/























































































































































































































































































Похожие




Текст
КОРРОЗИЯ И ЗАЩИТА
ХИМИЧЕСКОЙ АППАРАТУРЫ
Справочное руководство
том девятый
НЕФТЕПЕРЕРАБАТЫВАЮЩАЯ
И НЕФТЕХИМИЧЕСКАЯ ПРОМЫШЛЕННОСТЬ
Под редакцией
докт. хим.наук проф. 4. М. СУХОТИНА,
докт. техн, наук проф. А. В. ШРЕЙДЕРА,
докт. техн, наук проф. Ю. И. АРЧАКОВА
ИЗДАТЕЛЬСТВО «ХИМИЯ»
Ленинградское отделение • 1974
УДК 620.197:665.6
К68
К68 Коррозия и защита химической аппаратуры, т 9.
Неф геперерабатывающая и нефтехимическая про-
мышленность. Под ред. А. М. Сухотина, А. В Шрей-
дера и Ю. И. Арчакова. Изд-во «Химия», 1974.
Стр. 576, табл 231, рис. 246.
Девятый том справочника состоит из двух частей.
Первая посвящена коррозии и защите аппаратуры нефтеперераба-
тывающих предприятий. Рассмотрены особенности' работы аппаратуры
на всех стадиях подготовки и переработки нефтей, включая их
очистку, первичную перегонку, крекинг и риформинг, разделение и
очистку нефтепродуктов.
Втирал часть содержит обобщение опыта эксплуатации заводов
и цехов, занятых производством химических продуктов из нефтяного
сырья. Особое внимание уделено выбору материалов для аппара-
туры оксосинтеза в процессов гндрнровзиня при получении высоко-
октанового бензина и ароматических углеводородов.
В справочнике содержатся рекомендации по выбору и защите
конструкционных материалов.
Книга рассчитана иа инженерно-технических работников нефтепе-
рерабатывающей. нефтехимической и смежных отраслей промышлен-
ности. а также на работников проектных организаций. Она может
служить пособием для студентов нефтяных в химических вузов и
учащихся техникумов.
31407—118
050(01)-74
118—74
РЕДАКЦИОННАЯ КОЛЛЕГИЯ:
Канд. хим. наук Э. И. Антоновская, канд. техн. наук В. М. Беренб^ит,
канд. хим. наук В. А. Водопьянова, каад. хим. наук В С. Зотиков,
канд. техн, наук А Л. Лабутин, к?ид. хим. наук А А. Поздеева,
pfiKT. хим. наук А М. Сухотин (главный редактор)
(С) Издательство ^Химия», 1974
ОГЛАВЛЕНИЕ
Предисловие...............................•'.....................7
Часть первая
Нефтеперерабатывающая промышленность
Глава первая. Коррозионная активность нефтей (А. В. Шрейдер) . . 9
Потери от коррозии в нефтеперерабатывающей промышленности ... 9
Происхождение и классификация нефтей.........................10
Основные факторы, определяющие корразию оборудования.........11
Специфика коррозионных разрушении.........................26
Литература.................................................... 29
Глава вторая. Подготовка нефти к переработке (3. М, Калошина,
А. В. Шрейаер, А. Г. Королев. С. С. Шитов)..................30
Литература......................................................38
Глава третья. Низкотемпературная сероводородная коррозия и иаво-
дороживание стали (И. С. Шпарбер) .............. 40
Низкотемпературная сероводородная коррозия в присутствии влаги . . 40
Наводороживаине и растрескивание стали во влажных сероводородных
средах.....................................................44
Защита от сероводородного расслоения и растрескивания нефтезавод-
ской аппаратуры..........................................68
Литература......................................................63
Глава четвертая. Первичная переработка нефти....................65
Хлористоводородно-сероводородная коррозия (Г. Ф. Максимова,
А. В. Шрейдер) ............................................65
Нейтрализация и защелачивание сырья (3. Л1. Калошина)........77
Щелочная хрупкость сталей (Я. С. Шпарбер)....................82
Коррозионное растрескивание аустенитных нержавеющих сталей
(Г. Ф Максимова) ............. . ...... 88
Переработка нефтей с высоким содержанием нефтяных кислот
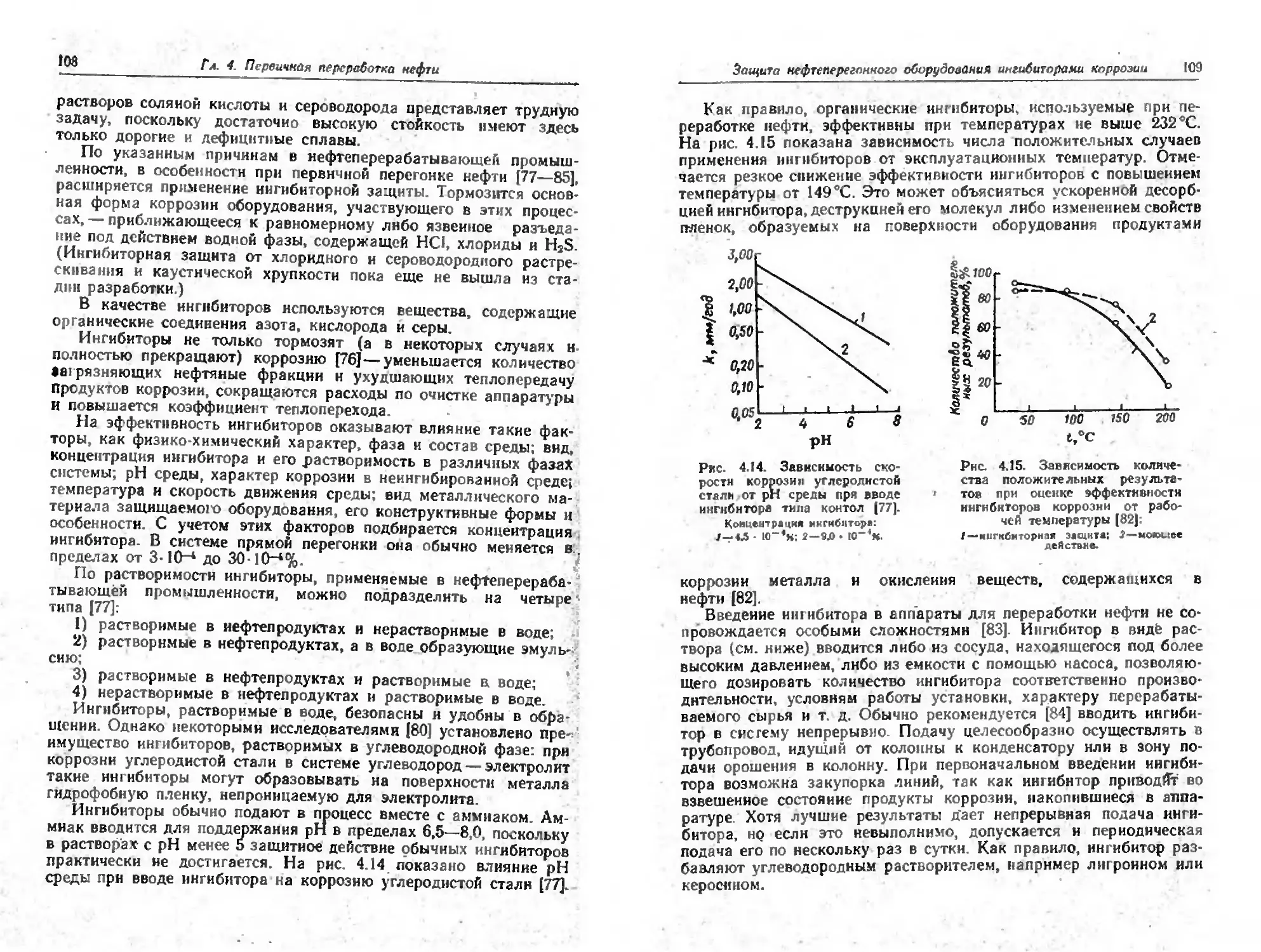
(Л. В. Шрейдер, С. С. Шитов) . . .............. 101
Защита нефтеперегонного оборудования с помощью ингибиторов кор-
розии (Л. Г. Борисова) ...................................107
Коррозия высокотемпературного оборудования (Л В. Шрейдер,
С. С. Шитов, А. Г. Королев) ................ 119
Рекомендуемые материалы для оборудования первичной переработки
нефти (Г Ф Максимова, С. С. Шитов, А. В. Шрейдер, А Г Королев,
В. Г. Дьяков) ..................... 123
Литература.................................................... 127
!•
4
Оглавление
Глава пятая. Деструктивная переработка нефтяного сырья . . .130
Высокотемпературная коррозия под действием серы и сероводорода
(Л. В Шрейдер) ..................... 132
Влияние эксплуатационных и технологических факторов иа высокотем-
пературную сероводородную коррозию (Л. В. Шрейдер, В. Г. Дьяков) 138
Высокотемпературное окисление печного оборудования обогревающими
газами (Л. В. Шрейдер, С. С. Шитов)........................148
Термический крекинг (А В. Шрейдер, С. С Шитов, А. Г. Королев) . . 163
Коксование нефтяных остатков (С. С. Шитов, А. Г. Королев,
А. В. Шрейдер).............................................162
Гидрогеиизационное обессеривание (гидроочистка) (А В. Шрейдер,
В. Г. Дьяков, 3. М. Калошина, А. Г. Королев) ............166
Межкристаллитная коррозия нержавеющих хромоникелевых сталей в
условиях гидроочистки (3. М. Калошина) ........... 174
Каталитический риформинг (Д. Г. Кочергина, А. Г. Королев, В И. Де-
рябина) ...................................................182
Каталитический крекинг (А Г. Королев, Д. Г. Кочергина, В. Г. Дьяков) 203
Литература....................................................207
Глава шестая. Фракционирование и очистка нефтезаводских углеводо-
родных газов ................................................211
Газофракционирующие установки (И. С Шпарбер) ........ 211
Очистка нефтезаводских газов от сероводорода (Л. Г Борисова) . . . 213
Литература....................................................225
Глава седьмая. Очистка смазочных масел и топлив...............226
Селективная очистка масел фенолом (Л. В. Шрейдер, С. С. Шитов) . . 226
Очистка масел фурфуролом (Л. Г. Борисова)..................240
Карбамидная депарафинизация дизельного топлива (Л Г Борисова) . 246
Литература.................................................. 253
Глава восьмая. Осушение и очистка природного газа.............255
Подготовка природного газа к использованию (Д. Г. Кочергина) . . . 255
Коррозия установок регенерации диэтиленгликоля при низкотемператур-
ной сепарации неагрессивного газа (Д. Г. Кочергина)........259
Подготовка и очистка природного газа повышенной агрессивности
(Г. Ф Максимова, Д. Г. Кочергина, И. С. Шпарбер)...........269
Очистка природного газа от кислых примесей (Л. Г. Борисова) . . . 287
Одновременная очистка и осушка природного газа глнкольамииовыми
растворами (Д. Г. Кочергина) ............................ 296
Литература....................................................307
Глава девятая. Защита коидеисационио холодильного оборудования
от коррозии под действием охлаждающих сред....................309
Особенности работы коядепсационно-холодильяого оборудования на
нефтеперерабатывающих заводах (Г. Л. Черепахова)...........309
Состав и свойства охлаждающих вод нефтеперерабатывающих заводов
(Г. Л. Черепахова).........................................311
Защита от коррозии конденсационно-холодильного оборудования в охла-
ждающих водах............................................. 312
Оборудование из углеродистой стали (Г. Л. Черепахова) .... 312
Оборудование с трубами из легированных сталей (Г. Л. Черепахова) 317
Оборудование вз медноцннковых, медвоникелевых в никелевомедных
сплавов (И. С. Шпарбер) ................ 319
Оборудование из алюминиевых сплавов (Г. Л. Черепахова) . . . 322
Материалы, рекомендуемые для конденсациопво-хряодяльного оборудова-
ния, охлаждаемого водой (Г. Л. Черепахова) ......... 830
Оглавление
в
Аппараты воздушного охлаждения на нефтеперерабатывающих заводах
(Г Л. Черепахова. В Г. Дьяков)...............................'. 331
Литература.........................................................333
Часть вторая
Нефтехимическая промышленность
Глава десятая. Водородная коррозия сталей (Ю. И. Арчаков,
И Д Гребешкова)................................................... 335
Растворимость водорода в сталях..................................335
ВодофоДопроницаемость сталей при повышенных температурах и давле-
ниях ......................................................... 341
Особенности водородной коррозии стали ......................... 347
Влияние различных факторов на водородную коррозию стали .... 351
Влияние легирования на водородную коррозию стали................356
Защита сталей от воздействия водорода планированием............. 355
Рекомендации по применению сталей конструкционных марок при по-
вышенных температурах и давлениях водорода..................... 357
Литература......................................................... 353
Глава одиннадцатая. Влияние водорода при повышенных темпера-
турах н давлениях на механические свойства сталей (fl И. Дерябина)
Литература...............................................
Глава двенадцатая. Влияние водорода на длительную прочность
сталей (fl. И Дерябина)............................. .
Литература...............................................
Глава тринадцатая. Коррозия цветных металлов и сплавов а водо-
роде (А. М Сухотин. Э. И Антоновская, А Б. Тильман)......
Алюминий и его сплавы.................................
Вольфоам .............................................
Магния и его сплавы..................................
Медь н ее сплавы......................................
Молибден ..................'..........................
Никель и его сплавы...................................
Ниобн^ н его сплавы...................................
Олово .................................... .'.........
Свинец ...............................................
Серебро ................................... ..........
Хром..................................................
Титан н его сплавы ...................................
Литература...............................................
Глава четырнадцатая. Карбонильная коррозия стали (Ю И. Арча-
ков. И. Д. Гребешкова) ...................
Литература...............................................
Глава пятнадцатая Производство бутиловых спиртов и масляных
альдегидов методом оксосинтеза (Ю. И. Арчаков, О. П. Меркулова) . .
Литература...............................................
363
384
385
407
408
408
414
415
418
422
423
429
<3?
432
432
433
433
437
441
446
447
463
Глава шестнадцатая. Производство синтетических жирных кислот
и высших спиртов (Г. Е. Кильчевская) . . . . "......... 464
.Физико-химические свойства жирных кислот...............................466
Коррозия металлов под действием жирных кислот......................466
Производство синтетических жирных кислот из парафина...............476
Физико-химические и коррозионные свойства жирных спиртов . . . 484
Производство первичных жирных спиртов из жирных кислот .... 487
Литература............................................„................495
6
Оглавление
Глава семнадцатая. Производство динитрнлов терефталевой и изо-
фталевой кислот (О П. Меркулова) ............... 498
Литература.................................................. БОЗ
Глава восемнадцатая. Производство малеинового ангидрида
(О. /7. Меркулова, Т. Д. Зальцман, В. А Пидсан).............505
Литература ..................................................522
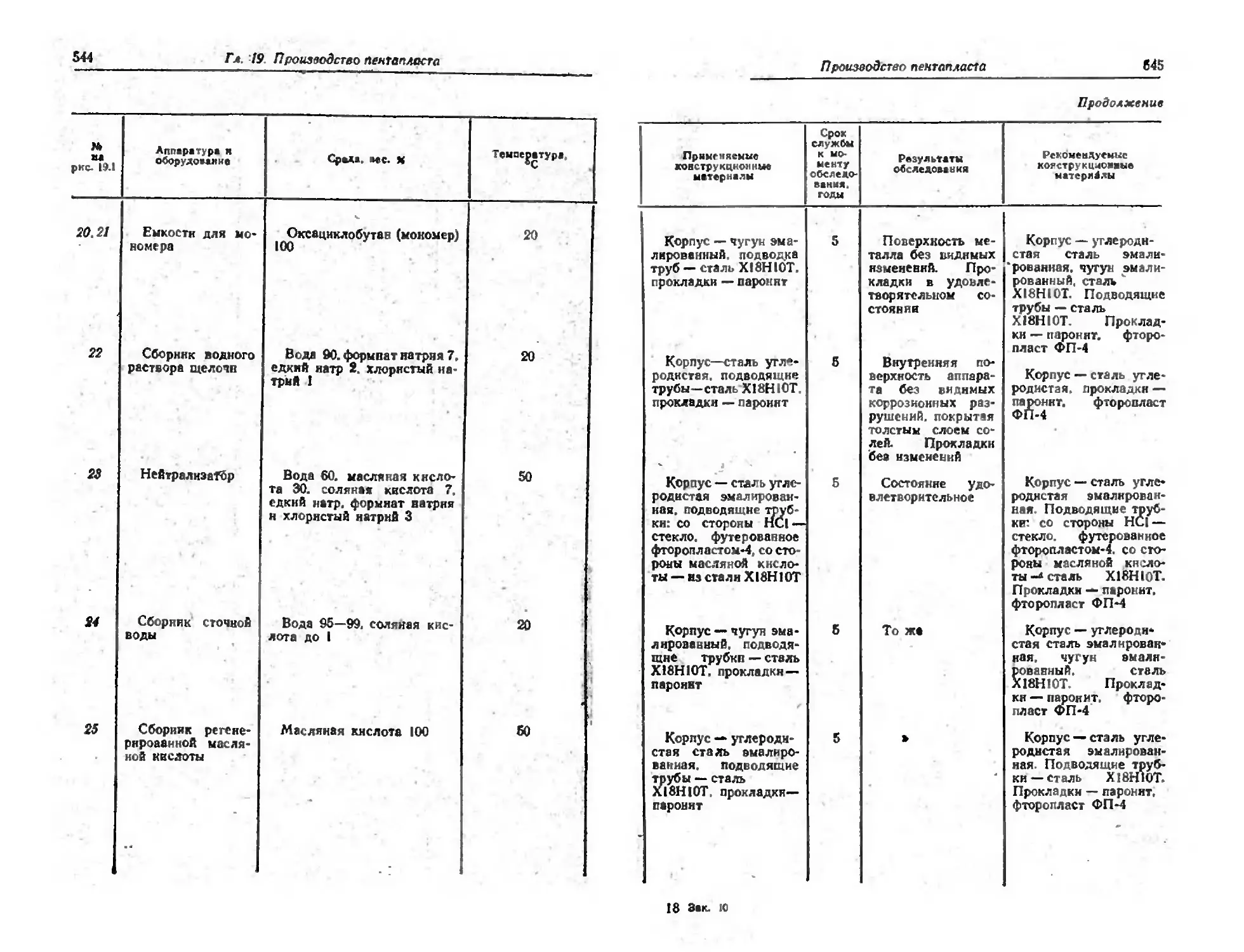
Глава девятнадцатая. Производство пентапласта (О. П. Мерку-
лова, В. А. Пидсан) ..................... 524
Литература.........................................549
Глава двадцатая. Производство этриола (О. П Меркулова) . . . 550
Литература.........................................564
Глава двадцать первая. Производство полиэфиров (Д. М. Сухо-
тин, К. М. Карташова)..............................565
Литература.........................................572
Указатель..........................................573
ПРЕДИСЛОВИЕ
В настоящем томе представлены сведения, обобщающие с кор-
розионной точки зрения многолетний опыт эксплуатации оборудо-
вания в нефтеперерабатывающей и нефтехимической промышлен-
ности, а также результаты многочисленных лабораторных иссле-
дований.
Первая часть посвящена главным образом анализу отечествен-
ного и зарубежного опыта эксплуатации и антикоррозионной
защиты стального оборудования нефтеперерабатывающих произ-
водств. Важнейшими особенностями нефтеперерабатывающей про-
мышленности являются очень высокая производительность, мощ-
ные материальные потоки и в связи с этим большие металлоем-
кость и габариты аппаратуры. В таких условиях практически
невозможно широкое применение в качестве конструкционных ма-
териалов высоколегированных сталей или цветных металлов. Ос-
новная аппаратура нефтеперерабатывающих заводов выполняется
из углеродистый и низколегированных сталей. Рабочие среды мно-
гих стадий нефтепереработки отличаются высокой агрессивностью.
Наиболее активными коррозионными агентами являются сероводо-
род, соляная кислота, хлориды, нафтеновые кислоты, водород.
Защита от коррозии, вызванной этими веществами, в условиях
высоких температур и давлений представляет нелегкую задачу.
В книге изложены методы удаления и нейтрализации вредных при-
месей, приведены подробные рекомендации конструкционных ма-
териалов и наиболее безопасные в коррозионном отношении ва-
рианты конструкций и режимы эксплуатации аппаратов Эта часть
книги написана коллективом специалистов ВНИИНефтемаша.
Вторая часть содержит данные по коррозии материалов аппа-
ратуры ряда основных производств нефтехимической промышлен-
ности— таких, как производства высокооктанового бензина, аро-
матических углеводородов, бутиловых спиртов, масляных альде-
гидов, малеинового ангидрида и других продуктов.
Большое значение как для нефтеперерабатывающей, так и,
в особенности, для нефтехимической промышленности имеет
в
Предисловие
проблема водородостойкости материалов. Водород при высоких
давлениях и температурах широко применяется в этих производ-
ствах и при определенных условиях может вызывать обезуглеро-
живание, газонасыщение и охрупчивание оборудования. Возникает
реальная угроза тяжелых аварийных ситуации, связанных с хруп-
ким разрушением крупных аппаратов высокого давления и выхо-
дом в атмосферу больших количеств водорода. В связи с этим
впервые в технической литературе здесь приведена обширная свод-
ка систематизированных сведений о водородной коррозии сталей,
длительной прочности металлических материалов в водороде, га-
зонасыщаемости и водородопроницаемости различных металлов.
Описаны также методы защиты оборудования от воздействия во-
дорода при высоких температурах и давлениях и приведены пре-
делы применимости для всех марок сталей, имеющих практиче-
ский интерес.
В книге подробно рассмотрены условия растрескивания сталей
под действием водорода, выделяющегося при реакции стали с се-
роводородом в жидких средах.
Многие важные продукты получаются из нефтяного сырья ме-
тодом оксосинтеза. Здесь появляется другой специфический вид
разрушения металлов — карбонильная коррозия. Меры борьбы
с этим опасным видом коррозии описаны во второй части книги.
Основной материал второй части (главы 10—12, 14, 15, 17,
19 и 20) подготовлен коллективом авторов ВНИИНефтехима,
главы 13 и 21 написаны работниками ГИПХа, глава 16 —
ВНИИНефтемаша, глава 18 — НИОПИКа.
Сокращенные обозначения
В настоящем томе использованы следующие сокращения для
обозначения среды: Ж—жидкая фаза; Г. — газовая или парога-
зовая фаза; Гр. — граница раздела фаз.
ЧАСТЬ ПЕРВАЯ
НЕФТЕПЕРЕРАБАТЫВАЮЩАЯ
ПРОМЫШЛЕННОСТЬ
Глава первая
КОРРОЗИОННАЯ АКТИВНОСТЬ НЕФТЕЙ
Доля нефти и природного газа в мировом энергетическом ба-
лансе все возрастает. Нефть и газ стали важнейшим и ценнейшим
сырьем для нефтехимического синтеза.✓Систематическое наращи-
вание мощностей предприятий, перерабатывающих нефть на топ-
ливо, смазочные материалы, мономеры для синтеза, сопровож-
дается непрерывным усложнением технологических процессов и
повышением требований к технико-экономическим показателям
производства. Тесно связанная с этим борьба за повышение сро-
ков службы и безремонтного пробега оборудования невозможна
без снижения потерь от коррозии при переработке нефти. -
ПОТЕРИ ОТ КОРРОЗИИ В НЕФТЕПЕРЕРАБАТЫВАЮЩЕЙ
ПРОМЫШЛЕННОСТИ
Нефтяная промышленность (добыча, транспортировка и пере-
работка нефти) потребляет до 8% всего производящегося в мире
металла [1]. Металлоемкость оборудования составляет 32 кг на
каждую тонну перерабатываемой нефти, причем в результате кор-
розии и износа расходуется не менее 1 кг металла. Стоимость по-
терь от коррозии именно в процессах переработки достигает 70%
всех убытков от коррозии в нефтяной промышленности (2]. Ущерб
в результате простоев, затрат на ремонт и возобновление разру-
шенного коррозией оборудования на нефтеперерабатывающих за-
водах СССР исчисляется десятками миллионов рублей в год. Зна-
чительные потери от коррозии при переработке нефти обусловлены
не только грандиозными объемами производства (добыча нефти в
СССР в 1970 г. составила 349 мли. т [3], а суммарная мощность
нефтеперерабатывающих заводов всех капиталистических стран в
том же году — 1,86 млрд, т [4]) и большой металлоемкостью обо-
рудования. Эти потери связаны также с многообразием и высокой
агрессивностью технологических сред при разных видах коррози-
онного разрушения [5]. Повышение мощности проектируемых
и строящихся установок сопровождается ростом потерь иа
10
Гл. I. Коррозионная активность нефтей
недопроизведенную продукцию в результате остановок на ремонт
разрушенного коррозией оборудования (например, для установки
ЭЛОУ-ЛВТ-6 простой в течение суток обходится не менее
245 тыс. руб.).
По данным [2], расходы в связи с коррозией, отнесенные к I м3
перерабатываемой нефти, распределяются следующим образом
(в %):
Капитальные затраты при строительстве..................18.6
Содержание и текущий ремонт аппаратуры (включая расходы
на защелачивание, ингибирование и т. д.).............61.9
Потери иа недопроизведенную продукцию..................16.0
Затраты на дополнительный инвентарь, инструмент и пр. . . 2.3
Прочие расходы........................................ 1.2
Высокие потери в нефтеперерабатывающей промышленности
связаны также с тем, что противокоррозионные мероприятия не
всегда предусматриваются уже на стадиях разработки технологи-
ческих процессов, проектирования оборудования, при изготовлении
и монтаже аппаратуры, модернизации действующих установок и
при эксплуатации оборудования.
ПРОИСХОЖДЕНИЕ И КЛАССИФИКАЦИЯ НЕФТЕЙ
Нефть — это горючее ископаемое, служащее важнейшим источ-
ником получения жидкого топлива, смазочных масел и сырья для
химической промышленности. Нефть является продуктом разло-
жения и сложных химических превращений в гидросфере расти-
тельных и животных организмов. Геологический процесс форми-
рования нефтяных месторождений протекал в осадках на дие во-
доемов (морей, заливов, лагун) в течение многих миллионов лет.
Образование нефти шло под каталитическим воздействием
вмещающих пород (глин), энергии радиоактивного распада, по-
вышенных температур (100—250°С), давления (до 200 атм) и под
биохимическим воздействием микроорганизмов [6]
Нефть состоит в основном (до 90%) из углеводородов. Кроме
того, в состав нефти в различных комбинациях и относительных
количествах входят эмульгированная пластовая вода, нафтеновые
кислоты, серу-, азот-, кислород- и хлорсодержащие органические
соединения, нейтральные и кислые смолистые вещества, металло-
органические соединения (ванадия, железа, кальция, магния, алю-
миния, натрия).
Все процессы переработки нефти сопровождаются воздействием
на нефтяное сырье высоких температур, повышенных давлений и
химических веществ различной агрессивности (кислот, щелочей,
фенолов, гетероциклических соединений, амидов и аминов, ми-
неральных солей, водорода) в присутствии катализаторов и анти-
катализаторов. В этих условиях происходят расщепление и пре-
вращения ингредиентов сырой нефти с образованием различных
Основные факторы, определяющие коррозию оборудования II
но характеру и агрессивности химических продуктов и их комби
наций. Таким образом, нефть, первоначально малоагрессивиая
или неагрессивная по отношению к металлическим конструкцион-
ным материалам при обычных температурах*, приобретает в про-
цессах переработки характеристики коррозиоиноактнвной среды.
Интенсивность и формы коррозионного разрушения зависят от
многих факторов: химического и фазового состава нефтяного
сырья; температуры, давления, скорости перемещения потоков
н т п., употребляемых в процессе или в отдельной химической либо
физико-химической операции реагентов; стимулирующего либо
тормозящего действия на кинетику процесса специальных ката-
лизаторов либо оказывающей каталитический эффект поверхности
металлического оборудования; времени воздействия.
В процессах переработки нефти первоначальное содержание
в ней углеводородов различных классов не оказывает определяю-
щего влияния иа коррозию оборудования. В связи с этим хими-
ческая классификация нефтей на три основные (метановый, наф-
теновый, ароматический) и шесть смешанных типов неудобна для
выявления агрессивности сырья. Для этой цели в известной степени
пригодна технологическая классификация, строящаяся на различ-
ном содержании в нефтях общей серы: I — малосернистые (до
0,50%), II —сернистые (0,51—1,90%) и III — высокосернистые
(более 1,91%). Дело в том, что помимо определяющего влияния
на технологию содержание серы в сырье — одна из важнейших
причин образования коррозиоииоактивных веществ в процессе
переработки нефти. Однако особенности образования агрессивных
сернистых веществ накладывают иа применение технологической
классификации важные ограничения.
Различия нефти и нефтепродуктов по таким физнко-химиче-
скнм характеристикам, как молекулярный вес (исчисляемый по
углеводородным компонентам), плотность, вязкость, температуры
вспышки, воспламенения и самовоспламенения, застывания, а
также по фракционному составу практического влияния на корро-
зионные процессы при переработке нефти не оказывают.
ОСНОВНЫЕ ФАКТОРЫ, ОПРЕДЕЛЯЮЩИЕ КОРРОЗИЮ ОБОРУДОВАНИЯ
Пластовая вода [8]. Средняя обводненность добываемых неф-
тей (в СССР — до 50%) имеет тенденцию к увеличению. Это спо-
собствует образованию устойчивых водных эмульсий в нефти.
Эмульгированная вода, в зависимости от месторождения, по
химическому составу подразделяется на три типа:
хлоркальциевая, содержащая хлориды натрия, кальция и маг-
ния;
• Редкий пример агрессивности при обычной температуре —сырая нефть
из Киркукского месторождения (Ирак); это объясняется содержанием в ней
до 0,15% сероводорода [7].
12
Гл. 1. Коррозионная активность нефтей
хлоридио-щелочиая, представляющая раствор хлоридов и кар-
бонатов щелочных металлов;
хлорндно-сульфатио-щелочная, отличающаяся от предыдущей
присутствием сульфатов.
Наиболее агрессивная хлоркальцневая пластовая вода мине-
рализована до 15% (а для отложений угольного и девонского пе-
риода— до 25%) В солевом составе этой воды (табл. 1.1) отно-
сительное содержание хлоридов натрия (калия), магния и кальция
варьируется от 56:10.34 (арлаиская нефть) до 86:6 8 (ромаш-
кинская).
Таблица 1.1
Результаты анализ» пластовых вод
двух месторождений нефти
Ионы Селержжмае ионов, мг-экв/100 г
Ромашки некое месторождение Арланское месторождение
Ка+ + К* 219.58 353.00
Са1’ 74.00 31.70
22.85 17.10
Cl 316.36 401.60
so,2- 0.07 0.24
нсо, Отсутствуют 0.13
Сырая нефть поступает на нефтеперерабатывающий завод
обычно с содержанием от 0,2 до 2% воды [9]. При нагревании
сырой нефти образуется агрессивный хлористый водород в ре-
зультате гидролитического расщепления хлоридов. Согласно ра-
ботам [10, 11], заметный гидролиз растворенного в воде MgClj
начинается при температуре около 100 °C и протекает по реакции:
MgCl2 + H.O —> Mg(OH)CI + HCl
Гидролиз усиливается с температурой. При температуре выше
505 °C идет гидролиз под действием водяного пара с получением
MgO и НС1.
Гидролиз MgCh тормозится при повышении давления. В усло-
виях первичной переработки (давление до 4—5 ат) заметное вы
деление НС1 начинается около 120 °C; при 15—20 ат для этого
требуется значительно более высокая температура.
Растворы СаСЬ подвержены гидролитическому расщеплению
гораздо меньше: по данным [12, 13] CaCU гидролизуется при 350 °C
по схеме
СаС1г4-НгО —> Са(ОН)г + 2НС1
на 3,5—10%. В этих же условиях MgCl2 гидролизуется на
35—50%.
Основные факторы. определяющие коррозию оборудования
13
Температуры процессов переработки нефти недостаточно вы-
. <>ки для полного гидролиза СаС12. При температурах, превышаю-
щих точку испарения всей эмульгированной пластовой воды, гид-
ролиз может происходить в результате взаимодействия с кристал-
лизационной водой, освобождающейся при дегидратации нагретых
работах [13, 14] сообщается, что
(.aCI2-nHsO и MgCh-mHjO. В
Рис. 1.1. Гидролитическое об-
разоваяие НС1 при перегонке
высокосмоластоб (/. /') и низко-
смолистой (2. Z) сырой нефти
с содержанием 30 мг/л MgCl
V. 2) или СаС12 (Г, Г) (9)
Рис 1.2. Зависимость выделения НС1
ври перегонке нефти от общего со-
держания хлоридов (в пересчете на
NaCl) [9]:
Месторождения: 1—КеиедщТ—Засртмого
Канзаса: J—Западного Техаса; Калм-
форами.
под действием перегретого водяного пара разложение содержа-
щегося в сырой нефти MgClj начинается при LSO°C и заканчи-
вается при 400 °C по схеме:
Мя(ОН)С1 —♦ MgO + HCl
Отсюда следует, что агрессивность рабочих сред, возникающую
в связи с образованием хлористого водорода при нагревании, оп-
ределяет не общее содержание хлоридов в нефтяном сырье, а со-
держание гидролизуемых в данных условиях хлоридов (особенно
MgCb) (рнс. 1.1 н 1.2, табл. К2).
Присутствие бикарбонатов щелочных металлов в эмульгиро-
ванной воде уменьшает опасность коррозии, так как при нагрева-
нии создается возможность нейтрализации кислых соединений
с образованием негидролнзуемого NaCl. Наоборот, присутствие
нафтеновых кислот н других кислых соединений усиливает гид-
ролиз.
Значительные количества сульфатов в сильно эмульгированной
пластовой воде затрудняют переработку нефти, так как раствори-
мость этих солей с изменением температуры резко снижается и
Гл. 1. Коррозионная активность нефтей
на стенках аппаратов и в трубопроводах выпадают осадки. В пла-
стовых водах отмечается также присутствие бромидов и иодидов,
способных давать при нагревании агрессивные продукты.
Таблица 1.2
Некоторые характеристики сырых нефтей
из американских месторождений [9]
Характеристика Месторождения
Вайоминга Калифор- нии Зап. Кан- заса Техаса Венесуэлы
Содержание воды. % ... . Содержание хлоридов, мг/л 0.50 0.40 0.15 0.20 1.30
в нефти 5 156 198 627 123
в пластовой воде .... 0.3 11.1 37.5 89.4 2.7
Кислотность, ыг/л NaOH . . 151.0 918.0 90.0 126.0 4320.0
Замечено, что содержание в пефти глобул эмульгированной
воды препятствует (из-за специфических свойств фазовой гра-
ницы) вымыванию из нефти соединений металлов, в первую оче-
редь ванадия. Последний попадает в приготовляемое топливо
(мазут) и повышает агрессивность газов сжигания. Глобулы воды
препятствуют также отстаиванию механических примесей (ча-
стиц песка, солей и др.), н при перемещении нефтяного сырья в
процессе переработки они вызывают эрозию оборудования. Нако-
нец, само по себе попадание воды в аппаратуру но переработке
нефти, сопровождающееся многократными испарением и конден-
сацией, создает условия для протекания электрохимических кор-
розионных процессов.
Механические примеси нефти состоят из взвешенных в ией вы-
сокодисперсных частиц песка, глины и других твердых пород,
а также ржавчины и окалины (последние — из оборудования для
добычи и транспортировки нефти). Эти примеси вызывают эро-
зию и ускоряют коррозионный износ оборудования, стабилизируя
эмульсии пластовой воды в нефти (что усиливает образование HCI
из хлоридов при переработке). Кристаллизующиеся при испарении
глобулярной воды соли (при содержании уже 1% остаточной пла-
стовой воды в нефти может находиться до 2500 мг/л хлоридов
[8]) также оказывают эрозионное действие: осаждаясь, они заби-
вают трубки и ухудшают теплопередачу Вынужденные система-
тические очистки поверхности оборудования неизбежно усили-
вают коррозию: механическое удаление осадков, накипи и т. п.
приводит к обнажению поверхности металла.
Кислородсодержащие вещества (6, 7, J5] в сырой нефти нахо-
дятся, главным образом, в форме смолистых соединений (около
90%) и карбоновых кислот (до 10%), имеющих полициклическое,
Основные факторы, определяющие коррозию оборудования
15
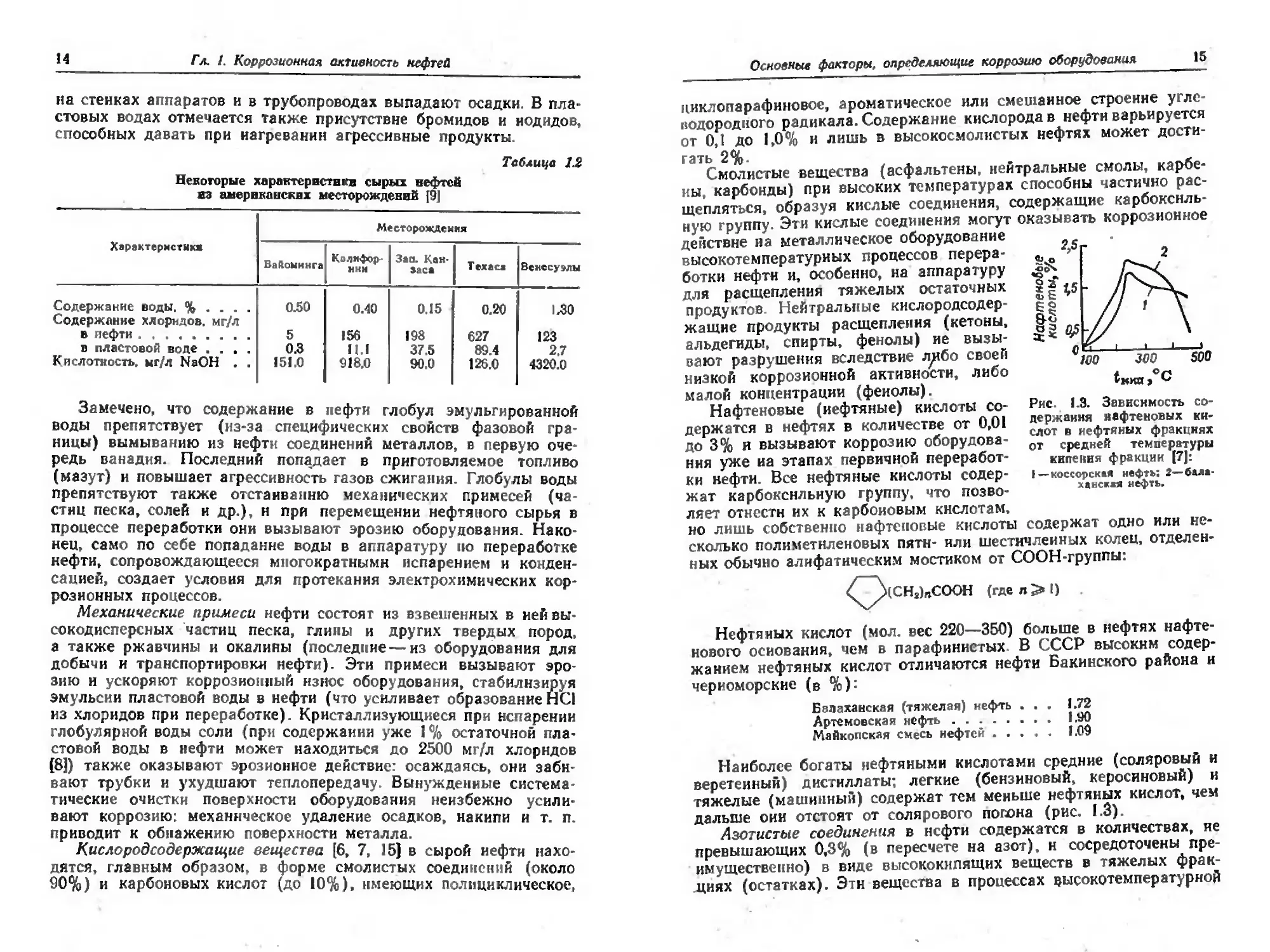
Рис. 1.3. Зависимость со-
держания нафтеновых ки-
слот в нефтяных фракциях
от средней температуры
кипения фракции [7]:
I — коссорская нефть; 2— бала-
ханскяя нефть.
циклопарафиновое, ароматическое или смешанное строение угле-
водородного радикала. Содержание кислорода в нефти варьируется
от 0,1 до 1,0% и лишь в высокосмолистых нефтях может дости-
гать 2%.
Смолистые вещества (асфальтены, нейтральные смолы, карбе-
ны, карбонды) при высоких температурах способны частично рас-
щепляться, образуя кислые соединения, содержащие карбоксиль-
ную группу. Эти кислые соединения могут оказывать коррозионное
действие на металлическое оборудование
высокотемпературных процессов перера-
ботки нефти и, особенно, на аппаратуру
для расщепления тяжелых остаточных
продуктов. Нейтральные кислородсодер-
жащие продукты расщепления (кетоны,
альдегиды, спирты, фенолы) ие вызы-
вают разрушения вследствие лрбо своей
низкой коррозионной активности, либо
малой концентрации (фенолы).
Нафтеновые (нефтяные) кислоты со-
держатся в нефтях в количестве от 0,01
до 3% и вызывают коррозию оборудова-
ния уже иа этапах первичной переработ-
ки нефти. Все нефтяные кислоты содер-
жат карбоксильную группу, что позво-
ляет отнести их к карбоновым кислотам,
но лишь собственно нафтеновые кислоты
сколько полиметнленовых пяти- или шестнчлеиных колец, отделен-
ных обычно алифатическим мостиком от СООН-группы:
((^(CHJnCOOH (где л > I)
содержат одно или не-
Нефтяных кислот (мол. вес 220—350) больше в нефтях нафте-
нового осиования, чем в парафинистых В СССР высоким содер-
жанием нефтяных кислот отличаются нефти Бакинского района и
черноморские (в %):
Бвлаханская (тяжелая) нефть . . . 1,72
Артемовская нефть...............1.90
Майкопская смесь нефтей.........1.09
Наиболее богаты нефтяными кислотами средние (соляровый и
веретенный) дистнллаты; легкие (бензиновый, керосиновый) и
тяжелые (машинный) содержат тем меньше нефтяных кислот, чем
дальше оии отстоят от солярового попона (рис. 1.3).
Азотистые соединения в нефти содержатся в количествах, ие
превышающих 0,3% (в пересчете на азот), н сосредоточены пре-
имущественно) в виде высококилящих веществ в тяжелых фрак-
циях (остатках). Эти вещества в процессах высокотемпературной
16
Гл. 1 Коррозионная активность нефтей
переработки могут расщепляться с образованием азотистых сое-
динений осноьнОго характера (пиридиновые, хинолиновые, акри-
диновые основания амины, аммиак). — главным образом при гид-
рировании по реакции
RN4-H, —> RH-f-NH,
и нейтрального характера (пирролы, индолы, порфирины, амиды).
Все этн соединения практически инертны по отношению к черным
металлам. Следует считаться с возможностью коррозионного рас-
трескивания латунных элементов аппаратуры под действием ам-
миака и аминов Порфирины формируют комплексы с тяжелыми
металлами (в том числе с ванадием) и в таком виде переходят в
мазут и другие тяжелые остатки, при сжигании комплексы обра-
зуют окислы ванадия, стимулирующие высокотемпературное окис-
ление обогревающими газами печных змеевиков и т. п. (6, 7] При
сжигании топлив с азотсодержащими соединениями образуются
агрессивные окислы азота.
Хлорорганические соединения находятся в нефтях в небольших
количествах. Однако сообщается [16, 17], что они способны увели-
чить коррозионные разрушения оборудования не только в резуль-
тате образования хлористого водорода при каталитических реак
циях гидрирования
RC1+H, —► RH + HC1
но и при первичной переработке нефти.
Минеральные примеси [7] находятся, главным образом, в золе,
которая содержится а нефти в количестве от 0,01 до 0,30%. Соеди-
нения с зольными элементами сосредоточиваются преимущественно
в асфальтенах. Металлсодержащие примеси в нефти подразде-
ляются иа первичные и вторичные, возникающие вследствие нако-
пления в нефти и веществах, получаемых при ее переработке (глав-
ным образом, в остатках), продуктов коррозии. Первичные прнмесн
можно расположить в порядке их убывающего содержания:
V, К, Nl, SI. Са, Fe, Mg, Na, Al. Mn, Pb, Ag, Au, Cu, Tl, U, Sn, At
Особо опасная в отношении коррозии окись ванадия [18, 19]
может содержаться в золе в количествах до 40%. Это видно из
следующих данных (в %) по нефтям некоторых месторождений:
Бакинская ........... 0.07—0.64
Грозненская................ 1,4
Ишимбаевская..............17.0—25.0
Туймазниская..............20,0—ЗБХ)
Дагестанская..............0.06—Б.Б
Сернистые соединения в нефти [1, 7, 20] являются важнейшей
причиной коррозионных разрушений оборудования нефтеперера-
батывающей промышленности Однако н в СССР н за рубежом не-
Основные факторы, определяющие коррозию оборудования
17
Нюшино растет доля добываемого и перерабатываемого сернистого
иысокосернистого нефтяного сырья. Месторождения таких неф-
н й разрабатываются в США (Западный Техас), Мексике, Вене-
\ »ле, Индонезии, Ираке. Много серы содержат нефти Урало-
Волжского района, что связано с образованием загипсованных
кадочных пород в палеозойский период (21].
Агрессивные серусодержащие вещества имеются иа разных
гадиях переработки. Сера, сероводород, меркаптаны н т. п, мо-
। у г содержаться в сырой нефти, а могут образовываться в резуль-
1ате расщепления более тяжелых неагрессивных сернистых соеди-
нений. Как правило, больше всего серы в высококипящмх
фракциях и в остаточных продуктах, так, после переработки содер-
жание серы в ишимбаевской нефти (2,17—4,32% серы) составляет:
/,°С ... 200 150-300 200-350 >300
S, %. . . 0.43-0,05 1,07-2,10 1,90-2,05 2,24 — 4,09
Распределение сернистых соединений в продуктах меняется в
зависимости от технологии переработки и типа сырья (табл. 1.3 И
1.4) и зависит, в конечном итоге, от химического характера этих
Таблица 1Л Распределение серы в товарных продуктах первичкой переработки нефти
Продукт переработки нефти Пределы содержания серы, к
Нефть Ромашкянского месторождения <1.62 Н S) Иефуь Радаевекого месторождения (3,05% S)
Автомобильный бензин . . Осветительный яероснн . . Дизельное топливо.... Распределевве сере крекжята (в % от 0.08—0.10 0 50—0.90 0.80-1.30 < в продуктах ката, содержания серы в 050-0.25 0,70-1.30 1.90-2.30 Таблица 14 титического сырье)
Продукт кэтэляти«скоро крекинга Сырье
дкстаддат термического крекяага (плотность 0>в9Э--0.899 г/смЪ. содержашн! 1Л9-1Л7М8 каталитически! газойль {плотность 0.9)5-0.923 г/сы>). содержали! 1.13- 1.8IX S
Бензин ....... Г азойль Газ Кокс 3.7 53.5 38.0 4.8 2.0 66.5 24.0 7J5
18
Гл. I. Коррозионная активность нефтей
соединений и их долевого содержания. С повышением темпера-
туры остаются более термостабильные соединения (главным обра-
зом ароматические). Тенденция сернистых соединений к расщеп-
лению усиливается в присутствии катализаторов (например, при
гидроочистке, каталитическом риформинге и др.). В гомологиче-
ских рядах соответствующих типов сераорганических соединений
(с однотипными функциональными группами) термостабильность,
в общем, убывает со снижением молекулярного веса, переходом
от ароматических соединений к алифатическим, от производных
с разветвленной цепью к дериватам с линейным строением угле-
водородного радикала.
Методами хроматографии, ректификации, спектрального ана-
лиза и встречного синтеза в нефтях определены следующие сер-
нистые соединения с однотипными функциональными группами:
элементарная сера, сероводород, меркаптаны, сульфиды, дисуль-
фиды н полисульфнды, «остаточная сера*.
Элементарная сера растворима в углеводородах, ее содержа-
ние в сырых нефтях может составлять 1% и более. Она может
взаимодействовать с углеводородами, образуя алифатические
(выше 150 °C) и даже циклические (выше 280 °C) серусодержащие
соединения. Уже при 200°C некоторые из этих соединений рас-
щепляются с образованием элементарной серы. Предположение,
что элементарная сера образует сероводород по реакции
2RH + 2S —> R3S + HaS
опровергается исследованиями с помощью меченых атомов [7].
В условиях первичной переработки н при использовании нефте-
продуктов в качестве моторных топлив и смазок сера (даже в
столь малых количествах, как 0,002%) проявляет коррозионную
активность по отношению к цветным металлам (медным сплавам).
Взаимодействие с бронзой начинается с хемосорбции, и сопровож-
дается растворением в кристаллической решетке металла. Сера в
углеводородном растворе не разъедает черные металлы практиче-
ски при концентрациях до 3% и температурах до 120°C.
Сероводород лучше растворим в углеводородах, особенно—в
ароматических (от 6,3 до 16,9 объемн. ч./объемн. ч.), чем в воде
(около 2,5 объемн. ч./объемн. ч.) при обычных условиях. Свобод-
ный H2S в сырых нефтях отечественных месторождений редко со-
держится в количествах, превышающих 0,01%. Сероводород обра-
зуется в технологических средах при термическом (промотирусмом
катализаторами) расщеплении сернистых соединений. Содержание
H2S в нефтяных средах делает их ядовитыми: вдыхание воздуха с
0,07% H2S считается смертельным. Сероводород самопроизвольно
воспламеняется в воздухе при 290°C, а в кислороде — при220°C
и способен взрываться при концентрациях в воздухе от 4,3 до
45,5%.
Основные факторы, определяющие коррозию оборудования
19
Сероводород распадается с образованием молекулярного во-
юрода
HsS ч=ь Hs + S
пли атомарного
HsS ч=ь 2H + S
сметным образом лишь при столь высоких температурах, что в
современных условиях переработки нефти считаться с этими реак-
циями нет необходимости при 800 К константа равновесия первой
реакции распада равна 5,03-10~*, а второй — 8,02-10-38 [22]
Сероводород — самое агрессивное сернистое соединение неф гя-
яого происхождения. Он образуется на различных этапах перера-
ботки нефти, что объясняется неодинаковой термостабильностью
содержащихся в нефти сернистых соединений, а также различ-
ными условиями переработки (температура, давление, катализа-
юры, время воздействия, реагенты).
Меркаптаны (тиоспирты RSH и более термостабильные тио-
фенолы Ar S Н) под действием слабых окислителей (кислород воз-
духа) превращаются в дисульфиды*
2RSH + VjOs H2O + RS—SH
В присутствии восстановителей может идти обратный процесс
При умеренном нагревании меркаптаны превращаются в ди-
сульфиды и сероводород
2ArSH —► ArS—SAr + H2S
а при более сильном — разлагаются с образованием олефинов и
сероводорода
2(C„H,„+I)SH —► 2CnHJn + 2H,S
Содержащиеся в нефтепродуктах меркаптаны являются, глав-
ным образом, вторичными соединениями, получающимися (наряду
с олефинами) в результате распада некоторых сульфидов в вос-
становительной среде-
RCH,CH,X
—> RCHjCHjSH + RCH-CHS
RCHaCH/
Агрессивность меркаптанов растет от тиофенолов к тноспир-
там, а также с ростом легкости отщепления тиогруппы если
ArSH не агрессивен, то ArCHjSH уже вызывает коррозию. Утя-
желение арильного ядра (переход к тионафтолам) даже сообщает
ингибирующие свойства соответствующему меркаптану. Повыше-
ние температуры растворов меркаптанов в углеводородах может
привести к резкому уменьшению их агрессивности вследствие
осмоления. При понижении молекулярного веса облегчается тер-
мическое расщепление меркаптанов одинакового строения
20
Гл. I. Коррозионная активность нефтей
Меркаптаны способны давать солеподобные соединения — мер-
каптиды — с металлами, например со свинцом, типа (RS)2Pb.
Меркаптиды при нагревании на воздухе распадаются с образова-
нием неагрессивных дисульфидов.
Сульфиды — преобладающие сернистые соединения в продук-
тах первичной переработки (алифатические R2S) и крекинга (аро-
матические Ar2S) нефти. При высоких температурах процессов
коксования и крекинга образуются также наиболее термостабиль-
ные сернистые соединения — гетероциклические; тнофан C*H«S,
тиофен C4H4S и их гомологи. Практически сульфиды не агрес-
сивны, при нагревании они большей частью осмоляются; эта тен-
денция растет с температурой и их концентрацией в углеводо-
родах.
Дисульфиды и полисульфнды характеризуются значительно
более низкой термической и химической стабильностью своих тя-
желых напряженных молекул. Под действием температуры и сол-
нечного света они расщепляются с образованием моносульфидов,
меркаптанов, олефинов и элементарной серы, а при температурах
выше 140 °C — на производные тиофена н сероводород. Этим объ-
ясняется усиление коррозионной активности и тенденция к осмо-
лению нефтей и нефтепродуктов, содержащих дн- н полисульфнды.
«Остаточная сера» содержит сераорганические соединения не-
установленного строения, в том числе члены гомологических ря-
дов тиофена, тиазола, алкилсульфаты, сульфоксиды, сульфокис
лоты. Склонна к расщеплению, окислению, осмолению, конденса-
ции, полимеризации. Некоторая агрессивность обусловлена
содержанием в ней сульфокислот. Остаточная сера не может быть
определена ни одним из существующих методов анализа.
В бензиновых днстиллатах высокосернистон нефти особенно
много элементарной серы (вследствие расщепления иетермоста-
бильных сернистых соединений). С увеличением температуры ки-
пения днстиллатов растет содержание остаточной серы. В сред-
неднстиллатных (керосиново-лигр' иновых) фракциях преобла
дают сульфидные соединения; в продуктах крекинга — аромати-
ческие, а первичной переработки — алифатические. Термически
менее стабильные дисульфиды отсутствуют в продуктах крекинга
и содержатся в малых количествах в продуктах первичной пере-
гонки.
В дизельном топливе основную часть сернистых соединений
представляют также сульфиды и остаточная сера. Определяющее
влияние температуры деструкции на состав сернистых соединений
в этих нефтяных погонах иллюстрируется данными табл. 1.5.
В общем, атмосферная перегонка сопровождается увеличением
содержания H2S в легких продуктах (по сравнению с нефтяным
сырьем) и уменьшением содержания дисульфидов. Риформинг
сернистого лигроина и крекинг-га юйля сопровождаются накопле-
нием H2S н падением содержания меркаптанов, сульфидов н по-
Основные факторы, определяющие коррозию оборудования
21
Таблица 1J5
Распределение серы (• % от содержания общей серы)
в дистжлдвтах дизельного топлива кв радвевс сой
нефти (3,05% S)
Сведянекая Атмосферный дистнллат Вакуумный дкстиллат
Сероводород Следы Нет
Меркаптаны 14.6 7.2
Элементарная сера . . . , 2.0 0.4
Алифатические сульфиды . . 64.5 83.9
Ароматические сульфиды . . Б.6 04
Дисульфиды 6.6 5.4
Водорастворимые соединения I.I Нет
Остаточная сера 5/5 2.7
дисульфидов в продукте. Таким образом, все важнейшие процессы
переработки нефти сопровождаются термической (и каталитиче-
ской) деструкцией меркаптанов, сульфидов и дисульфидов с обра-
зованием значительных количеств сероводорода.
Варьирование различных сернистых соединений в продуктах
дистилляции и переработки нефти, кроме того, зависит от про-
исхождения и характера нефтяного сырья. Это иллюстрируется
данными табл. 16 о содержании меркаптанов в продуктах пер-
вичной перегонки высокосернистых нефтей Башкирии. Так, на-
пример, порог стабильности шкаповской девонской нефти харак-
теризуется первоначальными выделениями меркаптанов, нефтей
угленосной свиты — образованием HjS, нефти Николоберезовского
месторождения — одновременным выделением меркаптанов и HaS.
Температурный перепад между выделением H2S и меркаптанов
для различных нефтей колеблется между 30 и 160 °C.
По термостабильности сераоргаиических соединений нефти де-
лятся на следующие группы наиболее термостабильные—с по-
рогом 180—230®С; средней термостабильности — с порогом 100—
180-^С; нестабильные—с порогом 40—60 °C.
Наименее стабильные сернистые соединения встречаются в
самых молодых нефтях пермской системы и в некоторых гори-
зонтах среднего и нижнего карбона, извлекаемых из известняко-
вых вмещающих пород. Они содержат повышенные количества
меркаптанной серы, сероводород, нередко — элементарную серу.
Наиболее термостабильные сернистые соединения характерны
для нефтей более древних девонских пород из песчаника верхнего
карбона.
Сжигание сернистых топлив и некоторые процессы окисления
при регенерации осернеиных и загрязненных сульфидами железа
(продуктами высокотемпературной сернистой коррозии) катали-
заторов гидрогеиизационной очистки сернистого сырья сопровож-
даются образованием агрессивных окислов серы SOj и SOs,
22
Гл. /. Коррозионная активность нефтей
Распределение (в %) сераоргявических соединений в продуктах
Нефть Общее содержанке серы в нефти. Н Фрякцня н- к. 120 °C
®общ RSH . RSH-IOO so6ui
Тсреклннская артинского яруса 2.26 0.375 05470 92
Введеиковская 2.30 0.202 0.082 40.5
К я банковская артинского яруса 2.62 0.141 0.046 32.6
Ннколоберезовская j гле- но’сной СВИТЫ 2.99 0.045 0.0072 4.5
Каленская угленосной свиты 2.83 0.021 0.0016 7.5
Шкаповскан Д1 2.10 0.057 0.0008 1.4
Черкульск 1я. скв. 6 2.30 0.037 0.0020 5.4
Скорость коррозии углеродистой стали в нефтях
Нефть Нефтеносный горизонт Общее содержание серы к
Шкаповскан Девон. IV пласт 059
Серафнмовская » 1 » 1.03
Покровская Башкирский ярус 0.56
Мухаиовсквя Угленосная свита, 1 пласт 1.10
Стрельненская Угленосная евнта 1.65
Серноводская Угленосная евнта, горизонт Б-2 3.41
Радаевская То же 3,05
Ишнмбаевская Артннскнй ярус —
Калиновская Пласт верхних пермских отложений 3.80
• Данные получены Л. Д« Захярочкияым в ВНИИНефтемашо.
’• Определение бомбовым способом-
Основные факторы, определяющие коррозию оборудования
23
Таблица 1.6
дистилляции некоторых высокосериистых вефтеб Башкирии ‘21]
Фракция я. к. 120— 200 “С Фракция а. к 200-250 ®С 4 ракция a a. 250 -300 °C
$o<5ui 1SH RSH-I00 5овш RSH RSH-100 so6in So6ua RSH RSH-100
0.703 0.595 85 1.10 0.695 63.0 1.53 0.7230 47.5
0.428 0 144 33.6 0.75 0.14 18.7 1.38 0,124 9
0.336 0.07 21.1 0.795 0.048 6.0 1.44 0.054 3.8
0.30 0,0057 1.9 0.87 0,012 1.3 1,85 0.013 1.0
0.25 0.0026 10.4 0.77 0.0024 0.3 1.60 0,0035 0.2
0.113 0.0022 1.9 0.455 0.0022 0.5 0.976 0.0028 0.3
0.120 0.0070 5.8 0.510 0.042 8.3 1.070 00140 1.3
Таблица 1.7
Урвло-Волжскоб нефтеносной области*
Скорость коррозии в жидкой фазе, мм/год Выделение Н>5 лря перегонке irejrra, мг/л
25">«С 300 °C 350’С 250 «С №"С 3SO*C
0,15 0.12 0.15 39 45 56
0.18 0.15 0.26 II 38 166
0.36 0.38 0,96 136 304 580
0.31 1.14 1.82 202 326 529
0.29 0.78 1.77 334 766 1038
0.61 2.58 3.50 1135 2031 2587
0,32 0.87 3,77 400 1250 1600
0.13 0.52 688 3194 4650 5381
1.31 5,15 6Д25 7231 8242 9500
24
Гл. 1. Коррозионная активность нефтей
а также сернистой H2SO3 и политионовых HjSnOm (где
m + п = 4) кислот.
Зависимость между содержанием серы и коррозионной актив-
ностью нефтей. Практика переработки сернистых нефтей убедн-
Выдепение Нх5,м.ул
Рис. 1.4. Сопоставление скорости кор-
розии углеродистой стали и выдслекпя
HaS из нефтей Урало-Волжской нефте-
носной области в условиях перегонки
при 350 °C (общее содержание серы в %
указано в скобках) — по [23|:
1 — суряхаксжая нефть lOjOS); г— калянки-
екая (0.231:3—мухаиоаская III пл. <0.28); 4—иу
хаяоаскаи II пл. (0.77;; 5 — шкапоаская IV пл.
ЮД9); 6— шкапоаская 1 пл. (1.67); 7—лчитроч
скан (1.05); 8—михайловская IV пл. №61);
9—мнхайж вская II пл. (0.97i; 10—сарлфи-
моаская II пл. (0.86); II—серафямоасхая IV ал.
(0AS); 13— жигулевская (US'; 13—тархан
скал U.W); И—туйча'инская (1.291; 13 — муха-
коаская IV пл. (U2): W —лухаяовская I пл.
(1.10ц 17—покровская угленосной свиты (I.IS);
I»—покровская Ваши. яр. <0.56); 13—султа-
новская (1.73); 23— эольяенская (1,39); 11-
стре.тькенская 11.661: 27—тлрхаяовская угле
косная свита <ЗлО1: 13—байту ганской. (2J58);
24— яблонепская <2.00)'. 13—гвдаевскак (3.06);
23— серноводская 13.411: 27— старокаэаюсое-
ская |2.50); 23—восточпостспаковская (2.94);
29—ншннба веская (3. 12); 30— Калиновская
(ЗЛО).
термостабильности сернистых соединений, содержащихся в нефти.
Кислотное число и содержание сернокислотных смол не опреде-
ляет агрессивности сернистых нефтей*. Весь экспериментальный
тельно показала отсутствие
прямой зависимости между об-
щим содержанием серы в неф-
ти н коррозионными разруше-
ниями оборудования при пере-
работке нефтяного сырья. При-
чины этого впервые у нас
были установлены {23, 24] на
основе подробного исследова-
ния агрессивности 35 нефтей
Урало-Волжского и Бакинско-
го нефтеносных районов. Про-
изводились предварительные
определения кислотности, со-
держания сернокислотных
смол и общего содержания серы
(бомбовым способом). Далее,
при трех температурах пере-
гонки (250, 300 н 350 °C) оце-
нивали количество выделяю-
щегося сероводорода (в мг/л
нефти) и коррозионные поте-
рн углеродистой стали (в
мм/год).
Сопоставление характери-
стик коррозионной активности
нефти, общего содержания
серы и количеств выделяюще-
гося при перегонке сероводо-
рода (табл. 1.7 и рис. 1.4) убе-
дительно показывает наличие
монотонной возрастающей за-
висимости коррозионных раз-
рушений от количеств HaS {23],
т. е. обратной зависимости от
• Иафтеновокислотпая высокотемпературная коррозия (15) сопровождается
качественно отличной от сернистой коррозии картиной разъедания. Так как
нафтенаты железа растворимы в углеводородах, поверхность остается чистой и
блестящей, в то же время при сернистом разъедании металл покрыт темными
нерастворимыми сульфидными слоями.
Основные факторы, определяющие коррозию оборудования 25
материал и производственный опыт [24] позволяют считать, что
именно сероводород, являющийся продуктом расщепления серни-
1-1 ых соединений, ответственен за коррозионные разрушения ап-
паратуры в условиях переработки сернистого нефтяного сырья.
1акие возможные продукты превращений сернистых соединений,
кяк элементарная сера, меркаптаны, полисульфиды, либо значи-
тельно уступают H2S по агрессивности, либо определяют послед-
нюю вследствие своей способности образовывать сероводород в
первичных и, главным образом, вторич-
ных процессах переработки сернистых
нефтей.
Предполагается [25], что превращение
меркаптанов в коррозиоиноактивный се-
роводород катализируется стальной по-
верхностью аппаратов и протекает с про-
межуточным образованием свободных
радикалов HS-:
2RSH —> R—R + 2HS"
л 2RH + 2HS" —> R—R-f-2H»S
В зависимости от характера сернис-
тых соединений и от их содержания в
нефтяном сырье сильно меняется количе-
ство H2S и температура, при которой он
выделяется (рис. 1.5}. Отсюда агрессив-
ность нефтей при конкретных темпера-
турах определяется не общим содержа-
нием серы в сырье, а термостцбнльно-
стью соответствующих сернистых соеди-
Ркс- J.5. Выделение HjS
при нагревании сырой неф-
ти из месторождений (об-
щее содержание серы в %
указано в скобках) [25):
/—Свята-Марвя (Калкфорашя)
2—Аряяявекого I (1.7);
—Керк (Каляфорпяя (1Л); 4 —
Иранского (13k 5— Арал й-
схого И Р): 6—ЛравлАсаого ill
(1-ЗХ
нений. Для многих нефтей при темпера-
турах выше 350—400ЪС наблюдается более резкое увеличение
агрессивности, что не может быть обусловлено одним повышением
температуры. Причина этого — дополнительное выделение H2S
в результате термической деструкции более термостабильных
сернистых соединений. Такая деструкция стимулируется нагрева-
нием (разложение до H2S и, соответственно, коррозионный про-
цесс наиболее интенсивны при температурах выше 400°C), но
может и тормозиться такими антикатализаторами, как, например;
КВг и другие галогениды [25].
На основании рис. 1-4 можно отнести к малоагресснвиым
нефти, перегонка которых при 350 °C сопровождается выделением
не более 300 мг H2S из 1 л- сырья; при этом средняя скорость
коррозии не превышает 0,5 мм/год, что отвечает верхнему допу-
стимому пределу потерь от коррозии для толстостенного обору-
дования [27]. Была сделана попытка классифицировать по этому
26
Гл. 1. Коррозионная активность нефтей
принципу нефти на четыре группы (перегонка при 350 °C):
Группы кефтеЛ
Малоагрессишше..............
Повышенной агрессивности
Агрессивные ...............
Весьма агрессивные.........
Выделенке НгЗ.
мг/л нефти
ЗОЛ
300- 600
600-1200
1200
Скорость коррозии
углеродистой стели,
мм/тод
0.5
0.5-1.0
1.0-2.0
2,0
Однако эта классификация не получила широкого распростра-
нения, так как многочисленные исследования показали серьезные
отклонения (главным образом, в сторону увеличения агрессивно-
сти нефтей) Искажающее влияние на монотонную зависимость
скорости коррозии от количеств выделяющегося H2S могут оказы-
вать такие факторы, как дополнительное агрессивное воздействие
на металл содержащихся в нефти кислых органических соедине-
ний, продуктов гидролитического расщепления растворенных в
эмульгированной воде солей, распада хлорорганическнх соедине-
ний, а также специфическое влияние неразложившнхея до H2S
сернистых, азотистых и комбинированных S- и N-пронзводных, а
также элементарной серы.
СПЕЦИФИКА КОРРОЗИОННЫХ РАЗРУШЕНИЙ
К характерным особенностям нефтеперерабатывающей про-
мышленности относится разнообразие агрессивных сред, воздей-
ствующих на оборудование, рабочих условий (температуры, дав-
ления, скорости перемещения потоков, агрегатного состояния
и т. д.), а также конструктивных форм и принципов действия ап-
паратуры.
Анализ накопленного опыта и литературных данных показы-
вает определяющее влияние одного нлн нескольких нз перечислен-
ных ниже факторов на те или иные специфические формы корро-
зионного разрушения:
1. Высокие рабочие температуры могут вызывать не только
повышение агрессивности технологических сред, ио и нежелатель-
ные (в отношении прочности и коррозионной стойкости) изменения
структуры металлических конструкционных материалов (отпуск-
ная хрупкость, выпадение карбидов по границам зерен и др.);
возникает склонность к межкристаллитному коррозионному рас-
трескиванию оборудования из аустенитных нержавеющих сталей.
2. Периодическое введение для очистки оборудования от кокса
и регенерации катализатора (сжиганием сульфидов) горячих во-
дяных паров и воздуха (с последующим охлаждением) сопровож-
дается образованием агрессивных электролитических сред — рас-
творов сернистой, тетратионовой кислот, аммонийных солей.
В этих условиях возможно межкристаллитное коррозионное
растрескивание в сочетании с общей коррозией.
Специфика коррозионных разрушений
27
3. Турбулентное перемещение технологических жидкостей н
взвесей твердых частиц (катализатор, смолы, кокс и др.) в жидких
и газообразных рабочих средах сопровождается комбинированным
коррозионно-эрозионным разрушением и кавитацией.
4. Конструктивная сложность оборудования, обилие сварных
соединений, значительные механические нагрузки (рабочая, вет-
ровая и др.), обычно циклического низкочастотного характера,
высокие, с периодическим варьированием, температуры, примене-
ние разнородных металлов (биметаллов) создают в этом обору-
довании значительные внутренние напряжения. Это в сочетании
с применением сталей повышенной прочности вызывает склонность
к коррозии под напряжением^
5. Расщепление хлоридов эмульгированной пластовой воды,
хлорорганическнх и сернистых соединений приводит в самых раз-
личных процессах переработки нефти к образованию НС1 н HjS.
В сочетании с конденсирующимися водяными парами и водой, по-
павшей в систему другим путем, создаются агрессивные электро-
литы, вызывающие общую, точечную и язвенную коррозию
аппаратуры
6. Эти же факторы создают условия для реализации склонно-
сти к коррозионному растрескиванию оборудования из нержавею-
щих сталей, вызывают низкотемпературное (электрохимическое)
наводорожизание водородную хрупкость и расслоение углероди-
стых н низколегированных сталей.
7. Применение на разных этапах переработки нефти щелочных
растворов может вызывать каустическую хрупкость черных ме-
таллов, использование серной кислоты — общую коррозию, эта-
ноламинов, фенолов, фурфуролов, поташа, арсенитов, хлора, фтора
и многих других веществ (как самих по себе, так и в сочетаниях
с H2S и другими веществами) — разные формы общего и локаль-
ного коррозионного разрушения. \
8. Применение аммиака (вводимого главным образом в соче-
тании с ингибиторами) сопровождается коррозионным растрески-
ванием латунных элементов аппаратуры.
9. Проведение ряда процессов при высоких температурах в
газовых средах с большим содержанием водорода вызывает высо-
котемпературную водородную коррозию (внедрение водорода с
обезуглероживанием и потерей прочности)
/ЮуНагрев печных устройств газами сгорания топлив из сер-
иистЯх нефтей сопровождается высокотемпературной газовой кор-
розией, которая осложняется каталитическим действием соедине-
ний ванадия и разъеданием серной кислотой (последняя конден-
сируется в топливном тракте при охлаждении нагревательных
устройств).
II. Закоксовывание нефти при высоких температурах и отсут-
ствии окислителей приводит к специфическим местным разруше-
ниям, имеющим формы отдулин, утонений и т. д.
28
Гл. I. Коррозионная активность нефтей
12. Увеличение агрессивности охлаждающих вод, из-за запре-
щения нх сброса в естественные водоемы и образования систем
оборотных вод (с градирнями) сопровождается появлением на-
кипи, коррозионными разрушениями язвенного характера (для
стали), обесцинкованием (для латуни), точечной коррозией (для
алюминия).
13. Протекание значительного числа коррозионных процессов
при конденсации из паровой фазы создает парадоксальные эф-
фекты более сильного разъедания над зеркалом жидкой среды н
другие осложнения коррозионных разрушений [26].
Принятая [27] классификация материалов по их коррозионной
стойкости может применяться только для толстостенной нефтепе-
рерабатывающей аппаратуры н то с большой натяжкой, так как
не учитывает стоимости и дефицитности металлов, а также спе-
цифики изготовления и эксплуатации этого оборудования. Более
удачной в данном случае следует признать систему, представлен-
ную в табл. 1.8. Здесь к металлам 1 класса относятся более до-
рогие— титан, сплавы типа хастеллоя и др., ко II классу — алю-
миниевые сплавы, монель-металл и медноиикелевые сплавы, бронзы,
Таблица 1.8
Скорость коррозии (о мм/гол) металлических материалов
для нефтеперерабатывающего оборудования [28]
Характеристика материалов 1 к .та се Н класс III класс
Полностью пригодные <0,075 <0.12 <0,23
Ограниченно пригодные Пригодные для кратковременного <0,15 <0,30 <0,75
применения <0,25 <0,50 <1,4
Непригодные >0,25 >0.50 > J.4
никельхромовые сплавы, высоколегированные стали, к III классу —
стали углеродистые н низколегированные, латунь. К недостаткам
этой системы следует отнести построение ее только на основе харак-
теристик стойкости к равномерной коррозии, а также неприемле-
мость для тонкостенных трубных пучков теплообменного оборудо-
вания: для них допустимой представляется скорость коррозия не
более 0,05 мм/год. 4
При разработке противокоррозионных мероприятий следует
учитывать экономически приемлемый срок службы нефтеперера-
батывающего оборудования. В самом общем виде (без учета спе-
циальных условий и обстоятельств) мировой опыт [29] принимает
следующие сроки- 5 лет для трубопроводов из углеродистой стали,
трубных пучков и трубных решеток в теплообменниках из угле-
родистой стали, для арматуры и элементов проточной части на-
сосов, 10 лет для трубопроводов из сплавов и высоколегированных
Литература
29
сталей, внутренних съемных элементов в реакторах и сосудах, для
печных змеевиков, корпусов насосов, трубных пучков и трубных
решеток в теплообменниках из цветных сплавов и высоколегиро-
ванных сталей, для кожухов теплообменников низкого давления я
для сосудов низкого давления; 20 лет для реакторов и сосудов
высокого давления, дистилляционных колонн и для кожухов теп-
лообменников высокого давления.
ЛИТЕРАТУРА
1. И. Schmitz, Stahl u. Eisen. 83, № 13. 753—758 (1963).
2. C. L. Easton, Corr., 16, № 6. 109—114 (1960).
3. Директивы XXIV съезда КПСС по пятилетнему плану развитая народного
хозяйства на 1971—1975 гг., Политиздат, 1971.
4. Обзор «Переработка нефти за рубежом», вып 4, ЦИНТИНефтехям, 1971.
5 А. В. Ш р е й д ё р. сб. «Борьба с коррозией нефтехимического оборудования»,
ЦИНТИНефтехим, 1969. стр 3-19.
6 В. Н. Э р к х, Химия нефти а газа. Изд. «Химия», 1966.
7. Я. Б. Чертков, Неутлеводородные соединения в нефтепродуктах, Изд,
«Химия», 1964.
В Д. Н Левченко, Н. В Бе рг ш те А и, А. Д. X у дя ко в а, Н. М. Н« ко-
л а е в а, Эмульсии нефти с водой и методы вх разрушения, Изд. «Химия».
1967.
9. L. Е. Fischer, G. С, Hall, R. W. Steuzel, Mater. Protect., 1, № 5.
8—17 1962.
10. J. W. Mellor, A Comprehensive Treatise on Inorganical and Theoretical
Chemistry, v. lit, IV, London, 1928.
ILL. Gm cl In, Handbuch der anorganlschen Chemie, Systcrn-Nummer 1—70,
8. Auflage, Berlin, 1928—1955.
12. P. W. Sherwood, Werkstolle u. Korr.. 9, 541—544 (1959).
13. R Donndorf, Wcrkstoffe u. Korrosionsachutz In der Erddlindustrie, Leipzig
1968.
14. M. Lungu, G. I vanus. Petrol si Gase, 11, № 6, 266—272 (I960).
15. Л. Д. Захар очкин. С. И. Вольфсон, сб «Защита от коррозии при
переработке нефти». Изд. «Недра», 1964, стр. 94—106.
16. A. S. Сои per. Oil a. Gas Journ. 20, July, 35—39 (1964)
17. В. А.'Лялпн, Э. М. Гутман, А. В Шрейдер, Защита металлов, VIII,
№ 4. 461—464 (1972).
18. А. В. ШреАдер, Г. Л. Дегтярева, Газовая коррозия я жаростойкое
легирование металлов, ЦИТЭИН, 1961.
19. A. S. Brasunas, Corr., 19. Nt 11, 396—401 (1955).
20. С. М. Hudgins, Corr., 22, №8,238 (1966).
21. Р. Д. Оболениев и др., сб. «Хямяя сераорганнческих соединение, содер-
жащихся в нефтях я нефтепродуктах». Изд, Башк. ФАН СССР, т. I, 1958,
стр. 19, 187; т. 6. 1964, стр. 14; т. 7, 1964, стр. 120.
22. Справочник химика, изд. 2-е. Изд. «Химия», т. III, 1964, стр. 48.
23. Л. Д. Захар очкин, С. Т. М еще р я к о в. Материалы И научной сессии
Башк. филиала АН СССР. Изд. Башк. ФАН СССР. 1958.
24. Л. Д. 3 а х а р о ч к н и, С. И. В о л ь ф с о в, сб «Химия сераорганичесхих
соединений, содержащихся в нефтях н нефтепродуктах». Изд. Башк. ФАН
СССР. т. Ill 1961. стр 4П—418.
25. A. S. Сои per, Corr., 19, № 11, 396-401 (1963)
26. W. J. N е i 11, Mater. Protect, a. Perform., 10, № 8, 33-34 (1971).
27. ГОСТ 13819—68 Коррозия металлов. Стандарты, 1968.
28. Е; F. Т. Rice, Corr. 10, 232 (1954).
29. D. W. McD о w e 11. Mater. Protect, 7, № 2. 18—20 (1968),
Глава вторая
ПОДГОТОВКА НЕФТИ К ПЕРЕРАБОТКЕ
Нефть, поступающая на современные отечественные нефтепе-
рерабатывающие предприятия, должна быть освобождена от по-
путного газа, доли легких углеводородов, значительной части
эмульгированной воды (несущей агрессивные соли — главным
образом хлориды) и от механических примесей (глины, песка
и др). В связи с этим на -промыслах производятся сепарация
попутного газа и разрушение водных эмульсий с помощью нагрева
и специальных реагентов — деэмульгаторов, а пластовая вода
(со значительной частью солей и механических примесей) отде-
ляется путем отстаивания и стабилизации. Получаемые товарные
нефти в случае необходимости подвергаются сортировке. Для
подготовки товарных нефтей иа промыслах строятся теперь спе-
циальные газобензнновые заводы (ГБЗ).
Коррозия промыслового оборудования подробно рассмотрена
в специальных изданиях [1—6]. Сведения о коррозии под дейст-
вием выделяющегося с попутными газами сероводорода н о путях
защиты от нее содержатся в гл. 3 настоящей книги, а под дей-
ствием продуктов превращения хлоридов — в гл. 1 и 4
На нефтеперерабатывающие предприятия не должны пода-
ваться нефти, содержащие более 2% эмульгированной воды В этой
воде может быть растворено до 5000 г солей (главным образом,
хлоридов) на каждый кубометр нефти [7]. Такое количество со-
лей является источником серьезных коррозионных и эрозионных
разрушений оборудования и снижения теплопередачи. Соли в со-
четании с механическими примесями, кроме того, забивают трубы,
вызывают увеличение расхода топлива на подогрев, снижают про-
изводительность оборудования, увеличивают прогар печных
труб, эрозию ретурбентов, ухудшают качество остаточных нефте-
продуктов — мазута, гудрона (так как возрастают зольность и
агрессивность продуктов их сгорания).
По указанным причинам на нефтеперерабатывающих предприя-
тиях нефти подвергают дополнительной обработке — деэмульга-
ции—с целью обезвоживания и обессоливания. В нефти, посту-
пающей непосредственно на первичную переработку, содержание
Подготовка нефти к переработке
31
механических примесей не должно превышать 0,005% |7]- Обес-
•лнвание производится путем отмывки чистой водой, поэтому
« нефти допускается содержание воды до 0,5%. В связи с тем, что
> промывной воде хлоридов не более 100 мг/л (обычная вода из
пресноводных водоемов [8]), можно и следует добиваться мини-
мального содержания хлоридов в перерабатываемой нефти. Если
раньше под обессоливанием понимали доведение содержания ос-
новной массы хлоридов до 50 мг/л, то в настоящее время на пере-
довых предприятиях СССР содержание солей в нефти достигает
Ркс 2.1. Принципиальная схема электрообессолнвающей уста-
новки (ЭЛОУ) [10]
твплообненкмкк; 2—-подогреватели: а—отстойники термохимического
обсссолкааяня: 4— >л*ктродегндратор I ст у псин; 5 —сборник нефти поело
1 ступени: 6—алектродегндратор II ступени: 7— сборник кефтн после
11 ступени-
7—10 мг/л. Сообщается о возможности значительного снижения
коррозии и увеличении продолжительности бесперебойной работы
пборудования атмосферно-вакуумных трубчатых установок (до
2 лет и более) в результате снижения содержания хлоридов до
I мг/л [9]. Серьезное уменьшение содержания солей обеспечивает,
кроме того, понижение содержания золы в котельном топливе, в
результате чего подавляется опасная ванадиевая коррозия и разъ-
едание теплоэнергетических агрегатов под действием сульфатов
натрия (см. гл. 5).
В нефтеперерабатывающих предприятиях операции обессоли-
вания и обезвоживания нефти в настоящее время осуществляются
на установках типа ЭЛОУ, типовая схема которых представлена
на рис. 2.1.
Подготовленная на промыслах сырая нефть двумя потоками
направляется в теплообменники I, где нагревается за счет тепла
обессоленной нефти, и затем — в подогреватели 2, где нагрев осу-
ществляется отработанным паром. Из подогревателей потоки
нефти направляются в отстойники термохимического обессолива-
ния 3, перед которыми в подогретую нефть подается деэмульгатор
32
Г л. 2. Подготовка нефти к переработка
Для обеспечения тесного контакта деэмульгатора с нефтью
на каждом потоке установлены смесительные клапаны. Из от-
стойников 3 нефть двумя потоками поступает в первый коллектор
электрообессоливания. В каждый поток для вымывания солей
подкачивается подогретая до 70—80 'С щелочная вода. Из сырье-
вого коллектора нефть поступает на 1 .ступень электродегидрато-
ров {4, 5), а затем одним потоком — на II ступень электродегид-
раторов (6, 7) Перед электродегцдраторами 11 ступени в частично
Рис. 2.2. Зависимость скорости корро-
зии стали Ст. 3 в кеобезвоженкой и
необессоленной рочашкннской ' исЛтн
при 80 °C от добавки деэму льгаторов [7|-
I—дкеольваи 4411:3—ОЖК: J — НЧК; 4— в«э
Аешульгатора.
или NHtOH) кислого гудрона,
средних фракций нефти. К неиоис
обессоленную нефть подкачи-
вается щелочная вода. После
второй ступени электрообессо;
ливаиия нефть направляется в
сборник.
Первая стадия удаления со-
лей осуществляется при 120—
140 °C в отстойнике 3, где за
счет создаваемого перепада
давления достигается смеше-
ние сырой нефти с водой и де-
эмульгатором. В качестве де-
эмульгатора служат поверх-
ностно-активные добавки.
Аиионактивной добавкой яв-
ляется нейтрализованный чер-
ный контакт (НЧК), получае-
мый нейтрализацией (NaOH
изготовляемого сульфированием
.енным добавкам деэмульгирую-
щего действия относятся окснэтнлированные жирные кислоты
(ОЖК) и оксиэтилнриваниые жирные спирты (ОЭС). В качестве
деэмульгаторов применяются продукты оксиэтилирования алкил
фенолов, получаемые, в свою очередь, алкилированием фенола1’
фракцией полнмербензина, содержащей олефины Cg—С*. От при-
менения НЧК сейчас стараются отказываться, так как из-за него
загрязняются сточные воды.
Поверхностно-активные моющие добавки могут привносить кор-
розионно-активные вещества только при некондиционности этих
деэмульгаторов (например, вследствие неполной нейтрализации
при нх изготовлении, непредвиденных кислых загрязнений и др.)
Одним из основных требований к деэмульгаторам является инерт-
ность по отношению к металлам [7]. С другой стороны, моющее
действие деэмульгаторов улучшает избирательное смачивание по-
верхности металлического оборудования коррозиониоактивной фа-
зой— пластовой водой. При этом водорастворимые деэмульгаторы
вызывают более сильную коррозию (так как поверхностно-актив-
ные вещества улучшают смачивание поверхности той жидкостью,
из которой происходит адсорбция) Усиление коррозии в резуль-
Подготовка нефти к переработке
33
iaie введения в эмульсию «вода в нефти» деэмульгаторов пред-
ставлено на рис. 2.2. Здесь следует отметить, что с увеличением
времени выдержки стимулирующее действие деэмульгаторов на
развитие коррозионного процесса становится менее ощутимым: ска-
зывается тормозящее влияние формирующейся корки коррозион
иых продуктов на поверхности.
Основной агрессивной средой на установках обезвоживания и
обессоливания нефтей является отстой, состав которого представ-
ляет собой деэмульгированную из нефти пластовую воду, в различ-
Рис. 2.3. Зависимость скорости
коррозии стали Ст. 3 в воде
при статических условиях [!!):
1—9 пластовой ноле; S—а сточкой
воде после обессоливания; а
пресной подруеловой яоде.
С 25 50 75 W9
Разбабпение,%
Рис. 2.4. Зависимость скорости
коррозии стали Ст. 3 в пла-
стовой воде от разбавления ее
подрусловой водой [II].
пой пропорции разбавленную пресной (подрусловой, пресной озер-
нон. речной) водой.
На агрессивности отстоя (сточной воды) сказывается минерали-
зация исходной пластовой воды, содержание в ней растворенного
сероводорода. Агрессивность сточной воды увеличивается с паде-
нием pH (в области значений ниже 5), повышением температуры
и содержания кислорода. Последнее оказывает определяющее
влияние и обусловливает парадоксальный эффект усиления агрес-
сивности сточных вод с увеличением доли пресной (отмывочной)
воды (рис. 2.3 н 2.4).
Активирующее коррозионный процесс действие растворенного
кислорода в сточных водах иллюстрируется данными табл. 2 I
Меньшее активирующее влияние на коррошю стали в отстой-
ных сточных водах оказывает сероводород, попадающий из нефти,
в которой его содержание меняется в значительных пределах: в
воде и нефти девонских месторождений, например, HjS отсутствует,
в жидкости из угленосных пластов его содержание достигает
200 мг/л, а в водах Ишнмбаевских промыслов — до 500 мг/л. Ис-
пытание на коррозию в сероводородсодержащей пластовой воде
2 з»к. ю
34
Гл. 2. Подготовка Hejrtu к переработке
Таблица 2.1
Скорость корровш углеродистой стали при различи )м содержании
кислорода в пластовой, сточной и пресной воде [12]
Испытуемая среда Плотность, г/см* рн Содоржл* ние Ог. мг/л Скорость коррозии, мм/год
Пластовая вода без деэмульгатора 1.187 5.67 1.55 1.37
Пресная вода р. Демы 8Л 7.28 0.98
Пресная вода при продувке азотом 0.30 0.13
Сточная вода 1.114 5.45 2.78 1.30
Сточная вода при продувке азотом 0.20 0.12
Сточная вода с канализационной 2.75 1.20
насосной станции Сточная вода при продувке азотом 1.108 6.0 0.10 0.11
Сточная вода при продувке возду- 2.94 2 00
ХОМ
Сточная вода с канализационной 2.70 1.20
насосной станции Сточная вода прн продуьке азотом 1 11 6.0 0.90 0.60
+4% О, Сточная вода прн продувке азотом 0.70 0.37
+3% Оя
(в анаэробных условиях, при 21 °C и выдержке 120 суток) пока-
зало скорость коррозии для различных сортов углеродистой стали
в пределах 0,1—0.3 мм/год [13].
Усиление агрессивности пластовой воды (отстоя) под дей-
ствием СО2 становится заметным при повышении температуры,
если при 17 °C и содержаний 1200 мг/л СОа скорость коррозии
углеродистой стали была 0,16 мм/год, то при 50 °C и 440 мг/л COS
она составляла 1,4 мм/год (опыты проводились при отсутствии Os
и H2S) [5].
Скорость коррозии алюминия и алюминиевых сплавов при pH
пластовых вод в пределах 6,0—7,6 не превышает 0,081 мм/год (при
70°C). Применение алюминия в этих условиях, одиако, сильно
ограничивается тенденцией к образованию термогальванических
пар [14].
Коррозия латуни ь пластовых водах при температурах до 80 °C
не превышает 0,09 .мм/год. В конструктивных сопряжениях со
сталью может имет ь место контактная и термоконтактная корро-
зия, при которой во всех случаях разрушающимся анодом служит
сталь [15]. *
В электродегидраторах обессоливание нефти (предварительно
подготовленной в термохимических отстойниках) осуществляется
под давлением при 90—120®С с помощью подводимого через спе-
циальные электроды переменного тока высокого напряжения (до
33000 В) и промышленной частоты (5р Гц) (рис. 2.5) Помимо
Подготовка нефти к переработке
88
вертикальных электродегидраторов имеются также горизонтальные
и шаровые конструкции, различающиеся размерами и устройством.
Генерируемые полем электрические силы ликвидируют днспер-
гацию глобул воды в эмульсии-и стимулируют их коалесценцию
г последующим образованием водного отстоя. Переменные токи,
применяемые для этой цели, уве-
личивают коррозионное разъеда-
ние электродов. Это объясняется
гем, что материальный эффект
коррозии без тока в смесях пла-
стовой и отмывочной вод, в об-
щем, достаточно велик, а плот-
ность поляризующего электроды
тока — значительна [16]. Положи-
тельные результаты достигнуты
при изготовлении электродов из
нержавеющей стали типа 18-8.
Во избежание электрического
пробоя электроды снабжены изо-
ляторами из материалов с высо-
кими характеристиками стойко-
сти к пробою. Поэтому корпус,
крышки и другие элементы элек*
гродегндраторов практически не
поляризуются токами утечки, а
благодаря низкой электропровод-
ности эмульсии «вода в нефти»
наведенные (индуктивные) токи
в этих элементах практически не-
существенны. Коррозия электро-
дегидраторов по виду н интен-
сивности практически не отли-
чается от разрушений соответ-
ствующих элементов термохими-
ческих отстойников.
Практический опыт эксплуа-
тации установок ЭЛОУ (рис. 2.1)
показал разъедание подогревателей 1 Наиболее уязвимой частью
являются трубные пучки: срок их службы от 1,5 до 3 лет и зависит
(как и форма разъедания) от применяемого деэмульгатора. Так,
при употреблении НЧК наблюдается, главным образом, язвенная
коррозия. Язвы локализуются на местах отложений солей и осад-
ков, что связано, по-видимому, с недостаточной моющей способ-
ностью деэмульгатора прн небольшой скорости потока [17]. Прн
употреблении более эффективных гидрофильных деэмульгаторов
(ОП-Ю, дисольван 4411) осадков и, соответственно, язвенной
коррозии не отмечается; обнаженный металл подвергается общей
I
Рис. 2.5. Вертнкалкрый электроде-
гидратор [7J:
/—корпус; 2—электрод; S — подйасвые
изоляторы; 4 —проходные жзохяторы;
$—трансформаторы; 6— реактивные ка-
тушкк; 7 — смгввльиые лампы; в—распре*
делительная головка; 9—тяга регулкро*
эамяя щели в распределительной головке:
10— змеевик; // — шламовый насос; 12— ма*
кометр; 13—мерное стекло; /4—полявв*
ковый выключателе; 15—предохранитель*
яый клапан.
2»
36
Гл. 2. Подготовка нефти к переработке
коррозии. Щелевой эффект и деформация вызывают наиболее ин-
тенсивную коррозию в местах развальцовки трубок в кожухотруб-
чатых аппаратах. Срок службы теплообменников типа труба в
трубе больше благодаря более толстым стенкам.
Для подогревателей 2 (рис. 2.1) отмечается выход из строя
трубок из-за язвенной коррозии со стороны греющего пара. Эти
поражения связываются [17] с отклонениями от правильной подго-
товки котловой воды [18] для парогенераторов.
В отстойниках термохимического обессоливания 3 накаплива-
ется осадок, занимающий до 20% объема, в результате чего про-
хождение жидкости замедляется (до 0,005 м/с) [6]. Эти емкости
изготовляются из углеродистой стали. Верхняя их часть, соприка-'
сающаяся с отмытой нефтью, характеризуется практически несуще-
ственной коррозией; сильнее корродирует нижняя часть, омываемая
водным отстоем. Коррозия усиливается в результате появления
гальванической пары железо — сульфид железа и приобретает яз-
венный характер. Отмечается также усиление коррозии свзриых
швов и в зоне полифазиого контакта нефть — отстой — металл [19].
Корпуса н другие неполяризуемые накладываемым током части
электродегндраторов 4 заметно корродируют в нижней части.
Днище и нижние пояса подвергаются язвенному н точечному разъ-
еданию со скоростью роста питтингов и язвин 0,5—1,0 мм/год [4].
Отмечается усиленная коррозия сварных швов. Верхняя часть ап-
паратов корродирует слабее: средняя скорость разрушения состав-
ляет 0.045 мм/год, однако единичные язвы углубляются в металл
со скоростью 0,2 мм/год [5].
Сборники нефти не подвергаются существенной коррозии. Ем-
кости для сбора сточных вод корродируют с существенной ско-
ростью (0,7—1,0 мм/год) в условиях беспрепятственного контакта
зеркала воды с атмосферным воздухом [4].
Трубопроводы внутренней канализационной сети сточных вод
(с температурой до 70сС), сбрасываемых из отстойников и элект-
родегидраторов, разрушаются коррозией в течение 1,5—2 лет. Тру-
бопроводы самотечной или иизконапорной канализации, отводя-
щие сточные воды на очистные станции и к поглощающим скважи-
нам, служат дольше (2—5 лет). В результате скопления сульфидов
сильнее корродируют нижние участки этих труб. Трубопроводы для
обессоленной нефти подвергаются существенной коррозии только
в случае транспортировки по ним подогретой нефти с заметным
содержанием HsS.
Резервуары на практике используются попеременно для хране-
ния сырой и подготовленной к переработке нефти. Наиболее силь-
ному коррозионному разрушению подвергается верхняя, газовоз-
душная зона, к которой относятся изготовленные из углеродистой
стали крыши и верхние пояса емкостей. Конденсирующаяся на их
поверхности пленка влаги насыщается кислородом воздуха и вы-
деляющимися и» нефти HjS и СО3 н вызывает разъедание со сред-
Подготовка нефти к переработке
37
itci'i скоростью до 1,5 мм/год [3]. Пояса резервуаров, смачиваемые
нефтью, корродируют слабее: даже при контакте с агрессивными
• ырыми нефтями Ишимбаевского и других месторождений Башки-
рии скорость их коррозии не превышает 0,5 мм/год. Значительно
ильнее корродируют днища, подвергающиеся воздействию агрес-
ивиого отстоя, содержащего H2S и Ог. Разьедание усиливается
и результате контакта с приобретающими катодные функции про-
цуктами коррозии, падающими сверху [6]. Отмечены поражения
днищ резервуаров коррозионными язвами, глубина которых за 1—
года эксплуатации достигает 2 мм, а через 5—6 лет доходит до
•1—5 мм. Отмечается более сильная корразия резервуаров для обес-
соленной нефти, чем для сырой: обессоленная нефть поступает в
резервуары подогретой.
К технологическим мероприятиям по защите от коррозии обо-
рудования систем ЭЛОУ относится предотвращение контакта
сточных вод и отстоев с воздухом. Для этого транспортировку, хра-
нение и закачивание в скважины сточных вод осуществляют по
закрытой и полузакрытой системе [20].
Ингибиторная защита оборудования ЭЛОУ на нефтеперераба-
тывающих заводах находится в стадии разработки. Представляется
перспективным опробование ингибиторов, доказавших двою эффек-
тивность при защите от коррозии нефтепромыслового оборудова-
ния в условиях воздействия двухфазных сред нефть — пластовая
вода (например, ингибиторов СБ-3 и АзНИИ-7, днаминднолеата,
катапина А, каталина 2 [5]).
Для предотвращения коррозии кожухотрубчатых теплообменни-
ков целесообразно заменить трубные пучки из углеродистой стали
латунными. Теплообменники типа труба в трубе рекомендуется [21]
защищать лакокрасочным покрытием с добавлением 4—5% порош-
ковидного алюминия или графитного порошка. Этой же цели слу-
жит применение теплопроводящих пластиков в качестве покрытий
и эмалирование. Снижение коррозии достигается также введением
деэмульгаторов в систему ЭЛОУ после теплообменников.
Паровые подогреватели сырой нефти изготовляются с трубными
пучками, решетками, кожухами и крышками из углеродистой
стали. Для их защиты от коррозии эффективны обычные мероприя-
тия по снижению агрессивности греющего пара [17. 18, 21].
Коррозию отстойников и электродегидраторов, изготовленных
из углеродистой стали, предотвращают нанесением на поверхность
нижней части торкрет-цементиых, беизопароводостойких лакокра-
сочных н других покрытий. Покрытия наносят на 0,5 м выше мак-
симальной отметки зеркала раздела нефтяной и водной фаз [22,23].
Для борьбы с коррозией канализационной сети с трубами из
черных металлов предлагается [24] наносить на их внутреннюю
поверхность защитные покрытия на основе эпокоидных и полиуре-
тановых смол. Целесообразно применение также асбоцементных
труб с пропитыванием их стенок парафинистыми отходами [25].
38 Гл. 2. Подготовка нефти к переработке
Использование для транспортировки сточных вод ЭЛОУ труб из
черных металлов без специальных защитных мероприятий допу-
стимо при условии припуска (добавки) на коррозию ие менее 6 мм
к расчетной толщине стенок.
Предотвратить эрозию оборудования и коммуникаций можно,
отфильтровывая дренажные воды от взвешенных продуктов корро-
зии и нерастворимых солей.
Для зашиты нефтяных резервуаров от сернистой коррозии [26]
и образования пирофоров на внутреннюю поверхность кровли и
верхних поясов рекомендуется наносить покрытия на основе хим-
бензостойких лакокрасочных материалов естественной сушки —
эпоксидных н перхлорвиниловых. Для испытания рекомендуются *
винилиденхлоридные покрытия [23].
Оборудование резервуаров крышами и верхними поясами из
алюминиевого сплава АМг позволит значительно увеличить (с 3—5
до 10—15 лет) срок безремонтной службы резервуаров. Кроме по-
вышения стойкости крыш к коррозии это позволит предотвратить
возможность взрыва (из-за пирофорности сульфида железа) в
среде газов, собирающихся над нефтью. Исключается и необходи-
мость окрашивать наружную поверхность красками с алюминие-
вым пигментом для зашиты от перегрева на солнце и от атмос-
ферной коррозии [27].
При решении вопросов защиты от коррозии оборудования для
подготовки нефти следует учитывать допускаемые специаль-
ными временными постановлениями отклонения от требований
ГОСТ 9965—62 ив нефтяное сырье, поставляемое с промыслов на
переработку (солей до 40 мг/л, воды до 0.1 % и механических при-
месей до 0,005%). Нормы эти представлены в табл. 2.2.
Таблица 2.2
Дифференцированные нормы «-одержания вредных компонентов
в нефтяном сырье [28
Принеси Нормы по группам кефтей
I г 3 4
Хлориды, мг/л Вода, % - - . Механические йримеси. % . . 40 0.2 0.05 800 0.5 0.05 1800 1,0 Не реглам< 3000 2.0 ен тируются
ЛИТЕРАТУРА
В. Ф Her реев. Коррозия оборудования нефтяных промыслов. Аэнсфтснэ-
дат, 1951.
2. Д. И. Дивайн, К. Ф. Вильгельм, Л. Шмидт, Внутренняя коррозия
газопроводов под действием естественного газа, содержащего следы серо-
водорода, Аэнефтеиздат, 1935.
Литература
39
И. И. Шеломенцев. Коррозия и борьба с ней на нефтепромыслах Вто-
рого Баку, Гостоптехиздат, 1951.
4. А. А. Гон нк, Е. М. Тихо в*. Борьба с коррозией установок по деэмуль-
сации нефтей и очистке сточных вод, ВНИИОЭНГ1967.
Г>. В. Ф. Негреев, А. А. Гоник, И. А. Мамедов, Г С. Кессельман,
Борьба с коррозией в нефтедобывающей промышленности, ЦНИИТЭНефте
хим, 1965.
к. А. Т. Т и м в ш е в, Опыт очистки аппаратов ил установках по подготовке
нефти, Башнздат, 1962.
7. Д. Н Левченко. И В Б е р г ш т ей и, А. Д. X у д я к о в а, Н. М Нико-
лаева, Эмульсии нефти с водой и методы их разрушения, Изд. «Химия».
1967
к. Краткая химическая энциклопедия, т. I. Изд. «Сов. энциклопедия», 1961,
стр. 605—614.
И Г. И Казьмин, Л. А. Гвоэдецкнй, В. А. Касаткин, Б. С. Семе-
ксе, Нефтеперерабатывающие заводи США, Гостоптехиздат, 1962.
10. Л. В Иванова М. И. Корнеев В Н. Юзбашев, Технология пере-
работки нефти и газа, Изд. «Химия», 1966.
Н А. А. Г о и и к, Е М. Т я х о в а, Нефт. хоз., 2 (1962).
12. А. А. Гоник, К. Р. И и а а м о в, Р. Н. Л и п о в н ч, Корр, и защита в нефте-
газ пром., Х& 6, 3—6 (1970).
13. Р. Н. Спеллер, Коррозия железа, ОНТИ, 1936-
14. К А. Алиев, Е. Д. ГлякшгеАн, Корр, н защита в нефтегаз, пром.,
№ 9 (1971).
15. К. А. Алиев, Е. Д. Г л и к ш тейя. Корр, и защита в нефтегаз, пром.,
№ 8 (1971).
16. Ю. Н. Михайловский, Труды 111 международного конгресса по корро-
зии металлов, т. II. Изд. «Мир», 1968, стр. 500—508.
17. Коррозия и защита химической аппаратуры. Справочное руководство, под
ред. А. М. Сухотина, т. 3, Изд. «Химия». 1970.
18. А. П. Мамет, Коррозия теплосилового оборудования, Госэнергонхтат. 1952.
19. С. А. Б а лез ня, В Б. Ратинов, ДАН СССР, ХС, № 3 (1953).
20. Ф Л. Алсынбаева. Г Г.’ Б ахти яр о-ва, К. Р. Ннзамов, Корр, и
защита в нефтегаз, пром., 6 11969)
21. Сб «Коррозия и защита теплосилового оборудования на электростанциях
США», Госэнерговздат, 1956.
22. Г. И. За велев. Неметаллические футеровки дли аппаратуры нефтяной и
нефтехимической промышленности, Гостоптехиздат, 1961.
23. В. М Коваленко, И. Н. Никифорова, Лакокрас. матер, и их приме-
нение, JA 5, 33 (1963).
24. А. А. Гоник, Нефтепромысловое дело, Гй 7, ЦНИИТЭНефтегаз, 1963,
стр 23.
25. А. А. Гоник, X. 3. Знгнатуллин, Е. М Тнхлва, Новости нефтяной и
газовой техники. Серия «Газовое дело». №5, ЦНИИТЭНефтегаз. 1962, стр. 38.
26. Н. М. . К а с к е в и ч, Коррозия стальных нефтяных резервуаров, ВНИИОЭНГ,
1969. .
27. В. Г. Дьяков, А. В Шрейдер, Тезнты докладов научно-технического
совещания по эффективному применению и защите от коррозия алюминия,
21—23 декабря 1961 г., ВСНТО, 1961 стр. 46-50.
28. Р Ш. Ми иг а ре ев, В. И. Лузин, Экономика подготовки нефти и газа.
Изд. «Недра», 1972.
Глава третья
НИЗКОТЕМПЕРАТУРНАЯ СЕРОВОДОРОДНАЯ КОРРОЗИЯ
И НАВОДОРОЖПВАНИЕ СТАЛИ
Низкотемпературное водородное разрушение металла при пере-
работке нефти происходит в результате электрохимической корро-
зии в сероводородных средах. Паводороживание и сопутствующее
ему растрескивание металла — опаснейший вид коррозии нефтя-
ного оборудования, тем более, что разрушение металла происходит
внезапно и носит выраженный локальный характер. Весьма сложно
предугадать возможность и .место возникновения этого вида кор-
розии и принять меры, чтобы предотвратить разрушение и связан-
ные с ним опасные последствия.
НИЗКОТЕМПЕРАТУРНАЯ СЕРОВОДОРОДНАЯ КОРРОЗИЯ
В ПРИСУТСТВИИ ВЛАГИ
Сероводород — один из наиболее сильных коррозионных аген-
тов, вызывающих разрушение оборудования в нефте-, газодобы-
вающей н нефтеперерабатывающей промышленности [1—4). Кор-
розия при этом обусловлена в основном воздействием имеющейся
в нефтепродуктах водной фазы, насыщенной сероводородом. Ком-
поненты углеводородной фазы (бензины, углеводородные газы н
т. д.) оказывают лишь косвенное влияние на коррозию (за счет
более высокой растворимости H2S в углеводородной фазе, эффек-
тов смачивания и капиллярности, о чем подробнее сказано в гл. 4).
Следовательно, существенной сероводородной коррозии прн невы-
соких температурах подвергаются те элементы оборудования,
которые претерпевают воздействие содержащих H2S нефтяных
продуктов в условиях, вызывающих образование водной фазы на
металлической стенке.
Растворимость сероводорода в воде при 30вС и парциальном
давлении H2S 760 мм рт. ст. составляет ~ 3000 мг/л.
Сероводород в растворе представляет собой слабую двухоснов-
ную кислоту, константы диссоциации которой при комнатной тем-
пературе равны Ki « 10-’ и Кз « 10-15.
Низкотемпературная сероводородная коррозия в присутствии влаги 41
В системе H2S — N2 — 3% раствор NaCl с pH = 5 скорость
>>ррозии углеродистой стали в диапазоне концентраций H2S (в га-
.••ной фазе) от 0,1 до 2,0 объемн. % неизменна (рис. 3.1). При
ильнейшсм повышении содержания H2S скорость коррозии суще-
тенно возрастает.
Присутствие кислорода значительно усиливает коррозию в
роводородных растворах [1, 3, 6]. Механизм стимулирующего
нтняния кислорода очень сложен, так как он зависит не только
Рис. 3.2. Зависимость скорости кор-
розии железа от pH раствора (7).
Пврциадьно-е давление сероводород» • си.
стеке HjS—СО;—И/) около 0,08 атм, тем-
пературя 24 °C я выдержка ♦) ч.
Рис. 3.1. Зависимость скорости кор-
розии углеродистой стали в 3% рас-
творе NaCl (pH"» 5) от концентра-
ции H2S в газовой фазе [5].
/
от контакта кислорода с поверхностью металла, но и от химнче-
екого взаимодействия кислорода с сероводородом. Усиление кор-
розии при этом может быть связано с образованием серной кисло-
ты в результате взаимодействия кислорода с сероводородом и
сульфидом железа [1].
Исследование влияния pH раствора на коррозию железа в
с истеме H2S - СО2 — Н2О (рис. 3.2) н на коррозию сталей Ст.З и
0X13 в растворе типа дренажных вод из нефтезаводских аппаратов
(рис. 3.30) показало значительное снижение коррозии металла
с переходом от кислых к нейтральным н щелочным растворам.
Восстановление элементарной серы до сульфида может, в из-
вестных условиях, служить катодной реакцией прн коррозии же-
леза и стали; этим и объясняется усиление низкотемпературной
коррозии нефтяного оборудования в присутствии серы [9].
На основе длительных испытаний {10—12] установлены кине-
тика и температурная зависимость коррозии основных сталей неф-
тяного машиностроения (Ст 3, 0X13 и Х18Н10Т) в сероводородных
растворах типа дренажных вод из нефтезаводских аппаратов.
Средние (за 180 суток) скорости коррозии сталей представлены
в табл. 3.1 Меньшне значения этих скоростей по сравнению с при-
веденными на рис. 3.2 и 3.3 объясняются значительно большей
выдержкой в данном случае. Обе легированные стали (0X13 и
Х18Н10Т), в отличие от углеродистой стали, у которой коррозия
42
Гл. 3. Низкотемпературная сероводородная коррозия
носила сравнительно равномерный характер, корродировали с об-
разованием значительно более опасных для практики локальных
разрушений (при меньшей общей величине коррозионных потерь).
Рис. 3.3. Зависимость скорости коррозии от pH в рас-
творах типа дренажных вод из нефтезаводских аппа-
ратов в присутствии HjS (-----) и без HjS (-----)|>1|.
Среда: 112,3 г,л Ne»SO< ЮН,О.4 г/л Ne£O„ I г/л NaCl; кои нет-
лея темоеретуре-
7—стала Ст. 3; ?— стала 0X13.
Установлено появление максимумов для температурной зависимо-
сти скорости коррозии при длительных выдержках (45, 100 и
180 суток). Это объясняется снижением агрессивности растворов
с увеличением температуры за счет уменьшения растворимости
HpS в воде, а также улучшающимися при этом защитными свой
ртвами сульфидных Пленок. Последний фактор начинает сказы-
Низкотемпературная сероводородная коррозия в присутствии влаги 43
Таблица 3.1
Среднве (ад 180 суток) скорости корроэнк сталей
в сероводородном растворе
Сталь Скорость коррозии, мм/год
при so "С при SO ‘С прн 70 °C орк 90
Ст. 3 0.21 С.24 0.27 0.22
0X13 0.06 0.10 0.21 0.10
Х18Н10Т 0.01 0.06 0.14 0,049
ваться лишь после известной выдержки При выдержке в течений
10 суток максимума нет.
С электрохимической сероводородной коррозией борются сле-
дящими методами рациональным выбором коррозионностойких
сплавов, заменой металлов неметаллическими материалами; нане-
сением иа рабочую поверхность оборудования металлических, по-
лимерных и лакокрасочных покрытий; очисткой от сероводорода
» нейтрализацией среды (например, введением щелочных реаген-
тов), а также с помощью ингибиторов коррозии.
Агрессивные сероводородные растворы кислого характера
вызывают коррозию не только углеродистых я низколегированных,
но и высоколегированных хромистых н хромоникелевых сталей,
особенно в присутствии хлоридов [13]. В последнем случае разру-
шение может приобрести очень опасный локальный характер. Ли-
тературных данных о поведении нержавеющих сталей в раство-
рах H2S весьма мало. Описанные выше результаты исследований
[11, 12], а также другие испытания [14] показали склонность сталей
0X13 и Х18Н10Т к локальному разрушению в кислых (pH « 4)
сероводородных растворах при температуре 50 °C и выше (о еще
более опасном коррозионном растрескивании этих сталей см. по-
дробнее -ниже и в гл. 4) Весьма коррозионностойкой в раство-
рах 100 г/л NaCl, насыщаемых смесью газов 70 объемн.% HjS +
-|-30 объемн.% СОа. оказалась сталь XI7H13M3T
В щелочных или нейтральных сероводородных растворах
(pH > 6) все перечисленные нержавеющие стали характеризуются
достаточно высокой коррозионной стойкостью (скорость коррозия
менее 0,1 мм/год при отсутствии локальных разрушений).
Стойки к сероводородной электрохимической коррозии некото-
рые цветные сплавы, в частности латуян [13]. Наиболее стоек ни-
келемедный сплав монель. Отечественная промышленность выпус-
кает биметаллические листы (углеродистая сталь + монель
НМЖМц 28-2,5-1,5), которые используются в нефтяном аппарато-
строении.
Алюминий и его сплавы в увлажненном сероводородном газе
при температурах до 110JC показали высокую коррозионную
4-1 Гл. 3. Низкотемпературная сероводородная коррозия
стойкость, значительно превосходящую стойкость углеродистой
стали, меди н нержавеющей стали [15]. Для сероводородных сред
рекомендуется применение трубопроводов из алюминия, аппаратов
из биметалла сталь + алюминий, а также покрытий алюминием
(металлизацией, горячим погружением, алитированием).
Отмечаются [16] положительные результаты при использовании
в сероводородных нефтяных средах труб, оцинкованных термодиф-
фузнонны.м способом. Эффективным методом защиты резервуаров
для сырых нефтей, разрушающихся под воздействием влажного се-
роводорода, оказалось нанесение лакокрасочных покрытий на ос-
нове эпоксидных смол [17, 18]. Для перекачки агрессивных сероводо-
родных газов широко применяются асбоцементные трубопроводы.
Весьма перспективный метод защиты от низкотемпературной
сероводородной коррозии—применение ингибиторов. Известно
большое количество водорастворимых и углеводородорастворимых
ингибиторов, способных при добавлении в небольших количествах
резко снизить коррозию углеродистой стали в сероводородных рас-
творах. К этим ингибиторам относятся диамнндиолеат, пикон,
ИКС-1. И-l-A, АНП-0, ИЧК и др. [19—21]; катапин. И-1-В, АНП-2,
ИКБ-1, ИКБ-2 ,КО, ингибиторы ФРГ Нос Е-1/124 и DT-91-N, инги-
биторы США контол-77 и уникор [22]. Наиболее действенный инги-
битор— катапин: защитный эффект при его концентрации 0,5 г/л в
сероводородном растворе с pH = 5, содержащем хлориды и суль-
фаты, при 25°C составил 96% [22].
Способ нейтрализации среды основан на отмеченном выше эф-
фекте резкого снижения сероводородной коррозии при переходе от
кислых к щелочным растворам Рациональная методика примене-
ния этого способа, а также рекомендации по очистке от H2S опи-
саны в этой главе ниже.
Для зашиты от общей коррозии в сероводородных средах обо-
рудования из углеродистой стали и обеспечения приемлемого
срока его службы можно также увеличить расчетную толщину сте-
нок (сказанное не отшосится к таким элементам оборудования, как
теплообменные трубы, само назначение которых требует малой
толщины стенки). Однако этот опособ не предотвращает растрес-
кивания металла, которое для оборудования, эксплуатируемого в
сероводородных средах, представляет значительно большую опас-
ность, чем общая коррозия. Другие пути снижения сероводородной
коррозии также не во всех случаях гарантируют отсутствие рас-
трескивания. Методы борьбы с этим видом хрупкого разрушения
рассматриваются ниже.
НАВОДОРОЖИВАНИЕ И РАСТРЕСКИВАНИЕ СТАЛИ
ВО ВЛАЖНЫХ СЕРОВОДОРОДНЫХ СРЕДАХ
Необходимым условием наводорожнвания при электрохимиче-
ской корроэни (в том числе и в сероводородных растворах) явля-
ется протекание катодного процесса с восстановлением водорода.
Наводороживание пали вс влажных сероводородных средах
45
Рассмотрению механизма проникновения электролитического
водорода в сталь посвящена обширная литература [23—32].
Ряд примесей в электролитах способствует значительному уси-
лению процесса наводороживания стали. К ним относятся соеди-
нения мышьяка, серы, фосфора, селена, теллура, висмута [25]. Осо-
бенно эффективным стимулято-
ром наводороживания сталей в
водных растворах является серо-
водород.
В растворах типа дренажных
вод из нефтезаводских аппара-
тов (см. выше) без добавления
сероводорода проникновение во-
дорода в стали возможно только
при pH < 4; при pH 4 сталь
не подвергается наводорожнва-
нию. В сероводородных раство-
рах (рис. 3.4) диффузия водоро-
да в углеродистую сталь проис-
ходит во всем исследованном диа-
пазоне pH от 1,5 до 11.5, а в хро-
мистую сталь 0X13 при pH <6
[8, 32]. Проникновение водорода
снижается с увеличением pH и
резко падает при переходе от
кислых к нейтральным и щелоч-
Рис. 3.4. Зависимость скорости про-
никновения водорода в сталь от pH
в растворах типа дренажных вод
в присутствии HaS (-----) и без H»S
(-----) [8]:
I— сталь Ст. 3: 3—сталь 0X13.
ным сероводородным растворам.
В указанных сероводородных
растворах с pH = 5 при выдерж-
ке в течение 180 суток стали
Ст. 3 и 0X13 поглощали водород
в количестве до 13 с№/100 г, а
сталь Х18Н10Т — до 8 см3/100 г [11]. В аналогичных растворах
с pH = 94-10 при той же выдержке отмечалось поглощение водо-
рода только углеродистой сталью (до 6 см3/Ю0 г); стали 0X13 и
Х18Н10Т совершенно не абсорбировали водорода [10].
Добавление сероводорода в водные среды значительно больше
усиливает проникновение водорода в стали, чем общую коррозию
металла [8]. При выдержке в достаточно кислых растворах (pH =
= 1,54-2,0), способных вызвать иаводороживанне стали без до-
бавления сероводорода, максимальная доля диффундирующего в
углеродистую сталь водорода составляла 4% от общего количества
водорода, восстановленного в процессе коррозии этой стали. В се-
роводородных же растворах (рис. 3.5) эта величина достигала 40%.
Таким образом, основную опасность для оборудования, эксплуа-
тируемого в сероводородных средах, создает не общая коррозия,
а наводороживание сталей.
46
Гл. S. Низкотемпературная сероводородная коррозия
Механизм стимулирующего действия ионов HS- и S2- на наво-
дороживанне стали при электрохимической коррозии в водных рас-
творах освещен в работах [10, 32).
Заметное наводороживаиие углеродистой стали возникает прн
содержании сероводорода в насыщающей водный раствор газовой
фазе (при атмосферном давлении) более 0,1 объемн.% (т. е. прн
Рис. 3.5. Зависимость от pH доли проник-
шего в сталь водорода в общем коли-
честве его, восстановленном при коррозии
в растворах типа дренажных вод в при-
сутствии HtS {—sc) и без H:S (-------) [8J.
/—сталь Ст. 3; £—-сталь 0X13.
парциальном давлении H2S
выше 0,001 атм) [5].
Установлено [5, 11] от-
сутствие однозначной зави-
симости адсорбции и диффу-
зии водорода в стали Ст. 3,
0X13 и Х18Н10Т от темпе-
ратуры прн коррозии в се-
роводородных растворах
типа дренажных из нефте-
заводских аппаратов в диа-
пазоне от 25 до 90 °C. Это
объясняется конкурирую-
щим действием различных
факторов, влияющих на вне-
дрение водорода в сталь и
по-разному меняющихся с
температурой (ионизация
железа, перенапряжение во-
дорода, соотношение ад-
сорбции и десорбции водо-
рода, диффузия водорода в
металле).
Многочисленные иссле-
дования показали вредное влияние поглощенного водорода на ме-
ханические свойства сталей. Этот вопрос подробно рассмотрен во
второй части настоящей книги.
/ В сероводородных растворах типа дренажных вод нз нефтеза-
водских аппаратов поглощение водорода сталями Ст.З и 0X13 со-
провождалось ухудшением механических свойств (ударной вязко-
сти, относительного удлинения и поперечного сужения и — в мень-
шей степени — прочности и текучести) [10, 11). Порядок величины
изменения пластических свойств и ударной вязкости у обеих сталей
оказался примерно одинаковым. Прочность углеродистой стали
снижалась больше, чем стали 0X13. Сталь Х18Н10Т не меняла ме-
ханических свойств при поглощении значительных количеств водо-
рода. Это объясняется особенностями аустенитной структуры
(повышенной растворимостью и малым коэффициентом диффузии
водорода по сравнению с ферритной и перлитной структурами),
способствующими скоплению поглощенного водорода в поверхност-
ных слоях металла.
Наводорожавание стали во влажных сероводородных средах
47
Значительное ухудшение механических свойств в результате
наводорожявання приводит к возникновению так называемой «во-
дородной хрупкости» стали (см. также часть вторую настоящей
книги). Прн кратковременном действии статической нагрузки, во-
дородная хрупкость проявляется в снижении показа гелей пластич-
ности металла и сопротивления разрыву. При длительном действии
статической нагрузки у наводороженного металла отмечается сни-
жение длительной прочности и замедленное разрушение (статиче-
ская водородная усталость), а в случае действия циклической на-
грузки— снижение выносливости стали (циклическая водородная
усталость) [29]. Кроме того, прн возникновении огромных давлений
газообразного водорода во внутренних полостях металла наводо-
рожнвание может вызвать разрушение стали и при отсутствии
внешней нагрузки.
'Низкотемпературное водородное разрушение стали при перера-
ботке нефти встречается в целом ряде установок (АВТ, АТ, терми-
ческого и каталитического крекинга, ГФУ и т. д.), оборудование
которых эксплуатируется в условиях воздействия нефтепродуктов,
содержащих сероводород в присутствии водной фазы. Водородное
разрушение стальных элементов нефтезаводского оборудования бы-
вает двух видов: сквозное (сероводородное) растрескивание и рас-
слоение («пузырение») металла. Первый вид разрушения значи-
тельно более опасен. Растрескиванию в сероводородных средах
подвержены только стали с относительно высокими значениями
предела прочности, либо с большими внутренними напряжениями,
тогда как мягкие ненапряженные стали в подобных условиях пре-
терпевают водородное расслоение с образованием пузырей [25, 36,
37]. Отмечается [37] отсутствие склонности к растрескиванию у
сталей, подверженных расслоению. По-видимому, в последнем слу-
чае вследствие значительно более высокой пластичности мягких
сталей внутренние напряжения, возникающие в результате наво-
дороя^ивания, релаксируют при образовании пузырей. Однако в.
ряде случаев и при расслоении стали может происходить частичное
растрескивание металла с образованием Несквозных трещин, про-
стирающихся от поверхности до внутреннего пространства пузы-
рей, что и отмечалось в практике эксплуатации нефтяного обору-
дования.
Давление водорода в пузырях иа внутренней поверхности аппа-
ратов для нефти и нефтепродуктов составляло 100 и 198 кгс/см2
[38]. Очевидно, что эти величины значительно меньше первоначаль-
ного давления водорода во внутренних коллекторах в металле,
возникновение которого привело к образованию пузырей. Около
краев пузырей и у вершины имелись трещины. В обоих случаях
значительно снизился запас прочности стенки и для аппаратов
высокого давления возникла серьезная опасность аварийного вы-
хода из строя.
48 Гл. 3. Низкотемпературная сероводородная коррозия
Массовое (иа всех крупных отечественных нефтезаводах) обсле-
дование оборудования, подверженного водородному расслоению
металла [12, 39], позволило обнаружить этот дефект в 15,4% аппа-
ратов. Диаметры пузырей различались от еле заметных глазом до
250 мм и более. Некоторые пузыри имели трещины шириной 1—
3 мм. Химический анализ газа из пузырей поквзал, что он почти
полностью (99,3%) состоит нз водорода. Все без исключения слу-
чаи расслоения металла были зафиксированы в средах, содержа-
щих сероводород и конденсированную воду.
Расслоение металла отмечалось для различных аппаратов
(емкостей, газосепараторов, рефлюксных аккумуляторов, отстойни-
ков, конденсаторов, колонн, стабилизаторов), соприкасающихся
с тяжелыми (керосино-газойлевыми) фракциями, нестабильным и
стабильным (но не очищенным от сероводорода) бензинами, угле-
водородными газами с установок прямой гонки, термического и
каталитического крекинга, а также со сжиженными пропановой и
Таблица 8.2
Сведения об аппаратах с водородным расслоением металла
Рабочая среда аппаратов Количество обследо- ванных аппаратов Количество аппаратов с расслоившийся мет ал .том Доля алларатов с рл село ни ил имея металлом. %
Сжиженный пропан ........ Углеводородные газы с установок 180 54 30
прямой гонки, термического и ка- талитического крекинга 100 13 13
Нестабильный бензин . Тяжелые (керосино-газойлевые) 225 25 11.1
фракции Стабильный бензин до очистки от 30 3 10
сероводорода 78 7 9
Сжиженный бутан 69 3 4.35
бутановой фракциями *. Доля аппаратов с расслоившимся метал-
лом по отношению к общему количеству обследованного оборудо-
вания, соприкасающегося с данной средой, неодинакова для раз-
личных нефтепродуктов (табл. 3.2.). Наиболее подвержен рас-
слоению металл в аппаратах пропановой фракции. Это объясняется
двумя причинами: во-первых, более высоким содержанием серово-
• На подавляющем большинстве действующих установок для газофракино-
нированпя этановую фракцию отдельно не отгоняют (она уходит вместе с про-
пановой) В связи с этим число аппаратов, соприкасающихся с этаном, весьма
невелико. Однако и у этих апп >ратов зафиксированы случаи водородного рас-
слоения металла.
Наводороживание стали во влажных сероводородных средах
49
юрода в пропане по сравнению с другими, более тяжелыми угле-
водородами (в процессе фракционирования газов почти весь серо-
водород из исходного газа улетучивается с пропаном как с наибо-
лее легкой фракцией); во-вторых, наиболее высоким давлением
н аппаратах для сжиженного пропана, что способствует большей
растворимости сероводорода в дренажной воде по сравнению с
другими аппаратами (за счет повышения парциального давления
II2S в неводной фазе). Высокое давление делает расслоение ме-
талла в пропановых аппаратах еще более опасным.
Большинство аппаратов с водородным расслоением металла
(около 70%) принадлежит к гаэофракциоиирующим установкам,
защита которых (особенно аппаратов для пропановой фракции)
необходима в первую очередь.
Аппараты с расслоившимся металлом были изготовлены из уг-
леродистых сталей Ст.З и 20 и низколегированных сталей 09Г2С
и 16ГС. Последние проявили более высокую склонность к водород-
ному расслоению: из строя вышли по этой причине 12,2% аппара-
тов из углеродистых сталей и 44,5% — из низколегированных.
Между количеством аппаратов с расслоением металла н темпе-
ратурой эксплуатации, а также временем до возникновения рас-
слоения связь отсутствует. Расслоение наблюдалось в аппаратах,
работающих при температурах от 30 до 150 °C. Влияние давления
проявляется в увеличении растворимости сероводорода из газовой
фазы в водной фазе н в создании возможности существования
водной фазы при более высоких температурах (за счет повышения
точки кипения). Оба фактора способствуют увеличению вероятно-
сти водородного расслоения металла Однако при достаточно
больших концентрациях H2S и сохранении возможности существо-
вания водной фазы во всем диапазоне давлений последние прак-
тически не оказывают влияния на водородное расслоение аппа-
ратуры.
Пузыри (вздутия) в результате водородного расслоения ме-
талла образовывались не только на внутренней, но иногда и на
наружной поверхности аппаратов. Пузыри располагались преиму-
щественно внизу аппаратов, где скапливается основная часть кон-
денсационной воды. Однако отмечалось появление пузырей и в
верхней части кррпуса, что свидетельствует о возможности конден-
сации воды иа ввей внутренней поверхности аппарата.
Как правило, водородное расслоение наблюдалось у аппаратов
со сроком службы 5—/-лет. Однако для пропановой фракции ха-
рактерны разрушения и при меньших сроках эксплуатации (до
1 года).
Для нефтеперерабатывающего оборудования, работающего в се-
роводородных средах при невысоких температурах, сквозное рас-
трескивание металла до недавнего времени было значительно менее
распространенным видом разрушения, чем расслоение металла.
Однако в последние юды участились случаи сероводородного
60 Гл. S. Низкотемпературная сероводороднар коррозия
растрескивания аппаратов и трубопроводов*. Это связано, в ос-И
новном, с применением более высокопрочных сталей (чтобы умень-3
шить металлоемкость оборудования) и расширением использования]
сварной крупногабаритной аппаратуры.
На сероводородное растрескивание оказывают влияние такие
факторы, как химический состав и структура стали, ее прочностные
характеристики и термическая обработка, величина деформаций
и внутренних напряжений в металле, наличие сварных швов,
став коррозионных сред. Рассматриваемые ниже данные о харак-
тере и степени влияния этих факторов были получены при изуче-
нии опыта эксплуатации оборудования, а также при заводских или
лабораторных испытаниях напряженных образцов в сероводород-
ных растворах.
Структура стали оказывает более существенное влияние на
склонность к сероводородному растрескиванию, чем химический
состав. Низколегированные стали в этом отношении обычно не
отличаются от углеродистых. Склонность стали к растрескиванию
в сероводородных средах обусловлена в значительной мере присут-
ствием мартенснта в структуре (43] Отрицательное влияние мар-
тенсита проявляется особенно заметно, когда он располагается в
виде сплошной сетки. Исследования [44] стойкости к сероводород-
ному растрескиванию сталей, с тремя основными видами структур:
ферритной с мелкими карбидами, мартенситной н феррито-перлит-
ной— также показали нестойкость мартенситной структуры. Наи-
большие время до растрескивания и внутреннее напряжение, при
котором происходило растрескивание, отмечались в случае феррит-
ной структуры. Сопротивление растрескиванию сталей с мартенсит-
ной структурой совершенно не зависело от их химического состава.
Повышенная склонность к сероводородному растрескиванию
низколегированных сталей, содержащих более 1% Ni, также свя-
зана [45, 46] с присутствием нвотпущенного мартенсита. Образова-
нию последнего с соответствующим понижением стойкости к суль-
фидному растрескиванию могут способствовать и другие легирую-
щие примеси — такие, как марганец. Отмечены [45] разрушения как
раз в районах скопления мартенснта, где твердость была значи-
тельно выше, чем на соседних участках металла. Вместе с тем, се-
роводородному растрескиванию подвержены и углеродистые стали
с полным отсутствием мартенсита в структуре, т. е. наличие мар-
тенснта вовсе не является необходимым условием для возникнове-
ния у стали склонности к этому виду разрушения [47] Влияние
мартенсита проявляется в усилении склонности к растрескиванию
* В нефтедобывающей промышленности зачастую сталкиваются с сероводо-
родным растрескиванием бурильных н обсадных труб, замковых соединений,
штанг насосов и других элементов промыслового оборудования [40—421 Это
обусловлено спецификой применяемых материалов (высокопрочные стали) и
условий работы оборудования (высокие статические, циклические и знакопере-
менные нагрузки па металл в процессе эксплуатации н т. д.).
Наводороживание стали во влажные сероводородных средах 6!
при относительно малой нагрузке за счет создания дополнитель-
ных внутренних напряжений в металле
С увеличением мелкозернистости и с переходом от закаленного
остояння к улучшенному (т. е. после закалки с высоким отпуском)
величина охрупчивания (снижение поперечного сужения) в серо-
водородном растворе уменьшается, а с повышением количества
зластничатого перлита — возрастает [48). Минимальная склонность
к растрескиванию у конструкционной Сг— Мо—V стали (0,09—
Рис, 3.6. Зависимость склон-
ности к сероводородному рас-
трескиванию стали от ее пре-
дела прочности о, [50);
I— >04 кгс}мм>; 1—138 кгс/мм*;
а—150 кге/нм*.
Рис. 3.7. Корреляция между твер-
достью, временем до разрушения
и напряжением для углеродистой
стали в растворе 5% NaCI+
+3000 mi/л HaS [64].
Напряжения выражены я я от предала
текучести металла:
/—40: 1—60; *-№ 4—100; S—130.
0,19% С; 2,59 Сг; 1,0% Мо; 0,25% V) также наблюдалась послеот-
пуска при повышенных температурах, создающего структуру мел-
козернистых глобулярных карбидов [42, 49]
Сталь с 9% Ni проявила особенно большую склонность к серо-
водородному растрескиванию [42, 49]. Низкую стойкость имеет вы-
соколегированная сталь 410 с 12% Сг (типа отечественной 0X13)
[45, 46]. Высоколегированные аустенитные хромоникелевые стали
(типа Х18Н10Т) при определенных жестких условиях также под-
вержены сероводородному растрескиванию [47, 50]. Подробно этот
вопрос рассматривается в гл. 4.
Вполне стойки к этому виду разрушения никелевые сплавы
монель и инконель [47, 51, 52], а также [53] сплавы хастеллой В и
хастеллой С (состоящие из никеля, молибдена и хрома), сплавы
никеля с бором и кобальтохромовольфрамовые сплавы (стеллиты).
С повышением прочностных характеристик стали возрастает ее
склонность к. сероводородному растрескиванию, т. е. высокопроч-
ные низколегированные стали, как правило, в большей степени
подвержены этому виду разрушения, чем обычные углеродистые.
На рнс. 3.6 [50] и 3.7 54] показано, что с повышением исходных
52
Гл. 3. Низкотемпературная сероводородная коррозия
i
прочности и твердости стали значительно снижается время до рас]
трескивания напряженных образцов в сероводородных растворах
Склонность стали AISI 4140 (0,41% С; 0,80% Мп; 0,20% Sij
0,87% Сг; 0,12% Мо) к сероводородному растрескиванию возрас)
тала с увеличением твердости, нагрузки и пластической деформа<
ции [52]. При отсутствии предварительной пластической деформа<
ции образцы этой стали не подвергались растрескиванию прН
твердости HRC < 27 при любом напряжении, даже достигающем
предела текучести металла. Предварительная пластическая дефорт
мация снижала эту критическую (граничную) величину твердости
до HRC^.22.
5 15 25
Деформация, %
Рис. 3.8. Зависимость водородного'
охрупчивания сталей (в воде, насы-
щенной H2S) от холодной пластиче-
ской деформации [48].
Содержание углерода а стали (в X):
Z—035; г—0.U; 3—0.10.
Каждому значе-
нию твердости (выше критичес-
кого) соответствовало какое-то
минимальное значение напряже-
ния, при котором начиналось
растрескивание металла. Это ми-
нимальное напряжение снижа-,
лось с увеличением твердости.
В качестве граничного (кри-
тического) значения твердости,
ниже которого сталь вообще не
подвергается сероводородному
растрескиванию, приводят вели-
чину HRC <20—22 [37, 53, 55).
Эти данные нашли свое отраже-
ние в рекомендациях американ-
ской организации NACE (Нацио-
нальное объединение инженеров-
коррозионистов), согласно которым для изготовления элементов
нефтяного оборудования, эксплуатируемого в условиях возможно-
сти сульфидного растрескивания металла (т. е. при наличии в |
среде сероводорода и воды), можно применять стали с величиной
твердости не более 22. Необходимо отметить, что это значение вы-
брано на основе обобщения опыта эксплуатации оборудования и
является весьма произвольным. Отсутствуют данные лабораторных
исследований, которые бы указывали на резкое снижение серово-
дородного растрескивания стали прн переходе именно к этому зна-
чению твердости.
Критическая величина твердости стали в значительной мере
определяется условиями испытаний (или эксплуатации оборудова-
ния): составом среды, концентрацией в ней сероводорода, вели-
чиной напряжений в металле и т. д. [47]. В особо тяжелых усло-
виях (высокие концентрации HjS в 5% растворе NaCl, напряже-
ния в металле выше предела текучести) эта величина снижается
до HRC < 15—16. При относительно низких значениях твердости
стали в сочетании с небольшими концентрациями сероводорода в
растворе растрескивание происходит только при напряжениях.
Наводороживание стали во влажных сероводородных средах
53
примерно соответствующих пределу текучести данной стали или
>б.чьших его [47]. В результате холодной деформации склонными к
растрескиванию могут стать и углеродистые стали с относительно
невысокой прочностью [45,47]. В работе [48] отмечено значительное
усиление охрупчивания сталей с
различным содержанием углеро-
да после выдержки в насыщенной
сероводородом воде с pH == 4 в
течение 100 ч при комнатной тем-
пературе вследствие предвари-
тельного наложения и возраста-
ния холодной пластической де-
формации (рис. 3.8).
Предел текучести в большей
степени определяет склонность
стали к сероводородному растре-
скиванию, чем ее твердость [56].
Влияние этого параметра пока-
зано на рис. 3.9. Хотя представ-
ленные данные не укладываются
в какую-либо определенную ма-
тематическую зависимость, все
же видно, что повышение преде-
ла текучести усиливает сероводо-
родное растрескивание стали.
Причины повышенной склон-
ности высокопрочных сталей к
сероводородному растрескиванию
можно объяснить следующим об-
разом. Процесс коррозионного
растрескивания сталей состоит
из двух основных стадий: зарож-
дение трещин и их рост. Вероят-
ная причина зарождения трещин
в сероводородных растворах —
заметное уменьшение истинного
значения разрывного напряжения,
отмечающееся для сталей, насыщенных водородом. Для мягких
сталей отношение истинного разрывного напряжения к истинному
пределу текучести имеет большую величину, в то время как для
упрочненных сталей оно значительно меньше. Прн испытаниях, а
также и в ряде практических случаев эксплуатации оборудования
величина приложенной нагрузки соизмерима с пределом текучести.
Таким образом, напряжения, возникающие в упрочненных сталях,
значительно ближе к разрывному напряжению, чем у более мяг-
ких материалов. Помимо этого, высокопрочные стали характери-
зуются большими остаточными напряжениями. В твердых сталях,
Рис. 3.9. Зависимость сероводород-
ного растрескивания от предела те-
кучести стали [56).
Нворяжсикые (до o0 J) обравцы выдержи-
вали <18 месяцев) в солержвщеп до I r/л H.S
bqaiwD фазе резервуаров с лысокосерия-
стыык нефтями. Цифры кв графике соот-
ветствуют следующим маркам к составам
стали (в к):
/-0.17 С. 0.52 Мп (ASTM А285); 3—0.11 С.
0.48 Мп. 0.41 Си. 0,28 NI. 0.82Сг. 0,01 А|
(ASTM А242): 8-0.23 С. 1.06 Мп. 0.29 Си.
0.05 NI. О.ОЗ Ст. 0.07 V (ASTM А441); 4. 5 -
0.20 С. 1,29 Мп. 0.03 N1. 0Л5 Mo (ASTM АЗО2В
и А5»А>;«—0,17 С. 0.85 Мп. 0^1 Си. 0.081 Ы|.
0Л« Сг. 0.50 Мп, 0.04 V (ASTM ASI7F); 7 -
0.33 С. 0,54 Мп. 0.05 К|. 0.98 Ст, 0,19 Мо
(A1S1 4130); 8-0.18 С. 0.83 Мп. 0.28 Си.
0.04 NI. 0.55 Ст. 0.18 Мо. 0.05 V. 0.03 TI.
0.003 В (ASTM A6I7B): 9-0Д7С, 0.65 Мп.
0.05 Си. 6.64 XI. 16.90 Сг. 0.05 Мо. 0.27 V.
0,27 AI, 0.87 Т|.
64 Гл. 3. Низкотемпературная сероводородная коррозия
таким образом, суммарные напряжения имеют более близка
к разрывному усилию значения, нежели в мягких сталях. Опред<
ленное количество абсорбированного водорода, до известной стс
пени уменьшающего величину разрывного усилия, может вызват
начало разрушения в твердых сталях и не привести к этому в мяг
ких сталях, даже несмотря на то, что оба материала испытывались
при напряжениях, соответствующих их пределам текучести.
Рост образовавшихся .трещин, по-видимому, происходит тольк
ниже определенной, минимальной величины пластичности ме>
талла. Проникающий в сталь водород вызывает снижение пластнч
пости металла, пропорциональное его концентрации в стали. Посл<
снижения пластичности до указанного минимального значения на;
чинается рост всех образовавшихся трещин. Соответственно, в бо-
лее мягких сталях для наступления этого момента требуется боль-
шая потеря пластичности.
Сварные соединения сталей характеризуются повышенной;
склонностью к сероводородному растрескиванию [56 —58). Э’Оа
обусловлено высокими внутренними напряжениями в швах и зи-J
нах термического влияния Отрицательное влияние сварных швом
особенно резко проявляется у сталей с относительно низким пре-д
делом текучести. При отсутствии сварных соединений этилстали;
вообще не подвергались растрескиванию, однако сварные обраэцьС
показали довольно существенное растрескивание (до 70% образ-,
цов). Трещины, в основном, образовывались в зонах термического
влияния [56]. Понижение скорости охлаждения металла послй
сварки снижало степень вызываемого сваркой уменьшения стойко-
сти стали к этому виду разрушения [57]. Отмечалось некоторое
увеличение стойкости сварных соединений к сероводородному рас-
трескиванию после предварительного нагрева стальных листов
перед сваркой до 100—150 °C.
Склонность сварных швов нефтезаводских аппаратов к серово-
дородному растрескиванию зависит от методики и условий сварки.
Присадки элементов, повышающих прочность (например, никеля,
марганца) в сварочные электроды обычно усиливают склонность
металла шва к растрескиванию [59]. Ряд отмеченных на практике
случаев сероводородного растрескивания нефтяной аппаратуры
объясняется применением сварочных электродов с более высокой,
чем у основного металла, прочностью По этой причине необходимо
избегать использования электродов с химическим составом, соз-
дающим более высокую прочность в металле шва по сравнению
с основным металлом.
Образцы низколегированной стали 12Х1МФ со сварными шва-
ми, выполненными с использованием аустенитных электродов,
подвергались катастрофически быстрому (10—20 ч) растрескива-
нию*. Образовавшиеся сквозные трещины располагались точно
Установлено И. С. Шпарбером и А. И Шелеховой во ВНИИНефтемаше.
Наводороживанив стали вс влажных сероводородных средах 55
но границе между основным металлом и сварным швом. Из этого
• ледует недопустимость сварки низколегированных сталей аусте:
питными электродами для оборудования, работающего в серово-
дородных средах в присутствии воды. Пескоструйная обработка
образцов стали 12Х1МФ со сварными швами аустенитного состава
< пособствовала устранению их склонности к сероводородному рас-
трескиванию.
В тех случаях, когда электроды имеют тот же химический
состав и прочностные характеристики, что и основной металл,
склонность к растрескиванию наибольшая в зонах термического
влияния сварного соединения. Трещины в этих зонах возникают
в точках с максимальной твердостью.
Чаще всего сероводородное растрескивание нефтяного обору-
дования имеет виутрикрнсталлитный характер (47]. Но наряду
с этим зафиксированы [60] и микроскопические межкристаллитные
разрушения труб.
В условиях эксплуатации нефтезаводского оборудования на се-
роводородное растрескивание стали наиболее существенное влияние
оказывают такие параметры состава среды, как наличие водной
фазы, ее pH, содержание сероводорода, присутствие и концентра-
ция хлоридов. Как указывалось выше, сероводородное растрески-
вание стали происходит только под действием водных растворов
сероводорода. Ни сухой сероводород, ни насыщенные растворы
сероводорода в бензине и бензоле не вызывают растрескивания
напряженных стальных образцов даже при очень длительных вьГ-
держках [48, 61]. В сероводородных средах при температурах выше
точки кипения водной фазы или ниже точки ее замерзания слу-
чаев растрескивания нефтяного оборудования не наблюдалось [45]
Влияние pH сероводородных растворов иа сероводородное рас-
трескивание углеродистой стали показано иа рис. 3.10 и 3.11. Прн
переходе к нейтральным и слабощелочным растворам отмечается
резкое снижение интенсивности растрескивания Выше pH » 9,5
растрескивание стали вообще прекращается (рнс. 3 10). На
рис 3.11 склонность к сероводородному растрескиванию оцени-
вается по величине критического напряжения в стали, соответ-
ствующего растрескиванию 50% испытываемых образцов: чем
больше эта величина, тем выше стойкость стали к этому виду раз-
рушения Как видно из рис. 3 11, склонность стали к растрескива-
нию в кислых сероводородных растворак снижается при повыше-
нии pH. Испытания [51] в нефтезаводских средах, содержащих
водные растворы сероводорода, также показали значительное
уменьшение склонности высокопрочных сталей к сероводородному
растрескиванию при j величении pH от 6,0 до 8,5.
При изучении [62] зависимости наводороживания и растрески-
ваний стали N-80 (0,44% С; 1,54% Мп; 0,19% Si; 0,23 Мо;
0,018% Р; 0,028 S) от концентрации сероводорода первое появле-
ние водородных пузырей на поверхности ненапряженных образцов
Б6 Гл, S. Низкотемпературная сероводородная коррозия
отмечалось при парциальном давлении HjS в газовой фая
0,0014 атм. Растрескивание напряженных (до 1,3 ао.г) образца!
начиналось при парциальном давлении HjS около 0,01 атм н прд
дальнейшем повышении его усиливалось (рис. 3.12).
Рис. 3.10. Зависимость времени
до разрушения углеродистой стали
в 5®/0-иом NaCl с 0,17—0.19% HjS
от pH раствора [47].
Напряжения а образцах составляли
I.ISaos; твердость HRC. ..33). Тонка со
стрелками означают, что разрушение
через 1300 ч выдержки на наступило.'
Рис. 3.11. Влияние pH
раствора на склонность
высокопрочной углеро-
дистой стали к серо-
водородному растрески-
ванию [46].
Концентрация сероводорода в среде оказывает заметное влия-
ние на минимальное внутреннее напряжение в стали, при котором
Ря,.>от
Рис. 3.12. Зависнмсють растрескивания
стали N-80 от парциального давле-
ния H,S в газовой фазе (напряжения
в образцах составляли 1,3 a0,j) [62].
происходит сероводородное
растрескивание. Установлено
[59], что каждой марке высоко-)
прочной стали соответствует ‘
свое сочетание минимального I
внутреннего напряжения в ме-
талле и минимальной концен-
трации сероводорода в среде,?
которые способны вызвать рас-
трескивание (рис. 3.13). Чем’
выше прочностные характерн
стикн стали, тем, при прочих
равных условиях, меньшне кон-
центрации сероводорода и
напряжения в металле доста-
точны для ее разрушения. По-
вышение концентрации серо-
водорода для всех сталей сопровождается заметным снижением
минимального напряжения, вызывающего растрескивание металла.
Сероводородное растрескивание может происходить в присут-
ствии очень небольших количеств HaS. При выдержке напряжен-
ных образцов из высокопрочных сталей в резервуарах для нефтей
Наводороживание стали во влажных сероводородных средах 57
различным содержанием сероводорода растрескивание происхо-
дило при концентрации H2S в водной фазе ^10 мг/л [56]. Этот
юфект отмечался и при меньших содержаниях H2S. Испытания
|63] высокопрочных низколегированных марганцовистых сталей
(0,12—0,18% С; 0,73—1,40% Мп) в нефтяных средах проводили
и производственных условиях. Образцы, деформированные изги-
бом до напряжений, соответствующих от 20 до 100% предела те-
кучести металла, выдерживали в ап-
паратах в течение 1 года. Интен-
сивность растрескивания снижалась
с уменьшением содержания серово-
дорода в среде. Безопасная (не вы-
зывающая растрескивания) концен-
трация сероводорода в водной
фазе составляла всего 10~*% (или
1 мг/л). Предельной безопасной
концентрации сероводорода, не вы-
зывающей растрескивания элемен-
тов нефтяной аппаратуры нз наи-
более склонных к этому виду раз-
рушения высокопрочных сталей, со-
ответствует парциальное давление
H2S 0,001 атм [45, 46]. При обыч-
ной температуре это составляет
~ Змг/л H2S в водной фазе. Как
упоминалось выше, парциальное
давление H2S 0,001 атм является
предельным, выше которого начи-
нается заметное наводороживание
стали [5].
Рис. 3.13. Корреляция между ми-
нимальным напряжением в ме-
талле и минимальной концентра-
цией H2S, при которых возни-
кает (после 30 суток испытания)
растрескивание различных марок
высокопрочных сталей (59):
I—кгс/им’; 2—св—70 кгс/ми’;
3—<гв“80 кгс/мМ1.
Присутствие СО2 в нефтяных сероводородных средах усили-
вает опасность сероводородного растрескивания стальных элемен-
тов оборудования [55]. Особенно агрессивны среды, в которых со-
держание СО2 более чем вдвое превышает концентрацию H2S
Испытания напряженных образцов сталей с пределом прочно-
сти от 60 до 80 кгс/мм! в заводской аппаратуре при напряжениях-
до oo.s и выдержке до 2 лет показали [57] заметное усиление се-
роводородного растрескивания, если в среде кроме сероводорода
и воды содержались хлориды (см также гл. 4).
Количество данных о влиянии температуры и давления в аппа-
ратуре на сероводородное растрескивание относительно невелико.
Сообщается [59], что растрескивание нефтяного оборудования не
наблюдалось при температурах выше 100 ’С. По-виднмому, это
связано с испарением водной фазы. Повышение температуры от
40 до 120 °C (прн высоких давлениях) способствовало снижению
тенденции стали 4140 (0,41% С) к коррозионному растрескиванию
в сероводородном растворе [52]. Однако исследования [47]
BS Гл. 3. Низкотемпературная сероводородная коррозия
показали малое влияние температуры (в диапазоне от комнатнд
до 82 °C) на сероводородное растрескивание стали.
Изменение давления от 1 до 17 атм оказало весьма незнача
тельное влияние на склонность стали к сероводородному растр!
скиванию [52]. Вместе с тем, при определенных условиях давлен^
может влиять на сероводородное растрескивание (аналогичя
влиянию на расслоение металла, что обсуждено выше)
ЗАЩИТА ОТ СЕРОВОДОРОДНОГО РАССЛОЕНИЯ
И РАСТРЕСКИВАНИЯ НЕФТЕЗАВОДСКОЙ АППАРАТУРЫ
Для защиты нефтяной аппаратуры от водородного расслоена
в сероводородных средах рекомендуются следующие меры [12, 39
очистка нефтепродуктов от сероводорода, изготовление аппарату
из биметалла (сталь Ст.3 + 0X13), нанесение на рабочую поверх
ность аппаратов защитных покрытий н применение ингибиторов
В качестве предельно допустимой (после очистки) концентру
ции сероводорода в нефтепродуктах рекомендована [5] величина
соответствующая парциальному давлению II2S в газовой фа^
0,001 атм. Многолетний опыт эксплуатации нефтеперерабатываю
щего оборудования свидетельствует об отсутствии водородной
разрушения в аппаратах, соприкасающихся с продуктами, содер
жащимн такое или меньшее количество сероводорода.
При очистке нефтепродуктов от сероводорода необходимо соЗч
дать условия, полностью предотвращающие попадание в аппараты]
соприкасающиеся с очищенными продуктами, влажных сульфидов]
которые сами по себе могут явиться причиной наводороживания И
последующего расслоения стали. Влажные сульфиды могут ока-
заться, например, в аппаратах в случае недостаточного отстаива-]
ния при отделении раствора щелочи от продукта в процессе ще-|
лочной очистки. л
При невозможности достаточно полного удаления сероводорода
из нефтепродуктов. можно рекомендовать изготовление аппаратов
из биметалла (сталь Ст. 3 + 0X13) либо нанесение защитных по«
крытнй на основе эпоксидной смолы ЭД-5 или торкрет-бетонным
футеровок. Стойкость этих покрытий подтверждена в лаборатор-ч
ных и промышленных испытаниях [12]. Исследования показали]
также, что биметалл с плакировкой из стали 0X13 не подвергаете^;
наводороживанию и, соответственно, водородному разрушению в;
сероводородных растворах при pH >6. Защита аппаратуры от во-4
дородного расслоения путем применения биметалла (углеродистая
сталь+ 0X13) успешно использовалась на практике, в частности,
в случае аппаратов для пропан-пропиленовой фракции. Такие ап-,
параты бесперебойно эксплуатировались в течение ряда лет без
признаков водородного разрушения и других видов коррозии.
При конденсации особо агрессивных сероводородных дренаж-
ных вод кислого характера можно изготовлять наиболее ответ.-
Защита от расслоения и растрескивания нефтезаводской аппаратуры 59
।венные аппараты нз относительно дорогостоящего биметалла
(сталь + монель-металл НМЖМц 28-2,5-1,5). Последний не под-
вергается наводороживанию и коррозии как в кислых, так и в ще-
ючных сероводородных растворах.
Весьма перспективна защита нефтезаводского оборудования от
|<>дородного расслоения с помощью ингибиторов коррозии. Можно
рекомендовать опробованный в лабораторных и промышленных
условиях водорастворимый ингибитор катапин БПВ В трубопро-
воды перед защищаемой аппаратурой вводится водный раствор
. концентрацией катапииа БПВ1 г/л нз расчета Юл раствора на
каждые 50 м3 продукта.
Во ВНИИНефтёмаше разработана инструкция по ремонту ап-
паратов, подвергшихся водородному расслоению металла. Все де-
фектные участки стенкя рекомендуется вырезать н на нх место
вварить стыковые заплаты, либо люки или штуцера нз того же
материала, что и аппарат. Чтобы предотвратить повторное рас-
слоение металла, целесообразно защищать аппараты торкрет-бе-
тонным или эпоксидным покрытиями.
По зарубежным данным [59, 64], эффективная защита емко-
стей для углеводородных газов от водородного разрушения дости-
гается при нанесении полиуретановых покрытий.
Все названные выше мероприятия по предотвращению водород-
ного расслоения металла обеспечивают и надежную защиту от
сероводородного растрескивания. Вместе с тем, ряд способов за-
щиты предотвращает растрескивание стали, но не гарантирует
отсутствие расслоения в сероводородных средах. Однако, по-
скольку расслоение представляет собой значительно менее опас-
ный вид разрушения, чем сквозное растрескивание, то положи-
тельное значение этих мероприятий очевидно. Основные меры
защиты таковы: ограничение прочности стали; разработка и при-
менение низколегированных сталей с пониженной склонностью
к сероводородному растрескиванию; термическая обработка эле-
ментов оборудования для снятия внутренних напряжений, возник-
ших при гибке листов, сварке и т. д.; нейтрализация (защелачи-
вание) среды Перечисленные мероприятия наиболее эффективны
при комплексном применении.
Для предотвращения сероводородного растрескивания нефтя-
ного оборудования рекомендуется (56, 65] применять стали с hpe-
делом текучести не более 52 кгс/мм2. Более высокие значения пре-
дела текучести приемлемы лишь в тех случаях, когда имеется
соответствующий положительный опыт эксплуатации оборудования
из таких высокопрочных сталей в рассматриваемых конкретных
средах.
При ограничении прочности применяемых сталей с целью
предотвратить сероводородное растрескивание оборудования необ-
ходимо также учитывать одно важное обстоятельство; В случае
большой предварительной холодной деформации и чрезмерно
60
Гл. 3. Низкотемпературная сероводородная коррозия
высоких внешних нагрузок сероводородному растрескиванию
гут подвергаться и углеродистые или низколегированные стад/
с относительно малой прочностью [47] Необходимо также прн npq
оптировании и монтаже оборудования избегать насколько можн,
возникновения высоких напряжений в металле и не использоват
материалы после холодной деформации. В частности, чрезмерна
затяжка труб из углеродистых сталей (для предотвращения течей
может способствовать их последующему сероводородному растра
скиванню. ]
Для оборудования, эксплуатируемого в условиях возможност|
сероводородного растрескивания, не рекомендуется применять пр
сварке низколегированных сталей аустенитные электроды, дающи
швы с особо высокой склонностью к этому виду разрушения. Пе{
спективным (нуждающимся в уточнении технологии) способом за
щиты от сероводородного растрескивания сварных швов представ^
ляется их пескоструйная или дробеструйная обработка, создающая
наклеп в поверхностном слое. ;
Выше упоминалось о вредном влиянии никеля и марганца 1
стали на ее стойкость к сероводородному растрескиванию. Был!
разработаны низколегированные хромомолибденовые и хромалю^
минневомолнбденовые стали, сочетающие хорошие прочностиьп
характеристики с пониженной склонностью к растрескиванию i
сероводородных растворах [66. 67]. К ним относятся стали следую
щего состава: 1) <0,13% С; 2,2% Сг2 0,35% Мо; 0,35% А1; 0,10% V
(закалка при 950—П00°С и отпуск при 650—675°C) п 2) 0,12% С
2,4% Сг; 1,0% Мо; 0,5% V (закалка и отпуск при 750°C). Разра^
ботаиа также высокопрочная сталь, не содержащая никеля, с не<
сколько повышенным содержанием хрома и добавкой алюминия:
Химический состав этой стали: 0,12—0,17% С; 0,20—0,10% Si:
0,50-070% Мп; <0,035% S; С 0,035% Р; 1,10—1,40% Сг; 0,25-
0,30% Мо; 0,30—0,60% А1. Механические свойства: ов » 70 кгс/мм2;
©о,г ~ 60 кгс/мм2; 6 « 21—29%. Испытания [57] показали зиачи'
телыю более высокую стойкость к сероводородному растрескива-J
нию этой стали по сравнению с известными сталями того же]
уровня прочности.
Повышенную стойкость к сероводородному растрескиванию
имеет хромомолибденовая сталь (0.28—0,33% С; 0,40—0,60% Мп;
0,80—1,10%Сг; 0,15—0,26% Мо) после закалки и отпуска при
677—716°C (a0J>63 кгс/мм2) [68].
Повышенная стойкость рассмотренных выше низколегирован-
ных сталей к сероводородному растрескиванию ие связана со сни-
жением поглощения водорода. Присутствующие в этих сталях
незначительные количества легирующих добавок не влияют за-
метно на иаводорожнваиие [25, 29]. Увеличение стойкости к рас-
трескиванию обусловлено улучшением пластичности стали.
Рекомендации по рациональным режимам термической обра-
ботки для предотвращения сульфидного растрескивания углеро-
Защита от расслоения и растрескивания нефтезаводской аппаратуры 61
। истых и низколегированных сталей [47, 53] включают обязатель-
ный отпуск готовых аппаратов для снятия технологических напря-
жений (в результате сварки, гибки, правки и т. д.) при темпера-
। у ре 621 °C.
Метод нейтрализации — защелачивания сред, вызывающих се-
роводородное растрескивание стали, базируется на упомянутом
выше резком снижении наводорожнвания и растрескивания ме-
талла при переходе от кислых к щелочным сероводородным рас-
। ворам. Отмечается [47] прекращение растрескивания при pH ^-9,5.
Однако для оборудования из высокопрочных сталей рекомендуется
|48] защелачивание до pH « 13. Нейтрализацию обычно осущест-
вляют путем введения аммиака или растворов едкого натра. При
использовании последних необходимо принять меры предосторож-
ности против возникновения другого опасного вида разрушения —
щелочного растрескивания стали (см гл. 4). Введение аммиака
(без жесткого контроля pH) допускается лишь в системы, не со-
держащие элементов оборудования из медноцинковых и медпо-
алюминиевых сплавов (в присутствии аммиака эти сплавы подвер-
гаются коррозионному растрескиванию). Никель и никелемедиые
сплавы неустойчивы в растворах аммиака, особенно при повышен-
ных температурах.
Для защиты от сероводородного растрескивания рекомендуется
также нанесение защитных эпоксидных покрытий иа особо склон-
ные к этому виду разрушения сварные соединения аппаратуры.
