8
0,0 1,000 0,000 1,000 z 0,000
to 1,010 1,010 0,990 0,010
2,0 1,020 2,041 . 0,980 0,020
3,0 1,031 3,093 0,970 0,031
4,0 1,042 4,167 0,960 0,041
5,0 1,053 5,263 0,950 0,051
6,0 1,064 6,383 0,940 0,062
7,0 1,075 7,527 0,930 0,073
8,0 1,087 8,696 0,920 0,083
9,0 1,099 9,890 0,910 0,094
10,0 1,111 11,111 ' 0,900 0,105
11,0 1,123 12,360 0,890 0,117
12,0 1,136 13,636 0,880 0,128
13,0. 1,149 14,943 0,870 0,139
14,0 1,163 16,279 0,860 0,151
15,0 1,176 17,647 0,850 0,162.
16,0 1,190 19,048 0,840 0,174
17,0 -1,204 20,482 0,830 0,186
18,0 1,220 21,951 0,820 0,199
19,0 1,235 23,457 0,810 0,211
20,0 1,250 25,000 0,800 0,223
21,0 1,266 26,582 0,790 0,236
22,0 1,282 28,205 0,780 0,249
23,0 1,299 29,870 0,770 0,261
24,0 1,316 31,579 0,760 0,274
25,0 1,333 ) 33*, 333 0,750 0,288
Проектирование и расчет переходов
161
r* t
Продолжение табл. 29
е, % Q в, % X 8
26,0 1,351 35,135 0,740 0,301
27,0 1,370 36,986 0,730 0,315
28,0 1,389 38,889 0,720 0,329
29,0 1,408 40,845 0,710 . 0,343
30,0 1,429 42,857 0,700 0,357
31,0 1,449* 44,928 0,690 0,371
32,0 1,471 47,059 0,680 0,386
33,0 1,493 49,254 0,670 0,401
34,0 1,515 51,515 0,660 0,416
35,0 1,538 53,348 0,650 0,431
36,0 1,563 56,250 0,640 0,446
37,0 1,587 58,730 0,630 0,462
38,0 1,613 61,290 0,620 0,478
39,0 1,639 63,934 0,610 0,494
40,0 1,667 66,667 0,600 0,511
41,0 1,695 69,492 0,590 0,528
42,0 1,724 72,415 0,580 0,545
43,0 1,754 75,439 0,570 0,562
44,0 1,786 78,571 0,560 0,580
45,0 1..818 81,818 0,550 0,598
46,0 1,852 85,185 0,540 0,616
47,0 1,887 88,679 0,530 0,635
48,0 1,923 92,308 0,520 0,654
49,0 1,961 96,078 0,510 0,673
50,0 2,000 100,000 0,500 0,693
51,0 2,041 Г04,082 0,490 0,713
52,0 / 2,083 108,330 0,480 0,734
53,0 2,128 112,766 0,470 0,755
54,0 2,174 117,391 0,460 0,777 '
55,0 2,222 122,222 0,450 0,799
56,0 2,273 127,273 0,440 ’ 0,821
. 57,0 2,326 132,558 0,430 0,844
58,0 2,381 138,095 0,420 0,868
59,0 2,439 143,902 0,410 0,892
60,0 2,500 150,000 0,400 0,916
61,0 2,564 156,41.0 0,390 0,942
62,0 2,632 163,158 0,380 0,968
63,0 2,703 170,270 0,370 0,994 .
64,0 2,778 177,778 0,360 1,022
65,0 2,857 186,714 0,350 1,050
66,0 2,941 194,118 0,340 1,079
67,0 3,030 203,030 0,330 1,109
68,0 ^3,125 212,500 0,320 1,139
69,0 3,226 222,581 0,310 1,171
70,0 3,333 ' 233,333 0,300 1,204
71,0 3,448 244,828 0,290 « 1,238
72,0 3,571 257,143 0,280 1,273
73,0 3,704 270,370 0,270 1,309
74,0 3,846 284,615 0,260 1,347
75,0 4,000 300,000 0,250 1,386
76,0 4,189 318,889 0,240 1,427
77,0 4,348 334,783 0,230 1,470
78,0 4,545 354,545 0,220 1,514
79,0 4,762 376,190 0,210 1,561
6 П/ред. Г.А. Навроцкого
162
Технология штамповки на прессах
Продолжение табл. 29
е, % Ч . 6, % Л. 8
80,0 5,000 400,000 0,200 1,609
81,0 5,263 426,316 0,190 1,661
82,0 5,556 455,556 0,180 1,715
83,0 5,882 488,235 0,170 1,772
84,0 6,250 525,000 0,160 1,833
85,0 6,667 566,607 0,150 1,897
86,0 7,143 614,286 0,140 1,966
87,0 7,692 669,231 0,130 2,040
88,0 8,333 733,333 0,120 2,120
89,0 9,091 809,091 0,110 2,207
90,0 10,000 900,000 0,100 2,303
90,2 10,204 920,408 0,098 2,323
(90,4 10,417 941,667 0,096 2,343
90,6 10,638 963,830 0,094 2,365
90,8 10,870 986,957 0,092 2,386
91,0. 11,111 1 011,111 0,090 2,408
91,2 11,364 1 036,364 0,088 2,430
91,4 11,628 . 1 062,791 0,086 2,453
91,6 11,905 1 ОЭО.,476 0,084 2,477
91,8 12,195 1 119,512 0,082 ‘ 2,501
92,0 12,500 1 150,000 0,080 2,526
92,2 12,821 1 182,051 0,078 2,551
92,4 13,158 1 215,789 0,076 2,577
92,6 13,514 1 251,351 0,074 2,604
92,8 13,889 1 288,889 0,072 в 2,631
93,0 14,286 1 328,571 0,070 2,659
-93,2 14,706 1 370,588 0,068 2,688
93,4 15,152 1415,152 0,066 2,718
93,6 15,625 1 462,500 0,064 2,749
93,8 16,129 1 512,903 0,062 2,781
94,0 16,667 1 566,667 0,060 2,813
94,2 17,241 1 624,138 0,058 2,847
94,4 17,857 1 685,714 0,056 2,882
94,6 18,511 1 751,111 0,054 2,919
94,8 19,231 1 823,077 0,052 2,957
95,0 20,000 1 900,000 0,050 2,996
95,2 20,833 1 983,333 0,048 3,037
95,4 21,739 2 073,913 0,046 3,079
95,6 22,727 2 172,727 0,044 3,124
95,8 23,810 2 280,952 0,042 3,170
96,0 25,000 2 400,000 0,040 3,219
96,2 26,316 2 531,579 0,038 3,270
96,4 27,778 2 677,778 0,036 3,324
96,6 29,412 2 841,176 0,034 3,381
96,8 31,250 3 025,000 0,032 3,442
97,0 33,333 3 233,333 0,030 3,507
97,2 35,714 3 471,429 0,038 3,576
97,4 38,462 3 746,154 0,026 3,650
97,6 41,667 4 066,667 0,024 3,730
97,8 45,455 4 445,455 0,022 3,817
98,0 50,000 4 900,000 0,020 3,912
98,1 52,632 5 163,158 0,019 3,973
98,2 55,556 5 455,556 0,018 4,017
98,3 58,824 5 782,353 0,017 4,075
98,4 62,500 6 150,000 0,016 4,135
98,5 66,667 6 566,667 0,015 4,200
98,6 71,429 7 042,857 0,014 4,269
98,7 76,923 7 592,308 0,013 4,343
98,8 83,333 8 233,333 0,012 4,423
98,9 90,909 8 990,909 0,011 4,509
Проектирование и расчет перекодов
163
Продолжение табл. 29
е, % Ч о» А 8
99,0 100,000 9 900,000 0,010 4,605
99,1 111,111 И 011,111 0,009 4,711
99,2 125,000 12 400,000 0,008 4,828
99,3 142,857 14 185,714 0,007 4,962
99,4 166,667 16 566,667 0,006 5,116
99,5 200,000 19 900,000 0,005 5,298
99,6 250,000 24 900,000 0,004 5,522
99,7 333,333 33 233,333 0,003 5,808
99,8 500,000 49 900,000 0,002 6,215
99,9 1000,000 99 900,000 0,001 6,908 /
В общем случае фактическая величина деформации может быть ус-
ловно представлена в виде
8ф = 8И 8g + 8ц,
где 8И — деформация при идеальном процессе (потенциальном течении);
8g и 8ц—деформации, накопленные вследствие дополнительных
сдвигов.
Ответственными за величину 8g являются форма и кинематика дви-
жения рабочих частей инструмента, и как их следствие кинематика дви-
Рис. 17. Изменение координатной сетки на меридиональ-
ном сечении при прямом выдавливании(по Е. А. Попову)
жения металла. Величина 8ц зависит от условий трения: физико-хими-
ческого состояния и геометрии поверхности металла и инструмента,
наличия и физической природы смазки, относительной (к объему} ве-
личины поверхности трения (масштабный фактор).
Величина накопленного упрочнения в каждом элементарном объеме
является также интегральной величиной, зависящей от пути деформа-
ции на данной траектории течения (линии тока). Линия тока при. опера*
циях осадки, высадки и др., у которых отсутствует стационарная ста-
дия, сильно изменяет свое положение во времени (деформации). Это же
относится к нестационарным (начальной и заключительной) стадиям
164
Технология штамповки на прессах
процессов прямого и обратного выдавливания сплошного и полого
стержня. Однако, как показывают исследования, практически заметное
изменение во времени линий тока происходит и на так называемой ста-
ционарной стадии, особенно при обратном выдавливании полости. Ве-
личина изменения сопротивления деформированию в результате упроч-
нения (твердость, истинное сопротивление) практически не зависит от
шарового и девиаторного тензоров напряжений и их изменения во вре-
мени (применительно к большим пластическим деформациям, характер-
ным для холодной объемной штамповки).
Рис. 18. Изменение коор-
динатной сетки на ме-
ридиональном сечении
при обратном выдавли-
вании
Устойчивость технологического процесса,
стойкость инструмента, надежность работы
средств механизации и автоматизации за-
висят от правильности размеров исходных
заготовок и промежуточных (по переходам)
заготовок и готовых деталей. Эти размеры и
допуски на них зависят от геометрической
формы исходной заготовки и физической
природы материала, величины деформации
и интенсивности упрочнения, величины изно-
са инструмента, упругих деформаций (пру-
жинения заготовки и инструмента. При
определении размеров исходной и проме-
жуточных заготовок и рабочих частей ин*
струмента в основном исходят из формы, раз-
меров и допусков на них готовой детали.
Размеры промежуточных и исходных форм
заготовки и инструмента определяют из
конечной формы детали в обратном порядке
по отношению к процессу изготовления.
На рис. 20 показаны переходы при вы-
давливании сплошного и полого стержней:
1 — закрытая объемная калибровка отрезан-
ной в штампе от прутка заготовки; 2 — пря-
мое выдавливание детали; 3 — обратное выдавливание промежуточной
заготовки; 4 — прямое выдавливание детали из промежуточной заго-
товки, полученной обратным выдавливанием [13].
Зазор между матрицей и заготовкой при калибровке (рис. 20, 1)
Д — dj d0.
Зазор между матрицей для выдавливания и калиброванной заготов-
кой (рис. 20, 2 и 3)
- д « d*11 - 41.
ООО*
Зазор между матрицей для выдавливания и выдавленной полой
заготовкой (рис. 20, 4)
Adv-dv~div
a Uq — u0 — aQ .
Зазор между отверстием выдавленной полой заготовки и оправкой
Д dg — dg — dgl9
Проектирование и расчет переходов
165
выдавливании
Рис. 19. Изменение микроструктуры при обратном заг0т0вки
(см рис. 18) Х500 «-
28, высота 29 мм, толщина стенки по «апужной поверхности),
наружный слой рас”в25тренвий слой стенки (на расстоянии
б- середина стенки, в внутренн в 30не очага дефор-
0,5 мм от внутренней поверхности), *0Ha). й-дно вне очага
мации (на ^-исходное состояние
166
Технология штамповки на прессах
4
Рис. 20. Схема определения зазоров между заготовкой и инструментом при
прямом и обратном выдавливании '
С учетом возможной разностенности заготовки, полученной об-
ратным выдавливанием,
Ad1 = d1 — (d11 — Д 5[).
Практически необходимо определить зазоры Smln и Smax с учетом
критической деформации. Максимальный зазор между заготовкой и
инструментом
•$тах = *$т1п 4* Ti -|- Т[ +1,
где Ti и Ti+l — допуски на изготовление заготовки соответственно
в предыдущем и в последующем переходах. Допуск на соответствующий
размер заготовки, штампуемой в данном переходе,
Т = 7’П| м TUi
Проектирование и расчет переходов
167
где Ти. м и Ти — допуски соответственно на соответствующий размер
пуансона или матрицы и на износ пуансона или матрицы.
Для того чтобы установить номинальные размеры заготовок и
инструмента, обеспечивающие получение заданных размеров готовой
детали и зазоров между заготовкой и инструментом по переходам,
Рис. 21. Переходы при штамповке сплошных
ступенчатых деталей: а — первый и второй пере-
ходы — прямое выдавливание; б — первый и вто-
рой переходы — двустороннее редуцирование;
в — первый переход — двустороннее редуциро-
вание, второй переход — двустороннее реду-
цирование 4* высадка
необходимо определить изменения размеров инструмента и заготовки
во время деформации и при прекращении ее, т. е. после выталкивания
детали на матрицы и снятия с оправки.
Номинальный размер инструмента
где W3 — номинальный размер заготовки; ДЯ8 и Д38 — изменение
размеров вследствие упругой деформации соответственно инструмента
и заготовки; ДЯ/ и Д5/ — изменение размеров [инструмента и заготовки
вследствие нагрева и соответственно увеличения и уменьшения вслед-»
ствие охлаждения.
168 Технология штамповки на прессах
При определении суммарного изменения размеров учитывается
непрерывность процесса (многопозиционная или однопозиционная
штамповка), скорость деформирования (температурный эффект), кон-
струкция инструмента (цельный, составной, бандажированный) и
условия его охлаждения или стабилизации температуры.
Сплошные ступенчатые детали круглого и сложного сечения (см.
табл. 4, 1.1) получают прямым выдавливанием (см. табл. 1, п. 7). Штам-
повку ведут последовательно по объемам и на образование каждой
новой ступени требуется дополнительно один переход. Первой выдав-
ливается часть детали с наименьшими размерами сечения, а затем после-
дующие в порядке нарастания (рис. 21, а). Наибольшая допустимая
величина отношения площадей максимального и минимального сечений
определяется штампуемостью материала (см. табл. 3).
Ступенчатые сплошные детали возможно получать редуцированием,
при котором величина удельного и полного усилий значительно
меньше, чем при выдавливании, а степень деформации е = 0,154-0,33,
в зависимости от продольной кривизны и соотношения размеров за-
готовки, физической природы и состояния материала, сложности полу-
чаемого профиля, причем наибольшие величины соответствуют заго-
товке из предварительно нагартованной стали круглого сечения. Обра-
зование ступени редуцированием может осуществляться последова-
тельно или совместно с обоих концов заготовки с одинаковой и различ-
ной степенями деформации (рис. 21,6). При более высоких степенях
деформации осуществимо только выдавливание. При получении сту-
пенчатых деталей выдавливанием и редуцированием степень деформа-
ции по длине заготовки ступенчато изменяется. Выравнивание сте-
пени деформации по длине, сокращение числа операций, дополнитель-
ное увеличение отношения максимального и минимального сечений
достигаются совмещением выдавливания и редуцирования с высадкой
(рис. 21, в).
Сплошные детали с удлиненным конусом также цолучают совме-
щением прямого выдавливания (см. табл. 1, п. 7, 8), редуцирования
(см. табл. 1, п. 16) и высадки (см. табл. 1, п. 3). Пример переходов при
штамповке ступенчатой детали с удлиненным конусом приведен на
рис. 22. В первом переходе осуществляется прямое выдавливание
с максимально допустимой деформациейНаряду с оформлением конуса
производится набор металла для последующего редуцирования. Во
втором переходе осуществляется редуцирование и высадка.
Отличительной особенностью редуцирования (рис. 22) является
высокая степень деформации, превышающая обычно принятые, что
связано с упрочнением металла в конической части. Во избежание
торможения металла из-за упруго-пластической деформации предва-
рительно образованного конуса в зоне перехода к вновь образующемуся
угол наклона конуса матричной воронки несколько увеличивается.
При высадке производится набор металла для шестигранника. Вы-
садка во времени наступает после редуцирования, так как требует
значительно большего усилия. В третьем переходе происходит завер-
шение образования конической части редуцированием и четкое оформ-
ление шестигранника полузакрытым выдавливанием.
Полые детали с дном (см. табл. 4, группа 2.1) получают обычно
обратным выдавливанием (см. табл. 1, п. 12). Максимальная глубина/
'полости и минимальная толщина стенки определяются штампуемостью
Проектирование и расчет переходов
169
материала (см. табл. 3 и 8). Обратное выдавливание характеризуется
высокими удельными усилиями и сложными условиями работы пуан-
сона.
В общем случае величина (безразмерная) среднего удельного уси-
лия при выдавливании (см. стр. 163)
Р = Рн + PgРу,-
Уменьшение величины удельных усилий при обратном выдавлива-
нии достигается выбором режима термообработки, обеспечивающего
необходимую структуру, оптимальной степени деформации, формы
и размеров рабочих частей матрицы и пуансона, сокращением потерь
на трение. Оптимальной областью степеней деформации при обратном
выдавливании является интервал е от 30 до 40%. При дальнейшем
повышении е, особенно >50%; интенсивность увеличения сопротивле-
Рис. 22. Переходы при штамповке ступенчатой детали с удли-
ненным конусом
ния деформированию сильно возрастает. Выбор геометрических пара-
метров инструмента, в первую очередь рабочей части пуансона, опре-
деляется возможно большим снижением pg при устойчивом снижении
Большое внимание уделяется снижению которое достигается сокра-
щением поверхности трения, разделением поверхностей металла и
инструмента промежуточным слоем носителя смазки, смазки и напол-
нителя, снижением реактивной составляющей от сил трения. Послед-
нее ддстигается свободным перемещением матрицы относительно за-
готовки и пуансона и принудительным перемещением матрицы в на-
правлении течения металла со скоростью, превышающей скорость
истечения (рис. 23). Величина превышения скорости перемещения
матрицы относительно металла не более 25—30%. Снижение среднего
удельного усилия р происходит до 30—37% . Предложенные конструк-
ции штампов для выдавливания с активными силами трения приведены
в работе [78].
При обратном выдавливании образующие калибрующего пояска
пуансона должны быть в течение всего процесса параллельны и равно-
удалены по отношению к боковой поверхности матрицы (контейнера).
При; приближении к переходу на поверхности матрицы происходит
быстрое изменение формы и размеров очага деформации, кинематика
170
Технология штамповки на прессах
Рис. 23. Схема обратного
выдавливания с принуди-
тельным перемещением мат-
рицы: 1 — пуансон подвиж-
ный (верхний); 2 — матри-
ца; 3 — металл; 4 — пуансон
неподвижный (нижний);
Рп — усилие на верхнем
пуансоне; Рп — усилие натя-
жения; Р., — усилие, обес-
печивающее активность сил
трения
течения металла, характерная для обратного выдавливания, нару-
шается. Следствием этих нарушений может быть несоответствие форм
рабочего пространства матрицы и получаемой штамповки, зажим пуан-
сона вне калибрующей части, разрушение металла по месту перехода.
Например, при одностороннем обратном выдавливании цилиндриче-
ской полости в матрице, рабочая поверхность которой переходит из
многогранника в сферу, при приближении пуансона к уровню пере-
хода поверхностей, металл, выдавливае-
мый из-под пуансона, получает криволи-
нейное движение. Металл движется по'
касательной к сфере. Вследствие этого в
углах многогранника по месту перехода
поверхностей создается зазор, увеличи-
вающийся по мере дальнейшего движе-
ния пуансона, что сопровождается, как
отмечалось выше, зажатием цилиндричес-
кой части пуансона выше калибрующего
пояска [14].
Полая деталь с дном, аналогичная fno
форме получаемой обратным выдавлива-
нием, может быть отштампована в цилинд-
рической матрице прямым выдавливанием
(см. табл. 1, п. 9). В этом случае уси-
лие на пуансон, образующий полость,
снижается за счет уменьшения воздей-
ствия реактивных сил трения, но конст-
рукция штампа (съем детали с пуансона,
крепление пуансона) и технологические
требования к оборудованию (увеличение
закрытой высоты пресса) усложняются.
При изготовлении глубоких и тонко-
стенных деталей сначала обратным (см.
табл. 1, п. 12) или прямым (см. табл. 1,
п. 9) выдавливанием получают полую
заготовку типа стакана, которую затем
подвергают прямому выдавливанию (см.
табл. 1, п. 10). При обратном выдавлива-
нии наряду с полостью оформляется
заходная часть полуфабриката для облег-
чения фиксации его в матрице и умень-
шения воздействия поперечных сил на неза-
крепленный конец оправки при последую-
щих переходах. Дальнейшее уменьшение толщины стенки, увеличение
глубины (длины) детали, а также повышение точности размеров по-
перечного сечения ее достигается редуцированием или волочением
(обжим, вытяжка с утонением стенки, вытяжка с утонением стенки
в сочетании с обжимом). Технологические характеристики вытяжных
операций принимают по методике,, принятой в листовой штамповке. «
По аналогичной технологии получают трубчатые (со сквозной полостью)
детали: донную часть на определенном этапе обработки (после выдавли-
вания или после окончания штамповки) удаляют вырубкой или обра-
боткой резанием.
Проектирование и расчет переходов
171
02/
Рис. 24. Переходы при штамповке полых (с дном) и трубчатых деталей
172
Технология штамповки на прессах
Рис. 25. Кривые зависимости удельных
усилий от величины хода пуансона при
выдавливании полой заготовки: 1 —
обратное выдавливание; . 2 — обратное
выдавливание с подвижной матрицей;
3 — обратное выдавливание с актив-,
ными силами трения; 4 — обратное
выдавливание с противонатяжениём;
5 — комбинированное выдавливание
полости и стержня; 6 — двустороннее
комбинированное выдавливание полос-
ти и стержня, переходящее в обратное
На рис. 24 показано^ три варианта технологии штамповки типовой
трубчатой детали — заготовки поршневого пальца (МАМИ). Материал
заготовки — сталь 20Х. Заготовка после отрезки подвергается отжигу
740—760°, 3 ч) и фосфатированию. Затем ее калибруют с образованием
наметки и заходной части и подвергают выдавливанию обратному
(см. табл. 1, п. 12) или прямому (см. табл. 1, п. 9). По первому варианту
(рис. 24, а) после выдавливания поло^ заготовки производят отжиг,
фосфатирование и трехкратную вытяжку с утонением стенки, по вто-
рому (рис. 24, б) — трехкратное редуцирование (проталкивание) и по
третьему (рис. 24, в) — прямое
выдавливание.
Диаметр исходного прутка
был принят из условия мини-
мального удельного усилия на
пуансон при обратном выдав-
ливании. Этому условию удовлет-
воряет пруток диаметром 27 мм.
Степень деформации при
обратном выдавливании е — 0,36.
Эта величина степени деформа-
ции отвечает области минималь-
ных удельных усилий. Как по-
казали расчеты, подтвержденные
экспериментами, удельное уси-
лие р— 200 кгс/мм2, полное
усилие Р ~ 40 тс.
На основании предваритель-
ных расчетов проектируют ва-
рианты технологии штамповки
с учетом зазоров между заготов-
кой и инструментом (матрицей,
пуансоном, оправкой) и других
конструктивных и технологичес-
ких особенностей процесса. Да-
лее производят сравнительную
оценку вариантов в зависимости
от величины удельных давле-
ний, ожидаемой стойкости инструмента, сложности и стоимости оснастки
трудоемкости процесса, требований к точности размеров объема Вы-
пуска, параметров имеющегося оборудования и принимают наиболее
оптимальный вариант.
При изготовлении трубчатых деталей (втулок, поршневых пальцев
и т. п.) взамен обратного выдавливания можно применять дву
стороннее выдавливание (см. табл. 1, ш 25). По сравнению с обрат-
ным выдавливанием, этот способ позволяет получать полость в 1,8—
2,0 раза длиннее при снижении нагрузки на пуансон за счет сокращения
реактивных сил трения. Недостатками процесса являются: усложнение
конструкции штампа, некоторая несоосность полостей и повышенный
расход металла на перемычку (не менее 2/) по сравнению с дном ста-
кана при обратном выдавливании.
Дальнейшее уменьшение толщины стенки и увеличение длины
полой детали после двустороннего выдавливания и удаления перемычки
Проектирование и расчет переходов
173
(вырубкой или обработкой резанием) производят прямым выдавлением
(см. табл. 1, п. 10) или редуцированием (см. табл. 1, п. 17).
Во избежание образования дефектов (см. гл. Грис. 17,в) при сближе-
нии очагов деформации процесс двустороннего выдавливания приостана-
вливают и тогда возможно получить перемычку, обычную для обратного
выдавливания ^/). Применительно к показанной на рис. 24 техноло-
гии, двустороннее выдавливание позволяет сократить в 2 раза длину
рабочей части пуансона при сокращении удельного усилия приблизи-
тельно на 20%. Сокращение длины рабочей части пунсона (до lld^. 1,0)
при уменьшении удельных усилий позволяет получать полые детали
из стали с более высоким сопротивлением деформированию (см. табл. 3,
группа 3 и 4). В некоторых случаях полости с обеих сторон получают
последовательным обратным выдавливанием, что целесообразно при
многопозиционной штамповке и наличии кантующего устройства.
Кривые зависимости удельных усилий от хода пуансона при раз-
личных вариантах выдавливания полой детали показаны на
рис. 25.
Сложные по форме детали, имеющие полость, возможно получать
комбинированием обратного выдавливания (получение полости) с пря-
мым выдавливанием, редуцированием, высадкой и другими процессами
(получение других частей детали как сплошных, так и полых). Комби-
нирование снижает число переходов (увеличивает'производительность).
При совмещенном выдавливании благодаря неопределенности кине-
матики течения (увеличение степеней свободы), перехода от реактивных
сил трения к активным, изменения условий локализации деформации
(образование двух или нескольких очагов деформации, образование
очагов деформации других форм и размеров) фактическая величина
деформации за счет снижения 8g и 8ц уменьшается, что соответственно
вызывает снижение величин pg и р^. Кроме того, относительно увели-
чивается девиаторная часть тензора напряжений, что соответственно
уменьшает и величину ри. Таким образом, энергия формоизменения и
удельные усилия в ряде случаев могут заметно уменьшаться.
Особое значение при совмещенных процессах имеет рациональное
использование сил трения как активных, так и реактивных. Схема
действия сил трения при наиболее распространенных процессах вы-
давливания показана на рис. 26, а расчетные величины коэффициентов
трения — в табл. 30;
Приведенные на рис. 26 схемы характеризуются следующими осо-
бенностями напряженного и деформированного состояния.
а) матрица и нижний пуансон относительно неподвижны (обратное
выдавливание). Силы трения на участках 1—2, 2—3 (рабочие поверх-
ности полости матрицы) и 5—6, 6—7, 7—8 (рабочие поверхности пуан-
сона) являются реактивными. Все участки, кроме 1—2, охватывают
очаг деформации. Их протяженность на «установившейся» стадии со-
храняется практически постоянной. Протяженность участка 1—2
увеличивается примерно на величину рабочего хода пуансона. Реактив-
ное влияние сил трения на участке 1—2 при оптимальной конструкц и
матрицы и пуансона, высоком качестве их рабочих частей и хорошей
подготовке поверхности заготовки незначительно. Однако большая про-
тяженность участка 1—2 не рекомендуется (в начальный момент после
запрессовки не более 1—2 мм), так как вследствие упруго-пластических
174
Технология штамповки на прессах
Рис. 26. Направление действия сил трения в зависимости от кинематики дви-
жения металла и инструмента; а — матрица и нижний пуансон неподвижны
(обратное выдавливание); б — нижний пуансон неподвижен; Направления
движения пуансона и металла противоположны. Матрица движется в направ-
лении движения металла; в —. матрица неподвижна. Верхний и нижний пуан-
сон движутся вниз. Металл в точке 1 неподвижен относительно матрицы;
г — верхний - пуансон и матрица неподвижны (прямое выдавливание); д —
комбинированное выдавливание полости и сплошного стержня. Торец полости
смещается вниз относительно стенок матрицы; е — комбинированное выдавли-
вание полости с двух сторон. Торец полости смещается вниз относительно сте-
нок матрицы
деформаций после 50—100 нажимов и упругих деформаций в зоне очага
деформации при выдавливании расчетный профиль матрицы может
искажаться, из-за чего заданная конструкцией инструмента параллель-
Проектирование и расчет переходов
175
30. Величины коэффициентов трения ц,
принимаемые при расчете технологических усилий
холодной объемной штамповки углеродистой стали
Вид деформации е Ц
Подготовка поверхности
Фосфа- тирова- ние + + омы- ливание Извест- кова- ние + -f- омы- ливание Мине- ральное масло с напол- нителем (графит, сера)
Высадка, осаживание, ка- либровка, чеканка Высадка, осаживание, от- крытое выдавливание, реду- цирование Прямое выдавливание Обратное выдавливание Прямое выдавливание Обратное выдавливание <0,20 >0,20 <0,50 <0,40 >0,50 >0,40 0,05— 0,06 0,06 — 0,08 0,06— , .0,08 0,08— 0,10 0,10— 0,12 0,12- 0,14
0,08 — 0,10 0,Io- О.12 —•
0,10 — 0,12
Примечания: 1. При штамповке стали, содержащей более 6% хрома ,и хромоникелевой стали аустенитного класса вместо фос- фатирования производят оксалатирование. Величины Ц принимают на 20% больше. " ' 2. Принимается, что слой фосфата или оксалата не разрывается и не оголяется. Чистота поверхности рабочего инструмента V8 — V10.
ность образующих матриц и пуансона нарушается. Трение на участ-
ках 4—9 и 9—10 на «установившейся» стадии отсутствует.
б) Направления относительного движения матрицы и пуансона,
z образующего полость, противоположны, т. е. соответствуют обратному
выдавливанию (см. рис. 26, а). Матрица принудительно движется в на-
правлении движения металла. Скорость движения матрицы больше
скорое^ истечения. Силы трения на участках 1—2, 2—3, 3—4, 4—9
активные, на участках 5—6, 6—7 и 7—8 реактивные. В зависимости
от состояния контактных поверхностей соотношения скоростей истече-
ния металла и движения матрицы и толщины стенки снижение усилия
выдавливания колеблется от 10 до 37% (в среднем 15—20%). Значи-
тельное превышение (более 30—40%) скорости движения матрицы над
скоростью истечения металла ведет к снижению эффекта уменьшения
усилия. При Рц = 0 (см. рис. 26), т.е. свободно скользящей матрица,
усилие выдавливания стальных фосфатированных заготовок по сравне-
нию с выдавливанием при закрепленной матрице уменьшается йа
7—10%.
в) Направление относительного движения матрицы и пуансона,
образующего полость, аналогично обратному выдавливанию. Однако
металл на участке 1—2 неподвижен относительно стенок матрицы.
176 Технология штамповки на прессах
Верхний и нижний пуансоны движутся в одном направлении. Соотно-
шение скоростей пуансонов равно вытяжке. Силы трения на участках
3—4 и 4—9 активные, на участках 5*^6, 6—7 и 7—8 реактивные. Напря-
женное состояние отличается от обратного выдавливания (см.
табл. 1 п. 12) и выдавливания с
противонатяжением (см. рис. 23).
г) Пуансон, образующий по-
лость, и матрица, а соответственно
и очаг деформации относительно
неподвижны. Металл перемещается
относительно стенок матрицы в
направлении, совпадающем с нап-
равлением движения пуансона
(нижнего), через который передается
Рис. 28. Меридиональное
сечение штампованной за-
готовки при совмещенном
выдавливании полостей
(см. табл. 1 п. 25, рис.
26, е). (по Ф.А. Коммелю)
Рис. 27. Меридиональ-
ное сечение штампован-
ной заготовки при сов-
мещенном выдавлива-
нии полости и стержня
(см. табл. 1, п. 24,
рис. 26, д)
полное деформирующее усилие, т. е. процесс является типичным прямым
выдавливанием. Силы трения на участках 1—2, 2—3, 3—9, 9—10,5—6,
6—7 и 7—8 реактивные. Участок 1—2 (как показано на рис. 10, г)
может отсутствовать. Протяженность участка 3—9 по мере выдавли-
вания, а соответственно и составляющая pg сокращаются.
д) Направления движения пуансона, образующего полость, и ма-
трицы противоположны, аналогично обратному выдавливанию. Кине-
матика движения металла является неопределенной и может изменяться
по мере деформации. В общем случае при достаточном удалении очагов
Проектирование и расчет переходов 177
деформации и превышении усилия образования стержня по сравнению
с образованием полости происходит обратное выдавливание полости
по схеме на рис. 26, а и прямое выдавливание стержня. В некотором
промежуточном случае скорость истечения оИ1 = 0 и процесс образо-
вания полости, включая условия трения, соответствует схеме, пока-
занной на рис. 26, в. Однако наиболее характерным для практики
случаем является, как принято на схеме (рис. 26, д), совпадение на-
правления движения металла и пуансона, образующего полость. Силы
трения на участках 1—2,2—3, 3—4 и 4—9 являются активными. Харак-
терные для простых процессов очаги деформации изменяются и обра-
зуют единый очаг, обеспечивающий в условиях двух степеней свободы
минимум работы деформации, а соответственно и заметное снижение
удельного усилия, за счет уменьшения всех трех составляющих (рм,
pg и ри). Условия течения и вид очага деформации показаны на
рис. 27.
е) Направления относительного движения первого (верхнего) пуан-
сона и матрицы, противоположны аналогично обратному выдавлива-
нию, а второй (нижний) пуансон и матрица относительно неподвижны
аналогично прямому выдавливанию. В общем случае, как показано
на рис. 26, д и е, сопротивление выдавливанию в одном направлении
(вниз) меньше, чем в другом (вверх). Соответственно силы трения при-
менительно к более нагруженному направлению по величине общего
(но не удельного) усилия на участках 1—2, 2—3, 3—4 и 4—9 будут
активными (см. рис. 26, д). Направления движения верхнего пуансона
и металла совпадают. Условия течения и вид очага деформации пока-
заны на рис. 28.
Из рассмотренных кинематических схем (см. рис. 26) наибольшую
пластичность металл имеет в условиях прямого выдавливания
(рис. 26, а). В условиях обратного выдавливания (рис. 26, а) при не-
достаточной пластичности в зоне перехода конической части пуансона
к калибрующему пояску образуются трещины, глубина, форма и на-
правление которых зависят, помимо физической природы металла,
от радиуса перехода и качества смазки. В зоне перехода конической
части пуансона к цилиндрической происходит наибольшее накопление
локальной сдвигающей деформации. При переходе к выдавливанию
по схеме, показанной на рис. 26, б, склонность к трещинообразованию
увеличивается особенно с наружной поверхности. Однако для низко-
углеродистой стали (группы 1 и 2) при обычно принятом способе под-
готовки поверхности образование трещин при выдавливании по этйм
схемам не происходит.
Величина снижения усилия выдавливания за счет активных сил
трения зависит от масштабного фактора (абсолютной величины тол-
щины стенки). При выдавливании сплошного стержня, достаточно боль-
шой толщине стенки (3 мм и более), при прямом, и обратном выдавли-
вании полого стержня значительное снижение удельного усилия на
пуансон может быть достигнуто приложением растягивающего усилия
к выдавливаемой (выходящей из матрицы) части заготовки (рис, 23
и 25). Величина противонатяжения ограничена прочностью выходного
сечения и пластичностью металла в очаге деформации.
При совмещенном выдавливании, согласно схемам, показанным на
рис. 26, д и е, при определенных условиях может наступить разрушение
при штамповке стали и с высокой в обычных условиях пластичностью.
178 Технология штамповки на прессах
Так, при выдавливании по схеме, показанной на рис. 26, д, возмож-
ность разрушения связана: а) с действием активных сил трения по-
верхности контакта с матрицей; б) с концентрацией напряжений
в точке 6, их разгрузкой на участке 5—6 по выходе из зоны очага де-
формации; в) с соотношением усилия выдавливания, передающегося
через пуансон и усилия среза (вырубки); г) с концентрацией напряже-
ний и условиями течения на участках 4—9, 9—10, 10—11 и по выходе
из зоны очага деформации. Особое влияние на локализацию деформа-
ции имеют переходы и соотношения диаметров в точках 6 и 10.
Поковки с фланцем могут быть получены обычной высадкой, вы-
садкой выдавливанием (см. табл. 1, п. 13), открытым выдавливанием
(см. табл. 1, п: 19, 20). Высадку выдавливанием целесообразно совме-
щать с прямым или обратным выдавливанием (см. табл. 1, п. 26). Де-
тали с выступами и зубьями получают поперечным выдавливанием,
которое также совмещают с прямым или обратным выдавливанием
(см. табл. 1, п. 14, 27). Детали с выступами и зубьями на наружной
поверхности получают также радиальным выдавливанием [79], при
котором секторы составной матрицы сближаются и вытесняют металл
из стенок заготовки в кольцевую полость матрицы, образуя полость
(см. табл. 1 п. 15).
Формоизменение заготовок сложных по форме деталей [11]
может быть практически осуществлено по различным маршрутам,
из которых необходимо выбрать оптимальный. На рис. 29 пока-
заны основные варианты технологии формоизменения при штам-
повке типичной ступенчатой детали — колпачковой гайки. К основ-
ным особенностям первого варианта (рис. 29, а) относится наименьший
диаметр исходного проката (21 мм), что упрощает конструкцию отрез-
ного штампа и'улучшает качество реза. Во втором переходе требуется
пуансон длиной 43 мм (т. е. отношение Ud = 2,64-2,7). В третьем пере-
ходе фланец оформляется высадкой с применением оправки. Для
оформления фланца согласно чертежу детали необходимы доделочные
операции, что резко снижает эффективность процесса. Установка за-
готовки в последнем переходе является сложной и ненадежной. Коли-
чество переходов может быть уменьшено за' счет исключения первого
перехода и применения заготовки диаметром 28 мм. При получении
четкого оформления фланца по схеме, показанной на рис. 29, г (третий
переход), качество внутренней поверхности будет ухудшаться, воз-
можно образование заусенца. Усилие штамповки значительно воз-
растает (рис. 30), при незначительной эксцентричности возможно раз-
рушение оправки.
По второму варианту (НИИТАвтопром) используется прокат боль-
шого диаметра (24 мм), образуется фланец и наметка (рис. 29, б). На-
личие наметки должно содействовать уменьшению эксцентричности,
набор металла во фланец сокращает необходимую длину пуансона до
37 мм (l/d— 2,24-2,3). Создается поднутрение, облегчающее процесс
нарезания резьбы. Основной недостаток процесса — неустойчивое
положение заготовки в четвертом, наиболее ответственном, переходе.
Неустойчивость положения заготовки может вызвать повышенную
разностенность детали и поломку пуансона.
В третьем, четвертом и пятом вариантах используется заготовка
диаметром 28 мм. Особенностью процесса по третьему варианту (Маль-
меди, ФРГ) является калибровка по диаметру и набор металла во
Рис. 29. Основные варианты формоизменения при штамповке ступенчатой
полой детали типа колпачковой гайки
180
Технология штамповки на прессах
фланец в третьем переходе и совмещение калибровки фланца и выдав-
ливания многогранника в четвертом переходе (рис. 29, в), К числу
недостатков процесса относится возможность образования складок и
трещин на поверхности дна полости. '
’ По четвертому варианту (МАМИ) процесс выдавливания полости
делится на две операции (рис. 29, г), что позволяет при первом выдав-
' ливании использовать пуансон меньшей длины, соответственно сокра-
тив примерно в 2 раза эксцентричность полости и нагрузки на пуансон
для второго выдавливания от поперечного изгиба. Однако, как и в пер-
Рис. 30. Зависимость усилия от величины хода
пуансона при различных вариантах технологии
формоизменения (см. рис. 29); 1 — обратное выдав-
ливание (вариант 1, переход 2); 2 — обратное выдав-
ливание (варианты 4 и 6, переход 2); 3 — комбиниро-
ванное выдавливание (варианты 4 и 5, переход 4);
4 — калибровка фланца (вариант 5, переход 3); 5 —
калибровка фланца (вариант 4, переход 3)
вом варианте (рис. 29, а), фланец образуется высадкой с оправкой, что
имеет ряд существенных недостатков.
Согласно предлагаемой технологии по пятому варианту (рис. 29, д)
в первом переходе осуществляется калибровка заготовки с образова-
нием наметки и набором металла во фланец. Образование намётки соз-
дает благоприятные условия для дальнейшего обратного выдавливания
за счет сокращения эксцентриситета приложения нагрузки на пуансон.
Предварительный набор металла для образования фланца позволяет
на 5—7 мм уменьшить длину пуансона для обратного выдавливания,
что практически уменьшает lid с 2,6—2,7 до 2,1—2,2.
Во втором переходе обратным выдавливанием получается полость,
равная по глубине примерно половине заданной. Это улучшает условия
работы пуансона для окончательного выдавливания, и упрощает тре-
бования к нагрузочной кривой оборудования. Для того чтобы при
выдавливании во втором переходе не мог образоваться наплыв на внеш*
V
Проектирование и расчет переходов 181
ней поверхности фланца, уровень установки нижнего пуансона во
втором переходе ниже (на 1 мм), чем в первом.
В третьем переходе происходит калибровка фланца без образования
заусенца. Размеры (и допуски на них) фланца, получаемого в первом
переходе, обеспечивают выдавливание излишков металла в цилиндри-
ческую полость матрицы, которая служит, таким образом, компенса-
тором. Образование фланца без заусенца основано йа соотношении
сопротивления металла по выдавливанию в заусенец и реактивных сил
трения, препятствующих прямому выдавливанию металла в зазор
между цилиндрической поверхностью полости матрицы и оправкой.
Между нижним пуансоном (выталкивателем) и торцом заготовки в ко-
нечный момент штамповки в третьем переходе должен иметься неко-
торый зазор (^14-2 мм).
В четвертом переходе комбинированным выдавливанием оформляется
хвостовая часть детали и полость на полную заданную глубину. Как
показали испытания, при изготовлении детали из стали марок 10
и 20 промежуточного отжига и фосфатирования не Требуется.
Во всех переходах на заготовке имеется цилиндрическая часть,
обеспечивающая простоту конструкции и надежность работы устройств
для переноса заготовки с позиции на позицию в много позиционном
штампе. z
При штамповке полых многогранных деталей вызывает затруднения
четкое оформление ребра по всей заданной высоте, особенно перехода
многогранника к плоскому торцу. Наиболее часто для штамповки таких
деталей используют цилиндрическую заготовку, отрезанную от прутка
или проволоки. Однако при этом полного заполнения углов матрицы
при одно- и двусторонней прошивке не достигается. Величина незапол-
нения зависит от соотношения размеров детали: размера под ключ S,
диаметра полости dn и высоты многогранника Н, принимая диаметр
заготовки D^S—0,2 мм. При отношении D/dn-< 1,25 величина
незаполнения относительно невелика и может быть устранена чеканкой
с относительно малыми удельными усилиями, либо подрезкой торцов
х небольшими отходами в стружку. При больших отношениях
Dldn для получения детали заданной формы и размеров приме-
няют [49]: ,
подчеканку торцов при штамповке из цилиндрических заготовок,
совмещаемую с прошивкой коническими или сферическими пуансо-
нами;
подготовку формы сечения заготовки с приближением ее к конечной,
обычно -последовательной 'штамповкой в многогранных матрицах с кан-
товкой промежуточной заготовки на 180°;.
штамповку с заусенцами;
штамповку при наличии компенсаторов ;
штамповку из многогранных заготовок;
штамповку из шаровых заготовок и заготовок, сочетающих цилиндр
конусом.
Значительное улучшение условий заполнения углов достигается
при использовании вместо цилиндрических заготовок фасонных, со-
четающих цилиндр с усеченным конусом (или конусами). Процесс
формоизменения делится на следующие стадии:
открытое осаживание заготовки до соприкосновения металла боко*
вой поверхности цилиндрической части со стенками матрицы;
182
Технология штамповки на прессах
закрытое осаживание заготовки с преимущественным заполнением
углов в месте перехода от многогранной к конической части. Эта стадия
имеет место, если dn d, где d — диаметр меньшего основания (верх-
него) конуса;
прошивка заготовки в зоне конуса. На этой стадии продолжается
заполнение углов в переходном сечении. Если в момент достижения
торцом пуансона переходного сечения угол не заполняется в этой
зоне, то незаполнение сохраняется и при дальнейшем движении пуан-
сона;
прошивка, сопровождающаяся заполнением углов;
обратное выдавливание.
Заполнение углов улучшается с увеличением: угла образующей
конуса с большим основанием угла а и соответственно объема усечен-
ного конуса; отношения D/d, числа граней. Наиболее целесообразной
угол а принимать равным 30—45°. При дальнейшем увеличении этого
угла сильно повышается неравномерность деформации (на свободной
поверхности заметны дефекты от недостаточной продольной устойчи-
вости), а также увеличивается объем фаски, что может привести к не-
обходимости калибровки или подрезке торца, с повышенным расходом
металла. Величину а следует принимать больше 45° в тех случаях,
если многогранник сочетается со сферой, конусом и т. д. В этом случае
одновременно с заполнением углов многогранника осуществляется
дополнительный набор металла. Для получения сочетания шести-
гранника со сферой [14] наиболее рационален угол а = 504-52°.
В этом случае при штамповке (в пределах заполняемости) одновременно
с гранями образуется поверхность, весьма близкая к сфере диаметром,
равным S. Фасонная заготовка принимается в виде цилиндра с двумя
усеченными конусами: один для заполнения углов многогранника
(а = 30-7-45°), другой для заполнения сферической или конусной части
полости матрицы (а =404-60°).
Для решения задач по расчету переходов и проектированию инстру-
ментов для холодной объемной штамповки гаек и других многогранных
полых деталей в работе [49] приведены номограммы, позволяющие
давать количественную оценку величин незаполнения и определять
граничные условия, при которых обеспечивается полное заполнение
многогранника. По приведенным данным при заданных параметрах
детали определяют: а) может ли быть практически осуществлено пол-
ное заполнение угла при холодном выдавливании из фасонной заго-
товки; б) если может быть осуществлено по’лное заполнение, то каковы
формы и размеры заготовки следует принять, чтобы усилия были
минимальными; в) если полное заполнение угла не осуществимо при
прошивке фасонной заготовки, то каковы формы и размеры заготовки,
обеспечивающие наибольшее заполнение при минимальных усилиях,
и какова величина заполнения. В зависимости от величины незапол-»
нения определяют дальнейший технологический процесс обработки.
Заготовки, сочетающие цилиндр с усеченным конусомцелесообразно
применять для штамповки деталей со следующими геометрическими
параметрами: п = 4 и D/dn^± 1,15; п = 5 и Dldn^ 1,65; п = 8 и
D/dn<z 1,85.
Геометрические параметры заготовок цилиндр + усеченный конус,
необходимые для полного устойчивого заполнения углов многогран*
ника, приведены в табл. 31.
Определение технологических усилий
183
31. Геометрические параметры заготовок
для выдавливания полых многогранных деталей [49]
п d при D/dn при
-ос = 30° а = 45° а = 30° а = 45°
4 0,036ГМп 0,036D dn 1,0—1,15 1,0—1,15
S — 0,97dn S - 0,97dn
6 0,122£МП 0,28Ddn 1,0—1,4 1,0—1,65
S - 1,02б/п S- 0,87dn
8 0,37£Мп 0,62Ddn 1,2—1,45 1,22—1,57
S - 0,82Jn S - 0,58dn
8 0,078Ddn 0,151Ddn 1,45—1,56 1,57—1,85
- s - 1;зып • S - l,33dn
Определение технологических усилий
Удельное усилие при сжатии между плоскопараллельными плитами
(открытое осаживание, калибровка, чеканка) цилиндрической заго-
товки [17]
р, D \
р = S 1 +
где р определяется по табл. 30; D и h — диаметр и высота (толщина)
в конечный момент осадки.
Удельное усилие при сжатии между плоскопараллельными плитами
заготовки прямоугольного сечения [18]
ЗЬ — а а
Ц ~2Ь h
где. а и b — малая и большая стороны прямоугольника после осажи-
вания.
Удельное усилие при осадке кольцами
Оф - \
2Рф/7ф р
где 5ф — напряжение текучести во фланце после осадки; £)ф,— конеч-
ный внешний диаметр заготовки; d диаметр отверстия кольца;
Яф — толщина фланца.
184
Технология штамповки на прессах
Удельное усилие при прямом выдавливании сплошных и полых де-
талей [17]
р т= Scp е 1 Н——'>
где SH и Sk j— напряжение текучести до и после деформации в данном
переходе, определяемые по кривым упрочнения при заданных степенях
деформации ен и 8К до и после перехода.
Рис. 31. Зависимость
удельного усилия при
прямом выдавливании
от степени деформации
(см. табл. 32):
а—выдавливание сплош-
ного стержня (табл. 1,
п. 7) £>н = 25 мм, Нн =
= 12 мм, а =60°, <р=0,5;
б — выдавливание по-
лого стержня (табл. 1,
п. 10) £>н = 25 мм, Нн=»
= 15 мм, а = 60°, ф =а
= 0,44-0,8
Для сплошных круглых сечений t = d, для сложных сечений
величину t определяют по средним диаметра^.
Зависимость удельного усилия от степени деформации при прямом
выдавливании деталей из сплошных и полых заготбвок круглого се-
чения показана на рис. 31. На рис. 32 приведена номограмма для
определения усилия прямого выдавливания в зависимости от степени
деформации и соотношения размеров заготовки.
Усилие выдавливания ‘
Р ~ гР
где z — коэффициент, равный 1 для стали 10; 1,2 для стали 20; 1,45.
для стали 45; Рн — усилие, определяемое из рис. 32.
Удельное усилие при обратном выдавливании пологого стержня
' в зависимости от степени деформации е по сечению и по высоте ср =
Определение технологических усилий
185
= —- -----показано на рис. 33, а в зависимости от радиуса скругления
17н
пуансона — на рис. 34 [15].
В ряде случаев обратным выдавливанием одновременно с полостью
получают и внутренний стержень {табл. 1, п. 126). Результаты измерений
величины затекания металла в стержень и удельных усилий при вы-
давливании стали (табл. 32) показаны на рис. 35. Закономерность изме-
Рис. 32. Номограмма для определения
усилия при прямом выдавливании сплош-
ного стержня при ф «г 0,4-т-0,8 и а — 60°:
Г — е = 0,58; 2 — е = 0,69; 3 — е = 0,77;
4 — е = 0,84
нения удельного усилия от степени деформации аналогична обычному
обратному выдавливанию детали типа стакана, но величина удельного
усилия уменьшается на 10—15%.* Наилучшее течение в стержень
происходит при радиусе перехода (скругления) гп=2-т-3 мм. При
увеличении радиуса перехода наблюдается торможение металла.
32. Химический состав исследованной стали
№ кривой на рис. 31, 33, 35, 37 Марка Содержание элементов, %
С Мп Si S Р
1 Юкп 0,12 0,42 Z * 0,037 Не более
2 10 0,04
3 4 20 45 0,21 0,50 0,50 0,60 0,27
186
Технология штамповки на прессах
Рис. 33. Зависимость удельного усилия рн при обратном выдавливаний от
степени деформации (DR » 25 мм, Ян = 12, мм гп = 3 мм, /R = 3 мм, =
«= 5 мм): а — влияние степени деформации дна; б — влияние степени дефор-
мации по сечению
Рис. 34. Удельное усилие при обратном выдавливании стали 10 в зависимости:
а — от степени деформации дна стакана и относительного радиуса перехода
торца пуансона; б — радиуса перехода торца пуансона при постоянной сте-
пени деформации по сечению; в — относительного радиуса перехода пуансона
и степени деформации е по сечению
ч
Определение технологических усилий
187
Усилие при обратном выдавливании полых деталей [15]
Р = 5,2(-^!-+ф)ов -г—£------1 Ь^ + '2п 6,
\ гкп / [\ЯМ-ГКП / J
где /?м — радиус рабочей полости матрицы, мм; гп — радиус перехода
торца пуансона, мм; гкп — радиус рабочей части пуансона, мм; (р —
степень деформации дна детали; ов — предел прочности до выдавли-
Рис. 35. Влияние геометрических параметров инструмента на
процесс выдавливания полости с центральным стержнем: а —
высота стержня (йг_) в зависимости от геометрических парамет-
V* *
гс
ров инструмента, 5 мм; = 3 мм; Ф = 0,5;
ит «с м и .
D = 25 мм; *?с= 6 мм; е == 0,72; б — влияние степени деформа-
ции на удельное усилие при обратном выдавливании D =25 мм;
R- — 3 мм; г„ = 3 мм; = 5 мм
V» 41 М
вания (после отжига), кгс/мм2; 0 — коэффициент, учитывающий влия-
ние наклона рабочей части пуансона, равный: 0,8 при а = 75°; 0,85
при а — 60°; 1,0 при а= 45°; 1,1 при а = 30° и 1,4 при а= 15°.
Усилие при обратном выдавливании полых деталей (см. табл. 32)
может быть определено по номограмме, приведенной на рис. 36. Усилие
выдавливания, тс
Р = zpH,
где z—коэффициент, равный: 1,0 для стали Юкп (табл. 32); 1,04
для стали 10; 1,3 для стали 20 и 1,6 для стали 45.
Аналогично удельное усилие при совмещенном выдавливании
(табл. 1. п. 24)
Р=гР1г
А
188
Технология штамповки на прессах
где z — коэффициент, равный 1,0 для стали 10; 1,34 для стали 20;
k± — коэффициент (рис. 37).
Усилие при радиальном выдавливании зубчатых колес [78]
Р — Р о^ср
£
d
1п
где Fq — площадь поверхности заготовки;
зубчатого колеса; d — внутренний диа-
метр зубчатого колеса (по впадине зуба).
D — наружный диаметр
Рис. 37. Номограмма для
определения удельного
усилия при совмещенном
выдавливании (табл. 1,
п. 24); DH = 30 мм; Ян =
==15 мм; eQ и еП — степени,
деформации при обратном
и прямом выдавливании:
1 — еп = 0,3;, 2 — еп =
=» 0,4; 3 — еп == 0,5; 4 —
?п = 0,7; 5--e^a40,8;
6 — еп = 0,9
Рис. 36. Номограмма для определения
усилия при обратном выдавливании по-
лого стержня Ф = 0,5 4-0,7: 1 — t = 1 мм;
2 — / = 1,5 мм; 3 — t — 2 мм; 4 — t=
=3 мм; 5 — t 4 мм; 6 — t = 5 мм
удельное усилие при комбинированном выдавливании
Максимальное
(рис. 38) [52]
где ртах — наибольшее значение среднего удельного усилия на торце
пуансона; Н — высота заготовки;
0
о
>2 f
Определение технологических усилий
189
Деформации на выходе из обеих щелей штампа практически имеют
одинаковые значения и равны
^lnTW
£)° d2
”
При определенных условиях комбинированное выдавливание пере-
ходит в простое. При D = DQ имеет место прямое выдавливание, при
Рис. 38. Типовая экспери-
ментальная диаграмма изме-
нения основных параметров
при холодном комбиниро-
ванном выдавливании: Р^—
усилие на пуансоне; Рм —
усилие, действующее на дно
контейнера; Р — суммар-
ное усилие трения, дейст-
вующее на цилиндрическую
стенку контейнера; hz —
глубина полости выдавли-
ваемой детали; L — длина
стержня; / — неустанавив-
шаяся (начальная) стадия;
II — стационарная стадия;
III — конечная стадия
d — 0 — обратное выдавливание, а при D — d осуществляется так
называемая «чистовая вырубка» без противопуансона.
Подстановка этих условий в уравнение для /?шах дает соответству-
ющие формулы максимальных удельных усилий:
для прямого выдавливания (D = Do)
max
для обратного выдавливания (d = 0)
для чистовой вырубки (D == d)
Ртах — 2S
190
Технология штамповки на прессах
---------------—--------—--------------L
Затраты механической энергии на осуществление процесса выдав-
ливания
== Ртах (Н
где Дд — работа деформирования; Н — высота исходной заготовки;
h — толщина дна детали; d — диаметр пуансона.
При выборе пресса необходимо вычислить работу деформирования
и сравнить ее с кинетической энергией маховика.
Условие работоспособности пресса
где Дпр — запас работы на маховике пресса; а == 1,3-ь 1,5 — коэффи-
циент гарантийного запаса; Лд—работа деформирования.
Угол входного конуса матрицы 2у оказывает влияние на конечное
формоизменение. Влияние его на максимальное усилие не столь за-
метно. В интервале значений этого угла 120° ^2у ^ 180° максималь-
ное усилие выдавливания имеет практически постоянную величину
и может быть определено по изложенной выше методике. Тем не4 менее,
с уменьшением угла 2у работа деформирования уменьшается, так
как максимум усйлия сдвигается к концу процесса.
Расчет формоизменения и определение конечных размеров детали
на переходах, где используется комбинированное выдавливание, осно-
ван на решениях с применением вариационных методов анализа и
представляет в общем случае определенные трудности. Для ориенти-
ровочных расчетов при комбинированном выдавливании можно поль-
зоваться упрощенными формулами:
глубина полости
2 1 + ’
длина стержня
. UH-h)
где Я — высота исходной заготовки; h — толщина дна детали.
В случае использования относительно высоких заготовок, имеющих
высоту
H^D — d,
можно воспользоваться более точной формулой
Определение технологических усилий
191
где
Dl D2
С, = 0.92 . Е =
Конечные истинные деформации на выходе из щелей штампа в этом
случае не равны между собой, их определяют из выражений
фа — 1П-------х----,—о----оТ ,
Удельные усилия в любой момент конечной стадии комбинирован-
,D — d
ного выдавливания, когда 0 h , определяются по формуле
1521
Др , р (1 , _d\ _И Zi । 2 D3 — da \
2D К \ 1 + D ) 3 D2h )’
где Рш — удельное усилие на пуансоне на конечной стадии выдавли-
вания; h — расстояние между пуансоном и дном контейнера в рас-
сматриваемый момент;
Формула для определения удельных усилий на конечной стадии
комбинированного выдавливания справедлива также для всех частных
случаев: прямого и обратного выдавливания, а также «чистовой вы-
рубки». Подстановка в нее соответствующих усилий дает формулы
для определения усилий на конечных стадиях простых процессов:
' _ - . D — d
при прямом выдавливании Do = D; h<^ -—-—;
Г 3 . / . . D \1)/ 2 D3 — d3\
d V + d ЛА1'' 3 D2/i /’
при обратном выдавливании d = 0; h ;
cf 3 . £>о , Do h \ /, , 2 D \
рш si 2 4- 2D -|- D2_D2 d 1\*+ 3 H h )'
192
Технология штамповки на прессах
Конструирование и расчет инструмента
Штампы для холодного выдавливания работают в тяжелых усло-
виях, испытывая большие нагрузки от высоких удельных усилий,
значительных сил трения металла об инструмент, температурных
Рис. 39. Конструкции бло-
ков штампов для холодной
объемной штамповки: а —
без колонок; б — с колон-
ками; в — с колонками и
закаленными вставками в
плитах
изменений при формообразовании. Для обеспечения стабильности тех-
нологического процесса, изготовление заданного качества деталей
и экономически обоснованной стойкости инструмента штамповая
оснастка должна удовлетворять следующим основным требованиям:
жесткость и прочность; ’ .
технологичность формы и размеров деталей штампа;
унификация деталей и надежное крепление их в штампе;
Конструирование и расчет инструмента
193
величины и точности
исходной заготовки,
д)
Рис. 40. Схемы раз-
мещения колонок
возможность легкой и быстрой смены изношенных деталей;
надежное и прочное центрирование рабочих частей штампа;
простота и надежность работы устройств для загрузки заготовок
и удаления деталей из штампа;
возможность механизации и автоматизации транспортных опера-
ций;
возможность подачи технологической смазки и охлаждения штампов;
безопасность работы на штампе.
Выбор конструкции штампа зависит от формы,
размеров деталей, сортамента и марки материала
объема выпуска и типа применяемого обо-
рудования.
Конструирование штампованных блоков.
Блоки штампов могут быть двух основных
типов: без колонок (рис. 39, а) и с колонками
(рис. 39, б, в). Первые обычно рекомендуется
применять при использовании прессов для
холодного выдавливания, обладающих повы-
шенной точностью и жесткостью; вторые —
для штамповки на универсальном оборудо-
вании. Однако использование блоков с колон-
ками дает ряд дополнительных преимуществ
с точки зрения удобства их хранения, съема
и установки на пресс, транспортировки.
Блоки могут иметь две, три или четыре
колонки. У блоков с двумя колонками по-
следние могут быть расположены по диаго-
нали (рис. 40, а) или с дальней стороны от
фронта пресса параллельно ему (рис. 40, б).
Наибольшее распространение получили блоки
с двумя и тремя колонками. Дополнительные
колонки рекомендуется ставить при штамповке
на универсальных прессах с недостаточной
точностью и жесткостью или при конструиро-
вании многопозиционных штампов, плиты кото-
рых имеют сравнительно большую длину (см.
ниже).
Для крепления штампов в плитах обычно делают пазы или выборки,
соответствующие расположению пазов на. поверхности ползуна или
подштамповой плиты. В некоторых случаях верхние плиты имеют «ла-
сточкин хвост» (табл. 33).
Для транспортировки штампов, их монтажа и демонтажа в плитах
предусматривают отверстия без резьбы и с резьбой для установки штиф-
тов или рым-болтов, а также различные приливы. В случае необхо-
димости в верхней плите штампа устанавливают штифт, позволяющий
точно сцентрировать штамп на прессе. В ползуне у некоторых прессов
по центру приложения давления имеется соответствующей отверстие.
Для обеспечения стабильности работы штампа в плитах, кроме
обычных подкладок, зачастую устанавливают массивные закаленные
вставки из инструментальной стали (см. рис. 39, e)i Благодаря высокой
прочности и твердости они гарантируют более длительную эксплуата-
цию штампа, поскольку, увеличивая жесткость всего блока, позволяют
7 П/ред. Г. А. Навроцкого
194
Технология штамповки на прессах
33. Схемы крепления штампов на прессах
Расположение кре-
пежных элементов
на плитах
Схемы крепления
плит штампов
к столу пресса
Примечание
При наличии Т-образных па-
зов, расположенных по диаго-
нали стола или ползуна
При наличии Т-образных па-
зов, расположенных крестооб-
разно
При наличии Т-образных па-
зов, расположенных по диаго-
нали или параллельно стойкам
пресса
При наличии Т-образных па-
зов, расположенных крестооб-
разно
При наличии в ползуне спе-
циального паза под «ласточкин
хвост»
с достаточной степенью точности выдерживать взаимную параллель-
ность осей пуансонов и матриц и соответственно перпендикулярность
этих осей к плитам и плоскостям ползуна и стола. В некоторых кон-
струкциях штампов вставки сделаны на всю толщину плиты (рис. 33, в).
При такой конструкции исключается влияние возможного прогиба плит
на положение осей рабочих деталей штампов.
Крепление пуансонов и матриц должно обеспечивать соосность
и параллельность их осей и оси штампа, возможность быстрой смены
в случае выхода из строя или- переналадки на штамповку другой де-
тали. В большинстве случаев для этой цели блоки штампов снабжают
пуансоно- и матрицедержателями, которые крепят к плитам болтами
или винтами с внутренним [81, 83] шестигранником (рис. 41) и фикси-
Конструирование и расчет инструмента 195
руют в данном положений штифтами. Пуансоны крепят с помощью
различных гаек, втулок и фланцев (рис. 39 и 42^ а) и другими спосо-
бами. Матрицы обычно укрепляют в матрицедержателе или непосред-
ственно в гнезде нижней плиты с помощью различных фланцев или
прихватов (рис. 39 и 42, б).
В штампе, показанном на рис. 43, для установки пуансона и матрицы
применяют переходные втулки. Опорная поверхность пуансона и бо-
Рис. 41. Штамп для прямого выдавливания зубчатого колеса со спе-
циальным матрицедержателем
ковая поверхность матрицы — конические. Для увеличения прочности
втулка, в которую устанавливается пуансон, сделана двухслойной.
Наружное кольцо играет здесь роль бандажа. Торец пуансона не
касается подкладной плиты, давление на нее передается через втулку.
Такая система установки рабочих деталей штампа для холодного вы-
давливания обеспечивает перпендикулярность их положения относи-
тельно опорных плоскостей.
Центрирование пуансонов и матриц. Соосность пуансонов и матриц
влияет на качество выдавливаемых деталей и стойкость инструмента.
♦
196
Технология штамповки на прессах
Рис. 42. Варианты способов крепления рабочих деталей штампов; а пуан»
Сонов; б — матриц
Конструирование и расчет инструмента 197
Нарушение соосности сопровождается появлением поперечных , изги-
бающих моментов, приводящих к повышению нагрузки на пуансоны
и их разрушению. Особенно чувствительны к эксцентричным нагруз-
кам пуансоны для обратного выдавливания. Применяют следующие
способы центрирования (рис. 44):
Направление пуансона по матрице у бесколончатых штампов. Осу-
ществляется непосредственно пуансоном (рис. 44, а) или с помощью
специальной втулки, надетой на пуансон и перемещающейся в матрице
по скользящей посадке (рис. 44, б) [52, 15]; причем как при прямом,
так и при обратном выдавливании пуансон устанавливается на сфери-
ческую опору.
Рис. 43. Штамп с установкой пуансона и матрицы в конических гнездах
Установка направляющих втулок^ укрепленных на верхней плите
(рис. 44, в, г) и на нижней плите.(рис. 44, (5). В первом случае к верхней
плите штампа крепят цилиндрическую втулку, внутренний диаметр
которой сочетается с наружным диаметром матрицы по скользящей
посадке. Длину ее направляющей части выбирают так, чтобы соосность
пуансона и матрицы была обеспечена до начала штамповки. В варианте
по рис. 44, в [13] предусмотрена установка втулки на резиновом бу-
фере, что позволяет компенсировать возможные перекосы, поскольку
штамп не имеет колонок, пуансон опирается на сферическую подкладку.
В другом конструктивном исполнении (рис. 44, а) направляющую
втулку надевают на матрицу по скользящей посадке и болтами крепят
к нижней плите, одновременно осуществляя и крепление самой матрицы.
Для увеличения срока службы направляющей в нее запрессовывают
сменное цементированное стальное кольцо. Пуансон входит в эту
направляющую также по скользящей посадке, и для компенсации воз-
можных перекосов верхней плиты его устанавливают на сферическую
опору.
Использование плавающих матриц и пуансонов. Наибольшее распро-
странение получили штампы, у которых матрица имеет возможность <
перемещаться по горизонтальной плоскости. Осуществляется Что с по-
мощью специальных регулировочных винтов, расположенных в корпусе
матрицедержателя (см. рис. 39, 41, 44). С помощью такой системы,
198
Технология штамповки на прессах
применяя специальные наладочные оправки, индикаторы и тому подоб-
ные приспособления, можно выставить матрицу относительно пуансона
с точностью до 0,05 мм, что особенно важно для стойкости последнего
Рис. 44. Различные способы центрирования пуансонов и матриц: а — направ-
лением непосредственно пуансона пр матрице; б — с помощью направляющей
втулки на пуансоне; в — с помощью плавающей направляющей втулки на
верхней плите; г —® с помощью жесткой направляющей втулки на верхней
плите; д с помощью направляющей втулки на матрице
при обратном выдавливании. Штамп, показанный на рис. 41/ пред-
назначен для прямого выдавливания стального цилиндрического зуб-
чатого колеса. Матрица, установленная на подкладных плитах в матри-
цедержателе, благодаря зазору и регулировочным винтам может пере-
мещаться вдоль внутренней опорной поверхности матрицедержателя.
Пуансон имеет направляющую часть, котовая перед началом штамповки
Конструирование и расчет инструмента
199
входит в матрицу. Наладка такого штампа очень проста. При вывер-
нутых до отказа установочных винтах опускают ползун до тех пор,
пока пуансон не зайдет в матрицу. В таком положении фиксируют
матрицу установочными винтами и укрепляют ее в держателе с помощью
прижимного кольца. Затем пуансон выводится из матрицы. При обрат-
ном Выдавливании регулирование положения матрицы сложнее. Она
может быть выставлена в ходе пробной штамповки при помощи замеров
разностенности получаемых деталей или путем применения слециаль-
Рис. 45. Конструкции съемников.*
а — типа консольной вилки; б —
типа поперечины; в — челюстной
ного приспособления. Последнее представляет собой втулку с инди-
катором, которая вставляется в матрицу. Ходом вниз пуансон вводят
в эту втулку и затем, обкатывая втулку вокруг пуансона, при помощи
установочных винтов добиваются получения равномерного зазора
между пуансоном и стенками матрицы.
Съемники и выталкиватели. При обратном или комбинированном
выдавливании деталей типа стаканов, а также при прямом выдавлива-
нии полых деталей типа трубок с фланцем появляется опасность застре-
вания деталей на пуансоне. Для обеспечения надежного удаления де-
талей штампы оснащают специальными съемниками различных кон-
струкций. При обратном выдавливании применяют два типа съемников
(рис. 45, а, б). Первый имеет вид вилки, консольно установленной
200 Технология штамповки на прессах
на мощной колонне, ввернутой в тело штампа. Вилка может скользить
по колонне вниз под действием верхней плиты при рабочем ходе и под-
ниматься в исходное положение с помощью пружины при обратном
ходе. Ее положение в горизонтальной плоскости фиксируется призма-
тической шпонкой. Съем детали с пуансона осуществляется при обрат-
ном ходе ползуна пресса. Съемник второго типа представляет собой
поперечину с отверстием, установленную с подпружиниванием на двух
больших винтах. Рабочую часть съемника изготовляют в виде сменной
втулки из более твердого материала. Полукруглый вырез в вилке
первого съемника и отверстие во втором обеспечивают проход только
пуансона без детали. При обратном ходе деталь, имеющая больший
наружный диаметр, чем зев съемника, наталкивается на его края и
снимается с пуансона.
Рис. 46. Конструкции
выталкивающих систем:
а — при наличии отвер-
стия в подштамповой
плите и столе пресса;
б — при отсутствии от-
верстия в подштамповой
плите и столе пресса
Для съема с пуансона деталей типа трубок с фланцем применяют
так называемые «челюстные съемники» (рис. 45, в). Перед началом
штамповки челюсти 1 выдвинуты вперед под действием пружин 2.
