






























































Автор: Бочаров Ю.А.
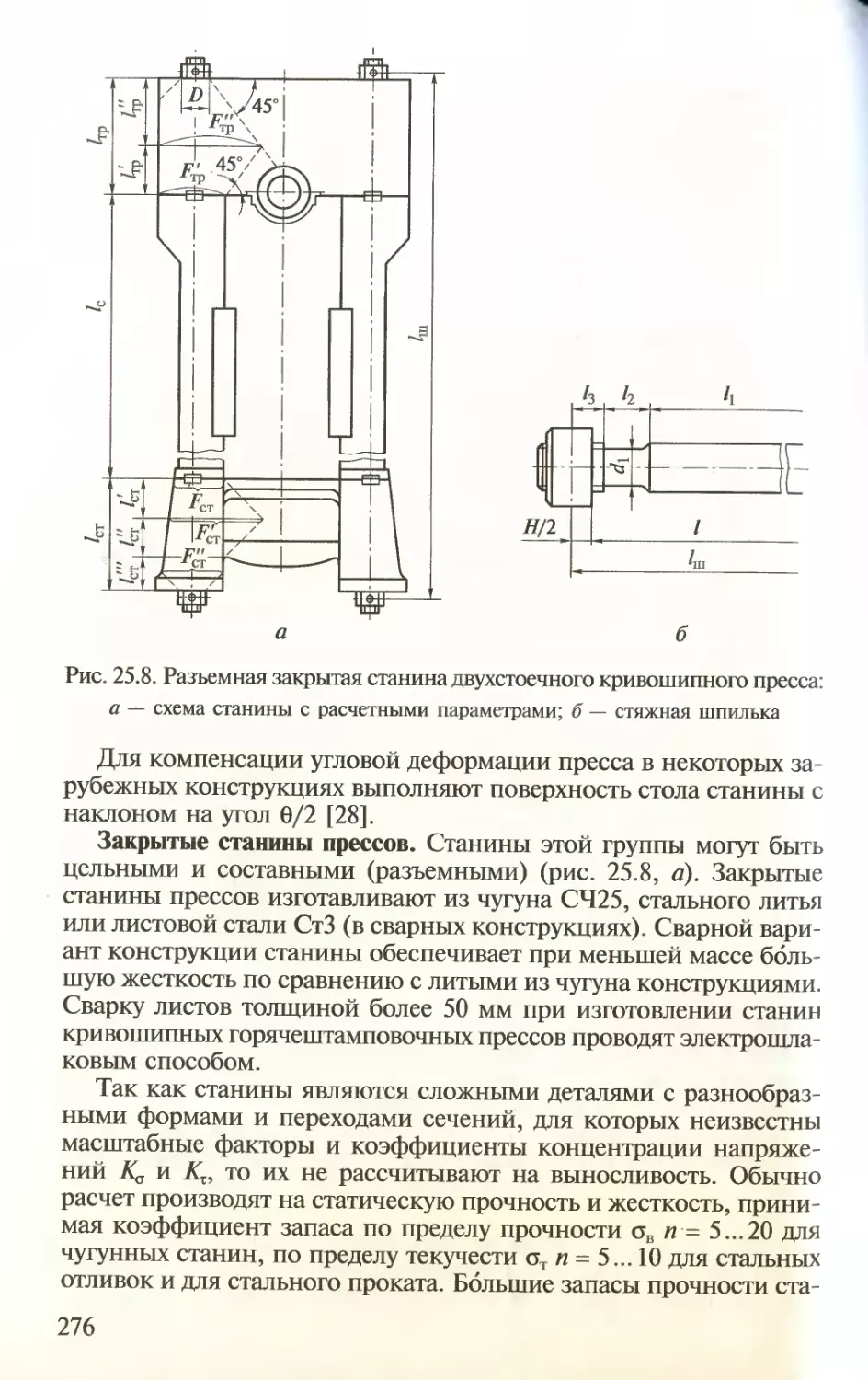
Теги: технология обработки без снятия стружки в целом: процессы, инструмент, оборудование и приспособления технология металлов машиностроение приборостроение общее машиностроение машиноведение оборудование
ISBN: 978-5-7695-3746-2
Год: 2008



Высшее профессиональное образование
Ю. А. Бочаров
КУЗНЕЧНО-
ШТАМПОВОЧНОЕ
ОБОРУДОВАНИЕ
УДК 621.73(075.8)
ББК 34:34.4я73
Б865
Рецензенты:
зав. кафедрой «Машины и технология обработки металлов давлением» МГИУ,
д-р техн, наук, проф. В. И. Субич;
зав. кафедрой «Системы пластического деформирования» МГТУ «Станкин»,
д-р техн, наук, проф. Е. Н. Сосёнушкин
Бочаров Ю.А.
Б865 Кузнечно-штамповочное оборудование : учебник для студ.
высш. учеб, заведений / Ю.А. Бочаров. — М.: Издательский
центр «Академия», 2008. — 480 с.
ISBN 978-5-7695-3746-2
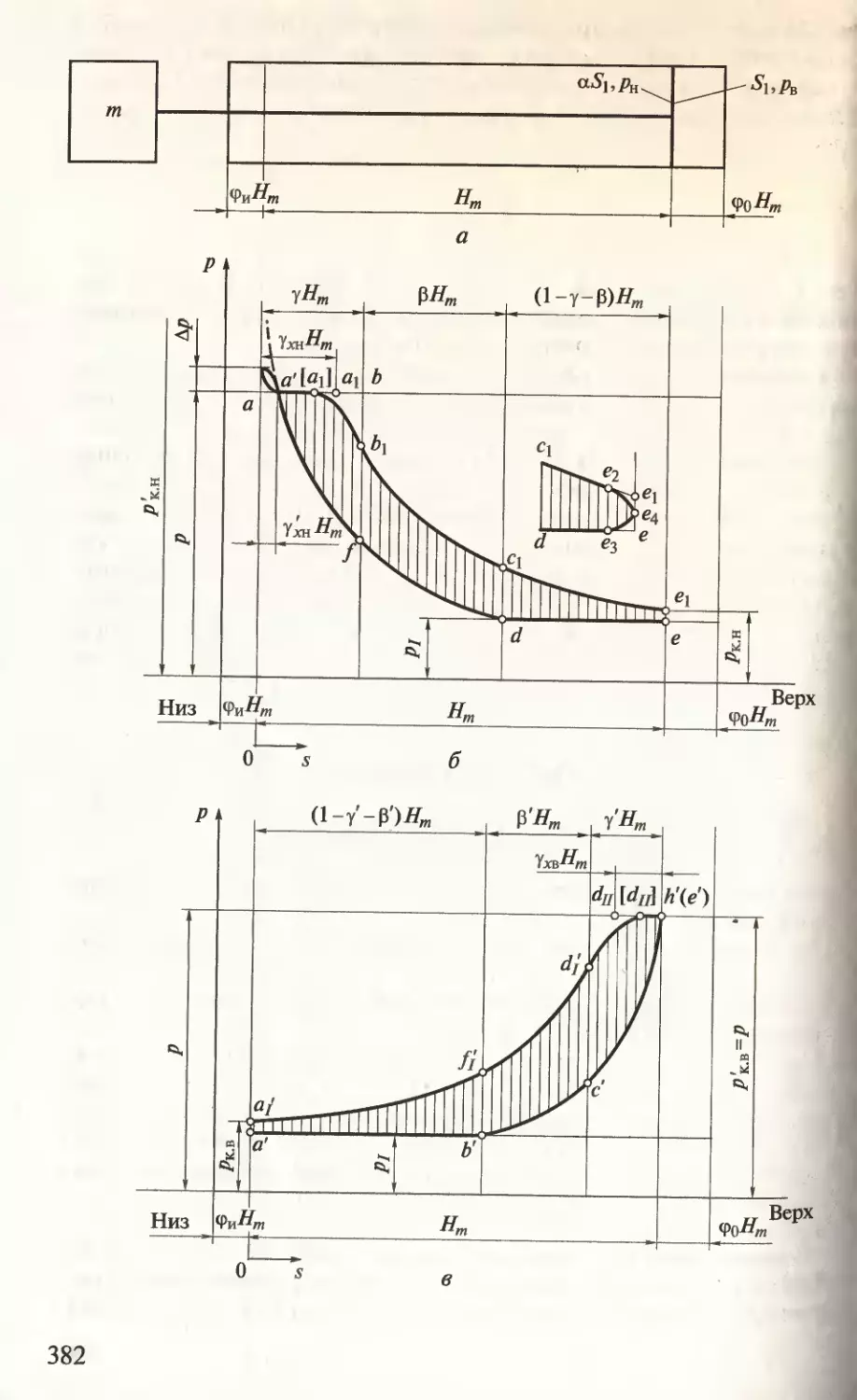
Приведены основные сведения по проектированию, математическо-
му моделированию, методам расчета, конструирования, испытания, уп-
равления и диагностики кузнечно-штамповочных машин. Рассмотрены
современные конструкции гидравлических, винтовых, кривошипных прес-
сов и автоматов, пневматических, паровоздушных и гидравлических мо-
лотов, ротационных, радиально-обжимных и роторных машин, вибраци-
онных, электрогидравлических, магнитно-импульсных и других импульс-
ных машин и установок.
Для студентов высших учебных заведений. Может быть полезен аспи-
рантам и преподавателям высших учебных заведений, студентам и препо-
давателям учреждений среднего профессионального образования, специ-
алистам кузнечно-штамповочного производства.
УДК 621.73(075.8)
, ББК 34:34.4я73
Учебное издание
Бочаров Юрий Александрович
Кузнечно-штамповочное оборудование
Учебник
Редактор Ю. А. Чинов. Технический редактор Е.Ф.Коржуева
Компьютерная верстка: Е.Ю. Матвеева
Корректоры С. Ю. Свиридова, Т. Н. Морозова
Изд. № 101112560. Подписано в печать 28.09.2007. Формат 60x90/16. Гарнитура «Таймс».
Бумага тип. № 2. Печать офсетная. Усл. печ. л. 30,0. Тираж 3 000 экз. Заказ № 3402.
Издательский центр «Академия», www.academia-moscow.ru
Санитарно-эпидемиологическое заключение № 77.99.02.953.Д.004796.07.04 от 20,07.2004.
117342, Москва, ул. Бутлерова, 17-Б, к. 360. Тел./факс: (495)330-1092, 334-8337.
Отпечатано с электронных носителей издательства.
ОАО "Тверской полиграфический комбинат", 170024, г. Тверь, пр-т J ппа, 5.
Телефон: (4822) 44-52-03,44-50-34, Те гефон/факс (4822) 44-42-15 «
Home page - www.Lve.rpk.ru Электронная почта (E-mail) - sales@lverpk.ru 3JC
Оригинал-макет данного издания является собственностью
Издательского центра «Академия», и его воспроизведение любым Способом
без согласия правообладателя запрещается
© Бочаров Ю.А., 2008
© Образовательно-издательский центр «Академия» 2008
ISBN 978-5-7695-3746-2 © Оформление. Издательский центр «Академия», 2008
ПРЕДИСЛОВИЕ
Кузнечно-штамповочное оборудование (КШО) и кузнечно-
штамповочные машины (КШМ) составляют важнейшую часть си-
стемы обработки давлением и предназначены для формоизмене-
ния металлов, сплавов и неметаллических материалов под дей-
ствием давления. Для того чтобы привести металл в пластическое
состояние и преодолеть сопротивление деформированию, КШМ
должна создать необходимую деформирующую удельную силу на
заданном перемещении с приемлемой скоростью. Деформирую-
щая сила, энергия (работа) деформирования и скорость дефор-
мирования являются главными характеристиками КШМ.
Современный парк КШМ состоит из восьми классов машин,
характеризующихся деформирующей силой от 30 кН до 750 МН,
эффективной энергией от 1 кДж до 5 МДж, скоростным диапазо-
ном воздействия на обрабатываемый материал от долей милли-
метров в секунду до 100 м/с и более. Современные конструкции
КШМ разрабатывают с применением информационных техноло-
гий, проектных процедур и средств автоматизированного проек-
тирования, оснащают системами ЧПУ, компьютерного монито-
ринга и диагностики.
В основу отечественной школы расчета и конструирования
КШМ положены труды выдающихся ученых: А. И. Зимина — тео-
рия и расчет винтовых фрикционных прессов (1931), теория па-
ровоздушных молотов (1937, 1940, 1953); М. В. Сторожева — тео-
рия гидравлических прессов с насосно-аккумуляторным приво-
дом (1930, 1949), теория кривошипных прессов (совместно с
Н.М.Копыловым, 1933—1935); Е.П.Унксова — теория привод-
ных пневматических молотов (1931); И. И. Гирша и В. И. Залес-
ского — теория горизонтально-ковочных машин и гибочных ма-
шин (1931); Б. В. Розанова — конструкции и расчет гидравличе-
ских прессов (1958) и др.
Коллективами инженеров и научных сотрудников ведущих НИИ
и заводов разработаны и созданы самые крупные в мире КШМ:
гидравлические штамповочные прессы силой 650 и 750 МН, од-
ноцилиндровые малогабаритные штамповочные гидравлические
прессы силой 300 МН, паровоздушные бесшаботные штамповоч-
ные молоты с энергией удара 1 500 кДж, гидравлические бесша-
ботные штамповочные молоты с энергией удара 250 кДж и 2 МДж,
кривошипные горячештамповочные прессы силой 125 и 160 МН
и другие машины.
3
В последние десятилетия в мировой практике произошел каче-
ственный сдвиг в структуре и техническом уровне КШО в сторо-
ну применения лазерных, вибрационных и импульсных методов,
компьютерного программного управления, мониторинга и диаг-
ностики.
Большая часть имеющихся в России КШМ старше 20 лет. Это
потребует обновления парка КШМ в ближайшие годы, интенси-
фикации проектно-конструкторских, исследовательских и произ-
водственных работ по созданию современных КШМ, оборудован-
ных средствами автоматизации процессов, системами ЧПУ, ком-
пьютерного мониторинга и диагностики.
Автор в разные годы разрабатывал и читал в МГТУ им. Н. Э. Бау-
мана традиционные и новые учебные курсы «Расчет и конструк-
ции кузнечно-штамповочных машин», «Гидропривод кузнечно-
штамповочных машин», «Теория кузнечно-штамповочных машин»,
«Управление процессами и машинами обработки металлов давле-
нием», «Управление и диагностика кузнечно-штамповочного обо-
рудования», проводил опытно-конструкторские и исследователь-
ские работы. Этот опыт использован при разработке настоящего
учебника, в котором приведены материалы по традиционным и
новым разделам.
Учебник написан в соответствии с программами учебных кур-
сов «Оборудование кузнечно-штамповочного производства», «Куз-
нечно-штамповочное оборудование», «Расчет и конструкции куз-
нечно-штамповочных машин» ведущих технических университе-
тов России, утвержденных Министерством образования и науки
Российской Федерации.
В написании учебника, кроме автора, принял активное учас-
тие кандидат технических наук, доцент Технического универси-
тета МАМИ Игорь Константинович Токарев (гл. 16; 18; 19; 21 —
24), которому автор выражает искреннюю благодарность.
Автор с признательностью примет замечания по содержанию
учебника, которые можно отправлять по электронному адресу:
yuri9310@yandex.ru.
РАЗДЕЛ I
КЛАССИФИКАЦИЯ, ПРИНЦИПЫ
ПРОЕКТИРОВАНИЯ И АНАЛИЗА КУЗНЕЧНО-
ШТАМПОВОЧНЫХ МАШИН
ГЛАВА 1. СИСТЕМА ОБРАБОТКИ ДАВЛЕНИЕМ,
КЛАССИФИКАЦИЯ, ГЛАВНЫЕ ПАРАМЕТРЫ И МАРКИРОВКА
1.1. Кузнечно-штамповочное оборудование в системе
обработки давлением
Современное КШО состоит из КШМ, средств механизации и
автоматизации и вспомогательных устройств. Кузнечно-штампо-
вочные машины являются главными компонентами технологи-
ческой системы обработки металлов и неметаллических матери-
алов (далее — материалов) давлением (ОМД), обеспечивающи-
ми технологический процесс в динамическом взаимодействии
со всеми другими компонентами системы (рис. 1.1). Современ-
ные технологические системы ОМД основаны на интеграции ме-
ханических, электронных и информационных устройств: меха-
низмов и инструмента, электронных каналов и датчиков прямой
и обратной связи, микропроцессоров, контроллеров и компью-
теров.
Таким образом, современные технологические системы ОМД
представляют собой мехатронные системы.
Мехатроника — это технико-технологическое направление раз-
вития техносферы, интегрирующее механику, электронику и ин-
форматику с целью совершенствования технологии и производ-
ства, включая создание и применение устройств с элементами
искусственного интеллекта. Соответственно мехатроника ОМД —
это наука, в которой интегрированы знания механики КШМ и
технологических процессов деформирования материалов, элек-
троники информационных каналов, процессоров и компьюте-
ров, информатики, алгоритмического и программного обеспе-
чения.
Кузнечно-штамповочные машины являются технологически-
ми машинами, главными компонентами системы ОМД, все па-
раметры которых должны быть подчинены требованиям техноло-
гических процессов обработки материалов давлением и стандар-
тов качества продукции (штампованных заготовок, полуфабрика-
тов и деталей).
5
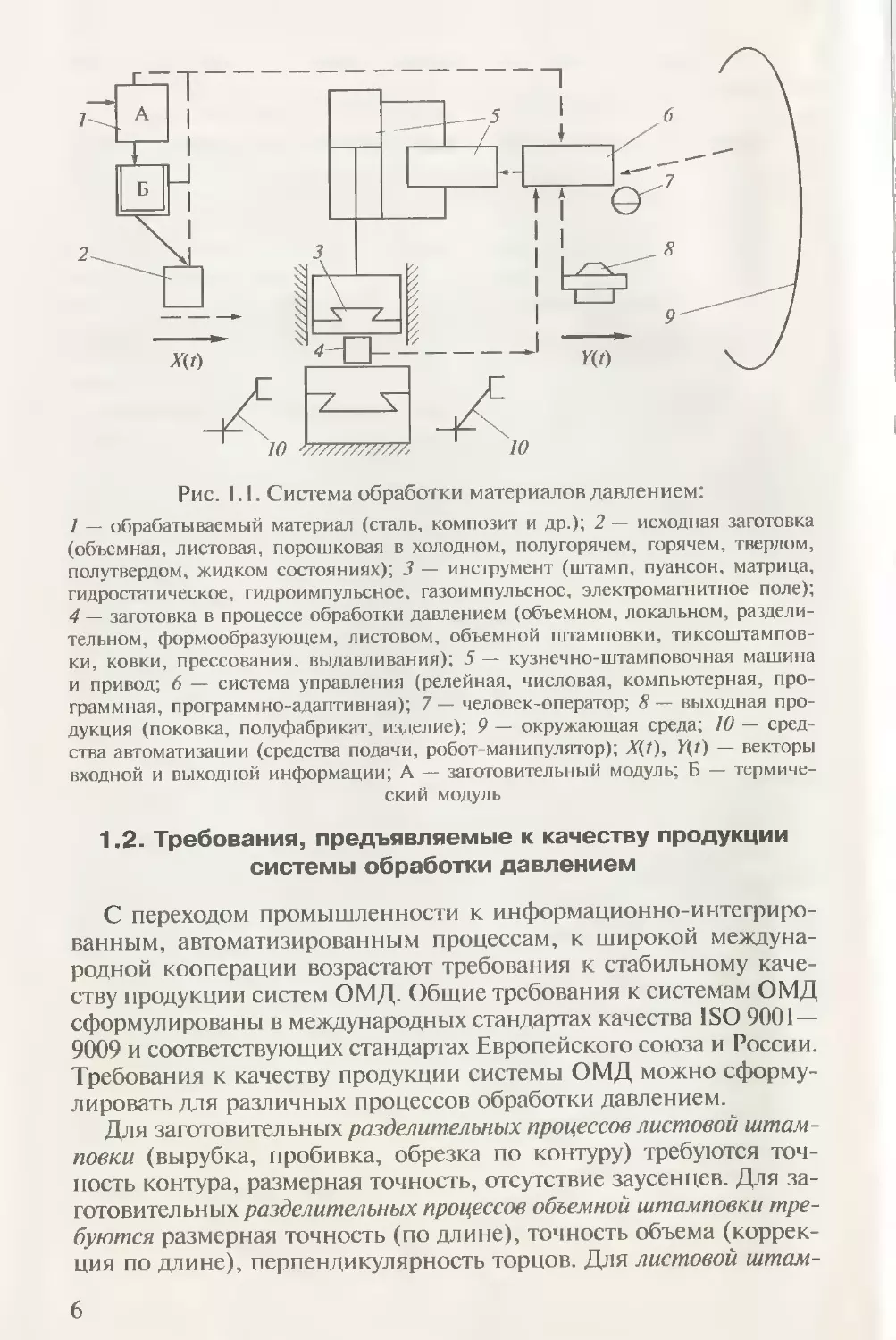
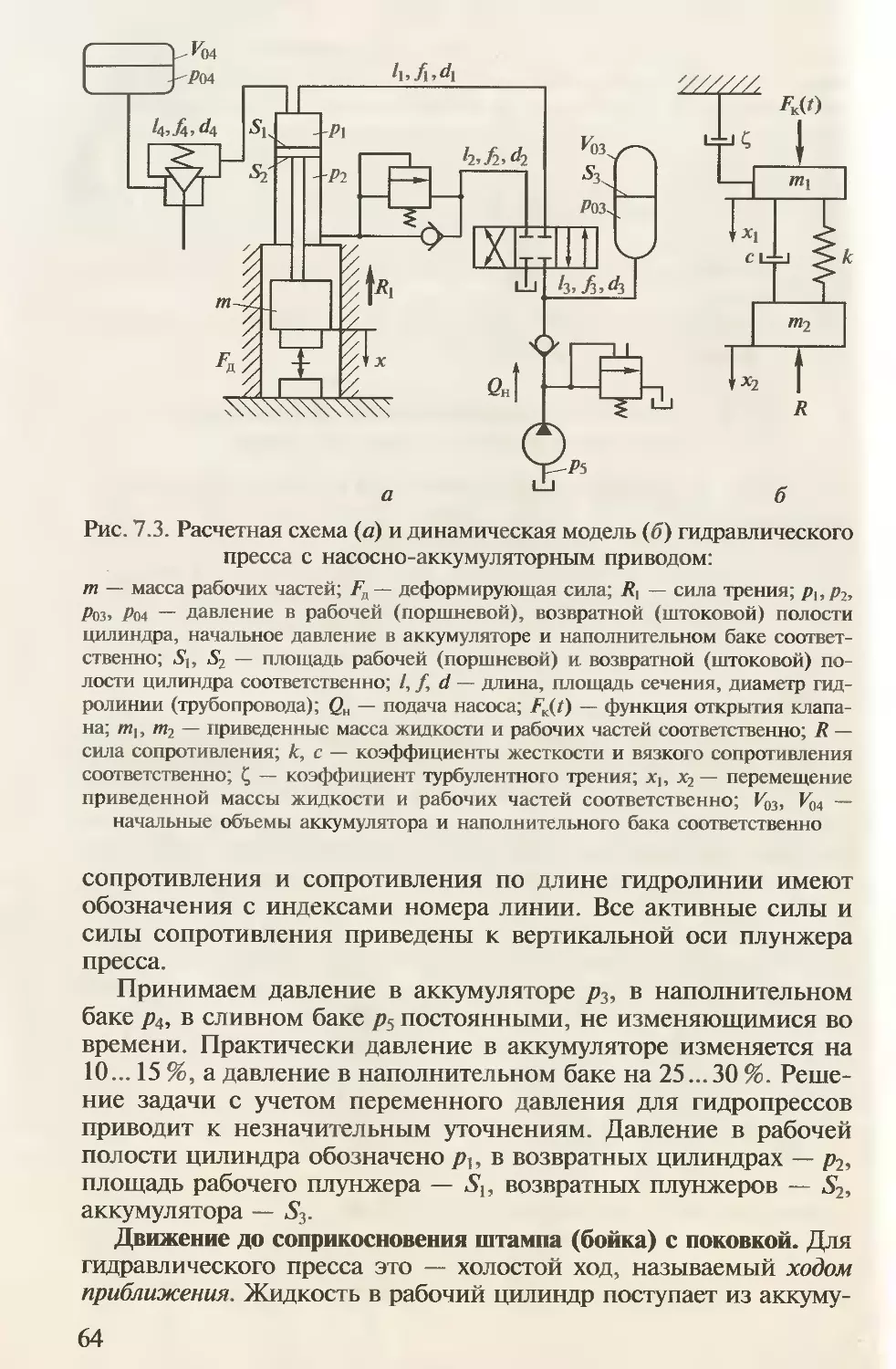
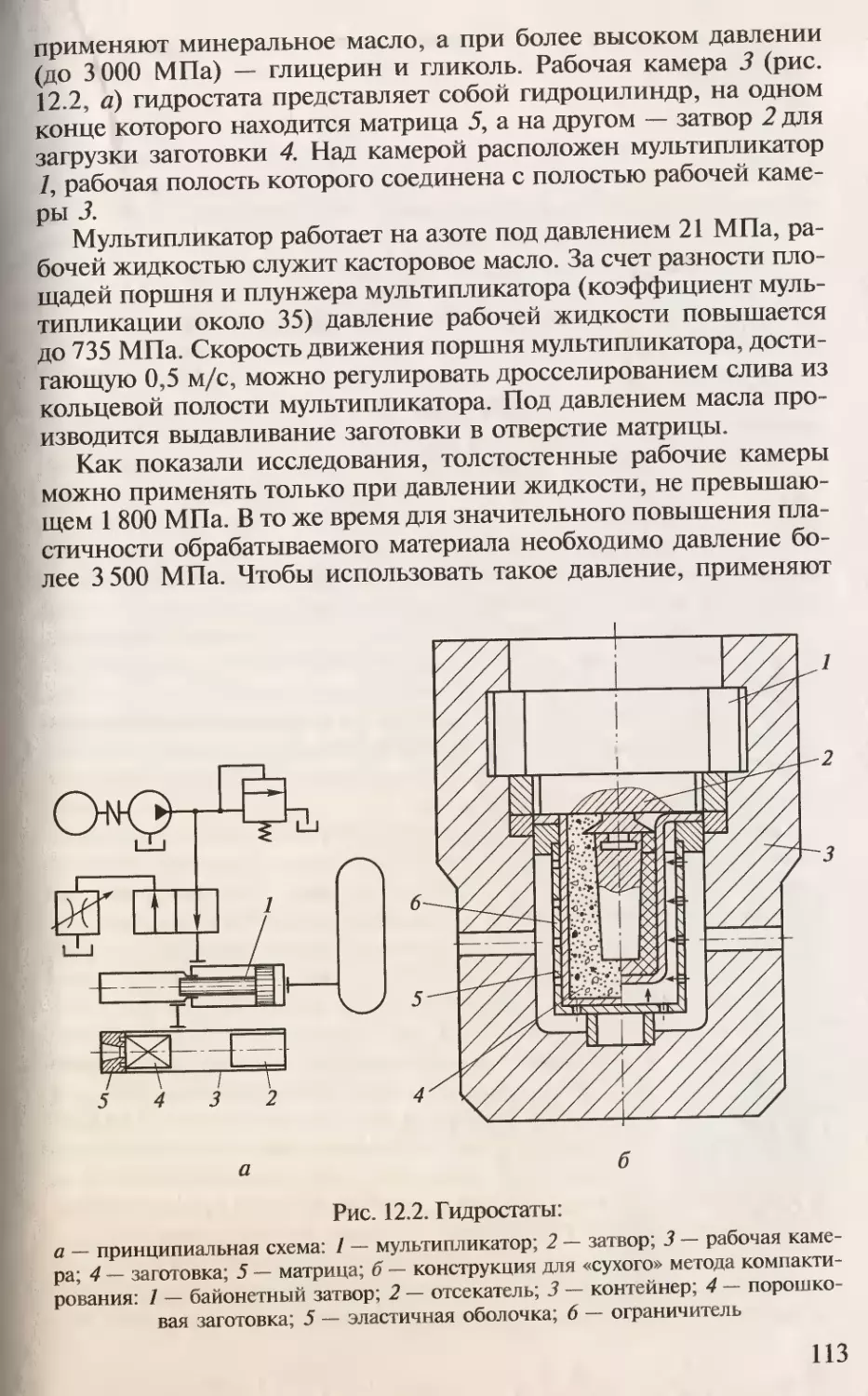
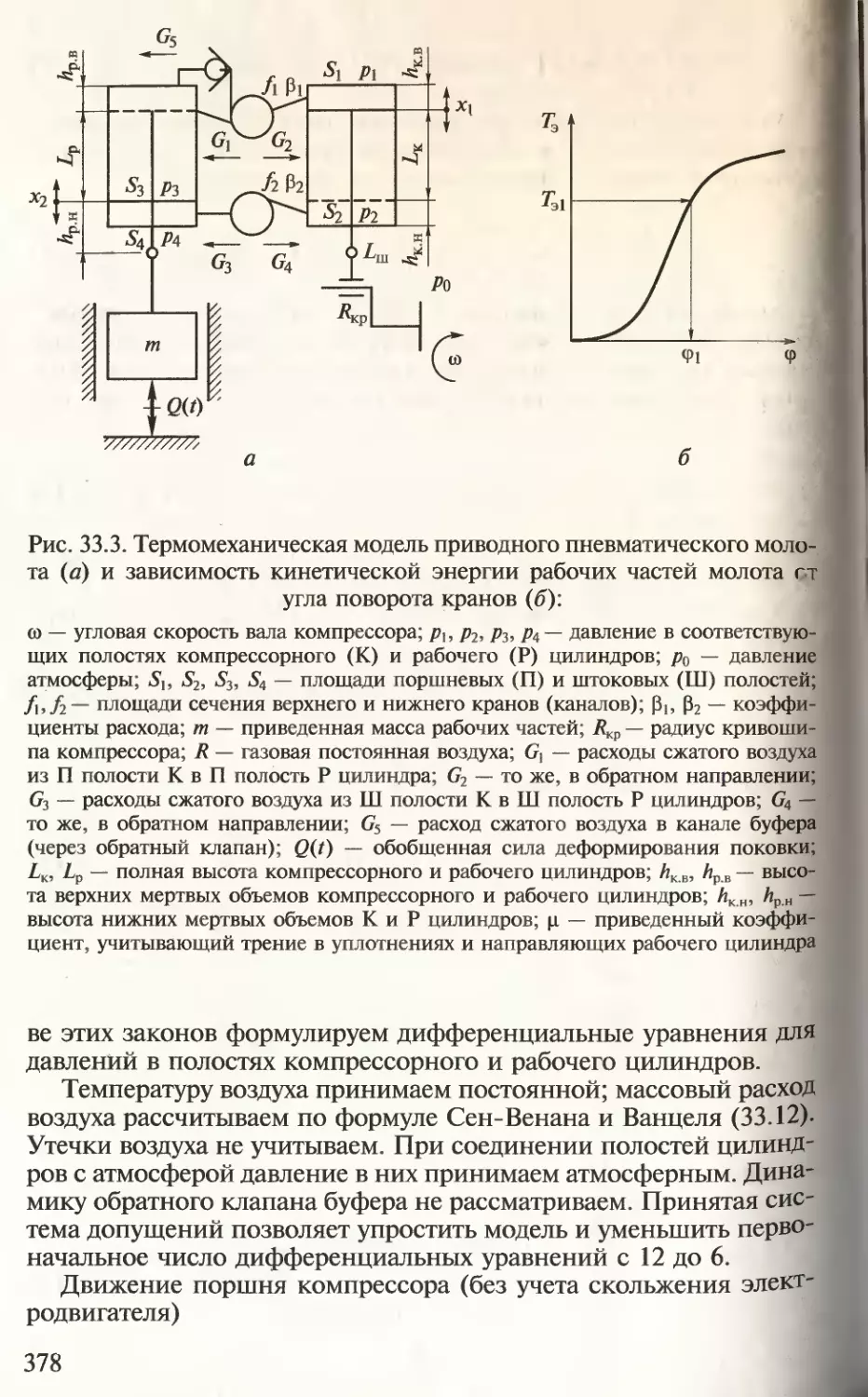
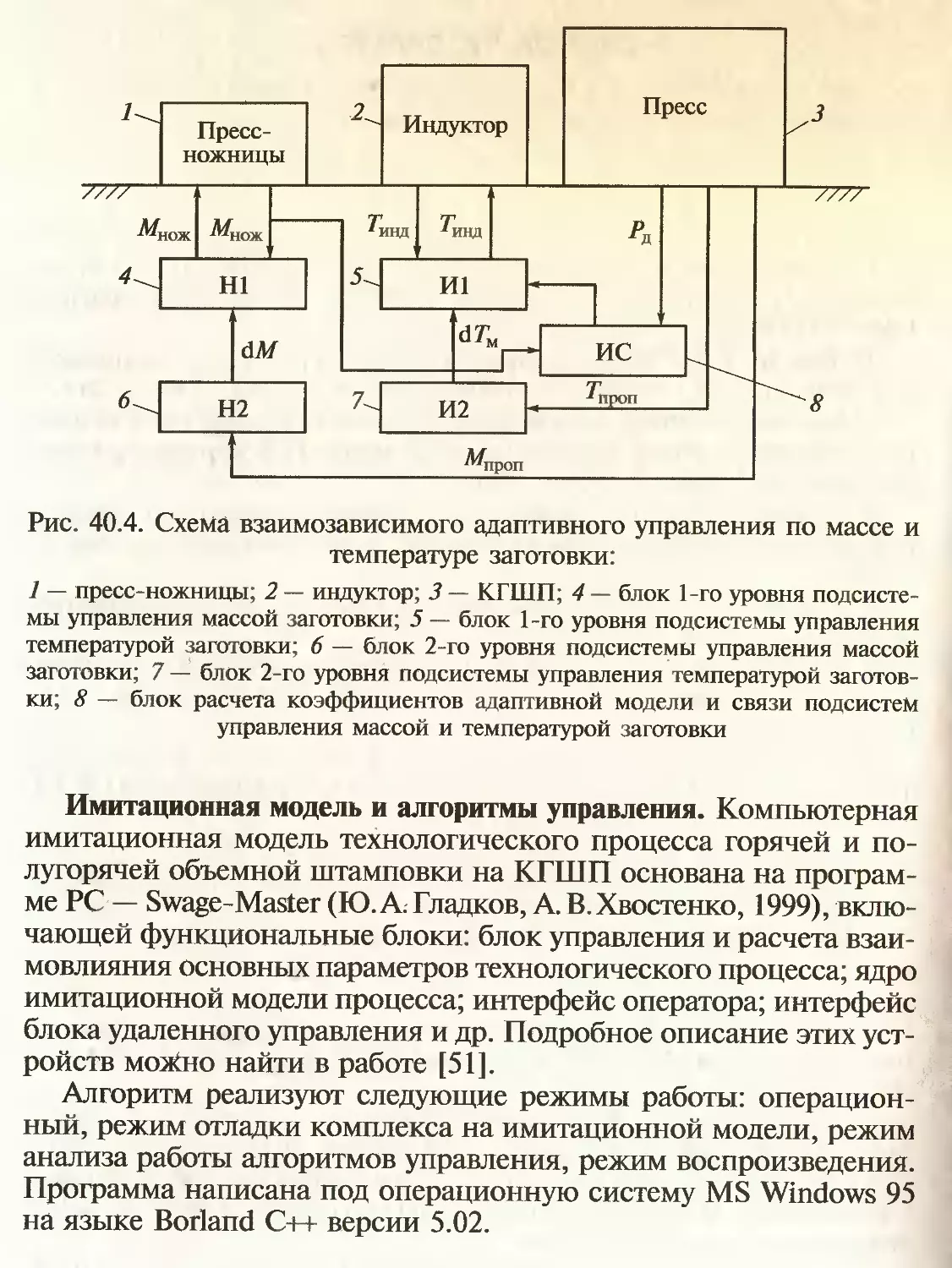
Рис. 1.1. Система обработки материалов давлением:
/ — обрабатываемый материал (сталь, композит и др.); 2 — исходная заготовка
(объемная, листовая, порошковая в холодном, полугорячем, горячем, твердом,
полутвердом, жидком состояниях); 3 — инструмент (штамп, пуансон, матрица,
гидростатическое, гидроимпульсное, газоимпульсное, электромагнитное поле);
4 — заготовка в процессе обработки давлением (объемном, локальном, раздели-
тельном, формообразующем, листовом, объемной штамповки, тиксоштампов-
ки, ковки, прессования, выдавливания); 5 — кузнечно-штамповочная машина
и привод; 6 — система управления (релейная, числовая, компьютерная, про-
граммная, программно-адаптивная); 7 — человек-оператор; 8 — выходная про-
дукция (поковка, полуфабрикат, изделие); 9— окружающая среда; 10 — сред
ства автоматизации (средства подачи, робот-манипулятор); X(t), Y(t) — векторы
входной и выходной информации; А — заготовительный модуль; Б — термиче-
ский модуль
1.2. Требования, предъявляемые к качеству продукции
системы обработки давлением
С переходом промышленности к информационно-интегриро-
ванным, автоматизированным процессам, к широкой междуна-
родной кооперации возрастают требования к стабильному каче-
ству продукции систем ОМД. Общие требования к системам ОМД
сформулированы в международных стандартах качества ISO 9001—
9009 и соответствующих стандартах Европейского союза и России.
Требования к качеству продукции системы ОМД можно сформу-
лировать для различных процессов обработки давлением.
Для заготовительных разделительных процессов листовой штам-
повки (вырубка, пробивка, обрезка по контуру) требуются точ-
ность контура, размерная точность, отсутствие заусенцев. Для за-
готовительных разделительных процессов объемной штамповки тре-
буются размерная точность (по длине), точность объема (коррек-
ция по длине), перпендикулярность торцов. Для листовой штам-
6
повки-вытяжки необходимы размерная точность (пригодность для
сборки без операций подгонки), соблюдение указанных шерохо-
ватости, микрогеометрии поверхности (гладкая, не требующая
обработки), а также отсутствие заусенцев (или минимальная их
величина), минимальная или допустимая разнотолщинность, рав-
номерное (или требуемое) распределение смазочных материалов
по поверхности.
Для холодной объемной штамповки требуются соблюдение точ-
ности формы и размеров (не требующие или требующие мини-
мальной механической обработки шлифованием, резанием); от-
сутствие (как угловых, так и в плане) смещений половин штам-
па, заусенцев, облоя; соблюдение требуемых шероховатости, мик-
рогеометрии поверхности (гладкая, не требующая обработки), мак-
роструктуры (следование волокон контуру поверхности), механи-
ческих характеристик (твердость, предел прочности, относитель-
ное удлинение, ударная вязкость)
Для горячей объемной штамповки требуется соблюдение размер-
ной точности по высоте и геометрии формы; допустимой шеро-
ховатости поверхности; требуемых макро- и микроструктур.
Для тиксоштамповки и реоштамповки (штамповки металлов в
твердожидком состоянии) требуется соблюдение размерной точ-
ности, глобулярной микроструктуры, а также волокнистой мак-
роструктуры в наиболее напряженных участках заготовки.
С помощью регрессионных моделей для конкретных условий
процесса устанавливают характеристики, в наибольшей степени
влияющие на качество продукции ОМД.
1.3. Классификация кузнечно-штамповочных машин
Кузнечно-штамповочные машины относятся к технологичес-
ким машинам для формоизменения под давлением металлов и
неметаллических материалов в холодном, полугорячем и горячем
состоянии.
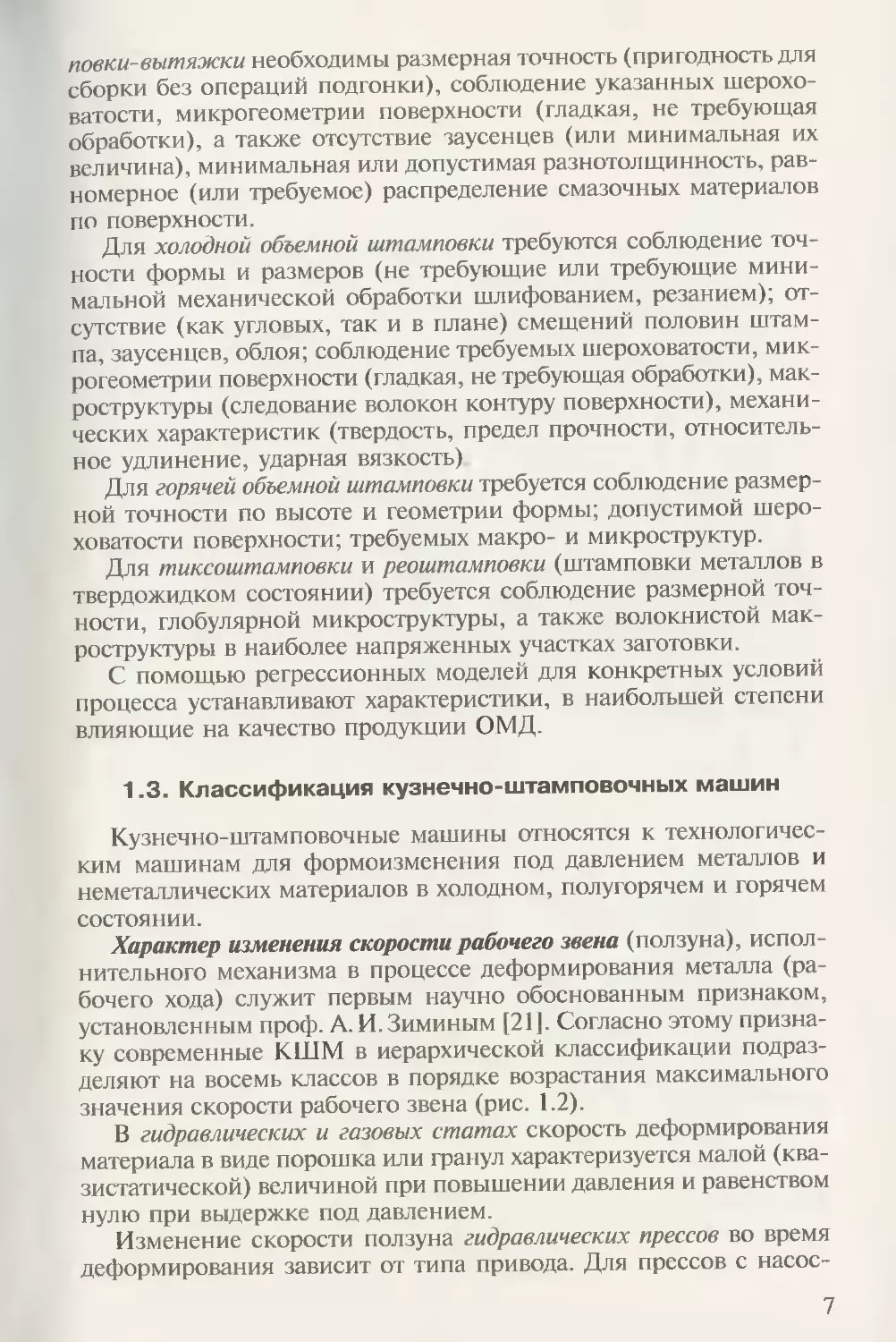
Характер изменения скорости рабочего звена (ползуна), испол-
нительного механизма в процессе деформирования металла (ра-
бочего хода) служит первым научно обоснованным признаком,
установленным проф. А. И. Зиминым [211. Согласно этому призна-
ку современные КШМ в иерархической классификации подраз-
деляют на восемь классов в порядке возрастания максимального
значения скорости рабочего звена (рис. 1.2).
В гидравлических и газовых статах скорость деформирования
материала в виде порошка или гранул характеризуется малой (ква-
зистатической) величиной при повышении давления и равенством
нулю при выдержке под давлением.
Изменение скорости ползуна гидравлических прессов во время
деформирования зависит от типа привода. Для прессов с насос-
7
00
Классы кузнечно-штамповочных машин
'Рис. 1.2. Классификация кузнечно-штамповочных машин:
гд, ta — скорость и время деформирования; vm — максимальная скорость деформирования
ным приводом при постоянной подаче насоса QH и площади ци-
линдра St
V =
' S,
= const.
Для прессов с насосно-аккумуляторным приводом скорость
зависит от разности номинальной силы пресса F„ и деформирую-
щей силы Гд при коэффициенте пропорциональности <р:
4i ~
Скорость ползуна кривошипного (механического) пресса пере-
менная, зависит от закона движения кривошипно-шатунного ме-
ханизма:
2ЛИ п/. , , . ПП „ .
va = -gQ-^(l + 4cosot)sin a ~ — Rsma,
где п — частота вращения кривошипного вала, мин1; R — радиус
кривошипа; а — угол поворота кривошипа, отсчитываемый от
нижней мертвой точки; X — отношение радиуса кривошипа к длине
шатуна.
Скорость деформирования материала в винтовых прессах и мо-
лотах — машинах ударного действия зависит от мгновенного зна-
чения кинетической энергии рабочих частей 7):
f2T,~ 12(ТЭ-ЛД1)
\ \ 5
\ т \ т
где Тэ — эффективная энергия; Aai — текущее значение работы
деформирования; т — масса рабочих частей (для винтового прес-
са — приведенная масса).
Скорость деформирования материала в импульсных машинах
характеризуется кратковременностью достижения максимального
значения, зависит от формы импульса, генерируемого источни-
ком: электромагнитным полем, электрическим разрядом, взрыв-
чатым веществом, сжатой жидкостью.
В вибрационных машинах механические колебания (вибрации),
воздействующие на металл (материал) во время деформирова-
ния, характеризуются амплитудой и частотой.
Кроме скорости деформирования, важными характеристика-
ми являются диапазон времени деформирования, характер изме-
нения деформирующей силы, эффективной кинетической энер-
гии, импульса и вибраций, создаваемых КШМ.
9
Приблизительный диапазон времени деформирования на импульс-
ных машинах находится в пределах 10“4... 10“3 с, на молотах —
10~3... 10“2 с, на винтовых прессах — 10 2... 10_| с, на кривошипных
прессах — 10 ‘...5 10на гидравлических прессах — 5 10 ’...5 с,
на гидравлических и газовых статах — 10|...102с и более [20],
[51], [55].
Сила, которую могут развить КШМ во время деформирования
металла, называется деформирующей. Характер изменения дефор-
мирующей силы зависит от структуры главных рабочих механиз-
мов. Кузнечно-штамповочные машины с кинематически свобод-
ным перемещением исполнительного звена (ползуна), например
гидропрессы, могут развивать максимальную деформирующую силу
на любом участке перемещения. Величина ее будет пропорцио-
нальна силе сопротивления деформированию материала заготов-
ки и не может превышать номинального значения, ограниченно-
го критериями прочности. Кузнечно-штамповочные машины с ки-
нематически ограниченным перемещением исполнительного зве-
на (ползуна), например кривошипные прессы, по условиям проч-
ности могут развивать максимальную деформирующую силу толь-
ко на коротком участке в конце хода ползуна. Гидропрессы и кри-
вошипные прессы относят к машинам с ограниченной прочност-
ными критериями номинальной силой.
Машины ударного действия (винтовые прессы и молоты) ха-
рактеризуются номинальной величиной эффективной кинетиче-
ской энергии рабочих частей. Изменение эффективной энергии во
время деформирования металла пропорционально квадрату мгно-
венного значения скорости ползуна. Деформирующую силу они
создают в процессе деформирования заготовки за счет перехода
кинетической энергии в работу деформирования. Чем меньше де-
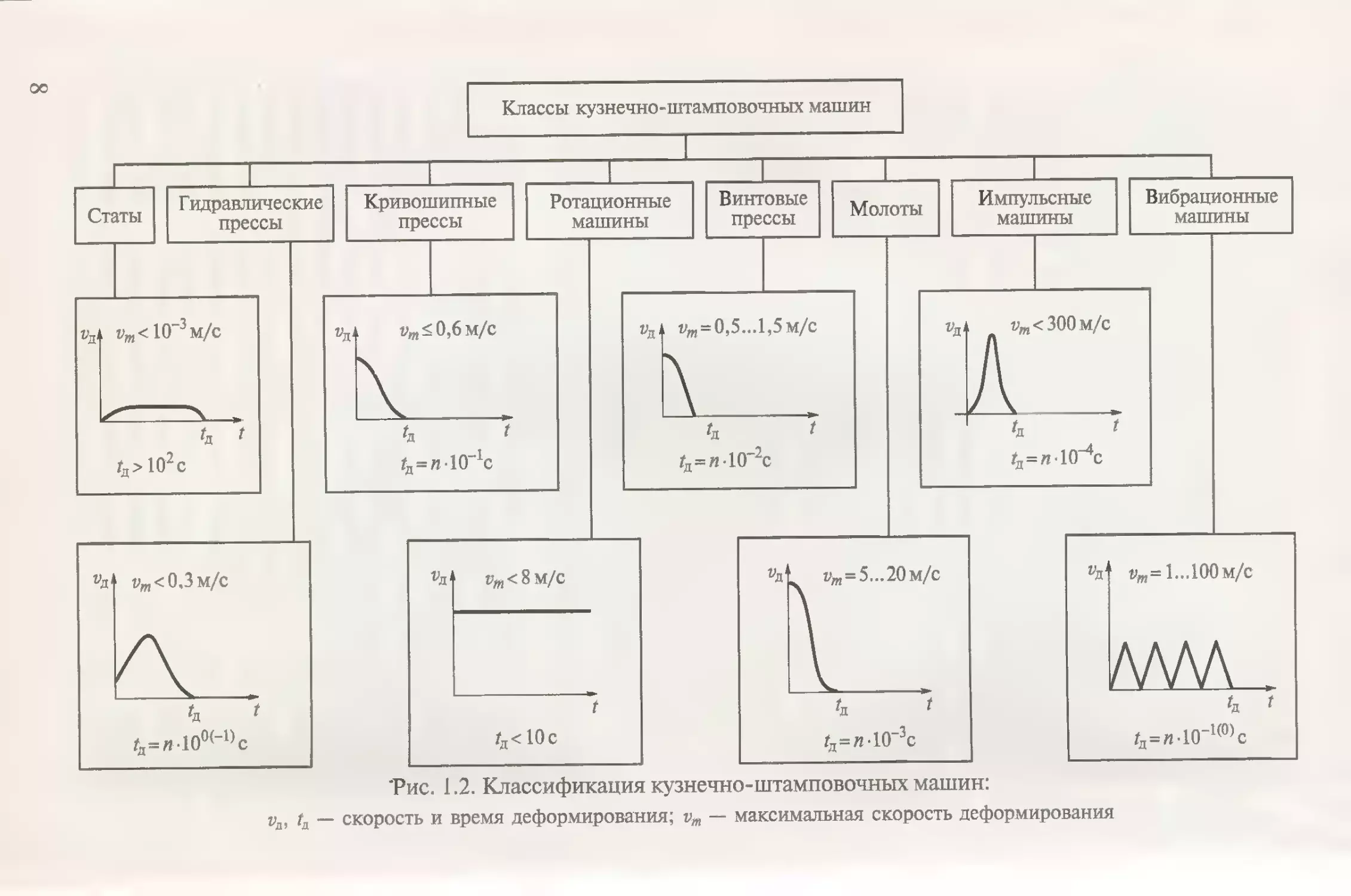
Таблица 1.1
Энерготипы кузнечно-штамповочных машин
Индекс энерго- типа Энерготип
1 2 3 4 5 6
I Тм — энер- гия посту- пательного движения Тм - энер- гия враща- тельного движения Тэр — энер- гия давле- ния — им- пульсная энергия — —
II т т 1 3VP т 1 Э1Л т 1 Э(ЛР т J эсот т 2 э/п
III Т 2 зтхар т 1 эпох т 1 svpt т 2 эсо/п — —
IV т 1 эмо/и — — — — —
10
формация заготовки, тем больше сила. Эти машины относят к
машинам с ограниченной энергией.
Конструкции машин зависят от принципов преобразования
входной энергии (электрической, тепловой, химической) в энер-
гию энергоносителя (сжатого воздуха, пара, сжатой жидкости,
электромагнитного поля), затем в эффективную энергию маши-
ны и в работу пластического деформирования материала. В зави-
симости от вида эффективной энергии или сочетания видов КШМ
подразделяются на введенные А. И. Зиминым энерготипы, исполь-
зующие кинетическую энергию поступательного, вращательного
движения, энергию давления, импульсную энергию и их сочета-
ния (табл. 1.1) [51].
Морфологическая система классификации КШМ (Ю.А.Боча-
ров, 1974) охватывает наибольшее число технологических и кон-
структивных признаков по 25 смысловым делителям с девятью
свойствами. Это дает возможность числового кодирования струк-
турного состава конструкций. Такую систему классификации при-
меняют для анализа традиционных и структурного синтеза новых
КШМ [51].
1.4. Принципиальные схемы и эффективная энергия
машин
Гидравлические и газовые статы (рис. 1.3, а) относятся к маши-
нам квазистатического воздействия на материал, использующим
энергию давления жидкости или газа [28]. Они содержат камеру, в
которую загружен обрабатываемый материал и подается жидкость
или нейтральный газ (азот, аргон) под давлением в несколько
десятков килопаскалей. Скорость деформирования составляет со-
тые и десятые доли миллиметров в секунду. Материал подвергает-
ся всестороннему гидростатическому сжатию в течение необходи-
мого времени, а затем камера разгружается по определенному за-
кону.
Энергия привода А„ расходуется на упругую деформацию кон-
струкции камеры Ак, сжатие жидкости АЛ. и деформирование ма-
териала Ап:
Ап Ак + у4ж + >4д. (1.1)
Гидравлические прессы (рис. 1.3, б) относят к машинам квази-
статического (приблизительно статического) воздействия на ма-
териал [28]. Скорость деформирования составляет 5... 10 10 3 м/с
для прессов с насосным приводом и до 0,3 м/с для прессов с
насосно-аккумуляторным приводом. Для деформирования исполь-
зуется энергия давления рабочей жидкости (минерального, син-
тетического масла или водной эмульсии) сжатой до давления р =
= 10...32 МПа и, в некоторых конструкциях р = 120...300 МПа.
11
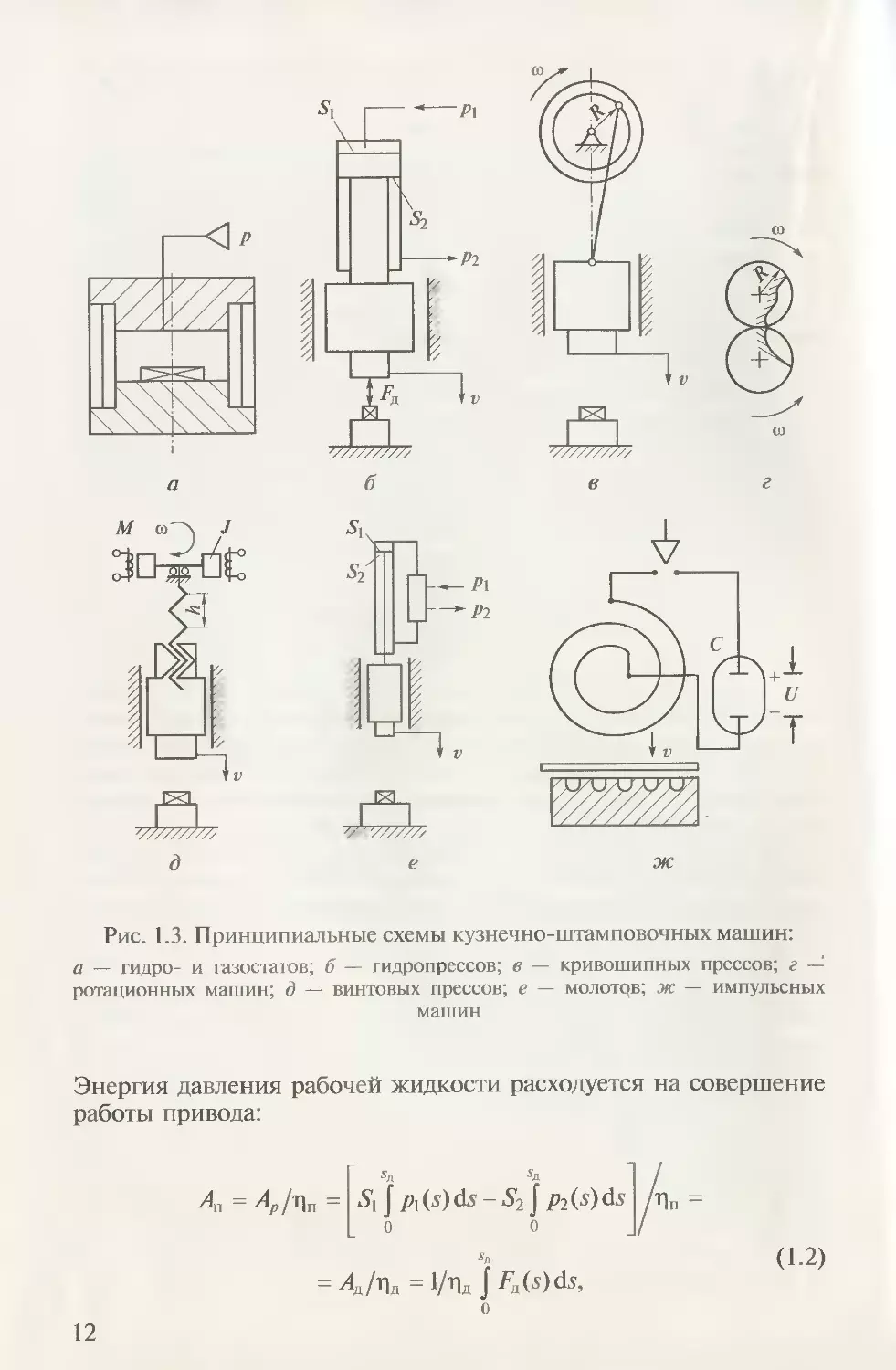
Рис. 1.3. Принципиальные схемы кузнечно-штамповочных машин:
а — гидро- и газостатов; б — гидропрессов; в — кривошипных прессов; г —
ротационных машин; д — винтовых прессов; е — молотрв; ж — импульсных
машин
Энергия давления рабочей жидкости расходуется на совершение
работы привода:
Дп ^р/"Пп
'л sa
Si $ Pits) ds-S2 $ p2(s) (is
о 0
= 4/Пд = l/Пд J
О
(1.2)
12
где Ар, Аа — эффективная работа давления жидкости, работа де-
формирования материала; т|п, цд — КПД привода и процесса де-
формирования; .S’, — площадь поршня или плунжера рабочего ци-
линдра; — давление в рабочем цилиндре; s, sa — перемещение и
рабочий ход поршня или плунжера рабочего цилиндра; 52, /ъ —
площадь и давление в штоковой полости цилиндра; Fa — деформи-
рующая сила.
Кривошипные прессы и машины (рис. 1.3, в) отнесены к нажим-
ным машинам [28], деформирующим материалы с начальной ско-
ростью деформирования 0,1...0,35 м/с, которая уменьшается до
нуля, подчиняясь кинематике кривошипно-ползунного механиз-
ма. Энергия электродвигателя мощностью Nзатрачивается на раз-
гон маховика с моментом инерции J до синхронной угловой ско-
рости со0 и сообщения ему эффективной кинетической энергии
вращательного движения Тэа>. Во время деформирования материа-
ла используется часть этой энергии, зависящей от скольжения
электродвигателя:
J N(0 d/ = ТЭ(0/т|п = J/2 (wg - со2) = Ад /т]д =
5д (1.3)
= 1/Пд j Рд (s)ds,
о
где СО] = со0(1 — е) — угловая скорость, ограниченная скольжением е.
Ротационные машины (рис. 1.3, г) относят к машинам нажим-
ного воздействия на материал; они характеризуются эффектив-
ной энергией вращательного движения, аналогично кривошип-
ным прессам [28].
Винтовые прессы (рис. 1.3, д) относятся к машинам ударного
воздействия на материал [5] со скоростью 0,3...0,5 (до 1,5) м/с.
Энергия привода расходуется для разгона рабочих масс машины
(вращающихся с приведенным осевым моментом инерции J и
двигающихся поступательно с массой т) и сообщения им эф-
фективной кинетической энергии вращательного и поступатель-
ного (винтового) движения Тэиа, которая расходуется на работу
деформирования металла Ад, энергию упругих деформаций Ау и
работу преодоления трения Ат:
Г1 2
— (О2
2
т
+ —V2
2
(1-4)
— Ад + >4у + /1Т.
Молоты (рис. 1.3, е) относят к машинам ударного воздействия
на металл со скоростью 5...7 м/с (до 20 м/с) эффективной ки-
нетической энергией поступательного движения рабочих масс T3V,
которую сообщает им привод:
13
л, =Zk = J. m!j (1-5)
Пп 2т]п Т|д
Вибрационные и импульсные машины воздействуют на материал
вибрацией, одиночными или последовательными импульсами дав-
ления жидкости, электрического разряда в жидкости, электро-
магнитного поля (рис. 1.3, ж) или продуктов сгорания взрывча-
того вещества. Импульсная эффективная энергия ТЭ1, в большин-
стве конструкций непосредственно воздействует на металл. На-
пример, в электрогидроимпульсных машинах
4, = ^/Пп = CU2/(2x]n) = Л/Пл, (1-6)
где С — электрическая емкость зарядных конденсаторов; U— на-
пряжение зарядного тока.
1.5. Главные параметры и критерии сравнения
кузнечно-штамповочных машин
Кузнечно-штамповочные машины характеризуют размерными,
линейными, скоростными, энергетическими и массовыми пара-
метрами [18, 51].
Главный размерный параметр — это исходная величина для кон-
структорского расчета, конструирования и последующего тех-
нологического выбора машины. Главными размерными парамет-
рами для машин квазистатического действия является номиналь-
ная сила Fw развиваемая при определенных условиях рабочим
звеном главного исполнительного механизма; для машин дина-
мического (ударного) действия — кинетическая энергия Тэ, раз-
виваемая подвижными частями машины к началу рабочего хода,
или их масса гп. Совокупность главных размерных параметров
определяет размерные ряды стандартов на соответствующие ма-
шины.
Линейные параметры могут определять технологическое назна-
чение КШМ (технологические линейные параметры), быть свя-
занными с ее монтажом (установочно-монтажные линейные па-
раметры) или характеризовать крепление инструмента (линейные
параметры элементов крепления).
К технологическим линейным параметрам относятся размеры
рабочего пространства, определяющие габариты инструмента,
исходной заготовки и готового изделия и ход рабочего органа
машины. Технологические линейные параметры вносят в таблицы
стандартов.
К установочно-монтажным линейным параметрам относят га-
бариты машины и мест ее крепления к основанию (стандартиза-
ции не подлежат). Масса машины также является установочно-
14
монтажным параметром, внесение которого в стандарты не обя-
зательно. Линейные параметры элементов крепления рабочего
инструмента содержатся в стандартах.
Скоростным параметром для однотипных машин является быс-
троходность, т.е. число холостых ходов (циклов) рабочего звена
(ползуна, ударной массы) в минуту. Характеристику быстроход-
ности вносят в стандарты. Значение же скорости рабочего звена
перед началом рабочего хода стандартами не обусловлена.
Энергетические параметры характеризуют двигатель или энер-
гоноситель. Если энергетические параметры являются заданными
величинами, например давление воздуха для привода паровоз-
душного молота, то их вносят в стандарты. Если энергетические
параметры — расчетные величины, например, параметры элект-
родвигателя, момент инерции маховика, давление рабочей жид-
кости, то их в стандарты не вносят, но обозначают в характерис-
тиках.
К критериям сравнения различных конструкций КШМ, вве-
денных проф. А. И. Зиминым (1967), относятся: относительная масса
конструкции, энергоемкость, быстроходность, эффективность
использования потребляемой энергии, экологичность.
Относительная масса выражается коэффициентом массы: от-
ношением силы тяжести mg конструкции машины к максималь-
ной силе Fm, развиваемой машиной:
Л т
Для сравнения технологических возможностей машин ударно-
го действия, например, штамповочных молотов применяют эк-
вивалентное значение максимальной деформирующей силы Fm ~
« (6... 10)mg, где т — масса рабочих частей молота, кг. По данным
А. И. Зимина наибольшим коэффициентом массы обладают гид-
равлические прессы, наименьшим — молоты. При проектирова-
нии новых машин следует стремиться к уменьшению коэффици-
ента массы.
Энергоемкость (или энергонасыщенность) выражают отноше-
нием эффективной энергии машины Тэ к работе силы тяжести
рабочих частей mg на наибольшем ходе Нт, т. е. коэффициентом
энергоемкости движения рабочих частей машины
Для сравнения машин квазистатического действия, например,
гидравлических прессов, эффективной энергией будет произве-
дение номинальной силы на наибольший рабочий ход satn. Наи-
15
большей энергоемкостью обладают винтовые прессы, наимень-
шей — кривошипные прессы. При проектировании новых машин
следует добиваться наибольшего значения коэффициента энерго-
емкости.
Быстроходность выражается обычно приводимом в техничес-
ких характеристиках числом ходов ползуна (ударной массы) ма-
шины п, мин1.
Эффективность использования потребляемой энергии выражает-
ся отношением полезной работы деформирования поковки АЛ к
энергии Е, затраченной машиной в течение одного машинного
цикла ZM, т. е. эффективным КПД машины. Например, для криво-
шипного и гидравлического с насосным приводом пресса
J4(s)ds
Пэ =-^- = 7-------,
j7V,(z)dz
о
где F* — деформирующая сила; s, sa — перемещение и рабочий
ход; N3 — мощность электродвигателя; t — время.
Поскольку при проектировании машины не всегда удается рас-
считать эффективный КПД, для гидровинтовых прессов и гидро-
молотов можно воспользоваться коэффициентом мощности kN,
т.е. отношением произведения эффективной энергии на число
рабочих ходов Тэпр к установленной мощности электродвигателя
N3-
Наиболее высоким эффективным КПД обладают гидравличес-
кие прессы, гидравлические молоты и гидровинтовые прессы.
Наименьшие значения показывают паровоздушные молоты. При
проектировании следует добиваться наибольшего значения эф-
фективного КПД.
Экологичность выражается несколькими показателями, харак-
теризующими степень воздействия машины на окружающее про-
странство и оператора: уровни шума, вибраций, электромагнит-
ного излучения; температура, влажность и т.п. Наиболее эколо-
гичны машины квазистатического действия (гидравлические прес-
сы); наименее — машины ударного действия (паровоздушные
молоты). Современные машины должны быть в наибольшей сте-
пени экологичны, не создавать вредных воздействий для человека
и окружающей среды.
16
ГЛАВА 2 ТЕХНОЛОГИЧЕСКОЕ НАЗНАЧЕНИЕ, СИЛОВЫЕ
НАГРУЗКИ И ПРОИЗВОДИТЕЛЬНОСТЬ
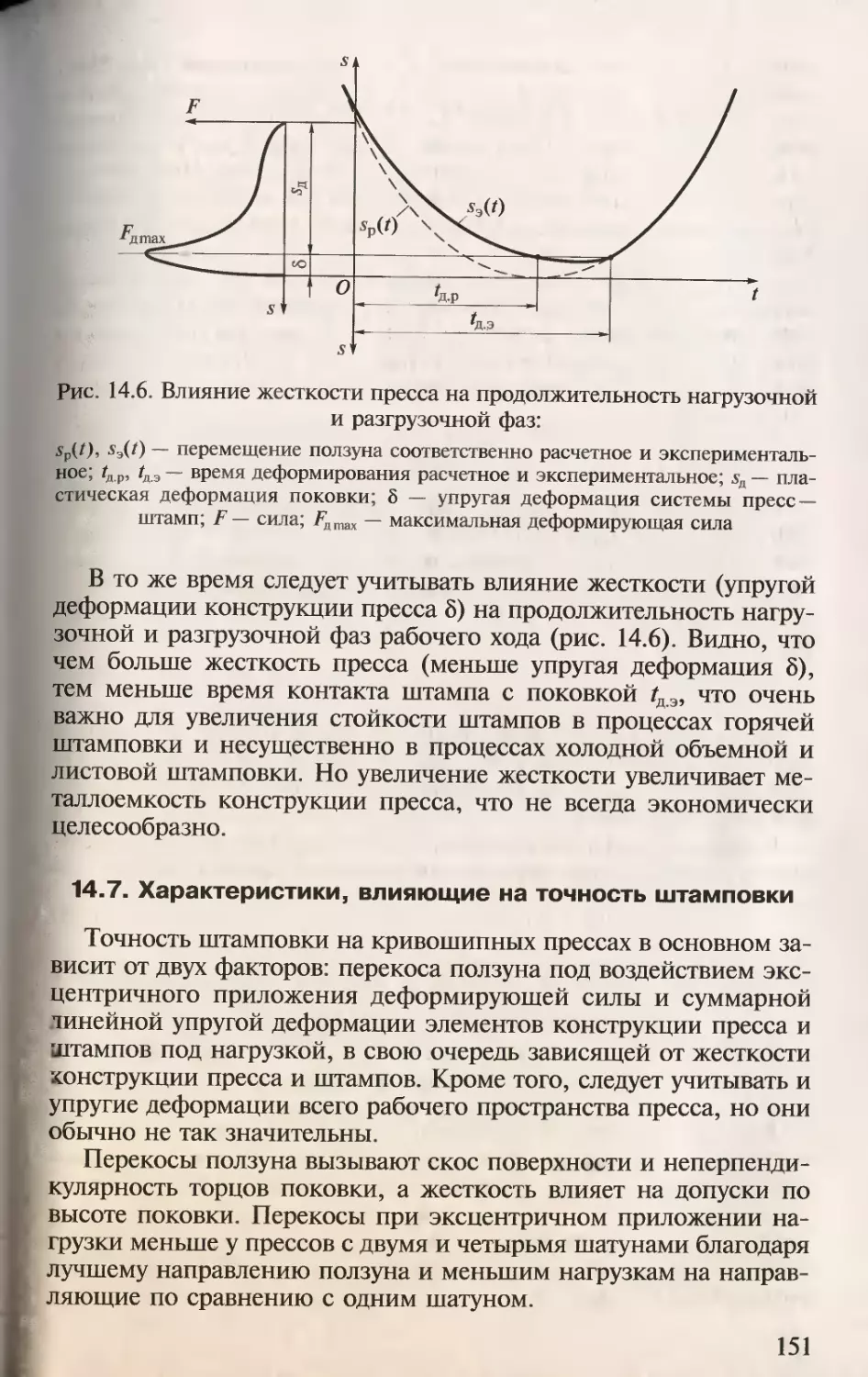
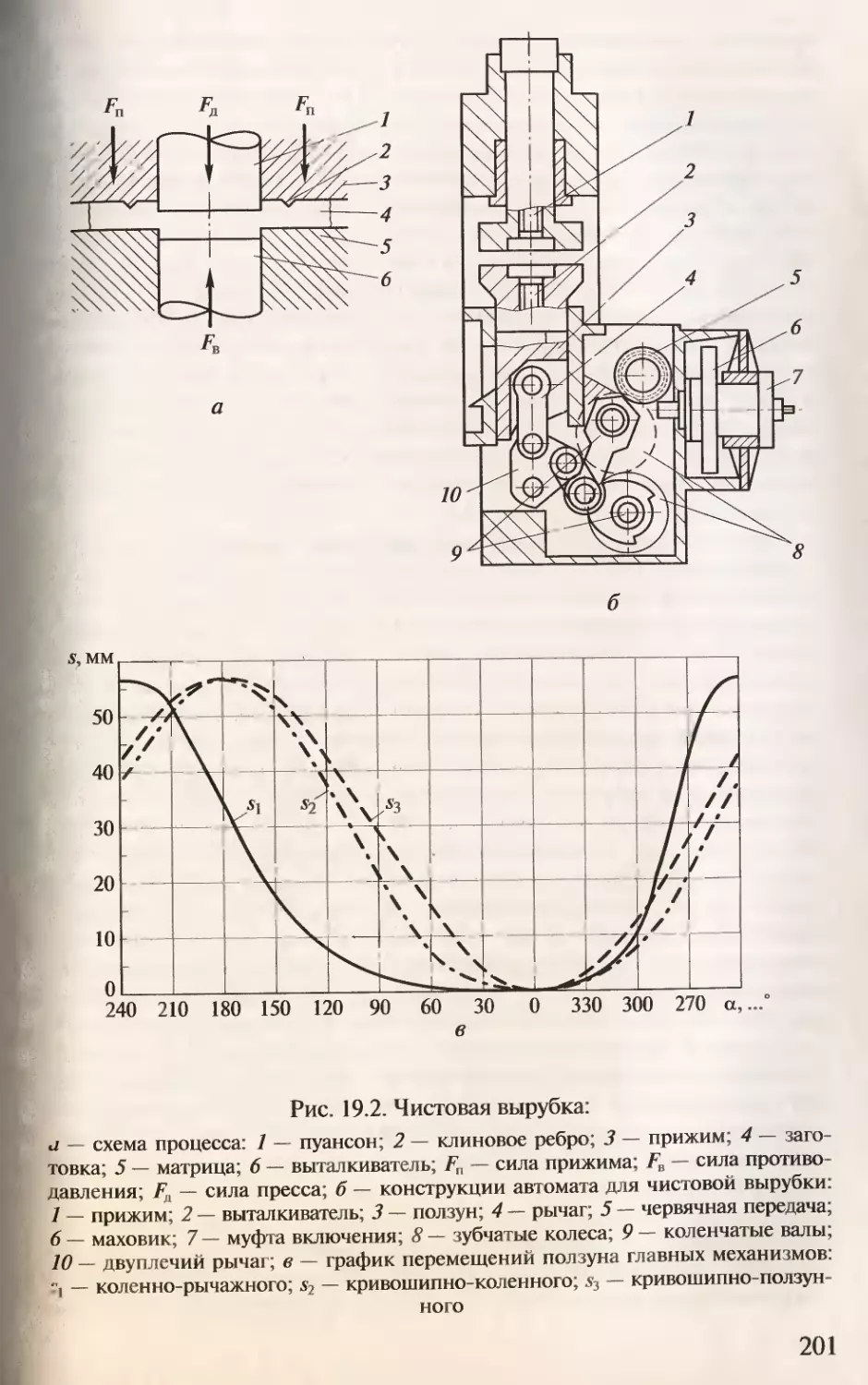
2.1. Технологические процессы и силовые характеристики
Технологические процессы обработки материалов давлением
подразделяются на следующие группы:
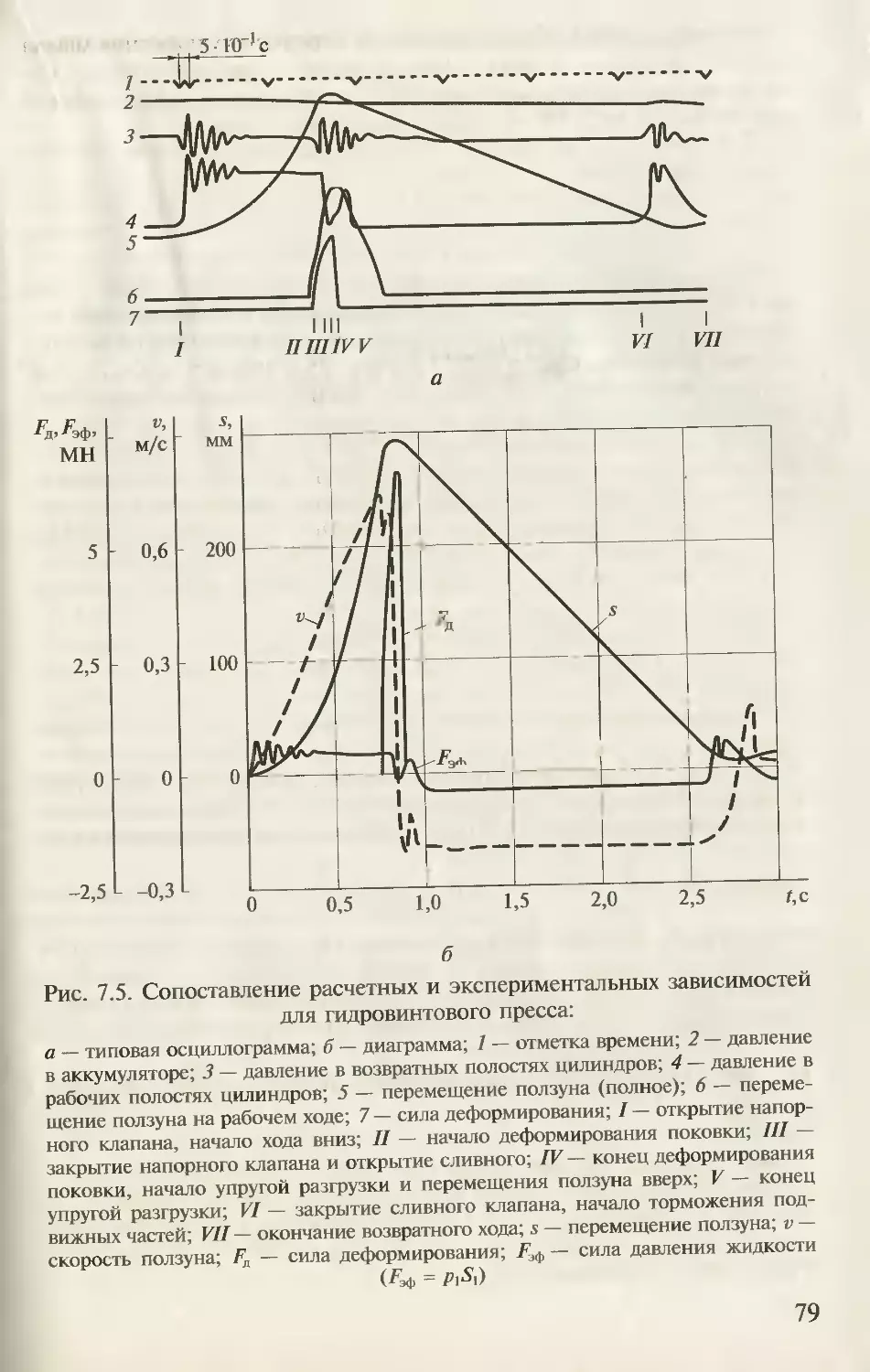
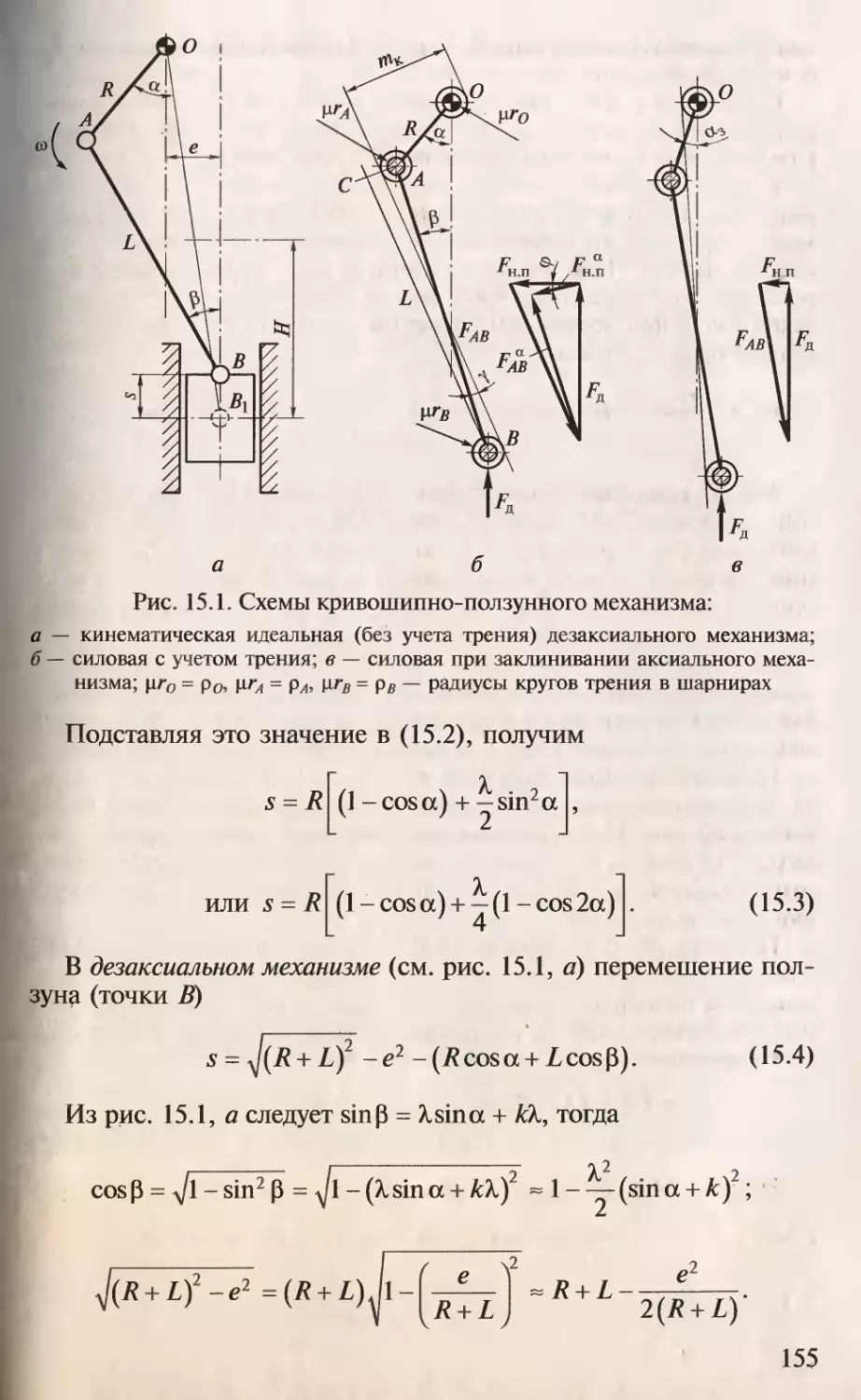
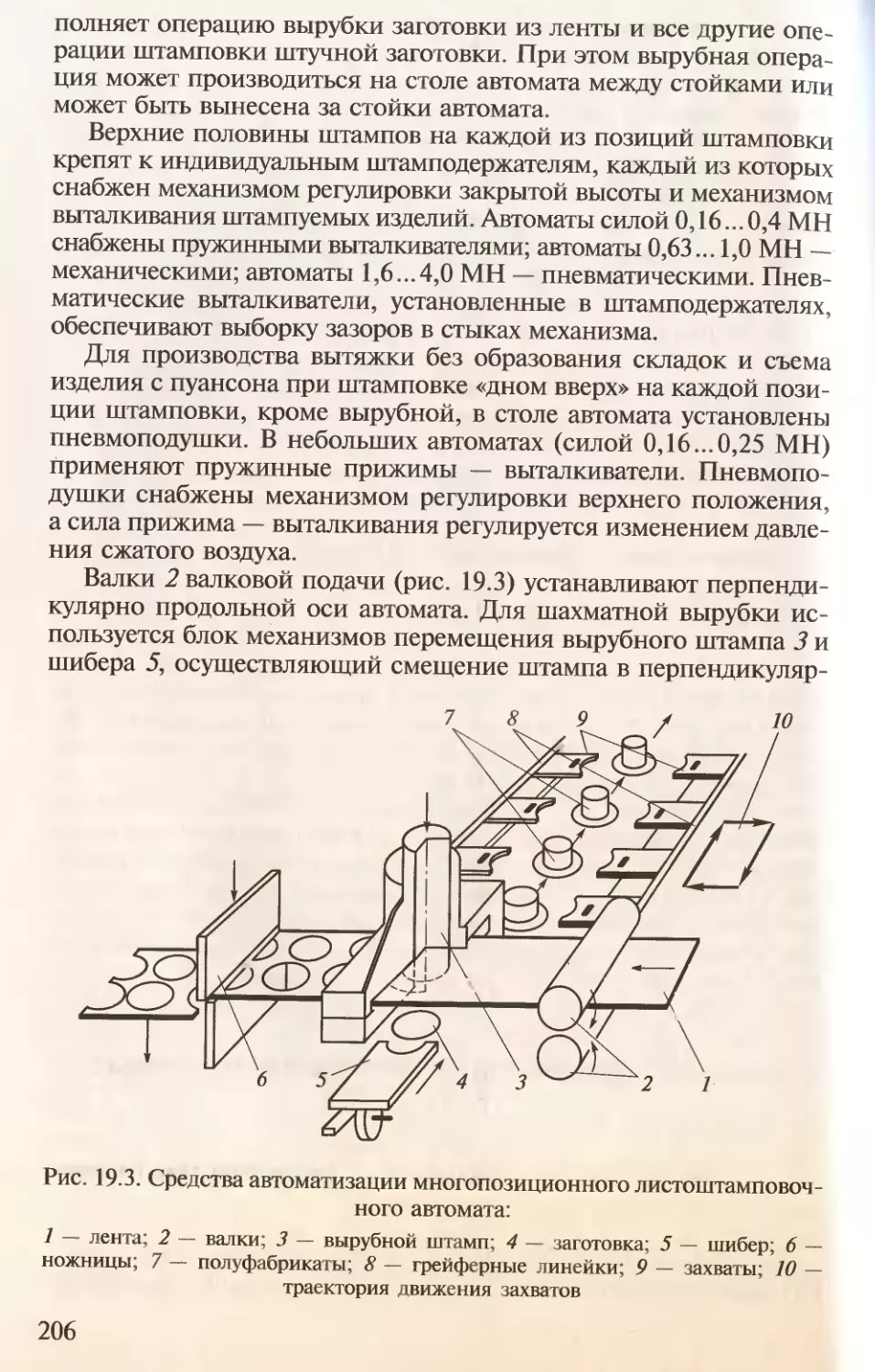
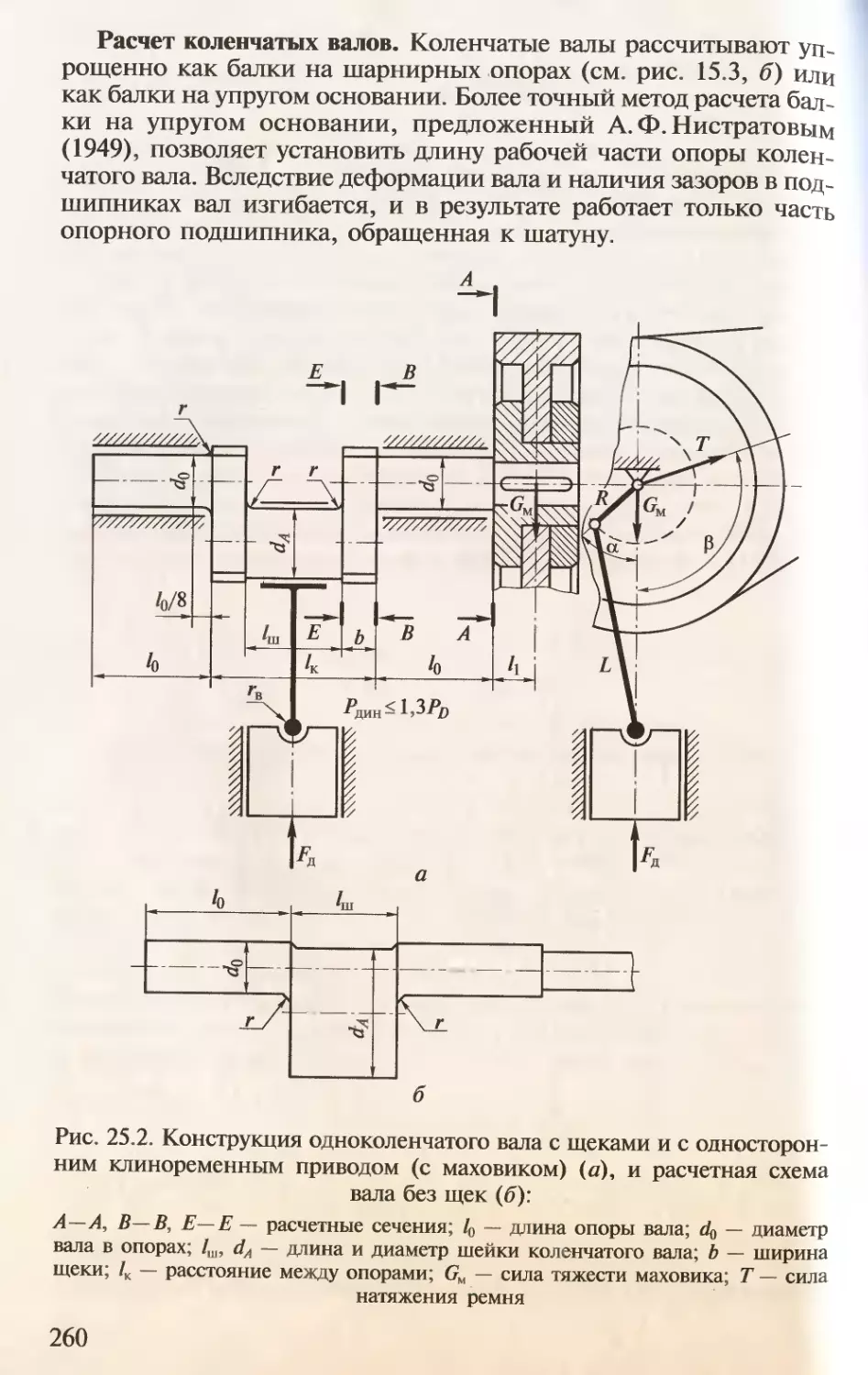
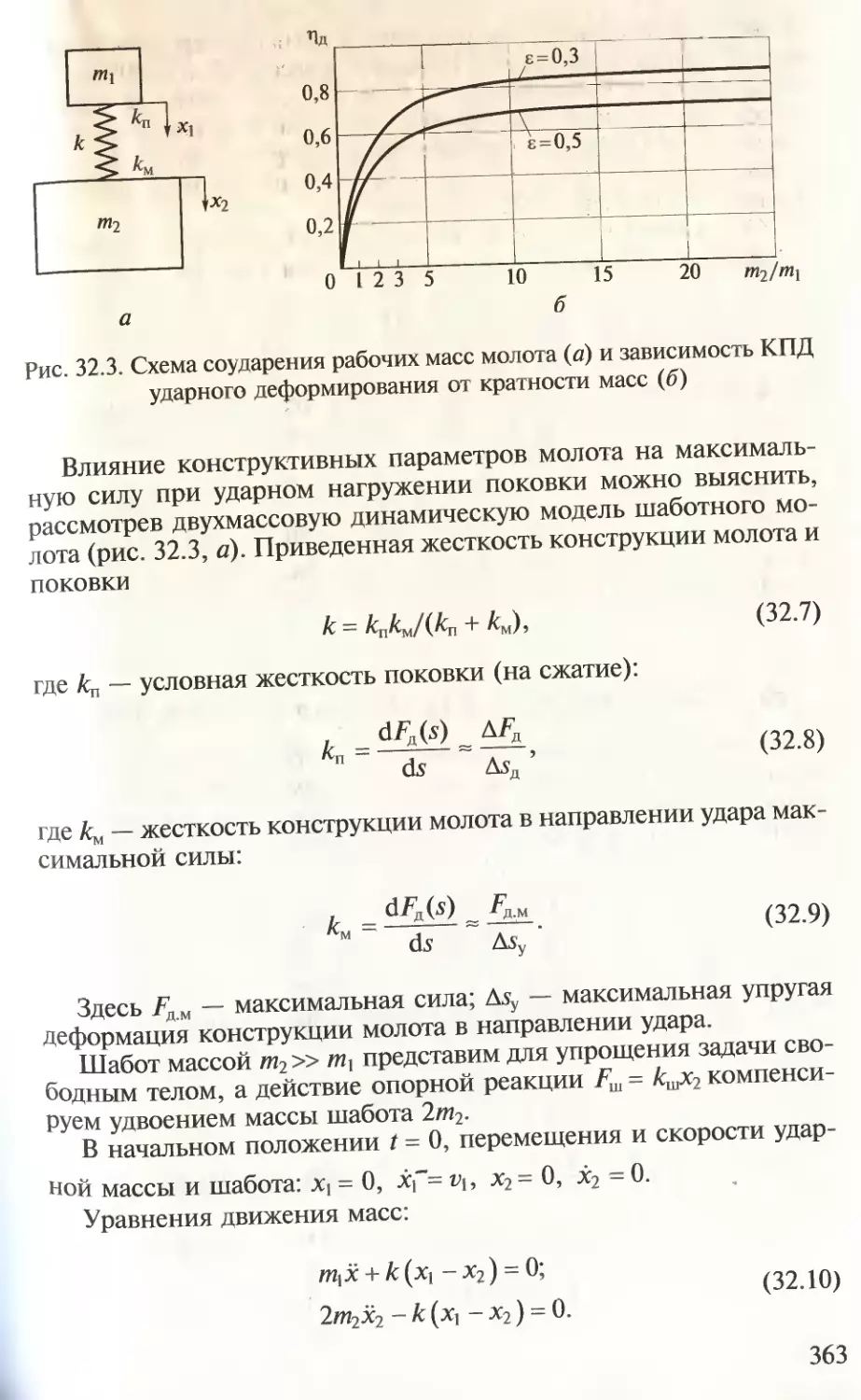
а — для первой группы; б — для второй группы; в — для третьей группы; г —
диаграмма силы сопротивления деформированию; д — диаграмма упругой по-
датливости системы машина —штамп; Ро — сила сопротивления предваритель-
ному деформированию; Рт — максимальная сила сопротивления деформирова-
ния; Р\ — сила в конце участка 8 — пластическая деформация поковки; Л —
упругая деформация системы машина—штамп; Аа — работа деформирования;
Ау — работа упругой деформации
17
• технология листовой штамповки и процессы: разделитель-
ные и формоизменяющие;
• технология ковки и процессы: разделительные и формоизме-
няющие;
• технология холодной объемной штамповки и процессы: вы-
садка, штамповка и выдавливание (прессование);
• технология горячей и полугорячей объемной штамповки и
процессы: высадка, штамповка и выдавливание (прессование);
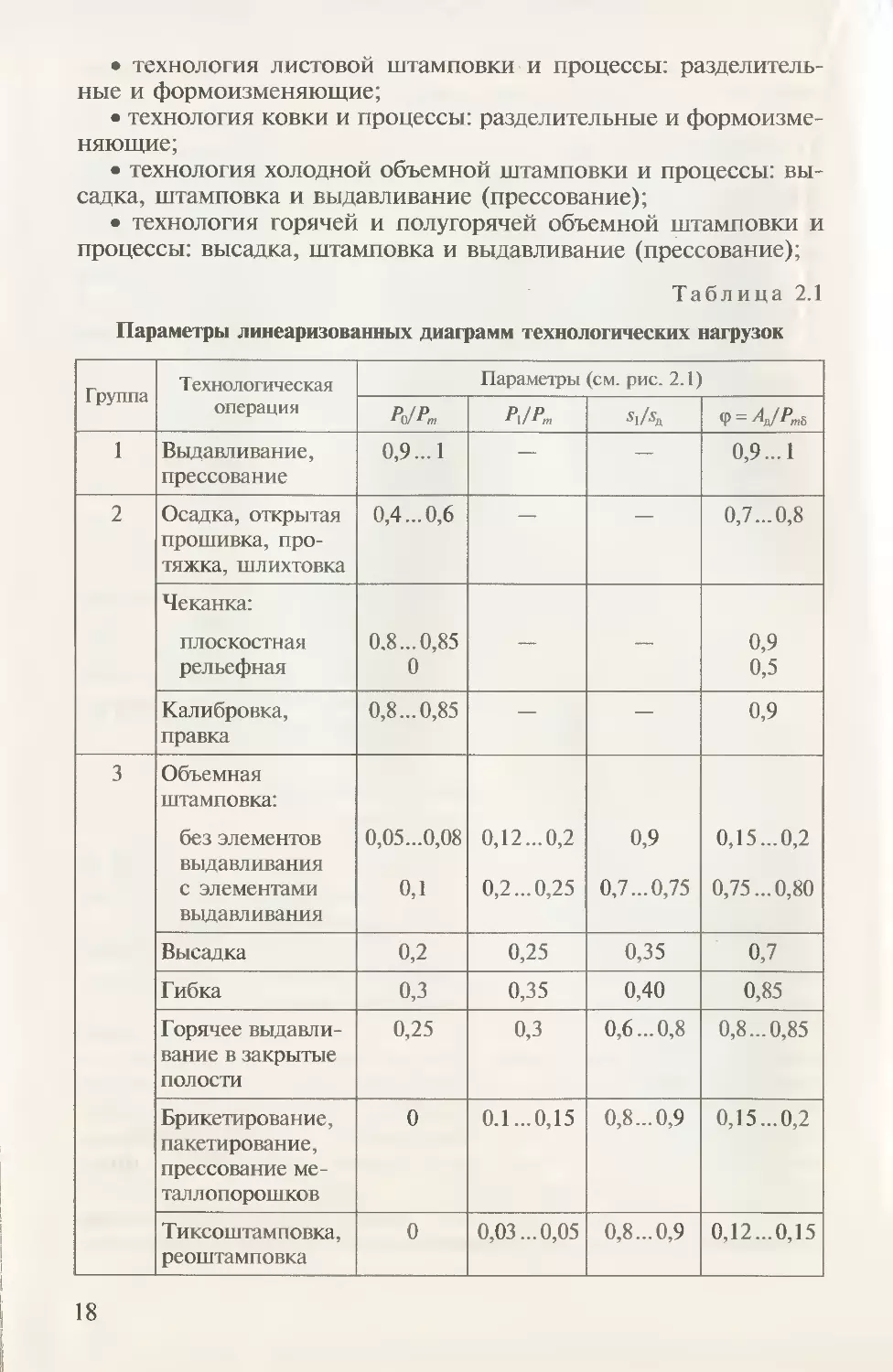
Таблица 2.1
Параметры линеаризованных диаграмм технологических нагрузок
Группа 1ехнологическая операция Параметры (см. рис. 2.1)
Ро/Л, Рх/Рт Ф — -^д/
1 Выдавливание, прессование 0,9... 1 — — 0,9 ...1
2 Осадка, открытая прошивка, про- тяжка, шлихтовка 0,4 ...0,6 — — 0,7... 0,8
Чеканка: плоскостная рельефная 0.8... 0,85 0 — — 0,9 0,5
Калибровка, правка 0,8... 0,85 — — 0,9
3 Объемная штамповка: без элементов выдавливания с элементами выдавливания 0,05...0,08 0,1 0,12.„0,2 0,2.„0,25 0,9 0,7.„0,75 0,15.„0,2 0,75 ...0,80
Высадка 0,2 0,25 0,35 0,7
Гибка 0,3 0,35 0,40 0,85
Горячее выдавли- вание в закрытые полости 0,25 0,3 0,6 ...0,8 0,8 ...0,85
Брикетирование, пакетирование, прессование ме- таллопорошков 0 0.1.„0,15 0,8 ...0,9 0,15 ...0,2
Тиксоштамповка, реоштамповка 0 0,03 ...0,05 0,8... 0,9 0,12.„0,15
18
• технология штамповки металлов в твердожидком состоянии
(тиксоштамповка и реоштамповка) и процессы: объемная штам-
повка и выдавливание.
Каждая из групп характеризуется определенной зависимостью
силы сопротивления деформированию от перемещения или вре-
мени, которая выражается расчетными графиками деформирую-
щих сил. Эти зависимости могут быть определены компьютерным
моделированием на основе программных комплексов (ANSYS,
QForm, ALPID и др.), расчетом на основе теории пластических
деформаций или экспериментально.
Кузнечно-штамповочная машина должна преодолеть это со-
противление за счет развиваемой деформирующей силы и эффек-
тивной энергии. При этом происходит упругая деформация систе-
мы машины и инструмента. Упругая деформация машин непо-
средственно накладывается на графики сил деформирования, ви-
доизменяя их, при этом величина рабочего хода инструмента мо-
жет возрастать на величину упругой деформации (объемная штам-
повка с пиком силы в конце хода) или оставаться неизменной
(вытяжка из листовой заготовки «на провал»).
Графики зависимости силы сопротивления деформированию
для машины становятся нагрузочными графиками. Поскольку при
расчетах используют обычно такие параметры графика, как наи-
большая сила, величина деформации и площадь графика сила—
деформация, для проектирования КШМ применяют в качестве
силовых характеристик процессов линеаризованные типовые рас-
четные графики рабочих нагрузок (рис. 2.1 и табл. 2.1).
2.2. Технологические параметры
и качество машин
Выбор параметров технологического процесса и оборудования.
Для большинства универсальных КШМ разработаны государствен-
ные стандарты (ГОСТы) на основные параметры и размеры. На-
пример, для кривошипных прессов для ряда номинальных сил
приводятся: величина хода ползуна, размеры штамповою про-
странства, число ходов ползуна в минуту и т.п.
Для специальных и специализированных КШМ на основании
изучения принятого технологического процесса составляют ти-
повой ряд поковок или полуфабрикатов, получаемых данным
технологическим методом. Исходя из размеров типовых поковок
ряда, определяют и необходимые параметры технологического
процесса — деформирующую силу, рабочее перемещение инст-
румента и последовательность применения инструментов в том
или ином направлении, работу деформирования, диапазоны
необходимых скоростей деформирования, требуемую произво-
дительность и т. п.
19
По принятым параметрам технологического процесса в техни-
ческом предложении (задании) на проектирование специальных
и специализированных машин разрабатывают структурную схему
и устанавливают основные параметры.
Требования к качеству машин. Качество КШМ, как изделий
машиностроения, регламентируют национальные и международ-
ные стандарты и нормы. В понятие качества машины входит ряд
составляющих, таких как степень автоматизации, оснащенность
программным управлением, мониторингом и диагностикой (см.
разд. VIII), производительность, гибкость в переналадках и необ-
ходимая надежность и долговечность машины, механизмов и де-
талей. Для этого должна быть постоянная обратная связь (в том
числе дистанционная) между этапами: предпроектные исследо-
вания, конструирование, изготовление, эксплуатация.
Дистанционная диагностика и мониторинг позволяют выяв-
лять в конструкции слабые по надежности элементы, которые
лимитируют производительность машины. Для повышения надеж-
ности КШМ целесообразно усиление самого слабого по надежно-
сти звена, как в силовой цепи, так и в цепи управления. Следует
учитывать также серийность производства и характер нагружения
машин. Например, кривошипные прессы, работающие в массо-
вом и крупносерийном производстве, имеют сравнительно боль-
шую загрузку по времени и силе, и важными являются показате-
ли надежности. Гидравлические прессы могут быть загружены в
мелкосерийном производстве не полную смену. В этих условиях
роль показателей надежности снижается и в первую очередь учи-
тывается долговечность механизмов и деталей, тренды возмож-
ных дефектов и остаточный ресурс.
Для повышения качества и конкурентоспособности выпускае-
мых КШМ необходимо соблюдение технических условий на про-
ектирование, изготовление и основных правил рациональной эк-
сплуатации КШМ [28, 51].
2.3. Циклы работы и производительность машин
и автоматов
Кузнечно-штамповочные машины относятся к дискретным
системам обработки давлением, которые могут работать в зависи-
мости от выбранного режима прерываемыми циклами (одиноч-
ными ходами), непрерывно повторяющимися циклами (автома-
тическими ходами) или прерывистыми (толчковыми) перемеще-
ниями внутри цикла (в наладочном режиме).
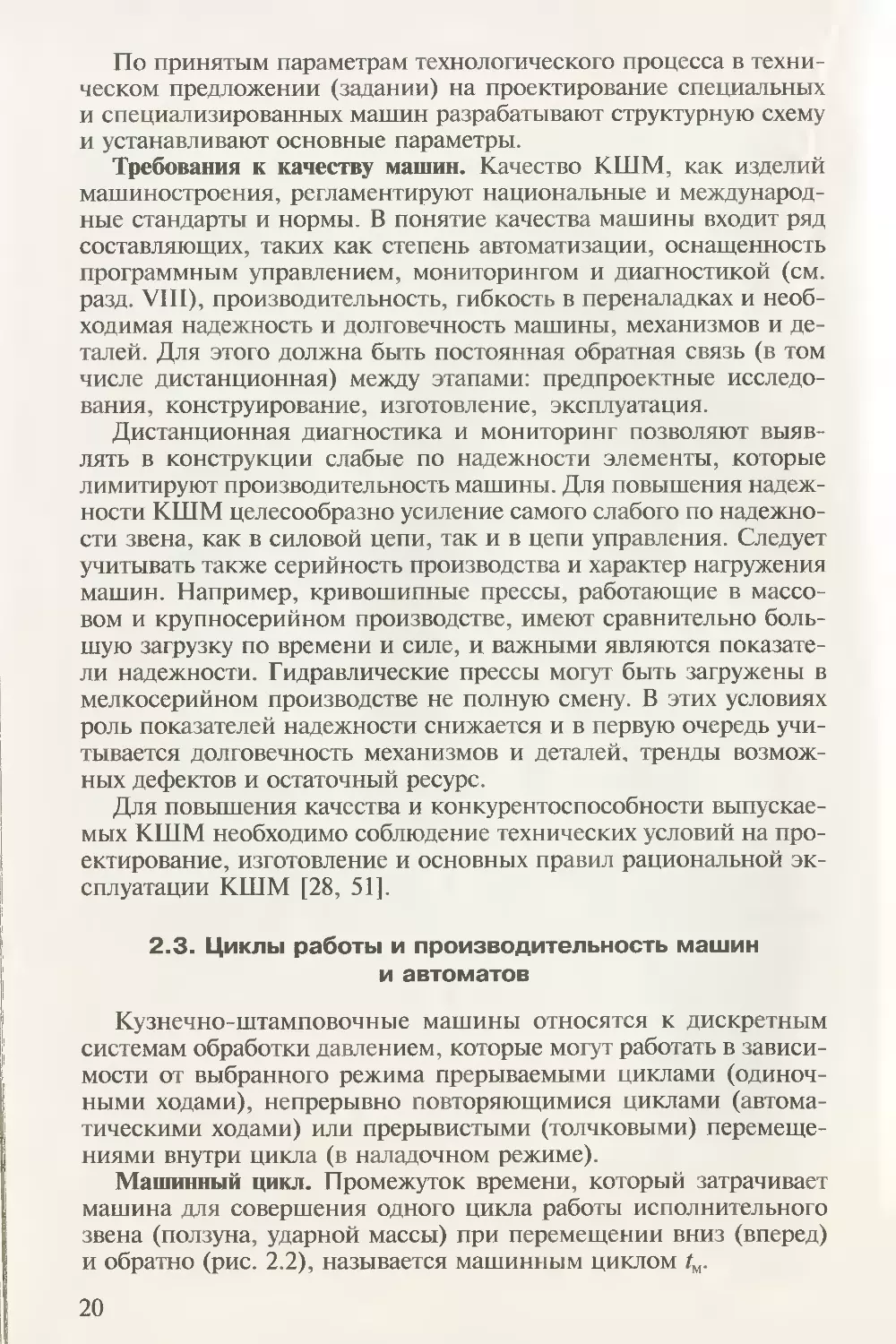
Машинный цикл. Промежуток времени, который затрачивает
машина для совершения одного цикла работы исполнительного
звена (ползуна, ударной массы) при перемещении вниз (вперед)
и обратно (рис. 2.2), называется машинным циклом /м.
20
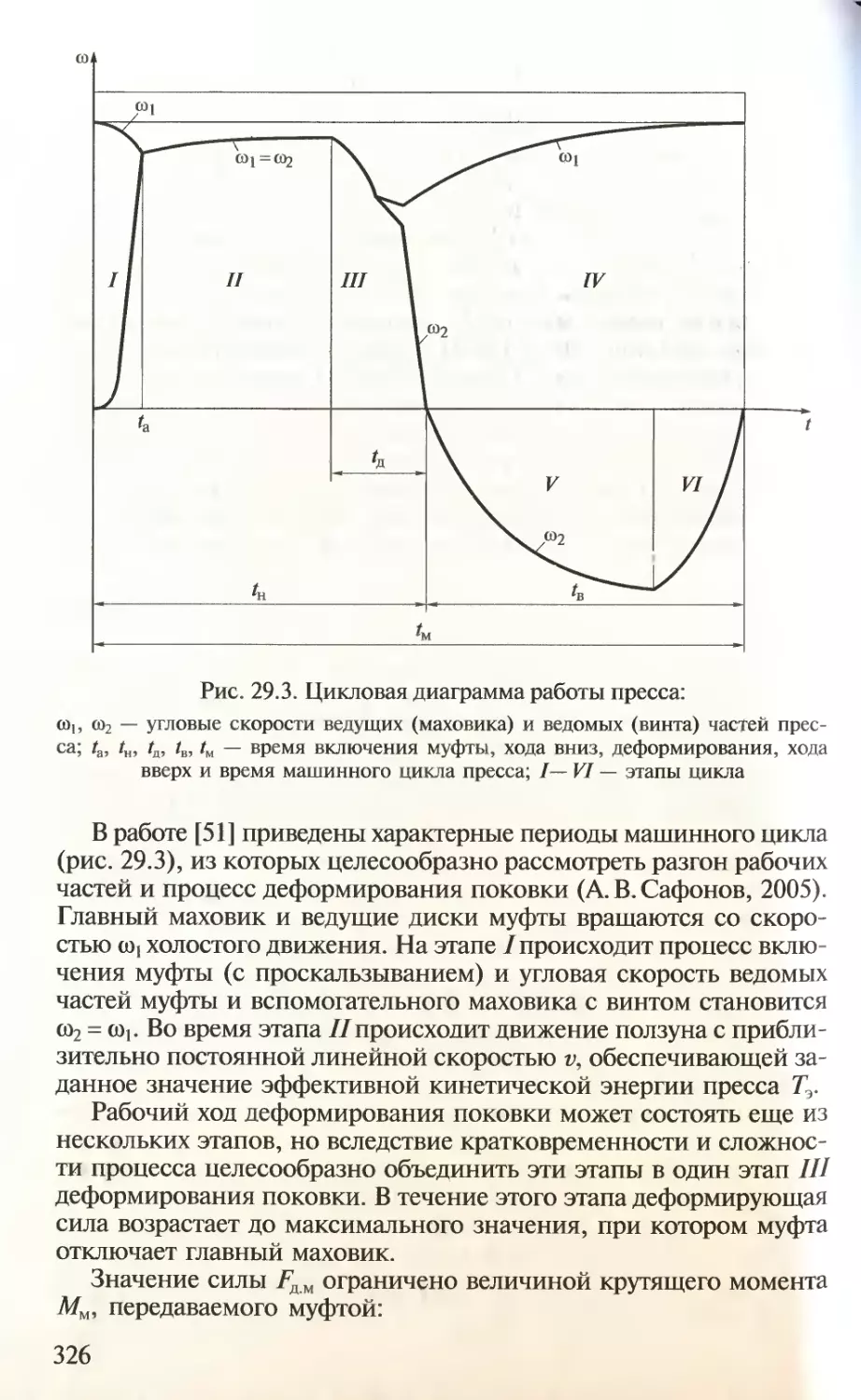
Рис. 2.2. Типовые цикловые диаграммы работы кузнечно-штамповочных
машин:
а — гидропрессов; б — винтовых прессов и молотов; в — кривошипных прессов
и машин
Перемещение ползуна гидравлических прессов до соприкосно-
вения с заготовкой (поковкой) называется ходом приближения и
соответственно время, в течение которого это перемещение про-
исходит, — временем приближения /п (рис. 2.2, а). У винтовых прес-
сов и молотов это перемещение используется для развития кинети-
ческой энергии и называется ходом разгона рабочих частей и соот-
ветственно время этого перемещения — временем разгона tp (рис.
2.2, б). У кривошипных прессов ход вниз tH состоит из непрерывных
ходов приближения, деформирования и возвратного хода tB (рис.
2.2, в).
Перемещение во время деформирования заготовки (поковки)
называется рабочим ходом {ходом деформирования) ta, а перемеще-
ние в исходную позицию — возвратным ходом tB.
Технологический цикл. Время, необходимое для загрузки заго-
товок и выгрузки поковок (изделий), а также перемещения заго-
товок по позициям штамповки, средствами автоматизации (меха-
низации), такими как подачи, перекладчики, роботы-манипуля-
21
торы и др.), называется технологической паузой ZT, во время кото-
рой ползун пресса и ударная масса молота находятся в исходном
(верхнем) положении.
Время технологического цикла больше машинного цикла на
величину технологической паузы t = tM + ZT.
Прессы-автоматы работают без паузы, так как все операции по
загрузке-выгрузке заготовки и перемещения поковки по позици-
ям должны быть завершены за время возвратного хода и (иногда)
половины хода приближения, т. е. Z = zM.
Производительность КШМ. Обычно значение производитель-
ности определяется числом изделий (поковок, штамповок), изго-
тавливаемых на машине в единицу времени, П = 60/Z, шт./мин.
ГЛАВА 3. МОДЕЛИРОВАНИЕ И АНАЛИЗ ПРОЦЕССОВ
И МАШИН
Программные комплексы. Основной задачей работы КШМ во
время рабочего хода является преодоление сопротивления мате-
риала пластическому деформированию путем создания необходи-
мого давления (удельной силы) и энергии. Достаточно достовер-
ные сведения о силовых и энергетических параметрах процесса
можно получить моделированием на персональном компьютере
(ПК) с применением российских программных комплексов на
основе метода конечных элементов QForm 2D и QForm 3D [37] и
зарубежных MSC SuperForge [51] и др.
В учебном пособии [37] приводится подробная методика и при-
меры моделирования и анализа процессов объемной штамповки
на основе программного комплекса QForm 2D. Исходными дан-
ными являются материал и чертеж детали, по которому разра-
батывается чертеж поковки на основе нормативных рекоменда-
ций по припускам и напускам для данной массы и класса точно-
сти поковки. Определяются размеры и масса заготовки. Затем на-
значается тип КШО, тип штампа для штамповки в открытых
или закрытых штампах и необходимые элементы конструкции
штампа.
Полученный чертеж инструмента (штампа) сохраняется в гра-
фическом редакторе QDraft в формате CRS. В этом же редакторе
для анализа предварительной осадки вводят чертежи гладких плит
и заготовки. Затем определяют температурный режим штамповки,
вычисляют потери теплоты при переносе поковки по позициям
штамповки, тип смазочных материалов, фактор трения и прово-
дят последовательное моделирование формоизменения заготовки
в предварительном и окончательном штампах (штамповых встав-
ках, ручьях). В результате для каждой операции получают на экра-
22
не ПК чертеж поковки после деформирования с видом лагранже-
вой сетки в меридиональном сечении, распределение темпера-
турною поля, полей накопленной деформации, векторов скоро-
стей и необходимые для проектирования машины графики де-
формирующая сила — перемещение и работа деформирования для
каждой операции.
Аналогичные программные комплексы имеются для анализа
операций листовой штамповки на основе метода конечных эле-
ментов (программы LS-Dyna, ANSYS и др.).
Программные средства. Динамические эффекты, сопровожда-
ющие работу КШМ, возникают при накоплении, взаимообмене
и расходе потенциальной и кинетической энергии элементами
машины. При проектировании КШМ информация об этих про-
цессах дает возможность прогнозировать и изменять ее свойства и
тем самым повышать технический уровень и качество КШМ.
Определение процессов в ряде случаев возможно на основе
физических динамических многомассовых моделей и соответству-
ющих математических моделей в форме систем линейных диффе-
ренциальных уравнений. Однако при этом приходится вводить
упрощающие допущения и ограничивать число степеней свобо-
ды, т.е. получать приближенные решения.
В настоящее время широкое применение для целей динамичес-
кого анализа получили программные комплексы анализа динами-
ческих систем [35] и методы интегрирования систем дифферен-
циальных уравнений, учитывающие такие свойства систем КШМ,
как высокая размерность, нелинейность, недостаточная обуслов-
ленность.
Комплексы используют формализованные методы синтеза ма-
тематических моделей и проблемно-ориентированные методы
интегрирования систем дифференциальных уравнений. Известны
комплексы МАРС (Е.А.Арайс, В. М.Дмитриев, 1987), ПА7, ПА9
(разработка МГТУ им. Н.Э. Баумана) [42] и зарубежные комплек-
сы ADAMS [51], DYMES (EMRC, 1991).
Комплексы ПА7 и ПА9 используют относительно простой и не
имеющий ограничений узловой метод формирования математи-
ческих моделей, методы интегрирования: неявный метод Эйлера
первого порядка и метод трапеций (второго порядка). Библиотеки
комплексов открыты для включения в них вновь разрабатываемых
математических моделей элементов и методов интегрирования.
Решающее ядро комплекса инвариантно к физической природе
объекта динамического анализа и позволяет анализировать систе-
мы практически любой, в том числе и смешанной, физической
природы. Эти комплексы имеют открытый интерфейс для пост-
процессорной обработки данных, получаемых в результате моде-
лирования объекта, позволяют осуществлять многовариантный
анализ и на его основе — оптимизацию объекта.
23
Адаптированные к предметной области КШО программные
комплексы анализа динамических систем содержат библиотеку ти-
повых конструктивных элементов [42].
Методические средства. Конструкция КШМ, как объект моде-
лирования, в соответствии с его физической природой представ-
ляется в виде структурной кинематической, пневматической, элек-
трической. гидравлической схем или их совокупности [51]. Мето-
дику составления математической модели целесообразно рассмот-
реть на примере конструкции кривошипного пресса, структура
которого в виде кинематической схемы изображена на рис. 3.1, а.
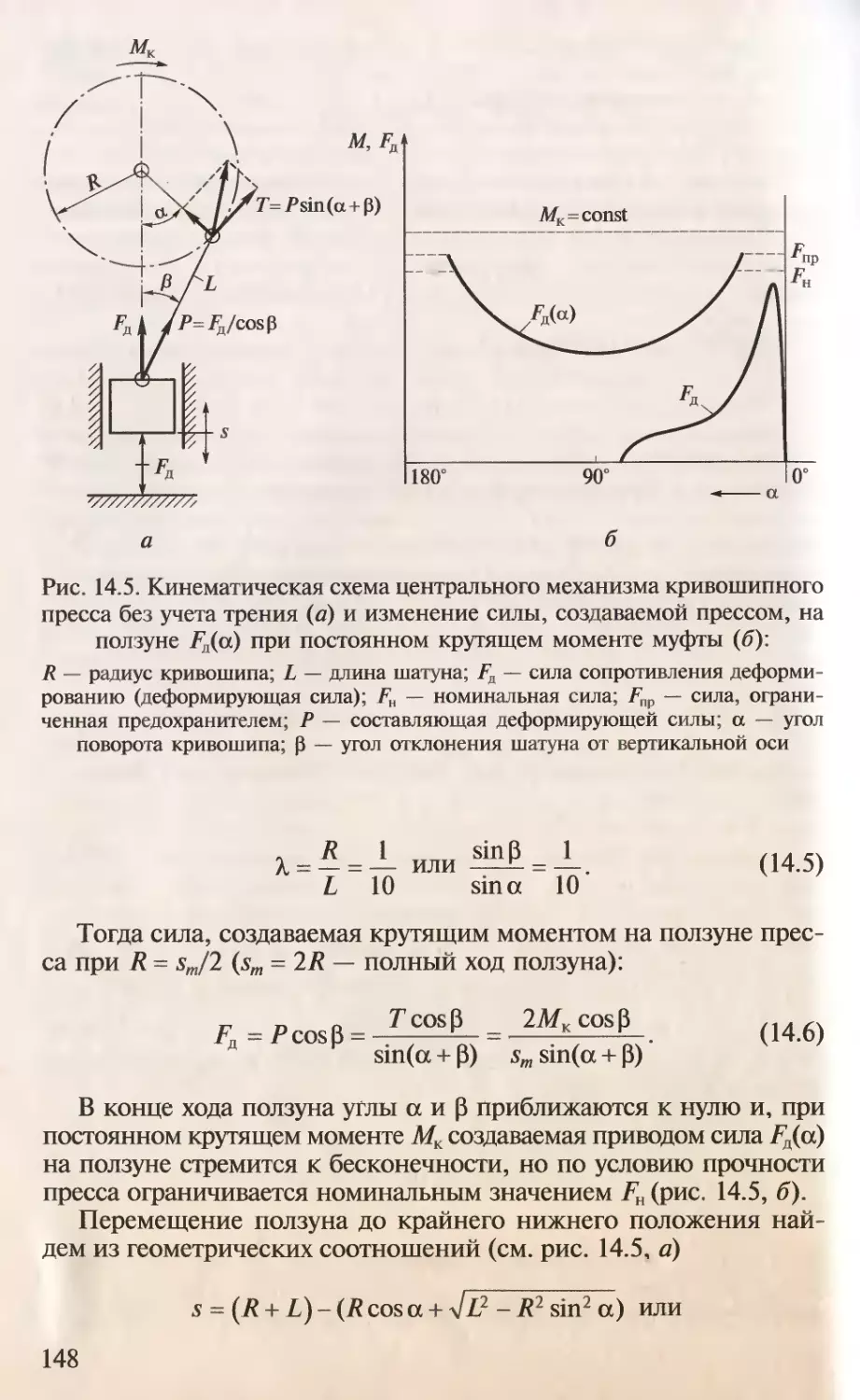
Рис. 3.1 Кинетостатическая модель (кинематическая схема) кривошип-
ного пресса (а) и элементы ее расчленения (б):
1 — 18 — координаты взаимодействия элементов
24
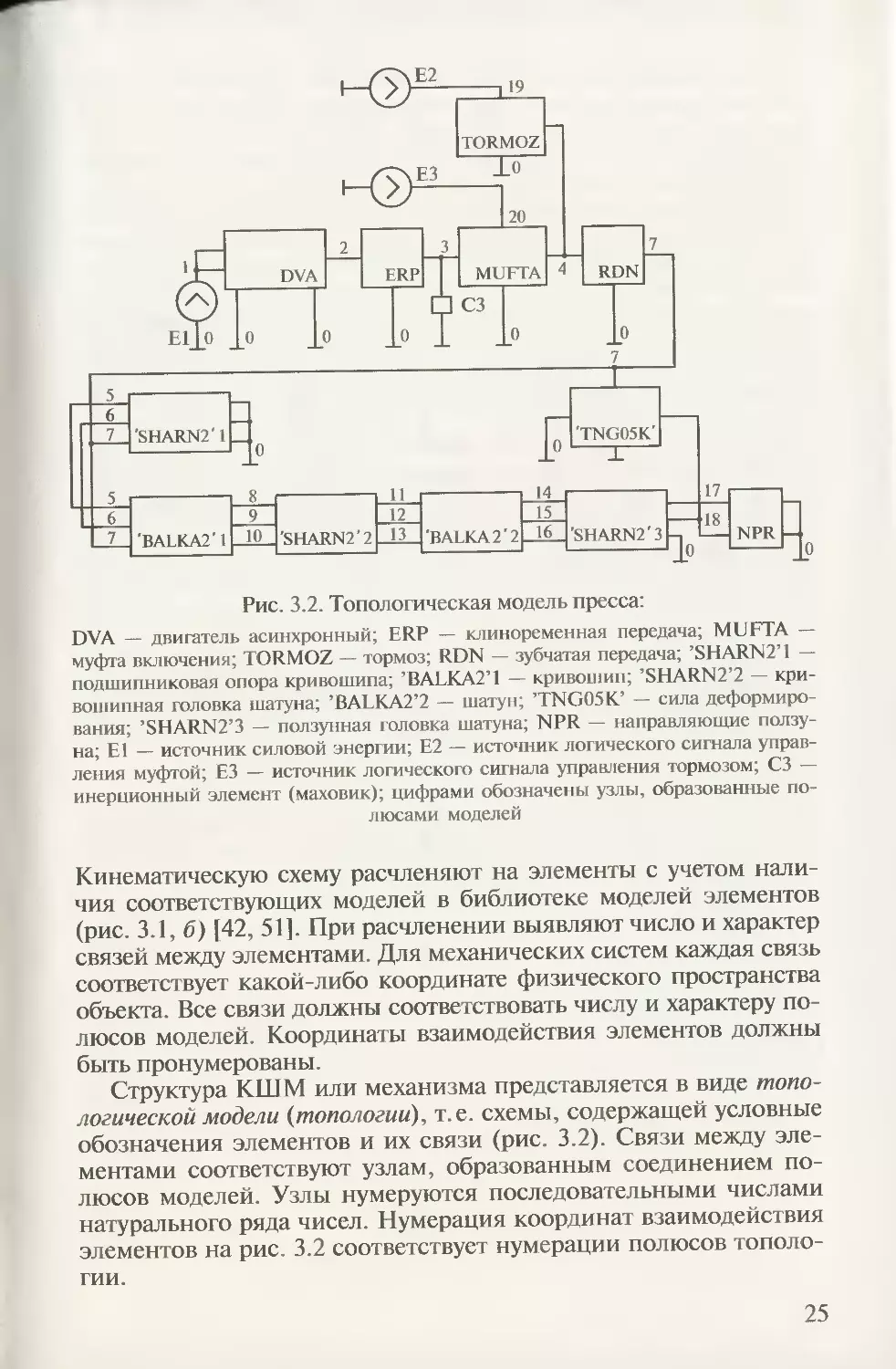
Рис. 3.2. Топологическая модель пресса:
DVA — двигатель асинхронный; ERP — клиноременная передача; MUFTA —
муфта включения; TORMOZ — тормоз; RDN — зубчатая передача; ’SHARN2’1 —
подшипниковая опора кривошипа; ’BALKA24 — кривошип; ’SHARN2’2 — кри-
вошипная головка шатуна; ’BALKA2’2 — шатун; ’TNG05K’ — сила деформиро-
вания; ’SHARN2’3 — ползунная головка шатуна; NPR — направляющие ползу-
на; Е1 — источник силовой энергии; Е2 — источник логического сигнала управ-
ления муфтой; ЕЗ — источник логического сигнала управления тормозом; СЗ —
инерционный элемент (маховик); цифрами обозначены узлы, образованные по-
люсами моделей
Кинематическую схему расчленяют на элементы с учетом нали-
чия соответствующих моделей в библиотеке моделей элементов
(рис. 3.1, б) [42, 51]. При расчленении выявляют число и характер
связей между элементами. Для механических систем каждая связь
соответствует какой-либо координате физического пространства
объекта. Все связи должны соответствовать числу и характеру по-
люсов моделей. Координаты взаимодействия элементов должны
быть пронумерованы.
Структура КШМ или механизма представляется в виде топо-
логической модели (топологии), т.е. схемы, содержащей условные
обозначения элементов и их связи (рис. 3.2). Связи между эле-
ментами соответствуют узлам, образованным соединением по-
люсов моделей. Узлы нумеруются последовательными числами
натурального ряда чисел. Нумерация координат взаимодействия
элементов на рис. 3.2 соответствует нумерации полюсов тополо-
гии.
25
Топология объекта моделирования с дополняющими ее пара-
метрами элементов является описанием объекта моделирования.
В комплексе ПА9, имеющем графический редактор, топологию
объекта составляют на экране монитора из графических образов
моделей элементов. При включении очередной модели в тополо-
гию редактор запрашивает ее параметры. Определяются данные
для вывода результатов моделирования, включающие список пе-
ременных, подлежащих выводу. По запросу графического редак-
тора определяются и вводятся данные задания на расчет, которые
включают в себя время моделируемого процесса, начальный, мак-
симальный и минимальный шаги интегрирования, точность ин-
тегрирования. Непосредственно в результате интегрирования по-
лучают массивы значений так называемых фазовых переменных
[35].
Фазовые переменные типа потенциала относятся к узлам топо-
логии объекта и в механике они представлены линейными и угло-
выми скоростями. В модели, указанной на рис. 3.2, на каждом шаге
интегрирования в узлах 5; 6; 8; 9; 11; 12; 14; 15; 17 и 18 вычисля-
ются значения линейных скоростей, в узлах 2; 3; 4 и 7 — значения
угловых скоростей, в узле 1 — электрическое напряжение, в узлах
19 и 20 — значения логических переменных управления муфтой и
тормозом пресса.
Фазовые переменные типа потока относятся к полюсам моде-
лей и в механике они представлены силами и моментами сил. В той
же модели объекта по полюсам моделей элементов, соединенных
с узлами 5; 6; 8; 9; 11; 12; 14; 15; 17; 18 на каждом шаге интегри-
рования вычисляются значения сил; с узлами 2; 3; 4 и 7 — значе-
ния моментов сил; с узлом 1 — активный и реактивный фазные
токи электродвигателя. Получаемая при этом информация полно-
стью представляет процессы, протекающие в объекте, представ-
ленном математической моделью. На ее основе могут быть опре-
делены все свойства проектируемого объекта. Объем получаемой
информации принципиально неограничен. Необходимая степень
детализации определяется характером решаемых при проектиро-
вании задач.
