












































































































































Автор: Марченко В.Е.
Теги: организация производства управление экономика предприятий отдельные машиностроительные и металлообрабатывающие процессы и производства металлургия обработка металлов металлы автоматизация
ISBN: 5-89146-288-5
Год: 2002




Министерство высшего и профессионального
образования РФ
Ульяновский государственный технический университет
АВТОМАТИЗАЦИЯ
ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ ОБРАБОТКИ
МЕТАЛЛОВ ДАВЛЕНИЕМ
Ульяновск 2002
Министерство высшего и профессионального
образования РФ
Ульяновский государственный технический университет
АВТОМАТИЗАЦИЯ
ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ ОБРАБОТКИ
МЕТАЛЛОВ ДАВЛЕНИЕМ
Курс лекций
составитель: Марченко В.Е.
Ульяновск 2002
УДК 658(075.8)
ББК 34.62я73
МЗО
Рецензенты:
профессор, д-р техн, наук Артем ьеп В.Г.,
доцент, канд. техн, наук Филимонов В.И.
Утверждено редакционно-издательским советом
Ульяновского государственного технического
университета в качестве учебного пособия
Марченко В. Г..
Автоматизация технологических процессов обработки металлов
М 30 давлением: Текст лекций. - Ульяновск: УлГТУ, 2002. - 142 с.
ISBN 5-89146-288“5
Текст лекций составлен в соответствии с программой курса «Автоматизация,
робототехника и ] ПС кузнечно-ттамповочнок.) производства» (индекс УМУ -
12.04.00.8114), утвержденной учебно-методическим управлением по высшему
образе нанято Минвуза ГФ от 25.05,1989, и предназначен для студентов специальности
I204.
В тексте лекций приводятся основные поня тии дисциплины, рассматриваются
вопросы автоматизации производствен пых процессов и теория производительности
машин и труда, а также принципы построения циклограмм, структурная схема средств
автоматизации.
Материал излагается но темам, отмечая особенност и автоматизации кузнечно-
штамповочного производства и изготовления за! oi инок из исходных материалов в
виде ленты, листа, штанг и т.п. с учетом серийности производства. Представлены
принципы раечтга захватных орпзнон, приводив и подающих устройств в целим.
Рассмотрены принципы построения автоматических литтий, роторных линий и
промышленных роботов.
УДК 658(075.8)
ББК 34.62я73
ISBN 5-89146-288-5
© В. К. Марченко, 2002
© Оформление. Ул Г ГУ, 2002
3
Оглавление
Введение......................................................... 5
Тема 1. Цель и задачи курса: основные понятия.................... 6
1.1. Структура автоматизированного оборудования для обработки
металле п да влением........................................... 7
1.2. Историческая справка...................................... 9
1.3. Основные понятия.......................................... 10
1.4. ()ci io fa ri.it положения теории производительности машин и труда..... 14
1.4.1. Постулаты теории производительности труда...............17
1.4.2. Особенности определения экономической эффективности
автоматизации..................................................22
Тема 2. Основные и (uni-жен ни автоматизации элементов
производственного процесс а« понятия и определения...............31
2.1. Произнодсгиепцый процесс и его автоматизация.............. 3 1
2.2. Системы управления автоматических линий................... 36
2.2.1. Централ изонанные или зависимые системы управления...... 40
2.2.2. Децентрализованные (путевые) системы управления.........41
2.2.3. Смешанные chctcmbi управления.........................— 42
Гема 3. Особенности автоматизации кузнечно-штамповочного
производства.....................................................44
3.1. Поточность изготовления деталей...........................44
3.2. Типизация чехполитических процессов.......................46
3.3. Интенсификация технологических процессов................... 46
3.4. Сотнеюгиие методов автоматизации особенностям производства.... 47
3.5. Разработка штампов........................................48
3.6. Особенности выбора и расчета универсалы вл о оборудования.50
3*6.1. Выбор пресса...*........................................52
3.6.2. Проверка системы включения..............................54
Тема 4. Общие вопросы расчета и конструирования средств
механизации н ан гома i ишции....................................55
4.1. Автоматизация операций технологических процессов и
транспоргно-складских работ.................................... 55
4.1.1. Средства автоматизации и их структурная схема.............55
4.2. Захватнвю органы........................................... 57
4.2.1. Фрикционный захват........................................59
4.2.2. Расчет тягового усилия....................................61
4,2.3. Клиновой захватный орган................................. 67
4.2.4. Шариковый и цанговый захват.............................. 70
4.2.5, Ножевой захватный орган.................................. 71
4.2.6. Крючковвш захват..........................................72
4.2.7/ Гол каки пи й ;щх ватный орган..........................74
4.2.8. Карманчиковый захватный орган...........................76
4.2.9. Гравитационный захватный орган..........................77
4
4,2.10. Требования к лоткам.................................... 78
4,2.11. Пневм атич еский захват.............................. 80
4.2.12. Электромагнитный захват................................ 83
4.3. Привод Средств автоматизации.............................. 83
4 .3.1. Гидраш। ический привод............................... 85
4 J »2. L 1невматический привод............................. 91
4.4. Преобразующие механизмы и средства ориентации........... 94
Гема 5. Автоматизация и механизации прпцессин холодной штамповки
из непрерывного материала, листов и полос......... ........... 97
5.1 Подающие устройства...................................... 98
5.2. Правильно - разматывающие устройства.................... 99
53. Устройства для очистки и смазки ленты...................100
5.4. Ножи для резки отходов..................................101
5.5. Устройства для подачи листового и полосового материала..101
Тема 6. Автоматизация процессов штамповки из штучных заготовок 105
6.1. Загрузочные устройства для мелких зато гонок (ЛЬЗОУ)....105
6.2. Подающие и передающие устройства........................109
6.2.1. Револьверные подачи...................................110
6.2.2. Грейферные передающие устройства......................112
6.23. Механические руки......................................113
6.2 4. Устройства для удаления штам ноши щых изделий и отходов.115
Тема 7. Автоматические линии кузнечнп-ш тампоном пою
||р<н1ип1дсгЕщ. Автоматизация процессов горячей штамповки......118
7.1. Механизированные и анюматизиропанпые линии и участки....122
7.2. Автоматическая линия штамповки коленчатых валив (КАМАЗ)...122
Тема 8. Промышленные роботы и робототехника....................123
8.1. Общая характерно । и на и кл ассиф и ка ция IIP... ....123
8.2. Структура промышленных роботов..........................127
83. Конструкции ПР...........................................130
8.4. Адаптивные ПР.......................................... 132
8:5. Захватные органы ПР.....................................132
8.6. Приводы ПР..............................................134
8.7, Систсмы ynpaBj ie н ия П11..............................135
8.7.1. Назначение и классификация систем управления..........135
8.7.2. Информационные систем е.е.............................138
8.8. Роботизация промышленного производства....................139
8.8.1. Oci ioiiHi.it типы роботизированных систем............139
8.8.2. Гибкие производственные сне гемы с применением ПР.....140
8.83. Техника безопасности при эксплуатации роботов..........141
Список .литературы............................................ 142
5
Введение
Машиностроение включает в себя произволе!но оборудования и изделий
широкого ночреблепия и является основой развития всего общественного
производства. Совершенствование машиностроения направлено на дальнейшее
повышение производительности труда и снижение трудоемкости изготовления
продукции. Одним из главных факторов этого развития является автоматизация
технологических и производственных процессов на всех предприятиях. Авто-
матизация производства позволяет решать задачи и производительности пруда,
и улучшения качества выпускаемой продукции, и снижения материалоемкости
изделий, и изменения в лучшую сторону социальных условий труда, освобож-
дая человека от непосредственного участия н выполнении операций техноло-
гического процесса.
Применение электронной техники в системах управления позволяет созда-
вал, сложные, Miioroaiperaтиые автоматические линии, включающие устройст-
ва размерного контроля и контроля параметров технологического процесса,
иногда с подстройкой режимов работы оборудования.
Автоматизация кузнечно-штамповочного производства относится к профи-
лирующим дисциплинам специальности «Машины и технология обработки ме-
таллов давлением». В тексте лекций приведены основы механизации и автома-
тизации технологических процессов ковки и штамповки, включая классифика-
цию и расчеты отдельных структурных элементов средств автоматизации, рас-
смотрены материалы по автоматическим линиям, в том числе по роторным, а
также роботам и робототехническим комплексам.
При изу че н и и д исци j и i и 11 ы i геобходимо пользоваться литературой, приве-
денной в конце текста лекций и периодическими изданиями по кузнечно-
штамповочному j |роизнодс тну
По объему и содержанию текст лекций соответствует программе предмета
«Автоматизация робототехника и ГПС кузнечно-ш гамно ночного производст-
ва».
Считаю своим долгом выразить свою признательность студентам - выпуск-
никам УлГТУ Шишову А.В., Иванову 10.1 L, Рыженкову I I.B., Гробову В.Е. за
[ ю мощь в создании компьютерной версии текста лекций, а также в оформлении
рисунков.
6
Тема 1. Цель и задачи курса: основные понятия
Цель курса
«Автоматизация производственных происссон О МД» относится к
профилирующим дисциплинам, изучается на завершающей стадии обучения по
специальности «Оборудование и технология обработки металлов давлением».
Целью изучения дисциплины является расширение технического кругозора
студентов и приобретение комплекса специальных знаний и навыков,
необходимых для организации высокоэффективных автоматизированных
процессов в машиностроении.
Задачи изучения дисциплины
Усвоить знания по общим закономерностям и тенденции развития
современно! о автоматизированного производи тиа.
Овладеть принципами и навыками управления произведет венными
процессами с применением современных средств автоматики и
вычислительной техники; пользоваться новыми методами автоматического
контроля производственных процессов и качества в га пускаемой продукции,
применять манипуляторы и роботы для повышения эффективности
производства.
Для реконструкции машиностроительного производства необходимо
перестроить его на выпуск новых систем машин и прогрессивного
оборудования для всех отраслей хозяйства ст ран г.г. Дая станкостроительной
промышленности это означав г значительное повышение темпов
экономического роста при одновременной существенной перестройке
производства на выпуск автоматизированного оборудования и достижения по
нему мирового технического уровня.
Ла передний план выдвигается развитие производства автоматизированного
ресурсосберегающего оборудонаиия, позволяющего решить вопросы и
производительности труда , и качества, и изменить социальные условия труда.
Так, предстоит увеличить выпуск кузнечно-прессовых машин (КПМ) с 11ПУ,
машин, ociiEiщепных средствами механизации и автоматизации, существенно
расширить производство автоматов для прессования порошков , рад малы ю-
обжимных машин, роботизированных комплексов для горячей и холодной
штамповки, оборудования для реализации принципиально новых
технологических процессов, таких как : штамповка заготовок методом осадки с
кручением, раскрой материалов с использованием лазеров и др. Дальнейшему
развитию подлежит производство роторных и роторно-конвейерных линий.
Предстоит также значительно поднять технический уровень и улучшить
качес тво изготовляемой техники и инструмента.
7
1.1. Структура автоматизированного оборудовании
для обработки металлов давлением
Автоматизированное оборудование для ОМД можно классифицировать
следующим образом:
машины со средствами механизации и автоматизации;
- автоматические комплексы кузнсчно-прессового оборудовании (KI IQ),
состоящие из кузнечно-прессовой машины (КТТМ) и средств автоматизации,
предназначенных для выполнения азан мое вязан пых функций;
- роботизированные комплексы KI К) - КИМ, оспа щепные одним или
несколькими промышленными роботами и магазинными устройствами;
- кузнечно-прессовые автоматы - ого КИМ со встроенными средствами
автоматической подачи исходной заготовки, передачи по позициям и
вF.[дачи изделия;
кузнечно-прессовые автоматические линии — совокупность
технологического оборудования (две и более единиц) со средствами
механизации, автоматизации и транспортными системами - для выполнения
взаимосвязанных функций в заданной последовательности технологических
операций;
- роторно-конвейерные линии, в состав которых входят роторные машины
и устройства транспортирования инструментальных блоков и i |редме гои
обработки;
гибкие производственные модули - технологическое оборудование для
производства изделий произвольной номенклатуры в установленных
пределах значений их характеристик с лро1раммным управлением,
ааю ном е 90 <|)У [! КП.ИО11 пру кн цпе.
В настоящее время выпускаемое или осваиваемое КПО по оснашснности
средствами механизации и автоматизации можно разделить на четыре
подкласса:
J. Автоматы и полуавтоматы всех тех ноя о i и чес ки х i рушь
2. Автоматизированные машины (кроме перечисленных в п.1),
поставляемые со встроенными средствами механизации и
автоматизации.
3. КТТМ, оснащаем f.re по заказам средствами механизации или
автоматизации и поставляемые в составе комплексов.
4. КИМ, применяемые в единичном и мелкосерийном
производстве, не оснащенные средствами механизации и
автоматизации.
Наибольший подкласс—первый , для пего характерно наличие встроенных
средств подачи заготовок, устройств для загрузки исходного материала, и
устройств для мсжопсрационного перемещения (переноса) полуфабрикатов. В
неги входит около 6(.) видов магнии из более чем 150 видов универсальных и
специализированных КПМ: этот подкласс охватывает оборудование для
всех технологических переделов: резки, листовой штамповки, гибки и
правки, холодной и j-оря чей объемной штамповки, переработки пластмасс и
прессования порошков. Выпускается до 15% от количества всего КПО.
8
Второй подкласс включает машины, также оснащаемые средствами
механизации и автоматизации, но, по принятой классификации типажного
оборудования, они не относятся к традиционным автоматам и полуавтоматам.
Средства механизации и автоматизации у них также являются составной
частью конструкции или поставляются при наличии заказа. Второй подкласс
обведи няеч до 30 видов машин для выполнения различных технологических
операции- Машины второю подкласса составляют в общем выпуске около
5-8 %.
Наибольший объем в общем выпуске К1 Ю (около 55%) составляют машины
третьего подкласса. Это более 50 ни дон универсальных и специализированных
машин, в обычном исполнении вы пускаемых без средств автоматизации и
механизации. Однако при наличии заказов они поставляются со средствами
механизации и автоматизации, в том числе в составе комплексов оборудования.
(Комплекс по ГОС! 2. НИ — 68 — два инн более специализированных изделия, не
соединенных на предприятии-изготовителе сборочными операциями, но
предназначенных для выполнения взаимосвязанных эксплуатационных
функции). Выпускаются для всех видов операций.
Четвертый подкласс машин, которые нс предусматривается оснащать
средствами механизации и автоматизации - это 12 - 15 видов машин для
использования в единичном иля мелкосерийном производстве, которые
нецелесообразно выпускать в автоматизированном исполнении : ковочные
пневматические молоты, листоштамповочные воздушные молоты, гибочно-
штамповочиые j оризшпальные прессы и др.
Автоматизированное КПО, предназначенное для осуществления, по
существу, всех видов технологических операций обработки металлов
давлением, наиболее оптимально обеспечивает различный характер
производства от массового до единичного, и приспособлено для переработки
ленточного, бунтового, полосового, листового материала, штанг, прутков,
штучных заготовок и т.д.
Применение автоматизированного оборудования, обеспечивая резкое
повышение производительности труда, решает в КШП важнейшую проблему -
увеличение объемов перерабатываемых материалов без привлечения
дополнительной рабочей силы, и позволит сократить количество машин в
парке, уменьшить численность обслуживающего персонала, тем самым
обеспечить повышение эффективности машиностроения и металлообработки.
Использование основных преимуществ обработки металлов давлением -
высокая производительность (а следовательно, низкая себестоимость деталей) и
относительная простота механизации и автоматизации технологического
процесса обусловливают иршрессинное развитие оборудования для ковки и
штамповки.
При изготовлении деталей резанием затрачиваются минуты и часы, а на К1Ю
машинное время исчисляется в секундах и долях секунды.
Совремешгг.1е штамповочные автоматы делают до 1250 ходов ползуна в
минуту, а тяжелые горя чей ггам полочные кривошипные пресса усилием до
2500 т - до 40 ходов в минуту. Такая быстроходность возможна потому, что
9
процесс формообразования детали совершается за короткий промежуток
времени, составляющий незначительную часть общего времени изготовления
детали.
Поэтому время, затрачиваемое на вспомогательные операции (загрузку
заготовок, транспортировку полу фабрикант между переходами, удаление и
укладку деталей), оказывает решающее влияние 1Ш производительность машин.
При ручных работах время па вспомогательных операциях значительно
прев...ает время формообразования и приводит к нерациональному
использованию прессового парка. Например, при работе на тихоходных
прессах число ходов используется только на 20 - 30% . Поэтому основным
средством увеличения производительности быстроходного прессового
оборудования является наилучшее использование наибольшего числа ходив
машины. Время на вспомогательные операции сокращается при автоматизации
процессов смазки, загрузки заготовок, охлаждения инструмента,
rpaiiciюртиролки, выгрузки-укладки деталей.
Техническая необходимость автоматизации обусловлена наличием все
увеличивающегося противоречим мевд ограниченными возможностями
оператора и все возрастающими скоростями и силовыми параметрами
оборудования. Изыскание путей роста производительности труда, борьба за
повышение эффективности производства, за снижение себестоимости приводит
к экономической необходимости автоматиэаиии.
А так как автоматизация меняет характер труд а, сближает физический труд с
умстЕтеш ге.1м, повышает культурно-технический уровень трудящихся, то
возникает социальная необходимость автоматизации.
1,2. Историческая справка
История машинной техники развивалась в три этапа :
- изобретение рабочих машин, на которые было переложено выполнение
различных исполнительных функций;
- изобретение двигательных машин, при этом машина-двигатель
приводи] в движение технологическую (рабочую) машину;
— автоматизация производства.
Автоматизация подразумевает применение автоматических устройств,
приводящее к освобождению человека от непосредственного участия в
технологических процессах.
Достижения отдельных ученых, накапливаясь и дополняя друг друга,
позволили создать отрасль знания - автоматику.
Вот некоторые шаги в истории техники :
XVII век Б.Паскаль создал машину, выполняющую арифметические
операции над числами;
1765 г. -И Л Ползунов испытал автоматический регулятор, действующий но
принципу обратной связи;
10
1819 г. — Ч.Бэббедж начал изготовлять разностную машину для расчета
астрономических и морских таблиц - это прообраз универсальных
вычислительных машин;
1834 г. - Б.С.Якоби создал электродвигатель и синхронную передачу;
1865 г. - Давыдов создал следящий привод;
1874 г. - Чиколен B.U. разработал электрический регулятор со следящей
системой;
1877 г. Вышнеградский создал основы теории ароматического
регулирования;
1883 г. Чебышев создал счетную машину, выполняющую операции
сложения, вычитания, умножения и деления. Академик Крылов A.I I. основал
теорию решения машинным способом сложных дифференциальных уравнений.
В конце ХТХ века американский ученый Г.Холлерит предложил для
хранения информации при машинной обработке статистических данных
применять перфокарты, что дало начало с четно-перфорационным машинам.
В 40-х годах XX века были построены электронные вычислительные
машины на лампах - 1 поколение, II поколение - ЭВМ на транзисторах, 111
поколение - микроэлектронные вычислительные машины с малыми
габаритами, потребляемой мощностью и с высокой надежностью и
быстродействием, t Ip и ме пен не ЭВМ, микропроцессорной техники сегодня —
залог успехов в решении технических проблем.
1Л Основные понятия
Различают три стадии автоматизации .
На первой стадии автоматизируются все операции (в том числе
управленческие), необходимые для обеспечения зщ^атнюй программы работы
машины. Наблюдение и кое прол ь за работой машины осуществляет оператор,
г.к. автомат не может еще реагировать на отклонения от нормального хода
процесса.
На второй стадии автоматизации системы управления способны
поддерживав г нормальные (заданные) условия работы машины за счет
применения обратных связей . Роль оператора — первоначальная наладка
машины, т.с. задание программы.
На 1ретьей с тадии - сис тема управления выполняет ряд логических операций
для определения оптимальных условий работы машины. Для этого система
управления дополняется логическими устройствами и устройствами памячи;
эти счетно-решающие устройства, учитывая реальные внешние и внутренние
условия работы машины, обеспечивают выполнение оптимальной программы.
На злой сзади и автоматизации машины относятся к самоуправляемым. В
машину вводятся конкретные числовые значения параметров изделия,
выполнение которых осуществляется авпжагмческм, а выпуск продукции - с
минимальны ми затратами.
II
Качественные отличия автоматизации от механизации происходят на второй
и особенно на третьей стадиях аЕиоматизации за счет наличия в системах
обратной связи и элементов жнмки.
Механизация процесса — эго частичная или полная передача ручных
операций (основных и вспомогательных) специальным механическим
устройствам, которые управляются оператором. При этом труд оператора
значительно облегчается , но остается связанным с ритмом работы машины.
Комплексная механизация характеризуется механизацией и частичной
автоматизацией ряда технологических операций, осуществляемых на машинах,
работающих в одной линии по изготовлению конкретной детали.
производства характеризуется освобождением человека от
непосредственного выполнения операций технологического процесса или
управления им. Эти функции переданы специальным устройствам. Задача
человека заключается в первоначальной наладке автоматическою ai ре гата и в
наблюдении за работой машины.
Комплексная автоматизация обеспечивает выполнение заданной
последовательности отдельных операций или фаз технологического процесса
на автоматизированном участке производства, представляющем собой единую
взаимосвязанную систему управления.
Комплексная автоматизация - это высшая форма организации
анчч >матиз ирона.] 111 о го г ipon.3 водства.
Автоматизация базируется на автоматике - самостоятельной отрасли науки и
техники, охватывающей теорию и принципы построения систем управления
техническими процессами, действующими без непосредственного участия
человека. Средствами для решения задач автоматики являются электроника,
гидравлика, пневматика. Задача автоматики - разработать принципы
построения автоматизированного управления па основе выявления общих
закономерностей и условий функционирования и построения алгоритмов
управления различными техническими процессами.
Алгоритм (от algoriihmi, algorismus, первоначально-латинская
транслитерация имени математика АЛЬ-ХОРЕЗМИ ) конечный
набор правил, позволяющих чисто механически решать любую задачу из
некоторого плана одинаковых задач. При этом подразумевается , что
исходные данные могут изменяться в определенных пределах
(массовость А); что процесс применения правил к исходным данным
(путь решения задачи) определен вполне однозначно
(детерлтнированность А); что на каждом шаге процесса применения
правил известно, что считать результатом этого процесса
(результативность А).
Алгоритмический язык — набор символов и система правил
составления и истолкования языковых конструкций из этих символов,
предназначенные для записи алгоритмов.
Таким образом, автоматизация производственных процессов есть комплекс
мероприятий по разработке новых технологических процессов и
12
ироек'1'иронанню на их основе высокопроизводительного 'технологического
оборудования, осуществляющего рабочие и вспомогательные процессы без
непосредственного участия человека.
Автоматизация производственных процессов связана с неизбежными весьма
значительными затратами сил, средств, времени. Однако, попы i пение
производитель! икгги чруда , улучшение качества выпускаемой продукции^
сокращение численности производственного персонала по сравнению с
неавтоматизированным производством обеспечивают экономический эффект и
окупаемость затрат на автоматизацию. При этом следует особо подчеркнуть,
что автоматизация производственных процессов резко увеличивает количество
элементов (звеньев) системы, что, как известно, чревато возрастанием числа
откшов в работе системы со всеми вытекающими последствиями и потерей
преимуществ. Для исключения потерь необходимо обеспечить высокую
надежность работы автоматизированных систем, а также правильно оценить
целесообразную степень автоматизации в конкретных условиях , выбрать и
рассчитать оптимальные варианты построения машин.
Создание автоматов и автоматических линий включает следующие основные
этапы:
- разработка тех но логического процесса, являющегося основой
всего проектирования;
- выбор оптимально!-о варианта построения машин или системы
машин, се принципиальной схемы и компоновочного решения;
- выбор, расчет и проектирование системы управления;
- разработка целевых механизмов и уточнение ожидаемых
технико-эко1юмичсскгтх показателей проектируемого оборудования:
производительности, надежности в работе, экономической
эффективности по сравнению с базовым вариантом.
В настоящее время при разработке автоматических линий и
автоматизированных сие гем основные параметры их пыбираютсм ио
критериям производительности, надежности и экономической эффективности.
11оэюму при решении каждого из этапов создания автоматов и автоматических
линий необходимо исходить из этих же критериев.
1 этап: технологические основы автоматизации.
На основе анализа специфики технологических процессов
автоматизированного производства необходимо правильно построить
технологические процессы но критериям и качества, и производительности.
2 этап: основы проектирования автоматов и автоматических линий.
На основе познания общности автоматов и линий различного
технологического назначения, единых принципов автоматостроения, методов
анализа и синтеза выбрать принципиальный вариант проектируемого
оборудования, сочетая конструктивные, структурные, компоновочные
параметры по критериям высокой производительности, надежности,
экономической эффективности.
13
3 этап: системы управления
На основе сравнительного анализа всех позможпых типов систем
управления, их досюинсгн и недостатков, области применения необходимо
выбрать тип системы управления, сформулировать требования к объему
выполняемых функций, рассчитать и выбрать параметры, спроектировать
специфические механизмы и устройства управления.
Весь анализ системы управления проводить с учетом достижения автоматом
или линией наилучших технике-экономических показателей ло качеству
изделий, производительности, себестоимости продукции.
4 этап: целевые механизмы.
На основе изучения, анализа и систематизации методов и средств
автоматизации рабочих и вспомог ател ь н ы х операций, i гр и н ци i го в их
унификации сконструировать и рассчитать наиболее типовые механизмы и
устройства (силовые головки, механизмы подачи материалов, зажима,
поворота, транспортирования и т.д.).
Основное внимание уделить расчету и конструированию механизмов
холостых ходов с позиций их быстродействия, надежности в работе,
у 11 и aepcaj । к г юс си и г repcj ш J ш ж ива е мости.
Все вопросы выбора и обоснования должны решаться с позиций обеспечения
высоких технико-экономических показателей автоматов и линий в целом - их
производи тел ьносч и и ,ч ко ном и ческо й эффекти ги i ости.
При комплексной автоматизации производственных процессов проводится
анализ путей и перспектив се; обоснование экономически оптимальной степени
автоматизации; при эт ом основным объектом анализа. являются автоматические
системы машин автоматические линии, их технике-экономическая
эффективность.
Специалисту по автоматизации необходимо знать :
1. Материальную часть - типовые решения конструкций и
компоновок антоматов и автоматических линий , систем их управления
и целевых механизмов.
2. Особенности разработки технологических процессов
автоматизирошишого производства.
3. Теорию производительности рабочих машин.
4. Теорию надежности и toj г говеч и ос гм машин.
5. Теорию автоматического регулирования как основу современных
систем управления.
6. Инженерные методы обоснования выбора оптимальных
технологических и конструктивно-компоновочных решений при
проектировании .
7. Принципы построения много позиционных автоматов и
автоматических линий.
К Методы анализа работоспособное! и действующих автоматов для
учета при последующих разработках.
Специалист по автоматизации производственных процессов должен уметь:
14
I. Разрабатывать технологические процессы с учетом специфических
требований к изделиям, стабильности технологических параметров,
дифференциации и концентрации операций и т.н.
2. Анализировать варианты технологических процессов с целью выбора
оптимальных по критериям количества и качества, а также необходимого
оборудования.
3. Сравнивать предлагаемые варианты техпроцессов и оборудования по
экологическим критериям с базовым, действующим производс твом.
4. Выбирать оптимальную степень автоматизации проектируемого
оборудования.
5. Выбирать и рассчитывать принципиальную схему автомата или
линии с оптимальным сочетанием таких показателей, как число позиций и
потоков обработки, тип и емкость межоперациопных накопителей, вид
агрегатирования , компоновочное решение.
6. Выбирать тип системы управления (упорами, копирами,
распредвалом, программное управление и т.п.'), составлять техническое
задание на разработку системы, оценивать качество вариантов.
7. Разрабатывать конструкцию специфических механизмов и устройств
управления и контроля.
8. Разрабатывать конструкцию механизмов и устройств для выполнения
вспомогательных и холостых операций - подачи заготовок, ориентации,
зажима и т.д.
9. Оценивать перспективность тех или иных направлений
автоматизации, новейших коне ipyKi и иных и компоновочных решений,
систем управления.
1.4. Основные положении теории производительности машин и труда
Освоение и развитие автоматизированного производства, решая основную
задачу по увеличению производительности труда, ставит перед различными
отраслями промышленности новые проблемы, решение которых развивает
новые научные направления.
Гак. развитие конструкции неавтоматизированного универсального
оборудования происходило, да и сейчас происходит-, в результате
совершенствования таких научных направлений как кинематика и динамика
матшп г, coi гро гивления материалов, формирование на их базе технологических
режимов обработки с учетом стойкости инструментов . При этом проводится
расчет мощности и соответствующие прочностные расчеты элементов привода,
жесткости у 3JJ о в и г.д.
Принципиальная компоновочная конструкция универсального станка
изменяется мало, т.к. размещение отдельных механизмов, узлов станка
подчинено ослонлому условию работы: машина работает только в системе
«человек - машина», и для четкой совместной работы необходимо обеспечить
удобство работы человека с учетом его возможностей (размещение органов
управления в пределах зон досягаемости, разделение зон для левой и праной
15
руки, обзор визуальный, учет величины ншрузок и т.д). Другими словами,
участие человека в процессе придает консерватизм, ограничивает возможности
машины, придаст им маловариангный характер но комеюповочиым решениям.
Так, трудно предсталить себе токарный станок с вертикально расположенной
в процессе обработки деталью , т.к. это создает неудобства в работе человека.
Удаление человека из непосредственного участия в производственном цикле
создает предпосылки для реализации любых технологических процессов,
компоновок оборудования в производственных процессах обработки, сборки
или контроля. При разработке автоматизированного производства могут быть
реализованы многие варианты компоновки машин.
Например, автоматические машины, предназначенные для выполнения
технологических операций одних и тех же деталей moi у г отличаться :
1. Маршрутом, режимами обработки, степенью концентрации или
дифференциации операций, т.е. характером выполнения техпроцесса.
2. Принципом действия последовательное, параллельное,
непрерывное, дискретное выполнение операций.
3. Числом рабочих и холостых ходов обработки.
4. Компоновочным решением машины - расположением позиций
по прямой или по окружности.
5. Степенью автоматизации (автомат, полуавтомат-, линия).
6. С те i зен ню у н и версаз i ы i ости.
7. Степенью унификации конструкции.
Выбор вариантов по названным задачам нс может быть решена
традиционными методами прочностных и кинематических расчетов.