Для того чтобы пропустить во время рабочего хода пуансон, они при-
нудительно разводятся, с помощью клиновой или какой-либо другой
системы. При дальнейшем ходе пуансона вниз траверса со смонтирован-
ным на ней съемником также опускается вниз. После штамповки во
время обратного хода деталь, зависая на скользящей оправке пуансона,
отстает от его нижнего торца и в таком положении извлекается из
матрицы. Когда вся система поя действием пружин займет крайнее
верхнее положение и остановится, а пуансон продолжит обратный ход,
челюсти 1 под действием пружин 2 заскакивают в образовавшийся
зазор и снимают деталь.
Подобная конструкция довольно сложна, и поэтому на практике
обычно пользуются более простыми способами.
При штамповке на чеканочных прессах или прессах для холодного
выдавливания, которые имеют собственную систему выталкивания с хо-
дом, равным ходу ползуна, удаление детали из полости матрицы не
встречает каких-либо трудностей. Необходимость встраивать выталки-
вающие устройства непосредственно в штамп появляется при ис-
пользовании универсальных двухстоечных прессов без нижнего
Конструирование и расчет инструмента 201
202
Технология штамповки на прессах
выталкивателя или с недостаточным его ходом. В зависимости от кон-
струкции пресса эта задача может быть решена двумя путями.
' 1. При наличии в столе и подштамповой плите пресса достаточно
большого отверстия вся система в виде тяг, связанных с верхней пли-
той, и траверсы может быть пропущена через это отверстие и будет
располагаться под столом пресса (рис. 46, а). Преимущества такой
системы выталкивания заключаются в том, что ее рабочий ход будет
равен ходу ползуна, что позволит выдавливать довольно длинные
детали, она также не требует сокращения закрытой высоты штампа.
Основной недостаток этой системы — необходимость увеличения
толщины нижней плиты, так как при больших нагрузках, характерных
для холодного выдавливания, она будет подвергаться циклическому
изгибу. Увеличение же толщины плиты влечет за собой ограничение
габаритной длины сменного рабочего инструмента. Для устранения
этого недостатка целесообразно изготовлять подштамповую плиту
с узкой прорезью для прохода траверсы и тяг.
2. В случае, если установка штампа с системой выталкивания
(рис. 46, а) невозможна, целесообразно применить штамп другой кон-
струкции (рис. 46, б), поперечная траверса, прикрепленная к телеско-
пическим тягам, располагается здесь непосредственно под нижней
плитой. Пространство для ее размещения образовано двумя башмаками,
привинченными к плите снизу. Основным недостатком такой конструк-
ции является малый ход выталкивания, ограничивающий длину штам-
пуемых деталей.
Многопозиционные штампы при крупносерийном и массовом про-
изводстве целесообразно применять для холодной объемной штам-
повки сложных, по конфигурации деталей, требующих для своего изго-
товления двух и более переходов. По расположению рабочих вставок
(позиций) они могут быть подразделены на два основных вида — с ли-
Рис. 48. Многопозиционные штампы с круговым расположением рабочих
с образованием фаски; III — прошивка; IV — пробивка; V — формовка
калибровка; II — обратное выдавли
Конструирование и расчет инструмента
203
нейным и круговым расположением. Штампы первого типа, как пра-
вило, имеют колонки и втулки, штампы второго типа могут быть и без
колонок. Часто в них встраивают механизмы для подачи заготовок,
транспортировки последних от позиции к позиции и удаления готовых
деталей. При линейном расположении вставок штампы имеют грей-
ферный механизм переноса, при круговом — револьверный.
На рис. 47 показан трехпозиционный штамп для холодной объемной
штамповки ступенчатого вала-шестерни. Он имеет линейное располо-
жение вставок и выполняет следующие операции: редуцирование
с образованием трех ступеней, второе редуцирование хвостовой части
вид на нижннпо часть штампа
талей: а — для выдавливания гаек (/ — калибровка заготовки; II — осадка
граней; VI— калибровка); б — для выдавливания толкателя клапана (/ —в
вание: III — выдавливание сферы)
2С4 Технология штамповки на прессах
и предварительную высадку головки, третье редуцирование с образо-
ванием дополнительных ступеней на хвостовой части и окончательную
высадку головки. Штамп имеет следующие конструктивные особен-
ности: отсутствие направляющих колонок и втулок, крепление матрич-
ных вставок с помощью прямоугольных обойм с наклонными сторонами
и клиньев. Для регулирования положения пуансонов по вертикали
применена клиновая система.
Подобные штампы можно устанавливать только на специальные
, прессы с увеличенным просветом между направляющими и несколь-
кими выталкивателями.
Штампы с круговым расположением вставок также выполняют
с колонками или без колонок. На рис. 48, а показан общий вид такого
штампа и конструктивное оформление его рабочих деталей. Он пред-
назначен для холодной объемной штамповки гаек и может иметь 4—6
позиций.
Штамп для холодного выдавливания, показанный на рис. 48, б,
имеет три, расположенные по кругу, рабочие позиции [7]. На нем
осуществляется штамповка толкателя клапана по следующим перехо-
дам: I — калибровка в закрытой матрице отожженных и фосфатиро-
ванных заготовок, полученных резкой в штампе; // — обратное вы-
давливание стаканчика; /// — выдавливание внутренней сферы. Основ-
ная рабочая позиция (обратное выдавливание) размещена по оси пол-
зуна, а остальные — симметрично относительно ее. Штамп установлен
на прессе, имеющем только один' центральный выталкиватель, поэтому
удаление деталей из первой и третьей матриц осуществляется с помощью
траверсы 2, системы телескопических тяг 3 и выталкивателей 6 и 1
(см. рис. 48, б). Удаление детали из второй матрицы (для обратного
выдавливания) осуществляется с помощью штока 4, подвижной под-
кладки 5 и выталкивателя 7, на которые действует выталкивающая
система пресса. Работа на штампе автоматизирована. Транспортировка
заготовок от позиции к позиции производится револьверным диском
с-пневмоприводом через храповой механизм. Вся система переноса
заготовок встроена в штамп. Поскольку матрицы прикрыты транспор-
тирующим диском и доступ к ним затруднен, центровка осуществляется
плавающими пуансонами! с помощью установочных винтов, располо-
женных в пуансонодержателях. На случай застревания заготовок на
пуансонах второй и третьей позиций в штампе предусмотрены съемники.
Для повышения производительности при однопозиционной штам-
повке применяют многоместные штампы, позволяющие за один ход
пресса получать сразу несколько деталей. Такой штамп для обратного
выдавливания одновременно трех стаканчиков показан на рис; 49.
Определение габаритных размеров основных деталей штамповых
блоков (табл. 34). Размеры плит штампов в плане зависят от анало-
гичных размеров деталей, которые, в свою очередь, определяют на-
ружные размеры матриц, пуансонов, матрице- и пуансонодержателей.
Немаловажное значение для определения размеров плит имеет распо-
ложение пазов для крепления штампов на рабочих поверхностях
ползуна и на плите стола пресса. Опорные поверхности плит шлифуют,
при этом предъявляются повышенные требования к параллельности
и перпендикулярности.
Опыт эксплуатации штамповой оснастки для холодной объемной
штамповки показывает, что минимальная толщина плит должна быть
Конструирование и расчет инструмента
205
70—75 мм. В некоторых случаях толщину плит определяют расчетом
на изгиб. Аналогичным образом можно производить проверку различ-
ных подкладок. Согласно общему правилу опорные подкладки под
пуансоны для холодного выдавливания при удельных усилиях штам-
повки 180—200 кгс/мм2 должны иметь толщину 20—30 мм, а при 200—
230 кгс/мм2 — 30—40 мм. Подкладки под матрицы должны иметь тол-
щину 20—25 мм. .Размеры направляющих колонок и втулок зависят от
габаритных размеров плит. Так, у многопозиционных штампов, име-
ющих длинные плиты, колонки
ционных. Диаметры колонок
у большинства однопозицион-
ных штампов находятся в
пределах 70—-75 мм.
значительно мощнее, чем у однопози-
Рис. 49. Штамп для обратного выдавливания одновременно трех
деталей
Конструирование рабочих деталей штампов. Рабочий инструмент
в соответствии с технологическими операциями холодного выдавлива-
ния можно разделить на три основные группы:
для объемной калибровки заготовок перед выдавливанием;
для основных формоизменяющих операций холодного выдавлива-
ния (конструкция инструмента зависит от схемы деформирования:
прямое, обратное и комбинированное);
для дополнительных операций: осадки фланца, подчеканки вну-
тренних и наружных элементов, протяжки, просечки отверстий и т. д.
Геометрические параметры рабочего инструмента зависят от формы
и размеров выдавливаемой детали и должны удовлетворять ряду тре-
бований.
Инструмент, предназначенный для калибровки заготовок, состоит
из пуансона, матрицы и выталкивателя (рис. 50). Наиболее нагру-
206
Технология штамповки на прессах
34. Конструктивные требования к основным деталям штамповых блоков
Детали
блока
Эскиз
Марка стали
Термо-
обработка
Плиты V7 __ 45 Нормали- зация
' Д7 1 '
Вставки L С « Д7 и НД7 У10А Х12Ф1; Х12М ШХ15; ШХ15СГ HRC 50 — 54 HRC 58—60
Пуансоно-
держатель
45
HRC 40 — 42
Матрице-
держатель
45 HRC 40 — 42
Подкладки
Х12Ф1
Х12М; ШХ15
Ш15СГ
HRC 58—60
женной деталью, подвергающейся большому износу, является матрица.
Поэтому при ее конструировании необходимо не допускать острых
углов и особенно подрезов в месте перехода от цилиндрической боковой
поверхности к фаске на дне (оптимальным считается переходной ра-
диус R — 5 [15]); для уменьшения усилия выталкивания и компен-
сации неравномерного износа стенки рабочей полости матрицы следует
изготовлять с уклоном до 1° [15]; наружная поверхность матрицы
должна иметь уклон 1° 30' для последующей запрессовки в бандаж.
Незакрепленная часть пуансонов для предварительной калибровки
должна быть возможно короче, а переходы от одной ступени к другой —
возможно более плавными. На рабочем торце пуансона не допускаются
риски от резца, которые являются концентраторами напряжений и
ведут к образованию трещин и поломке. В зависимости от необходимости
Рис. 50. Конструктивное оформление рабочих деталей штампов: а — для
калибровки заготовок; б — для прямого выдавливания; в — для обратного
выдавливания; г — для комбинированного выдавливания; д — для двусторон-
него выдавливания; е — для редуцирования
208
Технология штамповки на прессах
рабочие торцы пуансонов могут быть плоскими, скошенными под
углом 1—2°, иметь небольшие выступы и т. о. Перечисленные требова-
ния и правила конструирования справедливы также и для выталкива-
телей (рис. 51).
Прямое выдавливание осуществляют с помощью пуансона, матрицы
и выталкивателя (рис. 50, б). При изготовлении полых деталей приме-
няют пуансон со скользящей оправкой. Здесь также необходимо избе-
гать резких переходов сечений. Применение цельных пуансонов с оправ-
кой нецелесообразно, так как наличие большого перепада сечений
вызывает концентрацию напряжений в переходной зоне уже после
термообработки. Во время выдавливания оправка под действием изги-
Рис. 5J. Различные варианты конструктивного оформления пуан-
сонов и выталкивателей: а — возможные формы рабочих частей пуан-
сонов для калибровки заготовок; б — формы рабочих частей вытал-
кивателей для калибровки заготовок или для обратного выдавлива-
ния; в — конструкция выталкивателя для обратного выдавливания
бающих и растягивающих напряжений отрывается. Оптимальной
конструкцией является составной пуансон с подвижной оправкой, ко-
торая.перемещается в пуанцоне по скользящей посадке. Торцы пуансо-
нов и поверхность оправки должны быть тщательно отшлифованы и
отполированы. Острые кромки рабочих торцов следует притуплять.
Для облегчения извлечения оправки из поковки ее рабочую часть, если
это допустимо конструкцией поковки, надо делать конической с укло-
ном 30'. При конструировании матриц и пуансонов для прямого выдав-
ливания рекомендуется принимать следующие соотношения DM, DK
и 4пр по минимально допустимым размерам готовых изделий: dx ~
= 1,54; D = 24; г = 0,14; = 0,14: & = 0,2Z); H = 1,04- 1,54;
LK = 0,24; 2a =60°, 2aK = 60° [15, 72].
При обратном выдавливании рабочие детали (см. рис. 50, в) конструи-
руют, исходя из соотношений £>н и dK ло минимально и максимально
допустимым размерам готовых деталей соответственно: 2ак = 150°;
d, = 0,34-0,54; d± = 1,54; D = 2dK: lK — 24-3 мм; r± = 1,14;
r - 0,204; A = 0,2D; //=1,04-1,54; z = 0,054-0,15 мм; 2a =
= 404-60°; Яр ^2,54.
Конструирование и расчет инструмента
209
При холодном обратном выдавливании с большими степенями де-
формации и высокими удельными усилиями наблюдается деформирова-
ние выталкивателя (осадка) и застревание его в матрице. Во избежание
этого рекомендуется применять выталкиватель, показанный на рис. 51, в.
Его головка диаметром входит в. матрицу по скользящей посадке
и осуществляет рабочее направление. Остальная часть стержня вытал-
кивателя занижена на 0,2 мм, благодаря чему он не застревает в матрице
даже в случае деформирования.
При необходимости рабочим торцам выталкивателей можно прида-
вать различные формы (см. рис. 51, б).
Инструмент для комбинированного выдавливания представляет
собой сочетание пуансона для обратного выдавливания с матрицей
для прямого выдавливания (см. рис. 50, г). При конструировании
этих рабочих деталей придерживаются правил, изложенных выше
для каждого технологического способа в отдельности.
Двустороннее выдавливание полых деталей с перемычкой осуще-
ствляется одновременно двумя пуансонами (см. рис. 50, д). Верхний
пуансон конструируют как и обычные пуансоны для обратного выдав-
ливания. Нижний иМеет такую же конфигурацию рабочего торца,, i о,
как правило, значительно длиннее. Это связано с тем, что, кроме необ-
ходимости крепить его, приходится предусматривать установку труб-
чатого нижнего выталкивателя, обеспечивающего удаление детали из
матрицы (рис. 52, а). Такая конструкция может оказаться неработо-
способной из-за недостаточной прочности нижнего пуанссща и нена-
дежного его крепления.
На рис. 52, б показана модернизированная конструкция рабочего
инструмента для холодного выдавливания, в которой сделана попытка
устранить перечисленные недостатки [81]. Здесь выталкивание осу-
ществляется двумя стержнями, имеющими в поперечном сечении вид
круговых сегментов. Нижний пуансон надежно закрепляют в плите
штампа с помощью втулки.
Рабочими деталями при выполнении технологической операции
редуцирования являются матрица и пуансон (см. рис. 50, е). Внутрен-
няя полость редуцировочной матрицы по своей конфигурации анало-
гична полости матрицы для прямого выдавливания (см. рис. 50, б).
Основные отличия заключаются в значительно более коротком кон-
тейнере и меньшем угле раствора (2а 30°) конического переходного
участка. Контейнер служит здесь только для центрирования заготовки
и его длина не превышает 1—l,5dM. Остальные размеры определяют
аналогично прямому выдавливанию.
В случае необходимости в пуансоне может быть предусмотрено
дополнительное центрирующее углубление.
При сложной ступенчатой форме полости матриц и различной форме
сечений ступеней рекомендуется матрицу конструировать составной
(см. рис. .47, в). Разделение производится по горизонтальной (перпен-
дикулярной к главной оси полости матрицы) плоскости по месту пере-
хода. При многоугольном сечении полости матриц сопряжение граней
осуществляется по радиусу 1—1,5 мм. При значительных нагрузках
матрицу с многогранной полостью изготовляют из отдельных секторов.
При конструировании пуансонов и матриц для холодного выдавли-
вания (см. рис. 50) следует иметь в виду, что неперпендикулярность
210 Технология штамповки на прессах
опорного торца относительно главной оси не должна превышать 0,01 —
0,02 мм.
Матрицы для выдавливания подвергают воздействию распорных
усилий. Увеличение прочности таких матриц достигается за счет на-
прессовки на них бандажей с определенным натягом. В результате
матрице (вставке) сообщается предварительная нагрузка, противополож-
ная по знаку распорному усилию, вызываемому радиальными напря-
жениями при штамповке.
Рис. 52. Конструкции нижних выталкивателей при двустороннем
выдавливании: а —трубчатый выталкиватель; б— стержневой вытал-
киватель
По количеству бандажей матрицы делятся на однобандажные и
многобандажные. Первые рекомендуется применять при штамповке
с удельным давлением не свыше 120—150 кгс/мм2, вторые — при
выдавливании с удельным давлением, превышающем 150 кгс/мм2.
По типу посадочной поверхности различают цилиндрические и
конические бандажи. Запрессовку можно производить в подогретом
(до 400° С) и в холодном состоянии. В подогретом состоянии напрес-
совывают цилиндрические бандажи, а в холодном — конические с углом
наклона образующей на сторону 1° 30' ± 5'. К качеству конических
поверхностей бандажей предъявляют весьма высокие требования —
боковые поверхности должны быть тщательно прошлифованы, а углы
Рис. 53. Номограмма для расчета двухслойных матриц со стальной вставкой
212
Технология штамповки. на прессах
сопрягаемых конусов должны совпадать, в противном случае не будет
обеспечено точного прилегания посадочных поверхностей друг к другу
и предварительное напряжение окажется недостатрчным по величине
и неравномерно распределенным.
Расчет оптимального варианта бандажированной матрицы [74].
Матрицу с одним бандажом (двухслойную) рассчитывают с помощью
номограммы (рис. 53). Здесь приняты следующие обозначения:
Г1 г2
а± ~ а2 = —=---------относительные размеры; г0, гг и г2 — ра-
го го
диусы полости вставки, разъема матрицы и обоймы соответственно;
Al W „
Ti = —+------относительный диаметральный натяг;
&i — разность наружного диаметра вставки и внутреннего диаметра
_до сборки;
—э—-----относительные эквивалентные напряжения на вну-
Ро
поверхности обоймы;
:----, ----------относительные тангенциальные напря-
Ро е Ро
жения на внутренней поверхности вставки во время штамповки и паузы
соответственно;
Пп X
обоймы
треннеи
----------------------относительные тангенциальные напряжения на
наружной кромке обоймы;
р0 — внутреннее радиальное давление на стенки вставки при штам-
повке, кгс/мм2;
Е — модуль упругости стали.
Номограмма позволяет по двум . известным или заданным безраз-
мерным параметрам определить все другие необходимые величины
(табл. 35). В первой четверти номограммы представлены зависимости
ai~ f («2) Для значений Rq от +0,8 (растягивающие) до —0,8 (сжима-
ющие). Во второй четверти приведены зависимости R = f (а2) для тех
Е
же значений В третьей четверти — зависимости = —= f(R),
Ро
в четвертой — RQ. = ft (aj (сплошные кривые) и R^ = /2. Oh)
35. Исходные и определяемые параметры для расчета бандажей
Исходные параметры Параметры, определяемые из но^мограммы
^0’ а2’ а1* ^0’ ^0 (гз)
У?; а2 ^0** ai; ViE/p0’ ^0* ^0 (гг)
aV а2 Р©; Я; У\Е/р(у Р©’ Р© (гз)
Ле: Пе/ро к. ф О Ф а: <Г • ж сч а 0?
Л; т>1Е/р0 а2; а-р Rq, Rq (а2)
213
Конструирование и расчет инструмента
— 1.. | | , , ..................
life
(пунктирные кривые). Заштрихованный в третьей четверти номограммы
участок показывает область допустимых отклонений величины ух -—
Ро
при 10%-ном отклонении величины R от оптимальных значений при
Яе = 0-
Порядок расчета бандажей по номограмме, следующий:
1. Задаются двумя исходными параметрами. Согласно табл. 37
это могут быть: геометрические соотношения, относительные напряже-
ния или различные комбинации этих параметров и натягов. На прак-
тике чаще всего приходится решать задачу об. определении радиуса
разъема составной матрицы, величины натяга и напряжений при извест-
ном диаметре посадочного гнезда (известно а2). Такая задача возникает .
при проектировании сменных рабочих деталей к имеющемуся штампо-
вому блоку. Одним из напряжений R или задаются.
Второй типичный вариант расчета состоит в определении размеров
составной матрицы
ным напряжениям
где
Ор] — предел
по известному диаметру рабочей полости и задан-
R и Ra. Обычно принимают Ra = 0
V V
текучести термообработанного материала бандажа
> Я [ор],
при растяжении.
2. Определяют величину р0, кгс/мм2.
3. По номограмме, пользуясь известными или заданными пара-
метрами, определяют остальные. Пример такого расчета, когда за-
даются R и показан на рис. 53 стрелками ключа.
4. По полученным на номограмме относительным величинам с по-
мощью вышеприведенных соотношений определяют конструктивные
размеры обоймы и вставки, натяг и напряжения.
5. Сопоставляют величины напряжений оэкв, оэкв, о0 и о0
(см. выше) с соответствующими допускаемыми напряжениями для
материала вставки и обоймы на растяжение, сжатие и хрупкий отрыв
(табл. 36).
6. При превышении данными напряжениями допустимых величин
переходят к расчету матрицы с двумя и более бандажами.
Применение многобандажных матриц позволяет так перераспреде-
лить нагрузки, что создание во вставке необходимого уровня танген-
циальных напряжений о0 сочетается с равнопрочностью составной
обоймы. Здесь приняты следующие дополнительные обозначения:
Си Сп
ак = —ап =-------------относительные размеры;
го го
гк, гп — радиусы очередного разъема (число разъемов k = 1, 2,
. . ., п — 1) и наружный радиус соответственно;
Лк «. «
Тк — ----относительный диаметральный натяг на поверхности
разъема^ диаметра . dK;
т — безразмерный параметр, необходимый для определения диа-
метров промежуточных бандажей;
п — количество слоев матрицы, включая вставку.
Для расчета многобандажных матриц пользуются семейством номо-
грамм для ряда значений Rq (от +0,8 до —0,6) [74]. На рис. 54 при-
ведена номограмма для оптимального случая 7?0 == 0. В первой
214
Технология штамповки на прессах
36. Механические свойства инструментальной
и конструкционной стали после термообработки [89, 60, 8]
Марка Механические свойства, кгс/мм2 Примечание
ат °в °с %
Р18 — 168— 196 379— 378 198— 248 У 265 330 250 300 260 310 Меньшие значения отно- сятся к поперечным об- разцам. Балл карбидной неодно- родности 6 Балл карбидной неодно- родности 5, ИRC 64 Балл карбидной неодно- родности 2, И ЕС 64 Температура отпуска 170 — 200° С, НЕС 60 — 62 Температура отпуска . 400 — 420° С, НЕС 56 — 58 Температура отпуска 170—200° С, НЕС 60 — 62 Температура отпуска 320—350° С, НЕС 56 — 58 НЕС 60
——
Х12Ф1 — 420 395 400 370 292
Х12М
ШХ15 40Х 40ХН ЗОХГСА ——
85 100 ГОСТ 4543 — 61
95 по
четверти номограммы представлены зависимости an — fx («х) — сплошные
кривые и =/2 (ап) — штриховые кривые. Во второй четверти
Е
R = f («х) для ряда значений п, в третьей -=ft (R)—сплошные
Ро
линии и Rq (Г j (R) — штриховые линии и в четвертой т =
Последовательность операций при этом такова:
по заданному значению од илш Rq выбирают необходимую номо-
грамму (в данном случае Rq = 0);
по наименьшему допустимому напряжению для материала бандажей
и известной величине внутреннего радиального давления pQ определяют
u mi К]
критерии [/< J —----- и проводят горизонтальную линию через соот-
Ро
ветствующее значение R;
в зависимости от количества слоев в матрице (включая вставку)
определяют точку пересечения этой линии с соответствующей кривой
Е
и от нее, как от базы, определяют параметры av ап, т, —, Rq, R$
В этом случае также может быть несколько возможных вариантов
расчета в зависимости от наличия исходных данных: заданы вели-
чины ап или а^, задано число слоев матрицы п из технико-экономиче-
ского расчета [74].
216
Технология штамповки на прессах
Как и при расчете однобандажной (двухслойной) матрицы, полу-
ченные значения напряжений сравнивают с допустимыми и в случае
необходимости производят корректировку.
Формулы поверочных расчетов спроектированных матриц приведены
в табл. 37, данные о механических свойствах термообработанной инстру-
ментальной и конструкционной стали — в табл. 36.
37. Сводка формул для поверочного расчета
на прочность составных матриц [74];
Расчетная формула
Предназначается
для проверки прочности
/ °экв “ °0 (г0) ^0 где g = , ас °р]> Вставки при Q0 (Го) > р0 ’
аэкв аО(/'о)< фс Вставки при | О0 (Го> > д0
аэкв “ р0 ** / стр. • Вставки при | Ро | > | <*0 (г0) |
Q ФО /Л 7? 1, j Вставки при запрессовке
ff г // аэкв [ар Внутренних кромок обойм
а₽ез
Iе.
где оРез
ас >
или | рРез | < '
— оез.
°экв Р1 >
• г2 , 2 2 2
рез 1 г0 Г1 г0
Я==Р0~Т2-----------°
2/-|
Обойм при Oq < О
2г1
.ар].
Последней обоймы
Важным параметром, влияющим на точность и качество расчета
бандажей, является величина внутреннего давления р0. Она может
быть определена из следующих соображений:
1. Для закрытой калибровки заготовок и других операций закры-
той холодной объемной штамповки (высадка, чеканка и т. п.) Ро = 0,8р
128], где р — удельное усилие штамповки кгс/мм2.
2. При выдавливании стали величина р0 моэцет быть приближенно
Конструирование и расчет инструмента
217
определена как разность осевого удельного усилия р и предела те-
кучести os.
Порядок расчета матриц с твердосплав-
ной вставкой следующий [74]. Для матрицы с одним бандажом
определяют:
а) величину результирующих усилий, действующих на наружной
поверхности вставки радиусом гвст (рис. 55) при заданном уровне
Рис. 55. Схемы к расчетам матриц с бандажами: а — для двухслойных матриц
со стальной вставкой; б — для двухслойных матриц с твердосплавной вставкой;
в — для многослойных .матриц со стальной вставкой; г — для многослойных
матриц с твердосплавной вставкой
тангенциальных напряжений о® ( у на внутренних стенках вставки
и внутреннем давлении р0,
Р1е3 = Ро
б) радиус обоймы
.2
,2
вст О
<те
вст
(1)
(2)
Гвст
2г2
' вст
в) натяг между твердосплавной вставкой и обоймой Ат
I / V v' \
+ Р1рез ~ ~ЁГ) >
где Е', Е", v и V — модули Юнга и коэффициенты Пуассона для
материалов вставки (с одним штрихом) и обоймы (с двумя штрихами).
Здесь, как и в предыдущих случаях, можно решать несколько
вариантов задач в зависимости от конкретных условий, задаваясь
218
Технология штамповки на прессах
теми или иными параметрами. Проверочные расчеты на прочность
производят по формулам, приведенным в табл. 37.
2. Для многобандажных матриц:
а) рецтают задачу об однобандажной матрице с твердосплавной
вставкой;
б) рассчитывают оптимальный вариант равнопрочной многослой-
ной обоймы с использованием в качестве исходных данных результатов
Рис. 56. Номограмма для расчета многослойных матриц с твердосплавной
вставкой
Конструирование и расчет инструмента 219
расчета по пункту а. Параметр го заменяют на гвст, а р0 на pfe3. При
этом первая обойма имеет индекс k = 1 и символом п обозначают только
число обойм. Диаметральный натяг Дг при запрессовывании твердо-
сплавной вставки в блок из нескольких бандажей определяют по фор-
муле (3). Остальные параметры — по номограмме (рис. 56).
Многослойные матрицы с твердосплавной вставкой, рассчитанные
по этой номограмме, отличаются равенством относительных эквива-
лентных напряжений на внутренней стенке вставки и на внутренних
поверхностях бандажей. Пользуются номограммой так же, как и при
расчете стальной многобандажной матрицы.
Размеры вставок и бандажей можно также приближенно выбирать
по табл. 38 и 39 [83 ] для однобандажных и многобандажных конструк-
ций соответственно. Натяги при применении матриц первого типа
составляют 0,3—0,4 мм при наружном диаметре составной матрицы
до 150 мм. Для расчета натягов многобандажных матриц рекомен-
дуются следующие соотношения: Дх — 0,0250^ Д2 = 0,008Р2 и
Д3 = 0,004£3.
По данным НИИТАвтопрома, полученным на основании обобщения
производственного опыта, размеры многобандажных матриц можно
выбирать по табл. 38—40.
38. Размеры бандажей для однобандажных матриц
Диа- метры Размеры, мм z
D. 20 25 30 35 40 45 50 55 60 65 70
о. 40 50 60 70 80 90 100 ПО 120 130 140
d2 80 100 120 140 160 180 200 220 240 260 280
39. Размеры бандажей для многобандажных матриц
Диа- метры Размеры, мм
£>о 20 25 30 35 40 45 50 55 60 65 70
32 40 48 56 64 '72 80 88' 96 104 112
d2 44 55 66 77 88 100 ПО 121 132 143 154
D3 60 75 90 105 120 135 150 165 180 195 210
При изготовлении и сборке составных матриц следует придержи-
ваться следующих основных правил [74]: '
для компенсации микропластических деформаций, возникающих
в контактных объемах сопряженных колец, вследствие различных
погрешностей рекомендуется увеличивать ^расчетное значение натягов
на 15—20%;
прочность и долговечность обойм может быть повышена примене-
нием поверхностной закалки, накатки и т. п.;
220
Технология штамповки на прессах
40. Размеры бандажей для многобандажных матриц
(по данным НИИТАвтопрома)
. Удельное усилие на стенку матрицы, кгс/мм2 Диа- ме- тры Размеры, мм
Do 25 30 35 40 45 50 55 60 65 70
140 40 48 55 64 . 72 80 88 96 104 112
d2 56 67 77 90 102 112 123 135 146 157
- D3 100 120 140 160 180 200 220 240 260 280
Do 25 30 35 40 45 50 55 60 465 70
150 — 180 Dt 45 54 63 72 81 90 100 108 117 126
D3 72 87 100 115 130 144 160 173 187 202
D3 110 135 155 180 200 220 250 270 290 315
Da' 25 30 35 40 45 50 55 60 65 70
190—210 . 50 60 70 80 90 100 110 120 130 140
d2 90 108 126 144 162 180 200 218 235 250
D3 125 150 175 200 225 250 275 300 325 350
твердость обойм многослойной матрицы должна увеличиваться от
внешнего кольца к внутреннему;
для облегчения сборки и выдерживания необходимого натяга реко-
мендуется угол наклона боковой конической поверхности бандажа
делать меньше, чем у вставки. Разность углов принимается в зависи-
мости от глубины полости и составляет обычно 10;
сборка должна осуществляться от наружных обойм к внутренним,
для уменьшения трения сопрягаемые поверхности меднят или по-
крывают дисульфидом молибдена.
Материалы деталей штампов (пуансонов, матриц и оправок) выби-
рают исходя из условий их работы и технологичности изготовления
(табл. 41). Основными показателями качества являются (см. табл. 36):
прочность, пластичность, структура, прокаливаемость и износостой-
кость.
Материал (прутки, полосы и т. п.), идущий на изготовление рабочих
деталей штампа, подвергается тщательной проверке. К качеству струк-
туры стали предъявляются особые требования, в некоторых случаях,
повышенные по сравнению с требованиями соответствующих ГОСТов.
Карбидная сетка в структуре стали не допускается, так как детали
штампов, изготовленные из- такой стали, выходят из строя во время
шта|Мповки при первых ударах (штамповках). Карбидная неоднород-
ность рабочих деталей штампа для пуансонов должна быть не более
3-го балла, для матриц—не более 4-го балла. Излом стали в состоянии
поставки должен быть однородным и мелкозернистым. В изломе не
должно быть пустот, пузырей, шлаковых включений, посторонних
прослоек и блесток. Сталь необходимого качества по микро- и макро-
структуре отбирают из имеющейся путем разбраковки прутков или ее
поставляют по специальному заказу, в котором указываются необхо-
димые требования. В случае отсутствия стали необходимого качества
Конструирование и расчет инструмента 221
1— --------------------------------------—-----— —
41. Применение штамповой стали для различных технологических операций холодной объемной штамповки [89, 60]
НRC после термообработки Пуансоны и выталкива- тели 56—60, матрицы 56 — 58 1 Пуансоны и выталкива- тели 59 — 61, матрицы 56 — 58 Пуансоны 61 —63, матри- цы и выталкиватели 56 — 58 58—60 58—60; 61—65 58—60 42—45 38 — 40 Пуансоны 59 — 60, ма- трицы 57 — 58 Пуансоны 59 — 60, ма- трицы 57 — 58
Марка стали , 9 Х6ВФ; 9Х5ВФ; 9Х5Ф; 1 Х12Ф1; Х12М; 7ХЗВ2МФС I Х6ВФ; 9Х5ВФ; 9Х5Ф; Х12Ф1; Х12М; Х6ВЗФМ; 6Х4В7ФМ Р18 (пуансоны); Х12Ф1; Х12М; Х6ВФ; ' Х6ВЗФМ; 6Х4В7ФМ; 7ХЗВ2МФС (ма- трицы, выталкиватели) Х12Ф1; Х12М Х12Ф1; Х12М; ШХ15 ШХ15 ШХ15; 5ХНВ 45; 40Х; 40ХН; ЗОХГСА Х6ВФ; 9Х5ВФ; 9Х5Ф; Х12Ф1; Х12М; 7ХЗВ2МФС У10; У11; У12 Х12 X; ШХ15СГ i
Условия работы рабочих деталей штампов •' \ Удельное давление, кгс/мм2: Г50 150—180 180 180-200- 1 Удельные усилия 150 — 180 кгс/мм2, большая ско- рость работы оборудова- ния Удельные усилия 150 кгс/мм2, диаметр ин- струмента (матриц): 25 мм 25 — 40 мм 40 мм
Наименование рабочих деталей штампов Пуансоны, матрицы и выталкиватели: для прямого выдав- ливания, редуци- к S я Я СП о для прямого и об- ратного выдавли- вания То же Оправки пуансонов пря- мого выдавливания полых деталей Опорные подкладки ьандажи: 1 внутренние средние наружные Пуансоны и матрицы для высадки - •
222
Технология штамповки на прессах
42. Режимы нагрева и термообра
Наименование показателей Показатели /
Х12Ф1 Х12М Х12
Размер профиля, мм Проковка: нагрев под проковку температурный интервал ковки, °C: До Св. 80 80 До Св. ' 80 80 До 80 Св. 80
начале) 1180— 1160 — 1180— 1160- 1160- 1140 —
1200 1180 1200 1180 1180 1160
конец 875— 875 — 875— 875-т- 875 — 875 —
900 920 900 920 900 920
Охлаждение заготовок после ковки Изотермический отжиг; нагрев, ®С выдержка, ч Изотермическая выдержка при 700—740® С, ч Охлаждение, *С Закалка (после механической обработки}, ®С: В отепленной яме или термостате С печью 2,0 3,0 С печью с
температура предваритель- ного подогрева 650—700 650 — 700 650- -700
температура закалки Расчетная выдержка, с/мм: нагрев в соляной ванне 1025 — 1050 10 — 12 1000—1025 12-15 950- -980
нагрев в печи в защитной атмосфере 25 — 35 30 — 40
Величина аустенитного зерна в баллах 11 10 — 11 10- -9
Твердость Отпуск: температура, ®С время, ч Вторичный отпуск (после шлифования): температура, ®С выдержка, ч 63—64 8 2 63 — 64 8 2 60- / -63 8 170 в 2
HRC 60 — 62 60—62 « 60- -62
Конструирование и расчет инструмента 223
ботки штамповых сталей [15, 60]
по маркам стали
Р18 Х6ВФ 65Х4В7ФМ (ЭИ945) Т5Х4В4ФМ (ЭИ944)
До 80 Св. 80 До 80 Св. 80 До 80 Св. 80 До 80 Св. 80
Со скоростью 100° С/ч -
1180 — 1200 1160 — 1680 1080 — 1100 1080 — 1100 1150 — 1180 ИЗО — 1160 1150 — 1180 ИЗО— 1160
875—900 875 — 920 850—900 875—900 875—900 875 — 900 875— 900 875 — 900
за 20 — 30
ч до 250® С, затем немедленно —- изотермический отжиг
до 840—860f
-2,5
—5,0
до 500, зат^м на воздухе
775 — 840 650—700 650—700 650-^-700
1260 — 1280 980 — 1000 1050 — 1070 1000—1020
12 — 15 12-15 10 — 12 12 — 15
30 — 40 30 — 40 25—35 30—40
12 — 11 11 — 12 И 13 — 12
63—65 63—65 63—65 63-65
160 — 180 в масляной ванне
8
8
8
8
ванне типа В-30 или в масляной ванне
2
2
2
2
62
60—61
60—62
60—62
224
Технология штамповки на прессах
заготовку подвергают проковке для доведения карбидной неоднород-
ности до требуемого балла.
Для получения хорошей с мелкораздробленными равномерно распре-
деленными карбидами структуры стали ковку следует производить
путем многократной (двух-, трехкратной)обратной вытяжки, так как
простая вытяжка при ковке обычно не достигает цели. Все операции
ковки осуществляют строго в интервале температур, допустимых для
обрабатываемой стали (табл. 42).
Отклонения от заданного термомеханического режима ковки штам-
повой стали (температура начала и окончания ковки, величина деформа-
ции за один удар, скорость нагрева и охлаждения и др.) ведут к резкому
ухудшению качества. Поэтому при невозможности строгого соблюде-
ния режима более рационально отказаться от предварительной проковки
заготовки.
Режимы термообработки штамповой стали приведены в табл. 42.
Пуансоны и выталкиватели после 25—50 контрольных штамповок
(ударов) необходимо подвергнуть окончательной доводке размеров и
снятию напряжений путем нагревания в масле при t= 150-е-160° С
в течение 2—3 ч. •'
Повышение стойкости рабочих деталей штампов. Перспективным
способом увеличения прочности и долговечности инструмента для
холодной объемной штамповки является термомеханическая обработка
(ТМО) [3, 60], сущность которой заключается в комбинировании де-
формирования и некоторых видов термообработки. Наиболее эффек-
тивной для штамповой стали холодной объемной штамповки оказалась
низкотемпературная термообработка (НТМО),. поскольку она обеспе-
чивает заметное увеличение прочности и вязкости [3]. Технология
НТМО состоит из следующих операций: 1 —аустенизация в соляной
ванне; 2 — переохлаждение в селитровой ванне; 3 — деформирование
заготовок до получения необходимой формы; 4 — закалка в закалоч-
ном баке; 5 — отпуск, 6 — шлифование; 7 — отпуск для снятия напря-
жений после шлифования [15].
Работами [90, 91] было установлено, что наибольший эффект от
НТМО может быть получен на стали с достаточно большим инкуба-
ционным периодом. Это связано с определенными затратами времени
на выполнение перечисленных выше 1—4 операций.
Подобным требованиям более всего отвечает сталь марок Х12Ф1
и Х6ВФ, время инкубационного периода у которых 1,5—2,0 и 0,5—
1,0 ч соответственно. НТМО можно подвергать заготовки из стали
Х12Ф1 диаметром до 240 мм и Х6ВФ — до ПО мм.
На результаты НТМО влияют: схема деформации, степень и ско-
рость деформации, время выдержки и температура отпуска; причем
скорость деформации выбирают так, чтобы эффект тепловыделения
не приводил к разупрочнению.
Наилучшие результаты по повышению прочности были достигнуты
при изготовлении пуансонов для обратного выдавливания и последней
операции высадки гаек. Они были изготовлены прямым выдавлива-
нием [90].
Результаты экспериментов приведены в табл. 43.
Стойкостные испытания обработанных НТМО пуансонов проводили
при обратном выдавливании толкателя клапана. Стойкость пуансонов,
изготовленных с помощью НТМО из стали марок Х12Ф1 и Х6ВФ,
Штамповка типовых деталей
225
43. Оптимальные режимы
низкотемпературной термомеханической обработки
и механические свойства стали марок Х12Ф1 и Х6ВФ [60, 91 и 92;]
Марка' Температура, °C Степень деформации % Температура отпуска, °C ,аизг кгс/мм2 г сч S о s' о я к <3 HRC
аустени- зации пере- охлажде- ния
0 200 310 2,8 60
1040 40 280 380 4,8 62
Х12Ф1 60 250 425 3,5 61
450 80 410 445 4,0 58
0 40 200 340 530 3,3 60
Х6ВФ 1000 7,0
60 250 460 3,5 59 — 60
, . 80 440 3,8 59
была от 17 000 до 28 000 шт. На заводе для них применяют сталь Р18.
Средняя стойкость таких пуансонов 15 000 шт.
Кроме того, было исследовано поведение пуансонов при холодной
высадке гаек. Срок службы наиболее нагруженного пуансона- послед-
ней операции был увеличен более чем в 2 раза. При двустороннем вы-
давливании поршневых пальцев стойкость увеличилась до 8000 шт.
по сравнению с 3000 шт. при применении стали Р18.
Однако технология НТМО требует определенного усовершенство-
вания, уточнения наилучщих сочетаний режимов деформирования
и термообработки и производства стали специального назначения [3].
Стойкость матриц сложных форм может быть повышена примене-
нием метода получения фасонных полостей выдавливанием; причем,
учитывая высокое сопротивление деформированию и низкую пластич-
ность даже в отожженном состоянии такой штамповой стали, как
Х12Ф1, Х12М, Х6ВФ и т. п., целесообразно применять полугор ячее вы-
давливание [1, 3]. Согласно данным работ [1,3] удельные усилия вы-
давливания порядка 210—160 кгс/мм2 могут быть получены при нагреве
заготовки до 600—700° С соответственно. Чистота поверхности выдав-
ленной в полугорячем состоянии полости достигает [1].
Перспективным методом повышения прочности инструментальной
стали является также термомагнитная их обработка. Согласно име-
ющимся экспериментальным данным предел прочности стали Р18
может быть увеличен до 400 кгс/мм2 [2]. ’
Штамповка типовых деталей
Наиболее распространенными стальными деталями, штамповка
которых осуществляется на прессах, являются: сплошные детали
ступенчатые, с фланцами, с утолщениями в виде цилиндра, конуса и
сферы (ступенчатые валы, пальцы поперечной рулевой тяги, пальцы
с шаровой головкой и др.), полые (с дном) и трубчатые детали гладкие
8 ,П/ред. Г. А. Навроцкого
226
Технология штамповки на прессах
44. Примеры маршрутной технологии
холодной объемной штамповки заготовок стальных деталей
Наименование и материал детали Маршрутная технология
Наименование операции Технологическая характеристика операций
1. Палец шаро- вой поперечной Резка Отжиг См. табл. 9, режим 3
ручной тяги, сталь 18ХНТ (см. рис. Фосфатирование и омыливание См. табл. 15
57, а) (НИИТавто- пром—МАМИ) Прямое выдавли- вание конуса и хвостовика р = 70 кгс/мм2, Р — 36 тс, е = 0,47
2. Палец шаро- вой опоры, сталь 18ХНТ (см. рис. 57. б) (НИИТавто- Высадка головки Резка Отжиг Фосфатирование и омыливание р = 130 кгс/мм2; Р — 147 тс; е = 0,44 См. табл. 9, режим 3 См. табл. 15
пром—МАМИ) Прямое выдавли- р = 70 кгс/мм2; Р = 22 тс;
вание конуса и хвостовика е = 0,49
3. Палец нако- нечника попереч- ной рулевой тяги, сталь 18Х'НТ (см. Высадка головки Резка Отжиг Фосфатирование и омыливание р = 160 кгс/мм2; Р = 200 тс; е = 0,56 См. табл. 9, режим 3 См. табл. 15
рис. 57, в) (НИИТ- автопром—М АМИ) Прямое выдавли- вание конуса и хвостовика р = 64 кгс/мм2; Р = 20 тс; е = 0,44
г 4. Палец шаро- вой, сталь 12ХНЗА (см. рис. 57, г) (НИИТавтопром— Высадка головки Резка Отжиг Фосфатирование и омыливание р = 130 кгс/мм2; Р = 91 тс; е = 0,46 * См. табл. 9, режим 3 См. табл. 15
МАМИ) Прямое выдавли- вание хвостовика р = 50 кгс/мм2; Р = 16 тс; е = 0,35
5. Штифт, сталь 50Г (см. рис. 22) (МАМИ) Высадка головки Резка Отжиг Фосфатирование и омыливание р — 130 кгс/мм2; Р = 91 тс; е = 0,46 760—780® С, 3 ч См. табл. 15
- Прямое выдавли- вание р = 180 кгс/мм2; Р = 34 тс; е i= 0,72
Комбинирован- ное выдавливание р == 180 кгс/мм2; Р == 27 тс
6. Корпус тол- кателя клапана, Калибровка ше- стигранника Резка Калибровка р = 170 кгс/мм2; Р = 29 тс Р = 20 тс Р = 105 тс
сталь 20 (см. Отжиг 720* С, 3 ч
рис. 58, а) (ЭНИКМАШ) Галтовка Фосфатирование и омыливание См. табл. 15
Выдавливание р = 197 кгс/мм2; Р = 55 тс
Выдавливание сферы р = 140 кгс/мм2; Р = 35 тс
Штамповка типовых деталей
227
Продолжение табл. 44
Наименование и материал детали Маршрутная технология
Наименование операции Технологическая характеристика операций
7. Корпус тол- кателя клапана, сталь 15Х (см. рис. 58, б) (АЗЛК) Резка Отжиг Дробеструйная обработка Фосфатирование и омыливание 700® С, 3 ч, НВ 120—156 кгс/мм2 См. табл. 15
Калибровка тор- цов р = 60 кгс/мм2; Р = 15 тс
Выдавливание р == 216 кгс/мм2; Р == 55 тс; е = 0,59
8. Корпус тол- кателя клапана, сталь 15кп (см. рис. 58, в) Выдавливание сферы Резка Отжиг Фосфатирование и омыливание р = 120 кгс/мм2; Р == 30 тс См. табл. 9, режим 3 См. табл. 15
(НИИТавтопром) Калибровка р = 160 кгс/мм2; Р = 100 тс р == 205 кгс/мм2; Р = 70 тс
Выдавливание Протягивание (вытяжка)
9. Поршневой палец, сталь 15Х Выдавливание сферы Резка Галтовка и омы- , р = 145 кгс/мм2; Р = 50 тс Р ~ 72 тс
(см. рис. 59, а) ливание
(ЧССР) Калибровка - с Галтовка Отжиг в защит- ной атмосфере е — 0,05; р = 68 кгс/мм2; Р = 108 тс
Фосфатирование и омыливание ——
Выдавливание Галтовка Отжиг в защит- ной атмосфере Фосфатирование и омыливание р — 162 кгс/мм2; Р = 163 тс ММ
10. Поршневой палец, сталь 15 X (см. рис. 59, б) (ЭНИКМАШ) Выдавливание прямое ' Резка Калибровка Отжиг Галтовка Фосфатирование и омыливание р == 87 кгс/мм2; Р = 95 тс Р — 30 тс Р = 135 тс См. табл.- 15
11. Поршневой Выдавливание Резка р — 233 кгс/мм2; Р = 50 тс
палец, сталь 20X (см. рис. 24, б) (МАМИ —НИИТав- топром) Отжиг Фосфатирование и омыливание Калибровка 740 — 760® С, 3 ч См. табл. 15 Р = 40 тс
Выдавливание обратное Редуцирование: первое второе третье р = 200 кгс/мм2;-Р = 40 тс; е = 0,36 - е = 0,32 е = 0,27 е = 0,18
228
Технология штамповки на прессах
Продолжение табл. 44
Наименование и материал детали Маршрутная технология
Наименование операции Технологическая характеристика операций
12. Ниппель, сталь 20 (см, рис. 59, в) (ЭНИКМАШ) 13. Гайка на- кидная, сталь 20 Резка Калибровка Отжиг Галтовка Фосфатирование и омыливание Выдавливание Сверление пере- мычки Отжиг Галтовка Фосфатирование и омыливание Выдавливание Резка Осадка Р = 8 тс Р = 60 тс См. табл. 15 р = 230 кгс/мм2; Р = См. табл. 15 р = 230 кгс/мм2; Р ~ р = 100 кгс/мм2; Р = 18 тс 40 тс 91 тс;
(см. рис. 60, а) (МАМИ) Формовка е = 0,248 р — 132 кгс/мм2; Р — е = 0,597 740 — 760Q С, 3 ч См. табл. 15 р — 200 кгс/мм2; Р = 195 тс;
Отжиг светлый Фосфатиройание Выдавливание 142 тс
14; Гайка креп- ления заднего ко- Пробивка Резка Формовка р — 80 кгс/мм2; Р = 86 тс
леса, сталь 20 (см. рис. 60, б) (МАМИ—НИИТав- Отжиг светлый Фосфатирование Выдавливание 740 — 760° С, 3 ч См. табл. 15 р ~ 200 кгс/мм2; Р = 125 тс
топром) Калибровка р = 80 кгс/мм2; Р — 80 тс
15. Корпус втул- ки шкворня пово- Резка Калибровка р = 130 кгс/мм2; Р = 120 тс
ротного кулака, сталь 20Х (см. рис. 60, г) (НИИТавтопром) Отжиг светлый Фосфатирование и омыливание ч Выдавливание См. табл. 15 р = 190 кгс/мм2; Р — Р = 120 тс > 740 — 760° С, 3 ч См. табл. 15 р — 108 кгс/мм2; Р = р — 56 кгс/мм2; Р = р = 117 кгс/мм2; Р = р — 178 кгс/мм2; Р = 75 тс
16. Золотник, сталь 20 (см. рис. 61) (МАМИ) 17. Гайка кол- Высадка Пробивка Резка — Отжиг светлый Фосфатирование Выдавливание Высадка: первая вторая третья Резка 27 тс 14 тс 130 тс 246 тс
пачковая, сталь 10 Отжиг светлый 740 — 760* С, 3 ч
(см. рис. 29, д) (МАМИ—НИИТав- Фосфатирование Калибровка за- См. табл. 1 5 р = 100 кгс/мм2; Р = 93 тс
топром) готовки Обратное выдав- ливание Калибровка фланца Комбинирован- ное выдавливание р = 183 кгс/мм2; Р = р = 84 кгс/мм2; Р == р = 183 кгс/мм2; Р = 48 тс 63 тс 48 тс
Штамповка типовых деталей
229
Продолжение табл. 44
Наименование и материал-детали Маршрутная технология
Наименование операции Технологическая характеристика операций
18. Колпачок, Отрезка и гибка мм
сталь 15 (см. Галтовка . —,.
рис. 62) Электросварка ——
Зачистка —
Галтовка —.
Калибровка
Отжиг 700 — 720® С, 2 ч
♦ Фосфатирование
и омыливание
Комбинирован- р = 137 кгс/мм2; Р == 123 тс
ное выдавливание
и ступенчатые как по внешнему, так и по внутреннему контуру (кор-
пуса толкателя клапана, поршневые пальцы, детали типа ниппеля
и др.); полые многогранные детали с плоским торцом, полые с много-
гранником, переходящим в цилиндр, конус или сферу при S 22-е-
4-25 мм (гайки накидные и соединительные, гайки крепления колес
автомобиля и др.); сложные по форме ступенчатые детали, форма ко-
торых сочетает полость, фланец, многогранник и т. п. (детали типа
золотника и колпачковой гайки). Маршрутная технология штамповки
заготовок ряда типовых деталей приведена в табл. 44, переходы при
штамповке показаны на рис. 57—62.
Основными особенностями процессов штамповки пальцев с шаро-
вой головкой (см. рис. 57 и табл. 44, пп. 1—4) являются: получение
конической части и хвостовика выдавливанием или редуцированием,
отсутствие заусенца за счет замены закрытой высадки с упором в вытал-
киватель (нижний пуансон) открытым выдавливанием. При штамповке
штифта (см. табл. 44, п. 5) удлиненный конус получается за счет набора
металла при прямом выдавливании, с последующем редуцированием,
совмещаемым с высадкой шестигранника. Четкое оформление граней
и плоской части торца без образования заусенца достигается открытым -
выдавливанием при заданной величине противодавления выталкива-
теля (нижнего пуансона).
Наиболее распространенными деталями типа втулок (трубок)
являются поршневые пальцы. Отношение Ud обычно в пределах 3—5;
D = 194-50 мм; d — 144-30 мм; I = 55-ь ПО мм; отношение^ d?lD2
0,3—0,6. Для изготовления поршневых пальцев используют сталь
марок 15, 20, -15Х, 20Х, 45, 12ХНЗА. При производстве заготовок
поршневых пальцев со сквозной полостью длиной менее 44 или заго-
товок с перемычкой и длиной каждой полости не более 2,04 наиболее
целесообразно применение двустороннего выдавливания. Однако в этом
случае минимальная толщина стенок ограничивается условиями кон-
струирования нижнего пуансона и выталкивателя. Если толщина
стенок менее 4—5 мм, то предварительно должна получаться заготовка
Рис. 57. Перех оды при штамповке шаровых пальцев
Штамповка типовых деталей
231
обратным или прямым выдавливанием с последующим утонением сте-
нок и увеличением длины за счет прямого прессования, редуцирования
и протягивания. При повышенном сопротивлении деформированию
сталь 20Х, 45) при обратном или двустороннем выдавливании степень
деформации принимают в пределах 35—40%, длину рабочей части
пуансонов не более l,5d. Удаление перемычек в средней части полости
Рис. 58. Переходы при штамповке корпуса толкателей клапана
рекомендуется производить обработкой резанием (сверлением), а не
пробивкой, которая может вызвать искажение внутренней поверхности
заготовки. Формообразование торцов заготовки при штамповке на
прессах производится обработкой резанием. При штамповке гаек
крепления колеса, форма которых сочетает многогранник со сферой,
в первом переходе получается фасонная заготовка, сочетающая ци-
232
Технология штамповки на прессах
линдр с двумя усеченными конусами, один для заполнения углов много-
гранника, другой для оформления сферической части. Формовка за-
готовки высадкой позволяет использовать заготовку относительно
большой длины; обеспечивающей возможность реза в штампе. При
штамповке гайки крепления заднего колеса (см. рис. 60, б) исполь-
зование фасонной заготовки обеспечивает необходимое заполнение
углов многогранника. Кантовка заготовки при передаче со второй
Рис. 59. Переходы
при штамповке трубчатых заготовок
на третью позицию позволяет оформить сферу и плоский торец при
сокращении удельных усилий на 25—30%, по сравнению с обычной
калибровкой без кантовки. Гайка крепления переднего колеса (см.
рис. 60, в) имеет полости относительно малого диаметра и использова-
Штамповка типовых деталей
233
54/ 54/
Рис. 60. Переходы при штамповке заготовок полых многогранных деталей
Рис. 62. Переходы при
штамповке колпачка из
сварной заготовки
ние фасонной заготовки не обеспечивает заполнение углов многогран-
ника. Поэтому применяется последовательная штамповка в много-
гранных матрицах.
Глава 3
ПРЕССЫ И АВТОМАТЫ
ДЛЯ ХОЛОДНОГО ВЫДАВЛИВАНИЯ
Выбор прессов и их параметров
Механические прессы должны иметь длинные, хорошо пригнанные
направляющие (в 2—3 раза длиннее, чем для обычных прессов), обес-
печивающие ползуну устойчивость положения при движении, (^танина
пресса должна обладать достаточной поперечной жесткостью во избежа-
ние возможного изгиба пуансона, а также жесткостью по вертикальной
оси для уменьшения деформации растяжения, которая замедляет дви-
жение пуансона в момент контакта с выдавливаемой заготовкой. Хорошо 5
себя зарекомендовали прессы со сварной замкнутой станиной, изгото-
вленной из толстой листовой стали. Пресс должен поглощать удары
подвижных частей в момент внедрения пуансона в заготовку. Подштам-
повая плита и ползун должны выдерживать сосредоточенные нагрузки,
свойственные процессу выдавливания. Регулировка инструмента с по-
мощью клиновой системы в подштамповой плите зачастую более на-
дежна и эффективна, чем винтовая регулировка в ползуне. Смазка
должна быть централизованная. Муфта включения и тормоз пресса
для выдавливания должны работать плавно и без ударов.
Кривошипные прессы с коленчатым валом эксцентрикового типа
или шестеренно-эксцентриковым приводом обладают более высокой
жесткостью, так как исключается деформация кривошипа.
Кривошипные прессы применяются усилием до 3000 тс, а криво-
шипно-коленные (чеканочные) до 4000 тс.
К основным преимуществам механических прессов следует отнести
/ отсутствие задержки движения пуансона вследствие жесткой кривой
• скорости движения пуансона, а также и то, что движение пуансона
можно контролировать на всем ходе пресса. Для выборки зазоров прессы
оснащают мощными уравновешивающими устройствами. При наличии
маховичной системы значительно снижается установочная мощность
электродвигателя. Обычно электродвигатель механического пресса
j обеспечивает энергией только от1/3 до1/2 потребности в ней для выпол- '
| нения операций холодного выдавливания.
: Величина хода ползуна чеканочных кривошипно-коленных прессов
ограничена и меньше длины хода стандартных кривошипных прессов
с таким же номинальным усилием. Поэтому их используют, как правило,
только для чеканки, операций вытяжки без утонения и для выдавлива-
ния полых деталей.
Упругая деформация пресса должна быть минимальной, так как
при больших упругих деформациях и высоких напряжениях в резуль-
тате бокового давления или изгиба может нарушится концентричность ‘
. детали и разрушится инструмент. Особенно тщательно должны учиты-
Выбор прессов и их параметров
235
ваться внецентровые нагрузки. Многопозиционные штампы необходимо
применять на жестких прессах, например, двухкривошипных с колен-
чатым валом эксцентрикового типа.
В прессах новейших конструкций предусматривают устройство
для регулирования скорости ползуна во время рабочей операции,
благодаря которому обеспечивается почти постоянная скорость пуан-
сона в процессе операции выдавливания. Прессы оснащены электрон-
ным приспособлением, регулирующим скорость перемещения пуансона
и величину технологических усилий на протяжении всей операции вы-
давливания.
Для снижения себестоимости про-
дукции, особенно при изготовлении
большого количества мелких изделий
методом холодного выдавливания,
прессы оснащают автоматическими
устройствами для подачи заготовок и
съема готовых деталей: магазинной
подачей, поворотного типа или же
подачей с возвратно-поступательным
движением.
•* К основным параметрам, опреде-
ляющим технологические возможности
механических прессов, относятся: но-
минальное усилие пресса Рн и вели-
чина недохода ползуна Зн при номи-
нальном усилии; удельное усилие на
инструмент ои; величина хода ползуна
3; число ходов ползуна в минуту и;
закрытая высота пресса Я; линейная
скорость ползуна v в момент встречи с
заготовкой; запас работы маховика;
Рис. 1. Типовой график усилий,
допускаемых прочностью колен-
чатого вала Рк и зубчатого ко-
леса Р_
конструкция механизма подачи заго-
товок. z
Чтобы детали пресса не перегружались в процссзе деформирования
изделия, необходимо соблюдать условия, при которых технологический
график усилий Рд вписывался бы в область графика допустимых уси-
лий на ползуне (рис. 1). При отсутствии графика допустимых усилий на
ползуне его надо построить, исходя из прочности коленчатого вала и
зубчатого привода. При этом необходимо иметь в виду, чтобы коэффи-
циенты запасов прочности и напряжения в основных деталях пресса
не превышали бы расчетных допускаемых значений.
Как правило, графики усилий строят в зависимости от угла поворота
кривошипа (см. рис. 1). На этот график наносят кривые допускаемых
усилий Рк по прочности коленчатого вала и допускаемые усилия Р3
по прочности зубчатого привода (если привод многоступенчатый, тэ
расчет ведут по тихоходной ступени). Материал и механические свой-
ства зубчатых колес прессов приведены в табл. I.
Номинальный угол ан недохода определяется точкой пересечения
одной из кривых Рк и Р3 с линией номинального усилия пресса, прове-
денной параллельно оси абсцисс.
Если номинальное усилие неизвестно, то дополнительно определяют
допустимое усилие, исходя из прочности станины, шатуна и удельных
236 Прессы и автоматы для холодного выдавливания
1. Материал зубчатых колес кривошипных прессов,
их механические свойства и допускаемые контактные напряжения
Мате- риал и его марка ав ат НВ [акд]» кгс/см2 при числе циклов нагружения колес в 1 мин
кгс/с м2 10 50 100 ' 250 500
Чугун: 24-44 2400 170—2*41 5 500 5 200 4 900 4 300
32-52 3200 - 170—241 6 500 6 200 .5 800 5 100
Сталь: 35Л (н) 5000 2800 150 7 900 7 500 7 100 6 200 5 500
45Л (н) 5500 3200 170 8 900 8 400 8 000 7 000 6 200
зЬхГс Л 45 (н) 45 7000 6000 3500 3400 202 170 — 217 9 800 9 200 9 200 8 800 7 700 6 800
7500 — 4200 220—250 11 600 10 900 - 10 400 9 200 8 000
45 (пз) 9000 HRC 40 15 100 14 200 13 500 11 900 10 400
40Х (У) 8000— 4500 230—260 12 500 11 700 12 100 9 900 8 600
40Х (пз) 1000 Н RC 40 15 100 14 200 13 500 11 900 10 400
П р и м е ч а н и я: 1. При работе пресса с большими паузами
в некоторых случаях допускается [°Кд] = 2. Для закрытых передач значение = 3,2О_. ’ т [о ] следует принимать как
для числа циклов нагружения, равных 10. •
усилий в шейках коленчатого вала, опорах шатуна или в шарнирах че-
каночного механизма пресса.
Область допустимых усилий на ползуне в зависимости от угла а
ограничивается заштрихованными кривыми, как показано на рис. 1.
Расчет станин, шатунов и выбор удельных усилий в подшипниках
главных валов следует производить по методикам, изложенным в ра-
боте [33], коленчатых валов—в работе [45].
Гидравлические прессы целесообразно применять в мелкосерийном
производстве для изготовления больших и длинных разнотипных по
размерам деталей, требующих большого хода, более высокого -усилия
(от 4000 тс и выше) и меньших скоростей выдавливания.
В некоторых случаях, когда требуется большая универсальность,
гидравлические прессы могут оказаться более выгодными, даже при
небольших технологических усилиях. Основное их преимущество
состоит в том, что на них можно использовать полное номинальное уси-
лие или части его равномерно в продолжение всего рабочего хода прл-
зуна. Они не боятся возможных перегрузок, например, при попадании
двух заготовок в штамп; допускают регулировку величины усилия,
скорости и величины хода пуансона.
Производительность гидравлических прессов можно повышать за
счет ускорения холостой части хода ползуна вверх и вниз. Для умень-
шения динамического удара по инструменту скорость ползуна может
быть снижена перед контактом пуансона с заготовкой.
Чеканочные кривошипно-коленные прессы
237
К недостаткам гидравлических прессов относятся: возможная за-
держка в движении ползуна при контакте пуансона с заготовкой, дли-
тельность которой зависит от продолжительности периода наращивания
давления до величины,достаточной для продолжения рабочего хода вниз;
менее быстроходны и менее экономичны в работе, чем механические
прессы; не допускают периодических кратковременных перегрузок
при выполнении трудоемких операций холодного прессования.
Чеканочные кривошипно-коленные прессы
Рис. 2. График допускаемых усилий ^НОм‘
/ — на ползуне чеканочных прессов и II —
на ползуне прессов для холодного выдав-
ливания в зависимости от величины его
недохода в до крайнего нижнего положения
Прессы этого типа (табл. 2) используют для выполнения операций,
требующих приложения значительных технологических усилий на
небольших участках рабочего хода ползуна (чеканка, калибровка,
правка штампованных заго-
товок, а также выдавлива-
ние коротких деталей ).
Г рафики допускаемых
усилий на ползуне прессов
усилием 160—2500 тс в зави-
симости от величины его не-
дохода до крайнего нижнего
положения приведены на
рис. 2.
- . Исполнительным механиз-
мом чеканочных прессов яв-
ляется кривошипно-коленный
шестизвенный механизм, при-
менение которого дает воз-
можность снизить усилия на
шатуне и крутящий момент
в приводе ползуна. При рабо-
чем ходе ползуна интенсивно
падает скорость и ускорение
(рис. 3); на длине рабочего
хода 3—6 мм (с учетом упру-
гой деформации-пресса) ско-
рость ползуна близка к нулю.
Кривая перемещений харак-
теризуется тем, что неболь-
шая 'часть хода (1—5 мм),
соответствующая рабочему
ходу Sp, совершается при
повороте кривошипа прибли-
зительно на 60°. В области
углов поворота около край-
него положения, т. е. 25—0—335°, ползун практически почти непод-
вижен, так как его перемещения весьма малы и соизмеримы с упругой
деформацией звеньев механизма.
Зубчатый привод прессов (рис. 4), выполненный одноступенчатым
у чеканочных пресбов усилием до 1000 тс и двухступенчатым у прессов
усилием свыше 1000 тс, скомпонован в отдельном редукторе. НегГодвиж-
2. Технические характеристики чеканочных кривошипно-коленных прессов (по ГОСТу 5384—64)
1 * Номинальное усилие, тс 100 160 250 400 630 1000 1600 2 500 4000
Модель — К8332 К8334 К8336 К8338 К8340 К8342 К8344
Ход ползуна, мм 95 105 120 130 150 170 180 190 200
Величина рабочего хода ползуна до его крайнего нижнего положения, мм соответствующая:
номинальному усилию 1 1,0 1,0 1,5 2,0 2,5 3,0 4,5 5
25% номинального усилия 12 15 > 19 23 30 39 48 —•
Число ходов ползуна в минуту 80 70 60 50 40 32 25 20 16
Наибольшее расстояние между сто- лом и ползуном в его нижнем положе- нии 320 320 400 500 560 630 710 800 1000
Регулировка расстояния между сто- лом и ползуном, мм 12 12 12 ' 15 15 15 20 20 20
Размеры стола, мм:
спереди назад 500 500 500 630 800 1000 1250 1 400 1600
слева направо 400 400 400 500 630 800 1000 1 250 1600
Толщина подштамповой плиты, мм 80 80 100 125 140 160 200 230 320
Ход нижнего выталкивателя, мм, не менее — 65 70 80 90 100 ПО 115 —
Регулировка положения нижнего выталкивателя, мм — 2,0 2,0 25 25 25 30 30
Усилие нижнего выталкивателя (ма- ксимальное), тс • — 5 8 12 20 30 50 75 —
Продолжение табл. 2
Ход выталкивателя в ползуне, мм ——- 10—15 10 — 15 10 — 15 10 — 15 10—15 15—20 15—20
Усилие выталкивателя в ползуне, тс — 1,6 2,5 4,0 6,3 10 16 25 —
. Запас полезной работы, кгс«м:
на одиночных ходах — 200 400 800 1600 3200 6400 13 000 —
» автоматических ходах » — 100 200 400 800 1600 3200 6 400 —*
Мощность главного электродвигате- ля, кВт —— 7 9 15,5 21 40 47 76,8 —
Расход сжатого воздуха за одно включение пресса, л к , — 2,5 3,0 4,5 5,0 5,5 6,0 6,5 —
Жесткость пресса, тс/мм 220 250 300 400 520 630 800
Высота пресса над уровнем пода, м — 2,5 2,8 2,8 3,0 3,5 4,0 4,8 —
Габаритные размеры, м: • L
спереди назад — 1,1 1,2 1,4 1,6 2,0 2,5 3,0 —
слева направо 1 —— 1,25 1,3 1,5 1,7 2,0 2,3 2,8 1
Масса пресса, т • i, 4,2 5,4 8,8 14,3 25,7 46,0 71,6 —-
240
Прессы и автоматы для холодного выдавливания
ная ось 4 стопорится от проворота крышкой 5 с пазом на внутреннем
торце. На оси вращается во втулках шестернеэксцентриковый блок,
состоящий из зубчатого колеса 3 с прилитым эксцентриком и зубчатого
колеса 1, Шатун 2 плоский неразъемный.
В нижней части корпуса редуктора размещена ведущая вал-шестерня.
Стакан 9 крепится фланцем к редуктору, а стакан 7 может свободно
перемещаться по валу 8. На концах вала смонтированы муфта 10 и тор-
моз 6. На тяжелых прессах промежуточный вал выполнен в виде вала-
шестерни с двумя зубчатыми кблесами для промежуточной передачи.
Рис. 3. Кинематические характеристики кривошипно-коленного механизма
чеканочного пресса: s — перемещение ползуна, v и а — скорость и ускорение
ползуна
/Ползуны прессов (рис. 5) сварно-литые, коробчатой формы, имеют
удлиненные направляющие, снабженные бронзовыми накладками.
Колено-рычажный механизм* размещен в ползуне и состоит из
призм 4 и 6, подушки /, осей 7, 5, 2 и щек 10 и 9.
Верхняя ось 2 выполнена эксцентриковой и служит для регулировки
закрытой высоты пресса.
Для предохранения от неправильного монтажа оси, в подушке пре-
дусмотрена шпонка 3. Диапазон поворота оси на 180° контролируется
концевыми выключателями.
Вкладыши призм и втулки щек выполняют из высокопрочной изно-
состойкой бронзы. Удельные усилия на этих поверхностях достигают
1500—1600 кгс/см2. ~
Оси кривошипно-коленного механизма выполняют из стали 50ХН с
поверхностной закалкой т. в. ч. до HRC 52—56.
Чеканочные кривошипно-коленные прессы
241
Рис. 4. Привод прессов чеканочных и для холодного выдавливания
242 Прессы и автоматы для холодного выдавливания
Нижняя ось 7 неподвижна, стопорится крышками 8. Средняя ось
плавающая. Головка шатуна охватывает среднюю ось в центральной
части, для чего призмы выполнены с пазами
Поперечные смещения колено-рычажного механизма в ползуне
ограничиваются двумя упорами по боковым поверхностям шеек верх-
ней эксцентриковой оси.
Механизм поворота эксцентриковой оси для регулировки закрытой
высоты выполнен в виде двухчервячного редуктора, с отдельным элек-
Чеканочные кривошипно-коленные прессы 243
тродвигателем (рис. 6). С эксцентриковой осью редуктор соединяется
шлицевым валом 5.