Этот метод был успешно опробован [67] на емкостях для углево-
дородных газов, содержащих сероводород.
Особо важные и ответственные элементы оборудования можно
изготовлять из полностью стойких сплавов: монель-металла
(НМЖМц 28-2,5-1,5), нимоника (ХН78Т, ХН80Т), хастеллоя В
(Н70М27Ф) и хастеллоя С (0Х15Н55М16В) и стеллитов (30—31%
Сг; 2,0—13,0% W; 0,35—2,50% С; остальное Со) [53]. Все эти ма-
териалы характеризуются высокой стоимостью и дефицитностью.
Защита этим методом удешевляется при использовании соответ-
ствующих биметаллических материалов.
Применение нержавеющих сталей для защиты от растрески-
вания в сероводородных средах подробно рассматривается
в гл. 4.
Пока еще недостаточно изучена возможность предотвращения
сероводородного растрескивания с помощью ингибиторов. По-види-
мому, ингибиторную защиту целесообразно сочетать с другими
мероприятиями, способствующими уменьшению опасности серово-
дородного растрескивания (ограничением прочности стали, терми-
ческой обработкой аппаратуры и т. д.). При этом можно исполь-
зовать рассмотренные выше ингибиторы общей коррозии в серо-
водородных растворах. Так как водород, проникающий в сталь
н вызывающий ее охрупчивание, образуется именно в результате
общей коррозии, то очевидно, что иаводорожнваиие стали также
62
Гл. 3. Низкотемпературная сероводородная коррозия
будет значительно уменьшено. То количество водорода, котсф
в присутствии ингибитора проникает все же в сталь, не вызов
ее растрескивания благодаря снижения ее склонности к это*
Рис. 3.14. Водородный «зонд» [69]:
/—кран для выпуска водорода; 2—за-
ливка саинцом; 3 —медный прнпоЯ:
4—медиа* масмвака.
виду разрушения с помощью уго
мянутых выше мероприятий.
Следует отметить, что cpcj
применяющихся отечественных и э
рубежных ингибиторов сероводород
ной коррозии отсутствуют соЗ
дннения, вызывающие избирателя
ное усиление наводороживаин!
стали.
Весьма важным представляете!
своевременное обнаружение onacj
иости водородного разрушения
(расслоения или растрескивания»
металла оборудования. Из имею*
щихся методов оптимальным яв
ляется применение водородны
«зондов». Конструкция этих «зо*$
дов» (рис. 3.14) имитируетнесплош
ности в металле оборудования, гд|
происходит накопление молекуляр-
ного водорода. Датчиком является
нижний конец трубки, который ус-
танавливается во внутреннее про-
странство аппаратов или трубопро*
волов. При условиях, вызывающих
наводороживание (и, соответствен-;
но, создающих опасность расслое-
ния или растрескивания) стали, во-
дород диффундирует через тонко-
стенную трубку (изготовленную из.
материала аппарата) и скапливает-*
ся в пространстве между трубкой и
внутренним стержнем. Назначение
последнего заключается в уменьше-
нии внутреннего объема зонда, что
повышает его чувствительность. Проникновение водорода вызы-
вает повышение давления внутри зонда, которое фиксируется ма-
нометром, находящимся снаружи аппарата.
Водородные зонды были успешно опробованы в лабораторных
и промышленных условиях [69]. С их помощью можно провести
относительно быструю оценку опасности водородного разрушения
металла действующего оборудования и эффективности защитных
мероприятий, связанных с обработкой среды.
63
Junpartya
-rwy
ЛИТЕРАТУРА
I. А. А. Гоник. Сероводородная коррозия к меры ее предупреждения. Изд.
«Недра», 1966.
2. Н. Н. Uhlig. Corrosion and Corrosion Control, N.Y. — L., 1963.
3. В. Ф He греев. Коррозия оборудования нефтяных промыслов, Азиефтеиз
дат, 1951.
4 И С. Шпарбер, Сульфидное растрескивание стали и борьба с ним в
нефтегазодобывающей промышленности. ВНИИОЭНГ, 1970
5. И С. Шпарбер, А В. Шрейдер. Зашита металлов. 5, Nt 6. 618 (1969).
6 Н Д. Том а шов, А. 3. Ф< дотов а, сб. «Исследования но коррозии ме-
таллов». Труды ИФХ АН СССР т. 4. вып. 5, Изд. АН СССР. 1955, стр. 140.
7. J В. Sardisco, R Е. Pitts, Corr., 21, АЬ 11,350 (1965)
8 И. С. Шпарбер, А Б Шрейдер, Защита металлов, 6 № 3, 343 (1970).
9. J Horvath, М. Novak, Corr. Sei., 4. К» 2, 159 (1964).
10. И. С. Шпарбер, А В Шрейдер, Н. П. Жук. Защита металлов. 3,
7* I 73 (1967).
II. И. С Шпар.бер, А. В. Шрейдер, Н. П. Жук, Защита металлов, 3,
№ 5, 545 (1967).
12. А. В. Шрейдер, И. С. Шпарбер, Борьба с водородным разрушением
оборудования нефтезаводов в сероводородных средах, ЦНИИТЭпефтехнм,
13. В Г. Дьяков, А. В Шрейдер, И. С. Шпарбер, Борьба с коррозией
конденсационно-холодильного оборудования на неф-елерерабатывающих за
водах. ЦНИИТЭНефтегаз. 1564.
14 А И Шелехо»а, И С Ш„врбер, А. В. Шрейдер, Корр, я защита
в нефтегаз, пром.. №8, 4 (19721
15. Н N. В h а г g a v a, S. D. Р ь u I, D Gupta, Indian J. Technol.. 4, № 4.
.14 (1966)
16. В. Ф. Негреев и др.. Борьба с коррозией в нефтедобывающей промыш-
ленности, ЦНИИТЭНефтегаз, 1965.
17. А А. Гоник, С. Г Гильманов, X. 3. Зинатуллин, сб. «Борьба
с коррозией в нефтяной и газовой промышленности», вып. 4, ЦНИИТЭНефте-
газ, 1963.
18. R, М. Carter. Corr., 13, № 4 (1957).
19. В. Ф. Негреев и др., Азерб. хим. жури., 7ft 2 (1966).
20. В. Ф. Н е г р е е в. И. А. М а м е д о в, И. Ф. М а м ед о в а. сб. «Газовое дело».
Nt II. ВНИИОЭНГ, 1966.
21 В. Ф Негреев и др., сб. «Газовое дело», № 2. ВНИИОЭНГ, 1967
22. И С. Шпарбер, А В Шрейдер, В. Б. Овеян киков а, Хим. и нефт
машнпостр., К» 8, 18 г 1970)
23. Н Д. То маш о в. Теория коррозии и защиты металлов. Изд. АН СССР,
1969.
24 Л И. Антропов, Теоретическая электрохимия. Изд. «Высшая школа»,
1965.
25. М. Smialowskl. Hydroger in Steel, London, 1962.
26. D J. Ooijen, J. D Fa st, Acta Metallurg., 11, № 3, 211 (1963)
27 А В. Шрейдер, И. С Шпарбер, ЖПХ. 43, № 8, 1702 (1970).
28 И. С. Шпарбер. А. В Шрейдер, ЖПХ 43, Kt 4. 905 (1970)
29. Г. В. Карпенко, Р. И Крипяксвич, Влияние водорода на свойства
стали, Изд. «Металлургия», 1962. '
30. Н. А. Галактионова, Водород в металлах, Метаялургнздат, 1959.
31. А. В. Шрейдер, М. А. Фигельмая, Труды НИХИМП, вып. 10, I960,
стр 38
32. И. С. Шпарбер. к. В. Шрейдер, сб. «Наводороживанне металлов и
борьба с водородной хрупкостью», МДНТП нм. Дзержинского, 1968, стр 101.
33. В А Кузнецов, 3 А. И оф а, ЖФХ. 21, 7* 2, 201 (1947).
34 3 А. Иофа, Г. Н. Томашова ЖФХ 34. 7& 5, 1036 (1960)
64
Г л. 3. Низкотемпературная сероводородная коррозия
35. А. Н, Фрумкин, В. С. Багоцкнй, 3. А. И о ф а, Б. Н. Кабаков, К1
петика электродных процессов. Изд. МГУ, 1952.
36. A. Leland, F. W. IIewes, Mater. Protect., 3, К'. 8, 10 (1964).
37. F. A. Prange, Corr.. 8, 355 (1952).
38. Дж. Уилсон. В. А. Боннер, X. Д. Б а р н х е м. Т. С к е й, IV Междуж
родный нефтяной конгресс, т. 8. Гостоптехиздат, 1956, стр. 181
39. А. В. Шрей дер. И. С. Шпарбер, Н П Жук, Хим. и нефт, машикостй
K's 9, 28 (1965). I
40. L. W. V о 11 ш е г, Corr., 8, 326 (1952). •
41. J. Р. Fraser, R. S. Treseder, Corr.. 8 342 (1952). J
42. Р, Bastien, Phys. Metallurgy of Stress Corrosion Fract. Met Soc. Coni
№ 4. 311 (1959).
43. C. N. Bowers, W. J. McGwire. A. E. Wiehc, Corr., 8, 333 (1952).
44. E. S n a pe, Corr., 24, Kt 9, 261 (1968).
45. R. N. Tuttle, Mater. Protect.. 9, Ns 4. 11 (1970).
46. R. C. Treseder. T. M S w a n s о n, Corr., 24, № 2, 31 (1968).
47. С. M. H u d g i n s et al., Corr., 22, K% 8. 238 (1966).
48. K. Lorens, G. M e d о v a r. Erdol, Kohle u. Erdgas-Petrochemie, 17, Nt 11
1015 (1964).
49. P. Bastien. H Veron, C. Rogues, Rev. Met., 55, 301 (1958).
50. E. Bacrlekcn. Erdol u. Kohle, II, № 8. 537 (1958).
51. G. B. Kohut, W J. McGuire, Mater. Protect., 7, № 6. 17 (1968).
52. D. W a г г e n, G. W. В e c k m a n, Corr., 13, Nt 10, 631 (1957).
53. Mater. Protect., 5, Nt 9, 81 (1966).
54. С. M. Hudgins, Mater. Protect., 8, Nt 1, 41 (1969).
55. A. P. M a r a d u d i n. Mater. Protect.. 4, № 12 (1965).
56. J. F. Ba tes, Mater. Protect.. 8, Nt I, 33 (1969).
57. H. К i h a r a. Studies of the Sulphide Corrosion Cracking of High Strength
Steels Caused by HtS. VII Internet. Petrol. Congress, Mexico, 1967.
58. E. 11. Phelps, Stress Corrosion Behaviour of High-Yield Strength Steely
Ibid.
59. H. Ishlzuka, K. Onishi, Japan Chem. Quart., 31, Nt 2, 30 (1967).
60. A. W. Coulter, T. S. Claiborne, Mater. Protect., 7. Nt 6, 23 (1968).
61. P. В a s t i e n, P Amiot, Compt. rend., 235, 1031 (1952). (цкт. no (25j)
62. E. C. Greco, W. B. Wright. Corr., 18, .Nt 3, 119 (1962).
63. W. M a s a s a k i, M. V о s h 1 h 1 c o, Technol. Rcpts Osaka Univ., 16, № 71(1
671 (1966). Л
64. J. J. Shizuka, K. Ohlshl, Journ. of Japan Petrol. Ins!., 7, 328 (1964). 1
65. E. В Bakensto, R. W Manuel, Corrosion Problems with High Strength
Steels. VI1 Internet. Petrol. Congress, Mexico, 1967.
66. E. H erzog, Corr, et anticorr., 2, 91 (1954).
67. E. Herzog, Rev. MH.. 65, 123. 133 (1958).
68. T. M. Sw ns on. J. P. Traimer, Mater. Protect, and Perform., It, Nt I?
36 (1972). j
69. И. С. Шnapбep. А В Шрейдер. Эксплуатация, модернизация и ремонт
оборудования, ЦНИИТЭНефтехим, № 5, 9 (1970).
Глава четвертая
ПЕРВИЧНАЯ ПЕРЕРАБОТКА НЕФТИ
Первичная переработка — основной нефтезаводской процесс пе-
редела нефтяного сырья, в результате которого получаются ди-
стиллятные и остаточные продукты. Значительная часть этих
нефтепродуктов подвергается дальнейшей очистке, деструктивной
н каталитической переработке.
Современные установки для первичной переработки нефти
обычно состоят из основного низкотемпературного (атмосферного)
блока и дополняющего его вакуумного блока (вторичной пере-
гонки). В последнем осуществляется дополнительная ректифика-
ционная дистилляция стабилизированных погоиов. (Стабилизация
освобождает погоны от легколетучих углеводородных соединений,
а вместе с ними от остатков воды, сероводорода и хлористого во-
дорода)
Особенности химического состава перерабатываемых нефтей и
технологии переработки вызывают электрохимическую хлористо-
водородио-сероводородную коррозию низкотемпературной части
оборудования. Для защиты от нее наряду с рациональным подбо-
ром конструкционных материалов применяют технологические ме-
тоды ингибирования, нейтрализации введением аммиака, защела-
чивания нефтяного сырья. Последнее может осложняться возник-
новением щелочной хрупкости стального оборудования. Сульфиды
и хлориды могут вызывать коррозионное растрескивание элемен-
тов оборудования из нержавеющих сталей аустенитного класса.
При переработке нефтей ряда месторождений оборудование раз-
рушается коррозией под действием нефтяных кислот. Высокотем-
пературное оборудование установок первичной переработки нефти
(в котором не содержится капельно-жидкая вода) разрушается в
результате высокотемпературной (газовой) сероводородной кор-
розии. Все эти формы коррозии и пути защиты от них освещены
в данной главе.
ХЛОРИСТОВОДОРОДНО СЕРОВОДОРОДНАЯ КОРРОЗИЯ
При переработке сернистых эмульсионных нефтей наиболее
интенсивные коррозионные процессы протекают в конденсацион-
но-холодильном и -другом низкотемпературном оборудовании
3 а», ю
66
Гл. 4 Первичная переработка нефти
атмосферно-вакуумных трубчатых установок (АВТ). Усиленна!
коррозия этого оборудования обусловливается совместным возде(
ствием на металл хлористого водорода и сероводорода в присут
ствии конденсированной влаги. Хлористый водород появляется
системе оборудования установок АВТ в результате гидролиза хло
ридов, содержащихся в сопутствующих нефтям пластовых вода:
(см. гл. I) * •*. Сероводород возникает вследствие термического рас-
пада более высокомолекулярных ссрусодержащих органически!
соединений, входящих в состав сернистых нефтей.
Электрохимическая коррозия под действием растворов серовот
дорода применительно к оборудованию первичной переработки
нефти рассмотрена в работах [2—5) н в гл. 3. Эксперименты ••
показали, что скорость коррозии углеродистой стали и чугуна и
водном растворе сероводорода при парциальном давлении HjS=
над раствором 1 атм и 60 °C сравнительно невелика (0,60 мм/год)J
Разрушение углеродистой н низколегированной стали и чугуна
в сероводородных растворах имеет специфический характер разъе-
даний в виде мелких, широких, близко расположенных друг!
к другу язвин с плоским дном.
Таблица 4.1
Скорость коррозии углеродистой стаап в водных
растворах ШI, содержащих и не содержащих HjS *
Температура 30*С. длительность опыта 100 ч.
Концентра- ция HCL г-экп/л Скорость коррозии, мм/год
в растворах HCl бев HjS в растворил НС J, и а см шеи - них HjS, прн парциальном давления H?S 1 атм
0.00005 0,66 2Л
0.0001 0.66 2.4
0.0005 0.70 1.9
0.001 0.87 2.7
0.005 2.6 5.2
0.01 4.2 9.0
0.1 20 71
• Испытания проведена Л. Д- Захарочкшгим и Л. Г. Бори-
совой во ВНИННефтемасие.
В солянокислых растворах коррозия железа и углеродистой
стали значительно сильнее, чем в растворах сероводорода тех же
концентраций. В табл. 4.1 представлены результаты определения
* Существенные количества 11С1 могут образовываться также в результате
расщепления хлорорганнческих соединений, содержащихся в нефти [1].
•* Исследования проведены Л. Д. Захарочкниым. Л. Г. Борисовой и
Г. Л. Мратовой во ВНИИНефтемаше.
Хлористоводородно-сероводородная коррозия
67
скорости коррозии углеродистой стали в солянокислых растворах
различной концентрации. Эти данные показывают, что даже в
очень разбавленных растворах соляной кислоты — 0,0001 и. (а та-
кие и более высокие концентрации HCI в водной фазе могут быть
в эвапорационной и атмосферной колоннах установок АВТ)—кор-
розия углеродистой стали составляет 0.66 мм/год. Повышение тем-
пературы (до 120 °C) и концентрации НС1 (до 0,07 и.) в этих
колоннах вызывает увеличение скорости коррозии, характер кото-
рой близок к равномерному.
Насыщение сероводородом (при парциальном давлении H2S
I атм) даже весьма разбавленных растворов соляной кислоты
приводит почти к трехкратному увеличению скорости коррозии
углеродистой стали. Стимулирующее влияние сероводорода на на-
водороживанне и, как следствие, снижение прочности стали рас-
смотрено в гл. 3.
Влияние сероводорода на хлористоводородную коррозию убе-
дительно доказывается также производственными испытаниями
[6], проводившимися при переработке нефтей с различными содер-
жаниями сероводорода н солей (источников образования НС1).
Опыты проводились в продуктовом теплообменнике и конденсато-
ре-холодильнике атмосферной колонны при поддержании pH « 7
путем подачи аммиака (табл. 4.2).
Таблица 4.2
Скорость коррозии углеродистой стали
прн промышленных испытаниях в атмосферной
колонне г6]
Содержание солеЛ в нефти, мг/л Количество выделивше- гося HjS, •вес. * Скорость коррозии, мм/год
в продуктовом теплообмен- нике и конденса торе-холо- дильиихе
8.3-9,! 0.00300 0.20 0.51
19,0 0,00015 0,10 0.13
35.0 -37.0 0.00300 0/25 0.51
57.0-60.0 0.00120 0.56 0.41
75.0-80.0 0.00150 0.81 0.91
Как следует из табл. 4.2, скорость коррозии углеродистой стали
определяется не образующимся в результате гидролиза солей хло-
ристым водородом, а совместным воздействием на металл хлори-
стого водорода и сероводорода. При переработке нефтей с близким
содержанием остаточных солей коррозия стали усиливается с воз-
растанием количеств сероводорода, образующегося при термическом
распаде сераорганических соединений.
В табл. 4 3 приводятся данные лабораторных испытаний раз-
личных сталей в условиях совместного воздействия хлористого
3’
68
Гл. 4 Первичная переработка нефти
Таблица 4 3
Скорость коррозив конструкцкоиных сталей
в водных растворах HjS, в растворах ПС1,
а также в растворах, содержащих НС! и H.S (6)
Сталь Скорость коррозия, MWj’rOA
в растворе НэЗ в 0.5 к растворе НС! « 0.5% растворе НС|. насыщен ком
20*С ТО сс 20 °C ТО °C 20 “С 70 °C
Х5М 0,036 0,059 16 310
Х8М 0.021 0.04! — 35 410
Х13 0.016 0.032 2,3 40 42 610
водорода н сероводорода. В присутствии сероводорода резко уве-
личивается коррозия не только углеродистой стали, но и специаль-
ных высоколегированных сталей, применяющихся в нефтяном
аппаратостроении.
Коррозия в сероводородных двухфазных системах
электролит — углеводород
Важной особенностью большинства технологических сред неф-
теперерабатывающей промышленности является их двухфазный
характер, что вносит свою специфику в протекание коррозионных
процессов. При переходе от однофазных к двухфазным системам
проявляются характерные свойства границы раздела фаз и корро-
зия усиливается (7, 8]. На поверхности металла выше фазовой гра-
ницы углеводород — водный раствор Образуется тонкая пленка
водного раствора. Вследствие повышенной растворимости кисло-
рода в углеводородах (по сравнению с водными растворами) и
малой толщины образованной в результате «подтекания» пленки
наблюдается усиленная коррозия в зоне непосредственно над гра-
ницей раздела содержащих кислород жидких несмешивающихся
фаз. Этот эффект должен учитываться при рассмотрении процес-
сов коррозии в товарных парках, где возможен контакт нефте-
продуктов с атмосферным воздухом.
Для процессов переработки нефти ббльшее значение имеют
особенности коррозии в двухфазных системах, содержащих не
кислород, а сероводород [9, 10]. В системе электролит — углеводо-
род в присутствии сероводорода развитие коррозии тесно связано
с явлением избирательного смачивания поверхности стали в усло-
виях ее контакта с двумя несмешнвающимися жидкостями. При
контакте образца с двухфазной средой, содержащей сероводород,
постепенно, по мере образования гидрофильного сульфида же-
леза, происходит инверсия избирательного смачивания. В резуль-
Хлористоводородно-сероводородная коррозия
69
тате такой гидрофилизацни на поверхности корродирующего в
жидком углеводороде металла постепенно образуется пленка
электролита и рыхлый нарост продуктов коррозии. В этот нарост
под действием капиллярных сил втягивается электролит из водной
фазы, что вызывает рост скорости коррозии.
Исследование влияния различных факторов на коррозию стали
в двухфазных системах показало сложный характер влияния'кнс-
лорода, которое не во всех случаях может быть однозначно опре-
делено [9]. В условиях двухфазной среды и образования на по-
верхности металла сульфида железа кислород воздуха заметно
увеличивает скорость коррозионного процесса. С повышением кон-
центрации сероводорода в водной фазе (образуемой пластовыми
и сточными водами) скорость коррозии углеродистой стали посте-
пенно возрастает и имеет тенденцию достигать предельных вели-
чин при более высоком содержании сероводорода. Вместе с тем,
при оценке влияния концентрации сероводорода на развитие кор-
розии стали в двухфазной системе электролит — углеводород
необходимо учитывать общее содержание сероводорода во всей
системе, поскольку растворимость его в обеих фазах неодинакова-
в углеводороде она в несколько раз выше, чем в электролитах.
Повышенная концентрация сероводорода в углеводородной фазе
среды играет важную роль в интенсификации коррозионного про-
цесса в системе двух несмешивающихся жидкостей, так как по-
верхность металла, отделенная от неполярной фазы тонким слоем
электролита, усиленно корродирует.
Особенности влияния pH слабокислого водного раствора на
скорость коррозии стали в двухфазных средах обусловлены раз-
личной скоростью изменения pH в объеме раствора и в водной
пленке, разделяющей металл и углеводородный слой: затрудни-
тельность диффузионных процессов и миграции ионов в тонком
слое вызывает в последнем более быстрое н значительное возрас-
тание pH. Из-за этого создаются условия для выпадения FeS на
металле выше границы раздела фаз. Повышение pH в водной
пленке сравнительно мало снижает скорость коррозии, так как
FeS стимулирует развитие сероводородной коррозии в сдабокислых
средах [9, 11].
Отмечается [9] усиление коррознн углеродистой стали прн воз-
растании скорости движения двухфазной среды.
Влияние легирования хромом на стойкость сталей проверено в
растворах НС1 с насыщением H2S и без него, имитирующих кор-
розионные среды низкотемпературных аппаратов для первичной
переработки нефти (табл. 4.4). Как показывают результаты иссле-
дования, хромистые стали не обладают коррозионной стойкостью,
даже в разбавленных растворах соляной кислоты; в растворах же
смешанного типа, содержащих соляную кислоту и сероводород, ско-
рость коррозии резко возрастает. Следовательно, эти стали не могут
быть использованы для изготовления конденсационно-холодильного
70
Гл. 4. Первичная переработка нефти
Таблица 44
Скорость коррозии (в мм/год) хромистых сталей в растворах ПС1
различной концентрации •
Продол житель кость опыта 100 ч.
Растворы HCI (концентрация • г-вкв/л)
без H>S
Растворы HCI (концентрация п г*»ко/д}»
ненасыщенные HjS
50 °C
тоес
0Л05 Ч>ЛБ 0.03 0.!
0.00» 0005 003
0.1 0.3006 0.005
0.0306 0.005
0J03
20Х2Ф
Х5ВФ
Х17Т
X2ST
1.1
0.16
0.23
349 2.7 6.6
16$ 1,7 7.8
140 0.37 2.2
37 0.24 0J57
106
82
74
81
170
SSO
230
W 0.!
• Испытания проведены Л. Д. Зах Ярочкиным и Л. Г. Борисовой во ВНИИНефтеыаше.
н другого низкотемпературного оборудования установок первичной
(в том числе атмосферно-вакуумной) перегонки нефти.
В растворах сероводорода (без НО) легирование хромом сни-
жает скорость коррозии стали (Ст. 3— 0,21 мм/год, Х5М—0,04,
Х8— 0,02 и 0X13—0,01 мм/год). Однако тенденция к точечной
коррозии и коррозионному растрескиванию делает нецелесообраз-
ным применение этих металлов для низкотемпературного оборудо-
вания. Уже небольшие примеси НС1 к насыщенному Нг5 конден-
сату значительно усиливают коррозию как углеродистой, так н хро-
мистой и хромоникелевой (Х18Н10Т) стали (рис. 4.1). Для хромо-
никелевой стали Х18Н10Т переход от очень разбавленных (0,001 н )
растворов соляной кислоты, насыщенных H2S, к более концентри-
рованным (0,05 и. и выше) сопровождается повышенной коррозией.
В водных растворах соляной кислоты указанных концентраций
в присутствии сероводорода эти стали обладают низкой коррози-
онной стойкостью. Как показали многочисленные проверки в про-
мышленных условиях (включая натурные испытания аппаратов),
сталь XI8H10T не должна применяться для изготовления низко-
температурного оборудования установок первичной переработки
нефти, так как подвержена в условиях эксплуатации питтингу и
коррозионному растрескиванию (подробнее см. ниже). Дополни-
тельное легирование 2 и даже 3% Мо только замедляет развитие
точечной коррозии и отдаляет разрушение трубных пучков [12, 13].
При необходимости использования черных металлов для изго-
товления элементов низкотемпературного оборудования (в особен-
ности, металлоемких шлемовых труб, коллекторов и труб головных
конденсаторов погружного типа) следует применять углеродистую
сталь и чугун, которые, в отличие от хромистых и хромоникелевых
сталей, не склонны к точечному разрушению и коррозионному
Хлористоводородно-сероводородная коррозия
7»
растрескиванию. Приемлемые сроки службы такого оборудования
могут быть достигнуты при условии ингибирования или нейтрали-
зации среды, а также изготовления конструктивных элементов
с достаточно толстыми стенками («запасом иа коррозию»).
Поведение алюминия и его сплавов в рассматриваемых средах
характеризуется быстрым разъеданием (13,1 мм/год для сплава
Рис. 4.1. Зависимость скорости коррозии стали в растворах
HCI в присутствии H2S (-------) и бет H2S (------) от тем-
пературы:
/—сталь Ст. 3; //—сталь Х5М; III — сталь XI&HI0T.
Концентрация растворов HCI, в.- /—0.1: 1—OjO/; 3—ОлЗ: <—0005;
5-0,0005.
Дойные получены Л. Д- Захарочкнчым я лр во ВНИИНефтсмаше.
АМгЗ) в насыщенном H2S 0,05 и. растворе НО при 70 °C, что де-
лает эту группу материалов практически неприемлемой. Введение
H2S в солянокислый раствор сообщает разрушению характер глу-
бокой и частой точечной коррозии.
Коррозионное поведение4латуни в растворах HCI с H2S и без
H2S характеризуется равномерным разъеданием. Для латуни
ЛО 70-1 в интервале 30—90 °C скорость коррозии в 0,03—0,07 и.
растворе НС1 составляет 0,4—0,6 мм/год. При насыщении серово-
дородом этой среды потери увеличиваются незначительно (0,6—
0,7 мм/год). Легирование латуни мышьяком, производимое для
обеспечения стойкости к обесцинкованию со стороны охлаждаю-
щей воды (см. гл. 9), сопровождается уменьшением коррозии в на-
сыщенных H2S растворах HCI той же концентрации до 0,2—
0,3 мм/год при 30—70 °C за счет тормозящего действия мышьяка
на водородную деполяризацию. Высокая теплопроводность, цен-
ные технологические свойства латуней в сочетании с достаточно
высокой коррозионной стойкостью обусловливают изготовлеине из
72
Гл, 4. Первичная переработка нефти
них аппаратов для охлаждения и конденсации агрессивных про
дуктов первичной переработки нефти. Трубы в трубных пучках
делают из легированных мышьяком (до 0,06%As) латуней ЛОМш
70-1-0,06 и ЛАМш 77-2 (77% Си, 2% AI), а трубные доски — изла-
туней более высокой твердости (например. Л68) для успешного
соединения пучков методом развальцовывания. Большая толщина
трубных досок, в общем близкие характеристики коррозионной
стойкости латуней и практически одинаковые электродные потен-
циалы позволяют широко варьировать марки латуней для изготов-
ления трубных досок.
Трубы из медноникелевых сплавов (мельхиора, купроникеля)
с содержанием 30% Ni и добавками марганца и железа в зару-
бежной практике [13) заменяют латунные для трубных пучков го-
ловных конденсаторов. При этом не отмечается практических пре-
имуществ по сравнению, например. с трубами из латуни с повы-
шенной эрозионной стойкостью марки ЛАМш 77-2-0,06 [14, 15].
Применение моиель-металла НМЖМц 28-2,5-1,5 сопровождает-
ся значительным увеличением срока службы аппаратуры первич-
ной переработки нефти [14, 16]. В насыщенном H2S 0,05 н. раст-
воре НС1 при 70 °C скорость равномерной коррозии монель-металла
не превышает 0,2 мм/год. Этот сплав применяется для' изготовле-
ния трубных пучков головных конденсаторов, верхних тарелок
(выше точки росы) ректификационных колонн и в качестве пла-
кирующего покрытия верхней части эвапорациоиной и атмосфер-
ной колонн на установках первичной переработки нефти высокой
(более 5 млн. т/год) производительности. Моиель-металл неприме-
ним при введении аммиака в нефть или ее погоны — при так назы-
ваемом «аминировании» сырья (см. ниже).
Таблица 4.6
Скорость коррозии тжтава ВТ-1 в растворах НС1,
содержащих ио содержащих HjS*
Продолжительность исттмгаинй 24 ч.
Кокцектра- HCI. Скорость коррозии, ым/год
б«1 H,S при кзсии&ннк HaS
»>*с so «с 70 °C 90 °C зо°с 50 °C ?о°с 90 °C
0.001 0,03 0.05 0,05 0,03 0,02 0.06 0,06 0,03
0,005 0.03 0.05 0.06 0.02 0.02 0.05 0.07 0.03
0.01 0.03 0.04 0,00 0.03 0.02 0.06 0,07 0.02
0.05 0.03 0.04 0.07 0.03 0.02 0.06 0.06 0,03
0.1 0.03 0,05 0.08 0.03 0.02 0.06 0,06 0.04
0.5 0,08 0,05 0.08 0,52 0.04 0.04 0.02 0,02
1.0 0.0§ 0.05 0.06 6.4 0.04 0.03 1.7 4,6
2.0 б.о5 0.33 3.8 21 0.04 0.62 5.8 17
* upoMAWM Л. Д 31Х1рочкмкин н Н- В- Токаревой «о ОНИИНефгоМаш*
Хлористмсдородко-сероводородная коррозия
73
Таблица 4 Л
Скорость коррозии силам ОТ-4 в растворах хлористого водорода,
Содержащих в не содержащих HtS*
Продолжительность испытаний !< я.
Концентра- ция НС1. г эко'л Скорость коррозии, мм/год
б» HjS njw масыщекжн HjC
зо “С 50 ®С «С »®С ЗС"С 50 °C то®с so «С
0,001 0,06 0.05 0,03 0,02 0,05 0,04 0,05 0.02
0,005 0,06 0,05 0,03 0,02 0,05 0,04 0,04 0.02
0,010 0,07 0,05 0.03 0,02 0,05 . 0,04 0,04 0,02
0,050 0,07 0.05 0.04 0.04 0,05 0,(И 0,04 О.ий
0,100 0,08 0,05 0.05 6,04 0,05 0,06 0,04 0.02
0,500 0,08 0,05 0,06 2.04 0,05 0,06 0,05 2,4
1,000 0,08 0,05 2,3 8,70 0,06 0,06 2,6 6,2
2,000 0,33 1.7 5,0 21 0,045 1.4 6,3 18
* Испытания проведены Л- Д. Захарочкнныы н Н. В. Тохарской во ВНИИНефтсмаща.
Изучение поведения титана ВТ-1 и более твердого сплава иа
основе титана ОТ-4 в условиях совместного воздействия НС1 и
H2S в растворе показало (табл. 4.5 и 4.6), что с возрастанием тем-
пературы и концентрации соляной кислоты коррозионная стой-
кость этих материалов падает, причем с увеличением температуры
переход от стойкости к нестойкости происходит скачкообразно.
Сплав ОТ-4 характеризуется несколько меньшей стойкостью, чем
титан ВТ-1. Введение сероводорода в соляную кислоту практиче-
ски не сказывается на их коррозионной стойкости. Как видно из
этих данных, во всем температурном интервале и при концентра-
ции НС1 0.1 н. (что отвечает условиям конденсации и охлаждения
наиболее агрессивного нефтепродукта при первичной переработке
нефти) ВТ-1 и ОТ-4 относятся к стойким и весьма стойким мате-
риалам по шкале ГОСТ 5272 — 68. Четырехмесячные промышлен-
ные испытания образцов в погружном конденсаторе фляшииг-ко-
лонны подтвердили эти выводы. Титан оказался практически
вполне стойким: потери веса у образцов ВТ-1—0,00014 г/(м“ ч),
ОТ-4 — 0.00021 г/(м2-ч). В то же время образцы из алюминиевого
сплава и углеродистой стали разрушились полностью, а латунные
показали потери веса 0,163г/(м2-ч) [17]. Установлена также вы-
сокая стойкость титана к точечной коррозии и к коррозионному
растрескиванию в солянокислых растворах, насыщенных сероводо-
родом • Все это позволяет рекомендовать титан как конструк-
ционный материал для конденсационно-холодильного оборудования
установок первичной переработки нефти, в том числе АВТ
* Испытания проведены Г. Ф. Максимовой в Ю. К. Шеи-у-шеном во
ВНИИНефтема’лр.
74
Гл. 4 Первичная переработка нефти
Таблица 4.Т
Скорость коррозия черных металлов в рабочих средах
первичной переработки нефти (18)
Промышленные испытание нроаодклнсь в условиях, исключающих алрапию. Толшкп*
образков углеродистой стали 1J5T мм. хромистых и хромоникелевых сталей 0.7$ мм. чугуна
никелевого 2.21 мм.
Среда. температура, продолжительность испытаний Сталь иля чугун Скорость коррозии, МЧ'Год
Пары бензина с небольшой примесью НС1. паровая фаза ввапорациэнной колонны К-1 149 °C. 2568 ч Сталь углеродистая Сталь хромистая (0,15% С. 13% Сг 1 % Ni. 0.5% Мо) Сталь хромоникелевая 0.15% С. 18% Сг. 9% Ni 0,08% С. 19% Сг. 11% N1 Чугун никелевый (2.э% С. 15% Ni. 7% Си. 2% Сг) 0,23 0,18 0.005* 0,005* 0,025
Пары бензина вместе в во- дяными парами. НС1 и H,S в верхней части атмосферной колонны К-2 при быстром пе- ремешивании 154’С. 6048 ч Сталь углеродистая Сталь хромистая (0.15% С. 5% Сг. 0.5% Мо) Сталь хромоникелевая (0,15% С, 18% Сг. 9% Ni) Чугун никелевый (2.5% С. 15% Ni, 7% Си. 2% Сг) 0,25 0.13 0.02 0,23
Бензин, содержащий орга- нические кислоты. HCI и H2S. на первой (сверху) тарелке под штуцером ввода орошения в атмосферной колонне К-2 при слабом перемешивании ПО °C. 4224 ч Сталь углеродистая Сталь хромистая 0.12% С. 16% Сг 0,15% С. 13% Сг. 1 % Ni.0,5% Мо Сталь хромоникелевая (0,15% С, 18% Сг. 9% Ni) Сталь хромоииксльмолибдеиовая (0.08% С. 17% Сг. 13% Ni. 2.5% Мо) Чугун никелевый (2.5% С. 15% Ni, 7% Си. 2% Сг) 0.86 0,0025° 0.0025 ° 0,0025* 0,0025* 0,10
Пары бензина в верхней части эвапорациониой колон- ны К-1, содержащие водяные пары. НС1 и H2S, при быстром перемешивании 09 °C, 8376 ч * Точечная коррозия. • • Сквозное разрулепке. ?• Растрескивание и сквозное Сталь углеродистая Сталь хромистая 0,15% С. 5% Ст, 0.5% Мо 0,15% С. 13% Сг. 1 % Ni. 0,5% Мо Сталь хромоникелевая (0,15% С. 18% Сг. 9% Ni) Чугун никелевый (2,5% С. 15% Ni. 7% Си. 2% Сг) р.лрушеиие, 0,28 0,038 •• 0,30 0,23 ’• 0,36
Хлористоводородно-сероводороды ая коррозия
76
Продолжение
Среда, температура, продолжительность испытаний Сталь или чугуи Скорость коррозии, ММ/ГОД
Легкий бензин прямой пе- регонки нз водоотделителя, содержащий Н20. НС1 и HjS. при слабом перемешивании 16 °C. 6384 ч Сталь углеродистая Сталь хромистая 0,15% С. 5% Сг. 0,5% Мо 0.15% С, 13% Сг. 1% Nl.0,5% Мо Чугун никелевый (2,5% С, 15% N1, 7% Си. 2% Сг) 0,81 • 0,33 »• 0,30 0,10
Пары бензина, образую- щиеся в верхней части ат- мосферной колонны при пере- гонке сернистой нефти (ра- бота без эвапоратора) 104 °C. 9840 ч Сталь углеродистая Сталь хромистая 0,15% С. 5% Сг, 0,5% Мо - 0,15% С. 13% Сг. l%Ni.0.5%Mo Сталь хромоникелевая (0,15% С. 18% Сг, 9% Ni) Чугун никелевый (2.5% С. 15% NI. 7% Си. 2% Сг) 0,076 0.013 0,0076 ’• 0.0025 ” 0,0076
Пары легкого бензина при- мой перегонки на верхней та- релке атмосферной колонны 143 °C. 25368 ч Сталь углеродистая Сталь хромистая 0.15% С, 5% Сг. 0,5% Мо 0.15% С. 13% Сг. 1 % Ni.0.5% Мо Стзль хромоникелевая (0,15% С. 18% Сг. 9% Ni) Чугун никелевый (2.5% С. 15% NI. 7% Си. 2% Сг) 0,051 0,076 ” 0,0025” 0,0025 0,018
Верхние погоны бензина прямой перегонки из серни- стой нефти в резервуаре се- паратора при умеренном пе- ремешивании 35 °C. 552 ч Сталь углеродистая Сталь хромистая (0.15% С. 5% Сг. 0,5% Мо) Сталь хромоникелевая 0,15% С. 18% Сг. 9% NI 0,08% С. 19% Сг, 11% NI Чугун инкелевый (2.5% С. 15% N1. 7% Си. 2% Сг) 0,56” 0,25 •• 0,0025” 0,0025” 0,58”
Отбензиненная сырзя нефть с 15 мг/л солей н 0.82% серы из кубовой части атмосфер- ной колонны при турбулент- ном движении 330 °C. 8184 ч Сталь углеродистая Сталь хромистая 0,15% С. 5% Сг. 0.5% Мо 0,15% С. 13% Сг. 1 % Nl.0,5% Мо Сталь хромоникелевая (0,15% С. 18% Сг. 9% N1) Чугун никелевый (2.5% С. 15% N1. 7% Си. 2% Сг) 0,076 0.0051 0.0025 0,0025” 0,0051
• Точечная коррозия.
•• Скьозное разрушение.
>• Раетресккиамие и скьозкос разрушение.
76
Гл. 4 Первичная переработка нефти
Изучалось поведение титана в контакте с другими металлам^
В солянокислых средах, содержащих сероводород, следует изб^
гать контакта титана с углеродистой сталью н латунью: в сот
пряжении с титаном коррозия этих металлов усиливается. Контакт
титана с нержавеющими сталями не опасен. Коррозионное none-j
дение самого титана в контакте с вышеперечисленными материал
лами не меняется.
Коррозия в условиях эксплуатации установок
для первичной переработки нефти
В реальных условиях коррозия может идти медленнее вслед-
ствие образования клеики продуктов осмолення н, в общем, небольт >
шого (до 2%) содержания конденсата в продукте, который притом.ч
Таблица 4Л
Скорость коррозия цветных металлов серого чугуна в рабочих
средах первичной переработка нефти (12]
Условия испытавий образцов
I. В верхней части атмосферной колонны установки, перерабатывай щей хорошо обес-
соленную еёринсгую Ю.99Я S) нефть. Средняя температура !04°С, продолжительность 9840 ч-
2. В верхней части атмосферной колонны. Средняя температура 120 ^С. продолжитады»
иость 1440 я.
3- В воде сепаратора атмосферной колонны, содержащей НС| и HjS. Средняя темпера-
тура 50 еС, продолжительность 9936 ч.
4. В воде отстойника, содержащей HaS. Средняя температура 43 *С, продолжительность
6960 ч.
5. В головном погоне эпапорацноивой колонны. Продолжительность 4860 ч.
6, В прямогонной фракции с содержанием 14 мг/л хлоридов. 30 мг/л NH3. OjDIK S и
0,02k НгО. Средняя темсература 143 °C. продолжительность 4152 ч.
7. В самой перхней точке эвапорацномиой колонны. Средняя температура 121 «С» про-
должительность 4200 я.
Металл или еллаа Скорость коррозии, мм/год. при испытаний рйздн шык условиях
1 S 1 3 4 8 6 7
Монель-металл (30% Си, 6% Fe, остальное Ni) . . . Никель (99,8%) Инконель (15% Сг. 8% Fe. остальное Ni) 0,01 0,08 0,05 0,01 0,018 0,089 0.038
0.05* 0,14* 0,06 0,0025 — —
0.05 0.43*
Хастеллой В (27% Mo. 1 % Fe. остальное Ni) . 0,03 0,027*
Адмиралтейская латунь (30% Zn. 1% Sn. осталь- ное Си) 0,002 0.045* 0.04*
Бронза кремнистая (3% Si. 1% Мп. остальное Си) См. ** См. - 0.33 — —
Медь (99.9%) См •* —— 0.30 0.33 — — —
Чугун серый (2.2% С) . . . . 0,02 4,5 ” 0,13 0,10
• Точечная коррозия.
•• Полное разрушение.
•• Графитизация-
Нейтрализация и защелачивание сырья
77
еще частично эмульгирован в углеводородной фазе. Однако харак-
тер поведения материалов остается принципиально таким же, о
чем свидетельствуют результаты производственных испытаний
(табл. 4.7 и 4.8). Эти данные получены при испытаниях образцов,
размещенных в отдельных аппаратах для первичной переработки
нефти атмосферно-вакуумного типа.
НЕЙТРАЛИЗАЦИЯ II ЗАЩЕЛАЧИВАНИЕ СЫРЬЯ
После обессоливания и обезвоживания в подготовленной сы-
рой нефти (см. гл. 2) сохраняются остаточные количества эмуль-
гированной пластовой воды, содержащей гидролизуемые хлориды
(см. гл. 1) [19—21].
По данным [22], при изменении содержания хлоридов в нефти
от 19,0 до 139,0 г/ма выделившееся из нефти и измеренное в дре-
нажной воде установки АВТ количество HCI практически не ме-
няется и составляет 17,5—22,1 г/м3 (содержание хлоридов и НС1
Рнс. 4.2. Зависимость превращения хлоридов
в НС (/) из нефти (2) от ее солесодержания
(в пересчете на NaCI) [1].
даио в расчете иа NaCI в г на 1 м3 переработанной нефти). Этот
эффект вызван увеличением степени превращения хлоридов в НС1
с уменьшением солесодержания в нефти (рнс. 4.2). При высоком
содержании солей (более 175 мг/м3) снижение его эффективно
уменьшает образование НС1, а при низком — сказывается мало;
при 14—18 г/м3 солей доля превращения хлоридов в НС1 дости-
гает 100% [1, 22].
Увеличение доли превращения хлоридов в НС1 с понижением
солесодержания объясняют тем, что при обессоливании нефти
лучше отмывается NaCI, ие гидролизуемый в условиях первичных
установок, й остаточные соли почти целиком состоят из гидролити-
чески расщепляющихся хлоридов кальция и магния [20]. Предпо-
лагают также, что органические кислоты и некоторые другие при-
меси в нефти катализируют гидролиз, и тем сильнее, чем меньше
78
Га. 4. Первичная переработка нефти
содержание в иефтн хлоридов [22]. Уменьшение содержания хло*
ридов в перерабатываемой нефти ниже 15 г/м3 практически не
сопровождается снижением коррозии. Даже при содержаний
0,7 г/м3 солей в нефти образуется существенное количество НС1
и для защиты от коррозии оборудования (верх ректификационной
колонны, конденсаторы, насосы, сборники) в систему вводят ам^
мнак и ингибитор [23].
С целью уменьшить образование НС1 и снизить интенсивность’
хлористоводородной коррозии атмосферной части первичных уста-1
новок рекомендуется ряд дополнительных мероприятий, в частно-]
ст», нейтрализация обессоленной нефти, поступающей на перера-1
ботку щелочными реагентами (NaOH, NajCOj), чтобы перевестй]
хлориды кальция и магния в труднорастворимые гидроокисные или ]
углекислые соединения н негидролизующийся в условиях первич-j
пых установок хлорид натрия [I, 24].
Авторы работы [25] рекомендуют применять в качестве ней-
трализатора едкий натр, добавки которого снижают содержание
хлоридов в перегонной колонне. Чтобы избежать щелочной хруп-
кости, едкий натр в количестве 3—8 г на 1 мэ нефти рекомендуют
добавлять в виде разбавленного раствора в отбираемый неболь-
шой поток с обязательным перемешиванием в специальном сме-
сительном устройстве [25,26]. В том случае, когда мазут идет на
коксование, требуется особая осторожность при проведении за-
щелачивания, так как NaOH может катализировать коксование
еще в печи. На одной установке коксования печь полностью закок-
совывалась за 3 месяца работы; кокс в трубах отличался высоким
содержанием NaOH (который добавляли к обессоленной неф-
ти) [25].
Раствор каустика следует вводить в нефть после обессоливаю-
щей установки до сырьевых теплообменников [27]. Это способствует
увеличению времени контакта и лучшему перемешиванию щелоч-
ного раствора с сырьем, т. е. более полному взаимодействию щелочи
с остаточными хлоридами, содержащимися в нефти. В результате
этого уменьшается возможность образования хлористого водорода,.
вызывающего коррозию оборудования в условиях конденсации, и
щелочного коррозионного растрескивания.
В качестве нейтрализаторов рекомендуется [26] применять ед-
кий натр и аммиак. Экспериментально было показано, что наиболее
эффективны в случае применения едкого натра разбавленные рас-
творы (с концентрацией 2—3%). Аммиак вводят как в форме газа,
так и в виде аммиачной воды (2—3% раствор аммиака, вводимый
в шлемовую линию—коллекторы). Нейтрализация HCI и II2S га-
зообразным аммиаком достигается в паровой фазе.
Авторы работ [21, 28] подчеркивают целесообразность введения
аммиака в виде водного раствора, так как, по их мнению, вода
Главным образом за счет расщепления хлороргаинческих соединений [1].
Нейтрализация и защелачивание сырья
79
способствует растворению и удалению из системы образующихся
хлорида и сульфида аммония. В противном случае выпадающие
аммонийные соли могут откладываться на рабочей поверхности
оборудования. Кроме того, как неустойчивые соединения, они мо-
гут служить новым источником образования НС1 и H2S и, таким
образом, усиливать коррозию оборудования. Хлорид аммония, в
особенности в присутствии сероводорода, вызывает точечную, кор-
розию [27]. Для полноты нейтрализации требуется избыток ам-
миака, расход которого, в зависимости от содержания солей, состав-
ляет 30—50 г/т нефти [21]. При этом необходимо учитывать воз-
можность коррозионного растрескивания медных сплавов под дей-
ствием аммиака, если pH дренажной воды превышает 7—8.
Растрескивание медных сплавов может происходить при величинах
pH, не препятствующих выделению свободного NH3 (и при нали-
чии воды). Присутствие сероводорода в газовом потоке снижает
агрессивность аммиачной среды но отношению к сплавам иа основе
меди [28] (видимо, за счет нейтрализующего действия). В работе
[29] отмечается тормозящее влияние соляной кислоты иа растре-
скивание латуней в аммиаке.
На заводах, имеющих конденсационно-холодильное оборудова-
ние для головных погонов первичной переработки нефти, выпол-
ненное из медных сплавов, рекомендуется либо вводить аммиак
подальше от такого оборудования, либо вообще не прибегать к
нейтрализации аммиаком [21, 28].
По отношению к черным металлам изменение pH в системе
NH3—H?S—Н2О—НС1 сложным образом влияет на интенсив-
ность и характер коррозионного разъедания. Так, с увеличением
Таблица 4.9
Коррозионное поведение черных металлов
в водном отстое при различных значениях pH
и парциальном давлении H?S [27]
Парцпжлькос давление HjS. атм pH отстойиоЯ воды Содержанке Ге’ а аодном отстое, кг/л
1 2 28 000
3 280
4 2,8
5 2,8.10“г
fi 2,8-10“’
10“’ 3 28 000
4 280
5 2.8
6 2,8 • 10“’
7 2.8.10
10“4 6 2.8
7 2,8-10“’
во
Гл. 4 Первичная переработка нефти
содержания H2S уменьшается значение pH, при котором скорость
коррозии не превышает допустимых пределов (табл 4.9), Это свя
зывается с тем, что с увеличением содержания H2S в головных
погонах нефти легче образуются нерастворимые пленки продуктов
коррозии, тормозящие разъедание оборудования [27]. Оптималь-
Рис. 4_3. Зависимость количества
выделяющегося HCI из нефти от
добавка щелочгого реагента при
343 °C и содержания солей в нефти
3380 мг/л [19].
ная величина pH водного отстоя
может быть установлена лишь с
учетом технологических факто-
ров, состава сырья, полноты очи-
стки сырья и др.
Кроме едкого натра и аммиа-
ка, в качестве нейтрализатора
нефти рекомендуется [28] также
кальцинированная соль. По дан-
ным [21], растворы NajCOj обра-
зуют легче расслаивающиеся
эмульсии с нефтью. Кроме того,
в отличне от едкого натра, кар-
бонат натрия не вызывает силь-
ного коксообразования и прак-
тически не создает условий для
каустической хрупкости. Опыт
эксплуатации показывает, одна-
ко, что достаточно эффективные
н устойчивые результаты полу-
чаются лишь при избыточном
против теоретического количестве
карбоната натрия [19], а это вле-
чет за собой повышенное содержание механических примесей в
мазутах.
На рис. 4.3 приводятся экспериментальные данные* о сравни-
тельной эффекти шести едкого натра и карбоната натрия как ве-
ществ, снижающих количество хлористого водорода, образующе-
гося прн перегонке с паром. Из графика видно, что в исследован-
ных условиях эффективность едкого натра примерно в 3 раза
выше, чем соды.
Для защелачивания нефти рекомендуется [19, 23, 30] применять
растворы смеси едкого натра и карбоната иатрня. Дело в том, что
пластовые воды содержат как MgClj, так и СаС12 в определяю-
щих коррозионную активность количествах. Из соединений каль
цня минимальной растворимостью обладает карбонат (0,0013 г
на 100 г воды при 18 еС), тогда как из соединений магния—гидрат
окиси (0.00084 г) [19, 30]. Авторы работы [19] считают, что реакци-
онная способность раствора такой смеси выше, чем раствора
каждого компонента, взятого в отдельности, и рекомендуют для за-
i - —1
f Испытания проведены Л. Д. Захарочкнным во ВНИИНефтемаше,
Нейтрализация и защелачивания сырья
81
щелачивания нефти с содержанием солей 50—100 г/м3 вводить
21 г Na2COs и 9г NaOH на 1 м3 нефти в виде разбавленного рас-
твора общей концентрации 1,5—2%. В работе [30] рекомендуется
Рис. 4.4. Поперечные разрезы образцов металла на
разрушенное звапорациоииой колонны на установке
АВТ (X 100):
л—шлиф иетраыенмП; 6 а—шлифы, траалеиыа Зх
раствором НХО, в соирта
применение 3—3,5% растворов смеси NaOH и Na^COs, взятых
в соотношениях от 1 :2 до 1 3; прн содержании остаточных солей
в нефти до 50 г/м3 количество подаваемого щелочного раствора
должно составлять 1,2 л/м3 нефти.
82 Гл. 4. Первичная переработка нефти
----------------------------------------------------------—•
В настоящее время на отечественных заводах нет единой мето*
дикн защелачивания нефти. В качестве нейтрализаторов прни!
няют различные щелочные реагенты, которые обычно в виде 1,5г*
2% растворов вводятся в поток обессоленной нефти через cupiji
вые насосы установок АВТ или непосредственно перед сырьевым
теплообменниками либо колониами-эвапораторамн.
Несмотря на низкую концентрацию вводимых в нефть щелож
ных растворов (которые сами по себе не ммут вызывать щелоЧ}
ную хрупкость углеродистых и низколегированных сталей) на ряда!
отечественных заводов отмечались случаи щелочного коррозиоф
него растрескивания аппаратов установок АВТ н АТ, на которы!
защелачивание нефти производилось растворами NaOH или смеся
NaOH + На2СОз. Растрескиванию подвергались сырьевые тепл(^
обменники и предварительные эвапораторы бензина (рис. 4.4), изд
готовленные из углеродистых сталей Ст. 3 и 20 и низколегирован!
ных (с повышенным содержанием марганца) сталей 16ГС, 09Г2(3
Следует отметить, что сроки службы до растрескивания аппаратов!
выполненных из углеродистых сталей, всегда были выше.
Во всех случаях образование трещин происходило па основной
металле около монтажных швов или в местах приварки внутренний
элементов (уголков, сливных карманов ректификационных тарелоК,.
штуцеров н т. д.) к корпусу аппаратов. На этих участках с повы-
шенной концентрацией остаточных напряжений возможно такж^
концентрирование щелочных растворов в процессе эксплуатаций
аппаратов.
Проведенные ВНИИНефтемашем исследования показали, чт£
щелочная, или каустическая, хрупкость углеродистых и ннзколегй*
рованных сталей, из которых сделаны колонны, теплообменник»,
емкости и т. п на установках первичной перегонки — следствие1
повышенного содержания щелочей. Последнее объясняется их ло-
кальными скоплениями, возникающими при повышенной темпера*
туре в условиях концентрирующего выкипания водной фазы. Ана-
лиз нефтяных остатков, взятых из сливных карманов тарелок на
уровне образования трещин в колоннах и с днищ теплообменников,
показал наличие в них щелочи.
Эффективность защелачивания увеличивается при введении ав-
томатического регулирования подачи щелочных реагентов по про-
изводительности установки (1]. Коррозия уменьшается в резуль-
тате более полной нейтрализации НС1 и нефтяных кислот. Предот-
вращается образование избытков и скоплений щелочи, способных1
вызвать каустическое растрескивание оборудования и ухудшение:
качества тяжелых фракций при переработке нефти.
ЩЕЛОЧНАЯ ХРУПКОСТЬ СТАЛЕЙ
Коррозионное растрескивание вследствие щелочной, или каустик
ческой, хрупкости стали отмечается при работе с растягивающими
напряжениями в концентрированных растворах щелочей при повы«
Щелочная хрупкость сталей
83
шеиных температурах [31]. По данным [32], оно отличается следую-
щими особенностями: трещины сильно разветвлены; и трещины, и-
ответвления от них имеют межкристаллитный характер; в зоне
образования трещин отсутствует деформация металла (хрупкое
разрушение); механические свойства разрушенного металла почти
не меняются; излом темный, мелкозернистой структуры.
На щелочное растрескивание существенное влияние оказывают
такие факторы, как химический состав, структура и прочностные
характеристики стали, величина напряжений в металле, концентра-
ция щелочи и температура. В известной
степени влияет также чистота щелочи.
Установлено [33] значительное уменьше-
ние интенсивности растрескивания при
переходе (в лабораторных испытаниях)
от технического гидрата окиси нат-
рия (содержащего наибольшие количе-
ства двуокиси кремния) к химически
чистому.
Средн углеродистых сталей наимень-
шей склонностью к щелочному растрес-
киванию обладают мартеновские спо-
койные стали с 0,2% С и феррито-пер-
литной структурой [34]. Из низколегиро-
Рис. 4.5. Зависимость кор-
розионного растрескивания
аустенитных нержавею-цих
сталей от температуры н
концентрации NaOH (36[.
Заштркховяпл область склон*
мости к растрескиванию.
ванных сталей наименее восприимчива
сталь, содержащая менее 0,1 % С, 2—4%
Сг и не менее 0,8% А1 [35].
Стали с мелкозернистой структурой менее подвержены щелоч-
ному растрескиванию, чем крупнозернистые. Следовательно, вся-
кая обработка металла, способствующая росту зерна, одновре-
менно понижает стойкость стали к этому виду разрушения [34].
Из различных структур стали наибольшую склонность к щелочно-
му растрескиванию проявляет мартенситная.
Влияние качества и структуры"металла, размера зерна н т. д.
на склонность стали ’к щелочному растрескиванию обусловлено
двумя факторами — величиной остаточных растягивающих напря-
жений и количеством дефектов внутри металла. Чем больше оста-
точные напряжения в металле, тем (при прочих равных условиях)
выше его склонность к коррозионному растрескиванию. Аналогично
влияние внутренних дефектов в металлах, представляющих собой
потенциальные концентраторы напряжений.
Растрескиванию в щелочных растворах подвержены также вы-
соколегированные хромистые и хромоникелевые нержавеющие
стали, однако при значительно более высоких температурах [34—
37]. На рис. 4.5 показаны зоны температур и концентраций щелочи,
в которых возможно коррозионное растрескивание нержавеющих
аустенитных сталей. Минимальная температура зоны возмож-
ного коррозионного растрескивания составляет ~ 150 °C и
84
Гл. 4 Первичная переработка нефти
1
соответствует концентрация NaOH ~ 60%. При меньших и бол>,
ших концентрациях NaOH эта температура возрастает. В частив
стн, при 20% NaOH (что приблизительно соответствует макснмалн
нон для имеющих место концентраций щелочей в нефти) наимец*
шая температура, при которой возможно коррозионное растресш$
вание аустенитных сталей, ~200фС.
Уведичепне содержания никеля в аустенитных сталях пони
жает < клоиность к щелочному растрескиванию (37]. В растворе i
концентрацией 200 г/л NaOH при 200 и 350 °C сталь X23H27MZ]
не подвергалась коррозионному растрескиванию. Это отмечалоЫ
также в условиях выпаривания раствора от 253 до 560 гЫ
" Ферритные хромистые нержавеющие стали более стойки к щя>
лочиому растрескиванию, чем аустенитные стали типа 18-8 (3<Н
Вместе с тем, отмечалось растрескивание сталей X13 и XI7 в раЙ
творе 260—270 г/л NaOH прн 200 °C. Одиако сталь с более выс0|
кнм содержанием хрома (Х28) при испытаниях в этом же раса
творе прн 200 и 300 °C не подвергалась коррозионному растреск^
.нацию.
Никель и его сплавы с медью (в частности, монель-метал/й
практически не подвержены щелочному растрескиванию.
С целью изучения влияния температуры и концентрации щелоМ
и степени распространенности щелочного растрескивания стали н
нефтезаводах было обследовано около 600 аппаратов из углерод|
стых и низколегированных (типа 16ГС и 09Г2С) сталей, эксплуап
руемых в щелочных средах (38]. Растрескиванию подвергалнс
различные виды аппаратуры: колонны, хранилища, отстойник!
сепараторы, теплообменники, ребойлеры, смесители и т. д., в тех;к
логической среде которых (по температурным условиям и давл<
нию) может присутствовать вода. Последнее очень важно, так ко
современные представления связывают механизм всякого корр;
знойного растрескивания, в том числе и щелочного растрескиваний
стали, с электрохимическим воздействием среды на напряженный
металл [39]. Давление в обследованных аппаратах не оказывалЗ
заметного влияния: разрушения наблюдались в аппаратах с дав/иЯ
нием от 1 до 25 атм и более. Срок службы этих аппаратов до воза
иикновения трещин варьировался от 6 месяцев до 15 лет. В подав*
ляющем большинстве случаев образование трещин отмечалось илй
в самом сварном шве или в околошовной зоне, претерпевшей тем
мическое влияние сварки. Таким образом, растрескивание в знад
чительиой мере обусловлено внутренними напряжениями в ме!
талле, возникающими в результате сварки.
На рис. 4.6 графически представлены данные обследований
Видно, что зона растрескивания стали находится в области с тем|
пературой более 50°С н концентрацией NaOH 10% и выше. С по!
мощью этого графика облегчается решение вопроса о необходим
мости защиты стальной нефтезаводской аппаратуры в зависимо^
Щелочная хрупкость сталей
85
сти от конкретных условий эксплуатации — температуры и концен-
трации щелочи.
Среди аппаратов, работавших прн температурах выше 50°C и
концентрации щелочи выше 10% (т. е. в зоне возможного растре-
скивания металла на рис. 4.6), доля разрешенных составляла 17%.
150
130
11С
70
50
S0
О
х»
*4
Х4
х
X2
*4 4
XX
Х2
XJ
X
v *
х X
Х2Х2
X
X
X XX
XX 2
*3*4
к XXXх
XXXX X XX'«X'XSX^X.4
X *32х'5>'«>*<♦
X Xх X7XXXJ
X X X х
X *2
30
%L_.
Х2
ХХ8
XJ
Х^Х*
X
______1—_______I_______I , I______________1-------->
fo 20 30 40 SO 60
[NuOH],7o
Рис. 4,6. Зависимость растрескквения углеродистых и низколегированных
сталей от температуры и концентрации щелочи (38].
•—Трещины; X—трещин нет. Цнфриыя оболнитеио число обследоплнных аппаратов.
Заштрвхбмап область склонности к растрескнпаян».
Разрушения аппаратов имели такие специфические признаки кор-
розионного щелочного растрескивания, как зарождение трещин на
внутренней поверхности стенки, межкристаллитный характер рас-
трескивания и отсутствие изменений механических свойств металла
в зоне разрушения.
Исследования показали, что причины растрескивания не свя-
заны с низким качеством основного металла. Химический состав
и мехайнческие свойства соответствовали'требованиям ГОСТа для
тех марок сталей, из которых были изготовлены исследованные
SB Гл. 4 Первичная переработка Нефти
---------------------------------------------------------------4
аппараты. Значения твердости основного металла н сварных <3
дннений, а также структура (феррито-перлитная) образцов ока!
лись характерными для данных сталей.
В ряде аппаратов условия для щелочного растрескивац;
создавались не проектными параметрами технологического пр
цесса, а отклонениями от них. В колоннах, теплообменниках, й
бойлерах и некоторых других аппаратах установок первичной q
регонки причинами повышенных концентраций щелочи были не£
блюденне технологического режима при защелачивании сыри
нефти, а также наличие застойных зои, где скапливалась выделй]
щаяся из нефтепродуктов (вследствие расслаивания и коиденС
ции) водная фаза слабощелочного характера. При высоких теми
ратурах в этих зонах, вследствие постоянного упаривания во/
возникала возможность образования щелочного раствора с конш
трациямн, способными вызвать растрескивание стали.
Испытания на склонность к щелочному растрескиванию не)
торых основных сталей нефтяного аппаратостроеиия (ВЛСт. 3i
ВМСт. Зсп, 20К, 16ГС, 0X13 и XI8H10T в состоянии поставу
проводили в лабораторных (20—50% растворы NaOH при те»
ратурах до точек кипения) в нефтезаводских (концентрация Naq
10—20%, температура 85 °C, давление 20 атм) условиях с выдер;
кой до 1 года (40]. Напряжения в образцах создавали методом М
стоянной деформации путем дугового изгиба в специальных скоб
[41]. В случае напряжений ниже условного предела текучести
талла при изгибе о«дТОг все испытываемые стали не подвергали
растрескиванию. Прн напряжениях не меньше Оолнаг (т. е. соотм
ствующих упруго-пластической области деформаций металл
растрескивание претерпевали все углеродистые и низколегм
ванные стали (табл. 4.10). Высоколегированные стали 0X1Я
Х18Н10Т и в этом случае (при напряжениях больше аадизг) не р|
рушались.
Таблица 4.10
Стойкость сталей в щелочному растрескиванию
прн испытаниях в нефтезаводской аппаратуре
_ Напряжения п образцах. _
Стала N от i ИЭГ Результаты исгштаии»
ВКСт. Зсп
ВМСт. Зсп
20К
16ГС
0X13
X18HI0T
100, 115, 125, 135
100
115
125
135
100, 115
125, 135
IX)
1(5, 125, 135
100, 115, 125. 135
100 Й5, 125, 135
Растрескивание образцов
Отсутствие трещин
Растрескивание образцов
Отсутствие трещин
Растрескивание образцов
Отсутствие трещин
Растрескивание образцов
Отсутствие трещин
Растрескивание образцов
Отсутствие трещин
Щелочная хрупкость сталей
87
Использованные в описываемых испытаниях относительно вы-
сокие деформации металла (отвечающие напряжениям не менее
Оодг) встречаются на практике в наиболее напряженных местах,
нефтеаппаратуры (например, в сварных соединениях). В связи с
этим, результаты этих испытаний закономерно использовать для
практических рекомендаций.
Металлографическое исследование образцов с трещинами по-
казало выраженный межкристаллитный характер разру/дения.
Лабораторными испытаниями [40] установлено усиление щелоч-
ного растрескивания углеродистых и низколегированных сталей
(ВКСт. Зсп, ВМСт. Зсп, 20К, 16ГС) при повышении твер-
дости образцов, а также при наличии в них сварного шва или
надреза.
Во ВНИИНефтемаше испытывались* напряженные дуговым
изгибом образцы стали 12X1 МФ с аустенитными сварными швами.
Такне образцы подвергались растрескиванию (с образованием тре-
щин точно по границам сварного шва) после выдержки в течение
200 ч в 35% растворе NaOH прн 90—120 °C. Испытания показали
недопустимость сварки низколегированных сталей аустенитными,
электр одами для нефтеперерабатывающего оборудования, экс п л у а -
тируемого в условиях возможности коррозионного щелочного рас-,
трескивания^
Механизм щелочного растрескивания, либо объясняют проник-
новением водорода в сталь [32, 43] (т. е. считают, что щелочная
хрупкость стали представляет собой один из видов водородного
разрушения), либо связывают с неодинаковым воздействием ще-
лочи на грани и границы зерен [44, 45] (пассивность граней и изби-
рательное разрушение границ зерен). В пользу второй теории сви-
детельствует отмечающийся в большинстве случаев межкристаллит-
ный характер разрушения.
Протекание коррозии с выделением водорода в концентриро-
ванных щелочных растворах прн повышенных температурах (и,
соответственно, иаводороживание стали) принципиально возможно
[46, 47]. Причины этого связаны с образованием растворимых со-
единений железа — ферратов, представляющих собой анионы с ма-
лой константой нестойкости РегО<~ и FeOi". Соответственно умень-
шается концентрация свободных ионов железа в растворе и обра-
тимый потенциал железного электрода подвигается в катодную
сторону [48].
Для защиты нефтеперерабатывающего оборудования от кор-
розионного щелочного растрескивания рекомендуются следующие
мероприятия:
1. Рационализация режимов эксплуатации путем технологически
возможных ограничений температуры и концентрации щелочи в
неопасных в отношении коррозионного растрескивания пределах
• Исследования проведены И. С. Шпарберои.
88
Гл. 4 Перпичная переработка нефти
-------------------------------------------------------
(т е. вне зоны с температурой выше 50 °C и концентрацией Not
не менее 10%). . J
2. Изготовление наиболее ответственных аппаратов (работа
щих в условиях возможности щелочного растрескивания) нз бм«
таллических листов с плакировкой стойкими к этому виду рая
шения сплавами Для аппаратуры, эксплуатируемой при темпе*
турах до 200°С, рационально плакирование сталями 0XLt>
Х18Н10Т. Эго подтверждается успешной работой более 4 лет р
лочных колонн для очистки пропана на нефтезаводской устансы
по получению полипропилена (температура 85 °C, давление 20- j
концентрация NaOH до 20%). Эти колонны были установлены.^
предложению ВНИИНефтемаша взамен колонн нз стали 16ГС, 1
торые подвергались щелочному растрескиванию металла черезj
8 и даже 5 месяцев эксплуатации. J
При температурах выще 200 °C (что в сочетании с воздейства
концентрированных растворов щелочей встречается при перёЦ
ботке нефти относительно редко) необходимо использовать плав
ровки из более высоколегированных сталей типа 0Х23Н28М2Т й
монель-металла.
3. Перспективным методом предотвращения коррозионного ш
лочного растрескивания стали, часто применяемым за рубеяр$
является термическая обработка аппаратов для снятия сварочЙ
и других возникших при их изготовлении напряжений. ОптнМ^
ный режим термической обработки — высокий отпуск при темнев
туре 650°C. Результаты исследований [42] свидетельствуют ]
устранении склонности сварных соединений углеродистой ста
(0,18% С) к щелочному растрескиванию после отпуска при 5001
4. При конструировании и разработке технологии изгото-
иия аппаратуры необходимо стремиться к максимальному сиг
нию внутренних напряжений в металле. Нужно выбирать коюй
рукции с наименьшими концентрациями напряжений, закругляв
края отверстий, избегать соприкосновения отверстий со сварны^
швами, пересечения швов и т д. При изготовлении аппаратур
из низколегированных сталей нельзя использовать сварку аусэб
ннтнымн электродами, создающую швы с особенно высокой склр!
иостью к щелочному растрескиванию.
5. Прн защелачивании должно быть обеспечено тщагельное ш
ремешивание сырья со щелочными растворами. Для этого следу<
применять специальные мешалки, центробежные сырьевые и]
сосы; нежелательно применение поршневых насосов и пода,
сырья под давлением с "ЭЛОУ без промежуточных насосов нА
перемешивающих устройств.
КОРРОЗИОННОЕ РАСТРЕСКИВАНИЕ АУСТЕНИТНЫХ
НЕРЖАВЕЮЩИХ СТАЛЕЙ
Оборудование и аппараты из хромоникелевых сталей на пре*
приятиях нефтеперерабатывающей промышленности часто выходя
Коррозионное pacrDi-скибаяш^ аустенитных нержавеющих сталей 86
из строя по причине коррозионного растрескивания. Как правило,
это наблюдается на установках первичной переработки нефти.
Коррозионному растрескиванию подвергались трубные пучки кон
денсаторов-холодильииков на установке АВТ, изготовленные из
стали Х18Н10Т [49], гибкие элементы волнистых компенсаторов из
той же стали на установках типа ЭЛОУ-АВТ, АВТ, АТ и некото-
рых других [50].
В средах нефтеперерабатывающих производств, в первую оче-
редь в средах первичных процессов переработки нефти, хромонн.
келевые аустенитные стали могут подвергаться двум типам кор-
розионного растрескивания — хл аридному и сероводородному
Причина этих двух видов коррозионного разрушения одна и та
же излом, растрескивание и т п. в том и другом случае проис-
ходят под воздействием среды и растягивающих напряжений и
сопровождается незначительной общей коррозией металла Од-
нако каждый из этих видов разрушение имеет свою специфику,
свой механизм Различны и факторы, влияющие на сероводород-
ное и хлоридное растрескивание.
Хлоридное коррозионное растрескивание
Природа хлоридного коррозионного растрескивания к настоя-
щему времени достаточно хорошо изучена [51—53]. Здесь изложе-
ны лишь основные закономерности этого вида разрушения н пути
борьбы с ним применительно к нефтеперерабатывающей промыш-
ленности.
Коррозионное растрескивание аустенитных сталей могут вы-
зывать водные растворы хлоридов, а также разбавленная соляная
кислота [51].
Для протекания коррозионного растрескивания аустенитных
сталей недостаточно наличия в среде одних хлоридов, необходимо
присутствие кислорода или некоторых других окислителей, таких,
как перекись водорода, ионы трехвалентного железа н др. В по-
давляющем большинстве случаев агентом, способствующим корро-
зии в хлоридсодержащих водных средах, является кислород. Од-
нако сенсибилизированные аустенитные стали подвергаются рас-
трескиванию и в отсутствие кислорода, хотя добавление кислорода
ускоряет разрушение [51].
Увеличение содержания хлор-иона в среде ускоряет в широком
интервале концентраций коррозионное растрескивание аустенит-
ных сталей. Уменьшение времени до разрушения стали типа 18-8
с повышением концентрации соли в кипящем растворе NaCl пред-
ставлено иа рис. 4.7
Минимальные количества хлор-нонов, вызывающих коррозион-
ное растрескивание аустенитных сталей, зависят от температуры,
величины напряжений и наличия в среде кислорода. При содержа-
нии хлор нона ниже 10 мг/л время до растрескивания настолько
90 Гл. 4. Первичная переработка нефти
возрастает, что практически его можно не опасаться [55, 56]. О
нако при упаривании и концентрировании хлоридов на отделы^
участках поверхности металла возможно разрушение и при там
содержании хлоридов в среде. g
Изменение величины pH водных растворов хлоридов в сторо(
подкисления несколько уменьшает время до растрескивания в pq
ных растворах хлоридов магния н не оказывает почти никаксп
влияния в растворах хлорщ
кальция [53].
Имеются данные [52], что
очень кислых средах (pH <1
при содержании хлоридов 0,01]
и температуре 100 °C суаль тн|
18-8 ие подвергается корро: иц
ному растрескиванию, в то вре|
как в интервале pH = 3,54-7 Ц|
ступает разрушение. Подтер
чнвание хлоридных растворов $
pH 8 замедляет наступлен(
растрескивания.
Необходимое условие корр(
знойного растрескивания — нал!
чие растягивающих рабочих (м
тивных) или остаточных (вну,
ренних) напряжений. По своём
происхождению эти напряжен)!
могут быть самыми различным!
механическими термическим!
Рис. 4.7. Зависимость времени до
растрескивания U-обраэных образ-
цов стали типа 18-8 от концентра-
ции хлоридов в кипящем растворе
NaCI [54[.
вызванными фазовыми превращениями, сварочными й т д.
пряжения сжатия не вызывают этого вида коррозии [4]. С ростов
растягивающих напряжений хлоридное растрескивание аустени^й]
ных сталей, как правило, ускоряется, и наоборот, снижение велн-1
чины растягивающих напряжений затормаживает его наступление!
По данным работ [52, 53, 57], несмотря на значительное замедлив
ние коррозионного растрескивания со снижением нагрузки для
аустенитных сталей типа 18-8 не существует какого-либо «порога»!
или предела напряжений, ниже которого можно не опасатьсД
разрушения (даже для отожженных материалов). Зафиксирован*л
случаи растрескивания сталей 18-10 вообще без внешней нагрузки!
только за счет внутренних напряжений, составляющих по расчетаЛ
2—3,5 кге/мм2 [58]. ;
Данные по температурной зависимости скорости коррозии, по-у
лученные в концентрированных растворах хлоридов магния $
кальция при 60—154 4С, указывают на заметное ускорение разру-/
шения с увеличением температуры [51]. В 40% растворе CaClj прн
повышении температуры от 60 до 115°С растрескивание стали
18-8 ускоряется в 3—4 раза. Исследования в нейтральных раство-’
Коррозионное растрескивание аустенитных нержавеющих сталей 9!
время нельзя считать, что
рах хлорида натрия выявили сложный характер изменения скоро-
сти коррозии в широком интервале температур. Так, в работе [59]
показано, что в воде, содержащей 100 мг/л Cl-иона растрескива-
ние аустенитных сталей типа 18-10 заметно ускоряется с повыше-
нием температуры от 100 до 150—250 °C и замедляется с перехо-
дом от 150—250е к 300 °C. В то же
при температурах выше 300—375 °C
опасность коррозии исключена. Даже
прн 400—550°С отмечались случаи
быстрого растрескивания внутрикри-
сталлитного характера [51].
Опасность коррозионного растре-
скивания аустенитных сталей может
быть снижена путем уменьшения ко-
личества хлоридов в среде, снижением
напряжений, созданием на поверхно-
сти металла сжимающих напряжений,
удалением кислорода, повышением pH
среды до 8—9 н некоторыми другими
мероприятиями.
Ингибирование не дает полной за-
щиты от хлоридного коррозионного
растрескивания [53, 54]. Однако неко-
торые ингибиторы (хроматы и фосфа-
ты) при достаточно высокой концен-
трации замедляют этот процесс [56,
60]. Отмечается положительное влия-
ние н некоторых органических ингиби-
торов— катапина и др. [61]. Устойчи-
вость достигается введением в нержа-
веющие стали никеля. На рис. 4.8 при-
водятся данные, подтверждающие эту
связь. Полная стойкость достигается
при введении в сталь более 40% Ni
(сплавы-ииконелн). Это доказано многочисленными эксперимента-
ми и опытом заводской эксплуатации оборудования. Аустенитные
хромоникелевые сплавы, содержащие более 30% Ni (ииколои),
значительно более стойки к хлоридному коррозионному растрески-
ванию, чем все обычные нержавеющие стали Однако, по имею-
щимся данным [52, 62], и эти сплавы могут подвергаться разру-
шению в наиболее жестких условиях испытаний. Так, при испы-
тании ряда высоконикелевых материалов в хлоридсодержащей
воде (содержание хлоридов 100 мг/кг, кислорода 50 мг/кг) при
300 °C и pH = 2,8 -г 10,5 полную стойкость показал лишь сплав
инконель (15% Сг, 77% Ni) Инколой подвергался коррозионному
растрескиванию в этих условиях при pH = 2,8, прн более высоких
значениях pH инколой оказался стойким.
_____।_____i—----1---J
О 20 «0 60 60
Рис. 4.8 Зависимость склон-
ности нержавеющих сталей и
сплавов к коррозионному рас-
трескиванию от содержания
никеля [62].
Среде—кипящий оря 154*0 рас
твор MrCIj. О«—32 кгс/мм\ Дли*
телыность испытаний до 30 суток.
Заштрихоаава область склопностя
к-корро’нониому растрескяааиикь
92 Гл. 4. Первичная переработка нефти
-
Инколои и инконели широко используются за рубежам дл
оборудования, работающего под напряжением в хлорндсодврла
щих средах. Созданы н отечественные сплавы, стойкие к хлорид
ному коррозионному разрушению: 0Х20Н32Т, 0Х20Н46Б (ЭП3501
Х20Н78Т (ЭИ435) и др
Сероводородное коррозионное растрескивание
Сероводородное коррозионное растрескивание нержавеющи
сталей вызывают среды, содержащие влажный сероводород. Г|
своему характеру этот вид растрескивания аналогичен растреск!
ванию низколегированных сталей в водных растворах серовод»
рода Это было установлено в работах (63, 64], авторы которы
Химический сот
’ Сталь Срдержвж»
с SI Мл S
Типа Х18Н28М5Б (ЭИ395) 0.11 1.24 1.09 0Х) 16
XI7H13M3T пром, плавка Ns 1 0.12 0.74 0.66 0.002
пром, плавка № 2 0.10 0.52 0.62 0.012
00Х17Н13М8Т (»ксп. плавка К« 1; 0.05 0.82 0.59 0.009
0.05% С) X17H13M3T (»ксп. плавка Ns 2) 0.12 0.72 0.59 0.008
Типа XI3H13M2 (ЭИ405) пром, плавка № 3 0.12 0.4 0.25 . '.! 0ЛМ»5
пром, плавка № 4 0.11 0.55 0.65 0,022.
пром, плавка № 5 0.13 0.63 0.87 0,00*g
эксп. плавка № 3; 0.68% Nb 0.10 0.70 0.69 0.04' 1
эксп. плавка Х& 4; 1.19% Nb 0.10 0.08 0.5 0.0271
Типа XI3HI3B (ЭИ257) 0.14 0.52 0.66 ож]
оценили склонность различных нержавеющих сталей к сероводо
родному коррозионному растрескиванию по ухудшению их мшиМ
инческих свойств после выдержки в водных растворах сероводо-
рода. Образцы, механические свойства которых ухудшились после
этих испытаний на 10, 5% и менее, классифицировались, соответ-
ственно, как весьма склонные, слабо склонные и несклонные к се?
роводородному коррозионному растрескиванию
По этой же методике была произведена оценка склонности
к этому разрушению стандартизованных и опытных нержавеющи^
сталей (химический состав опытных сталей приведен в табл. 4.11)-.
Полученные результаты представлены в табл. 4.12. По этим дан-
ным стали типа 18-8, Х17Н2, X17H13M3, ЭИ257 отнесены к кате-
гории весьма склонных к сероводородной коррозии. Кованая
хромоникельмолибдентитанистая сталь X17H13M3T (четырех раз-
Коррозионное растрескивание аустенитных нержавеющих сталей
93
личных плавок) охарактеризована авторами как стойкая к серо-
водородному растрескиванию в закаленном и стабилизированном
состоянии Стойкость литой стали Х17Н13МЗТЛ оказалась более
низкой, чем катаной.
Проводились исследования [65] на стойкость к сероводородному
растрескиванию нержавеющих сталей типа 18-8, тех же сталей
с Ti, с Мо, с Nb. сталей тина 25-12, 25-20, а также стали карпентер
20 (типа 20-28 с Мо н Си). Испытания длились 400—700 ч прн
комнатной температуре; образцы находились под напряжением
28 и 42 кгс/мм2 в растворах NHtCl разной кислотности при добав-
лении 100 мг/л H2S. Вос перечисленные стали, за исключением
стали карпентер 20, показали повышенную склонность к сероводо-
ТаВлица 4.11
исследованных сталей
элементов» к
Сг N1 Мо Т1 Со W Nb к р
18В 27.1 5.76 — —• — 1.27 — 0.002
16.28 13.52 3.1 0.52 — 0,028
17.08 12.4 2.85 0,48 — — — 0.014
18.25 14.1 3.17 0.41 — — — — 0.07
17.16 12.9 3.1 0.58 — — — — 0,012
13,45 14.0 2.0 1.28 0.11 0.05
14.5 12.5 2.45 — * — 0.86 0.19 0.02
13.9 12.8 1.8 — 1.45 0.12 0.01
14.95 13.9 2.49 — — — 0.68 0.15 0.025
14.21 13.75 2.46 — 1.19 0.11 0.027
12.87 13.25 0.61 Следы — 2.48 — 0.006
родному растрескиванию. Сенсибилизация сталей усиливала эту
склонность.
Основные закономерности сероводородной коррозии для аусте-
нитных нержавеющйх сталей изучались на стали X18HI0T*. За-
висимость этого вида разрушения от кислотности (pH) сероводо-
родных растворов представлена на рис. 49 для петлеобразных
напряженных образцов. Изт1риводимых данных видно, что подкис-
ление сероводородных растворов резко снижает время до растрес-
кивания, и наоборот, повышение pH затормаживает его.
Влияние температуры и величины растягивающих напряже-
ний изучалось на машине ИНК-1. Содержание сероводорода
• Испытания проведены Г. Ф. Максимовой, Ю. К. Шен-у-шеном и Г. А. Юш-
мановой во ВНИИИефтемаше.
94
Гл. 4. Первичная переработка нефти
Таблица 4.Ц
Стойкость к сероводородному коррозионному растрескиванию
хромоиикелевых нержавеющих сталей воде, насыщенной HjS (64]
Сталь Исходное состояние Термическая обработка Склонность к корроякн под напряженней
XI7H2 Кованая Закалка + стабилизация Склонна
Х18Н9Т » Закалка >
> Закалка 4" стабилизация >
Тина Х18Н28М5Б (ЭИ395) Типа Х13Н13В > То же Не склонна
> » > »
(ЭИ257) Литая > » >
XI7H13M3 . Кованая Закалка > »
» Закалка + стабилизация Склонна
XI7HI3M3T
пром, главка №1 Кованая Закалка Не склонна
э Закалкатстабилизация » э
пром.плавка № 2 Литая Беа термообработки > >
> •Закалка э >
> Закалка т стабилизация 700° С. 10 ч > »
» Закалка+стабилизация 750 ’С. 10 ч Слабо склонна
» Закалка 4- стабилизация 800 °C. 10 я Склонна
экспер. плавка Кованая Закалка Не склонна
№ 1 » Закалка 4-стабилизация > »
экспер. плавка » Закалка > »
№ 2 > Закалка 4- стабилизация » >
Литая То же » >
Типа XI3H13M2 (ЭИ405)
пром, плавка № 3 Кованая » » >
пром, плавка №4 » > > >
пром, плавка №5 » » » >
экспер. плавка №3(0,68% Mb) » Закалка > >
» Закалка 4- стабилизация > »
Литая Закалка > »
> Закалка 4- стабилизация Склонна
экспер. плавка Кованая Закалка Нс склонна
№4(1,19% Nb) > Литая ЗдКАЛКА “4“ СТАБИЛИЗАЦИЙ Закалка » > > »
> Закалка 4- стабилизация Склонна
Типа XI3H13B Кованая Закалка Не склонна
(ЭИ257) > Закалка 4- стабилизация Склонна
Коррозионное растрескивание аустенитных нержавеющих сталей
95
поддерживалось постоянным путем непрерывного пропускания газа
через ячейку. Количества сероводорода, определявшиеся йодомет-
рически, приведены в табл. 4.13.
Таблица 4.13
Концентрация fl-S зкспериментальпой
среде при пасмщении в условиях
, разных температур*
Температура, °C Концентрация HjS. г/л
20 1,70-1,05
50 0,60-0,80
80 0.47-0,30
98 0,20—0,12
• Испытлняя проведены Г. Ф. Максяыово* п
Г. А. Юшыееово* во ВНИИНефтемвшс.
Как следует из рис. 4.10 и табл. 4.13, несмотря на уменьшение
количества растворенного сероводорода с повышением темпера-
туры, время до начала коррозионного растрескивания все же резко
Рис. 4.9. Зависимость времени
до начала коррозионного рас-
трескивания стали Х18Н10Т от pH
Среда*-0,2% раствор ‘NaCl. насыщен-
ней HjS.
Рис. 4.10. Зависимость вре-
мени до начала коррозион-
ного растрескивания стали
XI8H10T от температуры.
Среда—вода, нисыщеимая HjS.
с««40 кгс/мы1.
сокращается при температуре сероводородного раствора выше
комнатной. Минимальное время до растрескивания отмечалось при
температуре 80 °C. При дальнейшем повышении температуры до
98 °C это время несколько увеличивалось, — видимо, в результате
уменьшения количества сероводорода. Однако и при таком содер-
жании HsS растрескивание стали Х18Н10Т наступает через весьма
непродолжительное время
Гл. 4 Первичная переработка нефти
Влияние напряжений представлено на рис. 4.11. С повышением
величины растягивающих напряжений время до начала коррозии
уменьшается, и наоборот, снижение напряжений увеличивает это
время. Однако, как и в случае хлоридного коррозионного рас-
трескивания, так и для сероводородного, очевидно, ие существует
«порога» напряжений, ниже которого коррозия не может прои-
« 40
зойти. Об этом свидетельствуют
данные математической обработ-
ки экспериментальной кривой на
рнс. 4.11, по которым даже прн
> ио
!>
« Б0
С, кгс/им1 jUpfafya NaCI,$4?
Рис. 4.11. Зависимость времени
до начала коррозионного растре-
скивания стали XI8H10T от на-
пряжений.
Сред»—вода, иасышввиа» H,S. .Темпе-
ратур» во °C.
Рис. 4-12. Зависимость корро-
зионного растрескивания стали
XI8H10T в сероводороде от со-
держания хлоридов.
Испытания петлеобразных образцов
проводились при 20 °C.
напряжении 5 кге/мм2 растрескивание стали Х18Н10Т в описан-
ных условиях должно произойти через 10582 ч, т. е. менее чем че-
рез 15 месяцев.
Влияние хлоридов на сероводородное коррозионное растрески-
вание представлено на рис. 4 12*. Точка, лежащая на осн орди-А
нат, соответствует времени до растрескивания стали X18H1QT в:4
дистиллированной воде, насыщенной сероводородом; последующие,
точки относятся к 0,01 н. растворам НО с добавкой различных
количеств NaCI. Как видно из этих данных, при введении в серо»
водородные растворы даже весьма разбавленных растворов хло-
ристого водорода, время до коррозионного растрескивания стали
XI8H10T резко сокращается; однако дальнейшее увеличение кон-
центрации хлоридов вплоть до 120 r/л практически уже ие ска-j
зывается на времени до растрескивания.
Введение нейтрального хлорида натрия (без соляной кислоты) £
в водные растворы сероводорода также резко уменьшает время до/
......—
• Испытания проведены Г. Ф. Максимовой н Г. А. Юшмановой во.
ВНИИНефтемаше.
Коррозионное растрескивание аустенитных нержавеющих сталей
97
сероводородного растрескивания. Это доказано испытаниями На
машине ИНК-1 при постоянной нагрузке (табл 4 14) *
Таблица 4.14
Влияние хлоридов ва сероводородную коррозию
стала Х18НЮТ в насыщенной сероводородом
дистиллированной воде
Температура 50 СС. Напряженке стали кге/мм?.
Содержа кие NaCi а среде, МГ/Л " Время до появления трещин, я Характер разрушения
0 125 Кольцевые трещины
Б00 48 Кольцевые трещины, сильная общая кор- розия. точечная кор- розия
БОООО 57 Кольцевые трещины, общая коррозия, то- чечная коррозия
Как видно из табл. 4.14, добавка хлорида натрия к дистиллиро-
ванной воде, насыщенной сероводородом при 50 * 4С, приводит к со-
кращению времени до сероводородного растрескивания более чем
вдвое (длоридное растрескивание при 50°C еще не имеет места).
Однако увеличение концентрации вводимых хлоридов не приводит
к дальнейшему сокращению времени до растрескивания: время до
коррозионного растрескивания при введении 500 и 50000 мг/л
NaCi практически одинаково. х
В табл. 4 15 приводятся результаты испытаний петлеобразных
образцов из различных материалов. Не разрушились до конца ис-
пытаний лишь сплавы с высоким содержанием никеля: инколой,
ХН78Т, монель-металл, а также титан. Образцы всех остальных
исследованных материалов подверглись сероводородному растрес-
киванию за время в пределах длительности испытаний. Нанмень
шая стойкость отмечена у стали Х18Н10Т. Образцы, подвергав-
шиеся перед созданием напряжения пластической деформации рас-
тяжением на 30%, растрескивались значительно быстрее, чем без
деформации. Ускоряющее влияние предварительной холодной де-
формации растяжением на сероводородное растрескивание дока-
зывается результатами специальных опытов (табл. 4 16). Пред-
варительная деформация примерно в 3 раза сокращает время до
сероводородного растрескивания петлеобразных напряженных об
разцов Х18Н10Т. В менее жестких условиях испытаний, а именно
прн более высоких значениях pH (что соответствует насыщенной
• Испытания проведены Г. Ф. Максимовой в Ю. К. Шен-у-шеяом во
ВНИИНсфтемаше.
4 Зы. ю
м
Г л. 4. Первичная переработка нефти
Таблица 4.15
Стойкость в сероводородному коррозионному растрескиванию аустенитных
и аустеивтво-фсррнтпых сталей и сплавов на основе никеля и титана *
Среда—растьор. содержащая 2С0 г/л N«CI, иасЫ-цекиыД Н-S к подкисленные до рН«*2.
Температура комнатная- ДлнтедьЪость ислмтаииЯ 10 000 ч.
Металл иля сплав Предварительная обработка Время до появления трешки, ч
Х18Н10Т X23HI8 XI7HI3M2T Х17Н13М2Д2Б' Закалка с 1050 °C Состояние поставки + деформация на 30% Закалка с 1100 °C Состояние поставки + деформация на 30% Закалка с 1100"С Состояние поставки + деформация на 30% Закалка с 1100 °C Состояние поставки + деформация иа 30% Закалка с 1100 °C Состояние поставки + деформация на 15% Закалка с 1100 °C 2 780 720 2184 768 3720 1720 3 432 480
ОХ21Н5Т 1 500 ч без тре- щин. сильная общая корро- зия 782
QX20H32T 10 000 ч без тре- ШИН
НМЖМн 28-2.5-1.5 ХН78Т Тнтаи ВТ 1-0 Состояние поставки + деформация иа 30% Закалка с 1100 °C Состояние поставки + деформация на 30% Закалка с 1100°C Состояние поставки 4- деформация на 30% Состояние поставки Состояние яоставкн + деформация на 30% То же > > > > >
• Испытанна проведены Г- Ф- Максимовой и Г. А. Юшмановой во ВННИПефтеыаше.
сероводородом воде), выявлен ряд материалов’ помимо высоко-
никелевых сплавов, стойких к сероводородному растрескиванию
(табл. 4.17). Наименьшая стойкость к сероводородной коррозии
наблюдалась у стали Х18Н10Т. Стойкость двухфазных сталей ока-
залась значительно выше, особенно при пониженном содержании
углерода (сталь ЭИ67). Высокую стойкость показали также и
аустенитные стали, содержащие молибден, — Х17Н13М2Т и осо
беино X17H13M3T и 0Х17Н16МЗТ.
Помимо упомянутых аустенитных н аустеннтно-ферритиых
сталей исследовалась стойкость к сероводородному растрескиванию
Коррозионное растрескивание аустенитных нержавеющих сталей
99
Таблица i/fi
Влияние предварительной обработки иа сероводородное
коррозионное растрескивание стали Х18Н10Т *
Среда—ЗОН раствор NaCl, насыщенный HjS и подкисленный до рН«2.
Предварительжая обработка Время до появления трещин, я
Состояние поставки 194-1
Состояние поставки + деформация растяжением иа
30% . . 630
Гомогенизация после выдержки 30 мин при 1000 С 2856
То же + деформация растяжением на 30% 360
* Испытания проведены Г. Ф. Максимовой м Г- А. Юшыаповой во ВНИИНефтемаше.
Таблица 4.17
Стойкость к сероводородному коррозионному растрескиванию
высоколегированных сталей при напряжении 130% от предела текучести*
Среда —«ода. насыщенная HjS. рН—4Л<-4Л Температура SO "С.
Сталь Время до пояалення трещин, я Сталь Время до появления трещим, ч
X18HI0T 0X2II16M2T (ЭП54) 000X21Н6М2 (ЭИ67) 37 598 750 ч без трещин XI7H13M2T XI7H13M3T 0X17HICM3T Более 700 ч без трещин То же 1400 ч без тре- щин
* Испытания проведены Г. Ф. Максниоеой и Г. А. Юшмановой во ВНИИНвфтеывше
Указанное напряжение нынтирует опасные у с.Товия работы металла сварных швов я
нержавеющих сталей [35. ей—68|.
Таблица 4.18
Стойкость к коррозионному растрескиванию стали
0X13 в растворах, имитирующих среды первичной
переработки нефти прн комнатной температуре
Сталь испытывалась а состоянии поставки.
Среда pH Время до появления трещин, я
0.01 раствор НС|, насыщенный H2S Дистиллированная вода, насы- щенная H2S 0.01 и. раствор НС! 1.8-2.0 4.0—4.5 1.8-2.0 264 1056 3000 без трещин
100 Гл. 4. Первичная переработка нефти
и стали 0X13, широко используемой при изготовлении внутренних
частей сепараторов в установках для первичной переработки
нефти. Результаты испытаний петлеобразных образцов нескольких
плавок стали 0X13 п растворах, имитирующих среды первичной
переработки нефти, приведены в табл. 4.18.
К сероводородному растрескиванию сталь 0X13 весьма чув-
ствительна. В отсутствие сероводорода в слабой соляной кислоте
растрескивания не отмечено.
Таблица 4.19
Влияние термической (Сработки на коррозионное
растрескивание петлеобразных образцов стали 0X13
Среда -0.01 н. раствор ИС1. насыщенный HjS. Температура
комнатная. Нагрев образцов пря термической обработке произ-
водили до загиба ях в петлю.
Термическая обработка
Время до появления
трещин, ч
Hai рев до 1000 °C с выдержкой
15 мин . ......................
Нагрев до 1000‘’С с выдержкой
15 мин. затем дополнительный на-
грев до 700 °C с выдержкой 2 ч
Нагрев до 260'С с выдержкой 2 ч
Сталь в состоянии поставки . . . .
50
7200
2160
1224
По данным табл. 4 |9 видно, что при наличии в стали мартен-
ситной структуры, появляющейся после закалки с 1000 °C, ее
склонность к серовод0р0дИОй коррозии резко возрастает В отли-
чие от сталей типа 18-8 отжиг стали 0X13, приводящий к образо-
ванию феррито-карбндной структуры, резко увеличивает ее стой-
кость. Этот вид термообработки (700еС, 2 ч) может быть
рекомендован для стали 0X13 как защита от сероводородного рас
трескивания.
Анализируя приведенные результаты экспериментов, можно
дать следующие рекомендации:
1. В кислых средах, содержащих хлориды и сероводород
(рН"=2), при температурах от комнатной и выше стойкостью
к коррозионному растрескиванию обладают лишь стали и сплавы
с высоким содержанием никеля (30% и выше) — такие, как инко-
лой, нимоник (ЭИ435), моиель-металл, а также тнтан.
2. В менее кислых средах (pH >4), содержащих как серово-
дород, так и хлориды, до температуры ~ 80°C стойки к коррози-
онному растрескиванию стали Х17Н.ЗМЗТ, 0XI7HI6M3T, а также
аустеннтно-ферритные стали, содержащие молибден, особенно
при пониженном содержании углерода (типа ЭИ67).
Переработка нефтей с высоким содержанием нефтяных кислот
101
ПЕРЕРАБОТКА НЕФТЕЙ С ВЫСОКИМ СОДЕРЖАНИЕМ
НЕФТЯНЫХ КИСЛОТ
При переработке нефтей с высоким (0.3—3,0%) содержанием
нефтяных (нафтеновых) кислот наблюдается интенсивное разы
данне оборудования из углеродистой стали, работающего при
200—400 °C. Коррозия поражает на установках первичной пере-
работки Нефти трубы и печные двойники на выходе радиантных
секций печей, трубопроводы от печей до ректификационных ко-
лонн, корпуса колонн в зоне ввода горячей струи, ректификацион-
ные тарелки эва.юраиионного пространства над питательным
вводом, трубопроводы и арматуру на линия" транспортировки го-
рячих среднедистиллатных нефтепродуктов [69]. Отмечаются слу-
чаи коррозии теплообменного оборудования. Обследования пред-
приятий в СССР и за рубежом [70, 71] показали коррозионные
разрушения также оборудования вакуумного блока (для получе-
ния масел), охватывавшие среднюю часть корпуса и тарелки ко-
лонны над вводом мазута, трансферные линии с температурой
150—300 °C и последние трубы потолочного экрана печей. В мень
шей степени поражается оборудование установок крекинга и пере-
работки продуктов крекинга 70] Коррозия перечисленного обо-
рудования отмечается при переработке черноморских нефтей
(Кубанского месторождения) [69], ряда нефтей Азербайджана, а
также Румынии, Венесуэлы, Калифорнии [70].
Оспбеиности коррозии оборудования при переработке нефтей
с высоким содержанием нефтя пых кислот н некоторые принципы
защиты связаны с физико-химическими свойствами нефтей [72].
Нафтеновые кислоты хорошо растворяются в углеводородах и ор-
ганических растворителях. Продукты коррозии — нафтенаты тя-
желых металлов — растворимы в горячих нефтяных погонах.
Поэтому коррозионные поражения по внешнему гиду отличаются
от возникающих при переработке сернистых нефтей: на поверхно-
сти металла полностью отсутствуют корки или пленки про ivktob
коррозии, но имеются следы неравномерного разъедания (крате
ры, борозды, лаиавки, следы язвин). Но тем же причинам ско-
рость коррозии сушественн'' возрастает с увеличением скорости
движения сырья [70].
Нафтеновые кислоты — насыщенные соединения с низкими
иодными числами, вяжо'-ть которых увеличивается, а летучесть
уменьшается с ростом молекулярного веса. Вследствие малой ле-
тучести нафтеновых кнелот коррозия в жидкой фазе обычно выше,
чем в парогой. При перегонке черноморской нефти с паром в ус-
ловиях постепенного нагревания от 200 до 310°С наиболее летучие
низкомолекулярные кислоты собираются в первых фракциях [69].
Термическая стабильность нафтеновых кислот характеризуется
началом разложения в интервале 150—300°C, а энергичной
деструкцией — выше 350- -400 С. Разложение катализируется
102
Гл. 4 Первичная переработка нефти
металлами (сильно — медью, очень слабо — алюминием). В отсут-
ствие катализаторов деструкция дает агрессивные кетоны, нена-
сыщенные соединения В присутствии окиси алюминия образуются
водорастворимые карбоновые кислоты [69. 72, 73].
Коррозионная активность нефтей и нефтяных погонов растет
с увеличением содержания и уменьшением молекулярного веса
растворенных в них нафтеновых кислот. Особо высокой агрессив-
ностью обладают нефтяные погоны, в которых содержатся эти
кислоты с молекулярным весом ниже 300 [71]. Одиако лаборатор-
ные исследования и производственная практика показали доста-
точно высокую агрессивность «югонов, содержащих нефтяные кис-
лоты с молекулярным весом до 410 [74] н даже выше 500 [69].
Агрессивность косвенно характеризуется кислотным числом нефти
или нефтепродукта (которое оценивается асходом КОН на ней-
трализацию 100 г пробы): установлена [70] корреляция между аг-
рессивностью и кислотным числом нефтяного сырья в интервале
от 50 до 680 мг едкого калн.
При повышении температуры агрессивность нефтей проходит
через максимум. Положение этого максимума меняется с содер-
жанием нафтеновых кислот, их молекулярным весом, термоста
бильностью и временем выдержки прн нагревании [69]. На прак-
тике максимум коррозии отмечается в районе 280°C. Начинаю-
щаяся термическая деструкция нафтеновых кислот существенно
понижает агрессивность (и кислотное число) выше 300СС. После
400—480 °C коррозия практически отсутствует [71]. Выдержка прн
комнатной температуре (20 °C) в течение 5000 ч также показала
отсутствие коррозии (0,001 мм/год) [69]. В связи с этим возможно
ослабление коррозии с изменением технологической температуры
при снижении температуры вводимого сырья с 340 до 315’С кор-
розия уменьшилась в 2 раза. Отмечается значительно меньшая
коррозия потолочных труб вакуумных печей по сравнению с подо
выми: более высокая температура (420 °C) в потолочных трубах
вызывает разложение нафтеновых кислот.
Прн кислотном числе ниже 100—150 коррозия сравнительно не-
велика [69]. Нафтеиовокнслотная коррозия практически несуще-
ственна при кислотном числе сырой нефти или ее погонов ниже
50 [71] (а по данным [70]—ниже 90).
Установлено [69], что прн разгонке с водяным паром (в интер-
вале 200—310°C) агрессивность первых фракций выше, чем по-
следующих, в которых содержатся менее летучие нефтяные кис-
лоты с более высоким молекулярным весом и низким кислотным
числом. Однако это наблюдение может быть отнесено и к част-
ному случаю близкого содержания нефтяных кислот с различными
молекулярными весами.
С учетом сказанного, было предложено [69] снижать агресснв
ность перерабатываемого сырья за счет смешения «кислых» неф-
тей с не содержащими нефтяные кислоты.
Переработка нефтей с высоким содержанием игфгяны* кислот
105
На рис. 4.13 представлены результаты обследования коррозион-
ных разрушений вакуумной колонны, изготовленной из углероди-
стой стали. Усиление коррозии (до 0,6 мм/год) прн переходе от
23-й к 17-й тарелке связано с ростом температуры, а снижение по
Рнс 4.13. Коррозия элементов вакуумной ректификацион-
ной колонны под воздействием нафтеновых кислот (по (711).
Но-
мер
та-
релки
Среда
Кислотное
число,
мг КО И/100 г
продукте
Мол. вес
нафте-
нов их
кислот
Скорость
потока, м/с
Ж- Г.
Орошение — глэойль
Легкие дистиллят
Циркуакционное
орошение
То же
СредняП дистиллят
Тяжелый дистилаат
Эвялорацконкая
вока
То ж«
70
>40
220
240
260
30)
320
365
280
470
420
440
310
мере приближения к эвапорационной зоне—значительным умень-
шением скорости перемещения жидкости. Сильный рост коррозии
именно в зонё эвапорации объясняется присутствием основной
части нафтеновых кислот с достаточно высокой агрессивностью
именно в погонах, идущих на изготовление легких смазочных ма-
сел (71, 74].
В табл. 4.20 приведены данные ]70] о коррозионной стойкости
металлических материалов при переработке нефти с содержанием
существенных количеств как нафтеновых кислот, так и сернистых
соединений. Эти результаты должны быть отнесены к совмещенно-
му эффекту агрессивного действия общих видов примесей. Об
этом свидетельствует отсутствие заветного защитного действия ог
104
Гл 4. Первичная переработка нефти
Таблица 4.20
Скорость коррозии металлов в сплавав в промышленных испытаниях
на установках для переработки нефти, содержащей нафтеновые квслоты
сернистые соединения (70]
Нефть Место крепления образцов прв испы- таниях Металл клм' силла Темпера тура. °C Скорость коррозгн. мм/год
кмслотное ЧИСЛО содержа- ние серы. %
190 3.3 Теплообменник предварительного подогрева сырья для вакуумной перегонки Углеродистая сталь Сталь Х5 Сталь Х12 Сталь XI6 Сталь XI8HI0 Сталь X17HI3M2 Инконель НХ20 Алюминий 277 277 277 277 277 277 277 277 0.25 0.25 0.50 0.50 0.67 0.08 0.08 0.00
300- 700 0.6-2.0 Улитка на вроде сырья в вакуум- ную колонну при высокой скорости потока Углеродистая сталь Сталь Х2 Сталь X17HI3M2 Инконель НХ20 Моиель-металл НМЗО Алюминирован- ная углероди- стая сталь Хастеллой НМЖЗО-5 Алюминий 332 332 332 332 332 332 332 332 0,75 1.25 0.38 1.20 0.25 0.00 0.00 0.00
90-110 1.0-2.0 Боковой отвод на- гревателя ката- литического кре- кинга Углеродистая сталь Сталь Х9 Сталь Х17Н13М2 277 277 277 0.94 1.29 9.00
90-110 1.0-2.0 Линия разгрузки нагревателя ката- литического кре- кинга Углеродистая сталь Сталь ХЭ 316 316 0.13 0.00
380- 470 1.2 Корпус вакуумной колонны Углеродистая сталь 266 0.50
320-380 1.2 Корпус вакуумной колонны Тарелки вакуумной колонны Трубы печи ваку- умной установки Углеродистая сталь Сталь XI2 Сталь Х5 Сталь XI7HI3M2 Сталь XI9H13M3 360 343 360 360 360 4.38 0.63 10.0 . 038 1.25
Переработка нефтей с высоким содержанием нефтяных кислот
Продолжение
Нефть- Место креялеяля образцов при нсны- таняях Металл влн сплав Темпера- тура, •с Скорость ворроаин. ММ|>0Д
кмслотяое число содержа мне серы, К
320- 380 1.2 Трансферная линяя от вакуумной печи: прямолинейный участок колено прямолинейный участок Трубы печи атмос- ферной колонны Трансферная линия атмосферной ко- лонны колено прямолинейный участок Сталь XI8H10 Сталь Х17Н13М2 Сталь XI7H13M2 Углеродистая сталь То же > t 360 360 360 304 304 304 2.80 1.28 0.38 5.76 6.00 2.00
40-110 3.5-5.2 Печь термического крекинга Сталь Х5 Сталь Х9 Сталь Х12 Сталь XI8H10 Сталь XI7HI3M2 416 474 416 466 416 466 466 460 550 12.50 1.25 1.75 0.63 0.63 0.50 0,50
легирования хромом при более низких температурах. Эффектив
иость легирования хромом отмечается лишь при температурах
выше 450 °C, когда нафтеновые кислоты уже подверглись деструк
цин. В процессах переработки нефтей с высоким содержанием
нефтяных кислот легирование введением до 17% Сг не оказывает
существенного защитного действия. Отсутствие продуктов корро-
зии на образцах, испытанных на заводах, также свидетельствовало
об участии нефтяных кислот в коррозионном процессе.
Работы [70, 71] показали для углеродистой стали примерно
одинаковые коррозионные разрушения (по потере массы) при
сернистой и нафтеновокислотной коррозии в процессах переработ-
ки нефти с одинаковыми температурными режимами
В исследованиях [69] было элиминировано агрессивное действие
сернистых соединении, так как и лабораторные и промышленные
испытания проводились при воздействии практически несерннстых
нефтей. Лабораторные испытания стойкости металлов в черномор-
ской тяжелой нефти с кислотным числом 825 показали уже после
кратковременных (10—20 ч) выдержек при 290°C снижение этого
Числа до 695—670, а при 330’С — до 105. Промышленные
106
Гл. 4. Первичная переработка нефти
Таблица 4S1
Скорость коррозии мета1лов в сплавов в ректвфнг -попной колонне
вакуумной трубчатой установка (69]
Продолжительность неггытаеий 1000 ч
Металл иле сплав Скорость коррозии, мм/год Металл паи сплав Скорость коррозии, мм/год
ИВА 5-fi тарел- кой в ваавора- цкоииой части колонны над 5-й тарел- кой в эвапора- цкониой части колонны
Стали Никель HI 0.061 0.24
Ст. 3 Ст. 10 2.0 1.6 6.1 2.9 Алюминий А| Бронзы 0.003 0.002
Х5.М 1.8 2.6 Бр. АЖН 10-М 0.069 0.014
0X13 0.97 0.86 Бр. КМц 3-1 0.44 0.67
XI8HI0T 0.005 0.017 •Мельхиор МН-81 0.27 0.72
X17H13.M3T 0.001 0.006 Латунь ЛО 70-1 0.59 0.70
4XI8H25C2 Х23Н18 2XI4H14B2M 0.009 0.0005 0.001 0.003 0.002 0.002 Чугун 0.31 0.28
испытания в этих же нефтях показали (табл. 4.21) нестойкость уг-
леродистых сталей. Стойкость чугуна в несколько раз выше, од-
нако не достигает величины, приемлемой для изготовления задви-
жек, насосов и др. Легирование 5 и 13% Сг не обеспечивает нуж-
ной стойкости к коррозии. Оптимальным материалом оказалась
сталь XI7H13M3T. Высокую стойкость показали также стали
4Х18Н25С2, Х23Н18 н 2X14HI4B2M. Удовлетворительной стой-
костью к общей коррозии обладает сталь Х18Н10Т Она применя-
лась [69] для изготовления последних труб радиантной секции ат-
мосферной части трубчатой печи, трубопроводов от печи к атмос-
ферной колонне, для откачки мазута с низа атмосферной колонны
в вакуумную печь н др. Однако более новые данные заставляют
ограничить применение этой стали нафтеновокислыми средами
вакуумного блока и других участков, где практически невозможно
попадание хлоридов в перерабатываемое сырье. Для выполнения
конструкционных элементов и для облицовки цилиндрической
части колонн выше точки введения сырья (сталь Х18Н10Т склонна,
кроме того, в этих условиях к точечной коррозии [70]), следует, в
соответствии с зарубежной практикой, применять высоколегиро-
ванную сталь X17H13M3T и другие химически стойкие стали, ме-
нее склонные к коррозионному растрескиванию в присутствии
хлоридов и к общему разъеданию под действием нафтеновых
кислот.
При переработке нефтей с высоким Содержанием нефтяных
кислот рекомендуется [75] изготовлять нижнюю часть эвапорацион-
Защита нефтеперегонного оборудования ингибиторами коррозии
107
ной н атмосферной колонн из биметалла с плакировкой из стали
типа X17H13M3T.
Сплавы на основе никеля и меди неприменимы, а высокая стой-
кость алюминия может быть использована — на сталь наносятся
алюминиевые покрытия, получаемые горячим погружением или
термодвффузиониым способом.
Проблема защиты от нафтеновокислотной коррозии путем очи-
стки сырья от нефтяных кислот еще ждет рационального решения.
На одном из заводов СССР была использована способность нафте-
новых кислот к нейтрализации с формированием водорастворимых
(но нерастворимых в углеводородах) солей щелочных и щелочно-
земельных металлов. Нефть обрабатывалась раствором извести,
после чего нафтенаты кальция удалялись с водным отстоем. Метод
не нашел практического применения, так как помимо усложнения
производственного процесса сопровождался нежелательным зане-
сением кальциевых соединений в остаточные нефтепродукты прн
перегонке.
ЗАЩИТА НЕФТЕПЕРЕГОННОГО ОБОРУДОВАНИЯ
С ПОМОЩЬЮ ИНГИБИТОРОВ КОРРОЗИИ
Выше указывалось, что для удлинения сроков службы обору-
дования процессов первичной перегонки нефти используют, в ос-
новном, следующие мероприятия: обессоливание н обезвоживание
сырой нефти, введение щелочных реагентов (нейтрализаторов) в
сырье перед перегонкой; введение аммиака в линию отвода паров
с верха атмосферной колонны; изготовление аппаратов нз корро-
зионностойких материалов.
Однако многолетний опыт показывает, что эти меры (как по-
рознь, так и в комбинациях друг с другом) далеко не всегда улуч-
шают условия эксплуатации, удлиняют сроки службы и межре-
монтных пробегов оборудования, а также снижают объем и стои-
мость ремонтно-восстановительных работ. Даже наилучшие из
разработанных процессов обессоливания не обеспечивают полного
удаления хлоридов из сырой нефти. Избежать целиком действия
остаточных хлоридов не удается при существующей практике вве-
дения щелочных реагентов в сырье из-за отсутствия должных
средств контроля и автоматизации подачи этого раствора. Хотя
добавление аммиака в конденсатор или на верх атмосферной ко-
лонны и уменьшает в некоторой степени коррозию оборудования,
однако это приводит к отложениям хлопьев твердого хлорида ам-
мония, который в безводной форме неустойчив н разлагается при
нагревании с выделением агрессивного хлористого водорода.
Кроме того, гидрат окиси аммония прн определенных условиях
(если pH дренажной воды более 8,0) "может вызвать коррозион-
ное растрескивание латуни. Наконец, подбор коррознонностойких
материалов в условиях совместного действия на металл слабых
!08
Г л. 4. Первичная переработка нефти
растворов соляной кислоты и сероводорода представляет трудную
задачу, поскольку достаточно высокую стойкость имеют здесь
только дорогие и дефицитные сплавы.
По указанным причинам в нефтеперерабатывающей промыш-
ленности, в особенности при первичной перегонке нефти [77—85],
расширяется применение ингибиторной защиты. Тормозится основ-
ная форма коррозии оборудования, участвующего в этих процес-
сах,— приближающееся к равномерному либо язвенное разъеда-
ние под действием водной фазы, содержащей HCI, хлориды и HsS-
(Ингибиторная защита от хлоридного и сероводородного растре-
скивания и каустической хрупкости пока еще не вышла из ста-
дии разработки.)
В качестве ингибиторов используются вещества, содержащие
органические соединения азота, кислорода и серы.
Ингибиторы не только тормозят (а в некоторых случаях и-
полностью прекращают) коррозию [76]—уменьшается количество
•агрязняющих нефтяные фракции и ухудшающих теплопередачу
продуктов коррозии, сокращаются расходы по очистке аппаратуры
и повышается коэффициент теплоперехода
Иа эффективность ингибиторов оказывают влияние такие фак-
торы, как физико-химический характер, фаза и состав среды; внд,
концентрация ингибитора и его растворимость в различных фазах
системы; pH среды, характер коррозии в неингнбированной среде;
температура и скорость движения среды; вид металлического ма-
териала защищаемого оборудования, его конструктивные формы и
особенности. С учетом этих факторов подбирается концентрация
ингибитора. В системе прямой перегонки она обычно меняется в ,
пределах от 3-1(Н до 30-1(Н%.
По растворимости ингибиторы, применяемые в нефтеперераба-
тывающей промышленности, можно подразделить на четыре
типа [77]:
I) растворимые в нефтепродуктах и нерастворимые в воде;
2) растворимые в нефтепродуктах, а в воде образующие эмуль-
сию;
3) растворимые в нефтепродуктах и растворимые а воде;
4) нерастворимые в нефтепродуктах и растворимые в воде.
Ингибиторы, растворимые в воде, безопасны и удобны в обра-
щении. Однако некоторыми исследователями [80] установлено пре-
имущество ингибиторов, растворимых в углеводородной фазе: при
коррозии углеродистой стали в системе углеводород — электролит
такие ингибиторы могут образовывать на поверхности металла
гидрофобную пленку, непроницаемую для электролита.
Ингибиторы обычно подают в процесс вместе с аммиаком. Ам-
миак вводится для поддержания pH в пределах 6,5—8,0, поскольку
в растворах с pH менее 5 защитное действие обычных ингибиторов
практически не достигается. На рис. 4.14 показано влияние pH
среды при вводе ингибитора на коррозию углеродистой стали [77].
Защита нефтеперегонного оборудования ингибиторами коррозии
109
Как правило, органические ингибиторы, используемые при пе-
реработке нефти, эффективны при температурах не выше 232°C.
На рис. 4.15 показана зависимость числа положительных случаев
применения ингибиторов от эксплуатационных температур. Отме
чается резкое снижение эффективности ингибиторов с повышением
температуры от 149°С. Это может объясняться ускоренной десорб-
цией ингибитора, деструкцией его молекул либо изменением свойств
пленок, образуемых на поверхности оборудования продуктами
Рис. 4.14. Зависимость ско-
рости коррозии углеродистой
стали от pH среды при вводе
ингибитора типа контол (77).
Концептрлцня ингибиторе:
J—4Л - Ю“*и; 2—9.0 •
Рис. 4.15. Зависимость количе-
ства положительных результа-
тов прн оценке эффективности
ингибиторов коррозии от рабо-
чей температуры (82]:
/—ингибиторная эящнтя; 7—нотисе
действие.
коррозии металла и окисления веществ, содержащихся в
нефти [82].
Введение ншнбитора в аппараты для переработки нефти не со-
провождается особыми сложностями [83]. Ингибитор в видё рас-
твора (см. ниже) вводится либо из сосуда, находящегося под более
высоким давлением, либо из емкости с помощью насоса, позволяю-
щего дозировать количество ингибитора соответственно произво-
дительности, условиям работы установки, характеру перерабаты-
ваемого сырья и т. д. Обычно рекомендуется [84] вводить ингиби-
тор в систему непрерывно. Подачу целесообразно осуществлять в
трубопровод, идущий от колонны к конденсатору или в зону по-
дачи орошения в колонну. Прн первоначальном введении ингиби-
тора возможна закупорка линий, так как ингибитор приводйт во
взвешенное состояние продукты коррозии, накопившиеся в аппа-
ратуре. Хотя лучшие результаты Дает непрерывная подача инги-
битора, но если это невыполнимо, допускается и периодическая
подача его по нескольку раз в сутки. Как правило, ингибитор раз-
бавляют углеводородным растворителем, например лигроином или
керосином.
ко
Гл. 4. Первичная переработка нефти
При введении органических ингибиторов совместно с аммиа-
ком [85] следует выбирать оптимальные количественные соотно-
шения между ними. Необходимо учитывать при этом наличие обо-
рудования из сплавов на основе меди. В этом случае соотношение
принимается максимальным, а величину pH дренажных вод нз
отстойника рекомендуется поддерживать не более 7 иначе воз-
можно общее разъедание конструктивных элементов из монель*
металла, коррозионное растрескивание латунных трубных пучков.
На современных установках величина pH поддерживается автома-
тически с использованием pH-метров как датчиков сигналов в
систему введения NHj.
Эффективность ингибиторов оценивается по контролю дренаж-
ных вод на содержание железа, проведением коррозионных испы-
таний образцов, непосредственным осмотром оборудования в
период остановок на ремонт, по показаниям специальных датчи-
ков (характеризующих достаточно точно близкую к равномерной
коррозию по увеличению электросопротивления ленточных или
проволочных образцов) [86—88].
Эффективность действия ингибиторов выражается либо вели
чиной защитного действия
Z — . юо
ко
либо величиной ингибиторного эффекта
где k0 — скорость коррозии в среде без ингибитора, мм/год; k\ —
скорость коррозии в среде с ингибитором, мм/год.
В табл. 4.22 приведены данные об ингибиторах, используемых
для защиты от коррозии оборудования прямой перегонки на за
рубежных нефтеперерабатывающих заводах [77—79, 81—85, 87].
Зарубежный опыт применения пленкообразующих ингибиторов
(на основе аминосоединений) показывает, что они, как правило,
используются для защиты от коррозии конденсационно-холодиль-
ного и рефлюксного оборудования атмосферных установок. При-
менение таких ингибиторов не исключает коррозии и загрязнения
высокотемпературной части оборудования.
В последнее время появились сообщения [89—91] об эффектив-
ном применении препарата кронокс С, представляющего собой
водный раствор медно-аммиачных комплексных соединений и
соды. Препарат можно приготовить непосредственно на установке:
вначале готовится водный раствор соды, в который затем добав-
ляют медно-аммиачное комплексное соединение. Дозировка пре-
парата должна производиться индивидуально для каждого типа
перерабатываемой нефти Количество соды определяется содержа-
нием хлоридов в нефти. Препарат вводится в нефть перед пере-
Защита нефтеперегонного оборудования ингибиторами коррозии 111
Сведения об ингибиторах, применяемых не мрубежиыт нефтеперерабатывающих заводах
В
i
<2
<3
Ххмаческхй состаа кагабитора оо даашм 171. 73-К, 87) уетааоаят* ае удалое*.
112
Гл. 4. Первичная переработка нефти
гонкой. Высказано предположение, что функционирование препа-
рата основано на химическом соединении агрессивных агентов
(хлоридов, сернистых соединений, кислорода, нафтеновых кислот)
с составляющими препарата в нерастворимые (в углеводородах и
в воде) продукты
В работах [21 89—91] отмечается, что начиная с точки введе-
ния препарата кронокс С по всей системе атмосферной и вакуум-
ной перегонки значительно снижается коррозия и предотвращает-^
Таблица 4S3
Сведение об ингибиторах, предложенных для впедрения
на нефтеперерабатывающих заводах СССР
Ингибитор Способ волучецял к жспяуатацн овные двияыс Литера туре
Катапин Хлористый л-алкнлбензнлпирндн- нн й |СН,(СН,)пСН,СеН,СН2МСтН6ГСГ где л — для катапина А в среднем равно от 8 до 10. для каталина К — от 4 до 6 КПИ-1 Хлористый М-(н-децнл)-3-оксипи- рнднинй [НОС4Н4Ь1С|0Н21]*СГ — 1.002; tBn — 60.7-812 *C: рас- творим в HCl, HsSO4 без разложе- ния и образования смолоподобных продуктов ИКБ-2 1-(2'-оксиэтил)-2-алкнлимидазолин, где алкнл — C9IHU и выше Изготовляется хлорирова- нием синтетического алкилбен- зола (катапин А) или естест- венных ароматических углево- дородов с алкильной цепью, содержащихся в керосиновой фракции нефти, с последую- щей конденсацией с пиридн- йом при повышенных темпе- ратурах (катапин К)- Рекомен- дуется для защиты некоторых видов аппаратуры и оборудо- вания нефтяных скважин от сероводородной коррозии. 2^90%. Отличается высокой адсорб- ционной способностью на гра- нице металл — водный раствор кислоты и ведет себя в этих условиях как поверхностно- активное вещество катионного типа. Ингибитор коррозии стали в условиях разведки, добычи и переработки серни- стых нефтей Ингибитор коррозии черных металлов в нефти Вводится в концентрации 0.001—0.0005% на поток бензина в конденса- ционной аппаратуре. Z — 9Б— 98% Ингибитор коррозии черных металлов в нефти. Приме- няется совместно с аммиаком в концентрации 0.005% для защиты конденсационно-холо- дильной аппаратуры. При этой концентрации Z—85—90% 92. 93 94 21. 95
ИКБ-1 (иа базе азотистых соеди- нений нефти) 21. 97
Защита нефтеперегонно « оборудования ингибиторами хоррота
113
уменьшается
Рнс. 4.16. Зависимость
козффицнеь-а торможе-
ния и 'ррозин у для Ст. 3
от концентрации рас-
Taipoi НС', ингибиро-
ванных каталином К [99]:
/. i—рестворы вез IkS;
3. 4— с Н^. I. 3 — 30 «С;
г. 4—п*с.
ся загрязнение. Благодаря этому обеспечивается увеличение меж-
ремонтных пробегов атмосферных н вакуумных установок, сокра
щаются объемы ремонтных работ, а в некоторых случаях может
быть исключена необходимость применения дорогостоящих и де-
фицитных конструкционных материалов и пленкообразующих ин-
гибиторов. Тарелки колонн длительное время остаются чистыми
сохраняя свою гогоноразделнтельную способность;
колнчесп о отложений в секции предвари-
тельного нагрева нефти, в трубах сырьевой
печи, ректификационных и вакуумных ко-
лоннах, теплообменниках. Авторы препара-
та крэнокс С сообщают [89], что качество
боковых чогонов не только не ухудшается,
но даже улучшается в результате уменьше-
ния содержания в них кислот и металлов.
Нелетучие и нерастворимые продукты, об-
разующиеся при взаимодействии с кронок-
сом С, переходят в остаток перегонки, од-
нако при этом качество остатка не ухуд-
шается, так как в нем отсутствуют продук-
ты коррозии. Зольность остатка не увели-
чивается.
Для ьгедрення в отечественной промыш-
ленности предлагались три ингибитора
коррозии: ИКБ-1 (ингибитор коррозии
БашНИИ НП №1), ИКБ-2 (ингибитор кор-
розии БашНИИ НП № 2) и катапин К.
Краткая характеристика ингибиторов при-
ведена в табл. 4.23. Ниже приводятся данные лабораторных иссле-
дований ингибиторов применительно к условиям охлаждения про-
дукта, уходящего с верха атмосферной колонны н содержащего вод-
ную фазу с растворенными в ней хлористым водородом и сероводо-
родом Ингибирующее действие проверялось на образцах стали
Ст. 3, монель-металла НМЖМц 28-2,5 1,5 и латуни ЛО 70-1 —основ-
ных материалов для изготовления трубчатых пучков конденсаторов
и хол дольников при первичной переработке нефти.
Водорастворимый ингибитор катапин К эффективно замедляет
коррозию углеродистой стали в слабых растворах соляной кислоты
(рис. 4.16 н табл. 4.24). Эффективность ингибитора растет с кон-
центрацией кислоты н введением сероводорода. Такой эффект
объясняется приобретением поверхностью металла в результате
химической адсорбции ионов HS- более отрицательного заряда [98],
за счет чего облегчается адсорбция ингибиторов катионного типа,
к которым относится катапин К.
Скорость коррозии латуни и монель-металла в присутствии ка-
тапина изменяется незначительно, а в некоторых случаях несколько
усиливается [99].
114
Гл. 4. Первичная переработка нефти
Таблица 424
Защитное действие ингибиторов ИКБ-1, ИКБ-2 в каталина К
при коррозвв стала Ст. 3 в двухфазных средах *
Концентрация ингибиторов 0.005ч в расчете на водную фазу.
Сред® Ингибитор В отсутствяе HjS Прн насыщении HjS
компояеяты pH рас- твора Скорость корроэкг. Мм/год Защитное действие. К Скорость коррозии, мм/год Защитно* действие. К
Бензин 4- вод- 2 Без ингибитора 0,30 —— 5.44
ный раствор ИКБ-1 0.28 6.7 1.95 64
НС1 (3: I) ИКБ-2 0.22 26 0.77 86
Каталин К 0.26 13 1.29 76
Бензин 4- вод- 3 Без ингибитора 0.15 — 2.96
ный раствор ИКБ-1 0.28 Нет 1.79 38
НС1 (3:1) ИКБ-2 0.10 33 0.19 93
Катапнн К 0.19 Нет 0.81 72
Бензин -f- вод- 4 Без ингибитора 0.16 — 2.26 —
ный раствор ИКБ-2 0.17 Нет 0,19 91
НО (3:1) Катапнн К 0.20 » 0.46 79
♦ Испытания проведены Л- Г. Борис »оП и яр. ао ВНИИНефтемашв.
Каталин К обеспечивает значительное снижение коррозии уг-
леродистой стали в водной фазе (защитное действие 92—93%).
Эффект замедления в двухфазной системе несколько ниже (окаю
80%), что объясняется, видимо, недостаточной концентрацией ин-
1 нбнтора в тонком водном слое и затрудненностью подведения
ингибитора через этот слой к корродирующей поверхности.
Растворимые в углеводороде ингибиторы ИКБ-1 и ИКБ-2 так*
же показали значительный защитный эффект по отношению к углф,
родистой стали (табл. 4.24 и 4 25). В двухфазной системе углеводов
род — водный раствор ингибитор ИКБ-2 проявил более высокие;
защитные свойства, чем ингибитор ИКБ-1.
Таблица 4.22
Защитное действие ингибитора ИКБ-2 при коррозии стали Ст. 3
в однофазных средах *
Среда Концем- Греция ингк* бктора мг/л эо°с ГО °C
Скорость хоррожхк. мм/год Защитное действие К Скорость KOPPO8RH. мм/год Зв шитво® действие. М «7
0.01 н. раствор HCI (pH «• 2) 0 5.19 6.48
100 0.41 95 0.55 97
400 0.40 96 0.50
Дистиллированная вода, на- 0 2.76 2.42
сыщенная H2S (pH ~ 4.5) 100 0.50 78 0.24 90
400 0.10 96 0.13 94
* Испытания проведены Л* Г. Борисовой к ВИИИНе^темвсир»
Защита нефтеперегонного оборудования ингибиторами коррозии
115
Таблица 4.26
Защитное действие ингибитора КПИ 1 прн коррозии стели Ст. 3
в водной среде*
Концен- трация раствора HCI. г-экв/л Комцев- трзцмя ингиби- тора, мг/л В отсутствие HjS При насыщении HiS
30 °C 30 °C WC
1 Скорость коррозия мм/год О • ai "S* Скорость коррозии. ММ/ год Защитное деЙстаяв к Скорость коррозии Мм/ГОД Зяшиткос 1 деВстяие. X Скорость I коррозия, мм/гоД Защитное действие. н
0.1 0 8.18 40,64 35.98 50.80
300 1.25 84 1.36 97 0.18 99 1.34 95
0.01 0 220 — 4.74 — 4.30 = 7.21 —
300 0.30 86 0.90 81 0.24 94 0.26 96
0.001 0 0.33- — 0.63 —. 1.22 — 1.57 —
300 0.33 Нет 0.45 28 0.12 91 0.19 87
• Испытания проасдеиы Л. Г. Борнсомой и др.
•о ВНИИНеФт«мзи>«.
В табл. 4.26 приведены данные об ингибирующих свойствах во-
дорастворимого ингибитора КПИ-1. Этот ингибитор вызывает зна-
чительное замедление корро-
зии углеродистой стали в сла-
бых растворах соляной кисло-
ты (pH 2) В растворах с
pH « 3 не наблюдается значи-
тельного снижения коррозии.
Но в растворах, содержащих
сероводород, защитное дейст-
вие ингибитора КПИ-1 усили-
вается до 88—99%. По своему
действию ингибитор КПИ-1
аналогичен каталину
Ингибиторы катапнн К,
ИКБ-1 и ИКБ-2 прошли про-
мышленные испытания на не-
скольких установках, перера-
батывающих высокосерннстые
агрессивные нефти [21]. Конт-
роль За эффективностью инги-
биторов производился на осно-
вании определения содержа-
ния железа в дренажной воде
Рнс. 4.17. Схема промышленных испы-
таний ингибитора ИКБ-1 (21]:
/ — атмосфер иля колой на: 2—конденсатор-
холоднлышк; 3 — бачки с аммиачной водой:
емкость с раствором кигабнтора: 5—до
ямровочний васос; 6—зонд с коитрольимми
образцами.
газосепаратора и скорости коррозии контрольных образцов ме-
талла, помещенных в конденсационно-холодильную систему, а
также на основании наблюдений за состоянием оборудования. На
рнс. 4 17 приведена схема промышленного испытания ингибитора
116 Гл. 4. Первичная переработка нефти
Таблица 42 Результаты промышленных вспытаняй явгмбгтора ИКБ-1 [961
За вед Усте- моака Ингибитор Добавка (а К) • рас- чете иа беиэки Скорость коррозии стали Ст. 3. мм/год Загцку* пИ ;
аммиака нити- бнторз
Ишимбаевскнй НПЗ Уфимский НПЗ им. XXII съезда КПСС АТ-2 А ВТ-4 Без ингибитора ИКБ-1 + ам- миак Без ингибитора Аммиак ИКБ-1 ИКБ-1 + ам- миак 0.0 0.005 0.0 0.005 0.0 0.005 .0.0 0.005 0.0 0.0 0.005 0Л05 0.515 0.06 -0.006 2.65 1.49-1.05 1.27-1.04 0.089-0.037 j 88-8М 14-66Й 97-9М
Ряс. 4.18. Схема промышленных испыта-
ний ингибиторов ИКБ-2 и катапииа (96):
Г—ректификационная колонка; 1—коядовсатор-
холодильник; 3—гаэосемратор; 4—«мкость с рас-
твором ингибитора; 5—дозировочный насос;
6— место ввода ингибитора; 7—аомД с контроль-
ными образцами; Я—отбор кондвлеяцкоямой воды.
Промышленные испытания ингибитора ИКБ-1 (табл 4.27), про-
веденные на Уфимском нефтеперерабатывающем заводе имени
XXII съезда КПСС и Ишнмбаевском НПЗ, показали, что введен*^
одного аммиака (при поддержании 7,0 pH 8,5 в дренажноЦ
воде) приводит к снижений
коррозии углеродистой cTdh
ли на 44—60%. Такая ж
степень защиты была
стигнута при подаче одной
ингибитора ИКБ-1 в колнч<
стве 0,005% на поток бен
на. При совместном вв
иий аммиака и ингибитор!
ИКВ-1 (по 0,005% каждой
на поток бензина) скорости
коррозии углеродистой ста-
ли снижается на 88—99%<!
что свидетельствует о достав
точно высокой эффективной
сти этой меры. Расход ингйЛ
бнтора и аммиака при указанной подаче (отбор бензина 8—10%Л
от нефти, кратность орошения 2) составляет 12—15 т на 1 млн. г-
перерабатываемой нефти [96]. ,
При испытаниях ингибитора ИКБ-2 последний вводился в сиУ
сгему (рис. 4.18) в виде раствора с концентрацией от 1,5 до 3,0%.
Раствор готовился в специальной емкости разжижением постав-
ляемой 50% ной пасты ингибитора ИКБ-2 водяным паром и после-,
дующим разбавлением водой. Ингибитор вводился в конденсацнои-
но-холодильную систему в количествах 0,0005—0,0010% на поток
бензина. В период испытания ингибитора ИКБ-2 иа установке пе-
рерабатывалась арланская нефть в смеси с ловушечной (содержа-
Защита нефтеперегонного оборудования ингибиторами корразии It?
Таблица 4.28
Результаты промышленных жепытаинй ннгнбиторя ИКБ-2 [96]
Продолжи гелькость нспытавкя. ч Подан ИКВ-2, К Скорость коррозии стала, мм/год Защитный аффект, к Средине данные анализов конденсационной воды
pH Fe’+, мг/л
70 Без ингибитора 0.9 5.7 200
48 То же 0.9 — 6.7 150
72 0.0005 0.13 85 5.6 5.3
72 0.0005 0.11 87 6.7 Отсутствует
72 <- 0.0010 0.025 97 6.2 »
168 - 0.0010 0.047 95 60 »
168 0.0010 0,019 97 6.3 >
168 0.0010 0.016 98 7.0 >
ние солей сосгавляло от 36 до 41 мг/л). Результаты испытаний
ингибитора (табл 4.28) показывают, что при подаче ИКБ-2 в ко-
личестве 0,0005% защитное действие по отношению к углеродистой
стали составило 87,4%, а при уве-
личении подачи ИКБ-2 до
0,0010% защитное действие повы-
шается до 95—98%. Расход инги-
битора ИКБ-2 составляет 3 т на
1 млн. т перерабатываемой неф-
ти [96].
Промышленные испытания ка-
талина К были проведены на ус-
тановках прямой перегонки (АТ)
и атмосферно-вакуумных уста-
новках (АВТ) [96]. На этих уста-
новках перерабатывались нефти
с различным содержанием солей
(табл. 4.29). Прн подаче катали-
на в количестве 0,001% иа поток
бензина достигается защита от
коррозии для углеродистой стали
82—99%. Расход каталина К со-
ставил -3 т на 1 млн. т перераба-
Аммиск
Рис. 4.19. Схема ввода ингибитора
и аммиака на установке прямой пере-
гонки нефти [961.
/“атмосферная колонеа; 2—конденсатор-
холодильник; 4—газосгпвратор; 4—насос-
тываемой нефти.
Рассмотренные выше ингиби-
торы ИКБ-1, ИКБ-2 ri каталин
К — азотистые соединения. Поэтому особое внимание должно
уделяться влиянию этих веществ на качество продуктов пря-
мой перегонки, служащих сырьем для каталитических процессов
Катализаторы в этих процессах очень чувствительны к основным
118
Гл. 4 Первичная переработка нефти
Результаты промытплелпых испытаний иигибиторя катапппа К [96|
Средние данные анализов дренаж* мой поды из сепаратора X с инги- битором о t\ с*5 о и> те eq <© сч tq V? СО <D Ю VljdcD’rvSr»,
без ингиби- тора 6,0 6.0 6,0 6.0 6,0 6.0 6.0 6.0 6.0 6.0
|Fe’+l. хг/л с инги- биторам 26 12 33 200 93 III 100 120 6
беа насп- ех тор. Ю »£> ip Q О О О о О й К « 8 S S 8 8 S §
Защит- . яый * 65 95 95 91 62 91 87 91 98 98
коррозии, ГОД С ДОблл* кой инги- битора 0.19 0.027 0.024 0.046 0.80 0.21 0.33 0.22 0.30 0.027
с о <3 3? я без ингиби- тора 0.55 0.55 0,55 0.55 2.6 2.6 2,6 2.6 2.6 2.6
Концен- трация ингиби- тора. * 0.0005 0.0005 0.0010 0.0020 0.0005 0.0005 0.0005 0.0010 0.0010 0.0010
V X ж J <3 и "v солей, мг/л 117 163 85 95 34 41 29 34 29 зо
серы, % —I сч — —; о о о о о cj со со СО <*> С*> СО СО СО €*> со
Нефть Арианская с добавкой 10% клав- липской ,и байруганов- ской Арланскяя с добавкой бугульмин- ской
Завод я установки Ишимбаевскнй НПЗ (АТ-2) Уфимский НПЗ нм. XXII съезда КПСС (АВТ-4)
Коррозия высокотемпературного оборудования
110
азотистым соединениям. Исследованиями, проведенными БашНИЙ
НП (96), показано незначительное увеличение азота в продукте
(бензине) за счет азота ингибитора ИКБ-2.
На рис. 4.19 показана схема введения ингибитора и аммиака
в оборудование установки первичной перегонки. Ввод ингибитора
обычно, как уже указывалось выше, осуществляется непрерывно
в трубопровод для паров, уходящих с верха атмосферной колонны.
Место ввода выбирается возможно ближе к колонне на горизон-
тальном участке трубопровода. Для подачи ингибитора исполь-
зуются малопроизводительные нагнетательные поршневые насосы.
Поскольку ингибитор растворим в нефтепродукте, достигается рав-
номерное распределение его в потоке продукта, что обеспечивает
должную защиту оборудования от коррозии. Часть ингибитора бу-
дет возвращаться в колонну вместе с орошением: это обеспечит
защиту верхней части колонны
Для эффективного действия ингибитора очень важно поддержи-
вать оптимальное значение pH водной фазы продукта. Эта вели-
чина pH устанавливается в зависимости от металла оборудования
и свойств применяемого ингибитора.
Количество подаваемого ингибитора определяется качеством
нефти, производительностью установки, содержанием в нефти воды,
содержанием хлоридов в перерабатываемом сырье, степенью за-
щелачивания, эффективностью нКгибнтора в конкретных условиях
технологического процесса и др На практике необходимо подбн
рать оптимальное соотношение щелочных реагентов, аммиака и
ингибитора.
КОРРОЗИЯ ВЫСОКОТЕМПЕРАТУРНОГО ОБОРУДОВАНИЯ
Наиболее сильно нагреваемые элементы атмосферно-вакуумных
установок первичной переработки нефти — трубчатые змеевики пе-
чей—чаще другого оборудования бывают поражены сероводород-
ной коррозией. В результате наружного обогрева температура сте-
нок труб выше температуры нагреваемого потока, что ускоряет кор-
розию. Кроме того, сырье имеет максимальную температуру как раз
в печах, находящихся впереди других аппаратов в технологической
цепочке атмосферного блока. Скорость коррозии углеродистой ста-
ли находится в монотонной зависимости от температуры. Если в
цепочке имеются две печи, расположенные последовательно (на-
пример, печь атмосферного блока и печь вакуумного блока), то на
змеевиках вакуумного блока коррозия наблюдается только в тех
частях, температура которых становится выше максимальной тем-
пературы змеевиковых труб печи атмосферного блока (происходит
дополнительное образование HaS).
Абсолютные величины коррозионных поражений печных змееви-
ков могут быть прогнозированы по количественной зависимости
выделения сероводорода нз конкретной перерабатываемой нефти.
Для этого на координатную сетку «количество сероводорода,
Гл 4. Первичная переработка нефти
120
-------------------------------------------------------------------------(
выделяемого нз нефти, — температура» наносят кривые, отвечу
щие нефтям, для которых характерно максимальное н минимально
выделение H2S. Для таких нефтей определяют потерн углеродисто!
стали от коррозии, н иа графике строят соответствующие нзоко^
1,78
1,52
1,27
t>0
0,003
1
0,51
3
0,002
X
0,001
0,
Рис. 4.2а
скорости
змеевиков
стали прн
из месторождения Мидузй-
Сансеи, Калифорния, “
(кривая /) на основании дан-
ных об агрессивности нефтей
из Аравийского месторожде-
ния. 1,7%5 (кривая 2) и место-
рождения Кеттльмэн. Кали-
форния, 0,3%-S (кривая 3' [ 100].
Цифры ня кривой /—скорость жор-
ром к. мм/год.
2S0 300 350
Ьсырм^С
Прогнозирование
коррозии печных
из углеродистой
переработке нефти
графике строят соответствующие нзокой
рознонные кривые. На основании га
вестной кривой «% HjS — температ^
ра» можно предсказывать скорости
коррозии в конкретной намеченной i
переработке нефти (рис. 4.20).
Умеренные коррозионные разруцй
ния змеевиков связаны с тем, что !
печах атмосферного блока темпера?)
ра нагреваемого продукта не лревМ
шает 380 °C н стенок — 480 °C, а в
чах вакуумного блока, — соответствен
ио, 420 н 520 °C.
Для атмосферной колонны xapaw
тер и величина коррозионного разр/
шения меняются по температурным зо
нам, а также в зависимости от пер рад
багываемой нефти (по содержаний
серы итермостабнльности) (рнс. 4.21)$
В верхней части колонны разъеданий
сильнее, оно приобретает электрохйк
мический характер н усиливается нз sq
присутствия НС1. Прн этом колнчеа
ство выделяющегося из перерабатЫЧ
ваемой нефти сероводорода, судя
характеру кривых на рис. 4 21, такАв
имеет определяющее влияние на сгв
рость коррозии.
Ниже тарелки, отвечающей темпе4»
р ату ре кипения водной фазы, коррозии}
снова приобретает химический харажи
тер н протекает с малой скоростькЙ
По мере перемещения к низу атморЗ
ферной колонны (по направлению ж
подогревателю) температура становится выше максимальной тему
пературы печи, начинается дополнительное выделение H2S и к
розня резко усиливается.
В вакуумной колонне разъедание пропорционально количестве
выделяющегося сероводорода при данной температуре (рнс. 4.22Й
В отпарной колонне возможно увеличение агрессивности средж
без соответствующего повышения температуры: барботаж водяного'
пара через нефтепродукт ускоряет разложение сернистых соедине-,
ний с образованием H2S (за счет улучшений условий контакта
взаимодействующих фаз).
1.3% S
Коррозия высокотемпературного оборудования
121
Сероводородная высокотемпературная коррозия колонн, равно
как н трубопроводов, арматуры и насосов на установках первич-
ной переработки нефти, не носит очень разрушительного характера.
Разъедания углеродистой стали
имеют специфический характер мел- »
кнх широких язв, переходящих од-
на в другую. Такое разрушение с
достаточной точностью может быть
охарактеризовано средними потеря-
ми веса (массы). Это, в частности,
доказывается тем, что результаты
оценки коррозии внутри аппаратов
при помощи датчиков с элементом
электрического сопротивления (ре-
знстометрическне зонды) имеют хо-
рошую корреляцию с результатами
весовых определений [100]. Надо
иметь в виду, что в обоих случаях
правильно регистрируется только
равномерная или близкая к равно-
мерной форма коррозии.
Результаты промышленных ис-
пытаний в СССР и за рубежом
Рис 4.21. Зависимость скоростей
коррозии от температурвых зон
в атмосферной колонне установки
первичной переработки нефти и
от термостабильности нефти Н
количества выделяемого HsS [100].
I—Аравийское месторождеиав (> 0,01м
Н»Я; г—М«ду»й-С1«с*п ЛУЮ4К
3—Кеттлыик KO.WlxHjS).
показали, что высокотемпературная сероводородная коррозия на
установках первичной перегонки нефти не вызывает столь серьез-
ных разрушений оборудования, как
в процессах деструктивной перера-
ботки (см. гл. 5).
Коррозионная активность сырой
нефти обусловлена присутствием не
только HaS, но и элементарной
серы, меркаптанов н других серни-
стых соединений [101—103]. Количе-
ственные характеристики агрессив-
ности сырой сернистой нефти по
0,00*----------J
0 0,002 0,004
Выделение HzS,6ec.%
Рис. 4.22. Зависимость скорости
коррозии стенок вакуумной ко-
лонны от агрессивности перера-
батываемого сырья (мазута) [ 102].
отношению к различным сталям
представлены на рис. 4.23. Автор
работы [101] объясняет снижение
коррозии после максимума защит-
ным действием отложений иа по-
верхности металла.
Химические процессы удаления
серы включают очистку не только
промежуточных н товарных продуктов [104, 105]. ио и сырья. Од-
нако способ нейтрализации едким натром не всегда рационален:
щелочь не регенерируется, а горячие концентрированные щелоч-
ные, растворы могут, как говорилось выше, вызывать каустическую
122
Гл. 4. Первичная переработка нефти
«,°С
Рис. 4.23. Примерные ско-
рости коррозии сталей в
< ырой нефти, содержащей
1,б4 s (IOIJ:
1 — углеродистая столь; 3—ixCr,
OfKMo: 3—7х Ст. ол* Мо;
4-Эх Ct. 1Я Мо;5- 18жСг. 8м NI.
хрупкость оборудования н создавать стойкие эмульсии нефть —
вода. Обработка известковым молоком, сопровождающая^
выпадением малорастворимого CaS, протекает медленно, i
потому требует значительных количеств реагента, присутствие ко
торого портит мазут. Применение аммиака для очистки нефти J
серы неэффективно, так как сульфиды аммония легко разлагают^
при нагревании 1105]. Обессеривание нефтей, в отличие от нефте
продуктов, почти никогда не прим;
няется. При нейтрализации (каустнко»
известковых, молоком, аммиаком) не<
трализуюшнй агент следует вводить ш
вторно в точках, предшествующих мест
локализованного разъедания, возникшег
вследствие разложения ранее образовав
шихся Na2S, CaS нлн (NH4)jS [106]. П
всем этим причинам в промышленност
сталкиваются с необходимостью перер.а
ботки высокосернистой нефти без предва
рительиой глубокой очистки ее от серн*
стых соединений.
На западноканадских установках nef
внцион переработки сернистых (0,2-
3,0% S) нефтей применялись печныез»
евикн из углеродистой стали. Это сопр,
вождалось значительными потерями о
коррозии — до 16 мм/год на участках
температурой до 316°C. Переход на стал
типа Х5М снизил скорость коррозии t
0,4 мм/год, зато при повышении темпа
ратуры до 371 ’С коррозия возрастал!
до 1,6 мм/год. Эффективная работа печей была достигнут!
благодаря переходу на трубы нз стали с более высоким леги*
рованием хромом (8—14% Сг). Ннжние секции атмосферной и
вакуумной колонн подвергались разъеданию главным образом не*
равномерного характера. Необлнцованные корпуса вакуумных ВД-
лонн разрушались со средней скоростью 3,2 мм/год. Трубопровод)!
между печами н колоннами из углеродистой стали также ра^ч
рушались неравномерной коррозией со средней скоростью
1,6 мм/год. Эффективным оказался переход на трубы нз стаде
Х5М. Разрушения элементов тарелок в нижней части атмосфернОр
н вакуумной колонн вызвали необходимость перейти на примени
ние стали с И —13% Сг [107].
В заключение следует отметить, что для защиты металлов о|
высокотемпературной сернистой коррозии применяемые в промыш-
ленности ингибиторы коррозии неэффективны, они служат только
для торможения электрохимической коррозии в низкотемператур-
ной части установки первичной переработки сернистой нефти Из-
Материалы для оборудования первичной переработки нефти
123
вестные мероприятия по обессоливанию, обезвоживанию и защела-
чиванию нефтей также не создают защиты от высокотемператур-
ной сернистой коррозии на атмосферно-вакуумных, вакуумных и
атмосферных установках.
РЕКОМЕНДУЕМЫЕ МАТЕРИАЛЫ ДЛЯ ОБОРУДОВАНИЯ
ПЕРВИЧНОЙ переработки нефти
Ниже приводятся рекомендации по материальному оформлению
основных аппаратов типовой установки для первичной перегонки
нефти, основанной на принципе двукратного испарения. Состав-
лены они с учетом понижающих коррозионную активность рабочих
Рис. 4.24. Схема типовой атмосферной установки АТ [108].
/, г—теплообменники: Э-=лсгмарзтор; 4—1 ректкфнклцнокнэя колонна; 5— печи 4Г—П рек-
тификационная колонна; 7—отпарная колонна; 9. 11— конлексаторы-хояоднльиякн; 9 —гаэо*
сепараторы; 1G—выщелачяаающке колонны; /2—отстойники; .12—инжекторы-
сред оптимальных процессов обезвоживания, обессоливания н за-
щелачивания нефти, осуществляемых в этой установке. При этом
светлые нефтепродукты (бензин, керосин, дизельное топливо) полу-
чают при атмосферном давлении (на установке АТ). Тяжелый оста-
ток (мазут) подвергается высокотемпературной разгонке на обо-
рудовании, работающем в условиях разрежения, — установке ВТ.
Эти установки могут эксплуатироваться как раздельно, так и в
комбинации друг с другом — атмосферно-вакуумные установки
АВТ. В установках ВТ отмечается в основном высокотемператур-
ная сероводородная коррозия. Здесь же рассматриваются вопросы
выбора материалов для установки АТ (рис. 4.24).
По технологической схеме установки АТ нефть, подаваемая на-
сосом, подогревается в первой группе теплообменников 1 и, отде-
124
Гл. 4. Первичная переработка нефти
------------------------------------------------------------।
ленная от воды н грязи в водогрязеотделнтеле 3, проходит группдЗ
теплообменников 2. После этого нефть подается в I (эвапорацнот
ную) ректификационную колонну 4, где из нее отбирается Сензни
Отбензиненная нефть насосом прокачивается через печь 5 во II
(атмосферную) ректификационную колонну 6, где она разделяется
на целевые фракции: бензин, керосин, дизельное топливо, мазуй
Головные продукты колонн 4 и 6 после конденсации и охлаждений
в конденсаторах 8 поступают в газоводосепараторы 9, а затем иду*
на защелачивание (для удаления сероводорода н меркаптановМ
через инжекторы 13 в колонны 10. Защелоченный бензин и лнгоона
дополнительно охлаждаются в водяных холодильниках 11. ГазойлЯ
и керосин из отпарной колонны 7, пройдя группу теплообменников
для нагрева сырья /, направляются через отстойники 12 в товару
ный парк. Мазут с низа колонны 6, пройдя группу теплообменник
ков 2. где он нагревает сырую нефть, направляется через водяной
холодильник 11 в парк или на вакуумную установку для разгонки
.мазута. ?
Ректификационные колонны 4 н 6 изготавливаются (для ycraji'
новок большой производительности) из следующих материалов
Верхние тарелки (на которых температура может становиться?-
ниже точки росы) выполняются из монель-металла, верхнее днище;
н примыкающая к нему часть- корпуса в указанной зоне темпераи
тур — из биметалла с плакировкой монелем НМЖМц 28-2, 5
остальная часть корпуса — из биметалла с плакировкой сталыб-
0X13. Основной металл в этих случаях-—углеродистая сталь лнб<Я
низколегированная сталь 16ГС или 09Г2С — в зависимости от темД
пературных (климатических) условий и технико-экономический
факторов (оптимальное решение должно учитывать повышеннузсй
прочность хладостойких сталей 16ГС и 09Г2С и более низкую стой*]
мость углеродистых сталей). Полотнища и клапаны ректификацио®
ных тарелок этой части колонны изготовляются из стали 0X13. Прж]
переработке нефтей с высоким содержанием нафтеновых кислот'
плакировка и тарелки выполняются из стали типа X17H13M3 (75).
Для установок небольшой производительности, а также в слуг)
чае применения ингибиторов коррозии колонны изготовляют й9.
углеродистых сталей с прибавкой толщины стенок на коррозий
4—6 мм
Отпарная колонна 7 (где прн 250—360°C под действием ннжех<
торного пара происходит дополнительное разложение сернистый
соединений с образованием сероводорода) выполняется целиком?
нз биметалла с плакирующим слоем из стали 0X13 и тарелкамйД
из стали 0X13.
Сырьевые теплообменники /, 2 кожухотрубчатого типа тгото&$
ляются с корпусами из углеродистой (или низколегированны»-^
16ГС, 09Г2С) марок сталей с прибавкой на коррозию 3 мм. Труб-iJ
ный пучок выполняется с решетками из стали Х5М-У, а тонкостен-
ные (2,0—2,5 мм) трубы —из стали Х8. Переход (по необходимо-
Материалы для оборудования первичной переработки нефти
125
стн) на трубы из стали Х5М сопровождается примерно двукрат-
ным сокращением срока службы трубного пучка.
Головные кожухотрубчатые конденсаторы-холодильники 8 изго-
товляются с корпусом нз биметалла углеродистая сталь + монель-
металл и трубными пучками нз латуни ЛОМш 70-1-0,06 (или, в
зависимости от состава и скорости движения охлаждающей воды,
ЛАМш 77 1-0,06 — см. гл. 9). Холодильники 11 выполняются с
трубными пучками нз латуней, но с кожухом нз углеродистой
стали. Соображения экономического порядка во многих случаях
позволяют изготовлять холодильники (особенно концевые) с труб-
ными пучками из углеродистой стали. Такне аппараты могут ра-
ботать прн замене трубных пучков каждые 1—2 года (при исполь-
зовании для охлаждения обычной оборотной воды).
Сепараторы 9 выполняются из углеродистой стали и защища-
ются армированным торкрет-бетонным покрытием^ЮЭ).
Выщелачивающие колонны 10 и инжекторы 13 изготовляются
нз углеродистой стали с прибавкой иа коррозию 3—4 мм
В трубчатой печи 5 трубы конвекционной зоны выполняются
нз углеродистой стали, а радиантной секции (где температура при-
мерно на 50° выше) —нз стали Х5М-
Отстойникн 12 изготовляются из углеродистых сталей с припу- .
ском на коррозию 3—4 мм.
Шлемовые трубы (передаточные трубопроводы от предвари-
тельного эвапоратора 4 и атмосферной колонны 6 к соответствую-
щим конденсаторам-холодильникам отгона) делают из углероди-
стой стали с большой прибавкой на коррозию: значительная тол-
щина стенок этих труб (II—12 мм) позволяет обеспечить срок
службы не менее 5 лет.
Трансферные линии выполняются на участках от печей к Колон-
нам нз корроэнонностойкой в сероводородсодержащих горячих
газах стали Х5М. а на других участках—нз углеродистой стали.
Основные элементы проточной части насосного оборудования
изготовляются из углеродистой стали (табл. 4.30). Для увеличения
надежности работы установок рекомендуется для подачн высоко-
температурных потоков (отбензиненная нефть, горячая струя, вы-
сокотемпературные фракции) применять насосы с элементами про-
точной части нз хромистых сталей.
При дополнении установки АТ вакуумным блоком бензин из
эвапорационной колонны поступает в специальную колонну-стаби-
лизатор, где отделяется от летучих углеводородных соединений (а
вместе с ними от HjS и других агрессивных ларов). Работающая
прн давлениях до 16 ат н температуре около 200 °C колоина-ста-
бнлизатор выполняется из углеродистых и низколегированных ста-
лей с прибавкой на коррозию 6 мы.
Вакуумная колонна (остаточное давление 40 мм рт. ст. и тем-
пература до 420 °C) выполняется из биметалла с обкладкой из
стали 0X13, тарелки — из стали 0X13.
126
Гл. 4. Первичная переработка нефти
Рекомендуемые материалы для центробежных нефтяных насосов (НО]
Литература
127
Колонны вторичной перегонки стабилизированного бензина ра-
ботают при избыточном давлении 6 ат н относительно более низких
температурах (ие выше 200°С). Онн перерабатывают сырье, уже
подвергнутое на предшествующих стадиях нагреву, сопровождаю-
щемуся выделением H2S. Эти колонны изготовляются из углеро-
дистых или низколегированных сталей с прибавкой на коррозию
к расчетной толщине стенок 3 мм. Тарелки изготовляются из уг-
леродистых сталей.
Кипятильники отпарной колонны и колонн вторичной перегонки
подвергаются воздействию либо неагрессивных продуктов (цирку-
лирующая флегма вторичного блока), либо сред с относительно
невысокой температурой. Поэтому они могут выполняться с труб-
ными пучками нз углеродистых сталей. Применение труб нз сред-
нелегнрованных сталей (Х5М,- Х8) может вызываться требова-
ниями теплостойкости металла при работе высокотемпературных
кипятильников.
Для изготовления трубопровода, подающего особо агрессивный
(по сероводороду) мазут с температурой 420°C из вакуумной печн
в вакуумную колонну, применяется биметалл с плакировкой из
стали 0X13.