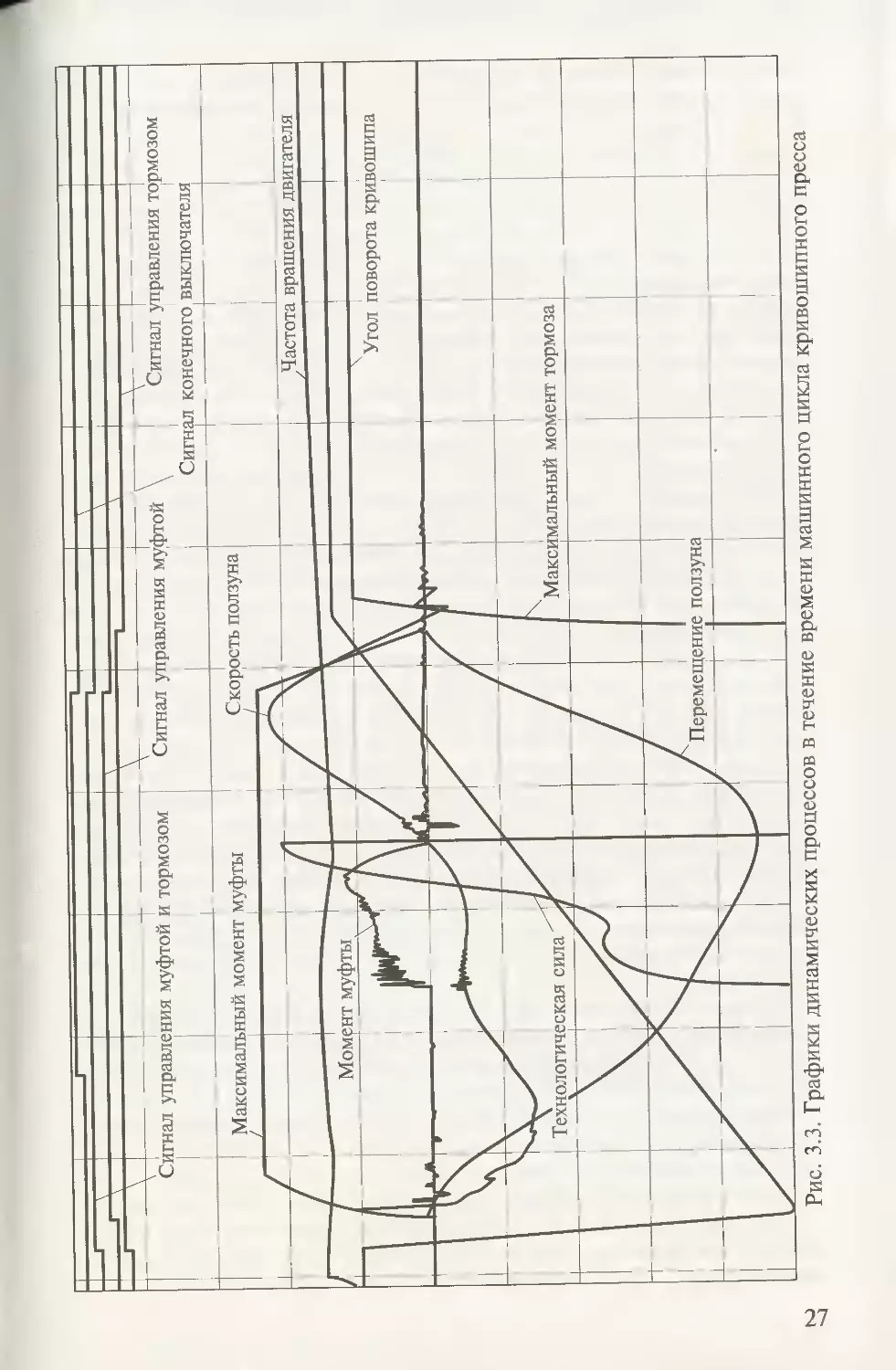
На рис. 3.3 показаны результаты моделирования кривошипного
пресса в виде графиков динамических процессов в течение одного
машинного цикла. Аналогично анализируют все другие типы КШМ
[51].
В работе [20] приведены примеры применения программного
комплекса ПА9 для анализа нагрузок кривошипного пресса, до-
пустимых прочностью кривошипного вала и зубчатой передачи;
расчета мощности электродвигателя и момента инерции махови-
ка по номинальному и эквивалентному току нагрузки; анализа
работы электровинтового пресса, приводного пневматического
молота и др.
26
Рис. 3.3. Графики динамических процессов в течение времени машинного цикла кривошипного пресса
ГЛАВА 4. ПРИНЦИПЫ И СИСТЕМЫ
АВТОМАТИЗИРОВАННОГО ПРОЕКТИРОВАНИЯ
КУЗНЕЧНО-ШТАМПОВОЧНЫХ МАШИН
4.1. Основные принципы и структура
Система автоматизированного проектирования (САПР) — это
средства автоматизации проектирования и коллектив людей, ра-
ботающих с этими средствами. В международной транскрипции
САПР — это CAE/CAD/CAM — Computer Aided Engineering/
Design/Manufacturing: системы автоматизированного расчета, кон-
струирования, изготовления.
Проектированием называется комплекс проектных процедур
по исследованию, расчетам и конструированию с целью созда-
ния документации для изготовления проектируемой машины,
устройства. Процесс автоматизированного проектирования раз-
бивается на этапы концептуального, технического, рабочего про-
ектирования и проектирования технологии изготовления деталей.
Концептуальное (эскизное) проектирование (ГОСТ 2.119—73)
включает в себя предпроектные исследования (маркетинг, патент-
ное исследование), изучение технологии, для которой предназ-
начена машина, разработку концепции машины, эскизную про-
работку и предварительное определение основных (главных) па-
раметров КШМ на основе технического задания и технического
предложения (ГОСТ 2.118—73).
Техническое проектирование включает в себя структурную про-
работку, синтез решений, анализ, моделирование, оптимизацию
конструкций (ГОСТ 2.120—73), проверку технической реализуе-
мости объекта, а также разработку сборочных чертежей и общих
видов, назначение посадок, назначение материалов. В ходе техни-
ческого проектирования проводят расчеты: кинематические, ди-
намические, на прочность, жесткость; разрабатывают алгоритмы,
программы, принципиальные схемы системы ЧПУ, мониторин-
га, диагностики.
Рабочее проектирование включает в себя разработку рабочих чер-
тежей деталей для изготовления, назначение термической обра-
ботки, шероховатости поверхности, требований по соосности и
перпендикулярности поверхностей деталей и др.
При проектировании технологии изготовления деталей также
производят проектирование технологической оснастки, сборки и
испытания опытного образца КШМ,
Проектирование осуществляют на ЭВМ с помощью приклад-
ных программ, AutoCAD, Solid Works, Compass и др. В современ-
ной постановке все проектные процедуры автоматизированы, и
приведенные этапы могут выполняться одновременно.
28
На основе информационных технологий и особенно CALS
(Computer Acquisition and Life-Cycle Support) — технологии (ком-
пьютерный сбор информации и сопровождение в течение жиз-
ненного цикла изделия) все этапы проектирования, изготовле-
ния, применения и утилизации объекта проектирования объеди-
нены компьютерной информационной сетью. Проектирование и
изготовление КШМ может быть организовано различными кол-
лективами разработчиков в любых пространственно не объеди-
ненных географических регионах. Обязательный в этом варианте
обмен текстовой, расчетной, графической информацией осуще-
ствляется при помощи сети Интернет или Интранет — корпора-
тивной информационной сети [35].
Мониторинг параметров и переменных КШМ, работающих у
заказчика, доступен разработчикам для гарантийного обслужива-
ния, анализа и совершенствования конструкций, диагностики
состояния и предупреждения аварийных перерывов в работе.
Структура САПР КШМ состоит из блоков технического зада-
ния, концептуального, технического, рабочего проектирования,
проектирования технологических процессов изготовления, сбор-
ки и испытания КШМ, прикладного программного обеспечения,
конструкторской и технологической баз данных. Кроме того, важ-
ным является методическая основа проектирования, отдельные
фрагменты которой приведены далее.
Предварительная разработка в зависимости от требований тех-
нического задания и новизны решаемой проблемы может прово-
диться на следующих уровнях: разработка принципиальной схе-
мы, отвечающей требованиям технологического процесса, или
принятие типовой схемы универсальной конструкции; компоновка
конструкции машины из готовых структурных элементов, сбороч-
ных единиц или линий из готовых машин; компоновка конструк-
ции машины из готовых сборочных единиц с некоторыми их из-
менениями; масштабирование — разработка конструкции маши-
ны или сборочной единицы по их аналогу другого типоразмера;
создание конструкции машин, структур и сборочных единиц на
уровне изобретений.
Применение готовых структурных элементов и конструкций при
создании машины позволяет значительно снизить сроки проекти-
рования. Кроме того, применение проверенных практикой конст-
рукций способствует повышению надежности машин. Наиболее
перспективно инновационное проектирование на уровне изобре-
тений.
Разработка динамических и математических моделей КШМ про-
водится в соответствии с методикой, указанной в гл. 3. Анализу
подлежат последовательно параметры машины, ее кинетостати-
ческая модель (структурная, кинематическая схема), цикловая
диаграмма, механизмы силовой цепи машины, привода и управ-
29
ления. Анализ удобно также производить пользуясь соответствую-
щими таблицами организующих понятий [28].
На основе динамического моделирования, анализа конструк-
ций и схем выбирают оптимальные (наилучшие из возможных)
или рациональные варианты, и принимают решение о проекти-
ровании в соответствии с приведенными этапами.
4.2. Математическое, информационное и программное
обеспечение
Математическое и информационное обеспечение. Создание объек-
та проектирования — КШМ — означает выбор структуры маши-
ны, определение значений всех параметров и представление ре-
зультатов в виде проектной документации: чертежей, схем, рас-
четно-пояснительных записок, алгоритмов и программ ЧПУ. Для
этого требуется соответствующее техническое, математическое и
информационное обеспечение. Важная роль в развитии САПР на
предприятиях принадлежит математическому и информационно-
му обеспечению.
Математическое обеспечение — это совокупность математичес-
ких моделей и методов их обработки. Используются либо готовые
модели, либо средства их разработки. Информационное обеспече-
ние — это совокупность баз данных (БД) и методов доступа к
этим данным, т. е. систем управления базами данных (СУБД). Наи-
более развито в настоящее время математическое обеспечение
САПР кривошипных прессов, например, в ЗАО «ТМП» (г. Воро-
неж) на основе теории дискретного моделирования контактных
систем деталей — компонентов конструкции прессов [51].
Программное обеспечение. Основой программного обеспечения
САПР механических систем КШМ является проблемно-ориенти-
рованный на этот класс задач комплекс МАКС (моделирование и
анализ контактных систем) [51]. Комплекс алгоритмически пост-
роен на базе метода контактных сил и переносных перемещений,
что обеспечивает минимизацию объема вычислений при исполь-
зовании дискретных моделей по методам конечных элементов
(МКЭ) и граничных элементов (МГЭ); комплекс реализован на
языках С и Fortrun, функционирует на персональных компьюте-
рах и рабочих станциях в MS-DOS, Windows и UNIX, на основе
которых проводят подготовку данных и отображение результатов
специализированными препроцессором и постпроцессором. Струк-
тура, программное обеспечение и базы данных САПР кривошип-
ных прессов в ЗАО «ТМП» (г. Воронеж) на всех этапах разработки
и изготовления приведены подробно в работе [51]. Вопросы авто-
матизированного проектирования гидравлических систем машин
рассмотрены в работе [1].
30
ГЛАВА 5. МЕТОДИКА И ТЕХНИКА ИСПЫТАНИЙ
И ЭКСПЕРИМЕНТАЛЬНЫХ ИССЛЕДОВАНИЙ
КУЗНЕЧНО-ШТАМПОВОЧНЫХ МАШИН
5.1. Методика проведения испытаний и исследований
Испытания и экспериментальные исследования КШМ необ-
ходимы при разработке новых конструкций, совершенствовании,
проверке качества изготовления и сборки выпускаемых промыш-
ленностью машин и механизмов, а также для паспортизации и
установления действительных характеристик приобретенных на
вторичном рынке машин и механизмов.
Испытания и исследования проводятся также в учебных лабо-
раториях при изучении курса «Кузнечно-штамповочное оборудо-
вание» и при проведении курсовых научно-исследовательских ра-
бот студентов (КНИРС) [50, 51].
Общей целью испытаний и экспериментальных исследований
является получение объективной количественной и качественной
информации о параметрах и переменных, характеризующих со-
стояние и взаимодействие деталей, механизмов и машины.
Стендовые испытания серийно выпускаемых машин проводят
на заводах-изготовителях с целью проверки соответствия каче-
ства изготовления и сборки машины стандартам, техническим
условиям и нормативным требованиям, а также соответствия тех-
нических характеристик паспортным параметрам. Во время испы-
таний на специальных стендах при холостой работе и под нагруз-
кой изучают также соответствие конструкции нормам точности,
жесткости и др.
Специальные стендовые испытания проводят для изучения
надежности, долговечности, статической или динамической жест-
кости машины в целом или ее механизмов; технологические ис-
пытания — на способность машины выполнять определенные тех-
нологические операции; энергетические испытания — для опре-
деления энергопотребления и эффективности (КПД) работы.
Эксплуатационные испытания проводят для выявления надеж-
ности машины в эксплуатации, ее способности безотказно вы-
полнять конкретную работу в условиях и ритме производсз ва.
Экспериментальные исследования лабораторных моделей и опыт-
ных образцов машин проводят для выявления степени соответ-
ствия экспериментальных характеристик расчетным, полученным
на основе теоретических исследований и имитационного модели-
рования на ЭВМ. Поскольку из-за сложности процессов при раз-
работке теории и компьютерных моделей приходится делать уп-
рощающие допущения, то экспериментальные исследования в
таких случаях являются единственным способом проверки тео-
31
рии, правомерности таких допущений и адекватности моделей
реальным процессам. После экспериментального подтверждения
адекватности моделей они могут применяться для компьютерного
исследования аналогичных систем и проведения компьютерных
экспериментов, что в ряде случаев производительнее и эконо-
мичнее физических экспериментов.
Комплексные экспериментальные исследования КШМ проводят
для изучения нескольких переменных и характеристик с учетом
их взаимного влияния. Например, комплексными можно считать
экспериментальные исследования кинематических, динамических,
энергетических, силовых и технологических характеристик и па-
раметров. Их разделяют на отдельные циклы или серии, в
которых изучают влияние какого-либо одного изменяемого пара-
метра (или переменной) на остальные. Циклы или серии состоят
из отдельных опытов. В каждом опыте изменяют только одну из
задаваемых переменных или одно из условий, влияние которых
изучают.
5.2. Средства исследований и испытаний
Канал записи. Работа КШМ характеризуется несколькими ве-
личинами различной физической природы (параметрами, пере-
менными), одновременно изменяющимися во времени. При ис-
пытаниях и исследованиях, в зависимости от цели, необходимо
записывать изменения этих величин на каком-либо носителе ин-
формации (светочувствительном, термочувствительном, магнит-
ном, цифровом и т.п.), т.е. регистрировать параметры и перемен-
ные с помощью датчиков и аппаратных средств.
Совокупность аппаратов, предназначенных для регистрации
какого-либо одного параметра, образует канал записи. При испы-
тании и исследовании КШ М применяют несколько каналов записи
для регистрации соответствующих величин (рис. 5.1). Поскольку
работу КШМ описывают в основном механические величины (пе-
ремещение, скорость, сила, давление и т.п.), возникает необхо-
димость применять разные датчики.
Датчики — это приборы, преобразующие неэлектрическую ве-
личину сигнала на входе в электрическую величину на выходе,
которую легко преобразовать, усилить или уменьшить и зарегист-
рировать.
Датчиком линейного перемещения чаще всего служит ходограф —
переменное сопротивление, подвижный контакт которого связан
с деталью машины, перемещение которой регистрируется. Широ-
кое применение находят бесконтактные индуктивные датчики,
например, системы BAJLLUF. В качестве датчиков перемещения —
генераторов импульсов могут быть использованы самые разнооб-
разные устройства, например, электрические, механические и
32
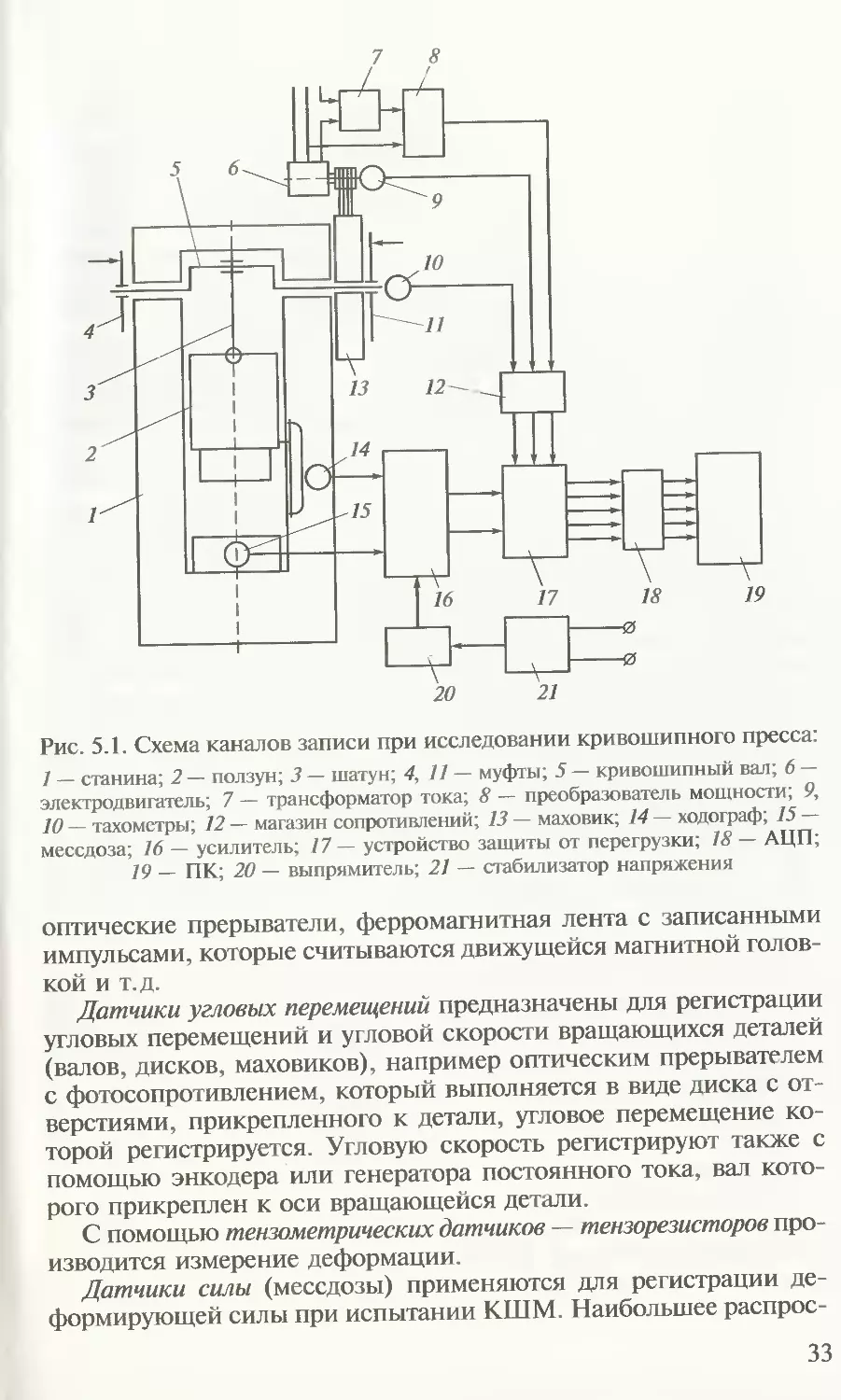
Рис. 5.1. Схема каналов записи при исследовании кривошипного пресса:
1 — станина; 2 — ползун; 3 — шатун; 4, 11 — муфты; 5 — кривошипный вал; 6 —
электродвигатель; 7 — трансформатор тока; 8 — преобразователь мощности; 9,
10 — тахометры; 12 — магазин сопротивлений; 13 — маховик; 14 — ходограф; 15 —
мессдоза; 16 — усилитель; 77 — устройство защиты от перегрузки; 18 — АЦП;
19 — ПК; 20 — выпрямитель; 21 — стабилизатор напряжения
оптические прерыватели, ферромагнитная лента с записанными
импульсами, которые считываются движущейся магнитной голов-
кой и т.д.
Датчики угловых перемещений предназначены для регистрации
угловых перемещений и угловой скорости вращающихся деталей
(валов, дисков, маховиков), например оптическим прерывателем
с фотосопротивлением, который выполняется в виде диска с от-
верстиями, прикрепленного к детали, угловое перемещение ко-
торой регистрируется. Угловую скорость регистрируют также с
помощью энкодера или генератора постоянного тока, вал кото-
рого прикреплен к оси вращающейся детали.
С помощью тензометрических датчиков — тензорезисторов про-
изводится измерение деформации.
Датчики силы (мессдозы) применяются для регистрации де-
формирующей силы при испытании КШМ. Наибольшее распрос-
33
хранение получила конструкция мессдозы с тензометрическими
датчиками, наклеенными на поверхность стального полого ци-
линдра. Тензометрические датчики регистрируют деформацию
цилиндра мессдозы, при приложении к его торцам регистрируе-
мой силы.
Давление жидкости, пара, воздуха и других рабочих сред реги-
стрируют, измеряя упругую деформацию какой-либо детали, на
которую это давление воздействует. Если давление не превышает
103 кПа, то деталь, воспринимающая это давление, выполняется
в виде отдельной мембраны, закрепленной в корпусе. Если давле-
ние достаточно велико, то мембрана выполняется вместе с кор-
пусом. При большом давлении эту деталь выполняют в виде поло-
го цилиндра, в полость которого подается давление. Деформация
детали, пропорциональная давлению, воспринимается тензомет-
рическими датчиками.
Датчиком мощности или шлейфом мощности осуществляют
запись мощности, потребляемой из электрической сети коротко-
замкнутыми асинхронными электродвигателями трехфазного тока.
Мощность одной фазы определяют произведением амплитуд
мгновенных значений тока и напряжения, сдвинутых на фазовый
угол <р. Принимая нагрузку трех фаз практически симметричной,
следует утроить мощность, потребляемую одной фазой электро-
двигателя. На осциллограмме мгновенная активная мощность вы-
ражается ординатой средней линии синусоиды, отложенной от
нулевой линии датчика. Графиком активной мощности будет сред-
няя линия синусоиды.
В компьютерных измерительных комплексах (например, Spider
8) мощность рассчитывается по программе.
При испытании КШМ, на осциллограммах должны быть от-
метки времени. Для этой цели записывают импульсы или колеба-
ния определенной частоты.
Усилители электрических сигналов применяют в каналах запи-
си, если мощность сигнала на выходе датчика мала. Характер из-
менения сигнала при этом сохраняется. При записи нескольких
величин применяют многоканальные усилители, например 8АНЧ-
7М, 8АНЧ-23, «Топаз» и другие с достаточно высокой несущей
частотой 800 кГц.
Преобразователи сигналов служат для преобразования сигналов
одной физической природы в сигналы другой физической приро-
ды или для преобразования характера изменения, например при
детектировании, когда отрицательная полярность переменного
сигнала переводится в положительную.
Регулирующую аппаратуру применяют для получения требуе-
мых уровней сигналов, обычно для ограничения максимальной
величины сигнала во избежание перегрузки входа последующего
34
аппарата. Для этого служит стандартный магазин сопротивлений
или набор нужных резисторов.
Регистрирующая аппаратура является конечным звеном канала
записи. При исследовании КШМ применяют многоканальные све-
толучевые осциллографы, катодные осциллографы (для регистра-
ции ударных и других быстро протекающих процессов) и совре-
менные измерительные комплексы, персональные компьютеры.
Измерительные комплексы. В настоящее время все более широ-
кое применение получают измерительные комплексы, в состав
которых входят ПК со встроенными платами сбора и обработки
аналого-цифровой информации (аналого-цифровые преобразова-
тели — АЦП) [40]. Применяют измерительные комплексы, в еди-
ный блок которых включены специализированные ПК с АЦП,
позволяющие принимать и обрабатывать аналоговую информацию;
комплекты датчиков; усилительная аппаратура для усиления мощ-
ности сигналов датчиков; специальная программа регистрации и
обработки получаемой информации и встроенный принтер для
распечатки данных.
В лабораторных условиях для выполнения учебных эксперимен-
тальных исследований целесообразно применение стационарного
измерительного комплекса на базе ПК с применением универ-
сальной платы сбора и контроля ввода аналоговой и цифровой
информации для IBM PC-совместимых компьютеров, комплек-
тов датчиков. Исследователь получает результаты в удобном для
обработки на встроенном в комплекс или любом другом ПК виде
с применением универсальных программ Excel, MathCad и
MathLab.
При записи мощности электродвигателя на персональном ком-
пьютере с помощью АЦП, отдельно регистрируют ток и напря-
жение с последующим перемножением амплитуд сигналов с по-
мощью программы Excel. С применением специального датчика
мощности такое перемножение выполняется автоматически, по
программе.
Калибровка датчиков. Все приведенные датчики и каналы записи
должны быть откалиброваны перед записью процессов. Желатель-
на повторная калибровка после записи процессов. Калибровка (или
тарировка) состоит в измерении сигналов на выходе датчика,
соответствующих заранее известным величинам входных сигна-
лов. С помощью калибровочных графиков или таблиц проводят
расшифровку полученных осциллограмм и построение диаграмм
в масштабе.
В работах [50, 51] приведены методики лабораторных испыта-
ний и исследований типовых конструкций КШМ и типовые ос-
циллограммы машинного цикла некоторых машин.
РАЗДЕЛ II
ГИДРАВЛИЧЕСКИЕ КУЗНЕЧНО-ШТАМПОВОЧНЫЕ
МАШИНЫ
ГЛАВА 6. ПРИНЦИП ДЕЙСТВИЯ, КЛАССИФИКАЦИЯ,
СИСТЕМЫ ГИДРОПРИВОДА
6.1. Принцип действия и классификация гидропривода
Принцип действия. К гидравлическим КШМ относятся гидрав-
лические прессы, гидростаты, гидромолоты, гидровинтовые прес-
сы, гидроимпульсные и гидровибрационные прессы и другие,
энергоносителем привода которых служит рабочая жидкость.
Гидравлическими прессами называются КШМ почти статичес-
кого (квазистатического) воздействия на деформируемый мате-
риал силой давления жидкости на поршень или плунжер рабочего
исполнительного механизма (рис. 6.1). Гидравлические прессы от-
носятся к энерготипу Тэр — машин, использующих эффективную
энергию в виде энергии давления (см. табл. 1.1).
Принцип действия гидравлических прессов основан на законе
Паскаля о сообщающихся сосудах (рис. 6.1, о), согласно которому
F
давление р = —,
создаваемое силой F, действующей на площадь
плунжера S (например, насоса), распространяется по всему объе-
му жидкости и создает большую в SJS силу 1\ = pS{ (например, в
цилиндре пресса), которая во время рабочего хода может дефор-
мировать материал. Перемещения поршней 5 и 5] площадью соот-
ветственно S и Л', связаны соотношением, которое следует из ус-
ловия постоянства объема жидкости:
s^sS/Si. (6.1)
Объем жидкости, подаваемой насосом в единицу времени, назы-
вается подачей насоса QH. За счет подачи насоса плунжер или
поршень пресса (рис. 6.1, б) перемещается со скоростью v= QJS{.
В прессе с насосно-аккумуляторным приводом (рис. 6.1, в)
применяют аккумулятор для накопления жидкости под давлени-
ем, поступающей от насоса во время пауз в работе пресса и для
увеличения скорости во время деформирования поковки.
36
'/7/7/77777
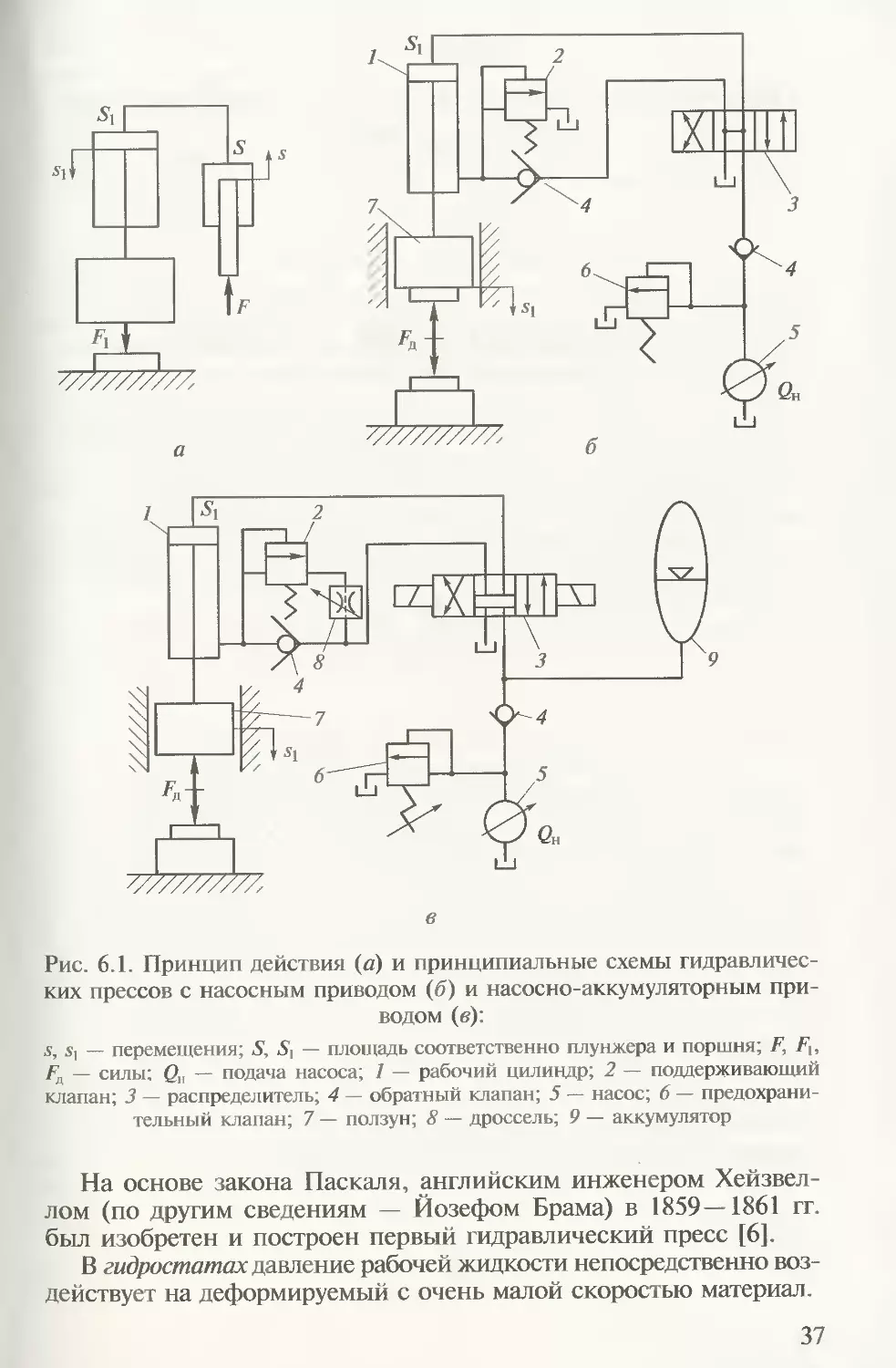
Рис. 6.1. Принцип действия (о) и принципиальные схемы гидравличес-
ких прессов с насосным приводом (0 и насосно-аккумуляторным при-
водом (в)
s, S] — перемещения; 5, 5, — площадь соответственно плунжера и поршня; F, F\,
Fa — силы; QH — подача насоса; 1 — рабочий цилиндр; 2 — поддерживающий
клапан; 3 — распределитель; 4 — обратный клапан; 5 — насос; 6 — предохрани-
тельный клапан; 7 — ползун; 8 — дроссель; 9 — аккумулятор
На основе закона Паскаля, английским инженером Хейзвел-
лом (по другим сведениям — Йозефом Брама) в 1859—1861 гг.
был изобретен и построен первый гидравлический пресс [6].
В гидростатах давление рабочей жидкости непосредственно воз-
действует на деформируемый с очень малой скоростью материал.
37
В гидровинтовых прессах и гидравлических молотах разгон порш-
ня и рабочей массы рабочих частей (рабочей массы) т гидравли-
ческого молота (или приведенной массы гидровинтового пресса)
на перемещении до рабочего хода создает кинетическую энергию
Т = mv1-/! и дает возможность воздействовать на деформируемый
материал ударом.
В гидроимпульсных и гидровибрационных прессах воздействие на
материал осуществляется импульсом ударной волны или цикли-
ческими импульсами жидкости под давлением.
Классификация. Гидравлические прессы классифицируют по
компоновке конструкции — на вертикальные и горизонтальные;
по числу рабочих цилиндров — на одноцилиндровые, трехцилин-
дровые и многоцилиндровые; по конструкции станины — на ко-
лонные, рамные, скрепленные (лентой, проволокой), двухстоеч-
ные, одностоечные; по типу привода — на насосные, насосно-
аккумуляторные и мультипликаторные.
Классификация по технологическому назначению приведена
на рис. 6.2 [28, 51].
Типоразмеры гидравлических прессов подразделяют по вели-
чине номинальной силы в соответствии с нормальным рядом чи-
сел по государственным стандартам.
По характеру воздействия на деформируемый материал со-
временные гидравлические КШМ разделяют на машины стати-
Рис. 6.2. Классификация гидропривода
38
ческого, квазистатического, ударного, импульсного и вибраци-
онного (пульсирующего) действия [7, 23]. К машинам квазиста-
тического действия относят гидравлические прессы, статичес-
кого действия — установки для гидростатического прессования
и синтеза материалов — гидростаты [51]. К машинам динамичес-
кого или ударного действия отнесены гидравлические молоты
[11] и гидровинтовые прессы [5]. В импульсных гидропрессах для
деформирования материала используют энергию упругой полу-
волны быстро сжатой жидкости в трубопроводе [28, 51]. В прес-
сах вибрационного (пульсирующего) действия применяют не-
однократную разрядку сжатой в гидроаккумуляторе жидкости с
помощью клапана-пульсатора [23] или пульсирующую подачу
жидкости гидропульсатором непосредственно в рабочий цилиндр
(Г.П.Тярусов, 1998) [51].
По характеру преобразования энергии жидкости и изменения
скорости рабочих частей гидравлические КШМ разделяют на прес-
сы, молоты и пресс-молоты.
В гидравлических прессах энергия жидкости Еж создает работу
деформирования Ад материала во время рабочего хода sa, а ход
приближения и возвратный являются холостыми:
Еж = Si j Р\ (я) Фу -> Ад = J (s)ds,
о о
где 51! — площадь цилиндра пресса; Fa — деформирующая сила
(сила сопротивления материала деформированию).
В гидравлических молотах и гидровинтовых прессах энергия
жидкости сначала трансформируется в кинетическую энергию
рабочих частей Тэ во время хода разгона sp, а затем в работу де-
формирования:
Еж = *$1 ] Р\ (-s)ds -> Тэ -> Ая = J Fr (s)d5.
о о
В гидровинтовых пресс-молотах энергия жидкости трансфор-
мируется в кинетическую энергию рабочих частей во время хода
разгона и, продолжая действовать во время рабочего хода (.sp 4 $д),
суммируется с кинетической энергией, а работа деформирования
в этом случае выполняется суммарным воздействием кинетичес-
кой энергии и энергии давления жидкости:
Еж = J (s)d5 ->
о
т+рд(^-> д,.
о
39
6.2. Системы и характеристики гидропривода
По конструкции устройств для преобразования первичной
(электрической или тепловой) энергии в энергию давления жид-
кости и ее аккумулирования гидроприводы подразделяют на на-
сосные, насосно-аккумуляторные, гидропульсаторные и мульти-
пликаторные. Насосный и насосно-аккумуляторный гидроприво-
ды применяют для прессов и других типов КШМ, гидропульса-
торный — для специализированных прессов, а мультипликатор-
ный — в случаях, когда требуется увеличенное давление жидко-
сти по сравнению с первичным давлением (сжатого воздуха, на-
соса, аккумулятора).
Рабочими жидкостями служат минеральное масло «Индустри-
альное» вязкостью 20...50 сСт при 50 °C и водная эмульсия, пред-
ставляющая собой 2...3%-ную смесь с водой эмульсолов марки А
или Б (ГОСТ 1975—53). Большее содержание эмульсола рекомен-
дуется для заполнения новых гидросистем, меньшее — для эксп-
луатирующихся. Состав эмульсола: 83...87 % минерального масла,
12—14% олеиновой кислоты, 2,5 % едкого натра 40%-ной кон-
центрации. Рекомендуется также эмульсол ВНИИНП-117. Эмуль-
сия, приготовленная дисперсной смесью 1 % этого эмульсола с
водой, обладает повышенной стойкостью, лучшей смазывающей
способностью и антикоррозионными свойствами [7].
Для поддержания гидросистем в рабочем состоянии необходи-
мо фильтровать рабочую жидкость, не перегревать более 50 °C и
периодически заменять масло, освобождать гидросистему от воз-
духа с помощью воздухоспускных вентилей или пробок, установ-
ленных в наиболее высоких участках гидросистемы [7, 27].
В зависимости от назначения гидроприводы подразделяют на
индивидуальные и групповые. Для прессов и других машин при-
меняют как индивидуальный гидропривод, предназначенный для
одной машины, так и групповой — для нескольких машин. В каче-
стве группового привода гидропрессов и других машин обычно
используют насосно-аккумуляторные станции (НАС) [7], кото-
рые размещают в отдельном помещении, примыкающем к цеху.
Протяженность линий трубопроводов, соединяющих НАС с от-
дельными прессами, может достигать десятки метров. В современ-
ных НАС используют кривошипно-плунжерные насосы и гидро-
пневматические беспоршневые аккумуляторы. Стандартное услов-
ное давление рабочей жидкости НАС составляет 20... 32 МПа. Ак-
кумулятор запасает жидкость под давлением, подаваемую насоса-
ми во время пауз в работе прессов и в периоды пониженного
расхода жидкости, а подает ее в моменты, когда потребление
жидкости превышает подачу насосов.
Уровень жидкости в аккумуляторе меняется между верхним
предельным уровнем, на котором все насосы переключаются на
40
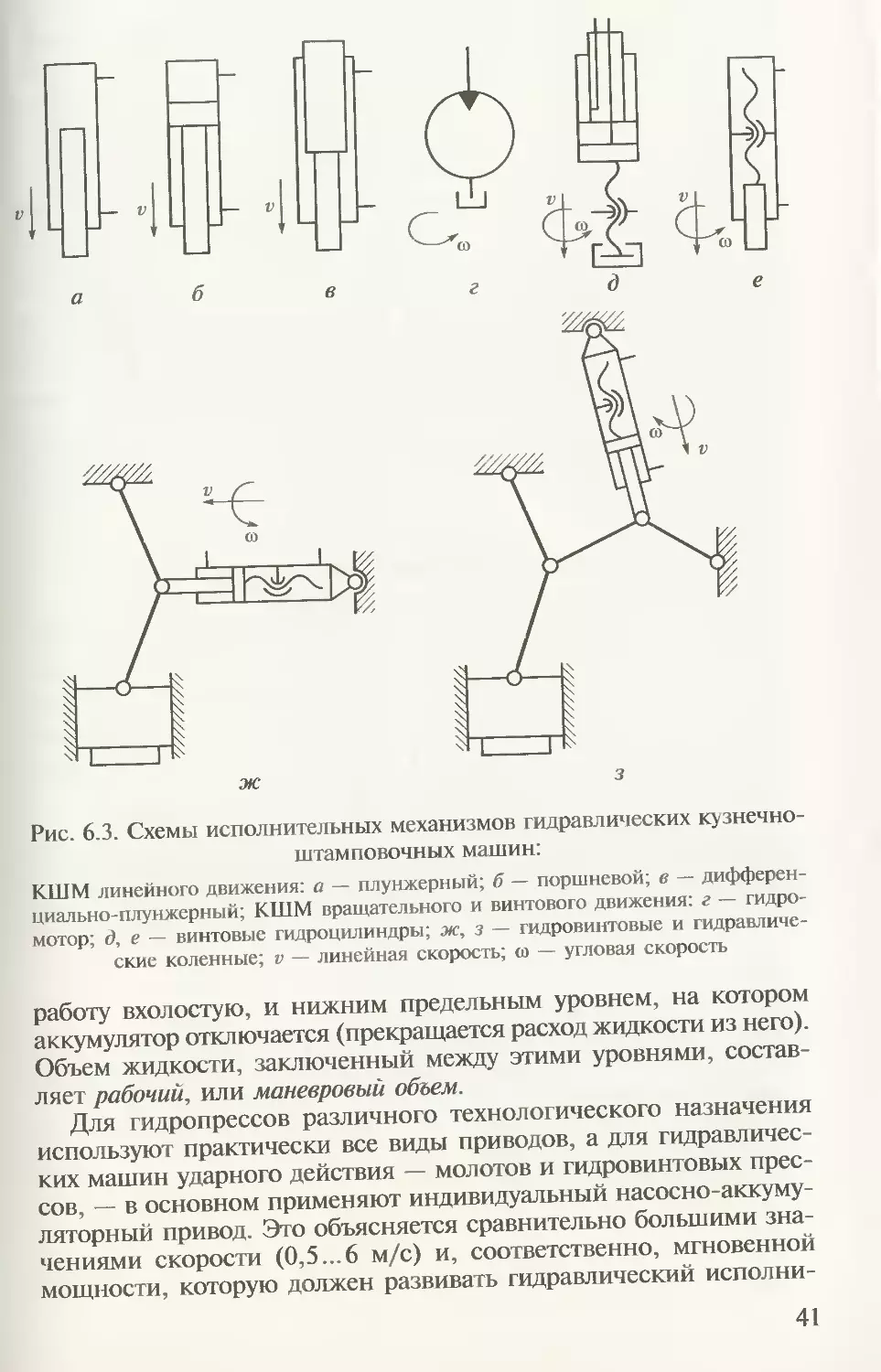
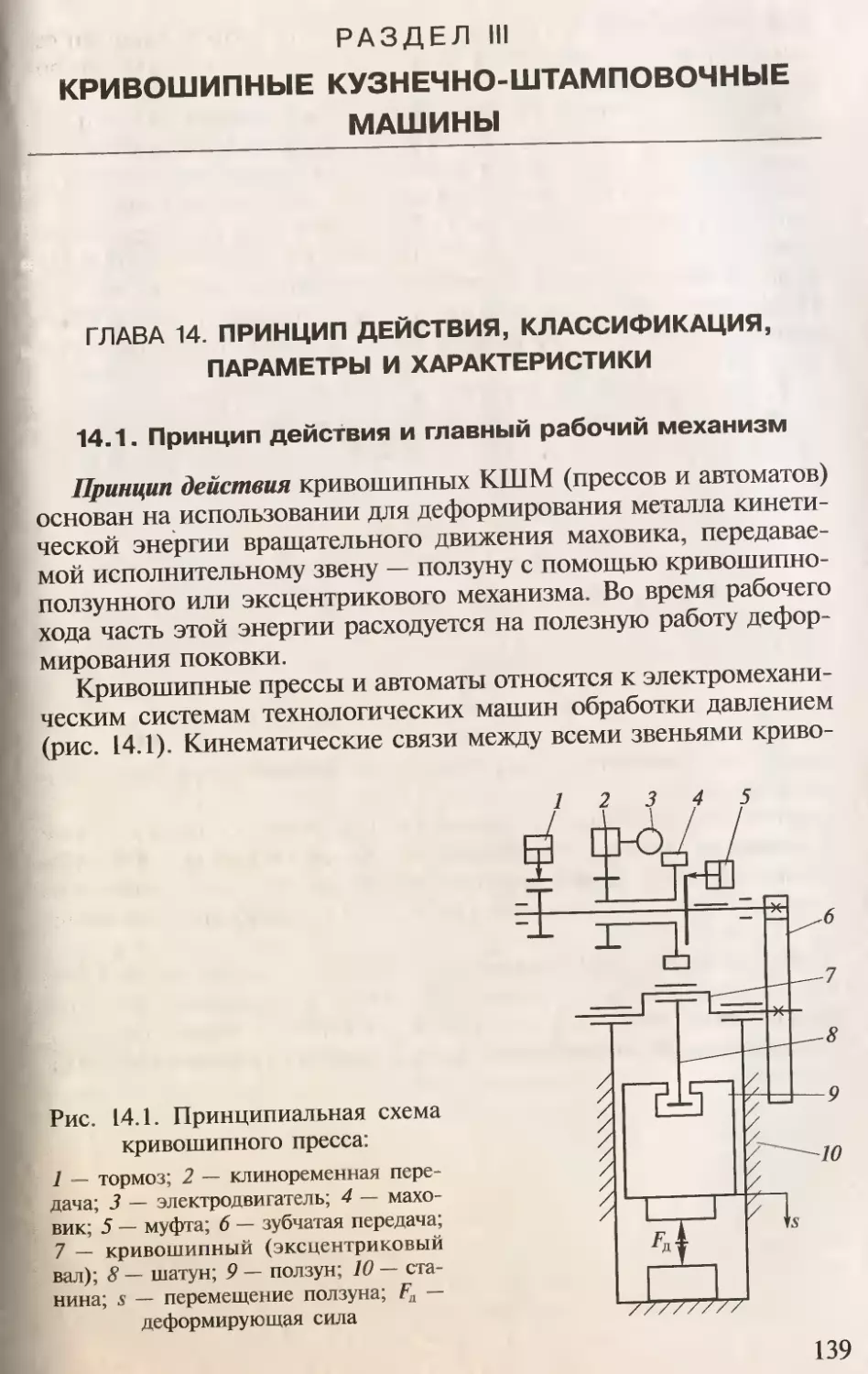
Рис. 6.3. Схемы исполнительных механизмов гидравлических кузнечно-
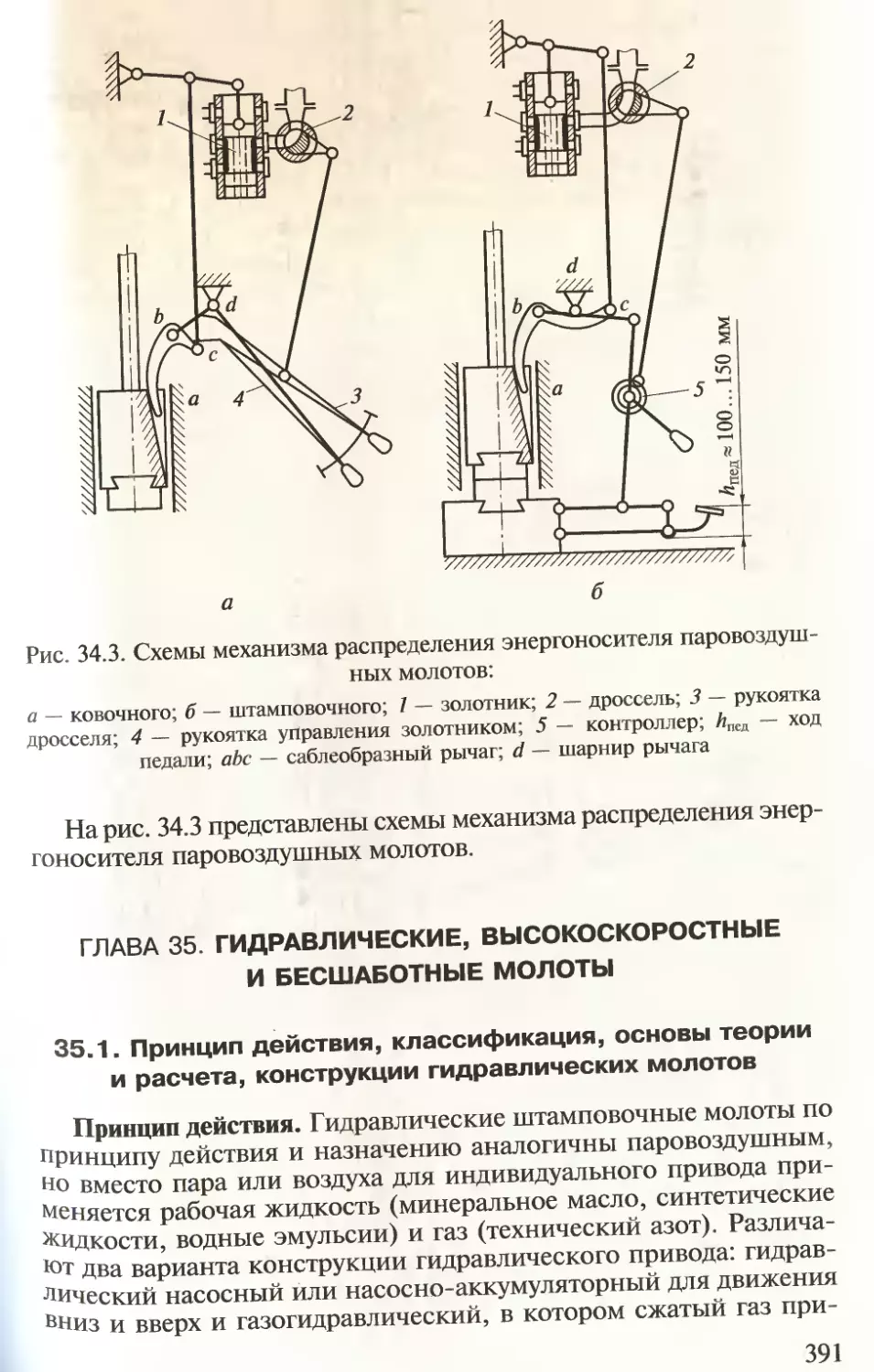
штамповочных машин:
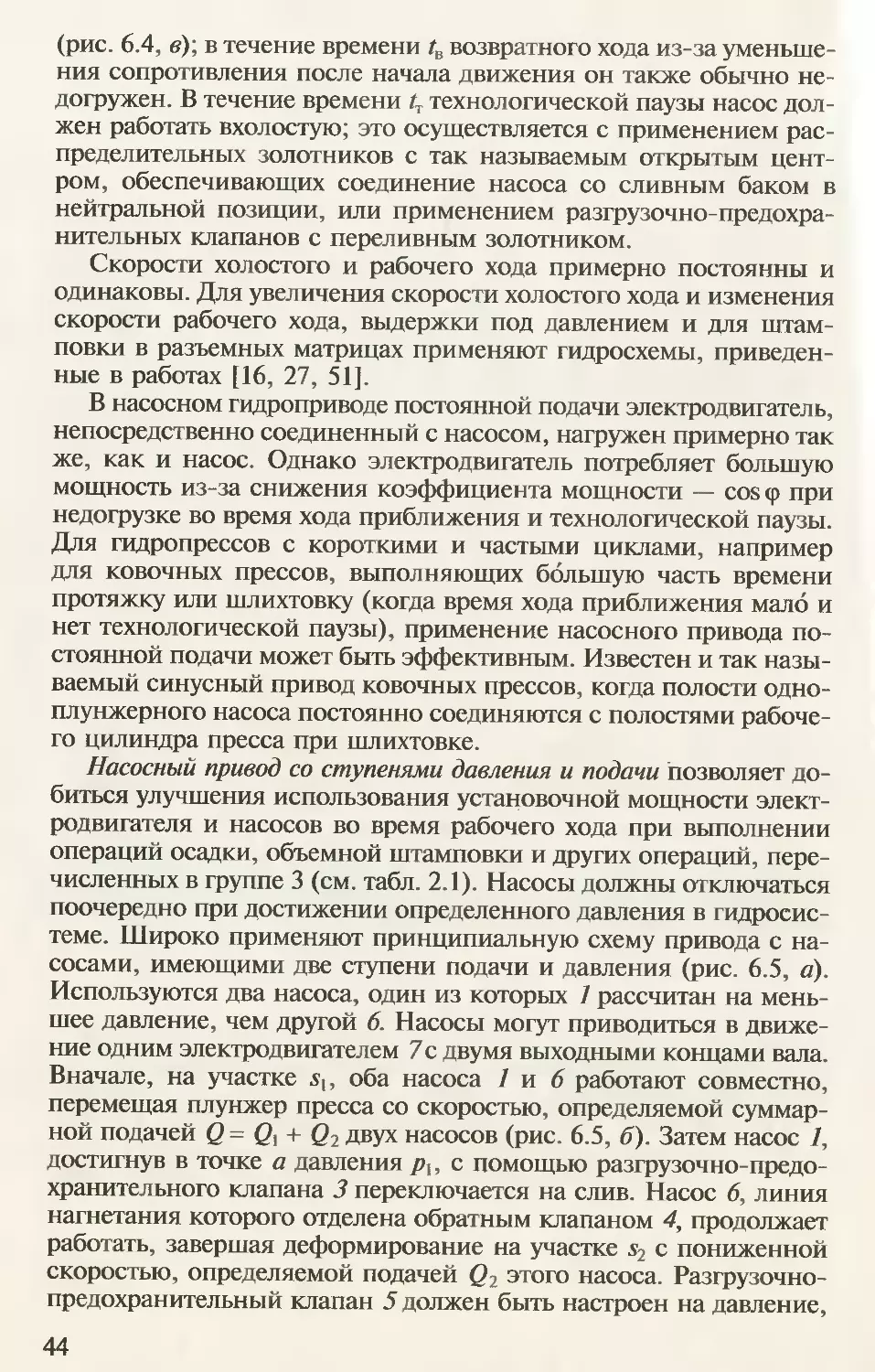
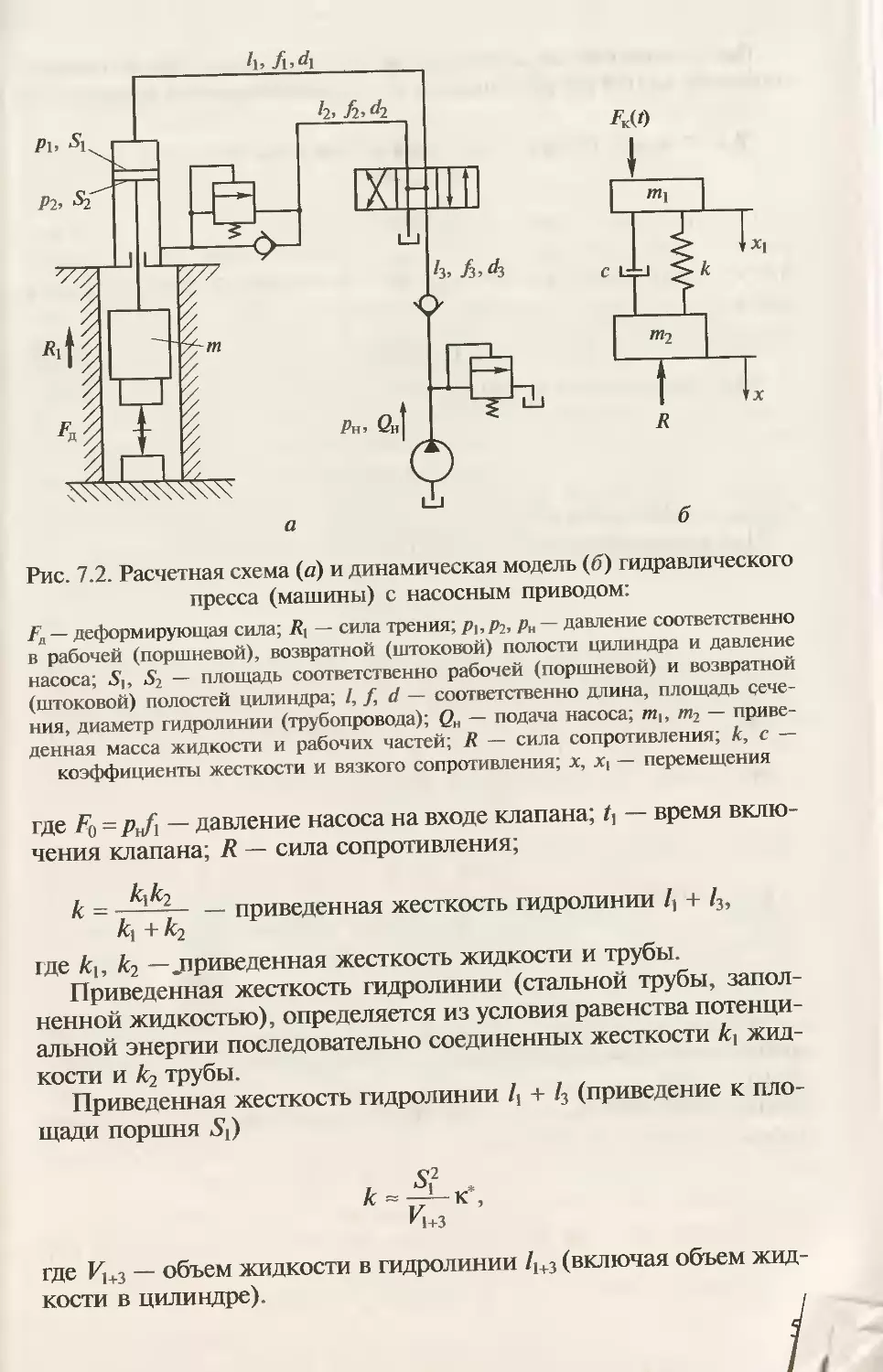
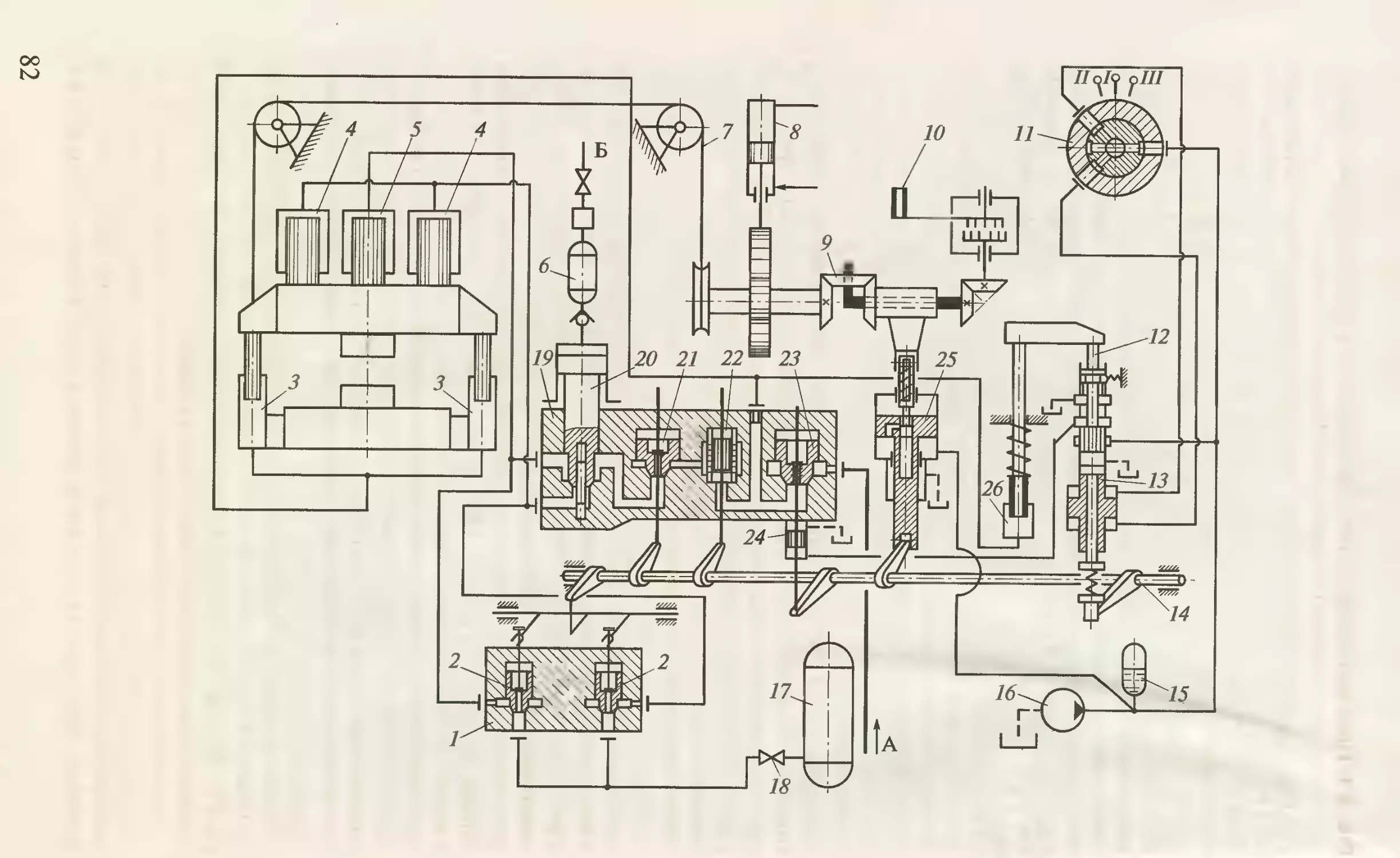
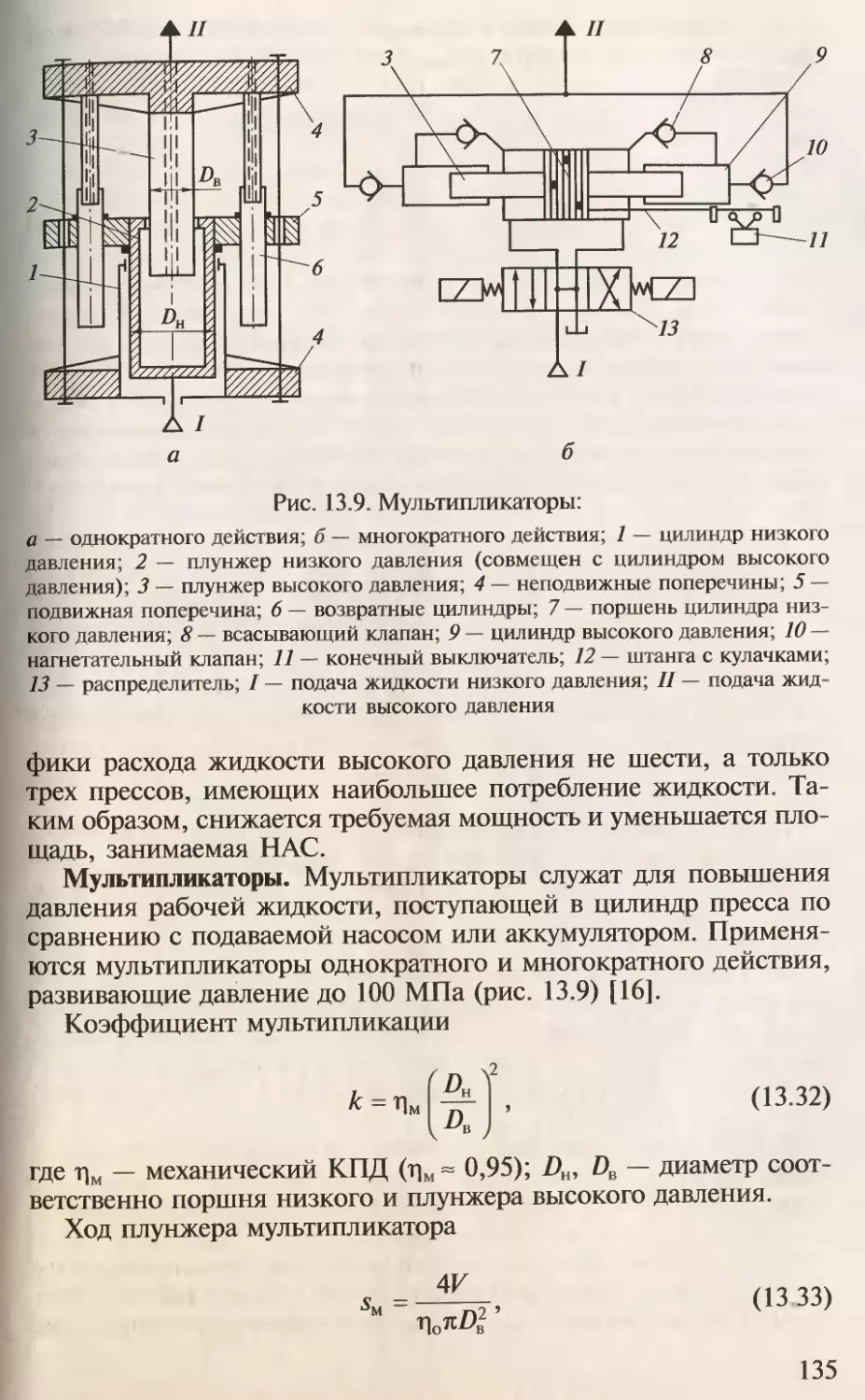
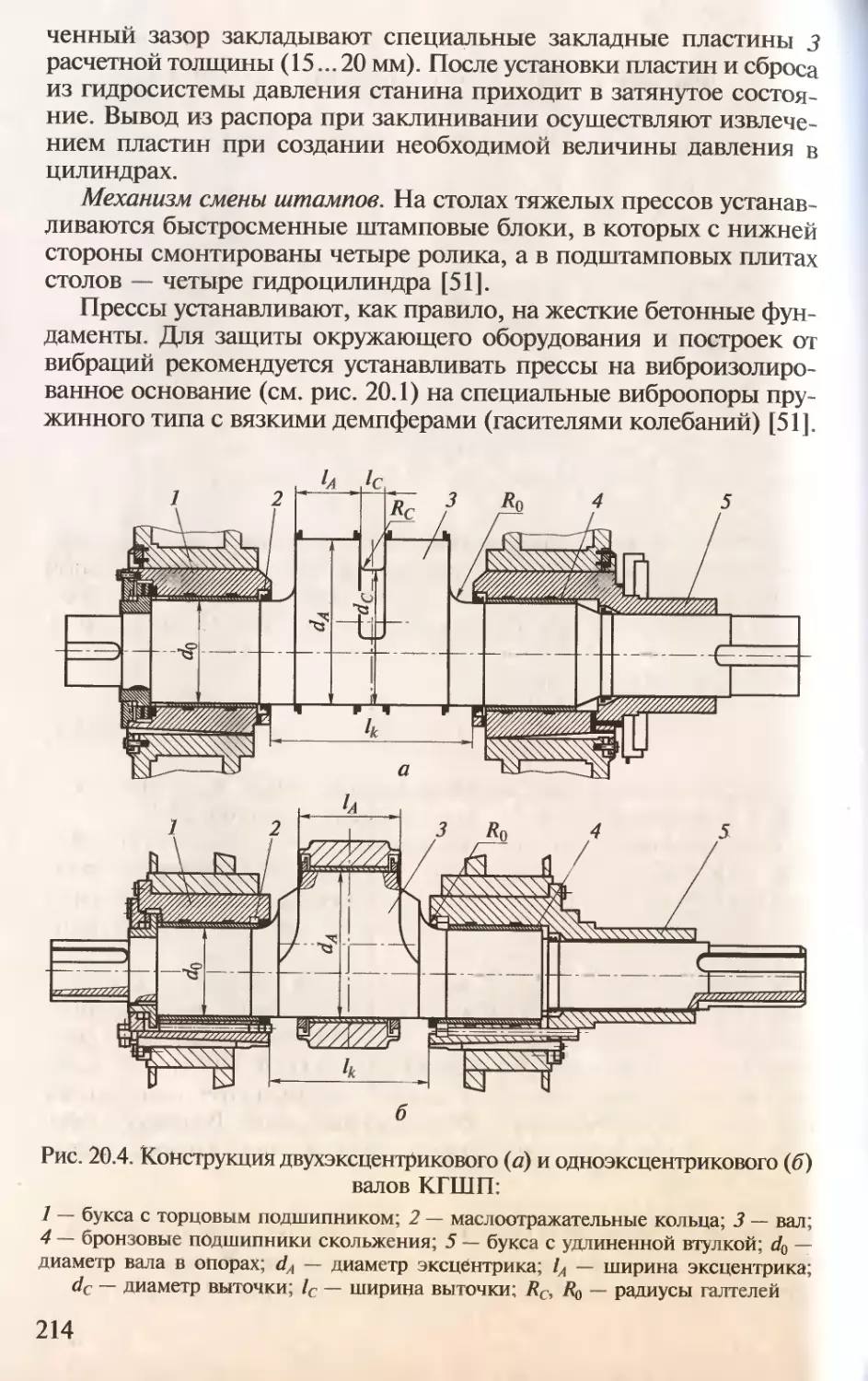
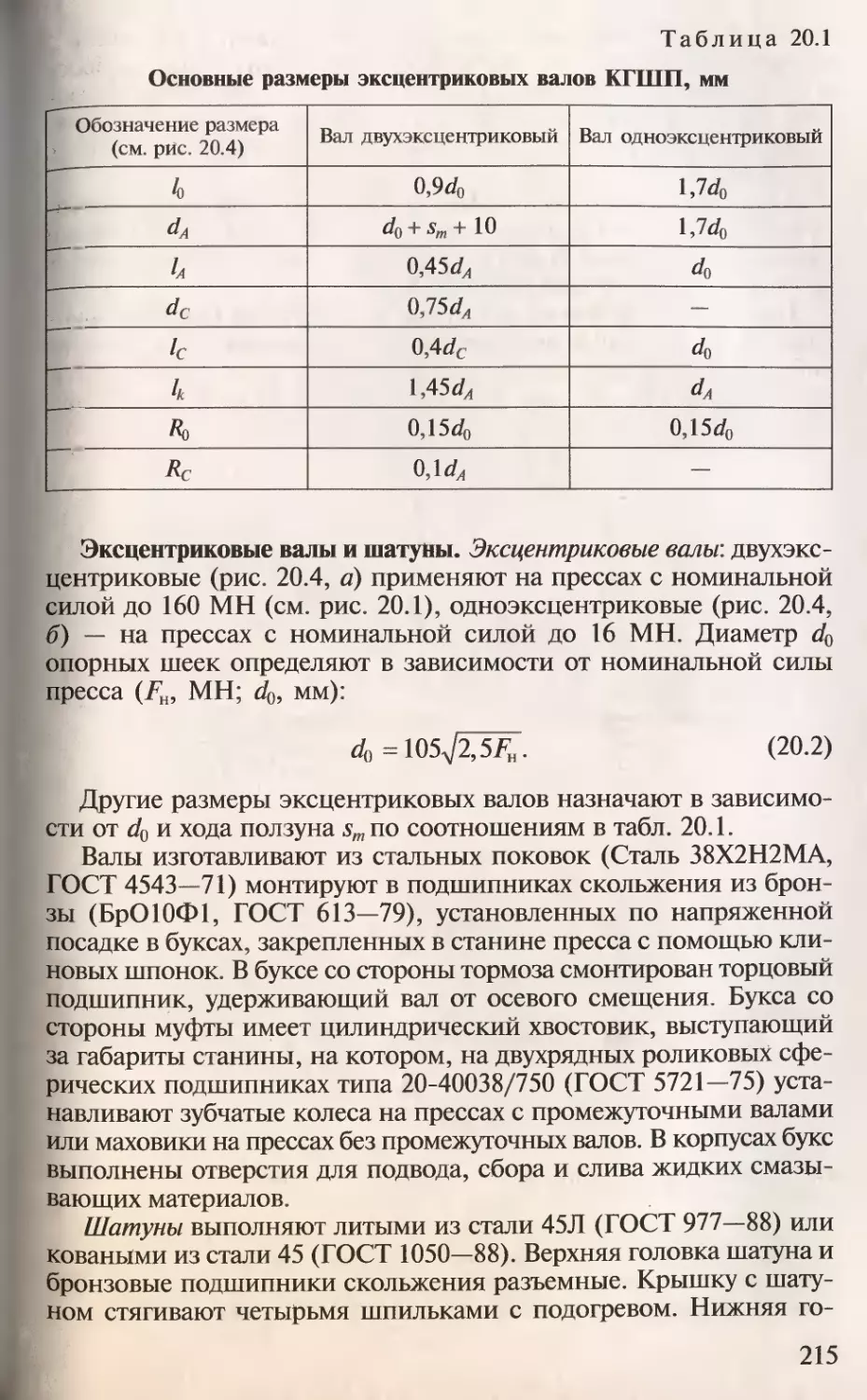
КШМ линейного движения: а — плунжерный; б — поршневой; в — дифферен-
циально-плунжерный; КШМ вращательного и винтового движения: г — гидро-
мотор; д, е — винтовые гидроцилиндры; ж, з — гидровинтовые и гидравличе-
ские коленные; v — линейная скорость; (о — угловая скорость
работу вхолостую, и нижним предельным уровнем, на котором
аккумулятор отключается (прекращается расход жидкости из него).
Объем жидкости, заключенный между этими уровнями, состав-
ляет рабочий, или маневровый объем.
Для гидропрессов различного технологического назначения
используют практически все виды приводов, а для гидравличес-
ких машин ударного действия — молотов и гидровинтовых прес-
сов, — в основном применяют индивидуальный насосно-аккуму-
ляторный привод. Это объясняется сравнительно большими зна-
чениями скорости (0,5...6 м/с) и, соответственно, мгновенной
мощности, которую должен развивать гидравлический исполни-
41
тельный механизм машин ударного действия к началу рабочего
хода. Для небольших винтовых прессов, мощность привода кото-
рых не превышает 15 кВт, иногда применяют насосные безакку-
муляторные приводы.
Исполнительные механизмы гидравлических КШМ приведе-
ны на рис. 6.3. Силовые гидроцилиндры линейного движения при-
меняют в качестве рабочих и возвратных гидроцилиндров, а диф-
ференциально-плунжерные — обычно в качестве возвратных или
уравновешивающих. Рабочим звеном в большинстве приводов прес-
сов и других машин служит плунжер или шток с поршнем, в не-
которых конструкциях — подвижный цилиндр. В приводах винто-
вых прессов применяют также гидродвигатели вращательного дви-
жения. В некоторых конструкциях линейное перемещение гидро-
цилиндра преобразуется в винтовое (рис. 6.3, дне) посредством
винтового механизма с несамотормозящей резьбой |5]. Для при-
вода гидроколенных прессов применяют гидроцилидры линейно-
го и винтового движения, воздействующие на коленный шарнир
(рис. 6.3, ж и з).
6.3. Насосный гидропривод
В насосном гидроприводе постоянной подачи (рис. 6.4) в течение
большей части технологического цикла работы машины мощность,
развиваемая электродвигателем N3 и насосом 7VH, равна без учета
потерь мощности, развиваемой плунжером рабочего цилиндра,
т.е. N3 = 7VH = Nt. В начале движения и при разгоне плунжера воз-
можно N3= N„> так как часть подачи насоса может переходить
в сливной бак через предохранительный клапан.
Если пресс выполняет операцию объемной штамповки, то на-
грузка на рабочий плунжер характеризуется диаграммой (рис. 6.4, в).
Давление рн, создаваемое насосом, соединенным с рабочим ци-
линдром (рис. 6.4, а), будет пропорционально нагрузке рабоче-
го плунжера (рис. 6.4, б):
Рн=сц^, (6.2)
*5]
где = 1,05 ...1,07 — коэффициент, учитывающий трения в на-
правляющих и в уплотнениях; Fa — деформирующая сила, на-
грузка на рабочий плунжер.
Наибольшую нагрузку насос воспринимает в самом конце ра-
бочего хода, а большую часть хода насос недогружен.
Установочная мощность насоса
F s
NH=pmQH=-^, (6.3)
По
42
Рис. 6.4. Принцип действия насосного гидропривода постоянной подачи:
а — принципиальная схема; б — диаграмма давления и подачи насоса во время
ta рабочего хода пресса; е — диаграмма мощности привода (насоса /Ун и электро-
двигателя N3 в течение цикла); 1 — ползун; 2 — рабочий цилиндр; 3 — распреде-
литель; 4 — разгрузочно-предохранительный клапан; 5 — электродвигатель; 6 —
насос; рн, рт — давление насоса и максимальное давление; Q,, — подача насоса;
Nw NHa— мощность насоса и номинальная электродвигателя; t, tM — время соот-
ветственно технологического и машинного цикла
где рт — максимальное давление; QH — подача насоса; т|о — объем-
ный КПД; Flim — максимальная деформирующая сила; 5Д, ta — ход
пресса и время деформирования.
Установочная мощность электродвигателя с учетом КПД насо-
са Лн
N, = (6.4)
В течение времени /п холостого хода приближения, когда под-
вижные части опускаются под действием низкого давления жид-
кости или силы тяжести, насос работает с очень малой нагрузкой
43
(рис. 6.4, в); в течение времени /в возвратного хода из-за уменьше-
ния сопротивления после начала движения он также обычно не-
догружен. В течение времени tT технологической паузы насос дол-
жен работать вхолостую; это осуществляется с применением рас-
пределительных золотников с так называемым открытым цент-
ром, обеспечивающих соединение насоса со сливным баком в
нейтральной позиции, или применением разгрузочно-предохра-
нительных клапанов с переливным золотником.
Скорости холостого и рабочего хода примерно постоянны и
одинаковы. Для увеличения скорости холостого хода и изменения
скорости рабочего хода, выдержки под давлением и для штам-
повки в разъемных матрицах применяют гидросхемы, приведен-
ные в работах [16, 27, 51].
В насосном гидроприводе постоянной подачи электродвигатель,
непосредственно соединенный с насосом, нагружен примерно так
же, как и насос. Однако электродвигатель потребляет большую
мощность из-за снижения коэффициента мощности — cos ср при
недогрузке во время хода приближения и технологической паузы.
Для гидропрессов с короткими и частыми циклами, например
для ковочных прессов, выполняющих большую часть времени
протяжку или шлихтовку (когда время хода приближения мало и
нет технологической паузы), применение насосного привода по-
стоянной подачи может быть эффективным. Известен и так назы-
ваемый синусный привод ковочных прессов, когда полости одно-
плунжерного насоса постоянно соединяются с полостями рабоче-
го цилиндра пресса при шлихтовке.
Насосный привод со ступенями давления и подачи позволяет до-
биться улучшения использования установочной мощности элект-
родвигателя и насосов во время рабочего хода при выполнении
операций осадки, объемной штамповки и других операций, пере-
численных в группе 3 (см. табл. 2.1). Насосы должны отключаться
поочередно при достижении определенного давления в гидросис-
теме. Широко применяют принципиальную схему привода с на-
сосами, имеющими две ступени подачи и давления (рис. 6.5, а).
Используются два насоса, один из которых 1 рассчитан на мень-
шее давление, чем другой 6. Насосы могут приводиться в движе-
ние одним электродвигателем 7 с двумя выходными концами вала.
Вначале, на участке оба насоса 1 и 6 работают совместно,
перемещая плунжер пресса со скоростью, определяемой суммар-
ной подачей Q = 2i + Qi двух насосов (рис. 6.5, б). Затем насос 1,
достигнув в точке а давления р{, с помощью разгрузочно-предо-
хранительного клапана 3 переключается на слив. Насос 6, линия
нагнетания которого отделена обратным клапаном 4, продолжает
работать, завершая деформирование на участке s2 с пониженной
скоростью, определяемой подачей Q, этого насоса. Разгрузочно-
предохранительный клапан 5 должен быть настроен на давление,
44
Рис. 6.5. Принцип действия насосного гидропривода с двумя ступенями
подачи:
а — принципиальная схема; б — диаграмма давления и подачи насосов; в —
диаграмма мощности привода во время рабочего хода пресса; 1 — насос низкого
давления; 2 — рабочий цилиндр; 3 — разгрузочно-предохранительный клапан
первой ступени; 4 — обратный клапан; 5 — разгрузочно-предохранительный кла-
пан второй ступени; 6 — насос высокого давления; 7 — электродвигатель
несколько большее, чем рт. Установочная мощность насосов, по-
дача и давление связаны соотношением
- PmQl - Р\ (Q] + Q2 ) -
Si(slpl+s2pm)
(6.5)
где 5! и р} (рис. 6.5, б) могут быть определены графическим или
аналитическим способом из условия минимальной площади гра-
фика или минимального времени деформирования [6].
Установочная мощность насосов и электродвигателя может быть
использована полностью в двух точках рабочего хода b и с (рис.
6.5, в).
В насосном приводе с переменной подачей применяют аксиально-
плунжерные и радиально-плунжерные насосы, в конструкции
которых предусмотрена возможность изменения подачи в зависи-
45
мости от давления с помощью одной-двух пружин или копирного
механизма [6], приближаясь к гиперболе pH0H = const.
Текущие значения подачи QB и давления рн насоса связаны
соотношением
0=0 —____—
Vh Vhw
Pm Рпр
(6-6)
где QHm — наибольшая подача; рт — наибольшее давление насоса;
дпр — давление, соответствующее затяжке пружины.
В насосно-маховичном приводе (рис. 6.6, а) на валу насоса и элек-
тродвигателя находится маховик, который служит накопителем
(аккумулятором) механической энергии электродвигателя. Насос
постоянной подачи через распределительное устройство соеди-
нен с рабочим цилиндром машины. Насос развивает мощность
NH, пропорциональную мощности, развиваемой плунжером ра-
бочего цилиндра; установочная мощность насоса Ny н такая же,
Рис. 6.6. Принцип действия насосно-маховичного гидропривода:
а — принципиальная схема; б — диаграмма давления и подачи насоса; в — диа-
грамма мощности привода пресса во время /л; 1 — рабочий цилиндр; 2 — распре-
делительное устройство; 3 — разгрузочно-предохранительный клапан; 4 — махо-
вик; 5 — насос; 6 — электродвигатель
46
как и в насосном приводе постоянной подачи, а мощность элек-
тродвигателя меньше.
Установочную мощность электродвигателя можно определить
как среднюю за время деформирования
Л _ PcQv\
*дПм Лн
(6.7)
где Лд — работа деформирования; ta — время рабочего хода; т|м —
механический КПД пресса; рс — давление в точке с (рис. 6.6, б);
т]н — КПД насоса.
Момент инерции маховика
где Ам — работа маховика (см. рис. 6.6, в); со0 — синхронная угло-
вая скорость электродвигателя; е — скольжение электродвигателя.
В периоды пониженных затрат мощности насосом (до точки с
на рис. 6.6, в) электродвигатель разгоняет маховик. Энергия элек-
тродвигателя аккумулируется маховиком и расходуется насосом
в периоды пикового потребления мощности рабочим цилинд-
ром. С помощью маховика достигается снижение и лучшее ис-
пользование установочной мощности электродвигателя 7Уэу. Об-
ласть применения насосно-маховичного привода можно расши-
рить, применяя обратимые гидронасосы-гидромоторы, гидро-
муфты [6].
В насосно-мультипликаторном приводе низкое давление насоса
преобразуется в требуемое высокое с помощью встроенного муль-
типликатора.
В гидропульсаторном приводе генератором пульсирующей пода-
чи рабочей жидкости служит гидропульсатор объемного вытесне-
ния. Частота пульсаций (16...48 Гц) зависит от угловой частоты
вращения ротора и числа рабочих камер, вытесняемых за один
оборот ротора пульсатора; амплитуда давления достигает 32 МПа.
Деформирующая сила и перемещение ползуна пресса — пульси-
рующие, что способствует снижению деформирующей силы на
30...50% по сравнению со статической [23, 51].
6.4. Насосно-аккумуляторный, мультипликаторный
и комбинированный приводы
В насосно-аккумуляторном приводе (рис. 6.7, а) электродвига-
тель 7 приводит в действие насос 6. Между насосом и рабочим
цилиндром 1 машины находится накопитель энергии жидкости —
47
Рис. 6.7. Принцип действия насосно-аккумуляторного гидропривода:
а — принципиальная схема; б — диаграмма давления и подачи; в — диаграмма
мощности; 1 — рабочий цилиндр; 2 — распределительное устройство; 3 — акку-
мулятор; 4 — обратный клапан; 5 — разгрузочно-предохранительный клапан;
6 — насос; 7 — электродвигатель
аккумулятор 3. Жидкость под давлением накапливается во время
пауз и во время таких этапов цикла, когда расход жидкости мень-
ше подачи насосов.
Во время этапов цикла, когда требуется повышенный расход
жидкости высокого давления рн - ра (ра — давление аккумулято-
ра), например, во время рабочего хода пресса Q\ и пресс-молота
Q2 (рис. 6.7, б), а также во время разгона рабочих масс молота,
питание цилиндра машины осуществляется одновременно от на-
сосов и аккумулятора, причем расход жидкости из аккумулятора
значительно превышает подачу насосов 0Н. Для пресса такими пе-
риодами являются рабочий и возвратный ходы, для молота и пресс-
молота — ход разгона и возвратный ход. Значения пиковых расхо-
дов для каждого из этих периодов различны и определяются про-
изведением скорости поршня (плунжера) на его площадь.
Для управления потоком жидкости используется золотниковое
или клапанное распределительное устройство 2. Золотник должен
иметь положительное перекрытие и закрытый центр. В нейтраль-
ной позиции проточки золотника для подвода жидкости от акку-
48
мулятора, а также от цилиндров и к сливной гидролинии должны
быть плотно перекрыты.
Между насосом и аккумулятором расположен обратный кла-
пан 4, который предотвращает возможную разрядку аккумулято-
ра через разгрузочно-предохранительный клапан 5 и предохраня-
ет насос от воздействия обратного потока жидкости из аккумуля-
тора. Насос подает жидкость в аккумулятор и при его заполнении
переводится на слив с помощью разгрузочно-предохранительно-
го клапана. При понижении уровня жидкости или давления в ак-
кумуляторе, насос вновь подает жидкость в аккумулятор.
При включении распределительного устройства (золотника или
клапана) жидкость из аккумулятора подается под давлением в
рабочий цилиндр машины. Если к этому времени насос переве-
ден на слив, то в цилиндр поступает жидкость только из аккуму-
лятора. Если насос продолжает работать, то поток от насоса до-
полняет поток от аккумулятора. Таким образом, в течение вре-
мени цикла электродвигатель и насос нагружены постоянно сред-
ней за цикл мощностью Л'н (рис. 6.7, в). Мощность, развиваемая
гидравлическим цилиндром машины, в отдельные периоды цик-
ла, например в период деформирования у пресса и у пресс-
молота N2, значительно превышает мощности насоса Ан и элек-
тродвигателя. Повышенные расходы мощности обеспечиваются
аккумулятором.
Установочная мощность насосов рассчитывается по средней
величине суммарного объема V, жидкости высокого давления за
время цикла t
ГК=()„р.=±^р„ (6.9)
где т)о — объемный КПД гидросистемы.
Для привода одной кузнечной машины используют индивиду-
альный насосно-аккумуляторный привод, устанавливаемый, как
правило, вблизи машины или непосредственно на ней. Для при-
вода группы КШМ применяют НАС, располагаемые в отдельном
помещении [6, 16]. Часто НАС используют в качестве индивиду-
ального привода мощной КШМ.
Особенности гидровибрационного и гидроимпульсного при-
вода рассмотрены в разд VIE
В мулътипликаторном приводе энергия сжатого воздуха (пара в
устаревших конструкциях) или механическая энергия электро-
двигателя преобразуется в энергию давления жидкости с помо-
щью устройства увеличения давления жидкости (мультипликато-
ра). Для привода первичного звена мультипликатора в некоторых
современных конструкциях применяют электромеханические уст-
ройства: реечные, винтовые, кривошипные. С помощью реечно-
49
го, винтового или кривошипного механизмов вращательное дви-
жение электродвигателя преобразуется в поступательное переме-
щение плунжера мультипликатора [6]. Мультипликаторный гид-
ропривод с кривошипным одноплунжерным насосом, напрямую
соединенным с рабочим цилиндром, нашел применение в неко-
торых конструкциях ковочных прессов под названием «синусои-
дальный привод» для создания коротких шлихтовочных нажатий
при протяжке.
В комбинированном (насосном и насосно-аккумуляторном) при-
воде все этапы технологического цикла, не требующие большого
расхода жидкости высокого давления (ход приближения, возврат-
ный ход), осуществляются от насоса непосредственно, а такие
этапы цикла, как разгон и деформирование — от аккумулятора и
насоса [6].
6.6. Главные параметры и характеристики КШМ
Гидравлические прессы. Главным размерным параметром гид-
равлических прессов (рис. 6.8) служит номинальная сила —
исходная величина для конструкторского расчета, конструирова-
ния и последующего технологического выбора машины:
(6.10)
где р\ — давление жидкости в рабочей полости цилиндра; z —
число рабочих цилиндров; 5) — площадь поршня (плунжера) ра-
бочего цилиндра.
Согласно уравнению Бернулли для неустановившегося потока
несжимаемой жидкости в гидролинии «источник» (насос, акку-
мулятор) — рабочий цилиндр
Р\ = Рз-^2 (611)
где р3 — давление в источнике; £ — приведенное сопротивление
гидролинии; v — скорость потока жидкости; J — приведенный
коэффициент инерции потока.
Очевидно, что номинальную силу пресс может развить только
в конце рабочего хода при равных нулю скорости и ускорении,
т. е. при упоре штампов или бойков. Во время движения развивае-
мая прессом сила всегда меньше номинальной из-за потерь энер-
гии (давления) потока жидкости в местных сопротивлениях и по
длине гидролинии.
Самые крупные в мире гидравлические штамповочные прессы
номинальной силой 750 (см. рис. 8.2) и 650 МН спроектированы в
России (ОАО «ВНИИМетмаш») и изготовлены в ЗАО «НКМЗ».
50
я
5
га
о
к
о 3
я я
о я
й §
1=
Я §
эй
2 я
о я
3
&
Для ковки и объемной штамповки
Для выдавливания
Прессы гидравлические
Для листовой штамповки
Для правильных и
сборочных работ
Для обработки металлической
стружки, отходов и порошков
о
о
я
о
с
Я
с о о
я
3 4g
Я S п
ДЧ F-t
2«
о
я
о
S
В
о
я
я
о
я
2 S
о &
В 2
у га
2~
к
га
i
&
я
5
я
о
о S'
М О
W я
§
я
с
S
а
с
я
о
&
к
3
К
Прессы гидравлические для неметаллических материалов
S я
В
о
S „
I1
Для неметаллических
порошков
Для пластмасс
Для прессования
листов и плит
Термопласт-
автоматы
Электродные
и анодные
Пакетировочные
и брикетировочные
б
Рис. 6.8. Классификация гидравлических прессов по технологическому назначению:
а — для металла; б — для неметаллических материалов
Размерные ряды стандартов на гидравлические прессы постро-
ены по значению номинальной силы. Технологические (наиболь-
ший ход ползуна, площадь стола и ползуна и др.) и установочно-
монтажные линейные параметры, приводимые в стандартах, от-
ражают технологическое назначение прессов, условия установки
прессов на фундаментах и крепления инструмента.
К характеристикам гидравлических прессов относят: быстро-
ходность (число ходов ползуна в минуту), скорость холостого и
рабочего хода, установленную мощность электродвигателей.
Гидравлические молоты. Главным размерным параметром гид-
равлических молотов, машин динамического (ударного) действия
служит эффективная кинетическая энергия Тэ - развивае-
мая подвижными рабочими частями машины к началу рабочего
хода, или их масса т. Размерные ряды стандартов построены по
эффективной энергии и массе рабочих частей. Технологические и
установочно-монтажные линейные параметры, приводимые в стан-
дартах, отражают технологическое назначение молотов (ковоч-
ные или штамповочные), условия установки молотов на фунда-
ментах и крепления бойков и штампов.
К характеристикам гидравлических молотов относятся также
быстроходность (наибольшая частота ударов в минуту) и установ-
ленная мощность электродвигателей.
Гидровинтовые прессы. Главными параметрами гидровинтовых
прессов служат номинальная сила и эффективная кинетическая
энергия масс рабочих частей. Вследствие применения винтовых
механизмов с несамотормозящей резьбой рабочие части гидро-
винтовых прессов совершают линейное и (или) вращательное
движение [5].
ГЛАВА 7. ОСНОВЫ ТЕОРИИ И МЕТОДЫ РАСЧЕТА
ПАРАМЕТРОВ ДВИЖЕНИЯ РАБОЧИХ ЧАСТЕЙ И ЖИДКОСТИ
7.1. Основы теории
Теория гидравлических прессов и других гидравлических КШМ
основана на фундаментальных положениях механики твердого тела,
жидкости и газа. В гидравлических прессах энергия сжатой жидко-
сти, поступающей из гидропривода, трансформируется посред-
ством гидроцилиндра непосредственно в механическую работу де-
формирования материала, а в гидравлических молотах и гидро-
винтовых прессах, где могут применяться также и гидромоторы
(гидродвигатели вращательного движения), энергия сжатой жид-
кости сначала переходит в кинетическую энергию рабочих масс, а
затем в работу деформирования. В гидростатах энергия сжатой
52
жидкости используется непосредственно для создания гидроста-
тического поля давления на материал.
Современные гидравлические КШМ представляют собой слож-
ные реверсивные машинные агрегаты, включающие металличес-
кие, жидкостные и газовые звенья и механизмы, гидросистемы
которых состоят из относительно коротких разветвленных гидро-
линий с близким расположением местных сопротивлений, по-
этому суммарное сопротивление гидролиний во многих случаях
оказывается меньше в 2 — 2,5 раза суммы сопротивлений отдель-
ных элементов. Скорость холостого хода рабочего звена исполни-
тельного механизма современных прессов не превышает 0,4 м/с,
а рабочего — 0,15 м/с. В гидросистемах прессов наблюдаются крат-
ковременные неустановившиеся и длительные установившиеся
режимы движения жидкости, а ее упругие свойства проявляются
при рабочем ходе, в начале и конце холостых перемещений.
Наибольшая скорость движения исполнительных механизмов
гидравлических машин ударного действия достигает у гидровин-
товых прессов — 1,5 м/с, гидромолотов — 6 м/с; в гидросистемах
этих машин преобладает неустановившийся режим движения жид-
кости, при котором существенно проявляются упругие свойства
жидкости.
Основные положения теории гидравлических КШМ разраба-
тывались М. В. Сторожевым (1932, 1948), Б. В. Розановым (1958),
авторами работ [8, 16] и др.
Рассмотрим два типа систем гидравлических КШМ: насосные
системы с постоянной или изменяющейся по определенному за-
кону подачей, и насосно-аккумуляторные системы с постоянным
или изменяющимся по определенному закону давлением.
Переходные процессы в гидросистемах характеризуются общими
закономерностями неустановившегося многомерного движения
жидкостной сплошной среды, отражающими физическую сущ-
ность взаимодействия жидкостных и твердых звеньев.
При синтезе конструкций и эскизно-техническом проектиро-
вании гидравлических прессов и других машин часто требуется
аналитически определять приближенные закономерности движе-
ния рабочих частей машин и жидкости в гидросистемах, время
пуска и продолжительность переходных процессов, значение и
число забросов давления, основные частоты колебаний гидроси-
стемы. При техническом проектировании с помощью программ
математического моделирования на ЭВМ можно анализировать и
оптимизировать конструктивные параметры, влияющие на пове-
дение системы на различных этапах машинного цикла.
Для получения приближенных расчетных зависимостей, реаль-
ные сложные физические свойства жидкости и твердых сплошных
сред упрощаются и представляются одномерными физическими
моделями. В них учитываются главные и опускаются второстепен-
53
Таблица 7.1
Расчетные модели гидросистем кузнечно-штамповочных машин
Свойства элементов гидросистемы Расчетные модели гидросистем и их свойства
Идеальная Жесткая сосредото- ченная Упругая сосредото- ченная Волновая распреде- ленная
Рабочая жидкость Вязкость 0 Постоян- ная Постоянная /(Р,Л
Сжимае- мость Постоянная 0 Постоянная Яр)
Теплопро- водность 0 0 0 ЯТ)
Масса Сосредото- ченная Сосредото- ченная Сосредото- ченная Распреде- ленная
Сопротив- ление тече- нию 0 Ж) Я», V2) Яи, V2)
Гидроли- ния Деформа- тивность Постоянная 0 Яр) Яр)
Масса 0 0 0 Распреде- ленная
Распреде- лители Процесс включения Мгновенный Мгновен- ный Линейный Произволь- ный
Гидроци- линдры Деформа- тивность 0 0 Яр) Яр)
Трение 0 /(р) Я») Яр, v)
Рабочие части машины Масса Сосредото- ченная Сосредото- ченная Сосредото- ченная Распреде- ленная
Деформа- тивность 0 0 0 /(о)
Трение 0 Постоянное Я») Я*)
Газ (воздух) Термодина- мический процесс Изотермиче- ский Политропи- ческий Политропи- ческий Адиабати- ческий
Тип уравнения движения Движение рабочих частей Ньютона Риккати Риккати и линейных затухающих колебаний Лагранжа 2-го рода
Жидкое ГИ Незатуха- ющих ли- нейных ко- лебаний Бернулли Линейных колебаний Волновое, в частных производ- ных
Примечание. Т — температура; о — напряжение.
54
ные для целей анализа свойства, а состояние рабочей жидкости
характеризуется средними по сечению плотностью, скоростью и
давлением.
В зависимости от целей расчетов рекомендуется применять че-
тыре расчетные модели гидросистем КШМ [8, 51] (табл. 7.1)
При назначении модели гидросистемы следует учитывать тре-
буемую точность результатов расчета, относительную продолжи-
тельность процесса, частотную характеристику гидросистемы,
уровень демпфирования, соотношение масс рабочих частей и
жидкости.
Идеальную расчетную модель, учитывающую упругие свойства
и не учитывающую диссипативные свойства гидросистем, реко-
мендуется применять для определения собственной частоты неза-
тухающих колебаний гидросистемы и наибольшей амплитуды дав-
ления жидкости в ней на основе уравнений теории колебаний
идеальных систем.
Жесткая модель с сосредоточенными параметрами гидросис-
темы нашла применение для анализа динамики гидропрессов и
машин ударного действия с насосным и насосно-аккумулятор-
ным приводом для расчета основных параметров движения рабо-
чих частей, когда упругие свойства гидросистемы не оказывают
существенного влияния. Основой анализа при этом служит диф-
ференциальное уравнение с разделяющимися переменными типа
Риккати неполного, которое легко интегрируется. Расчетные па-
раметры движения жидкости получают приближенными, с дос-
таточной для инженерных расчетов точностью.
Упругая модель с сосредоточенными параметрами гидросисте-
мы позволяет учитывать влияние сжимаемости жидкости и упру-
Рис. 7.1. Характерные интервалы переходного процесса:
to = (0,30...0,35)То — время возрастания давления до р0 и начала включения рас-
пределителя; = (0,35... 1,50) То — время пуска (движения до окончания включе-
ния распределителя); t2 = (10... 12)То — движение с затухающими колебаниями;
t3 — монотонный разгон до v = 0,95г>у; tA — движение с установившейся скорос-
тью г?у; tp — время переходного процесса (разгона)
55
гих свойств гидросистемы на параметры движения и давления
рабочей жидкости в гидросистеме, а также на параметры движе-
ния рабочих частей КШМ. Получаемые на основе уравнений тео-
рии колебаний решения, как правило, хорошо совпадают с экс-
периментальными данными.
Волновую расчетную модель с распределенными параметрами
целесообразно применять для анализа параметров движения жид-
кости и рабочих частей гидроимпульсных КШМ и анализа гидро-
ударов в длинных гидролиниях прессов (Л. М.Тарко, 1963).
Расчетную модель можно выбрать с учетом относительной про-
должительности этапов неустановившегося движения (разгона) и
характерных для этих этапов процессов (рис. 7.1). Константой для
сравнения служит То ~ М/с — период незатухающих колебаний
жидкости в гидролинии длиной / — от насоса или аккумулятора
до рабочего цилиндра (с = 1200... 1400 м/с — скорость упругой
волны в жидкости) [8|.
7.2. Расчет основных конструктивных параметров
К главному размерному параметру пресса относится номиналь-
ная сила, к основным характеристикам — открытая высота, но-
минальная сила, наибольший ход, площадь стола, быстроходность
(число полных ходов в минуту) [16].
Деформирующая сила FR, развиваемая прессом в процессе де-
формирования материала с определенной скоростью v, без учета
инерционных сил
= ZP}S} = z(Ph - ^2)5Ь (7.1)
где z — число рабочих цилиндров; р} — давление жидкости в ци-
линдре; 5, — площадь рабочего цилиндра; р,, — давление источни-
ка жидкости (насоса или аккумулятора); £ — гидравлическое со-
противление потоку жидкости, приведенное к скорости поршня;
v — скорость поршня (плунжера).
Номинальной является сила, создаваемая цилиндрами пресса
при неподвижном упоре штампов или бойков. Тогда в выражении
(7.1) скорость v равна нулю и давление в цилиндре рх = рИ:
FH = zpwSx. (7.2)
Как это следует из выражения (7.1) деформирующая сила пресса
всегда меньше номинальной из-за потерь давления жидкости в
гидросистеме.
Открытая высота пресса Н, наибольший ход поперечины s = sm
и размеры стола пресса А х Б регламентируются стандартами в за-
висимости от технологического назначения пресса [16].
56
Скорость плунжера пресса с насосным приводом зависит от
подачи Сн(0 насоса и обычно обусловлена технологическими тре-
бованиями:
v = QK(f)/S3. (7.3)
Скорость плунжера пресса с насосно-аккумуляторным приво-
дом зависит от разности давления в аккумуляторе р3 и цилиндре
(во время рабочего хода р{ = FR/S\) и от гидравлического сопро-
тивления гидролинии. При постоянном давлении в аккумуляторе,
установившаяся скорость рабочих частей зависит от разности дав-
лений Др = р3 - р} :
v =
(7.4)
где р3 — давление в аккумуляторе; р — плотность рабочей жидко-
сти; £ — приведенное сопротивление течению жидкости в гидро-
линии аккумулятор — рабочий цилиндр.
Во время рабочего хода скорость гд рабочих частей пресса зави-
сит от разности номинальной силы пресса Fti = p3Sx и силы сопро-
тивления поковки деформированию Fa = PiS^.
va =
(7.5)
При приблизительно постоянном значении силы деформиро-
вания, как это наблюдается в операциях прессования, выдавли-
вания, прошивки, протяжки, М. В.Сторожев (1936) предложил
определять оптимальную разность сил из условия получения мак-
симальной мощности, развиваемой прессом:
~ \ о ^д>/^н ^д ~ Ф^дл/^н Fa-
V Ps^i
Исследуя эту функцию на максимум, возьмем первую произ-
водную и приравняем ее нулю:
д7Уд 2(FH-Fa)-Fa
dFa ZjF^a
= 0.
Знаменатель дроби не обращается в бесконечность, тогда 2FH -
2
- 3R = 0 и максимальная мощность достигается при Fa = -FH.
3
57
Расчеты основных конструктивных параметров других гидрав-
лических КШМ рассматриваются в соответствующих разделах.
7.3. Расчет параметров движения машин с насосным
приводом
С применением жесткой расчетной модели (см. табл. 7.1) ско-
рость плунжера пресса с насосным приводом зависит от подачи
насоса и при постоянной подаче насоса постоянна. Отсюда подача
насоса
<2н = (7.6)
Мощность насоса и приводного электродвигателя
^н=рОн; (7.7)
М = Ан/Пн, (7.8)
где т]н — КПД насоса.
Перемещение плунжера (поршня)
s = vt = ^t, (7.9)
где t — время.
Влияние упругих свойств гидросистемы можно выяснить, при-
меняя для расчетов упругую двухмассовую модель гидросистемы
(см. табл. 7.1, рис. 7.2), где обозначено:
— приведенная масса жидкости в гидролинии (Д + /3):
т\ =|p(/i/i +4/з);
(7.10)
т — приведенная масса рабочих частей:
п «
1=1 к=\ «
(7.Н)
где п, q — число соответственно поступательно движущихся и
вращающихся звеньев; mh Jk — соответственно масса и осевой
момент инерции звеньев; h — шаг винтового механизма для гид-
ровинтовых прессов; FK(/) — функция включения клапана (рас-
пределительного золотника):
мо=
/о - при t < /(
ч_________
Fo при t > tx
(7.12)
58
h,M
Рис. 7.2. Расчетная схема (а) и динамическая модель (б) гидравлического
пресса (машины) с насосным приводом:
Fn — деформирующая сила; R{ — сила трения; рьр2, рн — давление соответственно
в рабочей (поршневой), возвратной (штоковой) полости цилиндра и давление
насоса; 5(, S2 — площадь соответственно рабочей (поршневой) и возвратной
(штоковой) полостей цилиндра; I, f d — соответственно длина, площадь сече-
ния, диаметр гидролинии (трубопровода); QH — подача насоса; ть т2 — приве-
денная масса жидкости и рабочих частей; R — сила сопротивления; к, с —
коэффициенты жесткости и вязкого сопротивления; х, xt — перемещения
где Fo = рн/| — давление насоса на входе клапана; — время вклю-
чения клапана; R — сила сопротивления;
& _ kvk2 _ приведенная жесткость гидролинии + /3,
к] + л 2
где к{, к2 — .приведенная жесткость жидкости и трубы.
Приведенная жесткость гидролинии (стальной трубы, запол-
ненной жидкостью), определяется из условия равенства потенци-
альной энергии последовательно соединенных жесткости к} жид-
кости и к2 трубы.
Приведенная жесткость гидролинии Д + /3 (приведение к пло-
щади поршня 5])
к«——к,
где К)+3 — объем жидкости в гидролинии 1М (включая объем жид-
кости в цилиндре).
i
При приведении к площади гидролинии в это выражение сле-
дует вместо Л) подставить fx, к* — приведенный модуль упругости
гидролинии /1+3:
к
(7.13)
HVM+Sxs
где к — модуль упругости жидкости (изотермический для гидро-
прессов или адиабатический для машин ударного действия); для
минерального масла при давлении до 30 МПа изотермический
модуль к = (1,5... 1,8) • 103 МПа, для водной эмульсии к= 2 • 103 МПа
(адиабатический модуль упругости примерно в 1,15 раза выше,
зависит от температуры и повышается с ростом давления линей-
но [6,7]); Е — модуль упругости материала трубы (для стали Е =
= 2 105 МПа); d, 5 — соответственно внутренний диаметр и тол-
щина стенки трубы; К1+3 — объем жидкости в гидролинии 1Х + /3; Sx,
— соответственно площадь и перемещение поршня.
Коэффициент вязкого демпфирования потока жидкости
с = 2у]кпгх р,
где Р — относительный коэффициент демпфирования — его мож-
но найти по формуле, полученной в результате обработки экспери-
ментальных данных по испытанию гидравлических КШМ [6, 7, 8]:
2kvb[ i d, J
(7.14)
где А — экспериментальный коэффициент, А = 0,1 10 6 — для
систем с минеральным маслом, А = 0,9 10 6 — для систем с вод-
ной эмульсией; v, vB — коэффициенты кинематической вязкости
соответственно минерального масла (например, 20 сСт для масла
«Минеральное 20») и водной эмульсии (1 сСт) при рабочей тем-
пературе; /э„ dj — эквивалентная длина и диаметр трубы.
Уравнения движения приведенных масс жидкости и рабочих
частей машины (см. рис. 7.2)
тххх - с (х| - х) + к (X] - х) - FK (f);
т2х + c(xj - х) - к (х| - х) = R.
(7.15)
Решение можно найти численным методом на ЭВМ. Аналити-
ческое решение можно найти, упростив задачу следующим допу-
щением. В системах, где источником постоянной или изменяющей-
ся по любому закону подачи жидкости служит объемный насос,
60
перемещение жидкости в начальном сечении гидролинии /] + /3
зависит от подачи насоса. Пренебрегая пульсацией подачи насоса
и электромагнитного поля электродвигателя, а также вибрацией
насоса и электродвигателя получим перемещение Х[ жидкости в
гидролинии сечением fx
= pi (z)dz - у/Сн (/)dZ.
О J1 о
(7.16)
При применении насоса с постоянной подачей Qn(t) = const,
перемещение приведенной к поршню площадью S', массы рабо-
чей жидкости становится известным:
Xl = ^t = v°tf
(7.17)
и можно рассматривать динамику одномассовой системы с кине-
матическим возбуждением [7, 8]. Подставим значение %] по (7.17)
в уравнение для /м2 системы (7.15) и получим
т2х + с(х -хх) + кх = kvot + R.
(7.18)
Принимая в (7.15) (х-хО-х, заменяя обозначение массы
рабочих частей т2 - т, получим
.. С . к
х + —Х + — X
kvot + R
т т т
(7.19)
Общее решение уравнения (7.19) относительно перемещения
( 2В
х = 4>ехр( - P<oZ) sin (yZ + ф) + г>0 Но - ~
R
к ’
(7.20)
где Ао — начальная амплитуда; ф — начальная фаза; р = с/24km —
коэффициент демпфирования колебаний; со = Jklm — частота сво-
бодных незатухающих колебаний; у = o>^/l {32 — частота свобод-
ных затухающих колебаний.
Из начальных условий х(0) = 0, dx/dz = 0 найдем начальную
фазу ф = 0 и амплитуду Д = — V° — - заменив v0 = 0н/5ь из
0h/(l-₽2) v
(7.20) получим
61
х = v0| f--exp(-PcD/)siny/ |= Ql r--exp(-Pcor)sinyr j. (7.21)
I 7 J 5i I 7 )
Из полученного уравнения (7.21) следует, что перемещение
рабочих частей машины состоит из переносного, пропорциональ-
ного времени (как в случае жесткой модели) и наложенного пе-
риодического колебательного затухающего.
Скорость рабочих частей
x = v = ^L
l-exP<-P“0cos(7( + a) ,
(7.22)
где а = arctg , ** — угол сдвига фаз.
Fl?
Запаздывание начала движения (время пуска)
RS, | 2р
kQ}: со
(7.23)
Давление в гидролинии /[ + /3 можно найти из выражений (7.20)
и (7.23):
/Л к(хх-х) R 2В£г0 / п
Р(0 =----с---= с + ~е + С ехр< - sin 7Л (7-24)
Л) Л] соо, ул.
Видно, что оно состоит из трех составляющих: постоянной для
преодоления сил сопротивления, монотонной пропорциональной
скорости и периодической колебательной затухающей, что под-
тверждается экспериментальными данными [6, 7, 8].
Для расчета параметров движения и динамических процессов в
гидролинии во время рабочего хода можно воспользоваться сис-
темой:
„ dsj v ds2
* dr dr /
dsi c ds2
dr "2 dr J’
. ds2 _
mi^ = Mi - P2S2 ~
т2^ = P2S2 - P\S\ - S2C2 + ОД;
at ( at at J
Ф2 = % d-Si _ $ d52 \
dr 2 1 d/ 2 dr J’
ds, ds2
d7=4;
(7.25)
62
где ЛИ] — масса ползуна и связанных с ним подвижных частей; w2 —
масса станины; р{, р2 — давление жидкости в рабочих (поршне-
вой полости) и возвратных (штоковой полости) цилиндрах со-
ответственно; 5], S2 — площадь плунжеров рабочих и возвратных
(поршневой и штоковой полостей) цилиндров соответственно;
F,(x) — сила сопротивления деформированию; кх, к2, с2 — ко-
эффициенты жесткости напорной, сливной гидролиний и фун-
даментных болтов соответственно; — подача насоса; 51? s2 —
перемещение плунжеров рабочих и возвратных цилиндров соот-
ветственно.
Решение системы (7.25) и анализ результатов можно провести
численными методами на ЭВМ.
7.4. Расчет параметров движения машин
с насосно-аккумуляторным приводом
Анализу динамики гидравлических прессов с насосно-аккуму-
ляторным приводом с применением жесткой (без учета упругих
свойств жидкости и гидросистемы) модели (см. табл. 7.1) посвя-
щены работы М.В.Сторожева, Б.В.Розанова и Л.Д.Гольмана,
Н. С. Добринского, А. Г. Овчинникова. Автором [5] этот анализ при-
менен для машин динамического ударного действия — гидровин-
товых прессов и гидравлических молотов. Влияние упругих свойств
жидкости и гидросистемы на динамику гидравлических КШМ
проанализировано в работе | 8].
Для расчета параметров движения рабочих частей пресса (рис.
7.3, а) в период холостого хода приближения (под действием дав-
ления в наполнительном баке и силы тяжести), а также в период
рабочего хода при Fa = const и возвратного хода, под действием
давления жидкости в аккумуляторе, рекомендуется применять
жесткую расчетную модель с характеристиками и свойствами,
приведенными в табл. 7.1. Эта же модель рекомендуется для расче-
та разгона ползуна (рабочей массы) машин ударного действия:
гидровинтовых прессов и гидромолотов [5, 28]. Результаты анали-
за параметров движения этих машин с насосно-аккумуляторным
приводом приводят к решению дифференциального уравнения с
разделяющимися переменными типа Риккати неполного (Б. В. Ро-
занов, Л.Д. Гольман, 1958).
Расчетная схема. Для анализа параметров движения рабочих
частей гидравлического пресса в период хода приближения при-
меняется схема, приведенная на рис. 7.3, а. Каждая линия трубо-
провода со своими местными сопротивлениями и сопротивле-
ниями по длине трубопровода изображена отдельно и имеет но-
мер. Например, 1 — аккумулятор — рабочий цилиндр; 2 — воз-
вратный цилиндр — сливной бак; 3 — аккумулятор — распреде-
литель; 4 — наполнительный бак — рабочий цилиндр. Местные
63
Рис. 7.3. Расчетная схема (а) и динамическая модель (б) гидравлического
пресса с насосно-аккумуляторным приводом:
т — масса рабочих частей; Fa — деформирующая сила; 7?| — сила трения; Pt,p2,
Роз, А)4 — давление в рабочей (поршневой), возвратной (штоковой) полости
цилиндра, начальное давление в аккумуляторе и наполнительном баке соответ-
ственно; St, S2 — площадь рабочей (поршневой) и возвратной (штоковой) по-
лости цилиндра соответственно; — длина, площадь сечения, диаметр гид-
ролинии (трубопровода); QH — подача насоса; FK(t) — функция открытия клапа-
на; /И|, т2 — приведенные масса жидкости и рабочих частей соответственно; R —
сила сопротивления; к, с — коэффициенты жесткости и вязкого сопротивления
соответственно; £ — коэффициент турбулентного трения; хь х2 — перемещение
приведенной массы жидкости и рабочих частей соответственно; К03, ИП4 —
начальные объемы аккумулятора и наполнительного бака соответственно
сопротивления и сопротивления по длине гидролинии имеют
обозначения с индексами номера линии. Все активные силы и
силы сопротивления приведены к вертикальной оси плунжера
пресса.
Принимаем давление в аккумуляторе р3, в наполнительном
баке р4, в сливном баке р5 постоянными, не изменяющимися во
времени. Практически давление в аккумуляторе изменяется на
10... 15 %, а давление в наполнительном баке на 25...30 %. Реше-
ние задачи с учетом переменного давления для гидропрессов
приводит к незначительным уточнениям. Давление в рабочей
полости цилиндра обозначено р>,, в возвратных цилиндрах — р2,
площадь рабочего плунжера — 5], возвратных плунжеров — S2,
аккумулятора — 53.
Движение до соприкосновения штампа (бойка) с поковкой. Для
гидравлического пресса это — холостой ход, называемый ходом
приближения. Жидкость в рабочий цилиндр поступает из аккуму-
64
лятора низкого давления — наполнительного бака по линии 4 (см.
рис. 7.3, а) через наполнительный клапан, который принудительно
открывается, а из возвратных цилиндров жидкость сливается в
бак через сливной клапан (на схеме не показан).
Для КШМ ударного действия (винтовых прессов, молотов)
это движение является ходом разгона рабочих масс (бабы, пол-
зуна) до заданной скорости и развития ими кинетической энер-
гии. При этом жидкость в рабочий цилиндр поступает из аккуму-
лятора высокого давления по линиям 3 и 7, а наполнительный
бак отсутствует.
Вследствие этой аналогии полученными далее выражениями
можно пользоваться для анализа хода приближения гидропресса
и хода разгона гидровинтового пресса и гидромолота с соответ-
ствующим учетом источника давления жидкости.
Уравнение движения рабочих частей машины
M— = PiSt (7.26)
/=1
п
где М — приведенная масса рабочих частей машины; R, — сумма
/=|
сил сопротивления, действующих на рабочие части при движе-
нии вниз, в эту сумму входят силы трения в направляющих, уп-
лотнениях и другие силы; р2 — давление в возвратном цилиндре.
Давление жидкости в рабочем и возвратном цилиндрах по урав-
нению Бернулли для неустановившегося движения жидкости (раз-
ностью геометрических напоров пренебрегаем, так как она неве-
лика)
л 1 /„2 я ,,2 я ,1,,
(7 27)
й = (7'28)
к=1 2 “к к=\ 2 Л=1
где р — давление в источнике жидкости (для хода приближения
пресса от наполнительного бака р = р4, для хода разгона гидро-
винтового пресса и гидравлического молота от аккумулятора —
р - р3); р —- плотность рабочей жидкости; i и к — порядковые
номера участков гидролиний, соединяющих источник жидкости
с рабочим и возвратным цилиндрами, соответственно; п и q —
число участков; X, — коэффициенты сопротивления гладких труб
и местных сопротивлений соответственно; vh vk — скорость жид-
кости на соответствующих участках гидролинии; /„ lk, dh dk — длины
и диаметры соответствующих участков гидролинии.
65
Из условия неразрывности потока жидкости
Vi=^v-Vk=^v. (7.29)
Ji Jk
Подставляя значения р} и /ъ по (7.27) и (7.28) в уравнение
(7.26) с учетом (7.29) получим после группирования членов при
dr/d/, v2 и свободных
ndv/dr + bv2 - с = 0, (7.30)
п S2 ч
где а = т + + —г-р£ 4 — приведенная к рабочему плун-
Ji i=l Jk Л=1
жеру (поршню) масса рабочих частей и жидкости;
Z> = p-^x
Y + v —
^24 Й2
$1
Л
Г у ^kh. [ у ^к
2dk Й 2
— приведенное сопротив-
п
ление напорной и сливной гидролиний; с = pxSx - p5S2 + mg - —
i=i
сумма активных сил и сил механического сопротивления.
Полученное нелинейное уравнение (7.30) называется уравне-
нием Риккати неполным, так как является частным случаем изве-
стного уравнения Риккати, в котором коэффициент при v равен
нулю, а остальные коэффициенты постоянны.
После разделения переменных и интегрирования при нулевых
начальных условиях получим решение уравнения (7.30) относи-
тельно времени хода приближения гидропресса или разгона рабо-
чих частей гидровинтового пресса или молота до заданной скоро-
сти V.
(7.31)
Изменение скорости в функции времени получим из выраже-
ния (7.31) после преобразований:
d.y
v = —
dr
2 - cb .
exp-----1-1
_____a_____
2jcb . ,
exp-----1 + 1
a
(7.32)
66
Скорость при t -> <« асимптотически приближается к устано-
вившемуся для прессов значению vy = vm = При разгоне ра-
бочих частей КШМ ударного действия скорость достигает макси-
мального значения, необходимого для накопления кинетической
энергии. Это значение обычно меньше установившегося. Время
разгона, в течение которого скорость приобретает значение 0,95ц
или 0,95гт, найдем из выражения (7.32):
а П1 1,95 а
Zn =-=21n-2—= -j=21n39.
Р Jeb 0,05 Jeb
В реальных конструкциях гидропрессов это время, по данным
[16], не превышает 0,25 с, поэтому можно считать, что ход при-
ближения прессов происходит при постоянной скорости vy.
Перемещение найдем интегрированием выражения (7.32) после
разделения переменных при нулевых начальных условиях:
а
a.
s = — m ch ----1
b a
(7.33)
b
Ускорение получим непосредственно из (7.30), подставив зна-
чение v из (7.32):
Jch
dv/dt^c/a 1-th2 ----1
a
(7.34)
Скорость в функции перемещения найдем из совместного ре-
шения (7.32) и (7.33), и после упрощений
v
I 26 )
ехр-----5
_______ \ а )
, Г.___( 2Ь
1+. 1-ехр-------s
V I а
(7.35)
Характер изменения параметров движения ползуна машины с
насосно-аккумуляторным приводом удобно представить безраз-
мерными функциями (см. рис. 7.4): времени т =-1 из (7.31),
а
скорости V = г/= th (т)
из (7.32), перемещения H = s--
а
= 1п(сЬт) из (7.33), ускорения = ch 2т из (7.34).
67
Движение плунжера во время рабочего хода (деформирования
поковки). Работа деформирования поковки прессами осуществля-
ется энергией давления р3 жидкости, поступающей из аккумуля-
тора в рабочую полость цилиндра. Возвратные цилиндры соедине-
ны со сливным баком, где давление р5 (см. рис. 7.3).
Гидровинтповые прессы и гидромолоты деформируют поковку за счет
накопленной во время разгона рабочей массы кинетической энер-
гии. Чтобы сократить время контакта штампа с поковкой, напор-
ный клапан в конце рабочего хода должен быть закрыт, прекращая
подачу жидкости из аккумулятора в рабочую полость цилиндра, а
сливной клапан открыт, соединяя эту полость со сливным баком.
Сливной клапан возвратной полости должен быть закрыт, а напор-
ный — открыт, соединяя эту полость с аккумулятором.
У пресс-молотов подача жидкости из аккумулятора не прекра-
щается и деформирование поковки осуществляется совместным
действием энергии давления жидкости и кинетической энергии.
Уравнение движения рабочих частей
d-п п
M^- = p}S}- p'2S2 +mg-YRi-Fa, (7.36)
Ш /=1
где M — приведенная масса рабочих частей; т — масса верти-
кально движущихся частей; Fa — деформирующая сила, кото-
рую можно представить для различных операций обработки дав-
лением в соответствии с рис. 2.1 и табл. 2.1. При обратном выдав-
ливании, прямом прессовании, закрытой прошивке деформи-
рующую силу приближенно можно принять постоянной. В этом
случае решение уравнения (7.36) аналогично рассмотренному
для хода приближения (7.30) и полученные решения имеют оди-
наковый вид с (7.31) — (7.35). Коэффициенты а и b сохраняются,
а коэффициент с должен учитывать силу сопротивления поков-
ки Fa(s):
п
с = p3Si - p5S2 +mg~YRl-FR (л). (7.37)
/=1
При выполнении операций осадки, протяжки деформирую-
щая сила
Fa (5) = Fo + = Fo + Ь, (7.38)
где Fo, Fm — начальное и конечное значение деформирующей силы.
Уравнение движения (7.36) в этом случае можно привести к
виду
68
a— + bv2=c-ks> (7.39)
d/
где коэффициенты a, b, к определяют аналогично (7.30) и (7.38),
а коэффициент
с = p3S{ -p5S2 + mg- Fo. (7.40)
, ds
Решение (7.39) найдем с помощью замены переменной at = —
v
V2
и обозначения rdr = dy. Тогда у = — + q. Из начальных условий
(v = 0, у - 0) найдем q = 0, откуда v2 = 2у.
Уравнение (7.39) в новых обозначениях
dy b _ с - ks
~ + -2у ------
ds а а
(7.41)
Линейное дифференциальное уравнение с правой частью (7.41)
решается двумя интегралами: общим решением однородного урав-
нения (без правой части)
—+ —2у = 0
ds а
и частным решением, полученным вариацией произвольной по-
стоянной.
После преобразований найдем скорость рабочих частей в функ-
ции перемещения
v -
2 с
V° b
ка
2b2
с ks ка
b b 2с2
1/2
(7.42)
ускорение (замедление)
dr [7 9 b с а \ ( а \ а
d7 a 2b )еХР(2/>с ) 2Ь
(7-43)
где г() — начальная скорость рабочего хода: для гидропресса v0 - 0;
для гидромолота r0 = vm — максимальная скорость в конце разгона
рабочих частей.
Для определения времени движения по перемещению следует в
(7.42) заменить v = ds/dt и решить уравнение относительно t. Это
69
приводит к интегралу, который решается численными методами
на ЭВМ, но не может быть решен в элементарных функциях.
Время движения в период рабочего хода можно приближенно
определить методом конечных разностей:
ds Ад.
Уср/ ~ dr ~ Л?
Л ASf
—- (7.44)
(=1 vcpi
где Vcpj — средняя скорость на отрезке пути As,.
В случае операции объемной штамповки (см. рис. 2.1 и табл. 2.1)
можно рассматривать линеаризованный график с двумя участка-
ми. Тогда произвольная постоянная должна быть определена из
начальных условий каждого участка.
Значения постоянных коэффициентов уравнений (7.30) и (7.39)
оказывают влияние на характер изменения скорости подвижных
частей [20]. С увеличением коэффициента а максимальная ско-
рость несколько уменьшается и смещается в сторону конца про-
цесса деформирования поковки, а продолжительность рабочего
хода несколько возрастает. Для уменьшения этого коэффициента
следует уменьшать массу подвижной поперечины пресса и сокра-
щать длину гидролиний.
Коэффициент b зависит от гидравлического сопротивления и
размеров гидролиний. С уменьшением этого коэффициента возра-
стает максимальное значение скорости и происходит смещение
этого значения к началу рабочего хода. При проектировании гид-
росистем следует стремиться к уменьшению гидравлических со-
противлений. Как показывают экспериментальные исследования
[7, 8] суммарное сопротивление близко расположенных местных
сопротивлений оказывается в 2—2,5 раза меньше суммы сопро-
тивлений, подсчитанных по справочникам по принципу наложе-
ния потерь, принятому в гидравлике. Это означает, что гидроли-
нии прессов и молотов можно рассматривать как отдельные слож-
ные сопротивления, реальное значение которых можно опреде-
лить лишь экспериментально.
Возрастание значения коэффициента с вызывает увеличение
скорости установившегося движения, однако это целесообразно
до определенного предела — 0,2...0,3 м/с, принятого для гидро-
прессов. После некоторого определенного значения этого коэф-
фициента происходит уменьшение КПД гидросистемы. Для опре-
деления оптимального значения этого коэффициента требуются
энергетические расчеты.
Коэффициент к характеризует интенсивность нарастания со-
противления поковки деформированию, оказывающего влияние
на динамические процессы в гидросистеме.
70
Возвратный ход прессов. Жидкость под высоким давлением по-
дается из аккумулятора в возвратные цилиндры (штоковую по-
лость поршневого цилиндра) по линии /3 и /2 (см. рис. 7.3). Слив
жидкости из поршневой полости рабочего цилиндра осуществля-
ется обычно по двум линиям: в наполнительный бак объемом ^)4
через открытый наполнительный клапан по линии /4 и в сливной
бак через сливной клапан распределителя по линии /2. Поскольку
по данным [16] поток по линии /2 не превышает 7 % от общего
потока, то им можно пренебречь и считать, что слив происходит
только по линии /4.
Уравнение движения для возвратного хода
M—^pA-p'A-mg-^R;; (7.45)
ш i=\
п
где г/ — скорость рабочих частей во время возвратного хода; у Д' —
i=i
сумма сил сопротивления на возвратном ходе.
Давление в возвратных цилиндрах (штоковой полости поршне-
вого цилиндра) и в рабочем цилиндре по уравнению Бернулли
п
Р2=РЗ~ РХ
/=1
К Щ)2
2 Д
п
-рХ^
/=1
Р\ = А + рХ
к=\
4 (ук)
2 4
+ рХ^
к=\
(4)2
2
(7.46)
2 Й d/ ’
+р^^’
где р3 — давление в аккумуляторе; />4 — давление в наполнитель-
ном баке; р — плотность рабочей жидкости; п, q — число гидрав-
лических элементов в напорной гидролинии; 1к — коэф-
фициенты сопротивления и длина прямых участков гидролиний;
v'j и v'k — скорость жидкости на участках / и к; dh dk — диаметр
гидролинии на соответствующих участках; — коэффициенты
местных сопротивлений.
Подставляя значения (7.46) в (7.45), после группировки чле-
нов получим уравнение, аналогичное (7.30) и соответствующие
решения (7.31) и далее. Для анализа возвратного хода можно так
же воспользоваться графиками безразмерных относительных функ-
ций (рис. 7.4).