В эксцентриковую ось тяжелых прессов запрессовывают шлицевую
муфту 6. У легких прессов, где подобная муфта не размещается, эксцен-
триковая ось оканчивается шлицевым валом, а вал 5 редуктора регу-
лировки имеет шлицевое отверстие. Осевое перемещение шлицевого
вала ограничено крышкой 4. В целях надежного удержания эксцентрй-
Рис. 6. Механизм регулировки закрытой высоты
ковой оси в случае потери самоторможения червяк и стаканы 10 и 11
выполняют повышенной прочности.
Для привода указателя регулировки, установленного на левой
стойке пресса, на крышке 4 укреплен на оси ролик 5, входящий в паз
сошки 8, перемещающейся по направляющей 1. Сошка связана троси-
ком со шкивом, на оси вращения которого укреплена стрелка указателя
регулировки. Угол поворота стрелки пропорционален изменению закры-
той высоты пресса. В крайних положениях регулировки ролик 3 нажи-
мает на концевые выключатели 9 и 7, отключйя электродвигатель. Мо-
мент отключения электродвигателя регулируется поворотом планки 2
с роликом относительно крышки 4.
В прессах предусмотрены два выталкивателя: верхний и нижний.
Положение нижнего выталкивателя регулируется, выталкиватель ра-
।
244 Прессы и автоматы для холодного выдавливания
ботает синхронно с ползуном. При перегрузке выталкивателя палец,
помещенный в закаленных втулках, срезается и концевой выключатель
останавливает пресс. Пневматические цилиндры служат для уравнове-
шивания ползуна и верхней половины штампа.
Станины прессов выполнены цельносварными из прокатанных листов.
У прессов усилием от 1000 тс для повышения надежности листы стола
и траверсы дополнительно оперты на пазы, профрезерованные в стой-
ках, внутри которых за дверками размещены узлы пресса. Задние пря-
мые нерегулируемые направляющие снабжены стальными закаленными
планками. Передние направляющие Г-образного типа, регулируемые.
Для облегчения установки штампа в штамповых плитах смонти-
рованы устройства, состоящие из корпуса, в нижней части которого на
игольчатом подшипнике посажен ролик и эксцентрик, при повороте
которого поднимается штамповая плита. Поднятая штамповая плита
выталкивается из рабочей зоны пресса на откидной кронштейн. Выдви-
жение подштамповых плит можно использовать для вывода из станины
узла ползуна в сборе.
На правой стойке пресса установлен указатель усилий, выполняю-
щий три функции: регистрирует нагрузку пресса, производит счет
рабочих ходов при нагрузке не менее 30% номинального усилия и от-
ключает пресс при нагрузке, превышающей номинальное усилие на 10%.
Работа его основана на принципе измерения деформации станины
пресса на некоторой определенной длине.
Для безопасной работы прессы оснащены сдвоенным воздухорас-
пределителем, управление которым осуществляется бесконтактными
концевыми выключателями.
Прессы имеют фотозащиту штамповой зоны.
Смазка прессов комбинированная:
шарниры колено-рычажного механизма смазываются жидкой смазкой
(машинное С) от встроенных поршневых насосов с приводом от призм.
Контроль за уровнем масла в масляной ванне ползуна — визуальный
по маслоуказателю. Давление масла контролируют по манометру;
привод пресса, направляющие ползуна, втулка толкателя и нижний
выталкиватель смазываются густой смазкой автоматически от шест-
надцатиплунжерного насоса, приводимого в действие от траверсы
нижнего выталкивателя через рычаг;
редуктор регулировки смазывают шприцеванием.
Электросхема управления прессами обеспечивает пять режимов ра-
боты: наладочный (толчковый), автоматический, одиночные ходы без
блокировки, одиночные ходы с блокировкой («двурукое» включение)
и педальное включение. Требуемый режим устанавливается универ-
сальным переключателем.,
Управление прессами осуществляется с переносного пульта и от
педали. Одна из кнопок пульта пресса используется для включения
пресса и на режиме «одиночные ходы без блокировки»: Рядом располо-
жены кнопки «Стоп автомат» и «Наладка», а также сигнальные лам-
почки «Напряжение подано» и «Главный привод».
В центральной части пульта расположены кнопки «Пуск» и «Стоп»
главного электродвигателя, а также кнопки управления электродвига-
телем регулировки закрытой высоты «Ползун вниз», «Ползун вверх».
По требованию заказчика прессы поставляются с автоматической;
подачей типа «механическая рука». Перемещение изделий в зону штампа
Кривошипно-коленньье прессы
245
осуществляется рычагом, установленным на стойке. На конце рычага
закрепляют рабочий орган, выполненный в зависимости от конфигура-
ции штампуемой детали. Рычаг приводится в действие от пазового ку-
лачка, .закрепленного на валу. При возможных перегрузках подачи
срабатывает кулачковая пружинная предохранительная муфта, воздей-
ствующая на концевой выключатель, останавливающий пресс.
Низкое расположение центра тяжести, малоинерционный привод,
а также развитое опорное основание прессов позволяют устанавливать
их без специальных фундаментов и дополнительного крепления непо-
средственно на плоское основание.
Кривошипно-коленные прессы
Номенклатура изделий, получаемых на прессах, мояцт быть разбита
на три группы: 1) детали высотой до 0,5 диаметра; (gj длиной выдав-
ленной части до 2,5 диаметров; 3) длиной выдав-
ленной части до 10—15 диаметров.
Для изготовления деталей первой группы
применяют
прессы (или
а
чеканочные
для второй
рассмотренные выше
их модификации)
Кинематическая
горизонтального
Рис. 7.
схема
пресса-автомата усилием
200 тс мод. А6626
группы — кривошипно-коленные прессы усилием 100—630 тс. Графики
допускаемых усилий на ползуне в зависимости от величины его недо-
хода до крайнего нижнего положения приведены на рис. 2.
Отечественные прессы (табл. 2 и 3) созданы на базе чеканочных кри-
вошипно-коленных прессов, причем базовой конструкцией пресса для
246 Прессы и автоматы Оля холодного выдавливания
3. Технические характеристики вертикальных механических прессов
для холодного выдавливания
Номинальное усилие, тс 100 160 250 400 630
Модель КА0030 К0032 К0034 К0036 К0038
Ход ползуна, мм Величина рабочего хода 130 160 200 240 300
ползуна до его крайнего нижнего положения, мм, соответствующая:
номинальному уси- 18 22 28 36 45
ЛИЮ
25% номинального 19 23 30 39 48
усилия *
Число ходов ползуна в минуту, ход/мин 50 40 32 25 20
Наибольшее расстояние 500 > 560 630 750 850
между столом и ползуном в его нижнем положении, мм
Регулировка расстояния между столом и ползуном, мм 15 15 15 20 20
Габаритные размеры сто-
ла, мм:
спереди назад 630 800 1000 1 250 1 400
слева направо 500 630 800 1 000 1 250
Толщина подштамповой 125 140 160 200 230
плиты, мм
Ход нижнего выталкива- теля, мм, не менее 80 90 ПО 135 170
Регулировка положения нижнего выталкивателя, мм 25 25 25 30 30
Усилие нижнего вытал- 12 20 30 50 75
' кивателя (максимальное ),тс
Ход выталкивателя в пол- 10—15 10—15 10—15 15-20 15 — 20
зуне, мм •
Усилие выталкивателя в ползуне, тс 4.0 6,3 • 10 16 25
Наружные диаметры рас- четных деталей, мм:
при прямом выдав- 22 28 36 45 56
ливании (при р = » 200 кгс/мм2) •
при обратном выдав- 28 36 45 56 71
ливании (при р = =» 200 кгс/мм2 8 =
= 0,65)
Глубина полости деталей, изготовляемой обратным выдавливанием 1 = 2,5d
Длина стержня при пря- мом выдавливаний, мм 80 100 128 160 200
Кривошипно-коленные прессы
247
Продолжение табл. 3
Запас полезной работы, кгс« м: на одиночных ходах на автоматических ходах Мощность главного элек- 2000 1000 18,7 4000 2000 33,2 8000 4000 40 16 000 8 000 58 32 000 16 000 76,8
тродвигателя, кВт
Расход сжатого воздуха за одно включение пресса, л 4,5 5,0 5,5 6,0 6,5
Жесткость пресса, тс/мм 180 220 300 360 450
Высота пресса над уров- нем пола, м 3,0 3,3 3,5 4,2 5,0
Габаритные размеры прес- са, м: спереди назад слева направо 1,4 1,5 1,6 1,7 2,0 2,0 , 2,5 2,3 3,0 2,8
Масса пресса, т 7,0 11,7 20,0 36,5 Ml 64,0
холодного выдавливания принят чеканочный пресс усилием, в 4 раза
превышающим усилие пресса для выдавливания.
Прессы для холодного выдавливания дополнительно, по требованию
заказчика, оснащаются штамповыми блоками, которые в зависимости
от назначения выполняются с различными конструкциями направле-
ния пуансона.
Зарубежные механические прессы по основным техническим пара-
метрам разделяются на три группы: с небольшим ходом, со.средним хо-
дом и с увеличенным ходом ползуна. Прессы первых двух групп изго-
товляют преимущественно вертикальными, третьей — горизонтальными.
Горизонтальные прессы-автоматы применяют для выдавливания из-
делий с I > 2,5d.
В СССР выпускается горизонтальный пресс-автомат мод. А6626
(рис. 7) усилием 200 тс, который применяется для холодного выдавли-
вания деталей с низким сопротивлением деформированию (цветных ме-
таллов и сплавов). Предварительно обработанные заготовки загру-
жаются в бункер 1 и поступают в механизм подачи 2 по наклонному
лотку. Бункер приводится во вращение от отдельного электродвига-
теля через червячную пару. Далее заготовка, поданная на ось штам-
повки, заталкивается в матрицу 4. Ползун при ходе вперед пуансоном 5
выдавливает изделие. С пуансона изделие снимается съемником и па-
дает на транспортер 3.
Регулировка ползуца относительно торца матричного блока осу-
ществляется клином и маховичком 6.
Техническая характеристика горизонтального пресс-автомата
мод. А66С6
Номинальное усилие при недоходе ползуна 8 мм до край-
него переднего4 положения, тс ....................200
Наибольший диаметр тубы, мм ....................... 40
Число ходов ползуна в минуту ....................65—90
Ход ползуна, мм....................................300
248
Прессы и автоматы для холодного выдавливания
Высота штампового пространства, мм;
наибольшая ............................ 407
наименьшая ............................. 397
Мощность электродвигателя, кВт:
главного привода .................... 14
привода бункера.......................... 0,6
Масса, кг................................... 9000
Габаритные размеры, мм:
длина...............*................... 2700
ширина . . .......................... 1630
высота ............ ............. 1750
ЭНИКМАШем изготовлен пресс-автомат мод. А0230 усилием 100 тс *
для двустороннего выдавливания поршневых пальцев, предназначен-
ный для работы в составе автоматической линии. Заготовки поршневых
пальцев изготовляются из калиброванного прутка. Пресс-автомат
имеет механический нижний привод закрытого типа. Оси и валы привода
расположены перпендикулярно фронту пресса-автомата. Картер ниж-
ней части станины образует масляную ванну, в которой вращаются
шестерни. Пресс-автомат оборудован устройствами, обеспечивающими
безопасность и надежность в работе.
Техническая характеристика пресс-автомата мод. А0230
Номинальное усилие пресса, тс ..... 100
Ход ползуна, мм ............ . 300
Число ходов ползуна в минуту ...... 28
Наибольшее расстояние между ползунами в
сомкнутом положении, мм .............. 886
Величина регулировки инструмента, мм 10
Наружный диаметр блока матриц, мм • • . 890
Число позиций в блоке матриц ........... 6
Мощность электродвигателя, кВт:
при ПВ 20% ............. 55
» ПВ 100% ................... 36
Частота вращения вала электродвигателя,
об/мин ............................. 910
Габаритные размеры пресса, мм . . ; . . . 5100X2940X 1660
Масса пресса, .............. 33
f
?
Прессы гидравлические для холодного
выдавливания рельефов штампов
Прессы этого назначения (рис. 8) изготовляются двух типоразмеров,
усилием 1000 (мод. ПО440) и 2000 тс (мод. ПО443), простого действия
с нижним приводом (рабочее движение плунжера снизу вверх). На плун-
жере смонтирован стальной литой стол. К столу пресса крепятся регу-
лируемые чугунные направляющие. Привод пресса осуществляется от
насосов с давлением рабочей жидкости 25 атм с подачей 100 и
25 л/мин. Оба насоса приводятся от одного электродвигателя. Элек-
тросхема позволяет осуществлять работу пресса на двух режимах —
наладочном и полуавтоматическом. На прессе могут осуществляться
следующие циклы: холостой ход вверх; рабочий ход вверх (штамповка);
ход плунжера вниз.-
Остановка в любом положении и опускание плунжера происходят
при нажатии соответствующей кнопки или при срабатывании конеч-
ного выключателя. В момент начала деформирования давление в сети
Прессы для холодного выдавливания рельефов
249
начинает возрастать и при достижении примерно 25 атм срабатывает
реле давления — происходит переключение холостого хода на цикл
рабочего хода (штамповки).
Цикл рабочего хода штамповки может выполняться только после
того, как предохранительный щит опущен вниз до отказа.
Беспрерывная подача масла давлением 400 атм в цилиндр пресса
осуществляется от насоса, происходит рабочий ход плунжера, т. е.
процесс выдавливания рельефов штампов.
Рис. 8. Гидросхема
пресса модели ПО443:
1 — насос поршневой
эксцентриковый
Г-17-32 (Н-401); 2 —
насос шестеренный Г11-25; 3 — электродвигатель АО2-42-4;
4 — напорный золотник Г54-14; 5' — сливной клапан;
6 — предохранительный клапан; 7 — регулятор скорости; 8 —•
электроконтактный манометр ЭКМ2; 9 — электроконтактный
манометр ЭКМ2; 10— манометр; 11 -г- высотомер; 12 — краны
манометра; 13 — электромагнит МИС-6200; 14 — фильтр
12Г 390-63
Для того чтобы не допустить повышения давления в цилиндре пресса
более 400 кгс/см2, предохранительный клапан настраивается на давле-
ние 400 кгс/см2.
Технические характеристики прессов
- Модель ........... • ПО440 ПО443
Номинальное усилие, тс • . • • 1000 2000
Наибольший ход плунжера, мм 350 500
Наибольшее расстояние между Г
столом и верхней траверсой, мм 650 800
Размеры стола, мм ....... Скорость подъема стола, мм/с: 750X800 1000Х 1000
при выдавливании ..... 0—0,28 0—0,14
на холостом ходу 6,0 3,1
Высота стола над уровнем пола, мм 1105 1110
250
Прессы и автоматы для холодного выдавливания
Давление жидкости, кгс/см2; при выдавливании на холостом ходу 320 13 320 13
Насосы: тип ............ Н401 Н401
производительность, л/мин 6 6
рабочее давление, кгс/см2 320 320
тип ............ ИС-125 ИС-125
производительность, л/мин 125 125
рабочее давление, кгс/см2 13 13
Электродвигатель: тип АО242-4 АО242-4
мощность, кВт 4,5 5,5
частота вращения вала, об/мин 1440 1440
Габаритные размеры, мм: в плане .......... 1700Х 1200 2576Х 1506
высота 2770 3285
Масса пресса, т . 15,52 27,28
Условные обозначения кузнечно-прессовых
машин — маркировка
Классификатор разработан для условного сокращенного обозначе-
ния моделей кузнечно-прессовых машин с учетом их типоразмеров на
базе отраслевой нормали кузнечно-прессового машиностроения KHOI-I,
разработанной" ЦБ КМ.
Все кузнечно-прессовое оборудование составляет отдельный класс
машин по обработке металлов давлением в отличие, например, от
класса машин-станков.
Класс кузнечно-прессовых машин по основным и второстепенным кон-
структивным и технологическим параметрам подразделяется на:
виды, группы, типы, типоразмеры и модели, из условных знаков кото-
рых составляется марка машины.
Первым знаком условного обозначения является вид машины, число
видов — двенадцать, при этом каждому виду машин присваивается
самостоятельный знак — заглавная буква русского алфавита.
Обозначение видов
кузнечно-прессовых машин и автоматов
Молоты ....................................... . . . М
Прессы гидравлические для металла ................ П
Прессы гидравлические для неметаллических веществ и ме-
таллопорошков ................................ . Д
Оборудование гидропрессовых установок ..............Г
Прессы кривошипные................................ к
» винтовые, реечные и рычажные ..................Ф
Автоматы кузнечно-прессовые ........................А
Машины ковочные................................... В
» гибочные и правильные........................ И
Прессы пакетировочные и брикетировочные.............Б
Ножницы и холодноломы ............................ Н
Вальцы ковочные................................... С
Первой цифрой (1, 2, 3, . . ., 9, 0) после буквы обозначается группа
машин. Например, автоматы холодновысадочные принадлежат
к группе 1, а автоматы гвоздильные — к группе 4.
Второй цифрой или третьим знаком условного обозначения является
тип машины, который обозначается цифрами 1, 2, 3, . . ., 9, 0. Напри-
мер, холодновысадочные автоматы одноударные принадлежат к типу 1.
Условные обозначения кузнечно-прессовых машин 251
Четвертый и пятый знаки условного обозначения характеризуют
типоразмер машины, который обозначается двухзначным числом:
00, 01, 02, . . ., 48, 49 в соответствии с табл. 4, где условное обозначение
типоразмеров устанавливается в зависимости от величины главного па-
раметра кузнечно-прессовой машины, которым является: усилие, тс —
в прессах кривошипных, в прессах гидравлических и в горизонтально-
ковочных машинах; диаметр прутка, мм — в холодновысадочных авто-
матах и в сортовых ножницах; толщина разрезаемого материала, мм —
в ножницах с наклонным ножом и т. д.
В табл. 4 главные параметры установлены по 10-му ряду предпо-
чтительных чисел (по ГОСТ 8032—58).
/
4. Номера типоразмеров
№ типоразмера 00 02 02 03 04 05 06 07 08 09
Главный параметр 0,1 0,125 0,16 0,2 0,25 0,315 0,4 0,5 0,63 0,8
№ типоразмера 10 11 12 13 14 15 16 17 18 19
Главный параметр 1,0 1,25 1,6 2,0 2,5 3,15 4,0 5,0 6,3 8,0
№ типоразмера 20 21 22 23 24 25 26 27 28 29
Главный параметр 10 12,5 16 20 25 31,5 40 50 63 80.
№ типоразмера 30 31 32 33 34 35. 36 37 38 39
Главный параметр 100 125 160 200 250 315 400 500 630 800
№ типоразмера 40 41 ,42 43 44 45 46 47 48 49
Главный параметр 1000 1250 1600 2000 2500 3150 4000 5000 6300 8000
Так как многие виды машин могут иметь большое количество моде-
лей, отличающихся одна от другой некоторыми параметрами техничес-
кой характеристики или другим конструктивным исполнением при сохр а-
нении основных параметров, установлены следующие категории моде-
лей машин: базовая модель; модификация базовой модели; модель,
параллельная базовой; модификация параллельно-базовой модели.
252 Прессы и автоматы для холодного выдавливания
Базовая модель — параметры технической характеристики должны
соответствовать действующему ГОСТу на данный вид кузнечно-прессо-
вых машин, а в случае отсутствия ГОСТа за базовую модель следует
принимать одну из спроектированных машин.
Модификация базовой модели отличается от базовой изменением
одного или нескольких параметров технической характеристики при
том же конструктивном исполнении. Ее маркируют так же, как базовую,
с добавлением в конце марки шестого знака — заглавной буквы рус-
ского алфавита, присваиваемой в порядке очередности.
Модель, параллельная базовой, отличается от базовой другим
конструктивным исполнением, при сохранении основной технической
характеристики базовой модели. Она имеет такую же марку, что и
базовая — с добавлением заглавной буквы русского алфавита (при-
сваиваемой в порядке очередности) между буквенным знаком вида ма-
шин и цифрами условного обозначения группы, типа и типоразмера.
Общее число знаков — 6.
Модификация параллельно-базовой модели отличается от парал-
лельно-базовой модели изменением одного или нескольких параметров
технической характеристики при том же конструктивном исполнении.
Эта модель имеет ту же марку, что и параллельно-базовая модель, с до-
бавлением в конце марки седьмого знака — заглавной буквы русского
алфавита (присваиваемая в порядке очередности).
ТЕХНОЛОГИЯ ШТАМПОВКИ
НА АВТОМАТАХ
Принципиальные схемы технологических
процессов
Детали, получаемые методами холодной объемной штамповки на ав-
томатах, подразделяются на два вида: А — имеющие форму тел вра-
щения (табл. 1); Б — с сечениями различной формы (табл. 2).
Холодной высадкой на автоматах можно изготовлять детали из ка-
либрованного материала диаметром до 52 мм. Наибольшая длина
штампуемых деталей на стандартных холодновысадочных автоматах
составляет 200—300 мм, а при штамповке на специализированных
автоматах может достигать 400 мм.
При полуавтоматической высадке предварительно нарезанных заго-
товок можно осуществлять формообразование на стержнях длиной до
1200 — 1800 мм.
Наиболее распространена холодная объемная штамповка и высадка
деталей и полуфабрикатов диаметром 3—16 мм. Производительность
штамповки на автоматах (теоретическая) в зависимости от размеров
штампуемых деталей составляет 35—900 шт/мин. Минутная производи-
тельность многопозиционных автоматов составляет 30—140 шт.
Принципиальная особенность однопозиционных автоматов заклю-
чается в том, что высадка деталей осуществляется в одной матрице за
один, два лли три хода ползуна и соответственно одним, двумя или
тремя пуансонами (рис. 1), последовательно автоматически устанавли-
вающимися на линию высадки. На автоматах с цельной матрицей
(рис. 1, а, б, в) можно одновременно с высадкой производить однократ-
ное редуцирование части стержня в основном под накатывание резьбы,
прямое.и обратное выдавливание, образование выступов, выемок и пр.;
на автоматах с разъемной матрицей (рис. 1, г) можно также осущест-
влять операции плющения и гибки стержня заготовки.
Принципиальная особенность многопозиционных автоматов заклю-
чается в том, что процесс формообразования детали или полуфабриката
осуществляется по параллельно-последовательной схеме (рис. 1, б)
в нескольких матрицах и пуансонах, при этом позиции штамповки мо-
гут быть расположены как по вертикали, так и по горизонтали.
В формообразовании деталей зачастую принимают участие выталки-
ватели, установленные как в матрицах, так и в пуансонах.
На однопозиционных и особенно многопозиционных автоматах
выполняют редуцирование, прямое и обратное выдавливание, осадку
заготовок, высадку головок, образование различных утолщений на кон-
цах заготовок и посередине, обрезку по требуемому контуру, пробивку
отверстий, гибку заготовок, свертку и др., что показано на примерах
254
Технология штамповки на автоматах
I сплошные
Ступенчатые
Салаки,
шпилька,
оса
2
или
На одном конце
цилиндра-
ческ им
J
Коничес-
ки м
- ц
стержня
Сферичес-
ким
5
Комбиниро-
ванным
6
А1-Ч 1
9 4- AI-6.9
10 1 А1-6.10 »
Принципиальные схемы технологических процессов 255
Таблица 1
головкой
С дном или~ Со сквозным
перемычкой отверстием
ип Ритпп долин-С бортом
п э Бв3 С у тол- дричес- ип,. тлпн С буртом
обоих Посередине у толще- сцен нем кие или Флит pHumDb
концах ни я коничес-дсм сна- У н
7 о кие рцжи
____f ___ о 2 .7 а к
~АЦ-3.1
АП-5. /
X фХЯТВП
AI-71
Al-8.1
JAH~11
АЛ-2.1
АД-4.1
АП-1.2
А1-82
AI-7.2
АП- 2.2
АП-4.2
EZ3
А П-3.2
АП-2.9
АП-2Ю
256
Технология штамповки на автоматах
I Сплошные
утолщением или головкой
На одном конце стержня
Разные
£
£
£ м
2
4
6
7
8
£
•=?
53 £
$
*
55
ё <и
S $
ч
$
5:
6i-i 1
61-21
61 -81
61-31
61-4.1
61-5.1
51-6.1
61-7.1
6!-12
61-32
61-4.2
61-2 2
61-5 2
61-62
61-82
61-1.3
61-2 3
51-4 4
61-74
61-25
61-3.5
61-4.5
61-55
фдвдп>|Д|
61-86
61-3.6
6l-k.6
61-37
6147
Ступен-
чатые
валики
и
пальцы
выемками
на
головке
шести-
гранной
головкой
61-3.3
61-24
51-26
61 -2.7
bl-3 4
51-2 3
61-4.3
61-5.3
61-5 4
6-56
Ti С К
7
61-7.2
61-7.3
61 8.3
61-65
Принципиальные схемы технологических процессов
257
*
На обоих
концах
На
середине
/_/ Попые
С дном. или
перемычкой
Со сквозным
отверстием
Таблииа 2
7//
> во Со * 2 1
со 5
5 со 5
Со
во
СТ
с>
£
§
£
£
§
£
<5
со
во
-Q < М
5 во J;
5 § 5,^
Детали
особо
сложной
конфи-
гурации
во
J
Со
СО
во
2
10
51 -10.1
51-9.1
Б И-2.1
511 - / 1
61!-3.1
^БИ-4 1
БИ!-1.1
51-9.2
61-1Л.2
7///////.
6111-1.2
БИ-1.2
Б! 1-3.2
БИ-2 2
611-4.2
61-103
6/-9.3
611-13.
611-2.3
БН-ЗЗ
5И-43
что.
| 1II »| 1 1
51П-1.3
БШ-14
5И-3 4
БИ-1.4
61-105
511-3 5
Б1-106
51-10.7
611-3.7
1^1
61-104
П/ред. Г. А. Навроцкого
БИ-3 б
6 И -4.4
5Н1-15
б ///-1.-6
258
Технология штамповки на автоматах
3. Технологические переходы холодной
Штампуемая
деталь
Эскиз
Штырь запора,
капора
, двигателя
Ступенчатый
палец с шестью
диаметрами
Ступенчатый
палец с четырь-
мя диаметрами
Шаровой палец
длиной 76,5 мм
с фланцем
Шаровой палец
с пустотелой
головкой
Полая ступен-
чатая деталь
с фланцем
Клапан
Валик со сме-
щенной голов-
кой и квадрат-
ным элементом
на стержне
Наиме
Образо- вание фаски Калибровка торцов и подсадка Прямое выдав- лива- ние или реду- циро- вание Высадка и утол
круглого сечен и'я
М п М п М п
I I III II;
III
I/II II I II ш П; ш ш
I; III II II ш Ш
III -
III I П; II; IV
- ш III -
I I П; II II
Ш;
IV
— ' — I; П; — IV IV -
Ш
I I II; Ш;
IV IV
I Ш;
IV;
V
1
Принципиальные схемы технологических процессов'
259
объемной штамповки на автоматах
нобание переходов
головок щенйй Пробивка отвер- стия перпендику- лярно оси стержня Гибка стержня Выдавливание углублений по- движным пуансоном Обратное выдавли- вание подвижным пуансоном Обрезка по требуе- мому контуру Образование ква- : драта или шести- гранника на стерж- не Высадка в зазоре между пуансоном и матрицей
шести- гранного сечения
М п
/ * > — г / -- III I; II; III — IV II; III П; Ш; IV IV 4 III
IV
*
Свертка шаровой
головки
260
Технология штамповки на автоматах
* Штампуемая
деталь
Эскиз Наиме
Образо- вание фаски Калибровка торцов и подсадка Прямое выдав- лива- ние или реду- циро- вание Высадка и утол
круглого сечения
М п М П М П
Палец
диаметром 8 мм
с прямоуголь-
ным отверстием
Изогнутая
ручка диаме-
тром 10 мм
Полуфабрикат
вала-шестерни
Звездочка
Болт с шести-
гранной голов-
кой с выемкой
Болт с нормаль-
ной шестигран-
ной головкой
** Обозначения: М — в матрице; П — в пуансоне I# II# III, IV, V —
позиции штамповки.
Принципиальные схемы технологических процессов 261
Продолжение табл. 3
. нование-переходов **
”1 " ' головок щений отвер- щику- эржня . i стержня е’ по- нсоном ное выдавли- подвижным ребуе- Образование ква- драта или шести- гранника на стерж- не Высадка в зазоре между пуансоном и матрицей ' . - -X- о ffl о сх
шести- гранного . сечения вка перпеь ОСИ СТ( Выдавливани углублений движным пуа: пуансоном ха по т контуру л а
М п Проби ст и я лярно Г ибка Обрат) вание Обрез] мому 1 X id Ь д 0.0 £ ч ® О О IX
1 Ч1 Ъвввв III- -
ч V /
• «МВ IV -W — —— — * III
- - -- -
/ — . — М» IV; V —— - — Вина
— — ~ — —— - IV III III
* 11 — м—в — •—— —- — —- —W
—— П; Ш; IV >—«1 — —- —- IV ——
262
Технология штамповки на автоматах
Рис. 1. Принципиальные схемы технологических процессов холодной объем-
ной штамповки на автоматах: а — однопозиционная, одноударная холодная
высадка в цельной матрице; б — однопозиционная двухударная холодная
высадка в цельной матрице; в — однопозиционная трехударная холодная
высадка в цельной матрице; г — однопозиционная двухударная холодная
высадка в разъемной матрице; д — многопозиционная холодная объемная
штамповка; 1 — подаваемый материал; 2 — отрезная матрица; 3 — нож;
4 — упор; 5 — цельные матрицы; 6 — пуансоны; 7 — выталкиватели; 8 —
пуансонная головка; 9 — главный ползун; 10 и 11 — разъемные матрицы;
О — линия подачи материала; 1 линия высадки (штамповки)
Изготовление болтов, винтов и заклепок 263
Диаметр исходной заготовки при редуцировании do = (1-ь 1,2) d,
а при выдавливании стержня do = (1,254-1,35) d. Наибольшие дефор-
мирующие усилия обычно возникают на позициях, где осуществляется
высадка полукруглых, цилиндрических или шестигранных головок.
Прутки и проволока, применяемые для штамповки на автоматах,
должны иметь размеры поперечного сечения по 2а, За и 4-му классам
точности. Отклонение размеров от требуемой точности в сторону уве-
личения приводит к затруднению заталкивания в матрицу отрезанной
заготовки, что может вызвать ее изгиб. При отклонении размера сече-
ния в сторону уменьшения может иметь место смещение оси заготовки
относительно оси матрицы, недостаточный зажим заготовки в ручье
инструмента и, как следствие, вероятность несоосности головки и
стержня и возможность выдергивания ее из матрицы предварительным
(коническим) пуансоном.
Изготовление болтов, винтов и заклепок
Критерием возможности проведения высадки является отношение
о 1*^0
длины высаживаемой части заготовки к ее диаметру, т. е. фд = .
«о
Во избежание продольного, изгиба заготовки необходимо соблюдать
следующие технологические правила высадки, позволяющие правильно
рассчитать технологический процесс и выбрать необходимое оборудова-
ние (табл. 4).
4. Определение числа переходов однопозиционной высадки
При Число ударов (пере- ходов) Наименование высаживаемых деталей
Мdo D/d„
2,5 2,2 1 Заклепки, винты, шурупы, детали с полукруглой, потайной илиполу- потайной головками
2,5 —4,5 2,2—2,6 2 Заготовки болтов, заклепки, винты и другие детали, имеющие цилиндри- ческие головки, головки с усом или квадратным подголовком
5 — 8 2,6 — 4,0 4 3 и более Винты с крестообразным шлицем, болты с наружным и внутренним ше- стигранником и другие детали, слож- ные в технологическом отношении
7,5 — 10 (30) 2,6 — 8 3—6 Детали сложной формы с головкой большого диаметра и малой высоты, длинные "полые детали и другие дета- ли, сложные в технологическом отно- шении, требующие для формообразо- вания большого числа переходов
При разработке технологии холодной штамповки вновь осваивае-
мой детали необходимо экспериментально проверить выбранное число
переходов.
264
Технология штамповки на автоматах
Кроме величины фд большое значение для правильного выбора тех-
нологического процесса имеет величина отношения диаметра высажен-
ной головки к ее высоте А =
Поэтому при выборе технологиче-
ского процесса в соотношение фд вводят величины Н и D, т. е. фп =
Л о Z D \2 Н * Н . „
= — = ( -~r~ 1 • -у—, где отношение —г—, особенно для нержавеющей
“о \ “0 / “о “о
стали, не должно быть меньше 0,5.
Длина утолщенной частй стержня под головкой (подголовок) не
должна превышать l,5do для стержня, высаживаемого под накатывание
резьбы. При большей длине нижняя часть подголовка не заполняется
металлом, а плавно переходит в меньший диаметр.
На однопозиционных автоматах с цельной или разъемной матрицей
можно получать детали, как правило, простейшей формы и неравно-
прочные по продольному сечению (сплошные и полупустотелые заклепки,
заготовки винтов без резьбы с полукруглой, потайной и цилиндричес-
Рис. 2. Переходы при вы-
садке болта на однопози-
ционном двухударном авто-
мате: 1 — исходная заготовка
после отрезки; 2 — заго-
товка после первого перехо-
да; 3 — высаженное изделие
кой головками, винты для дерева с усом, с квадратными подголов-
ками).
Высадка таких деталей на однопозиционных двухударных автоматах
осуществляется в следующей последовательности: отрезка заготовки
(рис. 2) и перенос ее к позиции высадки, редуцирование стержня на
диаметр под накатывание резьбы (примерно равны.среднему диаметру
резьбы) или формообразование фаски на конце стержня и, наконец,
высадка головки болта (предварительная — конической формы и окон-
чательная — цилиндрической формы с заусенцем или без него).
В ЭНИКМАШе разработан новый технологический процесс и создан
однопозиционный автомат для высадки полупустотелых заклепок [21].
Технологический процесс предусматривает (рис. 3) высадку головки,
образование наметки и набор металла в конической матрице под дей-
ствием высадочного пуансона и протягивание набранного металла через
цилиндрическую часть матрицы с окончательным оформлением полости
под действием выталкивателя.
На однопозиционных двухударных автоматах с цельной матрицей
изготовляют также заготовки винтов с крестообразным шлицем или
с внутренним шестигранником [13]. При этом окончательное формо-
образование шлица или внутреннего шестигранника осуществляется
на автомате для повторной высадки (обрезном).
На многопозиционных' автоматах и автоматах-комбайнах болты
с наружным и внутренним шестигранником изготовляют следующими
способами (табл. 5):
1. Двухкратным редуцированием-стержня болта с обрезкой головки
на шестигранник (табл. 5, строка 1), включающим: отрезку заготовки
Изготовление болтов, винтов и заклепок
265
5, Технологические процессы изготовления заготовок болтов и винтов
~ на.четырехпозиционных автоматах
Детали dp d Эскизы технологических переходов
Отрезка заготовки Переходы
1 2 3 4
Болты с наруж- ной шестигранной головкой М6-М32
1,24— 1,26 _йО [ -- _1_ . 1, г "Г,к
- 1 £30° ^15° -
1,45— 1,48 dQ
- Й + №5° J- а.
Винты с вну- тренним шести- гранником М5 — М16 1,24— 1,21 t
4- > « '4" 1 а - -ы - & d
Рис. 3. Схема формообразования полупустотелой заклепки в матрице с ко-
нической. пЪлостью при первом технологическом ходе ползуна: а отрезан-
ная заготовка диаметром d0 подана на линию высадки; б — заготовка подана
в матрицу; при втором технологическом ходе ползуна; в — высадка головки
и образование полости в стержне; г — выталкивание заклепки из матрицы
с окончательным формообразованием полости глубиной h
диаметром, равным 1,24—1,26 диаметра под накатывание резьбы;
первое редуцирование стержня со степенью деформации не более 30%;
высадку цилиндрической головки болта с наружной фаской и цилиндра-
266
Технология штамповки на автоматах
ческим подголовком («мертвой шайбой»); второе редуцирование стержня
на диаметр, примерно равный среднему диаметру резьбы; обрезку ци-
линдрической головки болта на шестигранник. Для болтов из низко-
углеродистой стали марок Юкп, 15кп, 20кп на втором штамповочном
переходе одновременно с высадкой цилиндрической головки можно
осуществлять формообразование фаски на конце стержня. Для болтов
из среднеуглеродистой и малолегированной стали формообразование
Рис. 4. Степени деформации при различных методах штамповки
болтов (см. табл. 14)
фаски на конце стержня осуществляется обработкой резанием одно-
временно с подрезкой торца болта в специальном устройстве.
Необходимость высадки «мертвой шайбы» объясняется тем, что при
изготовлении болтов из средне- и высокоуглеродистой стали при,обрезке
головки на ее опорной поверхности образуется небольшой заусенец,
который после термообработки не сминается при заворачивании, и
болтовое соединение становится, неустойчивым в работе. Для получения
заусенца минимальной величины обрезку головки проводят при малом
зазоре между плоскостями обрезного инструмента, что, в свою очередь,
ведет к разрушению опорных рабочих плоскостей инструмента. Приме-
нение «мертвой шайбы» позволяет получить качественную опорную
Изготовление болтов, винтов и заклепок
267
поверхность головки болта, уменьшить величину заусенца, повысить
стойкость инструмента и, кроме того, улучшить товарный вид болта.
2. Выдавливанием и однократным редуцированием стержня болта
с обрезкой головки на шестигранник (см. табл. 5, строка 2), включаю-
щим: отрезку заготовки диаметром, равным 1,45—1,48 диаметра под
накатывание резьбы; осадку заготовки с целью выравнивания торцов
и образования фаски; выдавливание стержня; редуцирование стержня
под накатывание резьбы на диаметр, примерно равный среднему диа-
метру резьбы, высадку цилиндрической головки с фаской и цилиндри-
ческим подголовком; обрезку головки болта на шестигранник. Этот
способ находит применение при изготовлении болтов только из низко-
углеродистой стали.
При таком способе штамповки болты получаются с равной прочностью
головки и стержня и при применении низкоуглеродистой стали предел
прочности болта повышается до 70 кгс/мм2. Основным недостатком спо-
соба является необходимость применения матрип для выдавливания
с большим перепадом диаметров, матрицы сложщ. хзготовлении и не-
удобны в эксплуатации, так как требуется обеспечение высокой соос-
ности с пуансонами.
.. 3. Двукратным редуцированием стержня болта с формообразова-
нием шестигранной головки (рис. 4), включающим: отрезку заготовки,
диаметром, равным 1,1—1,15 диаметра стержня под накатывание
резьбы; первое редуцирование стержня; предварительное формообра-
зование шестигранной головки без фаейи и формообразование фаски
на конце стержня; формообразование шестигранной головки с фаской;
второе редуцирование стержня под накатывание резьбы; окончатель-
ное формообразование шестигранной головки с подголовком (или без
него).
При таком способе штамповки головка болта получается с гладкой
поверхностью «под ключ». При штамповке с обрезкой поверхность
6. Сравнительные данные по упрочнению болта
при различных способах штамповки (см. рис. 4)
Марка калибро; ванного металла и его термо- обработка Предел прочности отдельных элементов болта, кгс/мм2
Головка болта °в Гладкая часть с стержня о_ О Резьбовая часть стержня оР
Способы штамповки
а б в г а б в г а б в г
Сталь 10: неото- жженная отожженная Сталь 45: неото- жженная отожженная 85 82 ПО 105 78 70 108 105 77 74 100 87 70 97 65 60 80 70 68 58 103 81 78 74 102 85 68 95 68 65 90 85 70 59 106 84 79 75 103 87 70 96
268
Технология штамповки на автоматах
«под ключ» получается шероховатой и чешуйчатой. Кроме того, стой-
кость -матриц при безотходной штамповке значительно превышает стой-
кость обрезных матриц. Изготовление болтов таким способом связано
со значительными трудностями совмещения граней предварительно
высаженной головки с гранями инструмента, так как отштампованный
болт при выталкивании разворачивается и в несориентированном поло-
жении переносится к последующим позициям штамповки, что приводит
к браку.
На рис. 4 и в табл. 6 приведены сравнительные данные по упрочне-
нию элементов болта при штамповке различными способами. Заготовки
винтов с внутренним шестигранником изготовляют Двухкратным реду-
цирование^ (табл. 5), включающим: отрезку заготовки диаметром,-рав-
ным 1,24—1,26 диаметра под накатывание резьбы; первое редуцирова-
ние стержня со степенью деформации не более 30%; высадку цилиндри-
ческой головки с небольшим углублением; выдавливание в головке
внутреннего шестигранника; второе редуцирование стержня на диа-
метр, примерно равный среднему диаметру резьбы. Формообразование
фаски на торце стержня болта и подрезка торца осуществляются ана-
логично болтам с наружной шестигранной головкой.
Штамповка шестигранных гаек
Наиболее широко применяются следующие технологические про-
цессы штамповки шестигранных гаек (табл. 7) [4, 9, 21 ]:
1. Четырехпереходный процесс (табл. 7, строка 1), осуществляемый
на четырехпозиционных автоматах, предусматривающий: осадку отре-
занной заготовки с формообразованием фаски с одной стороны; высадку
«бочонка» (цилиндра с расположенными с двух сторон большими фас-
ками); штамповку шестигранника: прошивку отверстия. Этот процесс
применяют для изготовления заготовок гаек размером Мб—М27 из
низкоуглеродистой калиброванной стали круглого сечения марок Юкп,
15кп, и реже 20кп. Диаметр заготовки принимают равным 0,8—0,9
размера «под ключ» готовой гайки. Высота перемычки составляет Лп=
= 0,2/Zcp + tg 15°, где Яср — высота гайки; dn — диаметр пробив-
ного пуансона.
К недостаткам этого способа относится высокая степень деформации,
что вызывает необходимость использования высоко пластичного металла
с низким сопротивлением деформированию (ов^ 35ч-40 кгс/мм2)
с весьма чистой поверхностью. При применении металла с пониженными
показателями штампуемости резко возрастают удельные усилия, заго-
товки гаек получаются с плохо оформленными углами, появляются
трещины на заготовках и значительно снижается стойкость инструмента.
Первоначальные фаски «бочонка» переходят свободным течением в на-
ружные фаски гайки, которые получаются нечеткими и портят ее
внешний вид. Стремление к лучшему оформлению углов приводит к по-
тере наружных фасок гаек, образованию неровностей на опорных тор-
цах (следы от вдавившихся пуансонов), к резкому увеличению удельных
усилий и, в свою очередь, к снижению стойкости инструмента и к появ-
лению трещин на гайках.
2. Четырехпереходный процесс (табл. 7, строка 2), осуществляемый
на четырехпозиционных автоматах, предусматривающий: осадку отре-
Штамповка шестигранных гаек 269
занной заготовки с формообразованием неглубоких лунок с двух сто-
рон; формообразование шестигранника с одной наружной фаской; по-
ворот заготовки на 180° при переносе со второй на третью позицию
штамповки; окончательное формообразование шестигранника и второй
наружной фаски с выдавливанием полости с'фасками внутри заготовки;
прошивку отверстия. Этот процесс применяется в США, ФРГ и Японии
для изготовления заготовок гаек размером Мб—М24 из низкоуглероди-
стой калиброванной стали, круглого сечения, близкой по своему составу
к стали марок Юкп, 15кп, 20кп. Высоту заготовки принимают равной
1,7 диаметра, что обеспечивает получение качественного чистого среза
.с перпендикулярными торцами, точное центрирование заготовки при
штамповке и плавное, равномерное нагружение инструмента. При этом
способе в случае применения фосфатированного металла нефосфатиро-
ванная поверхность (срез) составляет всего 20—25% общей поверхности
заготовки, при других размерах заготовки — 50%. В отличие от преды-
дущего процесса здесь отсутствует операция формообразования «бо-
чонка» и уже на второй позиции производится штамповка шестигран-
ника. Заготовки гаек получаются с хорошо оформленными углами и чет-
кими фасками. Требования к металлу аналогичные первому процессу.
* 3. Пятипереходный процесс (табл. 7), осуществляемый на пяти-
позиционных автоматах, предусматривающий: осадку отрезанной заго-
товки с формообразованием фасок 9 одной стороны и двух неглубоких
выемок; предварительное формообразование шестигранника на второй
позиции; noBQpoT заготовки на 180р при переносе со второй позиции
на третью и с третьей на четвертую, что позволяет обеспечить четкое
оформление наружных и внутренних фасок в гайке; окончательное офор-
мление шестигранника и выдавливание углублений на третьей и четвер-
той позициях; прошивку отверстия. Увеличение числа переходов и по-
степенное получение шестигранника обеспечивают более благоприятное
течение металла при деформации и лучшее заполнение углов шестигран-
ника, а высадка наружных фасок в полузакрытых матрицах способ-
ствует более четкому и правильному их оформлению. Для наметки отвер-
стия в гайке применяется сферический пуансон, что обеспечивает луч-
шее заполнение кромок шестигранника. Кроме того, при этом способе
штамповки нагрузки на инструмент на всех позициях распределены
более равномерно, что привело к снижению удельных усилий и к повы-
шению стойкости инструмента. Процесс применяется для изготовления
заготовок гаек размером Мб—М24 из низко- и среднеуглеродистой ка-
либрованной стали круглого сечения марок Юкп, 15кп, 20кп, 35.
Диаметр заготовки принят. равным 0,9—0,92 размера «под ключ»
готовой гайки, что позволяет несколько уменьшить степень деформации.
4. Трехпереходный процесс (табл. 7), осуществляемый на трехпози-
ционных автоматах, предусматривающий: осадку заготовки с формо-
образованием фаски с одной стороны; окончательное оформление ше-
стигранника с фасками с двух сторон, выдавливание полостей с двух
сторон с фасками; прошивку отверстия. Этот процесс применяется для
изготовления заготовок гаек размером М3—М5 из низкоуглеродистой
калиброванной стали шестигранного, сечения марок Юкп, 15кп.
Применяется шестигранная проволока с размером «под ключ»,
равным 0,92—0,95 размера «под ключ» готовой гайки,- что позволило
значительно снизить степень деформации, удельные усилия на
инструмент и повысить его стойкость. Размер заготовки «под ключ»
7. Технологические процессы холодной объемной штамповки шестигранных гаек
Размер гайки, мм Материал заготовки
Мб—М27 Низкоуглеродистая сталь марок Юкп, Юкп, 20кп
Форма и размер заготовки Число штампо- вочных перехо- дов Эскизы технологических переходов '
Отрезка заготовки Переходы
1 2 3 / 4 5
Технология штамповки на автоматах
*
Мб—М24
Низко- и среднеуглероди-
стая стал^ марок Юкп,
Юкп, 20кп, 35
(0,9+0,92)5
М3—М5
Низкоуглеродистая сталь
марок Юкп, 15кп, 20кп
$1=(0.92+0,95) S
П
Ш
3
Мб—М24
Среднеуглеродистая и
низколегированная сталь
$1^(0,92+0,95)9
отжиг и
ФОСФАТИ-
272
Технология штамповки на автоматах
Продолжение табл.
о
н
о
U
л
со
Ч
со
S
а
ф
н
со
£
Ф S
S Я 2
«« S
со я
S
. J2 ' о ч
а со
Ф н
Ч и
я
л* я
9 я
§ =
о 2, 2м 03
Л о
« а
- я
S (_
ф
Jx Ч
ф
я Я
я
СО
О о
S
ч: .
*
тГ
<М
ш
Штамповка шестигранных гаек
273
/.. определяется величиной зазора, необходимого для свободного затал-
Л кивания гаек в матрицу последующего перехода.
К недостаткам этого способа относится малое число штамповочных
позиций, ограничивающее применение процесса для изготовления Заго-
товок гаек размером свыше Мб.
л 5. Трехпереходный процесс (табл. 7) с промежуточным отжигом
и фосфатированием заготовок, осуществляемый на двух автоматах, пре-
дусматривающий: отрезку заготовки и ее осадку с формообразованием
одной фаски на первом автомате и окончательное формообразование
шестигранника с наружными фасками; выдавливание полостей с двух
Л сторон; прошивку отверстия на втором автомате.
Как и в предыдущем случае, применяется шестигранная проволока
с размером «под ключ», равным 0,92—0,95 размера «под ключ» готовой
гайки. Этим способом можно получать гайки размером Мб—М24 из
среднеуглеродистой и низколегированной стали, а также штамповать
высокие гайки и другие детали сложной формы.
6. Четырехпереходный процесс (табл. 7), осуществляемый на четы-
рехпозиционных автоматах, предусматривающий: осадку отрезанной
заготовки с целью выравнивания торцов; поворот ее на 180° при пере-
- ' носе с первой позиции на вторую и со второй на третью; последова-
тельное формообразование наружных фасок; окончательное формо-
образование шестигранника; выдавливание полостей; прошивку от-
верстия.
Процесс разработан и рекомендован НИИметизной промышленности
для изготовления заготовок стандартных гаек размером М4—Ml6,
кроме гаек с уменьшенным размером «под ключ».
Применяют проволоку из низко- и среднеуглеродистой стали ма-
рок 10кп, 35 шестигранного сечения с размером «под ключ», равным
0,92—0,95 размера «под ключ» готовой гайки.
7. Комбинированный трехпереходный процесс (табл. 7) с промежу-
точным нагревом заготовок, осуществляемый на двух автоматах, вклю-
чающий: отрезку и осадку заготовки с формообразованием больших
фасок с двух сторон в холодном состоянии на первом однопозиционном
автомате; безокислительный нагрев заготовок; формообразование ше-
стигранника и выдавливание полостей с фасками; прошивку отверстия
на втором двухпозиционном автомате в горячем состоянии.
В Связи с тем, что высадка заготовки на первом автомате произво-
дится с небольшой степенью деформации, к материалу не предъяв-
ляются повышенные требования к качеству поверхности (отсутствию
рисок и погрешностей прокатки проволоки). Этот способ применяется
для изготовления заготовок гаек размером М5—М24 из стали с высоким
содержанием углерода, труднодеформируемой или недеформируемой
в холодном состоянии. Применяется проволока круглого сечения, ка-
либрованная, протравленная и известкованная. Преимущества комби-
нированного способа заключаются также и в том, что заготовка, оса-
женная в холодном состоянии, имеет хорошее качество торцов, и бла-
годаря скоростному нагреву отсутствует окалина.
Шестигранные гайки размером Ml6—М76 из низко- и высокоугле-
родистой и легированной стали изготовляются на трехпозиционных
горячештамповочных автоматах.
274
Технология штамповки на автоматах
Штамповка шариковых и роликовых
заготовок
Штамповка заготовок шариков и роликов диаметром до 28 мм осу-
ществляется на холодновысадочных прессах-автоматах и кривошипных
прессах.
Заготовки штампуют обычно из шарико- и роликоподшипниковой
стали (см.> табл. 6 гл. 1).
Некоторые иностранные фирмы штампуют их из стали с приса^ками
молибдена (0,3—0,5%) и ванадия (0,3%), что позволяет получать
шарики с более мягкой сердцевиной и высоконауглероженным слоем
рабочей поверхности.
До диаметра 6,1 мм шарикоподшипниковая проволока производится
в мотках, а свыше 6,1 мм обычно в прутках мерной длины до 6м. Требова-
ния к материалу шарикоподшипниковой проволоки следующие :ов= 60ч-
ч- 73 кгс/мм2; ат = 40ч-42 кгс/мм2; tzH — 45 кгс-м/см2, HRC не ниже 62
по ГОСТ 3722—54; 6 = 15ч-25% ;ф = 21%; микроструктур а — мелко-
зернистый перлит, оцениваемый баллами 2—4 шкалы № 5 по ГОСТ
801—60. Содержание неметаллических включений и карбидная ликва-
ция в проволоке см. в табл. 7 гл. 1.
Холодная штамповка шариков и роликов осуществляется в открытых
и закрытых штампах.
Холодная штамповка шариков. По первой технологии, принятой
почти на всех заводах СССР и за рубежом, для качественного получения
заготовки и для заполнения ее полюсов предусматривается наличие
облоя по разъему штампов. В зависимости от величины облоя штамповка
шариков может проводиться: 1) малоотходная с минимальным облоем;
2) облойная с номинальным облоем.
В табл. 8 приведены технические условия производства шариков
методом облойной штамповки на 1-ом Государственном подшипниковом
заводе для некоторых размеров шариков, а на рис. 5,я показана шарико-
вая заготовка. Геометрические размеры штампов на шарики и размер
предварительной отрезаемой заготовки приведены в табл. 9. Наиболее
стабильный процесс штамповки достигается при соотношении =
^заг
= 2 : 2,3. В этом случае диаметр полусфер и D2 и ширина облоя *%бл
практически не изменяют своих размеров (колебание не более 10%).
Но размер высоты облоя /гОбл, зависящий только от наладки автомата,
его жесткости и неточности объема заготовки, варьируется в широких
8. Технические условия штамповки шариков
Размеры шариков, дюймы Наибольшие диаметры полусфер Ширина облоя ^обл Высота облоя %бл Эксцентрич- ность по сфере е
D. d2
73 74 13,49 9,85 13,79 20,15 0,5 0,8 0,12
Штамповка шариковых и роликовых заготовок 275
пределах от своего номинального значения, иногда до двух раз. Обозна-
чая жесткость автомата через савт, усилие штамповки Ршт и усилие под-
наладки РНал, можно предварительно оценить размер облоя по высоте
^обл —
Р шт — Риал
авт
Создание предварительного усилия смыкания плоскостей разъема
матрицы с пуансоном за счет перенапряжения звеньев кривошипно-
шатунного механизма приводит к резкому износу высадочного инстру-
Рис. 5. Отштампованная на автомате шариковая заготовка: а — обычным
облоем; б — с широким облоем; в — без облоя
мента и подшипниковых опор коленчатого вала. Поэтому у шариковых
автоматов допускается пережим не более 20%, что несколько уменьшает
величину облоя.
Исследованиями [53] показано, что для шариковой заготовки не
удается свести облойную штамповку в малооблойную в открытых
штампах за счет варьирования соотношения Процесс протекает
П3аг
в четыре стадии и тщательным подбором соотношения размеров и объема
заготовки удается только уменьшить долю обжатия на последней ста-
дии (табл. 10). Поэтому на третьей стадии'металл не успевает полностью
заполнить полость штампа и для заполнения шариковых полюсов на
этой стадии предварительно образуется облой, в котором сопротивление
выхода металла в разъем штампов постепенно увеличивается с умень-
шением расстояния между плоскостями разъема матрицы и пуансона.
В момент, когда это сопротивление превысит сопротивление течению
металла к полюсам, начнется-Ux заполнение. Объем облоя при штам-
повке в открытых штампах определяют по зависимости
И = Л (D *5обл) ^обл^обл-
Принцип трехстадийной малооблойной штамповки основан на том,
что металл полностью заполняет полость штампа прежде, чем успеет
подойти к плоскости разъема. Практически внедрение малооблойной
276
Технология штамповки на автоматах
9. Размеры ручья штампов и прутковой'штучной заготовки
Номинальный диаметр шарика £>ш Холодная штамповка Диаметр исходной заготовки □di Длина исходной заготовки ^заг
дюймы мм Диаметр штампо- ванной заго- товки Допуск ( + ) на овал
м IM
— 2,5 3,15 0,16 2,2 5,08
78 3,175 _ 3’8_3_ 2,6. 6,35
ь / /32 3,969 0,18
4,0 4,67 3,2 7,4?
71в 4,762 5,43 3,7 ' 8,59
— 5,0 5,67 • 7,29
5,159 5,83- 0,2 4,3
732 5,556 6,23 9,58
16/«4 5,953 6,63 4,8^ 9,21
74 6,35 7,03 11,16
7з2 7,144 7,82 5,4 12
71« 7,938 8,63 Z 0,1 12,53
27б4 8,334 9,02 6,3 13,37
11/ / 32 8,731 9,42 6,8 13,03
23 ) / 64 9,128 9,84 0,25 7,1 13,57
7« ' 9,525 10,26 15,33
10,000 10,74 7,3 16,59
*732 10,319 11,05 7,5 17,08
71. 11,112 11,87 8,1 18,08
11,509 12,27 8,9 16788
’732 11,906 12,70 18,68
3764 12,303 13,09 9,2 17,85
72 12,70 13,49 20,63
’732 13,494 14,34 9,8 21,76
71. 14,288 15,09 10,3 22,88
Х732 15,081 15,88 11,0 23,32 .
78 15,875 16,68 11,6 24,23
27з2 16,669 17,47 12,4 24,30
“Л. 17,462 18,26 12,5 27,25
23 / / 32 18,256 19,‘11 13,5 26,72
74 19,050 19,85 0,3 29,89
26 / / 32 19,844 20,69 1 к 27,37
13/ /16 20,638 21,59 1 о 31,05
27 / / 32 21,431 22,38 16,0 30,35
78 22,225 23,18 . 33,68
29/ /82 23,019 23,97 17,5 31,09 -
‘71. 23,812 24,76 34,23
8732 24,606 25,56 18,5 36,65
1 25,400 26,35 *• 36,83
26,194 27,14 - 19,00 38,10
Штамповка шариковых и роликовых заготовок
277
А
10. Варианты штамповки шарика в открытом ручье [53]
Относительное значение осадки при отдельных стадиях штамповки *г в долях от суммарного обжатия 2 дя
Д#2 ДНз Д/74
0,48 0,1 0,36 0,06 1,0
0,15 0,75 0,00 0,10
** Числитель—соответствует облойной штамповке^ малооблойной из фасонной заготовки. знаменатель ~ t
♦
штамповки приводит к значительному снижению усилия штамповки и
сокращению расхода металла вследствие уменьшения расчетного объема
заготовки на величину объема облоя и может быть осуществлено фасо-
нированием заготовки или гравюры штампов.
Специальная форма заготовки (рис. 6) позво-
ляет заканчивать процесс заполнения полюсов
одновременно' или ранее, чем радиальный поток
достигнет облойной щели. Размеры усеченных ко-
нусов рекомендуется выдерживать в следующих
соотношениях [53]:
‘f1.
D0
Dm
Рис. 6. Фасонная
заготовка для
малообъемной
штамповки шари-
ков
м 2/3Dq.
В табл. 10 приведены данные по удельному
знечению каждой из трех стадий при малооблой-
ной штамповке фасонной заготовки. х
Малооблойная штамповка шариков может быть
осуществлена за счет изменения гравюры штампа.
На рис. 7, а показана конструкция штампа'с ко-
ническим полюсом. Геометрия конуса определяется
диаметром прутковой заготовки по которой
строится его большее основание. Образующей ко-
нуса служит касательная к сферам Dr или D2 (см.
рис. 7) в месте пересечения ее с торцом заготовки.
Наилучшее заполнение конического полюса заго-
товки происходит в случае выбора угла конуса в
пределах 50—55°. Такой угол соответствует наи-
меньшему сопротивлению металла при заполнении
няется при соотношении размеров заготовки =
^заг
Резкое снижение величины усилия при формообразовании шариков
в штампах с измененной гравюрой позволяет осуществить трехстадийную
штамповку. При этом некоторый излишек металла, возникающий из-за
неточности прутковой заготовки,, уходит не в облой, а в отверстия вы-
талкивателей и в полости, примыкающие к коническому профилю по-
полюса и выпол-
278 Технология штамповки на автоматах
люсов. Из простых геометрических соотношений (рис. 7) объем указан-
ного компенсатора определится по формуле
где Н = у 1 — 1------pg— у — высота конического полюса;
d0 = Z)3ar — 2Н tga — диаметр нижнего основания.
Применение формулы М. В. Сторожева для вычисления усилия
штамповки (см. стр. 295) для указанных выше двух вариантов малооб-
Рис. 7. Схемы процессов малооблойной штамповки шариковых заготовок: а —
с коническими полюсами; б — со смещением плоскости разъема
лойной штамповки при максимальном значении коэффициента трения
ц = 0,5 позволяет установить довольно простое соотношение
ршт = 3-^ (2,6 ч-2,7).
Наряду со специальным фасонированием гравюры или заготовки
для малооблойной штамповки шариков применяют также смещение
плоскости разъема штампов от центра шарика (рис. 7, б). Радиальный
поток металла, наиболее интенсивный в центральных сечениях, суще-
ственно уменьшается, что позволяет осуществить трехстадийный процесс
штамповки.
При этой конструкции для выталкивания шарика из штампов на
матрице протачивают цилиндрический поясок на всю длину смещения
плоскости разъема /см. Тогда наряду с уменьшением интенсивности ра-
диального течения создается определенный подпор деформированию
металла со стороны цилиндрического пояска штампа. Эксперименталь-
ные работы, проведенные МВ МИ на 1-м ГПЗ показали, что при повыше-
нии точности исходной прутковой заготовки, этот метод штамповки при-
водит к положительным результатам. Избыток металла, получающийся
от неточности заготовки, компенсируется в основном увеличением
Штамповка шариковых и роликовых заготовок
279
объема ручья и частично незначительным облоем. Объем компенсатора
подсчитывают по формуле.
т/_ f, D , 4 (£>+/CM)/D 4 , VI
'' V ~ 4 LZcM “ 3 + 3 ’ D2 \ 2 ZcM ) J ‘
Усилие на малоотходную штамповку шарика в штампах со смещен-
ной плоскостью разъема определяют по формуле М. В. Сторожева.
Эффективная длина цилиндрического пояска должна быть не менее
/см = 0,lD, соответственно, усилие штамповки
Лит = •$ ~т~2,5.
К особой группе открытой штамповки шариков относятся следующие
два способа.
Первый способ характеризуется тем, что в штампах выфрезеровы-
вают облойный паз большой высоты и небольшой ширины (см. рис. 5, б),
в который поступает только, излишек металла от неточности прутковой
заготовки.
Для таких штампов высота облоя АгОбЛ обычно в 8 раз превышает
ширину 80бл> величину которой выбирают равной 0,3—0,4 мм. Учиты-
вая эти отношения из формулы Сторожева М. В. определяют потребное
технологическое усилие по зависимости
n,D2
Ршт = 5 — (1,625+0,03D).
Объем облоя вычисляют по формуле
У = эт£)8обл^обл •
Штамповка шарика по этому варианту почти совсем не отличается
от облойного варианта — те же четыре стадии процесса. Но выбор
широкого по высоте облоя значительно сокращает усилия высадки, хотя
процесс протекает с определенным повышенным расходом металла.
Второй способ состоит в том, что посредством придания ручью
штампа бочкообразной формы (см. рис. 5, в) процесс штамповки удается
провести в две или три стадии. Особенностью процесса является отсут-
ствие сферических полюсов. Вместо них имеется плоская круговая
поверхность, равная сечению прутковой заготовки, удаленная от плос-
кости разъема на величину радиуса полусферы. Благодаря такой фор-
ме штампа металл у поверхности полюсов с процессе штамповки не
деформируется и не упрочняется. Его твердость после высадки равна
твердости исходного материала прутка, что намного ниже твердости
у полюсов ^шариков, полученных по другой технологии.
Действительно, при всех описанных выше методах штамповки исход-
ная твердость металла у полюсов повышается в 1,3—1,6 раза, с вели-
чин НВ. 175—200 до НВ 260—280, а у плоскости разъема в 1,6—1,95 раза,
с величины НВ 175—200доЯВ 220—250. В процессе последующей тер-
мообработки твердость заготовки возрастает, но при этом не создается
текстуры, свойственной обычным методам штамповки, что, несомненно,
снижает эксплуатационную стойкость готовой продукции. К другому
недостатку бочкообразной шариковой заготовки следует отнести высо-
кий процент расхода металла и трудность последующей обработки.
260
Технология штамповки на автоматах
Величина излишнего объема заготовки (объем а, рис. 5, в)
V = 2
0,0873Я(2£> + Озаг)2 - 4-лО3
О
превышает объем заусенца при облойной штамповке.
Достоинством второго способа является резкое уменьшение техно-
логического усилия штамповки.
С учетом соотношений размеров прутковой заготовки и наибольшем
значении коэффициента трения р = 0,5
лГ)2
Лит = « (1,35-5-1,45).
Один из опытных вариантов закрытой штамповки на автоматах,
разработанный совместно МВ МИ, заводом-втузом при ЗИЛе и 1ГПЗ,
показан на рис. 8. При ходе
Рис. 8. Схема закрытой штамповки ша-
риковых заготовок на автомате
ползуна к матрице вначале под
действием сильных пружин
смыкаются штампы, а затем
происходит деформирование
прутковой заготовки твердо-
сплавным экстрактором. Из-за
изменения схемы напряженного
состояния при закрытой штам-
повке возрастает технологичес-
кое усилие высадки Ршт по
сравнению с другими малоотход-
ными вариантами, но величина
его все же ниже, чем при об-
лойной штамповке. Это усилие
определяют по формуле
Для повышения стойкости
экстрактора, на нем протачи-
вают фаску высотой hx. Это приводит к появлению на заготовке вы-
нужденного заусенца, объем которого определяют по формуле
И = й1/л
\ Л О J
где /ix, I — размеры фаски.
Сравнение эффективности различных вариантов технологии штам-
повки показывает, что для шариков диаметром менее 3/4" наиболее
целесообразна штамповка заготовок со смещенной плоскостью разъема
и в закрытых штампах. Для шариков диаметром свыше следует
проводит штамповку заготовок с широким облоем, в виде круговой
бочки, со смещенной плоскостью разъема, с коническими полюсами
и в закрытых штампах. При этом чем больше диаметр шариков;' тем
наилучшие результаты получаются при штамповке с широким облоем,
h
. Штамповка проволочных гвоздей 281.
”-S в виде круговой бочки, в закрытых штампах и со смещенной плоскостью
' разъема.
В последнее время в СССР и за рубежом большое внимание уде-
ляется внедрению малоотходной открытой штамповки шариков, за счет
повышения точности изготовляемых прутков по диаметру и улучшения
Д качества реза.
Холодная штамповка роликов. Роликовая заготовка, получаемая на
-5 автоматах, представляет собой цилиндрическое или коническое тело
вращения с двумя плоскими торцами, имеющими центральное неглу-
Ч Т- бокое цилиндрическое углубление. Поэтому штамповка ролика почти
- полностью осуществляется в матрице, а пуансоном формируется только
один его торец. Другой торец образуется выталкивателем, несколько
Ж- ; выступающим полости штампа.
1. '''
£ ’ Штамповка проволочных гвоздей
S'-
Процесс изготовления гвоздей (табл. 11) следующий. Проволока 1
(рис. 9) подается через раскрытые матрицы 2 на величину, установлен-
ную при наладке. Раскрытие матриц осуществляется обычно перемеще-
нием только одной матрицы, другая неподвижна. Упоры, ограничи-
вающие подачу в гвоздильных автоматах не применяют; проволока по-
Рис. 9. Схема процесса изготовления гвоздя
дается с помощью клещевого врезающегося механизма, чем устраняется
проскальзывание проволоки и обеспечивается точность длины гвоздя.
После окончания подачи матрицы несколько поджимают проволоку,
чтобы устранить выдергивание проволоки при обратном ходе каретки
подачи. Далее матрицы зажимают проволоку своей рифленой поверх-
;; ностью и пуансон 4 при ходе вперед высаживает головку. Ножи в это
j- время находятся в крайнем заднем положении, обеспечивая пуансону
Ч свободное перемещение. Ножи при наладке могут перемещаться вдоль
оси пддачи, вследствие чего изменяется высота заготовки Ао и ее
)) объем, необходимый для получения головки гвоздя соответствующей
/ формы и размеров.
11. Типы штампуемых гроздей
Наименование Эскиз '' / femin Размеры, мм
Диаметр стержня, d f Длина гвоздя, 1 Наименьший диаметр головки, D
Толевые
Кровельные
Строительные с плоской
головкой
Строительные с кониче-
ской головкой 4
0,8 —1,6 8 — 50 2Td
1,8 —8,0 32—250 (1,75 4-2) d
2; 2,5; 3 20 — 40 2,5d
3,5 40 8 мм
Наименование f Эскиз ftmin Размеры, мм
Диаметр стержня, d Длина гвоздя, 1 Наименьший диаметр головки, D
X •
п
-ч+ж- П Rd ЛЯ 9 Л Я 4(1 fi 75 •! QQ\
ЧУ 1Д С v 1U Ч XI Dl С 4 г . । 1 _,.UL V, VU и, О Z, и
с ' Л \ TL - ши . fl A -S 1 р О Л о п г 9 Ч/У
иооиные Sir J21H ; 1,0—2, V О — 2 0 2, Ou
1 flhuiJP р тт ттлрггpift ррьттрю- *т Л -* -«1 л 9Rd 1 R Я Г) 2Н ЯЛ (2 2 —2 5) d
А U 11 Х*£ч~ К»- 11 vl\JKvl> Uli 1 k_/vlk_/Ly кой Тарные с конической го- ловкой Формовочные I М Ц- -НЖ- : / 1 Ъ • v, ZOu 0,6# / 0,6# 1 , и о, и 1,6 —3,0 1,2 —1,8 ' X о и V 25 — 80 50 — 150 (2,2 4-2,5) d \ \ / (1,67 4-1,78) d
--ИЖ — |. к i L
• 4 Л 1
L ..'I
284
Технология штамповки на автоматах
При отходе пуансона назад матрицы раскрываются, проволока
с высаженной шляпкой подается вперед; происходит отрезка-заостре-
ние гвоздя. Перед высадкой следующей головки, готовое изделие отла-
мывается от проволоки сбрасывателем и попадает в приемный желоб,
после чего цикл повторяется. *
г)
Рис. 10. Схемы крепления и регу-
лировки инструмента при штампо-
вке гвоздей: а — крепление ножа;
б — крепление круглых матриц;
в — крепление пуансона; г — креп-
ление зубильца и опоры; д — креп-
ление зубильца и опоры А4116
На рис. 10 показаны схемы крепления и регулировки инетрумента.
Нож 1 регулируется винтом 2. Для зажима инструмента применяются
круглые плашки 3, в которые подается проволока через направляющие
втулки 4 и 5. Закрепление матриц осуществляется винтом 6. Регули-
ровка пуансона 7 в автомате АА715 осуществляется клином в автома-
тах других типоразмеров продольная установка пуансона 9 произво-
дится посредством винтового соединения. Подача проволоки осущест-
вляется зубильцем 10 и опорой 111 которые перемещаются -вместе с ка-
реткой. На рис. 10, г, д показаны два варианта захвата заготовки зу-
бильцем 10 и опорой 11. Основные размеры инструментов и мест их
крепления приведены в табл. 12.