В пусковой период (когда возможны отклонения от техноло-
гии) во время остановок н пропаривания аппаратуры на колонны
н другое оборудование АВТ могут воздействовать горячие водные
растворы хлоридов. По этой причине не рекомендуется заменять
сталь 0X13 (в конструктивных элементах и в виде плакирующего
слоя) на аустенитную сталь 0Х18НЮТ, которая подвержена хло-
ридному растрескиванию в указанных условиях.
ЛИТЕРАТУРА
1. В. А. Л я лии, А. В. Шрейдер, Э. М. Гутман, Защита металлов, № 4
(1972).
2. 3 В. Sa rd is со. W. В. Wright, Corr., 18, № 3, 119 (1962).
3. J В. S a г d i s с и. R. E. P i 11 s. Corr.. 21, № 8. 245 (1965)
4. U. R. Evans, Corrosion a.id Oxydatlons of Metals, N. Y, I960 p. 823—833.
5. J Horvath, M. Novak, Corr. Sci., 4, Ni 2, 159 (1964).
6. R. L Pi eh 1, Petrol. Ref., 32, № 7, 145 (1953).
7. И. Я. Розенфельд, К. А. Жигалова, В. H. Садакова, ДАН СССР,
196, № 6, 123 (1971).
8. И. Я. Розеифезьд, К- А. Жигалова, В. Н. Садакова, Защита
метанов. 7. № 3. 343 (1971).
9. А. А. Гоник, Сероводородная коррозия и меры ее предупреждения. Изд
«Недра», 1966.
10. А. А. Гон и к. ДАН СССР. 135, № 2, 381 (1960).
II. Л. А. Л арин, 3. А. И оф а. ЖФХ, 34, № 7 (1960).
12. А. В Шрейдер, сб. «Борьба с коррозией нефтехимического оборудова-
ния», ЦНИИТЭНефтехнм. 1969, стр. 3—19.
13. А В Шрейдер, Материальное оформление и защита от коррозии аппа-
ратуры иа нефтеперерабатывающих заводах за рубежом, ЦНИИТЭНефте-
хим, 1971.
14. В. Г. Д ья к о в, А. В. Шрейдер, Л. Д. 3 а х а р о ч к и н, И. С. Ш п а р бе р,
сб. «Коррозия, материалы, покрытия», Изд. «Недра», 1967, стр. 230—234.
(23
Гл 4. Первичная переработка нефти
15. А. В. Ш р е й д е р, И. С. Ш п а р б е р, там же. стр. 61—77.
16. Г. А Казьмин. Л. А. Гвоздецкий. В А Касаткин, Б. С. Семе-
н о в. Нефтеперерабатывающие заводы США, Гостоптехкэдат, 1962.
17. А. В. Шрейдер, Г. Л. Дегтярева, В. Г. Дьяков, сб. «Защита от
коррозии оборудования для переработки нефти». Изд. «Недра», 1964,
стр. 107-120
18. Т Р May, J. F. Mason, W. К- Abbot, Mater. Protect., 1. № 8, 40—52
(1962).
19. Л. Д. Захарочкин, С. И. Вольфсон. Л. Г. Клочкова. Хим. и тех-
нол. топлив и масел. № 3, 46—52 (1959).
20. Л. Д. Захарочкин, Л. Г. Клочкова, сб. «Химия сераоргаиичсскнх
соединений, содержащихся в нефтях и нефтепродуктах», т. V, Изд. Башк.
ФАН СССР. 1963, стр. 123-127.
21. А. К. Ефнмова, А. И. Шатунова, Ингибиторы коррозии конденса-
ционно-холодильной аппаратуры АВТ. Башк. кннжн. изд, 1966.
22. L. С Waterman, Hydrocarbon Processing, 44, № 2, 133—138 (1965).
23. R. A. W i I i g. Oil a. Gas Journ., 66, № 15, 63 (1968).
24. Б. H. Овчинников, A. H. Верещагин, H. T. Журавлева, Борьба
с коррозией прн переработке сернистой нефти, Гостоптехиздат, 1954.
25. Crude distillation, Oil a. Gas Journ., 87, № 9, p. 115—122 (1969).
26. W. A. D er u n gs. Petrol. Ref., 35, № 9 (1956).
27. R. H. Hausler, N D Coble, Oil a. Gas Journ., 70, № 29, 92—98 (1972).
28. R. J. H a 1 s t e n. K. R. W a 1 s t о n. Petrol. Ref., 34, № 5 (1955).
29 А В. Бобылев. Коррозионное растрескивание латуни, Метал.тургнздат,
1956.
30. А. М а р о к а е в. А. Ефимова, Ю. Ерастов, Новости нефтяной техники.
Нефтепереработка, вып. 5, Гостоптехиздат. 1953.
31. Коррозия и защита химической аппаратуры. Справочное руководство, под
ред. А. М. Сухотина, т. 6. Изд. «Химия». 1972.
32. П. А. АкОльзин, сб. «Коррозия металлов и методы борьбы с ней (меж-
кристаллитная коррозия, коррозионное растрескивание и коррозионная уста-
лость металлов)». Оборонгнз. 1955. стр. 71
33. J В. В rookе, Hydrocarbon Processing. 48. № I, 121 (1970).
34. Г. Л. Шварц, М М. Кри ст а ль. Коррозия химической аппаратуры.
195S
35. Е. Herzog, Metaux Corr. Ind, № 325, 329 (1952).
36. J D. Pa 1 me r, Canad. Cliem. Process, S3, № 9, 73 (1969).
37. R. W. S t a e h 1 e. Steel Intern.. 5. № 24. 20 (1969).
38. И. С. Шпарбер, А. В. Шрейдер. В. Г. Дьяков, Э. М. Холина.
Эксплуатация, модернизация н ремонт оборудования. ЦНИИТЭНефтехнм.
№ 2, 14-16 (1972).
39. В В Романов, Коррозионное растрескивание металлов. Машгиз, 1960.
40. И. С. Шпарбер, А. В. Шрейдер, Э. М. Холина. Защита металлов.
8, № 6, 688-691 (1972).
41. В. С. Синявский. В. Д. Вальков. Технология легких сплавов, ВИЛС,
№ 2. 48 (1966)
42. А. И. 3 юбр ик. Н. Н. Ш а г а л я к, И. И. Василенко, Г. В. Карпенко,
Физ.-хим. механика матер., 5, № 4, 409 (1969).
43. И. Г. Подгорный, сб. «Коррозия металлов л методы борьбы с ней (меж-
кристаллитная коррозия, коррозионное пастрескивание и коррозионная уста-
лость металлов)». Оборонгнз, 1955. стр. 87.
44. Н. Н. U h 11 g. Corrosion and Corrosion Control, N.Y. — L, 1963.
45. Л. С. Лебедева, С. Г. В еден к ин. сб. «Коррозия металлов и методы
борьбы с ней (межкристаллитная коррозия, коррозионное растрескивание
и коррозионная усталость металлов)». Оборонгиз, 1955, стр. 875
46. W. А:Т г a see et al., Corr., 18. № 5. 1963 (1962)
47. M. С. В I om et al.. J. Electrochem.. Ill, № 12, 1343 (1964).
48. Н. Д. Т о м а ш о в. Теория коррозия н защиты металлов. Изд. АН СССР,
1959.
Литература
129
49 Л Д Захарочкин, Г Ф Максимова. Хим. и нефт машиностр., № 8.
35 (1968)
50. Г. Ф. Максимова. А. В. Шрейдер, В. Г. Дьяков, Хим. и нефт. на-
Винностр., № 5, 19 (1972).
51. В. П о г о ди и, В. Богоявленский, В. Сен тюре в, Межкристаллитная
коррозия н коррозионное растрескивание нержавеющих сталей в водных
средах Атомиздат, 1970.
52. л. Л. Логан, Коррозия металлов под напряжением, Изд. «Металлургия».
1970.
53. Г. В Карпенко, И И. Василенко, Коррозионное растрескивание ста-
лей, Изд. «Техника», Киев, 1971.
54. С 3. Edeleanu, Iron and Steel Inst.. 173, 140 (1953); 175, 390 (1953).
55. J. L. En gI ish. J. G. G гi ess. Corr., 20, № 4 (1964).
56. П. Д. Нейман, Дж. К- Грисс. Коррозия конструкционных материалов
водоохлаждаемых реакторов, Атомиздат, 1965. стр. 153.
57. Л. Колембье, И Г с хмаи. Нержавеющие и жаропрочные стали, Метал-
лургнздат, 1958.
58 М A. S h СI Symp. on Stress Corrosion Cracking, Philadelphia, 1944, p. 395;
ibid, 1945. p. 435.
59. S. Berg, S. Henriksen, T. V. E. 32, K's 3, 145 (1961).
60. L. R Scharf stein. W. F. Bri n d I e y. Corr., 14. 588 (1958).
61. H И Подобаев, С А. Б а л ез и и, ЖПХ, 33, 2258 (I960).
62. Н. R. С о р з о n, Phys. Met of Stress Corrosion Fracture. N. Y.. 1959, p. 247.
63. В. M. Никифоро-ia. H A. P e ш e т к и и а, сб. трудов ЦНИИтМаша
«Влияние коррозионных сред на прочность стали». Мщпгнз, 1955. стр. 79
64. В. М Никифорова, А. В. Рябчснков, Н. А. Решеткин’л, там же,
стр, 58.
65. Е. Backensto, A. Vurick, Corr., 18, № 5 (1962).
66. Н. Н. Uhlig, J. J. Lincoln, J. Electrochem. Soc.. 105, № 6. 325 (1958).
67. U. R. E v a n s, M. T. S i m n a d, Proc. Roy. Soc.. 188A, 372 (1947).
68. K. Sticker. S. Barna th. J. Electrochem. Soc., 108. № 4 (1962).
69. Л. Д. Захарочкин. С. И. Вольфсон, сб. «Защита от коррозии обору-
дования для переработки нефти». Изд. «Недра», 1964, стр. 91—106.
70. NACE. Technical Commitee Report Materials Protection. 2, № 9, 90—96
(1963).
71. R. Donndorf, Werkstoffe und Korrosionsschutx In der Erddlindustrle, Leip-
zig. 1966.
72. С. С. H а м e т к и и, Химия нефти. Изд. АН СССР. 1955
73. Н 2. Н о с h t е. Е. R. L i t m a n n. The Petroleum Acids and Bases, L., 1955.
74. В. В Morton. Oil a Cas Journ, 55, H. 21, V (1957); Tetrol. Eng., 13, 5
186 192 (1944).
75. E. L Hildebrand Mater. Protect, a. Performance, 11, № 7, 19 (1972).
76. И. H. Путилова, С. А. Б а л ез и и, В. П. Баравник, Ингибиторы кор-
розии металлов, Госхнмиздат, 1958.
77. L. Са v а 11 а го, Corr, et antIcorr.. 7, № 12. 417—433 (1959).
78. Е. Cam р С. Р h i 11 i ps, Corr., 6, № 2 (1950).
79. К List. Erdol u. Kohle. tl №2.86-88 (19581.
80. А. А. Г о и н к, С. А Б а л ё з и и, ЖПХ, 60 № 7 (1963)
81. Н Bennet. Corr., 11 № 2. 19—27 (1955».
82. Н. N a t h a n. Oil a. Gas Journ.. 68. № 20. 68 (1960).
83. )АЬ. IV Международного нефтяного конгресса, т. V1H, Гостоитехяздат,
84. A. Credman, A. Dravniekes, Corr., 13, № 2. 19—24 (1957).
85. Д. И. Брегма я, Ингибиторы коррозии. Изд. «Химия». 1966.
86. А. В Шрейдер, Г. Л Дегтярева (Черепахова) сб. «Защита от
коррозш оборудования для переработки нефти». Изд «Недра», 1964,
стр. 45— 50.
87. Dravnieks. Н. Cataldl, Corr., 10 № 7. 224—230 (1954).
88. Z. Rowe, М. Wa Iker, Corr., 17, №7, 105—108 (1961).
6 Зак. 10
130
Гл. 4. Первичная переработка нефти
89 J. С. Bell, К. Е. Wattman, Ind. Petrol., 31, № 9, 60—65, (1963).
90 Пат. США 2913406 от 8/V 1963 г.
91. Англ. пат. 822841 от 4 1' 1959 г.
92. В. И. К о м а р о в, С. А. Б а л е з и и об «Ингибиторы кислотной коррозии».
Киев. 1965, стр. 16.
93. В. И. Комаров, С. А. Балезии и др., Авт. свил. 134469 от 5/Х 1960 г.
94. В. Ф. Н е г р е е в, И. А. Мамедов, С. А. Мамедов, сб. «Газовое дело».
№ 4. 1966. стр. 26.
95. А. К. Ефимова, М. А. Шатунова, Е. А. Сапожникова, Авт. свнд.
166428 от 19/Х 1964 г.
96. А. К. Ефимова, М. А. Шатунова, Сернистые нефти и продукты их
переработки, т. 3, Башк. кннжи. изд., I960, стр. 181.
97. А. К. Е э о в а, Н. М Л ш к а р е в а, сб «Нефтеперерабатывающат и нефте-
химическая промышленность», № 11, 1965, стр. 14.
98. 3. А. И оф а, Ингибиторы коррозии, сб АГ 2, ВСНТО. Профиздат, 1957.
99. Л. Г. Борисова, А. В. Шрейдер. С. С. В и par, ЖПХ. Aft 5, 1183— 189
(1970).
100. R. L. Piehl, Corr., 16, № 6, 139—141 (I960).
101. С. М. Н u d а 1 n s, Mater. Protect., 8, № I, 41—47 (1969).
102. S. Smith, Hydrocarbon Process a. Petrol., 42, № 5, 161 (1963).
103. D. W. McDowel 1, Mater. Protect.. 5, Лг II, 45—48 (1966).
104. Я. Б. Чертков, Неуглеводородные соединения в нефтепродуктах, Изд.
«Химия», 1964.
105. А. Н. F о s t е г. Oil a. Gas Journ.. 42. № 7, 117—119 (1943).
106. Реферативный сборник. Серия «Химия н переработка нефти», вып 27, Гос-
топтехнздат. 1945.
107. С. L. Е э s t о п, Согг, 16. № 6. .109—114 (1960'
108. Л. В. И в а и о в а. М И. Корнеев, Б. Н Ют ба ш ев, Технология пере-
работки нефти н газа. Изд. «Химия», 1966.
109 Г. И. За вел св. Неметаллические футеровки для аппаратуры нефтяной и
нефтехимической промышленности, Гостоптехиздат, I960.
НО. ГОСТ 12878—67. Насосы центробежные нефтяные.
Глава пятая
ДЕСТРУКТИВНАЯ ПЕРЕРАБОТКА НЕФТЯНОГО СЫРЬЯ
В процессе термической деструктивной переработки нефтяных
остатков и тяжелых дистиллятных фракций получают топочный
мазут, крекинг-кероснн, бензин и крекинг-газ под воздействием вы-
соких температур и давлений. Варьирование этих условий позво-
ляет получать в качестве товарных продуктов также нефтяной кокс,
соляровые дистилляты, а также легкие углеводороды олефинового
и ароматического характера. Каталитическими процессами деструк-
ции достигают, в общем, тех же результатов, ио не при столь вы-
соких температурах — за счет промотирующего действия катали-
заторов Специальные процессы каталитического риформинга по-
зволяют получать высокооктановое горючее за счет ароматизации
углеводородного состава жидкого топлива.
Высокие температуры нагрева сырья при термическом крекинге
(до 550°), коксовании (до 625е), пиролизе (до 830°), каталитиче-
ском крекинге (до 550е), каталитическом риформинге (до 430°C)
приводят к расщеплению сернистых соединений повышенной тер-
моста бильностн с образованием особо агрессивных сероводорода
и элементарной серы.
В связи с этим оборудование процессов термической и катали-
тической переработки в основном подвержено высокотемператур-
ной (газовой) сероводородной коррозии.
Этому же виду разрушения подвержено высокотемпературное
оборудование установок первичной переработки нефти: в печн ат-
мосферного блока температура сырья достигает 380, а в печи
вакуумного блока—420 °C.
Высокотемпературная сероводородная коррозия вызывает ката-
строфически быстрое (до 5 мм/год) разрушение печных змеевиков,
колони, теплообменников, трубопроводов установок вторичной пе-
реработки нефти [1], закупоривание рабочих трактов отслаиваю-
щимися продуктами коррозии, утерю работоспособности установок
вследствие загрязнения и понижения активности катализаторов,
увеличения их гидравлического сопротивления нз-за недопустимых
перепадов давления в реакторах и т. д. Особенности технологии
132
Гл. 5. Деструктивная переработка нефтяного сыр/1
процессов деструктивной переработки нефти вызывают осложняю-
щие высокотемпературную сероводородную коррозию явления эро-
зии, отложения смол и кокса иа стенках, а также сопутствующие
эффекты коррозионного растрескивания (под действием некоторых
продуктов регенерации катализаторов) и окисления (под действием
обогревающих газов).
В настоящей главе описывается характер и закономерности
высокотемпературной сероводородной коррозии, ее осложнений и
сопутствующих коррозионных процессов прн деструктивной пере-
работке нефти и даются рекомендации по защите основных узлов
и элементов нефтеперерабатывающего оборудования от этих видов
разрушения.
ВЫСОКОТЕМПЕРАТУРНАЯ КОРРОЗИЯ ПОД ДЕЙСТВИЕМ СЕРЫ
И СЕРОВОДОРОДА
Закономерности сернистой коррозии при высоких температурах
обусловлены особенностями коррозии под действием агрессивных
видов сернистых соединений в нефти: элементарной серы и серо-
водорода.
Коррозия под действием элементарной серы [2—4)
Элементарная сера начинает разрушать черные металлы при
температурах выше 200 °C. Скорость коррозии прн температурах
выше 600°С становится пропорциональной парциальному давлению
паров серы в степени л, причем л варьирует от Ve до Vs- В ряду
возрастания коррозионной стойкости к действию расплавленной в
парообразной серы металлы располагаются следующим образом:
серебро < никель, медь < железо, углеродистая сталь < высоко^
хромистая сталь < хром < хромоникелевая сталь < хастеллой <
< алюминий < золото.
Легирование железа хромом и алюминием, никеля алюминием,
марганцем и бериллием значительно повышает коррозионную стой-
кость металлов, создавая на поверхности обогащенные легирую;
щими элементами пленки с хорошими защитными свойствами. Хро-
мистые и хромоникелевые стали стойки в сере при температурах
до тбчки кипения н выше.
Коррозия под действием сероводорода
Высокотемпературная сероводородная коррозия железа проте»
кает по уравнению:
Fe + HjS —> FcS + H,
При этом поскольку коррозия развивается за счет преимуще-
ственной диффузии иопов железа через поверхностную пленку к
газообразной среде, то наружный слой этой пленки обогащен се-
рой и характеризуется формулой FeS2. Прн повышении темпера-
Высок' температурная коррозия под действием серы и сероводорода 133
Рис. 5.1. Изокоррозионные кри-
вые для ниэкохром истых ста-
лей прн различных темпера-
турах и парциальных давле-
ниях H,S [5]-
Цифры на кркшх—скорость кор-
туры FeSi начинает распадаться с выделением элементарной серы
н образованием значительно более термостабильного FeS.
Термодинамическая возможность существования FeS (а отсюда
возможность сероводородной коррозии железа) определяется тем-
пературой и парциальным давлением сероводорода в газовой фазе.
Прямая, отделяющая нижележащее на диаграмме (рис. 5.1) поле
термодинамической невозможности се-
роводородной коррозии железа (рас-
считанная нами по данным [5]), имеет
вид:
lgpHjs“134-10-3l-2^
где pHjS — парциальное давление се
роводорода, ат; t—температура, °C
Коррозия под действием сероводо-
рода при высоких температурах может
сопровожда гься обезуглероживанием
карбидных соединений по реакции
Fe,C + HtS —> СН< + FeS
протекающим главным образом меж-
кристаллнтно по границам зерен, обо-
гащенных карбидами. Этот вид разру-
шения очень опасен и сопровождается
выпадением целых блоков металла.
Чтобы предотвратить его, сталь леги-
руют хромом уже при 13% Сг меж-
кристаллитное разрушение встречает-
ся педко а при 17% отсутствует [4].
При температурах ниже 260—270 °C газообразные смесн, со-
держащие любые концентрации сероводорода, малоагрессивны.
В диапазоне от 260 до 650 °C увеличение температуры на 100 °C вы-
зывает возрастание скорости коррозии в 2—4 раза (6).
Зависимость коррозии железа в смесн Nj+ H;S от времени при
450 °C имеет затухающий характер (табл. 5.1). С ростом темпера-
туры эта зависимость приближается к линейной и прн 500—760°C
и достаточно высоком (1 ат) давлении сероводорода выражается
прямой. Пленки FeS прн возрастании температуры постепенно пре-
вращаются в пористые слои, не представляющие барьера, для серо-
водорода. Вследствие этого окончательно исчезает контролирую-
щая роль диффузии ионов железа через сульфид и кинетика
коррозии начинает определяться скоростью реакции железа с серо-
водородом.
Низкие защитные свойства сульфидных пленок обусловлены на-
личием в них больших внутренних напряжений вследствие высо-
кого (от 2,5 до 4,0) отношения молекулярных объемов сульфидной
134
Г4. 5. Деструктивная переработка нефтяного сырья
Таблица 5.1
Влияние времени выдержки на скорость коррозии
стали в смеси 10% HjS + 90% N2 при 450 °C [6]
Сталь Скорость коррозии, мм/год. при выдержка
10 ч 25 я 100 Ч 200 ч
Ст. 3 4.98 2.54 130 0.98
Х5М 4.85 2.44 1.01 0.64
0X13 1.33 1.22 1.02 0.59
XI8H10T 0.80 0.51 0.27 0.23
Рнс. 5.2. Зависимость скорости кор-
розии стали в смеси И, + HsS от
температуры [5].
Цифры на криаых — плрцяальвыв давлв
ина H,S, аг.
окалины и металла (для пленок, способных существенно тормозить
коррозию, эта величина составляет 1,8—2,0). Уже при толщине
более 0,25 мм сульфидные пленки
растрескиваются н отслаиваются
[4].
Характер зависимости серово-
дородной коррозии стали от тем-
пературы определяется природой
и содержанием газа-разбавителя
в системе. Если этот газ — водо-
род, го в связи с его участием в
экзотермической реакции
HjS + Fc H2 + FeS + Q
вблизи равновесных значений со-
отношений HsS : Н2 (т. е. прн низ-
ких содержаниях сероводорода в
смеси) имеет место экстремаль-
ный характер температурной за-
висимости скорости коррозии
(рис. 5.2). С увеличением со-
держания сероводорода темпера-
туры, отвечающие максимальным
значениям скорости коррозии
возрастают. Можно предложить следующее объяснение этим зако-
номерностям. Возрастание скорости коррозии в начальном диапа-
зоне повышения температуры обусловлено усилением диффузии
ионов железа через пленку сульфида (контролирующим фактором
являются процессы диффузии). При повышении температуры, как
отмечалось выше, сульфидные пленки становятся все более пори-
стыми и при определенной температуре, соответствующей или близ-
кой к экстремальной, контролирующим фактором становится реак-
ция железа с сероводородом. Поскольку указанная реакция
является экзотермической, а условия ее близки к равновесным, то
высокотемпературная коррозия под действием серы и сероводорода 135
дальнейшее повышение температуры, в соответствии с принципом
Ле Шателье, способствует усилению ее протекания в обратном на-
правлении, т. е снижает скорость коррозии Чем больше сероводо-
рода содержится в газовой смеси, тем более высокая степень по-
ристости сульфидных пленок необходима, чтобы контролирующим
фактором стала химическая реакция, а это может иметь место при
t,°c
Рис. 5.4. Зависимость скорости коррозии
сталей в смеси HiS+Il, от темпера-
туры [5].
Парциальное давление H,S о,42 ат. общее давле-
ние газовой с мсек i ат.
Рнс. 5.3. Зависимость скорости
коррозии сталей в газовой смеси
1,5% HjS +98,5% N, от темпера-
туры (построено по данным |6|).
Продолжительность несыта кия 100 ч.
/—Ст. 3; 2—Х5ВФ; 3—0X13; <—Х18Н9Т.
более высоких температурах. В связи с этим увеличение концент-
рации сероводорода сопровождается повышением экстремальных
температур.
Прн далеких от равновесного соотношения 112S: Н2 (т. е. при
достаточно высоких содержаниях сероводорода), а также если
газ-разбавитель не участвует при данных условиях во взаимодей-
ствии сероводорода с железом (аргон, азот, углеводороды), тем-
пературная зависимость коррозии имеет монотонный экспонен-
циальный характер (рис. 5.3 и 5.4).
Варьирование общего давления газовой смеси (при неизменном
парциальном давлении H2S) не влияет на скорость высокотемпе-
ратурной сероводородной коррозии, если газ-разбавитель не взаи-
модействует с сероводородом и металлом. Если прн повышении
давления в системе объемное содержание сероводорода в газах
остается неизменным, то возрастает его парциальное давление, а
196
Гл. 5 Деструктивная переработка нефтяного сырья
это оказывает такое же влияние на скорость коррозии, что и повы-
шение концентрации сероводорода.
Зависимость скорости коррозии от содержания сероводорода в
инертном газе-разбавителе представлена иа рис. 5.5. Эти данные
показывают, что при 450°C углеродистые и низколегированные
стали обладают достаточной для практического применения корро-
зн >нной стойкостью (за исключением тонкостенных теплообменных
Рис. 5.5. Зависимость скорости коррозии сталей
в смеси HjS + Nj от концентрации HjS (построено
по данным [6]).
Температуря 450 °C: общее давление газовой смеси i аг;
продолжи тел ьийсть испытаний 300 ч.
/—Ст. 3; Х5ВФ; 3—0X13: 4—XI6H0T.
труб) при pHjS^ 0,001 ат. Видно, что с повышением содержания
сероводорода замедляется относительное возрастание скорости
коррозии. При [H2S| < 0,006 4-0,008 объеми. % (pH1s = ® Ю”* ат)
коррозии стали вообще не происходит [1, 7].
Таблица 5£
Скорость сероводородной коррозии цветами металлов
Парциальное давление сероводорода I ат.
Металл млн сплав ТемЬера- Скорость коррозия, мм/год Литера- тура
Алюминий 420 0.1 г/(м’-ч) 10
Никелевые сплавы 550 0.2 г/(м! ч) 9
78% Ni. 21% Сг 40'1 1.73 8
75% NI. 18% Сг 182 483 8
Медь и ее сплавы 420 730 9
550 130^ 10
В чистом сероводороде скорость коррозии стали выше, чем в
разбавленных смесях. Эксперименты с выдержкой не менее 50 ч
Высокотемпературная коррозия под действием серы и сероводорода 137
[8, 9] показали следующие скорости коррозии углеродистой стали
при различных температурах:
1 °C ....... 251 316 371 4и0 427 455 482 500
k. мм/год .... 0,56 2,3 4.1 6.6 >3 17 23 28
При относительно низких температурах, когда скорость корро-
зии определяется диффузней реагентов через сульфидную пленку,
скорость движения газа (подача H2S)
мало влияет на коррозию. При более вы*
соких температурах влияние скорости
подвода H2S резко возрастает (10].
Алюминий характеризуется высокой
коррозионной стойкостью в сероводороде
Легирование алюминием при
(до 1,5%) добавках сни-
более значительных—сильно
220
(табл. 5.2).
небольших
жает, а при
J6S
i IK
450°C
2 3 4 6 6 7
А1,%
Рис. 5.6. Зависимость скорости коррозии сталей
в H,S от легирования алюминием (построено
по данным |8]).
Парциальное жаление H^S 1ат; продолжатол«иость
испытали* 50 ч.
25
20
5
? ts
9
* ю
20
Рис. 5.7. Зависимость ско-
рости коррозии сталей в
Н,$ от легирования хро-
мом (построено по дан-
ным [8]).
Парциальное давление Н£
I «т; температуря 550 °C; про
должкгелькость испмтаяяв
120 я.
повышает стойкость стали к высокотемпературной сероводородной
коррозии (рис. 5.6).
Никель разрушается (межкристаллнтно) сероводородом при
температурах выше 300°C (4]. Скорость коррозии никелевых спла-
вов, а также меди н ее сплавов в горячем сероводороде представ-
лена в табл. 5.2.
При повышенных температурах в сероводороде нестойки также
серебро и платина.
138
Гл. 5. Деструктивная переработка нефтяного сырья
Легирование стали хромом резко повышает ее стойкость к вы-
сокотемпературной сероводородной коррозии (рис. 5.7) за счет об-
разования стойких поверхностных пленок. Наружный слой этих
пленок состоит из FeS и FeSj, практически не содержит хрома,
обладает рыхлым строением и способен отслаиваться. Зато внут-
ренний слой прочно сцеплен с основным металлом, имеет шпи-
нельную структуру, состоит нз смешанных сульфидов железа и
хрома и зачастую содержит более высокий процент хрома, чем
основной металл. Именно этот слой защищает металл от корро-
зии [11, 12].
ВЛИЯНИЕ ЭКСПЛУАТАЦИОННЫХ И ТЕХНОЛОГИЧЕСКИХ ФАКТОРОВ
ПА ВЫСОКОТЕМПЕРАТУРНУЮ СЕРОВОДОРОДНУЮ КОРРОЗИЮ
Опыт эксплуатации и результаты многочисленных обследований
нефтеперерабатывающей аппаратуры позволили выявить процессы,
оборудование которых наиболее сильно подвержено именно высо-
котемпературной сероводородной коррозии. К ним в первую оче-
редь относятся термический крекинг, гндрогенизационное обессери-
вание (гидроочистка), коксование нефтяцых остатков н, в меньшей
степени, первичная переработка нефти.
В промышленных условиях высокотемпературная сероводород-
ная коррозия протекает иначе* (по скорости и формам разруше-
ния), чем при испытаниях в лабораторных условиях. Эти отклоне-
ния обусловлены присутствием водорода, углеводородов н водяного
пара при высоких давлениях; эрозионно-абразивным действием
взвешенных частиц и кавитационным эффектом турбулентных по-
токов; образованием осадков и обрастаний; отложением кокса на
поверхности металла; образованием пирофорных соединений; цик-
лическим характером процессов с периодическими регенерациями
катализатора (с помощью окислителя—воздуха), остановками,
остыванием, охлаждением, пропариванием, паровыжигом аппара-
туры. Существенную роль играет присутствие в перерабатываемой
нефти солей пластовой воды, а также вводимых при защелачива-
нии NaOH, NajCO., н продукта защелачивания — NaCl.
Функционирующие в установках каталитического риформинга
и гидроочистки водородно-сероводородиые смеси при высоких тем-
пературах и давлениях характеризуются повышенной коррозионной
агрессивностью. В значительной мере это обусловлено стимулирую
щ.1М влиянием водорода на превращение менее агрессивных мер-
каптанов н сульфидов в наиболее коррозионноактивное сернистое
соединение — сероводород. Присутствие водорода и повышение его
парциального давления смещает равновесную реакцию разложения
меркаптанов
R1IS + H, PH + HaS
в сторону образования больших количеств сероводорода. Зависи-
мость скорости коррозии в смеси Hj-f- HjS от парциального давл?»
Влияние различных факторов На высокотем сероводор коррозию 135
сероводорода происхо-
Рис. 5-8. Зависимость
скорости коррозии ста-
лей в смесях На HaS
от содержания HjS [8].
Парциальное лпмекие НЛ
I ат; температура <00’С.
I — углеродиста» сталь;
1— сталь CI8X Сг: 3—сталь
типа 13-8.
ния сероводорода н температуры представлена на рис. 5.1. Следует
обратить внимание на равновесную прямую, ниже которой серо-
водородная коррозия термодинамически невозможна. Выражать
содержание H2S в величинах парциального давления удобнее, чем
в объемных, весовых или мольных процентах * *, так как не тре-
буется учитывать общее давление газовой смеси. Возрастание ско-
рости коррозии с повышением содержания
дит неравномерно: при малых концентра-
циях HjS быстрее, а при более высоких —
медленнее.
Увеличение общего давления (прн не-
изменном парциальном давлении сероводо-
рода) может сложным образом влиять на
высокотемпературную коррозию в близкой
к равновесной смеси H2+H2S (в которой
водорода во много раз больше). Это влия-
ние выражается в следующем.
1. Прн достаточно высоких температу-
рах следует ожидать торможения коррозии
вследствие возрастания парциального дав-
ления водорода и соответствующего сдвига
влево реакции
Fc + HaS 7-^ Hj + FeS
которая, как упоминалось выше, при высо-
ких температурах является контролирую-
щим фактором коррозии.
2 При относительно невысоких температурах, когда еще не за-
вершилось превращение серы в наиболее коррознонноактнвный
сероводород, увеличение парциального давления водорода может
усилить коррозию (рис. 5.8) в результате сдвига вправо равновес-
ных реакций:
RSH + Ha RH + HjS
S + H2 HjS
• С нужной для пересчета приводимых здесь данных точностью мольные
проценты содержания сероводорода 0. — JJ2S . 100 в таких смесях равны
VH s S п
объемным N = ——.100 (где и —число молей, а V — объем). Для пере-
s
хода к весовым процентам 100 следуст (нли NV, 4$
умножить на где —средний молекулярный вес смеси, a AfHjS —
— 34 — молекулярный вес сероводорода. Средний молекулярный вес смеси Мт
рассчитывается, как сумма Мт — Л'г, • ,Mf -0,01, где М; — молекулярный
вес каждого из компонентов смесн. Парциальные давления сероводорода равны
общему давлению Р. умноженному на 0,01Л1Мили на O.OlA'y
f40
Гл. 6. Деструктивная переработка нефтяного сырья
3. При закончившихся превращениях меркаптанов, сульфидов
и серы в сероводород и при диффузионном контроле коррозии уве-
личение общего давления не должно влиять на скорость коррозии.
Влияние общего давления смеси газов при неизменном парциаль-
ном давлении сероводорода на скорость коррозии тем меньше, чем
значительнее легирование стали (рис. 5.8). В условиях каталити-
ческих процессов переработки нефти изменение общего давления
в большинстве случаев сказывается на скорости коррозии лишь
поскольку при этом изменяется парциальное давление сероводо-
рода [13].
С возрастанием легирования стали скорость коррозии при
варьировании содержания H2S в смеси и температуры меняется в
меньшей степени (вследствие повышения защитных свойств по-
верхностных сульфидных пленок).
Как и для чистого сероводорода при низких давлениях, испыта-
ния в смесях Н2 + HjS при высоких давлениях показывают не-
надежность и практическую неприменимость данных, полученных
Влияние различных факторов на яыеокоТем. серободор. Коррозию HI
прн кратковременных выдержках. Как правило, эти испытания
дают сильно завышенные скорости коррозии Лишь после несколь-
ких сотен часов выдержки скорости коррозии перестают сущест-
венно отличаться от полученных при длительных экспозициях. При
этом с ростом температуры и увеличением легирования установив-
шаяся скорость коррозии достигается при более значительных вы-
держках: для стали типа 18-8 в газе с 6—7 объемн.% H2S при
482 °C и общем давлении 140 ат она достигается после выдержки
400 ч [13].
В результате испытания при повышенных давлениях (12—35 ат)
получены [14] нзокоррозионные кривые (рнс. 5,9), позволяющие
прогнозировать скорости коррозии и подбирать оптимальные мате-
риалы применительно к встречающимся в нефтеперерабатывающей
промышленности газовым смесям Н2 + H2S.
В условиях высокотемпературной переработки нефти зависи-
мость коррозии сталей в смесях Н2 + H2S от легирования хромом
неодинакова для различных парциальных давлений сероводорода
в смеси. При низких (до 10'* ат) давлениях отмечается монотонное
увеличение стойкости к коррозии с возрастанием содержания
хрома от 0 до 15% При более высоких (2-10~3 ат) давлениях кор-
розионная стойкость стали практически ие меняется до содержа-
ния хрома 10—12%; при дальнейшем его повышении в интервале
от 10 до 15% Сг происходит резкое увеличение стойкости [8, 13, 15]
Введение в сталь свыше 20% Сг в этом отношении практически не-
целесообразно, так как не сопровождается ощутимым повышением
коррозионной стойкости.
Хромоникелевые стали типа 18-8 и 18-12 с титаном или ниобием
превосходят по своей коррозионной стойкости в горячих смесях
Н2 + H2S хромистые стали с таким же содержанием хрома.
Введение никеля (начиная с ~1%) в углеродистую сталь резко
снижает ее стойкость к коррозии в смесях Hs + H2S. Наличие
хрома в стали устраняет вредные последствия введения никеля.
Оптимальным для коррозионной стойкости является соотношение
Cr:Ni>l;2, но ненамного больше. Стали типа 18-8, 18-20 и типа
инколой (20-32 и 20-40) превосходят по стойкости стали с соот-
ветствующими содержаниями одного хрома и никелевые сплавы
типа инконеля 20% Сг — 65% Ni или иимонина 20% Сг —80% N1
(рнс. 5.10).
Легирование малыми количествами алюминия снижает корро-
зионную стойкость стали в смесях Н2 + H2S. Стали с более высо-
ким содержанием алюминия характеризуются высокой стойкостью
в этой среде. Однако вследствие хрупкости и нетехнологнчности
железоалюминиевых сплавов их можно использовать только в виде
покрытий, наносимых на сталь термодиффузионным способом,
металлизацией (с последующим отжигом) или горячим погруже-
нием В частности, длительная выдержка алитированных образцов
в условиях установки гидроочистки показала [16], что по стойкости
Ml Гл. в. Деструктивная переработка нефтяного сырья
Рис. 5.10. Зависимость ско-
рости коррозии хромистых и
хромоникелевых сталей и ни-
келевых сплавов в смесях
Н, 4- HjS от температуры [8|.
Содержание IIjS 16м;
обш.сс ла в лемме 77 ат.
они не уступают хромоникелевым сталям. Алитирование стали Х5М
позволяет сочетать высокую коррозионную стойкость поверхност-
ного слоя с теплостойкостью основного металла.
Добавки молибдена и марганца в малых количествах снижают
стойкость стали к коррозии в смесях Н2 4- H2S. Добавки вольф-
рама вызывают некоторое улучшение.
Имеются данные о хорошей стойкости
покрытий, полученных термодиффу-
знонным силицированием [8].
Введение в газовую смесь третьего
компонента — углеводородного газа —
обычно снижает высокотемпературную
сероводородную коррозию, повндн-
мому благодаря образованию коксо-
вых отложений, изолирующих стенки
аппаратуры. Все операции, устраняю-
щие эти отложения (например, паро-
выжиг, окисление), вызывают усиле-
ние коррозии.
Присутствие в разовой смеси при-
месей: хлористого водорода — в ре-
зультате расщепления хлорпроизвод-
иых водородом или промотирования
платинового катализатора введением
хлористых соединений в сырье, ам-
миака — в результате расщепления
соединении азота, водяных паров — в
результате расщепления кислородных
органических соединений — практиче-
ски не сказывается иа высокотемпера-
турной сероводородной коррозии.
Турбулентность среды также не
оказывает заметного влияния на про-
текание собственно сероводородной
высокотемпературной коррозии. Прн
этом, однако, следует учитывать воз-
можные нарушения коксовых отложений (тормозящих коррозию
под действием H2S) и эрозию металла. -
При каталитических процессах вредные последствия сероводо-
родной высокотемпературной коррозии проявляются (помимо раз-
рушения металла) еще и в том, что продукт коррозии — сульфид-
ная окалина — забивает проходы в катализаторе, создает вредный
перепад давления газа н снижает активность катализатора.
При регенерации катализатора воздействием окислителя (на-
пример, воздуха) может иметь место частичное превращение
сульфида железа в окисел железа:
FeS 4- О, —»- FCO4-5O,
Кри- вая Содержание. Я
О Ni
1 Жеяедо
i ь
8 1С
4 20 во
S 15
6 20 55
7 2V —
8 ю В
9 20 40
Влияние различных факторов на еысокотемп. сероводор. коррозию 143
При последующем рабочем цикле может происходить восста-
новление окисла железа сероводородом:
FeO + HjS —> FeS + HjO
Практика ие показывает эффекта усиления коррозии в резуль-
тате этих превращений: агрессивность SO? ниже, чем HjS в кон-
кретных производственных условиях.
Применительно к относительно толстостенной нефтеаппаратуре
рациональный выбор материалов для работы в условиях воздей-
ствия газовых смесей с парциальным давлением H2S до 1 ат дол-
жен производиться (с учетом допускаемой потери от коррозии
0,25—0,50 мм/год [17]) иа основе следующих температурных пре-
делов применения различных сталей:
углеродистые н низколегированные (до 9% Сг) стали — до
260 °C;
стали с 11 —13% Сг — до 320 °C;
хромоникелевые стали типа 18-8 — до 510 °C.
Для тонкостенных теплообменных труб допускаемая потеря от
коррозии должна быть на порядок меньше (0,025—0,050 м.м/год
[18]), поэтому использование указанных сталей в тех же темпера-
турных пределах допускается лишь при более коротком сроке экс-
плуатации. Для достижения приемлемых сроков эксплуатации мо-
гут потребоваться трубы из более легированных сталей.
Выбирая материал для элементов оборудования, работающего
в условиях высокотемпературной сероводородной коррозии, необ-
ходимо учитывать технологические, конструктивные н эксплуата-
ционные особенности оборудования, а также возможность парал-
лельного протекания других коррозионных процессов.
Снижение температуры стенок обдувкой наружной поверхности
аппарата, а также нанесение теплоизолирующих и торкрет-бетон-
ных футеровок [19] полностью или частично устраняют опасность
сероводородной коррозии.
Прн выборе материалов чаще всего исходят из экономически
желательных сроков службы элементов нефтеперерабатывающего
оборудования. В самом общем виде (без учета специальных усло-
вий и факторов) можно руководствоваться следующими цифрами
[20]:
Трубопроводы нз углеродистой Стали Трубиые пучки
и трубиые решетки теплообменников из углеродистой
стали. Арматура и элементы проточкой части насосов . . 5 лет
Трубопроводы нз высоколегированных сталей и сплавов.
Внутренние съемные элементы реакторов и сосудов.
Печные змеевики. Корпуса насосов. Трубиые пучки
и трубиые решетки теплообменников из высоколегиро-
ванных сталей и сплавов. Корпуса теплообменников низ-
кого давления. Сосуды низкого давления........10лет
Реакторы и сосуды высокого давления. Ректификационные
колонны. Корпуса теплообменников высокого давления . . 20 лет
144 Гл. 5. Деструктивная переработка нефтяного сырья
Для черных металлов в высокотемпературных сероводородных
средах создается угроза наводороживания с последующим обез-
углероживанием и потерей прочности. В связи с этим подбираемый
для оборудования каталитических процессов высокого давления
материал должен отвечать еще и требованиям водородостойкости
(см. [21, 22], а также часть II настоящего тома). Задача эта ре-
шается применением сталей со специальным легированием в каче-
стве- основного металла или обкладок, снижением температуры
стенок аппаратуры (обдувкой, неметаллическими футеровками),
выполнением в теле стенок специальных коллекторов и каналов
для выведения внедрившегося в металл водорода наружу.
Применение для защиты от сероводородной коррозии аустенит^
ных нержавеющих сталей ставит дополнительную проблему пред-
отвращения межкристаллитного коррозионного растрескивания,
освещаемую в этой главе ниже.
Очистка нефтепродуктов от сернистых соединений (гидрогени-
зацнонное обессеривание, щелочная, моноэтаноламиновая, трнка-
лнйфосфатная и т. д.— см. гл. 7) значительно снижает коррозион-
ную агрессивность среды и облегчает выбор материалов.
Выбор материалов [23] для оборудования, работающего в сер-
нистых средах при повышенных температурах, производится на
основе расчетных характеристик и промышленного опыта примене-
ния сталей Х5, Х5М, Х5ВФ/ХВ, Х8ВФ, Х9М, 0X13, 1X13 и
1Х12В2МФ (для труб, поковок и листа) и Х5МЛ, Х5ТЛ, Х5ВЛ,
Х8ВЛ и Х7ВМЛ (для литых деталей). Этот выбор также тесно свя-
зан с особенностями конструкции и эксплуатации применяющихся
при тепловых процессах переработки нефти трубчатых печей-1'
[24—26].
Трубчатые печи предназначены главным образом для огневого
высокотемпературного нагрева нефти и продуктов ее переработки.
Реже используются они для низкотемпературного (до 100—200 °C)
подогрева нефтепродуктов при переработке или транспортировке.
Общими достоинствами современных трубчатых печей являются
возможность осуществления эффективной теплопередачи, компакт-
ность. Эти печи представляют собой обогреваемый снаружи непре-
рывный змеевик, проходя по которому технологический продукт
нагревается до заданной температуры. Топливом служат газ н ма-
зут, сжигаемые в форсунках, преимущественно комбинированных.
Широкое распространение в последние годы получили также бес-
пламенные горелки.
Поскольку общепринятая классификация трубчатых печей от-
сутствует, ниже они подразделены на группы в зависимости от
основного способа теплопередачи-
I) конвективного типа—в них прокачиваемый по трубам про-
дукт нагреваетСр за счет тепла отходящих дымовых газов, омываю-
щих трубы снаружи;
Влияние различных факторов на высокотемп. сероводор. коррозию 145
2) радиантного типа — продукт нагревается за счет теплового
излучения раскаленных стен печи и факела форсунки (горелки),
3) радиантно-конвективные — здесь в отдельных зонах (каме-
рах) доминирует либо один, либо другой способ теплопередачи наи-
большего количества тепла, так как независимо от названия печей
или отдельных камер внутри одной печн передача всего тепла по-
верхностям печных труб осуществляется частично конвекцией, час-
тично радиацией.
' Печи конвективного типа бывают как с горизонтальным, так
и с вертикальным расположением груб. Горизонтальный змеевик
сравнительно легко может быть освобожден от продукта и под-
вергнут продувке во время планового ремонта или при работах по
ликвидации аварии печи зато трубы вертикального змеевика зна-
чительно проще и легче устанавливать, крепить и ремонтировать.
Общим преимуществом печей конвективного типа является высокая
степень равномерности нагрева продукта по окружности трубы.
В конвективных печах с нисходящим потоком дымовых газов
для повышения количества тепла, передаваемого трубам при-
ходится осуществлять рециркуляцию теплоносителя или сжигать
топливо с большим коэффициентом избытка воздуха, что резко
снижает их производственные характеристики Поэтому в настоя-
щее время подобные печи предполагают заменять радиантно-кон-
вективными.
Конвективные печи с вертикальными трубами особенно эффек-
тивны при высоких (500—700 ат) давлениях прокачиваемого про-
дукта и больших скоростях дымовых газов, омывающих ребристые
трубы.
Печи радиантного типа характеризуются сравнительно низким
коэффициентом полезного действия из-за больших потерь тепла с
уходящими горячими дымовыми газами, так как в связи с отсут-
ствием конвективных змеевиков гепло этих газов практически не
может быть использовано. Поэтому радиантные трубчатые печи
целесообразно применять лишь для нагрева продукта до умерен-
ных температур и при низких теплонапряжениях поверхности зме-
евика, а также при утилизации тепла дымовых газов за печью.
Печи радиантно-конвективного типа получили в нефтеперераба-
тывающей и нефтехимической пормышленности СССР наибольшее
распространение. Коэффициент полезного действия этих печей без
использования тепла отходящих газов достигает 80%, с использо-
ванием—85%. Тепловые напряжения топочного объема колеблют-
ся от 30 000 до 80000 ккал/(м3-ч), теплоиапряжения поверхности
нагрева радиантных труб составляют 15000—45 000 ккал/(м’ ч).
На рис. 5.11 показана типовая радиантно-конвективная трубча-
тая печь, обогреваемая комбинированными форсунками, иа
рис. 5.12 — схемы современных компактных и высокопроизводитель-
ных раднантно-конвективных печей с излучающими стенами, со-
бранными из беспламенных панельных горелок. Топливный газ,
146
Гл. 5. Деструктивная переработка нефтяного сырья
Рис. 5.11. Двухкамерная трубчатая печь с наклонным сводом [25]:
форсунки; }—потолочные экраны; S—подвеске не I* кирпиче*; 4—котеипноииая секция; S—смотровые окне;
пароперегреватели; 7—трубная подвеска: «—площадка для обслуживания форсунок: подовые экраны;
10— предохранительные окна.
Влияние различных факторов на высокотемп. свроводор. коррозию
147
сгорая в туннелях керамических призм этих горелок, нагревает ке-
рамику и поступает в топку. Раскаленная керамика горелок излу-
чает тепло трубному экрану.
В зависимости от конструктивных особенностей печиых змееви-
ков трубы из Х5М применяются либо в отожженном состоянии (для
пластичности при развальцовке в
двойниках), либо в нормализо-
ванном с последующим высоким
отпуском (при соединениях печ-
ных и коммуникационных труб
сваркой). В последнем случае
можно для экономии металла
уменьшать толщину стенок труб
(из упрочненной стали). Преиму-
щество улучшенной стали перед
отожженной сталью Х5М наибо-
лее заметно при температурах
ниже 550 °C.
Теплообменные трубы из ста-
лей Х5М, Х8, 0X13 используют в
трубных пучках и секциях аппа-
ратов в тех случаях, когда трубы
нз углеродистых сталей разру-
шаются в результате высокотем-
пературной сернистой коррозии
(протекающей со скоростью бо-
лее 0,4 мм/год, срок службы ме-
нее 3 лет) или вследствие низких
прочностных характеристик ме-
талла. Выбор между перечис-
ленными хромистыми сталями
производится на основе анализа
конкретных условий эксплуата-
ции и накопленного производ-
ственного опыта
Рис. 5.12. Печи с двухрядным экра-
ном двухстороннего обогрева с гори-
аоитальным расположением труб (26):
л—с мрхммм расположением конвектив-
ного пучка; б—с ккжклм расположенном
коивектнвного пучка; а—с двумя ннжиимк
конвективными пучками; «~е дополнитель-
ными боковыми экранами;
Г—трубный змеевик; 2—излучающая сте-
на: коллектор газа.
Использовать для изготовления литых изделий сталь Х5ТЛ
можно лишь до 425°C, так как прн более высоких температурах
она охрупчивается. Сталь Х5М свободна от этого недостатка и
должна поэтому применяться при изготовлении деталей насосов,
арматуры, работающих в сернистых средах при более высоких тем-
пературах. Сталь Х5ВЛ по коррозионной стойкости и прочности не
отличается от Х5МЛ Литая сталь Х8ВЛ превосходит Х5МЛ и
Х5ВЛ по коррозионной стойкости прн повышенных температурах в
снльноагрессивных сернистых средах она идет на изготовление ли-
тых печных змеевиков, армагуры и деталей трубопроводов, изго-
товляемых из коррознонностойких и обладающих повышенной
теплопрочностью труб Х8ВФ и ХЭМ. Для наиболее напряженных
148 Гл. 5. Дегтруктивная переработка нефтяноео сырья
литых деталей, работающих в серусод< ржащих средах, рекомен-
дуется применять сталь Х7ВЛ.
При выборе материалов для особо высокоагрессивных серни-
стых сред вопрос о целесообразности использования чаиболее кор-
розионностойкой и теплопрочной, но содержащей дефицитный ин
кель стали типа 18-8 или высокохромистых сталей ХЭМ, Х13М1,
1Х12В2МФ, 1Х8ВФ решается с помощт ю технико-экономического
расчета. При этом для некоторых процессов следует учитывать не
только сроки службы элементов оборудования, но н недопустимость
занесения продуктов коррозии в реакционные смеси или продукты
Чтобы увеличить срок служ'бы печных труб в условиях серни-
стой коррозии при высоких температурах, рекомендуется перейти
от труб из Х5.М к трубам из сталей с более высоким содержанием
хрома (1Х8ВФ, ХЭМ, Х13М1).
ВЫСОКОТЕМПЕРАТУРНОЕ ОКИСЛЕНИЕ ПЕЧНОГО ОБОРУДОВАНИЯ
ОБОГРЕВАЮЩИМИ ГАЗАМИ
При эксплуатации печных устройств важное значение имеет
высокотемпературное окисление нагревающими газами Употребле-
ние сернистого топлива сопровождается появлением в газах серни-
стого ангидрида, содержание которого растет пропорционально ко-
личеству' серы в сжигаемой нефти (мазуте) (1]. Агрессивность газов
с SO2 при увеличении избытка воздуха в общем возрастает. Агрес-
сивное действие SO: при этом проявляется начиная с концентрации
0.6% (27).
Легирование хромом, алюминием и кремнием в общем случае
повышает окалинос тойкость металла для печных устройств. Пэ
технологических и эксплуатационных соображений обычно для г еч
ных змеевикоз пользуются сталями, легированными хромом До-
полнительное легирование (никелем, молибденом и др.) преследует
цели повышения технологичности металла, стойкости к другим ви-
дам коррозии (например, при остановках оборудования), улучше-
ния жаропрочности и др. При прочих равных условиях повышение
температуры сопровождается резким усилением окалинообразо-
вання (рис. 5.13). Сжигание сернистого топлива и появление SO:
в газах особенно усиливают коррозию при неполном сгорании. Но
и при обычных условиях (некоторый избыток воздуха) присутствие
SO: вызывает такое же усиление окалинообразования, как и газы
без SO:, нагретые на 100—150 °C выше Понижение скалинистой
кос^н сталей при наличии SO: в газах сгорания связывается с воз-
никновением сульфатов в составе золы, оседающей на стенках печ
ных змеевиков: сульфаты разъедают окисную защитную пленку [27].
Пои увеличении рабочих температур печных устройств перехо-
дят от углеродистых сталей к низколегированным (типа 12МХ,
12ХМ), затем к среднелегированным (типа Х5М, Х8, X ВФ) и.
наконец, к высоколегированным (XI8H10, Х18Н101, Х17Н13М2Т
быСомЯемлературное окисление печного оборудований еазаки 140
ре-
Х25Н20, XI8H34 и др.). При этом наряду с жаропрочностью кри-
поустойчивостью и подобными свойствами возрастает и окалино-
стойкость.
Однако оценка окалиностойкости по величинам коррозионных
потерь при кратковременной выдержке может дать ошибочные
зультаты. Сравнение окалииостойкостей
следует производить либо иа основе весь-
ма длительных (полгода и более) выдер-
жек или, еще лучше, иа основе сопоста-
вления показателей и коэффициентов
кинетических уравнений процесса высо-
котемпературного окисления. Так, при
подборе окалииостонких сталей для труб
печей установок пиролиза установлено
понижающее влияние добавки марганца
на стойкость к высокотемпеоатурному
окислению при 900®С [28]:
Х18НПС2ГА g4-0®— 1.096т
Х18Н11С2Г2А я,й — 0.596т
Х18ННС2ГЗА g‘-27 = 0J212T
0,44
£Ц6-
0,76-
0,10 -
о,п -
«5
х -
где g — коррозионные потери, г/м2; т —
время, ч.
В зоне температур, отвечающих мак-
симальным допустимым потерям на ока-
линообразоваиие для сталей печного сор-
тамента, развиваются локальные корро-
зионные поражения. Разрушения типа
язв (так называемые «оспины») возни-
кают вследствие нарушений окисной за-
щитной пленки, вызываемых дефектами
поверхностного слоя металла (закаты,
плены, включения), загрязнениями поверх-
ности золой, известью и др> гимн окисны-
ми соединениями. Дополнительное леги-
рование высокохромистьде сталей крем-
нием и алюминием позволяет значитель-
г I______е. —।
600 700 SOO - 110G
t,ec
Рис. Б. 13. Зависимость ско-
рости коррозии в резуль-
тате высокотемпературного
окисления от температуры
для сталей, применяющих' я
при изготовлении труб пе-
чей нефтеперерабятывг“'-
щей промышленности 25]:
/—углсродистеи сталь и ;твя*
с 0,5» Мо; 2—стали с 1.25» Ст,
ОЛх Мо я с 2.25Х Сг, 1х Мо;
г—стали с 5х Сг. 0,5х Ml;
4—стала с 'X Сг, 0.5хМо г
с«.<Сг. 1хМ_>; 5—стали 18-10,
18 10-2.5, I8-I0-TI, 8-IO-Nb; «-
ст_1я 45-20 и 18-34.
ио увеличить стойкость к местному окалинообразова шю (возник-
новению язв) [29]. Экспериментально доказана * целесообразность
применения сталей Х25Ю5, Х25Н20С2 н Х20Н14С2 вместо 0Х23Н18
при изготовлении печей для работы с температурой наружной по-
верхности змеевика до 1000°С (табл. 5.3).
Местные отложения кокса на стенках труб со стороны нагревае-
мого продукта создают локальные участки, на которых из-за
• Исследования проведены X И. Ческис и И. М. Левтоновой (ВНИИНефте-
маш)
150
Гл, б. Деструктивная переработка нефтяного сырья
Таблица 5.3
Скорость коррозия высоколегированных сталей в нижней части
реакционной зовы печи гонверсип природного газа
Тсмпео.тур. ~ 1000 «С. Смети» продуктов коррозия при плотности ток« 45 А/ды’ и
500 °C я рпсплпис СОЯ КОН и 45Х NljCOj.
Сталь Скорость коррозии, мм/год. при выдержке Ст«ль Скорость коррозии, мм/год. при выдержке
ЗД5 ч €000 ч 3093 ч 6000 «
Х25Ю5 0.085 ___ X20HI4C2 0.10 0,19
Х25Н20С2 горя- С 078 — 0.10 0.17
чекатаиая 0 085 — 0.08 —
0.079 — 0X23HI8 0.30 0.61
45Х25Н20С2 цен- 0.007 0.19 0.15 0.48
тробежнолитая 0.032 0.22 0.16 0.57
0.098 0.22
пониженной теплопередачи температура на стороне, омываемой
нагревающими газами, сильно возрастает. Такие повышения темпе-
ратуры сопровождаются резким локальным усилением окалино-
образования и опасными местными разрушениями труб. Следст-
вием отложений кокса при высоких температурах может быть
также опасное науглероживание металла труб, приводящее к их
местным разрушениям 130]
Высокотемпературное окисление нагревающими газами усили-
вается также из-за попадания в дымовые газы пятиокиси ванадия
V2O5. Эта последняя образуется в результате сгорания так назы-
ваемого порфирина ванадия, очень сложно! о соединения, входя-
щего в состав некоторых нефтей. Источником ванадия в нефтях
являются соединения, входившие в состав крови низших морских
организмов: в результате разложения этих организмов образова-
лись нефти ряда прибрежных районов. Хотя содержание ванадия
в топливе не превышает сотых долей процента, его содержание
в золе достигает 50%. Частицы такой золы переносятся газовым
потоком иа поверхность нагреваемых труб в печах. Возникающее
в результате присутствия \'2О5 так называемое катастрофическое
окисление при 700—800°C протекает по линейному закону и сопро-
вождается близким к равномерному разъеданием. Считается, что
V2O5 разрушает окалину, образуя с составляющими ее окнелами
легкоплавкие жидкотекучие соединения, таким образом уменьшает-
ся способность защитной пленки тормозить дальнейшее окисление
металла [31, 32]. Считается также, что V2Os облегчает перенос кис-
лорода. диффундирующего через пленку продуктов коррозии к ме-
таллу. При этом проявляется инкубационный период, обусловлен-
ный временем, необходимым для реакции V2OS с окисной пленкой.
Для углеродистых сталей интенсивность коррозии почти про-
порциональна времени воздействия V2Os при повышенных темпера-
Высокотемпературное окисление печного оборудования газами
151
турах. Для высоколегированных аустенитных сталей скорость кор-
розии в присутствии V2Os с течением времени замедляется. Именно
аустенитные хромоникелевые стали показывают повышенную стой-
кость к этому специфическому виду разрушения, причем 8—12% Сг
уменьшают скорость окисления в присутствии V2O5 недостаточно,
и лишь легирование 20 25% Сг существенно снижает скорость
разъедания Тенденция стали к разрушению в этих условиях не
снижается при добавлении никеля. Ванадиевая коррозия ослаб-
ляется легированием кремнием [33J: стоек в этих условиях ферро-
снлид. Никслехромовые сплавы типа XII78T и ХН80Т более стойки,
чем аустенитные хромоникелевые стали. Бронзы и другие сплавы
на основе меди разъедаются золой, содержащей V2Os, при темпера-
турах ниже точки плавления золы.
Введение в сталь молибдена, вольфрама н ванадия увеличивает
скорость газовой коррозии, так как сказывается катализирующее
действие образующейся пятнокиси ванадия, а также летучесть об-
разующихся окнелов молибдена н вольфрама.
Содержание в золе сульфата натрия и щелочи усиливает вана-
диевую коррозию; при 15—20% сульфата в золе она достигает
максимума.
Одним из методов защиты от ванадиевой коррозии является
вдувание доломитовой пыли в газовый поток: окислы щелочнозе-
мельных металлов дают с пятнокисью ванадия тугоплавкие соеди-
нения. Уменьшается ванадиевая коррозия и в условиях неполного
сгорания: примеси несгоревшего углерода восстанавливают V2Os
в V2O3.
Сообщается об усилении окалинообразования при содержании
в обогревающих газах трехокисей молибдена и вольфрама и попа-
дании в золу свинцовых соединений, фторидов, соединений висмута
[34].
Другую опасность представляет низкотемпературная коррозия
наружной поверхности печных змеевиков и других металлических
поверхностей газового тракта нагревательных установок. Это раз-
рушение связано чаще всего с конденсацией серной кислоты из ды-
мовых газов иа стенках, когда их температура ниже точки росы.
Образование серной кислоты связывают с окислением сернистого
ангидрида при каталитическом действии окиси железа и темпера-
турах от 480 до 650 °C; при обычном содержании серы в топливе
такое превращение не превышает 20%.
Сернокислотная коррозия максимальна в начальный стояноч-
ный период Далее она тормозится продуктами низкотемператур-
ной коррозии и окалинообразования. При обычных содержаниях
SO3 в газах сжигания сернистого топлива максимальная скорость
сернокислотной коррозии наблюдается прн 120—130 °C (31).
Для защиты от сернокислотной коррозии в стояночный период
за рубежом рекомендуется вводить в поток дымовых газов пыле-
видные добавки окислов щелочных металлов, металлического
152
Гл. 5. Деструктивная переработка нефтяного сырея
цинка, доломита, аммиака [35], а также инертных веществ, адсор-
бирующих серную кислоту и уносимых потоком газов в атмо-
сферу [36].
Наблюдается также коррозия наружной поверхности печей, ра-
ботающих при сжигании несериистой нефти с высоким содержа-
нием солей (из пластовой воды). Такая коррозия вызывается воз-
действием кислых соединений, образующихся из зольных отложе-
ний на поверхности змеевиков. Разъедание происходит главным
образом во время простоя установок, в основном в холодное время
года (суток), когда иа поверхности труб образуется капельножид-
кая влага (вследствие достижения точки росы). Однако коррозия
может происходить и при несколько более высоких температурах,
чем точка росы для водяных паров в атмосфере. Этому способ-
ствует адсорбция влаги отложениями на поверхности труб, а также
повышение точки росы в результате образования в парах кислоты.
Интенсивность коррозии трубных змеевиков для печных уст-
ройств можно снизить простыми технологическими приемами в про-
цессе эксплуатации.
1. Удалять с поверхности труб паром илн воздухом золу перед
остановкой печей. Этот способ эффективен лишь в том случае, если
применяется с самого начала эксплуатации печей. Если же на по-
верхности змеевика уже образовалась спекшаяся корка продуктов
коррозии и золы, то обдувка становится малоэффективной.
2. Переводить печи, если это возможно, на горячую рецирку-
ляцию на время остановки производственного процесса.
3. Перейти, по возможности, на сжигание беззольного и несер-
иистого топлива.
4. Уменьшать попадание паров влаги в газоходы во время про-
стоя печей путем герметизации топочного пространства.
5. После прекращения перекачивания нефти или нефтепродук-
тов по змеевикам печи обеспечить сухое состояние зольно-корро-
зионных отложений (например, подогревом печи).
Вытяжные стальные трубы печей обычно подвергаются разру-
шениям вследствие низкотемпературной коррозии под действием
серной и сернистой кислот, образующихся при температурах в зоне
точки росы по длине дымососа. При этом иногда происходят коль-
цевые разрушения дымовых труб на некотором расстоянии от верх-
него среза, иногда же разъедание поражает нижнюю часть труб
(в результате воздействия стекающего агрессивного электролита,
образующегося при абсорбции SO3 и SO2 конденсирующейся вла-
гой, атмосферными осадками). Поэтому трубы рекомендуется изго-
товлять нз неметаллических материалов (бетоны), футеровать ке-
рамикой, кислотоупорным кирпичом, снабжать покрытиями на ос-
нове пеков, битумов ]37].
Требования к коррозионной стойкости нагревательной аппара-
туры со стороны обогревающих газов учтены во всех нижеприве-
денных рекомендациях материалов для печных устройств и др.
Термический крекинг
153
ТЕРМИЧЕСКИЙ крекинг
Протекание высокотемпературной сероводородной коррозии при
термическом крекинге в значительной степени осложняется явле-
ниями коксообразования на стенках печных змеевиков, камер и
другого оборудования, эрозией под действием взвешенных частиц в
турбулентно движущихся потоках, образованием осадков на стей-
ках (продукты коррозии железа и т. п.), а также науглерожива-
нием и охрупчиванием металла (38—40].
Образование коксовых отложений тормозит коррозию в резуль-
тате прекращения доступа сероводорода к поверхности металла.
Рнс. 5.14. Зависимость скорости
коррозии печных труб от темпе-
ратуры сырья в печи и содержа-
ния щелочных реагентов в гуд-
роне [41].
Сомржвнке щелочных реагентов:
/-«5-80 г/т: г—И5-Кг,т;8-«0-10г/т.
Рнс. 5.15. Изменение содержания
щелочных реагентов и соединений
железа (продукты коррозии) в кок-
совых отяожеивях печных труб [41]:
/ — щелочные реагенты; 1—соединенна же
леэа-
Периодически проводимые мероприятия по удалению кокса (вы-
жигание, скалывание) усиливают коррозию змеевиков с внутрен-
ней стороны 138]. С другой стороны, коксовые отложения усили-
вают износ (коррозию, прогары, отдулины) змеевиков со стороны
дымовых газов, так как препятствуют охлаждению металла проте-
кающим по змеевикам продуктом.
Влияние температуры сырья на металл печных труб имеет экс-
тремальный характер. Первоначальное усиление коррозии (вслед-
ствие дополнительного выделения сероводорода из термостойких
сернистых соединений под влиянием высоких температур в печах
термокрекинга) заканчивается максимумом (при 400—460 °C по
данным [38], при 420—440° по данным [41] — см. рнс. 5.14 и при
440—490° по данйым [23]), выше которого начинается торможение
коррозии вследствие усиленного коксообразования на стенках. По-
казано [23, 38], что при прочих равных условиях скорость коррозии
печных змеевиков пропорциональна количеству серводорода, вы-
деляющегося прн термическом расщеплении сернистых соединений,
Г54
Гл. 5. Деструктивная переработка нефтяного сырья
т. е. что между износом труб и общим содержанием серы в сырье
нет прямой связи.
Скорость разъедания печных труб в условиях коксообразова-
ния (печь термического крекинга тяжелого сырья, 470 °C, 44—47 ат)
уменьшается с возрастанием содержания щелочных реагентов в
сырье (рис. 5.15), куда они попадают в результате защелачивания
сырой нефти на установках первичной переработки (рис. 5.16). Од-
нако пользование обратной зависимостью между содержанием ще-
лочей в гудроне и скоростью коррозии (рис. 5.17) должно быть
Рис. 5.16. Зависимость со-
держания щелочных ре-
агентов в гудроне уста-
новок АВТ от их дозиров-
ки в арланской яефтн [41].
Рис. 5.17. Зависимость ско-
рости коррозии печных труб от
содержания щелочных реаген-
тов в гудроне (прн 425 °C)
(41].
ограничено соображениями об опасности коррозионного растрески-
вания на установках первичной переработки в результате введения
избыточных количеств щелочных реагентов в сырье (см. гл. 4).
Кроме того, усиленное отложение кокса в печных трубах, которому
способствует значительное содержание щелочных реагентов, также
нежелательно (см. выше). При установлении оптимальной вели-
чины расхода щелочных реагентов на установках АВТ 53—55 г/м3
сырья (см. гл. 4) содержание щелочей в гудроне достигло 50—55 г/т;
за счет этого на одном из нефтезаводов удалось снизить среднего-
довой износ труб с 10—11 мм/год (при 20—30 г/т) до 1—2 мм/год
[41].
Рекомендация [42] вводить в мазут 1,3—1,5 г нейтрализующей
негашеной извести на тонну для торможения сероводородной кор-
розии ие нашла у нас применения.
Морфология коррозионных разрушений при термическом кре-
кинге остается неопределенной: можно говорить лишь о комбини-
рованном коррозионно-эрозионном разрушении, интенсивность ко-
торого максимальна в местах изменения направления потока, в
концах труб и т. д.
Термические крекинг
I»
Установлены * •* различия в скоростях коррозии в жидкой и па-
ровой фазе термического крекинга. Эрозионное воздействие потока
жидкости, сдирающего продукты коррозии, более чем вдвое увели-
чивает скорость коррозии углеродистой стали. Для стали с 13% Сг
этого различия не наблюдалось: защитные пленки иа высокохро-
мистой стали обладают большей прочностью и лучшим сцеплением
(видимо, из-за присутствия в них шпинели Сг2Оз-РеО).
Для изготовления массообменной аппаратуры и емкостей уста-
новок термического крекинга непригодны медь, никель, монель-ме-
талл [40]. При экспозиции образцов в нижней части ректификацион-
ной колонны установки термического крекинга определены *• сле-
дующие значения скорости коррозии сталей, мм/год:
Углеродистая сталь Ст. 3..........5.15
Сталь с 2.25% Сг и 1% Мо . ... 1.85
Сталь с 5% Сг и 0,95% Мо .... 0.71
Сталь с 5% Сг и 0.5% (W + V) . . 0.53
Сталь с 11-13% Сг........0.08
Сталь типа 18-8............0.03
При выдержке образцов в печи легкого крекинга были уста-
новлены •* скорости коррозии для углеродистой стали 15 и для
стали Х5М 3 мм/год, а в печи тяжелого крекинга, соответственно,
11 н 2 мм/год.
Таблица 5.4
!
Скорость коррозии (мм'год) копструнцпонпых сталей и условиях
термическою крекинга а зависимости от расположения образцов [23]
Продолжительность ИСПЫТАНИЙ ЙХЮ ч.
Ст эль Место расположения образцов
ниа ректифи- кационное колонны К-3 (380 ®С. 13 ат) трубы печей тяжелого сырья (395 °C. 49 ат) верх ректнфлка* ЦНОНКОЙ КОЛОМНЫ К-3; ребойлер дебутанизатора трубы г.ечм глубо- кого крекинга <480 ®С, 41 ат): низ ректификационной колом ны (300-370 °C. 6 ат. 1200 ч)
Углеродистая 8.0 3.7 0.2—0.8 1.3-11
Х5. Х5М. Х5ВФ 1.0-1.3 0.46 0.12-0.99 0.62-0.77
1Х8ВФ, ХЭМ. Х8 0.61 0.24 0.10-0.73 —
Х12В2МФ. 0X13. 0.10 0.17 0.04-0.14 0.05-0.08
1X13 JX18H10T 0.01 — 0.01 0,03
В табл. 5.4 представлены характеристики коррозионной стойко-
сти сталей, полученные позднее при экспозиции в рабочих средах
• Исследования проведены Г. Ф. Максимовой (ВНИИНефтемаш).
•* Исследования проведены Л. Д, Захарочкипым и Л. Г. Клочковой (Бори-
совой) (ВНИИНефтемаш),
156
Гл. 5. Деструктивная переработка нефтяного сырья
Таблица 5.5
Скорость коррозии черных металлов в рабочих вонах
аппаратуры термического крекинга
(по результатам производственных испытаний [45])
Испытания проводились в условиях иггексявяого пврсмешиявикя, исключающего
аурвцню-
Толщяиа образцов: углеродистой стали— 1J57 №Г. хромистых и хрокоинкеяешх ста-
лей—О.Я нм; чугуна— 2,21 мм.
Условия ислмтаикй; среда; температура; длительность Металл (химический состав. м> Скорость кор розни. ММ/ГОД
Испаритель низкого давления (средние тарелки)
Крекированный 1взойль Сталь
с содержанием меркаптанов и ззнной серы 405 °C 408 ч H^S. свя- углеродистая хромистая (0.15 С, 5 Сг: 0.5 Мо) хромистая (0.12 С; 16 Сг) хромоникелевая (0.15 С: 18 Сг; 9 Ni) хромоннкельмолибдсновая (0.08 С; 17 Сг; 13 Ni; 2.5 Мо) 0.25 0.76 0 15 0.10 0.10
Чугун никелевый (25 С: 15 Ni; 7 Си; 2 Сг) 254
Испаритель высокого давления (верхние тарелки)
Нефтяные пары после Сталь
крекинга сырья с со- держанием 0.5% S. Образцы защищены слоем кокса углеродистая хромистая (0.15 С; 5 Сг; 0.5 Мо) хромистая (0.15 С; 13 Сг; I Ni. 0.5 Мо) 0.30 0.08 0.13
404 “С хромоникелевая (0 I5C; 18 Сг; 9Ni) 0.008
3648 ч хромоннкельмолибдсновая (0,08 С; 0.015
17 Сг; 13 Ni; 2 5 Мо)
Чугун никелевый (2.5 С; 15 Nl; 7 Си; 0.15
2 Сг)
Испаритель высокого давления (нижние тарелки)
Пары газойля после Сталь
крекинга сырья с со- держанием 1% S углеродистая хромистая (0.15 С; б Сг; 0.5 Мо) 2.54 0.05
416 °C хромистая (0.15 С; 13 Сг; 1 N1; 0.008
1776 ч ОД Мо) хромоникелевая (0.15 С; 18 Сг; 0.025
9 N1) хромоннкельмолнбденовая (0.08 С; 0.023
17 Сг; 13 N1; 2.5 Мо)
Чугун никелевый (2,5 С; 15 Ni; 7 си; 0.13
2 Сг)
Термический крекинг
157
- Продолжение
Услоаня испытанна; среда; температуре, длите лi десть Металл (хтмическяА состав. к) Скорость кор- розии. мм/год
Ректиф икацнониая к о А о а а а (днище)
Жидкая фаза крекииг- гагойля из флотского мазута 417-С 1392 я К Сталь углеродистая хромистая (0,15 С; 5 Сг; 0.5 Мо) хромистая (0.15 С; 13 Сг; 1 Ni; 0 5 Мо) хромоникелевая (0.15 С' 18 Сг, 9 N1) хромоннкельмолнбденовая (0.08 С; 17 Сг; 13 Ni; 25 Мо) Полное раз- рушение 0.35 051 0.025 0.025
Чугун никелевый (25 С: 15 Ni; 7 Си; 2 Сг) 0.25
Ректиф нкациоиная колонна (корпус)
Нефтяные пары после крекинга сырья с со- держанием 0.75% S 432 “С 1800 я Сталь углеродистая хромистая (0.15 С; 5 Сг, 05 Мо) хромистая (0.15 С; 13 Сг; 1 Ni; 05 Мо) хромоникелевая (0.15 С; 18 Сг; 9 Ni) хромоникельмолибденивая (0.08 С; 17 Сг; 13 Ni, 2.5 Мо) 1.27 0.076 0.051 0.020 0.023
Чугун никелевый (25 С; 15 NI; 7 Си; 2 Сг) 0.20
важнейших элементов оборудования установки термического кре-
кинга [23].
На практике используют эти характеристики при выборе мате-
риалов аппаратуры установок термического крекинга. Так, горячие
иасосы выпускаются с элементами проточной части нз сталей типа
18-8, а также хромистых (11—13 и 4—6% Сг) Ректификационные
колонны защищаются футеровкой нз торкрет-бетона [19] или об-
кладкой из стали с 11—13% Сг Тарелки колонн выполняются с
полотнищами из средне- (4—6%) и высокохром истой (11—13%)
стали и колпачками из стали с И—13% Сг или даже из стали
типа 18-8. Печные змеевики выполняются из стали типа Х5М.
Камеры облицовываются сталью 18-8, а коммуникации изготов-
ляются из стали типа Х5М. Для крекинг-печей повышенного дав-
ления трубы для змеевиков делают из стали с 8—10% Сг.
По результатам анализа продолжительности эксплуатации
труб, выходящих из строя вследствие высокотемпературной серни-
стой коррозии, отдулнн и прогаров при эксплуатации в печах тяже-
лого и легкого сырья установок термического крекинга предложены
153
Гл. 5. Деструктивная переработка нефтяного сырья
Примерный выбор материалов для оборудования
м иа рис 5.18 Аппараты, обор удоя • и иа Рабочая температура. Давяе яяе. ВТ
8 Теплообменник крекинг- остатка я сырья типа «труба в трубе» 390—280 160-230 30/16
5 Ректификационная колонна 200-390 12
6 Испаритель низкого давления 230-400 6
1 Печь легкого крекинга 470-480 60
2 Печь глубокого крекинга 610-525 60
3 Реакционная камера 460-470 20-25
4 Испаритель высокого давления 470 16
7 Сырьевой насос 90 30
9 Насос загрузки печи глубокого крекинга 320 60
10 Насос загрузки печи легкого крекинга Емкости для щелочной промывки (содержат щелочные растворы сероводорода) 360 40 60 10
Термический крекинг
1.50
Таблица 5.6
двухтонной установки термического крекинга
Материалы для изготовления а условиях переработан сырья Примечания
несерикстого ОЛЯ S) сернистого {> S)
Все элементы из углеродистой стали Элементы корпу- са — см. примеча- ние. Прибавка на коррозию 3 мм. Внутренние устрой- ства из углероди- стой стали Внутренние тру- бы из Х5М. а на- ружные — нз угле- родистой стали Корпус нз двух- слойной стали 16ГС + 0X13 Внутренние устройства из ста- ли 0X13 Тарелки из стали 0X13. а крепеж- ные изделия для них нз сталей 1 Х|3. 2X13 и 3X13. Стойкость таких тарелок в 2 раза выше, чем у из- готовленных из углеродистых ста- лей. Элементы корпуса выбираются нз соображений прочности, эконо- мичности и хладостойкости из ста- лей углеродистых (Ст. 3, I5K. 2СК) иля низколегированных (16ГС. 09Г2С) То же В зоне коксовых отложений тем- пература повышается вследствие теплоизолирующих свойств коксо- вого слоя. Змеевики радиантпой секции — из стали Х8ВФ, а двой- ники — из стали Х8ВЛ. 3 мена Х8ВФ (Х8ВЛ) на Х5М (Х5МЛ) допускается. При этом срок службы змеевика сокращается То же В этих н подобных им аппаратах допускается замена плакировки и моиометалла 0X13 на Х18Н10Т (в связи с отсутствием опасности коррозионного растрескивания по- следней а рабочих средах} С деталями проточной частя нз углеродистой стали Паакнровкя во избежание суль- фидного растрескивания. Допу- скается защита эпоксидными да- ками <147], см. гл. 3)
То же При температуре стенки труб до 475 °C — сталь 10; выше 476 °C - Х5М То же Корпус из стали I2XM. Прибавка на коррозию 6 мм Корпус нз стали 16ГС- Прибавка на коррозию 6 мм Исполнение «С> 12878-67 J44] Элементы проточ- ной части из угле- родистых сталей То же То же Элементы про- дуктового змее- вика из сталей Х5М. Х8ВФ. ХЭМ То же Корпус нз двух- слойной стали 12ХМ4-0Х13 Корпус из двух- слойкой стали 16ГС + 0Х13 согласно ГОСТ Элементы про- точной части нз сталей с 11 — 13% Сг То же Из биметаллов Ст. 3 + 0X13. . 16ГС + ЭХ13. О9Г2С + 0X13 или с плакировкой из Х18Н10Т
160
Гл. 5 Деструктивная переработка нефтяном сырья
м KS рис- &JS Аппараты, оборудование Рабочая температура, Давле- ние.
Стаблл 1аатор Низ 180 Верх 70 10
Трубопроводы из крекинговой лечи в реак-
ционную камеру н другие коммуникации сырья
и полупродуктов
Трубопроводы агрессивной среды поел? кре
кинговых печей, трубопроводы агрессивной
флегмы
Остальные трубопроводы
>260
320
и выше
следующие меры (23]. Рекомендуется изготовлять змеевики подо-
вого экрана печи крекинга тяжелого сырья с трубами из сталей
1Х8ВФ и Х9М, а потолочного экрана — с трубами нз Х13М1,
1Х12В2МФ и Х9М. В печи легкого сырья следует применять также
дифференцированный по материалам змеевик, соответственно, с
трубами из сталей Х5М и ХЭМ (или 1Х8ВФ). Тахие змеевики
должны обеспечить работу установок термического крекинга без
остановок печных агрегатов в течение ие менее 3 лет.
Ретурбенды в отечественном производстве изготовляются из
углеродистой стали (до 400°C и 65 ат), низколегированной стали
ЗОХМАЛ (до 450°С н 100 ат) и стали Х5МЛ (до 500°С и 100 ат).
За рубежом ретурбенды выполняются также и из сталей с 9 и 13%
Сг [43]. Трубы применяют нз Х5М и Х8ВФ (до 550°C), а при 550°
и выше — нз аустенитных хромоникелевых сталей |44].
В табл. 5.5 представлены некоторые результаты производствен-
ных испытаний образцов в аппаратуре установок термического кре-
кинга [44]. Эти испытания показали отсутствие тенденции к локаль-
ному ра гьедаиию (питтингу) металла оборудования на установках
термокрекинга. Видна роль легирования хромом в качестве основ-
ного пути повышения коррозионной стойкости. В наиболее жестких
условиях применение углеродистой стали недопустимо. При мень-
шем образовании сероводорода в процессе крекинга применение
углеродистой стали должно сопровождаться большими трипусками
толщины сгенок (запасом на коррозию). Легирование аустенитных
нерж; веющих сталей молибденом не повышает коррозионной стой-
кости: эта добавка преследует цель увеличения прочности прн вы-
соких температурах.
На рис. 5.18 изображена принципиальная схема установки тер-
мического крекинга. Тяжелое сырье насосом 7 подается в тепле об-
менники для крекииг-остатков 8, где нагревается до 160°C, Отсюда
Термический крекинг
161
Продолжение
Материалы для изготовления о условиях
переработки сырья
Примечания
иесерхнстого «ОЛх S) | сернистого О OJSx S)
Из углеродистых или низколегированных
сталей с прибавкой на коррозию 3 мы
Хромистые стали Х5, Х5М. Х5ВФ. Х8
Хромистая сталь Х8
Углеродистая сталь
Выбираются из соображений проч-
ности. экономичности и хладостой-
кости нз сталей углеродистых
(Ст. 3. 15К. 20К) или низколегиро-
ванных (16ГС. О9Г2С)
оно поступает в колонну 5, где смешивается с парами рециркули-
рующей флегмы, тяжелая часть которой конденсируется, а другая,
меньшая часпС сырья по-
дается иа четвертую та-
релку испарителя низко-
го давления 6, где также,
нагреваясь, обогащается
хвостовыми соляровыми
фракциями и подается на
шестую тарелку колонны
5. Таким образом, темпе-
ратуру нижней части ко-
лонны удается поддержи-
вать иа уровне 370—
380 °C. Из колонны 5
(снизу) на/ ретое сырье
центробежным насосом 10
подается в печь легкого
крекинга /. Легкая флег-
ма из средней части ко-
лонны 5 насосом 9 прока-
чивается через печь глу-
бокого крекинга 2. В пе-
чи легкого крекинга 1
сырьевая смесь нагре-
вается до 470—480 °C и
вместе с продуктами, по-
ступающими из печи глубокого крекинга и нагретыми до 510—
525 °C, подается в верхнюю часть выносной реакционной камеры 3.
В реакционной камере при 460—470°С и давлении 20—35 ат
Рис. 5.18. Прнкцнпнальиая технологическая
схема двухпечной установки термического
крекинга* [46]:
/—печь легкого крекняга: 1—печь глубокого кре*
кжнгв: 3—выносная реакциовная камера: <—испа-
ритель высокого давления: S—колонна: (— испари-
тель нчэкого давления: 7— насос тяжелого сырья:
3—теплообменники для крскннг-остатко»: S— нзсос
легкое флггмы: /0— насос загрузки печи легкого кре-
кинга.
6 Зак. 10
162
Гл. S. Деструктивная переработка нефтяного сырья
крекингу подвергается в основном паровая фаза из реакционной
камеры 3, которая, пройдя через редукционный вентиль, поступает
в испаритель высокого давления 4, где при температуре 430 °C
и давлении 10 ат пары продуктов крекинга отделяются от жидкога
остатка. Смесь газа паров бензина и флегмы поступает в ниж-
нюю часть колонны 5, а жидкие крекинг-остатки — в испаритель
низкого давления 6. Здесь при давлении 3—4 ат от крекинг-
остатка дополнительно отделяются газойлевые фракции и подаются
в колонну 5. Крекинг-остатки прн 400 °C насосом откачиваются че-
рез сырьевые теплообменники и затем холодильники в резервуар.
Сверху из колоины 5 отводятся газ и пары бензина, которые кон-
денсируются, охлаждаются в погружном конденсаторе-холодиль-
нике и поступают для разделения в газосепаратор. Жирный кре-
кинг-газ поступает иа абсорбцию, а пресс-дистнллят — на стабили-
зацию и щелочную промывку.
Примерные рекомендации в отношении материалов для аппара-
туры и оборудования даны в табл. 5.6.
КОКСОВАНИЕ НЕФТЯНЫХ ОСТАТКОВ
Процесс коксования в необогреваемых камерах (так называе-
мых камерах замедленного коксования) начинается с нагрева
сырья в печах и смешения с рециркулирующей жидкостью в ко-
лонне, в результате чего температура смеси достигает 400°C. Затем
эта смесь нагревается в печи до 530°C Во избежание коксования
в змеевиках в печь подается турбулизатор — водяной пар, резко
увеличивающий скорость движения смеси через печь. Смесь попа-
дает в камеру, с ьерха которой удаляются водяной пар, газ и
пары дистиллята коксования прн 440—480°C. Эта смесь подвер-
гается разделению, сепарации, стабилизации, промывке и т. д. За-
полненная коксом камера периодически отключаемся, продувается
водяным паром для удаления паров из пористого кокса, а затем
охлаждается водой. Далее кокс удаляется из камеры гидравличе-
ским способом.
При такой технологии коксовые камеры подвержены высокотем-
пературной сероводородной коррозии, возникающей вследствие со-
держания в гудроне сернистых соединений. При всего 0,52 вес. % S
в гудроне процесс замедленного коксования сопровождается появ-
лением следующих количеств сероводорода, в углеводородных га-
зах—2%, в дистилляте —0,2%, во фракции 200—350°С—0,35%,
во фракции с />350°С— 0,40%, а в коксе — до 0,7% серы. При-
сутствие водяного пара со сверх критической температурой (374 °C)
исключает возникновение электрохимической коррозии.
Печные змеевики подвергаются высокотемпературной коррозии,
осложняемой эрозией под действием быстротекущих потоков нагре-
ваемой смеси и возможной кавитацией в результате введения тур-
булизатора.
Коксование нефтяных остатков
163
Трубчатые печи выполняются со змеевиками конвекционной ча-
сти (80 —400°С) из стали Х5М, а радиантной чести (340—530°С)—
нз Х9М.
Коксовые камеры изготовляются цз биметалла с плакировкой
нз 0X13 и основным металлом из теплостойкой стали 12МХ или
12ХМ.
Средняя часть ректификационной колонны защищается плаки-
ровкой из 0X13. Зона применения биметалла ограничивается точ-
ками введения паров из коксовых камер (снизу) н температурой
280 °C (сверху) Основным металлом двухслойного материала мо-
жет служить углеродистая или низколегированная сталь. Элементы
всех тарелок выполняются из 0X13.
Эвапоратор, куда поступают продукты коксования (переброс)
из коксовых камер, имеющие температуру до 450 °C, изготовляют
нз биметалла с плакировкой из 0Х 13-
Корпуса остальной массообменной аппаратуры выполняют из
углеродистой или низколегированной стали (прибавка на коррозию
3 мм), а тарелки — из 0X13.
Аппараты, которые могут претерпевать электрохимическую кор-
розию под действием водных сред (скрубберы, отбойники, емкости
для сбора конденсата после пропаривания коксовых камер), вы-
полняют нз углеродистой стали с прибавкой на коррозию 6 мм.
Остальные емкости делают из углеродистых сталей, 16ГС или
09Г2С с прибавкой иа коррозию 3 мм.
В ребойлерах колонн, где температура достигает 340 °C, приме-
няют трубы из Х8 или Х5М. Холодильники воздушного охлажде-
ния гудрона и холодильники рецикла с темпергтурами до 440СС
выполняются со вкладышами (внутренней трубой) нз Х5М. Осталь-
ную аппаратуру теплообменного и конденсационно-холодильного
назначения изготовляют нз углеродистой стали или (с учетом стой-
кости к действию охлаждающей среды) цветных металлов.
Трубопроводы для передачи наиболее агрессивных паров (при
440—480 °C) из камер в эвапоратор и оттуда в основную ректифи-
кационную колонну выполняют из биметалла с плакировкой ста-
лью 0X13 илн (в монометаллическом исполнении) из сталей Х5М,
Х8ВФ, ХЭМ. Все остальные коммуникации изготавливают нз угле-
родистой стали.
Значительно более сложный процесс непрерывного коксования
(рис. 5.19) строится па безостановочном перемещении через уста-
новку гранулированного кокса. Этот кокс является основным тепло-
носителем Он нагревается продуктами горения газа и кокса до
550--580°С и циркулирует непрерывно (через бункер 3 н сортиро-
вочное устройство 2) нз специального реактора 4 в нагреватель 1
(где идет частичное его сжигание) из нагревателя I в реактор 4
(через затворный бункер 8 н подъемник 9). Нагретое в теплообмен-
никах и печи 7 перемещаемое насосом 6 сырьемазут или полу-
гудрон с содержанием серы 4% и более — воспринимает тепло в
6*
164
Гл. 5. Деструктивная переработка нефтяного сырья
результате контакта с коксом в нагревателе. На поверхности гра-
нул кокса в реакторе протекает дальнейшее формирование кокса
из тяжелых фракций, а легкие фракции и продукты термического
расщепления тяжелых молекул улетучиваются. Летучие продукты
коксования разделяются в колоннах 5, образуя смесь целевых про-
дуктов и циркулирующую флегму, которая смешивается с сырьем.
Целевые продукты подвергаются ректификации, очистке водным
Газовое тпоплибо
Рис. 5.19. Технологическая схема непрерывного коксования иа
гранулированном коксовом теплоносителе |46j:
/<—нпгреоатель; 2—сорткровочжое устройство: 3—бункер: 4—реактор;
5—ректификационная колонна; 6— насос; 7—печь: 3—затаорзыЯ бункер;
-пневматический подъемник.
раствором моноэтаноламина от сероводорода, абсорбции н стаби-
лизации для получения товарной продукции.
Основная особенность этого процесса в том, что высокотемпера-
турная сероводородная коррозия осложняется эрозионным износом
под действием гранулированного кокса.
Реактор и расположенный над ним конденсатор испытывают
воздействие углеводородного газа с содержанием 7,1% H2S и жид-
ких фракций с содержанием от 0,7 до 4,3% H2S при температурах
до 530°C (в реакторе) и 385® (в конденсаторе). Корпус конденса-
тора изготавливают из биметалла с плакировкой из стали Х18Н10Т,
а внутренние элементы конденсатора и трубу для введения в него
продуктов коксования — из сплошной стали X18HI0T. Этот выбор
обусловлен усиленным разрушением стали 0X13 за счет истирания.
Особо сильно подвержены эрозионно коррозионному износу сле-
дующие аппараты.
Реактор'(о среде см. выше). Он выполняется из теплостойкого
би металл a 12МХ + 0X13.
Коксование нефтяных остатков
165
Коксоиагреватель, на который воздействуют дымовые газы с
0,5% SO?, водяной пар и гранулированный кокс с содержанием
до 6% S (при 615°C). Камера сборника и циклоны изготовляются
из стали Х18Н10Т, корпус — из стали 20К с футеровкой торкрет-
бетоном или жароупорным кирпичом.
Сепаратор-холодильник, на поверхность которого действуют во-
дяной пар и порошкообразный кокс с 6% S, причем температура
кокса снижается с 615 до 200 °C. Си выполняется из стали 20К с
футеровкой (как выше).
В бункерах для кокса (с рабочей температурой до 450°C) пред-
усматривают торкрет-бетонное покрытие, наружный слой которого
для предотвращения эрозионного износа защищен панцирной сет-
кой из стали Х18Н10Т. Гидрозатвор, работающий при температуре
до 600°С и воздействии продуктов окисления (СО, СО?, N?, SO?,
Oj) и коксовой пыли, изготовляют из стали XI8H10T. Во избежа-
ние возникновения склонности к межкристаллитной коррозии ап-
парат подвергают стабилизирующему отжигу (Зч прн 870°C)*.
Остальная аппаратура реакторного отделения выполняется из уг-
леродистой стали.
Трубопроводы для передачи жидких продуктов коксования с
температурой до 385 °C и 4,3% H2S изготовляются из стали Х5М,
а для углеводородного газа с той же температурой и 1,7% H2S—
из Х18Н10Т. Для передачи порошкообразного кокса (с 6 вес.% S)
при температурах до 200°C применяются трубы из Х5М, до 450° —
из 1Х8ВФ, а до 600°—из Х18Н10Т. При передаче дымовых газов,
нагретых до 615 °C, можно предложить осуществлять одно-
временно защиту от коррозии и снижение температуры стенки труб
до 400°C с помощью торкрет-бетонного термоизолирующего по-
крытия. -
Основную ректификационную колонну рекомендуется изготов-
лять из биметалла с плакировкой из 0X13, с тарелками из 0X13 и
крепежом из стали 1X13, 2X13 или 3X13. Прн этом достигается
достаточная стойкость к действию углеводородных газов с 7%
H2S и жидких углеводородных продуктов, содержащих до 4%
(считая на серу) сернистых соединений при температурах до
305 °C.
Большая часть остальной аппаратуры и трубопроводов отделе-
ний ректификации, адсорбции и стабилизации этой установки изго-
товляется из углеродистой стали с добавками на коррозию 3—4 мм.
Применение других материалов (биметаллы, стали 0X13, Х18Н10Т)
обусловлено требованиями защиты от электрохимических форм
сернистой коррозии в условиях моноэтаноламиновой сероочистки
(см. гл. 6).
• Опасна реализация склонности к МКК при остановке (см. ниже в настоя-
щей главе).
166
Гл. 5. Деструктивная переработка нефтяного сырея
ГИДРОГЕНИЗАЦИОВНОБ ОБЕССЕРИВАНИЕ
(ГИДРООЧИСТКА)
Гидроочистка завоевывает себе все более широкое применение
не только как эффективный процесс сероочистки нефтепродуктов,
но и в качестве метода
Ряс. 5.20. Адиабатический
реактор установки катали-
тического риформинга [58):
/—корпус; S—дижщо: 3—.опор-
мое кояьцо; 4—футеровка; 5 —
распределитель; £. 7—штуцера
для мода к вывода парогазо-
вой смеси; в» 9— термопары,
10—шарики; U—катализатор;
/2—оворнвя решетка; 13— эжек-
ция газов; 14—люк; /5—лчж для
выгрузки катализатора; /0 —ша-
мотный порошок-
подготовки сырья для каталитического ри-
форминга. Эффективная очистка от серы
гидрогенизационным методом с после-
дующей доочисткой поглотителями (на-
пример, моноэтаноламииом и др ) прак-
тически исключает существенную высо-
котемпературную коррозию при катали-
тическом риформинге.
В связи с подобием технологических
процессов, режимов и оборудования
практически нет существенных различий
между высокотемпературной сероводо-
родной коррозией при гидроочистке и ка-
талитическом риформинге, если послед-
ний проводится на сернистом сырье, не-
достаточно очищенном или ие очищав-
шемся от сернистых соединений.
Специфика технологии и аппаратурно-
го оформления процессов гидроочистки,
каталитического риформиша и гидро-
крекинга осложняет рассматриваемую
коррозионную проблему.
1. Переработка осуществляется при
высоких температурах в присутствии ка-
тализаторов в специальных реакторах
[57]. Реакторы установок каталитического
риформинга н гидроочистки представ-
ляют собой, как правило, вертикальные
цилиндрические толстостенные аппараты
диаметром 1500—4000мм, высотой 5000—
15000 мм (рис 5.20). Нефтяное сырье и
водород в виде парогазовой смеси по-
ступают в аппарат через штуцер 6, про-
ходят сквозь слой катализатора 11, на-
капливаются в виде продуктов реакции
под опорной решеткой 12 и выводятся через продуктовый стояк со
штуцером 7 На рис 5.21 показан многосекциоиный реактор уста-
новки гидроочистки дизельных топлив. На шести съемных колос-
никовых решетках 5 реактора насыпан таблетированный агюмо-
кобальтомолибденовый катализатор. Над каждой нз решеток рас-
положены штуцера 12 подачи охлаждающего газа, что позволяет
поддерживать в каждой секции аппарата необходимую темпера-
Гидрогениэационное обессеривание (гидроочистка)
167
туру, постепенно повышая ее по ходу сырье-
вой парогазовой смеси.
2. Работающий катализатор загряз-
няется и дезактивируете? частицами про-
дуктов коррозии FeS, осаждающимся кок-
сом и т д. Загрязнение катализатора («за-
бивание») сопровождается недопустимым
перепадом давлений, снижением выхода
продукта н т. д. В связи с этим катализа-
тор периодически продувают горячими
(до 550 ЛС) кислородсодержащими смесями.
При регенерации продуктом окисления
является SO2, Благодаря относительной
кратковременности регенерации агрессив-
ное действие SO2 при высоких температурах
малоощутимо. Значительно более опасно
формирование политионовых и сернистых
кислот при охлаждении аппаратуры после
окончания цикла регенерации в результате
реакций между SO2, конденсировавшейся
нз паров водой и остатками неокнелеииых
сульфидов и сероводорода [48—53].
3. Высокие температуры и> давления бо-
гатой водородом рабочей смеси вызывают
опасное наводороживание с последующим
обезуглероживанием и утерей прочности
рабочих сосудов [21] (см. ниже в этой гла-
ве). Во избежание наводороживаиия, для
предотвращения высокотемпературной серо-
водородной коррозии и обеспечения доста-
точной теплостойкости аппаратуры т'идро-
очисткн ее изготовляют из хромоникелевых
сталей типа Х18Н10Т. Сварка и рабочнетем-
пературы (главным образом в период реге-
нерации катализатора) вызывают сенсиби-
лизацию указанных сталей, а воздействие
сернистой и политионовых кислот, обра-
зующихся при охлаждений системы после
цикла регенерации, реализует возникшую
в стали склонность к межкристаллитной
коррозии и вызывают межкристаллитное
коррозионное растрескивание оборудования
[48— 53].
За последние 20 лет проведено много
работ по установлению влияния параметров
процессов каталитического риформинга
(без предварительной гидроочистки сырья)
Рис. 5.21. Политропиче-
ский реактор установки
гидроочистки дизельных
топлив (58]:
/—корпус; 2— дваще; В —
опорное кольцо; 4—футе-
ровке: 5—сьеммм колосни-
ковая решетка; В—опорный
перфорироэапкый лист;
7. 19—лкжв; В—воздушник;
7—штуцер для предохрани»
тельного клапана; W. И —
штуцера для ввода и вывода
гпэосыръевой смеси; /2 -
штуцера для ввода охла-
ждающего газа; /В- муфта
для манометра; 14— штуцер»
для термопары: 16 —хаталм-
затор; /7—опора.
168
Гл. S. Деструктивная переработка нефтяного сырья
и гидроочистки на высокотемпературную сероводородную коррозию
металлических материалов [2, 8, 12, 14, 52, 54, 55].
Из рис. 5.22 видно, что возрастание содержания сероводорода
в циркулирующем газе установки гидроочистки сопровождается
сохранением приемлемых для практики значений скоростей корро-
зии для сталей с 13% Сг н типа 18-8. Видно, что сталь типа 18-8
(применяемая в качестве конструкционного материала) обладает
[Н38],о5ьгмн. %
•ъ
Рис. 5.22. Средние скорости кор-
ро in на установке гидрообессе*
рива ия прн раядн шых содержа-
ниях U.S в смеси H3 + H3S [12].
Давление 17-34 ат; температура
353-400 Ч
10,000 г
SfiCO -
^500 Ь
0,100
0,050
0,025
1,000
* о^ъоо
’ 0,250 Ь
650
Рис- 5.23- Зависимость скорости кор-
розии сталей в рабочих средах процесса
гидроочистки от температуры [8]:
Содержание H,S 0.1 объемн. к; общее давл*
мне смеси *5.1 ат.
I — стали с содержанием от б до ЭДСг;
7—7—1€я Сг; 3 — хромопнке..свче стали.
не только нужной тепло- и водородостойкостью в условиях гидро-
очистки, но и обеспечивает хорошую (до 0,1 мм/год) стойкость
к коррозии даже при высоких содержаниях сероводорода в газе.
Стойкость высокохромнстых сталей связывается [12] с высоким
(20—30%) содержанием хрома в окалине (что повышает ее за-
щитные свойства).
Рис. 5.23 показывает, что с ростом температуры скорость кор-
розии сталей в рабочей среде процесса гидроочистки проходит че-
рез максимум. С увеличением легирования (за счет обеспечения
образования защитной пленки) максимум смещается в сторону бо-
лее низких температур.
Данные табл. 5 ’ в соответствии с результатами [12] обосновы-
вают применение сталей с 11—13% Сг и типа 18-8 для реакторов
и находящихся в аналогичных условиях других элементов обору-
дования установок гидроочистки.
Особенности коррозионных условий в установках гидроочистки
(а также каталитического риформинга без достаточной очистки
Гидрогенизационное обессеривание (гидроочистка)
169
Таблица 5.7
Скорость коррозии сталей при испытаниях • реакторе
установки гидроочистки*
Сталь Скорость корроэни мм/год Сталь Скорость коррозии, мм/год
аерх реактора, выдержке 46Q Ч М3 реактора» выдержка 75М ч верх реактора, выдержка 4о32 Ч 3 реактора, выдержка 7$&4 Ч
Углеродистая Ст. 3 0.В7 0.82 Типа Х8 —. 0.59
Типа Х2МФ 066 078 » ХЧЬФ 0.61 0 78
» ХЗФ 0.73 0.81 » Х7СМ 0.17 0.36
» Х5М 0.63 0.73 » 0X13 0.17 0.18
» Х5ВФ 0.52 0.65 » XI8H9T 0.031 0.023
* По длииым Л. Д. Згхарочкина и Л. Г. Клочковой (Верясовой) (ВНИИНефтемаш).
сырья от серы) способствовали изучению возможности применения
углеродистых и низколегированных сталей с алюминиевыми покры-
тиями Показана [16, 56] рациональность алитирования для защиты
оборудования установок гидроочистки. Покрытия, нанесенные по-
гружением в расплавленный алюминий или металлизацией, харак-
теризовались плохой адгезией с основным металлом. Алитирование
применяется прн изготовлении труб большого диаметра (тонкие
трубы выгоднее изготовлять из аустенитных хромоникелевых ста-
лей).
Чтобы избежать межкристаллитного коррозноииого растрески-
вания трубопроводов, теплообменников, печных труб установок
гидроочистки, их систем этически продувают азотом после регене-
рации, промывают щелочным раствором, переходят на стали с ле-
гированием стабилизирующими добавками (титан, ниобий, молиб-
ден), применяют стабилизирующий отжиг. Эти мероприятия не
снижают стойкость оборудования к высокотемпературной серово-
дородной коррозии. Торкрет-бетониые покрытия, наносимые для
понижения рабочих температур стеиок наиболее ответственных ап-
паратов, изолируют металл от доступа агрессивного сероводорода
[19, 57].
Внимание многих исследователей было направлено на разра-
ботку методов прогнозирования интенсивности высокотемператур-
ной сероводородной коррозии конструкционных сталей в зависимо-
сти от параметров процесса гидроочистки. Коупер и Горман [59]
справедливо указывают, что имевшиеся в нашем распоряжении до
сего времени графики, охватывающие зависимость скорости кор-
розии от температуры, содержания сероводорода и легирования
[8, 9], строились на основе лабораторных и заводских испытаний
при кратковременных выдержках. Полученные таким образом дан-
ные по скорости коррозии неизменно бывают завышены, так как
170
Гл. 5. Деструктивная переработка нефтяного сырья
не учитывается торможение коррозионного процесса при более
длительных выдержках. Кроме того, лабораторные испытания, про-
водившиеся. как правило, в смесях Hj + H2S, ие отражали важного
влияния углеводородов, присутствующих в рабочих средах.
Были систематизированы и обобщены [59] данное по коррозии
материалов заложенных в виде образцов в аппаратуру гидро-
очистки на 10 установках, принадлежащих различным фирмам
США. Выдержки составляли от 500 до 20 000 ч (20% образцов
испытывались не менее 10000 ч).
На основании этих работ скорость коррозии предсказывается
следующим образом. Для углеродистой стали в условиях гидро-
очистки бензина коррозия определяется с учетом температуры и со-
держания сероводорода по изокоррозиоиным графикам (рис. 5.24, а).
Прн гидроочистке дизельно! о топлива характеристика скорости
коррозии углеродистой стали, полученная по рис. 5.24, а, корректи-
руется умножением на 1,9. Для расчета коррозии легированных ста-
лей (до 9% Сг) характеристика скорости коррозии углеродистой
стали дополнительно умножается на величину I—0,04 х, где х — со-
держание хрома в процентах.
Скорость коррозии стали типа 18-8 при гидроочистке как бен-
зина, так и дизельного топлива устанавливается по рис. 5.24, б.
Для стали с 11—13% Сг эту характеристику умножают на 6,0.
Ниже даются типовые рекомендации для оборудования горячей
части установки гидроочистки нефтяных дистиллятов со значитель-
ным содержанием сернистых соединений (1,6—3,0%, считая на
серу). В качестве свежего водорода используется либо избыточный
водород из установки каталитического риформинга, либо техниче-
ский водород, получаемый на специальных водородных установках.
Сырье в смеси с водородсодержащим газом нагревается сна-
чала в теплообменниках, а затем в печи до 380—425°C и поступает
в реакторы под давлением 50 ат. Избыточное тепло из реактора
отводится холодным циркулирующим газом. Газопродуктовая
смесь после охлаждения в теплообменниках и холодильниках раз-
деляется в сепараторе высокого давления. Отделенный газ после
моиоэтаноламиновой дополнительной сероочистки возвращается в
цикл, прн этом к нему добавляется необходимое количество све-
жего водорода. Гндрогенизат нз сепаратора высокого давления
дросселируется и через сепаратор низкого давления и теплообмен-
ники направляется через особую печь в стабилизационную колонну.
Продукты из этой колонны частично идут на рециркуляцию, а ча-
стично (после дополнительной очистки) поступаю’ в продуктовые
змеевики.
Реакторы во время рабочего цикла претерпевают воздействие
смесн 76- 84 вес.% нефтепродукта, 13—19% углеводородного
(Ct — С*)..газа, 3,2—3,3% водорода и 0,4—2.0% сероводорода прн
температурах до 425 °C и давлениях до 60 ат. Во время цикла ре-
генерации на стецкн реактора действуют продукты сгорания кокса
Гидрогенизйционное обессеривание (еидроочистм)
!?1
172
Гл. 5. Деструктивная переработка нефтяного сырья
с примесью до 0,2% SO2 при температуре до 550 “С и давлении
до 39 ат.
В условиях работы реактора гидроочистки с рабочей темпера-
турой 385—400 °C и давлением 38—40 ат при экспозиции образцов
в течение 7000 ч установлены скорости коррозии сталей [23]:
Углеродистая .........
Хромистая
5% Сг.............
8% Сг.............
12% Сг............
Хромоникелевая типа 18-8
k. мм/юд
0.83—0,88
0.57-0,73
0.23—0.79
0.18-0.21
0.02-0.05
В средах установок гидроочистки скорость коррозии этих мате-
риалов (при нагреве выше 400—450 °C) увеличивается при каждом
повышении температуры на 55 °C примерно вдвое [23].
Корпус реакторов изготовляется из углеродистой нлн хромомо-
либденовой низколегированной стали с внутренней торкрет-бетон-
ной футеровкой (чтобы предохранить корпус от нагрева выше
200—240°С и тем самым обеспечить стойкость металла против во-
дородной коррозии, а также снизить металлоемкость аппарата и
уменьшить теплопотери), либо нз нержавеющей хромоникелевой
стали типа 18-8 или из биметалла с основным слоем из углеро-
дистой или низколегированной стали и плакирующим слоем из
нержавеющей стали (например, 12МХ 4-0Х18Н1ОТ или 12А1Х +
+ 0X13).
Штуцера изготовляются из теплостойких сталей 12МХ или
I2XM с облицовкой из 0X13. Панцирная сетка, шпильки и шайбы —
также из стали с 13% Сг. Внутренние элементы реактора изготов-
ляются из стали 0XI8H10T.
Стабилизационная колонна подвергается воздействию верхнего
продукта с температурой 145°С и содержанием 1,575 вес.%
(4,65 объемн.%) H2S и нижнего продукта с температурой 302°C
и содержанием 0,1 вес.% S. Корпус колонны выполняется из двух-
слойной стали Ст.З+0Х13, детали тарелок — из 0X13, а крепеж —
нз 2X13, 1X13 и 0X13.
Змеевики печей во время рабочего цикла подвергаются воздей-
ствию газосырьевой смеси, состоящей из 80—84% нефтепродукта
(включающего до 3% S) и 16—20% газа (из иих ~40% водорода,
~ 60% углеводородов и ~ 0,4% H2S), при давлении 60 ат и тем-
пературе 320—360 °C на входе н 380—425° на выходе. Темпера-
тура стенки трубы при этом составляет 475—500 °C. Во время
цикла регенерации на змеевики действует газовая смесь на основе
азота, содержащая 12 объеми.% СО2, 0,03—2,00 объеми.% О2 и
0.017 объеми.% H2S при давлении до 40 ат и температуре 284—
304 °C на входе и 304—313° на выходе. Температура стенки печи
при выжиге кокса 500 °C, а при прокалке катализатора 600°. Про-
дуктовый- змеевик конвекционной секции выполняется из стали
Х8ВФ, а радиантной — из 0Х18Ш0Т после стабилизирующего ог-
Гидрогенизационное обессеривание (гидроочистка)
173
жига. Отмечается [23], что целесообразность применения дорогой
и дефинитной стали 0Х18Н1 ОТ или менее дефицитных сталей 1Х8ВФ,
ХЭМ, Х13М1 или 1Х12В2МФ в основном должна быть определена
технико-экономическим расчетом: разъедание менее стойких вы-
сокохромистых сталей будет сопровождаться отложениями продук-
тов коррозии на катализаторе и снижением эффективности работы
установки; последнее будет приводить к необходимости учащения
циклов остановки и регенерации катализатора.
Сырьевые теплообменники подвергаются во время рабочего
цикла воздействию нагреваемой газосырьевой смеси (с температу-
рами от 50 до 368°С, давлениями до 60 ат, содержащей сернистые
соединения в различных формах, в том числе до 0,4% H2S) и на-
гревающей газопродуктовой смеси (температура 160—430 °C, дав-
ление до 50 ат, содержание H2S до 2%). При газовоздушной
регенерации регенерирующий газ (О2 + Nj) нагревается до 380 °C
(40 ат) теплом дымовых газов (температура 475СС, давление
35 ат. содержание SOj до 0,3 объемн.%) Эти кожухотрубчатые
аппараты изготовляются с трубными пучками из стали 0Х18НЮТ,
корпусами и распределительными коробками из биметалла
12МХ 4- X18HI0T и подвижными и неподвижными решетками из
стали Х18Н10Т. (На установках с паровоздушной регенерацией
сырьевые теплообменники в процессе регенерации не работают.)
Кожухотрубчатый теплообменник нагреваемого стабилизиро-
ванного дизельного топлива (80—300 °C, 9 ат, содержание H2S
0,05 вес.%, других сернистых соединений 0,2 вес.% в расчете на
серу) и нагреваемого нестабильного гидрогенизата (50—260“'С,
9 ат и 0,3% Н2, 0,3 вес.% H2S) выполняется с кожухом и распреде-
лительной камерой нз углеродистой или низколегированной стали
с прибавкой на коррозию до 6 мм, трубами из стали Х8 и решет-
ками из стали Х5М-У.
Все остальные аппараты, подвергающиеся воздействию безвод-
ных сред, содержащих сероводород, при температуре до 200 °C
включительно, выполняются нз углеродистой или низколегирован-
ной стали. В случае опасности возникновения электрохимической
коррозии в результате образования водной фазы (за счет конден-
сации воды из продукта, занесения ее нз внешней атмосферы и
т. д.) предусматривается прибавка на коррозию (до 6 мм) к рас-
четной толщине стеиок, либо применение коррозионностойких
цветных металлов.
Продуктопроводы для сырья (без водорода, содержащего H2S)
выполняются из углеродистых сталей Для транспортировки газо-
сырьевой смеси при содержании любых количеств сероводорода
в газе и температуре ниже 200°C применяются трубы из углероди-
стой стали. В интервале 200—370°С газовая смесь передается по
трубам из хромистых (5- 8. 13% Сг) сталей. При концентрациях
H2S в газе >0,01 сбъемн.% и температурах выше 370 "С трубо-
проводы изготавливаются из стали 0Х18НЮТ.
174
Гл. S. Деструктивная переработка нефтяного сырья
Коррозионные процессы и выбор материалов для перспектив-
ного процесса гидрокрекинга высокосериистого сырья сложнее, чем
при подобном по технологии процессе гидроочистки, из-за более
высоких (в 4—5 раз) давлений и введения в систему промоторов
(например, фторидов), повышающих активность катализатора.
Сообщается [20], что на заводе в Кувейте реализован процесс гид-
рокрекинга тяжелых остатков с непрерывный удалением и подачей
свежего катализатора. Тем самым устранены циклы регенерации,
создающие опасность межкристаллитного коррозионного растрес-
кивания. Многослойный реактор снабжен коррозионностойкнм
внутренним стаканом нз аустенитной нержавеющей стали и допол-
нительной футеровкой типа торкрет-бетонной. Такая двойная за-
щита, видимо, обусловлена неполной герметичностью футеровки
при высоких давлениях н эффективностью последней для защиты
аппарата от эрозии (процесс протекает с катализатором в псевдо-
ожиженном слое). Такое устройство позволяет обеспечить беспере-
бойную работу реактора при весьма жестких параметрах (давление
до 210 ат, а температура до 600 °C) переработки высокосериистого
сырья.
МЕЖКРИСТАЛЛИТНАЯ КОРРОЗИЯ НЕРЖАВЕЮЩИХ ХРОМОНИКЕЛЕВЫХ
СТАЛЕЯ В УСЛОВИЯХ ГИДРООЧИСТКИ
На оборудование гидроочистки (а также таких высокотемпера-
турных процессов, как каталитический риформинг н гидрокрекинг)
при охлаждении после циклов регенерации воздействуют слабо-
окислительные среды с потенциалами, значительно более отрица-
тельными, чем соответствующие начальной области перепассива-
ции. Поэтому аустенитные нержавеющие стали в этих условиях ие
подвергаются межкристаллитной коррозии (МКК) в закаленном
состоянии [61—64] и приобретают склонность к этому виду разру-
шения только после нагрева прн температурах так называемой
«опасной зоны» (456—8&0°С). Теория МКК хромоникелевых не-
ржавеющих сталей и методы испытаний освещены в работах [65—
69] и др. Здесь рассмотрена лишь практическая сторона этого во-
проса применительно к процессам гидроочистки, гидрокрекинга и
каталитического риформинга. Срок службы оборудования из аусте-
нитных сталей на этих установках определяется, в основном вре-
менем образования в стали склзиности к МКК (при том условии,
что такая склонность не была приобретена уже в процессе изготов-
ления оборудования) [48, 49].
На рис. 5.25 приводятся С-образные кривые зависимости вре-
мени до образования склонности к МКК от температуры дополни-
тельного нагрева в опасной зоне температур (включающей рабочие
температуры указанных процессов) для некоторых плавок стали
типа Х18Н10Т, закаленных с температур 1050е (применительно к
условиям работы основного металла) и 1250”С (применительно к
Межкристалл, коррозия Сг—Ni сталей в условиях гидроочистки 178
условиям работы металла в зоне термического влияния сварочного
цикла) [70].
В табл. 5.8 приводится время до появления склонности к МКК
в образцах стали типа 0Х18Н10Т, указанных иа рис. 5.25, при тем-
пературах, характерных для процесса гидроочистки [48].
Ряс. 5.25. Образование склонности к МКК в стали OX18HIOT с различным
отношением TI :С:
а—закалка с 1050 °C (40); б—закалка с 1250 °C (49].
Цифры ня кривых—огЕошеиие Ti :С
Из рнс. 5.25 видно, что наиболее опасны температуры 500—
550°C, при которых сталь типа 0Х18Н10Т независимо от химиче-
ского состава (в пределах марочного по ГОСТ 9940—62) и темпе-
ратуры закалки быстро приобретает склонность к МКК (сеисиби
лизируется).
В сенсибилизированной стали в период остановок после цикла
регенерации пг д влиянием политионовых кислот проявляется меж
кристаллитиая коррозия и при определенных условиях происходит
межкристаллитное коррозионное растрескивание.
В работе [71] приводятся данные ряда американских фирм о
случаях выхода из строя оборудования цехов гидроочистки и ри-
форминга из нержавеющей стали. Указывается, что почти все виды
оборудования подвержены коррозионному разрушению, но больше
всего случаев разрушения отмечено для труб теплообменнике*9
(табл, 5 9).
176
Гл 5. Деструктивная переработка нефтяного сырья
Таблица 5.S 450 °C &> & && £2 72 7Й7Т 1 ~ 1ПСЧ 30 2-10» 52 1.7-10» 60 (ОВЯКИХ ПРЯМО- 1яой, обратной
различных плавен s со У § 2— Si — 22^2 —— ® lOCD —«о оОСЗС^СО 0>СЧ СО —• О — УТ счсч — to & о2> Ъ in СЧ.СО о> 04 — <О СО *hM«e и 4ЭО НН '«MlMdPlJ сО1 -El
ЗЕ Сь С "и о г о2> 2^ 2—2— —— Г". °° СО 04 Is. U0 СЧ — i/j еч id — — — ^ сч — Ю1 -S'l sOI -6 2 sOI • Г9 ,01 - 1 4® 10s • высоких тем, с скяоииостм к
। склояпоетя к МКК и стали 0Х18П10Т Время до появления склонности к МКК ОоИ» .Э»КУ . ЭоО» 13-10» 3-10* 6,9-10® 5-10* !-10‘ 2.3-10® 2 -10s 4.4-10* 9.1 10s 7.2-10* 13-10* 2.5-10® 63-10* 1.8-10' 4.8-10® 2.0- 10» 3.8-10' 6.6-10s 5-10* 6,9-10’ 1.0-10s 1.9-10’ 3.7-10’ 1.2-10’ 2.2-10* 4.4-10* 93-10’ LI-10’ 2.6-10* 63-10» ч склонность к МКК не появилась, пых для расчета недостаточно 3.1-10* 5-10* 7.8-10» 2,2-10* 6-10* 1.7-10* 2.6-10» 5-10» 5-10’ ч склонность к МКК не появилась, ных для расчета недостаточно 4.6 10» । 9.5-10* । 2-10’ !риыгнтальных дакиых. полученных для боле логарифмом врамеии до пояолеиня а стал рем |73. 741.
В с о S с: е Б & МО °C’ Ъ 1 о о о<Ь оЪоо Ъо — — —— — —— LQ СП <£>04 04 СО СО СТ> 2® — t< СО 04 — СО * — СО 1.9- 10* 6.9-10» 15- 10* За 2-10* дан 2- 10* тоиошью »ксп< lynmek между ягельного лаг
Время , Режим закалки (1, ’С; t. мни; с^сОспто СО ££ ££ 8SS8 SS, S О 04 О 04 — 04 О — 04 оГ О 1250; 30 1100; 30 1250; 3 1100; 30 1250; 3 iacc читыяллось с i 1СИМОСТН. eyuiecn емпериуре Допол
Отношение Т| LC <Т> О CJ с-. — U5 1О Ю г-» со ь. • Время j линейной злим абсолютной т
Межкристалл, коррозия Сг—Ni сталей в условиях гидроочистки
177
Таблица 5.9
Число зафиксированных случаев коррозионного
растрескнвапиг обооудовавня на установках
гидроочистки и нформнн-а [71]
Оборудование Во время работы В период остановок Нсуточ- иенный период
Трубы теплообменников 4 10 1
Трубные обвязки . . . 0 4 1
Карманы термопар . 0 3 0
Сильфоны 1 I 0
Разрушению в этих условиях подвержены все широко приме-
няемые аустенитные нержавеющие стали (табл. 5.10 и 5.11).
Таблица 5.10
Результаты обследования стальных теплообменников в реакторов
ва нефтеперерабатывающих заводах США [71]
Время до растрескивания варьировало от 7 суток До 12 лат с начале вкепдуатвцин.
Об оз к а я е н н я: От—отд иг для снятия внутренних напряжений, сенсибилизация;
П—а состоя ням постдоки, после холодной деформация. без дополнительной обработки.
Нержавеющие стали или сплавы Термическая обработка Чмедо случаев коррозион- ного растрескнаання
по ASTM А276-57 аналог ло ГОСТ 5632—61 иди состаа межкристад- лнтяого внутри кри- ст аллитиого
301 типа X 18Н9 п 0 1
303 Х18Н10Е и 0 1
304 0X18HI0 От 14* 28»
304L 00Х18Н10 И 0 3
300 типя X20HI4 и 0 I
310 » Х23Н18 и 0 1
316 » Х17Н12М2 От 3 3
321 OX18HIOT От 1 б
3.-0 типа 0Х22Н5Т От 0 1
347 Х18Н12Б От 0 5
Инколой 800 0Х20Н32Б От См.**
случаях межкристаллитное и внутрикристаллитнос растрескивание
• В четырех
одновременно.
•• В одном случае оба вида коррозионного растрескивания одновременно.
Металлографическое исследование показало, что растрескива-
ние элементов аппаратуры носило как енутри-, таки межкристал-
литный характер [71]. Ойо было связано с воздействием хлоридов
и сульфидов в присутствии воды и воздуха. Внутрикристаллитное
растрескивание отмечалось после очистки аппаратуры 12% рас-
твором содяпой кислоты и аммиаком. При совместном действии
178
Гл. 5. Деструктивная переработка нефтяного сырья
Таблица 5J1
Случая коррозионного растрескивания оборудования из аустенитных
хромоникелевых сталей на установках гидроочистки [72]
Аппарат, оборудование Материал * Время работы до разруше- ния, годы Впсдеяяое защитное мероприятие
Реакторы Печные трубы Теплообменники Трубопроводы Биметалл "с плакиров- кой из стали AISI 304L С облицовкой нз стали AJSI 310 A1SI 309 A1SI 304 AISI 304. 347 AISI 304 A1SI 304 Биметалл с плакиров- кой нз стали AISI 304 AISI 304 AISI 316 AISI 347 AISI 304 AISI 316 Сварное соединение между трубами из стали с 2.25 % Ст и I % Мо и стали AISI 347 ATSI 321 AISI 347 8 3 9 месяцев 3 4 3 5.3 I 1 2 4.2 5 месяцев 35 суток 35 суток Замена трубами из A1SI 321. 347 То же > » Продувка азотом и промывка ще- лочью Промывка щелочью Продувка азотом и промывка щелочью То же Замена на фланце- вое соединение Стабил нзв рующнй отжиг То же
• Аналоги по ГОСТ 5632—61 яян состеп см. я табл. 8.1ft.
хлоридов и сульфидов в 10 случаях имело место межкристаллитное
(>астрескивание, а в 7 — внутрикристаллитное. По данным ргйбот
52, 53], в основном межкристаллитное разрушение оборудования
наблюдается под действием лолитиоиовых кислот, которые обра-
зуются при охлаждении оборудования в период остановок.
На отечественных установках гидроформинга, рабочая среда
которых по составу близка к среде установок гидроочистки, отме-
чались многочисленные случаи межкристаллитного разрушения
оборудования, главным образом элементов трубопроводов [75]. Из
работы [52] следует, что большинство наблюдавшихся в зарубеж-
ной практике случаев разрушения отворится к оборудованию, вы-
Межкристалл коррозия Сг—NI сталей в условиях гидроочистки 179
полненному нз стали типа 18-10, не содержащей титана. Примене-
ние такой стали с низким (0,04%) содержанием углерода не пред-
отвращает разрушений [52]. Из данных [76] следует, что и при бо-
лее низком содержании углерода (0,03%) при длительной выдерж
ке в опасной зоне (более 1000 ч) сталь типа 18-10 ие будет стойка
против межкристаллитных разрушений. В работе [71] указывается,
что иа установках гидроочистки и риформинга сравнительно успеш-
но применяют химически стабилизированные (легированием)
аустенитные нержавеющие стали. В то же время в работе [76]
говорится, что после длительных выдержек в опасной области тем-
ператур эти стали могут растрескиваться под действием политио-
новых кислот.
Применение высоконикелевых сплавов типа инкоиель-600 (со-
став. %: 72 Ni; 14—17 Сг; 6—10 Fe; 1 Мп; 0,5 Си; 0,5 Si; 0,15 С;
0,015 S) и инколой-800 (32 Ni, 21 Сг; 46 Fe) не дает надежных ре-
зультатов. В условиях эксплуатации наблюдалось растрескивание
оборудования нз этих сплавов [71].
На нефтеперерабатывающих заводах для предотвращения кор-
розионного растрескивания рассматриваемого оборудования при-
меняются различные методы, в частности стабилизирующий отжиг
За рубежом его применяли для оборудования, изготовленного из
стали, не содержащей сильных карбидообразователей (Ti или Nb)
[71]. Практика эксплуатации такого оборудования показывает, что
этот метод борьбы с разрушениями оборудования из стали, ие со-
держащей стабилизирующих элементов, не является достаточно
эффективным. Так, в работе [71] отмечается межкристаллитное
растрескивание оборудования из нержавеющей стали типа
0Х18Н10, подвергавшейся термической стабилизации в течение 4—
16 ч при 870—900 °C.
Стабилизирующий отжиг аустенитных стьлей, содержащих
сильные карбидообразующие элементы, заключается в выдержке
стали в течение 2—3 ч при 850—900 °C и охлаждении на воздухе.
Считается, что при указанных температурах в стали Х18Н10Т
выделяются карбиды титана, в результате чего содержание угле-
рода в твердом растворе уменьшается и образование склонности к
МКК при последующих нагревах в опасной зоне температур тор-
мозится [77--79].
Однако не всегда стабилизир) ющий отжиг повышает стойкость
стали против сенсибилизации 3 литературе отмечается, что стаби-
лизирующий отжиг эффективен только в том случае, когда отноше-
ние Ti: С в стали сравнительно велико [48, 75, 78, 80]
На рис. 5.26 представлены С-образиые кривые, полученные для
некоторых плавок стали типа Х18Н10Т в состоянии стабилизи-
рующего отжига после закалки с 1050 и 1250 °C. В табл. 5.12 де-
монстрируется эффективность стабилизирующего отжига в зависи-
мости от химического состава стали, температур предварительной
закалки и дополнительного нагрева.
180
Гл. 5. Деструктивная перераб тка нефтяного сырья
ч
к
» ?
р. *
Межкриста и коррозия Сг—Ni сталей в условиях гидроочистки 18!
Таблица 5.12
Влияние стаби шзнрующ /го отжига на образование склонности к МКК
в стали типа 18-10 в зависимости от отношения TI: С
н тениературы закалки (80)
Провоцирующий отпуск 10 ОЮ ч.
Высокая стойкость стали 18-ЮТ к межкристаллитной коррозии
в результате стабилизирующего отжига обеспечивается при отно-
шении Ti: С 6. Для оборудования, работающего в опасной об-
ласти температур и периодически испытывающего воздействие
среды, реализующей склонность к МКК, рекомендуется сталь
0Х18Н10Т с Ti:C >6, подвергнутая стабилизирующему отжигу.
Из других методов борьбы с коррозионным растрескиванием
аустенитного оборудования регенеративных процессов следует
остановиться на создании условий, препятствующих образованию
политионовых кислот или проявлению их отрицательного действия.
Препятствовать образованию политионовых кислот можно
путем продувки системы инертным газом, в частности азотом, для
удаления из нее серусодержащих газов.
Снизить степень агрессивности политионовых кислот можно, на-
пример, ней гралнзовав их путем заполнения системы щелочными
растворами. Одиако в этом случае следует опасаться хлоридиого
растрескивания нержавеющей стали.
?а рубежом для борьбы с коррозионным растрескиванием обо-
рудование перед вскрытием промывают щелочными растворами,
182
Гл 5. Деструктивная переработка нефтяною сырья
чтобы нейтрализовать политионовые кислоты. В качестве peai ентов
используют в одном случае 3—5% растворы кальцинированной соды
(81], в другом — 1 н 2% растворы кальцинированной соды, а также
1,5% раствор едкого иатра [76], в третьем — 0,5% раствор аммиака
[82]. При промывке всегда стремились снизить содержание хлори-
дов, поэтому применяли конденсат, умягченную воду, артезианскую
воду или питьевую воду с очень низким содержанием хлоридов
Все же случаи растрескивания оборудования даже при примене-
нии щелочных растворов имели место [71] В последнее время за
рубежом в качестве защитного мероприятия систему перед оста-
новками заполняют азотом или газообразным аммиаком [71].
КАТАЛИТИЧЕСКИЙ РИФОРМИНГ
В основе процессов каталитического риформинга лежит преоб-
разование исходных бензиновых фракций, содержащих нафтеновые
и алкановые углеводороды нормального строения, в продукты,
богатые ароматическими углеводородами и высокооктановыми
алканами изомерного строения. Процесс протекает на катализа-
торе
Особенностью технологии установок каталитического рифор-
минга, так же как и установок гидроочистки, является защита
катализатора от «отравления» (дезактивации) сернистыми соеди-
нениями и влагой. Это достигается гидрогенизацнонной очисткой
(см. выше в этой главе), этаиолачииовой очисткой (см. гл. 6), а
также осушкой циркуляционного газа водным раствором диэтилен-
глнколя (см. гл. 7) Такие технологические мероприятия одновре-
менно снижают коррозионную агрессивность рабочих сред устано-
вок каталитического риформинга.
В зависимости от назначения процесса и технологических осо-
бенностей различаются установки гидроформинга (установка с
блоками предварительной гидроочистки сырья, аминовой очистки
и осушки циркулирующего газа для получения автобензина, работа
на алюмомолнбдеиовом катализаторе) и платформинга (установка
с блоками предварительной гидроочистки сырья и экстракции аро-
матики днэтиленгликолем для получения бензола и толуола нз бен-
зиновых фракций, работа на алюмоплвтииовом катализаторе).
В настоящее время на предприятиях стремятся не эксплуати-
рова гь установки каталитического риформинга без предваритель-
ной гидроочистки сырья, так как иначе в систему заносятся серни-
стые соединения, в результате чего накапливаются коррозионные
продукты. Они весьма быстро дезактивируют катализатор, процесс
приходится останавливать и т. д. На отечественных заводах экс-
плуатируются установки гидроформинга н платформинга Послед-
ние представляются более перспективными вследствие гибкости
технологической схемы: прн платформинге возможно широкое
варьирование целевых продуктов.
Каталитичгский риформинг
183
Вопросы противокоррозионной защиты и коррозии ниже рас-
сматриваются в связи с особенностями технологических процессов
гадроформинга и платформинга.
Технологическая схема установки гидроформинга
Установка гидроформинга (рис. 5.27) предназначена для пере-
работки прямогонных бензинов с целью повышения их качества.
Сырьем для процесса служит прямогонная бензиновая фракция с
температурой кипения 105—180вС и содержанием серы до 0,3%.
Продуктом установок гидроформинга является компонент автобен-
зина с октановым числом 70—80 (определение моторным методом).
Установка состоит из блоков предварительной гидроочистки
сырья, собственно риформинга стабилизации катализата, отпарки
сероводорода и воды из гидрогеннзата, очистки циркуляционного
газа от сероводорода, регенерации моиоэтаиоламина (МЭА).
Исходное сырье смешивается с очищенным от сероводорода цир-
куляционным газом гидроочистки и избыточным газом риформинга
и подается для нагрева в теплообменники 6 и печь 8, после чего по-
ступает в реактор 7 предварительной гидроочистки сырья Гидроге-
инзат (паро-газовая смесь) после охлаждения в подогревателях-
теплообменниках 4 н 6 и холодильниках 5 разделяется в продукто-
вом сепараторе 3 на гидрогенизат н водородЪодержаший газ.
Гидрогенизат, пройдя через теплообменник 4, поступает в от-
парную колонну 12 Из гидрогеннзата в отпарной колонне через
конденсатор-холодильник 2 и сепаратор 1 удаляются сероводород,
углеводородные газы и вода.
После отпарной колонны 12 гидрогенизат поступает в теплооб-
менник 13, по выходе из которого смешивается с водородсодержа-
щим газом и далее направляется в теплообменник 14.
Из теплообменника 14 гидрогенизат, пройдя секцию печн блока
гидроочистки, поступает на риформирование в реакторы 9—II.
Ввиду эздотермнчиостн реакции между реакторами 9—11 преду-
сматривается промежуточный подогрев реакционной смеси соответ-
ственно во второй и третьей секциях печи блока риформинга.
Газопродуктовая смесь из последнего реактора 11 после охлаж-
дения в теплообменниках 14 и холодильнике 15 разделяется в
сепараторе высокого давления 16 на катализат и циркулирующий
газ Последний возвращается в блок риформинга на смешение с
гидрогенизатом, а избыток его направляется в блок предваритель-
ной гидроочистки сырья. Жидкая фаза — нестабильный катали-
зат — поступает в сепаратор низкого давления 17 для отделения
углеводородного газа
Из сепаратора 17 катализат, пройдя через теплообменник 21,
обогреваемый стабильным бензином, отходящим с низа стабилиза-
тора 19, поступает во фракционирующую абсорбционную колонну
18, с верха которой выделяется сухой газ. Основная масса остатка
84
Гл. 5. Деструктивная переработка нефтяного аярья
Ката литический риформинг
185
колонны 18 через теплообменник 20 поступает в стабилизационную
колонну 19, откуда через конденсатор-холодильник 23 рефлюкс ста-
билизации отбирается в емкость 24, а далее насосом откачивается
с установки.
Стабильный бензиновый дистиллят из нижней части колонны
19. пройдя теплообменники 21 и 20 и холодильник 22, отводится
с установки. Сероводород, газообразные углеводороды и пары
воды из сепаратора / отгонной колонны 12 поступают в блок
очис гки раствором МЭА, где из них извлекается сероводород.
(Схема блока очистки с помощью МЭА со всеми соответствую-
щими вопросами защиты от коррозии освещена в гл. 6.) После
моноэтаноламииовой очистки углеводородный газ смешивается с
углеводородным газом из сепаратора 17 блока риформинга и по-
ступает в колонну 18.
Коррозионные процессы
на установках каталитического риформинга
Оборудование установок каталитического риформинга, рабо-
тающего при высоких температурах и давлениях, подвержено на-
водороживаиию с последующим обезуглероживанием, приводящим
к потере п^ючиосги металла. Из-за недостаточной очистки (или от-
сутствия очистки) от сероводорода имеет место высокотемператур-
ная сероводородная коррозия. Кроме того, проявляется низкотем-
пературная сероводородная коррозия в узлах отпарки и стабилиза-
ции катализата, а также при регенерации катализатора в реактор-
ном блоке, где в процессе охлаждения конденсируются пары воды,
содержащие сероводород и сернистый газ (см. выше в этой главе).
Хлористоводородная коррозия при низких температурах может
возникать при конденсации газопродуктовых смесей, содержащих
хлористый аммоний, в теплообменниках и холодильниках блока
предварительной гидроочистки сырья риформинга [83]. Хлористый
аммоний образуется в результате соединения аммнака и хлорис-
того водорода, образующихся при расщеплении в присутствии во-
дорода хлорпроизводных и органических соединений азота.
Особенности высокотемпературной сероводородной коррозии
при каталитическом риформинге
В связи с подобием технологических процессов, режимов и
оборудования практически нет существенных различий между
явлениями сероводородной коррозии при гидроочистке и при ката-
литическом риформинге, если последний проводится без предвари-
тельной гидроочистки сырья. Скорость коррозии в этих случаях
прогнозируется по изокоррозионны.м кривым в засьсимосги от тем-
пературы и концентрации сероводорода в газопродуктовом потоке
реакторных блоков и с учетом опыта эксплуатации действующих
установок (см. выше в этой главе).
186
Гл. 6. Деструктивная переработка нефтяного сырья
При одинаковом содержании серы в сырье концентрация серо-
водорода в газовых потоках реакторов риформинга значительно
меньше, чем в реакторах предварительной гидроочистки (рнс. 5.28).
Поэтому агрессивное действие сероводорода в реакторном блоке
риформинга (несмотря иа более высокую температуру) значитель-
но меи1 ше, чем в реакторном блоке гидроочистки
При риформировании бензиновых фракций, содержащих 0,01—
0,10% S, концентрация сероводорода в газовых потоках колеблется
Рнс. 5.28. Зависимость концентрации
сероводорода в газовых потоках
реакторных блоков от содержания
серы в сырье (58]
/—гидроочистка; 2—риформинг;.......кон-
центрация в парогазовой смеси ва
пхода в реакторы; .........—то жв при
условия превращен ня 40м S и H^S;
.... — коицевтрации H^S а циркулдцвои*
ион rase; ----• концентрация Н£ в паро-
газовой смеся иа выходе из реакторов.
Рнс. 5.29. Зависимость скорости
коррозии хромистых и хромони-
келевой стали типа 18-8 от кон-
центрации HsS.
Продолжительность испытаний—ISO ч.
Z— /«5X1 °C. Р—31,5+ 35 ат; ?-(-
— 420 °C, P—31J5 + 35 ат;
-----стал-ь с содержанием 0—Зя Сг;
------сталь тиса XI8HI0T.
в пределах 0,009—0,035%, что соответствует скорости коррозии
углеродистых сталей до 2 мм/год и среднехромистых сталей до
0,06 мм/год (в условиях кратковременных испытаний при 520 °C).
Если считать допустимой потерю от коррозии для толстостен-
ного оборудования 0,5 мм/год, то предел применения средиехромн-
стых сталей по данным рис. 5.28 и 5.29 ограничивается содержа-
нием сероводорода в газе 0,015% (что соответствует содержанию
серы в сырье 0,04%). При переработке сырья с более высоким со-
держанием сернистых соединений необходим переход на изготов-
ление оборудования высокотемпературных узлов технологической
схемы из хромоникелевых сталей (рнс. 5.28 и 5 9).
В работе [84] в лабораторных условиях для режимов каталити-
ческого риформинга были получены значения пороговой концентра-
ции, ниже "которой коррозия практически не наблюдается Поро-
говые концентрации соответствуют для каждого режима такому
молярному отношению сероводорода к водороду, при котором со-
Каталитический риформинг
18»
отношение комп жентов равновесной системы FeS + Нг <1 HjS +
+ Fe препятствует дальнейшему образованию сернистого железа
[85, 8Н]
Для каталитического риформинга пороговая концентрация серо-
водорода, при которой начинается образование продуктов корро
зии, составляет, по данным лабораторных исследований (рис 52Э),
0,008 объем ч %
Следовательно, уменьшение содержания серы в сырье рифор-
минга ниже порогового значения должно практически исключить
сколько-нибудь существенную коррозию высокотемпературного
оборудования каталитического риформинга.
Длительные коррозионные испытания выдержкой образцов в
реакторах риформинга трех установок показали, что предваритель-
ная гидроочистка сырья риформинга позволила снизить скорость
коррозии углеродистой стали в 4—9 раз по сравнению со скоростью
коррозии в реакторах установок каталитического рнформийга без
гидроочистки (табл. 5.13).
Таблица 5.13
Скорость корровш спме* а реакторах ржфирмагг установок
каталаггж-.есъ'>го рифоражнта*
Сталь Скорость коррозия, мм/год
1-я установка с блоком гидроочи- стки сырья (X--3SS8 ч) 2 я установка с блоком гидроочи- стки сырья (х-зэм М установка без гидроочистки сырья я)
Углеродистая Ст. 3 0.060 0.12 0.65
Хроми< гые ' 12Хм 0.11 0.65
Х2М ...... 0.050 — —
тяга Х5М . . . 0.070 0 12
типа 0X13 . . . 0.020 0,050 0.07
Хромоникелевая л-т Х'8Н10Т . . 0.019 0.01 —
• Кирроатгонвыс иевытвини проведены Д. Г. Кочергиной, Ю С, Медмдавым. В. В. Ме-
щериковой (ВНИИНефтемавО.
Ка установках каталитического риформинга с блоком гидро
очистки сырья гидрогенизат (сырье риформинга после гидро-
очистки) содержал 0,0080% S.
Относительно максимально допустимого содержания серы в
сырье каталитического риформинга пока не существует еднно-о
мнения. Согласно [14], коррозия как углеродистых, тзк и низкохро
м истых сталей в условиях каталитического риформинга незначи-
тельна при обеспечении очистки сырья до 0,002% (считая на серу).
Устанавливая максимально допустимое содержание серы
в гидрогенизате, нужно учитывьть, что при каталитическом
188 Гл. 5. Деструктивная переработка нефтяного сырья
риформинге сероводородная коррозия проявляется (помимо разру-
шения металла) еще и в том, что ее продукты попадают в реакторы
на катализатор и в теплообменники. Это приводит к нарушению
технологического (теряется активность катализатора), теплового и
гидравлического (повышается перепад давления в системе) режи-
мов работы установки риформинга и, в связи с этим, к ее внепла-
новым остановкам.
Проведенная [58] систематизация опыта эксплуатации устано-
вок каталитического риформинга с блоком гидроочистки сырья
позволила установить, что высокотемпературное оборудование
установок практически не подвергается существенной коррозии в
том случае, если содержание серы в гидрогенизате не превышает
0,003%, для чего водородсодержащий газ должен подвергаться
дополнительной моноэтаноламиновой очистке. Отключение блоков
моноэтаноламиновой очистки водородсодержащего газа и гидро-
очистки сырья, даже если в сырье риформинга содержалось ие
более 0,0080—0,0100% S, приводило к тому, что через 2—3 года
эксплуатации установок изготовленные из стали Х5М печные змее-
вики, обвязочные трубопроводы реакторного блока, а также труб-
ные пучки сырьевых теплообменников (по трубному и межтруб-
ному пространствам) покрывались твердым легко отслаиваю-
щимся осадком толщиной до 0,8 мм. Этот осадок, как показали
результаты анализа, состоял, в основном, из соединений железа
типа FeS и FeSO* и формировался в результате коррозии стали
Х5М под действием сероводорода при 420—480°C.
Наблюдения показали, что ухудшение активности катализатора
вследствие выноса продуктов коррозии было наиболее серьезным в
реакторе предварительной гидроочистки сырья.
На установках каталитического риформинга допустимая сточки
зрения прочности и работоспособности высокотемпературного обо-
рудования скорость коррозии (0,07—0,12 мм/год) приводит к нару-
шению технологического режима работы установки, снижению ок-
танового числа бензина и внеплановым остановкам.
Как подтвердили проведенные работы, можно удлинить нор-
мальную эксплуатацию установки каталитического риформинга за
счет высококачественной подготовки сырья: содержание серы в
гидрогенизате не должно превышать 0,0003%. На одном из пред-
приятий СССР апробирована работа каталитического риформинга
бензина иа сырье, очищенном до 0,00009% S. Имеются данные, что
за рубежом сырье (бензин) очищается до 0,00010—0,00020% S. Та-
кая очистка, нормы которой обусловлены технологическими требо-
ваниями, практически исключает высокотемпературную сероводо-
родную коррозию аппаратуры каталитического риформинга и пре-
дотвращает реализацию возникающей склонности элементов
аппаратуры из аустенитных хромоникелевых .сталей к межкристал-
литному коррозионному растрескиванию.
Каталитический риформинг
189
Водородная коррозия оборудования установок
каталитического риформинга *
В условиях работы реакторного блока возможна водородная
коррозия углеродистых и низколегированных сталей (см. гл. 10).
Причиной является то, что при эксплуатации аппаратов темпера-
тура их стенок превышает уровень, безопасный в отношении водо-
родной коррозии.
Так, отмечалось разрушение трубопроводов из углеродистой
стали, использованных для передачи сред с температурой выше
370 °C. Трубопроводы, работающие прн температуре выше 260 °C,
ие должны изготавливаться из углеродистой стали Прн более вы-
соких температурах передаваемой газопродуктовой смеси рекомен-
дуются трубопроводы из стали Х5М.
Максимальная температура нагрева корпусов реакторов 520 °C;
в зависимости от вида целевых продуктов общее давление смеси
составляет 20—40 ат, а содержание водорода в ней 78,5—
91,5 объеми.%. В этих условиях углеродистые и низколегирован-
ные стали подвергаются водородной коррозии (табл. 5.14). Стой-
кость к водородной коррозии достигается двумя способами (см.
также ч. II).
1. Изготовление реакторов из биметаллических материалов.
Так, французская фирма GEXA поставила реакторы из биметалла
с основным слоем Из стали типа 12МХ и плакировкой из стали
типа Х18Н12М2.
2. Изготовление реакторов из углеродистой или низколегиро-
ванной стали с теплоизоляционной торкрет-бетоииой футеровкой
[19], снижающей температуру стенок реакторов до безопасного в
отношении водородной коррозии уровня, т. е. до 160—200 °C, н
с дополнительной защитой кожухом толщиной 6—10 мм из водо-
родостойкой листовой стали 0X13.
В последнем случае патрубки штуцеров реакторов, служащие
для входа и выхода газосырьевой смеси с рабочей температурой
до 520—550 °C, нз-за невозможности защиты торкрет-бетоиным
покрытием выполнялись из двуслойной стали 20 + 0X13.
Как показал опыт эксплуатации таких реакторов, разрушение
торкрет-бетонной футеровки и разрыв защитных кожухов приводит
к значительному перегреву стенок реакторов, иногда до 350—
450°С: при этом начинается интенсивная водородная коррозия.
При длительном нагреве стеиок реакторов выше 280 °C необходимо
вырезать контрольные образцы из стенок реакторов для исследо-
вания на водородную коррозию, так как при визуальном осмотре
стенки реактора водородная коррозия не обнаруживается [11].
• Освещается здесь, так как во II части высокотемпературная водородная
коррозия рассматривается применительно к нефтехимическим процессам. Раздел
написан В. И Дерябиной.
190
Гл. 5. Деструктивная переработка нефтяного сырья
Таблица 5.14
Мехавжчеекне свойства различных сталей при комнатной температуре
□осле выдержки в реакторах каталтпеского реформинга *
Температуре □ реакторе 490—520 *С; давлеквез водорода 40—43 ат.
Стьдь Длительность выдержки. < Мвхавяческяс свойстве
сол> КГС/ММ2 ов. КГС/ММ3 4. я ♦, к вЯ" К ГС'м/с м>
Ст- 20 В исходном состоя- нии 29.9 47.6 31.5 45.6 4.6
4614 14.7 25.3 31.1 31.8 . —
7760 19.4 26.9 32.9 33.0 —
12Х1МФ В исходном состоя* НИИ 44.0 55.5 23.9 51 6 112
4614 27.8 43.7 45.3 83.4 —-
5496 32 0 50.8 26.7 73.5 —-
7750 30.8 47,6 24.2 79.8 13.6
12МХ В исходном состоя- нии 40.5 49 4 28.0 50.9 6.3
4614 23.9 40.0 38.0 69.1 9.8
5496 32.0 50.8 26.7 735 —
7750 29.6 43.5 29.7 62.0 11.7
16ГС В исходном состоя- нии 32.9 50,8 27.8 67.9 —
5496 35.5 53.1 21.1 75.3 —
* Среднее «яаченяя «з вепытанкя грех образцов.
Были исследованы контрольные образцы, вырезавшиеся из
многих реакторов (материал корпусов — сталь 22К и 09Г2С) после
эксплуатации до 62000 ч. Отчетливо выраженная водородная кор-
розия в стенках реакторов наблюдалась только в двух случаях:
1) при перегреве стенки до 450"’С в течение 2000 ч — перегрев
вызвал в стали 22К частичное поверхностное обезуглероживание
на глубину до 1,8 мм (толщина стел к и 90 мм) и сфероидизацию
перлита; 2) при перегреве верхней сферы реактора, изготовлен-
ного также из стали 22К, до 350—380 еС при общей продолжитель-
ности эксплуатации реактора 45600 ч.
Характер водородной коррозии металла реактора отличается
от характера водородной коррозии в лабораторных условиях при
воздействии иа сталь технического водорода, содержащего ~ 0,5%
примесей кислорода и азота. Возможно, что это связано с нали-
чием в газосырьевой смеси, помимо водорода, смеси углеводородов
(6,4-9,6% СН4; 3,5—5,3% С2Н« и т. д.).
Одним из слабых мест реакторов в отношении водородной кор-
розии (даже без перегрева стенок) являются нижние торцы изго-
товленных из биметалла 20К + 0X13 патрубков штуцеров. Как по-
казала длительная эксплуатация реакторов из углеродистой ста-
ли, водородная коррозия нижней части патрубков штуцеров
Каталитический риформинг
191
является причиной разрушения их вертикальных сварных швов.
Эти же патрубки, изготовленные из более водородостойких сталей
09Г2С и 12МХ, не подвергаются водородной коррозии в условиях
каталитического риформинга.
Водородной коррозии подвержены также изготовленные из уг-
леродистой стали детали арматуры реакторов: стержни, панцирные
сетки, на которых укрепляется торкрет-бетонная футеровка. Они
находятся во время эксплуатации при значительно более высокой
температуре, чем стенка реактора, под всесторонним давлением
водорода и подвергаются почти полному обезуглероживанию уже
через 25000 ч эксплуатации.
Условия для развития водородной коррозии могут создаться
в корпусе газосырьевого теплообменника, изготовленного из двух-
слойной стали 20 + 0X13 или 12МХ 4 0X13, из-за плохой герметич-
ности сварных швов. В результате этого под плакирующим слоем
собирается водород и образуются вздутия.
Для безопасной работы оборудования реакторного блока уста-
новок каталитического риформинга необходимо соблюдение регла-
мента по эксплуатации оборудования каталитического риформинга,
который предусматривает тщательной учет всех перегревов от-
дельных зон реакторов. Допускаемые температуры н продолжи-
тельность эксплуатации футерованных реакторов до вырезки кон-
трольных образцов для исследования на водородную коррозию
приведены в табл. 5.15. Перегревы стенок реакторов наблюдаются
в различных температурных интервалах, и для определения сроков
вырезки подсчитывается эквивалентное время.
Таблица 515
Рекомендуемые срока вырезки контрольных образцов на водородную
коррозаю при перегреве стенок реакторов выше 230 ’С
Давление водорода, ат Сталь Время (в ч) эксплуатации до «ырелки контрольных образцов при температуре. *С
«о-яю 261-1S) 281—300 301 -320 321 350
20-23 Ст. 20 и Ст. 22К 120000 (выборочная вырезка) 80000 48000 24000 5000
09Г2С Не вырезать Не вырезать 120000 100000 50 сна
40—43 Ст. 20 к Ст. 22К 100000 (выборочная вырезка) 36 000 20000 10000 1О00
09Г2С Не вырезать 120000 (выборочная вырезка) 60000 30000 10000
Для реакторов нз углеродистых сталей при парциальном давле-
нии водорода J20—23 ат оно составляет:
т»кв = Т| + 1,5тц -f-Зтщ < 120000 ч
192
Гл. S. Деструктивная переработка нефтяного сырья
где и — время работы при 260°; тц — при 261—280е; тщ— при
281—300 °C.
Для реакторов из углеродистой стали при парциальном давле-
нии 40—43 аг эквивалентное время равно:
т₽к,=“ Т| 4- 1,5Т|] + ЗТц] + 5Т| у 120 000ч
где т[—время работы при 240°; тЬ — при 241—260°, т[п — при
261—280°; tt'v - прн 281—300 °C.
Реакторы, изготовленные нз сталей 12МХ и 12ХМ, могут экс-
плуатироваться без вырезки контрольных образцов.
Трубопроводы из углеродистых сталей, работающие при темпе-
ратурах 230—260°C и давлении водорода до 20 ат, могут эксплуа-
тироваться без вырезки контрольных образцов. Трубопроводы, ра-
ботающие под давлением водорода до 40 ат, должны подвергаться
вырезке контрольных образцов через 80000 ч эксплуатации.
Теплообменники нз биметаллов эксплуатируются без вырезки
контрольных образцов. Исследование биметалла теплообменников
производится только на длительно работавших и снятых по каким-
либо причинам с эксплуатации аппаратах.
О материалах для оборудования установок гидроформинга
С учетом опыта эксплуатации установок гидроформинга во
ВНИИНефтемаше были разработаны рекомендации по материаль-
ному оформлению их оборудования.
Зашита реакторов риформинга от водородной и сероводородной
коррозии обеспечивается применением для корпуса реактора тепло-
и водородостойкой стали 12ХМ с футеровкой торкрет-бетоиным по-
крытием толщиной 150 мм. Штуцера изготавливают из стали 12ХМ
или 12МХ с облицовкой сталью 0X13. Внутренние элементы реак-
торов в зависимости от конструкции выполняют из сталей 0X13,
1X13. Материалом для печных змеевиков может служить сталь
Х5М-У — повышенной по сравнению со сталью Х5М прочности, до-
стигаемой нормализацией при 1000° с последующим высоким отпу-
ском при 700 °C.
На установках каталитического риформинга применяются уни-
фицированные кожухотрубчатые теплообменники с плавающей го-
ловкой. Более горячие и агрессивные газопродуктовые смеси после
реакторов, как правило, направляются в трубиое пространство
теплообменников, газосырьевые смеси — в межтрубное.
В теплообменной аппаратуре в качестве материала для трубок
при температурах ниже 425°С может быть использована сталь Х8
[87]; при более высоких температурах — Х5М. Детали трубных пуч-
ков для дсего диапазона температур греющей среды выше 260 °C
при концентрации Нг$ до С,015% изготовляются нз стали Х5М или
Х5М-У.
Каталитический рифсрчинг
103
Для изготовления крышек и корпусов теплообменников приме-
няются в зависимости от температуры и содержания сероводорода
в среде стали 16ГС (при температурах до 230вС), или I2XM с
прибавкой к расчетной толщине 6 мм иа коррозию, или двухслой-
ные стали 20К + 0X13 (до 230сС) н 12ХМ + 0X13 (выше 230°С).
Холодильники и конденсаторы водяного охлаждении продуктов,
полученных из стабилизационных и отпарных колони, рекомен-
дуется изготовлять с трубными пучками из латуней и биметалли-
ческими (латунь + сталь) трубными досками (см. [88] и гл. 9 иа
стоящего тома).
Разделение газопродуктовых смесей на циркулирующий газ
и катализат производится в горизонтальных газосепараторах. Ма-
териалом для корпуса служат углеродистые стали или сталь типа
16ГС с прибавкой на коррозию 6 мм к расчетной толщине стенок.
Защита от низкотемпературной коррозии осуществляется с по-
мощью армированного торкрет бетониого покрытия.
Материалы для оборудования блока моноэтаноламиновой
очистки циркуляционного газа рассмотрены в гл. 6.
Рекомендации в отношении материалов для трубопроводов при-
ведены в табл. 5.16.
Таблица 5J6
Рекомендуемые материалы трубопроводов
дли транспортировки газосырьевых смесей,
содержащих водород [18]
Сталь Концентрация H2S. объешь х ТсмпературяыЯ интервал. РС
Углеродистая Любая <260
Х5М <0.01 200-535
Х8ВФ >0.01 <370
Х18К10Т* >0.01 >370
• После стабилизирующего отжига.
Все остальные продуктопроводы, фланцы, фасонные части и
т. д. реакторного отделения, а также отделения стабилизации гид-
рогенизата, очистки циркулирующего водородсодержащего газа
выполняются из углеродистой стали.
Модернизированные установки каталитического риформинга [58]
Чтобы получить на модернизированной установке каталитиче-
ского риформинга с блоком гидроочистки сырья высокооктановый
бензин (октановое число 95 по исследовательскому методу), в си-
стему вводят хлороргаинческие соединения, служащие для поддер-
жания кислотных свойств хлорированного алюмоплатинового ка-
тализатора (промотнрование катализатора),
7 Зи. №
IM Гл. б. Деструктивная переработка нефтяного сырья
На этой установке для защиты катализатора от отравления
влагой предусматривается дополнительная осушка сырья и цирку-
ляционного газа.
В системе установки каталитического риформинга с промотн-
рованием катализатора хлором присутствует хлористый водород,
образующийся в реакторе риформинга в результате разложения
хлорортаннческих соединений, а также некоторое количество
влаги. В связи с этим здесь можно было ожидать более значитель-
ной коррозии оборудования по сравнению с обычными установками
каталитического риформинга.
Установлено [5] усиление коррозии высокотемпературного обо-
рудования опытно-промышленной установки данного типа после
2,5 лет эксплуатации. Результаты анализа продуктов коррозии,
взятых с поверхности трубопроводов реакторного блока, показали,
что образование коррозионных отложений иа трубопроводах (изго-
товленных из стали Х5М) произошло в основном из-за наличия
серы в реакционной смеси.
Накопление железа иа катализаторе первоначально могло про-
исходить в форме отложений хлористого железа. Последнее в
результате реакции окисления превращается в окисную форму;
экранирование окисными соединениями железа поверхности ката-
лизатора приводило к снижению его каталитической активности.
Для уменьшения скорости образования хлористого железа
на катализаторе и удлинения срока его эффективной работы
ВНИИНефтехнмом рекомендовано снизить содержание хлора в
сырье до 0,0002 вес.%.
Как показали результаты коррозионных испытаний образцов
из различных сталей в реакторах установок каталитического ри-
форминга с промотированнем катализатора хлором, все исследо-
ванные материалы обладают высокой коррозионной стойкостью в
условиях воздействия среды реактора, содержащей (в регламен-
тированных технологией и оговоренных выше пределах) хлористый
водород (табл. 5.17). Кажущееся несоответствие между относи-
тельно небольшой скоростью коррозии в среде реактора рифор-
минга и существенным образованием корки продуктов коррозии
на катализаторе объясняется большой поверхностью всего подвер-
женного коррозии высокотемпературного оборудования, а также
продолжительностью экспозиции (годы).
Из табл. 5.17 следует, что введение в систему каталитического
риформинга хлорорганнческих соединений в количестве ие более
0,0005 вес.% (в пересчете на хлор) не влияет на коррозию иссле-
дованных материалов в реакторе риформинга при рабочей темпе-
ратуре процесса 480 °C.