Решение задач автоматизации — высвобождение из процесса человека и
получение экономической эффективности за счет резкого увеличения
производительности машин. Поэтому автоматизированные машины
разрабатываются с учетом этих факторов, а научной основой автоматизации
нроил]юдс[|!ег111ых процессов является теория производительности машин и
труда, которая наряду с задачами расчета оборудования решает проблемные
вопросы анализа и оценки путей автоматизации, выбора наиболее
иерезickthhi 1ых ее направлений.
Математическую основу теории производительности составляют уравнения,
связывающие показатели производительности машин и ipy/ia с
технологическими, конструктивными, сгрукзурными, стоимостными и другими
показателями оборудования. Широкий охват показателей позволяет методами
теории производительности рассчитывать производительность машин и
экономический эффект , а также анализировать варианты автоматизированного
оборудования, выбирать оптимальные параметры, обеспечивающие
максимальную произволител ьность.
Говорят, вес новое - это хорошо забытое старое. Основы теории
производительности машин сформулированы Г .А. Шаумяном в 30-32 -е гг.,
наиболее точно освещены в печати в 70-е годы. Сущность метода в том, что
технические и экономические показатели связываются едиными
16
математическими уравнениями, совокупность которых служи т математической
моделью автоматических устройств.
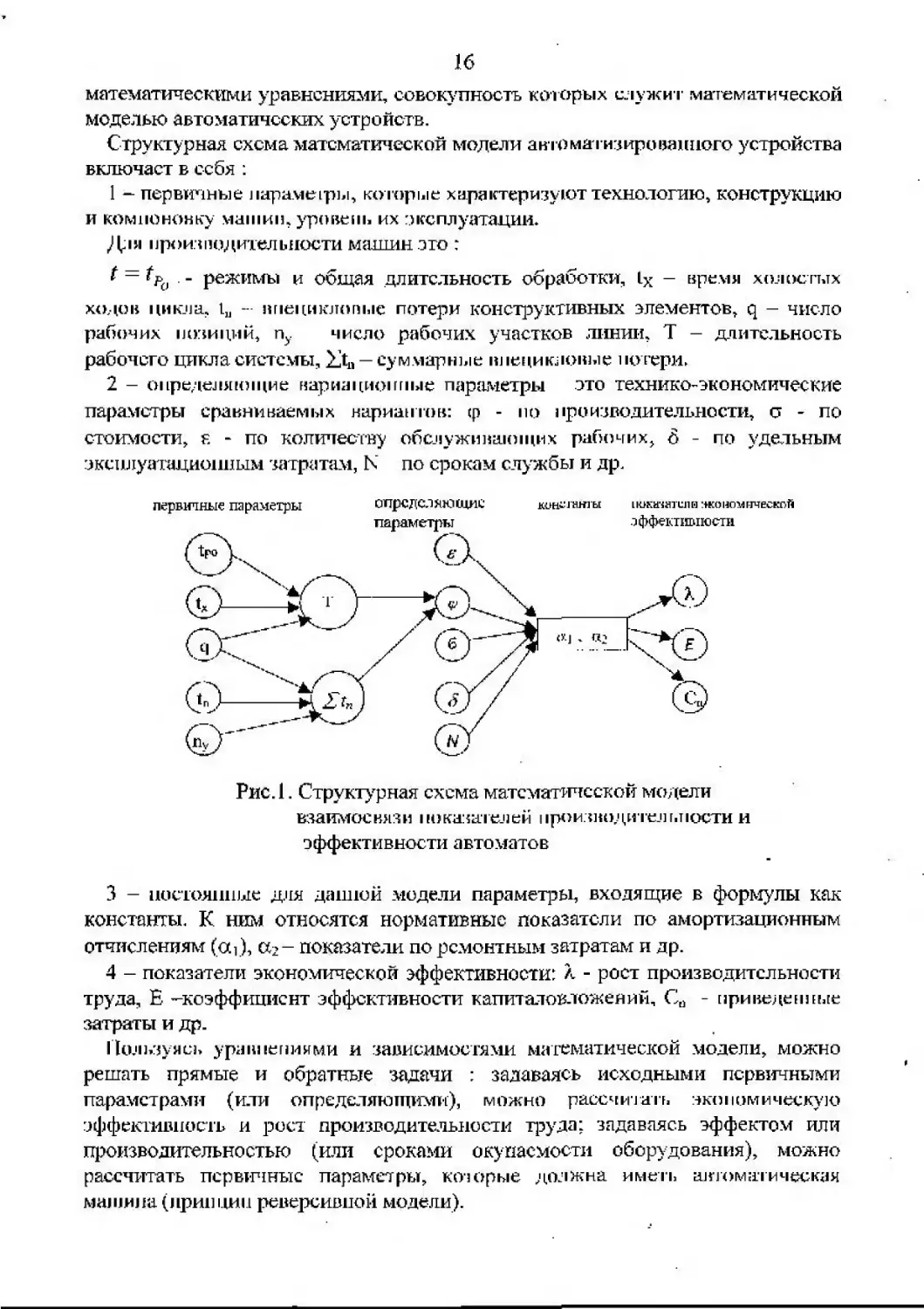
Структурная схема математической модели автоматизированного устройства
включает в себя :
1 — первичные параметры, которые характеризуют технологию, конструкцию
и компоновку машин, уровень их эксплуатации.
Д|я производительности машин это :
f = tp - режимы и общая длительность обработки, 1х — время холостых
ходов цикла, 1П - mieiщклопые потери конструктивных элементов, q — число
рабочих позиций, пу число рабочих участков линии, Т — длительность
рабочего цикла системы, 2Х —суммарные нлециклоные потери.
2 — определяющие вариационные параметры это технике-экономические
параметры сравниваемых вариантов: tp - по производительности, о - по
стоимости, г. - по количеству обслуживающих рабочих, 0 - по удельным
эксплуатационным затратам, N по срокам службы и др.
Рис. 1. Структурная схема математической модели
взаимос вяз и но казател ей i |роизвод и тел г.т юсти и
эффективности автоматов
3 - постоянные для данной модели параметры, входящие в формулы как
константы. К ним относятся нормативные показатели по амортизационным
отчислениям (а О, а2~ показатели по ремонтным затратам и др.
4 - показатели экономической эффективности: к - рост производительности
труда, Е -коэффициент эффективности капиталовложений, Сг] - приведенные
затратв! и др.
Пользуясь уравнениями и зависимостями, математической модели, можно
решать прямые и обратные задачи : задаваясь исходными первичными
параметрами (или определяющими), можно рассчитать экономическую
эффективность и рост производительности труда; задаваясь эффектом или
производительностью (или сроками окупаемости оборудования), можно
рассчитать первичные параметры, которые должна иметь автоматическая
машина (принцип реверсивной модели).
17
Из изложенного следует, что теория производительности машин как
теоретическая основа решения проблемных задач, позволяет :
1. Выбирать на основе анализа конкретных технико-экономических
параметров разрабатываемых машин наиболее экономически эффективный;
2. Определять сочетание технических характеристик разрабатываемых
проектов для получения требуемою экономического эффекта, а также
количественно оценивать граничные условия автоматизации;
3. Оптимизировать технические характеристики проектируемых машин
по экономическим критериям.
Математические модели теории пр о изводите л внести позволяют
количественно анализировать» как влияют различные направления развития
технологии и конструирования на технический прогресс, т.с. оценивать
перспективность различных направлений автоматизации.
А так как производительность машин и чруда параметр времени (срок
службы, срок проектирования и освоения) включается как определяющий
фактор, то теория производительности позволяет количественно авали «провал»
процессы развития техники, перспектив ел технического прогресса, в том числе
процессы моралиеое'о старения машин.
Именно поэтому теория производительности со своим математическим
аппаратом является научной основой решения проблемных и прикладных задач
автоматизации производственных процессов.
1.4.1. Постулаты теории производительности труда
1. Каждая работа для своего совершения требует затрат времени и
труда.
2. Производительно затраченным считается только го время,
которое расходуете» па основные процессы обработки
(формообразование, контроль, сборка). Все остальное время и
впецикловые простои являются непроизводительно затраченными
потерями (включая вроия на вспомогательные, холостые, ходы
рабочего цикла).
3. Машина считается идеальной, если при высокой
производительности и качестве продукции отсутствуют потери
времени на холостые ходы и простои (машина непрерывною
действия и бесконечной долговечности, и eiocoj потной надежности).
4. Для производства любых изделий необходимы затраты
прошлого (овеществленного) труда - на создание средств
производства и поддержание их работоспособности и живого труда
- на непосредственное обслуживание технологического
оборудования.
.5 . Закономерность развития техники заключается в том, что
удельный вес затрат прошлого труда непрерывно повышается, а
затраты живого труда снижаются при общем уменьшении трудовых
затрат, приходящихся на единицу продукции.
18
6. При разработке технологических процессов jпобои процесс
производства, взятый сам по себе, безотносительно к руке человека,
следует разлагать на составные элементы.
7. 11рои:шодительность машин предела не имеет.
8. Автоматы и автоматические линии различного
rexi алогического назначения имеют ели ну то основу автоматизации ,
которая выражается в общности целевых механизмов и систем
управления, в общих закономерностях производительности,
надежности, экономической эффективности, в единых метилах
построения машин, агрегатирования, определения режимов
обработки, оценки нрозрессивнести и т.Д.
9. При окончательной оценке прогрессивности ноной техники
учитывается фактор времени - темпы роста производительности
зруда.
При рассмотрении фактора затрат труда (постулат 4) следует учитывать :
- единовременные за гра ты прошлого труда Тц. Это труд, за траченный
на создание машин, зданий и т.д,;
- текущие затраты прошлого груда Tv это труд, затраченный на
основные и вспомогательные материалы, запчасти, электроэнергию,
инструменты, топливо. смазку и т.п., используемые при производстве
изделий;
- текущие затраты живого труда Тж - это труд обслуживающих
рабочих, которые используют средства для создания новг.гх материальных
ценностей.
Иди повременные затраты прошлого -фуда являются разовыми,
рассчитанными на весь срок службы машины NJJK|- , носят постоянный
характер.
Текущие за фаты прошлого (овеществленного) труда непрерывно растут
пропорционально времени (годам), т.е. количеству выпущенной продукции.
Затраты труда на выпуск продукции за весь период действия оборудования
можно представить формулой :
Т-Тм + К(Тж + Ту),
(1)
где Т — суммарные за фаты 'труда,
Тп ~ единовременные затраты прошлого труда на средства,
N - срок действия средств труда,
Тж годовые затраты живого труда,
Tv - годовые затраты прошлого труда.
Производительность общественного труда при выпуске продукции на
рассматриваемом оборудовании за время его действия выражается формулой :
Т’
(2)
где Лт производительность труда,
W-выпушенная годная продукция,
19
Т - суммарные затраты труда на выпуск продукции.
Отсюда размерность производительности труда н обобщенном виде :
А| •= [продуышя/'тру'д].
В зависимости от способа выражения W и Г (н физических единицах или
стоимостных, в единицах абстрактного зруда или в денежном выражении) при
расчетах производи гел внос i f. труда имеет размерность :
[ш г/руб.] или [шт/чел | или |руб./руб.|
С учетом годового фактического выпуска продукции при постоянной
производительности оборудования можно рассчитать общее количество
выпущенной на оборудовании продукции :
W - Qr N ,
где Qr годовой фактический выпуск продукции,
N - срок (период) работы оборудования.
С учетом полученных выражений находим нроизцодигельпость труда:
д =______@г Л_____ (3)
т Тл. + Х(Тж+Ту) { }
Графическое изображение для , W,T, в зависимости от сроков службы N
(считаем ее переменной величиной возможных сроков службы оборудования)
показывает(рис.2),что производительность труда является переменной
величиной даже при неизменных техн и ко<жо1 (омических характеристиках
(производительность машин, надежность, степень автоматизации,
эксплуатационные затраты).
При малых сроках службы производительность труда относительно низкая,
т.к. мал объем выпущенной продукции, а затраты на средства производства
велики. С увеличением сроков службы оборудования производителвность
растет. Кдиповременные затраты прошлого труда (Тл) раскладываются на
больший объем продукции.
20
Темп роста производительности чруда, дополню высокий в первые годы,
постепенно снижается и при больших сроках эксплуатации прекращается.
Производительность труда асимптотически приближается к своему пределу :
А, ---=—О— (4)
'Ji? г. * М ТХ + Г,.) Тх + Тг '
Прекращение роста производительности труда входит в противоречие с
планированием непрерывного увеличения производительности труда.
Следовательно, производительность труда рассматриваемого уровня техники
имеет ено и i тред ej i ы, т.е.
- для даль певшего пл а пиру емс го увеличения производительности
чруда необходимо совершенствование технологии и техники;
срок службы машин определяется и физическим износом, и
моральным старением.
Время, отмеченное на j рафике точкой N2 можно считать сроком
эксплуатации машин без морального старения, дальнейшая эксплуатация
машины нецелесообразна.
Рассматриваемые зависимости справедливы при: Qr = const, (Тж 4- Tv)^ const.
В реальных условиях производства характер зависимости выпуска продукции и
эксплуатационных затрат труда с увеличением сроков службы оборудованим
изменяется, наблюдается отставание от прям ojj инейной зависимости
(сказывается старение машин - износ механизмов, увеличение простоев - за
счет чего возрастают затраты труда на ремонт и мсжопсрационнос
обслуживание), Рис. 3.
1358 11 16 N
135811
16
Ремонтные
затраты
Затраты на
Элек1|ятен1:р| ню
Иткдрумепт
Д \it>p IKja I [МИННЫЕ
ОТЧИСЛЕНИЯ
Производственттая
.зарплата
N
Рис.З. Выпуск продукции и затраты зруда
С учетом сказанного суммарный выпуск продукции и суммарные затраты
труда имеют вид, представленный графиком (затраты — выше идеальной,
выпуск продукции - ниже идеальной). Эти данные практические (взяты
показатели первого года эксплуатации). Рис.4.
21
Рис.4. Уточненный выпуск продукции и затраты труда
С учетом изложенных уточнений, а именно - с учетом изменяющихся со
временем Qr (годового выпуска продукции) и Тж + Ту (трудовых затрат),
производительность труда следует рассчитывать по измененному
выражению (2):
.:«А'
Ze,
Ат------------— (5)
+ X/ 1 Ту )
/ |”1
/
единовременные затраты
Графическая зависимость при этом имеет вид, показанный на рис.4.
Рис. 5. Изменение производительности труда при больших сроках
эксплуатации
if
22
Изменяющиеся W и Т превращают асимптотическую кривую (1) в кривую с
экстремумом (2), как показано на рис.5.
Учет переменного характера W и Т важен при решении задач оптимальных
сроков службы оборудования . В этом случае следует применят ь выражение (5).
При анализе путей развития производственных процессов целесообразно
использовать уравнения (2) и (3).
«Повышении производительности труда заключается именно в том,
что доля живого труда уменьшается, а доля прошлого труда
увеличивается, ио увеличивается таким образом, что общая сумма труда,
заключающаяся в товаре, уменьшается, следовательно, таким образом,
что количество живого труда уменьшается больше, чем увеличивается
количество прошлого труда.»
К. Маркс, Ф. Энгельс. Соч., m.XIX, с.280-281.
Дальнейшие преобразования уже полученных выражений позволяют
определять уровень производительности труда в зависимости от типа
производства, производительности труда на какой-либо операции обработки, i га
определенном рабочем месте, выработку на одною рабочего. Для этого
вводятся коэффициенты к и т.
к - коэффициен т технической вооруженности живого труда, как отношение:
Тп
к=—т.с. отношение единовременных затрат прошлою труда па создание
тж
средств производства к годовым затратам живого труда,
ТА I 1
m - — - коэффициент энерго материалоемкости живого труда,
Л*
характеризующий отношение годовых текущих затрат иронию го труда на
инструмент, электроэнергию, вспомогательные материалы и ремонт, к годовым
затратам живого труда.
Соответствующими преобразованиями выводятся другие критерии,
служащие для оценки технических, эксплуатационных и экономических
показателей.
Сравнивая показатели и параметры проектных вариантов или проектных и
базового, можно оценить прогрессивность и перспективность новых разработчж
и планировать развитие производства.
1.4.2. Особенности определения экономической эффективности
автоматизации
Экономическая эффективность новой техники - это результаты
совершенствования производства, приводящего к повышению
производительности общественного груда или экономии затрат- жилого и
овеществленного труда на единиц}' изготовляемой продукции, а также к
улучшению условий работы и облегчению труда обслуживающего персонала.
Для оценки эффективности мероприятия обычно рассчитываются
показатели :
23
1 - Сулом родовой экономии (Э) от снижения себестоимости выпускаемой
продукции, представляющая собой разность себестоимости единицы
продукции до и после внедрения новой техники, умноженная на объем
выпущенной продукции, т е. в общем виде :
□ -((Л-СО I.,
где Ci и С-2 себестоимость по базовому и внедряемому вариантам единицы
продукции,
L - годовая программа внедряемого варианта.
2 - сумма дополнительных затрат для проектирования и изготовления
новой техники и проведения организационно-технических мероприятий,
обеспечивающих внедрение.
3 - срок окупаемости , определяемый делением суммы дополнительных
затрат на сумму годовой экономии от снижения себестоимости, или обратная
величина коэффициент сравнительной эффективности, характеризующий
размер годовой экономии на рубль дополнительных капиталовложений.
4 - чист условно высвобождаемых рабочих.
Инженерные решения позволяют определять лучшие варианты
проектируемых машин, автоматических линий, цехов, обосновать уровень
анч'оматизации. Однако, еще неизвестно, пас кол к ко ш.1ора1шый вариант будет
экономически эффективным. Так, машина, удовлетворяющая всем техническим
требованиям, может оказаться не эффективной и не прогрессивной. т.к. се
сложность и затраты на ее создание (даже при минимуме эксштуатан.ионЕ1ых
зазраз) Fie обеспечат требуемого уровня экономии труда за срок ее службы по
сравнению с существующей техникой.
Технический прогресс и экономическая эффективность производства - две
неразрывно связанные взаимообусловливающие проблемы, которые должны
решаться одновременно.
Целью инженерных методов сравнительной оценки экономической
эффективности и прогрессивности новой техники является не только
определение экономических показателей, но и выбор оптимальных параметров
разрабатываемых машин, обеспечивающих наибольший экономический эффект
оз' внедрения.
Научной основой инженерных методов оценки экономической
эффективности и прогрессивности новой техники является теория
производительности машин и труда, а математической основой -
аналитические зависимости, выражающие критерии неоном и чес кой
эффективности через денежные единицы и технике-экономические показатели
сравниваемых вариантов новой техники (рассмотренные ранее <р, о, с, 5 -
производительность, стоимость, количество обслуги, удельные
эксплуатационные расходы и т.д.).
При решении инженерных задач расчета, проектирования и эксплуатации
новой техники с позиций экономической эффективности основу расчета и
опенки составляет сравнение двух или нескольких вариантов технических
решений. При этом один из вариантов принимается за базовый. Важна нс сама
оценка абсолютных экономических показателей по величине, а достоверный
24
выбор наилучшего варианта из рассматриваемых технических решений.
Поэтому все расчеты, связанные с оценкой экономической эффективности,
являются сравнительными, а применяемые крит ерии эффективности (снижение
себестоимости, сроки окупаемости, эффективность капиталовложений и др.)
лишь определяют характер экономической выгодности сравнительных
вариантов.
11ри расчете сравниваются в денежной форме :
— вел и ч и । га каг i итал ы гых затрат Ki;
- годовые эксплуатационные зат раты - И;;
- себестоимость выпускаемой продукции - Сь
Себестоимость годового выпуска включает в себя годовые
эксплуатационные затраты и амортизационные отчисления за год на
восстановление стоимости оборудования :
Ci =: И[ + К, - а ,
где Hi - годовые эксплуатационные затраты на содержание оборудования,
включающие расходы на ремонт и межремонтное обслуживание, инструмент и
электроэнергию, зарплату' операторов, наладчиков и др.,
К, - стоимость оборудования, зданий, сооружений (капитальные затраты),
а - нормативный коэффициент амортизации.
При выборе вариантов технических решений по критериям экономической
эффективности в качестве базового варианта обычно принимается наиболее
дешевый и технически менее совершенный вариант, по отношению к которому
оцениваются рассматриваемые варианты. При оценке целесообразной степени
автоматизации в качестве исходного принимаются станки, поточные линии,
действующее оборудование, а в качестве koi курирующих полуавтоматы,
автоматы, автоматические линии.
Осуществление нового варианта техники на основе механизации и
автоматизации обычно приводит к использованию более сложного и дорогого
оборудования, -что связано с дополнительными капиталовложениями на
приобретение, монтаж и демонтаж оборудования. Эффект от его применения
можно получить за счет снижения эксплуатационных затрат или себестоимости
ироду к] (Ии но сравнению с базовым вариантом (т.е. И2 < И1 или С2 < С] при
К2 > К । — KM!N).
s
О N
Рис. 6. Диаграмма изменения суммарных затрат
25
Два сравниваемых варианта можно представить диаграммой изменения
суммарных затрат St за N лег эксплуатации (рис.6).
При этом : Si = Kf + N-PIi
S2 = K2 + N*H1
Линии 1 и 2 представляют собой суммарные за фаз ел, а зап пр и хона иные
зоны — общую сумму амортизационных отчислений (за N лет), которые не
являются эксплуатационными затратами.
Сравниваемые варианты при водятся к одному уравнению
производительности, которое выражает затраты па единицу продукции (являясь
маем пабом для сравнения).
Разъяснение сути затрат. Обычно рассчитываемые показатели
экономической эффективности (сумма годовой экономии от снижения
себестоимости, сумма дополнительных затрат по внедрению, срок окупаемости,
а также количество iвысвобожденных рабочих) позволяют судить лишь о
степени выгодности капитальных вложений, но нс дают представления об
изменении уровня технической оснащенности производства, о росте
производительности новой машинной техники и труда, об экономии живого и
овеществленного труда и не позволяют определить эффективность
капитальных вложений в амортизацию производства.
Амортизация (от позднелатинского amoclisutio - погашение) —
постепенное перенесение стоимости средств труда по мере их
физического и морального износа на производимый продукт. Переносимая
стоимость в денежной форме аккумулируется в амортизационном фонде
(фонд возмещения стоимости основных фондов, который создается
путем амортизационных отчислений ). Суммы амортизации включаются
в издержки производства (себестоимость продукции) в виде
амортизационных отчислений.
В СССР с 1966 г. они делятся на отчисления на реновацию (полное
возмещение основных фондов), на капитальный ремонт и модернизацию
(частичное восстановление).
В условиях социалистического производства, когда средства производства
принадлежат обществу, сохраняя приоритет живого труда, имеет смысл
средс тва прокаеюдс е на рассматривать и оценивать в мерах живого труда.
При капиталистическом способе производства рабочей силе (живому’ труду)
придается первостепенное значение, и ему противостоит важный фактор -
средства производства, являющиеся частной собственностью и служащие
средством эксплуатации рабочих.
«Первая производительная сила всего человечества - есть трудящийся»
(К. Маркс, Ф. Эт^ельс, соч., изд.2, т.24,с.250).
При социалистическом строе средства производства не являются частной
собственностью, а принадлежат обществу, поэтому отсутствуют
антагонистические противоречия между живым и прошлым трудом.
Именно поэтому возможно привести сравниваемые варианты к одному
уравнению производительности труда (3).
26
Принимая живой труд мерой оценки прошлого чруда, эти затраты можно
выразить в единицах живого труда, введенными ранее коэффициентами
к и т.
С учетом изложенного можно счигачь, ччо в производстве годового выпуска
продукции в объеме От на одной машине (или системе машин) вместе с
обслуживающим ее рабочим (Тж _ 1) условно работает
— человек (прошлого
труда), где N - число лет службы машины, а также - m - человек обеспечивают
его всем необходимым (материалы, инструмент, электроэнергия и г.д.).
Следоватопино, условно работающих на годовой выпуск продукции
будет:
L
.¥
+ m + 1 человек, а за N лот службы машины : к -и N(m I 1) чел.
Поэтому суммарные затраты общесч лепного груда на выпуск продукции
составят Г = Гж [к -г N(m - 1)],
(6)
Т = ТП + И(ТЖ + Т¥)
Т-.
.О'.
; Tv = т* Тж;
Т = к-Тж4-1Ч(Тж + тп*Тж)-Тж|к < N(m + l)J
Тогда производительность труда выразится как :
А -______Л________- Sl. . .. Л~ _ (7)
Т [к-t-Nfm I 1)] [к I N(nt + 1)]
Дальнейшие преобразования полученных выражении с учетом
конкретизации текущих эксплуагационных затрат позволяют определить
уровень производительности труда в зависимости от типа производства,
производительности труда на какой-либо операции или на рабочем мееччз,
выработку7 на одного рабочего, или при обработке изделия в целом.
Чем выше степень технической оснащенности (> к и ш), степень
автоматизации производства, ч^ем меньше рабочих занято непосредственно у
машин, и тем большее количество (относительно) их находится «за ширмой».
Именно в этом заключается тенденция развития техники. И это же
подтверждает закономерность, выведенную К.Марксом «О производительности
труда ..
Реализовать эту закономерность призвана автоматизация производственных
процессов.
Для оценки прогрессивности новой техники, н том числе автоматизации,
необходимо сравнить различные варианты но производительности труда, затем
27
лучший из пих сравнить с действующим в производстве. Результат сравнения
позволит выяснить целесообразность внедрения разработки.
(8)
где % - коэффициент роста производительности труда двух сравниваемых
вариш п or,
АТ1 - производительность труда исходного варианта,
Лт2 производительность труда разработанного варианта.
Предпочтительным будет вариант, обеспечивающий наибольший рост
производительности труда, соответствующий планируемым гем нам роста
производительности труда на весь срок службы Maui ины.
При учете сроков службы машины производительность труда любого
варианта машины (линии и т,д,), постепенно повышаясь, стремится к своему
пределу Хмдх - который определяется технико-экономическими показателями
новой техники : ростом производительности труда, сокращением количества
обслуживающих рабочих, экономичностью в эксплуатации.
Если машина имеет низкий потенциал роста производительности труда, она
не может быть прогрессивной.
На практике для расчета экономической эффективности новой техники в
кузнечно-штамповочном производстве применяется следующая методика.
Расчет производится на двух этапах. На первом этапе - ориентировочный
расчет ио укрупненным норма типам при проектировании принятого к
внедрению варианта. Па втором этапе - по результатам освоения и
эксплуатации новой техники производится окончательный расчет. Расчет
ведется по следующим показателям :
дополнрп^льные капиталовложения определяются как сумма новых
капиталовложений Кн и потерь , связанных с ликвидацией старого
оборудования
Кд “ Т<н 4- К со
Кео = Кш - (ХЛо Р -Кд), (9)
где Kci। - первоначальная стоимость заменяемого оборудования,
ХА(| - сумма производственных амортизационных отчислений,
Р — затраты на капитальный ремонч за время работы старой техники.
Кд - стоимость выбывшего оборудования по цене лома.
С учетом сравнения производительности нового и старого вариантов
техники.
(Ю)
где П1 и П'2 - годовая производительность оборудования по базовому' и
внедряемому вариантам,
28
L2 - годовая программа при внедряемом нЕтриЕште,
Kt и Кт - общие кап и талонложения сравниваемых вариантов
техпроцессов в рублях.
Срок окупаемости Ок характеризует эффективность использования
капиталовложений на новую технику. Он показывает время возмещения
капиталовложений (среде jh) за счет экономии в результате снижения
себестоимости.
где К —общие капиталовложения,
Ci — себестоимость базового варианта,
С2 себестоимость внедряемого варианта.
Общие капиталовложения К включают все затраты на осуществление какого-
либо варианта:
К-В0+ВдВв Д±Б±Ж,
где Во - стоимость основных производственных средств на осуществление
мероприятия,
Вд - восстановленная стоимость действующего оборудования,
заменяемого новым,
1.1В - восстановленная стоимость оборудования, которое будет
использоваться для других нолей,
Д - остаточная стоимость высвобождаемой площади и производственной
мощности оборудования,
Б - разница в величине оборотных средств двух вариантов, если она > 5%
от балансовой стоимости основных средств,
Ж - капитальные вложения в смежных производствах при внедрении
новой техники.
11ри выборе наиболее эффективного варианта новой техники срок
окупаемости дополнительных капиталовложений (Окд):
3-5 лет - нормативный срок окупаемости.
Коэффициент сравнительной экономической эффективности годовая
экономия на I рубль дО1 юл н и i ej е ы е ы х ка 11i ггаловложепий.
ЕС=Д- (13)
. икд
Сумма приведенных затрат -31- по каждому варианту дает возможность
выбрать вариант, требующий наименьших затрат на внедрение
Si-C.^EipKi =кЛркС5 (14)
где С; и K’j себестоимосч ъ i иди вой продукции и капитальные вложения по
каждому варианту, руб.,
29
Qk — отраслевой нормативный срок окупаемости,
Еи — отраслевой нормативный коэффициент сравнительной
экономической эффективности.
Годовой экономический эффект (Э, руб) представляет собой разность между
суммами приведенных затрат по базовому и внедряемому вариантам:
Э - [(С, + Ен - Кт) - (С3 + Ен КО] ь (15)
В машиностроении при расчетах по внедрению новых технологических
процессов с частичной заменой оборудования , с частичной механизацией и
автоматизацией Ен = 0,33 (срок окупаемости 3 года), при внедрении
принципиально новых технологических процессов комплексной механизации и
автоматизации производства 1-^ = 0,2 (срок окупаемости 5 лет).
Экономическая эффективность механизации и автоматизации штамповочных
работ существенно зависит от величины партии деталей, что связано с
затратами на наладку оснастки и средств автоматизации (трудоемкость
штамповки снижается, а трудоемкость наладки увеличивается).
С учетом этого суммарная условногодовая экономия (Эу) от внедрения
автоматизации в штамповочном производстве определяется :
Эу-Мщр3Н Эд), (16)
где Мпз - число партий деталей, штампуемых в год,
3 j - экономия зарплаты для штампуемой партии деталей в руб.,
ЭА - сумма экономии средств за счет амортизационных отчислений
стоимости процесса при штамповке одной партии, в руб.
Величина экономии зарплаты определяется :
Э3 - Ч1(Нр -аР - На аа )N(] - Ч2(ШЯ -в., - ШР -вР) = Ч,AHNn - Ч2ДШ , (17)
где 41 и Ч2 — часовые тарифные ставки соо гвеiсi'нуюших разрядов работ, в
руб.,
НР и Нд - штучная норма времени в часах при ручном обслуживании и
при автоматизации,
аР - На -аа - количество штамповщиков при ручном обслуживании и при
автоматизации,
Nu - величина штампуемой партии в шт.,
Ша и Шр - продолжительность смены и наладки штампа при
автоматизш щи и ручном обслуживании в час,
ва и Вр - количество наладчиков при ручном обслуживании и при
автоматизации,
ДН - разница в трудоемкости изготовления одной детали до и после
внедрения автоматизации, в час,
ДТП - разница в трудоемкое]и смены оснастки и наладки средств
автоматизации на партию до и после внедрения автоматизации, час.