Многопозиционная штамповка сложных, деталей
286
12. Основные размеры (мм) инструментов и мест их крепления
Модель В D L 1 /1 /г ^3 h b d dj d2 d3 d4
А4113 15 60 55 9 50 55 38 12 16 18 12 20 12 8
А4115А 80 40 60 35 14 20 16 25
АД7Т5 105 95 40 32 25 — 16
А4116 24 86 85 12 60 66 25 20 30 22 20 35 12 12
• tjj Цикловой угол, характеризующий процесс высадки, колеблется
' в йределах 21—31°. Величина этого угла может меняться в зависимости
формы и размеров головки гвоздя, так как изменяется высота за-
' ^готовки. Подача осуществляется в течение времени, соответствующего
fer повороту главного вала на 180°. Цикловой угол отрезки составляет
Z7—35° в зависимости от диаметра проволоки. Период сжатого состоя-
'• ния матриц связан с цикловым углом процесса высадки и характери-
t; зуется углом 35—40°. Угол запаздывания начала подачи по отношению
. к концу высадки z2jl составляет 10—20°.
-% Величина технологических усилий, необходимых для изготовления
.гвоздя, существенно зависит от правильной наладки автомата и ка-
V’; чества изготовления инструмента.
' При наладке особое внимание следует уделять тому, чтобы объем
. металла в заготовке соответствовал объему головки гвоздя. Необхо-
<дшая высота заготовки обеспечивается путем перемещения отрезных
ножей вдоль оси подачи материала.
’sk- Для гвоздей с конической головкой большое значение имеет угол
3^.. конического ручья матрицы, так как от него зависит высота цилиндри-
ческой части и приведенная высота шляпки. Обязательным при изго-
товлении матриц является равенство диаметров основания конического
• ручья и головки гвоздя, а также соответствие диаметра очка матрицы
диаметру проволоки, так как последнее влияет на усилие зажима мате-
риала.
У у С применением отрезных ножей, оснащенных твердосплавными
вставками, уменьшаются нагрузки на механизм отрезки-заострения и
повышается качество гвоздей.
3 Многопозиционная штамповка
сложных деталей
Наиболее характерные процессы многопозиционной штамповки
; s сложных деталей можно подразделить на следующие основные
группы:
D штамповка деталей с применением редуцирования и прямого
; . выдавливания стержня и высадка головки сложной формы на конце
’ • стержня;
2) штамповка деталей с применением редуцирования и прямого
: М выдавливания в пуансонах и матрицах и набором металла в середине
. стержня;
286
Технология штамповки на автоматах
Рис. 1 1. Технологические переходы при штамповке деталей с редуцированием
и пр ямым выдавливанием стержня и высадкой головки сложной формы: а —.
регулировочный винт (см. табл. 12); б — шпиндель (см. табл. 12)
3) штамповка деталей с применением процессов высадки, прямого
и обратного выдавливания.
К первой группе относятся технологические процессы многопози-
ционной штамповки регулировочного винта тракторного двигателя
(рис. 11), шпинделя (рис. 11, 6), оси педали велосипеда (рис. 12, г).
Рис. 12. Технологические переходы при штамповке деталей с редуцированием и прямым выдавливанием стержня и набором
металла в середине стержня: а — ступенчатый стержень (см. табл. 12); д — деталь типа оси (см. табл. 12): в — ступенчатый
‘ палец (см. табл. 12); г — ось педали велосипеда (сталь 15)
288
Технология штамповки на автоматах
Ко второй группе относятся ступенчатый стержень (рис. 12, а), деталь
типа оси (рис. 12, б), палец (рис. 12, в). К третьей группе относятся
золотник (рис. 13, а), штуцер (рис. 13, б) и шаровой палец с полой
головкой (рис. 13, в). Технологическая характеристика штамповочных
операций перечисленных деталей приведена в табл. 13.
Рис. 13. Технологические переходы при штамповке деталей с высадкой, пря-
мым и обратным выдавливанием; а - золотник (см. табл. 12); б — штуцер
шланга гидротормозов автомобиля; в — шаровой палец с полой головкой
На рис. 14 показаны примеры штамповки стержневых деталей
сложной формы на многопозиционном автомате. Штамповка шестерни
с хвостовиком (рис. 14, а) осуществляется на пятипозиционном авто-
мате из материала диаметром 36 мм. На первом переходе осуществляется
подсадка стержня с образованием фаски и незначительным выдавлива-
нием на конце, необходимым для ориентации заготовки при заталкива-
нии в матрицу следующей позиции. На второй позиции за один переход
осуществляется окончательная высадка головки. На третьей позиции
Многопозиционная штамповка сложных деталей
289
13. Технологическая характеристика процессов
многопозиционной штамповки сложных деталей
1 ’ лШдмер пози- \ ции Наименование операции Характеристика операции
е = 1п4 е, % Р;, ТС V р1
С м
Регулировочный винт (МАМИ) , сталь 20 (рис. 11, а)
Редуцирование первое 0,36 28,7 6,2 0,06
II Предварительный набор го- — 0,70 51,0 24,5 0,22
ловки Редуцирование второе 0,18 15,8 —
III Наметка кольцевой канавки — 0,25 20,0 36,5 0,34
IV с подсадкой головки Окончательная высадка го- — 0,26 21,0 40,0 0,37
- f ловки Выдавливание хвостовика 0,21 16,8 — —
I Шпиндель (МАМИ), латун Прямое выдавливание ь 1-62 (рис 1,27 И, б) 72,0 15,3 0,36
/ II Калибровка торцов —— — —
Двустороннее редуцирование 0,18 20,6 2,8 0,07
III Высадка фланца — 0,98 61,5 9,2 . 0,21
IV Редуцирование квадрата 0,17 15,5 —• —
Окончательное формообра- — 0,08 5,0 15,8 0,37
% зование Ступенчатый стержень, с :таль 15 (pi ic. 12, а 0
I Калибровка заготовки с об- —• 16,5 0,10
II разованием фаски на конце стержня Прямое выдавливание стерж- 0,97 16,5 0,10
III ня Предварительная высадка — 0,42 34,0 92,0 0,50
IV фланца Окончательная высадка — 0,62 47,5 61,0 А 30
фланца Деталь типа оси, ст а Л1 э 45 (рис. 12, б) -
I Редуцирование стержня 0,56 42,0 15,7 0,10
II Предварительная высадка — 0,69 48,0 38,0 0,25
III Окончательная высадка — 0,40 32,0 98,0 0,65
Двустороннее редуцирование 0,44 35,0 1 "
0,22 20,0
T Ступенчатый палец, ста Образование фаски на конце ль 15 (рис. 12, в) 7,0 0,09
II стержня Набор металла в конический — 0,59 44,0 15,0 0,21
III пуансон Редуцирование и высадка — 1,60 78,0 42,0 0,56
фланца —0,60 46,0 — ——
IV Обрезка контура фланца — — 10,0 0,14
I ’ Золотник. (МАМИ), сталь Образование фаски и калиб- Юкп (рис. 13, а) 8,5 0,07
II ровка торцов Прямое выдавливание 1,05 65,0 20,7 0,19
III Обратное выдавливание по- 0,36 33,0 18,5 0,17
IV лости Высадка фланца — 0,80 55,0 54,5 0,59
Ю П/ред. Г. А. Навроцкого
290
Технология штамповки на автоматах
редуцируется стержень до 0 32,3 мм; на четвертой — второе редуциро-
вание до 0 29,4 мм и на пятой — третье редуцирование до 0 26,4 мм.
Штамповка ступенчатой детали с утолщением на конце (рис. 14, б)
из бунтового материала 0 30 мм осуществляется в следующей после-
довательности: на первой позиции — осадка стержня, образование
фаски и незначительное выдавливание; на второй — прямое выдавли-
вание хвостовика до 0 15,98 мм и длиной 26 мм; на третьей — прямое
Рис. 14. Технологические переходы при штамповке деталей с диаметром
стержня более 30 мм; а — шестерня с хвостовиком; б —- ступенчатая деталь
с головкой
выдавливание второй ступени стержня до 0 21,8 мм; на четвертой —
редуцирование стержня до 0 27 мм и предварительная высадка головки;
на пятой — окончательная высадка головки детали.
На многопозиционных автомата^ можно изготовлять детали не
только осесимметричные, но и асимметричные, в том числе со смещением
при одновременном получении шестигранного хвостовика (рис. 15).
На рис. 16 показан пример наладки инструмента для штамповки
оси педали велосипеда (см, рис. 12, г). Характерной особенностью ин-
струмента является конструкция матриц II и III позиций штамповки.
Они установлены во втулках, а также в пуансонодержателях и затянуты
винтами. Такую же конструкцию имеют и матрицы IV позиции. Эта кон-
струкция дорогая в изготовлении, но обеспечивает точную взаимную
Многопозиционная штамповка сложных деталей
291
Усилия деформирования
по переходам
Относительные значения
усилий деформирования
по переходам
-во
so
60
20
О
Переходы
Переходы Во Пп О2о О2п ч £
[ /* 12 196 т 0,265
п 22 196 684 в,6
ш 22 28 686 786 — 0,д
1 “ - Рис. 15. Технологические переходы штамповки детали с эксцент-
| . рично расположенным утолщением и шестигранным хвостовиком
)
292 Технология штамповки на автоматах
центровку частей матриц и позволяет их быстро собирать и производить
замену изношенных деталей. Матрица I позиции, в которой происходит
выдавливание стержня и предварительная высадка головки, состоит
из твердосплавной и стальной втулок. Пуансон изготовлен из обычной
х инструментальной стали, внутренняя поверхность при закалке охлаж-
далась струей воды.
Матрица II позиции, в которой осуществляется редуцирование
стержня, снабжена твердосплавными втулками так же, как и матрица
Рис. 16. Схема наладки инструмента для штамповки оси педали велосипеда
III позиции штамповки. Двойные линии между втулками показывают,
что между их торцами имеются щели для отвода смазки.
Третье редуцирование стержня происходит на четвертом переходе
в твердосплавной вставке, перед которой установлены две стальные
- вставки, не деформирующие стержень. Пуансон на этом переходе пред-
назначен только для заталкивания заготовки в матрицу.
Пуансоны II и III позиций оснащены вставками (запрессованными
в пуансонодержатели так же, как и втулки матриц и выталкивателя),
действующими от стержней. Выталкиватели предотвращают застревание
заготовок в пуансонах.
Наладка инструмента для штамповки золотника (см. рис. 13, а)
применительно к автомату А1920 показана на рис. 17. Конструктивную
особенность имеет пуансон четвертой позиции, где деталь 1 служит
для заталкивания полуфабриката в матрицу и сохранения выдавленного
Много позиционная штамповка сложных деталей 293
отверстия 0 9 мм, а с помощью втулки 2 осуществляется выталкивание
из пуансона.
Большую группу деталей, получаемых на многопозиционных авто-
матах, составляют шаровые пальцы рулевого управления и передней
подвески автомобилей.
Рис. 17. Схема наладки инструмента для штамповки золотника на автомате
А1920
Шаговые пальцы штампуют на трех- и четырехпозиционных автома-
тах, при этом в ряде случаев автоматы выбирают следующего большего
типоразмера. Так, например, на заводе «Автонормаль» (г. Белебей)
для, штамповки шаровых пальцев с наибольшим диаметром стержня
15,9; 15,95 и 16,89 мм используют автоматы для штамповки стержневых
294 х
Технология штамповки на автоматах
деталей диаметром до 20‘мм. После штамповки шаровых пальцев произ-
водят обкатку сферической головки на специальном накатном автомате.
При этом следует подчеркнуть, что при штамповке сферической головке
придается окончательный размер и не предусматривается припуск на
обкатку сферы. Целью обкатки является только сглаживание микро-
неровностей и упрочнение поверхностного слоя. Производительность
обкатки 42—45 головок в минуту.
Рис. 18. Схема наладки инструмента для штамповки шарового пальца
На рис. 18 показан пример наладки инструмента для штамповки ша-
рового' пальца на четырехпозиционном автомате. Штамповка осущест-
вляется на трех позициях. Четвертая позиция используется для вытал-
кивания детали из зоны штамповки к следующим технологическим опе-
рациям (обкатка сферы, подрезка торцов и фаски, накатка резьбы и т, д.).
Анализируя технологические параметры многопозиционной штам-
повки сложных деталей (см. табл. 13), можно отметить следующее:
наибольшие степени деформации имеют детали типа осей с утолще-
нием;
разница в показателях прочности отдельных элементов деталей
согласно расчетов составляет 15—30%;
для стержневых деталей с утолщением на одном конце наиболее
нагруженной является четвертая позиция; то же наблюдается и для по-
лых деталей;
детали типа оси с утолщением посредине наибольшее усилие дефор-
мирования испытывают на третьей позиции.
Определение технологических усилий, работы деформации 295
Определение технологических усилий и работы
деформации при штамповке деталей
на одно- и многопозиционных автоматах
Потребные технологические усилия при штамповке на автоматах
рекомендуется определять по следующим формулам (значения вели-
чин, входящих в формулы, приведены на стр. 296—303):
1. Отрезка заготовки Ротр =
2. Высадка или объемная штамповка тел вращения [18]:
а) начальное усилие Ршт — S' (1 + ~ ;
X ” “Ц J
б) конечное усилие Ршт = S'z^v ( 1 -|- ~) F;
в) упрощенные формулы для ориентировочных расчетов: Ршт^
Во D2 • Р — *
Рит и , / шт — ——
V
3. Высадка или объемная штамповка деталей прямоугольной формы
n 3b — a a\ „
Pшт — Сгт^ф'У у 1 P ~~h \ F *
4. Высадка шестигранной детали с выдавливанием углубления на
торце
Рш-Г = -J- S’F, .
5. Штамповка шарика:
а) с облоем (сатурновым кольцом)
+ 0,08-Д-^ 0.785D2
^об /
б) упрощенные формулы для ориентировочных расчетов:
с облоем РШТ 3,34/гсм S D2;
без облоя Рптт^ 2,338&ем -S D
6. Редуцирование Рред =
пряРае1
2 sin а
-|-0,5е/ F (см. работу [88]).
Выдавливание внутреннего шестигранника:
начальное 1Л S'F ;
выд п б) 7
конечное РВЫД^рРп.
Обрезка цилиндрической головки:
под квадрат Р£бр = axS' 4^ + at ^0,57 -
под шестигранник Р“бр = а1$' 3^bi-^aA
8.
а)
6)
2
296
Технология штамповки на автоматах
в) упрощенная формула для ориентировочных расчетов Ро^
= (1,14-1,2)^^.
9. Выталкивание:
а) после высадки Р ^расч»
б) после обрезки граней ?выт^ асрПЛс;
Рис. 19. График изменения усилия отрезки в зависимости от,, рабочего пере-
мещения отрезного ножа или втулки: а — экспериментальные кривые;
б — расчетный график
10. Отрезка-заострение проволочных гвоздей:
а) при острых кромках ножей- Роз 2,14о^2 ;
б) при затупленных кромках PQ3 ж 2,4o'd2 .
11. Зажим разъемных матриц с насечкой при изготовлении проволоч-
ных гвоздей Р3аж^ (0,35ч-0,4) РВЬ1С .
Осциллограмму усилия зажима проволоки можно приближенно
принимать в форме трапеции. Максимум усилия не превышает 25%
от конечного усилия высадки, а с учетом притупления матриц — до
35—40%. Давление с зажимной матрицы передается на станину, при
этом возможно некоторое раскрытие матриц, обусловленное попереч-
ной податливостью станины.
Значение величин, входящих в расчетные
формулы:
1) Fo — площадь поперечного сечения заготовки;
2) 0* = 1,24-1,35 — коэффициент, учитывающий конструкцию и со-
стояние режущих кромок отрезной втулки и ножа и явление перекоса
материала;
3) т = 0,6ов — максимальное для данного материала у дель»
Определение технологических усилий, работы деформации 297
i(oe сопротивление реза или, точнее, касательное напряжение при
сдвиге;
•Л 4) SHp — рабочий ход ножа (рис. 19):
для круглого сечения SHp ~ еотр^о5
для прямоугольного или квадратного сечения SHp = еотр/0, где
</0 и /0 — соответственно диаметр и толщина отрезаемой штампуемой
заготовки;
Диаметр большего основания Ф Высота высаженной части h
Рис. 20. Номограмма для определения высоты осаживаемой части заготовки
при высадке изделий с головкой в виде усеченного конуса
еотр ~ (L2-s-1,6) дб относительная величина проникновения ножа
в материал до момента сдвига;
5) S', кгс/мм2 — напряжение текучести деформируемого металла,
определяемое по экспериментальным кривым упрочнения калиброван-
ной углерЬдистой и легированной стали (см. гл. I, рис. 52—60) и для
нержавеющей стали (см. гл. 1, рис. 36); р — коэффициент трения;
в случае высадки калиброванного материала пуансоном со шлифован-
ной поверхностью с применением смазки коэффициент может быть
принят равным 0,15;
6) ho — длина деформируемой части заготовки при высадке или
общая высота штампуемой заготовки. Ее определяют по номограммам
на рис. 20, 21, истинную степень деформации — по номограмме
на рис. 22;
7) 2ф — коэффициент, учитывающий неравномерность напряжений,
обусловленную сложностью формы высаживаемого изделия.
298
Технология штамповки на автоматах
Величину коэффициента z* можно определить, исходя, из сложности
V
высаживаемой головки С == —где Уд — действительный объем го-
Иу
ловки; Vy — условный объем головки диаметром D и высотой h опре-
деляют по формуле Vy — 0,785D2/i. Для деталей сложной формы
(шестигранник, прямоугольник и т. п.) при значениях С = 14-0,75
2ф= 1,1; при С == 0,754-0,7 z$ = 1,2. Для несимметричных деталей
1Д,
Рис. 21. Номограмма для определения высоты осаживаемой части заготовки
при высадке изделий с полукруглой головкой
8) v — коэффициент, учитывающий влияние механической схемы
деформации. Его выбирают обычно в зависимости от вида штамповки:
при свободной осадке v = 1, при высадке и штамповке в закрытых штам-
пах деталей различной сложности v = 1,25-ь 1,75. Большие значения м
принимают в тех случаях, когда имеет место затекание металла в углы
или выдавливание в зазоры. В том случае, когда относительно большая
по высоте цилиндрическая часть головки /гц = (0,3ч-0,5) h высаживается
без ограничения в плоскости, перпендикулярной коси штамповки, а дру-
гая часть головки имеет сравнительно большой угол конуса ак = 904-
4-120°), коэффициент v может быть принят равным 1;
9) значения ¥?ф = k приведены в табл. 14 и 15;
10) D — диаметр проекции высаженной головки на плоскость, пер-
пендикулярную к оси высадки. В том случае, если проекция высажен-
Определение технологических усилий, работы деформации 299
ной головки не является круглой, вместо D следует подставлять зна-
чение Рпр— 1,13 KF, где F — площадь проекции штампуемой детали;
11) h — высота высаженной цилиндрической головки, осаженной
заготовки или отштампованной детали. Для деталей более сложной
формы (шаровой сегмент, усеченный конус, полупотайная, эллиптиче-
ская и т. п.) вместо h следует под-
ставлять ^прив - ^0 D *
Эту же высоту Лприв следует
применять вместо h при определе-
нии относительной средней степени
деформации е;
12) Р — коэффициент, учитываю-
щий величины v, ?ф, D, упрочне-
ние металла при высадке, размер-
ность, т. е. Р== 0,0785 —- рас~ х
от
1 । И
“Г 3 ‘ h )'
По данным ЭНИМС для низко-
углеродистой стали — 1,25;
О>у
£) _ _
— принято 2,5; тгф = 2,3; (14-
Рис. 22. Номограмма для определе-
ния истинной степени деформации 8
+ ) — 1.15; —— — 2.Привы-
3/г / от г
садке полукруглых и цилиндричес-
ких головок с зазором ЩН из низко-
углеродистой стали Р ~ 0,5. При
D см и от кгс/см2 усилие Ршт бу-
дет выражено в тс с учетом коэффициента размерности, равного 0,1.
При высадке деталей с заусенцем величину Р /определяют по гра-
фику (рис. 23), при этом ширина заусенца As = , где —
диаметр проекции головки с заусенцем;
13) от — предел текучести отожженного материала, кгс/мм2;
14) т|/? — коэффициент, учитывающий форму высаживаемой го-
ловки (табл. 16);
15) а и 6—соответственно меньший и больший размеры сечения дефор-
мированной части заготовки, перпендикулярного к приложенной силе;
16) F2 [см. формулу (4)] — площадь поперечного сечения выдавлен-
ной цилиндрической полости в шестигранной головке;
Р
17) —---величина, определяемая по диаграмме
занной на рис. 24.
Здесь Л2 — высота дна в головке; а = —р
+ 2(1 + (1)41,
I 4»
300
Технология штамповки на автоматах
14. Величина коэффициента Ь
при высадке деталей
с различными формами головок
(с подчеканкой)
15. Величина коэффициента k
при высадке деталей с конической
и потайной полукруглой головкой
в зависимости от степени деформации е
Форма головки и способ ее высадки Среднее зна- D чение —-— h N II 4Й
О'* Форма головки 1 1 'Т
Степень деформации е, полу ПО! К] га РУ Й1 тлая 1ая КОН1 ич е< t :кая
—
50 60 70 75 80 85 1,0 1,05 — 1,1 — 1,15— 1,25— 1,4- 1,1 1,15 1,25 1,4 1,55 1,05- 1,15- 1,3- 1,45- 1,60- 1,8- / -1,1 -1,25 -1,45 -1,6 -1,75 -2,0
где Z)2 — диаметр выдавленного углубления в шестиграннике, мм; h3 —
глубина выдавленной цилиндрической полости в шестигранной головке;
18) в формуле 5а SO6 и h0Q — соответственно ширина и толщина
облоя шарика; D — расчетный диаметр, равный среднему значению
диаметров полусфер Dr и D2, D — 2“"~;
19) в формулах 56 #см = 1,14-1,2 — коэффициент влияния смазки.
При установлении величины напряжения текучести следует учесть,
что в случае использования оптимального значения == 2,2 степень
деформации е ~ 0,34 для всех шариков, независимо от их диаметра;
20) в формуле 6 т = ;
1 _ in ’
a (L 4
Определение технологических усилий, работы деформации 301
где Ьп— ширина цилиндрического пояска, мм; d± — диаметр заготовки
после редуцирования, мм; а — угол конуса фильеры, в радианах;
е —основание натуральных логарифмов; et— относительная степень
деформации при редуцировании;
21) в формулах 7а и 76: Гп площадь поперечного сечения пуан-
сона для выдавливания шестигранника; р — удельное усилие при вы-
давливании шестигранника в зависимости от степени деформации
р — 2004-250 кгс/мм2;
16. Ориентировочные
значения коэффициента
Эскиз
высаживаемой
головки
Рис. 23. График определения 0:
для болтов с головками: 1 — цилин-
дрической; 2 — полукруглой; 3 —
в виде усеченного конуса (потайной)
для болтов с шестигранной го-
ловкой
22) в формулах 8а и 86: Ьг — высота трущейся части отверстия об-
резного пуансона, мм; 62, Ьг — большая ширина сдвигаемого венца, мм;
— длина стороны обрезаемого контура;
’ 23) в формуле 8в: f2 — коэффициент, для стали марок 30—35 он
равен 0,58; для стали 40Х — 0,76;
24) в формуле 9а: р (0,6-ь 0,8) от — удельное усилие на стенки
матрицы; /расч — расчетная длина высаженной детали: а) для деталей,
у которых -^-^5 /расч. — 54; где I — длина высаженной детали, рас-
I
полагаемой в матрице; б) для деталей, у которых — < 5 /расч. = />
302
Технология штамповки на автоматах
17. Экспериментальные значения усилий высадки
и формообразования головок
Размеры, мм Материал и о_, кгс/мм2 Усилие^ тс
d D h
3 н а ч е н и я в Е усилий высадки головок । ид е тел вращения
к Шаровой сегмент (полукруглая головка)
5,0 (с П( 8,0 10,0 10,0 (с п< 12,0 13,46 | квадратны! заголовком) 13,0 20,0 21,0 квадратны; заголовком) 21,0 | 3,05 л 5,7 5,5 4,8 и 7,3 Сталь 35 » 35 (калиброванная) ов == 60 Сталь Ст 3 (калиброванная) ов = = 45 Сталь 35 Сталь Ст 3 (калиброванная) % = = 38,35 40 36 58 100 85
4,0 Усеченный 7,51 конус < 2,4 торец, головки—большее основание ко Калиброванная сталь о_ = 80 нуса) 10,8
6,0 11,0 2,9 Сталь 15 (калиброванная) 27,8
3,9 Сталь 35 (калиброванная) 0_ =61,3 30
ю,о 17,7 4,5 69
Цилиндр
4,0 (с вы/ треннег 6,95 9,7 .авливаниек о шестигра! 14,5 3,5 ! ВНУ- <ника) 5,75 Малоуглеродистая сталь (калибро- ванная) о_ = 63 В Сталь 1Х18Н9Т (калиброванная) °в = 72’7 11,0 15,4
8,9 (с ВЫ/ треннег 14,6 20,0 щвливаниеа о шестигра 28,1 х 7,0 4 ВНу- нника) 10,5 Малоуглеродистая калиброванная сталь 0L, = 63 В Сталь IXI8H9T (калиброванная) «В = 72-7 47 83
15,6 18,2 (с в Е Ш€ 26,0 35,0 ыдавливани шутреннего ‘стигранник 10,0 13,0 ем а Сталь Юкп (калиброванная) Малоуглеродистая калиброванная сталь п = 63 В 77 128
, 3 н а ч е шести н и я гран усилий формообразовани ной головки болта и гай) я < и
6,8 13,14 Бол 5,5 ты с шестигранной головкой Сталь 30 (калиброванная) 8,6
10,0 16,0 16,2 25,4 7,0 10,2 Сталь 35 t 44 70,6
Гайки шестигранные
М10 Сталь 2X13 О = 68 9 38
М12 » 10 ов = 42,5 » 10 (калиброванная) о = 63 56 60
М16 М2 4 » 3 » 35 114 250
Определение технологических усилий, работы деформации 303
z 25) в формуле 96: П — периметр обрезной головки; hc, 3 — толщина
срезаемого заусенца, мм;
26) В формулах 10а и 106 ов
— предел прочности калиброванного
материала.
Экспериментальные значения
дены в табл.. 17.
Величины удельных усилий,
усилий холодной высадки приве-
рассчитанные на основании экспе-
риментальных данных при высадке деталей из калиброванной стали ма-
рок Ст. 3 и 35 с различными степенями деформации, приведены в табл. 18.
Для облегчения расчета усилий
7 Д холодной высадки можно восполь-
s' зеваться номограммой, показанной
/на рис. 25.
Для определения усилия холод-
ней высадки нужно знать истинную
степень деформации 8 при высадке
детали, коэффициент г]/? и величину
сопротивления деформированию S'.
Определение деформирующего уси-
1 лия осуществляется следующим об-
разом. На оси ординат находят
течку, соответствующую степени
/ деформации, из этой точки проводят
прямую, параллельную оси абсцисс
др пересечения с линией, соответ-
ствующей деформируемому мате-
риалу-. Из точки пересечения опу-
скают перпендикуляр к оси абсцисс
до пересечения с соответствующей
18. Удельные усилия на р пуансоне
при высадке деталей
с полукруглой головкой
из калиброванной стали
Марка
стали (от>
кгс/мм2)
6 СтЗ (33,5) 0,75 210
8 35 (60) ' 0,62 271
10 СтЗ (43,5) 0,74 184,5
12 СтЗ (38,35) 0,67 173,5
16 • СтЗ (62,9) 0,68 226
по величине прямой коэффициента г]/?. Из этой точки пересечения
проводят прямую, параллельную оси абсцисс до пересечения с пря-
мой, на которой указана величина диаметра высаживаемой головки,
а. затем на ось абсцисс опускают перпендикуляр и в точке их пере-
сечения находят искомую величину усилия высадки.
На. диаграмме указан пример определенйя усилий высадки, если
известно, что 8= 1,25, т)/?=0,5, D = 10 мм и обрабатываемый материал
сталь 45 (сплошная прямая). Величина усилия в этом случае состав-
ляет 17 тс.
В случае высадки деталей из материалов, для которых на номограмме
нет кривых упрочнения, усилие деформирования определяют так. Ис-
ходя из величины е по кривым упрочнения находят значение сопротив-
ления деформированию. Затем из соответствующей точки оси абсцисс,
на которой указаны величины сопротивления деформированию, опу-
скают перпендикуляр до пересечения с необходимой прямой коэффи-
циента г]/? и далее аналогично первому случаю.
Тонкие линии со стрелками на диаграмме (см. рис. 25) указывают
на пример определения усилия холодной высадки деталей, если из-
вестно, что S' — 135 кгс/мм2, т]/?==0,8 и D = 12,5 мм. Усилие деформи-
рования в этом случае составляет 22 тс.
Графики изменения усилия Р высадки по ходу b пуансона и выталки-*
вания деталей после высадки показаны на рис. 26, 27, 28 и 29.
304
Технология штамповки на автоматах
На рис. 30 показаны графики Р — f (S;)' при формообразовании
внутреннего шестигранника путем вдавливания пуансона размером d2
(табл. 19).
Рис. 25. Номограмма для определения усилия высадки: 1 — малоуглероди-
стая сталь; 2 — углеродистая сталь с содержанием углерода 0,08%, ав «
= 55 кгс/мм2; 3 — углеродистая сталь с содержанием углерода 0,15%, ав —
в 56 кгс/мм2; 4 — среднеуглеродистая сталь, ов == 72 кгс/мм2; 5 — хроми-
стая сталь с содержанием углерода 1,10% и хрома 1,4%, пв = 66 кгс/мм2;
6 — хромистая сталь 34 Сг 4, о_ = 82 кгс/мм2
В
При расчете автоматов для обрезки головки болта следует учиты-
вать, что обрезка с большим притуплением матрицы вызывает увеличе-
ние усилий обрезки для крупных болтов на 25—30%, а для мелких
до 50%.
Характер изменения усилий обрезки при изготовлении шести-
и четырехгранных болтов от хода ползуна и расчетный график усилия
обрезки под шестигранник показаны на рис. 31.
Экспериментальные значения усилий обрезки шестигранных и
квадратных головок различных размеров приведены в табл. 20.
Определение технологических усилий, работы деформации 305
Р,тс
85
Рш
t
%.
!
1,76
J8
10°
Рб
80
Рис. 26. Экспериментальные кривые за-
висимости усилия холодной высадки от
^величины перемещения ползуна при изго-
“товлении головки толкателя клапана: Рщ
— усилия высадки и выталкивания
стали (S' = 70 кг/мм2)
и Рв
Рис. 27. График процесса холодной высад-
ки изделий с цилиндрической головкой
на холодновысадочном автомате
О./
5 10 15 мм
Перемещение
*5 '
значения усилий-выдавливания
19. Экспериментальные
внутреннего шестигранника
в высаженной цилиндрической головке 147]
Обозначения • головок Мб М8 М10 М12 , М16 М20 М2 4
& 4.44 Диаметр готовой 10 13 16 18 24 30 36
г. головки D, мм Высота готовой 6 8 10 12 16 20 24
головки h, мм Глубина сфериче- 1,0 из 1,6 2,0 2,6 3,3 4,0
ского отпечатка, мм Площадь выдав- 22,5 32 58 89 173 255 320
* ливания, мм2 Глубина выдав- (3,5) (4,5) 6 (7) 8 (9,5) (11,5) (14)
- / ' ливания, мм Степень деформа- ции при выдавлива- нии е Усилие выдавли- 4 0,8 8,5 . 5 0,75 11,5 0,71 20 0,8 34 10 0,75 59 12 0,72 84 15 0,75 110
вания РВМд, тс 1
1
306
Технология штамповки на автоматах
Рис. 28. Изменение усилия
высадки полукруглой головки
с заусенцем и выталкивания
Рис. 29. График зависимости
усилия формообразования
шестигранной гайки от пере-
мещения пуансона (сталь 35)
Рис. 30. Экспериментальный а
и расчетный б графики измене-
ния усилий при выдавливании
внутреннего шестигранника [91
Определение технологических усилий, работы деформации 307
Как видно из экспериментального графика изменения усилий,
последний имеет два максимума. Первый максимум и последующее
падение усилия объясняется скалыванием материала и отрывом обре-
занной части. Наличие второго
максимума усилия объясняется
тем, что в конце обрезки проис-
ходит чеканка материала зау-
сенца, так как головка болта
опирается на пуансон, диаметр
которого несколько больше,
чем диаметр описанной окруж-
ности шестигранника головки.
На основании эксперимен-
тальных данных [10] в слу-
чае обрезки высаженных ци-
линдрических головок (HRB 100)
под шестигранник, изготовлен-
ных из стали с пределом теку-
Рис. 31. Графики зависимости усилий
обрезки от величины хода ползуна (ма-
трица шестигранная конусная):
а — экспериментальный; б — расчетный
чести после волочения, равным
60—70 кгс/мм2, между усилием выталкивания и усилием обрезки имеется
зависимость:
для болтов Мб Рвыт — (0,174-0,22) Робр;
для болтов Ml2 РВыт — (0,3-т- 0,4) РОбр-
Экспериментальные значения усилий выталкивания после высадки
стержневых деталей указаны в табл. 21.
Расчетное усилие заострения и отрезки проволоки при острых ножах
можно в первом приближении принимать равным 20—25% от конеч-
ного усилия высадки. Работа притупленными ножами увеличивает
усилие отрезки-заострения до 30% от усилия высадки.
Осциллограмма усилия отрезки-заострения характеризует процесс
образования острия гвоздя как штамповку, при которой усилие ин-
20. Экспериментальные значения усилий обрезки
цилиндрических головок под шестигранник
%
Размеры, мм
d D Л Размер «под ключ» S к Марка стали (оп, кгс/мм*) £1 Усилие, тс
*мм* — 1 МММ, 8 Углеродистая 3,1
Мб 14,5 4,8 сталь (70,5) 7,0
19,6 14,5 . 7,0 5,75 •— Углеродистая сталь (73) 1Х18Н9Т (72) 7,02 7,3
М8 •— 30 (65) 7,5
4,2 19,2 70 8,2
М12 — — (68) 35Х (80) 15,0 23,3
М16 М18 10,7 (53,1) 30 (57) 30,8 27,0
308
Технология штамповки на автоматах
кспериментальные значения усилия выталкивания после высадки стержневых детале
ь 3 к а. ь 3 ОО О ОО СМ См О 00 00 * •» е» *> * л 1 at * ». ОЮ LO Ю СМ СО Ю 1 ю ш
Усилие высадки Рш, тс — О 00 — — о о см ю — со 1 Ю «О 00 —’ — —’ — 00 00 Г" 00 СО Tt*
Усилие вытал- кивания ^выт» тс ю ю О IQ - СО Ь- О 00 О — СО —< — ОО О—< Ю СО Tf СМ СМ СМ
Материал Сталь СтЗ Сталь 35 Сталь СтЗ » 20 > 10 » 35
00 О СО Ю —< со 00 со ю СО— ТГ см со со см со см 5,3
Длина стержня /, мм CM b-* 00 О — О rf о о — CM CM СО Tf ' СО 00 Tt* 52
-С СО СМ СО to ю СОСО О ТГ СО СМ СО | о О Г СО* СО* СМ* см* ю* ю* < 2,13
Диаметр головки D, мм ОО О со Ю О ХГ . Ь-. 00 —' Г'- о — — 'О — • —• см см ю 21
Диаметр стержня d, мм О ТГ о о о тГ xf со 00 О 12,0 16,5 9,85
Форма головки 9 Шаровой сегмент (по- лукруглая) Усеченный конус (по- тайная) Шаровой сегмент Шаровой сегмент с квадратным подголовком Усеченный конус (по- тайная) Цилиндрическая
Определение технологических усилий, работы деформации 309
Рис. 32. Изменение экспериментальных технологических усилий от угла пово-
рота кривошипа при многопозиционной штамповке болта на автомате А1920;
1 — первое редуцирование; 2 — высадка цилиндрической головки; 3 второе
редуцирование и калибровка высаженной головки; 4 — образование шести-
гранника путем обрезки цилиндрической головки; 5 — суммарный график
усилия; 6 аппроксимированный расчетный суммарный график
310 Технология штамповки на автоматах
тенсивно возрастает почти по линейному закону, и процесс резания,
в котором усилие изменяется по криволинейному закону. При наличии
хрупкой проволоки в кривой усилия имеется пик, при использовании
притупленных ножей усилие резания возрастает примерно на 10—15%,
смещается максимум усилия, время нарастания силы уменьшается
(иногда вдвое).
При изготовлении деталей на многопозиционных автоматах макси-
мальное деформирующее усилие в конце хода ползуна определяется
как сумма наибольших усилий на каждой позиции автомата.
На рис. 32 приведен график зависимости усилий деформирования
(на каждом переходе в отдельности и суммарное) при изготовлении
шестигранного болта М10Х60 из калиброванной проволоки 0 11,5 мм
стали 35 на многопозиционном холодновысадочном автомате-комбай-
не А1920. z
Работа деформации, потребляемая на главном валу ав-
томата, определяется с учетом трения в сочленениях основного рабочего
механизма по площади, ограниченной кривой крутящего момента
^кр ==
здесь Рд — текущее изменение усилия деформирования в функции
угла поворота кривошипа, определяемого на основании исходного
графика Рд = f (S) и графика S = f (а); тк — приведенное плечо
кривошипно-шатунного ^механизма;
sin а +
mK—R
sin 2а ) Ц-“
1(1 + Гд + Кг & г0], (12)
где гл, гв и г0— радиусы кривошипной и ползунной головки шатуна;
г0 — радиус опорных шеек главного вала; Л = R/L (где L — длина
шатуна); f = 0,05-^0,06 — коэффициент трения.
Инструменты для холодной высадки
на автоматах
Ролики правильные, задающие и подающие. Подача материала
в автоматах осуществляется одной, двумя или несколькими парами
подающих роликов, совершающих одностороннее прерывистое вращение
(рис. 33). У большинства типов автоматов подающие ролики располо-
жены в вертикальной плоскости в автоматах некоторых моделей,
главным образом с вертикальным расположением позиций штамповки,
подающие ролики вращаются в горизонтальной плоскости.
Подающие ролики обычно выполняют приводными и лишь в не-
которых конструкциях двухвалковых механизмов подачи предусма-
тривается только один приводной ролик. На автоматах крупных раз-
меров иногда устанавливают еще и задающие ролики с индивидуальным
Инструменты для холодной высадка на автоматах 311
приводом, служащие для проталкивания материала нового бунта
через правйльные ролики. Привод задающих роликов сблокирован
с главным и наладочным приводами автомата так, что они не могут быть
включены одновременно.
Рис. 33. Схема рас-
положения роликов;
задающих 1, пра-
вйльных 2 и подаю-
щих 3
Правильные ролики располагают в одной или двух плоскостях по
пяти или семи штук в шахматном порядке и чаще всего без привода.
Задающие и правйльные ролики изготовляют с одной канавкой,
подающие — чаще всего с двумя. Форма канавки задающих и подающих
роликов должна соответствовать профилю металла (рис. 34).
Размер /I = (0,14-0,2) dp, где dp— диаметр нормального сечения
желобка ролика.
Рис. 34. Формы желобков
- роликов: а и б — задающих
и подающих, в правиль-
ных
Профиль канавки (желобка) правйльных роликов для круглого
материала целесообразно выполнять по форме рис. 34, в, что позволяет
использовать ролики для всего диапазона диаметров металла, обраба-
тываемого на автомате. Профиль желобка правйльных роликов для
проволоки диаметром до 5 мм можно выполнять аналогично подающим
роликам.
Диаметр нормального сечения желобка dp и ширину угловых желоб-
ков и S2 определяют следующим образом:
dp — do max j
<$1 = $ + (0,5-т-1);
Sa =s (0,8-t- 0,9) do щах»
31'2
Технология штамповки на автоматах
где d0 max—наибольший диаметр подаваемого материала; S — раз-
мер «под ключ» шестигранного прутка.
Отрезные матрицы изготовляют с одним или двумя внутренними
диаметрами, с направляющим и заходным конусами (рис. 35). Матрицы
выполняются цельными стальными или с твердосплавной вставкой,
22. Значения зазора Д
^0 max, мм Значения Д, мм
при кон- струиро- вании нового инстру- . мента при ис- пользо- вании действу- ющего инстру- мента
3 <* 0,05 0,1
со со 0,08 0,15
6—10 0,10 0,20
10—18 0,12 0,25
>18 0,15 0,30
которую запрессовывают с натя-
гами: 0,07—0,09 для dQ 12 мм;
0,09—0,12 для d’oi> 12 мм.
Диаметр ручья отрезной мат-
рицы dOT = Fornax + А, где А —
зазор, необходимый, для обеспе-
чения свободной подачи материала,
выбирают из табл. 22. Для авто-
матов с разъемной матрицей
(рис. 35, б), у которых для повы-
шения качества среза предусмот-
рено зажатие прутка во время
отрезки А = 0. Если отрезная мат-
рица работает в паре с закрытым от-
резным ножом-втулкой, значения Д
в табл. 22 должны быть уменьшены
в 2 раза.
Длина рабочей части /р. ч =
=(2,5-^ 3,0) domax.
Диаметр приемного отверстия
d2 — 1,1 do max*
Отрезные матрицы много позиционных автоматов отличаются нали-
чием на переднем торце конуса с углом 5° (рис. 35, в), диаметр верхнего
основания конуса DKB 2d0 Шах-
Ножи отрезные и придерживающие пальцы (прижимы). Рабочую
часть отрезных ножей выполняют двух типов: открытый нож с одним •
или двумя придерживающими пальцами (рис. 36, 37); закрытый нож-
втулка с прижимом или без прижима (рис. 38). Открытые ножи с двумя
Рис. 35. Типы отрезных
матриц: а и б сталь-
ные цельная и разъем-
ная; в — е запрессован-
ной твердосплавной
вставкой
придерживающими пальцами применяют главным образом на много-
позиционных автоматах для штамповки коротких деталей типа гаек,
втулок, пробок и т. п.
Открытые ножи с одним придерживающим пальцем имеют наиболь-
шее распространение на холодновысадочных автоматах для стержневых
деталей.
Различают три типа придерживающих пальцев: жесткие, удержи-
вающие заготовку при помощи пружины сжатия (см. рис. 36 а, б);
эластичные, в виде пластинчатых пружин (см. рис. 36, в—д); жесткие
г) 9)
Гио. 36. Наиболее распространенные типы отрезных ножей с подпружинен-
ными придерживающими пальцами: а и б — жесткие пальцы; в, г и д — уп-
ругие пальцы
Рис. 37. Ножи с придерживающими пальцами, приводимыми от кулачкового
механизма с силовым пружинным замыканием
a) i)
Рис. 38. Закрытые ножи-втулки: а — без прижима; б
с прижимом
314
Технология штамповки на автоматах
с механическим приводом от кулачка с силовым пружинным замыка-
нием (см. рис. 37).
Материал может подаваться двояко: между рабочей кромкой ножа
и придерживающим пальцем, т. е. «в нож» (центр сечения прутка со-
впадает с центром окружности рабочей кромки ножа), и перед придер-
живающими пальцами, т. е. впереди ножа.
При подаче «в нож» центр рабочей кромки ножа находится на линии
подачи материала. Если движение придерживающего пальца осуще-
ствляется от механического привода, то в период подачи материала
палец отодвинут от ножа и материал свободно подается до упора.
При пружинных пальцах материал, продвигаясь к упору, встре-
чается с фаской на боковой поверхности пальца (со стороны отрезной
матрицы) и приподнимает его, отрезаемая заготовка удерживается
между ножом и придерживающим пальцем.
При подаче материала перед ножом последний находится на неко-
тором расстоянии от линии подачи, придерживающие пальцы, дви-
гаясь вперед, находят своей торцовой фаской на поданный до упора
материал, приподнимаются и захватывают отрезаемую заготовку.
Диаметр режущей части (дуги или окружности) ножа (табл. 23)
do max-
23. Наибольшие допустимые диаметры режущей части ножа
^0 шах» мм <6 6 — 12 12 — 18 >18
max* мм ^0 max + + 0.05 ^0 max + + 0,1 ^0 max + + 0,2 <*0 max + + 0,3
Ширину режущей части /н устанавливают в зависимости от domax,
длины отрезаемой заготовки /0 и типа ножа (открытый или закрытый).
Диаметр рабочего отверстия ножа-втулки (рис. 38) рекомендуется
назначать на 0,04—0,06 мм больше диаметра рабочего канала отрезной
матрицы, который, в свою очередь, делают таким, чтобы зазор между
матрицей и материалом был в 2 раза меньше, чем при применении от-
крытых ножей. Открытые ножи одно позиционных автоматов могут
быть выполнены со скосом на передней кромке, величина которого
определяется размером Ьп и углом а (рис. 39).
Для обеспечения надежного переноса заготовки от отрезной ма-
трицы на линию высадки, желательно размер Ьа назначать наибольшим,
исходя из габаритных размеров и конструкции ножа. Однако для
предотвращения удара пуансона по ножу необходимо обеспечить соот-
ветствующий зазор /1Э учитывающий также неточность наладки, на-
личие люфтов в механизмах высадки и отрезки.
Сочетание наибольшего размера Ьй с наибольшим зазором 1г воз-
можно только для достаточно длинной заготовки, у которой /0^7d0.
При высадке деталей из коротких заготовок в случае применения
неподвижно закрепленного пуансона, ширину переднего торца ножа Ь№
необходимо определять по одной из приведенных ниже формул (1) и (2).
Ширина режущей части ножа (см. рис. 39)
— (^п 4" 4~ 4” ^2 4" ^з). (О
где hn и hM — глубины ручьев в пуансоне и в матрице.
Инструменты для холодной высадки на автоматах 315
На основании опытных данных можно принять
— (/in + ^M + «tga — 0,15dM 4- rM -J- 2). (2)
Предварительные пуансоны служат для заталкивания заготовки
в полость матрицы, при этом может осуществляться редуцирование
стержня детали и предварительная осадка заготовки.
Конструктивно предварительные пуансоны разделяются на непо-
движно-закрепленные и подвижно-закрепленные (подпружиненные).
Первые применяют для автоматов с регулируемым по циклу движением
Рис. 39. Размеры рабочей части ножей и схема
взаимного расположения пуансона, ножа и мат-
рицы: а — нож для отрезки длинных заготовок;
б — нож с узкой рабочей частью; в — взаимное
расположейие пуансона ‘ 1, ножа 2 и матрицы 3
отрезного ножа или с нерегулируемым движением при высадке длинных
заготовок, а вторые — для автоматов с нерегулируемым по циклу дви-
жением отрезного ножа или с регулируемым движением — при высадке
очень коротких заготовок.
Иногда, в целях унификации инструмента, подвижные пуансоны
могут быть закреплены неподвижно, что достигается путем введения
в конструкцию дополнительных опорных втулок.
При выборе типа предварительного пуансона (пуансона-заталкива-
теля или конического пуансона) необходимо прежде всего определить
отношение длины осаживаемой части заготовки к ее диаметру
где й0 — длина заготовки, выступающей из ручья матрицы перед на-
чалом процесса деформирования; d0 срсредний диаметр исходного
материала.
316
Технология штамповки на автоматах
При высадке деталей сфд^ 1,54-1,7 (в редких случаях сфдг^ 2,3),
когда нет необходимости в предварительной высадке, следует применять
пуансон-заталкиватель.
Наиболее распространенные формы рабочих полостей пуансонов-
заталкивателей приведены на рис. 40.
Пуансоны (рис. 40, а) проектируют двусторонними, с тем, чтобы
обеспечить заталкивание исходного материала всех диаметров, обраба-
тываемых на данном типе автомата. Весь интервал диаметров разде-
ляют на две приблизительно равные части, например: для автомата,
Рис. 40. Формы рабочих полостей пуансонов-заталки-
вателей
на котором высаживаются детали из проволоки до 5 мм, — одна сто-
рона пуансона для интервала диаметров до 3 мм, другая от 3 до 5 мм.
Диаметр основания рабочего конуса пуансона
' dn == do наиб ~Ь Ап>
где d0 наиб — номинальное значение наибольшего диаметра исходного
материала в избранном интервале;
Дп — перекрытие, определяемое по табл. 24.
24. Величина перекрытия Дп
наиб» мм Дп, мм ^0 наиб» мм Дп, мм
До 3 Св. 3 до 5 » 5 » 8 0,5 1 1,5 Св. 8 до 12 » 12 » 15 > 15 2 2,5 3
Пуансоны (рис. 40, б) предназначаются для длинных заготовок и
для одного профиля исходного материала и проектируются с фаской
глубиной 1—2 мм, служащей для «улавливания» заготовки. Диаметр
рабочей полости dnl назначают равным максимальному значению
диаметра исходного материала:
dm — do max.
Глубина рабочей полости пуансона
= kh0 — п,
Инструменты для холодной высадки на автоматах 317
: где k = 1,2 — коэффициент, обеспечивающий заталкивание без осадки;
п____недовод пуансона-заталкивателя до основной плоскости.
Пуансоны (рис. 40, в) выполняют главным образом роль заталкива-
телей при редуцировании стержня деталц.
Вместе с тем, пуансон такой конструкции может выполнять роль и
конического пуансона, для предварительной высадки. Такое сочетание
в единой конструкции функций двух пуансонов удобно при наладке
автомата и позволяет без продольной регулировки пуансонов изменять
объем металла, предназначенного на образование головки за счет изме-
нения общей длины исходной заготовки, которая быстро и точно регу-
лируется путем соответствующей уста-
новки упора автомата.
Диаметр отверстия dn2 определяют
ва формуле для конических пуансонов
(см. ниже).
Высота усеченного конуса Л2, рас-
считываемая из объемных соотношений
в предположении, что металл только
несколько раздается (закрепляется) в
пуансоне, но не высаживается.
Угол ак принимается для 1-го пуан-
сона 8°, для 2-го —- 12° (рис. 40, в и 41);
Рис. 41. Схема деформиро-
вания заготовки коническим
пуансоном-заталкивателем:
1 пуансон; 2 — матрица
Л2 — Лус. кон + ^цил’>
~ ^ус. кон ^цил-
Конические пуансоны применяют при
высадке стержневых деталей на одно-
позиционных автоматах двух- и трехударных и в ряде случаев на
многопозиционных.
Для оптимального выбора технологического процесса высадки, по-
мимо отношения фд = необходимо учитывать форму и размеры
высаживаемой детали, диаметр исходного материала, качество среза
заготовки отрезным ножом, состояние автомата (величину зазоров
в направляющих ползуна, пуансонных салазках, ножевого
штока и т. п.), качество применяемой технологической смазки
(табл. 25).
Высадка деталей за один удар из материала диаметром до 12 мм может
быть осуществлена, если фд = 1,74-2,3. При высадке деталей большего
диаметра фд может быть увеличено до 2,3—2,6.
25. Рекомендуемые значения ф при двух- и трехударной высадке
ГУ ~
Предварительный набор металла Условия высадки ф
* В одном коническом пуансоне (двух- ударная высадка) В двух конических пуансонах (трех- ударная высадка) Обычные Благоприятные ,• Обычные Благоприятные 2,0—3,8 2,3—4,5 3,8—6 4,5-8
318
э
I
Технология штамповки на автоматах $
_____________________ '________________________________________ 9
Рис. 42. Расположение волокон при правильной (а) и непра-
вильной (6) формах конического пуансона
Формообразование головки детали за два перехода (удара) предвари-
тельным и окончательным пуансоном следует производить, когда фд пре-
вышает 2,3—2,6, а также и при меньших значениях, а именно при высадке:
а) деталей повышенной точности в
части соосности стержня с головкой;
б) потайных головок сточным раз-
мером по высоте;
в) точных эллиптических головок;
г) головок небольшого объема с
квадратным подголовком.
Правильно выбранные форма и
размеры конического пуансона обес-
печивают хорошее качество высажен-
ной головки (рис. 42).
На рис. 43 показаны схемы про-
цесса формообразования головки за
первый и второй переходы высадки.
Практически высаживаемая часть
заготовки не получается в виде пра-
вильного конуса, так как имеет место
недовод пуансона до крайнего перед-
него положения и наличие радиуса г
на кромке ручья пуансона (рис. 44),
9
Рис. 43. Схемы процесса двухударной вы.
садки: 1 — в пуансоне VpaC4 = РуС кон;
2 — 9 пуансоне и матрице при малой
глубине полости матрицы Vpacq = Vyc к0Н;
3 — в пуансоне и матрице при большой
глубине полости матрицы; Vpacq =
= Vyc. кон + 1/бочки: 4 - в полости “ат-
рицы Урасч Убочки
Г
что приводит к образованию наплыва (объемом ДУ') и незаполне-
нию теоретической фигуры конуса у его основания (объемом ДУ").
При расчетах принимают, что ДУ' ДУ".
Плоскость А А (рис. 43 и 45), разделяющая объем деформируемой
заготовки на стержень и высаживаемую головку, называется основной.
' *.
Инструменты для холодной высадки на автоматах 319
Основная плоскость для деталей поз. 10 (рис. 45) должна распола-
; гаться в месте перехода подголовка в конус (фаску) и дать в сечении
геометрически правильную истинную фигуру подголовка (круг, квадрат,
шестигранник и т. п.).
Соответственно этому и должно определяться расстояние а от опор-
ной поверхности головки до основной плоскости.
При квадратных, шестигранных и других нецилиндрических под-
головках в соотношения dnoAr<U,3^ 1,6)4М или dnQfl<r^ (1,34-1,6) dM
подставляют вместо йПОдг диаметр
по площади круга 26. Определение площади
сечения >$ПОдГ квадратного,
шестигранного и другого
по форме подголовка
равновеликого
(табл. 26).
Рис. 44. Искажение коничес-
кой формы заготовки при
предварительной высадке
Положение
основной плоскости
Угол конуса О “к Совпа- дает с опорной пло- скостью головки Про- ходит в места перехода подго- ловка в стер- жень
6 12 <0,785Х X 1,3Jq >0,785 X X 1,3<Zq >0,785Х X 1,6^
У деталей с потайной (полупотайной) головкой основную плоскость
устанавливают несколько иначе. ;
Исходными данными для определения расчетного объема высаживае-
мой части заготовки > Урасч являются действительные размеры ручьев
матрицы и чистового пуансона при его крайнем переднем положении
с учетом недохода (рис. 46).
Расчетная высота высаженной части заготовки
^расч = ^min + 0,25Д,
где ЯтШ — наименьшая высота (чертежная или технологическая) вы-
раженной части детали; А—допуск на высоту.
Расчетный объем высаженной части вычисляется после определения
положения основной плоскости как сумма элементарных объемов.
Недоход конического пуансона до основной плоскости в общем
случае определяется согласно схеме, показанной на рис. 46:
п = а + b ‘+ с,
)
где а — расстояние от торца матрицы до основной плоскости, опреде-
ляется принятой схемой высадки; b —- расстояние от торца матрицы
до торца чистового пуансона, определяется принятой схемой высадки
320
Технология штамповки на автоматах
и конструкцией чистового пуансона. Практически эта величина всегда
больше нуля (т. е. всегда существует недовод чистового пуансона до
торца матрицы), но для очень ниэких полукруглых и потайных головок
в расчете допускается принимать и эту_величину равную нулю (т. е.
предполагать соударение чистового пуансона и матрицы); с — расстоя-
ние от торца чистового пуансона до торца конического пуансона, опре-
деляет взаимное положение обоих пуансонов. Для того чтобы обеспечить
продольную регулировку конического пуансона при наладке, для ком-
пенсации его износа или неточностей изготовления и расчета, принято,
что конический пуансон, как правило, должен «отставать» от чистового
на величину: с — 0,5 — для автоматов малого размера при высадке
изделий с диаметром исходного материала до 5 мм, с= 1,5 — для ав-
томатов среднего и крупного размеров.
Однако возможны случаи, когда конический и чистовой пуансон
установлены «в линию». В практике иногда возникает необходимость
такой установки конического пуансона, когда он должен «опережать»
чистовой, т. е. с<^0, (с имеет отрицательную величину). Если в рас-
чете принимается, что конический пуансон установлен «в линию»,
(с = 0) или «опережает» чистовой (с < 0), то в обоих случаях для обес-
печения продольной регулировки и во избежание разрушения или
повреждения конического пуансона от удара о державку матриц не-
обходимо либо наличие достаточного недовода чистового пуансона
до матрицы, либо устройство специального углубления в державке,
куда бы мог свободно входить конический пуансон без удара.
Инструменты для холодной высадки на автоматах 321
* Под длиной высаживаемой части заготовки hQ подразумевается от-
резок заготовки, заключенный между пуансоном и матрицей. При
Определении hQ учитывается весь объем металла, идущий как на обра-
зование головки, так-и на заполнение полостей справа и слева от основ-
ной плоскости, в том числе подголовка. Если подголовок отличается
от стержня на малую величину (порядка 0,1—0,3 мм), то учитывается
только металл, идущий на головку. Для деталей без подголовка
и деталей, в которых объем под-
головка отнесен к расчетному,
h0 = 1,27
расч
Ср ’
где _4оср — средний диаметр исход-
ного материала.
Для деталей с подголовком и с
потайной головкой при определении
h& необходимо к расчетному объему
Прибавить объем подголовка (или
объем оставшейся части потая), т.е.
Рис. 46. Схема расчета объема Р_.__а
и высоты 1 — конический;
2 — чистовой пуансон
^расч ^подг
Оср
Ло= 1>27
Диаметр dK1 меньшего основа-
ния конического ручья пуансона
следует выбирать равным или не-
сколько меньше минимального диа-
метра металла d0 пип в зависимости от номинального диаметра пода-
ваемой проволоки или прутка и материала пуансона (табл. 27).
При определении диаметра верхнего основания конуса dK2 для
второго конического пуансона следует вместо domin подставить dK1.
Для деталей, имеющих подголовок, диаметр основания расчетного
конуса DKдолжен «вписываться» в этот подголовок, в противном случае
27. Диаметр меньшего основания конуса dK
Диаметр материала rf0, мм к Диаметр меньшего основания конуса d , мм
пуансоны углеродистые пуансоны твердосплавные
d? к а.
Менее 2 2-3 3-5 5-8 8-12 12-15 Более 15 | —0,01 — 0,02 Л:о5 — 0,07 — 0,10 — 0,12 ^0 max - ^0 min -0,01 — 0,02 ^0 min) “9’9? —0,04 V -0,05
11
П/ред. Г. А. Навроцкого
322
Технология штамповки на автоматах
Рис. 47. , Размеры высажи-
ваемого конуса для различ-
ных форм головок
расчет необходимо повторить, изменив некоторые параметры (например,
положение основной плоскости, уменьшив угол ак). Допускается лишь
незначительное превышение DK над диаметром подголовка, т. е. DK
^ПОДГ 4" (0,1-?-0,5).
Во всех формулах (табл. 28) RK — , гк = “%- и ^=~у" •
£ £
Инструменты для холодной высадки на автоматах 323
28. Формулы для определения диаметра Dk
большего основания коНИческбго ручья заготовительного пуансона
Форма головки Формулы для определения DK
Цилиндрическая, эллип- тическая, цилиндрическая с шаровым сегментом и т. п. Потайная головка, выса- женная «до остра»: без выдавливания шлица 24 а«- q 1/ _ ttf — V 4- а \ эт 8 2 расч “к 3/ ctg R3 4- ctg г3 2 1/ - 1/ ак 6 Г ctg к 4- ctg F At At
с выдавливанием шлица Потайная с цилиндриче- ским пояском: , без выдавливания шлица з/ ctg -fi-7?3 + ctg^-/-3 _ 0,9549уш ctg^+ctgi 3 Г ctg 4~ «3+ct® 4 +з«2/ 9 1 / 2 2 К 1/ ак 3 Г ctg -Л. 4- ctg F А А
с выдавливанием 3/ Ctg -~Я3 + ctg^Г3+ЗЛ2/-0,9549V 2 I / 2 2 к “
шлица Полупотайная высажен- ная «до остра»: без выдавливания шлица f Ctg к 4- ctg -А. F А А 3/~ ct8-|-R3+ctg-r''K + 4ft(3;?2-ft2) 211 / Z ' у Ctg к 4-Ctg £ У At А
с выдавливанием шлица 3 /ctg 4«3+ct^4+4 й(зл-л2)- ,1/ _ -0,95497ш
Полупотайная с цилин- дрическим пояском в недо- воде: ' без выдавливания шлица У ctg 2 +ct84- з/~ctg-j-Я3 +ctg^r3 +3R2l +-L лх I / X (3/?2—ft2) f ctg^r+ctg-l"
с выдавливанием шлица з/ ctg-|-«3 + ctg^r3+3/?2z+4'AK MM / A At Fk Д 1 / X (3fla - h2) - 0,9549V
f ctg — + ctg 2
324
Технология иипамповки на автоматах
Положение основной плоскости для острой конической головки
без цилиндрического пояска (рис. 47) находят по формуле
а = ctg (R — /?к),
при этом обеспечено условие, при котором диаметр круга Рс, полу-
ченного в сечении потая основной плоскостью, равен диаметру нижнего
основания расчетного конуса, т. е. Dc = DK. Высота конуса кониче-
ской осадки определяется по формуле
^расч ~ ctg 2 )
Все формулы даны в общем виде; при определении £)к и положения
основной плоскости для первого пуансона в них подставляют значения
Рис. 48. Схемы определения объема прямого а и крестообраз-
ного б шлицев; 1 — потайная головка; 2 — полупотайная го-
ловка, 3 — полукруглая головка
ак1, ^ki и /?К1. Соответственно для второго пуансона ак2, dK2 и /?к2.
Полученные значения Z)K2, /?к2 и а2 определяют для второго пуансона,
другую основную плоскость А 2—А 2. При этом также будет обеспечено
условие, при котором Dc2 = Dk2.
На последующих схемах не показано положение основной пло-
скости (Л 2—Л2) для второго пуансона. Принципиально схема будет
такой же, т. е.
^К2 = Т)С2 = ^С1,
Во всех приведенных формулах; 0,9549 ah +
Л \ о
~2а J—°бъем прямого шлица (рис. 48, а); объем крестообразного
шлица (ГОСТ 10753—64) у потайных головок d2h (рис. 48, б),
полупотайных 1,1йГ2Л, полукруглых Уш = l,2d2h.
Инструменты для холодной высадки на автоматах 325
----------------------------------------------
Диаметр £>к нижнего основания конуса пуансона определяют в за-
висимости от расстояния п от основной плоскости (рис. 49, а)
D>DK-2tg -^-п.
при «к = 6°, D& = Dk — 0,In.
Глубину ручья конического пуансона (рис. 49, а) принимают с уче-
том высоты т = 0,lc?K O,ldo, небольшого цилиндрического элемента
фигуры, что необходимо для лучшей фиксации заготовки в начальный
момент деформирования. Увеличение расчетного объема составляет при
Рис. 49. Расчетные схемы определения размеров рабочего
ручья конического пуансона
этом приблизительно 2,5—4%,- и поэтому объем цилиндрического эле-
мента во внимание не принимается. В этом случае
н =(o;~dK) ctg-^- + (M4.
При ак1 = 6° Н 10 (D'k — dK); при ак2 = 12° Н = 4,8 (D"K — dK).
Условная высота конуса или, иначе, глубина конической полости
пуансона, должна быть сопоставлена с абсолютной длиной свободно
осаживаемой части заготовки (/i0). Для успешного течения процесса
конической высадки желательно, чтобы пуансон «перекрывал» в на-
чальный момент деформирования более половины высаживаемой за-
готовки, т. е. И
2
. Для увеличения, в случае необходимости, глу-
бины И могут быть использованы следующие приемы: уменьшен угол ак,
уменьшен недовод п (путем сокращения расстояния между чистовым и
коническим пуансонами или уменьшения глубины выточки в матрице),
уменьшена абсолютная длина Ло свободно осаживаемой части заготовки
за счет применения исходного материала увеличенного диаметра
или изменения конструкции головки, а так же применения других
форм конических пуансонов.
326
Технология штамповки на автоматах
Наибольшее распространение имеют цельные стальные пуансоны.
Для высадки деталей диаметром до 8 мм хорошие результаты в работе
дают пуансоны с запрессованной твердосплавной вставкой: стойкость
таких пуансонов составляет 1,5—3 млн. шт. Твердосплавные конические
пуансоны рекомендуется проектировать после проверки в работе и
корректировки размеров стальных пуансонов. Твердосплавные вставки
запрессовывают непосредственно в корпус пуансона (сталь марки
ЗОХГСА; HRC 42—45) с натягом 0,07—0,09 — для автоматов, вы-
саживающих детали до 8 мм и 0,09—0,12 — для автоматов больших
размеров. Пуансоны для многопозиционных автоматов при значитель-
ной глубине полости могут быть выполнены как матрицы: вставку за-
прессовывают в обойму, а затем обойму со вставкой — в корпус.
Рис. 50. Формы головок: а —
шаровой сегмент с образовав-
шейся плоской площадкой на
вершине; б — головка слож-
ной формы
Рис. 51. Специальная форма конического
пуансона
Для высаживания деталей со сфе-
рической головкой, заготовительный
пуансон, выполненный в форме одного усеченного конуса, не всегда
обеспечивает удовлетворительное качество поверхности из-за недо-
прессовки в виде плоской площадки на вершине сферы (рис. 50).
Получение качественной поверхности особенно затруднительно при
радиусе сферы, меньшем или равном половине диаметра исходного мате-
о
риала, т. е. при
В этих случаях может быть применен пуансон,
ручей которого выполнен в форме двух усеченных конусов (рис. 51),
При применении пуансона такой конструкции необходимо обеспечить,
чтобы заготовка сначала обжималась в малом редуцирующем конусе
с углом р, а затем высаживалась в большем конусе с углом ак.
Во избежание продольного изгиба заготовки или преждевременной
высадки ее усилие обжатия не должно превышать усилия осадки.
Выполнение указанных условий позволяет приблизить форму пред-*
варительно высаживаемой головки и окончательной форме и, таким
образом, повысить качество высаживаемой детали без плоской пло-
щадки на вершине головки. В этом случае значительно повысится стой-
кость заготовительного пуансона, так как малый конус ручья служит
не только для обжатия заготовки, но и для устойчивого центрирования
ее в момент заталкивания в ручей матрицы. Применение такого пуан-
сона позволит высаживать сферические головки с радиусом сферы,
меньшем половины диаметра исходного материала.
Инструменты для холодной высадки на автоматах 327
Больший ;
формации
цаметр обжймного конуса Z)p. к = d0. При степени де-
| 30% меньший диаметр обжимного конуса
d d°
р'к 1,19 •
Для легированной, жаропрочной, нержавеющей и высокоуглероди-
стой стали Рк = 244- 28°, для малоуглеродистых сталей |3К = 284- 30°.
Угол большего конуса ак назначается по общим правилам: ак =
= 34-12°. При определении общего расчетного объема предварительно
высаживаемой головки объем редуцирующего конуса следует учитывать.
Обычные конические пуансоны для потайных головок имеют уко-
роченную глубину полости Н, так как основная плоскость расположена
на значительном расстоянии от торца матрицы. Специальный пуансон
'(см. рис. 49, б) с увеличенной глубиной Н позволяет значительно со-
кратить недоход п. На приведенном рисунке показан пуансон, у ко-
торого, по сравнению с обычным, глубина полости увеличена прибли-
зительно на 1,5 мм (0,7 — за счет внедрения в потай, 0,3 — недоход
чистового и 0,5 мм — разница между чистовым и коническим). Таким
образом, глубина полости Н увеличена приблизительно на 26%, что
позволяет коренным образом улучшить качество высаживаемой детали.
Так как такой пуансон «опережает» чистовой, то во избежание поврежде-
ния и разрушения конического пуансона необходимо в державке ма-
триц предусмотреть углубление.
Матрицы высадочные и пуансоны чистовые. Формообразование де-
тали или полуфабриката на однопозиционных и многопозиционных
автоматах осуществляется по трем схемам: в матрице (рис. 52), в ма-
трице и зазоре п между пуансоном и матрицей (рис. 53), в матрице,
зазоре пив пуансоне (рис. 54).
В общем виде высота головки или уплотненной части детали будет
равна
Н = + hn + п.
Общая длина отштампованной детали типа ступенчатого стержня,
шпильки йли штифта (см. рис. 53) составит
= + Л,
где — высота высаживаемой части в матрице; hn — высота выса-
живаемой части в пуансоне; п — зазор между пуансоном и матрицей,
который принимают, исходя из чертежа детали и технологического
процесса высадки п = 0,2-+- 5,0 мм.
В исключительных случаях, для очень низких головок и мелких
деталей 0,05 мм. При высадке жестко закрепленным пуансоном
допускается в некоторых случаях принимать зазор п = 0. Пуансоны
со скользящим сердечником работают без зазора; головка пуансона
подпружинена, что исключает «жесткий» удар по матрице.
Допуски на глубины ручьев пуансонов и матриц, т. е. hM и hn при
изготовлении инструмента назначают согласно табл. 29.
При высадке в матрицах и пуансонах из углеродистой стали целе-
сообразно использовать весь допуск элемента детали на износ инстру-
мента. Поэтому размеры рабочего профиля в плоскости, перпендику-
лярной к оси высадки для деталей, имеющих жесткий допуск (0,03—
0,12 мм), назначаются по наименьшим чертежным или технологическим
С
формообразования деталей в матрице
Рис. 52. Схемы
Рис. 53. Схемы фор-
мообразования дета-
лей в матрице и за-,
зоре п между пуан-
соном и матрицей
Рис. 54. Схемы фор-
мообразования дета-
ли в матрице, зазо-
ре п и в пуансоне
Инструменты для холодной высадки на автоматах
329
. ------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
29. Допуски на глубину ручьев пуансонов и матриц
J*".1 Ч Зазор п между пуансоном и матрицей, мм « Высадка цилиндрической и ей подобной головки * Высадка потайной или полупотайной головки
Глубина ручья в пуансоне Глубина ручья в матрице Глубина ручья в матрице
0,2 — 0,5 ^п + 0» * Лм+0.1 0,05
> >0,5 лп+о,1 Лм ±0,1 —
hn ±0,2 hM ±0,2 —
размерам. Для гарантированного получения качественной детали раз-
меры твердосплавного инструмента целесообразно назначать по наи-
меньшим чертежным или технологическим размерам плюс 0,1—0,5
допуска на элемент детали.
Как показала практика эксплуатации в большинстве случаев, для
твердосплавного инструмента достаточно оставлять на износ всего
лишь 0,03—0,06 мм на сторону. Номинальные диаметры рабочих ручьев
матриц и пуансонов из углеродистой стали и со вставками из твердых
сплавов, в которых происходит формообразование (осадка или редуци-
рование) элементов детали х под последующую накатку резьбы, всегда
назначаются по наименьшим технологическим размерам.