О коррозии низкотемпературного оборудования установки ка-
талитического риформинга с промотированнем катализатора хло-
ром можно судить по результатам коррозионных испытаний образ-
цов в продуктовых холодильниках гидроочистки и риформинга и
Каталитический риформинг
195
Таблица 5.17
Скорость коррозжв образцов рввлачных стало!
в реакторах установок каталитического риформинга
с сроыотироааввем катализатора хлором *
Содержание хлора а сырье риформинга ие более ОХХЮб
лес. И.
Стиль Скорость коррозии, мм/год
реактор опытной установки (Т-8760 ч) реактор промыш- ленной устаяоикн (т—Ьзга ч)
Углеродистая 0.036 0.030
12ХМ 0.031 0.038
12МХ 0.034 —
16ГС 0.033 ж—
Х5М 0.060 0.0'14
0X13 0.040 0.020
0XI8H10T 0.008 0.050
* Данные получены Д. Г КочергяноИ'(ВНИИНефтемаш).
сепараторе риформинга промышленной установки, где можно было
ожидать усиленной коррозии оборудования в результате образо-
вания (при низкой температуре) из хлористого водорода и влаги
агрессивной соляной кислоты (табл. 5.18).
-Углеродистая стаМь в холодильнике риформинга (среда—ги-
дрогенизат с хлором) разрушается в три раза быстрее по сравне-
нию со скоростью коррозии этой стали в холодильнике гидро-
очистки (среда — с 0,3000 вес.% серы, без хлора). Ускорение кор-
розии углеродистой стали наблюдалось также и в жидкой фазе
сепаратора, средой которого является катализат, содержащий в
своем составе небольшое количество соляной кислоты, углероди-
стая сталь в жидкой фазе этого сепаратора корродирует со ско-
ростью 0,23 мм/год, в то время как в сепараторе установки ката-
литического риформинга скорость ее разрушения составляет
0,07 мм/год.
Коррозия под воздействием катализатора отмечалась и в изго-
товленных из углеродистых сталей сепараторах и емкостях ката-
лизатора опытно-промышленной и полузаводской установок ката-
литического риформинга.
Высокая коррозионная стойкость исследованных материалов
в циркулирующем водородсодержащем газе до осушки указывает,
что если концентрация влаги в этом газе не превышает 300мг/мэ,
то количество хлористого водорода, которое в ием содержится, при
20—30 °C ие представляет опасности в отношении коррозионного
разрушения сталей (табл. 5 18).
На основании имеющегося опыта эксплуатации установок ката-
литического риформинга с промотированнем катализатора хлором
7*
196
Гл. 5. Деструктивная переработка нефтяного сырья
Таблица 5.18
Скорость коррозвв образцов различных сталей
в аппаратах установки каталитического риформинга
с прокотированном катализатора хлором
Продолжительность кспытаинА 3312 ч.
Аппарат Сталь Скорость коррозии, мм/год
Холодильник блока гидро- Углеродистая 0.016
очистки Х-| 12ХМ 0.017
35-120 *С Х5М 0.010
0X13 0.003
XI8HI0T 0.000а
Холодильник блока рифор- минга (в межтруоиом Х21Н5Т 0.0007
Углеродистая 0.045
I2XM 0.038
пространстве) Х-6А Х5М 0.036
35—140 °C 0X13 0.013
Х18Н10Т 0.009
Сепаратор (в жидкой фа.зе)- Углеродистая 0,23
35 °C I2XM 0.095
Х5М 0.146
0X13 —-
XI8HI0T 0.007
X2IH5T 0.005
Колонна осушки газа Углеродистая 0.060
(в потоке газа до 16ГС 0.043
осушки) I2XM 0.056
20-40 °C Х8 0X13 0.033 0.0029
XI8H10T 0,0012
можно заключить, что введение в систему каталитического рифор-
минга хлорорганических соединений в количестве не более
0,0005 вес. % (в пересчете на хлор) ускоряет коррозию сталей
только в той части низкотемпературного оборудования, которое со-
прикасается с катализатом, содержащим ~ 85% хлора и — 7%
влаги от общего содержания хлора и влаги в сырье риформинга.
Это продуктовые холодильники риформинга, сепаратор высокого
давления, емкости катализата.
Поскольку скорость коррозии углеродистой стали под воздей-
ствием катализата, содержащего соляную кислоту небольшой кон-
центрации, не превышает 0,23 мм/год, то для изготовления выше-
указанного оборудования можно применять, так же как и при
изготовлении этого оборудования для обычных установок катали-
тического риформинга, углеродистые стали.
Не меняется и материальное оформление высокотемпературного
оборудования установки каталитического.риформинга с промотн-
рованием катализатора хлором.
Каталитический риформинг
197
Продуктовые печные змеевики, трубные пучки продуктовых теп-
лообменников, трубопроводы реакторного блока можно изготовлять
из стали марки Х5М-У. Корпус и днище продуктовых теплообмен-
ников, работающих прн температуре ниже 400°С,— из водородо-
стойкой стали 12ХМ. Для изготовления корпуса и днищ теплообмен-
ников, работающих в интервале 40С—500°С. применяют двухслой-
ный металл 12ХМ + 0X13, так как в настоящее время отсутствует
листовая хромистая сталь, стойкая к водородной коррозии в этом
интервале температур.
Техноаогическая схема установки платформинга
для получении ароматических углеводородов
Установка (рис. 5.30) предназначена для получения бензола и
толуола ароматизацией (при 20—30 ат) узких прямогонных бензи-
новых фракций 62—85° или 62—105 °C с содержанием 0,15% S
В соответствии с этим в состав установки входят помимо перечис-
ленных для установки гидроформинга блоков (см. выше в этой
главе) блоки подготовки сырья для экстракции, блоки непосред-
ственно экстракции и вторичной ректификации. Экстракция арома-
тических углеводородов осуществляется с помощью диэтилеигли-
коля (ДЭГ)
Подогретое в теплообменнике / сырье смешивается с водород-
содержащим газом, подаваемым с блока риформинга, и через сек-
цию печи 2 направляется в реактор 3 блока гидроочистки. По вы-
ходе из реактора 3 парогазовая смесь после охлаждения в подо-
гревателе 4 отпарной колонны и продуктовом теплообменнике /
подвергается разделению в сепараторе 6 на гидрогенизат и водо-
родсодержащий газ. Последний поступает через холодильник 7 и
сепаратор 8 на моиоэтаиоламииовую (МЭА) очистку от сероводо-
рода. Гидрогенизат нз сепаратора 6 поступает в отпарную колонну 5,
где освобождается от сероводорода, углеводородных газов и па
ров воды, и поступает на блок риформинга для ароматизации.
Сырье в смеси с циркулирующим газом, нагретое в теплообмен-
нике 9 и в одной из секций печи 2, направляется сначала в реак-
тор 10, а затем в 11 и 12. После охлаждения в теплообменнике 13
стабилизационной колонны 14 и в подогревателе 15 абсорбера 16,
а также в продуктовом теплообменнике 17 газопродуктовая смесь
поступает в реактор 18 для дегидрирования непредельных углеводо-
родов и после окончательного охлаждения в теплообменнике 9 и хо-
лодильнике 19 разделяется в сепараторе20 па катализат и водород-
содержащий газ. Последний возвращается на циркуляцию, а избы-
ток его идет на блок гидроочистки.
Стабилизация катализата блока риформинга производится в две
ступени: во фракционирующем абсорбере 16 из него выделяется су-
хой газ, a R стабилизационной колонне 14 — головная фракция, ко-
торая конденсируется в конденсаторе 21 и собирается в газосепа-
раторе 22.
198
Гл. 5. Деструктивная переработка нефтяного сырья
KaraAutuiecKuH риформине
199
Стабильный катализат в блоке подготовки 23 подвергается
разгонке с целью выделения соответствующего сырья экстракции,
которой поступает в экстракционную колонну 24. Там нз нее 93%
раствором ДЭГ экстрагируют ароматические углеводороды. Рафи-
нат после второй промывки в колонне 26 выводится с установки, а
насыщенный ароматикой ДЭГ подается в отпарную колонну 25.
Освобожденный от ароматики ДЭГ вновь подается в колонну эк-
стракции 24, часть ДЭГ регенерируется в атмосферно вакуумной
колонне 27.
Ароматические углеводороды отводятся двумя потоками: рецикл
возвращается в колонну 24, экстракт же после водной промывки
в колонне 26 поступает на вторичную перегонку в колонны 28, 29
для выделения товарных продуктов — бензола, толуола, ксилолов.
Окислительная регенерация катализатора осуществляется дваж-
ды в год.
Выбор коррозионностойкях материалов
для оборудования установок платформинга
Материальное оформление оборудования реакторных блоков
гидроочистки, риформинга и стабилизации катализата установки
платформинга в связи с идентичностью рабочих условий и сред
аналогично разработанному для установок гидроформинга. Обору-
дование же блока экстракции находится под воздействием содер-
жащих ароматические углеводороды 10—93% растворов диэтилен-
гликоля (ДЭГ).
Было показано [89], что с наибольшей скоростью углеродистая
сталь разрушается в паровой фазе растворов ДЭГ. Поэтому нри
выборе материала для оборудования, контактирующего с раство-
рами ДЭГ, в первую очередь нужно учитывать возможность воздей-
ствия паровой фазы рабочего раствора на поверхность оборудо-
вания
На коррозию углеродистой стали в 10—98% растворах ДЭГ
оказывает сильное влияние концентрация, pH и температура рас-
творов ДЭГ Наиболее агрессивны 30—80% растворы ДЭГ прн
100—120°С. В концентрированных (98%) растворах ДЭГ коррозия
углеродистой стали ускоряется при температурах выше 165 “С в ре-
зультате образования агрессивных низкомолекулярных органиче-
ских кислот в процессе разложения ДЭГ.
На основании данных по коррозионной стойкости сталей в рас-
творах ДЭГ при различных температурах и pH составлена таблица
условий применения сталей различных марок в растворах ДЭГ
(табл. 5.19). При составлении этой таблицы учтена возможность
воздействия на металл паровой фазы растворов ДЭГ Для тонко-
стенного (трубные пучки теплообменника, змеевики и т. д.) обору-
дования в качестве допустимой скорости коррозии сталей была при-
нята 0,1 мм/год, а для неответственного и толстостенного оборудо-
вания—0,5 мм/год.
200
Гл. 5. Деструктивная переработка нефтяного сырья
Условии првмсиснвл различных
Кокиектрацня ДЭГ. *
то 6D
I • у. I 2
До 10 30-70 80-90 93-98 Углер. > > > Углер. » > > Углер. > > » 0X13 X18HI0T Углер. •• > >
• 1 —стяяя для толстостенного оборудования; 2—стали для тонкостенных узлов ап
•• Для «-ТО* растворов ДЭГ—0X13. XI8HI0T.
Из этой таблицы следует, что в 30—90% растворах ДЭГ при
100 °C коррозионностойкими являются только нержавеющие стали
типа 0X13 и X18HI0T.
Коррозионная стойкость тонкостенного оборудования в разбав-
ленных (до 10%) растворах ДЭГ прн 60°C, в 10—90% растворах
при 100° и в 30—90% растворах при температуре кипения также
обеспечивается применением сталей типа 0X13 и XI8H10T.
Ускоряющее влияние на коррозию углеродистой стали в 60 и
90% растворах ДЭГ оказывает присутствующий в растворе кисло-
род воздуха (табл. 5.20). Как видно из таблицы, прн контакте
с кислородом воздуха (60% раствор ДЭГ) коррозия протекает
в 25 раз быстрее в паровой фазе н в 2 раза в жидкой, чем в этом
же растворе, но в контакте с азотом.
Удалив кислород воздуха из 60 и 90% растворов ДЭГ, можно
применять в них углеродистую стдль при 100 °C.
Таблица 5 20
Вппяиво кислорода па скорость коррозии
углеродистое стали в растворах ДЭГ ирв 100 X [89]
Концентрация раствора ДЭГ. % Скорость коррозии, ым/год
а присутствии кислорода воздуха а среде азота
Г- Ж. Г. ж.
60 2.44 0.45 0.10 0.23
90 0.70 0,17 0,06 0.13
Каталитический риформинг
201
сталей в растворах ДЭГ [89]
Таблица 5.19
Температура. *С
100 135 температура кмленка
2 1 * 1 2
Углер. оХ1з — — Углер. Углер.
0X13 0X13 — 0X13
X18HI0T XI8H10T / Х18Н10Т
0X13 0X13 0X13 0X13 0X13
X18HI0T Х18Н10Т X18HI0T X18HI0T XI8H10T
Углер. Углер. Углер. Углер. Углер.
паратуры.
Снизить коррозию в растворах ДЭГ можно также путем приме-
нения ингибиторов коррозии.
Двузамещенный фосфат натрия, добавленный в 60 и 90% рас-
творы ДЭГ в количестве I г/л, замедляет коррозию углеродистой
стали в жидкой фазе? 60% и в жидкой и паровой фазе 90% раст-
вора ДЭГ при 100°С.-Диквнднровать коррозию углеродистой стали
в паровой фазе 60% раствора ДЭГ оказалось невозможным даже
при введении в растворы ДЭГ максимально возможного количества
Na2HPO4 (20 г/л).
Эффективность ингибирующего действия аминов высока (94—
99%). Для ликвидации коррозии в жидкой фазе 60% раствора ДЭГ
достаточно ввести в раствор 5 г/л пассивирующего сталь в этой
среде [90] монбэтаноламина (МЭА), 10 г/л диэтаноламина (ДЭА),
80 г/л триэтаноламина (ТЭА). Наиболее трудно устранить корро-
зию в паровой фазе 60% раствора ДЭГ при 100 °C. Это удается осу-
ществить при добавке в раствор 40 г/л МЭА, 700 г/л ДЭА. Высокая
оптимальная концентрация ДЭА делает его менее экономически
выгодным ингибитором коррозии углеродистой стали в растворах
ДЭГ по сравнению с МЭА. Добавка МЭА в количестве 40 г/л обес-
печивает также коррозионную стойкость углеродистой стали в паро-
вой и жидкой фазах 70—90% растворов ДЭГ при 100°С.
Опыт эксплуатации установок платформинга на 10 нефтепере-
рабатывающих заводах СССР выявил, что сильной коррозии были
подвержены насосы, подогреватели, соприкасающиеся с водными
растворами ДЭГ. Изготовленные нз углеродистой стали трубные
пучки соответствующих теплообменников разрушались за полгода.
Коррозия носила язвенный характер; глубина язв доходила до 3—
4 мм. Наибольшее разрушение наблюдалось в местах разваль-
цовки труб и вблизи перегородок. При вскрытии изготовленных из
202
Гл. 5. Деструктивная переработка нефтяного сырья
углеродистой стали иасосов, перекачивающих 93% растворы ДЭГ
при 150 °C, была обнаружена язвенная коррозия корпуса, рабочих
и уплотнительных колец. На двух установках наблюдалась
также коррозия насосов, перекачивающих при 50 °C 6—7% раство-
ры ДЭГ.
На отечественных установках платформинга через 6—12 меся-
цев разрушались изготовленные из углеродистой стали трубные
пучки холодильников-конденсаторов для охлаждения ароматиче-
ских углеводородов, содержащих до 6% ДЭГ, со 120—130 до 45—
50 °C,
В период сильной коррозии названного оборудования pH при-
меняемых для экстракции растворов ДЭГ доходил до 3—5. После
того как pH растворов ДЭГ стали контролировать н поддерживать
иа уровне 7,5—8,5 введением в раствор МЭА, коррозия оборудова-
ния прекратилась.
В настоящее время МЭА в качестве ингибитора коррозии при-
меняется на некоторых установках платформинга. На этих установ-
ках pH раствора ДЭГ поддерживается на уровне 7,5—8,5 путем
периодического ввода МЭА. Нужно, однако, учитывать, что боль-
шие количества МЭЛ, введенные в раствор ДЭГ, могут вызывать
вспенивание раствора
Проведенные исследования показали, что защиту от коррозии
оборудования, контактирующего с растворами ДЭГ, можно осу-
ществлять по двум направлениям:
путем применения вместо углеродистой стали более корро-
зионностойкнх в этих условиях нержавеющих сталей типа 0X13 н
Х18Н10Т
(V); введением ингибиторов коррозии в растворы ДЭГ; в этом
случае все оборудование может быть выполнено нз углеродистой
стали.
Удаление кислорода из системы установок должно быть допол-
нительным мероприятием по снижению коррозии сталей в рас-
творах ДЭГ.
Для изготовления оборудования, контактирующего с раствора-
ми ДЭГ или с углеводородными растворами, содержащими неболь-
шие прнмеси ДЭГ, ВНИИНефтемашем иа основе вышеизложен-
ных данных и опыта эксплуатации установок платформинга (схема
иа рис. 5.30) были рекомендованы следующие материалы.
Для корпусов колони экстракционной 24, отпарной 25, водной
промывки рафината и экстракта 26 и атмосферно-вакуумной 27 —
углеродистые стали с прибавкой иа коррозию 3—4 мм. Металл для
ректификационных тарелои выбирается в зависимости от их кон-
струкции или типа тарелок. Крепежные изделия рыполняются из
сталей 0X13, 1X13
Корпуса емкостей для отделения экстракта, для свежего и об-
водненного ДЭГ, а .также для орошения колонны 27 — из углеро-
дистой стали с прибавкой на коррозию 3—4 мм.
Каталитический крекинг
203
Корпуса и распределительные коробки подогревателя колонны
25, теплообменника ДЭГ—вода, подогревателей колонны 27, про-
межуточного подогревателя колонны 27— из углеродистой стали
с прибавкой на коррозию 3—4 мм. Материалы для трубок рекомен-
дуются в двух исполнениях: при введении ингибитора коррозии
(иапрнмер, МЭА) и поддержании pH раствора ДЭГ на уровне 7,5—
8,5—сталь 10 или 20; без ингибирования — сталь Х18Н10Т (сварку
производить ниобийсодержащими электродами).
Трубные пучки холодильников-конденсаторов, средой которых
являются растворы ДЭГ, целесообразно выполнить из латуни.
Колонны, емкости, сепараторы и теплообменное оборудование
блоков подготовки экстракции, экстракции и вторичной ректифика-
ции, находящееся под воздействием ароматических углеводородов,
выполняются из углеродистых сталей.
Материалы для конденсационно-холодильного оборудования и
трубопроводов установки платформинга выбираются из тех же со-
ображений, что и для установки гидроформинга.
КАТАЛИТИЧЕСКИЙ КРЕКИНГ
Каталитический крекинг предназначен для получения нз неф-
тяного сырья бензина, каталитического газойля и газа — сырья для
изготовления высокооктанового компонента авиационного бен-
зина.
В отличие от термического крекинга каталитический протекает
в присутствии катализатора, ускоряющего реакции образования
иизкокипящих углеводородов из нефтяного сырья [46]. В процессе
каталитического крекинга активность катализатора падает из-за
отложений на его поверхности кокса. Выжиг кокса при 600—650°С
восстанавливает активность катализатора.
На первом этапе развития каталитический крекинг был пред-
ставлен установками с неподвижным слоем катализатора и реакто-
рами периодического действия. Эти установки были очень сложны
по конструкции, а работа их характеризовалась длительными про-
стоями во время смены катализатора. В настоящее время получили
широкое распространение два типа установок:
1) с циркулирующим шариковым катализатором;
2) в псевдоожиженном слое катализатора.
Второй тип установок наиболее распространен в нефтеперера-
батывающей промышленности. Принципиальная технологическая
схема этой установки представлена иа рнс. 5.31. Сырье после пред-
варительного подогрева в теплообменниках поступает в трубчатую
лечь 1, где нагревается до 400 °C и направляется в узел смешения
10 реактора. Там под действием горячего регенерированного ката-
лизатора оно испаряется, образуя поток нефтяных паров. Его под-
хватывает катализатор и по транспортной линии 22 вносит через
распределительное устройство 21 в реакционную зону реактора 16
204
Гл. 5. Деструктивная переработка нефтяного сырья
(рис. 5.32), где поддерживается определенная высота взвешенного
елоя катализатора 20 (так называемый псевдокипящий слой).
Пары продуктов крекинга, пройдя через отстойную зону реак-
тора 18 и расположенные вверху реактора циклонные сепараторы
17, освобождаются от мелких частиц катализатора и направляются
в ректификационную колонну 25.
Газы регенерации Продукты реакции
38»
Е
Водяной
пар
. Нестабиль-
ней бензин
*’•— Водяной пар
, Легкий
I керосин
U Водяной пор
—•‘Легкий
газойль
Тяжелый газойль
гр Рециркулирующий
5 газойль
Рис. 5.31. Принципиальная схема установки ката-
литического крекинга в псевдоожиженном слое (46]:
/ — трубчвтвя печь; 2—котегутнлизатор: 3—паровой бара»
бан: регенератор; $—циклонный сепаратор регенератора;
6—колодец; 7 —распределительная решетка регенератора;
«—стоик регенератора; 9— транспортный трубопровод;
10—узел смешения реактора; П—отпарная колбинп;
/2—стояк реактора; 13 — шибер; 14—узел смешения регене-
ратора: 15—воздуходувка; W —реактор; 17—циклонный сепв-
ратор реактора; 13—отстойная эона реактора; 19—внутрен-
ний стоик; S0—взвешенный слой катализатора; 2Z — распре-
делительная решетке реактора; 22—трубопоовоА:?3—кон-
доксатор холодилъвкк; 24—гаэосепаратор: $$— ректифика-
ционная колонна; 26—отстойная часть колонны.
Жаркий гоз
И
Й
В ректификационной колонне получают боковые погоны: легкий
н тяжелый каталитические газойли, беизнн и газ. Газ н бензин
после охлаждения в конденсаторе-холодильнике 23 и разделения
в газосепараторе 24 направляются на газофракционирующую уста-
новку для получения из них целевых продуктов. Легкий каталити-
ческий газойль, пройдя теплообменник и холодильник, собирается
в резервуарах. Тяжелый газойль подается в узел смешения с ката-
лизатором в качестве рециркулята.
Закоксованный катализатор из реактора 16 подается в узел
смешения регенератора 14 (рис. 5.33), где смешивается с воздухом,
нагнетаемым воздуходувкой 15 и пневматически по транспортному
трубопроводу 9 подается под распределительную решетку 7 регене-
ратора, а 'затем в кипящий слой регенератора. Там прн 580—650°С
происходит выжиг кокса кислородом воздуха.
Каталитический крекинг
205
Образующиеся газы регенерации, пройдя отстойную зону реге-
нерации и циклонные сепараторы 5, поступают в паровой котел-
утилизатор 2, где теплота газа используется для образования водя-
ного пара
Рнс. 5-32. Реактор уста-
новки крекинга с пылевид-
ным катализатором [44]:
/—корпус: ?— перегородке;
3—распределительная решетка;
4—опормыП столик; S—циклоны;
6—стояки; 7—корпус; в—опора.
Катализатор
Рнс. 5.33. Регенератор установки
крекинга с пылевидным катализа-
тором [44);
/ — корпус; 2—футерояка;3—защитная
облицовке; 4— распределительная ре«
шатка; 5 — короб для распределения
аоадуха; б—охлаждающие змсоанкн;
7 —циклоны; в—стояки; Р—топливная
форсунка; 10—лодяная форсунка.
Регенерированный катализатор отводится из кипящего слоя
регенератора через стояк регенератора 8 в узел смешения 10 реак-
тора.
Особенно сильному разъеданию на установках каталитического
крекинга подвержено оборудование реакторного и регенераторного
отделений, которое подвергается помимо высокотемпературной
206
Га. 5. Деструктивная переработка нефтяного сырья
сероводородной коррозии эрозионному износу под действием взве-
шенных н перемещающихся частиц катализатора. Выбор метода
защиты этого оборудования от коррозионно-эрозионного разруше-
ния варьируется в зависимости от рабочих температур аппаратов.
Из них регенератор эксплуатируется прн более жестких условиях,
так как температура регенерации катализатора (593—677°C) выше
температуры при крекинге нефтяного сырья в реакторе (468—
538 °C).
Для изготовления корпуса реактора применяют низколегирован-
ную сталь повышенной прочности 16ГС с защитой от высокотемпе-
ратурной сероводородной коррозии жаростойкой торкрет-бетоииой
футеровкой толщиной 200 мм. Для предотвращения истирания фу-
теровка защищается панцирной сеткой нз стали 0X13 с бетонной
набивкой [19].
Внутренние устройства реактора изготовляются нз стали 0X13,
1X13 и 2X13.
На некоторых зарубежных установках каталитического крекинга
[91] употребляют реакторы из незащищенной углеродистой стали.
Относительно двух установок сообщается о применении для реак-
торов биметалла с плакировкой сталью с 12% Сг. На одной уста-
новке применялся не защищенный футеровкой реактор из углеро-
дистой стали с обкладкой лентами-нз стали с 12% Сг особо разру-
шаемых коррозией участков [91].
Циклонные сепараторы реакторов обычно выполняют из угле-
родистой стали с футеровкой (аналогично корпусу реактора). На
некоторых зарубежных установках эти сепараторы выполняют из
стали с 2,25% Сг; в одном случае — из стали с 12% Сг [91].
Корпус регенератора защищается от коррозионно-эрозионного
разрушения аналогично корпусу реактора. Для внутренних уст-
ройств (циклонные сепараторы, подвески) применяют сталь
Х18Н10Т.
За рубежом на некоторых установках каталитического кре-
кинга, когда температура в регенераторах превышает 649°C, ис-
пользуют для внутренних устройств регенератора стали с содержа-
нием 1,25—5% Сг [91].
Транспортные линии регенератора и реактора выполняются из
углеродистых сталей с армированным жаростойким торкрёт-бетон-
ным покрытием внутренних поверхностей. Такая же защита от кор-
розионно-эрозионного разрушения принята для газоходов дымовых
газов регенератора и выносного циклона.
На стояках реактора и регенератора для регулировки подачи
катализатора устанавливается регулирующая арматура.
Сильному износу подвергаются даже наплавленные сормайтом
(Сг 25—31%, Ni 3—5%, С 2,5—3.3%, Si 2,8-3,5%, Мп до 1.5%,
остальное Fe) уплотнительные кольца седел клапанов.
На зарубежных установках наиболее часто применяют двойные
клапаны с покрытиями из стеллита (Сг 30—31%, W 2,0—13,0%,
Литература
207
С 0,035—2,5%, остальное Со) или колмоноя (Ni 76—80%, Сг 11—
19%, В 2-4%, Fe + Si + Си<8-10%) (91).
Печь установки каталитического крекинга изготовляется (43] из
материалов, предусматривающих возможность проведения паровы-
жига кокса с нагревом до 649 °C (эту процедуру повторяют 1 —
2 раза в год в зависимости от характеристики температуры стенок).
Печь изготовлена с трубами из стали с 5% Сг и 0,5% Мо, а фн-
тннги—из литейной стали того же состава.
Основную колонную аппаратуру отделений ректификации, аб-
сорбции и сепарации продуктов каталитического крекинга, рабо-
тающую при температурах не выше 475°C, рекомендуется изготов-
лять из биметалла с плакировкой из стали 0X13. Элементы тарелок
выполняются из стали 0X13.
Аппараты, которые могут претерпевать электрохимическую кор-
розию под действием водных сред (газосепараторы, .емкости, сепа-
раторы) выполняются из углеродистых сталей с прибавкой на кор-
розию 6 мм. Нижняя часть корпуса газосепаратора нестабильного
бензина, емкости неохлажденных продуктов, корпус емкости ва-
куум-конденсата, на которые воздействуют водные растворы серо-
водорода при 40—80 °C, защищаются от расслоения армированным
торкрет-бетонным покрытием толщиной 40—50 мм. Штуцера в ниж-
ней части аппарата облицовываются монелем. Остальные емкости
делают из углеродистой стали с прибавкой на коррозию 3 мм.
В ребойлерах колонн, где температура достигает 370 °C, приме-
няют трубы из сталей Х8 или Х5М. Холодильники воздушного
охлаждения циркуляционного орошения колони каталитического
крекинга с температурами до 356°C выполняются с вкладышами
нз стали Х5М, а остальные теплообменные аппараты — из углеро-
дистых сталей.
Трубные пучки конденсационно-холодильного оборудования вы-
полняются из углеродистых сталей или из латуни ЛОМш 70-1-0,0'6
(см. гл. 9).
ЛИТЕРАТУРА
1. Р. W Sherwood, Werkstoffe u.-Korroslon, 9. A& 5, 273—277 (1958)
2. К- Ha u If e. Oxydation von Meta lien und Metallegierungen, Bd. -I u. Il, Mun-
chen, 1955.
3 Ж. bo нар. Окисление металлов, т. 1 и II, Изд. «Металлургия», 1968.
4. Ф. Тодт, Коррозия и зашита от коррозии. Изд. «Химия», 1965,
5. С. М. Н u d g i п з, Mater. Protection. S,M I. 41—47 (1969).
6. Л Д. Захарочкин. С. И. Вольфсон, в сб. «Химия сераоргаяическнх
соединений, содержащихся в нефтях и нефтепродуктах», т. 3. Башк. фнл. АН
СССР. Уфа, 1961, стр. 411—418.
7 R Donndorf. Werkstoffe u. Korroslonsschutz in der Erddlindustrie. VEB.
Leipzig. 1966.
8. G. S о r e 11, W. H о у t. Corrosion. 12, J* 5, 33—54 (1956).
9. И. H Харлампиев и др.. Краткий справочник по сероводородной корро-
зии. Ангарск. 1961.
10. X. Л. Цейтлин, Л. В. Мерзло ухова, В. А. Струнки н, ЖПХ. 34,
10. 1553-1557 (1957).
208
Гл. 5. Деструктивная переработка нефтяного сырья
11. Corrosion, Prevention and Control, Aft Б, 1617 (1964).
12. F. J. B'uns, Corrosion. 14, Arft I, 43—52 (1957).
13. J. D McCoy, F. В Hamel, Hydrocarbon Proces., XXXVI. 49. Aft 6, 116—
120 (1970).
14. E. B. Backensto. R. D Drew, I. N. VIechos. Petrol. Eng., VIII, 35,
As 8. 165-Г69 (1956).
15. Л. Д. Захарочкин, Л. Г. Клочкова (Борисова), в сб. «Химия
сераорганичсскнх соединений, содержащихся в нефти н нефтепродуктах», т. 5,
Гостоптехиздат. 1963, стр. 123—128.
16. X. И Ческ ис, Н. М. Лсвтоиова, Защита металлов, 6, Aft 1. 56—58
(1970).
17. ГОСТ 5272—68. Коррозия металлов, Стандартгиз. 1950.
18. Л. Д. Захарочкин, Нефтепереработка и нефтехимия. № 3. 34—37; № 4,
38—41 (1964).
19. Г. И. За велев. Неметаллические футеровки для аппаратуры нефтяной и
нефтехимической промышленности, Гостоптехиздат. 1960.
20. D. W Macdoweil, Mater. Protection, 7. № 2, 18—20 (1968).
21. Ю. И Арчаков н др., ЖПХ, 32, Aft 12 (1959); 33. J* 1 и № II (i960);
34, Aft 4 (1961); 35, № 6 (1962); 38, Aft 8 (1965); Защита металлов, 3, Aft I
(1967); 4, Aft 2 (1968); 5, Aft 1 (1969); Машины и нефтяное оборудование.
Aft 12 (1965); Хим. и пефт. машиностр.. Aft 6 (1966).
22. Ю Н. Арчаков. Б М. Тесл я. Защита металлов. 8, Aft 6, 719—722 (1972).
23. В Г. Дьяков. Ю. М. Медведев н др., Хнм. н нефт. машиностр., А» 1,
21-26 (1969).
24. И. Ф. Бабникнй. Г. Л. Вихмаи; С. И. Вольфсон, Расчет н кон-
струирование аппаратуры нефтеперерабатывающих заводов. Изд. «Недра»,
1965.
25. Н. S с h m 11 z, Stahl, u. Eisen, 83, 13) 753—758 (1963).
26. Ц. А Б a x ш и я It, Трубчатые печи с излучающими стенками топки.
ГОСИИТИ. i960
27. А. В Шрейдер, Г. Л. Дегтярева (4et епахова). Газовая коррозия
и жаростойкое легирование металлов. ЦИНТЭИН, 1961.
28 А. В. Шрейдер. Г. Л. Дегтярева (Ч е р е п а х о в а), ЖПХ. 35. 455—
458 (1962).
29. G. В a n d е I, Archiv fiir Eisenhiittcnwesen, 15, 6 (1941/42).
30. Г. Т. Д о в ж у к, К. Я. И в а и е и. В Ф. Анастасьин. Оборудование неф-
теперерабатывающих заводов. Гостоптехиздат. 1962.
31. R. Кеаг. J Appl. Chern , Б, № 6, 260—266 (1965).
32. А. В г a s u п a s. Corrosion. II, Aft I, 17—18 (1955).
33. Е. F i t z е г et al., Corrosion. 12. Aft 9, 459 -485 (1956).
34. G. Cunningham. Corrosion, 12. Aft 8. 35—51 (1956).
35. G. Weber, Mitt. Verein, Grosskesseibesitzer, Aft 65. 69—78 (I960).
36. L. Rendle et al., Archiv liir Energie-Wirtschalt, 14, Aft 5, 184—195; Aft 7.
266—279 (I960).
37. Госкомитет CM СССР no делам строительства. Инструкция по проектирова-
нию н устройству противокоррозионной защиты вытяжных струб предприя-
тий с агрессивными средами (СИ 163-61).- ГосстроЙиздат. 1961.
38. М. А. Берли и. Износ основных элементов трубчатых печей. Изд. «Недра».
1964.
39. L. Schaeben, K.-I. Westerfeld, Stahl u. Eisen, 83, Aft 13, 778—788
(1963).
40. 1. F. Mason, Corrosion, № 5, 19—26 (1956).
41. В. А. Лялин, А. В. Шрейдер и др.. Эксплуатация, модернизация и ре-
монт оборудования. № 5. 14—16 (1972).
42. Petrol. Eng.. 16, 1. 7—10 (1944).
43 А. В. Щ.рейдер, Материальное оформление и защита от коррозии аппара-
туры на нефтеперерабатывающих заводах за рубежом, ЦНИИТЭНефтехим,
1971.
Литература
209
44. С. А. Фарамазов, Эксплуатация оборудования нефтеперерабатывающих
заводов, Изд. «Химия», 1969.
45. Т. Р. May, J. F. Mason Jr., W. К. Albot, Mater Protection. 1, № в,
40-52 (1962).
46. Л. В. И о а и о в а, М. И. Корнеев. В. Н. Ю з б а ш е в. Технология пере-
работки нефти и газа. Изд. «Химия». 1966.
47. А. В Шрейдер, в сб. «Борьба с коррозией нефтехимического оборудова-
ния», ЦНИИТЭНефтехим. 1969, стр. 1—19.
48. 3. М. Калошина. И. А. Леви и, там же. стр. 26—35.
49. И. А. Левин, 3. М. Калошин a, Xjjm.. нефт. и целл.-бум. машиностр.,
№ 6. 15—18 (1965); № 2, 26-28 (1966).
50. И. А. Левин. 3. М. Калошина, в сб. «Материалы, покрытия, коррозия».
Изд. «Недра», 1967. стр. 77—90.
51. Е. В. Backensto, R. N. Manuel. Oil a. Gas J., 19, Мяу. 131—135(1958).
52. A. Dr a vn leks, С. H. Sa ma ns. Proc. Amer. Petrol. Inst., 37. (Ill), 105
(1957).
53. J. J. Heller, G. R. Prescott, Mater. Protection, 4, Aft 9, 14 (1965).
54. Oil in Canada. 10, № 7. 26 (1957)
55. E. В Backensto et al.. Corrosion, 12, Ай 5, 55—64 (1956).
56. К. Nishino, M. Fujisaki, Chem. .Econ. a. Eng. Revew, 2, Aft II, 23—27
(1970)
57. Г. С. Кссельмаи, Борьба с коррозией на нефтеперерабатывающих заво-
дах (обзор). ЦНИИТЭНефтехим. 1965.
58. В. В. Средин, П. М. Тарасенков, Оборудование и трубопроводы уста-
новки каталитического реформинга и гидроочистки. Гостоптехиздат, 1963.
59. A. S. Cooper, J. W. Gorman, Mater. Protection, 9, Kr I, 31—37 (1970).
60. А. В. Шрейдер. В. Г. Д ь я к о а. И. С. Шпарбер. Сероводородная вы-
сокотемпературная коррозия оборудования нефтезаводов и зашита от нее.
ЦНИИТЭНефтехим, 1972.
61. И. Д. Том а шов. Теория коррозии и защиты металлов. Изд. АН СССР,
1959.
62. В. С. К У з у б. А. И. Ц и и м а и и др., ЖПХ, 35, 2794 (1962).
63. В Н. К и я ж е в а, Я. М. Колотыркнн и др.. Хим. пром.. № 5, 51 (1964).
64. J. S. А г in i j о, Corrosion. 21, Aft 7, 235 (1965).
65. И. А. Леви и, Труды Института физической химии, вып. II, Исследования
по коррозии металлов. Изд. АН СССР. 1951. стр. 165—187.
66. И. А. Левин, в сб. «Коррозия металлов и методы борьбы с ией», Оборон-
гиз. 1955, стр. 123.
67. В П Погодин. В. Л. Богоявленский. В. Н. Се и т юр о в. Межкри-
сталлитная коррозия и коррозионное растрескивание нержавеющих сталей в
водных средах. Атомиздат, 1970.
68. В. Ч и г а л. Межкристаллитная коррозия нержавеющих сталей. Изд. «Хи-
мия», 1969.
69. Коррозия и защита химической аппаратуры, т. I, под ред, А. М. Сухотина.
Изд. «Химия». 1969.
70. И. А. Левин. 3. М. Калошина. Защита металлов. 4, Ай 3. 232—237
(1968); Хим. пром.. Ай I, 69—70 (1963)
71. А. 5 Couper, Н. F. McConomy. Oil a. Gas J.. 64, As 23. 130—133
(1966)
72. К. Nishino. М. Fujisaki, Chem. Econ. a. Eng. Revew, 2, Aft II, 23—27
(1970).
73. E. C. Rollason, J. Iron a. Steel Inst., 127, 391 (1933).
74. И. А. Левин, Г. Ф Максимова. ЖПХ. 36. № II. 2163—2167 (1963).
75. X. И. Ч е с к и с. С. И. Вольфсон, Ю. С. Медведев, в сб. «Межкри-
сталлитная коррозия металлов в напряженном состоянии», Машгиз. 1960,
стр 27—44.
76. С. Н Sa ma ns. Corrosion, 20, Aft 8, 2567 (1964).
77. Е. С. Bain, R. Н A born. J. J. Rutherford. Trans. Amer. Soc. Steel
Treating, 21, 481 (1933).
210 Гл. 5. Деструктивная переработка нефтяного сырья
78. S. J. Rosenberg, J. Н. Рвгг> Trans. Amer. Soc. Metals, 41, 1261 (1949).
79. M Б Шапиро, Г. Л. Шварц, Сталь, № 5, 449 (1954).
80. И. А. Левин, 3. М. Калошина, Металловедение и термическая обра-
ботка металлов. № 7, 35 (1967).
81. Е. J Hildebrand. Corrosion. 21, 73 (1965).
82 . Е . В Ba CKCnsto, А. Н J и г 1 с k. Corrosion, 18, I69T (1962).
83. Е. В. Backensto, R. W Manuel, Oil a Gas J.. 50, № 20. 131 (1957).
84. E. В Backensto. J. W. Sjoberg, Petroleum Ref.. 37, № 12. 119 (1958).
85. C. Phillips, Corrosion, 14, № I, 53 (1957).
86 P. Grfibner. Koroxe oceii a litin v plynnfm prostfcdl ta vysokych teplot,
Praha. 1964.
87. В. Г. Дьяков. Хим. машнкостр.. № I. 32—34 (1961).
88. В. Г. Дьяков, в сб. «Новости нефтяной и газовой техники», (Нефтепере-
работка и нефтехимия). ГОСИНТИ, № 5, 1961, стр. 27—31.
89. Д. Г. Кочергина, Хим. н иефт машиностр. № 4. 18 (1972).
90. Д. Г. Кочергина, А А. Горелик, ЖПХ, 45. вып 7. 1492—1497 (1972).
91. F. A, Hendershot, Н. L. Valentine, Mater. Protection, 6, № 10, 43—48
(1967).
Глава шестая
ФРАКЦИОНИРОВАНИЕ И ОЧИСТКА
НЕФТЕЗАВОДСКИХ УГЛЕВОДОРОДНЫХ ГАЗОВ
Процессы деструктивной переработки нефтяного сырья (терми-
ческий и каталитический крекинг, каталитический риформинг, гид-
рокрекинг, коксование и т. п.) протекают с образованием различных
углеводородных газов. Поскольку технологическая ценность угле-
водородов, входящих е состав газов, неодинакова, требуется разде-
ление газа. Обычно на нефтеперерабатывающих заводах поток
газов со всех установок направляется на газофракционирующие
установки для выделения отдельных узких фракций с целью даль
нейшего их использования. При газофракциоиированин получают
следующие фракции: сухой газ (метан + этан), пропан-пропилеио-
вую, бутан-бутиленовую, пентан-пентеновую, гексан и более тяже-
лые углеводороды. Эти вещества служат основой для производства
стабильного газового бензина, индивидуальных углеводородов, яв-
ляющихся, в свою очередь, сырьем для нефтехимической и хими-
ческой промышленности.
ГА30ФРАКЦИ0НИРУЮЩИЕ УСТАНОВКИ
Для разделения смесей углеводородных нефтяных газов, выхо-
дящих с установок первичной перегонки, термического и катали-
тического крекинга, используют следующие процессы: абсорбцию,
адсорбцию, ректификацию, хемосорбцию и комбинированные ме-
тоды Ц].
Основным способом разделения газов является ректификация.
Схема установки газофракционирования путем ректификации
(ГФУ) представлена на рис. 6.1. Поступающая на установку широ-
кая фракция (смесь углеводородных газов) подвергается двухсту-
пенчатой компрессии. После каждой ступени компримирования про-
исходит повышение температуры газа в результате работы сжатия
и выделения тепла конденсации наиболее тяжелых углеводородов.
Это тепло снижается в холодильниках <3, а в сепараторах /, 2 и 4
выпадает конденсат. Газовая фаза после второй ступени комприми-
рования поступает в этановую колонну 5. Туда же подается конден-
сат, отделившийся после компримирования, а также верхний отгон
212 Гл. 6. Фракционирование и очистка нефтезаводских углеводородных газов
нз колонны для стабилизации бензина (///). В колонне выделяется
сухая часть газа, включая этан (верхний погон). Давление в этано-
вой колонне 36—38 ат, температура низа — около 120°C, верха —от
О до + 5 °C. Головной погон охлаждается в конденсаторе испаряю-
щимся аммиаком и пропаном.
Нижний остаток из колонны 5 самотеком перетекает в пропано-
вую колонну 10 (давление 16—18 ат, температура низа—около
120°C, верха—50—60°С). С верха этой колонны уходят лары про-
пан-пропиленовой фракции, а иижинй остаток также самотеком
Рис. 6.1. Принципиальная схема установки газофракцноянро-
ванин [2J:
/, 2. 4— сепараторы; 3—холодильники; 5—зтвиоввя колонна; 3—конденса-
торы; 7—кипятильники; 8— емкости орошения; клапан-регулятор;
Ер опа новая колонка; Н—бутаковаи колонне.
'Линии: /—жирный газ; //—конденсат: /// — отгон стабилизации бензине,
/р—сухой газ; У—фракция С»; И/ —фракция Cj и выше: VII—фракция С<
и выше; V///— фракция С<; 1Х—остаток С и выше.
перетекает в бутановую колонну 11 (давление 6—8 ат, температура
низа — около 120°C, температура верха—50—60°С), где разде-
ляется на бутан-бутиленовую фракцию (верхний погон) и вышекн-
пящий остаток.
Головные погоны колонн 5, 10 и 11 проходят через конденсато-
ры-холодильники 6 и емкости 8. Оттуда часть конденсата идет на
орошение, а остальную часть фракции выводят нз системы Тепло
в колонны подводится с помощью паровых кипятильников 7.
Наиболее опасным и часто встречающимся видом коррозион-
ного разрушения оборудования ГФУ являются обусловленные иаво-
дорожнваннем расслоение и сероводородное растрескивание стали.
Этн виды разрушения возникают в сероводородных средах в при-
сутствии водкой фазы при парциальном давлении сероводорода
в газовой фазе выше 0,001 ат (см. гл. 3). В наибольшей степени
расслоению металла подвержены пропановые аппараты из углеро-
дистых и низколегированных сталей.
Наиболее эффективным и целесообразным методом защиты от
водородного разрушения металла на газофракционирующнх уста-
новках является очистка сырья от сероводорода (до концентраций,
отвечающих парциальному давлению H2S в газовой фазе менее
0,001 ат). Это не вызывает заметного удорожания получаемых на
Очистка нефтезаводских газов от сероводорода
213
ГФУ сжиженных углеводородных газов, поскольку все равно на
одной нз последующих стадий их подвергают глубокой очистке
от сернистых соединений.
При технологической невозможности или нецелесообразности
очистки сырья ГФУ от сероводорода для защиты от водородного
разрушения аппараты изготовляют из биметалла углеродистая
сталь + сталь 0X13, применяют покрытия на основе эпоксидной
смолы ЭД-5 или торкрет-бетонные футеровки [3].
Сталь 0X13 не подвергается наводороживанию и водородному
разрушению металла в сероводородных растворах только при
pH 6 (см. гл. 3). Многочисленные определения pH дренажных
вод показали во всех случаях нейтральный или щелочной харак-
тер таких вод из аппаратов ГФУ [3]. Повышение щелочности дре-
нажных вод из аппаратов при переходе к более поздним стадиям
переработки нефти объясняется следующими причинами: 1) умень-
шением кислотности прн периодическом отстаивании и сбросе из
аппаратов дренажной воды с последующим конденсированием от-
носительно более чистой воды в аппарате, расположенном дальше
по технологической цепочке; 2) истощенней раствора в результате
химического (коррозионного) взаимодействия с металлом аппара-
тов и 3) механическим занесением капель щелочных растворов из
систем щелочной очистки. Все это подтверждает правильность при-
менения биметалла с плакировкой сталью 0X13 для изготовления
аппаратуры ГФУ.
Условия эксплуатации остальных (не подверженных водород-
ному разрушению металла)х-элементов оборудования ГФУ допу-
скают их изготовление из углеродистых или низколегированных
сталей в зависимости от прочности и хладостойкости последних.
Элементы конденсационно-холодильного оборудования изготавли-
ваются в соответствии с рекомендациями, изложенными в гл. 9.
, ОЧИСТКА НЕФТЕЗАВОДСКИХ ГАЗОВ ОТ СЕРОВОДОРОДА
В настоящее время большинство нефтеперерабатывающих заво-
дов, как известно, перерабатывает сернистые нефти. Многие про-
цессы, входящие в схему заводов, являются источниками газов,
содержащих значительные (до 10%) количества сероводорода.
Такие газы перед дальнейшим использованием, а также с целью
.извлечения сероводорода — сырья для получения серы и серной
кислоты — подвергаются очистке на одной из установок завода, вхо-
дящей в общий производственно-технологический комплекс. Кроме
того, на установках гидроочистки предусматривается очистка цир-
кулирующего газа от сероводорода, накапливающегося (до 20%)
в результате разложения сернистых соединений, содержащихся в
сырье.
Известны различные методы очистки, газов. Все они подразде-
ляются на две основные группы процессов т- адсорбционную сухую
214 Гл. 6. Фракционирование и очистка нефтезаводских углеводородных газов
и абсорбционную мокрую очистку газов. К первой группе относятся
очистка окисью железа, активным углем, окисью цинка, очистка с
помощью молекулярных снт и т. д., ко второй группе — очистка
растворами этаноламинов, фосфата калия, карбоната калия, фено-
лята натрия и т. д. В нефтеперерабатывающей промышленности
иашли применение, в основном, методы очистки, относящиеся ко
второй группе [4, 5].
Очистка растворами цтанодаюшов
На современных заводах наибольшее распространение получил
способ очистки водными растворами этаноламинов. Этанола мины
обладают щелочными свойствами и хорошо поглощают кислые
газы При этом образуется сравнительно непрочный сульфид, кото-
рый разрушается при нагревании (выше 105 °C) с выделением
сероводорода. В твбл. 6.1 приведены основные физико-химические
Таблица 6.1
Основные фазпохимические сво1ства итаиоламипов 6, 7]
Характеристики Моно>тзяол* амян CtHjONHj Диэтавол- <CaHsOhNH Тркэтанол’ амин <ClH5OhN
Молекулярный вес Температура. “С 61J08 105.14 149.19
кипения 170 271 190 (при Юммрт ст.)
замерзания (пли плавления) . . . 105 28 21
воспламенения 92-93,3 —- —
Щелочность, мл 1 и. кислоты на I г
этаноламнна 16.39 950 6.70
Значение pH
при 24 “С ............. 12,5 — —-
при 138 “С Значение pH 2.5 и. водного раствора 7.0 —
при 25‘С 12.1 ±0.1 — —
при 90 "С Константа диссоциации при 20 °C . . . Поглотительная способность по HjS. 10.6±05 „ 5- 10" ’ 6-Ю"* 3- ю".'
м*/м* 100 56 39
свойства этаноламинов Для извлечения сероводорода нЗ нефтеза-
водских газов применяют моно-, ди-, и триэтаноламины. Чаще
всего используют моноэтаноламнн (МЭА), так как он дешевле
других, имеет высокую реакционную способность, стабилен, а за-
грязненные растворы моноэтаноламина легко регенерируются [4J.
Моноэтанр^амин обладает одним существенным недостатком — он
вступает в соединение с сероокнсью углерода, часто содержащейся
в газе, образуя нерегенерируемые соединения Поэтому для очист-
Очистка нефтезаводских газов от сероводорода
215
Моли НгЗ/мольМЭА
Рис 6.2. Зависимость раство-
римости HjS в 15% раство-
ре МЭЛ от температуры‘~[8]:
1—40°С;Т—М"С;|— S0»C; 4-100®Ci
5—120 °C; t— 1«0*С.
кн газов, содержащих сероокись углерода, используются в каче-
стве поглотителей вторичные и третичные этаноламияы.
Концентрация растворов моноэтаноламина, применяемых для
очистки газа, изменяется в широких пределах. Обычно приме-
няются 15—20% растворы. Данные о растворимости сероводорода
в 15% растворе моноэтаноламина приведены на рис. 6.2.
На рис. 6.3 представлена принципиальная технологическая
схема очистки газа. Сырой газ поступает в нижиюю часть абсор-
бера 1, в котором он орошается раст-
вором моноэтаноламина, свободным от
сероводорода. Очищенный газ уходит
с верха абсорбера. Поглотитель, насы-
щенный сероводородом, выходит сни-
зу абсорбера и после предварительно-
го нагрееа в теплообменниках 3 до
Температуры 98 °C поступает на реге-
нерацию в десорбер 5. В десорбере
(отпарной колонне) поглотитель осво-
бождается от сероводорода. Парогазо-
вая смесь из десорбера поступает в
конденсатор-холодильник б, где про-
исходит конденсация воды и поглоти-
теля. Смесь кислых газов н конденсата
поступает далее в сепаратор 7 для от-
деления газа от конденсата. Газ вы-
водится с установки, а конденсат на-
сосом 8 подается на орошение десор-
бера. Тепло, необходимое для регенерации, получается в кипятиль-
нике 4. Регенерированный раствор поглотителя из десорбера через
теплообменник 3 и холодильник 2 подается в верхнюю часть аб-
сорбера.
Водные растворы моноэтаноламина, не содержащие кислых га-
зов, неагрессивны по отношению к углеродистой стали. Скорость
коррозии углеродистой стали в растворах моноэтаноламина при
температурах до 100°С не превышает 0,02 мм/год [9].
При промывке газа, содержащего сероводород, раствором мо-
иоэтаноламина протекают следующие реакции [6]. Вначале обра-
зуется сульфид
2(110 CHjCHjNHj) + HsS ч=* (HOCH»CH,NH,),S
а затем гидросульфнд:
(HOCH,CH,NH,),S + H,S 2(HOCH1CH,NHsHS)
Прн обогащении раствора моноэтаноламина сероводородом зна-
чительно изменяются некоторые его физико-химические свойства*
раствор становится коррозионноактивным
216 Гл. 6. Фракционирование и очистка нефтезаводских углеводородных газов
На рис. 6.4 приведено изменение pH растворов моноэтаиол-
амина в зависимости от температуры и степени насыщения рас-
твора сероводородом. Величина pH раствора моноэтаноламнна
уменьшается с повышением температуры. Изменение pH с темпера-
турой в данном случае может быть следствием взаимно компенси-
рующих процессов — увеличения константы диссоциации воды с
температурой, изменений диссоциации
Рис. 6.3. Принципиальная схема очистки
газа растворами атаноламииов (по [41):
/ — абсорбер; 2—холоди ль кики: $ —теплообменники;
4— кипятильник; 5—десорбер; 6—кошдеисатор-холо*
днлькик; 7—сепаратор: о—нвсос.
Лимин: /—газ на очистку; //—газ после очистки;
/// — насыщенный раствор: IV—регенерированный
раствор: V— пяры поды и кислого газа; 1Г/ —вода;
V// — КИСЛЫЙ газ.
моноэтаноламина и серово-
дорода, десорбции серо-
водорода прн нагреве
раствора.
Систематизация и об-
работка литературных
данных об опыте эксплу-
атации многочисленных
установок очистки угле-
водородных газов от се-
роводорода показывает,
что коррозия оборудова-
ния, выполненного из уг-
леродистой стали, в зна-
чительной степени опре-
деляется технологически-
ми и конструктивными
факторами |11 —18]. К ос-
новным технологическим
факторам относятся та кие,
' как присутствие продук-
тов окисления в растворе,
содержание сероводорода
в насыщенном растворе, концентрация раствора, температура реге-
нерации раствора, степень окисления раствора кислородом.
В процессе очистки может происходить термическое н химиче-
ское разложение ам-ина. Под воздействием температуры обра-
зуются производные амииа, которые обладают коррозионными
свойствами [19]. Рекомендуется часть поглотительного раствора,
циркулирующего в системе, Подвергать перегонке с целью удаления
нежелательных примесей На рис. 6.5 приведена схема узла очист-
ки поглотительного раствора от продуктов разложения амина [5].
Обычно поток раствора на регенерацию отбирается нз линии горя-
чего регенерированного раствора (из отпарной колонны) или из
резервуара холодного раствора.
Для предотвращения коррозии аппаратуры 'вакуумной разгонки
в раствор добавляют щелочь.
Установлено, что наиболее интенсивной коррозии подвергается
оборудование тех установок, где степень насыщения раствора кис-
лыми газами высока [12, 20]. Насыщение ррствора сероводородом
может заметно влиять на его агрессивность, так как избыток кис-
Очистка нефтезаводских газов от сероводорода
217
до 80 *С корродирует не-
Рнс. 6Л. Зависимость pH 15% рас-
твора МЭА от температуры и содер-
жания IltS [10]:
/ —ISX раствор МЭА (lOj; 2—4),2 коля М«5/кояь
МЭА; 3—0.4 моля ЕкЗ/иоль МЭА (Kje; 4 —
0.6 моль HjS/моль МЭА.
Крнпмв 2 и 4 построены по данным Л. Г. Бо-
рисовой, полученным во ВНИИНефтемаше.
лого газа в растворе вызывает разложение амина с образованием
коррозионноактивных соединений [11, 19]. Ниже приводятся данные
лабораторных исследований коррозии углеродистой, хромистых
и хромоникелевых сталей в растворах моноэтаноламнна, содержа-
щих сероводород.
Углеродистая сталь в 15% растворе моноэтаноламнна, содер-
жащем сероводород, при температурах до 80 °C корродирует не-
значительно (рис. 6.6). Хотя
изменение содержания серово-
дорода от 0,2 до 0,8 моля/моль
МЭА и приводит к некоторому
увеличению скорости коррозии,
однако ее величина не превы-
шает 0,10 мм/год. С повыше-
нием температуры до 120 °C
коррозия углеродистой стали
может увеличиться более чем
в 3 раза при изменении насы-
щения раствора газом от 0,2 до
0,8 моля HzS/моль МЭА. Необ-
ходимо отметить, что разъеда-
ние углеродистой стали во всех
исследованных растворах мо-
ноэтаноламина имело 'харак-
тер, близкий к равномерному.
Некоторое влияние на кор-
розию углеродистой стали ока-
зывает и концентрация погло-
тительного раствора (рис. 6.7).
В растворах моиоэтаиоламина
невысоких концентраций (5—
15%) скорость коррозии угле-
родистой стали с увеличением
вышается при 80'С незначительно. В растворах более высокой
концентрации (выше 20%) незначительно повышается скорость
коррозии только прн степени насыщения раствора сероводородом
до 0,2 моля/моль. МЭА. При более высоких содержаниях сероводо-
рода наблюдается значительное усиление коррозии с повышением
концентрации моиоэтаиоламина. При этом коррозия углеродистой
стали в 20% растворе может увеличиваться в 2 раза, в 25% рас-
творе— в 3 раза, а в 30% —в 4 раза по .сравнению с данными, по-
лученными для 15% раствора. Возможно, причина этого — в уси-
лении растворимости продукта коррозии — железа — за счет ком-
плексообразующего действия свободного амина.
Из полученных данных следует, что прн очистке газов раство-
рами моноэтаноламнна повышенных концентраций (выше 20%)
будет наблюдаться значительное увеличение коррозии углероди-
содержания моноэтаноламнна по-
il8 Г«. 6. Фраш^мирлеание и Очистк'1 н^фтезаводснчх углеводородных газов
стой стали в присутствии сероводорода в рабочих растворах, имею-
щих температуру выше 80 °C
Коррозионная стойкость сталей, легированиях хромом (Х5М,
Х8, 0X13), сравнительно высока в растворах моноэтаноламина в
присутствии сероводорода (рнс 6.8) и мало зависит от количества
сероводорода в растворе скорость коорозни при температурах до
Ряс 6.6 Принципиальная схема узла очясткя
пьглотительиоги раствора от продуктов раз-
ложения амнна (5):
/—куб для вякууммо* перегонки раствора емки»;
2— кочденсатор амямового раствора; 3—конденсатор
на воздушной линий.
Липни: /“рвгенерярзааиныИ расовое амнна; //—оста-
ток (продукты разложения^ ///—волями* пар;
/V—конденсат; V—охлаждающая водп: V/—очк-
щанный раствор амкма; «//—• атмосферу: V/// —
остры* пар.
Рис. 6.6. Зав .сиы^сть ско-
рп Тн коррпзчн углероди-
стое стали в 16% раство-
ре МЭА от содержания
ri:S при различных темче-
ргтугах:
Z-5O0*" 2—80 “С; 3—120 °C.
По Данным Л. Г. Боря совой,
получекним во ВНИИИсфте*
маше-
80®С и насыщении 0,8 моля HaS/моль МЭА не превышает
0,05 мм/год, а прн 120 "'С —0,1 мм/год. Повышение концентраиин
моноэтанол а ми на до 30% приводит к увеличению коррозии хроми-
стых сталей в растворах, содержащих сероводород: скорость кор-
розии в 20—30% растворах моноэтаноламйна прн содержании се-
роводорода до 0,8 .моля/моль МЭА не более 0 1 мм/год.
Хромоникелевая сталь Х18Н10Т в растворах моиоэтаиоламина,
содержащих различные количества сероводорода (до 0.8моля/моль
МЭА/, показала скорость коррозии, не превышающую 0 05 мм/год
в интервале 30 -120°C.
Некоторые исследователи указывают, что моноэганоламин в
присутствии кислорода подвергается химическому разложению Это
может служить причиной появления в системе коррозионноектив-
нь’х соединений [21]. При контакте с кислородом водных растворов
мояоэтаниламииа, содержащих сероводород, образуется тносуль-
фьт амина [19]:
2RNH, + 2H.S + 20, — (RNiy,. H.S»O, + HXS
где R = CHsCH/).
Очистка нефтезаводских газов от сероводорода
219
Рис. 6.7. Зависимость ск< ро..ти
коррозии углеродистой < галя при
80 ’С от концентра! ни МЭ/ и со-
держания H3S.
1—0.2 ноля НД/ноль МЭА; ?—0.4 моля
НД/моль МЭА; 3—0.6 молт ПД/нолъ
МЭА.
По даипнм Л. Г. Брряеоий. молуяеи
кын во ВИИРНяфтоммае.
Тиосульфат не регенерируется обычным способом и поэтому
накапливается в растворе, повышая .его вязкость и агре< сивность.
При эксплуатации необходимо принимать меьы. исключающие кон-
такт растворов мокоэтанодамина с
воздухом. Это достигается созда-
нием защитных «подушек» из инерт-
ного газа. Когда же нельзя устра-
нить попадание кислорода в систе-
му, рекомендуется вводить добав-
ки, предотвращающие окисление
раствора [10, 11].
Разложеьию моиоэтаиоламина
способствуют также перегревы при
регенерации. Как правило, если
температура теплоносителя в кипя-
тильнике выше 160°С, то в системе
регенерации коррозия аппаратуры
из углеродистой стали приобретает
8на*1и гельиые размеры. Поэтому ре-
комендуется тщательно следить за
температурой пара, используемого
для нагрева, чтобы избежать переь
грева раствора
Коррозии оборудования при очистке газов способствует накоп-
растворе твердых частиц, которые разрушают защитные
вызывают эрозию металла. “
пение в
пленки.
Рис. 6Л Зависимо, гь скорости коррозия
хромчгтьх сталей Х5М. ^в. 0X13 в 15% рас-
творе МЭА от содержания H,S при ра?-
ли1 Них температурах:
Г —50*>С; г—ВО °C; 3—120* ;
По дагяыы Л. Г. ЬорьсоаоЯ, ттолучеиньЛ* во
ВНИИНефтсмашс.
Такими твердыми частицами
являются сульфид железа,
окись железа, пыль, песок,
прокатная окалина. Суль-
фид железа проникает в аб-
сорбер вместе с потоком
газа; с газом поступают так-
же пыль и песок. Рекомен-
дуется наиболее крупные
взвешенные ч истицы уда-
лять перед очисткой с по-
мощью специального отбой-
ника. Те примеси, которые
накапливаются в процессе
очистки, необходимо удалять
из циркулирующего в системе раствора фильтрованием [14] Фильтр
обычно устанавливается на потоке регенерированного раствора,
куда отводится около 10% раствора, циркулирующего в системе.
Опыт эксплуатации показывает, что иа установках очистки га-
зов наблюдается коррозия тех аппаратов, в которых содержатся
среды, характеризуемые высокими содержаниями сероводорода и
Температурами. К таким аппаратам относятся теплообменники,
220 Гл 6 Фракционирование и очистка нефтезаводских углеводородных газов
отпарная колонна, кипятильник (ребойлер) отпарной колонны. Осо-
бенно высокая скорость коррозии наблюдается на участках, омы-
ваемых потоком с высокой турбулентностью [16].
Оборудование установок для очистки углеводородных газов
от сероводорода помимо общей коррозии подвергается и другому
виду разрушения — коррозионному растрескиванию. Имеется сооб-
щение [22], что при эксплуатации 19 установок по очистке газа
в течение 15 лет зарегистрированы несколько случаев появления
коррозионных трещин: на 7 заводах трещины были обнаружены в
абсорберах, на 4 заводах — в десорберах, на 2 — в теплообменни-
ках, иа остальных растрескиванию подверглись трубопроводы.
Серьезные повреждения оказались у сравнительно небольшой ча-
сти обследованного оборудования.
Выявились случаи растрескивания аппаратуры установок для
очистки углеводородных газов от сероводорода иа отечественных
заводах после 2—3 лет эксплуатации Трещины обнаружены иа
оборудовании, выполненном из углеродистых сталей (ВСт. Зсп,
ВСт. Зкж). Растрескиванию подверглись отпарные колонны (десор-
беры), теплообменники, кипятильники, емкости горячего раствора,
трубопроводы, соединяющие отпарную колонну с кипятильником.
Обычно трещины располагались на сварных соединениях преиму-
щественно в мессах пересечения кольцевых и продольных швов.
Трещины имели направление от внутренней поверхности к наруж-
ной, т. е. начинались на поверхности, соприкасающейся с горячим
(> Ю0°С) раствором моноэтаноламина, содержащим сероводород
и продукты разложения и окисления моиоэтаиоламина.
Систематизация данных показывает, что коррозионные трещины
появляются иа тех установках, где высока степень насыщения
раствора сероводородом, — как правило, значительно больше
0,4 моля/моль МЭА (порядка 0,5—0,8), а также недостаточна реге-
нерация поглотительного раствора (содержание сероводорода бо-
лее 10 г/л).
В целях предотвращения коррозионного растрескивания аппа-
ратуры установок очистки газов рекомендуются следующие меро-
приятия:
1 Аппараты и трубопроводы, выполненные из углеродистых
сталей, следует подвергать термической обработке для снятия
внутренних напряжений.
2 . Необходимо поддерживать требуемое качество поглотитель-
ного раствора (для пред} преждения окисления, при фильтрации,
вакуумной перегонке) и не допускать содержания в насыщенном
растворе более 0,4 моля HzS/моль МЭА.
3 Некоторые аппараты (отпарная колонна, теплообменники,
кипятильники, емкости горячего раствора) можно выполнять из
материалов, не склонных к коррозионному растрескиванию в этих
условиях‘(двухслойиые стали Ст.З + 0X13 и Ст 3 + 0Х18Н10Т, сталь
0Х18НЮТ).
Очистка нефтезаводских газов от сероводорода
221
<о
Рекомендуемые материалы для оборудования на установках очистки углеводородных газов от сероводорода
растворами МЭА
• В первой стропе приведены рабояие условия в трубном пространстве, во второ# строке—в межтрубиом.
• • Для теплообменника с плавающей головко» рекомендуется кожух, распределительную камеру, крышку подвергать термической
обработке выдержко» 2 ч при 630 «50 *С для снятия внутренних напряжений.
222 Гл. 6. Фракционирование и очистка нефтезаводских углеводородных газов
Для борьбы с обшей коррозией на установках очистки газов
рекомендуется предусматривать прн проектировании и изготовле-
нии и соблюдать при эксплуатации следующие правила [2, 8—17]:
I. Не допускать в поглотительном растворе более 0,4 моля
HjS/моль МЭА,
Концентрация поглотительного раствора не должна превы-
шать 15% МЭА.
✓ 3. Следует обеспечивать эффективную фильтрацию раствора
моиоэтаиоламина, циркулирующего в системе.
’ 4. Обязательна систематическая регенерация (вакуумная раз-
гонка) части раствора этаиоламниа
v5. Не следует допускать контакта моиоэтаноламииа и воздуха,
используя для этого газовую подушку во всех емкостях МЭА.
V 6. В отпариой колонне и кипятильнике надо поддерживать, по
возможности, низкое давление; для нагрева продукта в подогре-
вателе следует использовать пар низкого давления; температура
раствора не должна превышать 121 °C.
* 7. Насыщенный раствор как наиболее агрессивный должен на-
правляться в трубное пространство теплообменников, чтобы исклю-
чить воздействие этого раствора иа корпус аппарата.
V 8. При расчете оборудования надо принимать низкие скорости
потоков для уменьшения турбулентности, способствующей разру-
шению защитных пленок.
» 9 Перед пуском установки следует промыть оборудование по-
догретым до 60 °C водным 0,5% раствором МЭА для образования
иа нем коррозиониостойкой пленки этаноламина.
У 10. Важно поддерживать содержание моноэтаиоламииа в оро-
шающем растворе, подаваемом в верхнюю часть отпарной ко-
лонны, около 0,5%; это способствует снижению коррозии верха
отпарной колонны, конденсатора-холодильника, водоотделителя.
V 11. Для приготовления -и разбавления раствора необходимо ис-
пользовать конденсат, так как примеси, содержащиеся в воде, мо-
гут способствовать коррозии и пеиообразованию.
|г 12. Аппараты и трубопроводы из углеродистых сталей, сопри-
касающиеся с насыщенным раствором, надо подвергать термиче-
ской обработке для снятия напряжений.
В табл. 6.2 приведены материалы, рекомендуемые для изготов-
ления основного оборудования установок очистки нефтезаводских
газов.
Очистка растворами трикалийфосфата
Для очистки нефтезаводских газов часто кроме моноэтанол-
амнна применяется раствор трнкалийфосфата КзРО* в концентра-
ции 40—50% {4—6].
Абсорбцию сероводорода трнкалийфосфатом представляют сле-
дующим 'Уравиеинем:
KJPO4 + HIS ч=ь K|HPO,-j-KHS
Очистка нефтезаводских газов от сероводорода
223
На рис. 6 9 представлена принципиальная технологическая
схема’очистки раствором трикалнйфосфата. Эта схема аналогична
схеме очистки газов растворами этаиоламинов. Десорбция серово-
дорода осуществляется в колриие 4 кипячением раствора прн тем-
пературе 107—116 °C.
Прн регенерации происходит выделение сероводорода:
К3НРО, 4- KHS —► KsPO« + HjS
Процесс очистки газа раствором фосфата калия имеет ряд
преимуществ по сравнению с другими процессами. Поглотительный
раствор фосфата калия стоек, в процессе очистки не образуются
Рис. 6.9. Принципиальная схема очистки газа раство-
ром трнкаливфосфата (по
/—абсорбер- 2—холодилывж»:; тсплообмеввнк; 4—отаарнац
колонка^—кишггмдьмкк; 4— ковдекеатор-холодкльйкк: 7— сепа-
ратор-
Линии: /—газ яа очистку; Н—очкщсквый газ; /// —насыщен-
кмй раствор; IV т— регенерированный раствор; к —парогазовая
смесь; VI —кислый газ; VH—конденсат; И//—охлаждающая
•ода; IX— пар.
продукты разложения и прн эксплуатации не требуется, очистка
раствора. Фосфат калия нелетуч и нерастворим в жидких углево-
дородах. Кроме того, он не взаимодействует с сероокисью углерода
и другими примесями, содержащимися в газовых потоках. Прн
эксплуатации установок ие требуется определенного соотношения
компонентов и поддержания в задаваемых пределах характеристик
кислотности {щелочности).
Раствор трикалнйфосфата без. сероводорода не вызывает кор-
розии углеродистой стали. В растворе трикалнйфосфата, насы-
щенном H2S (до 60 г/л), скорость коррозии углеродистой стали
может достигать при 50 °C 0,1 мм/год, прн 80 €С она возрастает
до 0,28 мм/год, а прн 100°С до 0,46 мм/год. Поскольку регенери-
рованный раствор трикалнйфосфата содержит значительные коли-
чества сероводорода (до 30 г/л), этот раствор также достаточно
224 Гл. 6 Фракционирование и очистка нефтезаводских углеводородных газов
агрессивен. Скорость коррозии углеродистой стали в регенериро-
ванном растворе при 80—100 °C достигает 0,20 мм/год.
Хромистые стали Х5М, Х8, 0X13 и хромоникелевая сталь
Х18Н10Т в растворах трикалийфосфата, содержащих сероводород,
корродируют в интервале температур 20—110°С незначительно
(скорость коррозии до 0,05 мм/год*).
Таблица 6.3
Рекомендуемые материалы для оборудования на установках очистки
углеводородных газов раствором трикалнйфосфата
Ахларат
Среда я температура
Рекомендуемые материалы
Емкость для хранения
и приготовления погло-
тительною раствора
Абсорбер (извлечение HjS
из углеводородного газа)
Раствор KjPO«. 50 °C
Насыщенный HsS
раствор KsPOj.
50’С
Теплообменник (подогрев
раствора перед регене-
рацией)
Отпарная колонна (реге-
нерация раствора)
Кипятильник (подводтепла
в низ отпарной колонны)
Холодильник (охлаждение
регенерированного раст-
вора)
Конденсатор-холодильник
(охлаждение парогазо-
вой смеси)
Сепаратор (разделение
смесн Н,О—HjS)
Насыщенный H3S
раствор К»РО4.
100 'С
Насыщенный H2S
раствор К3РО4.
120’С
Регенерированный
раствор К,РО,.
60 “С
Парогазовая смесь
(Н2О. H}S).
92-40
Вода, насыщенная
H2S. 40 *С
Углеродистые стадн
Корпус — углеродистая
сталь с прибавкой на
коррозию 4 мм. внутрен-
ние элементы — углеро-
дистая сталь
Кожух — углеродистая
сталь, трубы — сталь Х5М
или Х8. трубные решет-
ки — сталь Х5М
Корпус — углеродистая
сталь с прибавкой на кор-
розию 6 мм. внутренние
элементы — стали 0X13.
1X13. 2X13
Кожух — углеродистая
сталь с прибавкой иа кор-
розию 6 мм. трубы—сталь
Х5М. Х8. трубные решет-
> ки — сталь Х5М
Кожух.трубы, решетки—уг-
леродистая сталь
Кожух — углеродистая
сталь с прибавкой на кор-
розию 6 мм. трубы и ре-
шетки — сталь 0Х21Н5Т
Корпус — углеродистая
сталь с прибавкой на кор-
розию 6 мы
При выборе материалов для изготовления оборудования этого
процесса углеродистые стали можно применять в случае растворов
трикалийфосфата, не содержащих H2S, а также при температурах
не выше 50°С, когда растворы регенерированы и насыщены H2S.
При более высоких температурах оборудование для этих сред вы-
* Данные получены Л, Г, Борисовой во ВНИИНефтемаше.
Литература
225
полняется из хромистых сталей Х5М, Х8, 0X13 или из углероди-
стой стали с прибавкой на коррозию не менее 6 мм.
В табл. 6.3 приведены материалы, которые могут быть исполь-
зованы для изготовления оборудования на установках очистки
трнкалийфосфатом.
ЛИТЕРАТУРА
1, Л. В. Иванова, М. И. Корнеев, В Н. Юзбашев, Технология пере-
работки нефти к газз. Изд. «Химия», 1966.
2. Е. В; Смидович, Технология переработки нефти и газа. я. И, Изд. «Хи-
мия», 1966.
3. А. В. Шрейдер, И. С. Шпарбер, Борьба с водородным разрушением
оборудования нефтезаводов в сероводородных средах, ЦНИИТЭНефтехим.
4 А Л. Ко у ль, Ф. С Р и зенфельд. Очистка газа. Изд. «Недра* 1966
5 Новейшие достижения нефтехимии и вефтепереработки, т. V—VI. Изд. «Нед-
ра». 1965.
6. И. Л. Гуревич, Техдолс гни переработки нефти и газа, т. I. Изд. «Химия».
1972.
7. Справочник азотчнка. т 2. Изд. «Химия». 1968.
8. I. Н. Jones, Н. R. F г о П i п g, Е. Е. СI a u t о г, J. Chem. Eng. Data. 4,
№ 1, 85-92 (1959).
9. Коррозия и зашита химической аппаратуры. Справочное руководство, под
ред. А. М. Сухотина, т. 2. нзд. «Химия», >969
10. М. White. Canad. Petrol. Eng.. 6, 5. 47—51 (1965).
II. 1 Ellie, Petrol. Eng.. 12, № 13. 68. 72, 80, 82 (i960)
12. 1. Ell Is, Oil a. Gas Journ., 6», № 3, 84—88 (1961).
13. P C Risen f eld. Petrol Ref. 29, № 4. 141-143 (19501.
14. F. C R1 se n f e 1 d. Petrol Ref.. 30. № 2. 97-106 (1951)
15. F. C RI « e n f e 1 d, Petrol. Ref., 30, № 10. 107—117 (1951).
16. t3. G r a f f, Petro). Eng. for Management, 31, № 3. 12—14 (1959).
17 1. H о 11, Canad Oil a. Gas, 12, № 5. 82—89 (1959).
18 L. Resen, Oil e. Gas Journ.. 56, № 29. 82—83 (1958).
19. E. M. Berlle, Chem Eng. Progr.. 61, J* 4. 82-85 (1965).
20 R. A. F ea gen. H. L. La wer. M H. Hohmes, Petrol. Ref.. 33, № 6, 167—
168 (1954).
21. D. Konnors, Oil a Gas Journ., 56, JA 9. 100—102, 104, 106—110 (1958).
22 J L. Carwood, Oil a. Gas, 52. № 12. 334—340 (1953).
23 D В e 11 a r d. Petrol. Ret 46, № 4. 137—144 (1966).
8 8м io
Глава седьмая
ОЧИСТКА СМАЗОЧНЫХ МАСЕЛ И ТОПЛИВ
Сернокислотно-щелочные и сернокислотно-контактные способы
очистки масел уступают место более совершенным способам селек-
тивной очистки, депарафинизации и деасфальтизации [1—3]. В свя-
зи с этим в данной главе освещаются вопросы защиты от коррозии
прн современных широко применяющихся процессах очистки се-
лективными растворителями (фенолом, фурфуролом) и депарафи-
низации масел и топлив карбамидом. Применение для депарафини-
зации кетонов и ароматических соединений не сопровождается
заметной коррозией, а употребления дихлорэтана стараются избе-
гать из-за его высокой токсичности и агрессивности, а также более
низкой эффективности процесса [3], Коррозия и защита от нее прн
гидрогенизациоином обессеривании (гидроочистке) масел практи-
чески такие же, как в случае светлых нефтепродуктов, описанных
в гл. 5 н 6. Очистка масел адсорбентами (обычно — глинами), при-
меняющаяся чаще всего в качестве завершающей операции освет-
ления после селективных процессов очистки, так же как и процесс
деасфальтизации пропаном, ие нуждается в специальном рассмот-
рении, поскольку не сопровождается ощутимыми коррозионными
разрушениями благодаря иеагрессивностн рабочих сред.
При всех процессах селективной очистки используется способ-
ность растворителя избирательно растворять нежелательные ком-
поненты углеводородной смеси (например, тяжелый парафины, сер-
нистые соединения). Образуются две фазы — рафинатная, вклю-
чающая полезные компоненты масла и некоторое количество
растворителя, и экстрактная, содержащая нежелательные примеси,
растворенные растворителем. После отгонки от рафинатной фазы
растворителя получается очищенное масло — рафннат, а после
регенерации (обычно — отгонкой) растворителя из экстрактной
фазы — остаток, экстракт.
СЕЛЕКТИВНАЯ ОЧИСТКА МАСЕЛ ФЕНОЛОМ
Использование фенола в качестве селективного растворителя
обусловлено его физико-хи.мнческими свойствами. Фенол CeHsOH
(мол. вес-94,11) имеет температуру плавления 41 °C, кипнт при
181,2 °C, хорошо растворяет ароматические-соединения. В феноле
Селективная очистка масел фенолом 227
парафино-нафтенооые углеводороды и смолистые соединения рас-
творимы значительно хуже, а асфальтены почти нерастворимы.
Примесь влаги несколько снижает температуру плавления фенола.
С водой фенол образует два раствора — фенола в воде и воды
в феноле, однако взаимная растворимость с температурой растет,
и уже при 66 °C фенол смешивается с водой в любых пропорциях.
Фенол с водой образует азеотропную смесь, содержащую 9,2%
фенола и имеющую температуру кипения (прн давлении 1 атм)
99,6 °C [4].
На рис. 7.1 приведена принципиальная технологическая схема
очистки масел фенолом. Сырье насосом 1 через теплообменник 2
н подогреватель 3 с температурой НО °C подается на верхнюю та-
релку абсорбера 4. В нижнюю часть абсорбера 4 через каплеот-
бойник при 125 °C поступают пары азеотропной смеси фенола с
водой из осушительной колонны 5 и неконденсирующиеся газы,
пары воды и фенола нз эжектора 6 через теплообменник 38.
Сырье, поступающее на верхнюю тарелку абсорбера 4, стекая
вниз по тарелкам, улавливает из азеотропной смеси феиол. Пары
воды, содержащиеся в смеси, уходят в атмосферу. Сырье с низа
абсорбера 4 насосом 7 прокачивается через холодильник 8 и при
70 °C поступает в среднюю часть экстракционной колонны 9.
Фенол из емкости 10 насосом 11 подается через подогрева-
тель 12 при температуре 90°C в верхнюю часть экстракционной
колонны 9. В нижнюю часть этой колонны, ниже места ввода
сырья, из емкости 14 насосом 13 закачивается фенольная вода, ко-
торая снижает растворяющую способность фенола. Благодаря
этому нз экстрактного раствора выделяется часть поглощенного
масла, что увеличивает выход рафината. Температура низа экс-
тракционной колонны (65°С) регулируется циркулирующим через
холодильник 15 при помощи иасоса 1(> раствором экстракта.
С верха экстракционной колонны 9 рафинатный раствор (90°C)
отводится в емкость 17. Отсюда насосом 18 через теплообменник 19
и печь 20 (при температуре 280°C) он поступает в колонну 21, где
происходит отделение основной массы фенола от рафината. В от-
парной колонне 22 производится отпарка следов фенола с помощью
водяного пара. Рафниат (260°С) нз отпарной колонны насосом 23
через теплообменник 19 и холодильник 24 отводится в емкость.
Получаемый в нижней части экстракционной колонны 9 экстракт-
ный раствор (65°C) поступает в емкость 25. Оттуда насосом 26
через теплообменник 27 раствор подается в сушильную колонну о,
где из него удаляется основная масса воды.
Температура (195 °C) в сушильной колонне 5 поддерживается
за счет циркуляции экстрактного раствора через печь 28, а также
паров из подогревателя 29. Пары фенола и воды (125°C) из су-
шильной колонны 5 частично направляются в абсорбер 4, частично
конденсируются в конденсаторе 30 и поступают в емкость феноль-
ной воды 14.
в*
228
Гл. 7. Очистка смазочных масзл и топлив
о I t
Ряс. 7.1. Принципиальная схема установки для очистки масел фенолом (3):
I,7. tl. It. te. 18. Д. 2f, 31, 33. 33. 40— иасоем; 7. 19, 77. 3S— теплообменники; 7. 12. 2S—подогреватели; В—абсор-
бер; 3—осушвтелькан колонна; 6—ажехтор; 3, IS. 2Т. 37, 39—хололвльиикв; 9—вкстрахцвояиая колохва; М. 14.
П, 33, 43—емкости-. 30. 33. 34— сваи; 31. S3—колояим; 33—отпарваа кодеина; 30—топлообиеииик-конденсатор,
33— иелерательнан колонне-
Селективная очистка масел фенолом
229
к 1
____I____I -—:-----1
0 2 4 6 6 10
Вода,“А
Рис, 7J2- Зависимость скорости
коррозии углеродистой стали от
добавки волы к чистому фенолу
при 310еС (61.
Отделенный от воды экстрактный раствор с нижней части су-
шильной колонны 5 при температуре 195°С частично подается
насосом 31 через печь 28, а остальное его количество подается в
испарительную колонну 32, в которой для поддержания нужной
температуры (320°С) осуществляется циркуляция экстрактного
раствора насосом 33 через печь 34.
Окончательное удаление фенола из экстрактного раствора про-
изводится острым паром в колонне 35. С нижней части колонны 35
при температуре 280 °C отпаренный
экстракт насосом 36 через холо-
дильник 37 откачивается в емкость.
Фенол, регенерированный в колон-
нах 22 и 32, поступает в подогре-
ватель 29, теплообменник 27, холо-
дильник 30 и направляется в ем-
кость 10. Пары водных растворов
фенола из колонн 22 и 35 проходят
в конденсатор 39 н далее насосом
40 подаются в емкость 41 для фе-
нольной воды.
Отношение фенола к сырью для
дистиллатов колеблется от 1,5:1 до
2,5: 1.
На первых установках этого
типа все оборудование было изго-
товлено из углеродистой стали. Проведенное ВНИИНефтемашем
обследование показало серьезное коррозионное разъедание аппа-
ратов, трубопроводов н насосов под действием экстрактного рас-
твора с температурой выше 150 °C, азеотропного раствора (10—
12% фенола-|-88—90% воды) с температурой выше 50*С и его
паров, горячих фенольных вод. Особенно значительные (сквозные)
поражения отмечались [5] на трубопроводах (на вогнутых участ-
ках и в местах перехода от одного диаметра к другому, где повы-
шается турбулентность потоков) Сквозные разрушения отмечались
также у патрубков колонн н емкостей в местах введения продук-
тов. По данным (5), наибольшей агрессивностью обладают именно
горячие фенольные воды (табл. 7.1).
Для углеродистой стали, как показали лабораторные исследо-
вания [6] характерно прохождение скорости коррозии через мини-
мум при введении добавок воды в горячий чистый феиол (рис 7 2).
Температура сухого фенола резко сказывается иа скорости корро-
зии углеродистой стали начиная с 200°С (рис. 7.3), причем при-
меси серы к фенолу сильно увеличивают его агрессивность
(рнс. 7.4 и табл. 7.2). Добавление воды нЪ компенсирует стимули-
рующее коррозию влияние серы
Углеродистая сталь в сухом горячем феноле подвергается яз-
венному разъеданию, а разрушение в водных растворах фенола
230
Гл. 7. Очистка смазочных масел и тошна
Таблица 7.1
Скорость коррозии металлов и сплавов в средах
селсктввоой очистки масел феволом [5]
Образцы испытывались в течении 1000 я а специальных камерах, помещенных а рабо-
тающую установку.
Металл иля сплав Скорость коррозии, мм/год
а фенола (Л) °C) а парах фенола 1220 °С> а фенольной •оде (50 °C) в ларах фенольной воды (ПО °C)
Сталь Ст. 3 0.0012 0,0052 0.51 0.22
Сталь Х18Н9Т 0.00086 0.00037 0.00061 0.00051
Сталь Х18НЗГ10 0.00039 0.00043 0.00064 0.00059
Титан BTI 0.00094 0.00018 0.0028 0.00021
Алюыннневдмзрганцевый сплав АМц 0.00056 Непригоден 0.0021 0.0015
То же с тонкослойным ано* дированием Привес • > 0.0010 0.00035
То же с толстостенным анодированием 0.00008 > 0,00015 0.00026
Алюмнниевомагиневый сплав АМг — > 0.0017 .—
* Результат адсорбции фенола пленкой оксида.
имеет характер, близкий к равномерному. Для сталей с 5—12% Сг
в фенольных водах характерна точечная коррозия. Дополнитель-
Рнс. 7.3. Зависимость
скорости коррозии
углеродистой стали
в феноле от темпе-
ратуры и примеси
серы [6J:
1—чистый фенол; S—фе-
нол е 0,0444 S; 9 —фенол
с 0,137м S.
ное легирование молибденом хромоникелевой
стали типа 18-8 надежно предотвращает ее
коррозию в этих средах, но и без легирбвания
эти стал'н достаточно стойки.
Лабораторные исследования во ВНИИ-
Нефтемаше показали, что прн коррозии угле-
родистой стали под действием технического фе-
нола как в паровой, так и в жидкой (расплав-
ленной) фазе наблюдается кинетическое тор-
можение разъедания. Это результат форми-
рования плотных черных прочно сцепленных
пленок, содержащих феиолят железа. В рас-
плавленном феноле при температурах 300 °C
и выше, а также в азеотропных смесях фено-
ла с водой пленки имеют рыхлый характер
н не обладают защитными свойствами
(табл. 7.3).
В отличие от результатов [6], полученных
в чистом феноле, опыты * с технически сухим
что' существенное разъедание углеродистой
фенолом показали,
стали начинается лишь при 300 °C. При этом коррозия в паровой
* Испытания проведены Л. Д Захарочкииым я В. А. Бредовым во ВНИИ-
Нефтемаше.
Селективная очистка масел фенолом
231
Таблица 7.2
Скорость коррозии металлов спаавов в сухом феноле [6]
Днтельаость лабораторных испытаний 24 ч, температура 310 °C.
Металл или сплав Скорость коррозии, мм/год
9 ЧИСТОМ феноле а феноле с установки (с содержа- нием 0.MKS) чисток фенола с примесью ОЛх яибутилда- сульфида
Углеродистая сталь 0.076 0.10 0.19
Хромистая сталь с 12% Сг 0.061 0.025 0.053
Хромоникелевая сталь типа Х18Н8 — — 0.005
Хромоникелевая сталь типа Х25Н20 0.003 — 0,003
Хромоиикелевомолибденовая сталь типа XI8H12M2 — 0.003 0.003
Никель — 0.008 0.010
Vе
1 ю
фазе идет слабее: возможно, что присутствие кислорода ведет
к уплотнению защитных пленок на металле. При 250°C как в паро-
вой, так и в жидкой фазах скорость коррозии не превышает
0,15 мм/год. ; •
Легирование хромом, а в особенности хромом и никелем, бббс-
печивает практически достаточную стойкость стали в техническом
феноле при 300 °C: скорость корро-
зии для сталей Х8 и Х8ВФ ие пре-
вышает 0,1 мм/год, а стали Х18Н9Т
и ее заменителей, экономно легиро-
ванных никелем, — 0,01 мм/год.
Введение в фенол воды сопро-
вождается диссоциацией:
СеН8ОН C.HSO"+H‘
В слабых 1% СвН5ОН) рас-
творах фенола скорость коррозии
(при температурах до 70 °C) сталей
Х5М и Х8 меньше, чем для углеро-
дистой стали (~ 0,2 мм/год) в-2—
2,5 раза, стали Х8ВФ — в 5—6 раз, стали с 13% Сг — в 6—
8 раз.
Изучение влияния концентрации фенола на коррозию при тем-
пературах кипения водных растворов показало для всех сталей
минимум стойкости при 60% фенола. В отличие от сухого фенола,
для этой среды характерна более значительная агрессивность
паровой фазы. Этот эффект, а также установленный максимум кор-
розии в водных растворах при 70°C позволяют считать, что корро-
зия под действием водных растворов фенола протекает преимуще-
ственно с кислородной деполяризацией.
О Д2 Д4 46 46 to
Дисульфид, %
Рис. 7.4. Зависимость скороети
коррозии углеродистой стали в фе-
ноле прн 310*С от прнмесн днбу-
тилсульфида [6].
232
Гл. Ч. Очистка смазочных масел и Топлив
Таблица 7.3
Уравнения квнетвчеснжх авковов крррозав углеродисто! стал
а фенольных средах*
Обо а к а ч • к н я: g—коррозкомны» потери, г#»’; <—дяятол^аоеть испытаииП. о.
Среда Фаза Температура, ®С Уравнение
100% СвН5ОН Ж. 181J2** — 0.58 1g т-4- 1.24
300 ад = 0.83т 4- 105
То же -< Г. 181.2 •• ад —0.39 1g т 4- 1.74
Азеотропная смесь (9.2% фенола 4- вода) ж. 99.6** ад—0.12Т + 3
* Уравнения получены А. В. Шрейдгрои. Л. Д. Звхарочкаяым и В. А. Бродоаым «о
ВНИИНефтеыаше.
•• Точка шпеивя при атиос^риоы дввлеянк.
В случае кипящих водных растворов фенола соотношение ско-
ростей коррозии в жидкой и паровой фазах неодинаково для сла-
бых и концентрированных смесей: это объясняется неизменно азео-
тропным составом агрессивного конденсата, образующегося на
поверхности металла в паровой фазе.
В кипящих концентрированных растворах фенола стали типа
18-8 практически стойки. Для сталей с 5—8 и с 11—13% Сг стой-
кость в этих средах в 3—7 раз выше, чем для углеродистых.
Алюминий и его сплавы нестойки в горячем сухом феноле [7J,
однако уже 0,3% воды тормозят коррозию. В безводном СвН5ОН
прн температурах выше 140°C отмечается локальное разъедание
алюминия в результате дегидратации окисных пленок в отдельных
точках они растрескиваются, после чего протекает образование фе-
нолята
ЗСеН»ОН + А1 —♦ 1.БН, + Al(C,HsO)3
Фенолят растворим в расплавленном феиоде, вследствие чего
коррозия идет быстро. Примесь воды тормозит коррозию, так как
выпадение из жидкой фазы окислов алюминия
( 2А1 + 4Н.О —► А1,Оа • Н,О + ЗН,
залечивает защитную пленку н даже может привести к ее .утол-
щению [8].
Тормозящее действие примесей воды на коррозию в феноле от-
мечается также для таких легко пассивирующихся металлов, как
свинец, хромистая сталь.
Медь и ее сплавы практически стойки в сухом феноле до 200 °C
(скорость коррозии менее 0,1 мм/год). Примесь серы и увлажнение
фенола усиливают коррозию меди [7, 8].
Никель сохраняет удовлетворительную стойкость в феноле до
385 °C, а монель-металл — до 200 °C [9].
В феноле стойки керамика, графитовые изделия, каменный то-
вар, винипласт, фарфор, стекло [9].
Селективная очистка масел фенолом
233
В табл. 7.4 и 7.5 представлены результаты коррозионных испы-
таний важнейших конструкционных материалов, проводившихся
в промышленной установке для селективной очистки масел фенолом
(рис. 7.1). Установлено, что хромоникелевая сталь Х18Н10Т (равно
как и экономно легированные никелем сталн-заменнтели) способны
обеспечить стойкость и долговеч-
ность оборудования в самых тяже-
лых условиях селективной очистки
фенолом. Для фенольных сред ие
чрезмерно высокой агрессивности
экономичным представляется изго-
товление оборудования из сталей,
легированных 5—13% Сг. Для алю-
миииевомагниевого сплава АМгЗ
установлена тенденция к точечной
коррозии при выдержке в средах
экстракционной колонны 9 (сверху)
и емкости фенольной воды 14 (ско-
рости коррозии 0.006 и менее
0,01 мм/год).
Процент фенола 8 смеси с бодай
Рис. 7.5. Области применения
металлов н сплавов при изгото-
влении оборудования для очистки
масел фенолом [5]:
/—сталь Ст. 3 и сшо АМц; 2— сплпа
АМл: 3—сплвв АМц и сталь Ст. 3;
<— сталь Ст.3;5— стали типа 13-8 к тктав.
Рекомендуемые материалы для
установок по очистке масел фено-
лом приводятся в табл 7.6 и 7.7.
В теплообменном и кондеиса-
цнонн’о-холоднльном оборудовании
в ряде случаев, целесообразно изго-
товлять трубные пучки нз стали
Х18Н10Т, принимая во внимание малую толщину труб для кожухо-
трубчатых аппаратов (2,0—2,5 мм), а также агрессивность оборот-
ной охлаждающей воды (см. гл. 9).
Продуктовые змеевики печи 20 для нагрева рафинатного рас-
твора (80% масла 4-20% фенола) до 280°C рекомендуется делать
из углеродистой стали 20; обследования показали, что в течение
6 лет непрерывной эксплуатации такие змеевики не выходили из
строя из-за коррозии. Змеевики для печей 28 и 34, где происходит
нагрев более агрессивного экстрактного раствора (89% фенола и
11% экстрагируемых веществ) до 290—350°C в соответствии сдан-
ными практики выполняются из стали Х5И. Достаточная продолжи-
тельность срока эксплуатация печных змеевиков обеспечивается
также значительной толщиной стенок труб печного сортамента из
сталей 20 и Х5М.
На технологической схеме (рнс. 7. 1) видно, что наиболее агрес-
сивные среды перемещаются самотеком. Поэтому у указанных на
схеме насосов /, 7, 13, 16, 18, 23, 26, 31, 33 и 36 элементы проточной
части можно изготовлять из углеродистой стали или чугуна (по-
следнее— для иасосов, работающих в помещениях с температурой
4-5°C). Элементы проточной части насоса 40, перекачивающего
234
Гл. 7 Очистка смазочных масел и топлив
Скорость воррозвг (в мм/год) металлов в сптайов в колонных
Продолжительность промышленных испытана^ I год. Коррозия большей' чгстью близка
№ на рис. 7.1 Аппарат Среда Температура. ®С ат
9 Экстракционная колонна (верх) 80—85% рафината. 20—15% фенола, следы воды 75-90 Атмосферное
35 Испарительная экстракционная ко- лонна (над глухой тарелкой) Рафинатная колонна 80—85% феноле. 5—10% воды. 10—15% экстракта 220-240 То же
21 Пары фенола, сле- ды воды 215—225 0.9-1.5
32 Экстрекцнонная отпарная колонна (верх) 60% фенола 30— 35% воды. 5— 10% масла 205-250 Атмосферное
5 Экстракционная сушильная колон- на (верх) 10-12% фенола. 90% воды (азео- тропная смесь) 110-125 0.7
85 Испарительная экс- тракционная ко- лонна (низ) 80—90% экстракта. 20—10% фенола ЗОО-ЗЮ 1.5-2.0
14 Емкость с феноль- ной водой Фенол вода от 2 1 до 1 :2 50 Атмосферное
* Испытания проведены Л. Д, Зяхарочиькыы я В. А. Бролоаым но ВНИИНефт.м шя
• Точечная коррозия.
Скорость коррозии (й йм/год) металлов к сплавов в теплообменных
Продолжительность промышленных ИснытеянП I гол. Коррозия большей частью блин
а рис- 7.1 Аппарат Среда Темпе- ратура. °C Давление, ат
2 Теплообменник (иа входе в трубное пространство) Пары фенола и воды 225 12
27 Теплообменник (на выходе нз межтрубного про- странства) Экстракт 130 0.8
80 Погружной холодильник (иа входе) Азеотропная смесь 140 0,7
• Испытания проведены Л. Д. Захерочкипым в JB. А. Дродряим во ВНИИНефтехимв.
** Точечная коррозия.
*• Ячаеимая коррозия.
*• V адвмааая Асю точечная корроааж-
Селективная очистка масел фенолом
235
Таблица 7.4
аппаратах установки для селективной очистки насел фенолом*
к равномерной.
Металл или сплав
сталь Ст. 3 - сталь 0X13 сталь XI7 стпль хют сталь Х18Н2Г5 сталь Х25Й2 алюминий ЛОО
0.013 <0.001 <0.001 <0.001 <0j001 <0.001 0.011 ••
0.103 <0.010 <0.010 <0.001 <0.001 <0.001
0.103 < 0.010 •• <0,010 <0.001 <0.001 <0.010
0.018 <0.010** <0.010** <0.001 <0.001 <0.010
0.090 <0.010 •• <0.010 <0.001 — —
0.191 0.016 <0.001 <0.010 <0.010 <0.010
0.161 — <0.010 <0.001 <0.001 <0.001 0.010**
аппаратах установки дли селективной очвсткп насел фенолом *
ка к равномериоЯ-
Таблица 7J
Металл или сплав
сталь Ст. 3 сталь Х8М сталь Х17 сталь ХЮН9Г сталь Х1ЙН2Г5 сталь Х25Н2 латунь ЛО 70-1 сплав АМг
0,080 0.016 •• <0.010 <0.001 <0.001 <0.001 <0.010 —
0.003 <0.010 <0.001 <0.001 <0.001 <0.001 <0.010” 0.010”
0.256 < о.ою •• <0.010 <0.001 <0.010 <0.010 <0.010’• 0.214”
236
Гл. 7 Очистка смазочных масел и топлив
Рекомендуемые материалы для конденсанаонно-хмодалъвого
№ яа рис. 7Л Аопарат Трубное пространство
среда температура. давление. АТ
2 8 Теплообменник сырья (кожухотрубчатый) Подогреватель сырья перед абсорбером Сырье > 50-90 ПО 5Л
8 Холодильник сырья » '15—60 10.0
12 Теплообменник фенол— * вода Вода 25-45 2.0
J8 Холодильник раствора экстракта » 80-40 2.0
1$ Теплообменник раство- ра рафината Рафинат 280 8,0
24 Холодильник (погруж- ной) > 80-40 Б
27 Теплообменник рас- твор экстракта—фе- нол Раствор экстрак- те 70-130 8
29 Подогреватель Пары фенола 225-190 2.7
30 Конденсатор азеотроп- ной смеси и холо- дильник регенериро- ванного фенола (по- гружные змеевики в одном яшике) 90.2% воды. 9.8% фенола Фенол 112-60 (35-90 1 1
89 Конденсатор паров водных растворов .. фенола Вода Г 24-45 2
Селективная очистка масел фенолом
237
Таблица 7.6
я тсплообмеввого оборудовавяя установок по очистке масел фенолом
Межтрубяос простри метво Рекомендуемые мптерналы
среда темперу тура. давление, ат
Пары фенола (сухого) 225-190 1.2 Трубы — сталь Х18Н10Т, кожух — двухслойная сталь с плакировкой на стали X18HI0T: решет- ки— сталь Х|?НЮТ
Водяной пар 179 10 Трубы, решетки я ко- жу х — углеродистые ста- ли
Вода 25-45 Атмосферное давление Т рубы — латунь ЛОМш 70-1-0.06, решетки— уг- леродистая сталь с на- плавкой латунью 710 52-1 со стороны воды, ко- жух — углеродистая сталь
Фенол 60-80 8.0 То же. что для 2
Раствор экстрак- та То же. что для 3
Раствор рафи- ната 60 18.0 То же. что для 3
Вода 25-45 Атмосферное Трубы — сталь 20
Фенол 190-135 2.7 То же, что для 2
Раствор экстрак- та 80-130 1Л То же. что для 2
Вода 25-45 Атмосферное Змеевике — сталь Х18Н10Т
> 25-45 < То же
66% фенола, 34% воды 125-40 Вакуум То же. что для 2
Таблица 7.7
Рекомендуемые материалы для массообмеявых аппаратов в емкостей устаповок по очистке масел фенолом
м- на рие. 7.1 Аппарат Среда Температура. °C Давяе* ине. Рекомендуемые метериелы
4 Абсорбер Верх — пары воды и фе- нола; низ — 1.4% фено- ла. 11,6% воды. 87% масла Верх — 110; низ — 113 1 Корпус — сталь ВСт. ЗспЗ с прибавкой на коррозию 3 мм; внутренние устрой- ства — углеродистые стали
9 Экстракционная колон- на Верх — рафинатный рас- твор: 20% фенола, 80% масла; низ — 80% фено- ла, 10% масла. 10% воды Верх — 55—65; низ — 42—55 1 То же
2/ Рафиватная колонна Верх — отгон: пары сухо- го фенола; поступает рафинатный раствор; остаток — масло и фе- нол Верх — 190; низ — 310 2 Корпус — сталь ВСт. Зспб с прибавкой иа коррозию Змм- внутренние устройства — углеродистые стали
;9 Рафинатная отпарная колонна Верх — отгон- 66% фено- ла, 34% воды; посту- пает масло с фенолом; остаток — ра рииат Верх — 225; ннз — 280 2 То же
5 Экстрактная сушиль- ная колонна Поступает экстрактный раствор: 80% фенола. 10% масла. 10% воды; отгон — азеотропная смесь: 9.2% фенола, 90,8% воды; остаток — Верх — 112; низ — 193 1.3 Корпус —стали ВСт. ЗспЗ с прибавкой на коррози ю 3 мм; внутренние устройства — углеродистые стали
35 Экстрактная испари- тельная колонна экстрактный раствор; 1-1% масла. 86% фе- нола Поступает экстрактный раствор: 11 % масла. 89% фенола; отгон — фенол; остаток — экс- трактный раствор: 7% фенола. 93% масла Верх — 225; низ — 290 2.7 <• Корпус — двухслойная сталь ВСт. 3 спЗ + 0Х13, вну- тренние устройства — сталь 0X13
32 Экстрактная отпарная колонна Поступает экстрактный раствор: 7% фенола и 93% масла: отгон — водный фенол; 53% фенола и 47% воды; остаток — экстракт Верх — 280; низ — 215 Атмос- ферное Корпус — сталь ВСт. Зспб с прибавкой на коррозию 3 мм; внутренние устройства — углеродистые стали
10 Емкость с фенолом Фенол 60 4 Корпус — сталь с прибавкой 3 мм ВСт. ЗспЗ на коррозию
14 Емкость с водным фе- нолом Водный фенол 40 Атмос- ферное То же
41 Емкость с азеотропной смесью 9.2% фенола. 90,8% воды 70 Корпус — сталь с прибавкой 6 мм ВСт. ЗспЗ на коррозию
25 Емкость с экстрактным раствором 80% фенола, 10% масла, 10% воды 48 1 Корпус — сталь с прибавкой 3 мм ВСт. ЗспЗ иа коррозию
17 Емкость с рафинатным раствором 75% масла. 25% фенола 60 0.2 То же
Гл. 7. Очистка смазочных масел и топлив Селективная очистка масел фенолом 239
240
Гл. 1. Очистка смазочных масел и топлив
агрессивную фенольную воду, рекомендуется делать из стали
Х18Н10Т.
Проводившиеся в специальных камерах в промышленных усло-
виях сравнительные испытания металлических материалов [5] под-
твердили представленные выше результаты оценки Коррозионной
стойкости легированных сталей при фенольной очистке масел. Этой
работой показана также эквивалентность нержавеющим сталям
технического титана прн изготовлении оборудования для агрессив-
ных фенольных сред н установлена возможность применения алю-
миниевых сплавов для изготовления оборудования, работающего
в условиях воздействия фенольных вод, в которых углеродистые
стали быстро разрушаются коррозией. По результатам этого иссле-
дования построена диаграмма (рис. 7.5, стр. 233) областей приме-
нения конструкционных материалов для оборудования фенольной
очистки масел.
ОЧИСТКА МАСЕЛ ФУРФУРОЛОМ
В нефтеперерабатывающей промышленности фурфурол широко
применяется в качестве растворителя прн очистке масел.
Фурфурол СНОСНО—гетероциклический альдегид фурано-
вого ряда— обладает высокой селективностью и хорошей раство-
ряющей способностью [10]. Свежеперегианный фурфурол — бесцвет-
ная жидкость, хорошо растворимая во многих органических раство-
рителях (этиловом спирте, эфире ацетоне, бензоле, хлороформе,
этиленгликоле, бутиловом и нзобутнловом спиртах). Во всех отно-
шениях смешивается с муравьиной, уксусной, пропионовой и мас-
ляной кислотами.
Фурфурол и вода при нормальных температурах обладают огра-
ниченной взаимной растворимостью (10] С повышением темпера-
туры взаимная растворимость фурфурола и воды увеличивается
(табл. 7.8).
Таблица 7.8
Ввавмная растворимость воды фурфурола
Температур*. *с Содержание фурфурола. % Температура. Содержание фурфурола. %
водный слов фурфурольны» СЛОЯ водный слой фурфурольный слой
10 7.90 96.11 60 11.70 91.40
20 8.30 95,20 70 13.20 90.30
80 8.80 94.20 80 .4.80 88’0
40 9.60 93.30 90 16.60 86.50
60 10.40 92.40 97.9 18.40 84.10
На рис. 7 6 показана принципиальная технологическая схема
установки для очистки масел фурфуролом [1].
Очистка масел фурфуролом
241
Исходное сырье (очищаемое масло) через теплообменник 12 по-
дается в среднюю часть дискового экстрактора 1 В верхнюю часть
этого аппарата вводится подогретый в теплообменнике 13 фурфу-
рол. Рафинатный раствор сверху контактора 1 подается через
теплообменник 15 и трубчатую печь 3 в отпарную колонну 2. От-
гонка фурфурола от рафината осуществляется под вакуумом водя-
ным паром. Рафинат откачивается с низа колонны через теплооб-
менник 15 и холодильник 16 в емкость. Экстрактный раствор из
экстрактора 1 через теплообменник 17 подается в отгонную колон-
ну 4 Для поддержания температуры продукта применяется его го-
рячая циркуляция через змеевик печи П-2 (на рисунке не пока-
зана). В колонне 4 испаряется часть фурфурола. Продукт из
нижней части колонны 4- подается в печь 5 и далее в колонну 6
для отпарки фурфурола. Часть экстракта с 3—5% фурфурола
направляется в нижнюю часть колонны 1. Остальное по-
дается в отпарную колонну 7 для отпаркн фурфурола водяным па-
ром. Экстракт с низа колонны через холодильник 23 направляется
в емкость. Отогнанный в колоннах 4 н 6 фурфурол конденсируется
и охлаждается в конденсаторах 17, 18 и 19 и возвращается через
емкость 11 в систему для повторного использования. Пары фурфу-
рола и воды, выходящие нз отпарных колонн 2 и 7, сушильной ко-
лонны 10 и колонны 9, конденсируются и охлаждаются в аппара-
тах 20 и 21. Обводненный фурфурол и воды, насыщенные фурфуро-
лом, собираются в емкости 8, где происходит разделение жидкости
на два слоя; нижний слой — раствор воды в фурфуроле (6—7% во-
ды) и верхний — раствор фурфурола в воде (7—8% фурфурола).
Нижний слой нз емкости 8 откачивается на осушку в колонну 10,
а верхний слой поступает в колонну 9, где фурфурол отпаривается
острым пером. Пары азеотропной смеси (35% фурфурола и 65%
воды) из колонн 9 и 10 конденсируются н охлаждаются в аппара-
тах 20 и 21 Внизу колонны 9 есть отвод для воды со следами фур-
фурола.
Фурфурол как растворитель имеет ряд положительных ка-
честв: высокая селективная способность, сравнительно низкая тем-
пература кипения, высокая температура обработки при экстракции,
дающая возможность легкого смешения раствора с маслом, быст-
рого достижения равновесия н быстрого отстаивания. Но у фурфу-
рола есть и такой серьезный недостаток, как нестабильность при
перегонке и хранении; под действием кислорода воздуха, света,
влаги, кислот н в результате повышения температуры фурфурол
разлагается (окисляется) (10—13] Продуктами окисления фурфу-
рола являются муравьиная, уксусная, фуранкарбоиовая, р-формил-
акриловая кислоты. Образование этих кислых продуктов и накоп-
ление нх в фурфуроле оказывает значительное влияние на корро-
зионную активность фурфурола.
Нейтрализация кислот, образующихся при окислении фурфу-
рола по ходу технологического процесса, а также поступающих на
242
Гл. 7. Очистка смазочных масел и топлив
установку с фурфуролом, должна производиться раствором карбо-
ната натрия NajCOs- Раствор Na2CO3 поступает на установку из
реагентного хозяйства, где он разбавлялся до 2,5% концентрации
(рис. 7.6). Затем насосами этот раствор подается на нейтрализа-
цию фурфурола и сырья водяной колонны.
Степень окисления фурфурола и содержание воды в смесях
фурфурол — вода определяют коррозионное поведение фурфурола
[14]. Испытания стойкости углеродистой стали в смесях фурфу-
рол — вода показали, что увеличение содержания воды в смеси
20
Сырье м
Рис. 7.6. Принципиальная схема установки для очистки масел фурфуролом (!]:
I—экстрактор; 2 7—отпзриые колонны фурфурола иэ рафината к экстракта: 3. 5 — труб-
чатые лечи: 4, 6—отгонные коловяы: £—сепаратор; 9—аодяяая колоима для отгона фур-
фурола от воды; /Я—осушитвльивя колонна; // — емкость; 12, 19. 14. IS, 22—теплообмен-
ники; /б. 17. 18, 19, 20. 21. 23— ко иДе и сатори и холодильники.
приводит к резкому изменению коррозионной активности в зависи-
мости от степени окисления при температуре кипения (табл. 7.9).
Наиболее агрессивна смесь, содержащая 70% фурфурола и 30%
воды. В этой смеси скорость коррозии углеродистой стали дости-
гает в случае окисленного фурфурола 11 мм/год.
Таблица 7.9
Скорость коррозии (в мм/год) углеродистой стали Ст. 3 водных растворах
фурфурола с различной степенью окисления при температуре кипения [14]
Концентрации фурфурола. я
Среда 10 20 30 40 70 «о 90 100
Фурфуроя реактивный . Фурфурол после дли- тельного хранения па — 0.19 056 0.29 0.33 0.29 0.23 0.03
воздухе . . Фурфурол после пере- гонки предыдущего 1.2 3.9 5.1 7.1 11 6.8 4.0 0.06
раствора . f , • 0.92 1.3 1.6 2.0 2.1 1.7 1J5 0.04
Очистка масел фурфуролом
243
Данные табл. 7.10 также показывают сильное влияние степени
окнслеиня фурфурола на коррозию -углеродистой стали. Следова-
тельно, целесообразно обеспечить удаление или нейтрализацию
кислых продуктов из раствора.
Таблица 7.10
Скорость коррозии углеродистой стали в водном 80% растворе фурфурола
в различных условиях храиеввя при температуре квпепня [14]
Среде Цает раствора Кислотность раствора а пере счете на уксус- ную кислоту. ч Скорость корроэкн, ымГгод
Исходный фурфурол Светло-соломен- ный 0,08 0.88
Фурфуроя после 10-дневного хранения без доступа воз- Соломенный 0.08 1.1
То же прн свободном досту- пе воздуха Коричневый 0.16 2.6
То же в атмосфере кисло- рода Темно-корич- невый 0.22 8,6
В табл. 7.11 представлены данные, показывающие, как влияют
методы очистки фурфурола на его коррозионные свойства. Даже
обычная перегонка прн атмосферном давлении окисленного фур-
фурола может снизить его кислотность, что приведет к уменьше-
нию скорости коррозии углеродистых сталей более чем в 3 раза.
Еще эффективнее дополнительная нейтрализация фурфурола содо-
вым раствором.
Таблица 7.11
Скорость коррозии угзероднетой стали в водном 80% растворе фурфурола,
очищенного разными способами, при температуре кипения [14]
Сред» Цвет раствора Кислотность в пересчете на уксусную кислоту, ч Скорость коррозии^ мм/год
Фурфурол после длительного хра- нения прн свободном доступе воз- духа Черный >1.0 6,9
фурфурол после перегонки прн ат- мосферном давлении Светло- соломенный 0.31 2,1
фурфурол после нейтрализации рас- твором NajCOj и перегонки при атмосферном давлении То же 0.10 1.0
Установлено, что различная степень окисления фурфурола ока-
зывает неодинаковое влияние на коррозионную стойкость металлов
и сплавов (табл. 7.12). Особенно значительное влияние степень
окисления фурфурола оказывает на коррозию углеродистой стали
244
Гл. 7. Очистка смазочных масел и топлив
Очистка масел фуфуролом
245
Таблица 7.12
Скорость KoppMFB (в мм/год) металлов в сплавов в влдвом 80%
растворе фурфурола при температуре киаеажа [14]
Металл или сплав Среда
фурфурол реактивный Фурфурол после дяителъиого хранения нз воздухе ФУРФУРОЛ □осле перегонки
Стали Ст. 3 0.33 6.8 1.7
ХбМ 0.11 68 0.48
Х8 0 02 0.43 0.17
0X13 0.01 0.15 0.03
Х18Н10Т <0.01 0.02 0.02
Х28АН <0.01 0.02 0.02
Алюминий А00 X 0.19 1.0 0.34
Сплав АМгЗ 0 12 0.62 0.22
Латуни Л О 70-1 0.29 0.26 0.25
ЛА 77-2 0.14 0,14 0.17
н хромистой стали марки Х5М. Для чистого алюминия А00 и
сплава АМгЗ также отмечается увеличение скорости коррозии в ре-
зультате окисления фурфурола. Большое влияние степень окисле-
ния фурфурола оказывает на коррозию хромиетых сталей Х8 и
0X13. Стойки нержавеющие стали Х18Н10Т, Х28АН и латуни
ДО 70-1 и ЛА 77-2.
При эксплуатации установки по очистке масел фурфуролом на
одном нефтеперерабатывающем заводе во Франции [15] первые кор-
розионные разрушения были обнаружены через 3 месяца. Коррозии
подверглись насосы, перекачивающие влажный фурфурол (60 °C)
и сухой фурфурол (170 ®С). После 7,5 месяцев эксплуатации корро-
зионные разрушения глубиной 5 мм появились в корпусе осуши-
тельной колонны. Значительные разрушения отмечались в отпарной
колонне экстракта и меньшие — в отпарной колонне рафината
Через 6 лет были выявлены коррозионные язвы в нижней части
емкости водного фурфурола С целью удлинения межремонтного
пробега были предусмотрены следующие мероприятия: в местах,
подверженных коррозионным разрушениям, использовалась нержа-
веющая сталь типа Х18Н10Т, некоторые трубопроводы нз углероди-
стой стали были заменены на трубопроводы нз нержавеющей стали;
был установлен тщательный контроль за кислотностью фурфурола.
Опыт отечественных заводов показал, что наиболее коррознон-
позитивными средами являются обводненный 30—70% фурфурол
при температурах до 200 ’С и безводный фурфурол при темпера
туре выше 170 °C.
Отмечена интенсивная коррозия осушительной колонны фурфу-
рола 10 и водяной колонны 9. Коррозии подвержен корпус
24Б .Гл. 7. Очистка смазанных масел и топлив
аппаратов, а также внутренние устройства. Существенной нерав-
номерней коррозии (со скоростью 2—3 мм/год) подвергается ниж-
нее днище фурфуроловой колонны, изнашивается улита, установ-
ленная в питательной части [16] В колонне водного фурфурола
углеродистая сталь в наиболее опасных местах корродирует со
скоростью 11 мм/год. Детали тарелок (колпачки) этих колонн, вы-
полненные из углеродистой стали, имеют срок службы менее года.
Несколько меиее значительной коррозии подвержены отпарные
колонны экстракта и рафината. В этих колоннах срок службы
.внутренних деталей из углеродистой стали составляет 1—2 года.
На одной из действующих установок значительной коррозии под-
вергался конденсатор-холодильник, предназначенный для конден-
сации смеси фурфурол — вода, выходящей с верха отпарной эк-
страктной н осушительной колонн. Аппарат погружного типа был
-выполнен нз чугунных труб Срок службы чугунных труб змеевика
и коллекторов составлял 6—12 месяцев.
Для снижения коррозии оборудования установок очистки масел
'фурфуролом необходимо принимать меры, препятствующие окисле-
иию фурфурола: хранить фурфурол в атмосфере инертного газа,
деаэрировать сырье, перегонять фурфурол с предварительной ней-
трализацией. Кроме того, оборудование, соприкасающееся с наибо-
.лее коррознонноактивнымн средами, следует изготовлять из корро-
зиониостойких сплавов: стали 0X13, Х18И10Т, Х17Н13М2Т,
LX17H13M3T и латуни ДО 70-1 и ЛА 77-2.
В табл. 7.13 приведены рекомендуемые материалы для массо-
обменного и конденсационно-холодильного оборудования установок
по очистке масел фурфуролом (рнс. 7.6) Теплообменное оборудова-
ние может быть выполнено из углеродистых сталей. Холодильное
оборудование также можно делать из углеродистых сталей Однако,
учитывая агрессивность оборотной охлаждающей воды, трубные пуч-
ки этих аппаратов целесообразно выполнять нз латуни ЛО 70-1-0,06;
л решетки нз стали 16ГС с наплавкой латунью ЛО 62-1.
Горизонтальные и вертикальные емкости выполняются из угле-
родистых сталей с прибавкой на коррозию 3 и 6 мм в зависимости
от степени агрессивности среды.
Почти все иасосы, перекачивающие технологические среды,
можно изготавливать с деталями проточной части из углеродистой
стали или чугуна. Насосы, перекачивающие фурфурол с различным
содержанием воды и сухой фурфурол (при повышенных температу-
рах), следует выполнять с деталями проточной части из стали
Х18Н10Т.
КАРБАМИДНАЯ ДЕПАРАФИНИЗАЦИЯ ДИЗЕЛЬНОГО ТОПЛИВА
Дизельное топливо, получаемое при прямой перегонке нефти,
содержит большое количество парафинов с низкой температурой
застывания. Единственным процессом, позволяющим получать низ-
Карбацидная депарафинизация дизельного топлива 247
козастывающие сорта дизельного топлива (зимнего и арктического),
является карбамидная депарафинизация. Этот процесс может быть
также источником получения очищенного мягкого парафина, кото-
рый используется в качестве сырья для ряда производств, в том
числе и для производства белково-витамипных препаратов [17].
В схемах крупных нефтеперерабатывающих заводов предусмат-
риваются такие процессы карбамидной депарафинизации, в основе
Карбамид на регенерацию
Рис. 7-7- Принципиальная схема регенерации кристаллическим кар-
бамидом (17):
/—контактор; J. р—кристаллизаторы: J, 7, 13, IS, If, /9—2,—емкости; 4—отдел»
яка комплекс*; 5—мешалка; б. II. /3—система Отделения; в—контактор Для раз-
ложения; 10— мешалка; Н—отстойник: 17, /л. 23—колонны; 22—теплообменник:
24—подогреватель.
которых лежит образование комплекса, состоящего из молекул кар-
бамида и молекул углеводорода с неразветвленной цепью. Вари-
анты технологических схем этого процесса отличаются друг от-
друга агрегатным состоянием карбамида, природой растворителей-,
и активаторов, аппаратурным оформлением и др. [17, 18].
Разработаны и внедрены в промышленность технологические
схемы, предусматривающие депарафинизацию с использованием
кристаллического карбамида, или с карбамидом, растворенным в
спирте.
Оба процесса включают следующие основные стадии образова-
ние комплекса; отделение комплекса от жидкой фазы, промывка
комплекса растворителем; разложение комплекса; регенерация
растворителей и карбамида.
На рис. 7.7 приведена принципиальная технологическая схема
депарафинизации дизельного топлива кристаллическим карбами-
дом, разработанная на основе схемы Грозненского НПЗ.
248
Гл. 7. Очистка смазочных масел и топлив
Исходное сырье (дизельное топливо) подается в контактор /,
куда поступают также карбамид и активатор (метанол). В контак-
торе 1 н в следующем за ним кристаллизаторе 2 идет процесс обра-
зования комплекса прн температуре 30—40 °C. Образовавшаяся
суспензия комплекса направляется в емкость 3, а затем в систему
для отделения комплекса 4 (вакуум-фильтры, центрифуги, сита и
др.). Фильтрат направляется в емкость 16, а влажный комплекс
подается в мешалку 5 и затем в систему отделения 6 Фильтрат по-
ступает в промежуточную емкость 7, а влажный комплекс направ-
ляется в контактор 8 для разложения. Разложение комплекса про-
исходит при температуре 80 °C в контакторе 8 и кристаллизаторе 9.
Образовавшаяся суспензия карбамида подается в мешалки 10 и
далее в систему отделения //, откуда влажный карбамид поступает
в контактор образования комплекса /. Фильтрат парафина направ-
ляется в емкость 12 и затем в систему отделения 13 для улавлива-
ния унесенных кристаллов карбамида Фильтрат из системы отде-
ления 13 поступает в емкость 16, а карбамид направляется в от-
стойник 14 и далее подается на регенерацию.
Фильтрат дизельного топлива из емкости 15 подается в экстрак-
ционную колонну 17. С низа колонны раствор метанола поступает
в емкость 21, а с верха колонны дизельное топливо уходит в ем-
кость 19. Фильтрат парафина нз емкости /6.направляется в экстрак-
ционную колонну 18. С низа колонны 18 метанол откачивается
в емкость 21, а с верха парафин уходит в емкость 20.
Растворы дизельного топлива из емкости 19 н парафина из ем-
кости 20 поступают в секции регенерации растворителя, а водный
раствор метанола из емкости 21 подается иа регенерацию мета-
нола в колонну 23. Предварительный нагрев осуществляется в теп-
лообменнике 22, подогрев низа колонны 23 производится подогре-
вателем 24. С верха колонны 23 пары метанола отводятся на
конденсацию н охлаждение.
На рис. 7.8 приведена принципиальная технологическая схема
депарафинизации дизельного топлива карбамидом, растворенным
в спирте.
Сырье подается сначала на насыщение спиртом. Смесь сырья
и спирта проходит теплообменники 1 н 2 и затем поступает в ем-
кости 3 и 4, где происходит разделение насыщенного спиртом сырья
и спиртового раствора Насыщенное сырье поступает в колонну 5,
а слабый раствор спирта из емкостей 3 и 4 направляется яа реге-
нерацию в колонну 21. Насыщенное сырье с низа колонны 5 через
теплообменник 1 подается иа депарафинизацию, предварительно
смешиваясь с карбамидом. Смесь сначала поступает в холодильник
реакционной смеси 6, а затем в реакторы 7. Из последнего реак-
тора 7 реакционная смесь направляется в отстойник 8, где дизель-
ное топливо отделяется от комплекса Депарафинизированное ди-
зельное топливо подается через емкость 9 на регенерацию, а комп-
Карбамидная депарафинизация дизельного Топлива
249
леке с низа отстойника 8 направляется на разложение в подогрева-
тели 10 и 11, обогреваемые горячей водой.
Продукты разложения (парафин и карбамидный раствор) по-
ступают в отстойник 12 для разделения. Парафин через верх от-
стойника подается в емкость 14 и далее на отмывку спирта. Карба-
мидный раствор из емкости 12 собирается в емкости 13, откуда он
идет на смешение с сырьем.
Рис. 7.9- Принципиальная схема деларафнннзации дизельного
топлива карбамидом, растворении» в спирте (3):
I. 3. It. If' ю~ ’««.«>*6мемиики; 3. < 9, IS. 14. IS, IS. 34— емкости; S. 17. 31—м-
ловим: холодильник реакционно! смеси: 7—реактор: в. 13—отстойиикм.
10, И. 33—водогреютели; 33— конденсатор.
Регенерация парафина происходит в колонне 17, куда он по-
дается из емкосги через теплообменник 16. С верха колонны
отбирается головная фракция парафина, а с низа — тяжелая фрак-
ция парафина.
Спиртовой раствор собирается в емкости 18, а затем направ-
ляется в колонну 21 через теплообменники 19 и 20. Дополнитель-
ный нагрев продукта колонны 21 производится подогревателем 23.
С верха колонны 21 отбирается спирт и направляется на конден-
сацию и охЛвждеиие в конденсатор 22 и далее в емкость 24. Вода
с низа колонны 21 подается на промывку депарафинизированного
топлива.
Оборудование процессов карбамидной депарафинизации на раз-
личных стадиях контактирует с растворами карбамида в присут-
ствии органических продуктов (дизельного топлива, бензина, ме-
танола, парафина, изопропилового спирта). Карбамид (мочевина),
используемой в этих процессах, представляет собой полный амид
угольной кнслоты CO(NHa)s. Карбамид хорошо растворим в воде,
250
Гл. 7. Очистка смазочных масел и топлив
этаноле, бензоле. Растворимость в воде повышается с темпера-
турой:
Температура. °C ... 0 20 40 60 80 100 120
Растворимость. % . . . 40.0 518 62.3 71.9 79.8 88.3 95.0
В табл. 7.14 приведены данные о коррозионной стойкости не-
скольких сталей в водных растворах карбамида.
Таблица 7.14
Скорость коррозии (в мм/год) сталей в водных растворах карбамида (19]
Концентрация раствора, % Температура. Сталь
Ст. 3 Х5М хе 0X13 XI8H10T
1 70 0.30 0.01 0.01
10 70 0.23 0.07 0.02 0.01 0.01
40 70 0.20 012 0.02 0.01 0.01
60 70 0.20 0.12 0.02 0.01 0.01
92 115 0.68 0.63 0.80 0.02 0.01
В водных растворах карбамида углеродистая сталь подверга-
ется коррозионному разрушению (табл. 7.14). Скорость коррозии
углеродистой стали в растворах карбамида концентраций 1—92%
в интервале температур 30—115°С может составить 0,15—
0,68 мм/год. При испытаниях образцов углеродистой стали отме-
чается ^интенсивное окрашивание раствора в бурый цвет, что сви-
детельствует о загрязнении его солями железа. Хромистая сталь
Х5М также подвергается коррозии в растворах карбамида. Доста-
точную коррозионную стойкость в растворах карбамида разлииной
концентрации (до 92%) при температурах до Н5°С, включая усло-
вия концентрирования карбамида, имеют стали 0X13, Х18Н10Т,
Х21Н5Т. В растворах концентрации до 60% и температурах до
70°C кроме указанных сталей стойка и хромистая сталь Х8.
Другие составляющие сложных технологических сред процесса
карбамидной депарафинизации (дизельное топливо, бензин, мета-
нол, парафин, изопропиловый спирт) неагрессивны Поэтому в ос-
новных средах на стадиях образования комплекса, промывки ком-
плекса углеродистая сталь не должна подвергаться интенсивной
коррозии Однако иа поверхности углеродистой стали могут все
же образоваться в небольшом количестве продукты коррозии, кото-
рые приведут к загрязнению циркулирующего в системе карба-
мида солями железа. Поэтому при решении вопроса о применении
углеродистой стали на различных стадиях технологического про-
цесса должны учитываться как количественные показатели ско-
рости коррозии, так и возможность (допустимость) загрязнения
технологических сред солями железа.
Кирбимндния депарафинизация дизельного топлива
251-
Рекомендуемые материалы для оборудования установки деларафитгнзация дизельного топлива
кристаллическим карбамидом
252
Гл. 7. Очистка смазочных масел и топ те
Литература
253
Опыт эксплуатации установок депарафинизации дизельного
топлива карбамидом, растворенным в спирте, в течение 6 лет по-
казал, что наибольшему коррозионному износу подвержены холо-
дильники реакционной смеси 6, аппарат 7 н подогреватель 10, 11.
Аппараты вначале были выполнены из углеродистых сталей После
2 лет эксплуатации отдельные трубные пучки этих (аппаратов были
заменены. Наиболее интенсивная коррозия наблюдалась со сто-
роны оборотной охлаждающей воды (см. гл. 9). На действующих
сейчас установках большинство указанных аппаратов эксплуати-
руется с трубными пучками из нержавеющей стали Х18Н10Т.
Отмечена значительная коррозия большинства конденсационно-
холодильных аппаратов, предназначенных для конденсации и
охлаждения различных продуктов Срок службы пучков из угле-
родистой стали составляет не более 2,5 лет. Для увеличения сроков
службы пучков конденсаторов их необходимо изготовлять нз стали
Х18Н10Т (если это экономически оправдано). Латуни в условиях
процесса карбамидной депарафинизации не могут быть использо-
ваны, так как карбамид в некоторой степени разлагается с образо-
ванием агрессивного по отношению к латуни аммиака.
Теплообменные аппараты 19, 20, 23 также подвержены корро-
зии Срок службы трубных пучков из углеродистой стали состав-
ляет здесь не более 3 лет. Пучки этих аппаратов целесообразно
выполнять из хромистой стали Х8.
Массообменные аппараты, предназначенные для фракциони-
рования различных продуктов, и емкостная аппаратура, выполнен-
ные из углеродистых сталей, после 6 лет эксплуатации не подверг-
лись значительной коррозии
Рекомендуемые материалы для изготовления основного обору-
дования процессов карбамидной депарафинизации приведены в
табл. 7.15. и 7.16.
ЛИТЕРАТУРА
1 Н. И. Ч е р н о ж у к о в. Технология переработки нефти и газа. ч. 3. Очистка
нефтепродуктов и производство спецпродуктов Изд «Химия». 1966.
2 С. С. Н а м е т к и и, Хнмня нефти. Изд. АН СССР, 1955.
3. Л. В. Иванова, М И. Корнеев, В. Н. Ю з б а ш е в, Технология пере-
работки нефти и газа. Изд. «Хнмня». 1966.
4. В. Л Гуревич, И П. Сосновский, Избирательные растворители в пе-
реработке нефти, Гостоптехиздат. 1953.
5. Ю. С. Шмуйлович, Автореф. каид. диссертации, МИНХ и ГП им. Губ-
кина, 1966.
6. A. Wachter, N St il Iman. Trans. Flectrochem. Soc., 87 183 (194Б).
7. Dechema Werkstoff-Tabellen. Phenol, K? lr. № 22, 1965.
8. P. Neufeld. A K. Chakrabarty, Corr. Scl.. 12, № 6, 517—525 (1972).
9. E. R a b a I d, Corrosion Guide. N. Y„ 1968.
10. A. P. D a n I о p, Ind. Eng. Chem.. 32, № 8, p. 1639, 1940- 40. Д 2. p. 204,
IM8 *
11. A P Dinlop R. P Stout. Ind. Eng. Chem., 38, 705 (1946).
12. A. S. Williams, A. P. Danlop, Ind. Eng. Chem., 40, 239 (1948).
13. A. M. Шур. Уч. зап. Кневск. гос. ун-та, т. XXVII, 1957.
264
Гл. 7. Очистка смазочных масел и топлии
14. Л. Г. Борисова, Агрессивные свойства фурфурола при длительном его
хранении Труды Гипронефтемаша, вып. 4 (14). Изд. «Недра». 1967.
15. Борьба с коррозией на НПЗ. Обзор зарубежной литературы, ЦНИИТЭНефть.
1965.
16. С. А. Фарамазои, Эксплуатация оборудования нефтеперерабатывающих
заводов. Изд. «Химия», 1969.
17. В. В. Усачев. Карбамидная депарафинизация. Изд. «Химия», 1967.
18. Н. Ф. Богданов, А. Н. Переверзев, Депарафинизация нефтяных про-
дуктов. Гостоптехиздат, 1961.
19. Л. Д. Захарочкин, Л. Г. Борисова, Коррозия металлов н сплавов в
условиях депарафинизации дизельных топлив карбамидом. Труды Гипронеф-
темаша, вып. 2, Изд. «Недра», 1964, стр; 21—28.
Глава восьмая
ОСУШЕНИЕ И ОЧИСТКА ПРИРОДНОГО ГАЗА
ПОДГОТОВКА ПРИГОДНОГО ГАЗА К ИСПОЛЬЗОВАНИЮ
Подготовка природного газа к использованию предусматривает
осушку газа, извлечение из него углеводородного конденсата (для
газоконденсатных месторождений) и очистку от агрессивных ком-
понентов (сероводорода, углекислого газа н других). Подготовка
газа к транспортировке особенно важна в связи с тем, что значи-
тельную роль играют теперь конденсатные месторождения. Послед-
ние представляют ббльшую ценность, чем чисто газовые, так как
из ннх можно добывать помимо газа еще и большие количества
конденсата — сырья для химической промышленности и для произ-
водства моторных топлив.
Наиболее частая и нежелательная примесь в природных га-
зах— водяной пар. Вредное влияние, как правило, оказывает не
сам водяной пар. а жидкая или твердая фаза, которая может
выделиться из газа при его сжатии илн охлаждении.
Присутствие жидкой фазы почти всегда усиливает коррозию, а
образование льда или твердых гидратов углеводородных газов
(например, гидрата метана, гидрата пропана CaHg-PHjO) может
привести к забиванию аппаратуры, фасонных частей н газопрово-
дов. Для предотвращения таких неполадок природный газ, транс-
портируемый по трубопроводам, предварительно подвергают
осушке.
Промышленные процессы извлечения водяного пара из газо-
вых потоков можно разбить на следующие 3 группы:
абсорбция гигроскопическими жидкостями;
адсорбция на активированных твердых осушителях;
конденсация путем сжатия либо охлаждения или сочетанием
обоих процессов.
Для осушки природного газа всего чаще применяют метод аб-
сорбции гигроскопическими жидкостями. Наиболее эффективными
абсорбентами показали себя гликоли — диэтиленгликоль и триэти-
ленгликоль [1]. Широкое применение гликолей обусловлено их вы-
сокой гигроскопичностью, стойкостью к нагреву, ни^киэд давлением
256
Гл. 8. Осушение и очш тка пчироднсмо газа
пара, возможностью осуществления регенерации и доступностью
при сравнительно невысокой стоимости.
В СССР для осушки природного газа применяют растворы дн-
этилеигликоля (ДЭГ). ДЭГ представляет собой эфир многоатом-
ного спирта, хорошо растворимый в воде и незначительно в легких
углеводородах.
Осушка газа осуществляется в абсорбере путем контакта его
с движущимся навстречу потоком 97—99% раствора ДЭГ. Адсор-
бируемая вода разбавляет ДЭГ, н перед повторным использова-
нием его регенерируют отгонкой воды в отпарной колонне. Степень
осушки, достигаемая прн использований растворов гликоля, опре-
деляется, главным образом, полнотой удаления воды нз раствора
в отпарной колонне. Для снижения содержания воды в осушитель-
ном растворе до минимума без применения чрезмерно высоких
температур регенерацию проводят под вакуумом.
Чрезмерно высокие температуры (выше 165"С) приводят к раз-
ложению ДЭГ с образованием агрессивных веществ (муравьи-
ной уксуснс й и других кислот).
Незначительная растворимость ДЭГ в легких углеводородах
позволяет использовать его также для предотвращения гидратооб-
разовазия в системах сбора природного газа на установках низко-
температурной сепарации (НТС) га >а. В этом случае ДЭГ впрыс-
кивается в 1аэовый поток. Для уменьшения потерь ДЭГ за счет
растворения в углеводородах в условиях защиты от гидратообразо-
вания применяют сравнительно разбавленные (90%) водные рас-
творы ДЭГ вместо концентрированных (99%) растворов ДЭГ, ко-
торые и< пользуются на обычных осушительных установках.
Впрыскиваемый в газовый поток 90% раствор ДЭГ обеспечивает
лишь частичное обезвоживание газа. Основное его назначение —
предотвращение образования гидратов. Поэтому ДЭГ называют
ингибитором гидратообразования. Необходимая высокая степень
осушки газа на установках НТС достигается в ббльшей степени
охлаждением газа, чем действием гликоля.
Установки НТС строятся на групповых пунктах сбора продук-
ции газовых скважин. В зависимости от технологии процесса
осушки и выделения углеводородов на газоконденсатных место-
рождениях используются установки НТС с различными техноло-
гическими схемами:
1) с применением ингибиторов гидрагообразования;
2) с применением ингибиторов гидратообразования и дополни-
тельной углубленной осушкой газа (для газоконденсатных место-
рождений Севера);
3) без введения в поток газа ингибитора гидр„тообразования
(при разрушении гидратов за счет тепла получаемого сжиганием
газов или из других источников).
Наиболее широко применяется на газоконденсатных месторож-
дениях СССР подготовка газа методом, низкотемпературной сепа-
Подготовка природного газа к использованию
257
рации с применением в качестве ингибитора гидратообразования
гликолей и их р< генерацией.
На Оренбургском газоконденсатном месторождении, отличаю-
щимся повышенным содержанием в продукции скважин агрессив-
ных компонентов (сероводорода, углекислого газа, хлоридов), для
подготовки газа принята схема, сочетающая диэтиленгликольную
осушку с методом НТС газа.
Рис. 8.1. Принципиальная схема установки НТС с применением
гликоля в качестве ингибитора гидратообразования [2]:
I — сепаратор I ступени; ?—теплообменник газ-гяз; 3—дроссель; 4—низко-
температурный сепаратор И ступени; 5— грехфазиыА сепаратор I ступени}
6— трехфазныв сс ирлтор II ступени, 7—отпарная колонна; 8—теплообмен-
ник ДЭГ-ДЭГ; 9—косое.
Рассмотрим технологическую схему установки НТС с примене-
нием гликолей для предотвращения гидратообразования (рис. 8.1).
Газ под давлением 130 ат, поступающий из скважин, подается на
групповой пункт сбора природного газа — в сепаратор I ступени /,
где нз него выделяются механические примеси, капельножидкая
вода и углеводородный конденсат. Далее газ проходит газовый
теплообменник, где охлаждается отсепарированным газом до тем-
пературы на 2—3е выше температуры гидра гообразования (~ 0°С)
н поступает после дросселирования (при этом давление снижается
до 70 ат, а температура до — 12 °C) в низкотемпературный сепара-
тор II ступени 4. Для предотвращения гидратообразования в га-
зопрогод после сепаратора I ступени впрыскивается 90% раствор
ДЭГ. В низкотемпературном сепараторе из газа выделяется угле-
водородный конденсат, и отсепарированный газ направляется
в межтрубное пространство газового теплообменника 2 для
9 Зак. ю
258
Гл. 8. Осушение и очистка природного еаЗа
охлаждения газа высокого давления. Далее газ через узел выход-
ной арматуры групповой установки направляется в сборный про-
мысловый коллектор и далее в магистральный газопровод.
Выделившаяся в низкотемпературном сепараторе II ступени
жидкая фаза (углеводородный конденсат и раствор ДЭГ примерно
60%-ной концентрации) перетекает в трехфазиый сепаратор II сту-
пени 6; отсюда углеводородный конденсат подается в конденсато-
сборный коллектор групповой установки, а раствор ДЭГ — на блок
регенерации.
Жидкая фаза из сепаратора I ступени, состоящая из водного
и углеводородного конденсата, подается на разделение в трехфаз-
ный сепаратор I ступени. Установка регенерации ДЭГ состоит нз
теплообменника 8, отпарной колонны 7, котла-испарителя, холо-
дильника н емкостей для насыщенного н регенерированного раст-
воров ДЭГ.
Насыщенный 60% раствор ДЭГ из емкости насосом подается
в трубное пространство теплообменника, где нагревается обратным
потоком регенерированного ДЭГ до 70°C Дальнейший нагрев ДЭГ
до 100 °C осуществляется в змеевике, находящемся в испарителе
отпарной колонны за счет тепла регенерированного ДЭГ. Из зме-
евика ДЭГ направляется в среднюю часть отпарной колонны на
регенерацию. В отпарной колонне насыщенный ДЭГ стекает по
колонне вниз, растекаясь пленкой по развитой поверхности испа-
рителя навстречу потоку пара, идущего из котла-испарнтеля, и
постепенно повышая свою концентрацию.
Вследствие высокой температуры нз насыщенного ДЭГ испа-
ряется вода и в парообразном состоянии подымается в верхнюю
часть колонны. Регенерированный 90% раствор ДЭГ из ннжней ча-
сти испарителя (температура 135°C) поступает в межтрубное про-
странство теплообменника, где охлаждается до 60°C, а затем
направляется через холодильник в емкость регенерированного ДЭГ,
из которой плунжерными насосами подается к- форсункам для
Таблица 81
Содержание агрессивных компонентов в газе
некоторых газовых в газокондепсатвых месторождений [3, 4|
Месторождения Содержание, объем к. % Месторождения Содержание, объем н. х
h,s СО, со2
Шебелинское Нет О.Г Урта-Булак До 13.0 5.2
Лнкевское 0.06 1.20 Сев. Мубарек 0 4 1.3
Берёзанекое 0.0016 411 Учкыр 2.4 3.76
Гаэл» Нет До 0.5 Оренбургское До 5.0 До 3.0
Дж аркан ’ Следы До 1
Коррозия установок регенерации ДЭГ при сепарации газа
259
впрыскивания ДЭГ в поток сырого газа высокого давления. На
установках регенерации ДЭГ, как правило, эксплуатируются испа-
рители с огневым подогревом, т. е. подогрев ДЭГ осуществляется
дымовыми газами — продуктами сгорания природного газа.
Другая возможная схема осушки и низкотемпературной сепа-
рации газа отличается от вышеописанной схемы тем, что контакт
ДЭГ с газом осуществляется в абсорбере, а не на участке трубо-
провода. Для осушки газа применяются концентрированные (99%)
растворы ДЭГ. Насыщенный 97% раствор ДЭГ выводится на уста-
новку регенерации ДЭГ.
Установки осушки и низкотемпературной сепарации газа нашли
широкое применение для подготовки газа к транспортировке на
газоконденсатных месторождениях. В табл. 8.1 приводится содер-
жание агрессивных компонентов в газе некоторых газовых и газо-
конденсатных месторождений, где эксплуатируются или строятся
эти установки
Агрессивность таких компонентов газа, как H2S и СО2, обус-
ловлена тем, что в присутствии воды последние вступают во взаи-
модействие с металлами, нз которых изготовлено оборудование,
вызывая его коррозионное разрушение
КОРРОЗИЯ УСТАНОВОК РЕГЕНЕРАЦИИ ДИЭТИЛЕНГЛИКОЛЯ
ПРИ НИЗКОТЕМПЕРАТУРНОЙ СЕПАРАЦИИ НЕАГРЕССИВНОГО ГАЗА
Опыт эксплуатации установок НТС, где подготавливается к
транспортировке неагрессивный кондеисатсодержащий газ и при-
меняются в качестве ингибитора гидратообразования 90% рас-
творы ДЭГ, показал, что коррозионному разрушению подвержено
только оборудование установок регенерации ДЭГ Поэтому ниже
будут представлены результаты исследований по коррозии и за-
щите от нее в растворах ДЭГ.
Коррозия сталей в растворах ДЭГ
Коррозия углеродистой стали в растворах ДЭГ носит, как пра-
вило, общий (равномерный) характер, ио в ряде случаев, преиму-
щественно в паровой фазе, наряду с общей наблюдается также
небольшая язвенная коррозия [5]. Скорость коррозии стали в па-
ровой фазе растворов ДЭГ выше скорости коррозии в жидкой фазе
(рис. 8.2).
Большую агрессивность паровой фазы растворов ДЭГ по
сравнению с жидкой связывают [6] с образованием легколетучих
органических кислот в результате окисления ДЭГ. С повышением
температуры растворов ДЭГ с концентрациями от 10 до 90% до
температур, близких к температуре кипения растворов (до 100—
120°C), происходит увеличение скорости коррозии углеродистой
стали в паровой и жидкой фазах При температуре кипения рас-
твора ДЭГ скорость коррозии углеродистой стали снижается,
9‘
2fc0
Гл S. Осушение и очистка природного газа
В концентрированных (98—100%) растворах ДЭГ наблюдается
иная зависимость скорости коррозии углеродистой стали от темпе-
ратуры: с повышением температуры вплоть до температуры кипе-
ния раствора скорость коррозии углеродистой стали увеличивается.
Рис. 8.2. Зависимость скорости коррозии углеродистой стали в газо-
вой (а) и жидкой (б) фазах от температуры при разных концентра-
циях дизтилеягликоля [5].
В относительно разбавленных (10—90%) растворах ДЭГ углеро-
дистая сталь разрушается с максимальной скоростью при темпера-
туре 100°С, а в концентрированных — при температуре кипения
растворов. При 100°C углеродистая сталь с наименьшей скоростью
корродирует в 98—100% растворах ДЭГ, с наибольшей — в 45—50%
Коррозия установок регенерации ДЭГ при сепарации газа 261
растворах (рис. 8.3). Из этих данных следует, что в наиболее аг-
рессивных условиях работает отпарная колонна установки регене-
рации ДЭГ, рабочей средой которой является 60% раствор ДЭГ
при температуре 100 °C.
Соли, в основном, NaCl и CaCls, переходящие в растворы ДЭГ
вместе с содержащейся в газах пластовой водой и насыщающие
растворы ДЭГ при их многократном использовании, ускоряют кор-
розию углеродистой стали. В регенерируемом растворе ДЭГ до-
пускается суммарное содержание солей не более 4,6%.
/—газовая фаза; 2— жидкая фаза.
Добавка до 5% NaCl к 60 и 90% растворам ДЭГ увеличивает
коррозию углеродистой стали при температуре 100 °C (рис. 8-4)
С увеличением концентрации СаСк в 60 и 90% растворах ДЭГ
скорость коррозии углеродистой стали при температуре 100 °C сна-
чала растет, а затем уменьшается.
Максимум скорости коррозии наблюдается при содержании
0,5% СаСЬ в 60 и 90% растворах ДЭГ (рис. 8.5).
Так как растворы ДЭГ. циркулирующие на установке регене-
рации диэтилеигликоля, могут содержать в своем составе одновре-
менно соли NaCl и CaClj, была изучена коррозионная стойкость
сталей в средах, имитирующих среды различных аппаратов уста-
новки [5]. Были выбраны среды отпарной колонны и испарителя
установки регенерации диэтилеигликоля, где на практике наблю-
далась сильная коррозия. Кроме того, были проведены лаборатор-
ные испытания в регенерированном и насыщенном растворах ДЭГ,
взятых непосредственно с установки регенерации ДЭГ Шебелнн-
ского промысла. Результаты этих исследований представлены в
табл. 8.2. Здесь же приведены данные промышленных испытаний
262-
Г л. в. Осушение и очистка природного газа
образцов непосредственно в испарителе установки регенерации
ДЭГ Шебелинского промысла.
Как видно из таблицы, углеродистая сталь разрушается с боль-
шой скоростью в насыщенном н регенерированном растворах ДЭГ
Рнс. 8.4. Зависимость скорости
коррозии углеродистой стали
при ЮТ “С от добавки NaCi
к 60% (/. S) н 90% (2. О рас-
творам ДЭГ [б]:
/. 3-~гам»*я фа». 3. <—ж»доа»
4>а>а.
Рнс. 8.6. Зависимость скорости
коррозии углеродистой стали прн
100*С от добавки СаС19 к 60%
(/.5) и 90% (2. 4) растворам
ДЭГ [5|:
!. 2—газовая фааа;4. 4— жидкая фаза.
при температуре 100 "С. Особенно агрессивна паровая фаза насы-
щенного влагой раствора ДЭГ (60%). Скорость коррозии углеро-
дистой стали в этом растворе составляет 3,17 мм/год. Разрушение
стали носит равномерный характер.
О большой скорости коррозии углеродистой стали под воздей-
ствием паровой фазы насыщенного раствора ДЭГ свидетельствует
также опыт эксплуатации отпарных колони установок регенерации
ДЭГ Шебелинского газового промысла. В месте входа насыщен-
ного раствора ДЭГ в отпарную колонну, работающую при темпе-
ратуре 100 °C, корпус колонны, изготовленный из углеродистой
стали, разрушается со скоростью 6 мм/год.
Сталь Х5М, также как и углеродистая сталь, нестойка в паро-
вой и жидкой фазах раствора, имитирующего среду отпарной ко-
Коррозия установок, регенерации ДЭГ при сепарации газа
263
Таблица 8.2
Скорость коррозии (в мм/год) сталей в производствеикмх средах средах,
вмвгврующвх пронзводствеиные (5)
Среда Темпера- те Углеродистая сталь Сталь Х5М Сталь 0X13
Г. Ж- Г. ж. Г. ж.
Растворы, имитирующие производственные: --.
60% ДЭГ Ю.5% CaCl, + 5% NaCi 100 — 0.75 0.9 0.56 0.023 0.055
90% ДЭГ + 0.5% CaCl2 + 5% NaCi 100 0.42 0.18 — — — —
Производственные среды 135 037 0.16 — 0J08 0.015
регенерированный (90%) раствор ДЭГ 100 0.60 026 — — — 4.
насыщенный (6j%) рас- твор ДЭГ 100 3.17 0.54 — —‘
Среда испарителя ' (90% ДЭГ) 135 — 0.39 — 0.069 ” — 0 18
Ислытаниж проводились а течение За» и а аппарате установка регенврациа ДЭГ
Шебелинского промысла.
•• Точечной коррозия.
лонны (60% ДЭГ4-0,5% СаС1г4-5% NaCi); сталь же 0X13 в этих
условиях оказалась коррозиониостойким материалом
Промышленные испытания образцов при температуре 135 °C в
жидкой фазе испарителя установки регенерации диэтнленглнколя
показали, чтб углеродистая сталь в этих условиях является поин-
женностойким материалом. Стали Х5М, 0X13 корродируют с не-
большой скоростью, ио в этих условиях их разрушение носит то-
чечный характер. Максимальная глубина питтинга наблюдается иа
стали 0X13 и составляет 0,43 мм/год.
Растворы ДЭГ при эксплуатации установок регенерации ДЭГ
могут Подкисляться в результате образования низкомолекулярных
органических кислот в процессе окисления и разложения ДЭ1*. На
некоторых установках значение pH растворов ДЭГ снижалось в
процессе эксплуатации с 8 до 3.
Углеродистая сталь с довольно большой скоростью разрушает-
ся даже в нейтральном (pH = 8,1) 60% растворе ДЭГ при темпе-
ратуре 100° (рис. 8.6). При уменьшении pH раствора скорость
коррозии углеридистэй стали еще возрастает
Изменение pH 90% раствора ДЭГ с 8.9 до 2.12 также приводит
к ускорению коррозии углеродистой стали при температуре 100 °C
(в газовой и жидкой фазах).
Сталь Х5М показала себя стойкой в паровой и жидкой фазах
90% раствора ДЭГ при значениях pH раствора не ниже 5; в паровой
264
Гл. g. Осушение и очистка природною газа
Рис. 8.6. Зависимость скорости
коррозии стали Ст. 3 при 100 ’С
от pH при подкислении НСООН
80% (/. 2) и 90% (5. 4) раство-
ров ДЭГ 15].
Рис. 8.7. Зависимость скорости коррозии
стали Х5М при 100 °C от pH 60% (1. 2) и
90% (3. 4) растворов ДЭГ [5]:
$—гавоаая фаза; 2 4—жидкая фаза.
/, 3—гааовая фаза: 2, 4—жидкая фаза.
Sfi-
6,5-
Риь 8.8. Зависимость скорости
от pH 60% (/. 2) и 90%
Л 3— газовая фаза;
коррозии стали 0X13 при ПОО°С
(3. 4) растворов ДЭГ 15]:
7. <— жих".1я < на.
Коррозия установок регенерации ДЭГ при сепарации газа
265
Рис. 8.9. Зависимость скорости
коррозии стали XI8H10T при
100°С от pH при подкислении
НСООН 60% (/. 5) и 90% (2. 4}
растворов ДЭГ [5]:
I. 2— гаэсзяя фаза, 5. 4—жидкая фаза.
в пределах 4—5, сталь 0X13
фазе 60% раствора ДЭГ она разрушается со скоростью
0,55 мм/год даже в нейтральном растворе (рис. 8.7). В парогой
фазе коррозия стали Х5М носит точечный характер.
Сталь типа 0X13 обладает прн температуре 100*С высокой стой-
костью в паровой н жидкой фазах 60 н 90% растворов ДЭГ прн
значениях pH этих растворов не
ниже 3 н 4 соответственно
(рис. 8.8).
Активация стали типа Х18Н10Т
начинается при pH = 2,5-е-З в жид-
кой фазе 60% раствора н в паро-
вой н жидкой фазах 90% раствора
ДЭГ (рис. 8.9).
Полученные данные указывают
на то, что на коррозию исследован-
ных сталей оказывает сильное
влияние pH раствора ДЭГ; поэтому,
если на установках, применяющих
диэтилеигликоль, создаются усло-
вия (высокая температура, наличие
кислорода), приводящие к подкис-
лению растворов ДЭГ, то следует
ожидать усиления коррозии обору-
дования.
Учитывая высокую стойкость
стали 0X13 при температуре 100°С
в паровой н жидкой фазах 60%
раствора ДЭГ при значениях pH
этого раствора больше 3, а также
стойкость в раствс ре, имитирующем
среду отпарной колонны, считают,
что в условиях работы отпарной
колонны установки регенерации
ДЭГ, pH среды которой колеблется
будет устойчива. Поэтому ее можно рекомендовать в качестве ма-
териала для облицовки корпуса колонны н изготовления внутрен-
них устройств [5].
Межкристаллитная коррозия стали Х1ЯН10Т
в растворах диэтилеигликоля
Так как сталь Х18Н10Т, показавшая себя коррознонностойкой
в описанных выше средах, может подвергаться межкристаллитному
разрушению, было проверено, могут ли растворы ДЭГ реализовать
возникшую в стали в результате термической обработки или свар-
ки склонность к межкристаллитной коррозии [5].
В табл. 8-3 представлены результаты испытаний в растворах
ДЭГ прн температуре 100°С образцов стали X18HJ0T, в которых
ж
Гл. 8. Осушение и очистка природного газа
Таблица 8.8
Результаты яспытдяяЙ ва межкристаллитную
коррозию стали Х18Н10Т Ь растворах
днэтиленгликоля [5|
Среда
Длитель-
ность
ИСПЫТА-
НИЙ. ч
Межкрнстжллкт-
май коррозия
60% ДЭГ.........
60%+0.5% НСООИ . .
90% +5% HiЮОН
4.0
3.0
2.4
200
100
100
Наблюдается
специальной термической обработкой создана склонность к меж-
кристаллитной коррозии (образцов-индикаторов). 60% раствор ДЭГ
выявляет возникшую в стали склонность к межкристаллитной кор-
розии после 200-часовых испытаний, а подкисленные добавкой
муравьиной кислоты 60 и 90.% растворы ДЭГ — после 100 часовых
испытаний. Склонность к межкристаллитной коррозии была реали-
зована иа образцах-индикаторах из стали Х18Н10Т и при выдерж-
ке в испарителе установки регенерации ДЭГ в течение 2880 ч.
Следовательно, при изготовлении оборудования из стали
Х18Н10Т нужно сварку этой стали осуществлять электродами, обе-
спечивающими стойкость к межкристаллитной коррозии.
Материалы. рекомендуемые для установки регенерации ДЭГ
К фпус отпарной колонны, как было сказано, можно изготов
лять из биметалла с плакирующим слоем из стали 0X13 <рН рас-
твора ДЭГ должен быть не ниже 4) или из стали 0Х18Н10Т.
Корпус испарителя можно делать нз углеродистой стали с при-
бавкой на коррозию 6 мм.
Для змеевика испарителя, подогревающего 60% раствор ДЭГ
до 100 °C. по тем же соображениям, которые были высказаны прн
выборе материала для отпарной колонны коррозионностойкиы ма-
териалом может служить сталь 0Х18НЮТ
Для корпуса теплообменника, соприкасающегося с 90% раство-
ром ДЭГ. имеющего максимальную температуру 135 °C, можно
рекомендовать углеродистую сталь с прибавкой на коррозию 6 мм.
а для трубного пучка, на который воздействует также и агрессив-
ный 60% раствор ДЭГ, — сталь 0Х18Н10Т. К сварным соедине-
ниям стали Х18Н10Т нужно предъявлять требование стойкости к
межкристаллитной коррозии
Конденсатор-холодильник можно выполнить из углеродистой
стали. Кожух этого аппарата следует изготовить с прибавкой на
коррозию 3 M8J-
Коррозия установок регенерации ДЭГ при сепарации газа 261
Влияние’ кислорода на скорость коррозии углеродистой стали
в растворах диэтилеигликоля
Так как коррозия в растворах ДЭГ связана с образующимися
при окислении ДЭГ агрессивными кислотами жирного ряда (типа
муравьиной, уксусной), скорость образования которых зависит от
присутствия кислорода (6], было исследовано влияние кислорода
иа скорость коррозии углеродистой стали в растворах ДЭГ при
температуре 100 °C [5].
Таблица 8.4
Скорость коррозии (и мм/год! углеродистой стала в растворах
дютиленглнкола при температуре 100 "С [5]
Среда Среда □ контакта с воздухом Среда в контакте с очищенным от следов кислорода азотом
Г Ж. Г. ж.
60% раствор ДЭГ .... 0.45 2.44 0.23 0.10
90% раствор ДЭГ .... 0.17 0.70 0.13 0.06
60% раствор ДЭГ + 0.5% HCOUH (pH = 2.95) . . . 1.88 ’ 3.21 0.68 0.25
В табл. 8.4 представлены результаты коррозионных испытаний
углеродистой стали в растворах ДЭГ при контакте с воздухом или
с очищенным от следов кислорода азотом. Как видно нз таблицы,
контакт с кислородом воздуха значительно ускоряет коррозию уг-
леродистой стали в 60 и 90% растворе ДЭГ, Скорость коррозНн
углеродистой стали в 60% растворе ДЭГ при контакте с воздухом
больше в 2 раза в паровой фазе и в 25 раз в жидкой фазе по
сравнению с раствором в контакте с азотом Подобная зависимость
наблюдается и в подкисленном 60% растворе ДЭГ
Прн отсутствии контакта с кислородом углеродистая, сталь с
бблыией скоростью разрушается в паровой фазе 60 и 90% раство-
ров ДЭГ по сравнению с коррозией в жидкой фазе. Кислород уско-
ряет коррозию углеродистой стали в растворах ДЭГ. В случае
его отсутствия скорость коррозии углеродистой стали в наиболее
агрессивном 60% растворе ДЭГ прн температуре 100 °C составляет
0,10 мм/год в жидкой фазе и 0,23 мм/год в паровой фазе.