Следует заметить, что у машин ударного действия (гидромоло-
тов и гидровинтовых прессов) возвратный ход обычно состоит из
двух периодов: разгона и торможения. При разгоне справедливы
все приведенные выражения. При торможении необходимо при-
нять р3 = р4 = р5, поскольку при этом рабочие и возвратные цилин-
71
V,j
н
2,0
1,8
1,6
1,4
1,2
1,0
0,8
0,6
0,4
0,2
0,5 1,0 1,5 2,0 2,5 т
Рис. 7.4. Относительные параметры движения жидкости и рабочих частей
машин с насосно-аккумуляторным приводом для жесткой модели гид-
росистемы при постоянном давлении в аккумуляторе:
Н — перемещение; v — скорость; j — ускорение
дры (штоковые полости поршневого цилиндра) соединены со
сливным баком, а рабочие части машины перемещаются до ис-
ходного положения за счет накопленной в период разгона кине-
тической энергии.
Движение с учетом переменного давления в аккумуляторе. Изме-
нение давления в аккумуляторе гидропрессов незначительное,
обычно менее 10 %. Это связано с необходимостью обеспечить
номинальную силу пресса. Поэтому им можно пренебречь и счи-
тать, как это выполнено ранее, давление в аккумуляторе посто-
янным.
Для машин ударного действия, характеризующихся не номи-
нальной силой, а величиной кинетической энергии, ограничение
в 10 % может быть снято. С целью уменьшения габаритных разме-
ров аккумуляторов, как показали исследования [7], можно до-
пускать значительно больший перепад давлений до 50 %. Анализ
движения рабочих частей необходимо проводить с учетом пере-
менного давления в аккумуляторе.
Решение уравнения движения рабочих частей машины (7.30)
при переменном давлении жидкости в аккумуляторе или напол-
нительном баке можно получить после разложения в степенной
ряд функции давления газа в гидропневматическом аккумуляторе
(наполнительном баке):
Рз - Роз
(7-47)
где /?оз — начальное давление газа в аккумуляторе; Ки ЛК — на-
чальный объем и изменение объема газа; п — показатель политро-
пического процесса расширения газа для пресса, п = 1,30... 1,35;
72
для КШМ ударного действия п = 1,4... 1,5. При ограничении двумя
членами разложения и введения опытного коэффициента а = 1,2
получим:
Si
Рз « Pm- ap03n — s.
(7.48)
где s — перемещение рабочих частей машины.
S^s
Выражение (7.48) справедливо для —^0,5, что характерно
для большинства конструкций насосно-аккумуляторных приво-
дов КШМ.
При этих условиях скорость рабочих частей пресса во время
хода приближения или гидровинтового пресса и гидромолота во
время разгона
Н(тк . 2С к
v = J, + 1-ехР(—--0
(7.49)
где обозначено к - ар03п — ; т — масса рабочих частей машины;
F — активная сила; R — сила сопротивления; t — время; £ —
приведенный к площади рабочего цилиндра 5, коэффициент со-
противления гидролинии:
( Q 1 п £ . А
? = 5’р/2 + ;
I difi i fj
здесь р — плотность рабочей жидкости; X, — коэффициент сопро-
тивления прямых участков /( гидролинии диаметром dh площадью
/; — коэффициент местного сопротивления; q — число прямых
участков; п — число местных сопротивлений; а — коэффициент
расширения газа в аккумуляторе; рю — начальное давление в ак-
кумуляторе; п — показатель политропы; — площадь рабочего
поршня; V — объем газа в аккумуляторе.
Подобное выражение получено для скорости рабочих частей
пресса во время деформирования поковки при линейно возраста-
ющей деформирующей силе (FR(s) - Fo + ks). Исследование выра-
жения (7.49) в безразмерной форме показывает, что при опреде-
ленном значении пути разгона s = smax, скорость достигает макси-
мального значения цп;1Х, а затем уменьшается. Для машин ударно-
го действия целесообразно использовать для разгона наиболее
интенсивно возрастающую часть диаграммы скорости и приме-
нять гидропневматические аккумуляторы с уменьшенным по срав-
73
нению с гидропрессами объемом газа V- (5...7Ж, (К, — манев-
ровый объем жидкости).
Время в функции перемещения можно найти из (7.49), под-
ставив v - &s/6t, разделив переменные и проинтегрировав полу-
ченное выражение. Поскольку оно не имеет представления в эле-
ментарных функциях, после дальнейшего упрощения получены
приближенные выражения, проверенные экспериментально
(Ю.А. Бочаров, А. М. Ларионов, 1973).
Перемещение в функции времени
(7.50)
Скорость в функции времени
(7.51)
Движение рабочих частей с учетом упругих свойств насосно-
аккумуляторной гидросистемы. Упругую сосредоточенную модель
КШМ с насосно-аккумуляторным приводом (см. табл. 7.1) целе-
сообразно применять для анализа параметров движения жидкости
в гидросистемах гидровинтовых прессов и гидромолотов на всех
этапах машинного цикла, когда проявления упругих свойств гид-
росистемы становятся значительными [8]. Колебательные процес-
сы в гидросистеме оказывают существенное влияние на парамет-
ры движения рабочих частей машины при отношении приведен-
ной массы рабочих частей машины и жидкости mjm* < 2, что
характерно для гидроимпульсных машин; могут оказывать влия-
ние при mjm* = 3...5 гидропрессов, а при mjm^ = 5... 10, что
характерно для гидромолотов и гидровинтовых прессов вследствие
большой инерционности массы рабочих частей, колебания жид-
кости несущественно влияют на их движение.
Для анализа динамических процессов в гидросистемах КШМ
можно принять следующую двухмассовую модель КШМ с насос-
но-аккумуляторным приводом (см. рис. 7.3, б). Принятые обозна-
чения аналогичны рассмотренному для насосного привода.
Силовая функция распределителя (клапана)
Fq при t < ti
h___________
F при t > /|
74
2
(7-54)
где начальная сила на входе клапана Fo = p^S^ р30 — начальное
давление жидкости в аккумуляторе; — время включения клапана.
Приведенный коэффициент сопротивления турбулентного по-
тока жидкости в гидролинии
n ( п J д к. \
5 = . (7.52)
“ill £=1/1 J
Приведенный коэффициент вязкого сопротивления жидкости
при колебаниях
с = 2у[кт$, (7.53)
где к = к*../]/] — приведенный коэффициент жесткости гидроли-
нии сечением f; к* — приведенный модуль упругости гидроли-
нии, см. (7.13); р — коэффициент демпфирования для гидросис-
тем с турбулентным потоком (см. (7.14) [7, 8]):
р = —= —— у Al
со 2л vB JZid/
здесь А = 0,1 • Ю-6 для минерального масла и А = 0,9 КГ6 для вод-
ной эмульсии; v, vB — коэффициент кинематической вязкости
минерального масла и водной эмульсии соответственно; /э — дли-
на трубы, эквивалентная местному сопротивлению.
Также по аналогии с насосным приводом (см. рис. 7.3) приня-
ты обозначения: R — приведенная сила сопротивления (трение в
уплотнениях и направляющих); Q — обобщенная сила: Q = R на
этапе разгона массы рабочих частей и возвратном ходе и Q - FR +
+ R на этапе рабочего хода (деформирования поковки); жесткость
гидролинии рассматривается по участкам: к/а — приведенная же-
сткость гидролинии 3 (от аккумулятора до распределителя, кла-
пана); к/b — приведенная жесткость гидролинии 1 (от распреде-
лителя до гидроцилиндра).
В начальном положении аккумулятор заполнен и давление в
нем д,з, распределитель (клапан) закрыт; гидролиния 3 находит-
ся под давлением жидкости в аккумуляторе. Гидролиния 1 не на-
гружена. Клапан закрыт (функция клапана FK = 0).
При внезапном включении клапана волна давления распрост-
раняется со скоростью приблизительно 1 150 м/с по гидролинии
1 до поршня рабочего цилиндра, отражается от него, распростра-
няется до аккумулятора, отражается и т.д., приводя к колебани-
ям в гидросистеме. Как только давление на поршне рабочего ци-
линдра станет достаточным для преодоления сил трения и инер-
ции, поршень с ползуном начнут ускоренное движение по на-
75
правлению к поковке. У гидропресса, который приводится от на-
полнителя, довольно быстро скорость приобретает установивше-
еся значение (7.32). У машин ударного действия, как только рабо-
чие части приобретают скорость, соответствующую заданной ки-
нетической энергии, распределитель с помощью системы управ-
ления переключается в нейтральную позицию и на возвратный
ход. Дальнейшее движение рабочих частей происходит по инер-
ции. Поршневая полость цилиндра соединяется со сливным баком
с помощью обратного клапана, а штоковая полость — с компен-
сатором (на рис. 7.3 не показаны).
При разработке программного управления, ддя анализа воз-
действия управляющих параметров на процесс развития кинети-
ческой энергии рабочих частей машин ударного действия, как
правило, достаточно провести моделирование по этой методике
активной фазы разгона рабочих частей.
Примем следующие допущения: распределитель (клапан) за-
крыт и представлен функцией Fk = Fo = p03Sx; часть гидролинии
/(1+3) между аккумулятором и клапаном в начальном положении
сжата и представлена жесткостью к/a; другая часть 1Х между кла-
паном и гидроцилиндром разгружена и представлена жесткостью
к/b, при этом а + b= 1; клапан открывается мгновенно при t = О,
возбуждающая функция открытия клапана приобретает значение
Fk~ = const; обе приведенные массы жидкости т{ и рабо-
чих частей т2 начинают движение одновременно.
Уравнения движения двух масс
d2Xj Y dX) dx2 ,, . „
wi-^F + 4 777 \ +Ci~^7 + C2~^7 + k(x<~x2) = F0; (7.55)
dr dt J dt dt
d2x2 n. . dx2. dr, dx2 , z . n z_ r
/и2 —f + 7?(sign —^) - q -2- - c2 —j- - k(xx - x2) = 0, (7.56)
dr си dt dt
где mx, xx, m2, x2 — приведенные массы и перемещения рабочей
жидкости и рабочих частей КШМ.
Эту нелинейную систему двух уравнений можно решить на ЭВМ.
Для приближенных аналитических решений можно принять сле-
дующие допущения, основанные на экспериментах [8]:
колебания жидкости не имеют существенного влияния на со-
противление движению при турбулентном потоке и можно отне-
сти это сопротивление к массе т2;
перемещение и скорость массы т2 при разгоне по направле-
нию к поковке положительные и силу сопротивления можно
рассматривать без учета знака направления скорости (sign) —
nf • ^'7 \ ту
sign—- = R;
I di I
76
колебания массы жидкости тх слабо влияют на движение мас-
сы /и2 и поэтому в уравнении (7.56) можно принять:
к(хх - х2) = Fq, q(dxi/dO = 0; c2(dx2/dz) = 0,
а по уравнению (7.56) рассматривать переносную часть совмест-
ного движения масс тл + т2 - М.
Тогда уравнение (7.56) преобразуется в уравнение Риккати
неполное (7.30)
+ -А>+Я = 0, (7.57)
аг ( d/ )
решение которого можно представить в виде
«2 =ybich^^^.(/-/,), (7.58)
где 6 — время открытия клапана.
Это будет переносное движение обеих масс тх и т2. Относи-
тельное колебательное движение массы гщ найдем из уравнения
(7.55), считая массу т2 условно неподвижной (х2 = 0, dx2/d/ = 0):
d2x< dx, .
-ту- + с-тт- + £х1 = Fq. (7.59)
аг at
Решение уравнения (7 59) при начальных условиях
/ = 0; х,(0) = ^;^-(0) = 0
/с и»
будет следующее:
х{ - —У cxp([W) cos (yt - а) + , (7.60)
A:cosa к
где а — угол сдвига фаз; arctga =
у=orjl-Р2 —частота за-
тухающих колебаний; со = , I— — частота незатухающих колебаний.
Перемещение приведенной массы жидкости найдем сложени-
ем (х2 + x'i) с заменой 1 - а - Ь:
~ ь
Xi= — 1--------exp(~P<oOcos(Y/-a) +
к cosa
к
тх + т21п
С
ch
тх + т2
(t-to) -.
(7.61)
77
Из уравнения (7.61) следует, что на переносное движение массы
рабочей жидкости вместе с массой рабочих частей машины на-
кладывается колебательное затухающее движение с частотой, близ-
кой к частоте свободных незатухающих колебаний.
Давление рабочей жидкости в гидросистеме найдем с помо-
щью (7.58) и (7.61):
Р\ = k(xx - х2). (7.62)
Сопоставление расчетов по приближенным уравнениям (7.58)
и (7.62) с экспериментальными данными, полученными при ис-
пытании гидровинтовых прессов с насосно-аккумуляторным при-
водом (Ю. А. Бочаров, Ю.Д. Морозов, 1973 г.), приведенное на
рис. 7.5, демонстрирует приемлемость принятых допущений и удов-
летворительную сходимость результатов.
Место установки распределительного клапана на гидролинии
насосно-аккумуляторного привода (см. рис. 7.3) оказывает суще-
ственное влияние на переходные процессы и на максимальную ве-
личину заброса давления рт при колебаниях в гидросистемах КШМ:
Рп,
Ро
(7-63)
Для гидравлических прессов желательно — -> 1. Для этого не-
Ро
обходимо, чтобы /| = 0 и клапан следует располагать в непосред-
ственной близости от гидроцилиндра. В гидроимпульсных маши-
нах целесообразно использовать эффект удвоения давления при
гидроударе и — 2. Для этого следует —Ц—> 1 и клапан сле-
Ро h+h
дует располагать вблизи аккумулятора. Для других гидравлических
КШМ и, в частности, для гидровинтовых прессов и гидромоло-
тов колебания в гидросистеме благоприятны, поскольку они умень-
шают трение, но амплитуду давления следует ограничить величи-
ной — < 1,5 и клапан целесообразно размещать вблизи середины
Ро
ДЛИНЫ li + /3.
Волновую расчетную модель (см. табл. 7.1) целесообразно при-
менять для анализа параметров движения жидкости и рабочих ча-
стей гидроимпульсных КШМ, анализа волновых процессов и яв-
лений гидравлического удара (И.А.Чарный, 1951 г., Л.М.Тарко,
1963 г., В.М.Синицкий [27]).
78
5 •НГ’с
б
Рис. 7.5. Сопоставление расчетных и экспериментальных зависимостей
для гидровинтового пресса:
а — типовая осциллограмма; б — диаграмма; 1 — отметка времени; 2 — давление
в аккумуляторе; 3 — давление в возвратных полостях цилиндров; 4 — давление в
рабочих полостях цилиндров; 5 — перемещение ползуна (полное); 6 — переме-
щение ползуна на рабочем ходе; 7 — сила деформирования; I — открытие напор-
ного клапана, начало хода вниз; II — начало деформирования поковки; III —
закрытие напорного клапана и открытие сливного; IV — конец деформирования
поковки, начало упругой разгрузки и перемещения ползуна вверх; V — конец
упругой разгрузки; VI — закрытие сливного клапана, начало торможения под-
вижных частей; VII— окончание возвратного хода; 5 — перемещение ползуна; v —
скорость ползуна; Fa — сила деформирования; Сэф — сила давления жидкости
(Сэф = PiSt)
79
ГЛАВА 8. КОВОЧНЫЕ И ГОРЯЧЕШТАМПОВОЧНЫЕ ПРЕССЫ
8.1. K^HCTnwaiMM и технологическое назначение ковочных
прессов
Гидравлические ковочные прессы предназначены для выпол-
нения операций свободной ковки, а также объемной штамповки
в подкладных штампах. Линейные и скоростные параметры гид-
равлических ковочных четырехколонных прессов с номинальной
силой 5...50 МН и ходом поперечины 800...2500 мм регламенти-
рует ГОСТ 7284—80(88), а параметры прессов с номинальной си-
лой свыше 50 МН ре регламентируются и должны согласовывать-
ся с .заказчиком. J VA - -
. от величины номинальной силы ковь ......с прес-
сы имеют один, два или три рабочих цилиндра, которые устанав-
- ливают в верхней или нижней поперечине станины. Приводы прес-
/ сов могут быть насосно-аккумуляторными с одной и с тремя сту-
пенями нагружения, насосными (безаккумуляторными) и муль-
типликаторными. При работе ковочного пресса температура дета-
лей пресса, находящихся в рабочем пространстве, повышается до
150 °C и более, поэтому необходимо принимать меры предосто-
рожности при работе.
Наиболее распространенным приводом ковочных прессов яв-
ляется насосно-аккумуляторный с применением водной эмуль-
сии в качестве рабочей жидкости давлением 20... 32 МПа и распо-
ложением привода (насосно-аккумуляторной станции для группы
прессов — НАС) в отдельном помещении. Для прессов силой до
30 МН получил распространение насосный привод с постоянной
и переменной подачей насосов и минеральным маслом в качестве
рабочей жидкости давлением до 35 МПа с расположением гидро-
привода ниже уровня пола в цехе.
Конструкции ковочных прессов, сохраняя традиционные кон-
структивные компоновки, в последние годы совершенствуют в
основном за счет автоматизации вспомогательных операций по
манипулированию поковкой и смены инструмента, а также при-
менения следящих сервоприводов и систем ЧПУ -обеспечиваю-
щих высокую производительность и повышеннуюфазмерную точ-
ность поковок. " ?/
Автоматизированные ковочные прессы - Чиу предназ *
начены для свободной ковки с точностью ±(1,0... 1,5) мм поко-
вок круглого, квадратного и полосового сечения, а также ступен-
чатых валов массой 400... 10 000 кг. На АКП выполняют все опера-
ции свободной ковки, при этом поковки с вытянутой осью типа
гладких профилей круглого, квадратного и полосового сечения, а
также круглых ступенчатых валов мотут изготавливаться в режиме
программного управления.
80
Гидравлический пресс имеет нижний привод (с нижним распо-
ложением цилиндров). Применена неразъемная двухстоечная рама
станины. Пресс оснащен продольным выдвижным и поперечным
инструментальными столами, а также механизмом с дистанцион-
ным управлением для крепления верхних бойков. Рельсовый мани-
пулятор с тиристорным электроприводом обеспечивает регулиро-
вание скоростей перемещения и вращения поковки. Тележка с по-
воротным столом служит для разворота и перехвата манипулятором
поковок. Система ЧПУ обеспечивает автоматизацию процесса путем
синхронизации движений механизмов пресса и манипулятора.
Автоматизированный комплекс модели АКПА 1035-1 с ЧПУ на
базе гидравлического корочного пресса с верхним приводом силой
3,15 МН конструкции Днепропетровского завода тяжелых прессов
предназначен для свободной ковки поковок массой 25... 500 кг.
В состав комплекса входят: пресс гидравлический ковочный си-
лой 3,15 МН модели ПА 1235, манипулятор ковочный стационар-
ный грузоподъемностью 630 кг модели МКС 0,63, машина поса-
дочная колесная с кантователем грузоподъемностью 630 кг мо-
дели МПК 0,63.
Привод пресса индивидуальный от насосов с регулируемой
подачей. Рабочая жидкость — минеральное масло.
Комплекс оснащен электронной системой ЧПУ, что позволя-
ет дистанционно осуществлять задание и контроль размеров по-
ковок по высоте (толщине), а также автоматизировать отдельные
движения ползуна пресса и исполнительных механизмов манипу-
лятора.
Четырехколонная конструкция ковочного пресса силой 150 МН
ОАО «Уралмаш» выполнена по традиционной схеме с тремя рабо-
чими цилиндрами, расположенными в верхней поперечине, обес-
печивающими три ступени деформирующей силы: 50; 100 и 150 МН.
Ход подвижной поперечины составляет 4 м, скорость хода при-
ближения — до 0,3 м/с, рабочего хода — до 0,08 м/с. Размеры
стола 2,3 х 5,6 м; ход стола в обе стороны — 4 и 6 м.
Этот наиболее крупный пресс в мировой практике прессост-
роения работает в составе комплекса, оснащенного ковочным ма-
нипулятором грузоподъемностью 120 т (для ковки осадкой слит-
ков массой до 350 т) и инструментальным манипулятором на шесть
позиций сменного инструмента. Привод пресса насосно-аккуму-
ляторный (НАС). Рабочая жидкость — водная эмульсия давлением
32 МПа.
На рис. 8.1 приведена принципиальная гидравлическая схема
привода и сервоуправления трехцилиндровым ковочным прессом
силой 20 МН. Поперечина пресса копирует движение рукоятки
управления не только по направлению и длине хода, но и по
скорости. Обеспечиваются три режима работы: ковка с полным
циклом работы (ход приближения от наполнительного бака, ра-
81
38
№>n
Рис. 8.1. Принципиальная гидравлическая схема привода и сервоуправле-
ния ковочным прессом силой 20 МН:
1 — блок наполнительно-сливных клапанов; 2 — наполнительно-сливной кла-
пан среднего цилиндра; 3 — возвратные цилиндры; 4 — боковые цилиндры; 5 —
средний цилиндр; 6 — ресивер; 7 — трос обратной связи; 8 — пневмоцилиндр
для натяжения троса; 9 — дифференциальный механизм; 10 — рукоятка управ-
ления; 11 — переключатель режимов работы пресса; 12 — золотник; 13 — пор-
шень-ограничитель положения золотника 12; 14 — главный вал распределителя;
15 — аккумулятор сервоуправления; 16 — маслонасос сервоуправления распре-
делителем; 17 — наполнительный бак; 18 — запорный вентиль; 19 — распреде-
литель; 20 — клапан управления боковыми цилиндрами; 21 — клапан для соеди-
нения линии возвратных цилиндров с рабочими цилиндрами и подачи жидкости
высокого давления в рабочие цилиндры пресса; 22 — дроссель; 23 — клапан
высокого давления; 24 — сервоцилиндр клапана 23; 25 — гидроусилитель; 26 —
цилиндр для автоматического включения рабочего хода; А — подвод жидкости
от насосно-аккумуляторной станции; Б — подвод сжатого воздуха от цехо-
вой воздушной сети; I, II, III — установки режимов ковки
бочий ход от НАС при давлении жидкости 32 МПа); шлихтовка
(проглаживание) с короткими частыми ходами (от НАС, при этом
возвратные цилиндры постоянно находятся под давлением НАС);
прижим поковки (или инструмента) с небольшой силой под дей-
ствием давления рабочей жидкости из наполнительного бака и
силы тяжести рабочих частей.
Первый режим устанавливается оператором переводом пере-
ключателя режимов 11 в положение, при котором полости ци-
линдра поршня-ограничителя 13 соединены со сливным баком.
Тогда при соприкосновении бойка с поковкой давление в воз-
вратных цилиндрах снижается до давления в наполнительном баке
77, и плунжер цилиндра 26 под действием пружины опускается
вместе с золотником 12. Поршень сервоцилиндра 24 открывает
клапан 23, обеспечивая доступ жидкости высокого давления че-
рез открытый клапан 21 в средний рабочий цилиндр 5. Происхо-
дит рабочий ход. При достижении установленной величины силы
с помощью клапана 20 жидкость высокого давления автоматичес-
ки поступает и в боковые цилиндры 4. Пресс при этом может
развивать максимальную силу.
Для второго режима оператор устанавливает переключатель
режимов 7 7 в положение, при котором масло от насоса 16 подает-
ся в верхнюю полость цилиндра с поршнем-ограничителем 13 а
нижняя полость его соединяется со сливом.
При работе в третьем режиме переключатель режимов направ-
ляет рабочую жидкость от маслонасоса 16 в нижнюю полость ци-
линдра поршня-ограничителя 13 и соединяет верхнюю полость со
сливом. Золотник 12 при этом не может опуститься и находится в
83
крайнем верхнем положении. Сила прижима возникает под дей-
ствием жидкости, поступающей из наполнительного бака 17 че-
рез открытые клапаны 2 в средний и боковые рабочие цилиндры,
и силы тяжести подвижных частей.
Сервоуправление клапанами осуществляется рукояткой 10 с
помощью гидроусилителя 25 и системы обратной связи, передаю-
щей движение поперечины пресса с помощью стального троса 7
на дифференциальный механизм 9.
8.2. Конструкции горячештамповочных прессов
и комплексов
Конструкции гидравлических прессов для горячей штамповки
традиционно подобны ковочным прессам с колонными станина-
ми и литыми поперечинами. В последнее время литые поперечины
часто заменяют сваренными из листового проката, что экономично
при изготовлении прессов небольшими сериями.
Мощные гидравлические прессы начали использовать для
штамповки крупногабаритных деталей из легких сплавов в кон-
це 1930-х гг., когда фирмами «Шлеман», «Леви» и «Сомуа» были
построены прессы силой 100; 120; 150 и 200 МН. При конструиро-
вании универсальных и специализированных гидравлических штам-
повочных прессов необходимо учитывать особенности техноло-
гии объемной штамповки различных сплавов.
В работе [51] приведены основные характеристики крупнейших
в мире штамповочных прессов силой 100 МН и более.
Основными параметрами горячештамповочных прессов, кро-
ме номинальной силы, являются размеры штампового простран-
ства и величина хода подвижной поперечины (траверсы). По ком-
плексу этих параметров прессы принято подразделять на универ-
сальные и специализированные (малогабаритные).
Для штамповки крупногабаритных развитых в плане деталей
используются универсальные прессы с большими размерами ра-
бочего пространства и большим ходом подвижной поперечины.
Характерным представителем этого типа прессов является самый
мощный в мире горячештамповочный пресс силой 750 МН со
сварной из толстолистовой стали рамной станиной (рис. 8.2).
Специализированные малогабаритные прессы с трубной и со-
ставной станинами используют для штамповки небольших дета-
лей из высокопрочных сплавов. Размеры штампового простран-
ства и ход подвижной поперечины у специализированных прес-
сов значительно меньше, чем у универсальных. На рис. 8.3 в каче-
стве примера приведен типичный малогабаритный пресс силой
300 МН с составной станиной конструкции ВНИЙМетмаш
(Ю. П. Кузько, В. А. Новоселов).
84
Размеры штампового пространства прессов зависят от номенк-
латуры поковок, для штамповки которых предназначен пресс, а
Рис. 8.2. Конструкция штамповочного пресса силой 750 МН (НКМЗ-
ВНИИМетмаш)
85
Рис. 8.3. Конструкция малогабаритного штамповочного пресса силой
300 МН с составной станиной (НКМЗ-ВНИИМетмаш)
также от габаритов штамповой оснастки и других факторов, кото-
рые должны быть проанализированы в процессе разработки тех-
нического задания на создаваемый пресс.
В штамповом пространстве пресса должны быть размещены
штампы, подштамповые плиты и опорные блоки, обеспечиваю-
щие «разнос по откосу 30...370» (снижение) давления, действую-
щего на гравюру штампа, до уровня допустимых контактных дав-
лений для материалов на поверхности столов и подвижных попе-
речин.
При штамповке поковок из алюминиевых сплавов средние удель-
ные силы, действующие на гравюру штампа, qw - 350...450 МПа.
При штамповке изделий из титановых сплавов и стали они могут
достигать 1 000 МПа.
86
Средние значения давлений на поверхностях литых стальных
столов и подвижных поперечин во избежание быстрого износа
этих поверхностей не должно превышать <уп = 100 МПа.
Высота рабочего пространства пресса характеризуется двумя
размерами: открытой высотой — максимальным расстоянием между
поверхностями стола и подвижной поперечины и закрытой высо-
той — расстоянием между ними при сомкнутых штампах.
Ход подвижной поперечины универсальных прессов обычно
выбирают из условий возможности штамповки высоких деталей и
оформления в них прошивкой глубоких полостей. Ход подвижной
поперечины должен быть несколько больше удвоенной высоты
обрабатываемых поковок для того, чтобы поковку можно было
удали ib из штампа, не выдвигая стола пресса. Так, открытая вы-
сота пресса равна сумме его закрытой высоты и значения хода
подвижной поперечины.
Поскольку специализированные прессы обычно создают для
штамповки плоских деталей из катаных плит, ход подвижных по-
перечин и открытая высота у них значительно меньше, чем у уни-
версальных.
В последние десятилетия выявилась тенденция к созданию прес-
сов с уменьшенными размерами рабочих столов в плане при со-
хранении других параметров в соответствии с требованиями уни-
версальности. Наиболее рациональными параметрами мощных
универсальных прессов можно считать параметры, принятые при
конструировании прессов силой 300 МН фирмы «Гидравлик» и
силой 650 МН НКМЗ-ВНИИМетмаш [51].
Основные конструктивные схемы силовых станин. По конст-
руктивным схемам силовых станин прессы подразделяются на
колонные; рамные; с трубной станиной; со станиной, скреплен-
ной обмоткой высокопрочной лентой.
Штамповочные прессы традиционно повторяли конструкции
ковочных прессов и выполнялись четырехколонными с базовыми
деталями в виде цельных или составных отливок большой массы.
Использование такой конструктивной схемы ограничивается не-
возможностью изготовить детали с размерами и массой, необхо-
димыми для создания прессов с силой свыше 150 МН. Для круп-
ных прессов разработаны рамные конструкции^ изготовленные из
прокатанных плит (см. рис. 8.2).
Станина пресса силой 750 МН состоит из четырех секций, со-
бранных из катаных сварных плит. Каждая секция состоит из риге-
лей (горизонтальные части секции) и стоек (вертикальная часть
секции). Ригели собраны из семи плит толщиной по 180 мм каж-
дая, а стойки — из шести плит толщиной по 200 мм. Плиты риге-
лей и стоек стянуты шпильками диаметром 100 мм. Подвижная
поперечина и нижняя поперечина (основание) собраны из плит
толщиной до 400 мм, также стянутых шпильками.
87
Масса деталей из плит, изготовленных из проката, составля-
ет 65 %, а масса литых деталей не превышает 7 % общей массы
пресса.
Трубная конструкция станины разработана при проектирова-
нии специализированных малогабаритных прессов, создававших-
ся применительно к производству небольших по размерам поко-
вок из трудно деформируемых сплавов. В конструкциях НКМЗ-
ВНИИМетмаш станины выполнены в виде цельной (в прессе си-
лой 150 МН) или разъемной (в прессе силой 300 МН) толсто-
стенной трубы. Станина-труба не только воспринимает осевую
нагрузку, но и скрепляет рабочий цилиндр подобно нижней по-
перечине на рис. 8.3. В гидроприводе этих прессов применено по-
вышенное до 100... 120 МПа давление.
Станины с обмоткой являются новым направлением в конст-
руировании мощных прессов, связанным с использованием
скрепления наиболее нагруженных элементов станины обмот-
кой из высокопрочной ленты. Холоднокатаная лента толщиной
0,8... 1 мм имеет предел текучести при комнатной температуре
1900...2000 МПа и выше, что существенно превышает предел
текучести у наиболее высококачественных крупногабаритных по-
ковок (1000... 1200 МПа). Это позволяет значительно повысить
надежность конструкции, уменьшить габариты и металлоемкость,
а, следовательно, и стоимость оборудования.
В конструкции пресса силой 150 МН НКМЗ-ВНИИМетмаш
станина скреплена обмоткой из высокопрочной ленты. Осевая
нагрузка воспринимается двумя бандажами ленты шириной по
990 мм каждый. Лента в каждом бандаже наматывается на два (вер-
хний и нижний) полуцилиндрических ригеля, между которыми
размещаются проставки. В результате намотки ленты с натяжени-
ем возникают силы, стягивающие ригели и проставки в единый
блок. Натяжение при намотке определяют расчетом из условия,
чтобы при работе пресса с максимально допустимой силой стыки
между ригелями и проставками не раскрывались.
Выполненные к настоящему времени эскизные проработки
показали, что при использовании скрепленных обмоткой станин
возможно создание прессов силой до 1 500 МН, что значительно
превышает силу мощных прессов, изготовленных ранее.
Для создания номинальной силы в конструкциях прессов при-
меняют один, три или несколько (много) рабочих цилиндров.
В связи со значительными технологическими трудностями изго-
товления рабочих цилиндров, подавляющее большинство мощ-
ных универсальных прессов выполнено многоцилиндровыми. Ра-
бочие цилиндры принадлежат к числу наиболее нагруженных и
ответственных элементов пресса. Их изготавливают, как правило,
коваными или сварно-коваными из легированных (никелевых)
сплавов [51].
88
Системы синхронизации. Многолетний опыт эксплуатации го-
рячештамповочных прессов показал, что одной из основных при-
чин, снижающих точность изготавливаемых на них поковок, яв-
ляется перекос верхнего штампа относительно нижнего в резуль-
тате того, что при штамповке изделий сложной конфигурации
центр давлений, действующих в фигуре штампа, не совпадает с
осью пресса.
В связи с этим все создаваемые в последнее время прессы си-
лой 300 МН и более оснащаются специальными системами синх-
ронизации, обеспечивающими бесперекосное (или с минималь-
но возможным перекосом) движение подвижной поперечины.
В гидромеханических и электромеханических системах синхро-
низации мощных прессов возникающие перекосы подвижной по-
перечины компенсируют регулированием объема подаваемой в
рабочие цилиндры жидкости или применяют синхронизирующие
цилиндры.
В гидромеханических системах в качестве чувствительного эле-
мента используют рычажно-шестеренные механизмы. В электро-
механических системах с этой целью применяют сельсины, тен-
зодатчики, индукционные датчики и другие элементы. Простей-
шая система, называемая пассивной, обычно состоит из четырех
синхронизирующих цилиндров поршневого типа, установленных
на столе пресса. Штоки цилиндров связаны с подвижной попере-
чиной. Полости цилиндров, расположенных по диагонали, связа-
ны между собой крест-накрест: верхняя полость одного соедине-
на с нижней полостью другого. Все четыре собранные таким обра-
зом гидросистемы герметично замкнуты. При возникновении экс-
центричной нагрузки сжатие жидкости в замкнутых полостях этих
систем будет препятствовать перекосу подвижной поперечины.
ГЛАВА 9. ПРЕССЫ И КОМПЛЕКСЫ ДЛЯ ПРЕССОВАНИЯ
ПРОФИЛЕЙ И ТРУБ
9.1. Классификация, основные параметры
и технологические требования
Прессы для прессования профилей и труб (пресс-изделий) по
технологическому назначению подразделяются на прессы для хо-
лодного и горячего прессования из алюминиевых, медных и угле-
родистых сплавов (стали). Преимущественное распространение
(более 90 %) имеют горизонтальные прессы, которые по сравне-
нию с вертикальными прессами не имеют ограничений по длине
пресс-изделий. Областью применения вертикальных прессов с но-
минальной силой до 10 МН является прессование полых пресс-
изделий небольших размеров [49, 51]. Наиболее распространена
89
одноцилиндровая конструкция прессов, которая содействует бес-
перекосному движению прессующей поперечины. Многоцилинд-
ровую компоновку применяют только в уникальных прессах си-
лой свыше 100 МН.
В зависимости от способа прессования прессы подразделяют на
прессы с прямым истечением, с обратным истечением, универ-
сальные (с прямым и обратным истечением), с активным дей-
ствием сил трения. Прессы также делят на прутковопрофильные и
трубопрофильные.
Основными параметрами гидравлических прессов для прессо-
вания профилей и труб являются номинальная сила, размеры кон-
тейнера, ход и скорость движения прессующей поперечины, вре-
мя технологического цикла и время выполнения вспомогатель-
ных операций (подачи заготовки, пресс-шайбы, отделения пресс-
остатка, выгрузки изделия и др.). Применяемые прессы имеют
номинальную силу до 200 МН, причем наибольшее распростра-
нение имеют прессы номинальной силой 12,5...50 МН.
Рабочий ход прессующей поперечины пресса зависит от требу-
емой длины контейнера. Полный ход, состоящий из рабочего и
холостого, зависит от метода истечения металла при прессовании
и способа загрузки заготовок в контейнер. Скорость движения
прессующей поперечины при рабочем ходе должна быть постоян-
ной, обеспечивающей качественную поверхность изделия. В зави-
симости от допустимой скорости истечения обрабатываемого ма-
териала при прессовании и величины вытяжки скорость движе-
ния прессующей поперечины при горячем прессовании алюми-
ниевых сплавов составляет 0,2...25 мм/с, для медных сплавов —
20... 120 мм/с, для стали — 50...500 мм/с.
На горизонтальных гидравлических прессах для прессования
изделий из низколегированных алюминиевых сплавов затраты
времени на выполнение неперекрываемых вспомогательных опе-
раций составляют 12... 18 с, а темп прессования достигает 60—
80 шт./ч. При прессовании стальных труб производительность
таких прессов достигает 140 шт./ч.
9.2. Конструкции прессов
Прутковопрофильные прессы (рис. 9.1) предназначены для по-
лучения прутков, профилей сплошного сечения и полых профи-
лей, прессуемых как на подвижной игле, жестко связанной с пресс-
штемпелем, так и со сваркой металла давлением в очаге деформа-
ции (прессование через язычковые или камерные матрицы).
В прессах применяют привод инструмента (пресс-штемпеля) при
рабочем ходе с помощью одного рабочего цилиндра.
Трубопрофильные прессы предназначены для прессования по-
лых изделий постоянного и периодического сечения с внутрен-
90
Рис. 9.1. Схема конструкции прутковопрофильного горизонтального гид-
равлического пресса номинальной силой 16 МН:
1 — колонна с гайками; 2 — матрицедержатель; 3 — контейнер; 4 — контейнеро-
держатель; 5— пресс-штемпель; 6— цилиндр привода контейнера; 7— рама; 8 —
задняя поперечина; 9 — рабочий цилиндр; 10 — клапан наполнения; 11 — инди-
видуальный масляный привод; 12 — цилиндр обратного хода; 13 — прессующая
поперечина; 14 — проставка с Х-образными направляющими; 15 — ножницы
для отделения пресс-остатка; 16 — передняя поперечина
ними и внешними утолщениями. При этом внутренняя поверх-
ность изделий формируется иглой, рабочая часть которой профи-
лируется соответственно поперечному сечению и в процессе прес-
сования может перемещаться независимо от положения пресс-
штемпеля. Поэтому, в отличие от Пруткове-профильных, в этих
прессах применяют два самостоятельных гидроцилиндра: для при-
вода пресс-штемпеля и для привода иглы (прошивного устрой-
ства).
У прессов с внутренним прошивным устройством прошивная
поперечина и гидроцилиндры ее привода размещаются в прессу-
ющей поперечине У прессов с наружным прошивным устрой-
ством силовые элементы прошивной системы расположены поза-
ди задней поперечины пресса и соединены с ней колоннами, а
прошивная штанга проходит через центральное отверстие в глав-
ном цилиндре и плунжере пресса.
На прессах с прямым истечением контейнер вместе с заготовкой
в период прессования остается неподвижным, а движение полу-
91
чает пресс-штемпель, закрепленный на прессующей поперечине,
при этом заготовка перемещается относительно контейнера.
Характерная особенность гидравлических прессов для прессова-
ния с обратным истечением металла состоит в движении контей-
нера вместе с заготовкой под действием прессующей поперечины
относительно матрицы, закрепленной на удлиненном матрице -
держателе, обычно называемом шплинтоном. В связи с этим
ход контейнера пресса для обратного прессования должен быть не
меньше его длины.
Сила обратного прессования в среднем на 30 ...40 % меньше,
чем при прямом, не зависит от длины заготовки и практически
постоянна по всей длине рабочего хода. Это снижает неравномер-
ность деформации по длине изделия и позволяет увеличить диа-
метр и длину заготовки по сравнению с прямым прессованием:
отношение длины заготовки к ее диаметру для обратного прессо-
вания может составлять 5 ...6, в то время как для прямого прессо-
вания оно не превышает 4.
Прессы для обратного прессования нашли ограниченное при-
менение. Наибольшее распространение имеют универсальные прес-
сы, на которых возможно прессование с прямым и обратным ис-
течением. В первую очередь это относится к трубопрофильным
прессам с номинальной силой свыше 60 МН.
Прессы для прессования с активным действием сил трения яв-
ляются перспективными при изготовлении изделий из трудноде-
формируемых алюминиевых сплавов [4, 51]. Сущность процесса
состоит в том, что контейнер пресса движется в ту же сторону,
что и пресс-штемпель, но с большей скоростью. В результате силы
контактного трения, оказывающие при прямом прессовании тор-
мозящее действие, становятся активными и способствуют изо-
термическое режиму течения металла, повышению скорости прес-
сования и равномерности структуры изделий.
Специальные конструкции гидравлических прессов должны
создавать силу независимого привода контейнера, сопоставимую
с силой привода пресс-штемпеля.
Конструкции матрицедержателей, матричных салазок и других
узлов рассмотрены в работах [4, 51].
Станины горизонтальных гидравлических прессов для прессова-
ния по конструкции делятся на колонные, рамные и предвари-
тельно напряженные. Широкое распространение имеют горизон-
тальные четырехколонные станины, которые наиболее удобны для
размещения поперечно перемещающегося или поворотного мат-
рицедержателя, ножниц или пилы для отделения пресс-остатка,
механизмов подачи заготовок и других вспомогательных механиз-
мов. В то же время колонны не могут быть использованы в каче-
стве направляющих контейнеродержателя и прессующей попере-
чины, вследствие влияния температурных деформаций и изгиба
92
колонн на соосность инструмента пресса. В колонных прессах на-
правляющие размещают на фундаментной плите независимо от
станины.
Рамные станины, для изготовления которых используют тол-
столистовой прокат, гарантирующий высокое качество металла,
применяют главным образом в мощных гидравлических прессах,
изготовление колонного варианта которых затруднительно.
Станины предварительно напряженной конструкции состоят из
передней и задней поперечин, четырех полых проставок и связы-
вающих их колонн (см. рис. 9.1). На проставках выполняют Х-об-
разные призматические направляющие под опорные башмаки
контейнеродержателя и прессующей поперечины. Плоскости сколь-
жения направляющих на проставках пересекаются на оси прессо-
вания, чтобы исключить влияние температурных деформаций на
настройку пресса и обеспечить при всех режимах нагружения со-
впадение осей пресс-штемпеля, контейнера и матрицы. Башмаки
снабжают винтовыми домкратами для регулирования положения
прессующей поперечины и контейнеродержателя.
Станины предварительно напряженной конструкции с Х-об-
разными направляющими наибольшее распространение получи-
ли в трубопрофильных прессах, соосность узлов которых непо-
средственно влияет на разностенкость пресс-изделий. В последнее
время такие конструкции станин находят все более широкое при-
менение и в прутковопрофильных прессах в связи с использова-
нием закрепленных на пресс-штемпелях пресс-шайб и увеличе-
нием стойкости прессового инструмента.
9.3. Особенности систем гидропривода
В прессах для прессования профилей и труб получили распрос-
транение гидравлические приводы двух типов: насосный и насос-
но-аккумуляторный, причем для обеспечения точности регули-
рования скорости прессования при рабочем ходе они, как прави-
ло, выполняются индивидуальными для каждого пресса.
При прессовании алюминиевых сплавов с относительно низкими
скоростями, основную часть времени технологического цикла
60...95 % занимает время рабочего хода деформирования загото-
вок. В течение этого времени привод должен обеспечить практи-
чески постоянную величину расхода жидкости высокого давле-
ния. Поэтому для таких прессов применяют насосный привод с
аксиально-поршневыми насосами с регулируемой подачей и дав-
лением рабочей жидкости (минерального масла) до 32 МПа. Та-
кой привод имеет ряд достоинств: высокую точность регулирова-
ния скорости прессования, уменьшение массы прессовой уста-
новки за счет использования поршневой конструкции цилинд-
ров, увеличение долговечности уплотнений и т.д.
93
Прессование стали и медных сплавов с высокими скоростями
характеризуется интенсивным потреблением жидкости высоко-
го давления в период рабочего хода пресса, который составляет
незначительную часть (5... 10% и менее) общего времени цик-
ла. В этих случаях более экономичным является применение на-
сосно-аккумуляторного привода, который может обеспечить
практически любой требуемый расход жидкости высокого дав-
ления.
В насосно-аккумуляторном приводе применяют кривошип-
но-плунжерные насосы с постоянной подачей, воздушно-гид-
равлические беспоршневые аккумуляторы и водные эмульсии в
качестве рабочей жидкости давлением 32 МПа. Для регулирова-
ния скорости прессования в гидросистемах прессов необходи-
мо предусматривать дроссельные регуляторы скорости прессо-
вания, что связано с потерями энергии привода и нагревом
жидкости.
ГЛАВА 10. ГИДРАВЛИЧЕСКИЕ ЛИСТОШТАМПОВОЧНЫЕ
ПРЕССЫ
10.1. Классификация и основные параметры
По технологическому назначению, кроме приведенного на рис.
6.8, листоштамповочные прессы подразделяют на прессы про-
стого, двойного и тройного действия. Прессы простого действия
(с одним рабочим ползуном) предназначены для выполнения
операций листовой штамповки: вырубки, пробивки, гибки, не-
глубокой формовки и вытяжки с прижимом фланца гидравли-
ческой подушкой, встроенной в стол. Прессы двойного действия
(с двумя — прижимным наружным и вытяжным внутренним пол-
зунами) предназначены для операций глубокой вытяжки, тре-
бующих прижима фланца листовой заготовки. В прессах тройного
действия кроме двух ползунов, как у прессов двойного действия,
предусматривается дополнительный третий ползун в столе прес-
са для проведения операций глубокой вытяжки с противодавле-
нием.
Привод прессов для штамповки листовых заготовок в холод-
ном состоянии преимущественно насосный с насосами постоян-
ной и регулируемой подачи. Для штамповки листа в горячем со-
стоянии применяют насосно-аккумуляторный привод, обеспечи-
вающий повышенную скорость рабочего хода.
Одностоечные прессы силой 0,4... 2,5 МН по ГОСТ 9753—86 име-
ют два конструктивных варианта: 1-го исполнения — правиль-
ные, 2-го исполнения — базовые, с гидроподушкой, с гидропо-
94
душкой и шиберным устройством, с поворотным столом. Ход пол-
зуна пресса с насосным приводом составляет 500 мм, скорость хода
приближения — 125...250 мм/с, рабочего хода — 16...32 мм/с, воз-
вратного — НО...350 мм/с.
Основные параметры и размеры прессов колонной конструкции с
номинальной силой 0,4...20 МН регламентируются ГОСТ 7901—86.
Вытяжные прессы рамной двухстоечной конструкции изготов-
ляют с номинальной силой 1... 4 МПа, наибольшим ходом
1 500...2500 мм, скоростью холостого хода приближения 350 мм/с,
с регулируемой от 225 до 130 мм/с скоростью рабочего хода, что
обеспечивает наименьшее время цикла в пределах 12...26 с.
Листоштамповочные прессы двойного действия, колонного испол-
нения станины с гидроподушкой в столе выпускают с номиналь-
ной силой вытяжной поперечины 0,8...6,3 МН с тремя ступеня-
ми силы величиной примерно 1/3, 2/3 и 1,0 номинальной силы.
Прижимная поперечина обеспечивает силу 0,5... 1,0 МН. Ход по-
перечин составляет 1700...2500 мм; скорость холостого хода
приближения — 200...300 мм/с, рабочего хода вытяжной попере-
чины — 20...33 мм/с при насосном приводе и 100 мм/с при на-
сосно-аккумуляторном.
10.2. Конструктивные схемы и конструкции
Прессы одностоечные со средствами механизации и автоматиза-
ции обладают широкими технологическими возможностями. Их
используют для выполнения монтажно-запрессовочных операций,
листовой штамповки, гибки, отбортовки и вытяжки, прошивки,
протяжки или калибровки отверстий; обработки неметаллических
материалов и прессования металлопорошков. Прессы оснащают
гидроподушкой, выполняющей функции нижнего выталкивателя
и прижима заготовки при вытяжке, а также поворотными дели-
тельными столами и шиберными устройствами для штучных заго-
товок.
Прессы листоштамповочные отбортовочные с ЧПУ предназна-
чены для выполнения различных операций листовой штамповки:
гибки листов в разных плоскостях и на разные углы в закрытых и
открытых штампах (универсальная гибка); последовательной от-
бортовки труб и деталей типа днищ; гибки различных профилей;
штамповки днищ; отбортовки фланцев и цилиндрических обеча-
ек (рис. 10.1) [51].
Прессы двухстоечные вытяжные простого действия предназна-
чены для холодной вытяжки полых изделий из листа. Конструк-
ция прессов рамная, со стяжными колоннами. Основные силовые
детали станины: стол и верхняя поперечина — стальные, стойки —
чугунные.
95
96
Ход 4620
Рис. 10.1. Конструкция гидравлического листоштамповочного одностоеч-
ного пресса с ЧПУ модели П3236 силой 1,6 МН с раздельным (а) и
совместным (б) использованием гидроцилиндров:
1 — кран-балка; 2 — возвратные цилиндры; 3 — верхняя поперечина; 4 — рабо-
чие цилиндры; 5 — надштамповая плита; 6 — выдвижной стол; 7 — нижняя
поперечина; 8 — выталкиватель; 9 — проставки; 10 — гидравлический цилиндр
привода стола; 11 — стяжная колонна станины; 12 — боковой цилиндр; 13 —
пульт управления; 14 — рабочая плита
Под столом пресса расположен механизм выгрузки изделий
качающегося типа с самостоятельным приводом. Работа его со-
гласована с циклом работы пресса. С фронта пресса установлен
механизм загрузки заготовки. Заготовки загружаются горизонталь-
но, а механизм поворачивает их в вертикальное положение и пе-
реносит в зону штампа. Механизмы загрузки и выгрузки выполне-
ны таким образом, что обеспечивают работу пресса как с одним,
так и с двумя пуансонами.
Если производится вытяжка с обрезкой верхней части полу-
фабриката, за прессом устанавливается механизм удаления отхо-
да. Для установки и смены инструмента прессы оборудованы кон-
сольным краном.
Прессы листоштамповочные двойного действия {колонные) пред-
назначены для холодной и горячей вытяжки из толстого листа
деталей типа днищ, сосудов, резервуаров, котлов и других дета-
лей. Например, конструкция пресса номинальной силой 20/10 МН
(рис. 10.2) предназначена для горячей вытяжки изделий макси-
мальным диаметром до 4 000 мм из листовых заготовок. Пресс имеет
две поперечины — наружную прижимную и внутреннюю вытяж-
ную, а также нижний выталкиватель, который может выполнять
функции гидроподушки. Пресс может работать также в режиме
простого действия силой 30 МН при смыкании ползунов гидрав-
лическим замком.
Гидропривод для прессов силой до 2,0 МН, насосный (рабо-
чая жидкость — минеральное масло), а для прессов силой 2,5 и
3,15 МН предусмотрена возможность привода от НАС. Системы
гидропривода и релейного электрического управления обеспечи-
вают работу пресса по схеме двойного и простого действия; при
этом обеспечиваются три режима работы: без гидроподушки, с
гидроподушкой и автоматическим возвратом, с гидроподушкой
без автоматического возврата. На каждом из этих режимов преду-
смотрено три ступени деформирующих сил в пропорции пример-
но 1/3, 2/3 и 1,0 номинальной силы.
Скорость хода приближения составляет 135 мм/с, рабочего хода
внутреннего ползуна — 25 мм/с, возвратного хода наружного пол-
зуна — 80 мм/с, внутреннего — 70 мм/с [18, 51].
97
1
2
3
4
5
98
Рис. 10.2. Конструкция гидравлического листоштамповочного пресса двой-
ного действия:
1 — верхняя поперечина; 2 — главный цилиндр; 3 — бак с рабочей жидкостью;
4 — возвратный цилиндр; 5 — прижимной цилиндр; 6 — насос; 7 — механизм
соединения поперечин; 8 — прижимная поперечина; 9 — вытяжная поперечина;
10 — колонна; 11 — разъемная гайка; 12 — гидроподушка-выталкиватель
Четыре колонны 10 соединены с поперечинами станины при
помощи разъемных гаек 11. На верхней поперечине 1 смонтиро-
ваны три главных 2 и четыре прижимных 5 цилиндра. Вытяжная
поперечина 9 направляется четырьмя колоннами при помощи
бронзовых разъемных втулок. Верхняя прижимная поперечина 8
направляется четырьмя бронзовыми направляющими втулками
и специальными колоннами, жестко закрепленными в вытяж-
ной поперечине. Возвратный ход поперечин (и вытяжной, и при-
жимной) осуществляется двумя цилиндрами 4, укрепленными в
верхней поперечине. В нижней поперечине смонтирована гид-
роподушка 12, которая служит также центральным выталкива-
телем.
ГЛАВА 11 СПЕЦИАЛИЗИРОВАННЫЕ ГИДРАВЛИЧЕСКИЕ
ПРЕССЫ
11.1. Пакетировочные и брикетировочные прессы
Пакетировочные прессы предназначены для уплотнения легко-
весного металлолома (отходов листоштамповочного производства).
Пакетирование — это уплотнение легковесного лома с насып-
ной плотностью 0,2...0,35 т/м' в пакеты с массой 20...4000 кг,
имеющих форму параллелепипеда с плотностью 1,5...4 т/м3, в
результате чего объем металлолома уменьшается в 30 раз и более.
Основные технологические характеристики пакета — прочность и
плотность зависят от давления окончательного прессования
(В. Г. Поступаев [51]).
Конструкции гидравлических пакетировочных прессов в зави-
симости от способа пакетирования классифицируют на следую-
щие основные группы: непрерывного действия; с двусторонним
сжатием пакетов с закрывающейся крышкой (мод. БА1334 и Б1642);
с двусторонним прессованием на окончательной ступени прессо-
вания (мод. Б1345); с трехсторонним прессованием пакетов во вза-
имно-перпендикулярных плоскостях [51].
99
В конструкции пакетировочных прессов с двусторонним сжатием
пакетов БА1330, Б1334 силой 1 и 2,5 МН (ПО КПО, г. Азов) преду-
смотрено гидравлическое загрузочное устройство с бункером или
мульдой и автоматически закрывающейся подвижной крышкой пресс-
камеры. Уплотнение лома осуществляется в три или четыре ступени
прессования: I, II, III и IV. Наиболее эффективное уплотнение лома
производится последовательно на ступенях прессования III и IV. На
ступени III осуществляется формирование пакета по ширине, а окон-
чательное уплотнение скрапа и формирование пакета по длине осу-
ществляется на ступени прессования IV. Готовый пакет выталкива-
ется через окно, которое во время прессования закрывается заслон-
кой. Плотность пакетов достигает 2,5 т/м3.
Применяют также прессы для пакетирования с тремя ступеня-
ми прессования, что позволяет увеличить производительность и
обеспечить высокую плотность пакета.
Брикетировочные гидравлические прессы-автоматы предназна-
чены для холодного брикетирования чугунной и мелкодробленой
стальной стружки и подготовки ее для переплава. Показатели ка-
чества брикетов из стальной чугунной стружки регламентирова-
ны ГОСТ 2787-75.
Брикеты из чугунной стружки, используемые в ваграночных
печах, должны иметь массу не менее 2 кг и не более 20 кг при
плотности не менее 5 000 кг/м3. Суммарное содержание безвред-
ных примесей и масла в брикетах не должно превышать 2 % по
массе.
Прессы могут быть также использованы для брикетирования
мелкодробленой стружки цветных металлов с соответствующей
заменой инструмента. Рекомендуемые давления при брикетирова-
нии различных видов стружки: чугун, бронза и магний — 370 МПа,
сталь, алюминий и медь — 280 МПа, титан — 510 МПа. Схемы
конструкций рассмотрены в работе [51].
11.2. Прессы для прессования пластмасс
и неметаллических материалов
Для изготовления объемных изделий из реактопластов (фенопла-
стов, аминопластов, стеклопластиков) методами прямого и ли-
тьевого прессования применяют прессы и автоматизированные
комплексы с ЧПУ с номинальной силой 0,63...4,0 МН с ходом
ползуна 450...710 мм, силой выталкивателя, равной 0,3...0,5 но-
минальной силы пресса FH. Привод прессов насосный. Скорость
холостых ходов вниз составляет 0,35 м/с, а возвратных —
0,17... 0,22 м/с. Скорость рабочего хода изменяется двумя ступеня-
ми: 50...7 мм/с при деформирующей силе до 0,3/^ и 5,5...7 мм/с
при силе свыше 0,3 С,. Перерабатываемый материал загружается в
100
пресс-формы в виде порошка, отпрессованных таблеток, жгутов,
пакетов пропитанных смолой тканей.
Станина прессов рамная сварная с расположением рабочего
цилиндра поршневого типа в верхней поперечине. Насосный гид-
ропривод со ступенями подачи выполняют в виде отдельного гид-
роагрегата с возможностью дополнительной комплектации гид-
ропневматическим аккумулятором для увеличения скорости ра-
бочего хода.
Для литьевого прессования изделий из полистирола и его сополи-
меров (полиэтилена, поликарбонатов, полиамидов, полиформаль-
дегидов и других материалов) в исходном состоянии в виде гранул
и крошки при температуре пластификации до 350 °C применяют
однопозиционные прессы с ЧПУ с номинальной силой запирания
пресс-форм 0,5...2,5 МН; ход ползуна составляет 250...500 мм со-
ответственно. Номинальное давление при литье в пресс-формы ре-
гулируемое: 100; 132 и 180 МПа. Система ЧПУ обеспечивает регу-
лирование до 20 параметров процесса и оборудования.
Для небольших изделий разработаны конструкции прессов с
изменяемой горизонтальной и вертикальной компоновкой с но-
минальной силой запирания пресс-форм 0,125 и 0,25 МН.
Технологические процессы переработки различных пластмасс
имеют особенности, связанные с подпрессовкой материалов и
выдержкой под давлением. Кроме того, требуется сокращение вре-
мени смыкания пресс-форм, что возможно только при повыше-
нии скорости движения ползуна пресса до 160...200 мм/с.
Для горячего прессования листовых фольгированных пластиков,
нефольгированных гетинакса, текстолита, стеклотекстолдита
и других материалов при давлении до 10 МПа и температуре до
180 °C разрабатываются конструкции гидравлических этажных
прессов [51] номинальной силой 12,5...40 МН, с площадью на-
гревательных плит от 1 100 х 1 100 мм до 1 650 х 1 670 мм и чис-
лом плит (этажей) 10—12. Станина пресса рамной конструк-
ции с нижним расположением рабочего цилиндра поршневого
типа. К штоку цилиндра крепится подвижный рабочий стол,
который передает силу цилиндра пакету нагревательных плит,
имеющих систему каналов для циркуляции перегретого пара и
холодной воды. Механизм загрузки обеспечивает одновремен-
ную загрузку, а механизм выгрузки — выгрузку всех этажей. Гид-
ропривод пресса индивидуальный насосный с наибольшим дав-
лением 32 МПа [51].
11.3. Прессы для прессования металлопорошков
Применение гидравлических прессов для прессования метал-
лических порошков создает благоприятные возможности уплот-
101
нения материала с большими удельными силами при низких ра-
бочих скоростях.
Возможна любая продолжительность выдержки прессуемой за-
готовки (детали) под давлением и регулирование в широком ди-
апазоне силы прессования в следующих режимах: прессование без
выдержки или с выдержкой под давлением; прессование с под-
прессовкой; с прижимом ползуном или прижимом с помощью
цилиндра в ползуне при стягивании матрицы; естественным или
принудительным подпором плавающей матрицы; замедлением
скорости прессования и регулированием мощности по мере нара-
стания давления; с вибрацией кассеты над матрицей и без кассе-
ты с всасыванием порошка [51].
Для прессования металлопорошков применяют прессы-авто-
маты серии ДА с номинальной силой 1,6...6,3 МН (ПО «Гидро-
пресс», г. Оренбург). Наибольший диаметр изделия находится в пре-
делах 200...350 мм, высота засыпки порошка — 125...250 мм, ход
ползуна — 400...630 мм, скорость рабочего хода — 15...27 мм/с.
Станина прессов-автоматов (рис. 11.1, а) рамного типа с верхним
прессующим цилиндром и блоком нижних цилиндров. Подача
порошка в матрицу обеспечивается питателем из бункера, уста-
новленного с задней стороны пресса. В ползун по оси пресса вмон-
тирован цилиндр для управления верхним дополнительным пуан-
соном. Имеются два вспомогательных цилиндра. Один из них, за-
крепленный снизу на станине и расположенный штоком вниз,
обеспечивает управление движением матриц. Другой цилиндр,
расположенный выше первого, служит для управления движени-
ем центрального пуансона.
Управление механизмом автоматической регулировки высоты
засыпки порошка в матрицу на заданную величину осуществляет-
ся с пульта. Привод пресса индивидуальный насосный с регули-
руемой подачей.
Прессующий блок, смонтированный в межштамповом про-
странстве пресса, состоит из пяти плит, на которых установлен
инструмент — пуансоны и матрица. Для получения более слож-
ных изделий со многими переходами прессующий блок оснаща-
ется дополнительными плитами и пневмоцилиндрами. Передача
движения матрице от блока нижних цилиндров осуществляется
четырьмя колоннами. Точность прессуемого изделия по высоте
±0,1 мм обеспечивается прессованием до упора, ограничиваю-
щего внедрение верхнего пуансона в матрицу. При этом даль-
нейшее перемещение пуансона происходит совместно с матри-
цей.
Для прессования крупных деталей и заготовок из металлических
порошков, а также ряда специальных изделий, при прессовании
которых требуется выдержка под давлением и ограничение скоро-
сти прессования, разработаны конструкции гидравлических прес-
102
1650
Рис. 11.1. Схемы конструкции гидравлических прессов для прессования
металлопорошков:
а — силой 4 МН (мод. ДА1536): 1 — блок нижних цилиндров; 2 — рабочий
цилиндр; 3 — станина; 4 — пресс-блок (инструмент); б — с активными силами
трения: / — плунжер; 2 — поперечина; 3, 4 — гидроцилиндры
сов-автоматов силой 1,6... 10 МН, на которых возможно изготовле-
ние деталей с тремя и более размерами поперечного сечения.
При прессовании в холодном состоянии изделий из спечен-
ных порошковых заготовок возникает проблема снижения удель-
ной силы, которая достигает 2 500 МПа. Современные штамповые
стали Р9, Р18, Х12Ф1 не обеспечивают необходимой стойкости ин-
струмента. Для снижения удельной силы разрабатывают гидропрес-
сы, в которых используется эффект активных сил контактного тре-
ния, возникающий при перемещении матрицы в направлении тече-
103
ния прессуемого материала с опережающей скоростью (рис. 11.1, б).
Выдавливающий пуансон перемешается плунжером 7. Матрица,
установленная в поперечине 2, с помощью гидроцилиндров 3 и 4
перемещается в направлении течения материала со скоростью,
превышающей скорость течения. Силы трения на границе заго-
товки с матрицей способствуют течению материала и снижают
силы пуансонов (А. М.Дмитриев, [51]).
Кроме снижения удельной деформирующей силы выдавлива-
ние с активными силами контактного трения позволяет улучшить
качество изготавливаемой детали, уменьшить пористость матери-
ала.
Для уменьшения пористости стенки стакана при выдавлива-
нии на прессе, показанном на рис. 11.1, б, матрицу вначале при-
нудительно перемещают в том же направлении, в каком движется
формирующий полость пуансон (т. е. вверх). Силы трения создают
дополнительное препятствие течению материала при выдавлива-
нии в стенку стакана, и только после того, как будет исключена
пористость заготовки, матрицу направляют в сторону течения
материала в стенку стакана, разгружая пуансон при деформиро-
вании заготовки. Получаемая деталь будет иметь высокую равно-
мерную плотность.
11.4. Прессы для синтеза сверхтвердых
материалов
Прессы для синтеза сверхтвердых материалов с индивидуаль-
ными гидроприводами силой 6,3 и 20,0 МН предназначены для
производства синтетических алмазов и других сверхтвердых мате-
риалов из порошков методом одновременного воздействия высо-
кого давления и высокой температуры.
Пресс мод. Д0138А силой 6,3 МН (ПО ТКПО, г. Рязань) осна-
щен поворотным 16-позиционным столом. Восемь позиций явля-
ются основными, транспортирующими блок-матрицы на рабочие
позиции. При выносе столом блок-матрицы из зоны прессования
с помощью специального механизма производятся ее разборка,
сборка, охлаждение и контроль состояния.
Конструкция гидравлического пресса мод. Д0052 силой 160 МН
(АО ЗТС, г. Коломна), предназначенного для выполнения техно-
логических процессов синтеза, должна обеспечивать сосредоточе-
ние силы большой величины на малой площади; возможность
мгновенного снятия технологической силы; поддержание стабиль-
ного давления рабочей жидкости по времени и заданному циклу
синтеза. Наибольший ход поперечины составляет 400 мм, рабо-
чий ход — 30 мм; скорость хода приближения — 33 мм/мин, ра-
бочего хода — 5,1 мм/мин, возвратного хода — 58 мм/мин.
104
Пресс оснащен индивидуальным насосным гидроприводом дав-
лением 16 МПа с мультипликатором на рабочее давление 80 МПа.
Управление прессом — дистанционное с центрального пульта с
программным управлением набора и сброса давления [51].
11.5. Прессы для гидроформовки и штамповки эластичной
средой
Для осуществления процессов гидроформовки и штамповки
эластичной средой (ШЭС) используют универсальные гидравли-
ческие прессы, оснащенные специальной оснасткой, а также спе-
циализированные гидравлические прессы.
Начиная с 1970-х гг. в нашей стране и промышленно развитых
странах мира создавались прессы для штамповки эластичной сре-
дой при повышенном технологическом давлении (до 100 МПа), с
номинальной силой 45 ...400 МН, работающие по методу внедре-
ния жесткого формблока с заготовкой в эластичную подушку и
методом обжатия через эластичную диафрагму.
В прессе для ШЭС конструкции ВНИИМетмаш с верхним при-
водом (рис. 11.2, а) контейнер установлен на подвижной попе-
речине 5 пресса. В овальной полости контейнера размещена эла-
стичная среда 6. Контейнер 8 помещен в бандажированную обе-
чайку 7. В зазор между контейнером и обечайкой поступает жид-
кость под давлением из рабочего цилиндра 4 пресса. Это обеспе-
чивает равенство давления внутри и снаружи контейнера и тре-
буемую прочность контейнера при высоких технологических дав-
лениях. Кроме того, деформация сжатия стенок контейнера обес-
печивает наилучшие условия работы эластичной среды, увели-
чивая ее работоспособность. Станина пресса выполнена много-
элементной с предварительным напряжением силовых элемен-
тов. Станина состоит из стоек 3 и арок 7, скрепленных высоко-
прочной лентой, что обеспечивает повышенную надежность кон-
струкции при снижении металлоемкости. Выдвижные столы 9 че-
рез подкладные плиты установлены на нижнем ригеле 10. Плун-
жер рабочего цилиндра 2 установлен на верхнем ригеле. В каче-
стве эластичной среды используются различные полиуретаны,
подобные полиуретану марки СКУ-МДИ, обладающие значи-
тельно более высокими механическими характеристиками, чем
резины.
Подушка эластичной среды, как правило, набирается из лис-
тов полиуретана толщиной 200...250 мм, что позволяет увели-
чить срок ее службы [51].
Для всех моделей отечественных прессов применяют насосно-
мультипликаторный привод ввиду отсутствия насосов на давле-
ние 100 МПа и более.
105
Рис. 11.2. Конструкция прес-
сов для штамповки эластич-
ной средой по методу внедре-
ния:
а — с верхним приводом и вы-
носным контейнером: 1 — арка;
2 — рабочий плунжер; 3 — стой-
ка; 4 — рабочий цилиндр; 5 —
подвижная поперечина; 6 — эла-
стичная среда; 7 — обечайка; 8 —
контейнер; 9 — выдвижной стол;
10 — нижний ригель; б — с ниж-
ним приводом и контейнером,
встроенным в верхний ригель
пресса: 1 — верхний ригель; 2 —
рама; 3 — стол; 4 — рабочий ци-
линдр; 5 — днище рабочего ци-
линдра; 6 — нижний ригель
5 600__ 800 | I. Ход 350
б
а
В конструкции прессов с нижним приводом (рис. 11.2, б) ста-
нина выполнена из арок и стоек, скрепленных высокопрочной
лентой, а контейнер совмещен с верхним ригелем пресса 1. Это
сокращает габариты пресса по высоте, обеспечивает повышен-
ную прочность и надежность ригеля за счет поддерживающего
действия арки и пакета ленты, а также деформацию сжатия сте-
нок контейнера при нагружении. При уменьшении зазора между
внутренней кромкой полости контейнера и столом 3, обеспечи-
вается повышенная работоспособность эластичного инструмента.
Осевая сила, возникающая в полости контейнера, воспринима-
ется специальной горизонтальной рамой 2, что позволяет исполь-
зовать прямоугольный стол и облегчить условия замены слоев
подушки. Днище 5 рабочего цилиндра 4 установлено на нижнем
ригеле 6 пресса.
11.6. Прессы для изотермической
штамповки
Деформирование металлов в состоянии сверхпластичности ме-
тодом изотермической штамповки позволяет производить штам-
повку сложных деталей с силой в десятки раз меньшей, чем
традиционными методами объемной штамповки, и получать де-
тали из труднодеформируемых малопластичных материалов. Для
этого применяют гидравлические прессы, обеспечивающие регу-
лируемую скорость (0,2...2 мм/с) рабочего хода ползуна при на-
греве инструмента до требуемой температуры.
Конструкции прессов серии ПА2634-46 (ПО «Прессмаш»,
г. Одесса, Украина) и (ПО ЗТП, г. Днепропетровск, Украина)
номинальной силой 2,5...40 МН и наибольшим ходом попере-
чины 710... 1 200 мм предназначены для изготовления точных по-
ковок, турбинных лопаток, дисков, панелей и других деталей
сложных форм из коррозионно-стойких сталей и сплавов на ос-
нове титана, магния, алюминия методом изотермической штам-
повки.
Деформирование осуществляется инструментом, нагретым до
температуры, близкой к температуре штампуемой заготовки
(400... 1 100) °C в зависимости от обрабатываемого металла) с низки-
ми скоростями деформирования (0,2...2 мм/с). Скорости хода при-
ближения и возвратного хода находятся в пределах 25...63 мм/с.
На подвижной поперечине установлен верхний выталкива-
тель, подштамповый блок, состоящий из подштамповой и ох-
лаждающей плит, нагреваемый штамп и механизм фиксации
подвижной поперечины в крайнем верхнем положении. По внут-
ренним каналам охлаждающей плиты постоянно циркулирует
вода. Соединительные промежуточные планки служат теплоизо-
107
ляцией, устраняющей влияние температуры нагретых штампов
на ползун и стол.
Штампы нагреваются индукторами или элементами сопро-
тивления. От окружающего пространства они изолированы теп-
лоизоляционным кожухом, в котором предусмотрено специаль-
ное окно для загрузки заготовок и удаления отштампованных
поковок.
Гидравлические нижние и верхние выталкиватели с силой 0,1 FH
помимо удаления отштампованных поковок могут использовать-
ся также в качестве деформирующих механизмов при штамповке
в разъемных штампах. Индивидуальный насосный гидропривод с
регулируемой подачей рабочей жидкости выполнен в виде отдельно
установленного гидроагрегата.
Наиболее крупный из зарубежных прессов, оснащенный штам-
повым блоком для изотермической штамповки, имеет силу 300 МН.
Пресс снабжен системой управления, позволяющей регулировать
скорость деформирования.
Пресс силой 72,5 МН используют для штамповки деталей из
никелевых и титановых сплавов в вакууме. В этом прессе приме-
нены два робота-манипулятора, один из которых подает нагре-
тую заготовку из печи в рабочую камеру штампового блока, не
нарушая ее герметичности, а второй извлекает изделие из штам-
па [51].
11.7. Гидроколенные прессы
Гидроколенные прессы предназначены для объемной штам-
повки металла в твердожидком и холодном состоянии. Техноло-
гии объемной штамповки металла в твердожидком состоянии ин-
тенсивно развивают в последнее десятилетие для изготовления
точных, сложной геометрии заготовок из алюминиевых, медных
сплавов и стали за один переход. Эти технологии получили на-
звание тиксоштамповка (от слова тиксотропность) и реогшпам-
повка (от слова реология). Они основаны на открытии Флеминг-
сом (Flemings, 1987, MIT, США) свойства жидкотекучести твер-
дожидкой суспензии металла с глобулярной микроструктурой
Глобулярную микроструктуру получают при непрерывной раз-
ливке (в том числе и на установках непрерывной разливки ста-
ли), воздействуя электродинамическими, ультразвуковыми или
механическими способами на кристаллизующийся металл, пре-
пятствуя образованию обычной дендритной структуры в узком
диапазоне температур между линиями ликвидус и солидус на
диаграмме состояния.
Для реоштамповки применяют первичные заготовки с глобу-
лярной микроструктурой, полученные разливкой твердожидкой
108
суспензии с содержанием 30...50% твердой фазы при соответ-
ствующей температуре в мерные (объемом на одну поковку) кон-
тейнеры.
После охлаждения до температуры, эквивалентной содержа-
нию твердой фазы 50...60 %, заготовка поступает в штамп и
легко, как жидкость, заполняет полости штампа. При охлажде-
нии заготовки под давлением до температуры, близкой к тем-
пературе твердого состояния, сопротивление резко возрастает
и требуется применить силовое воздействие пресса с паузой в
нижнем положении (1... 12 с), чтобы вызвать пластическую де-
формацию металла и компенсировать термическую усадку ме-
талла. После окончания деформирования робот-манипулятор пе-
реносит поковку в закалочную ванну с водой. При остывании в
штампованных заготовках и деталях сохраняется глобулярная и
местная полосчатая микроструктуры, при этом наблюдается од-
новременное повышение механических свойств прочности, пла-
стичности и ударной вязкости по сравнению с исходным мате-
риалом.
Для тиксоштамповки холодные первичные заготовки с глобу-
лярной структурой нагревают повторно до температуры твердо-
жидкого состояния металла и далее штампуют как при реоштам-
повке на гидравлических и гидроколенных прессах двойного дей-
ствия с насосным приводом и ЧПУ.
Применение гидравлического привода с обычным (плунжер-
ным, поршневым) или винтовым гидроцилиндром для коленно-
го механизма по схеме, показанной на рис. 6.3, ж, позволяет ис-
пользовать преимущества гибкости управления параметрами дви-
жения гидроцилиндра и жесткости выпрямленного коленного ме-
ханизма при выдержке в конце деформирования металла. Эти пре-
имущества используются в полной мере при штамповке металла в
твердожидком глобулярном состоянии, они также полезны при
жидкой штамповке (кристаллизации под давлением) и холодной
объемной штамповке, для которой можно существенно увеличить
кинетическую энергию, развиваемую гидроцилиндром при вин-
товом движении по схемам на рис. 6.3 д—з (Ю. А. Бочаров, А. И. Зи-
мин, 1964).
Закономерности перемещения и скорости ползуна пресса в
зависимости от процессов в гидросистеме привода отличаются от
известных кинематических зависимостей для кривошипно-колен-
ного механизма, полученных в предположении вращения криво-
шипа или шестерни-эксцентрика с постоянной угловой скорос-
тью. В расчетной схеме (рис. 11.3, а) звенья 2 и 5 приняты одина-
ковой длины /; отношение расстояния от оси пресса до точки А
шарнирной опоры к длине звена Хл/1 - 1.
Для уменьшения размеров коленно-рычажного механизма сле-
дует стремиться к уменьшению величины 1. Однако из-за конст-
109
руктивных ограничений она находится в пределах 3... 4,5. Опуская
громоздкие преобразования, необходимые для исключения зави-
симости от угла у, получим приближенные выражения для отно-
сительного перемещения плунжера рабочего цилиндра в функ-
Рис. 11.3. Расчетная схема (а) и графики скорости (б) и (в) гидроколен-
ного пресса:
1 — станина; 2, 5— звенья коленно-рычажного механизма длиной /; 3 — плунжер;
4 — рабочий цилиндр; 6 — ползун; 7 — возвратный цилиндр; 8 — плунжер воз-
вратного цилиндра; 9 — гайка; 10 — маховик (вариант винтового цилиндра); vn —
скорость ползуна; vu — скорость плунжера приводного гидроцилиндра; у — угол
отклонения звена от вертикального положения; s — перемещение плунжера цилинд-
ра; Н — перемещение ползуна; ХА, ХЕ — расстояния от оси пресса до точек Ли Е
ПО
ции относительного перемещения ползуна (Бочаров Ю.А., Арте-
мов Ю.М., 1973)
1 f гг.—ту h2 '
5 ~ — >/4Л - h2---
2 4Х
(П.2)
где s - h = —----относительные перемещения соответственно
плунжера рабочего цилиндра и ползуна; S, Н — абсолютные пе-
ремещения).
В результате дифференцирования выражения (11.2) получено
выражение для скорости ползуна vn в зависимости от скорости
плунжера приводного гидроцилиндра гц во время хода ползуна
вниз:
8sX + h
=-----------v,
4k-2Mi-2sh
(11.3)
Скорость плунжера приводного гидроцилиндра для насосного
и насосно-аккумуляторного привода, с учетом упругих свойств
гидросистемы и без учета этих свойств, рассмотрены в гл. 7.
ГЛАВА 12. ГИДРАВЛИЧЕСКИЕ И ГАЗОВЫЕ СТАТЬ!
12.1. Принцип действия, классификация
и технологическое назначение
Принцип действия гидравлических и газовых статов, которые
также называют гидростатами и газостатами, состоит в относи-
тельно медленном (квазистатическом) воздействии на деформи-
руемый материал энергоносителем — жидкостной или газовой
средой, давления которой достаточно для получения остаточных
деформаций или требуемой плотности материала.
Классификация статов осуществляется по виду среды, воздей-
ствующей на обрабатываемый материал (рис. 12.1). В гидро- и газо-
статах скорость деформирования составляет 0,001... 0,02 м/с, а вре-
мя деформирования — от нескольких секунд до нескольких часов.
Главным параметром является удельная сила, создаваемая энер-
гоносителем.
Технологическое назначение гидро- и газостатов состоит из фор-
мовки заготовок из листа, прессования и выдавливания.
Гидроформовка заготовок из листа производится следующим
образом. В машинах для гидростатической штамповки листовую
111
Рис. 12.1. Классификация гидростатов и газостатов
заготовку устанавливают на матрицу и уплотняют специальным
прижимным кольцом. В полость над заготовкой под давлением от
насоса подается рабочая жидкость (вода, эмульсия или минераль-
ное масло). Давлением этой жидкости производят пластическое
деформирование заготовки, придавая ей форму полости матрицы.
После окончания деформирования штамп раскрывается и жид-
кость удаляется.
Раскрытие и закрытие штампа осуществляет гидравлический
цилиндр, конструкция которого аналогична конструкции цилиндра
гидравлического пресса. Жидкость под давлением подается от на-
соса или гидравлического мультипликатора.
Газостаты применяют для повышения плотности (компакти-
рования) материалов комбинированным воздействием высокого
давления газовой среды и температуры [51].
При гидростатическом прессовании и выдавливании для повы-
шения пластичности малопластичных и хрупких в обычных усло-
виях материалов используют гидростаты, в которых заготовки на-
ходятся в условиях неравномерного всестороннего сжатия. Так, по
некоторым данным, относительная деформация вольфрама и мо-
либдена может повыситься соответственно с 0 до 82 % и с 33 до
86 % при применении жидкости под давлением 2700 МПа.
Главным элементом гидростата является рабочая камера, пред-
ставляющая собой толстостенный многослойный цилиндр, с од-
ной стороны которого имеется матрица с отверстием, а с другой —
затвор или крышка для загрузки заготовки. Заготовка уплотняется в
месте контакта с матрицей с помощью уплотнительных устройств.
В рабочую камеру подается рабочая жидкость под высоким давле-
нием (1 000...2 800 МПа). Заготовка, оказываясь под таким гидро-
статическим давлением, выдавливается в отверстие матрицы.
Рабочая жидкость в этом случае выполняет функции передаю-
щей среды и смазочного материала. При давлении до 2 000 МПа
112
применяют минеральное масло, а при более высоком давлении
(до 3 000 МПа) — глицерин и гликоль. Рабочая камера 3 (рис.
12.2, а) гидростата представляет собой гидроцилиндр, на одном
конце которого находится матрица 5, а на другом — затвор 2 для
загрузки заготовки 4. Над камерой расположен мультипликатор
1, рабочая полость которого соединена с полостью рабочей каме-
ры 3.
Мультипликатор работает на азоте под давлением 21 МПа, ра-
бочей жидкостью служит касторовое масло. За счет разности пло-
щадей поршня и плунжера мультипликатора (коэффициент муль-
типликации около 35) давление рабочей жидкости повышается
до 735 МПа. Скорость движения поршня мультипликатора, дости-
гающую 0,5 м/с, можно регулировать дросселированием слива из
кольцевой полости мультипликатора. Под давлением масла про-
изводится выдавливание заготовки в отверстие матрицы.
Как показали исследования, толстостенные рабочие камеры
можно применять только при давлении жидкости, не превышаю-
щем 1 800 МПа. В то же время для значительного повышения пла-
стичности обрабатываемого материала необходимо давление бо-
лее 3 500 МПа. Чтобы использовать такое давление, применяют
Рис. 12.2. Гидростаты:
а — принципиальная схема: / — мультипликатор; 2 — затвор; 3 — рабочая каме-
ра; 4 — заготовка; 5 — матрица; б — конструкция для «сухого» метода компакти-
рования: / — байонетный затвор; 2 — отсекатель; 3 — контейнер; 4 — порошко-
вая заготовка; 5 — эластичная оболочка; 6 — ограничитель
113
специальные контейнеры, в которых устанавливают рабочие ка-
меры. Для компенсации радиальных деформаций рабочей камеры
используют высокое наружное давление жидкости, создаваемое в
контейнере.
Важным элементом установок для гидростатического выдавли-
вания является уплотнение, в качестве которого используют теф-
лоновые манжеты с кольцами из медно-бериллиевого сплава.
12.2. Структурные схемы и конструкции
Гидростаты. В производственной практике наиболее широко
используют два метода гидростатического компактирования по-
рошковых материалов: «сухого» и «мокрого» прессования. Метод
«сухого» прессования применяют для серийного производства
однотипных изделий из огнеупорных и керамических материалов
в огнеупорной, оптической и электротехнической промышлен-
ности. Эластичную оболочку закрепляют в контейнере таким об-
разом (рис. 12.2, б), что в ее внутреннюю полость можно засыпать
порошок, а снаружи подавать жидкость под необходимым давле-
нием. После герметизации засыпанной заготовки она обжимается
снаружи давлением жидкости.
Для извлечения отпрессованного изделия рабочая камера гид-
ростата раскрывается, и специальным механизмом заготовка уда-
ляется из контейнера.
Для гидростатов, работающих по методу «сухого» прессования,
широко используется безрамная схема конструкции. В этом случае
гидростат представляет собой толстостенный цилиндр с цельным
или отъемным днищем [51].
Гидростаты изготавливают с гидравлическим насосно-мульти-
пликаторным приводом, работающим на воде или минеральном
масле в зависимости от назначения гидростата. Максимальное дав-
ление в контейнере создается плунжером мультипликатора, раз-
мещенного в гидростате. В зависимости от величины рабочее дав-
ление в гидростатах создают двумя или тремя ступенями. Первая
ступень создается насосами, подающими жидкость под давлени-
ем 32 МПа, вторая (до 200 МПа) — вынесенными мультиплика-
торами под давлением, а третья (более 200 МПа) — встроенным
мультипликатором (размещенным в раме), питаемым от насоса с
давлением 32 МПа или мультипликатора с давлением 200 МПа.
Технологический цикл работы гидростатов зависит от объема кон-
тейнеров и составляет 3... 16 мин.
Все технологические операции (засыпка порошка, закрывание
затвора, открывание затвора, извлечение спрессованного изде-
лия) механизированы и автоматизированы. Производительность
подобных гидростатов составляет до 20 изделий в час при обслу-
живании одним человеком.
114
Газостаты. Применение в газостатах инертной (аргонной) или
нейтральной (азотной) газовой рабочей среды позволяет обеспе-
чить комбинированное воздействие высокого давления (до
200 МПа) и температуры (до 2 200 °C). Это дает возможность по-
лучения монолитных изделий с плотностью, близкой к теорети-
ческой, из порошков труднодеформируемых металлических и не-
металлических материалов. Кроме того, в газостатах проводят диф-
фузионную сварку заготовок сложной конфигурации из однород-
ных и разнородных материалов, устранение дефектов в отливках,
восстановление работоспособности деталей, выработавших свой
ресурс, изготовление изделий из композиционных материалов (в
том числе класса углерод—углерод), а также капсулирование га-
зов. Полученные изделия могут иметь особые сочетания служеб-
ных свойств (высокие прочность, жаропрочность и пластические
характеристики, пониженную скорость ползучести, изотропность
или заданное распределение свойств и т.д.), которые нельзя обес-
печить с помощью традиционных технологий [51].
Основным узлом конструкции газостата является контейнер с
пробками, которые образуют его камеру. Внутри камеры газостата
расположено нагревательное устройство (цилиндрический нагре-
ватель и термоизоляционный колпак). Заготовка размещается в
рабочем пространстве внутри нагревателя.
Газ обладает высокой сжимаемостью, и энергия, аккумулиро-
ванная в нем, может быть достаточно велика. Например, в каж-
дом кубическом дециметре аргонной рабочей среды с давлением
200 МПа аккумулирована энергия взрыва 0,062 кг тринитротолу-
ола. Следовательно, в крупных газостатах аккумулируется энер-
гия, эквивалентная сотням килограммов тринитротолуола и дол-
жна быть обеспечена безопасность при эксплуатации.
Нагрузки от давления рабочей среды в радиальном направле-
нии замыкаются в стенках контейнера, а для восприятия осевых
сил, воздействующих на пробки, используют резьбовые или бай-
онетные затворы, передающие эти силы на стенки контейнера,
либо отдельную станину.
Многоэлементный контейнер представляет собой втулку, скреп-
ленную обмоткой из высокопрочной ленты или большим числом
установленных по ее высоте колец. Втулку контейнера выполняют
из высококачественной стали с высокими механическими свой-
ствами и низкой склонностью к распространению трещин. Мно-
гоэлементную станину выполняют в виде стоек и ригелей, скреп-
ленных обмоткой из высокопрочной ленты, либо набирают в виде
пакета стальных пластин. Многоэлементная конструкция контей-
нера и станины обеспечивает постепенный выход газа при разру-
шении контейнера и, следовательно, безопасность эксплуатации
газостатов. Пробки газостатов выполняют в виде отдельных дис-
ков, между которыми расположены уплотнительные кольца круг-
115
лого сечения и каналы для циркуляции охлаждающей жидкости.
Пробки оснащены газовыми уплотнениями и вводами для термо-
пар и электрических проводов. Газовые уплотнения выполняют в
виде U-образных манжет из полиуретана и треугольных колец из
бериллиевой бронзы для предотвращения выдавливания материа-
ла манжет в зазоры.
При рабочей температуре газа до 1 200 °C нагреватели выпол-
няют из сплавов типа Fe—Сг—А1; при температуре до 1 500 °C —
из молибдена; при температуре до 2 200 °C — из графита. Термо-
изоляцию колпака изготовляют из каолиновой или алюмохромо-
силикатной ваты, графитового войлока. Нагреватели обычно рас-
полагают в нескольких зонах по высоте; температуру каждой зоны
регулируют в зависимости от показаний соответствующей термо-
пары.
Система ЧПУ с помощью соответствующих датчиков и уст-
ройств обеспечивает измерение и регулирование давления и тем-
пературы на всех стадиях рабочего цикла газостата. В современных
системах предусматриваются устройства для автоматического про-
ведения рабочего цикла по заданной программе с возможностью
его оптимизации.
ГЛАВА 13. КОНСТРУКЦИИ И РАСЧЕТ ОСНОВНЫХ
КОМПОНЕНТОВ
13.1. Конструктивные схемы и конструкции
Типы гидроцилиндров. Для гидропрессов силой до 2,5 МН, ра-
ботающих на минеральном масле, обычно применяют рабочие
поршневые цилиндры (рис. 13.1, а) с размерами, указанными в
табл. 13.1, а для более крупных прессов (в основном работающих
на водной эмульсии) используют плунжерные цилиндры с опо-
рой на фланец (рис. 13.1, б и 13.2, а), на дно (рис. 13.2, б—д) и
дифференциально-плунжерные цилиндры (в основном в качестве
возвратных). Плунжерные гидроцилиндры — одностороннего дей-
ствия: они передают силу давления жидкости только в одном на-
правлении. Гидроцилиндры поршневого типа — двухстороннего
действия.
Выбор типа гидроцилиндра зависит от рабочей жидкости. Ра-
бота на водомасляной эмульсии сопровождается корродировани-
ем поверхностей и повышенным (по сравнению с работой на мас-
ле) трением и износом. Поэтому при работе на водомасляной
эмульсии рекомендуется использовать плунжерные и дифферен-
циально-плунжерные цилиндры. При работе на минеральном масле
можно использовать цилиндры любого типа.
116
Конструкция поршневого цилиндра. Поршневые гидроцилинд-
ры предназначены для работы при давлении масла р = 32 МПа в
диапазоне сил 0,63...2,5 МН и выпускаются специализированны-
ми заводами серийно как комплектующие изделия.
В кованом цилиндре 1 (см. рис. 13.1, а) установлен поршень 2,
смонтированный на штоке 12. Крышка 17 закреплена в цилиндре
с помощью гайки 18 с наружной резьбой. Точное направление
штока обеспечивается бронзовой втулкой 5, которая фиксируется
в цилиндре с помощью разрезного кольца 14 и втулки 8. Кольцо
14 удерживается в кольцевой канавке цилиндра коническим коль-
цом 13. Герметизация полостей цилиндра обеспечивается уплот-
нениями 3, 10, 11, 15, 16. Грязесъемное кольцо 9 служит для очи-
стки штока от загрязнений. Цилиндр закрепляется в станине пресса
при помощи полуколец 6, фланца 7 и гайки 4.
Рис. 13.1. Конструкции цилиндров:
а — поршневого типа: 7 — цилиндр; 2 — поршень; 3, 10, 11, 15, 16 — уплотни-
тельные кольца (манжеты); 4 — гайка; 5 — втулка; 6 — разъемное стопорное
кольцо; 7 — фланец; 8 — втулка; 9 — грязесъемное кольцо; 72 — шток; 13 —
распорное стопорное кольцо; 14 — разъемное стопорное кольцо; 77 — крышка;
18 — гайка; 7)лл, 7)упл — диаметр плунжера и уплотнения соответственно; б —
плунжерного типа с опорой на фланец: 7 — цилиндр; 2 — плунжер; 3 — направ-
ляющая втулка; 4 — уплотнительное устройство; 5, 7 — фланец; 6 — нажимное
кольцо; 8 — тормозной плунжер
117
Рис. 13.2. Конструкции плунжерных цилиндров:
а — литой с опорой на фланец; б — кованый с опорой на дно; в — составной;
г — двухслойный; д — скрепленный обмоткой стальной лентой (проволокой)
Цилиндр 7, поршень 2 и шток 12 выполняют из стали 45 или
45Х. Шток и поршень термически обрабатывают до твердости
28...32 HRC. Втулка 5 выполняется из бронзы, биметаллической
(из стали с бронзой) или стали с полиамидным антифрикцион-
ным покрытием поверхности отверстия. Антифрикционные по-
крытия наносят также и на рабочую поверхность поршня. Шеро-
ховатость рабочих поверхностей крышки /7 и штока 72 должна
быть Ra < 0,16 мкм, а поверхности цилиндра — Ra < 0,32 мкм.
Конструкция плунжерного цилиндра. На рис. 13.1, б показана
распространенная конструкция литого гидроцилиндра плунжер-
ного типа с опорой на фланец, дно которого выполнено за одно
целое с цилиндром. В цилиндре 1 установлен плунжер 2, для на-
правления которого предусмотрена втулка 3. Уплотнение 4 пред-
назначено для герметизации полости цилиндра. Оно удерживает-
ся в цилиндре с помощью фланца 7 и нажимного кольца 6.
Цилиндр фиксируется в станине с помощью фланца 5. Для
уменьшения скорости плунжера при подходе его к крайнему верх-
118
Таблица 13 1
Размеры, мм, гидроцилиндров поршневого типа для прессов
на номинальное давление 32 МПа (обозначения см. на рис. 13.1)
Диаметр Ход поршня 5 L Ц 1 Д d\
поршня D штока d
50 36 160 305 ±5 105 32 85 30
60 45 160 330 ±s НО 34 100 40
80 56 400 380 ±5 125 36 120 45
100 70 160 425 ±5 145 42 150 60
125 90 320 450 ±s 155 50 180 80
160 110 320 535 ±s 185 66 230 100
200 140 500 605 ± s 215 81 280 130
220 160 500 625 ±5 230 81 320 150
250 180 900 700 ±5 240 85 360 170
320 220 500 795 ±5 270 105 460 210
нему положению используется тормозной плунжер 8. При входе
его в отверстие А, предназначенное для подвода и отвода жидко-
сти, гидравлическое сопротивление проходного сечения суще-
ственно возрастает. Поэтому давление жидкости, а значит и сила
сопротивления движению плунжера, увеличивается, что обеспе-
чивает безударную остановку.
Литые цилиндры плунжерного типа выполняют из стали 35Л
или 45Л. Плунжеры изготовляют из углеродистых конструкцион-
ных сталей марок 45 или 60, реже — из хромоникелевых или хро-
момолибденовых сталей. Для повышения износостойкости плун-
жеры подвергают поверхностной закалке. Втулки выполняют из
бронзы марок БрАЖМцЮ-3-1,5; БрОПС5-5-3.
Сопряжение плунжер—втулка должно быть выполнено по по-
садке H8/f7 или H7/f7. Шероховатость поверхностей плунжера и
втулки должна быть не ниже восьмого класса (среднеарифмети-
ческое отклонение профиля Ra 0,32...0,63 мкм).
Для работы с высоким давлением рабочей жидкости (свыше
100 МПа) применяют двухслойные гидроцилиндры предваритель-
но напряженной конструкции (рис. 13.2, г). Существенного умень-
шения наружного диаметра достигают рациональным распреде-
лением напряжений по толщине слоев. Более равномерное рас-
пределение напряжений по толщине стенки цилиндра достигают
применением для одного из слоев материала с повышенным пре-
делом текучести. Увеличенная усталостная прочность конструк-
ции благодаря уменьшению амплитуды изменения напряжений
119
позволяет создавать компактные цилиндры, рассчитанные на дав-
ления выше 100 МПа.
Наружный слой соединяют с внутренним по посадке с натя-
гом, благодаря чему наиболее напряженная зона цилиндра при
сборке нагружается сжимающими напряжениями. Они уменьша-
ют растягивающие напряжения при нагружении цилиндра внут-
ренним давлением.
Для прессов с уменьшенным ходом рабочего плунжера цилиндр
может принять форму, изображенную на рис. 13.2, а. Изготовление
такого цилиндра (ковка, механическая обработка) облегчается. При
малом ходе рабочего плунжера применяют цельный цилиндр с
опорой на дно (см. рис. 13.2, в), который можно выполнить под-
вижным и неподвижным. В такой конструкции исключено возник-
новение дополнительных напряжений, обусловленных наличием
фланца, а также проще создать опору, не вызывающую значитель-
ной неравномерности напряжений по окружности цилиндра. Это
позволяет уменьшить запас прочности цилиндра. Дальнейшим со-
вершенствованием конструкции является изготовление цилинд-
ров с отъемным дном — составного и двухлойного (рис. 13.2, в, г).
В такой конструкции возникают практически только радиальные и
тангенциальные напряжения. Доступ к внутренней поверхности
цилиндра с обоих торцов облегчает его механическую обработку.
Уплотнение подвижного соединения может быть расположено
на плунжере (см. рис. 13.2, г), тогда цилиндр не будет ослаблен
расточкой под уплотнительный узел и высокое давление будет
действовать не на весь цилиндр, а лишь на участок, соответствую-
щий ходу плунжера. Часто применяют манжетные уплотнения из
пластмасс с малым коэффициентом трения, обладающие по срав-
нению с резиной повышенным сопротивлением выдавливанию в
зазор. При давлении рабочей жидкости 100 МПа и более для пред-
упреждения выдавливания манжеты в зазор применяют специ-
альные бронзовые обтюраторы.
Обеспечение более равномерного нагружения слоев материала
цилиндра при одновременном использовании материала с высо-
ким пределом прочности достигают применением цилиндров,
скрепленных проволокой или лентой из высокопрочной стали (рис.
13.2, д). Например, цилиндр такой конструкции фирмы ASEA
(Швеция) для пресса силой 140 кН при давлении 400 МПа имеет
внутренний диаметр 690 мм, а наружный — 1 260 мм. Подобные
конструкции разработаны ВНИИМетмаш.
13.2. Расчет гидроцилиндров с опорой на фланец
Расчетная схема. При расчете цилиндра с опорой на фланец
(рис. 13.3, а) рассматривают три зоны: цилиндрическую, опорно-
120
Рис. 13.3. Схема напряженного состояния материала в стенке цилиндра:
а — с опорой на фланец; б — с опорой на дно; в — области фланца; ог, сг, а, —
соответственно осевое, радиальное и тангенциальное напряжения; Р — сила на
плунжере; 2)ф, — соответственно наружный и внутренний диаметры фланца;
Аф — высота фланца; t — толщина стенки цилиндра
го фланца и дна. В сечении стенки цилиндра, достаточно удален-
ном от фланца и от днища, имеет место объемное напряженное
состояние, показанное на рис. 13.3, а. Рассматривая цилиндричес-
кую часть как толстостенную трубу, нагруженную внутренним
давлением р, можно найти осевое ог, радиальное <зг и тангенци-
альное с, напряжения в произвольной точке сечения цилиндри-
ческой стенки, воспользовавшись известным решением задачи
Ламе [28]:
=Р
(13.1)
(13.2)
(13.3)
где гн, гв — соответственно наружный и внутренний радиусы ци-
линдра; г — текущий радиус.
Опасная точка, как следует из выражений (13.1) —(13.3), рас-
положена на внутренней поверхности цилиндра. Подставив в вы-
ражения (13.2) и (13.3) г = гв, получим
= -р;
(13.4)
(5t=p
4- ^2
'н ' 'в
(13.5)
121
Осевое напряжение vz распределено по сечению стенки равно-
мерно, для любой точки сечения его значение находится по фор-
муле (13.1). Все напряжения являются главными: О] = <st, о2 = °з ==
= ог.
Эквивалентное напряжение по энергетической теории проч-
ности
:э =7^7(01
- а2)2 + (<*2 - Оз)2 + (®з - «I )2 •
Подставив сюда значения <уь о2, °з для опасной точки сече-
ния, получим
V3X
г 2 _~2
(13.6)
Условие прочности при объемном напряженном состоянии
материала имеет вид
оэ < [о] = от/л, (13.7)
где [о] — допускаемое напряжение; от — предел текучести мате-
риала; п — запас прочности (и = 2,2...2,5).
Напряжения в стенке цилиндра в процессе работы пресса из-
меняются во времени по пульсирующему циклу. Поэтому расчет
следует выполнять по запасу усталостной (циклической) прочно-
сти [471:
«о = [«J,
--^оа +\|/оОи
(13.8)
где пс и [ло] — расчетное и допускаемое значения запаса усталост-
ной прочности; о_1р — предел выносливости на растяжение по
симметричному циклу; Кс — эффективный коэффициент концен-
трации напряжений; е — коэффициент, учитывающий влияние
размеров детали на предел выносливости; 0 — коэффициент, учи-
тывающий влияние шероховатости поверхности на предел вынос-
ливости; оа — амплитудное напряжение; от — среднее напряже-
ние цикла; — коэффициент влияния ассиметрии цикла на пре-
дел выносливости.
Для пульсирующего цикла в нашем случае оа = вт = оэ / 2. Для
расчета по формуле (13.8) требуются надежные данные по кон-
центрации напряжений в реальных конструкциях цилиндров, что
представляет актуальную задачу для исследования. Поэтому рас-
чет гидроцилиндров на прочность проводится по формуле (13.7)
122
с завышенными значениями запаса прочности при определении
допускаемых напряжений по пределу текучести. Ориентировоч-
ные значения допускаемого напряжения: 80... 100 МПа для литых
стальных цилиндров, ПО... 150 МПа для кованых цилиндров из
углеродистых сталей, 160... 180 МПа для кованых цилиндров из
низколегированных сталей.
Задавшись значением допускаемого напряжения, из (13.6)
можно найти наружный радиус цилиндра, выразив его через внут-
ренний радиус:
(13.9)
При замене значения внутреннего радиуса через номинальную
силу цилиндра FH = пг^р получим
(13.10)
Проверка прочности донной части и фланца цилиндра. Плоское
дно цилиндра, выполненное за одно целое со стенкой, рассмат-
ривается как пластина, защемленная по контуру и нагруженная
равномерно распределенным давлением. Наибольшие напряжения
действуют в зоне защемления на нагруженной стороне пластины.
Напряженное состояние в этой зоне плоское (о3 = 0), главные
напряжения определяются по соотношениям [47]:
°|=<7'=1ть (1311)
4 Л2
а2=ст, = (13.12)
4 h1
где h — толщина дна; ц — коэффициент Пуассона.
Выразив эквивалентное напряжение по энергетической теории
прочности через оь о2, о3, и приняв р = 0,3, получим условие
прочности донной части цилиндра
а, = 0,68^ < [а]. (13.13)
Л2 L J
Рекомендуется принимать толщину дна по соотношению h =
= (1,2... 1,5)/, где t — толщина стенки цилиндра.
123
В зоне расположения фланца (рис. 13.3, в) в плоском сечении
/—/действуют нормальные напряжения от продольной силы и
изгибающего момента. В цилиндрическом сечении //—//действу-
ют нормальные напряжения от изгибающего момента и касатель-
ные напряжения сдвига от продольной силы. На опорной поверх-
ности фланца действуют напряжения смятия. С увеличением на-
ружного диаметра фланца уменьшаются напряжения смятия, но
растет изгибающий момент. Поэтому при конструировании ци-
линдра наружный диаметр фланца не рекомендуется увеличивать
по сравнению с рассчитанным на смятие. Условие прочности на
смятие имеет вид
лрф-^ф)
где />ф, б/ф — наружный и внутренний диаметры фланца; [осм] —
допускаемое напряжение смятия.
Из этого условия
А) = ^Ф+4Гн/фсм]- (13.15)
Допускаемое напряжение смятия принимают в пределах 70...
90 МПа (нижний предел принимают в случаях, когда возможно
внецентровое нагружение ползуна пресса).
Условие прочности цилиндрического сечения II—II па сдвиг:
(13.16)
где Лф — высота фланца; [т] — допускаемое напряжение сдвига,
для стальных цилиндров принимается [т] = 40 МПа.
Для уменьшения концентрации напряжений в месте перехода
фланца в стенку цилиндра необходимо предусматривать галтель
радиусом г = (0,15...0,2)/. Подобную галтель необходимо преду-
сматривать при переходе от плоского днища к внутренней поверх-
ности стенки цилиндра. Для повышения усталостной прочности
целесообразно упрочнять галтели накаткой роликом, а при меха-
нической обработке цилиндра обеспечивать малую шероховатость
поверхности галтелей.
На основе опыта проектирования и эксплуатации гидроцилин-
дров условие прочности по изгибным напряжениям выполняется
при высоте фланца Лф = (1,5... 2)/.
Анализ напряженно-деформированного состояния методом конеч-
ных элементов. Уточненная картина распределения напряжений и
деформаций в цилиндре с учетом его реальной формы получена в
работе [27] в результате анализа по методу конечных элементов.
124
Рис. 13.4. Изолинии напряжений в материале цилиндра и в зоне концен-
траторов:
а - осевых (ог: -40,8 (/); -8,73(2); 7,31(5); 23,4 (4); 39,4 (5); -24,8 (6); 87,5 (7);
71,5 (<?); 55,4 (9)); б — тангенциальных (о,: -17,3 (/'); -3,86 (2'); 9,54 (5'); 23,0
(4'); 36.3 (5'); 49.2 (6'); 63,1(7'); 76,6 (5'); 90,0 (9')); в - радиальных (а/. -4,75
(7'9; 49,6 (2"); 36 (5'9; -31,9 (4"); -18,3 (5"); 22,4 (6"); 8,6 (7"); 76,8 (<?"); 63,2
(9")); г— ж — зоны концентраторов
Основные размеры цилиндра: внутренний диаметр JB= 380 мм,
наружный диаметр dH = 580 мм, толщина дна h - 150 мм, диаметр
отверстия для подвода жидкости = 60 мм, радиус перехода от
внутренней поверхности стенки к дну t\ = 40 мм, радиус перехода
от наружной поверхности стенки к дну г2 = 80 мм, диаметр флан-
ца £)ф = 680 мм, радиус перехода от стенки цилиндра к фланцу
г3 = 20 мм, габаритный размер цилиндра в направлении оси /ц =
= 1 230 мм. Материал цилиндра — стальное литье марки 45Л. Дав-
ление жидкости в цилиндре р = 32 МПа.
Осевые напряжения в средней части цилиндра незначительно
изменяются по координате z, но распределение их по толщине
стенки неравномерное (рис. 13.4, а). Значение изменяется от
39,4 МПа до 7,31 МПа, в то время как расчет по формуле (13.1)
дает усредненное по толщине стенки значение ог = 24,07 МПа.
В центральной части стенки цилиндра значение тангенциаль-
ного напряжения в точках, лежащих на окружностях одного и
того же радиуса, существенно изменяется в функции координаты z
(изолинии 6\ 7', 8') (рис. 13.4, б). В поперечном сечении, прове-
денном через точки экстремумов на указанных изолиниях, рас-
пределение тангенциальных напряжений практически совпадает
с полученным по формуле Ламе (13.2).
В центральной зоне цилиндра высотой приблизительно 150 мм
изолинии радиальных напряжений (рис. 13.4, в) Г, 4", 5" близки
125
к прямым, параллельным оси z. Распределение радиальных на-
пряжений в этой зоне практически совпадает с полученным по
формуле Ламе (13.3). За пределами этой зоны изолинии <зг, ис-
кривляются, т. е. напряжение аг при г = const зависит от коорди-
наты Z-
В зоне, прилегающей к днищу, радиальные напряжения (изо-
линии 6", 7", 1") убывают с увеличением текущего радиуса г.
При гъ < г0 < гн (г0 = 270 мм) действуют растягивающие радиаль-
ные напряжения, а при г > г0 — сжимающие. В переходе от фланца
к стенке и в особенности от внутренней поверхности стенки к
днищу наблюдается высокая степень концентрации напряжений
(рис. 13.4, г-ж).
Сопоставляя результаты расчетов по формулам Ламе и по ме-
тоду конечных элементов, можно заключить, что расчет по фор-
мулам (13.1) —(13.3) следует рассматривать как первое прибли-
жение. Для высоконапряженных гидроцилиндров рекомендуется
проведение расчета второго уровня — методом конечных элемен-
тов. По результатам этого расчета следует выполнить проверку проч-
ности в наиболее напряженных зонах, в первую очередь в перехо-
дах фланец—стенка и стенка—днище.
13.3. Расчет гидроцилиндров с опорой на дно
При установке цилиндра с опорой на дно (см. рис. 13.3, б)
растягивающее напряжение = о2 = 0 и напряженное состояние
материала стенки более опасное, чем для цилиндра с опорой на
фланец при о2 * 0. Эквивалентное напряжение по энергетической
теории прочности в этом случае [27]
(13.17)
откуда видно, что величина оэ несколько больше, чем для цилин-
дра с опорой на фланец при о2 > 0 по выражению (13.6).
Из формулы (13.17) можно определить наружный радиус ци-
линдра по известному внутреннему. Для этого необходимо решить
уравнение четвертой степени относительно гн. Однако, учитывая,
что в реальных конструкциях отношение гв /гн не превышает 0,75,
можно с достаточной точностью принять
(13.18)
126
С учетом этого из формулы (13.17) получено соотношение для
определения наружного радиуса цилиндра, устанавливаемого с
опорой на дно:
Г^([а]-1,82/>)’
(13.19)
или в зависимости от номинальной силы цилиндра
пр ([о]-1,82/7)
(13.20)
Оптимальное давление жидкости. Из формулы (13.9) можно
установить, что существует оптимальное значение давления р =
=ропт, ПРИ котором наружный радиус гн, определяющий габа-
ритный размер цилиндра, будет наименьшим, при заданной но-
минальной силе и выбранном материале цилиндра. Из условия
drH/dp = 0 для цилиндра с опорой на фланец из (13.9) получим
Рот =^5=о,289М’
(13.21)
для цилиндра с опорой на донную часть из (13.19)
/>опт = 0,275 [о].
(13.22)
Поскольку, как это установлено (Э. Ф. Богданов, 1960), вбли-
зи оптимального значения давления размер наружного радиуса
гидроцилиндра изменяется незначительно, целесообразно при-
нимать рациональное давление /?рац = (0,70...0,75)/>ОПТ.
С учетом соотношения (13.21) из формулы (13.10) можно най-
ти минимальный наружный радиус цилиндра с опорой на фла-
нец:
=1,485Д7Н- (13.23)
Из формулы (13.20) с учетом (13.22) получим для цилиндра с
опорой на донную часть
rHmin = l,522^FH/[a]. (13.24)
При изготовлении многослойных цилиндров со слоями из од-
ного и того же материала оптимальное давление будет составлять:
для двухслойного цилиндра 0,385[о], для трехслойного 0,433[о].
127
13.4. Уплотнительные устройства гидроцилиндров
Уплотнительные устройства необходимы для закрытия зазоров
между сопряженными поверхностями, герметизации объема, за-
полненного жидкостью под давлением, т. е. для исключения утеч-
ки жидкости через зазоры. Уплотнения применяют для подвиж-
ных сопряжений, таких как плунжер 2 — втулка 3 (см. рис. 13.1, б)
или шток 12 — втулка 5, цилиндр 1 — поршень 2 (см. рис. 13.1, а),
а также для неподвижных цилиндрических сопряжений, напри-
мер, для сопряжения крышка 17 — цилиндр 1.
Материал уплотнителя должен обладать малым модулем упру-
гости для создания необходимого контактного давления, быть
химически совместим с рабочей жидкостью, износостойким и
характеризоваться малым коэффициентом трения в паре со ста-
лью (чугуном).
По способу обеспечения контактного давления различают: уп-
лотнительные кольца (набивочные уплотнения); уплотнения ре-
зиновыми кольцами круглого поперечного сечения; манжетные
уплотнения.
Уплотнительные кольца. Шевронные резинотканевые уплотне-
ния для гидравлических устройств по ГОСТ 22704—77 предназна-
чены для работы под давлением до 63 МПа при скорости сколь-
жения до 3 м/с и температуре не выше 100 °C. Рабочая жидкость —
водомасляная эмульсия или минеральное масло. Диаметры уплот-
нений этого типа находятся в диапазоне 10...2000 мм.
в
Рис. 13.5. Уплотнительные узлы што-
ков и поршней:
а — без отвода утечек; б — с отводом уте-
чек; в — уплотнительные узлы поршней:
1 — плунжер; 2 — шпильки; 3 — проклад-
ки; 4 — нажимное кольцо; 5 — уплотни-
тельные шевронные кольца (манжеты);
6 — опорное кольцо; 7 — цилиндр; 8 —
направляющая втулка (из бронзы); 9 — на-
жимная втулка; 10 — поршень; 11 — цй-
линдр
128
Уплотнительный комплект для уплотнения штоков (плунже-
ров) (рис. 13.5) состоит из нескольких уплотнительных шеврон-
ных колец 5 (в стандарте они названы манжетами), нажимного
кольца 4 и опорного кольца 6. Число шевронных колец в уплотне-
нии сопряжения поршень — цилиндр (рис. 13.5, в) должно быть
не менее двух при давлении жидкости до 32 МПа и не менее трех
при давлении свыше 32 МПа. Число уплотнительных колец в ком-
плекте выбирается в зависимости от диаметра штока (плунже-
ра) и давления жидкости. Например, для уплотнения штока (рис.
13.5, б) диаметром 100...220 мм при давлении жидкости 32 МПа
должно быть 5 — 7 колец.
Кольца 4—6 выполнены из ткани типа доместик (по ГОСТ
1104—69) или из прорезиненных хлопчатобумажных и комбини-
рованных тканей. Допускается изготовление нажимных 4 и опор-
ных 6 колец из бронзы, текстолита и полимерных материалов.
Контактное давление в сопряжении рабочих поверхностей ко-
лец 5 с поверхностями штока (плунжера) 1 и цилиндра 7 обеспе-
чивается благодаря сжатию уплотнительного комплекта при за-
тяжке шпилек 2. Деформация сжатия е, в зависимости от ширины
и числа уплотнительных колец, составляет, например, 0,8... 1,4 мм
(для 6 — 7 колец шириной 10 мм) и ограничивается регулировоч-
ными прокладками 3. При сборке узла необходимо обеспечить рас-
стояние между торцами направляющей втулки 8 и нажимной втул-
ки 9 меньшим высоты комплекта в свободном состоянии Н на
величину е. На поршне 10, расположенном в цилиндре 11, уста-
новлены два уплотнительных комплекта — один со стороны порш-
невой полости, другой — со стороны штоковой полости.
Уплотнительные резиновые кольца круглого сечения для гид-
равлических и пневматических устройств по ГОСТ 9833—73 могут
применяться в неподвижных соединениях при давлении до 50 МПа
и в подвижных сопряжениях при скорости скольжения до 0,5 м/с
и давлении до 32 МПа. Кольца диаметром поперечного сечения
1,4...8,5 мм предназначены для уплотнения штоков диаметром
3...500 мм и цилиндров диаметром 5...515 мм.
Для уплотнения штока кольцо устанавливают в канавке, вы-
полненной в цилиндре или его крышке. Для уплотнения поршня
кольцо устанавливают в канавке поршня. Для получения необхо-
димого контактного давления за счет деформации кольца глубина
канавки под кольцо должна быть несколько меньше, а ширина
канавки несколько больше диаметра кольца в сечении.
Под давлением жидкости материал кольца может частично
выдавливаться в зазор между деталями уплотняемого сопряжения,
что ускоряет износ кольца. Для предотвращения этого использу-
ют защитные кольца из фторопласта или полиамидных материа-
лов. Защитные кольца рекомендуется устанавливать при радиаль-
ных зазорах в уплотняемом сопряжении свыше 0,02 мм, если дав-
129
Рис. 13.6. Установка манжет типа 1 с защитными кольцами:
а — профиль сечения манжеты; б — уплотнение штока; в — уплотнение поршня
ление жидкости превышает 10 МПа в подвижных соединениях и
20 МПа в неподвижных.
Манжетные уплотнения. Манжеты трех типов из резины по
ГОСТ 14896—84 предназначены для устройств, работающих в ус-
ловиях поступательного движения при скорости до 5 м/с, давле-
нии 0,1...50 МПа, температуре -60...+200°C и частоте нагруже-
ния до 0,5 Гц.
Манжеты изготовляют из резины групп 0—6 (в зависимости от
вида рабочей жидкости). Манжеты, предназначенные для работы
в водомасляной эмульсии, изготовляют из резины групп 1, 4, 6, а
для работы в минеральных маслах — из маслостойкой резины групп
3 и 6.
Конструкции манжет типов 1 и 3 отличаются соотношением
размеров. Манжеты типа 1 предназначены для уплотнения цилин-
дров диаметром 12...900 мм и штоков (плунжеров) диаметром
4...900 мм, а манжеты типа 3 — для уплотнения цилиндров диа-
метром 12...500 мм и штоков (плунжеров) диаметром 4...500 мм.
Ширина гнезда под манжету должна быть больше высоты ман-
жеты на 1,5... 5,5 мм в зависимости от размера манжет. На рис. 13.6
показаны конструкции и размеры мест установки манжет типа 1
с защитными кольцами для исключения выдавливания материала
манжеты в зазор между уплотняемыми поверхностями.
Кольца изготовляются из полиамида или фторопласта и могут
выполняться с разрезом (для установки в закрытую канавку) или
без него (ГОСТ 14896-84).
Сила трения Ry в манжетном уплотнении может быть опреде-
лена по соотношению [31]
Ry = ndylyf(pK + кр), (13.25)
где dy — уплотняемый диаметр (d или D); 1у — ширина контактно-
го пояска (/у = h2- hx)\f — коэффициент трения в уплотнении (f=
130
= 0,11 ...0,13); рк — контактное давление, обусловленное упругой
деформацией манжеты (рк = 2...5 МПа); к — коэффициент про-
порциональности между контактным давлением и давлением жид-
кости (к = 0,9...0,98); р — давление жидкости.
Для силы трения в шевронных резинотканевых уплотнениях по
ГОСТ 22704—77 рекомендуется следующая формула:
/?у = 0,!5лДШ (13.26)
в которой коэффициентом 0,15 учитывается неравномерность рас-
пределения контактного давления по высоте пакета Н. Коэффи-
циент трения для данного типа уплотнения f = 0,05 [16].
Для резиновых колец круглого сечения по ГОСТ 9833—73 силу
трения рекомендуется определять по (13.25). Контактное давление
рК, МПа, обусловленное упругой деформацией материала кольца
при е < 0,4, можно приближенно определять по соотношению
рК = 19е1,26, (13.27)
где е — относительная деформация кольца при его монтаже в ка-
навку е = (d2 — ti)/d2, где h — глубина канавки под кольцо (А <
< d2).
Ширина контактного пояска L ~ ~
4 (1-е)
По данным [31] ко-
эффициент трения составляет/= 0,02...0,03 при скорости сколь-
жения 0,01...0,3 м/с и давлении 32 МПа.
Долговечность уплотнения, выраженная в часах непрерывной
работы, пропорциональна величине (К/p)3, где К — коэффици-
ент, характеризующий тип уплотнения. Наибольшей долговечно-
стью обладают шевронные резиновые уплотнения. У манжет по
ГОСТ 14896—84 долговечность при прочих равных условиях при-
близительно в 1,2, а у резиновых колец круглого сечения прибли-
зительно в 1,7 раза меньше [27].
13.5. Конструкции и расчет аккумуляторов
и мультипликаторов
Аккумуляторы. Применяют аккумуляторы для индивидуально-
го привода с разделением жидкой и газовой среды или без нее и
гидропневматические беспоршневые аккумуляторы преимуще-
ственно для НАС группового привода прессов [16, 6].
Поршневые (рис. 13.7, а) аккумуляторы для индивидуального
привода полным объемом 0,4... 100 дм3, рассчитаны на рабочее
давление 16...32 МПа и предназначены для работы на минераль-
ном масле и техническом азоте II сорта (ГОСТ 9293—59). Аккуму-
131
L
Рис. 13.7. Конструкции аккумуляторов:
а — поршневой; б — мембранный сферический; в — баллонный с резиновым
мешком; 1 — штуцер для подвода газа; 2 — мембрана; 3 — штуцер для подвода
жидкости; 4 — резиновый мешок; 5 — клапан
ляторы с резиновой мембраной (рис. 13.7, б) и с резиновым меш-
ком (рис. 13.7, в) выпускают с полным объемом 0,5...40 дм3 и
давлением до 20 МПа. Для расчета объема аккумуляторов рассмот-
рим график (рис. 13.8, а) расхода жидкости высокого давления,
например прессом с индивидуальным насосно-аккумуляторным
приводом.
В течение технологического цикла жидкость высокого давле-
ния расходуется во время рабочего хода продолжительностью /д и
возвратного хода продолжительностью ZB. Во время хода прибли-
жения и технологической паузы жидкость высокого давления
не расходуется.
Средний расход жидкости во время рабочего и возвратного ходов
Од ~ ‘$1‘$д/(д? Ов — ‘^2‘^/й/^в,
где S2 — площадь соответственно поршней (плунжеров) рабо-
чего и возвратных цилиндров; $д, sm — длина рабочего и полного
хода соответственно.
132
Средняя за технологический цикл подача насосов
а = ел+ол (1328)
На графике (см. рис. 13.8, а) видно, что во время деформиро-
вания /д и возвратного хода 4 требуется расход жидкости боль-
ший, чем подача насоса (?и (заштрихованная часть графика).
Маневровый объем жидкости, который должен быть подан из
аккумулятора в дополнение к подаче насосов:
К, = ЗД +S2Sm-QK (/„+/„). (13.29)
Полный объем аккумулятора
Иак=Им+Гг, (13.30)
Vr — объем упругой среды (газа — азота или воздуха) в гидро-
пневматическом аккумуляторе.
Рис. 13.8. График среднего
расхода рабочей жидкости
высокого давления:
а — одним прессом; б — груп-
пой прессов: t\ —13 — время тех-
нологических циклов 1—3-го
прессов; /1тах — наибольшая про-
должительность технологическо-
го цикла 1-го пресса; Q{— Q3 —
средний расход рабочей жидко-
сти высокого давления 1 —3-го
прессов соответственно
133
Газ, расширяясь, вытесняет жидкость под далением. При этом
давление газа уменьшается с />тах до допустимого значения /;lllin.
Процесс расширения объема газа Vr принят политропическим
с показателем п = 1,3... 1,4 для прессов [6] и п = 1,5... 1,6 для ма-
шин ударного действия [5, 28]
Pmin
Ртах
Г vv Y
(13.31)
где /?тах, pmin — максимальное (начальное) и минимальное давле-
ние.
При допустимом для прессов отношении ртлх/ртт - 0,9 и по-
казателем политропы п = 1,4 для воздуха и азота при давлении
20...32 МПа, объем газа в аккумуляторе по (13.31) VT ~ 12,7К,.
Для машин ударного действия, гидровинтовых прессов и гидро-
молотов допустим более значительный перепад давлений ртт/ртАХ -
= 0,6...0,7, при этом объем газа потребуется меньше Vr ~ (3...5)ИМ
[7].
При проектировании группового привода от НАС, предназна-
ченной для обслуживания нескольких прессов, следует учитывать
вероятность одновременного начала рабочего хода всеми пресса-
ми. При числе приводимых от НАС прессов q < 4 строят графики
расхода жидкости высокого давления для всех прессов Q, за время
технологического цикла каждого пресса t2, t3 (рис. 13.8, б). За-
тем, считая вероятность одновременного начала рабочего хода всех
прессов довольно высокой, строят суммарный график расхода
жидкости за время наиболее продолжительного технологического
цикла /тах из группы.
По суммарному графику расхода XQ определяют подачу насо-
са (или суммарную подачу нескольких параллельно соединенных
насосов iQH), маневровый объем жидкости и объем газа по фор-
мулам (13.28) —(13.31).
Если число прессов q > 4, то вероятность одновременной рабо-
ты всех прессов мала и результаты расчета будут завышенными.
В этом случае необходимо оценить вероятность одновременной ра-
боты двух, трех, т прессов и решить, какое число одновременно
работающих прессов следует принимать в расчет [6].
Случай, когда НАС должна обслуживать q > 4 прессов, рас-
смотрен в работе [27].
В этой работе показано, что при q = 6 возможны 64 несовмес-
тимых события. Расчет при q = 6, т = 4, р = 0,15 показал, что
вероятности одновременной работы шести, пяти и четырех прес-
сов составляют менее одного процента и эти варианты исключа-
ются из рассмотрения. Только вероятность одновременной работы
трех прессов из шести составляет р3>6 = 4,145-10 2 (более 4%) и
следовательно, можно вести дальнейший расчет, суммируя гра-
134
Рис. 13.9. Мультипликаторы:
а — однократного действия; б — многократного действия; 1 — цилиндр низкого
давления; 2 — плунжер низкого давления (совмещен с цилиндром высокого
давления); 3 — плунжер высокого давления; 4 — неподвижные поперечины; 5 —
подвижная поперечина; 6 — возвратные цилиндры; 7 — поршень цилиндра низ-
кого давления; 8 — всасывающий клапан; 9 — цилиндр высокого давления; 10 —
нагнетательный клапан; 11 — конечный выключатель; 12 — штанга с кулачками;
13 — распределитель; I — подача жидкости низкого давления; 11 — подача жид-
кости высокого давления
фики расхода жидкости высокого давления не шести, а только
трех прессов, имеющих наибольшее потребление жидкости. Та-
ким образом, снижается требуемая мощность и уменьшается пло-
щадь, занимаемая НАС.
Мультипликаторы. Мультипликаторы служат для повышения
давления рабочей жидкости, поступающей в цилиндр пресса по
сравнению с подаваемой насосом или аккумулятором. Применя-
ются мультипликаторы однократного и многократного действия,
развивающие давление до 100 МПа (рис. 13.9) [16].
Коэффициент мультипликации
£ = Пм
(13.32)
>
где т|м — механический КПД (т|м = 0,95); /)н, — диаметр соот-
ветственно поршня низкого и плунжера высокого давления.
Ход плунжера мультипликатора
4Г
т|олД2
(13 33)
135
где V — объем жидкости, подаваемой из мультипликатора; цо =
= 0,90...0,95 — объемный КПД.
13.6. Станины и поперечины
Конструкции и расчет станин гидравлических прессов можно
найти в работах [18, 28]. В этих работах рекомендуется расчетная
схема колонной станины в виде плоской рамы, нагруженной не-
симметричной нагрузкой относительно вертикальной оси.
Нижние поперечины представляют собой конструкции короб-
чатого типа из стального литья марки 35Л с [ов] = 450...550 МПа
и имеют внутренние ребра жесткости. Высота их обычно состав-
ляет 2,5...3,5 диаметра колонн. В прессах с номинальной силой
более 40 МН нижние поперечины выполняют составными и стя-
гивают болтами, воспринимающими только растягивающие силы.
В современных конструкциях применяют сварные поперечины,
которые при той же прочности, что и литые, имеют меньшую
А—А
Рис. 13.10. Поперечины четырехколонной станины:
а — верхняя; б — подвижная
136
массу и продолжительность цикла изготовления. Поперечины рас-
считывают на изгиб как балку на двух опорах с симметрично при-
ложенными нагрузками. Допускаемое напряжение для стального
литья [о] = 100... 120 МПа.
Верхние поперечины выполняют литыми из стального литья или
сварными или толстолистового стального проката с пределом проч-
ности не менее 450 МПа. В верхней поперечине закрепляют рабо-
чие цилиндры пресса, поперечину крепят на колоннах. Основой
конструкции верхней поперечины ковочного пресса, например,
силой 30 МН (рис. 13.10, а) являютея цилиндрические втулки для
цилиндров и колонн. Втулки соединяются ребрами, при этом об-
разуется сплошная отливка, имеющая в плане сложную форму.
Наряду с одним цилиндром в гидравлических прессах могут при-
меняться два, три и более цилиндров, с соответствующим изме-
нением конструкции поперечин. Высота верхней поперечины обыч-
но составляет 2,5...3,5 диаметра колонн. Она может быть по всей
длине одинаковой, равной высоте втулок для колонн или увели-
ченной в центральной части для крепления рабочего цилиндра.
Верхние поперечины крупных прессов выполняют составными.
Подвижные поперечины в гидравлических прессах служат для
крепления верхнего рабочего инструмента и передачи силы от
рабочих плунжеров на деформируемую поковку (рис. 13.10, б). Их
изготовляют цельными и составными, литыми из стального ли-
тья или сварными из стального листа с [ов] > 450 МПа. Попере-
чины рассчитывают как балки на двух опорах при расстоянии
между ними, равном расстоянию между колоннами. Допускае-
мое напряжение на изгиб при опоре на ограничители хода |он|
120... 150 МПа.
Варианты крепления плунжеров к подвижной поперечине мо-
гут быть следующие: жесткое в гидравлических прессах с одним
рабочим плунжером; с помощью сферической пяты для крепле-
ния боковых плунжеров к подвижной поперечине, при этом сред-
ний плунжер соединяется с ней жестко и с помощью полуколец
(для цилиндров поршневого типа в прессах с небольшой силой,
когда опускание и подъем поперечины осуществляются одним и
тем же штоком).
13.7. Колонны и гайки
Колонны служат для соединения верхней и нижней поперечин
с помощью гаек в единую структуру станины пресса, а также для
направления подвижной поперечины. Колонны диаметром до
700 мм обычно изготовляют цельными. Колонны большего диа-
метра выполняют из вязкой углеродистой стали (0,30...0,45 % С,
1,5...2 % Ni) пустотелыми со сверлением и расточкой в них осе-
вого канала диаметром 150...300 мм, чем обеспечивается боль-
137
ший момент сопротивления изгибу при одинаковой площади се-
чения. Переходы сечений не должны содержать концентраторов
напряжений.
Наиболее распространено крепление колонн к каждой попе-
речине с помощью гаек. Такое крепление не гарантирует смеще-
ния колонн в поперечинах на величину зазора между ними и
гнездами (зазор бывает до 2 мм), но упрощает изготовление и
монтаж колонн и поперечин. На нижней поперечине предусмот-
рены стопорные упоры гаек. На колоннах в прессах силой 1 МН
и более верхние гайки стопорят с помощью врезной планки.
Недостаток крепления состоит в концентрации напряжений в
резьбе колонн в месте выхода их из верхней и нижней непо-
движных поперечин.