В матрицах для высадки потайных (полупотайных) головок наиболь-
ший диаметр потая не задается. Однако высота конуса в ручье матрицы
должна быть задана таким образом, чтобы, во-первых, обеспечить по-
лучение (при заданном зазоре п) чертежного размера высоты головки
(желательно Яср), во-вторых, во избежание брака при- высадке, полу-
чить в матрице (с учетом номинальных размеров диаметра ручья и
высоты Лм) больший диаметр потая в пределах верхней половины до-
пуска на наружный диаметр головки. Желательно, чтобы диаметр
большого основания конического ручья матрицьг находился ближе
к максимальному значению наружного диаметра головки высаживае-
мой детали.
На переднем торце пуансонов размеры рабочего профиля назначают:
для полупотайных и низких полукруглых головок — по среднему
чертежному размеру, с округлением (в большую сторону) до первого
десятичного знака; >
для полукруглых, грибовидных и низких цилиндрических головок —-
по наименьшему чертежному размеру плюс 25% допуска, с округле-
нием (в большую сторону) до первого десятичного знака;
для высоких цилиндрических головок, во избежание застревания
детали в пуансоне,'рекомендуется назначать, в пределах допуска на
деталь, штамповочный уклон, оставляя при этом часть допуска (^25%)
на износ. Наличие даже малого уклона в 10—30' благоприятно сказы-
вается на процессе высадки и работе инструмента.
Допуск на изготовление инструмента из углеродистой стали для
размеров рабочего профиля (в плоскости, перпендикулярной к оси
330
Технология штамповки на автоматах
высадки), матриц и пуансонов назначают по табл. 30 (до 4-го класса точ-
ности), на элементы из твердосплавного инструмента — по табл. 31.
30. Допуски на изго-
товление инструмента
из углеродистой стали
31. Допуски на элементы инструментов
со вставками из твердых сплавов
Номи- нальное значение размера, мм Откло- нение, мм
До 3 + 0,015 — 0,005
3—6 ±0,01
6—10 + 0,01 — 0,02
10-18 — 0,03
Св. 18 — 0,01 — 0,04
« Наименование элементов Допуск, мм
Редуцирующий поясок для ту- гих резьб и резьб 1-го класса точ- ности Редуцирующий поясок для 2-го класса точности Для формообразования деталей до 4-го класса точности Для формообразования элемен- тов деталей 4 — 7-го классов точ- ности Для формообразования элемен- тов деталей свыше 7-го класса точ- ности ±0,003 + 0,02 По А » А3 » А 4
Рис. 55. Разъем-
ная матрица
Допуск на габаритные размеры матриц и жестко закрепленных пуан<
сонов назначают: для посадочных диаметров инструмента однопози^
ционных автоматов по Ш3\ для инструмента многопозиционных авто?
матов — кроме гайковысадочных — по X; для длин инструмента всех
видов автоматов — по В3л«
В зависимости от технологического зазора по. переходам и наличия
направления при заталкивании заготовки в матрицу, допускаемое бие-
ние наружной поверхности относительно одной или двух, трех вну-
тренних назначается в пределах не более 0,03—0,06 мм.
Биение опорного торца матрицы и пуансонов многопозиционных
автоматов относительно внутренней (при проверке на оправке в цен-
трах) или относительно наружной (при проверке в призме) поверхно-
стей не более 0,05 мм.
Разъемные матрицы. Размеры рабочего профиля разъемных матриц
назначают так же, как у цельных матриц. Допуски на диаметр L—4
каналов, стороны квадрата и длину показаны на рис. 55.
Длину Дм разъемных матриц определяют по наименьшей длине
формируемой в матрице части детали. Значения длины матриц и зазоров
X между ними по некоторым моделям автоматов приведены в табл. 32,
Натяги при запрессовке твердосплавных вставок в «чистовые» пуансоны
приведены в табл. 33.
Инструменты для холодной высадки на автоматах 331
32. Длина разъемных матриц
и зазор X между ними
33. Натяги при запрессовке
вставок в пуансоны
Модель пресса ^м» мм X, мм
min max
сМенвил» 3/8" 32 154 0,08
» 1/2 122 ВА 44 166,6 0,1
«Ватербери» 5/8" 50 152,4 0,12
Наружный диаметр вставки, мм V Натяг, мм
<28 0,07 — 0,09
28—40 0,09 — 0,12
>40 0,12 — 0,15
Наружные твердосплавные вставки матриц многопозиционных
автоматов, работающие в условиях особо тяжелых нагрузок, запрессо-
вывают в обойму с натягом 0,09—0,12 мм на конус с углом 0° 30' на
сторону (рис. 56).
Внутреннюю обойму вместе с внутренней вставкой запрессовывают
в корпус с натягами, указанными в табл. 34. Наружная обойма вместе
с наружной вставкой запрессовывается в
корпус с натягом, в зависимости от наи-
большего диаметра внутренней полости
вставки, по табл. 35.
Количество твердосплавных вставок
в матрицы и их суммарную длину опре-
деляют по длине высаживаемой в матрице
части детали. При недостаточно длинных
Рис. 56. Матрицы с кони-
ческой твердосплавной на-
ружной вставкой
' вставках стальная часть канала, несмотря
на меньшую интенсивность нагрузки, из-
нашивается значительно быстрее твердо-
сплавной части. В результате неравно-
мерного износа, внутри матрицы образуется бочкообразный «кар-
ман», в котором осаживается стержень большего диаметра, чем в
твердом сплаве. ,
Для нормального износа (потеря размера в результате износа, без
разрушения твердого сплава) необходимо, чтобы общая длина твердого
сплава в матрице превышала бы на 2—3 мм длину высаживаемой детали.
Наибольший внутренний диаметр подобранной вставки должен быть
меньше наименьшего диаметра канала матрицы с тем, чтобы оставался
припуск на обработку твердого сплава. Максимальное значение при-
пуска не регламентируется, тау как при электроискровой обработке
практически безразлично, како^Тлой твердого сплава (0,2 или 2 мм)
необходимо снять за один проход. Минимальное значение гарантиро-
ванного припуска (с учетом допуска на внутренний диаметр вставки)
не должно быть менее 0,08—0,12 мм для диаметра канала до 8 мм и
0,10—0,15 мм для большого диаметра канала.
Твердосплавные матрицы для многопозиционных автоматов проек-
тируются так, чтобы торцы наружной вставки, обоймы и корпуса на-
ходились в одной плоскости (окончательная обработка торцов корпуса
и обоймы в сборе). Это объясняется тем, что матрицы многопозиционных
автоматов менее подвержены жесткому удару, а наличие ступеньки
332
Технология штамповки на автоматах
34. Натяги при запрессовке вставок
в обоймы матриц с твердосплавными вставками
Характеристика вставок Натяги, мм
Наружные и внутренние вставки матриц автоматов однопозиционных и много- позиционных (работающих в условиях нормальных на- грузок) 0,07 — 0,09
Наружные и внутренние вставки многопозиционных автоматов, работающих в условиях тяжелых нагру- зок и вставки с наружным диаметром >40 мм 0,09 — 0,12
35. Натяги при запрессовке
наружной обоймы
в корпус матрицы
Наибольший диаметр вну/ренней полости вставки, мм Натяг, мм
До 5 5 до 8 8 > 12 12 » 16 Св. 16 0,12 — 0,15 0,15 — 0,18 0,25 — 0,30 0,35 — 0,40 0,45 — 0,50
н
-----
корпус
* Обработать в линии}
Рис. 57. Пример назначения исполнительных размеров матрицы
однопозиционного автомата с углубленной твердосплавной вставкой
(углубление твердого сплава) отрицательно сказывается на работе ме-
ханизма переноса (штампуемая заготовка может при пёреносе задевать
за ступеньку).
№ Инструменты для холодной высадки на автоматах 333
Ш*’"*— —
Й? - Примеры назначения исполнительных размеров для матриц с углуб-
'лением твердосплавной вставки и без углубления показаны на рис. 57
58. Своеобразие назначения некоторых размеров объясняется тем,
что твердосплавные вставки в целях сокращения трудоемкости их изго-
товления обрабатывают по наружному диаметру и торцам не в конеч-
. йый размер, а «как чисто». Далее, после замеров полученных действи-
Рис. 58. Пример, назначения исполнительных размеров матриц^
многопозиционного автомата с расположением торцов вставки обой-
мы и корпуса в одной плоскости
тельных размеров наружного диаметра и высоты, для каждой вставки
в индивидуальном порядке изготовляют обойму и соответствующих раз-
меров посадочное отверстие в корпусе с соблюдением заданных чертежом
линейных размеров и натягов.
Матрицы для редуцирования (см. гл. 6). Общая длина твердого
сплава в матрицах для редуцирования также должна быть на 2—3 мм
длинней обрабатываемой в них части детали. При двух вставках их
длина должна быть подобрана таким образом, чтобы соприкасающиеся
334 Технология штамповки на автоматах
торцы вставок находились на расстоянии не менее 5 мм справа или
слева от редуцирующего пояска. Допускаются сокращения этого рас-
стояния до 2—3 мм. При проектировании инструмента для редуциро-
вания шпилек необходимо учитывать то, что ход выталкивателей из
пуансонов (на всех типах автоматов) значительно (в 3—4 раза) меньше
хода выталкивателей из матриц и равен, в зависимости от типа автомата,
приблизительно 20—35 мм. В силу этого большую часть детали не-
обходимо обрабатывать в матрице. Как правило, если позволяет ход
выталкивателя из пуансона, в матрице помещают часть детали, имеющую
Рис. 59. Схема редуцирования шпильки а и болта б с применением комбини-
рованных матриц
более жесткий допуск на соосность стержня и резьбы. Расположение
концов детали — в матрице или пуансоне — оговаривается в техно-
логии.
, Недоход пуансона п назначается: при редуцировании шпилек с ма-
лой длиной стержня — 0,5—1 мм и со значительной длиной стержня —
1,5—5 мм.
При редуцировании длинных шпилек отсутствует осадка средней
части стержня и имеет место незначительный износ направляющего
канала матрицы, это позволяет использовать в матрицах для таких
деталей вставки из высоколегированной инструментальной стали Х12М.
Конструкция комбинированной матрицы показана на рис. 59. Соотно-
шение наружных диаметров обоймы внутренней вставки, вставки из
Х12М и натяги — по приведенным выше рекомендациям.
Способы, облегчающие изготовление труднообрабатываемых дета-
лей. При высадке деталей с квадратными и цилиндрическими подго-
ловками, а также при заполнении глубоких ручьев матриц и пуан-
сонов в некоторой части полостей инструмента остается воздух, масло и
различные твердые частицы, что затрудняет процесс заполнения ручьев
штампов. В таких случаях хорошо зарекомендовали себя и находят
широкое применение отверстия у матриц и пуансонов для выхода воз-
духа и масла (рис. 60). Заполняемость глубоких полостей также улуч-
шается, если в инструменте предусмотрен специальный воздушный
*2
Инструменты для холодной высадки на автоматах 335
-Jf
£
KJ $''
,«
V.
0 7/
03
Я^ЙСарман». Отверстия для выхода воздуха должны быть достаточно ве-
^Н^Хдяки и располагаться так, чтобы можно было их прочистить, если они
‘ЖЙЙсорятся твердыми частицами. Как правило, отверстия для воздуха
i
0)
Z)
€)
Рис. 60. Конструктивные особенности матриц и пуансонов, облегчающие
изготовление труднообрабатываемых деталей
*
выполняют диаметром 1—2 мм и длиной 6—8 диаметров, соединяющихся
с отверстиями большого диаметра (3-—6 мм) и радиусными канавками
вдоль образующей цилиндрического инструмента.
hi
!_ ’ пальцев: а — цилиндрический;
—-----------Н б — ступенчатый; в — с лысками
0)
Высадка деталей с коротким стержнем затруднена, так как заго-
товка, не прочно удерживаемая в матрице» выталкивается из нее кони-
ческим пуансоном. Для закрепления заготовки может быть" рекомен-
довано устройство специальных углублений в ручье матрицы: кармана
(рис. 60, д и ё) или специальной канавки с двумя конусами под углом 15°
336
Технология штамповки на автоматах
на сторону. В обоих случаях, при ударе коническим пуансоном, металл
затекает в углубление и заготовка прочно закрепляется в ручье матрицы.
При выталкивании отштампованной детали образовавшийся кольцевой
выступ редуцируется и на стержне не остается никаких следов.
Выталкивающие пальцы и втулки к ним. Конструктивно выталки-
вающие пальцы (рис. 61) подразделяются на цилиндрические, ступен-
чатые и фасонные с различными по форме поперечными сечениями (с од-
ной или двумя лысками, квадрат, прямоугольник и т. д.). Фасонные
пальцы могут быть одновременно и ступенчатыми. Рабочий торец вы-
талкивателя выполняют плоским, в виде конуса с диаметром основания
da ^выт и фасонным (рис. 62).
Рис. 62. Формы рабочего торца выталкивателей: а и б —• конические; в —•
призматический; г — пирамидальный
При проектировании номинальные диаметры пальца dBbIT и вну-
тренний диаметр втулки dBT принимают равными минимальному диа-
метру ручья матрицы dBblT = dBT=
Допуск на диаметр пальца dBbIT назначают по посадке Ш, а допуск
на внутренний диаметр втулки dBT по Л3.
При использовании действующих пальцев и втулок взамен проек-
тирования новых указанные условия можно не соблюдать,однако в каж-
дом отдельном случае необходимо проверять величины минимальных
и максимальных зазоров между пальцем и ручьем матрицы и между
пальцем и втулкой (рис. 63). Допускаемые при этом величины Л и 6
не должны превышать значений, указанных в табл. 36.
Диаметр основания рабочего конуса d2 и угол конуса Р2 назначают
согласно требованиям чертежа детали или технологического процесса
(рис. 64).
Высоту конуса h головки пальца принимают в зависимости от но-
минального диаметра d по табл. 37.
Высота конуса втулки h$ = h — 0,5.
Размеры, указанные без допусков, следует выдерживать по 7-му
классу точности.
Инструменты для холодной высадки на автоматах 337
36. Допустимые величины зазоров
. между выталкивающим пальцем и ручьем матрицы (Л) -
и между отверстием втулки и пальцем (6)
Номинальный диаметр пальца или втулки Amin 1не менее) дтах» ^шах (не более) ^min
1-3 3—6 6—10 10 — 18 Св. 18 0,012 0,015 0,02 . 0,025 0,03 0,08 0,10 0,15 0,20 0,25 ^min > °
37. Высоты конуса головки выталкивающего пальца, мм
d <5 5 — 10 10 — 18 >18
h 2 3 4 5
Рис. 63. Распределение
полей допусков втулок и выталкивающих пальцев
Отклонения от прямолинейности образующих по основному диа-
метру ч/выт не должны превышать 0,02 на длине 100 мм.
Допускается уменьшение диаметра г/выт или с/выт на 0,05 МхМ на
участке, находящемся вблизи головки на расстоянии 2—6 мм от конуса.
Биение диаметра 4Выт относительно б/Выт должно быть не более 0,04 мм
(для ступенчатых пальцев).
ч, J”
Рис. 64. Втулка и выталкиватель
4
88. Материалы, рекомендуемые для изготовления холодновысадочных и накатных инструментов
г
Наименование инструмента
Материал
HRC
Примечание
Для холодновысадочных одно- и многопозиционных автоматов
Ролики — подающие, задающие, пра- вйльные Матрицы отрезные: цельные сборные: корпус вставка Ножи отрезные: цельные сборные: корпус вставка Прижимы к отрезным ножам (поддер- живающие крючки) Матрицы высадочные: цельные сборные: корпус ✓ обойма вставки Чугун СЧ 44-24; сталь 18ХГТ 59—62 Отбеленный. Цементовать на глубину 0,8 — 1 мм
У10; У10А ЗОХГСА ВК20 —ВК25 58—62 42 — 45 —
ГОСТ 10285—70
У8А; У10А; У10 40Х; У10 Р9; Р18; ВК15; ВК20 У8; У8А 65Г; 60С2 У10А; У10; Х12М; Х12Ф1 ШХ15 59—62 — режущая часть; 35—40 — хвостовик 35—45 60—64 ГОСТ 11378 — 65
55—58 56 — 59 — рабочая часть; 42 — 45 — хвостовик 54—62 59—62 i Твердость, в зависимо- сти от конфигурации вну- тренней полости с интер- валом 3 — 4 единицы. Для высадки шариков и роликов
ЗОХГСА 40Х 40ХНМА У8; У10; У10А ВК15 до ВКЗО; ВК20К 42 — 45 40—45 48—52 52—54
- 1 ГОСТ 10285 — 70
1 I
о
Со
пробки
Пуансоны высадочные:
цельные:
предварительные
окончательные'
со скользящим сердечником:
головка
сердечник
составные — корпус
Пальцы выталкивающие (выталкиваю-
щие шпильки)
- Втулки выталкивающих пальцев
. * 7 а -и-д U * ' . 1 'г L ' ' ' г ' ; V* о
Х12М; Х12Ф1 5^—62 V > % 1 •* > 1 • •••..* у
У10; Х12Ф1
У10; У10А \ 54—58
40Х С наружным диаметром
до 60 мм — термообработ- л
ка по методу ЗИЛа
У10; У10А; У8 56 — 59 С наружным диаметром
свыше 60 мм
7X3 * 52—54
9ХС 58—62 Для прошивки отверстий 3:
ЭИ16Г, Х12М 59—62
5ХГС 55—62 После цианирования для высадки шариков ы для
ЭИ945 58—61 Для высадки с выдавли-
Р18; ЭИ161 59—62 ванием полостей *
У8А 55—58 о о
4Х8ВА 51—54 X
9ХС 58—62 о
Х12Ф1; Х12М 58—62 я—»
ЗОХГСА; ВК15, ВК20 40—42 СЬ Сг
54 — 57 Гь
У10; У10А R СР
59—62
&
Для гайковысадочных автоматов
Пуансонц первой позиции Пуансоны второй позиции: цельные У10; У10А 59—62 •
сборные: корпус вставка Пуансоны третьей позиции (формующие ЗОХГСА; 40Х Х12М; Х12Ф1 42—45 59—62
Х12Ф1; Х12М; ЭИ161 56 — 59 Для мелкцх гаек цемен- товать
пуансоны) 9ХС 4ХВ2С 55 — 58
Продолжение табл. 38
Наименование инструмента Материал HRC Примечание
Пуансоны четвертой позиции (пробив- ные) цельные: с наплавленным концом с напаянной на торце пластиной Матрицы первой и второй позиции: цельные сборные: корпус вставка обойма (кольцо) Матрицы третьей позиции (формующие матрицы): корпус вставка Матрицы четвертой позиции (пробив- ные матрицы) Корпусы: третьей позиции четвертой позиции Пуансонодержатели ЭИ161; Х12М;,Х12Ф1 Р18 ВК20 У10; У10А ЗОХГСА; 40Х Х12М; Х12Ф1 ЭИ945 ВК15; ВК20 У10; У10А 40Х; ЗОХГСА Х12Ф1; Х12М; ЭИ161 ВК20; ВК25 У10А; У10; Х12М; Х12Ф1 У8А; У8 У8А; У8; У10 « 59—62 42—45 59—62 • 56 — 59 54—57 42—45 58—62 58—62 54 — 58 1 * 1 / г > »
Выталкивающие шпильки Подкладки пуансонов Пробки затяжные Подкладки матриц У10; У10А , 54 — 57 59—62 t Резьба HRC 35 — 40
Вкладыши Втулки Упоры У7 У10; У10А У7 54 — 57 59-62 54 — 57 —
Гайки затяжные Пружины У7; У8 65Г; 60С2; ПКИ 45 — 48 Резьба HRC 35—40
•/W’
ч *
X
Г)
в
Для обрезных автоматов
Пуансоны обрезные: цельные сборные: корпус вставка Матрицы обрезные г У10А ЭИ161; Р18 У8А; У10 PI8; ЭИ161; Х12Ф1 У10; У10А; У.8 Х12М; 57—60 59—62 56—60 59—62 55 — 58 ——
Для накатных автоматов
Плашки накатные Ролики накатные Х12М; Х12Ф1 Х12М; Х12Ф1; хвг 58—60
Для операций холодного выдавливания на автоматах
Пуансоны Матрицы: цельные составные: вставки корпус обоймы * Р18; ЭИ494 ЭИ495; Х12М; 9ХС; 6ХФ ЭИ161 ВК20 У10; У10А Х12М; Х12Ф1 ВК20; ВК20К; ЗОХСА У10; У10А Х12Ф1; к 1 BK25 59—62 57—60 56 — 59 54—58 57—60 42 — 45 54 — 57 Закалка струйная
ж
в
Oj
О
о
К-
Ci
о
Примечание. Карбидная неоднородность в заготовках, особенно в «₽ВД“ейх’®^и - п^шкТле3 раз-
вышать 3-го балла для быстрорежущей стали по ГОСТу 5952 63, а для стали типа X ,
работанной ЭНИКМашем.
342
Технология штамповки на автоматах
Биение рабочего конуса относительно dBbIT не более 0,05 мм.
Биение сферы относительно с?выт или с^ыт не более 0,2 мм.
Отклонение углов [32 = — 1°.
Радиус в месте перехода рабочего конуса (или фасонного элемента)
в торец не более 0,3 мм.
Общие рекомендации. В общем случае при штамповке в матрице,
зазоре и пуансоне могут иметь место следующие процессы: высадка
головки (с подголовком) с частичной осадкой стержня, высадки головки
(с надголовком), с редуцированием всего или части стержня, редуциро-
вание или выдавливание заготовки с одной или двух сторон с осадкой
или без осадки средней части.
Во всех случаях пуансон должен иметь на торце выемку, соответ-
ствующую форме высаживаемой детали или полуфабриката.
При редуцировании заготовки с обеих сторон пуансон выполняют
так же, как и матрицу для редуцирования; при этом обязательно на-
личие выталкивателя из пуансона.
На многопозиционных автоматах, при достаточно глубокой полости
предварительного пуансона, когда есть предположение, что заготовка
может оставаться в пуансоне, также необходимы выталкиватели из
пуансонов.
На последней позиции многопозиционных автоматов применение
выталкивателя из пуансона (в случае высадки головйи) маложела-
тельно, так как высаживаемый металл затекает в зазор между выталки-
вателем и отверстием пуансона и на головке готовой детали может
оставаться заусенец. При проектировании холодновысадочных ин-
струментов можно также руководствоваться следующими общими по-
ложениями:
39. Посадочные размеры (мм)
для инструментов гай ко вы сад очных автоматов
Модель автомата Наибольший диаметр резь- бы гайки Размер SK под ключ и высота гайки Н Посадочные размеры для инструментов
Пуансоны Матрица
I II лп IV I II III IV
А-411 (АА-411) 8 II II - CQ 45 45 60 90 120 45 45 6& 60 80 95 115 165 220 60 65 100 130
А-412 (А-1921) 12 SK = 22 /7=10
А-413 (А-1822) 16 SK = 27 Н = 13 60 75 60 75 95 130
А-415 (А-1824) 25 SK = 36 Н = 27
Примечание. Глубина посадочных мест для инструментов не приводится, так как длина пуансонов и матриц может регулиро- ваться прокладками.
Инструменты для холодной высадки на автоматах
343
заполнение формы в полости матрицы несколько хуже, чем в по-
лости пуансона, так как силы трения препятствуют усилию высадки;
при осадке или высадке в матрице ввиду бочкообразной промежу-
точной формы перехода образуется воздушно-гидравлическая «подушка»,
препятствующая полному заполнению формы;
элементы детали, высаживаемые в полости матрицы, имеют более
высокую соосность (в пределах соосности этих элементов в инструменте)
и выполняются без штамповочных уклонов;
элементы детали, высаживаемые в полости пуансона, когда нет
выталкивателя, желательно (а иногда обязательно) выполнять с наи-
большими штамповочными уклонами, допускаемыми конструкцией
детали;
минимальное биение элементов детали, высаженных в пуансоне,
относительно элементов, высаженных в матрице, находится приблизи-
тельно в пределах 0,15—0,30 мм. Получение деталей с биением
40. Посадочные размеры (мм)
для инструментов холодновысадочных автоматов
Модель Наибольший диаметр стержня Посадочные размеры для инструментов
Диаметр матрицы Диаметр пуансона
предвари- тельного оконча- тельного
Одн АБ-120 А-121Б АА-129 А-123 А-124 А-125 Одно1 АА-161 А-169 А-163В А-164 А А-166А АА-231 А-233А А-235 А-1914 А-1916 АА-101 АА-102 А-1920 А-103 А-104 А-105 опозиционные а 4 6 8 12 16 X 25 позиционные ав 6 8 12 16 25 Обр, 19 16 25 М ногопо 1,5—2,6 2,6—4,0 6 8 10 12 16 20 автоматы с це. 30 48 54 70 „ 90 115 томаты е раз' 48Х 48 55X55 75X75 95Х 95 150Х 150 езные автомат 70 95 140 Ъиционные авт< 30 льной матрице 25 30 36 55 70 80 ъемной Mamput . 35 42 60 80 85 ы 50 80 100 эматы. й 30 35 46 65 80 95 {ей 35 42 70 90 100 25 25 40 65 80 70 100 110
50 65
95
120 130
344
Технология штамповки на автоматах
указанных элементов менее 0,1—0,15 мм связано со значительными
трудностями даже на одноударных автоматах;
заготовки, редуцируемые с двух сторон без осадки средней части,
имеют более высокую соосность, чем заготовки, редуцируемые с осад-
кой средней части.
ЕЬтабл. 38 приведены рекомендации по материалам и режимам тер-
мообработки для изготовления холодновысадочных и накатных инстру-
ментов, а в табл. 39 и 40 — посадочные размеры для инструментов гайко-
высадочных и холодновысадочных автоматов.
Глава 5
АВТОМАТЫ ДЛЯ ХОЛОДНОЙ
ОБЪЕМНОЙ ШТАМПОВКИ
Классификация и основные понятия
Л
lUggr-V Универсальные и специализированные автоматы занимают одно из
ведущих мест в обработке металлов давлением прогрессивными техно-
Алогическими процессами высадки, редуцирования, выдавливания, че-
канки, калибровки и т. п.
' На схеме классификации автоматов для холодной объемной штам-
повки (рис. 1) видно, что эта группа кузнечно-прессовых машин под-
разделяется на две подгруппы — для штамповки, стержневых изделий
удлиненной формы (С) и коротких изделий (К)-
С точки зрения последовательности выполнения и количества тех-
' нологических переходов и операций, осуществляемых в одной машине,
различают автоматы с последовательным, параллельно-последователь-
ным и параллельным^ выполнением переходов.
По количеству линий подачи (числу потоков) автоматы изготовляют
с одной и, в отдельных случаях, с двумя линиями подачи, при этом линия
подачи материала может быть расположена параллельно или перпен-
дикулярно линиям штамповки.
Теоретическая производительность QT, шт/мин прессов-автоматов
последовательного действия определяется по формуле
_ и
Qt —
71т
где п — частота вращения коленчатого вала или число ходов ползуна
в минуту; пт —частота вращения коленчатого вала или число ходов
ползуна в минуту, необходимое для осуществления технологического
цикла; в автоматах (одноударных) пт = 1, в двух- и трехударных тгт
соответственно равно 2 и 3.
В автоматах параллельно-последовательного действия с двумя,
тремя или несколькими линиями штамповки большинство технологи-
ческих переходов (операций) выполняется одновременно и во время
каждого хода ползуна в работе участвуют все штампы, i Теоретическая
производительность этих автоматов при установившемся процессе
штамповки
Qt 71.
Однопозиционные автоматы предназначаются для холодной высадки
деталей (заклепок, винтов, болтов, шурупов и других более сложных
деталей с утолщениями, а также шариков и роликов) сравнительно не-
больших размеров, с максимальным диаметром стержня высаживаемой
детали 20 мм из стальной калиброванной проволоки с пределом
Ч
х
$
»*
л
3
о
ь
X
л
а
х
и
о
X
2
л
а я
а я
sf._
Л ®
а 2
а я
5
o'g
л о
4=3
о
X
5
ч
о
X
к
ч
X
Л
3
CD
X
i-M Т?
С л
X X
>>х
и о
ч в
К CD
х а
а
ч
оз
С
CD
3
X
X
о
а
а
«
о
к
о
Я
о
X
S
a
О х
я Л
2 X
pl
с
к
ч
«5
л *4
о
х
о
X
ч
о
CD
X
Ч
л
. о
£ з
а гл
а
х
дс^-^о
S •*
Р.»
н
л
2
а
s
3
х
л
ч
CD
3
оз
а
а
X
S *
л>ь
sf
а
О
X I
О 1
X
e
л
3
а
з
3
х
3
CD
«в
СП
л
2
а
з
x
л
ч
03
<D
CD
3
а
л
и
а
СП
а
•ч
оз
а
sf
CD
С
О
а
а
Ч
о
с
<D
а
о
о
н
о о I iP „
Я Л I Sf
х cv> а
ч
к к su«
_ ч ч -г £
Ч л Я
а
а
Я
л
га в»
О ®
су а
§
о
X
о
3 ю
3
о
X
а
л
л (
Ч 1
л за
ч xU
CD
ч
X
5
Ч©
CD 3
3 3
X X
х
3
ч
CD
о
и
S
о
а
о
ч
S
3
а
S
3
х
ь
о .
CD'O
О
а
о
а
а
ч е
око
и®
о -х
а
о
X
О
Sf О
а °
3
чэ
CO
’ а
х«
(D о
рс
Ь S
_ н
, X
X 2
£э
«а
S А
Ок.- °
X •“* я
О «
а
о
S-3S;’
S/.g
я е а
3
X
c
X
CD
о.
3
ь
CD
В
CD
к
к
о
a
Классификация и основные понятия
347
прочности на растяжение ав^ 80 кгс/мм2. Помимо высадки, на автома-
тах можно производить однократное редуцирование стержня детали,
прд резьбу и формообразование фаски на крнце стержня.
Многопозиционные автоматы и комбайны используют для штамповки
деталей сложной формы.
Многопозиционные автоматы изготовляют как с горизонтальным,
так и с вертикальным расположением позиций штамповки. Автоматы
с горизонтальным расположением позиций штамповки изготовляют
с тремя, четырьмя, пятью и даже шестью штамповочными позициями.
Многопозиционные автоматы с вертикальным расположением позиций
изготовляют четырех- и в отдельных случаях пятипозиционные. Мното-
позицирнные автоматы изготовляют, главным образом, с цельными ма-
трицами.
Перенос заготовок с одной позиции на другую (рис. 2) осуществ-
ляется прямолинейно, по полуокружности и по сложным траекториям.
Большинство современных многопозиционных автоматов для штамповки
стержневых деталей выполняют с прямолинейным переносом заготовок
управляемыми пальцами (захватами).
Многопозиционные автоматы для штамповки коротких деталей
выполняют с кантовкой заготовок на 180° и без кантовки.
Кантовка коротких заготовок для расширения технологических
возможностей автоматов этой группы осуществляется как при прямо-
линейном переносе, так и при переносе заготовок по полуокружностям,
расположенным в плоскости осей штамповки.
По сравнению с однопозиционными холодновысадочными автома-
тами, многопозиционные автоматы имеют следующие преимущества:
обеспечивается получение деталей без резкого колебания механиче-
ских свойств по их длине (например, между головкой и стержнем
болта);
значительно расширяется номенклатура и конфигурация штампуе-
мых деталей, так как формообразование их осуществляется как в ма-
трицах, так и в пуансонах за 3—6 переходов;
повышается усталостная прочность деталей;
в 2—2,5 раза больше съем готовой продукции с единицы занимае-
мой площади;
в 3,5—4,5 раза ниже стоимость изготовления деталей;
площадь, занимаемая многопозиционным автоматом-комбайном,
в 2—3 раза меньше площади, занимаемой автоматической линией.
Рассматриваемые автоматы предназначаются для штамповки стерж-
невых деталей удлиненной формы (типа болтов, пальцев, осей, валиков
и т. п.) 2,0dQ и для штамповки коротких деталей (типа гаек, колец
подшипников, втулок, ниппелей и т. п.) I 2d0.
Время Т цикла работы многопозиционного автомата
г = /р + 2 + 2Угр ~ 2
где /р — суммарное время, необходимое для выполнения всех раз-
делительных и формообразующих переходов. При штамповке
деталей из проволоки или прутка У /р = ^отр+ ^аХ*
(/отр — время отрезки заготовки; — время, необходи
мое для выполнения самой длительной операции штамповки).
348
Автоматы для холодной объемной штамповки
Рис. 2. Схема расположения позиций штамповки и траектории переноса за-
готовок
При штамповке в автоматах с бункерной
V / __/шах
Zj гр ;
t'x — время собственно холостых ходов
У t0 — суммарное
в том или
У, /тр — суммарное
заготовок,
матриц;
т — суммарное
щений исполнительных механизмов;
загрузкой
механизмов;
время выстаивания исполнительных органов
ином положении;
время подачи материала и транспортировки
включая заталкивание и выталкивание их из
время совмещения интервалов рабочих переме-
Классификация и основные понятия
349
1. Количество элементарных операций
в автоматах для холодной объемной штамповки
г
м,-
s-r— f Тип автомата г Элементарные операции ю f- X с Н
Правка материала Отрезка заготовки Формо- образо- вание Накатка резьбы Подрезка торцов и образо- вание фасок Дополнительная калибровка подаваемого материала
в матрице в пуансоне в матрице и пуансоне
• , Однопозиционные авто- маты:
одноударные 1 1 1 1 1 1 5 5
двухударные 1 1 1 2 2 ——- 2 7 3,5
трехударные 1 1 1 3 3 3 9 3
Однопозиционный двух- ударный автомат-комбайн 1 1 1 2 2 1 1 2 9 4,5
Многопозиционные авто- маты;
- трехпозиционный 1 1 3 3 3 — 1 » И 11
четырехпозиционный 1 1 4 4 4 1 14 14
лятипозиционный 1 1 5 5 5 1 17 17
Многопозиционные авто- маты-комбайны: трехпозиционный 1-го вида 1 1 3 3 3 1 1 12 12
четырехпозиционный 2-го вида 1 1 4 4 4 1 1 1 16 16
пятипозиционный 3-го вида 1 1 5 5 5 1 1 1 1 20 20
4- "
Условные обозначения: 2 ЭО — сумма элементарных операций. лкв — число ударов. ск — показатель концентрации операций.
350 Автоматы для холодной объемной штамповки
Количество элементарных операций, осуществляемых на много-
позиционных автоматах за один оборот главного вала, приведено
в табл. 1.
Однопозиционные холодновысадочные
автоматы
Однопозиционные автоматы выполняют с цельной, разъемной и
универсальной матрицей, одно-, двух- и трехударными.
Одноударные автоматы с цельной матрицей изготовляют в двух
модификациях: для высадки изделий с длиной стержня до 5 диаметров
(табл. 2) и до 10 диаметров (табл. 3).
2. Технические характеристики
холодновысадочных одноударных автоматов с цельной матрицей
для деталей с длиной стержня до пяти диаметров
Наименование показателей Л Показатели
Диаметр стержня детали наибольший, мм 2 4 6 8
Усилие номинальное, тс Длина стержня детали, мм: 8 16 31,5 50
наибольшая 12 20 20 30
наименьшая 4 6 . 10 12
Длина заготовки наиболь- шая, мм 20 32 45 60
Число ходов высадочного ползуна (регулируемое) в ми- нуту 400 — 580 250 — 370 200—280 160—230
Двухударные автоматы с цельной матрицей изготовляют также в двух
модификациях: для высадки деталей с длиной стержня до 5 диаметров
с повышенным и нормальным числом ходов ползуна (табл. 4) и с длиной
стержня до 10 диаметров также с повышенным и нормальным числом
ходов (табл. 5).
Наибольшее применение нашли автоматы двухударные с цельной
матрицей с нормальным числом ходов ползуна в минуту (табл. 6).
В одноударных автоматах в отличие от двухударных отсутствует
механизм поворота или вертикального перемещения пуансонной головки.
Наибольший диаметр стержня высаживаемой детали достигает
36 мм. Максимальное число ходов ползуна в минуту для высадки мелких
деталей 900 ход/мин.
Автомат с цельной матрицей (рис. 3) имеет следующие основные
механизмы: подачи материала; отрезки и переноса заготовки с линии
подачи на линию высадки; поворота пуансонной головки; высадки
(ползун с шатуном); выталкивания деталей из высадочной матрицы;
привода автомата.
Однопозиционные холодновысадочные автоматы 351
- 20 250 ООО СО со о СЧ 60 — 80
о
о
о о ю ю г-ч
о тр сч ь.
»«н сч 70-
о
сч
ю О ОШ *4
СЧ сч СЧ СЧ ’f
•—ч г-ч о
оо
о
Я о •“"1 О ОО о соо о —• сч 7
ч о
ср о
ч"Ч
СО
СО
СО
я о о 00
С о о сч о
ю СЮ-чО
о
сч
'•—Ч
о
сч
ю сч
о о ю
СО —1 С4»
со о
со
чрм
о
о
со
со о соо
-Ф ю о
сч
сч
о
ю
сО Ю rf СЧ
сч сч со о
о
СО
<р я Ч СО Q мм: ОЛЬ- в Я СР
Ч S ь - ю СХ
(V н СО т ч <р о я я Ч СО со д СО я
СО к я 0) г*>
* я я Pt я т
о С СР К я СО И о я етр стер ж »ший, мм ие номинал к я я я со СО Я я а а о я я *5 н « Я л о схч я я <р о ф со hxo 2 со ° я я со со со а Ч О С Я о 5 X S о я я S я 0? о
ср 2 со 1X1 я Ч 4 п я я Я Я я я я 2 Ч о 2 си
я Я О ч ч - Я >>
сО д сн Ягг СО и Си я
я а ч
20 250 ООО О СО СО «"“И о о
матрицей СО 200 о ю ю 00 сч сч о сч о 00
цельной сч *"4 ю сч ч"Ч О О ю со сч о о о 1 О -•—ч »—ч
о
автоматов аметров Показатели 10 80 О СОО ю-<оо 140—250
ухударных до пяти ди оо 50 о счо ’Ч* со 280 — 400 180—250
адочных дв й стержня <О 31,5 о о ю СО —< Ti* 350 — 500 220 — 300
колодновыс; [ей с длино 16 с j СО СЧ сч со 400—600 280 — 400
Fj
теристики для дета 2,5 00 СЧ "Ф О »-» сч 450—700 300 — 450
4. Технические харак / Наименование показателей Диаметр стержня детали наибольший, мм Усилие номинальное, тс Длина стержня изделия, мм: наибольшая наименьшая Длина заготовки наиболь- шая, мм Число ходов высадочного ползуна в минуту (регулируе- мое): | повышенное нормальное i
5. Технические характеристики холодновысадочных двухударных автоматов с цельной матрицей
для деталей с длиной стержня до десяти диаметров
Наименование показателей Показатели .... * !
Диаметр стержня детали наибольший, мм 2,5 4 к 6 8 10 » 12 16 20
Усилие номинальное, тс Длина стержня изделия, мм: 8 16 31,5 50 X 80 125 200 250
наибольшая 25 40 60 i 80 100 120 140 160
наименьшая 4 6 10 12 16 20 25 30
Длина заготовки наиболь- шая, мм Число ходов высадочного ползуна в минуту (регулируе- мое): 32 50 1 75 100 120 145 175 200
повышенное 350 — 500 280 — 400 220 — 300 180—250 140—200 110—160 / 80—120 70—110 ft
нормальное 250 — 350 220 — 300 160—220 120 — 180 100—140 1 80—120 70—100 60 — 80
о
сь
¥ ' \ t . J ' ' T 4 ♦
6. Технические характеристики холодновысадочных однопозиЦионных двухударных автоматов
с цельной матрицей
12 П/ред. Г. А. Навроцкого
—-! * —- Показатели по моделям автоматов
Наименование показателей А1214 АБ120 А1216 А12В АА1218 A12I8 АА1219 А1221 А1222А А1223А
Диаметр стержня детали наибольший, мм 2,5 4 , 4 6 6 6 : 8 12 16 20
Усилие номинальное, тс 8 4 16 31,5 31,5 31,5 50 125 200 250
Длина стержня детали, мм:
наибольшая 20 32 40 50 60 30 80 120 140 160
наименьшая 4 6 6 8 10 10 12 20 25 30
Длина заготовки наибольшая, мм 26 48 50 75 75 45 100 145 175 200
Число ходов высадочного ползуна в ми- нуту (регулируемое) 80 — 440 330 220 — 300 280 160 — 220 350 — 500 120 — 180 80- 120 70 — 100 60 — 80
Мощность привода, кВт 1,1 2,8 5,5 ' 4,5 7,5 8 10 22 33,3 49,5
Габаритные размеры, мм:
длина 1100 1410 2340 2340 2550 2550 2780 4570 6635 6635
ширина 670 825 1075 1075 1185 1210 1380 2118 2365 2365
высота 1000 1000 1125 1090 12Ю5 1200 1440 1415 2550 2550
Масса автомата, т 0,55 0,96 2,2 1,8 ; 3,0 .3,5 5,5 16,2 28,5 28,7
Рис. 3. Общий вид быстроходного холодновысадочного автомата мод. А1218
Р ИС.
4. Кинематическая схема двух-
ударного автомата с цельной мат-
рицей: 1 — муфта включения;
2 — привод промежуточного вала
с передаточным отношением 1 : 2;
3 — ленточный тормоз; 4 — ку-
лаки для поворота пуансонной
головки; 5 — винт для осевой регу-
лировки ножа; 6 — кулачковый
привод механизма отрезки; 7 —
продольный распределительный
вал; 8 — обгонная муфта; 9 — пра-
вйльное устройство; 10 — тяга при-
*
24
22
21
23
3
. 79
20
вода механизма подачи; 11 — пода-
ющие ролики; 12 — толкатель регу-
лируемый; 13 — поперечный вал;
14 — упорный винт для регулиров-
ки выталкивателя; 15 — кулак при-
вода выталкивателя; 16 — предо-
хранительная кулачковая муфта;
17 — прижим для удержания заго-
товки; 18 — нож; 19 — регулируе-
мый упор; 20 и 24 — упоры; 21 —
выталкивающий,стержень; 22 — ку-
лак; 23 < пуансонная головка
356 Автоматы для холодной объемной штамповки
На рис. 4 и 5 показаны кинематическая схема и циклограмма двух-
ударного быстроходного автомата с цельной матрицей мод. А1218.
Через привод 2 (рис. 4) с передаточным отношением 1 ; 2 приво-
дится промежуточный поперечный вал, от которого вращение
передается через пару конических шестерен на продольный распреде-
лительный вал 7.
Пуансонная головка 23 приводится от блока кулаков 4 и 22
8, ММ
72
6*
56
*8
*0
32
2*
16
в
. О
Угол поборота
7-Л* кпллмлтпп
ц’ жал поворота
цв На-"-колет атогй
п \ии,„п--. Ал.л
П/П
20 60 100 1*0 180 220 260 300 3*0 380 *20 *60 500 5*0 580 620 660
EZ'^42 WW/z
хоаползуна к мат г
Н Л >
именам бала
вание ме-
ханизмов
Высадочный
ползун
Привод пу-
ансонной
головни
Механизм
отрезки
механизм
подачи
Выталкива-
тель
Фиксатор '
Сто\ отход 6 исход hoi
и$> положение ПО °
Останоб на 1-м
в
Рез 'ипе^нЬс 'зс^гЬглотки
Обратный ходур
после 1-ого\ Коо ползуна к мат -хотход после 2-о гор
'рицем 2-й i/дар im° кидала. 180 W
нии 310°
Рези перенос $
заготовки 120^
225°
2
*
6
Ж .аз,
о
*
Рис. 5. Циклограмма взаимодействия работы механизмов автомата А1218
Совершая качательные движения, кулак 22 через ролики застав-
ляет поворачиваться пуансонную головку вокруг оси, закрепленной
в корпусе ползуна.
Пуансонная головка вместе с пуансонодержателем и инструментом
совершает прерывистые качательные движения между упорами 20
и 24, закрепленными в ползуне, и производит перемещение соответ-
ствующего пуансона на позицию высадки.
От продольного распределительного вала через пару конических
шестерен получает вращение поперечный вал 13. На консоли вала на-
сажен кривошип, от которого через тягу 10, рычаги и муфту обгона 8
сообщается прерывистое вращение подающим роликам, обеспечивающим
проталкивание проволоки через ролики правильного устройства 9
и подачу ее в зону отрезки до регулируемого упора 19.
Однопозиционные холодновысадочные автоматы 357
Отрезка мерной заготовки осуществляется ножом 18. Отрезанная
заготовка удерживается в ноже 18 прижимом 17, действующим от под-
пружиненной рычажной системы, В исходном положении ножа прижим -
отжимается упорным винтом 5, обеспечивая свободный проход подз-
ываемой проволоке.
Поданная на позицию высадки заготовка заталкивается в матрицу
предварительным пуансоном, нож 18 при этом возвращается в исходно^
положение.
J И
Рис. 6. Механизм отрезки автомата А1218
Перед вторым ходом ползуна происходит перемещение пуансонной
головки, при этом на позицию высадки устанавливается второй (чи-
стовой) пуансон, который и производит окончательную высадку головки
детали. Отштампованная деталь выталкивается из матрицы при отходе
ползуна после второго удара, попадает на склиз и по нему отводится
из автомата.
Выталкивание осуществляется упорным винтом 14 через выталки-
вающий стержень 21, расположенный в станине.
Привод рычага выталкивателя осуществляется от кулака 15 через
промежуточный рычаг, воздействующий на толкатель. Крутящий мо-
мент от вала 13 передается на кулак 15 посредством предохранительной
кулачковой муфты 16, производящей автоматический останов автомата
при перегрузке выталкивателя.
Останов автомата после отключения муфты 1 осуществляется лен-
точным пружинно-пневматическим тормозом 3.
358 Автоматы для холодной объемной штамповки
Механизм отрезки заготовок автомата А1218 показан» на рис. 6.
При крайнем левом положении рычага 7 нож оказывается выведен-
ным за ось подачи и тем самым обеспечивается свободный проход пода-
ваемой проволоки.
Отрезка мерной заготовки осуществляется от прямого кулака.
Отрезанная заготовка удерживается в ноже 5 прижимом 6, действующим
от пружины 4 через стержень и рычаги. Движение рычага реза на участке
переноса заготовки с позиции отрезки на позицию высадки осуществ-
ляется пружиной 8, Отвод- ножа с позиции высадки при подходе пуан-
сона первой высадки к матричному блоку осуществляется от обратного
кулака. Отжиму рычага 7 в момент реза препятствует планка 5, за-
крепленная на станине.
Однопозиционные холодновысадочные автоматы
с разъемной матрицей
Автоматы с разъемной матрицей (рис. 7 и 8) имеют следующие
основные механизмы: подачи проволоки; поворотного упора (ограни-
чителя); отрезки и зажима мерной заготовки; поворота или верти-
кального перемещения пуансонной головки; высадки; привода
автомата; муфты; тормоза.
* Линия подачи. Линия дысадки ___ л
1
Рис. 7. Схема расклинивания разъемных матриц: 1 — матрицы; 2 — раскли-
нивающий ролик; 3 — расклинивающая планка; 4 — клиновая планка
Отечественные одноударные и двухударные автоматы с разъемной
матрицей изготавливаются в одной модификации — для высадки изделий
с длиной стержня до 12,5 диаметров (табл. 7 и 8). Преимущественное
распространение нашли двухударные автоматы (табл. 9).
Способы раскрытия матриц показаны на рис. 7.
Кинематическая схема двухударного автомата с разъемной матри-
цей мод. А 1422 показана на рис. 8, а циклограмма — на рис. 9.
От электродвигателя вращение передается однодисковой фрикцион-
ной маховику-муфте 5, пневматически сблокированной с ленточным
тормозом 4. Муфта закреплена на консоли приемного вала /, от кото-
рого с помощью зубчатой передачи получает вращательное движение
кривошипный вал, а от него через зубчатую передачу 2 приводится
во вращение вал 3 привода 6 механизма реза и зажима заготовки 9.
На ползуне шарнирно закреплена пуансонная головка 7 с двумя
высадочными пуансонами. С помощью зубчатой передачи приводится
Холодновысадочные автоматы с разъемной матрицей 359
о
© см © 1Л см OOQ 00 —< 00 см см 7 -
ю
о
- 1 - <£ § см тою о ю см 8—09
>чных одноударных am см 125 оою ююсп § «*4 1 о
Показатели а 80 ООО Tf см СО 1—X 80—120
V К el и 3 м g? «5 О ? со 50 ООО СО ОСО 100—140
ч А о ь X el Xs 2 48 ® 2 3* 33 о S X 5 © ю со 1ЙЮЮ см сг> 120—180
_ » sf fl S 2 л «• о °- §« х 5 со ю о ю — Ю ф 160—22Ь
7. Технические характеристики я 2,5 00 осмо —< СО тГ 220 — 300
« Наименование показателей Диаметр стержня детали наибольший, мм Усилие номинальное, тс Длина стержня детали, мм: ( наименьшая наибольшая Длина заготовки наиболь- шая, мм Число ходов высадочного ползуна в минуту (регулируе- мое)
20 250 Ф © © —« 00 со см см 70 — 100
м о ь Л S о С0 и 200 ОЮЮ СП СОЮ —1 СМ о см © 00
м el X 3 X А СО 5 см 125 | О ОШ Ю сЛ О 100—140 -
и ►» м ef X 3 X в* а я ч <и н се со 1 01 1 80 j ©О© CM tr со 120—180
однопозиционных холодновысад< с разъемной матрицей св X О С 00 1 OS ©ш ф © СО СО Г-4 160 — 280
СО 31,5 ЮЮ1С см сг> 220 — 300
’Ф со О LO ю Ю — СО 280 — 400
8. Технические характеристики 2,5 00 см о о СО ’Ф 350 — 500
* Наименование показателей Диаметр стержня детали наибольший, мм Усилие^номинальное, тс Длина стержня детали, мм: наибольшая наименьшая Длина заготовки наиболь- шая, мм Число ходов высадочного ползуна в минуту (регулируе- мое)
360 Автоматы для холодной объемной штамповки
9. Технические характеристики
холодновысадочных однопозициоиных двухударных автоматов
с разъемной матрицей
Наименование показателей 'х Показатели по моделям автоматов
АА161 । А1419 А1420 А1421А А1422 А1422А
Диаметр стержня детали наибольший, мм 6 8 10 12 16 16
Усилие номинальное, тс Длина стержня детали, 20 50 80 125 160 200
мм:
наибольшая 72 100 120 150 190 190
наименьшая 16 35 22 50 35 65
Длина заготовки наиболь- 95 130 160 195 255 225
шая, мм
Число ходов высадочного 270 160 — 170 100 — 110- 80 —
,ползуна (регулируемое) в 220 140 120 120
минуту
Мощность привода, кВт Габаритные размеры, мм; 7 7 3350 10 3655 22 30
длина 2500 4825 5765
ширина 1165 1940 1965 2020 2335
высота 1200 1200 1250 1420 1582
Масса автомата, т 2,9 8,0 3,8 13,7 25,7
10
Рис. 8. Кинематическая
схема двухударного хо-
лодновысадочного авто-
мата с разъемной матри-
цей, мод. А1422: 1 —
приемный вал; 2 — зуб-
чатая передача; 3 — вал;
4 — тормоз; 5 — муфта
12
11
Ось высадки
7
включения; 6
ханизма реза
Готовки;
головка;
упор; 9
— привод ме-
и зажима за-
— пуансонная
8 — поворотный
- механизм реза и зажима заготовки; 10 — продольный
тельный вал привода пуансонной головки; 11
распредели-
обгонная муфта; 12 — пода-
ющие ролики; 13 поперечный вал привода подачи
Холодновысадочные автоматы с разъемной матрицей 361
во вращение промежуточный вал, от которого через конические ше-
стерни получает вращательное движение на подшипниках качения
продольный вал 10 привода пуансонной головки и поворотного упора 8.
От рычага и кулисы, закрепленной на валу 13, через обгонную муфту И
получают прерывистое вращательное движение, подающие ролики /2.
Прижим верхнего подающего ролика к нижнему осуществляется пневмо-
'рычажным механизмом. На валу привода нижнего ролика установлен
S, мм
Ln'S Mi
мм
п)п
наименование
механизмов
и кривых
высадочный
ползун
ход вперед
высадка,переход!
ход назад
Ход вперед
Высадка, переход71
ход назад
г Механизм, отрезки и зажима L Отрезки и зажим загс товки(в5°) Уатри 'цы ежа Матрицы выстаивают на ли- мдтри-, нии высадки в сомкнутом ослао цы ежа- ленном состоянии (280°) (70°) аг.о
Матрицы выстаивают на линии подачи Отход матриц налипаю подачи <хго*60+105=105°
Механизм подачи и вы- талкивания Подающие ролики холостой ход од- Подающие роли неподвижны гонной муфты неподвижны (100°} (170°) (190°) ки 7///////////7/Д сх3р=11 0+60=170?
Гмовп щипана
4 Пуансонная головка - а* - 30°У 7п0 Поворот головки для пере- -,п0 '%'п'б/ \ хода П высадки (200°) 50 2°^ хпо Поворот головка для перехода_!_~
Фиксирование головки PBC4?xwue ' головка
$ Поворотный упор а! ж \ (72°) Упор выстаиваетв исходном положении (546 о) ~ 7 af
* / Отход упора в исходное положение Поворот упора на линию У' выстаивание на линии подачи подачи а.5*37+35-72°
Рис 9 Циклограмма двухударного автомата с разъемной матрицей
\
тормоз постоянного действия, гасящий инерционные нагрузки в ко-
робке передач.
Проволока с помощью подающих роликов проталкивается через
раскрытые полуматрицы до поворотного ynofia, затем при ходе подвиж-
ной полуматрицы отрезается заготовка и подается на ось высадки, за-
жатой в полуматрицах. При ходе ползуна вперед два пуансона после-
довательными ударами производят высадку детали. Затем при ходе
ползуна назад полуматрицы раскрываются (см. рис. 9) и высаженная
деталь выталкивается подаваемой вперед проволокой.
Механизм отрезки и зажима (рис. 10) служит для перемещения
подвижных полуматриц 10. Привод механизма осуществляется от
кулака через системы рычагов. В паз круглого штока 14 вставляются
362
Автоматы для холодной объемной штамповки
сухари 7 и шарнирные рычаги 8, связанные одним концом с неподвиж-
ными регулируемыми сухарями 5 и подвижными штоками 9. При
своем движении шток 14 перемещает шарнирные рычаги 8, которые
сообщают движение штокам 9 и полуматрицам 10. Штоки 11 через пру-
Рис. 10. Механизм отрезки и зажима заготовок в разъемных матрицах
жины 12 и 6 возвращают полуматрицы в исходное положение на линию
подачи. Винт 13 служит для задержания подвижной полуматрицы.
Выбор осевых зазоров и регулировка зажимов матриц осуществляются
клином 4 и резьбовыми деталями /, 2 и 3.
Гвоздильные автоматы
Технические характеристики гвоздильных автоматов приведены
в табл 10, кинематическая схема — на рис. И, циклограмма — на
рис. 12, механизм зажима материала — на рис. 13. На автомате мо-
Гвоздильные автоматы
363
Рис. 11. Кинематическая схема гвоздильного автомата; /, 3 ~ распре-
делительные валы; 2 — высадочный ползун; 4 механизм заостре-
ния и отрезки; 5 — механизм зажима материала; 6 — каретка меха-
низма подачи; 7 механизм отбойника; 8 матричный блок; 9 =*
- пуансон
дели А4113 коленчатый вал выполнен цельным, на автоматах моделей
А4115А, А4116 и А4118 — сборным. Опоры коленчатого и боковых
валов установлены в подшипниках качения. Конструкция механизма
высадки показана на рис. 14.
Зазор д между верхней направляющей и ползуном регулируется
с помощью прокладок или регулировочных винтов до оптимальной
364
Автоматы для холодной объемной штамповки
10. Технические характеристики
проволочных гвоздильных автоматов
Наименование показателей Показатели по моделям автоматов
А4410 А4113 А4115А А4116 АА715
Диаметр стержня детали, мм 0,7-1,2 1,2—2 1,8 — 3 2 — 4 3—6
Длина стержня детали, мм 6—16 7 — 50 9 — 80 20—120 40 — 200
Производительность тео- ретическая, шт/мин Габаритные размеры, мм: 1000 800 600 5 450 320
длина 850 1145 1385 2000 2180
ширина 790 1020 1320 1265 1850
высота 930 940 1020 1280 1210
Масса, кг ММ 930 1320 2650 3050
Усилие номинальное, тс Мощность двигателя, кВт 41 2,5 5 8 10
—— 3 3 - 4 10
величины 0,1—0,15 мм. Подача включается и выключается посред-
ством 'шарнирно-рычажного четырехзвенного механизма. Державка
зубильца, врезающегося в проволоку пре подаче^ закреплена на
каретке.
Положение ножей для заострения и отрезки гвоздей при работе
автомата должно быть таким, чтобы вершины режущей и формующей
граней находились в одной точке и на оси заготовки. Сбрасыватель слу-
жит для отламывания готового гвоздя от проволоки, состоит из языка
рычага и двух пружин.
Язык совершает качательное движение под действием набегающего
на него пуансонодержателя. Пружины служат для прижатия язйка
к пуансонодержателю и возвращают его в исходное положение при
обратном ходе ползуна.
В зависимости от длины гвоздя язык сбрасывателя передвигается
вперед или назад в пазу рычага.
Проволочно-гвоздильные автоматы относятся к числу наиболее
быстроходных холодновысадочных машин массового применения (п =
= 2004-800 об/мин).
Почти все механизмы автомата испытывают значительные ускорения
п, м/с2, например, для автомата А4116 при изготовлении гвоздя 4X 100
имеем (при п = 400 об/мин):
механизм высадки (ползуна) ...... 170
отрезки-заострения (ползун) .................18
зажима (подвижная матрица).................182
подачи (каретка)............................ 78
сбрасыватель ................... .......... 610
Несмотря на то, что массы подвижных частей во многих
случаях сравнительно невелики, знакопеременные силы инерции,
Гвоздильные автоматы
365
120
116
112
106
Ю4
100
96
92
68
84
80
16
66
64
60
66
48
44
40
J6
32
26
24
20
16
12
8
4
—
V
- i.. /
/
-
- V
- >
t
9
ГЧ11| —А р
z*
4'
9 20 40 60 80 ЮО 120 140 160 180 200 220 240 260 280 JOO 320 (f°
механизм
1 высадки
г.-Ход ползуна п
вперед 164°0.5'\^ ..-41....
^Подача натерт 6е„ ~ ~
Холостой ход подачи назад 180°
высадка 15вб51 Ход ползуна назад 160°
'^77777/777777777777777/77/77
4
Механизм
отрезки-
заострения
Механизм
зажима
7Ре377 I
7 7777 Отход ножей б исходное положение 180°
ЧЖЖ1 I
хооножейкзаготодк^^°301^2/1ап
матрицы сжимаютсрд/^^жать.
^Ход ножей к заготовке 135°
Матрицы раскрываются 33°
Матрицы раскрыты 129°
-Матрицы сж. 4 ° ——’
Рис. 12. Циклограмма взаимодействия механизмов гвоздильного автомата
мод. А4115А: — запаздывание начала подачи материала (кривая 2) по
отношению к окончанию процесса высадки (кривая /); zg — запаздывание
н-ачала отрезки материала (кривая 3) по отношению к окончанию периода по-
дачи (кривая 2); Й4 — опережение начала периода зажима (кривая 4) по
отношению к началу процесса (кривая /); &4 —опережение начала раскры-
того состояния матриц (кривая 4) по отношению к началу хода ножей к за-
готовке (кривая 3)
нагружающие кинематические п$ры, достаточно большие и при
наличии зазоров способствуют разладке механизмов автоматов, соз-
данию резкого шума, и ведут к снижению долговечности машины в
целом.
Динамический коэффициент г) (Хо) изменяется в пределах от 1,1
до 1,46 и при жестком ударе от 1,1 до 1,77.
366 Автоматы для холодной объемной штамповки
Рис. 13. Механизм за-
жима материала: 1 —•
ползун; 2 и 3 — под-
вижная и неподвиж-
ная матрицы; 4 —
стопорный винт; 5 —
винт регулирования
усилия зажима; 6 —
рычаг
Рис. 14. Механизм высадки гвоздильного автомата
Автоматы обрезные и для повторной высадки 367
Автоматы обрезные и для повторной высадки
Для обрезных автоматов (табл. 11 и 12) исходным материалом яв-
ляются штучные заготовки.
Обрезные автоматы используются для следующих технологических
операций: редуцирование, обрезка граней, выдавливание внутреннего
шестигранника, повторная высадка.
11. Технические характеристики обрезных автоматов
(по ГОСТ 5626—70)
Наименование показателей i Показатели
Диаметр стержня детали, мм Длина стержня детали, мм: 6 8 10 12 16 20
наибольшая 60 80 100 120 160 200
наименьшая Число ходов в минуту пол- зуна (регулируемое): 10 12 16 20 25 30
наибольшее 150 120 100 90 75 60
наименьшее 100 80 70 60 50 40
12. Технические характеристики обрезных автоматов,
проектируемых ЦКБМ
Наименование показателей Показатели по моделям автоматов
6X60 8X80 10X100 12X120 16X160 20X200
Диаметр стержня детали наибольший, мм Длина стержня детали, мм: наибольшая наименьшая Усилие номинальное, тс Ход ползуна, мм Число ходов в минуту ползуна Длина редуцируемой ча- сти стержня наибольшая, мм Мощность электродвигате- ля главного привода, кВт Габаритные размеры ав- томата, мм: слева направо спереди назад Высота автомата над уров- нем пола, мм Масса автомата, кг *1 Автоматы спроектир 6 60 10 12,5 80 150— 100 20 2,2 ованные 8 80 12 20 120 — 80 25 10 100 16 31,5 140 100- 70 ' 30 4,8 3270 1070 2070 4800 _ ктируеь 12 120 20 50 90—60 30 16 160 25 80 75; 50 45 20 *х 200 30 125 250 60; 40 55 17 6 300 2 250 1 950 18 000
и прое ше. —
I
Рис. 16. Кинематическая схема обрезного ав-
томата: 1 — микропривод; 2 — ползун; 3 •—
пуансон; 4 — захватывающие пальцы; 5 —
матрица; 6 — палец выталкивателя; 7 •—
наклонные линейки для подачи заготовок:
8 в- ловитель; 9 кулак выталкивателя
Рис. 17. Циклограмма взаимодейст-
вия механизмов обрезного авто-
мата
График пути ползуна
График проекции пути щипцов
/ на вертикальную ось
График пути ловителя
поступательного
питателя
п.п. -—поборота коленчатого Наименование ‘вала механизма и операции ' —— 180° 150° 120° 90° 60° 30° 0(360)° 330° 300° 270° 240° 210° 180
1 Ползун Хюд вперед Ход назад,
Заталкивание и обрезка. а) длинного болта [дб°] Заталкидание-97° 0брезка-50°
б) короткого болта Затал- кивали 26° Обрезка 50°
2 Поступательный, питатель Останов на линии подачи • [151°] 180° Ход на линию обрезки 54° Останов на ли- нии обрезки 60° ход на линию подачи 86° [29°]
3 Поворотный питатель : а) для длинного изделия [25°] Останов у Ход вверх матрицы 47° 53° Останов вверху 80° Ход за болтом 25° Ход обрат- но с бол- том 35° Останов вверху 40° Ход к матрице 80° [55°]
б)для короткого изделия - [25°] Останов у матрицы Ход вверх 87° 53° Останов вверху 40° ход за болтом Ход обрат- но с бол- том 35° Останов б верху 40° ход к матрице 80°[55°]
4 Выталкивание болта: а) при обрезке [170°] Останов сзади 225° В ыталкива- ние 50° § Отход назад 80° [»°]
б)при редуцировании или повторной высадке (без обрезки) Отход назад [85°] 80° . Останов сзади 225° ^u^a50<>U^a №
370 Автоматы для холодной объемной штамповки
Рис. 18. Схемы процессов обрезки граней, повторной высадки
и редуцирования и инструмент: 1 — матрица; 2 — пуансон;
3 — редуцирующий фильер; 4 процесс редуцирования стерж-
ня; 5 — процесс штамповки винта с внутренним шестигранни-
ком; 6 — схема процесса обрезки граней; 7 — выталкиватель
Рис. 19. Схема взаимодействия поворотного и посту-
пательного питателей: а — заготовка попала в ловитель
поступательного питателя; б-г-поворотный питатель зах-
ватил заготовку; в — заготовка вынута из поступатель-
ного питателя; г — поступательный питатель отошел в
исходное положение, заготовка установлена перед мат-
рицей
Автоматы обрезные и для повторной высадки 371
Продольный разрез автомата с цепным бункером показан на рис. 15,
кинематическая схема — нафис. 16, циклограмма — на рис. 17, схема
процессов штамповки — на рис. 18, схема работы поворотного пита-
теля — на рис. 19. Бункеры обычно выполняют с индивидуальным
приводом для заготовок длиной до 120 мм роторного типа, для заготовок
большей длины — цепные.
Широко используются автоматы, в которых обрезка граней произ-
водится подвижным пуансоном, а заготовка располагается стержнем
к неподвижной матрице.
Заготовки из бункера по наклонным линейкам 7 (см. рис. 16) посту-
пают в ловитель 8 поступательного питателя, из которого захватываю-
Рис. 20. Конструкция захватывающих пальцев: а —- для длинных
заготовок; б — для коротких заготовок
щие пальцы 4 (рис. 20) поворотного питателя вынимают отдельную заго-
товку и после ухода ловителя поступательного питателя устанавливают
ее на ось обрезки, перед матрицей 5. Ползун 2 при движении пуансо-
ном 3 заталкивает стержень заготовки в матрицу 5, и при дальнейшем
его ходё осуществляются технологические операции: редуцирование, за-
тем обрезка граней или выдавливание внутреннего шестигранника при
повторной высадке и др. Заготовка выталкивается пальцем 6. В за-
висимости от совершаемой технологической операции на коленчатом
валу соответствующим образом устанавливают кулак 9 выталкивателя.
При обрезке граней этот кулак устанавливают так, чтобы выталкивание
начиналось при некотором недоходе пуансона в крайнее переднее поло-
жение; заготовка проталкивается через пуансон и полость ползуна.
При операциях повторной высадки кулак выталкивателя устанавливают
так, чтобы выталкивание начиналось примерно посередине хода пол-
зуна назад, для чего кулак необходимо повернуть на 100—140°.
Поступательный и поворотный питатели приводятся в движение
в одну сторону кулаком, а в другую пружиной, причем заготовки йа ось
обрезки транспортируются пружиной, а возврат механизмов осуществ-
ляется под действием кулаков. В современных автоматах главные пол-
372 Автоматы для холодной объемной штамповку,
зуны приводятся от кривошипно-шатунного механизма. Ход ползуна
выбирают равным 1,2—1,3 полной длины заготовки. При меньшем ходе
ползуна, скорости и ускорения механизма- могут получиться настолько
большими, что транспортировка заготовки будет ненадежной. Как
правило, механизм поворотного питателя лимитирует производитель-
ность обрезного автомата — при длинных заготовках, когда их уста-
навливает на ось обрезки, а при коротких заготовках, когда щипцы
механизма уходят,от заготовки после заталкивания ее пуансоном в ма-
трицу. Поскольку величину облоя подбирают при наладке осевой регу-
лировкой пуансона, механизм выталкивания во избежание поломок
снабжают срезающимся или ломающимся предохранителем.
ЦБ КМ в 1972 г. спроектирован обрезной автомат 6Х 30 модель А2318А
q повышенной производительностью.
Техническая характеристика обрезного автомата 6X30
модель А2318А
Диаметр стержня детали наибольший, мм . . . 6
-Длина стержня детали, мм: ,
наибольшая....................................30
наименьшая.....................»............. 10
Длина редуцируемой части стержня под накатку
наибольшая, мм ................................ 18
Число ходов ползуна в минуту регулируемое 275 — 180
Ход ползуна, мм ................................. 50
Мощность электродвигателя, кВт . .............. 4,5
Габаритные размеры автомата, мм ............ 1950Х 1075
Высота над уровнем пола, мм.................... 1525
Масса автомата, кг ................. . . • . 2200
На автомате принята технология обрезки граней головки, при ко-
торой пуансон неподвижен, а подвижная матрица закреплена на пол-
зуне. При такой технологии стержень заготовки захватывается щип-
цами, при переносе к матрице, не за конец стержня, а около головки,
т. е. в месте близко расположенном'к центру тяжести. Это создает усло-
вия более надежной и стабильной работы механизма переноса заготовок.
Принятая наибольшая длина стержня детали, равная 5, позволяет вы-
полнить автомат с малым ходом ползуна. Указанные выше особенности
процесса позволили значительно повысить производительность обрез-
ного автомата.
Автоматы для штамповки шариков и роликов
Наибольшее распространение получили шариковые автоматы мод.
А142А, А145 и АБ148 и роликовые автоматы мод. А145А и АБ’148А
(табл. 13).
Шариковые автоматы применяются с подпружиненным креплением
пуансона ц удерживающими пальцами. Наибольшее распространение
имеет штамповка с подпружиненным креплением пуансона (рис. 21).
Кинематическая схема шарикового автомата приведена на рис. 22,
циклограмма автомата — на рис. 23, конструкция узла инструмента
на рис. 24, механизма отрезки — на рис. 25.