Следовательно, удаление кислорода воздуха из системы уста-
новки регенерации ДЭГ может явиться одним из путей уменьшения
коррозии оборудования в средах, содержащих растворы ДЭГ.
Применение ингибиторов коррозии
Снизить коррозию в растворах ДЭГ можно также путем приме-
нения ингибиторов коррозии [7], Двузамещенный фосфат натрия,
добавленный в 60 и 90% растворы ДЭГ в количестве 1 г/л, может
268
Гл. 8. Осушение и очистка природного газа
служить замедлителем коррозии углеродистой стали в жидкой
фазе 60% и в жидкой и паровой фазах 90% растворов ДЭГ при
температуре 100 °C. Ликвидировать коррозию углеродистой стали
в паровой фазе 60% растворов ДЭГ ие удается даже при введении
в растворы ДЭГ максимально возможного количества Na2HPO<
(20 г/л).
В табл. 8.5 приведены значения оптимальной концентрации и
эффективности ингибирующего действия добавок различных ами-
нов на коррозию углеродистой стали в 60% растворе ДЭГ при тем-
пературе 100 °C, полученные по результатам коррозионных испы-
таний. Опыты проводились при контакте растворов с воздухом.
Таблица 8.5
Ингибирующее действие амина на коррозию
углеродистой стали в 60% растворе ДЭГ
при температуре 100 °C [71
Амкя Оптямалымя концентрация амина, г/л Ингибирующее де Ас тане, к
Г. Ж. Г. ж.
Моноэтаиоламин (МЭА) .... 40 5 98 94
Диэтаноламин (ДЭА) .... 700 10 99 97
Триэтаноламин (ТЭА) >700 во — 98
Эффективность ингибирующего действия аминов высокая (94—
99%). Для ликвидации коррозии в жидкой фазе 60% растьора
ДЭГ достаточно ввести в раствор 5 г/л МЭА, 10 г/л ДЭА, 80 г/л
ТЭА. Наиболее трудно устранить коррозию в паровой фазе 60%
раствора ДЭГ прн температуре 100 SC. Это удается осуществить
при добавке в раствор 40 г/л МЭА или 700 г/л ДЭА. Высокая оп-
тимальная концентрация ДЭА делает его менее экономичным инги-
битором коррозии углеродистой стали в растворах ДЭГ по сравне-
нию с МЭА. Добавка пассиватора МЭА в количестве 40 г/л обес-
печивает (7] также коррозионную стойкость углеродистой стали в
паровой и жидкой фазах 70—90% растворов ДЭГ при температуре
до 100 °C.
При применении МЭА в качестве ингибитора коррозии нужно
учитывать, что большие его количества могут вызывать вспенива-
ние раствора ДЭГ.
Исследования показали, что защиту от коррозии оборудования
блока регенерации ДЭГ установок НТС газа можно осуществлять
по двум направлениям:
Подготовка и очистка природного газа повышенной агрессивности 269
I) применением вместо углеродистой стали более коррозионно-
стойких в этих условиях нержавеющих сталей типа 0X13 и Х18Н10Т
(см выше);
2) введением ингибиторов коррозии в растворы ДЭГ; в этом
случае все оборудование может быть выполнено из углеродистых
сталей.
Удаление кислорода нз системы должно служить дополнитель-
ным мероприятием по снижению коррозии сталей в растворах ДЭГ.
Установки низкотемпературной сепарации газа, использующие
ДЭГ в качестве абсорбента, эксплуатируются и иа газоконденсат-
ных месторождениях, содержащих значительные количества угле-
кислого газа (до 8%). На этих установках подвержено сильной
коррозии оборудование блоков регенерации ДЭГ [8].
Усиление коррозии углеродистой стали в концентрированных
растворах ДЭГ вызвано абсорбцией гликолем кислых газов, а
также наличием в пластовых водах органических кислот, приводя-
щих к снижению pH растворов ДЭГ. Снижение pH 92,5% раствора
ДЭГ с 7,5 до 3,0 увеличивает скорость коррозии углеродистой
стали в испарителе при температуре 140 °C в 100 раз (с 0,01 до
1 мм/год) Для нормальной эксплуатации установки рекомендуют
периодически проверять pH раствора ДЭГ и поддерживать его
в пределах 7—7,5 путем нейтрализации кислых компонентов инги-
битором следующе! о состава: до 1 % тетрабората натрия, до 0,03%
МЭА, до 1 % меркаптобензатназола.
Чрезмерное добавление этих веществ приводит к увеличению
pH выше 8—8,5, что недопустимо, так как щелочные растворы ДЭГ
имеют тенденцию к пенообразованню и эмульгированию. При до-
бавлении ингибитора в раствор ДЭГ необходима тщательная
фильтрация раствора.
ПОДГОТОВКА И ОЧИСТКА ПРИРОДНОГО ГАЗА
ПОВЫШЕННОЙ АГРЕССИВНОСТИ
Низкотемпературная сепарация газа (НТС)
Оборудование установок НТС природного газа может претер-
певать воздействие коррозионноактивиых сред: 1) влажного газа,
содержащего довольно значительные количества HaS и СОа (в ча-
стности, на Оренбургском газоконденсатном месторождении до
5% HaS н 2% СОа); 2) водного и углеводородных конденсатов, на-
сыщенных HaS и СОа и содержащих хлориды (эти соли попадают
в конденсаты из пластовой воды газоконденсатных скважин, кото-
рая представляет собой рассолы на основе хлорилов кальция и
натрия с концентрацией до 250—270 г/л).
На первые по технологической цепочке аппараты рассматри-
ваемых процессов воздействует наиболее агрессивная пластовая
вода. С удалением от скважины происходит снижение общего
270
Гл. в. Опушение и очистка природного газа
содержания солей за счет периодического сбрасывания водного от-
стоя.
В рассматриваемых условиях стали могут подвергаться как яз-
венному или точечному разъеданию, так и значительно более опас-
ному сероводородному растрескиванию. Последнее обусловлено
проникновением в сталь водорода при электрохимической корро-
зии в сероводородсодержащих средах.
Вопросы низкотемпературной (электрохимической) сероводород-
ной коррозии и сопутствующего ей растрескивания рассмотрены в
гл. 3 л 4 Однако эти виды разрушения в условиях подготовки
природного газа усложняются присутствием в рабочих средах дву-
окиси углерода и хлоридов. По этой причине рекомендации по за-
щите оборудования от низкотемпературной сероводородной корро-
зии и сероводородного растрескивания для оборудования нефте-
перерабатывающих процессов, в рабочих средах которых отсут-
ствуют существенные количества хлористых солей и двуокиси угле-
рода, могут оказаться неприменимыми для данного случая. Вместе
с тем, ряд основных представлений о механизме и закономерностях
этих видов разрушения сохраняется в присутствии указанных при-
месей. В связи с этим в настоящем разделе описываются особенно-
сти коррозии и растрескивания при подготовке природного газа.
Коррозия ряда металлов и растрескивание углеродистых н низ-
колегированных сталей исследовались* применительно к условиям
эксплуатации оборудования первичной и низкотемпературной сепа-
рации агрессивного природного газа. Максимальная рабочая тем-
пература этих процессов 50 °C, а давление — около 130 ат.
Предварительная серия испытаний (при 40°С) была направлена
на выявление наиболее агрессивных по отношению к углеродистой
стали условий (по содержанию хлоридов в растворе и концентра-
циям IIjS и СО£ в пропускаемой через раствор газовой фазе).
В этих и дальнейших испытаниях образцы устанавливали в жид-
кую и газовую (над раствором) фазу Получен экстремальный ха-
рактер зависимости скорости коррозии от концентрации NaCi с
максимумом при 100 г/л NaCi. С увеличением концентрации серо-
водорода до 70% в смеси газов H2S -| СОг коррозия возрастала, а
при дальнейшем повышении содержания H2S—существенно не
менялась. Наиболее агрессивным оказался раствор 100 г/л NaCi,
насыщаемый такой газовой смесью (pH г» 4,0); в этом растворе и
проводились основные испытания при 20, 40 и 50 °C в соответствии
с температурным режимом работы блоков первичной и иизкотем
пературной сепарации природного газа.
Результаты испытаний (табл. 8.6) показывают, что для сталей
Ст. 3 и 16ГС с повышением температуры от 20 до 50 °C происходит
значительное усиление коррозии как в жидкой, так и в парогазовой
• Исследования проведены И. С. Шпарбером и А. И. Шелеховой во ВНИИ-
Нефтемаше.
Подготовка и очистка природного газа повышенной агрессивности 271
Таблица 8.6
Скорость коррозии металлов в сплавов в условиях,
имитирующих первичную низкотемпературную сепарацию природного газа*
Сред*, «одхыв раствор 100 r/л н*С1, насыщенный счесе» гласи то объем» к HjS 4-30
объем»- N СО* Дашсике 130 ат.
Металл иля ctim о>а» Скорость коррозии, ммУгод Характер коррояжк
20 «С «•С 80 «С
Стели Ст. 3 Ж 0.075 0.460 0.750 Небольшие вздутия
Г 0.004—0 109 1 160 1 450 То же при 40 и 50 °C
16ГС ж. 0.157 0.374 0.760 Небольшие вздутия
г 0,043 1 51 1,830 То же лрн 40 и 50 *С
0X13 ж. 0.020 0.015 0.026 Неглубокая точечная
г. 0.080 0,164 0.050 коррозия Частая точечная кор-
XI8HI0T ж. 0.003 0.004 0.009 розня и язвы Небольшая язвенная
г. 0.017 " 0.160 0.010 коррозия прн 40 в 50 °C Язвенная коррозия.
X17HI3M3T ж. 0.001 0.006 0.004 глубина 0.03—0.06 ы Равномерная коррозия
г. 0.002 0,006 0.012 То же
Монель-металл ж. 0 002 — 0.005 >
НМЖМц г. 0.007 — 0 087 »
28-2.5-15 Алюминий АД1 ж. 0.017 — 0.155 >
г. 0.005 — 0 050 >
Титан ВТ1 ж 0.001 0.002 >
г. 0.002 — 0.001 >
Латунь ЛАМш 77-2-0.06 ж 0.010 — 0.031 >
г 0.021 0.034 >
Латунь ЛА 77-2 ж 0,004 — — >
г. 0.048 — — »
Испытания ороаедены
И. С- Шпарбером в Л. К. Шелеховой яо ВНИИНефтсма не
фазе. В последней отмечены более высокие (в 2—2,5 раза) значе-
ния скорости коррозии. Максимальная скорость коррозии этих ста-
лей значительно превышает предельно допустимую величину для
корпусов нефтеаппаратуры (0,5 мм/год). Таким образом, высокая
скорость коррозии углеродистых н низколегированных сталей ис-
ключает их применение в качестве конструкционных материалов
оборудования первичной и иизкотемпературнЬй сепарации агрес-
сивного природного газа без специальных антикоррозионных ме-
роприятий (нанесения защитных покрытий, введения ингибиторов
и т. д.).
Для высоколегированных нержавеющих сталей отмечена не-
бодршая общая коррозия как при 20°, так и при 50 °<?. Одийкй
272
Гл. 8. Осушение и очистка природного газа
с повышением температуры для сталей 0X13 и XI8HJ0T наблю-
дается значительное усиление локальной коррозии, н они непри-
годны для работы в рассматриваемых условиях. Сталь X17H13M3T
оказалась полностью стойкой и может успешно применяться для
защиты (плакирование или облицовка) ответственных аппаратов
блоков НТС от обшей коррозии.
Все испытываемые цветные сплавы показали невысокую ско-
рость коррозии (прн отсутствии локальных разрушений), что допу-
скает их исользование в виде покрытий и плакирующих слоев.
Для этой пели можно рекомендовать биметаллический лист угле-
родистая сталь 4- монель-металл НМЖМц 28-2,5-1,5, выпускаемый
отечественной промышленностью.
Поскольку на оборудование НТС одновременно воздействуют
водные и углеводородные среды, были проведены дополнительные
испытания в двухфазной смеси, водный раствор NaCl, насыщен-
ный 70 объемн.% H2S + 30 объемн.% СОг, и жидкий углеводород
(смесь октана и гептана), также насыщенный этой газовой смесью
(табл. 8.7).
Таблица 8.7
Скорость коррозия сталей в установках НТС *
Среда, вода + углеводород (смесь "октана к гстана). масысцснныс смесью газов
70 объемн к Н>8 + 30 объемн- я СО$. Температура 60
Сталь Скорость коррозии. мм,Тод Характер корроаик
ж. Г. Гр-
Ст. 3 0.710 0.270 0.570 Небольшие вздутия в водной фазе, в других случаях-рав- номерпая коррозия
16ГС 0.610 1.180 0.810 Равномерная коррозия
Х18Н10Т 0.007 0.112 0.009 Язвенная коррозия в угле во- дородной фаа«- в Других слу- чаях — равномерная корро- зия
XI7H13M3T 0.003 0.008 0.013 Равномерная коррозия
♦ Испытания проведены И. С, Шпарбсроы и А. И. Шелеховой во ВНИИНефтеыашс.
Как видно из табл. 8.7, скорость коррозии сталей Ст. 3 и 16ГС—
одинакового порядка. Для стали Х18Н10Т при переходе в углево-
дородную фазу отмечается заметное усиление обшей коррозии, а
также разрушений локального характера. Сталь X17H13M3T по-
казала очень высокую коррозионную стойкость в двухфазной среде.
Испытаниям иа сероводородное растрескивание подвергали угле-
родистые и низколегированные стали марок ВМСт. 3 (сп, пс, кп),
ВКСт. Зел, 20К, 16ГС, 18Гпс, 15Г2СФ, 12X1 МФ Напряжения в
Образцах создавали методом растяжения, разрывного образца в
Подготовка и очистка природного газа повышенной агрессивности 273
кольце с фиксированием деформированного состояния металла за-
тяжкой гаек иа обеих наружных сторонах кольца. Используя конт-
рольную диаграмму растяжения для каждой стали, принятая ме-
тодика позволила создавать в образцах напряжения, отвечающие
не только чисто упругим, но и упруго-пластиче-
ским деформациям металла, т. е. напряжения,
превышающие предел текучести стали. Часть
образцов из стали 12X1 МФ имела в средней ча-
сти сварные швы, полученные с использованием
электродов из аустенитной хромоникелевой ста
ли. Опыты ставили при 50 °C, состав раствора
был тот же, что и при испытаниях на общую
коррозию. Величины напряжений в образцах со-
ставляли 1,2—1,3 Оод.
В водной фазе сероводородному растрескива-
нию подвергались только образцы из стали
12Х1МФ с аустенитными сварными швами без
термической обработки (после выдержки в тече-
ние 10—20 ч). Прн этом иа границе между ос-
новным металлом и сварным швом образовались
сквозные трещины. После отжига прн 720 °C или
пескоструйной обработки образцов растрескива-
ние не наблюдалось (при выдержке около
4500 ч). Влияние этих видов обработки объяс-
няется, соответственно, снятием внутренних рас-
тягивающих напряжений и их компенсацией при
возникновении в поверхностном слое металла
напряжений сжатия (в результате пескоструйной
обдувки).
Остальные образцы исследованных сталей не
Рвс. 8.10. Серо-
водородное рас-
трескивание стали
на газовых маги-
стра тьных трубо-
проводах [13].
подвергались растрескиванию в водной фазе при
выдержке около 4500 ч. Однако в парогазовой
фазе отмечено было растрескивание всех сталей
(ВМСс. Зсп. пс и кп, ВКСт. Зсп, 20К, 16ГС, 18Гпс,
15Г2СФ, 12Х1МФ) после выдержки около 2000—
2500ч (все образцы без сварных швов).
Необходимо отметить, что согласно лнтера-
турным данным иа склонность стали к сероводородному растрес-
киванию большое влияние оказывают ее прочностные характери-
стики, особенно предел текучести. Считают [9—12 и др.], что при
значениях предела текучести ниже определенной величины стали
вообще не подвергаются сероводородному растрескиванию. Сумми-
рованные [13] данные о влиянии предела текучести стали на ее
склонность к сероводородному растрескиванию представлены на
рис. 8.10. При значении предела текучести ниже 53 кгс/мм2 сталь
не подвержена сероводородному растрескиванию в самых жестких
условиях. В других истрчннкал называют еще 06льшне величины
274
Гл. 8. Осушение и очистка природного газа
критических значений предела текучести стали: 56 кгс/мм2 [9] и
63—65 кгс/мм2 [14].
Полученные результаты противоречат приведенным выше дан-
ным. Все стали, претерпевшие в описанных выше опытах растрес-
кивание, характеризуются меньшими значениями условного предела
текучести, чем по литературным данным. В частности, сго.г исполь-
зованных плавок сталей имели следующие значения (в кгс/мм2):
ВМСт. Зсп — 24,0; ВКСт. Зсп —26,5; 16ГС —33,7; 20К —31,5;
18Гпс —29,5; 15Г2СФ — 43,8; 12Х1МФ— 35,5 (при нормальных ха
рактернстиках предела прочности, относительного удлинения и
поперечного сужения этих сталей).
Подобное несоответствие можно объяснить тем, что исследова-
тели, ранее занимавшиеся изучением сероводородного растрески-
вания стали, не ставили опытов в парогазовой фазе, а выдержи-
вали образцы только непосредственно в сероводородных растворах
(при напряжениях, достигавших также 130% оол) [9—14]. В паро-
газовой фазе создаются более агрессивные условия, вызывающие
сероводородное растрескивание менее прочных сталей, что связано
с наличием на поверхности металла пленки влаги. Из-за малой
толщины этой пленки создаются условия более легкого, чем в жид-
кой фазе, доступа сероводорода (стимулятора наводороживания и
растрескивания) к поверхности металла и в то же время сохра-
няется электролитический характер среды, необходимый для про-
текания коррозионного растрескивания. Условия выдержки в па-
рогазовой фазе соответствуют рабочим условиям в рассматривае-
мом оборудовании первичной и низкотемпературной сепарации
природного газа, определенные участки внутренней поверхности
которого могут находиться под воздействием этой фазы.
Полученные результаты указывают на неприменимость углеро-
дистых и низколегированных сталей для изготовления элементов
оборудования НТС природного газа (эксплуатируемого в условиях
воздействия H2S, СОг и водных растворов солей) без дополни
тельных антикоррозионных мероприятий. Совершенно недопустима
сварка низколегированных сталей аустенитными электродами (без
последующей термической обработки) для работы в сероводород-
ных средах, так как прн этом отмечается катастрофически быстрое
растрескивание металла.
Было проведено исследование коррозионного растрескивания
нержавеющих сталей (Х18Н10Т, Х17Н13М2Т, X17H13M3T,
000X21Н6М2Т) з рассматриваемых агрессивных средах НТС.
Относительно низкие температуры, при которых работает обо-
рудование установок НТС (не выше 50 °C), исключают протекание
хлорндного коррозионного растрескивания. Поэтому несмотря на
высокую концентрацию хлоридов (до 50—100 г/л) основным веще-
ством, вызывающим коррозионное растрескивание нержавеющих
сталей в. такого рода средах, является сероводород. Одиако присут-
ствие столь большого количества хлоридов, а также двуокиси угде-
Подготовка и очистка природного газа повышенной агрессивности 275
рода может вносить свою специфику в протекание сероводородного
разрушения. Общие закономерности этого вида коррозии изложены
в гл. 4. Поэтому здесь рассмотрено лишь влияние специфических
веществ (помимо H2S), присутствующих в сероводородсодержащих
электролитах, образующихся при НТС, на сероводородное корро-
зионное растрескивание нержавеющих сталей.
Исследования проводились прн постоянно действующей нагруз-
ке на машине ИНК-1 в среде, имитирующей наиболее жесткие ус-
ловия сепарации агрессивного газа: в частности, в 50% растворе
NaCl, через который непрерывно пропускалась смесь сероводорода
и углекислого газа. Опыты проводились при атмосферном давлении.
Таблице 8.8
Вавянве введения СО} на время до коррозионного
растрескивания стали Х18Н10Т в 5% растворе NaCl,
насыщенном HjS •
Исеытйвия проводились при о«-40 кгс/мм1.
Ор«лв
Темпера
Среднее время
до растрескивания.
Без СО»
При насыщении СО»
Без СО»
При насыщении СО,
20
20
М
50
97
91
35
30
• Испытания протсдекы Г- К. Максимове* и Ю. К- Шеа-у-
тиеном во ВНИННсфтемашо.
В табл. 8.8 приводятся результаты испытания стали X18HI0T
в минерализованном растворе сероводорода без углекислого газа
и в том же растворе с добавкой СО». Существенной разницы во
времени до растрескивания не отмечено ни прн комнатной темпе-
ратуре, ни при 50 °C. Одиако при повышении давления можно ожи-
дать ускорения начала сероводородного коррозионного растрески-
вания в результате дополнительного подкисления среды СО2, рас-
творимость которой будет значительно возрастать. Так, по данным
{15], при высоком парциальном давлении СО2 pH среды может
снизиться до значений 3,6—3,2. А при таких значениях pH время
до сероводородного разрушения сильно уменьшается.
Влияние газового конденсата на сероводородное растрескива-
ние представлено в табл. 8.9. Как видно из этих данных, наличие
углеводородного конденсата несколько затормаживает сероводо-
родное растрескивание стали Х18НЮТ, очевидно, из-за делокали-
зации анодного процесса и усиления общей коррозии [15]. Одиако
и в присутствии газового конденсата отмечалось сероводородное
растрескивание. ,
Влияние хлоридов на коррозионное поведение стали Х18Н10Т
представлено в табл 8.10. Как видно из этих данных, наличие
276
Га. 8, Осушение и очистка природного газа
Таблица 8.9
Влияние углеводородов па коррозионное
рас трее к манне стали Х18Н10Т в 5% растворе NaCi,
насыщенном FI^S •
Испытания проэоднлмсь ври с—40 кге/ммз и 60 °C
Ср од»
Длитель-
ность
испытаний,
ч
Результаты испытаний
Без добавки угле-
водородного кон-
денсата
С добавлением смеси
октана и гексана
35
320
Образен растрескал-
ся с обрывом
Образец ие разор-
вался. ио на по-
верхности имеются
поперечные тре-
щины; значитель-
ная общая корро-
зия
* Испытания яроисдепы Г. Ф- Максимовой к Ю. К- 1X1 си-у-
qjchom во ВНИИИсфтемаше.
существенной добавки хлористых солей более чем вчетверо сокра-
щает время до начала растрескивания. Все эти результаты свиде-
тельствуют о том, что газопромысловые среды представляют собой
большую опасность в отношении коррозионного растрескивания не-
ржавеющих сталей, они более агрессивны, чем среды нефтеперера-
батывающих производств.
Таблица 8.10
Влжявве MCI иа сероводородное
растрескивание стали Х18Н10Т*
^пытания проводились прн О—40 хгс/мм&
Среда
Среднее время
до растрески-
вания.
Н2О + H2S
Н2О + H2S + 60 г/л NaCi
148
35
* Испытанна проиедекы Г. Ф. Максимово*
к Ю- К- Шеп'у-шемом во ВНИИНвфтемаше.
В табл 811 приводятся результаты испытаний различных не-
ржавеющих сталей на их стойкость к коррозионному растрескива-
нию в средах, имитирующих условия установок сепарации агрес-
сивного природного газа Наименьшую стойкость к сероводород-
ному разрушению проявила сталь Х18Н10Т, растрескавшаяся через
140 ч. Двухфазная аусгенитно-ферритная сталь с пониженным со-
Подготовка и очистка природного газа повышенной агрессивности 277
Таблица 8.11
Стойкость сталей к коррозионному растрескиванию в растворе, имитирующем
среду ВТС*
Среди раствор SO г/л NaCi насыщенный HjS + COj. Температура S3 °C.
Сталь Нжьрлже- кяе. кге/мм2 Время держкк, ч Наличке трещим иа образцах Состояние лоэсрхкости
XI8H10T в состоя- нии поставки 30 140 Полное растре- скивание с раз- рывом образ* цов Глубокая точечная коррозия, много поперечных надры- вов
000X21Н6М2Т(Э1467) в состоянии по- ставки 48.3 193 То же Г лубокне язвы, сильная общая коррозия
XI7H13M2T (I пл.) в стабилизирован- ном состоянии 38.2 672 Не растреска- лись Хорошее состояние; точечных пораже- ний и поперечных падрывов нет
Х17Н13М2Т (I пл.) с предваритель- ной деформацией на 30% 7U 710 Полное растре- скивание с раз- рывом образ- цов Поперечные над- рывы
XI7H13M2T (И пл.) В СОСТОЯНИИ ПО’ ставки 37.2 720 Нс растреска- лись Надрывы; точечная и общая коррозия незначительные
0Х17Н16МЗТ в со- стоянии поставки 41.2 830 То же Поверхность блестя- щая. без точечных поражений н об- щей коррозии: имеются лишь не- значительные над- рывы
Х17Н13МЗТ в со- стоянии поставки 29.2 720 » То же. но с довольно глубокими попе- речными надры- вами
* Испытания проведены Г. Ф.
Максаковой и Ю- К. Шен-у-шсиоы во ВНИИНефтечашв
держанием углерода типа 000X21Н6М2 по своей стойкости к кор-
розионному растрескиванию оказалась немногим лучше, кроме
того, эта сталь проявила в условиях испытаний низкую стойкость
к общей и язвенной коррозии. Значительно более стойкими к кор-
розионному растрескиванию в условиях испытаний оказались не-
ржавеющие стали с молибденом. Образцы стали с 2% Мо (типа
Х17Н13М2Т) выдержали более 500 ч испытаний без разрыва. Од-
нако после 700-часовой выдержки на поверхности образцов отме-
чались точечная' коррозия и поперечные начинающиеся трещины.
Эта сталь, предварительно подвергнутая холодной деформации.
Полностью растрескалась через 710 ч испытания. Когда же перед
278
Гл. 8. Осушение и очистка природного газа
нсныт аинем ее термически обработали в течение 3 ч при 920°C, она
показала лучшие результаты: через 672 ч выдержки (в указанной
в табл. 8.11 среде) поверхность образцов оставалась блестящей,
без следов точечной и общей коррозии и без видимых трещин.
Стали с 3% Мо (типа X17H13M3T и 0Х17Н16МЗТ) проявили в
тех же условиях более высокую стойкость как к точечной коррозии,
так и к коррозионному растрескиванию. Ни один из испытанных
образцов ие подвергся полному растрескиванию через 700—830 ч
испытаний Прн визуальном осмотре поверхности образцов обна-
ружены лишь незначительные надрывы, свидетельствующие о на-
чальной стадии коррозионного растрескивания. Таким образом, нз
серии испытанных нержавеющих сталей стали X17H13M3T и
0Х17Н16МЗТ наиболее пригодны для оборудования, предназначае-
мого для работы в средах низкотемпературной сепарации природ-
ного газа.
Методы зашиты от коррозионного разрушения оборудования
НТС предусматривают применение либо стойких материалов: мо-
нель-металла (см. гл. 3). сплава ХН78Т, отожженной стали
X17H13M3T. — либо углеродистых или низколегированных сталей
в сочетании с термической обработкой и введением ингибиторов.
Пригодна также описанная в гл. 3 и 4 зашита путем нейтрализа-
ции среды.
Применение ингибиторной защиты
Для сероводород содержащих месторождений наиболее пер-
спективными показали себя ингибиторы АНПО и И-1-А [4].
Растворимый в углеводородах ингибитор АНПО представляет
собой смесь алифатических аминов АНПО обеспечивает хорошую
защиту стали от коррозии в насыщенной сероводородом двухфаз-
ной среде при температурах до 80 °C и концентрациях этого инги-
битора 50 мг/л и более (рис. 8.11) . Водная часть среды состояла
из 25% раствора СНзСООН с добавкой 0,5% NaCl, углеводород-
ная часть—из смеси бензина и керосина в соотношении 3:1; отно-
шение водной и углеводородной частей было равно 1: 1. В процессе
опыта раствор перемешивался до образования однородной эмуль-
сии.
Испытания ишибнтора АНПО, проведенные на промыслах
Средней Азии (Уч-Кыр, Урта-Булак и др.) позволили сделать сле-
дующие выводы:
1 Ингибитор АНПО при концентрации I кг/100 тыс. м9 газа
обеспечивает хорошую защиту металла от сероводородной корро-
зии прн дозированной подаче его в систему скважин (рабочий рас-
твор ингибитора готовят на углеводородном конденсате).
2 . Применение ингибитора АНПО иа разведочных скважинах
при периодической подаче его обеспечило работу'скважин в тече-
ние 100-часового периода исследования Без ингибитора фонтанная
арматура подвергается растрескиванию в течение нескольких часов.
Подготовка и очистка природного газа повышенной агрессивности 279
Второй ингибитор сероводородной коррозии И-1-А— смесь
пиридиновых оснований; он хорошо растворим в ароматических н
жидких углеводородах, в спиртах, нерастворим в воде.
Исследования эффективности ингибитора И-1-А проводились
с учетом особенностей работы скважин Оренбургского месторожде-
ния; ингибитор вводили в коррозионную среду в виде спиртового
раствора, поскольку на этом ме-
сторождении для защиты от гнд-
ратообразования предусмотрен
ввод в скважину метанола. Ис-
следования велись при темпера-
туре 28 ±2 °C и повышенном дав-
лении. Результаты кратковремен-
ной выдержки (65—70 ч) позво-
ляют дать качественную оценку
этому ингибитору: он оказывает
защитное действие против серо-
водородной коррозии углероди-
стой стали (табл. 8.12).
В работе [16] показано, что ин-
гибиторы И-1-А и АНПО в зна-
чительной степени защищают
[АН ПО], мг/л
Рис. 8.11. Зависимость скорости
коррозии стали (?) и защитного эф-
фекта (2) от концентрации ингиби-
тора АНПО в двухфазной среде,
насыщенной H2S [4].
оборудование от общей коррозии
пой действием сероводорода. Однако надежная защита от серово-
дородного растрескивания достигается только при высоких кон-
центрациях ингибиторов; небольшие количества ингибитора эф-
фективны только при употреблении стали, повышенно стойкой
к этому растрескиванию
Таблица 8J2
Защитное действие ингибитора И-1-А [4]
Концентрация ингибитора, мг/л Общее давление. Содержа nite HjS в газе. К Парциальное давление , HjS, ат Скорость коррозии, r/tut-w) Защитное действие. К
Без ингибитора 40 2.5 1.0 3.1 —-
100 46 1.2 0.6 0.088 97
300 44 2.5 1.1 0.058 98
500 44 2.7 1.2 0.021 99
800 42 2.5 1.0 0.019 99
1000 40 3.0 1.2 0.09 97
Исследоваиа [17] коррозия стали Ст. 3 и иаводорожнваиие
стали СВ-08А в сероводородсодержащих водных растворах уксус-
ной кислоты (0,25 г/л) с добавкой 5 г/л NaCl и в смеси этого рас-
твора с углеводородами (в отношении 1 1) в присутствии 1 г/л
ингибитора АНПО и импортного пленкообразующего ингибитора
коррозии додигеи-214 (иа основе высокомолекулярных аыидор
280
Гл. 8. Осушенкг и очисгка природного газа
жирного ряда) Температура раствора составляла 80°C, скорость
движения от 2 до 2,5 м/с; H2S непрерывно подавался в раствор.
Установлено, что АНПО более эффективно снижает наводорожива-
ние, а доднген-214 лучше защищает от общей коррозии.
Ингибиторы коррозии применяют при разработке газоконден-
сатных месторождений в Лаке (Франция) [18) Газ этого месторож-
дения содержит 74% СН«, 15% H3S, до 9% СО2, 25 г/м3 углеводо-
родов и 10 г/м3 Н2О. Ингибитор вводят в скважину и в газовый по-
ток перед установкой подготовки газа к транспортировке. Помимо
ингибитора в газопровод впрыскивают раствор ДЭГ для устране-
ния гидратообразования. Исследования коррозионной стойкости
различных сталей в условиях эксплуатации Наземного оборудова-
ния и сборных трубопроводов Лакского месторождения выявили
высокую стойкость к коррозионному растрескиванию в присутствии
H2S следующих материалов:
1) углеродистой стали с низким пределом прочности,
2) низколегированных сталей, содержащих до 2% Сг;
3) высоколегированных сталей типа 18-8 или 23-8 с улучшен-
ными механическими свойствами;
4) сплава иа основе никеля (монеля) и стали с высоким содер-
жанием никеля (инколоя).
Для защиты скважни и наземного оборудования от сероводо-
родной коррозии на газовых месторождениях Лака (Франция),
ОАНЭ (Алжир), Ацершталя (Австрия) с успехом применялся
ингибитор НОРЮСТ РА23.
НОРЮСТ РА23 состоит из смеси алифатических полнамииов;
он нерастворим в воде, метаноле, растворим в углеводородах. За-
щита от коррозии скважин и наземного оборудования обеспечива-
лась введением растворенного в керосине ингибитора в скважину и
иа выходе манифольда, т. е. перед установкой НТС н осушкн газа.
При условии применения ингибиторов коррозии фаицузская
фирма ENSO рекомендует изготовлять оборудование и аппаратуру
установок НТС и осушки содержащего H2S и СО2 природного газа
из следующих материалов:
1 Сепараторы 1, II ступени, теплообменник «газ—газ>, трехфаз-
ные сепараторы I и II ступени — из специальной, стойкой к корро-
зионному растрескиванию низколегйроваиной стали ASTM А517
Grade С (0.10-0,20% С; 1 1—1,5% Мп; 0.035% Р; 0,15—0.30% Si;
0.2—0.3% Мо).
Оборудование высокого давления подвергается специальной
термической обработке для снятия внутренних напряжений.
2. Оборудование, контактирующее со средами, не вызывающими
коррозионного растрескивания (котел для нагрева ДЭГ, резервуар
для хранения ДЭГ и др.), —из стали ASTM А285 (по химическому
составу близка к советской стали ВМСт. Зкп).
3. Все-трубопроводы — из мартеновской спокойной, нормализо-
ванной стали А42ВТ АР15 (по химическому составу близка к со-
Подготовка и очистка природного газа повышенной агрессивности 281
ветской стали ВСт. 3); сварные швы подвергают термической об-
работке.
Десятилетний опыт эксплуатации в Винтершале (ФРГ) изготов-
ленной фирмой ENSO установки по подготовке агрессивного при-
родного газа показал отсутствие значительной коррозии даже в той
части трубопровода, находящегося между сепаратором 1 ступени
и пунктом впрыскивания ДЭГ, на которую не должно было распро-
страняться прямое действие ингибитора коррозии
Коррозия сталей в условиях работы блоков абсорбции
и регенерации днэтиленг.тиколя (ДЭГ)
Интенсивность коррозии оборудования блоков абсорбции и ре-
генерации диэтиленгликоля определяется составом и температурой
растворов ДЭГ.
Рис. 812. Зависимость скорости коррозии углеродистой стали
от концентрации растворов ДЭГ в присутствии СО2 (а. 6) и
H2S (в. г) (19]
а, б — жидкая фаэа; л. 9 — парогазовая фаза I — 40° С; 1 — 60е С;
3 — 80® С; 4 — 1Э0® С.
Исследованиями [19) зависимости агрессивности растворов ДЭГ
от концентрации, pH, степени насыщения кислыми компонентами
282
Гл. 8. Осушение и Очистка природного газа
газа (H2S. С02), содержания хлор-ноиа, температуры установлено,
что ускорение коррозии углеродистой стали по сравнению с корро-
зией в чистых водных растворах ДЭГ наблюдается- при насыщении
60—99% растворов ДЭГ углекислым газом. С увеличением кон-
центрации насыщенных СО2 растворов ДЭГ с 60 до 99% скорость
Рнс. 8.13. Зависимость скорости коррозии
углеродистой стали от концентрации H3S;
I—4—жидкая фаза: /'-4 —парогвзоэвя фаза, t,
Г—97% ДЭГ при 20 °C; 2. Г-W* ДЭГ при 60° С;
3. У — 97% ДЭГ при 1»’С; 4. Г-60% ДЭГ при 20 °C.
Дакжыв получены Д. Г. Кочергиной к А. А. Горе-
лик во ВНИИНсфтсмаше.
коррозии углеродистой
стали понижается при
температурах от 20 до
100°C. Наиболее агресси-
вен 60% раствор ДЭГ
(рис. 8.12,а,б). Во всех
исследованных растворах
при температурах от 20 до
100®С скорость коррозии
углеродистой стали не
превышала 0,3 мм/год.
С увеличением времени
выдержки в растворе кор-
розия уменьшается и
достигает значения
0.05 мм/год после 200-ча-
совой экспозиции.
Присутствие в 60 и
97% растворах ДЭГ даже
небольшого количества
сероводорода приводит к
значительному ускорению
коррозии при температу-
рах 20, 60 и 135 °C
(рис. 8.13). При темпера-
туре 135 °C скорость кор-
розии углеродистой стали
в парогазовой и жидкой
фазах 97% раствора ДЭГ
монотонно возрастает с
увеличением концентрации сероводорода в растворе. Та же зави-
симость наблюдается в парогазовой фазе 97% раствора ДЭГ при
температуре 60°C и в 60% растворе ДЭГ при 20 °C. При 20°C по-
вышение концентрации H2S в 97% растворе ДЭГ с 0,04 до 8 г/л
не оказывает влияния иа коррозию углеродистой стали в парогазо-
вой и жидкой фазах. То же самое наблюдается и при 60 *С в
жидкой фазе 97% раствора ДЭГ.
Перегибы иа кривых /, 2 (рис. 8.14), по-видимому, обусловлены
изменением состава, а в связи с этим и защитных свойств образую-
щихся на углеродистой стали пленок.
Парогазовая фаза 60—99% растворов ДЭГ, содержащих H2S,
агрессивнее жидкой (рис. 8.12, в, г). Поэтому при выборе материа-
Подготовка и очистка природного газа повышенной агрессивности 283
лов для оборудования блоков абсорбции и регенерации ДЭГ
нужно исходить нз коррозионной стойкости материалов в парога
зовой фазе.
Из водных растворов ДЭГ, содержащих HjS в количестве I г/л,
наиболее агрессивны 60% растворы при 60 °C Концентрированные
растворы ДЭГ по своей агрессивности приближаются к насыщен-
ным H2S водным растворам (рис. 8.14).
Из этих данных следует, что применение для осушки газа кон-
центрированных (99%) растворов ДЭГ предпочтительнее 90%, по-
Рис. 8.14. Зависимость скорости кор-
розии углеродистой стали при 60 °C
от концентрации растворов ДЭГ
в присутствии I г/л H»S
/ — жидкая фаза; парогазовая фаза
Даяния получевы Д. Г- Кочергиной и
А. А. Горелик во ВНИИНвфтсмашс-
Рис. 8.15. Зависимость скорости
коррозии углеродистой стали
от pH 97% раствора ДЭГ в
присутствии 1»7 г/л HtS:
/. 2—жидкая фаза Г. 2*—парога-
зовая фаза; 1. /'—Зи® С; 2. Г—СО «С
Дамэшс подучены Д. Г. Кочерги-
ной и А. А- Горелик во ВН И И Неф-
тей аше.
скольку это приведет к снижению коррозии оборудования (осо-
бенно соприкасающегося с насыщенными влагой 60% растворами
ДЭГ) блоков абсорбции и регенерации ДЭГ.
В процессе осушки газа, как известно [6), создаются условия
для подкисления растворов ДЭГ. Изменение величины pH 97%
растворов ДЭГ, содержащих 1,7 г/л HjS, с 5,7 до 1,8 приводит
к значительному ускорению коррозии углеродистой стали при
температурах 20 и 60°C (рис. 8.15).
Ускоряющее влияние на коррозию углеродистой стали в содер-
жащих H2S 97% растворах ДЭГ при температуре 20 и 60°C оказы-
вают присутствующие в растворе ионы С1_ (рис. 8.16). С повыше-
нием температуры от 40 до 100 гС скорость коррозии в содержащих
2—3 г/л H2S 60 и 90% растворах ДЭГ монотонно возрастает.
В концентрированных (97—99%) растворах эта зависимость носит
экстремальный характер. Максимальное разрушение происходит
при 80 "С (рис. 8.2)
284
Гл. 8. Осушение и очистка природного газа
На основании полученных * закономерностей были подобраны
4 раствора, которые имитировали наиболее жесткие условия ра-
боты блоков абсорбции н регенерации ДЭГ установок НТС, при-
меняющих в качестве осушителя как 99, так и 90% растворы ДЭГ:
1) 97% раствор ДЭГ, содержащий 2—3 г/л H2S и 3 г/л С1_;
pH = 5,0;
2) 97% раствор ДЭГ, содержащий 2—3 г/л H2S н 3 г/л СГ;
pH=2,5-?3 (подкислен НСООН);
Ч'г
0 3 6 5 0 3 6 $
[СГ],8/Л [СГ],г/л
Рнс. 8.16. Зависимость скорости коррозии угле-
родистой стали от концентрации хлоридов (в пе-
ресчете иа ионы СГ) 97% раствора ДЭГ в при-
сутствии HjS
Г— парогазовая фаза: 1.1—жидкая фаза. I. /'—20 °C;
s. г— во"с.
Данию получены Д. Г. Кочергиной в А. А. Горелик
во ВНИИНефтенаше.
3) 60% раствор ДЭГ, содержащий !—2 г/л H2S и 3 г/л СГ;
рН=34-4;
4) 60% раствор ДЭГ, содержащий 1—2 г/л H2S и 3 г/л СГ;
рН=2.
В 60 и 97% растворах ДЭГ при температурах от 20 °C до тем-
пературы кипения были проведены испытания на общую коррозию
углеродистой, хромистой 0X13 и хромоникелевых сталей Х18Н10Т.
Х17Н13М2Т. X17HI3M3T. 0Х17Н16МЗТ
При температуре 20 °C в 97% растворе ДЭГ, содержащем H2S
и хлориды и имеющем pH ие ниже 2,5, коорозиоиностойким мате-
риалом является углеродистая сталь.
При температурах 40 и 60 °C коррозионная стойкость оборудо-
вания для работы в этих растворах обеспечивается применением
сталей 0X13 и Х18Н10Т (табл. 8.13), при Ю0°С в 97% растворе
ДЭГ, содержащем H2S, хлориды и имеющем pH не ниже 3,5—при-
менением стали 0Х17Н16МЗТ. Стали Х18НЮТ, XI7H13M2T,
X17H13M3T в этих условиях подвергаются точечной и язвенной
коррозии (табл. 814).
• В работе Д. Г. Кочергиной и А. А. Горелик во ВНИИНефтемаше.
Подготовка и очистка природного газа повышенной агрессивности 285
Таблица 8.13
Скорость коррозии (в мм/год) сталей в 97% растворах ДЭГ, содержащих H^S
при различных велнчннах pH температурах*
Сталь Содер- жание К 2$. г/л ₽н Температура. *С
а 40 со ю >00 120 >35
Газовая фаза
Ст. 3 2-3 5.0 0.25 0.45 1.7 2.7 — — —
2-4 4.0 0.25 0.85 1.7 2.1 2.6 в— —
2.5—3.5 2.6-3.0 0.25 1.7 2.7 4.6 5.2 — —
0X13 2-3 5.0 — — —- — — — —
2-4 4.0 0.05 0.04 0.08 — 0 11 — —
2.5-3.5 2.6-3,0 — 0.16 0.17 — 0.64 — —
Х18Н10Т 2-3 5.0 0.005 0.005 0.005 —= 0.005 —• 0.005
2-4 4.0 0.005 0.005 0,005 — 0.005 — 0.005
2.5—3.5 2.6-3.0 0.01 0.01 0.01 — 0.15 —- —
Жидкая фаза
Ст 3 2-3 5.0 0,20 0,30 1.50 — 0.9 — —
2-4 4.0 0.30 0.50 0.70 — 3.1 — —
2.5—3.5 2.6-3.0 0.10 0.20 1.1 — 3.2 — —
0X13 2-3 5.0 —. — — — — — —
2-4 4.0 0.05 0.10 0.15 — 2.1 —
2.5-3.5 26-3.0 — 0.30 0.60 — 1.3 — —
Х18Н10Т 2-3 5.0 0.02 0.02 0.02 0.02 0.02 — —
2-4 4.0 0.05 0.05 0.05 — 0.80 — —
2.5-3.5 2.6-3.0 0.06 0.06 0.07 — 0.96 — —
* Испытания проведены Д. Г. Кочергиной и А.
А. Горелик во ВНИИНефтемаше.
Таблица 8.14
Скорость коррозии нержаве югцпх сталей в 97% и 60%
растворах ДЭГ, содержащих H;S в хлориды, при 100 °C *
Сталь Фаза Р7М ДЭГ. 2-3 Т/л HjS + 0.5m NaCi: f Н—3.5 т «Л «М ДЭГ. 2-3 г/л HsS + 0.5м KaCl: pH—SJS+ЗЛ
XI8HI0T г 0.003 0.17
ж. 0.83’* 096 **
Х17Н13М2Т г. 0.012 s* 0.022
ж. 0.23’* 0.74-2.69 **
X17H13M3T г. 0.022 0.21 ’»
ж. 0.44 s* 0,015 s*
0XI7H16M3T г. 0.045 0.017
ж. 0.10 0.95 s*
• Испытания проведеныД. Г. Кочергиной и А. А. Горелик во ВНИИНеф-
темаше.
•• Язвенная коррозия.
•* Точечная коррозия.
286
Гл. 8. Осушение и очистка природного газа
Испытания на стойкость к межкристаллитной коррозии сенси-
билизированной стали Х17Н13М2Т показали, что 97% растворы
ДЭГ, содержащие 2 r/л HjS и 0,5% NaCl, при 60°С реализуют
склонность стали к этому виду коррозии через 1000 ч. Следова-
тельно. циркулирующие в процессе НТС и осушки агрессивного
газа растворы ДЭГ обладают способностью выявлять возникшую
в процессе изготовления склонность нержавеющих сталей к меж-
кристаллитной коррозии. Поэтому к сварным соединениям из не-
ржавеющих сталей, работающих в таких средах, нужно предъ-
являть требование отсутствия склонности к этой коррозии.
97% растворы ДЭГ, содержащие 2—3 г/л H2S, при комнатной
температуре вызывают коррозионное растрескивание стали 16ГС,
склонной к этому виду разрушения, Одиако присутствие ДЭГ зна-
чительно удлиняет время до растрескивания по сравнению с анало-
гичными водными растворами.
Выдержка 1000 ч стали Х18Н10Т прн комнатной температуре в
поглотительном 97% растворе ДЭГ, имеющем pH = 2.5+3.5 и со-
держащем хлориды и сероводород (1,9 г/л), ие сопровождалась
акоррозиоиным растрескиванием. В то же время в водном растворе
сероводорода, содержащем хлориды (без ДЭГ), растрескивание
происходило через 120—150 ч. Значит, ДЭГ оказывает тормозящее
влияние на сероводородное разрушение стали XI8HI0T.
Оборудование блоков адсорбции и регенерации ДЭГ подвер-
жено тем же видам разрушения (общей коррозии, коррозионному
растрескиванию, межкристаллитной коррозии), что и оборудование
НТС. Поэтому способы его защиты от коррозии аналогичны при-
нятым для НТС: применение коррозионностойких материалов (в
том числе биметаллов) или углеродистых, низколегированных ста-
лей при условии их термической обработки (для ликвидации внут-
ренних напряжений), а также использование ингибиторов.
Стойкими к общей коррозии в абсорбере прн температуре не
выше 20 °C с осушителем 99% растворами ДЭГ можно считать
углеродистые стали. к
Для оборудования, работающего при 40—60°C, стойки к общей
коррозии стали 0X13, Х18Н10Т или биметаллы с плакирующим
слоем из этих сталей; при !00°С (десорбер, трубный пучок тепло-
обменника и др.) —стойки сталь 0Х17Н16МЗТ или биметалл с пла-
кирующим слоем из этой стали. '
На основе имеющихся сведений по стойкости к общей коррозии
и опытных данных по коррозионному сероводородному растрески-
ванию в содержащих H2S водных растворах и 97% растворах ДЭГ
сталь X17H13M3T можно рассматривать как один из наиболее на-
дежных конструкционных материалов для блоков абсорбции и ре-
генерации ДЭГ при температуре не выше 50 °C.
На.зарубежных установках НТС и осушки газа для уменьше-
ния коррозии оборудования из углеродистых сталей, находящегося
под воздействием растворов ДЭГ, содержащих сероводород, угле-
ОчиоТки природного газа от кг\лых грим \ей $87
кислый Газ, хлориды, применяются ингибиторы коррозии. Так, на-
пример (20], одна из установок работала на газе, содержащем
1330 мг/м3 HjS, 1240 мг/м3 меркаптанов, 1,36% СО„ следы Os-
После 2 лет жсплуат ацни сильно прокорродировалн корпус и та-
релки абсорбера, а после 3 лет произошел разрыв трубопровода на
линии сухого газа иа расстоянии 24 м после абсорбера. В этот пе-
риод величина pH раствора диэтиленгликоля изменялась в пре-
делл- 4,1—5,0. Для замедления коррозии на этой установке начали
использовать в качестве ингибитора меркаптобенззгназол, 1% ко-
торого вводили в гликоль. Одновременно для поддержания значе-
ния pH раствора, близкого 8, добавляли каустическую соду Инги-
бирование в сочетании с нейтрализацией позволили снизить ско-
рость коррозии испытательных пластин, помещенных в лнжнен
части абсорбера в отработанный растгор гликоля, с 0,63 до
0,23 мм/год. Допел штельиое охлаждение поступающего в абсорбер
газа с 38 до 27 °C, а также уменьшение содержания кислорода в
газе позволили снизить коррозию пластин до 0,025 мм/год. Однако
этот метод защиты был отвергнут через несколько месяцев испы-
таний в связи с активным поглощением кислых компонентов газа
каустической содой.
На этой же установке был онрибоваи и другой ингибитор кор
розни — конарад Р. представляющий собой продукт конденсации
аминов канифоли с окисью этилена (21, 22]. Ингибитор вводили в
систему в количестве 0,4 л в сутки при объеме осушаемого газа
1,7 мли. м3/сутки. Скорость коррозии испытательных пластин, по-
мешенных в абсорбер и десорбер, снизилась до 0,005 мм/год, отме-
чено, что этот ингибитор предотвращает наводороживание стали.
ОЧИСТКА ПРИРОДНОГО ГАЗА ОТ КИСЛЫХ ПРИМЕСЕЙ
Присутствие знач ггельиых количеств сероводорода- и двуокиси
углерода в природном газе (табл. 8.1) не позвпляет транспортиро-
вать и использовать его -в неочищенном виде. Если газ предназна-
чается для использования в качестве топлива, то содержание и
сероводорода и двуокиси углерода должно быть снижено при-
мерно до 0.1 % Использование природного газа в нефтехимяческой
промышленности требует снижения содержания кислых компонен-
тов jo 3- Ю~*%
Методы очистки газов нефтепереработки рассматривались в
гл 6. Эти же методы обычно используют для счистки природного
газа. Широко применяются водные растворы моноэтаноламина
(МЭА), диэтаноламина (ЦЭА) и гликольаминовые с.меси. При ис-
пользовании моноэтаноламина или диэтаноламина с гликолем
газовый поток одиовремеиио подвергается очистке и обезвожива-
нию (см. ниже). Промывка природного газа растворами этанол-
аминов сопров, ждается одновременным поглощением двуокиси
углерода и сероводорода. Взаимодействие МЭА с сероводородом
протекает через образование сульфида и гидросульфйда (гл 6)
288
Гл 8. Осушение и очистка природного газа
Двуокись углерода взаимодействует с моиоэтанол амином по подоб-
ной же реакции с образованием карбоната, а затем бикарбона га
HO(CH2)2NH3HCO3
Технологическая схема очистки природного газа, аппаратурное
оформление процесса аналогичны процессу очистки газов нефте-
переработки (гл. 6).
Десорбция кислых газов из раствора моиоэтаиоламина проис-
ходит в отпарной колонне (десорбере) при давлении 1,5 ат и тем-
пературе около 125 °C. Как
правило, полная десорбция (отпарка)
кислых газов ие достигается — регене-
рированные растворы содержат неко-
торые их количества [23]. Практика по-
казывает, что сероводород в десорбере
отпаривается почти полностью. Одиа-
ко в регенерированном растворе со-
держится от 0,05 до 0,2 моля СОг/моль
МЭА; считается, что оптимальная ве-
личина— 0,15 моля СОг/моль МЭА.
На рис. 8.17 представлена зависимость
полноты десорбций двуокиси углеро-
да из растворов моиоэтаноламииа от
температуры.
Оборудование установок очистки
природного газа подвергается воздей-
ствию следующих коррозионноактнв-
ных сред:
моиоэтаиоламина — раствор, содержа-
Рис. 8.17- Зависимость пол-
ноты десорбции СО2 из рас-
творов МЭА от температу-
ры (231
1) насыщенный раствор
щий кислые газы (сероводород и двуокись углерода) в количестве
до 0,5—0,6 моля/моль МЭл при температуре до 125 °C (тепло-
обменники, отпарная колонна);
2) регенерированный раствор моиоэтаиоламина — раствор, со-
держащий остаточные количества двуокиси углерода (до 0,15
моля/моль МЭА) н некоторые количества сероводорода при темпе-
ратуре до 125 °C (теплообменники, отпарная колонна, кипятильник);
3) вода, насыщенная кислыми газами (сероводород н двуокись
углерода), прн температуре 50—110°С (верх отпарной колоияы,
конденсатор - холодил ьн ик, сепаратор).
Углеродистая сталь в присутствии смесей газов (сероводорода
и двуокиси углерода) в растворе моиоэтаноламииа показывает
меньшую скорость коррозии, чем в присутствии только двуокиси
углерода [24, 25]. Это подтверждают данные табл. 8.15. В 15% рас-
творе МЭА, содержащем одновременно сероводород и двуокись
углерода, наблюдалось замедление коррозии углеродистой стали
по сравнению с растворами содержащими эти газы раздельно.
При совместном присутствии сероводорода и двуокиси угле-
рода в растворе моиоэтаиоламина наблюдается также тенденция
снижения общей коррозии хромистых сталей Х5М, Х8, 0X13 по
Очистка природного гам от кислых примесей
289
Таблица 8.15
Скорость коррозии угзсродвстой стали в 15% растворе МЭА,
содержащем HjS и С02*
Продолжительность испытаний 100 я.
Содержание кмедих галоп в растворе, моль/модь МЭА Молярное отмошелне HiS: COj Скорость коррозии, мм/год
H2S COi 80 °C 120 °C
0.6 0 6 0.08 ; 0.15-0.30
0.5 0.! 5 0.03 0.10
0.4 0.2 2 0.02 0.06
0.3 0.3 1 0.01 0.05
0.2 0.4 0.5 0.002 0.04
0.1 0.5 0.2 0.003 0.01
0 0.6 0 0.12 0.28
• Испитккия ироэедемы Л. Г. Борисовой во ВНИИНс1гг«мяше.
сравнению с растворами, содержащими только двуокись углерода.
Однако выдержка образцов в установке очистки природного газа,
содержащего сероводород и двуокись углерода (в теплообменни-
ках, отпарной колонне, кипятильнике) показала точечную корро-
зию этих сталей.
Поскольку регенерированные растворы моиоэтаиоламина со-
держат в основном двуокись углерода, рассмотрим данные о влия-
нии температуры и содержания COj в растворе иа коррозию угле-
родистой и хромистых сталей.
С регенерированным раствором контактирует следующее обо-
рудование: теплообменники (трубные пучки), отпарные колонны,
кипятильник. В растворах моиоэтаноламииа с различным содержа-
нием двуокиси углерода происходит повышение скорости коррозии
углеродистой стали по мере увеличения содержания COs (рис. 8 18).
Важным фактором в коррозионных процессах является темпера-
тура. При 120 °C скорость коррозии углеродистой стали (в замкну-
том объеме) увеличивается в 2 раза по сравнению с растворами,
имеющими температуру 50°C.
Хромистые стали корродируют в растворах моиоэтаноламииа,
содержащих двуокись углерода, с заметной скоростью (рис 8.19).
В горячих растворах (выше 80°С) скорость коррозии может дос-
тигать от 0,1 до 0,35 мм/год. Следовательно, хромистые стали, так-
же как и углеродистая сталь, недостаточно стойки в растворах
моиоэтаиоламина в присутствии двуокиси углерода. Изготовление
отпарной колонны, теплообменников, кипятильников из хромистых
сталей нецелесообразно.
В растворах моноэтаноламнна. содержащих двуокись углерода,
достаточно стойки хромоникелевые стали 0Х21Н5Т, Х18Н10Т,
Х17Н13М2Т. X17H13M3T.
10 Зак 10
290
Г л. 8. Осушение и очистка природного газа
Полученные в лабораторных условиях значения скорости кор-
розии сталей не вполне соответствуют скорости коррозии металла
действующего оборудования, так как в производственных условиях
существенное влияние оказывает совокупность технологических
факторов: содержание кислых газов в потоке, поступающем на
очистку; концентрация используемого раствора; качество раствора;
температурный режим процесса; скорости потоков и т. д. Поэтому
Рис. 8.1& Зависимость скорости
коррозии углеродистой стали в
15% растворе МЭА от содержа-
ния СРг
I—60 еС; 3— Ю °C; г—120 «с.
Данны* получены Л. Г. Борисовой
во ВНИИНефтеыаые.
Рис. 8-19. Зависимость скорости
коррозии хромистых сталей Х5М.
Х8. 0X13 в 1Б% растворе МЭА от
содержания СО2:
/ — 50 «С: 3— ао»С: 3 —120 «с.
Данные получены Л. Г. Борясодей ео
ВНИИ Нефте ма шс.
на однотипных установках, имеющих некоторые отклонения по тех-
нологическим показателям, наблюдается различный коррозионный
износ оборудования.
Отечественный и зарубежный опыт эксплуатации моиоэтанол-
аминовых установок очистки природного газа от сероводорода и
двуокиси углерода растворами моиоэтаиоламина позволяет сде-
лать следующие выводы (25—32].
Абсорберы, изготовленные из углеродистых сталей, заметному
коррозионному разрушению не. подвергаются. Незначительна кор-
розия емкостей для хранения регенерированного раствора (темпе-
ратура 50 °C).
Наиболее коррозионноопасными зонами являются участки тех-
нологической цепочки с высокой температурой среды (выше
100°С), повышенным содержанием кислых газов, турбулентностью
потоков. Отмечена интенсивная коррозия отпарных колонн, труб-
ных пучков теплообменников и кипятильников. В среднем скорость
коррозии оборудования иа установках очистки природного газа,
выполненного из углеродистых сталей, составляет 0,1—1,0 мм/год.
Очистка природного газа от кислых примесей
29!
Особенно значительному коррозионному износу подвержены
кипятильник и паропровод кипятильника к отпарной колонне, где
средой являются пары воды, насыщенные кислыми газами
(табл. 8.16).
Таблица 8.16
Скорость к< рровп сталей на установке очистки
природного газа *
Сред»: до 90 17100 м> HjS к до 4Дх СО».
Стяль
Ст. 3
Х5М
Х13
Х21Н5Т
XI8H10T
X17HI3M2T
Скорость коррока, им^год
►нпятнлькмка трубопровода кипятильника к отовркоА коловаа
22 1.9
2.0 1.8
0.0Ю •• 0.010 ••
0.002 0.001
0.001 0.001
0.001 0.00!
• Испытанна проаодсны Л. Г- Ворнсовой во
ВНИИНефтемашв.
•• Точечная корромя.
За рубежом иа установках очистки природного газа оборудова-
- ние, подверженное интенсивной коррозии, выполняется из нержа-
веющих сталей типа Х18Н10Т, Х17Н13М2Т, XI7H13M3T [23. 25].
Конденсатор-холодильник может подвергаться коррозии как со
стороны охлаждаемого продукта (пары HjO, HaS, СО4) при темпе-
ратуре 107—50 °C, так н со стороны оборотной воды. Однако, если
продукт, уходящий с верха отпарной колонны, содержит некоторое
количество моноэтаноламина (0,3—0,5%), то коррозия значительно
снижается, так как моиоэтаноламнн образует защитную пленку на
поверхности металла и повышает pH среды до 8—9 На рис. 8.20
приведена зависимость скорости коррозии углеродистой стали от
содержания моноэтаноламина в системе HjO—HjS—СО2 Добавле-
ние моноэтаноламина приводит к значительному уменьшению
коррозии стали. Следовательно,"присутствие моноэтаноламина в
орошении (флегме), подаваемом иа верх отпарной колонны, будет
способствовать замедлению коррозии не только конденсатора-холо-
дильника (кожуха, трубного пучка), но также и расположенного
за ним по технологической цепочке оборудования ( сепаратора, на-
соса, трубопроводов).
В гл. 6 перечислены мероприятия, направленные на снижение
коррозии в установках очистки газов нефтепереработки от серово-
дорода. Эти же меры следует предусматривать при проектирова-
нии и соблюдать прн эксплуатации установок очистки природного
газа от сероводорода и двуокиси углерода.
10*
292
Гл. 8. Осушение и очистка природного газа
Рекомендуемые материалы для установок очистки природного
Аппарат Сред» Температура °C
Абсорбер Раствор МЭА (ДЭА), углево- дородный газ. H,S. СО, 50
Отпарная колонна (десорбер) Раствор МЭА (ДЭА). H,S, СО, Верх - 110. низ — 130
Сепаратор И,О. H,S. СО, 50
Аппарат Трубное пространство . *
среда температура, °C давление»
Теплообменник Раствор МЭА (ДЭА). Н,$. СО, 48-108 9
Кипятильник Водяной пар 170 9
Холодильник Н,0 25-45 3
Конденсатор-холодильник Н,О 25-45 х 3
• Дэя теплообиенникоя с плавающей головкой рекомендуется кожух н крышки распр
2 ч гри 630 -650 ’С для устранения внутренних кваряжеиий н. соответственно, коррозией
В табл. 8.17 приведены рекомендуемые материалы для изготов-
ления основного оборудования рассматриваемых установок.
За рубежом [31, 32] эксплуатируются установки по очистке при-
родного газа с применением диэтаноламина. Некоторые данные
о свойствах диэтаноламина приводились в гл. 6. Диэтаноламин
целесообразно применять для очистки газов, содержащих серни-
стый карбЪнил COS и сероуглерод CS?.
Очистка высокосернистого газа месторождения Лак (Франция)
производится на некоторых установках раствором диэтаноламина
Очистка природного газа от кислых примесей
293
газа от H,S и СО, растворами МЭА ДЭА
Таблица 8.17
Дввзснке. Рекомендуемые мз термалы
45 Корпус — углеродистые или низколегированные стали с прибав- кой на коррошю 4 мм. Аппарат после сварки подлежит терми- ческой обработке для устранения внутренних напряжений. Внутренние элементы из углеродистых сталей
1.5 1. Корпус аппарата — стали Ст. 3 + 0XI8H10T. детали ректифи- кационных тарелок—сталь 0Х18Н10Т. X2IH5T, Х17Н13М2Т. XI7H13M3T 11. Корпус н внутренние детали —сталь 0Х18Н10Т, XI7H13M3T
15 Корпус — углеродистая сталь с прибавкой на коррозию 6 мм
Продолжение
Межтрубкое пространство
среда темнели тура. ДВПЛСННС. Рекомендуемые материалы
Регенерированный раствор МЭА Раствор МЭА (ДЭА), H,S. СО, Регенерированный раствор МЭА Пары воды. COJp H,S 130-70 139 70—48 115-50 5 1.5 5.0 1.5 Кожух н крышки распредели- тельной камеры — углероди- стая сталь с прибавкой на коррозию 6 мм; трубы — ста ль 0Х18Н10Т илн 0Х21Н5Т; решетки — сталь 0Х18Н10Т • Кожух, трубы, решетки — сталь 0XI8H10T. Х17Н13М2Т или 0X17HI3M.3T Кожух, трубы, решетки — угле- родистые стали Кожух — углеродистые стали с прибавкой на коррозию 6 мм. Трубы—сталь 0Х18НЮТ или 0X21Н5Т. Решетки — сталь 0Х18Н10Т
еделктелькей клыеры и плавающей головка подвергать термической обработке выдержкой
ноге растрескпааипя-
концентрацин 20—30% [31]. Для снижения коррозии оборудования
и уменьшения потерь раствор подвергают тщательной фильтрации,
исключен контакт его с воздухом. Часть оборудования выполнена
из нержавеющей стали (трубные пучки теплообменников, подогре-
вателей, внутренние детали абсорбера и отпарной колонны, детали
насосов, регулирующие клапаны). Одиако сообщается [31—33], что
иа установках диэтаноламиновой счистки возможна значительная
коррозия оборудования и пеиообразование. Обычно коррозия от-
мечается в отпарных колоннах, кипятильниках, теплообменниках.
294
Гл. 8 Осушение и очистка природного газа
насосах для подачи раствора и трубопроводах. Как и на моноэта-
ноламнновых установках, коррозия усиливается при чрезмерном
насыщении раствора кислыми газами. Рекомендуемая концен-
трация диэтаноламина в растворе 10—25% |23], а оптимальная
нагрузка раствора (степень
0,35 моля/моль ДЭА {32—34].
насыщения) кислыми газами
Рис. 8.21. Зависимость
скорости коррозии угле-
родистой стали от кон-
центрации ДЭА в ди-
стнллировгнной воде,
содержащей 1000 мг/л
H,S и 100 мг/л СО,
(pH —43) прн 80 °C.
Данные получены Л. Г. Бо-
рксоаой во ВНИИНефтеыа-
oie
Рис- 8.20. Зависимость
скорости коррозии угле-
родистой стали от кон-
центрации МЭА в ди-
стиллированной воде, со-
держащей 1000 ыг/л H2S
к 100 мг/л СО, (pH = 4.3)
прн 80 °C.
Данные получены Л. Г. Бо-
рисовой во ВНИИНефте-
ывше.
Данные о коррозионной стойкости сталей в растворах диэтаиол
амина в присутствии сероводорода и двуокиси углерода (табл 8 18)
показывают, что эти растворы агрессивны Коррозия углеродистой
Таблица 8J8
Скорость коррозии (в мм/год) еталей в 20% растворах диэтаноламина
з присутствии H,S и СО,*
Суммарное содержание HtS и C0J в растворе, мол l /мола ДЭА Mo/RpHce отношение Н£ СОа г Углеродистая сталь Сталь ХЖ Стал» 0X13 Стал» 0Х13НЮТ
8Э 'С 120 "С 80 °C 1-- 120 °C «о°с 120 °C 80 «С 120 “С
0.6 1 0.11 0.40 0.05 0.14 0.01 0.17 0.006 0.01
0.8 05 — — 0.05 0.05 0.01 0,05 0.006 0.01
0.6 2 0.05 0,28 0.05 0.17 0.01 0.11 0.006 0.01
Испытания прозелени Л. Г. Сорисояой но ВНИИНафтеыаии»
Очистка природного газа от кислых прйма вЛ 295
стали, а также хромистых сталей Х5М, Х8, 0X13 в таких растворах
может быть значительной (особенно при температурах выше 100°C).
Скорость коррозии углероди< той и хромистых сталей в растворе
диэтаноламина определяется соотношением содержащихся в нем
сероводорода и двуокиси углерода
Сталь 0XI8HI0T показала высокую стойкость в 20% растворе
диэтаноламина в присутствии кислых газов.
Тблица 8.19
Скорость коррозии (I ым/год' сталей в 20 растворе двзтаволачжяз
в присутствии СО]*
Содержание СОз. мояь/моль ДЭА Углеродистая сталь Сталь Х5М Сталь 0X13
во *0 ос- вое 120 °C во «С ИО ОС
0.2 о.ю 0.20 0.08 0.14 О.РЗ 0.13
0.4 0.12 026 0.1! 0.25 0.10 0.26
0.6 0.14 0.35 С 12 0.30 0.11 0.17—0.26
* Испытания нрохеяены Л. Г. Борисовой во ВНИИНефтемаше.
В табл 8.19 приведены данные о коррозионной стойкости ста-
лей в раствсрь днэтаголамииа в присутствии только двуокиси угле-
рода. Углеродистая и хромистая стали Х5М, 0X13 корродируют в
этих растворах довольно значительно. Сталь 0Х18Н10Т корроди-
рует со скоростью до 0,05 м.м/год.
Таким образом, на установках очистки природного газа раство-
рами диэтаноламина в условиях работы теплообменников, отпар-
ной колонны, кипятильника углеродистая и хромистые стали Х5М,
Х8 0X13 будут подвергаться коррозии; применение этих сталей для
изготовления наиболее уязвимых элементов оборудования нецеле-
сообразно.
Скорость коррозии конденсатора-холодильника, сепаратора,
и а сое ь и трубопроводов, контактирующих с системой Н20—H2S—
СОг, может заметно снижаться вследствие присутствия диэтанола-
мина в системе.
На рис. 8.21 приведена зависимость скорости коррозии углеро-
дистой стали в системе НгО—HaS—СО» от концентрации диэтано-
ламина. Присутствие диэтаноламина в системе приводит к умень-
шению коррозии углеродистой стали. При содержании 0 25% ДЭА
защитное действие составляет 81 %, а при добавке 0,5% эффект за-
медления повышается до 8о—91%. Увеличение содержания амина
до 1—2% дает повышение защити! го действия до 90—96%.
На осн >ве литературных сведений об опыте эксплуатации уста-
новок очистки газа диэтаноламином [32—35], данных ВНИИНефте-
маша о коррозионной стойкости сталей в растворах диэтаноламина
и о характере влияния на эту стойкеегь содержания кислых газов
298 f л А ОсущяА « Swcrxtj npe/nXfnots ttea
в растворе и температуры можно сделать следующий вывод: на из-
готовление оборудования установок очистки природного газа рас-
творами ДЭА следует распространить те же рекомендации, что и
при использовании растворов МЭА (см. табл. 8.17).
ОДНОВРЕМЕННАЯ ОЧИСТКА И ОСУШКА ПРИРОДНОГО ГАЗА
ГЛИКОЛЬАМИНОВЫМИ РАСТВОРАМИ
На рис. 8.22 приведена принципиальная схема комбинированной
установки очистки и осушки газа гликольа.миновымн растворами.
Очистка и осушка природного газа гликольаминовыми раство-
рами осуществляется в абсорбере /. куда газ поступает, пройдя
Рис. 8.22. Принципиальная схема очистки газа глнкользминовым раствором [23]:
/— абсорбер: 2—теплообменник; отпарная косонка; <—ребойлер; 5. б—комдспсаторы-
ХОЛОДМРкНККИ.
сепараторы и газомерный пункт. На комбинированных установках
применяют обычно поглотительные гликольаминовые растворы, со-
держащие до 10—30% моноэтаноламина (МЭА), 45—85% днэти-
леигликоля (ДЭГ) и 5—25% Н2О (23].
Природный газ в абсорбере движется восходящим потоком на-
встречу поглотительному раствору н уходит из верхней части
абсорбера осушенным и очищенным от H2S и СО2. Насыщенный
H2S, СО2 и влагой глнкольаминовын раствор выходит из иижней
части абсорбера, проходит теплообменник 2, где нагревается за
счет тепла регенерированного раствора, и подается в отпарную
колонну 3. В отпарной колонне насыщенный раствор, стекая вниз
по тарелкам навстречу парам, поднимающимся из кубовой части,
нагревается до температуры 140 °C, регенерируется и через ребой-
лер 4 проходит в нижнюю (кубовую) часть отпарной колонны.
Очистка и осушка природного газа г.'.икольаминовы.ми ри> ч.,.,.
В ребойлере раствор нагревается до 145—150 °C. Из кубовой ч.-н 1 •
отпарной колонны образовавшиеся пары поднимаются вверх, а ре-
генерированный раствор направляется в теплообменники 2, где <м
дает свое тепло насыщенному раствору и с температурой околи
70 °C поступает в емкость регенерированного раствора, а затем на-
сосом подается в абсорбер.
Парогазовая смесь с температурой
100°С с верха отпарной колонны на-
правляется в конденсаторы-холодиль-
ники 6, а затем в сепаратор-сборник
флегмы. Парогазовая смесь флегмы
из сепаратора подается иа орошение
верхней части отпарной колонны для
улавливания паров гликольамниового
раствора, а кислые газы поступают на
дальнейшую переработку.
Процесс гликольаминовой очистки
н осушки нашел широкое распростра-
нение в промышленности наряду с мо-
иоэтаноламиновой очисткой газа.
Коррозия в регенерированных
глпкольампиовых растворах
В гликольаминовых растворах вы-
сокой коррозионной стойкостью при
температурах до 180 °C обладает даже
углеродистая сталь (рис. 8.23). Корро-
зионная же стойкость алюминия и
сплава на основе алюминия типа АМц
Рис. 8.23. Зависимость скорости
коррозии углеродистой стали
в глнкольаминовом растворе от
температуры (36):
I—газовая фаза: 2— жидкая фаза.
Продолжнтадъаость испызаикй
100 «-
определяется присутствием в раство-
ре диэтилеигликоля. При температу-
рах 85 и 100°С алюминий и сплан
АМц становятся коррозиониостойкими,
если в гликольамииовых растворах
присутствует днэтнлеигликоль в коли-
честве не меиее 40% (рис. 8 24). Та-
ким образом, чистые гликольаминовые растворы, применяемые
для осушки и очистки газов, не являются агрессивными при темпе-
ратурах от 20 до 180 °C по отношению к углеродистой стали и при
температурах до 120 °C—к алюминию и сплаву АМц. Латунь в
гликольаминовом растворе при 100 °C разрушается с большой ско-
ростью (0,6 мм/год).
В процессе эксплуатации установок гликольаминовой очистки
газа состав раствора может меняться: в результате термического
и химического разложения амина и гликоля могут появляться при-
меси, способствующие повышению агрессивности раствора.
298
Гл. S. Осушение и очистка природного газа
Рис. 8.24. Зависимость скорости коррозии
алюминиевого сплава АМц при 85 °C От
добавки ДЭГ в раствор МЭА [6].
Продолжительность испытаний 100 ъ
Рис. 8.25. Зависимость скорости коррозии
углеродистой стали от pH при подкислении
НСООН гликольаминового раствора [36]:
1-П «С; J—100 °C; НО °C: «— 160 °C.
Продолжителъиортъ испытав кА IQOt.
Моиоэтаиоламин подвер*
жен окислительному, деал-
килированию. приводящему
к образованию муравьиной
кислоты, аммиака, замещен-
ных амидов и высокомоле-
кулярных полимеров [37].
Окислительному разложе-
нию с образованием низко-
молекулярных жирных кис-
лот (типа муравьиной, ук-
сусной) подвержен также и
диэтиленгликоль [23]. Му-
равьиная кислота была най-
дена и в отработанном
глнкольаминовом растворе,
взятом непосредственно с
производственной установки.
На рис. 8.25 приведены
данные о влиянии добавки
муравьиной кислоты на кор-
розию углеродистой стали в
гликольаминовом растворе.
Как видно из рисунка, до-
бавка муравьиной кислоты
уменьшает pH раствора и
ускоряет коррозию стали
Особенно резкое увеличение
скорости коррозии углеро-
дистой стали наблюдается
при снижении pH гликоль-
аминового раствора ниже
10,3. Однако понижеиио-
стойким материалом, со-
гласно ГОСТ 5272—68, уг-
леродистая сталь становит-
ся прн всех исследованных
температурах, кроме 70 еС,
уже при pH раствора ниже
10,5 [36]. Та же зависимость,
а именно ускорение корро-
зии углеродистой стали, на-
блюдается в гликольамиио-
вых растворах при повыше-
нии температуры раствора.
Следовательно, па корро-
зию. углеродистой стали в
Очистка и осушка природного газа гликольаминовымц растворами 299
гликольаминовом растворе оказывает сильное влияние pH и темпе-
ратура среды.
В табл. 8.20 приведены данные по скорости коррозии сталей и
алюминия в подкисленных муравьиной кислотой гликольамииовых
растворах. Сталь Х5М при 100 °C и выше равнозначна углероди-
стой стали (при 70°C она более стойка, чем углеродистая сталь).
Сталь с 13% Сг разрушается в 2 раза медленнее углеродистой
стали в "подкисленном до рН=8,5 гликольаминовом растворе при
температурах 100, 140 и 160°C. Коррозиониостойким материалом
является и сталь Х18Н10Т. Все исследованные материалы в глн-
кольаминовом растворе корродировали с равномерным характером
коррозии.
Таблица 8 20
Скорость коррозии (в мм/год) сталей ж алюминия в подкисленных гляколъ-
амавовых растворах [38]
Металл иля сплав ГОЯ ДЭГ-ПОЯ НСООН+20Я МЭА ФН—юл) гоя дэг+гоя нсоон+ 4 гоя МЭА (pH—8.5)
70 °C юо °с 140 °C 160 °C 100 “С 70 “С 103 °C 140 «С 1вО«С
Углеродистая сталь — 0.16 0.17 0.26 0.42 0 40 0.62 0.75 0.95
Сталь Х5М о.ю 0.21- 0.19 0.37 — 0.12 — 0.42 —-
Сталь 0X13 — 0.14 0.29 — — — 0.32 0.37 0.39
Сталь Х18Н10Т — 0.003 0.10 0.10 — 0.003 0.009 0.050
Алюминий — — —- — — — 0.006 — —
Коррозия в гликольаминовых растворах может усиливаться
также присутствующим в системе кислородом Поэтому создание
защитных «подушек» из инертного газа над раствором может слу-
жить методом борьбы с вредным влиянием кислорода воздуха.
Коррозия сталей в гликольамииовых растворах,
насыщенных кислыми газами
В процессе эксплуатации гликольаминовой установки очистки
и осушки газа часть оборудования находится под воздействием
гликольаминовых растворов, содержащих кислые газы — сероводо-
род и углекислый газ. Насыщение гликольамииовых растворов
двуокисью углерода нлн сероводородом при температурах от 40 °C
до кипения приводит к ускорению коррозии углеродистой стали по
сравнению со скоростью ее разрушения в растворах, ие содержа-
щих кислых газов. Наибольшее ускорение наблюдается при на-
сыщении раствора углекислым газом.
В табл. 8.21 приведены данные по интенсивности коррозии
малоуглеродистой стали в кипящем глнкольамииовом растворе,
контактирующем с газовой смесью, содержащей HaS, СОа и Oj
300
Гл. 8. Осушение и очистка природного газа
В присутствии смеси этих газов сталь обнаруживает в газовой
фазе гликольамииового раствора ббльшую скорость коррозии, чем
в присутствии только H2S или СО2.
Таблица 821
Скорость коррозии малоуглеродистой етати в глнкотьаминовом растворе
при кипении [6]
Сред*: 75* ДЭГ + 20* МЭА + 5К Н,О. Продол* нтелькость испытаний 100 ч.
Состав гпэолой Фазы Скорость коррозии, мм/год Состав гааоьоП фазы Скорость коррозия, мм/год
ж. Г. ж. г.
N, СО, H,S <0.025 0.17 0.28 1.4 1.0 H,S + со, СО, + H,S + о, (25:25: 1) 0.15 0.15 Г 1.1 2.4
В процессе осушки газа в гликольамииовые растворы вместе
с водой переходят и растворенные в ней соли (в основном, NaCl,
СаС12). Диализ гликольамииового раствора, взятого с установки
осушки и очистки газа, показал, что содержание хлоридов в глн-
кольаминовом растворе может доходить до 21 г/л, органических
кислот до 300—4000 мг/л при pH раствора 9,5.
В табл.8.22 приведены данные о влиянии добавки 6 г/л хлори-
дов к гликольамииовому раствору, насыщенному H2S, СО2 или
Таблица 822
Скорость коррозии углеродистой стало (п мм‘Ten) прп добавке NaCl
в насыщенные II-? и СО, глнкоаьамнновые растворы (38]
Услсаяя насыщенна Темпе^т>рл. В отсутствие NaCJ 6 г/л N»CI
Г. ж. г. Ж-
Контакт с воздухом 40 0.020 0.003 0.021 0.009
80 0.003 0.002 0.016 0.009
Насыщение Н,$ 40 0.001 0.018 0.031 0.034
80 0,003 0.022 0.047 0.022
Насыщение СО, 40 0.002 0.002 0.018 0.035
80 0.043 0.23 0.10 0.31
контактирующему с воздухом, на коррозию углеродистой стали при
температурах 40 и 80°C. Наличие хлоридов приводит к некоторому
увеличению скорости коррозии стали. Значительно более сильная
коррозия наблюдается при подкислении насыщенных H2S гликоль-
аминовых- растворов. Так, при 80 °C изменение pH гликольамиио-
вого раствора с 11,5 до 10,5 приводит к ускорению скорости корро-
зии у глеродистой стали в 22 раза в парогазовой и в 255 раз в
Очистка и осушка природного саза гликольаминовыми растворами 301
жидкой фазе раствора по сравнению с подкисленным насыщенным
H2S гликольаминовым раствором (табл. 8.23). Характер разруше-
ния стали близок к равномерному.
Таблица 8.23
Скорость коррозии у1.п₽родистой стали (в ми год*
при добавке НСООН в насышемпый HjS
гликольаминовый раствор [38]
Температура В отсутствие НСООН (pH—IU) 54 НСООН (pH —(0.5)
Г. ж. Г. ж.
40 0.002 0.018 0 035 0.107
80 0.003 0.002 0.066 0.510
Следовательно, при работе установок гликольаминовой очистки
и осушки газа особенно надо избегать условий, способствующих
подкислению гликольамииового раствора.
В табл. 8.24 представлены зависимости скорости коррозии угле-
родистой стали, сталей Х5М; 0X13 и Х18Н10Т в насыщенных HaS
Таблица 8.24
Скорость коррозии (в мм год) сталей при различной температуре пасыщ. ааьи
СО> г H.S гзпкольампповых распоров [38J
Сталь Жидкая фаяз Гавовая фача
«°C 60 °C 80 °C 10»'С ISO °C « с «°C 80 "С loo °с 12Э°С
Насыщение СО}
Ст. 3 0.010 0.14 0.24 0.39 0.46 0.04 0.06 0.08 0.15 1.5
Х5М 0.010 0.020 0.025 0.27 0.44 0.04 0.04 0.04 0.04 0.70
0X13 0.005 ОЛЮ 0.020 0.075 0.35 0.04 0.04 0.04 0.04 0.32
Х18Н10Т 0.005 0.007 0.010 0.020 0.055 0.04 0.04 0.04 0.04 0.05
Насищс ине H,S
Ст. 3 0.020 0.025 0.030 0,050 0.38 0.004 0.010 0.015 0.020 0.15
Х5М 0.020 0.018 0-016 0014 0.013 0.001 0.010 0.015 0.020 0.025
0X13 0.003 0.003 0.003 0.080 0.092 ОЛ04 0.004 0.004 0.055 0.15
XI8HI0T 0.003 0.003 0«04 0.004 0.004 0.004 Д004 O.U04 0.006 0.010
и СО2 гликольаминовых растворах от температуры. В растворах,
насыщенных СОг, прн 40—Ю0°С углеродистая сталь н сталь 0X13
понижепностойкп; стойкими, согласно ГОСТ 5272—68, оказались
(Лали Х5М и Х18Н10Т. В кипящем насыщенном СОа гликольамн-
нпвом растворе высокой стойкостью обладает только сталь
Х18Н10Т. В насыщенных же HaS глнкольаминовых растворах при
302
Г л. 8. Осушение и счистка природного газа
температурах от 40 до 100° все исследованные стали являются
коррознонностойкими; в кипящем растворе пониженностойким ма-
териалом показала себя только углеродистая сталь.
В кипящих насыщенных H2S гликольаминовых растворах высо-
кой коррозионной стойкостью обладают и стали типа кролой
(табл. 8.25). Эта сталь с большой скоростью разрушается только
в паровой фазе гликольаминовых
растворов, контактирующих с СОг. Аг-
рессивность паровой фазы обусловле-
на, вероятно, повышенной концентра-
цией СО2 в конденсате.
На рис. 8.26 представлена корро-
зионная стойкость различных сталей
и алюминия в гликольамииовом рас-
творе, содержащем 80% ДЭГ, 15%
МЭА, Б % Н2О. Через раствор гли-
Таблица 8.25
Скорость коррозии стали типа кролой
(до 0,18% С, 2—2,75% Сг, 0,9-1,4% Мо)
в кипящем гляко.тьамвновом растворе [6]
Рис. 8.26. Зависимость ско-
рости коррозия сталей и алю-
миния в гликоль»чиновых рас-
творах, содержащих 80% ДЭГ.
15% МЭА. 6% Н,О [39].
Опыты пропо лили с выдержкой
' “ХЮч
Г—сталь сЗ к NI при 1вЭ°С;2—угле-
родястая сталь при 160 СС;3 —угле-
родистая стааь при 113 “С; 4— сталь
с &Х HI при ПЗ°С-. J-стяль с С
и IX Мо при I® °C; 6 —стали ти-
па X5M и X18II10 п технический
алюминий при 160 °C и сталь с
2Д>хСг и IX Мо при 113 °C.
Среда.- 75Х ДЭГ + 20Х МЭА+ЗХ Н,О. Про-
лолжигедькость испытаний 100 я.
Состав гзэоаой фазы Скорость коррозии, мм.’год
ж. Г
N, 0.025 0.025
о2 0.025 0.025
H,S 0.025 0.15
со, 0.025 1.7
кольамнна пропускали газ, содержащий одновременно H2S и СО2.
Прн комнатной температуре исследуемые материалы корродиро-
вали незначительно. Прн температуре 115 и 160 С нелегироваиные
стали и стали с 5 и 9% N1 сильно разрушались. Коррозия этих
материалов носит точечный характер. Сталь с 2,25% Сг и 1% Мо
разрушалась с меньшей скоростью. Значительная скорость корро-
зии всех сталей наблюдалась в первые 400 ч испытаний. После
1200 ч выдержки скорость коррозии уменьшалась, но для углеро-
дистой стали и сталей с 5 и 9% Ni она остается все же достаточно
высокой. Стали с 5% Сг и 1% Мо, а также стали типа 18-8 и алю-
миний оказались практически устойчивыми прн температурах
116 н 160 °C.
Следует отметить высокую коррозионную стойкость алюминия
в насыщенных СОг и H2S гликольамниовых растворах прн темпе-
ратурах от 40 до 120 °C (табл. 8. 26).
Очистка и осушка природного газа гликольаминовыми растворами 303
Таблица 8.26
Скорость коррозия алюхязвя и паеыщеяных СОа
HjS глккольамшювых растворах [38!
Состав раствора Темпврв турз. Скорость Коррозии, мм/гоя
г. ж.
Насыщенный СО2 гли- 80 0.007 0.005
кольамнновый раствор 100 о.ои 0,003
120 0.013 0.037
Насыщенный HjS гян- 80 — —
кольамниовый раствор 100 0.008 0.005
120 0.002 0.004
При использовании алюминия в качестве конструкционного ма-
териала нужно следить за составом гликольамннового раствора.
В нем должно содержаться ДЭГ не менее 40%, в противном случае
может наблюдаться щелочная коррозия алюминия. Прн испытании
тарелок из сплава алюминия типа АМц в действующей отпарной
колонне установки гликольаминовой очистки газа, где применялся
раствор состава : 20% МЭА, 40% ДЭГ, 40% Н2О, отмечено корро-
зионное разрушение алюминия. Наибольшая коррозия наблюдалась
в верхней части колонны под действием щелочной среды, которая
создавалась испаряющимся раствором моиоэтаноламииа. Скорость
коррозии в этой части аппарата составляла 1,6 мм/год и носила
локальный характер. Защита от коррозии этой части колонны была
достигнута применением гликольамннового раствора, содержащего
не менее 40% ДЭГ.
Коррозия комбинированных установок
гликольамнновой очистки и осушки газа
Применение на отечественной установке гликольамннового раст-
вора для очистки и осушки газа, содержащего 0,3% H2S, позволило
снизить содержание H2S в газе до 3,6 мг/м3, влаги до 0,2 г/м3.
В этом случае использовался гликольаминовын раствор следую-
щего состава: 18—20% МЭА, 5—9% Н2О, остальное — ДЭГ. Пят-
надцатилетняя эксплуатация этой установки выявила нормальную
работу всего выполненного из углеродистой стали оборудования, за
исключением ребойлера. В ребойлере за 6 лет эксплуатации под-
верглись сквозной коррозии со стороны регенерированного раствора
трубки из углеродистой стали. Эти трубки были заменены на не-
ржавеющие из стали типа Х18Н10Т.
Гликольамииовый метод подготовки газа использовался так-
же для осушки и очистки газа, содержащего 0,Б4 вес.% СО2,
0*45 вес. % HjS, 1,75 г/м3 влаги. Сероводород в очнщеннрм газе
304 Гл 8. Осушение и очистка природнЪго газа
отсутствовал, содержание СО2 снижалось до 0,22%, а влаги — до
0,2 г/м3. Температура гликольаминового раствора в ребойлере под-
держивалась иа уровне 145—150 °C.
На этой установке оборудование было выполнено из следующих
материалов: в абсорбере и отпарной колонне корпус из стали Ст. 3,
колпачки тарелок из стали 0X13; теплообменники, холодильники из
стали 10; в ребойлере корпус из стали Ст. 3, трубный пучок из
стали Х5М; трубопроводы сделаны нз углеродистых сталей.
После 2 лет эксплуатации выполненные из углеродистой стали
стаканы тарелок отпарной колонны прокорроднровалн и были заме-
нены на стаканы из стали Х5М, Отмечалась также коррозия вход-
ного патрубка отпарной колоииы и ее корпуса в зоне орошения и
кубовой части; разрушались трубопроводы насыщенного кислыми
газами гликольаминового раствора, работающие при температуре
выше 60 °C.
При .гликольаминовой очистке и осушке газа, содержащего до
0,002 объемн.% HsS, до 0,3 объемн.% СО2, до 0,3 объемн.% О2,
была обнаружена коррозия корпуса отпарной колоииы, труб испа-
рителя и теплообменников под действием насыщенного кислыми
газами раствора. Коррозия в этих аппаратах носила локальный ха«
рактер. Трубные пучки из углеродистой стали в испарителе меняли
2—3 раза в год. Осмотр вырезанных элементов оборудования, кон-
тактирующего с регенерированным гликольамниовым раствором,
показал отсутствие коррозии под действием этих растворов.
Процесс гликольамнновой очистки и осушки газа применялся
также для подготовки газа, содержащего довольно высокое коли-
чество H2S (до 1,5 вес.%) и СО2 (до 0,5 вес.%). Поглотительный
раствор содержал 5% МЭА, 85% ДЭГ, остальное — вода; темпера-
тура в ребойлере поддерживалась равной 160°С. Все оборудование
установки было выполнено из углеродистых марок сталей.
На этой установке отпармая колонна вышла из строя через
4 года. Сильная коррозия наблюдалась в нижней части колонны,
где происходило бурное выделение кислых газов из гликольамиио-
вого раствора и была высокая температура. В ребойлере отпарной
колонны пучки из углеродистой стали менялись через 4 месяца
работы. Разрушение носило преимущественно язвенный характер.
С наибольшей скоростью корродировали трубки на входе пара в ре-
бойлер, их толщина в этом месте уменьшалась до 0,5—1 мм. При
снижении температуры раствора в ребойлере до 130 °C срок службы
пучка из углеродистой стали несколько увеличился. Ребойлер ра-
ботал около 5 лет. Сильная коррозия наблюдалась и в теплообмен-
никах со стороны регенерированного гликольаминового раствора,
особенно на его горячих ходах. Срок службы пучка из углероди-
стой стали не превышал 1 года. Трубные пучки холодильников
гликольамннового раствора выходили из строя по причине корро-
зии со стороны раствора через 1,5—2 года. Участки трубопроводов,
транспортирующие насыщенный глнкольаминовый раствор с темпе-
Очистка и осушка природного газа гликомаминовыми растворами 305
ратурой выше 60 °C, приходилось заменять через I год, а транспор-
тирующие насыщенный раствор с температурой ниже 60°C — через
3 года. Особенно быстро разрушались места сочленения трубопро-
водов Трубопроводы, транспортирующие регенерированный гли-
кольаминовый раствор, эксплуатировались нормально в течение
7 лет.
На зарубежной установке {40], работающей с раствором состава:
17% МЭА, 77% ДЭГ, 6% Н3О, наблюдалась интенсивная коррозия
трубных пучков теплообменников со стороны насыщенного раст-
вора Молярное отношение СО3: H3S в растворе составляло 0,5.
Температура регенерированного раствора на входе в трубное
пространство была 148°С, насыщенного раствора на выходе нз
межтрубного пространства — 117®С. Срок службы пучков из уг-
леродистой стали не превышал 2 месяцев.
На этой установке был испытан трубный пучок из стали с 4—
6% Сг и 0,5% Мо. После 1,5 года работы решетки и перегородки
из углеродистой стали сильно прокорродировали, трубы остались
в хорошем состоянии.
На другой установке гликольаминовой очистки газа {40] был
испытан теплообменник с трубным пучком из алюминиевого сплава
марки 3S (1,2% Мп, 96,5% А!), решетки выполнены также из
сплава алюминия. Условия испытания были следующие: среда —
22% МЭА, 71% ДЭГ, 7% Н2О; молярное отношение СО2: H3S в на-
сыщенном растворе равно 5; температура регенерированного рас-
твора на входе 1о0®С, насыщенного раствора иа выходе—107°С.
Испытания дали положительные результаты. На основе этих
испытаний был сделан вывод, что сплавы алюминия и хромистая
сталь (типа Х5М) являются надежными материалами для тепло-
обменников систем гликольаминовой очистки.
Характерной особенностью работы отпарных колонн гликоль-
аминового раствора является возникновение коррозионных разру-
шений иа участке от верхней части колонны до тарелки, на которую
подается регенерированный раствор. Подобное же разрушения на-
блюдаются и при работе отпарных колонн мЬноэтаноламиновой
очистки газа, но в рассматриваемом случае это выражено сильнее.
Интенсивность коррозии отпарных колонн, выполненных из углеро-
дистой стали, изменяется в широких пределах в зависимости от
условий работы установки. Высокая температура регенерации зна-
чительно усиливает коррозию.
В качестве конструкционного материала для отпарной колонны
зарубежная практика рекомендует сплавы иа основе алюминия [6].
Для защиты внутренних элементов колонн: тарелок, колпачков,
болтов, переливных труб—рекомендуется металлизация углероди-
стой стали алюминием
В работе [39] приводятся данные об испытании отдельной сек-
ции из сплава алюминия в растворе нз 20% МЭА. 40% ДЭГ,
40% HSO. Температура колонны была 71—99°С, температура
*0 ‘ Гл. 4 Ocffwn «е и <пи Tf* if>kp « tan,
ребойлера—127 *С После Ю сут’й эксглугтаЬДа бы.-а, Обнйруже
нА зий щгельаая коррозии в зоне пгетуплении регенерированного
(насыщенного! рьстг>рн На оснований т-их данных был с делам,’
вивоХ чтс алюминиевые сплавы могут применяться, если концен
тр.'ция ЛЭГ с раств ре не ниже 40%
Срок службы трубных пучков "ебойлёра, выполненных из угле1
родигтой ст алн, сс тавляет 25' 40 месяцев. В случае применения
.лнкольамииового раствора с содержанием ДЭГ 60% этот срок
резко сокращается. Применение в данных условиях алюминия ог-
раничено из-за его низких механических свойств. Вследствие ви-
брации труб прн работе аппарата может произойти срез труб около
рычеткн и перегородок
Коррелируют трубки холодильников регенерированного рас-
твора также и со стороны гликольаминового раствора. Интенсив-
ность этой коррозии зависит от изменения pH раствора, вызван-
ного образованием в нем агрессивных веществ.
Методы защиты от коррозии установок
гликоиьаминовой очистки и осугакн газа
Приведенные выше данные о коррозионной стойкости материа-
лов в насыщенных кислыми газами и регенерированных гликоль-
аминовых растворах, а также опыт эксплуатации действующих
установок показали [38], что на этих установках оборудование мо-
жет разрушаться как со стороны насыщенного, так и со стороны
ре~енерированного растворов. Интенсивность коррозии в значитель-
ной степени зависит от содержания агрессивных компонентов в очи-
щенном газе, а также от температуры регенерации поглотительного
раствора.
Если установка очищает таз, содержащий до 1,5 вес.% H?S, то
для защиты оборудования от коррозии пэд действием горячих на-
сыщенных гликольамииовых растьоров и Для удлинения срока его
службы следует применять хромистые стали типа ХЗМ.
При содержании в газе больших количеств СО? наиболее под-
верженные коррозии элементы оборудования: трубные пучки тепло-
обменников, отдельные секция отпарной колонны, тысокотегчера-
турные трубе прозоды насыщенного гликольаминовот раствора —
следует изготовлять нз нержавеющей стали типа Х18Н10Т
Зарубежная практика для предотвращения коррозии в отпарной
колонне рекомендует облицовку алюминием зоны вблизи места вво-
да насыщенного раствора, а также применение в этой секции ко-
лонны тарелок из алюминия. Такая защита требуется в зоне, охва-
тывающей примерно 6 тарелок ниже и 2 тарелки выше мес> а вве-
дения раствора.
За рубежом [6] для раб< ты в тех средах, где достаточно устой-
чивы алЮминиевые сплавы, по экономическим соображениям их
обычно предпочитают другим коррозионнэстойким сплавам-
6<&crw в о уши природного <аза ^“МльамсмоМмй ра^влрами 307
•> Ц •'»'•.---------------------------------————
Корроэия той части оборудования установки гликольаминовой
очистки газа, которая соприкасается с регеьгпирозснчычи глнкф>ь-
амнншыми растворами, определяется, в основном, степенью ьасряз-
йинвос н раствора агрессивными Примесями (такими кек Жирные
Цйсюты, диамины, кислород) и зависит ст pH и температуры, по-
Глс тйтелпного раствора. В подкисленных до pH 10.3 гликоли 1мй
новых растворах углеродистая сталь при температурах в1>1ше70оС
не является коррозионностойким материалом. А так как при эк-
сплуатации установок очистки и осушки газа происходит самопро-
извольное подкисление гликольамииовых растворов и иа установках
отсутствует контроль за изменением pH раствора то изготовление
тонкости иных узлов аппаратуры, соприкасающихся с регенериро-
ванным гликольаминовым раствором, из углеродистой стали ие обе-
спечит их надежной эксплуатации. Сказанное подтверждается опы-
том эксплуатации отечественных и зарубежных установок глнколь-
аминовой очистки и осушки га sa.
Снизить коррозию углеродистой стали под воздействием реге-
нерированных гликольаминовых растворов можно следующими спо-
собами: 1) обеспечением контроля за изменением pH гликольами-
нового раствора — pH раствора не должен быть ниже 10,5; 2) сни-
жением температуры раствора в ребойлере отпарной колонны ниже
150°C. Другим методом защиты является применение более корро-
зноииостойких материалов, чем угл> родистая сталь: стали Х18Н ЮТ
для трубных пучков ребойлеров; стали Х5М, XlfelllOl алюминия
и его сплавов АМг. АМц для трубных пучков холодильников гЛи-
колг аминового раствора.
Интенсивность коррозии оборудования установки гликольами-
новой очистки газа можно уменьшить: I) созданием подушек инерт-
ного газа над поверхностью р створов, контактирующих с воздухом
(чтобы кислород не попадал в систему); 2) непрерывным удале-
нием твердых примесей и кислых продуктов разложения путем
фи тьтрации и перегонки части раствора.
Из сказанного выше видно, что большую часть дппаратуры
установки гликольамнновой очистки и осушки газа можно изготов-
лять из углеродистых сталей. Однако в ряде случаев. особенно прн
очнс гке и осушке газа, содержащего значительные количества H2S
(1,5%) и COj (0,5%) в местах интенсивной коррозии экономичнее
применять вместо углеродистой стали более коррозионноетойкие
материалы, такие как хромистые и хромоникелевые стали.
ЛИТЕРАТУРА
1. А. Л. Ко у ль, Ф. С. Р и зенфельд. Очистка газа. Изд «Недра». 1968,
стр. 248—257.
2. М Н. Б а з л о в, А. И. Ж у к о в. Т С Алексеев. Подготовке природного
«за и конденсата к транспорту Изд. «Недра». 1968
3. Ю. Ф Макогон. Г. А. Саркиси-я ни. Ппедхнреждение сбра„ова(.ий
гидратов прн добыче и транспорте -аза. Изд. «Недраг 1966, стр 8.
308
Гл. 8. Осушение и очистка природного еаза
4. Н. Е Л е г с з и и. Применение ингибиторов коррозии в нефтегазодобывающей
промышленности, В11ИИОЭНГ. 1971.
5. Д. Г. Коч е р г и и а, Коррозия на установках низкотемпературной сепарации
газа. ВИИ НОЭН Г. 1969.
6. W J. Lloyd F. С. Taylor. Ind. Eng. Chem.. 46 (11), 24C7—24|ь (1954).
7. Д. Г. Кочергина. А А. Г орелик, ЖПХ, 45, № 7, 1492—1497 (1972).
8. А. М. Климушин, Н. П. Михайлов, Подготовка природного кзза к
дальнейшему транспорту. ВНИИГазпром, 1967.
9- С. М Н u d g i ns et al.. Corr.. 22, № 8, 238 (1966).
10. H. Kihara, VII lot. Petrol. Congress. Mexico, 1967.
II. E. H. Phelps, ibid.
12. J. F. Bates. Mater. Protect,, 8, Aft 1, 33 (1969).
13. B. Quarles, Pipe Line News, № 2, 23 (1970).
14. G. B. Koh u I, M. 3. M cG ui re. Mater. Protect.. 7, 17 (1968)
15. A. H. Ca г I son. Petrol. Eng., XI. № 2. 160 (1446).
16. 3. П. Заььялова. О И Иоаннидис. Тезисы докладов научно-техниче-
ской конференции по проблеме «Разработка мер зашиты металлов от корро-
зии», СЭВ, вып. Ill, Москва, 1971.
17. Т. В. Кемхадзе. В. Д. Фадеева. Е. П. Сидорин, Уч. зап. МГПИ
ий, Ленина, 340. 254—256 (1971).
18: F..Ve г m е г s с h. J. Inst. Petrol.. 54, № 537. 251—288 (1968).
19. Д. Г. Кочергина, А. А Горелик, Коррозия н защита в нефтегазовой
промышленности. А? 4. 5—9 (1972).
20. W. SwerdlofI W.. М Dy г ran. Petrol. Ref., 34 (3), 208 (1955).
21. R. Kcitur. S. Putek, Pops a uhlie, 7, № 2, 35 (1965).
22. А И. Алцыбеева, С. 3. Левин Ингибиторы коррозии металлов, Изд.
«Химия» 1968
23. А. Л Коуль. Ф С. Рпзенфельд. Очистка газа. Изд. «Недра». 1968,
стр. 21—64.
24. G. Е 11 i s, Petrol. Eng., 12, № 13, 68, 72, «0. 82 (I960).
25. Осушка н очистка природного газа в Канаде (обзор), «Газовая промышлен-
ность». ЦНИИТЭНефгегаз. 1967.
26. С. Д. Климе р, А. И. Богдан, Р. Л Шкляр. Обеспечение надежности
работы установок очистки природного газа от сероводорода и углекислого
газа мокозтаноламнном, ГОСИНТИ. 1967.
27. R. A. Grail, Petrol. Eng. lor Management, 31, № 3, 12—14 (1959).
28. R С. E w I n g. Oil a. Gas Journ.. 65. Afe 44, 125- -129 (1967).
29. R N M a d d о x. Oil a Gas Journ., 65, № 35. 116—117 (t967).
30. D. В a 11 a r d. Hydrocarbon Process, 45, № 4, 137—144 (1966).
31. C. J. Wendt, L. W. Daiby, Hydrocarbon Process., 46, Aft 10, 155—157
(1967).
32. Борьба с коррозией на нефтеперерабатывающих заводах Обзор зарубежной
литературы, ЦНИИЭНефтегаз. 1965.
33. L. D. Polder man А. В. Steel. Oil a. Gas Journ., 56, Ай 65. 206 209.
212 (1956).
34. G. D Hall, Canad. Oil a. Gas, 12, № 5. 82—89 (1959).
35. B. Kennct, L Moore, Corr.. 16. Aft 10, 103—106 (I960).
36. Д. Г. Кочергина. И. В. Чижова. Корр, н зашита в нефтегаз, пром.,
Ks 4. 5—7 (1971).
37 В. G. Н о f ш с у е г, Н. G. Scholten. W J. Lloyd, Contamination and
Corrosion in Monocthanolamine Gas Treating Solution. National Meeting of
Amer. Chem. Soc., Dullas, 1956.
38. Д. Г. Кочергина. Борьба с коррозией промыслового оборудования,
ВНИИОЭНГ, 1972.
39. F. С. Rlesenfeld. С. L. Blohm. Petrol. ReL. 30 (10). 107—115. October
(1951).
40. F. C. Rlesenfeld, C. L. Blohm, Pelrol. Ref,, 30 (2), 97—106, February
(1951).
Глава девятая
ЗАЩИТА КОНДЕНСАЦИОННО-ХОЛОДИЛЬНОГО
ОБОРУДОВАНИЯ ОТ КОРРОЗИИ ПОД ДЕЙСТВИЕМ
ОХЛАЖДАЮЩИХ СРЕД
ОСОБЕННОСТИ РАБОТЫ КОНДЕНСАЦИОННО-ХОЛОДИЛЬНОГО
ОБОРУДОВАНИЯ НА НЕФТЕПЕРЕРАБАТЫВАЮЩИХ ЗАВОДАХ
Современные нефтеперерабатывающие заводы имеют широко
развитую систему конденсационно-холодильного оборудования.
Анализ конструктивных особенностей и условий эксплуатации кон-
денсаторов и холодильников позволяет выявить следующие при-
чины повышенной подверженности этих аппаратов коррозионному
разрушению;
одновременное воздействие двух разнородных по химическому
характеру сред;
эффект теплопередачи через стенку:
движение коррозионных сред, сопровождающееся эрозией взве-
шенными частицами;
периодическая очистка труб от накипи и т. п., сопровождаю-
щаяся истиранием и механическим разрушением поверхностного
слоя;
агрессивность охлаждающих сред, охлаждаемых продуктов или
тех н других одновременно, вызывающая коррозию в особо опасной
локальной форме (точечная, язвенная коррозия, коррозионное рас-
трескивание) .
Срок службы трубных пучков в агрессивных средах снижается
также вследствие небольшой (2,0—2,5 мм) толщины стенок труб.
Поэтому в некоторых странах [1] установленный минимальный срок
службы трубных пучков (5 лет) значительно ниже, чем для боль-
шинства сосудов и массообмеииых аппаратов (20 лет), магистраль-
ных трубопроводов и внутренних элементов аппаратуры
(10 лет).
310 1~л. 9 Защита конденсаторов -и колодильюкбв 4 i^wcda/ощит среде*
На нефтеперерабатывающих заводах США затраты и потери
в результате коррозии различных видов аппаратуры распреде-
ляются следующим образом [2]:
Доля латрат.
И
Печи................................................ 19.2
Емкости............................................. 19.0
Конденсаторы, холодильник» и теплообменники . . . 39.8
Насосы............................................. 0,7
Трубопроводы....................................... Б.0
Прочие расходы (включая расходы на антикоррозион-
ные химикаты)..................................... 16.3
Всего: 100
Американскими специалистами не были еще учтены убытки,
связанные с недопроизведенной продукцией, и потерн производи-
тельности связи с ухудшением теплопередачи, вызванным обра-
станием и коррозией теплопередающих стенок конденсационно-
холодильного оборудования. Так как это оборудование (вместе
с теплообменным) достигает 40% всей аппаратуры нефтезаводов,
то эти дополнительные и весьма трудно рассчитываемые потери от
коррозии представляются также весьма значительными.
Проведенное ВНИИНефтемашем обследование работы ряда оте-
чественных нефтеперерабатывающих заводов показало, что затраты
иа капитальный ремонт только конденсационно-холодильных аппа-
ратов составляют 25—30% общих затрат на ремонт всех видов
основного оборудования. /
Коррозия конденсационно-холодильного оборудования со сто-
роны нефтепродуктов рассмотрена в предыдущих главах. В дан-
ной главе приводятся результаты изучения коррозионной стойкости
указанного оборудования в основном со стороны охлаждающих
сред.
В широко применявшихся ранее холодильниках секционно-по-
гружного типа охлаждающая вода подавалась в межтрубное про-
странство, а продукт — в трубы. В конденсационно-холодильном
оборудовании кожухотрубчатого типа, наиболее распространенном
в настоящее время, вода проходит в тонкостенных трубах. По-
скольку для усиления теплообмена толщина труб выбирается мини-
мальной, износ их в результате коррозии происходит значительно
раньше, чем износ корпуса (толщина стенки корпуса включает при-
бавку на коррозию до 4—6 мм). Именно выход из строя отдельных
труб трубного пучка конденсатора является наиболее частой при-
чиной остановки аппаратов на ремонт Обычно в одном и том же
корпусе меняют 6—8 пучков, прежде чем корпус приходит в состоя-
ние, прн котором его дальнейшая эксплуатация недопустима По-
этому прн выборе материалов для конденсационно-холодильного
оборудования прежде всего подбираю? материал для труб.
t остов и свойства охлаждающих вод на нефтеперерабатывающих заводах .>11
СОСТАВ И СВОЙСТВА охлаждающих вод
НА НЕФТЕПЕРЕРАБАТЫВАЮЩИХ ЗАВОДАХ
В качестве охлаждающей среды в конденсаторах водяного ох-
лаждения используется либо оборотная вода из пресноводных во-
доемов, либо морская вода. Большинство отечественных нефтепере-
рабатывающих заводов используют для охлаждения пресную воду.
Результаты анализов охлаждающих оборотных вод приведены в
табл. 9.1.
Таблица 3.1
Состав циркуляционных вод пефтеперерабашвающнх заводов
(среднегодовые продели) (3]
Показатели Вода яэ р. Волги Вода лэ р. Велой
Температура ’С 17-93 29—91
Взвешенные вещества, мг/л ... . 9—88 1 со
Щелочность, мг-экв/л Жесткость, мг-экв/л 2.1-2,8 2.2-4.0
общая 25-5.6 55-7.1
карбонатная 1.7—3.2 2.2—3.2
некарбонатиая 0.7-25 3,2—4,4
Сухой остаток, мг/л 136-219 40С-500
pH 7.4—8.7 6.9—8.1
Окисляемость. мг/л О» 6.5-21,0 1.4—27.2
Кальций Са**. мг/л 31.1-72.1 5.6-122.2
Железо общее Fe3*. мг/л 0.14-0.82 0.0-0.9
Сульфаты в расчете на SO'-, мг/л 35 4- 100 4 116.1-1213,1
Магний Mg1*, мг/л 12.8-32.8 195-26.7
Хлогиды в расчете иа С1“, мг/л . . 17.5-36.0 14.2-68.0
Нефтепродукты, мг>л 0.0-I& .0 0.0-4205
Сероводород, мг/л Отсутствует 0.0-18.7
Коррозия труб конденсационно-холодильного оборудования
резко усилилась, начиная с 1957 г., после перехода на замкнутую
систему охлаждения в связи с запрещением сбрасывать сточные
воды в естественные водоемы. Особенно опасна коррозия со сто-
роны загрязненной оборотной воды н обрастание труб, которое
ухудшает теплопередачу и уменьшает напор воды. Эти явления —
следствие накопления в воде (4J:
1) солей и прежде всего бикарбонатов кальция, магния и же-
леза, вызывающих отложения на стенках труб;
2) органических веществ, которые, хотя и уменьшают образова-
ние накипи, тормозя распад бикарбонатов, приводят к резкому уси-
лению обрастания труб живыми организмами;
3) живых организмов (бактеонй, грибков, ракушек), вызываю-
щих биологическую коррозию и приводящих к усилению обра-
стания;
312 Гл. 9 Защита конденсаторов и холодильников в охлаждающих средах
4) взвешенных веществ, которые могут соосаждаться при выпа-
дении карбонатов, если недостаточна скорость движения воды;
5) сероводорода и сернистых соединений из различных аппара-
тов, соприкасающихся с содержащими H2S средами
Пыль, зола и сажа, содержание которых особенно велико в воз-
духе индустриальных районов, осаждаются (в открытых градир-
нях) и попадают в общий поток воды. Вследствие этого изменяется
коррозионная активность воды, что часто приводит к точечной кор-
розии стальных труб.
При замкнутой системе охлаждения не только увеличивается
концентрация растворенных солей вследствие испарения воды;
в оборотной воде накапливаются также ноиы различных Металлов
как результат эрозии и коррозии труб, насосов и т д.
Нефтеперерабатывающие заводы, расположенные иа морском
берегу, используют для охлаждения морскую воду,, которая по-
дается прямотоком, без рециркуляции. Характерный состав твер-
дого остатка морской воды, содержащей 3,5% солей представлен
Таблица 9.2
Состав морской воды [5]
Соль Содержание соли Соль Содержи нке соли
г'ГООО г морской воды % от всего количества соля г/1000 г морской воды К от всего количестве соли
NaCl 27.2 77.8 H,SO. 0.9 2.5
MgCI, 3.8 10.9 СаСО, 0.1 0.3
MgSO, 1.7 4.7 MgBr, 0.1 0.2
CaSO, 1.2 36
в табл. 9 2 Кроме того, в морской воде растворены газы из воз-
духа: N2, О2, СО21 инертные газы и др. Содержание кислорода во
внешних слоях морской воды составляет около 0,04 г/л.
ЗАЩИТА ОТ КОРРОЗИИ КОНДЕНСАЦИОННО-ХОЛОДИЛЬНОГО
ОБОРУДОВАНИЯ В ОХЛАЖДАЮЩИХ ВОДАХ
Оборудование из углеродистой стали
При неагрессивном охлаждаемом продукте трубные пучки по-
давляющей части холодильников и некоторой части конденсаторов
кожухотрубчатого типа выполняются из углеродистой стали. Обсле-
дования показали, что такие трубы уже через 6 месяцев эксплуата-
ции необходимо чистить от отложений. Очистка производится меха-
ническим' способом (ершами), что сопровождается утонением и
местными разрушениями трубок. Вследствие разрушений от корро-
Защита оборудования из углеродистой стали
зни н истирания происходит перфорация стенок. Дефектные трубки
забивают заглушками. Пучок требует замены, когда забито 20%
трубок. Срок службы пучков из углеродистой стали от 1,0 до 2,5 лет
при охлаждении оборотной водой из пресноводных водоемов и не
больше 6 месяцев при охлаждении морской водой. В погружных
конденсаторах и холодильниках трубы работают значительно
дольше вследствие увеличения толщины их стенок и поступления
воды в межтрубиое пространство.
Образующаяся в труба\ в результате коррозии гидроокись же-
леза постепенно уплотняется и цементируется. Сплошные отложе-
ния состоят из карбоната кальция; грубодисперсные примеси це-
ментируются карбонатом. Часто наблюдаемые бугристые отложе-
ния образуются прн содержании в воде 0,3—0,5 г/л железа под
влиянием железобактерий, которые перерабатывают закись железа
и выделяет гидроокись железа. Железобактерии развиваются при
слабокислой и нейтральной (pH 7,3) реакции воды. В застойных
зонах вследствие затруднительного доступа кислорода аэробные
железобактерии погибают, выделяя сероводород [5]. Анаэробные
серные бактерии в присутствии содержащихся в охлаждающих во-
дах примесей органических веществ активизируются и более интен-
сивно восстанавливают сульфаты с образованием агрессивного
H2S.
Для борьбы с микробиологической коррозией оборотную воду
хлорируют введением жидкого хлора 14] или хлорной извести как
на градирни, так и в конденсационно-холодильное оборудование
после градирен. Прн хлорировании дозировка составляет 2—3 мг/л
активного хлора.
Для борьбы с обрастанием ракушечником, водорослями в воду
непосредственно на градирни подают медный купорос в концен-
трации от 0,1 до 10 мг/л.
В оборотную охлаждающую воду могут попадать вещества кис-
лого и щелочного характера; следует поэтому рассмотреть вопрос
о влиянии pH воды на скорость коррозии углеродистой стали.
Углеродистая сталь нестойка в воде с pH < 3 — 4 и практиче-
ски не корродирует при pH > 10 {5]. Прн pH < 7 коррозия имеет
равномерный характер; образующаяся пленка окислов легко смы-
вается потоком охлаждающей воды. С повышением pH от 7 до 10,
в особенности при pH = 7,5 8,5, наиболее часто коррозия имеет
язвенный или точечный характер [5]. Накопление продуктов корро-
зии внутри язв может приводить к закупориванию трубок.
Оборотная охлаждающая вода, проходящая через градирню,
содержит до 10 мг/л кислорода. При pH = 4,3-5-9.5 контроль за
количеством кислорода — значительно более эффективное средство
зашиты от коррозии, чем контролирование pH [6].
Содержание двуокиси углерода в воде может возрастать за счет
абсорбции его из воздуха (на градирнях), разложения бикарбона-
тов при нагреве (выше 60°С) и окисления органических примесей.
a / л У. Защита чон&епсак>{»е и
При этом сняжается значение pH, что усиливает агрессивность
воды, в особенности при больших скоростях потока
Присутствие двуокиси углерода вызывает только от */io до */т
коррозионных потерь по сравнению с потерями от такого же коли-
чества кислорода 17].
Наиболее опасным для углеродистой стали является присут-
ствие в воде сероводорода.
Большое значение имеет солевой состав охлаждающей воды.
Установлено [8]. что при использовании воды с малым содержа-
нием солей (до 100 мг/л) в большинстве случаев серьезных корро-
зионных проблем не возникает. При концентрации солей выше
2000 мг/л коррозия весьма опасна. Чем больше концентрация со-
лей. тем сильнее агрессивность воды Это объясняется, во-первых,
увеличением электропроводности, во-вторых, активацией под дей-
ствием некоторых анионов (например, С1').
Существенное влияние на интенсивность коррозии под дей-
ствием охлаждающей воды оказывает скорость ее движения [8].
При’скоростях ниже 1 м/с находящиеся в воде во взвешенном со-
стоянии примеси солей оседают на поверхности труб н в места?
выпадения осадков возникает точечная коррозия вследствие обра-
зования пар дифференциальной аэрации. Прн малых скоростях
движения жидкости наблюдается быстрое увеличение скорости
коррозии с повышением скорости потока В случае больших скоро-
стей потока изменение скорости движения не оказывает существен-
ного влияния на скорость коррозии.
Для лабораторного исследования коррозионной стойкости раз-
личных материалов в охлаждающей воде имитировался состав про-
мышленной оборотной воды нефтеперерабатывающих заводов [9].
Содержание отдельных компонентов в синтетической пресной воде
(СПВ) было принято равным среднему из многолетних результа-
тов анализов оборотной охлаждающей воды на заводах: NaCl —
116 мг/л, Na2S —49; Na2SO4-ЮН2О —2740; Fes(SO4)8-9H2O — 10;
MgSOcTHjO-260: CaSO4-2H2O —516; NaHCO,—336 . мг/л;
pH = 8 4- 8.2.
Морская вода имитировалась водой (СМВ) следующего со-
става: NaCl—26600 мг/л; MgCl2 — 2500; MgSO4-7H2O—6800;
СаС12-2Н2О-2250; КС1 —800; NaHCOs —200; NaBr— 100 мг/л;
pH = 8,2 - 8,4.
Изучение коррозионной стойкости образцов в виде пластин в
водах указанного состава гравиметрическим методом показало,
что скорость коррозии имеет максимум при температуре 70°C
(рис. 9.1). Характер разъедания поверхности близок к разномер-
ному. Уменьшение скорости коррозии при повышении температуры
до90°С объясняется преобладающим торможением катодного про-
цесса вследствие уменьшения растворимости кислорода.
Небольшие различия между коррозионной стойкостью углеро-
дистой стали в оборотной пресной и морской воде могут быть
Яыуига оборудования из углеродистой стали
t,*C
Рис. 0.1. Зависимость скорости
коррозии стали 10 от темпе-
ратуры в пресной (/). и мор-
ской (2) воде
Длительность испытаний Эво ч.
Данине полутсеы Г. Л. Черсгахо-
вой во ВНИИНефтеиаше.
объяснены наличием в синтетической пресной воде солей Fc2(SO4>.,
и NajS. Образующийся ,при диссоциации первой соли ноч FeJt
служит дополнительным (помимо кислорода) деполяризатором ка-
ф’Дного процесса. Ион S2"* также является стимулятором коррозии.
Скорость коррозии в пресной и морской воде прн температуре
етенки трубы конденсаторов в среднем 45 °C составляет около
0,3 мм/год. Такая скорость коррозии недопустима для тонкостен-
ных труб (2 мм), если учитывать неравномерный характер корро-
зии в условиях работы аппаратов а также возможность некоторого
разрушения труб еще и со стороны
охлаждаемого продукта. Допустимая
скорость коррозии для тонкостенных
труб составляет 0,05 мм/год {10].
В связи с сильной коррозией аппа-
ратов кожухотрубчатого типа с труба-
ми из углеродистой стали их практиче-
ски не устанавливают для работы на
морской воде. В этом случае исполь-
зуются, в основном, конденсаторы по-
гружного типа с трубами нз латуни,
срок службы которых составляет око-
ло 6 лет.
Для труб из углеродистой стали на
нефтезаводах . в некоторых случаях
применяется протекторная защита. На
одном из нефтезаводов [11] внедрение
протекторной защиты привело к уве-
личению вдвое межремонтной эксплуа-
тации конденсацнонис -холодильного
оборудования. Применяются обычные
метром НО мм и длиной 600 мм, предназначенные для защиты
подземных сооружений Эти протекторы устанавливаются в водя-
ных коробках, причем укрепляются либо на перегородках крышек,
либо на заглушенных трубках. Крепление протектора н его при-
соединение к защищаемой конструкции может осуществляться
с помощью хомутов или шпилек иа резьбе. В первом случае хомут
изолируется от протектора прокладками из резины, а электриче-
ское соединение протектора с конструкцией осуществляется посред-
ством проводника, приваренного к внутреннему стальному стержню.
Хомут закреплялся на перегородке болтами. Срок службы протек-
тора в среднем 1,5—2 года Расход сплава МЛ-3 составляет около
3 кг на 100 м2 защищаемой поверхности. В связи с конструктив-
ными особенностями аппаратов объектом протекторной заняты яв-
ляется вальцовочное соединение, защитное действие анодов й’а
внутренние поверхности длинных узких трубок уже ц.а некоторой
удалении от решетки становится незаметным. u ' 1 ’
магниевые протекторы диа-
316 Гл. 9. Защита конденсатором и холодильников в охлаждающих средах
Особенностью ингибиторной защиты [12] конденсационно-холо-
дильного оборудования является необходимость добавления в
охлаждающую воду первоначально повышенных количеств ингиби’
торов, что обеспечивает образование .защитной пленки. В дальней-
шем требуется уже поддержание относительно небольших концент-
раций ингибитора.
Сложность ингибирования воды на нефтезаводах заключается
в том, что оборотная охлаждающая вода циркулирует через обо-
0,22
4? 0,13
0,044
2
О 20 . ео 100
Сс
Рис. 9.2. Зависимость скорости
коррозии стали 10 (/) н ста-
ли 10 с тсрмоднффузионным
цинковым покрытием (2) от
температуры в пресной (----)
и морской (-----) охлаждаю-
щей воде [18].
Длительность испытанна 1000 ч.
рудование, выполненное из различных материалов — латуни, не-
ржавеющей стали, углеродистой стали, алюминия. Это требует
подбора универсальных ингибиторов.
Кроме того, оборотная вода имеет раз-
личный состаЪ не только иа отдельных
заводах, по н в различных водобло-
ка\ одного предприятия.
Вопросы ингибирования охлаждаю-
щей воды на нефтезаводах отражены
в работах [7, 12—15].
Антикоррозионную защиту поверх-
ностей конденсаторов, соприкасающих-
ся с водой, за рубежом осуществляют
иногда нанесением лакокрасочных по-
крытий типа «зекафен», фенольных,
иа основе каменноугольной и эпоксид-
ных смол и др. в Советском Союзе
имеется опыт защити таких поверхно-
стей бакелитовым лаком. Во ВЧИИ-
Нефтемаше разработано [16] антикор-
розионное лакокрасочное покрытие на
основе модифицированной фуриловой
смолы. Конденсатор с неподвижными трубными решетками, имею-
щими фуриловое покрытие со стороны охлаждающей морской
воды, успешно прошел заводские испытания. Нанесение такого
покрытия позволило эксплуатировать аппарат кожухотрубчатого
типа.
Существующие методы подготовки воды (деаэрацией н др. | для
питания парокотельных агрегатов [5, 10, 17] не могут быть приме-
нены для защиты от коррозии под действием оборотной воды без
кардинального их пересмотра. Причины этого — большие объемы
используемых иа заводах охлаждающих вод, наличие открытых
градирен и т. д. .
Защитное действие цинкового покрытия, получаемого термо-
диффузионным способом, исследовано на трубах нз углеродистой
стали (рнс. 9.2). Оцинкование осуществлялось в течение 6—8 ч
при 480®С в муфеле, содержащем смесь цинкового порошка и
кварцевого песка. Толщина железо-цииков >го слоя должна быть
не меиее 100 мкм.
Защита оборудования с трублми из легирляанных ста лей
317
Стойкость оцннкованнь-х труб в синтетической пресной и мор-
ской воде изучалась в интервале температур 20—90°C при вы-
держке 300 ч Установлено, что коррозионные потерн проходят че-
-рез максимум при 45 ®С; с дальнейшим повышением темпера-уры
>растут защитные свойства пленок окнслов цинка и .могут про-
явиться возиикаюшне прн повышенной температуре протекторные
свойства железа по отношению к цинку [18, 19]. Во всех испытан-
ных условиях коррозия носит близкий к равномерному характер,
а весовые потери ниже, чем для незащищенной углеродистой стали,
в 2—12 раз. На защитных свойствах покрытия скорость переме-
шивания (до 0,5 м/с) практически ие сказывается. Покрытие стойко
в синтетической пресной воде в интервале 5 pH 9 Защитный
эффект при температурах до 45°C составляет 92.0—93,6%.
В результате нанесения термодиффузиониого цинкового покры-
тия образцы стали 10 при 7-месячных испытаниях в конденсаторах
установок гидроформинга и депара рннизации показали уменьше-
ние коррозии в 5—10 раз. Быстрее разъедание термодиффузион-
ного цинкового покрытия наблюдается [20] при содержании в воде
0,1—0,5 мг/л Си2*. Высокой стойкостью отличаются покрытия в
пластовых и других минеральных водах, содержащих СОг и HjS.
В контакте с латунью в средах типа морской воды термодиффузи-
онное цинковое покрытие подвергается усиленному разъеданию
[19]. Цичковое покрытие водяных камер разрушилось полностью
прн работе конденсаторов в контакте с никелевыми трубными до-
сками (среда — вода Каспийского моря).
Поскольку термооцинкованные трубы — новый для нефтепере-
рабатывающей промышленности материал, приводим некоторые
данные по стойкости такого покрытия. В средах, характерных для
нефтепереработки, проводились испытания образцов в виде пред-
варительно оцинкованных пластин. Кроме того, непосредственно в
производстве испытывались конденсаторы с термооцинкованными
с обеих сторон трубами. Срок службы трубных пучков в опытных
аппаратах составил 3 года и более. За это время разрушений по
дл нне труб практически не обнаружено. Выход из строя аппаратов
произошел из-за разрушения т руб в местах развальцовки в труб-
ных решетках.
Применение труб, оцинкованных термоднффуэнонным методом,
можно рекомендова гь для изготовления трубных пучков конденса-
торов и холодильников, если нефтепродукты не содержат водной
фазы с примесями соляной кислоты и щелочей, рабочая темпера-
тура не выше 250 °C, а охлаждающая пресная или проточная мор-
ская вода имеет 5 < pH 9.
Оборудование с трубами из легированных сталей
Легированные стали типа Х5М, Х8 практически не превосходят
углеродистую сталь по коррозионной стойкости под действием
охлаждающей воды.
31 fi Гл. 9. Защита конденсаторов и холодильников в охлаждающих средах
Возможность применения в конденсационно-холодильном обо-
рудовании труб из стали 0X13 исследовалась в работе [21]. Эта1
сталь дешевле и менее дефицитна, чем цветные сплавы и никель-
содержащие стали. Коррозионная стойкость се изучалась в синте-
тических водах типа СПВ и СМВ при тех же температурах, что
у стенки трубы конденсаторов Как следует из табл. 9.3, в боль-
шинстве случаев скорость коррозии стали 0X13 в 1,5—2 раза
меньше, чем у углеродистой стали.
Таблица $.3
Скорость коррозии (в мм/год) сталей в охлаждающей воде нефтезаводов
Сталь СПВ СМВ
30 °C S0TO TOTO «ТО 30 то юто ГОТО 90 ТО
0X13 0.10 0.17 0 11 0.095 0.060 0.070 0.090 0.040
Ст. 3 0.14 0.21 0.17 0.20 0.10 0.16 0.16 . 0.13
Значения скоростей коррозии а также ход кинетических крн
вых коррозии указывают на отсутствие достаточно полного пасси-
вирования стали 0X13 в указанных средах (видимо, в результате
наличия в них хлоридов). На поверхности стали со стороны обо-
ротной пресной воды отмечена точечная коррозия — наиболее
опасный врд разрушения для тонкостенных труб. Ввиду этого при-
менение конденсаторных труб нз стали 0X13 для охлаждения не-
агрессивных продуктов нерационально.
Трубы нз стали 2X13 в синтезированной морской воде (состав,
мг/л; MgSOt—2720, CaSOt-607, MgBri —60. NaCl—14 000,
KC1 —550, CaCl2 —327, Na2CO3- 10h2O— 846, MgCl2 —3410), под-
верглись точечной коррозии при 20 РС со скоростью 11,4 мм/грд
(рассчитано по максимальной глубине поражений).
Трубы нз хромоникелевой стали типа Х18Н10Т служат 5 и бо-
лее лет. Они подвергаются слабому точечному разрушению в прес-
ных оборотных охлаждающих водах, однако скорость роста пора-
жений со временем уменьшается. Такне трубы значительно меньше
забиваются, их легко очищать сжатым воздухом или струей воды
[22, 23].
Данные [22, 23] о коррозионном растрескивании стали Х18Н10Т
в охлаждающих водах 6-летней эксплуатацией рубных пучков из
этой стали на нефтезаводах не подтвердились. Отсутствие корро-
зионного (хлорндного) растрескивания Х18Н10Т можно связать с
относительно низкой (для этого вида разрушения) средней темпе-
ратурой стенки трубы со стороны охлаждающей воды (до 50 °C)
и, возможно, ингибирующим действием органических примесей.
Опыт работы конденсаторов с трубами из стали Х18Н10Т на
морокой-воде в СССР отсутствует, так как нефтезаводы, работаю-
щие на морской воде, используют низкосернистые иефти, прн пере-
Защита оборудования из Си—Zn. Си—Ni и Ni—Си сплавов 310
работке которых не возникает коррозионноактивных сред, требую-
щих применения сталей типа Х18Н10Т.
Трубы в конденсаторах делают также из нержавеющих сталей
аустенитно-феррнтного класса с пониженным содержанием нике-
ля— 0Х21Н5Т (ЭП53) и 0Х21Н6М2Т (ЭП54). По стойкости к об-
щей и точечной коррозии эти стали не уступают стали Х18Н10Т и
к тому же обладают (благодаря наличию второй фазы — феррита)
повышенной стойкостью к коррозионному растрескиванию [24],
Трубные решетки в этих случаях выполняются из стали
Х18Н10Т.
г
Оборудование из медноцинковых, медноникелевых
и викелевомедных сплавов
Из латуней наиболее широко применяются для труб конденса-
ционно-холодильного оборудования ЛАМш 77-2-0,05 и ЛОМш
70-1-0,05. Материалом для трубных решеток обычно служит ла-
тунь ЛО 62-1. Коррозионная стойкость латуней определяется глав-
ным образом свойствами образующейся в среде поверхностной
пленки (ее строением, сплошностью, растворимостью в данной
среде, стойкостью к механическому разрушению). Поверхностная
пленка состоит из соединений меди и цинка: карбонатов, гидро-
окисей, окислов, хлоридов, основных солей. Слой продуктов кор-
розии часто включает выпадающие из воды накипь, карбонат каль-
ция, продукты биообрастания и т п.
Основным видом коррозии латунных труб под действием
охлаждающей воды является обесцинкование [3]. При этом обра-
зуется поверхностный пористый слой лишенной цинка медной
массы с чрезвычайно низкими механическими свойствами. Рост
этого слоя приводит к сквозному разрушению металла в резуль-
тате неспособности обесцннкованного слоя сопротивляться- внут-
реннему давлению.
Механизм обесцинкования латуней представляют в виде либо
компонентно-избирательной коррозии цинка, и обогащения вслед-
ствие этого сплава медью (25, 26], либо первоначального стехио-
метрического растворения меди и цинка с дальнейшим контактным
осаждением (27—29].
Двухфазные а + 0-латуии, а также 0-лагуии более склонны
к обесцинкованию, чем а-латунн, у которых эта склонность умень-
шается с повышением содержания меди [3]. Однако борьба с
обесцинкованием путем понижения содержания цинка нс представ-
ляется целесообразной, так как резко увеличивается потребление
дефицитной меди. Наиболее эффективный способ предотвратить
обесцинкование латуней — легирование мышьяком в количестве
0,025—0,10% [3]. При таком содержании мышьяка технологические
и механические свойства латуней практически не изменяются и их
производство не удорожается. Вместо мышьяка иногда вводят
320 Гл. 9. Защита конденсаторов и холодильников в охлаждающих средах
сурьму или фосфор. Однако эти добавки, не имея никаких преиму-
ществ по сравнению с мышьяком, менее эффективны.
Предотвращающее обесцинкование действие мышьяка объяс-
няется повышением перенапряжения катодного процесса разряда
и осаждения ионов меди 127].
Лабораторные (рис. 9.3) и заводские испытания в оборотной
охлаждающей воде показали, что коррозионная стойкость латуни
в результате легирования мышьяком повышается"в 2—3 раза.
Из двух видов латуни для изготовления конденсаторных труб —
оловяннстой типа ЛОМш 70-1-0,05 и алюминиевой типа ЛАМш
Рис. 9.3. Коррозия латуней вез ,
мышьяка (/) и с мышь—'.^и (2J ~
в 3% растворе K-aCl при раз-
личных температурах (29).
77-2-0,05 — в современной практике
первую применяют при скоростях
охлаждающей воды не более 1 м/с
[30]. Для более высоких скоростей
охлаждающей воды применяют
алюминневук^ латунь. Трубы изэтой
латуни допускают скорости воды
порядка 2—2,5 м/с, а при хорошо
спроектированной системе охлаж-
дения с отсутствием турбулентности
потока, препятствий в трубках н
резких изменений направления по-
тока — н более высокие скорости ох-
лаждающей воды [30].
В определенных средах при на-
личии внутренних растягивающих
напряжений латуни подвержены
коррозионному растрескиванию.
Одним нз сильнейших стимуляторов
коррозионного растрескивания ла-
туней является аммиак [31]. Даже
незначительные примеси аммиака в такой сравнительно неагрес-
сивной среде, как воздух, могут оказаться причиной растрескива-
ния латуни через короткое время [31—33].
Сказанное относится н к охлаждающей воде и нефтепродуктам,
воздействующим на конденсаторные трубы из латуни. На нефте-
заводах отмечались случаи такого разрушения при введении ам-
миака в верхние погоны атмосферной колонны для нейтрализации
НС1. Вызывающие коррозионное растрескивание растягивающие
напряжения в трубках могут возникать по двум основным причи-
нам: первая—это провисание груб при недостаточном количестве
опор; вторая связана с передвижением решетки плавающей го-
ловки.
Вместе с тем, сообщается [34] о нормальной работе труб голов-
ных конденсаторов атмосферной колонны из латуни типа ЛАМш
77-2-0,06 при подаче аммиака в трубопровод после дистилляцион-
ной колонны. Особое внимание уделялось дозировке подачи ам-
Защита оборудования из Си—2п, Си—Ni и NI—Си сплавов
321
мнака, что обеспечивало поддержание pH дренажной воды нз от-
стойника после этих конденсаторов в интервале 6—7. Отсутствие
растрескивания объясняется нейтрализацией аммиака с переходом
NHs в неагрессивные в отношении коррозионного растрескивания
ионы NH/. Более высокие величины pH рабочих сред, содержащих
аммиак, создают опасность коррозионного растрескивания.
Для изготовления конденсаторных труб применяют купрони-
келя (мельхиоры) 80/20 и 70/30, а нз ннкелемедных — сплав монель.
Применение труб из купроникеля 70/30 с добавкой железа значи-
тельно снижает возможность разрушения от струйной коррозии.
Однако и в этом случае, как и для других конденсаторных сплавов,
струйная коррозия может развиться, если скорость движения охла-
ждающей воды выходит за допускаемые пределы, которые приво-
дятся инже [30]:
Скорость движения
ВОДЫ. NjC
Купроникель 70/30 (0.6% Fe 0.5% Мп) .... Свыше 4.6
Медиоиикележелезиый сплав 90/10 (1.75—2% Fe) 3.05—335
Алюминиевая латунь (0.02—0.06% As) .... 2.13—2.44
Адмиралтейская латунь (0.02—0,06% As) . . . 0.91—1.22
Весьма высокой коррозионной стойкостью в охлаждающей воде
(как в пресной оборотной, так и в морской) отличается моиель-
металл. Его стойкость сохраняется н при больших скоростях дви-
жения охлаждающей воды [35]. Испытания в 3% растворе NaCl
(имитация морской охлаждающей воды) показали [3] значительно
более высокую коррозионную стойкость монеля по сравнению с
мельхиором, латунями н углеродистой сталью. В частности, кор-
розионная стойкость монеля примерно в 10 раз превышала стой-
кость латуней в этих средах. Однако в овязн с высокой стоимостью
и дефицитностью высоконикелевого сплава моиель его применение
оправдано в технико-экономическом отношении лишь в случае
очень высокой агрессивности охлаждаемого продукта. В первую
очередь это относится к головным фракциям атмосферных колонн
установок прямой гонки, содержащих существенные количества
соляной кислоты и сероводорода.
Ниже приводятся результаты коррозионных испытаний * раз-
личных металлов в 0,05 н. растворе HCI при 70°С (т. е. при ими-
тации наиболее агрессивных условий эксплуатации конденсацион-
но-холодильного оборудования нефтезаводов):
Скорость коррозии,
ш/год
Углеродистая сталь....................... 17.8
Хромистая сталь Х17Т..................... 15.2
Алюминиевый сплав АМгЗ................... 13.1
Хромоникелевая сталь Х18Н10Т........•• . . 11.5
Латунь ЛО 70-1........................... 0.38
Моисль-металл НМЖМц 28-2.5-1.5........... 0.19
• Испытания проведены Л. Д. Захарочкнным и Л. Г. Борисовой во
ВНИИНефтемаше.
11 Зак. ю
322 Гл. 9. Защита конденсаторов и холодильников в охлаждающих средах
Прн нормальных условиях эксплуатации конденсационно-холо-
дильного оборудования оптимальным материалом для конденса-
торных труб являются упомянутые выше марки латуней. Примене-
ние более дорогостоящего мельхиора прн обычных для этого
оборудования скоростях охлаждающей воды экономически не-
оправданно, так как его стойкость здесь лишь незначительно выше,
чем у латуней. Применение мельхиоровых труб целесообразно,
как сказано выше, только в случае чрезмерно высоких скоростей
потока охлаждающей воды. Проектируя такие конденсаторы, сле-
дует учитывать, что теплопередающая поверхность труб должна
быть на 10% больше, чем у труб из латуни, так как у купроникеля
коэффициент теплопроводности меньше и на нем образуется менее
теплопроводная пленка, чем на латуни [30].
Забивание трубок осадками может вызвать заметное повыше-
ние скорости движения жидкости в этих местах с возникновением
турбулентности в потоке. Ни латуни, ни купроиккели ие в состоя-
нии обеспечить приемлемых сроков службы в этих условиях. По-
этому необходимо своевременно чистить трубы конденсаторов,
следя за тем, чтобы не повреждалась имеющаяся иа поверхности
сплавов пленка, которая значительно повышает их коррозионную
стойкость. Отмечается [30] значительно более высокая стойкость
труб, начальный период эксплуатации которых (а соответственно,
и образование защитной пленки) проходил в чистой морской воде,
по сравнению с трубами, начало работы которых совпало с при-
сутствием загрязнений в охлаждающей воде.
Выпадение осадков в трубах может не только способствовать
возникновению турбулентности в потоке, но и служить причиной
усиленной точечной коррозии вследствие появления элементов
дифференциальной аэрации на тех участках, где за трудней доступ
кислорода к поверхности металла. Этоп вид коррозии обычно на
пинается в период остановки оборудования на длительное время
при отсутствии тщательного дренирования охлаждающей воды из
конденсатора. Этому способствуют также очень малые скорости
движения потока [30].
Оборудование нз алюминиевых сплавов
В связи с дефицитностью латуни трубные пучки в коиденсаци-
онно-холодилыю.м оборудовании можно изготовлять из алюминия
и его сплавов. Низкая плотность алюминиевых сплавов (они в
3 раза легче стали и в 3,5 — медных сплавов) обеспечивает значи-
тельное уменьшение металлоемкости конструкций. Преимуществом
алюминия по сравнению с углеродистой сталью и латунью является
также его более высокая теплопроводность.
Алюминиевые сплавы имеют достаточно высокую коррозион-
ную стойкость во многих средах нефтеперерабатывающей промыш-
ленности. Так, чистые нефтепродукты инертны по отношению к
Защита оборудования из алюминиевых сплавов
323
алюминию и его сплавам. Образующийся прн переработке нефти
сероводород не разъедает алюминий, в отличне от черных метал-
лов, даже в присутствии воды. Сероводород является в некоторых
важных для процессов переработки нефти средах ингибитором кор
розни алюминия- скорость коррозии алюминия в 15% растворе
моиоэтаиоламина (МЭА) снижается с 2,2 мм/год до 0,15 мм/год
в присутствии 5 г/л H2S [36]. Успешно применяются алюминиевые
трубы в процессах обессеривания [37, 38]. Заводские испытания
образцов показали достаточно высокую стойкость алюминия н его
сплавов АМг2, АМгЗ, АМг5В, АМгб в сырой нефти и некоторых бен-
зинах [39]. В газовой фазе над нефтью и нефтепродуктами эти
сплавы превосходят по стойкости сталь, если в парах отсутствуют
заметные количества НС1 [39].
Преимущества сплавов алюминия по сравнению с углеродистой
сталью выявлены [40] прн испытании в алкилате орошения ко-
лонны вторичной перегонки на алкилирующей установке, в зоне
рефлюкса верхней части ректификационной колонны на установке
фенольной очистки, в верхней части депропанизатора газофракцио-
нирующей установки, в загрузочной емкости дебутанизатора, в
среде байпаса инертного газа установки каталитического рифор-
минга и др.
В среде бензина прямой гонки (нестабильный бензин, содержа-
щий НС1 и HjS) при 160—180 °C и давлении 3—3,5 кгс/см2 сплав
АМг2 подвергается глубокой точечной коррозии (максимальная
глубина 1,3 мм за 4 месяца), что делает его абсолютно непригод-
ным для работы в такой среде. В средах стабильного и нестабиль-
ного бензина вторичной гонки в связи с практическим отсутствием
в них примеси НС1 сплавы алюминия показывают достаточно вы-
сокую коррозионную стойкость [41].
11а основании зарубежных данных [41] и наших исследований
[40] можно считать, что трубные пучки конденсаторов целесооб-
разно выполнять из этих материалов в условиях воздействия таких
охлаждаемых сред, как водяной пар, газообразные и жидкие угле-
водороды с любым содержанием сероводорода и водорода, стаби-
лизированное и не содержащее примеси галогенов и их соединений
жидкое топливо (бензин, газойль, керосин, мазут, соляровое масло
и др.), газообразный аммиак, бензол, толуол, ксилолы и их произ-
водные (не имеющие сильнокислого и сильноосновного характера,
а также не способные к отщеплению галогенов), сырые нефти при
температуре до 100 "С, обессоленные нефти с содержанием хлори
дов до 100 мг/л, смазочные масла нещелочного характера.
Коррозионная стойкость алюминиевых сплавов испытывалась
в синтетической пресной и морской воде указанных выше соста-
вов. Исследовались сплавы, характеризующиеся сочетанием повы-
шенной коррозионной стойкости и удовлетворительных механиче-
ских свойств: АМг2, АМц, АМгЗ, АМг5В, АМгб [42]. Сплавы типа
ЛМг и АМц выбраны для конденсаторных труб из общего
11
Ж4 Гл. 9 Защита ? тЫаагйвлфдг eptdax
сортамента выпускаемых отечественной промышленностью трубных
алюмимгёвьх сплавов (ГОСТ 1947—56) вследствие ив относитель-
но высоких прочностных свойств в отожженном состоянии. Более
прочные ейлавы с 5 и 6% Mg были испытаны кал материал для
трубных решеток.
Рис 9.5. Зависимость скорости коррозии
в морс кой воде от температуры (9. 41]:
/—cnJBB АМг2; 2— сплав АМц; 3—сплав AMrt;
4— сплаь АМгб; 5—сплав АИг5В; 6—латунь
ЛА П-2; 7- стать 10.
Длительность испытания 360 ч.
Рис. 9.4. Зависимость скорости кор-
розии в пресной воде от темпера-
туры [9. 41]:
/—сплав AMrt; 2—сплав АМц: Э—сплав
АМгБ; 4—сплав АМгбВ; 5—латунь ЛО 70-1:
б—сталь 10.
Длительность кспытавкВ 360 9.
Результаты изучения гравиметрическим методом коррозионной
стойкости алюминиевых сплавов в сравнении с углеродистой сталью
н латунью приведены на рнс. 9.4. В связи с теи, что характер то-
чечного разрушения алюминиевых сплавов при параллельных опы-
тах хорошо воспроизводим, а сами поражения весьма неглубоки,
метод оценки коррозионной стойкости по потерям веса в данном
случае приемлем Потери веса стати 10 более чем в 10 раз, а ла-
туни ЛО 70 1 в 3—6 раз больше, чем у всех изучаемых алюминие-
вых сплавов. Повышение температуры от 45 до 70°C приводит к
некоторому торможению коррозии сплавов типа АМг, что объяс-
няется улучшением защитных свойств окисной пленки.
Saiqura o6opi/d<MKu» 10 алюмйниелых cfuaaoa 325
................ — 'V Д' ♦ ----<_> • - —r,-ut *!^ ‘ -. -'
Наибольшую cto^kqci^. показал сплав AMr2f Характер его раз-
рушения (после выдержки 3604) близок jr равномерному, точеч-
ные разрушения весьма редкие и мелкие. Коррейя ^того сплава
резко уменьшается со временем. При 45°С потеря весдда 360,
1100 и 2000 ч составляют соответственно 2,9; 5.3; 5,0 т/м*. Со вре-
менем происходит <залечиаарне> точечных поражений.
Коррозионные потерн у сплава АМц выше, чем у АМг2. точеч-
ная коррозия более интенсивная.
Поверхность образцов из сплавов АМг5В и ЛМгб ларактерн-
«уется примерно одинаковой интенсивностью, разъедания, но тоже
большей, чем у сплава АМг2; точечные поражения вытянуты вдоль
направления прокатки.
Параллельно проведенная в лабораторных условиях проверка
стойкости АМг2 в СПВ и в воде, взятой нз оборотной системы
охлаждения Куйбышевского нефтеперерабатывающего завода, по-
казала близкие результаты (табл. 9.4).
Таблица 9.4
С.исрЗсть коррозии сплава АМг2
Длительность испытания 360 я.
Скорость коррозии, мм/г.од
Т емперктур*.
СПВ
вода Куйбышевского
НПЗ
45
70
0.028
0,034
0.048
0.033
В синтетической морской воде (СМВ) скорость коррозии с ро
< том температуры для сплавов типа AMt одинакова (рис. 9.5). Все
они относятся к стойким в СМВ материалам.
Поверхность образцов после выдержки в СМВ характеризуется
более интенсивной точечной коррозией, чем в СПВ. Ход кривой за-
висимости скорости коррозии сплава АМц от температуры в СМВ
аналогичен таковому для СПВ. Однако образцы из этого сплава
подвергаются в СМВ опасному язвеииому разрушению: за 360 ч
при 45°C образуются язвы диаметром 1,5 мм и глубиной 0,4—
0,6 мм. Потери веса изучаемых алюминиевых сплавов в 20 раз и
более ниже, чем у углеродистой стали.
Производственные испытания образцов из сплава АМг2 в ох-
лаждающей морской воде в течение 9 месяцев по.казали скорость
коррозии (0,007 мм/год) при довольно частых точках (средний диа-
метр 0,2—0,3 мм, глубина до 0,07 мм). В этих же испытаниях об-
разцы латуни ЛА 77-2 с мышьяком имели скорость коррозии
326 Гл. 9 Защита конденсаторов и холодильников » охлаждающих средах
0,008 мм/год. а без него — 0,016 мм/год. Таким образом, сплав
АМг2 оказался в морской воде более стойким, чем латунь. Он реко-
мендуется в качестве Материала для труб конденсаторов {42].
К преимуществам сплава АМг2 по сравнению с АМц относятся
и более высокие механические свойства при комнатной температуре
в отожженном состоянии, а также менее резкое ухудшение проч-
ностных свойств с ростом температуры.
Из исследованных в качестве материала для трубных решеток
сплавов ЛМгбВ и АМгб, несмотря на примерно одинаковую корро-
зионную стойкость как по скорости коррозии, так и по интенсив-
ности точечного разъедания рекомендован первый [26]. Этот сплав
обладает большим относительным удлинением (12%) по сравнению
со сплавом АМгб (6%) Большая пластичность обеспечивает плот-
ность соединения при развальцовке.
Отсутствие межкристаллитной коррозии и коррозионного рас-
трескивания было проверено пу4ем изучения шлифов иэ сплава
АМг5В на образцах, вырезанных из трубной решетки в местах раз-
вальцовки Стойкость этого сплава к коррозионному растрескива-
нию обусловлена относительно высоким pH воды (8,2—8,4), низкой
температурой решетки со стороны воды (60°C), а также наклепом
решетки в местах развальцовки. Явлений контактной коррозии
между сплавами АМг2 и АМг5В ие наблюдалось.
С целью исследовать возможность сборки конденсаторов с тру-
бами из сплава АМг2 и решетками из углеродистой стали была
изучена контактная коррозия этих материалов в охлаждающей
воде. Установлено {43], что такой контакт опасен в отношении кор-
розии. Эти данные были подтверждены результатами работы на
нефтезаводах нескольких опытных конденсаторов, собранных
с трубками из АМг2 и решетками нй углеродистой стали. Через
1,5—2 года эксплуатации конденсаторы вышли из строя вследствие
сквозного разрушения труб в местах развальцовки
При изготовлении трубного пучка со стальными решетками за-
щита от кон гактнбй коррозии может быть достигнута- путем метал-
лизации цинком обращенной к воде стороны трубной решетки нли
Применением цинковых протекторов, помещенных в распредели
тельные коробки (44]. В качестве протектора вместо цинка можно
применять сплав цинка с алюминием.
Контакт с нержавеющей сталью усиливает разъедание алюми-
ния. Контакт с медными сплавами также недопустим. В данном
случае, помимо контактной коррозии, существует также опасность
разрушения из-за попадания в воду ионов медн (44].
Таким образом, чтобы избежать контактной коррозии прн сбор-
не конденсаторов с трубами из алюминиевых сплавов следует все
конструктивные элементы конденсаторов (перегородки, стяжные
прутки и т. д.) выполнять из сплавов на основе алюминия или под-
вергать специальной защите. Корпус конденсатора может выпол-
няться на’ стали, одирко места контакта корпуса с конструктив-
Защита оборудования из алюминиевых сплавов
ними элементами трубных пучков Должны быть изолированы с ш>-
мощью прокладок нз неметаллических материалов.
В связи с неодинаковым составом охлаждающих вод не только
на отдельных заводах, но и на установках одного завода изучено
влияние различных солей я их комбинаций на коррозию материала
труб — сплава АМг2. Оценивалось влияние хлоридов, сульфатов,
бикарбонатов, сульфидов, ионов железа и меди [45].
Концентрации были выбраны на основе реальных для заводской
практики содержаний солей в оборотной воде [3] прн характерных
температурах на входе (20 СС) и выходе (45 °C) нз конденсато-
ров-холодильников. Результаты испытаний приведены в табл. 9.6.
Таблица 8.8
Скоромь корроза стам АМг2 в растворах раалвшых еелеД (45]
Длктелкаосп, аснытааия зво я. Распоры яа осюае дмстялЛяроааШю* асш
Соль Коицакт ₽«ци«. мг/л* Скорость коррозии, мм/год Соль Концент- рация, ыг/л • Скорое» коррозия, ыи/гож
20 «С «•С »'»С «•с
NaCi 12 0.0015 0.024 NaHCO, 34 0,0060 0.028
120 0.0016 OJ029 340 0.010 0ХМ5
1 200 0.0016 0J031 3 400 0.012 0.068
NasSO4 350 0,0015 0.012 FeHSOJj 10 0.005 0.012
3500 0.012 0.014 100 0 012 0.015
35 000 0.015 0.030 CuCl> 0 1 0.003 0.017
Na,S 4.9 0.006 0.021 1 0.003 0.019
49 0.015 0.022
490 0,021 0.45
* В расчете на безводную соль.
Одновременно фиксировался характер точечного разъедания —т
определялись густота и дийметр точек. Установлено [46], что повы-
шение концентрации хлоридов в дистиллированной воде до 30 г/л
сопровождается значительным возрастанием числа точек на еди-
ницу поверхности без увеличения глубины точечных поражений.
Наиболее резкое увеличение коррозионных потерь происходит яри
45 °C и возрастании концентрации Na2S от 49 до 490 мг/л. В по-
следнем растворе сплав АМг2 становится нестойким материалом
что объясняется высоким значением pH такого раствора (10,5).
Коррозионные потери резко возрастают прн увеличении кон-
центрации бикарбонатов с 340 до 3400 мг/л NaHCOj, одНако и в та-
ком растворе сплав АМг2 —стойкий материал. Установлено, что
нри 45 °C за 360 ч в растворах с 340 и 3400 мг/л NaHCOa точечная
коррозия не наблюдается.
Наиболее опасно с точки зрения возникновения точечной; кор-
розии присутствие в воде железа и меди. Содержание в дистйдлн-
роваиной воде 100 мг/л Fej(SO<)* прн 45°C вызывает значительное
328 Гл. 9. Защита конденсаторов и холодильников в охлажадающих средах
точечное разъедание поверхности образца. Медь оказывает еще
более сильное действие, чем железо.
Результаты определения коррозионной стойкости сплава АМг2
в растворах, содержащих одновременно, хлориды и каждый нз
ионов SOV, HCOJ, S*", Fe1 \ приведены в табл. 9.6. Как видно из
таблицы, при содержании Na^S 490 мг/л сплав АМг2 становится
нестойким материалом.
Таблица 9.6
Скорость коррозии сплава АМг2 в растворах хлоридов,
содержащих одновременно в другие воны [45]
Температура 45 °C. длительность испытания 30) ч.
Дополнительно вводимые соли Количество вводимых солейх [в расчете. ма анион), мг/л Скорость коррозии, мм/год
Хлориды 120 мг/л Хлориды 1200 мг/л
Без добавок 0.027 0.03
Na2SOt 350,0 0.008 0.0084
3500.0 0,009 0.009
4.9 0,039 0.054
49 0.054 0.045
490 0.72 0.51
NaHCOj 34 0.039 0.042
340 0.048 0.1)45
3400 0.066 0.060
10 0.027 0.027
10.0 0.048 0)069
Fe,(SO4)s 100.0 0,08 0.081
При увеличении количества бикарбонатов в растворах хлоридов
с повышением коррозионных потерь наблюдается переход от точеч-
ной коррозии к равномерной. Торможение развития точечной кор-
розии со временем в таких растворах объяснено нейтрализующим
действием щелочи внутри формирующего очага поражения и уплот-
нением пассивной пленки под действием НСОз.
Весьма опасно присутствие в растворах одновременно хлоридов
и железа. Так, глубина точек в растворе 1200 мг/л NaCl + 10 мг/л
Fe2(SOa)j через 360 ч испытания составляет 0,2 мм, что недопу-
стимо для тонкостенных труб.
Установлено [46], что характерное для СПВ соотношение коли-
чества бикарбонатов и хлоридов (3:1) способствует подавлению
активирующего действия хлоридов. Содержащиеся в СПВ суль-
фиды (49 мг/л Na2S) также тормозят точечное разъедание сплава
АМг2.
Эксперименты по определению коррозионной стойкости АМг2
при увеличении или уменьшении содержания хлоридов, сульфатов,
сульфидов, ионов железа и медн в 10 раз по сравнению с имею-
Защита оборудования из алюминиевых сплавов
329
щимнся в СПВ показывают, что этот сплав остается практически
стойким материалом при 70 °C для всех изученных вариантов кон-
центраций. Исключение представляют только растворы, содержа-
щие 490 мг/л Na2S, что объясняется высоким pH. 'Введение
3400 мг/л NaHCO3 исключает точечную коррозию при всех темпе-
ратурах.
Точечное разъедание сплава АМг2 при 45 °C особенно усили-
вается прн увеличении концентрации сульфата железа в воде до
100 мг/л. Для труб из сплава АМг2, работающих в охлаждающих
подах нефтезаводов, наиболее опасным следует считать попадание
в воду сульфидов щелочных металлов (>200 мг/л S2~), вызываю-
щих подщелачивание воды, а в водах с нейтральным pH—ионов же-
леза (выше 20 мг/л Fe3*) и меди (выше 1 мг/л Си2+).
Для эксплуатации алюминиевых труб в охлаждающих водах не-
известного состава или в водах, содержащих большие количества
солей тяжелых металлов (железа, меди, свинца, никеля и др.), ис-
следована возможность повышения коррозионной стойкости путем
плакирования сплавами алюминия с 1 и 2% Zn. Толщина слоя
составляет 10% от толщины стенки трубы.
Исследования весовых потерь и электрохимических характери-
стик этих сплавов показали [41J, что плакировка, разрушаясь, тор
молит коррозионное разъедание основного металла в результате
ппоп-кгориого действия В случае сквозного разъедания возникает
эффект электрохимической защиты. Плакировка тормозит образо-
iiniiiie tiiiKiiiiii и осадков. Такие трубы легко промываются водой под
Лпилс1П1<м Расчет протекторного действия плакировки показал,
что защитный эффект составляет около 70%.