Крепление колонн к поперечинам с помощью конического
бурта и гаек требует высокой точности расположения буртов на
колоннах и отверстий под них в поперечинах. Возможно крепле-
ние верхней части колонны тягами.
Чтобы обеспечить расчетную величину предварительного на-
тяга из условия нераскрытая стыка, в отверстия по торцам ко-
лонн устанавливают электрические нагреватели. Колонна в резуль-
тате нагрева удлиняется, гайку затягивают на расчетный угол, что
обеспечивает предварительное напряжение колонны и поперечин
после остывания.
В прессах силой менее 10 МН часто применяют плоские бурты
на колоннах. На колоннах применяют упорную резьбу. Наружный
диаметр резьбы на колонне для прессов силой около 10 МН дол-
жен быть примерно на 1 мм меньше посадочного размера в гнез-
дах поперечин.
Гайки колонн обычно имеют цилиндрическую форму. Гайки
больших размеров выполняют из стального литья с ов = 450 МПа
цельными или составными. Наружный диаметр гаек принимают
равным 1,5г/ (d — диаметр колонны), высота их составляет
(l...l,5)J.
Резьбу гаек рассчитывают на напряжение смятия до 80 МПа;
на напряжение среза витков до 55 МПа, на напряжение изгиба
витков до 80 МПа. Опорную плоскость гайки, соприкасающуюся
с поперечиной, рассчитывают на напряжение смятия до 80 МПа.
РАЗДЕЛ III
КРИВОШИПНЫЕ КУЗНЕЧНО-ШТАМПОВОЧНЫЕ
МАШИНЫ
ГЛАВА 14. ПРИНЦИП ДЕЙСТВИЯ, КЛАССИФИКАЦИЯ,
ПАРАМЕТРЫ И ХАРАКТЕРИСТИКИ
14.1. Принцип действия и главный рабочий механизм
Принцип действия кривошипных КШМ (прессов и автоматов)
основан на использовании для деформирования металла кинети-
ческой энергии вращательного движения маховика, передавае-
мой исполнительному звену — ползуну с помощью кривошипно-
ползунного или эксцентрикового механизма. Во время рабочего
хода часть этой энергии расходуется на полезную работу дефор-
мирования поковки.
Кривошипные прессы и автоматы относятся к электромехани-
ческим системам технологических машин обработки давлением
(рис. 14.1). Кинематические связи между всеми звеньями криво-
Рис. 14.1. Принципиальная схема
кривошипного пресса:
1 — тормоз; 2 — клиноременная пере-
дача; 3 — электродвигатель; 4 — махо-
вик; 5 — муфта; 6 — зубчатая передача;
7 — кривошипный (эксцентриковый
вал); 8 — шатун; 9 — ползун; 10 — ста-
нина; s — перемещение ползуна; Гд —
деформирующая сила
139
Рис. 14.2. Модификации кривошипного механизма:
а — кривошипно-коромысловый; б — кривошипно-ползунный аксиальный; в —
кривошипно-коленный; г — двухкривошипный коленный; д — двухкривошип-
ный коленно-ползунный; е — кривошипно-клиновой; ж — кривошипно-круго-
вой; з — кривошипно-кулисный
шипно-ползунного механизма жесткие; изменение перемещения
и скорости ползуна пресса зависят (без учета упругих деформа-
ций) только от кинематики механизма [28].
Главным рабочим механизмом служит кривошипно-ползунный
механизм или его модификации (рис. 14.2):
кривошипно-коромысловый (рис. 14.2, а), создающий смещен-
ный нажим рабочего звена — коромысла и применяемый в авто-
матах для штамповки изделий, подобных стержню с эксцентрич-
ной головкой, как, например, костыли для крепления железно-
дорожных шпал;
кривоишпно-ползунный аксиальный (рис. 14.2, б), получивший
наиболее широкое применение в конструкциях кривошипных прес-
сов и автоматов вследствие простоты устройства и надлежащих
кинематических параметров. Его модификация — дезаксиаль-
ный механизм, у которого ось движения ползуна не совпада-
ет с осью вращения кривошипа;
кривошипно-коленный (рис. 14.2, в), создающий при небольшой
тяговой (толкающей) силе на шатуне большую технологическую
силу на ползуне, при уменьшенной величине хода по сравнению
с прессами по схеме, представленной на рис. 14.2, б; применяют
140
этот механизм в чеканочных прессах, прессах для холодной объем-
ной штамповки и прессах для выдавливания;
двухкривошипный коленный с двумя степенями подвижности (рис.
14.2, г}, применяемый для листоштамповочных прессов. Он по-
зволяет получить увеличенный ход ползуна при соответствующей
установке тихоходных колес на кривошипных валах и достаточ-
ном постоянстве скорости движения ползуна, что имеет решаю-
щее значение для глубокой вытяжки листовых материалов;
двухкривошипный коленно-ползунный (рис. 14.2, д), применяе-
мый в прессах (автоматах) тройного действия для чистовой вы-
рубки;
кривошипно-клиновой (рис. 14.2, е), применяемый в конструк-
циях кривошипных горячештамповочных прессов (КГШП) и не-
которых типах автоматов для объемной штамповки; благодаря кли-
новому механизму значительно уменьшаются силы в кривошип-
но-шатунной группе, но высота пресса с таким механизмом уве-
личивается;
кривошипно-круговой (рис. 14.2, ж) применяют в специализи-
рованных вырубных прессах и автоматах с коротким ходом; обла-
дает высокой продольной жесткостью, но давление на направля-
ющие ползуна увеличено;
кривошипно-кулисный (рис. 14.2, з), обладающий повышенной
продольной жесткостью, точностью направления ползуна, но
сложный для наладки; его применяют в некоторых конструкциях
КГШП, горизонтально-ковочных машин (ГКМ).
Привод пресса осуществляется от электродвигателя с махови-
ком. Поскольку параметры движения исполнительного звена —
ползуна, зависят только от металлических (жестких) кинемати-
ческих звеньев главного рабочего механизма, кривошипные прес-
сы относят к нерегулируемым машинам с ограниченным переме-
щением ползуна, равным двойному радиусу кривошипа или двой-
ному эксцентриситету эксцентрика.
Асинхронный электродвигатель мощностью N3 разгоняет ма-
ховик и все ведущие звенья с моментом инерции J до установив-
шейся угловой скорости со0 за время технологического цикла t и
сообщает ему кинетическую энергию вращательного движения
маховика
Тюм=Ло20/2. (14.1)
При этом кривошипный вал и все ведомые звенья кривошип-
но-ползунного механизма неподвижны, ползун находится в край-
нем верхнем (исходном) положении. При включении муфты (см.
рис. 14.1) приводится во вращение кривошипный вал, ведущие
и ведомые звенья движутся вместе, ползун с закрепленным на
нем верхним штампом совершают холостой ход s (рис. 14.3). При
встрече с заготовкой во время рабочего хода «уд, ведущие и ведо-
141
Рис. 14.3. Цикловая диаграмма работы кривошипных машин:
to, 1Л, 4, 4, 4, t — соответственно время включения муфты, рабочего хода
(деформирования), хода ползуна вниз (вперед), возвратного хода, технологи-
ческой паузы, машинного цикла, технологического цикла; <о0, соь w2 — угловая
скорость соответственно установившаяся, ведущих дисков муфты, ведомых дис-
ков муфты; s — перемещение ползуна; зд — перемещение ползуна во время де-
формирования; — технологическая сила деформирования поковки
мые звенья замедляют движение до конечной угловой скорости
(О] « (1 - Ец)а)о, обусловленной номинальным скольжением асинх-
ронных электродвигателей с коротко замкнутым ротором (с нор-
мальным ен = 0,08...0,12 или повышенным £н = 0,15...0,2 скольже-
нием). Соответствующая часть накопленной кинетической энер-
гии маховика и других звеньев называется эффективной энергией
пресса
T3№ = J(a20-u>l)/2 (14.2)
и расходуется на работу деформирования Аа для выполнения тех-
нологической операции с силой Fa(s) на перемещении sa
И J N3(t)dl = ТЖ = J (og - ef )/2 =
0
5л
= Л/пд=1/пд
0
(14.3)
где цп ~ 0,8...0,85; цд « 0,35...0,55 — КПД привода и рабочего хода
деформирования соответственно; J — момент инерции.
142
Время технологического цикла при работе пресса одиночными
ходами t = tM + /т, где tM = 60/п — время машинного цикла (п — число
ходов ползуна в минуту — быстроходность пресса); / — время
технологической паузы (см. рис. 14.3).
Для прессов-автоматов и прессов, работающих непрерывными
ходами с быстроходностью п, время технологического цикла рав-
но времени машинного цикла; производительность П = 60//.
После завершения рабочего хода ползун совершает возврат-
ный ход. Если пресс работает одиночными ходами, то при дости-
жении ползуном исходного положения муфта выключается и од-
новременно включается тормоз. Ползун останавливается в верх-
нем (исходном) положении и машинный цикл завершен.
Технологическая пауза предусмотрена для работы средств ав-
томатизации. Суммарное время машинного цикла и технологи-
ческой паузы используется электродвигателем для восполнения
затраченной кинетической энергии маховика и ведущих звень-
ев, необходимой для следующего цикла (пунктирная линия на
рис. 14.3).
У пресса, работающего непрерывными автоматическими хода-
ми, или у пресса-автомата муфта остается включенной и машин-
ные циклы повторяются до принудительного выключения муфты.
Для возмещения затраченной кинетической энергии использует-
ся только время возвратного хода ползуна и поэтому мощность
электродвигателя у таких машин обычно значительно выше.
14.2. Классификация и структура конструкций
По классификации кривошипные КШМ относят к энерготипу
TiM машин с эффективной кинетической энергией преимуществен-
но вращательного движения масс (см. табл. 1.1).
В соответствии с технологическим назначением по технологи-
ческому признаку они подразделяются на основные группы: прессы
и автоматы для листовой штамповки, прессы и автоматы для объем-
ной штамповки, а также специализированные прессы для ком-
пактирования металлических порошков (рис. 14.4).
Листоштамповочные прессы, как правило, крупногабаритные,
так как для осуществления процессов листовой штамповки требу-
ются прессы с большими размерами штампового пространства.
Сопротивление деформированию листовых заготовок значитель-
но меньше, чем объемных, поэтому ряды номинальных сил для
листоштамповочных прессов ограничены меньшими величинами
чем у объемно-штамповочных.
К универсальным листоштамповочным машинам общего
назначения следует отнести ножницы для листового металла,
универсальные прессы для вырубки и неглубокой вытяжки, спе-
циализированные прессы для вытяжных и формовочных работ,
143
Рис. 14.4. Классификация кривошипных прессов по технологическому назначению
перфорационные и гибочные прессы. К автоматам относятся
многопозиционные листоштамповочные автоматы, служащие для
многооперационной листовой штамповки мелких, средних и круп-
ных деталей и однопозиционные автоматы для штамповки из ли-
ста или ленты разнообразных деталей (штамповка роторного и
статорного железа и пр.).
В подгруппу прессов для объемной штамповки входят:
горячештамповочные прессы и горизонтально-
ковочные машины, на которых производят все операции
объемной штамповки;
чеканочные прессы, которые служат для плоскостной и
объемной калибровки штампованных деталей, благодаря чему по-
вышается точность их размеров. Подобные прессы с увеличенны-
ми ходом и эффективной энергией применяют для холодной объем-
ной штамповки;
гибочные и правйльные п р е с с ы для холодной и го-
рячей гибки сортового проката;
обрезные прессы для вспомогательной операции обрез-
ки облоя после штамповки и для прошивки поковок и их правки;
радиально-обжимные машины для ковки ступенча-
тых валов;
ножницы для сортового материала.
Автоматы для объемной штамповки применяют для холодной
штамповки крепежных деталей, шариков, роликов и других дета-
лей, горячей штамповки гаек, колец и подобных деталей массо-
вого производства, а также горячештамповочные автоматы. Ши-
рокое распространение получили автоматы для гибки деталей из
проволоки.
В конструкциях кривошипных машин различного технологи-
ческого назначения имеется много общего в кинематике, кон-
структивном оформлении различных механизмов, поэтому к ним
применимы одинаковые или подобные методы анализа и расчета.
Структуру конструкций кривошипной машины можно про-
следить по рис. 14.1. Каждая машина имеет исполнительный меха-
низм, ведущим звеном в котором является кривошипный или
эксцентриковый вал, который посредством шатуна соединен с
рабочим звеном — ползуном. Для создания эффективной энергии
и движения исполнительного механизма служит привод и переда-
ча от электродвигателя к маховику и кривошипному (эксцентри-
ковому) валу.
В системе привода предусматривается муфта, которая служит
для соединения исполнительного механизма с маховиком приво-
да и отключения от него. Для остановки исполнительного меха-
низма служит тормоз. Включение и выключение муфты и тормоза
осуществляется системой управления, состоящей из электричес-
ких и электронных приборов, пневматических, гидравлических и
145
других механизмов. В структуре конструкции прессов предусмот-
рены предохранители от перегрузки, уравновешиватели массы
ползуна, пневматические, гидравлические прижимные механиз-
мы (подушки), размещенные в столе или ползуне. Наличие этих
элементов улучшает конструкцию пресса и расширяет его техно-
логические возможности.
Важны также устройства, обеспечивающие удобство работы,
безопасность и надежность конструкции пресса. Сюда следует от-
нести решетки для ограждения штампового пространства, защит-
ные кожухи, лестницы или площадки, указатели силы или давле-
ния, тормоз маховика, систему смазывания, микропривод для
наладки и регулирования закрытой высоты.
Технологическая гибкость обеспечивается введением в конст-
рукцию внецикловых механизмов: передвижных столов, автома-
тизированных зажимов для крепления штампов и ряда других ме-
ханизмов, которые не работают во время каждого цикла, но со-
здают возможность более эффективного применения кривошип-
ной машины.
Все эти механизмы и устройства, установленные на станине,
объединены в систему структуры кривошипной машины. Кроме
того, станина, как правило, служит замыкающим звеном в сило-
вой цепи конструкции, поэтому расчету и конструированию ста-
нины уделяется большое внимание.
14.3. Главные параметры
Кривошипные КШМ характеризуются главными размерными,
энергетическими, скоростными, технологическими линейными
и установочно-монтажными параметрами. Совокупность главных
размерных параметров кривошипных прессов составляет размер-
ные ряды стандартов.
Главным размерным параметром кривошипных машин и прес-
сов, регламентируемым стандартами, является номинальная сила
FH, развиваемая ползуном кривошипно-ползунного рабочего ме-
ханизма на участке перед крайней нижней точкой хода ползуна.
Этот участок, измеряемый угловыми единицами поворота глав-
ного вала, называют номинальным углом ан. Величина номиналь-
ного угла зависит от технологического назначения и конструкции
пресса, ограничивается прочностью деталей привода: главного вала
(кривошипного, эксцентрикового), зубчатой передачи и обычно
находится в пределах 3...5° для горячештамповочных прессов;
30...45° для листоштамповочных одностоечных и свыше 60° для
двухстоечных прессов [18].
Номинальная сила кривошипной машины (пресса) является
исходным параметром для расчета конструкции на прочность и
жесткость, а также, совместно с энергетическим параметром
146
(запасом эффективной энергии), служит основой назначения ма-
шины для выполнения технологических операций штамповки.
Энергетические параметры характеризуют тип и мощность элек-
тродвигателя, давление воздуха в системе включения муфты, яв-
ляются расчетными величинами и в стандарты не входят.
При выборе пресса для технологических операций штамповки
кроме достаточной величины номинальной силы и номинального
угла, следует проверить по уравнению (14.3) достаточность запа-
са энергии маховика, сообщаемого электродвигателем за время
технологического цикла для выполнения заданной работы дефор-
мирования.
Скоростные параметры характеризуют быстроходность прес-
са, т. е. число непрерывных ходов ползуна в минуту, и регламен-
тированы стандартами.
Максимальное значение скорости ползуна, значение скорости
в начале рабочего хода, характер ее изменения во время дефор-
мирования и холостых перемещений ползуна являются расчетны-
ми, зависимыми от кинематики рабочего механизма и стандарта-
ми не обусловливаются. В то же время начальная скорость дефор-
мирования является важной технологической характеристикой и
ее следует учитывать. Обычно начальная скорость деформирова-
ния находится в пределах 0,2...0,3 м/с для листоштамповочных,
0,4...0,5 м/с для горячештамповочных и 0,1 ...0,15 для кривошип-
но-коленных прессов.
Технологические линейные параметры характеризуют размеры
рабочего пространства: площадь стола, площадь и наибольший
ход (или пределы изменения) ползуна, определяющие габариты
штампов, исходной заготовки и готового изделия. Эти параметры
вносят в стандарты.
Установочно-монтажные параметры характеризуют габарит-
ные и установочные размеры машин, а также линейные парамет-
ры элементов крепления инструмента (штампов).
14.4. Приближенные характеристики кинематических
параметров
Для выяснения принципиальных особенностей кривошипных
КШМ и приближенных расчетов целесообразно рассмотреть схе-
му идеального кривошипно-шатунного механизма без учета тре-
ния в соединениях звеньев (рис. 14.5, а).
Крутящий момент на кривошипном валу с радиусом R из тре-
угольника сил
MK = RT= RPsm{a + р). (14.4)
Обычно отношение радиуса кривошипа к длине шатуна L
147
Рис. 14.5. Кинематическая схема центрального механизма кривошипного
пресса без учета трения (а) и изменение силы, создаваемой прессом, на
ползуне Fa(a) при постоянном крутящем моменте муфты (б):
R — радиус кривошипа; L — длина шатуна; Fa — сила сопротивления деформи-
рованию (деформирующая сила); FH — номинальная сила; /*iiP — сила, ограни-
ченная предохранителем; Р — составляющая деформирующей силы; а — угол
поворота кривошипа; р — угол отклонения шатуна от вертикальной оси
R 1 sin р 1
L 10 sin а 10
(14.5)
Тогда сила, создаваемая крутящим моментом на ползуне прес-
са при R = sm/2 (sm = 2R — полный ход ползуна):
„ п о Tcosp 2AfKcosp
К = Р cos р =-----— =-----------—.
sin(a + р) sm sin(a + р)
(14.6)
В конце хода ползуна углы аир приближаются к нулю и, при
постоянном крутящем моменте Мк создаваемая приводом сила Тл(а)
на ползуне стремится к бесконечности, но по условию прочности
пресса ограничивается номинальным значением FH (рис. 14.5, б).
Перемещение ползуна до крайнего нижнего положения най-
дем из геометрических соотношений (см. рис. 14.5, а)
s = (R + £) - (R cos а + \ll? - R2 sin2 а) или
148
5 = 7?(l-cosa) + Z
(14.7)
Разлагая подкоренное выражение в биноминальный ряд и ог-
раничиваясь двумя членами разложения, получим значение кор-
ня J1 ~| у sln2« ~ 1 - \I2(R/Lf sin2 а и выражение (14.7) мож-
но заменить следующим [55]:
ч R2 . 2
S = Л(1 -cosa) +—sin2 ОС. (14.8)
2L
Для малых углов ос вблизи крайнего нижнего положения ползу-
на sin2oc~ 0 получим приближенное выражение
s ~ R(l - cos а) = sm/2(l - cos а). (14.9)
Скорость ползуна получим дифференцированием (14.9) и опус-
кая малые второго порядка
ds da
da di
v -
as „ . smitn .
= cd-— == Awsin a - — sin a.
da 60
(14.10)
Скорость ползуна в функции перемещения получим из (14.10),
используя геометрические соотношения из рис. 14.5, а [55]
ля
~ 30Т~
(14-11)
14.5. Деформирующая сила и энергия деформирования
Рассмотрим с принципиальных позиций характеристику де-
формирующей силы кривошипных прессов. Как это следует из рис.
14.5 и зависимости (14.6) при угле р, значительно меньшем а, во
время рабочего хода (р ~ 0, cosp ~ 1)
Р _ 2AfKcosp _ 2Л/К
д sm sin(a + р) sm sin a
(14.12)
При постоянной величине крутящего момента Л/к, передавае-
мого муфтой, величина деформирующей силы, развиваемой прес-
сом, переменная и может достигать больших значений (бесконеч-
ности при а ~ 0 по (14.12) — если не превышен крутящий момент
149
муфты и она не проскальзывает) в исходном верхнем (а = 180°)
и конечном нижнем (а = 0°) положениях ползуна и минимальна в
середине хода (а = 90°) (рис. 14.5, б). Номинальная сила пресса
ограничивается предохранителями по допустимой прочности эле-
ментов конструкции и ее превышение недопустимо. Поэтому ди-
аграмма сил Fa, требующихся для выполнения операций обработ-
ки давлением, должна располагаться ниже графика допустимых
деформирующих сил пресса F/oc).
Величина энергии (работы) деформирования, которую может
затратить пресс, меньше эффективной энергии по зависимости
(14.2) из-за потерь энергии на трение и упругую деформацию
станины и других элементов конструкции пресса. Эти потери можно
оценить коэффициентом полезного действия рабочего хода т)д ~
«0,35...0,55 [18]
А = 'Пд^эю- (14.13)
В свою очередь, величина эффективной энергии, которую дол-
жен восполнить электродвигатель перед началом каждого следую-
щего цикла, зависит от номинального скольжения асинхронного
электродвигателя. Если принять для электродвигателя с повышен-
ным скольжением вн = 20 %, то coj = О,8со0 и, как это следует из
(14-2):
Г,р = (1 - 0,82)Тэю = 0,36 ТЭ(Л.
Только около 36 % эффективной энергии пресса, запасенной
маховиком, можно использовать во время рабочего хода. Обычно
скольжение электродвигателя составляет 0,08...0,12 и используе-
мая энергия меньше.
С учетом КПД рабочего хода т|д = 0,5 располагаемая прессом
энергия (работы деформирования) во время рабочего хода
4 = [1 - (1 ~ 5н)2]Лд^эсо ~ (0,36 0,5) Гэи = 0,18 ТЭ(0, (14 14)
что составляет в среднем приблизительно 18...20% эффективной
энергии.
14.6. Скорость ползуна и время контакта штампа
с поковкой
Как это следует из зависимости (14.10) линейная скорость
ползуна пресса прямо пропорциональна угловой скорости вра-
щения кривошипного (эксцентрикового) вала или быстроход-
ности (числу ходов ползуна в минуту) пресса. Очевидно, что
увеличения скорости ползуна и сокращения времени контакта
штампа с поковкой можно достигнуть только увеличивая быстг-
роходность пресса.
150
Рис. 14.6. Влияние жесткости пресса на продолжительность нагрузочной
и разгрузочной фаз:
5Р(/), s3(t) — перемещение ползуна соответственно расчетное и эксперименталь-
ное; /д.э — время деформирования расчетное и экспериментальное; 5Д — пла-
стическая деформация поковки; 8 — упругая деформация системы пресс —
штамп; F — сила; Гдтах — максимальная деформирующая сила
В то же время следует учитывать влияние жесткости (упругой
деформации конструкции пресса 6) на продолжительность нагру-
зочной и разгрузочной фаз рабочего хода (рис. 14.6). Видно, что
чем больше жесткость пресса (меньше упругая деформация 8),
тем меньше время контакта штампа с поковкой /дэ, что очень
важно для увеличения стойкости штампов в процессах горячей
штамповки и несущественно в процессах холодной объемной и
листовой штамповки. Но увеличение жесткости увеличивает ме-
таллоемкость конструкции пресса, что не всегда экономически
целесообразно.
14.7. Характеристики, влияющие на точность штамповки
Точность штамповки на кривошипных прессах в основном за-
висит от двух факторов: перекоса ползуна под воздействием экс-
центричного приложения деформирующей силы и суммарной
тинейной упругой деформации элементов конструкции пресса и
штампов под нагрузкой, в свою очередь зависящей от жесткости
конструкции пресса и штампов. Кроме того, следует учитывать и
упругие деформации всего рабочего пространства пресса, но они
обычно не так значительны.
Перекосы ползуна вызывают скос поверхности и неперпенди-
кулярность торцов поковки, а жесткость влияет на допуски по
высоте поковки. Перекосы при эксцентричном приложении на-
грузки меньше у прессов с двумя и четырьмя шатунами благодаря
лучшему направлению ползуна и меньшим нагрузкам на направ-
ляющие по сравнению с одним шатуном.
151
Таблица 14.1
Сравнение упругой деформации элементов конструкции пресса
Элементы конструкции Упругая де( юрмация, %
Пресс с одним шатуном Пресс с двумя шатунами
Станина 33 31
Ползун и шатун(ы) 30 21
Главный вал и опоры 37 33
Суммарная деформация 100 85
Принимая суммарную упругую деформацию пресса с одним
шатуном за 100%, можно сравнить ее с деформацией пресса с
двумя шатунами (табл. 14.1), полученную измерением при номи-
нальной нагрузке одинаковых по конструкции прессов с одина-
ковой номинальной силой [55].
Упругая деформация элементов конструкции кривошипно-пол-
зунного механизма примерно вдвое больше, чем станины. Воз-
можная упругая деформация конструкции штампов может быть
также значительной (жесткость меньше).
В процессах горячей объемной штамповки на кривошипных
горячештамповочных прессах большое влияние на суммарную
упругую деформацию и соответствующие отклонения высотных
размеров партии (серии) поковок оказывает нестабильность де-
формирующей силы, вызванная отклонениями температуры и (в
меньшей степени) объема заготовок от расчетных значений. Для
стабилизации деформирующей силы и повышения точности штам-
повки разрабатывают системы программно-адаптивного управле-
ния (см. разд. VUI).
ГЛАВА 15. ОСНОВЫ ТЕОРИИ И РАСЧЕТ КРИВОШИПНЫХ
КУЗНЕЧНО-ШТАМПОВОЧНЫХ МАШИН
15.1. Кинематический синтез кривошипно-ползунных
и кулачковых механизмов
Синтез кривошипно-ползунных механизмов. Современная тео-
рия (синтез и анализ) КШМ построена на кинетостатических и
динамических принципах механики машин [18, 28, 51]. Исходной
величиной для синтеза аксиального механизма (см. рис. 14.2, б и
14.5, а) является полный ход ползуна sm, заданный стандартом на
основные параметры и размеры, или рассчитанный на основании
152
технологических требований (возможность загрузки заготовки,
съема изделия с пуансона, размещения средств автоматизации,
эргономических требований обзора рабочей зоны и др.).
Радиус кривошипа равен половине полного хода R = sm/2, длина
шатуна L = R/k, где Л, — коэффициент шатуна.
При выборе X необходимо учитывать, что чем больше величи-
на к при заданном sm, тем меньше габаритные размеры пресса в
направлении оси движения ползуна. Рекомендуемые значения к
приведены в табл. 15.1. Для прессов с регулируемым ходом и регу-
лируемой длиной шатуна указаны максимальные значения к.
Для дезаксиалъного механизма (рис. 15.1, а} радиус кривошипа
R = sm/[2 + k2k2/(\ -X2)], (15.1)
где к = e/L — коэффициент дезаксиальности, к = 0,06...0,08; е —
абсолютная величина дезаксиала.
Синтез кулачковых механизмов. Исходными данными являются
цикловая диаграмма, соответствующая требуемой технологичес-
кой последовательности; принципиальные схемы механизмов и
предварительная конструкторская проработка механизмов (узлов).
На основании этих данных определяют параметры, необходимые
Таблица 15.1
Рекомендуемые значения коэффициента шатуна к
Тип кривошипной машины Коэффициент шатуна X
Листоштамповочные прессы
Универсальные простого действия: с регулируемым ходом с постоянным нормальным ходом с постоянным увеличенным ходом Вытяжные двойного действия С плунжерной подвеской шатуна: универсальные простого действия вытяжные двойного действия [Автоматы 0,065...0,085 0,085...0,125 0,145...0,175 0,19...0,27 0,3...0,35 0,4...0,49 0,06...0,25
Прессы и машины для объемной штамповки
Горячештамповочные прессы Горизонтально-ковочные машины Обрезные прессы Автоматы 0,14...0,175 0,27...0,33 0,1...0,12 0,12...0,2
153
для синтеза: углы поворота кулачков, длины путей ведомых и ра-
бочих частей и т. п.
Синтез проводят в такой последовательности: выбирают схему
кулачкового механизма и закон движения; определяют основные
размеры механизма; рассчитывают и строят профиль кулака.
Согласно общей теории кривошипных машин [18, 28] реко-
мендуется проводить расчет профилей кулачков с учетом измене-
ния ускорений в звеньях механизма, принимая сами звенья упру-
гоподатливыми. Наилучшие результаты дают кулачки, спроекти-
рованные по синусоидальному закону движения толкателя или по
закону модифицированной трапеции: в этом случае машины ра-
ботают более надежно.
15.2. Кинематический анализ главных исполнительных
механизмов
Анализ кривошипно-ползунных механизмов. При проектирова-
нии кривошипной машины (пресса) необходимо установить ки-
нематические параметры, т.е. по законам изменения перемеще-
ний, скорости и ускорения исполнительного звена — ползуна,
определить максимальные значения этих параметров, а также их
значения в период рабочего хода.
Кинематические параметры определяются разными способами,
известными из курса «Теории механизмов и машин». Наиболее удо-
бен аналитический метод в применении к кривошипно-ползунному
механизму, используемому в подавляющем большинстве прессов.
Наиболее распространен центральный механизм (см. рис. 14.5,
а), являющийся частным случаем при е = 0 дезаксиального меха-
низма (см. рис. 15.1, а). Основные размерные параметры: R — ра-
диус кривошипа; L — длина шатуна; е — величина дезаксиала,
относительные: X = R/L — коэффициент шатуна; к =e/L — коэф-
фициент дезаксиала.
Принято (М. В. Сторожев, 1932) при расчете перемещений от-
считывать их от крайнего переднего или нижнего положения пол-
зуна. Это положение совпадает с конечным рабочим положением
ползуна во время деформирования поковки или близко к нему [28].
Перемещение ползуна (точки В) s - R + L - Н.
s = (R + L) - Tteosoc + Zcosp = 7?[(1 - cosoc) +
+ 1/Х(1 - cosp)]. (15.2)
Из рис. 14.5, а следует sinp = Xsina, тогда при разложении в
ряд Ньютона с двумя первыми членами cosp = Vl - X2 sin2 а ~
154
о I
Рис. 15.1. Схемы кривошипно-ползунного механизма:
а — кинематическая идеальная (без учета трения) дезаксиального механизма;
б — силовая с учетом трения; в — силовая при заклинивании аксиального меха-
низма; |ir0 = ро, = р^, = Рв — радиусы кругов трения в шарнирах
Подставляя это значение в (15.2), получим
5 = /?
(1 - cos а) + ^sin2a
или
s = R (1 - cos а) + (1 - cos 2а) .
(15.3)
В дезаксиалъном механизме (см. рис. 15.1, а) перемещение пол-
зуна (точки В)
s = y/(R + L)2 -е2 -(J?cosa + Zcosp).
(15.4)
Из рис. 15.1, а следует sinp = Xsina + kk, тогда
I------------- ^2 2
cos0 = д/1 ~sin2P = Jl-(Xsina + kk)2 ~ 1 - — (sina + k)
I 7 77 2
155
Обычно X = 0,05... 0,45, а к = 0... 1,3. Наиболее часто принимают
X < 0,25, и к < 0,5. При малых значениях 1, к получим
s = R
Л,
(1 - cos а) + — (1 - cos 2а) + АХ sin а +
кк2
2(1+ Х)
(15.5)
Для центрального механизма к = 0, тогда формула для опреде-
ления 5 имеет вид (15.3).
Ошибка при расчете s по (15.5) не превышает 10%, при этом
следует иметь в виду, что при принятом направлении вращения
величины е и к принимают со знаком «+» при положении точки В
(рис. 15.1, а) справа от оси, проходящей через точку О; при поло-
жении точки В слева от оси эти величины принимают со знаком
«—».
При расчете рабочего хода кривошипных прессов требуется
определять по заданным перемещениям угол поворота кривоши-
па. Для углов а < 30° можно использовать приближенное выраже-
ние
кк + I 2s
Т+г“^(1 + Х)К‘
(15.6)
Характер изменения кривой перемещений для центрального
механизма при к= 0,1...0,4 показан на рис. 15.2, а. Видно, что
изменение к не оказывает существенного влияния на характер
кривой перемещений.
Для центрального механизма наибольший ход ползуна sm = 2R.
Для дезаксиального механизма этот ход, при прочих равных усло-
виях
sm = 2R 1 +
к2к2
2(1-V)^
(15.7)
Чем больше к и к, тем больше величина хода, но, так как
обычно к < 1 и к < 1, то разница в величине хода ползуна для
обоих механизмов весьма мала.
Скорость ползуна пресса с центральным механизмом получим
дифференцированием по времени t выражения (15 3) при допу-
щении, что
da
— = со = const:
dt
ds
v = —
dt
d( • А . ~ А
= сок sma +—sin2a .
2
(15.8)
156
Для дезаксиального механизма скорость в результате диффе-
ренцирования (15.5):
v - — - col? sina + — sin 2а + AAcosa
dt I 2
(15-9)
Аналогично дифференцированием выражения скорости полу-
чим приближенное значение для ускорений ползуна центрально-
го и дезаксиального механизмов:
у_ — =-co27?(cosa +Acos2a); (15.10)
j = — - -со2/?(cosа + Acos2а-Lisina). (15.11)
Погрешность при расчете скорости в пределах одного рабочего
хода по приведенным приближенным формулам при самых не-
благоприятных условиях (больших значениях А и к) по данным
Е.Н. Ланского [28] составляет не более 6 %, а при расчете ускоре-
ний не более 8 %.
Из рис. 15.2 видно, что максимальное значение скорости не
совпадает с углом поворота кривошипа a = 90°; значения, соответ-
ствующие максимуму скорости, можно найти, приравняв нулю
тригонометрические функции в выражениях (15.10) и (15.11). Судя
по кривым, увеличение А приводит к смешению максимума ско-
рости в сторону углов, меньших 90°. Для синусного механизма,
когда А = 0, максимум скорости соответствует a = 90°. Увеличение
А способствует повышению ускорения и динамических сил.
При нижнем расположении кривошипно-ползунного дезакси-
ального механизма пресса значения рабочих углов будут иные. При
тех же значениях углов а величины перемещений, скоростей и
ускорений будут меньшими. Если отсчет углов вести от крайнего
нижнего положения ползуна и соответствующего этому положе-
нию кривошипа, то значения перемещений, скоростей и ускоре-
ний могут быть найдены из выражений
s = R 1 -cosa- — (l-cos2a)-Axsma + ——-
fA ।
sin a—sin 2a -kk cos a ;
2
j = -<o2jR(cosa - Acos2a + kk sina).
(15.12)
(15.13)
(15.14)
157
R
1,6
1,2
0,8
0,4
0
(£>R
0,8
0,4
О
-0,4
-0,8
-1,2
j
co2/?
0,8
0,4
0
-0,4
-0,8
0 30 60 90 120 150 180 210 240 270 300 330 360 a,...°
в
Рис. 15.2. Изменение перемещения (а), скорости (б) и ускорения (в)
ползуна центрального кривошипно-ползунного механизма при разнь х
значениях X
158
Для механизмов, имеющих большее число звеньев, как прави-
ло, трудно аналитически установить зависимости кинематичес-
ких параметров от угла поворота кривошипа или другого ведуще-
го звена. При этом громоздкие и трудно анализируемые математи-
ческие выражения можно решать на ЭВМ.
15.3. Кинетостатический (силовой) анализ
кривошипно-ползунного механизма
Для прочностного расчета деталей и узлов кривошипных ма-
шин и автоматов (КП и А) и анализа энергетики привода решают
задачи:
о внешних силах, действующих на звенья механизмов;
о реакциях в кинематических парах;
о крутящих моментах, приложенных к ведущим звеньям;
о внутренних силах и напряжениях в материале ведущего вала.
Главные исполнительные механизмы КП и А относятся к группе
силовых механизмов, в которых силы инерции малы по сравне-
нию с силами полезных сопротивлений, обусловленных сопро-
тивлением деформируемого материала. Поэтому согласно теории
КП и А предлагается проводить силовой расчет главных исполни-
тельных механизмов на силы полезных и вредных (силы трения)
сопротивлений. Принципиальной основой силового расчета явля-
ется кинетостатический анализ без учета инерционных сил. Одна-
ко в расчете вспомогательных механизмов, где силы полезных
сопротивлений невелики или вовсе отсутствуют, силы инерции
могут стать решающим фактором.
Типовая расчетная схема вертикального двухстоечного однокри-
вошипного пресса с односторонним зубчатым приводом при рас-
положений маховика на приемном валу приведена на рис. 15.3, а.
Для кривошипного механизма с учетом трения сила, действу-
ющая вдоль шатуна, отклоняется от его оси:
Fab = F cos <р /cos (Р + у + ф). (15.15)
Сила, действующая на направляющие ползуна:
Fn = F/sinp + y)/cos(p + у + ф). (15.16)
Горизонтальная составляющая этой силы
FJ = Fa sin(p + у)со8ф/со8(р + у+ф). (15.17)
Имея в виду реальные размеры кривошипного механизма КП
и А и условия работы, можно принимать (индексы «в» и «г» соот-
ветственно определяют вертикальную и горизонтальную состав-
ляющие сил):
159
pin ~ p p . pr << P
rAB ~ JAB ГЯ’ 1 AB
T* = MK sin(Sy + е)/Лш cose; 7^ « Тш.
Реакции в опорах вала (рис. 15.3, б)
Q. = Л
h Гв (Z1 + Z2 + (? ) .
(Z2+/3) ш (4+/з) ’
Рис. 15.3. Кривошипно-ползунный механизм двухстоечного однокриво-
шипного пресса с односторонним зубчатым приводом:
а — кинетостатическая расчетная схема: Fa — сила полезного сопротивления на
ползуне; Fn — сила, действующая на направляющие ползуна; FAB — сила, действу-
ющая вдоль шатуна; Тш — нормальная сила на зубе шестерни — колеса, через
которое на кривошипный вал подается крутящий момент Л/к: Тш = MJRmcos£',
8У — установочный угол шестерни, 8У = 70...75° или 250...255°; е — угол зацепле-
ния е = 20°; а — угол, координирующий положение кривошипа, отсчитывается
от его крайнего нижнего положения; р — угол, координирующий положение
шатуна, sinP = е + Ksina; у, ср — углы отклонения сил от идеального направления
в связи с трением в кинематических парах; у= [р(гл + rB)/L] ; <р = arctgp; гА, гв, г0 —
радиусы цапф (шеек); ц — коэффициент трения; /ь /2, /3 — долевые размеры
балки, фиксирующие положение сил; R = ОА — радиус кривошипа; L = АВ —
длина шатуна; /?ш — делительный радиус зубчатого колеса; р, — радиусы трения
во вращательных парах, р,- - ц/;; б — расчетная схема вала как балки с шарнир-
ными опорами: Qh Qn — реакции в опорах; Тш — сила на зубе зубчатого колеса;
Fab — сила, действующая по шатуну; /2, /3 — длины участков вала
160
Qn
p *2________th
д(/2+73) ' ш/2+73-
Крутящий момент в кривошипно-ползунном механизме выра-
жают через силу Fa и ее приведенное к ведущему кривошипу пле-
чо тк:
MK = mKFa. (15.18)
Приведенное плечо тк состоит из двух составляющих: тка, за-
висящей от а, и /икр, зависящей от трения:
= тко + mKVL
D( . А, . о )
= К\ Since+ — Sin2a + ECOSOC +
2
+ ц[(1 + Х)гл +\гв + г0].
(15.19)
Условия трения оцениваются в зависимости от условий смазы-
вания: при проточном смазывании жидким смазочным материа-
лом ц = 0,005...0,01; периодическом смазывании жидким смазоч-
ным материалом — ц = 0,01 ...0,03; пластичным материалом — р =
= 0,04...0,06.
15.4. Допускаемая сила на ползуне по условию прочности
Из расчета на прочность кривошипных валов (см. гл. 25) и свя-
занного с ними тихоходного колеса зубчатой передачи определя-
ют величину допускаемых сил на ползуне главного исполнитель-
ного механизма в зависимости от положения кривошипа (ползу-
на) в виде графиков допускаемых сил [7^] = /(а) или [Ту = f(s).
Подобный подход обусловлен тем, что характеристика КП и А по
номинальной силе условна и не дает полного представления о
возможностях технологического нагружения во время работы (см.
гл. 14).
Допускаемая сила [Ту на ползуне по прочности кривошипного вала
определяется из общего уравнения (25.6), откуда получают урав-
нения для расчета допускаемой силы на ползуне [Ту по различ-
ным опасным сечениям В— В и Е— Е и строят графики в функции
угла поворота вала (рис. 15.4).
Допускаемая сила [Ту на ползуне по контактной выносливости
зубьев тихоходного зубчатого колеса определяется из соотношения
(15.18) и уравнения прочности для номинального контактного
напряжения в зоне наибольшей интенсивности [18, 28]:
он = ZHZMZtj2A7K (и + V)lm2zib < [он ]
(15.20)
161
Рис. 15.4. График сил на ползуне,
допускаемых прочностью пресса:
7 — по сечению вала В—В', 2 — по
сечению Е—Е, 3 — по зубьям зубча-
того колеса; 4 — график технологи-
ческой нагрузки; [7^] — допускаемая
сила на ползуне; FH — номинальная
сила; Ед — деформирующая сила
пресса; Гдтах — максимальная дефор-
мирующая сила; а, ан — соответ-
ственно угол поворота кривошипно-
го вала и номинальный угол; 5, —-
соответственно перемещение ползу-
на и перемещение ползуна при но-
минальном угле
где ZH — коэффициент, учитывающий форму сопряженных по-
верхностей зубьев, при £ = 20°, ZH = l,77cosPH; 0Н — угол наклона
зубьев; ZM — коэффициент, учитывающий механические свойства
материала зубьев ZM = 275 МПа0 5; ZE — коэффициент, учитываю-
щий длину контактной линии: для косозубых и шевронных колес
Ze = дД/Еа '> для прямозубых колес ZE = ^(4-Еа )/3; Еа — коэффи-
циент торцового перекрытия, Еа = [1,88 - 3,2(1Д1 + l/z2)]cosPH; и —
передаточное число тихоходной передачи; т — нормальный мо-
дуль зацепления; Zi, z2 — числа зубьев колеса; b — рабочая шири-
на зубчатого венца колеса; [он] — допускаемое контактное напря-
жение.
Уравнение для допускаемой силы
[Л]=
[ан]
f zlm b
J 2АН (w± 1)/дк ’
(15.21)
где кн — коэффициент нагрузки; для открытых передач КШМ ~
- 1,1...1,3.
Характер и взаимное расположение графиков Fa(a) по проч-
ности сечений вала зависит от его конструктивных размеров и
формы для разных по технологическому назначению КП и А.
Например, у прессов с коротким ходом sm < dG (d0 — диаметр
вала в опорах) кривая 1 (рис. 15.4) допускаемых сил по прочно-
сти в сечении В— В (см. рис. 25.2, а) достаточно плавная с макси-
мумом при а = 0... 10°. Для прессов с sm > d0 кривая 1 значительно
повышается при малых углах. Кривая 2 прочности по сечению
162
g—E, как правило, проходит высоко на графике. Для современ-
ных КП и А график 3 сил, допускаемых прочностью зубьев коле-
са, в области больших углов оказывается самым низким графи-
ном. Для некоторых КП и А этот график лежит полностью ниже
всех графиков.
Огибающая графиков допускаемых сил на ползуне (заштрихо-
ванная на графике рис. 15.4) называется диаграммой прочности
(графиком допускаемых сил), ограничивающей величину допус-
тимой технологической нагрузки, силы Fa деформирования по-
ковки для всех положений механизма.
По условию прочности кривошипного пресса график 4, выражаю-
щий силу Fa сопротивления деформируемого металла, должен впи-
саться в диаграмму прочности и не превышать ее ни в одной точке.
Из диаграммы прочности следует, что допускаемой силой,
равной по величине номинальной силе FH, можно нагружать кри-
вошипный пресс только при вполне определенном положении
главного исполнительного механизма, соответствующем углу по-
ворота кривошипа а,,, называемом номинальным углом. Значение
номинального угла ан зависит от технологического назначения и
особенностей конструктивного устройства КП и А. В пределах
О...ан нагрузка пресса ограничивается прочностью станины, а
при больших углах поворота вала — прочностью вала и зубьев
колеса. Так как в производственных условиях наладка КП и А
ведется на заданное положение s ползуна, то рекомендуется гра-
фик Fa(s) перестроить в координаты Fa(s) и в таком виде обяза-
тельно вносить в паспорт пресса. В этом случае номинальному
углу осн будет соответствовать номинальное расстояние (недоход)
sH ползуна до крайнего нижнего (верхнего, переднего) положе-
ния.
Для двухкривошипных прессов, если нагружение происходит
с эксцентриситетом относительно оси пресса, фактическая до-
пускаемая сила уточняется по расчетной схеме, в которой ползун
рассматривается как балка на двух опорах — подвесках ползуна, а
нагрузка прилагается в центре давления штампа. Поскольку ре-
альная нагрузка на каждую опору не может превышать [Fa]/2, при
заданном расстоянии между опорами £п и эксцентриситете е ре-
альная допускаемая сила
№]р=[Д,/(Д, + 2е)][Рл]. (15.22)
15.5. Анализ причин заклинивания кривошипно-ползунного
механизма
При эксплуатации прессов возможно заклинивание кривошип-
но-ползунного механизма в нижнем положении ползуна. Это про-
исходит в случае перегрузки при недостаточном запасе энергии
163
маховика или при перегрузке и нарушении связи коленчатого вала
с приводом (срабатывание предохранителя или проскальзывание
фрикционной муфты).
При этом сила FAB, действующая по шатуну, пройдет по каса-
тельной к трем кругам трения в шарнирах О, А и В (см. рис. 15.1, в).
Упругие силы, возникающие в деталях кривошипно-ползунного
механизма, стремятся повернуть шатун и кривошипный вал так,
чтобы снять возникшие деформации, но повороту препятствуют
моменты трения в шарнирах. В некоторых конструкциях криво-
шипных горячештамповочных прессов (см. гл. 20) предусмотрены
устройства вывода механизма из заклинивания. Если подобных ус-
тройств не предусмотрено, то для снятия упругих сил иногда можно
реверсированием электродвигателя в обратном направлении по-
пытаться выйти из заклинивания. Если этих мер окажется недо-
статочно, то придется резать штампы.
Область углов, при которых возможно заклинивание кривошип-
но-ползунного механизма, определяют в следующем порядке [28].
При заклинивании деформирующая сила Ед, действующая на пол-
зун, становится активной (см. рис. 15.1, в). Из баланса элементар-
ных работ с учетом трения в шарнирах получим
Fpds = FamK da,
или ds/da = mg =m£. (15.23)
Равенство приведенных плеч идеального т% и трения т[ оз-
начает граничное положение кривошипно-ползунного механиз-
ма, при котором может произойти или не произойти заклинива-
ние. Нормальная работа без опасности заклинивания будет при
т% > т£. Условием, при котором заклинивание произойдет, бу-
дет невозможность преодолеть момент трения при приведенном
относительном идеальном плече меньше приведенного относи-
тельного плеча трения
т%<т£. (15.24)
Для определения угла заклинивания прессов с верхним распо-
ложением кривошипного вала подставим значения т%, т£ в
(15.23):
/?(sina + A/2sin2a + /Jicosa) = /[(1 + X)rA + XrB + r0)].
При малых значениях a можно принять sina = a = a3; cos a = 1 -
- (a2/2) и получить уравнение для определения угла заклинивания
164
0Сз ~ 2
1 + Х
кк
сс3 + 2
|
Rkk
= 0.
(15.25)
Из (15.25) для центрального механизма к = 0 и угол заклинива-
ния
ос3 < //?(1 + X).
(15.26)
Дополнительный крутящий момент, который необходимо при-
ложить для преодоления упругих сил и моментов трения для вы-
вода механизма из заклинивания
М3 > F3(m£-m%),
(15.27)
где F3 — значение силы на ползуне в момент заклинивания.
Наибольшая величина крутящего момента получится при ос = 0.
Наиболее точно анализ динамики кривошипно-ползунных ме-
ханизмов прессов можно получить на основе программных комп-
лексов ПА9, PRADIS и др. (см. гл. 4) и [51].
С приближенным методом, разработанным Е.Н. Ланским, мож-
но познакомиться по работе [28].
15.6. Энергетические расчеты и КПД
Кривошипные прессы и автоматы оборудованы маховичным
приводом с асинхронным электродвигателем, развиваемая мощ-
ность которого меньше мощности исполнительного механизма во
время рабочего хода. Дополнительный приток энергии получается
за счет торможения маховика, снижения угловой скорости до вели-
чины, ограниченной допустимым скольжением электродвигателя.
Поэтому к началу каждого следующего рабочего хода электродви-
гатель должен восстановить частоту вращения маховика (см. рис.
14.3); в противном случае вследствие невозобновляемого расхода
энергии маховика машина, после совершения некоторого числа
рабочих ходов, остановится. Кривошипно-ползунный механизм
может войти в состояние заклинивания. Теория маховичного при-
вода КП и А основана на анализе изменения кинетической энер-
гии рабочих частей — энергетической диаграммы (кривая 1 на рис.
15.5), состоящей, как правило, из четырех участков: а—Ь — сни-
жение запаса кинетической энергии маховика от начального уровня
Тн до Тм, вследствие потерь на включение муфты и разгон ведо-
мых частей; Ь—с — в правильно рассчитанном приводе на этом
участке прямого холостого хода (хода приближения) во время tn
происходит почти полное восстановление энергии маховика элек-
165
Рис. 15.5. Энергетическая циклограмма пресса:
1 — график изменения кинетической энергии Т рабочих частей пресса; 2 —
график технологической нагрузки; Гн — начальная энергия (до включения муф-
ты); Тм — энергия после включения муфты; Тк — минимально допустимая энер-
гия после рабочего хода (деформирования поковки); tn, tR, tB, tT, tM, tu — время
соответственно холостого хода ползуна (приближения), рабочего хода, возврат-
ного хода, технологической паузы, машинного цикла, технологического цикла;
а, Ь, с, d, е, g — характерные точки цикла
тродвигателем; c—d— падение уровня энергии маховика до до-
пустимого минимума Тк за счет допустимого скольжения (иначе
возможны перегрев электродвигателя и заклинивание пресса) во
время рабочего хода /д. Из общего перепада энергий ДТ большая
часть расходуется непосредственно на пластическое формоизме-
нение заготовки (с преодолением силы по кривой 2), остальные
расходы вызваны потерями на трение и упругое деформирование
КП и А, инструмента; d— е—g — восстановление уровня энер-
гии.
Если расход энергии на пластическое формоизменение и дру-
гие составляющие велик, как при работе горячештамповочного
пресса одиночными ходами, то восстановления энергии за время
возвратного хода /в может не произойти. Тогда разгон маховика
при работающем электродвигателе и выключенной муфте про-
должается во время технологической паузы /г, когда обычно рабо-
тают средства автоматизации или механизации. По истечении вре-
мени tT = /ц - tM должен быть восстановлен начальный уровень
энергии маховика: только после этого можно начинать штампов-
icy новой заготовки — технологический цикл завершен.
Время /ц называют временем технологического цикла
= 4</Ри, (15.28)
где tM — время машинного цикла (двойного хода ползуна); ри —
коэффициент использования ходов (табл. 15.2).
166
Таблица 15.2
Значения коэффициента использования ходов рп
Тип кривошипных прессов и автоматов
Листоштамповочные:
универсальные простого действия 0.4...0,8
вытяжные двойного действия 0,7...0,8
Для объемной штамповки:
горячештамповочные 0,1...0,2
горизонтально-ковочные машины 0,15...0,3
кривошипно-коленные чеканочные 0,6...0,8
Ножницы 0,7... 0,8
При работе прессов-автоматов при постоянно включенной
муфте /ц — /м.
Работа привода во время рабочего хода. Диаграммы /Ик(а) на
ведущем валу главного исполнительного механизма в зависимос-
ти от его положения, координируемого углом о, строят графо-
аналитическим способом по зависимости
М(а) = /Да>к(а), (15.29)
где /Да) — текущее значение деформирующей силы из перестро-
енного графика Fa(s) в график Fa(o); тк(а) — текущее значение
приведенного плеча силы /д(а).
Планиметрируя диаграмму Мк(а) в пределах рабочего хода,
получают значение работы, затраченной приводом на ведущем
валу:
= JL Л^к(а)Да, (15.30)
ак.р
где ан р — угол начала рабочего хода; акр — угол конца рабочего
хода.
Расход энергии в приводе КП и А. Расход энергии происходит
на следующие процессы:
1) на включение муфты и разгон ведомых частей
(15-31)
где J, д — момент инерции ведомых частей КП и А (с учетом при-
ведения к валу муфты); <он — номинальная угловая скорость вала
муфты;
167
2) на холостое движение механизмов пресса. Потери энергии этого
вида зависят от качества обработки сопряженных поверхностей
подвижных деталей механизмов, опор и направляющих, от усло-
вий смазывания, натяжения ремней, регулировки тормозов и дру-
гих случайных причин. Поэтому расчетная величина этого расхода
определяется приближенно в долях к* от другого, стабильного энер-
гетического параметра, например, работы пластического дефор-
*$д
мирования = J
о
Лх АгхЛд,
где Ах = 0,3... 0,4 для листоштамповочных и обрезных закрытых прес-
сов; Ах = 0,04...0,5 для кривошипных горячештамповочных прессов
(КГШП); Ах = 0,6 для чеканочных прессов; кх = 1,5... 2,5 для авто-
матов;
3) на рабочий ход. Во время рабочего хода энергия расходуется
на преодоление полезного сопротивления деформированию по-
ковки (и прижимной подушки листоштамповочных прессов), и
сопровождающие этот процесс потери энергии на трение, упру-
гую деформацию машины и инструмента. Оценку этих потерь мож-
но определить по выражению КПД рабочего хода (15.32).
Коэффициент полезного действия рабочего хода. Для оценки
расходования энергии в приводе машины во время рабочего хода
используют КПД рабочего хода (табл. 15.3), учитывающий поте-
ри энергии на трение и упругую деформацию во время рабочего
хода
Таблица 15.3
Ориентировочные значения КПД т]р рабочего хода прессов
Тип кривошипной машины Пр
Листоштамповочные прессы (универсальные простого действия) на операциях:
вырубки, пробивки 0,55...0,65
формовки, вытяжки 0,7... 0,8
Прессы для объемной штамповки:
горячештамповочные 0,3 ...0,4
горизонтально-ковочные машины 0,35-0,45
обрезные (для обрезки облоя) 0,5-0,55
168
Пр =
Л =
А»
*$л
J
о__________
X ЛГк(а)Да
(15.32)
Коэффициент полезного действия цикла работы пресса (эффек-
тивный КПД). Эффективным КПД пресса оценивают долю полез-
ной энергии Лд от потребляемой электродвигателем из электросе-
ти Еэл в течение цикла
. J ЛО)*
= ?--------• <15'33)
э" ]лгэлЮ<1/
О
Величина этого КПД зависит от выполняемой операции, со-
стояния пресса, степени использования пресса по технологичес-
кой работе и других факторов. В среднем эффективный КПД кри-
вошипных прессов может составлять 0,15...0,3.
Работоспособность кривошипных прессов и автоматов выража-
ется зависимостью допустимой работы деформирования |4,| от
коэффициента фактически используемых ходов ри, называемой
графиком работоспособности. Допустимая работа уменьшается с
увеличением числа ходов рк [18]
Ш — • -^н.ф^м ^з^в-^в
К L Ри
(15.34)
15.7. Расчет электромеханического привода прессов
Расчет мощности электродвигателя. Номинальную мощность асин-
хронного электродвигателя с короткозамкнутым ротором опреде-
ляют суммой средних мощностей активного и холостого ходов за
период одного технологического цикла [18, 28]. По каталогам сле-
дует подобрать ближайший типоразмер электродвигателя.
Ан = [АДив + Лр + Дх1Лц, (15.35)
где к3 — коэффициент запаса (табл. 15.4); лв — число включений
муфты за цикл (на одиночных ходах пв = 1; на автоматических
ходах лв = 0).
169
Таблица 15.4
Данные для расчета мощности электродвигателя
Фактическая частота ходов ползуна пресса «Ф = Рнп, ход/мин Номинальное скольжение sH Коэффициент запаса к3 Относительный коэффициент скольжения еэ
До 15 0,12...0,08 1,2 0,85
15... 50 0,08... 0,04 1,3 0,9
Св. 50 0,04...0,02 1,4... 1,6 0,95
У асинхронных электродвигателей с фазным ротором при ра-
боте на искусственной характеристике из-за потерь мощности в
дополнительном электрическом сопротивлении фактическая но-
минальная мощность снижается согласно зависимости
^.Ф=Л^„7(л„.ф/лн)3, (15.36)
где йн ф — фактическая номинальная частота вращения (по ката-
логу электродвигателя); лн = л0(1 - Лн) — частота вращения с уче-
том скольжения при нагрузке; л0 — синхронная частота вращения
(по каталогу электродвигателя); лн — номинальное скольжение
электродвигателя (см. табл. 15.4, где п — номинальная быстроход-
ность пресса).
Расчет момента инерции маховых масс и маховика. Номиналь-
ный момент инерции маховых масс [18, 28, 51]
Л. = 22,8ЛМ(5 + 2)2/(л28), (15.37)
где пы — номинальная частота вращения маховика; Ам — работа
маховика, дополняющая до общего уровня расход энергии во время
пиковой рабочей нагрузки Ар:
Дм ~ Др ~ Дэ,
где Аэ — работа электродвигателя мощностью NH или Ntl ф в этот
период, Аэ ~ NHtpT\n‘, цп — КПД передач; 8 — торможение махови-
ка, 8 = 2A3e:j('Sh + 5р п); еэ — относительный коэффициент скольже-
ния электродвигателя (см. табл. 15.4); spn — скольжение в ремен-
ной передаче, лрп = 0,01.
Поскольку нагрузка в режиме одиночных ходов не является
мгновенной, а происходит во времени, фактический момент инер-
ции маховых масс несколько меньше номинального:
для технологического цикла с одним пиком нагрузки
170
(15.38)
для технологического цикла с двумя пиками нагрузки
+(2-6Л+ЗЙ)А + [4
К 2л J 4 14
(15.39)
В кривошипных прессах отдача энергии осуществляется не толь-
ко маховиком, но и другими вращающимися частями. В мощных
прессах эта доля существенна, поэтому величина /м должна быть
приведенной величиной всех маховых масс к одному валу.
Электродвигатели проверяют на допустимое время первоначаль-
ного разгона при включении
1 2/ п2
М°М
~ 1О’Унф
(15.40)
Для короткозамкнутых электродвигателей [/разг] = 8... 10 с; для
двигателей с повышенным скольжением [/разг] = 15... 18 с.
Расчет мощности электродвигателя по номинальной и средне-
квадратичной величине тока на основе комплекса ПА9 разрабо-
тан Е. Н. Складчиковым [20].
ГЛАВА 16. УНИВЕРСАЛЬНЫЕ ПРЕССЫ
16.1. Классификация и конструктивные особенности
Классификация. На универсальных прессах выполняют различ-
ные операции листовой штамповки, как разделительные, так и
формоизменяющие. В прессовых цехах заводов с серийным и мас-
совым характером производства универсальные прессы получили
наиболее широкое применение (рис. 16.1).
По конструкции станины прессы разделяют на открытые и зак-
рытые. Открытые прессы с С-образной станиной наиболее удоб-
ны в обслуживании и автоматизации, поскольку обеспечивают
свободный доступ к штамповому пространству с трех сторон. Од-
нако силовое замыкание в С-образной станине пресса неизбежно
приводит к увеличенным линейным и угловым деформациям ба-
зовых элементов крепления инструмента, что вызывает перекос
рабочих частей штампа и увеличенный их износ. Закрытые прессы
имеют рамную станину.
171
Рис. 16.1. Классификация универсальных прессов
Конструктивные особенности. Открытые прессы изготовляют
одностоечными и двухстоечными. В одностоечных прессах стани-
ны выполняют с Т-образным или коробчатой формы сечением,
замкнутым или незамкнутым с наружной стороны станины. В двух-
стоечных прессах станины состоят из двух раздельных стоек с уси-
ленным в передней части сечением. Соединительные ребра между
стойками образуют сквозной проем между ними в зоне штампо-
вого пространства для облегчения удаления отштампованных из-
делий.
Одностоечные прессы могут быть с неподвижным и с
регулируемым по высоте передвижным столом. Во втором случае
увеличивается диапазон изменения штампового пространства по
высоте, что дает возможность обрабатывать крупногабаритные про-
странственные детали. Однако такая конструкция стола снижает
жесткость системы пресса и точность взаимного положения час-
тей штампов, поэтому эти прессы находят ограниченное приме-
нение.
Двухстоечные прессы изготавливают наклоняемыми и
ненаклоняемыми. Наклоняемые прессы устанавливают на специ-
альное основание — стойки, монтируемые на фундаменте. На этом
основании станина наклоняемого пресса устанавливается на двух
шарнирах — переднем и заднем, и может поворачиваться от гори-
зонтального положения стола назад на угол до 35° для упрощения
удаления отштампованных деталей из штампового пространства
под действием силы тяжести.
По исполнению главного исполнительного механизма накло-
няемые и ненаклоняемые прессы могут быть одно- и двухкриво-
шипными. Двухкривошипные используют для многопозиционной
штамповки или для штамповки деталей удлиненной формы. В этих
случаях ползун пресса имеет увеличенные размеры по фронту
172
пресса и связан с главным валом двумя шатунами. Главные валы
выполняют двухколенчатыми параллельными фронту пресса, или
тестерне-эксцентриковыми. Валы располагаются в опорах верх-
ней части открытой станины — траверсе. Имеются конструкции с
встроенной грейферной подачей и приводом от вала отбора мощ-
ности пресса, обеспечивающие автоматический режим работы.
Главные валы в одностоечных прессах могут располагаться парал-
лельно и перпендикулярно фронту пресса.
В закрытых прессах станины представляют собой замкнутую
симметричную раму, поэтому при центральном нагружении зак-
рытого пресса технологической силой перекосов частей штампа
не происходит и величины упругих линейных деформаций по срав-
нению с открытыми прессами значительно меньше.
Главный исполнительный механизм в закрытых прессах рабо-
тает в более благоприятных условиях. Число шатунов в главном
исполнительном механизме закрытых прессов зависит от габари-
тов штампового пространства в плане. Применяют одно-, двух- и
четырехкривошипные главные исполнительные механизмы. При
этом главные валы могут располагаться как параллельно, так и
перпендикулярно фронту пресса [28].
16.2. Конструкции открытых прессов
Открытые листоштамповочные прессы составляют до 80 % пар-
ка кривошипных прессов. Удобные в эксплуатации и обслужива-
нии прессы номинальной силой до 4 МН применяют в различных
отраслях промышленности. Параметры однокривошипных откры-
тых прессов простого действия, изготавливаемые отечественной
промышленностью, регламентируются ГОСТ 9408—89Е, а двух-
кривошипных открытых прессов простого действия — ГОСТ 9222—
87Е, в соответствии с которыми однокривошипные открытые
прессы изготавливают номинальной силой 25 ...4 000 кН и числом
ходов ползуна в минуту соответственно 36—224. Для прессов но-
минальной силой 25...630 кН возможно применение регулируе-
мого числа непрерывных ходов ползуна в диапазоне 63 — 400 хо-
дов в минуту. Двухкривошипные открытые прессы характеризу-
ются номинальной силой в диапазоне 400...4000 кН, числом хо-
дов ползуна в минуту в диапазоне 25—100 при ходе ползуна
80...320 мм.
Однокривошипные открытые прессы выполняют в трех моди-
фикациях: с уменьшенными, нормальными и увеличенными раз-
мерами стола. Соответственно может изменяться и быстроходность
прессов. Быстроходные прессы (рис. 16.2) имеют наиболее про-
стой главный привод, в котором от электродвигателя 7 движение
передается на маховик 5, смонтированный на подшипниках непо-
средственно на главном валу 77, расположенном в опорах стани-
173
Рис. 16.2. Схема конструкции открытого наклоняемого пресса:
1 — основание станины; 2 — станина; 3 — ползун; 4 — шатун; 5 — маховик; 6 —
клиноременная передача; 7 — электродвигатель; 8 — выталкиватель; 9 — пред-
охранитель; 10 — механизм регулировки закрытой высоты; И — механизм регу-
лировки хода ползуна; 12 — привод средств автоматизации; 13 — тормоз; 14 —
ресивер; 15 — муфта; 16 — уравновешиватель; 17 — главный вал; 18 — пневмати-
ческая подушка
ны 2. В маховик встроена фрикционная муфта 15, а на другом
конце главного вала установлен фрикционный тормоз 13.
Муфта и тормоз оборудованы электропневматической систе-
мой управления с индивидуальным ресивером 14. При включении
пресса отключается тормоз, освобождая главный вал, и только
после этого включается муфта, обеспечивая передачу движения
на главный вал пресса. В процессе остановки ползуна пресса вна-
чале отключается муфта, и только затем включается тормоз. Такая
последовательность срабатывания фрикционных узлов необходи-
ма для исключения возможности одновременного их срабатыва-
ния и вызванного этим интенсивного износа фрикционных эле-
ментов.
В современных открытых прессах применяют сблокированные
узлы муфта—тормоз, обеспечивающие требуемую последователь-
ность срабатывания фрикционных узлов. Для этого муфта и тор-
174
моз монтируются на станине со стороны маховика, а другой ко-
пен главного вала оснащается элементами привода 12 средств ав-
томатизации.
В прессах с быстроходностью до 63 ходов в минуту и номиналь-
ной силой свыше 63 кН, применяют одноступенчатую зубчатую
передачу с расположением маховика на приемном валу, а сбло-
кированные муфту и тормоз — на главном валу пресса.
Главный исполнительный механизм открытых прессов четы-
рехзвенный кривошипно-ползунный. Шатуны механизма изготав-
ливают разъемными, состоящими из корпуса и винта, имеющего
сферическую опорную головку в ползуне. Разъемные шатуны с
резьбовым соединением используют в качестве механизма регу-
лировки закрытой высоты пресса. При регулировке закрытой вы-
соты пресса ввертыванием или вывертыванием винта в корпус
шатуна меняется длина шатуна, что отражается на кинематичес-
ких параметрах главного исполнительного механизма.
Ползуны выполняют коробчатой формы с вынесенными V-
образными или прямоугольными направляющими. Для повыше-
ния точности перемещения ползуна длину направляющих стре-
мятся увеличить.
Открытые прессы снабжают механизмами регулировки вели-
чины хода ползуна. Принцип работы механизма регулировки хода
ползуна (рис. 16.3) состоит в повороте дополнительной эксцент-
Рис. 16.3. Конструкция (а) и принципиальная схема (6) механизма ре-
гулировки величины хода ползуна:
1 — эксцентриковая втулка; 2 — кривошип; 3 — механизм фиксации; 4 — шатун;
R — радиус кривошипа главного вала; Ot — ось кривошипа; О2 — ось эксцентри-
ковой втулки; — радиус кривошипа механизма; г — радиус смещения оси О2
относительно оси Ot
175
риковой втулки 7, установленной на кривошипе 2 (эксцентрике)
главного вала. Шатун 4 соединен с эксцентриковой втулкой 7. Ра-
диус кривошипа главного вала R. Радиус смешения оси О2 экс-
центриковой втулки 7 относительно оси кривошипа О} обозначен г.
При повороте эксцентриковой втулки 7 точка О2 движется по ок-
ружности с центром О} и таким образом изменяется величина
радиуса кривошипа 7?с механизма. В случаях, когда точка О2 на-
ходится на одной линии с центрами О и О} получают максималь-
ное значение радиуса кривошипа /?с = R + г, если точка 02 нахо-
дится вверху, и минимальное значение = R - г, если точка О,
находится внизу, между центрами О и О{.
Различные конструкции ручной регулировки хода ползуна от-
личаются механизмом 3 фиксации эксцентриковой втулки отно-
сительно главного вала после регулировки.
В целях сокращения времени на переналадку пресса в механиз-
мах регулировки хода ползуна используют приводы, работающие
по принципу поворота эксцентриковой втулки при заторможен-
ном главном вале, или поворота главного вала при заторможен-
ной втулке. Включение и выключение механизма фиксации осу-
ществляется обычно силовым цилиндром. Значение взаимного
поворота главного вала и эксцентриковой втулки, а также сраба-
тывание приводного фиксатора контролируется датчиками. Резуль-
таты регулировки выводятся на панель управления.
В результате регулировки хода ползуна угол остановки вала
может существенно изменяться, поэтому в современных прессах
с регулировкой хода ползуна угол корректируется автоматиче-
ски.
В открытых прессах номинальной силой свыше 160 кН устанав-
ливают уравновешиватели 16 ползуна (см. рис. 16.2) и предохра-
нители от перегрузки. Уравновешиватели, преодолевая силу тяже-
сти ползуна и штампа, уменьшают нижние зазоры в сочленени-
ях, способствуя их безударному закрытию во время деформирова-
ния. У прессов небольшой силы предохранители 9 чашечного типа,
встроенные в нижнюю опору шатуна в ползуне пресса. У прессов
большей силы в ползуне устанавливают гидравлические предо-
хранители.
Прессы оснащают жестким выталкивателем 8 в ползуне для
верхней половины штампа или пневматическим для более круп-
ных прессов. Нижним выталкивателем часто служит пневматичес-
кая подушка 18. При этом выталкиватели в ползуне должны обеспе-
чивать силу не менее 5 % номинальной силы пресса, а подушки —
силу до 20 % номинальной силы пресса и ход не менее 25 % хода
ползуна.
Наклоняемые прессы для установки станины пресса в требуе-
мом положении оборудуют винтовым или гидравлическим меха-
низмами с приводом цилиндров от ручного насоса.
176
16.3. Конструкции закрытых прессов
Общие особенности конструкции. Закрытые прессы имеют зам-
кнутую двухстоечную станину, равномерно воспринимающую тех-
нологические нагрузки по центру стола — ползуна. За счет сим-
метричного расположения стоек пресса и их конструктивного ис-
полнения достигается более высокая жесткость прессов и отсут-
ствие перекосов — угловых деформаций направляющих станины
и стола пресса. Штампы работают в более благоприятных услови-
ях, что существенно снижает их износ в процессе работы по срав-
нению с открытыми конструкциями. На закрытых прессах штам-
пуют листовые заготовки корпусных деталей автомобильной, трак-
торной и других отраслей промышленности.
В отечественном прессостроении основные параметры одно-,
двух- и четырехкривошипных прессов простого действия регла-
ментируются ГОСТ 10026—87Е, 7766—88Е, 16267—84Е соответ-
ственно. Однокривошипные прессы изготавливают номинальной
силой 0,63... 16 МН при ходе ползуна 100...800 мм и быстроход-
ности 63—12 ходов в минуту. Двухкривошипные прессы строят
номинальной силой 1 ...31,5 МН при ходе ползуна 160...800 мм и
быстроходности 50—12 ходов в минуту. Четырехкривошипные
прессы имеют номинальную силу 3,15...31,5 МН, ход ползуна
250... 1000 мм при быстроходности 5—18 ходов в минуту.
Однокривошипные закрытые прессы выполняют в трех испол-
нениях, отличающихся значениями хода ползуна и быстроходно-
сти. В каждом из исполнений предусмотрено изготовление моди-
фикаций с различными размерами штампового пространства в
плане. В зависимости от быстроходности главный привод закры-
тых прессов имеет различное число зубчатых передач и их компо-
новку. Привод с двухступенчатой зубчатой передачей может быть
простой и суммирующий (рис. 16.4). От электродвигателя /движе-
ние передается клиноременной передачей 6 на маховик 16, затем
на быстроходную ступень и на вторую ступень зубчатой переда-
чи 17 — колеса шестерне-эксцентрикового типа. Суммирующий
тип привода получил свое название потому, что на колеса шес-
терне-эксцентрикового типа движение передается одновременно
двумя шестернями промежуточных валов Раздвоенный поток мощ-
ности на быстроходной ступени зубчатой передачи суммируется
на тихоходной ступени при вращении шестерне-эксцентрикового
главного вала 18. Крутящий момент, передаваемый каждой шес-
терней при работе пресса, существенно снижается с применени-
ем двухстороннего привода движения главного вала. Это позволя-
ет снизить размеры зубчатых передач, улучшить компоновку при-
вода, уменьшить размеры верхней поперечины и высоту пресса.
Главный исполнительный механизм состоит из главного вала 18
шестерне-эксцентрикового типа, нерегулируемого шатуна 5 и свя-
177
Рис. 16.4. Кинематическая схема закрытого пресса:
1 — стол; 2 — стойка; 3 — ползун; 4 — уравновешиватель; 5 — щатун; 6 —
ременная передача; 7 — электродвигатель; 8 — ресиверы; 9 — стяжная шпилька;
10 — поперечина (траверса); 11 — механизм регулировки закрытой высоты; 12 —
предохранитель; 13 — гидропневматическая подушка; 14 — тормоз; 15 — муфта;
16 — маховик; 17 — зубчатая передача; 18 — главный вал; 19 — выталкиватель;
20 — шпонка
занного с ним ползуна 3. Шатун опирается на палец в ползуне, а
механизм регулировки закрытой высоты штампового простран-
ства смонтирован в ползуне и имеет индивидуальный привод. Ука-
затель регулировки закрытой высоты вынесен на главный пульт
оператора. Ползун перемещается по направляющим станины, ко-
торые состоят преимущественно из четырех пар взаимно-перпен-
дикулярных регулируемых направляющих.
Система включения содержит раздельно установленные фрик-
ционную дисковую муфту 75, смонтированную в маховике, и
фрикционный дисковый тормоз 14. Подача сжатого воздуха осу-
ществляется от ресивера 8. Для правильной последовательности
178
срабатывания муфты и тормоза управление осуществляется двумя
воздухораспределительными клапанами.
В ползуне установлен гидропредохранитель 12, служащий для
защиты узлов и деталей пресса от возможных перегрузок по силе.
Для устранения влияния массы ползуна и верхней половины
штампа на работу привода пресса и улучшения условий работы
главного исполнительного механизма пресс снабжен уравнове-
щивателями 4. На приведенной схеме показаны уравновеш ивате -
ди толкающего типа, установленные в стойках 2 станины. Уравно-
вешиватели тянущего типа могут располагаться в закрытых прес-
сах как в стойках, так и в верхней поперечине пресса.
Закрытые прессы снабжаются выталкивателями из нижней и
верхней половин штампа. Для прижима листовой заготовки в пе-
риод рабочего хода и выталкивания отштампованного изделия
(полуфабриката) из нижней половины штампа в столе 1 пресса
установлена гидропневматическая подушка 13. Функция подуш-
ки — обеспечить технологически необходимую силу прижима, по-
стоянную на всем ходе поршня подушки. Регулировка силы при-
жима осуществляется изменением давления воздуха в цилиндре.
После совершения рабочего хода подушка может обеспечить пау-
зу и последующее выталкивание изделия. Для выталкивания изде-
лия из верхней половины штампа в ползуне устанавливают про-
стейшие механические выталкиватели 19, срабатывающие от ре-
гулируемых упоров на станине, или приводные выталкиватели
(пневматические или гидравлические).
Станины закрытых прессов силой более 2,5 МН выполняют
разъемными, состоящими из стола 1, стоек 2 и поперечины 10,
стянутыми четырьмя шпильками и гайками. Призматические шпон-
ки 20, расположенные в местах разъема стоек со столом и попере-
чиной, предотвращают смещение составных частей станины.
Система смазывания прессов комбинированная. Она состоит
из централизованной автоматической жидкой циркуляционной,
нецентрализованной жидкой с ручной заливкой, ручной консис-
тентной с периодическим смазыванием при помощи шприца и
пресс-масленок.
Закрытые прессы простого действия. Прессы такого типа пред-
назначены для выполнения операций вытяжки, формовки и от-
личаются конструктивным исполнением главного исполнитель-
ного механизма. Процесс вытяжки осуществляется с использова-
нием прижима гидропневматических подушек и требует сниже-
ния скорости ползуна в момент встречи инструмента с листовой
заготовкой. Для снижения скорости ползуна пресса в период ра
бочего хода шестерне-экснентриковый механизм оборудуют до-
полнительной рычажной системой, позволяющей изменять ско-
рость ползуна при его перемещении за один оборот главного вала.
Для этих целей может быть использована наиболее простая ры-
179
a
км/с
Рис. 16.5. Схема кривошипно-рычажного механизма (с) и графики пере-
мещения и скорости ползуна (б):
1 — шарниры; 2 — рычаги; 3 — коромысла; 4 — шатуны; 5 — шарниры ползуна;
51, vt — ход и скорость кривошипно-рычажного механизма; s2, v2 — ход и ско-
рость кривошипно-ползунного механизма
180
чажная система с рычагом 2 (рис. 16.5, а), шарнирно закреплен-
ным на станине. В конструкциях двух- и четырехкривошипных
прессов рычаги 2, симметрично закрепленные в поперечине пресса
посредством шарниров 7, связаны с коромыслами 3, посаженны-
ми на эксцентрики главных валов. Коромысла 3 шарнирно связа-
ны с шатунами 4, которые через пальцы 5 передают движение
ползуну пресса (на рисунке не показан). Поворот коромысел 3
при вращении эксцентриков ограничивается рычагами 2 в ре-
зультате чего углы качания коромысел увеличиваются, а скорость
их поворота в зависимости от углов поворота главных валов изме-
няется. Изменением параметров рычагов кривошипно-рычажного
механизма достигают оптимального изменения скорости ползуна
во время рабочего хода. В период движения ползуна пресса вниз
(кривая 5] рис. 16.5, б) скорость его перемещения (кривая rt)
уменьшается за счет изменения скорости поворота коромысел и
за счет увеличения углов поворота главных валов.
По сравнению с циклом работы кривошипно-ползунного ме-
ханизма (кривая .s2), в котором ход ползуна вниз, как и ход вверх,
осуществляется симметрично за 180°, ход вниз ползуна рассмат-
риваемого механизма начинается с угла поворота главного вала
около 310° (точка а на кривой 5,) и заканчивается практически
одновременно с окончанием хода вниз ползуна s2 кривошипно-
ползунного механизма. Таким образом, период хода вниз ползуна
рассматриваемого механизма увеличен приблизительно на 50°.
Увеличение длительности периода движения ползуна вниз обес-
печивает снижение и модификацию характера изменения скорос-
ти V] в этой фазе движения. Большинство многозвенных механиз-
мов для снижения скорости ползуна в период рабочего хода име-
ют подобный график изменения скорости.
Важной для технологического процесса вытяжки является скорость
встречи верхней половины штампа с листовой заготовкой. Значения
скорости вытяжного ползуна находятся в пределах: для заготовок из
тонколистовой низкоуглеродистой стали — 0,3...0,5 м/с, из тонко-
листовой коррозионно-стойкой стали — 0,13...0,18 м/с, из алю-
миния и латуни — 0,5...0,66 м/с, из цинка — 0,22...0,8 м/с [12].
После совершения рабочего хода ползун быстро наращивает
скорость до максимального значения (кривая Г|) и возвращается
в крайнее верхнее положение (точка а) при а « 310° за укорочен-
ный период времени. Скорость ползуна vi во время возвратного
хода превышает скорость v2 ползуна кривошипно-ползунного ме-
ханизма примерно на 30...35 %.
Лонжеронные прессы. Группу закрытых кривошипных прессов
с увеличенными размерами ползуна (стола) по фронту состав-
ляют лонжеронные прессы. Они предназначены для штамповки
удлиненных деталей типа лонжеронов, что требует особых кон-
структорских решений главного исполнительного механизма,
181
привода, станины пресса. Пресс модели К4548 номинальной си-
лой 63 МН имеет размер стола по фронту пресса 12 000 мм и
размер ползуна — 11 500 мм, поэтому важно обеспечить мини-
мальный прогиб ползуна и стола при выполнении технологичес-
кой операции. С этой целью применен четырехкривошипный глав-
ный исполнительный механизм шестерне-экспентрикового типа
с двухсторонними зубчатыми передачами движения на эксцент-
рики и с перпендикулярными фронту пресса валами. Двухдиско-
вые фрикционные муфта и тормоз расположены раздельно на
приемном валу. Муфта смонтирована в маховике, установлен-
ном на закрепленной в станине втулке, разгружающей прием-
ный вал от силы тяжести маховика. Далее двухсторонний зубча-
тый привод через систему шестерен передает движение на четы-
ре кривошипно-ползунных механизма, расположенных в один
ряд в станине. Это позволяет расположить равномерно точки
подвеса ползуна и обеспечить расстояние между крайними точ-
ками подвеса ползуна 7 200 мм, т.е. обеспечить благоприятное
силовое замыкание в системе пресса и снизить значения упругих
деформаций.
ГЛАВА 17. ЛИСТОВЫЕ И СОРТОВЫЕ НОЖНИЦЫ
17.1. Классификация и конструктивные особенности
Классификация. Кривошипные ножницы относятся к оборудо-
ванию, предназначенному для разделительных операций. Они яв-
ляются основным технологическим оборудованием для резки ли-
ста, проката, труб и скрапа.
Кривошипные ножницы можно подразделить на ножницы од-
нокривошипные и двухкривошипные. Ножницы листовые с на-
клонным ножом являются двухкривошипными. Остальные нож-
ницы относятся к однокривошипным. Это ножницы высечные
(листовые), для резки заготовок (обычной и повышенной точно-
сти), аллигаторные (резка скрапа). Комбинированные пресс-нож-
ницы имеют три исполнительных механизма и служат для резки
сортового проката, листов, полос, а также для пробивки отвер-
стий. Для резки труб используют специальные ножницы.
Конструктивные особенности. Для резки листа применяют нож-
ницы с параллельными ножами, с наклонным ножом и высеч-
ные. В соответствии с ГОСТ 6282—88 ножницы выпускают для
резки листов толщиной 1,6...40 мм; при ширине листа 1...4 м.
Обычный угол наклона ножа не превышает 3°30', больший угол
наклона существенно искажает форму отрезаемой полосы, под-
вергая ее пластическому изгибу. Ножницы для толщины листа свы-
182
jiie 40 мм предпочитают изготавливать с гидроприводом, но в ра-
цее указанном диапазоне технологических возможностей (толщи-
на и ширина листа) кривошипные ножницы предпочтительнее
благодаря простоте конструкции и большей быстроходности (15 —
100 ходов в минуту) [30].
В техническую характеристику ножниц входят: толщина отре-
заемого листа (главный параметр), наибольшая ширина полос,
отрезаемых с упором или без упора (630... 1000 мм), расстояние
от режущей кромки ножа до станины (вылет 200...500 мм), ход
подвижного ножа, другие размерные параметры.
Технологические возможности ножниц характеризуются спо-
собом резки, определяющим в первую очередь точность отрезки и
качество поверхности среза [28].
Во всех конструкциях ножниц для ограничения возникающего
при резке листа изгиба обязательно предусмотрен прижимной
механизм, прижимающий лист к плоскости стола ножниц до на-
чала реза и фиксирующий лист вплоть до окончания отрезки. На
ножницах можно производить не только отрезку полос, но и осу-
ществлять продольную резку листа повторным резанием и про-
движением листа в пределах вылета станины вдоль стола.
Для резки сортового и фасонного проката (заготовок) служат
сортовые или комбинированные ножнипы и пресс-ножницы. Ком-
бинированные ножницы относят к пресс-ножницам, если они
оборудованы дыропробивным прессом. Пресс-ножницы состоят
из трех основных механизмов: для резки листа, для резки сорто-
вого металла и пресса для пробивки отверстий. Все эти механизмы
смонтированы на одной станине и имеют общий привод. Меха-
низм управления ползуном сортовых и листовых ножниц рычаж-
ный; управление дыропробивным прессом — рычажное или пе-
дальное. Основные параметры комбинированных пресс-ножниц
регламентируются ГОСТ 7355—77: толщина разрезаемых листов —
10... 32 мм, диаметр отрезаемого круга — 36... 75 мм, сторона квад-
рата — 32...65 мм.
Резка на ножницах является самым экономичным способом
разделки проката на заготовки. При резке важно, во избежание
двойного среза, чтобы глубина внедрения ножей в металл не пре-
вышала 1/4 высоты разрезаемого сечения, особенно в случае рез-
ки пластичных металлов или заготовок, подогретых до высокой
температуры. В холодном состоянии режут углеродистые стали
(С < 0,5 %, ов = 700... 780 МПа). Чтобы предотвратить образование
трещин на торцах вследствие хрупкости некоторых сталей, при-
бегают к подогреву заготовок. Скорость реза влияет на качество.
Для углеродистых сталей требуется повышенная скорость, а для
легированных — пониженная. В связи с этим в новых конструкци-
ях ножниц рационально применять двухскоростные электродви-
гатели.
183
17.2. Конструкции и расчет основных механизмов
Конструкция листовых ножниц подобна двухкривошипному прес-
су открытого типа, оснащенному прижимными механизмами.
Секционные сменные ножи закрепляют на ножевой балке,
перемещающейся по направляющим станины. Поскольку при ре-
зании возникают не только сила резания, но и сила распора меж-
ду ножами, ножевая балка должна быть достаточно жесткой как в
вертикальном, так и горизонтальном направлениях. На столе нож-
ниц устанавливается неподвижный нож с механизмом регули-
ровки зазора между ножами. Для облегчения перемещения листа
на столе применяют шаровые подпружиненные опоры.
Ножевая балка соединена шатунами с двухкривошипным ва-
лом. Сила тяжести ножевой балки воспринимается двумя наклон-
ными уравновешивателями. Большие размеры ножевой балки по-
зволяют применять тянущие шатуны, что обеспечивает компакт-
ность исполнительного механизма и машины в целом.
Рис. 17.1. Схемы кривошипно-ползунных механизмов для перемещения
ножевой балки ножниц с тянущим шатуном (а) и (в), с толкающим
шатуном (б):
R — радиус кривошипа; е — дезаксиал; s — ход; Н — наибольший ход; L — длина
шатуна; а — рабочий угол поворот... кривошйпа; у — угол наклона ножа; р —
минимальный угол отклонения шатуна от вертикали; ц — угол положения кри-
вошипа относительно вертикальной оси при нижнем положении ножевой балки
184
На рис. 17.1 приведены схемы исполнительных кривошипно-
ползунных механизмов [30]. Только центральный механизм (рис.
17.1, б) имеет толкающий шатун. Механизм по схеме, показан-
ной на рис. 17.1, а, отличается большой дезаксиальностью е и
применяется для уменьшения высоты и разгрузки станины нож-
ниц. Кривошипно-ползунный механизм по схеме, показанной на
рис. 17.1, в, применяют в большинстве ножниц со схемой резания
при наклонном движении ножа. Благодаря малой дезаксиально-
сти и применении тянущего шатуна механизм получается ком-
пактным, размещающимся за передним листом ножевой балки.
При этом применяют эксцентриковую конструкцию вала. Расчет
относительного крутящего момента приведен в работе [28]. Кон-
струкция ножевой балки допускает создание предварительной де-
формации, уменьшающей серповидность отрезаемой полосы [30].
Прижимной механизм может быть гидравлическим, обеспечи-
ваемым 7—11 гидроцилиндрами, размещенными перед ножевой
балкой, или механическим, действующим от пружин или кулач-
ков. Применение жесткой прижимной балки допустимо лишь в
ножницах для толщины листа до 12 мм, поскольку она не обеспе-
чивает равномерной силы прижима по всей ширине отрезаемого
листа. Для работы гидравлического прижима в ножницах преду-
смотрен гидронасос, приводимый в действие от кулачка, закреп-
ленного на эксцентриковом валу и создающий давление порядка
15 МПа [28].
Задний упор служит для установки ширины отрезаемой поло-
сы. Упор может приводиться вручную или электродвигателем,
обеспечивая две скорости перемещения — высокую для переме-
щения и низкую для установки на заданный размер. До начала
процесса разделения упор должен отводиться от торца листа, чтобы
отрезаемая полоса не заклинивалась при резании. В некоторых кон-
струкциях ножниц предусмотрено оптическое устройство для под-
свечивания линии реза.
Привод небольших ножниц, как правило, двухступенчатый
через ременную передачу и зубчатую пару. В приводе большинства
конструкций ножниц, имеющих невысокую быстроходность, при-
меняют червячную передачу, обеспечивающую компактность и
надежность в работе. Возможность работы ножниц одиночными
ходами обеспечивается фрикционной дисковой муфтой и тормо-
зом. При проектировании конструкций необходимо определение
соответствующей силы резки (В.В.Носаль, 1950)
г
К = 0, 6£сгв65----- 1 +
р tg<pl
овД2Л । 1,6 tg ср
овД2Л +10§5 /2 8S
(17.1)
где к — коэффициент затупления ножей, принимаемый в преде-
лах 1,2...2; ов — предел прочности материала, обычно равный
185
1 500 МПа; 8V — относительное удлинение стандартного образца
разрезаемого материала при растяжении; t — толщина разрезае-
мого материала, м; ср — угол наклона ножа, рад; Д — зазор между
ножами, м; h — расстояние от режущей кромки неподвижного
ножа до оси прижима, м.
Зазор Д между ножами принимается в соответствии с толщи-
ной t листа. Например, для толщины листа 2,5; 10 и 32 мм зазор
будет равен 0,15; 0,65 и 2,2 соответственно [28]. Расстояние h при
толщине листа 2,5...6,3 мм составляет 65 мм, 10... 16 мм — 70 мм
и 20...32 мм — 90 мм.
Расчет на прочность ножевой балки приведен в работе [28]. При
конструировании следует учитывать динамический режим работы
ножниц, сопровождаемой ударами при врезании и сколе листа.
Рис. 17.2. Сортовые ножницы для резки заготовок из проката:
а — конструкция; б — схема резки: 1 — прижим; 2 — ползун; 3 — профильный
нож; 4 — поддерживатель
186
Сортовые ножницы представляют собой ножницы закрытого
тцпа с кривошипно-ползунным механизмом (рис. 17.2, а). При-
зрим 1 и поддерживатель 4 необходимы для получения чистого
среза (рис. 17.2, б). Для получения торца, перпендикулярного к
оси заготовки, необходимо обеспечить подачу штанги под углом
наклона к горизонтали (3...5°). Значение этого угла определяют
экспериментально. Для уменьшения смятия торца режущая кром-
ка ножа должна быть с наклоном, равным наклону подаваемой
штанги. Для резки заготовок квадратного сечения до 200 х 200 мм
изготовляют ножницы с номинальной силой до 16 МН и с други-
ми параметрами согласно ГОСТ 8248—77. В последнее время с целью
получения чистых срезов созданы конструкции ножниц с увели-
ченной скоростью резки [28].
ГЛАВА 18. ЛИСТОШТАМПОВОЧНЫЕ ВЫТЯЖНЫЕ ПРЕССЫ
18.1. Классификация и конструктивные особенности
Классификация. Листоштамповочные вытяжные прессы пред-
назначены для штамповки листовых заготовок с использованием
операций вытяжки и формовки. Эти операции отличаются увели-
ченным рабочим ходом, требуют в период рабочего хода прижи-
ма фланца заготовки, а после штамповки — выталкивания от-
штампованного изделия из штампа. Эти требования частично вы-
полняются на прессах простого действия с пневмоподушками,
однако для вытяжных операций возможности прессов простого
действия ограничены. Вытяжные прессы являются специализиро-
ванным оборудованием, наиболее полно отвечающим требо^ ни-
ям получения качественных изделий вытяжкой.
К листоштамповочным вытяжным прессам относят прессы
двойного и тройного действия. Прессы тройного действия в на-
стоящее время не выпускают из-за сложности конструкции и низ-
кой производительности, обусловленной необходимостью после-
довательного взаимодействия вытяжных ползунов. Для операции
обратной вытяжки — формовки пресс двойного действия должен
быть оборудован достаточно сильной подушкой.
Конструктивные особенности. Основные параметры однокриво-
шипных, двухкривошипных закрытых и четырехкривошипных
прессов двойного действия силой вытяжного ползуна 1,6... 6,3 МН,
изготавливаемых отечественной промышленностью, регламенти-
руются соответственно ГОСТ 7639—88, ГОСТ 8247—84 и ГОСТ
16268-84.
Особенностью прессов двойного действия является наличие двух
ползунов: вытяжного (внутреннего) и прижимного (наружного).
Прижимной ползун перемещается в регулируемых направляющих
187
a
б
188
рис. 18.1. Схема исполнительных механизмов пресса двойного действия (а)
и циклограмма взаимодействия его ползунов (б):
/ — вытяжной ползун; 2 — шатун; 3 — коромысло; 4 — тяга; 5 — трехплечие
рычаги; 6 — шатун; 7 — зубчатые колеса; 8 — тяга; 9 — коромысло; 10 — шатун;
Л — прижимной ползун; 5В, лп — перемещение вытяжного и прижимного ползу-
на соответственно
станины и осуществляет прижим фланца заготовки перед нача-
лом и в процессе вытяжки. Вытяжной ползун перемещается в рас-
положенных внутри прижимного ползуна регулируемых направ-
ляющих и осуществляет вытяжку изделия. Без предварительного
прижима заготовки не обеспечивается качество получаемого из-
делия, поэтому механизм прижимного ползуна получил название
дополнительного исполнительного механизма. Большой ход вы-
тяжного ползуна обеспечивается шестерне-эксцентриковым или
шестерне-кривошипным главным исполнительным механизмом.
Однако традиционное применение таких механизмов приводит к
увеличенной скорости перемещения ползуна на участке рабочего
хода. Это отрицательно сказывается на технологическом процессе
вытяжки, поскольку скорость вытяжного ползуна к моменту встре-
чи инструмента с заготовкой для нормального протекания про-
цесса не должна превышать 0,45 м/с [28].
Для регулирования скорости в настоящее время широко ис-
пользуются многозвенные кривошипно-рычажные главные испол-
нительные механизмы, которые позволяют обеспечить переме-
щение вытяжного ползуна при движении вниз до начала техноло-
гической операции с высокой скоростью. К моменту начала рабо-
чего хода вытяжной ползун снижает скорость и осуществляет де-
формацию заготовки в требуемом диапазоне скоростей, а возврат-
ный ход происходит при повышенной скорости движения ползу-
на. Ускоренное движение ползуна при холостом ходе вниз и об-
ратном ходе значительно уменьшает время машинного цикла, что
позволяет повысить быстроходность пресса без увеличения скоро-
сти вытяжного ползуна при рабочем ходе.
Ползуны должны взаимодействовать в строго определенной
последовательности, что обеспечивается жесткой кинематической
связью ползунов с общим приводом (рис. 18.1, а). Вытяжной 1 и
прижимной 11 ползуны приводятся в движение от зубчатых колес 7
шестерне-эксцентрикового главного исполнительного механизма
вытяжного ползуна. Зубчатое колесо 7 через шатун 6 передает ка-
чательное движение трехплечему рычагу 5, шарнирно закреплен-
ному на станине. Вторым плечом рычаг 5 через тягу 4 связан с
коромыслом 3, охватывающим эксцентрик главного исполнитель-
189
ного механизма и передающим движение через шатун 2 вытяжно-
му ползуну 1.
Дополнительный исполнительный механизм привода прижим-
ного ползуна получает движение от третьего плеча рычага 5, ко-
торый при повороте через тягу 8 воздействует на коромысло 9,
шарнирно закрепленное на оси зубчатого колеса 7 главного ис-
полнительного механизма. Коромысло 9 при своем движении че-
рез шатун 10 перемещает прижимной ползун 11.
Таким образом, многозвенные рычажные механизмы вытяж-
ного и прижимного ползунов получают движение от общего при-
вода и через рычаг 5 жестко кинематически связаны между собой.
По такой схеме выполнены прессы моделей DBS-2-1000-3 фирмы
Schuler (Германия) и К 7538 ЗАО «Тяжмехпресс» (г. Воронеж).
Взаимодействие ползунов при совершении прессом одиночно-
го хода показано на рис. 18.1, б. Цикл начинается с совместного
движения 5В и 5П ползунов около крайнего верхнего положения.
Разность углов, соответствующих крайнему верхнему положению
вытяжного и прижимного ползунов, называемая углом опереже-
ния, составляет 13°. Это позволяет максимально открывать штам-
повое пространство для удаления отштампованной детали и встра-
ивать средства автоматизации. Прижимной ползун совершает опе-
режающее движение вниз при повороте главного вала от угла опе-
режения на угол 11 Г, прижимает фланец заготовки и выдержи-
вает прижим на протяжении поворота вала на 147°. В начале при-
жима, после выстаивания в крайнем нижнем положении в тече-
ние 5° угла поворота шестерни-эксцентрика начинается вытяжка
заготовки вытяжным ползуном на глубину 320 мм.
Многозвенный механизм привода вытяжного ползуна обеспе-
чивает холостой ход с повышенной скоростью до момента начала
выстаивания прижимного ползуна, а к началу вытяжки обеспечи-
вает снижение скорости и выполнение процесса вытяжки с почти
постоянной пониженной скоростью.
После завершения процесса вытяжки вытяжной ползун уско-
ренно перемещается вверх, а прижимной ползун еще в течение
35° поворота шестерни-эксцентрика, выстаивает в крайнем ниж-
нем положении для удержания заготовки с целью снятия ее с
пуансона без возможных деформаций. В дальнейшем оба ползуна с
повышенной скоростью поднимаются вверх. В результате общий
угол выстаивания прижимного ползуна в крайнем нижнем поло-
жении для прижима фланца заготовки составляет около 150°. Та-
кое длительное выстаивание прижимного ползуна с приводом от
рычажного механизма без колебаний ползуна около нижнего по-
ложения практически невозможно. Ползун совершает в этот пе-
риод несколько отходов от крайнего нижнего положения. Анализ
работы прижимных ползунов различных фирм показал, что зна-
чение амплитуды при отходе ползунов от крайнего нижнего по-
190
дожения составляет 0,05...0,11 мм и находится в зоне упругих де-
формаций системы пресса, а поэтому оказывает небольшое влия-
ние на нестабильность силы прижима фланца заготовки.
18.2. Стабилизация силы прижима прижимного
ползуна
Качество изделий, получаемых на прессах двойного действия,
во многом зависит от условий прижима фланца заготовки, т. е. от
работы прижимного ползуна. Увеличение силы прижима сверх
необходимой величины для компенсации отходов прижимного
ползуна от нижнего положения, а также неравномерность рас-
пределения этой силы вызывают концентрацию напряжений в
переходной части заготовки и образование дефектов вплоть до ее
разрушения. Кроме того, увеличение силы прижима снижает стой-
Рис. 18.2. Схема подвески прижимного ползуна с гидропневматическим
компенсатором:
1 — гидравлическая подушка; 2 — пневмогидравлический мультипликатор; 3 —
прижимной ползун; 4 — вытяжной ползун
191
кость инструмента и вызывает дополнительные затраты энергии
на трение и упругую деформацию системы пресса.
Для стабилизации силы прижима в узлы подвески прижимного
ползуна встраивают упругие элементы, из которых наиболее рас-
пространены гидропневматические компенсаторы (рис. 18.2), уста-
новленные непосредственно под точками подвески. Они состоят из
гидравлической подушки 7, и гидропневматического мультипли-
катора 2, расположенных под опорой рычагов механизма привода
прижимного ползуна 3. Начальное давление в гидравлическом ци-
линдре подушки, необходимое для создания силы прижима заго-
товки, устанавливают пневмогидравлическим мультипликатором 2,
на поршень которого снизу действует давление сжатого воздуха.
После соприкосновения прижимного ползуна с фланцем заго-
товки эта сила поддерживается приблизительно постоянной, так
как поршень гидроподушки перемещается вниз, вытесняя рабо-
чую жидкость и опуская плунжер гидропневматического мульти-
пликатора 2. Это позволяет существенно уменьшить нестабиль-
ность силы прижима фланца заготовки.
Подобные механизмы выполняют также функции предохрани-
тельного устройства. Для этого в цилиндре плунжера пневмогид-
равлического мультипликатора выполняют сливное отверстие, пе-
рекрываемое плунжером при нормальной работе устройства. При
превышении определенной величины давления плунжер переме-
щается ниже расчетного положения, открывая отверстие для про-
хода жидкости в магистраль с контрольно-блокирующей аппарату-
рой. В результате срабатывания этой аппаратуры работа пресса пре-
кращается.
В случае если требуется неравномерный по контуру фланца
прижим заготовки при вытяжке заготовок сложной формы, гид-
ропневматические компенсаторы можно налаживать отдельно в
каждой точке подвески прижимного ползуна.
18.3. Конструкции станины, ползуна и вспомогательных
механизмов
Станина пресса обеспечивает силовое замыкание при выпол-
нении технологической операции от двух ползунов, поэтому дол-
жна рассчитываться на суммарную нагрузку. Обычно по стандар-
там соотношение между номинальными силами прижимного и
вытяжного ползунов составляет 0,63, следовательно, расчет ста-
нины проводят, принимая действующую нагрузку равной 1,637^ —
номинальной силы вытяжного ползуна.
Ползуны снабжены встроенными механизмами регулировки зак-
рытой высоты с приводом от электродвигателя через зубчатый и
червячный редукторы. При многоточечной подвеске ползунов чер-
вячные редукторы установлены в каждой точке подвеса. В приводе
192
механизма регулировки применяют предохранительное устройство,
позволяющее регулировать закрытую высоту штампового простран-
ства до смыкания штампов. Точность установки регулировки дос-
тигают при помощи датчиков и цифрового счетчика, располо-
женного на главном пульте управления прессом. Для надежной
фиксации отрегулированного положения ползуна предусмотрен
пневматический фрикционный тормоз.
Для защиты узлов и деталей от возможных перегрузок по силе
вытяжной ползун снабжают гидравлическим предохра-
нителем, конструкция которого аналогична показанному на
рис. 18.2. Каждая опора ползуна передает силу через плунжер, опи-
рающийся на гидравлическую подушку с замкнутым объемом ра-
бочей жидкости (минеральное масло), соединенным с разгрузоч-
ным клапаном. При перегрузке системы, т.е. при превышении дав-
ления в объеме подушки, масло из полости вытесняется плунже-
ром через клапан в сливной бак. При возвращении клапана в ис-
ходное положение специальный насос закачивает масло в полость
подушки, восстанавливая работоспособность предохранителя.
Вспомогательные механизмы прессов двойного действия конст-
руктивно аналогичны механизмам прессов простого действия.
Прессы оборудованы уравновешивателями каждого пол-
зуна. Суммарную силу уравновешивателей ползунов регулируют
изменением давления сжатого воздуха от пневмосети, в зависи-
мости от силы тяжести верхних половин штампа. Регулировку дав-
ления осуществляют с главного пульта управления прессом.
Для сокращения времени наладки прессов предусматривают
выдвижные столы, которые выкатываются по специальным
рельсам через увеличенные для этой цели окна в стойках станины.
Привод столов осуществляется от индивидуального электродви-
гателя с предохранительной муфтой. Управляют приводом стола с
главного пульта с использованием соответствующих конечных
выключателей. На выдвижном столе монтируется подштамповая
плита с отверстиями для штырей выталкивателя и Т-образными па-
зами для крепления штампа. Предварительная проверка правильно-
сти установки штампа и штырей выталкивателей в отверстиях под-
штамповой плиты и штампа проводится вне пресса на специальной
площадке для наладки и контроля. Закрепление выдвижного стола
на столе пресса осуществляют быстродействующими зажимами с
приводом от пневматических или гидравлических цилиндров.
Системы смазывания узлов и механизмов прессов, как
Правило, комбинированные, аналогичные применяемым для
универсальных прессов.
В системе управления для обслуживания и наладки прес-
сов применяют дополнительно к главному пульту управления,
смонтированному на стойке пресса, переносные пульты, подклю-
чаемые посредством штепсельных разъемов, размещенных с фрон-
193
тальной и тыльной стороны каждой стойки пресса. При этом сис-
тема управления должна обеспечивать работу прессов в режимах:
«наладка» (с главного пульта), «одиночный ход» и «работа с авто-
матизацией» (с переносных пультов). Мониторинг функциониро-
вания электрической схемы и всех блокировок осуществляется на
главном пульте управления прессом. Современные системы ЧПУ
обеспечивают сокращение времени на переналадку, мониторинг
переменных технологического процесса и диагностику механиз-
мов прессов.
ГЛАВА 19. ЛИСТОШТАМПОВОЧНЫЕ ПРЕССЫ-АВТОМАТЫ
19.1. Классификация
Листоштамповочные прессы-автоматы относятся к высокопро-
изводительным видам оборудования, предназначенным для по-
следовательной многопереходной штамповки полуфабрикатов и
деталей из ленты, полосы, листа для отраслей промышленности
с крупносерийным и массовым характером производства.
Все автоматы работают с автоматической подачей заготовки на
позиции штамповки. По этому признаку автоматы можно разде-
лить на две группы.
К первой группе относятся автоматы, в которых штамповка про-
изводится непосредственно в материале. Передача заготовок по
позициям штамповки осуществляется материалом — лентой, по-
лосой, листом. Отделение отштампованного изделия происходит
на заключительной позиции штамповки. К этой группе относят
прессы-автоматы с нижним приводом, вырубные быстроходные
автоматы, дыропробивные автоматы и обрабатывающие центры
на базе координатно-револьверных прессов с числовым программ-
ным управлением, перфорационные прессы-автоматы, прессы-
автоматы для чистовой вырубки, специализированные вырубные
прессы-автоматы для изготовления железа статоров и роторов элек-
тродвигателей и сердечников трансформаторов.
Ко второй группе автоматов относятся многопозиционные ав-
томаты, отличие которых состоит в том, что при работе от ленты
и рулонного материала заготовка вырубается на первой позиции
и для дальнейшей обработки переносится по позициям штампов-
ки, как правило, грейферной подачей. По расположению привода
автоматы могут быть с верхним и нижним приводом.
19.2. Автоматы с нижним приводом
Автоматы с нижним приводом предназначены для выполне-
ния различных операций листовой штамповки деталей из ленты.
194
Параметры этих прессов-автоматов регламентированы ГОСТ
10739—84Е.
Конструктивным отличием этих автоматов является нижнее
расположение главного двухколенчатого вала, который приводит
в движение двустороннюю валковую подачу и ножницы для резки
отходов. Наряду с валковыми подачами в автоматах применяют
клещевые подачи.
Ползун движется в шариковых или роликовых направляющих,
размещенных в станине на большом расстоянии друг относитель-
но друга, что определяет высокую точность движения ползуна.
Короткие жесткие кинематические цепи приводов подающих ус-
тройств обеспечивают стабильность их работы и взаимодействия
с главным исполнительным механизмом. Механизм привода вал-
ковой подачи обычно шарнирный четырехзвенник, а привод нож-
ниц — кулачково-рычажный. Для изменения режима работы пресса-
автомата электродвигатель привода обеспечивает бесступенчатую
регулировку частоты вращения главного вала в диапазоне до 1:4.
Применение двухколенчатого главного вала в автоматах с ниж-
ним приводом объясняется тем, что для штамповки на автоматах в
основном используют штампы последовательного действия с по-
дачей материала параллельно главному валу. Это приводит к вне-
центренному нагружению ползуна с возможностью его перекоса и
появлению дополнительных нагрузок на направляющие. Передача
сил на ползун двумя шатунами стабилизирует положение ползуна,
что обеспечивает повышение стойкости инструмента.
Нижнее расположение привода и главного исполнительного
механизма в нижней части массивной станины обеспечивает дос-
туп к штамповому пространству, что облегчает процесс наладки
инструмента, а также способствует динамической устойчивости
прессов-автоматов при высокой быстроходности.
В отечественных автоматах для этого дополнительно применя-
ют динамическое уравновешивание, размещая, например, урав-
новешивающую массу с противоположной стороны от рабочего
ползуна. Движение уравновешивающей массы осуществляется от
эксцентрика главного вала, расположенного со смещением на 180°
относительно рабочих эксцентриков.
19.3. Вырубные быстроходные автоматы
Отечественная промышленность изготавливает эти автоматы в
соответствии с ГОСТ 26497—89Е. Вырубные автоматы относятся к
высокопроизводительному оборудованию и предназначены для об-
работки ленточного или рулонного материала в штампах последо-
вательного действия.
Высокая быстроходность вырубных автоматов (до 2 000 ходов в
минуту) требует для рационального их использования автомати-
195
зации всех работ по обслуживанию и наладке технологического
процесса. Поэтому современные автоматы оснащаются устройства-
ми: разматывающим, правильным, петлевым, подающим, а так-
же удаляющим готовые детали (полуфабрикаты) и отходы из ра-
бочей зоны пресса.
Главный исполнительный механизм обычно выполнен с двумя
шатунами на двухколенчатом валу, смонтированном параллельно
фронту пресса-автомата на четырех опорах станины. В автоматах
большей мощности применяют два шестерне-эксцентриковых
механизма, установленные на осях, перпендикулярных фронту
пресса-автомата. Механизмы регулировки хода ползуна и закры-
той высоты работают от индивидуальных приводов. Необходимо
обеспечить синхронизацию поворота эксцентриковых шайб меха-
низма регулировки хода ползуна, а также привода механизма ре-
гулировки закрытой высоты, размещенного в ползуне пресса-ав-
томата. Значения соответствующих регулировок показаны на пульте
управления. Точность позиционирования ползуна при регулиров-
ке, по данным фирмы Weingarten (Германия), должна составлять
0,05 мм, а по данным фирмы Raster (Германия), — 0,01 мм для
автоматов с номинальной силой 300...4000 кН.
Направляющие ползуна с этой целью выполняют восьмикрат-
ными плоскими или цилиндрическими. Плоские направляющие
подвергают прецизионной обработке и устанавливают с возмож-
ностью точной регулировки во взаимно-перпендикулярных на-
правлениях клиновыми механизмами, смонтированными в стой-
ках станины. Для повышения точности направления ползуна и
обеспечения соосности пуансонов и матриц инструмента ползун
оснащают плоскими роликовыми направляющими с клиновой
регулировкой натяга, тем самым снижая горизонтальные вибра-
ции пуансона относительно матрицы. В цилиндрических направ-
ляющих ползуна наряду с втулками скольжения используют ша-
риковые втулки, установленные с натягом. Это способствует по-
вышению стойкости штампов.
Подшипники скольжения переводят на подшипники качения
и в шарнирах главного исполнительного механизма. Например, в
листоштамповочном автомате Super 40 номинальной силой 400 кН
фирмы Essa (Швейцария) установлен двухколенчатый вал на трех
роликоподшипниках, причем один только средний подшипник
обладает несущей способностью 650 кН. В опорах двух шатунов в
этом автомате также применены подшипники качения. Это повы-
шает жесткость главного исполнительного механизма и обеспечи-
вает повышенную точность положения пуансонов относительно
матриц в вертикальном направлении.
Главный привод автоматов должен обеспечить оптимальные
условия обработки деталей в зависимости от их размеров и техно-
логических переходов, поэтому оснащается механизмом ступен-
196
чатой, а чаще — бесступенчатой регулировки числа ходов ползу-
на в минуту. Диапазон регулировки числа ходов автоматов дости-
гает 1:5. Широко применяются в главных приводах электродвига-
тели постоянного тока.
Для включения и остановки автоматов в приводе устанавлива-
ют сблокированные узлы муфта—тормоз, которые должны обес-
печивать быстрое включение автомата муфтой и остановку глав-
ного исполнительного механизма тормозом на небольшом угле
торможения при любом числе ходов ползуна в минуту в автоматах
с регулируемым числом ходов.
Наряду с централизованной системой смазывания узлов меха-
низмов и подаваемого материала используют смазывающе-охлаж-
дающие системы для стабилизации температуры направляющих
станины и инструмента.
В ползуне под каждым из двух шатунов устанавливают гидрав-
лические предохранительные устройства, которые при превыше-
нии номинальной силы отключают автомат. Оба предохранителя
синхронизированы специальным блоком управления, что исклю-
чает возможные перекосы ползуна. После срабатывания ползун
останавливается в крайнем верхнем положении и дальнейшая ра-
бота на автомате возможна лишь после разблокирования системы
включения машины.
Важную роль в быстроходных автоматах играет уравновеши-
вание инерционных сил, действие которых влияет на точность,
износ инструмента, уровень шума и вибраций и, в конечном
счете, на надежность машины в целом. Основными источника-
ми инерционных сил в автоматах являются кривошипно-пол-
зунный механизм с возвратно-поступательно перемещающим-
ся ползуном и верхней половиной штампа, шатуны, кривоши-
пы и другие неуравновешенные элементы вращающегося глав-
ного вала. Различный характер и законы изменения действую-
щих инерционных сил в кривошипно-ползунном механизме не
позволяют полностью уравновесить его рекомендуемыми в ра-
ботах [18] и (РТМ2 КП51-3-79. ЭНИКМаш, 1980) методами
уравновешивания. Задача уравновешивания значительно услож-
няется с применением регулировки хода ползуна в быстроход-
ных автоматах.
Динамическое уравновешивание за счет применения дополни-
тельных качающихся масс используют фирмы Bruderer, Raster
(Германия). В конструкциях автоматов кривошипно-ползунный
механизм заменен сложными кривошипно-рычажными механиз-
мами, передающими движение на ползун от главного вала через
систему рычагов, шарнирно закрепленных на станине и качаю-
щихся в горизонтальном и вертикальном направлениях. Подбо-
ром масс и их перемещений достигают снижение равнодействую-
щей инерционных сил до минимальных значений.
197
Полного уравновешивания горизонтальных и вертикальных
инерционных сил удается достичь при установке на главный вал
дополнительного кривошипно-ползунного механизма, соверша-
ющего движения в противофазе относительно основного меха-
низма. Однако регулировка хода ползуна поворотом эксцентрико-
вой втулки относительно главного вала вызывает нарушение ба-
лансировки главного исполнительного механизма, поскольку сме-
щаются массы механизма, совершающие вращательное движение,
и меняются значения ускорений поступательно движущихся масс.
Для уравновешивания главного исполнительного механизма на
всех режимах работы автомата необходимо вместе с изменением
параметров рабочего механизма изменять, по возможности авто-
матически, и параметры механизма уравновешивания. Например,
главный вал механизма фирмы Schuler (Германия), смонтиро-
ванный в станине, имеет два эксцентрика, которые размещены в
точках подвески шатунов, и один эксцентрик — в центральной
части вала. Он имеет одинаковый эксцентриситет с рабочими эк-
сцентриками, но направленный в противофазе к первым двум. На
всех эксцентриках вала смонтированы эксцентриковые втулки, за
счет поворота которых осуществляют регулировку хода главного
ползуна и вспомогательного контрползуна, связанного шатуном
с центральной эксцентриковой втулкой. При регулировке все эк-
сцентриковые втулки относительно вала освобождаются и фикси-
руются относительно станины, что регистрируется соответствую-
щими датчиками. Включается привод поворота вала, который по-
ворачивается относительно всех эксцентриковых втулок на задан-
ный угол, определяемый требуемым ходом ползуна. При достиже-
нии заданного угла поворота привод вала отключается по коман-
де датчика угла поворота. Эксцентриковые втулки освобождаются
фиксаторами станины и фиксируются относительно вала. В резуль-
тате такой регулировки изменения инерционных параметров ра-
бочего ползуна соответствуют изменениям инерционных парамет-
ров уравновешивающего ползуна и главный исполнительный ме-
ханизм остается уравновешенным при различных режимах работы
автомата.
К вырубным быстроходным автоматам относятся и специали-
зированные вырубные прессы-автоматы для изготовления железа
статоров и роторов электродвигателей и сердечников трансфор-
маторов. Для получения большого числа однотипных изделий тре-
буется выполнение типовых операций в штампах последователь-
ного действия.
Высокая быстроходность автомата обеспечивается конструктив-
ным исполнением узлов (рис. 19.1). Станина I стянута стяжными
шпильками 2. В верхней поперечине станины на четырех опорах с
подшипниками качения смонтирован главный вал 10 с двумя ра-
бочими эксцентриками. Шатуны 7 установлены на эксцентриках
198
Рис. 19.1. Схема конструкции быстроходного автомата фирмы Schuler:
1 — станина; 2 — стяжная шпилька; 3 — роликовые направляющие; 4 — подаю-
щий механизм; 5— привод; 6 — палец; 7 — шатун; 8— тормоз; 9— подшипник;
10 — главный вал; 11 — ползун уравновешивающего устройства; 12 — электро-
двигатель; 13 — маховик; 14 — муфта; 15 — ползун; 16 — стол
также на подшипниках качения 9. В центральной части вала на
эксцентрике, развернутом на 180° относительно рабочих эксцен-
триков, на подшипнике качения смонтирован шатун, связанный
с ползуном 11 уравновешивающего устройства. Непосредственно
на главном валу 10 установлен маховик 13, получающий враще-
ние от регулируемого электродвигателя постоянного тока 12.
В маховике смонтирована муфта 14, а на другом конце главного
вала — тормоз 8. Со стороны тормоза на главном валу размещена
передача привода 5 механизма 4, подающего ленточный материал.
Шатуны 7 соединены с ползуном 15 посредством пальца 6. Роли-
ковые направляющие 3 ползуна 15 смонтированы в верхней и
нижней частях стоек станины Они максимально разнесены отно-
сительно ползуна и точки приложения сил в процессе выполне-
ния технологических операций. Считается, что нижние направля-
199
ющие должны располагаться в плоскости штамповки, т.е. непо-
средственно на столе 16 пресса. Это способствует замыканию го-
ризонтальных сил при штамповке, точности и высокой стойко-
сти штампов.
Важным для повышения стойкости штампов является и глуби-
на погружения пуансона в матрицу. Стабильность и повышенная
вертикальная жесткость главного исполнительного механизма за
счет перевода соединения шатунов с главным валом на подшип-
ники качения позволяют непрерывно контролировать и коррек-
тировать этот параметр при различных режимах работы автомата.
Устройство для регулирования глубины погружения пуансона в
матрицу содержит измерительную систему, которая считывает и
запоминает заданную оптимальную глубину погружения. При до-
стижении границы допуска в систему пресса подаются импульс-
ные команды, которые до тех пор корректируют расстояние меж-
ду верхней и нижней частями инструмента, пока не будет снова
достигнута требуемая минимальная глубина погружения.
19.4. Автоматы для чистовой вырубки
Чистовая вырубка является методом получения деталей из ли-
ста разделительными операциями (вырубкой—пробивкой) с вы-
соким качеством поверхности реза за один ход ползуна пресса.
Сущность метода чистовой вырубки заключается в создании на
заготовке высокого давления с изменением схемы напряженного
состояния в зоне резания. Наиболее распространен способ чисто-
вой вырубки (рис. 19.2, а). Первоначально заготовка 4 прижимает-
ся силой Fn к матрице 5 прижимом 3 с клиновым ребром 2, рас-
положенным вдоль кромки пуансона 7. При вдавливании ребра
происходит вытеснение металла заготовки к режущим кромкам и
создание в зоне резания высокого давления. Далее пуансон 7 со-
вершает рабочий ход, преодолевая силу FB противодавления, со-
здаваемую выталкивателем 6, силой 7/ отделяет вырубаемую де-
таль с гладкой и перпендикулярной поверхностью реза. После раз-
грузки и раскрытия штампа деталь выталкивателем 6 удаляется из
матрицы, а отход прижимом 3 снимается с пуансона.
Следовательно, пресс-автомат для чистовой вырубки кроме
главного механизма должен иметь механизмы, обеспечивающие
силу прижима заготовки и силу противодавления в начальной фазе
операции. В заключительной фазе эти механизмы должны работать
в другом силовом режиме, выталкивая вырубленную деталь и сни-
мая отход с пуансона. По существу автоматы для чистовой выруб
ки — это прессы тройного действия, в которых обеспечиваются
три независимых движения рабочих механизмов
Скорость рабочего хода главного исполнительного механизма
должна быть в диапазоне 5...50 мм/с в.зависимости от материала
200
a
Рис. 19.2. Чистовая вырубка:
а — схема процесса: 1 — пуансон; 2 — клиновое ребро; 3 — прижим; 4 — заго-
товка; 5 — матрица; 6 — выталкиватель; Fn — сила прижима; FB — сила противо-
давления; Fn — сила пресса; б — конструкции автомата для чистовой вырубки:
1 — прижим; 2 — выталкиватель; 3 — ползун; 4 — рычаг; 5 — червячная передача;
6 — маховик; 7 — муфта включения; 8 — зубчатые колеса; 9 — коленчатые валы;
70 — двуплечий рычаг; в — график перемещений ползуна главных механизмов:
"] — коленно-рычажного; s2 — кривошипно-коленного; 53 — кривошипно-ползун-
ного
201
заготовки, ее размеров и формы. Для получения высокой произ-
водительности необходимо повышать скорость холостых переме-
щений ползуна.
Автоматы имеют бесступенчатую регулировку числа ходов пол-
зуна в минуту, точную регулировку закрытой высоты, плавную
регулировку в широком диапазоне силы прижима и противодав-
ления, а процессы подачи материала и удаления готовых изделий
и отходов автоматизированы.
Выпускаемые в настоящее время отечественные автоматы для
чистовой вырубки (в соответствии с ГОСТ 25909—85) и зарубеж-
ные можно разделить на две группы: механические с коленоры-
чажным главным исполнительным механизмом и дополнитель-
ными гидравлическими механизмами, и гидравлические, в кото-
рых все исполнительные механизмы работают от гидропривода.
Механические автоматы более быстроходны (до 140 ходов в ми-
нуту), обладают меньшим энергопотреблением, но менее уни-
версальны, поэтому их изготавливают с относительно небольшой
номинальной силой (до 3,2 МН).
Механический пресс-автомат фирмы Feintool — Osterwalder
(Швейцария), конструкция которого показана на (рис. 19.2, б),
приводится в движение от электродвигателя с вариатором (не
показано), передающим вращение маховику 6со встроенной муф-
той включения 7. Далее через червячную передачу 5 движение пе-
редается на цилиндрические зубчатые колеса 8, сидящие на двух
синхронно вращающихся коленчатых валах 9 с разными значени-
ями радиусов кривошипов. Шатуны валов 9 связаны с одной осью,
которая через серьгу соединена с двуплечим коленным рычагом
10, шарнирно закрепленным в станине. Другое плечо рычага 10
шарнирно связано со вторым коленным рычагом 4, установлен-
ным на ползуне 3. Размещенные в ползуне выталкиватель 2 и в
верхней части станины прижим 1 имеют гидравлический привод.
Использование двух коленчатых валов для привода коленного
механизма позволяет дополнительно снизить скорость рабочего
хода ползуна автомата по сравнению со скоростью обычного кри-
вошипно-коленного механизма. На графиках перемещений ползу-
нов (рис. 19.2, в) коленно-рычажного механизма для чистовой
вырубки (5j), кривошипно-коленного механизма (s2) и кривошип-
но-ползунного механизма (s3) видно, что ползун автомата для
чистовой вырубки совершает быстрый подход к зоне силового
нагружения и медленно перемещается в период рабочего хода на
углах поворота свыше 120°, существенно уменьшая скорость вы-
полнения технологической операции. После совершения рабочего
хода ползун быстро возвращается в исходное положение. Переме-
щения ползуна при холостых ходах происходят на значительно
меньших углах поворота вала, т.е. с большей скоростью, чем в
сравниваемых главных исполнительных механизмах.
202
Перераспределение скоростей движения ползуна достигается
применением двух шатунов, связанных с одной осью закрепле-
ния серьги. При передаче одним шатуном рабочего движения на
ось серьги, второй шатун при рабочем ходе смещает эту ось, умень-
шая скорость распрямления коленных рычагов. При холостом ходе
ползуна перемещение оси серьги суммируется с движением двух
шатунов, ускоряя поворот двуплечего коленного рычага и увели-
чивая тем самым скорость перемещения ползуна. При жестком
кинематическом ходе ползуна изменение скорости происходит
плавно, без пиков ускорений, а крайние верхнее и нижнее поло-
жения строго фиксированы, что облегчает наладку пресса.
Автоматы для чистовой вырубки с механическим приводом
целесообразно использовать для вырубки малых и средних по га-
баритам деталей с толщиной листа до 6 мм.
Станины автоматов фирмы Feintool (Швейцария) выполняют
цельными и составными в литом и сварном вариантах и обладают
жесткостью порядка 10 МН/мм.
Наиболее распространены восьмикратные направляющие с
взаимно-перпендикулярными плоскостями. Рабочие поверхнос-
ти могут быть сплошными плоскими или с применением тел
качения. Поскольку в плоских направляющих для сохранения
пленки смазочного материала необходимо иметь минимальный
зазор 0,02 мм, то можно отметить, что беззазорные направляю-
щие качения имеют преимущество. Однако небольшая площадь
контакта тел качения может привести к повышению давления
на контактную плоскость, к снижению жесткости и износу на-
правляющих. Поэтому направляющие качения без зазоров ис-
пользуются на прессах точной вырубки относительно небольшой
силы.
Принцип срабатывания предохранительной системы штампа
основан на том, что с помощью системы управления автоматом
задается толщина обрабатываемого материала, и при ходе при-
ближения ползуна к началу рабочего хода подается команда на
возможность дальнейшего перемещения ползуна только в случае
отсутствия в рабочей зоне детали или отхода. Если в штамповом
пространстве находится постороннее тело, то по сигналу датчика
ползун останавливается.
К подающим устройствам автоматов предъявляются требова-
ния по точности подачи, скорости и быстрой переналаживаемо-
сти на требуемый шаг подачи. Лента должна точно фиксироваться
в конце шага подачи и не допускать проскальзывания листа по
подающему элементу устройства. Этим требованиям удовлетворя-
ют электрогидравлические подающие устройства с шаговыми элек-
тродвигателями. Они обладают хорошими динамическими харак-
теристиками, точностью подачи ±0,1 мм и регулируемым шагом
подачи во время работы.
203
19.5. Обрабатывающие центры
Координатно-револьверные обрабатывающие центры с число-
вым программным управлением (ЧПУ) — это высокопроизводи-
тельное оборудование, используемое для обработки листовых за-
готовок из различных материалов. Процесс обработки заключаем-
ся в том, что заготовку в виде листа последовательно обрабатыва-
ют набором сменных штампов, установленных в револьверной
головке. Штампы в определенной последовательности подаются
на рабочую позицию пресса, а листовая заготовка перемещается
посредством координатного устройства на заданные координаты
перед каждым ходом ползуна.
Обрабатывающие координатно-револьверные центры с число-
вым программным управлением укомплектованы автоматически
работающими подающими и удаляющими механизмами, прессом-
автоматом с механическим, а в последнее время чаще с гидрав-
лическим главным исполнительным механизмом, револьверны-
ми дисками с блоками штампов и координатным устройством,
подающим лист в зону обработки.
Координатно-револьверные центры на базе прессов-автоматов
оснащены независимыми приводами перемещения листовой за-
готовки по координатным осям, которые обеспечивают траекто-
рию ее движения любой сложности. При этом применяют элект-
родвигатели с шариковыми винтовыми или шестеренно-реечны-
ми передачами. В современных координатно-револьверных прес-
сах-автоматах скорость перемещения заготовки при одновремен-
ном движении по двум осям превышает 1,5 м/с при точности по-
зиционирования не менее ±0,1 мм и повторяемости положения
±0,03 мм.
Крупногабаритные листовые заготовки, обрабатываемые на этих
прессах, имеют массу до 200 кг, поэтому рабочие столы выполня-
ют шариковыми или щеточными. В случае необходимости особо
бережного отношения к поверхности заготовки, например, при
штамповке облицовочных деталей, столы выполняют в виде пла-
стинчатого транспортера, на пластине которого помещается заго-
товка и перемещается вместе с ней. Практически исключается
относительное движение заготовки по опорным поверхностям, а
следовательно, и возможность возникновения дефектов на поверх-
ности заготовки.
Главный исполнительный механизм координатно-револьвер-
ных центров с механическим приводом выполняют кривошипно-
коленного или эксцентрикового типа. В приводе таких прессов ус-
танавливают муфту и тормоз, обеспечивающие различные режи-
мы работы главного исполнительного механизма. Многие фирмы
оснащают современные координатно-револьверные центры быс-
тродействующими гидравлическими или сервоэлектрическими
204
приводами (фирма Amada, Япония). Число штампов, устанавли-
ваемых в револьверных гнездах центров, изготовляемых различ-
ными производителями, составляет 19...45. При этом несколько
позиций оснащают инструментом, установленным с возможно-
стью поворота на 90; 180 и, чаще, на 360°. Инструмент позволяет
наряду с разделительными выполнять на этом оборудовании и
формоизменяющие операции — гибку, формовку и т. п.