373
Автоматы для штамповки шариков и роликов
-- - - - - . - * . - - -- - - . -
13. Технические характеристики
шариковых и роликовых холодновысадочных автоматов
Наименование показателей Показатели по моделям автоматов
А142А А145 АБ148 А145А АБ148А
Диаметр высаживаемой детали, мм:
наибольший 10 20 28 16 25
наименьший 4 6 14 19 12 16
Диаметр заготовки наи- 7,1 22 25 22 25
больший, мм
Длина заготовки наи- большая, мм 18 40 60 40 60
Число ходов высадочного ползуна в минуту наиболь- 190 100 90 100 80
шее
Ход высадочного Ползу- на, мм Электродвигатель: 95 120 130 120 200
тип АО251-6 АО2-71-6 АО2-82-6 АО2-73-6 А81-6
мощность, кВт <5 17 40 17 28
Частота вращения вала, об/мин 850 980 975 980 975
Габаритные размеры в 2025 X 4150Х 564 X 4150Х 5680 X
плане, мм 1075 1690 3090 1690 3090
Высота над уровнем по- ла, мм 1090 1400 1560 1400 1560
Масса, т 1,72 10,35 23,4 10,3 23,4
Рис. 21. Процесс штамповки шарика с подпружиненным пуансоном: о —
заготовка на линии штамповки; б — заталкивание заготовки в ручей матрицы
и отход ножа; в — начало штамповки; г — окончание процесса штамповки;
д « выталкивание отштампованной заготовки шарика
374
Автоматы для холодной объемной штамповки
Рис. 22. Кинематическая схема автомата для штамповки шариков мод. АБ1485
1 — обгонная муфта; 2 — рычажный механизм; 3 — муфта включения; 4 —«
тормоз; 5 — ползун; 6 — регулируемый упор; 7 — упор; 8 — выталкиватель;
9 выталкиватель шарика из матрицы; 10 подающие ролики
✓
В последних конструкциях автоматов матричный блок выполнен
разъемным, что улучшает крепление высадочной матрицы и позволяет
осуществлять смену отрезной матрицы без демонтажа ножевого штока.
ЗдЛп.мм
2
Высадочный ползун
Пуансон
Выталкиватель
из мдтоииы
Механизм подачи
Механизм отрезки
Механизмы
и
рабочие органы
180 160 100 120 1QD 80 60 ЬО 20 О ЗЦ320300 280 260 2М 220
холостой ход ползуна вперед 'Штамповкд- Обратный ход ползуна
_______________________6.__................ —...............................
6Ь°
Выстаивание пуансона (удержание заготовки)_____
^^&мпо1^ Обратны их од
пуансона_ ____।____
Холостой под вперед
777
22\
>> Обратный ход ведущего звена рбгонной муфты
[Выстаивание ведомого звена у//д^дйчд////^
обгонной муфты
Выстаивание на линии
штамповки\__________
_______^атердалаб/////^
, tqo Отрезка и перенос заготовки
'L.UJ/47линию штамповках
Обратный, ход
Выстаивание на
линии подачи
О
25° |
Рис. 23. Циклограмма взаимодействия работы механизмов автомата мод. АБ148
Рис. 24. Матричный блок: 1,3,9 — клинья регулировки высадочной матрицы
по горизонтали; 2 — клин осевой регулировки отрезной матрицы; 4 — отрез-
ная матрица; 6 и 5 — клин и винт настройки матрицы и выталкивателей;
7 — проставка выталкивателя из матрицы; 8 матрица; 10 — матрица
Вид К
Рис. 25. Механизм отрезки с
открытым ножом: 1 •*- придер-
живающая планка; 2 — штам-
повочная матрица; 3 — отрез-
ная матрица; 4 — открытый
нож; 5 — клин продольной ре-
гулировки ножа; € — болт для
прижима ножа; 7 — направ-
ляющая планка; 8 ножевой
шток
376
Автоматы для холодной объемной штамповки
Рис. 26. Места крепления инструмента в автомате мод. А145А: 1 — закрытый
нож; 2 — выталкиватель; 3 —- упор; 4 — привод выталкивателя
В конструкции механизма подачи современных автоматов вместо
пружинного механизма прижатия используется рычажно-пневматиче-
ский прижим, регулирование которого осуществляется автономным
регулятором давления, что позволило подавать материал из бунтов весом
до 1 т.
В отличие от шарикового автомата формообразование ролика осу-
ществляется в основном в матрице. Поэтому в пуансонной головке
ползуна не предусмотрено устройства для выталкивания отштампован-
ной заготовки из пуансона. На линию высадки прутковая заготовка
попадает в закрытом ноже. Это намного улучшает качество торцовых
плоскостей заготовки, но усложняет конструкцию механизма ее вы-
талкивания из ножа. В связи с чем применяется специальный выталки-
ватель, получающий движение от кулака, закрепленного на коленчатом
валу, ряда рычагов и подпружинивающего устройства. Применение
указанного выталкивателя полностью устраняет перекосы заготовок
при отрезке и переносе их на линию штамповки. Места крепления
технологического инструмента в роликовом автомате показаны на
рис. 26,
Одним из главных направлений проектирования шариковых и ро-
ликовых прессов-автоматов является создание быстроходных машин
с частотой вращения главного вала, доходящей до 500 об/мин. Для
осуществления этого режима работы автомата принципиально по но- t
вому строится его кинематика: вводят боковой распределительный вал,
от которого получают движение механизма отрезки, выталкивания и
переноса заготовки.
Многопозиционные автоматы
На многопозиционных автоматах осуществляется большое количе-
ство разделительных и формообразующих переходов: отрезка заготовок,
осадка, образование фасок, калибровка торцов, редуцирование, прямое
Многопозиционные автоматы
377
и обратное прессование, выдавливание углублений, высадка, формовка,
пробивка отверстий, обрезка по требуемому контуру, накатка резьбы,
образование кольцевых канавок и др. На многопозиционных автоматах
осуществляется целый комплекс технологических переходов по прин-
ципу возможно большей их концентрации в одной машине, при этом не-
' зависимо от числа переходов отштампованная деталь выдается за каждый
ход ползуна.
Рис. 27. Кинематическая схема многопозиционного Автомата мод. А1920:
1 — микропривод (эелктродвигатель и редуктор): 2 — маховик с фрикцион-
ной муфтой включения; 3 — регулируемый упор; 4 — каретка механизма пере-
носа; 5 — привод механизма переноса; 6 — матричный блок; 7 — механизм
раскрытия клещей; 8 — механизм отрезки; 9 — привод механизма подачи;
10 -— обгонная муфта; 11 — подающие ролики; 12 — кулачковый распредели-
тельный вал; 13 — механизм выталкивания заготовок из матриц; 14 — ме-
ханизм выталкивания из пуансонов; 15 — бункер разьбонакатного устройства;
16 — резьбонакатное устройство
Многопозиционный автомат состоит из следующих основных узлов:
основного рабочего (ползун, шатун, коленчатый вал); подачи исходного
материала, отрезки заготовки и переноса ее на первую позицию; пере-
носа штампуемых по операциям заготовок с одной позиции на другую;
выталкивания из матриц и пуансонов; привода.
Автоматы-комбайны имеют дополнительные узлы для накатки резьбы
подрезки торцов изделий и другие устройства, обеспечивающие закон-
ченный технологический цикл точного изготовления детали.
Многопозиционные автоматы
379
378 Автоматы для холодной объемной штамповки
Многопозиционные холодновысадочные автоматы применяют для
изготовления деталей стержневого типа с максимальным диаметром
стержня 24—32 мм из стальной калиброванной проволоки с ав^з
80 кгс/мм2.
В СССР автоматы для штамповки деталей с диаметром стержня 6,
8 и 10 мм выпускаются с горизонтальным расположением позиций штам-
повки, а автоматы для деталей с диаметром стержня 12, 16, 20 и 24 мм —
с вертикальным. Технические характеристики четырехпозиционных
автоматов приведены в табл. 14.
На рис. 27 показана кинематическая схема многопозиционного ав-
томата мод. А1920 с горизонтальным расположением позиций штам-
повки, а на рис. 28 показана кинематическая схема автомата-комбайна
мод. А1921 для полного изготовления болтов размером М12Х 100 мм
с вертикальным расположением позиций штамповки. Принцип работы
обоих автоматов аналогичен. Они отличаются друг от друга конструк-
цией и компоновкой отдельных узлов и механизмов.
Основной рабочий механизм (рис. 29) состоит из кривошипно-шатун-
ного механизма и ползуна, на котором крепятся пуансонодержателй, а
в них штамповочный инструмент — пуансоны. Регулировка пуансо-
нов в продольном направлении осуществляется клиньями. Выталки-
ватели деталей из пуансонов приводятся в*действие от шатуна.
Механизм отрезки выполняется по кулачково-рычажной схеме
с поступательным (автоматы АБ1918, А1919, А1920) и качательным (ав-
томаты А1921, А104, А103, А1919) движением ножа. Fta рис. 30 пока-
< . зана схема работы механизма переноса заготовок с одной позиции на
другую автомата А1920, а на рис. 31 —его конструктивная схема.
Захват и перенос ! заготовки осуществляются тремя идентичными
парами клещей. На других концах осей закреплены два находящихся
в зацеплении между собой зубчатых сектора, выполненных в виде рычага
с роликом.
Матричный разъемный блок автомата А1920 показан на рис. 32.
Четыре высадочные матрицы накрываются быстросъемными крышками,
крепящимися к основанию блока. Регулировка местоположения блока,
а также и зажим его осуществляются клиньями и четырьмя шпильками.
Размеры посадочных мест инструмента на многопозиционные ав-
томаты для стержневых деталей приведены в табл. 15. Предельные
X отклонения размеров D, D± и d по А (ОСТ 1012), а размеров L и I —
по С3 (ОСТ 1013).
В отечественных моделях многопозиционных автоматов-комбайнов
накатка резьбы осуществляется по двум схемам: плоскими плашками
(в автоматах мод. А1921, А104, А1923, А1921) и роликом с сегментом
(в автоматах мод. АБ1918, А1919, А1920).
14. Технические характеристики четырехпозиционных ав
(в соответствии с типажем кузнечно-прес
томатов для холодной объемной штамповки деталей
Ч совых машин на 1971 —1975 гг.)
Наименование показателей 1 Показатели -Ч по моделям автоматов - - - — */- - ж - — — - -
АБ1918 А1719 А1919 А1920 АА1920 А1921 А104А А1923 А1924 А1725
Усилие номинальное, тс Диаметр стержня детали макси- 40 6 63 8 Ч- 100 10 160 12 250 16 400 20 500 24 630 30
мальный, мм Длина детали стержня, мм: наибольшая 60 75 * 90 100 130 150 180 200
наименьшая 12 16 20 25 30 40 50 60
Диаметр заготовки, мм наиболь- ший 9 И 13 16 20 25 3 2
Длина заготовки, мм наиболь- шая 65 80 85 | 100 125 150 180 220 210
Ход высадочного ползуна, мм 120 150 140 190 220 260 ИИ
Теоретическая производитель- ность (число ходов в минуту пол- зуна, регулируемое) Ход отрезного ножа, мм 70—130 50 63-130 56—90 | 56 — 130 80 50—80 40 — 70 ПО 36—60 120 30 — 50 140 28—40
Расстояние между позициями штамповки (ход каретки механиз- ма переноса), мм Электродвигатель главного при- вода; 120 V" 135 130 150 170 190
тип П71 АО73-6 А81-6 АС82-4 А82-4 А91-4
мощность, кВт 8,0 19 ' п- 20 | 32 28 55 75 160
частота вращения вала, об/мин г-* 1 500 у?" -г» / ' 980 975 1380 1460 -
Габаритные размеры в плане, мм 3570X2730 5600X 1800 | 5600X2580 Ч' 3857 X — " Х2225 5600Х X 2900 5850Х ХЗ 045 68$5Х Х2790 71Q5X хзюо 6470 X X 4080
Высота над уровнем пола, мм 1820 1575 2194 — 2700 2030 2290 3750
Масса автомата, кг 10 000 14 550 | 16 700 ? - • г*’'* aS" ' ш*— 14700 — 28 000 34 000 47 000 69 500 ПО 000
Рис. 28. Кинематическая схема многопозиционного автомата мод. А1921: 1 — привод механизма
подачи; 2 — коробка распределительных валов; 3 — механизм выталкивания из матриц; 4 — меха-
низм отрезки; 5 — боковой распределительный вал; 6 — маховик с фрикционной пневмомуфтой;
7 — блок паразитных шестерен; 8 — бугельный вал; 9 — тормоз; 10 — ползун накатки; 11 и 12 -—
накатные плоские плашки; 13 — досылатель; 14 — транспортер; 15 — механизм выталкивания из
пуансонов; 16 . каретка механизма переноса; 17 — привод механизма переноса; 18 — подающие
ролики; 19 — механизм раскрытия клещей
со
00
а
о
л
Рис. 30. Схема работы механизма захвата заготовок: а —
заготовка захвачена клещами; б -= разжатое состояни е клещей
382
Автоматы для холодной объемной штамповки
А
А-А
Механизм переноса за-
автомата мод. А1920:
Рис. 31.
готовок
1 — пружина; 2 — клещи для
захвата и переноса заготовок;
3 — захватывающие пальцы;
4 — рукоятка с эксцентриком;
5 — ролик; 6 — двуплечий ры-
чаг; 7 — кулачок раскрытия
клещей; 8 — нажимной винт;
9 — зубчатые секторы
Рис. 32. Матричный блок автомата мод. А1920: 1 — быстросъемные крышки!
2 « основание блока; 3, 4 « регулировочные клинья и шпильки
Многопозиционные автоматы
383
Sg мм
мм
о
• 120
100
80
60
Ход вперед
Код назад
Главный ползун
Обратный ход(р'г)
Х////////У//Л
Выстаивание
Ход назад
додача 'материала
Механизм подачи
Выстаивание ведущего звена^)
Механизм отрезки
Обратный, ход
Выстаивание на позициях H-1V
'Палбиы'бМбтыл
Раскрытие
Рис. 33. Циклограмма автомата мод. А1920
Каретка механиз-
ма переноса
Выстаивание в
положении
^Х/^////Хвыстаибаниеножана
^™'S/yfyuHuu штамповки
ЗухВатыВатщие
пальцы механиз-
ма переноса
S,SHtLnMM
140
Выстаивание на \///////
позициях 1-Ш '/Я6/4
Выталкиватель
из матриц
{разовые углы Г
Выталкиватель
из пуансона
160 140 120 100 ВО 60 40 20 О 340 320 300 280 260 240 220ZOOo?
(двО0 !•
'рутамповкад
Пальцы раскрыты
Сжатие
О
Н З^мм
40
наименование 20
механизма
мм
Ход вперед
Выстаивание ведущего звена
{Обратное движение ведущего'
3^сна обгонной мурты
аь________________________
С целью повышения качества и точности болтов и стойкости инстру-
мента для накатки автоматы-комбайны оснащаются устройствами
Для снятия фаски и подрезки торцов стержня.
Циклограмма автомата мод. А1920 показана на рис. 33, а в табл. 16
приведены значения углов* характеризующих интервалы движения
co *u и я
СО fa «г я Е н я 45 О ОТ 2 от X
СГ Со ОТ со
2 2 45 Я
45 Я о Я Я ж СО
Со ОТ от я со Я о
а я от от
о н
fa о я о 2 £
& о 45 05 н я о
(“В я О н о от о
я я я
от т* 45 о
В? л X ОТ со я
я о СО Я 3=> от н от fa ' Со ОТ я я о я
Я я fa ОТ я н я я Е
» я« 1 X
Диаметр стержня детали наи- больший Диаметр матрицы: отрезной D высадочной Dj Длина матрицы L Диаметр пуансона d Длина пуансона 1
И-* О сл 4*. СО О СЛО О № Ф
8 40 70 160 70
00 00.00 СЛ — ОО О о о
N3 ►— ооосо — ОООО N3 к
— — to — «— о ел ю -ч ►— ооооо о
--О0 — со —> о 4b- 00 СО ооооо о f.
— — СО »“ сл ю сл СП о to ОСЛООО 4>-
1 ’ 16. Значения углов, характеризующие интервалы движения основных механизмов автоматов
Механизм Интервалы Значения углов, град, по моделям автоматов
АБ1918 А1920 А1921 А104 А1923 А1924
Подачи материала- Отрезки заготовки Выталкивания загото- вок из матриц Переноса заготовок Подачи Холостого хода Отрезки и переноса Хода назад Выталкивание Хода назад Переноса Хода назад 135 178 96 70 90 140 130 95 Г40 80 130 90 140 80 135 130 155 155 75 " 60 135 135 85 85 155 155 75 65 140 110 90 90 155 155 75 65 140 140 90 90 155 155 80 65 140 140 90 90
о
J=
X
о
-1
о
17. Технические характеристики многопозиционных автоматов для холодной объемной штамповки
коротких деталей (в соответствии с типажем кузнечно-прессовых машин на 1971 —1975 гг.)
Наименование показателей Показатели по моделям автоматов
А1617 АА1818 АБ411 АА1819 А1821 АБ1821 А1822 АА1823 А1824
Диаметр резьбы гайки наибольший,мм Размер гайки «под ключ» наиболь- м£ П6 М8 М12 М16 М20 М27 41
8 9 14 1/ 22- 27 30
ший, мм Размер гайки по высоте наиболь- 4 5 6 8 10 13 16 22
ший, мм у Диаметр заготовки наибольший, мм Усилие номинальное, тс 7,5 37 9 63 12 80 14 100 1 220 9 200 24 330 29 500 37 630
Ход высадочного ползуна, мм » отрезного ножа, мм 120 1 42,5 —* ПО 70 125 100 170 1 240 10 к 260 л
' Число позиций штамповки 3 5 4 5 4 150 D
Расстояния между позициями, мм 50 —• 86 — 1UU 170
Число ходов выездного ползуна в ми- 100 130- -100 130 8 и ьь — аи 65 50 42
нуту
Электродвигатель главного привода: ТИП А52-6 АО2- 62-4 АО2 -71-6 А-82-6 А82-4 АОП93-6
мощность, кВт частота вращения вала, об/мин. 4,5 . 950 6,0 10 1460 19 17,5 750 30,0 970 у 40 975 55 1450 75 985
Габаритные размеры, мм: длина ширина высота над уровнем пола Масса автомата, т 2495 2750 3375 4600 4380 4650 6150 5880 6745
1190 1940 2100 2300 2525 4480 2700 4524
1285 2,8 1770 7,6 1285 9,6 1550 15,0 1290 21,5 I 1310 1 20,0 2395 39,5 2840 57,0 2880 89,0
Оо
<01
386
Автоматы для холодной объемной штамповки
Рис. 35. Схема механизма переноса по дугам окружности: 1 — сменная ко-
лодка; 2 — зубчатые колеса; 3 —рейка
штамповки. Они, как правило, и^еют три—пять штамповочных пози-
ций. В качестве исходного материала используется проволока круг-
лого и шестигранного сечения.
Технические характеристики гаечных холодновысадочных автома-
тов приведены в табл. 17.
18. Размеры, мм, посадочных мест инструмента
гаечных многопозиционных автоматов *1 (ГОСТ 12408 — 66)
Наибольший диаметр резь- 6 8 10 . 12 16 20
бы гаек Диаметр отрезкой матри- 40 50 60 70 80 90
цы D Диаметр высадочной ма- трицы Dt: для первой позиции 40 50 60 70 90 ПО
пятипозиционных автоматов Для позиции с наи- 95 95 115 115 165 180
большим техноло- гическим усилием чётырехпозицион- ных автоматов для остальных пози- 60 70 80 100 120 . 150
ций Длина матрицы L 125 140 160 180 200 250
Диаметр пуансона d 40 50 60 70 80 90
Длина пуансона 1 60 70 80 90 ПО 130
*4 Предельные отклонения размеров D, и d по А (ОСТ 1012), а раз-
меров L и I по С3 (ОСТ 1013).
388 Автоматы для холодной объемной штамповки
Преимущественное распространение нашли трехпозиционные ав-
томаты мод. А1617 для штамповки гаек М2—М5 из шестигранной ка-
либрованной проволоки, а также четырехпозиционные автоматы мод.
АА411 (АБ411), А412 (А1821), А1822,. А1824.
Четырехпозиционный гаечный автомат мод. А1821 (рис. 34—36)
является характерным представителем отечественных многопозицион-
ных автоматов, предназначенных для холодной объемной штамповки
гаек за четыре штамповочных перехода из круглой калиброванной
3,3в
$н,3к
мм
100
во
оо
*0
<г>
20
с £ найме но -
£ 5» бание ме-
ханизма 0 20 60 60 80 100 120 КО 160 180 200 220 260260 260 300 320ос г.
Ползин 1 § *4 .. мее— . . _ позиция Заталкивание -4 'Штамповка
Позициям ход вперед Заталкибанс 'Штамповка ход назад
Позиция!!) Заталкивание — 'Штамповка
позиций Пробивка-^
Уго Выстаивание ножа на позиции I (60°}
Т У Механизм 1 отрезки ^адножабперед^дд^. \и перенос заготовки на % '///лшиимияШбль///7/. Обратный ход ножа (HS°) выстаивание ножа на лцнии подачи
Узо выстаивание на позициях П.Ш,и17(60°)
J Перенос заготовок на "X , позиции П, Ши1¥[115°1/% <ZZZZZzZzzzzzZzz zZZZZZZzzzZZzVZZZ Обратный ход (пво) Выстаивание на по зициях ЗЗГиШa jp т
^каретка механизма переноса заготовок
t SS- ’Жм- „ BbiMUKutamem в заднем полотении бате лей бателей(^=7О°) (220°) .Выталкивание/
j Механизм подачи Пдддча материй
Рис. 37. Циклограмма работы механизмов гайкоштамповочного автомата
мод. А1823
низкоуглеродистой стальной проволоки. Кроме того, автомат может
быть использован для штамповки других сложных деталей (колпачки,
кольца, втулки и т. п.). Привод автомата осуществляется от электро-
двигателя мощностью 17 кВт, через маховик 1 (рис. 34) и приводной
вал. В маховик вмонтирована пневмофрикционная муфта, сблокиро-
ванная с тормозом, На левом конце приводного вала закреплена ше-
стерня, приводящая в движение кривошипный вал и от него ползун.
От этого же кривошипного вала приводится в движение с помощью
кривошипно-шатунного механизма, кулачковой дорожки и ролика
ножевой шток 2 механизма отрезки.
От кулачка, закрепленного на кривошипном валу, приводится
в поступательное движение рейка 8 механизма переноса, а от нее через
две шестерни вращаются кривошипы 4, на которых закреплена к а-
Многопозиционные автоматы
389
ретка 6 с захватами. Кривошипы поворачиваются на 180°, что и опреде-
ляет траекторию движения заготовок при транспортировке с одной
позиции штамповки на другую (см. рис. 35).
Подающие ролики 3 и выталкиватели в матрицах, приводятся в дви-
жение от кулачка, закрепленного на левом конце кривошипного вала.
Рис. 38. Механизм переноса автомата мод. А1617: 1 — пружины; 2 —- пол-
зушка; 3 захватывающие губки; 4 — копир; 5 и 7 —. упорные винты; 6
упор
Штамповка производится пуансонами 9, закрепленными на вы-
садочном ползуне. Съем готовой гайки (с прошитым отверстием) осу-
ществляется съемником 7. •
. Пятипозиционный автомат мод. АА1823 имеет механизм переноса,
обеспечивающий поворот полуфабриката на 180° при переносе с позиции
на позицию. Циклограмма автомата показана на рис. 37.
Отличительные особенности имеют конструкции кареток и привода
механизма переноса. На рис. 38 показана конструкция механизма
переноса автомата мод. А1617.
390
Автоматы для хоТюдной объемной штамповки
' Размеры посадочных мест инструмента на гаечные многопозиционные
автоматы приведены в табл. 18, а значения углов, характеризующих
интервалы движения основных механизмов,— в табл. 19. Нормы точ-
ности на гаечные многопозиционные автоматы регламентированы
ГОСТ 6733—70.
19. Значения углов, характеризующих интервалы движения
основных механизмов гаечных автоматов
Механизм Интервалы Значения углов, град, по моделям автоматов
А1617 АА411 А413 А1822 АА1823
Подачи материала Подачи 180 70
Отрезки заготовки Отрезки и переноса Хода назад 55,5 125 98 90
Переноса заготовок Переноса Хода за заготовками 90 115 100 96 100 85
Выталки- вания заготовок из матриц Выталки- вания Хода назад 40 70 70 80 70 90 55
Нормы жесткости автоматов
Четкость заполнения рабочих ручьев инструмента при закрытой
штамповке, точность штампуемых деталей по высоте, стойкость инстру-
мента, влияние случайных погрешностей процесса штамповки и исход-
ного металла и, наконец, надежность и долговечность работы автомата
определяются жесткостью последнего.
Под жесткостью автомата (без инструмента) понимают способность
системы деталей (ползун, шатун, кривошипный вал, станина и т. д.),
замыкающих направленное по продольной оси автомата усилие, со-
противляться деформированию под действием этого усилия.
Доля инструмента в общей податливости системы занимает около
60% для однопозиционных и 60—70% для многопозиционных автома-
тов [38].
Расчет деформации элементов выполняют по формулам, приведен-
ным в работах [39]. Рекомендуемые значения минимально допусти-
мых коэффициентов жесткости для одно- и многопозиционных автома-
тов, обеспечивающие стабильное получение деталей с заданной точ-
ностью, с хорошо оформленными гранями, при высокой стойкости ин-
струмента, надежной и стабильной работе автоматов, приведены
в табл. 20.
Автоматы и полуавтоматы для накатки резьб и профилей 391
20. Рекомендуемые значения
наименьших допустимых коэффициентов жесткости
А. Д л я од н о поз иционных ОДНО-
и двухударных холодное с цельной и разъем ы с а д о ч [ной м а I Ы X грив авт 1 а м и ома’ Г О в
Диаметр, наибольший, стержня, мм Усилие номинальное, тс Коэффициент жесткости Са, тс/мм 2,5 8 31,5 4 16 50 6 31,5 80 8* 50 100 10 80 125 12 125 160 16 200 20 250
Б. Для много поз и ц и О Н Н 1 Ы X а в т о мат О в .
для холод ной о б ъ е М Н О й ш т а м п о в к и
стержне! Усилие номинальное, тс Коэффициент жестко- сти без инструмента тс/мм (не менее) 1 ы л 40 и 63 80 кор 100 160 о т к 160 250 и X 260 335 t ет а 315 400 лей 400 450 500 630 560
Автоматы и полуавтоматы
для накатки резьб и профилей
Технические характеристики автоматов с инструментом ролик-
сегмент приведены в табл. 22, а кинематическая схема — на рис. 39.
Технические характеристики резьбонакатных автоматов с плоскими
плашками приведены в табл. 21, а кинематическая схема показана на
рис. 40.
№
Ф750
7)120
10
8 -
9
1
Рис. 39. Кинемати-
ческая схема резьбо-
накатного автомата
с роликом-сегмен-
том: 1 — сегмент;
2—лоток; 3, 4— звез-
дочки; 5 — бункер;
6 — ролики; 7 — за-
талкиватель; 8— ро-
лик; 9 — загребной
кулачек; 10 — шпин-
дель
2
б
Т
Рис. 40. Кинематиче-
ская схема резьбона-
катного автомата с
плоскими плашками:
1 —» подвижная пла-
шка; 2 ползун; 3—
привод досылателя;
4 — тормоз; 5 —- элек-
тродвигатель; 6—кри-
вошипно-ш а т у и и ый
механизм; 7 — бун-
кер; 8 — приводные
ролики бункера; 9 —
электропривод кат-
ков с вариатором;
10 — отбойная звез-
дочка; 11 — привод
отбойной звездочки;
12 — направляющие
линейки; 13 — досы-
латель; 14 — отсека-
тель; 15 — кулак;
16 — неподвижная
плашка
Рис. 41. Механизм подачи: 1 — рычаг; 2 —кулаки; 3 —
штифт; 4 — державка; 5 — ползушка; 6 — пружина; 7 —
заталкиватель; 8 —толкатель; 9 — пружина; 10 — винт регу-
лировки заталкивателя; 11 — винт фиксации угла разворо-
та рычага; 12 — кнопка останова болтов
Рис. 42. Механизм настройки инструмента: 1 —
ролик; 2 — сегмент; 3 — обойма; 4 и 8 — клинья
для регулировки сегмента; 5 — планки прижим-
ные; 6 — флажок конечного выключателя; 7 —
счетчик изделий; 9 направляющие линейки
392 Автоматы для холодной объемной штамповки I Автоматы и полуавтоматы для накатки резьб и профилей
394
Автоматы для холодной объемной штамповки
21. Технические характеристики выпускаемых и намечаемых к выпуску резьбонакатных
с плоскими плашками автоматов
Автоматы и полуавтоматы для накатки резьб и профилей 395
Конструкция механизма подачи для заталкивания сориентирован?
ных блоков в зону накатки показана на рис. 41, а механизма настройки
инструмента — на рис. 42.
Технические характеристики двухроликовых профиленакатных по-
луавтоматов приведены в табл. 23, а кинематическая схема на рис. 43.
22. Технические характеристики автоматов
с инструментом роли к-сегмент
Наименование показателей Показатели по моделям автоматов
А2516 А2518 А2530 А2522
Диаметр резьбы наиболь- 4 6 10 16
ший, мм
Длина стержня детали, мм 6-50 8—75 12 — 120 20 — 190
Длина резьбы наибольшая, 35 45 60 80
мм
Производительность, 100-450 55—750 80—500 50 — 300
шт/мин
Мощность электродвигате- 4,5 4 10 17
ля, кВт
Габаритные размеры, мм:
длина 1420 1480 1040 1280
ширина 800 930 1910 2470
высота 1650 1550 1920 2260
Масса, кг — 1800 2600 4000
Рис. 43. Кинематическая схема профиленакатного двухроликового полуавто-
мата: 1 — электродвигатель; 2 вариатор; 3 — шлицевый вал; 4 и 7 — чер-
вячные передачи; 5 — шарнирная муфта; 6 — приводной вал неподвижной
головки Б; 8 и 9 — диски; 10 рычаг включения дисков; И *— эксцентри-
ковый вал; 12 — конические шестерни; 13 — механизм поворота шпинделя 14
неподвижной головки Б; 15 — механизм для совмещения торцов накатных
роликов 16; 17 « шпиндель подвижной головки; 18 « гидроцилиндр головки А
396
Автоматы для холодной объемной штамповки
23. Технические характеристики профиленакатных полуавтоматов,
осваиваемых Азовским заводом КПА
Наименование показателей Показатели по моделям полуавтоматов
А9518 А2528
Усилие накатки (бесступенчато-регулируе- 500—6300 12 500
мое), кгс -
Диаметр накатываемой резьбы, мм 3,0 — 30 10 — 70
Шаг накатываемой резьбы наибольший, мм 2 3
Длина накатываемой резьбы наибольшая, 45 120
мм
Диаметр накатных роликов, мм 90 — 150 125 — 130
Диаметр шпинделей под накатные ролики,
мм:
нормальное исполнение 54С 63С
специальное исполнение 45С 54С
Длина посадочного места под накатные 50 120
ролики, мм
Высота осей шпинделей над плоскостью 125
станины, мм
Расстояние между осями шпинделей, мм 90 — 180 130 — 230
Давление в гидросистеме наибольшее, 50 100
кгс/см2
Ход подвижной головки наибольший (бес- 0 — 10 0-15
ступенчато-регулируемый), мм
Частота вращения шпинделей, об/мин:. -
исполнение с вариатором бесступенча-
то-регулируемое: <
наименьшее 25 20
наибольшее 100 90
исполнение с коробкой скоростей (по 25; 30; 41;
специальному заказу) 48; 49; 51;
58; 84; 98
Высота от пола до оси накатки, мм . 950 980
Мощность электродвигателей, кВт:
привода шпинделя 2,2 6,0
гидропривода ы
насоса охлаждения 0,12
Габаритные размеры, мм:
длина ^1480 1500
ширина 840 1100
высота 1112- 1200
Масса, кг 1600 2500
Глава 6
СПЕЦИАЛЬНЫЕ ВИДЫ
ХОЛОДНОЙ ОБРАБОТКИ ДАВЛЕНИЕМ
Редуцирование
Редуцирование применяют для формообразования сплошных и пу-
стотелых ступенчатых деталей типа валов, осей, пальцев, а также
при изготовлении болтов, шпилек, шлицевых соединений и т. п. (рис. 1).
В процессе редуцирования уменьшается поперечное сечение и при необ-
ходимости изменяется профиль заготовки при одновременном ее осевом
удлинении [20]. Редуцирование осуществляется в неразъемных (жест-
ких) и роликовых .матрицах. Наибольшее распространение имеет реду-
цирование в жестких матрицах.
Редуцирование в жестких матрицах (рис. 2). Основные отличитель-
ные особенности процесса редуцирования состоят в следующем [20]:
- напряженное состояние в очаге деформации характеризуется нали-
чием значительного всестороннего сжатия, что является источником
повышения пластичности металла. Механическая схема деформации
определяется всесторонним неравномерным сжатием (рис. 2);
в процессе деформации только небольшая часть объема заготовки
находится в пластическом состоянии, что уменьшает величину дефор-
мирующего усилия;
величина деформации за один переход ограничена. Различают
редуцирование одно- и многопереходное, одностороннее и двустороннее,
с направлением заготовки по образующей или без такового (рис. 3)
[20, 9, 23].
Редуцированию подвергаются заготовки из стали с низшим сопро-
тивлением деформированию (марки 10, 15), из стали со средним сопро-
тивлением деформированию (марки 20, 15Х, 15Г, 20Х, 20ХФ, 12ХНЗ),
из стали с высоким сопротивлением деформированию (марки 35, 45,
40ХН) и из стали других марок, близких к ним по химическому составу
и механическим свойствам.
Диаметральные размеры исходных заготовок для редуцирования
определяются размерами изготовляемых деталей. При наличии соот-
ветствующего оборудования ограничений по диаметру исходных заго-
товок не существует.
Максимальная длина исходных заготовок при редуцировании без
направления по образующей определяется условием продольной устой-
чивости [20]:
/ _ nD 1/ Е
max~ 4с V Оу ’
где D—диаметр исходной заготовки; с — коэффициент закрепления
концов заготовки; с=2—один конец защемлен, второй-закреплен
шарнирно (одностороннее редуцирование); 1 — два конца за-
398
Специальные виды холодной обработки давлением
Рис. 1. Типовые представители валов, пригодных для редуцирования: а — ступенчатые; б — ступенчатые
со шлицами; в валы-шестерни; г комбинированные
Рис. 2. Механическая схема деформации при редуцировании! / и V —
зоны упругих напряжений и деформаций; II — переходная зона;
III — зона пластических деформаций; IV — зона упругих напряже-
ний и деформаций упрочненного металла
Рис. 3. Разновидности процесса редуцирования;
двустороннее; 1 матрица; 2 — направляющая;
5 —- выталкиватель
а — одностороннее; б —
3 деталь; 4 — пуансон;
400 Специальные виды холодной обработки давлением
щемлены (двустороннее редуцирование); Е, оу — модуль нормальной
упругости и предел упругости материала заготовки. В расчетах можно
принять приближенно оу^от.
Основным рабочим инструментом при редуцировании является ма-
трица (рис. 4). Она состоит из рабочей вставки 1 и бандажа 2. В рабочей
вставке выполняется приемная часть hlt коническая деформирующая
часть 2а, калибрующая часть h2 и направляющая часть h3. Приемная
часть служит для направления заготовки и предотвращения возможной
Рис. 4. Конструкции матриц для редуцирования: а — обычного исполнения;
б с поясками для правки
ее раздачи у входа в очаг деформации при максимально допустимых
обжатиях. Размеры приемной части выполняют равными (0,3-4-
-4-0,5)£), = D + (0,15ч-0,2) мм. Деформирующий конус 2а назна-
чается равным 25—30°. Применение меньших углов (до 2а = 10-4-12°)
ведет к уменьшению.удельных усилий, но, как правило, это уменьшение
нерационально, так как влечет за собой значительное увеличение длины
переходной части. Увеличение же углов 2а до 40—45° возможно, но
ведет к увеличению удельных усилий, а при больших значениях и
к осадке заготовки у входа в матрицу, вследствие чего предельные сте-
пени деформации за переход должны быть уменьшены [23].
Общая закономерность изменения оптимального по усилию угла 2а
сводится к следующему: с увеличением коэффициента трения и степени
деформации величины оптимальных углов смещаются в область боль-
ших значений. Диаметр калибрующей части d соответствует диаметру
ступени деформированной заготовки (без учета упругой деформации
Редуцирование
401
инструмента и заготовки). Высота калибрующей части с целью повыше-
ния прямоосности детали выполняется равной h2 — (0,3-i-0,7) d.
Высота направляющей части для уменьшения искривления детали
составляет /i3 = (24-3) d, а диаметр dK = d+ (0,154-0,2) мм. Внешний
диаметр рабочей вставки выбирают близким h2 = 2d, а внешний диа-
метр бандажа D2 = 2'DP остальные размеры составляют: R = 14-2 мм,
2аг = 54-10°.
Рабочие вставки матриц изготовляют из инструментальной стали
/марок Х12Ф1, Х12М, Х6ВФ, Р12 с термообработкой до твердости
HRC 58—62, бандажи из стали марок 45, 40Х, 40ХН, 5ХНВ с термо-
обработкой до твердости HRC 28—40. Вставку с бандажом собирают
в холодном состоянии или с нагревом.
Стойкость рабочих вставок стальных матриц составляет 30—50 тыс.
деталей и более в зависимости от соблюдения требований процесса и
условий работы инструмента; стойкость твердосплавных вставок со-
ставляет 500—600 тыс. деталей и более.
Минимальное число переходов рассчитывают исходя из максимально
допустимых степеней деформации на переходах.
Предельные деформации е = 1 — ( "51') » на пеРВ0МИ втором пе-
V dn /
реходе составляют 0,25—0,30, на третьем и последующих 0,30—0,33.
Минимально допустимые диаметры ступеней заготовки по пере-
ходам могут быть определены по номограмме (рис. 5). Порядок поль-
зования номограммой показан сплошной линией. Диаметры ступеней
определяют отсчетом на соответствующих осях номограммы.
При включении в процесс редуцирования переходов со степенью
деформации менее предельной на последнем переходе порядок опреде-
ления диаметров ступеней не меняется. В этом случае величина диа-
метра последней ступени, менее предельной, и процесс ее образования
не вызывает опасений. При размещении перехода с небольшой степенью
деформации (е^ 0,104-0,15) в начале многопереходного процесса или
в его середине отсчеты по номограмме не содержат больших погрешно-
стей, если число Ступеней, требующих небольших деформаций, неве-
лико — одна-две. В этом случае такие диаметры ступеней определяются
расчетным путем по формуле
d' = dn^T^~e,
Нумерацию этих ступеней ведут отдельно, на номограмме такие
ступени показаны пунктиром. После расчета d’ (d") на номограмме
смещают отметку по оси предыдущего диаметра dn до рассчитанной
величины d' (dn). Дальнейшая последовательность определения ми-
нимальных диаметров сохраняется (см. пунктирную линию на рис. 5).
Ндмограмма для определения диаметров ступеней составлена с учетом
запаса по предельным деформациям порядка 15%.
При многопереходном редуцировании усилия можно рассчитывать
по формуле [20]
Р ~ РпРп-и
где рп — средние осевые напряжения в деформируемой части заготовки;
— площадь нормального сечения деформируемой части заготовки;
п — номер перехода.
402 Специальные виды холодной обработки давлением
*.. ' 1
Средние осевые напряжения в общем случае определяются по
формуле
Р = 2сгСр
8 ( 0,5 + 0,1 tg а +
Р
sin 2а
4-0,33tga+2 J^2-l , '
ап J
'М
«
где оср =----+-------среднее сопротивление деформированию в ко-
нической частиц матрицы; 8 = In—------логарифмическая степень
ап
Рис. 5. Номограмма для определения минимальных диаметров d в мм ступе-
ней заготовки при многопереходном редуцировании с направлением по обра-
зующей (оТо в кгс/мм2)
г
Редуцирование
403
деформации; 2а — угол конуса матрицы; h2 — высота калибрующего
пояска матрицы; р,— коэффициент трения.
Для расчета усилий редуцирования можно использовать экспери-
ментальные графики изменения средних осевых напряжений в исход-
ной заготовке (рис. 6)е В этом случае величина р на соответствующем
переходе каждый раз умножается на площадь нормального сечения
исходной заготовки Р = pnFQ [4, 10].
Рис. 6. Изменение средних осевых напряжений в поперечном сече-
нии исходной заготовки в зависимости от степени деформации и числа
переходов (2а » 30°, h2 ™ 0,5d), смазка заготовок —• фосфатиро-
вание и омыливание, по маркам стали: а — Ст 10; б 20, 12ХНЗ;
в — 20Х, 20ХФ; г — 45; д — 40Х, 40ХН; 1, 2, 3, 4 — номера пере-
ходов
Многопереходное редуцирование без промежуточного отжига огра-
ничивается общими степенями деформации е = 0,65-—0,75. Типовой
график изменения усилия редуцирования по ходу ползуна показан
на рис. 7.
Многопереходное редуцирование может осуществляться с двух
концов заготовки за один ход пресса (см. рис. 3, б). Такой процесс
становится возможным благо- р.
даря тому, что при равных
степенях деформации концов за- х* 1
ходный угол 2ах верхней мат- /
рицы выполняется на 5° меньше /
заходного угла нижней матрицы /
2а2 или степень деформации е V ______________________________
верхнего конца уменьшается не О S
менее чем на 0,05без изменения Рис 7. Типовой график изменения
углов матриц. В этом случае усилия редуцирования
усилие редуцирования верхнего'
конца меньше, чем нижнего, и сначала развивается деформация верх-
него конца заготовки до упора, а затем нижнего до остановки пол-
зуна пресса [23].
Возможное искривление оси длинной готовой штампованной де-
тали в результате неравномерности свойств металла и влияния кон-
тактного трения, ^неточности геометрии инструмента и заготовки сво-
дится к минимуму увеличением высоты калибрующего пояска матрицы
до h2 = 0,7d и введением дополнительных направляющих поясков
(см. рис. 4, б).
404
Специальные виды холодной обработки давлением
-------j------------------------.------------
Изменение механических характеристик стали после редуцирова-
ния по сравнению с отожженным состоянием см. в табл. 1.
1. Изменение механических свойств при редуцировании
Группа стали Общая степень деформации е Увеличение °т (число раз) Увеличение ав (число раз)
С низким сопротивлением 0,25 1,5 —1,8 1,2-1,3
деформированию (марки 10 0,45 2,0—2,5 1,5-1,6
и Др.) 0.60 2,5 —3,0 1,6-1,8
Со средним сопротивлением 0,25 1,5—2,0 1,2-1,3
деформированию (марки 20, 0,45 1,8—2,0 1.3-1,4
20Х и др.) 0,60 2,0—2,5 1,4-1,5
С высоким сопротивлением 0,25 1,8—2,0 1.2-1,3
деформированию (марки 45, 0,45 1,8—2,5 1.3—1,4
40Х и др.) 0,60 2,2—2,8 1,4 —1,5
2. Пружинение при редуцировании
Марка стали Степень. реформации е Относительное увеличение диаметрального размера в % от диаметра очка матрицы
15 « 0,12 — 0,16 0,20 — 0,25 0,15—0,25 0,12 — 0,16 0,20 — 0,25 0,15 —0;23 0,24 — 0,35 0,20 — 0,35 0,28 — 0,38 0,40—0,45
20Х 45
Шероховатость поверхности заготовок после редуцирования в поли-
рованном инструменте достигает значений V10—V11- Суммарная упру-
гая деформация инструмента и деформированной части заготовки, бла-
годаря которой происходит увеличение диаметральных размеров, дос-
тигает значений, указан-
ных в табл. 2).
Изменение твердости
HRC по сечению загото-
вок после редуцирования
показано на рис. 8.
Для редуцирования
применяют универсаль-
ные и специальные гид-
равлические и кривошип-
ные прессы. По испол-
нению эти прессы могут
быть вертикальными и
горизонтальными. Широ-
ко используется редуци-
рование при высадке
болтов на холодновыса-
дочных автоматах.
Редуцирование на универсальных гидравлических прессах осу-
ществляется в специальных штампах. Конструкция такого штампа по-
казана на рис. 9. Штамп снабжен верхней 1 и нижней 7 матрицами
опорными прокладками 2 и 6, направляющей 8 для заготовки, центри- '
рующей втулкой 3, упорами 4 для остановки ползуна ц заданном по-
ложении, выталкивателем 5 для удаления детали. Технологические
переходы изготовления методом двухстороннего редуцирования вала
электродвигателя в штампе показаны на рис. 10.
Формообразование шлицев. Механическая схема деформации при
формообразовании шлицев редуцированием изменяется не только
вдоль оси заготовки, но и в поперечном ее сечении на коническом шли-
цевом участке матрицы в соответствии с количеством и формой шлицев
Редуцирование
405
&
Редуцирование
407
f
Рис. 11. Изменение механической схемы
деформации в поперечном сечении заго-
товки при редуцировании шлицев
(рис. 11). Процесс деформации складывается из предварительного
обжатия цилиндрической заготовки на участке /, формообразования
шлицев на участке 2, калибровки шлицев на участке <?. При редуциро-
вании в матрице, без приемной части (см. рис. 4), на заготовке у входа
в очаг деформации наблюдается некоторое увеличение диаметра.
Общие требования к заготовкам, их смазке при редуцировании
на валах шлицев' остаются теми же, что и при формообразовании
цилиндрических деталей. В зависимости от формы детали; на которой
необходимо образовать шли-
цы, исходные заготовки могут
быть ступенчатыми или с пря-
молинейной образующей.
При изготовлений шли-
цев на шейке вала, которой
предшествует шейка мень-
шего диаметра, примерно
равного внутреннему диа-
метру шлицев, переход от
меньшего к большему дна- <
метру шейки следует выпол-
нять по конусу, образующая
которого наклонена к оси
под углом не более 45°, либо
по радиусу R^ —.
При несоблюдении данного
условия в месте перехода
могут образоваться трещины.
В случае, если шейка со шли-
цами является крайней, же-
лательно наличие фаски на
торце заготовки под углом
к оси не более 45° и равной
по высоте шлицам, что улуч-
шает условия формообразо-
вания последних в началь-
ный период.
Профиль калибрующей части матрицы соответствует количеству
и профилю образуемых шлицев: прямобочных, эвольвентных, трапе-
цеидальных, треугольных. Угол конусной части матрицы 2а выбирают
не только для осуществления процесса при минимальном усилии,
но и для обеспечения удовлетворительного качества шлицев. Опти-
мальный угол 2а в зависимости от коэффициента трения (р, = 0,05-=-
-=-0,20), степени деформации (е = 0,05—0,22), количества шлицев
(пш = 6-4-20) находится в пределах 10—32°. Меньшие значения углов
2аопт соответствуют меньшим значениям коэффициента трения, сте-
пени обжатия и количества шлицев.
При редуцировании прямобочных шлицев по ГОСТ 1139—58 ве-
личину оптимального угла для области е = 0,05-=-0,22 определяют
по приближенной формуле
2а 10° + 0,6 (100 + Пщ) е.
ч08 Специальные виды холодной обработки давлением
При малых значениях угла (2а 20°) наружный диаметр шлицев
вала может отличаться от заданного, ввиду незаполнения металлом
рабочей полости матрицы. Удовлетворительное качество шлицев полу-
чается при 20° 2а 40°.
При редуцировании прямобочных шлицев с относительно небрль-
шой высотой зуба < 1 (где dH и d3 — наружный и внутренний
диаметры шлицев; Ь —толщина шлицев) заполнение полости матрицы
по наружному диаметру шлицев обеспечивается при меньших значе-
ниях угла 2а. В этих случаях для уменьшения усилия редуцирования
следует принимать 20° 2а 30°.
При редуцировании прямобочных шлицев с --- --Р-^.1> а также
о '
эвольвентных и треугольных с целью получения заданного наружного
диаметра используют соотношение 30° 2а 40°.
При определении остальных элементов конструкции матрицы сле-
дует руководствоваться рис. 4.
В общем случае величину усилия редуцирования шлицев опреде-
ляют по формуле
P=pF0,
где
р = 4<гт0 (о,1а+-^^-) + а'Гср +
+ РРш 4<-)+40'1 *4^
Ми
,г Ort Оо
р —периметр шлицев; огп =——--------------среднее сопротивление де-
формированию на участке 2; о3 — предел текучести упрочненного
металла; F3 — площадь поперечного сечения шлицевой шейки вала;
613 —центральный угол сектора зоны 1 в конце участка 2 рад; FK —
площадь контакта на калибрующем участке матрицы.
Значение остальных величин 'соответствуют принятым ранее и
обозначениям рис. 11.
График изменения усилия редуцирования шлицев по ходу пол-
зуна соответствует рис. 7.
Точность шлицев, образованных редуцированием в жестких кони-
ческих матрицах, соответствует 2—За классам точности. .
При редуцировании прямобочных шлицев по наружному диаметру
у края шлицев образуется незаполнение углов, составляющее до 0,3 мм.
Такое нарушение профиля шлицев устраняют шлифованием после
термообработки валов.
Длина редуцируемого шлицевого участка ограничивается обычно
еш— 3rf2 ввиду увеличения при больших длинах искривления оси вала.
Формообразование шлицев в роликовой матрице (головке). В кор-
пусе матрицы по окружности расположены укрепленные на осях ро-
Редуцирование
409
лики. Количество роликов, и форма их рабочей части определяют ко-
личество и форму шлицев на валу. Заготовка устанавливается в центрах
и проталкивается через такую матрицу, в результате чего на заготовке
от внедрения роликов образуются шлицы (рис. 12). ^Процесс реду-
цирования в роликовой матрице называют часто накатыванием или
прокатыванием.
В очаге деформации при реду-
цировании в роликовой матрице
уменьшается контактное трение
заготовки об инструмент вследствие
вращения последнего и уменьшается
его износ; появляется дополни-
тельное трение за пределами очага
деформации — между роликами и
их осями; не весь контур заготовки
в процессе деформации охвачен
поверхностью инструмента, дефор-
мация происходит не по замкну-
тому контуру, а в отдельных
частях сечения заготовки, в ре-
зультате чего уменьшаются дефор-
мирующие усилия, но заготовка
может претерпевать не только ра-
диальную деформацию, но и осе-
вую.
Соотношение между осевой и
радиальной деформацией при ре-
дуцировании в роликовой матрице
зависит от относительной степени
деформации, отношения диаметров
Рис. 12. Схема формообразования
шлицев в роликовой матрице: 1 —
заготовка; 2 — ролик; 3 — ось ро-
лика; 4 ~ корпус; 5 — гнездо ро-
лика; 6 — подвижный центр; 7
неподвижный центр
роликов к * диаметрам заготовок,
коэффициента трения в очаге деформации, формы очага деформации,
неравномерности деформации по высоте, конфигурации профиля ро-
, ликов [67]. -
Величину усилия редуцирования в роликовой матрице определяют
в соответствии с рис. 13 по формуле [66]
, где р — удельные давления металла на ролик (для стали марок 45
и 40Х составляют 150—200 кгс/мм2); В — ширина шлицев;—^---------
величина внедрения ролика; р, — коэффициент трения; £>0 — диаметр
\)си ролика; ]/"Мт — длина очага деформации; п — количество роли-
ков / (шлицев).
Расчет можно выполнять по эмпирическим формулам [66]:
* р __р
а) Р — 0,2855см — проталкивающее усилие в тс; SCM= ——5------
F н
смещенная площадь в мм2; FH и FK площади сечения заготовки до
и после редуцирования;
410 Специальные виды холодной обработки давлением
__§
б)М = 0,08зК^к——давление металла на ролик в тс,
где — наружный диаметр вала.
Размеры роликов выбирают, исходя из следующих соображений.
Наружный диаметр ролика должен быть в 2—3 раза больше вну-
треннего диаметра шлицевого вала. С увеличением наружного диаметра
ролика возрастают действующие силы, осевая деформация вала, уве-
личивается прочность ролика и стоимость инструмента.
*7 б)
Рис. 13. Силы, действующие на ролик при установившемся
процессе формообразования шлицев в роликовой матрице: а —
давление металла на ролик с учетом трения в осях; б — рас-
пределение усилий в очаге деформаций
Диаметр отверстия ролика под ось и отверстия для заделки оси
в корпусе определяют на основе прочностного расчета.
Отношение диаметра отверстия к внешнему диаметру ролика ори-
ентировочно составляет 0,3.
Ширина ролика й посадочном месте определяется расчетом на
прочность ролика, оси и контактных нагрузок в паре ось—ролик.
Ориентировочно ширина ролика составляет (3—5)где Sp—пло-
щадь контакта ролика с заготовкой. Меньший коэффициент исполь-
зуется при расчете роликов, предназначенных для образования отно-
сительно неглубоких шлицев, больший—для тяжелых условий.
Для редуцирования в роликовых матрицах заводом «Станкокон-
струкция» изготовлен специальный пресс, техническая характери-
стика следующая:
Номинальное усилие, тс ......... • 160
Наибольшая скорость рабочего хода, мм/мин 1000
Мощность главного электродвигателя, кВт 40
Габаритные размеры пресса с гидроприводом
(длинах ширинах высота), мм *..... 1940X2500X4100
Масса, т . ...... .......... 14
Номинальные диаметры образуемых шлицев,
мм .................................. 25—65
Наибольшая длина шлицев, мм.............. 375
Обработка на ротационно- и радиально-обжимных машинах 411
Обработка на ротационно- и радиально-обжимных
машинах
Сущность процесса ротационного обжатия состоит в деформиро-
вании заготовки по периметру сечения на относительно небольшом
участке длины сходящимися бойками, обеспечивающими всестороннее
периодическое пульсирующее приложение усилий. Деформируемый
металл (рис. 14, а) в процессе обжатия течет в обе стороны от поверх-
ности раздела течения металла (или нейтральной поверхности), опреде-
Рис. 14. Схема процесса ротационного обжатия: а — сечение в нап-
равлении продольной оси заготовки перед обжатием; б — то же, в конце
обжатия (штриховкой показан смещаемый объем металла); в — попе-
речное сечение (цикл одного обжатия); 1 заготовка; 2 — бойки
ляемой диаметром очага деформации d0. После каждого обжатия за-
готовка подается в бойки на определенную длину Sn — шаг подачи
(рис. 14, 6).
Степень вытяжки определяется по формуле
п — 1 ^2
ч~ ь ’
где dr и d2—диаметры заготовки до и после обжатия.
Течение деформируемого металла в зазор между бойками ограни-
чивает возможность увеличения шага цодачи, относительная величина
Зп
которого определяет интенсивность и производительность про-
«2
цесса.
412
Специальные виды холодной обработки давлением
Ротационное обжатие осуществляется раздельным и профильным
способами. При первом способе форма и точность деталей обеспечи-
ваются конфигурацией и размерами ручья бойков в закрытом состоя-
нии, при втором — периодическим изменением закрытой высоты между
бойками. Машины, применяемые для ротационного обжатия, по харак-
теру движения рабочих и приводных узлов подразделяются на два
класса: ротационно-обжимные и радиально-обжимные (табл. 3, рис. 15).
3. Технические характеристики
• ротационно- и радиально-обжимных машин
Наименование показателей Показатели *2
Исходный диаметр,
мм:
прутка 2,5 4,0 6,3 10,0 16,0 25,0 40,0 63,0
трубы Диаметр после обра- 6,3 10,0 16,0 25,0 40,0 63,0 100,0 160,0
ботки, мм:
прутка 1Д 1,8 2,8 4,5 8,0 10,0 25,0 46,0
трубы Наибольшая длина обработки, мм 2,5 4,0 6,3 10,0 Неогр 16,0 аниче 25,0; иная 63,0 100,0
Число обжатий в се- кунду 80 60 40 32 25 18 15 12
Размеры бойков, мм *3:
длина 25 40 55 80 140 180 260 360
ширина *3 18 25 36 50 80 120 160 220
Ход одного бойка, мм 1,0 1,0 . 1,0 1,5 1,5 2,0 3,0 3,0
Мощность привода, 1,0 2,2 3,7 7,0 10,0 14,0 28,0 35,0
Габаритные размеры машины в плане, мм *3:
длина 620 800 900 1100 1480 1850 2100 2550
ширина 420 510 570 780 950 1200 1575 1800
Вес машины, кг *♦ 400 500 750 850 980 2200 3600 6200
Для. холодной обработки радиально-обжимные машины приме-
няют в диапазоне исходного диаметра прутка от 10,0 до 2 5 мм.
Показатели по мощности привода, габаритным размерам и весу
машины справедливы только для ротационно-обжимных машин. У г ра-
диально-обжимных машин эти характеристики выше до 2 и более раз.
*3 Даны для двухбойковых машин, для четырехбойковых (приме-
няемых для обжатия прутков диаметром от 10,0 мм и в 1,2 раза. ** Без подающего устройства. более) уменьшить
Типовые представители деталей, получаемых ротационным обжа-
тием, показаны в табл. 4.
К I классу отнесены детали, изготовляемые раздельным способом,
у которых обрабатываемые участки имеют постоянное сечение; при
наличии участков переменного сечения их длина не должна превышать
(34-10)d2‘ Ко II классу отнесены детали, изготовляемые раздельным
и профильным способами, у которых обрабатываемые участки пере-
менного сечения имеют длину, превышающую (Зн-10) d2. Большие
значения соответствуют диаметрам заготовки менее 10 мм.
могут быть изготовлены ротационным обжатием
Клаасы деталей П. класс кол. перех. Г / 1 1 или 2 i 1или2 1 Z3 - —
Заготовка. Сечение: круг, квадрат, шестигранник / \ i г I1 у"Ь[ г : ! 2 L—И 1 А- ) * t X Li-pJ
Эскиз детали •' - trr-j—Z ~L^i I ~га gr— tx——1 j ZLj % д - «а 1 » \ Л _ 1 1 \ 1" * г—""-Ч 1 1 1 J Ч? щ L 1 1 ш JII
I класс кол. перех. 1 1 - OJ *** *•*- ’*— v^.
Заготовка /" at г a lj > Гл UC7C/7UC • ' круг, квадрат, шестигранник , '' Г ' 1 1 р / т , 1 1 1 z 1 ц] цЗ •
Эскиз детали &=?- Ь —~ ' чз | | >? м Ел 1 kxzxsd—J *р 01^*1 1 j——] -fs, iSH Ф T 10
пятой !9UUfl юр ъ * t 3 t3 Чь сз Чэ
dj о и и ба г 1 ouu/ids <f 1 -) и и Cd г р оии fids у пи и fid г у
о Й
я
я
ф
fa
ф
я
вэ
fa
я
03 О
ф
р
ф
СО
оз
ьэ
я
X
я
fa
ф
я
я
ф
я
я
о
Я
о
р
о
ХЗ -L.
О СП
н •
ЙЗ
Е
р
р
лэ
р
X
03
р
я
fa
о
Р
£
3
S
я
я
я
я
о
6
я
ф
а>
ст
о
я
я
я
о
я
о
я
я
р
я
я
о
со
S
я
о
я
я
О
я
р
я
Я
я
о
я
СО
я
я
Ф
ф
Я
О\*о
я
Я
я
я
я
я
я
3
ф
я
р
fa
р
я я
О fa
* »
£
я
я
я
о
3
Ф
SO or1
<13
оз
X
ф
я
я
я
г
ф
я
я
ф
я
<13 о
й ®
СГ ро
Я
Я
о
Е
я
я
3
я
О
Р
я
я
СТ>
Я
3
fa
я
я
я
ф
я
Е
я®
%?
о
я®
я
о
я
я
о
р
я
р
я
я
S
я
Е
X
Р
я®
Я
я
ф
о
я
Я®
о
я
®во
2
я
СО
О
Р
я
3
я
X
я
я
5
о
fa
3
ф
О
я®
я
ф
я
я
Е
S
я
я
СП
я
я
я
Е
X
Е •
я
я
я
ф
я
я
»о £ х2« £
Е«!
Й = |
Я
я
Ш и
5 0V0
я*? о
® ВЗ S
"В О\ Qj
о а
□ go
хз ® fa
я ° ®
о
Я
Я
<1>
!а
О’
я
о
Я
аз
й
Sa
я
о
о
хз
ЙЗ
Я
я
лз
я
я
5
0
(О
•о
fa
о
я®
сз
й
Я
fa
о
□
о
ЙЗ
ш
я
03
я
я
3
я
я
хз
я
о
я®
о
ЙЗ
о
я я 2 о
S н * о
®о О ►!
Я
л>
о
Я
я
а>
W
о
о
н
0 •
Я
ЙЗ
2
л>
н
ЙЗ
£д
о
60
м
н
о
о
н
о*
□
о
0
(Т>
о
X
я
Q
о*
о
2
за
-1
я
си
за
00 й>
2я
х g
Н’°а
0
rt>
„ хз
0 fa
0
я
Е
q
я
Я
Я
01 ЙЗ
о £а
н я
я
я С
о
и
й
я
и
0 ..
ЙЛ
00
Н со
о
я .
С-я
о .
Я
Я
£
я
(Т>
я®
о
н
ЙЗ
Sa
я
я
о
я
S3
я
ю
Е
я
ЙЗ
(Т>
Z,
я
я
о
<т>
я
л>
я
я
5 to
2 я>
Я
tB
о
ся
0
е
о
хз
2
ЙЭ
я
я
я
W
ЙЗ
§
я
я
п>
хз
п>
о
о
Р
А
5. Производительность ротационно- и радиально-обжимных машин
Характеристика процесса обжатия Показатели производительности по типам машин и диаметрам прутковой заготовки в мм
Ротационно-обжимные Радиально-обжимнь е
2,5 6,3 16 25 40 63 10 25 40 63
Обжатие, м/мин при относительной сте- пени деформации ♦*;
ДО 20% 0,5 — 1,2 0,8- 2,0 1,3- 3,0 1,4 — 3,5 1,7 — 6,0 1,5 — 4,0 0,2- 0,8 ол- кг 0,6 — 1,6 0,8 — 2,0
> 60% . t 0,2 — 1,0 0,4- 1,6 0,6- 2,5 0,7- . 3,0 0,8 — 4,8 0,6- 2,5 0,1 — 0,4 0,2 — 0,6 0,3 — 0,8 0,4- 1,0
Обжатие штучных заготовок (штук в час) е до 60% на длину, равную 20</ с тремя переходами по сечению при подачах:
ручной (или с ручным приводом) 160 60 30 15 8 6 — — —— —
механизированной *2 300 150 80 40 20 8 60 20 6 4
Калибровка прутков (труб без оправки) с одним переходом по сечению *3, м/мин 0,8 1,2 1,8 2,2. 2,8 2,6 0,8 1,2 1,6 2,0
Заковка концов прутков (труб) для по- следующего волочения (шт/ч) при подачах: 10 в
ручной 250 120 50 25 15 — —
механизированной 500 250 90 40 25 18 120 30 20 10
* i Для случаев обжатия в бойках с углами от 16 до 4*. Уменьшение угла а дает возможность увеличить скорость подачи. Для трубной заготовки диаметром, соответствующим данному типоразмеру машины скорость подачи, сле- дует уменьшить в 2 раза. п * 2 В машинах с переменной степенью обжатия производительность повышается до 1,5—2 раз. * 3 При обработке на оправке полых заготовок производительность уменьшается на 25 —50 Л.
►fa
ел
416 Специальные виды холодной обработки давлением
разъема бойков на цилиндрическом (калибрующем) и коническом
участках; /ц — длина калибрующего участка ручья бойков.
Бойки для радиально-обжимных машин отличаются от бойков
ротационно-обжимных машин только нерабочей частью, форма которой
*) 3)
Рис. 16. Виды бойков ротационно-обжимных машин: а — про-
филь ручья бойков и основные параметры; б — ручьи с допол-
нительным цилиндрическим участком для правки выполнены с
двух сторон бойка; в — ручьи выполнены с четырех сторон бой-
ка; г — бойки для обжатия двух ступеней; д —для обжатия
конусов с одним заходным конусом; е —для обжатия конусов
с двойным заходным конусом; ж — для обжатия на двух-
шпиндельных машинах; з — для профильного обжатия заготовок
шпинделей веретен
определяется конструкцией узла крепления бойка к подвижным частям
механизма обжатия. Материалом для бойков и оправок служат сталь
марок У10, ХВГ, 5ХВ2С, Х12Ф1 и твердые сплавы марок ВК15, ВК20.
Оправки устанавливают в подающем устройстве, в бойках или меха-
низме обжатия так, чтобы они могли свободно вращаться вокруг своей
оси (рис. 17).
Обработка на ротационно- и радиально-обжимных машинах 417
Данные по стойкости бойков и оправок приведены в табл. 6.
Холодное обжатие применяют, как правило, для обработки сплош-
ных профилей диаметром до 60 мм, а полых до 150 мм. Холодному
ротационному обжатию можно подвергнуть быстрорежущую сталь и
сплавы на основе титана и ванадия, имеющие ов^ 1ВХ кгс/мм2.
Рис. 17. Схемы установки оправок: а — в толкателе с зажи-
мом заготовки; б в толкателе без зажима заготовки; в — в
шпинделе с зажимом заготовки; г — в шпинделе без зажима
заготовки; д — в толкателе с зажимом заготовки и оправки;
е — в бойках; !7 —. подающее устройство; 2 — толкатель Дза-
жим); 3 — бойки; 4 — оправка; 5 — заготовка; 6 — аморти-
затор; 7 — шпиндель машины; 8 — пружина
Чертеж штампованной заготовки выполняют с учетом припусков
на последующую обработку и возможных углов перепадов ступеней
(табл. 7). Припуск на диаметр предусматривается для штампованных
заготовок, требующих последующей механической-обработки, с целью
исправления погрешности сечения из-за получаемых овальностей и
кривизны по длине. Припуск по длине обусловлен появлением утяжин
14 П/ред. Г. А. Навроцкого
418 Специальные виды холодной обработки давлением
6.- Сравнительные данные по стойкости инструмента
Материал рабочей поверхности бойков (оправок) Обрабаты- ваемый материал Наи- большая степень обжатия, % Стойкость, шт.
до восста- новления полная
Сталь: Х12Ф1 ХВГ У10' Твердый сплав: ВК8В ВК15 ВК15 Сталь Х12Ф1 Быстрорежущая сталь Eot П1Х15, ШХ9 ЗОХГСА, 40Х IKU 60 4 000—6 000 6 000—8 000 1 500—2 000 10 000 — 20 000 16 000 — 25 000 3 000 — 5 000 200 000
ШХ9 40
30 000 — 40 000 2 000—4 000 6 000—8 000
У7 —У10 Конструкцион- ная сталь Опра Конструкцион- ная сталь 60 30 вки 20 30
в процессе обжатия на концах заготовки, глубина которых при е =
== 0,504-0,75 составляет до 50—100% диаметра концевых участков.
С повышением прочности материала и увеличением интенсивности
обжатия глубина утяжин уменьшается.
После определения диаметров на всех ступенчатых участках изде-
лия производят расчет степеней деформации по переходам и суммарной.
Для холодного обжатия используют горячекатаный, холодноката-
ный, холоднотянутый и калиброванный прокат. В зависимости от
формы изделий и технических условий на них возможно получение
заготовки под обжатие также штамповкой, сваркой или механической
обработкой. Полые детали, как правило, изготовляют из трубчатых за-
готовок на оправках и без них (если внутренние размеры и толщина
стенок не оговорены в чертеже).
Величины коэффициентов трения на контактных поверхностях за-,
готовки и инструмента, знание которых необходимо для расчета пара-
метров бойков и усилия деформирования, приведены в табл. 8.
В табл. 9 указаны значения углов а для различных по прочности
обрабатываемых материалов в зависимости от условий контактного
трения и степени деформации [39].
Чертеж штампованной заготовки окончательно оформляют после
определения углов а, являющихся углами перехода между соседними
ступенчатыми участками детали.
Величину угла охвата заготовки бойками 0 определяют по кривым
графика рис. 18.
Длину калибрующего участка /ц принимают равной:
для е 0,2
(2)
/ц • 0,8^2,
Обработка на ротационно- и радиально-обжимных машинах 419
. Ориентировочные значения припусков и допусков на штампованные заготовки сплошные круглого сечения
с уступами, изготовляемые холодным ротационным обжатием '
420 Специальные виды холодной обработки давлением
8. Коэффициент внешнего трения .
при обжатии стальных заготовок
Характеристика поверхности Смазка Ц
инструмента. заготовки
Полированная V9—V10 (0 СО '’f СО >> > > > Ю со ю СО ю >|> t> > > Машинное масло 0,05
0,10
Шлифованная V7—V8
0,15
Графитосолидол / Машинное масло
0,20
9. Углы переходов при обжатии
Характе- ристика стали ц
0,05 0,10 0,15 0,20
е J
<0,5 >0,5 <0,5 >0,5 <0,5 >0,5 <0,5 >0,5
Мягкая Средней твердости Твердая ЬО 4* СП 0 0 О О О X X 5е 4-0' '5° 4® 11° 8е • 6е 00 сО — 0 0 «О КЗ о X о * ° гл СО О °0 • 16® 11° 30' 10е 20е 12° 9® • @ о -
Рис. 18. График для определения угла охвата еаготовки бой-
ками; 1 мягкие (стали; 2 — стали средней твердости; 3
твердые стали
Обработка на р о таи ионно- и радиально-обжимных, машинах 421
для е = 0,24-0,5
41 “ ^2» (3)
для е > 0,5
/ц 1 ,2с?2’ (4)
Методика определения габаритных размеров бойков и величин
радиусов сопряжения в них приведена в табл. 10 (обозначения пока-
заны на рис. 16, ц).
Величина А, определяющая упругую деформацию механизма обжа-
тия или разницу между диаметром поковки после обжатия d2 и закры-
той высотой ручья бойков при холостом ходе, находится по графикам,
приведенным на рис. 19.
Площадь проекции поверхности конусной части очага деформации
определяется по зависимости
В двухбойковых машинах конструктивный зазор между бойками
принимается равным
60 = 0,05J2, (6)
а при обработке тремя и более бойками
60 = (0,025-7-0,015) d2. (7)
Усилие деформирования складывается из усилий, затрачиваемых
непосредственно на деформацию в заходном конусе Рк и на кали-
бровку Рц [11, 25, 30*].
Р = (8)
При расчетах S принимают усредненный предел текучести для обра-
батываемого материала [25, 31].