Исследования коррозионной стойкости образцов плакированных
груб в морской охлаждающей воде одного из нефтезаводов пока-
зали, что со стороны плакировки за 9 месяцев практически точеч-
ная коррозия не наблюдается. Таким образом, и в морской воде
применима защита труб из сплава АМг2 плакированием.
Обследование работы опытных конденсаторов с алюминиевыми
трубными пучками на. нескольких нефтезаводах [41] показало, что
при эксплуатации в условиях охлаждения и конденсации неагрес-
сивных ио отношению к алюминию нефтепродуктов такие- пучки
имеют значительные преимущества. Трубки не забиваются отложе-
ниями и накипью, что обеспечивает стабильные теплопередачу и
гидравлический напор.
Расчет стоимости трубных пучков из различных материалов по-
казал, что прн одинаковой поверхности стоимость трубного пучка
из алюминиевых сплавов в 1,7 раза ниже латунного и в 1,5. раза
выше стального. Срок службы пучков из алюминиевых сплавов не
уступает латунным (6 и более лет) и в 3—4 раза выше, чем пуч-
ков из углеродистой стали.
Применение алюминиевых трубных пучков вместо стальных вы-
годнее, несмотря на более высокие первоначальные затраты,
330 Гл. 9. Защита конденсаторов и холодильников в охлаждающих средах
в связи с отсутствием затрат на чистку и ремонт трубок. Кроме
того, стабильная теплопроводность труб обеспечивает отсутствие
потерь продукта. Технико-экономический расчет эффективности
внедрения в цехе депарафинизации конденсаторов с трубными пуч-
ками нз алюминиевых сплавов вместо углеродистой стали с учетом
затрат на чистку, ремонт, замену и пополнение потерь растворителя
подтвердил эффективность такой замены.
По эксплуатационным свойствам трубные пучки из алюми-
ниевых сплавов не уступают латунным, работающим в аналогичных
условиях.
МАТЕРИАЛЫ, РЕКОМЕНДУЕМЫЕ
ДЛЯ КОНДЕНСАЦИОННО-ХОЛОДИЛЬНОГО ОБОРУДОВАНИЯ,
ОХЛАЖДАЕМОГО ВОДОЙ
При работе на неагрессивном продукте и нсгользоваиии охлаж-
дающей воды без специальной обработки срок службы трубного
пучка из углеродистой стали не превышает 2 лет. Такие пучки изго-
тавливаются с трубами из углеродистых сталей 10 и 20. В этом
случае трубные решетки выполняются из стали 16ГС по ГОСТ
5520—62, распределительная камера — из стали ВМСт. Зкп и
ВКСт. Зкп. Кожух делают из ВМСт. Зсп или 16ГС в зависимости
от давления.
Для повышения срока службы трубных пучков до 4—5 лет це-
лесообразно применять трубы из углеродистой стали, оцинкованные
термодиффузиоииым способом. Такие трубы развальцовываются
В решетках из углеродистой стали. Узел развальцрвки должен быть
защищен.
При содержании в нефтепродукте НС1 н HjS и отсутствии ам-
миака в верхних погонах колонны рекомендуется изготовление труб
из латуней—ЛОМш 70-1-0,06 и ЛАМш 77-2-0,06. Последняя при-
менима для морской, а также и для пресной воды. При наличии
в охлаждающей воде аммиака применение труб из латуней недо-
пустимо.
В случае охлаждения морской воды распределительная камера
защищается освинцеванием.
Во избежание контактной коррозии решетки из углеродистой
стали или низколегированной стали 16ГС защищают со стороны
воды наплавкой латуни ЛО 62-1. Перегородки делают также из той
же латуни.
При прохождении агрессивного продукта в межтрубном прост-
ранстве решетки выполняются целиком из латуни ЛЖМц 59-1-1
При этом корпус изготавливают нз биметалла (сталь ВМСт. Зсп
с плакирующим слоем из моиеля НМЖМц 28-2,5-1,5), а распре-
делительную камеру из углеродистой стали защищают освинце-
ваннем.
Алюминиевые трубные пучкн могут применяться при охлажде-
нии водой с 4,5 < pH < 8,5, в которой не должно содержаться же-
Аппараты воздушного охлаждения на нефтеперерабатывающих заводах 331
деза выше 15 мг/л, меди более I мг/л. Трубы выполняют из сплава
АМг2М, трубные решетки из сплавов АМг5В или АМгб, перего-
родки из сплава АМг2М А. Кожух и распределительная камера из-
готавливаются из углеродистой стали. Для исключения контактной
коррозии используют асбометаллические прокладки из асбестового
картона в оболочке из алюминия марки АД. Температура продукта
допускается до 150 °C, давление до 16 ат (по нормам Госгортех-
надзора [47]). Кожух выполняется из стали ВМСт. Зсп нлн 16ГС в
зависимости от давления.
При охлаждении агрессивных продуктов (жирных кислот, газов,
установок моиоэтаноламиновой очистки, фенолов, фенольных вод и
др.) трубы изготавливают нз стали 0Х18Н10Т нлн Х17Н13М2Т.
В этом случае для трубных решеток применяются стали Х18Н10Т
пли Х17Н13М2Т или биметаллические материалы с плакировкой
и 1 этих сталей. При этом кожухн изготовляются из биметалличе-
ских материалов, а распределительные камеры — из углеродистых
или низколегированных сталей.
С целью экономии никеля и предотвращения коррозионного рас-
। рескивання, как указывалось выше, для тех же сред применяют
стили 0Х21Н5Т и 0X2IH6M2T. Трубные решетки при этом выпол-
няются из стали Х18Н10Т или из сталей-замеиителей 0Х21Н5Т,
0X2I116M2T. Применение труб из нержавеющих сталей и сталей-
1(1 мен in слей обеспечивает срок службы конденсаторов со стороны
охлпжлпкнцей воды не менее 5 лет.
АППАРАТЫ ВОЗДУШНОГО ОХЛАЖДЕНИЯ
ПА НЕФТЕПЕРЕРАБАТЫВАЮЩИХ ЗАВОДАХ
Проблема защиты от коррозии конденсационно-холодильного
оборудования под действием охлаждающей среды может быть ре-
шена также путем перехода на воздушное охлаждение. Во
ВНИИНефтемаше разработаны теоретические основы, конструк-
ции, а также нормали н ГОСТы на аппараты воздушного охлажде-
ния (АВО) [48]. Использование АВО вместо водяных конденсато-
ров позволяет снизить потребление воды иа 80—90%, в резуль-
тате чего расход свежей воды на 1 т перерабатываемой нефти
сокращается с 2,0—8 м® до 0,2—0,4 м3. Сокращаются и затраты на
сооружение заводских систем водоснабжения и канализации, пло-
щади застройки заводов и установок, предотвращается загрязне-
ние естественных водоемов промышленными стоками [48].
В СССР стандартизованы следующие типы АВО: горизонталь-
ный — АВГ, зигзагообразный — АВЗ, малопоточиый — АВМ и трех-
контурный — АВГ-Т. Помимо этого выпускаются АВО специального
назначения: холодильники вязких продуктов, высокого давления,
для охлаждения воды (так называемые «сухие градирни») и аппа-
раты, устанавливаемые иа колоннах.
Один из наиболее современных аппаратов — АВЗ отличается
зигзагообразным расположением теплопередающих секций при
33? Г.г. 9. Защита конденсаторов и холодильников в охлаждающих средах
горизонтальном размещении оребренных труб в каждой секции.
Подобная конструкция, совмещающая в себе достоинства горизон-
тальных и шатровых аппаратов, позволяет весьма рационально ис-
пользовать производственную площадь, максимально насыщая ее
теплообменными секциями. Оребренные трубы длиной 6 м собраны
в шесть отдельных секций на стальной металлоконструкции на вы-
соте 4—6 м от поверхности земли. Осевой вентилятор с приводом
размещен под секциями на самостоятельном фундаменте. Это пре-
пятствует передаче вибрации секциям и обвязочным трубопроводам
АВО. Основным теплопередающим элементом АВО являются ореб-
ренные трубы, обдуваемые со стороны оребрения атмосферным воз-
духом. Оребрение выполняется из алюминия АД1 или сплава АМг2.
В связи с тем, что наиболее агрессивным компонентом атмосферы
нефтезаводов является сероводород, а алюминий и его сплавы, как
указывалось выше, характеризуют я высокой коррозионной стой-
костью в таких средах, материал оребрения не подвергается су-
щественной коррозии в атмосфере нефтезаводов.
Трубы АВО могут быть монометаллическими, а также биметал-
лическими. Внутренняя труба таких оребренных труб выполняется
нз различных материалов — стали 10 и 20. сталей 0X13. Х8, Х5М,
Х18Н10Т, Х17Н13М2Т, X17H13M3T, латуней ЛОМш 70-1-0.06 и
ЛАМш 77-2-0,06 Различные виды материального оформления внут-
ренней трубы (вкладыша) выбираются в зависимости от состава
охлаждаемого нефтепродукта, его температуры и давления.
При изготовлении внутренней трубы из сталей 10 и 20, Х5М,
0X13 и сборке аппарата с трубами нз алюминия АД1 и сплава
АМг2 с решетками из углеродистой стали рекомендована защита
трубной решетки металлизацией цинком, ? для труб из латуни —
металлизация латунью.
В Японии монометаллические оребренные трубы изготавли-
ваются [49] из материалов, соответствующих углеродистой стали,
нержавеющим сталям XI8H10, Х18Н11Т, 00X18Н10, X17HI2M3,
00X17H13M3, меди, томпаку, латуням ЛАМш 77-2-0,06, ЛОМш
70 1 0.06, сплавам АМц, АМг5, купроникелям 70/30, 90/30, 80/20.
Наряду с созданием оребрения выпрессовкой ребер из толсто-
стенной алюминиевой трубы разработан новый способ изготовления
оребренных труб. Он заключается в навивке алюминиевой ленты
путем запрессовки в канавки, созданные на поверхности трубы из
углеродистой стали Завальцовка алюминиевой ленты в месте кон-
такта с трубой из углеродистой стали исключает контактную кор-
розию в зоне теплопередачи от стали к алюминию, которая могла
бы привести к нарушению теплопереноса. Аппараты с такими тру-
бами эксплуатируются в промышленности. Наблюдение за их рабо-
той в течение года показало, что только на основной трубе воз-
никла ржавчина В местах контакта труб с оребрением сколько-
нибудь опасного коррозионного разрушения не обнаружено. "Это
можно объяснить тем, что в процессе работы аппарата не происхо-
Литература
333
днт кондеисиции влаги на его поверхности. Коррозия основной
трубы может происходить только в период монтажа и ремонта
пиил pu lull
В < I СР и за рубежом выпускаются также аппараты воздуш-
И1>н> <|\.1.-1ждеиня с трубами нз углеродистой стали, на которые
и цини тепловыделяющие элементы нз стальной ленты. Для повы-
пк инн коррозионной стойкости и создания металлического кон-
i.iki.t тепловыделяющих элементов с трубами производится оции-
MIIUIII1IC горячим способом.
ЛИТЕРАТУРА
I Г. W. S. Jones, Chem. Canada, 17 J* 2. 47—49 (1965).
‘.I. P. W. Sherwood, Corr. Prevention a. Control. 10, Лё 7 (1963).
.1 . В. Г. Дьяков, А. В. Шрейдер, И. С. Шпарбер, Борьба с коррозией
конденсационно-холоди аьного Оборудования на нефп перерабатывающих за*
водах, ЦНИИТЭНефтегаз. 1964.
4. Труды Всесоюзного совещания по борьбе с морской коррозией. Азиефтеиз-
дат. Баку, 1958.
5. В. А. К л я ч к о, И. Э. Апельции. Подготовка воды для промышленисо
и юродского водоснабжения, ВОДГЕО. 1962.
6. С. Р. С u n h а, М А. М е d е i г о s, Corr. Prevention a. Control. 10, Лё 10; 25—
30 (1963).
7. Абдель Хамид Чбдезь Керны Аль X а м е д а и,-Автореф. канд. диссертации,
МИ11Х и ГП им. Губкина, 1969.
8. И. С. Шпарбер. Защита от коррозии конденсационно-холодильного обору-
дования иа зарубежных нефтезаводах. ЦНИИТЭНефтохнм, 1968.
9. А. В. Шрейдер, В. Г. Дьяков, Г. Л- Черепахова. Хнм. и нефт. ма-
шииостр., Аё 3 (1964).
10. А. П. Маме т. Коррозия теплосилового оборудования электростанций, Гос-
энергоиздат, 1952.
II. М. С. Т рифе ль. Ш. С. Щеголь, Р. Э. Мазо, Б. С. Златкни, Защита
металлов, I, № 2 (1Q65).
12. В. М. В о р о б ь е в и др., Зашита металлов, в, Аё 3, 338 (1970).
13. A. J. Freedman, W. J. Ryzner, J. D. Knapp, Mater. Protect, 1, № 10,
22—30 (1962).
14. А. О. Fischer, Mater. Protect., I, № 10, 54—67 i!962).
15. R. J. Malley. К. E. Gasper. .Mater. Protect., 3, At 10. 38—45 (1964).
16. Ф. И. Белк ин д, Хим. и нефт. машииостр., Лё 2, 33—34 (1967).
17. Коррозия н защита химической аппаратуры. Справочное руководство, под
ред. А. М. Сухотина, т. 3. Изд. «Химия», 1970.
18. Г. Л. Черепахова. Г- П. Чариков, А. В. Шрейдер, Хнм. и нефт.
машииостр.. Лё 6, 22—23 (1970).
19. Л. С. Рай нес. Л. М. Шибалова, сб. «Новые материалы в машинострое-
нии», под ред. Л. Я. Попнлова. Изд. «Машиностроение», 1964.
20. A. Kaesche, Heizung-LOftung-Haustechnik. 13, ЛЭ 10, 332—339 (1962).
21. А. В. Шрейдер, И. С. Шпарбер. В. Б. Овсянникова, А. И. Коро-
лев. Хнм. и нефт. машииостр.. Лё 8. 18, 19 (1970).
22. И. А. Степанов. В. Д. Иванова, Е. Н. Костров, Тезисы докладов
научно-техпиче< кой конференции по проблеме «Разработка мер защиты Ме-
таллон эт коррозии». СЭВ. вып IV. Мы квг 1971.
23. В. F. Peters. J. A. Carson И Barer, Mater. Protect., 4, At 5 (1965).
24. Л. К о л о м б ь е. И. Г о х м а н, Нержаве.ощие и жаропрочные стали. Метал-
лургиздат. 1958.
25 L Ke n w о г t h у, Corr. Technol., 2, № 7, 247 (1955).
334 Гл. 9. Защита конденсаторов и холодильников в охлаждавших средах
26. Н. Д. Тома шов. Теория коррозии и защиты металлов, Изд. АН СССР,
1959.
27 Р. Lombardi, 1л Metallurgia Italian,!, 45, А'ч 12. 449 (1953) 46, № 3, 91
(1954); 46, Kt 4. 123 (1954) .
28. В. В. Скорчеллетти, И. А. С т е и а и о в. Е. П. К у к с е и к о, ЖПХ, 31,
№ 12, 1823 (1958).
29. А. В Шрейдер. И. С. Ш п а р б е р. Коррозия, материалы, покрытия Тру-
ды Гипронефтемаша, вып. 4 (14). 50—76. Изд. «Недра», 1967.
30. J. J. Trout Anticorros, Meth. a. Mater.. 1, № 8, 19 (1966).
31. А. В Бобылев, Коррозионное растрескивание латуней, Металлургиздат,
1955.
32. S. S. В irley, D. Fromans, Corr., 27, №7, 297 (1971).
33. В В. Скорчеллетти. В. А Зайцев, Л. Н. Ложки и, ЖПХ, 42, Nt 7.
1553; Mi 8 1905 (1969)
34 А. В. Шрейдер Материальное оформление ч защита от коррозии на
нефтеперерабатывающих заводах за рубежом. ЦНИИТЭНефтехим, 1971.
35. Р. R. S h 1 b a d, J. Balachandza, Anticorros. Meth. в. Mater., 15, Kt 2
(1968)
3& Е. Н. С ook et al., Corr., 17, Kt 1, 95—100 (1961).
37. E. D. Verink et al.. Core, «2, 14—15 (1960)
38 R. J. H i 1 d e b r a n d. Petrol. Ref., 39, № 5, 143—150 (1960).
39. Б. Ф Ш и б p я e в. 3. А. Абрамова, Применение алюминия н титана в
кефтспсрерабатыаающей промышленности, ГОСИНТИ. 1960.
40. В. Г. Д ь я к о в. А. В Шрейдер. Защита от коррозии оборудования для
переработки нефти. Изд. «Недра», 1964.
41. А. В. Шрейдер. Г Л. Черепахова, Коррозионная стойкость и приме-
нение алюминиевых сплавов на нефтеперерабатывающих и нефтехимических
заводах для изготовления конденсационно-холодильного и теплообменного
оборудования, ЦНИИТЭНефтехим, 1966.
42. Г. Л Черепахова, И. Я. Клинов. А В. Шрейдер Коррозия хими-
ческой аппаратуры Труды МИХМ, т. XXVI11. Изд «Машиностроение», 1964.
43. А. В. Шрейдер. Г. Л. Черепахова, 'ЖПХ, 45, Ай 7. 1603—1604 (1972).
44. Р. W Sher wood. Corr Tcchnol.. 12. 375—3’8 (1959).
45. Г. Л Черепахова И Я Клинов. А. В. Шрейдер, Хим. и нефт
машнностр., № 6 (1966)
46. Г. Л. Черепахова. А. В. Шрейдер, ЖПХ, 45, Kt 9, 1958—1963 (1972).
47. Правила устройства и безопасности зкеплуатацни сосудов, работающих под
давлением, Изд. «Металлургия». 1970.
48. В М. Ш мер ко вич. Применение аппаратов воздушного охлаждения при
проектировании нефтеперерабатывающих н нефтехимических заводов,
ЦНИИТЭНефтехим. 1971.
49 Е. С. Sasakuга. Air Cooled Heat Exchangers, Osaka, 1970.
ЧАСТЬ ВТОРАЯ
НЕФТЕХИМИЧЕСКАЯ ПРОМЫШЛЕННОСТЬ
Глава десятая
ВОДОРОДНАЯ КОРРОЗИЯ СТАЛЕЙ
Развитие некоторых отраслей промышленности, в частности
нефтехимической, зависит от возможности проводить технологиче
ские процессы при повышенных температурах и давлениях водо-
рода, так как при этом создаются условия для получения новых
веществ и интенсификации существующих производств. Но при
этом металлы и сплавы быстро насыщаются водородом н стано-
вится возможным взаимодействие водорода с отдельными состав-
ляющими сплава и растрескивание последнего.
Воздействие водорода иа сталь при повышенных температурах
и давлениях связано, в основном, с разрушением карбидной состав-
ляющей, вызывающим необратимые потери первоначальных свойств
материала [1]. Такое физико-химическое явление принято в технике
называть водородной коррозией стали. Ниже приведены справоч-
ные данные по растворимости и диффузии водорода в металлах и
сплавах, методам защиты их от воздействия водорода, а также
рекомендации по применению конструкционных сталей для изготов-
ления оборудования, предназначенного для различных условий эк-
сплуатации.
РАСТВОРИМОСТЬ ВОДОРОДА В СТАЛЯХ
Из всех газов водород наиболее быстро растворяется в больший
стве металлов. Процессу растворения газа в металле предшествует
адсорбция его на поверхности и диссоциация на атомы. Вопросы
взаимодействия водорода с металлами и другими элементами под-
робно изложены в монографиях [2—11].
Под термином «растворение» принято понимать распределение
газа в объеме металла. Очень часто в литературе применяются
равнозначные термины «абсорбция» и «окклюзия»
Количество водорода, растворенного металлом, может быть вы-
ражено в атомных, весовых или объемных процентах, кубических
сантиметрах водорода иа 100 г металла я т. д. В зарубежной тех-
нической литературе концентрация водорода в металлах часто вы
ражается в миллионных долях (ppm) Все перечисленные единицы
используются в литературе. Для перехода от одних единиц к дру-
гим можно пользоваться табл. 10.1.
Таблица 10.1
Пересчстные коэффацвекты для разлвчпых способов выражения концентрации водорода,
растворенного в металле [2]
Обозначении: а — атомный нес металл., rf—его плотность.
Способ выражения концентрации С V И В А
С г'ат н 1 48.92- 10“‘ а а 9.92- 10"* в 8.92- 10"’ А
г-ат Me 10’-Я
1, Объем Н> * Объем Мс -1.12-10' а 1 d 1.112-10"' d -1.12-10’ а
мг Н ** 100 г Мс —1.008- 10» а 4-8.99 а 1 8,99 —1.008 - 10s а
см’ Н2 ’• 1 г Me -1.112-10' а 1 d 1 112 - 10"' 1 -1.12- 10» а
Л” -й~1~Н—м— 10’ <Ят- . г-ат Н + г-ат Me 10* с + 1 4-8.92 I0"1 а а 9.92- 10"‘ а 8.92- 10 1
Кроме того, можно выражать концентрацию следующим образом:
Масса наГмаНсса Me ~10’ <Вес' Me'10’ (^“н‘ *>
• V* 10*—концентрация, пыраженпэя в объемных процентах.
• • Ai-IO~s—концентрация, выраженная * весовых процентах.
м £-|оз—концентрация, выраженная кубических сантиметрах водорода на 100 г металла.
* • При А > 1% к V > OjOOI к целесообразнее пользоваться формулами
. _______________________________________100_______ _ ___________100
-,+: " 1+т^^-.)
с последующим пересчетом со таблице • .еличины С, затем » Другие единицы.
Гл 10. Водородная коррозия сталей Растворимость водорода в сталях
338
Гл. 10. ВодориРмя коррозия сталей
Для системы железо — водород соотношение различных размер-
ностей таково:
1 рри— 0,0001 вес. % —0,0000553 ат. % =0,0873 объеып. % — 1,11 см»/100 г
Концентрация растворенного в металле газа зависит от пар-
циального давления атомарного водорода на границе металл—газ,
Рис 10.3. 3<и нснмость раствори-
мости водорода от давления при
300-900 °C для с.ал! Х18Н10Т.
которое определяется общим давле-
нием и константой диссоциации, из-
меняющейся с температурой.
Значения констант гомогенной
(объемной) диссоциации водорода
приведены в табл. J0.2.
При контакте водорода с желе-
зом и другими металлами заметная
поверхностная диссоциация проис-
ходит при сравнительно низких тем-
пературах (200— 300 °C).
На рис. 10.1 приведена зависи-
мость равновесной концеитрацни-во-
дорода в стали от давле> ия и тем-
пературы. Кривые равновесия при
давлении 10 и 100 ат получены рас-
четным путем.
Экспериментально величину рас-
творимости водорода в стали при
высоких давлениях и температурах
можно определять посредством за-
калки насыщенных водородом об-
разцов с последующей десорбцией.
Растворение водорода в стали
процесс эндотермический, поэтому
растворимость повышается с повы-
шением температуры.
Зависимость растворимости водорода от давления для ряда кои-
С”рукпнонных сталей имеет следующий вид:
О)
где S— количество растворенного водорода, см’ЛОО г; Р— давле-
ние водорода, ат; Кб—растворимость при Р = 1 ат, см3/100 г.
На рис. 10.2 и 10.3 представлена зависимость растворимости
водорода от давления для ряда конструкционных сталей.
Скорость насыщения стали водородом зависит от температуры,
марки стали и диаметра образца. При температурах ЗОЗ-500'’С
и выше, и давлении 50—500 ат для насыщения образцов сталей
Х18Н10Т 2X13, 30ХМА, 12МХ и др. толщиной 5 мм требуется не
более 60 ч.
Растворимость водорода в сталях
339
Таблица 10.2
Колстапта л степень диссоциации водорода по реакции Н2 хе 2Н [11]
Рис. 10.4. Зависимость растворимости К. при Р-1 ат от темпера-
туры тля различных сталей, сплавов и никеля
Г—2X13; 2— 12Х2МФВ; 3—I2MX; 4—ЭОХМА; 5-ХНЗЬВоТ 4—XI5HI933B:
7—X>SH25B2M4B; ХН77ТЮР-, »—Х20Н72М4БЮ: Z0-XI41 I4B2M2; ZZ-XI8HI0T.
П-иикмь; /3-ХН80ТБЮ (ЭИЮГАЬ
Ниже приведены значения растворимости водорода в стали
X18HI0T при давлении 1 ат и температуре 300—900 °C:
t. “С.......... . 309 400 500 600 700 800 900
Ks. см’/JOO г........3j0 3.6 4 2 4.6 5.3 5.9 6.8
340
Гл. 10 Водородная коррозия сталей
Для других сталей значения Кв представлены на рис. 10.4. Тем-
пературная зависимость растворимости водорода в стали при дав-
Сг, %
Рнс. 10.5. Зависимость
растворимости 5 водо-
рода в сталях с 0.18% С
от содержания хрома:
/—температуре МЮ”С. да-
влей не водорода 100 ат; 2 —
температура 600*43. даплс
нмс водорода 800 ат.
лении 1 ат имеет следующий вид:
К5-А0ехр(-дЯ/2ЯГ) (2)
где КН — теплота растворения, кал/моль.
Влияние легирующих элементов на рас-
творимость водорода в сталях одйого клас-
са (ферритного или аустенитного) прояв-
ляется сравнительно слабо (рис. 10 4).
Увеличение содержания хрома до 13%
в стали с ~0,18% С незначительно повы-
шает растворимость водорода (рис. 10.5).
Значения теплот растворения КН водо-
рода в конструкционных сталях н предэк-
споиенциальных коэффициентов Ко пред-
ставлены в табл. 10.3.
Растворимость водорода в металлах оп-
ределяется параметрами кристаллической
решетки металла и химическими силами
взаимодействия атомов водорода с атома-
ми металла-растворителя. Это подтверждается многочисленными
экспериментальными данными по растворимости водорода в ста-
лях ферритного и аустенитного класса.
Таблица 10-3
Значения в Д/Г для различных сталей в сплавов
Сталь или сплав Ко АН. кал/моль Интервал температур.
ЗОХМА 16.17 9600 400 -600
12Х2МФБ 9.04 8700 400— 700
2X13 11.70 9600 400-700
X18HI0T 14.30 3800 500-900
XI4HI4B2M2 10.27 3400 400-900
Х15Н26В2М4Б 13.47 4100 400-900
Х15Н19ВЗБ (ЭИ726) 14.35 4800 400-900
XH35B3T (ЭИ612) 32.32 7700 500-900
Х20Н72М4В2 (ЭП486) 16.35 4900 300-700
ХН77ТЮР (ЭИ437Б) 7.64 7700 400-900
ХН80ТБЮ (ЭИ607А) 25,04 6200 400-900
Стали аустенитного класса абсорбируют водорода примерно
в 4 раза больше, чем углеродистые, и примерно в 6 раз больше,
чем стйлн феррито-мартенентного класса (гнпа 2X13, 12Х7СМТ,
15Х12ВМФ).
Водородопроницаемость сталей
341
водородопроницаемость сталей при повышенных
ТЕМПЕРАТУРАХ И ДАВЛЕНИЯХ
Многочисленные сведения по диффузии и проницаемости водо-
рода через металлы при высоких температурах н давлениях водо-
рода до 1 ат собраны и систематизированы в монографиях и
обзорах [2—5, 8—11, 15, 16].
Как правило, в нефтеперерабатывающей и нефтехимической
промышленности мы имеем дело с газовыми средами (в том числе
водородом) высоких давлений. Поэтому в настоящем разделе
представлены данные по водородопроницаемости конструкционных
сталей прн высоких давлениях.
В ряде случаев при оценке работоспособности и возможности
применения конструкционных сталей в водородсодержащих средах
необходимо знать величины постоянных водородопроницаемости
при высоких температурах и давлениях. Эти сведения могут
быть также использованы при расчете концентраций водорода на
границе соединения двухслойных сталей, что дает возможность
оценить водородостойкость биметаллов. Иногда по увеличению во-
дородопроницаемостн можно определить начало процесса обезуг-
лероживания стали.
Под термином «водородопроницаемость» обычно понимают це-
лый комплекс элементарных фнзнко-хнмическнх процессов, сводя-
щихся в конечном счете к проникновению газа через металл. Диф-
фузия как таковая входит одной нз составляющих в этот комплекс
процессов. Инертные газы практически не диффундируют ни
в одном металле Процессу диффузии предшествует активирован-
ная адсорбция водорода на поверхности металла. Адсорбция обус-
ловлена интенсивными силами химического взаимодействия. Диф
фузия водорода в металлах самая интенсивная, по сравнению с
другими газообразными элементами такими, например, как кисло-
род, азот. Легкость осуществления процесса диффузии водорода
в большинстве металлов объясняется соотношением размеров его
атома и параметров кристаллической решетки металла.
Результаты исследований диффузии газов через металлы при
повышенных давлениях и температурах часто оказываются проти-
воречивыми. Объяснить это, по-видимому, можно различием в
составе и структуре стали и несовершенством методик.
Приводимые ниже данные по водородопроницаемости прн повы-
шенных температурах и давлениях получены, в основном, по мето-
дике, подробно изложенной в работе [17]. Общее количество газа,
диффундирующее в единицу времени через образец, приводится
к нормальным условиям. Количество водорода V (см3), продиффун-
дировавшего через единицу поверхности (1 см2) иа глубину 1 мм
за единицу времени (1 ч), рассчитывается по формуле:
342
Гл. 10 Водородная коррозия сталей
где Vh — объем водорода (приведенный к нормальным условиям),
проднффуидировавшего за 1 ч через поверхность образца F см2
при толщине стенки трубчатого образца h мм.
Данные по проницаемости водорода через техническое железо
в зависимости от температуры и давления представлены на
рис. 10.6. С повышением температуры и давления водородопрони-
цаемость технического железа
увеличивается. С повышением да-
вления водорода понижается тем-
пература, прн которой начинает-
ся заметная диффузия водорода
Водородопроннцаемость тех-
нического железа пропорциональ-
на корню квадратному нз величи-
ны давления молекулярного водо-
рода (рис. 10.7)
у-Ю'4' .
Рис. 10.6. Зависимость водородо
проницаемости техвнческого же-
леза от температуры.
Цифры на кривых—давление водо-
роде. ат.
При сравнительно низких
Рнс. 10.7. Зависимость водородс-
проницаемости технического же-
леза от давления
Цифры иа кривых—температура. сС«
температурах наблюдается излом
прямых (рнс. 10.6), свидетельствующий о резком замедлении диф-
фузии
Согласно экспериментальным данным, уравнение водородопро-
ницаемости для технического железа в интервале температур 200—
700 °C имеет следующий вид:
V — 0,757 • 10’ ехр (-8000/ДГ) (4)
Здесь V выражается в смэ/(см2-ч-мм~')-
В табл. 10.4 представлены температурные коэффициенты водо-
родопроницаемости (по данным различных исследователей) для
технического железа.
Водородопроницаемость сталей
343
Таблица 10.4
Кожстанты водородопроннцаехостж а ураввевиж F- Ft *Ч> (—JS/UT)
для технжчееаого железа
£. кая/г-ат ' V. сы> Темпера- турный интервал, °C Лите- ра ’Ура Е. кал/г-аг V. см> Темпера- турный интервал, *С Лите- ра- тура
J —1 см С МИ см^-с-мм""1
9650 1.63-10"* 260-360 18 9450 185-10"* 300-1000 22
9600 1.63- 10"’ 100-1600 19 8120 2.27-10~* 126-693 23
9400 1.60 -10 , — 20 8950 1— 200-900 26
1100 2.40 10 — 21
Влияние величины зерна иа водородопроницаемость техниче-
ского железа иллюстрирует табл. 10.5. Прн 400°C с увеличением
размера зерна в 32 раза скорость диффузии снижается на ~ 20%.
Таблица 10.5
Завжснмость водородопроввцаемоств технического железа при 400 С
от величины зерна
Vl— дла зерва 2000 мхи»; Г,—дл« зервв 64 000 икы*.
Да «леине. ат Водородопровмцаемость. см>Хсн»-ч-мм“^) Давлеииа. Водородопроницаемость. cmbAcmJ-s-mm*"1)
V1 V» VilVt V,(Vt
20 0.5 0.4 1.25 100 1.8 1.54 1.17
50 1.1 0.9 1.22 150 2.2 1.85 1.19
При более высоких температурах не наблюдается существенной
разницы в водородопроннцаемостн для сталей с различной величи-
ной зериа, поэтому для практических целей, начиная с 400°С,
влиянием этого фактора можно пренебречь.
Изменение значений водородопроннцаемостн с увеличением со-
держания углерода в металле представлено в табл. 10.6
Таблица 10.6
ЗавЯсвмость водородопропнцаемостж черных металлов
от содержания углерода
Температура 40и °C, давление 500 аг-
Металл С, вес. я v см3 r ’ i — 1 см'-ч-мм
Техническое железо 0J04 5.1(5
Сталь 15 0.15 4.09
Сталь 30 0.27 2.79
Сталь У10А 1 10 2.24
Серый чугун 2.73 1.12
344
Гл. 10. Водородная коррозия сталей
Температурная зависимость водородопроницаемостн сталей 20,
ЗОХМА, 12МХ, 2X13, Х18Н10Т представлена на рис. 10.8—10.10.
Рассчитанные параметры водородопроницаемостн — кажущаяся
энергия активации Е и предэкспоненцнальный множитель Vo пред-
ставлены в табл. 10.7.
Рис. 10.8. Зависимость водородопроли-
цаемости стали 20 от температуры.
Цифры иа кривых—давление водорояа. ат.
Рис. 10.9. Зависимость водородопроии-
цаемости стали ЗОХМА от темпера-
туры.
Цифры иа кривых—давление водорода, ат.
Для сталей ферритного и феррито-мартенситного классов обна-
ружено резкое замедление скорости диффузии водорода при срав-
нительно низких температурах, которое можно объяснить несовер-
шенством кристаллической решетки металла («улавливанием»
водорода в дефектах решетки). Поэтому экстраполяция данных
Таблица 10.7
Константы водородопроннцасмостп в уравнении
Рил ехр (—E/IIT) для некоторых сталей
Металл Vo Ю». СМЭ/(сма»Ч’ММ“1) Е. кал/r аг Темпера- турный интервал.
Техническое железо 0.757 8000 ±200 200-700
Сталь 20 1.39 9000± 100 200-500
Стиль ЗОХМА 1.089 9200 X 200 200-600
Сталь I2MX 0.83 • 8400 350-475
Сталь 2X13 0.62 10400 x 200 300-700
Сталь Х18Н10Т 14.07 17300 X 300 400-900
Влдородопроницаемость сталей
345
по водородопроницаемостн, полученных прн температурах выше
300°C, на область ниже 200—250°C недопустима.
Большинство сосудов, предназначенных удерживать водород,
работает в напряженном состоянии, в условиях ускоренной ползуче-
сти материала.
Деформирование стали в упругой области увеличивает проник-
новение через сталь электролитически выделяемого водорода, а
пластическая деформация затор-
маживает этот процесс [24, 25].
При высоких температурах
возможен иной характер влияния
напряжений н пластической де-
формации на водородопроницае-
мость. Дефекты кристаллической
решетки, являющиеся «ловушка-
ми» для водорода при низких
температурах, в области высоких
Рис. 10.10. Зависимость водородопро-
инцгемости различных сталей от тем-
пературы и давления водорода (27].
Давление: ▼—50 »т: •— 100 ат; 0—200 ат:
Сталь: ----- Х1&НЮТ: ----------2X13;
----12МХ;----12Х2МФБ.
Рис. 10.11. Зависимость водороде-
проницасмости стали Х14ННМ2В2
от времени [27].
Температура 700 °C. до оленье водорода
S0 ат; / — а9—1.0 кгс/мм1; 1—св—2.6 кгс/мм*.
температур могут даже увеличивать водородопроницаемость. Энер-
гия связи растворенного водорода с дефектами невелика, и поэтому,
а также благодаря подвижности водорода при высоких температу-
рах этот барьер легко преодолим. Кроме того, при высоких темпе-
ратурах дефекты сами приобретают значительную диффузионную
подвижность, что также должно способствовать повышению прони-
цаемости.
Экспериментальные данные [27] по влиянию напряжений на во-
дородопроницаемость прн повышенных температурах и давлениях
для хромоникелевых сталей Х18Н10Т и X14II14M2B2 (рис. 10.11)
подтверждают вышесказанное. Наблюдения показывают, что прн
700”С стационарный поток газа устанавливается в течение несколь-
ких часов; это время зависит от величины действующих напряже-
ний. Поскольку оно связано с коэффициентом диффузии D водорода
346
Гл. 10 Водородная коррозия сталей
в металлах (8), то, на основании полученных данных, можно заклю-
чить, что с повышением уровня напряжений значение D возрастает,
Рил. 10.12. Зависимость водородопроницаемо'п’‘и стали XI4HMM2B2
от давления водорода (27].
’Диаметр образцов {TJd^-. I —13/10; 2—15/12; 3—17/14; 1—в/3: 5—9/6; 5—11/8.
Зависимость водородопроницаемости стали Х14Н14.М2В2 от дав-
ления -при 700 и 900°С представлена на рис. 10 12. Прн 700'С
наблюдается линейная зависи-
мость между V и /Р. При дав-
лении водорода 300 ат н напря-
жении выше 14 кгс/мм2, а также
при 900 °C, т. е. в условиях уско-
ренной ползучести металла, ли-
нейная зависимость не наблюдает-
ся (кривые 5, 6 на рис. 10.12).
Рис. 10-14. Зависимость водородо-
проницаемости стали XI8HI0T от
температуры при давлении водо-
рода 100 ат:
I—о,—। ЛЬ вгс/мк’; 2—о,—8,151 гс/мы’.
Ряс. 10.13. Зависимость водородо ipo-
ницаемостя стали Х14Н14М2В2 от акви-
валертно о напряжения при различ-
ных температурах и давлениях:
. 700°C; ———SCO“С; цифры иа кр«-
вых—лавмние водорода, ат.
Увеличение диффузионной подвижности водорода в ме~аллах
под действием напряжений приводит к повышению прон ицаемости
Особенности родней коррозии стали
847
(рис. 10.13). Изучение температурной зависимости водородопрони-
наемости при различных напряжениях показало, что с увеличением
приложенных напряжений наблюдается тенденция к уменьшению
энергии активации процесса диффузии (рис. 10.14).
Таким образом, при воздейс гвии высоких температур характер
влияния механических напряжений на водородопроницаемость ка-
чественно отличается от таковего прн низкотемпературных испы-
таниях. Повышение проницаемости при высокотемпературной пол-
зучести хре моникелевых сталей может быть объяснено увеличе-
нием коэффициента диффузии и, по-видимому, ростом сорбционной
способности сталей вследствие повышения дефектности кристалли-
ческой решетки ь процессе деф >рмации.
ОСОБЕННОСТИ ВОДОРОДНОЙ КОРРОЗИИ СТАЛИ
Действие водорода на сталь прн повышенных температурах и
давлениях связано с разрушением (диссоциацией) карбидн й со-
ставляющей и ухудшением свойств стали. В результате обезуглеро-
живания стали согласно реакции
FejC+SH, ч=>- 3Fe + CH<
в дефектах кристаллической решетки металла скапливаются про-
дукты реакции (метан). Молекула метана настолько велика, что не
может диффундировать внутри металла. Поэтому возникает давле-
ние газа, главным образом по границам зерен, приводящее к рас-
трескиванию границ зерен металла. Процесс обезуглероживания
стали сопровождается межкристаллитным растрескиванием.
В рез] льтате водородной коррозии с-али теряют металлический
блеск, поверхность становится матовой. Из-за скопления метана
под большим давлением в приповерхностном слое металла могу’
образоваться вздутия (пузырьки), отчетливо наблюдаемые на по-
верхности стали (рис: 10.15).
Обезуглероживание стали прн повышенных давлениях водорода
и температурах сопрово кдается снижением механических свойств,
особенно пластичности металла. В этих условиях воздействие во-
дорода необратимо, т. е. никакой последующей термнческой обра-
боткой не удается достичь исходных свойств металла.
Вследствие структурных изменений и межкристаллитного рас-
трескивагня изменяются также физические свойства стали.
Действие водорода на сталь проявляется не сразу, а после опре-
деленной выдержки в газе прн повышенных температурах и давле-
ниях. На первом этапе обезуглероживаются поверхность стати и
приповерхностные локализованные объемы, но не наблюдается
образования отдельных пустот по границам зерен, нет также отвода
продуктов коррозии. Затем, прн продолжительном действии водо-
рода на сталь, наблюдаются растрескивание по границам зерен,
отвод продуктов коррозии и резкое снижение содержания углерода
в стали,
348
Г л. tO. Водоводная коррозия сталей
Характерными особенностями структуры полностью обезуглеро-
женной стали являются отсутствие перлита, растрескивание по гра-
Рис. 10.15. Вид образцов
из стали 20 после 2-часо-
вого воздействия водо-
рода при температуре
800 *С и давлении 50 ат.
Рис. 10.16. Микроструктура частично
обезуглероженной стали 30. Х87.
Слева обезугдорожсмнам зона, справа —
необезугле роже иная.
ницам зерен (рис. 10.16), микро- и макроскопические вздутия.
Глубину водородной коррозии стали (рис. 10.17) можно определить
при помощи макроскопического п микроскопического анализов. Для
Рис. 10.17. Макрошлнфы образца из стали 20 после выдержки
. в водороде при температуре 525“С и давлении 120 ат в течение
208 ч.
определения глубины водородной коррозии вырезают темплет, ко
торый шлифуют и полируют, а затем в зависимости от марки ста-
ли протравливают соответствующим реактивом. Для углеродистых
и низколегированных сталей применяют 4% раствор HNO3 в эти-
ловом спирте. Кроме того, для определения глубины обезуглеро-
Особенности водородной коррозии стали
349
женной зоны проводят послойный химический анализ на содержа-
ние углерода. На протравленных шлифах отчетливо видна более
светлая обезуглероженная зона, окаймляющая внутреннее отвер-
стие трубки.
Как уже отмечалось, проходит определенное время от момента
контакта водорода с поверхностью металла до появления заметных
признаков водородной коррозии. Интервал, в течение которого ие
происходит видимых изменений микроструктуры и механических
свойств металла, называется индукционным периодом процесса
обезуглероживания стали.
Установление зависимости этого периода от давления водорода
н температуры имеет важное практическое значение, так как по
существу его длительностью определяется безопасное время экс-
плуатации оборудования
Систематические исследования индукционного периода при наво-
дороживании привели к установлению следующей зависимости
времени до начала обезуглероживания то стали 35 от температуры
(400—500°С) и давления (100—500 ат) [28]:
тв — 3,98 • 10_tP~'-5 exp (13330/Г) (5)
350
Гл. 10 Вг'дор'гдная кырозия сталей
где то — индукционный период, ч; Т -- температура, К; Р —давле-
ние водорода,'ат.
Рис. 10.19. Зависимость индукционного периода водо-
родной коррозии стали J0XMA от температуры и да-
вления 148].
Цифры на кривых—давление водорода, ат.
Рис. 10.20. Время безопаской эксплуатации сталей 20 (а) и
ЗОХМА (б) при различных темпера-^ рах и давлениях водорода.
Цифры иа кривых—время беаопасной эксслуатацик, ч.
В работе 29] приведены данные о начале водородной коррозии
сталей 20 н ЗОХМА при температурах 250—600 °C и длительных
рцдержках (до 10000 ч). Экспериментальные данные по водоро-
К шпине различных факторов на водородную коррозию стали
351
<>. Н1ПШ11-П1 сталей в виде зависимости lgT0=fi у ; для различ-
ии i iiniviriiiiii приведены на рис. 10.18 и 10.19.
У. И111>>11леиы эмпирические зависимости величины нндукцион-
....... . то от температуры и давления. Для стали 20
Л 7,95.10“4Р“' ” ехр (13 500'Г) (6)
....-шли ЗОХМА:
То — 813Р-злв ехр(11800/7’) (7)
Время безопасной эксплуатации при различных температурах
и паплеаиях приведено на рис. 10 20. Кривые на КЮО00 ч (пунх-
iiip) построены на основании экстраполяции экспериментальных
лиипых [43].
Представленные результаты (рис. 10.18 н 10 .9) наглядно пока
мц.-пот влияние основных параметров процесса (температуры я
шплспия водорода) на сроки безопасной эксплуатации эбирудо-
luiiiini и трубопроводов, изготовленных нз углеродистой и низко-
легпропанной (ЗОХМА) сталей
ВЛИЯНИЕ РАЗЛИЧНЫХ ФАКТОРОВ
НА ВОДОРОДНУЮ КОРРОЗИЮ СТ ТЛИ
В результате исследований [28, 30- 33] было установлено влия-
ние температуры, давления водорода, времени воздействия, тол
шины стенки и напряжения на скорость обезуглероживания.
/т’ (в*)
Рис. 10.21. Зависимость глубины
ибезуглеюжнваиия Д1 стали ЗОХМА
при 575 ‘С от давления и времени [31 ].
/г (в«)
Рис. 10.22. Зависимость глубины
обезуглероживания А/ стлли ЗОХМА
от температуры при давлении водо-
рода 400 ат [31].
По данным [31], зависимость глубины обезуглероживания от
времени (рис. 10.21) имеет следующий вид:
IV х
(8)
где К — константа скорости обезуглероживания; Д1— глубина
обезуглероженного слоя, мм, I — толщина стенки трубы, мм; т —
время выдержки, ч.
352
Гл. 10. Водородная коррозия сталей
В этой же работе [31] получены данные по влиянию темпера-
туры н давления водорода на скорость обезуглероживания стали
ЗОХМА (рнс. 10.22 и 10.23).
Зависимость скорости обезуглероживания труб из стали ЗОХМА
от давления и температуры (рис. 10.23) имеет вид:
1еК==_^Ьт+00034/>+1-13 <9)
где Р— давление водорода, ar, Т—температура. К;
= 15000 кал/г-ат—кажущаяся энергия активации процесса обез-
Рис. 10.23. Зависимость скорости
обезуглероживания стали ЗОХМА от
температуры и давления [31].
Рис. 10.24. Зависимость скорости
обезуглероживания стали 20 от тем-
пературы [32].
Испытывались трубтатыь образцы дна
метром 30 мы. с толщиной стенки 10 мм.
Цифры на хрнтых—даялсане водорода, ат.
углероживания; R— 1,987 кал/(г-ат-К)—универсальная газовая
постоянная.
На рис. 10.24 приведены данные по влиянию температуры на
скорость обезуглероживания трубчатых образцов нз стали 20.
Установлена экспоненциальная зависимость [32, 33] между констан-
той обезуглероживания углеродистой стали и температурой. При
одинаковых давлениях, температурах н продолжительности воздей-
ствия водорода глубина обезуглероживания увеличивается с тол-
щиной стенки (рис. 10.25) Повышение давления водорода и увели-
чение напряжений в стенке образцов также увеличивают скорость
водородной коррозии сталей.
Основные закономерности процесса обезуглероживания опубли-
кованы в работах [32, 33]. Уравнение для расчета глубины обезуг-
лероживания труб из углеродистой стали 20 с внутренним радну-
Влияние легирования на водородною коррозию стали
353
Р,от
Рио 10.25. Зависимость глубины
обезуглероживания А/ стали 20
от толщины стенки I и давле-
ния [32].
Температур» 525'С. выдержка 200 е.
. iM 5—30 мм н толщиной стенки 3—20 мм, согласно этим
исследованиям, имеет следующий вид:
Д1 — А ехр (- £/ЯГ) xaPnlmr» (10)
1де Д/ — глубина обезуглероженного слоя, мм; Т — темпера-
iypa. К; т— время, ч; R 1,987 кал/(г-ат-К)—газовая постоян-
ная, Р — давление газа, ат; I —
нусов аппаратов; г — внутренний
ралиус трубчатых образцов; Е =
* 7200 кал/г-ат—кажущаяся энер-
гия активации процесса обезуглеро-
живания для стали 20; А — констан-
та (для стали 20 прн выбранной си-
стеме единиц А — 0,0076); а « 0,5;
/I = 1,12; m = 0,71; ц •" 0,58.
Уравнение справедливо при дав-
лениях водорода 50—800 ат и тем-
пературах 350— 600 °C. Оно может
быть использовано для ориентиро-
ночного расчета глубины обезугле-
роживания после индукционного
периода. Этот период для углеро-
дистой стали рассчитывается по
уравнению (6).
Расчет напряжений, возникаю-
щих в конструкциях, производится
с учетом глубины обезуглероживания. Рассчитав напряжения, воз-
никающие з частично обезуглероженной стенке корпусов, и зная
предел длительной прочности для этой стали, можно ориентиро-
вочно установить срок службы коммуникаций и аппаратов в опре-
деленных условиях эксплуатации.
ВЛИЯНИЕ ЛЕГИРОВАНИЯ
НА ВОДОРОДНУЮ КОРРОЗИЮ СТАЛИ
Одним из основных путей повышения водородоустойчнвости
сталей является введение в нее сильных карбндообраэующих эле-
ментов Легирование стали хромом, молибденом, вольфрамом, ва-
надием, ниобием, титаном резко повышает ее сопротивление во-
дородной коррозии {30, 34—37]. Это происходит благодаря обра-
зованию карбидов более стабильных, чем цементит На разрезе-
диаграммы Fe—С—Сг (рис. 10.26) нанесены результаты испыта-
ний по водородостойкостн ряда хромистых сталей [30, 37], Из ее
рассмотрения, а также из рис. 10.27 следует, что увеличение содер-
жания хрома резко ее повышает 139].
Систематические исследования [37] водородоустойчнвости ста-
лей. содержащих 0,05—0,42% С н 0,85—19,8% Сг, были проведены
12 Зак. ю
354
Гл. 10. Водородная коррозия сталей
при давлении водорода 800 ат, температуре 600 fiC в течение 2600—
4000 ч. Они показали, что в этих условиях достаточно устойчивы^
Рнс. 10.26. Зависимость водородостойкости хромистых сталей
от типа карбидов.
Температура 600 **С, давление водорода 800 ат. выдержка 1000—U00 ч.
Стойкость: О—стойки [37J; О —стойки poj; поверхностное обезугле-
роживай нс |37]; X—нестойки (37]; Д—нестойки 130].
только стали, содержащие не менее 10% Сг (рнс. 10.28), в кото-
рых карбидная фаза представляет собой (Сг, FeJjjCe. Все стали,
Рис. 10.27. Водородостой кость
хромистых сталей с 0.16% С
при давлении водорода 300 ат
|38].
Заштрихопвнная область показы-
вает составы сталей, подвергаю-
щихся водородной коррозии.
Рис. J0.28. Зависимость водородоустойчивости
сталей с различным содержанием углерода
от легирования хромом.
Температура <Ю0 °C. лааланве водорода 40 ат, вы-
держка «О'1 ч. Содержанка углерода: X - О.С'М
О—О.2*; 3—О.ЗЯ; Д—ОЛЯ; •—0.7К.
имеющие в своем составе а-НСг, Fe)7Cj полностью обезуглеро-
живались и разрушались.
Схема понижения водородоустойчивости в зависимости от типа
карбидных фаз хромистой стали имеет следующий вид [37]:
(Сг, Fe)„C« —> (Сг. Fe)MCa + (Cr.Fe),C, —> (Сг. Ре),С. —►
—* (Сг, Fc),C,+ (Fe.Cr),C —* (Fe, Cr)sC + Fe,C
Защита сталей >г воздействия водорода плакирование* ЗЕ5
Исследования опытных плавок, содержащих 0,16—0,18% С и
~ 0,5%, ~ 1%, ~ 1.5% и 2% легирующего элемента (вольфрама,
канадия, ниобия н титана), а также промь шлейных сталей марок
20. 20Х н 2X13 при давлениях водорода 50—800 ат и температуре
и00°С показали, что наибольшая водородоустойчивость дости-
гается при введении в сталь сильных карбидообразующих элемен-
тов в количестве, достаточном для связывания всего углерода в
карбиды типа фазы внедрения MtC.
ЗАЩИТА СТАЛЕЙ ОТ ВОЗДЕЙСТВИЯ ВОДОРОДА ПЛАКИРОВАНИЕМ
Fпервые подробно водородоустойчивость двухслойных сталей
изучена в работах [39, 42]. В ннх показано, что плакирование илн
футеровка сталей металлами, имеющими более низкую водородо-
прочицаемость, может защищать от воздействия водооода, так как
при одностороннем воздействии водорода со стороны плакирую-
щего слоя снижается концентрация диффундирующего водорода
на |раннце соединения отдельных слоев, а следовательно, и его
ипаимодействие с карбидной составляющей стали.
На практике широко применяются двухслойные стал г с защит-
ным слоем, выполненным из сталей 0X13 и Х18Н10Т. Согласно
данным рис. 10.8—10.10, водородопроницаемость углеродистых н
низколегированных сталей в 5—10 раз больше, чем у нержавею-
щих сталей. Следовательно, плакирующие слои нз таких сталей,
хотя и не предотвращают полностью проникновение водорода, мо-
гут во много раз снижать его агрессивное действие. Для расчета
ффективного давления водорода на границе соединения двухслой-
ных сталей предложено следующее уравнение [39]:
(»)
где Pi — давление водорода со стороны плакирующего слоя, ат;
/’г — эффективное давление на границе соединения двухслойной
Ул,
стали, ат; а=-^—отношение постоянных водородопроницаемо-
’О»
< ги плакирующего Voi н основного Ум слоев при постоянной тем-
пературе; р = 1\Цг — отношение толщин плакирующего А н основ-
ного 1г слоев.
В работах [39—41] рассматриваются три вида плакирующих
слоев для защиты углеродистой стали от водорода, ра сличающихся
•«(.личинами водородопроннцаемостн и характером взаимодействия
। основным металлом.
Первые обладают весьма низкой водородопроницаемостью и
практически не взаимодействуют с основным металлом (медь, се-
ребро, золото).
Вторые также обладают очень низкой водородопроницаемостью
(алюминий и др ) и образуют твердые растворы с основным ме-
тилом в широком диапазоне концентраций
12*
356
Гл. 10. Водородная коррозия сталей
Таблица IOjS
Значения постоянных оодородовропицаемоств Id см' (см’-чмм-1)]
для сталей |40' и цветных металлов [8]
Давление .олорода I ат.
Тем пера Сталь 20 Сталь 2X13 Ci а ль Х18НЮ1 Николь Медь Алюми- ний
300 5- 10"? 6- 10”’ — 4.8- 10"? 4.2- I0-’ 2.5 • 10“*
400 18- 10’1 2.4 10 , 3-10"’ 2.7- 10, 3.6 I0’5 1.3- 10 .
500 3.6- 10“‘ б 10’’ 17-10"’ 1 1 10"? 1.8- 10 2.6- 10“‘
€00 5 10"! 1 10 6 10"’ 2.6- 10” 6.1 10’‘ 2.6 10
700 9 10"’ 2.7- 10“1 19 10“* 6.5- 10"’ 1.7- 10"’ —
Третьи имеют более
0X13, Х18Н10Т и др.),
новным металлом-.
Плакирование листами нз ме-
ди н серебра относится к первому
типу защиты. Эти металлы ха-
рактеризуются низкими значения-
высокую
Чем первые
водородопроницаемость (сталь
два, но взаимодействуют с ос-
Рис. 10-29. Зависимость да-
вления водорода Ps на гра-
нице слоев в биметалле от
внешнего давления Pt прн
600 *С.
Отмошеяяе толшнпы плакирую-
щего слоя иЪсйовНото (стали 20)
составляет 1: 10.
Р,,от
Рис. 1030. Зависимость давления
водорода Рг па границе слоев
в двухслойной стали от темпера-
туры к внешнего давления Р,
водорода со стороны нержавею-
щего слоя-
Отношение толщины плакирующего
слоя н основного составляет I : 10:
----аК + 0Х13: Ст 3+Х18НЮТ.
мн водородопроницаемости (табл. 10.8). Перечисленные в таблице
металлы можно расположить в ряд по возрастанию водородопро-
ницаемостн: алюминий, медь, никель, стали Х18Н10Т, 2X13 и 20.
Следовательно, наибольший эффект понижения давления водорода
на границе соединения двухслойных металлов достигается футе-
ровкой стали листами нз алюминия, меди (рис. 10.29), а также
Рекомендации по применению сталей в атмосфере водорода
357
ребра. Например, при давлении водорода 100 ат и температуре
МЮ°С плакирующий слой из меди и алюминия толщиной 10% от
«щей толщины двухслойного металла снижает давление водорода
па границе соединения их со сталью 20 до 0,017 или 0,003 ат соот-
н«1ствеино.
В практике химической и нефтеперерабатывающей промышлен-
ности применяются двухслойные стали с защитным слоем нз ста-
лей 0X13 н Х18Н10Т. На рис. 10.30 приведены расчетные значения
Рис. 10-31. Зависимость эффективного давления на границе соединения
• лоев я) от толщины плакирующего слоя /( (толщина основного слоя 30 мм);
б) от толщины основного слоя I, (li =3 мм):
.----SOK 40X13:----Ст. 34XI8HI0T. Цифры и* кривых —температура, °C.
(ффективных давлений в зависимости от изменения общего давле-
ния при различных температурах для двухслойных сталей 20К +
I 0X13 и Ст. 3 + Х18Н10Т. Плакирующий слой резко снижает ве-
лн'Лшу эффективного давления. Увеличение толщины плакирую-
щего слоя (рис. 10.31, а) приводит к понижению эффективного дав-
ления на границе соединения, а увеличение толщины основного
металла повышает концентрацию водорода на границе соединения
слоев (рис. 10.31,6).
Зна? температуру и давление водорода, прн котором работает
основной слой двухслойного металла, можно оценить его водородо-
। тонкость по имеющимся данным для незащищенных углеродистых
и низколегированных сталей (рнс. 10.18—10.20)
РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ СТАЛЕЙ КОНСТРУКЦИОННЫХ
МАРОК ИРЛ ПОВЫШЕННЫХ ТЕМПЕРАТУРАХ
И ДАВЛЕНИЯХ ВОДОРОДА
При определении безопасных границ (по температуре и дав-
лению) применения конструкционных сталей в водородсодержа-
щих средах в основном использованы исследования, выполненные
858
Гл. 10. Водоредкая коррозия сталей
во ВНИИНефтехнме [29, 35, 37, 43, 44], и результаты обследова-
ний действующего оборудования, обобщенные в работах Нельсона
[36 45].
Если стали не будут подвергаться водородной коррозии, то для
расчета конструкций, работающих в водородсодержащих средах
при повышенных температурах и давлениях, можно воспользо-
ваться данными по их жаропрочности на воздухе.
В табл. 10.9 и 10.10 приведены значения индукционного перио-
да для сталей 20 и ЗОХМА.
Таблица 10 Я
безопасной эксплуатации оборудования
из стали 20 при различных температурах и давлениях (53]
Время до начала водородной коррозии, я Даиленме водорода, ат
50 100 150 аоо эоо «0 сои
Температура.
100 455 430 390 370 340 340 330
200 430 390 370 345 330 320 310
400 405 370 350 330 320 305 290
1000 375 340 320 310 295 280 270
10 000 310 280 265 255 240 235 225
100000 260 230 220 210 200 190 185
Таблица 10.10
Длительность безопасной эксплуатации оборудования
из стали ЗОХМА при различных температурах
и давлениях [43]
Время до на7ала водородной Даыаняа водорода, ат
100 200 800 «с 000
ч Температура •с
100 570 500 450 420
200 530 465 425 400
300 610 495 435 400 370
1 000 550 450 400 365 360
10000 440 360 380 295 275
100 000 355 290 260 240 220
Обобщенные результаты исследовании [43—46] пределов при-
менения углеродистых сталей при различных температурах и пар-
циальных давлениях водорода представлены на рис. 10.32 Выше
кривых — область температур и давлений, где сталь нестойка, а
ниже кривых — область, где она стойка против водородной кор-
роздц.
Рекомендации по применению сталей в атмосфере водорода
359
На рнс. 10.33 представлены кривые водородоустойчивостн ряда
промышленных марок сталей с указанием допустимых рабочих тем-
ператур и давлений. Ниже этих кривых лежит область температур
Рис. 10.32. Пределы применимости углеродистых
сталей по данным разных авторов:
/—Nelson (45]; 2— Перминов (46J- 3—данные авторов. [43].
и давлений безопасной эксплуатации оборудования из дайной
стали в водородсодержащей среде, а выше — область температур
п давлений, при которых происходит водородная коррозия и раз-
рушение металла. •
л1 < ।—।—1—1
' 50 150 300 500 700
Р^гп
Рис. 10.33. Зависимость допусти-
мой рабочей температуры для
некоторых сталей от парциаль-
ного давления водорода.
Рис 10.34. Зависимость допустимой
рабочей температуры для двух-
слойных сталей 20К + 0Х13 и
Ст. 3 + X18HI0T от парциального
дав тения водорода:
/—граница приыенеяая стали 20; 2—гра-
ница применения двухсловных сталей.
Для длительной эксплуатации оборудования из двухслойной
стали необходимо, чтобы концентрация водорода под плакирую-
щим слоем была минимальной, обеспечивающей стабильность уг-
лерода в структуре стали.
На рис. 10.34 сопоставляются водородОСТойкость двухслойных
сталей 20К4-0Х13 и Ст.З + Х18Н10Т и граница водородостойко-
сти незащищенной углеродистой стали 20 (по данным [39—42]).
300 Гл. 10. Водородная коррозия сталей
Плакирование углеродистой стали резко увеличивает ее водорбдо^
стойкость, т. е. значительно расширяет область температур и дав-i
Ленин безопасной эксплуатации оборудования в водородсодержвЧ
щих средах На рис. 10.35 опять ниже кривых лежит область без-1
опасных температур и давлений, а выше — область температур я]
давлений, при которых происходит водородная коррозия и разру-4
шенне металла. । З
Вредное влияние оказывают многие примесн, содержащиеся в]
стали: даже незначительные количества сульфидов, мышьякаЛ
сурьмы и другие понижают водородостой кость.
Рис. 10.35. Зависимость допустимой рабочей темпе-
ратуры а водороде от степени легирования стали (45]:
/—сварка ням горячее гнутье; 2—без сварки-
Прн выборе стали кроме устойчивости против воздействия водо-
рода учитываются также жаропрочность, технологические свой-
ства и т д Для сталей, применяющихся в установках дегидриро-
вания при температурах до 570 °C и давлени/ 60 ат, основными
требованиями являются жаропрочность, водородоустойчивость н
жаростойкость. Поэтому эти стали содержат 1,5—2,0% Сг, до 1%
Мо. до 1.5% Si и мало углерода
В установках, работающих прн температурах ~ 300°С и дав-
лениях 300 —700 ат, стали должны обладать достаточной водоро-
дбстойкостью. Поэтому следует применять стали, содержащие
2,3—2,8% Сг, а в крупных поковках — до 0.8% Ni, для повышения
прокаливаемое™ Низкое содержание углерода сообщает им хоро-
шую свариваемость. Ряд сталей содержит также молибден и ва-
надий
В ответственных случаях, когда конструкции должны обладать
одновременно и водородосгойкостью и жаропрочностью, приме-
няются стали с 3% Сг, дополнительно легированные молибденом,
вольфрамом, ванадием. Такне стали обеспечивают достаточно вы-
Рекомендации по применению сталей в атмосфере водорода 361
• <жую волородостойкость при давлениях до 700 ат и температурах
к> 500—520°C, наряду с хорошей жаропрочностью Наилучшим
очетаннем свойств обладает сталь марки 20ХЗМВФ (ЭИ579) Во-
юродостойкость этой стали может быть дополнительно увеличена
повышением содержания молибдена до 0,8%.
Стали мартенситного класса Х5М, Х5ВФ, ХЭМ обладают еще
большей водородоустойчивостью и коррозионной стойкостью, в
частности, против воздействия сероводорода.
Хромистые стали перлитного и мартенситного классов с допол-
нительным легированием применяют в качестве водородоустойчн-
ных во всех странах. На основании промышленного опыта Нель-
сон [36 45] показал интервал температур и давлений водорода
(рис 1035), в котором оказались устойчивыми и рекомендуются
к применению стали различных типов Более высокой водородо-
устойчивостью обладают стали с 3 и 6% Сг, дополнительно леги-
рованные сильными карбидообразующими элементами.
Для деталей, работающих при давлении водорода 700 ат и
юмпературах выше 520°C, применяют стали с 11 —13% Сг и
— 0,1% С. Очень часто такие стали дополнительно легированы
молибденом, ванадием, вольфрамом и т. п. Полуферритные стали
<• 17% Сг мало пригодны для этой цели вследствие их недостаточ-
ной жаропрочности. В наиболее тяжелых условиях могут работать
аустенитные жаропрочные хромоникелевые стали. Для уменьше-
ния склонности к межкристаллитной коррозии вместо штана ле-
гируют аустенитные стали ниобием или снижают содержание уг-
лерода до 0.03%.
Большое влияние иа устойчивость стали против воздействия
водорода при высоких температурах и давлениях оказывает ее
структура и. соответственно, условия термической обработки. Сталь
с мартенситной структурой наименее устойчива Практически мар-
те^юитная структура может получиться вблизи сварного’шва. если
сталь подвергается сварке без последующей термической обра-
ботки.
Наибольшая водородоустойчивость наблюдается после закалки
и высокого отпуска. Обычно температура закалки выбирается ис-
ходя нз необходимости перевода в раствор стойких карбидов и
составляет 900—1050 °C в зависимости от степени легирования
стали. Температура отпуска должна обеспечить иаилучшее соче-
тание водородсустойчивости и жаропрочности и обычно составляет
680—740 °C.
На основании систематизации имеющихся данных по водородо-
устойчивости сталей во ВНИИНефтехимё [35, 37, 39—44) была со-
ставлена табл 10.11, в которой даны предельно допустимые темпе-
ратуры применения ряда конструкционных сталей при различных
парциальных давлениях водорода. В зависимости от фазового
состава, стали отнесены к различным группам по водородоустой-
ЧИВОСТЙ [47].
362
Гл tO. Водородная коррозия сталей
1 X ж ж 3 8 ч X а о. аж аи ай сот оо» о» cos osi ooi g i 1 1 1 11 § 1 1 £ 1 1 1 1 § l l l l l 1 1 1 g 1 1 I 1 2 1 1 1 1 § 1 s 8 | 1 | 1 § 1 1 | 1 1 a? _ _ Si § 2 1 1 1 § 1 I I I 1 £ s § § $ 11 ' О < 1 । § ac C 2 88||18ll I I „ 1 <N W 0 1 1 1 U> 1 1 1 1 Я 1 «3 § 2§11l8l1 1 lot _ *7 § £ § § • 1 § 1 1 । i § cc
8 225 260 400 1 1 1 - §
8 240 280 450 1 1 1 и 1
Jg § § К 1 1 1 1 1 1 111 1
- § I । § § । । Ill 1
Марки стали В Ст. 4, В Ст. 5. Ст 3. сп., ВСт. 3 05. (% 10 20, 25 ISK. 20К, 22К, 16ГС (ЗН), 09Г2С (М). 10Г2С1 (МК) ЗОХМА. I2MX, 12ХМ. 15ХМ. 12X1 МФ (ЭИЬ75) 1ЙХ2МФСР. 15Х1М1Ф 12Х2МФБ. 25Х2М1Ф 22ХЗМ 18ХЗМВ 20ХЗМВФ Х.<М YSM.V YsR® YKRA.y I ст X € сс X s 0X13. 1X13. 2X13, 3X13. 1Х12В2МФ. 15Х12ВНМФ 0X18H10T, X18H10T. X18H12T, XI7H13M2T X25H20C2 (ЭИ283? 4X25H2OC2 1 Ст. 3 4-0X13, Ст. 3 + Х18Н10Т. 2ОК + 0Х13. 20К+Х17Н13М2Т 12МХ + 0Х13, 16ГТ + 0Х13 16ГТ + Х18Н10Т
Литература
863
ЛИТЕРАТУРА
I. Ю. И. Арчаков, в сб. «Влияние водорода на свойства стали», Иркутск,
1963.
2. Н. А. Галактионов а. Водород в металлат. Изд. «Металлургия», 1967.
3. Л. С. Моро а, Б. Б Чечулин, Водородная хрупкость металлов, Изд. «Ме-
таллургия», 1967.
4. С. Дэшман, Научные основы вакуумной техники. Изд. «Мир», 1964.
5. Б. А. К о л а ч е в, Водородная хрупкость цветных металлов. Изд. «Метал-
лургия», 1966.
Г» А. Н Морозов. Водород и азот в стали. Изд. «Металлургия», 1968.-
7. В. И. Михеева, Гидриды переходных металлов. Изд. АН СССР. 1960.
8. Р. Б э р р з р. Диффузия в твердых телах. ИЛ. 1948.
II. К. См нт ел л с. Газы к металлы. Металлургиздат, 1940.
10. П. Коттерклл. Водородная хрупкость металлов, Металлургиздат, 1963.
II. М. S m I а 1 о w s k i, Wodor w Stab. Warzawa, 1961, стр. 12.
12. H. W. W о 11 e у, R. В Scott, F. G. Brlckwedde, J. Re». Nat. Bur. Stand.,
41. 379 t1948>
13. C. Z a p I I e. Metals Handbocck ASMF 1948, p. 1208.
14. Ю. И. Арчаков. Изв. вузов. Черная металлургия. № 3, 122—128 (1967).
IS. Г. В. Карпенко, Р. И. Крипякевич, Влияние водорода иа свойства
стали, Металлургиздат. 1962.
16. П. В. Гельд, Физ.-хнм. механика материалов, I, JA 3, 255—267 (1965)/
17. Ю. И. Арчаков, И. Д. Гребешкова, В. П. Теодорович. ЖПХ, 34,
№ 4, 821-825 (1961).
18 П. С. Перминов, Б. Ф Вьюнов, Бюлл. Всесоюзного мектрохимета
«Коррозия и борьба с ней», т. 4. № 3, стр. 229—238 (1938).
19. С. S m i t h e 11 s, С. E R a n s 1 e y. P-oc. Roy Soc. AI50, 172. 292—302 (1935).
JO. G. Borelius, S lindblom, Ann. d. Physik, 82 201 (1927).
21. Ryder. Electric J.. 17, 161 (1920).
22. H. Ben nek. G. Klotzbach, Stahl u. Eisen, 61, H. 25. 597—606 (1941).
23. W. L. Brayn, B. F. Dodge, Am. tnd. Chem. Eng. J., 9, M 2, 223—228
(1963).
24. В. И. Ткачев. P. И Крипякевич. А. К- Л нт вин, Физ.хим. механика
материалов, 2, ТА 3, 321—325 (1966).
25. F. Ка zinsky. Jernkontorets Ann., 139, № II (1955).
26. Р. L. Chang, W D. Bennet, J Iron Steel Inst. 170, № 3, 205—213, (1952).
27. Ю. И. Арчаков. И. Д. Гребешкова, Ю. И. Звезд ни, физ.-хнм.
механика материалов, Б. ТА 5, стр. 613—614 (1969).
28. С. Л. Скоп, В. П. Теодорович. В. В. Ипатьев, ЖПХ; 31, ТА 12,
1894—1897 (1958).
29. Ю. И. Арчаков, В. П. Те о до ров и ч. Химическое мьшнностроснне, №2,
35 (1961).
F. К. N a u m a n n. Stahl, u. Eisen, Б8, ТА 44, 1239—1250 (1938).
31. В. В. Ипатьев. О. П. Меркулова, В. П. Теодорович, ЖПХ. 31,
ТА 12. 1891—1894 (1958).
32 Ю И. А р ч а к о в. ЖПХ. 33, ТА II, 2547—2552 (I960).
зз. Ю. И. А р ч а к о в, там же. стр. 2553—2557.
.и F. К- Naumann, Technische Mitteilung Krupp Technlsche Berlchte, K. 4
(1938).
35 10. И. Арчаков, И. Д. Гребешкова, в сб. «Исследование по жаро-
прочным сплавам», т. 10. Изд. АН СССР. 1963, стр. 305—313.
36 . G. A. Nelson, Hydrocarbon Process., 44, TA 5. 185—188 (1965)
37 Ю. И. A p ч а к о в, И. Д Г р е б е ш к о в а, в сб. «Новые материалы в маши-
ностроении», Изд. «Машиностроение», 1964, стр. 19—43.
38 Qualitats und Edelstahle, Leipzig, 1966.
39 . Ю. И. Арчаков, ЖПХ. 38, № 8. 1754—1760 (1965).
10. Ю. И. Арчаков, И Д. Гребешкова, Химическое и нефтяное машино-
строение. ТА 6, 29—31 (1966).
364 Гл. 10. Водородная коррозия сталей
41. Ю. И. Арчаков, Залита металлов. Л» 5. 587—590 (1965).
42. Ю. И Арчаков, И. Д. Гребешкова. Ю. А. Муш ни ков. Хим. и
иефт машиностроение, ТА 4. 20—21 (1969).
43. Ю И. Арчаков. И Д. Гребешкова, В В. Дубовский. Защита ме-
таллов. б. Кз I, 70—73 (1969).
44 Ю И А р ч а ко в, И. Д. Гребе ш к ов а, В. 8. Д у бо вский, Хим. и нефт.,
машиностроение, № 10. 18—19 (1969)-
45. G. A. Nelson, Hydrocarbon Process., 45, Л1) 5. 201 (1966).
46. II. С Перминов, Коррозия и борьба с ней, 2, ТА I (1936).
47. Ю И. Арчаков. Б. М. Тесля. Защита металлов. 8. ТА 6. 719—722(1972)..
48. И Д. Гребешкова, Автореф канд. дисс., МИНХ и ГП им. И. М. Губ-
кина, М„ 1969.
Глава одиннадцатая
ВЛИЯНИЕ ВОДОРОДА ПРИ ПОВЫШЕННЫХ ТЕМПЕРАТУРАХ
И ДАВЛЕНИЯХ НА МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛЕЙ
Расчет аппаратов и деталей, работающих под давлением прн
температуре среды до 300 °C, производится по пределу текучести
материала, причем при достаточно высоких прочностных свойствах
относительное удлинение, определяемое на так называемых «пяти-
кратных» образцах, должно быть ие менее 17—18% [1]-
Стабильность механических свойств материала при длительной
эксплуатации в значительной степени обеспечивает надежную ра-
боту оборудования, однако прн эксплуатации в водородсодержа-
щнх средах необходимо знать, как влияет водород иа механические
свойства сталей различных марок в зависимости от температуры,
давления и продолжительности воздействия.
В результате растворения водорода в стали могут развиться
два вида изменений механических свойств.
Обратимые изменения происходят в водородоустойчивых сталях
и в водородонеустойчивых до начала водородной коррозии. Они
заключаются в небольшом повышении предела текучести при рез-
ком снижении пластических свойств. После нагрева иаводорожен-
ных образцов до 600—700 °C эти свойства восстанавлйваютси до
исходных значений.
При необратимых изменениях в стали начинается интенсивная
водородная коррозия, приводящая к резкому снижению прочности
из-за образования многочисленных микроскопических трещин по
границам зерен. Ухудшаются и пластические свойства, особенно
ударная вязкость, причем они не восстанавливаются даже прн на-
греве стали выше 700°С и полном удалении водорода
Влияние водорода при высоких температурах и давлениях на
механические свойства сталей принято оценивать сравнением
свойств иаводороженвых образцов, испытываемых при комнатной
температуре, со свойствами стали в исходном состоянии. Для ста-
лей, склонных к отпускной и тепловой хрупкости,—со свойствами
после длительного теплового воздействия. Обычно, влияние водо-
рода на механические свойства представляется как отношение
366
Гл II. Влияние водорода на механические свойства сталей
свойств наводороженной стали к исходным и выражается в про-
центах, например -иа,<>л 100, . 100 и т. д.
ави« фи“
При определении механических свойств наводороженных образ-
цов существенную роль играет скорость их охлаждения, так как от
нее в значительной степени зависит, сколько водорода сохранится
в стали при охлаждении. Больше всего его бывает прн быстром
охлаждении образцов под давлением водорода [2], поскольку он не
успевает выделиться из металла Изменение механических свойств
в этом случае будет более резким, чем прн медленном охлаждении
под давлением.
Таблица 11.1
Влияние водорода яа механические свойства стала 20 прв Р - 5 + 30 ат
Условия няводорожяваммя Механические сеоЯстм Содержание углерода. % Макроструктура
давле- ние, яг темпера- тура. °C длктсль* 1 кость.ч Я . ж Чо О ~ Oft- КГС/ММ2 X '«J ♦. X Ж л и «□“ tc
В исходном состоянии 28 48 38 60 9.8 0.22 Феррито-перлит- ная
5 S30 275 23 37 35 71 —- — Без изменений
530 1000 25 43 35 6? 10.9 — » >
15 400 5000 27 43 28 64 — — > »
400 10000 25 45 33 59 — » >
150 5000 25 39 34 71 » >
520 5000 26 41 33 69 — > »
30 260 5000 24 42 33 52 9.3 0,20 » Ж.
260 10000 25 42 32 64 14.7 0.22 > W
280 5000 25 54 29 54 14.3 0.21 » W
280 10 000 25 48 25 65 12.1 0,23 » >
300 5000 34 43 40 67 11.8 —.
300 10000 26 47 35 63 8.5 0.23 > >
350 5000 30 48 33 64 8.8 0.23 > ж
350 10000 22 28 ЗБ 5 0.3 0.04 Сильное обезуг- лероживание
400 5000 24 33 7 7 2.3 0.15 Частичное обез-
400 10 000 21 29 5 3 =“ — углероживание по всему сече- нию
500 1000 16 32 28 46 2.8 — Значительное
500 5000 17 32 27 32 2.3 0.02 обезуглерожи- вание н разры- хление границ
500 10000 14 26 25 • 17 2.3 0.02 Полное обезугле- роживание н растрескивание границ зерен
Влияние водорода на механические свойства сталей
367
Таблица 11.2
Влияние водорода па механнческяе свойства стали 20 при Р “ 50 ат
Условия .I'lOAOpOJKMBBMVfl Мохдвичоскпе свойств» Содержвим углерода, м М икроструктурж
темпера- тура. ®С длитель- ность, я со,2. кгс/мм» 1ЛЛ/Э.1Х А> Ж X ж 4Ь 5
В исходном состоянии 28 48 28 60 9.8 0.22 Феррйто-перлнт- пая
200 5000 23 45 30 68 10 — Без изменений
10 000 24 43 30 61 10 0.22 > >
260 5000 22 44 30 59 9 0.20 > >
10000 25 39 13 17 3 0.16 Частичное обез- углероживание и растрескива- ние границ зе- рен по всему сечению
.400 5000 10000 24 26 36 28 6 4 9 2 3 2 — То же >
;йо 1 ООО 22 41 31 61 —— 0.23 Без изменений
5000 * / 23 32 8 9 1 0.07 Значительное обезуглерожи- вание н растре- скивание гра- ниц зерен по всему сече- нию
10000 24 31 8 3 1 — То же
«0 1000 22 40 22 38 2 0.20 Частичное обез- углероживание и растрескива- ние границ зе- рен по всему сечению
5000' 21 26 4 2 0.7 0.02 Полное обезугле- роживание и растрескивание границ зерен по всему сече- нию
10 000 23 27 2 1 0Л 0.02 То же
450 4000 18 30 15 18 1.6 0.02 »
10000 19 28 14 10 0.7 0.02 >
600 1000 17 27 13 П 0.9 0.02 >
5000 17 27 13 10 — 0.02 »
10000 14 29 16 15 — 0.02 >
550 5000 18 30 20 21 0.02 »
3R8
Гл 11. Влияние водорода на механические свойства сталей
1000ч >50004 10000ч
jLU I I I I .L.1 .1 1 J Li. t I i । i i i i i i i t t t i i i
IJ.1.1 1.1 I I -1.1 1 I I I t l -LI I t 1 1 I I I I [ t 1 1 1 I I ! I, |
-X
Л 1Л .1 I, I llu L.l 1..1 1,1 1.1 1 1 I 1 1 1 1 1 I 1 1111X11 I Ig
§ § ° §
mwguxan н °/9 *к>дшэподэ апхэзопнихщ
РйС- 11.1. Зависимость механических свойств стали 20 от температуры и времени воздействия водорода:
после иааодорожяаания под лаалеккем 50 ат; }— то же и отпуск п вакууме; 3-после нааодорожпапиа под даамамем 30 ат. Вао-
тикалкиые лкпик: 1—казало аолородиой корроэкк при Г—50 ат: S—то же оря р—Ж >т.
Влияние водорода на механические свойства сталей 369
Имеющиеся в литературе данные относятся к четырем группам
сталей: углеродистым, низколегированным, среднелегированным и
высоколегированным Их механические свойства после воздействия
водорода при медленном охлаждении оцениваются на пятикратных
образцах на разрыв (ГОСТ 1497 -61) и на нестандартных образ-
цах размером 7 X 7 X 42 мм с надрезом типа Менаже на ударный
изгиб.
Из углеродистых сталей для изготовления оборудования, рабо-
тающего в водородсодержащих средах, наиболее широко приме-
няются стали 15, 20, 20К, 22К в виде прутка, листов толщиной от
16 до 90 мй и .руб различного сортамента. Более всего изучена
сталь 20 (табл. 1.1, 11.2 и рис. II 1) На рис. 11 1 видно, что на-
чало водородной коррозии приводит к резкому снижению пластич-
ности и ударной вязкости стали 20 [3]. Это подтверждается микро-
скопическим исследованием зон разрыва исходных (рнс. 11.2) и
наводорожеиных (рнс. 11.3 и 11.4) образцов, а также химическим
анализом иа содержание углерода. Разрушение наводорожеиных
образцов происходит по границам зерен. Для разрыва наводоро-
женных образцов с очень малой степенью обезуглероживания ха-
рак герно незначительное уменьшение соосности зерен (рис. 11.3, б),
а для образцов, подвергшихся полному обезуглероживанию, — от-
сутствие деформации зерен и заметное «расползание» микротрещин
но границам зерен (рнс. 11.5) Нагрев иаводороженных образцов
в вакууме приводит к незначительному восстановлению пластично-
сти стали 20 (рис. 11.1, кривая 2).
При повышении давления водорода до 100 и 200 ат значительно
уменьшается время до начала водородной коррозии — уже после
Таблица 113
Влияние водорода ш механвческне свойства стали 20 при Р = 200 ат {3, 4]
Условия па&оюрожи- мния Механдческме споЯстоа
reMircjmTypa. длитель- ность, ч °О- КГС/ИМТ кгс'ым? «5. К' ♦ - я хгс-м'ск*
В исходном состоянии *28 48 30 65 9.6
40 20 000 33 51 30.0 65.4 9.6
ЗЛО 1000 27 51 29 64.0 11.0
<100 20 24 47 27 52.3 9.6
60 29 43 12 20.0 2.6
иго 27 41 17 13.8 2.2
275 25 45 16 — 3.1
450 20 25 44 18 26 3 1
60 26 3? 9.0 10 0S
20 24 32 11 10 0.5
275 21 27 1 7 032
КО — 17 0 0 0
370
Гл. II. Влияние водорода на механические свойства сталей
Рнс. 11.2. Микроструктура зоны
разрыва образна из стали 20 в
исходном состоянии. X SW-
Рис. ПЛ. Микроструктура зон разрыва образцов ка стали20после наво-
дороживания в течение 10 000 ч под давлением 50 ат:
а—при 200 «С; б—при 260 °C. X 200.
Рис. 11.4. Микроструктура боковой поверхности образцов из стали 20
в зоне разрыва после наводороживания в течение 10 000 ч под давле-
нием 50 ат:
Я—при 200 °C; б—при 200 °C X «0.
Влияние водорода на механические свойства сталей
371
Рнс. 11.5. Микроструктура зоны раз-
рыва образца из стали 20 после на-
в переживании при температуре
500 €С под давлением 50 ат в тече-
ние 111000 ч. Х200.
Рис. (1.6. Микроструктура зон разрыва образца нз стали 16ГС:
а—а исходном состояния: б—посте юволорожмааикя при температур*
350 С®, лав ленки 30 ат в течение 10 000 ч. X 200.
Рис Ц.7 Микроструктура поверхности образца из стали 12МХ:
а —а исходно» состоянии-, б —кос ie иааозорожиясннн течение 10 00) ч при тем-
иературе МО С и давтентш S0 ат. X 2W.
372
Гл. II. Влияние водорода на механические свойства сталей
Таблица 11.4
Влияние водорода ва механические свойства стали 1СГС
Термическая обработка нормализация с 920 °C, отруск при 650“
Условна iij го юрожк
валян
Мскаянческк^ свойства
В ИСХОДНОМ СОСТОЯ-
НИИ
350 30 5000
10000
400 50 1 000
5000
10000
32
32
30
32
27
29
51
60
61
51
50
47
30
37
29
30
26
24
74
76
58
78
65
42
0.12
0.12
0.12
0.11
0.07
Микроструктура
Феррито-перлитная
Без изменений
> »
Значительное обез-
углероживание и
растрескивание по
границам зерен
х
Таблица 11J5
Втилиле водорода на механические свойства стали 12МХ
Термическая обработка: 1юрыалиэ*ция с 920 °C, отпуск при 530°.
Давление водорода W ат.
Условия и вао дорожи ввиия Механические свойства Содержание у г.те рода. % Микроструктура >
темпера- тура. °C длитель- ность. ч .^С^’ КГС/МЫ2 °1Г КГС ММ2 * <£- е. х C«3|'M-3JX •нп
В исходном состоянии 28 47 32 72 — 0.12 Феррнто-перлнтная
450 1 000 28 47 31 68 — — Без изменений
4000 25 46 31 81 — — > >
10000 26 46 26 73 74 — > >
500 1 000 24 46 30 75 — — > >
5 000 - 25 45 36 72 — Незначительно» по- верхностное обез- углероживание
10 000 25 44 27 73 — 0.10 Поверхностное обез- углероживание на 0.35 мм
650 5000 26 40 26 53 7J0 0.05 Частичное обезугле- роживание по все- му сечению
650 10000 2) 36 27 57 3.9 OJ02 Г Полное oGeayi пере- живание по всему сечению
Влияние водорода на механические свойства сталей
373
20—60 ч воздействия водорода происходит очень сильное снижение
механических свойств стали 20 (табл. 11.3).
Низколегированные стали 16ГС, 12.МХ, ЗОХМА, 12Х1МФ, в ко-
торых цементит, легированный марганцем, хромом, молибденом,
ванадием, более стабилен в среде водорода при повышенных тем-
пературах и давлениях, подвергаются сравнительно меньшей
водородной коррозии, чем сталь 20. Присутствие 1% Мп в стали
приводит к значительному повышению водородоустойчнвости стали
]6ГС при давлении водорода 30 ат (табл. 114). Так, если за
10000 ч при 350°С происходит резкое снижение пластических
свойств, в ударной вязкости стали 20 (рис. 11.1, кривая 3), то у
стали 16ГС после воздействия водорода в этих же условиях только
относительное сужение уменьшается на 22% без обезуглерожива-
ния и при деформации зерен в зоне разрыва, почти не отличаю-
щейся от исходной (рис. 11.6).
Для низколегированных сталей, содержащих хром и молибден,
при наводорожнвании под давлением 50 ат (табл. 11.5—11.7) ха-
рактерно повышение пластичности с одновременным снижением
прочностных свойств, так как в них при обезуглероживании пол
давлением 50 ат не образуется трещин по границам зерен (рис. 11.7)
из-за меньшего давления образующегося метана [6J. Еще меньшему
изменению подвергаются механические свойства сталей, легирован-
ных 2—3% Сг с добавлением молибдена, вольфрама, ванадия.
Таблица 11.6
Влияние водорода на механические сходства стали ЗОХМА
гермообработка: эакалка с ам*С, масло: отпуск ярн 65СУ*. масло.
Условия кааолорож*
аанмя
Механические свойства
В исходном состоянии
400
400
400
500
500
1000
5000
10000
I 000
5000
63
61
59
61
58
53
75
75
74
76
7J
70
73
70
64
67
69
78
Н
20
18
17
19
17
13.4
11.2
11.3
Сорбит
Без изменений
500 10 000
550 10000
51
24
63
41
21
39
80
200
500
500
60
300
52
57
70
73
19
15
62
63
11.9
7.5
Незначительное по-
верхностное обез-
углероживание
То же
Почти полное обез-
углероживание без
растрескивания
границ зерен
Без изменений
> »
374 Гл. 11. Влияние водорода на механические свойства сталей
Вдаяяяс водорода Таблица 11.7 на механические свойства стали 12X1 МФ
Условия ца водорож я «а и ия Механические своЯстаа Мигсрос-руктура
обработка темпера- тура, да в ле- нке, ат длитель- ность, ч я я Ч v Я X Ж 4? вИ’ кгс-м/си*
Нормализация с 960 ’С; от- пуск при 750 "С. воз- дух Труба 32X6 мм в состоянии поставки в 500 500 500 500 550 550 В 600 600 600 600 КСХОГ состоя 50 50 50 5. 50 50 исход состоя 175 175 210 100* 1ИОМ пни 2000 4000 5 000 10000 5000 10000 ном НИИ 314 930 3 485 600 42 41 41 34 39 30 23 38 31 39 51 56 55 54 54 46 42 52 54 48 47 68 30 26 25 22 26 36 34 20 21 23 20 20 76 79 84 76 81 60 67 76 66 58 49 76 8.9 9.5 11.6 9.7 10.7 7.1 1.4 3.0 4.7 10.1 Феррите-перлит- ная Без изменений » . > » > Поверхностное обезуглерожи- вание на глу- бину 0.13 мм Частичное обез- углероживание по всему сече- нию Полное обезугле- роживание без растрескивания границ зерен Феррито-перлит- ная Полное обезугле- роживание без растрескивания границ зерен Науглероживание, повышение со- держания угле- рода с 0.11 — 0.13% до 0.3%
Обрицы «слытымлясь а снеси, содержание* С7£Я Hj. 32s СН«. ОЛх Nj и О,.
Влияние водорода на механические свойства сталей
375
Таблица II.8
Влияние водорода па механические свойства стали 15Х2МФ
Термическая обработка аормализация с 1000 *й отпуск прн 750-760°, воздух.
В указанных услознях обезуглероживания стали на наблюдалось.
Усложни маводорожнаанми Механические свойства
темлерв давление, ат длитель- ность, ч °ол- KtthtuT °и- кгс/мм? «3. X ♦. X °И' к гс-м/см?
В исходном СОСТОЯНИИ 43 59 24 79 27
300 200 1 000 43 60 24 72 23
3000 ft 59 26 70 25
10 000 41 59 24 78 24
ЗиО 500 । ооо 41 60 22 72 23
3 000 45 60 23 73 25
10000 44 60 22 49 27
450 200 1000 43 61 22 66 23
3 000 44 63 24 75 21
10 000 42 60 21 75 19
450 500 1 000 43 61 22 71 23
3000 42 61 23 76 24
10000 42 60 21 71 25
Таблица 119
Влияние водорода на механические свойства стали 12Х2МФТ
П указанных условиях обезуглероживания стали не наблюдалось.
Условия иаводороживання Мехаия чссгие свойства
темпера давление. длнтель- / одеть, 4 °0.2‘ кгс/мм? ав, кгс/мм? «». я ♦. X Яц. кгс-м/см?
В неходком состоянии 32 54 26 84 26.3
300 200 1 000 31 52 29 82 22.9
200 3000 34 55 22 81 25,1
200 10 000 34 54 25 75 27,7
500 1000 37 56 24 70 19.8
500 3000 35 56 20 57 25.5
500 10 000 55 22 68 —.
450 200 1000 35 54 22 81 30.4
200 3000 34 55 20 54 30.3
200. 10000 32 55 24 80 27.7
500 1000 37 56 21 76 —
500 3000 44 60 16 66 —
500 10 000 36 56 22 78 —
ниобия, в частности сталей 15Х2МФ, 12Х2МФТ н 20ХЗВМФ
(табл. 11.8—11.11).
Данных о влиянии водорода на механические свойства свар-
ных соединений конструкционных сталей, за исключением стали
15Х2МФ (табл. 11 10), в литературе практически нет (7].
Таблица 11.10 » Влвяяже водорода на мехаявчеекяе свойства сварных образцов вз сталж 15Х2МФ <я Условна иявоДорожимяия: температура ЭОО^С, давление ЮО ат.
Место пырезкя обра-мя Длительность яаводорожнваими. ч Механические свойства
°04* кгс/ым* кгс/мм' в«. к % надрез по оси шва dg. кгс'М<см2 надрез по солаилению £ на 1рсэ пи > зок< терми- ческого ™ влияния Е
Проволока I0C2A пуск при 7G0 °C 16 ч, Мо—0,77. «Наплавленный ме- талл Основной ме- талл — напла- вленный металл После сеаркя не «Ого металла ч С — Наплавленный ме- талл Основной ме- талл — напла- вленный металл 1ФТ диаметром 3 мм. охлаждение до 300 “С В ИСХОДНОМ СО- СТОЯНИИ I ХЮ 4 230 10 000 В ИСХОДНОМ СО- СТОЯНИИ 3 ’30 6000 10 000 стный отпуск: нагрей 0.14. Ст — 8.15, Мп —1. В ИСХОДНОМ СО- СТОЯНИИ 3 230 6 000 ЮООО В исходном со- стоянии 1 000 4 230 10 000 Э л е Фалс АНзм в печи. Хим 41 39 40 39 41 38 41 41 А п т де 67O-6S0 ’ W: V — 0.40. Д 58 66 - 65 63 61 66 70 68 т р о ш л а <ГОС> 224» ичеекий сос 58 58 59 57 57 57 59 57 сметное С и течение «О-0.71. 73 79 76 76 70 75 79 76 новая с — Ч>| Герно тан иапла-л 20 19 18 21 20 2! 20 20 Ская св 10-11 чес Н 14 13 15 16 13 II 14 варка [Наработка ко «иного mc*«j 73 75 65 74 72 72 -66 73 а р к в хлажденнеы 62 56 ' 51 51 65 54 51 56 фмалилация с 1ла. Ч: С —0J 20.8 22.8 21.0 25.2 иа яомухе. X 9.5 8.8 10.1 8.8 1000’С, иыдер ь Сг—2.10, Mt 20.0 20.4 22.6 имичеекий сое 16.2 Н.О 18.6 12.8 кие водорода на механические свойства сталей $ 1 1 * «'*“ | III « °. «ЛОТО | 1 в я *-•о2 1 III * v ’ III в *7 s ¥ Д ?
Таблица 11.11
Вляявве водорода яа мехавичесхме свойства сталей 12ХПЗА в 20ХЗВМФ
Сталь Термообрвботка или место вырезки образца Условии мйвОДорОЖМ- маня Механнчеекае евоЯетьа Микроструктура Влияние
темпера тура. °C аачяе- мне. ат длитель- ность. ч { rm. эли г<Ъ Г» X г • и О Ж ж 4 X aN, кгс-м/смЗ
12ХНЗА Нормализация с В исходном СОСТОЯ- 53 66 19 60 10.1 । а
880-910 X; НИИ
отпуск прн 500 50 5000 51 53 20 70 —• Без изменений &
650 °C. воздух 500 50 2 413 56 66 24 60 7.9 > >
550 50 .5000 37 51 31 46 3.6 Значительное Й
обезуглсрож и в я- ь
ине
550 60 • 10 000 33 43 27 51 3,8 Полное обезу! ле- S
роживанис ё
2ОХЗВМФ Трубы 24X9 мм В и< ходном состоя- 109 115 14 69 10,5 в
В СОСТОЯНИИ ПО НИН НВ 240 + 260
ставки 600 700 250 89 98 14 51 7.6 Без изменений
600 700 ЮОО 61 72 11 31 6.1 Поверхностное
обелуглерожива- 1
ние
600 706 4000 25 44 3 4 IJ0 Полное обезуглс- §
рожнванне
20ХЗВМФ св. Основной металл В исходном состоя- 92 101 13 33 Нь~-%Я — з
нни 1
600 6» 130 96 96 8 II ж
Сварной шов В исходном состоя- 50 63. 25 67 Н в •— 207
НИН
600 600 130 55 67 18 42 •—
Зона термичсс- В исходном состоя- 44 61 29 70 /7В“-180 —
кого влияния вин
40 600 130 50 65 24 54 — 3
378
Гл. 11. Влияние водорода на механические свойства сталей
Среднелегнрованные стали, содержащие 5—7% Сг и добавки
молибдена, вольфрама, титана, ниобия, обладают значительно боль-
шей водородоустойчивостью, чем низколегированные, и приме-
няются в сравнительно более жестких условиях воздействия водо-
рода, однако при температуре 600 °C и давлении водорода 700 ат
стали Х5М и Х6ВМФБ уже после 100 ч значительно теряют пла-
стичность. Вакуум-нагрев наводороженных образцов из стали
Х6ВМФБ приводит к восстановлению пластичности почти до исход-
ного значения (табл. 11.12).
Таблица 11.12
Влияние водорода на механические свойства ср< днелегир >ванвых сталей
Твмлервтура каподорожяваывя 600 °C.
Стоь 6 Термическая обработка Условия каводороживання Механические свойства °
даме* нме. ат длятелъ* вость. я Л ав, кг с/мм* Cj. к X гкэ/я-эл
Х5М Трубы высо- В исходном 26 52 30 80 13
кого давления состоянии
для заводов 700 1000 23 49.0 24.3 51.6 10
гидрирования 700 5000 22 39.7 6.5 6.2 8.6
в состоянии 700 10 000 22 34j0 4.9 б 2.2
поставки
Х7СМТ То же В исходном 42 56 25 75 юз
СОСТОЯНИИ
176 $14 — 57.6 23 72 10.3
176 933 —. 56 23 59 10.8
210 3 185 42 56 18 45 9.9
Х6ВМФБ Закалка в В исходном 54 66 24 73 11.8
масле от 950 °C; СОСТОЯНИН
отпуск прн 700 1 000 50 65 20 61.6 13.1
680 °C 700 4 000 75 91 7 21 4.3
Высоколегированные стали марок Х12ВМФ (ЭИ802), Х18Н10Т,
1Г18Х8Т, 45Г18ЮЗ, 35Г12Х8Т, 4Х12Н8Г8МФБ (ЭИ481), ХН77ТЮР
(ЭИ437Б), ХН80ТБЮ (ЭИ607А)—табл. 11.13—подвергались
всестороннему воздействию водорода прн температуре 600°C и
давлении 700 ат [4, 5].
Исследование высоколегированных сталей показало, что для их
водородоустойчнвости существенное значение имеет не общее коли-
чество легирующих элементов н не тип решетки, а наличие сильных
карбидообразующих элементов. Поэтому стали 45Г18ЮЗ, 1Г18Х8Т,
35Г12Х8Т, где содержание карбидообразующих легирующих эле-
ментов оказалось недостаточным, подверглись обезуглероживанию
и разрушению границ зерен (рис. 11.8), что привело к значитель-
ному необратимому снижению всех механических свойств.
Влияние водорода на механические свойства сталей
379
Эво
Гл. 11. Влияние воЭорода на механические свойства сталей
В остальных исследованных сталях снижение прочностных и пла
стических свойств является обратимым н удаление растворенного
водорода прн вакуум-нагреве приводит к полному восстановлению
механических свойств этих сталей (рис. 11.9) (4, 5].
Рис. 11.8. Растрескивание стали 45Г18ЮЗ после на-
водорожнваиия при температуре 600 °C и давле-
нии 700 ат в течение 250 ч. X 200.
Помимо определения влияния водорода на механические свой-
ства сталей на стандартных образцах, существует метод оценки
влияния водорода на механические свойства сталей на полуколь-
цевых образцах [9, 10J.
Таблица UJ4
Механические свойства стали X18Н10Т при разрю е в водороде
при температуре 500 °C и давлении 200 ат
Сред» Время амдер кдо » водороде до разрыва, ч Напряженке при выдержке (доля от /слов кого предела текучести) Механические свойства
сш. кгс/мм* в5. Я ». я
Воздух 0 0 43.1 395 635
Водород 0 0 447 41.О 7.2
10 05 444 43.1 662
20 0 43 7 41.5 705
20 0.5 449 43,0 62.0
60 0 44.6 41.4 712
Для некоторых отраслей техники необходимо знать о стабиль-
ности механических свойств различных сталей и их сварных сое-
динений непосредственно в водороде прн высоких температурах а
Влияние водорода на механические свойства сталей 381
382
Гл. И. Влияние водорода на механические свойства сталей
давлениях после непродолжительного воздействия водорода. Опре-
деление механических свойств при кратковременном разрыве про-
воднтся в специальной приставке к
универсальной разрывной машине
типа Р-5 (11].
Установлено, что прн комнатной
720
КО
Рис. 11.10. Зависимость меха-
нических свойств стали 20 при
разрыве в водороде от давле-
ния водорода [12].
Время выдержки образцов в водо-
роде до рвстяженм* «а разрыв «
30 мим. Темпе^ат^рв; /—400 ®С;
температуре в водороде, содержащем
0,5% примесей О2 и N2 при давлениях
от 50 до 200 ат изменений механиче-
ских свойств углеродистой стали не
происходит, а прн 400 и 500 °C изме-
нение предела прочности, относитель-
ного сужения и относительного уд-
линения бь пропорционально ]^Рн,
(рис. 11.10) На снижение механиче-
ских свойств стали 20 в водороде
влияют не только температура и дав-
ление водорода, но и продолжитель-
ность выдержки до разрыва н величи-
на предварительного напряжения при
выдержке до разрыва (рис. 11.11).
Механические свойства высоколе-
гированной водородоустойчивой стали
Х18Н10Т при 500 °C (табл. 11.14) и
700 °C (табл. 11.15) практически не
подвергаются изменению под воздей-
ствием водорода до давления 200 ат
ни при увеличении времени выдержки
до разрыва от 30 мни до 50 ч, ни прн
увеличении предварительного напря-
жения от 7 до 15. кгс/мм2.
При кратковременном разрыве в
водороде прн высоких температурах н
давлениях свойства других высоколе-
гированных водородоустойчивых ста-
лей, так же как н стали Х18Н10Т, не
будут существенно изменяться по
сравнению со свойствами на воздухе и
в инертной среде, за исключением ста-
лей, содержащих более 10% Ni, по-
скольку повышение содержания никеля может привести к значи-
тельно большему охрупчиванию в водороде.
Сравнение результатов испытаний стали Х16Н6 (ЭП288) при
комнатной температуре после предварительного тридцатимннутного
наводороживания при 500°C н давлении 200 ат с результатами ис-
пытаний в этих условиях непосредственно в водороде (табл. 11.16)
показывает, что последнее является более показательным, так как
Влияние водорода на механические свойства сталей
383
Таблица 11.15
Механические свойства стали Х18Н10Т при разрыве в водороде
после 30-мивутвой выдержке пря температуре 700 °C
давления 200 ат
Среда Предварительное напряжение, КГС/ММ? Механические с&оЯсты
Св, кгс/мм* «а. я ♦. я
Аргон 7 35,6 343 61.2
Водород 7 36.7 30.9 61.2
12 38.8 35.0 59.0
18 39.1 34.7 56.5
деформация и разрушение в этом случае происходят непосред-
ственно в водороде при той же температуре и концентрации водо-
рода. Однако для длительного времени воздействия водорода этот
17,4
Рис. 11.11. Зависимость механических свойств стали 20 от времени выдержки
образцов до разрыва к величины предварительного напряжения:
I—вез ор«д*арнтельиого напряжение: I—лредаарктелыкк напряжении 5 кгс/мм’; 3 —вреда*,
ригельное иавряженка 10 кгс/мм’. Температура 500 °C. давление водорода ЮЗ ат.
Таблица 11J6
Механические свойства стали Х16Н6 при различных условиях испытаний
Условия испытание Условия каводорожнвання Механические свойства
темпера- тура. °C давле- ние, ат длитель- ность. °од- кгс/мм* °8- КГС/ММ? бы я ♦. и
Испытание при ком- Исходные свойства при 69.0 104.0 15,0 61.2
ватной темпера- туре после пред* комнатной температуре 600 I 200 I 0.5 101.0 110.7 18.4 35.4
варите лысого наво- дорожнвания Испытание на раз- Исходные свойства прн 655 78.5 16.0
рыв непосредст- венно в водороде 500 500'С 200 0.5 52.5 55.0 19.5 76.0
384
Гл. II. Влияние водорода на механические свойства сталей
метод неприменим из-за его большой трудоемкости, и наиболее удо-
бен обычный метод опенки влияния водорода на механически'®*
свойства сталей, т. е. испытание сталей на разрыв и ударный изгиб
при комнатной температуре после длительного всестороннего воз-
действия водорода при высоких температурах и давлениях.
Одной из практически важных рекомендаций, связанных с’
устранением обратимой водородной хрупкости, является медлен-1
ное охлаждение стенок аппаратов при быстром сбросе высокого
давления водорода, а также предотвращение ударных нагрузок
при повторном пуске оборудования, так как миграция водорода к,
местам концентраторов напряжений может привести к образованию
трещин, что особенно часто наблюдается прн наличии непроваров
в сварных швах.
ЛИТЕРАТУРА
1. А. Д. Домашнее, Конструирование и расчет химический аппаратуры,
Машгиз. 1961, стр. 15.
2. Ю. И. Арчаков, Известия вузов. Черттая металлургия, № 3; 122—128
(1967).
3. Л- А Гликман. В. И. Дерябина. В. П. Теодорович, в сб. «Опти-
мизация металлургических процессов», вып. 5. Изд «Металлургия», 1971.
стр. 258—266.
4. Л. А. Глнкмаи, Н. Н. К о л г а т и н и др., в сб «Металловедение», йй 3,
Судпромгиз, 1959. стр. 58.
5 В И Дерябина, Н. Н. Кол гати и. В. П. Теодорович, Хим. и нефт.
машиностроение. 12, 21 (1966).
6. В. И. Алексеев, С. Д. Боголюбскнй, Л. А. Шварцман, Затките
металлов. № 4. 397—403 (1970).
7. Ю И. Арчаков, И. Д. Гребешкова, Хим. и нефт. машиностроение,
№ 4. 28—31 (1968).
8 Л. А. Глнкмаи, В. И. Дерябина и др., в сб. «Борьба с коррозией
в химической и нефтеперерабатывающей промышленности», Изд. Машино-
строение». 1967. стр. 25.
9. М. Б. А с в и я н. Зав лаб.. № 8, 1000—1001 (1959).
10 М. Б. А с в и я и. в сб «Влияние водорода иа служебные свойства сталей».
Иркутск, 1963. стр. 60— 71.
11. Л. А. Глнкмаи. В. И Дерябина и др., Зав. лаб., № 5. 612 (1965).
12. Л А. Гликман, В И. Дерябина. В. П. Теодорович, Физ.-хнм. ме-
ханика материалов, № 3, 71—74 (1972).
Глава двенадцатая
ВЛИЯНИЕ ВОДОРОДА НА ДЛИТЕЛЬНУЮ ПРОЧНОСТЬ
СТАЛЕЙ
Под длительной прочностью понимается способность стали со-
противляться разрушению прн постоянном напряжении и высокой
температуре в течение длительного времени Это одна нз важней-
ших характеристик прн определении возможности использования
стали при высоких температурах. z
Поскольку, растворяясь в стали, водород вызывает снижение
межкристаллитной прочности, необходимы специальные испытания
сталей на длительную прочность в водороде, которые проводятся
обычно на трубчатых образцах, подвергаемых разрыву внутрен-
ним давлением водорода. Расчет напряжений для тонкостенных
трубчатых образцов производится по формуле (1, 2]:
Р р+1
°” 200 ’ р— I
где с — эквивалентное напряжение в стенке трубчатых образцов,
кгс/мм2; Р—внутреннее давление водорода, ат; р — отношение
наружного диаметра образца к внутреннему.
Прн 1,14-1,5 труба считается тонкостенной [2], при р>
> 1,5 — толстостенной. Для толстостенных труб расчет.напряжений
производится по формуле [3]:
Р____1_
° = 100 ’ In Р
Изменение напряжений в стенках трубчатых образцов при сня-
тии зависимости времени до разрушения от действующего напря-
жения достигается тремя способами
1. Изменяют величину давления водорода, сохраняя постоян-
ными размеры образцов [4, 5]. Но при этом испытания не позво-
ляют определить пределы длительной прочности в зависимости от
давления водорода, так как проводятся в широком интервале дав-
лений.
2 Изменяют толщину стенки, сохраняя постоянными давление
водорода и внутренний диаметр образцов [6, 7].
J0
(2)
13 За*. 10
Влияние водорода на длительную прочность сталей
387
386
Гл. 12. Влияние водорода на длительную прочность сталей
ряжения в -лора-
Ст. 3 при 400 *С:
Рнс 121. Завнснмость времени до разруше-
инятот напряжения в образцах из стали
Ст. 3 при 400 С.
,_,дод»т«те Щ
SbrSSTlj-M at wav**»
ЩЯВОЖ м ю IJ0 1Т O01BCTCTWKK0.
*Г,ч
Рис. 12.2. Длительная проч-
ность стали 20 при испытании
в азоте (прямая 1) и водороде
(прямая 2);
в —353* С: в—«0'С: в—«О «С;
«—500 °C. Толщине сте*кк-4Д мн.
Рис. 12.3. Зависимость предслод
длительное прочности стали 20 от
температуры:
----в азоте:-----а водороде; / я
<—100 ч; 1 н 4—1000 ч. Толщина стейк*
2.5 мм.
13'
388
Г л, 12. Влияние водорода на длительную прочность сталей
Рис. 12,4. Зависимость времени до разрушения т от напряжения
в стенхе образцов из стали 20 толщиной 2,5 мм при 500 *С.
Давление водород»: с — 0 <т. в. давление азота а интервале ЭТО—429 ат);
б—-30 ат; а—100 вт: в—*200 ат; О-400 ат. Напряжения рассчитаны*по фор-
муле (3). Средняя линия длительной прочности не каждом графике вычислена
методом наименьших квадратов, верхняя и нижняя—границы ОД-кого дове-
рительного интервала, определенного по номограмме .141
Рис. 12.5. Зависимость снижения
пределов длительной прочно-
сти оа. П стали 20 в ьодороде по
сравнению с длительной проч-
ностью в азоте от давления водо-
рода при 500 °C.
Влияние водорода на длительную прочность сталей
389
Рис. 12.6. Зависимость времени до разрушения т от
напряжения для стали 20 при БОС °C и давлении
200 ат [10].
Толщина стенки: я—I мы: 6—2Л ни: а—5ым; а—10 мм. На-
пряжения рассчитаны по формуле (3). Средние ливян—высисхем-
иче, верхняя в нижняя-границы (бн-ного доверительного ин-
тервала.
Рис. 12.7. Зависимость пределов
длительной прочности стали 20
прн 600 °C к давлении водорода
200 ат от толщины стенки об-
разца [10].
390 Г л. 12 Влияние водорода на длительную прочность сталей
ъ,Ч
Рис. 12.8. Длительная прочность
стали 16ГС:
/ — *50 °C. азот; 2— «0 °C, водород, Р —
— 150 ат: 3—440 °C, водород. Р—150 ат.
Рис. 12.10. Длительная прочность
тли ЗОХМА в азоте (прямые Z) и
водороде (прямые 2);
о—800 41; 6—550 ®С; в—(00 °C.
Рис. '12.9. Длительная прочность
стали О9Г2С:
1— 430 °C, аэот; г—450 °C. водород. Р —
•• 150 ат; S—500 °C водород, Р—150 ат.
Рис- 12.11. Завнснмостъпре-
делов длительной прочности
стали ЗОХМА от темпера*
туры в интервале давлений
водорода 103—460 аг
I к 2— аэот. >000 и 100» ч; S и
4 —водород. 1СОО и 10000 ч.
Рис. 12.12. Длительная прочность ста-
ли ЗОХМА прн 650’С:
/—азот, Р—600 ат; 2—водород. Р~300 ат;
5—водород. р->,600 ат.
влияние водорода на длительную прочность сталей
391
Рве. 12.13. Длительквя прочность ста-
ли 12ХМ:
Рис. 12.14. Зависимость пре- Рнс. 12Л5. Зависимость длительной проч-
делов длительной прочности ностн стали 12МХ от температуры прн
стали 12ХМ От парциального парциальном давлении водорода 160 ат.
давления водорода: Толщина егехкк образца 1,2—1.3 мм. ВкутмпииВ
/—550 °C» 10000 ч; 2— S50 ®С. 100000 ч* диаметр образооа изменился следующим обрааовс
в—ьоо°с иоооч; е—боеQc.юса»ь '-°т » "« “м 500 ?“от
ерп иЗО °C; 3—от iS.C до 18Л ора 000 *С<
392 Гл. 12. Влияние водорода на длительную прочность сталей
3. Изменяют коэффициент толстостенностн, т. е. отношение на-
ружного диаметра к внутреннему, сохраняя постоянными давление
водорода н толщину стенки образцов [3].
Результаты испытаний обрабатываются по уравнению
т — Ла-" (3)
где А и п— постоянные; т—время до разрушения при напряже-
нии о.
Наибольшему воздействию водорода, как известно, подвергают-
ся углеродистые и низколегированные стали, у которых значитель-
но снижается межкристаллитная прочность, определяющая при вы-
соких температурах уровень длительной прочности.
Из углеродистых сталей наиболее подробно исследованы стали
Ст. 3 и 20 [4—7]. Из стали Ст. 3 изготовляются неответственные
детали арматуры реакторов установок каталитического рнфоо-
минга, а из стали 20—трубопроводы, работающие в водородсодер-
жащих средах при температурах до 230—260°C. К последней близ-
ки и стали 20К и 22К (в Них несколько выше содержание мар-
ганца). Углеродистые стали подвергаются особенно сильному воз-
действию водорода, так как цементит пластинчатого перлита в
присутствии водорода при повышенных температурах неустойчив
и диссоциирует на железо и углерод:
Fe,C —> 3Fe + C (4)
Наиболее сильное влияние иа снижение длительной прочности
углеродистых сталей оказывают температура н давление водорода.
Как показали исследования, влияет и масштабный фактор, поэтому
при изучении влияния водорода на длительную прочность сталей
все эти факторы представляют определенный интерес.
Для стали Ст. 3 исследовано влияние парциального Давления
водорода на длительную прочность прн 400°С (табл. 12.1, рис.
12.1).
Для стали 20 при 350—500 °C (рис. 12.2) было эксперименталь-
но показано, что прн давлениях водорода в интервале 570—140 ат
и толщине стеики трубчатых образцов 2,5 мм изменение пределов
длительной прочности от температуры приближенно описывается
уравнением [11]:
а = В ехр (К/Т) . (5)
где В и К — постоянные; Т — абсолютная температура (см. также
рис. 12.3).
В условиях интенсивной водородной коррозии повышение дав-
ления водорода при постоянной температуре 500°C и толщине
стенки 2,5 мм вызывает снижение пределов длительной прочности
стали 20 по сравнению с длительной прочностью в азоте на вели-
чину пропорциональную VРНг (рис. 12.5). При постоянном же дав-
лении водорода увеличение толщины стеики до 5 мм в условиях
интенсивной водородной коррозии приводит к повышению пределов
Влияние водорода на длительную прочность сталей
393
Рис. 12.16. Зависимость длительной
прочности 12ХСМ от температуры
при парциальном давлении водо-
рода 150 ат.
Толщина стенки образца 1.3 мы. внутрен-
ний диаметр 10-30 ми Среда I — азот.
550®С; 2—водород. 560 °C : 3 —водород.
600°С.
Рис. 12.19. Длительная прочность
стали 12X2MI прн парциальном да-
влении водорода 150 ат:
г—550 ’С; внутренний диаметр образцов из-
менялся от 17.85 до 3S.S ми; 2—650 °C: вну-
тренний диаметр образцов >1—23 мм.
Рис. 12.17. Длительная прочность стали
12X1 МФ при 600‘С:
I в азоте: i— в водороде: *. О—образцы иэто-
•>лсиы из труб в состояния поставки: . □—об-
i..i н<ы изготовлены из ооковок после термообра-
гки. Давление водорода изменялось от 110 до
350 ат.
Рис. 12.20. Длительная прочность стали
15Х2МФ;
Рис. 12.18. Длительная прочность стали
12Х2С1МФ (HMI) при 600°C:
I— даввовие азота 120-280 вт: 2—давление
водороде 110—34Q ат.
Кри- вая Образец Среда t..‘C Течки
/. Обычный Водород too *
2 Сваркой » 60) А
(злектрошл.)
3 4 о же 5W ▼
4 Обычный Азот
Сва> коЯ (ватой.) Водород У
> » Азот — U
394
Гл. 12. Влияние водорода на длительную прочность сталей
Влияние водорода па д.твтетьвую
Вид поставки, усло- вия тврмообраооткк М«хаг ичеекяа сюйсток
Сталь «ТОД- КГС/ММ1 КГС/МмЗ N ж °н- кгс-м/см>
16ГС‘ Лист толщиной 30 мм с переков- кой на пруток диаметром 35 мм 37 57 32 68
09Г2С Лист толщиной 20 ми с переков- кой на пруток диаметром 32 мм. Диффузионный отжиг с 920 ®С. нормализация с 920’ 33 51 31 66
ЗОХМА Поковка диаметром 30 мм. Закалка с 880 ’С. масло. Отпуск 650°. масло 56 70 24 72 13.4
Трубы высокого да- вления в состоя- нии поставки по МПТУ 4159-53 55—61 68-73 24-30 60-72 -207+195
12ХМ Поковка диаметром 60 мм в состоянии поставки 31 53 32 63 —
12МХ Поковка диаметром 50 мм в состоя- нии поставки 43 52 30 68
12ХСМ 1 Поковка. Нормали- зация с 980 *С. Отпуск 750—760’. воздух 51 62 28 68 —
12Х1МФ f. - - Трубы 32X6 .мм в состоянии по- ставки 47 57 22 66 8.7
Влияние водорода на длительную прочность сталей
395
прочность пвзколегврованвых сталей Таблица 122
Гол щи и а стенкн. мм Примеси а водороде Условна испытания Пределы длительной прочности за м рнс. Литера- тура
темпе- ратура. парци- альное да алей не водородаD 700 * 1000 <г 70000 е
1.2-1 Л 8-10% N,. 450 Азот 21 19.5 17 12.8 12
2.6% СН. 400 150 20 12 6.8
500 150 ПЛ 6.3 3.4
1.2-1.3 То же 450 Азот 23 20.5 17Л 12.9 12
450 150 14 115 9.2
500 150 15 7.1 3.3
1.6 03% N, к 500 Азот 31.8 26.6 22.4 12.10, 4. 5
О, 500 236-460 25.0 16.7 112 12.11
550 Азот 20.8 15.0 11.0
550 190 - 400 12.0 7.3 4.4
600 Азот 11.5 8.6 6.3
600 103-310 8.3 5.4 3.6
0.7-8 8-10% Х2. 550 Азот 19 16 12 12.12 7
2.5% СН, 550 260 9 45 2.1
550 640 5 1.9 0.7
1.2—1.3 То же 550 Азот 14.9 9.0 7.0 12.13. 12
550 60 17 ЮЛ 7.8 12.14
550 90 23,6 112 7.0
550 150 26 12Л 6.0
600 50 18 7 3
600 §0 14.5 6 2.7
600 150 14Л 6.6 2.0
12-1.3 8-10% N,. 600 150 20 16 9.9 12.15 12
23% СН, 550 150 14 и 7.3
600 150 20 9.4 4Л
1.2-13 То же 500 Азот 20 15 8,3 12.16 12
55П 15Л 22 13 6.8
600 150 13 7.3 4.5
2.4—2.8 0.5% Nt в 600 80-218 •12.2 9.7 7.8 1217 б
О, 1
ж
Гл /?. Влияние водорода на длительную прочность сталей
Сталь Вид постами. усло- вия термообработки Механические саоЯстъа
°0.2- кгс/мм? °В- КГС/ММ? $5, М ♦- X вН’ , кгс-м/см?
12Х1МФ Поковка диаметром 30 мм. Нормали- зация с 960 “С. Отпуск 750*. воз- дух 48 63 20 75 9.6
12Х2С1МФ (НМ1) Трубы с толщиной стенки 27Л мм в состоянии по- ставки 40 54 27 73 12.9
I2X2M1 Поковка. Нормали- зация с 980 ’С. Отпуск 750-760”. воздух 43 65 29 78 —
1БХ2МФ 20ХЗВМФ Лист толщиной 40 мм. Нормали- зация с 1000 °C. Отпуск 750е, воз- дух Трубы 24X9 мм в состоянии по- ставки внутренняя по- верхность вы- сверлена внутренняя по- верхность в со- стоянии * по- ставки Поковка диаметром 30 мм. Закалка с 1000 °C. масло. Отпуск 680°. воз- дух Трубы высокого давления для за- водов гидрирова- ния в состоянии поставки по МПТУ 4159-63 45 82 77-86 60 93 L 84 87-97 22 14 Г4 14-18 75 44 47 55—65 33.6 7.9 (Я» = — 240 + 250) 7.2 =>24^+263
20ХЗВМФБ То же 72 84 7 70 Я,— — 231 +241
Данине для фбреэцов со сеарним швом, выполненным шлаковой »хектросааркой.
Влияние водорода на длительную прочность сталей
337
Продолжение
Толщина СТСНКН. им Примеси а нодороде У с лоя иж испытание Пределы длительной прочмости за № рнс. Литера тура
темпе рагура. парци- альное дарение ьо юрода. ат too ч 1000 Ч 10000 ч
1.2-1 4 0.5% N, н 600 80-218 12.7 9.0 6.9 12-17 5
о,
1.5 То же 600 110-355 9.9 7.0 5.0 12.18 4. 5
1.2-1.3 8-10% N,. 550 150 23.5 17.5 10.5
2.5% СН4 600 150 13.0 8.3 5.3 12.19 12
1.7—2.7 0.5% N2 н 500 Азот 34 27 21 12.20 13
Си 500 150-350 34 27 21
500 150- 300 30.2* 24* 14.8*
550 Азот 40 30 22 12.20 13
550 150-250 21* 15* 10.8*
2.5—2,7 То же 550 Азот 40 30 22 12.21. 4. 5
550 220-650 30 19 125 12.22
575 Азот 28 21.3 16.0
575 330—600 23 17 11.2
600 Азот 29 18.6 12.4
600 164—312 23 13.4 7.8
25—2.7 > 575 330-745 19.5 13.5 8.5
600 590-860 85 7,5 5.5
1.4-1.8 » 575 23 168 12.0 12.21. 4. 5
/ г 12.22
—• 8-10% Na. 2.5% CHt 600 540 17.5 10.0 6.0 12.23 7
— То же 600 540 30 24 20 12.24 7
398
Гл. !2. Влияние водорода на длительную прочность сталей
Рис. 12.21. Длительная прочность
стали 20ХЗВМФ с исходной твер-
достью Ня =• 240 -ь 250:
Образцы иа промышленных труб
24 X 9 ми.
а. Температура Ко °C. Внутренняя
поверхность труб высверлена. I — аэот,
Р—4S0 + 6» ат; ?—водород. Р—220
* 650 ат.
с. Темоература 575 °C. /—азот, р —
“ 500 ♦ 550 ат, трубы со снятой вну-
тренней поверхностью, 1—водород,
Р-ЗЭи *-500 ат (ф—образцы иа труб
со снятой внутренней поверхностью,
А —образцы из поковок): S-водород.
Р—55Й ♦ 745 ат. вяутреняян поверхность
_ после проката.
Темоература WO’ С. 1—квот. р—
•too ь 450 ат, трубы со снятой вау.
треннеЦ поверхностью, 2—водород.
Р" 165*315 ат. трубы те хе; S—водо-
род. Р«“55О * Й60 ат; поверхность про-
мышленных труб.
35
5
4 - /
3 ------1 ।_____1 - 1
4» t,ie ;22 ;25
, у-ГО3
Рис. 12.22. Зависимость пре-
делов длительной прочности
стали 20ХЗВМФ от темпера-
туры в азоте (-----) н водо-
роде (-------------) при изменении
давления от 220 до 860 ат:
7-ЧЮОч: t-КЮООч; 3—»ЯХ» ч.
Рис. 12.23. Длительная прочность
стали 20ХЗВМФ прн температуре
600°C и давлении 600 ат:
I—в азоте; г—в водороде.
Рис. 12.24. Длительная прочность
стали 20ХЗВМФБ прн температуре
600 °C и давлении 600 ат
1*-а квота; t—в водород».
Влияние водорода на длительную прочность сталей
399
Рис. 12.25. Длительная прочность стали Х5М
при температуре 600 °C и парциальном
давлении водорода 150 ат:
/ — на воздухе; 3—а водороде.
Рис. 12.26. Длительная прочность стали Х6ВМФБ при 600‘С:
I— азоте. P—2S0 * 350 ет; 3—а водороде. Р—175 * 310 ет
3—0—а водороде. Р—>800 ат: Д—цилиндрические образцы днане’ром 3 мм на воздухе:
О—те же образцы после предварительное выдержки а водороде (600“С, «04 ат 849 ч).
Рис. 12.27. Длительная прочность стали Х7СМТ при
600 “С:
1—иа воздухе (обычные цилиндрические образцы); 2—а водо-
роде под давлением 250—125 ат.
TOO
Гл. И. Влияние водорода на длительную прочность сталей
Влияние водорода па длительную
Сталь Вид поставки, усло- вия термообработки Механические сьойстм
°o.s- кгс/ыы> оп. К ГС/мм2 6s. % % яп- кге-м/см*
Х5М Трубы высокого да- вления в состоя- нии поставки 5Г 62 22 63 14
Х6ВМФБ Поковка диаметром 30 мм. Закалка 950®. масло. От- пуск 54 66 23 72 14.8
Трубы 34X8 мм в состояния по- ставки 34 54 31 70 Я.= — 157+172
Х7СМТ Трубы высокого да- вления для заво- дов гидрирования в состоянии по- ставки 42.2 56.3 25.7 75.0 10.3
Влияние водорода на длительную *
Сталь Вид поставки, усло- вия термообработки Механические свойства Тол- щина стенки, мм
КГС/ММ* °в- кгс/мм* к flK’ кгс-ы/см’
15X12ВМФ (ЭИ802) Лист толщиной 40 им- Закалка с 1000 °C. масло. Отпуск 680°. воз- дух Поковка диаметром 38 мм. Закалка с 1050 °C. масло. Отпуск 650°. воз- дух 76 70 91 82 16. 20 40 61 5.6 1.5
XI8H10T Поковка диаметром 40 мм. Закалка с 1000 °C. вода. Стабилизация 800°, воздух 32 66 51 63 16 1.5
Влияние водорода на длительную прочность сталей
401
прочность среднелегированных сталей
Таблица 12J3
• олщнна «тенки. МУ Принеся в водороде Условия ВСЯЫГаНИЯ Пределы длительной прочности за № рис. Литера* тура
темне- регура. парци- альное давление водорода. 1»« 1000 ч 10090 ч
12-15 8—10% N». 25% СН4 600 !50 135 8.9 5.7 12.25 12
15 0.6% N2 н О, 600 600 Азот 175-310 19.0 18.0 14.0 11.0 9.0 6.5 12.26 5
— 8-10% Nt. 2.5% СН4 600 600 Азот 540 11.0 11.0 8.5 85 6.6 6.6 12.26 7
1.5 0.5% N2 и О2 600 125-250 19.0 . 6 45 12.27 5
Таблица 12.4
прочность высоколегированных сталей
Примеси в водороте Условия испытаний Пределы длительной прочноетн № рисунка * Литера- тура
темпе- среда яарцн- авьное давленке водорода. ат 100 ч 1000 ч 10000 ч
05% N, и 600 Азот 270-340 24.5 20.0 16.3 12.28. а 4. 5
о, 600 Водород 270-340 24.0 195 15.1
3—10% N,. 600 Азот 600 22.0 18.5 16,0 12.28.6 7
25% СН, 600 Водород 510 22.0 185 16.0 -
П.5% N, и 600 Азот 195-360 18.0 14.0 10.6 12.29 5
О2 600 Водород 170 - 400 165 115 7.6
650 Азот 180-300 25.0 13.5 7.0
650 Водород 100-300 21.0 1Г.0 5.8
800 Азот зо-1оо 4.5 3.1 25
800 Водород 30-80 4.0 2.8 2.0
402
Гл. 12. Влияние водорода на длительную прочность сталей
Сталь
Х18НЮТ
1Г18Х8Т
Внж поставка. усло- вия термообработки Механические ооЯстм ГозТ- щкиа стеккк. мм
Сод. кгс/мм» %- кгс/мм» «8. К % 10 К' КГС-М/СМ2
Поковка диаметром 35 мм в состоя- нии поставки 33 64 48 64 28 1.2-1.3
Поковка диаметром 45 мм. Закалка 1100 °C. вода. Ста- билизация 800°, 10 ч. воздух - 30 68 61 71 • 2В 6.0 10.0
Поковка диаметром 26 мм. Закалка 1150 °C. воздух. Отпуск 800°. воз- дух 42 69 40 75 16 ЦБ
Рио. 12.28. Длительная прочность стали 15Х12ВМФ при 600 °C:
а—m H,4U—• азоте, ₽—4l5 + 2iS ат; 3—а водорода, Р—ЗЮтХП ат); в -пор| яра давле-
на" акта водорода ew ат
Влияние водорода на длительную прочность сталей
403
Продолжение
Принеся водороде Условия испытаний Пределы длительвой прочности м рисунка Лятера- тура
темпе- рят^ре. • реда парци- альное давление водорода. •т 100 «г 1000 « 10000 Ч
Н-10% Nj. 600 Азот 165 25.2 20.5 15.0 12.30 12
2.5% СН4 600 Водород 150 25.0 18.0 13.0
0.5% N, и 800 Аргон 400 5.8 3.7 2.3 12.33. а 10
о, 800 Водород 400 58 3.7 2.3
То же 800 Аргон 200 5.5 33 2.0 12.31. л 10
800 » 400 5.8 3.5 2.2 12.31.6 10
800 Водород 200 5.5 3.3 2.0 12.31.0 10
800 » 400 5.8 3 5 2.2 (2.31 6 10
> 800 Аргон 400 5.7 3.3 1.9 12.33. в 10
800 Водород 400 5.7 3.3 1.9
» 600 Азот 230—360 18 3 148 115 12.36 5
600 Водород 190-300 17.0 13.0 9.6
Рис. 12.29 Длительная прочность
стали ХЮН ЮТ прн различных
температурах:
I—» азоте: 3—в водороде. Толщина
стешсн 1.5 мм. Давление изменялось от
400 до 30 ат.
Рис. 12.30. Длительная прочность
стали Х18НЮТ при температуре
600°C и давлении водорода 150 ат:
/—в азоте; 3—в водороде.
404
Гл 12. Влияние водорода на длительную прочность сталей
длительной прочности. Дальнейшее увеличение толщины стенки не
вызывает изменения длительной прочности стали 20 (рис. 12.6 н
12.7) {10].
Рнс. 12-31. Длительная прочность "стали X18HI0T
при 800° С в атмосфере аргона (О) и водо-
рода (•).
Толщина стсики обрата 5 мм. Напряженке рассчнтыиа-
лось по формуле <2) Средние линии длительной прочности
вычислены методом наименьших квадратов, верхние я
яжаие—границы ЭЗя-кого доверительного интервала.
Время до разрушения, ч
Рас. 12.32. Зависимость предельной пластич-
ности стали XI8HI0T прн 800° С от продол- "
деятельности испытания и давления водорода:
/ — в аргоне, Р—200 и 400 ат; 3—в водороде,
—200 ат; 3—в водороде. Р—№ ат.
Введение в сталь небольших количеств легирующих элементов,
начиная от такого слабого карбидообразующего элемента, как мар-
ганец (стали 16ГС, 09Г2С), и до сталей с 1—1,5% Сг и добавками
молибдена (стали ЗОХМА, 12МХ, 12ХМ), приводит к залетной ста-
билизации цементита и значительно меньшему снижению пределов
длительной прочности в водороде по сравнению’ с углеродистыми
Влияние водорода на длительную прочность сталей
405
Рнс. 12.33. Длительная прочность трубчатых образ-
цов из стали XI8HI0T с различной толщиной стенки
при температуре 800 "С и давлении аргона (О)
и водорода (•) 400 ат.
Изаряжения рассчитывались по формуле (2). Средняя линия
л .ительиой. прочности ыпнелеиы методом наименьших яаад-
патов. верхние и инжнне—границы 95к-ного доверительного
интервала.
Рис. 12.34. Зависимость
изменения пределов дли-
тельной прочности труб-
чатых образцов нз стали
XI8H10T прн темпера-
туре 800’С и давлении
аргона и водорода 400 ат
от толщины стейки:
1—100 ч; 3—1000 ч;3 — 10000 ч.
Рнс. 12.35. Изменение предельной пластичности стали Х18Н10Т прн
800 ‘С и давлении аргона и водорода 400 ат от продол» ительностн ис-
пытания и толщины стенки образца:
/—2,5 мм, в аргоне к водороде; 2—10 мм. в аргоне; 3 — 10 им. а водороде: 4—5 мм,
е аргоне; 3—5 мм. в недороде.
406
Г л. 12 Влияние водорода на длительную прочность сталей
сталями (табл. 12.2, рис. 12.8—12.24). Низколегированное стали
применяются для изготовления реакторов и различных емкостей, а
также теплообменных аппаратов, работающих при значительно
более высоких температурах и давлениях, чем аппараты из углерод
дистых сталей.
Широкое применение для изготовления оборудования неЛтехи-)
мичеокмх заводов получили стали 12Х2С1МФ. 12Х2М1, 15Х2МФ,
Рнс. 12.36. Длительная прочность стали
1Г18Х8Т при 600 X:
I—в «юте. Р—ЗЮ * 430 ат; г—в Водороде,
Р—300 + 190 вт.
20ХЗВМФ, 20ХЗВМФБ, содер<
жащне 2—3% Сг с добавкамц
молибдена, вольфрама, вана*
дия, ниобия (табл. 12.2). Осо*
бенно подробно из этой группы|
исследована сталь 20ХЗВМФЛ
Получена зависимость измене-4
ния пределов длительной проч-
ности от температуры при дав
лениях водорода 860^-220 ai
(рнс. 12.22).
При увеличении содержа^
ния -хрома до 5—7% длитель*
ная прочность сталей в водороде практически ие отличается от дли-
тельной прочности в инертной среде (табл. 12.3, рис. 12.25—12.27)
Из высоколегированных сталей испытаны на длительную про4
ность в водороде стели 15Х12ВМФ, Х18Н10Т и 1Г18Х8Т (табл. 12.4
рис. 12.28—12.31, 12.33, 12.36).
Сталь с 12% Сг и добавками вольфрама, молибдена, панаднд
вполне водородоустойчива. Прн 600°C длительная прочность это!
стали в водороде практически не отличается от длительной проч-
ности в азоте (рис. 12.28). Микроструктура стали не подвергаете*
изменениям.
Сталь Х18Н10Т при 600—800 °C водородоустойчнва до дДвлеии^
400 ат*. Повышение давления водорода с 200 до 400 ат ие привзи
дит к снижению пределов длительной прочности стали, однако
предельная пластичность трубчатых образцов с толщиной стенки
5 мм заметно снижается при повышении давления (рнс. 12.32)1
Увеличение толщины стенки трубчатых образцов нз стали
Х18Н10Т от 2,5 до 10 мм приводит к некоторому снижению пре!
делов длительной прочности, т. е. для водородоустойчивой стали
наблюдается обычный масштабный эффект (рис. 12.32, 12.34)1
Предельная пластичность толстых образцов выше, чем тоикизЙ
(рис. 12.35). J
Аустенитная высоколегированная сталь 1Г18Х8Т (рис. 12.36М
При 600°C оказалась неустойчивой в водороде и подверглась водо<
• При более высоких давлениях водорода испытания на длительную проч-'
иость не проводились.
Литература
407
родной коррозии, следовательно, она не может применяться при
такой температуре для службы в водороде.
Испытания показали, что для сохранения уровня длительной
прочности в водороде необходимо вводить в состав стали доста-
точное количество сильных карбидообразующих элементов, пред-
отвращающих развитие водородной корозни
ЛИТЕРАТУРА
1. Справочник по котлонадзору, под ред. М. П. Морозова, М.— Л..' 1961.
стр 193.
2. Ш Н. Кап. Теплознергетяка. ТА 11. 37—42 (1957).
3. Нормы расчета паровых котлов на прочность, ЦКТИ. 1966. 14 стр.
4. Н. Н. Ко л г ат и и, Л. А. Гликман, В. П. Теодорович, Зав. ааб.. ТА 9,
1098 (1957).
5. В. И. Дерябни а, Н. Н. Ко л татки, В. П. Теодорович, Хим. маши-
ностроение. /А 3, 22 (1962).
6. Н. П. Ч е р и ы х, Автореф. каид. дисс.. ИМЕТ. М.. 1959.
7. Н. П. Черных, в сб. «Влияние водорода на служебные свойства сталей»,
Иркутск. 1963. стр. 22—42.
8. М. Ь Асвняи, Зав лаб., ТА II, 1385-1387 (1961).
9. М. Б. Асвия в. Водородная коррозия стали и борьба с ней, МИНХ я ГП
им. Губкина. М.. 1967.
10. Л. А. Гликман, В. И. Дерябина, В. П. Теодорович, в еб. «Опти-
мизация металлургических процессов». Изд. «Металлургия». 1971. стр. 258—
266.
11 А В.-С т а н ю к о в и ч. Труды ЛОНИТОМАШ, кп. 18. Машгиз, 1950, стр. 16.
12. М. Б. А св и я и. Хим. и нефт. машиностроение, ТА 12. 23—25 (1970).
13. В. И. Дерябина, Н. Н. Колгатни, В. П. Теодорович, Машины и
нефтяное оборудование. Xs 4. 12 (1965).
14 И. А. Одинг, В. С. Иванова и др.. Теория ползучести и длительной
прочности металлов, М_, 1953, стр. 95.
Глава тринадцатая
КОРРОЗИЯ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ В ВОДОРОДЕ
Разнообразные условия работы деталей машин и аппаратов,
оборудования, арматуры и контрольно-измерительных приборов,
находящихся в контакте с газообразным водородом, вызывают не-
обходимость использования наряду с чугунами и сталями целого
ряда цветных металлов и сплавов.
Коррозия цветных металлов и сплавов в водороде приводит к
так называемой «водородной хрупкости», т. е. к снижению механи-
ческих свойств материалов прн определенном содержании водо-
рода. '
Водородная хрупкость в первую очередь связана со степенью
газоиасыщения металла водородом, растворимостью в ием водо-
рода и скоростью его диффузии.
Другим видом коррозии цветных металлов является «водород-
ная болезнь», связанная с появлением и развитием пористости под
действием паров воды, образовавшихся прн химическом взаимо-
действии водорода с окисными включениями, а также с растворен-
ным в металле кислородом.
Ниже приводятся данные, относящиеся к поведению различных
промышленных цветных металлов и сплавов в водороде. Пока-
зана растворимость в них водорода, диффузия водорода через эти
сплавы, а также влияние содержания водорода нлн режима газо-
насыщеиия на механические свойства цветных металлов и сплавов.
Рассматриваются вопросы водородной хрупкости и водородной
болезни цветных металлов.
Кратко освещена перспектива использования новых жаропроч-
ных (хром, молибден, вольфрам) и гидридообразующих (титан,
ниобий) металлов в водороде.
В конце главы (табл. 13.19) указаны ограничения применения
цветных металлов и сплавов, связанные с их использованием в
водороде.
АЛЮМИНИЙ И ЕГО СПЛАВЫ
Алюминиевые сплавы применяются в первую очередь там, где
необходимо учитывать вес конструкций и -аппаратов.
Алюминий и его сплавы
409
----------------------------------------------’ 1 •' 11........
В связи с высокой стойкостью алюминия против атмосферной
и водородной коррозии из него изготавливают теплообменные
иппараты и трубы, в том числе для водоснабжения, насосно-ком-
нрессориые н др. Алюминиевые литейные сплавы широко исполь-
зуются для производства литой арматуры, фитингов, крышек, вен
гилей, а также для плакировки нефтехимического оборудования.
Для изготовления различных емкостей обычно применяют
деформируемые сплавы АД1, АМц, АМгЗ, АМгб, АМгб, Д16; АВ
и др.
Растворимость водорода в А1 исследовалась в работах [1—5].
Для алюминия она незначительна: в твердом металле при 500°С
растворяется ~0,01 см3/100 г. При плавлении металла раствори-
мость резко возрастает.
Методом десорбции была определена растворимость водорода
в чистом алюминии при 360—1050 °C (!].
Зависимость растворимости водорода в алюминии от темпера-
туры и давления в интервале 360—600 °C выражается формулой
Ш:
ЗГИ2 1
lKS =0,521
где S — растворимость водорода в алюминии, см3/100 г; пар-
циальное давление водорода, мм рт. ст.; Т — температура, К.
Растворимость водорода в алюминии при различных темпера-
турах и давлении 1 ат показана в табл. 13.1 и на рис. 13.1.
Таблица 13.1
Растворимость водорода в алюминии
Дапасиис водорода 1 ат.
Темпа рагура. Содержание водорода, смУЮЭ г. по данным различных автороэ Темпе- ратд>а. Содержание водороде, еы’ДСО г, по данным различных авторов
tn PI Г«! |8| <11 Р1 w 14
0 0.0001 — 600 0.030 0.01 0.026
20 — 0.0015 — — 660 тв. 0.050 — 0.036 —
300 0.0039 0.001 — 660 ж. 0.43 — 0,60
350 0.0012 —- — — 700 0.63 0.01 0.69 —>
400 0.0028 0.0032 0.005 0.0041 750 = — 1.23
500 0.0! 1 0.0216 0.012 0.0068 800 1,23 — 1,67 —
530 — -— «== 0.01 850 — 2.15
560 “ — — — 0.018 900 2.18 — — —
590 — / — 0.032 1000 3.51 — 3.0 —
Значительные различия в величинах растворимости водорода
в алюминии, полученных разными авторами, можно, по-видимому,
объяснить присутствием в металле окислов и степенью несовер-
шенства кристаллической решетки Металл, хорошо очищенный от
окислов, поглощает значительно меньше водорода, чем нерафини-
рованный.
410
?л 13. Коррозия цветных металлов в водороде
Рис. 13.1. Зависимость растворимости водорода в алюминии от темиературц
при давлейнн 1 ат по данным разных авторов; 4
о—в жидком, б—а тмрдом жюомхки. ;<
В работе [12] показано, что окисные пленки на алюминии н его
сплавах с магнием толщиной 10 А не влияют на скорость выделе.
Таблица 13Л
Коэффициенты джффувжв водорода в алюминия
Тсмоера тура. °C Кмффвцксиг диффузии О-10*. см’/с Энергии активации Е. кал.'моль Примечания Литера* тура
470 1.3 __ 1 995% AI. 0.26% Fc. 8
500 15 } 0.18% S . следы
530 2,0 —- 1 Мп. Mg. Си
500 1.3
БЭ( 560 2.4 2.8 —- 995% AI 8
590 3.7 —
455 1-4 — 1 99,994% А1 (рафи- 8
525 2.0 — 1 парованный)
400- -660 0.12 67000 13
400—660 23 21800 — 14
400-600 10.4 19560 = 3
400-600 038 66600 Сплав М-257 иа ос- 16
нове А1
Алюминий и его сплаеы
41!
Рис. 13.2. Зависимость раствори-
мости водорода в алюмяинн от
давления при -125—550*С [I].
нпя водорода из алюминия и его сплавов в литом и деф^рмнро-
ианном состоянии в вакууме до 10-® мм рт ст. при 20—450 °C. При
более толстых планках (10—100 А) скорость выделения водорода
ильно уменьшается.
Диффузия водорода через алюминиевые сплавы и их водородо-
нроницгемость изучены в работах [1. 3, 8, 13, 14, 1С].
Коэффициенты диффузии водорода в алюминии приведены в
габл. 13.2, а константы проницаемости алюминиевых сплавов — в
табл 13.3.
Прн взаимодействии алюминия с
молекулярным водородом гидриды
не образуются. Гидрид алюминия
можно получить лншг косвенным
путем [17]. Гидрид А1Н» прн контак-
те с воздухом и парами воды посте-
пенно разлагается [13]
Алюминий и его сплавы не
склоннь к водородной хрупкости, а
также к водородной болезни, вызы-
ваемой присутствием кислорода, как
это имеет место для медных и нике-
левых сплавов.
Образующаяся на поверхности
алюминия и г го сплавов окисная
пленка не восстанавливается в во-
доводе [18]. При плавке алюминие-
вых сплавов примесь водорода в
металле и в атмосфере приводит
к образованию газовой пористости.
Газовая пористость оказывает влия-
ние на плотность алюминиевых сплавов и их механические свой-
ства [9—22].
Вследствие образования газовой пористости предел прочности
алюминиевого сплава АЛ снижается с 25 до 15 кгс/мм2 [23]. Влия-
ние водорода иа пористость алюминиевых сплавов и их механиче-
ские свойства отражено в работах [12, 24—25]. Образование пор
объясняется изменением растворимости водорода при затвердева-
нии металла н выделением мо.к кулярного водорода.
По мнению авторов работы [5], водород в алюминиевых спла-
вах находится в форме Al vOH)s-
Прн высоких температурах во время охлаждения и затверде-
вання металла имеет место реакция:
2AI(OH)S + 2А1 —*• 2А1,О;+ЗН,
Попавшие в ловушку пузырьки водорода nopi >ждают пори-
стость.
412
Гл 13. Коррозия цветных металлов в водороде
Таблица 13.3
Водородояроннцаемость сплавов алюмлния (15]
Температура 5J0 °C. давление водорода 740 мм рт. ст.
Сплав Характеристика обработки поверхности или покрытий Кокствита водо- родопроницае мости И-Ю10* ем* С-Сн’-ММ-1
!1(Ю (А1 до 99.0%. Si + Н еобряботаиные 4.6
+ Fe 1.02%. Си 0 2%. HF 5%. 25-40 °C. 2 мин 6.2
Мп 0.05%. Zn 0.10%) НС1 2.5 п.. 70 °C. 2 мнн Слой Ni 15 мкм. подслой Си я Zn » Си 1,25 мкм. подслой Zn » Со. 1.5 мкм. подслой Си н Zn 1.25 мкм Слой Fe 5 мкм » Сг 5 мкм » Мо (металлизация) » W (металлизация) NaOH 20%. 25°C. 10 мин 55 3.7 0.81 2.9 3.0 7.4 10.0 5.9 0.63
3001 (Ni 11.0%. FeO.5%. Пеоб работанные 6,6
Al оси.) В парах воды при 360 °C. 24 ч 0.1
5050 (SI 0.4%. Fc 0.7%. Необработанные 12.0
Cu 0.2% Mn 0.1%. HF 5%. 25-60 °C. 2 мин 7,0
Zn 0.25%. Cr 0.1% НС 2.5 и.. 70° С, 2 мнн 14,0
Mg 1.0—1.8%. Al -си | NjCI часыщ., НО °C. 120 мнн Смесь воздуха с NH,BF,. 500 “С Хим. никелирование. 96 °C. 20 мин NaOH 20%. 20 °C, 10 мин КОН 20% 29—45 °C. 10 мни 2,7 0.74 15.0 0.1 1.4
Согласно |26], снижение механических свойств алюминиевых;
сплавов под влиянием пористости представляет один из видов
косвенного проявления водородной хрупкости. Пористость в алю-
миниевых сплавах можно уменьшить, удалив водород из расплава
[19]. Водород может удаляться ₽ виде пузырьков, а также вслед-
ствие диффузии атомарного водорода. При этом в растворенном
состоянии остается всего 0,0004 вес. % Н2.
В работе [27] отмечается, что прн содержании в металле более
0,002 вес. % связанного в гидрат алюминия водорода возникает
большая пористость. С другой стороны, значительно большее со-
держание неслязанного, находящегося в свободном состоянии
водорода не приводит к пористости. Сплавы алюминия содержа-
щие более 4—5% Mg, особенно склонны к пористости в условиях
литья и сварки [28].
На снижение механических свойств алюминиевых сплавов в ре-
зультате развития в них пористости указывается в работе [29]
Механические свойства дегазированных сплавов алюминия с 2,5
и 8% Си и алюминия с 13% Zn выше, чем у иедегазнроваиных [30].
Алюминий и его сплавы
413
Таблица 13.4
Влияние пагрева и техническом водороде
на мсхапвческпе свойства алюминиевых сплавов*
Длительность опыт* 24 ч.
Условия опыта Механнческме свойства
Сплао «ТОМИ8Р1 темпере давле- ние. 4 Of сод. 4». ♦.
тур» ‘С сред в HTOfUM* кге/ммЗ Н К кге-м/см*
АД! В неходком состоянии 5.3 3.8 35.4 96
зоо 100 Водород 6.0 4.3 40,6 92 —
300 100 Гелий Б.9 4.4 40,0 93 —
300 200 Водород 5.2 3,8 39.1 95 —
ДМгЗ В исходном состоянии 32.0 17,8 19.7 — 4.0
100 10 Водород 22.4 12,1 23.6 — 4.2
100 ю Гелий 24,0 12.0 23.0 — 4.1
ЛМг5 В исходном состоянии 35.9 47.8 25.5 — —•
10 Водород 32.7 17,7 213 — 3.9
10 Гелий 32.0 17,7 24.6 — 3.9
ЛМгб В исходном состоянии 36.0 18.0 24.0 — 3.0
100 10 Водород 36.1 18.1 25.9 — 2.8
100 10 Гелий 36.0 18.5 25.5 — 3.0
100 200 Водород 32.5 13.6 26.1 —
100 200 Гелий 33.0 14.5 25.5 — ——
250 200 Водород 31.8 12.0 25.5 — —
ЛЛ4 соста- В исходном состоянии 21.4 19.6 0.5 — 0.8
реи. при 100 (00 Водород 22.6 19.3 1.2 — 0.2
175 °C 2 ч 100 100 Гелий 22.0 19.2 1.3 — 0.2
200 100 Водород 18.7 17.3 0.9 5.5 ОД
200 100 Гелий 19.0 18.0 ов 6.0 0.2
250 200 Водород 23.3 20.7 0.9 — 0.3
ЛК8 В исходном состоянии 501 40.2 13.2 21.8 2.6
100 100 Водород 42.2 34.8 10,0 38.0 2.2
100 100 Гелий 43.0 35.0 11.2 38.5 2.2
250 100 Водород 49.9 40.0 13.3 36.0 2.4
260 100 Г елий 50.0 34.5 13Л 37.5 2.3
ЛЛ9 В исходном состоянии 27.0 25.3 0.8 0.3
100 100 Водород 28.0 26.0 0.7 — 0.3
100 100 Г елнй 27.0 25.8 0.7 — 0.3
Д.16 зака- В исходном СОСТОЯНИИ 42.8 31л 13.2 19.4 10.6
ленный н 100 200 Водород 45.0 27,4 19.3 — —
состарен- 190 200 Гелий 46 0 28.0 20.0 —
иый 250 200 Водород 36.0 26.0 9.3 —
250 200 Гелий 38.0 26,7 9.1 — —
300 100 Водород 25.1 16.8 11.4 42.5 —
300 100 Гелий 26.0 16.9 12.0 41.8 —
АМц В исходном состоянии 11.5 7л 29,4 67.8
300 200 Водород 11.2 7,4 27.6 59.2
Д*ниые Л. М. Сухотин*, Э. И. Антоновской, Л. В. Гильиаа. Л. ф. Бойцо*0й-
414
Гл. IS. Коррозия цветных металлов в водороде
Расстояние от поберх-
пости слитка, мм
Рнс. 13.3. Распределение содер-
жания водороде н пористости
по сечению слитка толщиной
200 ми (99% А1) [35):
•—квпосредстмяно после литья:
О—после 12 я натром яри SW'C.
J
При исследовании механических свойств сплава алюминий
с 5% Si установлено, что водород в пределах растворимости н?
влияет на свойства этого сплава, но газовая пористость, вызван1
мая водородом, сильно снижает предел текучести и удлинение [311
По данным [32], присутствие 0,005 вес.% Н2 в алюминии выс<5
кой чистоты приводит к появлению четкого предела текучести hi
кривых растяжения.
Согласно Колачеву [33], при определенных условиях в алюми>
ним возможно развитие водородной хрупкости, так как может про;
исходить выделение водорода нз перё
сыщевного твердого раствора в трф
шины, зарождающиеся при пластиче)
ской деформации по днслокацнониом|
механизму. Давление водорода будеа
вполне заметным.
Показано [34], что пористость стаф
дартного промышленного чистого алю*
мнния является линейной функцией
от содержания водорода в металр
ле. J
Распределение содержания водороЯ
да и пористости по сеченню слитка
представлено на рнс. 13.3. А
Механические свойства алюминий
вых сплавов зависят от содержание
водорода, который находится в метад<
ле в атомарной и молекулярной фор
ме [12, 31]. '
Сплавы Л!—Мп, А!—Ni, и Al—Mg абсорбируют больше вод0
рода, чем чистый алюминий н сплавы А1—Si [7].
Влияние нагрева в водороде иа механические свойства алюмгН
нневых сплавов иллюстрирует табл. 13.4.
ВОЛЬФРАМ
Применение вольфрамовых сплавов в водородсодержащи^
средах может быть целесообразным в тех случаях, когда от матес
риала требуется высокая жаропрочность и работоспособность при»
температурах свыше 2000 °C.
Вольфрам и его сплавы, в отличие от большинства переходный
металлов, поглощают незначительные количества водорода. По
данным [36], вольфрам не поглощает водород прн температурах
ниже 1100—1200 °C. Согласно [37], растворимость водорода В1
вольфраме прн давлении 1 ат составляет:
t. °C ......... 1700 1800 2000 2200 2400 2500 2800
S, см’/ЮО г . 0.08 0.11 0.17 027 0.33 0.41 0.60
Магний и еео сплавы
416
Вольфрам ие образует гидридов при непосредственном кон-
такте с водородом. Коэффициент диффузии водорода в вольфраме,
Do — 0,81.10“' см2/с, а энергия активации процесса диффузии со-
ставляет Ес" 39 600 кал/моль прн 1055—1500°C [80].
Хотя водород абсорбируется вольфрамом в малых количествах,
он снижает его пластичность вследствие эффекта Ребиндера {33].
МАГНИЙ И ЕГО СПЛАВЫ
Магниевые сплавы, обладающие высокой удельной прочностью,
инертны по отношению к водороду. Возможна их защита от атмо-
сферной коррозии с помощью оксидных и лакокрасочных покрытий.
Рис- 13.4. Зависимость растворимости водорода в
магнии от температуры при давлении I ат:
X—во дакаым [451 •—ло лаками
Известно, что удельная вибрационная прочность магние-
вых сплавов, с учетом демпфирующей способности, почти в 100 раз
больше, чем у дюралюминия, и в 20 раз больше, чем у стали
XI8II10T Удельная жесткость магниевых сплавов п|ш изгибе и
кручении на 20% превосходит удельную жесткость алюминиевых
сплавов и на 50% жесткость стали Х18Н10Т.
Магниевые сплавы легче алюминиевых примерно в 1,4—1,6 раз,
поэтому их применение значительно уменьшает вес аппаратуры у
оборудования.
Растворимость водорода а магнии исследована в работах
[21, 39—47]. Оие выше, чем у алюминия, и составляет для жидкого
металла при 650 °C 26 см*/100 г, а для твердого при температуре
плавления— 18—20 см’/ЮО г [40].
Магний практически не взаимодействует с молекулярным во-
дородом при комнатных температурах. Прн температурах ниже
100°С не наблюдается абсорбции молекулярного водорода порош-
ком магния [21 43—45].
416
Гл. 13. Коррозия цветных металлов в водороде
Растворимость водорода в магнии увеличивается с повышением
температуры.
На рис. 13.4 показана зависимость растворимости водорода в
магнии от температуры в интервале и—600 °C. Эти данные (при
Рис. 13.5. Зависимость механиче-
ских свойств прессоьанного прут-
ка нз сплава МА 2-1 от темпера-
туры прн 16' см’/IOO г и различ-
ных скоростях деформации [33]:
• —0,4 ым/Миа: О — 4 мц/мка:
А—Л им/нкв.
4 t, С
Рис. 13.6. Зависимость ме-
ханических свойств сплава
МА 2-1 от температуры
прн скорости деформации
4 мм/мин [33]:
•—престоаанкыЯ пруток. 3—
— 16 lm’/ioc г: О—вакуумный
отжиг при 300 “С, 6—8 см*/1100 г:
А—оти иг при 300 °C иа помухо.
давлении до 100 ат) можно приближенно описать логарифмиче-
ским уравнением:
1К = —— + 1,136
] Ръ т
где S — растворимость, см3:100 г; рн>— парциальное давление
водорода, мм рт. ст.; Т — температура, К.
Теплота растворения водорода в жидком магнии составляет
20640 кал/моль.
Растворимость водорода в магнии зависит от содержания леги-
рующих элементов и примесей.
По данным [42], в сплаве Мл5 растворимость вод -рода дости-
гает 22 см3/100 г. Согласно [21], растворимость водорода в сплаве
Магний и его сплавы
417
Мл5 может быть описана уравнением:
IgS-—£--(Ц98 + 11КРн,
। те S — растворимость водорода, см3/100 r;pHj— парциальное дав-
ление водорода, м.м от. ст.
Было показано [48], что растворимость водорода в сплавах
Mg— Al зависит от содержания алюминия:
Л|. вес. %..................... О 3 6 10 20 30
S. см3/100 г................... I» 22 23 20.5 18 . 15.3
При непосредственном взаимодействии магния и водорода гид-
риды магния могут быть получены лишь при давлениях свыше
1000 ат [44]. В сплавах магния с
кие. 13.7. Зависимость механиче-
ских свойств магниевого сплава
Мл5 с закаленном состоянии от
содержания водорода [51].
кремнием или цирконием прн их иа-
водороживаиии были получены гид-
риды SiHj [49] н ZrH [50].
Хрупкость может быть вызвана
выделением прн кристаллизации
металла газообразного водорода,
вследствие чего возникает порис-
тость. Однако это лишь косвенное
влияние водорода, а не прямое про-
явление водородной хрупкости [33].
Гидрндная хрупкость не прису-
ща магнию в связи с тем, что в ре-
альных условиях гидриды не обра-
зуются. Отсутствует и водородная
болезнь магния, так как его окнс-
лы не восстанавливаются водоро-
дом даже прн температуре их плав-
ления. Но в магниевых сплавах
с содержанием водорода свыше
10 см*/100 г металла может иметь
место обратимая хрупкость — крат-
ковременное снижение пластично-
сти, восстанавливающееся после снятия напряжений и длительно-
го хранения [33].
Обратимая хрупкость развивается при скоростях пластической
деформации 0,4—4,0 мм мин и концентр^цщ-х водорода более
16 см3/100 г.
При содержании водорода 16 см’/ЮО г механические испытания
на растяжение сплава МА 2-1 в интервале температур от —30 до
4-20°C обнаружили снижение пластичности (рис. 1.3.5).