19.6. Многопозиционные листоштамповочные автоматы
Многопозиционные автоматы обеспечивают полный цикл
изготовления деталей при использовании различных технологи-
ческих операций листовой штамповки. При этом технологический
процесс полностью автоматизирован, что гарантирует существен-
ное повышение производительности, высокое качество получае-
мых деталей и полную безопасность работы. Применение шахмат-
ной вырубки при использовании рулонного или полосового мате-
риала снижает его расход на 6 % при двухрядной и на 9 % — при
трехрядной вырубке.
Отечественная промышленность (АО «Завод механических прес-
сов», г. Барнаул) изготавливает гамму автоматов номинальной
силой 0,16...4,0 МН в соответствии с ГОСТ 8260—88Е. В конст-
рукции основных узлов прессов-автоматов различных фирм име-
ется много общего. Станина (цельносварная для небольших авто-
матов и разъемная — для автоматов номинальной силой свыше
1,6 МН) состоит из стола, стоек и поперечины, стянутых че-
тырьмя стяжными шпильками. Станины крупных прессов-автома-
тов зарубежного производства выполняют секционными. На по-
перечине станины смонтирован главный привод с электродвига-
телем постоянного тока, обеспечивающим бесступенчатую или
ступенчатую регулировку частоты вращения вала маховика и бы-
строходности пресс-автомата. Маховик у автоматов с номиналь-
ной силой 0,16... 0,25 МН расположен на главном валу двухколен-
чатого типа, движение которому передается фрикционными муф-
той и тормозом с пневмоуправлением. На более мощных автома-
тах маховик с муфтой и тормозом располагают на приемном валу,
связанном зубчатой передачей с главным валом. С целью повыше-
ния жесткости главные валы автомата выполняют шестерне-экс-
центрикового типа. Направляющие главного ползуна выполняют
восьмикратными с взаимно-перпендикулярными плоскостями,
размещенными на станине и позволяющими раздельно регулиро-
вать положение ползуна спереди назад и зазоры слева направо
Главный ползун имеет две точки закрепления шатунов, разнесен-
ных достаточно широко для наиболее благоприятного замыкания
технологических сил в главном исполнительном механизме. В не-
больших автоматах (силой 0,16...0,25 МН) главный ползун вы-
205
полняет операцию вырубки заготовки из ленты и все другие опе-
рации штамповки штучной заготовки. При этом вырубная опера-
ция может производиться на столе автомата между стойками или
может быть вынесена за стойки автомата.
Верхние половины штампов на каждой из позиций штамповки
крепят к индивидуальным штамподержателям, каждый из которых
снабжен механизмом регулировки закрытой высоты и механизмом
выталкивания штампуемых изделий. Автоматы силой 0,16... 0,4 МН
снабжены пружинными выталкивателями; автоматы 0,63... 1,0 МН —
механическими; автоматы 1,6...4,0 МН — пневматическими. Пнев-
матические выталкиватели, установленные в штамподержателях,
обеспечивают выборку зазоров в стыках механизма.
Для производства вытяжки без образования складок и съема
изделия с пуансона при штамповке «дном вверх» на каждой пози-
ции штамповки, кроме вырубной, в столе автомата установлены
пневмоподушки. В небольших автоматах (силой 0,16...0,25 МН)
применяют пружинные прижимы — выталкиватели. Пневмопо-
душки снабжены механизмом регулировки верхнего положения,
а сила прижима — выталкивания регулируется изменением давле-
ния сжатого воздуха.
Валки 2 валковой подачи (рис. 19.3) устанавливают перпенди-
кулярно продольной оси автомата. Для шахматной вырубки ис-
пользуется блок механизмов перемещения вырубного штампа 3 и
шибера 5, осуществляющий смещение штампа в перпендикуляр-
Рис. 19.3. Средства автоматизации многопозиционного листоштамповоч-
ного автомата:
1 — лента; 2 — валки; 3 — вырубной штамп; 4 — заготовка; 5 — шибер; 6 —
ножницы; 7 — полуфабрикаты; 8 — грейферные линейки; 9 — захваты; 10 —
траектория движения захватов
206
। ,ом к движению ленты направлении. В этом же блоке механизмов
размещен привод шибера 5 для передачи вырубленной заготовки
на промежуточную позицию в зону действия первых захватов грей-
ферных линеек 8, переносящих вырубленную заготовку 4 с про-
межуточной позиции на все последующие позиции штамповки.
Шаг подачи ленты и штампа плавно регулируется изменением
радиусов кривошипов в приводе блока механизмов. На общей плите
этих механизмов установлены также ножницы 6 для резки отхо-
дов. В системе грейферной подачи устанавливают датчики для кон-
троля наличия и положения заготовок в захватах при транспорти-
ровании их по позициям штамповки. В случае срабатывания одно-
го из датчиков система контроля отключит автомат с указанием
причин остановки.
Для стабильной работы штампов и повышения их стойкости в
автоматах применяют системы охлаждения инструментов. Цент-
робежный насос установлен вместе с баком в столе автомата и
подает эмульсию по трубопроводам непосредственно к штампам.
В вырубном ползуне устанавливают срезной предохранитель, в
главном ползуне — гидравлический предохранитель. Гидроцилин-
дры предохранителя расположены под буксами пальцев крепле-
ния шатунов в ползуне.
В прессах-автоматах применяют также двухкоординатные и трех-
координатные захватные грейферные механизмы. Значение подъема
грейферных линеек в трехкоординатных механизмах порядка 200 мм
и регулируемое расстояние между закрытыми грейферными ли-
нейками 1200...2 100 мм позволяют штамповать на автоматах
облицовочные и внутренние панели дверей, капота, багажника и
им подобных деталей автомобилей.
Согласно ГОСТ 8260—88Е для многопозиционных листоштам-
повочных автоматов число рабочих позиций, включая вырубную,
должно быть не менее восьми. При штамповке простых деталей,
для изготовления которых требуется значительно меньше техно-
логических операций, используется принцип штамповки в два
потока. На первых позициях осуществляется штамповка одной де-
тали, а на последующих позициях — другой детали.
ГЛАВА 20. КРИВОШИПНЫЕ ГОРЯЧЕШТАМПОВОЧНЫЕ
ПРЕССЫ
20.1. Классификация, технологические и конструктивные
особенности
Классификация. Кривошипные горячештамповочные прессы
(КГШП) предназначены для выполнения различных операций
207
технологии горячей объемной штамповки (ГОШ) заготовок из
сортового металла в горячем (при ковочной температуре) и полу-
горячем состоянии. Эти прессы относятся к наиболее сложным,
дорогим и высокопроизводительным типам КШО, обладающим
относительно большим расходом энергии. Наибольшие экономи-
ческие преимущества применения КГШП достигаются в массо-
вом и крупносерийном производстве при штамповке в закрытых
штампах.
По типу главного исполнительного механизма горячештампо-
вочные прессы классифицируют на прессы с кривошипно-пол-
зунным механизмом (с укороченным или со сдвоенным шату-
ном), кривошипно-клиновым, синусным механизмом. По распо-
ложению эксцентрикового вала КГШП разделяют на прессы с
параллельным и перпендикулярным фронту валом.
Прессы с кривошипно-ползунным механизмом изготовляют с
номинальной силой 6,3... 160 МН (в перспективе 200 МН) в ЗАО
«ТМП» (г. Воронеж). Согласно принятой классификации [51] ти-
повые конструкции КГШП подразделяют на три группы (отно-
шение наибольшей номинальной силы к наименьшей в каждой
группе составляет приблизительно 2,5):
легкие прессы номинальной силой 6,3... 16 МН, предназначен-
ные для изготовления поковок массой до 2 кг и имеющие соб-
ственную массу немногим более 100 т;
средние прессы номинальной силой 20... 50 МН, на которых мо-
гут изготавливаться поковки массой до 40 кг и собственной мас-
сой не более 450 т,
тяжелые прессы номинальной силой 63... 160 МН для произ-
водства поковок массой более 50 кг и собственной массой более
500 т.
Типовая конструкция тяжелых прессов силой 63 МН приведе-
на на рис. 20.1. В легких и частично средних прессах силой до 25 МН
станину выполняют цельносварной, а в прессах средних и тяже-
лых — составной, силой до 80 МН сварнолитой, состоящей из
двух частей, жестко скрепленных стяжными шпильками: стально-
го литого стола-основания и стальной литой верхней поперечи-
ны, приваренной к стойкам, сваренным из стального листа. При
быстроходности 70 ходов в минуту начальная скорость деформи-
рования пресса с номинальной силой 25 МН составляет в зависи-
мости от высоты поковки от 0,5 до 0,1 м/с, время контакта штам-
па с поковкой приблизительно 0,1...0,12 с.
Типовыми поковками для КГШП обычно являются различные
объемные поковки автомобилестроения: шестерни, шатуны, а
также фланцы трубопроводов и другие детали из стали и сплавов.
В автомобилестроении имеется тенденция штамповать на КГШП
также различные поковки из алюминиевых сплавов [51]. Для шес-
терен и фланцев может применяться двух- и трехпереходный про-
208
лесс: осадка — окончательная штамповка, или осадка — предва-
рительная и окончательная штамповка в открытых или закрытых
штампах. При штамповке в открытых штампах обрезку облоя про-
водят на отдельных кривошипных обрезных прессах и часто на
том же КГШП.
Для нагрева заготовок под штамповку на КГШП обычно при-
меняют индукционные нагреватели, обеспечивающие необходи-
мую производительность, стабильность нагрева заготовок с ми-
нимальной окалиной. Загрузку заготовок на первую позицию штам-
па и перемещение по позициям осуществляют роботы-манипуля-
торы и различные механизмы подач, например грейферные с
приводом от пресса или независимым механизмом.
С целью уменьшения влияния упругой деформации на неточ-
ность высотных размеров поковок, сокращения потерь энергии
на упругую деформацию, конструкторы стремятся увеличивать
жесткость силовых элементов пресса, что приводит к увеличению
металлоемкости и должно быть обосновано экономическими
расчетами. Расчетная жесткость С, МН/мм, для КГШП номиналь-
ной силы jFh, МН, конструкции ТМП приблизительно составляет
С = (1,7...2,0)Д;'. (20.1)
20.2. Конструкции кривошипных горячештамповочных
прессов
Конструкции КГШП различных фирм-производителей пример-
но одинаковые (рис. 20.1). Различия относятся к размещению глав-
ного эксцентрикового вала и муфты поперек фронта, например,
в прессах фирмы BS (Чехия), применению одного или двух шату-
нов, конструкции ползунов призматических или с дополнитель-
ными, вынесенными на «хобот», направляющими и т.п.
Регулировка закрытой высоты при наладке прессов конструк-
ции ТМП проводится с помощью встроенного механизма с экс-
центриковой втулкой в соединении нижней головки шатуна с
ползуном, которая может поворачиваться шаговым электродви-
гателем, изменяя длину шатуна.
Опасность заклинивания при перегрузках кривошипно-ползун-
ного механизма пресса вблизи крайнего нижнего положения пол-
зуна при а < 1,5° для одних или а < 3° — для других конструкций,
характерна для всех кривошипных машин, в том числе и для КГШП.
Чтобы избежать заклинивания, необходима стабилизация дефор-
мирующей силы с помощью системы адаптивного ЧПУ (см. под-
разд. 40.3) [51]. Пока прессы не оборудованы подобной системой,
максимальная сила деформирования поковки должна быть на
15...20% меньше номинальной силы пресса [2, 51], что приводит
209
VI____________V
oi
о
CM
|Чс. 20.1. Конструкция КГШП номинальной силой 63 МН модели КГ8048
на виброизолированном основании:
I — станина; 2 — уравновешиватель; 3 — ресиверы уравновешивателей; 4 —
муфта; 5 — воздухе подводящая головка муфты; 6 — ползун; 7 — зажимы верх-
ние; 8 — выталкиватели нижние; 9 — промежуточный вал со шкивом; 10 —
электродвигатель со шкивом; И — тормоз; 12 — пульт управления; 13 — зажимы
нижние; 14 — фундаментная рама; 15 — виброопоры; 16 — фундаментный блок;
17 — станция системы жидкого смазывания
к недоиспользованию возможностей пресса по деформирующей
силе. Поэтому конструкторы стремятся найти способы предотвра-
щения заклинивания и, если оно произошло, то использовать
устройства вывода из этого состояния. Применение жидкой цир-
куляционной системы смазывания обеспечивает низкие значения
коэффициента трения в опорах кривошипно-ползунного механизма
(0,005... 0,010) и способствует прохождению нижней мертвой точки
за счет обычно достаточной энергии маховика (В. В. Ковалев,
Р.Н.Пруцков, 1973).
Для вывода из распора в современных конструкциях ТМП пред-
усмотрены гидрогайки стяжных шпилек станины (см. рис. 20.3), в
конструкциях АМО «ЗИЛ» — клиновые механизмы.
20.3. Конструкции и расчет основных механизмов
Станины и механизм вывода пресса из заклинивания. Станины
легких прессов цельные, сварные; средних (см. рис. 20.1) и тяже-
лых прессов (рис. 20.2) — разъемные, стянутые четырьмя стяж-
ными шпильками. Основной материал — прокатный лист (сталь 3
ПС, ГОСТ 380—94). Втулки для установки подшипников эксцен-
трикового вала и центральная часть столов — литые из стали 35Л
(ГОСТ 977—88). Станины средних прессов состоят из двух дета-
лей: стола и П-образной части станины, объединяющей две стой-
ки и верхнюю поперечину. Станины тяжелых прессов состоят из
пяти деталей, приведенных на рис. 20.2. Кованые стяжные шпиль-
ки выполняют из стали 45 (ГОСТ 1050—88). Нижние гайки стяж-
ных шпилек цельные или разрезные из двух половин. Сила затяж-
ки станины варьируется в диапазоне (1,15...1,3)ГН.
Механизм вывода пресса из заклинивания совмещен с механиз-
мом затяжки станины (рис. 20.3), в гидрогайки 2 которого вмон-
тировано по два гидравлических цилиндра. Все цилиндры и все гайки
соединены трубопроводами последовательно. При подаче давления
из насосной гидростанции 5 в гидроцилиндры (55...65 МПа), в
результате упора нижних плунжеров в станину, происходит рас-
тяжение шпилек 1, сжатие станины и увеличение зазора между
нижней плоскостью гаек и верхней плоскостью станины. В увели-
211
Рис. 20.2. Конструкция станины тяжелых прессов силой свыше 80 МН:
1 — поперечина; 2 — станина; 3 — передняя распорка; 4 — стол; 5 — задняя распорка и опора подшипников промежуточного вала;
А — конструкция направляющих; Б — стол — вид сверху; I — регулировочные клинья боковых направляющих; II -г регулировоч-
ные планки передних направляющих
Рис. 20.3. Механизм затяжки станины и вывода пресса из распора:
/ — стяжная шпилька; 2 — гидрогайка (с иадроцилиндрами); 3 — закладные
пластины; 4 — гидроцилиндры; 5 — насосная гидростанция
213
ченный зазор закладывают специальные закладные пластины з
расчетной толщины (15... 20 мм). После установки пластин и сброса
из гидросистемы давления станина приходит в затянутое состоя-
ние. Вывод из распора при заклинивании осуществляют извлече-
нием пластин при создании необходимой величины давления в
цилиндрах.
Механизм смены штампов. На столах тяжелых прессов устанав
ливаются быстросменные штамповые блоки, в которых с нижней
стороны смонтированы четыре ролика, а в подштамповых плитах
столов — четыре гидроцилиндра [51].
Прессы устанавливают, как правило, на жесткие бетонные фун-
даменты. Для защиты окружающего оборудования и построек от
вибраций рекомендуется устанавливать прессы на виброизолиро-
ванное основание (см. рис. 20.1) на специальные виброопоры пру-
жинного типа с вязкими демпферами (гасителями колебаний) [51].
Рис. 20.4. Конструкция двухэксцентрикового (а) и одноэксцентрикового (б)
валов КГШП:
1 — букса с торцовым подшипником; 2 — маслоотражательные кольца; 3 — вал;
4 — бронзовые подшипники скольжения; 5 — букса с удлиненной втулкой; —
диаметр вала в опорах; dA — диаметр эксцентрика: 1А — ширина эксцентрика
dc — диаметр выточки; 1( — ширина выточки; Rc, Rq — радиусы галтелей
214
Таблица 20.1
Основные размеры эксцентриковых валов КГШП, мм
Обозначение размера (см. рйс. 20.4) Вал двухэксцентриковый Вал одноэксцентриковый
к 0,9J0 1,74)
dA 4> + sm + 10
Z 1л 0,45^ do
de 0,75dA —
1с Wdc do
k l,45dA dA
«0 0,154, 0,154,
Rc 0,1^ —
Эксцентриковые валы и шатуны. Эксцентриковые валы: двухэкс-
центриковые (рис. 20.4, а) применяют на прессах с номинальной
силой до 160 МН (см. рис. 20.1), одноэксцентриковые (рис. 20.4,
б) — на прессах с номинальной силой до 16 МН. Диаметр dQ
опорных шеек определяют в зависимости от номинальной силы
пресса (FH, МН; мм):
^=1057X5^. (20.2)
Другие размеры эксцентриковых валов назначают в зависимо-
сти от 40 и хода ползуна .s„;iio соотношениям в табл. 20.1.
Валы изготавливают из стальных поковок (Сталь 38Х2Н2МА,
ГОСТ 4543—71) монтируют в подшипниках скольжения из брон-
зы (БрОЮФ1, ГОСТ 613—79), установленных по напряженной
посадке в буксах, закрепленных в станине пресса с помощью кли-
новых шпонок. В буксе со стороны тормоза смонтирован торцовый
подшипник, удерживающий вал от осевого смещения. Букса со
стороны муфты имеет цилиндрический хвостовик, выступающий
за габариты станины, на котором, на двухрядных роликовых сфе-
рических подшипниках типа 20-40038/750 (ГОСТ 5721—75) уста-
навливают зубчатые колеса на прессах с промежуточными валами
или маховики на прессах без промежуточных валов. В корпусах букс
выполнены отверстия для подвода, сбора и слива жидких смазы-
вающих материалов.
Шатуны выполняют литыми из стали 45Л (ГОСТ 977—88) или
коваными из стали 45 (ГОСТ 1050—88). Верхняя головка шатуна и
бронзовые подшипники скольжения разъемные. Крышку с шату-
ном стягивают четырьмя шпильками с подогревом. Нижняя го-
215
Рис. 20.5. Ползун:
а — конструкция: 1 — шатун; 2 — ползун; 3 — винт; 4 — эксцентрик; 5 — ось;
6 — рычаг выталкивателя; б — привод механизма регулировки закрытой высоты:
1 — мотор-редуктор; 2 — предохранительная муфта; 4 — механизм считывания
количества оборотов; 5 — карданный вал
ловка шатуна упирается через бронзовый подшипник на эксцен-
триковую втулку. Расстояние между осями шатунов двухэксцент-
рикового вала определяется в зависимости от диаметра эксцент-
рика: L = 0,67dA.
Уравновешиватели тянущего типа устанавливают, как правило,
наверху станины. Нижняя крышка уравновешивателя крепится к
станине, а поршень со штоком — к ползуну через шарнирный
механизм. Для ползунов с хоботом применяют один уравновеши-
216
Рис. 20.6. Фрикционная двухдисковая муфта для КГШП:
а — конструкция; б—г — способы посадки ступицы: б — на цилиндрический вал
и клиновые шпонки; в — на квадрат и клиновые шпонки; г-на коническую
втулку; 1 — маховик; 2 — ведущие диски; 3 — ведомые диски; 4 — подшипники;
5 — букса; 6 — ступица ведомых дисков; 7 — поршень; 8 — пружина
ватель, для ползунов рамной конструкции — два. Ползуны тяже-
лых прессов оснащают зажимами для быстрого закрепления или
217
раскрепления верхней половины штампа. Силовое зажатие осуще-
ствляется набором тарельчатых пружин, а освобождение с помо-
щью пневматических или гидравлических цилиндров.
Ползуны и механизмы регулировки закрытой высоты. Ползуны
имеют два исполнения — с удлиненными направляющими (с хо-
ботом) и коробчатой прямоугольной формы (рис. 20.5, а). Их из-
готавливают литыми из стали 35Л2 (ГОСТ 977—88) или сварно-
литыми. Нижняя плоскость ползуна защищена от повреждений
надштамповой плитой. В ползунах монтируют верхние выталкива-
тели различных конструктивных исполнений с приводом, как
правило, от шатуна и механизм регулировки штамповой высоты
с приводом от шагового электродвигателя с постоянным шлице-
вым или карданным зацеплением (рис. 20.5, б).
Муфты и тормоза. Муфты (рис. 20.6) фрикционные дисковые с
пневматическим приводом включения и отключения, устанавлива-
ют обычно на правом конце эксцентрикового вала, а тормоза —
на левом (см. рис. 20.1). Муфты и тормоза двухдисковые. Шлицевой
венец и пневмоцилиндр монтируется жестко на ведущем зубча-
том колесе или маховике (для прессов без промежуточного вала).
Колесо или маховик установлены на сферических двухрядных под-
шипниках качения типа 20-40038/750 (ГОСТ 5721—75) на удли-
ненном конце закрепленной на станине пресса буксы эксцентри-
кового вала. На ведомой ступице муфты на шлицах устанавливают
ведомые стальные диски, облицованные накладками из фрикци-
онного материала на асбестовой основе марки 8-45-62 (производ-
ства Волжского завода АТИ) или на безасбестовой основе марки
ТИИР-251 (производства Ярославского ОАО «НИИАТИ — фир-
ма ТИИР»). Коэффициент трения фрикционных накладок по чу-
гуну СЧ15 (ГОСТ 1412—85) ц = 0,43...0,6. Ведомая ступица муф-
ты, литая из стали 45Л (ГОСТ 977—88) или кованая из стали
40ХН2ХМА (ГОСТ 4543—71), может быть посажена на специаль-
ную шейку эксцентрикового вала тремя способами: по напряжен-
ной посадке, с двумя клиновыми шпонками (см. рис. 20.6) на
квадрат или коническую втулку.
Шлицевая ступица тормоза (рис. 20.7) устанавливается на ле-
вом конце эксцентрикового вала на клиновые шпонки. Два сталь-
ных диска с наклепанными фрикционными накладками (из того
же материала, что в муфтах) и шлицевым соединением со ступи-
цей (шлицы закалены ТВЧ), постоянно зажаты между корпусом,
промежуточным и нажимным дисками с помощью натяжных пру-
жин с толкателями. Силу затяжки пружин определяют исходя из
необходимого давления на фрикционном контакте (2,4... 2,5 МПа).
При растормаживании сжатый воздух давлением 0,45...0,5 МПа
подается в полость под поршнем
Системы управления. Системы управления механизмами и ло-
гистикой циклов КГШП, как правило, электропневматические.
218
Рис. 20.7. Конструкция двухдискового тормоза КГШП:
1 — нажимные пружины; 2 — отжимной поршень; 3 — корпус с цилиндром; 4 —
промежуточный диск (возможно с водяным охлаждением); 5 — нажимной диск;
6 — нажимной палец; 7 — ведомые диски с фрикционными накладками; 8 —
ступица со шлицами; 9 — командоаппарат
Они обеспечивают работу прессов в режимах «наладка», «непре-
рывные ходы» и «одиночные ходы». В качестве исполнительных
механизмов систем управления служат стандартные пневмомеха-
низмы и пневмоаппараты. Система должна обеспечивать подачу,
подготовку и использование сжатого воздуха при работе пресса.
Основным является требование безопасности: предотвратить слу-
219
чайное, не зависящее от воздействия оператора, включение пресса.
Для этого используют принцип дублирования систем и их блоки-
рования при неисправности какой-либо из них [51].
Системы смазывания. Системы подачи смазочных материалов
к точкам-потребителям подразделяют на два типа: системы с па-
раллельным соединением элементов, подающие в каждую точку,
и системы с последовательным соединением элементов. При па
раллельном соединении от основной подающей магистрали вы-
полняются отводы к дозаторам, отмеряющим количество смазоч-
ного материала, необходимое для смазывания данной точки. Если
какой-то из дозаторов вышел из строя, система будет продолжать
функционировать, а точка, к которой подключен вышедший из
строя дозатор, останется без смазывания. При последовательном
соединении основной тракт смазывающей жидкости проходит через
все дозаторы последовательно, контролируя при этом срабатыва-
ние каждого дозатора. Если какой-либо из дозаторов откажет, то
тем самым преградит путь основному потоку, что будет являться
аварийным сигналом (например, с помощью реле давления).
Наиболее современной, применяемой в настоящее время на
КГШП, является однолинейная система смазывания последова
тельного действия, гарантирующая дозированную подачу в каж
дую подключенную точку необходимого количества масла. Осно-
вой такой системы является питатель, распределяющий и дозиру-
ющий общий поток масла по точкам [51].
ГЛАВА 21. КРИВОШИПНО-КОЛЕННЫЕ ПРЕССЫ
21.1. Классификация и конструктивные особенности
В конструкциях кривошипно-коленных прессов применяют мо-
дифицированный кривошипно-ползунный механизм, состоящий
из ведущего кривошипного [51] или шестерне-эксцентрикового
механизма (рис. 21.1). Шатун воздействует на подвижный шарнир
коромысла четырехзвенного коленно-рычажного механизма, верх-
ний шарнир которого закреплен в станине, а подвижный шарнир
коромысла соединен с ползуном (см. рис. 14.2, в). В некоторых кон-
струкциях прессов применяют пятизвенный коленный механизм,
позволяющий при конструировании обеспечивать требуемую зави-
симость скорости от перемещения и силы от перемещения варьи -
рованием длин звеньев. Механизм с толкающим шатуном, работа-
ющим на сжатие во время рабочего хода, обладает меньшими габа-
ритными размерами и поэтому более предпочтителен.
Длина хода ползуна 5 зависит от угла у отклонения коромысла
от вертикали (рис. 21.2, а), который не превышает 40°. В крайнем
нижнем положении ползуна рационально, чтобы угол передачи
220
Рис. 21.1. Принципиальная схема конструкции кривошипно-коленного
пресса с ведущей шестерней-эксцентриком:
1 — станина; 2 — электродвигатель; 3 — клиноременная передача; 4 — шатун; 5 —
шестерня-эксцентрик; 6 — ось; 7 — тормоз; 8 — шестерни; 9 — подшипники
вала; 10 — приводной вал; 11 — муфта; 12 — маховик; 13 — уравновешиватели;
14 — тяги; 75 — регулировочный эксцентрик; 16 — верхний шарнир; 17 — коро-
мысло; 18 — средний шарнир; 19 — нижнее звено; 20 — нижний шарнир; 21 —
ползун; 22 — направляющие; 23, 24 — рычаги верхнего выталкивателя; 25 —
верхний выталкиватель; 26, 27 — нижние выталкиватели; 28 — балка нижнего
выталкивателя
между шатуном и коромыслом был близок к прямому, что способ-
ствует повышению КПД механизма на участке рабочего хода [51].
Длины / коромысла и звена, на котором подвешен ползун,
обычно одинаковые, а длина шатуна L = (5,9...8,3)R.
Как кривошипно-ползунный, так и шестерне-эксцентриковый
ведущие механизмы с помощью коленного механизма позволяют
создавать в 3 — 5 раз большие по величине деформирующие силы
в конце хода ползуна по сравнению с обычными кривошипными
прессами при одном и том же крутящем моменте муфты привода.
Это позволяет также существенно уменьшать скорость и выдер-
живать ползун почти неподвижным во время деформирования
поковки (рис. 21.3).
221
Рис. 21.2. Кинематическая (а) и кинетостатическая (б) схемы четырех-
звенного кривошипно-коленного механизма:
L — длина шатуна; R — радиус кривошипа; у — угол отклонения коромысла от
вертикали; а — угол поворота кривошипа; fr, — радиус трения в cooi ветств)
ющих шарнирах
Прессы выполняют с закрытой станиной, с кривошипным или
двухкривошипным валом, двух- или трехступенчатым приводом
с одно- или двухсторонней (в крупных прессах) зубчатой переда-
чей на кривошипный вал.
222
S, мм
Рис. 21.3. Графики перемещения ползуна пресса с рабочим механизмом:
1 — кривошипно-рычажным; 2 — кривошипно-коленным; 3 — кривошипно-
ползунным
Кривошипно-коленные прессы конструкции ОАО «Барнауль-
ский завод механических прессов» и других аналогичных конст-
рукций классифицируют по технологическому признаку на чека-
ночные, которые применяют для чеканки рельефов, и холодно-
штамповочные для холодной объемной штамповки и выдавлива-
ния, отличающиеся большей мощностью привода и запасом ки-
нетической энергии маховика, необходимыми для энергоемких
операций холодной объемной штамповки и выдавливания. Чека-
ночные прессы изготавливают с номинальной силой 1...40 МН,
а холодноштамповочные — силой 1...25 МН, ходом ползуна
130...360 мм с основными параметрами, регламентированными
ГОСТ 5384—50. Рабочий ход деформирования поковки составляет
обычно (0,01... 0,02)^ для чеканочных, и приблизительно 0,15л„г
для холодно-штамповочных прессов. Для многопереходной штам-
повки прессы оснащаются грейферной подачей.
21.2. Особенности теории
Синтез механизма. Механизм состоит из шарнирного четырех-
звенника (см. рис. 21.2, а), к подвижному шарниру коромысла
которого присоединено звено с ползуном. Обычно длины коро-
мысла и звена ВС = BD = I одинаковые, коэффициент длины ша-
туна А = — = 0,12... 0,17, а длина звеньев и максимальный ход пол-
L
зуна связаны соотношением
sm = 27(1 - cosvJ, (211)
223
где максимальный угол отклонения коромысла от вертикали
не превышает 40°. В крайнем нижнем положении ползуна рацио-
нально, чтобы угол передачи между шатуном и ползуном был
близок к прямому, это повысит КПД механизма на участке ра-
бочего хода. Более детальные исследования показали, что меха-
низм рационально выполнять дезаксиальным, поднимая опору
кривошипа приблизительно на величину 1,5 А. Для компенсации
упругой деформации звеньев и увеличения времени деформиро-
вания механизм чаще выполняют так, чтобы шарнир В перехо-
дил за вертикальную ось на величину &<2fr(f= 0,010...0,015 —
коэффициент трения в шарнирах; г — радиус шарниров) и при
этом оставался в пределах зоны заклинивания для звеньев ВС и
BD. Если требуется минимальное время контакта штампа с инст-
рументом, то шарнир В не должен переходить за вертикальную
ось.
Задаваясь при конструировании величиной х расстояния от оси
кривошипного вала до вертикальной оси пресса из условия раз-
мещения опоры подшипника кривошипного вала, можно найти
значения R, L, 7.
Анализ параметров движения. Следует найти аналитическую за-
висимость перемещений ползуна s от угла поворота кривошипа а.
Отсчет перемещений проводят от крайнего нижнего положения
ползуна, а отсчет углов — от горизонтали, проходящей через ось
кривошипа О в сторону, противоположную направлению факти-
ческого движения. Из геометрических соотношений
sin Vo = р tga0 = 7(1 - cosvo)/(* - А).
Поскольку А « / и А « х, можно принять cos^o = 1 - А2/(272),
тогда
А2
2/ (х - А)
tga0 = А2/27(х - А) и а0 = arctg
Согласно рис. 21.2, ащ = а + а(), а перемещение s связано с
углом v соотношением
5 = 27(1 — cosy). (21.2)
Зависимость л(а) обычно выражается громоздким соотноше-
нием через координаты, фиксирующие положение точки А
А = х + Acosa; В = у - Asina; (21.3)
А2+В2 ’ ( ’
где Е = А2 + В2 + 72 + L2.
224
Скорость и ускорение ползуна кривошипно-коленного меха-
лизма можно получить дифференцированием по времени (21.4) с
учетом соотношения (21.3). Как следует из рис. 21.3, скорость и
перемещения в конце хода очень малы; 3...5 % хода совершается
при угле поворота кривошипа а = 100... 120°.
Силы, действующие на звенья, определяют по плану сил (см.
рис. 21.2, б) с учетом трения в шарнирах. Область рабочего хода
находится вблизи нижнего положения ползуна при у < 20°. Углы,
определяющие направление сил и расположение звеньев, соглас-
но обозначениям на рис. 21.2 определяют из геометрических соот-
ношений по планам сил, построенных для нескольких текущих
положений механизма. Это построение трудоемко и обычно пользу-
ются приближенными выражениями, полученными из рассмот-
рения геометрических соотношений (см. рис. 21.2, б), принимая
диаметры шарниров одинаковыми [28]. Сила РАВ направлена по
шатуну касательно к кругам трения в точках В и А, а сила Рвс
должна пройти через точку пересечения сил РАВ и Рвс касательно
к кругу трения в шарнире С.
Проекция силы, действующей по звену BD на вертикальную
ось приблизительно равна деформирующей силе на ползуне PD, а
на горизонтальную ось — силе Рн п, действующей на направляю-
щие ползуна; сила по шатуну АВ
(21.5)
где f — коэффициент трения в шарнирах.
При расчете кривошипного вала и построении графика нагру-
зок, допускаемых прочностью вала, зубчатых колес и т.д. исполь-
зуют методику определения приведенного плеча силы или отно-
сительного крутящего момента в кривошипно-ползунном меха-
низме аналогично кривошипным прессам. Различие методик со-
стоит в том, что каждому положению кривошипно-коленного
механизма соответствует величина дезаксиальности, равная s/2;
при малых значениях s дезаксиал ьностью обычно можно пренеб-
речь [20, 28].
Конструкция кривошипно-коленного механизма. Кривошипно-
коленный механизм (рис. 21.4, а) является исполнительным ме-
ханизмом, шатун которого во время рабочего хода нагружен сжи-
мающей силой. Звенья механизма — жесткие стальные призмы,
сопрягающиеся шарнирами с разрезными вкладышами из бронзы
БрОЮФ1, БрАЖ9-4 и других высокопрочных бронз. Оси шарни-
ров изготовляют из стали У10, 40ХН, 50ХН с закалкой на твер-
дость 58... 60 HRC. Значения удельной силы в шарнирах находятся
в пределах 150... 200 МПа. На боковых сторонах призм закреплены
225
Рис. 21.4. Конструкция исполнительных механизмов кривошипно-колен-
ного пресса:
а — о гкрытого с регулированием клином: 1 — клин; 2 — верхняя подушка; 3 —
кривошипный вал; 4 — нижнее звено; 5 — шарнир; 6 — щека; 7 — ось шарнира;
б — закрытого с регулированием эксцентриком
226
щеки из стального листа с отверстиями для осей шарниров. Шеки
нагружены при обратном ходе ползуна. Верхняя часть шарнира
опирается на подвешенную к верхней поперечине станины на пру-
жинах подушку с регулировочным клином (угол 3... 4° должен быть
меньше утла трения). Регулировку закрытой высоты в пределах
6...20 мм (в зависимости от номинальной силы пресса) проводят
с помощью винта с приводом от электродвигателя с редуктором.
Более компактный кривошипно-коленный механизм с шату-
ном, работающим на растяжение, можно получить, расположив
звенья в полости ползуна (рис. 21.4, б). Для регулирования закры-
той высоты применен эксцентрик, совмещенный с верхним шар-
ниром, нижний шарнир использован для привода рычага вытал-
кивателя.
Для обеспечения работоспособности шарниров применяют
циркуляционную систему смазывания жидким минеральным мас-
лом. В качестве масляной ванны используют полость в ползуне.
Масло через фильтр подается под давлением насоса к верхнему
шарниру через каналы в подушке. По каналам в призмах оно по-
ступает к среднему и нижнему шарниру и затем в ванну ползуна.
Электродвигатель системы смазывания сблокирован с главным
электродвигателем пресса. Работа пресса невозможна до включе-
ния системы смазывания.
Для увеличения скорости обратного хода можно увеличить длину
звена с шарнирной опорой на 10...20 %. В крупных прессах при
больших деформирующих силах применяют два параллельно ра-
ботающих коленных механизма [51].
ГЛАВА 22. ГОРИЗОНТАЛЬНО-КОВОЧНЫЕ МАШИНЫ
22.1. Принцип действия, классификация и конструктивные
особенности
Принцип действия. Горизонтально-ковочные машины (ГКМ)
по принципу действия аналогичны кривошипным прессам гори-
зонтальной конструкции с дополнительным зажимным механиз-
мом. Они предназначены для горячей объемной штамповки-вы-
садки из прутка за несколько (1 — 4) переходов преимущественно
стержневых поковок в многоручьевых разъемных матрицах. Кон-
струкции ГКМ оснащены главным (высадочным) кривошипно-
ползунным и дополнительным (зажимным) кулачково-рычажным
исполнительными механизмами.
При одновременном начале движения зажимной механизм,
несущий подвижную часть матриц, должен опередить главный
высадочный механизм, зажать заготовку и остановиться. Ползун
227
Рис. 22.1. Классификация конструкции основных узлов ГКМ
главного высадочного механизма с закрепленными на нем пуан-
сонами, продолжая движение, деформирует заготовку и совер-
шает обратный ход, начальная часть которого происходит при
закрытых матрицах. После выхода пуансонов из матриц зажимной
ползун возвращается в исходное положение.
До окончания цикла многопереходной штамповки поковка
сохраняет целостность с прутком (заготовкой) и отделяется от
него на последнем переходе. Перемещение прутка с поковкой по
ручьям матриц в вертикальной плоскости при автоматизирован-
ной штамповке осуществляет манипулятор.
Классификация и конструкционные особенности. Конструкции
ГКМ подразделяют по типу привода на механические и гидравли-
ческие; по конструкции разъема на две основные группы (рис
22.1): с вертикальным разъемом матриц (ВР) — рис. 22.2, и гори-
зонтальным разъемом матриц ГР — рис. 22.3. Подавляющее боль-
шинство ГКМ в России и мире изготавливают с механическим
типом привода и с вертикальным разъемом матриц. В конструкци-
ях изготовителей ГКМ с ГР Eumuco (Германия) и ОАО «Тяж-
пресс маш» (г. Рязань), номинальная сила зажимного ползуна в 1,3
раза больше номинальной силы высадочного ползуна [51].
228
Рис. 22.2. Кинематическая схема ГКМ с вертикальным разъемом матриц:
1 — электродвигатель; 2 — клиноременная передача; 3 — фрикционная муфта;
4 — маховик; 5 — тормоз; 6 — приемный вал; 7 — зубчатая передача; 8 — глав-
ный вал; 9 — шатун; 10 — ползун; 11 — клиновое устройство; 12 — блок пуансо-
нов; 13 — неподвижная полуматрица; 14 — подвижная полуматрица; 15 — за-
жимной ползун; 16 — ролик прямого хода; 17 — боковой ползун; 18 — ролик
обратного хода; 19. 23 — оси; 20. 21 — рычаги; 22, 24 — двуплечие рычаги; 25 —
блок кулачков
Основное преимущество ГКМ с горизонтальным разъемом со-
стоит в упрощении способов перемещения поковок по ручьям
матриц и большей приспособленности к автоматизации.
В странах с метрической системой (Россия, Германия, Япония
и др.) главным параметром ГКМ принята номинальная сила в
меганьютонах, в то время как в странах с традиционно дюймовой
системой считают главным параметром максимальный диаметр в
дюймах прутка малоуглеродистой стали, который может быть вы-
сажен на машине.
22.2. Горизонтально-ковочные машины с вертикальной
плоскостью разъема матриц
Параметры технической характеристики ГКМ регламентирует
ГОСТ 7023—89, в соответствии с которым ряд номинальных сил
составляет 1,6...31,5 МН при быстроходности 80—22 ходов в ми-
нуту и величине ходов высадочного ползуна 200...700 мм. Регла-
ментируются также другие параметры циклограммы работы ГКМ:
229
Рис. 22.3. Схема конструкции ГКМ с горизонтальным разъемом матриц
Eumuco (Германия):
1 — неподвижная часть станины; 2 — подвижная часть станины; 3 — высадочный
ползун; 4 — механизм зажима; 5 — шарнир качания верхней станины; 6 — кри-
вошипно-ползунный механизм высадки; 7 — зажимной шатун
ход подвижных матриц — 80...350 мм; ход высадочного ползуна
после закрытия матриц — 125...480 мм; участок обратного хода
высадочного ползуна при закрытых матрицах — 40...270 мм.
Наибольшее количество ГКМ изготовлено отечественной и
зарубежной промышленностью с вертикальным разъемом матриц
по схеме, указанной на рис. 22.2. От электродвигателя 1 клиноре-
менной передачей 2 вращение передается маховику 4 со встроен-
ной в него фрикционной муфтой 3. Маховик установлен консоль-
но на приемном валу 6, между опорами которого смонтирован
тормоз 5, а на противоположном конце — шестерня зубчатой пе-
редачи 7, связывающая приемный вал 6 с главным валом 8. Глав-
ный исполнительный механизм машины представляет собой дез-
аксиальный кривошипно-ползунный механизм, состоящий из
главного вала коленчатого типа 8, шатуна 9, передающего движе-
ние и силу на ползун 10 через цилиндрическую малую головку
шатуна или палец. На ползуне 10 установлен блок пуансонов 12,
опирающийся на клиновое устройство 11 для регулировки поло-
жения блока пуансонов относительно полуматриц 13 и 14. Непо-
движная матрица 13 закреплена на станине, подвижная полуматри-
230
ца 74 — на зажимном ползуне 75, совершающем при работе воз-
вратно-поступательные перемещения в направляющих станины.
Взаимодействие ползунов ГКМ в соответствии с циклограм-
мой достигается жесткой кинематической связью зажимного пол-
зуна с главным валом 8 машины. В качестве привода зажимного
ползуна используется кулачково-рычажный механизм. На главном
валу 8 машины закреплен блок кулачков 25 прямого и обратного
хода. Кулачок прямого хода контактирует с роликом 16, а кулачок
обратного хода — с роликом 18. Ось ролика 16 прямого хода жес-
тко закреплена в дополнительном боковом ползуне 17, а ось ро-
лика 18 обратного хода подпружинена относительно бокового
ползуна для компенсации возможной неточности изготовления
кулачков и износа системы ролик—кулачок. При вращении глав-
ного вала кулачки перемещают боковой ползун 77 в направляю-
щих станины параллельно высадочному ползуну 10. В передней
части бокового ползуна смонтирована рычажная система переда-
чи движения на зажимной ползун 75. Система состоит из двупле-
чих рычагов 22 и 24, шарнирно закрепленных посредством осей
19 и 23 на боковом ползуне 77и коленно-рычажного механизма,
один рычаг 27 которого шарнирно закреплен на станине, а дру-
гой рычаг 20 шарнирно связан с зажимным ползуном 75. При пе-
ремещении бокового ползуна вперед рычаги 20 и 27 распрямля-
ются, т.е. угол между этими рычагами увеличивается, и зажим-
ной ползун 75 перемещается в направлении неподвижной полу-
матрицы 13, в конечном положении смыкая полуматрицы.
Важным преимуществом кулачково-рычажного привода зажим-
ного ползуна является возможность за счет соответствующего про-
филирования кулачков обеспечить с высокой точностью цикло-
грамму взаимодействия ползунов ГКМ.
При последовательной штамповке заготовки в нескольких ру-
чьях штампов силы создают опрокидывающий момент, воздей-
ствующий на главный и дополнительный исполнительные меха-
низмы. С целью снижения влияния внецентренного нагружения
на точность штамповки и на условия работы направляющих, вы-
садочный и зажимной ползуны выполняют с дополнительными
направляющими на хоботе ползунов. Основные направляющие
ползунов выполнены в виде двух боковых плоскостей, контакти-
рующих с регулируемыми направляющими станины, и заплечи-
ков в верхней части ползунов, контактирующих с горизонталь-
ными направляющими плоскостями. Заплечики станины воспри-
нимают действие опрокидывающих моментов при штамповке за-
готовки в различных по высоте ручьях блока штампов.
Дополнительные направляющие на хоботе ползуна имеют пря-
моугольное сечение и воспринимают возможные перекосы ползу-
на как в горизонтальной, так и в вертикальной плоскостях, час-
тично разгружая основные направляющие.
231
В некоторых конструкциях ГКМ иностранных фирм применя-
ются высадочные ползуны рамного типа, с вынесенными запле-
чиками и удлиненными направляющими. Боковые ползуны вы-
полняют рамными с пазами для установки кулачков для переме-
щения зажимного ползуна.
Быстроходные ГКМ выполняют без приемного вала, а махо-
вик с муфтой и тормозом устанавливают на главном валу. При
наличии приемного вала его расположение в разных машинах и
крепление в опорах станины могут существенно отличаться.
Система включения содержит фрикционные муфту и тормоз с
электропневматическим управлением. Система обеспечивает все
необходимые режимы работы машины: пуск и останов в исход-
ном положении, аварийный останов, работу на единичных и ав-
томатических ходах, а также наладочный режим. Муфту и тормоз
устанавливают преимущественно на тихоходных валах, обеспечи-
вая взаимную блокировку.
22.3. Горизонтально-ковочные машины с горизонтальной
плоскостью разъема матриц
Все ГКМ этой конструкции можно разделить на две подгруп-
пы. Машины первой подгруппы характерны тем, что зажимной
ползун или ползуны (у машин с двумя зажимными ползунами)
перемещаются в вертикальной плоскости в направляющих стани-
ны. В машинах второй подгруппы (см. рис. 22.3) блок подвижных
полуматриц крепится к шарнирно закрепленной подвижной час-
ти станины — зажимному рычагу, который движется (качается)
вместе с полуматрицами.
В машинах первой подгруппы кинематика привода движения
зажимного ползуна аналогична рассмотренной ранее (см. рис. 22.2).
Отличия состоят в том, что боковой ползун установлен в направ-
ляющих станины над высадочным ползуном, а для вращения ку-
лачков прямого и обратного хода между главным валом, приводя-
щим в движение высадочный ползун, и валом с кулачками при-
менена зубчатая передача с передаточным отношением, равным
единице. Движение на зажимной ползун передается от бокового
ползуна рычажной системой с предохранителем и коленно-ры-
чажным механизмом. Зажимной ползун подвешен на рычагах ко-
ленно-рычажного механизма, поэтому сверху на станине установ-
лен уравновешиватель зажимного ползуна.
Фрикционные муфта и тормоз расположены на главном валу.
Поскольку доступ к блоку пуансонов на высадочном ползуне зак-
рыт механизмами бокового и зажимного ползунов, в станине ГКМ
сбоку выполнено окно, через которое осуществляется монтаж и
регулировка блока пуансонов.
232
22.4. Особенности расчета
Основные детали и узлы ГКМ рассчитывают так же, как и
детали и узлы кривошипных прессов. Отличия состоят в расчете
движения и привода механизма бокового и зажимного ползунов и
предохранителя системы привода.
Передача движения от кулачка на ролик прямого хода (на рис.
22.4, а показано условно) сообщает поступательное перемеще-
ние боковому ползуну (Н — ход ползуна). В боковом ползуне смон-
тирована рычажная система из шарнирно установленных на осях
G и К двуплечих рычагов, связанных тягой длиной п. Первый
рычаг подпружинен на плече и с расчетной силой Рпр, а второй
связан рычагом длиной 1Х с коленным механизмом, аналогичным
механизму кривошипно-коленного пресса. При движении боко-
вого ползуна вперед двуплечие рычаги под действием силы пру-
жины находятся в фиксированном положении, при котором шар-
нир С прижат к упору бокового ползуна. В результате поворота
рычагов длиной /2 и /3 шарнир М перемещается относительно не-
подвижного шарнира F и осуществляет ход закрытия матриц s с
силой зажима Pia*.
Рис. 22.4. Схема привода зажимного ползуна с предохранителем.
а — при нормальной работе; б — при перегрузке
233
При нормальной работе зажимного ползуна силу зажима при-
нимают достаточной для исключения смещения прутка в матрице
в процессе штамповки Рзаж = 0,35Ра, где Рд — деформирующая
сила штамповки.
В процессе штамповки на подвижную матрицу действуют рас-
порные технологические силы, особенно при превышении объе-
ма деформируемого металла в полости матриц. При этом на рыча-
ги коленного механизма действуют силы, соизмеримые с силой
штамповки, поэтому рычаги /2, /3 и шарниры D, F, М должны
рассчитываться на силу Рд.
Для того чтобы распорные силы в коленном механизме не пе-
редавались на рычажную систему бокового ползуна, необходимо,
чтобы шарнир D находился в зоне кругов трения шарниров ко-
ленного механизма. Значение недохода е оси шарнира D до оси,
проходящей через оси шарниров F и М, определяют по выраже-
нию
rF
„ - Ъ II /ээ 1 \
где кп — коэффициент, учитывающий износ втулок, осей, кулач-
ка и ролика переднего хода, к = 0,88...0,97; ц — коэффициент
трения; rD, rF, rM — радиусы шарниров; /2, /3 — длины рычагов.
Наибольшая перегрузка зажимного и бокового ползунов про-
исходит, если заготовка при установке не попадает в ручей штампа
и при движении зажимного ползуна зажимается между плоско-
стями разъема матрицы. Зажимной ползун не доходит до перед-
него положения, и шарнир D не достигает фиксированной точ-
ки е. Однако жесткая связь ролика прямого хода и кулачка зас-
тавляет боковой ползун продолжать перемещаться вперед. При
остановке шарнира D перемещение вперед бокового ползуна
возможно лишь за счет поворота системы рычагов предохрани-
теля. Двуплечий рычаг С Ку отходит от упора бокового ползуна и
поворачивается на шарнире К против хода часовой стрелки. Че-
рез рычаг у—х сила передается на двуплечий рычаг ИТ/, кото-
рый поворачивается на шарнире G, сжимая предварительно за-
тянутую пружину. Сила предварительной затяжки пружины Рпр
соответствует созданию необходимой силы зажима матриц Рзаж
при нормальной работе ГКМ.
Положение рычагов при срабатывании предохранителя и сжа-
тия пружины на величину t показано на рис. 22.4, б. В этом поло-
жении боковой ползун проходит свое крайнее переднее положе-
ние и при обратном ходе под действием пружины рычажная сис-
234
тема предохранителя занимает исходное положение. Сила, дей-
ствующая на боковой ползун при закрытой матрице:
р — Р — Р f 1 । Z3 . .. I /"7Э
^заж ~ Цпах — * д . * + . + Ц 7 » (22.2)
LZ3 V Z2 ) I Z3 z2 JJ
Сила, действующая на звено длиной п предохранителя и шар-
ниры X и у.
_/1О-Ц/3-/>) + ц[Цгс4^о)-/1('* “'с)]
'к , г / 'заж- \^.Э)
Сила предварительной затяжки пружины для зажима матриц
пр л птах jj
— (tn sin (р - d cos ф + цгс)
W
(22.4)
г е rc, rk, rG, гу, гх — радиусы шарниров.
Расчет мощности электродвигателя главного привода ГКМ про-
изводят с учетом того, что при многопереходной штамповке на-
грузка на электродвигатель в течение технологического цикла со-
стоит из серии нагрузок в соответствии с машинными циклами
переходов. Машинные циклы осуществляются в режиме одиноч-
ных ходов при включении и выключении муфты. Поэтому при
расчете рассматривается многоучастковый график нагрузки элек-
тродвигателя, который для расчета необходимо привести к экви-
валентному, состоящему из двух участков. Методика расчета при-
ведена в работе [20].
ГЛАВА 23. ХОЛОДНОШТАМПОВОЧНЫЕ АВТОМАТЫ
23.1. Принцип действия и классификация
Принцип действия. Холодноштамповочные автоматы характе-
ризуются синхронизованным взаимодействием вспомогательных
механизмов и главного рабочего механизма в соответствии с по-
следовательностью операций, необходимых для изготовления из-
делия из пруткового проката или штучных заготовок в холодном
состоянии.
Холодноштамповочные автоматы предназначены для холодной
объемной штамповки изделий (готовых деталей и заготовок) в
235
массовом и крупносерийном производстве. В автомобильной, трак-
торной промышленности и многих других отраслях крупносерий-
ного и массового машиностроения холодная объемная штамповка
является одним из основных видов обработки металлов давлени-
ем. Она наиболее полно отвечает требованиям приближения форм
и размеров заготовок к готовым деталям. Экономия металла при
этом способе штамповки достигает в ряде случаев 80 %.
Для изготовления изделий на автоматах применяют различные
операции обработки давлением: выдавливание, редуцирование,
осанку, высадку, калибровку и чеканку, обжим, пробивку и об-
резку, отрезку и т.д. Эти операции применяют либо для однопо-
зиционной штамповки, либо они входят в ряд последовательных
операций для получения более сложных изделий при многопози-
ционной штамповке.
Классификация. Автоматы изготавливают вертикальными и го-
ризонтальными (рис. 23.1). Применение того или иного типа авто-
мата зависит главным образом от операций, требуемых для изго-
товления штампуемых деталей, а также от их размеров и формы.
Вертикальные автоматы широко используются для получения
деталей с применением операций всех видов выдавливания. Для
этого прессы для холодного выдавливания оснащаются встроен-
Рис. 23.1. Классификация автоматов для холодной объемной штамповки
236
цыми средствами автоматизации, обеспечивающими автоматичес-
кий режим работы. Штамповка на таких автоматах, как правило,
осуществляется из штучной заготовки.
Вертикальные автоматы изготавливают однопозиционными и
многопозиционными. Однопозиционные вертикальные автоматы
выполняют на базе кривошипно-коленных прессов для холодной
щтамповки и выдавливания (см. гл. 21). Например, прессы для хо-
лодной штамповки и выдавливания ОАО «Завод механических
прессов» (г. Барнаул) силой 2,5; 4; 6,3 МН оснащены загрузочно-
ориентирующим устройством и промышленным роботом. Автома-
тизированы процессы поштучной выдачи заготовок и их ориента-
ция, штамповка изделий и удаление их в тару.
Горизонтальные автоматы работают с использованием непре-
рывного пруткового материала и по конструктивному исполнению
являются специализированным оборудованием. По количеству мат-
риц (позиций штамповки) вертикальные и горизонтальные авто-
маты подразделяются на однопозиционные и многопозиционные.
Однопозиционные одноударные автоматы предназначены для
штамповки изделий достаточно простой формы, требующих от-
носительно небольшого рабочего хода. Массовый характер произ-
водства такого типа деталей позволяет изготавливать специализи-
рованные однопозиционные автоматы: шариковые и гвоздильные.
К этой же группе относят обрезные автоматы, которые использу-
ют для обрезки граней цилиндрической головки, полученной на
двухударных автоматах, для повторной высадки и для редуциро-
вания стержня под резьбу. Обрезные автоматы работают с штуч-
ными заготовками, поэтому снабжаются дополнительными ори-
ентирующими и подающими устройствами. По исполнению инст-
румента одноударные и двухударные автоматы выполняются с
цельными и разъемными матрицами.
Многопозиционные автоматы предназначены для штамповки
стержневых изделий и для штамповки изделий типа гаек. В этих
автоматах число рабочих позиций может достигать восьми, что
позволяет наиболее широко использовать технологические воз-
можности одной машины.
Отличительными особенностями этих автоматов являются:
возможность выбора оптимальных степеней деформации заго-
товки за счет рационального проектирования технологического
процесса с использованием большого числа позиций формоизме-
няющих операций;
возможность равномерного повышения механических свойств
материала изделия в результате деформационного упрочнения всех
элементов детали;
высокая точность штампуемых изделий, поскольку инструмен-
ты жестко закреплены на станине и ползуне автомата и не пере-
мещаются при работе как в двухударных автоматах;
237
высокая производительность многопозиционных автоматов вви-
ду их быстроходности и выдачи изделия за каждый цикл работы
автомата;
меньшая площадь, занимаемая одним многопозиционным ав-
томатом, по сравнению с суммарной площадью, занимаемой со-
ответствующими однопозиционными автоматами, что является
следствием концентрации операций на многопозиционном авто-
мате.
23.2. Конструкции автоматов
Многопозиционные вертикальные автоматы. В отечественном
производстве данные автоматы разрабатывают на основе конст-
рукций многопозиционных кривошипно-коленных прессов для
холодного выдавливания. Последовательное формоизменение за-
готовки на нескольких позициях штамповки требует изменения
размеров стола и конструкции выталкивателей.
Привод выталкивателя осуществляется от шатуна через систе-
му рычагов, передающих движение на шарнирно связанные дву-
плечие рычаги с установленной на них поперечиной. Для расши-
рения зоны действия выталкивателей поперечина опирается од-
новременно на два рычага. При совместном повороте рычагов по-
перечина получает плоскопараллельное движение и воздействует
установленными на ней упорами на расположенные в столе прес-
са толкатели.
Для автоматизации процесса переноса заготовок (полуфабри-
катов) по позициям штамповки используют каретку с управляе-
мыми захватами. Каретка перемещается возвратно-поступательно
в направляющих от главного привода через шарнирную тягу. Рас-
крытие захватывающих пальцев, установленных в рычагах захва-
тов, осуществляется от вращающихся регулируемых кулачков,
воздействующих на ролики.
Привод каретки механизма переноса осуществляется кулачко-
во-рычажным механизмом, в котором предусмотрено блокирую-
щее устройство, отключающее автомат при перегрузке.
Для обеспечения взаимодействия привод средств автоматиза-
ции осуществляется непосредственно от шестерне-эксцентрико-
вого главного исполнительного механизма посредством жестких
кинематических связей — валов и зубчатых передач.
Горизонтальные однопозиционные автоматы. Данные автоматы
предназначены для штамповки относительно простых по форме
осесимметричных деталей в одной неподвижной матрице. Длина
высаживаемой части заготовки из условия обеспечения устойчи-
вости ограничена Ло < 2,5б/0, где dG — диаметр исходного матери-
ала. Это заклепки, заготовки винтов, болтов, шурупов и других
стержневых деталей с утолщениями, а также коротких деталей
238
типа шариков, роликов, пробок и т.п. Формоизменение осуще-
ствляется одним пуансоном за один рабочий ход (удар) в одно-
ударных автоматах, или с использованием нескольких, в основ-
ном двух пуансонов, совершающих два последовательных хода
(удара) ползуна с перестановкой пуансонов на позицию штам-
повки — соосно матрице в двухударных автоматах.
Однопозиционные одноударные автоматы получили наибольшее
распространение при использовании в качестве заготовок непре-
рывного материала — проволоки, прутка. В структурной схеме та-
ких автоматов кроме главного исполнительного механизма, осу-
ществляющего, как правило, процесс высадки, предусматрива-
ются механизм подачи непрерывного материала до упора, меха-
низм отрезки мерной заготовки и переноса ее на позицию штам-
повки и механизм удаления отштампованного изделия из рабочей
зоны.
Особенностью автоматов для штамповки шариков является
малая длина отрезаемой заготовки. Отношение длины отрезаемой
заготовки к ее диаметру находится в пределах h/d- 1,8...2,1. Это
усложняет процесс удаления ножа с подпружиненной губкой,
удерживающей заготовку, с позиции штамповки при начале цик-
ла рабочего хода ползуна. При этом полусферы, выполненные на
инструменте, требуют еще большего сокращения времени отхода
ножа от надвигающегося высадочного инструмента.
Взаимодействие механизмов автомата должно происходить в
строго определенной последовательности, которая задается цик-
лограммой [52]. Значения цикловых и фазовых углов срабатыва-
ния различных механизмов изменяются в зависимости от разме-
ров штампуемых шариков и длины отрезаемой заготовки.
Двухударные однопозиционные автоматы обладают большими
технологическими возможностями. Объем высаживаемого метал-
ла увеличивается за счет увеличения длины выступающей части
заготовки 2,5 < Ло < 4,5, поэтому для повышения устойчивости
набор металла при первом ударе осуществляют, как правило, в
пуансоне, полость которого выполнена в виде усеченного конуса.
При втором ударе набранный металл конической формы дефор-
мируется переместившимся соосно матрице вторым пуансоном.
Форма и размеры второго пуансона соответствуют высаживаемо-
му утолщению штампуемой детали.
Схема работы двухударного однопозиционного автомата с цель-
ной матрицей показана на рис. 23.2, а. Исходный материал 13 по-
дается через отверстие в матричном блоке 12 и отрезную матрицу
77 до регулируемого механизмом Рупора 8. Нож 10отрезает мер-
ную заготовку и переносит ее на позицию штамповки соосно ус-
тановленной в матричном блоке матрице 2. На высадочном ползу-
не 7, движущемся возвратно-поступательно в направлении стре-
лок А, установлена пуансонная головка 6, на которой смонтиро-
239
Рис. 23.2. Схемы работы однопозиционных двухударных автоматов с цель-
ной матрицей (а) и с разъемной матрицей б—д:
1 — толкатель; 2 — матрица; 3 — заготовка; 4, 5 — пуансоны; 6 — пуансонная
головка; 7 — высадочный ползун; 8 — упор; 9 — механизм регулировки упора;
10 — нож; 11 — отрезная матрица; 12 — матричный блок; 13 — заготовка; 14, 15 —
полуматрицы; А — направление движения ползуна 7
ваны два пуансона 5 и 4 соответственно предварительной и окон-
чательной штамповки. Пуансонная головка 6 имеет привод после-
довательного поворота пуансонов на позицию штамповки. При
первом ходе ползуна на позиции штамповки находится пуансон
240
5, при втором — на позицию штамповки устанавливается пуан-
сон 4. Пуансон 5 первоначально заталкивает заготовку 3 в матрицу 2.
В этот период отрезной нож с удерживающей губкой должен при
обратном ходе успеть освободить зону штамповки. Длина стержня
заготовки при заталкивании определяется положением толкателя 1.
Оставшийся свободный конец заготовки высаживается пуансо-
ном 5 с образованием утолщения конической формы. Нож воз-
вращается в исходное положение к отрезной матрице 11, чем обес-
печивает возможность работы механизма подачи материала. Все
цикловые механизмы двухударного автомата (кроме главного ис-
полнительного) приводятся в движение от распределительных
валов (или одного вала), связанных с главным валом зубчатыми
передачами, в 2 раза снижающими частоту их вращения.
Для точного позиционирования пуансонов относительно мат-
рицы пуансонные головки снабжают фиксаторами, установлен-
ными на высадочном ползуне, которые к моменту высадки до-
полнительно позиционируют пуансоны относительно матрицы.
Для высадки стержневых изделий с увеличенной длиной до 7 =
= (8... 15)Jи более применяют однопозиционные двухударные авто-
маты с разъемной матрицей. Заготовка 13 (рис. 23.2, б) подается
через отрезную матрицу 11 и раскрытые полуматрицы 14 и 75 до
подвижного упора 8, который в период подачи выстаивает в этом
положении. В процессе движения полуматрицы 15 в направлении
стрелки задний торец полуматрицы производит отрезку и зажим
заготовки с последующим переносом ее на позицию высадки (рис.
23.2, в). Перемещение полуматриц с заготовкой происходит при
дополнительной деформации пружин, что приводит к увеличе-
нию силы сжатия между полуматрицами и зажиму заготовки. Вы-
ступающая из матрицы часть зажатой заготовки последовательно
высаживается за два удара пуансонами 4 и 5 (рис. 23.2, в, г). После
высадки полуматрицы 14 и 15 перемещаются в исходное положе-
ние на линию подачи и раскрываются. Освободившееся отштам-
пованное изделие выталкивается подаваемым материалом 13 при
следующей подаче (рис. 23.2, д).
Раскрытие полуматриц позволяет для выталкивания использо-
вать механизм подачи материала. Подвижный упор в этих автома-
тах имеет индивидуальный кулачково-рычажный привод.
Многопозиционные автоматы для холодной объемной штампов-
ки. В многопозиционных автоматах в дополнение к механизмам
однопозиционных автоматов используют механизм переноса штам-
пуемых заготовок по позициям штамповки. В общем случае в струк-
туре многопозиционных автоматов имеются механизмы: подачи
проволоки (прутка) или автоматические устройства подачи штуч-
ных заготовок, отрезки заготовок требуемой длины от непрерыв-
ного материала, перемещения отрезанных заготовок из отрезного
ножа в клещи механизма переноса (который переносит заготовки
241
Vrt,
Рис. 23.3. Кинематическая схема четырехпозиционного автомата для штам-
повки стержневых изделий:
7 — электродвигатель; 2 — маховик; 3 — приемный вал; 4 — фрикционный
тормоз; 5 — зубчатая передача; 6 — главный вал; 7 — коническая передача; 8 —
распределительный вал; 9 — выталкиватель; 10 — коническая передача; 11 —
вертикальный вал (условно показан наклонным); 12 — пружина; 13 — кулачко-
во-рычажный механизм; 14 — каретка; 15 — кулачки; 16 — нож; 17 — коничес-
кая зубчатая передача; 18 — кулачок; 19 — рычажный механизм; 20 — обгонная
муфта; 21 — подающий механизм; 22 — кулачковый вал; 23 — матрицы; 24 —
захваты; 25 — кулачки; 26 — рычаг; 27 — тяга; 28 — ролики прямого хода; 29 —
шток; 30 — рычажная система; 31 — ролики обратного хода; 32 — ролик; 33, 34,
39, 42 — двуплечие рычаги; 35 — тяга; 36 — выталкиватель; 37, 40 — пружины;
38 — толкатель; 41 — тяга
между штамповочными позициями), выталкивания полуфабри-
катов и отштампованных изделий из матриц и пуансонов.
Автоматы для штамповки стержневых изделий типа болта про-
изводят с числом формообразующих позиций от двух до шести.
Наибольшее распространение для штамповки стержневых изде-
лий получили четырехпозиционные автоматы (рис. 23.3). От элект-
родвигателя 1 через клиноременную передачу вращение переда-
ется маховику 2 со встроенной фрикционной муфтой, при вклю-
чении которой движение передается на приемный вал 3 с уста-
новленным на нем фрикционным тормозом 4. На другом конце
вала цилиндрическая зубчатая передача 5 сообщает движение глав-
ному валу 6, а коническая передача 7 с таким же передаточным
отношением — продольному распределительному валу 8. Главный
вал 6 передает крутящий момент для осуществления процессов
штамповки на всех позициях и выталкивания устройствами 9 из-
делий и полуфабрикатов из пуансонов. Продольный распредели-
тельный вал 8 последовательно обеспечивает крутящие моменты,
необходимые для работы всех остальных механизмов.
Через коническую зубчатую передачу 10 момент передается на
вертикальный вал 11 (условно показан наклонным) и дальше че-
рез кулачково-рычажный механизм 13 на каретку 14 механизма
переноса. Непосредственно от кулачков 15, установленных на рас-
пределительном валу 8, приводится в действие механизм отрезки
с поступательно перемещающимся ножом 16. Конической зубча-
той передачей 77с распределительного вала 8 крутящие моменты
передаются на кулачковый вал 22 для работы механизмов подачи
материала 21, выталкивания из матриц 23 и подъема захватов 24,
расположенных на каретке 14 механизма переноса.
Подающий механизм 21 приводится в действие от кулачка 18,
закрепленного на кулачковом валу 22, через рычажный меха-
243
низм 19 с обгонной муфтой 20, обеспечивающей прерывистое
движение подающих роликов. На том же рисунке показаны кине-
матические схемы основных цикловых механизмов.
Привод каретки 14 механизма переноса (вид А) осуще-
ствляется от закрепленных на вертикальном валу кулачков 25 пря-
мого и обратного хода с соответствующими роликами, передаю-
щими качательное движение на рычаг 26. Тяга ^/соединяет рычаг
26 с кареткой 14, сообщая ей при работе механизма возвратно-
поступательное движение. Для регулировки крайних положений
каретки 14 тяга 27 выполнена регулируемой. Наряду с геометри-
ческим замыканием в кулачково-рычажном механизме переноса
использована пружина 12 силового замыкания.
Механизм отрезки (вид Б) приводится от кулачков пря-
мого и обратного хода на оси О} (показаны условно). Через роли-
ки прямого хода 28 и обратного хода 31 рычажной системой 30
движение передается на горизонтальный шток 29, который в пе-
редней части несет нож 16 с удерживающими губками для отрез-
ки заготовки и переноса ее в горизонтальном направлении на
первую позицию штамповки. Рычаги механизма соединены пред-
охранительным устройством в виде разрывного болта.
Механизмы выталкивания из матриц (вид В) сраба-
тывают от кулачков, установленных на кулачковом валу с цент-
ром в точке О2 (показаны условно). Принципиальные схемы вы-
талкивателей на всех позициях штамповки аналогичны. Ролик 32
прижимается к кулачку пружиной 37, воздействующей на другое
плечо двуплечего рычага 33. С тем же плечом рычага через меха-
низм регулировки хода выталкивателя 36 соединена тяга 35, дру-
гим концом шарнирно связанная с двуплечим рычагом 34, воз-
действующим на толкатель. Регулировка положения толкателей на
позициях штамповки осуществляется изменением длины тяги 35.
Механизм подъема захватов заготовок (вид Г) так
же получает привод от кулачка, закрепленного на кулачковом валу
22, с центром в точке О3. Через двуплечий рычаг 42 с регулируе-
мой длиной плеча сила от кулачка через тягу 41 регулируемой
длины воздействует на другой двуплечий рычаг 39 и, сжимая пру-
жину 40, поворачивает его, поднимая через толкатели 38 захваты
заготовок над позициями штамповки.
Взаимодействие описанных механизмов приведено на цикло-
грамме рис. 23.4. Подача материала начинается с некоторым углом
запаздывания (30°) по отношению к концу рабочего хода (штам-
повки) главного ползуна, соответствующему крайнему передне-
му положению главного ползуна и происходит на угле поворота
главного вала 100°. После остановки подающих роликов механиз-
ма подачи с запаздыванием около 5° происходит ход ножа меха-
низма отрезки вперед, отрезка заготовки и перенос ее на первую
позицию штамповки (135°). Возврат ножа в исходное положение —
244
1 Главный ползун Рабочий v Ход вперед х0 ( Ход назад
2 Механизм подачи Подача материала
3 Механизм отрезки Рез и перенос 30° Возврат ножа 95° Рез и перенос
4 Механизм переноса Перенос 135° 65° Возврат каретки 25° 1еренос
5 Клещи переноса 180° Вверх 70° Вниз
- Выталки- ватели 1-3 позиции Возврат 80° Выталкивание
4 позиция Возврат 90° Вытал- кива- ние 50° Возврат
Рис. 23.4. Циклограмма взаимодействия механизмов многопозиционного
автомата модели АБ1919
на линию подачи — начинается с запаздыванием по отношению
к рабочему ходу пуансона первой позиции штамповки, посколь-
ку необходимо, чтобы пуансон затолкнул заготовку в матрицу из
удерживающих губок ножа.
Перенос заготовок механизмом переноса с позиции на пози-
цию происходит так же, как и при переносе отрезанной заготов-
ки ножом на угле поворота главного вала 135°. Работа механизма
переноса четырехпозиционного автомата состоит из четырех пе-
риодов: выстаивание каретки переноса на позициях захвата полу-
фабрикатов в начальных позициях штамповки; перенос полуфаб-
рикатов на последующие позиции штамповки; выстаивание ка-
ретки на последующих позициях штамповки; возврат каретки к
исходным позициям штамповки.
Таким образом, каретка механизма переноса выстаивает дваж-
ды. Один раз в течение цикла каретка стоит на позиции захвата
полуфабрикатов. В этом положении клещи механизма переноса
должны опускаться на линии штамповки, с некоторым опереже-
нием по отношению к концу процесса выталкивания полуфабри-
245
катов из матриц. Второй раз каретка стоит с перенесенными на
последующие позиции штамповки полуфабрикатами, и клещи
механизма переноса могут начать подниматься лишь после того,
как пуансоны частично затолкнут полуфабрикаты в матрицы.
Выталкивание полуфабрикатов из матриц первых трех пози-
ций штамповки должно начинаться только после окончания штам-
повки и отхода ползуна от крайнего переднего положения. На чет-
вертой позиции штамповки происходит обрезка граней головки
болта, поэтому механизм выталкивания этой позиции имеет от-
дельный привод с возможностью регулировки цикла работы, ко-
торый начинается при подходе главного ползуна к своему край-
нему переднему положению.
Многопозиционные автоматы для штамповки изделий типа гаек
отличаются от автоматов для штамповки стержневых изделий кон-
структивным исполнением вспомогательных механизмов и цик-
лограммой их взаимодействия. В структуре этих автоматов имеют-
ся все вспомогательные механизмы, приведенные для многопо-
зиционных автоматов.
Для штамповки коротких изделий типа гаек используют трех-,
четырех-, пяти-, шестипозиционные автоматы. Наиболее широко
применяют пятипозиционные автоматы.
23.3. Конструкции и элементы расчета механизмов
Главный исполнительный механизм. Наиболее широко, как и в
других кривошипных машинах, в автоматах применяют четырех-
звенные кривошипно-ползунные механизмы. К главным испол-
нительным механизмам (ГИМ) автоматов предъявляются все тре-
бования, рассмотренные ранее (см. гл. 15). Получило распростра-
нение выполнение главного вала с увеличенным по ширине экс-
центриком и с широким шатуном для двух- и трехпозиционных
автоматов и с раздвоенным шатуном для автоматов с большим
числом штамповочных позиций.
Как и в вертикальных прессах для холодного выдавливания, в
горизонтальных автоматах применяют шестизвенные кривошип-
но-коленные ГИМ. Пониженная скорость перемещения ползуна
при рабочем ходе, высокая жесткость механизма, меньшие значе-
ния крутящих моментов на главном валу — основные преимуще-
ства кривошипно-коленных механизмов.
Наряду с указанными основными типами ГИМ применяют
более сложные кривошипно-рычажные и кривошипно-кулачко-
во-рычажные механизмы со значительным перераспределением
скоростей перемещения ползуна в период рабочего и холостого
ходов.
Ползуны. В многопозиционных автоматах практически неизбежно
внецентренное нагружение ползуна, поэтому ползуны, как пра-
246
вило, выполняют с дополнительными выносными направляющими
(хоботом).
Ползун горизонтального автомата фирмы Waterbury-Farrel
(США) имеет направляющие колонного типа. Для этого в ниж-
ней части ползун жестко связан с двумя колоннами, расположен-
ными параллельно с двух сторон. На станине, в передней и задней
ее частях, выполнены опоры колонн с цилиндрическими втулка-
ми, в которых при работе автомата колонны перемещаются воз-
вратно-поступательно.
В конструкциях однопозиционных автоматов для штамповки
винтов и болтов, в дополнение к обычным направляющим, пред-
усмотрены подпружиненные ролики, размещенные как в стани-
не, так и в ползуне типа Hilgeland (Германия). Это способствует
стабилизации положения ползуна и повышению точности взаим-
ного положения инструмента.
Механизмы подачи материала. Для подачи непрерывного мате-
риала в автоматах применяют два типа подач: роликовую с фрик-
ционным захватным механизмом и клещевую.
Роликовые подачи содержат типовые преобразующие механиз-
мы, обеспечивающие подачу материала в соответствии с цикло-
вой диаграммой. Силу подачи материала определяют с учетом ус-
ловий работы механизма. В общем случае тянущая сила на роликах
подачи
= Л>аз + Лтр + Дн> (23.1)
где Рраз — сила для разматывания бунта проволоки; Рпр — сила для
протаскивания проволоки через правильные ролики; Рин — сила
для преодоления инерции подаваемого материала.
Последнее слагаемое в выражении (23.1) максимально при
начале работы автомата после замены бунта, поскольку исходный
материал в этот момент обладает максимальной массой (момен-
том инерции). По мере расходования материала при штамповке
Рин уменьшается, а при подаче материала без остановки бунта
или его замедлении эта составляющая силы подачи пренебрежи-
мо мала. Расчеты приведены в работах [52 — 54].
Крутящий момент, передаваемый обгонной муфтой:
Мм.о = Мп + Мс + Л/ин + М, (23.2)
где Мп = (PnD^/2 — момент, развиваемый на подающих роликах;
Z)n — диаметр подающих роликов; Мс — момент сопротивления
при вращении подающих роликов; ЛГИН — момент для преодоле-
ния инерции вращающихся элементов механизма подачи при пус-
ке; Мт — момент торможения от постоянно замкнутого тормоза,
установленного в коробке подачи (коэффициент кт = 1,5...2),
247
Момент сопротивления при вращении подающих роликов
Мс = n^Q\k + ^-[adi + (a-f>)d2]|, (23.3)
[2b
где — число пар подающих роликов; Q — нажимная сила на
роликах; к = 0,75 мм — коэффициент трения качения; f — коэф-
фициент трения скольжения в опорах валов, f= 0,06 при подшип-
никах скольжения, f = 0,01 — при подшипниках качения; b —
расстояние между опорами вала подающих роликов, мм; а — рас-
стояние от оси подачи до дальней опоры, мм; d} и d2 — диаметры
опор валов (для подшипников качения значения di и d2 принима-
ются как среднее арифметическое суммы наружного и внутренне-
го диаметров).
Механизмы отрезки. Данные механизмы предназначены для от-
деления штучной заготовки заданной длины от непрерывного ма-
териала и переноса ее на первую штамповочную позицию или на
позицию перемещения. К механизмам отрезки предъявляются тре-
бования: перпендикулярность плоскости среза оси заготовки; чи-
стота плоскости среза, отсутствие заусенцев; надежное удержа-
ние заготовки на ноже при переносе ее с позиции подачи до по-
зиции штамповки; точность установки заготовки на оси штам-
повки; возможность регулировки цикла отрезки относительно
цикла штамповки; предохранение от перегрузок в аварийных си-
туациях.
Наиболее распространены кулачково-рычажные механизмы с
качательным движением ножа и приводом от распределительного
вала; с поступательным движением ножа и приводом от главного
вала с кулачковым преобразующим механизмом; с поступатель-
ным движением ножа и приводом от распределительного вала.
Элементы расчета. Для расчета деталей механизмов отрезки на
прочность и жесткость используют два варианта расчета: проект-
ный упрощенный и поверочный уточненный.
Проектный расчет предназначен для оценки величины сил,
действующих в деталях механизма, с учетом динамических нагру-
зок. Определение нагрузки Р производят по увеличенному значе-
нию статической силы Рст с помощью коэффициента динамично-
сти Лд, значение которого определяют в зависимости от типа ме-
ханизма отрезки и быстроходности автомата
Р = kJXPC[ = 0Д/3ов, (23.4)
где к3 = 1...1,3 — коэффициент, учитывающий затупление ножа;
f3 — площадь поперечного сечения заготовки; ов — предел проч-
ности материала заготовки при растяжении.
Коэффициенты динамичности отрезки принимают: для меха-
низма отрезки первого типа — kR = 1,05... 1,4; второго типа — кл =
248
= 1,05... 1,5; третьего типа — ка = 1,1... 1,6. Меньшие значения кл
соответствуют тихоходным автоматам с быстроходностью п < 70 —
90 ход/мин, большие значения — быстроходным машинам с п >
>300 — 400 ход/мин.
Характерной особенностью технологической операции холод-
ной отрезки является достаточно быстрый рост технологической
силы в нагрузочной фазе операции с практически мгновенным
спадом силы в фазе разгрузки, в процессе скола материала заго-
товки. Накопленная в нагрузочной стадии энергия упругой де-
формации в деталях механизма от ножа с заготовкой до привода
механизма высвобождается при резком уменьшении технологи-
ческой силы. Нож с заготовкой, удерживаемой прижимными губ-
ками, получает резкое ускорение в направлении исчезающей силы.
Другие элементы механизма под действием накопленной упругой
деформации также разгружаются, и после разгрузки за счет кине-
тической энергии нагружаются силами обратного знака (направ-
ления). В результате при прямом ходе ножа с заготовкой после
отрезки нагружается ролик и рычаг обратного хода в кулачково-
рычажных механизмах отрезки с геометрическим замыканием ку-
лачков.
Сила, действующая на рычаги обратного хода:
Л.х = ^о.хЛ (23 5)
где кох — коэффициент, учитывающий конструктивные особен-
ности, жесткость и инерционные параметры механизма.
Для механизмов с поступательным движением ножа кОК =
= 0,4...0,7; для механизмов с качательным движением ножа кОК =
= 0,3... 0,6. Соответственно, большие значения принимают для бы-
строходных автоматов, меньшие — для тихоходных.
Уточненный расчет проводится на основе динамических моде-
лей, построенных по конструктивным схемам механизма, кине-
матики и характера воздействия технологической силы.
Методика построения динамических моделей и анализ резуль-
татов моделирования с применением программных комплексов
приведены в гл. 3.
Механизмы переноса заготовок. В многопозиционных автоматах
для холодной штамповки механизм переноса заготовок осуществ-
ляет передачу обрабатываемых заготовок по позициям штамповки.
Работа механизма переноса связана с различными цикловыми
механизмами автомата и требует от него высокого быстродействия.
По этим причинам механизм переноса заготовок часто является
узлом, ограничивающим производительность автомата.
Механизмы выталкивания. Данные механизмы предназначены
для удаления полуфабрикатов и готовых изделий из матриц и пу-
ансонов (при необходимости) Силу выталкивания определяют по
формуле
249
P = fTtdlp, (23.6)
где f — коэффициент трения между матрицей (пуансоном) и по-
луфабрикатом; f- 0,1... 0,15; d — диаметр полуфабриката; / — дли-
на полуфабриката, находящегося в матрице (пуансоне); р — удель-
ные силы, действующие на стенки инструмента, принимаемые
равными пределу текучести материала заготовки с учетом упроч-
нения.
23.4. Построение цикловых диаграмм
Выполнение в автоматическом режиме технологических опе-
раций штамповки требует соблюдения строгой последовательно-
сти и взаимодействия всех исполнительных звеньев цикловых ме-
ханизмов. С этой целью на стадии проектирования разрабатыва-
ются цикловые диаграммы, которые затем используются при сбор-
ке, наладке, регулировке и исследованиях машин [52].
На циклограмме автомата приводят происходящие в течение
кинематического машинного цикла машины отдельные этапы ра-
боты цикловых исполнительных механизмов. Наряду с конструк-
тивными особенностями рабочих элементов цикловых механиз-
мов основой для разработки цикловой диаграммы служит типо-
вой технологический процесс. Принят в качестве типового техно-
логического процесса четырехпереходный процесс штамповки за-
готовок болтов с двукратным редуцированием и отрезкой заго-
товки открытым ножом. Кинематическая схема автомата для вы-
полнения этого процесса приведена на рис. 23.4.
При проектировании принято строить циклограммы в прямо-
угольной системе координат (линейные цикловые диаграммы). По
оси абсцисс откладывают в масштабе углы поворота кривошипа
главного вала за один оборот, а по оси ординат строят графики
перемещений исполнительных звеньев цикловых механизмов в
соответствующих масштабах. Для построения графиков перемеще-
ний следует использовать кинематические схемы цикловых меха-
низмов с конкретными размерами звеньев.
Начинается процесс построения циклограммы с определе-
ния интервалов цикла работы ГИМ при известных параметрах
технологического процесса штамповки по позициям. Учитыва-
ется равенство объемов полуфабрикатов на различных позици-
ях штамповки, конструкция инструмента и кинематическая схе-
ма ГИМ.
В расчетах определяют величины недоходов ползуна до крайне-
го переднего положения (КПП) при начале заталкивания заго-
товки на соответствующих позициях штамповки и при начале хода
деформирования, в том числе и при использовании подпружи-
ненного пуансона на первой позиции штамповки.
250
Для многопозиционного автомата время цикла соответствует
одному обороту главного вала. При построении циклограммы пред-
полагают, что главный вал вращается равномерно, что позволяет
перейти к замене времени цикла цикловыми углами поворота глав-
ного вала. При определенных на первом этапе значениях переме-
щений штамповочного ползуна с инструментами проводят расчет
цикловых углов ГИМ. На основании параметров кинематической
схемы ГИМ в общем случае для дезаксиального кривошипно-пол-
зунного механизма строят интервалы цикла и определяют соот-
ветствующие углы [28].
ГЛАВА 24. ГОРЯЧЕШТАМПОВОЧНЫЕ АВТОМАТЫ
24.1. Назначение и классификация
Назначение, область применения. Автоматы для горячей объем-
ной штамповки широко применяются в серийном, крупносерий-
ном и массовом производствах для крупных изделий, которые по
требуемой силе невозможно штамповать в холодном состоянии.
Наиболее эффективным является использование этих автоматов в
составе автоматизированных комплексов и автоматических линий,
обеспечивающих выпуск от 4000 до 10000 заготовок в час.
Как правило, заготовки штампуют в закрытых штампах без
облоя, они имеют малые штамповочные уклоны (0,5... 1,5°) низ-
кие припуски на последующую механообработку (0,5... 1 мм на
сторону). Некоторые поверхности заготовок оставляются необра-
ботанными.
Горячая штамповка на автоматах характеризуется высокой ста-
бильностью размеров изделий, как в партии, так и между парти-
ями. В массовом производстве точность размеров достигает ±0,3 мм,
экономия металла достигает 25 % и более. На горячештамповоч-
ных автоматах штампуют как стержневые типа болтов, так и ко-
роткие изделия типа гаек, колец шарико- и роликоподшипни-
ков, заготовок зубчатых колес, муфт, карданных крестовин, трой-
ников и других машиностроительных деталей.
Автоматы изготавливают с номинальной силой 0,4...28 МН,
для штамповки поковок массой до 3 или до 7 кг в зависимости от
конструкции. Исходной заготовкой служит, как правило, горяче-
катаная сталь в прутках. В последнее время используют менее до-
рогой прутковый материал, поставляемый в бунтах. В зависимости
от температуры нагрева металла, используемого при штамповке
на автоматах, различают полугорячую (/ < 800 С) и горячую штам-
повку (/= 1 100... 1250 °C). При этом сопротивление деформирова-
нию сталей при полугорячей штамповке снижается в 4—5 раз, а
при горячей — в 10 и более раз по сравнению с холодным дефор-
251
мированием. Применяется индукционный нагрев или нагрев в элек-
тропечах сопротивления.
Классификация. Горячештамповочные автоматы горизонталь-
ного и вертикального исполнения подразделяют на автоматы для
полугорячей и горячей штамповки коротких и стержневых дета-
лей; по расположению и числу позиций — с горизонтальным и
вертикальным расположением, одно- и многопозиционные, одно-
и двухударные с цельными и разъемными матрицами.
24.2. Конструкции специализированных автоматов
Автоматы для горячей объемной штамповки коротких деталей.
Наиболее распространены многопозиционные горячештамповоч-
ные автоматы горизонтального исполнения для коротких изделий.
В зависимости от номинальной силы и технологического назначе-
ния автоматы имеют три или четыре штамповочные позиции (не
считая позицию отрезки заготовки).
Штамповочные позиции могут располагаться в горизонталь-
ной, либо в вертикальной плоскостях. В отдельных типах автома-
тов предусматривают размещение позиций отрезки и первоначаль-
ной осадки так, чтобы исключить попадание окалины на основ-
ные формообразующие позиции.
Наибольшее распространение получили автоматы с горизон-
тальным расположением позиций (рис. 24.1) с номинальной си-
лой 0,4...25 МН, диаметром заготовки 18...80 мм. Расчетная про-
изводительность этих автоматов составляет от 15—45 до 180 поко-
вок в минуту в зависимости от типоразмера. Учитывая условия
высоких технологических нагрузок и температуры, наличия ока-
лины и охлаждающей воды, горячештамповочные автоматы име-
ют следующие конструктивные особенности.
Станина автомата, литая из легированной термически обра-
ботанной стали, образует замкнутую жесткую раму. Коленчатый
вал изготавливают из легированной стали. Конструкция вала без
щек с широкой кривошипной частью, что обеспечивает высо-
кую жесткость. Шатун выполняют с увеличенной по длине со-
единительной осью, охватывающей все формообразующие по-
зиции.
Для обеспечения высокой точности в соосности штамповочно-
го инструмента высадочный ползун должен иметь дополнительные
направляющие, расположенные на хоботе, перекинутом через
коленчатый вал. Отношение длины направляющих ползуна к его
ширине должно быть не менее трех. Такая конструкция позволяет
исключить влияние на штамповку внецентренных нагрузок и обес-
печить требуемую стойкость инструмента.
Привод автоматов, как правило, от электродвигателей посто-
янного тока с тиристорным управлением, бесступенчатым регу-
252
дированием частоты вращения как в рабочем, так и в наладочном
режимах. В автоматах применяют фрикционные муфты включения
и тормоза с электропневматическим управлением.
Автоматы оснащены системой программного управления на базе
микропроцессора, которая обеспечивает основные технологичес-
кие функции и возможность ввода в основную программу допол-
нительных технологических данных. Осуществляется контроль син-
хронного перемещения и позиционирования основных механиз-
мов с помощью дискретного углового кодирующего устройства с
точностью до Г поворота коленчатого вала.
Матричные блоки обычно изготавливают из стального, терми-
чески обработанного литья. Они имеют съемные крышки, облег-
чающие замену матриц. С целью сокращения вспомогательного
времени при переналадке на новый типоразмер изделия, в авто-
матах предусматриваются блочные быстросменные конструкции
инструмента и механизма переноса. Применяют установку и на-
ладку пуансонов и матриц в блоках вне автомата на специальном
стенде. Для смены инструмента используют роботы и автоматизи-
рованные устройства. Матричный и пуансонные блоки крепят с
помощью гидравлических быстродействующих клиновых устройств
(Н.М. Бухер, С. Н. Позняков [51]).
Помимо струйных устройств для охлаждения матриц и пуансо-
нов, в некоторых автоматах предусмотрена дополнительная воз-
можность охлаждения торцов пуансонов посредством щупов для
контроля «залипания» заготовок.
Автоматы оснащают автоматическим устройством подачи ис-
ходного материала, состоящим из фотодатчиков и электронного
прибора для контроля стыка двух прутков. По командам этого ус-
тройства поднимается первый верхний подающий ролик при под-
ходе нового прутка, обеспечивая его смыкание с предыдущим, а
также производится удаление переднего немерного конца прутка
и остановка автомата в случае перерыва в подаче прутков.
Автоматы для горячей объемной штамповки стержневых изде-
лий. Конструкции автоматов для горячей объемной штамповки
стержневых изделий весьма разнообразны. Они изготавливаются
горизонтального и вертикального исполнения, одно- и многопо-
зиционными, одно- и двухударными, с цельными и разъемными
матрицами. Автоматы работают как от прутка, так и от штучной
заготовки. В первом случае применяют сплошной нагрев, а во вто-
ром — нагрев только деформируемого участка, что более эконо-
мично.
Однопозиционные автоматы с разъемными матрицами применя-
ют для получения стержневых изделий с головками относительно
простой формы. Многопозиционные автоматы позволяют изготав-
ливать изделия более сложной формы. Эти автоматы, как прави-
ло, работают от штучной заготовки и входят в состав автомати-
253
рис. 24.1. Кинематическая схема горячештамповочного автомата с гори-
зонтальным расположением матриц:
f - маховик со встроенной фрикционной муфтой; 2 — электродвигатель; 3 —
кулачок привода устройства контроля «залипания» заготовок на пуансоне; 4, 22,
27, 37 — конические зубчатые колеса; 5 — рычажная система контроля «залипа-
ния» заготовок; 6, 35 — продольные распределительные валы; 7, 9, 10 — кулач-
ки привода элементов механизма отрезки заготовок; 8, 11, 19 — возвратные
пружины; 12 — ножевой шток; 13 — зажимная матрица; 14 — клин; 75 — при-
жим заготовки к ножу; 16 — подающие ролики; 17 — кулачки выталкивателей из
матриц; 18 — выталкиватели из матриц; 20 — поперечный распределительный
вал; 21 — кулачок привода подачи; 23 — рычажная система привода подачи; 24 —
обгонная муфта; 25 — матричный блок; 26 — кулачок поворота скалок механиз-
ма переноса; 28, 30, 31 — рычажные системы механизма переноса; 29 — кулачки
продольного перемещения механизма переноса; 32 — механизм переноса; 33 —
щупы устройства контроля «залипания» заготовок; 34 — пуансоны; 36 — ползун;
38, 39, 47 — цилиндрические зубчатые колеса; 40 — кулачок выталкивателей из
пуансонов; 41 — выталкиватели из пуансонов; 42, 43 — рычажные системы вы-
талкивателей из пуансонов; 44 — шатун; 45 — кривошипный вал; 46 — попереч-
ный вал; 48 — приводной вал
ческих линий, имеющих оборудование для отрезки стержневых
заготовок, поступающих при разматывании бунта, нагрева дефор-
мируемого участка заготовки и последующей ее обработки после
штамповки.
Так как в процессе горячей штамповки невозможно редуци-
ровать стержень и трудно осуществлять процесс обрезки облоя,
то в составе автоматических линий применяют специализиро-
ванные автоматы для редуцирования, обрезки облоя, а также
снятия фаски на стержне и накатку резьбы после охлаждения
заготовок.
В многопозиционных автоматах штамповочные позиции могут
располагаться по одной линии, либо по окружности. В первом слу-
чае перенос заготовок между позициями производится механиз-
мом переноса грейферного типа, а во втором случае заготовки
переносятся непосредственно матрицами, расположенными в
поворотном матричном блоке (рис. 24.2). Штучные заготовки по-
даются в поворотный питающий диск, а из него с помощью по-
воротной крестовины — в штамповочные матрицы. Заготовки,
помещенные в поворотный диск, проходят через индуктор, где
проводится нагрев их деформируемой части.
На первой позиции происходит предварительное заталкивание
заготовки в матрицу, а на второй — окончательное заталкивание
и осадка стержня со сбивкой окалины; на третьей — набор метал-
ла с предварительным формообразованием головки; на четвер-
той — окончательное формообразование головки; на пятой — пред-
варительное (силовое) выталкивание изделия из матрицы; на ше-
255
A—A
Рис. 24.2. Схема привода основных узлов автомата с поворотным матрич-
ным блоком:
1 — матричный блок (6 позиций); 2 — вал; 3, 4, 18, 20, 21, 23, 26, 32 —
цилиндрические зубчатые колеса; 5 — мальтийский механизм; 6 — зажимные
губки; 7 — поворотная крестовина; 8 — индуктор; 9 — заготовки в гнездах пита-
ющего диска; 10 — пневмоцилиндр удержания заготовок; 11 — гнезда для заго-
товок; 12, 16, 28 — заготовки; 13 — питающий желоб; 14 — конечный выключа-
тель переполнения лотка; 15 — лоток; 17 — питающий диск; 19 — пневмоци-
линдр перемещения заготовок в питающий диск; 22 — пневмоцилиндр переме-
щения заготовок в губки крестовины; 24 — пружина; 25, 35 — валы; 27 — матри-
цы; 29 — ползун с пуансонами; 30 — опора скольжения; 31 — маховик с муфтой
включения; 33 — кривошипный вал; 34 — коническая зубчатая передача
стой — окончательное выталкивание и интенсивное охлаждение
с промывкой канала матрицы для удаления окалины.
Автоматы для полугорячей штамповки. Для полугорячей штам-
повки небольших по размерам деталей крупными сериями ис-
пользуются стандартные многопозиционные и однопозицион-
ные автоматы для холодной объемной штамповки (см. гл. 23),
оснащенные нагревательными устройствами и специальной сис-
темой охлаждения подающих роликов и штамповочного инстру-
мента.
256
24.3. Конструкции и расчет основных механизмов
Конструкции и расчет основных механизмов горячештампо-
вочных автоматов во многом аналогичны механизмам холодно-
штамповочных автоматов (см. гл. 23) [46].
Механизм подачи нагретого материала состоит из одной или
двух пар подающих роликов, периодически приводимых во вра-
щение. Прижим и развод роликов осуществляются, как правило,
с помощью пневмоцилиндров с электропневматическим управ-
лением. Для быстрой подачи нагретого металла в зону штамповки
(в начале работы автомата) или быстрого его удаления из этой
зоны механизм подачи оснащен специальным реверсивным при-
водом с муфтой включения, управляемой с пульта управления.
Для охлаждения механизма подачи через валы подающих роли-
ков подается вода под давлением, свободно изливающаяся из от-
верстий на торцах валов. В автоматах малых размеров между подаю-
щими роликами и позицией отрезки может устанавливаться до-
полнительный индуктор, который обеспечивает поддержание оп-
тимальной температуры материала до начала формообразования.
Механизм отрезки состоит, как правило, из трех основных ча-
стей: устройства для зажима прутка в разъемных матрицах, меха-
низма отрезки открытого типа и управляемого прижима заготов-
ки. Такая конструкция обеспечивает перпендикулярность среза
заготовки. Привод подвижной зажимной матрицы осуществляется
от кулака.
Механизм переноса заготовок между позициями является од-
ним из основных, от стабильной и надежной его работы зависит
высокая производительность автомата. При большом разнообра-
зии исполнения в конструкциях механизмов применяют анало-
гичные управляемые по циклу клещи и прямолинейное переме-
щение их между позициями.
Учитывая высокую температуру, обилие охлаждающей воды и
окалины, в штамповой зоне автомата находятся лишь две полые
штанги (одна из которых расположена над матричным блоком, а
другая — под ним), несущие две или три пары клещей. Раскрытие
и закрытие клещей осуществляется поворотом штанг в противо-
положных направлениях, а перенос заготовок — горизонтальным
перемещением штанг. Поворот штанг осуществляется от блока
кулаков, закрепленных на поперечном валу автомата, а переме-
щение штанг — от блока кулаков на продольном валу.
Для контроля возможного «залипания» заготовок на пуансонах
автоматы оснащаются специальным устройством с качающимися
щупами, которые при каждом ходе ползуна подходят к пуансо-
нам, сбрасывают оставшуюся на пуансоне заготовку и подают
сигнал на остановку автомата в случае, если заготовка осталась на
пуансоне.
257
Механизм выталкивателя на каждой штамповочной позиции
удаляет из матрицы отштампованную заготовку и перемещает ее в
клещи механизма переноса. Привод выталкивателей осуществля-
ется от вращающихся или качающихся кулачков, расположенных
на поперечном валу.
В автоматах применяется комбинированная система смазыва-
ния: циркуляционная система под давлением для опор коленчато-
го вала и шатуна и импульсная (безвозвратная) для остальных
пар трения.
Для обеспечения требуемой стойкости инструмента и стабиль-
ности работы автомата применяется эффективная система охлаж-
дения. Эта система, обеспечивая интенсивное охлаждение инстру-
мента, оставляет поковки в горячем состоянии.
Построение цикловых диаграмм. Цикловые диаграммы горяче-
штамповочных автоматов в прямоугольных координатах строят ана-
логично изложенному для холодноштамповочных автоматов (см.
гл. 23), руководствуясь указаниями [28]. При этом учитывают ос-
нащение современных автоматов микропроцессорными система-
ми программного управления, которые контролируют перемеще-
ния и взаимозависимые позиции основных механизмов [51].
ГЛАВА 25. КОНСТРУКЦИЯ И РАСЧЕТ ОСНОВНЫХ ДЕТАЛЕЙ
И МЕХАНИЗМОВ
25.1. Ведущие звенья исполнительных механизмов
По конструкции ведущие звенья разделяют на четыре основ-
ных типа: коленчатые валы, эксцентриковые валы, оси с эксцен-
триками и кривошипные валы. Наиболее употребительным мате-
риалом для изготовления валов и осей является конструкционная
сталь марок 45, 50, 40Х, 40ХН, 38Х2Н2МА и 40ХН2МА.
В связи с тем что ведущие звенья исполнительных механизмов
принадлежат к высоконагруженным и ответственным деталям,
расчет их прочности производится по методикам, учитывающим
специфику их нагружения и размеры. Из этих методов особого
внимания заслуживает метод конечных элементов [35, 38].
25.2. Коленчатые валы
Конструкции коленчатых валов. Валы кривошипно-ползунных
механизмов могут выполняться в виде коленчатых валов и валов
шестерне-эксцентрикового привода.
Коленчатые валы в соответствии с числом колен содержат одну,
две или три точки подвеса шатунов, а шестерни-эксцентрики —
258
одну или две точки подвеса. Для получения четырех точек подвеса
(в четырехкривошипных прессах) используют два двухколенча-
тых или четыре одноколенчатых вала, или две, четыре шестерни-
эксцентрика.
В одностоечных прессах применяют кривошипные валы с кон-
сольно расположенной шатунной шейкой (рис. 25.1). Коленчатые
валы двухстоечных прессов обычно выполняют с шатунной шей-
кой, заключенной между щек колена (рис. 25.2, а), и в виде экс-
центриковых валов, иногда без щек (рис. 25.2, б), когда шатунной
шейкой служит эксцентрик диаметром dA.
В кривошипных прессах опоры коленчатого вала, а также цап-
фы шатуна выполняют в виде подшипников скольжения с вкла-
дышами из бронзы, которые могут воспринимать большие удар-
ные и переменные по величине удельные силы и сравнительно
большие скорости скольжения. Жесткость подшипников скольже-
ния выше жесткости соответствующих подшипников качения,
поэтому подшипники качения применяют для прессов силой до
1 МН. Подшипники прессов с консистентными смазочными ма-
териалами обычно работают в режиме граничного трения, а с
жидкими — в режиме полужидкостного трения.
Рис. 25.1. Конструкция и расчетная схема кривошипного вала одностоеч-
ного пресса с односторонним зубчатым приводом:
А—А, В—В — расчетные сечения; 1 — эксцентриковая втулка; 2 — шатунная
шейка; 3 — цапфа шатуна; R — радиус кривошипа; dOi> ^02 — диаметры откры-
тых шеек; остальные обозначения в соответствии с чертежом конструкции
259
Расчет коленчатых валов. Коленчатые валы рассчитывают уп-
рощенно как балки на шарнирных опорах (см. рис. 15.3, б) или
как балки на упругом основании. Более точный метод расчета бал-
ки на упругом основании, предложенный А. Ф. Нистратовым
(1949), позволяет установить длину рабочей части опоры колен-
чатого вала. Вследствие деформации вала и наличия зазоров в под-
шипниках вал изгибается, и в результате работает только часть
опорного подшипника, обращенная к шатуну.
Рис. 25.2. Конструкция одноколенчатого вала с щеками и с односторон-
ним клиноременным приводом (с маховиком) (а), и расчетная схема
вала без щек (б):
А—А, В—В, Е—Е — расчетные сечения; /0 — длина опоры вала; d0 — диаметр
вала в опорах; /ш, dA — длина и диаметр шейки коленчатого вала; b — ширина
щеки; 1К — расстояние между опорами; GM — сила тяжести маховика; Т — сила
натяжения ремня
260
Таблица 25 1
Размеры коленчатых валов некоторых типов прессов
(в долях от диаметра d0 опорных шеек вала)
Параметр Листоштамповочный пресс Кривошипный горячештамповочный пресс с эксцентриковым валом
Од ноколе нчатый вал Двухколенчатый вал
dA 1,5 1,35 1,75
h 2 1,9 1,7
k 2,8 2,5 —
kn 1,5 1,3 1,0
I 1,7 1,6 —
r 0,08 0,08 0,15
Методика расчета коленчатых валов на упругом основании до-
статочно сложная, она изложена в работе [20]. Здесь приведено
краткое изложение вывода общей формулы для определения силы
на ползуне, допускаемой прочностью однокривошипного колен-
чатого вала.
В расчетной схеме коленчатого вала под нагрузкой (см. рис.
25.2, а) предполагается, что приложены сосредоточенные силы,
а точки приложения равнодействующих сил расположены на од-
ной прямой. При этом для коленчатых валов принимают, что ре-
акция со стороны опор находится на расстоянии /0/8 от конца
опоры, обращенного к шатуну, а для эксцентриковых валов — на
расстоянии /0/3 —/0/4 (где /0— длина опоры).
Порядок проектирования и расчета коленчатого вала следую-
щий. По номинальной силе на основании статистических данных
определяют диаметр опорных шеек вала d0 (в мм), а по этому
диаметру на основании эмпирических соотношений — осталь-
ные размеры вала (табл. 25.1). Размеры опорных шеек коленчатых
валов и осей эксцентриков (в мм) зависят от величины номиналь-
ной силы (в М Н) прессов. Для коленчатого вала однокривошип-
ного пресса простого действия d0 = при Рн < 2 МН и dQ =
= 1207Д + 0,6 при > 2 МН. Для эксцентрикового вала горя-
чештамповочного пресса d0 = 103Л/7>„ +1. Для двухколенчатого вала
листоштамповочных прессов простого и двойного действия
dQ = 14ОТЛГ при Рн < 1,8 МН, dQ = 907Рн+3 при Рн > 1,8 МН.
261
Для двухколенчатого вала кривошипно-коленных прессов dQ =
= бО^ЛГ, а для шарниров dlu = 0,6Рн + 95. Для коленчатых валов
ГКМ d0 = (14О...13О)ТЛ; для коленчатого вала двухударных хо-
лодновысадочных автоматов d0 = 160у[Р^. Для осей эксцентриков
листоштамповочных прессов d0 = 25РН + (110... 120).
Полученные размеры округляют до стандартных и выбирают
материал вала: кривошипные валы изготавливают из улучшенной
стали марок 40Х, 40ХН и 34XH3M с термической обработкой на
твердость 230... 260 НВ. Затем по формулам, приведенным в гл. 15,
определяют относительный крутящий момент тк и строят графи-
ки относительного крутящего момента и перемещений ползуна в
зависимости от угла поворота кривошипа ос.
На расчетной схеме кривошипного вала (рис. 25.3, а) выделе-
ны три опасных сечения: В— В — на выходе опорной цапфы из
подшипника; Е—Е — по левому торцу большой головки шатуна;
F—F— посередине опорного пролета. Обычно у коленчатых валов
dA = 1,3dQ и расчетным сечением является сечение В—В. Расчетная
схема балки—эквивалента вала показана на рис. 25.3, б.
Рис. 25.3. Расчетная схема кривошипного вала (а) и балки — эквивален-
та вала (б):
— изгибающий момент в вертикальной плоскости на конце вала; — верти-
кальная составляющая силы на зубе приводного колеса; дАВ — сила на единицу
длины коленной шейки вала; В—В, Е—Е, F—F — расчетные сечения
262
Кривошипные валы подвержены простому циклическому на-
гружению, когда при одновременном действии силы FAB - дАВ1ш и
крутящего момента Мк, момент возрастает пропорционально силе.
В соответствии с теорией предельного состояния [47], запас проч-
ности п при совместном действии указанных нагрузок
П = , J > [л], (25.1)
7(1/л„)2 + (!/«,)
где пс, пх — запас прочности соответственно по нормальным и
касательным напряжениям; по = а_}/оэ; пх = т_]/тэ; т_[ — соот-
ветственно пределы выносливости при циклическом изгибе и кру-
чении; оэ, тэ — максимальные эквивалентные напряжения; [л] —
допускаемый запас прочности.
Эквивалентные напряжения учитывают конструкторские и тех-
нологические факторы: неравномерность распределения напря-
жений и их концентрацию (эффективные коэффициенты KG, Ку,
абсолютные размеры (коэффициенты ео, ет); качество обработки
поверхности и ее упрочнение (ро, рт); чувствительность материала
к асимметрии цикла нагружения (\/о, значения амплитудных
(ov, tv) и средних (о„;, т,„) напряжений:
°э ~ (^g/^gPg)Ov + (25.2)
= (25.3)
Из уравнений (15.18) —(15.22) с учетом (25.1) —(25.3) получа-
ют уравнение вида
п = о-,/[«1, (25-4)
где Фо = (vo + АГо/еоро)2/4; Фт = (ут + ^/етрт)2(о_1/т_1)/4 — коэффи-
циенты; <уф, тф — действующие нормальные и касательные напря-
жения.
Из уравнения (25.4) получено [18, 28] уравнение допускаемых
сил Fa на ползуне пресса по прочности вала в опасных сечениях в
общем виде
Q,lJ0O-i
[л]^Ф(,РЗ+Ф,(О,ЯА(;+О,Ц/?)2’
(25.5)
где — диаметр опорной цапфы вала; Ко — коэффициент долго-
вечности; 11и, UK, Uc — силовые факторы соответственно от изги-
бающего и крутящего момента и поперечных сил.
Предельная сила, допускаемая прочностью вала в сечении В— В,
определяется из формулы (25.5)
263
в
г
Рис. 25.4. Значения Ф®, Ф® для нормализованной стали 45 (а, б) и для
улучшенных сталей 40Х и 40ХН (в, г)
264
[Л ] = --, (25.6)
пк3 70, 00472Ф® + Ф® (О,5z/zK + 0,0854 )2
где п in — предел выносливости при изгибе гладкого образца вала
при знакопеременном цикле; п — коэффициент запаса прочнос-
ти, для универсальных прессов п = 1,3... 1,4, для автоматов п -
= 1,5...2,0; ^—коэффициент эквивалентной нагрузки, который
вводится для учета характера нагружения пресса по времени (кэ =
= 0,8 для универсальных прессов и кэ- 1 для автоматов); Ф®, Ф® —
коэффициенты, учитывающие концентрацию напряжений при
изгибе и кручении, масштабный фактор, чистоту поверхности и
наличие упрочняющей обработки в сечении В— В вала (рис. 25.4);
тК — относительный крутящий момент.
Для всех типов кривошипных прессов и автоматов расчет про-
водят по сечению В—В. Как правило, расчет по сечению Е—Е
не проводят ввиду его относительно большей прочности, а по
сечению F— F расчет рекомендуют проводить только для колен-
чатых валов с щеками, когда диаметр коленной шейки занижен:
(1д < l,3t/p.
Дальнейшее упрощение расчетных формул для [ЕД связано с
оценкой влияния тех или иных силовых факторов. Например,
для прессов с коротким ходом ползуна sm < d0 можно пренебречь
силовым фактором от действия поперечных сил (Uc - 0); для
прессов с большим ходом sm > d0 влияние изгибающих напряже-
ний по сравнению с напряжениями кручения сильно уменьша-
ется и фактор изгибающих сил 77и = 0.
Уточненный расчет валов кривошипных прессов проводят по
методике А. Ф. Нистратова на основе программных комплексов ПА9
(Е.Н. Складчиков, 2006, PRADIS, ProEngineering и др.).
25.3. Ползуны, шатуны и уравновешиватели
Ползуны. В современных конструкциях однокривошипных прес-
сов простого и двойного действия силой свыше 10 МН и горя-
чештамповочных прессах силой свыше 63 МН конструкции пол-
зунов выполнены сварно-литыми для улучшения их качества за
счет устранения скрытых дефектов крупных отливок. Отличитель-
ной особенностью ползунов горячештамповочных прессов и авто-
матов является наличие на некоторых из них дополнительных эле-
ментов (хоботов) для увеличения длины направляющих, обеспе-
чивающих большую точность и устойчивость движения ползунов
под нагрузкой.
В листоштамповочных прессах двойного действия прижимной
(наружный) ползун выполняют в виде прямоугольной пустоте-
265
лой сварной или литой коробки, служащей, в свою очередь, на-
правлением для движения вытяжного (внутреннего) ползуна.
Существенное влияние на точность движения ползуна имеют
направляющие, которые передают силы на станину во время ра-
бочего хода [51].
В зависимости от типа пресса на нижней плоскости ползуна
имеются Т-образные пазы для крепления верхней части штампа
или надштамповых плит к ползуну. Кроме того, ползуны снабже-
ны устройствами для выталкивания заготовок или поковок из ча-
сти штампа, закрепленной на ползуне.
Ползуны листоштамповочных прессов с большой поверхностью
изготовляют сварными из стали СтЗ, а ползуны с дополнитель-
ными направляющими кривошипных горячештамповочных прес-
сов, холодновысадочных автоматов и горизонтально-ковочных
машин — из стального литья (легированного или углеродистого).
Направляющие планки станин автоматов для холодной объемной
штамповки, КГШП и ГКМ выполняют бронзовыми (БрАЖбНб,
БрО5Ц5С5), стальными калеными (40Х, 45) и цементированны-
ми с закалкой (20Х).
В листоштамповочных автоматах с нижним приводом приме-
няют ползуны, имеющие цилиндрические направляющие. Ползу-
ны с помошью цилиндрических колонок получают направление
движения в специальных направляющих втулках. Цилиндричес-
кие направляющие применяют и для автоматов холодной объем-
ной штамповки. В современных конструкциях применяют шарико-
вые направляющие качения.
Расчет направляющих на контактную нагрузку и проверочный
расчет конструкции ползуна на прочность и жесткость проводят
по известным зависимостям [28].
Особенности расчета направляющих. Горизонтальная сила воз-
действия ползуна на направляющие в центре тяжести их площади
при р < 10°:
N = р_____i____
ctg(P + у) ’
(25.7)
где Р — сила, действующая на ползун во время деформирования;
у = arcsin/(ry4 + rfi)/£; f— коэффициент трения.
Удельная сила без учета реакции от момента при эксцентрич-
ном приложении силы Ру
Р„ - Nr/(LHB), (25.8)
где £н, В — соответственно длина и ширина направляющих.
При определении удельной силы рн от момента, действующего
на направляющие ползуна с хоботом, считают распределение по
длине направляющих по прямой. Допускаемая контактная удель-
266
Рис. 25.5. Конструкции и расчетные схемы шатунов:
а — с разъемной кривошипной головкой; б — с цельной головкой и регулируе-
мой длиной; f — коэффициент трения в опорах; гА — радиус шейки вала; гв —
радиус опоры шатуна; Р — сила деформирования; — диаметр винта
ная сила [р] для планок из бронзы БрО5Ц5С5 составляет 3,5 МПа,
а для чугунных и текстолитовых планок 2 МПа.
Уравновешиватели. Для выборки зазоров в подшипниках испол-
нительного механизма, обеспечения плавности работы привода
пресса в целом, предотвращения самопроизвольного движения
ползуна вниз в случае отказа тормоза, ползуны прессов снабжают
устройствами для уравновешивания массы. Преимущественное рас-
пространение получили тянущие пневматические уравновешива-
тели (см. рис. 16.2) с замкнутой воздушной системой, в которую
входит ресивер. Объем ресивера должен обеспечить изменение дав-
ления воздуха в цилиндре уравновешивателя в небольших пределах
(до 10 %), чтобы не создавать дополнительных нагрузок в приводе
пресса. Толкающие уравновешиватели устанавливают в стойках ста-
нин листоштамповочных прессов простого и двойного действия.
Шатуны. Шатуны относятся к высоконагруженным элементам.
Конструктивно они могут быть подразделены на шатуны с посто-
янной или регулируемой длиной, с неразъемной или разъемной
кривошипной головкой (рис. 25.5). Для регулирования закрытой
высоты штампового пространства ручным или механическим спо-
собом применяется винт с шаровой опорой.
Соединение ползунной головки с трехопорной осью применя-
ется в горячештамповочных прессах и крупных кривошипных прес-
сах простого действия, поскольку позволяет повысить жесткость
и прочность на 25... 30 %. Методы расчета шатунов на прочность и
жесткость приведены в учебнике [28].
267
Ползунная головка может служить механизмом для регулиров-
ки закрытой высоты в горячештамповочных прессах. Для этого
она выполняется с промежуточной эксцентрической втулкой между
патуном и пальцем (см. гл. 20).
Для изготовления шатунов применяют стальное нормализован-
ное литье марок 35Л-11, 45Л-11 или 55Л-11 или серый чугун мар-
ки СЧ25. Шатуны прессов для горячей штамповки выполняют
коваными из сталей 45, 40Х и 40ХН.
25.4. Муфты, тормоза
Муфты. В системе привода всех прессов применяют фрикци-
онные сцепные муфты (рис. 25.6, см. рис. 20.6) и тормоза (см.
рис. 20.7). При включении муфты вращательное движение и энер-
гия от электродвигателя и маховика передается исполнительно-
му механизму: кривошипному валу и ползуну пресса. При вы-
ключении муфты и включении тормоза останавливается испол-
нительный механизм и ползун пресса, а электродвигатель и ма-
ховик продолжают вращение. Муфта и тормоз взаимно блокиру-
ются системой управления: при включении муфты освобождает-
ся тормоз, который должен быть постоянно включенным. При
непрерывной работе пресса автоматическими ходами, а также
при работе автоматов муфта не выключается продолжительное
время. При работе пресса одиночными ходами муфта может вклю-
чаться несколько раз в минуту (0,1 ...0,9)ин, где пн — номиналь-
ная быстроходность.
Время включения и выключения муфты обычно не должно
превышать нескольких десятых долей секунды, а в быстроходных
прессах оно составляет менее 0,1 с [28].
В жестких муфтах в качестве сцепных элементов применяют
палец, кулачок, поворотную шпонку. Муфты с поворотной шпон-
кой применяют для прессов с номинальной силой до 160 кН при
быстроходности более 60 мин1, и большом моменте инерции ве-
домых частей, когда малогабаритные фрикционные муфты рабо-
тают ненадежно [28, 51].
В муфтах скольжения для сцепления ведущего диска с ведомым
служит жидкость (гидромуфты) или электромагнитное поле (элек-
тромагнитные муфты).
Фрикционные муфты разделяют в зависимости от конфигура-
ции рабочих поверхностей, передающих момент трения на диско-
вые, конусные и цилиндрические. Наиболее распространены дис-
ковые муфты.
Фрикционные дисковые муфты конструируют одно-, двух- и
многодисковыми. Широкое применение получили однодисковые
малогабаритные муфты с фрикционными вставками (см. рис. 25.6).
Для удобства ремонта муфты устанавливают на кривошипном валу
268
1
Рис. 25.6. Конструкция однодисковой консольной фрикционной муфты с
фрикционными вставками:
а — овальной формы; б — цилиндрической формы с лысками; в — сегментной
формы; 7 — маховик; 2 — шпилька; 3 — ведущий диск; 4 — поршень; 5 — мембра-
на; 6 — ведомый диск; 7 — фрикционные вставки; 8 — фланец; 9 — корпус; 10 —
пружина; г, R\, R2 — геометрические размеры фрикционных вставок
консольно. При этом с тормозом они блокируются либо непо-
средственно жесткой связью, либо посредством системы управле-
ния. Для привода нажимного диска муфты или тормоза применя-
ют пневматические или гидравлические силовые механизмы в виде
мембраны или поршня. Кроме того, применяют электромагнит-
ные механизмы.
Работоспособность муфты во многом зависит от качества и
конструкции фрикционных вставок. Наиболее широко применя-
ются вставки из ретинакса ФК-16Л, ФК24А или из более элас-
269
тичного материала 8-45-62 (рис. 25.6, а), более технологичными
являются вставки цилиндрической формы с лысками (рис. 25.6,
б). В паре со вставками применяют диски из стали Ст5 или чугуна
СЧ25.
При проектировании муфт следует, по возможности, умень-
шать момент инерции ведомых частей для снижения потребления
энергии на разгон и связанного с этим износа фрикционных эле-
ментов.
Несмотря на довольно большие удельные силы — 1,5... 1,8 МПа
и высокий коэффициент трения — 0,35...0,45, в некоторых слу-
чаях не удается при использовании одного диска создать требуе-
мый крутяший момент (например, в горячештамповочных прес-
сах, где момент достигает 100 МН • м). Тогда применяют двух- и
трехдисковые конструкции муфты, установленные на эксцентри-
ковом валу (см. рис. 20.6).
Расчет фрикционных муфт производят на передаваемый крутя-
щий момент, удельную силу на трущихся поверхностях и величи-
ну показателя износа при заданной частоте включений (В. И. Вла-
сов, 1969).
Исходным для расчета является максимальный момент AfK,
действующий на коленчатом валу и приведенный к валу муфты.
Расчетный момент муфты
Л4.Н = РВДЛм-к), (25.9)
где р = 1... 1,3 — коэффициент запаса, учитывающий инерцион-
ность ведомой части, динамичность нагрузки и непостоянство
коэффициента трения; /м, цм_к — соответственно передаточное
число и КПД передачи от вала муфты к коленчатому валу.
Численное значение момента, передаваемого муфтой, должно
соответствовать нормалям машиностроения на однодисковые кон-
сольные и на межопорные муфты, в которых рекомендуется ряд
значений 0,4...6,3 кН м с коэффициентом, равным приблизи-
тельно 2, и ряд 12,5... 140 кН м с коэффициентом 1,4 [28, 51].
Передаваемый момент однодисковой муфты со вставками
= (25.10)
где/— коэффициент трения,/= 0,35...0,45; — удельная сила,
qM = 1,5 ...2,2 МПа; R^p — средний радиус вставки; п — число вста-
вок; FB — площадь рабочей поверхности одной вставки.
Для дисковой муфты с фрикционными накладками
2
= - nqMfm(Rl -Rl), (25.11)
где qM = 0,4...0,6 МПа при частоте вращения вала до 180 мин1,
qM = 0,3 МПа при большей частоте вращения; / = 0,35; т — число
270
поверхностей трения; Rb R2 — наружный и внутренний радиус
рабочих поверхностей дисков соответственно.
Подробный расчет фрикционных муфт приведен в работе [28].
Исходя из момента, передаваемого муфтой пресса Мы, определя-
ют максимальную силу, которую может обеспечить муфта на пол-
зуне пресса:
Рм = Ммтк. (25.12)
Проверка муфты на работоспособность производится в следую-
щем порядке. При включении муфты часть затраченной энергии
превращается в тепловую энергию, что приводит к нагреву дета-
лей и, в частности, фрикционных вставок или накладок. Обычно
в качестве косвенного теплового расчета применяют расчет на
работоспособность (по показателю износа).
Баланс затрат работы при включении муфты в предположе-
нии, что во время включения /, ведущая часть муфты передает
расчетный момент Мм, повернувшись на угол ац
= /во)2/2 + Мса2 + Аг, (25.13)
где 1В — момент инерции ведомой части, приведенный к валу
муфты; cot — угловая скорость ведущих дисков; Мс — момент со-
противления вращению ведомой части, Мс = (0,05...0,12)Мм; а2 —
угол поворота ведомой части за время t{; Д — работа, затрачива-
емая на трение в муфте.
Время включения /| и углы аь а2 можно приблизительно опре-
делить из уравнения движения ведомой части.
Время включения муфты
6 = 7Bcoi/(MM - Мс).
Работа, затрачиваемая на трение:
Л —
2 ‘
(25.14)
(25.15)
Отношение ——— = 1,05... 1,14.
Мм-Мс
Показатель износа фрикционной муфты
(25.16)
где р — коэффициент использования ходов ползуна пресса; п —
расчетная быстроходность пресса; S — площадь фрикционных
поверхностей.
271
Рассчитанные по этой формуле значения показателя износа не
должны превышать для однодисковых муфт и тормозов со встав-
ками из ретинакса соответственно 0,8 и 0,7 МДж/(м2-мин), для
многодисковых муфт и тормозов с накладками из фрикционного
материала типа «феродо» соответственно 0,5 и 0,4 МДж/(м2- мин),
а для ленточных тормозов 1,2 МДж/(м2 • мин).
После проверки показателя износа муфты уточняют удельные
силы и выбирают площадь пневматического поршня исходя из
расчетного давления 0,3...0,4 МПа. Уточненный расчет приведен
в работе [29].
Для уменьшения динамического момента при включении муф-
ты (безударного включения) применяют двухступенчатое вклю-
чение, сначала уменьшая давление дросселированием потока
сжатого воздуха через клапан малого проходного сечения и по-
вышая давление в цилиндре муфты лишь к моменту рабочего
хода.
Тормоза. Тормоз предназначен для поглощения энергии ведо-
мых частей пресса после выключения муфты. Тормоз постоянно
включен, например пружинами, и выключается одновременно с
включением муфты. Торможение происходит за счет сцепления
фрикционной пары ведомых частей привода с неподвижно за-
крепленными частями тормоза.
Конструкции тормозов подразделяют на две группы: барабан-
ные (ленточные и колодочные) и дисковые [28]. В качестве фрик-
ционной пары барабанного тормоза применяют фрикционную
ленту (ограниченное применение) или барабан с тормозными
шарнирными колодками. В дисковом тормозе применяют фрикци-
онные диски, подобные дискам муфты (см. рис. 20.7). Тормоза имеют
электропневматическое управление.
При расчете тормоза следует определить значение тормозного
момента и выбрать силовые элементы (например, пружины), обес-
печивающие такой момент. При этом определяют значение удель-
ной силы на фрикционных элементах (вставках, обкладках) тор-
моза и значение показателя износа [28].
Работа торможения кинетической энергии ведомых деталей
привода пресса (с учетом деталей ползуна), приведенной к валу
тормоза:
., гахт /псо?
Л/т —L - - .
180 2
Тормозной момент
.. 180ДСО2
=-----—,
2тсат
(25.17)
(25.18)
272
где /в — момент инерции ведомых деталей привода; сот — угловая
скорость вала тормоза; а, — угол торможения, а, = 8... 12° для
листоштамповочных прессов, а, = 20...30° — для ГКМ, криво-
шипных горячештамповочных прессов и быстроходных прессов-
автоматов.
Для определения размеров рабочих элементов фрикционного
дискового тормоза применяют формулы, аналогичные (25.10) и
(25.11). По найденным значениям удельной силы торможения
рассчитывают пружины и определяют диаметр пневматического
поршня для растормаживания.
Конструкции тормозов, как и муфт, следует проверить по по-
казателю износа по формуле, аналогичной (25.16) при отноше-
нии MT/(MT - Мс) = 0,8 [28]. В крупных прессах (например, КГШП)
применяют также дополнительные фрикционные тормоза для
быстрой остановки вращения маховика при длительных переры-
вах в работе пресса.
25.5. Системы управления
Системы управления (здесь и далее рассматриваются системы
ручного управления, в отличие от программного управления,
описанного в разд. VIII) предназначены для своевременного вклю-
чения и выключения муфты и тормоза, обеспечивая три режима
работы: последовательных, одиночных и наладочных ходов пол-
зуна кривошипной машины. Режим наладочных ходов характери-
зуется кратковременным движением ползуна при нажатии кноп-
ки управления и остановкой при отпускании кнопки.
Системы управления состоят из командной и исполнительной
подсистем. Для командной подсистемы применяют стандартные
электрические устройства. Для исполнительной подсистемы —
механические, пневматические, электрические или гидравличес-
кие исполнительные механизмы.
Кнопки ручного управления располагают на стационарных или
переносных пультах. Исполнительные механизмы получают сиг-
налы управления от путевых бесконтактных выключателей, уп-
равляемых командоаппаратом — набором кулачков, вращающих-
ся вместе с коленчатым валом. Профили кулачков рассчитывают
исходя из требований обеспечения безопасности работы обслу-
живающего персонала и надежной работы оборудования на всех
режимах.
Современные системы управления механизмами и логистикой
циклов (последовательностью работы механизмов в цикле) кри-
вошипных машин, как правило, электропневматические. Схема и
конструкция приведены в работе [51].
В общем случае время машинного цикла работы кривошипного
пресса одиночными ходами
273
- ^в.м + Л + Ал + 4ч (25.19)
где tB м — время, затрачиваемое на управление муфтой, а также тор-
мозом от момента воздействия на кнопки; — время включения
муфты; tn — время движения ползуна пресса от включения муфты д0
начала торможения; /, — время торможения до остановки ползуна.
По требованиям охраны труда время, затрачиваемое на тормо-
жение (с учетом срабатывания управляющих элементов), не дол-
жно превышать 0,20... 0,35 с соответственно для небольших и круп-
ных прессов.
25.6. Станины
По конструкции станины могут быть цельными и составными,
открытыми (одностоечными и двухстоечными), закрытыми (двух-
стоечными) и комбинированными. По назначению все станины
могут быть подразделены на четыре группы: станины прессов (от-
крытых и закрытых), станины листогибочных прессов и ножниц,
станины горизонтально-ковочных машин и станины автоматов для
холодной и горячей объемной штамповки. Станины кривошип-
ных машин рассчитывают на прочность и жесткость.
Открытые станины прессов. Станины могут быть одностоечные
и двухстоечные, ненаклоняемые и наклоняемые. Станины круп-
ных одностоечных прессов могут выполняться с отдельным сто-
лом, связанным со стойкой стяжными шпильками.
Станины открытого типа подвергаются внецентренному рас-
тяжению (рис. 25.7, а). Это ведет к перекосу направляющих ползу-
на по отношению к столу. Для уменьшения этого перекоса стани-
ны наклоняемых прессов снабжают стяжными шпильками, уста-
навливаемыми без предварительной затяжки. Открытые станины
выполняют литыми из серого чугуна СЧ25 или СЧЗО или сварны-
ми из стальных листов (сталь СтЗ).
Допускаемые напряжения в растянутых волокнах должны быть
не более 15 МПа. В некоторых конструкциях для увеличения жест-
кости применяют модифицированный чугун или стальное литье.
Открытые станины прессов обычно рассчитывают по формулам
для прямого бруса [47]. Напряжение растяжения в опасном сече-
нии (II—Ина рис. 25.7, а) при центральном приложении силы
cp=Mhp/(J+PH/F), (25.20)
где М = Р^ух — изгибающий момент; Рн — номинальная сила; ух —
расстоянце от линии действия силы до центра тяжести расчетного
сечения; hp = ух - a; J — момент инерции сечения; F — площадь
сечения станины.
Напряжения сжатия в опасном сечении
gc =-М(Н - hp)/(J + PH/F).