Экономия средств за счет амортизационных отчислений определяется :
ЭА- р)п(нР-ТА) + (Шр-ии], (1К)
2 Д 1<JU
где В() - первоначальная стоимость пресса в руб;
30
Адм - норма амортизационных отчислений в год в процентах к
нервен тачальной стоимости,
Тд действительный годовой фонд времени работы оборудования в
часах.
Затраты на автоматизацию (Зд) :
3А = Вд + Рд, (19)
где ВА — стоимость средств автоматизации в руб.,
РА — стоимость капитального ремонта средст в автоматизации за весь срок
их службы, в руб.
Для определения срока окупаемости средств автоматизации процесса
। игам по аки :
(20)
где Зд - затраты на автоматизацию,
Эу- условно-годовой экономический эффект.
Особенности получения эффекта от внедрения автоматизации кузнечпо-
[ игам ионочного производства ;
- затраты на проектирование и изготовление нового оборудования для
автоматических линий могут быть весьма значительны и срок окупаемости
их превышает нормативный;
- автоматизация на достигнутом уровне технологии, организации
производства и производительности обеспечивает экономический эффекту
если базируется на надежное высокопроизводительное оборудование;
- при низкой надежности кузнечно-прессового оборудования
автоматизация не обеспечивает даже экономии живого труда, т.к.
высвобождение части низкооплачиваемых рабочих сопровождается
увеличением численности высокооплачиваемых наладчиков;
-при расчете производительности труда учитывать возможное
изменение численности бригады в результате мош.........еиия уровня
автоматизации.
Существенная роль в достижении экономической эффективности поточных и
автоматических линий принадлежит новым прогрессив!нам технологическим
решениям, направленным па повышение точности, снижение массы поковки,
уменьшение себестоимости и трудоемкости механической обработки детали.
В некоторых случаях, независимо от результатов расчета экономической
эффективности, автоматизация в кузнечно-пггамновочном производстве
осуществляется с целью облегчения труда и обеспечения безопасности работы.
31
Тема 2. Основные положения автоматизации элементов
производственного процесса, понятия и определения
2,1. Производственный процесс и его автоматизации
Машиностроительное предприятие представляет собой комплекс
производств, цехов, служб, подразделений, обеспечивающих бесперебойное
функционирование всех элементов производственного процесса (Рис. 7).
У кру 11нен ное делеп и е i ipo из водстпе! 11 того процесса мат т т ино строитель ног л
нредт гр и я гия производится па три фазы : заготовительная, обработочная и
сборочная.
Заготовительная фаза представляет собой комплекс литейных, кузнечных,
деревообрабатывающих цехов, в которых производят заготовки. Для литейного
цеха - модельный.
Обработочная фала сочетает процессы механической обработки,
обеспечивающие необходимую конфигурацию, точность, чистоту' поверхности.
Обработка осуществляется в механических цехах на отдельных станках, в
поточных и автоматических линиях.
Для получения заданных свойств по структуре и твердости детали проходят
горячую обработку в термических цехах (или па участках). Защита от коррозии
- цех покрытий.
Фаза сборки изделий выполняется в сборочных цехах, в них же
осуществляется кое ripojn., испытания, упаковка, консервация изделий.
Функционирование указанных основных цехов подкрепляется работой
вспомогательных цехов : инструментального, ремонтно-механическою,
строительного, энергетического (элек'гро, компрессорного и др.) Эти цехи
обеспечивают работоспособность оборудования , инструмента, энергосистем
И т.д.
Кроме того, все звенвя производственного процесса обеспечены системой
транспортирования и хранения материалов , полуфабрикатов, заготовок,
деталей, готовых изделий. Транспортные системы и связи включают : ,
автомобилы гt.iri, электрический,: ж/д ipanciiopr конвейеры, панельные тележки
и краны. Все это обеспечивает оборот по грузопотокам завода : межцеховому,
внутрицеховому и межстаночному.
Автоматизация всех звеньев производственною процесса является
характерной особенностью современного развития производства.
32
- вспомогат. цехи
-службы у прав лепи
производство
Рис.7. Структурная схема машиностроительного завода
- - обратит'. н сбпрпч цехи
Автоматизация производства происходит по следующим направлениям:
- Автоматизация технологических процессов с созданием
автоматов и полуавтоматов, агрегатных станков и автоматических
линий из них, что обеспечивает создание автоматизированных
33
участков и цехов по механической обработке; автоматические
машины и формовочные линии , автоматы зал инки металла и др. в
литейных цехах; автоматы и автоматические линии в кузнечных,
штамповочных и др. цехах обработки металлов давлением;
- Автоматизация процессов сборки и контроля позволяет
повысить качество изделий;
- Автоматизация работ во вспомогательных цехах за счет
применения станков с программным управлением,
гидрокопировальных и электроэроаионных станков (в
инструментальных и ремонтно- механических цехах) с учетом
индивидуального и мелкосерийного характера их производства ,
направлена на сокращение i дп<ла подготовки производства.
Механизация и автоматизация погрузо-разгрузочных и транспортных работ
затрагивает межцеховые, внутрицеховые и мсжопсрационныс перемещения и
обработку , в том числе хранение заготовок, деталей, комплект у тощих изделий;
средствами автоматизации этих работ являются конвейеры, в том числе с
автоматическим адресованием, с программным управлением, автоматические
склады, перегружатели, автоматические магазины-накопители и т.д.
Автоматизация управления предприятием пронизывает все подразделения и
осуществляется в результате сбора и обработки текущей информации о
состоянии всех звеньев производственного процесса, системы учета и
оперативного планирования. Задача решается с помощью ЭВМ, которые,
выполняя математические и логические действия, рассчитывают оптимальные
условия функционирования производственного процесса. В настоящее время
существуют технические возможности для осуществления всех направлений
автоматизаций производственного процесса.
Актуальной становится проблема правильного определения очередности
работ по автоматизации, исходя ил условий высокой их эффективности.
Практика показывает, что чем ниже техническая оснащенность данного
звена производственного процесса, тем больше резервы сокращения живого
труда, тем эффективнее автоматизация.
Если ввести понятие коэффициента технической вооруженности -
отношение стоимости техники к годовому фонду зарплаты, то на
автоматических линиях получим величину /5 —25: на поточных линиях
обработки - 1 -3; а на погрузочно-разгрузочных и складских работах -0,01 -
0,1.
Отсюда различный уровень эффективности работ по автоматизации.
Так. автоматическая линия стоит (условно) —150-200 тыс. руб. и
окупается через 2 3 года, освобождая 20-30 рабочих. Такое же количество
рабочих можно освободить, применив на погрузочно-разгрузочных работах
2—3 автопогрузчика, стоимость которых в 30-40 раз ниже, чем стоимость
автоматической линии.
Современное производство безотносительно к виду по серийности
отличается быстрой изменяемостью выпускаемой продукции, что накладывает
01 гредел ei i и ы е требе >ван и я к воз можн осты м тех но логического оборудован мы.
34
При высокой производительности оно должно обладать, в определенной
степени, универсалы юс чью и мобильностью, чтобы обеспечить быстрый
переход с выпуска одних изделии на другие и переналадкой охватить широкий
диапазон обрабатываемых изделий. Эти особенности относятся и к средствам
aiпомагиз<11 сии в равной степени.
В ходе развития автоматизации можно выделить три ступени
На первой ступени автоматизация технологических процессов охватывает
только отдельные операции обработки. Это обеспечивается созданием
автоматов и полуавтоматов., на которых автоматизирован рабочий цикл, как
известно, состоящий из рабочего и холостого ходов.
Самоуправляющаяся рабочая машина, которая при осуществлении
технологического процесса производит все рабочие м холостые ходы
цикла обработки, называется автоматом.
Необходимым и достаточным условием для работы автомата является
наличие механизмов рабочих и холостых ходов и системы управления, которая
осуществляет запрограммированную последовательность всех элементов
рабочего цикла. Управление рабочим циклом работы всех механизмов автомата
производится распределительным валом, на котором смонтированы кулачки
управления отдельными механизмами, или его электронным анвни ом.
Графическое изображение рабочего цикла автомата и полуавтомата,
отражающее все перемещения элементов средств автоматизации(целевых
механизмов) в зависимости от перемещения циклообразующего элемента
машины-орудия (угла поворота распределительного вала или движения
ползуна), называется циклограммой.
Рис.8. Циклограмма пресса с валковой подачей
35
При arcyivi-вии в машине одного из основных механизмов для выполнения
холостых ходов автоматический цикл прерывается, и для его повторения
требуется н мешател ьствп рабочего.
Мащина с автоматическим рабочим циклом, для повторения которого
требуется вмешательство человека, называется полуавтоматом.
Полуавтомат, выполнив весь рабочий цикл, автоматический отключается, и
все механизмы отводятся в исходное положение. Чаще всего в полуавтоматах
отсутствует механизм подачи заготовок.
На второй ступени автоматизации автоматиз иру es ся с ис гема машин,
создаются автоматические линии, объединяющие н себе выполнение
разнообразных операций обработки, контроля, сборки и т.д., г.е.
осу тесле । яется антом атизаци я е гро из иоде тве г 11е е.е х i ipoi tecco в.
Система .машин, расположенных в технологической
последовательности, объединенных средствами транспортирования ,
управления и осуществляющих автоматически комплекс операций, кроме
наладки — называется автоматической линией.
Отдельные автоматы, встроенные п линию, являются элементами,
выполняющими рабочие ходы. Холостые ходы в линии выполняются
механизмами мсжстаночной транспортировки, накопления заделов и т.д.
Циклограмма автоматической линии подобна циклограмме отдельного
автомата. Все механизмы работают независимо и только подают сигналы об
окончании зажима. После получения последнего сигнала дается общая команда
иа пуск всех привод пых еолонок, входя ее щ х в состав линии. Каждая головка
выполняет свои операции самостоятельно и после окончания работы занимает
исходное положение, самоотключастся и подаст сигнал об окончании своего
цикла. С завершением самого длительного цикла обработки снова включаю гея
механизмг.г зажима и фиксации, освобождаются обработанные детали в
приспособлениях и закрепляются новые и т.д.
На второй ступени автоматизации с применением автоматических линий
решаются сложные задачи меж станочной транспортировки деталей с учетом
неодинакового ритма работы входящих в линию автоматов, для компенсации
различия в ритмах создаются накопители деталей. Применяется более
совершенная система управления линией , т.к. на базе распредели гелыюго вала
система уже непригодна, применяются системы на базе гидравлических,
электрических и электронных устройств.
Решается также задача создания средств автоматического контроля с
корректировкой работы станка, с применением средств
само1фис г 1осабл и кающегося управления, являющихся элементами системы
управления качеством.
Высшей формой автоматизации на второй ступени являются комплексные
поточные линии из полуавтоматов и автоматов.
Третьей ступенью автоматизации является создание автоматических
участков , цехов и заводов с применением электронных вычисли тел ы г г.ех
машин, систем управления качеством и т.д. При комплексной автоматизации
вес звенья производственных процессов имеют высокую техническую
36
оснащенность, обеспечивающую максимальное сокращение длительности
производственного цикла, а также совершенную систему управления
производством.
Цех или завод, в котором основные производственные процессы
осуществляются па автоматических химиях, и автоматизированы
межлинейный, межцеховой транспорт деталей, складирование, уборка и
переработка отходов (стружки и др-), управление качеством,
диспетчерский контроль и автоматизирована система управления
производством , называется ивпюматизировинным цехом или заводом.
В автоматическом цехе рабочие ходы выполняют уже автоматические линии,
возможно с применением роторных машин, механизмов ipanui top 1 -ировки ,
управления и т.д., а межлинейное транспортирование и накопление заделов
являн> гея хол осты м и ходам и.
Комплексная автоматизация производственных процессов, как высшая
ступень, строится на широком применении вычислительной техники, л том
числе ЭВМ, которые решают и задачи управления производством, и задачи
гибкою управления всеми элемен тами нроизводствешюго процесса.
С учетом освоения микроЭВМ уже в настоящее время создаются гибкие
производства различного уровня: гибкие производственные модули, гибкие
производственные участки, гибкие автоматизированные производства,
работающие без участия человека в технологических цепочках. Это начало
создания так называемых «цехов на замке».
2.2. Системы управления автоматических линий
В состав автоматических линий «ходят aiperair.s различного
технологического назначения, связанные между собой транспор тными
устройствами и элементами, обеспечивающими выполнение заданного
технологического процесса. Для обеспечения точного по месту и времени
взаимодействия агрегатов и вспомогательных механизмов автоматических
линий служат устройства, составляющие систему управления.
Система управления линии разрабатывается на основе схемы
технологического процесса и циклограммы работы оборудования.
I (иклщрам.ма линии дает графическое изображение рабочего цикла,
отображая все происходящие в линии процессы.
При составлении циклограммы необходимо глубоко проанализировать
работу всех механизмов линии для гою, чтобы точно выбрать
последовательность движений механизмов. От этого зависит
производительность линии. А циклограмма отображает перемещения всех
механизмов, причем эти перемещения показы лаются в масштабе времени.
Все движения механизмов можно разделить на совмещенные и
несовмещенные. Сумма несовмещенных движении составляет один цикл
работы линии.
При составлении циклограммы необходимо оремиться уме..... время и
количество несовмещенных движений. Уменьшить время цикла можно путем
37
частичного совмещения несовмещенных движений, а также путем сокращения
длины хода и увеличения скорости перемещения механизма.
Построение системы управления должно учитывать тип структурной связи
между отделвными агрегатами линии. Для линий с жесткой связью (Рис . 9), в
которых четко определяется рабочий цикл, система управления базируется на
работе кулачкового распредели тельного вала (например, линии с КП IТП-
Eieiюладка на любом прессе ведет к простою всей пинии).
Н линиях с гибкой межагрегатной связью
Рис. 9. Автоматическая
линия с жесткой связью
(циклом)
> все основные агрегаты работают без
взаимной синхронизации во времени . и
понятие “рабочий цикл линии” вообще
теряет смысл (например, линия штамповки
лонжеронов рам КАМАЗа).
При гибкой связи каждый агрегат работает
в собственном цикле за счет
межоперационных накопителей. Система
управления линий с гибкой связвю базируется на применении упоров, копиров,
перфолент и перфокарт с широким использованием гидравлических,
электрических, электронных, пневматических средств.
Совокупность управляющих команд, подаваемых системой управления
автоматической линии, обеспечивает н автоматическом и наладочном режимах
выполнение следующих функций:
1. Управление работой отдельных встроенных в линию агрегатов
(пресса, транспорч еры, кантователи, накопи тени, нагревательные
усчройсгва для горячей штамповки и т.д.) для обеспечения их
работы;
2. Управление рабочим циклом линий и их участков из жестко
сблокированных агрегатов для обеспечения заданной
последовательности их работы;
3. Взаимная блокировка независимо работающих агрегатов или
участков линий для обеспечения заданного характера их
взаи ми,' щ и с т г, и я;
4. Быстрое обнаружение места и характера возникающих отказов
для максимального сокращения длительности их устранения.
Наряду с этим, система управления автоматических линий выполняет и
некоторые дополнительные функции :
учет количества выпускаемых изделий;
сигнализация о ходе процессов обработки и качестве изделий
для облегчения работы обслуживающего персонала.
38
Внедрение электроники в средства систем управления вызвало разделение
функций : на электронику и элек1роан томатику но слагаются преимущественно
функции подали команд и контроля за их исполнением, исполнение
сравнительно медленных команд осуществляется гидравликой, а быстрых —
пневматикой.
Развитие средств автоматики позволяет строить системы управления с
оптимизацией режимов работы агрегатов, с самоприспособленнем и
самонастройкой режимов, придавая системам управления не только функции
исполнения программы, разработанной человеком, но и элементы
программирования.
Отдельные агрегаты, входящие в линию, имеют свои системы управления па
базе упоров, реле времени с кулачками или копиров для выполнения
определенного цикла. В этом цикле рабочему орт ну ai регата сообщается
быстрый подвод, рабочая подача, быстрый обратный ход в исходное положение
и останов (СТОП) с фиксацией конечньтх положений.
Классификацию систем управления и блокировки можно представить в виде
схемы (для средств автоматизации кузнечно-прессовых рабо т):
Рис. 10. Классификация систем управления и блокировки
Средства предохранения служат для исключения поломки различных средств
автоматизации или воздействия инерционных сил на захватные органы.
Средства блокировки обеспечивают отключение привода в случае, если
захватный орган занял неправильное положение относительно детали или
инструмента, а также при отсутствии в нем детали,
Средства управления обеспечивают включение и выключение привода или
силового устройства захватного органа при получении сигналов готовности от
стредств предохранения и блокировки.
39
Механические системы у при плени я широко применяются в прессах-
автоматах много позиционных, гвоздильных, холодновысадочных; в подачах -
валковых, клинороликовых, крючковых, револьверных, грейферных и др.
Механические системы характерны для автоматизации процессов на одном
агрегате. Привод их зачастую связан с приводом машины.
При электрической, гидравлической и пневматической системе управления
упрощается преобразующий механизм. Привод средств автоматизации в них
отдельный. Поэтому для автоматизации функций управления мшут
примени Т1.ся электронные устройства, что обеспечивает переход к
программированию технологического процесса, например : свободная ковка па
молотах и гидропрессах; вырубка различно расположенных однотипных
отверстий в панелях радиоустройств; безотходная разделка листа на заготовки;
горячая штамповка на горизонтально-ковочных машинах и элсктровысддочных
машинах с применением пренраммируемых манипуляторов и др.
а)
Кнопки
управления
б)
Путевые
выключатели
11срскл ючатс л и
Пр pej РГ омеж ю Г уточное ’П РП F -Н
Контакторы К JL -Ё i
Реле времени РВ РВ РВ &
л
о
В) Элсктродвигатс - ли г
Электромагниты
Электромагнит-
ные муфты
Датчики
температуры
Фотоэлементы,
фотодиоды,
герконы I
и
ч
е
с
к
и
е
Ф
Ц
в
и
па-
мять
ные плиты
Нагреватели
Время
о
а) датчики
б) передаточно-
ирии бризу клине
устройства
в) исполнительные
устройства
Рис. 11. Элементы структурной схемы управления
40
Цели управления исполнительными или вспомогательными устройствами
автоматической линии содержат повторяющиеся в различных сочетаниях
стандарт... или нормализованные элементы электроаппаратуры, из которых
состоит структурная схема управления.
Датчики(Рис. 11 .а) (кнопки управления, путевые выключатели, переключатели
и т.д.) фиксируют окончание предыдущего цикла путем преобразования
механических или каких-либо физических действий в электрические команды -
сигналы.
Псредаточно-преобразующие устройства (Рис. 11.б) выполняют функцию
передачи, распределения и комбинирована, усиления и инвертирования
команд, поступающих о г датчиков.
Исполнительные устройства (Рис. 11.в) служат для выполнения очередного
элемента цикла. В ряде случаев, когда мощность исполнительных механизмов
соизмерима с мощностью . коммутируемой датчиками при однозначных
величинах токов и напряжений, преобразующие элементы исключаются, при
этом датчики подают сигнал непосредственно исполнительному' механизму.
В схеме управления автоматической линией с жесткой межагрегатной
связью схемы управления отдельных агрегатов имеют характер автономных
подсистем. Они получают внешний сигнал на пуск данного агрегата,
совершают полный заданный цикл перемещений с контролем по величине и
последовательности, после чего отключаются, подавая сигнал об отработке
своего никла. Такой принцип реализуется па базе схем, работающих по упорам,
а также посредством системы с распределительным валом, который после
включения делает полный оборот и самовыключается.
Системы управления рабочим циклом линии выполняют прежде всего
функции синхронизации работы отдельных агрегатов, которые, согласно
циклограмме работы линии, жестко сблокированы. Поэтому , если схемы
управления работой отдельных щрегатов обеспечивают выполнение отдельных
«строк» циклограммы, то система управления линией обеспечивает их
координацию по параметрам начала и окончания работы.
Системы управления циклом автоматической линии разделяются на
централизованные или зависимые, децентрализованные и смешанные.
2.2.1. Централизованные иди зависимые системы управления
Автоматическая линия (или ее участок)с жесткой связью из — п — типов
агрегатов, срабатывающих в заданной циклограммой последовательности.
Все управление циклом работы aiperaron производится от центрального
командного устройства - командоаппарата —К (пульта, распределительного
вала, считывающего устройства е лентопротяжным механизмом),независимо от
дейс твия и положения исполнительных рабочих органов.
Продолжительность рабочего цикла для каждого исполнительного органа
имеет постоянную величину'. Исполнительные органы (механизмы) получают
команды через электрические цепи, замыкаемые кулачками командоаппарата
или через i-идравлические (пневма тические) устройства.
41
Рис. 12.Централизованная СУ
Централизованные системы управления
линиями относятся к наиболее простым,
имеют ми i in мал Е.ное количество снмзей
(эле fc । р и чес ких, гидра вл ических,
пневматичских), удобны в обслуживании
и наладке, подсистемы управления
работой отдельных агрегатов в них
упрощены до предела или могут вообще
отсутствовать.
Однако подача команд с центрального
командоаппарата без учета полного
выполнения предыдущего элемента цикла
и вне зависимости от действия и
11oj।оже11 ия иоiojjг।ителыiых механизмов
: требует установки дополнительных
блокировочных и предохранительных устройств.
Централизованные системы не получили широкого распространения в
автоматических линиях.
2.2.2. Децентрализован пьте (путевые) системы управления
Осуществляют управление с помощью упоров - датчиков (путевых
переключателей и конечных выключателей), которые срабатывают при
движении исполнительных рабочих органон липни или обрабатываемой детали,
т.е. система основана на управлении упорами и копирами.Количество упоров
равно количеству фиксированных положений механизмов.
Все исполнительные органы линии связаны между собой так, что каждое
последующее движение произно/щчея только после окончания предыдущего.
При децентрализованной
системе управления
управляющие функции
поочередно выполняют агрегаты
- объекты управления, передавая
дру[ • дру1 у “эс i TufieT у
управления’' посредством
входных и выходных сигналов.
Основная роль принадлежит
автономным и полностью
Рис. 13. Депетгтралтоъатшая СУ иеза нис и м r.i м i юдси с i ема м
- управления отдельными
* ai регатами, которые связаны
между собой заданной последовательностью срабатывания, т.е. адресом
выдаваемых команд о начале или окончании своей работы.
Основные преимущества децентрализованной системы управления
отсутствие сложной блокировки, т.к. команды подаются только после
okoj । чан и я j |редыду ще! о элемента цикла.
42
I 1едос!аток системы - в ненадежности работы многочисленных датчиков ,
расположенных н рабочей зоне (пыль, стружка, излучения, повреждения).
Для предотвращения ложных срабатываний система управления, наряду с
датчиками положении, имеет элементы ‘;памяти,?, запоминающие предыдущие
состояния линии и, соответственно этому выдающие очередную команду.
Децентрализованная система управления допускает любую интенсификацию
режимов обработки, так как изменения буду! внесены внутри самостоятельно
работающих элементов и не влияют на рабочие и холостые ходы других
элементов.
2.23. Смешанные системы управления
Представляют собой комбинацию первых двух систем. Управление
последовательностью работы агрегатов осуществляется посредством
командоаппаратов(как в централизовал iron системе), но каждый последующий
элемент цикла может начаться только после сигнала о срабатывании
предыдущего агрегата (как в де! юнтрализованных системах).
Для этого выходные сигналы от
схем управления отдельными
агрегатами об отработке заданных
перемещений поступают снова в
к Оман до аппарат, кагоры й, приняв
сигнал, подает команду' схеме
управления очередного агрегата.
Другими словам и .осу 1i \ес|'н-1 ие 1 Cil
контроль выполнения очередных
команд при помощи путевых
Рис 14 Смешанная СУ датчиков агрегата. для поною
элемента цикла. Вал командоаппарата
при нормальной работе линии
вращается е непрерывно или
дискретно, a i гри невыполнении очередной команды - отключается.
Смешанные системы относятся к гибким универсальным системам
управления. Команд оаппарат может быть ни полнен в ниде специального
электромеханического устройства с электрическим, гидравлическим или
пневматическим пр и иодом. Он может быть выполнен на промежуточных реле с
механической или магнитной памятью, либо на полупроводниковых элементах.
Система управления автоматической линии обеспечивает управление
и взаимное согласование - блокировку - работы отдельных агрегатов или
участков. Наиболее сложными являются схемы взаимной блокировки в
автоматических линиях с гибкой межагрегатной связью, в которых
наличие межонерационных заделов дает возможность каждому агрегату
работать независимо. Задача системы управления заключается в том,
чтобы остановка одного агрегата (машины, участка) не вызываю
немедленного прекращения работы последующих или предыдущих
43
смежных машин и участков. Блокирующие схемы отключают смежные
агрегаты только при выработке заделов .между ними (или переполнении
накопителей).
Компоновочные решения линий ведут к разнообразным взаимосвязям
aipeiaiOB и гране портных систем. Для обеспечения i ибкости управления
отдельными объектами технологического и ipancnopj но го назначения следует
выполнить условия :
1. Взаимосвязь и блокировка смежных агрегатов осуществляется
путем контроля наличия обрабатываемых деталей. При этом каждый
станок работает только в том случае, если имеется деталь в
подводящем канале или ее нет на позиции выгрузки;
2. На участках с последовательным расположением оборудования
на стыке транспортеров станка или участка нс допускается
механическое столкновение смежнг.гх ipancnopiepoB при их
несогласованной работе;
3. Каждый станок, транспортер или машина должны управляться и
работать автоматически и самостоятельно при наличии связей,
указанных в первых двух условиях;
4. Транспортеры и лотки максимально используются в качестве
накопителя обрабатываемых деталей.
Для визуального отслеживания порядка работы автоматической линии и
облегчения отыскания причины отказа на пульте управления линии
монтируется мнемоническая схема со снеговой индикацией выполнения команд
по ходуг процесса. Имеются также устройства поиска повреждения , что
позволяет ускорить нахождение неисправности в схеме управления или на
агрегатах линии.
Работа системы управления автоматической линии обеспечивается
программой.
Процесс программирования включает три этапа :
1. Разработка технологического процесса на обрабатываемую
деталь, составление схемы перемещений обрабатываемых деталей,
выбор режимов, инструмента и приспособлений, заполнение
технологических кар г, определение производительности;
2. Математическое описание процесса, определение координат,
величин перемещений с учетом автоматического управления всех
ai pel а го в;
3. Построение циклограммы и проектирование программоноси-
телей, изготовление и коигроль программоносителей.
В качестве программоносителей на автоматических линиях применяются
упоры, копиры, кулачки, перфоленты, магнитные ленты и их комбинации. С
развитием электроники разрабатываются и выпускаются программирующие
устройства на микросхемах, программа на которых набирается поворотом
оцифрованных кодирующих переключателей или кнопками.
В системы управления автоматических линии и участков включаются также
автоматический контроль и разбраковка изделий.
44
Тема 3. Особенности автоматизации кузнечно-штамповочного
производства
Т схничсскис предпосылки автоматизации кузнечно-штамповочного
произволе! на обусловлены все увеличивающимся противоречием между
ограниченными возможностями онераюра, и возрастающими скоростями, и
силовыми параметрами оборудования. Высокая быс'|роходпосгь кузнечно-
штамповочных машин и листоштамповочных прессов обеспечивают
сокращение собственно машинного времени до минимума в общем цикле
изготовления детали; большая часть времени расходуется па вспомогательные
операции :загрузку-выгрузку заготовок и готовых деталей,транспортирование
их, укладку между операциями ы т.д.
При этом высокопроизводительное оборудование в неавтоматизированном
производство используется лишь на 10-15% от номинального числа ходов.
Нельзя забынагь также, что работа на кузнечно-штамповочном оборудовании
сопряжена с тяжелыми условиями труда и возможным |равматизмом.
Эти особенности технологических процессов вызывают необходимость
выполнения основных условий при их автоматизации, в частности :
- поточность изготовления детали, т.е. носледона'9елг1!юс11.
расположения технологических операций в одном направлении;
- типизация технологических процессов, т.е. группировка деталей
по общим текши готическим признакам, к которым относятся
общность формы, размеров и технологических операций;
— интенсификация технологических процессов, т.е. объединение в
одном штампе, в одной машине нескольких операций или повышение
степени деформации за счет применения более iipoi реши иных
технологических процессов;
соответствие методов автоматизации особенностям
производства, т.е. осуществление принципа обратной связи.
Рассмотрим примеры обеспечения названных основных условий
автоматизации.
3.1. Поточность изготовления деталей
При горячей штамповке расположение ручьен выбрано из условия
размещения наиболее нагруженной операции в центре штампа.
Заготовка шестерни после нагрева (I) подастся(по стрелке А) на осадку (2) в
первый ручей(1), затем переносится в предвари тельный ручей (II) , где
происходит формообразование (3), и затем производится полное
формообразование (4) в окончательном ручье(ТП). Дальнейшие операции
обрезки и пробивки отверстия (по стрелке Б) выполняются на другом прессе.
45
I Гереход с предварительного к
Рис. 15. Схема штамповки в
открытом штампе
является последний набор металла.
окончательному ручью является
нарушением поточности, нарушением
последовательности расположения
операций в направлении перемещения
изделия. Для выполнения условия
поточности необходимо поменять
местами ручьи II и III, но при этом
11ojiyчи гея пнецетiTpeiшое нагружение
шипуна пресса , что вызовет большие
дополнительные напряжения в
экс г <ei приловом вале.
Аналогичная картина наблюдается
и при рассмотрении выполнения
работ на горизонтально-ковочных
машинах (ТКМ) с вертикальным
разъемом при 4 5 переходах, т.к.
наиболее тяжелым переходом
Совершенствованием констру ki im и
оборудования
не достигается н игран н икание
поточность изготовления детали можно
ширу жег шести
обеспечить
ползуна; а
ш' 7
изменением
технологического процесса, применив метод закрытой штамповки.
Открытая штамповка — прашкодитам « открытых штампах с
образованием заусенца но периметру заготовки.
Закрытая штамповка - производится в закрытых штампах без
образования заусенца по периметру поковки.
Благодаря повышению степени деформации при закрытой i игам попке
удается исключить предвариiельный ручей, что показано на рисунке 16.
Рис. 16. Схема штамповки в
закрытом штампе
Нагретая заготовка ппдаегся па
осадку 1 (по стрелке А) , затем в
окончательный ручей II и на операцию
пробивки отверстия (iio jJII), Далее (по
стрелке Б) штамповка поступает на
термообработку.
Преимущества второй схемы :
- обеспечивается
поточность изготовления
детали ври центральном
расположении наиболее
нагруженной операции;
— операция пробивки
отверстия выполняется на
горячештамповочном прес-
се ;
46
- операция обсечки облоя вообще исключена, и отпадает
необходимость п самом обрезном прессе и транспортировки деталей
к нему;
— отсутствие облоя (заусенца) облегчает фиксирование детали и
удержание ее захватным органом при автоматизации.