При холодном обжатии Рц следует учитывать в том случае, если
условия обработки (а,е, 4ц//к) соответствуют области, ограниченной на
графике рис. 20 пунктиром. Величину Рц определяют па формуле [13]
Рц = tud2SK. (9)
В случае, если е и а соответствуют области / графика рис. 21, то Рк
следует определять по формуле
Ик 2а \ d, ) 1 •
Применительно к условиям области // (рис. 21)
(1)
(Н)
При этом для е 0,1а »-04-20° и 0,20 диаметр dQ опреде-
ляется по графикам рис. 22, а; для е 0,35, а <^8° и 0,20 диа-
метр dQ определяется по графикам рис. 22,6; для е '> > 0,1, а >8°,
422 Специальные виды холодной обработки давлением
10. Размеры бойков длп раздельного обжатия
I
<
Гц
0,02 b
dx3
Обрабатываемый материал
Наименование
Мягкие
сплавы
цветных
металлов
Сталь
HRC U0 HRC > 10
Длина бойков:
для одноступенчатого
обжатия
для многоступенчатого
обжатия *1
Длина
са» /к
Ширина
для
«заходного кону-
Не
1
к
Ц
1 1 К Ц
м^нее и не более 5 (di — d2)
2 tg а/2 1
в
бойков *2:
прутка
труб
Высота бойков при испол-
нении рабочего профиля;
одностороннем
двустороннем
Радиусы
и 'к
Профиль
»
сопряжения гц
ручья 2r /d
» 2'PK/<Z1
Радиус перехода гп
Радиус на входе и выходе
из бойков R- *3
13
В =43,04-5,0)
В = (1,5—2,0)
Н = 0,8В
d.
di
гц (к) —- 0,5 (1)- —
sin
Л — 6
2~
1,10 1,10 1,00
1,40 1,30 1,20
0,45rf2 0,55 d2 0,70б?2
0,80di 0,50dt 0,30tZi
** п — число ступеней (уступов);
В
•—- длина нерабочей части
бойка, определяемая из условия, при котором приведенное сосредото-
ченное усилие приходилось бы на участок, отстоящий от заходного
края бойков на длину (0,4 4-0,6) L.
*2 Меньшие значения соответствует меньшим диаметрам заготовок.
*8 Но не менее 3 мм.
Обработка на ротационно- и радиально-обжимных машинах 423
0
0
к
0
<Р
5
<5 а>
0L. и
н
о
о
о
Ч 0
Ь-'о S Н
о» о !? о
0 , 2?0—'
о I 2
0 ' сххо^-"
3
ч
>>с»
л °"
сх
о о
0 ..
ч 5
0
0
О
0
£ S ° 0^ к£»
® Ю •& 2 Ч ЗД
К
СХ\0
О)
S
s
0
О
ч
о
кс*©* о Si ® *’ 0 Ь, £11 s °
0 < Н ч
zi <s 0 X. Ж <Р
S 0 0
х ч н « 0
S Oq О, 2^ с ч^и
/
424 Специальные виды холодной обработки давлением
0,20 и е > 0,35; а =* 04-20°; 0,20 диаметр определяют с по-
мощью графиков рис. 22, ей г, по формуле [30].
do== l-^(S-Htga) * (12)
Если в процессе обжатия имеет место случай, когда р > 0,2 (наблю-
дается при обжатии цветных и некоторых специальных сплавов),
то Рк следует определять по формуле [11]
где
Для схемы рис. 23, а рекомендуется формула [37]
P = d2lpS А); (15)
для схемы рис. 23, б
P=l,05S/pdHri+n(J-+ ’ )Л1. (16)
Шаг подачи Sn при обжиме двумя бойками определяется по графи-
кам рис. 24.
При обжатри тремя и более бойками величину Sn следует увеличи-
вать в 2,2 раза, если 0,40 и в 1,6 раза, если е > 0,40.
Среднюю потребную мощность привода еср рекомендуется опреде-
лять по формуле [31]
Л?ср= 1000-!02/м > (17)
где полная работа деформации ' .
технологическая работа деформации
о 4
Лт = Ру0,785 d|/0 In * ; - (18)
On
Обработка на ротационно- и радиально-обжимных машинах 425
Рис. 22. Графики изменения показателей, определяющих величину диаметра
нейтральной поверхности — dQ: а — при I <0,10; а < 20°; ц < 0,20; б —
при е < 0,35; а < 8°; ц < 0,20; в — изменения коэффициента v от условий
контактного трения и степени деформации; г — изменения коэффициента £
от условий контактного трения и степени деформации
Рис. 23. Схема обжатия в цилиндрических бойках; а ' =- прутка; б — трубы
на оправке
426 Специальные виды холодной обработки давлением
удельное усилие деформирования
Р4 tg -у-
Ру----------------------;
— ^2 + 4tg-g- /ud2
l0—длина участка заготовки, подвергающегося обжатию; машинное
время обжатия, с tM=——
wn A-V Ul
Sir (^1 ^o)
Здесь ------ — удлинение заготовки после каждого
-
обжатия в сторону уширения конуса, мм; т = fnmn$ — число обжатий
в минуту (f = 0,44-0,5 — коэффициент, учитывающий скольжение
деформации
сепаратора; когда сепаратор запрессован в обойму f — 1,0); ир — число
роликов в сепараторе; пш — частота вращения шпинделя (или обоймы),
об/мин.
Режимы обработки включают в себя скорость подачи заготовки
в бойки, скорость вращения подаваемой заготовки в процессе обжатия,
скорость извлечения готовой детали из бойков.
Предварительно скорость подачи заготовки в бойки определяют
по данным графика (рис. 24) посредством пересчета шага подачи Sn
на число обжатий, обеспечиваемое машиной в единицу времени. После-,
дующую корректировку скорости подачи производят при наладке ма-
шины. Критерием для установления наибольшей скорости подачи яв-
ляется отсутствие защемления заготовки между бойками.
Обработка на ротационно-.и радиально-обжимных машинах 427
Обжатие заготовки с заданной точностью по диаметру обеспечивается
регулировкой закрытой высоты ручья бойков посредством прокладок,
устанавливаемых между бойками и ползунами, или с помощью спе-
циальных регулировочных клиньев, предусмотренных в механизме
обжатия. В первом случае набор прокладок подбирают с таким расчетом,
чтобы разница в толщине прокладок была в пределах заданной точности,
т. е. составляла 0,01 или 0,05, или 0,10 мм. Прокладки изготовляют
из обычной инструментальной или легированной стали, закаленной
до HRC 36—38. Заданную длину заготовок обеспечивают с помощью
упоров, выставляемых непосредственно в бойках, в отверстии полого
шпинделя или по ходу перемещения каретки подающего устрой-
ства.
С целью уменьшения величины обратного хода подачи при раздель-
ном обжатии и соответственно времени обработки, обратный ход также
ограничивается упорами. При этом должно обеспечиваться извлечение
заготовки из зажима подающего устройства.
Скорости вращения заготовки устанавливают опытным путем так,
чтобы обеспечивалась заданная чистота поверхности.
Скорость обратного хода устанавливают наибольшую, при кото-
рой бы заготовка не имела винтовой линии и удерживалась в зажиме
подающего устройства.
Карта наладки технологического процесса ротационного обжатия
заготовки типа ступенчатого вала показана в табл, 11.
Многоступенчатые заготовки или заготовки с удлиненными кони-
ческими участками изготовляют на ротационно- или радиально-обжим-
ных машинах с переменной степенью обжатия.
Заготовки, обжимаемые по одному размеру диаметра (калибровка
профилей, обжатие с целью улучшения структуры, раздельное обжатие
одно- или двухступенчатых заготовок), целесообразно обрабатывать
на более простых по конструкции машинах с постоянной степенью
обжатия.
Заготовки малых размеров (диаметром до 20 мм) экономически
выгоднее обрабатывать на ротационно-обжимных машинах.
Вертикальные машины позволяют осуществлять обработку заготовок
длиной до 1000 мм; при этом возможности их механизации и автомати-
зации ограничены из-за необходимости переориентации заготовки
во время задачи и съема. Такие машины созданы только для горячей
обработки [32].
Горизонтальные машины позволяют обрабатывать заготовки прак-
тически неограниченной длины. Конструкция этих машин обеспечивает
осуществление на них механизации и автоматизации технологического
процесса посредством устройств, подающих заготовку в зону обжатия
систем управления перемещениями бойков и заготовки, механизмов
удаления заготовок.
В мелкосерийном производстве малых деталей (сплошного профиля
до 20 мм в диаметре) машины оснащают ручным управлением с пневмо-
или гидроприводом, а также применяют для подачи ручной привод
реечного или винтового типа.
В серийном производстве, а также для обжатия заготовок относи-
тельно больших размеров, когда осевые усилия имеют значительную
величину, широкое применение находят механические, гидравлические,
пневмогидравлические и гидромеханические подачи. С целью автома-
11. карта наладки технологического процесса раздельного ротационного обжатия
ж
Положение упора фиксируется на линейке, вдоль которой перемещается упор.
Первая цифра обозначает номер перехода, вторая - номер комплекта бойков
Холодное выдавливание полостей штампов и пресс-форм 429
тизации процесса машины оборудуют бункерными загрузчиками (штуч-
ных заготовок), клещевыми и роликовыми подачами для прутков и
труб.
Холодное выдавливание полостей
штампов и пресс-форм
Типовые технологические процессы
холодного выдавливания полостей
штампов и пресс-форм [271
в
в
1. Выдавливание в пакет-штампе с приемником (рис. 25). Схема
всестороннего обжатия исключает свободное течение металла заготовки
радиальном направлении. /
Способ состоит в том, что пуансон 1 при помощи пресса вдавливается
цилиндрическую заготовку 2, предварительно заключенную в пакет-
штамп. Получаемые полости
относятся к 2—3-му классу
точности.
Для облегчения процесса
выдавливания в нижней
у/У77/////777//У////7/777/7//7/
Рис. 25
Рис. 26
плите 3 пакет-штампа предусмотрено специальное место для цилиндри-
ческого кольца приемника 4, в который протекает часть металла.
С помощью приемных колец можно получить сложнейшие полости
значительной глубины, снижая усилие выдавливания на 10—15%.
При выдавливании неглубоких оттисков для удобства последующей
обработки выдавленной заготовки в нижней плите пакет-штампа преду-
смотрено место для установки центра взамен приемного кольца.
2. Выдавливание в конической обойме (рис. 26). Для выдавливания
матриц пресс-формы больших размеров и единичного изготовления
пресс-форм.
430 Специальные виды холодной обработки давлением
Обоймы имеют конусность 3—5°, обеспечивающую легкую распрес-
совку заготовки после выдавливания. На схеме обозначено: 1 — пуан-
сон; 2 — обойма; 3 — заготовка; 4 — приемное кольцо.
3. Выдавливание в прямоугольном пакет-штампе (рис. 27). Для
выдавливания полостей пресс-форм и штампов в прямоугольных заго-
товках (с отношением длины к ширине полости более 1,5). Прямоуголь-
ное окно в нижней части обоймы предусмотрено для установки прием-
ных вставок, снижающих требуемые усилия выдавливания. Угол конус-
ности обоймы принимают равным 5—8°.
На схеме показано выдавливание многоместной пресс-формы одним
пуансоном: 1 — пуансон; 2 — прямоугольная обойма; 3 — сменный
вкладыш; 4 — вставка.
Рис. 27
4. Выдавливание полостей, имеющих элементы с наклонной осью
типа косозубых шестерен. Пуансон в процессе вдавливания в заготовку
одновременно поворачивается на заданный угол. Рабочая часть пуан-
сона имеет форму шестерни требуемого размера с соответствующим
углом наклона зуба (рис. 28).
Штамп состоит из обоймы 3 и направляющего кольца 2, в котором
выполнены четыре отверстия для запрессовки в них сменных направ-
ляющих штырей. Четыре профилирующие канавки в хвостовой части
пуансона и направляющие штыри, входящие в эти канавки, обеспечи-
вают в штампе перемещение пуансона по винтовой линии. При этом
угол поворота пуансона соответствует требуемому углу наклона зуба
В матрице. Для уменьшения трения между пуансоном и верхней плитой
пресса на верхнюю часть пуансона устанавливают грибок со сфериче-
ской поверхностью. - ’
5. Двустороннее выдавливание полостей (рис. 29). Обеспечивается
соосность, центричность и правильность расположения соответственных
полостей матриц пресс-форм, упрощается последующая механическая
обработка. На схеме обозначено: 1 — толкатель; 2 — пуансоны; 3 —
трафарет; 4 — заготовка; 5 — выдавленная матрица.
Холодное выдавливание полостей штампов и пресс-форм 431
6. Поочередное выдавливание полостей многоместных форм (рис. 30).
В практике может быть применен способ выдавливания отдельных
полостей многоместных пресс-форм при наличии трафарета вместо на-
правляющего кольца и двух-трех пуансонов. Пуансоны в процессе
выдавливания располагаются в таком порядке, чтобы при последу-
ющем выдавливании не искажались ранее выдавленные рельефы.
На схеме I показано выдавливание цельной шестиместной пресс-
формы тремя пуансонами /, 2, <?, а на схемах //, ///, IV — варианты
последующего выдавливания полостей.
Рис. 28
Рис. 29
7. Одновременное выдавливание нескольких полостей в одной
матрице (рис. 31). При изготовлении многоместных пресс-форм для
прессования пластмассовых деталей может быть применено одновремен-
ное выдавливание полостей в одной заготовке 3 набором пуансонов /,
центрируемых направляющим кольцом 2.
При изготовлении многоместных пресс-форм с полостями неболь-
ших размеров можно также применять выдавливание по трафарету.
Пуансоны вставляют в трафарет по скользящей посадке.
8. Поочередное выдавливание полостей двусторонних матриц с при-
менением закаленного вкладыша (рис. 32). После выдавливания одной
полости пуансоном 1 заготовку 2 переворачивают. С целью предохра-
нения полости от искажения в нее устанавливают закаленный вкла-
дыш 3. Затем производят выдавливание второй полости.
9. Выдавливание двусторонних высадочных пуансонов (рис. 33).
Для получения рабочих полостей двусторонних высадочных пуансонов
432
Специальные виды холодной обработки давлением
пользуются приспособлением, дающим возможность за один ход пресса
одновременно получать на торцах окончательного высадочного пуан-
сона два рабочих оттиска, равных по глубине.
Таким методом освоено получение окончательных высадочных
пуансонов длА холодной высадки шестигранных головок винтов, одно-
временной высадки винтов с прямым и крестообразным шлицем, штам-
повки шариков и т. д.
При высадке винтов с шестигранной головкой может быть рекомен-
довано клеймение высаживаемой детали за счет выдавливания в полости
, Рис. 30
Рис. 31
пуансона выступающего знака клеймения (марка завода, размер из-
делий и т. д.).
10. Выдавливание матриц со сложными симметричными полостями
(рис. 34). Для выдавливания матриц пресс-форм с симметричными по-
лостями может быть применена рациональная конструкция пуансона.
Пуансон для выдавливания матрицы изготовляют токарной обработ-
кой по шаблону, затем на строгальном станке образуют опорную пло-
скость пуансона с учетом возможного наплыва металла на поверхности
заготовки. В процессе вдавливания пуансона 1 в прямоугольную за-
готовку 2 применяют специальный закаленный толкатель 3, рабочая
часть которого соответствует конфигурации верхней части пуансона.
11. Выдавливание матриц сборным пуансоном (рис. 35). Рабочая
полость матриц пресс-формы, которую необходимо выдавить в заго-
товке /, представляет собой конический профиль значительной глубины
при малом сечении,
Холодное выдавливание полостей штампов и пресс-форм 433
применяют сборную кон-
Для увеличения стойкости инструмента
струкцию пуансона.
Рис. зз
предусмотрено резьбовое
выдавливанием вставляют
Рис. 34
. На торцовой поверхности пуансона 2
отверстие для распрессовки, в которое перед
закаленную резьбовую заглушку 3. Толкатель 4 представляет собой
цилиндр, на одном из торцов кото-
рого имеется посадочное место для
пуансона. Процесс выдавливания
матриц осуществляется в пакет-
штамце с направляющим кольцом 5.
12. Выдавливание пуансоном с
резьбовым хвостовиком (рис. 36).-
Способ может быть применен при
выдавливании полостей с большим
отношением глубины к диаметру.
Перед выдавливанием на пуансон
3 наворачивается цилиндрическая
направляющая гайка 2 и в ее резь-
бовое отверстие вставляется кале-
ная шпилька /.
Извлечение пуансона из заго-
товки 4 осуществляется с помощью
болта 5 й скобы 6.
13. Одновременное выдавлива-
ние полости и технологических баз
(рис. 37). Для облегчения после-
дующей обработки резанием мат-
риц с переменными сечениями по-
лости рекомендуется одновременно
производить выдавливание в заго-
товке 2 рабочей полости и технологических баз.
С этой целью при изготовлении пуансона 1 предусматриваются
дополнительные выступы для получения в выдавленной матрице 3
базовых полостей 4 [27]. '' —
14. Выдавливание полости в заготовке со сквозным отверстием
(рис. 38). С целью увеличения стойкости инструмента выдавливание
434 Специальные виды холодной обработки давлением
осуществляется в заготовку с рассверленным отверстием. Пуансон 1
при выдавливании входит своей хвостовой частью 2 в отверстие за-
готовки 3 и в процессе выдавливания полости металл заготовки не
имеет возможности течь в отверстие, так как
по мере внедрения пуансона в заготовку
хвостовая часть его препятствует течению
Рис. 37
Рис. 36
металла. Хвостовая часть в пуансоне и отверстие в заготовке1'позво-
ляют получить при незначительных усилиях выдавливания полость
высокого качества.
15. Выдавливание с применением направляющей шпильки (рис. 39).
Применяют с целью строгого соблюдения соосности] в получаемой
Холодное выдавливание полостей штампов и пресс-форм 435
матрице 4 выдавливаемой полости и предварительно расточенного
технологического отверстия.
Отверстия пуансона 1 и заготовки 3 совмещаются шпилькой 2,
после чего осуществляется выдавливание.
Рис. 38
Рис. 39
Рис. 40
Рис. 41
16. Комбинированное выдавливание с противодавлением (рис. 40).
Получение выступов 2 относительно большой высоты на дне матрицы
при условии вдавливания пуансона в заготовку на небольшую глубину
достигается двусторонним вдавливанием в заготовку 3 основного 1
и вспомогательного 4 пуансонов.
436 Специальные виды холодной обработки давлением
В результате противодавления, осуществляемого вспомогательным
пуансоном, металл заготовки, заполняя отверстие основного пуан-
сона, перемещается вверх. Это обеспечивает наиболее благоприятное
формообразование полости при незначительных удельных усилиях.
17. Выдавливание в заготовке с конической рабочей полостыб
(рис. 41). При выдавливании матриц пресс-форм, имеющих выступы на
дне (сферические поверхности, знаки, гравировки), целесообразно
применять заготовки 1 с конической рабочей поверхностью, поскольку
Рис. 43
это обеспечивает наиболее благоприятное формообразование рельефа
полости матрицы при незначительных удельных усилиях [ГО]. Вы-
давливание осуществляется в пакет-штампе.
18. Выдавливание с помощью полого пуансона, (рис. 42). При необ-
ходимости получения матриц 2 со сложным внутренним контуром и
при наличии в их донной части выступов различной формы (цилиндри-
ческих, квадратных и др.) выдавливание может осуществляться с по-
мощью полых пуансонов 1 в пакет-штампе.
19. Выдавливание с помощью дополнительных клиньев [ 28 ] (рис. 43).
Для полного оформления боковых выступов в полости матрицы 5
выдавливают дополнительные полости 6. Для этото в заготовку ^4
вдавливаются наряду с основным пуансоном 3 дополнительные клино-
видные пуансоны 2, закрепляемые и центрируемые в пуансонодержа-
теле /.
Холодное выдавливание полостей штампов и пресс-форм 437
20. Пооперационное выдавливание асимметричных полостей матриц
(рис. 44). Выдавливание всей полости матрицы 5 в одну операцию
невозможно из-за поломки пуансона 4. Выдавливание осуществляется
в две операции путем последовательного выдавливания полости двумя
пуансонами. На первой операции пуансон 2 вдавливается в заготовку 1
на глубину а^ 0,6-е-0,7 от заданной Ь. В полученный полуфабрикат 3
вдавливается второй пуансон 4,
оформляющий асимметричную
полость. Выдавливание осущест-
вляется в пакет-штампе со стро-
гим центрированием пуансонов.
Рис. 46
Рис. 45
21. Выдавливание полости в ступенчатой прямоугольной заготовке
(рис. 45). Многие конструкции пресс-форм для прессования пласт-
массовых ступенчатых деталей имеют ступенчатые плоскости разъема
верхней и нижней матриц. Для выдавливания матриц указанной кон-
струкции возможно применять ступенчатый пуансон 1 и ступейчатую
заготовку 2. Применение ступенчатой заготовки позволяет значительно
уменьшить высоту рабочей части пуансона и снизить усилие выдавли-
вания.
438 Специальные виды холодной обработки давлением
22. Выдавливание матриц со ступенчатой полостью (рис. 46). При
выдавливании матриц для прессования деталей со ступенчатым профилем
асимметричной формы ввиду неравномерного распределения усилий
поломка в переходном сечении пуансона является неизбежной. Создавая
спаренную конструкцию рабочей части пуансона 7, одновременно
получают два оттиска в заготовке. После выдавливания заготовка 2
может быть разрезана на две половины, каждая из которых является
самостоятельной матрицей 3.
23. Выдавливание с применением пластических прижимов (рис. 47).
Для получения качественной полости в заготовках из легированной
или высокоуглеродистой стали и повышения точности размеров вы-
давливаемого рельефа в некоторых случаях рекомендуется применение
пластических прижимов [85].
Удельное давление прижима 1 на поверхность заготовки 2 колеблется
в пределах 60—80 кгс/мм2.
Рис. 47 Рис. 48
24. Выдавливание полостей в заготовке с подкладными плитами
(рис. 48). Свободное течение некоторой части металла заготовки в ра-
диальном направлении снижает усилия выдавливания. Обойму для
выдавливания устанавливают на две одинаковые по высоте плиты;
металл заготовки в процессе выдавливания течет в образовавшийся
зазор между нижней плоскостью обоймы и установочной плитой пресса.
25. Выдавливание матриц методом всестороннего обжатия в профи-
лирующем кольце (рис. 49). Получение глубоких фасонных рельефов
всесторонним обжатием целесообразно тогда, когда глубина рельефа
в матрице в несколько раз больше его поперечного сечения.
Пуансон 1 вводится в полость заготовки 2, находящуюся в направ-
ляющей втулке 3, центрируемой по обойме 5. Процесс обжатия осу-
ществляется в цилиндрической втулке со вставным профилирующим
кольцом 4. Заготовки при этом процессе могут быть либо цельными
с рассверленными отверстиями, либо разрезными вдоль также с предва-
рительно подготовленным отверстием для выдавливания.
26. Всестороннее обжатие разъемной заготовки в обойме с кони-
ческим центральным отверстием (рис. 50). В случае необходимости
получения глубоких фасонных полостей с поперечными выступами,
накатками и другими элементами, препятствующими извлечению
пуансона 1 из заготовки после выдавливания, используют способ все-
стороннего обжатия с помощью толкателя 2 разъемной заготовки 3
в обойме с коническим центральным отверстием 4.
Холодное выдавливание полостей штампов и пресс-форм 439
Холодное выдавливание позволяет получать оттиски с допускаемыми
отклонениями размеров по 2—3-му классу точности и с 10 и 11-м клас-
сом чистоты поверхности. '
Основным параметром, Характеризующим формоизменение в про-
цессе выдавливания полостей рабочих деталей пресс-форм и штампов,
является относительная глубина выдавливания, т. е. отношение глу-
бины h выдавливания полости за один рабочий ход пресса к диаметру d
h h .
полости -г-, или отношение —7==-, где а и о—длина и ширина прямо-
d V ab
угольной полости. Предельные значения
относительной глубины выдавливания для
стали некоторых марок приведены в табл. 12.
Рис. 49
Рис. 50
При конструировании формы полости рабочих деталей в целях
улучшения условий течения металла заготовки, снижения требуемого
усилия, а также предотвращения образования трещин необходимо:
исключить поднутрения контура в направлении, перпендикуляр-
ном направлению движения мастер-пуансона, ввиду невозможности
удаления последнего из полости после Окончания операции выдавли-
вания;
предусмотреть плавный переход между отдельными участками
полости, острые кромки притупить, наименьший радиус закругле-
ния 0,5 мм;
предусмотреть конусность боковой поверхности полости не менее
1 : 100.
При выдавливании несимметричной полости давление на наклонную
поверхность мастер-пуансона может вызвать поломку последнего,
а также искажение выдавливаемой полости. Для. устранения этих
недостатков следует применять, высокие направляющие кольца для
точного направления мастер-пуансона.
В выдавливаемой полости не должно быть также тонких и длинных
пазов, так как соответствующие им выступы на мастер-пуансоне раз-
рушаются под действием высокого удельного' усилия.
При применении метода выдавливания для получения полостей
матриц, предназначенных для гравировки букв, цифр и знаков, не
рекомендуется конструировать полость с глубоким (утопающим) релье-
440
Специальные виды холодной обработки давлением
12. Предельные значения относительной глубины выдавливания
Отно- шение \ Марка стали
Э, А 10 20 ' 12ХНЗА У10А 7X3, 5ХНВ
h ~d h ]fab 2 1,5 1,6 1,2 1,2 0,9 1 0,8 0,6 0,4 0,3 0,2
фом ввиду трудности обработки высокого (выступающего) рельефа
на мастер-пуансоне.
Заготовки рекомендуется применять в основном сплошные, а опе-
рацию производить за один рабочий ход пресса.
При выдавливании конусно-сферических полостей с плавным кон-
туром и расчленении процесса выдавливания на несколько операций
допустимо некоторое увеличение величины относительной глубины
выдавливания по сравнению с величинами, приведенными в табл. 12.
Между расчлененными операциями выдавливания следует производить
рекристаллизационный отжиг в /эезокислительной среде в целях сня-
тия внутренних напряжений и выравнивания структуры заготовки.
Оптимальная рабочая скорость перемещения мастер-пуансона со-
ставляет 0,07—0,1 мм/с при работе на специальных гидравлических
прессах мод. ПО-53 и'ПО-54. Гидравлические пресса мод. ПО-440
и ПО-443 позволяют производить регулирование рабочих скоростей
от 0 до 0,28 мм/с.
Рабочую поверхность мастер-пуансона подвергают меднению нане-
сением насыщенного раствора медного купороса в 3%-ном водном
растворе соляной кислоты. Меднение производят непосредственно
перед выдавливанием. Дополнительная смазка после меднения рабочей
части мастер-пуансона пастой дисульфида молибдена снижает удель-
ные усилия и облегчает выпрессовку мастер-пуансона из заготовки [ 29].
Марку стали для заготовок рабочих деталей пресс-форм и штампов
необходимо выбирать в соответствии с требованиями, предусмотренными
нормалями машиностроения и РТМ 113—63 «Выдавливание холодное
полостей формообразующих рабочих деталей пресс-форм и штампов», .
Стандартгиз, М., 1964.
В целях повышения пластичности металла и снижения усилия за-
готовки следует предварительно отжигать. Качество оттиска, а также
величина усилия выдавливания в значительной мере зависят от формы
(табл. 13) и размеров заготовок.
Габаритные размеры цилиндрических, конических и прямоуголь-
h
ных заготовок принимают в зависимости от отношения -г-..
Удельные усилия выдавливания цилиндрических и прямоугольных
н „ "h h
полостей в зависимости от отношений —г и г_•_ соответственно для
d Vab
различных марок стали приведены на рис. 51.
Холодное выдавливание полостей штампов и пресс-форм 441
При выдавливании простой формы полости (см. табл. 13) с плав-
ными переходами и удельных усилиях q до 250 кгс/мм2 мастер-пуансоны
изготовляют из стали У10А, при сложной форме полости и удельных
усилиях до 300 кгс/мм2 из стали Х12М или Х12Ф1. Требования к ка-
честву и режимы обработки штамповой стали приведены в гл. 2. Данные
по расчету основных размеров мастер-пуансона в зависимости от ди а-
Рис. 51. Удельное усилия выдавливания цилиндрических полостей
(а) и прямоугольных полостей (б) в зависимости от материала заго-
товки: 1 г-. 5ХНВА 2 — 7X3; 3 — У10А; 4 — 12ХНЗА; 5 — 20;
6—10; 7 — железо-армко
метра его рабочей части d и глубины выдавливания h приведены
в табл. 14, где г — зазор между верхней плоскостью заготовки и ниж-
' ней плоскостью направляющего кольца, принимается в зависимости
от диаметра d и глубины выдавливаемой полости Л.
Размеры h2 и z, учитывают высоту вытесняемого металла заготовки
при выдавливании полости. Высота выступающей части пуансона при
его нижнем крайнем положении равна 5 мм.
Расчет исполнительных размеров рабочей части мастер-пуансона
рекомендуется производить по формулам, приведенным в табл, 15.
I
442 Специальные-виды холодной обработки давлением
13. Формы заготовок и их назначение
Форма заготовок
Эскизы выдавли-
ваемой полости
Применение
Для выдавливания
больших партий матриц
рресс-форм в пакет-
штампе. Для выдавли-
вания небольших пар-
тий матриц в обойме
с коническим отверстием
Для выдавливания
полости различной
сложности при наличии
загрузочной камеры в
матрицах
Для выдавливания
различных полбстей ма-
триц, имеющих цен-
тральное отверстие для
выталкивателя. Перед
процессом выдавлива-
ния в отверстие заго-
товки вставляют кони-
ческую шпильку. При-
менение заготовки с от-
верстием значительно
снижает усилие выдав-
ливания
Для выдавливания
прямоугольных поло-
стей с отношением сто-
рон прямоугольника
I : b >1,5. Выдавлива-
ние производят в пря-
моугольных заготовках
Холодное выдавливание полостей штампов и пресс-форм 443
Продолжение табл. 13
Применение
Для выдавливания
матриц пресс-форм,
имеющих ступенчатую
плоскость разъема. По-
зволяет производить
выдавливание рабочей
полости для прессова-
ния ступенчатых дета-
лей. Значительно сни-
жается усилие выдавли-
вания
Для получения ма-
триц с выступающими
рельефами в центре (сфе-
рические поверхности,
знаки, гравюры). Вы-
давливание производят
в пакет-штампе
Для выдавливания
полостей матриц с вы-
ступающим сфериче-
ским рельефом на дне
444 Специальные виды холодной обработки давлением
Продолжение табл. 13
Форма заготовок Эскизы выдавли- ваемой полости Применение
Для рыдавливания полостей с высокими выступами. Выдавли- вание производят с по- мощью полых пуансонов
Заготовки с облегча-
ющими камерами при-
меняют в отдельных
случаях в целях сниже-
ния усилия выдавлива-
ния (в основном для
матриц, имеющих боль-
шие площади рабочих
полостей), формы и раз-
меры облегчающей ка-
меры зависят от слож-
ности полости и усло-
вий выдавливания
Заготовки с кольце-
выми проточками при-
меняют в отдельных
случаях с целью сниже-
ния усилий выдавлива-
ния
Холодное выдавливание полостей штампов и пресс-форм 445
Продолжение табл. 13
Форма заготовок Эскизы выдавли- ваемой полости Примечание
Применяются при
условии, когда глубина
полости матрицы в не-
сколько раз превышает
поперечное сечение по-
лости. Полость матри-
цы выдавливают мето-
дом всестороннего об-
жатия заготовки в про-
филирующем кольце
'14. Соотношение габаритных размеров (мм) мастер-пуансонов
D
Диаметр рабочей части d Диаметр на- правляющей части D (дополни- тельное отклонение по Хя) Длина рабочей части Л2 Радиус сопря- жения R Длина направ- ляющей части 1 Размеры резьбового отверстия
di /х
До 30 2d (1,154- 4-1,25) ht Q,bd Л«-Ь 4~ 0,4.D 4~ + 5 М8 12
Св. 30 до 50 l;5d (0,154- 4-0,25) d мю 14
Св: 50 до 80 l,2d O,1J М12 16’
-Г 11 Св. 80 d — М16 22
446 Специальные виды холодной обработки давлением
15. Размеры (мм) рабочей части мастер-пуансонов
Расчетные формулы
Ln = (LM)~Ai’
Lnt == (LMi) —
йП2 = (1,15~ 1,25) hM
(б)
(ба)
(7)
На рабочем чертеже мастер-пуансона размер
' = А пояснить надписью: «Глубина выдав-
п м
ливаемой полости»
Йп, = + Д1
(8)
На эскизе: 1 — мастер-пуансон; 2 — матрица.
В формулах; Ln — размер мастер-пуансона; LM — размер по-
лости матрицы; Ai — допуск на размер по 3-му классу точности; Lni —
размер уступа мастер-пуансона; — размер уступа полости ма-
трицы; АПа — расчетная высота рабочей части мастер-пуансона, опре-
деляемая по формуле (7); hn — — глубина выдавливаемой полости;
АП1 — высота уступа мастер-пуансона; hMi — глубина уступа полости
матрицы.
Примечания: 1. Допуски на рабочие размеры мастер-пуан-
сона Дл — по 3-му классу точности.
2. В отдельных случаях, при сложной полости или большой глу-
бине выдавливания, а также рри применении для заготовок высоко-
легированной стали, исполнительные размеры устанавливают экспери-
ментальным путем.
На рис. 52 и 53 показаны типовые конструкции штампов, применяе-
мых для холодного выдавливания полостей в цилиндрических и прямо-
угольных заготовках соответственно. Конструкции штампов рассчитаны
для гидравлических прессов мод. ПО-53, ПО-54, ПО-440 и ПО-443
с подвижным нижним столом и неподвижной верхней плитой.
При вдавливании пуансона в заготовку в обойме возникают зна-
чительные растягивающие напряжения, которые могут вызвать раз-
рушение. Поэтому обоймы рекомендуется бандажировать.
Наружный диаметр однослойной обоймы следует принимать равным
примерно 2,5 диаметра отверстия под заготовку. При высоких удельных
усилиях рекомендуется применение многослойных обойм (см. гл. 2).
Площадь (в плане) прямоугольной обоймы должна быть ориентиро-
вочно в 6 раз больше площади (в плане) отверстия обоймы под заготовку.
В приемных кольцах периметр отверстия рекомендуется брать рав-
ным 0,7—0,8 периметра выдавливаемой полости, а радиус закругле-
ния R — равным 8—12 мм. Высота приемного кольца устанавливается
конструктивно.
Холодное выдавливание полостей штампов и пресс-форм 447
Рис. 52. Конструкция
штампа для цилиндри-
ческих заготовок: 1 —
обойма; 2 — направляю-
щее кольцо; 3 — разрез-
ное кольцо; 4 и 5 — пру-
жинные кольца; 6 — при-
емное кольцо; 7 — ниж-
няя плита; 8 — ручка;
9 — резиновое кольцо;
40 е- вилка; 11 — ручка;
12 — винт
Рис. 53. Конструкция
штампа для прямо-
угольных заготовок! 1 и
2 I!—- сменые вкладыши;
3 *= приемная вставка;
4 обойма
448 Специальные виды холодной обработки давлением
Класс чистоты рабочей поверхности приемного кольца по ГОСТ
2789—59.
В табл. 16 приведены данные по трудоемкости изготовления матриц
механической обработкой резанием и методом холодного выдавливания
в зависимости от сложности гравюры штампа или пресс-формы [$0].
16. Сравнительная трудоемкость изготовления полостей матриц
обработкой резанием и выдавливанием
Класс слож- ности ’ (штам- па) Средняя трудоем- кость изготовления механической обра- боткой, ч Стойкость одного мастер- пуансона при выдав- ливании до полного его износа, шт. Трудоем- кость изго- товления мастер- пуансона, приходящая- ся на одну матрицу, ч Трудоем- кость основ- ных и вспо- могательных операций процесса холодного выдавлива- ния одной матрицы, ч
матрицы . мастер- пуансона
I 108 . 55 20 2,75 4,25 *х
II 75 32 60 0,53 3,46
III 59 21,5 80 0,27 2,74
Токарная обработка заготовок 2, подготовка пуансона и заго-
товки 1; заправка пакет-штампа 0,5; продолжительность ния 0,25; распрессовка 0,5г. выдавлива-
Расчет усилия деформирования и размеров
заготовки при холодном выдавливании
полостей штампов и пресс-форм
Основными факторами, влияющими на усилие деформирования,
являются: физико-механические свойства деформируемого материала,
величина общей деформации, размеры заготовки, форма изготовляемой
полости, вид облегчающей камеры, способ выдавливания, контактные
условия. В процессе выдавливания усилие непрерывно растет (рис. 54).
Для уменьшения усилия производят поэтапное вдавливание пуан-
сона с извлечением после каждого этапа пуансона из заготовки и возоб-
новлением смазки пуансона и поверхности полости. Если требуется
значительное уменьшение усилия, то между этапами деформирования
заготовку отжигают. Эффективным способом снижения усилия является
применение облегчающих камер (табл. 17). Недостатком применения
большинства облегчающих камер является снижение пластичности
материала заготовки.
Закрытое выдавливание. Величина усилия может быть вычислена
по формуле
.P=Pfko, (О
где Р — усилие выдавливания, кгс; f — площадь поперечного сечения
рабочей части пуансона, равная максимальной площади поперечного
Расчет усилия деформирования и размеров заготовки 449
>*
сечения изготовляемой полости, мм2; р — удельное усилие, кгс/мм2;
kQ — коэффициент, учитывающий влияние облегчающей камеры (см.
табл. 17).
Для расчета удельного усилия р можно воспользоваться формулами,
приведенными в табл. 18 [32].
Все формулы, приведенные в табл. 18, пригодны при применении
заготовок с наружными поперечными размерами, назначенными по
табл. 21 (см. стр. 457). Формулы (2) и (3) пригодны для расчета удельного
усилия деформирования заготовок из различных металлов и сплавов,
а формулы (4), (5), (6) — только для заготовок из малоуглеродистой
стали.
Полузакрытое и открытое выдавливание. Удельное и общее усилие
приближенно можно вычислить по приведенным выше формулам (1)—(6)
Рис. 54. Диаграммы «усилие—путь инстру-
мента» при различных способах вдавлива-
ния (заготовки из стали 15; D — 35 мм,
Н= 30 мм; диаметр пуансона d = 13,5 мм):
1 — закрытое выдавливание; 2 — закры-
тое выдавливание с нижней камерой
(dR = 11 мм, h = 10 мм); 3 — закрытое
выдавливание с боковой камерой =
— 5 мм, d^ — 29,7 мм, h = 20 мм); 4 —
открытое выдавливание; 5, 6, 7,8 — зак-
рытое выдавливание со сквозной камерой
(соответственно d^ = 11,2; 12,2; 12,7;
13,1 мм). Обозначения размеров камеры
см. в табл. 17
для закрытого выдавливания. Полученные расчетом по формулам
(2)—(6) значения удельного усилия необходимо уменьшить: на 20%
при открытом выдавливании и на 17% при полузакрытом выдавливании
[если hK = (0,64-0,8) /, рис. 55]. Указанные рекомендации справедливы
для заготовок, наружные поперечные размеры которых соответствуют
приведенным в табл. 21 (см. стр. 457) соотношениям.
Расчет размеров заготовки. Для деталей с полостями в форме круга,
квадрата, прямоугольника с отношением сторон 1,55 или близких
к указанным формам заготовку целесообразно принимать круглой
формы в плане. Диаметр заготовки D следует назначать в зависимо-
сти от отношения глубины полости hQ к ее диаметру d и способа выда-
вливания по табл. 21. Для полости некруглой формы за d необходимо
принимать диаметр описанной окружности.
При изготовлении полостей прямоугольной формы с отношением
сторон 1,55 во избежание появления трещин в углах полости за-
готовку следует принимать в форме прямоугольника в плане. Попереч-
ный размер В прямоугольной заготовки можно назначать по табл, 21,
а размер А вычислять по формулам:
при закрытом и полузакрытом выдавливании
А = а + (1,04-1,5) 5;
15 П/ред. Г. А. Навроцкого
17. Виды облегчающих камер, основные зависимости для расчета их размеров и значения коэффициента kQ,
,учитывающего влияние камер на усилие выдавливания .
Вид облегчающей камеры
Наимено- вание Эскиз
Основные расчетные зависимости*1
Характер
выдавли-
вания
Значение"
коэффи-
циента kQ
Центральная
в приемнике
(подкладном
кольце)
Камера в инструменте
г > 2 мм; а = 10 4- 20е;
d =(0,8- 0,9) d; h
Л h
Закрытое,
полу-
закрытое и
открытое
^0,85 —0,90
Кольцевая
в приемнике
V = V; а » 45®; I и d задаются;
К к к
2VK
Верхняя
Камера в заготовке
Закрытое 0,90—0,95
Закрытое, полу- закрытое и открытое ‘ 0,50—0,90
Продолжение табл. 17
Вид облегчающей камеры
Наимено-
вание
Эскиз
Боковая
Основные расчетные зависимости #1
V =(0,7- 0,8) V; h =------
К К nd2
к
d ~ 0,8d; г > 2 мм;
К
H = h +(1,0- 1,2) d;
h
применять при 1,10 > — > 0,25
С*-
V = (0,7 — 0,8) V;
К
^к ~ Ло
Характер
выдавли-
вания
Значение
коэффи-
циента kQ
Закрытое,
полу-
v закрытое и
открытое
0.80 — 0,90
Закрытое
Специальные виды холодной обработки давлением I % Расчет усилия деформирования и размеров заготовки 451
452 Специальные виды холодной обработки давлением
Продолжение табл W
г
Расчет усилия деформирования и размеров заготовки 453
18. Формулы для расчета значения удельного усилия
при закрытом выдавливании
Формула •’
Область применения
ПРИ hQ< d
Р = 2,3k 1,5 + 2ц I X
\ d /
в
-у 4-2 В5В (1 ~ ев + 0,25е^ max) X
1 ър
х 1° ~~Г
d
(2)
При
* = (v-
hn > d
\2
р = 2,3&( 1,5 -}- 2ц)
5
3
в
(3)
е/ max
d
3/-Г"
р = 2,08 (1 4- ц) [ЯВ] 1/ -4- k
г
(4)
Для пуансонов любой
формы поперечного сече-
ния t (круг, треугольник,
квадрат и т. д.) с прямыми
боковыми стенками
3 !
р= 1,06& (1 + ц) [ЯВ) j/btga
(5)
Для йуансонов,1 имеющих
форму конуса с острой вер-
шиной (при внедрении толь-
ко конической части)
То же, для усеченного
койуса
p = l,34fe(l 4-ц)[ЯВ] X
3/K
4,5d2 ] V d
(6)
3d
Обозначения:
— предел текучести металла заготовки в недеформирован-
ном состоянии, кгс/мм8;
hQ — общая глубина полости, мм;
. ад.
454
Специальные виды холодной обработки давлением
Продолжение табл 18
hx — перемещение пуансона, мм (при расчетах можно прини-
мать равным глубине полости hQt что будет несколько
завышать удельное усилие);
d — диаметр пуансона и полости (для пуансонов некруглой
формы d = 1,13 Yf — диаметр приведенного круга,
равновеликого по площади наибольшему поперечному
сечению пуансона в его рабочей части), мм;
R — радиус внешней границы очага интенсивной пластиче-
ской деформации, мм;
а — угол между образующей и осью конического пуансона;
8. тах — максимальное значение интенсивности деформации на
оси симметрии деформируемой заготовки;
dt — меньший диаметр усеченного конуса, мм;
ц, — условный коэффициент трения на поверхности контакта
заготовки с пуансоном (принимаемый равным 0,15 для
случая омеднения пуансона с последующим покрытием
машинным маслом и равным 0,08 при смазке смесью
воска с машинным маслом в весовом отношении 4 : 1 для
полостей глубиной hQ <0,5t/);
k — общий -коэффициент формы пуансона, представляющий
собой произведение трех коэффициентов: — учиты-
вающего влияние формы поперечного сечения (табл. 19);
&2 — учитывающего влияние рельефа на торце; k3 — учи-
тывающего влияние радиуса г сопряжения торца пуан-
сона со стенкой.
Значения k2 составляют: для пуансона с плоским гладким тор-
цом 1,0; для пуансона с вогнутым со сложным рельефом торцом 1,2 — 1,3.
Значения k3 равны: для г = (0,04 — 0,50) d при hQ = (0,2 4-0,5) d
k3 = 1,00 4-0,75, a-при hQ > 0,5d k3 = 1,00 4-0,90. Большим значениям г
соответствуют меньшие значения k3.
Значения п , S_, [ЯВ] и е„ для ряда материалов приведены
тн в
в табл 20.
при открытом выдавливании
А = а+ (1,54-2,0) Ь.
Увеличение (против расчетных) поперечных размеров заготовки
увеличивает усилие деформирования при открытом выдавливании и
практически не влияет на усилие при закрытом и полузакрытом вы-
давливании, а уменьшение поперечных размеров заготовки умень-
шает усилие открытого выдавливания и увеличивает усилие закрытого
и полузакрытого выдавливания.
При закрытом выдавливании для определения высоты заготовки
необходимо составить чертеж полуфабриката, получаемого после опера-
ции выдавливания (рис. 56). Наружные поперечные размеры полу-
фабриката назначают равными размерам заготовки, при определении
высоты учитывают припуски на обработку дна Д2 (Аз = L54-2 мм)
и на обработку верхнего торца Дг (Дх == 14-10 мм). Припуск Aj
учитывает утяжку металла. На величину утяжки влияют форма
контура поперечного сечения и глубина полости, радиус сопряжения
стенки полости с дном и свойства материала заготовки. Чем сложнее
контур полости и чем больше ее глубина и радиус сопряжения стенки
с дном, тем больше величина утяжки. С увеличением пластичности ма-
териала заготовки величина утяжки возрастает. В случае применения
нижней облегчающей Камеры Д? = (0,54-0,8) hK.
Расчет усилия деформирования и размеров заготовки 455
При составлении чертежа полуфабриката необходимо обеспечить,
чтобы толщина t дна его (см. рис. 56) была не менее 0,4—0,5d для вы-
давливания пуансоном с плоским торцом и не менее 0,2d для деформиро-
вания пуансоном со сферическим торцом или торцом конической формы.
Здесь d означает диаметр или ширину (для прямоугольной формы попе-
речного сечения) полости. Если полость имеет сложную форму попереч-
ного сечения, то за d следует принимать диаметр (ширину) приведен-
ного круга (прямоугольника), равно-
/ 2 великого по площади наибольшему
Рис. 55. Схема полузакрытого
выдавливания: / — пуансон;
2 — заготовка; 3 — направляю-
щая; 4 — обойма
Рис. 56. Готовая деталь (а) и ее, полу-
фабрикат (б) после выдавливания
Деформирование до значений толщины металла под пуансоном,
меньше указанных, приводит к резкому увеличению усилия деформи-
рования.
Имея чертеж полуфабриката, можно вычислить высоту заготовки Н
из условия равенства объемов заготовки и полуфабриката. Однако при
изготовлении неглубоких полостей (до h0 == 0,5d) высоту заготовки
можно не рассчитывать, а назначать равной высоте полуфабриката Н1
(см. рис. 56), так как приращение высоты за счет образования полости
в этом случае небольшое.
При открытом и полузакрытом выдавливании высоту полуфабриката
можно назначить из тех же соображений, что и для закрытого выдавли-
вания. Минимальное значение высоты заготовки следует принимать
равным высоте полуфабриката.
Приведенные рекомендации относятся к изготовлению полостей
без наклонных элементов на боковой поверхности. Для формообразова-
ния полостей с наклонными или винтовыми элементами на боковой
поверхности (например, при изготовлении матриц пресс-форм для
прессования пластмассовых цилиндрических косозубых шестерен)
целесообразно использовать способ закрытого выдавливания. Макси-
мально возможное снижение усилия деформирования достигается
применением заготовки со сквозной камерой (рис. 57). Фаска под углом
2<р со стороны вдавливания пуансона создает благоприятные условия
течения материала и нагружения зубьев пуансона в начальный период
деформирования. Угол 2ф принимают равным соответствующему углу
456 Специальные виды холодной обработки давлением
19. Значения коэффициента формы поперечного сечения
пуансона
Форма поперечного сечения пуансона
Круг или многоугольник с числом сторон не менее пяти 1,00
Квадрат, прямоугольник с отношением сторон а <1,56 1,05
Прямоугольник с fl > 1,56 1,07
Крестообразная 1,14
Треугольник 1,16
Рис. 57. Заготовка со сквозной камерой:
d = D. — (1,0 -т-2,0) мм; dx = D \
К, I V
. fl -dx~d*
1 2 tg ф
20. Характеристики механических свойств (средние значения)
некоторых марок стали (в отожженном состоянии)
Марка стали НВ а т «в ев
кгс/мм2
А (армко) 86—90 23 43 0,23
10 105—109 22 44 0,19
15 113—123 27 54 0,23
40 140—152 30 69 0,20
45 144 — 153 44 76 0,12
12ХНЗА 158 — 170 38 62 0,16
Х5М 156 — 164 30 65 0,19
ЗОХГСА 189 — 200 43 86 0,14
7X3 175 — 190 35 74 0,16
ЗХ2В8 156 — 164 33 78 0,14
5ХНМ 179 — 202 40 94 0,13
У8А 140 — 170 28 76 0,19
У10А 33 73 0,17
Пульсирующая штамповка
457
21. Значения отношений поперечных размеров заготовки
/ D \ / В \
И ПОЛОСТИ I -7- I ИЛИ I -г- I
Способ выдавливания feo f ^о \ d \ b ) D / В \ d ' b '
Открытое а <20° <0,5 2,5 —3,0
K\W
>0,5 2,8 —3,5
уу/уу/А ЗТа а > 20° <0,5 2,0 —2,5
>0,5 2,5 —3,0
Полузакрытое <0,5 , 2,0-2,5
>0,5 2,2 —2,8
Закрытое
2 1/ (-у- + 0,б)2+0,25
>1. 2,5 —3,0
заходной части пуансона (в пределах 90—120°). Отношение диаметра
заготовки к диаметру полости в данном случае может быть снижено до
— 1,5 (вместо 2—2,5 для обычных полостей).
При назначении высоты заготовки необходимо иметь в виду, что
верхняя часть полости и нижняя ее часть, соответствующая заходному
участку пуансона, не имеют полного профиля зубьев и должны быть
удалены последующей обработкой резанием.
Ориентировочно минимальное значение высоты заготовки может
быть вычислено по формуле Ят1п = h + 2,5 (De — Dz), где h — глу-
бина полости по чертежу готовой матрицы; De и Dj — соответственно
диаметры окружности выступов и окружности впадин пуансона.
Пульсирующая штамповка
Применение пульсирующего нагружения позволяет снизить удель-
ные усилия осадки, улучшить заполняемость гравюры штампа, обеспе-
чить более равномерную деформацию в объеме заготовки, повысить
точность штампуемых деталей.
458 Специальные виды холодной обработки давлением
Процессы пульсирующего деформирования подразделяются по виду
прилагаемой нагрузки на три группы:
1. Простое пульсирующее деформирование, характеризующееся
сравнительно плавным возрастанием нагрузки и плавной разгрузкой
при небольших частотах нагружения. Может быть осуществлено, на
механических и гидравлических прессах с механическими или гидравли-
ческими вибраторами.
2. Высокочастотное пульсирующее деформирование, характеризу-
ющееся частотами нагружения, близкими к частотам собственных коле-
баний деформируемых тел. Как правило, эти частоты находятся в уль-
тразвуковом диапазоне. Такой вид нагрузки имеет место при применении
магнитострикционных вибраторов.
3. Импульсное частотное деформирование, характеризующееся рез-
ким возрастанием усилия или внезапной разгрузкой. Напряженное
состояние деформируемого тела при нагрузке этого типа определяется
волновым характером распространения возмущений.
Снижение удельных усилий при пульсирующей осадке вызывается
следующими причинами:
1. Изменение характера скольжения при деформации, в результате
чего снижается интенсивность упрочнения металла. Вследствие воз-
вратно-поступательного движения дислокаций в какой-либо плоскости
скольжения часть из них оказывается заторможенной, и они своими
силовыми полями воздействуют на источники дислокаций, расположен-
ные в соседней плоскости скольжения. В итоге при. новом нагру-
жении скольжение перебрасывается в эту плоскость и будет проис-
ходить при более низких напряжениях, чем статический предел
упругости.
2. Релаксация напряжений в процессе разгрузки и повторного на-
гружения. Релаксация протекает тем интенсивнее, чем выше рабочие
напряжения.
3. Изменение условий контактного трения, заключающееся в том,
что при разгрузке разрушаются связи между поверхностями инстру-
мента и заготовки, образовавшиеся при осадке. Если в процессе осадки
имеет место отрыв поверхности инструмента от поверхности заготовки,
то происходит не только разрушение мест схватывания, но и возобновле-
ние смазки.
\ Главную роль в снижении усилия при холодной чеканке и калибровке
имеет последний фактор.
В процессе осадки заготовки на ее торцах возникают нормальные
напряжения и силы трения, направленные к центру заготовки. Во время
разгрузки заготовка упруго деформируется, причем снятие нормаль-
ных напряжений ведет к увеличению высоты и уменьшению ее диаметра,
а снятие касательных напряжений — к уменьшению высоты и возраста-
нию диаметра. При определенных соотношениях размеров заготовки
в плане и ее высоты суммарное изменение площади поперечного сече-
ния может оказаться положительным. Ввиду того что повторное нагру-
жение начинается при отсутствии касательных напряжений на контакт-
ной поверхности, первоначальное силовое поле в заготовке -при дости-
жении максимального усилия восстанавливается лишь в результате
дополнительной пластической деформации. Каждый цикл нагружения,
таким образом, вызывает увеличение контактной поверхности заготовки.
Этот прирост носит затухающий характер.
Пульсирующая штамповка
459
Пульсирующее нагружение оказывается эффективным, т. е. приводит
к появлению дополнительной пластической деформации заготовки,
лишь при достаточно большом отношении размеров в плане к ее высоте.
Для осадки цилиндра пульсирующее нагружение следует применять при
d 3v
h >р(1 ~2v) ’
где d — диаметр заготовки после первого нагружения; h — высота
заготовки; р — коэффициент трения на торцовых поверхностях; v —
коэффициент Пуассона.
Для чеканки стальных деталей (v = 0,3)
d 2,25
h Н
Пульсирующее нагружение заготовки может осуществляться с пол-
ной или частичной разгрузкой. Наиболее эффективно деформирование
с полной разгрузкой.
Характеристикой пульсирующей нагрузки может служить относи-
тельная амплитуда разгрузки
где Р и Рг — максимальное и минимальное усилия пульсирующего
нагружения.
При простом пульсирующем деформировании форма импульса и
частота нагружения не оказывают влияния на ход осадки.
Усилие пульсирующей чеканки определяется по формуле [50]
р = £(1-/)(Гп-ЛГ)
2<7(1 — 2v) (1 —/") ’
где f—\-----ъ— (1 —v); ар—истинное напряжение при данной
степени деформации; п — число циклов нагружения; Еп и /4 — площадь
детали в плане после п циклов нагружения и после первого нагружения.
Если задана характеристика нагружения (Р и q)t то потребное число
циклов нагружения [50] составит
п = (lg [Fn (1 -/) - С] - 1g [Л (1 - п - с]),
где
2Р
с=~(Д~2у).
Li
Здесь Fj — —р — удельное усилие осадки при статическом на-
гружении. Оно определяется по известным зависимостям.
Практически прирост контактной поверхности заготовки при пуль-
сирующей чеканке прекращается после 50—100 циклов нагружения.
460 Специальные виды холодной обработки давлением
Если число циклов нагружения достаточно велико, можно пользоваться
следующей формулой для определения максимального усилия:
1 —V г
1 — 2v
Для стали
1,75о£-Гп.
При деформировании на оборудовании с жесткой скоростной харак-
теристикой (например, на механическом прессе с периодической пода-
чей стола -вверх) максимальный эффект уменьшения усилия будет
наблюдаться в том случае, когда подача инструмента б за цикл не будет
превышать уменьшение высоты заготовки между двумя циклами. Это
условие соблюдается при
21/ г Р 1
ь^~РпЁ — 2v)~—]»
где V — объем заготовки.
Для определения работы деформации при пульсирующей чеканке
рекомендуется зависимость
. (2q-q2)Vo2(n Fn
А ~ 2£ (1 — 2v) + П Г, '
Поскольку доля работы, затрачиваемой на упругую деформацию
заготовки, возрастает пропорционально числу циклов нагружения,
работа пульсирующей осадки всегда выше работы деформации при
статическом нагружении. Если также учесть, что значительная часть
работы при пульсирующем нагружении затрачивается на упругую
деформацию станины и других элементов пресса, становится понятным,
что рекомендовать пульсирующее нагружение можно только в случае
явного технологического эффекта: снижения усилия чеканки и повыше-
ния стойкости деформирующего инструмента.
Чеканку при пульсирующем нагружении можно производить на
универсальных гидравлических прессах с применением специальной
гидравлической пульсирующей подштамповой плиты, рассчитываемой
на требуемое максимальное усилие. Подштамповая плита обеспечивает
полную разгрузку в процессе чеканки.
Характеристика гидравлической
п у льсирующей штамповкой
плиты МАМИ
Максимальное усилие, тс .......................51
Максимальная частота пульсации, Гц ......... 25
Частота пульсации при максимальном усилии, Гц.10
Габаритные размеры, мм:
высота.................................. .197
диаметр.................................. 380
Масса, кг ......... .................... ......15Q
Накатывание резьб и профилей
461
Рекомендуется применять также специализированные 1идравли-
ческие прессы для пульсирующего нагружения типа ГИП-100 и
ГИП-300 конструкции ЭНИКМАШ.
Характеры ст ика пресса ГИП-300
Усилие пресса во время пульсации, тс • ..............100
» возвратных цилиндров, тс ....................... 16
» выталкивателя, тс:
при рабочем ходе.................................. 100
» обратном ходе ............................. 70
Ход, мм
головки .......................................... 300
выталкивателя . .................................. 300
Скорость перемещения головки, мм/с:
при подводе.................................... 100
» обратном ходе............................. 100
Скорость перемещения выталкивателя, мм/с:
при подводе ............................... 16
» обратном ходе.............................. . 25
Частота пульсации, Гц .............................До 19
Ход плунжера за импульс, мм . ...................... 1,5
Размер рабочего пространства в свету, мм ......... 1100
Рабочее давление, ати............................. 320
Мощность привода, кВт ........................... 160
Накатывание резьб и профилей
Накатывание резьбы может производиться на заготовках, предвари-
тельно обработанных антикоррозийным покрытием (кадмием, цинком
и т. п.), на сплошных и полых заготовках. Относительная производи-
тельность обработки резьб в зависимости от способа изготовления
приведена в табл. 22.
22. Относительная производительность обработки резьб
в зависимости от способа изготовления
Способ изготовления резьб Относительная производи- тельность
Непрерывные способы накатывания (для резьб до М10) Прочие способы накатывания резьб Резьбошлифование бесцентровое Скоростное нарезание резьбы твердосплавным резцом по автоматическому циклу Нарезание резьбы раскрывающейся резьбонарезной ГОЛОВКОЙ Фрезерование резьбы групповой фрезой » » резцовой головкой 30,0’ 3,0—10,0 3,0 1,5—2,0 1,0 0,2 —0,3 0,25-0,5
Примечание. Табличные данные справедливы для резьб диаметром до 20 — 30 мм, длиной до 50—60 мм с шагом до 3 мм.
Применяются следующие методы накатывания резьб и профилей
на наружных поверхностях цилиндрических деталей:
1. Накатывание плоскими плашками с тангенциальной подачей
заготовки.
462 Специальные виды холодной обработки давлением
Рис. 58. Схема накатывания резьбы
плашками: 1 — неподвижная плашка;
2 — заготовка; 3 — подвижная плашка
Накатывание плоскими плашками
2. Накатывание приводным круглым инструментом:
а) роликами с тангенциальной,- радиальной и осевой подачей;
б) сегментными плашками и двумя кольцами (планетарное накаты-
вание).
3. Накатывание неприводным круглым инструментом с танген-
циальной подачей, осуществляемой вращающимися и неподвижными
резьбовыми головками (в спра-
вочнике не рассматривается).
Накатывание резьб и профи-
лей плоскими плашками с тан-
генциальной подачей осущест-
вляется: х
а) двумя обычными плашками
(подвижной и неподвижной)
(рис. 58);
б) тремя обычными плоскими
плашками (двумя подвижными и
одной неподвижной);
в) специальными плашками
(одной обычной неподвижной и
одной подвижной с несколькими
заборными частями);
г) плашками со специаль-
ными вставками.
применяется при массовом изго-
товлении крепежных резьб диаметром до 35 мм и заготовок из кон-
струкционной стали сов не выше 60 кгс/мм2, 6 не ниже 8% и точностью
2 и 3-го классов. Так же накатывается резьба на шурупах для дерева
и самонарезающих шурупах для металла.
Преимущества накатывания плоскими плашками: универсальность
метода, позволяющая накатывать детали, недоступные или трудно-
доступные для других методов (например, шурупы), процесс накаты-
вания начинается при малой скорости, конструкция инструмента про-
ста, стоимость его изготовления относительно низкая, простая .кон-
струкция оборудования, достаточно высокая надежность и долговеч-
ность его работы.
Факторы, ограничивающие на данном этапе возможности примене-
ния накатывания между плоскими плашками: диаметр накатываемой
резьбы находится в пределе 1,5—30 мм; предел прочности материала
заготовки не должен превышать 70—90 кгс/мм2, нестабильность полу-
чения резьб высоких классов точности (2 и 1-го), относительно низкая
(до 300—400 шт/мин) производительность процесса и оборудования из-за
наличия холостого хода; проскальзывание заготовки в процессе нака-
тывания; трудности регулирования режима накатывания; резкое паде-
ние стойкости инструмента с увеличением шага резьбы.
Большинство из этих недостатков может быть устранено за счет
повышения качества и точности изготовления плашек, изменения
схемы привода перемещения подвижной плашки, установления опти-
мального и обеспечения удобного регулирования режима накатывания,
повышения качества и точности используемого оборудования.
Накатывание резьбы двумя роликами при тангенциальной подаче
заготовок (рис. 59) применяют для получения цилиндрических коротких
Накатывание резьб и профилей
463
резьб треугольного, круглого и трапецеидального профилей на специаль-
ных или обычных двухроликовых станках с загрузочно-приемными
устройствами.
Непрерывное накатывание резьб осуществляется за счет разности
окружных скоростей роликов.
Разность окружных скоростей создается двумя путями: сообщается
равная частота вращения роликов разных диаметров или разная
частота вращения роликов равных диаметров. Для накатывания резьбы
на проход с тангенциальной подачей заготовок применяется первый
путь.
Характерными особенностями этого
метода являются:
постоянное фиксированное расстря-
ние между центрами осей роликов в
процессе накатывания (для определен-
ного размера резьбы заготовок);
параллельность осей роликов между
собой и в горизонтальной плоскости;
отсутствие направляющей линейки-
ножа для поддерживания заготовок;
одинаковая частота вращения ро-
ликов;
одинаковое направление вращения
роликов (ведущий ролик вращается
всегда в сторону продвижения заго-
товки);
непрерывный (поточный) характер
работы.
Накатывание роликами разных
диаметров осуществляется при пос-
тоянном положении осей роликов за
один цикл. Заготовка мгновенно захва-
Рис. 59. Схема накатывания
резьбы двумя роликами при
тангенциальной подаче загото-
вок: 1 и 4 — накатные ролики;
2 — заготовки; 3 — загрузочное
устройство
тывается роликами, накатывается и
перемещается вниз.
В основу этого способа положен принцип самозатягивания заготовки
силами трения. В единицу времени ведущий ролик совершает больший
путь, чем ведомый, поэтому заготовка имеет, кроме вращательного,
также и поступательное движение. Скорости вращательного ипоступа-
тельного движений заготовки изменяются в зависимости от величины
радиусов зацепления и числа оборотов роликов. К концу накатывания
радиусы зацепления равны средним диаметрам сопряженных профилей,
чем обеспечивается правильное профилирование резьбы. Способ приме-
ним для ограничённогО числа конфигураций резьбы диаметром до
10—12 мм, точность резьбы 2—3-й класс.
Накатывание резьбы роликами с радиальной подачей (рис. 60)
применяют для изготовления винтов, болтовк шпилек и других деталей
с цилиндрической и конической резьбой, а также для изготовления
метчиков, микрометрических и ходовых винтов и резьбовых калибров.
Диаметры накатываемых резьб от 0,8 до 100—120 мм с шагом до 8 мм.
Длина резьбы обычно не превышает 160—200 мм.
Заготовка 3 перед накатыванием устанавливается на ноже 2. Ро-
лики 1 и 4, принудительно вращаясь со скоростью накатывания, сбли-
464 Специальные виды холодной обработки давлением
жаются со скоростью подачи и производят формообразование резьбы.
Оси накатных роликов и заготовки параллельны.
Этот способ может осуществляться как двумя, так и тремя роликами
на специальных резьбонакатных станках и на универсальном оборудо-
вании (на токарных и револьверных станках).
Рис. 60. Схема накатывания резьбы
роликами с радиальной подачей:
1 и 4 — ролики; 2 — опорный нож;
3 — заготовка
Рис., 61. Схема накатывания
резьбы с осевой подачей заго-
товки; 1 и 3 — накатные роли-
ки; 2 заготовка; 4 — опорный
нож
Накатывание резьбы с осевой подачей заготовок (рис. 61) приме-
няется для изготовления длинных цилиндрических резьб треуголь-
ного или трапецеидального профилей с шагом до 3—5 мм. Максималь-
ный диаметр накатываемой резьбы до 50—75 мм, длина практически
неограничена.
Рис. 62. Схемы накатывания резьбы роликами со скрещивающимися
осями
Для накатывания резьб с осевой подачей заготовки применяются
ролики с кольцевой нарезкой. При накатывании резьб с большим
углом подъёма резьбы для уменьшения деформирующих усилий и мощ-
ности привода целесообразно применять винтовые ролики, ширина
которых может быть значительно сокращена путем подбора соответ-
ствующих геометрических параметров роликов и режимов накатывания.
Возможные схемы накатывания резьбы роликами со скрещивающи-
мися осями приведены на рчс. 62:
Накатывание резьб и профилей
465
схема I — накатывание роликами с кольцевой нарезкой. Угол
скрещивания осей роликов а равен углу подъема накатываемой резьбы
по среднему диаметру <р3;
схема II •— накатывание роликами с винтовой нарезкой. Направ-
ление винтовой нарезки на роликах и на заготовке разноименное;
угол подъема накатываемой резьбы фр больше угла подъема винтовой
нарезки на роликах, а угол скрещивания осей роли кой а = <р3 —фр;
схема III — накатывание роликами с винтовой нарезкой, угол скре-
щивания осей роликов а == фр — (р3.
Преимуществом схемы III по сравнению со схемой II является
лучшие условия захвата заготовки вследствие разного направления
Рис. 63. Схема планетарного накаты-
вания резьбы сегментными плашками:
1 и 5 — наружные неподвижные плаш-
ки; 2 и 4 — заготовки; 3 — внутренняя
вращающаяся плашка в виде состав-
ного ролика
Рис. 64. Схема планетарного
накатывания резьбы двумя
кольцами: 1 — заготовка;
2 — внутреннее вращаю-
щееся кольцо; 3 — наруж-
ное неподвижное кольцо
относительного скольжения вдоль образующих винтового профиля на
роликах и на заготовке. При накатывании по этой схеме требуются
более сложные . многозаходные ролики.
Планетарное накатывание резьб сегментными плашками (рис. 63)
или двумя кольцами (рис. 64) применяют при,.изготовлении винтов,
болтов, шпилек и рифлений на специальных автоматах и универсальном
оборудовании. Диаметр резьбы от 2 до 16 мм (реже до 24 мм), длина не
более 150 мм. Точность 1 и 2-й класс. Производительность при ручной
загрузке 20—30, при работе на автомате 100—200 (1500) штук в минуту.
Такое накатывание применимо для материалов ав-^ 120-г 140 кгс/мм2.
Размеры заготовок под накатывание зависят от материала загото-
вок, способа накатывания, чистоты обработки заготовок перед накатыва-
нием, состояния накатного стана, скорости накатывания и других фак-
торов. Диаметры заготовок при накатывании обычно устанавливаются
на основе опытных данных (табл. 24—26).