(25.21)
274
Рис. 25.7. Расчетная схема открытой двухстоечной ненаклоняемой
станины:
а — в виде бруса; б — в виде рамы
В случае эксцентрического приложения силы по фронту прес-
са необходимо учитывать изгиб в плоскости, перпендикулярной
к рассмотренной ранее. Для определения деформации открытой
станины пресса применяют расчетную схему в виде рамы (см.
рис. 25.7, б). Для этой схемы суммарное перемещение по линии
действия номинальной силы
Е [з^ 3/3 A F2] G {Fx F.
(25.22)
где Рн — номинальная сила; Е, G — модули упругости при растя-
жении и сдвиге; /ь /2, /3 — длины участков рамы; Jx, Fx — момент
инерции и площадь поперечного сечения I— Г, J2, F2 — то же для
сечения II—II; J^,F3 — то же для сечения III— III; к — коэффи-
циент формы сечения к = 1,2 для сплошного прямоугольного се-
чения, к = 1,7...2,0 — для полого прямоугольного сечения.
Угол поворота оси инструмента при работе пресса
PJx PJi PHkh
ы 1 | н 1 | н 1 Z
2Е1Х 2Е13 Е12
(25.23)
275
Рис. 25.8. Разъемная закрытая станина двухстоечного кривошипного пресса:
а — схема станины с расчетными параметрами; б — стяжная шпилька
Для компенсации угловой деформации пресса в некоторых за-
рубежных конструкциях выполняют поверхность стола станины с
наклоном на угол 0/2 [28].
Закрытые станины прессов. Станины этой группы могут быть
цельными и составными (разъемными) (рис. 25.8, а). Закрытые
станины прессов изготавливают из чугуна СЧ25, стального литья
или листовой стали СтЗ (в сварных конструкциях). Сварной вари-
ант конструкции станины обеспечивает при меньшей массе боль
шую жесткость по сравнению с литыми из чугуна конструкциями.
Сварку листов толщиной более 50 мм при изготовлении станин
кривошипных горячештамповочных прессов проводят электрошла-
ковым способом.
Так как станины являются сложными деталями с разнообраз-
ными формами и переходами сечений, для которых неизвестны
масштабные факторы и коэффициенты концентрации напряже-
ний и Aj, то их не рассчитывают на выносливость. Обычно
расчет производят на статическую прочность и жесткость, прини-
мая коэффициент запаса по пределу прочности ов п - 5...20 для
чугунных станин, по пределу текучести от п = 5... 10 для стальных
отливок и для стального проката. Большие запасы прочности ста-
276
нин принимают, чтобы предотвратить возможность выхода из строя
этих дорогостоящих деталей в результате перегрузки машины (прес-
са) и обеспечить необходимую жесткость конструкции. Современ-
ные конструкции прессов оборудуют надежными предохраните-
лями (см., например, гл. 20), что позволяет принимать нижние
пределы диапазона коэффициентов запаса прочности и снижать
металлоемкость конструкций.
Стандарты на кривошипные прессы различных типов преду-
сматривают унификацию столов (длин пролета). Основными ха-
рактеристиками станин при расчете на прочность являются Рн и
д/ = PHL, а при расчете на жесткость PJ3, где Рн — номинальная
сила, L — длина пролета.
Рекомендации по расчету цельных станин закрытого типа. Рас-
чет станины проводится как бруса или как рамы, с предваритель-
ной наметкой ее размеров на основании размеров стола и штам-
пового пространства, данные по которым имеются в стандартах
на основные параметры и размеры прессов. Особое внимание сле-
дует уделять уменьшению концентрации напряжений в местах
перехода стоек в стол и в поперечину.
Расчет станины в виде бруса. Для предварительного расчета ста-
нину любого типа рекомендуется представить сплошным брусом
и рассчитывать по правилам сопротивления материалов [47]. Но-
минальная сила приложена к центру стола и к опорам кривошип-
ного вала. Для опасных сечений находят угол поворота главных
центральных осей, а затем и положение нейтральной оси. Опреде-
ляют напряжения в опасных точках сечения как суммарные от
растяжения и от изгиба в двух взаимно-перпендикулярных плос-
костях. Для расчета деформации станины делят брус по длине на
участки примерно равной жесткости и общую деформацию нахо-
дят как сумму деформаций отдельных участков [28].
Расчет станины в виде рамы. На эскизе станины в двух проек-
циях: вид спереди и боковой вид (для станин вертикальных прес-
сов), вид с фронта и в плане (для станин горизонтальных прес-
сов) наносят действующие силы. Нагрузку на стол принимают
равномерно распределенной на 2/(3Z) — расстояние между ося-
ми стоек. Равнодействующие сил реакции коленчатого вала на под-
шипники станины прилагаются на расстоянии 1/(8/0) (длины под-
шипника) от краев подшипников, обращенных к шатуну, и на
расстоянии 1/(3/0) для эксцентриковых валов.
После этого изображают схему рамы, в которой линии стерж-
ней рамы проходят через центры тяжести сечений боковых стоек,
стола и поперечины. Затем определяют опасные сечения и напря-
жения в них. Расчетными считают средние моменты инерции не-
скольких сечений. В работе [29] приведены моменты инерции се-
чений для наиболее часто применяемых рам прессов, а в работе
[28] — формулы для вычисления изгибающих моментов, напря-
277
жений, деформаций и значения допускаемых напряжений ддя
материалов станин различных прессов. Расчет осуществляют ме-
тодом сил или методом деформаций. В сложных случаях (в рамах с
перемычками в средней части и т.п.) целесообразнее применять
метод деформаций, позволяющий упростить решение и исполь-
зовать численные методы.
Особенности расчета разъемных станин. Расчетом определяют
размеры стяжных шпилек и проверяют напряжения затяжки в стой-
ках. Для этого задают число стяжных шпилек. Обычно принимают
четыре стяжные шпильки. Определяют диаметр стяжной шпильки
в проточке резьбы d{, мм (рис. 25.8, б), в зависимости от номи-
нальной силы пресса Рн, кН:
(25.24)
силу затяжки станины из условия нераскрытая стыков станины
Л = ФзЛ, (25.25)
для двухкривошипных и четырехкривошипных прессов и листо-
штамповочных автоматов кш = 2,4, <р3 = 1,2... 1,4; для кривошипно-
коленных чеканочных прессов кш = 1,9, <р3 = 1,07.
В формулах (25.24) и (25.25) для листоштамповочных (вытяж-
ных) прессов двойного действия Рн — суммарная сила вытяжного
и прижимного ползунов.
Затем составляют схему станины (см. рис. 25.8, а) и определя-
ют напряжение затяжки в наименьших сечениях двух стоек
Ъ = A/(2Fcmin). (25.26)
Для определения угла поворота гайки при затяжке находят де-
формацию шпилек и станины. Удлинение шпильки при затяжке:
Р I
1 — 3 ш
111 “ z’F* F '
ш
(25.27)
где i — число шпилек; F*u — расчетная приведенная площадь се-
чения шпильки; /ш — расчетная длина шпильки (см. рис. 25.8, б);
Еш — модуль упругости материала шпильки.
Расчетная приведенная площадь сечения шпильки
0,&/02/ш
1{ + 2,3/2 + 273
(25.28)
где d0 — внешний диаметр резьбы; /ь /2, /3 — длины участков
шпильки.
Укорочение станины при затяжке шпилек состоит из суммы
укорочений стоек, поперечины и стола
278
Таблица 25 3
Рекомендуемая жесткость кривошипных машин, МН/мм
~ Машины Жесткость станины Сс Жесткость всей машины (без инструмента) С
Прессы:
одностоечные 8...15 3...12
наклоняемые 8... 15 2...10
однокривошипные просто- го действия закрытые 15...40 5... 15
однокривошипные двой- ного действия 18...60 6...20
чеканочные кривошипно- коленные 80...25 20... 80
кривошипные горяче- штамповочные 15...30 10... 15
Автоматы для объемной штамповки:
одно- и двухударные 25 ...60 10... 30
многопозиционные 50... 120 12...60
Горизонтально-ковочные машины 40... 150 20... 70
Радиально-обжимные машины 10...40 5...20
Хс Хст + Хп + X,
(25.29)
каждое из которых рассчитывают на сжатие силой затяжки Р3
К = Рз
h
lEFi’
(25.30)
где Е — модуль упругости материала станины; Fb /, — приведен-
ная площадь и высота каждого элемента конструкции станины.
Угол поворот а гайки при затяжке шпилек
а3 = 360(Хш + \c)/h,
(25.31)
где h — шаг резьбы.
Затем строят диаграмму затянутого соединения и определяют
напряжение в материале шпильки, коэффициент запаса устало-
279
сти при растяжении и коэффициент запаса прочности по пределу
текучести [28].
Для однокривошипных прессов за расчетную нагрузку прини-
мают номинальную силу, а для двух- и четырехкривошипных прес-
сов номинальную силу, увеличенную в 1,1 —1,2 раза.
Для затяжки стяжных шпилек завертывают гайки до отказа,
делают риски на каждой гайке и станине, кроме того, на станине
отмечают меткой угол ос3, на который необходимо повернуть гай-
ку. Затем нагревают шпильки с помощью электронагревателей,
устанавливаемых в торцевых сверлениях шпилек, и повертывают
на необходимый угол гайку. После остывания шпилек станина
оказывается затянутой с необходимой силой затяжки.
При расчетах на жесткость станин прессов, не оборудованных
предохранителями и системами адаптивного ЧПУ, можно пользо-
ваться приблизительными рекомендациями табл. 25.3 [28]. Совре-
менные тенденции заключаются в снижении жесткости (металло-
емкости) конструкций и применении адаптивных систем ЧПУ,
мониторинга и диагностики (см. разд. VIII).
РАЗДЕЛ IV
РОТАЦИОННЫЕ И РОТОРНЫЕ МАШИНЫ
ГЛАВА 26. ПРИНЦИП ДЕЙСТВИЯ, КЛАССИФИКАЦИЯ
И КОНСТРУКЦИИ РОТАЦИОННЫХ МАШИН
26.1. Принцип действия
Ротационными называются кузнечно-штамповочные машины,
рабочее исполнительное звено или заготовка в которых в процес-
се рабочего хода совершает вращательное движение.
Угловая и окружная скорости рабочего исполнительного звена
таких машин зависят от кинематики привода и передаточного ме-
ханизма и практически, в пределах допустимого для приводных
асинхронных электродвигателей скольжения, остаются постоян-
ными на протяжении всего рабочего хода.
Энергия электродвигателя привода трансформируется в кине-
тическую энергию вращающихся частей машины и затем в полез-
ную работу деформирования:
jNMdt =>Т„ = V °- '1 => j мд(ф)аф => Аа, (26.1)
О 2 о
где N3 — установленная мощность электродвигателя; t — время
цикла; Т0) — кинетическая энергия вращающихся частей маши-
ны; 1 — приведенный осевой момент инерции вращающихся час-
тей; (со0 - о»]) — допустимый перепад угловых скоростей; <рд —
угол поворота рабочего звена во время деформирования; Ма —
крутящий момент на рабочем исполнительном звене; Аа — полез-
ная работа деформирования.
В некоторых ротационных машинах кинетическая энергия мала
и можно считать, что энергия электродвигателя непосредственно
трансформируется в полезную работу деформирования Лд.
В зависимости от формы и относительных размеров вращаю-
щегося рабочего исполнительного звена ротационные машины
подразделяют на шпиндельные, валковые, роликовые, диско-
вые.
281
26.2. Классификация и основные параметры
Классификация. Ротационные машины классифицируют цо
технологическому признаку (табл. 26.1).
Основные параметры. К основным параметрам ротационных
машин, зависящим от особенностей технологических процессов
Таблица 26.1
Классификация ротационных машин
Класс Подразде- ление Целевое применение Конструктив- ные признаки Относитель- ное располо- жение рабо- чих звеньев
Радиаль- но- обжимные (ковоч- ные) машины Шпиндель- ные Ротационная ковка С вращающимся шпинделем С вращающейся обоймой С вращающими- ся шпинделем и обоймой •
Ковочные вальцы Валковые или роли- ковые Вальцовка заготовок Объемная горячая штамповка Консольные Двухопорные Комбинирован- ные —
Правиль- ные ма- шины Валковые или дисковые Листопра- вильные Параллельное расположение валков Непараллельное расположение валков
Сорто- и профилепра- вйльные Параллельное расположение валков
Гибочные машины Валковые или роликовые Листогибоч- ные Сортогибоч- ные Профилеги- бочные Трехвалковые Четырехвалковые Парнороликовые Симмет- ричное Асиммет- ричное Комбини- рованное
282
Окончание табл. 26.1
Класс Подразде- ление Целевое применение Конструктив- ные признаки Относитель- ное располо- жение рабо- чих звеньев
раскатные машины Валковые и роликовые Раскатка колец Консольные, двухопорные Оси валков горизонта- льные, наклонные
Сферо- движные прессы Сферодвиж- ные головки Торцовая раскатка Вращение ниж- него или верхне- го инструмента Инструмент верхний или нижний
выполняемых на них, относятся размеры обрабатываемых загото-
вок (толщина, диаметр, ширина), диаметр валков (роликов, дис-
ков), окружная скорость вращения рабочего звена, мощность элек-
тродвигателя, значения изгибающего и крутящего моментов и, в
некоторых случаях, деформирующей силы.
Привод ротационных машин состоит из электродвигателя, ре-
менной и зубчатой передач. Дисковые муфты и тормоза — харак-
терные элементы привода кривошипных прессов в некоторых ти-
пах ротационных машин отсутствуют (ОАО «Тяжпрессмаш», г. Ря-
зань).
26.3. Радиально-обжимные (ковочные) машины
Принцип действия. Радиально-обжимные машины деформиру-
ют поковки с вытянутой осью методами свободной ковки с по-
мощью приводных радиально перемещающихся бойков Различа-
ют ротационно-обжимные и радиально-обжимные машины. Пер-
вые — преимущественно машины с роликовым приводом меха-
низма обжима (ковки), вторые — машины с кривошипно-рычаж-
ным и гидравлическим приводами механизма обжима. В России
для обоих типов машин принято общее название радиально-об-
жимные (ковочные) машины (РОМ).
Классификация. В качестве классификационных приняты при-
знаки подразделения РОМ по типам поковок, способам обжатия,
форме заготовок, механизмам привода бойков (роликовый, кри-
вошипно-рычажный, гидравлический), механизмам подачи заго-
товок, типам управления (ручное, программное) и др. [51].
К специальным машинам отнесены РОМ для сборки, копиро-
вального обжима, комбинированные комплексы для радиального
обжатия и объемной штамповки, для радиального обжатия и ме-
ханической обработки и др.
В холодном состоянии изготавливают поковки и изделия диа-
метром до 150 мм, преимущественно на роликовых и кривошип-
283
Рис. 26.1. Принципиальная схема РОМ с роликовым приводом и меха-
низмом регулирования расстояния между бойками:
I — подача заготовки; II — сведение бойков; III — выгрузка заготовки; / —
обойма; 2 — механизм регулировки; 3 — бойки; 4 — заготовка
но-рычажных РОМ. При этом получают изделия высокой точно-
сти, с малыми припусками или без припусков на последующую
механическую обработку. Основную массу изделий, особенно диа-
метром свыше 100 мм, изготавливают на РОМ методом горячего
деформирования.
Конструктивные схемы и конструкции. В машиностроении полу-
чили распространение роликовые и кривошипно-рычажные РОМ.
Машины с гидравлическим приводом изготавливают в единич-
ных образцах преимущественно для изготовления в горячем со-
стоянии поковок большого сечения (диаметром до 1 000 мм), тре-
бующих сил деформирования до 25 МН, мощности привода бой-
ков до 400 кВт при ходе бойка до 50 мм и частоте ходов до 50 мин '.
Машины с гидравлическим приводом главного исполнительного
механизма (ГИМ) характеризуются большим расходом энергии,
меньшей частотой ходов бойка, более высоким уровнем шума и
поэтому менее распространены.
Роликовые РОМ (рис. 26.1) предназначены преимущественно
для изготовления методом холодного деформирования изделий с
малым поперечным сечением, требующих силы деформирования
до 2 МН: прутков диаметром до 50 мм, труб — до 100 мм. Ход бойка
измеряется десятыми долями миллиметра, полный ход составляет
2...3 мм. При этом частота хода бойков достигает 10000 мин1.
В связи с этим роликовые РОМ отличаются большим уровнем
шума и износа пар ролик — боек и ролик — обойма. С целью
284
^щнения шума рабочий профиль бойка, контактирующий с
У^еиКОм, профилируют по синусоиде, принимают и другие меры,
спечИБающие плавную кинематическую связь ролика с бой-
. Кроме того, механизм обжима закрывают звукозащитными
Духами и ограждениями.
* роликовые РОМ изготавливают в основном с вращающимся
гпинделем и установленными в нем бойками. Обрабатываемая
заготовка в виде проволоки, прутка или трубы при этом не вра-
щается. Расстояние между бойками остается постоянным, нерегу-
лируемым. В отдельных конструкциях применяют вращающуюся
обойму и регулируемое расстояние между бойками, а также вра-
щающиеся обойму и шпиндель. Заготовка, независимо от разме-
ров ее поперечного сечения, обрабатывается преимущественно в
горизонтальном положении.
Кривошипно-рычажные РОМ (рис. 26.2) предназначены для
изготовления изделий методом горячего и холодного деформиро-
вания силой 1 ...30 МН с поперечным сечением прутков при хо-
лодном деформировании до 150 мм, горячем — до 1 000 мм и
длиной до 12 м. В кривошипно-рычажных РОМ, в отличие от ро-
ликовых, бойки не вращаются. В процессе обработки вращается
заготовка; при этом скорость вращения регулируется. Величина
хода бойка постоянна, расстояние между бойками регулируется.
Кривошипно-рычажные РОМ для холодного и горячего дефор-
мирования отличаются параметрами технической характеристи-
ки, составом механизмов и агрега-
тов. Такие машины применяются в
металлообработке в виде отдельных
машин, в составе автоматизирован-
ных комплексов, производственных
участков, а также в составе поточ-
ных линий.
Число бойков оказывает влия-
ние на производительность и каче-
ство получаемых изделий. Наиболь-
Рис. 26.2. Схема кривошипно-рычажно-
го исполнительного механизма (ковоч-
ного агрегата) РОМ:
I — бойки; 2 — кулисный камень; 3 — экс-
центриковый вал; 4 — шатун; 5 — привод-
ной вал; 6 — привод буксы; 7 — поворот-
ная букса; 8— подшипники кулис; 9 — заго-
товка
285
шее распространение получили машины с четырехбойковым ц
исполнительными механизмами, поскольку качество получаемых
изделий на четырехбойковых машинах выше, чем на двух- ц_1и
трехбойковых. Для обжима слитков, полученных на установках
непрерывной разливки стали, для калибровки и получения шес-
ти- и восьмигранных прутков большой длины, обрабатываемых
без вращения, изготавливают специализированные протяжные
шести- и восьмибойковые машины. Бойки в этом случае работают
комплектами по три или четыре последовательно. При этом вто-
рой комплект перекрывает деформированную поверхность перво-
го комплекта.
Расчет основных параметров. К основным параметрам РОМ
согласно ГОСТ 24367—87 относятся номинальная сила на бойке
(молоте), Рн; число бойков; значение хода бойка, s; частота ходов
бойка п; наибольший диаметр обрабатываемой заготовки при ов <
<600 МПа d0; наибольшая длина заготовки £0; величина регули-
рования расстояния R между бойками; скорость манипулятора гм;
скорость регулирования расстояния между бойками гб; мощность
электродвигателя привода бойков N.
Предусмотрено два исполнения конструкции: исполнение I для
деформирования в горячем состоянии и исполнение II — для де-
формирования в холодном состоянии заготовок.
В работе [51] приведена полученная на основе анализа отече-
ственных и зарубежных РОМ графическая зависимость некоторых
параметров от номинальной силы Рн.
Рассмотрим расчет основных параметров РОМ с кривошипно-
рычажным приводом.
Мощность Nr, расходуемая на преодоление трения в подшип-
нике:
Л Г 1/ С Kdn
7VT = Л/Тсо — /ПчрРн , (26.2)
oil
где МТ — момент трения в подшипнике; со — средняя за цикл
угловая скорость цапфы (вала);/нр — приведенный коэффициент
трения; Рн — среднее значение силы, действующей на подшип-
ник; d — диаметр цапфы; п — частота вращения цапфы.
Из условия обеспечения нагрузочной способности [pv\ <
<30 МПа м/с бронзовых подшипников скольжения главного вала
исполнительного механизма назначают частоту ходов п и силу Pw кН:
рн = ™dl{pv\, >
Tins
где d, I — диаметр и длина опорной шейки (шипа) главного вала;
s — ход бойка.
286
Сила обжатия (ковки) для заготовок цилиндрического сечения
1 2 4 Ъ /
з 4
р = pF = gs
(26.4)
для заготовок прямоугольного сечения
Р = pF = ОЙ + 11£Ц,
4 А
(26.5)
где Р — удельная сила; F— площадь контакта бойка с заготовкой;
Gs - предел текучести материала заготовки при температуре об-
жатия; ц — коэффициент трения; /0 — длина деформирующей части
бойка; dn — диаметр поковки; а — основание прямоугольника; h —
высота прямоугольника.
Мощность двигателя привода ковочного агрегата рассчитывают,
принимая среднее значение силы обжатия Рср = 0,5 Рн и работу
деформирования за цикл
Лд = О,5РнАо, (26 6)
где h0 — рабочий ход бойка, соответствующий допускаемому углу
нагружения [<р0].
Для выполнения технологической работы деформирования тре-
буется мощность, кВт:
Л _ znAa
Гц “ 60 -103’
(26.7)
где гц — время цикла; z — число бойков; п — частота ходов бойка,
мин 1.
Полная мощность электродвигателя с учетом мощности на
преодоление сопротивления холостого движения механизмов
машины N*
7V=^+7VX. (26.8)
26.4. Ковочные вальцы
Принцип действия. Работа ковочных вальцов заключается в де-
формировании (распределении) металла и оформлении перемен-
ного профиля по длине заготовок с вытянутой осью под последу-
ющую штамповку между вращающимися в противоположную сто-
эону валками (продольная вальцовка) или между взаимно движу-
щимися навстречу друг другу плоскими инструментами (попереч-
но-клиновая вальцовка).
287
Классификация. Различают четыре основных технологически^
процесса вальцовки заготовок на ковочных вальцах:
многоручьевая вальцовка для последующей штамповки на мо-
лотах, горячештамповочных кривошипных прессах (заготовки
шатунов, коленчатых валов двигателей, рычагов и т.п.);
многоручьевая вальцовка точных заготовок без заусенцев (за_
готовки сверл, оттяжка носков и хвостовиков напильников и т.п.)-
штамповка (как правило, одноручьевая) точных заготовок с
образованием заусенца (разводные гаечные ключи, звенья цепей
скребковых транспортеров и т.п.);
поперечно-клиновая вальцовка за один проход точных загото-
вок типа тел вращения: шаровых пальцев, заготовок под гаечные
ключи (под последующую штамповку и т.п.) [28].
Конструкции ковочных вальцов для этих процессов подразде-
ляют на три основных типа: закрытые (двухопорные), консоль-
ные и вальцы для поперечно-клиновой вальцовки (рис. 26.3).
В комбинированных вальцах применяют сочетание закрытой кле-
ти и консольного расположения валков. В многоклетьевых конст-
рукциях используют последовательно несколько вальцов.
По конструктивному исполнению ковочные вальцы подразде-
ляют на консольные и закрытые в зависимости от расположения
инструмента на консольной части рабочих валков или в средин-
ной части между опорами.
Конструктивные схемы и конструкции. Консольные ковочные
вальцы — наиболее распространенные конструкции вальцов ЗАО
«ВЗКПО им. М. И. Калинина» (г. Воронеж) (рис. 26.4) предназна-
чены для получения заготовок под последующую штамповку на
горячештамповочных кривошипных прессах, молотах и винтовых
прессах.
Консольные вальцы выполняют одноклетьевыми (универсаль-
ный тип) и многоклетьевыми (до девяти клетей для автоматичес-
кой вальцовки).
Одноклетъевые консольные ковочные вальцы оборудованы одной
парой рабочих валков. Редуктор привода в отличие от комбиниро-
ванных вальцов размещается между опорными стойками, что со-
кращает габаритную длину и позволяет встраивать вальцы в куз-
нечно-штамповочные линии для предварительного профилиро-
вания заготовок с одного нагрева.
Угол охвата рабочих участков валков-штампов с выполненной
гравюрой (ручьев) достигает 270° кольцевого инструмента и не
более 180° секторного инструмента. От длины развертки рабочих
участков зависит наибольшая деформируемая длина заготовок. На
рабочем валке располагается до трех ручьев.
Вальцовка на консольных вальцах осуществляется за один, два
или три прохода (см. рис. 26.4). В соответствии с ГОСТ 16434—80
одноклетьевые ковочные вальцы изготавливают номинальной си-
288
лой 0,125... 1 МН с диаметром вальцующих сегментов (межосевое
расстояние) 160...400 мм, частотой вращения валков 45...85 мин-1.
Мощность электродвигателя составляет 13... 35 кВт. Подобные кон-
струкции изготавливают также фирмы Massey, Wilkins and Mitchell
(Великобритания), Kiserling (Германия), National (США).
Многоклетъевые консольные ковочные вальцы содержат две и бо-
лее последовательно установленные клети, при этом на рабочем
валке располагается один ручей и вальцовка ведется на проход.
В отечественных конструкциях автоматизированных двухклетьевых
консольных ковочных вальцов две пары валков расположены вза-
имно-перпендикулярно. Это позволяет сближать клети и переда-
вать заготовки от первой клети ко второй деформирующими ин-
струментами, исключает необходимость кантования заготовки.
Характеристики двухклетьевых вальцов примерно такие же, как и
одноклетьевых, за исключением мощности электродвигателей,
которая примерно в 1,5 раза больше.
Особенностью конструкции многоклетьевых (до девяти клетей)
консольных ковочных вальцов с взаимно-перпендикулярным рас-
положением смежных пар валков Eumuco (Германия) является
расположение рабочих пар валков под углом 45° к горизонтали.
Это позволяет обеспечить проход клещей, удерживающих заго-
товку, в положении поворота каждой пары валков.
Закрытые ковочные вальцы изготавливают в соответствии с ГОСТ
16435—80 номинальной силой 0,1 ...2,5 МН, с диаметром вальцую-
щих сегментов (межосевое расстояние валов) 160... 1000 мм. В этих
289
Муфта
Рис. 26.4. Принцип вальцовки (а—в) и схема конструкции (г) консоль-
ных ковочных вальцов С1335:
а — подача заготовки до упора; б — вальцовка; в — выдача отвальцованной
заготовки; 1 — маховик; 2 — клиноременная передача; 3 — электродвигатель; 4 —
зубчатая передача; 5 — зубчатая передача на венцы втулок 77; 6, 10 — зубчатая
пара для синхронизации валков; 7 — зубчатое колесо для компенсации бокового
зазора; 8, 9 — коническая передача для бесконтактного контроллера; I — при-
водной вал; II — вал нижнего рабочего валка; 777 — вал верхнего рабочего валка;
IV — промежуточный вал
конструкциях рабочие валют с инструментом (штамп-сегментом)
устанавливаются между двумя опорами, обеспечивающими боль-
шую жесткость, необходимую для точной вальцовки. Для отрезки
и правки заготовок в некоторых конструкциях предусматривается
встроенный пресс.
Некоторые закрытые конструкции ковочных вальцов выполня-
ют комбинированными с размещением валков с инструментом
между опорами и на консоли, специализированными для оттяжки
лезвий столовых приборов (ножей, вилок), калибровки пера тур-
290
лопаток и др. Автоматизированные конструкции с ЧП У
тгя типовых поковок оснащают манипуляторами.
Р Ковочные вальцы для поперечно-клиновой вальцовки применяют
составе автоматических комплексов и технологических линий,
поскольку для процесса поперечно-клиновой вальцовки по усло-
виям охраны труда требуется автоматизированная загрузка заго-
товок в рабочую зону. Деформирование при поперечно-клиновой
вальцовке осуществляется парными клиновыми цилиндрически-
ми или плоскими инструментами, движущимися навстречу друг
другу, при этом заготовка, находящаяся между ними, приводит-
ся во вращательное движение.
Применяют три основные конструктивные схемы: валковую,
плоскую и валково-сегментную. Ковочные вальцы, реализующие
эти схемы, соответственно носят название валково-клиновые,
плоскоклиновые и валково-сегментно-клиновые. Промышленное
применение получили валково-клиновые и плоскоклиновые ко-
вочные вальцы, которые предназначены для получения заготовок
деталей типа ступенчатых валов с цилиндрическими, конически-
ми и сферическими участками [51].
26.5. Сферодвижные прессы
Принцип действия. Сферодвижными прессами называется обо-
рудование для локального деформирования раскатыванием в то-
рец цилиндрических и фасонных заготовок в холодном состоянии
наклонным вращающимся инструментом.
Рис. 26.5. Схемы локального деформирования с вращением нижнего ин-
струмента (а), деформирования с обкатыванием верхнего инструмента
(б), конструкции сферодвижной головки (в):
I — сферодвижная головка; 2 — верхний иструмент; 3 — нижний инструмент;
Т угол наклона; Н, АН — толщина заготовки и ее изменение соответственно;
vp, со — соответственно линейная и угловая скорость
291
Таблица 26.2
bJ
Основные технические характеристики прессов для сферодвижной штамповки
Параметр Специализированные прессы. Тип, название фирмы (страна) Приставки к универсальным гидравлическим прессам (Россия)
PXW-100 (Польша) Massey (Велико- британия) Smidt (Германия) Россия 13.010 13.011 13.012
С82-201 ПСШО-Ю8К
Наибольший диаметр обрабатываемой дета- ли, мм 100 150 180... 240 1,5 250 180 220 340
Осевая сила, МН 1,6 2 2...6,3 1,6 5 1 1,6 4
Частота круговых качаний инструмента 200 До 900 4... 12 180 280 163 150 156
Мощность, кВт 17,8 150/110 180...240 45 200 — — —
Масса оборудования, кг 5 000 12 000 12 000... 80 000 6 000 16 800 1,500 2,100 5,100
Угол наклона оси инструмента, ...° 0...10 0...10 0...2 2,5 2,5 2 3 2
Производительность, шт./ч До 120 До 600 До 80 До 240 До 240 До 100 До 80 До 60
В специализированных конструкциях сферодвижных прессов
реализуются многообразные траектории движения инструмента:
Наряду с осевой подачей — дополнительные круговые, линей-
ке, спиральные и сложные качательные движения обкатки по
т0рцовой поверхности заготовки (рис. 26.5, а и б). Применяют также
штамповые приставки к универсальным гидравлическим прессам.
Специализированные прессы имеют значительно более широ-
кие возможности не только по кинематике инструмента, но и по
возможностям регулирования основных параметров в процессе
деформирования. Их изготавливают с осевой номинальной силой
1,6...5 МН, частотой круговых качаний инструмента от 4... 12 до
А—А
Рис. 26.6. Конструкция пресса
ВНИИМетмаш с номиналь-
ной силой 10 МН для сферо-
движной штамповки:
1 — возвратные гидроцилиндры;
2 — рабочий цилиндр; 3, 11 —
верхняя и нижняя поперечины;
4 — стойки станины; 5 — ползун;
6 — диагонально регулируемые
направляющие; 7 — сферодвиж-
ная головка; 8 — верхний штамп;
9 — нижний штамп; 10 — пово-
ротная опора
293
180...900 мин-1 и применяют для штамповки изделий диаметров
100...250 мм. Штамповые приставки к универсальным пресса^
требуют значительно меньших капитальных вложений, поэтому
применяются для простых технологических операций — осадки
высадки, выдавливания, рельефной формовки с формировани-
ем профиля в матрице. Штамповые приставки в России изготав-
ливают с осевой номинальной силой 1...4 МН для обработки
изделий диаметром 180... 340 мм с частотой вращения инегру,
мента 163... 156 мин-1 [51]. Основные технические характеристики
специализированного оборудования и приставок к универсаль-
ным гидравлическим прессам для сферодвижной штамповки об-
катыванием приведены в табл. 26.2.
Конструкция сферодвижного пресса. Сферодвижную головку (рис.
26.5, в) применяют для прессов, предназначенных для штампов-
ки осесимметричных деталей. Сферодвижная головка позволяет
получать разнообразные траектории движения инструмента для
изготовления достаточно широкого круга мелких деталей в основ-
ном в холодном состоянии. Поскольку круговое качательное дви-
жение верхнего инструмента вызывает перемещение центра дав-
ления при штамповке вокруг геометрической оси пресса, то воз-
никает неуравновешенное воздействие на станину пресса, вызы-
вающее его раскачивание на фундаменте. Это ограничивает техно-
логические возможности прессов.
В конструкции пресса ВНИИМетмаш применено вращение ниж-
него штампа вокруг вертикальной оси пресса и фиксированный
наклон оси вращающегося верхнего инструмента (рис. 26.6).
РАЗДЕЛ V
ВИНТОВЫЕ ПРЕССЫ
ГЛАВА 27. ОСНОВНЫЕ СВЕДЕНИЯ
27.1. Принцип действия, классификация и главные
параметры винтовых прессов
Принцип действия. К винтовым прессам относятся КШМ, ис-
пользующие энергию привода для накопления кинетической энер-
гии вращательного и поступательного движения рабочих масс и
преобразования ее в работу пластического деформирования по-
ковки с помощью винтового несамотормозящего рабочего меха-
низма.
Винтовые прессы применяют для холодной и горячей объем-
ной штамповки и чеканки поковок повышенной точности в се-
рийном производстве. Штамповку проводят до упора штампов.
Принцип действия винтовых прессов заключается в разгоне
рабочих частей (винт с маховиком или без маховика, ползун и
верхний штамп) массой т и моментом инерции J энергией при-
вода /1И во время разгона вниз (или по направлению к поковке)
до определенной линейной v и угловой со скорости с целью на-
копления кинетической энергии вращательного Ты и поступатель-
ного Tv движения. Во время рабочего хода эта энергия использу-
ется для деформирования поковки Аа:
4, => (Т„ + П) = mv2/2 + Jo>2/2 = Z, => Ая = J F, (s)ds. (27.1)
0
где Fp — сила деформирования; зд — деформация.
Обычно кинетическая энергия вращательного движения Тм =
= (0,8...0,9)Тэ, линейная скорость рабочих частей v = 0,5...! м/с
(до 1,5 м/с), время деформирования /д « 0,1...0,2 с.
Для винтового механизма характерно постоянное соотноше-
ние угловой и линейной скоростей:
<tga h
295
где dc — средний диаметр резьбы винта; а — угол подъема резьбы
а = 12... 14°; h — ход винта.
Поэтому эффективную кинетическую энергию рабочих частей
пресса можно представить как
Тэ=[т(й/2Л)2+л]у = /у,
(27.3)
или
m + J\
= М — ,
2
(27.4)
где J — приведенный момент инерции рабочих частей; тп, ./, —
соответственно масса поступательно движущихся и осевой момент
инерции вращающихся рабочих частей; h — ход винта; М — при-
веденная масса рабочих частей.
Классификация. Винтовые прессы широко применяются в ма-
шиностроительной промышленности для горячей и холодной
объемной штамповки поковок в один или два перехода. Это объяс-
няется рядом преимуществ винтового несамотормозящего рабо-
чего механизма: благоприятный для горячей штамповки диапазон
скорости деформирования, отсутствие влияния упругой дефор-
мации системы пресс —штамп—поковка на точность поковки по
высоте, отсутствие опасности заклинивания рабочего механизма
Уступая по производительности КГШП в массовом производстве,
они успешно применяются в серийном производстве.
Схема классификации винтовых прессов по технологическим,
конструкционным и кинематическим признакам приведена на
рис. 27.1 [51]. В зависимости от типа привода винтовые прессы
подразделяют на фрикционные, муфтовые, электровинтовые и
гидровинтовые (табл. 27.1).
Главные параметры. К главным параметрам винтовых прессов
относятся номинальная и максимальная допускаемая сила, эф-
фективная энергия, наибольший ход ползуна, размеры штампо-
вого пространства, быстроходность и другие, регламентирован-
ные стандартами, например ГОСТ 713—88.
Номинальная и максимальная допускаемая силы пресса. Винто-
вые прессы относятся к машинам ударного (квазиударного) воз-
действия на поковку, поэтому значение силы, развиваемой прес-
сом во время штамповки, зависит от баланса расхода кинетичес-
кой энергии рабочих частей во время деформирования поковки.
Кинетическая энергия Тэ рабочих частей во время рабочего хода
расходуется на полезную работу пластического деформирования
поковки ЛД, упругую деформацию деталей пресса, штампов и по-
296
Жесткое
X
X
о
х
©
Объемно-
штамповочные
Высадочные
Чеканочные
(правочные)
Листо-
штамповочные
Для прессования \
металлопорошков,
керамики и огнеупоров
С аморти-
заторами
та
го св
X
Станины и ползуна Встречное движение
Двух ползунов
Шаботное Бесшаботное Конструктивное исполнение Винтовые прессы
Одновинтовые Двухвинтовые Многовинтовые
Энерготип Ты
Tvw
Туар
Tvapt
Электровинтовые
Фрикционные винтовые
Муфтовые винтовые
Вид
движения винта
к
X
к
св
X
’X
i
«
§
>х
§
а X
S о & о О
н л и
5 5 X 3 & зХ О СЗ о X X а Е X № ч
X и О й о
ЭХ о> X X Круто ДуГО! & о
Комбинированные
Гидровинтовые
2«
я
е
о s
х н
X л
о S
X «
х 2
х «
Си
е
и
og
X е
х а
О св
Плунжерный Поршневой Вращательного действия Винтового действия
3
X
X
§
£
X
eg
И
О
х в
X
Си
е
bJ I
Рис. 27.1. Схема классификации винтовых прессов (движение винта: | — линейное; — вращательное; — винтовое)
Таблица 27.j
Классификация винтовых прессов
Характеристи- ка Типы винтовых прессов
Винтовые фрикционные Винтовые муфтовые Электровин- товые —— Гидровинто- вые
Тип переда- точного ме- ханизма при- вода Фрикцион- ный диско- вый, роли- ковый Фрикцион- ный муфто- вый Электричес- кий, элек- тромехани- ческий Гидравличе- ский, гидро- механиче- ский
Кинематиче- ское состоя- ние винта Неподвиж- ное Линейное движение Вращател ь- ное движе- ние Винтовое движение
Приводное воздействие Силой Крутящим моментом —
Объект при- водного воз- действия Винт Гайка Ползун —
Технологи- ческое наз- начение Универсаль- ное Объемная штамповка Чеканка, гибка, ка- либровка Выдавлива- ние, прессование
ковки Ау, преодоление трения в элементах машины и штампа Лт,
а в случае перегрузки, избыточная энергия поглощается работой
Лп предохранительного устройства:
Тэ — т4д + ?1у + >4Т + Су4п, (27.5)
где о — единичная функция; при работе без предохранителя и
при силе деформирования поковки, меньшей силы предваритель-
ной настройки (затяжки) предохранителя, о - 0, в остальных слу-
чаях 0=1.
Работа, затрачиваемая на упругую деформацию и преодоление
трения:
Лу = F8/2 = F2/(2C); (27.6)
А = (1 -Пм)7;, (27.7)
где 8 — суммарная упругая деформация пресса и штампов; С —
жесткость системы пресс—штампы в направлении движения пол-
зуна, МН/мм, С « (0,15...0,2)ТЛ ; — номинальная сила прес-
са, МН; т]м — механический КПД пресса во время деформирова-
ния поковки.
298
Совместным решением уравнений (27.5) —(27.7) получим за-
висимость для деформирующей силы, развиваемой прессом:
Л = 72С(ПмГ,-4,)-с41- (27.8)
Максимальная сила пресса получится при так называемом «хо-
лодном» ударе штампа о штамп (при Лд « 0 и при работе без пре-
дохранителя — о = 0):
= 72Сп„Тэ. (27.9)
Номинальная сила пресса — это условный расчетный параметр,
по которому составлены размерные ряды стандартов и техничес-
ких характеристик винтовых прессов. Номинальной силой счита-
ется деформирующая сила, которую может развить пресс с эф-
фективной кинетической энергией Тэ при штамповке поковки с
затратой определенной расчетной работы деформирования [Яд] без
срабатывания предохранителя (о = 0):
F„ = 72С(пмТэ-[4,])- (27.10)
Расчетное значение работы деформирования поковки для каж-
дого типоразмера пресса можно определить по формуле
[41 = ПЛ-^. (27.11)
Методика экспериментального определения номинальной силы
и эффективной энергии винтовых прессов при испытаниях при-
ведена в работе [32].
Чтобы выяснить зависимость КПД деформирования от вели-
чины силы, рассмотрим отношение
FJFm = 71-А/(ЛмГэ) = Vl-Цд/Пм, (27.12)
где Пл = -=г — КПД деформирования поковки; т|м — механиче-
* э
ский КПД пресса во время штамповки.
Из выражения (27.12) следует, что т|д при штамповке на вин-
товом прессе зависит от развиваемой силы во время деформиро-
вания поковки. Деформирование с максимальной силой нецеле-
сообразно. Например, при деформировании с максимальной си-
лой пресса FJFm 1, относительный КПД пдЛ|м -» 0 Даже при
высоких возможных значениях механического КПД (рис. 27.2).
299
Рис. 27.2. Зависимость относительного КПД деформирования от относи-
тельной деформирующей силы FJFm пресса
При проектировании винтовых прессов без предохранителей
определяют максимальную силу расчетом на прочность конструк-
ции станины и других деталей при «холодном» ударе штампов без
заготовки. Номинальную силу в этом случае назначают примерно
равной половине максимальной, так как при номинальной силе
FH = 0,5Д,; относительный КПД достаточно высок — т]д/т|м ~ 0,8.
Штамповка с силой, больше номинальной возможна, но приво-
дит к снижению КПД и долговечности деталей пресса.
В современных прессах максимальную силу ограничивают фрик-
ционными или гидравлическими предохранителями обычно на
уровне не более 1,6Г„. Поскольку срабатывание предохранителя
не мгновенное, то определяется допускаемая сила при срабаты-
вании предохранителя, составляющая в различных конструкци-
ях Лоп = (1,25... 1,6)7^, при которой допускается длительная рабо-
та пресса с соответствующим пониженным значением КПД (см.
рис. 27.2) до 0,36 при Гдоп/Гн =1,6 или F^JFm = 0,8.
Размерные ряды номинальных сил винтовых прессов, как и
других типов кузнечно-штамповочного оборудования, устанавли-
вают на основе ряда предпочтительных чисел. Для отечественных
винтовых прессов установлен размерный ряд сил по десятичному
ряду R5 чисел геометрической прогрессии со знаменателем 1,6 в
пределах 0,4... 100 МН. В зарубежной практике используют различ-
ные ряды чисел геометрической прогрессии со знаменателями 1,25;
1,3; 1,6 [5].
Отечественные фрикционные и электровинтовые прессы се-
рийно изготавливались с номинальной силой 0,4... 10 МН; опыт-
ные образцы гидровинтовых прессов изготавливались с номиналь-
ной силой 1,6; 4,0 и 6,3 МН. Крупный гидровинтовой пресс изго-
товлен ЗАО « ГМ П» (г. Воронеж) с номинальной силой 25 МН.
Самые крупные в мире винтовые прессы изготовлены: гидро-
винтовые — фирмой Hasenclever (Германия) с номинальной си-
300
пой 125 МН, электровинтовые — фирмой Muller-Weingarten (Гер-
мания) с номинальной силой 310 МН, на одном из которых го-
рячей объемной штамповкой изготавливают крупные поковки и
Турбинные лопатки на фирме Вегсо (Италия).
Эффективная энергия. К числу важнейших главных параметров
ринтовых прессов относится эффективная энергия, которая со-
стоит из кинетической энергии, накопленной рабочими частями
пресса к началу рабочего хода, и работы, сообщенной приводом
ползуну во время рабочего хода. В большинстве конструкций вин-
товых прессов привод отключают перед рабочим ходом, и поэто-
му эффективная энергия равна кинетической. В конструкциях гид-
ровинтовых прессов А. И. Зимина (см. гл. 31), дополнительная ра-
бота привода во время рабочего хода может составлять до 30 %
кинетической энергии рабочих частей. В современных винтовых
муфтовых прессах (см. гл. 29) дополнительная работа привода (ос-
новного маховика) достигает еще больших значений.
Расчетное значение эффективной энергии определяют по ве-
личине полезной работы деформирования Лд, необходимой для
энергоемких операций объемной штамповки массивных поковок
Тэ = Аа/г\а = 1/цд J Fa (s)d5 - Ф^д^н/Пд, (27.13)
о
где т|д — КПД процесса деформирования, зависящий от конструк-
ции пресса и технологической операции, при чеканке-калибровке
г)д= 0,45...0,50, при осадке и высадке цд - 0,75...0,85; при объем-
ной штамповке орцентировочно принимают цд = 0,6...0,7; ф — ко-
эффициент заполнения диаграммы Fa — sa рабочих нагрузок; для
объемной штамповки деталей средней сложности без элементов,
получаемых выдавливанием ф = 0,16... 0,19, для деталей сложных с
элементами, получаемыми выдавливанием, ф = 0,26...0,32; 5Д —
абсолютная деформация поковки в направлении движения инст-
румента; — номинальная сила.
Стандартом ГОСТ 817—88 предусмотрено два ряда эффектив-
ной энергии: для винтовых чеканочных прессов 0,8...3 200 кДж,
для штамповочных прессов 1,25...5000 кДж.
Наибольший ход ползуна. Значение наибольшего хода ползуна
регламентируется стандартом ГОСТ 713—88 и определяется тре-
бованием накопить заданную эффективную энергию и отвечать
условиям удобства загрузки и выгрузки отштампованной поков-
ки, возможности использования средств механизации и установ-
ки штампов с разъемными матрицами, у которых разъем сопро-
вождается большим ходом ползуна вверх, а также отвечать эрго-
номическим требованиям по обзору рабочей зоны оператором.
Требуемый наибольший ход определяют приближенно из соотно-
шения
301
Тэ T3dctga
(27.14)
где Fn, Мк — сила и эквивалентный крутящий момент привода-
т|р — механический КПД разгона рабочих частей пресса при двц~
жении ползуна.
Материалоемкость и энергоемкость. Удельная материалоемкость
К = mQg/[ PHSc(sm + £)], (27.15)
где т{1 — масса пресса; g — ускорение свободного падения; Рн —.
номинальная сила пресса; Sc — площадь стола; L — закрытая вы-
сота пресса (расстояние от подштамповой плиты стола до над-
штамповой плиты ползуна в нижнем положении).
Удельную энергоемкость оценивают расходом электроэнергии из
сети в течение одного машинного никла /м = 60/л, отнесенным к
эффективной энергии пресса:
ЛГэ60
ПЭД«ГЭ
(27.16)
где Л'э, т]эд — средняя за цикл мощность и КПД электродвигателя.
Для винтовых фрикционных, муфтовых и гидровинтовых прес-
сов применяют асинхронные электродвигатели с короткозамкну-
тым ротором, работающие в установившемся режиме с высоким
КПД: т|эд= 0,8...0,85. Для электровинтовых прессов применяют
специальные электродвигатели, работающие в переходном пус-
ковом режиме, КПД электродвигателей с круговым статором т]эд =
= 0,40...0,45; с дуговым статором — т]эд = 0,35...0,40 [5]. Примене-
ние в приводе современных прессов частотных преобразователей
может повысить т|эд в 1,5 — 2 раза.
Жесткость винтовых прессов. Жесткость (коэффициент жест-
кости), МН/мм, конструкции пресса определяют отношением
силы к значению упругой деформации, вызванной этой силой:
Жесткость винтовых прессов незначительно влияет на точность
высотных размеров поковок при объемной штамповке с упором
штампов, так как упругая деформация компенсируется дополни-
тельным поворотом винта на угол
<Р =
2Z
dc tgoc ‘
302
От жесткости зависят расход энергии на упругую деформацию
петалей машины и штампов, начальная скорость отражения пол-
зуна, время контакта штампа с поковкой, точность размеров по-
ковок по высоте при свободной осадке, высадке, плоской чекан-
ке, когда штампы не доводят до упора. С повышением жесткости
Прессов уменьшается доля энергии, затрачиваемой на упругую
деформацию машины и штампов, но увеличивается металлоем-
кость конструкции. Оптимальную жесткость определяют сопостав-
лением функции стоимости энергии и материала станины (А. Ф. Се-
равин, 1968).
Жесткость отечественных винтовых прессов С = (0,4...0,5)7^,f -
Нормы жесткости, разработанные НПО ЭНИКмаш, приведены в
табл. 27.2 [5].
Особенности рабочего хода винтовых прессов. Во время рабоче-
го хода происходит соударение рабочих частей пресса с поковкой
и трансформация кинетической энергии в работу пластического
деформирования поковки, упругого деформирования деталей прес-
са и штампов и преодоления трения. Рабочие части пресса дви-
жутся за счет запаса кинетической энергии.
Этот процесс в винтовых прессах характеризуется сочетанием
ударного характера нагружения поковки, как у молотов, но с
меньшей на порядок скоростью, и нажимного воздействия на
поковку технологической силой, как у прессов, вследствие реак-
ции в резьбе винтового механизма, передающейся на станину. Это
послужило основанием называть винтовые прессы винтовыми
молотами и пресс-молотами (А. И. Зимин, 1953). Однако в стан-
дартах России и других стран они традиционно названы винтовы-
ми прессами. Динамическое нагружение винтового несамотормо-
зящего рабочего механизма сопровождается одновременными ли-
нейными и угловыми деформациями винта и станины, перебегом
зазоров в резьбе винта и кинематических парах винтового пресса,
в результате которого появляются дополнительные динамические
составляющие силы во время рабочего хода. Сочетание этих осо-
бенностей создает трудности в полном аналитическом описании
процессов, происходящих в механической системе винтового прес-
са во время рабочего хода.
Таблица 27.2
Нормы жесткости винтовых прессов
Конструкция Жесткость С, МН/мм, при номинальной силе прессов Fw МН
4 6,3 10 16 25 40 63 100
Пресс 0,9 1,1 1,4 1,8 2,2 2,8 3,6 4,7
Станина 3 3,7 4,7 6 7,5 9,3 12 15
303
Как установлено исследованиями А. В. Власова (1983), наблщ^
даются три основных этапа рабочего хода: пластическое деформи-
рование поковки и упругое монотонное нагружение системы, уц_
ругое нагружение системы пресс —штамп и упругая разгрузка. Воз-
никает динамический колебательный процесс, соответствующий
моменту соприкосновения нижнего и верхнего штампов.
Согласно экспериментальным данным с учетом имеющихся
зазоров динамическая нагрузка в различных деталях винтовых прес-
сов может находиться в пределах 0,2— 1 от статической. Расчеты
на прочность и долговечность деталей винтовых прессов необхо-
димо проводить с учетом влияния динамики, что позволяет избе-
жать как завышения прочности, а следовательно, и металлоемко-
сти, так и снижения прочностных характеристик отдельных дета-
лей, а следовательно, достигать большей надежности и долговеч-
ности машины.
Факторы, влияющие на точность поковок. На точность разме-
ров изделий, получаемых на винтовых прессах, влияют упругие
деформации деталей пресса. При внецентренном приложении на-
грузки происходят перекосы ползуна, смещения нижней и верх-
ней частей штампа, что вызывает погрешности заданных разме-
ров поковки. Эксперименты показывают, что отклонения штампа
передаются на поковку в момент достижения максимальной силы
деформирования и сохраняются при разгрузке (ЭНИКмаш, 1985).
При максимальной внецентренной нагрузке непараллельность
штампов может создавать до 24 % геометрических погрешностей
поковки, а боковое смещение штампов — до 57 %.
Эти результаты показывают, что необходимо совершенство-
вать конструкцию станины и направляющих ползуна.
27.2. Расчет параметров и КПД винтового рабочего
механизма
Расчет параметров. К основным параметрам винтовых рабочих
механизмов относятся средний диаметр dc и угол подъема резьбы а
Важными параметрами также являются наружный и внутренний
диаметры, шаг и число заходов резьбы, ход винта. В винтовых прес-
сах различных конструкций обычно применяют сплошные или
полые (имеющие сквозное центральное отверстие небольшого
диаметра) винты (рис. 27.3, а, б) [51].
Винты с винтовым движением (при закрепленной в станине
гайке), применяемые в фрикционных и гидровинтовых прессах,
во время рабочего хода испытывают напряжение сжатия о от силы
на участке от ползуна до гайки вне зависимости от угла подъе-
ма резьбы а:
о = 4Fh/(tuZc2) < [о],
(27.17)
304
Рис. 27.3. Конструкция винтов винтовых прессов:
а — сплошной; б — полый; в — профили резьбы: 1 — прямоугольный; 2 —
трапециевидный; 3 — упорный; d0, dc, d\ — наружный, средний и внутренний
диаметры резьбы; t — шаг резьбы; R — радиус закругления; /ь /2, /3 — длина
винта, опоры винта и опоры маховика соответственно; /4 — толщина витка резьбы
и напряжение кручения т от действия момента Мк на участке от
гайки до маховика тем больше, чем больше угол а:
т T„</c/2(tga-p)_f„(tga-p) .
оЖ~ бж o,4d? (2718)
где [а], [т] — допускаемые напряжения при сжатии и кручении
для материала винта; а, р — соответственно угол подъема резьбы
305
и угол трения в резьбе; р = arctg р; ц — коэффициент трения; </с
средний диаметр винта.
Эквивалентные напряжения кручения оэкв = л/Зт, рассчитан ~
ные по формуле (27.18), равны напряжениям сжатия, рассчитан-
ным по формуле (27.17) при (а - р) < 16° 10'. Если (а - р) < 16° Ю'
то для определения dc можно воспользоваться формулой (27.17)’
в противном случае — (27.18). Обычно (ос - р) < 16° 10', тогда из
формулы (27.17) имеем
I FH
л [о] \ 0,75 [о]
(27.19)
Для стали 40ХН [о] =135 МПа, тогда
dc = 10Д^, (27.20)
где dc в см, в МН.
Винты с вращательным движением (при линейном движении
гайки, закрепленной в ползуне), применяемые в прессах с раз-
личным типом привода, испытывают возрастающие с увеличени-
ем а суммарные напряжения сжатия и кручения на участке от гай-
ки, закрепленной обычно в ползуне, до верхней опоры винта:
/ 2 о 2 -^н /16 3tg (СХ pj г т /Э'7 Э1 \
a3KB=Vo2+3r2=^^ + -^—<[<,]. (27.21)
Средний диаметр винта из выражения (27.21)
__________________________________।
< =[A.>/t62 + 18,75tg2(a-p)/aT. (27.22)
Для (а - р) = 12°30' - 3° = 9"30'. Тогда
<=1,4бЖ- (27.23)
Для стали 40ХН [о] -135 МПа, тогда из выражения (27.23)
получим для винтов с вращательным движением
<=12,7^FH,
(27.24)
что приблизительно на 25...27 % больше, чем для винта с винто-
вым движением.
306
Ходом винта h называют то перемещение, которое он получит
При повороте в гайке на один оборот. В винтовых прессах исполь-
зуют различные профили резьбы (рис. 27.3, в). С целью измельче-
ния профиля применяют многозаходную резьбу с числом заходов
Ход винта с многозаходнои резьбой
h = 7it/ctga = it, (27.25)
где t — шаг резьбы.
Линейное s и угловое <р перемещения и скорость винта связаны
соотношениями (без учета упругих деформаций)
5 = (27.26)
2л 2
I, = A0) = (Bitga. (27.27)
2тг 2
КПД и угол подъема резьбы винтового механизма. Коэффици-
ент полезного действия винтового механизма с прямоугольным
профилем резьбы при движении винта по направлению действия
силы или крутящего момента во время разгона и холостого дви-
жения ползуна вниз и вверх
Пв.х «tg(oc - p)/tga, (27.28)
а при движении против деформирующей силы во время рабочего
хода
Лв.д ~ tga/tg(a + р). (27.29)
Например, при a = 12°30', р = 3° при разгоне вниз по направ-
лению к поковке и вверх цв х = 0,75, а во время деформирования
Пв.д = 0,8 (рис. 27.4).
Для винтов с трапециевидным профилем резьбы можно ис-
пользовать приведенный угол трения
p' = arctg-L, (27.30)
cosp
где р — угол наклона опорной поверхности профиля резьбы.
Как это показано на рис. 27.4, с увеличением угла подъема резь-
бы р до 45° повышается КПД винтового механизма цвд, но возра-
стает металлоемкость и стоимость материала (5М) конструкции
рабочих частей из-за уменьшения доли кинетической энергии вра-
щательного движения в составе эффективной энергии пресса, а
также возрастает металлоемкость гайки из-за увеличения диаметра
винта. Оптимальное значение угла подъема резьбы аопт = 10... 13°
307
Рис. 27.4. К определению утла подь-
ема резьбы:
5 — суммарная относительная стоимость
материала и энергии; 5М — функция сто-
имости материала; 5е — функция стоимо-
сти энергии; г|в — КПД винта
получено в результате исследования на минимум функции сто-
имости электроэнергии и материала рабочих частей и гайки, от-
несенной к одному циклу работы [5].
Функция стоимости электроэнергии
5. = Се —(1-т]в) = Се
Пп
тэ 1 tg(a - р)
Пп L tgoc .
(27.31)
где Се — стоимость единицы электроэнергии; цп — КПД привода.
Функция стоимости материала рабочих частей пресса и гайки
SM \m + J
«а (
4
Jc2tg2a
(27.32)
где См1, См2 — стоимость единицы массы материала рабочих час-
тей и гайки; па — расчетное число рабочих циклов в течение срока
амортизации; /иг(а) — масса гайки в зависимости от угла а.
Суммарная функция стоимости S = 5е + 5М имеет пологий ми-
нимум при 10 < ссопт <13°. Оптимальное значение а смещается в
меньшую сторону при увеличении стоимости материала и в боль-
шую сторону при удорожании энергии. Применение в прессах вин-
товых механизмов с углом подъема резьбы 12 < ос < 16° при ц = 0,05
обеспечивает КПД винтового механизма г|в = 0,76...0,81. Наиболее
распространены винты с углом подъема резьбы а = 12... 12°30' (см.
рис. 27.4).
27.3. Особенности расчета деталей
на прочность
Винтовой рабочий механизм. Схемы для всех случаев силового
нагружения винтовых рабочих механизмов приведены в [5]
(Ю. А. Зимин, 1976). Эпюры сжимающих сил и крутящих момен-
тов составляют в предположении равномерного нагружения всех
витков резьбы. Реально обеспечить это не удается, так как винт и
308
гаика подвержены различным по величине и знаку деформациям
При расчетах принимают коэффициент неравномерности 1,2... 1,5
л считают наиболее нагруженным первый виток. Без учета нерав-
номерности нагружения считаем, что в опасной точке сечения
винта действуют сжимающие напряжения <зт
4F
__£L
nd2
и касатель-
ные напряжения тт
0,2^3
. Эквивалентное напряжение
°экв ~ + Зтт .
(27.33)
Запас прочности по пределу текучести
(27.34)
Яг =--—
^ЭКВ
Запас прочности по пределу выносливости при циклических
нормальных и касательных напряжениях
nctix
П = -=£=£=,
лМо +
(27.35)
где пс, пх — запас прочности по пределу выносливости соответ-
ственно при нормальных и касательных напряжениях.
Запас прочности по пределу выносливости при нормальных
циклических напряжениях cj j
где kQ — коэффициент концентрации нормальных напряжений в
резьбе; е — масштабный фактор; е = 0,7... 1; р — коэффициент
чистоты поверхности, р = 0,8... 1,3; ~ коэффициент чувстви-
тельности материала к асимметричности цикла, уо = 0,15...0,2
(С. В. Серенсен и др., 1963).
Запас прочности по пределу выносливости при циклических
касательных напряжениях т_1
где кх — коэффициент концентрации касательных напряжений в
резьбе.
=
—Г—+ 2<|/,
2 е₽ V
309
Станина. Современные винтовые прессы оборудованы фрик-
ционными или гидравлическими предохранителями, ограничи-
вающими максимальную силу «холодного» удара величиной F
= (1,2... 1,25)FH. Имеются также конструкции без предохраните-
лей. В основу расчета станины на прочность при «холодном» уда-
ре штампа о штамп без поковки принимают условие нераскры-
тая стыков.
В результате «холодного» удара станина приходит в состояние
колебательного движения. Детали испытывают большие напряже-
ния.
Скручивание верхней поперечины приводит к увеличению на-
пряжений в некоторых зонах в 1,5 — 2 раза. Изгибающие моменты
на стойках воспринимаются двумя силовыми элементами: сто-
лом — нижней поперечиной и фундаментом пресса (анкерными
болтами и основанием пресса).
Во избежание резкого увеличения напряжений в столе необхо-
димо обеспечить достаточную величину и стабильность сил для
затяжки анкерных болтов. Параметры затянутого соединения
разъемных составных станин винтовых прессов приведены в рабо-
те [5].
Поскольку станины винтовых прессов при нагружении нахо-
дятся в состоянии упругих колебаний, то для них кроме обычного
прочностного расчета требуется расчет на усталость с определе-
нием запаса прочности по усталости при растяжении колонн и
сжатии стоек.
Наряду с прочностью винтовые прессы должны обладать дос-
таточной жесткостью (см. табл. 27.2), обеспечивающей минимум
эксплуатационных расходов (Ф.А.Серавин, 1968).
ГЛАВА 28. ФРИКЦИОННЫЕ ВИНТОВЫЕ ПРЕССЫ
28.1. Принцип действия, классификация
и конструктивные схемы
Принцип действия. В конструкциях фрикционных прессов для
движения вниз и вверх винта с маховиком и ползуна пресса ис-
пользуют крутящий момент трения Л/т, который возникает на ободе
маховика при нажатии на него приводным диском или роликом
(ведущим элементом фрикционного передаточного механизма)
Направление движения ползуна изменяется нажатием фрикцион-
ных дисков или роликов, вращающихся в противоположных на-
правлениях.
Работа приводного диска или ролика Лп во время движения пол-
зуна вниз (по направлению к поковке) преобразуется в кинетичес-
кую энергию рабочих частей и в работу деформирования поковки
310
фр
Ап == J (<p)dtp -> (Tv + Тю) = nw2/l + Jco2/2 =
о
(28.1)
= Тэ -> Лд = J Гд (s)d5,
о
где Мт — крутящий момент трения дисков (роликов); фр — угол
вращения приводного диска (ролика) во время разгона рабочих
частей пресса вниз (по направлению к поковке); Tv, Та — кинети-
ческая энергия соответственно поступательно и вращательно дви-
[жушихся рабочих частей; m,J— соответственно приведенная масса
и момент инерции рабочих частей; v, со — линейная и угловая
скорости.
Чтобы избежать чрезмерного износа фрикционных материалов
при резком торможении рабочих частей во время деформирова-
ния поковки, ведущие элементы передаточного механизма фрик-
ционного пресса должны быть отведены от маховика, и деформи-
рование поковки осуществляется кинетической энергией рабочих
частей, накопленной к моменту отвода дисков или роликов.
Классификация и конструктивные схемы. Классификация вин-
товых фрикционных прессов приведена на рис. 28.1, схемы конст-
рукций — на рис. 28.2.
Наибольшее распространение в промышленности получили
фрикционные двухдисковые винтовые прессы с лобовым фрик-
ционным передаточным механизмом (рис. 28.2, а и б). Привод
маховика 6 осуществляется электродвигателем 1 через односту-
пенчатую ременную передачу 2 и диски 3 и 4. С помощью нажим-
ного механизма 5 происходит попеременное нажатие левым или
правым диском на обод маховика 6, оборудованного фрикцион-
ными накладками. Винт 7, скрепленный с маховиком, совершает
относительно гайки 8 винтовое (см. рис. 28.2, а) или вращатель-
ное (см. рис. 28.2, б) движение.
Во время хода ползуна вниз окружные скорости точек контак-
та маховика и диска отличаются незначительно (рис. 28.3, а), од-
нако в начале движения ползуна вверх, разгон маховика проис-
ходит с большим проскальзыванием диска, т. е. с потерей энер-
гии и износом фрикционных накладок. Потери энергии несколь-
ко больше в прессах с вращательным движением винта (рис. 28.3, б)
из-за проскальзывания. Для уменьшения потерь энергии при ходе
ползуна вверх применяют трехдисковый передаточный механизм
(рис. 28.2, в).
Поскольку маховик при работе пресса перемещается между
осями двух дисков 4 и 10 с правой стороны, подъем ползуна на-
чинается при незначительной окружной скорости контактных то-
311
Рис. 28.1. Схема классификации винтовых фрикционных прессов:
вид движения винта во время прямого и возвратного ходов: f — линейного; — вращательного; 'ф* — винтового
Рис. 28.2. Принципиальные схемы вин-
товых фрикционных прессов:
а, € — двухдисковых; в — трехдискового; г —
винтового муфтового; 1 — электродвигатель;
2 — ременная передача; 3 — левый диск; 4 —
правый диск; 5 — нажимной механизм; 6 —
маховик; 7 — винт; 8 — гайка; 9 — ползун;
10 — третий диск; 11 — механизм включе-
ния и выключения; 12 — муфта; 13 — глав-
ный маховик; 14 — вспомогательный махо-
вик; 15 — цилиндр для возвратного хода; со,
v — угловая и линейная скорость; sm — мак-
симальный ход ползуна; 7?м — радиус обода
маховика; Р0] — сила нажатия диска на ма-
ховик
чек нижнего диска (см. рис. 28.3, б). По мере подъема ползуна
скорости контактных точек нижнего диска и маховика повыша-
ются, а затем одновременно понижаются, в результате чего умень-
шается проскальзывание диска по маховику.
В конструкциях винтовых муфтовых прессов главный ведущий
маховик 13 (рис. 28.2, г), предназначенный для накопления кине-
тической энергии, вращается постоянно (как в кривошипных прес-
сах). При включении механизма 11 он соединяется фрикционной
муфтой 12 с ведомым диском и вспомогательным маховиком 14,
который скреплен с винтом 7, для разгона рабочих частей пресса
вниз. Механизм 11 должен отключить муфту и маховик 13 во вре-
мя рабочего хода так, чтобы использовать для деформирования
часть кинетической энергии маховика 13, а ведомый диск совмест-
313
Рис. 28.3 Диаграммы окружных скоростей фрикционных передаточных
механизмов:
а — двухдискового; б — трехдискового с вращательным движением винта; в —
двухдискового с вращательным движением винта; 1 — ведущих дисков; 2 —
маховика при ходе вниз; 3 — маховика при ходе вверх; хн, sB — деформация при
ходах вниз и вверх
но с винтом, гайкой и ползуном завершают работу деформирова-
ния поковки. Для возвратного хода ползуна применяют пневмати-
ческие или гидравлические цилиндры 15.
Первый прототип фрикционных муфтовых прессов, в котором
использованы фрикционная муфта включения и два маховика,
был создан и испытан под руководством профессора Л. И. Живо-
ва в Запорожском машиностроительном институте имени В. Я. Чу-
баря (1980). В настоящее время этот вариант конструкции винто-
вых прессов получает широкое распространение.
28.2. Основы теории и расчет параметров
В первой работе по расчету двухдисковых и трехдисковых прес-
сов А. И. Зимин (1931) рассматривал расчетную схему, где на-
правление силы сцепления обода маховика с диском принима-
лось по вектору скорости относительного проскальзывания, а за-
висимость между окружной скоростью маховика и диска счита-
лась линейной. Позднее, на основе экспериментальных данных
О. Георга (1931), А. А. Барташевича (1938), А. И. Зимина и А. Д. Про-
кофьева (1950), А.И.Зимин (1953), Г.Хаммерсен (1957), Г.Ва-
терман (1963), В. И. Залесский (1964) и другие эту зависимость
рассматривали как параболическую.
М. В.Сторожев (1959) рекомендовал считать совпадающими
направления силы сцепления и окружного ускорения обода махо-
вика и повысить на 10... 12 % угловую скорость дисков по сравне-
нию с расчетной, чтобы увеличить быстроходность пресса.
Проведенное в МВТУ им. Н.Э. Баумана (Ю.А. Бочаров, 1970)
сравнение результатов расчета параметров винтовых фрикцион-
314
hbix двухдисковых прессов по различным теориям показало, что,
лесмотря на некоторое различие в принятых расчетных схемах,
результаты отличаются незначительно (на 10... 15 %), поэтому здесь
расчет кинематических параметров движения приведен по работе
д. И. Зимина [22].
Проектный расчет. При проектировании, согласно ГОСТ 713—
88, известны номинальная сила FH, допускаемая сила 7^оп, эф-
фективная номинальная энергия Тэ, наибольший ход ползуна s„„
ход ползуна при номинальной эффективной энергии (ход разгона
масс) 5Р, число ходов ползуна в минуту при номинальной энер-
гии п, расстояние между направляющими, размеры ползуна, сто-
ла и др.
Требуется определить основные конструктивные и кинемати-
ческие параметры: диаметр винта, радиусы маховика и дисков,
массу ползуна, осевые моменты инерции винта и маховика, при-
близительную мощность приводного электродвигателя, силу на-
жатия дисков на маховик, угловые скорости дисков и маховика.
Средний диаметр и размеры резьбы винта можно определить из
формул (27.19) —(27.25), угол подъема резьбы винта аопт = 10... 13°
[5].
Средний крутящий момент, передаваемый приводными дис-
ками на маховик (рис. 28.4, а):
Тэ _ T3dctga
ФЛПв
(28.2)
где (рт — максимальный угол вращения маховика, <рт = —sm; h —
h
ход винта; цп — КПД фрикционного передаточного механизма,
Лп « 0,6; т|в — КПД винтового механизма.
Масса ползуна и других линейно движущихся деталей
т = (0,4...0,5)4,
(28.3)
гл с vm = (Dw~tga — максимальная линейная скорость рабочих
частей в конце разгона, vm = 0,5...0,6 м/с.
I Осевой момент инерции маховика и других вращающихся с
максимальной угловой скоростью деталей
Л=(1,6...1,7)Тэ/со2. (28.4)
Среднюю мощность приводного электродвигателя можно оп-
~делить по следующей формуле [5]:
315
к Т
rv3 i э
ср Пм(60/и + О’
(28.5)
где кэ - 1,2... 1,5 — коэффициент запаса; цм = 0,5...0,55 — средний
за цикл КПД фрикционной передачи; п — число ходов ползуна в
минуту; /г — время технологической паузы.
Момент инерции двух дисков /ц = (4,5... 6)^. Наружный радиус
диска при начальном радиусе точки контакта г0 - (0,3...
R& == (sm + r0) » (1,3... 2)^. (28.6)
Силу нажатия дисков на маховик, угловую скорость дисков и
маховика найдем из расчета параметров движения.
Расчет параметров движения. Расчетная схема пресса с двух-
дисковым фрикционным передаточным механизмом приведена на
рис. 28.4, а. Сила сцепления Fcu = fFH д (где /— коэффициент тре-
ния) направлена по линии действия вектора относительной ско-
рости проскальзывания диска по маховику (штриховая стрелка),
Рис. 28.4. Расчетная схема (а) и диаграммы изменения окружной скоро-
сти точек контакта маховика и диска фрикционного передаточного меха-
низма во время хода ползуна вниз при силе нажатия нормальной и
недостаточной (б), избыточной (в):
1, 2, 3 — параболы изменения окружной скорости маховика
316
доэтому в процессе работы она изменяет направление, отклоня-
ясь от горизонтального вверх (при ходе подвижных частей вниз)
ц вниз (при обратном ходе). Для упрощения расчета направление
действия этой силы принимают горизонтальным по касательной
к ободу маховика (сплошная стрелка).
На винт с маховиком дополнительно действуют сила тяжести
рабочих частей, силы и моменты трения в узлах машины.
Во время разгона подвижных частей до момента соприкосно-
вения штампа с поковкой сила сцепления создает крутящий мо-
мент привода на ободе маховика
(28.7)
где f — коэффициент трения; р — коэффициент запаса сцепле-
ния, р = 1,1...1,15; Гн д — сила нажатия диском на маховик; 7?м —
радиус обода маховика.
Сила тяжести подвижных частей G создает дополнительный
h
момент MG = G—~ (h — ход винта).
2л
Кроме того, на систему подвижных частей действуют силы и
моменты трения в различных узлах [5]: момент М{ от силы трения
при вертикальном проскальзывании маховика по поверхности
диска, момент М2 трения винта по боковой поверхности гайки,
момент Л73 трения в резьбе, момент М4 трения в подпятнике вин-
та, приведенный момент М5 от силы трения в направляющих. Сум-
марный момент трения
М, = М} + М2+ М3 + м4 + М5 (28.8)
К бычно не превышает силы тяжести рабочих частей Му~ G = mg.
Уравнение вращательного движения рабочих частей
dw/dz = « + Мс - Mr)/J= MJJ, (28.9)
। де Мн = Mn — результирующий момент при движении вниз; J —
приведенный момент инерции рабочих частей:
й2
J = J\+m—^. (28.10)
Угловая скорость маховика в результате интегрирования выра-
жения (28.9) при нулевых начальных условиях
w=^-t. (28.11)
J
Окружная скорость обода маховика радиусом RM
317
~ ~‘ К Т-
(28.12)
Скорость поступательного движения маховика, винта и ползу-
на из (28.11)
cb h hM,,
— = со— =-----t.
d/ 2л 2л7
(28.13)
Время движения винта и ползуна вниз в функции перемеще-
ния а найдем в результате интегрирования (28.13) при нулевых
начальных условиях
I 4лЛ
I----s.
]]шн
(28.14)
Подставляя это значение tи Мп = Мп из формулы (28.7) в выра-
жение (28.12), найдем окружную скорость обода маховика в функ-
ции перемещения (рис. 28.4, б):
71 о Д1.Д^М
--!-------S.
hJ
(28.15)
Окружная скорость точек контакта диска с маховиком изменя-
ется по линейному закону (см. рис. 28.4, б)
г>д = ®ц(*о + -О, (28.16)
где сод — угловая скорость приводного вала дисков; г0 — началь-
ный радиус диска, при котором начинается нажатие диска на
маховик; s — линейное перемещение.
Расчетное значение силы нажатия диском на маховик по реко-
мендации А. И. Зимина [21] можно определить при р = 1, исходя из
условия равенства окружных скоростей диска и маховика гм = по
выражениям (28.15) и (28.16) в точке касания К. Используя свой-
ство касательной к параболе, которая делит подкасательную в точ-
ке К пополам, найдем, что касание параболы произойдет при а = г0
(см. рис. 28.4, б), тогда сила нажатия диском на маховик
_ $JG)2arQh _ p/coJr0Jctga
НД“
(28.17)
fRi
где f — коэффициент трения фрикционных накладок махови-
ка, f- 0,35...0,4; Ru — радиус маховика, R,. ~ 2sm; h = ndcta.
318
При недостаточном значении FH д все точки параболы (кривая 1
йа рис. 28.4, б) расположатся ниже линии окружной скорости v0,
точек контакта диска с маховиком, что будет свидетельствовать о
проскальзывании диска по маховику; при избыточной силе, пос-
ле точки F (кривая 2 на рис. 28.4, в), произойдет перекатывание
маховика по диску без проскальзывания.
В современных конструкциях винтовых фрикционных прессов,
преимущественно с вращательным движением винта, по схеме
на рис. 28.2, б применяют избыточную силу нажатия дисков на
маховик при Р = 1,1...1,15, обеспечивая перекатывание маховика
по диску без проскальзывания (см. рис. 28.4, в) и равенство ок-
ружных скоростей диска и маховика при s = sm. При этом угловая
скорость приводного вала дисков
Jdctga(r0 + sm)‘
(28.18)
Угловую скорость маховика найдем из (28.13) и (28.14) с уче-
том (28.7)
Максимальная угловая скорость маховика сот при s = sm должна
обеспечить заданное по ГОСТ 713—88 значение кинетической
энергии
(28.20)
Расчет параметров движения вверх (возвратный ход) прово-
дится в основном аналогично [5, 22].
Рабочий ход. Во время рабочего хода происходит соударение
рабочих частей пресса с поковкой и трансформация кинетичес-
кой энергии в работу пластического деформирования поковки,
упругого деформирования деталей пресса и преодоления трения.
Процесс соударения рабочих частей, имеющих винтовое движе-
ние и связи в виде сил и моментов в винтовом несамотормозя-
Щем механизме, достаточно сложен. При рабочем ходе оба диска
отведены от маховика и подвижные части движутся за счет запаса
кинетической энергии.
Согласно экспериментальным данным А. В. Власова (1983) ста-
нины прессов нагружаются с запаздыванием по отношению к
нагрузке штампов, в результате удара смешаются по направле-
нию удара и поворачиваются в перпендикулярной плоскости. При
'Том согласно исследованиям (P.Bariani, A.Giotti, 2005) проис-
319
ходит искажение геометрических параметров штамповой зоны
что необходимо учитывать при повышенных требованиях к точно-
сти штамповки. Для анализа процессов рабочего хода рекоменду-
ется руководствоваться методикой динамического анализа КЩ]^]
на основе физических моделей (Л. И.Живов) [19], на основе про-
граммных комплексов ПА-9 и PRADIS (Е. Н. Складчиков и
А. В. Власов) [51, 20] и использовать динамические модели вин-
товых прессов, подобные рассмотренным в работе [36].
Расчет потерь энергии и КПД фрикционных винтовых прессов
рассмотрен подробно в работах [5, 28].
28.3. Конструкции фрикционных винтовых прессов
Винтовые прессы с двухдисковым передаточным механизмом
привода и винтовым движением винта выпускались ПО ЧЗПА до
1990 г. с номинальной силой 0,4...6,3 МН и основными параметра-
ми по ГОСТ 713—88, в котором регламентирован ряд конструкций
с номинальной силой до 100 МН. Зарубежные конструкции изготав-
ливают преимущественно с вращательным движением винта с но-
минальной силой до 80 МН (Vaccari, Италия и др.).
Предварительно напряженная станина пресса ПО ЧЗПА со-
держит верхнюю поперечину, в которой укреплена ходовая гайка
с рабочим винтом. На верхнем конце винта укреплен маховик, а
на нижнем подвешен на упорном подшипнике ползун с верхним
штампом.
Стойки со столом отлиты за одно целое из чугуна марки СЧ 28—
СЧ48. Предварительное напряжение стоек с верхней поперечи-
ной (сталь 35Л-П) осуществляется с помощью термической за-
тяжки колонн поворотом на расчетный угол гаек относительно
положения холодной затяжки.
Ходовая цельная или составная из стального корпуса и брон-
зовой (БрОЦС-5-5-5, БрОФ 10-1) резьбовой втулки биметалли-
ческая гайка запрессована в расточку верхней поперечины.
В конструкциях прессов Hasenclever (Германия) применяют
резьбовые втулки из латуни следующего состава: 58,91 % Си; 0,25 %
Sn; 0,40 % Re; 0,83 % Ni; 1,18 % Fe; 1,89 % Мп; 1,31 % Al; осталь-
ное — Zn. Механические свойства такой латуни: ов = 486 МПа;
от = 233 МПа; у =20,3 % [5].
Рабочие винты (см. рис. 27.3) изготавливают сплошными из
стальных поковок легированной стали 40ХНМА, 35ХНМА, 40Х,
60С2 с нормализацией. В прессах фирмы Hasenclever применяют
полые винты, изготовленные из стали 34ХНМ. После термиче-
ской обработки они имеют следующие механические свойства: ов =
= 800...950 МПа; о, = 600 МПа; у = 13 % [5].
Литые ползуны (сталь 35Л-П) призматической формы (рис.
28.5) перемещаются в регулируемых угловых направляющих ста-
320
Рис. 28.5. Соединение винта с ползуном:
I -- конструкции ПО ЧЗПА: 1 — ползун; 2 — подпятник; 3 — втулка подпятни-
ка; 4 — стопорное кольцо; 5 — опора подшипника; 6 — фланец; 7 — упорный
подшипник; 8 — планка; 9 — винт крепления пуансона; 10 — направляющие;
11 — путевые выключатели; б — конструкции фирмы Hasenclever
Нины, рабочие плоскости которых, облицованные бронзовыми
накладками, пересекаются по диагоналям, проходящим через цен-
тральную ось винта.
Современные конструкции винтовых прессов оборудованы гид-
росистемами управления и оснащены системами ЧПУ, монито-
ринга и диагностики, что создает возможность использовать их
также в составе автоматизированных комплексов и линий пре-
имущественно для горячей и полугорячей объемной штамповки.
321
ГЛАВА 29. ВИНТОВЫЕ МУФТОВЫЕ ПРЕССЫ
29.1. Принцип действия, классификация и конструктивные
особенности
Принцип действия. Принцип действия винтовых муфтовых прес-
сов заключается в применении для деформирования поковок ча-
сти кинетической энергии постоянно вращаемого электродвига-
телем главного маховика, который для привода винта с ползу-
ном вниз соединяется с вспомогательным маховиком с помо-
щью фрикционной муфты (по аналогии с кривошипным прес-
сом)
JN3 (t)dt =
<29.1)
=> л/пл = i/Лл J Mds.
о
где N3 — мощность электродвигателя; ТЭ(0 — эффективная кинети-
ческая энергия вращательного движения; J — приведенный сум-
марный осевой момент инерции главного и вспомогательного
маховиков, винта и ползуна; СО] = йшэ/30 — угловая скорость хо-
лостого вращения маховика; i = 0,2...0,25 — передаточное отно-
шение; пэ — частота вращения электродвигателя, мин1; под на-
грузкой во время рабочего хода со2 = «1(1 - е); е — скольжение
электродвигателя, е = (0,15...0,2); Ад, Гд, хд— соответственно ра-
бота деформирования, деформирующая сила, деформация (рабо-
чий ход); т|д — КПД деформирования.
Фрикционная муфта отключается в процессе деформирования
поковки или перед рабочим ходом. Возвратный ход обеспечивает-
ся гидравлическими или пневматическими цилиндрами.
При включении фрикционной муфты и разгоне рабочих час-
тей от состояния покоя до наибольшей скорости теряется столько
же энергии, сколько передается рабочим частям. Поэтому КПД
разгона всегда меньше 0,5, а эффективный КПД составляет при-
мерно 0,3...0,35.
Классификация. Классификация винтовых муфтовых прессов
приведена на рис. 29.1. Конструкции винтовых муфтовых прессов
с вращательным движением винта за последние десятилетия усо-
вершенствованы [51]. Фрикционный муфтовый привод расширяет
технологические возможности винтовых прессов и позволяет осу-
ществлять регулирование трех основных параметров пресса: мак-
симальной деформирующей силы, работы деформирования и ра-
бочего хода.
322
UJ
hJ
Рис. 29.1. Классификация винтовых муфтовых прессов
Рис. 29.2. Структурная и расчетная схема винтового муфтового пресса:
1 — станина; 2 — ползун; 3 — винт; 4 — возвратный цилиндр; 5 — гайка; 6 —
вспомогательный маховик; 7 — главный маховик; 8 — электродвигатель; 9 —
механизм включения муфты; 10 — золотник управления; рх, Sx и р2, S2 — давле-
ния жидкости и площади цилиндров; (оь со2 — угловые скорости главного и
вспомогательного маховиков; JM — момент инерции главного маховика
Конструктивные особенности. Особенностью конструкций вин-
товых прессов с муфтовым приводом (рис. 29.2) является приме-
нение маховика 7 с вертикальной осью вращения, который по-
средством клиноременной передачи приводится электродвигате-
лем привода 8 и служит источником кинетической энергии так
же, как в кривошипном прессе. Винт 3 с несамотормозящей резь-
бой может вращаться в опорах станины 1 и перемещать ползун 2
пресса с закрепленной в нем гайкой 5. В верхней части винт жест-
ко скреплен с ведомым диском — вспомогательным маховиком 6
муфты, который может соединяться с главным маховиком для
движения ползуна вниз и (в отличие от кривошипного пресса)
отключаться от него во время рабочего хода ползуна посредством
фрикционной дисковой муфты с пневматическим, гидравличес-
ким или электромеханическим механизмом включения 9. Возврат-
ный ход ползуна осуществляется гидравлическими или пневмати-
ческими цилиндрами 4, управляемыми золотником 10 и воздей-
ствующими на ползун 2.
324
29.2. Основы теории и расчет параметров
Вопросы теории муфтовых прессов находятся в стадии разра-
ботки (Н. Е. Проскуряков, 1985; А. В. Сафонов и В. Ф. Федоркевич,
1988; Ю.А.Бочаров, 2005) из-за отсутствия достоверных экспе-
риментальных данных.
Проектный расчет. Структурная и расчетная схема пресса при-
ведена на рис. 29.2. При проектировании, согласно ГОСТ 713—88,
известны номинальная сила FH, допускаемая сила 7^оп, эффек-
тивная номинальная энергия Т„ наибольший ход ползуна sm, ход
ползуна при номинальной эффективной энергии (ход разгона)
s , число ходов ползуна в минуту при номинальной энергии п,
расстояние между направляющими, размеры ползуна, стола и др.
Требуется определить основные конструктивные и кинематичес-
кие параметры: диаметр винта, момент инерции и угловую ско-
рость главного маховика, параметры муфты, приблизительную
мощность приводного электродвигателя и другие параметры.
Средний диаметр и размеры резьбы винта можно определить
из формул (27.17) —(27.25), угол подъема резьбы винта а = 10... 13°
[5].
Мощность электродвигателя приблизительно можно определить
как среднюю в течение машинного цикла /м = 60/л:
Тэ Тэп _ Щ)ГЭ
tM 60 2л
(29.2)
Момент инерции JM главного маховика может составлять JM =
= (0,9...0,95)J, при JM = 0,9J, как это следует из выражения (29.1):
1,8ТЭ
(29.3)
где (01 =-----; v — линейная скорость ползуна, v = 0,5...0,6 м/с;
<7ctgCC
dc, а — соответственно средний диаметр и угол подъема резьбы
винта.
Крутящий момент муфты
М = р ,.S =
ПмФ1 Пм 2sp
(29.4)
где р = 1,2... 1,25 — коэффициент потерь на проскальзывание муф-
ты; ф] — угол поворота маховика при разгоне; лр — перемещение
ползуна при разгоне.
325
co,
Рис. 29.3. Цикловая диаграмма работы пресса:
(,)2 — угловые скорости ведущих (маховика) и ведомых (винта) частей прес-
са; /а, tH, ta, tB, tM — время включения муфты, хода вниз, деформирования, хода
вверх и время машинного цикла пресса; I— VI — этапы цикла
В работе [51] приведены характерные периоды машинного цикла
(рис. 29.3), из которых целесообразно рассмотреть разгон рабочих
частей и процесс деформирования поковки (А. В. Сафонов, 2005).
Главный маховик и ведущие диски муфты вращаются со скоро-
стью соj холостого движения. На этапе Iпроисходит процесс вклю-
чения муфты (с проскальзыванием) и угловая скорость ведомых
частей муфты и вспомогательного маховика с винтом становится
со2 = соь Во время этапа //происходит движение ползуна с прибли-
зительно постоянной линейной скоростью v, обеспечивающей за-
данное значение эффективной кинетической энергии пресса Тэ.
Рабочий ход деформирования поковки может состоять еще из
нескольких этапов, но вследствие кратковременности и сложнос-
ти процесса целесообразно объединить эти этапы в один этап ///
деформирования поковки. В течение этого этапа деформирующая
сила возрастает до максимального значения, при котором муфта
отключает главный маховик.
Значение силы FR м ограничено величиной крутящего момента
Мм, передаваемого муфтой:
326
F -___________=____Df$z__р (29.5)
dctg(a + p) dctg(a + p)
где dc — средний диаметр винта; a — угол подъема резьбы винта;
р = arctgp — угол трения, зависящий от коэффициента трения ц
3 резьбе гайки; D — средний диаметр фрикционных вставок (на-
кладок); f — коэффициент трения фрикционных вставок; S —
площадь вставок; z — число пар трения; р — удельная сила сжа-
тия вставок, создаваемая давлением в цилиндре муфты.
Крутящий момент муфты Мм, соответствующий деформирую-
щей силе, при которой муфта отключает главный маховик, дол-
жен задаваться оператором при наладке с пульта управления или
по программе посредством регулирования давления воздуха или
жидкости, подаваемых в цилиндр муфты.
При штамповке до упора штампов излишняя кинетическая
энергия рабочих частей (вспомогательного маховика, винта, пол-
зуна с гайкой и верхней половиной штампа) расходуется на уп-
ругую деформацию 1 системы пресс—штамп жесткостью С*
ЛУ=С^. (29.6)
В течение /И эта па маховик разгоняется электродвигателем до ус-
тановившейся скорости (О), а возвратные цилиндры возвращают пол-
зун в исходную позицию (разгон в этапе Ки торможение в этапе F7).
Система отключения муфты с управлением по значению де-
формирующей силы может быть использована для технологичес-
ких процессов, характеризуемых монотонным возрастанием силы
до максимального значения в конце хода деформирования. Для
других процессов могут применяться способы отключения по до-
стижении заданного перемещения, скорости или работе дефор-
мирования.
Анализ параметров движения рабочих частей. При расчете пара-
метров движения рабочих частей пресса на этапах машинного
цикла, в зависимости от состояния при включении муфты, при-
нимают двухмассовые или одномассовые расчетные модели.
На этапе / при включении муфты, когда происходит проскаль-
зывание между ведущими и ведомыми дисками муфты, движение
главного маховика с моментом инерции JM и винта, соединенно-
го с гайкой, ползуном и вспомогательным маховиком суммар-
ным моментом инерции JB, можно представить системой уравне-
ний (пренебрегая потерями на трение, которые малы по сравне-
нию с действующими факторами):
7„^ = /Л/э-Мм; (29.7)
at
327
}е^ = Мм+Ма-Ма,
at
(29.8)
где соь ю2 - скорости вращения ведущих и ведомых частей муф_
ты; i — передаточное отношение передачи между электродвигате-
лем и главным маховиком; М3 = N3/w — крутящий момент, пере-
даваемый электродвигателем; Мы — момент, передаваемый муф~
той; М(, — момент от силы тяжести ползуна с гайкой (для прес-
сов, не оборудованных уравновешивателем); Л/ц — приведенный
момент от силы сопротивления возвратных цилиндров.
На этапе П осуществляется совместное движение (a>i = со2) ве-
дущих и ведомых частей пресса:
(+ JB) — iM3 + MG
(29.9)
Во время рабочего хода на ///этапе до начала отключения муфты
в результате совместного движения ведущих и ведомых частей
пресса, происходит деформирование поковки.
Уравнение движения во время рабочего хода
J — = М. - Мп - Л/т,
dt э д
(29.10)
где Л/д — приведенный момент от силы сопротивления деформи-
d tgotF
рованию поковки, Л/д ~ c---- -- sin
71
—д t; М? — приведенный
2(д J
момент трения в резьбе и направляющих.
В процессе отключения муфты движение ведомых и ведущих
частей аналогично (29.7) и (29.8) с учетом изменения Л/м.
При штамповке до упора штампов происходит упругое нагру-
жение системы пресс—штампы и последующее упругое отраже-
ние рабочих частей, которое должно быть подхвачено возвратны-
ми цилиндрами. Под действием силы возвратных цилиндров ведо-
мые части совершают возвратный ход с этапами разгона и тормо-
жения У и VI.
Время машинного цикла состоит из времени разгона, де-
формирования и возвратного хода, а также времени разгона
главного маховика до скорости Оптимальным вариантом яв-
ляется разгон главного маховика до этой скорости в конце хода
ползуна вверх. Это обеспечивает максимальную производитель-
ность пресса при соответствующей мощности электродвигателя
привода.
328
29.3. Конструкции винтовых муфтовых прессов
Промышленное изготовление винтовых муфтовых прессов с вра-
щательным движением винта осуществлено фирмами Berenberg,
gimpclkamp и другими (Германия) в 1980-х гг. Эти прессы нашли
применение для точной горячей объемной штамповки на многих
предприятиях в европейских странах. Прессы модели SPK Hasenclever
(Германия) изготавливают с номинальной силой 4... 100 МН и
максимальной допустимой силой 5... 125 МН (средний диаметр винта
180...900 мм соответственно). Эффективная энергия, рассчитанная
при номинальном скольжении электродвигателя 15 %, составляет
ряд 35 ...4 500 кДж при мощности электродвигателя привода
18...450 кВт. Максимальная скорость ползуна для всех моделей
0,53 м/с при быстроходности 5...25 мин-1 [57].
Наиболее крупный муфтовый винтовой пресс силой 310 МН
изготовлен фирмой Muller-Weingarten (Германия) в 2006 г.
Схема конструкции винтового муфтового пресса приведена на
рис. 29.4. При включении привода, электродвигатель посредством
клиноременной передачи разгоняет главный маховик 8 до холос-
той угловой скорости. При подаче в цилиндр 9 сжатого воздуха или
жидкости под давлением поршень перемещается вниз и включа-
ет фрикционную муфту. После включения муфты вспомогательный
маховик с винтом 3 разгоняется до скорости вращения маховика 8.
Суммарный момент инерции вспомогательного маховика с вин-
том 3 и другими деталями (ведомый диск 7 муфты, ползун 2 с
закрепленной в нем гайкой) значительно меньше момента инер-
ции главного маховика 8. Разгон рабочих частей пресса до скорости
0,5...0,6 м/с, обеспечивающей кинетическую энергию, осуществ-
ляется в короткий промежуток времени на небольшой части пол-
ного хода ползуна, примерно (0,1 ...0,15)л,„. На остальной части хода
эта скорость сохраняется практически постоянной. Время рабочего
хода измеряется десятыми долями секунды (0,1... 0,15 с), что благо-
приятно для процессов горячей штамповки.
Во время деформирования поковки угловая скорость главного
маховика уменьшается на величину скольжения электродвигателя
(12... 15 %). В конце хода деформирования муфта должна отклю-
чить винт за время, на порядок короче времени рабочего хода
(менее 0,01 с). Деформирование заготовки завершается кинети-
ческой энергией ползуна 2 с гайкой, винта 3 и ведомого диска
муфты 7.
Процесс отключения муфты является наиболее важным в ра-
боте муфтового пресса, так как в случае несрабатывания механиз-
ма отключения возможна перегрузка пресса с максимальной си-
лой, превышающей номинальную силу. В этом случае муфта мо-
жет служить фрикционным предохранителем и снизить величину
максимальной силы.
329
10
Рис. 29.4. Схема конструкции винтового муфтового пресса:
1 — станина; 2 — ползун; 3 — винт; 4 — гидроцилиндр возвратного хода; 5 —
гайка; 6 — подпятник; 7 — ведомый диск муфты; 8 — маховик; 9 — цилиндр
управления муфтой; 10 — поршень муфты
Возвратный ход ползуна 2 в исходное положение производит-
ся двумя гидроцилиндрами 4. Скорость ползуна 2 при ходе вниз и
вверх примерно одинакова и составляет около 0,5...0,6 м/с.
Системы управления муфтой. В системе управления, работаю-
щей по величине хода деформирования, отключение муфты осу-
ществляется электромагнитным клапаном при подаче электричес-
кого сигнала от установленного на станине пресса датчика пере-
330
решения; по величине деформирующей силы — при подаче элек-
трического сигнала на клапан от тензодатчиков, установленных
на стойке станины (при цельной станине) или на стяжной шпильке
(при разъемной станине). В системе управления, работающей по
реличине работы деформировании, на корпусе муфты устанавли-
вают соосно с главным маховиком вспомогательный маховик, име-
ющий принудительное вращение от главного маховика. Отключе-
ние муфты осуществляется клапаном управления муфты по сиг-
налу от вспомогательного маховика при заданном снижении ско-
рости вращения главного маховика [51].
Для уменьшения потерь энергии при включении и отключе-
нии муфты и стабилизации этого процесса длительность отклю-
чения муфты должна быть примерно на порядок меньше продол-
жительности хода деформирования. Это достигается применени-
ем быстродействующего исполнительного механизма в системе
программного управления на базе импульсного сбрасывающего
клапана с дистанционно управляемым, например, пьезоэлектри-
ческим приводом, позволяющим отключать муфту по любому из
трех способов (М. Е. Маркушин, 1989).
ГЛАВА 30. ЭЛЕКТРОВИНТОВЫЕ ПРЕССЫ
30.1. Принцип действия, классификация и конструктивные
особенности
Принцип действия. Принцип действия электровинтовых прес-
сов с непосредственным безредукторным приводом (рис. 30.1)
заключается в разгоне на угловом перемещении срр ротора-махо-
вика 5 с винтом 4 крутящим моментом Мэ электромагнитного поля
статора 6 специального электродвигателя до угловой скорости wM,
обеспечивающей эффективную кинетическую энергию Тэ, кото-
рая расходуется на работу Лл пластического деформирования по-
ковки во время рабочего хода ползуна:
фр Г А 1
j Л/э (<p)d(p = т|пТэ =-0)2 = —= — jF4(5)ds, (30.1)
о йд Пд 0
где т|п, т|д — КПД привода и процесса деформирования соответ-
ственно; J — приведенный осевой момент инерции рабочих час-
тей (ротора-маховика, винта, гайки, ползуна, штампов); $д —
линейное перемещение ползуна во время рабочего хода; Fa — де-
формирующая сила.
Маховиком служит ротор специального асинхронного элект-
родвигателя с крутопадающей характеристикой, круговой (замк-
331
Рис. 30.1. Принципиальная схема коц_
струкции электровинтового пресса:
1 — станина; 2 — ползун; 3 — гайка; 4
винт; 5 — ротор-маховик; 6 — статор; 7__
вентилятор; Мэ, — соответственно кру-
тящий момент и угловая сокрость элект-
ромагнитного поля статора; JM, <ом — со-
ответственно момент инерции и угловая
скорость маховика в конце разгона; s, v —
линейные перемещение и скорость ползу-
на; Fa — деформирующая сила
нутый) или дуговой (разомкнутый) статор которого неподвижно
закреплен на станине пресса. Перед началом рабочего хода элект-
родвигатель отключается и деформирование поковки осуществля-
ется за счет кинетической энергии рабочих частей пресса. Воз-
вратный ход происходит при реверсировании электродвигателя.
Поскольку электродвигатель работает в переходных режимах, то
электрические потери энергии выделяются в виде теплоты. Для
охлаждения статора применяют вентилятор с автономным элект-
родвигателем. С целью снижения пиковых бросков тока в электро-
сети применяют тиристорные преобразователи частоты.
В электровинтовых прессах с электромеханическим редуктор-
ным приводом крутящий момент передается зубчатому колесу —
маховику от одного или нескольких специальных электродвигате-
лей посредством зубчатой передачи. Для снижения значений пус-
ковых токов применяют коммутацию поочередного включения
электродвигателей и преобразователи частоты.
Опытная конструкция электровинтового пресса с вращатель-
ным движением ротора-гайки и поступательным движением вин-
та с ползуном разработана и испытана в 1932 г. (А. Т. Голован.
1945). Из-за высокого нагрева статора электродвигателя дальней-
шие разработки не проводились. В конце 1970-х гг. промышленное
производство электровинтовых прессов с круговым статором орга-
низовано на фирме Weingarten (Германия) [5].
Для привода электровинтовых прессов применяют специаль-
ные тихоходные электродвигатели, как правило, не требующие
редукторов. Для привода отечественных электровинтовых прессов
предложено использовать электродвигатели с разомкнутыми ду-
332
Рис. 30.2. Классификация электровинтовых прессов
Рис. 30.3. Конструктивные схемы электровинтовых прессов:
о — с безредукторным приводом; б — с электромеханическим приводом; 7 —
статор; 2 — ротор-маховик; 3 — винт; 4 — гайка; 5 — ползун; 6 — электро-
двигатель; 7 — зубчатая передача
333
говыми статорами (В.Е.Стоколов, 1960). Промышленное изготов-
ление электровинтовых дугостаторных прессов силой до 1 МЦ
организовано на ПО ЧЗПА в 1962 г.
Классификация. Электровинтовые прессы подразделяют (рис.
30.2) по типу привода на прессы с безредукторным и электроме-
ханическим редукторным приводом; по конструкции статора элек-
тродвигателя — на дугостаторные и с круговым статором; по ха-
рактеру движения винта винтового рабочего механизма — враща-
тельного (преимущественно), линейного (возможное, но не при-
меняемое) и винтового (применяется в КНР) движения.
Конструктивные особенности. Промышленное применение по-
лучили прессы с безредукторным приводом (рис. 30.3, а) и с элек-
тромеханическим редукторным приводом (рис. 30.3, б). По схеме
(см. рис. 30.3, а) разгон ротора-маховика 2 с винтом 3 осуществ-
ляется крутящим моментом статора I электродвигателя. Применя-
ют статоры круговые замкнутые или дуговые разомкнутые. В кон-
струкциях с редукторным приводом (см. рис. 30.3, б) вращатель-
ное движение маховику передается от одного или нескольких асин-
хронных электродвигателей специального исполнения с помощью
зубчатой передачи. Другие конструктивные схемы рассмотрены в
работах [5. 51].
30.2. Основы теории и расчет параметров
Основы теории. Основы теории электровинтовых прессов раз-
работаны (Ю. А. Бочаров, 1976) с учетом особенностей дугоста-
торного электропривода (П. А. Фридкин, 1960). Кинематические и
динамические параметры электровинтовых прессов зависят от
механической характеристики применяемых специальных элект-
родвигателей. В работе [5] предложена аппроксимация механичес-
кой характеристики электродвигателей с дуговым статором квад-
ратичной параболой и разработана теоретическая основа для рас-
чета параметров движения рабочих частей электровинтовых прес-
сов.
Проектный расчет. При проектировании согласно ГОСТ 713—
88 исходными являются номинальная сила FH, эффективная энер-
гия Тэ, наибольший ход ползуна sm, частота ходов ползуна в ми-
нуту п, размеры стола, ползуна и др. Требуется определить разме-
ры винта, гайки, маховика, средний крутящий момент, син-
хронную угловую скорость, число пар полюсов и другие парамет-
ры, необходимые для проектирования пресса и построения меха-
нической характеристики специального электродвигателя для при-
вода.
Средний диаметр и размеры резьбы винта можно определить
по формулам (27.23), (27.24), угол подъема резьбы 10 < а < 13°,
оптимальный — 12°30' [5].
334
Рис. 30.4. Расчетная схема электровинтового пресса
Средний номинальный крутящий момент специального элект-
родвигателя, требуемый для сообщения рабочим частям пресса
заданной кинетической энергии при разгоне вниз для прессов с
уравновешивателем ползуна (рис. 30.4)
л/ — T3dctgcL
ср кр 2адпт|в ’
(30.2)
где кр — коэффициент использования наибольшего перемещения
Для разгона, кр = (0,6...0,7); sm — наибольший ход ползуна; т|п —
средний КПД электродвигателя привода при разгоне, т)п =
= 0,30...0,35; т|в — КПД винтового механизма (см. (27.28)).
Пусковой момент электродвигателя (П.А. Фридкин, 1960),
Ч “ 1,8Мср.
Приведенный момент инерции рабочих частей пресса
/ = 2ТЭМ, (30.3)
гДе (ow — максимальная угловая скорость маховика в конце разго-
на:
335
,.ч _ ^’т
dctga
(30 4)
Здесь vm — максимальная линейная скорость ползуна прессу
(vm = 0,6... 0,7 м/с).
Момент инерции ротора-маховика
Л. = (0,8...0,9)7 = ^'(О4 -d4), (30.5)
где р — плотность материала маховика; Нм, d, D — высота, внут-
ренний и внешний диаметры кольцевого обода ротора-маховика
Внутренний диаметр статора Dc = D + 2Д, где Д — радиальный
зазор, Д = 3...5 мм.
С учетом номинального скольжения асинхронного электродви-
гателя (е = 0,12...0,2) угловая скорость электромагнитного поля
статора должна быть
®э = <ow/( 1 - е) = ур/(2лП), (30.6)
где v — круговая частота электрического тока, с-1, v = 2л/= 2л50 с1:
Р — угол охвата двух статоров, рад, р = 20J = 2(1... 1,2) рад; П —
число пар полюсов.
На основании выражения (30.6) число пар полюсов электро-
двигателя
п = Ур(1-Е) = vp(l-E)Jctgq
2лсом 4tiv
Средняя требуемая мощность электродвигателя во время раз-
гона рабочих масс вниз согласно (30.2) и (30.6)
(30.7)
7V = Л/ (1) = . ^еШ«Ур
1 v ср /к/сршэ . . гт-
4«swT] п Л вяП
(30.8)
Для электродвигателей винтовых прессов с круговым (кольце-
вым) статором в выражении (30.8) р = 2л.
Для электровинтовых прессов без уравновешивателей массы
ползуна электродвигатель следует рассчитывать (выбирать) по сред-
ней мощности, требуемой для возвратного хода рабочих частей,
которая обычно в 1,5 — 2 раза больше, чем полученная по (30.8).
Средняя выходная мощность электродвигателя
N~Ncp(l-Sf), (30.9)
где sf — суммарные относительные потери мощности в роторе-
маховике, для дугостаторного электродвигателя Sf = 0,15...0,17,
336
Активная средняя мощность, потребляемая электродвигателем
03 электрической сети:
Na = 7V/cos<p, (30.10)
где coscp — коэффициент мощности, для пускового переходного
режима работы асинхронных дугостаторных электродвигателей
винтовых прессов среднее значение costp = 0,35...0,4.
Активная поверхность статора
Sc = N/(kpJ, (30.11)
где к = 1 для кругового статора и к = 2 для статора с двумя дугами;
д ( — удельная мощность статора, рэ ~ 20 Вт/см2.
Высота статора
Нс = Sc/(nDc).
Данные для электротехнического расчета дугостаторного элект-
родвигателя, построения его механической характеристики и эс-
кизно-технического проектирования пресса приведены в работе [5].
Расчет параметров движения. Для расчета параметров движения
рабочих частей дугостаторных прессов конструкции ПО ЧЗПА
использована параболическая аппроксимация механической ха-
рактеристики дугостаторного электродвигателя с зубчатым рото-
ром-маховиком [5] (рис. 30.5, а)
М3=М„-Мп~М' (30.12)
где Мп — пусковой момент электродвигателя, Мп = (1,8...2,0)7Иср;
Mj = (0,25...0,26)Л/п — момент в конце разгона; сот — угловая ско-
рость ротора-маховика в конце разгона; со — текущее значение
угловой скорости.
При ходе рабочих частей вниз разгон ротора-маховика и других
рабочих частей (винта, ползуна с гайкой и верхней половиной
штампа) в прессах без уравновешивателей массы ползуна выпол-
няют в два этапа.
На первом этапе ротор-маховик разгоняется моментом Мэ элек-
тродвигателя до о?! == (0,9...0,95)com, а на втором этапе, после от-
ключения электродвигателя, сохраняет эту скорость или продол-
жает увеличивать ее до со2 = сот за счет сил тяжести поступательно
Движущихся рабочих частей (рис. 30.5, б). В прессах с уравновеши-
вателем разгон происходит в течение одного этапа.
Уравнение движения рабочих частей для пресса без уравнове-
Шивателя
J^ = Мэ + Мв-М., (30.13)
ш
337
Рис. 30.5. Механическая характеристика дугостаторного электродвигателя
с зубчатым ротором-маховиком («) и схема изменения угловой скорости
со маховика электровинтового пресса в течение машинного цикла tM (б):
ti - t5, t0, ta — этапы цикла; cd, — соот — угловые скорости маховика
где Мэ — активный крутящий момент электродвигателя; MG -
крутящий момент под действием сил тяжести; Л/, — крутящий
3
момент трения при разгоне, Мт = У М, (Мх — крутящий момент
/=1
трения в упорном подшипнике опоры винта в станине; М2 — то
же в соединении (резьбе) винт—гайка; М3 — приведенный мо-
мент силы трения в направляющих ползуна).
Подставляя значения активного крутящего момента электро-
двигателя согласно (30.12) и крутящих моментов сопротивления
в уравнение (30.13), после группировки членов получим рассмот-
ренное ранее (см. гл. 7) дифференциальное уравнение типа Рикат-
ти неполного
а — + Ь(а2-с = 0, (30.14)
d/
ГТ т i \dc , 2 к Мп-Мх ..
где « = / = /м +/в + (wn + wUI)-^tg2a; Л = —с=Мп + М(,-
4 <
- Мт.
В результате решения уравнения (30.14), которое приведено в
гл. 7, получены приведенные далее зависимости [5].
Угловая скорость ротора-маховика
338
\Mn + MG - М7 ( cb t
<a = (0 л7- "th ----1 . (30.15)
v Mn-Mx a J
В выражениях (30.13) —(30.15) для пресса с уравновешивате-
лем MG = 0.
С увеличением времени разгона угловая скорость ротора-махо-
вика повышается, приближаясь к установившемуся значению соу,
-Jeb
которое получится, если принять в (30.15) /-»<*>. Тогда th-1 = 1
а
и установившаяся угловая скорость со = соу = В электровинто-
вых прессах с целью сокращения времени разгон маховика пре-
кращают раньше, чем будет достигнута установившаяся скорость
и <о,„« (0,8...0,85)соу.
Линейная скорость ползуна в функции времени согласно (30.15)
dc х ,
v = со—tga, в функции перемещения
О. с , [Zb
r = -^tgaj- 1-ехр--5
2 V а
Перемещение ползуна
cL а. , ( Jeb 4У
s = — tga-mch ----1
2 b a
\ 7
Ускорение ползуна
(30.16)
(30.17)
• c
j = -±tga-
2 a
1-th2r
a
(30.18)
Время разгона ротора-маховика до угловой скорости <пт
(30.19)
Как видно из диаграммы относительных параметров движе-
ния (см. рис. 7.4), движение носит неустановившийся характер с
Переменным ускорением. Наиболее интенсивный разгон проис-
\сЬ
х°Дит в интервале относительного времени т =--1 = 0...1. Дви-
а
339
жение рабочих частей пресса происходит с большими потерями
энергии из-за скольжения ротора: от 100 до 15% относительно
электромагнитного поля статора. Для уменьшения потерь энер-
гии применяют преобразователи частоты электрического тока.
После отключения электродвигателя при t - tx и sp< (sm - sa) у
прессов без уравновешивателя приобретенная рабочими частями
пресса скорость практически сохраняется, так как создаваемый
силой тяжести крутящий момент примерно равен моменту тре-
ния MG~ Мл.
Полное время разгона при движении вниз tH ~ tp + ta.
При возвратном ходе рабочих частей вверх маховик сначала раз-
гоняется электродвигателем до угловой скорости со3 (см. рис. 30.5,
б), затем электродвигатель отключается и маховик продолжает
движение по инерции. В это время угловая скорость маховика по-
нижается до со4 под действием момента сопротивления, и включе-
нием тормоза происходит торможение маховика до его полной
остановки.
Расчет параметров движения рабочих частей вверх проводится
аналогично рассмотренному для движения вниз [5, 28].
Перед рабочим ходом электродвигатель должен быть отключен
и ударное воздействие на заготовку происходит со скоростью
0,5...0,6 м/с. Трансформирование кинетической энергии вращаю-
щихся и поступательно двигающихся рабочих частей в работу де-
формирования поковки сопровождается упругой линейной и уг-
ловой деформацией частей пресса и динамическими процессами
(Ю.А. Бочаров, А. В. Власов, 1981), в результате которых проис-
ходит искажение формы штампового пространства [56] и реак-
тивное нагружение фундамента.
Задачи оптимизации конструкции, повышения долговечности
и надежности основных деталей, отслеживания параметров про-
цесса деформирования заготовки и организации обратных связей
при программном адаптивном управлении [36] решаются на ос-
нове динамической модели, составленной в виде двух (линейной
и угловой) подмоделей, связь между которыми осуществляется
винтовым рабочим механизмом.
Энергетический расчет и КПД. Основные потери энергии про-
исходят в электродвигателе в связи с пусковым режимом его ра-
боты. Полезная запасаемая энергия привода всегда будет меньше
половины затраченной, а активная энергия, затраченная из сети,
будет в l/coscp больше энергии, подведенной к выводам электро-
двигателя (коэффициент мощности coscp = 0,35...0,4).
Цикловой электромеханический КПД привода без нагрузки
__________А___________
А + А/4р + АД.Т + ДАП
(30.20)
340
где А — полезная работа привода, Л = /2; ДЛР — потери энер-
гии в роторе в результате изменения скольжения, по значению
равные полезной работе, ДЛР = А\ ДЛСТ — потери энергии в стато-
2^
ре, АД.., = ЛАП — , здесь R{ и R2 — активное сопротивление пер-
Ri
вичной цепи (статора) и приведенное активное сопротивление
вторичной цепи (ротора).
При испытаниях в ЦБКМ и ПО ЧЗПА получены значения т|п =
= 0,19... 0,29 для прессов с дугостаторным электродвигателем и цГ1 =
= 0,22 для пресса Р5-180 конструкции фирмы Weingarten (Герма-
ния) с круговым статором. Эффективный КПД электровинтовых
прессов с учетом КПД рабочего хода получен в пределах т|э =
= 0,13...0,2 в зависимости от технологической операции.
30.3. Конструкции электровинтовых прессов
Винтовые прессы с дугостаторным приводом. В конструкциях
отечественных электровинтовых (дугостаторных) прессов (рис. 30.6),
которые изготавливались ПО ЧЗПА до 1990 г. с номинальной си-
лой 0,63... 1,0 МН, ротор-маховик 2, жестко скрепленный с вин-
том 5, приводится во вращение двумя дуговыми статорами 3, ус-
тановленными на верхней поперечине станины 9. Составная брон-
зовая гайка 6, запрессованная в стальном корпусе, установлена в
ползуне 7. Для торможения и удержания рабочих частей в верхнем
положении применен колодочный тормоз 4. Выталкиватель 8 со-
единен тягами с ползуном. Для предотвращения перегрева обмо-
ток статора применен постоянно работающий электродвигатель с
вентилятором 1.
В конструкциях фирмы Weingarten (Германия) с номинальной
силой до 1,8 НМ применяют электродвигатели с круговым стато-
ром, воздействующие на маховик с винтом, а для крупных прес-
сов с номинальной силой свыше 2,5 НМ — несколько (5 — 6)
электродвигателей с зубчатой передачей по схеме, показанной на
Рис. 30.3, б.
В КНР изготавливают электровинтовые прессы с круговым ста-
тором и винтовым движением маховика с винтом. Снижения вы-
соких значений пусковых токов достигают с помощью тиристор-
ных преобразователей частоты.
Винтовые прессы с электромеханическим приводом. Электровин-
товые прессы с номинальной силой более 2,5 МН конструкции
Фирмы Muller-Weingarten (Германия), оснащены асинхронными
электродвигателями с механической зубчатой передачей (см. рис.
30.3, б). Для привода прессов используют два, четыре или шесть
^синхронных электродвигателей специального вертикального ис-
341
Рис. 30.6. Конструкция электровинтового пресса с дуговым статором
(ЦБКМ-ЧЗПА):
I — вентилятор; 2 — ротор-маховик; 3 — дуговой статор; 4 — колодочный тор-
моз; 5 — винт; 6 — гайка; 7 — ползун; 8 — выталкиватель; 9 — станина
пол нения (частота вращения 600 мин1, средняя мощность —
250...300 кВт), которые вращают маховик через зубчатую переда-
чу с передаточным отношением около 4...5. Один из самых круп-
342
ных электровинтовых прессов с номинальной силой 320 МН и
кинетической энергией 4,7 МДж, изготовленный фирмой Muller-
Weingarten с таким электромеханическим приводом, применяют
для горячей объемной штамповки крупных поковок и турбинных
лопаток на фирме Вегсо (Италия). Другой подобный пресс силой
300 МН установлен на заводе в КНР. Для снижения динамических
нагрузок на фундамент применены демпфирующие устройства. Для
снижения высоких пусковых токов применена электронная ком-
мутация поочередного включения электродвигателей и тиристор-
ные преобразователи частоты электрического тока.
Электровинтовые прессы двойного действия. Для объемной
штамповки в разъемных матрицах в МВТУ им. Н.Э. Баумана
(А. В. Сафонов и др., 1976) разработана конструкция винтового
пресса двойного действия на базе конструкции ЦБКМ-ЧЗПА се-
рийного электровинтового пресса с дугостаторным приводом мо-
дели Ф1730А.
В этой конструкции кроме обычного применен полый винт,
связанный с приводом наружного прижимного ползуна, наруж-
ный ползун кинематически связан с внутренним деформирую-
щим ползуном посредством винтовой передачи, что обеспечивает
безударное смыкание разъемных матриц [51].
Запирание разъемной матрицы или нижней половины штампа
обеспечено силой наружного ползуна, пропорциональной значе-
нию деформирующей силы
Fn = Fц f -1 К (30.21)
(^tgoq )
где d2, tgoc2 — соответственно средний диаметр и угол наклона
резьбы обычного винта; dx, tgcx, — средний диаметр и угол накло-
на резьбы полого винта; к — коэффициент, учитывающий величи-
ну коэффициента трения в винтовых парах (например, к = 1,25 при
коэффициенте трения 0,05).
ГЛАВА 31. ГИДРОВИНТОВЫЕ ПРЕССЫ
31.1. Принцип действия, классификация и особенности
конструкции
Принцип действия. Принцип действия гидровинтовых прессов
заключается в приводе ползуна и других рабочих частей с помо-
щью гидроцилиндра (рис. 31.1, а) или гидромотора — винтового
или вращательного движения (рис. 31.1, б).
В прессах с приводными гидроцилиндрами (см. рис. 31.1, а) за
сЧет работы гидропривода /1, п рабочие части разгоняются на пере-
343
Рис. 31.1. Структурные и расчетные схемы гидровинтовых прессов:
а — с приводным гидроцилиндром; б — с приводным гидромотором; /,, fh С,,- -
длина, площадь сечения, приведенное гидравлическое сопротивление соответ-
ствующей гидролинии; ph 5, — давление и площадь рабочей полости; р2, 52 —
давление и площадь возвратной полости; р3 — давление жидкости в аккумулято-
ре; р4 — давление в сливном баке; J, т — приведенные момент инерции и масс»
вращающихся и поступательно движущихся частей; Rp — сила сопротивления с
резьбе винтового механизма; /?н — сила трения в направляющих ползуна; а, т] —
угол подъема и ход резьбы винта; Мр, — моменты сопротивления в резьбе и
в подпятнике винта; v, со — линейная и угловая скорости; Мо, е — крутящий
момент и эксцентриситет гидромотора
мещении .sp силой, возникающей от давления жидкости на пло-
щадь гидроцилиндра до скорости vm, развивают кинетическую
энергию Тэ поступательного и вращательного движения приве-
денных масс М рабочих частей. Эта энергия используется для ра-
боты деформирования поковки Аа во время рабочего хода $д:
1 7>2 1 '?Д
4„ => — 5, j Pi (s)ds => Т3 = М (s)ds = д,, (31.1)
Пп о Пд о
где 5Д — перемещение ползуна при разгоне и деформировании по-
ковки; т)п, т|д — КПД соответственно привода и процесса деформи-
рования; Fa — деформирующая сила.
В конструкциях гидровинтовых прессов с приводными гидро-
моторами (см. рис. 31.1, б) рабочие массы с приведенным момен-
344
том инерции / разгоняются до угловой скорости <pw под действием
гидромоторов вращательного движения, воздействующих на ма-
ховик непосредственно или посредством зубчатой передачи [5,
28]. Номинальный момент гидромотора Л/о на угловом перемеще-
нии <рр, развивает кинетическую энергию Тэ, необходимую для
выполнения работы деформирования поковки Лд на перемеще-
нии 5Д
1 4д
=T3=J^- = — \Fa (s)ds = Лд, (31.2)
Пд о
где i — передаточное отношение зубчатой передачи; j — число
параллельно работающих гидромоторов.
Первые конструкции гидровинтовых прессов изобретены в на-
чале прошлого столетия. С усовершенствованием промышленного
гидропривода возобновился интерес ученых и конструкторов к
разработке гидровинтовых прессов. В 1950—70-х гг. по инициативе
А. И. Зимина в МВТУ им. Н.Э. Баумана, ЧЗПА, ТМП, ВНИИ-
метмаш, НИАТ, ЭНИКмаш и других организациях, а также в
Германии (Hasenclever, Muller), Чехословакии (Zdas) и других
странах разрабатывались конструкции гидровинтовых прессов [5].
Применение гидропривода для винтовых прессов дает возмож-
ность повысить скорость рабочих частей в момент удара в различ-
ных конструкциях до 0,8 и до 1,5 м/с и более, что создает благо-
приятные условия для горячей штамповки жаропрочных и труд-
нодеформируемых сплавов и стали при более высоких значениях
эффективного КПД.
Основные параметры промышленных образцов гидровинтовых
прессов охватывают диапазон номинальной силы 2... 125 МН, ки-
нетической энергии 10...6300 кДж, наибольшей линейной ско-
рости 0,6... 1,5 м/с.
Классификация. Классификация конструкций гидровинтовых
прессов приведена на рис. 31.2. В промышленности нашли приме-
нение преимущественно конструкции с одним винтовым рабо-
чим механизмом (одновинтовые), с винтовым и вращательным
Движением винта, с приводными гидроцилиндрами и гидромото-
рами. Двухвинтовые конструкции изготавливались промышленно-
стью ПНР, ФРГ, а многовинтовые в промышленности не приме-
нялись.
Особенности конструкций. В прессах с приводными гидроцилинд-
рами применяют гидроцилиндры винтового и линейного движе-
ния. В приводных гидроцилиндрах винтового движения один из
элементов (плунжер или цилиндр) совершает одновременно вра-
щательное и линейное движения. В отечественных конструкциях
(А. И. Зимин, 1958) гидроцилиндры винтового движения непос-
345
родственно встроены в полость винта. В конструкциях Hasenclever
(Германия) применены специальные винтовые гидромоторы и
линейные гидроцилиндры, штоки которых соединены с винтом с
помощью фрикционной муфты, Zdas (Чехия) — гидроцилинд-
ры, воздействующие на ползун с встроенной гайкой. Другие схе-
мы конструкций приведены в работах [5, 51].
В гидровинтовых прессах с приводными гидромоторами вращатель-
ного движения ротор гидромотора соединен непосредственно с
винтом (см. рис. 31.1, б) или посредством зубчатой передачи.
31.2. Основы теории и расчет параметров
Основы теории гидровинтовых прессов разрабатывали в МВТУ
им. Н.Э.Баумана (А. И. Зимин, 1957, 1960; А. И. Зимин и Ю.А. Бо-
чаров, 1960, 1964) с учетом потерь энергии жидкости на основе
жесткой модели (см. гл. 7) гидросистемы. Уточненная (Ю. А. Боча-
ров, 1972) в результате испытаний и экспериментов по исследо-
ванию гидровинтовых прессов отечественных и зарубежных кой'
струкций теория расчета гидровинтовых прессов на основе сосре-
346
доточенной упругой модели гидросистемы (см. гл. 7), приведена в
работах [5, 7, 8].
Проектировочный расчет гидровинтовых прессов. Основные па-
раметры прессов с приводными гидроцилиндрами регламентируются
ГОСТ 713—88. Расчет винтового рабочего механизма прессов при-
веден в гл. 27. Структурная и расчетная схемы гидровинтовых прессов
с приводными гидроцилиндрами приведены на рис. 31.1, а.
Площадь рабочего (отдельного или встроенного) цилиндра или
нескольких цилиндров можно определить из (31.1) при px(s) ~ рн:
Si = T3/(pHspTf\p), (31.3)
где рн — давление насоса; т|р — КПД разгона, учитывающий меха-
нические и гидравлические потери энергии на трение при разго-
не подвижных частей пресса, по опытным данным т|р = 0,6...0,7.
Для схемы, представленной на рис. 31.1, a, sp~d,9sm (где sm —
наибольший ход ползуна пресса), а для схемы с зубчатой переда-
чей
5p=0,95w^, (31.4)
п
где т, z — соответственно модуль и число зубьев зубчатого коле-
са; h — ход винта.
Площадь возвратного цилиндра, или суммарная площадь не-
скольких цилиндров:
52=[w<^ + mg + £/?'+f„'l/pH, (31.5)
где М — приведенная масса рабочих частей пресса; — — ускоре-
dt> (Ут) , , г
ние во время возвратного хода, —— ~ , vm — наибольшая
kJ- £ fYi
скорость ползуна во время возвратного хода, v'm = (1/2... 1/3)vm;
— сумма сил трения; 7И — сила возможного зажима инстру-
мента (пуансона) в поковке.
Конструктивная схема гидровинтовых прессов с приводными гид-
Ромоторами представлена расчетной схемой (см. рис. 31.1, б). Для
аксиально- и радиально-плунжерных, а также лопастных гидро-
Моторов, эффективные площади рабочей и сливной полостей
S{ = S2=fz/2, (31.6)
где/— площадь одного плунжера; z — число плунжеров.
347
Номинальная угловая частота вращения ротора гидромотора
должна соответствовать требуемой наибольшей угловой скорости
в конце разгона (например, при vm = 0,5 м/с)
Расчетный момент инерции рабочих частей пресса можно оп-
ределить приближенно:
J = l,6T,/<. (31.8)
Номинальный крутящий момент гидромотора
М„=тД-. (31.9)
УФрПр
Расчетное значение наибольшей угловой скорости винта полу-
чено из уравнения вращательного движения рабочих частей во
время хода ползуна вниз [5]:
со,и =
рм0 + MG
j Чр*Н9
(31.10)
где MG — приведенный момент от силы тяжести рабочих частей
пресса, при наличии уравновешивателя ползуна MG = 0.
Время движения ползуна вниз
/н = (0,25...0,3)/м = (0,25 ...0,3)60/л. (31.11)
Параметры привода пресса во время возвратного хода рассчи-
тывают аналогично. Следует учитывать приведенный момент от
силы сопротивления инструмента в случае выполнения операций
выдавливания и прессования, когда возможен зажим пуансона в
матрице.
Крутящий момент гидромотора во время возвратного хода
Ло'” +МС,
Л/в ----=-------------=•
лД[(1-5)60//»-/д]
(31.12)
где совда — наибольшая угловая скорость винта во время возвратно-
го хода ползуна, сов,„ ~ (0,8...0,9)cow; т)в — механический КПД воз-
вратного хода, т|в = 0,6...0,65; X — отношение времени разгона к
полному времени возвратного хода, X = гвр//в = 0,7...0,75.
Гидромоторы следует выбирать из каталогов по наибольшему
значению момента из рассчитанных для хода разгона вниз и воз-
вратного хода.
348
Гидродинамический расчет параметров движения рабочих час-
тей. Основные допущения приняты для жесткой сосредоточенной
модели гидросистемы [8] (см. гл. 7).
Расчет гидровинтовых прессов с приводными гидроцилиндрами,
воздействующими на винт (см. рис. 31.1, а). Расчет проводится ана-
логично рассмотренному в гл. 7 для гидропрессов с насосным и
насосно-аккумуляторным приводом. Необходимо использовать при-
веденные значения масс и сил, отражающие особенности винто-
вого рабочего механизма гидровинтовых прессов [5]. Уравнение
движения в проекциях сил на ось винта приведено к уравнению
Рикатти неполному, решение приведено в гл. 7; время разгона до
скорости линейного движения v определяют по формуле (7.31),
скорость в функции времени — (7.32), перемещение в функции
времени — (7.33), ускорение — (7.34), скорость в функции пере-
мещения — (7.35).
В приведенных выражениях следует использовать следующие
значения коэффициентов:
а = М + г+ рУз^2/ЕЛ, (31.13)
1 1
6 = ЗД2£(1 + &) + 52^£(1 + ?2); (31.14)
ь -i d
с = 51р3-52А + wg-ХЛ(31.15)
1 1 zlgot
где М — приведенная масса рабочих частей пресса; р — плот-
ность рабочей жидкости; S2 — площадь соответственно порш-
невой и штоковой полостей цилиндра; к\, к2 — коэффициенты
приведения площадей соответственно цилиндра и гидролиний,
к] =~, к2=~; I,, I, — длины прямых участков гидролинии;
/1 fi
S2 — приведенные коэффициенты гидравлического сопротивле-
ния гидролиний; р3, р4 — давление жидкости соответственно в ак-
кумуляторе и сливном баке; т — масса рабочих частей пресса; R,,
М: — соответственно силы и моменты сопротивления (трения в
Узлах пресса); п, h — число участков гидролиний 1Х и /2 соответ-
ственно; к, j — соответственно число сил и моментов сопротив-
ления.