Иногда нарушение поточности вызывается нерациональным назначением
вида (модели) оборудования, либо нерациональным его расположением по
технологическому процессу .
Рис. 17. Нарушение поточности при
нерациональном расположении оборудования
1 - прессы
2 - направление на обработку
3.2. Типизация технологических процессов
В условиях серийного и даже крупносерийного производства программа
выпуска не позволяет выделить отдельные линии для производства каждой
детали, т.к. загрузка их будет низкой, а площадей они займут очень много.
Поэтому проблемы ангома 11нации таких производств необходимо решать за
счет типизации технологических процессов на 3 - 10 деталей, близких по
габаритам, форме и количеству однотипных операций; учитывать при этом
следует и основные операции (вытяжка, калибронка по контуру, вырубка,
проб инка, отбор тонка и т.п.), и операции транспортирования и ориентирования
в пространстве (кантовка, повороты, наклон и т.п.).
Для деталей, изготовленных методом горячей ппампонки, задача типизации
упрощается за счет обычно ограниченного количества переходов (два - три
перехода - осадка, предварительная и окончательная штамповка - для КГТПП, а
для ГКМ— несколько наборных операций и прошивки). В об щем-то, и группы
деталей горячей штамповки определены. Это шестерни, фланцы, шатуны,
клапаны и т.п.
Типизация техпроцессов облегчает выбор, изготовление и эксплуатацию
средств автоматизации.
3.3. Интенсификация технологических процессов
Это условие обеспечивается многочисленными разработками оснастки.
Широко применяются штампы последовательного и совмещенного действия.
Штамп совмещенного действия — на одной полиции сначала
вырубка, затем вытяжка.
47
Штамп последовательного действия - на разных позициях вырубка
и вытяжка одновременно
3.4. Соответствие методов автоматизации особенностям
производства
Выполнение этого условия требует однозначного, гарантированного
положения заготовки после каждой операции формоизменения в верхней или
нижней половине штампа. «Залипание» детали го в верхней, то в нижней
половине штампа а автоматизированном производстве приводит к нарушению
взаимосвязи между работой основного технологического агрегата и средств
автоматизации.
Машины для ковки и штамповки (горячей) весьма быстродействующие и
имеют жесткий ход инструмента, и поэтому не представляется возможным
влиял* на их течение, т.е. невозможно создать саморсгулирусмыс,
самонастраиваемые процессы с применением обратных связей, исключена
также поднастройка штампов н процессе работы (выполнения операций).
К особенностям автоматизированного кузнечно-штамповочного
производства относится и вариантность технологических процессов.
При подготовке к автоматизации необходимо проанализировать и
переработать существующие технологические процессы с целью избавиться от
многоо! юраци oj 11 [ости, т.к. м ] ю гоо г юр ад ионные процессы чрезмерно
усложняют средства автоматизации. Обработка металлов давлением позволяет
решать задачи перевода изготовления деталей методом горячей штамповки на
изготовление холодной объемной штамповкой; штамповку в открытых и
закрытых штампах. Наличие вариантности технологических процессов
из1хэгок1ения одной и гой же детали свидетельствует о резервах производства и
является источником его развития.
Широкие возможности для автоматизации производства открывает
применение прессов с увеличенной длиной с голов. Это позволяет
устанавливать на них несколько пиамнов с простейшими средствами
автоматизации передвижения полуфабрикатов, необходимо только обеспечить
одну общую плоскость передачи деталей.
Выполнение основных условий направлено на повышение устойчивости и
надежности работы автоматизированных технологических процессов.
Для решения этой задачи необходимо также повышать устойчивость средств
и устройств вспомогательных операций : операций подачи материала в
инструмент и удаления деталей и отходов, операции укладки и
транспортирования изделий между переходами.
Технологический процесс считается устойчивым, если различные колебания
параметров не вызывают нарушений в работе автоматической линии.
Надежность процесса определяется длительностью бесперебойной работы
штампа, пресса, линии.
В условиях автоматизированного производства показатели устойчивости и
надежности требуют более тонкого подхода, с глубоким анализом физических
явлений, т.е. требуют более высокой квалификации разработчиков
48
технологических процессии. Гак, например, н условиях автоматизации все
больше применяются горячен! там полочные кривошипные прессы. На них
ноз можно осуществлять прогрессивные малоотходные процессы горячей
ш гамновки в закрытых штампах. Но при этом в рабочей полости закрытого
штампа развиваются повышенные напряжения, снижающие стойкость штампа
а это уже нарушение устойчивости технологического процесса.
Для повышения надежности процесса необходимо повысить точность
заготовок под штамповку, т.к. резка их на хладноломах, прссс-ножницах и даже
пилах нс обеспечивает требований по длине. Поэтому следует в этом случае
рассмотреть варианты новых процессов резки, таких как резка прутка н
холодном состоянии на основе деформации кручения или сдвига н штампах,
осуществляющих дифференцирован ное сжатие прутка. Зга схема резки
обеспечивает хорошее качество поверхности и ее перпендикулярность к оси
заготовки, а также высокую размерную точность.
Надежность процесса повышается при сокращении (концентрации)
количества операций штамповки. Конце!праишо операций можно осуществить
применением штампов совмещенного действия (не требуется применение
средств передвижения изделия от одной операции к другой) и ин ам нов
гюследова'гельного действия (ла счет больших степеней вытяжки без
межоперационных отжигов сокращается количество переходов). Концентрация
операций горячей штамповки обеспечивается объединением процессов осадки
и предварительной штамповки, обрезки заусенца и прошивки mt.il
3.5. Разработка штампов
Все ранее рассмотренные особенности автоматизации производственных
ироцессон должны учитываться при разработ ке оснастки. Конструкция штампа
для автоматизированного производства должна обеспечивать взаимодействие
со средствами механизации и автоматизации и не вызывать затруднений а их
применении. Не всегда штамп, разработанный с учетом требований получения
качественной заготовки, можно оснастить средствами автоматизации, работа-
ющими надежно и устойчиво. Поэтому при проектировании штампов следует :
I. Обеспечить одинаковую высоту уровня за1рузки-вы1рузки для всех
переходов па данном штампе, а для автоматической линии для всех
операций. Высота уровня загрузки-выгрузки - это расстояние от пола до
места, где производится, захват детали, а нс до плоскости разъема инам ла.
Одинаковая высота уровня за! ручки-вы i ручки для различных деталей
исключает дополни fcjwiiyio подналадку средств автоматизации и упрощает
их конструкцию. При невыполнении этого условия потребуется применять
несколько типов устройств автоматизации для различных операций. Это -
дороже экономически и сложнее в обслуживании.
49
Рис. 18. Схема нерациональной
конструкции штампа
Автоматизировать приведенный па рис. 18 штамп практически
невозможно. В штампе 3 перехода : фигурная осадка, штамповка и просечка
дна. Расположение ручьев и их уровень выбраны произвольно. Для закладки
изделия в последний ручей необходимо проделать сложные манипуляции
по обходу стоек прижима. Для автоматизации этого штампа необходимо
создать устройство, осуществлякнцее сложные движения с заготовкой. Из-
за различного уровня расположения ручьев (плоскости Ah Л2, Л3, Л4) и
шага иодачи (&i + а2 + а3) - это устройство будет таким сложным, что
надежность его останется оче..изной.
2, Применение выталкивателей, подъемников и т.н. для удаления
деталей из штампов предусматривать на расстоянии больше 40 50 мм от
зах называемой кромки до плоскости разъема (зазор необходим для
ра.зме1 цеп и я ipai ici i op тиру toi дего устройства).
3. Располагать направляющие колонки в штампе с учетом возможности
прямопоточного перемещения изделия при его загрузке и выгрузке.
Допускается закрепление направляющих колонок в верх пей чаш и штампа.
4. На штампах под плоскую заготовку (лист, полоса) предусматривать
свободную поверхность (зеркало) для за|-рузки заготовок методом толкания.
В вытяжных штампах предусматривать двусторонние боковые
направляющие с ловителями для листов, упоры, а также устройства
(например, собачки) против обратного отскока листа.
5. Размещение фиксаторов и упоров в штампе предусматривать с
учетом особенностей конструкции подающих и удаляющих устройств
средств анюматиза! щи.
6. Для захватных органов предусмазрива 11. вырезы (карманы) н штампе
с целью уменьшения хода захвата.
7. На облицовочных деталях предусматривать специальные
технологические места для их захвата средствами автоматизации.
50
8. На штампах для ковки и штамповки предусматривать блокировочные
устройства для аварийного принудительного отвода захватного органа из
опасной зоны.
9. Предусматривать в штампах специальные устройства,
контролирующие наличие и положение изделия (заготовки) в нем.
10. Предусматривать возможность установки на штампе пр и иодных и
непригодных лотков, вибротроне нор герои или других средств для удаления
отходов.
11. Для ускорения смены штампов и переналадки средств автоматизации
отдавать предпочтение блочной конструкции штампов, у которых
заменяются только рабочие части (вставки).
3.6. Особенности выбора и расчета универсального оборудовании
Определение производительности машин, линий
Три основных типа циклов автоматической работы: последовательный,
совмещенный, комбииировшнтый (достоинства и недостатки описаны в
методичке по лабораторным работам),приведены на рис. 19.
Основной параметр циклограммы - продолжительность цикла для
последовательного типа (а) циклограммы определяется:
д л
t = tMAlU + ^JaJ3T: ,
/=1 i=l
*
। де ^МАШ < маш ~ время срабатывания машины-орудия,
tAm- - время срабатывания средств автоматизации,
1в — нремя срабатывания включения прссса(0,07 — 0,25с).
Для совмещенного типа (б) циклограммы:
+
= ?МАШ ~ 60 / П t
где п число ходов ползу । та пресса.
Для комбинированного типа (в) циклограммы:
и л
I rv\4i + +УХ >
i нгЗ ] I
где Гдвт время срабатывания средств автоматизации н период выстой
машины,
tfBi ” время включения и выключения средств автоматизации, не
перекрываемое работой других средств автоматизации.
Продолжительность цикла о предел чет1 пикловую производительность
автоматической линии (машин), а анализ циклограммы позволяет найти пути и
средства ее увеличения (быстродействие за счет увеличения скорости или
уменьшения движения, совмещение рабстпя элемен тов средств автоматизации и
др)-
51
Рис. 19. Послсдоватсльный(а),
со пме г г [ci 11 Uii й(б) и комбинированны^в)
типы циклограмм
В общем случае любая
автоматическая линия в
। гределах планового фонда
времени работы может
находиться в нескольких
состояниях:
1 - линия работает,
выполняется заданный
технологический процесс
обработки, контроля;
2 - линия работает,
выполняются ВСГЮ.МО1 aiej [ ь е । ые
о । iepai I и и обес11еч и паю е цие
технологический процесс (время
холостых ходов);
3 линия работает, но
продукция не соответствует
техническим условиям, т.е.
фактически - линия в простое,
т.к. годной продукции нет;
4 - линия простаивает из-за
отказов механизмов и
инструментов (время простоев
по собственным причинам);
5 — линия простаивает но
внешним организационно-
техническим причинам.
Поэтому, Е1 зависимости от учитываемых факторов, различают следующие
категории производительности:
1. Технологическая производительность - идеальная
производительность машин при непрерывном выполнении
ч^ехнологического процесса, без пауз на холостые ходы и
виецикловые простои.
где tp время рабочих ходов.
2. Цикловая производительность - Qu - производительность машины
с реальными холостыми ходами при бесперебойной работе, т.е. при
отсутствии простоев
52
1
где t - время холостых ходов.
3. Техническая производительность - Qt -производительность
реальной машины при условии обеспечения сс веем необходимым с
учетом лишь собственных потерь
где tc- собственные потери времени.
4. Фактическая п[хжводитвяы1ость - Q - производительность
реальной машины в реальных условиях эксплуатации с учетом всех
потерь
где tn = суммарная величина всех потерь времени.
3.6.1.Выбор пресса
Интенсификация процесса при автоматизации производства осуществляется
путем совмещения нескольких операций или одновременным изготовлением
нескольких деталей. При этом существенно изменяется усилие
деформирования , что требует проверки силового расчета пресса в зависимости
от схемы штамповки.
Н случае последовательно!!»
выполнены я о 11 ера i щй (Рис.20)
усилия не суммируются f а
располагаются последовательно на
графике допустимых усилий на
ползуне по прочности деталей
пресса (штамп последовательного
действия).
1 - усилия на вытяжке;
2 -усилия на вырубке;
3 — допускаемые усилия на ползуне.
Рис.20. Последовательное выполнение операций
Если технологические операции на двух или более позициях производятся
одновременно (рис.21), то макс и мал ле технологические усилия должны
суммироваться (штамп совмещенного действия).
53
а
Рис.21. Одновременное выполнение
При комбинированной
штамповке (наличие
последовательного и
одновременного выполнения
технологических операций) н
первую очередь определяется
суммарное усилие для
одновременно выполняемых
операций и наносится на график
допустимых усилий на ползуне по
прочности деталей пресса в
соответствии с
последовательностью
технологических операций,
выполняемых на прессе.
операций
Например, при работе штампа совмещенного действия происходит сначала
вырубка заготовки по контуру, а затем вытяжка напровал.
Эта последовательность соблюдается при ннисынакии технологических
графиков (развития усилий) в график допускаемых усилий на ползуне пресса
(этот график приводится в паспорте машины),
В и нам не последи нательного действия при ходе ползуна вниз происходит
одновременно вырубка заготовки на первой позиции и вытяжка на второй/
позиции.В этом случае, при выборе пресса по допустимым усилиям на ползуне,
технологические усилия вытяжки и вырубки должны складываться.
В рассмотренных вариантах предполагается f что на каждом переходе уста
ноплепы коптролирутощие устройства (блокировки), исключающие возмож-
ность включения пресса при попадании двух деталей на одну рабочую пози
цию. Так как большинство прессов , действующих в производстве таких ,бло
кировок не имеет, то выбор пресса по усилию должен производиться с запасом
по прочности деталей привода на данном угле поворота кривошипа:
РдОЛа О Л ЬЮРща-,
где Рдоп а - допустимое усилие при данном угле поворота кривошипа,
Рмдх суммарное усилие деформации деталей на всех позициях при
данном угле поворота кривошипа.
При выборе пресса необходимо кроме силового расчета (выбор пресса по
номинальному усилию) выполнить энергетический расчет пресса (проверка
электропривода), г. к. работа универсальных прессов в автоматическом режиме и
(когда использование рабочих ходов пресса приближается к единице) даже при
полуторном двойном запасе по усилию ^оказывается не стабильной -
электропривод не рассчитан на такую интенсивную работу'. Расчеты проводятся
по методике курса «Электрооборудование кузнечно-прессовых машин».
54
3.6.2- Проверки системы включении
Переход на автоматический режим работы пресса ведет к интенсификации
работы псех утло и пресса. Особенно тяжелые условия создаются при
комбинированном и последовательном циклах работы для муфт, тормозов и
механизмов управления прессом.
В процессе подготовки к переходу' на автоматический режим работы
необходимо провести ревизию воздухораспределительных клапанов; заменить
клапаны, имеющие перепуск воздуха в атмосферу при включении и
выключении.
Част наблюдается недопустимый нагрев и износ муфты и тормоза из-за
превышения допус тимого числа включений пресса.
Расчет (проверка) обеспечения нормального темпа штамповки проводится по
60
yCJJOHMKH Н„., - <ПАОП,
где нВКд действительное число включений пресса,
Цдол ~ допускаемое число включений пресса но уедини ям
работоспособности муфты (тормоза),
Г продолжительность цикла (темп штамповки) последовательного или
комбинированного типа циклограммы.
Рассмотренные проверки силового, энергетического и темпового расчетов
универсального оборудования показывают, что для работы в условиях
автоматизированного производства совершенствование кузнечно-прессовых
машин должно осуществляться ио следующим направлениям.:
- повышение производительности машин за счет увеличения числа
ходов целесообразно (экономически и оргат|изап,ио11 по-технически) при
условии надежной работы средств автоматизации и пресса в
последовательном и комбинированном циклах;
- облегчение процесса наладки и обслужи наг гия машины , что ведет к
сокращению времени на наладку и смену инструмента (т.е. сокращение
простоев и повышение производительное ги машин). Для этого необходимо
применять микроприводы и выдвижные столы (особенно па мощных
прессах), оснащать машины валами отбора мощности, что существенно
облегчает автоматизацию универсальных прессов силами заводов-
потребителей;
- повышение надежности и долговечности машин и средств
автоматизации. Тяжелые условия эксплуатации кузнечно-прессовых машин
(ударные нагрузки, высокие скорости перемещения инструмента)
существенно сказываются на надежности и долговечности отдельных узлов
машины. Поэтому в конструкциях узлов следует предусматривать
саморегулирование и компенсацию износа, совершенствовать систему
смазки трущихся частей, применять комплектующие приборы и узлы
(конечные выключатели, реле, кнопки и г.д.) с учетом условий работы в
кузнечно-штамповочных цехах.
55
Темя 4. Общие вопросы расчета и конструирования средств
меха низа цп и и автоматизации
4.1, Автоматизация операций технологических процессов
и транспортно-складских работ
4.1.1. Средства автомат таили и их струю урн ан схема
К средствам автоматизации относятся устройства, пуск и отключение
которых осущест вляется без вмешательства оператора, за счет получения
команд.
Устройства, управляемые оператором, относятся к средствам механизации.
Устройства автоматизации и механизации могут участвовать в выполнении
непосредственно процессов ковки и штамповки, а также в выполнении других
операций, вспомогательных но от ношению к первым, например, складирование
деталей, инструмента, наладка инструмента.
Средства механизации и автоматизации производственных процессов
применяются при выполнении следующих операций (функций):
- ориентация заготовок в заданном положении;
— перемещение заготовок к машине, совершающей технологическую
операцию;
- подача заготовок в рабочую зону машины;
— удержание заготовки в процессе штамповки;
перемещение полуфабриката на машине между позициями
штамповки;
- удаление детали и отхода из рабочей зоны;
— укладка i игам поло к;
- транспортирование полуфабрикатов между агрегатами;
— уборка отходов.
Операции могут выполняться одновременно с основными операциями,
совершаемыми машиной и в периоды остановки машины. По этому признаку
операции можно разделить на цикловые и внецикловые.
Внецикловые операции выполняются средствами автоматизации, которые
должны иметь свой привод.
Четвертая операция (удержание затишки н процессе штамповки) — всегда
цикловая.
Восьмая и девятая (транспортировка штамповок между' агрегатами и уборка
отходов) - обычно внецикловые.
Все остальные могут быть цикловыми и висциклое^ыми, н соотнести и и с чем
определяются конструктивные особенности средств автоматизации для их
выполнения. . .
11есколько в стороне остаются средства автоматизации вспомогательных
операции по установке, палатке инструмента, складированию его, а также
средства контроля за ходом технологического процесса и состоянием устройств
автоматизации, т.к. последние по своему назначению и функциям относятся
непосредственно к средствам автоматики.
56
Не обязательно при автоматизации производственного процесса для всех
перечисленных операций создавать средства автоматизации.
Например, при штамповке из ленты нет необходимости создавать
ориентирующие устройства, г.к. эту функцию будет автоматически выполните,
подающий механизм. Часто несколько функций может выполни гь один
механизм и тогда отпадает необходимое-гь применении отдельных средств
автоматизации. Например, технологический процесс, разработанный с учетом
размещении всех переходов на одном прессе, позволяет исключить средства
транспортирования и ориентации , тле их функции выполняет грейфер или
валковая подача.
Таким образом, несмотря на многооперационность процессов обработки
металлов давлением, всегда имеется возможность разработать средства
автоматизации, охватывающие все функции, но при этом количество
механизмов будет меньше, чем функций. В этом состоит творческая работа
технолога и конструктора, которые должны работать совместно для получения
совершенного автоматизированного технологического процесса.
Так как уменьшение количества механизмов увеличивает надежность и
устойчщпюГЕ, работы всего комплекса, го становится понятной возможность
этой совместной работы по созданию рационального техпроцесса.
Средства механизации и автоматизации, несмотря на их разнообразие,
состоят из совокупности узлов и механизмов функционально связанных между
собой. При внимательном рассмотрении но выполняемым функциям и
механическая рука, и валковая подача, и вибрационный бункер имеют явно и
неявно выраженные узлы и механизмы, соответствующие захватному органу
(захватывающему и удерживающему деталь на определенном этапе процесса),
приводу (индивидуальному, общему или от машины), преобразующему
механизму (для выполнения необходимой траектории и обеспечения скорости
движения захватного органа), систему управления (дающей необходимые
команды др|я выполнения очередности движений отдельных узлов и
механизмов).
Анализ средств автоматизации позволил составить обобщенную
структурную схему. Характерной особенностью структурной схемы средств
автоматизации является ее замкнутое строение, т.е. наличие взаимосвязи между
всеми механизмами, осуществляемой через систему управления и
блокировки(рис22).
При отсутствии обратной связи между звеном «Система управления и
блокировки» и захватным органом — это будет структурная схема механизации.
В этом случае связь между захватным органом и приводом осуществляет
оператор.
57
Рис.22. Структурная схема средств автоматизации
Рис.23. Спруктурпая схема средств механизации
4.2. Захватные органы
Функциями захват]ioю органа являются: захват детали, удержание ее в
процессе перемещения,освобождение детали.
Захватные органы (3.0.) для выполнения работ н кузнечно-штамповочном
производстве могут иметь отдельное силовое устройство для захвата и удержа-
ния детали, но могут использовать привод средств автоматизации или
машины.
Захватные органы классифицируются по механизму (способу) взаимодейст-
вия с деталью, а иногда учитывается и форма рабочих элементов и тин
привода (фрикционный, клиповый, роликовый, шиберный, гидравлический и
т.п.).
Схема классификации захватных органов приведена па рис.24.
Для расширения возможностей средств автоматизации часто приходится
применять комбинированные захватные органы. В этом случае они состоят из
дополняющих друг друга механизмов. В грейферных подачах, например,
58
сочетаются толкающий (шиберный) и клещевой; в валковых подачах
сочетаются фрикционный и клиновый (роликовый), и т.д.
Особенности типов захватных органов характеризуются несколькими
определяющими факторами, например, И.А.Норипин и В.И.Болков
[“Автоматизация и механизация технологических процессов ковки и
шгам11овки'\ стр.60, табл.2] к таким (факторам относят :
- силы, удерживающие заготовку (трение, ваккум, магнитное
иоле, упругое заклинивание, сила тяжести и Др.);
- характеристика материала (непрерывность материала и
конечность материала - лента, штучные детали);
- возможность освобождения при рабочем ходе (т.е. возможность
выскальзывания).
Рис.24.Классификация захватных оргшгон
59
4.2.1, Фрикционный захват
Фрикционный захват выполняет свои функции, используя силы трения
между рабочими поверхностями захватного органа и поверхностью заготовки
или детали.
Применяется несколько схем фрикционного захвата (рис.25):
Рис.25.Схемы фрикционного чах на га:
а) для ленты ; б) для проволоки ;
в) с механическим ;
г) с пневматическим силовым устройством
Материал (лента, проволока) протягивается фрикционным захватным
органом за счет создания тягового усилия (Qj), которое определяется схемой и
особенностями компоновки средств автоматизации, типом привода, массой
заготовки и т.н. Так, бухта ленты может размещаться на нсприводном или
приводном разматывающем устройстве — на валу или на роликах, имел,
различную величину петли и т.д.
Для создания тягового усилия к осям роликов или валков необходимо
приложить нажимное усилие Орд. Движение материала в направлении
стрелки А обеспечивается вращением валков (роликов) по стрелкам Ь.
В управляемых фрикционных подачах один из роликов (на рис. - верхний)
может выходить из соприкосновения с материалом. В этом случае материал
(лента) может свободно перемещаться относительно валков. Это используется
для заправки леи гы.
60
В кинематическую схему привода валковой подачи (рис.26 ) обычно входит
рычажный привод от пресса (от движения ползуна или главного вала), обгонная
муфта, вал, шестерни верхнего и нижнего валков, траверса с пружинами
прижима валков.
Рис.Зб.Принципиальная схема подачи лепты налковой подачей:
1. Электродвигатель разматывающего устройства;
2. Катушка разматывающего усчройсгка;
3. Конечные выключатели;
4, Рычаг петлеобразователя;
5. Планшайба кривошипного вала;
6. Регулируемые болты;
7. Рычаг освобождения полосы в момент штамповки;
8. Тянущие валки;
9. Ьарабап для намотки отходов;
10. Муфта предельного момента; '
11 .Фрикционный механизм (обгонная муфта);
12. Тя га, -cj rap ник;
13. Толкающие валки
Конструктивные решения кинематической схемы могут быть различными.
61
4.2.2. Расчет тягового усилия
При расчете фрикционного захватного органа определяется усилие
сжатия валков (Рис-.27,а для ленты) или роликов (Рис.27,6 для
проволоки) Qjr<, необходимое для осуществления передачи за счет
силы трения тянущего (тягового) усилия Q?.
11ри одном приводном валке:
при двух приводных валках:
Рис.27.Схема действующих сил
В общем случае при количестве привод.......х валков ZB расчетное усилие
составит:
где |3 - коэффициент надежности сцепления, зависит от ускорений,
развиваемых при подаче; принимается р=1,5 2, большие значения
принимаются при ускорениях больших 10 м/с”,
Q:i - тянущее усилие, определяемое схемой компоновки средства
автоматизации,
Zb _ число приводных валков,
ц - коэффициент трения; для металла по металлу со смазкой р ~ 0,08-Ю, 12.
Для захватного органа по схеме а):
где ZP число приводных роликов
для варианта 6):
Zp’V
где Qk нормальное усилие.
Согласно схеме действующих сил (рис.27, б):
2&=-^Ч 0Г7 =2ev-sina,
sincr
62
тогда
a, =Asin“.
Zr
где а - угол наклона канавки к плоскости подачи заготовки.
По усилию ежа гия нал ков (Qp3) выбирают пружины или рассчитывают
пневмоцилиндры,
1 .Определение усилия протягивания материала выполняется в соответствии
с компоновочной схемой подачи (Рис.26).
0з= Оп 1 От? 1 Qqtp L Qhh.
где Оз - тянущее усилие,
Gj । - вес петли, Н,
Qiv — сила трения ленты о зеркало штампа, I I,
Qoii> сила трения о направляющие в штампе, Н,
Ош । - сила инерции, Н.
Вес । ie । jj и рассчитывается по максимальным параметрам ленты, допускаемой
для данной подачи, и максимальной длине петли.
Gn-LirB-h p g ltr’,
где Ln - максимальная длина петли, мм,
В - максимальная ширина ленты для данной подачи, мм,
11 - максимальная толщина ленты для данной иодачи, мм,
р - плотность материала ленты, кг/м3,
р - ускорение свободного падения, м/с2,
Сила трения ленты о зеркало штампа рассчитывается по формуле:
Qtp = Сц pi,
где pi = 0,0^4-0,12 - коэффициент трения скольжения,
Gi - вес участка ленты между подающими и тянущими валками, Н.
Сила зрения ленты о боковые направляющие рассчитывается для
подпружиненных направляющих. Для свободных направляющих (без
подпружинивания) силой трения можно пренебречь,
Оьтр ~ Qnp P-L
где Qijp - суммарное усилие пружин.
Сила инерпии определяется также для ленты с максимальными размерами
(параметрами) , перемещаемой на максимальный шаг, но формуле второго
закона. 11ы ото наг
Qjih = ma,
где m - масса участка ленты между гол кающими и тянущими валками и
масса । ютли;
а —ускорение, с которым перемещается лента, м/с2.
Ускорение для подстановки в формулу определяется через шаг подачи
а = 0,144Н(—)\
апод
где Н - максимальный шаг додачи, мм,
63
n - число ходов пресса в 1 мин,
«под угол подачи по циклограмме работы пресса (обычно «под — 160-180п),
0,144 - коэффициент, переводный в СИ.
Рассчитанная величина ускорения должна удовлетворять условию :
а <= 15 м/с’; т.к. превышение 15 м/с' резко снижает точность шага подачи.
Средняя скорость подачи определяется как отношение шага подачи (Н) ко
времени подачи (перемещения) материала (1цод) (но циклен рам ме):
г
* ПОД СР ”
Чюл
Перемещение материала происходит только в течение полуоборота
кривошипного нала, поэтому Е^ремя подачи составляет :
> °’5
‘лат = — , гдс п - число ходов пресса в I минуту.
л
Тогда средняя скорость подачи будет :
('F = ' Я ,
а максимальная расчетная подача материала может быть :
V = 2V = 4Нк
Для храпового механизма Уцодсг. <15 м/мин. Для фрикционной муфты
обгона < 30 м/мин; для полых валков и дисковых тормозов <50 м/мин.
2. Для кривошипно-реечного механизма привода валковой подачи
определение диаметра валка производится по формуле :
4ei
<рР
HIZ
где m модуль зубчатого зацепления между обоймой муфты обгона и
рейкой, мм,
z - число зубьев шестерни, связанной с рейкой,
1 - передаточное число зубчатого зацепления между нижним валком и
муфтой обгона,
е максимальный эксцентрики тег при иодною пальца планшайбы,
закрепленной на коленчатом валу пресса, мм,
р - 1,02 - 1,03 - коэффициент, учитывающий проскальзывание материала
между валками,
сро — 0,1 — 0,25 — угол заклинивания муфты обгона, градус.
В приводах от вала пресса применяют передаточные механизмы (рис.28).
64
Рис^Я.СхемБ) передаточных механизмов
а — рычажно-роликовый механизм:
1 - спец, рычаг с роликами; 2 - копир; 3 - двуплечный рычаг для
регулирования угла поворота захватного органа; 4 - тяга; 5 — механизм
периодического движения; 6 - рычаг.
б — кривоишгто-рычажный механизм:
7 регулируемый кривошип; 8 - шарнирная тяга; 9 - рычаг;
10 -механизм периодическою движения.
в - кривошипно-реечный механизм:
11 - кривошип; 12 - тяга, оканчивающаяся рейкой; 13 - шестерни;
14 - механизм периодического движения.
При проектировании основной расчетной величиной является радиус
кривошипа R в зависимости от чребуемого уч ла поворота захватного органа.
Поэтому тяги 4,8 должны быть регулируемыми ио дайне.
Ориентировочно определяют R по формулам:
для a) R (к sin ;
для б) R * / • stir--- -- ;
2
для в) R W ,
где / - длина рычага, приводящего механизм периодического движения,
io — передаточное отношение двуплечего рычага,
65
фр — угол попорота механизма .захвата , причем /утя схемы а) и б)
Фр< 131 рад (75°),
фо - угол заклинивания механизма периодического движения, в рад.,
d - начальный диаметр колеса, сопрягаемого с рейкой.
При наличии в схемах механизмов зубчатых переборов для увеличения угла
ерр при меньшем радиусе кривошипа R в расчетные формулы вводится
передаточное отношение итого перебора (Рис.30) :
для a) R » / - - sin + ;
для б) R « I sm + ;
хт> (&;> +<Ро)
для в) R -
4
где Ь - передаю^ ное о н ю ше 11 ие зубчат о i о 11еребора.