14 Зак. 10
418
Гл. 13. Коррозия цветных металлов в водороде
Минимум пластичности четко выражен при скоростях дефор
нации 0,4 мм/мин. С увеличением скорости деформации ан умены
шается. При снижении содержания водорода в 2 раза (вакуумный
отжиг прн 300®С) обратимая водородная хрупкость не выявляете*
(рис. 13.6),
Приведенные данные показывают, что вакуумный отжиг —
эффективный способ повышения пластичности магния.
На механические свойства магниевых сплавов большое влияние
оказывает пористость, которая появляется прн охлаждении маг-
ниевых сплавов в связи с уменьшением растворимости водорода.
Микропористость сильно снижает ударную вязкость [52].
На ррс. 13.7 показано влияние водорода на механические свой-
ства магниевого сплава Мл5.
Таблица ISA
Ванянве нагрева в техническом водорода
ва мехаютесхже свойства магнневых сплавов*
Длительность опыте 24 ч.
Села» Темпер *- typa, ®С Давлен не. аЧехавги^еские своЯстм
«» кгс/мы> «од- кгс/мм- «3* м ф. к %- КГС-М/С4*
МА2 В исходном состоянии 23.6 — 21.0 — 1.5
100 100 22.2 — 19.0 — 1.4
МА8 В исходном состоянии 22.7 17.1 21.3 37.6 —
400 100 21 7 12.9 18 4 26,2 —
400 200 20.8 11.1 12.6 17.8 —
• Длвныс получеаы Л. М. Сухотиным, Э. И. Антоновской, Л. В. Тмльмви, л. Ф Бой-
цовой
Данные о влиянии температуры наводорожнвания на механи-
ческие свойства магниевых сплавов приведены в т$бл. 13.5.
МЕДЬ И ЕЕ СПЛАВЫ
Медь и ее сплавы широко исяользуются при нефтехимическом
синтезе в атмосфере водорода для изготовления трубок теплооб-
менной и конденсационно-холодильной аппаратуры, для изготов-
ления арматуры, в качестве прокладочно-уплотнительного мате-
риала, а также для плакировки нефтехимического оборудования.
Водород ие вступает с медью в химическое взаимодействие.
Влияние водорода на свойства меди проявляется в его способ-
ности вызывать газовую пористость отливок и водородную болезнь.
Адсорбция водорода на поверхности меди мала [53, 54].
Растворимость водорода в меди и медных сплавах незначи-
тельна. По данным Смителлса [55], растворимость водорода в меди
прн давлении 1 ат составляет:
/. °€ .......... 800 600 700 800 000 1000 1100
5. сы’/ЮО г.......ОД 0.7 1:1 . 1.6 2,4 3,2 I3X)
Медь и ее спмеы
419
По даетным Эйхенауэра и Пеблера [56}, эти значения несколько
ниже:
t. «С.............. 432 558 630
S. см’ЛЭО г........ 0.15 0.20 0.26
Зависимость растворимости водорода в меди от температуры
при ат в интервале 270—650 °C описывается уравнением [56]:
С I ЛЛ 1870
lg S “ 1.49 J-
где 3 выражается в см3/100 г.
Растворимость водорода в меди пропорциональна УрНа[39].
Согласно [38], медь в зависимости от степени дисперсности и
метода получения прн комнатной температуре абсорбирует до
0.3 см3 водорода на 100 г металла. В жидкой меди растворимость
водорода возрастает от 5,6 при 1100°С до 9,0 см3/100 г при
1370 °C [57]. В сухом водороде (точка росы ниже — 60 СС) медь при
температурах, близких к точке плавления, растворяет 2 см*/100 г,
а в жидком состоянии 6 см8/100 г [68].
Теплота растворения водорода в жидкой меди составляет
23800 кал/моль, а в твердом металле 27900 кал/моль [6]. Коэффи-
циент диффузии водорода в меди в интервале 270—650 °C выра-
жается зависимостью [56]:
D = 0,011 ехр (-9200/ЯГ)
где D — в смг/с.
Определение коэффициента диффузии водорода в меди про-
ведено Эйхенауэром и Пеблером [59]:
I. °C .......... : .... 432 477 516 520 558
£> •10’. сы»/с.............. 1.6 2.4 2.8 2Л 4.0
I. °C....................... 574 602 630 637 651
D 10», си»/«.............. 4 8 5.3 5.6 7.3 8 3
Коэффициент диффузии водорода в меди при 800—1000°C со-
ставляет (8,3+9,7) -10"4 см2/с, а энергия активации процесса диф-
фузии— 11 160 кал/моль [60].
Впервые водородная хрупкость меди была описана Хейном [61].
Он показал, что медь, содержащая кислород в виде окислов, ста-
новится хрупкой в водороде прн температуре выше 400°C. Охруп-
чивание меди вызывается водяным паром, образующимся по реак-'
циям:
CuO + н, —► Си+ 14,0 1
Си,О + Н, —> 2Си + Н,О
1-
Пар создает внутреннее давление, которое способствует меж-
кристаллитному растрескиванию металла.
420
Гл. 13. Коррозия цветных металлов в водороде
f,C
В работах (62, 63] водородная болезнь меди также объясняется
присутствием кислорода в твердом растворе или в виде окисла
Рис. 13.8. Зависимость глубины восстановления
слоя мели, содержащей Си,О. ot температуры
и концентрации водорода [71].
। 1 > । > ни । । 11чн
0,1 0,2 Ofi 1,0 2,0 V) Ю,0
Нх,°/о
Рис. 13.9. Соотношение между тем-
пературой и концентрацией водорода
в инертной атмосфере печн. дающее
в течение I ч охрупчивание меди
иа 5. 10. 20. 40. 60% при испытании
на многократный изгиб [69].
СиО. Диффундирующий водород образует с последним водяной
пар, и под давлением этого пара происходит разрушение металла.
Наиболее восприимчива к во-
дородной болезни металлическая
медь, содержащая свободную за-
кись CtijO.
Случаи водородной болезни
наблюдаются при^ температуре,
превышающей 400—420 °C [64—
66].
• Кинетику восстановления за-
киси меди и охрупчивания меди
изучали многие исследователи
[26, 38. 57, 58, 64, 67-72].
На рис. 13.8 показана зависи-
мость глубины восстановления
слоя меди, содержащей СиаО, от
температуры и концентрации во-
дорода.
В работе Мороза (26] показа-
но, что в бескислородной меди
водородная хрупкость отсутствует. Томашов [73] приводит данные,
согласно которым медь, содержащая менее 0,01 % СигО, не дает
необратимых явлений понижения пластичности после отжига в вос-
Медь и ее сплавы
421
Таблица 13.6
Влияние содержания кислород» па пластичность меда [75)
Температур* «И °C. длительность испытаний 24 я.
Уелолия испытаний Содержание кислорода. %
давление. скорость деформа цкн слой 0.05
с'ол- кгс/мм^ «3. я и [Н,1. см3 100 г °0.?- кгс/мм» *3. и и 100 Г
В исходном состоянии 10.0 49.0 85.0 — 9.2 35.0 763 —
300 2 мм/мин 10.0 49.0 83.0 233 3.0 3.0 3.0 106
700 2 мм/м НН 10.0 50.0 84.0 — 2.6 2.0 2.0 —
В исходном состоянии 10.0 49.0 85.0 — — — 70 —
700 4 м/с 45 80 23.3 2.0 2.0 Табл 106 ица 13.7
Влияние нагрева а техническом водороде
ва механические свойства медных сплавов*
Длит* дикость испытаний 48 ч.
Металл яла сплав Условия испытаний Механические свойства
тем- пера- да в ле- нке, ат среда кгс/мм2 сол- кгс/мм2 «Я. М я V К ГС • м/с Ml
Медь МО отож- В исходном состоянии 22.4 4.2 43.0 76,0
женпая. пруток 500 100 Водород 20.7 3,0 39.0
500 200 > 20.7 2.7 35.8 72.2
Латунь ЛС 59-1 В исходном состоянии 46.8 29.1 31.1 49.5 5,3
пруток 20 10 Водород 45.4 283 31.2 48.0 53
100 200 > 45.1 27.9 31.8 51.0 4.4
100 200 Гелий 463 29.0 33.4 48.8 53
300 200 Водород 43.2 21.1 37.0 56.0 63
300 200 Гелий 44 2 20.9 363 55.3 6.1
400 200 Водород 42.3 20.1 36.0 52.7 6.8
400 200 Геляй 433 20.4 36.7 53.8 6.8
Латунь ЛС2. по- В исходном состоянии 40.7 263 38.0 60.2
лосы 500 250 Водород 35.7 113 55.6 72.5
550 100 > 38.1 17 1 44.6 72.2
550 200 > 34,8 Ю.7 55.2 73.0
Бронза Бр. А5 В исходном состоянии 17.5 6.6 28.9 —
500 100 Водород 23.0 10.4 20.6 —
S00 200 32.4 16.2 29.8 72.0
Бронза Бр. А5. В исходном состоянии 25.1 15.1 44.2 806
Пруток 100 100 Водород 243 7.0 41.0 813
« 500 200 » 24.1 12.8 20.0 «—
500 200 Гелий 20.7 10.4 23.6 75.0
По данным А. М. Сухотка*. Э. И. Аятоиовеной. А. Б. Тяаьм**. Л. Ф. Бойцовой.
422
Гл. 13. Коррозия цветных металлов в водороде
стаиовительнон атмосфере. Одиако было обнаружено [74] сниже-
ние пластичности и в меди, не содержащей кислорода, при 500—
700°С. Это объясняется образованием в меди пересыщенных, рас-
творов водорода, которые при нагреве выше 500°С распадаются
с выделением молекулярного водорода.
На рис. 13.9 показаног-как влияют иа охрупчивание меди кон-
центрация водорода в атмосфере и темпера гура испытаний.
Результаты изучения пластичности меди при различных ско-
ростях деформации после нагрева в водороде приведены в
табл. 13.6.
О влиянии температуры нагрева в водороде на механические
свойства медных сплавов см. табл. 13.7.
Поочередное воздействие кислорода и водорода при повышен-
ных температурах значительно ускоряет окисление меди и ее спла-
вов вследствие нарушения сплошности защитной пленки. Коррозия
по границам зерен заметно усиливается. Так же действует повтор-
ная смена температур. Сплавы, обычно не подверженные водород-
ной хруп кости прн переменном воздействии кислорода и водорода,
могут стать хрупкими [66].
МОЛИБДЕН
Молибденовые сплавы в водородсодержащих средах так же.
как и в инертных газах, можно применять при температурах до
1800 °C.
Прн комнатной температуре молибден не абсорбирует водород,
но при повышенных температурах начинается его заметное погло-
щение [76]. По данным [77], с повышением температуры раствори-
мость водорода в молибдене возрастает, достигая максимума при
800 ®С:
/.°C.............. 400 Б00 600 700 800 900 1000 1100 1200
S. см’/ЮО г.......0.4 0.9 1Л 1.8 2.2 1.9 12 1.0' 0.6
При охлаждении водородсодержрщего молибдена водород
легко десорбируется.
Не было обнаружено образования гидридов молибдена при его
нагреве в водороде [79]
Коэффициент диффузии водорода в молибдене при 576—980 °C,
по Хиллу [78], выражается уравнением:
D — 0,059 ехр (-14 700/ЯГ)
Рябчиков [80] для 400‘’С приводит зависимость:
D -= 0.1 Б8 ехр (-22 200/ЯГ)
(В обоих случаях. D выражается в смг/с.)
В работе [81] исследовалась водородопроницаемость молибде-
нового сплава с 0,5% титана при температурах 700—1100сС и
давлениях водорода 1 и 2 ат
Никель и его сплавы
423
Влияние содержания водорода на механические свойства мо-
либденовых сплавов показано в табл. 13.8.
Таблица 13£
Влияние температуры газеМаеыщенпя
в техническом водороде на механические свойства
молибдена ВМ1 *
Длительность испытаний 48 ч. даьлснне водорода 100 ат.
Температура, Мехаккчесхнесьойстм
ов. кгс/вш* а9 Г КГС/КЫЗ в6. я
В исходном состоянии 95.6 86.2 6.6
500 95.5 86.6 6.0
600 96.5 79.3 5,7
700 96.7 8? .8 56
800 95.5 87.1 5,1
• Данные Л. М. Сухотина. Э. И. АатоиоаскоА. А. В. Тидь»
мак. Л. Ф. ВоЯцовов. —
НИКЕЛЬ И ЕГО СПЛАВЫ
Некель и его сплавы находят применение в нефтехимической
промышленности, несмотря на их дефицитность и высокую стои-
мость.
Как известно, никелевые сплавы отличаются жаропрочностью
и жаростойкостью. Некоторые нз них обладают также высоким
сопротивлением износу.
Никель активно взаимодействует с водородом. При низких тем-
пературах происходит физическая адсорбция водорода на никеле.
Кроме того, имеет место растворение водорода ® металлической
фазе. С повышением температуры растворимость увеличивается.
Система Ni—Hg подчиняется закону Генри, предусматривающему
линейную зависимость растворимости от р рН1
Установлено [82], что растворяющийся водород ие изменяет
параметра решетки никеля более чем на 0,0005А, растворимость
зависит от чистоты, структуры и состояния металла, его термооб-
работки, наличия напряжений.
По данным [83], растворимость водорода в никеле (99,5%)
при температурах 400 —600 °C и малых давлениях можно описать
уравнением:
lg 3 - 0,032 + 0,5 Igp--^
где S выражается в см3/100 г, рИ1 — в мм рт. ст.
424 Гл. 13. Коррозия цветных металлов в водороде
Ниже приводится зависимость растворимости водорода от тем-
пературы в листовом никеле при давлении 1 ат по усредненным
данным [83, 84]:
/.°C.............' . 300 400 500 600 700 800 900 1555 1690
S. см’/ЮО г........ 2.34 3.30 4.35 5.60 6.67 7.74 8.96 40.6 48.6
Скорость растворения водорода зависит от содержания приме-
сей в металле и водороде. По данным Бонижевского и Смита [85].
никель высокой чистоты, содержащий примесей менее 0.001%, в
сухом водороде при 600 °C за час практически не насыщается во-
дородом. Водород, введенный в никель электролитически, удаляет-
ся из металла во время длительного хранения при комнатной тем-
пературе [86—88].
По данным [75], не происходит десорбции водорода из никеля
при 20 °C на воздухе, если никель насыщается водородом из газо-
вой фазы при повышенной температуре.
Наводороживание никелевожелезных сплавов в зависимости
от содержания железа в течение 1 ч при 1000*С происходит сле-
дующим образом [82]:
Fe, вес. % ... 1 20 *50 60
S. см*/1°0 г ... 7 4.7 3 3
Методом электролитического насыщения никеля водородом при
комнатной температуре в обычно применяемых условиях электро-
лиза (0,1 н. H2SO4, плотность тока 0,02 А/см2) удается достигнуть
весьма высоких концентраций водорода (41—43 ат.%) [89].
Гидриды никеля можно получить электролитическим путем, не-
посредственным наводороживанием порошка металла при высоких
давлениях [90, 91], а также косвенными методами [92].
Баландин с сотрудниками [93] считают возможным существо-
вание гидридов никеля NiH4, NiH2 и NiH, которые были получены
косвенными методами. Гидрид NiH описан также Гейдоном и
Пирсом [94].
Указывается также, что NiHs может быть получен действием
водорода на никелевую губку под давлением ~50 ат Гидрид
NiH2 представляет собой черное губчатое вещество, устойчивое
при низких температурах. При повышении температуры до 56°C
NiH2 выделяет водород и образуется NiH.
Все гидриды никеля термически нестойки. Поскольку они об-
разуются преимущественно по границам зерен, то их разложение
приводит к образованию трещин по границам зерен из-за высо-
кого давления выделяющегося водорода При комнатной темпера-
туре процесс разложения заканчивается за 30—40 ч, а при повы-
шенной температуре это время может сократиться до 1—2 ч. Про-
цесс разложения пидрида ускоряется деформацией металла [95].
Константы диффузии водорода в никеле, по данным различных
исследователей, представлены в табл. 13.9.
Никель и его сплавы
425
Таблица 13.9
Параметры диффузии водорода в никеле
Темпер*- Энергия актива- ции Е. к*л/моль Коэффициент диффузии. D-го’. ек’/с Лите- ратур* Темпера- Энергия актива ции Е. кал/моль Коэффициент днффуди». D-lfl’. см’/с Лите- ратура
85-165 17400 2.0 96 400-600 17 200 — 87
576-969 16800 4.2 97 85-165 18 000 3.7 100
430-850 20600 9,5 98 380—986 17200 4.3 100
380—1000 17200 4.47 86 970—13|3 17800 6Л 100
25-76 19000 3.8 99 -
По данным [95], диффузионный поток водорода через тонко-
стенную никелевую трубку при температуре 1000 °C составляет
50 см®/(ч-см2-мм_|)-
Уже говорилось, что водород образует с никелем как твердые
растворы, так и гидриды. В связи с этим можно ожидать, что в
Скорость деформации>мм/мин
Рис. 13.10. Зависимость относитель-
ного сужения никеля от скорости
деформации [85]
+—без жодородв; О—имодорожеидый
электролитически. содержание долорода
«0 cuVIOO г.
Рис. 13.11. Зависимость отно-
сительного удлинения никеля
от содержания водорода (во-
дород введен электролитиче-
ски) [75].
никеле будет развиваться гидридная хрупкость и обратимая хруп-
кость, проявляющаяся при малых скоростях деформации [33]. Тро-
яно с сотрудниками [102—104] получил данные о склонности ни-
келя к водородной хрупкости прн малых скоростях деформации.
Водород не влияет на предел прочности о» никеля и его сплавов
при испытаниях гладких образцов, но при испытаниях надрезан-
ных образцов oj возрастает с увеличением содержания водорода,
проходит через максимум и снижается.
Было показано [85], что предел прочности никеля высокой чи-
стоты не зависит от содержания водорода, ио истинные напря-
жения разрушения уменьшаются с увеличением содержания
426
Г л. 13. Коррозия цепных металлов в водороде
водорода. Пластичность никеля, насыщенного водородом, пони-
жается с уменьшением скорости деформации (рис. 13.10).
Влияние водорода на относительное удлинение никеля пред-
ставлено на рис. 13.11.
В табл. 13.10 показано влияние водорода на механические
свойства никеля.
Таблица 18.10
Механические свойства никеля после воздействия водорода
при 600 в отпуска при ,65041 {75]
Условия паводо- рожнааняя кге/им» J>e. кгс/мм? в», к ♦. * Солер- жаима. си’ Joo г
дам*- яка, ат длитель- ность. Ч .X s|s и км о ан с в и после отпуска после мм лей- ст», я Hi после отнуска j после воале» етвия На после отоуеха посла воздей- ствия Hj после отвуска
В исходном СОСТОЯНИИ 19.9 19.9 48.6 48.6 47.3 47.3 86.7 86.7 —
1 1 18.1 i6.i 488 48.3 48.8 48.5 79.3 85.1 6.1
250 •6 7 16.4 49.1 47.6 49 I 49.7 82.6 83.7 6.0
700 1 21,5 17,7 51.1 48.8 14.1 49.9 15.4 83.4 90
25 20.7 168 39.7 49.5 8.1 49.3 10,2 83Л ~80
250 20 7 *» 19.4 36.3 48.1 5.3 43.3 4.6 67.3 ~80
Примечания; I. Для снятия наклепа от холодной обработки образцы подверга-
лись предварительному нагреву я вакууме при €00 °C. в течение 1Л я-
2. Содержание кислорода л иккеле составляло 0,0004%.
Согласно [105], присутствие водорода в никеле оказывает суще-
ственное влияние на ход температурной зависимости напряжения
течения пикеля при деформации 0,2 и 20% в области низких тем-
ператур (рис. 13.12) а также на пластичность никеля прн низких
температурах (рис. 13.13).
Присутствие в никеле водорода в количестве 56 см’/100 г при
скорости деформации 1,67-10~4 с-1 вызывает наибольшее охрупчн-
Таблица 13.11
Влияние водорода на относительное сужение сплавов никеля с медью [102]
Водород ваодялая э сплавы алектролитмчсски оря плоти ост я тока 3.4 А/см? а течение
4 < прн
Металл или села» Состав. м ♦. я
NI Fe Си Al исходное значение после надо- дорожяааиня
Никель 99.4 0.15 —. __ 72 47
Монель 69 1 30 —. 77Л 44,5
Моиель К . . 68 —- 28 3 51.6 20
Сглав А . 20 4 73 — 71Д 71.5
Мейь — — 99.99 — 90.0 90
Никель и его сплавы
427
ванне (снижение относительного сужения) при температурах от
-20 до —100 °C [88].
Повышение содержания железа в сплавах никеля вызывает
снижение эффекта охрупчивания под действием поглощенного во-
Рнс. 13.12. Температурная зави-
симость напряжения течения и
относительного сужения образцов
никеля [105]:
1,4.6—содержала* водорода 55 см'/ЮОг;
f. S. 5—водород»; кривые 3 ж 4 по-
строены для дефоряацвв ОЛЯ. 6
«-20И.
Рис. 13718. Кривые рас-
тяжения иааодорожен-
ных образцов никеля при
разных температу-
рах (85].
Скорость деформации 333X
X Ю~‘ е~*: содержанка во-
дорода « СМ7100 г.
дорода; при содержании 50% железа аплавы не подвергаются
охрупчиванию при 1000 °C и давлении 1 ат [82].
Влияние водорода иа относительное сужение сплавов никеля с
медью представлено в табл. 13.11.
Таблица 13.12
Влияние ваводороживанвя
на ударяум вязкость еплава ВЖ 98
Давление 4 ат; длительность воэдоЯстаии Нч.
Теяпсрагурп газонпсы щекмя. °C Содержание водорода, с»моо г ам, кгем/см*
В исходном 12,0-15.0
состоянии
зео 20 14.1
500 5.0 12,9
600 5.0 11,8
800 10 0 13.4
1Ю0 33 1Б.2
нос 22 —
428
Гл. 13. Коррозия цветных металлов в водороде
Таблица 1313
Вляяпве наводороживания
па ударную вязкость сплава ВЖ 98
прн низких температурах
Температура пэолясыщения 800 °C; доле-
не- < ат: длительность воздействия 2 ч: содержа-
ние яолорода 16Д см’ЛОО г.
Температура испытаний, °C аи, кгс-м/см*
В ИСХОДНОМ состоянии 20 -80 -196 -253 15.0-12.0 14.1 10.8 8.6 7.9
Влияние температуры наводороживания никелевого сплава
ВЖ 98 на его механические свойства представлено в табл,- 3.12—
3.14
Таблица 18.14
Влиявке высокотемпературного гааовясыщсння
в водороде на механические свойства сплава ВЖ 98
при компотной температуре *
Даалекхе I ат; длительность воздействия 2 ч.
Температура газон асы шенчя. °C Среда Механические свойства
СВ‘ кге/им® °0.Г кгс/мм? «в. X
В исходном Воздух 96.0 595 405
состоянии
300 Водород 96.0 59.0 40.6
500 > 96.6 595 395
600 > 94.0 68Л 37.0
800 » 91.0 535 36.0
1000 » 91.5 50.0 39.0
600 Гелий 94.5 58.0 375
800 > 95.5 56.0 38.0
1000 > 95.0 635 35.0
* По данным А. М. Сухотина. Э. И. Автояовсхо*. Л. Ф. Бойцовой.
А. К. Шульмаи.
Очевидно, что наводороживание сплава ВЖ 98 при указанных
в табл. 13.14 условиях не снижает его механических свойств, опре-
деленных при комнатной температуре. Однако ударная вязкость
сплава при низких температурах снижается почти вдвое, если со-
держание водорода составляет 0,015 вес.%, нли 16,6 см3/100г
(табл. 13.13).
Ниобий и его сплавы
429
При повышенном содержании кислорода в никеле и его спла-
пах контакт с водородом может вызвать водородную хрупкость и
•«•дородную болезнь этих сплавов. Было показано [106, 107], что
наводороживание образцов никеля, содержащих 0,024 вес.% О2,
при 800—900°C приводит к их резкому охрупчиванию В то же
время аналогичный отжиг в водороде никеля с 0,004 вес.% Os не
приводит к заметному изменению его механических свойств.
Хрупкость в последнем случае наблюдается только прн быстром
охлаждении и особенно при испытаниях на изгиб. Авторы связы-
вают возникновение водородной хрупкости с водородной бо-
лезнью— образованием и ростом трещин по границам зерен под
явлением паров воды, образующихся в результате взаимодей-
ствия кислорода и водорода по границам зерен.
Было показано также [75], что при содержании в никеле менее
П.0004 вес. % Oj отжиг в водороде при 600 °C и давлении 1 ат в
течение 280 ч не вызывает хрупкости металла, в то время как по-
нышеиие давления до 700 ат приводит к резкому, снижению пла-
• тичностм уже после часовой выдержки при указанной темпера-
туре.
Пластичность никеля воссл анавливается, если после наводоро-
живания его нагреть в вакууме при температуре не менее 650°С.
Водородная хрупкость никеля объясняется высоким давлением
водорода в порах металла [75].
В работе [108] отмечено положительное влияние холодной про-
катки на стойкость сплавов Ni—Fe (16% Ni, 0,008% С) к водо-
родному растрескиванию.
Бенар [109] исследовал влияние водорода на жаростойкий
оплав никеля (состав, %: N1 78.4; Сг 14,9; С 0,04. Мп 0,12; Si 0,12;
Ti 0,25), который при температурах выше 600 °C склонен к образо-
ванию трещин в результате разложения малостойких гидридов.
И закаленном мезалле трещины проходят по зерну. В металле
после отпуска трещины идут как по границам, так и по самим
•ериам.
Как сообщалось в работах Трояно с сотрудниками [102], водо-
род, находящийся в никелевых сплавах с ОЦК решеткой, может
быть причиной замедленного разрушения сплавов
По данным [102, 103], склонность никеля к водородной хрупко-
сти уменьшается с увеличением содержания хрома и железа. При
содержании в сплаве 49% Сг охрупчивание не наступает Теми же
авторами доказано, что никель и монель-металл склонны к стати-
ческому водородному охрупчиванию. Оно было обнаружено при
температурах 173—260 °C в широком интервале напряжений.
НИОБИЙ И ЕГО СПЛАВЫ
Ниобий и его сплавы интенсивно взаимодействуют с водоро-
дом. Абсорбированный водород находится в меггалле в твердом
растворе и в виде гидридов.
-130
Гл 13. Коррозия цветных металлов в водороде
Кинетика насыщения ниобия водородом была исследована в ра-
ботах [112] и [113] (рис. 13.14). Содержание водорода в ниобии прй
повышении температуры опыта определялось непрерывным взве
шнванием на микровесах.
Ряе. 13.14. Сорбция водорода ниобием пря тем-
пературе до 900 еС [112].
Растворимость водорода в ниобии различной чистоты показана
в табл. 13.15.
Таблица 75.75
Растворимость водорода в ниобии [110, 111]
Давление I ат.
Темпера- туре. Растворимость, см9ЛФ0 г i Темпера- тура *С Растворимость. см’ДОО г
9ВЛЯ мь М.8Х Nb SB5M Nb 94.94 Nb
20 10 +Х) 5500 700 970 510
200 9390 —— 800 610 330
300 8800 4 400 900 400 220
400 7680 8700 1000 — 160
500 4 740 2 30 . 1 100 —1 130
600 1850 990
Перминовым [114] было исследовано влияние давления иа рас-
творимость водорода в ниобии прн 673 °C:
Р. ат............................ I б 10 20 30 60
S. см8/100 г.................... 1500 6360 6640 7060 7080 7380
Р. ат........................... 100 300 500 600 800 1000
S. см'/lOO г.................... 7650 8210 8510 8580 8660 8710
Процесс поглощения водорода ниобием не подчиняется пара-
болическому закону и протекает без образования гидрндных пле-
нок на поверхности.
Ниобий и его сплавы
431
Водород является вредной примесью для ниобия, так как вы-
пивает охрупчивание металла Допускается примесь водорода не
более 0,002—0,003 вес. % [33, 115].
Для интервала температур 600—700 °C коэффициент диффузии
водорода в ниобии составляет [116]:
D =» 0,0215 ехр (-9370/ЯГ)
В интервале 1100—1500СС [80]:
D«-» 0,ОМ exp (-19 200/ ЯГ)
Здесь D выражается в omj/c, Т — в К-
Как указывалось выше, в системе Nb — Нг образуются гид-
риды, и поэтому при достаточно высоком содержании водорода
наблюдается гндридиая хрупкость [33]. Вредное действие гидридов
усиливается с увеличением скорости деформации.
Влияние водорода на пластичность ниобия при низких тем-
пературах показано в работе [120], где указывается, что с уве-
личением содержания водорода повышается температура пере-
хода нз вязкого состояния в хрупкое. При содержании водорода
0,002 вес % этот переход происходит при —100 °C. Содержание в
ниобии водорода даже в количестве 55 см3/100 г (0,005 вес.%) при-
водит к резкому снижению пластичности при низких температурах.
Использовать ниобий и его сплавы в водородсодержащих
средах при повышенных температурах можно лишь, если за время
эксплуатации аппаратов и оборудования металл не насыщается
водородом сверх 0,002 вес % (22см3/100г). В табл. 13 16 показано
влияние нагрева в водороде на пластичность ниобиевого сплава
ВН2.
Таблица 13.16
Втжянгв нагрева в техническом водороде ва механячсежке свойств*
ввобвевого сплава ВН2*
Гаппаратура гааовасыщапня 400 °C: дкменм 100 ат; длятвявпост* всштаич* 1 я; тол.
щниа Обрицо» 2 мм.
Среда Содержа- ние Hr вес. к Мвхавкяасям свойства
ог КГС/ММ' КГ0/ММ> 4». и яге-м/см»
Воздух (образец в исход- ном состоянии) .... 0/002 87.4 82.9 6Л 5,7
Водород . 0.006 86,0 797 1.0 ОД
Гелий .......... — 85.0 82.2 6.2 3.5
• По данным А* М. Сухотина, Э. И. Антонов стой А. Б- Тцльмав. Л Ф. Бойцом'
А. К. Шульман.
432
Гл. 13. Коррозия цветных металлов в водороде
ОЛОВО
Олово применяется в качестве покрытий, а также как компонент
оловянно-свинцовых припоев.
Олово в твердом состоянии практически не абсорбирует водо-
род. Жидкий металл при повышенных температурах заметно его
растворяет (117]:
Л °C................... 400 600 600 700 800 900 1000 1100
S. см’/ЮО г............ 0.1 0.33 0.63 0.76 0.1 1.26 1.6 2.0
СВИНЕЦ
Свинец принадлежит к числу легкоплавких металлов. Обладая
высокой пластичностью и низкой прочностью, он применяется в ка-
честве конструкционного материала для изготовления охлаждаю-
щих змеевиков и труб. Обычно им футеруют (плакируют) аппара-
ты и из него изготавливают прокладки. Он может быть использо-
ван в водороде прн наличии примеси серной кислоты.
Свинец не абсорбирует водород при низких температурах и
давлениях. Сивертс [118] не обнаружил насыщения свинца водо-
родом до 800®С. По данным [119], при давлении 1 ат раствори-
мость водорода в свинце увеличивается от 0,1 см3/100 г при 500°С
до 1,25 см3/100 г при 900®.
Сообщается, что свинец не абсорбирует водород даже при
плавлении в атмосфере водорода [118, 120].
В сплавах РЬ—Mg растворимость водорода при 600 °C повы-
шается с увеличением содержания магния [118]:
Mg. вес. % ... 0 1.0 7.6 17,6
S. см’/ЮО г . . . 0.00 0.18 1.6 4,8
Добавка к свинцу и сплавам РЬ—Mg до 1% Са не изменяет
растворимости водорода в сплаве.
СЕРЕБРО
Серебро является одним из наиболее инертных по отношению
к водороду металлов Оно применяется прн плакировке нефтехими-
ческого оборудования.
Растворимость водорода в серебре изучалась в работах [121,
122]. Галактионова [38] приводит следующие значения раствори-
мости при давлении 1 а г:
I. °C................ 400 600 700 800 900
S, см’/ЮО г..........0.006 0.019 0.025 0.036 0.046
Значение коэффициента диффузии в интервале температур
450—700 °C составляет D = 7,l • 10~* см2/с [89].
Растворимость водорода в серебре пропорциональна рНг.
Хром. Титан и его сплавы
433
Влияние водорода на свойства серебра изучено в работах [123,
124]. Было показано, что и в серебре может развиться водородная
болезнь.
Появление хрупкости серебра обнаружено при его нагреве в
атмосфере воздуха, содержащего водород [124, 125]. Как указы-
вают Мороз и Чечулин [26], чистое серебро, как и медь, ие склонно
к водородной хрупкости. Но она проявляется после нагрева наво-
юроженных образцов на воздухе, когда имеет место диффузия
кислорода в серебро и его взаимодействие с водородом на гра-
ницах зерен с образованием воды.
В серебряной проволоке диаметром 3 мм при температуре
600 °C и давлении водорода 600 ат в течение 37 ч растворяется во-
дорода 0,26—0,29 сма/100 г. Указанное количество водорода ие-
шачительно уменьшает сопротивление изгибу. Число перегибов
до разрушения уменьшается с 20—22 до 17—19 [26].
ХРОМ
В связи с промышленным освоением производства хромовых
сплавов их применение в водородсодержащих средах может быть
целесообразным в тех случаях, когда от материала требуется
жаропрочность и работоспособность при температурах (1000—
1200 °C).
Согласно Сивертсу [110] поглощение водорода хромом в интер-
вале 20—300 °C уменьшается с повышением температуры. Пои
250—300°C абсорбция достигает минимального значения и даль-
нейшее повышение температуры сопровождается увеличением ра-
створимости водорода в хроме. Растворимость водорода в хроме
составляет [126]:
Г. °C............. 400 600 800 000 1000 1100 1150
$, см’/ЮО г....... 0.4 0.5 1.0 2.0 3.0 4J2 5.0
Хром и его сплавы и в отсутствие водорода склонны к хладно-
ломкости и чувствительны к концентраторам напряжений.
ТИТАН И ЕГО СПЛАВЫ
Титан — гидридообразующий металл, поэтому его применение в
контакте с водородом при повышенных температурах и давлениях
нежелательно.
Однако при невысоких температурах, когда скорость насыще-
ния титана водородом мала, в отдельных случаях целесообразно
его использовать. Это в первую очередь относится к тем условиям,
когда в атмосфере водорода имеется примесь хлор- и бромсодер-
жащих соединений. Кроме того, поскольку титан обладает способ-
ностью сохранять высокую пластичность при низких температу-
рах, он находит применение в криогенной технике.
434
Гл. IS. Коррозия цветных металлов в водороде
:1
Титановые сплавы благодаря удачному сочетанию физических^
механических н коррозионных свойств нашли широкое применений^
в химической промышленности. Для гитана однако характерна)
Рис. 13.15 Растворимость во-
дорода в а-тнтане [128].
Рис.-13.16. Зависимость скорости
поглощения о водорода титаном
от парциального давления водо-
рода 1129).
Рис. 13.17. Влияние давления
на степень газонасыщення
сплавов титана при 400 °C.
Данные А. М. Сухотки а 3. И. Аи
тоаовсхо*. Е, В. СгиСмаа
Рис. 13.18. Зависимость мехаявЖскнх свойств,
гехвняеского титана от содержания водо-
рода [130].
хрупкость, связанная с присутствием растворенных газов — кисло-
рода, азота и водорода.
Вадородная хрупкость титановых сплавов может проявляться
в различных формах, в зависимости от состава сплава, его термо-
обработки, наличия вредных примесей, условий нагружения, тем-
пературы н других причин.
Скорость поглощения водорода резко уменьшается при нали-
чии окисных пленок или в присутствии окислителей в газовой среде.
Титан и его сплавы
435
Растворимость водорода в а*тнтане представлена на рнс. 13.15.
Зависимость скорости поглощения водорода титаном от дав-
ания показана на рнс. 13.16, влияние давления на степень газо-
иасыщення титановых сплавов при 400°С — «а рнс. 13.17. Влияние
Рис. 13.19. Зависимость механических свойств наво-
дорожеииого технического титана от температу-
ры Ц30]:
1---— содержание еодорои 0.0 содержанке водо-
рода 0.0 йч-
водорода на механические свойства технического титана н тятано-
вых сплавов показано на рнс. 13.17—13.19 и в табл. 13.17 и 13.18.
Таблица 1S.17
Влжявве температуры ва наводоражвважве ударную иганоеть
твтавошх сплавов*
Услоаия гааоаасыщения: P^IOQ ат т»30 мин.
ВТ1
вгве
Гемпаратура
насЫшсаим.
ОТ4
АТ2
СТ1
В исходном
состоянии
200
250
300
400
425
0.004
0.004
0004
0.004
0.15
4.1
0,007 7-8 0.007 8-10 0.002 16-18 0.006 6—8
— 0.007 6.4 0.007 8—10 0.002 14.6-16.0 0.005 Б.3-7.1
0.007 6,3 0.007 8—9.6 0.003 15.7-13.0 0.005 6,3—6.3
0.007 6,3 0.00л 8-9.3 0.007 13.4-16.4 0.005 5.6—5.9
0.1 0.10 0.3 0.02 0,45 0.10 1.0-1.5 0.02 Л,3
0 3.8 0 • 3.93 0 4.04 0 2.98 0
Данные А. М. Сулотнма, Э. И. Аатояовской, £. В, Сгнбцсоа.
436
Гл. 13. Корразия цветных металлов в водороде
Известно, что изменение механических свойств и проявление
хрупкости титана зависит от содержания водорода, поэтому до-
пустимое содержание водорода в титановых сплавах ограничено
Рис. 13.20. Зависимость ударной вязкости технического титана и
титановых сплавов от содержания водорода.
0,015 вес.%. В работах Борисовой [127] указано, что это количество
должно быть уменьшено до 0,008 вес.%, если сплавы работают при
низких температурах.
Таблица 13.13
Влияние нагрева в водороде на механические свойства
титановых сплавов*
Длительность магре&а 24 ч.
Сплм Условия опыта Механические свойства
темпера- давление, ат среда °а- жсс/ммЗ °02, кгс/мм? в,, я ♦. я с*г кгс-м/см*
ВТ6С В исходном состоянии 92 88 13.0 — 7-8
300 10 | Водород 91 89 10.7 —— 6.5
BTI4 В исходном состоянии 110.6 107 12,1 —
300 10 Водород НО 106 12.7 — —
410 10 » 109.5 106 13.1 — —
ВТ15 В исходном состоянии 98.7 95.0 6.5 — —
300 10 Водород 91.5 89.0 10.9 — —-
ВТ1 В исходном состоянии 50 40 18.0 48.0 —
300 100 Водород 47.0 36.0 14.5 42.15 —
300 100 Гелий 44.0 39.2 15,8 44.0 —
♦ Данные А, М. Сухотина, Э. И. Антоиозской, Е. В, Сгкбксаа«
Литература
437
В связи с этим использование титановых сплавов в контакте
водородом и водородсодержащими средами может быть ре-
«мендовано лишь при тех условиях; когда практически не может
•меть место насыщение сплавов водородом, т. е. при достаточно
пиких температурах и давлениях.
Таблица 18.19
Ограничения применения цветных металлов сплавов,
связанные с вх использованием в техническом водороде
прн давлении до 1000 ат
Металл или сплаэ Огранв^еаия
Без ограничений
Алюминий и его сплавы
Вольфрам
Магний и его сплавы
Медь и ее сплавы
Молибден и его сплавы
11иксль
« плавы 51% NI; 49% Fe
Сплавы NI—Си
Ниобий и его сплавы
олово и его сплавы
Свинец и его сплавы
< ’.сребро
\ром и его сплавы
Гитан и его сплавы
До 500 °C; содержание кислорода в металле не
должно превышать 0.001 вес. %
До 400 °C; содержание кислорода в металле не
должно превышать 0.01 вес. %
Без ограничений
До 6О0°С прн атмосферном давлении; содержа-
ние кислорода в металле до 0,0004 вес. %
То же
>
До 250 °C и свыше 1100 °C прн давлении до 100 ат
и кратковременном использовании (до 50 ч)
Без ограничений
> >
До 500 °C; до 10 ат; содержание кислорода в ме-
талле до 0.001 вес. %
Без ограничений
До 250 °C прн давлении до 100 ат в кратковре-
менном использовании (до 100 ч)
ЛИТЕРАТУРА
I. W. Eichenauer, К. Haltenbach, A. Pebler. Z. Metallkunde, 62, 10,
682 (1961).
2. Н. Kostrok, Z. Metallkunde, 43, 269 (1952).
3. С. E. Rana ley. D. E. Talbot, J. In»t. Metals, 84 , 445 (1955/56).
4. W. H o 1 m a n n, J. M a a t s c h. Z Metallkunde, 47, 89 (1956).
5 A Fiala, Folarova, Z. Secv.. 2, 162—7 (1954).
6. С. E. Kans ley, J. Inst. Metals, 80, 599 (1948).
7. H. Relninge г Metallwirt.. 22. 394—400 (1943).
ft W. Ecichenauer. A. Pebler, Acta metallurgies. 48, 127 (1959).
9. W. Bankloh, R dgali Metallwirt, 21, M 45—46. 683—686 (’942).
10 R. R on tge n, Г. МО 1 ler, Metallwirt- 13, 81 (1934).
II. R. RSntgen, H. Braun. Metallwirl., II, 471 (1932).
12. V. Davies, Norg. Tek. Natur, 17, 38cc (I960)
13. С. E. Ransley, D. E. Talbot, Z. Metallkuade, 46, 328 (1955).
14. W. Eichenauer, A. Pebler, Z. Metallkunde, 48, 371 (1957).
438
Г л. 13. Коррозия цветных металлов в водороде
15. С W Cochrau, J Electrochem. Soc, 108, № 4, 317-321 (1961,
16. Л. S a wa lz ку. М Rees, J. Atom. Energ. Can. Ltd, 1960. p. 14.
17. R Siegel. J Am. Chem. Soc, 82, № 7. 1535-37 (I960)
18. W. Baukloh. Radgall, Metallwirt, 21 № 45.683 (1942). «
19. M. В Шаров, в сб. «Легкие сплавы», № 1. Изд. АН СССР, 19Я
стр. 365—388. i
20. М. В. Шаров. О. Н Ннкншова, Труды МАТИ. вып. 49, 1961
стр. 47-72. 2
21. М. В. Ш а р о в, В. В. Серебряков, там же. стр. 170—179. • ,
22. А. П. Гудчеико, А. К. Леонтьев, там же. стр. 137—159.
23. Л. И Сокольская, Газы в легких металлах, Металлургнздат. 1959.
24. Е. Whittenberger. F Rhlnes, J. Inst. Metals. 81, № 4, 409 (1952
25. А. А. Горшков. С. В. Bap гни. Литейное производство, 7ft 8. 14 (1954
,26. Л. С. Мороз, Б. Б Чечулин. Водородная хрупкость металлов, Из|
«Металлургия», 1967. I
27 Р. А. К a miner et al, Metallwirt, 42. № 10. 433—441 (1963).
28. Г. Д. Никифоров, С. А. Силантьева, Сварочное производство, ТА II
1-5 (1962).
29. И. Ф. Колобнев. М. Б. Альтман, Газы в алюминиевых сплавах. Обе
ронгиз, 1948. «
ЗУ. L. W. Е a s t w о о d. Gases in Ligt Alloys. London, 1946.
31. W. О pie, N Grant, Fondry. 78, № 10. 104—109 (1950).
32. R. E. S m a 11 m a n. G. K. Williamson, G. Ardley, Acta metallurgical
I, № 2. 126 (1953).
33. Б. А. Колачев. Водородная хрупкость цветных металлов, Иэд. «Мета/fl
лургия». 1966.
34. К. Oka war a, Nippon Klnzoku Gakkaj-si, 19, 680-683 (1955).
35. D. E. Tablot, D. A Grauger, J Inst. Metals, 92, № 9. 290 (I963/64K
36. I. Langmuir, J. Amer. Chem. Soc, 41, 161 (1919).
37. А. А. Маааев, P. Г. Авар 6%- Изв. АН СССР. сер. металзы, № 6. 223
(1968). 4
38. К- А. Галактионова, Водород в металлах, Металлургия. 1967.
39. A Sieverts, Z. Metallkunde. 21, 37 (1927).
40. D. Р Smith, I. W. East wood. Gases in Metals, Clesclend, 1953.
41. Сб. «Магний и его сплавы». Оборонно, 1941.
42. Б. С. Морозов, Автореф. канд. дисс, 1955.
43. Я Б. Улановский, В. А. Данялкннн др. Техника мягких сплавов.
Научно-техн. бюлл. ВИЛСа. ТА 4, 1971, стр. 95—96.
44 ВИ. Михеева. Г идрилы переходных 'металлов, Иэд. АН СССР, I960. ,
45. М. В. Шаров. В. В. Серебряков, Научные доклады высшей школы;
Изд. «Металлургия». ТА 2. 1952. стр. 37.
46. М. В. Ш а р с в, А. П. Г у д ч е и к о. в сб. «Металлургические основы литья
легких сплавов», Оборонгиз. 1957, стр. 306.
47. I. Koineman, A. G. Metcalfe. Trans. Amer. Soc. Metals, 51, 072
(1959).
48. M. В. Шаров, E. Л. Бибиков, в сб. «Исследование сплавов цветных
металлов», вып. 2. Изд. АН СССР. I960, стр. 145—164.
49. W. Mannchen. К- В or пса sei, Z. Metallkunde, 84, 422 (1963).
50. J. Е. Harris. Р. G. Partridge, J. Insl. Metalls, 93. J* 1, 95 (1964/65).
51. M. В. Шаров, Б. С. M о p о э о в. В. M. Плетнев, Литейное производи
ство. № 6. 16—19 (1953).
52. J. Н. D а у, Nucl. Mater, II. Aft 2, 249 (1964).
53. В М. W. Trapnell, Trans. Faraday Soc, 48, Nt 2. 160 (1952).
54. G. L. Kington, G. M. Holmes, Trans Faraday Бос, 49, 417 (1953).
55. К. Смите л л с. Газы и металлы. Металлургнздат,j 1940. стр 136.
56. W. Eichenauer. A. Pebler, Z. Metallkunde. 48, Nt 7, 373 (1957).
57. М. Weinstein. G. F. Elliot Тгвпз Metall Sdc. AIME, 227, 285—386
(1963).
58. G. Phillips, tnst. Metals Lecture, 1947.
Литература
439
>9. W Eichenauer, Л Pebler, Acta metallurgies, 48, 7 (1959)
i>0. К. H. L1 e s e r, H W i 11 c. Z. phys. Chem., 202, 321 (1954)
61. E. Heyn, Mctallographist, в, 39 (1903).
62. W. C. F. Hessenberg. E. C. Mantle, Metal Ind.. 83, № 14. 279 (1953).
63. В. T. Hou Id er. W. A. Baker, Metallurgfca, 47, 223—229 (1953).
64. O. W a h le, Metall. Giess, 3, 168 (1953).
65. H. T Scheap, Metals, 12, 204—208 (1957).
66. D. Perlmutter, B. Dobge, Ind. Eng. Chem., 48, № 5, 885 (1966).
67. F. Pa wlek. Z. Metallkunde, 2S, 89 (1938).
68. G. F W a I gh t. J Inst Metals, 80. 269 (1951/52).
69. S. Ha rp er. J. Inst. Metals, 90. Nt 11. 423 (1962).
70. W. C. F. Hessenberg, E. C. Mantle, Metal Ind., 83, № 14, 270 (1953).
71. E. Mattson, F. Schuckner, J. Inst Metals, 87. JA 8. 241 (1958/59).
72. Плавка к литье Цветных металлов и сплавов, под ред. А. Д. Мерфи, Ме-
•'аллургиадат, 1959.
73. Н. д. Томашое, Теория коррозии и защиты металлов. Изд. АН СССР.
1960.
74. Д. Г. Б у та мо. Цветные металлы 5, 70—74 (1964).
75. Л С- Мороз а др.. ФММ, 16, вып. б. 737 (1963)
76. A. Sieverts, A. Gotta, L. Electrochem.. 32. 105—109 (1926).
77. А. П Гидченко, А.К. Леонтьев, Труды МАТИ, вып. 49. 1961, стр. 137.
78 М. I. Н III. Report of Fall Meeting AIME, Philadelphia, I960.
79. E. T. Wesael, L. L. France, R. T Begly, AIME, Columbium Metallurgy
Symposium. N. Y„ 1960.
80 . JI M. Рябчиков, Укр. физ. жури., 9, № 3 (1964).
81. D. Rudd. S. Johnson. Trana Metall. Soc AIME, 224, JA 3 (1962).
82 M L. Wayman, G. G. Smith, Acta metaTurgtca. 19, M 3, 227 (1971)
83. M N. A m b r u s t e r, J. Amer. Chem, Soc., 65, 1043 (1943).
84. A. Sieverts, Z. phys. Chem. 60. 129 (1907).
85. J Bonlszewsk). G. G. Smith, Acta metallurgies, 4, JA 3, 165 (1963).
86. M L. Hill, E. W Johnson. Acta metallurgies, 3, JA 6, 566 (1956).
87. H. H. Агеев, M. И. Заыоторин, Труды ЛПИ. вып. 251. 1965, стр. 50.
88. Н Bauer. Z. Phys., 177. JA 1. 51-59 (1964).
89. Ю. И. Беляков, Ю. И 3 в е з д и и. Фиэ.-хим. ыехаа. материалов. 3, 349
(1967)
90. A. Yanko, Bui. Acad. Polon. Scl., ser. them., 8, JA 2, 131 (1960).
91. G. H. Van Dyke, A. G. MacDiarmid, J. Inorg. Chem., 3, 1071 (1964).
92. T. Bonlszewskt, G. H. Smith, J. Phys. Chem. Solids, 21, 115 (1961)
93. А. А. Балавдин а др.. ЖОХ, JA 9, 18 (1941).
94. A. G ind on, R. G e a r j ie. Nature, 134. 8 (1934)
95. K. Landecker, A. Y Gray. E R. Harrison. Rev. Scl. Inst. 25, 1151
(1955); 26, 305 (1956)
96. G EurInger, Z Phys, 98. JA I. 37(1935).
97 A. D. McQ u 111 a n. J. Inst Metals, 78 (3) 249 (1950)
98 H H. G r 1 m e s, Acta metallurgies. 7, JA 12, 782 (1959)
99 К M. Olaen. G. F. Larkin. J, Electrochem Soc,. 110, 86 (1963)
100. H Bauer, Z. Phys. BI77, JA I, 51-59 (1964)
101. C. Smlthells, С. E. Rantley, Proc, Roy. Soc., A157, 292 (1936).
102. 1. L. Mlcheltch, A. R. Trolano. Nature. 197, 966 (1963)
103 P Blanschard, A. R Trolano, Metal. Scl. Rev. 67. 409—422 (1960)
104. A. R. Trolano, Trans. Amer. Soc. Metals, 52, 54—80 (I960).
105. E. П. H e ч a ft. К. В Попов, ФММ. 21, вып. till (1966)
106. Mito S a I о r u, J Japan Inst Metals, 25, JA 2. 101 (1961).
107. К. К u r s k I, Rudy I melalenlerebazue, 7, JA 2. 42 (1962).
108. I. A Margreer, I. Mataochima, H. H. Uhlig, Corrosion. 26, JA 8,
215-222 (1970).
109 A. Ben a rd, Compt rend., IS, 273, 1231 (1971).
110. A Sieverts. H. Morfls. Z. anorg Chem., 247 (1941).
111. A SI vert в. H BrOnlng. Z phys. Chem., 174, JA 5, 365 (1935).
440
Гл. 13. Коррозия цветных металлов в водороде
112. Е. Gulbransen. К. Andrew. Trans. Electrochem. Soc., SB, № 6, Зв
(1949).
113. E. Gulbransen, K. Andrew,!. Metals. 188. 23 (1950).
114 П. С. Перминов. ДАН СССР. 121. 1041 (1958).
115. Г. В Захарова и др.. Ниобий и его сплавы, Металлургиздат, 1961.
116. W. М. Albrecht et al.. J. Electrochem. Soc.. 106, № II, 981 (1959).
117. В Tr a p n e 11, Proc. Roy. Soc., 218, 1135 (1953).
118. A. Sieverts. Z. phys. them.. 183, H. I (1938)
119. W О pie, N. Grant, Trans. AIME, ISl (1951).
120. R. Mennchen. N Baumann. Metall. 151, № 16 (1955).
12). E. Steacie, F. Johnson, Z. Mctallkunde. 21, 37 (1929).
122. W Eichenauer, H. KOnstig A. Patter, Z. Melallkunde, 49, №
(1958).
123. E. D. Hondros, J. Inst. Metals. 88, № 6. 275 (I960).
124. D. L. Martin. E. R. Parker. Trans. A1MME, 152, 269 (1943).
125. К Farell. J. Quarrel, J. Iron Steel Inst.. 202, Ns 12, 1002 (1964).
126. S. Marlin. Arch Eisenhuttenw., 3 (1929),
127. E. А. Во p в сова, Г. С. Климова. МнТОМ, № 6 (1970).
128. W. Kdster. L. Bangert. М. Ewert, Z. Metallkunde, 47, 564 (1956).
129. E. A. Gulbransen, К. E Andrew, J. Metals, I, № 10. 741 (1949)
130. В А Ливанов, А. А. Б у x а и о в а, Б. А. К о я а ч е в. Водород в тагане
ГИТИ, 1962.
Глава, четырнадцатая
КАРБОНИЛЬНАЯ КОРРОЗИЯ СТАЛИ
Современные промышленные процессы переработки нефти н по-
лучения синтетических материалов связаны с использованием окиси
углерода, водорода и других газов. К таким производствам отно-
сятся: получение альдегидов и спиртов (методом оксосинтеза),
метанола, сложных эфиров, высших органических кислот н др.
Рис. 14.1 Зависимость ско-
рости образования карбо-
нила железа от темпера-
туры и давления (I).
Рис. 14.2. Крышка опытного
реактора из стали ЗОХМА
после эксплуатации в течение
IOOUO ч при 180—20п*С н 300 вт
в смеси СО + Н2 (I 1). X 87.
Оксосинтез — это реакция присоединения окиси углерода н во-
дорода к непредельным углеводородам по месту двойной связи с
образованием альдегидов. Реакция протекает при повышенных тем-
пературах (150—300°С) и давлениях (200—300 ат). В этих усло-
виях окнсь углерода агрессивна по отношению к материалам, из
которых изготовлена аппаратура, так как взаимодействует с же-
лезом по реакции Fe-|-5CO—>-Fe(CO)e с образованием легко-
летучею пентакарбонила железа Fe(CO)s. По данным [1], в пре-
делах 150—200 °C скорость образования пентакарбоннла железа
максимальна (рис. 14.1) С повышением давления резко возрастает
скорость карбонильной коррозии.
412
Гл. 14. Карбонильная коррозия ctaM
Процесс карбонильной коррозии приводит к образованию г|
боких язв на поверхности металла (рис. 14.2), причем сияьд
Рис. 14.3. Зависимость скорости коррозии сталей в смеси
СО+Н» (I : 1) от температуры.
Состав сплавов сржмдев а табл. 14.1.
всего это действие проявляется в интервале 150—200’С прн дав<
ленни 300 ат. Согласно данным рис. 14.1 и 14.3, ниже 90 и выше-
Карбонильная коррозия стали
443
||(>°С окись углерода практически не взаимодействует с металла-
•и. В условиях атмосферного давления даже при высоких темпе-
p.। гурах окись углерода инертна к большинству материалов. На-
иная с 500—600°С, окнсь углерода при атмосферном давлении
t,°C t,’C
1‘нс. 14.4. Зависимость скорости карбонильной коррозии сталей и бронзы
и среде ретурного газа от температуры при различных давлениях и ионцек-
трвцичх окиси углерода [5]:
о—З» ат. 75м СО; б-МО ат. 354 СО; в — 320 ат. 154 СО; а—200 ат. 754 СО;
I — сталь »; 7—ЗОХМА; 3 — Х5М; <—20ХЗВМФ (3HC79J; 5— Х8В: 6—2X13; 7—брони;
3— 12Х7С1МФ (HMI).
науглероживает нелегированные стали, а после длительного воз-
действия ее прн температурах выше 700°С сталь становится хруп-
кой; при этом наблюдается выделение сажи по реакции 2СО —»-
—► СО 4- С
Скорость карбонильной коррозии зависит от химического со-
става стали С увеличением содержания хрома стойкость стали в
среде окиси углерода повышается. Добавки 1% (а в некоторых
случаях и до 10%) Si, Мп. Nb, Мо, W, V, Al, Nr дают небольшое
повышение стойкости [2].
В табл. 14.1 и иа рис. 14.3 приводятся марки немецких сталей
н их стойкость в среде окись углеродаводород (1 : 1). Эти дан-
ные получены в результате обследования пилотных установок, ис-
пользующих смесь окиси углерода и водорода прн высоких давле-
ниях и температурах.
444
Гл. 14. Карбонильная коррозия стали
Таблица 14.1
Химический состав немецких сталей, % [3]
Марка стали С Ct SI Мп Мо NI
N5 0.12 2.5 0.4 0.8 0.2 —..
VI3F <0.12 13.0 — -— — —
V5M 02 13.0 —— —- —— 0.7
V17F <0.10 17.5 — — — —-
NCT3 0.15 24.0 ~2,0 —. — 19.0
FF30 0.05 28.0 0.6 — —
При давлении смеси газов 250 ат максимальная скорость кор*
розин углеродистой стали наблюдается прн температуре 260 °C, а
при давлении 700 ат —при 280° (рис. 14.3).
Рис. 14.5. Зависимость скорости коррозии сталей от температуры
в смеси состава 60—65 % СО. 0.1—0,2% I12S. остальное водород
при давления 300 ат (6]:
/—сталь Ю: Г—ЗОХМА; S—ХЗМ; «—20ХЗВМФ 1ЭИ579); 5—Х8В; S—1X13; 7—Х17;
«—Х17Т; 7— ХНГИНЗТ (ЭИ711).
Результаты исследований скорости карбонильной коррозии кон-
струкционных сталей в средах, содержащих 15—75 объемн.% СО,
прн общем давлении 320 н 200 ат и температуре 100—300 еС пред-
ставлены на рис. 14.4. Наиболее стойки в среде окнсн углерода
стали, содержащие 18 и более процентов хрома (Х18Н10Т, Х21Н5Т,
Х25Т). Достаточно высокую стойкость в газовых средах, содержа-
щих окись углерода, имеют медь, бронза и латунь. Практически
не подвергается карбонильной коррозии алюминий.
Карбонильная коррозия стали
445
Интервал 150—250°С в работе [5] оценивается как
опасная температурная зона. За ее пределами скорость
незначительна, так как
при температурах выше
250 еС окись углерода на-
чинает разлагаться с об-
разованием двуокиси уг-
лерода н чистого углеро-
да, который осаждается
на поверхности в виде
сажи.
Прнмесь сероводорода
к окиси углерода усили-
вает процесс карбониль-
ной коррозии [6]. На
рис. 14.5 представлены
наиболее
коррозии
Рис. 14.6. Зависимость скорости коррозии ста-
лей. меди и латуни в смеси СО 4-Hj (1:1)
от температуры при давлении 250 ат и вре-
мени испытаний 1000 ч:
/—сталь го; г— ЗОХМА; 3—ХЗВМФ; £—1X13; 5-
Х18Н10Т: 6—медь; 7—латунь Л62-
такой смеси при 200—220°C в 5—7 раз
данные по влиянию тем-
пературы на скорость
коррозии некоторых ста-
лей в смеси окиси угле-
рода. сероводорода и во-
дорода Скорость корро-
зии углеродистой стали в
больше, чем в смеси газов без добавки сероводорода. Конструк-
ционные стали, содержащие хром,
леннее углеродистых. Стойки стали
300-
mnl । ____L_______,-----1
150 200 750 300
Pco>am
Рис. 14.7. Зоны применимости различ-
ных материалав в смесях СО 4- Н} |4р
Пояснения в тексте.
корродируют значительно мед-
, содержащие не менее 17% Сг.
Максимальное коррозионное
разрушение под действием
окиси углерода с добавкой се-
роводорода наблюдается в ин-
тервале 175—225 °C.
На рнс. 14.6 приведены дан-
ные* по коррозионной стойко-
сти отечественных сталей в
смеси окиси углерода и водо-
рода. Максимальная скорость
карбонильной коррозии наблю-
дается прн 150—200 °C. При
более высоких температурах
скорость коррозии резко сни-
жается для всех металлов; вы-
соколегированные стали типа
1X13, Х18Н9Т, Х18Н12МЗТ, а также медь и латунь в этих усло-
виях являются коррознонностойкнми. Когда в газе содержится до
* Данные испытаний в лабораторных условиях и нз пилотной установке
получены О. П. Меркуловой (ВНЙИНефтехнм).
446
Г л. 14 Карбонильная коррозия стали
30% СО, углеродистые и низколегированные стали стойки ври дав-
лении до 130 ат и температурах до 150”С, а при низких давлениях
(0,5 ат) —до 550°С. При концентрации окиси углерода до 17%,
давлении 250 ат и температурах 120—200 °C углеродистые и ниэг
колегированные стали нестойки. Стойкй в этих условиях стал€
Х18Н10Т. -и
Данные по применению материалов в газовых смесях, содержа-?
щих окись углерода, при повышенных температурах н давлениях?
обобщены в работе (4J.
На рис. 14.7 представлены зоны применимости различных мате^
риалов в зависимости от условий воздействия окиси углерода.^
График разделен на пять зон по температуре и парциальному дав--
лению окиси углерода — это позволяет выбрать марку стали для!
конкретных условий эксплуатации. Стали с содержанием 30% Сг
или 23% Сг + 20% Ni, марганцовистая бронза (15% Мп) облаИ
дают высокой коррозионной стойкостью и могут быть использо-1
ваны в любой из зои. Стали с 13—17% Сг подходят для 1, 2, 4 я =
5 зон. Стали низколегированные и типа Х5 удовлетворительны для-;
1 и 5 зон. Стали типа 18-8 пригодны для 1 и 2 зон, и при низкой^
давлении для зон 3, 4 н 5.
ЛИТЕРАТУРА
1. R. L. Mond, А. Е. Wai lis, J. Chem. Soc . 121, 29—32 (1922).
2. Э. Гудремон, Специальные стали, т. I, Металлургиздат, 1959, стр. 913—9I&
3. W- Кй nt scher. И Ki I ger. Н. Biegler, Teehnische BaustP e, Haile,
1958. S. 77. j
4. G. A. Nelson, Trans. ASME, febr. 1951.
5. О П. Савнцкая. Хим. и нефт. машиностроение. ТА 8. 23 (1965).
6. В. Н. Ярмнцкая, В. В. Меньшикова, а сб. «Опыт борьбы с коррозией
нефтезаводского и нефтехимического оборудования», Иркутск, 1966.
Глава пятнадцатая
ПРОИЗВОДСТВО БУТИЛОВЫХ СПИРТОВ
И МАСЛЯНЫХ АЛЬДЕГИДОВ МЕТОДОМ ОКСОСИНТЕЗА •
Процесс получения синтетических спиртов методом оксосннтеза
основан на реакции присоединения- «водяного газа» (СО + Hj) к
непредельным углеводородам (реакция гидроформилирования), где
в качестве первичного продукта образуются альдегиды, содержа-
щие на один атом углерода больше, чем исходный углеводород [1].
Альдегиды далее подвергаются гидрированию, в результате чего
получаются соответствующие спирты Реакция гидроформилирова-
ния проводится прн повышенных температурах н давлениях в при-
сутствии гомогенных катализаторов, в частности карбонилоз ко-
бальта.
Процесс оксосннтеза' осуществляется в несколько стадий при
температурах 130—200°С и давлении смеси Н»4-СО (1:1) 250—
300 ат. Все известные в настоящее время технологические схемы
процесса различаются по природе катализатора для реакции гид-
роформилирования к по методу декобальтизации получаемого про-
дукта с целью регенерации катализатора и дальнейшего исполь-
зования кобальта.
Методом оксосннтеза при температурах 120—170°С и давлениях
до 300 ат в присутствии карбонила кобальта также получаются
многочисленные кислородсодержащие соединения, в том числе про-
пионовый альдегид, пропионовая кислота, спирты Cf — С8 и др.
Продукты оксосинтеза находят широкое применение в различных
химических производствах для получения растворителей, пласти-
фикаторов, загустителей, поверхностно-активных веществ н т. д.
Пропионовый альдегид, используемый в промышленности для син-
теза многоатомных спиртов (заменителей глицерина), получается
из окиси этилена, а спирты С« — С» (прекрасные флотореагенты
для руд цветных металлов и угольной мелочи)—из непредельных
углеводородов, содержащихся во фракции до 100 °C дистиллятов
термической переработки нефти.
Все приведенные данные по коррозионной стойкости получены авторами.
448
Гл. IS. Производство бутиловых спиртов и масляных альдегидов
В приводимом схеме производства бутиловых спиртов (рис. 15.1)
в качестве катализатора используются растворенные в углеводо-
родном сырье карбонилы кобальта н нафтенат кобальта.
В низ реактора гидроформилирования 4 подаются сырье (про-
пан-пропнленовая фракция — ППФ), растворитель (пентан-гекса-
новая фракция—ПГФ), газовая смесь СО + Hi (1: 1) через подо-
греватель 2 и раствор карбонилов кобальта из емкости 16. Если в
качестве катализатора используется только нафтенат кобальта, рас-
твор последнего подается в реактор 4 через карбонилобразователь
1, где, взаимодействуя с окисью углерода и водородом прн 170—
200°C и 300—320 ат, он превращается в карбонил кобальта. Тем-
пература в реакторах 4 поддерживается в пределах 140—220 °C
путем подачи в реакционное пространство холодного реннркулята
из сепаратора высокого давления 6.
Газожидкостная смесь нз реактора 4 поступает через холо-
дильник 5 в сепаратор высокого давления 6, откуда жидкие про-
дукты направляются в сепаратор низкого давления 9. Газ из сепа-
ратора 6 циркуляционным компрессором 8 возвращается в реак-
торы 4 через подогреватель 3 Часть газового потока выводится
через промывную колонну высокого давления 7 нз системы в сеть
«бедного» газа. Газ, отделившийся в сепараторе низкого давле-
ния 9, выводится из системы через промывную колонну низкого
давления 10. Жидкие продукты гидроформилирования собираются
в емкости 11, откуда оин идут на декобальтизацию в аппараты 12.
При декобальтнзации водород циркуляционным компрессором 8
через подогреватель подается в верхнюю часть декобальтизера 12,
где продукты гидроформилирования подогреваются до темпера-
туры декобальтнзации (180—220°C). Декобальтизеры, заполненные
инертной насадкой (пемзой), работают при давлении 300—320 ат.
Газожидкостная смесь выходит с низа декобальунзера 12 н по-
ступает в другой декобальтизер, где улавливаются остатки карбо-
нилов кобальта из продуктов гидроформилирования, а растворы
карбонилов и нафтенат кобальта поступают в емкость 16.
Пбсле окончания цикла декобальтнзации аппараты 12 перево-
дятся на цикл кобальтизации, а декобальтизадня проводится в
декобальтнзерах параллельной нитки.
При переходе на кобальтизацию в реактор 12 подается ПГФ —
растворитель, который смывает карбонилы кобальта. Циркуляцион-
ным компрессором 8 в верхнюю часть кобальтизера 12 подается
сннтез-газ. Газожидкостная смесь, выходящая из кобальтизера 12,
проходит холодильник 13, поступает в сепараторы высокого и низ-
кого давления 14 и 15 и собирается в емкость 16
Декобальтизованный продукт гидроформилирования подается в
верхнюю часть реактора гидрирования 17, куда по всей высоте по-
дается водород, содержащий не более 0,5% СО. Там при темпера-
туре 300—320 °C и давлении 320 ат из масляных альдегидов полу-
чаются бутиловые спирты.
Производство бутиловых спиртов и масляных альдегидов
44»
15 За*. 10
450 Гл 15. Производство бутиловых спиртов и масляных альдегидов
Гидрогенизат, пройдя теплообменник 18 и холодильник 19, по-
ступает в сепаратор высокого давления 20. Основная часть отде-
лившегося водорода циркуляционным компрессором 21 возвращает-
ся в цикл, а часть отдувается в сеть «бедного» газа. Из сепаратора
Рис. 15-2. Зависимость скорости коррозии стали 20 в растворах масляной
кислоты от времени испытания при температуре кипения:
/—водные рестьоры; 2— бутанольные растворы: концентрация масляно! кислоты: о—I вес. %;
б—3*-. а—5%; а - 10м; б—Им; а—25*.
20 продукты гидрирования дросселируются в сепаратор низкого
давления 22, откуда направляются в отделение ректификации.
Нестабильные спирты проходят колонны стабилизации и разде-
ления изо- и нормального спирта прн температуре верха 106—
108°С, куба 120—130°C и атмосферном давлении.
В табл. 15.1 — 15.8 приведены данные по коррозионной стойко-
сти металлов и сплавов в аппаратах опытных установок производ-
ства масляного и пропионового альдегидов, бутиловых спиртов и
Производство бутиловых спиртов и масляных альдегидов 451
спиртов С«—Cg методом оксосннтеза, а также в промежуточных
продуктах синтеза.
Коррозионная стойкость углеродистой стали в масляной н на-
фтеновой кислотах представлена на рис. 15.2—15.4. С данными по
коррозионной стойкости металлов и сплавов в масляной кислоте
можно познакомиться также в гл. 19.
Результаты коррозионного обследования оборудования в про-
изводстве бутиловых спиртов и масляных альдегидов методом оксо-
синтеза н рекомендации в отношении материалов представлены в
табл. 15.9-
Рис. 16.3. Зависимость ско-_
рости коррозии стали 20 в 10%
растворах масляной (/) и на-
фтеновой (2) кислот при дем-
перат) ре кипении от времени
испытания.
Рис. 15-4. Зависимость скоро-
сти коррозии стали 10 в нафте-
новой кислоте от добавок ма-
сляной кислоты:
/—70 °C-, 3—темпера-хра кипения
Исходные продукты — углеводородное сырье, растворители и
получаемые в результате реакций гидроформилирования и гидри-
рования спирты не агрессивны по отношению к < гл?родистым и
низколегированным сталям прн температурах до 200°С (табл. 15.4,
15.6, 15.8). Для изготовления сепараторов высокого и низкого дав-
ления, работающих при 30—40 °C, а также аппаратов отделения
ректификации нормального и нзэбутилового спиртов могут быть
использованы углеродистые стали.
Агрессивными компонентами процесса являются окись углерода
и кислоты — масляные н нафтеновые, присутствующие в продуктах
синтеза в количестве до 0,5%. Масляные кислоты образуются в
реакторе гидроформилирования нз масляных альдегидов за счет
частичного окисления последних, а нафтеновые кислоты присут-
ствуют в ПГФ.
Коррозионные свойства нафтеновых кислот определяются их
составом низкомолекулярные кислоты обладают большей кислот-
ностью и поэтому более активны в коррозионном отношении. Так,
при прямой перегонке нефти, содержащей около 1,05—1,16% на-
фтеновых кислот с кислотным числом 166—169, коррозии подвер-
гаются трубы на выходе из печей, изготовленные из углеродистой
16*
452
Гд. 15. Производство бутиловых спиртов и масляных альдегидов
Таблица 15.1
Скорость коррозии металлов в сплавов (мм/год)
в аппаратах опытной установки получения масляного альдегида
Давление ЭХ ат. длнтмькость испытания 300 я; растворитель—ПГФ.
Состав среды, я
В реакторе гидроформилирования
Газовая фаза:
Водород...................... 50
Окьсь углерода........ . . . 50
Жидкая фаза:
Растворитель . .............. 50
Масляные альдегиды........... 40
Продукты конденсация .......... 5
Нафтеновые кислоты........... 0.2
Масляная кислота............. 0.2
Кобальт ............... до 0,2
В декобальтизере
Газовая фаза:
Водород....................... 85-97
Окись углерода................... 2-3
Жидкая фаза:
Пснтан-гексянолая фракция .... 52
Масляные альдегиды............... 40
Кислородсодержащие продукты
Бутмяоаые спирты.............. 2Ю
Масляные кислоты ............. 0-2
Нафтеновые кислоты............ 0,2
Карбонил кобальта............. С Л
Катализатор Ni-Cr
Металл или сплав Реактор гидроформилирования Дек оба ль- тиявр Характер корромде
160 вС 200 °C 220 °C 193 °C
Сталь 20 0.2 0.1 0.4 0.6 Точечная
Сталь 1X13 <0.001 <0.001 <0,001 <0.001 Без видимых изменений
Сталь ХНН10Т <0.001 0.007 <0.001 < 0/4)1 > » >
Медь МЗР 0.4 0.5 0.4 0.3 Равномерней
Таблица 152
Скорость коррозии металлов в сплавов (мм/год) в масляном альдегиде
(по данным лабораторных испытаний)
Коррозия, кроме специально отмеченных случаев, раономернвя-
Металл или еллаа В масляном альдегиде беа доступа воздуха. т«-1128 ч Верх колонны (пары), т—* ••|73 ч Куб КОЛОННЫ (жидкость). X—243 я
Сталь 20 0.02 1.2* 6.0 ••
Сталь 1X13 0.002 0.1 3.0 ••
Сталь XI8H10T 0.001 0.01 0.1
Сталь XI7H13M2T 0.001 0004 0.1
Сталь Х23Н28МЗДЗТ (ЭИ629) 0.001 0.01 0.1
Медь Ml 0.01 0.4 0.4
Бронза Бр- АМцб 0.01 0.3 0.3
• Коррозия точечная.
•• Коррозии точечная и язвенная.
Производство бутиловых спиртов и масляных альдегидов
453
Таблица 15.3
Скорость коррозии сталей в аппаратах установки гидрирования
масляного альдегида в бу газовый спирт
Газовая среда, объемн. X. На— 99,5, СО—05. Катализатор Nl-Cr.
Сталь Темпера Дваленив. ат Длитель- ность испыта ' МИЙ. и Скорость коррозии, мм/год Характер коррозии
Мерник
Среда, вес. X: ПГФ—43Д. альдегиды 1гидрогеннэат>—315. Кислотное число ЭОЛ мт
KOHfr.
10 20-25 1 242 0.05 Равномерная
1X13 20-25 1 242 0.01 »
XI8H10T 20-25 1 242 <0.001 Без видимых изменений
Реактор гидрирования
Среда, вес. X: ПГФ— 50; альдегиды (гилрогепизат)—50.
10 ’ 140 I 242 0.02 Равномерная
20 120-130 1 2252 0.004 »
160-180 300 360 0.01 >
320 300 210 0.01 >
20ХЗМВФ 120-130 1 2252 0,004 >
160-180 300 360 0.005 »
320 300 210 0.03 >
1X13 120-130 1 2252 <0.001 Без видимых изменений
140 1 242 0.901 Равномерная
160—180 300 360 0.001 >
320 300 210 0.002 э
Х18Н10Т 120-130 1 2252 <0.001 Без видимых изменений
140 1 242 <0.001 То же
160—180 300 360 <0.001 »
320 300 210 0.001 Равномерная
Таблица 15.4
Скорость коррозии металлов и сплавов в бутиловом спирте
Длительност*, испытаний 360 ч.
Металл иди сплав Температура. Скорость коррозии, мм/год Характер коррозии
Сталь 20 20 0.003 Равномерная
35 0.04 Отдельные небольшие язвы
Сталь 1X13 20 <0.001 Без видимых изменений
35 0.001 Равномерная
454
Гл. 15. Производстве бутиловых спиртов и масляных альдегидов
Продолжение
Металл или сплав Температура, Скорость коррозии, ММ'ГОД Характер коррозия
Сталь 2X13 20 <0.001 Без видимых изменений
35 0.001 Равномерная
Сталь XI8H10T 20 <0.001 Без видимых изменений
35 <0.001 > > >
Алюминий АО 20 0.004 Равномерная
35 0.005 >
Алюминий А6 20 0.004 >
35 0.002 >
Алюминий А99 20 0.002 >
35 0.001 >
Таблица 15-5
Скорость коррозии металлов в сплавов (мм/год)
в промежуточиых продуктах процесса получения бутиловых спиртов
методом оисоеннтеза
Металл млн сплав Гкдро- ггяяэат; 05 °C . 164 ч Бутмзо- вый спирт: П7®С; 1684 Бутнло- ВЫЙ спирт 99.5*; масламая кислота ОЛХ; ПУОС; 16< ч Характер корровня Бутило ВЫЙ спирт Ж масляная кислота 5Я: 117*0; 110ч Характер коррозии’ X
Сталь 20 0.1 <0.01 0.1 Равномер- ная 0.2 Точечная
Сталь 1X13 <0.01 <0.01 0.01 То же <0.01 Без види- мых изменений
Сталь Х18Н1 ОТ <0.001 <0.001 <0.001 Без види- мых изменений 0.003 Равномер- ная
Сталь Х17Н13М2Т <0.00 Г — <0.001 То же <0.001 Без види- мых изменений
Медь MI — — — — 0.04 Равномер- ная
Латунь Л62 — — — 0,08 То же
Производство бутиловых спиртов и масляных альдегидов
455
Таблица 15.6
Скорость коррозии металлов в сплавов
в опытном реакторе
получения пропионового альдегида нз этилена
методом океосинтеаа
Температуря 150 °C: давление газовой снеся СО + На (1:1)
300 ат; длительность исоытанк* 163 а.
Металл яли сплав Скорость коррозии, мм/год Характер коррозии
Сталь 20 Сталь 1X13 Сталь Х18Н10Т Алюминий А99 Медь М’ Латунь Л62 0.9 <0.001 <0.001 0.5 10JO 8.0 Точечная Без видимых изменений » > » Равномерная в »
Таблица 15.7
Скорость коррозии металлов и сплавов в продуктах процесса
получения пропионового альдегид* методом оксоскнтзда
Длительность испытаний 400 а.
Металл нлн сплав Скорость корроми. мм/год прк Характер коррозии
20 °C 50 °C 90 «с
Сталь 20 0.05 0.2 1Л Равномерная
Сгаль 1X13 0.001 0.005 0.005 в
Сталь Х18НЮТ <0.001 <0.001 <0.001 Без видимых изменений
Сталь 0Х23Н2аМЗДЗТ <0.001 <0.001 <0,001 То же
Алюминий А99 0.1 0.2 04 Точечная
Медь Ml 0/03 0.04 0.05 >
Таблица 15Я
Скорость коррозии алюминия стали в спиртах Се—С*
Коррозия во «сех случаях разномерная-
Металл Скорость коррозии, ММ/ГОД. Ери
20 "С. 285 ч Зв «С. 188 ч 80-90 °C. 200 я
Сталь 20 0.003 0.005 0.003
Сталь 1X13 0.001 0.001 0.004
Сталь XI8H10T <0.001 <0.001 <0.001
Сталь Х23Н28МЗДЗТ <0.001 <0.001 <0.001
Алюминий АО 0.002 <0.001 —
Алюминий А6 0.003 0.003 —
Алюминий А99 0.001 0.002 —
450 Гл. 15. Производство бутиловых спиртов и масляных альдегидов
Результаты коррозионного обследованы оборудования производства
реиомсидуемые коиструк
Nt ва рис. 15.1 Аппараты, оборудование Сред*, м Темпера гф- Давле- ние.
1 Карбомилобразоввтсль ПГФ 99 Карбонилы кобальт* . . до I Н2 + СО-1: 1 170—200 300-320
2. 3 Подогреватель ПГФ, ППФ........ ГОО СО 4-111—1:1 175—130 300—320
4 Реактор гидроформи- лирования ППФ, ПГФ . и Масляные альдегиды. » 40 Масляная кислота ... О Нафтеновые кислоты , . 0,2 Карбонилы кобальта . .до 04 140—220 320
Б б Холодильник Сепаратор высокого давления ПГФ 52 Масляные альдегиды . . 40 Кислородсодержащие продукты Cj— Ct2 * . • 5—6 Бутиловые спирты • • 2 Масляные кислоты ... 04 Нафтеновые кислоты . • 0.2 Карбонилы кобальта . . 04 То же 170-40 40 320 320
7. 10 Промывные колонны высокого давления ЙГФ 100 и,. со 40 320
9 Сепаратор низкого да- влен ня ПГФ 52 Масляные альдегиды. . *0 Кислород содержа _цие продукты Cj—С|2 ... б Бутиловые спирты ... 2 Масляные кислоты ... 04 Нафтеновые кислоты . . 0.2 Карбонилы кобальта . . 04 40 1
11 Емкость для продук- тов гидроформили- рования ПГФ 5S Масляные альдегиды . . 40 Кислородсодержащие продукты С®—С|а ... 5 Бутиловые спирты . . . 2 Масляные кислоты ... 0,2 Карбонилы кобальт* . « 0,2-о Л Водород 0,3-0Л 40 I
Производство бутиловых спиртов и масляных альдегидов
457
б> газовых спиртов н масляных альдегидов методом оксоснчтеза;
ционныс материалы
Таблица 159
Применяемые конструкционные материалы Срок службы к моменту обследо- вания. годы Резуэьтаты обследования Рекомендуемые коиструкцкомиые материалы
Сталь X18HI0T 2J5 Состояние удовлетво- рительное Корпус, крышки—сталь 22К, 20Х2МА. 22ХЗМ. Внутренняя облицовка и устройства — сталь XI8HI0T; проклад- ки — парой нт. свер- нутый фторопласто- вой лентой
Сталь X18HI0T 2.5 То же Сталь 2X13. XI8H10T; прокладки — фторо- пласт-4
Углеродистая сталь, футеро- ванная сталью Х18Н10Т 2.5 Внутренняя футеровка местами отошла от корпуса на 5—8 мм. Под ней видны яз- венные поражения ос- новного металла на глубину 0.5—0.7 мм См. LO3. 1
Сталь XI8HI0T 25 Состояние удовлетво- рительное Сталь Х18Н10Т. про- кладки — фторо- пласт-4
Углеродистая сталь 2.5 То же Сталь углеродистая 22К или углеродистая сталь 20 с проклад- ками нз фторопласта-4
То же 2.5 » Сталь углеродистая 20К: прокладки—фто- ропласт-4
» 2.5 » Сталь углеродистая Ст. 3; прокладки —. фторопласт- 4
» 2.5 » Сталь углеродистая; прокла тки — фторо- пласт-4 или паронит. обернутый фторопла- стовой лентой
458 Гл. 15. Производство бутиловых спиртов и масляных альдегидов
_s 31 Аппараты, оборудование Среда, я Темпера- чг 2 Давление ат /
/2 Декобальтитер ПГФ « . 52 180-2<Ю 320
Масляные альдегиды. 40 Кис юрод содержа шяв продукты Ce-C|j . . 5 * Бутиловые спирты . . 2 Масляные кислоты , . 0,2 Карбопмлы кобальта . 0,2—ОЛ Водород 0,3-0.4
16 Емкость лля раствора карбонила кобальта ПГФ . . . 99Л-1М 30
Карбоинлы кобальта . доОЛя
17 Реактор гидрирования пгф м 300-320 320
Масляные альдегиды. 40—1 Бутнлопые спирты . . 2—4г Кислородсодержащие продукты Cj-Cit . . 5 Масляные кислоты . . 0,2 Нафтеновые кислоты . 0.2 Водород ........ О.в
18 Теплообменник ПГФ 52 200-300 320
Бутиловые спирты . . 4i Кислородсодер жаецне продукты G>— Cfs . . 5 Масляные альдегиды. 1 Масляные кислоты , . 0.2 Нафте новые кис юты . 0.2 Водород 0Л
is Колонны отделения ректификации ПГФ 52 Бутиловые спирты . . 41 Кислородсодержащие. продукты С> -Сц . . 5 Масляные альдегиды. 1 Масляные кислоты . . О Нафтеновые кислоты. О 100-160 1
Производство бутиловых спиртов и масляных альдегидов
459
Продолжение
Применяемые конструкционные материалы Срок еду жбы к момент) обследо- вакнг. годы Результат» обе тедоегтиа Рекомендуемые конструкционные мктеркалы
Углеродистая сталь 2.5 Внутренняя поверхность „ета 1ей и подводя- щих труб подвергнута коррозионно-эрозион- ному воздействию. Состояние уплотне- ний удовлетворитель- нее. В ребристых тру- бах печн декобальти- зации наблюдаются а небольшом количе- стве точечные н из- венные поражения глубиной 0.1—0.3 мм Корпус, крышки—сталь 22К, 20Х2МА, 22ХЗМ. Внутренняя облицовка и устройства — сталь X18Н1 ОТ; проклад- ки — фторопласт-4
То же 25 Состояние удовлетво- рительное См. поз. 11
» 2.5 То же Корпус—стал, 2иХ2МА. 22ХЗМ с тепловой за- щитой. Внутренние устройства — сталь X18HI0T. Проклад- ка — мягкое железо
Сталь XI8HI0T, подводящие трубки из угле- родистой стали 25 Обнаружены пропуски в местах соедьне! ия труб, заметное утонь- шенне стенок труб, особенно концов за трубной доской. Де- фектные трубы б^1ЛИ заглушены через 15 года, а через 2,5 го- да заменены на новые нз углеродистой стали Сталь XI8H10T, подво- дящие трубки—сталь Х18НГ0Т. Проклад- ка — мягкое железо
Углеродистая сталь 25 На внутренних поверх- ностях рыхлая пленка толщиной 05—1.0 мм. легко отслаивается осыпается. Под плен- кой поверхность 'ме- талла шероховатая. Имеются отдель- ные язвы площадью 05— 10 см1, глубиной 0.1-05 мм Сталь углеродистая, прокладки — фторо- г.ласт-4
460
Гл. 15. Производство бутиловых спиртов и масляных альдегидов
м на рис. 15.1 Аппараты, оборудованке Сред», к Темпера- Давзсяхе. ат
Емкости Сырые бутиловые спирты 30 1
Трубопроводы, арма- тура То же 30 1
стали. В условиях колонн, перерабатывающих нефти, содержащие
до 4% нафтеновых кислот, при 288°С, углеродистая сталь разру-
шается со скоростью 0,41 мм/год, а сталь типа XI81 ПОТ —
0,005 мм/год [2, 3]. Значительная коррозия теплообменного обору-
дования наблюдалась на установке, перерабатывающей тяжелые
бензиновые фракции майкопской нефти. При нагреве нафтеновые
кислоты разлагаются, образуя новые сочетания той или иной сте-
пени агрессивности. В нафтеновых низкомолекулярных кислотах,
извлеченных из различных нефтей Азербайджана, углеродистые
стали при 300—350 °C разрушаются со скоростью 5—12 мм/год и
часто в продуктах коррозии обнаруживаются нафтенаты соответ-
ствующих металлов.
Агрессивность среды процесса получения бутиловых спиртов и
масляных альдегидов в значительной степени определяется кар-
бонильной коррозией (гл. 14).
Скорость коррозии углеродистой стали 20 в условиях работы
реакторов гидроформилирования и декобальтизации составляет
0,1—0,6 мм/год, характер коррозии точечный, стали 1X13 и
Х18Н10Т прн этом коррозии не подвержены. Из сталей типа (Х13
изготавливаются детали с требуемой пластичностью и арматура с
Производство бутиловых спиртов и масляных альдегидов
461
Продолжение
Применяемые конетрук цяоямыб материалы Срок службы к моменту обслехо- вавня. годы Результаты обследования Рскомендус мыс кокстру К ЦК ОН WUC материалы
Углеродистая 1.5 На внутренних поверх- Сталь углеродистая-
сталь костях общая равно- мерная коррозия. От- дельные язвенные по- ражения глубиной до 0.5 мм. Произве- дена механическая чистка реоервуаров прокладки — фторо- пласт-4
То же 1.5 На внутренних поверх- ностях незначитель- ная общая коррозия на отдельных патруб- ках, чаще на входе и выходе из теплооб- менника. Точечная и язвенная коррозия, глубина язв ~0.|5—0.20 мм. Со- стояние уплотнитель- ных поверхностей хо- рошее. Дефектные участки трубопрово- дов заменены То же
рабочей температурой до 400 °C. Наибольшая коррозионная стой-
кость достигается термической обработкой (закалкой с отпуском).
Медь Ml в реакторах гидроформилирования и декобальтизации
разрушается равномерно со скоростью 0,3—0,5 мм/год (табл. 15.1,
15.6).
Для аппаратов, работающих при давлении 300—320 ат и темпе-
ратуре 180— 200 °C, если содержание окиси углерода составляет
40—50%, могут быть использованы стали типа 1X13, 2X13, 08X13
(ЭИ496), скорость коррозии которых в этих условиях составляет
0,01—0,02 мм/год, а также сталь Х18Н10Т. Коррозионная стойкость
углеродистых сталей в масляных альдегидах зависит от темпера-
туры и присутствия кислорода. В условиях хранения, без доступа
воздуха, при 20 °C, когда не происходит окисления альдегидов и
образования масляной кислоты, сталь 20 корродирует равномерно
с незначительной скоростью до 0,02 мм/год. При температуре ки-
пения (74 °C) углеродистые стали разрушаются в масляных аль-
дегидах со скоростью 14 мм/год, при этом коррозия язвенная и
точечная (табл. 15.2). Учитывая повышенные требования к бутило-
вым спиртам, соответствующим мировым стандартам, а также воз-
можность загрязнения катализатора железом, трубопроводы
462
Г л. 15. Производство бутиловых спиртов и масляных альдегидов
высокого давления для альдегидного спиртового продукта необхо-
димо изготавливать из нержавеющих сталей с содержанием хрома
не менее 13%.
В пропионовом альдегиде, получаемом из этилена методом ок-
сосиитеза, наблюдается значительная коррозия стали 20 прн 50—
90 °C (табл. 15.7). В бутиловом спирте и спиртах С6—Се коррозия
стали 20 незначительная (табл. 15.4, 15.8).
Для определения влияния бутиловых спиртов на коррозионную
стойкость углеродистых сталей в масляной кислоте были прове-
дены испытания стали 20 в водных и бутанольных растворах мас-
ляной кислоты различной концентрации при температуре кипения
(рис. 15.2). Как следует из этого рисунка, коррозионное действие
агрессивных компонентов среды значительно ослабляется присут-
ствием углеводородов — бутиловых спиртов. В процессе получения
масляных альдегидов и бутиловых спиртов в качестве агрессивных
компонентов присутствуют масляные и нафтеновые кислоты. Для
вычснения относительной агрессивности этих кислот были прове-
дены испытания углеродистой стали 10 в 10% растворах этих кис-
лот прн температуре кипения и в нафтеновой кислоте с различ-
ными добавками масляной кислоты прн 70°C и температуре ки-
пения (около 280°). Как следует нз рис. 15.3 и 15.4, наиболее аг-
рессивной по отношению к углеродистой стали является масляная
кислота.
В реакторе гидрирования масляных альдегидов получается
смесь — гидрогеиизат, содержащий до 40% нормального и изобути-
лового спиртов, до 40% масляных альдегидов и другие продукты
гидроформилирования, в том числе до 0,2% масляной кислоты и
до 0,2% нафтеновых кислот. Реакция гидрирования проходит при
температуре до 350®С и давлении 320 ат в среде водорода. Для
корпуса реактора гидрирования, работающего при значительном
давлении, может быть использована сталь 20Х2МА. Внутренние
устройства выполняются нз стали Х18Н10Т.
Для ректификационных колонн при содержании в бутиловых
спиртах до 0,5% масляной кислоты можно рекомендовать углеро-
дистую сталь, которая в среде бутиловых спиртов при темпе-
ратуре до 120 °C и атмосферном давлении корродирует со ско-
ростью ие более 0,1 мм/год при равномерном характере коррозии
(табл. 15.5).
Емкости для хранения бутиловых спиртов при 20—40°C могут
быть изготовлены нз углеродистой стали и алюминия.
При изготовлении емкостей и сборников, предназначенных для
хранения при 20—40 °C продуктов, получаемых в производстве бу-
тиловых спиртов и масляных альдегидов, рекомендуется исполь-
зовать следующие материалы:
1) биметалл Ст.З + 0Х13, прокладки нз фторопласта-4 для сы-
рых альдегидов (декобальтнзованный продукт) и растворов нафте-
ната кобальта;
Литература
463
2) сталь Ст. 3, прокладки из фторопласта-4 для продуктов с
гидрокарбонилами бутиловых спиртов, кубовых остатков после от-
гонки альдегидов, промежуточных фракций после I и II ступеней
ректификации.
Для обвязки компрессоров рекомендуются стали 0X13, 1X13 и
2X13, скорость коррозии которых в условиях работы компрессоров
составляет 0,1—0,2 мм/год.
Для трубопроводов и аппаратуры, работающих при темпера-
туре до 150°С, может быть использована сталь Х18Н10Т, а для
трубопроводов дренажа холодных продуктов — сталь 20. Для тру-
бопроводов аварийного сброса рекомендуется до- емкости аварий
него сброса — сталь XI8H10T, после нее — сталь 20. Для трубопро-
водов циркуляционного водорода (30 °C и 300 ат) — сталь 20, для
смеси сырых спиртов и циркуляционного водорода (160—220 °C,
300 ат) — сталь 20ХЗМВФ. Для трубопроводов декобальтизации
(180 °C, 300 ат) рекомендуются стали 08X13, 1X13 или Х18Н10Т.
Детали аппаратуры и трубы, выполненные из стали X181 ПОТ,
должны быть подвергнуты стабилизирующему отжигу. Как основ-
ной металл, так и зона сварного шва не должны обнаруживать
склонности к межкристаллитной коррозии.
В качестве материала для деталей насоса рекомендуются стали
2X13, 9X18, 60СГ
Из уплотнительных материалов применяются резина 4004
(ТУ МХП 1166—58), набнвка ЛСТ (ТУ ВНИИАТ № А СТ-1), тек-
столит ПТК (ГОСТ—52).
ЛИТЕРАТУРА
I Д. М. Рудкоаскнй, К- А. Алексеева. А. Г. Т рифе ль, Получение
кислородсодержащих продуктов из непредельных углеводородов методом оксо-
сиитеза н вторичных продуктов иа нх основе. Труды ВНИИПефтехима. вын 2.
Гостоптехиздат. I960.
2. Morton J., Inst. Petrol.. 34. 289 (1948).
3. Г. А. Аллахвердиев, М. Д. Мута л л имев. Б Г.’Б а Арамов. Азер-
байджанское нефтяное хозяйство, № 2. 34- -36 (1970).
Глава шестнадцатая
ПРОИЗВОДСТВО СИНТЕТИЧЕСКИХ ЖИРНЫХ кислот
И ВЫСШИХ СПИРТОВ
На современном уровне науки и техники представляется воз-
можность с успехом заменять природные растительные масла, рас-
ходуемые на выработку технических непищевых продуктов, синте-
тическими материалами из нефтяного сырья.
Основным жирозаменителем являются синтетические жирные
кислоты (СЖК). Они значительно дешевле натуральных жиров, и
использование их взамен природных жиров дает народному хо-
зяйству большую экономию.
Синтетические жирные кислоты по составу и свойствам не-
сравненно многообразнее природных, поэтому они находят гораздо
более многостороннее применение. Около 50% СЖК используется
в производстве моющих средств. В производстве консистентных
смазок естественные жиры заменены синтетическими не только по
экономическим соображениям, ио и потому, что это позволило
расширить ассортимент смазок и улучшить их качество. Для про-
изводства синтетического каучука применяются фракции СЖК
Сю — С1в н Ci? — Сао-
Для промышленности новых стройматериалов представляют ин-
терес кубовые остатки после дистилляции СЖК, содержащие наи-
большее количество смолистых веществ. Применение кубовых
остатков СЖК имеет широкие перспективы и в дорожном строи-
тельстве Из них приготовляют также ряд эффективных деэмуль-
гаторов, примеиякщихся в процессах обезвоживания и обессолива-
ния нефти.
С каждым годом увеличивается производство синтетических
моющих средств. Активную основу их составляют иатрийалкил-
сульфаты, изготовляемые из первичных высокомолекулярных спир-
тов жирного ряда (ВЖС). Широко применяются ВЖС в качестве
сырья для приготовления поверхностно-активных веществ (ПАВ)
различного назначения. Как правило, для этой цели используют
спирты Сю—Сю- Более узкие фракции спиртов Сю—Сп, С!2—Си
служат сырьем для изготовления высококачественных ПДВ,
Физико-химические свойства жирных кислот
465
' 12 -Сц —для синтеза весьма эффективных присадок к смазочным
числам. Спирты фракций С?—С9 используют для приготовления
пластификаторов морозостойких пластмасс.
ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА ЖИРНЫХ КИСЛОТ |1—3|
Низкомолекулярные жирные кислоты при комнатной темпера-
|) ре являются подвижными жидкостями с острым запахом; с во-
юй смешиваются во всех пропорциях.
Среднемолекулярные кислоты (начиная с масляной) — мало-
растворимые в воде маслянистые жидкости с неприятным запахом.
Высокомолекулярные кислоты — вещества твердые, совершенно
нерастворимые в воде Все кислоты растворимы в спирте и эфире.
В спиртовом растворе они могут
быть оттитрованы едкой щелочью.
•V низших членов ряда плотность
выше единицы; с повышением моле-
кулярного веса опа уменьшается.
В табл. 16.1 приведены некото-
рые физико-химические свойства
предельных одноосновных кислот
жирного ряда.
Все жирные кислоты относятся
к слабым, за исключением муравьи-
ной, которая является кислотой
средней силы Соли их со щелочны-
ми металлами в водных растворах
сильно гидролизованы и имеют
щелочную реакцию.
На рис. 16.1 показана зависи-
мость pH водных растворов низко-
молекулярных кислот от концентра-
ции.
Муравьиная кислота отличается
от остальных жирных кислот тем,
что карбоксильный углерод в ней соединен не с алкилом, а с ато-
мом водорода. Поэтому ее можно рассматривать как альдегид, по-
добно которому муравьиная кислота может окисляться, образуя
при этом угольную кислоту. Муравьиная кислота, как и формаль-
дегид, является сильным восстановителем.
КОРРОЗИЯ МЕТАЛЛОВ ПОД ДЕЙСТВИЕМ ЖИРНЫХ КИСЛОТ
Коррозионные проблемы, обусловленные действием жирных
кислот иа металлы и сплавы, возникают как при производстве, так
и прн использовании жирных кислот.
При прочих равных условиях наиболее активной в гомологиче-
ском ряду жирных кислот является муравьиная, что, очевидно, свя-
зано с ее восстановительными свойствами [5, 6].
466 Гл 16. Производство синтет. жирных кислот и высших спиртов
Некоторые фвзвко-химвчссхяо свойства предельных одпоосиоввых ввелот жврвого ряда [2—4]
О М <0 С4 СП ЭО N a? Q
8 8S8S 8 S®®
г л
8 2
EEIIX X XXX
X X X X X
X
ТТ !•? « ее »м •* **
и У.Х X X X X
Е
Z Ъ С X
и
5 §
XXX
ООО
ххххххххх
Г» СТ » гИ от Л
хххххххххх
SS
Коррозия металлов под действием жирных кислот
467
Справочные сведения по коррозии металлических и неметаллнче-
hiix материалов в растворах муравьиной кислоты приведены вт. 5
.1 .стоящего издания. Их следует дополнить новыми данными [7—20].
Как видно из табл. 16.2, применять нержавеющую сталь 1X13
in аппаратуры, иа которую воздействует 5% раствор НСООН прн
о’С, уже недопустимо. Скорость коррозии кислотостойких сталей
\I8H1OT и 0Х21Н5Т в растворе той же концентрации резко увели-
чивается в интервале температур НО—140°С, а в 25, 50 н 86% —
1 же при 70°.
Известно [8, 9], что в растворах муравьиной кислоты (как и
псех ее гомологов) кислород замедляет коррозию металлов, Ско-
рость коррозии нержавеющих сталей в деаэрируемых растворах
•аметно выше, чем в аэрируемых при одинаковой концентрации н
• ем перату ре.
Рабальд [10] разделил металлы на две группы. Первая охваты-
вает металлы, у которых коррозия в органических кислотах тормо-
1НТСЯ в присутствии кислорода; сюда относятся алюминий, титан
и нержавеющие стали. Ко второй группе принадлежат металлы,
v которых в присутствии кислорода коррозия усиливается; таковы
медь, никель, свинец, цинк.
Алюминий и его сплавы в растворах муравьиной кислоты
неприменимы [7]
Медь и сплавы на ее основе в контакте с муравьиной кислотой
использовать нельзя, особенно в присутствии воздуха [8, 12].
Низкую коррозионную стойкость в растворах муравьиной кис-
юты показали титан, монель-металл н сплав Н70М27Ф (типа
хастеллой В), .несколько более стоек сплав 0Х15Й55М16В (типа
хастеллой С). Самым стойким в муравьиной кислоте оказался
сплав титана с 0,2% палладия (прн 200°C скорость коррозии его
менее 0,05 мм/год) [7].
В кипящих растворах муравьин, й кислоты высокую коррозион-
ную стойкость показал тантал [12, 16, 17]. Стеллит, применяемый
в качестве наплавки при изготовлении деталей насосов и арматуры,
стоек в муравьиной кислоте вплоть до температуры кипения [12,17].
В последнее время в лабораторных условиях была показана
возможность охрупчивания и наводороживания стали в водных
растворах муравьиной кислоты [21], причем максимум достигается
при концентрации 26%.
В ряде сред нефтехимических производств муравьиная кислота
присутствует в виде одного нз компонентов. Но она может также
образовываться в результате частичного разложения высших жир-
ных кислот в процессе ректификации СЖК при высоких темпера-
турах [1].
Добавка до .1% НСООН к капроновой кислоте значительно
ускоряет коррозию нержавеющих сталей при 140—160°C*. При
* Данные исследования проведены во ВНИИНефтемаше Т. Е. Кнльчевской.
468
Г л. /б. Производство синтет жирных кислот и высших спиртов
Коррозия металлов под действием жирных кислот
469
Скорость коррозии (мм 'год) металлов и сплавов в муравьиной кислоте [7]
sgg 88888 О© ООО V vvvv 88888 ООООО vvvv <0.001 <0.001 0.60 1.30 4,65 88883 ©ООО© VV
Алюми- ниевый сплав АМгЗ 0.07 1.30 4.44 8.30 0.09 1.29 4.70 9.41 СО © 1П ф ср ©и} о —соь* 1 Г^о8сч ©ечхгсч 1
fi хШ< LO ГОСО О Q> "Г О N ©©еч-тг 1 8832 . 0 0 05 00 0.04 0.59 1.72 5.85 0.20 1.20 3.16 10.0*
дтьлгнсгхо 88888 © © © © © VVVVV 88883 О ООО © VVVV 88883 ООФ©Ф vvvv <0.001 <0.001 <0.001 0.10 0.75
иипнлх 888 8,- © ©’ © © Ф VVVV 888255 ООООО VVV 83888 © ООО© VVVV 8888$ ©ООО — VVV
ItWtlHZIX 8 8 8 8 «5 ооооо VVVV ©о ь- ©ос OGJQOj — О © ©О — VV <0,001 <0.001 р ]Л 0.30 1.35 8822Е ocSdo — VV
ж •г я имэшгхо 88888 ооооо VV VV <0.001 <0.001 0.15 0.40 1.23 <0,001 <0.001 0.30 0.60 1.72 88$?$ О 6 6 6 « VV
и lOIHtlX 88888 ООО© — VWV 88888 о о - ©i - VV <0.001 <0.001 1.10 2.80 10.00 88S8S ооо — о VV
1SH1SXO 88888 ©Оф© — VVVV <0.001 <0.001 1.40 з.зо 15.50 <0.001 <0.001 1.20 4.40 17.40 <0.001 | <0.001 1 0.80 1.80 14.90 •
jlzix 88288 оооосм VV 88838 6 С Сч d О) VV <0.001 <0.001 1.50 6.30 31.80 88882 О О С1‘ 1Л <р VV
CI XI 2.25 4.20 11.60 22.70 2.50 5.00 17.10 35.70 382^1 ci iH<jo — “ — ю ©8©о I ОСОЙ» 1
Темпе- ратура. 20 50 70 100 140 8828$. 83882 83282
Кояцент* рация НСООН. % «О 8 S 8
«3 а* 3 Титан ВТ1 88.8388 О О © О © © WWW §88888 © © о о © О WWW <0.0С1 <0.001 <0.001 < 0.0С1 0.06 0.07 888888 ©ОФ©©© WWW
Алюмй кн«яый сплав АМгЗ 0.11 0.Э0 1.36 0.06 0.52 1.11 3.05 <0.001 0.58 1.46 ©Q© —СО ©©о©©1 W
г* Алюми- ний А ВО (А95) ос^сч I I ©©о—11 <О G со ОФ i СР I 1 о© 1 еч 1 1 Q — 00 О ©1ЛФ© я 1 ©’©’©* 11 V 38S28. ©©©©©’ VV
ф 0 дтнинихо <0,001 <0.001 <1 ,601 <0 001 < 0.0С1 <0.001 ооооо© ооооо© ООО©©© WWW <0.001 <0.001 <0.001 <0.001 0.28 0.62 888832 Ф©©о©о VWV
5 s О R leivctiuix 888888888888 ©о©оо© ©ооооо WWW VVVVV о© ©«_>© еч ©ф G>G>vS © О © © © © — VVVV QQQOCNIO ©ОФС> — о © © о © о VVVV
д 1 3 iZtttiHzix <0.001 < 0.001 <0.001 <0,001 <0.001 <0.001 <0.001 <0.001 <0.001 <0.001 < 0.001 0.12 88888$ ооооо— vvvv 888825 © Ф о © о © VVVV
в S 1 « дедонгсхо 888888 ©©ООО© VVVVVV 88888$ 00-0000 VVVVV <0.001 <0.001 <0.00! <0.001 0.90 156 888883 © О О © О о vvvv
S а ч 8 ±01НШ 8.88888 ©ООООО VVV W 88888? О О о о © о VVVVV 8882Й2 о©о© — © VVV 88828?} ©О© © — ci WV
I S 1SHISX0 88.8882 ©ооооо WVVV <0.001 <0.001 <0.001 <0.001 < 0.001 0.62 888S8.S о © © © — со VVV 83,38г ©о 1 о —со VV
сх g 1 XZiX <0,001 <0,001 <0.001 <0.001 0,12 0.36 8888^5 ©©©©О’- VVVV <0.001 <0.001 1.28 3.64 88.83” о© 1 ©•— со VV
<3 ПХ1 S3|©|| ©О со S88।।। О — "Г о.З? | | | 2?|?$1 © — eoifl
Темпе- ратура. ) 882888 20 50 70 100 140 165 88S833 S9I ОН ГЛ 07 0S 0Z
Коянеит- CF&COOH. Ч *0 ю сч S а
470 Гл 16. Производство синтет жирных кислот и высших спиртов
дальнейшем увеличении содержания НСООН до 10% коррозия
ускоряется незначительно. Л в растворах уксусной кислоты влия-
ние добавок муравьиной кислоты иа коррозию нержавеющих сталей
прямо пропорционально ее содержанию. Коррозионная стойкость
алюминия и его сплавов в жирных кислотах резко снижается в при-
сутствии муравьиной кислоты. На коррозионную стойкость титана
в тех же условиях присутствие до 10% НСООН практически не
влияет.
Общие данные по коррозии металлов в уксусной кислоте при-
ведены в т. 5. Но их следует дополнить [7—41].
В зависимости от способа получения (жидкофазное окисление
бутана, синтез из метилового спирта и окиси углерода, окисление
ацетальдегида, окисление этилового спирта, окисление бензина,
сухая перегонка дерева) уксусная кислота может содержать раз-
личные примеси: следы муравьиной и пропионовой кислот, сложные
эфиры, альдегиды, сульфаты, хлориды. Обычно получают безвод-
ную «ледяную» уксусную кислоту, однако в производственных усло-
виях металлы испытывают воздействие также и разбавленной ки-
слоты
Чистая уксусная кислота обладает значительно меньшей кор-
розионной активностью, чем муравьиная Резкое ускорение корро-
зии нержавеющих сталей в уксусной кислоте происходит при более
высоких температурах. Как видно из табл. 16.3, с повышением кон-
центрации кислоты коррозионная стойкость нержавеющих сталей,
как правило, уменьшается, только в концентрированной кислоте
скорость коррозии замедляется. Наиболее стойкими показали себя
стали с молибденом. Ннзконикелевые стали 0Х21Н5Т и 0Х21Н6М2Т
в качестве заменителей, соответственно, сталей Х18Н10Т и
Х17Н13М2Т, мало уступают им в отношении стойкости в уксусной
кислоте. Следует отметить, что на стали Х18Н10Т в растворах ук-
сусной кислоты наблюдалась точечная коррозия [7, 39]. Добавка
2—3% Мо к стали типа 18-8 уменьшает возможность возникнове-
ния точечной коррозии в подобных условиях [8, 39].
Медь и медиые сплавы могут контактировать с растворами ук-
сусной кислоты, но при условии отсутствия в них кислорода. При
изготовлении тары для хранения концентрированной или разбав-
ленной уксусной кислоты можно использовать медь, ио продукт
будет слегка окрашен [8]. Медь широко использовалась в лесохи-
мической промышленности, однако в последнее время при изготов-
лении ряда аппаратов ее заменили нержавеющими сталями [21, 27].
Доказано [19], что коррозионная стойкость меди в уксусной и дру-
гих органических кислотах, в большой степени зависит от ее
чистоты. Чем меньше примесей в меди (например, марки МО. Ml),
тем большей стойкостью в уксуснокислых средах она обладает. То
же можно сказать и об алюминии: чем выше его чистота (напри-
мер, марки А99, А95 по ГОСТ 11069—64), тем большей коррозион-
ной стойкостью в уксусной кислоте он обладает [9].
Коррозия металлов под действием жирных кислот
471
Алюминий и его сплав АМгЗ более интенсивно корродируют
в водных растворах уксусной кислоты, а в концентрированной
(98%) кислоте стойкость их много выше [7]. Поэтому из алюминия
н его сплава изготовляют емкости для хранения и транспортировки
концентрированной уксубиой кислоты. При хранении разбавленных
растворов вместо алюминия применяют нержавеющие стали. Для
этих условий можно рекомендовать хромистые стали без никеля
или с пониженным его содержанием: XI7, Х17Т, XI7H2 и др В хо-
лодных растворах уксусной кислоты они показали достаточную кор-
розионную стойкость [18].
Титан в концентрированной уксусной кислоте вплоть до точки
кипения среды обладает высокой стойкостью даже в отсутствие
аэрации [13, 25].
Высокую коррозионную стойкость в растворах уксусной кис-
лоты показали сплавы НМЖМц 28-2,5-1,5, Х70М27Ф (хастеллой В)
и 0Х15Н55М16В (хастеллой С)—менее 0,05 мм/год прн 200 ®С [7].
На коррозионную стойкость металлов в растворах уксусной кис-
лоты большое влияние оказывает присутствие небольших примесей
серной и соляной кислот. Стали типа X18HI2M2T, имеющие в рас-
творах уксусной кислоты вплоть до температуры кипения высокую
коррозионную стойкость, в присутствии этих примесей подвергаются
разрушению [23]. В этих условиях необходимо применять более вы-
соколегированные стали, например типа 0Х23Н28МЗДЗТ [8], а для
горячих растворов —сплавы на основе никеля [12].
С увеличением молекулярного веса жирных кислот уменьшается
их коррозионная активность. Но общие закономерности, наблюдав-
шиеся при коррозии металлов в растворах муравьиной и уксусной
кислот, справедливы и для пропионовой [7]. Так, коррозионная стой-
кость стали 1X13 в пропионовой кислоте (табл. 16.4) значительно
выше, чем в уксусной Хромоникелевые стали с молибденом в иссле-
дованных водных растворах при 140—150 °C обладают достаточно
высокой коррозионной стойкостью. Алюминий и его сцлавы в вод-
ных растворах этой кислоты корродируют довольно интенсивно, но
с повышением концентрации коррозия ослабевает. В растворах про-
пионовой кислоты показали высокую коррозионную стойкость
тнтаи, сплавы НхМЖМц 28-2,5-1,5, Х70М27Ф (хастеллой В) й
0XI5H55MI6B (хастеллой С).
Ниже приводится скорость коррозии (мм/год) меди Ml в рас-
творах пропионовой кислоты [19]:
Концентрация раствора. % . . . 98.8 60 40
Температура
20‘С.......................0.1145 - -
кипение.................... 3.265 1.684 1,065
Нержавеющие стали в водных растворах пропионовой кислоты,
как и в уксусной, склонны к питтингообразоваиию. Стойкость к об-
щему и питтинговому разъеданию хромистых сталей в уксусной
472
Г л. 16. Производство синтет. жирных кислот и высших спиртов
Скорость коррозш (мм/год) металлов в сплавов в пропионовой кислоте [7]
Титан ВТ1 888888 ООО©©© WWW 888888 ©©0 ©©© wvwv
888888 000000 WWW <0.00 <0.00 <0,00 <0.00 0.01 0.04
Алюмм нислыА СП л А» АМгЗ cm SPCO ®111 00— 1 1 1 co © cn cm О О О -.-Л | n ooo~ 1 1 tft CO pCO OlT CM 1 1 © 0 —’ CM 1 1 88S?i1 Sooc 1 ' VV «
Ллшмк* 1ГМ& АВО (А95) 0,01 0.20 0.76 1.26 0.01 0.48 0.81 1.36 0.02 0.40 0.90 2.05 88S8§1 ooo’o I ' VV «
JStrcwWHtJXO 8.88888 000000 VWV w 888888 000000 WWW © ©Ф © " cm 5cqqc- © О О © © © VVW 88888 © ©©©©©<=> vww
ILWClHZfX 888888 0 0 0 0 0 0 WWW <0.00! <0.001 <o.ocr <O.OC1 <0.001 0.04 8888. ©Л ©©©©&© VWV 88880-. ©©©©©© VWV
inttlHZIX 888888 000000 wvwv <0,001 <0.001 <0.001 <0 001 <0,001 0.07 © ©©O CO CM 5 5 О © О v ©o© ©0© VVW 8888-rt ©©©©O© VVW
ч IZWSHIEXO 888888 000000 WWW <0,001 <0,001 <0.001 <0.00! <0,001 0.16 88882S? ©O©o©© VWV 01'0\ zro C0'0 !0u'0> |000> l00‘0>
101H&IX 888883 0 0 0 0 0 0 wwv 888883 ©©©co© V V VW 8,888.5 3 © © © © © — VVW 8888.3.8 0©©©©— VW
iSHUXO 88888- 000000 wwv © © ©осмем О© 30-^ 0 © 0 © G> 0 VWV © © О О Ю OD G>©O©© CM ©O©O —CM VWV ©G Sr-. ©00 ©G>©O ©©©©©CM VW
IZiX ООО ooco cqqq — cm 000000 VWV S880 ^г«зс> ©©ООО© VVW <0.001 <0.001 0.12 0.41 1.88 8Й CC DQ O©O©— CM VV
€1X1 0.11 0.48 2.36 c3eOU*>CT> I 1 cm сое>©мг I । © CM 'Ф xr- 1 1 0.13 1.0 2.45 4.68
Темпе- pavpa. 20 i 50 70 100 140 160 20 50 70 100 140 160 20 50 70 100 140 160 20 50 70 100 140 ICO
Концерт* рации •С1Н4СООН. «ft 8 8 8
Коррозия металлов под действием жирных кислот
473
и пропионовокислых средах значительно возрастает при повыше-
нии содержания хрома, а также при легировании их никелем и мо-
либденом [19. 39].
Алюминий интенсивно корродирует о практически безводных
(менее 0 2%) органических кислотах [11] Примеси воды тормозят
коррозию, а так как концентрированная масляная кислота содер-
жит до 1,0—0,5% воды, то она не агрессивна по отношению к алю-
минию. Но при повышенных температурах масляная кислота вызы-
вает некоторую коррозию алюминия даже в присутствии воды.
В табл. 16.5 приведены данные о коррозионной стойкости ряда
сплавов в масляной кислоте.
Таблица 16.5
Скорость коррозии металлов и сплавов в масляной
кислоте [22]
(по результатам промышленных испытаний)
Образцы выдерживались в куба при медленной подале мас-
ляной кислоты с небольшим содержанием воды прн ltO*C.
Металл или сплав Скорость корролии. мм/год
ж. Гь
Сталь X18HI2M2 <0.0025 <0.0025
Сталь XI8H12M3 <0.0025 < 0.0025
Сталь X23HI7 <0.0025 <0.0025
Сталь Х20Н29М2ДЗ <0.0025 <0.0025
Бронза (Си + 10 %А1> Медионикслсвый сплав 4 064 1.219
2 413 0.330
70;30 Моиель-металл 1 270 0.305
Никель 0.914 0.228
Инконель H80XI5 1.524 0.381
Хастеллой В (Н60М30) 0,162 0.063
Хастеллой С (Н55Х15М17) <0.0025 <0.0025
Из этой таблицы видно, что нержавеющие хромоникелевые
стали с молибденом и сплавы типа хастеллой могут быть рекомен-
дованы для оборудования, работающего в контакте с масляной кис-
лотой.
В табл. 16.6 представлена коррозионная стойкость ряда нержа-
веющих сталей титана, алюминия и его сплава АМгЗ в некоторых
высших жирных кислотах (Св, Св, Сю и Сю). Согласно этим дан-
ным, из стали 1X13 можно изготовлять емкости для хранения кис-
лот от Св и выше при 70—100°С. Сталь Х17Т можно применять для
емкостей, предназначенных для хранения кислот от С® и выше при
тех же температурах. Но для аппаратуры, работающей в условиях
ректификации СЖК (200—300°С), эти стали рекомендованы быть
не могут. Нержавеющие хромоникелевые стали с молибденом и без
него по убыванию коррозионной стойкости в исследованных кислотах
474
Гл. /6. Производство синтет. Лсиряых кислот и высших спиртов
располагаются в таком порядке, 0Х23Н28МЗДЗТ, XI7H13M3T,
Х17Н13М2Т, 0Х21Н6М2Т, Х18Н10Т, 0Х21Н5Т. Высокохромистая
сталь с .молибденом Х25М2Т тоже обладает высокой коррозионной
стойкостью, причем в ряде условий большей, чем у стали
0Х23Н28МЗДЗТ. Высокую коррозионную стойкость в кислотах от
С6 и выше показывают титан, монель-металл, хастеллой В и ха-
стеллой С
Дополнительные данные о коррозионной стойкости сталей и мед-
ных сплавов в некоторых фракциях высших жирных кислот содер-
жатся в т. 8 настоящего издания.
Алюминий и его сплавы обладают высокой коррозионной стой-
костью в этих кислотах Например, в капроновой кислоте они почти
так же стойки, как сталь Х17Н13М2Т при 220°С, и более стойки
чем стали Х18Н10Т и 0Х21Н5Т Что касается сплава АМгбВ.тоего
коррозионная стойкость в СЖК уступает стойкости сплава АМгЗ, а
тем более чистого алюминия [7].
Отмечается высокая стойкость алюминия в стеариновой и паль-
митиновой кислотах прн наличии некоторого количества воды
[12, 20].
Поскольку алюминий стоек в высших жирных кислотах и к тому
же продукты коррозии ие оказывают каталитического действия иа
их распад, то его сплавы довольно широко применяют в производ-
стве жирных кислот за рубежом.
Опыт эксплуатации оборудования (например, емкостей для
фракций жирных кислот) из алюминия и его сплавов в СССР по-
казал, что аппараты выходят из строя из-за коррозии сварных
швов и после неоднократных ремонтов их заменяют на аппараты
из стали Х18Н10Т [42].
Применение чистого алюминия ограничено его низкой прочно-
стью, которая резко падает при 150—200 °C.
При дистилляции таллового масла (смесь свободных непре-
дельных смоляных и жирных кислот [13]) в потоках высших жир-
ных кислот в интервале температур 200—270 °C была определена
[44] коррозионная стойкость нержавеющих аустенитных сталей с мо-
либденом, а также сплавов с высоким содержанием хрома, никеля
и молибдена. Автор для этих условий рекомендует стали и сплавы
с повышенным содержанием молибдена во избежание точечной
коррозии, которая может возникнуть в этих средах.
Показана [45] необходимость предъявлять требования в отноше-
нии стойкости против межкристаллитной коррозии (МКК) к не-
ржавеющим сталям, применяемым при изготовлении оборудования,
соприкасающегося с жирными кислотами. Испытаниям подверга-
лись образцы стали 1Х18Н9, приведенные в состояние склонности
к МКК путем закалки от 1050® и последующего отпуска до 650 °C
в течение 2 ч. Опыты, проведенные в течение 360 ч в водных рас-
творах кислот С|—С< (6,25 и 40%) при 80 ®С, показали, что на сен-
сибилизированных образцах этн растворы рызывают МКК (правда,
Коррозия нсталлов под действием жирных кислот
475
Скорость коррозия (мм/год) металлов и сплавов в выслшх жвркых кислотах [7]
Й 8888S о О о о о VVV 88888 ооооо VVVV 8 ЗВ Ор ооооо VVV 8888“ 6666о VVVV
Адюмн- имвыа Силве АМгЗ О ср 07 б.ою I I ООО 1 V осч со <аь ©peqeo I ООО — ' V <0.001 0.02 0.35 1.29 <0.001 <0.001 0.18 0.42
АЛЮМН' ни* АВО 1A9S) <0,001 0,06 0.35 ОС4 о ЧТ ООСЧ» I 000*0 1 V < 0.0С 1 0.02 0.27 0.82 88=3 । ООО О 1 VV
<0.001 <0.001 0,07 0.26 0.56 <0.001 <0,001 <0.001 0.04 0.19 8882Й ооооо VVV 88888 ООООО VVVV
ittrtwssHixxii <0.001 <0.001 0.16 0.35 0.60 <0,001 <0.001 <0.001 0.14 0.24 8.8 8^5 ООООО VVV 88882 ООООО VVVV
1CWC1HZIX <0.001 <0.001 0.24 0.45 0.71 <0.001 <0.001 <0.001 0.19 0.38 <0.001 <0.001 <0.001 0.22 0,35 <0.001 <0.001 <0.001 <0.001 0.12
UWS1HZIX ооооо VV 888"" ооооо VVV <0,001 <0,001 <0001 0,31 0.46 88882 ооооо VVVV
К ; О IZWHZXO <0.001 <0.001 0.45 0.82 1.44 <0.001 <0.001 0.13 0 44 0.82 <0 001 <0.001 0.01 0.43 0.82 §8882 ооооо VVVV
ioihbix <0.001 0.10 1.24 <0.001 0.02 0.34 1.49 <0,001 0.02 0.25 2,0 88885 ООООО VVVV
isHinco СЧ — О 1 । 8Я8 I I оо — ' V S888 | OQOoi 1 V <0.001 < 0.001 <0,001 0,01 озз
XZIX sl? । । ©СЧ ОЮ СЧ I I oooi 1 1 QC4 » 0040 | I О О — 1 1 V <0.001 <0.001 0.24 0.58 1.18
fix! — СО '*.cn-1 1 1 осч 1 1 1 со 5^111 <0,001 0.60 4.89 <0.001 0.22 0,93 1.41 3.54
Теи- nepi- 100 160 1 220 260 340
К 1 X кО К «2 X КО “О
<0 а с я о •— so «г 2 « о “Ч X - 1ч X »Т"
С О Е С4Н х — 5^ со —
о
476
Гл. 16. Производство синтет. жирных кислот и высших спиртов
в значительно меньшей степени, чем стандартный раствор в тече-
ние 48 ч прн кипении). Наличие МКК было выявлено при загибе
образца в соответствии с ГОСТ 6032—58.
Такие же образцы-индикаторы были испытаны в промышленных
условиях в СЖК, и было установлено, что жирные кислоты реали-
зуют склонность нержавеющих сталей к МКК-
ПРОИЗВОДСТВО СИНТЕТИЧЕСКИХ ЖИРНЫХ КИСЛОТ ИЗ ПАРАФИНА
Одним нз основных способов производства СЖК является про-
цесс окисления нефтяного парафина (рис. 16.2). Парафин — смесь
насыщенных нормальных углеводородов, кипящих в пределах 320—
Рнс. 16.2. Принципиальная схема получения СЖК из парафине:
/-мешалка-смеситель: 2—окислительная колонка; 3—шламоотстоЧкик: 4—про-
мывная Коломна; 5—мешалки для омыления; е>—автоклав; 7—термическая печь;
в—отделитесь расплавленного мила; 9—мешалка для приготовления мыльного
клея; /0—мешалка для разтоження мывьного клея: //—разделитель.
450°С,— окисляется кислородом воздуха при 120—130°С в присут-
ствии катализатора [1, 4]. Получающийся окисленный продукт
содержит 33—35% нерастворимых в воде жирных кислот (частично
этерифицироваииых), 4—5% водорастворимых кислот и ~60%
неомыляемых веществ. В состав последних входит 16—20% первич-
ных и вторичных спиртов различного молекулярного веса, 7—10%
карбонильных соединений и 30—40% углеводородов [2].
После отделения шлама и отмывки низкомолекулярных (С( —
С<) водорастворимых кислот окисленный парафин обрабатывают
сначала 25% раствором NajCOj. а затем 40% раствором NaOH.
После такого двухступенчатого омыления все кислоты находятся
в виде раствора солей (мыла). Из него выделяют неомыляемую
часть, сначала путем механического отстаивания при 90°C, а затем
в автоклаве при 180° (так называемые неомыляемые I). Остальную
Производстно синтетических жирных кислот из парафина
477
часть неомыляемых веществ отгоняют с паром при 320—350 °C
в трубчатой печи для термической обработки мыльного раствора.
Получаемые при этом неомыляемые II (а также и неомыляемые 1)
возвращают иа окисление, смешивая с исходным парафином.
Мыльный клей (25% сульфатный раствор мыла) разла! ают 92%
H2SO<- В результате получаются сырые жирные кислоты и 10—
15% водный раствор Na2SO4. Сырые СЖК представляют собой
смесь гомологоз нормальных монокарбоновых кислот с числом
атомов углерода от 1 до 27—28 (60—70%), монокарбоновых кислот
Рнс. 16.3- Принципиальная схема ректифика-
ции СЖК=
/—ко л сняло суш к те ль; 2. <— колонны с тарелками;
8, б-иустотеяые испарители; 5— колонна с несадкой-
изостроения (15—20%), днкарбоновых кислот (4—5%) и других
кислородсодержащих н иеомыляемых веществ.
При ректификации (рис. 16.3) из смеси СЖК получают фракции
кислот высокой чистоты.
В колонне-осушителе / отгоняют воду и кислоты до С6 включи-
тельно. В колонне 2 отгоняют фракцию кислот Ст—С®, а остаток
нз нижней части этой колонны подают в пустотелый испаритель 3,
где испаряется широкая фракция кислот Сю—С2о- Остаток из испа-
рителя 3 поступает в пустотелый аппарат 6, в котором отгоняют
фракцию См—С22 от кубового остатка.
Широкую фракцию кислот Сю—См подают в колонну 4, с верха
которой отбирают фракцию Сю—С|9, а из средней части — фракцию
С14—Сю. Остаток из колонны 4 поступает в колонну 5, где отби-
рается фракция Си—См.
Рабочая температура в колоннах и испарителях участка под-
держивается с помощью циркуляционных подогревателей, обогре
ваемых дифенильной смесью с температурой 310—320°С.
В табл. 16.7 приводятся параметры режима работы аппаратуры
установки ректификации СЖК.
•17»
Гл 1Л. Ilpoit&mlciuo синтет жирных кислот и высших спиртов
Таблица 16.7
Режим работы аппаратов установки ректификации
СЖК
Н аппарата по рис. 1&3 Температура. ®С Остаточное давление, мм рт. ст.
наверху вкиау
1 90—100 160-170 50
2 120-130 240—250 5—6
3 220 240-250 3-4
1 140—150 (верх) 260- 270 3
190 (середина)
5 210 260 3
6 235 260- 270 2
Были обследованы* * цеха производства и разделения СЖК (на
Волгодонском, Шебекинском и Новокуйбышевском химкомбинатах,
а также иа Уфимском НПЗ). Основное внимание обращалось на
оборудование, которое вышло из строя по причине коррозии.
На участке окисления основные колонны, изготовленные из
стали X18HI0T, после эксплуатации в течение 4—6 лет находились
в хорошем состоянии. Окислительные колонны из алюминия высо-
кой чистоты А99 (ГОСТ 11069—64) на Шебекинском химкомбинате
работали нормально (без подварки сварных швов) лишь в течение
3—4 лет, затем наблюдалась коррозия по сварным швам верхней
части колонны. В случае применения менее чистого алюминия А6
(ГОСТ 11069—64) на Волгодонском химкомбинате подварка ко-
лонн начиналась уже на первом году работы, а змеевики выходили
из строя еще раньше. Это объясняется низкой коррозионной стой-
костью примененного алюминия в условиях работы колонны, где
среда содержит низкомолекулярные кислоты, в том числе и му-
равьиную. Коллектор отходящих паров (в их состав входит и му-
равьиная кислота) из окислительных колонн, изготовленный из
стали Х18Н10Т, корродирует в местах сварки.
Промывные колонны и основные емкости изготовлены из угле-
родистой стали, изнутри футерованы диабазовой плиткой по под-
слою полниэобутилена с расшивкой швов замазкой арзамит. Футе-
ровку ежегодно ремонтируют.
Трубопроводы выполнены из стали Х18Н10Т, а обогревающие
рубашки на них — из углеродистой стали. В местах приварки руба-
шек наблюдается усиленная коррозия.
Применявшиеся ранее на линии оксидата алюминиевые трубо-
проводы прокорродировали, а потому были заменены на трубопро-
воды из стали Х18Н10Т. Но и они в процессе эксплуатации иногда
— — - Я
• Обследование оборудования и промышленные коррозионные испытания
образцов проведены Т. Е. Кнльчевской (ВНИИНсфтемаш).
Производство синтетических Мирных кислот из парафина
479
корродируют в местах сварки. Это происходит в случаях нарушения
синологии сварки.
Агрессивные среды в отделении окисления образуются в про-
цессе самого окисления, температура которого доходит до 130 °C.
Результаты коррозионных испытаний образцов металлов и сплавов
и окислительной колонне на Волгодонском химкомбинате показали,
что нержавеющие стали Х18Н10Т и 0X2IH5T в этих условиях до-
статочно стоики (скорость коррозии менее 0,01 мм/год). Скорость
коррозии алюминия и его сплава АМгЗ исчисляется также сотыми
долями миллиметра в год. Поэтому в настоящее время имеются
два пути решения вопроса о материальном оформлении окислитель-
ных колонн. Их можно изготовлять как из стали Х18Н10Т, так и из
алюминия высокой чистоты.
Далее коррозионные испытания проводили в разделительном
сборнике водо-масляного конденсата при 60—80 °C, отдельно в вод-
ном и масляном конденсатах. Содержание кислот С>—С< в водном
конденсате ~25% (примерное содержание кислот: НСООН—
62,5%, СН8СООН— 12%, CsHsCOOH — 12%, С3Н7СООП— 13,5%).
В масляном конденсате содержатся кислоты от С3 и выше.
Высокой коррозионной стойкостью в водном конденсате обла-
дают нержавеющие стали с молибденом: X17HI3M2T и 0Х21Н6М2Т
(скорость коррозии до 0,01 мм/год). Стали без молибдена X181I10T
и 0X21Н5Т при 80 °C в этой среде недостаточно стойки — скорость
коррозии стали Х18Н10Т достигает 0,4 мм/год. Алюминий и его
сплавы АМгЗ и АМг5В в водном конденсате корродируют довольно
интенсивно (0,5—2,3 мм/год).
В масляном конденсате (при 80 °C) все исследованные нержа-
веющие стали обладают высокой коррозионной стойкостью. Алюми-
ний и его сплавы в масляном конденсате корродируют несколько
слабее, чем в водном (0,2—0,9 мм/год), однако и эта скорость кор-
розии довольно велика.
При испытаниях в водном конденсате в течение 840 ч установ-
лено заметное (0,15 мм/год) общее разрушение поверхности сенси-
билизированных образцов стали 1Х18Н9 — индикаторов межкри-
сталлитной коррозии. При загибе этих образцов были обнаружены
трещины межкристаллитного характера.
В масляном конденсате у таких образцов-индикаторов наблю-
далась небольшая потеря веса, трещины при загибе также были
межкристаллитного характера. На подвергнутых аналогичной вы-
держке в аппаратах несеисибилнзированных образцах из стали
X18Н10Т при загибе трещин ие наблюдалось.
Таким образом, промышленные коррозионные испытания образ-
цов металлов показывают, что среды СЖК реализуют склонность
аустенитной хромоникелевой стали к межкристаллитной коррозии.
Испытания образцов, проведенные в баке сырых жирных кислот
(Св—С21) прн 60’С. показали, что нержавеющие стали Х18Н10Т и
0X21Н5Т в этих условиях практически не корродируют. Скорость
tfeij Гл. 16. Проимосктио синтет. жирнш кислит и высших сниртоа
коррозии алюминия и его сплава АМгЗ в этих условиях 0,1 мм/год,
а при 90 °C возрастает до 1,2 мм/год. Скорость же коррозии испы-
тывавшейся для сравнения углеродистой стали при 60°C состав-,
ляет 0,67 мм/год.
На участке омыления оксидата оборудование изготовлено И3|
углеродистых сталей. Состояние его после длительной эксплуата-|
ции удовлетворительное, так как технологические среды этого>
участка неагрессивны.
На участке разложения мыльного клея серной кислотой единя
ствеиный аппарат, подвергающийся сильному разрушению, — реак-|
тор разложения. Он изготовлен из углеродистой стали и футеровац-
диабазовой плиткой по подслою полннзобутнлена с расшивкой1
швов замазкой арзамнт. Футеровку ежегодно ремонтируют. Вход-!
ные трубы для подачи концентрированной серной кислоты выпол-
нены из стали Х18Н10Т, их меняют каждые 2—4 недели. В про-
цессе реакции разложения, которая протекает при 80 °C, серная
кислота разбавляется от 92% до 0,5%. Для этих условий в смеси
сырых СЖК с серной кислотой стойкость стали Х18Н10Т недоста-
точна, и потому ее следует заменять на более стойкую нержавею-
щую сталь 0Х23Н28МЗДЗТ. Емкости для сырых жирных кислот до
и после промывки от серной кислоты футерованы. Крышки емко-
стей и колонн на всех участках изготовлены нз двухслойной стали
Ст. 3 + Х18Н10Т.
Более всего подвержено коррозии оборудование участка ректи-
фикации СЖК. Перегонные кубы, составляющие установку дистил-
ляции на Шебекинском химкомбинате, выполнены из кремнистого
чугуна, а их внутренние устройства — нз стали типа Х18Н10М2Т.
За десять лет эксплуатации кубы много раз ремонтировались по
причине коррозии корпуса.
Оборудование отделений ректификации СЖК иа Волгодонском
и Новокуйбышевском химкомбинатах и Уфимском НПЗ было изго-
товлено почти целиком нз импортной стали типа Х18Н10М2Т.
Крышки колонн и теплообменного оборудования, а также трубные
решетки последнего выполнены из двухслойной стали с плакирую-
щим слоем из той же стали, трубопроводы изготовлены из стали
Х18Н10Т, а фланцы к ним — из стали Х17Н13М2Т.
Все колонны в течение 5 лет эксплуатации работали удовлетво-
рительно. При визуальном осмотре внутренняя поверхность корпу-
сов колонн оказалась шероховатой. Засверловка, проведенная на
Волгодонском химкомбинате, показала утонение стенок колонн за
это время в среднем на 0,7 мм.
Опыт эксплуатации оборудования участка на трех обследован-
ных заводах показал, что наиболее <узкнм» местом с точки зрения
коррозионной стойкости металлов является трубный пучок цирку-
ляционных подогревателей, причем наблюдается коррозия как на
самих трубках, так н в местах приварки их к решетке. Трубный
пучок подогревателя фракции кислот Cj—С» и выше, изготовлен-
I!ропзоодстм синтетических жирных кислот из парафина
481
ный из стали Х17Н13М2Т и работающий при 220°С, меняли (вслед-
ствие коррозии) через б—8 месяцев эксплуатации Таковы же сроки
службы трубных пучков подогревателей фракций кислот Сю—Си
и выше при 250°C. В подогревателях же фракций кислот Сю—С«
и выше трубный пучок меняют через 2—3 года работы.
Испытания образцов, помещенных в верхней части ректифика-
ционной колонны (пары фракции кислот С$—С« прн 180 вС), пока-
зали, что нержавеющие стали Х18Н10Т и 0Х21Н5Т стойки. Но на
поверхности некоторых образцов стали Х18Н10Т наблюдалась
точечная коррозия. Скорость коррозии алюминия достигала
1,0 мм/год. Для данных условий наиболее подходящим материалом
является сталь Х17Н13М2Т. Сенсибилизированный образец стали
1Х18Н9—индикатор межкристаллитной коррозии в этих условиях
за 1500 ч показал скорость коррозии 0,37 мм/год, а при загибе
были обнаружены на нем небольшие трещины межкристаллитного
характера.
В жидкой фазе, содержащей кислоты С7—См и выше, при 190°С
оказались достаточно стойкими стали Х17Н13М2Т, X17H13M3T,
0Х21Н6М2Т и совершенно нестойкими — Х18Н10Т и 0Х21Н5Т.
На некоторых образцах сталей с пониженным содержанием никеля
(0Х21Н5Т и 0Х21Н6М2Т) прн загибе были обнаружены трещины
межкристаллитного характера. Следует отметить установленную
при этих испытаниях высокую стойкость алюминия и его сплава
АМгЗ (скорость коррозии менее 0,05 мм/год).
Аналогичные коррозионные испытания образцов металлических
материалов во всех последующих ректификационных колоннах по-
казали, что достаточно стойки (скорость коррозии до 0,1 мм/год)
в этих условиях нержавеющие стали с молибденом (Х17Н13М2Т,
X17H13M3T, ОХ21Н6М2Т, Х25М2Т). На некоторых образцах сталей
с пониженным содержанием никеля прн испытаниях на загиб была
обнаружена межкристаллитная коррозия.
На поверхности образцов стали Х18Н10Т, которая корродирует
в большинстве колонн с недопустимой скоростью, наблюдается и
точечная коррозия. Титан ВТ1 и его сплав ВТ5, а также опытный
сплав титана с 20% Мо, сплавы Х70М27Ф и 0Х15Н55М16В в этих
условиях показали высокую коррозионную стойкость (скорость кор-
розии до 0,01 мм/год).
В последние годы на ряде заводов в отделениях ректификации
были установлены аппараты из импортных нержавеющих сталей
с повышенным содержанием молибдена и присадкой ниобия.
В частности, корпуса колонн и пленочных испарителей были изго-
товлены из стали типа Х17Н11М2Б, а трубки, нижняя трубная ре-
шетка испарителей, отвод для подключения его к колонне и кол-
пачки колонн — типа Х17Н13М5Б. Все остальное оборудование
установки, соприкасающееся с агрессивными средами, было из не-
ржавеющей стали типа Х18Н10М2Т. В течение 4 лет эксплуатации
пленочные испарители не требовали ремонта, хотя условия работы
16 31k. ю
482 Г л. 16 Производство синтет. жирных кислот и высших спиртов
Рекомендуемые материалы для освоввоЗ аппаратуры производства СЖК из парафина
Производство синтетических жирных кислот из парафина
<83
Ректификационные колонны работают пол вакуумом (см. табл. 16.7), остальные аппараты —при атмосферном лавке*
Рабочая температура увеличивается соответственно с увеличением молекуларпого веса кислот (см. табл. 16.1).
16*
484
Гл. /6. Производство сиктет. жирных кислот и высших спиртов
их наиболее жесткие. Это показывает, что сталь Х17Н13М5Б обла-
дает более высокой коррозионной стойкостью по сравнению со
сталью Х18Н10М2Т, трубки нз которой заглушали и меняли после
10—12 месяцев эксплуатации в аналогичных условиях.
ВНИИНефтемаш рекомендовал для труб теплообменной аппа-
ратуры (испарителей, подогревателей), работающей в средах кис-
лот фракций Cj — Се, С?—С», Сю—Cie, применять титан ВТ1 (42].
В связи с экономической и технической целесообразностью изго-
товления подогревателей для участка ректификации СЖК с
трубками из титана и трубной решеткой из стали Х17Н13М2Т
было проведено лабораторное исследование влияния контакта
между этими двумя металлами на их коррозию в капроновой кис-
лоте {42]. Показано, что контакт не влияет на стойкость титана
н не вызывает ощутимых изменений коррозионной стойкости стали
Х17Н13М2Т
Рекомендации в отношении материалов для аппаратуры и обо-
рудования производства СЖК из парафина приведены в табл. 16.8.
ФИЗИКО-ХИМИЧЕСКИЕ И КОРРОЗИОННЫЕ СВОЙСТВА
ЖИРНЫХ СПИРТОВ [2, 46)
Низшие спирты — жидкости, высшие — твердые вещества. Низ-
шие спирты до пропилового включительно смешиваются с водой
во всех отношениях; с повышением молекулярного веса раствори-
мость спиртов в воде уменьшается и для высших гомологов прак-
тически равна нулю Запах низших спиртов слабый, характерный
алкогольный; залах средних гомологов сильный, иногда неприят-
ный. Высшие спирты не имеют запаха. Третичные спирты обладают
характерным запахом плесени. Из изомерных спиртов первичные
имеют более высокую температуру кипения, чем вторичные, а вто-
ричные— более высокую, чем третичные; спирты нормального
строения кипят прн более высокой температуре, чем спирты с раз-
ветвленной цепью.
При действии на спирты кислот происходит выделение воды и
образуются сложные эфиры. Эта реакция этерификации внешне
похожа «а реакцию нейтрализации кислоты щелочью (хотя слож-
ные эфиры по свойствам нисколько не напоминают соли). Этери-
фикация спиртов органическими, а также слабыми минеральными
кислотами вдет очень медленио, так как в растворах таких кислот
создается высокая концентрация ионов водорода, являющихся ка-
тализаторами реакции этерификации.
Метиловому спирту свойственны все реакции первичных спир-
тов, но он является единственным спиртом, в котором углеродный
атом, кроме гидроксила, соединен еще с тремя атомами водорода.
Поэтому при его окислении получаются три продукта с тем же
числом атомов углерода. Кроме муравьиного альдегида ЯСНО и
муравьиной кислоты НСООН конечным продуктом окислений его
в врдном растворе является угольная кислота CO(OH)j.
Физико-химические и коррозионные свойства жирных спиртов
485
Нормальные первичные спирты, содержащие 6—10 атомов
углерода, и многие разветвленные спирты с гораздо большим моле-
кулярным весом представляют собой жидкости. Большинство их
можно получить только синтетически, но некоторые встречаются
в природе в эфирных маслах в виде сложных эфиров.
Со сравнительно недавнего времени некоторые высшие спирты
стали получать в промышленном масштабе.
Метиловый спирт — первое соединение гомологического ряда —
обладает известной ai рессивиостью; однако коррозию алюминия
в нем еще нельзя назвать значительной {47] Разностороннее при-
менение алюминия при получении и хранении этилового спирта
доказывает достаточную стойкость алюминия в этой среде.
При температуре выше комнатной метиловый спирт реагирует
с алюминием, образуя растворимый метилат алюминия [12]. В тех-
нически чистом метаноле на поверхности алюминия наблюдается
неглубокая точечная коррозия. Добавка воды к безводному чис-
тому метиловому спирту резко снижает его агрессивность.
В сильно обезвоженных спиртах, особенно с большим молеку-
лярным весом, алюминий подвергается сильной коррозии при тем-
пературе кипения {47]
Алюминий стоек по отношению к бутиловому спирту в присут-
ствии 0,5% воды при температуре до 100°С. При более высокой
температуре алюминий корродирует и в присутствии воды. Совер-
шенно безводный бутаиол разъедает алюминий при нагреве с
большой скоростью {12].
Медь и ее сплавы широко применяются в производстве спир-
тов. Медь корродирует в спиртах только в присутствии каких-либо
агрессивных компонентов (12].
Тантал не разрушается ни в холодном, ни в кипящем метило-
вом спирте даже в прйсутствлн серной кислоты или метилбро-
мнда.
Скорость коррозии титана в метаноле при 35 °C достигает
0,15 мм/год (12].
Углеродистая сталь в низкомолекулярных спиртах С| — С* в
присутствии воды и воздуха вызывает со временем некоторое изме-
нение цвета спирта прн комнатной температуре [12]. Абсолютно
чистый спирт и прн кипении практически не разъедает углероди-
стую сталь.
Аустенитные нержавеющие стали обладают высокой коррози-
онной стойкостью в спиртах и не вызывают изменения цвета про-
дукта при 100—150 °C {12].
Было предпринято исследование коррозионной активности тех-
нически чистых спиртов [48] с целью приближения условий к
производственным. По данным, приведенным в этой работе
(табл 169), скорость коррозии углеродистой стали с ростом тем-
пературы резко Возрастает. На агрессивность «сырых» высших
486
Г л. 16. Производство синтез. жирных кислот и высших спиртов
Таблица 16^ Скорость коррозии металлов и сплавов в технически чистых спиртах [48]
Спирт Металл млн спл«в Темпера- Т><^ Длитель- ность копыта- ннй, ч Скорость коррозии, мм/год
ж. Г. Гр
Изопропиле- Сталь Ст. 3 20 570 0.00175 0.00122 0.00096
пый Сталь Ст. 3 80 175 0.1952 0.2677 0.2411
Сталь 2ХГЗ 80 270 0.0795 0.0051 0.0406
Сталь Х18Н10Т 80 330 0.00198 0.00069 0.00066
Алюминий АВО 80 230 0.1058 0.0845 0.0767
Метиловый Сталь Ст. 3 20 530 0.00017 0.00057 0.00079
Этилгексило- вый Сталь Ст. 3* 20 240 0.0117 0.0101 00122
Этиленгликоль Сталь Ст. 3 150 100 0.8660 0.8240 0.8790
Сталь 2X13 20 450 0.0018 0.00214 0.0016
Сталь XI8HIOT 150 200 0.0550 0.0047 0.0541
Сталь Х17Н13.Ч2Т* 150 200 0.00068 0.0028 0.00194
Алюминий АВО 20 400 0.0125 0.0105 0.0118
* При перемешивании среды.
спиртов указывают также данные, полученные на Казанском за-
воде СК (см. т. 5 настоящего издания).
Испытания коррозионной стойкости ряда сталей в условиях
работы реактора прямого гидрирования жирных кислот фракции
С7—Сго на опытной установке показали [49]. что прн 340 °C и
300 ат сталь Х18Н10Т совершенно стойка (0,002 мм/год), а сталь 20
корродирует со скоростью 7 н.м/год. В тех же условиях технический
алюминий показал высокую коррозионную стойкость (0,08мм/год).
Испытания, проведенные в том же реакторе в условиях гидри-
рования кислот С? — С« и С(о — С|3 при 230°С и 300 ат, показали,
что для этих условий может быть рекомендована сталь Х18Н10Т.
Очеиндцю, кислоты, попадая в зону катализа, сразу начинают
превращаться в спирты, тем самым увеличивая содержание не-
агрессивного продукта в смесн.
В процессе пуска и освоения цеха производства ВЖС фракций
С?—Св иа Салаватском иефтехямкомбииате выявилась низкая
коррозионная стойкость технического алюминия А5 (ГОСТ 1069—
64), использованного в качестве прокладок в колоннах гидриро-
вания сложных эфиров кислот С?—Св и принадлежащих им теп-
лообменников. В колоннах происходит гидрирование эфиров при
240—25О?С и давлении 300 ат. Сотрудники ВНИИНефтехнма по-
вели исследование коррозионной стойкости алюминия и меди ра8-
Производство первичных жирных спиртов из Жирных кислот
4Й7
личных марок в лабораторных и производственных условиях сред
блока гидрирования сложных эфиров. Показано, что даже алюми-
ний высокой чистоты — А99 (ГОСТ 11069—64)—совершенно не-
стоек в данных условиях. На образцах алюминия, испытанных в
условиях гидрирования сложных эфиров, а также при их кипении,
возникает сильная точечно-язвенная коррозия. Медь марки Ml
оказалась стойкой и была рекомендована в качестве прокладоч-
ного материала для колонн гидрирования и теплообменников
при них.
ПРОИЗВОДСТВО ПЕРВИЧНЫХ ЖИРНЫХ СПИРТОВ ИЗ ЖИРНЫХ кислот
Прямое восстановление СЖК до первичных спиртов ПЖС
присоединением водорода [43, 50, 51J в присутствии суспендиро-
ванного медно.хромобарневого катализатора осуществляется при
температуре 300 °C и давлении 300—310 ат. Принципиальная
схема показана на рнс. 16.4.
Процесс гидрирования идет в двух последовательно соединен-
ных реакторах. Сырье — жирные кислоты фракции Сю—С]8 — по-
дают под давлением 310 ат через подогреватель 4 в реактор 5.
Катализатор (свежий и возвратный) вводят в виде суспензии в
дистиллированных спиртах, предварительно подогрев его до 200 °C.
Общая концентрация катализатора в спиртах составляет 15—
20 вес.%. Объемное соотношение спиртов и кислот в сырьевой
смеси 1:4. Водород, поступающий в реактор гидрирования, со-
стоит из свежего водорода и возвратного. Циркуляционный водо-
род через ряд компрессоров после маслоотделителя и подогрева-
теля поступает в трубчатую печь <?, где нагревается до 300—
360°C, а затем направляется в реактор гидрирования.
Суспензию катализатора подают в реактор гидрирования через
нижний штуцер; кислоты и водород вводят через крышку по труб-
кам также в нижнюю часть реактора. Смешение катализатора и
сырьевой смеси обеспечивается барботажем водорода.
Реакционная смесь движется в реакторе 5 снизу вверх и из
верхней части первого реактора поступает через крышку по трубе
в нижнюю часть второго реактора Продукты реакции с водоро-
дом из реактора направляют в горячий сепаратор 7, где от гидро-
геннзата отделяется основное количество водорода.
Гидрогеннз'ат и циркуляционный газ проходят ряд сепараторов
высокого и низкого давления, где отделяются пары реакционной
воды и летучих органических соединений. Гидрогеннзат через
отстойник 9 подают в центрифуги 2, а затем на фильтры 10 для
отделения катализатора.
Очищенные сырые спирты откачизают иа установку ректифика-
ции в куб-осушитель 12, где поддерживается температура 70—
90 °C и остаточное давление 150—200 мм рт. ст. Из куба, снизу,
обезвоженные спирты непрерывно подают через подогреватель 14
488
Г л. 16. Производство синтет жирных кислот и высших спиртов
Производство первичных жирных спиртов из жирных кислот
489
в ректификационную колонну 15, которая имеет выносной испари
тель, обогреваемый дифенильной смесью. Из верхней части ко-
лонны отбирают спирты легкой фракции С? — Cs прн 80—100°С и
остаточном давлении 20—40 мм рт. ст., которые через холодиль-
ник 16 подают в емкость н затем на склад.
Спирты, выходящие нз ректификационной колонны 15,- снизу,
непрерывно подают в отгонные кубы 17, которые также имеют вы
иосные испарители и служат для отгона спиртов фракции Сю—
Cig. Эта фракция отбирается прн 150—180°С и остаточном давле-
нии 2—5 мм рт. ст. в верхней части кубов и через холодильник 18
стекает в емкость, откуда подается на склад готовой продукции.
Кубовый остаток направляют на окисление в цех производства
СЖК.
Разработан аналогичный процесс получения ПЖС фракции
Сю—С|». Он отличается от предыдущего процесса тем, что гид-
рогенизация производится прн 240—280°С (вместо 300°С) не на
суспендированном, а на стационарном катализаторе. Другим от-
личием является подщелачивание гидрогенизата перед ректифика-
цией спиртов.
Подщелачивание предложено производить одним из двух спо-
собов:
1) нейтрализовать только свободные кислоты 40% раствором
щелочи при 30°C; эфиры, оставшиеся в гидрогенизате после отде-
ления спиртов, возвращаются на гидрирование;
2) нейтрализовать свободные и связанные кислоты (с разру-
шением высокомолекулярных сложных эфиров) 40% раствором
щелочи прн 120 ЭС.
В Советском Союзе на ряде химических и нефтехимических
комбинатов жирные спирты фракций С? — С«, Сю — Сю произво-
дят методом гидрогенизации сложных эфиров соответствующих
фракций СЖК. Технологические процессы получения спиртов этих
фракций одинаковы, за исключением режима гидрогенизации эфи-
ров и дистилляции спиртов.
Для получения сложных метиловых эфиров (рис. 16.5) кислоты
соответствующей фракции (С1о—Сю) подают через подогрева-
тель 1 в верхнюю часть колонны этерификации 2. Туда же по-
дается 50% раствор H2SO4 (1—2% от веса СЖК), служащий ка-
тализатором В ннЖнюю часть колонны через подогреватели 4
поступают пары низкомолекулярного спирта — метилового или бу-
тилового. Объемное соотношение СЖК к спирту 3,5 1 При темпе-
ратуре 120°C (которая поддерживается с помощью змеевиков,
расположенных на тарелках) в присутствии катализатора в ко-
лонне происходит реакция образования сложных эфиров жирных
кислот.
По мере движения жирных кислот вниз они встречаются с бо-
лее сухими парами спирта, что способствует более полному про-
хождению реакции. Пары спирта с водой выходят нз верхней
490
Гл. 16 Производство синтет жирных кислот и оысишх спиртов
часта колонны и направляются на регенерацию влажного спирта
(9—20% воды), предварительно пройдя нейтрализатор 18, в кото-
рый подается 36—40% раствор щелочи. Регенерацию производят
в ректификационной колонне 19, из верхней части которой при
65 °C пары поступают в конденсатор 17 и далее в емкость возврат-
ного сухого спирта. Температура в нижней части колонны поддер-
живается кипятильником 20 в интервале 102—107 °C.
Рис. 16.5 Принципиальная схема получения сложных метиловых (бути-
ловых) эфиров:
/—подогреватель жирных кислот; 5—колонна атеркфнкацннй 3—емкость сухого
спирта; •/—подогреватель спирта; 5—сборник непромытых эфиров; б—первичная
центрифуга; 7—конденсатор спирта; 3—вторичная центрифуга; предварительный
нагреватель; 10—сборник мыла; П —сборник промытых эфиров: 12—сепаратор;
13—трехсехциоииый испаритель; Н—сборник кубового остатка; !5— холодильник;
/7—конденсаторы; 18—нейтрализатор: /Р—ректификационная колонна; 2£—кипя-
тильник спирта.
Смесь сырых эфиров и серной кислоты из нижней части этери-
фика гора 2 поступает в сборник 5, где 3—5% раствором щелочи
нейтрализуют непрореагировавшие жирные кислоты и серную кис-
лоту. Смесь сложных эфиров, мыла и сульфата натрия поступает
в первичную центрифугу 6, где сульфат натрия отделяется от
мыла. Во вторичной центрифуге 8 происходит отделение воды от
эфира.
Очищенные и обезвоженные эфиры направляют на дистилля-
цию в трехсекционный испаритель 13. обогреваемый дифенильной
смесью. В первой секции испарителя прн 200—250°C выделяется
75% сложных эфиров, паро-жадкостная фаза которых, пройдя
через первый из сепараторов 12, разделяется и жидкая фаза по-
дается во вторую секцию испарителя. Здесь при 240—гвО^С испа-
ряется еще 13—15% эфиров. Паро-жидкостная фаза идет во вто-
рой сепаратор на разделение, откуда жидкая фаза поступает в
третью секцию испарителя, где при 260—300°C испаряется еще
8—10% эфиров
Производство первичных жирных спиртов из жирных кислот
491
Из верхней части всех трех сепараторов 12 паровая фаза на-
правляется через подогреватель 9 (в качестве теплоносителя) в
конденсатор 15 и холодильник 16, где дистиллят сложных эфиров
охлаждается до 60°С и направляется в отделение гидрогенизации.
Гидрогенизацию (рис. 16.6) производят непрерывно в двух по-
следовательно подключенных реакторах 4 для более полного про-
хождения реакции. Сложные эфиры предварительно смешивают
Рис 16-в. Принципиальная схема гидрогенизация сложных эфиров жир-
ных кислот:
f—мешалка: 2—подогреватель пасты; J—подогреватель водорода; -/—водородный
реактор; $—вдектроподогревателъ; 6—горячий сепаратор: 7—конденсатор; 3—масля*
иый сепаратор возвратного нодорода; 9—масляный сепаратор соежего водорода;
70— испари те льная камера: //—конденсатор метанола; 72 —сборник легкохнеящнх
спиртов; 13— буферный бак; /4—сепаратор; 15— центрифуга 16—конденсатор:
/7 —вакуумная сушилка
в мешалке 1 с меднохромобариевым катализатором и через подо-
греватель 2 направляют в первый реактор Здесь под действием
циркуляционного водорода прн 280—330°C под давлением 300 ат
сложные эфиры превращаются в жирные спирты. Из второго ре-
актора реакционная масса поступает в горячий сепаратор 6, от-
куда газовая фаза (водород, метиловый спирт и легкокипящие
спирты) направляется в конденсатор 7 и затем на разделение в
масляный сепаратор 8. Водород нз этого сепаратора идет на сме-
шение со свежим водородом (образуя циркуляционный) н воз-
вращается в реактор гидрогенизации, а конденсат — в сборник
легкокнпящнх спиртов 12.