Для расчетов гидровинтовых прессов с приводными гидромотора-
Л1и-> воздействующими на винт (см. рис. 31.1, 6} используют выра-
жения (7.31) —(7.35). Коэффициенты имеют следующие значения:
349
a = 1 + к&ер£ lj + &2S2ep^ (л (31.16)
i i
b = k?Sx ep/2 (1 + C,) + £2252ep/2 (1 + ); (31.17)
d k d j
c = p3S{e - p4S2e + mg —£- - £ Л - - £ К/, (31.18)
2tga ] 2tgoc ।
где e — эксцентриситет ротора гидромотора; kx, k2 — коэффици-
i Q i Q r- - rz
енты приведения, kx = —k2 = ——; q — рабочий объем гидро-
2л/ 2л/,
мотора (объем жидкости на один оборот ротора).
Во время рабочего хода рабочая полость гидравлического дви-
гателя сообщается со сливным баком и незначительно влияет на
движение рабочих частей, поэтому необходимо учитывать замеча-
ния в гл. 28 и 30.
Расчет параметров движения и давления жидкости в гидросис-
теме. Согласно экспериментальным данным, изменение давле-
ния жидкости в гидросистеме носит колебательный затухающий
характер. Поэтому для расчета движения жидкости используют
упругую с сосредоточенными параметрами модель гидросистемы
[8], аналогично рассмотренному в гл. 7 для гидравлических прес-
сов с учетом особенностей гидросистем гидровинтовых прессов.
Вследствие большой инерционности рабочих частей винтовых
прессов колебания давления жидкости несущественно отражают-
ся на движении рабочих частей и поэтому приемлемы рассмот-
ренные расчеты по уравнению Рикатти на основе «жесткой сосре-
доточенной» модели гидроситемы.
Энергетические расчеты и КПД. Для гидровинтовых прессов
применяют в основном индивидуальный насосно-аккумуляторный
привод. Мощность насосов (и электродвигателей) определяют по
средней мощности в течение технологического цикла (см. гл. 13).
Мощность насосов для гидровинтового пресса с приводными гид-
роцилиндрами
N„=pmQ^pJf'+S\>S"\ (31.19)
Нм +/)По
где р03 — начальное давление в аккумуляторе; QH — подача насоса
(насосов); 5), S2 — площади рабочего и возвратного цилиндров;
sm — максимальный ход; /м, /т — продолжительность машинного
цикла и технологической паузы; ц0 — объемный КПД гидросис-
темы, т)о ~ 0,95...0,98.
350
Мощность насосов для прессов с приводными гидродвигателя-
вращательного движения, воздействующими на винт:
М, = йвО„ “Рю . ,5<t>" , = Лз , (31.20)
+ t-г )Ло "I" А' )Ло
где q — рабочий объем гидромотора; срт — максимальный угол
поворота гидродвигателя; h — ход винта.
В случае применения зубчатых передач, необходимо учитывать
передаточные отношения [5].
Передача энергии давления жидкости из аккумулятора в рабо-
чий цилиндр или гидромотор происходит с гидравлическими по-
терями по длине гидролиний и в местных сопротивлениях. Кроме
того, во время движения винта и ползуна происходят потери ме-
ханической энергии на трение. КПД разгона рабочих частей
Тэ
Пр =----7Г’
РозК1
(31.21)
где Ум — маневровый объем жидкости в аккумуляторе.
На основе испытаний гидровинтовых прессов (Ю. А. Бочаров,
Ю.А.Зимин, Ю.Д.Морозов, 1973) и [5] можно принять т|р « 0,6...0,7.
КПД рабочего хода (деформирования)
4
р =-------"----
(Тэ + АИ + Ag )
(31.22)
где Ли — индикаторная работа жидкости во время деформирова-
ния:
4 = JР\ й J A Mds ~ П/Й^д, (31.23)
о о
гДе s2 — площади цилиндров; рх, р2 — давление в рабочей и
возвратной полостях цилиндра; — индикаторный КПД во вре-
мя деформирования; по опытным данным т), = 0,75...0,8.
КПД машинного цикла гидровинтового пресса без учета потерь
энергии в электродвигателе и насосе определяют отношением
полезной работы деформирования Лд поковки к работе, затрачен-
ной аккумулятором в течение цикла А3:
Пм
(31.24)
По опытным данным цм = 0,55...0,6.
351
Эффективный КПД пресса
П, = -А == ПмПэлПн, (33.25)
Лд I
где т]э д, т|н — КПД электродвигателя и насоса. По опытным дан
ным т|э = 0,4...0,45 [5]; Лд — работа деформирования поковю ;
Лэ д — энергия, потребляемая электродвигателем из сети за врем г
цикла.
31.3. Конструкции гидровинтовых прессов
Прессы с приводными гидроцилиндрами винтового движения. По
предложению профессора А. И. Зимина на ПО ЧЗПА выпускались
опытно-промышленные гидровинтовые прессы типа Ф2732А но-
минальной силой 1,6 МН с насосно-аккумуляторным приводом.
Сила гидроцилиндра Fn = (0,2... 0,25) создается давлением жид-
кости в полости, выполненной в винте, служащим также махови-
ком. Под действием этой силы полый винт разгоняется, вращаясь
относительно закрепленной в станине гайки и перемещается вме-
сте с ползуном поступательно, развивая на коротком участке пол-
ного хода скорость до 1,5 м/с и заданную кинетическую энергию
[5].
В этой конструкции гидропривод не отключается во время ра-
бочего хода и сила гидроцилиндра, соизмеримая с силой сопро-
тивления поковки деформированию суммируется с кинетической
энергией винта и ползуна. Деформирование поковки происходит
двумя видами энергии: кинетической и энергией давления жид-
кости. Поскольку из-за большой силы гидроцилиндра требуется
слишком короткий ход разгона, недостаточный для загрузки и
выгрузки заготовки, то перед ним применяется ход приближения
под низким давлением жидкости. Это усложняет привод и приво-
дит к большим потерям энергии.
На основе экспериментов прессы модели Ф2732Б были моди-
фицированы, сила цилиндра в модели Ф2732Б уменьшена, при-
вод упрощен. Они работают с разгоном рабочих частей на протя-
жении полного хода. В процессе рабочего хода гидропривод пере-
ключается на возвратный ход.
Гидровинтовой пресс Ф2738 с номинальной силой 6,3 МН
(рис. 31.3) оборудован водно-эмульсионным насосно-аккумуля-
торным гидроприводом конструкции ЭНИКмаш, обеспечиваю-
щим работу пресса аналогично приведенному для пресса Ф2732Б-
В качестве рабочей жидкости применена водная эмульсия на ос-
нове эмульсолов ВНИИНП-117 или ВНИТОЛ.
Станина 3 состоит из двух стоек и основания, отлитых из сер0'
го чугуна, и верхней поперечины из стали, стянутых четырьмя
352
Рис. 31.3. Конструкция гидровинтового пресса Ф2738 ПО ЧЗПА номи-
нальной силой 6,3 МН:
1 — гайка; 2 — винт (винтовой цилиндр); 3 — станина; 4 — ползун; 5 — возврат-
ный цилиндр; 6 — гидропривод; 7 — выталкиватель
стальными шпильками, имеет четыре диагональные регулируе-
мые направляющие с бронзовыми накладками. Плоскости направ-
ляющих должны пересекаться с осью винта. Ползун 4 стальной
литой с удлиненными направляющими поверхностями. Винт 2
(винтовой.цилиндр), выполненный из стали 40ХНМА, посред-
ством прямоугольной шестизаходной несамотормозящей резьбы
сопрягается с гайкой 1, закрепленной в верхней поперечине ста-
нины. Нижним концом винт через стальную закаленную пяту и
подпятник из антифрикционного сплава соединяется с ползуном.
время разгона ползуна вниз и возвратного хода между сопря-
гаемыми поверхностями подпятника должен быть зазор 1,5... 2 мм,
заполненный жидким минеральным маслом. В нижней части вин-
та над ползуном закреплен четырьмя штифтами стальной махо-
вик.
В верхней части винта расточкой выполнена полость рабочего
Цилиндра, с которым через бронзовую втулку и уплотнения со-
353
Рис. 31 4. Конструкция гидровинтового пресса ПО ТМП номинальной
силой 25 МН:
1 — нижняя поперечина; 2 — стойка; 3 — направляющие; 4 — ползун; 5 -
верхняя поперечина; 6, 9 — маховики; 7 — зубчатые колеса; 8 — винт; Ю "
гайка; 11 — рабочий цилиндр; 12 — шток; 13 — кронштейн; 14 — шпилька
354
прягается полый плунжер, шарнирно закрепленный в поперечи-
не станины. Через канал полого плунжера рабочая жидкость пода-
ется в цилиндр.
Гидросхема и схема управления обеспечивают работу пресса с
одним ударом или с нанесением двух последовательных ударов с
различной энергией. Номинальная эффективная энергия пресса
составляет 80 кДж, максимальная скорость — 1,5 м/с.
В зарубежных конструкциях гидровинтовых прессов (Hasenclever,
Германия) для осевого воздействия на винт применяют гидроци-
линдр винтового движения, шток которого является непосред-
ственным продолжением винта, а также отдельные гидроцилинд-
ры винтового движения (винтовые гидромоторы) [5].
Прессы с приводными гидроцилиндрами линейного движения.
Производственным объединением ТМП (г. Воронеж) изготовлен
самый крупный в России гидровинтовой пресс номинальной си-
лой 25 МН (рис. 31.4), с эффективной энергией 450 кДж и разгру-
женной от динамического крутящего момента станиной (ведущий
конструктор И. Ф. Яковенко, 1980). Обычно все винтовые прессы
во время рабочего хода создают реактивный крутящий момент в
резьбе винтового механизма, который вызывает угловую упругую
деформацию станины и ударную нагрузку на основание и фунда-
мент. В этой конструкции впервые удалось применить положение
механики о равенстве импульсов кинетических моментов. При
движении ползуна вниз винт вызывает в гайке реактивный кру-
тящий момент, заставляя ее вращаться в противоположную сто-
рону:
J1W! = J2co2, (31.26)
где /ь СО] — соответственно осевой момент инерции и угловая
скорость винта с маховиком; J2, со2 — соответственно осевой мо-
мент инерции и угловая скорость гайки.
Для этого гайка 10 (см. рис. 31.4) установлена в верхней попе-
речине 5 станины с возможностью вращаться, опираясь на гидро-
статический подшипник. Маховик 9 гайки выполнен с зубчатым
венцом, находящимся в зацеплении с тремя промежуточными зуб-
чатыми колесами 7 и зубчатым венцом маховика 6.
Станина пресса рамной конструкции состоит из верхней 5 и
нижней 1 поперечин и двух стоек 2. Станина стянута четырьмя
Шпильками 14. Два рабочих цилиндра 11 поршневого типа силой
5 МН каждый прикреплены к стойкам станины. Штоки 12 порш-
ней соединены с кронштейнами 13, которые закреплены в пазах
Ползуна. Массивный ползун 4, представляющий цельную литую
стальную призму, направляется регулируемыми направляющими,
Длина которых в 1,5 раза больше ширины ползуна, что обеспечи-
Вает высокую точность положения ползуна при нецентральном
Нагружении и способствует повышению точности поковок. Две
355
передние направляющие ползуна являются нерегулируемыми. Зад
ние направляющие имеют раздельную регулировку с использова-
нием клиньев, установленных на стойках.
Рис. 31.5. Схема конструкции гидровинтового пресса (Hasenclever, Гер-
мания) с приводными гидромоторами:
1 — маховик; 2 — винт; 3 — фрикционный предохранитель; 4 — привод гидр°'
мотора; 5 — гидромотор; 6 — гайка; 7 — верхняя поперечина; 8 — шпилька; 9 —
уравновешиватель; 10 — боковая стойка; 11 — нижняя поперечина
356
В центральном гнезде ползуна шарнирно закреплен нижний
конец винта 8, который имеет несамотормозящую пятизаходную
резьбу с наружным диаметром 630 мм; профиль поперечного се-
чения резьбы — неравнобокая трапеция (см. рис. 27.3, в).
При штамповке осесимметричных поковок с небольшой де-
формирующей силой, не создающей значительного воздействия
крутящим моментом на фундамент, гайка 10 (см. рис. 31.4) может
быть неподвижно закреплена, а промежуточные зубчатые колеса 7
демонтированы при наладке. Винт и гайка имеют маховики 6 и 9,
что увеличивает их моменты инерции и при вращении в противо-
положную сторону обеспечивает суммарную величину кинетичес-
кой энергии вращательного движения
Тэ = Jl(^/2 + J2(^/2. (31.27)
В маховик 6 винта встроен фрикционный предохранитель пресса
от перегрузки по предельному крутящему моменту.
В насосно-аккумуляторном водно-эмульсионном гидроприво-
де конструкции ЭНИКмаш применены три насоса УН 200/125,
два гидропневматических аккумулятора с четырьмя воздушными
баллонами. Управление прессом обеспечивает возможность сту-
пенчатого изменения быстроходности: 5, 10 и 15 ходов в минуту.
Гидровинтовые прессы типа LVH (Zdas, Чехия) номинальной
силой 2,5...40 МН и кинетической энергией 20...700 кДж, широ-
ко применялись в отечественной авиационной промышленности
1970—80-х гг. Особенности конструкций и результаты исследова-
ний см. в [5, 51].
Прессы с приводными гидромоторами вращательного движения.
В конструкции гидровинтового пресса серии HSPRZ 800 номи-
нальной силой 63 МН, максимальной допускаемой силой 100 МН
и эффективной энергией 2 360 кДж (Hasenclever, Германия), ма-
ховик 1 (рис. 31.5) соединен с верхней частью винта 2 диаметром
800 мм посредством фрикционного предохранителя 3. Маховик с
винтом совершают винтовое движение относительно гайки 6, ус-
тановленной в верхней поперечине 7. Пресс оборудован уравно-
вешивателями 9, установленными в боковых стойках 10 станины,
верхняя 7 и нижняя И поперечины которой стянуты стяжными
шпильками 8.
Рабочие части пресса приводятся в движение шестью равно-
мерно расположенными по окружности аксиально-плунжерными
гйдромоторами вращательного движения посредством косозубых
зубчатых передач [5, 51].
РАЗДЕЛ VI
ШТАМПОВОЧНЫЕ И КОВОЧНЫЕ МОЛОТЫ
ГЛАВА 32. КЛАССИФИКАЦИЯ И ГЛАВНЫЕ ПАРАМЕТРЫ
МОЛОТОВ, ОСОБЕННОСТИ УДАРНОГО ДЕФОРМИРОВАНИЯ
32.1. Принцип действия, классификация и главные
параметры молотов
Принцип действия. Молотами называются КШМ ударного дей-
ствия, в которых энергия привода перед ударом преобразуется в
кинетическую энергию линейного движения рабочих масс с за-
крепленными на них штампами, а во время удара — в полезную
работу деформирования поковки.
Для привода молотов используют пар, сжатый воздух или газ,
жидкость под давлением, горючую смесь, взрывчатые вещества,
электромагнитное и гравитационное поля.
Принцип действия молотов заключается в разгоне рабочих масс
до скорости v силой F с затратой работы привода Ап во время
перемещения sp массы рабочих частей (ударной массы т) по на-
правлению к поковке и накопления кинетической энергии Тэ (ко-
торая называется эффективной энергией молота) и использова-
ния ее для полезной работы деформирования поковки Ад во вре-
мя рабочего хода 5Д:
4 = J F(s)ds = т|пТэ = y\nmv2/2 = т)д4 = цд JГд (5)65, (32.1)
о о
где т]п — КПД привода при разгоне; цд — КПД ударного деформи-
рования поковки; Ад — работа деформирования поковки, выпол-
няемая за один удар; Гд — деформирующая сила.
Классификация. По технологическому признаку молоты раз-
деляют на ковочные — для свободной ковки, штамповочные
для объемной штамповки, листоштамповочные и выколоточ-
ные — для штамповки и выколотки по шаблону листовых мате-
риалов (рис. 32.1).
В качестве основного признака классификации конструкций
принят тип энергоносителя. По этому признаку молоты подразде-
ляют на конструктивные группы (рис. 32.2) [19, 22, 28].
358
К первой группе (рис. 32.2, а) относятся паровоздушные моло-
ты, энергоносителями у которых является пар или сжатый воздух.
Пар поступает к рабочему цилиндру по трубопроводу от паровых
турбин, сжатый воздух — от компрессорной станции. Передаточ-
ный механизм паровоздушного молота состоит из поршня и што-
ка. Исполнительным механизмом является ударная масса (баба) с
закрепленным на ней бойком или штампом. Баба, штамп, шток и
поршень образуют массу рабочих частей. Скорость при ударе со-
ставляет 7...9 м/с, частота ударов — 80... 100 мин1.
Ко второй группе относятся приводные пневматические молоты
(рис. 32.2, б). Энергоносителем таких молотов является сжатый
воздух, поступающий от встроенного компрессора. Компрессор с
электродвигателем установлен непосредственно на молоте. При
движении поршня компрессора, вследствие изменения объемов
нижней и верхней полостей цилиндров, соединенных с помощью
крана, в них происходит изменение давления воздуха, что вызы-
вает движение рабочего поршня с верхним бойком или штампом.
Функции передаточного и исполнительного механизма совмеще-
ны. Скорость при ударе составляет 4,5...5 м/с (7,5 м/с), частота
Ударов — 50...60 (95...220) мин-1 согласно ГОСТ 712—85.
Электромагнитные молоты (рис. 32.2, в) с приводом от элект-
ромагнитов и линейных статоров в промышленности пока не при-
меняются. Такие молоты составляют третью группу.
К четвертой группе относятся механические молоты с приво-
дом от электродвигателя с помощью механических передаточных
Механизмов, состоящих из фрикционных, гибких и упругих свя-
359
зей (рис. 32.2, г). В последнее время молоты четвертой группы не
производят.
Пятую группу представляют газогидравлические и гидравличес-
кие молоты (рис. 32.2, д, ж). Энергоносителем в газогидравличес-
ких молотах служит сжатый газ — азот, воздух, для Возвратного
хода применяют жидкость (минеральное или синтетическое мас-
ло, водные эмульсии). В гидравлических молотах жидкость под дав-
лением от насосов и аккумуляторов воздействует на рабочий плун-
жер или поршень. Энергия давления жидкости при разгоне массь
рабочих частей переходит в кинетическую энергию. Скорость при
ударе составляет 5...6 м/с, частота ударов — 60...80 мин-1.
К шестой группе относятся газовые высокоскоростные молоты
(рис. 32.2, е), энергоносителем в которых является газ — азот
находящийся под высоким давлением в специальной полости над
Рис. 32.2. Принципиальные схемы молотов:
а — паровоздушного; б — приводного пневматического; в — электромагнитного;
г — механических: 1 — с доской; 2 — с ремнем; 3 — рессорного; д — газогидрав-
лического; е — высокоскоростного; ж — гидравлического; з — взрывного
360
рабочим поршнем. При отрыве поршня от торцевого уплотнителя
сжатый газ, воздействуя на поршень и верхнюю крышку цилинд-
ра, вызывает разгон рабочих частей и, реактивно, станины с ци-
линдром. При разгоне рабочих частей и встречном движении ста-
нины внутренняя энергия газа переходит в кинетическую энер-
гию движения масс. Скорость при ударе составляет 18...20 м/с,
частота ударов — 5... 10 мин-1.
К этой же группе относятся взрывные молоты (рис. 32.2, з),
работающие по принципу некоторых двигателей внутреннего сго-
рания. Энергоносителем является смесь жидкого горючего веще-
ства с воздухом. Скорость при ударе составляет 15...20 м/с, часто-
та ударов — 50...60 мин-1.
Молоты по кратности действия энергоносителя разделяются
на две группы: простого и двойного действия.
У молотов простого действия движение вниз осуществляется
силой тяжести рабочих частей. Работа силы тяжести переходит в
кинетическую энергию, используемую для деформирования по-
ковки. Возвратный ход (подъем) рабочих частей осуществляется
паром, воздухом, газом, жидкостью под давлением, электродви-
гателем. К молотам простого действия относится большинство
молотов четвертой группы за исключением пружинно-рессорных.
Остальные конструкции — молоты двойного действия.
У молотов двойного действия движение вниз осуществляется
под действием двух факторов: силы тяжести рабочих частей и энер-
гии пара, воздуха, газа, жидкости, рессоры.
Дальнейшее подразделение молотов осуществляется по кон-
структивному исполнению шабота или детали, воспринимаю-
щей удар рабочей массы. Молоты с неподвижным перед ударом
шаботом (жестким или виброизолированным) называют шабот-
ными, а с подвижным, двигающимся навстречу шаботом, —
бесишботными. К бесшаботным молотам относятся также им-
пакторы — молоты с горизонтальным встречным движением
двух масс.
По конструкции станины молоты могут быть одностоечными и
двухстоечными (арочными и мостовыми).
У шаботных молотов без виброизоляции часть энергии переда-
ется на грунт, вызывая неблагоприятные вибрации. Виброизоли-
рованный шабот уменьшает энергию, передаваемую на грунт. Бес-
шаботные молоты незначительно воздействуют на грунт.
Главные параметры молотов. Главные размерные параметры
молотов регламентируются государственными стандартами, напри-
мер паровоздушных штамповочных молотов — ГОСТ 7024—85,
ковочных — ГОСТ 9752—85.
Главным размерным параметром конструкций молотов с непо-
движным шаботом служит ударная масса т (масса рабочих частей,
бабы молота). Размерные ряды молотов составлены по геометри-
361
ческой прогрессии со знаменателем 1,6 (например, паровоздуш-1
ные штамповочные молоты с ударной массой 630...25000 кг).
Эффективная кинетическая энергия Тэ, развиваемая ударной
массой перед ударом, является вторым главным параметром мо-
лотов с неподвижным шаботом. Например, для паровоздушных
штамповочных молотов с неподвижным шаботом эффективная
кинетическая энергия Тэ = 16...630 кДж.
Скорость ударной массы (рабочих частей) перед ударом является
зависимым параметром, который находится в диапазоне 5...9 м/с:
\2Т
v = (32.2)
V т
Для бесшаботных молотов главным размерным параметром
является эффективная кинетическая энергия Тэ, находящаяся в
диапазоне 20...800 кДж. Вторым параметром является скорость
каждой ударной массы перед ударом. Обычно эта скорость
v ~ Л0 = 3,1... 3,3 м/с. В этом случае величина каждой из ударных
масс становится зависимым параметром, находящимся обычно в
диапазоне (2...80) • 103 кг:
т = Тэ/# = Тэ/10. (32.3)
32.2. Сила, скорость и КПД ударного деформирования
В процессе ударного деформирования поковки импульс дви-
жения переходит в импульс силы. Принимая удар массы т{ по
неподвижному шаботу т2 центральным, на основе закона сохра-
нения импульса имеем
(а
-^) = JЛ
0
(32.4)
где — скорость удара массы ту vx — скорость совместного дви-
жения масс и т2 в конце нагрузочной фазы удара:
т,
vx ~ Ц--------*—
ЛИ] + т2
(32.5)
(а
Принимая J Fa (/)dz ~ Fa_Mta, можно оценить в первом прибли-
0
жении величину максимальной силы Faм из (32.4) с учетом (32.5):
г - ”^1 1
'дм ~ 1
'д I
ГП{
гщ + т2
(32.6)
362
Рис. 32.3. Схема соударения рабочих масс молота («) и зависимость КПД
ударного деформирования от кратности масс (б)
Влияние конструктивных параметров молота на максималь-
ную силу при ударном нагружении поковки можно выяснить,
рассмотрев двухмассовую динамическую модель шаботного мо-
лота (рис. 32.3, а). Приведенная жесткость конструкции молота и
поковки
к = кпкм/(кп + км), (32.7)
где ки — условная жесткость поковки (на сжатие):
= dc,(.s) ал;
(32.8)
где км — жесткость конструкции молота в направлении удара мак-
симальной силы:
d/д (5) FaM
ch Asy
(32.9)
Здесь /д м — максимальная сила; A.sy — максимальная упругая
деформация конструкции молота в направлении удара.
Шабот массой т2» тх представим для упрощения задачи сво-
бодным телом, а действие опорной реакции = кшх2 компенси-
руем удвоением массы шабота 2т2.
В начальном положении t = 0, перемещения и скорости удар-
ной массы и шабота: хх = 0, х~= vx, х2 = 0, х2 = 0.
Уравнения движения масс:
тхх + к(хх - х2) = 0;
2т2х2 -к(хх - х2) = 0.
(32.10)
363
Обозначив деформацию упругого звена х = х, - х2, после вычи-
тания второго уравнения (32.10) из первого и преобразований
получим
х + сд2х - 0,
решением которого с учетом начальных условий будет
х = — sm сд (32.11)
Круговая частота собственных незатухающих колебаний систе-
2л
мы двух масс гщ и 2т2 (период То = —):
®о
, пъ + 2т2 «о = ' V 2тхт2 (32.12)
Приблизительное время нагрузочной фазы удара (четверть пе-
риода То)
t - 71 д' ’ 2С0»' (32.13)
Сила в процессе ударного нагружения поковки
Fa (t) = кх = к — sin сд/- (Д) (32.14)
Максимальная сила при со0/ = л/2 согласно (32.6), (32.12) при
(ц = (ц1
F -кИХ-„ 12кт<т2 гд.м Л “ И * 1 ~ С0о V т\ + 2^2 (32.15)
Для технологических расчетов максимальную деформирую-
щую силу обычно принимают приблизительно из соотношения
/^ м(МН) = Ю (кг), т.е. молот с массой рабочих частей 1 000 кг
эквивалентен прессу силой 10 МН. Для молотов с тх < 1 000 кг
рекомендуется уменьшить FaM на 10 %, а для молотов с т[ > 1 000 кг
рекомендуется увеличить Тд м на 10% [13].
Следует учитывать, что при Гд -> Тд м, КПД ударного дефор-
мирования т|д —> 0, поэтому целесообразно при штамповке огра-
ничивать требующуюся конечную деформирующую силу величи-
ной, меньшей Тд м.
364
Из выражения (32.15) следует, что максимальная сила в про-
цессе ударного деформирования поковки получается больше при
увеличении скорости соударения, приведенной жесткости конст-
рукции молота в направлении удара и отношения пъ/гпу, называ-
емого кратностью масс. Кратность масс оказывает заметное
влияние только при ггь/гщ < 3. При тп^гпу > 3 и постоянной жест-
кости наибольшее влияние на Рд м оказывает скорость ударного
нагружения. При этом уменьшается коэффициент трения металла
о стенки штампа, что способствует лучшему заполнению гравю-
ры штампа, сокращается время силового контакта штампа с по-
ковкой, что важно для уменьшения передачи теплоты от поковки
к штампу, для повышения стойкости штампов и уменьшения по-
терь теплоты особенно тонких поковок (слесарно-монтажный и
медицинский инструмент). Вместе с тем возрастает сопротивле-
ние металла деформированию, увеличиваются напряжения, ко-
торые испытывают детали молота и, прежде всего, штоки паровоз-
душных молотов, детали штампов, усиливаются нагрузки на фун-
дамент, вибрации системы и шум при ударе, уменьшается надеж-
ность работы оборудования. Максимальная скорость ударного на-
гружения в современных паровоздушных штамповочных молотах
составляет 6...8 м/с, гидравлических и газогидравлических —
5...6 м/с, высокоскоростных 18...20 м/с (иногда 50... 100 м/с), при-
водных пневматических ковочных молотах — 4,5...5 м/с.
С целью повышения надежности конструкции молотов наблю-
дается тенденция к снижению скорости. Для уменьшения вибра-
ций и шума там, где это экономически и экологически целесооб-
разно, штамповочные молоты для горячей штамповки заменяют
на винтовые горячештамповочные прессы (см. раздел V).
КПД ударного деформирования. В условиях работы молота про-
исходит упругопластический удар, в результате которого поковка
деформируется пластически и упруго, ударные массы и детали
молота — упруго. Эффективная энергия молота Тэ расходуется на
полезную работу пластического деформирования поковки Аа, ра-
боту упругой деформации поковки Ау п и деталей молота Ау м, на
трение в подвижных элементах конструкции молота и штампов
(уплотнениях, направляющих, замках и т.п.) Д, смещение цен-
тра взаимодействующих масс Ас м.
В этих условиях необходимо рассматривать КПД ударного де-
формирования поковки на молотах, сопровождающегося слож-
ными процессами и затратами энергии в элементах конструкции
молота. С целью упрощения КПД можно представить
^4
йд = = 1— (Лу п + Лу М + Ат + Ас м )/Тэ. (32.16)
-* э
Кинетическая энергия отражения масс после удара
365
T' = mx(y{)2 /2 + m2(v2)2 /1, (32.17)
где mi, т2 — массы рабочих частей и шабота; vx, v2 — скорости
отражения этих масс.
Скорости отражения и v2 можно определить, если предпо-
ложить, что соударяющиеся массы абсолютно твердые, удар цен-
тральный, а шабот — свободное тело, не имеющее реакции. На
основе закона сохранения импульса движения
niiVi + m2v2 = (тх + т2 )rCM = mxv{ + m2v2,
(32.18)
где vCM — скорость смещения взаимодействующих масс.
Используя понятие коэффициента е восстановления скорости
при ударе, как абсолютное значение отношения относительной
скорости масс после удара к относительной скорости перед ударом
е =
И -v2
(32.19)
получим для молотов с неподвижным шаботом при v2 = 0 прибли-
женное выражение КПД ударного деформирования:
тх + т2
(32.20)
Аналогично можно получить выражение КПД для молотов с
подвижным шаботом и бесшаботных:
(zTj - v2 )2
+т2)2Тэ
(32.21)
Расчеты по полученным формулам (32.20) и (32.21) удовлет-
ворительно совпадают с экспериментальными данными только
для относительно длительных (или мягких) ударов при /д >
> (З...5)7о, где То — период наиболее медленных собственных ко-
лебаний одного из соударяющихся тел, которые получаются при
осадке высоких заготовок и штамповке в подготовительных ручь-
ях штампов [13].
Объясняется это тем, что волны напряжений и деформаций
распространяются в шаботе с конечной скоростью с, которая за-
висит от модуля упругости Е и плотности р материала (металла),
(для-стали с ~ 5 000...6 200 м/с). При этом поле скоростей
смещения частиц вначале неоднородное. Спустя (3... 5) 70 поле ско-
366
ростей успевает выровняться и стать однородным, а потенциаль-
ная энергия упругих волн переходит в кинетическую энергию от-
скока, с учетом которой и получены формулы (32.20) и (32.21).
Для расчетов т|д «жестких» ударов для различных конструкций мо-
лотов при /д < (3...5)Т0 этими формулами пользоваться не реко-
мендуется [13, 19, 51].
Коэффициент е восстановления скорости при ударе зависит от
материала, формы и размеров соударяющихся масс и поковки,
от величины скоростей. Значение коэффициента изменяется в
широких пределах при штамповке в нескольких ручьях штампов
на одном и том же молоте, а также при штамповке на разных
молотах. Это создает трудности и приводит к ошибкам при расче-
тах. Обычно принимают приближенные средние значения е. Для
свободной ковки и подготовительных операций штамповки е =
= 0,15...0,4, а для штамповки в окончательных ручьях штампов
Е == 0,5...0,65. При «холодном» ударе штампов без поковки е~
«0,75...0,8.
Кратность (соотношение) ударных масс. Соотношение ударных
масс в молотах с подвижным шаботом и соотношение масс
шабота и ударной массы в молотах с неподвижным шаботом на-
зывается кратностью масс. Кратность масс влияет на КПД ударно-
го деформирования и на степень ударного воздействия молота на
основание.
Из выражения (32.20) видно, что при постоянном значении е
влияние кратности ударных масс w2/7?Z| на значение КПД непо-
стоянно. При отношении w2/W] < 10, КПД резко снижается, а
при т^/тх > 10 повышается незначительно (рис. 32.3, б). В связи с
этим при конструировании ковочных молотов обычно принима-
ют - 10—15. Дальнейшее увеличение тфпу не приводит к
существенному возрастанию КПД, но способствует уменьшению
вибраций и некоторому увеличению жесткости удара. Поэтому в
современных шаботных штамповочных молотах w2/W] =20—25.
В бесшаботных молотах и в молотах с подвижным шаботом вли-
яние кратности масс на КПД ударного деформирования очень
мало, так как ударное деформирование происходит при встреч-
ном перемещении ударных масс, поэтому импульсы движения
преобразуются в одинаковые, но противоположно направленные
импульсы сил. В молотах с подвижным шаботом обычно тп^т^ <
$ 3.
32.3. Особенности расчета основных деталей
на прочность
Расчет штоков. Штоки паровоздушных штамповочных молотов.
Диаметр штока паровоздушных штамповочных молотов (рис. 32.4)
выбирают из условий минимальных продольных напряжений и
367
Рис. 32.4. Рабочие части па-
ровоздушного молота:
напряжений изгиба в нем, а также из
условий устойчивости (d > 0,04/) и мак-
симальной передачи энергии массой
штока [13]:
d = 4----------> 0,04/, (32.22)
\0,1(/ + /к)
где Кп — объем поршня, см3; / — длина
штока без верхнего и нижнего посадоч-
ных конусов, см; /к — длина нижнего
конуса, см.
Максимально возможная величина
силы при ударе штампа о штамп без
поковки и учета местных упругоплас-
тических деформаций
Fm = рсг5ш, (32.23)
где р — плотность стали; с — скорость
упругой волны в стали, с = 5 000 м/с;
v — скорость соударения; 5Ш — пло-
1 — поршневые кольца; 2 —
поршень; 3 — шток; 4 — втул-
ка; 5 — латунная прокладка;
6 — ударная масса (баба)
щадь соударения.
Действительные силы при штампов-
ке обычно меньше величины, опреде-
ляемой по формуле (32.23), и это учи-
тывается введением коэффициента вое
1 и других, иногда сложных по структу-
становления скорости е <
ре коэффициентов, отражающих условия нагружения детали. Под-
ставляя в (32.23) для ударной массы р = m/V - m/Sh (где т —
масса; V, S, h — соответственно объем, площадь сечения и высо-
та), получим, вводя е и фазовый коэффициент л/10, выражение,
подобное рекомендуемому, например О. Г. Власовым и др. [13],
при е = 1 для определения максимальной силы:
„тс „ л тс
"-Го“"'л1оеТ11'
(32.24)
Конструкции и расчеты основных деталей молотов приведены
в работах [13, 19, 51]. Штоки молотов изготавливают из легиро-
ванных хромом (прочность), никелем (вязкость), ванадием или
молибденом (мелкодисперсность, прокаливаемость) сталей, с
содержанием углерода более 0,3 %, например 18ХНВА, 40ХНМА,
30XH3A, 40ХНА
Штоки выполняют цельными вместе с поршнем, или разъем-
ными. В последнем случае применяют горячую посадку поршня на
конус штока. Штоки изготавливают ковкой с последующей тер-
368
мической обработкой в вертикальном положении на микрострук-
туру — сорбит. После термической обработки штоки шлифуют и
накатывают роликом. Эффективная глубина наклепанного слоя
после накатки выбирается по зависимости:
5 = 0,01J(10/lgJ) - lg(d/2), (32.25)
где d — диаметр накатываемой части штока.
Расчет на циклическую нагрузку при штамповке необходим для
обеспечения долговечности конструкции молота. Низшую частоту
(в Гц) свободных продольных колебаний (изменения напряже-
ний) можно приблизительно определить для стержня длиной I:
со0 = с/2/.
В деталях молота наблюдаются пять-шесть амплитуд напряже-
ний с интервалом То = 1/со0, значения которых соизмеримы с
максимальным значением напряжения. Напряженное состояние в
штоке при ударе подвижных частей можно анализировать двумя
методами — волновым и энергетическим — соответственно на
основе задачи волновой механики об ударе стержня о жесткую
преграду со скоростью г и на основе равенства кинетической
энергии и работы упругой деформации штока. Согласно волново-
му методу при рассмотрении колебаний с низкой частотой наи-
большее напряжение следует ожидать в месте заделки штока в
ударную массу к концу первой четверти периода свободных коле-
баний.
В условиях упругопластического соударения бабы молота с ша-
ботом, когда между ними имеется поковка, а не жесткая прегра-
да, на упругую деформацию штока затрачивается только часть
энергии, и напряжения уменьшаются, что обычно учитывают вве-
дением коэффициента восстановления скорости е.
Число циклов N до разрушения штока оценивают по зависи-
мости [19]
(32.26)
Gmaxfik
где С] = 2(Kic- Kth)/(nCKicKth); Kic — вязкость разрушения в услови-
ях плоского деформационного состояния; Kth — предельное зна-
чение размаха коэффициента интенсивности напряжения при рас-
пространении трещины; С — константа, характеризующая матери-
ал; Л — поправочная функция, которая для применяемых диамет-
ров штоков зависит от длины первоначальной трещины (напри-
мер, для штока диаметром 0,03 м из стали 40ХНА при начальной
Длине трещины 0,003 м/к = 0,96, а при длине трещины 0,007 м —
Л = 0,12); отах — максимальное значение напряжений в штоке
(первое слагаемое определяет волновые напряжения растяжения—
сЖатия, второе — напряжение от изгиба штока):
369
Omax — VyjEp + f
0,75y-
(32.27
где v — скорость ударной массы молота перед ударом; Е — модуль
упругости; р — плотность материала; d — диаметр штока; I —
длина штока; А — зазор в направляющи^ станины; /н — длина
направляющих ударной массы.
Более точно максимальное напряжение в штоках рассчитыва-
ют методом конечных элементов (А. В. Власов, 2004).
Тонкие штоки гидромолотов. При проектировании тонких што-
ков для гидромолотов из стали 40ХНМА, 40ХНВА необходим^
провести оценку их продольной устойчивости [47]
2i[GF
(32.28
где FKp — критическая сила, превышение которой приводит
потере устойчивости штока; — площадь поперечного сечения
штока; от — предел текучести материала штока; е — эксцентриси-
тет продольной нагрузки по отношению к центральной оси попе-
речного сечения штока; d — диаметр штока; i — радиус инерции;
/ — длина штока; G — модуль сдвига.
К расчету ударных масс. Для обеспечения прочности ударные
массы (бабы) ковочных и штамповочных молотов выполняют по
возможности простой и симметричной относительно оси штока
формы (см. рис. 32.4). В верхней части ударной массы выполняют
коническое с углом конуса Г25'...2°30' или цилиндрическое от-
верстие для соединения со штоком. Такое соединение, принятое в
отечественных конструкциях, осуществляется с помощью разъем-
ной стальной или чугунной втулки, толщина стенки которой на-
ходится в пределах 10...20 мм.
Твердость материала втулки ниже твердости материала удар-
ной массы. Во внутреннюю конусную поверхность втулки встав-
ляется шток с латунной прокладкой. Контактное давление на ко-
нусной поверхности штока и латунной прокладки конического
соединения можно определить приближенно:
q « pcvE^- « -. dw < [9],
/к 1-^tga k
. dm I
(32.29)
где Уш, dm — соответственно площадь сечения и диаметр штока; А’
Лк — площадь и высота усеченной конической поверхности што-
ка; [#] — допускаемое контактное давление.
370
ГЛАВА 33. ПРИВОДНЫЕ ПНЕВМАТИЧЕСКИЕ МОЛОТЫ
33.1. Принцип действия, классификация и особенности
конструкции
Принцип действия. Приводные пневматические молоты работа-
ют с помощью воздуха, поступающего из окружающей атмосфе-
ры в компрессорный цилиндр. Воздух сжимается приводным порш-
нем компрессора и поступает в полости рабочего цилиндра по
каналам, соединяющим полости компрессорного и рабочего ци-
линдров, осуществляя упругую связь между компрессорным и ра-
бочим поршнями. Это обеспечивает движение рабочего поршня в
определенной зависимости от движения поршня компрессора.
Максимальное число ударов молота в минуту равно частоте
вращения кривошипного вала компрессора 224... 95 мин-1, соот-
ветственно для небольших и крупных молотов. Молоты применя-
ют для свободной ковки. Значение энергии удара регулируется
степенью открытия каналов с помощью поворотных кранов (кла-
панов, золотников).
Классификация. По характеру воздействия воздуха на рабочий
поршень пневматические молоты классифицируют на молоты од-
ностороннего и двустороннего действия (рис. 33.1). Молоты под-
разделяют по числу цилиндров на одноцилиндровые и двухци-
линдровые; по способу направления движения бабы — без на-
правляющих и с направляющими; по расположению буфера — с
верхним и нижним; по конструкции воздухораспределительного
устройства — с кранами и золотниками; по типу станины — одно-
и двухстоечные.
Особенности конструкции. Отечественная промышленность
выпускает двухцилиндровые молоты двустороннего действия с
Двумя горизонтальными рабочими и одним холостым кранами
(рис. 33.1, а) с энергией удара 0,8...28 кДж и массой рабочих
частей 50...3 000 кг (согласно ГОСТ 712—85). Скорость рабочих
частей перед ударом составляет соответственно 5...6 м/с, крат-
ность масс тг1тх = 12.
Движение поршня компрессора является движением с одной
степенью свободы, определяемой углом поворота кривошипа
(рис. 33.2). В начальном положении (рис. 33.2, а) рабочий поршень
занимает самое нижнее положение; при этом боек находится на
Поковке, а поршень компрессора — в самом верхнем положении.
® этом положении верхняя и нижняя полости компрессорного ци-
линдра соединены с атмосферой, и начальное давление в них ус-
танавливается равным атмосферному (р0 = 0,1 МПа).
Такое же давление устанавливается в верхней и нижней поло-
стях рабочего цилиндра, поскольку эти полости сообщаются с
371
Рис. 33.1. Конструкция пневматических приводных молотов:
а — двустороннего действия; б — одностороннего действия; 1 — бандаж; 2 —
поршень с бойком; 3 — кран управления; 4 — поршень компрессора; 5 — пред-
охранительный клапан; 6 — отверстия для соединения с атмосферой; 7 — меха-
низм привода; Аб — высота буфера; hn, Нт — высота и максимальный ход поршня
помощью кранов с соответствующими полостями компрессорно-
го цилиндра.
При движении поршня компрессора вниз от начального поло-
жения давление в нижних полостях обоих цилиндров увеличива-
ется, а в верхних уменьшается. При возрастании давления в ниж-
них полостях до величины, достаточной для преодоления силы
тяжести подвижных частей, сопротивления трения и давления
верхнего воздуха, рабочий поршень начнет движение вверх.
Угол поворота кривошипа, соответствующий моменту отрыва
бойка от поковки, называется начальным углом сх, (рис. 33.2, г).
При повороте кривошипа на угол а2 = л, когда поршень ком-
прессора займет нижнее положение, происходит соединение верх-
ней полости компрессорного цилиндра с атмосферой (рис. 33.2, 6);
в этот момент нижняя полость с атмосферой не соединяется.
Дальнейшее движение обоих поршней происходит в одном
направлении — вверх. При а = а3, в момент включения буфера «б
(рис. 33.2, в и г), рабочий поршень закрывает верхний канал и
разобщает верхние полости цилиндров. В результате возрастания
сопротивления воздуха в буфере и падения давления в нижних
полостях, движение рабочего поршня замедляется. Мгновенная
372
Рис. 33.2. Схема движения рабочего и компрессорного поршней:
а — начальное положение; б — движение рабочего поршня вверх; в — движение
рабочего поршня вниз; г — цикловая диаграмма машинного цикла молота; Нъ —
перемещение поршня до включения буфера; fx—Р\—рц — площади элементов
и давление в них
остановка рабочего поршня происходит при а = а4. После этого
под действием воздуха, сжатого в буфере, рабочий поршень нач-
нет ускоренно двигаться вниз.
Давление воздуха в буфере, изменяясь при расширении, отли-
чается от давления воздуха в верхней полости компрессорного
Цилиндра. При опускании рабочего поршня давление в буфере
понижается, и при равенстве с давлением в верхней полости ком-
прессорного цилиндра, происходит соединение обеих полостей
Через обратный клапан (см. рис. 33.2, в). Угол ос4, при котором это
Происходит, называется углом выхода поршня из буфера.
При дальнейшем вращении кривошипа поршень компрессора
приближается к крайнему верхнему положению, а рабочий пор-
373
шень подходит к крайнему нижнему. Удар бойка по поковке обыч-
но происходит при угле ос5, который немного меньше 2л радиан.
При повороте кривошипа на угол от а5 до cq, рабочий поршень
остается короткое время внизу в неподвижном состоянии, осуще-
ствляя так называемый «прилипающий» удар. Далее цикл повторя-
ется [22, 28].
В соответствии с приведенным принципом работы для пнев-
матических молотов строят круговую цикловую диаграмму (см. рис.
33.2, г), на которой обозначены характерные участки углов пово-
рота кривошипа.
Режимы работы и воздухораспределение. Молоты отечествен-
ного производства могут осуществлять следующие режимы рабо-
ты: автоматические последовательные удары, держание на весу,
прижим поковки, холостой ход. В некоторых конструкциях моло-
тов имеется режим одиночных ударов. Для осуществления режи-
мов применяют механизм воздухораспределения, состоящий из
трех горизонтальных кранов: верхнего, среднего и нижнего. Верх-
ний и нижний служат для управления работой молота, а сред-
ний — для перевода компрессора на холостой режим. Между верх-
ним и нижним кранами в станине молота имеется камера с об-
ратным клапаном. Развернутая схема механизма воздухораспреде-
ления отечественных молотов приведена в работе [28].
32.2. Основы теории и расчет параметров
Основы теории. В развитие теории расчета пневматических мо-
лотов значительный вклад внесли отечественные ученые (Я. Н. Мар-
кович, 1935, Е.П.Унксов, 1935) и др.
Далее приведен расчет по методике Е. П.Унксова [22, 28], при-
менительно к отечественным конструкциям молотов. Уравнения
равновесия и движения рассматриваются отдельно для каждого
этапа. Изменение давления в полостях рабочего и компрессорного
цилиндров принимается по закону политропы с показателем 1,4.
На основе решения уравнений равновесия или движения рабочей
массы т определяют угол отрыва бойка от поковки, скорость бойка
к моменту удара и кинетическую энергию. В качестве примера при-
ведены первые два этапа работы молота с сохранением обозначе-
ний, принятых в работе [28].
Этап 1. Определение угла а, при отрыве бойка от поковки (см. рис.
33.2). От а = 0 до cz - а, рабочий поршень неподвижен в нижнем
положении. Уравнение равновесия для этого случая (см. рис. 33.2, а)
P\f\ + Ро(Л -/1) - Pifi - (1 + Ро>£ = о, (33.1)
где Р\, Р2 — абсолютное давление воздуха соответственно в ниж-
ней и верхней полостях рабочего цилиндра; pG — давление атмо-
сферы; f, f2 — соответственно нижняя кольцевая и верхняя пло-
374
щадь рабочего поршня; ц0 — коэффициент, учитывающий трение
при неподвижном состоянии рабочих частей.
Изменение давления в нижних и верхних полостях принято по
политропе с показателем п = 1,4 с учетом изменения суммарных
объемов в этих полостях только в результате перемещения порш-
ня компрессора:
Р\ = Р(Уы/<Ум + sfa)n\
Р2 = P0V02 /(fao2 + &4)П->
(33.2)
где И01 — нижний начальный объем (объем нижних полостей ци-
линдров, включая объем нижних каналов); ~ верхний началь-
ный объем (объем верхних полостей цилиндров, включая объем
верхних каналов); 5 — путь поршня компрессора; Д, fa — соответ-
ственно нижняя кольцевая и верхняя площадь компрессорного
поршня.
Подставляя значения р} и р2 в уравнение (33.1), получим
I П ГГг . /г РЛг ,, mg=0
(К,,-5Й)” J Z (И02+5/4)" Z
(33.3)
Перемещение поршня компрессора при а = cq и коэффициенте
шатуна X = R/L
s - Л[(1 - cosaj + Х(1 + cos2oc)/4]. (33.4)
Совместным решением уравнений (33.3) и (33.4) численным
методом на ЭВМ можно получить значение угла а,.
Приближенное решение получено после разложения степен-
ных функций в (33.3) в биноминальный ряд, замены 5 = 5, и пре-
образований:
где
по =
P^Rn
mg
aj ~ arccos
(fa fa j /2/4
. И01 Vq2 ,
2Хц0
(33.5)
Этап 2. Первый период хода рабочего поршня вверх. На втором
этапе работы молота поршень компрессора движется вниз, а ра-
бочий поршень — вверх. Воздух из полости fa, р2 поступает в по-
лость Д, р4 по верхнему каналу; из полости fa, р3 в полость f\, Р\ —
110 нижнему.
Угол поворота кривошипа изменяется в этом периоде от
Ло «2 = л Изменение объемов полостей будет зависеть не только
375
от смещения поршня компрессора, но и от смещения рабочего
поршня.
Уравнение движения подвижных рабочих частей вверх на этом 1
этапе
Pifi + Ро(fi Pih -(1 + = тх, (33.6) I
где ц — коэффициент, учитывающий трение; т — масса рабочих I
подвижных частей; х — перемещение рабочих подвижных частей,
отсчитываемое от линии поковки.
Текущий объем нижних и верхних полостей обоих цилиндров
И1= Koi + x/,-^; (33.7м
^2 = ^02 - xfl + Sf- (33.8)
Изменение давления в нижней и верхней полостях цилиндров
по политропе с показателем п аналогично предыдущему пред*
ставлено приближенно:
PiVm
(Koi + xf -sf3)n
______P(fo2_______
-Xf + Sff)
Ни
И
4)2
(33.9)
Подставляя точные значения Р\ и р2 в уравнение (33.6), полу-
чим уравнение движения, которое можно решить численным ме-
тодом на ЭВМ. Подставляя приближенные значения (33.9), заме-
нив в них 5 из уравнения (33.4) при ос = со/ и разделив обе части
уравнения (33.6) на т, получим линейное неоднородное диффе-
ренциальное уравнение, описывающее колебательное движение
массы рабочего поршня
x + coq ±(l + p)g = bR (1-cos со/) + — (! +cos 2со/) , (33.10)
где co0 — частота собственных колебаний системы молота:
СОо =
p^.{IL+fL\
т |/01 Ио2 J
(ЗЗ.Н)
b — постоянный коэффициент:
Л = «Ро
т
ff + /2/4 )
Koi И)2 J
376
Аналогично рассчитывают движение рабочего поршня и для
других этапов машинного цикла.
Возмущающая сила в системе создается движением компрес-
сорного поршня и действует в течение всего времени движения.
Она обусловливает так называемое кинематическое возбуждение
с частотой вращения вала компрессора со.
Амплитуда колебаний упругой колебательной системы пневма-
тического молота ограничена величиной полного хода рабочего порш-
ня с бойком. Поскольку полный ход рабочего поршня ограничен
снизу поковкой, а сверху буфером, то это обеспечивает нормальную
работу системы даже при резонансном состоянии (о0 = со при усло-
вии, что давление в буфере будет сравнительно невелико, примерно
0,7 МПа. При расчете пневматических молотов анализируют пара-
метры, обеспечивающие резонансное совмещение частот, при ко-
торых можно получить максимальную скорость рабочего поршня, а
следовательно, и максимальную кинетическую энергию.
Рассмотренная методика расчета не учитывает близкие к ре-
альным термодинамические процессы массового расхода воздуха
под давлением в полости рабочего и компрессорного цилиндров,
куда воздух поступает по каналам. Это создает трудности при по-
пытках автоматизировать работу молота. Для разработки систем
автоматического программного управления кинетической энер-
гией молота необходимо рассмотреть термомеханическую модель
(рис. 33.3, а), в которой будут учитываться потоки сжатого возду-
ха в каналах кранов механического управления (Ю. А. Бочаров,
Ю.Ф. Никитин, Л. С. Петросян, 1984).
В термодинамике потока газов [14] известно уравнение массо-
вого расхода газа Сен-Венана и Ванцеля
Г 1 ( ( \k+i/k 1)1/2
G,=MiPi 77^7 — - — > (33.12)
(k-l)[RT[pi ) [pi )
где р, — коэффициент расхода газов в каналах кранового управле-
ния (в термодинамике обычно принимают экспериментальную
зависимость р(ср)); А — площадь сечения каналов; р, — давление в
полостях; к — показатель адиабаты, к= 1,41; R — газовая постоян-
ная, R = 287 Дж/(кг • К) при Т - 290 К; Т — абсолютная темпера-
тура, К.
Математическую модель составляем в следующем порядке. Рас-
сматриваем несколько циклов движения ударной массы. Умень-
шение высоты поковки при каждом ударе задаем ступенчато функ-
цией силы деформирования.
Рабочее тело — сжатый воздух — принимаем идеальным газом,
Изменение состояния которого происходит в соответствии с зако-
нами термодинамики для открытых равновесных систем. На осно-
377
Рис. 33.3. Термомеханическая модель приводного пневматического моло-
та (а) и зависимость кинетической энергии рабочих частей молота гт
угла поворота кранов (б):
со — угловая скорость вала компрессора; рх, р2, Рз, р4 — давление в соответствую-
щих полостях компрессорного (К) и рабочего (Р) цилиндров; р0 — давление
атмосферы; S2, S3, S4 — площади поршневых (П) и штоковых (Ш) полостей;
f\,f2— площади сечения верхнего и нижнего кранов (каналов); рь р2 — коэффи-
циенты расхода; т — приведенная масса рабочих частей; RKp — радиус кривоши-
па компрессора; R — газовая постоянная воздуха; G} — расходы сжатого воздуха
из П полости К в П полость Р цилиндра; G2 — то же, в обратном направлении;
G3 — расходы сжатого воздуха из Ш полости К в Ш полость Р цилиндров; G4 —
то же, в обратном направлении; G5 — расход сжатого воздуха в канале буфера
(через обратный клапан); Q(t) — обобщенная сила деформирования поковки-
£к, Lp — полная высота компрессорного и рабочего цилиндров; Лкв, йр в — высо-
та верхних мертвых объемов компрессорного и рабочего цилиндров; hK н, йр.н —
высота нижних мертвых объемов К и Р цилиндров; ц — приведенный коэффи-
циент, учитывающий трение в уплотнениях и направляющих рабочего l илиндра
ве этих законов формулируем дифференциальные уравнения для
давлений в полостях компрессорного и рабочего цилиндров.
Температуру воздуха принимаем постоянной; массовый расход
воздуха рассчитываем по формуле Сен-Венана и Ванцеля (33.12).
Утечки воздуха не учитываем. При соединении полостей цилинд-
ров с атмосферой давление в них принимаем атмосферным. Дина-
мику обратного клапана буфера не рассматриваем. Принятая сис-
тема допущений позволяет упростить модель и уменьшить перво-
начальное число дифференциальных уравнений с 12 до 6.
Движение поршня компрессора (без учета скольжения элект-
родвигателя)
378
= RKp (1 - cos cat) + [1 - cos (2otf)]. (33,13)
Ударная масса молбта (поршень рабочего цилиндра) соверша-
ет свободное движение под действием приложенных сил. Из на-
чального положения ударная масса движется вверх
^- = -[р4№-^) + М4-Рз^]-г-М«. (33.14)
dr тL J
Когда давление в поршневой полости рабочего цилиндра уве-
личится вследствие поступления сжатого воздуха из поршневой
полости компрессорного цилиндра, ударная масса разгоняется
вниз, запасая кинетическую энергию для деформирования по-
ковки. Уравнение движения
= - [Мз - йД - А № - s4)] + g - pg - е (f), (33.15)
dr mL J
где деформирующая сила Q(t) = 0 при разгоне ударной массы, а
во время деформирования поковки Q(t) = /д(/).
Кинетическая энергия рабочей массы (бойка с штоком и пор-
шнем)
(33.16)
2 \ ^lt /max Пд
Работа деформирования поковки
А = j4(5)ds. (33 17)
о
Изменение давления в поршневой полости компрессорного
цилиндра
Ф>1
dt
:[(*1+Ав)$]«
(33.18)
Изменение давления в штоковой полости компрессорного ци-
линдра ;
^ = Apr(G4-G,) + ft52^
• ~ ~ Ак.в ~’ ^-ti.k )*^2 ] •
(33.19)
о
379
Изменение давления в поршневой полости рабочего цилиндра]
= Л RT(Gt +G5
-<?2) + Мэ^ А(Д.п-х2)53]. (33.20)
Изменение давления в штоковой полости рабочего цилиндра
dt
RT (G^ - 64) - р4
/[(Х2-Д,.р)^]. (33.21)
Исследование математической имитационной модели (33.13) —
(33.21) приводного пневматического молота можно провести с
помощью компьютерной техники на основе численного анализа
методом Рунге — Кутта четвертого порядка.
Результаты имитационного моделирования и экспериментал!
ной проверки дают возможность управлять по программе эффек -
тивной энергией молота изменением угла поворота ср (степени
открытия) поворотных кранов, соединяющих полости компрес-
сорного и рабочего цилиндров (рис. 33.3, б). При этом изменяется
коэффициент расхода воздуха в проходных каналах р и соответ-
ственно скорость и эффективная энергия поршня рабочего ци
линдра. При полностью открытом канале <р0 скорость и энер-
dt2
гия максимальные. В начале поворота кранов наблюдается зона
нечувствительности — 6... 10°, а затем приблизительно линейная
зависимость кинетической энергии от угла поворота кранов.
Расчет КПД молота. Эффективная энергия Тэ, развиваемая мо-
лотом за один двойной ход рабочих частей, получается в резуль-
тате затраты индикаторной работы в верхней полости (Лв) и ниж-
ней полости (Лн), совершаемой воздухом в рабочем цилиндре
молота в течение одного двойного хода (2Нт) в соответствии с
индикаторными диаграммами
2Ят 2Ят
Ли=Лв + Лн=54 J p4(s)ds + S3 j p3(s)ds. (33.22)
о о
Индикаторная работа Ati воздуха расходуется на создание эф-
фективной кинетической энергии и преодоление трения:
Л = Тэ + \wngHm, (33.23)
где р — коэффициент потерь энергии на трение; m — масса рабо-
чих частей; Нт — ход рабочего поршня.
По данным [19], коэффициент р зависит от упругости пори1'
невых колец, которая уменьшается с увеличением размера моло-
380
та. Для молотов с массой рабочих частей 50...450 кг ц = 0,3...0,5, а
для молотов с массой рабочих частей свыше 650 кг, ц = 0,25.
Отношение эффективной энергии Тэ к индикаторной работе Аи
воздуха называется механическим КПД рабочего цилиндра молота.
Пм = Гэ/Ли = 1/(1 + 2^mgHm/T3). (33.24)
Значение этого КПД составляет примерно 0,7.
Индикаторная работа в компрессорном цилиндре
4.К = Л.н + Ав =S2 ] р2 (s)<fc + J Р\ (s)ds. (33.25)
о о
Отношение индикаторной работы воздуха в компрессорном
цилиндре к энергии, подводимой к кривошипному валу комп-
рессора Ак, называется механическим КПД компрессора.
Пм.к = 4.к/4 = 4.к/J(0^ (33.26)
/ о
где 7VK — мощность электродвигателя компрессора, t — время ма-
шинного цикла; т|мк « 0,76...0,8.
Отношение индикаторных работ воздуха в рабочем и компрес-
сорном цилиндрах называется относительным индикаторным КПД,
который характеризует потерю энергии воздуха при перетекании
его из компрессорного цилиндра в рабочий:
г|ои = 0,96...0,98.
Механический КПД молота зависит от степени совершенства
конструкции молота и от качества изготовления:
Пм = Л/4 = tJ\nk (l)dz. (33.27)
I о
Средние значения механического КПД отечественных молотов
составляют 0,55...0,65.
ГЛАВА 34. ПАРОВОЗДУШНЫЕ МОЛОТЫ
34.1. Принцип действия и классификация
Принцип действия. Паровоздушный молот представляет собой
тсрмомеханическую систему ударного действия. Для привода ра-
бочих частей применяют пар или сжатый воздух под давлением
381
382
рис. 34.1. Схема рабочего цилиндра молота (а) и предположительные
индикаторные диаграммы работы энергоносителя в нижней (б) и верх-
ней (<?) полости рабочего цилиндра при последовательных ударах:
и утНт — расчетные участки впуска энергоносителя в верхнюю и нижнюю
нолости рабочего цилиндра; cf, [«J, dlh [dn], a, b, c, d, e, f и др. — характер-
ные точки построения предположительных диаграмм
0,6...0,9 МПа, который, воздействуя на поршень рабочего ци-
линдра во время хода вниз, сообщает рабочим частям кинетичес-
кую энергию для деформирования поковки.
Поршень площадью 5] с помощью штока передает воздействие
пара или воздуха (энергоносителя) давлением ръ в верхней поло-
сти рабочего цилиндра ударной массе т, которую называют так-
же бабой молота (рис. 34.1, а). На ней закреплена верхняя половина
штампа или верхний боек, а на массе, воспринимающей удар, —
шаботе, закреплена вторая половина штампа или нижний боек.
Ударная масса, поршень, шток и верхняя половина штампа со-
ставляют рабочие части молота массой т. Под давлением энерго-
носителя и под действием силы тяжести mg с КПД т|р, рабочие
части на пути Нт развивают скорость v = 6...9 м/с и кинетичес-
кую энергию Тэ, необходимую для работы деформирования по-
ковки Аа с КПД т|д:
Пр
нт нт
S\ J A (s)d5 - oc5i J рн (^)cLs + rngHm
о 0
= ww2/2 = T3 = Лд/Г|д,
(34.1)
где а5ь рн — соответственно площадь нижней полости цилиндра
и давление в ней.
Во время удара продолжительностью 10\..1()2 с возникает
шум, превышающий 90 дБ, на основание и грунт передаются зна-
чительные вибрации, которые уменьшают, применяя виброизо-
ляцию фундаментов.
Паровоздушные молоты по экологическим требованиям, там,
гДе целесообразно, заменяют винтовыми и кривошипными горя-
чещтамповочными прессами. Для тонких поковок из жаропроч-
ных и трудно деформируемых сталей, для которых по технологи-
ческим требованиям целесообразно ударное деформирование,
продолжают применять паровоздушные молоты, которые все чаще
заменяют гидравлическими и газогидравлическими (см. гл. 35).
Режимы работы. В зависимости от характера распределения ра-
бочих периодов энергоносителя молот может работать последова-
Тельными ударами (при нажатии на педаль для каждого удара),
383
одиночными ударами с верхней паузой, и циклом качания (в со.
временных молотах не применяется).
Для получения автоматических последовательных ударов мо-
лоты модернизируют, переводя на сжатый воздух и клапанную
систему распределения энергоносителя (П.П. Марков, 1999).
Одиночные удары обеспечивают наибольшее значение кине
тической энергии, обусловленное стандартами ГОСТ 7024—7 ъ
(штамповочные молоты) и ГОСТ 9752—75 (ковочные молоты)
Цикл качания около верхнего положения происходит автомати
чески за счет перемещения золотника саблеобразным рычагом
контактирующим с ударной массой.
Классификация. По технологическому назначению паровоздуш-
ные молоты подразделяют на ковочные (для свободной ковки)
штамповочные (для горячей объемной штамповки), листоштам-
повочные (для штамповки из листовой заготовки), выколоточ-
ные (для локального деформирования листовой заготовки по шаб-
лону серией ударов).
Наибольшее распространение в промышленности получили
шаботные паровоздушные штамповочные молоты с вертикальной
двухстоечной станиной.
Энергоноситель. Энергоносителем, или рабочим телом, служит
пар или сжатый воздух, состояние которого характеризуется дав-
лением р, температурой Т и объемом V.
При проектировании паровоздушных молотов давление пара
принимается в пределах 0,7...0,9 МПа, а давление воздуха —
0,6...0,8 МПа. Температура перегрева пара не должна превышать
573 К, а подогрева воздуха — 473 К (для предупреждения вспыш-
ки распыленных смазочных масел).
В молотах применяют, как правило, влажный насыщенный пар.
Рабочие процессы влажного насыщенного пара (расширение и
сжатие) близки к адиабатическим. Эти процессы характеризуются
приближенным уравнением Цейнера при содержании пара (сухо-
сти пара) в начальном состоянии 1 > х > 0,7 [22]:
pVn = const, (34.2)
где эмпирический показатель п - 1,035 + 0,1х.
Для упрощения тепловых расчетов паровоздушных молотов,
работающих на влажном насыщенном паре, принимают п = 1-
Ошибка при этом составляет менее 8 %, что вполне допустимо
для технических расчетов [22].
Современные паровоздушные молоты, как правило, работают
на сжатом воздухе от компрессорной станции. Изменение состоя-
ния воздуха при рабочих процессах определяется политропичес-
ким процессом, описываемым уравнением (34.2) с показателем
степени п = 1,4. Применение в молотах подогретого воздуха более
экономично, чем влажного насыщенного пара.
384
34.2. Основы теории и расчет основных параметров
Основоположниками теории расчета паровоздушных молотов
являются наши соотечественники: И. А. Тиме (1899), А. П. Гаврилен-
ко, П.К.Мукачев (1902), Н. С. Верещагин, Я. Н. Маркович (1913),
д. И. Зимин (1937, 1940, 1953), И. В. Климов (1969), В. Ф. Щеглов
(1968) и др.
В период индустриализации, когда многие цеха заводов осна-
щались паровоздушными молотами, А. И. Зимин в 1937—1940 гг.
на основе экспериментов, проведенных на Горьковском автоза-
воде, внес усовершенствование в теорию паровоздушных моло-
тов, перейдя от теоретических к уточненным, близким к реаль-
ным (названным им предположительными) индикаторным диа-
граммам и предложил способ их построения [22].
Предположительные индикаторные диаграммы. Рабочие процес-
сы энергоносителей в полостях рабочего цилиндра молота можно
приближенно представить предположительными индикаторными
диаграммами (см. рис. 34.1). Для этого используют обозначения,
введенные А. И. Зиминым [22]: Нт — наибольший ход поршня в
цилиндре (при отсутствии поковки); — верхняя площадь порш-
ня; S2 = aSi — нижняя кольцевая площадь поршня; (1 - а)—
площадь штока; р — давление свежего энергоносителя; рх — дав-
ление отработавшего энергоносителя в цилиндре; р$ — атмосфер-
ное давление; ^Нт — полная высота нижнего вредного пространст-
ва (с учетом объемов канала и трубопроводов); ф„ = 0,09; <^Нт —
полная высота верхнего вредного пространства (с учетом объемов
канала и трубопроводов), (р0 = 0,12.
Монтажный ход поршня отсчитывается от верхней крышки
цилиндра до верхней плоскости поршня в его крайнем нижнем
положении при отсутствии поковки:
s=^(l+Фо). (34.3)
Параметры, необходимые для построения предположительных
Диаграмм последовательных, одиночных ударов и цикла качания,
определяют расчетом по методике, приведенной в работах [22,
28, 19]. Для изучения принципов работы энергоносителя в цилин-
дре молота достаточно рассмотреть предположительные индика-
торные диаграммы для последовательных ударов (рис. 34.1, б и в).
В нижней полости цилиндра при движении поршня вверх рабо-
чий процесс энергоносителя характеризуется тремя участками (см.
Рис. 34.1, б): впуска уНт, расширения $Нт и предварения выпуска
(1 - у _ р)Я„„ а при движении поршня вниз — двумя участками:
выпуска (1 - у - $)Нт и сжатия оставшегося в нижней полости
энергоносителя (р + у)Нт.
В верхней полости цилиндра при движении поршня вниз анало-
гично рабочий процесс энергоносителя характеризуется тремя
385
участками (см. рис. 34.1, в): впуска, расширения и предварения
выпуска (обозначения у и р для верхней полости со штрихами),
при движении вверх — двумя участками: выпуска и сжатия остав
шегося энергоносителя.
Сложный процесс впуска энергоносителя заменен упрощен-
ным процессом расширения. При построении диаграммы рабоче
го процесса энергоносителя в нижней полости цилиндра приняв
то, что начало кривой расширения находится в точке ах на сере-
дине отрезка {ах]Ь (см. рис. 34.1, б). Из этой точки строят кривуш
pV — const до точки Ci и плавно сопрягают ее с прямолинейным
отрезком a [nJ [22].
На следующем участке хода (1 - у - р)Ят происходит предвар. -
ние выпуска энергоносителя из нижней полости цилиндра. Пр
цесс представляет собой истечение энергоносителя из резервуара
ограниченной переменной вместимости через переменное сече-
ние нижних окон золотниковой втулки в полость постоянного
давления и неограниченного объема (выпускной трубопровод). На
основе экспериментальных данных принято, что параметры энер-
гоносителя, оставшегося в нижней полости цилиндра, в процессе
истечения продолжают изменяться по кривой расширения pV
= const, которая будет продолжением ранее построенной кривой,
до конечного давления ркн.
Давление оставшегося в нижней полости энергоносителя ста-
новится равным давлению рх отработавшего энергоносителя; это
происходит после того, как поршень сместится немного вниз от
крайнего верхнего положения. Изменение давления при выпуске
изображают кривой, плавно сопряженной с прямой ed.
По мере дальнейшего опускания поршня вследствие его уско-
ряющегося движения и постепенного закрытия нижних окон зо-
лотниковой втулки, энергоноситель, вытесняемый поршнем из
цилиндра, будет испытывать сопротивление, вследствие чего кри-
вая давления при выпуске около точки d должна немного под-
няться над линией de. Однако с некоторым приближением на ос-
нове экспериментальных данных [22], можно принять, что линия
выпуска будет совпадать с прямой de с давлением pt = 1,5p0l (poi ®
~ 1,2/Л) — давление в выпускной трубе).
На участке сжатия р Я,„давление от точки d до точки f изме-
няется порК= const. В начале периода предварения впуска ниж-
него энергоносителя на участке уНт резкого подъема давления
не произойдет, так как в момент начала впуска впускные окна
только начинают открываться, и находящийся в полости зо-
лотника свежий энергоноситель, давление которого больше дав-
ления в точке f должен поступать под поршень через узкук»
щель этих окон.
При втекании насыщенного пара из резервуара неограничен-
ного объема (паровой котел) в полость переменного давления и
386
объема (рабочий цилиндр) через переменное сечение окон зо-
лотниковой втулки изменение параметров пара в цилиндре при-
нимают по кривой pV= const.
При построении кривая может пересечь линию давления р.
Тогда в конце хода подвижных частей вниз давление будет боль-
ше р. Согласно экспериментам всегда образуется петля, срезаю-
щая кривую fa' с максимальным превышением давления р на Др =
₽ 0,1 ...0,2 МПа. На рис. 34.1, б ветвь кривой pV= const над линией
давления р проведена штриховой линией, а петля изображена
сплошной линией.
Аналогично строят предположительную индикаторную диа-
грамму работы энергоносителя в верхней полости цилиндра (см.
рис. 34.1, в).
Рассмотренным способом строят предположительные индика-
торные диаграммы для ковочных и штамповочных молотов. Для
ковочных молотов строят диаграммы последовательных и одиноч-
ных ударов, а для штамповочных — диаграммы последователь-
ных, одиночных ударов и циклов качания. При построении диа-
грамм для последовательных ударов штамповочного молота при-
нимают рх = 1,5роь а ковочного — Pi = l,lpoi, где р01 — давление в
выпускном трубопроводе.
Расчет конструктивных параметров. При проектировании па-
раметры Тэ, т, Нт, р0, р, рь <ри, фо являются заданными, выбран-
ными и некоторые из них, такие как эффективная кинетическая
энергия, масса рабочих частей, наибольший ход ударной массы
(Гэ, т, Нт), определены ГОСТ 7024—75 (штамповочные молоты)
и ГОСТ 9752—75 (ковочные молоты).
Расчетом из-за сложности процессов и ряда допущений опре-
деляют приближенно основные конструктивные параметры мо-
лотов: размерные, силовые и энергетические, сверяя получен-
ные результаты с принятыми для хорошо работающих конструк-
ций.
Определение размеров рабочего цилиндра производят в следу-
ющем порядке.
В результате индикаторной работы энергоносителя и силы тя-
жести mg на перемещении = Нт - 5Д = Нт рабочие части молота
при одиночном ударе развивают кинетическую энергию
ПР
нт нт
S\ J рв (s)ds - ouS f рн (s)ds + mgHm
о 0
- T
7э’
(34.4)
где rjp __ КПД разгона; рв, рн — давление энергоносителя соответ-
ственно в верхней и нижней полостях цилиндра при ходе вниз.
Давление энергоносителя, активно действующее на поршень
сверху при разгоне вниз и давление снизу поршня, препятствую-
387
щее движению, переменные и в этом состоит сложность получе
ния точного аналитического решения относительно площади
поршня. Для этого требуются различные упрощения [19, 28].
Эффективная энергия полного одиночного удара штамповоч-
ных молотов стандартизирована, например, для молота с удар-
ной массой 1 000 кг, эффективная энергия составляет 25 кДж,
массой 10000 кг — 260 кДж
Кинетическая энергия, развиваемая силой тяжести ударной мас-
сы рабочих частей, составляет в штамповочных молотах mgHm ~
~ (0,45...0,5) Тэ, а индикаторная работа энергоносителя — соот
ветственно (0,5...0,55)Тэ.
При расчетах стандартное значение эффективной энергии уве -
личивают на 8... 15 %, учитывая, что высота штампов обычно
увеличена с запасом для ремонта, что сокращает максималь-
ный ход рабочих частей. Это значение энергии требуется полу-
чить при полном одиночном ударе, при котором давление све-
жего пара в верхней полости цилиндра р - 0,7... 0,9 МПа уменьша-
ется на участке выпуска до Р\ = 1,5/?01 (где р0] = 0,12...0,15 МПа --
давление в выхлопном трубопроводе с устройствами конденса-
ции), а давление в нижней полости на всем протяжении хода
вниз примерно постоянное — р[ = 0,63(р-0,1)-0,075 [19]. Учи-
тывая это, приближенно, для ориентировочных расчетов, дав-
ление энергоносителя можно аппроксимировать линейными функ-
циями:
Р~Р\ s.
Рн (з) = pjs.
(34.5)
(34.6)
Подставляя эти значения в уравнение (34.4), получим после
интегрирования и преобразования относительно площади порш-
ня (внутренней площади цилиндра)
~ (0>08...0,15)7^(Гост) “ msHm
ПР(Р + Р\)/2-ар\
(34.7)
где а = 0,8...0,9 — отношение кольцевой нижней площади к верх-
ней площади поршня.
Высота цилиндра
Н= Нт(1 + <ри + фо) + hn, (34.8)
где Лп — высота поршня.
Более подробный расчет и размеры работающих конструкций
молотов представлены в работе [19].
388
Анализ движения рабочих частей. Движение рабочих частей мо-
лота происходит под действием переменного давления энергоноси-
теля. Из-за трудностей точного решения дифференциальных урав-
нений движения и получения аналитических выражений для рас-
чета скорости, перемещения и времени обычно пользуются тру-
доемким графоаналитическим методом [22]. Аналитические мето-
ды с различной степенью приближения, зависящей от располага-
емой информации, дают возможность раскрыть влияние конст-
руктивных параметров на процесс разгона масс паровоздушных
молотов [28].
Эффективный КПД т|э ~ 0,034, что является показателем очень
низкой эффективности молотов при работе на паре. Показатели
работы молотов при работе на сжатом воздухе несколько выше,
они подробно рассмотрены в работах [22] и В. Ф. Щеглова, 1968.
34.3. Конструкции паровоздушных молотов
Ковочные молоты для свободной ковки изготавливают односто-
ечными и двухстоечными с арочной или мостовой станиной.
Штамповочные молоты двойного действия изготавливают с
двухстоечной станиной (рис. 34.2). Шабот ковочных молотов уста-
новлен отдельно от станины.
В отличие от ковочных молотов шабот штамповочного молота
является основанием всей машины.
Согласно ГОСТ 7024—75 (штамповочные молоты) и ГОСТ
9752—75 (ковочные молоты) ударная масса штамповочных мо-
лотов составляет 630...25000 кг (ковочных — 630... 10000 кг),
кратность масс — 20 для ковочных и 25 — для штамповочных
молотов, эффективная энергия — 16...630 кДж, полный ход удар-
ной массы 1 000... 1600 мм.
Рабочие цилиндры 2 штамповочных и ковочных молотов оте-
чественной конструкции однотипные литые из стали 35Л, имею-
щие в днище сквозное отверстие значительного диаметра, что
облегчает механическую обработку внутренней поверхности.
В цилиндрах установлены с натягом внутренние втулки из чу-
гуна СЧ20, СЧЗО (желательно легированного хромом и никелем)
толщиной 0,05/)] > 20 мм (/)] — внутренний диаметр цилиндра).
Втулки улучшают условия работы поршневых колец и при износе
могут быть заменены.
Для увеличения жесткости толщину стенок цилиндра увеличи-
вают против расчетной обычно до 0,1 > 30 мм и с наружной
Поверхности предусматривают ребра жесткости, которые улучша-
ет внешний вид (архитектонику) молота. Уплотнением штока
служат манжеты из асбестовой ткани с теплостойкой вулканиза-
цией по нормам КА 58-3 (ЭНИКмаш).
389
LU
\D
О
Рис. 34.2. Конструкция па-
ровоздушного штамповоч-
ного молота:
а — общий вид; б — рабочие
части; в — рабочий цилиндр;
1 — станина; 2 — рабочий ци-
линдр; 3 — ударная масса (ба-
ба); 4— шабот; 5— шпонка; 6—
шток; 7 — поршневые кольца;
8 — поршень; 9 — втулка; 10 —
прокладка; 11 — клин; 12 —
верхний штамп; 13 — буфер;
14 — втулка цилиндра; 75 —
золотник; 16 — дроссель; 77 —
отводящая труба; 18 — уплот-
няющая набивка; 19 — подво-
дящая труба
а
в
Рис. 34.3. Схемы механизма распределения энергоносителя паровоздуш-
ных молотов:
а — ковочного; б — штамповочного; 1 — золотник; 2 — дроссель; 3 — рукоятка
дросселя; 4 — рукоятка управления золотником; 5 — контроллер; Лпед — ход
педали; abc — саблеобразный рычаг; d — шарнир рычага
На рис. 34.3 представлены схемы механизма распределения энер-
гоносителя паровоздушных молотов.
ГЛАВА 35. ГИДРАВЛИЧЕСКИЕ, ВЫСОКОСКОРОСТНЫЕ
И БЕСШАБОТНЫЕ МОЛОТЫ
35.1. Принцип действия, классификация, основы теории
и расчета, конструкции гидравлических молотов
Принцип действия. Гидравлические штамповочные молоты по
принципу действия и назначению аналогичны паровоздушным,
но вместо пара или воздуха для индивидуального привода при-
меняется рабочая жидкость (минеральное масло, синтетические
Жидкости, водные эмульсии) и газ (технический азот). Различа-
ют два варианта конструкции гидравлического привода: гидрав-
лический насосный или насосно-аккумуляторный для движения
вниз и вверх и газогидравлический, в котором сжатый газ при-
391
меняют для разгона рабочих масс вниз и жидкость для возврат-
ного хода.
Первые промышленные конструкции гидравлических штампо-
вочных молотов (ГШМ) разработаны в Германии (Lasco) и Ве-
ликобритании (Massey) в 1960-х гг. В нашей стране первая конст-
рукция ГШМ МВТУ-1 разработана и испытана в 1972 г. [11]. Гид-
равлические молоты с программным управлением применяют в
промышленности Германии, Великобритании, Чехии, России. На
их основе разрабатывают автоматизированные и роботизирован-
ные технологические комплексы для изготовления штампован-
ных заготовок повышенной точности слесарно-монтажного и ме-
дицинского инструмента. Обобщенные принципиальные схемы
ГШМ составлены на основе анализа отечественных и зарубежных
образцов конструкций и гидросистем газогидравлических и гид-
равлических молотов [ 11, 51].
В газогидравлических молотах двойного действия (рис. 35.1, а) [51]
для разгона массы рабочих частей вниз до скорости v = 5...6 м/с
применяют сжатый азот или воздух и силу тяжести ударной массы
mg, а для возвратного перемещения рабочей массы — рабочую
жидкость
(Рд)151+т«)5рПр=^ = 7’э=41, (35.lj
2 Пд
5Р
I рх (х) <±У
где р — коэффициент расширения газа, р = ----------; рОь А —
Ро\$т
начальное и текущее давления газа в ресивере; S] — верхняя пло-
щадь поршня; 5Р — перемещение при разгоне; цр — гидромехани-
ческий КПД процесса разгона, т]р « 0,9; т|д — КПД ударного де-
формирования, т|д « 0,7.
В гидравлических молотах двойного действия (рис. 35.1, б) при-
меняют давление рх рабочей жидкости на площадь поршня У и
силу тяжести mg для разгона до скорости v = 5...6 м/с массы
рабочих частей т на перемещении .sp и развития эффективной ки-
нетической энергии Тэ:
Пр
•Sp ‘Sp
£1 j Pi (s)cLv - S2 j p2 (s)dy + mgs?
о 0
(35.2)
= mr2/2 = Г, = Лд/г|д,
где S2 — кольцевая площадь поршня (возвратных цилиндров); А "
давление жидкости под поршнем; АД — работа деформирования
одного удара.
392
1
кис. 35.1. Принципиальные и расчетные схемы газогидравлического (а)
и гидравлического (5) молотов:
— ресивер; 2 — рабочая полость цилиндра; 3 — поршень; 4 — рабочий ци-
линдр; 5 — шток; 6 — возвратная полость цилиндра; 7 — обратный клапан; 8 —
Дроссель; 9 — сливной клапан; 10, 11, 16 — золотники; 12 — ударная масса;
13 — амортизатор штока; 14 — направляющие; 15 — шабот; 17 — насосная стан-
ция; 18 — газогидравлический аккумулятор; 19 — напорный клапан; 20 — ком-
пенсатор; ВК1, ВК2 — бесконтактные выключатели; Э1, Э2, ЭЗ — электромаг-
ниты; р2, р3 — давление в рабочей, возвратной полости цилиндра и аккуму-
ляторе
393
В приводах ГШ М применяют минеральное масло с вязкостью
при рабочей температуре 10...50 сСт, синтетические невоспламе-
няемые жидкости, водно-масляные эмульсии с различными ан-
тикоррозийными присадками (например, ВНИИНП-117).
Применение гидропривода дает возможность почти на поря-
док увеличить эффективный КПД молота (до 35 %), использовать
гидравлические выталкиватели, программное управление и точ-
ное дозирование эффективной энергии, что позволяет повысить
качество штампованных заготовок, увеличить производительность
и улучшить экологические условия труда.
Классификация. Молоты подразделяют по типу энергоносите-
ля на газогидравлические и гидравлические; по кратности исполь-
зования энергоносителя — простого и двойного действия; по типу
привода — с насосным и насосно-аккумуляторным приводом; по
характеру механического воздействия на поковку — молоты и
пресс-молоты (табл. 35.1).
Морфологическая (типологическая) классификация конструк-
тивных схем и конструкций гидравлических и газогидравлических
молотов приведена в работах [11, 51].
В гидравлических молотах простого действия верхняя часть рабо-
чего цилиндра сообщается с атмосферой вместо ресивера, пока-
занного на рис. 35.1, а. Для разгона рабочей массы вниз использу-1
ется сила тяжести рабочих частей. Жидкость из-под поршня вы-
тесняется в сливной бак через сливной клапан 9. Клапан 9 закры-
вается в процессе ударного деформирования. При последующем
отскоке поршень 3 удерживается жидкостью, поступившей из ком-
пенсатора 20, а затем ударная масса 12 возвращается в исходное
положение подачей жидкости от насоса (или от насоса 77 и акку-
мулятора 18, если привод насосно-аккумуляторный) через на-
порный клапан 19, который должен закрыться в определенный
момент движения поршня вверх. Далее движение продолжается за
счет кинетической энергии рабочей массы. Жидкость под поршень
поступает из бака через обратный клапан 7.
В газогидравлических молотах двойного действия рабочая полость
цилиндра 2 сообщена с газовым ресивером 1, поэтому разгон ра-
бочей массы вниз осуществляется силой тяжести и силой давле-
ния сжатого газа. Для возвратного хода используется жидкость под
давлением от насоса или насоса и аккумулятора, как рассмотрено
ранее. Штоки обычно соединены с ударными массами посред-
ством упругих амортизаторов 13.
В гидравлических пресс-молотах осадку заготовки и другие под-
готовительные операции выполняют силой рабочего цилиндра 4
(см. рис. 35.1, б), при подаче жидкости от насоса 77через напор-
ный клапан 19, как в гидропрессах, а окончательное формоизме-
нение осуществляют ударным воздействием на поковку. Для этого
разгон ударной массы осуществляют от насосно-аккумуляторного
394
Таблица 35.1
Классификация гидравлических штамповочных молотов
Тип Состо- яние шабот? перед ударом Конструктивные признаки
Тип привода Цилиндр привода Число цилиндров привода Аккумулятор
На- сос- ный Насо- сно-ак- куму- лятор- ный Гид- равли- чес- кий Газо- ГИД- рав- личе- ский 1 2 3 Гидра- вличе- ский Газоги- драв- личе- ский
Гид- рав- личе- ский Непо- дви- жен 0 + + — + 0 0 + +
Под- вижен 0 + + - - + + + +
Газо- гид- рав- личе- ский Непо- дви- жен + + — + + 0 0 + +
Под- вижен + + - + - + + + +
Примечание. «+» — признак имеется в конструкциях молотов; 0 — конст-
руктивный признак нецелесообразен; «-» — конструктивный признак невозмо-
жен.
привода, как это приведено для гидравлического молота двойно-
го действия.
В процессе рабочего хода напорный клапан 19 выключается,
при упругом отскоке жидкость поступает из компенсатора 20 и
далее рабочая масса разгоняется вверх под действием жидкости из
аккумулятора 18. Для торможения рабочей массы в определенный
момент напорный клапан 19 должен быть закрыт и оставшаяся
кинетическая энергия будет израсходована на вытеснение жидко-
сти под давлением из поршневой полости цилиндра в аккумуля-
тор через напорный клапан 19, который используется как обрат-
ный клапан [11, 51].
Основы теории и расчет основных параметров. Основы теории
гидравлических штамповочных молотов разработаны авторами [11]
в МВТУ им. Н.Э. Баумана на основе теоретического и экспери-
ментального исследования гидравлических КШМ ударного дей-
ствия в лабораториях и производственных условиях. Установлено,
что для определения главных видов движения ударной массы можно
применять «жесткую модель» гидромеханической системы (см. гл. 7),
Не учитывая упругие свойства жидкости и каналов, но принимая
395
во внимание упругие свойства сжатого газа и переменный харак-
тер давления в ресиверах и аккумуляторах (Ю.А.Бочаров, 1973).
Переходные процессы в гидросистеме необходимо анализировать
на основе «упругой» модели, считая возможным не учитывать вол-
новые процессы [8, 11].
Расчет основных конструктивных параметров. При проектиро-
вании ГШМ эффективную энергию Тэ и массу рабочих частей т
назначают по стандартам так же, как и для паровоздушных штам-
повочных молотов (ГОСТ 7024—75), а размеры мест крепления
штампов — по ГОСТ 6039—71. Остальные конструктивные пара-
метры необходимо определить или выбрать. Учитывая тенденцию
уменьшения максимальной скорости при разгоне ударной массы
(начальной скорости деформирования) с целью повышения дол-
говечности деталей молота, и снижения шума, рекомендуется при-
нять скорость рабочих частей v = 5...6 м/с.
Если скорость считать заданной, то из (35.1) или из (35.2>
можно определить массу рабочих частей. Ударная масса (масса
бабы) ту ~ (0,85... 0,9)т. Масса неподвижного перед ударом шабо-
та М = кмт, где км - М/т — кратность масс, км = 20...25.
Наибольший ход рабочих частей на основе отечественного ц
зарубежного опыта проектирования гидравлических молотов при -
нимают sm— 0,7... 1,4 м. Большие значения относятся к более мош -
ным молотам. Наименьший ход разгона рабочих частей, на коте -
ром должна быть получена кинетическая энергия, можно опредс
лить с учетом относительного перемещения штока в амортизато -
ре: ла = (0,02...0,03)sm, и перемещения поршня, при котором жид-
кость вытесняется в гидрокомпенсатор: лк = (0,05 ...0,08)^, т.е. sp *
~ 0,9sOT. В газогидравлическом приводе молота давление газа умень-
шается при разгоне рабочей массы. Конечную силу от давления
газа на поршень найдем из (35.1):
pAn^i = ТэЛрЦр - mg. (35.3)
Нижняя площадь поршня должна быть достаточной, чтобы
создать ускорение во время возвратного хода, необходимое для
получения заданного числа ударов в минуту:
dvB 2sp
(60/n~2sJv)2’ (35' >
и, кроме того, обеспечить удержание рабочих частей в верхнем
положении:
_ +m(dvjfa + g) + mg
---------—————— > —----------, (33.32
kipH
где A, — коэффициент, учитывающий понижение давления, для
насосного привода к} = 1, для насосно-аккумуляторного к\ =
= 0,85...0,75; рн = 16...20 МПа — давление насоса.
396
Площадь поперечного сечения штока определим приближен-
но:
(35.6)
где £2 = 8... 10 — эмпирический коэффициент нагрузки штока при
ударе; о_1р — предел выносливости на растяжение для материала
штока (стали 40Х, 40ХН, 38ХМА и др.).
Площадь рабочего поршня
Si = S2 + 5Ш. (35.7)
Начальное давление газа в ресивере привода (рабочего цилин-
дра)
Pol = (Тэ - (35.8)
Конечное давление газа в ресивере в нижнем положении рабо-
чей массы (давление, необходимое для заполнения ресивера)
Л1=Ро1[КО1/(Ко1 + ^р)]й, (35.9)
где И()1 — начальный объем ресивера; п — показатель адиабаты, п =
= 1,4 для воздуха, п = 1,56 для технического азота.
Расчет технологического и машинного циклов. Рабочий режим
ГШМ характеризуется этапами времени технологического цикла.
При штамповке поковок в течение нескольких последовательных
ударов
41 ='у+1Л/+41, (35.10)
1
где /у — промежуток времени от нажатия педали (кнопки) уп-
равления до начала разгона рабочих частей вниз; i — номер удара;
q — число наносимых ударов; /п — длительность технологической
паузы.
Длительность машинного цикла z-ro удара
4» - hi + hi + hi + hi + hi + hi- (35.11)
Ориентировочная продолжительность этапов машинного цик-
ла ГШМ, исследованного в МВТУ, представлена в табл. 35.2.
Расчетная производительность молота, шт./мин:
П = 60//Гц, (35.12)
где j — число поковок, штампуемых за один технологический цикл.
Силовой и энергетический режим ГШМ характеризует динами-
ческие условия преобразования эффективной кинетической энер-
гии в работу деформирования заготовки. Наибольшие деформиру-
397
Таблица 35.2
Этапы машинного цикла ГШМ МВТУ-1
Машинный цикл Этап Обозначение Длительность, с
Ход рабочих частей вниз Разгон 6 0,20
Демпфирование h 0,010
Деформирование заготовки (рабочий ход) h 0,002 0,008
Ход рабочих частей вверх Отскок ( 0,007 0,02
Разгон и/или установившееся движение ц 0,50...0,55
Торможение к 0,06
ющие силы возникают при штамповке поковок в окончательном
ручье, когда работа деформирования поковки Ал мала, и могут
возникнуть при штамповке в предварительных ручьях, если не-
правильно выбрана энергия ударов (Тэ» Ад).
Максимальная сила, которая может возникнуть при соударе-
нии рабочих частей молота («холодном» ударе) при Ад = О
F„ = ^CT„ (35.13)
где кр — коэффициент, учитывающий рассеяние энергии в про-
цессе упругой деформации рабочих частей; С — коэффициент ли-
нейной жесткости системы молота.
Установочная мощность электродвигателя (уточняется по ката-
логу)
^эд = 7’э.н"Пэд^1/(60'Пэ.у), (35.14)
где Т9.н — номинальная эффективная энергия молота; п — быст-
роходность молота; т|эд — среднее значение КПД электродвигате-
ля; к — коэффициент, учитывающий режим работы молота, к = 1 —
для универсальных молотов и для молотов, предназначенных для
одноударной штамповки (для специализированных молотов к сле-
дует определять по диаграмме затрат энергии в течение техноло-
гического цикла); кх — коэффициент, учитывающий переменную
нагрузку электродвигателя в насосно-аккумуляторном приводе
КШМ ударного действия, кх = 0,9; г|эу — эффективный КПД на-
сосной установки (при проектировании на основе эксперимен-
тальных исследований рекомендуется цэу = 0,4...0,5).
398
.Мощность насоса подбирают по каталогу, исходя из расчетного
значения установочной мощности, кВт, и эффективного КПД
насоса т|н:
Ку = ^Л=Рнен, (35.15)
где р\{ — номинальное давление насоса, рекомендуется ри =
= 16.. 20 МПа (большие значения рн относятся к молотам боль-
шей Мощности); Q, — подача насоса, м3/с:
Сн = ^н.у/рн. (35.16)
Значение маневрового объема жидкости в аккумуляторе при-
вода гидравлического молота зависит от технологического назна-
чения молота и графика его загрузки по энергии и числу ударов.
Маневровый объем при наличии гидрокомпенсатора (длительность
этапов цикла см. в табл. 35.2):
Кл - 0нЛо/[Х(б/ + hi + hi + hi) - (35.17)
где т]о — объемный КПД гидропривода, т|0 = 0,8...0,9.
Начальный объем газа в аккумуляторе Уоз = (5...7)ИМ; началь-
ное давление газа в аккумуляторе, заполненном жидкостью, р03 -
=рн; маневровый объем жидкости в гидрокомпенсаторе Имг -
= (0,04... 0,10)^; давление жидкости в гидрокомпенсаторе р4 =
-Роз +0,3 МПа.
Значения проходных сечений напорного и сливного клапанов,
а также соединительных клапанов или трубопроводов, назначают
исходя из скорости течения жидкости в них 7... 10 м/с.
На основе результатов расчета основных параметров можно
разработать конструктивные варианты ГШМ, провести их иссле-
дование на основе программных комплексов, например ПА-9 или
PRADIS, выполнить технико-экономическое обоснование реко-
мендуемого для дальнейшей разработки варианта.
Расчет параметров движения рабочих частей с достаточной для
практики точностью можно вести, используя «жесткую» модель
гидросистемы молота [8] по уравнениям, полученным для насос-
но-аккумуляторного привода (см. гл. 7).
Расчетные схемы гидросистем газогидравлических и гидравли-
ческих молотов с насосно-аккумуляторным приводом представ-
лены на рис. 35.1.
Уравнение движения рабочих масс молота на этапе разгона вниз
m(dv/dt) = piSx - p2S2 — po(Sx - S2) + mg, (3118)
где pG — атмосферное давление.
Аналитические зависимости для всех этапов цикла ГШМ с га-
зогидравлическим приводом получены А.А.Хорычевым (1974);
некоторые результаты приведены в работе [51].
399
Энергетический расчет и КПД. Входная электрическая энергия
(ЕД, потребляемая электродвигателем из сети, преобразуется ।
энергию рабочей жидкости (ЕД, нагнетаемой насосом гидропри-
вода в гидравлическую полость рабочего цилиндра и (или) акку-
мулятор в течение технологического или машинного циклов.)В те-
чение технологических пауз при верхнем положении рабочих час-
тей и заполненном аккумуляторе насос работает на слив. При дли-
тельных паузах электродвигатель отключается.
При ходе рабочих частей вверх энергия жидкости преобразует-
ся в энергию сжатого в ресивере газа (£г) и потенциальную энер-
гию рабочих частей (ЕД относительно зеркала нижней половины
штампа. При разгоне рабочих частей энергия сжатого газа и по-
тенциальная энергия силы тяжести преобразуются в эффектив-
ную кинетическую энергию (Тэ), которая при рабочем ходе пре-
образуется в полезную работу деформирования поковки.
Преобразование энергии в ГШМ можно приближенно отобра-
зить энергетической цепью: Евх -> £ж -» Ег -» Д, Тэ -> А..
Эффективность преобразования энергии в отдельных звеньях
энергетической цепи оценивают следующими величинами.
Коэффициент полезного действия деформирования (рабочего
хода)
Пд = А/^- (35.19)
Эффективный КПД привода (по результатам эксперименталь-
ных исследований цэп = 0,55...0,6)
Пэ.п = Гэ/£вх. (35.20)
Эффективный КПД молота (по результатам эксперименталь-
ных исследований т|эу = 0,35...0,4)
Пэ.у = Л/£вх- (35.21)
При разгоне рабочих частей вниз энергия сжатого газа и по-
тенциальная энергия положения рабочих частей преобразуются в
кинетическую энергию. При этом часть энергии расходуется на
преодоление сил механического трения (в уплотнениях поршня и
штока и в направляющих) и гидравлического сопротивления гид-
ролинии цилиндр — сливной бак.
Коэффициент полезного действия цикла разгона
ти = Д1/(ЛИ + mgs?), (35.22)
5р
где Ли =Д j A(s)ds — индикаторная работа газа в поршневой
о
полости цилиндра.
Ввиду большой скорости рабочих частей большую часть всех
потерь могут составлять гидравлические потери, пропорциональ-
400
ные квадрату скорости, поэтому при создании ГШМ следует до-
биваться минимального сопротивления сливной гидролинии.
Конструкции. В гидравлических и газогидравлических штампо-
вочных молотах двойного действия применяют насосно-аккуму-
ляторные системы гидропривода, способствующие снижению ус-
тановочной мощности и равномерной нагрузке насосного агрега-
та (см1 гл. 6) [6, 7].
Гидравлические штамповочные молоты двойного действия
можно разрабатывать путем модернизации широко используемых
в кузнечно-штамповочном производстве России, но малоэконо-
мичных паровоздушных штамповочных и ковочных молотов.
В конструкциях гидравлических молотов типа КН и KGH (Lasco,
Германия) с ударной массой 630...7 200 кг и эффективной энер-
гией 6,3... 100 кДж (рис. 35.2, а), с наибольшим ходом ударной
массы 1000... 1 400 мм, установлены электродвигатели мощностью
7,5... 15 кВт. В подобных конструкциях молотов типа KGH с повы-
шенной быстроходностью на 20% по сравнению с паровоздуш-
ными молотами уменьшен полный ход примерно на 30 %. В обоих
вариантах конструкции применено электрогидравлическое управ-
ление, обеспечивающее два различных уровня энергии ударов,
наносимых в любой последовательности. Более высокая ударная
масса, которую стало возможно применять вследствие короткого
хода у молотов типа KGH, способствует повышению точности
поковок в плане. Длинные и широкие направляющие станины
расположены под углом 40° к фронтальной плоскости молота.
Стальные направляющие планки закалены, отшлифованы и за-
креплены в стойках без крепежных винтов. Автоматическая систе-
ма смазывания уменьшает износ направляющих, а зазор регули-
руется и при нагреве ударной массы остается почти постоянным.
В штамподержателе установлен гидравлический выталкиватель
силой 12,5...250 кН, что позволяет выполнять на молотах штам-
повку в закрытых штампах поковки с уменьшенными уклонами.
Агрегат гидропривода (рис. 35.2, б), установленный в верхней
части станины молота, применяется также для модернизации
фрикционных (с доской и канатом) и паровоздушных приводов
штамповочных и ковочных молотов. Гидравлический привод на-
сосный безаккумуляторный. Бак 3, на котором расположены узлы
гидропривода, упруго закреплен на станине молота. Внутри бака 3
установлен корпус 2 с цилиндром 8 и направляющей втулкой 5
для штока 4. В приливах корпуса 2 размещены насос 1 переменной
подачи, сливной клапан 7 и обратный клапан 6, соединенные
внутренними каналами, благодаря чему повышена надежность
гидропривода и уменьшены потери энергии. Посадочные поверх-
ности золотников и клапанов закалены и отхромированы. Жид-
кость постоянно очишается фильтром, причем степень его за-
грязненности контролируется. Автоматический термостат обеспе-
401
a
Рис. 35.2. Молот Lasco типа КН и KGH:
а — схема конструкции: 7 — агрегат гидропривода; 2 — стяжной болт; 3 -
стойка станины; 4 — механизм регулировки направляющих; 5 — шабот; 6 —
педаль управления; 7 — штамподержатель; 8 — направляющие; 9 — полиурета-
новый буфер; б — газогидравлический агрегат привода: 7 — насос; 2 — корпус; 3 —
бак; 4 — шток; 5 — направляющая втулка уплотнения штока; 6 — обратный
клапан; 7 — сливной клапан; 8 — рабочий цилиндр; А — привод механизма
переменной подачи насоса
чивает постоянную температуру масла не выше 50 °C, увеличивая
этим срок службы гидропривода и рабочей жидкости. При приме-
нении соответствующих уплотнений, возможно применение ог-
нестойких синтетических рабочих жидкостей.
Расчет на прочность выполняется для цилиндров, аккумулято-
ра, гидрокомпенсатора, трубопроводов, стоек станины и удар-
ной массы (бабы) молота. Тонкий шток молота рассчитывается на
прочность и на устойчивость, а элементы его упругого соедине-
ния с бабой молота — на жесткость. Согласно эксперименталь-
ным данным [51] за время удара тонкий шток совершает в амор-
тизаторе приблизительно два затухающих колебания с максималь-
ной амплитудой 5 мм и периодом 0,01 ...0,02 с.
402
\ Для определения сил, возникающих в процессе деформиро-
вания поковки и работы упругой деформации соударяющихся
деталей, необходимо рассчитывать на жесткость систему удар-
ная масса (баба) — штамп — шабот [13]. Расчеты жесткого или
виброизолированного фундамента приведены в работе [51].
35.2. Принцип действия, классификация, основы теории
и расчета, конструкции высокоскоростных молотов
Принцип действия. Принцип действия высокоскоростных мо-
лотов основан на использовании для разгона рабочих масс энер-
гии расширяющегося газа высокого давления, энергии быстрого
сгорания горючих смесей, взрывчатых веществ и т.п. К высоко-
скоростным молотам относятся молоты, развивающие скорость
рабочих частей к моменту удара 18 м/с и более. При таких скоро-
стях наблюдается интенсивное местное течение поверхностных
слоев деформируемого металла и обеспечивается штамповка из-
делий с тонкими ребрами и стенками.
Высокоскоростные молоты появились в промышленности в
1960-х гг. сначала в США, затем в нашей и других странах в связи
с развитием технологии точной штамповки деталей из трудно де-
формируемых металлов и сплавов, требующих значительной удель-
ной энергии деформирования со скоростью 18...20 м/с и более
[28].
Прототипом высокоскоростных молотов (рис. 35.3) является
газогидравлический молот типа Dynapack (США) [28]. В этой кон-
струкции рабочий шток с поршнем 3 в исходном положении при-
жат силой давления газа в рабочем цилиндре 1 к торцовым уплот-
нениям 8 в крышке цилиндра. При подаче газа в отверстие для
управления 9 рабочий шток с поршнем отрывается от уплотнения
и давление газа почти мгновенно воздействует на всю площадь
поршня и разгоняет его до скорости 18...20 м/с. Подвижная рама
движется навстречу под действием реактивной силы давления газа
на крышку цилиндра. Деформирование поковки осуществляется
суммарной кинетической энергией ударной массы и рамы. Воз-
вратный ход осуществляется гидравлическими цилиндрами, што-
ки которых находятся в нижнем положении и выдвигаются после
Удара.
Классификация. Высокоскоростные молоты классифицируют по
виду энергоносителя: газогидравлические, пневматические, газо-
вые, взрывные; по конструкции рабочих камер: однокамерные и
двухкамерные; по направлению движения ударной массы: с верх-
ним и нижним ударом; по расположению станины: вертикальные
и горизонтальные.
Большинство конструкций предназначено для работы одиноч-
ными ударами. Машинный цикл продолжительностью до 16 с
403
Рис. 35.3. Газогидравлический высокоскоростной молот ЭНИКмаш-ВЗКПО:
а — конструкция; б — принципиальная и расчетная схема; 7 — рабочий цилиндр;
2 — подвижная рама; 3 — шток с поршнем; 4 — рабочая масса (баба); 5 — направ-
ляющие; 6 — возвратные цилиндры; 7 — амортизаторы; 8 — торцовое уплотнение
поршня; 9 — отверстие для управления началом цикла; 10 — станина
состоит из этапов: пуск (поджиг), разгон, удар, пауза в нижнем
положении, возвратный холостой ход; пауза в верхнем положе-
нии. Время разгона и нагрузочной фазы удара очень короткое,
сотые и тысячные доли секунды. Но относительно большие про-
межутки времени в несколько секунд требуются для переключе-
ний и набора давления в гидросистеме для возвратных переме-
щений и сжатия газа в рабочей или аккумуляторной камере га-
зогидравлических молотов, продувку рабочей камеры и запол-
нение ее горючей (взрывной) смесью в газовых и взрывных мо-
лотах.
Основы теории и расчет параметров. Основы теории газогид-
равлических высокоскоростных молотов разрабатывались учены-
ми в ЭНИКмаш, ВИЛС, МВТУ им. Н.Э. Баумана, Л. И.Живовым
[19], Ю. П.Согришиным (1969), Ю.А.Бочаровым [28].
Проектировочный расчет. Для расчета газогидравлических мо-
лотов (рис. 35.3, б) вследствие кратковременности процесса раз-
гона рабочей массы можно принять процесс расширения газа
404
(обычно азота) адиабатическим. При небольшой степени расши-
рения (0,3 — 0,4) изменение температуры незначительно - Т2 =
= 20... 30 К), и показатель адиабаты (отношение теплоемкостей
Ср — при постоянном давлении и Cv — при постоянном объеме)
// = CpICv =1,6 принят постоянным. При этих условиях работа,
совершаемая газом при расширении в цилиндре:
- ^01^01
п -1
Т
1 э
Пм ’
(35.23)
где Ан — начальное давление газа; И01, V2— объем газа соответ-
ственно в начале и в конце расширения;
^2 = И)1 + S\sm-
Здесь 5] — площадь штока; sm — наибольший ход.
Из выражения (35.23) необходимый объем камеры с газом
-----
ПмЙ)1
Тэ
(35.24)
где Тэ — эффективная энергия молота; цм — механический КПД,
Пм« ОД
В исходном положении поршень прижат к торцовому уплот-
нению давлением газа снизу. В конструкциях молотов с одной и
двумя камерами пуск рабочей массы молота осуществляется по-
дачей небольшого объема газа под давлением в управляемую
полость над поршнем. Равновесие поршня нарушается, поршень
смещается вниз, отрываясь от торцового уплотнения. С этого
момента (t = 0) на полную площадь штока действует газ дав-
лением
Koi
(Ppi + 5]Х)
(35.25)
где £ — коэффициент, учитывающий потери давления при пере-
текании газа; для однокамерных конструкций £, = 1, для двухка-
мерных £ = 0,8...0,9, Pot — объем камеры с газом.
На поршень действует разгоняющий импульс /, силы Д в тече-
ние времени разгона /р
ZP V]
Ц = J/i = л/, J dv. (35.26)
о о
405
Поршень с рабочей массой тх разгоняется давлением газа до
заданной скорости vx и развивает часть Тх эффективной -кинети-
ческой энергии Тэ, необходимой для штамповки:
Тэ = 7] + Т2 = /И1Г]2 /2 + m2v2 /2. (35.27)
Другую часть энергии Т2 развивает масса т2 (система цилиндр -
рама — шабот), двигающаяся навстречу массе т{ в результате воз-
действия реактивного импульса:
/2 = \F2 (/)dZ = т2 j dr. (35.28)
о о
В горизонтальных симметричных конструкциях молотов tn}t\ --
= m2v2. В вертикальных конструкциях из-за различия сил, действу-
ющих на массы тщ и т2, равенство импульсов не соблюдается.
Определение основных конструктивных параметров. При про-
ектировочном расчете заданы Тэ, vx и следует дополнительно за-
даться р0, тх,км = т2/тх = 3 — 5, средним значением силы аморти-
затора Fa = (0,3...0,5)m2g.
Импульсы сил, действующих на массы:
W = 51А(0 + mxg - Л)|; (35.29)
F2(t) = Sxpx(t) - т% + Fa{t) - Rq2, (35.30)
где Fa(f) ~ Fa; RqX, Rq2 — силы трения в направляющих подвижной
рамы.
Учитывая, что степень расширения газа в высокоскоростных
молотах е < 0,4 и предполагая линейную зависимость х(/), силу
S\P\ (t) можно представить двумя членами разложения функции
давления (35.25) в степенной ряд
S^t) « 5,^01 - Sxkt, (35.31)
где к = ^0(7(2 ^|); F0l — объем камеры с газом.
С учетом выражения (35.31) и замены Fa = kamg выражения
(35.29) и (35.30) можно представить так:
F\0) — + т\8 ~ *oi ~ Sxkt 52 Л)1 ~ Sxkt',
F2(t) = 5^0l + - ка) - Яо2 - Sxkt = F02 - Stkt, (35.32)
где ка — коэффициент силы амортизатора, ка ~ 0,6.
Интегрируя выражения (35.26) и (35.28) с учетом (35.32) по-
лучим
mxv} = Foxtp ~Sxkt^/2;
(35.33)
406
m2v2 = Fq21p - Sikt%/2. (35.34)
Время tp разгона массы mx до скорости vx можно найти из (35.33)
приближенно, пренебрегая величиной Sxktl/2 « FOitp:
tp « /вд/4 (35.35)
В результате вычитания (35.34) из (35.33) с учетом (35.32)
получим
Г’2
= —
т2
I FOi \_тх JJ
(35.36)
Эффективная кинетическая энергия удара (35.27) с учетом
(35.36)
1 т2
1 + —
mxVi
т2 I )
(35.37)
Полученное выражение связывает требуемые энергетические и
скоростные параметры с основными конструктивными парамет-
рами машины и называется главным конструктивным уравнением
высокоскоростного молота. Для варьирования конструктивными
параметрами оно легко приводится к относительному, безразмер-
ному виду.
Из уравнения (35.37) с учетом (35.32) определяем площадь
штока:
5i = ----1 'Иг/М1 *а)— о,95 . (35.38)
। l-w2 lm\ \^2T3/mvl -1)
Общая площадь двух возвратных гидроцилиндров
S2 > (l,Lmxg + pGlSx)/p2, (35.39)
где р2 — давление насоса.
Время возвратного хода
t ~ $2Sm 1 ।
В Он ( ^2К
где Он ~ подача насоса; к ~ (1,6... 1,8)• 103 МПа — изотермиче-
ский модуль объемной упругости гидросистемы.
(35.40)
407
Расчет параметров движения рабочих масс. Движение рабочид
масс происходит под действием переменного давления газа нд
площадь штока и сил тяготения (см. рис. 35.3, б).
Уравнения движения:
тхх\ = P\SX- mxg - Rm = pxS} -1,05^;
(35.41
/й2х2 = + Fa - m2g - 7^2 = pxSx + Fa -1,05/w2g, (35.42)
где Fa — сила амортизатора; 5q, х2 — ускорение масс гщ и т2
Давление газа по выражению (35.25) представим так:
j. F
Р\ = &)
. 4)1
(35.43}
где n — показатель адиабаты, n = 1,6.
Подставляя значение px в уравнения (35.41) и (35.42), заменяя
переменную х = = ^ — = г , после разделения перемен-
ных получим два однотипных уравнения с индексами 7 и 2 соот-
ветственно для масс тх и т2.
jrdr = ^0 — jfl
J тJ
! fl*
^01
dx -1,05g J dx.
(35.44)
Интегрирование уравнения (35.44) можно выполнить числен-
ным методом на ЭВМ. Чтобы получить приближенное аналити-
ческое решение, разложим подынтегральную функцию в степен-
ной ряд и ограничимся тремя членами разложения:
(1 Sxx}n . X-п . А п(п + 1) . ,
1 + —— = (1 + Ах) ~ 1 - пАх + —------- Л2х2. (35.45)
I Г°1 J 2
Подставляя это значение в уравнение (35.44), получим после
группировки членов
Jr dr = «Jx2 dx -7)Jxdx + cJdx, (35.46)
где л(л + 1)^о^-; ь = п^р0-^—; с = - 1,05g.
Решение уравнения (35.46) с учетом нулевых начальных усло-
вий дает скорость рабочей массы
408
V -
X3 1.Х2
а------b — + сх
3 2
(35.47)
При х = и х - s2 получим наибольшее значение скорости для
масс т} и т2. Время найдем численным интегрированием выраже-
ния (35.47) после разделения переменных:
dx.
(35.48)
Приближенно время движения рабочей массы вниз
(35.49)
При х = 51 получим время разгона ударной массы тх. Переме-
щение можно найти из (35.49) способом подстановки или графи-
ческим способом.
Время машинного цикла состоит из следующих главных эта-
пов: снятия ограничителя движения масс и постановки огражде-
ния /1з разгона рабочих масс /р, деформирования /д, управления
/у, возвратного хода /в, постановки ограничителя в исходном по-
ложении ударных масс /0. Технологический цикл t продолжитель-
нее машинного гм на величину вспомогательного технологическо-
го времени 4
t = tM + 4 — tx + tp + /д + ty + tB + Zq + ZT. (35.50)
Разгон и деформирование занимают сотые и тысячные доли
секунды, время возвратного хода — 2... 3 с (рассчитывают как для
насосного привода), а остальные компоненты — несколько се-
кунд. Поэтому обычно tM~ 10...20 с, а /, ~ 20...60 с в зависимости
от типоразмера машины и средств механизации технологического
процесса. Штамповка поковок за один удар молота позволяет по-
лучать в среднем 50—150 поковок в час, но невысокая стойкость
штампов из-за высоких напряжений при ударе о = pcv < [о] (где
с ~ 5 000 м/с — скорость упругой волны в стали), снижает произ-
водительность.
Конструкции. Высокоскоростные молоты изготавливают с
эффективной энергией удара 10...540 кДж, скоростью удара
15,2...20 м/с, давлением газа 6... 10 МПа, давлением жидкости в
приводе возвратных цилиндров 10...20 МПа. Высокоскоростной
однокамерный молот конструкции ЭНИКмаш — ПО КПО (г. Во-
ронеж) с эффективной энергией 160 кДж показан на рис. 35.3, а
128]. Чтобы обеспечить требуемую прочность и жесткость, раму
409
молота и ударную массу изготавливают цельноковаными из леги-
рованной стали 40ХНМА.
В молоте мод. М7352А использованы шесть соединенных после-
довательно баллонов азота, сжатого до 15 МПа, вместимостью
0,04 м3 каждый. При помощи регулятора давление азота в камере
молота снижается до расчетного р0 = 11 МПа. Рабочее давление
воздуха в пневмосистеме управления составляет 0,4 МПа. Техни-
ческая характеристика молота: эффективная энергия удара
160 кДж; максимальная скорость встречного движения рабочей
массы (бабы) и подвижной рамы — 20 м/с; полный встречный
ход — 450 мм; закрытая высота штампового пространства — 490 мм;
время машинного цикла — 16 с.
Принцип действия взрывных молотов заключается в интенсив-
ном разгоне ударных масс энергией быстрого сгорания (взрыва)
твердых, газообразных или жидкостных энергоносителей (взрыв-
чатых веществ), накоплении ими кинетической энергии посту-
пательного движения и использовании ее для деформирования
поковки. Такие молоты под названием Petroforge разработаны в
Бирмингемском университете (Великобритания) для штампов-
ки, в Харьковском авиационном институте им. С. П. Королева
(ХАИ) для резки сортового металла в холодном и горячем со-
стоянии, брикетирования стружки, клепки, пробивки отверстий
[26].
35.3. Принцип действия, классификация, основы теории
и расчета, конструкции бесшаботных молотов
Принцип действия. Две ударные массы: верхняя и нижняя дви-
жутся навстречу друг другу с помощью механического (ленточ-
ного) или гидравлического механизма связи (рис. 35.4, а, б).
Внешняя сила, развиваемая паровоздушным, газовым или гид-
равлическим рабочим цилиндром, действует на одну из масс, а
движение другой осуществляется в результате наличия специ-
ального механизма связи, которым обе массы связаны кинема-
тически.
В горизонтальных молотах (импакторах) применяют независи-
мый привод масс (рис. 35.4, в). В большинстве конструкций удар-
ные массы имеют примерно равную массу и одинаковый ход. Су-
ществуют также молоты с подвижным шаботом, у которых массы
существенно различаются. Значения ходов обратно пропорциональ-
ны массам.
При разгоне на пути лр энергией привода до скорости = v2 ®
«3 м/с ударные массы и т2 бесшаботного молота развивают
кинетическую энергию Тэ, используемую для работы деформиро-
вания Ад:
410
Рис. 35.4. Конструкции бесшаботных молотов:
а — с ленточным механизмом связи ударных масс: 1 — механизм распределения
воздуха; 2 — механизм связи; 3 — станина; 4 — опорная плита; 5 — болт; 6 —
пружина; 7 — нижняя ударная масса; 8 — верхняя ударная масса; б — с гидрав-
лическим механизмом связи: 1 — резиновый буфер; 2 — боковые штоки; 3 —
боковые плунжеры; 4 — центральный плунжер; 5 — амортизатор; 6 — централь-
ный шток; в — схема молота с горизонтальным встречным движением ударных
масс: 1, 2 — левая и правая ударные массы; 3 — рабочие цилиндры; 4, 5 —
распредел ител и
411
Пр
•Sp *Sp
‘S’iJa (s)ds-S2 jp2(5)d5
о 0
= Wjrf/2 + m2v} =ТЭ = Aa/x\a,
(35 51)
где 5b S2 — площадь соответственно рабочей и возвратной поло-J
сти приводного цилиндра; т)р, т|д — КПД разгона и деформирова- I
ния, пР » 0,9, т|я = 0,7.
Силы удара замыкаются внутри конструкции молота и только 1
в виде незначительных по величине сил трения передаются на
фундамент. Поэтому фундамент бесшаботного молота в 8 —10 раз 1
меньше эквивалентного по энергии шаботного молота, а масса ]
меньше массы эквивалентного шаботного штамповочного молота 1
примерно в 3 раза.
Классификация. Различают вертикальные и горизонтальные ]
бесшаботные молоты с зависимым и независимым приводами удар- 1
ных масс, с механическим и гидравлическим механизмами связи 1
[19, 28]. В вертикальных бесшаботных молотах заготовку устанав-
ливают в нижнюю половину штампа или матрицу, расположен- I
ную на нижней ударной массе. На верхней ударной массе крепят
верхнюю половину штампа или пуансон. В горизонтальных бесша- I
ботных молотах (импакторах) заготовку размещают в специаль- I
ных захватах в плоскости соударения ударных масс.
При соударении масс, движущихся во встречном направлении. I
большая часть накопленной ими кинетической энергии расходует
ся на работу деформирования поковки, поэтому КПД деформиро
вания в среднем на 10 % выше, чем при штамповке на шаботных
молотах. Импульсы деформирующей силы при штамповке на фун
дамент почти не передаются, за исключением случаев наладки
молотов с независимым приводом масс. В связи с этим размеры и
масса фундаментов вертикальных бесшаботных молотов составля-
ют 0,12...0,25 объема фундаментов шаботных молотов. Колебаний
грунта и вибрации зданий и оборудования не наблюдается.
Нижняя ударная масса (баба) вертикального бесшаботного
молота обычно на 5... 10% больше верхней ударной массы. Для
шаботного молота с энергией удара 200...250 кДж его масса со-
ставляет (250...300)-103 кг. Масса бесшаботного молота с энер-
гией удара 250 кДж составляет 120 -103 кг.
Принцип действия бесшаботных молотов с горизонтальным
движением ударных масс (импакторов) показан на рис. 35.4, в.
Две массы — левая 1 и правая 2 — движутся в горизонтальной
плоскости навстречу друг другу под действием сжатого воздуха,
который подается одновременно в левый и правый рабочие ци-
линдры 3. Распределение сжатого воздуха осуществляется синх-
ронно управляемыми распределителями 4 и 5.
412
Плоскость соударения штампов находится в середине исходно-
го расстояния между ударными массами. Заготовку обычно за-
крепляют в специальных клещевых захватах, которые в автомати-
зированных установках перемещаются с помощью специального
транспорта.
Основы теории и расчет основных параметров. Особенности при-
вода паровоздушных бесшаботных молотов заключаются в цикле
полного единичного хода, при котором впуск свежего пара или
воздуха осуществляется на всем ходе при полностью открытых
окнах, т.е. у' = 1 (см. рис. 34.2, в). Давление р свежего энергоноси-
теля в поршневой полости цилиндра сохраняется на протяжении
хода верхней (приводной) ударной массы. Давление в кольцевой
полости при полностью открытых окнах золотника во время вы-
пуска также постоянное: рх ~ 1,1дн [22, 19].
Эффективная энергия полного единичного удара
Тэ = {^i[P - — Ро( 1 - °0] - 0,25wtg}v (35.52)
При разработке конструкций бесшаботных молотов в техни-
ческом задании задают параметры: эффективную кинетическую
энергию удара молота, максимальную скорость ударных масс при
разгоне, суммарный наибольший ход ударных масс (открытую
высоту штампового пространства).
Эффективная энергия встречного движения ударных масс —
верхней гп\ и нижней т2 соответственно со скоростями и v2
Тз = Ч^ + Ч^. (35.53)
Отношение т21тх = к называется кратностью масс. При к = 1,
т} = т2 = т и = v2 = v
Тэ= mv2. (35.54)
При выборе v = 3,3 м/с численное значение эффективной энер-
гии Тэ= 10/и.
В общем случае при к > 1 расчетом определяют следующие па-
раметры. Приведенная ударная масса
Мо = mxm2/(ni\ + m2) = 2TJv2, (35.55)
где mi — верхняя ударная масса; т2 — нижняя ударная масса.
При кратности m2/mi = к имеем = т2/(к + 1). Для молотов с
равными ударными массами отношение к = 1 и Л/(| = т2/2.
Перемещения ударных масс при разгоне
sp = s2(ks + 1), (35.56)
где ks = s2/si — отношение перемещений при разгоне нижней и
верхней ударных масс соответственно.
413
Сила, которую должен создать привод Fo, для достижения эф-
фективной энергии
Fq = Mov\k + 1)/(2ПоцЛ), (35.57)
где т| — механический КПД молота, г| ~ 0,77... 0,78; а — коэффици-
ент, характеризующий расширение энергоносителя, а = 1 для па-
ровоздушного привода, ос = 0,9 — для газогидравлического привода.
Сила /д при ударном деформировании на бесшаботном молоте
Fa ~ 0,5F0 + Сг/^М0/С(к + 1), (35.58)
где С — коэффициент приведенной жесткости механизма связи
ударных масс; к — кратность масс, к = т2/гщ.
Максимальная нагрузка F$ на фундамент возникает на стадии
отскока ударных масс по завершению деформирования поковки.
Например, для молота с газогидравлическим приводом и гидрав-
лическим механизмом связи ударных масс (см. рис. 35.4, б) мак-*
симальное значение F^ при жестких ударах штампа о штамп:
А) = 2рА + G - ар050, (35.59)
где р* — давление жидкости в гидравлическом механизме связи;
— площадь бокового штока механизма связи; G — сила тяже-
сти станины молота; р0 — давление сжатого газа привода в рабо-
чем цилиндре; 50 — площадь поршня рабочего цилиндра.
Для приближенных расчетов принимают
Рж ~ 0,65Ctovo, (35.60)
где to и v0 — время и скорость отскока ударных масс,
to « тф'1/С- (35.61)
Молоты с гидравлическим механизмом связи. Для повышения
надежности работы крупных бесшаботных молотов применяют
гидравлический механизм связи по схеме Beche (Германия) (см.
рис. 35.4, б). В корпусе имеются три сообщающихся цилиндра с
соответствующими плунжерами. Боковые плунжеры 3 связаны с
верхней ударной массой посредством штоков 2 и резиновых буфе-
ров 7, а центральный плунжер 4 связан с нижней ударной массой
с помощью короткого центрального штока 6 и резинового амор-
тизатора. Чтобы устранить влияние перекосов на работоспособ-
ность механизма связи, плунжеры соединены со штоками посред-
ством шаровых опор.
Подобный мощный бесшаботный молот конструкции ВНИИ-
Метмаш с энергией удара 1600 кДж предназначен для автомати-
зированного технологического комплекса.
414
Рис. 35.5. Бесшаботный молот с гидравлическим механизмом связи модели
МШ конструкции СКБ СО РАН:
1 — плунжер; 2 — рабочий цилиндр; 3 — ресивер; 4, 5 — соответственно верхний
и нижний штампы; 6 — выталкиватель; 7 — нижняя ударная масса; 8 — рас-
пределители; 9 — полость гидравлического механизма связи
Высокоскоростной бесшаботный молот типа «Сибирь» СКБ СО
РАН с разными по величине ударными массами, развивает эф-
фективную энергию 1 600 кДж при скорости соударения масс
30 м/с. Привод молота газогидравлический, энергоноситель — азот
или воздух давлением до 30 МПа. Удар производится при движе-
нии рабочей массы вверх. Станина с массой шабота подвижная.
Серия вертикальных пневмогидравлических бесшаботных молотов
модели МШ с эффективной энергией 4...250 кДж, скоростью со-
ударения 10... 15 м/с разработана в СКБ СО РАН (ведущий кон-
структор Ю. В. Колотов) (рис. 35.5). Верхний рабочий цилиндр 2 с
415
плунжером 1 укреплен в верхней поперечине и напрямую под
ключей к аккумуляторам с газом высокого давления до 8 МП
[51].
Центральный и боковые штоки гидравлического механизм
связи 9 установлены со сферическими опорами, незакрепленны
ми с верхней и нижней ударными массами. Конструкция молот
выдерживает жесткие «холодные» соударения штампов 4 и 5 пр]
максимальной энергии удара. Система ЧПУ обеспечивает много
ударную штамповку по заданной программе [10].
Бесшаботные молоты с горизонтальным встречным движением ра
бочихмасс, которые получили название «импакторы» типа Chambers
burg (США) — см. рис. 35.4, в, изготавливают с эффективной энер
гией удара 3...95 кДж (эквивалентной силой 9,5...64 МН), ходом
150... 320 мм. Диаметр рабочего цилиндра у этих молотов находится ।
пределах 330... 1015 мм. Привод осуществляется от компрессоров
давлением воздуха до 0,8 МПа.
РАЗДЕЛ VII
ВИБРАЦИОННЫЕ И ИМПУЛЬСНЫЕ МАШИНЫ
ГЛАВА 36. ПРИНЦИП ДЕЙСТВИЯ, КЛАССИФИКАЦИЯ
И КОНСТРУКЦИИ ВИБРАЦИОННЫХ И ИМПУЛЬСНЫХ
МАШИН
36.1. Принцип действия и классификация
Принцип действия вибрационных и импульсных машин осно-
ван на создании вибрационного и импульсного воздействия на
материал заготовки, необходимого для интенсификации некото-
рых технологических процессов обработки давлением:
4i
nS^p(t)dt = m3dv =» Ац1ч\л, (36.1)
о
где п — число импульсов (циклов нагружения заготовки); S —
площадь заготовки, на которую производится воздействие; /и —
время импульса; — масса смещенного объема заготовки; v —
скорость смещения; Аа — работа деформирования; цд — КПД про-
цесса.
Вибрационное и импульсное воздействия характеризуются пе-
риодичностью (с заданными частотой и амплитудой), скоростью
нагружения, кратковременностью передачи объекту обработки зна-
чительной энергии жидкости или газа под давлением, электро-
магнитных и тепловых полей. Такой характер воздействия на заго-
товку создают соответствующие машины обработки давлением:
вибрационные, импульсные, гидроимпульсные, электрогидрав-
лические, электромагнитные и др. В лазерных и плазменных прес-
сах используется энергия оптических квантовых генераторов и ге-
нераторов плазмы. Некоторые сведения, относящиеся к этому ново-
му типу оборудования, приведены в этом разделе.
Вибрационные машины (вибропрессы). Машины этого типа пред-
назначены для обработки давлением. Исполнительные звенья виб-
ропрессов воздействуют на обрабатываемый материал периоди-
ческими колебаниями (вибрациями). Вибрации характеризуются
частотой и амплитудой.
417
С помощью вибропрессов полезные вибрации применяют для
процессов вибрационной осадки, штамповки, чеканки, выруб-
ки, зачистки и доводки, пульсирующей листовой вытяжки и фор-
мовки, калибровки профилей, вибрационного прессования по-
рошковых металлических и неметаллических сыпучих материалов
[51].
Достоинства вибрационной обработки следующие: снижение
деформирующей силы на исполнительном звене машины в за-
висимости от процессов до 30 или до 50 % при наложении виб-
рационной составляющей (за счет уменьшения сил внешнего тре-
ния) в операциях вырубки, обжима, чеканки-калибровки, вы- I
тяжки, прессования и виброуплотнения металлопорошков и не-
металлических (например, песчано-бетонных) материалов; по-
вышение качества обработанной поверхности деталей и геомет-
рической точности размеров в операциях зачистки, калибровки, I
доводки, штамповки; достижение заданной плотности изделия
из порошкового материала с минимальной неравноплотностью
по объему.