При обработке заготовок с чистотой поверхности V5 обеспечи-
вается чистота накатанной резьбы в пределах V6—V9. Поверхность,
16 П/ред. Г. А. Навроцкого
466 Специальные виды холодной обработки давлением
24. Диаметры заготовок из углеродистой стали
под накатывание метрических резьб 2 и 3-го классов точности
(по ГОСТ 9150—59)
Резьба Номинальные диа- метры заготовок, мм Отклонения, мм Резьба Номинальные диа- метры заготовок, мм Отклонения, мм
2-го класса точности 3»го класса точности 2-го класса точности 3-го класса точности
М6Х0.75 5,52 —0,07 —0,10 М14Х 1,50 13,07 — 0,09 — 0,15
М6Х1.00 5,39 М14Х2.00 12,78 —0,11 —0,18
М8Х1.00 7,37 —0,08 —0,13 М16Х1.50 15,07 —0,09 — 0,15
М8Х1.25 7,24 — 0,09 — 0,14 М16Х2.00 14,78 —0,11 — 0,18
М10Х1.00 9,37 —0,08 — 0,13 М18Х 1,50 17,07 -0,11 — 0,15
М10Х 1,50 9,09 -0,10 — 0,16 М18Х2.50 16,47 —0,12 — 0,20
М12Х1,25 11,22 —0,08 — 0,14 М20Х 1,50 19,07 -0,11 — 0,15
М12Х1.75 10,93 — 0,10 — 0,17 М20Х2,50 18,47 -0,12 -0,20
/
25. Диаметры исходного материала стержня
под накатывание резьбы после редуцирования
и отверстия цельной матрицы
Размеры, мм
Наружный диаметр и шаг резьбы Диаметры исходного материала Диаметры стержня под накатывание резьбы после редуцирования Диаметры отверстия цельной матрицы
1,5X0,8 Ь44—0,03 I»14—о,О2 1,4б+ °»02
2,ОХ 1,0 !,95_о,оЗ 2,55—о,О2 1,9б+°’02
2,5X1,3 2,40_ о,оз !,90—о,о2 2,42 + 0,02
3,0Х 1,3 2,90_ о,оз ~ 2,40-0,02 2,92+®»92
3,5Х 1,5 3,40_ о,о4 2,85—о,о2 3,42+°»02
4,0Х 1,8 3,90_0,04 3,25—о,О2 3,92 + 8’92
4,5X1,8 4,40—о,О4 3,75—0,02 4,42 + °»°2
5,0X2,2 4,85—0,04 4,10—0,02 4,87+ °’02
6,0Х 2,6 5,85—о,О5 4,85—о,оз 5.88+0’02
7,0Х 3,0 6,85—о,о5 5»7—0,03 6,88+°»02
8,0Х 3,5 7,85—0,05 6,55 — о.оз 7,88+°’03
10,0X4,5. 9,85-0,05 1—0,03 9.88 + 0’03
*
Накатывание резьб и профилей
467
26. Диаметры (для 2-гхо класса точности) стержня заготовки
после высадки, исходного материала и отверстия матрицы
, Размеры, мм
Номиналь- ный диаметр и шаг резьбы Наличие метал- лопокры- тия ♦* Размеры предельных скоб для высаженного стержня под нака- тывание резьбы Исходный материал Отверстие цельной матрицы
Прохо- дит Не про- ходит Диаметр Допу- скаемое отклоне- ние Диаметр Допу- скаемое отклоне- ние
А 2,65 2,59 2,58 2,59 4-0,02
МЗХ 0,5 Б 2,62 2,55 2,54 —0,03 2,55
В 2,53 2,51 2,50 2,51
А 3,09 3,01 3,00 3,01
М3,5X0,6 Б 3,05 2,97 2,96 —0,03 2,97 4-0,02
В 3,01 2,93 2,92 2,93
А 3,52 3,44 3,42 3,44
М4Х0.7 Б 3,48 3,40 3,38 —0,03 3,40 4-0,02
В 3,44 3,36 3,34 3,36
А 3,66 3,60 3,58 3,60
1М4Х0,5 Б 3,62 3,56 3,54 —0,03 3,56 4-0,02
В 3,58 3,52 3,50 3,52
• А 4,45 4,36 4,34 4,36 -
М5Х 0,8 Б 4,41 4,32 4,30 —0,04 4,32 4-0,02
В 4,37 4,28 4,26 4,28
1М5Х0,5 А 4,66 4,60 4,57 4,60
Б 4,62. 4,56 4,53 —0,04 4,56 + 0,02
В 4,58 4,52 4,49 4,52
А 5,33 5,24 5,21 5,24
М6Х 1 Б 5,29 5,20 5,17 —0,04 5,20 4-0,02
В 5,25 5,16 5,13 5,16
А 5,49 5,40 5,37 5,40
1М6Х0.75 Б 5,45 5,36 5,33 -0,04 5,36 4-0,02
В 5,41 JM2 5,29 . — 5,32
М8Х 1,25 А 7,15 7,05 7,02 7,05
Б 7,11 7,01 6,98 — 0,04 *7,01 4-0,03
В 7,07 6,97 6,94 . 6,97
А 7,33 7,25 7,22 7,25
1М8Х 1 Б 7,29 7,21 7,18 —0,04 7,21 + 0,03
В 7,25 7,17 7,14 7,17
А 8,98 8,88 8,85 8,88
М10Х 1,5 Б 8,94 8,84 8,81 —0,04 8,84 + 0,03
В 8,90 8,80 8,77 8,80
А 9,31 9,22 9,19 9,22
1М10Х 1 Б 9,27 9,18 9,15 -0,05 9,18 + 0,03
В 9,23 9,14 9,11 9,14
А 10,82 10,72 10,68 10,72
М12Х 1,75 Б 10,78 10,68 10,64 —0,05 10,68 + 0,04
В 10,74 10,64 10,60 10,64
468 Специальные виды холодной обработки давлением
Продолжение табл. 26
Номиналь- ный диаметр и шаг резьбы Наличие метал- лопокры- тия ♦* / Размеры предельных скоб для высаженного стержня под нака- тывание резьбы Исходный материал Отверстие цельной матрицы
Прохо- дит Не про- ходит Диаметр Допу- скаемое отклоне- ние Диаметр Допу- скаемое отклоне- ние
1М12Х 1,25 А 11,15 11,07 11,03 11,07
Б 11,11 11,03 10,99 — 0,05 11,03 + 0,04
В 11,07 10,99 10,95 10,99
№14X2 А 12,65 12,53 12,49 12,53
Б 12,61 12,49 12,45 —0,05. 12,49 + 0,04
В 12,57 12,45 12,41 12,45
1М14Х 1,5 А 12,98 12,88 12,84 12,88
Б 12,94 12,84 12^80 — 0,05 12^84 + 0,04
В 12,90 12,80 12,76 12,80
М16Х2 А 14,£.5 14,54 14,49 14,54
Б .14,61 14,50 14,45 —0,06 14,50 + 0,04
В 14,57 14,46 14,41 14,46
1М16Х 1,5 А 14,98 14,88 14,83 14,88
Б 14^94 14,84 14,79 — 0,06 14*84 + 0,04
В 14,90 14,80 14,75 14,89
М18Х 2,5 А 16,32 16,20 16,15 16,20
Б 16,28 16,16 16,10 — 0,06 16,16 + 0,04
В 16,24 16,12 16,06 16,12
А 16,98 16,88 16,82 16,88
1М18Х 1,5 Б 16,93 16,83 16,77 — 0,08 16,83 + 0,04
В 16,89 16,79 16,73 16,79
№20X2,5 А 18,32 18,20 18,14 18,20
Б 18,28 18,16 18,10 — 0,08 18,16 + 0,04
В 18,24 18,12 18,06 18,12
1М20Х 1,5 А 18,98 18,88 18,82 18,88
Б 18,93 18,83 18,77 -0,08 18,83 + 0,04
В 18,89 18,79 18,73 18,79
№22X2,5 А 2*0,32 20,20 20,14? 20,20
Б 20,28 20,16 20*10 —0,10 20,16 + 0,04
В 20,24 20,12 20,06 20,12
1М22Х 1,5 А 20,98 20,88 20,81 - 20,88
Б 20,93 20,83 20,76 — 0,10 20,83 + 0,04
В 20,89 20,79 20,72 20,79
№24 ХЗ А 22,0 21,86 21,79 21,86
Б 21,96 21,82 21,75 — 0,10 21,82 + 0,04
*- В 21,92 21,78 24,71 21,78
2М24Х 1,5 А 22,97 22,87 22,80 22,87 \
Б 22,93 22,83 22,76 —0,10 22,83 + 0,04
В 22,89 22,79 22,72 22,79
2М30Х 1,5 А 28,97 28,87 28,80 28,87
Б 28,93 28,83 28,76 — 0,10 28,83 + 0,04
В 28,89 28,79 28,72 28,79
„ *’ V" без металлопокрытия; Б — с металлопокрытием толщи-
ной 0,013 мм; В — толщиной 0,025 мм.
Накатывание резьб и профилей
469
• подвергаемую накатыванию, рекомендуется получать редуцированием
или выдавливанием.
С целью повышения стойкости накатного инструмента, повышения
прочности и других показателей качества резьбы4 заготовки перед
накатыванием рекомендуется подвергать отжигу.
В качестве смазочно-охлаждающих жидкостей применяют мине-
ральные масла с. добавкой дисульфида молибдена, сульфофрезол,
различные эмульсии, в том числе 20%-ная эмульсия, приготовленная
из эмульсола следующего состава (%): веретенное масло 81,5; канифоли
10,0; олеиновая кислота 2,5; каустическая сода 1,0; вода 5,0. В наиболее
тяжелых случаях заготовки из углеродистой стали подвергают фосфа-
тированию, из нержавеющей и другой высоколегированной стали —
оксалатированию.
Величины радиальных подач при накатывании резьбы роликами
приведены в табл. 27, а скорости накатывания при продольной и ра-
диальной подачах роликов — в табл. 28 и 29. По принятой скорости
накатывания определяют частоту вращения или число ходов инстру-
мента в минуту пи и частоту вращения заготовки п3.
При накатывании резьбы двумя роликами на ноже частоту вращения
роликов (об/мин) определяют по формуле
__ 1000ц
"и “ лОср ’ -
где и — скорость накатывания (окружная скорость на поверхности
заготовки), м/мин; £)ср — средний диаметр накатного ролика, мм.
Частоту вращения заготовки п3 при выбранной скорости накатыва-
ния и принятом диаметре накатных роликов определяют по формуле
п3 = kpflu,
где kp — ср (целое число); dcp — средний диаметр накатываемой
«ср
резьбы, мм.
Подачей а при накатывании называется глубина проникновения
' 360
профиля накатного инструмента за поворот заготовки на угол а == —
(где т — число накатных инструментов):
h ml3
а = — I ——.
2 nd3 ’
где h — глубина накатываемого профиля, мм; т — число накатных
инструментов; /3 — длина заборной части, приходящаяся на каждый
инструмент, мм; d3 — диаметр накатываемой заготовки, мм.
Накатывание внутренней резьбы более сложно по сравнению с на-
резанием наружной резьбы. Схема процесса не отличается от нарезания
резьбы метчиком. Накатывание применяют для сталей ов^С 50 кгс/мм2
10%. Скорость накатывания до 30 м/мин. Накатывание производят
при обильном охлаждении минеральным маслом с добавлением дисуль-*
фида молибдена. Примерные диаметры отверстий под накатывание при-
ведены в табл. 30.
Габаритные размеры и допускаемые отклонения элементов про-
филя, технические требования и методы испытания плоских плашек
470
Специальные виды холодной обработки давлением
27. Радиальные подачи при накатывании резьб роликами
ов стальной заготовки, кгс/мм2 . Радиальные подачи на оборот детали, мм при шаге резьбы
1 1,5—1,75 2 3
<40 50 70 90 100 — 120 0,06—0,15 0,06 — 0,10 0,035—0,09 0,025 0,018 0,08 — 0,17 0,08—0*15 0,05 — 0,12 0,035 0,02 0,10—0,25 0,10 — 0,20 0,05 — 0,17 0,045 0,02 0,10 — 0,25 0,10-0,25 0,06—0,20 0,045 0,025
Примечание. Меньшие значения подач применяются при накатывании точной резьбы (1-го класса и тугой).
28. Скорости накатывания резьбы роликами с продольной подачей
Материал заготовок Скорость накатывания, м/мин
Сталь низкоуглеродистая Сталь среднеуглеродистая и хромистая (35—45, 15Х, 40Х, 38ХА) Сталь низколегированная ЗОХГСА, ЗОХМА, 18ХГТ » нержавеющая аустенитная » легированная Х18Н9, 1Х18Н9Т 50—80 и выше 20 — 40 7 — 10 7 — 15 3—5
29. Скорости накатывания резьбы роликами с радиальной подачей
% стальной заго- товки, кгс/мм2 Скорости накатывания резьбы, м/мин
6Х 1,00 8Х 1,25 ЮХ 1,50 12Х 1,75 14X2,00 18X2,50
При накатывании резьб 2—3-го классов точности
<40 40 55 80- 60- 40- -105 -85 -80
При накатывании резьб 1-го класса точности
60 90 120 8,2 5,5 4,5 п,о 7,4 6,0 13,6 9,1 7,5 16,4 11,0 9,0 19,2 12,9 10,5 24,6 16,5 13,5
Накатывание резьб и профилей
471
30. Диаметры отверстий под накатывание резьб М3—Ml2
и полученные размеры накатанных отверстий |5б]
Размеры, мм
Номи- нальный диаметр резьбы Шаг резьбы Диаметр отверстия под накатку Полученные размеры
Рабочая высота резьбы внутренний диаметр резьбы
3 0,5 2,7 ±0,02 0,233—0,317 2,306—2,534
4 0,7 3,55+0»05 0,337—0,454 3,092—3,326
5 0,8 4.5+0-05 0,380—0,475 4,050—4,240
6 1,0 5,4 ±0,02 0,500—0,582 4,836—5,000
8 1,25 7,25 ±0,025 0,630—0,731 6,539—6,741
10 1,5 9,1 ±0,025 0,755—0,870 8,250—8,450
12 1,75 10,95—-0 05 0,853—0,942 10,116 — 10,294
регламентированы ГОСТ 2248—60, роликов — ГОСТ 9359—60. По обыч-
ному технологическому процессу производится нарезание и шлифова-
ние профиля. Более дешевым, обеспечивающим необходимую точность
и повышение стойкости (до 30%), является выдавливание профиля
резьбы на плашках мастер-пуансоном и на роликах мастер-винтом.
При выдавливании резьбы со значительной высотой профиля по-
следовательно применяют предварительный и окончательный мастер-
винты.
Требования к структуре и механическим свойствам материалов
для накатного инструмента близки к требованиям и материалам пуан-
сонов для обратного выдавливания. Основной причиной выхода ин-
струмента из строя является не износ, а усталостное разрушение,
в частности выкрашивание профиля. Для повышения срока службы
накатный инструмент можно перешлифовать. Для накатного инстру-
мента обычно применяют сталь марок Х6ВФ, Х12Ф1, Х12М. Высокую
износостойкость имеет сталь ЭП570, содержащая 0,75—0,85% С; не
более 0,4% Мп; не более 0,4% Si; 3.5—4,5% Сг; 2,5—3,2% W; 2,5—
3,0% Мо; 1,9—2,5% V. Ввиду затруднений прй шлифовании не рекомен-
дуется применять сталь ЭП570 для накатывания остроугольных про-
филей. Для накатывания резьб и профилей на заготовках из нержаве-
ющей и другой высокопрочной стали высокие результаты получаются
при применении инструмента из стали ЭП569, содержащей 0,5—0,6% Cj
не более 0,4% Мп; 0,6—0,9% Si; 5,5% Сг; 2,5—3,2% V; 0,6—0,9% Мо;
0,5-0,8% W.
Рекомендуемые нормы твердости (HRC) для роликов в зависимости
от профиля и шага резьбы в мм, следующие [55]:
Метрическая резьба!
0,5—1 ...... 62—63
1,25—1,5 ........ 60—61
1,75—3,5 ........ 58—60
Св. 3,5 ..... 56
Трапецеидальная резьба 54^-56
Глава 7
ОБОРУДОВАНИЕ
ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Общие сведения. Печи для предварительной и промежуточной
термообработки стали при холодном пластическом деформировании
подразделяются на пламенные и электрические, с периодической и
непрерывной загрузкой, с окислительной (воздушной) средой и с кон-
тролируемыми атмосферами.
При нагреве в обычной печной атмосфере поверхность стальных
деталей подвергается окислению (при 180° С и выше) и обезуглерожи-
ванию (при 700° С и выше). Классификация газов по действию насталь
приведена в табл. 1. С целью недопущения дефектов, вызванных
окислением и Обезуглероживанием, целесообразно применять светлый
отжиг в защитной атмосфере (подаваемой от газогенератора либо вы-
рабатываемой непосредственно в печи) или в вакууме.
Отжиг в вакууме находит применение для высококачественных
материалов, при небольшом количестве отжигаемых мелких деталей,
1. Классификация газов по действию на сталь
Действие на сталь Газы Химическая формула
Окисляющее Кислород Углекислый газ Водяной пар * о2 со2 н2о
Восстанавливающее Окись углерода Водород Метан СО н2 СН4
Обезуглероживающее Углекислый газ Водяной пар / СО2 Н2О
Науглероживающее Окись углерода Метан ✓ / СО СН4
Азотирующее Аммиак - NH3
Нейтральное Азот Аргон Гелий n2 Ar Не
Оборудование для термической обработки
473
для материалов, склонных к поглощению вредных газов. В ос-
тальных случаях предпочтительнее применять отжиг в защитной
атмосфере.
Имеются четыре вида установок для приготовления контролируемых
атмосфер:
для приготовления эндотермической контролируемой атмосферы из
углеводородных газов;
для приготовления экзотермической контролируемой атмосферы
из тех же газов;
для приготовления контролируемой атмосферы из аммиака;
для очистки газов (водорода от кислорода, азота от кислорода и
очистки инертных газов).
Известно, что одним из факторов, влияющих на количество тепла,
передаваемого от нагревательного элемента на металл, является сте-
пень черноты поверхности металла. Металл,' нагреваемый в контроли-
руемой атмосфере (не окисленный), имеет степень черноты в 2 раза
меньше, чем при нагреве в обычной атмосфере. Поэтому в одних и тех же
условиях в единицу времени сталь со светлой поверхностью воспримет
почти в 2 раза меньше лучистой энергии. Однако скорость нагрева изде-
лий лимитируется второй стадией процесса теплопередачи, протека-
ющей диффузионным путем. Чем толще изделие, тем меньше сказывается
поверхностный теплообмен на общем времени нагрева. Поэтому при
расчете времени нагрева следует учитывать, что на прогрев особенно
тонких изделий, нагреваемых в контролируемой атмосфере, требуется
затратить больше времени, чем нагреваемых в обычной воздушной
атмосфере.
Большинство нагревательных устройств нормализовано [51 ], и
каждому типу печей присвоен свой индекс.
Индексация нагревательных устройств основана на методах нагрева
с учетом признаков технологического назначения.
Первая буква индекса означает способ нагрева:
Т — термическая пламенная; С — нагрев сопротивлением; И —
индукционный нагрев;
вторая буква — основной конструктивный признак:
А — карусельная; В — ванная; Г — колпаковая; К — конвейер-
ная; Н — камерная; Р — с роликовым подом; Т — толкательная;
Ш — шахтная;
третья буква — характер среды: \
Г — ванна с наружным обогревом тигля; 3 — защитная атмосфера;
О—окислительная; С — электродная ванна;
четвертая буква: А — агрегат из нескольких печей; К — кольцевая.
После букв через дефис следуют размеры рабочего пространства
(дм) — ширина, длина и высота, для цилиндрических — диаметр и
высота, для карусельныхдиаметр внешний, диаметр внутренний
и высота. Через дробь в знаменателе указывается максимальная тем-
пература в сотнях °G и вид топлива (М — мазут, Г — газ).
Пламенные печи для отжига (табл. 2—4) делятся на камерные,
толкательные, конвейерные, с роликовым подом, е вращающимся
подом.
Печи, перечисленные в табл. 4, могут изготовлять как для работы
с обычной, так и с контролируемой атмосферой. При работе с конт-
ролируемой атмосферой максимальная температура нагрева металла
2. Камерные печи со стационарным подом **
Тип печи Размеры рабочего пространства, мм Площадь под- дона, м2 Производитель- ность, кг/ч Топливо Расход топли- ва, кг/ч, м3/ч Расход воздуха с подогревом *2, м3/ч « Приборы сжигания топлива Тип рекупера- тора *3
Ши- рина и Дли- на Вы- сота
ТНО-4.6.4,5/11-М ТНО-4.6.4,5/11-Г 348 i 580 512 0,24 40 Мазут Газ низкого давления Газ высокого давления 3,5 4,0 6,0 50 40 Одна форсунка Стальпроката Р/г" Одна горелка ГНП-1, тип Б Одна горелка ГИП-2, тип II 1 2 1 2
ТНО-5.10.5,5/11-М ТНО-5.10.5,5/11-Г 464 1044 595 0,48 90 Мазут Газ низкого давления Газ высокого давления 7,0 9,0 11,0 93 90 Две форсунки Стальпроката Р/г" Две горелки ГНП-1, тип Б Две горелки .ГИП-2, тип II 1 2 1 2
ТНО-6.12.5,5/11-М 1 ТНО-6.12.5,5/11-Г 580 1160 611 0,67 130 Мазут -Газ низкого давления Газ высокого давления 9,5 12,0 17,0 124 122 Две форсунки Стальпроката Р/2" Две горелки ГНП-2, тип Б Две горелки ГИП-3, тип II 1 2 1 2
ТНО-8.12.6,5/11-М ТНО-8.12.6,5/11-Г 812 1160 709 0,94 4 180 Мазут Газ низкого давления Газ высокого давления 13,0 17,0 22,0 167 164 Две форсунки Стальпроката 2V2" Две горелки ГНП-2, тип Б Две горелки ГИП-4, тип II 1 2 1 2
* 1 Температура нагрева металла 650 —1150° С. ♦ * Температура подогрева воздуха 250 — 300° С. * 3 Тип рекуператора: 1 — термоблок; 2 — встроенный (тип УЗТМ).
3. Камерные механизированные печи * *1
Тип печи Размеры рабочего пространства и поддона *2, мм < Топливо ~ Масса сад- ки, кг Расход топ- лива, м3/ч, кг/ч Расход воз- духа, м3/ч Приборы сжигания топлива Температура подогрева воздуха, ®С Тип рекупе- ратора
Ш Д В
ТНЗМ-5.10.5,5/9,5-1 *» ТНОМ-5.10.5,5/9,5-Г ч ТНОМ-5.10.5,5/9,5-М / / 1044/500. 1392/1000 1086 875 Природ- ный газ Мазут 400 2,5 — 30 2—20 3 — 16 280 225 V-образные радиацион- ные трубы с встроен- ными реку- ператорами, 5 шт. ГНП-1, сопла А, 4 шт. ФДМ-1, тип I, 4 шт. 250 150 — 200 Встроенный в радиа- ционную трубу Встроенный радиацион- но-конвек- тивный УЗТМ. 2 шт.; 0,5 м2
ТНЗМ-10.13.9/9,5-ГХ 2 Т НОМ-ЮЛ 3.9/9,5-Г ТНОМ-10.13.9/9,5-М 1624/1000 1855/1300 г 1479 1271 Природ- ный газ Мазут 750 4—60 7,5—40 6 — 32 570 420 410 V-образные радиацион- ные трубы с встроен- ными реку- ператорами, 8 шт. ГНП-1, 4 шт. ФДМ-2, 4 шт. 300 250 Встроенный . в радиа- ционную трубу Встроенный радиацион- но-конвек- тивный х УЗТМ. 2 шт. 1,3 м2
*х Температура нагрева металла 650—950® С.
*2 Ширина печи (числитель) и поддона (знаменатель);, Д — длина печи (числитель) и поддона (знаменатель); В —
высота печи.
*3 Возможно применение контролируемых атмосфер.
СП
4. Толкательные пеЧи и агрегаты, конвейерные печи, печи с роликовым и вращающимся подом
Тип печи Размеры рабочего пространства, мм 4 • Производитель- ность кг/ч при нормализации и отжиге Количество го- релок (форсу- нок) Расход топлива Расход воздуха, м3/ч при работе
[ Ширина i i 1 i Длина Высота Природ- ный газ, мэ/ч Мазут, кг/ч на газе на мазу- те 1
Т олкателъные печи *1
ТТО-З.ЗО.5/11,5 400 3000 170 22 18 215 225
ТТО-4.40.5/11,5 4200 500 225 30 24 295 300
ТТО-5.30.5/11,5 500 3000 210 4 — 5 28 22 275 ——
ТТО-5.40.5/11,5 4000 280 38 30 370 375
ТТО-6.40.8,5/11,5 600 335 45 36 440 450
ТТО-6.55.8,5/11,5 5600 850 460 5-6 65 52 635 650
ТТО-8.50.8,5/11,5 800 4800 560 70 56 635 700 —1
Толкательные агрегаты (нормализационно-отпускные) *
ТТОА-4.30.5/11,5-4.40.5/6,5 400 500 170 52 42 510 525
ТТОА-5.30.5/11,5-5.40.5/6,5 500 210 8 —10 64 52 645 650
ТТОА-6.40.8,5/11,5-6.55.8,5/6,5 600 335 9 — 11 ПО 88 1075 1100
ТТОА-6.80.8,5/11,5-6.95.8,5/6,5 850 670 14 — 16 160 128 157Q 1600
ТТОА-8.50.8,5/11,5-8.70.8,5 800 560 11 — 13 170 136 1665 1700
ТТОА-Ю. 50.10/11,5-10.70.10/6,5 1000 1000 700 11 — 14 205 164 2010 2050
ТТОА-Ю.70.10/11,5-10.90.10/6,5 • 980 14 — 17 260 207 2550 2600
Конвейерные печи *2
ТКО-4.30.2/9,5 400 3000 500 150 6 20 16 195 200
ТКО-4.50.2/9,5 5000 240 10 35 28 340 350
Т КО-6.30.3/9,5 600 3000 850 220 6 30 24 290 300
ТКО-6.50.3/9,5 5000 360 10 50 40 490 500
« *ГКО-8.30.3/9,5 ТКО-8.50.3/9,5
800 3000 850 300 6 40 32 390 400
500 480 10 65 52 640 650
ТКО-10.40.4/9,5 ТКО-12.50.4/9,5 .... । 1000 4000 1000 500 8
1200 5000 1100 700 12 100 80 980 1000
f Цечи с роликовым подом *3
ТРО-6.40.5/10 3944 240 8 40 32 390 400
ТРО-6.60.5/10 ТРО-6.80.5/10 580 6032 500 350 12 55 45 540 565
480 75 60 735 750
ТРО-8.80.7/ГО 812 700 65.0 16 1 осг 80 980 1000
ТРО-12.80.10/10 1160 8004 1000 960 150 120 1470 „ 1500
ТРО-16.80.12/10 1624 1200 1300 16 — 20 205 165 2000 2060
ТРО-20.80.14/10 1972 1400 1600 250 200 2540 2500
Печи с вращающимся подом (тарельчатым - ТАОТ и кольцевым — ТАОК)
/ ТАОТ-16.2,5.6/9,5 1600 250 ' 640 85 3 16 13 157 162
ТАОТ-20.4.8/9,5 2000 400 800 160 4 30 24 284 300
ТАОК-16.2,5.5/9,5 1600 250 85 3 — 4 16 13 157 162
ТАОК-20.4.5/9,5 2000 400 500 160 4 — 5 30 24 294 300
ТАОК-ЗО. 4.5/9,5 3000 260 6 50 40 490 500
ТАОК-40.6.5/9,5 4000 600 500 7 100 80 980 1 000
ТАОК-50.10.8/9,5 5000 1000 800 1000 8 190 150 1860 1870
ТАОК-60.10.8/9,5 1 f "j 6000 ) 1250 245 195 2400 2440
А *1 Температура нагрева металла до 1150° С.
Максимальная температура нагрева металла 950® С.
*8 Максимальная температура нагрева металла в печах с обычной атмосферой 1000® (
Оборудование для термической обработки Оборудование для термической обработки
478
Оборудование для термической обработки
5. Камерные электропечи сопротивления
с металлическими нагревателями
Тип печи Размеры рабочего пространства, мм
Ширина Длина Высота
СНО-2,0.4,0.1,4/7 СНЗ-2,0.4,0.1,4/10 СНЗ-2,0.4,0.1,4/12 200 400 140
СНО-2,5.5,0.1,7/7 СНЗ-2,5.5,0.1,7/10 СНЗ-2,5.5,0.1,7/12 250 500 %. 170
СНО-3,0.6,5.2,0/7 СНЗ-3,0.6,5.2,0/10 СНЗ-3,0.6,5.2,0/12 300 650 200
СНО-4,0.8,0.2,6/7 СНЗ-4,0.8,0.2,6/10 СНЗ-4,0.8,0.2,6/12 400 800 260
СНО-5,0.10.3,2/7 СНЗ-5,0.10.3,2/10 СНЗ-5,0.10,3,2/12 500 1000 320
СНО-6,5.13.4,0/7 СНЗ-6,5.13.4,0/10 СНЗ-6,5.13.4,0/12 650 1300 400
СНО-8,5.17.5,0/7 СНЗ-8,5.17.5,0/10 СНЗ-8,5.17.5,0/12 850 1700 500
СНО-11,22.7,0/7 СНЗ-11.22.7,0/10 СНЗ-11.22.7,0/12 1100 2200 700
СНО-14.28.9,0/7 СНЗ-14.28.9,0/10 СНЗ-14.28.9,0/12 1400 2800 я* 900
СНО-18.36.12/7 CH3-18.36.12/10 СНЗ-18.36.12/12 1800 3600 1200
СНО-23.46.15/7 CH3-23.46.15/10 CH3-23.46.15/12 2300 4600 1500
СНЗА-3,0.6,5.5.2,0/10 СНЗА-4,0.8,0.2,6/10 СНЗА-5,0.10.3,2/10 СНЗА-6,5.13.4,0/10 СНЗА-8,5.22.5,0/10 300 400 500 650 850 650 800 1000 1300 2200 200 г 260 320 400 500
Оборудование для термической обработки . 479
составляет 950° С. В комплект установки печи входит станция для при-
готовления соответствующей атмосферы (по типажу ВНИИЭТО).
Электронагревательные установки. Для целей отжига чаще всего
применяют электропечи сопротивления с косвенным нагревом и индук-
ционные установки, реже электропечи сопротивления с прямым на-
гревом.
Электропечи сопротивления с косвенным нагревом позволяют
с высокой точностью получить требуемый температурный режим.
В них можно нагревать изделия различной конфигурации из различных
материалов. Они могут работать с контролируемой атмосферой и с ва-
куумом. Однако эти печи имеют недостаточную концентрацию мощности,
что иногда делает их громоздкими и малопроизводительными.
Индукционный нагр.ев наиболее эффективен при серийном и мас-
совом производстве однородных изделий, особенно в поточных и авто-
матических, линиях, где производительность, компактность и доступ-
ность для ремонта приобретают решающее значение. Однако индукци-
онные установки дороже и сложнее в эксплуатации, чем печи сопротив-
ления. Они наиболее удобны только для нагрева цилиндрических де-
талей (цилиндрические заготовки, кольца и пр.). Параметры действу-
ющих индукционных установок для отжига приведены в работах
[94] и др.
В табл. 5 приведены характеристики камерных электропечей со-
противления для отжига деталей.
Шахтные печи применяют для отжига деталей. Особенно целесооб-
разно их применять для сфероидизации цементита. Шахтные печи
чаще встраивают в пол, поэтому они применимы в цехах с малой высотой
помещения.
Нагрев в соляных электрованнах отличается высокой равномер-
ностью и скоростью; производительность в них выше, чем в камерных
печах, поверхность металла защищена от окисления. Однако электро-
ванны также не лишены недостатков: большой удельный расход элек-
троэнергии, сложность и длительность разогрева до рабочего состояния,
6. Толкательные электропечи сопротивления
Тип печи Размеры рабочего простран- ства, мм । со >» СХЬ СО К 4) 2 к Я jj Jr Атмосфера в рабо- чем пространстве ьная про- ьность, (К н COZCQ « Я Я о я л | 5 « 9
Ширина Длина Высота Максимал бочая т< ра, *С Максимал изводител! кг/ч Установле мощность, Продолжи ность тер обработки
СТЗ-8.70.4/10 СТЗ-16.105.4/10 8 16 70 105 4 1000 Защит- ная 500 1500 210 — 240 520 — 580 8 — 15
СТО-6.35.4/10 СТО-12.48.4/10 6 12 35 48 Окисли- тельная 450 1200 140— 170 340 — 384) 2,5—5
480 Оборудование для термической обработки
тяжелыеи вредные условия труда, необходимость очистки изделий
от соли после нагрева и пр.
Ванны подразделяются на два типа: электрованны с наружным
обогревом тигля и электродные электро ванны.
Электродные ванны по габаритным размерам меньше ванн с наруж-
ным обогревом, имеют меньшие потери тепла, а следовательно, мень-
ший удельный расход электроэнергии. Недостатком является малый
срок службы нагревательных элементов при работе на высоких тем-
пературах.
Для крупносерийного и массового производства можно применять
печи с толкателем (табл. 6), с роликовым подом, конвейерные и кару-
сельные. Детали, подлежащие отжигу, как и при пламенном нагреве,
загружают на поддоны в стеллажи, ящики или корзины, которые транс-
портируются от окна загрузки к окну выгрузки.
СПИСОК ЛИТЕРАТУРЫ
1. Анашкин А. В. Определение температурных режимов выдавли-
вания некоторых инструментальных сталей. В сб. «Производство метал-
лоизделий промышленного назначения». Вып. 2. М., Металлургия, 1968.
2. Бернштейн М. Л. Термомагнитная обработка стали. М.» «Метал-
лургия», 1968.
3. Бернштейн М. Л. Термомеханическая обработка металлов и
сплавов. М., Металлургия, 1697.
4. Биллигман И. Высадка и штамповка. М., Машгиз, I960.
5. Бондаренко С. В., Кислый П. Е. Коваленко В. Ф., Коноплин А. А.
Резка сортового проката на мерные заготовки. Машгиз, НИИМАШ,
1968.
6. Гелевери В. И., Иванченко И. Ф., Литвишков В. И., Василь-
ченко И. Н. Экспериментальное определение усилий при холодной
объемной штамповке. — «Кузнечно-штамповочное производство», 1967,
№ 3.
7. Гардении А. С. Автоматизация процесса холодного выдвалива-
ния толкателя клапана автомобиля «Москвич». В сб. «Холодное выдав-
ливание». Л., ЛДНТП, 1969.
8. Геллер Ю. А. Инструментальные стали. М., «Металлургия»,
1968.
9. Гладких А. Н. Автоматизация холодновысадочного производства.
М., Машгиз, 1963.
10. Головин В. А. Исследование процесса штамповки чеканочного
инструмента. Сб. научных трудов ВНИИГа, М., 1957;
11. Головин В. А. Совершенствование технологии холодного выдав-
ливания с целью механизации и автоматизации штамповочного произ-
водства. В сб. «Современная объемная и листовая штамповка». М.,
МДНТП, 1969.
12. Головин В. А. Производство заготовок и деталей холодной
объемной штамповкой в общем машиностроении. В сб. «Холодное
и полугорячее объемное деформирование взамен обработки резанием»,
ЦНИИТЭИ тракторосельхозмаш, 1971.
13. Головин В. А., Базы к А. С. Конструктивно-технологическая клас-
сификация осесимметричных поковок и деталей, получаемых холодной
объемной штамповкой. В сб. «Прогрессивнее процессы, штампы и
оборудование для холодной и горячей штамповки», МДНТП, 1971.
14. Головин В. А., Евстифеев В. В. Технологические особенности
холодной штамповки стальных гаек сложной формы. Сб. «Машины и
технология обработки металлов давлением», № 2, Запсибиздат, 1967.
15. Головин В. А., Митькин А. И., Резников А. Г. Технология холод-
ной штамповки выдавливанием. М., «Машиностроение», 1970.
482
Список, литературы
16. Губкин С. И. Деформируемость металлов. М., Металлургиздат,
1953.
17. Губкин С. И. Пластическая деформация металлов, т. I—III,
М., Металлургиздат, 1960—1961.
18. Губкин С. И. Теория обработки металлов давлением. М., Метал-
лургиздат, 1947.
19. Дель Г. Д. Связь между твердостью и напряжениями в пласти-
ческой области. М., «Известия вузов, физика», 1966, № 3.
20. Деордиев Н. Т. Обработка деталей редуцированием. М., Машгиз,
1960.
21. Деордиев Н. Т., Миропольский Ю. А. Лебедев В. В. Точная объ-
емная штамповка на прессах-автоматах. М., НИИМАШ, 1968.
22. Деордиев Н. Т., Назаренко Е. С. Исследование силовых парамет-
ров процесса редуцирования шлицев в жестких матрицах. — «Куз-
нечно штамповочное производство», 1966, № 1.
23. Деордиев Н. Т., Филимонов Ю. Ф. Многопереходное редуциро-
вание с предельными деформациями. Сб.исПрогрессивная технология
обработки металлов давлением», М., НИИМАШ, 1965, № 12.
24. Жесткость автоматов холодновысадочных одно- и двухудар-
ных. Нормы, методика измерения и расчета, Воронеж ЭНИКМАШ,
1966
25. Журавлев В. Н., Николаева О. И. Машиностроительные стали.
М., «Машиностроение», 1968.
26. Зверяев Н. Ф. Напряженное состояние и усилие деформации
при ротационной ковке. Сборник трудов ЛПИ им. М. И. Калинина.
Обработка давлением. Вып. 238., М., «Машиностроение». 1964.
27. Коган А. И. Рациональные технологические схемы процесса
холодного выдавливания матриц пресс-форм и штампов. Технология
электротехнического производства. 1972, вып. 7.
28. Коган А. И. Альбом типовых технологических процессов
холодного выдавливания штампового инструмента. М., ВНИИЭМ,
1966.
29. Коган A. И. Применение дисульфидмолибденовой смазки при
холодном выдавливании матриц пресс-форм и штампов. Технология
электротехнического производства. 1971. Вып. 31.
30. Коган А. И. Экономическая эффективность процесса холодного
выдавливания инструмента. В сб. «Эффективность процессов горячей
и холодной штамповки». М., МДНТП, 1970.
31. Кроха В. А. Кривые упрочнения металлов при холодной дефор-
мации. М., «Машиностоение», 1968.
32. Кузнецов Д. П., Захаров А. В., Лясников А. В. Изготовление
рабочих полостей мартиц пресс-форм холодным выдавливанием.
ЛДНТП, 1968.
33. Ланской Е. Н., Банкетов А. Н. Элементы расчета деталей и
узлов кривошинпых прессов. М., «Машиносторение», 1966.
34. Ланской Е. Н., Миропольский Ю. А., реннский В. И. Техноло-
гические факторы, влияющие на точность изделий, получаемых на одно-
и двухударных холодновысадочных автоматах. Сб. трудов ЭНИКМАШ.
«Новое в технологии обработки металлов давлением». Вып. 15, 1967.
35. Литвишков В. И. Экспериментальное определение усилия вытал-
кивания на холодновысадочном автомате А123. — «Кузнечно-штампо-
вочное производство», 1964, Ns 1, 33—34.
Список, литературы
483
36. Любвин В. И. Обработка деталей ротационным обжатием., М.,
Машгиз, 1959.
37. Мещерин В. Т., Максин Ю. А. Устройство с гидравлическим
датчиком для дозирования отрезки заготовок. —«Кузнечно-штамповоч-
ное производство», 1966, № 4.
38. Миропольский Ю. А. Исследование прессов-автоматов для объем-
ной штамповки. М., «Машиностроение», 1968.
39. Миропольский Ю. А., Деордиев Н. Т., Лебедев В. В. Точная объ-
емная штамповка на многопозиционных автоматах. М., НИИМаш, 1968.
40. Миропольский Ю. А., Гедмин Л. Ф., Позняков С. Н. Результаты
стендовых испытаний многопозиционного автомата-комбайна модели
А1920. Сб. «Куз неч но-прессовые машины». М., «Машиностроение», 1969.
41. Мирополоский Ю. А., Насонов А. Н. Технология и оборудование
для накатки резьб и профилей. М., НИИМАШ, 1971.
42. Навроцкий Г. А. Высадочные и обрезные прессы-автоматы.
М., Машгиз, 1949.
43. Навроцкий Г. А. Кузнечно-штамповочные автоматы. М., «Маши-
ностроение», 1965.
44. Навроцкий Г. А., Мирепольский Ю. А., Лебедев В. В. Техноло-
гия холодной объемной штамповки на автоматах. М., «Машиностроение»,
1971.
45. Нистратов А. Ф. «Типовые* узлы и детали приводных криво-
шипных машин (Прессы)»— в кн. «Машиностроение», Энциклопе-
дический справочник, гл. 13, 1948.
46. Нистратов А. Ф. К вопросу проектирования кривошипно-колен-
ного механизма. —«Кузнечно-штамповочное производство», 1959, № 1.
47. Норицын И. А., Головин В. А., Базык А. С. О распределении
контактных напряжений при холодной объемной штамповке деталей
с фланцем.—«Кузнечно-штамповочное производство», 1964, № 11.
48. Норицын И. А., Головин В. А., Букин-Батырев И. К. Повышение
штампуемости конструкционных углеродистых сталей. М., — «Вестник
машиностроения», 1967, № 1.
49. Норицын И. А., Головин В. А., Евстифеев В. В. О кинематике
течения металла при холодной штамповке полых многогранных дета-
лей. — «Кузнечно-штамповочное производство», 1968, № 7.
50. Норицын И. А., К ал пин Ю. Г. Анализ пульсирующего нагру-
жения при осадке.—«Кузнечно-штамповочное производство», Г964,№9.
51. Нормали печей. Министерство монтажных и специальных стро-
ительных работ СССР. Главтепломонтаж, ВНИПИ, Теплопроект,
М., 1968.
52. Оленин Л. Д. Расчет технологических переходов и конструиро-
вание инструмента для холодного комбинированного выдавливания. —
«Кузнечно-штамповочное производство», 1972, № 1.
53. Охрименко Я. М. Технология кузнечно-штамповочного произ-
водства. М., «Машиностроение», 1966.
54. Павлов И. М., Жаров В. В. Методы построения диаграмм истин-
ных напряжений при сжатии для больших и малых деформаций. «Завод-
ская лаборатория», Т. 29, № 6, 1963.
55. Писаревский М. И. Новый инструмент для накатывания резьб
и шлицев. М., «Машиностроение», 1966.
56. Подрабиник И. М. Прессы для холодного выдавливания сталь-
ных деталей. Обзор НИИМАШ, серия С-III, 1967.
484
Список литературы
57. Попов В. А. Холодная высадка металлов. М., «Машиностроение»,
1965. )
58. Попов В. А. Оснастка автоматизированного холодновысадоч-
ного производства. М., «Машиностроение», 1965.
59. Попов Е. А. Основы теории листовой штамповки. М., «Машино-
строение», 1968.
60. Позняк Л. А. Штамповые стали для холодного деформирования.
М., «Металлургия», 1967.
61. Прозоров Л. В. Прессование стали и тугоплавких сплавов.
М., «Машиностроение», 1969.
62. Радюченко Ю. С. Исследование влияния геометрии бойков на про-
цесс ротационного обжатия. Сборник трудов ЭНИКМАШа. Разработка
и исследование технологических процессов обработки металлов давле-
нием. Вып. 19, М., «Машиностроение», 1968.
63. Раскин Я. М., Зданевич В. А., Потапов Н. М., Мерку-
лов А. А. Новые опытные данные силового режима прессов-автома-
тов А41.2 и А123. — «Кузнечно-штамповочное производство», 1969,
№ 4.
64. Савицкий Е. М. Влияние температуры на механические свойства
металлов и сплавов. Изд. АН СССР, 1957. г ч
65. Северденко В. П., Мурас В. С., Олендер Л. А. Расчет усилий при
холодной штамповке шариков. — «Промышленность Белоруссии»,
1967, № 8, 38.
66. Северденко В. П., Соболев Г. А., Синицын В. Г. Силовые пара-
метры процесса формообразования шлицев на валах методом пласти-
ческой деформации. Сб. «Пластичность и обработка металлов давлением».
Минск, 1964.
67. Северденко В. П., Соболев Б. А., Синицын В. Г. Технологические
параметры процесса формообразования шлицев на валах методом плас-
тической деформации. Сб. «Пластичность и обработка металлов давле-
нием». Минск, 1964.
68. Смирнов-Аляев Г. А. Сопротивление материалов пластическому
деформированию. М., Машгиз, 1961.
69. Соколов Л. Д., Гладких А. Н., Скудное В. А., Кроха В. А.
К аналитическому методу определения усилий при холодной высадке.
Сб. «Прочностные резервы металлургического и машиностроительного
оборудования». Горький, ЦБТИ, 1965.
70. Сторожев М. В., Попов Е. А. Теория обработки металлов дав-
лением. М., «Машиностроение». 1963.
71. Технические условия безопасности на кузнечно-прессовые
машины. ЭНИКМАШ Министерство Станкостроительной и инструмен-
тальной промышленности, 1970.
72. Технологические смазки. Труды Ленинградской лесотехни-
ческой академии, 1967, № 108, вып. 1.
73. Томленое А. Д. Механика процесса обработки металлов давле-
нием. М., Машгиз, 1963.
74. Трахтенберг Б. Ф., Векслин И. И. Методика расчета и конструк-
тивные особенности скрепленного инструмента для холодной объем-
ной штамповки. Руководящие материалы. Куйбышев, 1969.
75. Третьяков А. В., Трофимов В. К., Зюзин В. К. Механические
свойства металлов и сплавов при обработке давлением. «Металлургия»,
Список литературы 485
76. Трофимов И. Д. Современные многопозиционные высадочные
автоматы и средства их эффективного использования .— «Кузнечно-
штамповочное производство»; 1963, № 8.
77. Уик Ч. Обработка металлов без снятия стружки. М., «МИР». 1965.
78. Фаворский В. Е. Холодная штамповка выдавливанием. М.,
«Машиностроение», 1966.
79. Федоров Л. И. Точная штамповка зубчатых колес. Минск, 1967.
80. Фельдман Г. Д. Холодное выдавливание стальных деталей.
М., Машгиз, 1963.
81. Филимонов Ю. Ф., Есин А. А. Освоение холодного прессования
поршневых пальцев. —«Кузнечно-штамповочное производство», 1967,
№ 1. '
82. Филимонов Ю. Ф., Миропольский Ю. А., Струков Н. И. Техно-
логические предпосылки создания автоматов для высадки полупусто-
телых заклепок.— «Кузнечно-штамповочное производство», 1969, Ns 12.
83. Филимонов Ю. Ф., Позняк Л. А. Штамповка прессованием.
М., «Машиностроение», 1964.
84. Хмара С. М., Бобкова Н. В. Сокольский Е. Я. Твердосплавный
штамповый инструмент для холодной и горячей высадки и штамповки.
«Кузнечно-штамповочное производство».
85. Хыбемяги А. И. Совершенствование обработки формообразую-
ющих полостей пресс-форм и штампов.. — «Кузнечшьштамповочное
производство, 1968, № 9.
86. Целиков А. И. Механизмы прокатных станов. М., Машгиз, 1959.
87. Черняк Н. И., Нижник С. Б. и Истомина Э. С. Влияние пред-
варительной деформации на структуру и механические свойства аусте-
нитной стали. «Физика металлов и металловедение». Вып. 6, Т. 26,
1091—1095.
88. Шехтер В. Я. Обобщение теории кривых истинных напря-
жений. «Заводская лаборатория», 1952, № 5, с. 605—612.
89. Шехтер В. Я. Определение усилий при холодном прямом прес-
совании, редуцировании и калибровании сплошных и полых деталей. —
«Кузнечно-штамповочное производство», 1967, № 8, стр. 6.
90. Шехтер В. Я. Применение теории кривых истинных напря-
жений к различным температурным условиям деформации. В кн.
«Процессы штамповки и их технологические параметры», М., Машгиз,
1959, с. 146—155.
91. Шейнерман В. М. Стали для штамповки холодного деформиро-
вания. Рига, 1969.
92. Штейн Ф. С., Большаков Г. П., Ибрагимов 3. X., Даниль-
ченко А.М. Технология изготовления инструмента холодной объемной
штамповки. В сб. методом низкотемпературной термомеханической об-
работки. «Штамповочные материалы. Обработка и применение»,
ЭНИКМАШ, вып. 18, М., «Машиностроение», 1968.
93. Штейн Ф. С., Большаков Г. ,П. Влияние схемы напряженно-
деформированного состояния при низкотемпературной термомеханиче-
ской обработке на прочностные свойства штамповых сталей. В сб.
«Штамповые материалы. Обработка и применение». ЭНИКМАШ, вып 18,
М., «Машиностроение», 1968.
94. Электротермическое оборудование. Справочник. Под ред. Альт-
гаузена А, П., Смелянского М. Я.» и Шевцова М. С. М.» «Энергия»,
1967.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
ч
Автоматы для холодной объем-
ной штамповки
— Время цикла работы 347, 350 .
— Классификация 345—350
— Коэффициент жесткости 390,
391
— Нормы жесткости 390
— Нормы точности 390
— Операции элементарные —
Количество 349
— Основные понятия 345—350
— Посадочные размеры инстру-
ментов для автоматов 342,
343, 384, 386
— Производительность теорети-
ческая 253, 345
— Технические характеристи-
ки — см. Технические харак-
теристики автоматов
— Углы, характеризующие ин-
тервалы движения основных
механизмов гайковысадочных
автоматов — Таблица 390
Автоматы гайкоштамповочные—
Кинематическая схема 384,
386—389; — Размеры посадоч-
ных мест 386
---гвоздильные 362—366, 388
---двухударные 350—353,
358—361
—— для накатывания резьб и
профилей 392—396
---для штамповки шариков и
роликов 372—377
--- для штамповки коротких
деталей 385
---многопозиционные 346—*
350, 376—390 -
----обрезные и для повторной
высадки 367—372, 378, 379
-------- однопозиционные 350, 351
----резьбонакатные с плоскими
плашками 391—394
----с инструментом ролик—
сегмент 395
----специальные 345—347
----универсальные 345—347
Автоматы—комбайны 378—384
Б
Базы линейных размеров загото-
вок и деталей 137, 138
Бандажи — см. Матрицы банда-
жированные
Блоки штампов нормализован-
ные 82; — Конструирование
193, 194; — Конструктивные
требования к основным дета-
лям 206; — Определение габа-
ритных размеров основных де-
талей 204, 205
Бочкообразность штампованных
заготовок и деталей 150
В
Выдавливание деталей
— Выбор стали — Рекоменда-
ции 9, 27; — Классификация
стали по штампуемости 100,
101; — см. также Сталь
— Заготовки — см. Заготовка
исходная, Заготовка штам-
пованная
— Качество поверхности штам-
пованных деталей 145, 152
Предметный указатель
487
— Степени деформации 29—
36; — Допустимые — Табли-
цы 33, 36
— Термическая обработка —
Режимы — Таблицы 125,
126; — Твердость — Нормы
125, 126
— Технологические процессы —•
Констр у ктивно-технологиче-
ская классификация штам-
пуемых деталей 100—108; —
Получение заготовок и их
дозирование 100, 108—118; —
Проектирование — Основные
этапы 96—100; —Схемы прин-
ципиальные 82—96
Выдавливание деталей двухсто-
роннее 94, 95
----канальное боковое 95 -
---- круговое боковое 95
----обратное 90, 94, 95
----поперечное канальное 91
---- поперечное кругловое 91
----прямое 88, 89, 94
---- радиальное 91
Выдавливание полости 94, 95
----стержней полых 89, 90, 95
----стержней сплошных 88, 90,
94
Выдавливание формообразую-
щих полостей рабочих деталей
штампов и пресс-форм
— Выбор стали — Химический
состав — Таблицы 17; —
Микроструктура 27; — см.
также Сталь
— Глубина 429, 439, 441, 445;
— Предельные значения — Таб-
лица 440
— Общие рекомендации 429—
448
— Размеры заготовки — Расчет
440, 449—457
— Соотношение готовых разме-
ров и размеры рабочей части
мастер-пуансонов 445
— Технологические процессы,
типовые 429—448
— Усилия деформирования —
Расчет 440—457
Вырубка заготовок 111, 112
Высадка — см. также Штдм-
повка
— Автоматы для повторной вы-
садки 367
— Выбор стали — Рекоменда-
ции 9, 27; — см. также Сталь
— Заготовки — см. Заготовка
исходная
— Переходы технологические
при многопозиционной штам-
повке 285—294
— Способы, облегчающие изго-
товление труднообрабатывае-
мых деталей 334—336
— Степени деформации допу-
стимые 30—36
— Технологические процессы
289
— Формооизменение — Класси-
фикация процессов 86, 87
Высадочные матрицы 327—330
Выталкиватели — см. Съемники
и выталкиватели
Выталкивающие пальцы и втул-
ки к ним 336, 337
Г
Гаечные многопозиционные ав-
томаты 384—390
Газы —Действие на сталь при
отжиге 472
Гвоздильные автоматы 362—366
— Кинематическая схема 363
— Технические характеристики
364
— Циклограмма взаимодействия
механизмов 365
ГОСТ 92—50 133
201—58 133
202—62* 131
701—68 131
801—60 17, 19, 274
1050—60 ** 8, 12, 13, 15, 26, 27, 38, 125
1051—59 ** 14,15, 75
1139—59 407
1435—54 * 17
2184—67 133
2248—60 471
2263—71 133
488
Предметный указатель
2590—71 76
2591—71 77
2879—69 78
3722—54 274
3836—47 101
4543—71 8, 15, 19, 26,
101, 125
4986—70 101
5100—64 * 131, 133
5384—64 238
5582—61 * 101
5626—70 367
5859—70 80
5950—63 17
6194—69 131, 133
6733—70 390
7417—57 79
8032—58 251
8560—67 81
8817—58 ПО
9150—59 466
9359—60 471
10678—63 * 133
10702—63 ** 15, 26, 27, 35,
38, 75, 101,
126
12408—66 384, 386
Грейферная подача заготовок 84
Д
Детали типовые — Процессы
штамповки 225—233
Деталь (заготовка) штампован-
ная — см. также Разработка
чертежа щтампованной заго-
товки и детали
*— Качество поверхности 145,
148, 149
— Радиусы переходов 143
— Расчет по габаритным разме-
рам 150
— Технологичность конструк-
ции — Основные показатели
98—100
— Толщина стенки 141, 150
— Точность размеров 144—147
— Формы типовые 100—109; —
Конструктивно-технологиче-
ская классификация 102—108
Деформационное старение стали
28, 39—41, 43—45
Деформация пластическая 83
---- сдвиговая 83
Деформация стали при штампов-
ке 28—91; — Величины 156,
157;—Степени 29—41, 60,
112, 119, 156;—Схемы 82—
96
Деформирование заготовок (де-
талей) 28—84
Деформируемость стали 28—81
Доводка — см. Юстировка
Дозирование заготовок 114—118
Допуски НО, 150, 384, 386
Допуски на глубину ручьев
пуансонов и матриц 329
----на изготовление инстру-
мента из углеродистой ста-
ли 330
—— на элементы инструмента
со вставками из твердого
сплава 330
Дрессировка 154
3
Заготовка исходная
— Вырубка 111
— Галтовка 126, 128
— Геометрические параметры
для выдавливания полых
многогранных деталей 183
— Дозирование 100, 108
— Материал — Сортамент стали
и исходное состояние 79—
81, 109—119; — Разделка ис-
ходного материала — Спосо-
бы 111—114
—< Обезжирование-126—129; —
Составы растворов 127, 132,
133
— Обтачивание (обдирка) НО,
111
— Объем 100, 108
— Оксалатирование 130, 132,
134
— Осадка 28, 37, 60, 85,93,
НО;—Степени деформации
допускаемые — Таблицы 33
— Подготовка поверхности пе-
ред штамповкой — Способы—
Рекомендации 126—137
Предметный указатель
489
— Резка дисковыми пилами 111,
114
----в штампах 111—114
---на токарных станках 111,
114 Л
•---ножницами 111, ИЗ—115,
117
— Сварка для получения паль-
цевых заготовок 111, 112
— Смазка технологическая
127—137
— Сортамент и исходное состоя-
ние материала—Выбор 109—
111
— Термообработка предвари-
тельная 118, 119—126
---- промежуточная (отжиг) 82,
118, 119
— Травление 126—137
— Форма и размеры 100, 108,
109
— Фосфатирование 130—136
Заготовка штампованная — см.
Деталь (заготовка) штампо-
ванная
Загрузка штампов — Механизмы
подачи заготовок 83, 84,
Закаты 75
И
Известкование 128
Инструменты для штамповки на
прессах — см. также Банда-
жи, Допуски, Матрицы, Пу-
ассоны, Съемники и выталки-
ватели, Штамповые блоки,
Штампы
— Конструирование и расчет
192_____225
— Материалы 338—341
— Номинальный размер —Фор-
мулы 167
Инструменты для штамповки на
прессах-автоматах — см. До-
пуски, Матрицы, Ножи, '
Пальцы выталкивающие,
Пальцы придерживающие,
Пуансоны, Размеры посадоч-
ные, Ролики
К
Калибровка заготовок 83, 85,
100, 109, НО, 153—155
Качество поверхности штампо-
ванных деталей 145, 148, 149
Комбинированные матрицы 334
Крацевание заготовок 128
М
Масштабный фактор 117, 118
Материалы деталей штампов
220—224; — Режимы нагрева
и термообработки стали 222—
225
Материалы для инструментов
338—341
Матирование заготовок 128
Матрицы — Материалы 220—
224; — Крепление 194, 195; —
Рабочие вставки 400, 401; —
• Центрирование 195—199
Матрицы бандажированные —
Параметры для расчета бан-
дажей 212; — Размеры банда-
жей 219, 220; — Расчет опти-
мального варинта 212—220
----высадочные 327—330
----для редуцирования 333—
334
--------жесткие — см. Редуцирова-
ние в жестких матрицах
----комбинированные 334
—отрезные 312
----разъемные 330—333
----с конической твердосплав-
ной вставкой 331, 332
' Н
Нагрев
Нагревательные печи для отжига
заготовок — см. Печи для от-
жига заготовок
Накатывание резьб и профилей
461—471; — Диаметры загото-
вок 466; — Диаметры отвер-
стий 466; — Методы и способы
461—471; Нормы твердости
471; — Подачи радиальные
463, 464; — Производитель-
ность 461; — Скорости 470
f.
490
Предметный указатель
Нормализованные блоки штам-
пов 82
Ножи отрезные и придерживаю-
щие пальцы (прижимы) 312—
315
Ножницы специализированные
для резки заготовок — Пара-
метры основные 115
О
Обезжиривание заготовок — Со-
ставы растворов 127; — Спосо-
бы 126—129 '
Обжимные машины — Произво-
дительность 414, 415; — Тех-
нические характеристики 412
Обжатие заготовок — Составы
растворов 127;—Способы
126—129
Обжатие ротационное 411—429—
Детали типовые 412, 413;
Допуски и припуски 417,
419; — Машины — см. Об-
жимные машины; — Способы
412; — Стойкость инструмен-
та 418; — Технологические
возможности процесса 414
Обрезные автоматы для повтор-
ной высадки 367—372
Овальность деталей 150
Оксалатирование заготовок 136,
137
Омыливание заготовок 130—137
Осадка 28, 38; — Классифика-
ция процессов, технические
характеристики и назначение
85, 86, 93
— Степени деформации допу-
стимые 33, 41
— Сопротивление деформирова-
нию 60
— Испытание .110
Отжиг в вакууме 472
---заготовок 82, 111, 148, 149,
151—156, 469, 472—480; —
см. также Печи для отжига
заготовок, Печи электро-
н аг рева тельные, Терми ческая
обработка заготовок
П
Пальцы выталкивающие 336, 337
----придерживающие 312
Переходы — см. Проектирование
переходов
Печи для отжига штампованных
заготовок (деталей) 472—480
Печи для отжига пламенные ка-
мерные механизированные и
стационарные 473—479
----с роликовым подом 477
----с вращающимся подом 477
----толкательные 476
----конвейерные 476
Печи для отжига электронагре-
вательные камерные 473,478,
479
----толкательные 479
Пластичность 85—96
Полуавтоматы профиленакатные
396
Пресс-формы — Сталь инстру-
ментальная — Марка и хими-
ческий состав 17
Прессы-автоматы 84; — Техни-
ческие.характеристики 247,248
Прессы — Условные обозначе-
ния (маркировка) 250—252
----гидравлические 82, 83, 236,
237, 248; — Гидросхема
249; — Технические харак-
теристики 249—250
----кр и вошипно- коленные
234—236, 245; — Техниче-
ские характеристики 246,
247
—— механические 82, 83, 234—
236; — Материалы зубча-
тых колес 236; — Техниче-
ские характеристики 246,
247
----чеканочные 83, 237, 240—
245; — Технические харак-
теристики 238, 239
Прижимы 312, 313
Проектирование и расчет пере-
ходов 153
— Величины вытяжки и обжа-
тия, выраженные через гео-
метрические размеры загото-
вок 157, 158
Предметный указатель
491
— Калибровка исходной заго-
товки 153, 154
— Основные штамповочные опе-
рации 155
— Размеры и допуски заготовок
и готовых деталей 156—183 —
Геометрические параметры
182, 183
— Размеры инструмента 153—
183
— Расчленение процессов штам-
повки — Способы 156
— Степень деформации 156—163
Производительность штамповки
на автоматах (теоретическая)
251
Прошивка 92
Пуансоны — Крепление 194,
195;—Центрирование 195—
199
Пуансоны предварительные
315—327
----чистовые 327—330
Пульсирующая штамповка —
Процессы 457—46*1
Р
Размеры бойков пуансонов для
раздельного обжатия 422
----заготовок и деталей 153—
183; — Расчет 449—456
----инструмента 167—183
----посадочные 342—344
Разработка чертежа штампован-
ной заготовки и детали 137—
152
— Базы размеров 143—144
— Выбор марки стали 139
— Качество поверхности детали
145, 148, 149
— Оформление контура штампо-
ванной заготовки 139—143
— Последовательность 139—145
— Точность размеров 144—148
— Характеристика наиболее ча-
сто встречающихся элемен-
тов штамповки 149—152
Редуцирование 92, 109, 110; —
Изменение механических
свойств 404; — Назначение
397; — Прессы — Рекоменда-
ции 404; — Пружинение 404
Редуцирование в жестких матри-
цах 397—404; — Формообра-
зование шлицев 404—408
----в роликовой матрице (го-
ловке) — Формообразова-
ние шлицев 409—410
----многопереходное 397, 403
---- однопереходное 397
Резка заготовок в штампе 111
112—114; — Искажение тор-
цов заготовки 114
----дисковыми пилами 111
---на токарных станках 111
-— ножницами 111—117; —
Ножницы специализиро-
ванные — Основные пара-
метры 115
Резка заготовок — см. также До-
зирование заготовок} — Спосо-
бы разделения исходного мате-
риала на заготовки 111—112
Ролики правйльные, задающие
и подающие 310—312
Ротационное обжатие 411—429
— Коэффициент внешнего тре-
ния 420
— Стойкость инструментов 418
— Углы переходов 420
Ротационно- и радиально-обжим-
ные машины — см. Обжимные
машины
С
Силы трения активные 82, 83,
86, 93—95, 169, 170, 173—
176, 216
----реактивные 82, 83, 89, 93—
95, 170, 172—175; — Уст-
ройства для перевода реак-
тивных сил в активные 82
—— см. также Трение
Скорость деформирования 83
Смазка заготовок технологиче-
ская 126—137
Соосность детали 150
Сопротивление деформированию
84—100
Сталь
— Включения неметаллические
17
— Влияние легирующих компо-
нентов на свойства 8, 10, 11
492
Предметный указатель
— Выбор для холодной штам-
повки 7—80; — Рекоменда-
ции 7, 9—13
— Деформация 28—74; см. так-
же Степень деформации
— Деформируемость 28—74; —
Сопротивление деформирова-
нию — Определение величи-
ны 60—61; — Влияние термо-
обработки — см. Термообра-
ботка
— Карбидная ликвация 17
— Критические точки 12, 13
— Легирующие элементы —
Влияние на свойства 8, 10, 11
— Макроструктура 27
— Микроструктура 27, 67
— Обезжиривание щелочное —
Режимы и составы раство-
ров 127
— Обрабатываемость — см.
Штампуемость
— Пластичность 28—38
-— Свойства 8, 12—25
— Свойства механические при
повышенных температурах
42, 43
— Сортамент 75—81, 109—111
— Состав химический 7, 8, 12—
14, 17—27
— Состав химический при опре-
делении сопротивления де-
формированию 38
— Старение деформационное 28,
39—41, 43—45; — Влияние
на ударную вязкость z41,
43_____45
— Твердость. 9, 15, 16, 18—25,
32—40; — Нормы 125, 126
— Твердость при определении
сопротивления деформирова-
нию 67—72; — Изменение
при старении 40
— Термическая обработка 118—
126; — Отжиг — Режимы 126
Сталь бессемеровская 38, 40
--- горячекатаная круглая,
квадратная, шестигранная
76—79, 109—111
--- для холодной высадки —
Механические свойства,
твердость 15, 16 — Хими-
ческий составив, 27
----инструментальная для
штампов и пресс-форм 17
----качественная холоднотяну-
тая комбинированная —
Механические свойства,
твердость 14
----калиброванная — Кривые
упрочнения 69, 73, 74
---- калиброванная круглая —
Сортамент 79, 80, 109—111
---- калиброванная квадрат-
ная — Сортамент 80, 81,
109—111
---- калиброванная шестигран-
ная — Кривые упрочнения
64, 70, 74
----конструкционная— Крити-
ческие точки — Свойства
механические и физические
12, 13
----легированная — Механиче-
ские свойства, химический
состав 18—25 — Содер-
жащие неметаллические
включения й карбидная
ликвация 17
---- легированная горячеката-
ная — Кривые упрочнения
65; — Сопротивление де-
формированию 74, 75; —
' Дефекты 75; — Сортамент
90, 109—Ш
---- мартеновская 40
----томасовская 38, 40
----\шарико-подшипниковая 24,
25
Сталь кремнемарганцевая 20, 21
----легированная конструкци-
онная — Свойства, состав
химический 18—25
----марганцовистая 18, 19
----никельмодибденовая 20,21
----хромистая 18, 19
—— хромоалюминиевая 24, 25
----хромокремнистая 18, 19
----хромокремнемарганцевая
22, 23
----хромокремненикелевая 22,
23
----хромомарганцевая 18, 19
Предметный указатель
493
----хромомарганцевоникеле-
вая 22, 23
----хромомолибденовая 20, 21
----хромоникелевая 22, 23
----хромоникельвольфрамова-
надиевая 22, 23
----хромоникельмолибденова-
надиевая 22, 23
Сталь мягкая с низким сопро-
тивлением деформированию —
Выбор марок для деталей 9
----средней твердости со сред-
ним сопротивлением дефор-
мированию — Выбор марок
для деталей 9
----твердая с высоким сопро-
тивлением деформирова-
нию — Выбор марок для
деталей 9
Сталь некоторых марок, выпу-
скаемых за рубежом 27
Старение стали деформационное
28, 39—41, 43—45; — Влияние
на ударную вязкость 41, 43—
45
Степень деформации 30—69, 74,
119;—Схемы 33
Степень деформации при холод-
ной штамповке стали на авто-
матах — Таблицы 36
•---предельно допустимые 33
Съемники и выталкиватели 199—
202
Т
Твердость стали 9, 15, 16, 18—
25, 32—40, 67—72; — Нормы
125, 126
Термическая обработка загото-
вок 118—126; — Влияние ре-
жима на показатели чнтампуе-
мости 121, 125; — Режимы и
нормы .твердости 125, 126; —
Оборудование 472—480; — см.
также Отжиг заготовок, Печи
для отжига, Электронагрева-
тельные установки
Технико-экономическая эффек-
тивность способов производ-
ства деталей 96—99
Технические характеристики ав-
томатов 350—353, 359, 360,
364, 367, 372, 376, 377, 379,
385, 394—396
Технологические процессы штам-
повки на прессах — см. также
Штамповка на прессах
— Подготовка поверхности заго-
товок 126, 127
— Проектирование — Этапы ос-
новные 96—100
Технологические процессы штам-
повки на автоматах, а так же
см. Штамповка на прессах-ав-
томатах
— Инструменты — см. Инстру-
менты для штамповки на
прессах-автоматах
— Переходы технологические
258—263
— Работа деформации 310
— Схемы принципиальные 253—
263
— Штамповка — см. Штампов-
ка на прессах-автоматах
Технологичность конструкции де-
талей 96, 98
Травление заготовок 127—136
Трение 13р, 169, 175; — см. так-
же Силы трения', — Коэффи-
циент 129, 136, 175; — Усло-
вия 91, 92, 129, 137, 163; —
Уменьшение влияния 74
У
——’
Ударная вязкость удельная 42—
45
Упрочнение стали деформацион-
ное 28, 29, 46—78
Углы, характеризующие интер-
валы движения основных ме-
ханизмов гайковысадочных ав-
томатов — Таблица 390
Ф
Формовка объемная закрытая —
Схемы и технологические ха.
рактеристики 96; — Проекти-
рование и расчет переходов 155
— открытая 96
494
Предметный указатель
----см. также Формообразова-
ние при штамповке
Формообразование при штампов
ке ' осесимметричных детале-
102—109; — Процессы —
Классификация 85—96; — см.
также под названием каждого
из них, например Высадка,
Выдавливание> Обжатие, Осад-
ка, Прошивка, Редуцирование,
Формовка
Фосфатирование заготовок 111,
84; — Технологический про-
цесс 130—137
Ч
Чеканка пульсирующая 457—461
Чеканочные прессы 83
Ш
Штамповка — Способы 82
Штамповка пульсирующая — см.
Пульсирующая штамповка
Штамповка на прессах
— Детали типовые — Техноло-
гические процессы — Приме-
ры маршрутной технологии
227—233
— Заготовки — см. Заготовка
исходная. Заготовка штам-
пованная
— Инструменты — Конструиро-
вание и расчет 192—224; —
см. также Матрицы, Пуан-
соны, Штамповые блоки,
Ш тампы
— Конструктивно-технологиче-
ская классификация типовых
форм 102—108
— Оборудование — см. Прессы,
Приспособления
— Переходы — см. Проектиро-
вание переходов
— Расчленение процесса — Спо-
собы 156
— Способы — 82
— Технологические процессы
227—233
— Технологические усилия —
Определение 183—191; — За-
висимость от хода пуансона
172; — Коэффициент тре-
ния — Величина J75
Штамповка на прессах многопо-
зиционная — Характеристи-
ка 84
----однопозиционная—Харак-
теристика 82
Штамповка на прессах-автома-
тах
— Инструменты — см. Инстру-
менты для штамповки на
прессах-автоматах.
•— Производительность теорте-
тическая 253, 345
— Работа деформации 310
— Технологические усилия —
Расчетные формулы 395—
310; — Экспериментальные
значения 303—310
Штамповка на прессах-автома-
тах болтов, винтов и заклепок
263—268
----болтов с наружным и вну-
тренним шестигранником
270—272
проволочных гвоздей 282—
285
----роликов 274—281
•---сложных деталей — При-
— меры 285—294; — Техноло-
— гическая характеристика
289
Штамповые блоки нормализо-
ванные 83
*— Габаритные размеры — Опре-
деление 204, 205
— Конструирование 193—195,
206
Штампы
— Конструирование и расчет
192
— Крепление на прессах — Схе-
мы 194
Предметный указатель
495
— Рабочие детали 205—212; —
Материалы 220—224; -—Стой-
кость — Повышение 224—
225; — см. также Штампо-
вые блоки
Штампы многоместные 82—84
----многопозиционные 82—84
Штампуемость стали 28—45,
82—84, 98
— Классификация 100—101
— Основные направления повы-
шения 44, 45
— Показатели — Повышение
путем термообработки 121—
123
Э
Электропечи для термообработ-
ки — см. Печи электронагре-
вательные
Электронагревательные установ-
ки для термообработки 479,
480
Ю
Юстировка (доводка) — 144
Коллектив авторов
ХОЛОДНАЯ ОБЪЕМНАЯ ШТАМПОВКА
СПРАВОЧНИК
Редактор издательства М. С. Хухлин
Технический редактор Е. П. Смирнова
Корректор Л. Ф. Никифорова
Художник Е. В. Бекетов
Сдано в набор 28/IV 1973 г.
Подписано к печати 24/VIII 1973 г. Т-14044
Формат 84X 108*/ва Бумага № 3
Усл. печ. л. 26,04 Уч.-изд. л. 34,25
Тираж 30000 экз. Заказ № 265. Цена 1 р. 87 к.
Издательство «Машиностроение».
Москва, Б-78, 1-й Басманный пер., д. 3
Ленинградская типография № 6
Союзполиграфпрома при Государственном
комитете Совета Министров СССР по делам
издательств, полиграфии и книжной торговли
193144, Ленинград, ул, Моисеенко, 10