3. По расчетной схеме обгонной муфты можно определить ее
геометрические параметры. На ролик действуют нормальные силы и
N3 и касательные силы трения piNj и pjNi-
Из
Рис.29. Расчетная схема
муфты обгона
ОЕ
cosa =
ОО
AOOjE можно определить:
a d
। .
2 2 « + «
” D _d ~ D-d
2 2
Решение уравнения дает:
, P-COSCt-ii
d = —...-
l + cosa
Заклинивание ролика происходит
при условии :
Ct S 2pMixi ,
р, - arctg^ А. - arctg/i.,
где pi,pi - утлы трения в
градусах.
, 2)'Ccs2n~«
a ------------.
1 + cus2p
Для расчетов обычно принимается ц - 0,05-0,06, тогда а = 14-22°.
66
Длина роликов принимается 1 = 1,5 <7, число роликов обычно составляет 4 -7
штук и зависит от возможности размешен и я их надиске муфгы.
РисЗО.Схема привода валков от вала пресса черев диск подачи
Можно определить усилия, действующие на ролики муфты.
Если применять материал для обоймы и диска муфты одинаковым, то
коэффициенты трения также будут одинаковыми.
Pi=p2=Li и NT = N? = N.
Величина крутящего момента, передаваемого муфтой, составит:
М —0,5р • N • Д • к —0,5 Q, • Дв •
I
где Q3 усилие протягивания,
Дп - диаметр валка,
Д - внутренний диаметр обоймы муфты,
i — передаточное число зубчатой передачи между нал ком и муфтой,
к - число роликов.
. г . , СС
Учитывая, что р, - lg р — 1g - , получим:
N = & —.
. . , м Д'
После определения усилий и геометрических размеров муфты следует
выполнить поверочный расчет на. прочность элементов обгонной муфты.
В зонах контакта роликов с диском и обоймой, контактные напряжения
определяются по формуле Герца:
^ = ’>5Мт-ьЬ-
67
е -де / — длина рол мкл,
11 - модуль упругости материала,
d - диаметр ролика,
D -диаметр криволинейной поверхности (контактная поверхность
обоймы).
Для линии контакта ролика с обоймой муфты обгона :
сгХ| -0,59 I1-1--Л?/--—1.
л| v U в)
Для линии контакта ролика с плоской площадкой звездочки муфты;
I .VF
<^-0,59 (D—>=c;l/D—>0).
V id
Сопоставляя две последние формулы , находим, что большие напряжения
возникают в месте контакта ролика с плоской пл о щад кой. Поэтому поверочный
расчет выполняется для этого случая.
Конструкция работоспособна, если
<?К2 [(Ток].
Дтя предотвращения коробления ленты н плоскости разъема штампа диаметр
тянущих валков двусторонних подач увеличивается на 5% против диаметра
подающих валков.
4.2.3. Кл и новой чах наги и й орган
По конструктивному исполнению клиновые захватные органы бывают :
роликовые, шариковые, эксцентриковые и цанговые. По назначению
применяются: роликовые и эксцентриковые - для ленты, шариковые и
цанговые для проволоки.
Захват заготовки клиновыми органами осуществляется в результате
самозаклинивапия.
Клиновые захватные органы относятся к самым точным подающим
устройствам. Они бывают только тянущего или только толкающего типа.
Комбинированный тип (тяиуще-толкающии) применяется очень редко.
Привод клиновых подач осуществляется от коленчатого вала пресса или от
ползуна.
Клино-роли колые подачи применяют /|Д1М ленты толщиной 0,5 5 мм и
шириной 60 100 мм, наибольший шаг подачи 160 мм.
Клино- роликовая подача состоит из двух захватных органов (кареток) :
подвижного (4) и неподвижного (8), с роликами (2, 3, 7). находящимися в
обоймах (5). Пружинами (9) ролики постоянно поджимаются к наклонным
плоскостям кареток. Пружина (6) служит для возврата подвижной каретки в
исходное состояние. Рычаг (10) служит для передачи движения (усилия
привода) от главного вала пресса (Рис.31).
68
Рис.З1 .Схема клино-роликовой подачи
Рие32,Расчетная схема
клино-роликового захвата
При но порт е рычага (10) против часовой стрелки корпус (4) подвижной
каре гки перемещается влево, ролики (2,3) заклиниваю гея к пазах, зажимая
ленчу (1). Подвижная каретка (4) вместе с лентой перемещаются влево. При
образ пом движении рычага (10) каретка (4) под действием возвратной пружины
(6) перемещается вправо, а ролики (2,3) выкатываются в расширенную часть
гнезд и освобождают ленту. Для предо] вращения обратного перемещения
ленты имеется неподвижная (тормозная) каретка (8), ролики (7) которой при
обратном движении лен гы заклиниваются и тормозят ленту.
Угол наклона поверхности кареток под ролики (12-16°) выбирается из
условия расклинивания роликов и недопущения высоких контактных
напряжений и вмятин на ленте. Дея пер во начальной заправки ленты ролики
расклинивают специальным рычагом, смонтированном на каретке. Для
предотвращения бокового смещения лепты на входе ленты в неподвижную
каретку монтируюч вертикальные холостые ролики. Надежность захвата и
подачи обеспечивается установкой двух - трех пар роликов в подвижной
каретке, зго также уменьшает контактные напряжения.
Расчет клино-роликового захвата сводится к определению угла наклона
призмы (у) и нахождению диаметра и количества пар заклинивающих роликов.
Смятие поверхности ленты может произойти под действием силы
нормального давления Qi, создаваемой каждым роликом от действия тянущего
69
рабочего усилия Q-.Усилие Q, it общем случае, зависит от числа пар зажимных
роликов и равно С = /? “ ( Р140’ *
2-Г J J у_.'
где Q3 - полное тянущее усилие , развиваемое захватом,
Z[> — число пар роликов в одном корпусе,
р - коэффициент неравномерности распределения нагрузки между
роликами, зависящий от качества обработки и сборки, Р = 1,2 - 1,3.
(ось X)
(ось Y)
На один ролик н процессе заклинивания действуют силы,
уравновешивающие систему:
J - Т3 cosy - х sin у +1, + Q = О,
Ijsiny-Q, ксову + Q: -0
где 1\ и Т2 силы трения качения ролика по поверхности ленты и корпуса ,
определяемые как:
Т -O1L т -о^ 1- т
,_fl d kt2-q, d ,,.к. d
2
где к - коэффициент трения качения,
<1 - диаметр ролика в см.
Подставляя Т] и Г> в систему уравнений и выразив Q2 через Qi, после
преобразований получим выражение для связи между Q j и Q:
4кг
_ S/Я У + —=- У
Q _ 1 f/2 z
Cl 2к ‘
COS у----Л7Н у
d
С учетом того, что коэффициент трения качения для мягкой стали по стали
равен 0,005, а диаметр ролика обычно больше 1 см, последнее выражение
можно записать в виде :
из которого следует, что чем меньше угол заклинивания у , тем выше
нормальное давление Qi. С учетом условия заклинивания максимальный угол
наклона определяется : # s tgp = д ,
где р - наименьший угол трения между роликом и соприкасасмыми
поверхностями при коэффициенте трения ц.
Для клино-роли ко вых захнатных органов, работающих без смазки, при
трении стали по стали коэффициент трения ц можно принять равным 0,1 дог да
получаем у <(\21род (12°).
Максимальное коитаки юе напряжение смятия в месте контакта ролика с
70
заготовкой определяется согласно теории I ерца - Беляева:
где d,B - диаметр и ширина ролика н см,
Vj и v2 - коэффициенты I Гуассона для материала ролика и ленты, обычно
Vj v2 * ОД
El и Е2 - модули упругости для материала ролика и ленты.
С учетом предположения , где ст предел текучести материала,
формулу для Смах можно преобраюнагь к виду:
= & ’ В d ,
где В - ширина материала (ленты),
q<: - приведенное напряжение в месте контакта заготовки с роликом,
вызывающее смятие заготовки и равное :
qt- = 6,2 8<т’
Для предотвращения смятия поверхности заготовки число пар захватных
роликов выбирается из условия, чтоб.. сила Qi составляла:
или с учетом выражения (Гсрца-Бсляева):
Ж
F' 2qc-H-d-lgr
Полученный результат следует округлить до целого большего числа.
4.2.4. Шариковый и цанговый захват
Применяются для подачи 1Гроволоки, являясь разновидностью клиноною
захвата, в частности клипороликоншо, но вместо роликов в клинообразных
пазах размещаются шарики и цанги (по зри штуки вокруг проволоки) (рис. 55) .
Конструктивные схемы шариковой и цанговой додач авалей ичны
клинороликоным с неподвижной тормозной и подвижной тянущей каретками.
71
Рис.33.Шариковый (а) и цанговый (б) захваты
4.2.5. Ножевой захватный орган
Конструктивные схемы ножевых захватных органов подобны
клинороликовым, отличие заключается в том, что материал захватывается
ножом или группой ножей , а заклинивание происходит с частичным
внедрением ножей ц матер нал заготовки, за счет чего обеспечивается ее
надежное удержание(Рис.34).
Рис. 341 Тожевой за х ватн ы й oprai [:
а) односторонний орган; б) двусторонний орган;
А — движение материала,
Б движение подвижной каретки,
В - заготовка (лента).
Угол давления у определяется из условия заклинивания
где Ц - коэффициент трения (условный) между ножом захвата и заготовкой;
обычно принимают ц - 0,3 - 0,4 , тогда у " 0,28 - 0,3 84 рад или 16-22°,
р - наименьший угол трения между ножом и сопрягаемыми поверхностями
। ipn коэффициенте трения р..
72
Для исключения дефектов на поверхности материала от захвати - ножей
материал толщиной 2-г 5 мм и шириной д<» 125 мм захватывают по торцевой
поверхности. Привод осуществляется о г главною вала пресса, как у
клинороликовой подачи. Для больших подач применяется кулисный привод от
вала пресса (кулиса устанавливается рядом с прессом н столе подачи);
используется также привод от движения ползуна. - спецмашинами клиньями,
закре! июнными на верхней плите штампа.
Конструкция ножевого захвата нормализована , имеет три типоразмера.
Наладка па требуемый шаг подачи осуществляется регулировочными винтами
(между каретками) по шкале; для очистки ленты смонтировано устройство ,
состоящее из пойлочш.сх прокладок и прижима (размешается на входе ленты в
захват).
При подаче ленты ножевым захватом ловитель положения материала в
штампе не приме! 1яе гея.
4.2.6. Крючковый захват
Относится к самым простым по конструкции . Применяется для штучных
заготовок (л основном для юрячей штамповки) и для непрерывного материала
при наличии в отшгамноланЕюй ленте (полосе) прочных перемычек.
Крючковый захват осуществляет поступательное перемещение по плоскости.
Рис.З 5.Расчет ная схема крючкового захвата
Подача состоит из захватного органа крючка (1) с упорным винтом (4) ,
перемещающего ленту (6) вправо нри ходе ползуна вверх : преобразующего
механизма рычажного типа, состоящего из двуплечею рычага (2) и тяги (3) ,
закрепленной на ползуне. При опускании ползуна пран г.г й конец крючка н интом
(4) приподнимается над лентой и возвращается влево (в исходное положение)
73
над лентой, скользя по ее поверхности до западания в следующее отверстие.
Пружина (5) удерживает ленту от перемещения в обратном направлении.
Т= Нш + f (11Ш, мм ; f- перебег, мм ; Т— перемещение крючка)
/, IJ„ _ к
у - |Г - у (Нп - ход ползуна, мм).
Крючковые подачи применяются для материала (ленты, полосы) шириной до
150 мм, толщиной 0,3-е-5,0 мм.
Максимальный шаг подачи - до 500 мм .
Применяют на прессах - с числом ходов ползуна до 200 мин'1.
При тонком материале возможен разрыв перемычки между деталями, при
более толстом — возможна поломка крючка.
к - перемещение ползуна, соо г иетствующее добавочному перемещению
крючка - fT мм.
(,=
Л
4
0<Г<Нш Д=(0,2-.0,8)Н„| ..
Величина - к - должна обеспечить выход пуансона из материала до начала
перемещения полосы, и это происходит при k>S.
Применение крючковых захватов для штучных заготовок предполагает учет
их конфигурации ( наличие отверстий или выступов ) , характер поверхности,
по которой может перемещаться заготовка , т.е. в каждом конкретном случае
требуется индивидуальная форма «крючка». Крючковый захват можно
использовать для укладки (стапслировапия, накопления) заготовок (Рис.36).
Рис.36. Крючковый захват
74
Особенности расчета крючковых захватных органов подробно рассмочрепы
в кнше Малова Л. II., Прайса В.Ф. «Механизация и автоматизация
ш гам нонен работ», Машгиз,1955.
При расчете крючковых захватов учитываются скорое гт, движения
захватного органа и путь, который должна пройти заплюнка или захват в
процессе захватывания. Расчеты выполняются но конструктивным схемам и не
вызывают обычно затруднений.
4*2.7. Гол кающий захватный орган
Толкающий захватный орган строится на принципе перемещения заготовки
по плоскости проталкиванием. По конструктивным особенностям различают
шиберные, с плоским или цилиндрическим круглым шибером, планочные и
двсконые. Параметры - но ГОСТ 15824-81.
J 1лоский шиберный захват применяется при однолозиционной, а планочный
- при многопозиционной штамповке; дисковый - при подаче заготовок по
радиусу при одно- и многопозиционной штамповке. Захватный орган с
круглым шибером применяется при автоматизации процессов объемной
шгам нонки.
Шиберные захватные органы применяются для плоских заготовок
толщиной > 0,5 мм и размерами н ила не до 250 мм , а также для
цилиндрических и прямоугольных заготовок высотой до 100 мм.
Рис37.Схемы толкающих
захватных органов
75
Захват и движение заготовок по стрелке Л для открытого шибера с возвратно-
поступательным движением (Б) показаны на схемах рис.37 а,б,в. Заготовка (1)
опускается из магазина на плоскость подачи после перемещения шибера (2) в
исходное положение (вправо),а при движении шибера влево заготовка перед-
вигается на рабочую позицию (I).
Поштучная подача (схема а) осуществляется для любых заготовок толщиной
>0.5 мм при малых расстояниях подачи .
Подача “дорожкой” (схема б) предназначена для заготовок правильной гео-
метрической формы (прямоугольник ,квадрат, круг, шестигранник и др.) тол-
щиной > 1 мм ; допускаются отклонения по плоскостности не более 10-15 %
от толщины заготовки.
Подача “каскадом” или ступенчатым шибером (схема в) -для любых загото-
вок и расстояний подач и .
Планочный захватный орган (рис. 38) осуществляет подачу (проталкивание)
заготовок специальными планками; возврат планок в исходное положение
происходит над заготовками (стрелка Б).
Рис.38.Планочный захватный орган
1 - заготовка ,2 рейка ,3-плапка ;
I-рабочая позиция .11-позиция зшрузки ,Ш—исходное
положение 3.0.
У дискового захватного органа движение заготовки и толкателя (диска)
происходит Б одном направлении (Л и Б) с остановкой на рабочих позициях
(Рис39).
11аиболь]нее распространение получили толкаюшие устройства шиберного и
планочного типа при автоматизации подачи заготовок в печь.
76
Рис.39. Дисковый захватный орган
1 - заготовка,
2 - шибер
При расчете определяемся ход захвата (h3) с учетом некоторого перехода
толкателя (hx) при возвращении в исход not положение.
Для шиберных захватных органов величина хода захвата 1т3 составляет :
- при поштучном транспортировании :
h3= L + hx ;
- при транспортировании '‘дорожкой”:
h3— —- -I hf =h । hK ;
ZT
— при ipaiiciюртиронаним «каскадом»:
h:j— — + hx = h + 2 hx .
Zj
4.2.8. Карманчиковый захватный орган
Карманниковым захватный орган выполняет функцию захвата в результате
западания заготовки в специальные карманы (полости) . Klei гол юуется для
объемных деталей простой геометрической формы (цилиндр, трубка и т.п.)
Расчет захвата сводится к определению оптимальных размеров кармана для
конкретной заготовки с учетом скорости движения захватного органа (по
стрелке А). Скорость должна обеспечить западание заготовок в карманы без
заклинивания при неправильном положении заготовки в кармане, Рис. 40.
77
а) б)
Рис.4(кСкемЕ.[ карман ч и ко во го 3.0.
1 — заготовка ; 2 - захватный орган ;
а) - радиальное расположение заготовок;
б) — хордальное расположение заготовок;
в), г) - аксиальное расположение заготовок
4.2.9. Гравитационный захватный оргии
Работа его основана на перемещении заготовки вместе с захватным органом
или движением заготовки относительно рабочей поверхности захвата
(скольжение, качение и т.д.)3ш’отоика иод действием силы тяжести
удерживается на перемещающейся опорной поверхности захвата или
перемещается за счет составляющей силы тяжести, действующей в
направлении движения. Неуправляемые (без силового устройства)
гравитационные захватные органы представляют собой лотки , выполняются
открытого и закрытого типов и применяются для самотечного и
принудительного перемещения деталей по прямолинейной и криволинейной
траектории, Р и со-
управляемые гравитационные захватные органы осуществляют перемещение
заготовок за счет энергии привода ; к fimm относятся ныпоемщие (выносные)
лотки, транспортеры, вибролотки и др.
78
Рис.41.Схемы транитатщоннътх 3.0.:
а) для цилиндрических деталей, перемещающихся качением,
б) 11еремещснис скольжением,
в) для дне кои, колец, перемещающихся качением.
г) для заготовок с головками
4.2.10. Требования к лен кам
Износостойкость , твердость материала лотков должна быть выше твердости
или равна твердости заготовок. Следы от обработки лотков - вдоль движении
заготовок ; борта лотков должны выдерживать возможные ударные нагрузки:
высота бортов лотков - выше центра тяжести заготовок.
Подробно вопросы конструирования лотков освещены в книге Боброва B.IL
«Проектирование за1рузочно-транспортных устройств к станкам и
автоматическим линиям», Машиностроение, 1964.
Расчет неуправляемых гравитационных захватных органов сводится к
определению условий движения заготовки по лотку ei зависимости от его
79
формы, количества заготовок на наклонных и прямых участках движения и к
определению проходимости заготовок но лотку. Расчеты выполняются по
формулам движения тел под действием силы земного тяготения с учетом
коэффициентов трения, запаса.
Определение проходимости круглой заготовки (Д ± ДД) длиной LI AL но
лотку шириной В с бортами высотой равной или немного больше радиуса
зсич>товки(Рис. 42).
Рис.42.Расчетная схема
Зазор А позволяет заготовке повернуться на угол
<р в лотке и занять повое положение. С увеличени-
ем зазора А возрастает вероятность увеличения уг-
ла ср .Заготовка может заклиниться или поверну п.-
ся с потерей ориентации, если диагональ С загото-
вки будет почти равна или меньше ширины ло т-
ка В. .
С увеличением отношения L / Д величина диа -
гонали приближается к величине длины заготовки,
поэтому зазор А следует принимать меньше для
удлиненных заготовок. Надежное перемещение в
лотках осущес твляется для заготовок с отношени-
ем L / 'Д < 3.
J(jih предотвращения заклинивания заготовки
необходимо соблюдать условие
ter > te/7 = д,
где р - угол трения,
ц - коэффициент трения,
7 - угол заклинивания.
Угол трении - угол отклонения от нормали ран подействую щей силы,
полученный графическим суммированием сил трения движения.
Из рассматриваемой схемы с учетом приведенного условия можно записать ;
А + (I. -1 Л7.) { В .
cosy 'г--, ( cosy = с Ь
тогда Л < С cosy-(L + &L), т.к. С2 =(Д АДУ' + (L 4- )2 (самая малая
диагональ),то:
А = ДД — АД ) ‘ / 1- - AL )~ - cos у (L AL).
Если выразить cos у через tg у = ц , то получим формулу для определения
величины зазора А :
где Д и ДД диамечр заготовки и допуск.
80
I. и AL - длина заготовки и допуск,
ц - коэффициент трения , для лотков р - 0,2 - 0,3
Для облегчения движения по лотку заготовок сложной формы или легких
заготовок при меня гот лотки с управляемыми силовыми устройствами,
выполняемыми с подвижным и неподвижным основанием. К первым относятся
различные типы транспортеров, выносные лотки и др., ко вторым -
пневматические и вибрационные лотки. Пневмо- и вибролотки предназначены
для перемещения мелких заготовок с большой плошадью соприкосновения с
лотком (диски, тонкие пластинки и т.п.) ; перемещение их осуществляется в
результате уменьшения коэффициента трения между заготовками и
поверхностью лотков при поддуве воздуха через мелкие отверстия в лотке.
Перемещение заготовок но вибрилотку происходит благодаря направленным
возвратно-поступательным колебаниям лотка.
При разработке гравитационных захватных органов с подвижным
ос г ю па и нем обосновывается тип основания, учитывается характер и
направление перемещения, особенность заготовок (плоские, объемные,
нагретые, холодные).
4.2.11. Пневматический захват
Пневматический (вакуумный) захватный орган работает благодаря
разрежению в полости пневматического захвата (присоса). Пневматические
захваты подразделяются на неуправляемые и управляемые* Рис. 43.
Неуправляемые захваты создают в полости вакуум в результате уменьшения
объема внутренней полости присоса при деформации резинового присоса. Из-за
малой продолжительности действия вакуума неуправляемые пневматические
захваты применяются редко, кроме того для них необходимо предусматривать
специальные устройства для огры ван им зато гонки от присосов.
Конструктивно управляемый ппевмозахват выполняется подвижным и
неподвижным. Подвижный захват имеет некоторую свободу' движения по
отношению к рамс, на которой закреплена группа пневмозахватов;
неподвижные - жестко закреплены па раме.
Расчет пневмозахвата выполняется в следующем порядке.
Величина подъемной силы захвата, создаваемая за счет атмосферного
давления (Орч) определяется перепадом давления (Ар) , образующегося во
внутренней полости захвата и нлониСдыо соприкосновения захвата с
заготовкой. Кроме того необходимо учитывать характер приложения нагрузки
О3 ; сосредоточенная или рассредоточенная.
81
а) после прижима присоса к поверхности
материала вакуум-насос создаст разрежение в
полости присоса, для ‘Чтгключеиия” присоса
его полость соединяется с атмосферой.
б)соединение полости присоса с атмосферой
осуществляется электромагнитным клапаном.
в) вакуум создается при продувке сжатого
воздуха через эжектор, который смонтирован
на присосе. Разрабо тка Э1ШКМАШа. При
Д — 370 мм подъемная сила присоса составляет
580 кг (при р = 2 кг / см?).
Рис.43.Схемы управляемых пневмозахватов
Пример для сосредоточенной нагрузки и совпадения центра
тяжести заготовки с центральной осью захвата .
ft.
где р - коэффициент запаса (для компенсации возможных утечек;
₽-1,2^1,3);
Др - давление разрежения в полости присоса;
F=tiR- - плошадь соприкосновения захвата с заготовкой ;
Д- 2R — расчетный диаметр захвата (присоса).
Пример рассредоточенного приложении нагрузки (Рис.44).
Отрыв заготовки от захвата происходит за счет действия силы и момента
Оз 7 (тле центр тяжести заготовки смещен относительно центра присоса).
С учетом жесткости заготовки примем линейное распределение давления
но периметру присоса . Тогда среднее давление на единицу длины периметра
присоса можно выразить как :
4
Давление в любой пупке по nepMMeipy захвата выразится :
82
Ч Чср - Л Чср}
R -cos#>
где -—— =------—} т.к. неравномерность распределения давлении
Л
является следствием действия момента М . то для уравновешивания этого
момента необходимо соблюдать равенство :
о
Joos2 (pdtp
и
В результате интегрирования получим :
M = 4/f^mBK U-
0
sin тг
4
М 40.-7
откуда
пл
Если Лчмах^ср, то произойдет отрыв заготовки от захвата. Для удержания
заготовки необходимо выполнить условие Дчмах< Чср
Подставляя в эго неравенство ранее
полученные выражения , получим :
4Q:< /
А
5~Д'2
Рис.44 .Расчетная схема
—
4 )лД
2
Решая неравенство относительно силы Q:i,
получим :
1
47 ’
.4,
Учитывая изгиб присоса под действием
момента, в результате new перераспределение
давления по периметру изменяется в сторону
выравнивания . расчетная подъемная сила
определяется по формуле :
4/
где к = 1 + — - коэффициент , учитывающий влияние изгибающего
момента при смещении точки приложения веса заготовки от центра прихвата
83
на величину —1(при нескольких захватах - до центра наиболее удаленного
захвата).
Для управляемых захватов Др определяется параметрами вакуумной
установки, для неуправляемых захватов - Др= 0,3 - 0,35 кг/см2 (30-35 кН / м").
4.2.12. Электромагнитный захват
Применение электромагнитных захватов ограничено из-за их сравнительно
больших габаритных размеров, шума при стыковках металла с захватом,
сложностью встраивания в механизм. Но очень широко применяется для
уборки стальных отходов.
Подъемная сила электромагнита (F) : ' / •
где В - магнитная индукция в воздушном зазоре между якорем и
сердечником н Гауссах (величина В определяется по кривым намагничивания
для каждого сорта стали),
S суммарная площадь торцовых частей сердечника катушки
электромагнита в смЛ
4.3. Привод средств автоматизации
Привод средств автоматизации предназначен для осуществления движений
захватного органа с заготовкой и без нее. Схема классификации приводов
Рис.45.Классификация приводов
84
Выбор типа привода обусловливается особенностями автоматизируемого
процесса, устройства и заготовки, оборудования и нуги перемещения.
Привод., от пресса предпочтительнее для достижения максимальной
производительности , т.к. жесткая связь с циклом работы пресса обеспечивает
полную синхронизацию движений . Целесообразно его применять для
процессов изготовления крупногабаритных изделий. Индивидуальный привод
имеет свои преимущества : может работать во время холостого хода и
выстаивания пресса, позволяет изменять скорость перемещения заготовки,
способствует рациональной компоновке автоматизирующего устройства.
Приводы посту ши елыюго движения обычно выполняются реверсивными
(двустороннего действия), а вращательного движения - нереверсивные
(одностороннего действия). Для нереверсивных приводов применяется
механизм периодического движения (например, кр и нош инно-шатунный).
Электрический привод осуществляется от электродвигателя иди
электромагнита. Привод от электродвигателя обеспечивает большой ход и
постоянство вращения захватного органа, поэтому применяется в механизмах
передвижения и поворота, в приводах транспортеров, бункерных устройств и
т.п. Электромагниты из-за своего небольшого хода требуют сложного
преобразующего механизма для осуществления необходимой величины
перемещения (обычно, винтовая пара, или цепная пара, или обгонная муфта).
Пример использования .элеклрш ip и вода тележки для периодической подачи
листов в листоукладчик(Рис.46). ,
Рис.46.Схема перемещения тележки электроприводом
1 двигатель; 4-тележка; 6 - листоукладчик;
2 - редуктор; 5 - рельсовый путь; 7 7 натяжная станция
3 - тяговая цепь; 7
Работают 2 тележки : одна разгружается, вторая находится в листоукладчике.
Движутся период и чески — челноком.
Электромагнитный привод в вибробунксре осуществляет перемещение
заготовок j ю лотку, создавая в нем направленные колебательные движения.
При расчете электропривода необходимо определить тип и мощность
электродвигателя или электромагнита.
Мощность электродвигателя определяется по расчетному усилию (или
моменту сопротивления) в зависимост и от заданной скорости перемещения по
формулам общего машиностроения. Выбранный дни газель проверяется на
85
предельное число включений или переключений н минуту (Z) т.н. ПВ , оно нс
должно .......агь допустимое значение z < [ Z|.
Для типовых асинхронных электродвигателей [ZB] = 10н-80 , a [Zu] = 4-^30 в
мину ту (большие значения - для быстроходных, а низкие для пд<1000 об/мин).
При невозможности выбора двигателя с |Z| необходимо iгредусмотрсть
дополнительные механизмы , уменьшающие частые включения двигателя или
же применить другой тип iгривода (гидравлический, пневматический).
Шаговый электродвигатель обеспечивает поворот ротора на заданный у юл
при подаче одного управляющею импульса. Для силовых приводов могут
применяться маломощные шапшые двигатели с гидравлическими или
механическими усилителями моментов.
Применение шаговых двигателей увеличивает надежность работы
устройства, точность работы.
Электромап|ит выбирают по тяговому усилию средств автоматизации.
Предпочтение следует отдавать электромагнитам переменного тока при
выполнении условия периодичности включения (предотвратить перегрев от
пусковых токов). При большой частоте включения рекомендуется применять
электромагниты постоянного тока. «,
4s
4.3.1.1 'и драил и чес кий привод
I идралли четкий привод применяется в устройствах с небольшими габаритами
рабочего пространства при необходимости значительных усилий и требованиях
высокой точности заданi юю зако па движения.
При проектировании гидропривода решаются следующие задачи :
- выбор рабочей жидкости и характера системы (открытая или
закрытии система);
- выбор типа гидро! tacoca и аппаратуры управления и контроля;
- расчет и разработка компенсаторов, баков и др.
- расчет гидроцилиндров, сечений трубопроводов, времени
срабатывания и установления закона движения захватного органа.
(Решение всех задач освсшсно в специальной литературе).
Разработчик средств автоматизации решает вопросы компоновки силовых
цилиндров (определение габаритных размеров, тяговых усилий и скоростей
срабатывания, т.е. сечение трубопроводов и тип насоса). По нормам
машиностроения пользуются основным рядом диаметров цилиндров : 20,
25, 80, 90, 100, ПО, 125, 140, 150 мм; насосы применяются шестеренчатые
(рабочие давления до 3 МН/ м2 30 кг / см2 ) и лопастные (давление до
7МНАГ).
Для средств автоматизации оптимальное давление 2 3 МН/ м2’,
максимальное - 5 МН/ Применяемые в приводах средств автоматизации
гидравлические цилиндры - двустороннего действия, т.е. < они осуществляют
86
прямое и обратное движение под гидравлическим давлением. 1 Цилиндры
обычно ГОрИЗО!TTilJЕ I, I ]ЪЕС.
Из особенностей конструкции следует отметить устройство гашения
скорости движения в конце хода i юршня(Рис.47).
Рис.47.0собенности конструкт щи е идроцилиндра
t
Буферное устройство предусматривается н механизмах, приводящих в
движение большие массы или при высоких (Vn>0,6 Пм/с) скоростях
перемещения поршня гидроцилиндра (Рис.47).