Импульсные машины (гидравлические импульсные прессы,
пресс-молоты [39], магнитно-импульсные и электрогидроимпуль-
сные прессы и установки). Машины этого типа предназначены
для обработки давлением материала единичными или последова-
тельными импульсами давления или силы.
Магнитно-импульсные и электрогидроимпульсные машины
относят также к электрофизическим машинам [19, 45].
Импульс давления характеризуют формой и следующими харак-
теристиками (рис. 36.1): фронт — линия Оа, выдержка — линия
ab, срез — линия be, амплитуда рт‘, время возмущения /ф, выдер-
жки /в, среза tc и полное время импульса 4- Аналогично можно
характеризовать импульсы силы.
Интенсивность последовательного импульсного нагружения харак-
теризуют периодом следования импульсов /сл и паузой между со-
седними импульсами /п. Частота следования
v = 1//„. (36.2)
Скважность импульсного процесса
QCk = СА- (36.3)
Вибропрессы классифицируют по типу главного привода с ука-
занием возможности их применения для технологических процес-
сов обработки давлением [51].
Вибропрессы с механическим дебалансным приводом. Для механи-
ческих вибрационных прессов промышленное применение полу-
чил дебалансный привод с двухвальным вибровозбудителем на
основе серийно выпускаемых унифицированных виброплощадок
блочного типа различной грузоподъемности [23] Привод обеспе-
418
б
Рис. 36.1. Форма и параметры импульсов:
а — прямоугольная; б — трапециевидная; в — треугольная; г — синусоидальная;
д — с экспоненциальным срезом; е — с экспоненциальным фронтом и срезом;
ж — с выдержкой
чивает вибрации исполнительного звена пресса с частотой по-
рядка 50 Гц и амплитудой 0,3...0,6 мм при суммарной мощности
приводных асинхронных двигателей 7,5... 10 и до 100 кВт. Серий-
ные вибропрессы с механическим приводом применяют в строи-
тельной промышленности для производства стеновых блоков, тро-
туарных и архитектурных плит. Опытные образцы механических
вибропрессов применяют для производства огнеупоров сложной
конфигурации и больших габаритов.
Вибропрессы с гидравлическим приводом. Вибропрессы с гидрав-
лическим насосным приводом (И. В. Кононов и др., 1970, 1974)
применяют для калибровки, шлихтовки, доводки изделий из ли-
стовых материалов [51]. Структура конструкции прессов традици-
онная с П-образной или С-образной станиной и верхним или
нижним расположением привода вибраций. Генератором вибра-
ций служит гидропульсатор или следящий золотник. Амплитуда
(10...20 МПа) и частота (15...20 Гц) — регулируемые. Промыш-
ленное применение получили вибрационные прессы с гидравли-
ческим насосным приводом модели ППН.
Классификация импульсных машин. К импульсным машинам
обработки давлением относятся механические, гидромеханичес-
кие, электромеханические и другие, в которых воздействие энер-
гоносителя или передающей среды на обрабатываемый материал
осуществляется со скоростью, зависящей от физических констант
419
среды в течение короткого промежутка времени, меньшего, чем
полу период первой гармоники свободных колебаний системы [28].
В промышленности применяют гидроимпульсные, электрогид-
роимпульсные и магнитно-импульсные машины. Основным ис-
точником энергии, которая посредством импульса передающей
среды — жидкости, газа, твердого тела, сыпучей среды выполня-
ет работу деформирования обрабатываемого материала, служат гид-
ро- и газоаккумуляторы, генераторы ударных волн жидкости и
газа, взрывные химические вещества и смеси, электрические раз-
ряды, электромагнитные и гравитационные поля.
Гидравлические импульсные машины подразделяют на гидроим-
пульсные прессы, использующие для штамповки энергию импульс-
ной разрядки жидкости, предварительно сжатой в замкнутом объе-
ме аккумулятора [39] и пресс-молоты, в которых применен им-
пульс полуволны ударного давления жидкости (А.И.Зимин и др.,
1978). Гидроимпульсные машины, созданные по этому принципу,
в промышленности применяются ограниченно из-за сложности
создания быстродействующих импульсных клапанов и потерь энер-
гии на дросселирование жидкости в них [28].
Взрывные импульсные машины, использующие энергию быстро-
го сгорания (взрыва) химических веществ или горючих смесей,
реализованы в виде высокоскоростных молотов для резки сорто-
вого металла, штамповки, например молоты типа Petroforge (Бир-
мингемский университет, Великобритания), брикетирования
стружки и пробивки отверстий. Применение этих машин ограни-
чено из-за необходимости использования взрывчатых веществ и
отсутствия существенных технологических преимуществ по срав-
нению с газовыми и газогидравлическими молотами.
Также к взрывным импульсным машинам относятся взрывные
установки, в которых используется энергия взрыва детонирующе-
го взрывчатого вещества или быстрого сгорания воспламеняю-
щейся газовой смеси для образования взрывной ударной волны в
передающей среде (газе, жидкости, сыпучем материале), непос-
редственно воздействующей на обрабатываемый материал [28]. Эти
установки позволяют реализовывать процесс штамповки малыми
сериями деталей из любых пластичных материалов больших габа-
ритных размеров и сложной конфигурации. Их применение огра-
ничено экологическими требованиями.
В промышленности широко применяют электрогидроимпульс-
ную (ЭГИО) и магнитноимпульсную обработку (МИО), в том чис-
ле разновидность последней — магнитно-эластоимпульсную об-
работку (МЭИО) изделий из листовых и трубчатых заготовок и
соответствующие машины (установки) [51].
Электровысадочные машины предназначены для получения
утолщений на заготовках из прутка или трубы при высадке их
силой гидроцилиндра в зону деформации, подвергнутой электро-
420
нагреву методом сопротивления. Эти машины применяют для по-
лучения поковок стержневого и трубчатого типа с утолщениями
на концах и в середине из углеродистых, конструкционных, жа-
ропрочных сталей и сплавов.
Электровысадочные машины подразделяют в зависимости от
направления и типа привода для подачи заготовки на горизон-
тальные с гидравлическим приводом и вертикальные с пневмати-
ческим приводом, а также на горизонтальные и вертикальные с
пневматическим приводом, оснащенные тиристорным контакто-
ром.
36.2. Конструкции гидровибрационных, импульсных
и пульсационных прессов
Гидровибрационные прессы. Принцип действия гидровибраци-
онных и гидроимпульсных прессов и пресс-молотов (И. Б. Матве-
ев, 1958) основан на применении импульсов давления, образую-
щихся в результате быстрой разрядки потенциальной энергии
сжатой до давления р& жидкости в аккумуляторе. Клапан-пульса-
тор (вибровозбудитель) открывается автоматически при дости-
жении заданного давления в аккумуляторе [23]. Потенциальная
энергия П упругой деформации жидкости в аккумуляторе с уче-
V
том закона Гука для жидкости (d V =-dp или в конечных раз-
Кцр
V
ностях А И =--Ар )
^пр
Ра у Ра у
n=jpdK = Jpdp = —-ра2, (36.4)
О Кпр О
где V — объем жидкости в аккумуляторе; кпр — приведенный мо-
дуль упругости жидкости.
Период следования импульсов /сл и частота вибраций v при
подаче насоса Qv
tc„ = (V+bV)/Q„, (36.5)
v = 1/ZC„. (36.6)
Для штамповки заготовок и изделий из порошковых неметал-
лических материалов в Винницком политехническом институте
разработаны прессы модели ИВПМ силой 1...25 МН [23], кото-
рые обеспечивают вибрационное воздействие на материал перио-
дически чередующимися импульсами. Импульсы с амплитудой
перемещения 1 мм, давлением до 20 МПа и частотой 12...20 Гц
421
создаются за счет разрядки сжатой до 20 МПа жидкости (водной
эмульсии), накопленной в гидроаккумуляторе с маневровым объе-
мом, необходимым для одного цикла разрядки. Такие гидроакку-
муляторы называют цикловыми. Передача этой энергии исполни-
тельному звену пресса осуществляется с помощью автоматичес-
кого вибровозбудителя (клапана-пульсатора) с обратной связью
по давлению (рис. 36.2).
Прессы по схеме (рис. 36.2, а) силой 3,15 МП с нижним при-
водом и силой 1,6 МН предназначены для калибровки труб и про-
филей из алюминиевых сплавов.
Вибрационные прессы модели ИВПМ (рис. 36.2, б) применя-
ют для получения заготовок изделий сложной конфигурации и
больших габаритов из порошковых материалов с труднодеформи-
руемыми частицами основы.
В промышленности применяют гидровибрационные прессы с
пульсаторным вибровозбудителем [23], созданные на базе тради-
ционных, одно- и двухстоечных гидравлических прессов с ниж-
а
Рис. 36.2. Схема конструкции вибрационных прессов:
а — гидровибрационного: 1 — станина; 2 — рабочее звено; 3 — цикловой акку-
мулятор; 4 — заготовка; 5 — вибровозбудитель; 6 — подача жидкости от насоса;
б — гидроинерционного типа ИВПМ: 1 — станина; 2 — рабочее звено; 3 —
заготовка; 4 — поперечина; 5 — инерционная масса; 6 — гидроцилиндр; 7 —
распределитель; 8 — пружины; 9 — подача жидкости от насоса; 10 — цикловой
аккумулятор; 11 — вибровозбудитель
422
ним, как на рис. 36.2, б, расположением рабочего звена 2. Такие
прессы обеспечивают одностороннее или двухстороннее перио-
дическое прессование заготовки 4. Вибрации рабочих звеньев 2
осуществляются непосредственно за счет периодического изме-
нения давления в полости рабочего цилиндра, создаваемого гид-
равлическим вибровозбудителем (клапаном-пульсатором) 5.
Гидроинерционные вибропрессы. Гидроинерционные вибропрес-
сы моделей ТИП и ИВПМ [23, 51] по принципу действия отлича-
ются от гидровибрационных прессов тем, что формирование де-
формирующей силы осуществляется с помощью инерционных
масс.
Гидроимпульсные и гидропульсационные прессы. К гидроим-
пульсным относятся прессы и пресс-молоты, в которых для при-
вода рабочего звена или для непосредственного деформирования
материала используется импульс ударного давления жидкости при
гидроударе.
Принцип действия гидроимпульсных прессов и пресс-молотов
обоснован впервые А. И. Зиминым в МВТУ им. Н. Э. Баумана (1956)
и заключается в использовании энергии положительной полувол-
ны, возникающей в трубе с начальным давлением р0 = 0 и скоро-
стью v0 > 0 при гидравлическом ударе, который традиционно счи-
тается отрицательным процессом.
Различают три способа применения гидроимпульсной энер-
гии: непосредственное импульсное воздействие жидкостной среды
на обрабатываемый материал в камере, воздействие на рабочее
звено и материал, и воздействие на рабочее звено, развивающее
кинетическую энергию для ударного деформирования материа-
ла [51].
Основы теории гидроимпульсных машин, использующих энер-
гию ударной полуволны, разрабатывались в МВТУ им. Н.Э. Бау-
мана А. И. Зиминым (1956, 1960), Л. М. Тарко (1957,1963), А. Ф. Ка-
гармановым (1964, 1978) и др.
При быстром открытии клапана в переходный период взаимо-
действуют разобщенные массы жидкости (рис. 36.3, а) и по трубе
распространяется упругая волна сжатия со скоростью
с = 7кпр/Р’ (36.7)
где кпр — приведенный модуль упругости жидкости и трубы (см.
(7.13)); р — плотность жидкости.
Если, например, кпр = (1,3...2) • 103 МПа и р = 103 кг/м3, то с =
= 1 140... 1410 м/с.
Со скоростью волны распространяется деформация сжатия
жидкости и расширения трубы. Упругое приращение объема вос-
полняется потоком жидкости, который движется из аккумулято-
ра под действием разности давлений ра - р0 со скоростью, возра-
423
Рис. 36.3. Схема распространения упругой волны в трубе (а) и удвоения
величины давления (б)
стающей на фронте волны скачком согласно формуле Н.Е. Жу-
ковского:
= (Ра — Ро)/(Р^) = Ра/(ре); (36.8)
при ра = 32 МПа ир0 = 0 скорость гж = 22,7...24 м/с.
Через время t = с/1 фронт волны с давлением р.л достигнет
поршня, и волна отразится в обратном направлении: во всей
трубе будет давление ра, и весь столб жидкости, заключенный в
ней, будет двигаться со скоростью гж согласно (36.8). Поток жид-
кости, встретив преграду, остановится, изменив скорость скач-
ком от гждо vG = 0, и этот скачок скорости реализуется в скачок
давления:
рс(гж - ц) = рсгж = ра. (36.9)
Этот скачок давления добавится к давлению ра, которое было в
трубе к моменту / = 1/с. На фронте отраженной от поршня волны
будет давление 2ра (рис. 36.3, б). Через промежуток времени /2 = А <
+ //с =21/с фронт отраженной волны достигнет клапана и (если
клапан все еще открыт) аккумулятора, где давление снова упадет
до ра. Чтобы этого не произошло, клапан к моменту /2 должен
быть закрыт, тогда можно использовать энергию только положи-
тельной полуволны с давлением 2ра.
Фронт волны (см. рис. 36.1, ж) формируется за время пере-
ходного процесса открытия клапана /ф = to к; время выдержки tB =
= 21/с, а время среза равно времени закрытия клапана tc = /з к. Для
эффективного использования энергии положительной полувол-
ны необходимо, чтобы
и=4к<4/Ю«//(5с). (36.Ю)
424
Импульсная энергия положительной полуволны £и складыва-
ется из потенциальной энергии П упругой деформации жидкости
и трубы, и кинетической энергии К потока жидкости:
г г
Е„ =n + K = f/>adF + Jydm. (36.11)
Упругая объемная деформация из закона Гука для жидкости
у
dK = —— dp. После интегрирования выражения (36.11) в преде-
Кпр
лах 0—ра получим
П ~ КтА2/(2кпр>
(36.12)
Приращение массы dw = ./pdx; после интегрирования в преде-
лах О—/:
К=^.р/7 = _^-Ит (36.13)
В этих формулах VT — объем жидкости в трубе; кпр — приведен-
ный модуль объемной упругости жидкости и трубы.
Подставляя (36.12) и (36.13) в (36.11), получим полную им-
пульсную энергию положительной полуволны
г _ К 2
~~ Ра
^пр
(36.14)
Конструкции и расчет импульсных гидропружинных прессов и
молотов, использующих энергию сжатой жидкости в жидкостном
аккумуляторе, приведены в работе [39].
Для привода гидропульсационных прессов (Г. П. Тарасов, 1996)
применяют роторные гидропульсаторы объемного вытеснения,
приводимые непосредственно электродвигателями для создания
пульсирующих сил. Амплитуда давления до 32 МПа, частота
20...50 Гц [51].
36.3. Конструкции и расчет механизмов
Механические дебалансные вибровозбудители. В механических
вибропрессах возбуждение вибраций рабочего звена осуществля-
ется дебалансными центробежными вибровозбудителями со встро-
енными или вынесенными трехфазными асинхронными элект-
родвигателями с короткозамкнутым ротором. Обычно используют
425
Рис. 36.4. Дебалансный двухвальный вибровозбудитель:
1 — крышка; 2 — дебалансная масса; 3 — корпус подшипника; 4 — подшипник;
5 — короткозамкнутый ротор; 6 — статор электродвигателя; 7 — корпус; A, L,
At, В, Н — монтажные параметры
дебалансные одновальные вибровозбудители с двумя концами вала
встроенного электродвигателя (рис. 36.4) с направленной вынуж-
дающей силой [51]. Двухвальные однотипные вибровозбудители
устанавливают по два на одной опорной плите. Электродвигатели
должны вращаться в противоположные стороны. Вынуждающую
силу при вращении создают установленные на концах вала экс-
центрики — дебалансы (детали со смещенным относительно оси
вращения центром масс). Генерирование вынуждающей силы осу-
ществляется при синхронизации вращения дебалансов.
Частота вибраций при частоте вращения ротора электродвига-
теля п = 3 000 мин 1
v = п/60 = 50 Гц. (36.15)
Амплитуда колебаний рабочего звена вибропресса в месте ус-
тановки вибраторов, см:
А = -^ст- , (36.16)
+ zmB
где z — число вибраторов; МС[ — статический момент вибратора,
кг см; тс — масса приводимого рабочего звена вместе с устано-
вочной плитой, кг; тв — масса вибратора, кг.
Амплитуда вибраторов регулируется изменением статического
момента за счет взаимного расположения половин дебаланса, одна
часть которого неподвижно закреплена на валу электродвигателя,
а другая может поворачиваться.
При расчете дебалансных вибровозбудителей по заданным па-
раметрам вибраций, амплитуде колебаний и угловой частоте со =
426
= nn/3Q с-1 вращения дебалансов определяют суммарный стати-
ческий момент массы дебалансов и амплитуду вынуждающей силы.
Эти данные приводят в каталогах промышленных электромехани-
ческих вибраторов.
Эффективность и надежность вибрационных машин с дебалан-
сным приводом зависит от точности синхронизации и во многом
от конструкции упругих элементов и подшипников. В качестве уп-
ругих элементов наиболее широко применяют цилиндрические
винтовые пружины, реже используют тарельчатые пружины и
торсионы. Расчет упругих элементов выполняют по общим прави-
лам [51] с учетом собственных частот упругого элемента во избе-
жание появления резонанса, уменьшающего выносливость упру-
гого элемента и вызывающего повышенный шум. Наиболее опас-
Рис. 36.5. Двухкаскадный вибровозбудитель:
а — конструктивная схема: 1 — корпус основного каскада; 2 — золотник основ-
ного каскада; 3 — пружина возврата золотника 2\ 4 — тормозные плунжеры; 5 —
корпус сервопривода; 6 — игольчатый дроссель; 7 — контргайка; 8 — шарико-
вый сервоклапан; 9 —14 — соответственно нажимной плунжер, стакан, пружи-
на, опора пружины, винт и контргайка регулятора давления; б, в — варианты
подключения вибровозбудителя к полости исполнительного гидроцилиндра 5:
1 — золотник; 2 — цикловой гидроаккумулятор; 3 — дроссель; 4 — сервоклапан;
Р, А, Т — соответственно подвод насоса, исполнительного гидроцилиндра, слив
427
ны по резонансному воздействию собственные частоты низший
порядков.
Гидравлические вибровозбудители. Источниками пульсирующего
давления являются вибровозбудители, известные так же как кла-
паны-пульсаторы, генераторы импульсов давления [51]. Они обес-
печивают управление потоком энергоносителя (рабочей жидко-
сти) от насосной или насосно-аккумуляторной станции в полость
приводного гидродвигателя.
Вибровозбудители гидравлических вибрационных машин отно-
сятся к специальному виду гидроаппаратуры [23, 51]. На рис. 36.5, а
представлена конструктивная схема двухкаскадного вибровозбу-
дителя привода вибропресса и указаны возможные варианты его
подключения к полости исполнительного гидроцилиндра (рис. 36.5 J
б и в).
ГЛАВА 37. ЭЛЕКТРОГИДРОИМПУЛЬСНЫЕ, МАГНИТНО-
ГИДРОИМПУЛЬСНЫЕ МАШИНЫ И ЛАЗЕРНЫЕ ПРЕССЫ
37.1. Принцип действия, классификация, элементы
конструкции и расчета электрогидроимпульсных машин
Принцип действия электрогидроимпульсных машин состоит в ис-
пользовании энергии электрического разряда в жидкости для де-
формирования металла. Способ разработан Л. А. Юткиным (1955).
Процесс получил название электрогидравлической штамповки
(ЭГШ).
Электрическая энергия из сети напряжением ПО... 220 В посту-
пает в трансформаторный блок 1 (рис. 37.1, а), где напряжение
повышается до 20 кВ (в отдельных конструкциях — до 25 кВ), а
затем выпрямляется с помощью выпрямительного блока 2. Энер-
гия накапливается в течение определенного промежутка времени
в конденсаторном блоке 3 с конденсаторной батареей 5 емко-
стью С. После достижения на электродах конденсаторной батареи
напряжения U, свидетельствующего о накоплении нужного коли-
чества электрической энергии
E = ^- = -^S-, (37.1)
2 ПдЛр
конденсаторная батарея разряжается с помощью разрядника (пе-
реключателя) 4 в искровом промежутке Д между электродами 6 в
жидкости 7 с КПД разрядного контура цр. Инициатором разряда
служит вольфрамовая проволока, перекинутая через электроды.
При импульсном разряде проволока испаряется, создавая источ-
428
Рис. 37.1. Принципиальная схема (а), диаграммы разряда конденсатор-
ной батареи (б) и электродов (в) электрогидравлического пресса:
1 — трансформаторный блок; 2 — выпрямительный блок; 3 — конденсаторный
блок; 4 — разрядник; 5 — конденсаторная батарея; 6 — электроды; 7 — рабочая
жидкость; 8 — деформируемая заготовка; А — искровой промежуток; Uo — на-
чальное напряжение на конденсаторной батарее; t/np — напряжение пробоя;
/и — длительность импульса
ник ударных волн, которые с помощью жидкости 7 передаются
заготовке 8 и деформируют ее с КПД т|д.
После достижения определенного напряжения пробоя ,С^Р (рис.
37.1, б) происходит разряд. Длительность импульса составляет
около 400 мкс (рис. 37.1, в). При этом скорость деформирования
металла в полости матрицы достигает нескольких сотен метров в
секунду, давление ударных волн на металл — до 3 500 МПа.
Электрогидроимпульсные прессы серии Т и ПЭГ для ЭГШ с
запасаемой энергией до 45 кДж разработаны ПКБ электрогидрав-
лики (г. Николаев, Украина). Для штамповки и калибровки круп-
ногабаритных изделий разработаны электрогидравлические прес-
сы типа «Удар», для развальцовки и сварки труб — типа «Мол-
ния» [15]. Аналогичные электрогидроимпульсные прессы выпус-
кают фирмы США, Великобритании и Японии.
429
Электрогидравлический пресс состоит из генератора импуль-
сов электрического тока, технологического блока и блока управ-
ления. Технологический блок (рис. 37.2, а) представляет собой
гидравлический пресс с насосным приводом механизма прижима
штамповой оснастки, в рабочем пространстве которого размеща-
ется штамповая оснастка и разрядная камера. Разрядная камера
совмещена с матрицей пресс-формы (рис. 37.2, б). Разрядные ка-
меры изготавливают из стали 45 (ГОСТ 1050—88), а их рабочие
Рис. 37.2. Схема конструкции:
а — технологического блока электрогидравлического пресса: 1 — нижняя попе-
речина; 2 — направляющие колонны; 3 — направляющая втулка; 4 — ползун; 5,
6 — клиновой прижимной механизм; 7 — верхняя поперечина; 8 — неподвиж-
ный полый шток; 9 — подвижный гидроцилиндр; 10 — регулировочный пустоте-
лый винт; 11 — гайка; 12 — разрядная камера с штамповой оснасткой; 13 —
опорная плита; б — разрядной камеры, объединенной с матрицей пресс-формы:
1 — корпусные детали разрядной камеры; 2 — электрод-анод; 3 — токопровод;
4 — зазор, заполненный водой и исключающий развитие разряда по поверхно-
сти изоляции; 5— изоляторы; 6 — насадка электрода-анода; 7 — электрод-катод;
8 — матрица; 9 — листовая заготовка
430
поверхности подвергают термообработке до получения поверхно-
стной твердости 32...45 HRC. Изоляцией электродной системы
служат стеклопластики, полиэтилен и вакуумная резина, а элек-
тродные насадки изготавливают из композиций медь — карбид,
вольфрам — никель (МКВ70НЗ) и железоникелевых сплавов.
Разрядный промежуток между электродами
Д = 1,14-10’t/№c, (37.2)
где L — индуктивность разрядного контура.
Давление жидкости в разрядной камере при пробое разрядного
промежутка носит импульсный, а возникающие давление и де-
формации — местный характер. В этом случае расчеты на проч-
ность разрядных камер и связанных с ними матриц по энергети-
ческой теории прочности неприменимы. Толщину 5 (м) стенки
камеры или матрицы сферической формы рекомендуется нахо-
дить как указано в [15]
5 = Лд£Дл(1-ц)(/?2 +d2))[op]2}, (37.3)
где Лд — энергия, передаваемая камере (матрице) согласно (37.1),
Дж; Е — модуль упругости материала камеры (матрицы), МПа;
ц — коэффициент Пуассона; h, d — соответственно глубина и
диаметр матрицы (камеры), м; [ор] — допускаемое напряжение
на растяжение, МПа.
37.2. Принцип действия, классификация, элементы теории
и расчета параметров, конструкции магнитно-импульсных
машин
Принцип действия. Принцип действия магнитно-импульсных
машин заключается в использовании для деформирования метал-
ла энергии импульсного электромагнитного поля, образующего-
ся при разряде конденсаторной батареи в индукторе, которое,
взаимодействуя с вихревыми токами, наводимыми в металле за-
готовки, создает импульсное электромагнитное давление. Сило-
вое воздействие импульсного электромагнитного поля на металл
использовалось в экспериментах академика П.Л. Капицы (1928).
Впервые такие машины были применены в промышленности США
в 1960—1961 гг. В МВТУ им. Н. Э. Баумана первая эксперименталь-
ная установка с энергией 4,5 кДж была создана в 1962 г., а опыт-
но-промышленная, с энергией 7,2 кДж — в 1964 г. Опытно-про-
мышленные машины и установки разрабатывались в ЭНИКмаше
(г. Воронеж), ХПИ (г. Харьков, Украина), ТГПУ (г. Тула) и других
организациях. В настоящее время выпускают промышленные ма-
431
шины для деформирования металла, получившие название MJ4Y
(магнитно-импульсные установки), с запасаемой энергией 20...
400 кДж и более [51].
Классификация. Машины для магнитно-импульсной штампов-
ки подразделяют на группы. Группа I— для штамповки без средств
автоматизации цветных металлов и сплавов, низкоуглеродистых
сталей; группа II — для тех же целей, но для работы в автомати-
ческом режиме с высокой производительностью; группа III — для
деформирования тонколистовых материалов толщиной до 0,1 мм
при работе в линии в автоматическом режиме.
По технологическому назначению МИУ подразделяют на сле-
дующие подгруппы: 1 — для разделительных операций; 2 — для
формовочных операций; 3 — для сборочных операций; 4 — для
сварки; 5 — для уплотнения (компактирования) порошков; 6 -
для комбинированных процессов. Технологическое назначение
обеспечивается конструкцией, рабочего инструмента (индуктора),
частотой и энергией разряда [51].
Технологическое назначение. Деформирование заготовок осу-
ществляют различными способами (рис. 37.3). Обжим трубных за-
готовок производят при помощи индуктора 3, охватывающего
заготовку 2 (рис. 37.3, а). Заготовка принимает в результате обжи-
ма форму оправки 1. Раздача трубных заготовок осуществляется
индуктором 3, расположенным внутри заготовки 2 (рис. 37.3, б).
Заготовка принимает форму разъемной матрицы 4. На рис. 37.3, в
показана раздача трубной заготовки 2 охватывающим ее индукто-
ром 3 с матрицей 4. В этих случаях импульсы разрядного тока долж-
ны иметь пологий фронт и крутой спад. Нарастание электромаг-
нитного поля должно происходить настолько медленно, чтобы
перепад его не создал давления, превышающего предел текуче-
сти материала заготовки. Напряженность поля после достижения
определенного значения должна быстро упасть до нуля. Так как
напряженность внутри проводящей оболочки будет уменьшаться
значительно медленнее, поле раздаст трубу изнутри. Импульс не-
обходимой формы можно получить при помощи специальных схем.
Схема формовки листовых заготовок плоскими индукторами
показана на рис. 37.3, г. Индуктор 3 в этом случае выполнен плос-
ким в виде спирали Архимеда. Между индуктором и матрицей 4
расположена заготовка 2. По такой схеме можно производить вы-
рубку заготовок и пробивку отверстий в плоских заготовках.
Рабочие обмотки индукторов изготавливают из меди Ml, М2
(ГОСТ 859—78) и из бериллиевых бронз, а матрицы для формо-
образующих операций — из стали 45 (ГОСТ 1050—88) и стали
30ХГСА (ГОСТ 10702—78). При выполнении комбинированных
формообразующих и разделительных операций используются мат-
рицы из сталей марок У8А, У10А (ГОСТ 1435—90). Материалы из
сталей марок 45 и 30ХГСА защищают от коррозии покрытиями и
432
Рис. 37.3. Схемы способов магнитно-импульсной штамповки:
а — обжима трубной заготовки; б, в — раздачи трубной заготовки; г — формооб-
разования плоской заготовки; 1 — оправка; 2 — заготовка; 3 — индуктор; 4 —
матрица
подвергают термообработке на твердость 38...42 HRC, а из сталей
У8А, У10А — на твердость 50... 55 HRC. Вопросы расчета и проек-
тирования индукторов для магнитно-импульсных машин рассмот-
рены в работе [51].
Машины, в которых используется энергия электромагнитного
поля для деформирования металла, имеют КПД 10...40%, кото-
рый принципиально не может быть более 50 %.
В настоящее время считают целесообразным штамповать на
магнитно-импульсных машинах металлы и материалы, проводи-
мость которых не ниже 1/10 проводимости меди. Для штамповки
стали и других материалов с низкой проводимостью используют
гальваническое покрытие медью или фольгу из алюминия и меди,
которой покрывают поверхность заготовки.
Элементы теории и расчет параметров. Магнитно-импульсное
деформирование металла основано на принципе преобразования
электрической энергии Е, накопленной в конденсаторной бата-
рее (накопителе) С при разряде через индуктор, в энергию элек-
тромагнитного поля высокой напряженности (// = 106... 109 А/м),
которая преобразуется в механическую работу деформирования
433
заготовки Ад (путем взаимодействия с токами, наведенными на
поверхности заготовки):
Е CUI А
2 ПуПд
(37.4)
где UH — номинальное напряжение электрического тока; т|у, т|д -
КПД соответственно установки и процесса деформирования.
Принципиальная и эквивалентная электрические схемы маг-
нитно-импульсной машины представлены на рис. 37.4, а, б. Кон-
денсаторная батарея емкостью С заряжается от блока питания 1 до
напряжения U= 5... 10 кВ и разряжается разрядником 2 на индук-
тор 3. Ток в разрядной цепи (рис. 37.4, в}
. гг[С~£(- М
I = U, — е 21 sin.-==
VX ( 4cl)
(37.5)
В заготовке, как вторичном проводнике, индуктируются вих-
ревые токи, взаимодействующие с полем индуктора по известно-
му в электротехнике «правилу левой руки». Электромеханическая
сила взаимодействия индуктора и заготовки
F= /]X2/i = /2X1/2, (37.6)
где /ь /2 — сила тока; Ц, L2, /ь /2 — индуктивность и длина соот
ветственно индуктора и проводника-заготовки.
Магнитное поле напряженностью Н оказывает в среде натяже-
ние (давление), МПа:
р = 6,6 10-9цЯ2, (37.7)
где ц — магнитная проницаемость среды; Н — напряженность
магнитного поля, А/м.
При известной энергии и рабочем (номинальном) напряже-
нии UH частота разрядного контура
/р =f/„/(2nj2£;T),
(37.8)
где Хн — энергия заряда; X — суммарная индуктивность рабочего
контура.
В зависимости от рабочей частоты определяют изоляционные
расстояния и конструктивные параметры элементов разрядного
контура установки и индуктора. Суммарную емкость разрядного
контура находят из (37.4):
С = 2E/U*.
(37.9)
434
1
2
3
б в
Рис. 37.4. Принципиальная схема магнитно-импульсной машины (а),
эквивалентная электрическая схема (б), диаграмма разряда (в):
1 — блок питания; 2 — разрядник; 3 — индуктор; 4 — трубная заготовка; 5 —
конденсаторная батарея; С — емкость; R^, L§, Яш, Ьш, Rp, Lp — сопротивление и
индуктивность конденсаторной батареи, шины (кабеля), разрядника соответствен-
но; 7о — период разряда; z — ток
Выбор номинального напряжения UH емкостного накопителя
при заданной энергии Е осуществляют из условий, обеспечиваю-
щих максимальное давление магнитного поля на обрабатываемую
заготовку. Для заготовок при толщине более 2 А (А — глубина про-
никновения магнитного поля в материал заготовки) U- 4... 12 кВ,
при толщине менее А рекомендуется U = 10...30 кВ.
Конструкции магнитно-импульсных машин. В состав конструк-
ции магнитно-импульсных машин входят энергетический и тех-
нологический блоки. Энергетический блок состоит из устройств:
пускового и регулирующего, зарядного, включая высоковольт-
ный повышающий трансформатор и выпрямитель; емкостных на-
копителей; задатчика уровня энергии; блока автоматики; делите-
ля напряжения; поджига; разрядника; защиты, состоящей из ко-
роткозамыкателя, блокировки и других элементов. Технологичес-
кий блок состоит из сменного индуктора и оснастки.
В зависимости от величины энергии применяют моноблочную
или модульную конструктивную компоновку. В соответствии с этим
435
установки, например, Magneform (США) оформлены в виде мо-
ноблоков, установка МИУ-20/1 (ХПИ) — в виде двух блоков.
Размерный ряд магнитно-импульсных машин с запасаемой
энергией до 240 кДж предназначен для штамповки заготовок с
габаритными размерами 100... 1 000 мм.
Применяются следующие варианты схемы управления и авто-
матики: контактная; бесконтактная; контактная по схеме «Кроу-
бар»; комбинированная [51]. Разряд по схеме «Кроубар» позволяет
повысить КПД процесса и уменьшить необходимую энергию раз-
ряда.
Для встраивания МИУ в гибкие автоматизированные линии и
робото-технологические комплексы применяют следующие вари-
анты компоновок: роторный; карусельный; рабочий стол с пнев-
мо- (гидро-) зажимом; поворотный стол с гидрозажимом; подача
с промышленным роботом. В настоящее время все шире применя-
ются первый и последний варианты.
Автоматическая магнитно-импульсная машина роторного типа
модели МИУ-Т5 предназначена для сборки неразъемных соеди-
нений, калибровки цилиндрических и конических деталей из меди,
алюминиевых сплавов. Технические характеристики МИУ-Т5: но-
минальная запасаемая энергия — 21,6 кДж; номинальное напря-
жение заряда — 6 кВ; собственная частота разрядного контура —
24 кГц; суммарная емкость конденсаторов — 1 200 мкФ; произво-
дительность — 240—300 шт./ч [51].
При заряде постоянным током выпрямленное напряжение из-
меняется линейно от 0 до UH, что используется для регулирования
энергии. Время заряда зависит от силы тока 13
t3=CUJI3. (37.10)
Потеря энергии в контуре при заряде
\Е = I3R3t3 = 2EHCR3/t3, (37.11)
где R3 — активное сопротивление зарядной цепи.
Если время заряда значительно больше постоянной времени за-
рядного контура, т. е. t3» 2R3C, то потерями АЕможно пренебречь
и КПД заряда будет максимальным. Широко применяют разрядни-
ки, способные коммутировать токи до 200 кА при частотах 5... 50 кГц:
механический двухэлектродный, тиратронный, вакуумный трига-
тронный, воздушный тригатронный, игнитронный [51].
37.3. Принцип действия, классификация и особенности
конструкций лазерных и плазменных прессов
Принцип действия. Принцип действия лазерных и плазменных
прессов заключается в использовании энергии оптических кван-
436
товых генераторов и генераторов плазмы для прожигания сфоку-
сированным лазерным или плазменным лучом линейных резов,
криволинейных контуров и отверстий по программе в листовых
материалах.
Лазерные и плазменные прессы (получившие название лазер-
прессы и плазма-прессы), представляют собой новый тип кузнеч-
но-штамповочного оборудования, в которых совмещена лазерная
(плазменная) резка и пробивка отверстий с традиционной штам-
повкой, гибкой жесткими пуансонами. Координатно-пробивные
прессы (КПП), оснащенные лазерными или плазменными уста-
новками с ЧПУ, являются одним из наиболее прогрессивных ви-
дов листоштамповочного оборудования. Их выпуском занято око-
ло 30 зарубежных фирм, изготавливающих около 130 моделей, и
было занято два отечественных завода.
В конструкциях лазер-прессов и плазма-прессов с ЧПУ лазер-
ный или плазменный резак закреплен неподвижно, а заданное
перемещение заготовки в координатах X— Y осуществляется ко-
ординатным столом. Этим обеспечивается стабильное положение
и короткий тракт луча от излучателя до заготовки с минималь-
ным числом преломлений, что необходимо для высокого каче-
ства операций. Фиксированное расположение резака позволяет
также организовать надежный отвод газов и шлаков из зоны реза.
Классификация. Промышленные лазер-прессы и плазма-прес-
сы (табл. 37.1) подразделяют по типу привода ползуна — на ме-
ханические и гидравлические; по типу инструментального магази-
на — на револьверные и линейные, однопозиционные с ручной и
автоматической заменой инструмента; по типу привода кареток
стола — с передачей винт—гайка качения и рейка—шестерня. Наи-
большее распространение получили прессы с револьверными го-
ловками, в которых на смену инструмента под ползуном затрачи-
вается 2...4 с, а точность позиционирования соизмерима с други-
ми вариантами размещения инструмента.
Движение ползуна обеспечивается механическим или гидрав-
лическим (обеспечивает более широкие технологические возмож-
ности) приводами. Передача винт—гайка качения в приводе ка-
реток стола применяется, как правило, при длине перемещения
кареток до 1500 мм, а рейка—шестерня — при перемещениях,
превышающих эту величину.
Станины прессов обычно С-образные или портальные. Имеют-
ся и другие отличия в конструкции различных прессов, напри-
мер, по способу крепления инструмента, его предохранения от
перегрузки и т. п.
Технологическое назначение. Лазер-прессы и плазма-прессы пред-
назначены для изготавливания деталей из листовых материалов в
единичном и серийном производстве, особенно в случаях, когда
детали имеют сложные наружные или внутренние контуры. Приме-
437
Таблица 37.1
Технические характеристики лазер-пресса и плазма-пресса
Характеристика Лазер-пресс ПлазМа-пресс
Выходная, мощность лазера, Вт 500... 2 000 —
Длина волны, мкм 1,06; 10,6 —
Наибольшая толщина листа, мм 6... 12 3...25
Скорость резания, м/мин До Ю До ю
Ширина реза, мм 0,1...0,4 3...4
Потребляемая мощность, кВт 35 ...80 150
Расход газа, дм3/ч:
о2 500... 1500 —
со2 10... 15 —
Не 250... 300 —
n2 60... 80 7200
Расход охлаждающей воды, м3/ч 0,5...! 0,2
няют листовые материалы из различных марок сталей, алюминие-
вых и медных сплавов, фанеры, картона, оргстекла, стеклотексто-
лита, стекла и т.д. Производительность лазер-прессов и плазма
прессов значительно выше традиционных координатно-пробивных
прессов. Для заготовок толщиной 12 мм, как правило, используют
лазер-прессы, а в диапазоне 12...25 мм — плазма-прессы.
На координатно-пробивных лазер- и плазма-прессах с ЧПУ из-
готавливают различного типа детали: мелкие (шайбы и гайки); сред-
ние (прокладки, крышки); крупные (двери электрошкафов, пуль-
ты, шасси, панели различных приборов и оборудования) с числом
отверстий различных типоразмеров от нескольких до 1 000 шт. и
более.
Применение КПП с ЧПУ позволяет в ряде случаев заменить до
20 единиц различного вида оборудования (в том числе прессово-
го), повысить на 10...25 % коэффициент использования металла,
снизить процент брака, полностью выполнить технологические
операции по изготавливанию детали за одну установку на прессе.
Пуансон, матрица и прижим-съемник устанавливаются в уни-
версальные пуансонодержатель, матрицедержатель и прижимное
устройство.
Особенности конструкций. Все прессы (КПП с ЧПУ) оборудо-
ваны координатным столом со средствами крепления заготовки и
автоматическим инструментальным магазином, которые обеспе-
438
чивают высокую технологическую гибкость и малое время пере-
наладки при изготавливании различных наименований деталей.
Координатный стол представляет собой прецизионный узел,
состоящий из двух кареток, которые перемещаются по направля-
ющим (обычно шариковым) в горизонтальной плоскости в двух
взаимно-перпендикулярных направлениях (X и У). На одной из
кареток устанавливают два или более листодержателя, конструк-
ция которых обеспечивает быстрый зажим и разжим заготовки.
Заготовка поддерживается в горизонтальной плоскости поддер-
живающим столом.
На уровне поддерживающего стола размещается нижняя часть
инструментального магазина с матрицей (матрицами). Верхняя
часть магазина с пуансонами расположена над заготовкой строго
соосно с нижней. Как правило, зазор между нижней и верхней
частями магазина составляет 15... 25 мм, что достаточно для пере-
мещения заготовки между ними. Ход ползуна соизмерим с таким
зазором. Увеличение длины обрабатываемой заготовки вдоль оси X
возможно с применением перехватов заготовки.
Типовой цикл работы пресса состоит из следующих этапов.
Листовая заготовка закрепляется автоматически, либо операто-
ром в листодержателях, вырезается по заданному контуру лазер-
ной или плазменной головкой и перемещается в заданные коор-
динаты X и Y с последующей фиксацией. Одновременно с этим
(или последовательно) устанавливается инструмент соосно с пол-
зуном (координата X— Y). Положения нижней и верхней частей
магазина фиксируются специальными фиксаторами, после чего
подается команда на одиночный ход ползуна и происходит вы-
рубка соответствующего контура.
Современные системы ЧПУ обеспечивают диагностику, диа-
логовый режим, имеют дисплей для вычерчивания изготавливае-
мой детали, режим автоматического составления управляющей
программы при вводе лишь координат отверстий, что значитель-
но сокращает время запуска новой детали в производство и суще-
ственно облегчает труд оператора и программиста.
Технические характеристики типовых конструкций лазер-прес-
сов и плазма-прессов с ЧПУ приведены в работе [51].
РАЗДЕЛ VIII
ПРОГРАММНОЕ УПРАВЛЕНИЕ И ДИАГНОСТИКА
КУЗНЕЧНО-ШТАМПОВОЧНОГО ОБОРУДОВАНИЯ
ГЛАВА 38. КЛАССИФИКАЦИЯ И ОСНОВЫ ПРОГРАММНОГО
УПРАВЛЕНИЯ
38.1. Классификация систем управления и диагностики
Классификация систем числового программного управления. При
разработке и применении систем программного и программно-
адаптивного управления КШМ необходимо рассматривать область
технологии обработки давлением и требования к качеству изде-
лий в системной постановке, как это приведено в гл. 1.
Применение систем ЧПУ в отдельных видах отечественных
КШМ на основе задания программ в кодированном виде с помо-
щью командоаппаратов, перфолент, перфокарт и магнитных но-
сителей относится к 1970 — началу 1980-х гг.
С применением промышленных логических программируемых
контроллеров (ПЛК) типа Festo 401 — 407, Siemens и отечествен-
ных типа ПЛК-256, «Электроника НЦ-31» и других до начала
1990-х гг. разрабатывались (ЭНИКмаш, ЦБКМ, заводы КПО) и
внедрялись системы компьютерного ЧПУ отдельными прессами,
обрабатывающими центрами (ОЦ), гибкими производственными
модулями (ГПМ), комплексами, и линиями с использованием
программируемых контроллеров и другой микропроцессорной
техники.
Современные системы компьютерного ЧПУ применяются для
всех вновь разрабатываемых и выпускаемых мировой промышлен-
ностью КШМ и оборудования [51]. Разработку систем ЧПУ реко-
мендуется проводить параллельно с разработкой конструкции
КШМ.
В зависимости от алгоритма работы системы выделены следую-
щие виды программного управления КШМ (табл. 38.1).
Логическое цикловое управление осуществляет на основе логис-
тики цикла синхронизацию работы различных узлов механизма,
последовательное и своевременное включение/выключение меха-
низмов. Логическое синхронизирующее управление обязательно
для обеспечения работоспособности КШМ.
440
Таблица 38.1
Классификация типов программного управления КШМ
Тип управления Класс КШМ
ГП КП РМ ВП м и
Логическое + + + + + +
Параметрическое внутрицикловое + - + - - -
Параметрическое упреждающее + + + + + +
Жесткое + + - + + -
Координатное + - + - - -
Силовое + - - - 4-
Энергетическое - - - + + -
Временное + + - - + -
Программное + - + + + +
Адаптивное + + - + + -
Примечание. ГП — гидропрессы; КП — кривошипные прессы; РМ — ротаци-
онные машины; ВП — винтовые прессы; М — молоты; И — импульсные маши-
ны; «+» — применяется, «-» — не применяется.
Параметрическое внутрицикловое управление применяют в допол-
нение к логическому. В его задачи входит улучшение качества управ-
ления за счет обратных связей с параметрами механизмов, изделий
и технологического процесса во время каждого цикла работы КШМ.
Параметрическое упреждающее внецикловое управление. В задачи
упреждающего внециклового управления входит обеспечение оп-
тимизации работы механизма за счет статистического анализа
параметров работы системы от цикла к циклу.
В зависимости от алгоритма, предлагающего различные реше-
ния задач, выделены следующие типы систем управления [51].
Жесткое управление — алгоритм без обратных связей, обычно
применяемый при решении задач логического синхронизирую-
щего управления. В этом случае управление КШМ реализуется с
помощью жестких механических или бесконтактных связей раз-
личных узлов оборудования, например посредством рычажных си-
стем, конечных выключателей. При применении жесткого про-
граммного управления практически не учитывается несоответствие
реального изменения рабочих параметров механизма по сравне-
нию с расчетными (теоретическими). При изменении процесса
требуется переналадка.
441
По методу реализации задач рассматриваются следующие типы
управления КШМ.
Координатное управление решает задачи программного измене-
ния координат перемещения рабочего звена машины (ползуна
гидропресса) или вспомогательного механизма (координатного
стола пресса).
Силовое управление осуществляет программное изменение зна-
чений силы, давления, напряжения (например, деформирующей
силы гидропресса, давление жидкости в камере пресса при гид-
роштамповке).
Энергетическое управление решает задачи изменения по про-
грамме и оптимизации значения кинетической энергии машин
ударного действия (винтовых прессов, молотов).
Временное управление решает задачи управления путем измене-
ния времени включения и выключения исполнительных устройств,
золотников, клапанов.
Имеются алгоритмы и примеры управления, предлагающие
различные решения перечисленных задач [51].
Программное управление часто применяется при решении задач
параметрического внутрициклового управления с системой об-
ратных связей. Поток информации от датчиков анализируется и, в
зависимости от его характера, поступает команда на управляю-
щий привод. При формировании управляющего воздействия алго-
ритмом программного управления учитывается информация, по-
лучаемая во время одного цикла работы. Влияние неконтролируе-
мых воздействий не учитывается.
Адаптивное управление применяют для решения задач упрежда-
ющего межциклового параметрического управления. Программ-
но-адаптивное управление основывается на статистической ин-
формации накопленного опыта и оперативной информации о вли-
янии неконтролируемых параметров. Такое управление наиболее
целесообразно применять в масштабах партии штампуемых изде-
лий.
По архитектуре системы программного управления в ОМД, как
правило, подразделяются на одноуровневые и двухуров-
н е в ы е Для управления отдельными КШМ и обрабатывающими
центрами (ОЦ), не охваченными системой автоматизированного
управления (САУ) участка (цеха, завода), в основном применя-
ются одноуровневые системы, а для КШМ, модулей, комплексов
и линий автоматизированного производства — двухуровневые. Пер-
вый уровень обеспечивает управление КШМ или ОЦ, а второй —
информационную связь с централизованной системой управле-
ния.
Классификация систем диагностики. Системы диагностики
КШМ классифицируют по характеру измерений диагностируе-
мых параметров: на единичную — контроль превышения допусти-
442
мых значений параметров работы КШМ; цикловую — контроль
изменения параметра(ов) в течение цикла и заключение о рабо-
тоспособности механизмов и ответственных деталей; межцикло-
вую — исследование динамики изменения параметров КШМ от
цикла к циклу; наладочную — наладка и пуск оборудования после
перерывов в работе (выходные и отпускные дни, аварийная оста-
новка) путем сравнения циклограмм с эталонными (записанны-
ми при нормальной работе оборудования).
Цикловую и межцикловую диагностику по методам обработки
информации можно разделить на следующие:
диагностику по координатам характерных точек циклограммы
(производится анализ смещения этих точек путем сравнения вза-
имного расположения участков исследуемой циклограммы и эта-
лонной). Например, диагностика по циклограммам ведущих и ве-
домых частей муфты кривошипного пресса;
диагностику по форме («портрету») циклограммы или зависимо-
сти силы деформирования от времени («портрет» циклограммы или
силы сравнивают с эталонными портретами и вычисляют коэффи-
циент корреляции). Высокий показатель корреляции сигнализиру-
ет о схожести реального поведения системы с эталонным;
диагностику по частотному спектру сигнала, при котором за-
дача диагностики решается с использованием методов теории сиг-
налов [24]. Исследуется спектральный состав сигнала. Заключение
о состоянии системы может быть сделано в результате анализа
гармоник, несущих информацию о работе системы ОМД, напри-
мер, определение температуры по спектру излучения нагретой
заготовки; диагностика состояния привода, штампа по акусти-
ческому «портрету».
38.2. Управляемость и стратегии управления процессами
и машинами обработки давлением
Управляемость процессов обработки давлением. Управляемостью
процессов называется свойство процессов изменять пластическое
течение материала в желательном направлении под воздействием
переменных процесса, изменяемых с помощью инструмента, ма-
шины, внешних полей и сред. Управляемость — возможность из-
менять параметры процесса при формоизменении заготовки. На-
пример, процессы дискретного (частичного, местного) дефор-
мирования обладают высокой степенью управляемости, а про-
цессы формоизменения в штампах (объемной штампоцки) —
наименьшей. Степень управляемости наиболее распространенных
процессов представлена в табл. 38.2.
В процессах свободного и локального деформирования (ковка,
ротационное выдавливание, ротационная, радиальная и сферо-
движная штамповка) геометрия и размерная точность продукта
443
Таблица 38.2
Степень управляемости процессов обработки давлением
Процесс Показатель Степень управляемости
е'7 f
Листовая штамповка'. разделится ьный + — + —. 2/5, низкая
формообразующий + + - + + 4/5, высокая
Объемная штамповка'. холодная: в закрытых штампах + + + 3/5, средняя
вылавливание — — + + + 3/5, средняя
сферодвижная + + + - + 4/5, высокая
ротационное выдавли- + + + — 4- 4/5, высокая
вание горячая: в открытых штампах + 1/5, низкая
в закрытых штампах + — -1- — - 2/5, низкая
ковка + + + — - 3/5, средняя
Примечание. «+» — управлять переменной процесса возможно, «-» — управ-
лять невозможно; о,7 — местное напряжение; е,7 — местная деформация; ё,7 —
местная скорость деформации; f — температура; ц — коэффициент трения.
не зависят от формы инструмента, а точность размеров всецело
зависит от точности управления перемещением и конечной пози-
цией инструмента. Большую роль играет трение. Управляемость
таких процессов средняя или высокая и рекомендуется применять
стратегии управления процессом и машиной.
В процессах ограниченного формообразования (объемная штам-
повка в открытых и закрытых штампах, выдавливание, прессова-
ние) форма продукта (поковки) является отражением формы
штампа, а на точность размеров по высоте влияет конечная пози-
ция инструмента. В этих случаях рекомендуется стратегия управле-
ния машиной с обратной связью по конечному положению (смы-
канию) штампов.
Управляемость процессов в ряде случаев удается существенно
увеличить применением различных управляющих воздействий,
таких как модуль и направление сил трения, характер движения
конструктивных элементов штампа, внешние физические поля и
среды (А. В. Весницкий, 2003).
Управляемость КШМ. Управляемостью машин называется свой-
ство главных рабочих механизмов КШМ изменять выходные па-
раметры и характеристики под действием управляющих парамет-
ров системы программного управления. Управляемость КШМ за-
висит от структуры главного рабочего механизма.
444
Таблица 38.3
Управляемость КШМ
Тип КШМ Выходные параметры и характеристики Степень управляемости
F. Т 1 э (а t
Прессы и машины с «жесткой» кинема- тикой:
кривошипные - - - - - - + 1/7, низкая
кри вошипно-ко- ленные - — - - - - + 1/7, низкая
эксцентриковые - - - - - - + 1/7, низкая
ротационные ма- шины Машины с «неже- сткой» кинемати- кой: 0/7, неуправляемые
паровоздушные, гидравлические и газогидравличе- ские молоты — + — + — — + 3/7, средняя
винтовые прессы (фрикционные и электровинтовые) — + — + — + + 4/7, средняя
гидровинтовые прессы - + - + - + + 4/7, средняя
винтовые муфто- вые прессы - - + + - + + 4/7, средняя
гидропрессы с НАП + - - + - + + 4/7, средняя
гидропрессы с НП + т + - + + + 6/7, высокая
гидроколенные прессы с НП +• + 4- + + + + 7/7, высокая
Примечание. НАП — насосно-аккумуляторный привод; НП — насосный при-
вод; 5Д, гд, /д, tA — соответственно перемещение, скорость, сила, время дефор-
мирования; Тэ — эффективная энергия машины; tM, t — машинный и технологи-
ческий циклы; «+» — управление возможно, «-» — управление невозможно.
Степень управляемости наиболее распространенных машин
показана в табл. 38.3.
445
Стратегии управления. Стратегией управления называется ос-
новной замысел, определяющий компонент системы обработки
материалов давлением (ОМД), которым целесообразно управлять
по одному из рассмотренных алгоритмов.
Исходя из анализа компонентов системы ОМД (см. гл. 1), разра-
ботаны основные варианты стратегии управления каким-либо од-
ним из компонентов системы, оставляя остальные неуправляемы-
ми. Получаем стратегии управления параметрами: заготовки, инст-
румента (штампа), процесса, машины, изделия (далее для кратко-
сти: заготовкой, инструментом, процессом, машиной и изделием).
Эти стратегии называются моностратегиями. Кроме того, целесо-
образно рассматривать комбинированные двойные, тройные и т. п.
стратегии, при которых осуществляется управление сразу двумя,
тремя и многими компонентами системы ОМД (табл. 38.4) [51].
В настоящее время в основном применяют моностратегии (1-
5) и некоторые двойные стратегии, например, заготовкой (1) и
инструментом (2), заготовкой (1) и машиной (4) (1.2, 1.4) в
листовой штамповке. Остальные представленные в табл. 38.1 стра-
тегии можно рассматривать, как резервные, перспективные.
Стратегия управления переменными заготовки. Стратегию уп-
равления параметрами заготовки (1) (температурой и объемом)
применяют для горячей объемной штамповки на кривошипных
горячештамповочных прессах КГШП (см. подразд. 40.3) [9], а так-
же в процессах штамповки на кривошипных листоштамповочных
Таблица 38,4
Варианты стратегии ЧПУ в обработке давлением
Структура стратегии Варианты стратегии ЧПУ переменными в обработке давлением Управление
Заготов- ки Инстру- мента Процес- са Маши- ны Изделия
1 (моно- стратегия) 1 2 3 4 5 Централи- зованное
2 (двойная стратегия) 1.2 1.3 1.4 1.5 2.3
2.4 2.5 3.4 3.5 4.5 Распреде- ленное
3 (тройная) 1.2.3 1.2.4 1.2.5 1.3.4 1.3.5
1.4.5 2.3.4 2.3.5 3.4.5
4 (четвер- ная) 1.2.3.4 1.2.3.5 2.3.4.5
5 (пятер- ная) 1.2.3.4.5
446
прессах с целью стабилизации процесса и величины деформиру-
ющей силы.
В технологии листовой штамповки стабилизации процесса до-
биваются изменением контура заготовки и равномерностью (или
требуемой неравномерностью) распределения смазочных матери-
алов.
В технологии объемной штамповки для получения на выходе сис-
темы качественного изделия (точной по высоте поковки) и избе-
жания перегрузок (например, опасных аварийным заклиниванием
кривошипно-ползунного механизма), необходимо стабилизировать
процесс и деформирующую силу на основе адаптивного алгоритма
по отклонениям объема (массы) и температуры заготовки.
Стратегия управления переменными штампа (инструмента). Стра-
тегия управления переменными штампа (инструмента) (2) (здесь
и далее см. табл. 38.4) применяется для операций листовой штам-
повки. Это операции локального деформирования: давильные опе-
рации, сферодвижная штамповка, ротационное выдавливание, где
перемещением инструмента можно управлять, изменяя по про-
грамме форму получаемого изделия или полуфабриката.
Интересны возможности программного управления изменени-
ем формы пуансона и (или) матрицы для формообразующих опе-
раций листовой штамповки. Например, в процессах листовой вы-
тяжки — формовки матрица состоит из стержневых элементов,
устанавливаемых по программе (в КНР производят для этого спе-
циальные прессы с ЧПУ).
В процессах гидроформовки листовых материалов матрица также
состоит из стержневых элементов, управляемых по программе.
В гидроформовке трубчатых заготовок матрица состоит из сегмен-
тов, положение которых изменяется по программе в зависимости
от требуемой формы изделия.
Стратегия управления переменными процесса. Управление пере-
менными процесса глубокой вытяжки листового материала (3)
можно осуществить изменением условий трения (смазывания)
фланца, изменением силовых переменных прижима Fu, растяги-
вающей силы Fp.
Стратегия управления переменными машины. Стратегия управ-
ления переменными КШМ (4) реализуется изменением кинема-
тических (перемещения, скорости ползуна гидравлических прес-
сов), силовых (давления, деформирующей силы), энергетических
(эффективной энергии винтовых прессов, молотов) переменных.
Стратегия управления переменными изделия. Эта стратегия (5)
применяется в листовой штамповке и горячей объемной штам-
повке изделий ответственного назначения. В листовой штамповке,
например, для изготовления кузовных деталей автомобилей. На
выходе системы должна быть координатно-измерительная уста-
новка (оптическая, лазерная), которая по системе обратной свя-
447
зи корректирует геометрию заготовки, деформирующую силу, силу
прижима, условия трения с целью получения на выходе каче-
ственного изделия.
В технологии горячей объемной штамповки применяют также оп-
тические, лазерные координатно-измерительные установки, позво-
ляющие непосредственно на выходе системы оперативно контро-
лировать геометрию и размеры горячей поковки. При этом все раз-
меры автоматически переводятся в размеры холодной поковки. По
системе обратной связи информация передается на монитор опе-
ратора, и процесс корректируется по адаптивному алгоритму.
Разрабатываются системы контроля геометрии и размеров по-
ковки видеосистемами. В перспективе возможны стратегии управ-
ления на основе искусственного интеллекта.
38.3. Структура систем, алгоритмы и программы
управления в обработке давлением
Системы ОМД являются дискретными (обработке подвергают-
ся отдельные дискретные заготовки), устойчивыми (в конце де-
формирования всегда существует упор штампов и скорость инст-
румента устойчиво равна нулю). Методика расчета должна осно-
вываться на анализе динамического взаимодействия имитацион-
ных моделей процесса, штампового инструмента и КШМ в тече-
ние цикла.
В физико-математической модели процесса ОМД необходимо,
как, например, в программном комплексе QForm (см. гл. 1), учи-
тывать наиболее важные факторы: реологическую модель матери-
ала, условия смазывания и трения, термические условия процес-
са (холодный, полугорячий, горячий, горячий в жидком или твер-
дожидком состоянии металла — тиксопроцесс, реопроцесс), пе-
реходы формообразования, величину работы деформирования
и эффективной энергии машины по переходам формоизменения.
В модели КШМ необходимо представлять наиболее существен-
ные элементы структуры и кинематики машины и привода, вли-
яющие на движение исполнительного звена (ползуна, ударной
массы), несущего штамповый инструмент с учетом упругих и тем-
пературных деформаций элементов структуры, например, как в
программе ПА9 (см. гл. 1).
В результате анализа математических моделей взаимодействия
машины и процесса необходимо получить адекватную информа-
цию об изменении динамических параметров системы, выявить
наиболее эффективные (оптимальные) управляемые параметры,
получить зависимости деформирующей силы, энергии, скорости
от управляемых параметров, перемещения и времени.
Общая постановка задачи и цели программного управления. На
входе системы заданы основные свойства деформируемого мате-
448
риала, тип процесса и переходы формоизменения. На основе мо-
делирования процесса должны быть определены значения дефор-
мирующей силы и работы деформирования по переходам, кото-
рые становятся заданием для КШМ.
Для применяемой КШМ заданы значения деформирующей
силы, давления энергоносителя, перемещение, линейная или уг-
ловая скорость, т.е. установки или управляющие воздействия x(t),
принадлежащие вектору переменных X(t), вид которых зависит от
структуры конструкции КШМ.
Задача управления. Необходимо наиболее качественно, с ми-
нимальной ошибкой 8min воспроизвести эти установки, т. е. свести
к минимуму функционал от ошибки Q(y) между векторами входа
X(t) и выхода Y(t) с помощью системы компьютерного ЧПУ
(САУ):
Smjn = rnin(2{ABX(0- (38.1)
где Y(t) = {я(/), у2(0, •••, Уп(*)} — выходные наблюдаемые перемен-
ные, информация о которых поступает на управляющую систему.
Цели управления. Показателем цели управления служит функ-
ционал
E=E{X(t), U(t), (38.2)
где X(t) = U](/), x2(t), ..., xn(t)} — переменные состояния (обоб-
щенные координаты); U(t) - {мДО, w2(0, «„(/)} — управляе-
мые переменные (оказывающие воздействие на управляемый
объект); B(t) = b2(t), ..., bn(t)} — возмущающие воздей-
ствия внешней среды.
Переменные функционала (38.2) являются компонентами мно-
гомерных векторных функций: вектора состояния X(t), вектора
управления U(t), вектора возмущения В(1) и вектора наблюдения
(выхода) Y(t).
Классификация алгоритмов. Алгоритм или закон управления
отражает задачу управления и степень достоверности информа-
ции о свойствах управляемого объекта. Алгоритмы программного
управления КШМ и технологическими процессами должен уметь
составлять специалист — инженер в области технологии обработ-
ки давлением. На основе алгоритма специалист по системам уп-
равления может разрабатывать управляющие программы. Для про-
граммного управления КШМ в основном применяют три типа
алгоритмов (табл. 38.5)
Для решения задач управления, в которых требуется обеспе-
чить только логистику технологического цикла, т.е. последова-
тельность работы механизмов машины и средств механизации в
реальном масштабе времени без обратной связи и коррекции па-
раметров применяют простейший программный безальтернатив-
ный алгоритм (рис. 38.1, а). Обычно свойства объекта представле-
449
Таблица 38.5
Классификация и основные свойства алгоритмов
Тип алгоритма управления Модель объекта управле- ния Обратная связь Содержа- ние алгоритма Управляе- мые параметры Задачи управления
1. Программ- ный, без- альтернатив- ный Макро- модель без учета упругих свойств Отсутст- вует Алгоритм управле- ния логисти- кой цикла Фиксиро- ванные U= и = - const Логистика цикла с синхро- низацией механиз- мов
2. Программ- ный, аль- тернативный Макро- модель с учетом упругих и диссипа- тивных свойств Обратная связь по отклоне- нию рас- четных парамет- ров Постоян- ный алго- ритм уп- равления перемен- ными цикла Различ- ные для фаз цикла l\ = v, U2 = s Внутри- цикловое, в преде- лах гра- ниц от- клонений парамет- ров
3. Программ- но-адаптив- ный Макро- модель с учетом упругих и диссипа- тивных свойств Тоже, но с адапти- вным из- менением отклоне- ний Перемен- ный адап- тивный алгоритм управле- ния пере- менными Перемен- ные нахо- дятся по адаптив- ному алго- ритму U- = var Упрежда- ющее внецикло- вое, с анализом и коррек- цией от- клонений
ны структурной (принципиальной) схемой, т.е. кинетостатиче-
ской имитационной макромолелью (ИМ). Логистику цикла по это-
му алгоритму обеспечивают релейные или бесконтактные путе-
вые и конечные переключатели, обеспечивающие жесткое про-
граммное управление. На входе системы формируется матрица
входной информации о технологическом процессе, требуемой пос-
ледовательности работы механизмов КШО. В соответствии с этим
алгоритмом производится настройка положения переключателей.
При переходе на другой процесс требуется переналадка. На выхо-
де системы обеспечивается информация о полученном изделии:
поковке, полуфабрикате, которую можно использовать для под-
наладки системы вручную. Подобные системы широко применя-
лись в 1970-х гг. и иногда применяются в настоящее время.
Развитие средств информационной технологии создало пред-
посылки для применения современных программируемых логи-
450
Программа B(t)
Программа Дп B(t)
в
Рис. 38.1. Схемы работы системы ЧПУ с алгоритмами:
а — первого типа; б — второго типа; в — третьего типа; 1 — задатчик; 2 —
регулятор; 3 — сумматор; 4 — исполнительный механизм; 5 — объект управления
(КШМ); 6 — адаптивный регулятор (АР) обратной связи и неконтролируемых
параметров; Дп — датчик прямой связи; До — датчик обратной связи; X(t) —
матрица входной информации; Y(t) — матрица выходной информации; B(t) —
вектор случайных переменных
ческих контроллеров (ПЛК) и промышленных компьютеров (ПК)
для решения более сложных задач на основе альтернативных и
программно-адаптивных алгоритмов программного управления в
обработке давлением.
Программный альтернативный алгоритм (рис. 38.1, б) приме-
няют для решения задачи управления циклом работы машины и
средств автоматизации с обратной связью, с отслеживанием и
автоматической коррекцией отклонений параметров и перемен-
ных от заданных. Большинство современных типов КШМ работа-
ет по этому алгоритму. Для осуществления алгоритма требуется
более подробная информация об объекте управления, которую
возможно получить моделированием на основе макромодели с
учетом упругих и диссипативных свойств машин.
Программно-адаптивный алгоритм (рис. 38.1, в) применяется
для управления автоматизированными КШМ и технологически-
ми комплексами для решения задач упреждающего (прогнозируе-
451
мого) управления. На основе статистического анализа отклоне-
ний автоматически принимается решение об изменении самого
алгоритма управления и коррекции отклонений путем адаптации
к изменяющимся входным переменным и условиям. В МГТУ
им. Н. Э. Баумана разработаны программно-адаптивные алгорит-
мы управления автоматизированными винтовыми (адаптация по
температуре заготовки) и кривошипными (адаптация по темпе-
ратуре и объему заготовки) прессами и комплексами (см. гл. 40).
Системы на основе программно-адаптивных алгоритмов являют-
ся наиболее перспективными, обеспечивающими существенное
повышение качества изделий (поковок, полуфабриката, деталей),
изготавливаемых методами обработки давлений. Целесообразность
применения программно-адаптивного управления обусловлена за-
дачей стабилизации выходных параметров за счет компенсации
дестабилизирующих факторов, возникающих в реальных условиях
процесса обработки давлением [51].
Система программно-адаптивного управления обычно работа-
ет в два этапа: этап обучения в течение j = п циклов и этап стаби-
лизации, начиная с j = п + 1 циклов, где п — число входных
переменных. При двух входных переменных, например темпера-
туре и массе заготовки Г3°, т3, п = 2 и переход на адаптивный
алгоритм управления происходит после первых трех циклов, в те-
чение которых работает программный альтернативный алгоритм
второго типа (см. рис. 38.1, б).
Разработка программ управления. Основой разработки про-
грамм управления служит алгоритм процесса и список занятости
исполнительных механизмов, датчиков прямой и обратной свя-
зи с каналами входа и выхода программируемого логического
контроллера или промышленного компьютера. Алгоритмы и спи-
сок занятости, как правило, разрабатывает специалист обработ-
ки давлением на основе технологического процесса, условий тех-
нического предложения. Процесс разработки управляющих про-
грамм на компьютере по одному или нескольким алгоритмам
довольно сложный и требует привлечения специалистов-програм-
мистов. Для инженеров-механиков удобно пользоваться предмет-
но-ориентированными упрощенными языками, каким, напри-
мер, является язык AWL Festo, расширенный вариант языка AWL
DIN 19239 [9], ориентированный на программирование работы
оборудования в соответствии с алгоритмом, разработанным для
какого-либо процесса.
Язык состоит из блоков команд. Каждый блок представляет
собой совокупность (УСЛОВИЕ — ДЕЙСТВИЕ) и состоит из клю-
чевых слов IF- THEN- OTHRW(ЕСЛИ - ТОГДА - ИНАЧЕ),
разделенных соответственно условием и вариантами действий
SET - ВКЛЮЧИТЬ, RESET - ВЫКЛЮЧИТЬ, NOP - НЕТ
ОПЕРАЦИИ, N - НЕТ, JMP - ПЕРЕЙТИ НА ШАГ, выбирае-
452
мых в зависимости от выполнения указанного условия. Блоки объе-
диняются в шаги (STEPS). Варианты применения блоков следую-
щие.
Блок безусловного выполнения действия — THEN (ТОГДА):
STEP 100
THEN SET О 1.1 (включить на выходе О 1, канала 1);
Блок условного безальтернативного выполнения действия IF-
THEN:
STEP ПО
IF N I 2.5 (если нет сигнала на входе (I) 2 канала 5)
THEN SET О 3.2 (то включить выход 3 канала 2)
Блок условного альтернативного действия IF — THEN —
OTHRW:
STEP 120
IF N 13.6 (если нет сигнала на входе 3 канала 6)
THEN RESET О 3.2 (то выключить выход 3 канала 2)
OTHRW JMP ТО 40 (иначе, перейти на шаг 40, или могут
быть варианты: OTHRW NOP — иначе нет операции).
Составленная программа редактируется, тестируется на син-
таксис на компьютере и загружается оператором в программиру-
емый логический контроллер (ПЛК — PLC) [9].
ГЛАВА 39. ОСНОВЫ МОНИТОРИНГА И ДИАГНОСТИКИ
39.1. Стратегия и основные понятия мониторинга
и диагностики
Стратегия мониторинга направлена на обеспечение стабиль-
ной работы оборудования: КШМ, агрегата, комплекса посред-
ством оперативного отслеживания переменных процесса и обору-
дования в реальном времени, например т3, Т° (масса и темпера-
тура заготовки), 5П или а (перемещение ползуна или угол поворо-
та кривошипа), Д/гп (высоту поковки или ее отклонение от требу-
емой величины); Fa, tM, tr (деформирующую силу, время машин-
ного, технологического циклов) и сравнение их с эталонными,
допустимыми значениями, прогноз развития отклонений.
Стратегия диагностики направлена на обеспечение надежно-
сти работы оборудования, недопущение аварийных ситуаций при
прогнозируемом выходе переменных мониторинга на предельно
допустимые значения, на анализ причин отказов и выработку ре-
комендаций по устранению этих причин.
Полученные из модуля мониторинга оперативные отклонения
переменных от эталонных значений подвергаются статистическо-
му анализу, вырабатываются тренды диагностических симптомов,
453
Таблица 39.1
Функции управления, мониторинга и диагностики
кузнечно-штамповочного оборудования
Управление Мониторинг Диагностика
Программное Оперативный Оперативная
Программно-адаптивное Периодический Периодическая
Переменными заготовки Переменных процесса Предаварийная
Переменными процесса Переменных машины Предаварийная
Переменными изделия Смешанный В реальном времени
Переменными машины — Дистанционная
Смешанное — Узлов и привода
— — Деталей
— — Штампов
— — Качества поковки
прогноза возможных отказов и неполадок и рекомендации по сво-
евременному устранению причин без разборки оборудования.
В современных КШМ применяют интегральные системы уп-
равления, мониторинга и диагностики (ИСУ).
Классификация, состав и функции интегральных систем управ-
ления, мониторинга и диагностики КШМ и комплексов. Интеграль-
ная система состоит из трех модулей: управления, мониторинга и
диагностики; каждый из них подразделяется по характерным функ-
циям (табл. 39.1).
Основные понятия. Диагностика — основа обслуживания и экс-
плуатации КШМ и оборудования по их фактическому техничес-
кому состоянию и предупреждения аварийного состояния. Экс-
плуатационные расходы часто превышают расходы на изготовле-
ние оборудования в 8 — 10 раз. Применение методов и средств тех-
нической диагностики позволяет существенно, в 4—5 раз снизить
эти расходы [3, 24].
Методики технической диагностики различных типов КШМ
разрабатывались в ЭНИКмаш в 1990-х гг., но с начала экономи-
ческих реформ эта работа прекращена. Разработка теории и мето-
дологии технической диагностики КШО в настоящее время про-
водится на кафедре МТ-6 МГТУ им. Н.Э. Баумана.
Техническая диагностика — это область науки и техники, изучаю-
щая и разрабатывающая методы и средства автоматизированного
определения и прогнозирования технического состояния кузнечно-
штамповочных машин и механизмов без их демонтажа и разборки.
454
Основные термины и определения технической диагностики
регламентируются ГОСТ 20417—90. Системы диагностики должны
разрабатываться одновременно с разработкой конструкций и сис-
тем программного управления КШМ на основе теории техничес-
кой диагностики, в которой важны два направления: теория рас-
познавания и теория контролеспособности [3].
Теория распознавания решает задачу выявления технического
состояния машины в условиях ограниченной информации. Алго-
ритм распознавания базируется на диагностических моделях ма-
шин и механизмов: связи между состоянием технической систе-
мы и ее отображением сигналами датчиков; разрабатываются пра-
вила принятия решений о том, что машина (механизм) является
исправным или неисправным в условиях риска ошибки в виде
ложной тревоги или пропуска действительной неисправности.
Обычно применяются статистические методы анализа ситуации.
Теория контролеспособности изучает и разрабатывает методы и
средства автоматизированного контроля состояния на основе об-
работки диагностической информации, алгоритмов поиска неис-
правностей.
Задачи, тренды и ресурсы. Техническая диагностика позволяет
предупреждать аварии, повышать степень безотказности работы
машин и оборудования, увеличивать их долговечность, надежность
и ресурс, прогнозировать остаточный ресурс, снижать затраты вре-
мени и труда на ремонтные работы, сокращать эксплуатацион-
ные расходы, повышать конкурентоспособность предприятий на
рынке.
Задачами процесса диагностики являются следующие: опреде-
ление критериев оценки состояния оборудования и технологи-
ческой оснастки; прогнозирование постепенно развивающихся
дефектов и установление трендов и ресурсов безаварийной рабо-
ты КШМ; предупреждение отказов и своевременная остановка
оборудования в предаварийной ситуации; поиск и локализация
дефектов; выработка рекомендаций по их устранению [24j.
Составные части операций технической диагностики: конт-
роль измеряемых параметров (информация о значениях и зонах
допустимых отклонений); мониторинг этих переменных (ин-
формация о тенденциях их изменения во времени); диагнос-
тика машин и механизмов (определение места, состояния и трен-
да развития дефекта); прогноз изменения технического состо-
яния машин и механизмов.
39.2. Разработка состава переменных для мониторинга
и диагностики
Для определения состава основных переменных для монито-
ринга, исходным уравнением служит энергетическая модель: урав-
455
нение трансформации исходной энергии в работу пластического
деформирования поковки, составленное для определенного клас-
са КТПМ при объяснении принципа работы (см. соответствующие
главы). В общем виде
Л(Э) => Тэ Лд(к), (39.1)
где Л(Э) — первичная энергия; Тэ — эффективная энергия маши-
ны; Лд(к) — полезная работа деформирования поковки.
Например, для КГШ.П и других типов кривошипных и эксцен-
триковых прессов это уравнение примет вид
t sn
j7V3 (/)dr = т|п.м J/2(cof - co|) = Т|д j Fa (s)ds, (39.2)
о 0
где N3 — мощность электродвигателя; t — время машинного цик-
ла; соь со2 — угловые скорости соответственно ведущих и ведомых
частей муфты; Fa — деформирующая сила; — деформация по-
ковки (величина рабочего хода).
Уравнение показывает, что работа электродвигателя преобра-
зуется в запас кинетической энергии маховика, который можно
расходовать на работу пластического деформирования поковки. Из
этого уравнения следует состав возможных параметров монито-
ринга N3, соь со2, t, Fa(s).
Для определения основных параметров диагностирования не-
обходимо дополнительно рассмотреть работу привода, главного
исполнительного механизма, других механизмов, важных для
функционирования КШМ, например, время включения и вы-
ключения муфты и тормоза и сравнить изменение переменных с
эталонными (расчетными или записанными при нормальной ра-
боте) величинами или графиками.
Например, для КГШП важным механизмом является муфта.
Она передает энергию маховика ведомым частям и главному ра-
бочему механизму крутящим моментом трения дисков (вклады-
шей) ведущих частей в соответствии с уравнением
J М (ср) dtp = ц j Лм5мр(<р)б<р « рДЛЛ, j dtp,
<Р1 ф] ф1
(39.3)
где М — крутящий момент муфты; ср — угол поворота; <рь <р2 УглЫ
поворота ведущих частей муфты соответственно в начале и конце
процесса включения; ц — коэффициент трения фрикционного ма-
териала муфты; /?м — средний радиус расположения фрикционных
вставок; — площадь поверхности фрикционных вставок; р —
456
давление в системе управления муфтой; FM = 5М j p(t)dt — сила
о
сжатия дисков в муфте; 7ВКЛ — время включения муфты; —
сила трения.
Отсюда можно наметить некоторые переменные для диагности-
рования работы муфты: <рь <р2, 4™, Р- Кроме того, из уравнения (39.2)
следует, что возможно диагностировать работу муфты по значению
отклонения угловых скоростей а)ь со2 от эталонных значений.
На основе статистической обработки результатов мониторинга
в подсистеме диагностики прогнозируются возможности непола-
док и вырабатываются рекомендации по своевременному (опера-
тивному) их устранению.
Актуальной является разработка прогнозных моделей: стати-
стических, аналитических, экспертных для важнейших, а затем и
всех возможных механизмов и элементов конструкций КШМ.
Основной принцип технической диагностики КШМ. Основной
принцип работы систем технической диагностики состоит в оп-
ределении диагностического симптома: разности между фактичес-
ким и эталонным значением диагностических параметров, т.е.
работа по принципу отклонений Солсбери. Разность А между факти-
ческим измеренным 0Ф и эталонным 0Э значениями диагности-
ческих параметров называется диагностическим симптомом
А = 0Ф - 0Э. (39.4)
Эталонные значения параметров определяют для бездефект-
ных машин экспериментально или расчетом с помощью матема-
тической модели и имитационного моделирования. Пороговое
значение дефекта
[0] = 0Э +2о, (39.5)
где 0Э, о — соответственно эталонное значение и среднее квадра-
тическое отклонение параметра.
Тренды диагностических симптомов и ресурсы КШМ. На основе
определения диагностических симптомов строят диаграммы трен-
дов — зависимости диагностических симптомов от времени. На рис.
39.1, а представлен тренд, характеризующий четыре этапа измене-
ния характеристик симптома, что соответствует четырем этапам
жизненного цикла КШМ: Т\ — приработка; Т2 — нормальная рабо-
та; Т3 — развитие дефекта; Т4 — деградация (устойчивое развитие
цепочки дефектов с момента, когда появляется потребность в об-
служивании или ремонте, до момента возникновения аварийной си-
туации)
Наиболее сложно определить третий этап. Применяют два ме-
тода: первый заключается в том, чтобы по тренду ретроспектив-
457
Рис. 39.1. Тренды диагностических симптомов:
а — типовая зависимость величины диагностического симптома от времени; б —
тенденция развития диагностического симптома во времени, построенная по
ретроспективным данным с дальнейшей экстраполяцией аппроксимирующей
зависимости экспериментально полученных данных
ных данных диагностических симптомов с экстраполяцией ап-
проксимирующей функцией (рис. 39.1, б) установить предельное
значение диагностического симптома Дпр. Остаточный ресурс оп-
ределяют как интервал времени с момента последнего измерения
до пересечения с линией предельного значения.
По второму методу по заранее известному, построенному для
однотипных КШМ тренду по всему жизненному циклу машины,
определяют остаточный ресурс как разность времен /пр - /изм (пре-
дельного состояния и момента измерения диагностического симп-
тома Дизм).
Во многих практических случаях наблюдается тренд, вначале
участка которого характерно появление одного дефекта, далее
наблюдается стабилизация, и в конце участка появляется второй
дефект и производная тренда возрастает. В этом случае остаточный
ресурс возможно определить только на последнем участке.
Разработка эталонных циклограмм основных механизмов КШМ.
Эталонные циклограммы получают на основе моделирования и
расчетов или на основе испытаний хорошо налаженных новых
механизмов, агрегатов и конструкций машин.
При проектировании КШМ на стадии технического проекта
рекомендуется разработать эталонные циклограммы основных ме-
ханизмов. Эталонные циклограммы получают на основе компью-
терного моделирования, например по программам ПА9, PRADIS
(см. гл. 3).
39.3. Технические средства и принципы
автоматизированного диагностирования КШМ
Технические средства диагностирования подразделяются на
две группы: встраиваемые в оборудование и внешние (универ-
458
сальные). Основные требования к средствам диагностики — бы-
стродействие, точность, надежность. Они зависят от параметров
датчиков, регулирующей аппаратуры и исполнительных меха-
низмов. В микропроцессорных системах предпочтительно приме-
нение цифровых исполнительных устройств и датчиков с циф-
ровым выходом.
Автоматизированное диагностирование оборудования с ЧПУ.
Диагностирование производится по траекториям движения испол-
нительных рабочих механизмов (ползуна, дисков муфты) путем
сравнения эталонных и фактических траекторий, циклограмм и
построения трендов. Для этого следует воспроизвести тестовую
(эталонную) траекторию и зафиксировать ее в памяти процессо-
ра (компьютера) ЧПУ.
Информация от датчиков положения и перемещения пересы-
лается в память ЧПУ и сравнивается с эталонной. Частота опроса
задается программой. Анализ проводится на основе единой систе-
мы признаков, т. е. коэффициентов аналитического описания тра-
екторий в виде однопараметрической задачи.
Решение принимают на основе программ ЭВМ по следующим
признакам: набора статистических данных об искажениях траек-
тории (по реальным образцам); анализа влияния дефектов на тра-
екторию с помощью сравнения имитационной модели объекта
диагностирования с фактическими измерениями.
Понятия акустического шума и вибрации. Акустический шум и
вибрации широко применяют для выявления диагностических
трендов. Акустический шум и вибрация представляют собой раз-
новидность колебаний в упругих средах и структурах. Простейший
сигнал акустического шума или вибраций — гармоническое коле-
бание. Реальные сигналы акустического шума и вибраций КШМ
содержат совокупность гармонических и случайных сигналов. Све-
дения о методах диагностирования на основе анализа шума и виб-
раций можно найти в работе [3].
В технической диагностике машин и оборудования абсолютное
большинство диагностических задач решается методами вибро-
акустической диагностики, в которой вопросы контролеспособ-
ности машин и оборудования являются наиболее сложными, а
необходимые для диагностики разделы знаний в большинстве слу-
чаев не входят в дисциплины, традиционно изучаемые инженера-
ми-механиками в вузах.
Технические средства виброакустической диагностики. Приме-
няют два типа измерительных преобразователей — датчиков: ге-
нераторные и параметрические.
Генераторные датчики под воздействием вибраций вырабаты-
вают электрические сигналы тока, заряда или напряжения, на-
пример, микрофоны электромагнитные, электретные и пьезоэлек-
трические.
459
Неметрические датчики под воздействием вибраций изме-
няют ^кой-либо параметр, сопротивление, индуктивность, ем-
кость. Например, микрофоны параметрические: угольные и кон-
денсат,рНЫе Наиболее распространен электростатический кон-
Денсат,рНЫй микрофон.
По (азначению датчики делятся на датчики вибросмещения (па-
Раметпческие для низких частот), виброскорости (генераторные
и пара1етрические дЛя средних и высоких частот), виброускоре-
ния — акселерометры (генераторного типа, для измерения в ши-
роком диапазоне от низких до ультразвуковых частот).
Анаизаторы. Для анализа виброакустических сигналов приме-
няют фиборы-анализаторы (например, СД12-М), с помощью
которь^ проводят анализ формы сигнала, его огибающей, час-
тотны! и спектральный анализы. Применяют одноканальные ана-
лизатор и двухканальные для параллельного анализа двух сигна-
лов. В1ХОд у датчика может быть аналоговым и цифровым. Важное
значен1е ИМеет программное обеспечение анализаторов.
Г-ГКВА 40. ПРОГРАММНОЕ УПРАВЛЕНИЕ КУЗНЕЧНО-
Ш1А/1ПОБОЧНЫМИ МАШИНАМИ УДАРНОГО ДЕЙСТВИЯ
40- . Особенности и пример программно-адаптивного
управления газогидравлическим молотом
Все Гипы КШМ ударного действия (винтовые прессы и моло-
ты) облают средней управляемостью (см. табл. 38.3). Для про-
граммнЭ10 дозирования кинетической энергии рабочих частей при-
меняют программное логическое, программно-адаптивное, энер-
гетическое управление с обратными связями по скорости и вы-
сотном^ размеру поковки (недоштамповки).
^ис емы дозирования эффективной энергии обеспечивают от-
ключеиие привода по достижении рабочими частями заданного
значен^ управляемой переменной. Для винтовых прессов и гид-
равлических молотов применяется способ дозирования энергии по
скорое^ [36], а для паровоздушных молотов — по времени задержки
распрелелительного золотника на периоде впуска свежего пара или
воздуха (К). А .Бочаров, Н. Б. Бабин, Е.А.Юданов, 1982).
Системы программного управления винтовыми прессами изло-
жены в работе [36], приводными пневматическими молотами в
работе [51гидравлическими и газогидравлическими молотами в
работал ид щ горячештамповочными комплексами на базе
К1 ШП в работе [51].
С Г1Смощью ЧПУ осуществляется синхронизирующее управле-
ние логистикой цикла, частотой циклов в режиме реального вре-
460
мени, кинетической (эффективной) энергией рабочих частей с
большой точностью.
При многоударной штамповке на гидравлических молотах при-
меняется стратегия управления машиной с обратной связью по
скорости рабочих частей и по высоте поковки. Необходимое зна-
чение энергии каждого удара вычисляется на основе информации
о текущей высоте поковки и расстоянию между штампами в ниж-
нем положении рабочих частей. Энергия завершающего удара долж-
на быть достаточной для получения высотного размера поковки в
пределах допуска, не вызывая соударения штампов (Ю. А. Боча-
ров, В.А.Антимонов, 2001).
Для проектирования надежной системы ЧПУ требуется анализ
динамических и математических моделей процесса и машины,
разработка алгоритмов и программ, тестирование и отладка маке-
тов систем ЧПУ на стендах [9].
Разработана и испытана система дозирования кинетической
энергии рабочих частей электровинтового пресса с обратной свя-
зью по скорости ползуна (И. В. Бовыкин, 1977) и муфтового вин-
тового пресса (М.Е. Маркушин, 1990), гидровинтового пресса с
адаптацией по температуре заготовки (В. П. Перевертов, 1981).
В процессе объемной штамповки на молотах необходимо обес-
печить высотный размер поковки в пределах допуска и избежать
соударения штампов. Для решения этой проблемы в МГТУ
им. Н.Э. Баумана разработана компьютерная система программ-
но-адаптивного управления циклами многоударной штамповки на
газогидравлическом молоте (рис. 40.1). Автоматически обеспечи-
вается коррекция программ и необходимая для каждого цикла ве-
личина кинетической энергии рабочих частей. Управление фор-
мируется внутри каждого цикла штамповки на основе обратной
связи по информации о текущих значениях высоты поковки. При
этом управляющий алгоритм позволяет косвенно учесть комплек-
сное влияние всех дестабилизирующих факторов технологическо-
го цикла.
Функциональная схема содержит две взаимодействующие под-
системы: управления циклом штамповки и управления приводом
молота. Подсистема управления циклом штамповки решает зада-
чи определения управляющих воздействий (расчет величины ки-
нетической энергии и количества ударов) и измерения высоты
поковки. Подсистема управления приводом молота является под-
чиненной по отношению к первой подсистеме и включена в ее
контур. Управляющее воздействие, сформированное на выходе
первой подсистемы в виде заданного значения энергии удара,
поступает на вход второй подсистемы, задачей которой является
дозирование кинетической энергии ударной массы молота. При
каждом ударе поковка деформируется с соответствующим изме-
нением высоты. Измеренное значение высоты поковки поступает
461
Рис. 40.1. Структурная схема системы управления газогидравлическим молотом:
1 — блок сигналов управления молотом; 2, 9, 11 — параллельные программируемые интерфейсы; 3 — оперативное запоминающее
устройство; 4 — таймер; 5 — контроллер; 6 — постоянное запоминающее устройство; 7 — последовательный программируемый
интерфейс; 8 — микропроцессор; 10 — пульт управления микропроцессорной системой; 12 — пульт управления молотом; 1, II —
датчики верхнего и нижнего положения ударной массы; III — датчик деформации поковки по высоте; IV, V — педали ручного
управления при наладке
на вход подсистемы управления циклом штамповки. Функциони-
рование подсистем основано на анализе взаимодействия динами-
ческих моделей молота и формоизменения поковки.
Анализ динамических и кинематических параметров молота во
временной области, расчет графиков дозирования энергии и про-
ектирование подсистемы программного управления приводом
проведены на основе разработанной двухмассовой динамической
и упрошенной математической моделях пневмогидравлического
молота, подходящих для целей управления (Ю. А. Бочаров, В. А. Ан-
тимонов, 2001).
При текущем расстоянии между штампами
У|Г> .Утах ~ ^(Ь
где утах — максимальное расстояние между штампами; h0 — на-
чальная высота поковки, сила технологического сопротивления
представлена зависимостью
PT=W<jJ lny + -f т-у , (40.1)
h 9 \h ho J
где w — скоростной коэффициент (для штамповки на молотах —
2,5); \|/ — масштабный коэффициент; от — предел текучести мате-
риала поковки; f — площадь проекции поковки; ц — коэффици-
ент трения деформируемого металла о поверхности штампов; h0 и
h, dond— соответственно начальные и текущие значения высоты
и диаметра поковки.
Модель молота реализована в виде программы для IBM PC.
Программа допускает многовариантные расчеты с учетом 26 па-
раметров молота на всех этапах машинного цикла. Переменной
интегрирования является координата закрытия сливного и откры-
тия напорного клапанов. На модели рассчитан график дозирова-
ния энергии удара по времени и введен в память ПЛК Festo-404
(программируемого логического контроллера).
Цикл штамповки обеспечивается необходимым числом ударов
и регулированием кинетической энергии каждого удара. В автома-
тическом режиме эту функцию выполняет система программно-
адаптивного управления в соответствии с алгоритмом управления
циклом штамповки, который обеспечивает реализацию заданной
программы штамповки и адаптацию к изменяющимся условиям
протекания процесса.
Структурная схема устройства управления штамповочными
молотами содержит ПЛК, с которым связаны пульт управления,
блок сопряжения с исполнительными элементами управления
приводом молота и датчики контроля параметров поковки и обо-
рудования (см. рис. 40.1).
463
40.2. Программно-адаптивное управление
газогидравлическим бесшаботным молотом
На основе структурной схемы конструкции молота (рис. 40.2, а)
представлена динамическая модель (рис. 40.2, б), исследованием
которой установлены три возможных способа дозирования ки-
нетической энергии: изменением объема энергоносителя (азо-
та) посредством отключения ресиверов; изменением давления
464
энергоносителя; изменением гидравлического сопротивления
сливной гидролинии.
На основе анализа этих вариантов для системы адаптивного
управления молотом использован способ изменения гидравли-
ческого сопротивления сливной гидролинии с помощью дроссе-
ля, оснащенного электродвигателем постоянного тока.
Для горячештамповочного комплекса ГШК на базе молота МШ-
4А с системой ЧПУ (рис. 40.3) принята стратегия управления ма-
шиной (молотом) (см. табл. 38.4) с адаптацией по измеряемым
переменным заготовки: массе (объему) и температуре [10].
В состав комплекса входят бесшаботный молот 1 типа МШ-4А
с выталкивателем; индуктор (вместимостью не менее двух загото-
вок) с управляемым отсекателем 2 и толкателем-пневмоцилинд-
ром 4 для выталкивания заготовки из индуктора; загрузочное уст-
ройство 8 с пневмоцилиндром; устройство 6 устранения окалины
и смазывания штампов; бункер 9 для приема готовых поковок.
В подсистему контроля системы ЧПУ входят конечные вы-
ключатели 13, 17, датчики 7 температуры нагрева заготовки в ин-
дукторе, и массы заготовки 5, датчик максимальной силы 16,
датчик высоты поковки 14, датчики исходного положения удар-
ных масс и окончания рабочего хода. Система ЧПУ 12 включает в
себя блоки контроллера Festo PLC-404, блок АЦП, три блока
16Е, два блока входов/выходов, портативный прибор индикации,
центральный блок, а также табло мониторинга технологического
процесса. Алгоритм управления реализован на процессорах, пред-
ставленных в работах [10, 51]. Процедура считается отработавшей,
Рис. 40.2. Структура конструкции (а) и динамическая модель (б) газогид-
равлического бесшаботного молота МШ-4А:
1 — станина; 2 — верхняя ударная масса; 3 — нижняя ударная масса; 4 — слив-
ной клапан; 5 — центральный шток; 6 — поршень гидроцилиндра; 7 — поршень
пневмокомпенсатора; 8 — боковые штоки; 9 — ресивер с газом (азотом); 10 —
плунжер; М}, М2 — верхняя и нижняя ударные массы; М3 — масса бокового
штока; М4 — масса центрального штока; М5 — масса поршня пневмогидроком-
пенсатора; Л/6 — масса плунжера пневмоцилиндра; х,—х6 — перемещения масс;
Ь3—Ьь — коэффициенты демпфирования; Rt — R() — силы сопротивления движе-
нию масс; Ко, Ьо — коэффициенты жесткости и демпфирования гидросвязи удар-
ных масс; Лз,, К42 — коэффициенты жесткости бокового и центрального штоков;
К61 — коэффициент жесткости плунжера пневмоцилиндра; Kt, К2 — коэффици-
енты жесткости верхнего и нижнего штампов (принято К\ = К2); j}, j2 — переда-
точные отношения от боковых штоков к центральному и от боковых штоков к
поршню пневмогидрокомпенсатора; FM(t, xs, х6) — функция энергоносителя; Ф —
функциональный преобразователь абсолютного перемещения поршня пневмо-
гидрокомпенсатора в функцию давления энергоносителя
465
12
Рис. 40.3. Схема системы ЧПУ газогидравлического бесшаботного молота
в составе горячештамповочного комплекса:
1 — верхняя ударная масса бесшаботного молота; 2 — электромагнитный отсека-
тель заготовок; 3 — индуктор; 4 — толкатель-пневмоцилиндр; 5 — датчик массы
заготовки; 6 — устройство устранения окалины и смазывания штампов; 7 — дат-
чик температуры заготовки; 8 — механизм загрузки заготовки; 9 — бункер поко-
вок; 10 — цилиндр гидросвязи; 11 — монитор; 12 — блоки программируемого
логического контроллера Festo PLC-404 (центральный блок ЦБ, АЦП, три блока
16Е, два блока входа и выхода, индикации КПИ); 13, 17 — конечные выключате-
ли; 14 — датчик высоты поковки; 15 — датчик окончания рабочего хода; 16 —
датчик максимальной силы при штамповке; КВ — конечные выключатели
если в очищенном от окалины и смазанном нижнем штампе на-
ходится нагретая до заданной температуры заготовка и загрузоч-
ное устройство выведено из штампового пространства. После это-
го запускается программа управления молотом (Ю.А. Бочаров,
А. В. Герасимов, 1990).
40.3. Программно-адаптивное управление кривошипными
горячештамповочными прессами и комплексами
Стратегия и структура управления. Горячештамповочные комп-
лексы на базе кривошипных горячештамповочных прессов
(КГШП) применяют на заводах крупносерийного и массового
производства.
Работа по проверке алгоритмов, отладке программ и тестиро-
вании эффективности работы комплексов с системами ЧПУ на
реальном оборудовании очень трудоемка, требует больших фи-
нансовых затрат и во многих случаях невозможна в производствен-
ных условиях.
Разработка достоверных компьютерных имитационных моде-
лей комплексов с ЧПУ дает возможность избежать этих трудно-
стей и проводить отладку систем ЧПУ в процессе проектирования
на стендах. Имитационные модели систем ЧПУ можно применять
в процессе отладки оборудования в тестовом режиме, а в опера-
ционном режиме осуществлять управление и мониторинг пара-
метров технологического процесса и работы оборудования. В пер-
спективе на основе таких моделей фирмы-изготовители могут осу-
ществлять дистанционную диагностику и мониторинг работы ком-
плексов и линий у потребителей.
Горячештамповочный комплекс конструкции ЗАО «ТМП» (г. Во-
ронеж) предназначен для горячей штамповки поковок с вытяну-
той осью типа шатуна из стали. Последовательность процесса ком-
467
плекса такова: отрезка заготовок от штанги, подогретой до 500 °C
на пресс-ножницах, нагрев в индукторе до 1 260 °C, протяжка на
ковочных вальцах, предварительная штамповка, окончательная
штамповка, пробивка отверстий и обрезка облоя. Кроме того, на
комплексе проводят горячую штамповку поковок типа шестерни
в четыре перехода: осадка, предварительная штамповка, оконча-
тельная штамповка, пробивка отверстия и обрезка облоя [51].
Система программно-адаптивного ЧПУ. Система ЧПУ, разра-
ботанная в МГТУ им. Н. Э. Баумана, обеспечивает логическое уп-
равление всеми компонентами комплекса и адаптацию алгоритма
управления к случайным изменениям технологических парамет-
ров и стабилизирует точность размера поковок по высоте. Для это-
го требуется стабилизация величины упругой деформации систе-
мы пресса, т.е. максимального значения деформирующей силы.
Этому препятствуют отклонения объема (массы), температуры
заготовки в штампе и случайные факторы, такие как условия сма-
зывания и износа штампа, изменение температуры окружающей
среды и т. п.
Поскольку процесс горячей объемной штамповки и конструк-
ция КГШП обладают низкой степенью управляемости, целесооб-
разно применять стратегию управления переменными заготовки
(см. подразд. 38.2). Изменения температуры и объема заготовки при-
водят к существенному изменению деформирующей силы и, сле-
довательно, упругой деформации пресса. Контролировать удобнее
массу заготовки вместо объема. В имитационной модели неконт-
ролируемые воздействия учитывают как случайные величины, име-
ющие нормальный закон распределения.
Отклонение высотного размера поковок также зависит от из-
менения закрытой высоты пресса вследствие разогрева штампо-
вых вставок и, в меньшей степени от износа гравюры штампа
Целесообразно рассматривать автоматическую коррекцию закры-
той высоты КГШП. В процессе штамповки система по результатам
контроля закрытой высоты должна периодически, с помощью
механизма регулировки (см. гл. 20) производить ее коррекцию
(Ю.А. Бочаров, Ю.А. Гладков, 2003).
Адаптивный алгоритм управления комплексом. Реальный началь-
ный объем (масса) заготовки в блоке сравнения сравнивается с
расчетным и отклонения объема (массы) поступают на блок срав
нения процессора нагрева, где эти отклонения компенсируются
изменением температуры нагрева заготовки. По системе обратной
связи в течение каждого цикла поступает информация о диаграм-
ме РДЦ), которая, в свою очередь, сравнивается с эталонной (рас-
четной).
Система управления решает следующие задачи.
1. Компенсация отклонения объема (массы) заготовки от рас-
четного значения:
468
Mi = М'_! + dM. (40.2)
Это осуществляется в контуре управления отрезкой заготовки.
Определяется среднее отклонение в выборке п
п
Мср = —---- (40.3)
п
и сравнивается с расчетной величиной
dM=(M0-McpA), (40.4)
где К — понижающий коэффициент, рассчитываемый по имита-
ционной модели при условии минимизации времени перерегули-
ровки.
2. Компенсация отклонения температуры нагрева заготовки в
индукторе в контуре управления нагревом:
T^T^ + dP; (40.5)
d7’=(7’0-ТерЛ); (40.6)
п
YTk
Тср=^—. (40.7)
п
3. Дополнительная коррекция изменением температуры откло-
нения массы каждой заготовки, осуществляемая по времени на-
хождения заготовки в индукторе:
7].= 7]._1 + d7;. (40.8)
Поправка сГ7’,„ рассчитывается с учетом коэффициентов адап-
тивной модели.
4. Периодическая регулировка закрытой высоты по специаль-
ной программе (рис. 40.4).
Для нахождения связи между текущими значениями массы и
температуры заготовки 7,и Л/, используется функция линейной
регрессии, отражающая влияние температуры и массы (объема)
заготовки на максимальную деформирующую силу
Pi = Ро + -М.- К2(7] - ТВ), (40.9)
где Ро, Mq, То — оптимальные расчетные значения деформирую-
щей силы, массы и температуры заготовки; Mh 7} — текущие зна-
чения массы и температуры поковки; Къ К2 — коэффициенты
уровня влияния массы и температуры (вычисляются).
469
Рис. 40.4. Схема взаимозависимого адаптивного управления по массе и
температуре заготовки:
1 — пресс-ножницы; 2 — индуктор; 3 — КГШП; 4 — блок 1-го уровня подсисте-
мы управления массой заготовки; 5 — блок 1-го уровня подсистемы управления
температурой заготовки; 6 — блок 2-го уровня подсистемы управления массой
Заготовки; 7 — блок 2-го уровня подсистемы управления температурой заготов-
ки; 8 — блок расчета коэффициентов адаптивной модели и связи подсистем
управления массой и температурой заготовки
Имитационная модель и алгоритмы управления. Компьютерная
имитационная модель технологического процесса горячей и по-
лугорячей объемной штамповки на КГШП основана на програм-
ме PC — Swage-Master (Ю. А; Гладков, АВ.Хвостенко, 1999), вклю-
чающей функциональные блоки: блок управления и расчета взаи-
мовлияния основных параметров технологического процесса; ядро
имитационной модели процесса; интерфейс оператора; интерфейс
блока удаленного управления и др. Подробное описание этих уст-
ройств можно найти в работе [51].
Алгоритм реализуют следующие режимы работы: операцион-
ный, режим отладки комплекса на имитационной модели, режим
анализа работы алгоритмов управления, режим воспроизведения.
Программа написана под операционную систему MS Windows 95
на языке Borland C++ версии 5.02.
СПИСОК ЛИТЕРАТУРЫ
1. Автоматизированное проектирование машиностроительного гидро-
привода / [И. И. Бажин, Ю.Г. Беренгард и др.]. — М. : Машиностроение,
1988. -312 с.
2. Аксенов Л. Б. Системное проектирование процессов штамповки /
Л. Б.Аксенов. — Л.: Машиностроение, Ленингр. отд-ние, 1990. — 240 с.
3. Баркова Н.А. Введение в виброакустическую диагностику роторных
машин и оборудования : учеб, пособие для вузов / Н.А. Баркова. — СПб.:
Изд. центр СПбГМТУ, 2003. - 160 с.
4. Бережной В. Л. Прессование с активным действием сил трения /
В. Л. Бережной, В.Н.Щерба, А.И. Батурин. — М. : Металлургия, 1988 —
296 с.
5. Бочаров Ю.А. Винтовые прессы / Ю. А. Бочаров. — М.: Машиностро-
ение, 1976. — 248 с.
6. Бочаров Ю.А. Гидропривод кузнечно-прессовых машин: учеб, посо-
бие для студ. машиностроит. вузов / Ю.А.Бочаров, В. Н.Прокофьев. — М.:
Высш, шк., 1969. — 248 с.
7. Бочаров Ю.А. Гидросистемы кузнечно-штамповочных машин : учеб,
пособие для слушателей университета технического прогресса / Ю.А. Бо-
чаров. — М.: Машиностроение, 1972. — 60 с.
8. Бочаров Ю.А. Основы общей теории гидравлических кузнечно-штам-
повочных машин // Машины и технология обработки металлов давлени-
ем. — М.: Машиностроение, 1980. — С. 12—40. — (Труды МВТУ; № 335).
9. Бочаров Ю.А. Управление процессами и машинами обработки метал-
лов давлением : учеб, пособие для вузов / Ю.А. Бочаров, В.А.Антимонов,
Ю.А. Гладков. — М.: Промышленные системы управления, 1997. — 87 с.
10. Бочаров Ю.А. Программное управление штамповочными молотами :
учеб, пособие для вузов / Ю.А.Бочаров, А.В. Герасимов. — М. : Изд-во
МГТУ им. Н.Э. Баумана, 1995. — 80 с.
11. Бочаров Ю. А. Гидравлические штамповочные молоты и пресс-мо-
лоты / Ю.А. Бочаров, А.А.Хорычев. — М.: Изд-во НИИмаш, 1974. — 82 с.
12. Кривошипные кузнечно-прессовые машины / [В. И. Власов,
А. Я. Борзыкин, И. К. Букин-Батырев и др.]; под ред. В. И. Власова. — М.:
Машиностроение, 1982. — 424 с.
13. Методические рекомендации по прочностному расчету и элемен-
там энергетического расчета штамповочных молотов / [О. Г. Власов,
С. М. Коган, И.П. Гукин и др.]. — М. : Минстанкопром, 1975. — 83 с
14. Герц Е.В. Пневматические приводы / Е. В. Герц. — М. : Машино-
строение, 1969. — 358 с.
15. Электрогидравлическая штамповка / [Г.А.Гулый, П.П. Малюшев-
ский, Н.В. Кривицкий и др.] ; под ред. Г.А.Гулыва. — М. : Машиностро-
ение, 1997. — 320 с.
471
16. Добринский Н. С. Гидравлический привод прессов / Н.С.Добрин-
ский. — М.: Машиностроение, 1975. — 222 с.
17. Ершов В. И. Прогрессивное оборудование и инструмент для лис-
тоштамповочного производства : учеб, пособие для вузов / В. И. Ершов,
А. Д. Ковалев. — М.: Высш, шк., 1989. — 79 с.
18. Живов Л. И. Кузнечно-штамповочное оборудование. Прессы : учеб-
ник для студ. вузов по специальности «Машины и технология обработки
металлов давлением» / Л. И.Живов, А. Г. Овчинников. — 2-е изд., пере-
раб. и доп. — Харьков : Изд-во ХГУ, 1966. — 456 с.
19. Живов Л. И. Кузнечно-штамповочное оборудование. Молоты. Вин-
товые прессы. Ротационные и электрофизические машины : учебник для
студ. вузов по специальности «Машины и технология обработки метал-
лов давлением» / Л. И.Живов, А. Г. Овчинников. — 2-е изд., перераб. и
доп. — Киев : Вища шк., 1985. — 280 с.
20. Живов Л. И. Кузнечно-штамповочное оборудование : учебник для
студ. вузов по специальности «Машины и технология обработки металлов
давлением» / Л. И.Живов, А. Г. Овчинников, Е. Н. Складчиков. — 3-е изд.,
перераб. и доп. — М.: Изд-во МГТУ им. Н. Э. Баумана, 2006. — 560 с.
21. Зверев А.Д. Новое оборудование и процессы газостатической об-
работки : зарубежный опыт / А. Д. Зверев, Г. А. Кривонос, Л. Ю. Макси-
мов. — М. : Изд-во ЦНИИТЭИтяжмаш, 1989. — 48 с.
22. Зимин А. И. Машины и автоматы кузнечно-штамповочного произ-
водства. — Ч. 1 : Молоты : учебник для машиностроит. вузов / А. И. Зи-
мин. — М. : Машгиз, 1953. — 459 с.
23. Искович-Лотоцкий Р.Д. Машины вибрационного и виброударного
действия / Р.Д. Искович-Лотоцкий, И. Б. Матвеев, В.А. Крат. — Киев :
Техшка, 1982. — 208 с.
24. Калявин В. П. Основы теории надежности и диагностики / В. П. Ка-
лявин. — СПб.: Элмор, 1998. — 200 с.
25. Клусов И. А. Проектирование роторных машин и линий: учеб, посо-
бие для вузов / И. А. Клусов. — М. : Машиностроение, 1990. — 380 с.
26. Кононенко В. Г. Высокоскоростное формоизменение и разрушение
металлов / В. Г. Кононенко. — Харьков : Изд-во ХГУ, 1980. — 232 с.
27. Корнилов В. В. Гидропривод в кузнечно-штамповочном оборудова-
нии : учеб, пособие для вузов / В. В. Корнилов, В. М. Синицкий. — М. :
Машиностроение, 2002. — 224 с.
28. Кузнечно-штамповочное оборудование : учебник для машиностроит.
вузов / [А. Н. Банкетов, Ю. А. Бочаров, Н. С. Добринский и др.] ; под ред.
А. Н. Банкетова и Е. Н. Ланского. — 2-е изд., перераб. и доп. — М.: Маши-
ностроение, 1982. — 576 с.
29. Ланской Е. Н. Элементы расчета деталей и узлов кривошипных
прессов / Е.Н. Ланской, А. Н. Банкетов. — М.: Машиностроение, 1966. —
380 с.
30. Ножницы для резки листового и сортового проката / [И.С.Лео-
нов, Г.П.Фуга, Г.Л.Крылов, В.Г.Песоцкий]. — М. : Машиностроение,
1972. - 376 с.
31. Машиностроительный гидропривод / [Л.А. Кондаков, Г.А. Ники-
тин, В. Н. Прокофьев и др.] ; под ред. В. Н. Прокофьева. — М. : Машино-
строение, 1978. — 495 с.
472
32. Морогов В.М. Модернизация винтовых прессов / В.М.Морогов,
Ю.А.Бочаров. — Куйбышев : Куйбыш. книжн. изд-во, 1980. — 150 с.
33. Миропольский Ю.А. Холодная объемная штамповка на автоматах /
Ю.А.Миропольский. — М. : Машиностроение, 2001. — 300 с.
34. Несвит С.М. Горизонтально-ковочные машины и их автомати-
зация / С.М.Несвит, О.И.Нюнько. — М. : Машиностроение, 1964. —
323 с.
35. Норенков И. П. Основы автоматизированного проектирования: учеб-
ник для студентов вузов / И. П. Норенков. — М.: Изд-во МГТУ им. Н. Э. Ба-
умана, 2000. — 360 с.
36 Перевертов В.П. Управление кузнечными машинами в ГПС /
В.П.Перевертев, Ю.А.Бочаров, М.Е.Маркушин. — Куйбышев : Куй-
быш. книжн. изд-во, 1987. — 158 с.
37. Расчет и проектирование технологических процессов объемной
штамповки на прессах: учеб, пособие для втузов / [В. Н. Субич, Н. А. Ше-
стаков, В. А. Демин и др.]. — М. : Изд-во МГИУ, 2003. — 180 с.
38. Расчет напряженно-деформированного состояния станин кузнеч-
но-прессовых машин методом конечных элементов : метод, рекоменда-
ции. — 2-е изд. — Воронеж : НПО «ЭНИКмаш», 1985. — 76 с.
39. Роганов Л. Л. Импульсные машины ударного действия с гидропру-
жинным приводом. Обработка металлов давлением в машиностроении. —
Вып. 18 / Л. Л. Роганов, Л. Н. Соколов, А. Ф. Тарасов. — Харьков : Виша
шк., 1982. — 82 с.
40. Сафонов А. В. Экспериментальные исследования оборудования и
технологических процессов с применением аналого-цифровых преобра-
зователей и персональных компьютеров : учеб, пособие для студентов /
А. В. Сафонов, А. В. Шалимов. — М. : Изд-во МГТУ им. Н.Э. Баумана,
2005. - 58 с.
41. Сенькин И. Т. Оборудование и технология для электровысадки : об-
зор / И. Т. Сенькин, Л. И. Подрабинник. — М.: Изд-во НИИмаш, 1982. —
48 с.
42. Складчиков Е. Н. Моделирование кузнечно-штамповочного обору-
дования средствами программного комплекса анализа динамических си-
стем ПА-7 : учеб, пособие для студ. вузов / Е. Н. Складчиков, М.Ю. Ува-
ров. — М. : Изд-во МГТУ им. Н.Э. Баумана, 1995. — 76 с.
43. Степанов В. Г. Высокоэнергетические импульсные методы обра-
ботки металлов / В. Г. Степанов, И. А. Шавров. — Л. : Машиностроение,
1975. - 275 с.
44. Солодовников В. В. Теория автоматического управления техничес-
кими системами / В. В. Солодовников, В. Н. Плотников, А. В. Яковлев. —
М.: Изд-во МГТУ им. Н.Э.Баумана, 1993. — 492 с,
45. Справочник по электрохимическим и электрофизическим мето-
дам обработки / [Г.А.Амитан, И. А. Байсунов, Ю. М Балон и др.] ; под
ред. В.А. Волосатова. — Л. : Машиностроение, 1988. — 719 с.
46. Трофимов И.Д. Автоматы и автоматические линии для горячей объем-
ной штамповки / И.Д.Трофимов, Н.М. Бухер. — М. : Машиностроение,
1981.- 276 с.
47. Феодосъев В. И. Сопротивление материалов : учебник для втузов /
В. И.Феодосьев. — 9-е изд., перераб. и доп. — М. : Наука, 1986. — 512 с.
473
48. Фролов А. Б. Модели и методы технической диагностики / А. Б. Фро-
лов. — М.: Знание, 1990. — 200 с.
49. Шур И. А. Технологическое оборудование для прессования метал-
лов / И. А. Шур. — М.: Металлургия, 1983. — 160 с.
50. Экспериментальное исследование и испытание кузнечно-штампо-
вочных машин : метод, пособие по лабораторным работам / [А. В. Сафо-
нов, А. С. Езжев, Е. Н. Складчиков] ; под ред. Ю.А. Бочарова. — М.: Изд-
во МВТУ им. Н.Э. Баумана, 1986. — 68 с.
51. Машиностроение : энциклопедия. — Т. IV-4 : Машины и оборудо-
вание кузнечно-штамповочного и литейного производства / [Ю.А. Боча-
ров, И. В. Матвеенко и др.] ; под ред. Ю.А. Бочарова и В. И. Матвеенко. —
М. : Машиностроение, 2005. — 960 с.
52. Навроцкий Г. А. Кузнечно-штамповочные автоматы / Г. А. Навроц-
кий. — М.: Машиностроение, 1965. — 424 с.
53. Норицын И. А. Автоматизация и механизация технологических про-
цессов ковки и штамповки / И. А. Норицын, В. И. Власов. — М. : Маши-
ностроение, 1967. — 388 с.
54. Автоматизация, робототехника и гибкие производства. Системы
кузнечно-штамповочного производства / [Д.Л. Панкратов, Е.Н.Сосенуш-
кин, В. П. Ступников, В.Г.Шибаков]. — М. : Машиностроение, 2003. —
338 с.
55. Alton Т. Metal Forming. Fundamentals and Applications / T. Altan, S. Oh,
H.Gegel. — American Society for Metals, Metals Park, OH, 1983. — 353 p.
56. Bariani P. F. Evaluating of press stiffness in realistic operation conditions /
P.F.Bariani, A.Ghiotti. — 8-th ESAFORM Conference, Cluj-Napoca, 2005. —
390 p.
57. Lange K. Umformtechnik. Handbuch fur Industrie und Wissenschaft. —
Band 1 : Grunldlagen / K. Lange. — Springer ; Verlag ; Berlin ; Heidelberg ;
New York ; Tokyo, 1984. — 535 p.
ОГЛАВЛЕНИЕ
Предисловие.............................................;.... 3
РАЗДЕЛ I
КЛАССИФИКАЦИЯ, ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ
И АНАЛИЗА КУЗНЕЧНО-ШТАМПОВОЧНЫХ МАШИН
Глава 1. Система обработки давлением, классификация, главные
параметры и маркировка.....................................5
1.1. Кузнечно-штамповочное оборудование в системе обработки
давлением..................................................5
1.2. Требования, предъявляемые к качеству продукции системы
обработки давлением.......................................6
1.3. Классификация кузнечно-штамповочных машин.............7
1.4. Принципиальные схемы и эффективная энергия машин.....11
1.5. Главные параметры и критерии сравнения
кузнечно-штамповочных машин............:..................14
Глава 2. Технологическое назначение, силовые нагрузки
и производительность...............................17
2.1. Технологические процессы и силовые характеристики....17
2.2. Технологические параметры и качество машин................19
2.3. Циклы работы и производительность машин и автоматов..20
Глава 3. Моделирование и анализ процессов и машин.........22
Глава 4. Принципы и системы автоматизированного
проектирования кузнечно-штамповочных машин.........28
4.1. Основные принципы и структура.............................28
4.2. Математическое, информационное и программное обеспечение....30
Глава 5. Методика и техника испытаний и экспериментальных
исследований кузнечно-штамповочных машин...........31
5.1. Методика проведения испытаний и исследований..............31
5.2. Средства исследований и испытаний....................32
РАЗДЕЛ II
ГИДРАВЛИЧЕСКИЕ КУЗНЕЧНО-ШТАМПОВОЧНЫЕ МАШИНЫ
Глава 6. Принцип действия, классификация, системы гидропривода.36
6.1. Принцип действия и классификация гидропривода........36
6.2. Системы и характеристики гидропривода................40
6.3. Насосный гидропривод.................................42
6.4. Насосно-аккумуляторный, мультипликаторный
и комбинированный приводы.................................47
6.6. Главные параметры и характеристики КШМ...............50
475
Глава 7. Основы теории и методы расчета параметров движения
рабочих частей и жидкости...................................52
7.1. Основы теории........................................ 52
7.2. Расчет основных конструктивных параметров............. 56
7.3. Расчет параметров движения машин с насосным приводом......58
7.4. Расчет параметров движения машин
с насосно-аккумуляторным приводом...........................63
Глава 8. Ковочные и горячештамповочные прессы...............80
8.1. Конструкции и технологическое назначение ковочных прессов.80
8.2. Конструкции горячештамповочных прессов и комплексов.......84
Глава 9. Прессы и комплексы для прессования профилей и труб....89
9.1. Классификация, основные параметры и технологические
требования................................................ 89
9.2. Конструкции прессов....................................90
9.3. Особенности систем гидропривода........................93
Глава 10. Гидравлические листоштамповочные прессы...........94
10.1. Классификация и основные параметры....................94
10.2. Конструктивные схемы и конструкции....................95
Глава 11. Специализированные гидравлические прессы..........99
11.1. Пакетировочные и брикетировочные прессы.............. 99
11.2. Прессы для прессования пластмасс и неметаллических
материалов.................................................100
11.3. Прессы для прессования металлопорошков...............101
11.4. Прессы для синтеза сверхтвердых материалов...........104
11.5. Прессы для гидроформовки и штамповки эластичной средой...105
11.6. Прессы для изотермической штамповки..................107
11.7. Гидроколенные прессы............................... 108
Глава 12. Гидравлические и газовые статы...................111
12.1. Принцип действия, классификация и технологическое
назначение.............................................111
12.2. Структурные схемы и конструкции......................114
Глава 13. Конструкции и расчет основных компонентов........116
13.1. Конструктивные схемы и конструкции...................116
13.2. Расчет гидроцилиндров с опорой на фланец ............120
13.3. Расчет гидроцилиндров с опорой на дно................126
13.4. Уплотнительные устройства гидроцилиндров.............128
13.5. Конструкции и расчет аккумуляторов и мультипликаторов....131
13.6. Станины и поперечины........................... 136
13.7. Колонны и гайки.................................... 137
РАЗДЕЛИ!
КРИВОШИПНЫЕ КУЗНЕЧНО-ШТАМПОВОЧНЫЕ МАШИНЫ
Глава 14. Принцип действия, классификация, параметры
и характеристики...................................139
14.1. Принцип действия и главный рабочий механизм..............139
476
14.2. Классификация и структура конструкций................143
14.3. Главные параметры....................................146
14.4. Приближенные характеристики кинематических параметров.147
14.5. Деформирующая сила и энергия деформирования..........149
14.6. Скорость ползуна и время контакта штампа с поковкой...150
14.7. Характеристики, влияющие на точность штамповки.......151
Глава 15. Основы теории и расчет кривошипных
кузнечно-штамповочных машин........................152
15.1. Кинематический синтез кривошипно-ползунных
и кулачковых механизмов....................................152
15.2. Кинематический анализ главных исполнительных
механизмов.................................................154
15.3. Кинетостатический (силовой) анализ кривошипно-ползунного
механизма.................................................159
15.4. Допускаемая сила на ползуне по условию прочности..... 161
15.5. Анализ причин заклинивания кривошипно-ползунного
механизма.................................................163
15.6. Энергетические расчеты и КПД.........................165
15.7. Расчет электромеханического привода прессов..........169
Глава 16. Универсальные прессы.............................171
16.1. Классификация и конструктивные особенности...........171
16.2. Конструкции открытых прессов.........................173
16.3. Конструкции закрытых прессов.........................177
Глава 17. Листовые и сортовые ножницы..................... 182
17.1. Классификация и конструктивные особенности...........182
17.2. Конструкции и расчет основных механизмов.............184
Глава 18. Листоштамповочные вытяжные прессы................187
18.1. Классификация и конструктивные особенности...........187
18.2. Стабилизация силы прижима прижимного ползуна.........191
18.3. Конструкции станины, ползуна и вспомогательных механизмов .... 192
Глава 19. Листоштамповочные прессы-автоматы................194
19.1. Классификация........................................194
19.2. Автоматы с нижним приводом...........................194
19.3. Вырубные быстроходные автоматы.......................195
19.4. Автоматы для чистовой вырубки........................200
19.5. Обрабатывающие центры................................204
19.6. Многопозиционные листоштамповочные автоматы..........205
Глава 20. Кривошипные горячештамповочные прессы............207
20.1. Классификация, технологические и конструктивные
особенности...............................................207
20.2. Конструкции кривошипных горячештамповочных прессов...209
20.3. Конструкции и расчет основных механизмов.............211
Глава 21. Кривошипно-коленные прессы.......................220
21.1. Классификация и конструктивные особенности...........220
21.2. Особенности теории...................................223
477
Глава 22. Горизонтально-ковочные машины....................227
22.1. Принцип действия, классификация и конструктивные
особенности..............................................227
22.2. Горизонтально-ковочные машины с вертикальной плоскостью
разъема матриц..........................................229
22.3. Горизонтально-ковочные машины с горизонтальной плоскостью
разъема матриц..........................................232
22.4. Особенности расчета....................................233
Глава 23. Холодноштамповочные автоматы.......................235
23.1. Принцип действия и классификация.......................235
23.2. Конструкции автоматов................................ 238
23.3. Конструкции и элементы расчета механизмов..............246
23.4. Построение цикловых диаграмм...........................250
Глава 24. Горячештамповочные автоматы........................251
24.1. Назначение и классификация.............................251
24.2. Конструкции специализированных автоматов...............252
24.3. Конструкции и расчет основных механизмов...............257
Глава 25. Конструкция и расчет основных деталей и механизмов.258
25.1. Ведущие звенья исполнительных механизмов...............258
25.2. Коленчатые валы........................................258
25.3. Ползуны, шатуны и уравновешиватели.....................265
25.4. Муфты, тормоза.........................................268
25.5. Системы управления.....................................273
25.6. Станины................................................274
РАЗДЕЛ IV
РОТАЦИОННЫЕ И РОТОРНЫЕ МАШИНЫ
Глава 26. Принцип действия, классификация и конструкции
ротационных машин.......................................281
26.1. Принцип действия.......................................281
26.2. Классификация и основные параметры.....................282
26.3. Радиально-обжимные (ковочные) машины...................283
26.4. Ковочные вальцы........................................287
26.5. Сферодвижные прессы....................................291
РАЗДЕЛ V
ВИНТОВЫЕ ПРЕССЫ
Глава 27. Основные сведения..................................295
27.1. Принцип действия, классификация и главные параметры
винтовых прессов........................................295
27.2. Расчет параметров и КПД винтового рабочего механизма.304
27.3. Особенности расчета деталей на прочность...............308
Глава 28. Фрикционные винтовые прессы........................310
28.1. Принцип действия, классификация и конструктивные схемы .... 310
28.2. Основы теории и расчет параметров......................314
28.3. Конструкции фрикционных винтовых прессов...............320
478
Глава 29. Винтовые муфтовые прессы..................... 322
29.1. Принцип действия, классификация и конструктивные
особенности..............................................322
29.2. Основы теории и расчет параметров..................325
29.3. Конструкции винтовых муфтовых прессов..............329
Глава 30. Электровинтовые прессы.........................331
30.1. Принцип действия, классификация и конструктивные
особенности..............................................331
30.2. Основы теории и расчет параметров..................334
30.3. Конструкции электровинтовых прессов................341
Глава 31. Гидровинтовые прессы...........................343
31.1. Принцип действия, классификация и особенности
конструкции..............................................343
31.2. Основы теории и расчет параметров..................346
31.3. Конструкции гидровинтовых прессов..................352
РАЗДЕЛ VI
ШТАМПОВОЧНЫЕ И КОВОЧНЫЕ МОЛОТЫ
Глава 32. Классификация и главные параметры молотов, особенности
ударного деформирования..................................358
32.1. Принцип действия, классификация и главные параметры
молотов..................................................358
32.2. Сила, скорость и КПД ударного деформирования.......362
32.3. Особенности расчета основных деталей на прочность..367
Глава 33. Приводные пневматические молоты................371
33.1. Принцип действия, классификация и особенности
конструкции..........................................371
33.2. Основы теории и расчет параметров..................374
Глава 34. Паровоздушные молоты...........................381
34.1. Принцип действия и классификация...................381
34.2. Основы теории и расчет основных параметров.........385
34.3. Конструкции паровоздушных молотов..................389
Глава 35. Гидравлические, высокоскоростные и бесшаботные молоты .... 391
35.1. Принцип действия, классификация, основы теории и расчета,
конструкции гидравлических молотов.......................391
35.2. Принцип действия, классификация, основы теории
и расчета, конструкции высокоскоростных молотов..........403
35.3. Принцип действия, классификация, основы теории
и расчета, конструкции бесшаботных молотов...............410
РАЗДЕЛ VII
ВИБРАЦИОННЫЕ И ИМПУЛЬСНЫЕ МАШИНЫ
Глава 36. Принцип действия, классификация и конструкции
вибрационных и импульсных машин........................ 417
36.1. Принцип действия и классификация...................417
479
36.2. Конструкции гидровибрационных, импульсных
и пульсационных прессов.................................ъ 421
36.3. Конструкции и расчет механизмов....................425
Глава 37. Электрогидроимпульсные, магнитно-гидроимпульсные
машины и лазерные прессы...............................J>428
37.1. Принцип действия, классификация, элементы конструкции
и расчета электрогидроимпульсных машин............... ... .428
37.2. Принцип действия, классификация, элементы теории
и расчета параметров, конструкции магнитно-импульсных
машин....................................................431
37.3. Принцип действия, классификация и особенности
конструкций лазерных и плазменных прессов.........-..«..-436
РАЗДЕЛ VIII
ПРОГРАММНОЕ УПРАВЛЕНИЕ И ДИАГНОСТИКА
КУЗНЕЧНО-ШТАМПОВОЧНОГО ОБОРУДОВАНИЯ
Глава 38. Классификация и основы программного управления.....440
38.1. Классификация систем управления и диагностики.... ... 440
38.2. Управляемость и стратегии управления процессами
и машинами обработки давлением...........................443
38.3. Структура систем, алгоритмы и программы управления
в обработке давлением....................................448
Глава 39. Основы мониторинга и диагностики...............453
39.1. Стратегия и основные понятия мониторинга и диагностики.453
39.2. Разработка состава переменных для мониторинга
и диагностики.............................................455
39.3. Технические средства и принципы автоматизированного
диагностирования КШМ......................................458
Глава 40. Программное управление кузнечно-штамповочными
машинами ударного действия.......................460
40.1. Особенности и пример программно-адаптивного управления
газогидравлическим молотом............................. 460
40.2. Программно-адаптивное управление газогидравлическим
бесшаботным молотом......................................464
40.3. Программно-адаптивное управление кривошипными
горячештамповочными прессами и комплексами...............467
Список литературы...................................... 471
ВЫСШЕЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАНИЕ
Ю. А.БОЧАРОВ
КУЗНЕЧНО-ШТАМПОВОЧНОЕ
ОБОРУДОВАНИЕ
УЧЕБНИК
Допущено
Учебно-методическим объединением
по университетскому политехническому образованию в качестве учебника
для студентов высших учебных заведений, обучающихся по направлению
подготовки «Машиностроительные технологии и оборудование»
и специальности «Машины и технология обработки металлов давлением»
ACADEMA
Москва
Издательский центр -Академия-
2008