В полости Неправа от поршня) поддерживается рабочее давление; в полостях
I и Ш - давление сливной магистрали. Поршень движется по стрелке А. Шток 2
заходит во втулку 4 , закрепленную в крышке 5. Сопряжение втулки 4 со
штоком 2 поршня выполнено но посадке, поэтому выход жидкости из полости I
происходи!’ через канал 3 в штоке 2 поршня. Сечение канала 3 небольшое,
поэтому' в полости I давление постепенно повышается, т.е. увеличиваемся сила
сопротивления движению поршня, и он плавно останавливается. Изменением
длины 2 штока и величины канала 3 можно обеспечить оптимальную скорость
при замедлении скорости поршня. При движении поршня влево также
обеспечивается плавное нарастание скорости. Если на протяжении всего хода
поршня необходимо полное рабочее ус hie не, то в крышке 5 между полостями 1
и III устанавливается обратный клапан, пропускающий жидкость только в
направлении полости 1.
Оценку работы гидропривода и расчеты производятся по индикаторной
диаграмме,рис .48.
Процесс работы гидропривода состоит из 4 периодов, характеризуемых
временем t, , t2, lj , Ц - В период времени ti происходи! быстрое повышение
давления в рабочей полости, поршень остается неподвижным.
87
I - давление в рабочей
полости;
2 - ход поршня;
3 - упрощенная кривая
изменения давления в
рабочей полости
Рис.48.Ипдикаторпая диаграмма
При достижении давления рс преодолеваются силы статического
сопротивления движению поршня, начинается разгон поршня (время 12) . В ото
время давление в рабочей полости повышается до рд/определяемого силами
динамического сопротивления движению поршня , а затем начинает
уменьшаться.
В период времени б происходит движение нор..я , близкое к равномерному
при почти постоянном давлении рф.
В период Бремени t4 , когда движение поршня уже закончилось (поршень
переместился на полный ход h ) , давление в рабочей полости поднимается до
давления р, которое является расчетным для гидравлического привода.
По диаграмме можно определить время срабатывания гидравлического
привода, как время между моментом срабатывания распределительного
клапана и моментом выполнения гидравлическим приводом своих функций.
Момент выполнения функций для гидропривода средств автоматизации это
момент окончания перемещения поршня; для гидравлических приводов
силовых устройств захватных органов - это момент достижения на штоке
поршня рабочего давления.
Поэтому время срабатывания гидропривода средств автоматизации
t = ti i t2 i t3
или по упрощенной диазрамме
t = to 1 1дв -
Время срабатывания гидропривода силовых устройств захватного
органа
t “ ti +12 +13 + t4
или по упрощенной дишрамме
t = t(] + t.vl+t4.
По упрощенной индикаторной диаграмме (3), движение поршня не
происходит, пока давление не доспи нет величины да плени я р ; во время
движения поршня - давление в рабочей полости постоянно и раине рда , В этом
случае отмечается только дна периода , характеризуемые величинами to и ТдВ.
11 - поршень,
I - поршневая полость,
II - штоковая полость,
3—гидрораспрсдслитсль
(золотниковый),
ПК предохранительный клапан,
МП-манометр, ' ;
Я— насос,
М — мотор,
Ф — фильтр,
ИБ - наполнительный бак,
Ц-цилиндр
Рис.49.У прощенная схема гидропривода
Расчет параметров гидропидиццра
Схема сил, действующих при перемещении пор.............я цилиндра с
установившейся скоростью приведена на рис. 50.
По схеме сил расчетное тяговое усилие, развиваемое на штоке поршня (Qp п.)
равно : Qp п. = Qn + Опод +ХТ,
где Qn - рабочее тяговое усилие, приведенное к штоку,
Опод усилие, затрачиваемое на преодоление сопротивлений от
давления в полости подпора,
ST - сумма сил трения, возникающих при работе гидроцилиндра,
приведенных к штоку. Можно учитывать коэффициентом полезного
действия( механический юп.д. гидроцилиидра т']=0.92-0.99).
Усилие подпора
Опод = р;; Г‘!;,
89
где рп - давление подпора (рп< 10 кг/см2 ~ 1МН/м2),
F'под — рабочая поверхносгь поршня со стороны подпора.
Т’пор Т’пор
Рис.ЗО. Расчетная схема гидроцилиндра
Силы трения, преодолеваемые при движении поршня и силы трения,
действующие в преобразующем механизме :
£Т = Т’пор *" Тшт *" Тдв7
где 1’пор сила трения при движении поршня,
Тип - сила трения при движении штока,
Тдз — сила трения в преобразующем механизме.
1пор=Ци -тНУВ-рх и 1шт=ц0'7с*с!*Ь*рх ,
где Цо — коэффициент фения ; при обильной смазке ij.ii — 0,06 — 0,09,
D и d - диаметры поршня и штока,
В и b - высота манжет поршня и штока,
рх- да плен ие в полости, которое может быть равно рдв , рп, р, Рмах.
Тдн — Т|| + Той ,
где Тн - сила трения в направляющих ,
Th = Pi ((щ + Q n )>
Топ ““ X Т'оп _ суммарная сила, трения в опорах и шарнирах вращающихся
частей привода преобразующего механизма,
On и Q'k - нормальные составляющие силы тяжести движущихся частей и
рабочего усилия на плоскость движения.
Потери на трение можно учитывать введением КПД преобразующею
меха 11 из ма(т]=0,7-0,9).
Диаметр гидроцилиндра определяется по расчетном}’ тяговому усилию,
развиваемому штоком поршня при установившемся движении. Рабочее
давление принимается из условия
р < (0,7 - 0:8)д^г ,
где рмдх - максимальное давление /развиваемое гидронасосом.
90
Рабочее давление принимается после расчет n t ряда : 0,5; 0,8; 1,3; 2,0; 3,2;
5 МН/ьГ (5, 8, 13, 20, 32, 50 кг/см2). 11о этому же ряду выпускается
гидроаппаратура контроля и управления.
Давление подпора должно быть меньше 10 кг/см", обычно принимают
р = (500-800 кН/м*) или (5-8 кг/см2).
Для определения .iHaxieipa поршня запишем уравнение тягового усилия в
виде :
^п' Рдв “-^гГ Рп +ТдГ ), -
где Fn и F'n _ площадь поршня со стороны рабочей полости и полости
подпора,
1,2 коэффициент потерь на трение в цилиндре.
Определяем :
г ^а„^^>+рп-рп
' > = -----------------.
Рдв ~ Рп
При расчете можно задаться : =(0,7 -0,8)/? ,
fiuт - — d2 - площадь штока поршня ;
4
Р’гшРггАш,
d —можно принять koi rcipyicrmiiio, можно определить но расчету.
По площади поршня и штока определяется диаметр поршня
Д = 1Д287еп + F' и округляется до ближайшей большей величины по
нормальному ряду7.
Скорость движения поршня (штока):
V = Q ,
Fn Лое
где Q — расход жидкости,
Fn площадь сечения рабочей полости гидроцилиндра,
t]qb~ 6,9 - 0,99 - объемный KI1Д гидроцилипдра..
Площадь проходного сечения трубопроводов выбирается исходя из
максимальной скорости пере,мещения поршня Vmax:
где lVTp] оптимальная скорость течения жидкости в трубопроводах; для
трубопроводов длиной свыше 100 диаметров [VTP] = 3-3,5 м/с, для коротких
5-7 м/с.
Расход жидкости определяется также при заданных |VpL^xi исполнительных
механизмов
Qu “ Vmax’Fii.
9*1
Требуемая мощность насосной станции :
Nn= 1,25 Р11 Qlb
j де рп - необходимое рабочее давление,
Qn расход жидкости (производительность насоса).
Энергоносителем в гидроприводах служит минеральное масло.
4.3.2. II и ев маги чес кий привод
Пневматический привод применяется в средствах автоматизации кузнечно-
штамповочною производства для обеспечения быстродействия. Вместе с тем,
ои должен обеспечить и высокую точность позиционирования. Эти параметры
пневмопривода являются основными для приводов перемещения средств
автоматизации. При использовании в качестве силовых при подов для
пневмопривода важно обеспечить необходимое давление в рабочей полости.
По конструктивным признакам пневмоприводы разделяют на
одностороннего и двустороннего действия.
13 односторонних пневмоприводах движение поршня в одну сторону'
происходит под действием сжатого воздуха, а в другую - под действием
пружины, мембраны или усилия от массы подвижных частей.
Подготовленный воздух (3) поступает в одну из полосой цилиндра (1) , в
результате чего поршень (2) перемещается (вправо). Выхлопная магистраль (4)
соединяется с атмосферой, и в ней предусматривается тормозное устройство в
виде тормозного золотинка или внутреннею тормозного устройства, которое
вмонтировано в самом цилиндре (Рис.5рис. 52).
Рис.51 .Схема работы пневмоцнлиндра
Перемещение поршня и связанного с ним штока прекращается при
прекращении подачи сжатого воздуха в полость (1). После переключения
воздухораспределителя сжатый воздух поступает в другую полоств (5)
цилиндра, полость (1) сообщается с атмосферой непосредственно или через
тормозное устройство, и поршень совершает обратный ход. Так работает
двусторонний пневмопривод. При проектировании пневмоприводов решаю гея
две задачи : первая гашение скорости к концу хода поршня , и вторая -
фиксация конечного положения поршня и связанного с ним штока. Применение
резиновых прокладок, пружин способствует замедлению скорости хода поршня
в конце движения (плавности остановки), по не позволяет точно зафиксирован,
конечное положение его, т.е. позиционирование.
92
В 6 ыстродейс гну го щи к приводах для гашения скорости поршня применяют
метод попы । пени я давления п i голос ти пыхлопа за счет использования
тормозных золотников или дроссельных устройств.
Рис.52.Схема привода с гашением скорости поршня
В тормозном золотнике имеется конечный переключатель (1), регулируемый
дроссель (2) и обратный клапан (3), При набегании кулачка штока (4) па
конечный переключатель последний закрывается , и воздух из полости
ripm-иноданлекия может выходить в атмосферу только через клапан
дросселя (2). При обратном ходе сжитый воздух н правую полос и. проходит
через обратный клапан (3). Достоинство тормозного золотника - в возможности
простой регулировки работы пневмоцилиндра - длиной тормозного пути
(вылет кулачка 4) и сечением капала дросселя (2).
Внутреннее тормозное устройство монтируется в крышке цилиндра и роль
клапана конечного выключателя выполняет эластичная манжета (I),
расположенная на утолщенной части штока (Рис. 53).
Рис.53.Схема цилиндра с выхлопным каналом в крышке
Манжета запирает цен тральный выхлопной канал в крышке цилиндра, и
воздух на выхлоп идет через регулируемый дроссель (2). Режим торможения
регулируется дросселем, а длина пути нс регулируется.
93
i
Применяются схемы автоматического торможения поршня за счет подачи
магистрального воздуха в штоковую полость. Для фиксации конечного
положения пор...я применяю! другой фиксирующий цилиндр . В этом случае
в схему включаются несколько ппевмораспределителей, обратных клапанов и
дросселей. Настройка работы такой схемы более сложная. Отсутствие в
приводе с автоматическим торможением демпфирующих устройств
обеспечивает повышенную надежность, такие схемы применяю гея н приводах
промышленных роботов.
Расчетными параметрами пневмопривода являются усилие, развиваемое на
штоке (тянушее усилие), и время цикла работы привода. Тянущее усилие
рассчитывается аналогично расчету для гидропривода, но давление подпора в
выхлопной магистрали принимается 0,6 - 0,7 от давления воздуха в рабочей
полости.
В отличии от гидроцилиндров , периоды цикла работы ппелмоцилицдров
более раздроблены. Это связано со сжимаемостью воздуха.
Время цикла работы силового пневмоцилиндра составляет:
1ц = j + tpE + tpin + tT + tXj + txn + txin ,
где LPj и txT - itpcMw подготовительного периода при рабочем и холостом
ходах,
t’ ii и Iх ц - время движения поршня при рабочем и холостом ходах,
tPiu и — время заключительного периода при рабочем и холостом
ходах,
tT- время вт.тетоя поргппя для совершения заданной операции.
При определении времени цикла приводов перемещения средств
автоматизации время заключительных периодов и 1Хш не учи тывается.
Подготовительный период слагается из следующих интервалов (от
переключения распределителя до движения поршня):
ti = ti + t2 + t3,
где ti - время срабатывания распределителя,
t3 — время нарастания давления на пути от распределителя до рабочего
цилиндра,
Ь - время наполнения полости и подъема давления до начала движения
поршня.
Во время заключительного периода происходит нарастание давления при
неподвижном поршне до величины, заданной условиями работы средств
автоматизации.
Время срабатывания привода перемещения определяется по формуле (для
предварительных расчетов) :
/ S=^’^
1,11 dyV ’
где Sp - ход । юр 111 ня,
dv - условный проход трубопровода,
V —скорость потока (принимается 10—20 м/с),
Д диаметр поршня.
94
Расчетный диамеф цилиндра является исходной величиной при расчете
конструктивных парамо фон пневмоприводов pi определяется по формуле :
, I 12Р .
“и i! *
V
где йц — диаметр цилиндра ,
Т] - конструктивный параметр цилиндра (ц = 0,4 - 0,5),
Р - нагрузка на поршень цилиндра,
рм - давление воздуха в магистрали.
Рассчитанный диамеф цилиндра уточняется с рядом диаметров по ГОСТ
1560К-81 В и принимается ближайший больший; при отсутствии такового и
невозможности поднять давление воздуха в магистрали следует для решения
задачи применять гидропривод.
Размеры трубопроводов й проходные сечения отверстий подводящей и
выхлопной магистралей рассчитываются по формуле :
= 70 ’
где Vq — требуемая скорость движения поршня с рабочим органом,
Fp площадь сечения рабочей полости пневмо цилиндра.
Пневмогидравлический привод
Применение совместно действующих пневматического и гидравлического
приводов позволяет улучшить динамические характеристики и повысить
силовые возможности привода в целом. Используют пневмогидравлические
приводы в механизмах выдвижения руки манипулятора.
Стабильная работа пневмогидравлического привода обеспечивается при
соотношении площадей поршней пневматического и j идроцилипдров :
Ffln _ где Р'пп и Нг соответственно площади пневмо- и
гидроцилиндров.
В пневмогидравлическом приводе реализуются достоинства пневмопривода -
б ыс ч роде йстн не, и аидронршимУа — созда! [ не з 11 ач ител ы i ьг х сил о в ы х воздействий
и точности позиционирования.
4.4. Преобразующие механизмы и средства ориентации
Преобразующие механизмы предназначены для изменения характера
движения ведомого звена привода н заданный характер движения
исполнительного механизма или рабочего органа.
Различают преобразующие механизмы для непрерывного и для прерывного
(периодического) движения.
Непрерывное движение двигателя преобразуется в прерывное с помощью
таких механизмов как обгонные муфты, храп оные полу червячные механизмы,
мальтийский крест и др.
95
Преобразуют не механизмы
J
lluuiynaiejibHOC и поступательное 11аступатс льнос во вращательное Вращательное по вращательное Вращательное в поступательное
— Клиновые — Винтовые < Зубчатые Непре- рывного действия Кривошип- ио-шатунный КулИС! [О- рычажный
Рычажные Байонетные Червячные
Реечные Реечные Цепные —
— Рычажные Рычажно роликовые Кривошипно - рьпяжный
Трссикосые Реечные Комбиниро' ванные
Роликовые Кардашю- зубчатый
Комбиниро- нинньп: Кпмбиниро- наймкге КрИЕСИПИПНО- рычажные Периоди- ческого враше- НИЯ
КрнвОшинно- реечные Сочетание механизмов непрерывного дниженйм е механизмами прерии не i о движении — «tiro иные муф ты и др.
Рис.54. Классификация преобразующих механизмов
Для преобразования поступательного движения в поступательное
используются Kuiicipy «тинные разновидности клиновых, рычажных, реечных,
роликовых и др. механизмов. Клиновые и рычажные механизмы при меня ют
при ходе рабочего органа в пределах 50-70 мм. При необходимости обеспечить
большую величину движения применяют реечные механизмы.
Поступательное движение во 'вращательное преобразуется с помощью
байонетного, реечного или рычажно-роликового механизмов. Байонетный и
реечный механизмы используют при необходимости перемещения захватного
органа в одну и ц разные стороны (намравнения) при непрерывном движении.
Рычажно-роликовый - применяют с механизмом периодического движения.
Преобразование вращательного движения в поступательное осуществляется
кривошипным механизмом, при атом рабочий орган совершает возвратно-
поступательное непрерывное движение. Для получения прерывистого
движения в преобразующий механизм незраиваечея механизм периодического
96
движения (дополнительно) , например, храповые колеса в револьверной
подаче.
Преобразующие механизмы характеризуются передаточным отношением,
которое определяет отношение скорости ведомого звена привода к скорости
перемещения или прищепи я рабочего органа средства автоматизации.
Постоянные переда пн oj ношения имени механизмы, состоящие из
зубчатых, червячных, цепных, винтовых и реечных передач.
Передачи с одним или несколькими рычажными, кривошипио-коленными и
другими соединениями обеспечивают переменное передаточное отношение;
при этом перемещение рабочего органа может происходить (осуществляться) с
переменной скоростью даже при постоянной скорости двигателя.. Расчеты
преобразующих механизмов выполняются согласно теории механизмов и
машин.
Средства ориентации предназначены для обеспечения требований
технологического процесса по расположению заготовки ею отношению к
инструменту. Особое значение точность ориентации получает при массовой
обработке мелких заготовок. Функции ориентации могут выполнять и
захватные органы (карма! пиковый, толкающий, гравитационный) и
специальные механизмы (поворота, подъема, смещения, каш она гели).
Устройства ориентации бывают двух типов :
- первичного ориентирования (как в АБЗОУ),
- вторичного ориентирования или переориентации.
Последние устанавливаются либо перед окном выдачи АБЗОУ, либо в
приемнике АБЗОУ.
Обычно неправильно ориеаггированные заготовки сбрасываются обратно в
бункер. Часто вторичная ориентация заготовок выполняется с помощью лотков
- накопителей (Рис.55).
Рис.55.Схемы ориентирования заготовок на вибролотках
97
Теми 5. Автоматизация и механизация процессов холодной штамповки
из непрерывного материала, листов и полос
I [реимущестпа хол одной штамповки перед другими методами холодной
механической обработки заключается в стабильности получаемых размеров,
формы и в минимальной трудоемкости за счет быстродействия процесса. На
прессах различной мощности детали штампуются партиями различной
величины из ленточного, полосового материала , листов и из штучных
заготовок. Производительность оборудования все же используется не
полностью из-за ручной закладки заготовок в штамп при работах из полосы,
листа и штучных заготовок. Особенно низкий коэффициент использования
числа ходов ползуна на операциях вырубки, гибки, нытмжки. Для механизации
этих операций разработаны различные механизмы и устройства для подачи в
штамп материала , а также для автоматического удаления готовых деталей и
4У1ХОДОВ после штамповки. Однако большое разнообразие деталей по размерам,
конфигурации не позволяю] создать универсальные средства автоматизации,
поэтому в производстве применяются различные по конструкции устройства, а
некоторые операции все еще выполняются в ручную.
Развитие автоматизации холодной штамповки осуществляется в трех
основных направлениях:
1. Применение линии, состоящей из нескольких прессов, снабженных
устройствами для автоматической подачи исходного металла или
полуфабриката и перемещения его от одного пресса к другому'.
2. Применение универсального пресса, на котором устанавливается
штамп, совмещающий псе необходимые штамповочные операции.
3. Исгюл1>зование специализированных или иолуу ни нереальных прес-
сов-автоматов или полуавтоматов, на которых устанавливается нес-
колько штампов по числу технологических операций. Перемещение
заготовок от одного штампа к другому осуществляется устройством,
связанным с конструкцией пресса (например, грейферная подача).
Целесообразность каждого направления в конкретных случаях определяется
расчетом производительности и экономической эффективности.
Вопросы направления автоматизации тесно связаны также с комплексом
организационно-технических мероприятий, включающих качество исходного
металла (его однородность и состояние поставки), разработку более
совершенной технологии штамповки (на основе теоретических разработок),
повышение стойкости штампов (в том числе за счет применения
твердосплавных материалов), улучшение состава применяемой смазки и т.д.
98
5.1 Подающие устройства
Наиболее удобным материалом для автоматизации процесса тпгамгюнки
является ленточный материал, поступающий в рулонах. В качестве
универсальных устройств автоматической подачи рулонной ленты
применяются нал новые и роликовые. Они растают н комплексе с
устройствами для сматывания рулона, правки, очистки, сдувания готовых
деталей, я также для рубки (резки) или намяты вне 1ия отходов на катушку.
К устройствам подачи непрерывного материала предъявляются требования
по обеспечению заданной точности подачи, которая зависит от ускорения ,
развиваемого захватным органом. При ускорении до 10 м/с2 точность подачи
составляет ±(0,14-0,2) мм. Для повышения точности подачи применяют
дополнительные конструктивные элементы штампа - шаговые ножи и
ловители - это позволяет донести точность подачи до ±(0,034-0,05) мм.
Классификации подающих устройств для ленты
—
Подающие
устройства
т
Рис.56. Классификация подающих устройств для ленты
Подающие устройства- подачи классифицируются но следующим признакам:
- по способу захвата материала подачи - валковые, крючковые,
клещевые (т.е. в соответствии с типом захватного органа);
- по способу воздействия на материал - тянущие, толкающие и
комбинированные (двустороннего действия);
- по типу привода - с индивидуальным приводом или приводом от узла
машины. Привод подачи должен быть строго синхронизирован с работой
пресса. Это проще выполняется приводом от кривошипного нала пресса.
Особенность работы привода заключается в том, что перемещение
материала должно осущесгвшп-ься только после того, как пуансоны и
99
ловители штампа выйду г из материала и съемник снимет ленту с пуансонов;
а перемещение материала должно закончится до того, как ловители или
I iyанс'оны войду г в 111 та м 11 ус м i ,т й м а терна л;
- по цикловой диаграмме работы автоматизированного пресса,
перемещение материала может начаться через 45° после точки КНП ползуна
и завершиться за 45° до точки КНП ползуна;
На линиях разделки широкорулонного материала на листы и полосы
применяются подачи с индивидуальным приводом. Такие подачи
осуществляют перемещение материала с шагом 600 - 2400 мм. В них
отсутствуют преобразующие механизмы, а требования к точности шага подачи
значительно ниже. Конструктивные особенности подач рассматриваются
подробно при выполнении лабораторных работ.
5.2. Правнльно-разматынаиицие устройства
Применяются для автоматизации процессов ппамшшки из ленты,
широкорулонной стали и проволоки. 11равилыю-разматывающие устройства
(ПРУ) подразделяются на приводные и неприводныс.
Неприводные разматывающие устройства применяются для легких бунтов
ленты массой до 30 кг, При этом лента разматывается тяговым усилием
правильного приводного устройства или тяговым усилием подачи (валконом,
клещевой и т.п.).
Приводные разматывающие ycipoiicrua применяются для бунтов ленты
массой оз 30 до 600 кг при штамповке деталей и свыше 600 кг на установках
для роспуска штрипса на ленты и листовые заготовки.
Привод разматывающего устройства состоит из электродвигателя и
червячного редуктора, смонтированных внутри основания (1). Рулон (2)
устанавливается на тележку (3) , с помощью которой рулон выставляется на
уровень оси барабана (4) Рис.57.
Рис. 5 7. Схема приводного разматывающего устройства
wo
Нрипод разжимных губок барабана пневматический, с управлением от
пиевмовентиля (5). Работой электродвигателя привода управляет рычаг (6)
петлео братова теля с помощью конечных выключателей.
Применяются конструкции разматывающих устройств с двумя барабанами :
с одного барабана разматывается лента, на другой монтируется другой бунт
ленты.
Такие конструкции используются на заготовительных участках в комплексе с
высокопроизводительным разделительным оборудованием (порезка на узкие
ленты или л меговые заю гонки) для сокращения времени простоя при смене
бун тов ленты.
В конструкции разматывающих устройств часто встраиваются правильные
устройства, имеющие общий привод ; предназначены правильные устройства
для выравнивания ленты (правка ленты).
В состав конструкции вход иг пижний ряд роликов, установленных па
неподвижных осях в одном корпусе, и верхний ряд роликов, которые могут
перемещаться в вертикальном направлении с помощью специальных
регулировочных вин тов.
Рис.58. Схема правильного устройства
Верхние и нижние ролики приводные, располагаются в шахматном порядке.
Лепта заправляется при поднятых верхних роликах. Нравна происходит в
результате знакопеременной деформации ленты и снятия остаточных
напряжений намотанной в бунт ленты.
5.3. Устройство для очистки и смазки ленты
Устанавливаю гея такие устройства между правильным устройством и
подачей. Служат они для очистки ленты от консервапионной смазки и
случайных загрязнений, а также для нанесения тонкого слоя смазочного
материала с целью уменьшения трения при штамповке.
Рис.59.Схема очистки и смазки ленты
101
Очистка производится неподвижными войлочными пластинками, а смазка -
вращающимися войлочными кольцами (дисками) , пропитанными маслом или
опущенным одним диском в масляную ванну. Пластинки и диски взаимно
прижимаются пружинами. Вращение роликов осуществляется от
протягиваемой ленты.
5.4. Ножи для резки отходов
Ножи для резки отходов устанавливаются на выходе ленты из штампа , либо
после тянущего узла подачи. Привод осуществляется от ползуна пресса, либо
от индивидуального пневмопривода, синхронизированного с работой
пресса (Рис.60).
Усилие от ползуна пресса(1) передается через систему рычагов(2) на
подвижный верхний нож(З), который отрезает свободный конец лснты(4).
Нижний нож(5) — неподвижный, верхний нож возвращается в верхнее
положение с помощью пружины(б).
Рис.бО.Схсма ножа для резки отходов
Измельченные отходы собираются в тару , или же желобами направляются к
общему конвейеру и далее на пакетирование.
5.5. Устройства для подачи листового к полосового материала
Полосе- и листоукладчики выполняют ряд операций :
- отделяют заготовку' или лист от стопы ;
- поднимают заготовку на уровень подачи;
- вводят заготовку в зону действия рабочего органа подающего
устройства.
Для подачи листа в рабочую зону пресса устройства имеют толкающий
механизм. Захватными органами в этих устройствах являются вакуумные или
электромагнитные захваты, смонтированные на подъемной траверсе.
Нормальная работа полосе- и листоукладчиков возможна при гарантированном
отделении только одной полосы (заготовки) от стоны. Это осуществляется с
помощью магнитного распушителя, либо конструктивными особенностями
пневмо- (электро) захватов.
102
Рис.61. Схема магнитного распушите л я
Магнитный распушитель своей катушкой (1) создает магнитный поток ,
который прерывается немагнитным щитом (2). В результата; магнитный поток
распределяется по торнам литв, и они, отталкиваясь друг от друга,
рас; (ушиваются. Пневмо цилиндр (3) поджимает шит (2) к стопе через
рычажный магнитопрОБОД (4).
Для захвата одного листа, или полосы один из пневмозахватов выполняется
укороченным и без подпружинивания, Pt^c,62 .
7777/7//////77777,
Рис.62.Схема отделения полосы от стопы
Поэтому при ходе траверсы вверх от стопы отделяется только правая сторона
полосы или листа, а подпружиненные захваты удерживают левую сторону
прижатой к стопе, пока не выберется подпружиненный ход захватов.
7////777///////7/
Рис.63.Схема отделения листа
Для листов возможен вариант однорядного расположения захватов при
условии несимметричного их размещения относительно центра тяжести листа.
103
При жестко закрепленных присосах происходи г постепенное отделение одного
листа от стопы при подъеме траверсы вверх (Рис.63).
Полосоукладчик состоит из нолосо подающего устройства и валковой
подачи, работающих синхронно с движениями ползуна пресса (Рис.64). Стопа
полос (1) уклады пае гея па стол полос оу кладчика. Правильность укладки
кон третируется конечным выключателем (2) стола. Полоса захватывается
пневматическими присосами (3) траверсы (4).
Рис.64.Схема полосоподаватсля
С помощью нневмонилипдра (5) , управляемого электропневматическим
клапаном (6) , полоса поднимается на уровень валковой иодачи.
Пневмоцилмндр (7), управляемый клапаном (8), перемещает траверсу (4) влево,
подавая полосу в зону' действия валковой подачи. В конце хода нгюк
пневмоцилиндра (7) через конечный выключатель (9) даст сигнал
элсктропневмоклапану (10) нненмоцилипдра (11), шток которого представляет
собой зубчатую рейку; входящую в зацепление с обоймой муфты обгона
валковой подачи. Валки (14) подачи принимают полосу и перемещают ее на
позицию для вырубки первой детали, шток цилиндра (И) коз вращается в
исходное положение , и подается команда на работу пресса в автоматическом
режиме. Работа валковой подачи контролируется и управляется по числу
рабочих циклов пресса, которые настраиваются на ;|дину полосы материала.
Счетчик числа циклон пресса (12) выдает команду на прекращение подачи
сжатого воздуха в муфту пресса от пневмо клапана (13). Счетчик числа ходов
пресса подаст сигнал на очередной цикл работы траверсы нолосоу кладчика.
Тянущая пара валков удаляет отходы полосы, а пневмосдув удаляет готовые
детали.
Пресс с полосоукладчиком работает н автоматическом режиме до полного
использования всех полос, установленных на стол.
По по соу кладчик обеспечивает работу прессов при штамповке любых деталей
из полос в соответствии с таблицей.
104
Параметр Усилие пресса
40-45 т 80 т
ширина полосы, мм 40-140 40-280
толщина полосы, мм 0,5-3 0,5-4
длина полосы, мм 600-1500 950-200
шаг подачи, мм от 5 до 250 мм
число ходов ползуна, мин1 от 5 до 400
Точность подачи составляет :
при толщине 0,5 -1 мм
I —1,5 мм
1,5 —3 мм
+ 0,8-1 мм,
± 0,5 Mil,
±0,1 мм.
Производительность комплекса зависит от числа ходов пресса в минуту,
количества вырубаемых из полосы деталей, продолжительности захвата полосы
присосами , подачи ее под штамп пресса до первой вырубки (это время
составляет 3,5 4 с .) и количества деталей, штампуемых за один рабочий ход
пресса,
3600?!-н
“ 6011 4- ГИ
шт/ч,
где п — число ходон пресса в минуту,
Н - количество вырубаемых деталей из полосы,
t - вспомог агелыюе время (t л.4 с ).
105
Тема 6. Автоматизации процессов штамповки из штучных заготовок.
Особенность автоматизации процессов штамповки из штучных заготовок
заключается в чрезвычайном многообразии пространственной конфигурации
заготовок и значительном отличим их по габаритным размерам. Поэтому
прежде всего следует разделить заготовки па мелкие, средние и крупные, для
ко торых приемлемы подобные по принципу пенс гния устройства
ориентирования , захвата и перемещения. Типовыми представителями этих
групп заготовок могу г служи ть скобы с габаритными размерами до 50-70 мм.
декоративные колпаки колес автомобиля , капот двигателя и дверца
автомобиля.
Средства автоматизации для загрузки пресса штучными заготовками
представляют собой комплекс механизмов и устройств, обеспечивающих по-
штучную автоматическую подачу заготовок па рабочую позицию с заданным
темпом и необходимой точностью.
6.1. Загрузочные устройст ва дли мелких заготовок (АБЗОУ)
Структурно в состав средств автоматизации пресса для мелких заготовок
входят : автоматическое бункерное захватно-ориег пирующее устройство,
накопитель, механизм поштучной выдачи и питатель.
А в i о м ат ич сек о с бу нкерно е зах ватно -ориег г гир у ю 11 tee у ст р о йство (АБ 3 ОУ)
состоит из нескольких механизмов и устройств для поштучною захнага
заготовок из бункера, ориентирования их в заданное пространственное
положение для последующей выдачи их в магазин или лоток. Функции
мех ан из мое А Б ЗОУ могут быть с о вмещешгы м и или нея н нов ыраженными.
Применяемые накопители условно разделяются на три jpynnf.i:
1. Магазины,
2. Лотки,
3. Штабельные устройства.
Магазин (кассета) - устройство для накопления заготовок в
ориентированном положении для передачи с заданным темпом.
Лоток - механизм для транспортирования (передачи) заготовок к прессу и от
него. Лоток може т обеспечивать изменение ориентации всего пот ока заготовок.
Штабельные устройства используют в основном для стержневых изделий с
большим отношением длины к диаметру (толщине) , т.е. для стержневых
деталей и прутков. Штабельные накопи гели бывают с ворошителем и без
ворошителя.
Механизм поштучной ныдачи заготовок (отсекатель) отделяет от общего
потока одну (или несколько) заготовку для последующей подачи ее в рабочую
зону пресса питателем. Отсекатель - цикловой механизм. Его работа должна
быть всегда синхронизирована с движением рабочего органа пресса.
Питатель - механизм для поштучной подачи ориентированных заготовок
непосредственно в рабочую зону пресса в соответ с гний с циклограммой его
106
работы. Работа питателя также должна быть синхронизирована с движением
рабочего органа пресса.
АБЗОУ в общем случае конструктивно состоит из следующих элементен
(Рис.65):
1-бункер.,
Зяхиатныс
органы
Переор иентагор
Рис.6 5.Схема АБЗОУ
2-захватный орган,
3-диск захватного органа,
4,5- ориентирующие и направляющие
устройства,
6-амортизатор - предохранитель от
перегрузрк и заклинивания диска,
7-приемник,
8-переориеитатор,
^блокирующее устройство от переполнения
лотка-магазина,
10-лоток-магазин,
И-стойка,
12-привод
Вее АБЗОУ делятся на три группы :
- с захватом и ориентацией заготовок поштучно;
- с захватом и ориентацией группы заготовок;
- с захватом и ориентацией потока заготовок.
Н зависимости от формы и размеров подаваемых заготовок АБЗОУ
отличаются конструкцией бункера и формой захватных органов.
К первому типуг бункеров относятся (Рис.66) крючковые (а), карманчикиные
наклонные (б), кармаичиковые вертикальные (в) и зубчатые (г).
107
Рис.66.Схемы бункеров с захватом и ориентацией заготовок поштучно
Ко второму типу относятся (Рии.67) щелевые (а), секторные (б), с
полувтулками (в), с щетками (г), с лопастями (д).
К третьему ч ипу относятся вибрационные бункеры.
В основе работы бункера лежит принцип вероятности захвата заготовки из
общей массы деталей, находящихся в бункере навалом. Только некоторые из
массы заготовок оказываются н благоприятном для захватного органа
пространственном положении. По теории вероятности захват заготовок, при
самой малой вероятности, обязательно произойдет. Конструктивное
оформление бункера, его положение в пространстве, вращение захватного
органа и самих заготовок создают предпосылки и подготавлинают к захвату'
заготовки.
108
Рис.67. Схемы бункере» с захнагом и ориентацией группы заготовок
Для уменьшения давления массы заготовок на диск с захватными органами
дополнительно устанавливают предбункер, и котором находится основная
масса заго товок.
Рис.б8.Схема размещения предбункера
Количество заготовок в бункере должно обеспечивать непрерывную работу'
пресса в течение заданного времени. Для прессов с числом ходов ползуна
100-150 н мин. количество заготовок в бункере может состава я i!. 5-6 тыс. штук.
Производительность АБЗОУ различают теоретическую и действительную.
Теоретическая производительность выражается числом заготовок, которое
может выдать АБЗОУ в единицу' времени. Реальное количество заготовок,
выдаваемое бункером в единицу времени , составляет действительную
производительность. Теоретическая производительность АБЗОУ с
109
вращающимися захватными органами (дисковые, крючковые) рассчитыкается
по формуле :
где V - окружная скорость захват]юго органа, мм/с ,
т3 - шаг захватного органа на диске или роторе, \ш ,
ат - число параллельных рядов захватных органов.
Отношение действительной производительности к теоретической называется
коэффициентам выдачи . ...
В заноси мости от типа АБЗОУ коэффициент выдачи р = 0,8 -г- 0,3.
Действительная производительность бункера должна на 5-25% превышать
производительность пресса , обслуживающего А Ь30У. * »
Рабочий объел бункера (V) , обеспечивающий непрерывность работы в
течение заданного времени, рассчитывается по формуле :
V = ^ - Vir Qi ,
где Vu - объем одной заготовки, мм\
qa — действительная производительность бункера, шт/мип,
tP - время работы бункера без дозагрузки, мин,
ki - коэффициент заполнения объема чаши бункера.
Время работы бункера без дозагрузки обычно принимается 60-120 мин.
Коэффициент заполнения закиси т от отношения длины заготовки к се диаметру
(или к максимальному размеру сечения) и с увеличением этою отношения oi 1
до 3 уменьшается с 0,73 до 0,57.
Для увеличения продолжительности работы бункера без дозагрузки
устанавливают прслбункср. Его объем рассчитывают по формуле :
vr[t; =k2-V,
где k? — коэффициент увеличения продолжительности работы бункера без
дозагрузки,
V — объем бункера, мм3.
Размеры захватного кармана рабочею органа должны быть всегда несколько
больше размеров заготовки. 11ри расчете учи ты вас юя окружная скорость диска,
скорость падения заготовки п карман захватного органа, а также коэффициент
трения и угол наклона диска.
6.2. Подающие и передающие устройства
Подающие устройства предназначены для подачи ориентированной
заготовки с позиции загрузки и установки ее на рабочую позицию пресса в
ориентированном положении.
по
Для нерелатотцих устройств позицией загрузки служит рабочая позиция
предыдущей штамповочной операции. Отсюда следует, что в качестве
подающих и передающих устройств возможно использовать одни и те же
средства автоматизации.
Классификация подающих и передающих устройств.
По характеру движения захватных органов эти устройства бывают :
шиберные, револьверные, грейферные, механические руки, мани пул я горы.
Шиберные подачи используются при одно позиционной штам попке
«I[акронал» или продвижением шибера на другую позицию. Захватный орган
подающего устройства совершает возпрагн о- послу нательное прямолинейное
или маятниковое движение.
В револьверных подачах захватный орган револьверный диск -
периодически поворачивается на заданный угол, а заготовка перемещается в
одной плоскости.
В |рейфер]1ых передающих устройствах движение захватного органа -
грейферных линеек - осуществляется по замкнутому контуру в одной (для
одно- и двухкоординатных грейферных подач) или в двух взаимно
। iepi iei щи кул яр11 ы х 11j госкос j ях (для трех коор^ Щ1 аги >ых иодач). 1 рейфериые
устройства применяют для перемещения плоских и объемных заготовок на
многопозиционных прессах.
Захватные органы в механических руках и манипуляторах совершают
сложное периодическое движение в нескольких плоскостях, а заготовки
перемещаются по ломаной или плавной траектории.
Привод [юдаю1цих и передающих устройств осуществляется от рабочего вала
пресса обычно с помощью цепной передачи.
6.2.1. Револьверные подачи
Револьверные подачи применяются для подачи плоских заготовок толщиной
свыше 0,5 мм и объемных заготовок диаметром до 60 мм. Револьверная подача
состоит из револьверного диска (захватного органа) и привода с
преобразующим механизмом.
За1рузка револьверnoi'o диска заготовками осуществляется с iiomoiili.io
магазинов или АБЗОУ . Для обеспечения точности подачи скорость
перемещения диска по окружности гнезд принимают не более 0,8 0,9 м/с.
Привод может быть от пресса или индивидуальный. Периодичность
движения диска обеспечивается преобразующими механизмами : храповыми,
нилучернячпыми, фрикционными, мальтийскими и т.д., т.е. используется уже
ранее рассмотренные механизмы.
При расчете револьверных подач определяют основные параметры
револьверного диска и тяговое усилие, необходимое для перемещения диска на
один шаг.
Ill
Рис.69.Расче'П1ая схема
револьверного диска
Диаметр окружности центров гнезд :
sin
где tin = диаметр гнезда;
Ьг - ширина перемычки по окружности
центров гнезд;
ot - угол поворота диска за 1 ход пресса.
Для крупных заготовок Ьл — (0,1:03)dj , для квадратных Ьп _ (0,4 :0,5)Lj ,
где Li - размер стороны квадратной заготовки.
Наружный диаметр диска
Dn - 1)0 I d2 । 2bi ,
где bi - наименьший размер перемычки между' гнездом и наружным
диаметром диска.
Число гнезд в диске зависит от размеров заготовки и требуемой
производи тел к нос ти, которые можно определить из условия :
где п число оборотов диска,
Ш] - число гнезд в диске,
Уд — скорость диска, м/с.
Толщина револьверного диска зависит от загружаемых деталей и способа
за1рузкиг
- при ручной загрузке - Ид = (3 -5) d2,
- при загрузке из магазина — Ьд = ( 0,8 — 0,9 ) сЬ,
Тяговое усилие для поворота диска на шаг подачи рассчитывается по
формуле :
где R - радиус приложения тягового усилия ,
Мт — момент, разни наем ый замкнутым юрмозом,
112
J - момент инерции диска и жестко связанных с ним частей,
а ускорение, развиваемое при разгоне диска.
6.2,2, Грейферные передающие устройства.
Грейферные передающие устройства применяются для автоматизации
работы отдельных прессов (многопозиционных), а также нескольких прессов,
связанных в единый технологический комплекс, как при чранспортиронанин
полу фабрика га между позициями штамповки, так и для :iaiрузки исходной
заготовки и he.iiрузки готового изделия.
Рабочий орган хрейферпой подачи — линейка с захпазами, число захватов
определяется числом рабочих и холостых позиций.
Однокоординатные грейферные подачи применяют для перемещения
толстолистовых деталей на операциях пробивки, неглубокой вытяжки, гибки;
удерживание деталей осущеитвляеюя за счет подвижности захватов.
Двухкоординатные грейферные подачи применяют в многопозиционных
листоштамповочных автоматах и КГШП. При этом следует для возврата линеек
либо поднимат!. детали над зеркалом штампа, либо пропускать линейки н
прорезях штампа, расположенных ниже возможного расположения детали.
Трехкоординатные грейферные подачи наиболее универсальны и пригодны
для |рапс]1ор'гировапия деталей любой конфигурации. Но из-за их
значительной массы снижается точность позиционирования и усложняется
конфигурация привода. Привод грейферов осуществляется от пресса, либо от
индивидуального пневмо-, электро- или другого двигателя.
Линейки фейфера выполняют подпружиненными или
самоустанавливающимися по базируемой поверхности деталей.
При расчете грейферных передающих устройств определяют число
обслуживаемых позиций, ход линеек, усилие удержания или извлечения
деталей. Грейферное устройство обслуживает рабочие и холостые позиции в
зависимости от технологического процесса и применяемого оборудования
(число позиций пресса может не совпадать - быть бол...........е числа
технологических позиций для конкретной штамповки).
Ход линеек зависит от размеров штамусмых деталей, конструкции штампа и
параметров пресса. I (родильный ход линеек определяется :
где В наибольший размер детали н направлен и и перемещения.
Поперечный ход линеек (в период выполнения технологической операции):
/да “ Вш - вз + 2 (6+с),
где Вш - размер верхней части штампа в плоскости движения линеек,
измеряемый перпендикулярно движению подачи,
Нз - размер заготовки в таком же измерении,
б - минимальный зазор между захватами и элементами штампа в таком же
измерении,
с - глубина захода захватов для удержания заготовки (для плоского
захвата с=0).
113
Усшше захвата заготовок рассчитывается но формуле :
_ п G j cos а
С‘ = 2^ ’
где п - число одновременно транспортируемых заготовок,
Ст3 - вес транспортируемой заготовки,
а - угол профиля захвата,
ц - коэффициент трения по поверхности захвата.
Рабочее усилие привода подъема ;
Qm = (nG:i + G2)(l+az/g),
где Gz - вес деталей грейферного устройства при подъеме линеек,
а2 — максимальное ускорение, развиваемое при подъеме линеек,
g - ускорение свободного падения.
6,2.3. Механические руки
Механические руки рекомендуется применять для подачи заготовок сложной
конфигурации, когда невозможно перемещать их в одной плоскости, а также
для плоских заготовок толщиной до 0,2 - 0,3 мм.
Механические руки имеют комбинированный сдвоенный привод,
обеспечивающий перемещение захватного органа и двух взаимно
перпендикулярных направлениях. Подъем и опускание захватного органа
обычно производится в крайних положениях : у позиции загрузки руки и в
рабочей зоне штампа.
Некоторые конструкции механических рук снабжают дополнительными
устройствами, обеспечивающими разворот заготовки в плоскости подачи или
ее наклон в соответствии с требованиями технологического процесса.
В качестве привода используются пневматические и гидравлические
цилиндры или привод пресса.
Механические руки изготовляют подвесными, монтируя их на
технологическом оборудовании, и напольные, устанавливаемые рядом с
прессом. Механические руки можно использовать для подачи заготовок,
удаления отштампованных изделий из штампа, для многоопсрационного
транспортирования заготовок и полуфабрикатов, а также для удаления отходов.
Основными параметрами механических рук являются : наибольшая масса и
размеры подаваемой заготовки , ход перемещения или угол поворота
захватного устройства, вертикальный ход захватов, производительность. Эти
параметры для подачи листовых заготовок регламентируются ГОСТ 16558 - 80.
Управление механической рукой осуществляется с помощью упоров,
концевых вы ключа-i елей и релейных схем, обеспечивающих работу’ по жесткой
цикловой программе. В качестве примера рассмотрим схему механической
руки модели МР-12, предназначенной для автоматизации процессов холодной
штамповки деталей на открытом однокринотпиггном прессе простого действия
усилием 1600-2500кН. Рука обеспечивает вертикальное и горизонтальное
качатет цыюе (маятни коное) i теремещенис захвата.
114
Рис.70 .Схема механический руки
Захват может быть цанговым, клещевым , вакуумным, электромагнитным.
Возможно смонтировать на руке два захватных органа, что обеспечит
последовательную загрузку и выгрузку отштампованной заготовки.
Работа руки (рис.70) состоит в следующем : вращение двигателя (11) через
клипоремеиную передачу со шкивами (12 и 13) и муфт сцепления (14 и 15)
передается валу I , a or него через упругую муфту (16), на нал П с червячным
редуктором (17), выходной вал 111 которого связан с ко пирным барабаном (9).
Преобразование вращательного движения барабана в поступательное
движение рейки (5) осуществляется с помощью ролика (6), скользящего по
кулачковому пазу барабана (9). Поступательное движение рейки (5) с помощью
зубчатого колеса (2) преобразуется в поворот валя TV , на котором закреплено
захватное устройство (1).
Вертикальное перемещение захватного устройства (1) осуществляется oi
кулачка (3) , взаимодействующего с двуплечим рычагом (4) и валом IV.
поднимающимся имеете с захватом. Вал камандоанпарата (10) приводится в
движение цепной передачей через звездочки (7 и 8).
115
6.2.4. Устройства для удаления штампованных изделий и отходов
Необходимость автоматизации операций удаления отштампованной детали
или отходов вызывается большими (до 50%) затратами времени па них и
опасностью выполнения этих операций вручную.
Сбрасывающие устройства применяются в тех случаях, когда не требуется
сохранение ориентированного положения детали. Сбрасывающие устройства
бывают пневматические штепмосду», и механические - крючковые,
рычажные, клиновые и шиберные.
Выноеящне устройства бывают ковшовые, легковые и конвейерные; для
сложных деталей - механические руки, манипуляторы и роботы.
11 пен магические сбрасываюшие устройства удаляют отштампованные детали
из рабочей зоны илампа струей сжатого воздуха. Включение подачи сжатого
воздуха производится кулачком на ползуне пресса или электромагнитом от
выключателя , связанного с кривошипным валом. Сопло устанавливается на
плите штампа или на подштамповой плите пресса.
Пневмосдувом удаляются малые и средние по массе и размерам детали,
изготовленные на быстроходных прессах со 120-180 ходами в минуту.
Механические сбрасывающие устройства работают обычно от усилия сжатой
пружины, взводимой ползуном при рабочем ходе. Механические и
сбрасывающие устройства ветрам наго гея в штамп, и конструкция их
определяемся конфигурацией штампуемой летали. Применяются они для
удаления мелких и средних по габаритам и массе де талей и позволяют
увеличить производительность фуда в 1,5-2 раза.
Клиповое сбрасывающее
устройствоСРмсЛХ) работает от
клина (1), закрепленного на пол-
зуне (2 ) пресса. Клип через ро-
лик (3) смещает рычаг ебрасы вя-
зеля (4) против часовой стрелки и
закруч и пае г i ipy жину-опускатсль
вместе с ползуном. 11ри подъеме
ползуна рычаг (4) под действием
11ружины поворачивается вокруг
осн (6) но часовой стрелке и
удаляет деталь, поднятую съем-
ником штампа. Регулировка
сбрасывателя производится изме-
нением положения клина
относительно рычага сбрасы-
вателя.
Рис.71 .Клиновое сбрасывающее устройство
116
Тол кню щ ий сбра с ыв ател ъ (’ Р и с. 72 )На
верхней плите штампа (Г) закреплена
державка (2) с подпружиненной
собачкой (3). На нижней плите
штампа закреплена стойка (7), на
которой шарнирно закреплен
рычаг (4), подпружиненный плоской
пружиной (5). В стойке перемешается
сбрасыватель (6), поджатый в левую
сторону' пружиной (К). Взаимодейст-
вие рычагов при ходе ползуна обес-
печивает сбрасывание (толкание)
детали .
Рис.72. Толкающий сбрасыватель ‘
Л’ ыносящие устро1м?юва(Рис.73 )
устанавливаются на прессах с
числом ходов не более 30-40 в
минуту и используются для
среднегабаритных деталей,
выталкиваемых из верхней части
штампа. Привод вьтносяших
устройств осуществляется от
ползуна пресса или же от
пневмоцилиндра, работа которого
синхронизирована с работой пресса.
Для обеспечения заданного
движения ковша используются
рычажные, клиновые, шсстсрснно-
реечныс преобразующие механизмы,
либо их комбинация.
Рис. 73 .Схема вы нося i него
устройства
Система рычагов (1,2,3) и шарниров (4,5,6) связывает между собой верхнюю
и нижнюю плиты штампа. Ковш (7) соединен с рычагами центральным
шарниром (6), При ходе ползуна вверх ковш (7) вводится в рабочую зону
штампа. Деталь выталкивается из верхней половины штампа и падает в ковш.
При опускании ползуна ковш вместе с деталью выносится из рабочей зоны.
117
Выноснгцие устройства с захватным органам — механические руки.
Применяют для удаления средне- и крупногабаритных деталей (типа кузовных
it navi 11 шюк) из гонкого листа, расположенных на нижней части штампа,
установленного на закрытом прессе простого или двойного действия.
Дтя межоперационного транспортирования заготовок крупногабаритных
деталей применяются ленточные конвейеры с индивидуальным приводом, либо
рольганги приводные. Высота конвейера может регулироваться по отношению
к уровню разъема штампа. Остановка детали на позиции за1рузки
осуществляется одновременно с ее выравниванием с помощью упоров на
кронштейне перед подходом захвате юго органа подающего устройства
। юс.юду ю । це го i jpecca.
Стапелирующне устройстеа(РисЛ4) служат для укладки в ориентированном
положении заготовок после штамповки для последующей обработки.
Стапелирование может осуществляться :
1 -устройствами, фиксирующими положение заготовки при
скольжении их по лотку, либо в свободном падении;
2 - у тройствам и с принудительным перемещением они гамнованных
заготовок в кассету'.
Фиксация штамповок производится по внутреннему, либо по наружному
контуру.
Рис.74.Схсмы стапслирующих устройств
Дтя удаления мелких отходов (просечки) используются лотки и конвейеры.
Для надежного их перемещения по лотку применяют вибролотки или же лотки
с принудительным механическим встряхиванием лотка от гребенки,
закрепленной на верхней плите штампа.
118
Тема7. Автоматические линии кузнечно-штамповочного производства.
Автоматизация процессов горячей штамповки
Экоцомически-эффектииной может бв.гп. даже сложная автоматизация при
относительно небольших партиях однотипных деталей, обрабатываемых па
одной машине, при надлежащем их подборе по форме и размерам,
К особенностям автоматизации процессов горячей штамповки следует
отнести прежде всего высокий темп работы машин и прессов , при этом
остается малый промежуток времени для выполнения операций подачи ,
вьпрузки и перемещения заготовок ; приходится оперировать тяжелыми и
горячими заготовками; большое количество теплоты , выделяемое заготовками
и нагревательными устройствами, а также задымленная и запыленная
атмосфера ухудшают условия работы элементов схемы управления.
Работа машин н автоматическом режиме вызывает необходимость
обеспечения надежной обильной, системы охлаждения и смазки инструмента.
Для повышения обшего уровня производства в кузнечно-штамповочных
цехах параллельно с совершенствованием основных процессов необходимо
механизировать заготовительные и вспомогательные операции, раскрой
металла и его подачу на рабочие места, коЕпроль готовых изделий.
Успешная эксплуатация многих оригинальных механизирующих и
автиматизируЮ1ЦИХ устройств на заводах страны подтверждает возможность и
эффективность дальнейшей работы по автоматизации процессов горячей
штамповки. Различные автоматические подачи, перекладчики, манипуляторы и
другие механизмы, изготовленные и внедренные на заводах, позволяют
облегчить труд и повысить производительность машин.
Для выполнения работ на складировании металла и его выдачи
целесообразно применять краны-штабелеры с захватами (вилами),
обслуживающими стеллажи. Их применение позволяет довести высоту
складирования до 30 метров и свести до минимума время поиска, доставки и
выдачи необходимого материала. Стеллажные, управляемые из кабины, краны-
штабелеры выпускаю! грузоподъемностью 0,25; 0,5; 1,0; 2,0 тонны.
Раскрой металла. Для механизации и автоматизации процессов раскроя
применяю ! рол [.ранги и транспортеры с подачей металла до упора под ножи
пресса и последующей передачей по лоткам в нако]1ителЕ.Е1ук) чару или
кассеты. Перед прессом организуется механизированный стеллаж с
riiai акнцими балками для поштучной выдачи прутка.
Для прутков и штанг из легированных сталей необходим нагрев до
500-750° С перед резкой. Наиболее эффективные средств:1 автоматизации
передаточных устройств в исчах - рольганги и шагающий под печи.
Основное оборудование для резки - это кривошипные ножницы,
кривошипные пресса и механические питы. Осишиюе ниимаяие уделяется
жесткости зажима прутка, для чего применяется специальная оснастка.
Резка на механических пилах обеспечивает высокое качество среза и
точность мерной заготовки, но она малопроизводительна и сопровождается
119
потерей металла (до 10 %) в стружку.
Нагрев металла. В условиях крупносерийного и массового производства
автоматизация осуществляется применением механизированных печей:
карусельных с вращающимся подом, карусельных с кольцевым подом,
методических и полумстодичсских, щелевых с толкателями и т.п.
В условиях серийного, мелкосерийного и индивидуального производства
применяют камерные печи с неподвижным иодом, механизация которых
ограничена, применяют специальные рольганги откидного типа, подвесные
захватные приспособления, перемещаемые по подвесному монорельсу к
кузнечному агрегату.
Полное устранение ручного труда при обслуживании печей обеспечивают
специальные машины : рельсовые и безрельсовые манипуляторы, оперирующие
с нагретым металлом при его обработке на кузнечно-прессовом оборудовании.
Для загрузки и выгрузки методических печей применяют различные
конструкции устройств, сочетающие кассеты, рольганги, пневмоцилиндры,
склизы, поворотные столы. Конструкции этих устройств учитывают форму,
габаритные размеры, массу заготовок.
Рис.75. Для заготовок коленвала
1 бункер
2 пневмоцилиндр
3 толкатель
4 ворошитель
5 заготовки (круглые)
1,2,3 - j 11 шимоцилиндры,
4- приводной ролы анг,
5- заготовки
Рис.76. При подаче заготовок на рольганг
120
I кючередпая работа пневмоцилиндров упорядочивает заготовки и
осуществляет поштучную выдачу’ их на рольганг и далее на нагрев.
Для подачи ориентированных заготовок 0 30 - 120 мм и h/d > 1^25
применяют буи кер-питатель элеваторного типа.
Т’ис.77, Куп кер-питатель элеваторного типа
1- бункер, 2- вибратор, 3- гиговая цепь, 4- захват, 5- заготовка, 6- звездочка
поперечного транспортера, 7- поперечный транспортер,8- четырехзвенник для
движения захватов с остановками,9- лоток к установке ТВЧ. 10- толкатель
Таким образом, в устройствах автоматизации горячековочных процессов
применяются рассмотренные ранее элементы средств автоматизации, но
разработанные с учетом условий массивных и разогретых заготовок.
Принципиальный подход к автоматизации процессов остается единым.
Для кузнечных работ на прессах разработаны и эксплуатируются кузнечные
манипуляторы, Выявлена целесообразность устанавливать два манипулятора :
один работает постоянно у пресса, а торой осуществляет транспортно-
технологические функции. Наибольшее распространение получили разные
типы рельсовых манипуляторов грузоподъемностью 0,3 - 200 т.
Привод манипуляторов - элсктрогидравлячсский.
121
Рис.78. Классификация кузнечных манипуляторов
Тип I. Мостовой с прямолинейным передвижением. Возвратно-
писту нагельное передвижение моста манипулятора и тележки во
взаимноперпендикулярных направлениях. Фронтальное обслуживание.
Тип 11. Мостовой с поворотной тележкой и прямолинейным передвижением.
Специальной расстановки оборудования (печей, прессов) не требует.
Тип ill. 1 ележечиый с прямолинейным передвижением но рельсам на полу
цеха. Работает с возвратно-поступательным движением.
Тип IV. Тележечный с поворотной башней и прямолинейным
передвижением. Может выполнять круговой раз ворот заготовки н
горизонтальной плоскости.
Тип V. Мостовой с вращением моста по круговому рельсу. Это манипулятор
типа I , но с движением по круговому рельсу. Тележка в пределах круга
совершает возtipaпio-i юсту i [агельное движение.
Тип VI. Тележечный безрельсовый с рулевым управлением и свободным
маневрированием но территории цеха. Комбинированный привод от
электросети и дизеля.
122
7.1. Механизированные и автоматизированные линии и участки
Для получения максимальной эффективности создаю юя механизированные и
автоматизированные линии и участки, скомплектованные из стандартного
оборудования и снабженные различными механизирующими и
автоматизирую! ними у стро йствам и.
Для штамповочных работ линии специализируются на изготовлении одной и
нескольких подобных деталей. Например, линия штамповки шатунов,
коленвалов и т.д. (ЗИЛ, КАМАЗ). Б состав линии входят :
- установка нагрева ТВЧ;
- автоматизированные ковочные вальцы 0,4 МН;
- КГШП - усилием 25 МН;
- обрезной пресс 1,6 МН.
Производительность линии 1800-2000 тазу нов в смену
Термообработка, калибровка и правка выполняются отдельно. Все
оборудование связано в одну цепочку, на прессах работают люди.
7.2. Автоматическая линия штамповки коленчатых валов (КАМАЗ)
Особенностью линии является фасонирование заготовок на ковочных
вальцах, штамповка на кривошипном прессе в черновом и чистовом ручьях,
обрезка облоя на обрезном прессе, выкрутка колен на выкруюом прессе и
калибровка па р и хтокочпо-калибровочном прессе. Автоматизированы все
операции , включая нагрев, вальцовку, штамповку, термообработку, контроль,
отбраковку; основное технологическое оборудование сблокировано с
манипуляторами. Операторы выполняют функции наблюдения. Привод
манипулятора - гидравлический , управление от системы программного
управления. Точность позиционирования - 1 1 мм. Привод захвата -
пневматический. Производительность — 50 поковок в час.
123
Темп 8. Промышленные роботы и робототехника
8.1.Общая характеристика и классификация промышленных
роботов(ПР)
Манипулятор, имеющий несколько степеней подвижности и
перепрограммируемое устройство программного управления для выполнении в
производственном процессе двигательных и управляющих функций, составляет
автоматическую машину — промышленный робот.
Общая функциональная схема промышленного робота включает (рис.79):
Рис.79. Схема промышленного робота
Манипулятор (М) с рабочим органом : рукой (Р), захватным устройством
(УЗ) и механизмами движений, устройством передвижения (УН) и устройством
управления (УУ) для формирования управляющих воздействий.
Манипуляторы могут работать в прямоугольной системе координат,
цилиндрической , сферической или в смешанной.
Основные параметры : rpysoi юд кем и ос i f., ч ист го степеней подвижности,
рабочая зона, точность позиционирования, мобильность, скорость движения
захвата и устройство передвижения, тип устройств управления и привода,
число захватных органов.
Среднее значение грузоподъемности для наиболее распространенных
моделей роботов составляет 5-50 кг при максимальном вылете плеча. Из
числа роботов, находящихся и эксплуатации , примерно 50 % имеют
г и драил и ч еск и й । гр и в о,1 i,, 5 % - эле ктр и ческий, 2 - 5 % - смеша i ты й.
Число степеней подвижности - это сумма возможных координатных
движений объекта манипулирования относительно опорной поверхности.
Позиционное управление применяется в большинстве моделей 11Р(~ 90%).
124
Точность позиционирования - отклонение выбранной гонки па захвате от
заданного положения при неоднократном нош (фении цикла движений с
отработкой максимальных ходов по каждой из координат.
высокоточные (±0,01 мм);
повышенной точности (±0,1 мм);
нормальной точности (±1,0 мм);
низкой точности ( > + 1,0 мм).
Привод-\шевматический, гидравлический, электрический,комбинированный.
Стационарные и передвижные.
В кузнеч но-штамповочном производстве нашли применение главным
образом жесткопрограммируемые ПР с цикловым (ЦПУ) и числовым (ЧПУ)
программным управлением, т.е. ПТ’ I но коле ним. Жестко программируемые
(1 поколение) , адаптивные (11 поколение) осуществляют свои действия с
использованием информации об объектах и явлениях внешней среды ,
полученной в процессе работы. Они могут выбирать детали из чары и
ориентировать их. Интеллектуальные (ТТТ поколение) - с помощью
искусственного зрения и других усфойстн MOjyт воспринимал. и распознавать
обстановку, с ч роить модель среды, ан тома ты чески принимать решения о
последующих действиях и выполнять его, самообучаться.
Манипулятор - это управляемое устройство, оснащенное рабочим органом -
схватом, для выполнения двигательных функций, аналогичных функциям руки
человека при перемещении объектов в пространстве.
Манипулятор с ручным управлением требует, чтобы им управлял чсловск-
опсратор.
Манипулятор характеризуется числом степеней подвижности суммой
нозмож е । ы х коорди । ia 111 ы х [нижем ий объекта манипулирования. Манипуляторы
с ручным управлением могут быть копирующими, командными и
полуавтоматическими.
Копирующие - повторяют перемещение кисти человека.
Командные - ввшолняют движения рабочего органа но каждой степени
подвижности, отдельно по сигналам от гспопок, рукояток.
В полуавтоматическом манипуляторе имеются рукоятка для управления
несколькими степенями свободы и микроЭВМ, преобразующая сигналы с
рукоятки в сигналы управления движениями сигнальных или рабочих органон.
Автоматические манипуляторы — это автоолеряторы, IIP и манипуляторы с
интерактивным (смешанным) управлением.
Промышленные роботы по назначению подразделяются на
произнодсгвепные и ч ране портные.
125
Классификация промышлен ных рибитов;
по характеру выполняемой операции;
но области применения, по виду производства;
по системам координатных перемещений;
по числу степеней подвижности;
но мобильности;
по конструктивному исполнению;
по тину силового привода;
по характеру отработки программы;
по характеру выполняемой операции;
по области применения, по виду производства
Прочие
126 Продолжение
по системам координатных перемещении
по числу степеней подвижности
по конструктивному исполнен ши
Окончание
127
и/л характеру атраГютки программы
Рис.80. Классификация промышленных роботов
Производственные роботы предназначены для выполнения основных
операций технологических процессов. Для этого они оснащены определенным
инструментом.
Транспортные роботы выполняют мсжопсранионную передачу' заготовок,
детален. Они загружают и разгружают оборудование, обслуживают
технологическое и транспортное оборудование.
Роботы обоих типов могут быть специализированными и универсальными.
Специализированные роботы выполняют технологические и транспортные
операции определенных видов производств;
Универсальные роботы выполняют основные, вспомогательные,
ipanci юр л пае, контрольные (например, твердость) работы в различных видах
производства.
8.2. Структура промышленных роботов
Основ..ми системами ПР являются : механическая систем а(манипулятор) и
система управления.
Механическая система обеспечивает функции движения и реализует
технологическое назначение ПР. Она состоит из : несущей конструкции,
приводов, иередаючпЕ.Ех механизмов, исполнительных механизмов и захватных
устройств.
На несущей конструкции - станине (каркасе) монтируются все узлы ПР.
В качестве приводов используются электро-, пневмо-, гидро- и
комбинированные.
Исполнительный механизм - это совокупность подвижно соединенных
зненьен, предназначенных для воздействия на объект манипулирования или
обрабатываемую среду. Рука ПТ1 - это исполнительный механизм,
осуществляющий транспортирующие и ориентирующие движения. Применяют
1,2,4 и более исполнительных механизмов. По конструкции иримеЕгноЕ
стационарные, выдвижные. телескопические, шарнирные и т.п.
исполнительные механизмы.
Захватное устройство(схваты) - это узел механической системы,
обеспечивающий захватывание и удержание объекта труда в определенном
положении. Для возможности работы с различными объектами зруда захнагы
являются системными элементами ПР.
128
Сии гема программного управления предназначена для прей рам миропапия,
сохранения управляющей программы, ее воспроизведения и обработки. Состав
системы программного управления : устройство ввода и вывода управляющей
iipojpaMMt.i, ее заполнения и хранения.
Управляющая программа — это последовательность простых инструкций,
выполненных на некотором формальном языке. Она может быть зафиксирована
с помощью механических упоров, копиров, различных коммутаторов
(штеккерных панелей, ынпг(нюзицио1П1ых переключателей), а также
быстросменных ноет елей (перфолент, магнитных лент, дисков и т.д.). Для
ввода управляющей иршраммы с быстросменных носителей применяют
контактные и бескон гакп i ые сч и ты вающие устройства.
Рабочая зона ПР
Рис.81 .Прямоугольная система координат
1, II, III - переносные степени подвижности,
х, у, z — раздельное изменение соответствующих координат положения
захвата,
a, b, h — параметры рабочей зоны в прямоугольной системе координат,
I., Н» М - размеры, определяющие ориентацию рабочей зоны относительно
манипулятора.
129
Рис.82.Цилиндрическая система координат
R, b, h. а - параметры рабочей зоны в цилиндрической системе координат,
z, г, ф - координаты в цилиндрической системе.
Рис.83. Сферическая система координат
р> ф, О - координаты в сферической системе,
Rec, b, а, pv? - параметры рабочей зоны в сферической системе координат.
130
Рис.84.Смешанная система координат
8.3. Конструкции ПР
ПР агрегатно-модульном} типа. С цельте снижения стоимости ПР
разрабатываются агрегатно-модульные копстру кт |,и и, 11 ikhil i я io i цие -таменить
ими универсальные ПР. При этом используются унифицированные узлы и
б J [ О К И ( М О J у л и ).
г _
1) 1=^-ь=с )ai,a2
Рис.85.Схема компотюнки 1 IP n t модулей :
1- выдвижение руки, 2-механизм подъема, 3-мехаиизм поворота,
4-механизм продвижения
131
ПР с конкретными техническими параметрами может собираться из
унифицированных основных модулей : основания, захкатшн'о устройства,
подъемно-поворотного механизма. Каждый из модулей может иметь несколько
типоразмеров. Комбинация и расположение модулей иозноляет собрать 24
модификации ПР с отличающимися показателями но числу степеней
подвижности (от 2 до 6) , формам рабочих зон и их размерам, скоростям
линейных перемещений (0,2; 0,35; 0,6 м/с).
I рузо под темность ПР этой гаммы (JIM40) 40 кг. Привод гидравлический,
система управления - цикловая, метод программирования - по упорам. Эти ПР
нашли применение в литейном производстве.
Промышленные роботы серии СМ40 созданы на базе следующих модулей:
4 типоразмера рук для зажима и поворота заготовки,
3 типоразмера захватных устройств,
3 типоразмера оснований,
2 гипоразмера устройств приводов для линейного перемещения и
вращательного движения руки,
3 типоразмеров СУ (па базе программных барабанов).
Из модулей можно скомпоновать 10 типоразмеров напольных, стационарных
и передвижных роботов. Привод - гидравлический, цикловая позиционная
система управления, программоноситель - командой!iпарат (при замене
барабана происходит смена программы). Грузе» ку темность - от 10 до 500 кг.,
число степеней подвижности - от 3 до 6, зона обслуживания (по радиусу) - от
1900 до 2400 мм. Применяются для машин литья под давлением, вертикальных
прессов усилием до 160 кН, кузнсчно-прсссоных машин (ГКМ), шахтных
печей, линии гальванопокрытий, автоматизированных линий механической,
обработки.
Агрегатно-модульный принцип построения ПР позволяет :
создавать различные но функциональному назначению и компоновке ПР при
минимальном числе модулей;
повысить эффективность производства ПР за счет серийного выпуска
небелы пой номенклатуры типовых агрегатных узлов;
снизить стоимость ПР;
уменьшить затраты при эксплуатации ПР.
Для агрегатных ПР характерно, что одна или две степени подвижности
реализуются отдельными функциональными узлами, а связь между ними,
регулирующей аппаратурой, узлом питания и устройством управления
осуществляется сменными энергетическими и коммутационными линиями.
В модульных ГП* каждая степень подвижности реализуется отдельными
узлами (модулями). При этом каждый модуль содержит кроме исполнительного
механизма распределительную и регулирующую аппаратуру, устройство
контроля положений выходного элемента исполните.'] гдюго механизма, систему
коммутационных, энергетических и информационных линий связи.
В модульных ПТ* узлы (модули) более сложны и громоздки.
Промышленные роботы агрегатно-модульного тина могут быть напольными,
тельферными и мостовыми.
132
Тельферные ПР осуществляют перемещение объектов манипулирования над
технологическим оборудованием. Возможно групповое обслуживание
нескольких технологических установок одним роботом при их линейном
расположении.
Мостовые ПР монтируются на чраверсе или мосте, но которому
перемещается каретка с рукой (а мост, в спою очередь, перемещается по своим
направляющим). Система более жесткая и динамически устойчивая по
сравнению с тельферными ПР. Мостовые ПР могут обслуживать
технологическое оборудование на всей площади участка.
Напольные ПР устанавливаются на полу цеха или на рельсах , занимая
площадь. Иногда приходится перемонтировать технологическое оборудование.
К 4. Адаптивные I..I.F
Адаптивные ПР имеют систему управления исполнительным устройством
робота, которая учитывает изменения контролируемых параметрон внешней
среды и cooi веге гну кпцим образом (антомагически) изменяют программу.
Адаптивные ПР оснащены тактильным датчиком прикосновения, датчиком
контроля усилия или момента сил и дистанционными датчиками.
Рис. 86. Адаптивные ПР
Адаптивные IIP с сенсорным модулем осуществляют поиск, опознавание,
измерение и захватывание детали из магазина. Затем следуют движения,
обеспечивающие перенос и установку детали на позицию технологической
обработки.
При наличии датчика контроля усилия захват детали осуществляется таким
усилием, чтобы избежать се деформации и т.д.
8,5. Захватные органы ПР
Служат для захватывания и удержания в определенном положении объекта
манипулирования. Конструкции, размеры и форма захвата зависят от массы,
формы, размеров, материала и других параметров объекта. Обязательные
требования, предъявляемые к ЗУ : надежность захватывания и удержания
объекта, стабильность базирования, недопустимость повреждения
(деформации) объекта.
133
Дополнительные требования: широкозахватность (возможность
захватывания и базирования деталей в широком диапазоне размеров, массы и
формы), возможность захватывания близко расположенных деталей; легкость и
быстрота замены (возможно автоматической).
Захватные устройства могут иметь датчики, сигнализирующие о взятии или
сбросе детали, о температуре, об усилии захвата и т.п.
Классифицируют захватные устройства по принципу действия, по числу
рабочих позиций, по виду управления, по характеру крепления на руке
манипулятора и т.п.
По принципу действия различают механические, вакуумные, магнитные,
упругие оболочковые (с эластичными камерами).
Механические ЗУ удерживают деталь
рабочими элементами (губками, пальцами,
клещами) за счет запирающего усилия или
сил трения. Схватывающие ЗУ могут быть
механическими — клещи, тиски, или
эластичными, деформирующимися под
действием нагнетаемого в камеру воздуха
или жидкости.
Рис.87. ЗУ с эластичной камерой
Поддерживающие ЗУ фиксируют объект, используя его нижнюю
поверхность, выступающие части его или отверстия. Это крючки, петли, вилки,
лопаты и др.
Удерживающие ЗУ фиксируют объект, используя силовое воздействие
различных физических эффектов: вакуум, адгезию, электростатическое или
магнитное при тяжение и т.н.
По числу рабочих позиции ЗУ подразделяются на однопозиционные,
многопозиционныс (захватывают один или несколько объектов).
По виду управления ЗУ могут быть неуправляемые, командные, жссткопрог-
раммиру ем ые и адаптивные.
Неуправляемые требуют для снятия объекта усилия большего, чем усилие
его удержания, - это захваты с постоянными магнитами или вакуумные
присоски без принудительного разряжения.
Командные ЗУ управляются командами только на захватывание или
отпускание объекта. Это ЗУ с пружинным приводом (зашелки).
Жестко программируемые ЗУ — управляются системами программного
управления роботов. При этом могут изменяться взаимное положение рабочих
элементов, усилие зажима.
134
Адаптивные ЗУ — это программируемые устройства, имеющие
преобразователи внешней информации (формы, массы объекта, усилия зажима
и др.).
Но характеру крепления к руке ПР захватные устройства разделяются па
стационарные и сменные.
Неприиодные ЗУ не требуют специальных команд от системы управления и
дополнительного иод иода анергии.
ЗУ клещевого типа наиболее распространены. Удержание объекта
осуществляется губками. передвигающимися пневмо-, гидро-,
электроприводом.
Вакуумные ЗУ - это присоски из резины или пластика. Требуют устройств
для создания вакуума.
Электромагнитные ЗУ применяют для переноса без ориентации фасонных,
массивных, с оребрением или круглых объектов. Применимы только для
стальных деталей.
8.6. Приводы ПР
К приводам предъявляются следующие требования :
- минимальные габаритные размеры;
- высокие эд «ер тетин еск не показатели;
- быстродействие;
- возможность регулирования и автоматического управления;
- безопасность;
- надежность;
- удобство обслужи на 11 и я.
Электрический привод имеет хорошие динамические характеристики,
повышенную точность позиционирования (< ±1,0 мм). Электропривод
включает : усилитель мощности, управляемые двигатели, передаточные
механизмы, датчики обратной связи по скоростям, положению, сравнивающие
устройства.
Начинают применя ть привод с шаговыми двигателями и следящий привод с
двигателями постоянного тока.
В электроприводах ПР применяют двигатели постоянного тока, шаговые и
высокомоментныс двигатели. Двигатели постоянного тока с гладким ротором
обеспечивают высокое быстродействие, благодаря малой инерционности,
имеют малую электромагнитную постоянную времени.
Шаговые линейные и серводвигатели обеспечивают высокую точность
движений, повышенную надежность работы.
Пневматический привод представляет собой сочетание пневмоцилиндров
(поступательное движение), пневмодвш«лелей (вращательное движение),
привода с крутящим моментом (для колебательного движения),
пневмоклапанов (для управления и регулирования скорости перемещения и
остановки поршня), электромагнитных клапанов. Мощпосчь 60-800 ВТ на одну
степень под ш ок пости.
135
Пневмопривод может иметь систему управления струйной автоматики, что
обеспечивает малые габариты и безо ткачi гость в работе.
Гидравлический привод используется для роботов с грузоподъемностью
более 10 кг при нош.. точности позиционирования. Мощность привода
пре а еж нае т 1 кВ т.
К недостаткам гидропривода относится его чувствительность к изменениям
температуры окружающей среды.
Комбинированный элсктрогидравличский сервопривод применяется для
роботов, мощность которых нс может быть достигнута с помощью обычных
приводов. В их составе имеются гидроусилители момента - линейные
гидроусилители. Грузоподъемность ПР с комбинированным приводом
превышает 15 кг. Они обеспечиваюi повышенную точность позиционирования,
скорость движения рабочих органов.
Среди эксплуатирующихся роботов примерно 50 % имеют гидропривод,
около 40 % - пневматический, 5 % - электрический, 2-5 % - смешанный
(комби е । ирон;п 11 [ ел й).
8.7. Системы управления ПР
8.7.1. Назначение и классификации систем управления
Для формирования заданной еюследовareлыгости действий и обеспечения
автоматической работы всех механизмов в соответствии с заданной
программой ПР имеют систему управления. СУ обеспечивает также связь
робота с обслуживаемым технологическим оборудованием.
Программа определяет порядок выполнения движений робо та. За,1 ли шля
программа осущес*! влясеся с помощью средств пневмо-, электро-,
гидроантом аги ки в соответствии с типом привода ПР.
Классификация СУ производится по характеру обработки программы,
по характеру программирования, по способу представления информации, ею
способу управления и т.д.
По характеру обработки нро|раммы СУ подразделяются на
жесткопрограммируемые, адаптивные и гибкопрограммируемые.
Жестконрограммируемые СУ. В программе содержится полный набор
информации, который не корректируется при изменениях во внешней среде.
Адаптивная СУ с помощью внешних устройств воспринимает
изменения внешней среды и соответствующим образом изменяет ход
тех । ни го ги веского i гр а г (есса.
В гибкопрограммируемых СУ программа формируется на основе
поставленной цели и информации об объектах и явлениях внешней среды.
В кузнечно-штамповочном производстве наибольшее применение
нашли жестко е ipoi рам м иру ем ы е С У.
По характеру программирования СУ подразделяются на позиционные,
контурные и комбинированные.
При позиционном управлсЕши задаются начальное и конечное
положение рабочих органов ПР.
136
При котурном управлении задается траектория движения рабочею
органа ПР.
Комбипиронанпые системы управления обеспечивают позиционное и
koh j урное у । триплет т не.
11о способу представления информации pan 1 ичают
электромеханические, цикловые, числовые, аналоговые и гибридные СУ.
Электромеханические системы работают по упорам, кулачкам,
предоставляющим информацию н ниде физического аналога. Это схемы
релейной автоматики.
Системы циклового протраммтют о управления работают по информации
путевых и конечных выключателей. Изменение программы производится с
помощью штеккерной панели или считывающего устройства с перфоленты.
Применяются в роботах с малым числом позиций.
В аналоговых СУ программа задастся и храни тся в виде напряжения на
элементах электронной схемы. По функциональным возможностям аналоговые
СУ идентичны цикловым.
В системах ТШУ программа представляется в числовом виде и хранится
на быстросменных носителях (машишых барабанах, дисках и лентах).
Системы ЧПУ обеспечивают максимальные функциональные возможности ПРг
они koi про лиру ют результаты выполнения действий манипулятора, а также
параметры внешней среды.
Гибридные СУ строятся на сочетании нескольких систем управления.
ПТ1 с ЧНУ могут объединяться в одну систему, подключаемую к
внешней ЭВМ, для согласованной работы в автоматической линии и
роботизированном комплексе.
Унифицированные СУ
Управление промышленными роботами, выпускаемых серийно, может
осуществи я те. с я с помощью унифицированных систем программного
управления следующих групп :
УЦМ - унифицированные цикловые машины;
УПМ - унифицированные j юз и цион i j ы е м ашины;
УКМ - унифицированные контурные машины.
Для управления ПР в кузнечно-штамповочном про из по детве
выпускаются три модификации УЦМ : УЦМ—10, У1 и УТ Ц1-663.
Различаются они числом выходных сигналов и вспомогательных
команд. Основные параметры этих систем :
137
Ь.Ш-663
Число управляемых координат 2-10 7 6
Число точек позиционирования 2 1" 3 3
Емкость памя ти (число команд) н том числе : 30 32 ...... 128
тсхнолоJи ческ и х 12 7 12
управляющих роботом 16 15 30
программоноси ! ел г. коммутат. поле штеккерная плата ингефильцый
тип датчика 1 гол idkci i ия микровык лючатсль бесконтактный бесконтактный
Для управления роботами в технологических процессах контактной
сварки, сборки и транспортирования выпускаются унифицированные системы
УПМ - 331, У НМ 552, У ПМ —772. Различаются они числом управляемых
координат и типом управляемого привода.
Системы УПМ позволяют всю командную, технологическую и
геометрическую информацию с пульта управления и пулы а обучения записать
н оперативную память устройства, из которой затем она перезаписывается для
длительного хранения на магнитную лету кассетного накопителя.
Технологическая информация включает до 60 управляющих команд.
Основные технические данные УПАЛ :
.^имёйов^ни^ ''УПМ-Т7Г:ВД
Привод шаговый следящий
число программируемых координат 3 5 7
точность позиционирования, ед. дискретно сти ±1 1 1
система отсчета в абсолютных значениях
метод программирования обучение
программоноситель накопитель на магнитной лепте
число входных каналов 32
ч пело скоростей 8
индикация цифровая
138
С пульта yi давления при обучении осуществляется управление
степенями подвижное гм IIP и задание скорости перемещения органов.
Технологическая и вспомогательная информация , условия выполнения
программы, скорости рабочих перемещений и др. производи гея па пульте
управления устройства.
Для управления ПР, выполняющими техпроцессы со сложными
пространственными перемещениями исполнительного органа по заданной
траектории, выпускаются системы УКМ 552, УКМ - 772. Управление
роботами, выполняющими такие работы (сварочные по контуру, окрасочные),
требуют применения мпкроЭВМ или микропроцессора. В УКМ применена
«Электроника - 60», профаммо носитель - в виде накопителя па гибких
магнитных дисках. Устройство обеспечивает плавную остановку рабочих
органов манипулятора и возврат в позицию начала рабочей программы. Привод
- следящий. Мегод i «рограммирования - обучение.
8.7.2, Информационные системы
Информационные системы служат для расширения функциональных
возможное гей ПР, решения сложных задач и повышения эффективности
использования ПР. Кроме того, информационные системы используют для
обеспечения безопасности обслуживающего персонала.
Системы восприятия информации о внешней среде подразделяются на
визуальные, локационные и сие гемы искусственного осязания. При этом
использую гея устройства монокулярного, бинокулярнсд о искусственного
зрения (передающие, телевизионные [рубки видиконы, наборы
фотоэлементов - фотоматрицы, управляемые от ЭВМ).
Локальные сис тем г.г включают ближнюю и дальнюю локацию рабочего
пространс гва. Они используют ультразвуковые, лазерные и снеки го кационные
оптические системы.
Системы искусственного осязания позволяют решать задачи поиска,
обнаружения предметов , определения их положения , распознавания формы,
определения их параметров - массы, твердости, темпера гуры и т.д.
Системы контроля состояния ПР обеспечивают требуемые
эксплуатационные характеристики и участвуют в организации заданных
параметров движения.
Эти системы включают также аварийные блокировки, систему
диагностики.
Система оценки положения и скорости перемещения узлов и
механизмов для конкретного типа ПР является специальной. Преобразователи
этих систем должны иметь малые габариты, массу, простоту' настройки,
устойчивость к воздействию окружающей среды и т.п.
Для ПР со следящим приводом в качест ве преобразователей скорости
применяют тахогенераторы ТД - 103, ЦТ 1, ТП - II, проволочные
потенциометры, индуктивные преобразователи.
139
Системы аварийных блокировок предохраняют ПР и другие
манипуляторы от поломок при сбоях, предельных силовых воздействиях в
процессе транспортирования деталей. Преобразователями служат конечные
выключатели, силовые преобразователи, тактильные датчики.
Системы обеспечения техники безопасности предназначены для
формирования сигналов на остановку движения робта в опасной ,цля
оператора зоне, а также при аварийных си туациях. Д|я выдачи информации об
аварийном состоянии используючхзя контактные, силовые, индукционные,
ультразвуковые передвижные преобразователи.
Я.&Рибити.шция промышленного производства
8.Х.1. Основные типы роботизированных систем
При роботизации решаются вопросы совместной работы оборудования
(технологического) и промышленных роботов в одной системе с обшим
управлением от ЭВМ и встроенных микропроцессоров. Кроме того, изменяется
характер работы промышленно]о персонала. Поэтому проблемы роботизации
являются и техническими, и социально-психологическими.
Современное производство требует быстрой переналадки
технологических участков, линий и цехов на изготовление модернизированной
или совершенно новой продукции, либо изготовление одновременно
нескольких модификаций мзде] г и я. Поэтому каждая технологическая линия
должна быть способна изготовлять попеременно сериями различные детали
определенного класса при минимальных затратах времени на нерес фойку.
Для решения этих проблем и предназначаются робототехнические
системы. Их использование позволяет исключить ручной труд на основных и
вспомогательных технологических операциях.
Различают три класса робототехнических систем :
манипуляционные робототехнические системы;
информационные и управляющие РТС;
мобильные (движущиеся) РТС.
РТС в свою очередь включают три вида :
1 —й вид базируется на применении автоматически действующих
роботов, автоматических манипуляторов и роботизированных технологических
комплексов;
2 -й вид включает дистанционно-управляемые роботы, манипуляторы и
РТК;
3-й вид использует системы, в которых роботы имеют ручное
управление.
Каждый вид используется соответственно их возможностям ; 1-й вид
применяют в основном в промышленном производстве; 2-й вид - в
экстремальных условиях - загазованность, взрывоопасноегь, высокая или
140
низкая темпера iypi.i, давление, радиация; 3-й вид — для погрузочно-
разгрузочных и тяжелых работ.
Информаиионные tf управляющие РТС — это комплекс автоматических
измерительно-информационных и управляющих средств. Их задача - собрать,
обработан, и передать информацию. В производственных цехах эти системы
обеспечивают автоматический контроль, управление технологическими
процессами (безлюдная технология).
Мобильные {движущ неся) РТС являются автоматическими
платформами, перемещающимися но заданным программам и маршрутам с
автоматическим адресованием. Они могут иметь манипуляционные механизмы
для выполнения погрузоч но-раз [рузочных работ , доставки заютонок,
инструмента ит.д. Платформы (тележки) могут быть колесными, гусеничными,
на воздушной но душке, шагающими и т.д.
Робототехника создаст благоприятные условия для автоматизации
мелкосерийного производства, при этом резко увеличивается
производительность груда, возможен переход на 2-3- сменный режим работы,
снижается брак, четко соблюдается технологическая дисциплина, повышается
ритмичность работы.
8,8.2. Гибкне производственные системы с применением IIP
При создании гибких производственных систем с применением ПР
решаются следующие вопросы ;
— перепланировка оборудования;
- модернизация оборудования для стыковки с ПР;
- выбор транспорч них средств;
- разработка средств контроля, информации, управления.
Гибкие производственные системы в условиях среднесерийного
мщи-оиоменклатурного производства являются оптимальными, т.к. обладают
способностью приспосабливаться к изменениям внутри и вне системы,
сохраняя при этом производительность, близкую к максимальной.
Различают робототехнологические комплексы индивидуального и
группового обслужи нация оборудования.
При индивидуальном обслуживании оборудования используется
индивидуальный или встроенный в технологическое оборудование робот.
Робот обеспечивает установку и снятие заготовки (детали), фиксацию сс в
рабочей зоне, связь с транспортным потоком.
При ! ругню во м обслуживании оборудования робот, кроме
перечисленных функций, выполняет межстаночное перемещение деталей.
Групповое использование ПР для выполнения основных
технологических операций включает применение ПР разных типов - подъемно-
транспортных, производственных и универсальных, связанных в едином
комплексе, обеспечивающем законченный технологический процесс.
141
8.8.3. Техника безопасности при экеп.купгании робоюв
Роботы всех типов являются устройствами повышенной опасности и
моl y г стать основным источником травматизма, обслуживающею персонала.
Для безопасности персонала должны выполняться меры,
предупреждающие создание аварийных и опасных для здоровы! человека
ситуаций.
К мерам безопасноеги относятся : т .
- рациональная планировка;
- безопасная и безаварийная работа оборудования;
— специальные блокирующие устройства.
Главная цель - исключение возможности одновременного нахождения
человека и механизмов работающего робота в одном месте рабочего
пространства.
Организация рабочего места должна обеспечить удобный и безопасный
доступ обслуживающего персонала к роботу, технологическому и
вспомогательному оборудованию, их органам управления. Органы управления
необходимо размещать на общем пульте управления, блокировки должны быть
сдублированы по трассе возможных перемещений персонала.
Д|ц комплексов, исключающих возможность появления оператора в
рабочей зоне робот а но время его автоматической работы, предусматривается
полное (круговое) ограждение робота. При раскрытии створок ограждения
комплекс откл н ждется.
Для комплексов с ПР, работающими по жесткой программе, появление
человека в рабочей зоне робота должно вызывать а в-m магическую блокировку
их работы.
Внезапное отключение низания нс должно приводить к повреждению
роботов или травмированию обслуживающего персонала.
Захватное устройство должно удерживать объект при отключении
питания.
Окраска роботов выполняется согласно ГОСТ 12,4.026-76.
Звуковая аварийная сигнализация.
11о ।рассе перемещения предусматриваются экраны и защитные сетки.
Все комплексы должны оборудоваться средствами пожаротушения
(ГОСТ ! 2.4.009-83) и автоматической i южариой сигнализацией.
142
Список литературы
Основная
]. Трофимок И.Д. , Ьухер Н.М. Автоматы и ангюмагические линии д>|Я горячей
объемной штамповки.~М.: Машиностроение, 1981.
2. Кузнецов М.И. т Волчкепич ЛИ. , Заичалон 10.11. Автоматизация
производственных пр о нес сов./Под род. Г. А. Шаумяна.-М.: Высш.школа,
1978.
3. Норицын И.А., Власов В.М. Автоматизация и механизация технологических
процессов ковки и штам[1О1жи.-М.: Машиностроение, 1967.
4. Основы технологии машиностроения/ Под рсд. Корсакова В.С.-М.:Маши-
носфоение, 1977.
5. Живов ЛИ.. Овчинников А.Г. Кузнечно-прессовое оборудование. Прессы.-
Киев: Высш, школа, 1981.
6. Живов ЛИ., Овчинников А.Г. Кузнечно-прессовое оборудованис.Молоты,
винтовые прессы, ротационные и электрофизические машины Киев:
Высш, школа, 1984.
7. Малов А.Н., Иванов Ю.В. Основы автоматики и автоматизация
производственных процессов.- М. Машиностроение, 1974.
Дополнительная литература
1. Автоматические линии в машиностроении: Справочник в 3 т./ Под ред. А.И,
Дащенко, Г.А. Навроцкого.- МлМашипостроеиие, 1985.
2. Норицын И.А., Шсхтср В.Л, Мансуров Н.М. Проектирование кузнечных и
штамповочных цехов и заводов.-М.: Высш.школа, 1987.
3. Даровких В.Д. Робототехнические механизмы. -Фрунзе: Кыргызстан, 1986.
4. Кошкин ЛН. Рспорные и роторно-конвейерные линии.-М.:Машино-
строение, 1982.
5. Белянин П.Н. Промышленные роботы и их применение. Робототехника для
машиностроения. М. Машиностроение, 1983.
6. Гаврин А.П., Ефремов А.И. Автоматизация технологической подготовки
машиностроительного производства -Киев: Техника, 1982.
7. Малой А.Н., Прейе В.Ф. Механизация и автоматизация штамповочных
работ.-М.: Машгиз, 1955.
8. Бобров В.Г1. Проектирование за! ру точно-гране портных устройств к станкам
и автоматическим линиям. М.Машиностроение, 1964.
9. Мансуров И.З.ДТодграбинник И.М. Специальные кузнечно-прессовые
машины и автоматические комплексы ку шеч1ш-ш гамншшчио1 о
произволе гва: Справочдик.-М.; Мяшиггос грося г ие, 1990.
Ю.Ссмснидий В.И.,Акаро И.Л.,Волосов Н.Н. Прогрессивные технология,
оборудование и автоматизация КИШ КАМЛЗа.-М.:Ма]11ииостроепие?1989.
Учебное издание
МАРЧЕНКО Владимир Ефимович
АВТОМАТИЗАЦИЯ ТЕХНОЛОПРТЕСКПХ ПРОЦЕССОВ
ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
Текст лекций для студентов специальности 1204
Корректор А Трофимова
Изд. лиц. №’ 020640 от 22.10.97. Подписано в печать 15.01.02.
Формат60x84/16. Бумага офсетная. Усп.п.л. 8,37. Уч.-изд.л. 8,10.
Тираж 150 экз. Заказ 2327.
Ульяновский государственный технический университет
432027, г. Ульяновск, Сев. Венец, 32
Типография УлГТУ. 432027, Ульяновск, ул. Сев. Веней, 32.