Жидкая фаза из горячего сепаратора 6 (спирты Сю—Сю, ме-
тиловый спирт, катализатор, водород) проходит две испарйтель-
ные камеры 10, где от жирных спиртов отделяют водород, легкэ-
кипящне спирты и метиловый. «Черные» спирты с катализатором
далее пропускают через центрифугу 15 и направляют в вакуумную
сушилку 17, где отделяют воду при НО—120°С. Осушенные жир-
ные спирты Сю — Cis, в зависимости от назначения, можно нлн
Таблица 16 16
Рекомендуемые жатврвахы для освоило! аппаратуры производства жирных спиртов
Аппаратура или оборудоаанна Среда Температура Давление, ат Рекомендуемые материалы к методы защиты от коррозии
Метод гидрирования сложных эфиров ж ирных кислот
Подогреватель жирных В межтрубном пространстве пар 159 5 Наружная труба — угле-
кислот типа «труба в трубе» В трубном пространстве фракция кислот Сю -Сц 110-130 2 родистая сталь; внут- ренняя — СТАЛЬ X17Н1ЗМ2Т. 0X21Н6М2Т
Этерификатор Жирные кислоты Сю—Си CHjOH (3-5% Н;О), 50% р-р H,SOt - 1—2% (от СЖК). метиловые эфиры Сц—C|j 120 60—100 мм рт. ст. Графитопласт (производ- ство Новочеркасского электродного завода)
Нейтрализатор влажного метилового спирта Жирные кислоты Сю—Сц- пары CHjOH, следы H2SO,. щелочь (36- 40%) 100 20 мм рт. ст. Сталь XI8H10T. 0Х21Н6М2Т
Сборник непромытых эфи- ров Метиловые эфиры С10—Сц. СНЭОН, жирные кислоты Сю—Сц (непро- реагировавщие). H»SO4. вода, мыло 90 Атмосф. Углеродистая сталь, покрытая кислотостой- кой эмалью; сталь 0Х23Н28МЗДЗТ
Испаритель (трехсекцпоп- ный); сепаратор Метиловые эфиры Сю—С»8» следы мыла и кислот 200 -300 1 00—140 мм рт. ст. Сталь Х18Н10Т
Холодильник дистиллята эфиров Метиловые эфиры Сю—Сц 100 100—140 мм рт. ст. Сталь XI8HI0T. 0X2IH5T
Ректификационная колонна для метилового спирта СН9ОН следы жирных кислот и H2SO. 70-107 100-150 мм рт. ст. Сталь 0Х21Н6М2Т
Кипятильник метилового В трубном пространстве то же 102-107 Атмосф. Трубки, крышки—сталь
спирта В межтрубиом пространстве пар 159 5 0Х23Н28МЗДЗТ. Кор
Конденсатор метилового В межтрубном пространстве CHjOH 60—Ю Атмосф. пус—углеродистая сталь Сталь 0X21Н5Т
спирта В трубном пространстве рассол СзС1, (18%) От —9 до -4 3
Реактор гидрогенизации (водородный реактор) Метиловые эфиры Сц—Сц. ката- лизатор водород, спирты Сю—С|» CHjOH легкокмпящие спирты (до Сю) 290-340 250-300 Двухслойная сталь Ст 3 + + X18HI0T
Сепаратор горячий В межтрубиом пространстве спирты Сю—Ci»- водород, метиловые эфиры Сю—Си. CHjOH катали- 180-230 250-300 Трубки —сталь X18HI0T Корпус — двухслойная сталь Ст. 3 + XI8HI0T
затор В трубном пространстве водород 180-200 250-270 Камера—сталь 0X21Н5Т.
Испарительная камера Водород, спирты Сц—Сц. метанол. 110-130 27-30 Рубашка — углеродистая
с рубашкой Сборник «черных» спиртов Вакуумная сушилка катализатор В рубашке- пар Спирты Сц—Сц. катализатор вода Спирты Сц—Сц вода 150 60 110-120 4 Атмосф. 100-150 мм рт. ст. стзль Стали X18HI0T, 0Х21Н5Т Стали XI8H10T. 0Х21Н5Т
Метод п ря м о го ,г я д р и р о в а и ня жирны X кислот
Реактор гидрирования Жирные кислоты Сю—С,», спирты 320 320 Сталь X17H13M3T
Сепаратор горячий Сю—Сц. водород, катализатор Гндрогенизэт (сырые спирты 320--200 320 Сталь XI7HI3M2T
Сю—Сц. катализатор, непрореа- гировавшие кислоты Сц—Сц).
Теплообменник типа «труба в трубе» водород В трубном пространстве жирные кислоты Сю—Сц В межтрубиом пространстве ди- 200 320 320 10 Внутренняя труба — сталь Х17Н13М2Т; наружная — углеродистая сталь
Сепараторы среднего и низ- фенильная смесь Гндрогенизэт 190-110 30-1.0 Сталь XI8HI0T
кого давления Омылитель гндрогеннзата Сепаратор холодный Куб-осушитель Гидрогенизат, 40% р-р NaOH Легкокнпящие < пирты до Сю. вода Сырые спирты Сю—Сц 90 50 70—120 Атмосф. 320 Ос,, давл. 150 мм Сгаль 0X21Н5Т Углеродистая сталь Сталь 0X2IH5T
Колонна ректифнкацион- ная Спирты Су—С. 80-130 рт. ст. Ост. давл. 20- 40 мм Сталь 0X21Н5Т
Отгонный куб Спирты Сц—Сц 150-200 рт. ст. Ост. давл. 2—5 мм Сталь 0X21Н5Т
Сборник готовой продук- Спирты Сю—Сц 60 рт. ст. Атмосф. Сталь 0Х21Н5Т
ции 1
Гл. 16. Производство синтет. жирных кислот и высших спиртов_ Производство первичных жирных спиртов из жирных кислот
494 Гл. Гб. Производство синтст. жирных кислот и высших спиртов
направлять широкой фракцией на изготовление моющих средств,
или разделять на узкие фракции, которые необходимы прн выра-
ботке особых веществ для текстильной промышленности, косме-
тических и фармацевтических изделий.
Было проведено обследование оборудования цеха ВЖС фрак-
ции Сю — Cig на Волгодонском химкомбинате после 9 лет эксплуа-
тации. \
В отделении этерификации основной аппарат — этернфнкатор—
изготовлен нз графнтопласта (производства Новочеркасского элек-
тродного завода) н работает в течение 5 лет без замены. Раз в
год производится подклейка стыков царг, фланцев. Обогревающие
змеевики этермфнкатора, по которым подается пар с температурой
159°C, были изготовлены тоже из графнтопласта, затем их заме-
нили иа эмалированные. Последние вышли нз строя по причине
нарушения покрытия и были заменены снова на графитопластовые.
Емкость, в которую поступает этерифнкат, эмалированная, ра-
ботает в течение 5 лет без ремонта и замены.
Внутренняя труба подогревателя (типа «труба в трубе») жир-
ных кислот фракции Сю — Сю изготовлена из стали X17HI3M2T.
Раз в год подваривают места соединения труб. Через 6 лет внут-
реннюю трубу заменили на новую из стали той же марки.
Трубы теплообменников возвратного метанола (из латуни Л68
работавшие прн 75°C и из стали Х18Н10Т— при 140°С) требуют
замены, соответственно, через 2 и 5 лет работы. Следует отме-
тить, что в возвратном метаноле содержится до 3—5% воды и,
возможно, попадают следы серной кислоты. А так как теплоноси-
тель (пар) подается в аппарат с температурой 159 °C, то стенки
трубок работают прн более высокой температуре, чем температура
обогреваемого продукта. Очевидно, следует анализировать воз-
вратный метанол на кислотность.
На участке регенерации метилового спирта ректификационная
колонна вначале была изготовлена из углеродистой стали, но
очень быстро вышла из строя н была заменена на колонну нз
стали Х18Н10Т. Следует отметить, что и эта сталь в условиях ра-
боты данной колонны недостаточно стойка: часто выходят из строя
тарелки, корродируют сварные соединения. Каждые 3 года про-
изводят капитальный ремонт колонны Все это указывает иа не-
достаточную нейтрализацию смеси метилового спирта с кислотами
перед подачей в колонну. Сам нейтрализатор (нз стали Х18Н10Т),
работающий при 95—105 °C, часто подваривают по причине кор-
розионного разрушения. Кипятильник к этой ректификационной
колонне изготовлен из стали типа Х18Н10М2Т. Наблюдается силь-
ная коррозия трубок — их меняют каждый квартал.
Трубный пучок конденсатора метилового спирта после ректифи-
кационной колонны выполнен из стали типа Х18Н10М2Т. Каждые
2 года его меняют по причине коррозионного износа, а раз в год
(бывает и чаще) подваривают места приварки трубок к решетке.
Литература
495
В трубном пространстве этого аппарата прокачивается рассол
(18% раствор СаСк).
На участке рафинирования эфиров коррозии подвержены, в
первую очередь, центрифуги, изготовленные из импортной стали
типа Х18Н10МЗ. Раз в год меняют вертикальный вал и тарелки
на новые, изготовленные из подобной марки стали.
Трехсекционный испаритель, предназначенный для дистилля-
ции сложных эфиров жирных кислот, работает 9 лет. Трубный пу-
чок, изготовленный из углеродистой стали, проработал 6 лет н
был заменен на новый нз стали марки X18HI0T, который-3 года
работает без ремонта.
Сепараторы, в которые направляется паро-жндкостиая фаза
нз испарителя, также были изготовлены нз углеродистой стали и
после 8 лет работы были заменены на новые из стали Х18Н10Т.
Конденсационно-холодильное оборудование, через трубное про-
странство которого проходят пары н дистиллят сложных эфиров,
работает 7 лет. Трубные пучки этих аппаратов, изготовленные нз
стали Х17Н13М2Т, раз в год подваривают в местах приварки
трубок к решетке. Трубный пучок подогревателя сложных эфиров,
изготовленный из стали Х18Н10Т, каждые 4 года меняют на но-
вый по причине коррозионного износа.
В отделении гидрогенизации все оборудование выполнено из
импортных сталей н до сего времени в замене не нуждалось.
Основной аппарат этого отделения — реактор, работающий при
290—340 °C и под давлением водорода 250—300 ат, — изготовлен
нз низколегированной стали с внутренней облицовкой нз стали
типа Х18Н10Т. В горячем сепараторе трубки изготовлены из той
же стали. Испарительные камеры выполнены нз стали типа
Х18Н10МЗ, трубки сопровождающих их конденсаторов метилового
спирта — из стали типа Х18НЮТ, а корпус — из углеродистой
стали. Ежегодно подваривают места соединения трубок к решетке.
Холодный сепаратор облицован внутри сталью Х18Н10Т. Ем-
кость для «черных» спиртов (с катализатором), выполненная из
углеродистой стали, корродирует в местах сварки, а выполненная
нз стали типа X18HI0M3 ремонту до сего времени не подверга-
лась. В вакуумной сушилке отфугованиых спиртов, изготовленной
из углеродистой стали, наблюдается некоторая коррозия сварных
швов; эти швы ежегодно подваривают.
Рекомендации в отношении материалов для аппаратуры и обо-
рудования производства жирных спиртов приведены в табл. 16.10.
ЛИТЕРАТУРА
1. И. К. Маньковская. Синтетические жирные кислоты, М., 1965.
2. А. Е. Ч и ч и б а б и н, Основные иачтла органической химии, т. I, Изд. «Хи-
мия». 1965.
3. Справочник химика, т. 4, Изд. «Химия», 1964.
4. Б. С. Алаев, Производство синтетических жирных кислот, Пнщепромиздат,
496
Гл. 16. Производство симтет. жирных кислот и высших спиртов
Ъ. В. Латимер, Окислительные состояния элементов и их потенциалы в вод-
ных растворах, М.. 1954.
6. Ю Б. Васильев. В. С. Багоцкий, ДАН СССР. ЛА I, 148 (1963).
7 Т. Е. К и л ь ч е в с к а я. ЖПХ, 43, Xs 5. 1062—1068 (1970)
8. J. Bourrat, Corrosion el anticorrosion, 11, Лй 4, 140—146 (1963).
9. Коррозия металлов. Справочник, под ред. В. В. Скорчеллеттн. кн. 1. Госхнм-
издаТ. 1952.
10. Е. R a ba ld. «Simposium о neresav ocelich. 1961», Praha, 1963, стр. 435—445.
II. Werkstoffe n Corrosion, JA 10, 909—920 (19b3).
12. Dechema-Werkstoffe-Tabellen, Frankfurt/M.. L. 1, 4. 6, 7, 10.
13. J. R. Lane, L. B. Golden, W. L. Ac he rm an. Ind. Eng. Chem., 45, JA 5,
1067 (1953).
14. A. H. Barber, Corrosion, Prevention a. Control, 6, № II, 24—43 (1959).
15. J. B. Cotton, J. Birmingham Metall. Soc. 40, Xs 3, 51—59 (1960).
16. Chem Eng.. ЛА 12, 136-190 (1962).
17. F. Ritter, Korrosionstabellen metallicher Werkstoffe, Wien, 1958.
18. А. Ф Москвичева, E. M. Зарецкий. И Я- Клинов. Хим. машино-
строение, ЛА 6 (1962).
19. П. И. Анучин и др., Гидролизная и лесбхим. пром., ЛА 7 (1964); № 2.
(1965); ЛАЗ (197П.
20. И. Я. Клинов. М. А. Воробьева, Вестник технической и экономической
информации, НИИТЭХнм ЛА 5. 1962.
21. Е. П. Сидорин. С. А. Балеэин, И. В. Никольский, Защита метал-
лов. 7. № I, 69 (1971).
22. Н. О. Tecpie, Corrosion, 8, Xs 1. 14—28 (1952).
23 Ch. М. Е i sc n b г on n, Chem. Eng., 70, № 9. 148—158 (1963).
24 F. H. Bek, M G. Fontana. Corrosion, 9. ЛА 8, 287—292 (1953).
25. Г. JI. Шварц, A. H. Лкшенцева, JI. О. Макарова. Таблицы корро-
зионной стойкости титана и его сплавов в различных агрессивных средах,
НИИХИММаш. М.. 1961.
26 Л. J1. Лабутин, Коррозия и способы защиты оборудования в производстве
органических кислот и их производных, вып. 13. 1959.
27. А. М. Чащин, П. И. Куликов, Гидролизная и лесохим. пром. ЛА. 4. 22
28. Н. И. Гель пер и и. Ю. П. Аронсон. Ю М. Розанова, Мед. пром.
СССР, № I. 16 (1951).
29. Н. И. Г е л ь п е р и и, Ю. П. А р о н "о и. Мед. пром. СССР. ЛА 3. 28
(1954).
30. Ю. ГТ. Аронсон. Ю. М Роа а нова, в сб. <Химня и медицина». М.. 1959,
вып 12, стр. 117.
31. Monaghan, Corrosion, Prevention and Control, II, ЛА 1, 16—26 (1964)
32. П. Г Игоинн, М. А Пащенко. М. И. Лисецкий, в сб. «Борьба с
коррозией в химической и нефтеперерабатывающей промышленности», вып I,
М., 1967. стр. 166
33. Л. Ветер ни к, X. Цнттер, в сб. «Коррозия металлов», т. 3, под ред.
И. Л. Розенфельда. М.. 1957.
34. Е. С. Fetter, Chem. Eng., 52, ЛА 4 (1945); 53, ЛА II и 12 (1946); 54. ЛА 5
(1947).
35. Р. S. J о h n s о n. Austral. Corros. Eng., 10, ЛА 7. 9—14 (1966).
36. Босёку гндзюцу (Corros. Eng.). 13, ЛА 2. 59—64 (1964); 15, № 2, 49—55
(1966).
37. Corrosion, Prevention and Control, 9, ЛА 10, 29—34 (1962)
38. И. Д. Нефедоваи др.. Сборник материалов конференции по борьбе с кор-
розией, Горький, 1962.
39. Т. Е. Кильчевская, Л. В. Шрейдер. ЖПХ. 45. ЛА 10. 2341 (1972).
40 В. Д Яхонтов. I». ЛА 8. 761 (1946); 21, ЛА 6. 667 (1948); ЖОХ. 17. № II.
2055 (1947).
41. П. И. Анучин, А. М. Чащин. Коррозия в способы защиты оборудования
лесохимических производств, Изд. «Лесная промышленность», 1970.
Литература
497
42. П. II. Милосердое. Г. П. Исмагилова. Т. Е. Кнльчевская и др..
Оборудование и средства автоматизации в нефтеперерабатывающей и нефте-
химической промышленности, ЦНИИТЭНефтехим, ТА 6. 1968.
43. Общая химическая технология, под ред. С. И. Вольфкоаича. т. 2, Госхимиэ-
дат, 1959.
44. Н. С. Templetdn, Tappi. 44, ТА ГО, 702—707 (1961).
45 И. А. Левин. Т. Е. Кнльчевская, Хим. пром., ТА 6. 19—24 (1963).
46. С. М. Локтев, Высшие жирнее спирты. Изд. «Наука», 1964.
47. Ф. Тодт, Коррозия и зашита от коррознн. Справочник. Псрев. с нем. под
ред. П. Н. Соколова. Изд. «Химия», 1966.
48 В И. Вигдорооич, Л. П. Бугыкова, Г. А. Шлыкова н др., Изе.
вузов. Хнм. н хим. технод., 14, ТА 6, 915 (1971).
49. Д. М. М а й о р о в. О. П. М е р к у л о в. Д. В М у ш е и к о и др.. Хим. пром.,
ТА 3. 210 (1961).
50. Г. Б. Альтермаи, А. М. Жарений, П. А. Крнекое и др.. Производ-
ство синтетических жирных кислот, спиртов и жирозаменителей в ГДР. Пи-
щепромиздат. 1957
51 И М. Товбни, Пути развития производства синтетических жирозамените-
лей и моющих средств. Пишепромиздат, 1959.
Глава семнадцатая
ПРОИЗВОДСТВО ДИНИТРИЛОВ
ТЕРЕФТАЛЕВОЙ И ИЗОФТАЛЕВОЙ КИСЛОТ *
Днинтрнлы терефталевой м нзофталевой кислот
имеют молекулярный вес 128, температура плавления первого из
них 221—222 °C, второго— 161 — 162°.
Они являются промежуточными продуктами в процессе полу-
чения ксилнленднаминов, которые применяются в производствах
полиамидного волокна, пластических масс, пленок, днизоцнанатов,
клеев, формовочных композиций, отвердителей эпоксидных смол,
ингибиторов атмосферной коррозии, пенополиуретанов н др.
Японская фирма «Сева Ден ко» в 1962 г. разработала способ
промышленного производства ксилиленднаминов, где в качестве
сырья вместо индивидуальных м- и n-коилолов была использована
дешевая смешанная м- и п-кенлольная фракция, ресурсы которой
весьма велнки. Использование окислительного аммонолиза позво-
лило получать из аммиака, ксилола и кислорода промежуточный
дииитрил одноступенчатым процессом {1—5]. В качестве катали-
затора окислительного аммонолиза могут быть использованы смесн
окисей ванадия и хрома, ванадия и олова.
Полученные динитрилы терефталевой н нзофталевой кислот во
второй стадии процесса гидрируются, в результате чего полу-
чаются кенлилендиамины.
Окислительный аммонолиз протекает по реакции
C0H,(CH,)2 + 2NH, + 3Oj —к C6H,(CN), + BHSO
а стадия гидрирования —
CJWCN), + 4Н, —> CSH,(CH2NH,1
• Приведенные в главе лабораторные данные по коррозионной стойкости
материалов в продуктах синтеза дннитрилов тере- и нзофталерой кислот полу-
Чриы автором.
Производство динит рилов терефталевой и изофтатсвой к-т
499
Процесс окислительного аммонолиза осуществляется следую-
щим образом: смесь, состоящая нз подогретых паров аммиака,
ксилолов и воздуха, через теплообменник поступает в реактор
аммонолиза, где при температуре 370—515аС и избыточном дав-
лении 0,35—2,1 ат получаются днннтрилы [2]. Далее смесь дн-
пнтрнлов в виде расплава поступает на перегонку, где выделяются
чистые днннтрилы нзофталевой и терефталевой кислот, идущие на
гидрирование, а побочные продукты — бензонитрилы, толуяитрилы,
амиды, имиды — поступают на сжигание, но могут быть использо-
ваны в промышленности в качестве адгезионных присадок к
битумам. Побочные реакции процесса приводят к образованию
двуокиси углерода, цианистого водорода н др. В газах после ре-
актора аммонолиза синильная кислота прн возврате в реактор
полностью сгорает до углекислого газа и азота, поэтому в отду-
вочном газе синильная кислота отсутствует.
На стадии окислительного аммонолиза образуется вода, содер-
жащая около 0.017 кг/м3 NH«CN. 1,5 кг/м® Nils, 2,0 кг/м® COj.
После удаления цианидов и аммиака методом отпарки она на-
правляется на биологическую очистку.
Динитрилы терефталевой и нзофталевой кислот нз реактора
поступают в расплавленном состоянии в приемники с обогревае-
мым коническим днищем. Температура в приемниках поддержи-
вается в пределах 85—90 °C, а когда нужно расплавить днннтрилы
для дальнейшей перегрузки в аппараты разделения и очистки,
приемники нагреваются паром до 170—220°С.
Основными компонентами начальных стадий процесса яв-
ляются ксилолы, аммиак н воздух. В этих средах прн низких
температурах углеродистая сталь практически не корродирует.
Поэтому из нес можно изготовлять емкости и трубопроводы, рабо-
тающие в условиях хранения и транспортировки жидкого и газо-
образного аммиака, а также ксилолов.
В аппаратах, работающих при повышенных температурах, на-
пример в реакторе аммонолиза, все вышеуказанные компоненты
находятся в парообразном состоянии, и, хотя коррозия углероди-
стой стали незначительна, применять ее как конструкционный
материал нельзя. В этих условиях вследствие термического разло-
жения аммиака при 400—450°C металл наводороживается и азо-
тируется [6], а это приводит к охрупчиванию и образованию микро-
н макротрещин. Кроме того, а1ресснвное воздействие среды в
реакторе аммонолиза усугубляется присутствием небольших коли-
честв побочных продуктов. Так, присутствие 1—2% СОг резко
увеличивает скорость коррозии сталей. В производственных сре-
дах, которв1е включают двуокись углерода, например прн получе-
нии гликолей из непредельных углеводородов и двуокиси углерода
прн 120—200 °C, углеродистая сталь корродирует со скоростью
0,1—0,2 мм/год (характер коррозии точечный и язвенный). В этих
же условиях скорость коррозии стали 1X13 составляет 0,01 мм/год
500 Гл. 17. Производство динитрилов терефталевой и изофталевой к-т
(коррозия равномерная), а сталь X18HI0T совершенно стойка. Та-
кая же картина наблюдается при производстве мочевины, бен-
зола и т. п.
Особенно резко проявляется агрессивное действие двуокиси
углерода в элементах питательного тракта (подогреватели, на-
сосы, холодильники, теплообменники), где имеет место перепад
температур с высоких (400—200 °C) до низких (100—60 °C) и про-
исходит конденсация с образованием угольной кислоты и карба-
матов {7, 8]
Опыт промышленной эксплуатации различного рода подогрева-
телей н реакторов показал, что в условиях работы теплообменни-
ков стадии аммонолиза скорость коррозии углеродистой стали при
температурах выше 400°C находится в пределах 0,02—0,05 мм/год,
характер коррозии точечный и яэвевный. Низколегированные
стали корродируют примерно с той же скоростью, но коррозия
равномерная.
Систематические многолетние наблюдения за состоянием подо-
гревателей и теплообменников в аналогичных производствах пока-
зали, что углеродистые н низколегированные стали нельзя исполь-
зовать для изготовления аппаратов производства диннтрнлов тере-
фталевой и изофталевой кислот.
Подогреватели и теплообменники, выполненные из хромони-
келевых сталей типа 0Х18Н10Т, Х18Н10Т, показали высокую кор-
розионную стойкость этого материала.
Таблиц 17.1
Скорость коррозия металлов в сплавов в ксилоле
Температура МО °C; длительность испытаний 330
Металл или сплав Скорость коррозии, мм/год Характер коррозии
Сталь
10 0.0.30 Точечная
1X13 0.020 Равномерная
* X18HI0T 0.020 »
Х17Н13М2Т 0.004 >
0Х23Н28МЗДЗТ <0.001 Без видимых изменений
Алюминий А99 <0001 То же
Медь Ml 0.001 Равномерная
Бронза
Бр. хае 0501 Без видимых изменений
Бр. ОФ 65-0.4 0.020 То же
Бр. Мц5 0.001 >
Бр. А5 0.004 »
Латунь 0.020
Л 62 >
ЛО 62-1 0.020 »
Л 68 0,006 »
ЛО 59-1 0.070 >
Титан ВТ 1-1 <0.001 »
Производство динитрилов терефталевой и изофталевой к-т
5CI
В настоящее время на действующих производствах вся аппа-
ратура, работающая при повышенных температурах в среде дву-
окиси углерода, заменяется аппаратурой нз нержавеющей стали.
Таблица 17.2
Стойкость неметаллических материалов в чистом ксилоле
Mtтермал Темпера НрОЛОЛЖв- тельиость испытаний. ч СтоЯжосп. материала Литера- тура
Эмаль кислотоупорная — — Стойка 0
№ 105
Бетон гидравлический — — Стоек, ио прони- цаем 10
Графит н уголь, пропитан- ные фенольными смолами 100 2160 Стойки; потеря веса 0.35 11
Битумные материалы — — Нестойки 12
Асбовинил с аитофилкт- 20 744 Стоек 13
и хризотиласбестом Относительно стоек
Полнатнлен До 20 — 14
Полипропилен 20 — Нестоек 15
Полистирол 20 — » 15
Полиднхлорстирол До 20 — Стоек 14
Поливинилхлорид 20 — Нестоек 15
Перхлорвнниловые лаки 20 — Нестойки 16
и »малн
Полиметнлметакрилат 20 — Нестоек 15
Поликарбонаты 20-60 — Нестойки 15
Полиамиды 20 —. Весьма стойки 15
Пентвпласт 66 • — Весьма стоек 15
Фторопласт-3 20 — Стоек 15
100 Нестоек 15
Фторопласт-4 20 — Весьма стоек 15
Эпоксидные смолы 20 — Весьма стойки 15
Хлоропреновый каучук — — Нестоек 14
В табл. 17.1 и 17.2 представлены результаты коррозионных ис-
пытаний металлических и неметаллических материалов в ксилоле.
Данные о коррозии сталей в водных растворах двуокиси угле-
рода приведены в работе {7} а под действием COj в условиях кон-
версии углеводородных газов — в [8].
В табл. 17.3 представлены результаты коррозионных испыта-
ний металлических материалов в ж-дннитрнлизофталевой кислоте,
а в табл. 17.4 — в чистой, перекристаллизованной изофталевой кис-
лоте.
В ксилоле прн 140°С все испытанные металлы и сплавы весьма
стойки, коррозия имеет незначительную величину, характер кор-
розии равномерный, за исключением углеродистой стали, где кор-
розия носит точечный характер. В л-дннитрилизофталевой кислоте
502
Гл. 17. Производство динитрилов терефталевой и нзофталевой к-т
Таблица 17.8
Скорость коррозии металлов и сплавов
в расплавленной .м-двнвтрилязофталевой кислоте
Температура 190 °C; длительность испытаний 624 ч.
Металл или сплав Скорость коррозии, мм/год Характер коррозии
Сталь 10 Сталь 1X13 Сталь Х18НЮТ Алюминий А99 Медь Ml Бронза Бр. А5 Латунь Л62 Титан ВТ 1-1 0.001 <0.001 <0.001 <0.001 0.004 0.005 <0.001 <0.001 Мелкие точки Без видимых изменений > » > > > » Равномерная » Без видимых изменений > > >
Таблица 17.4
Скорость коррозии металлов сплавов
в расплавленной нзофталевой кислоте
Температура 190 “С: длительность испытаний 1272 ч.
Металл пли сплав Скорость коррозии, мм/год Характер коррозии
Сталь 10 Сталь 1X13 Сталь XI8H10T Алюминий А99 Медь Ml Бронза Бр. А5 Латунь Л62 Титан ВТ 1-1 <0.001 <0.001 <0.001 <0.001 <0.001 0.003 <0.001 <0.001 Боз видимых изменений » > > » э > » * > » > » Равномерная Без видимых изменений » » >
(табл. 17.3) коррозия углеродистой стали имеет точечный харак-
тер, в чистой нзофталевой кислоте (табл. 17.4) она вполне стойка,
как и другие металлические материалы.
Учитывая высокие требования, предьявляемые к чистоте про-
дукта,.и недопустимость его загрязнения примесями железа, в ка-
честве материала оборудования, работающего в условиях процесса
окислительного аммонолиза (реактор, теплообменники, подогре-
ватели) прн 400—500 °C, необходимо использовать хромоникеле-
вую сталь Х18Н10Т. Для корпусов аппаратов — качественную уг-
леродистую сталь марки 20К, трубки — из сталй 0Х18НЮТ.
Реактор может быть изготовлен также из двухслойной стали
12МХ + 0Х13 или 12МХ + Х18Н10Т. Аппараты, работающие прн
150—200*42 в средах продуктов аммонолиза —1 динитрнлы фтале-
вых кислот, ксилол, углекислый газ, аммиак, вода,—должны быть
Литература
503
изготовлены из хромоникелевых сталей типа Х18Н10Т, трубки ки-
пятильников и подогревателей — из стали 0Х18Н10Т, а корпус —
из углеродистой качественной стали 20К. Все аппараты, емкости,
узлы, насосы и коммуникации, предназначенные для хранения и
транспортировки динитрнлов и кубового остатка, должны быть
обеспечены обогревающими паровыми «спутниками» с температу-
рой пара не ниже 220 °C. На случай забивки отдельных элементов
установки затвердевшими осадками продукта должна быть обес-
печена возможность промывки их растворителем — предпочти-
тельно диметилформамидом и ксилолами.
Аппараты, работающие в среде продуктов аммонолиза при
температурах 60—150вС, могут быть изготовлены из двухслойной
стали Ст. 34-0X13 или Ст 34-Х18Н10Т. Аппараты н емкости, ра-
ботающие при температурах ниже 100 °C, если они не содержат то-
варных продуктов, могут быть из углеродистой стали Ст. 3.
С особым вниманием следует отнестись к подбору материалов
для коммуникаций и трубопроводов, соединяющих аппараты тех-
нологического цикла и конденсационно-холодильного оборудо-
вания.
Для трубопроводов, работающих прн повышенных температу-
рах в агрессивной среде, необходимо применять трубы «з хромо-
никелевых сталей типа 0Х18НЮТ, Х18Н10Т. До 150%} можно
употреблять сталь 0X13, 1X13. а для трубопроводов, работающих
прн температурах до 100 °C в неагрессивных средах (сухие газы,
отдувочные газы, органические компоненты, не содержащие воды
и двуокиси углерода), могут быть использованы трубы из угле-
родистой стали. Выбирая металлы для оборудования, подвергаю-
щегося действию водяного пара (пароперегреватели, паропро-
воды), в первую очередь следует учитывать степень нагрева сте-
нок трубок. Углеродистые сталн^непригодны в этом случае при
температуре стенки выше 450%}. Низколегированные хромомолиб-
деновые и кремниймолибденовые стали при температуре стенки
500- 600 °C обладают значительно лучшей стойкостью в перегре-
том паре Наиболее стойки к действию перегретого пара высоко-
легированные стали. Сталь типа 18-10 практически совершенно не
подвержена окислению.
Следует также обратить внимание на необходимость профилак-
тических мероприятий во время простоев. Рекомендуется осушать
и поддерживать аппараты в сухом состоянии за счет использова-
ния водопоглотителей, заполнение аппаратов газообразным аммиа-
ком, нанесение антикоррозионных смазок (17].
ЛИТЕРАТУРА
I. Б. В. Суворов. Усп. хим.. XXXIV, № 9. 1526 (1965).
2. Oga Taijiro, Hydrocarbon Process., 45, .Mr 11, 174—176 (1966).
3. R. W. King. Hydrocarbon Process. 45, № II. 169— 194 (1966).
4. Tadush Kado, Chem. Economy Eng. Review, 2, № 7, 43—47 (1970).
604 Гл. 17. Производство динитрилов терефталевой и изофталевой к-т
5. Jasuchlka Suzuki, Chem. Economy Eng. Review, № I, 34 (1970).
6. O. v a n Possum, Chem. Ind. Tedin , 26, 481 (1953).
7. Коррозия и защита химической аппаратуры. Справочное руководство, т. 3.
Изд. «Химия*. 1970.
8. Коррозия и защита химической аппаратуры. Справочное руководство, т. 8.
Изд. «Химий», 1972. стр 7—24.
9. К. А. Поляков. Неметаллические химически стойкие материалы. Госхнм-
издат. 1952. ,
10. В. Д. Яхонтов. Химическое сопротивление материалов, изд. Ленинград-
ского заочного индустриального института, 1948.
11. Materials of Construction Data. Ind. Eng. Chem.. 40, Nt 10. X (1948).
12. В С. Киселев, Руководство к практическим занятиям по технологии
пленкообразующих веществ, Госхнмнздат. 1948.
13. И П. Шабо да л о в. Асбовнннл. Материалы антикоррозионной секции со-
вещания главных механиков и работников антикоррозионных служб пред-
приятий МХП. М., 1948.
14. J. Delorme. Les debouches des mallere» plastiquee dans 1'induslrie chimique,
Toulouse, 1948.
15. Г. Я. Воробьева, Коррозионная стойкость материалов в агрессивных
средах химических производств. Изд. «Химия». 1967
16. А. Л Энглин, ь сб. «Борьба с коррозией в химической промышленности»,
Госхнмнздат, 1946. ~
17. И. Я. Клинов, Коррозия химической аппаратуры в коррозионные мате-
риалы. Госхнмнздат. i960.
Глава восемнадцатая
ПРОИЗВОДСТВО МАЛЕИНОВОГО АНГИДРИДА*
Малеиновый ангидрид — белое кристаллическое вещество с
температурой плавления 52,8°C, температурой кипения 199,9°C.
смешивается с водой с образованием малеиновой кислоты Хорошо
растворяется в ацетоне, этилацетате, хлороформе, бензоле; огра-
ниченно растворяется в четыреххлористо.м углероде и керосине {1J.
Малеиновый ангидрид находит все более широкое применение
в производстве полиамидных и полиэфирных смол, синтетических
волокон, сельскохозяйственных и фармацевтических препаратов,
красителей, пластификаторов и т. д.
Его получают каталитическим парофазным окислением бен-
зола, фурфурола или непредельных углеводородов кислородом
воздуха прн температуре ~400 °C на неподвижном или псевдо-
ожиженном катализаторе. Одним из основных промышленных спо-
собов получения малеинового ангидрида является парофазное
окисление бензола прн 380—420вС на неподвижном катализаторе
на основе пятиокиси ванадия {2—4].
Технологическая схема получения малеинового ангидрида
включает пять основных стадий:
1) каталитическое,окисление углеводородов кислородом воз-
духа;
2) выделение сырого малеинового ангидрида из контактных
газов;
3) санитарную очистку отходящих газов с получением 35—
45% растворов малеиновой кислоты;
4) упаривание и дегидратацию водного раствора малеиновой
кислоты;
5) термическую и термохимическую обработку и дистилляцию
малеинового ангидрида с получением товарного продукта
Принципиальная технологическая схема процесса получения
малеинового ангидрида представлена на рнс. 18.1.
* В таблицах настоящей главы помещены результаты исследований, выпол-
ненных в НИОПиКе X. Л. Цейтлиным. С. М. Бабицкой. Л. В. Мерзлоуховой,
Ю. И. Сорокиным. Т. Д. Зальцман, В. С. Ляпиной, В А Стрункнным и
Е. К. Ревазовы»,.
606
Г л. 18- Производство малеинового ангидрида
Каталитическое окисление углеводородов иа стационарном
катализаторе осуществляется в трубчатых контактных аппара-
тах /. трубки которых вварены в трубные решетки. Углеводород-
но-воздушная смесь, предварительно нагретая до 150—170°C, про-
ходит сверху вниз по трубкам, заполненным катализатором, при
температуре в бане реактора — 400 °C, превращаясь в ангидридо-
воздушную с.месь. В межтрубиом пространстве для снятия тепла
Рис. 18.1 Принципиальная технологическая схема производства малеинового
ангидрида:
/—контактный яппдрат; 2—теплообменник для охлаждения аигмдридо-воэдушиой смеси;
3—теплообмен н их для выделения нале и нового ангидрида л жйдком виде: 4—конденсатор
намораживания; 5—сборник сырого малеинового ангидрида, 6—абсорбер: 7—дистилля-
ционный куб; Я—колонна; 9— сборник раствора на.теп новой кислоты; /р—аппарат для
упарнапиия раствора малеиновой кислоты; /7—аппарат дегидратации: 12— емкость для хра-
нения чистого малеинового ангидрида: 13—таблетнзатор.
реакции циркулирует теплоноситель — нитрат-нитритный расплав
(-53% KNO3. 40% NaNOj, 7% NaNO3).
Из контактного аппарата ангидридо-воздушную смесь направ-
ляют в трубчатый теплообменник 2, в трубках которого она
охлаждается до 200 °C В межтрубном пространстве циркулирует
вода.
Выделение малеинового ангидрида в жидком виде осуще-
ствляется в теплообменниках 3 при температуре выходящих газов
55—60°C; в твердом виде — в конденсаторах намораживания или
десублиматорах 4 при температуре выходящих газов 28°С; внутри
аппаратов расположены оребренные трубы. Малеиновый ангидрид
осаждается на поверхности труб, по которым циркулирует вода.
После конденсаторов намораживания контактные газы направ-
ляют в промывные колонны (абсорберы, скрубберы) 6, где при
35—60 °C малеиновый ангидрид улавливается водой и образуется
35—45% раствор малеиновой кислоты Его подвергают упариванию.
Производство малеинового ангидрида
507
а затем дегидратации под вакуумом в специальных аппаратах 10,
11. В промышленной практике используются в основном два ме-
тода дегидратации малеиновой кислоты: термическая н азеотроп-
ная дегидратация с ксилолом
Прн выделении малеинового ангидрида нз контактных газов
образуется «сырец», содержащий до 5—6% малеиновой кислоты.
Таблица 18.1
Скорость коррозии металлов (мм/год) в малеиновом ангидриде
□рв перемешивании
Тем- пера- чг- Присадка Дли- тель- ность нслы- такнП, я Сталь Алюминий АДО
Ст. 3 хмшот X17H13M3T
Ж- г. ж. г. ж. Г. ж. Г-
60 Без присадки 60 0.09 0.08 0.002 0.01 0.002 0.001 0.03 0.06
100 0.05 0.05 0.001 0.001 0.001 0.001 0.03 0.03
100* •• 0.04 —>> 0.002 — 0.002 — 0.06
3% малеиновой 60 0.13 0.09 0.01 0.003 tl.OOl 0.001 0.06 0.06
кислоты 100 0.14 0.09 0.002 0.002 0,001 0.001 0.03 0.03
100* 0.09 — 0.01 0.003 0.001 — 0.06 —
6% ВОДЫ 50 0.20 0,26 0.03 0.01 0.02 0.01 0.13 0.03
100 0.19 0.15 0.03 0.01 0.01 0.01 0-14 0.03
100* 0.12 — 0.02 0.02 — 0.09 —-
100 Без приевдки 50 0.08 0.08 0.002 0.003 0.005 0.003 0-14 0.03
100 0.07 o.i: 0.902 0.002 0.001 0.001 0-09 0.03
100* 0.07 — 0.01 — 0.01 —• 0.09 —-
6% ма теиновой 50 0.16 0.11 0.01 0.01 0.002 0.001 0-15 0.03
кислоты 100 0.17 0.10 0.01. 0.01 0.001 0.001 0.09 0.03
100* О.Ю 0.01 — 0.002 — О.'»
140 Без присадки 50 0.34 1.35 0.01 0.01 0.001 0.001 0.01 0.01
100 0.87 0.78 0.01 0.01 0.001 0.001 0.905 0.01
100* 0.20 — 0.01 — 0.01 — 0.01 —
10% малеиновой 60 0.46 1.74 0.01 0.26 0.01 0.02 —- —
кислоты юо 046 1.12 0.01 0.15 •• 0.002 0.01 —
100* 0.31 =. 0.03 0.02 —
10% малеиновой 50 0.11 0225 0.02 0.02 0.01 0.01 — —
и 1 % серной 100 0 14 0.23 0.01 0.01 0.01 0.002 —
кислоты 100* 0.29 — 0.02 — 0.01 — —• —
1 % серной кис- 50 0,15 0.37 0.01 0.01 0.01 0.01 — —
лоты 100 0.20 0,21 0.01 0.002 0.01 0.003 — —
100» 0.07 — 0.01 — 0.01 — — —
5% серной кис- 50 0.09 0.03 0.01 0.01 0.01 0.01 —
лоты 100 0.09 0.02 0.01 0.01 0.01 0.01 —
100* 0.07 —. 0.01 — 0,01 — — -—
10% серной кис- 50 0.83 0.48 0.07 0.05 0.08 0.02 0.03 0.03
ЛОТЫ 50* — — с— — — — 0.06
100 0.46 0.28 0.04 0.03 0.04 0.02 — --
100* 0.13 — 0,06 — 0.03 —
• Данные для смрных образцов.
•• Местная коррозия; глубина язв—2 мм
508
Гл. 18. Производство малеинового ангидрида
Для получения товарного продукта этот сырец подвергают терми-
ческой или термохимической обработке с последующей дистилля-
цией Дистилляцию осуществляют в дистилляционном кубе 7 и
колонне 8 при 100—120°С и остаточном давлении 20—30 мм рт. ст.
В литературе [5—7) мало данных о коррозионных свойствах
малеинового ангидрида и особенно малеиновой кислоты — главного
агрессивного агента производства.
Малеиновый ангидрид слабо действует на металлы (табл. 18.1).
В расплавленном малеиновом ангидриде до 140°C хорошей стой-
костью обладают алюминий и особенно стали Х18Н10Т и
X17H13M3T; углеродистая сталь стойка до 100°С. Добавка к ма-
леиновому ангидриду (при перемешивании) небольших количеств
малеиновой кислоты и воды мало влияет на стойкость испытан-
ных металлов.
Растворы малеиновой кислоты вызывают значительную корро-
зию металлов. Кипящие растворы малеиновой кислоты следует от-
нести к числу наиболее сильных коррозионных агентов; ее изомер—
фумаровая, а также фталевая кислоты во многих случаях менее
агрессивны (табл, 18.2).
Таблица 182
Скорость коррозии металлов (мм; год) в водных растворах кислот
Температуря 100
Концентрация кислоты, aec. X Стаяв Алюжх- ИМЙ Медь Никель Свинец
Ст. 3 XI7T XUHI0T
Малеиновая. 20% 34 1.89 8,29 16.83* 5.99* 0.29* 1 69
Малеиновая. 45% 445.09 6.64 61.73* 4.86* 0.31 * 5 34 164.88
Фталевая, 10% 118.91 0.03 <0,001 1.15 0,49 0.56 0,49
Фумаровая. 10% 113.23 0.07 <0j00' 2.76 0.75 0.24 0.51
* Местное разрушение.
Малеиновая кислота—белое кристаллическое вещество с тем-
пературой плавления 131 °C, температурой кипения 160вС и кон-
стантой диссоциации Ki = 1,2-10"* легко растворима в воде и
эфире, трудно —в бензоле (1J.
В 20% растворе малеиновой кислоты при 25°C значительно
корродирует углеродистая сталь, несколько меньше сталь Х17.
С течением времени, вследствие тормозящего влияния продуктов
коррозии, стойкость металлов возрастает. МеДъ и алюминий под-
вергаются опасному локальному разрушению. Остальные испытан-
ные металлы обладают хорошей стойкостью (табл. 18.3).
С повышением температуры до 60 и 100 °C скорость коррозии
металлов возрастает. Сталь Х18Н10Т при 60 °C стойка в раство-
рах малеиновой кислоты при концентрации не выше 20%. Сталь
Производство малеинового ангидрида 800
XI7H13M3T не корродирует в 60% растворе до 100°С (табл. 18.4).
Из табл. 18.5 видно, что и при 100 часовых испытаниях сталь
X17H13M3T стойка в 25 и 45% растворах кислоты до 100 °C, в то
иремя, как сталь Х18Н10Т заметно корродирует, особенно в зоне
сварки, даже в 25% растворе при 60°C. Активированные нагревом
ю известных критических температур участки поверхности нержа-
иеющей стали значительно корродируют в горячих растворах ма-
леиновой кислоты.
В горячих концентрированных (70 и 90%) растворах малеино-
иой кислоты (табл. 18 6) сталь Х18Н10Т также нестойка, но ско-
рость коррозии в этом случае несколько меньше, чем в 45 и 60%
растворах. Это объясняется способностью концентрированных рас-
творов к изомеризации с образованием менее агрессивной фума-
ровой кислоты.
Хотя общая потеря веса образцов стали X17H13M3T в горячих
концентрированных растворах малеиновой кислоты невелика, на
поверхности металла, особенно в зоне сварки, появляются при-
знаки местной коррозии. Хорошей стойкостью в этих условиях об-
ладают титан ВТ 1-0 и сталь 0Х23Н28МЗДЗТ.
На различных ступенях технологической схемы производства
малеинового ангидрида растворы малеиновой кислоты могут со-
держать бензол, ксилол, бензохинон и другие вещества. Из
габл. 18.7 и 18.8 видно, что примесь бензохинона к 45% раствору
малеиновой кислоты при 80°С повышает, а бензола и ксилола —
уменьшает стойкость стали Х18Н10Т. Нз медь эти примеси ока-
зывают обратное действие, а на сталь XI7H13M3T практически не
влияют-
В расплавленной малеиновой кислоте при 140 °C углеродистая
сталь подвергается значительно общей, а сталь Х18Н10Т— мест-
ной коррозии. На образцах стали X17H13M3T (особенно свар-
ных) так же, как в концентрированных ргстворах кислоты, появ-
ляются признаки местной коррозии. Сгаль 0Х23Н28МЗДЗТ н ти-
тан ВТ 1-0 обладают в этих условиях хорошей стойкостью
(табл. 18.9)
Таким образом по результатам лабораторных исследований
коррознонностойки в контакте с малеиновой кислотой следующие
материалы:
сталь Х18Н10Т —при концентрации кислоты до 20% и темпе-
ратуре до 60 °C;
сталь X17H13M3T — при концентрации кислоты до 60% и тем-
пературе до 100 °C;
титан ВТ 1-0 и сталь 0Х23Н28МЗДЗТ — для кипящих растворов
любой концентрации и для расплавленной малеиновой кислоты;
винипласт, текстолит, фаолит — до 60°C;
фаолит— до 105 °C.
Литературные сведения немногочисленны. Отмечается, что ма-
леиновый ангидрид получают из кротонового альдегида при 280 °C
Таблица 18.3
Скорость коррозия металлов и сплавов (мм/год) в 20% растворе малежновой кислоты при 25 ’С
Смеха растворов черев 1000 ч.
Коррозия сталей раьиомериая; алюминии и меди—местная.
Металл или сплав Длите яьноеть испытаний, я
ю 1J0 500 1000 3000
ж. г. ж. Г. ж. Г. ж. Г. ж. Г.
Сталь Ст. 3 4.38 0.12 1.34 0.13 0.48 0.15 0.50 0.14 0.42 0.06
Х17Т 0.78 <0.001 0.001 0.002 0.001 <0 001 <0,001 <0.001 <0.001 <0.001
XI8HJ0T <0.001 0,07 0,003 0.003 <0.001 <0.001 <0.001 <0.001 <0.001 <0.001
Х17Н13МЗТ <0,001 0.02 0.006 0.003 <0.001 <0.001 <0.001 <0,001 <0.001 <0.001
Алюминий АДО 0,21 0,12 0.03 <0.001 0,02 <0.001 0.02 0.003 0,01 0.003
Медь М3 0.23 0.05 0-14 0,002 0.39 0.014 0.29 0.02 0.25 0.002
Таблица 18.4
Скорость коррозии металлов в сплавов в растьорах малеиновой кислоты различной концентрации
Длительность испытаний 10 ч.
Корразия алюминии и стали XI8H10T—местная (точки, пятна), у остальных металлов—равномерная.
Металл и.тн сплав Температура. °C Концентрация кислоты. К
5 20 45 60
ж. Г. ж. Г. ж. Г. ж. Г.
Сталь Ст. 3 60 100 67.38 203,14 1.63 5.02 44.22 343.89 1.49 6.45 54.67 445.09 1.94 ~ 12.13 39.21 274.19 1.45 1 1193 I
Х5М
XI7
Х28И (содержит 0.2%
азота)
XI8H10T
X17H13M3T
Хромистый чугун Х28
Алюминий АДО
МеДЬ М3
Никель НП2
Свинец С)
Титан ВТ 1-0
100 165.33 7,04 280.53 39.99 260.94 39.60 220.32 1632
60 <0.001 <0.001 <0.001 <0.001 3.63 0.11 3.94 0.02
100 0.03 0.02 8.29 0.05 6.64 0.06 6.28 0.20
100 <0.001 <0.001 0.03 0,57 0.22 0.03 <0,001 1.49 0.64 0.03 0.03 0.03
60 <0.001 <0.001 <0.001 <0.001 1.52 0.04 1.08 1.08
100 <0.001 <0.и01 16.83 0.05 61.73 1.39 51.40 2.98
60 <0.001 <0.001 <0.001 <0.001 <0.001 <0001 <0.001 <0.001
100 <0.001 <0.001 0.001 <0.001 <0.001 <0.001 <0.001 <0.001
100 — 25.81 6.72 15,09 6.44 10.6) 6.02
60 0.75 <0.001 0.60 <0.001 0.48 <0.001 0.66 0,24
10и 4,86 0.81 5.37 0.49 4.37 0.62 4 ПО 135
60 0.8! 006 0.74 0.08 0.39 0.25 0.24 0.08
100 0.31 0.13 0.29 0.31 0.31 0.65 1.25 038
60 0,47 <0.0С-1 0.55 <0.001 0.36 0.08 0.40 0.06
100 0.67 0.17 1.69 0.46 5.34 1.49 10.37 2.18
100 — — — 164.88 2.44 — —
60 <0.001 0.058 0.078 <0.001 а_ —
100 0.157 0.039 0098 0.098
Производство малеинового ангидрида Производство малеинового ангидрида
512
Г л. 18. Производство малеинового ангидрида
Таблица !8J
Скорость коррозии сталей (мм/год) в растворах малсивоаой кислоты
Смена рас г вор он через 25 я.
Темпера- ri&‘- Концент- рация кислоты. К Длитель- ность испытайкП. я Сталь XUHI0T Характер коррозия Сталь X17HI3M3T ••
ж. Г. Ж. Г.
40 45 10 0.15 — Равно- мерная <0.01 <0.01
10* 0.053 — То же .—
50 <0,001 0.09 » <0.01 <0.01
юо С 04 U .04 0.02 <000!
100* 0.23 — » 0.06 —
60 25 50 0.34 <0.0С 1 Точки <0.001 <0.001
100 0.17 <0,00! » <0.001 <0,001
100’ 0.43 0,03 > 0.03 0.02
60 45 10 0,001 0,001 — <0.001 <0001
* 50 0.28 <-0.001 Язвы <0.001 <0.00!
100 0.21 <0,001 > <0.001 <0.001
100 • 0.26 0.05 > 0.03 0.02
80 45 10 0.001 — > <0.001 <0.001
10* 0.166 — > — —
50 1.77 0.01 > <0.001 <0.001
100 1.34 0.01 > 0.01 <0.031
100* 1.22 — > 0.19 —
100 25 50 4.80 0.23 > 0.01 0.01
100 4.31 0.14 > 0.01 0.01
100* 5.86 060 > 011 0.07
100 45 10 61.73 *• 1.39 > <0.001 <0.001
10 IU.90 ’• — »
10* 11.21 ’• — » —
50 4.85 0.26 э 0.02 0.01
100 3.42 0.30 0.01 0.01
100* 4.10 1.10 > 0.13 0.07
• Дам ныв'для сварных образцов.
•• Коррозия во всех случаях равномерная.
а* Нестабильное поведение стали прн раа личных испытаниях.
в реакторе из углеродистой стали {9J. В работах [10, И] рекомен-
дуется контактный аппарат получения малеинового ангидрида
окислением бензола выполнять из алюминия. Сообщается, что ма-
леиновый ангидрид получают в аппаратах из нержавеющей хро-
моникеЛемолибденовой стали, прн этом трубы контактного аппа-
рата изготовлены из сталей нержавеющей или углеродистой, пла-
кированных титаном {12, 13]. Указывается, что вследствие сильного
агрессивного действия продуктов конденсации, содержащих ма-
леиновый ангидрид и влагу, следует применять конденсаторы
намораживания из нержавеющей стали [14]. Для аппаратурного
оформления стадии дегидратации малеиновой кислоты рекомен-
дуется сталь X17H13M3T, поскольку стали углеродистая н типа
Х18Н10Т сильно разрушаются в растворах кислоты [15].
Производство малеинового ангидрида
513
Таблица 18.6
Скорость коррозии сталей титана (мм/год) в концентрированных растворах
мажежиовой кислоты
Температура 90 °C. Сиена раствори черв* 21 «сов.
Ков- цент- ртшг кис- лоты. к Дли- тель- ИОСТК. иегыта- якА. ч Сталь Титан ВТ 14 »•
XI8HIOT’ Х17Н13МЗТ“ 0Х2ЭНЛМЗДЗТ *•
Ж. Г' Ж- г. ж. Г. ж. г.
70 50 0.012 0.010 0.007 0.005 0.003 0.001 0.010 0.006
100 0,008 0,006 0.005 0503 0502 0.002 0.008 0.004
100 0.652“ 0.007 “ —- 0.002“ — 0.012“ —
90 50 0.089 0.009 0.005 0.019 0.019 0,021 0.02 —
100 0.082 0.008 0.009 0.016 0.011 0.011 051 —
100 0.851 “ — 0.043 “ — 0.014 “ — —
* Коррозии местная.
* * Признаки местно* коррозии.
• • Равномерная коррозии,
* • Данные для сварных образцов.
Таблица 18.7
Влияние примесей бензохинона в бензола на коррозию металлов в 45%
растворе малеиновой кислоты
Температура 80 °C.
Металл Пркмесь Длитель- ность НСПЫТ1- а eft, ч Скорость коррозии, мм/год
ж. гр Г.
Сталь Х18Н10Т Без примеси 100 1.3 — 0.01
> > 100 1.2 • — —
3% бензохинона 100 0.01 — 0.01
3% 100 0.18* —— —
1 % бензола 100 1.2 — 0.03
1% 100 3.2* — —
Сталь X17H13M3T Без примеси 100 0,02 —- <0.01
» > 100 0.19* — —
3% бензохинона 100 0,01 — 001
3% too 0.07* —• —
1 % бензола 100 0.03 0.03
'% юо 0.22* —
Медь М3 Без примеси 50 9.0 55 0.49
» > 50 '.2* 2.0* 0 33*
0.01% бензохи- нона 50 125 65 0.33
1% бензохинона 60 53.0 28.0 2.0
1% бензола 50 51 2.4 0.23
3% бензол* 50 3.4 35 0.58
• Данные дм саармых образцов.
17 Зав. 18
514
Гл. 18. Производство малеинового ангидрида
Таблица 18.8
Скорость коррозии стали Х18Н10Т в 45% растворе малеиновой кислоты,
ксилоле в их смесях
ТеМЕература 80 °C. Длительность испытаний 10 ч.
Среда Скорость коррозии, мм/год
ж. Г.
Малеиновая кислота 6.58 0.02
Малеичопая кислота+ 1% ксилола 12.15 <0.001
Малейчовая кислота + 3% ксилола 15.16 <0.001
Ксилол <0.901 <0.001
Ксилол + 1% малеинового ангидрида 0.03 0.02
99 вес. я. ксилола + 1 вес. ч. малеиновой
кислоты 0.03 0.03
50 вес. ч. ксилола + 50 Б£с- ч. малеиио- В слое малеиио- В кснлольиом
вой кислоты вой кислоты 19 слое <0.001
Таблица 18.9
Скорость коррозии металлов и сплавов в расплаве малеиновой кислоты
Температура ><0 °C. Смена реакционной среды через 25 ч.
Металл или сплав Длитель- ность йенытаннВ. Ч Скорость коррозии, мм/год Характер коррозии
ж. г.
Сталь Ст. 3 100 3.06 0.54 Сильная мести ая
100 1.60 • коррозия То же
Х18Н10Т 100 0.01 0.05 >
400 0.02 0.17 •• >
XI7H13M3T 400 100 0.05’ <0.001 <0.001 Признаки мест-
400 <0.001 0.01 ной коррозии То же
400 0.01 • —
0Х23Н28МЗДЗТ 1<Ю <0.001 <0.001 Равномерная
400 <0.001 <0.001 >
400 0.01 • — >
Титан ВТ 1-0 100 0.001 <0.001 >
400 0.001 <0.001 >
400 0.001 • — >
* Данные для сварных образцов.
•• Местная коррозия. Глубина аза 3 км.
В условиях азеотропной дегидратации растворов малеиновой
кислвты удовлетворительно работала лабораторная цельнотита-
новая установка.
Производство малеинового ангидрида
515
В работе [16] отмечается, что па стадии дегидратации подогре-
ватель растворов малеиновой кислоты из стали Х18Н10Т удовлет-
ворительно служит 72 ч, из стали X17H13M3T — 330 ч, а чехол
термопары из титана, работая более двух лет, не имел коррозион-
ных повреждений в местах сварки.
Таблица 18.10
Скорость коррозии металлов в сплавов в реакторе окпелеявя бензель
в малеиновый ангидрид на лабораторных установках
Металл иля сплав Длитель- ность испытаний, ч Скорость корродик. ММ,'ГОД
ня сходе а середине реактора на выходе
Стационарный катализатор.
Температура бани реактора 380 - 420 °C
Алюминий АДО Сталь 900 <0.001 <0.001 ° <0.001
Ст. 3 250 0.42 ОД/ 026
250° 0.26 — 1—
Х5М 450 0.09 0.11 0.11
XI8H10T 150 0.01 0.01 —-
150* 0.02 — 0.03
Псевдоожиженный катализатор.
Температура бани реактора 400—430 °C
Алюминий АДО 100 0.03 0.03 0.001
Сталь
Ст. 3 100 0.05 0.03 0.01
100* 0.01 0.01 0.01
300 0.02 0.02 0.01
зи° 0.06 007 0.02
Х18Н10Т 90 0.01 0.01 0.04
90° 0.03 0.03 0.001
150 <0.001 0.01 0.01
150° 0.03 0,02 <0.001
* Данные для смрнмх обрдмдо.
'В табл. 18.10 приведены данные, характеризующие химическую
стойкость металлов в условиях окисления бензола на лаборатор-
ных установках. В процессе окисления бензола на стационарном
катализаторе углеродистая сталь пониженно стойка, а на уста
новке с псевдоожиженным слоем она обладает удовлетворительной
стойкостью. Такое различие в поведении стали можно объяснить
более высокой температурой (за счет теплоты реакции) в активной
зоне стационарного катализатора по сравнению с равномерным
нагревом в объеме псевдоожиженного катализатора.
На стационарном катализаторе металлы могут оказывать су-
щественное каталитическое влияние на процесс окисления бензола
1Т*
516
Гл. IS. Производство малеинового ангидрида
Таблица 1S.11
В.тяяиве скорости потока воздуха высоты
расположения образцов па эрозионный износ
углеродистой стали под действием частиц
алюмосиликатов [21]
Размер частиц 1.0-1.6 ми. Длительность испытаний ЮС ч.
Скорость потока, м/с Высота рас* положения образцов над газораспре- делителькой решеткой, мм Общий взнос (мч/год) ирн угле столкмовеякя
0* S0’
13 15 0.02 0.08 0.03
25 0.06 0.03 0.02
50 0.02 <0.001 0.02
Ifi 15 0.08 0.16 0.10
25 0.06 0.57 0.17
50 0.01 0.07 0.06
~ Таблица 18 J2
Стойкость металлов в сплавов к эрозионному износу под действием
коруида [21]
Угол столкновения 30°; температуря 25 *С. В скобках приведена скорость разрушения
металла при 450 *С. Длительность испытаний 100 я.
Скорость потока воздуха. М/С Высота рас- положен як образцов вад гаэораспре* делителькоА решеткой, мм Общий ИЗНОС. МЦ/ГОД Максимальное местное разрушение. мм/год
Алюминий АДО Сталь Ст. 3 Сталь Х18Н10Т Алюминий АДО Сталь Ст. 3 Стаиь ХЮН ЮТ
13 - 15 7.1 1.7 (4.1) 0.63 (25) 117 18 (30) 9 (27)
25 6.4 1.1 (6.1) 0.82 (22) 99 5 (38) 3 (18)
50 0.66 0.05 0.02 9 Равномерное разрушение
125 0.18 -0.01 Равномерное разруше- ние
26 15 36 5.9 (2.4) 4.3 (2.8) 360 45 (160) 27 (80)
25 56 13.2 (10.4) 6j0 (8.1) 270 20 (45) 15 (30)
50 2.5 0.4 0.23 180 2 1
125 0.30 — 0.02 Равномерное разруше- ние
{17—19]. Было показано, что стали углеродистая и Х5М (в мень-
шей степени) иа несколько процентов снижают выход малеинового
ангидрида, так как железо и продукты его окисления стимули-
руют реакцию полного сгорания органических веществ до COj и
njO {20]' Сталь Х18НЮТ и алюминий обладают удовлетворнтель-
Производство малеинового ангидрида
617
ной химической стойкостью, ие влияют на процесс окисления бен-
зола и обеспечивают хороший выход продукта.
Следует отметить, что при получении малеинового ангидрида
в кипящем слое некоторые детали, размещенные в рабочем объеме
контактного аппарата колонного типа, могут подвергаться не
только коррозионному, но и эрозионному износу, зависящему от
скорости потока воздуха, угла столкновения, а также от высоты
расположения деталей над га ^распределительной решеткой
(табл. 18.11). В условиях абразивного действия катализаторов
сталь Х18Н10Г более устойчива, чем углеродистая сталь и алюми-
ний. С повышением температуры усиливается износ металлов в
Таблица 18.13
Скорость коррозия металлов сплавов в условиях дегидратации малоииовой
кислоты в дистилляции малеинового ангидрида
(по данным лабораторных испытаний
Металл клн сплав Длитель- ность мспитп- вяА. 4 Скорость Коррозии (мн/гоа) образце* расположенных
В голопке в верху колоииы в сере- дине В Инзу колонны кубе
Дегидратация 45% малеиновой кислоты
после окисления бензола
(температура в колонне 90—105 °C. в кубе 200 X)
Сталь Ст. 3 10 10.5 54.91 21,06 16 75 0.27
lo- — 73.72 — —
XI8H10T go 1.10 2.38 2.95 0.77 0.02
96’ — 4.56 3.59 1.00 0.17
Х17ЖЗМЗТ 160 0.33 0.17” 0.20 0.11 0.05
160’ — 0.28 0.31 0.08 0-32
Дегидратация 45% малеиновой кислоты
после окисления бута н-б утнлеиовой фракция
(температура 40—140 X. остаточное давление 740—100 мм рт. ст.)
Сталь X17H13M3T 50 — 0.14 050 "| 0.21 0.17
100 — 0.32 0.19 “ 0.05 0.11
Титаи ВТ 1-0 300 — <0.00! <0.001 | <0.001 <0.01
Дястнлляция малеинового ангидрида
(температура 100—135 °C. остаточное давление 20—100 мм рт. ст.)
Сталь Ст 3 Х18НЮТ 100 100 1.67 0.01 1.11 <0.001 1.75 0.01 1,49 0.01 10.0 0.04
Алюминий АДО 50 0.04 OjOI 0.01 0.01 2.5S
100 0.02 0.05 0.01 <0,001 100
• Данные для саарных образце».
*• Местная коррозия (язаы>.
518
Гл. 18. Производство малеиновою ангидрида
Результаты коррозионного обследования некоторых аппаратов
№ на рис. 18-1 Аппарат Срез. Температура.
Промышленное производство малеинового ангидрида
1 Контактный аппарат В трубках — пары бензола, малеинового ангидрида, во- лы; СО. СО,, воздух. В меж- трубиом пространстве — ни- трат-нитритный расплав 380-420
2 Теплообменник В трубках — смесь малеи- нового ангидрида с возду- хом. СО. СО,. Н,О. В меж- трубном пространстве — кон- денсат. превращающийся в лар 400-200
11 Испаритель-кристал- лизатор Растворы малеиновой ки- слоты — суспензия малеино- вой кислоты 100
12 Емкость для хране- ния чистого малеино- вого ангидрида Малеиновый ангидрид 70
IS Таблеткзатор Малеиновый ангидрид 20
Полупромышленные
Окисление бензола в малеиновый
1 Контактный аппарат Пары бензола, малеиново- го ангидрида, воды; СО. СО,, воздух 430
4 Конденсатор намора- живания Малеиновый ангидрид, ла- ры воды, воздух 28-S5
Производство малеинового ангидрида
619
Таблица 1S.H
производства малеинового ангидрида рекомендуемые материалы
Срок Состояние рпбочей Рекомендуемые
Материалы службы, ч иозсрхмостЯ матера а.ты
окислением бензола на стационарном катализаторе
Корпус из стали Ст, 3; трубки из хро- момолибденовой стали; решетки из стад и Х18Н10Т 100000 Удовлетворитель- ное Трубки из стали XI8HI0T; корпус к решетки нз стали Ст. 3
Углеродистая сталь 20 100000 То же Углеродистая ствль 20
Сталь X17HI3M3T 100000 Удовлетворитель- ное. Сильно корро- дируют сварные швы трубопроводов для горячих раство- ров малеиновой ки- слоты Сталь XI7H13M3T
Сталь XI7H13M3T 100 000 Удовлетворитель- ное Сталь XI7H13M3T
Сталь типа X18HI0T; ножи нз текстолита 100000 Удовлетворитель- ное. Ножи зату- пляются Сталь XI7H13M3T; ножи из латуни
(опытные) установки
ангидрид па псевдоожиженном катализаторе
Углеродистая сталь 20 4 150 Удовлетворитель- ное
Сталь X17H13M3T 100 000 Удовлетворитель- ное. Из-за темпе- ратурных напряже- ний иногда проис- ходит деформация труб
Углеродистая
сталь 20
Сталь X17HI3M3T
520
Гл. 16. Производство малеинового ангидрида
м ва рис- 18- 1 Аппарат Сред* Температура
6 Абсорбер 30—35% раствор малеи- новой кислоты 40
7 Дистилляционный куб Малеиновый ангидрид, со- держащий до 30% малеино- вой кислоты 9^—120 (20-30 мм рт. ст.)
8 Колонна Пары малеинового анги- дрида и воды 120
10 Теплообменник для подогрева малеиновой кислоты 30—35% раствор малеино- вой кислоты 85
Теплообменник для снятия тепла реакции (находится внутри контактного аппарата) То же 430
6 Абсорбер 45% раствор малеиновой кислоты 60-80
1
Дегидратор 45—100% малеиновая ки- слота, пары малеинового ангидрида, ксилола, воды 140-150
7 Дистилляцноиный куб Малеиновый ангидрид 135 (100 мм рт. ст.)
кипящем слое (табл. 18.12). Для уменьшения абразивного износа
следует располагать детали оборудования возможно выше над
газораспределительной решеткой [21].
Стенки контактных трубок реактора с внешней стороны подвер-
гаются воздействию нитрат-ннтрнтного расплава. Длительными
испытаниями показано, что прн 500 °C стали Х5М, Х18Н10Т и
титан обладают удовлетворительной стойкостью в этом расплаве,
а медь корродирует значительно [22].
Из табл. 18.13 видно, что в условиях дегидратации водные
растворы- малеиновой кислоты, образующейся при улавливании
малеинового ангидрида, полученного окислением бензола или бу*
Производство малеинового ангидрида
521
Продолжение
Материалы Срок службы, я Состоанме рабо'кЯ поверхности Рекомендуемы* — материалы
Стальной, гуммиро- ванный. разбрызгива- тели из стали Х18Н10Т 100000 Удовлетворитель- ное. На некоторых участках отслаива- ние резины Стальной, сумми- рованный
Сталь X17H13M3T 100000 Удовлетворитель- ное Сталь X17H13M3T
Сталь X17H13M3T 100000 То же Сталь X17H13M3T
Пропитанный графит (нгурнт) 100000 > Графят. пропи- танный фенолофор- мальдегндной смо- лой (НЭЗ)
Углеродистая сталь 10 — > Углеродистая сталь 10
Сталь Х18Н10Т 4 400 Удовлетворитель- ное. Периодически корродируют свар- ные швы особенно в нижней части ап- парата Стальной гумми- рованный иля КЗ стали X17H13M3T
Верх колонны из стали X17H13M3T низ и куб нз стали XI8HI0T 3950 Вверху значи- тельное протравле- ние сварных швов: внизу состоя- ние удовлетвори- тельное Верх колонны иа титана ВТ 1-0. низ из стали XI7HI3M3T
Сталь Х18Н10Т Удовлетворитель- ное Сталь Х18Н10Т
тан-бутиленовой фракции, оказывают примерно одинаковое воз-
действие на испытанные металлы сталь X17H13M3T пониженно
стойка в обоих случаях (локальные разрушения, особенно в зоне
сварного шва). Стали углеродистая и Х18Н10Т подвергаются ин-
тенсивному разрушению, особенно в верху и в середине колонны,
где температура наиболее высока. Титан ВТ 1-0 обладает хорошей
стойкостью в условиях дегидратации малеиновой кислоты.
В условиях дистилляции сырого малеинового ангидрида, со-
держащего до 6% малеиновой кислоты, углеродистая сталь кор-
родирует значительно, а сталь Х18Н10Т н алюминий обладают
хорошей стойкостью.
522
Гл. 18. Производство малеинового ангидрида
Таблица 18.15
Скорость коррозий образцов металлов в некоторых аппаратах производства
малеинового ангидрида
Аппарат Деятель. КОСТЬ •ксплуата ЦИК. я Скорость коррозии» ММ,гГОД
сталь
XI-5H10T XI7HI3M3T
Промышленное производство малеинового ангидрида
окислением бензола на стационарном катализаторе
4 Конденсатор намора- живания 4000 0.001 0.001
6 Абсорбер 4000 0 001 0.001
7 Дистилляционный куб 2200 0.1 0.1 —-
11 Испаритель-кристал- лизатор 3120 0.5 0.01 —
12 Емкость для хранения чистого малеинового ангидрида ..... 2200 0.01 0.001
Полупромышленные (опытные) установки
Окисление бензола в малеиновый ангидрид на псевдоожиженном
катализаторе
1 Контактный аппарат . 100 10 0 1 —
6 Абсорбер 100 1.1 1.6* —
11 Дегидратор
верх 550 90* 5 0.01
низ 0.30 0.05 —
7 Дистилляционный куб 50 0.2 0.1 —-
0.4’ 0.2*
* Данные для смркых образцов.
Горячие растворы малеиновой кислоты являются главным аг-
рессивным компонентом сред производства малеинового анги-
дрида. Для аппаратурного оформления процессов, протекающих
с участием малеиновой кислоты, следует применять, в зависимости
от условий, материалы, перечисленные в последней графе
табл. 18.14.
В табл. 18 15 приведены результаты испытаний образцов ме-
таллов в основных аппаратах полупромышленных и промышлен-
ных установок получения малеинового ангидрида, согласующиеся
с лабораторными данными.
ЛИТЕРАТУРА
1 Краткая химическая энциклопедия. т. 2. Изд. «Советская энциклопедия». М.,
1963. стр. 1050.
2. Hydrocarbon Process, 45, № II, 174 (1966); реф. «Нефтехимия за рубежом»,
вып. 6. 1967.
Литература
523
3- Пат. СШЛ 2828325. 1958.
4. Пат. США 2967185. 1961.
5. Коррозионная и химическая стойкость материалов. Справочник, под ред.
Н. А. Доллежаля, Машгиз, 1954.
6. F. Ritter, Korrosionstahelen metallischer Wcrkstoffe, Wien, 1944.
7. В Д. Яхонтов. ЖПХ, 21, № 6, 667 (1948).
8. Б. Н. Долго в. Катализ в органической химии, Госхимнздат, 1949.
9. Chem. Trade J.. 119, Л» 3, ПО. 746 (1946).
10. Г. И. Киприанов. Ф Г. Шостак. ЖПХ. II, 471 (1938)
II. G. Е. Germain, Chim. et ind., 99, № 5, 533 (1968).
12. Aciers speciaux France, вып. 17, II (1971).
13. Пат. ФР1, 1292649. 1969.
14. H. Z. Riley, Chem. and Ind.. 1956. 1464.
15. J Kubica et al. Przemysl chem., 41 № 8 458 (1962).
16. Ж. Э. Муша. С. А. Гил лер и др., Изв. АН ЛатвССР, сер. хим., 2 187
(1970).
17. СТ. Козлов, Г. Д. Т а и ц ы р е в. Зав. лаб., 9, 1114 (1965).
18. Б. А. Казанский, А. В. Дорого» ниски й, ЖПХ, 39, вып. 6, 1358
(1966).
19. О. Д. Стерлигов, И. А. Елисеев, Нефтехимия, 4, 391 (1964).
20. Н. В Лебедев. Химия и технология основного органического и иефтехи
мического синтеза. Изд. «Химия», 1971 стр. 508.
21. X. Л. Цейтлин, Ю И. Сорокин, Защита металлов, 4, № 5. 516 (1968).
22. Ю- И. Сорокин. X. Л. Цейтлин, А. А. Балашова. В сб. «Борьба
с коррозией в химическ. н иефтеперераб. аром.», Изд. «Машиностроение»,
1967, стр. 150.
Глава девятнадцатая
ПРОИЗВОДСТВО ПЕНТАПЛАСТА
Термопластический полимер пентапласт представляет собой
высокомолекулярный простой полиэфир, получаемый из продуктов
гидрохлорнровання пентаэритрита [1—23]. Пентапласт обладает
хорошими механическими и диэлектрическими свойствами новы
шенной по сравнению с обычными термопластами теплостойкостью
я высокой химической стойкостью. По химической стойкости пен
тапласт уступает лишь фторопластам; он водостоек, устойчив к
воздействию щелочей, кислот (кроме сильно окисляющих) и боль-
шей части органических растворителей.
Пентапласт может эксплуатироваться до 120 °C, а в некоторых
условиях до 135—140°С. Он применяется для изготовления корро-
зионностойкого оборудования — труб, фитингов, арматуры, венти-
лей и различных емкостей, а также для антикоррозионных по-
крытий.
Основные стадии технологического процесса получения пе<уа-
пласта:
а) этерификация — взаимодействие пентаэритрита н масляной
кислоты в присутствии хлористого водорода, ускоряющего ре
акцию:
СН,С1
2HCI
2С(СН,ОН), rcooh** С(СН,ОН), + С(СН,ОН)2 + ЗН20
cJh2OCOR СН.С1
R—CjHy моиоэфир монохлоргкдряк
ыокохлоргмдрииа дечтаэрятрята
сеятаарятряга
б) гндрохлорироваиие
СН,С1
J HCi
С(СН2ОН), + С(СН,ОН), ----> С(СН,С1), + С(СН,С1)1 + Н1О
^HjOCOR iHjC| (!h,OCOR (LhjOH
моноэфир тряхлоргидрки
грихлоргкдряна пентаэритрита
сстпаэрктр^та
Производство пентал.tacra
826
в) омыление (дегидрохлорирование)
С(СНаС1),
CHjOCOR
2N10H CIHjCk ,СН,ч
» V' )о + RCOONa + NaCl + НаО
С1НаС >сн/
С(СНаС1),
(!н2ОН
NaOH С1НаСч zCHix
----► 'С. X) + NaCl + Н2О
С1Нгс/ ЧСН2/
ибжоигр л«ят«пл*стл
г) регенерация масляной кислоты
RCOONa+ HCI —* RCOOH + NaCl
В процессе получения пентьпласта образуются побочные про-
дукты — диэфиры и триэфиры пентаэритрита и масляной кислоты.
Технологическая схема производства пеитапласта состоит из
пяти стадий и представлена на рис. 19.1.
Пентаэритрит загружается в гидрохлоратор 3 при помощи ва-
куума. Масляная кислота поступает из емкости /. Соотношение
пентаэритрита и масляной кислоты при загрузке в реактор 1:1.
После заполнения гидрохлораторов подаются хлористый водород
и азот (последний — для ускорения отгонки образовавшейся в
процессе воды) в соотношении 5:1, при этом температура дово-
дится до 200 СС.
Смесь продуктов гидрохлорнровання поступает в сборник про-
дуктов 5, обогреваемый водяным паром. Из сборника продукты
насосом 6 передаются на дистилляцию в куб 9. Непрореагировав-
ший хлористый водород и азот с парами воды поступают в кон-
денсатор холодильник 4, а затем в сборник «кислой водьи 7, от-
куда последняя подается иа регенерацию масляной кислоты Не-
сконденсированные газы из холодильника 4 идут на поглощение
хлористого водорода в скруббер 8, орошаемый водой.
На следующем этапе — дистилляции продуктов гндрохлорнро-
ваиия — продукты гидрохлорнровання поступают в куб 9 ко-
лонны, где создается вакуум (8—12 мм рт. ст.) пароэжекторным
насосом. Обогрев колонны осуществляется высокотемпературным
органическим теплоносителем дифенилом (ВОТ). Отгоняемый про-
дукт через каплеотбойник и конденсатор 10 поступает « сборник
дистидлата II, откуда подается на омыление. Несконденсирован-
ные газы выбрасываются в атмосферу. Кубовый остаток пере-
дается иа сжигание
Продукты дистилляции нз сборника II подаются в форомыли-
тель 12, куда самотеком подается через фильтр 20%-ный раствор
щелочи и где прн температуре 90—95 °C проводится омыление.
Реакционная смесь непрерывно передается в колонну дегидрохло-
рирования 13. Температура в кубе колоииы 1Ю°С, наверху 100°С.
626
Гл. 19 Производство пентапласта
Проиммство пентапласга
527
Сырой мономер и пары воды, выходящие нз верхней части ко-
лонны 13, проходят через конденсатор 14, холодильник, флорен-
тийский сосуд 15 и стекает в сборник 16. Из верхнего штуцера
флорентийского сосуда выводится вода, которая через подо! рева
тсль 17 возвращается в виде флегмы в колонну омыления 13.
В сборник сырого мономера 16 засыпается стабилизатор — нео-
зон Д. Водный раствор щелочи вытекает нз колонны омыления 13
и через холодильник поступает в сборинк 22, откуда передается иа
регенерацию масляной кислоты.
Сырой мономер нз сборника 16 поступает в куб колонны 18
(остаточное давление 460 мм рт. ст.) При температуре верха ко-
лонны 30—35°C начинается отбор головной фракции. По дости-
жении 165—167 °C отбор фракции прекращается. Температура
куба колонны снижается до 100—120°C. Отогнанная головная
фракция через дефлегматор н холодильник 19 направляется на
сжигание. По окончании отбора головной фракции давление дово-
дится до 8—10 мм рт. ст., отбирается фракция при температуре
верха колонны 78—80 °C и далее приступают к отбору целевой
фракции, представляющей собой чистый З.З-ди(хлорметнл) окса-
циклобутан, который поступает в емкость — хранилище моно-
мера 20 и далее через промежуточную емкость 21 передавливается
азотом в отделение полимеризации.
Регенерация масляной кислоты осуществляется в аппарате с
мешалкой — нейтрализаторе 23. Периодически подаваемый из ко-
лонны омыления водный раствор щелочи и «кислая вода», полу-
чаемая в процессе гидрохлорирования, смешиваются, затем смесь
расслаивается на нижний (водный) и верхний (органический)
слои. Нижо1ий поступает в сборник сточной воды 24, а регенери-
рованная масляная кислота сливается в сборник 25.
Полимеризация мономера проводится при температуре 20—
30 °C в присутствии катализатора BF3, пиридина и сокаталнзато-
ра—эпихлоргидрина. Мономер растворяется в предварительно
очищенных, перегнанных н осушенных растворителях (бензине и
дихлорэтане).
Из полимеризаторов реакционная масса поступает в аппарат
для промывки водой н отгонки растворителей и мономера.
Отбор растворителей в сборник производится до температуры
95 °C. Начиная с температуры 100 °C происходит отгонка моно-
мера с водой (1:15). Пары конденсируются в холодильнике, по-
ступают в сборник, где происходит расслаивание мономера и
воды. Упаренный раствор из выпарного аппарата собирается в
сборнике к далее поступает в выпарную чашу для доупарки воды
с получением сухого комплекса.
Промывные воды, содержащие BFS, NH3, из сборника подаются
через подогреватель в выпарной аппарат, где раствор упаривается
до 25%-ной концентрации Пары воды конденсируются в холо-
дильнике, собираются в сборнике и периодически используются
S28 Гл. 19. Производство пентапласта
для промывки полимера в аппарате. После отгонки растворителей
н мономера в аппарате остается водная суспензия полимера. По-
лимер отжимается на нутч-фнльтре н сушится в сушилке под ва-
куумом при температуре до 120°С. Порошок пентапласта из су-
шилки поступает в приемный бункер, далее через автоматические
дозировочные весы в смеситель, где к нему добавляется стабили-
затор и эпоксидная смола. Затем смесь поступает на грануляцию,
расфасовывается в мешки и отправляется на склад готовой про-
дукции.
В производстве лентапласта наиболее агрессивными по отно-
шению к металлам являются среды, содержащие соляную, масля-
ную кислоту и их водные растворы на стадиях гидрохлорнрования
пентаэритрита, отмывки и упарки растворов дихлоргидрииа, ре-
генерации масляной кислоты и ректификации продуктов гидро-
хлорирования. Все эти стадии осуществляются при повышенных
температурах, вследствие чего наблюдается разрушающее дей-
ствие этих сред на материалы.
Обычно в подобных средах широко используются различные
виды защиты аппаратуры и оборудования неметаллическими ма-
териалами органического и неорганического происхождения. Од-
нагко в данном случае использование неметаллических материалов
органического происхождения осложняется как действием высоких
температур, так и содержанием в реакционных средах веществ,
растворяющих ряд полимерных материалов.
Таким образом, в качестве конструкционных материалов для
оборудования в производстве пентапласта следует брать высоко-
легированные стали и сплавы, стойкие к действию хлорсодержа-
щих сред, а нз неметаллических материалов эмаль, стекло, кера-
мику, графит, диабаз, фторопласт-4, стойкие к действию кислот,
органических растворителей и продуктов синтеза при повышенных
температурах. Вопросы коррозионной стойкости металл-ическнх я
неметаллических материалов в сухом и влажном хлористом водо-
роде, а также в растворах соляной кислоты рассматриваются под-
робно в т 6 настоящего справочного руководства [24]
В табл. 19.1—19.8* представлены результаты коррозионных
испытаний металлических материалов в масляной кислоте различ-
ных концентраций н влияние добавок соляной кислоты, а также
углеводородов иа скорость коррозии металлов ь масляной кислоте.
В табл. 19.9—19.11 приведены результаты испытаний материалов
в условиях гидрохлорнрования пентаэритрита н разделения гото-
вых продуктов.
Результаты коррозионного обследования оборудования в про-
изводстве пентапласта и рекомендуемые конструкционные мате-
риалы даиы в табл. 19.12.
Таблица 19.1
• Данные табл. 19.1—19.11 получены О П. Меркуловой, табл. 19.12 —
О. П. Меркуловой и В. А. Пндсаном.
Производство пенталласта
629
S:
-88888 888 SS SS88 3383^88
ОООООО ООО оо оооо ооооооо
VVV VV
со —• — — — —
ФФРФ СОСОСЧ OJCQ СЧСЧрШ 1ЛофМ'Ь. . QO
СОСООООО ООО рр оооо qqoo | рр
ОООООО ООО 0*0 0*0 О О оооо о о
VVV VV
оо© ечсчсч
ррр ррр
ООО 000
VVV
VV
— — ооо еч см сч 'гео ср ~ оо 'г w со о oj со о о
CDCPOCJOGS ООО ОО ООО© оооооос^
ооОООО ООО оо оооо ооооооо
VVV VV
к
ч
У
СЧ-.8Л88
оооооо
VVV
S883I8?
оооо оо '
VV
« QOOQ СЧСЧ —
— —. О © О О О Q О
ОООООО ООО
VVV
838.8.88 ЗЗо SS S.833 3S3.S888
о О О О р О ООО ОО ОООО О ОО О ООО
VVV VV
Таблица 19.2
Скорость коррозии металлов и сплавов (в мм/год) в водных растворах масляной кислоты при 50°C
Коррозия равномерная.
Металл или силан Концек-рацня кислоты (в объем и. к) а длательноеть нс"ытаиай
5 (500 ч.) 1« 1547 я.) IS (840 44 й <М4 а.) 50 (489 ч,) те <451 я.) 98 (1044 я.)
Сталь
20 0.30 0.50 100 1.00 1.20 2.20 0.10
20ХЗВМФБ 0,20 ОДО 0.40 0,50 1.00 1.20 0.10
1X13 <0,001 <0,001 <0.001 0.10 0.40 0.50 <0.001
X18HI0T <0.001 <0,001 <0.0С1 <0.001 <0.001 <0.001 <0,001
X17Hi ‘М2Т <0001 <0.001 <0.00! <0.001 <0,001 <0 001 <0,001
0Х23Н28МЗДЗТ <0.и01 <0.301 <0,001 <0.001 <0.001 <0 001 <0.001
Алюминий
А6 • 0.0 0.04 0.07 0,03 0.04 о.з 0.0
А7 0,0 0.02 0,03 0.02 0.04 0.2 0.0
А99 Медь 0.0 0.01 0.03 о.оз 0.05 0.2 0.01
Ml 0.02 0,02 0.0! 0.01 0,10 0.10 0.10
МЗр 0.02 0,07 0.02 0,01 0.20 0.10 o.io
Бронза
Бр. X 0.8 0.03 0.02 0.03 0.03 0.50 0 10 0,20
Бр. Амц5 0,04 0.02 0.03 0,03 0 10 0.10 0.10
Бр. А5 0.03 0.04 0.02 0.02 0.10 0.10 0JO
Бр ОФ6Д-0.4 0.03 0,05 0.01 0.01 ОДО 0.20 0,10
Латунь
Л62 0,05 0,07 0.05 0.04 0,20 0.20 0.10
Л О 62-1 0.04 0,08 0.02 0,03 0,10 0.10 0.10
Л68 0.01 0,02 0,01 0,02 0.10 0.10 0J0
Л С 59-1 0.02 0,03 0.04 0.05 0.10 0.20 6 16
Сплав Н7ОМ27Ф 0.005 0,03 0.04 0,05 0.07 0.06 001
Слав XI5H55M16B <0.001 <0.001 <0.001 <00и1 <0.001 <0.001 < 0 Э01
Титан ВТ 1-1 <0.001 <0 001 <0.001 <0,001 <0.001 <0,001 <0.001
Таблица 19.3
Скорость коррозии металлов в сплавов (в мм/год) в водных растворах масляной кислоты при температуре кипения
— Концентрация кислоты, (а осьемк. к*. температуря и длительность нелытаикй^
Металл иля спляп 5 (100*0, 102 Ч) 10 (К» «с, 150 я) 15 (120 **С, 180 Ч) в <125 "С. 309 ч) •50 (130 °C, 211 ч| 75 (147 *С. 451 я) ад (162 214 ч) Характер корроэин
Сталь 20 5.0 6,0 !4 18.4 23 20 13 Язвенная
20ХЗВМФБ 1X13 4.8 0.08 5,0 0.10 1.0 2.5 15 1.5 1.5 12 0.3 > Точечная
Х18НЮТ X17HI3M2T <0.001 <0.001 0,01 <0.001 0.01 <0.001 0.09 <0.00! 0.20 <0,001 0.18 <0.001 0.10 <0.001 Мелкие точки Без видимых изменений
ох23Н2вмздзт <0.001 <0.001 <0.001 <0.001 <0.001 <0.001 <0.001 > >
Алюминий АО 0.20 0.50 0.90 1.0 15 5,0 — Язвенная и точсаиая
А7 0.30 0.20 1.0 1 1 1.8 4,0 — > > >
А99 0.30 0.20 0,80 1 1 1,0 1,0 •• • > > »
Медь Ml 0.01 0.10 0.50 0.30 0.50 0.20 0.40 Равномерная
МЗр 0.01 0.10 0.70 0.30 0.60 0.30 0.10 »
Бронза Бр. X 0.8 Бр. АМц 5 Бр. А5 Бр. ОФ 6.5-0.4 0.03 0,01 0.10 0.10 0,10 0.4Л 0,10 >
0.03 0.0! 0,10 0.10 0.40 0.70 0.10 »
0.01 0.01 0.10 0.30 0.40 0.40 0,10 »
0.0! 0.01 0,10 0.50 050 0.90 0.40 >
Латунь Л62 0.01 0,01 0.10 0.20 0.40 0,40 0.40 >
ЛО 62-1 0.01 0,03 0,10 0.20 0.30 0.50 0.30 >
Л68 0.01 0.01 0.01 0.20 0,30 ОДО 0.30 >
Л С 59-1 0.02 0,0! 0.20 0.30 0.40 0.40 0,30 >
Сплав Н70М27Ф Сплав XI5H55MI6B <0.001 <0.001 0.40 <0.001 0.40 <0.001 0,60 <0.001 1.30 <0,001 0,5 <0.001 » Без видимых изменений
Титан ВТ 1-1 <0.001 <0.001 <0.001 <0,001 <0.001 <0.001 <0,001 > > >
Гл. 19. Производство пентапласта Производство пснтапласта
532
Гл. 19. Производство пентапласта
Таблица 19.4
Скорость коррозии стала (в мм/год) в водных бутанольных растворах
масляной кислоты
Л—аоднио раствори масляной кислоты, температур* кяпеаия 100 °C; В — бутааольвые
растеоры масляной кислоты, температура кипения 120е Q Длительность лабораторных
испытаний SWT.
Сталь Темпе* ратура. ®С Концентрация кислоты, объема и Характер коррозия
1 3 5
А Е А в А в
20 20 0.04 <0.001 0,04 0.01 0.05 0.01 Равномерная
50 0.10 0.01 0.30 0.10 0.30 0.10 >
Кипение 1,40 ого 5.00 0.30 7.00 1J00 Точечная
1X13 20 0001 <0.001 0.001 0.001 0.003 0.001 Равномерная
60 0 001 <0.001 0.001 <0.001 0.001 0.001 >
Кипение 0.01 0.001 0.01 0.001 0.01 0.001 >
Таблица 19J5
Скорость коррозии стали 20 в производственных растворах масляной кислоты
Коррозия раяиоиериая.
Растворитель Кои цск- грация кислоты, sec. к Фаза . S. Темаера- ЧГ Дл в толь- кость мслыта* кий. ч Скорость коррозии,, мм/год
Гидрогенизат ^бутиловые спир- 0,10 Ж. 85 488 0.03
ты — 47 вес. %, ms .ляные аль* Г. 85 488 0.01
дегиды — 3—4 вес. %, высо- 0.15 Ж. 85 488 0,05
кокипящне продукты—7 вес. %. г. 85 488 0.03
пентаи-i ексаиовая фракция — 0.30 ж. 85 488 0.00
остальное) г. 85 488 0.04
Смесь бутиловых спиртов 0.10 ж. 117 140 0.01
г. 117 140 <0.001
0.15 ж 117 140 0,02
г. 117 140 0.01
0.30 ж. 117 140 0,05
г. 117 140 0.01
Вода 0.30 ж. 110 488 0.10
г. 100 488 0.30
Производство мптапласга 633
Таблица 19Л
Скорость корроажж металлов ж сплавов в 98% масляной кислоте с добавкой
соляной кислоты
Температура И*С, длктеленоста лабораторных яспытаин» 500 а. Корроахх равно-
мерная.
Металл иа салаа Вез добавох Концентрация со л ядей * слоты, объема. %
1 а »L—
Ст₽ггъ 20 0.05 0.10 0.50 0.80
1X13 0.001 0.06 ОДО 0.W
XI8HI0T 0.0 0.04 0.05 0.Ю
XI7HI3M2T 0.0 0.03 0X13 0.03
0Х23Н28МЗДЗТ 0Л 0.01 0Д1 0.01
Медь Ml 0.03 0.04 0.04 0.06
МЗр 0.05 0.07 0.09 0.10
Бронза Бр.ХО.8 0.03 0.05 0.10 0.20
Бр.А5 Бр АМц 5 0.03 0.04 0.10 0.20
0.03 0.08 0.10 0.10
Бр. ОФ 6,5-0.4 0.05 0.10 ОД) 0.30
Латунь Лб2 0.04 0.10 0.10 0.20
ЛО62-1 0.05 0.10 0.20 0.20
Л68 0.10 0.10 0.10 0.20
ЛС59-1 0.10 0.10 0.20 0.20
Таблица 19.7
Скорость коррозия металлов ж сплавов (в мм/год) в 98% масляной кислоте
с добавкой соляной кислоты
Температура 50 °C. длительность лабораторных испытанна «50-500 я. Коррозия равно-
мерная.
Металл яла сплав Беа добавок Концентрация соляной кяслоты, объема, н
1 2 3
Сталь
20 0.10 0.50 1.00 1.00
1X13 0.003 0.10 0.30 0.50
Х18Н10Т 0.001 0.05 0.20 050
Х17Н13М2Т <0,001 0.04 О.Ю 0.20
0Х23Н28МЗДЗТ <0.001 0.005 0.01 0.10
Медь
Ml 0.03 0.04 0.04 0.05
МЗр 0.05 OjOT 0.10 0.10
Бронза ОДО
Бр.ХО.8 0.03 0.05 0.10
Бр. А5 0.03 0.04 0.10 0.20
Бр АМц 5 0.03 0.08 0.10 0.10
Бр. ОФ 6.Б-0.4 0.04 0.10 0.30 0.30
Латунь Л62 0.04 0.08 0.10 0.20
ЛО62-1 0.05 010 0.20 0.20
Л68 0.10 0.10 0.10 0.20
ЛС 59-1 0.10 0.10 ОДО ОДО
Таблица 19,8 Скорость коррозии металлов и сплавов (в мм/год) в 98% масляной квслоте с добавкой соляной кислоты про температуре кипения Длительность лабораторных испытанна 200 а. 3
Концентрация соляной кислоты, объема, к
Металл ила силла Без Характер коррозии Характер кор. роз я к
дооааок 1 2 ’ 3 4 5 10 15 25
Сталь -1 X
1X13 0.30 Точечная 1.00 1.00 1.30 3.00 4.00 12.00 Образцы разрушились 50
Х18Н10Т 0.08 > 0.40 0.40 050 1.00 1.30 3J20 5.00 8.00 Точечная Гэ
XI7HI3M2T <0.001 Без видимых из- 0.30 0.40 0.40 0.50 1.10 2,90 3.50 4.40 Равномерная о
менсиий £
0Х23Н28МЗДЗТ <0.001 То же 0.10 0.10 О.Ю 0.50 0,90 1.20 2.00 2.50 > §
Медь
Ml о.ю Равномерная 0.20 0.20 0.40 090 1.60 3.00 3.50 3.70 >
МЗр 0.10 » 0.10 0.10 0.20 0.30 1.20 2,50 3.10 3.50 >
Бронза с> а X
Бр, Х0.8 0.Ю > 0.30 0.50 0.70 1.00 1,50 Т.60 1.70 1.80 > §
Бр.А5 о.ю > 0.10 0,30 0.40 0.60 1.00 2.40 3.00 4,00 > Е>
Бр. АМц 5 0.10 > 0.10 0.10 О.Ю 1 30 1 50 2.6и 350 3,80 »
Бр. ОФ 6.5-0.4 0.30 > 0.40 0.40 0.70 1.50 1,80 2.40 2.80 3.30 >
Латунь
Л62 0.20 » 0.30 0.40 0.70 0.80 1,80 2.40 2.90 3.30 >
Л О 62-1 020 > 0.40 0.40 0,40 1.00 2.80 4.00 4.40 4,60 >
Л 68 0,20 > 0.20 0.20 030 0.60 1.00 1,70 2,00 2.20 >
ЛС 59-! 1.00 Точечная 1.30 150 1.70 2.00 3.70 4.50 4.80 5,00 >
л 9
? I 8 й К 2 2 < я X 1 со ОО ОО
-“2 S ® 33 3 Зк ® н g g у Z й W ч з ц 2 5 4 s й § н ^5 X ' со х о
8 а
* Г * X
х
с
<6
о
50 3
'4> СП
3
1
2
536
Гл. 19. Производство пепталласта
Л
Таблица 19.
Скорость корроажи металле» сплавов (в мм/год) в условмх
гядрохлорироваижа пентавратрата
К oS "•"Т*’₽"Ч»«Т‘ е г.эса.х фаза J
Темп«рат}*ра 500°С. давление атмосферно*.
Металл яла сплав Верх реактора (ЮТ а) Середина реактора ФЭО-GOO tj н„ W - -* < - j Характер коррозам
——1
Сталь
1XI8H9T 14.0 73 3.4 Язвенная
XI7HI2M2T 5.0 2.8-40 1.8 >
Ферросялид 3.8 2.4 — >
Медь
Ml 4,4 0.7—2.7 0.7 Плотная плепка зеленого цвета
М3 3.0 0.7-1.2 0.7 То же
МЗр 3.5 1.0-2.0 0.8 »
Бронза
Бр X 0.8 — 2,4 — Язвенная
Бр ОФ 6.5-0.4 — 1.2 — >
Латунь Л62 16J0 Образцы разруши- лись 6,7 >
Сплав МНЖ 5-1 4.0 1.7-2.4 М Плотная пленка зеленого цвета
Титан
ВТ14 0.006 0.001 <0.001 Равномерная
ВТ 14. окпелен- ный на возду- хе при 745— 805 *С 0Д02 0.007 <0.001 >
Тантал „ <0.001 <0.00! <0.001 Беа ввднных из- менений
Производство пентапласта
637
Таблица 19.11
Слюросп корроалж металлов в сплавов в продужтах гвдрохлоржровляжл
певтаарвтргга (стаям ревтяфккацп)
Длатеяьаость лабораторных испытана* 60 ч.
Металл кяя сплав Среда Темпе- рат^а. Оств- тоспое давл©* acre, мч pi. ст. Скорость коррозий, мм/год Характер корродел
Сталь 20' Диэфир пента- 200 200 0.5 Точечная, яз-
эритрита (ДЭП) венная
Сталь XI8H10Т 200 200 0.1 Равномерная
Сталь 20 Трихлоргн.чрян 200 15 0.3—0.4 Точечная
Сталь Х18Н10Т пентаэритрита (ТХГП) 200 15 0.2-0Д Равномерная
Нихром 200 15 0.01 »
Сталь 20 Моноэфир три- 200 15 0.165 Точечная
Сталь XI8HI0T хлоргидрине пентаэритрита (МЭТХГП) 200 250 15 150 0.01 0.028 Равномерная >
Нихром 250 150 0.005 э
Сталь 20 Диэфир дихлор* 200 15 0.1 Мелкие точки
Сталь Х18НЮТ гядряна пента- эритрита (ДЭДХГП) 200 15 0.003 Равномерная
250 150 0,000 >
Нихром 260 150 0.110 >
Сталь 20 Смесь, вес. %. 200 200 0.1 Равномерная
МЭТХГП—69. ДЭДХГП-17. ДЭП-10. ТХГП—4
Сталь Х18Н10Т Смесь, sec. %: 200 15 0.015 >
МЭТХГП—69. ДЭДХГП —17, 200 15 0.006 >
ДЭП-10, ТХГП—4 250 150 0.015 >
533
Гл. 19. Производствб пентапласта
Результаты коррозжоавого обследования оборудования в производстве
м на рас. ГОЛ Аппаратура й оборудование Ср»д», вес. N Температура.
1 Емкость МАСЛЯНОЙ кислоты Масляная кислота 100 20
2 Насос ЦКН 25/25 1) Масляная кислота 100 2) «Кислая вода»: вода 60. масляная кислота 30. соля- ная кислота 10 20
3 Гидрохлорзтор 1) Жидкая фаза: масляная кислота 50. соляная кисло- та 20. продукты гкдрохло- рнроиання 20 2) Гааовая фаза: хлорис- тый водород 85. азот 5 3) Пентаэритрит в виде порошка 200 (остаточное давление 0.15 мм рт. ст.)
4 Конденсатор-хо- лодильник Продукты гидрохлорнро- вания 70. маслтная кисло- те 20. хлористый водород 10 200-40
Б Сбсрннк продук- тов гидрохлориро- вания Моноэфир трнхлоргидрина пентаэритрита (МЭТХГП) 69, диэфир дихлоргидрина пента- эритрита (ДЭДХГП) 17. дн- эфир пентаэритрита (ДЭП) 10. тряхло^гндрнн пеитвэритри- 70
npou.inodcrej пентапласта
539
пентапласта и ревом :вдуе>"и конструкционные материалы
Таблица 19.12
Прикс it ясные комструкцкоикые материалы Срок службы к мо- менту обследо SQUMM, ГОДЫ Результаты обследования Рекомендуемые кокструкцкои ные материалы
Корпус — сталь эма- лированная. подвс пя- тне трубы — XI8HI0T. прокладки — паронит 5 Поверхность эма- ли в удовлетвори- тельном состоянии, видимых разруше- ний нет Корпус — сталь угле- родистая эн алирован- ная. сталь XI8H10T. Прокладки — паронит. обернутый фтороплас- товой лептой, фторо- пласт ФП-4
Корпус — сталь. XI8HI0T. уплотне- ние — фторопласт-4 1 Насос в удовле- творительном сос- тоянии. прокладки и уплотнение обес- печивают герметич- ность Корпус — сталь XI8HI0T. Прокладки — фторопласт ФП-4
Корпус — сталь эма- лированная. .подводя- щие трубы футерова- ны фторонластом-4. прокладки — паропит 3 Визуальный ос- мотр внутренних стенок аппарата показал удовлетво- рительное состоя- ние эмалирован- ного покрытия. Бы- ла заменена на но- вую внутренняя перегородка, изго- товленная из эма- лированной стали, ввиду образова- ния трещин на эмали Корпус — сталь эма- лированная. подводя- щие трубы — сталь XI8H10T. защищенные фторопластом-4. Про- кль щи—паронит. обер- нутый фторопластовой лентой, фторопласт ФП-4
Кожух — чугун, бло- ки — граф it, подво- дящие требы футеро- ваны фторопластом ФП-4. прокладки — ре- зина КУ 5 Аппарат работал без ремонта. По- верхность аппара- та в хорошем сос- тоянии Корпус — чугун. Бло- ки — графит АТМ-1, фторопласт ФП-4. Про- кладки — резина КУ
Корпус — сталь эма- лированная, подводя- щие трубы — сталь XI8H10T. прокладки — паронит 1 Аппарат в удов- летворительном СО- СТОЯНИИ. видимых разрушений не на- блюдалось Корпус — стало эма лнроваиная. Проклад- ки — паронит. фторо- пласт ФП-4
МО
Гл. 19. Прсиэводетво гинтапласта
м ха рис. 19.1 Аппаратур* и оборухсмш* Среда, вес. я Температура.
6 Насос UKH 25/25 Моноэфир трнхлоргидрнна пентаэритрита (МЭТХГП) 69. днэфир дихлоргндркна пента- эритрита (ДЭДХГП) 17. ди- эфир пентаэритрита (ДЭП) 10. три хлоргидрин пентаэритри- 20
7 Сборник «кислой воды> Вода 60, масляная кисло- та 30, соляная кислота 10 20
Скруббер Вода 96—97. масляная ки- слота 2—3, соляная кисло- та до 0.1 30
9 Д истпл дяциони ая колонка Продукты из сборника б (МЭТХГП 69. ДЭДХГП 17. ДЭП 10. ТХГП 4) 200 (остаточное давление 8—12 мм рт. ст.)
10 Конденсатор-хо- лодильник То же 200-50 (остаточное давление 20 мм рт- ст.)
И Сборник дистил- лята Продукты нз сборника б (МЭТХГП 69. ДЭДХГП 17. ДЭП 10. ТХГП 4) 40-20 (остаточное давление 20 мм рт. ст.)
Производство пентапласга
S4I
Продолжение
Применяемые конструкционные материалы Срок службы к мо- менту обследо- вания, годы Результаты обследовяияя Рекомендуемые конструкционные материалы
Корпус — сталь XI8H10T, уплотнение фторопласт-4 1.3 Насос в удовле- творительном со- стоянии, уплотне- ние обеспечивает герметичность Корпус — сталь XI8H10T Уплотнение- фторопласт ФП-4
Корпус — сталь ава- лированная, подводя- щие трубы — стекло, фторопласт ФП-4. про- кладки — резина в чех ле нз фторопласта ФП-4 1 Эмаль в удовле- творительном со- стоянии. трещин не наблюдается Корпус — сталь эма- лированная. Подводя- щие трубки — стекло, фторопльст ФП-4. Про- кладки — резина КУ, фторопл let ФП-4
Корпус — сталь X18HI0T, футерован- naff фаолитом; подво- дящие трубы — стекло, прокладки—резина КУ 5 Поверхности ме- талла и футеровка в удовлетворитель- ном состоянии, про-' кладки сохраняют герметичность Корпус — сталь угле- родистая X18HI0T, футерованная фаоян- том. ПЬдводящие труб- ки — стекпо. Проклад- ки — резина КУ. фто- ропласт ФП-4
Корпус — двухслой- ная сталь Ст. 3 + + Х18Н10Т. насадка — фарфор кислотоупор- ная керамика (кольца Рашига). прокладки — паронит 5 Состояние удовле- творительное Корпус — двухслой- ная сталь Ст. 3+ + Х18Н1ЭТ- Насадка (кольца Рашнга) — кис- лотоупорная керамика, фарфор- Прокладки — паронит. обернутый фторопластовой лен- той. Сальниковая на- бивка — ФУМ
Кор jyc — сталь Х18Н1СГГ, прокладки — паронит 2 Аппарат я про- кладки в удовле- творительном со- стоянии Корпус — сталь XI8HI0T. со стороны воды — сталь Ст. 3. Прокладки — паронит. обернутый фтороплас- товой лентой
Корпус — сталь эма- лированная проклад- ки — паронит, фторо- пласт-4 5 Поверхность эма- ли в удовлетвори- тельном состоянии, трещин и разруше- ния не наблюдается Корпус — сталь угле- родистая эмалирован- ная. чугун эмалиро- ванный. Прокладки — паронит, фторопласт ФП-4
542
Гл. 19. Производство пентапласта
№ на рис. 19.1 Аппаратура и оборудование Сред*, вес. К Те мм тура.
12 Форомылнтель МЭТХГП 53. 20% едкий натр 20. ДЭДХГП 15. ДЭП 9. ТХГП 3 90-95
1S Колонна дегидро- хлорирования Верх: оксациклобутаи (сы- рой мономер) 70. продукты дистилляции 10—15. вода 10—15 Низ: вода 90, фор- миат натрия 7. едкий натр 2. хлористый натрий 1 110
14 Конденсатор-хо- лодильник Оксациклобутаи (сырой мономер) 70. продукты дис- тилляции 15. вода 15 100—4U
15 Флорентийский сосуд То же 40-20
16 Сборник сырого мономера Оксациклобутаи (сырой мономер) 100 20
18 Ректификацион- ная колонна То же 160—170 (остаточное давление 460—10 мм рт. ст.
19 Конденсатор-хо- лодильник Оксациклобутаи (иономер) и промежуточные фракции 40-20 (остаточное давление до 10 мы рт. ст.)
Производимо пентапласта
543
Продолжение
Применяемые конструкционные материалы Срок службы к мо- менту обследо- вания, годы Результаты обследования Рекомендуемые конструкционные материалы
Корпус — сталь Х18Н10Т. прокладки — пароинт. фторопласт-4 5 Поверхность ме- талла в удовлетво- | ригельном состоя- нии. Прокладки обеспечивают гер- метичность Корпус — сталь XI8H10T. Прокладки — паронит. обернутый фторопластовой лентой, фторопласт ФП-4
Корпус — сталь X18HI0T. прокладки — гарони? 5 Поверхность ме- j галла без измене- ' вий. Раз в 2—3 го- 1 да заменяются змее- вики ввиду растрес- кивания Корпус — двухслой- ная сталь Ст. 3+ XIBHI0T. Внутренние устройства — стлль XI8HI0T. Прокладки — ларонит. обернутый фторопластовой лентой, фторопласт ФП-4
То же 5 Состояние по* ьерхностн металла удовлетворитель- ное. Прокладки со- храняют герметич- ность Корпус — сталь XI8HI0T. Прокладки — пароинт. обеш-утый фто- ропластовой лентой, фторопласт ФП-4
» 5 То же То же
Корпус — сталь эма- лированная. подводя- щие трубы — сталь XI8H10T. прокладки — паронит 5 Поверхность ме- талла н покрытие в удовлетворитель- ном состоянии. Прокладки обес- печивают 1ерметнч- ность »
Корпус — сталь XI8HI0T. прокладки — паройит 5 То же »
Корпус: со стороны продукта — сталь Х18Н10Т. воды — сталь Ст. 3. прокладки — па- роиит 5 Поверхность ме- талла без видимых изменений. Про- кладки в удовле- творительном со- стоянии Решетки. трубки, крыш ск — сталь Х18Н1чГ. остальное — сталь Ст. 3. Проклад- ки — паронит, фторо- пласт ФП-4
541
Гл. 19 Производство пентапласта
№ ркс. 19-1 Апмрвтура я оборудование Срам. нес. к Температура,
SO 21 Емкости для мо- номера Оксациклобута? (мономер; 100 20
22 Сборник водного раствора щелочи Вода дО. формват натрия 7. едкий натр 2 хлористый на- трий I 20
23 НейтрализаТбр Вода 60. масляная кисло- та 30. соляная кислота 7, едкий натр, формиат натрия н хлористый натрий 3 50
24 Сборник сточной воды Вода S5—99. соляная кис- лота до 1 20
25 Сборник регене- рированной масля- ной кислоты Масляная кислота 100 50
Производстве пентапласта
«45
Продолжение
Применяемые ковстру кцнол ные материалы Срок службы к мо- менту обелея» ввнкя. годы Результаты обследования Рекомендуемые хояструкцзояяые материалы
Корпус — чугун эка- 5 Поверхность ме- Корпус — углеродн-
лироваиный. подводка талла без видимых стая сталь эмали-
труб — сталь XI8HI0T. изменений. Про- ‘рованная, чугун эмали-
прокладки — пароннт кладки в удовле- творят? льном со- стоянии рованный, сталь XI8HI0T. Подводящие трубы — сталь X18HI0T. Проклад- ки — пароннт. фторо- пласт ФП-4
Корпус—сталь утл*;- 5 Внутр 1ИИЯ по- Корпус — сталь угле-
родистая, подводящие верхность an.iapa-
трубы—стал X18HI0T. та без видимых родистая. прокладки —
прокладки — пароннт * коррозионных раз- рушений. покрытая толстым слоем со- лей. Прокладки без изменений пароннт. фторопласт ФП-4
Кориус — сталь угле- 5 Состояние удо- Корпус — сталь угле-
роди< тая эмалирован- ная подводящие ттуб ки: со стороны HCI — стекло, футерованное фторопластом-4, со сто- роны масля гой КпСло- ты — нз стали XI8H10T влетворитсльное родистая эмалирован- ная. Подводящие труб- ки: со стороны HCI — стекло, футерованное фторопластом-4, со сто- роны масляной к“ ую- тысталь X18Hl.1T. Л >окладкн — пьрог ит. фторопласт ФП-4
Корпус — чугун эма- лированный, подводя- щие трубки — сталь Х18Н10Т. прокладки— пароикт б То же Корпус — углеоо чи- стая сталь эмалирован- ная 4yi ун эмали- рованный, сталь Х18Н10Т. Проклад- ки — пароннт фторо- пласт ФП-4"
Корпус —»углероди- стая сталь эмалиро- ванная. подводящие 5 » Корпус —сталь угле- родистая эмалирован- ная. По"водящие труб- ки — сталь X18Н10Т. Прокладки — пароннт, фторопласт ФП-1
трубы — сталь XI8HI0T, прокладки— пароннт
18 Ззк. 10
Б 46
Гл. 19. Производство пентапласта
Испытания различных металлических материалов в водных
растворах масляной кислоты концентрации 5—98% показали, что
при температурах до 50 °C удовлетворительной стойкостью обла-
дают такие материалы, как алюминий, бронзы, латуни, медь, стали
Х18Н10Т, Х17Н12М2Т. 0Х23Н28МЗДЗТ. сплав Н70М27Ф (типа
хастеллоя В), сплав Х15Н55М16В (типа хастеллоя С) и титан.1
Углеродистая сталь корродирует со скоростью до 1—3 мм/год.]
Рнс. 19.2. Зависимость скорости
коррозии стали 20 в водных рас-
творах масляной кислоты от тем-
пературы.
Коицактрация масляной кислоты,
объема, X: 2-5: i—IO; J-1S; а—25;
4—50; 5—75: 7—S3.
Рис.. 19.3. Зависимость скорости кор-
розии стали 20 в водных растворах
масляной кислоты прн температуре
кнпеиия от длительности испытания.
Концентрация масляной кислоты-
объема. X: 2—1; 2-3: 2-5; «-10; 5-15-1
«—25. “
Прн температуре кипения и концентрации кислоты 50—75% алю-
миний разрушается с достаточно большой скоростью (2—
4 мм/год), бронзы, латуни и медь имеют скорость коррозии 0,3—
0,9 мм/год (характер коррозии равномерный), легированные ста-
ли X18HI0T, Х17Н13М2Т, 0Х23М28МЗДЗТ, сплав Х15Н55М16В и
титан достаточно стойки. Сплав Н70М27Ф в этих условиях менее
стоек, скорость коррозии его в масляной кислоте при кипении
0,4—1,3 мм/год (характер коррозии равномерный). Углеродистая
сталь при температуре кипения разрушается весьма интенсивно,
коррозия носит язвенный характер. При этом максимальная ско-
рость коррозии наблюдается при средних концентрациях масляной
кислоты, когда степень диссоциации раствора наиболее высока
(рис. 19.2 и 19.3).
Скорость коррозии сталей в смеси концентрированных масля-
ной и соляной кислот (рис. 19.4) резко увеличивается с повыше-
нием содержания соляной кислоты.
Для меди и медных сплавов (рнс. 19 5) наблюдается иная кар-
тина: при содержании соляной кислоты 2—3 объемн. % скорость
коррозия увеличивается незначительно, при 4—5 объемн % резко
возрастает, а при содержании свыше 10 объемн.% имеет почти
Производство пентапласта
547
постоянное значение благодаря образованию на поверхности спла-
вов защитных окисных пленок.
Наибольшая коррозия основных конструкционных материалов
наблюдается в условиях гидрохлорнровання пентаэритрита, ди-
стилляции продуктов и регенерации масляной кислоты. Гидрохло-
рирование проводится при температуре 200°C в присутствии хло-
ристого водорода, который с парами воды, образующимися в ре-
зультате реакции этерификации, дает соляную кислоту. Все стали
в условиях гидрохлорнровання раз-
рушаются со значительной ско-
ростью (табл. 19.9—19.11). Медь и
медные сплавы также малостойки
(скорость коррозии 1—4 мм/год);
титан н особенно его сплавы с тан-
талом и палладием относительно
стойки (скорость коррозии до
1 мм/год); совершенно стойки тан-
тал и цирконий.
Агрессивность основных и про-
межуточных продуктов — эфиров
пентаэритрита — на стадии гидро-
хлорирования и отмывки значитель-
но ниже, чем хлорсодержащих ком-
понентов. Скорость коррозии ста-
ли 20 в этих условиях (табл. 19.11)
составляет 0,3—0,5 мм/год, характер
коррозии — язвенный и точечный.
Скорость коррозии стали Х18Н10Т —
в пределах 0,01—0,1 мм/год, корро-
зия равномерная, и только в три-
хлоргидрине пентаэритрита сталь
Х18Н10Т равномерно корродирует
[НС1], объем». %
Рис. 19.4. Зависимость скорости
коррозии сталей в масляной кис-
лоте прн температуре кипения
от содержания в водном растворе
соляной кислоты (длительность
лабораторных испытаний 2Э0 ч).
Стали: /—1X13: 1— XI8H1OT, 3 —
Х17Н13М2Т; 4—0Х23Н2ьМЗДЗТ.
со скоростью около 0,3 мм/год. Углеродистая сталь не может быть
рекомендована для изготовления аппаратов, содержащих хлор-
гидрины (воды до 10%), так как даже в безводных продуктах
гидрохлорнровання характер коррозии углеродистой стали точеч-
ный и язвенный, в то время как у стали Х18Н10Т — равномерный.
Поэтому для аппаратов, работающих в средах, не содержащих
в свободном состоянии масляную и соляную кислоты и нх водные
растворы, может быть использована нержавеющая сталь XI8Н1 ОТ,
прокладочным материалом может служить паронит, обернутый
фторопластовой лентой, фторопласт ФП-4 (до 200°C), резина
ИРП-1025 и полнизобутилен (до 60°C).
Испытание лабораторного реактора, изготовленного из титана
ВТ 1-1, показало, что этот материал непригоден для работы при
температуре 200 °C в условиях гидрохлорнровання пентаэритрита.
Титановый реактор представлял собой трубку диаметром 125 мм,
18»
548
Гл. 19. Производство гинтапласта
—Длиной 3000 мм с толщиной стенки 6 мм. Он находился в эксплуа-
тации 260 ч. Наиболее интенсивная коррозия наблюдалась в верх-
ней части, где температура поддерживалась около 160°C. После
испытания стенка имела толщину 2,5 мм. Скорость коррозии со-
ставляла 112 мм/год, по характеру коррозия язвенная.
Наличие такой сильной коррозии на верху реактора объясг
няется резким снижением температуры верхних точек реактора за
Рнс. 19.5. Зависимость скорости коррозии меди н медных сплавов
в масляной кислоте прн температуре кипения от содержания соля-
ной кислоты (длительность лабораторных испытаний 200 ч).
Г—медь Mil i—МЗр; 3—бронз* Бр. А5: 4— Бр. О* вДОЛ 5—Вр. Мц6;6—Бр. ХОД
7—латунь Л62; 3—ЛО 62-1; 3—ЛС 59-1; 10—Л08.
счет подачи холодного сырья, вследствие чего температура верха
реактора вместо 200 °C падала до 160 °C, что приводило к конден-
сации паров соляной кислоты, разрушающей металл. В нижней
части реактора, где поддерживалась температура 200’С, металл
не разрушался, поверхность трубы была чистой и блестящей Верх-
няя крышка реактора, изготовленная также из титаиа ВТ 1-1, уже
через 60 ч работы приобрела пористую, шероховатую поверхность,
толщина ее уменьшилась nd краям на 0,6 мм (17,3 мм/год), в се-
редине на 2 7 мм (около 86 мм/год), а толщина стенки кармана
на 0,25 мм (8,7 мм/год).
Учитывая сказанное, углеродистые и нержавеющие стали, а
также медь, медные сплавы и титан не могут быть рекомендованы
для изготовления аппаратов, работающих в хлорсодержащих сре-
дах при" температурах от 70 до 200 °C. В этих условиях могут
успешно применяться неметаллические кислотоупорные матерна-
Литература
649
лы — эмалн, фарфор, керамика, диабаз, кислотоупорный бетон н
цемент; в качестве прокладочного материала — паронит, обернутый
фторопластовой лентой, фаолнт, фторопласт ФП-4.
При температурах до 60 °C может быть использована резина
на основе хлоропренового каучука, эбонит, фторопласт ФП-4, по-
лнизобутилен.
Теплообменная графитовая аппаратура обладает высокой кор-
розионной стойкостью, хорошей теплопроводностью и устойчиво-
стью к резким перепадам температуры [25, 26].
В качестве прокладочных материалов для графитовой аппара-
туры рекомендуется использовать теплостойкие и химически стой-
кие резины типа ИРП-1025, применяемые при температурах до
200°С и давлении до 3 ат, и фторопластовый уплотнительный мате-
риал ФУМ для температуры до 60°C и давлении 1 ат.
Данные по коррозионной стойкости фаолита, фторопласта-4, ре-
зины на основе хлоропренового каучука, резины ИРП-1025, поли-
изобутилена в солянокислой среде приведены в т. 6 настоящего
справочного руководства (табл. 2.2 и 2.5).
ЛИТЕРАТУРА
1. А С. F a 1t h i n g, J. Polym. Sci.. 12. 503 (1954).
2. I. В Rose J Chem. Soc.. 3, 542 (1956).
3. Аигл. пат. 764664,4955.
4. Англ, nat 765528. 1954.
5 Пат США 276379. 1956.
6. Пат ФРГ 955233, 955234. 1957.
7. Пат США 2816912. 1957.
8. Т. W. С a m pb е 11. J. Org. Chem.. 22, 9, 1029 (1957).
9. Пат США 2872748. 1958.
10. R. W. Caizns. V. R. Grassle, Ind. Plast. Mod.. II. Nt 9, 25 (1959).
II. Д. M Рудковский, E. К, Ремиз. С. В. Кацм в в, ЖПХ, 1, 16 (1961).
12. И. М Альшнц, Г. А. Штрейхмаи, Д. М. Рудковский, Р. Г. Луч-
ко, Е К. Ремиз. ЖПХ, 3. 174 (1961).
13. Пат ФРГ 955234, 1957.
14. Пат ФРГ 1106745. 1961.
15. Пат США 2763679. 1956,
16. Англ, пат 88441. 1961.
17. S. J. Searles, К. A. Pollart. Р. 1. Block, J. Am. Chem. Soc., 79. 952
(1957)
18. A. C. Farthing. J. Chem. Soc., II, 3648 (1955).
19. M. M. Ко тон. ЖПХ. 32. I, 6 (1959).
20. M. M К ото н, H. А. Глухов. A. H. Бабурина. Л. M. Щербакова,
ЖПХ. 33. № 1. 182 (I960).
21. M. Легации, М. Маркович, И. П е н ч и к. С. П е и ч и к, ЖПХ, 34, Ni 3.
64 (1961).
22. Пят. США 2909492, 2891837; 2905647. 2895922. 1959.
23. Применение полимеров в антикоррозионной технике, Машгиз, 1962. стр. 225.
24. Коррозия и защита химической апп аратуры. Справочное руководство, т. 6,
изд «Химия», 1972. стр. 10 и 88.
25. И. А Бородина. А. В. Горяиноаа. Труды НИИХИММаша. вып. 52,
1967, стр. 97
26 . В И. Лазутина, С. И. Сухов, А. В. Горяйнова, Труды
НИИХИММаша, вып. 52, 1967, стр. 97.
Глава двадцатая
ПРОИЗВОДСТВО ЭТРИОЛА
Этриол (триметилолпронаи или этилтриметилолметан)
CH3CHjC(CH2OH)3 — многоатомный спирт, имеет кристаллическую
структуру, температура плавления 58—59 °C, температура кипения
160—165 °C при остаточном давлении 5 мм рт. ст. Этриол полу-
чается методом конденсации масляного альдегида с формальдеги-
дом в присутствии щелочного реагента. Широко применяется он
для синтеза эфирных масел, алкидных и безмасляных полиэфирных
смол, пластификаторов нитроцеллюлозы и полихлорвиииловой
смолы, является компонентом полиуретановых и эпоксидных смол,
пластификаторов для резиновых смесей, олиф, электроизоляцион-
ных лаков и т. д. [1J.
Реакция конденсации масляного альдегида с формальдегидом
состоит из двух основных стадий: альдольной конденсации, в ре-
зультате которой получается дн.метилолмасляный альдегид, и пре-
вращения альдегидоспирта в зтриол (реакция Канницарро—Ти-
щенко) по схеме:
х»он
CHjCHjCHjCHO + 2НСОН -----► СН,СН,С(СН.ОН),СНО
СН,СН2С(СНаОН),СНО + НСОН + NaOH —*• СН,СНаС(СН2ОН)3 + NaOCHO
В процессе конденсации масляного альдегида, наряду с основ-
ным продуктом реакции, получаются и побочные продукты — этил-
метилолуксусный альдегид, метиловый спирт, формиат натрия, мо-
нометиловый эфир этриола и др. Этриол из общей массы выде-
ляется методом экстракции. В качестве экстрагента применяется
дихлорэтан с 8,5% изопропилового спирта или этилацетат, содер-
жащий 2,5% этилового спирта. Преимущественное использование
этилацетата объясняется его низкой токсичностью по сравнению
с дихлорэтаном. Непрерывная ректификация этриола-сырца на та-
рельчатых колоннах (9 теоретических тарелок) обеспечивает полу-
чение этриола, не требующего дополнительной очистки. Перекри-
сталлизация предусматривается для некондиционного иродукта.-
Для перекристаллизации рекомендованы в качестве растворителей
Производство этриола
Mil
дихлорэтан с 10% изопропилового спирта или этилацетат, содержа-
щий 2,5% этилового спирта. Схема опытно-промышленной уста-
новки представлена на рнс. 20.1 Конденсация может проводиться
как периодическим, так н непрерывным методом. В первом случае
в реактор 1 из мерников самотеком поступает вода, щелочь н фор-
мальдегид. Реактор снабжен мешалкой, имеет водяную рубашку и
систему циркуляции реакционного раствора с охлаждением (иасос
4 н трубчатый теплообменник 2). По достижении в реакторе темпе-
ратуры около 20°C начинается подача масляного альдегида. Темпе-
ратура в реакторе не должна превышать 35 °C, это обеспечивается
циркуляцией реакционной смеси через охлаждаемый теплообмен-
ник. После окончания подачи масляного альдегида смесь выдержи-
вается в реакторе при той же температуре в течение 2 ч.
В непрерывном процессе реакционная смесь циркулирует в си-
стеме реактор — центробежный насос. Реагенты (20% раствор фор-
мальдегида, 20% раствор NaOH и масляный альдегид) непрерывно
подаются нз мерников через ротаметры в реактор /, из которого
часть циркулирующего водного раствора продуктов конденсации
непрерывно отводится в емкость 3, где смесь выдерживается при
50 °C. Время пребывания смеси в реакторе 25 мин. Полученный
таким образом водный раствор нейтрализуется 10% раствором
HsSO« до pH = 6,0 -г 6,5 н при помощи вакуума засасывается в вы-
парной вакуумный аппарат 5, где ведется концентрирование вод-
ного раствора при остаточном давлении ~ 100 мм рт. ст. и темпе-
ратуре ~ 50 °C до плотности </» = 1,18. Концентрированный вод-
ный раствор поступает в емкости 7 и 8, откуда насосом 9 подается
на экстракцию. Экстракция производится на противоточной наса-
дочной колонне 10 при температуре 65—80 °C. Экстрагентом яв-
ляется растворитель — дихлорэтан или этилацетат, а водный рас-
твор— дисперсной фазой. В случае применения этилацетата вод-
ный раствор поступает с верха колонны, а растворитель—из ниж-
ней части. Растворитель, насыщенный этриолом, с побочными орга-
ническими продуктами, выводится из верхней части колонны 10,по-
ступает в оросительную колонну 14 (для отмывки экстракта водой
-от формиата натрия), а затем направляется в испаритель 15. Из
испарителя 15 пары растворителя, пройдя холодильник 16; через
емкость 12 н подогреватель 11 вновь поступают в экстракционную
колонну 10. Таким образом, в испарителе 15 накапливается этриол-
сырец, который собирается в емкости 17, откуда направляется на
вакуумную ректификацию для выделения фракции этриола.
Ректификационная система состоит нз куба и колонны 18, ва-
куум-приемников, конденсатора 19, вакуумных насосов и системы
дифенильного обогрева, которая обогревает куб колонны, в то
время как все продуктовые линии обогреваются горячей водой.
В колонне 18 остаточное давление 70—100 мм рт. ст., и при
95—100°С в первую очередь отгоняются содержащиеся в этрноле-
сырце остатки растворителя. Затем при остаточном давлении
652
Гл. 2С Производство этриола
.Маемяъш в льде ti. 9
‘ ФоомалъдвеиА
Производство втриола
«3
Таблица 20.1
Скорость ксрроаиж металлов ж сплавов в условиях альдольной
кондексацжи масляного альдегида*
Среда вес. %: формальдегид 49. вода 33, масленый альдегид ((. едкий аатр 7.
Температура 30—50°С. длительность лабораторных испытаний 200 ч.
Металл или сплав Скорость коррозии, мм/год Характер корроэаи
Сталь
21) 0.2 Точ-чная н язвенная
ЗОХМА 0.10 Точечная
20ХЗМВФ 0 15 Мелкие точки
х>м 0.16 Равномерная «
Х12ВМФ 0.02
XI 7 0.08—0 । »
1X13 0.07-0 1 »
XI8HI0T 0.006 >
XI7HI3M2T 0.004 »
Х23Н28МЗДЗТ (ЭИ629) Алюминий 0.008 >
АО 0.04 »
А6 0.04 >
А7 0.07 >
AW 0.04 >
Латунь Л62 0.04 »
Медь Ml 0.17 >
Никель Н1 0.03 »
• Испытания проведены автором главы во ВнИННсфтехнме»
Таблица 20J
Скорость коррозии металлов ж сплавов в условиях
концентрирования водных растворов этрнола
Среда, вес. Я: вода О. атркол 30, фор к к ат натрия 25, формальдегид 2.
Температура 30—СО °C» длительность лабораторных испытаний 200 ч.
Металл кля сплав Скорость коррозии, мм/год Характер коррозии
Сталь
20 0.2 Точечная и язвенная
ЗОХМА' 0£ Точечная
20ХЗМВФ 0.2 Мелкие точки
Х5М 0.15 Равномерная
Х12ВМФ 0.12 »
XI7 0.10 »
1X13 0.18 >
XI8HI0T 0.003 >
XI7HI3M2T 0Г01 »
Х23Н28МЗДЗТ (ЭИ629) 0.001 »
Алюминий
АО 0.1 >
А6 0.1 >
А7 0.3 »
А99 0.1-0.4 »
Латунь Л62 0.02 »
Мель Ml 0.01 >
Никель Н1 0.01 »
W4
Гл. 20 Производство втриола
Таблица 20.3
Скорость коррозии металлов и сплавов
в масляном альдегиде
Температур» 20 °C, жидкая фаза, длитель-
ность лабораторных испытанна 1123 ч Коррозая
равномерная.
Металл яля сплав
Скорость
коррозия,
мм/год
Сталь
20
1X13
XI8HI0T
XI7HI3M2T
Х2ЯН28МЗДЗТ (ЭИ620)
Бронза Бр. АМц 5
Медь М!
0.02
0.002
< 0.001
<0.001
<0.001
0.01
0,01
Таблица 20.4
Скорость коррозии металлов в сплавов в условиях отгонки масляного
аиьдегвда
Температура 74 —80 °C, длительность испытания а ректификационное колонне 200 я.
Металл млн сплав Фаза Скорости коррозии. ММ/ГОД Характер коррозии
Сталь
20 Ж- 6.0-13.0 Точечная и язвевная
г 1.2 Точечная
1X13 ж. 30 Точечная и язвенная
г. 0.1 Равномерная
X18HI0T ж. 0.1—0.3 »
г. 0.01 »
XI7H13M2T ж. 0.1 »
г 0.004 »
Х23Н28МЗДЗТ (ЭИ629) ж. 0.1 »
- г. 0.01 »
Бронза Бр. АМч 5 ж. 0.3-0.5 >
г. 0.3-0.5 >
Медь М 1 ж. 0л-0.5 >
г. 0.4 >
25—45 мм рт. ст. и температуре ~ 130 °C отгоняется головная функ-
ция. При температуре верха колонны ~ 183 °C, остаточном давлении
25 мм рт. ст. и флегмовом числе 2 отбирается промежуточная фрак-
ция. Конец отбора промежуточной фракции определяется по темпе-
ратуре застывания пробы, которая должна быть около 50 °C. Целе-
вая фракция — этриол — отбирается при температуре паров в верх-
ней части колонны 185—195 °C и флегмовом числе 1 По окончании
разгонки кубовый остаток в горячем состоянии сливается ₽ емкость
Производство этриола
&б
Таблица 20.5
Скорость коррозии металлов в сплавов в продуктах конденсации масляного
альдегида
Среда, вес. %: разбавленной раствор—вола 74, »триод 14, формиат натрия 12; концыь
трнроваикый раствор—вода 45. этряол 30, формиат натрия 25. Температура 1ОЭ°С. длитель-
ность лабораторных испытаний 200 ч-
Металл или сплав Скорость коррозии, мм/год Характер коррозкн
d разбавленном - растворе в концентрирован* ком растворе
Сталь 20 3.0 4.0 Точечная л язвенная
1X13 03 0.8 Точечная
XI8HI0T 0.002 0.004 Равномерная
X17HI3M2T <0.001 <0.001 Без видимых изменение
Алюминий А5 0.01 0.8 Равномерная
Латунь Л62 0.01 — >
20. Куб после каждой разгонки промывается горячей водой н про-
паривается. Этриольная фракция подвергается перекристаллизации
нз смеси дихлорэтана с 10% изопропиолвого спирта или из этил-
ацетата с 2,5% этилового спирта при соотношении растворителя и
фракции (1—0,8): 1. В перекрнсталлизатор 24, снабженный мешал-
кой и паровой рубашкой, загружается растворитель (содержание
воды ~1%). фракция этрнола, и смесь перемешивается при темпе-
ратуре 65 °C в течение 30 мин до полного растворения этриола
Затем раствор фильтруется на друк-фильтре 25 и поступает в кри-
сталлизатор 26. Выпавшие кристаллы этриола фильтруются на
иутч-фильтре 27 и сушатся в вакуум-сушилке. Первая (обводнен-
ная) фракция растворителя поступает в экстракционную колонну
10, вторая—«сухой» растворитель—используется для перекри-
сталлизации этриола.
На первых стадиях процесса — альдольной конденсации масля-
ного альдегида и концентрирования водных растворов, полученных
в результате конденсации, — агрессивными компонентами являются
водные растворы едкого натра и серной кислоты, на стадии эк-
стракции и разделения продуктов — дихлорэтан и этилацетат. ч
Формальдегид не считается агрессивным компонентом для угле-
родистых сталей. Но применение последних в качестве конструк-
ционных материалов для изготовления аппаратов, работающих в
средах с формальдегидом, не рекомендуется, так как происходит
окрашивание растворов. МРТУ 38-2-М-б—68 предъявляют к товар-
ному этрнолу высокие требования по чистоте к полному отсутствию
ионов железа. При выборе конструкционных материалов для про-
изводства этрнола необходимо учитывать эти требования.
В литературе имеются данные по коррозионной стойкости мате-
риалов в некоторых исходных продуктах процесса: в серной кислоте
656
Гл. 20. Производство этриола
Таблица 20.6
Скорость коррозва металлов а сплавов в дкхзорэтане
на опытно-промышленной установке производства этриола
Среде, «вс. К: дихлорэтан 91.5. аэопропиловм* спирт 8.3.
Длительность испытанна 203 ч.
Металл или салат Скорость коррозии, мж'год Характер коррозии
при П9С при 100 °C
Сталь
20 0.7 0.2—0.5 Точечная
Х5М — 0.13 Равномерная
1X13 <0.001 0.02-0.03
XI7 — 0.008-0.01
20ХЗМВФ — 0.008 »
Х18НЮТ <0.001 0.003 »
XI7H13M2T <0.001 < 0.001 Без видимых изменений
Латунь Л62 0.01 0.02 Равномерная
Медь Ml 0.05 0.05 >
Таблица 20.7
Скорость коррозии стали Х18Н10Т в различных средах, содержа щит
дихлорэтан
Температура 85-1О0*С. Длительность лабораторных испытания 160 а. Коррозия равно-
мерцал._____________________________________________________________________
Среда вее к Скорость Среда, вес. к Скорость
коррозии коррозии.
мм/год мм/год
Дихлорэтан 100 ... . 0.003 Дихлорэтак 89.7. изо-
Дихлорэтан 90. вода 10 0.00Б пропиловый спирт 10,
Дихлорэтан 89.9. во- формальдегид 0.3 . . 0.002
да 10. формальде- 0.001 Дихлорэтан 80, вода 10,
Дихлорэтан 89.7. во- формальдегид 5, эт- 0.004
да 10, формальде-
гид 0.3 . 0.003 Раствор этриола в ди-
Дихлорэтан 85, вода 10, 0.004 0.007 хлорэтаис ...... 0.004
формальдегид 5 . . . Дихлорэтан 90, изопро- пиловый спирт 10 . . Дихлорэтан 89.9, 'изо- Водный раствор нз экстракционной ко- лонны 0.004
пропиловый спирт 10, формальдегид 0.1 . . 0.001 Этриол-сырец <0.001
Таблица 20-8
Скорость коррозии металлов и сплавов в этилацетете
Среда, вес. X: втклацетат 97.3; зт.ловыА спирт 2.5.
Температура 5С-ТО“С. длительность лабораторных испытанна 730 ч.
Металл млк сплав Скорость KOppOSK., ми/год Характер коррозии
Сталь
20 0.1 Точечная
1X13 0.01 Равномерная
X18HI0T 0.004 »
Латунь Л62 0.04 »
Медь Ml <0.001 Без видимых изменений
Производство этриола
557
Таблица 20.9
Скдость коррозии нетахлов сплавов в водном 80% растворе этилацетата
Длительность -аборатерных испытаний 96 ч.
Металл клк сплав Скорость KOppOSHR, ММ/ГОД Характер коррозии
прн 50 при те *с
Сталь
20 0.3 0Л> Точечная
1X13 0.001 0.004 Равномерная
XI8H10T 0.001 <0,001 Без видимых изменение
Латунь Л62 03 0-5 Равномерная
Медь Ml 03 0,5 »
Таблица 20.10
Скорость коррознн металлов в сплавов
в отгоне отвлацетата после ректификации
Среда, вес. в: атилацатат 73. атраол И.
Длительность лабораторных испытаний 236 и.
Металл плн сплав Скорость коррозии, Mw/rOJ Характер коррозии
при SO «С при 7в°С
Сталь 20 0.3 0.4 Точечная
1X13 0.003 0.004 Равномерная
Х13Н10Т 0 0004 00007 >
Латунь Л62 0.1 0 1 »
Медь МЛ О.06 0.05 >
Таблица 20.11
Скорость корроанн металлов в сплавов
в зтрводе-сырце
Среда, вес- Я: атряол 96. атнлацетат 4
Температура 100 ®С, длительность набор а тор-
ньл испытания 3S6 ч.
Металл или сплав Скорость коррозии, мм'год Характер коррозии
Стиле
20 0.1 Точечная
1X13 0,003 Равномерная
XI8HI0T 0,001 »
Латунь Л62 0.05 »
Медь Ml 0,01 >
658
Гл. 20. Производство этриола
Результаты коррозионного обследования оборудования в ирона
и S Аппаратура оборудование Сред*, вес. X lewncpa- тура. °C
1 Реактор Формалин 48.3. вола 33.2. масляный альдегид 10.7, ед- кий натр 6.6, сериал кис- лота 1.1 / 50 1
2 Трубчатый теплообменник То же 20-30
3 Емкость для разбавленного водного раствора продук- тов конденсации масля- ного альдегида Вода 74, этрнол 14, фор- миат натрия 12 50-20
4 Циркуляционный насос хар- ки КРЗ Формалин 48.3, вода 33.2, масляный альдегид 10,7, ед- кий натр 6.6. серная кис- лота 1.1 20
5 Выпарной вакуум-аппарат Вода 74, втрнол 14, формиат натрия 12 65
7. 8 Емкость для концентриро- ванного водного раствора продуктов конденсации ма- сляного альдегида Вода 45. втрнол 30. фор- миат натрия 25 65-20
9 Насос марки КРЗ То же 20
Производство этриола
559
Таблица 20.12
водство этриола, рекомендуемые конструкционные матерна ты
Применяемые кокс трукцкоииые материалы Срок службы к моменту 'обследо- вания. годы Результаты обследозмкя Рекомендуемые конструкционные материалы
Корпус — сталь XI8HI0T. проклад- ки — паронит То же > Корпус — сталь углеродистая, про- кладки — паронит 12.5 12.5 12.5 2 Аппарат прорабо- . тал без ремонта. Уплотнения и набив- ки в удовлетвори- тельном состоянии, поверхность аппа- рата, мешалки и кар- ман термопары без видимых изменений. Проведен один ре- монт сварного шва в месте врезки про- боотборника Состояние поверх- ности удовлетвори- тельное. Прокладки заменялись несколь- ко раз на новые То же Сильный износ ло- паток рабочего ко- леса Корпус — сталь XI8HI0T Проклад- ки — паронит Кожух — сталь Ст. 3. Трубки — сталь X18HI0T. Проклад- ки — пароинт, обер- нутый фторопласто- вой лентой, фторо- пласт-4 Корпус — сталь Х18НЮТ. Проклад- ки — паронит ФУМ, фторопласт-4 Корпус и рабочая часть — стаяь XI8H10T
Корпус — сталь XI8HI0T. проклад- ки — паронят Пар: проаод — сталь Ст. 3 То же Корпус — сталь углеродистая, про- кладки — паронит Корпус — сталь Х18Н10Т 12.5 8 5 2 2 Аппарат работал без ремонта. Состоя- ние металла удо- влетворительное. Со- стояние прокладок удовлетворите льное Сильный износ Аппарат работал без ремонта. Поверх- ность металла и про- кладки в удовлетво- рительном состоянии Коррозионное раз- рушение лопаток ра- бочего колеса Состояние удовле- творительное Корпус — сталь XI8HI0T. Проклад- ки — паронит, фторо- пласт-4. сальниковая набивка ФУМ. Паро- провод — сталь XI8HI0T Корпус — сталь XI8HI0T. Проклад- ки — паронит, фторо- пласт-4, ФУМ Корпус и рабочая часть — сталь XI8HI0T
660
Гл. 20. Производство втриола
м V Аппаратур* оборудоааааа Среда, вас. X Темпер»’ тура*.
to Экстракционная колонна Этилацетат 55. этриол 30, вода 10. формиат натрия до б. формальдегид 0.1 65-80
и Подогреватель для раство- рителя (трубчатый) Этилацетат 100 80-100
12 Емкость То же 20
13 Емкость Вода 77, формиат натрия 18,5, втркол 3,5. этилацетат 1 20
14 Оросительная колонна Этилацетат 70. этриол 30 (состав переменный), вода, формиат натрия — следы 65 ।
16 Испаритель То же 85-105 '
16 Холодильник Этилацетат 100 78-20 •
17 Емкость Этриол 83. легкие альде- гндоспирты 6. монометило- вый эфир 5, диметнлолпро- пая 2, прочие органические соединения 4 80
18 Ректификационная вакуум- ная колонна То же 95-195
19 Конденсатор » ~ 100-40
20 Емкость Кубовый остаток 90-100
Производство этриола
ПП1
Продолжение
Применяемые конструкционные вытер налы Срок службы к моменту обследо- •ЛИНЯ, годы Результаты обследования Рекомендуемые колструкцкокмые материалы
Корпус — сталь XI8HI0T, проклад- ки — паронит 12.5 Колонна работала без ремонта. Состоя- ние металла аппа- рата к прокладок удовлетворительное Корпус — двухслой- ная сталь Ст. 3 + 4-Х18Н10Т. Проклад- ки — паронит, фторо- пла.т-4
То же 12.5 То же Кожух — сталь Ст. 3. Трубки—сталь XI8H10T. Проклад- кп — паронит, фторо- пласт-4
Корпус — сталь Х18Н10Т. проклад- ки — паронит 12.5 > Корпус — сталь X18HI0T. Проклад- ки — паронит, фторо- пласт-4
Корпус — сталь XI8HI0T, проклад- ки — паронит 5 Емкость была из- готовлена из углеро- дистой ртали. Через 1.5 года работы на поверхности металла обнаружена значи- тельная точечная коррозия; емкость была заменена на сталь Х18Н10Т. ко- торая работает без ремонта То же
То же 6.5 Аппарат работал без ремонта. Ви- зуальный осмотр по- казал удовлетвори- тельное состояние поверхности металла н прокладок »
» 12.5 То же »
» 12.5 > Корпус — сталь XI8HI0T. Проклад- ки — фторопласт-4
» 12.5 > То же
> 12.5 > >
> 12.5 » >
» 12.5 » >
562
Гл. 20. Производство этриола
X Аппаратура и оборудование Среда, вес. я Темпере- 1
21 и 22 Мерник растворителя и трубчатый холодильник Этнлацетат 100 20
23 Куб для очистки раство- рителя » 95—100 (остаточное давление 70-100 мм рт. ст.)
24 Перекристаллнэатор * Этнлацетат 49—50, атриол 50—49, вода ~ 1 (состав пе- ременный) 65
26 К ристаллнзатор Этриол ~ 100, атнлаце- тат — следы (состав пере- менный) 50-30
27 Нутч-фильтр То же 30-20
* В последние голы »трнол выпускается виде расплав*, который >*лво*ется а бкдоиы
[2, 5], формальдегиде [2, 3, 6], а также в метиловом спирте и этил-
ацетате [3. 4], дихлорэтане [7].
В табл. 20.1 и 20.2 представлены результаты испытаний корро-
зионной стойкости металлов и сплавов в условиях альдольной кон-
денсации масляного альдегида и концентрирования водных раство-
ров этриола, которые проводились при температурах, не превы-
шающих 60 °C. Скорость коррозии углеродистых сталей и сталей
типа 1X13, 2X13 составляла при этом 0,1—0,2 мм/год, т. е. эти стали
принадлежат к группе относительно стойких материалов. Корро-
зионное разрушение сталей на указанных стадиях процесса опреде-
ляется присутствием серной кислоты и масляного альдегида, в ко-
тором при длительном хранении иа воздухе образуется масляная
кислота. Данные по коррозионной стойкости материалов в масля-
ной кислоте приведены в гл. 15 и 19.
Наиболее значительное разрушение углеродистой стали и стали
1X13, особенно при повышенных температурах, наблюдается в сре-
дах, содержащих масляный альдегид (табл. 20.3—20.5) — в усло-
виях отгонки и конденсации масляного альдегида. Характер корро-
Производство втриола
Б83
Продолжение
Прииевясмые
конструкционные
иятсряяды
Срок
службы
к моменту
обслело
•анк*.голи
Результаты
обслелоннкя
Рекомендуемые
ко>1СтрухцкО1жые
материалы
Корпус — сталь
Х18Н10Т. проклад-
ки — пароннт
Корпус — сталь
XI8HI0T, проклад-
ки — пароннт
Аппарат работал
бе» ремонта. Ви-
зуальный осмотр по-
казал удовлетвори-
тельное состояние
поверхности металла
н прокладок
То же
Корпус - XI8H10T.
Прокладки — фторо-
пласт-4
То же
То же
Аппарат работал
без ремонта. Сетка
была заменена на
новую, прокладки со-
хранили герметич-
ность
на белой жести.
зии при этом точечный и язвенный. Равномерный характер корро-
зии и незначительная скорость разрушения (не более 0,01 мм/год)
наблюдается у сталей, содержащих 18% хрома и более. Исключе-
ние составляет случай, когда испытания проводились в условиях
отгонки масляного альдегида при температуре 74—80°C и скорость
коррозии стали Х18Н10Т равнялась 0,1—0,3 мм/год.
В условиях экстракции и ректификации в средах, содержащих
дихлорэтан и этнлацетат, при температуре 50—100 °C (табл. 20.6—
20.10), а также в этрноле-сырце (табл. 20 11) углеродистая сталь
разрушается со скоростью 0,1—0,5 мм/год, подвергаясь точеч-
ной коррозии, сталь 1X13 имеет скорость коррозии 0,004—
0,03 мм/год при равномерном характере коррозии, сталь Х18Н10Т
достаточно стойка (0,001—0,007 мм/год).
Результаты обследования аппаратуры действующего производ-
ства этриола представлены в табл. 20.12. В основном аппаратура
производства этриола изготовлена нз нержавеющей стали Х181110Т
и после работы в течение 12 лет находится в удовлетворительном
состоянии. Некоторые аппараты, например емкость 13. ранее были
564
Гл. 20. Производсгво этриола
изготовлены не углеродистой стали и через 1—2 года были
заменены на аппараты из стали Х18Н10Т, после чего проработали
5—7 лет без ремонта.
Опыт эксплуатации толстостенной аппаратуры и трубопроводов
из углеродистых н низколегированных сталей в условиях производ-
ства этриола показал, что аппараты, и особенно трубопроводы, под-
вергаются интенсивной точечной коррозии, часто со сквозными раз-
рушениями, в связи с чем требуются остановки для ремонта или
замены аппаратуры. Поэтому углеродистые, низко- и среднелегиро-
ванные стали не рекомендуется применять для изготовления основ-
ной аппаратуры производства этрнола.
На действующем производстве вся аппаратура заменена на ап<1
паратуру из нержавеющей стали. Такая замена позволяет ие только
сократить число профилактических остановок для ремонта и за-|
мены отдельных узлов, но и увеличить срок эксплуатации аппара-;
туры в целом. .<
ЛИТЕРАТУРА
1. И. Д. Афанасьев, И. Е. Добкин, Л. С, Ге не н дер, В. Д. Колос-
и и цы и, Р. И. Лихо виз. Л. Ф. Федоров, Производство смазочных
материалов. Обмен производственным опытом, вып. XII—XIII. Изд. «Химия»,
I960.
2. В. Н. Дятлова, Коррозионная стойкость металлов и сплавов. Справочник,
Изд. «Машиностроение». 1964.
3. Г. Я. Воробьева. Коррозионная стойкость материалов в агрессивных сре-
дах химических производств. Справочник, Изд. «Химия», 1967.
4. Коррозионная и химическая стойкость материалов. Справочник, под ред.
Н. А. Доллежаля. Машгиз. 1954
5. Коррозия и зашита химической аппаратуры. Справочное руководство, под
ред А. М. Сухотина, т. 4, Изд «Химия», 1970. стр. 18.
6. То же, т. 5, Изд. «Химия», 1971, стр. 61.
7. То же, т. 7, Изд. «Химия», 1972, стр. 67.
Глава двадцать первая
ПРОИЗВОДСТВО ПОЛИЭФИРОВ
Полиоксипропилендиолы н полноксипропилентриолы — простые
полиэфиры различного молекулярного веса — нашли широкое при-
менение при получении уретановых эластомеров, пенополиуретанов,
в качестве компонентов гидротормозной жидкости и смазочных ма-
сел. Одни из методов получения простых полиэфиров основан иа
полимеризации окиси пропилена [I].
Важными представителями рассматриваемого класса веществ
являются полиокснпропилендиолы — простые полиэфиры окиси про-
пилена и диэтиленгликоля (ДЭГ):
сн,
сн, сн, сн,
HOCHCH,(UCHCHa)„OCH,CH,OCH,CHsO(CHaCHO)nCHaCHOH
л полноксипропилентриолы — простые полиэфиры окиси пропилена
я глицерина:
СН, СН,
СН,О(СН,£нО)пСН,СНОН
<!:но(снасно)„сн2снон
i^H, £н,
Н,О(СН,СНО)„СНаСНОН
сн, ^н,
В зависимости от молекулярного веса и функциональности вы-
пускаются полиэфиры различных марок Д-500, Д-1000, Д-1500,
Д 2000, Д-3000, Т-750, Т-1500, Т-2000, Т-3000, где Д и Т означают
двух- и трехфуикциональиый полиэфир, а цифрой обозначен округ-
ленный молекулярный вес.
Физико-химические свойства полиэфиров зависят от молекуляр-
ного веса. Это маловязкие жидкости (1—8 П при 20 СС) плотно-
стью 1,00 г/см3, желтоватого цвета.
666
Гл. 21. Производство полиэфиров
На рис. 21.1 приведена принципиальная технологическая схема
типового способа получения простого полиэфира. Основные стадш
технологического процесса:
1) получение растворов калиевой соли полиола:
2) полимеризация окиси пропилена;
3) нейтрализация щелочного полимеризата;
4) расслаивание;
5) сушка;
6) фильтрация
Полиол (глицерин или ДЭГ) смешиваются в нужном соотноше-
нии с КОН в аппарате 2, а затем при 100—130 °C отгоняется вода,-
Рнс. 21.1. Технологическая схема производства полиэфиров:
/—мерник ДЭГ иди глицерина: 2— реактор приготовления адкогодятоа калия;
3—приемник алхоголятов калия; 4—конденсатор; 5—приемник воды; 6—реактор-
оолммсрнзатор; 7 —мерник окиси пропилена; в—нейтрализатор;9—мерник Н>$0<;
10—разделитель; //-—емкость водного слоя; 12—емкость влажного полиэфира;
/3 —подогреватель; /4—сушильный аппарат; 15—приемник полиэфира; 16—кои-
денсатор; 17— приемник воды.
а полученный раствор через промежуточную емкость 3 направ-
ляется в реактор 6. Туда же подается окись пропилена. Реакция
протекает при 80—90 °C. Далее щелочной полиэфир поступает в ап-
парат 8 на нейтрализацию. Нейтрализация проводится 5% раство-
ром H2SQ4 при 20—80 °C (в некоторых случаях используют НО,
Н3РО4 или минеральные сорбенты). В аппарате 10 происходит рас-
слаивание. Нижний водный слой, содержащий K2SO4 и HjSOf, идет
Производство полиэфиров
Б67
на нейтрализацию в аппарат //и далее на уничтожение, а верх-
ний— полиэфирный подвергается сушке (аппараты 12—15).
Известно, что реакция уретаиирования чрезвычайно чувстви-
тельна к примесям. В частности ионы Fe, Сг, Ni, Pb, Си могут
оказывать сильное каталитическое влияние на процесс уретаннро-
ваиия. Поэтому при выборе конструкционных материалов аппара-
туры производства полиэфиров необходимо учитывать не только
коррозионную стойкость материалов в условиях получения поли-
эфиров, но и каталитическое влияние ионов металла иа процесс
дальнейшей их переработки в уретан.
Исследовалось каталитическое влияние сталей Х18Н10Т,
XI8H12M2T, никеля HI, алюминия АД! Для этого металлическая
стружка приводилась в соприкосновение с рабочими средами син-
теза полиэфиров при отношении площади металлической поверхно-
сти к объему раствора 5: 1. В качестве рабочих сред были выбраны
среды после полимеризации (щелочной полимеризат), нейтрализа-
ции и расслаивания (верхний полиэфирный слой), суШки (готовый
продукт). Время контакта стружки с продуктом составляло 15—
20 ч. После испытаний продукт отделялся от стружки и подвер-
гался дальнейшей обработке по технологической схеме в стеклян-
ной аппаратуре
Затем полиэфир отверждался дииэоцианатом марки Т-65. О ки-
нетике взаимодействия полиэфира с отвердителем судили по нара-
станию вязйости во времени при 35°C. Условия испытаний и по-
лученные результаты приведены в табл. 21.1 Из испытанных
Таблица 21.1
Влияние материала аппаратуры па изменение вязкости прн отверждении
иояиэфнра двизоцнанатом
Условия нспытаяяА Металл или сплаа (в виде стружки) Нарастание вязкости, П
среда темпера- ту^- ДЛИ- гель- кость. я за 2 ч а» 4 ч за 6 ч за В ч
Щелочной поли- 70 16 Без стружки 1.8 2.6 3.0 3.6
мернзат Сталь Х18Н10Т 6.0 17 36 —
» XI8HI2M2T 1.2 2 4 3 4.2
Хром 1.8 3.0 4 4.6
Никель HI 1.0 2.0 2.8 3.0
После нейтрали- 70 16 Без стружки 1.2 2.0 2.8 3.6
зацни Сталь XI8HI0T 10,4 20 30 «—
» XI8HI2M2T 1.2 1.8 2.4 3.4
Алюминий АД1 1.6 2.8 3.8 4.6
После сушки 120 20 Без стружки 1.6 2.4 3.2 4.0
Сталь XI8HI0T 2.2 3.6 5.0 6.0
» XI8HI2M2T 1.8 2.8 4.0 4.8
ркнсь пропилена Алюминий АД1 1.8 2.4 3.0 3.6
70 170 Без стружки — 2,4 —-
Сталь Ст. 3 — 3.0 4.0 —
668
Гл. 21. Производство полиэфиров
материалов сильным каталитическим действием обладает только
сталь Х18Н10Т, причем это влияние сказывается при контакте ее
с рабочими средами иа стадиях полимеризации (щелочной поли
меризат) и нейтрализации (нейтрализованный полимеризат). Сле*
дователыю, иа этих стадиях производства использование стал^
Х18Н10Т нежелательно. Применение других испытанных магериа*
лов определяется только их коррозионной стойкостью, так как н^
на одной из исследованных стадий процесса оии не обнаружили
каталитической активности.
Была также исследована кинетика отверждения полиэфира, по-
лученного из окиси пропилена, находившейся в контакте со струж-
кой из стали Ст 3 (условия опыта приведены в табл. 21.1). Ката-1
литического влияния указанного материала на реакцию с изоциана-
том и в этом случае обнаружено не было. Однако изготовлять из»
этой стали тару н хранилища особо чистой окиси пропилена неже-*
лательно, так как в условиях эксплуатации продукт загрязняется !
ржавчиной, образовавшейся в результате атмосферной коррозий.»
Таблица 21Л
Скорость коррозпн сталей алюминия в средах синтеза полиэфиров
(по данным лабораторных испытаний)
Металл Условая испытаний Скорость коррозии, мк/год Характер коррозия
среда темпе- ратура. ®С длитель- ность.
Сталь Ст 3 Окись пропилена 20 200 0.001 Без видимых нз-
высокой чн- менеиий
стоты
То же 50 200 0.001 То же
СтальХ18НЮТ » 20 200 0.001 >
» 60 200 0.001 >
Алюминий АД1 > 20 200 0.1)01 »
> 50 200 0,001 >
Сталь Ст. 3 Окись пропилена 20 200 0.00! >
ео.6%
То же 50 2C0 0.00! >
Сталь XI8HI0T > 20 200 0.00! >
» 50 200 0.001 >
Алюминий АД! > 20 2Ю 0.001 >
> 50 200 0.001 >
Сталь Ст. 3 Днэтиленглнколь 50 1400 0.002 Образцы потем-
нелн
Сталь XI8H10T > 50 401 0.00! Без видимых из-
меиепий
Алюминий АД! > 50 1400 0.00! То же
Сталь Ст. 3 Дикзоцнапат Т-65 50 1000 0.001 >
Сталь Х18Н10Т * Т-65 50 1000 0.00! >
Алюминий АД! » Т-65 50 1000 0.001 >
Производство полиэфиров
flflfl
Ж 1 к сх V »• м сх к •X « «X « tt X XX XX X X X О XX О А ж ж Ф Ф X Ф Ф _ _ х * ** ** X X Ф X X. * * Ф Ф Ф й Ф Ф я Ж Ж Ж £ ЖЖ 2 2 2 « о. к 2 2 X fc S И П « К S и и « к 5 « « н к я и я в £-°- £• z а а . . . _ а £ а я &> я а „ а , 5 g 5 £ ч ° “ Я * * в ” S = S<>SsS. й Ss S л X п ей ео CLX СХ, ю а п Ф А А А ЛфвОфФО Ф <1 m *>_ А А гй cXtjmxqrEE X щСХ щ *
скорость коррозии, мм/год 888S 8з1с | о^87 83 8§ ое>о® wood- — 'docq оо оо о
Металл ала сплав Сталь XI8HI0T > > СтальХ18Н12М2Т Никель HI Сталь Ст. 3 Сталь X18HI0T > » Сталь Х18Н12М2Т Никель HI Покрытие Сг Сталь Ст. 3 > >3 Алюминии АД1 » » > > > » > > » »
• фаза
। иепытаиай темпер*- °C 70-90 70 25 ПО (ост. давл. 30-50 мм РТ- ст.) 2S
8 Э >> 1 «0 • хО . - - - 5*хХ * О ==«ф" ^8 я ё.° £ р. р. в CL в » „ « . » 5 в ь" £ S -е-оо ©• “ Йчча Т'Л.Ь?© 3 S £2ег §K*s 5s£xx з § О Е ЕСЕ
Б70
Г л 21. Производство полиэфиров
Таблица 21,4
горрозвонного обследования основных аппаратов в цехе производства простых полиэфиров
Производство полиэфиров
571
Изучение коррозионной стойкости конструкционных металличе-
ских материалов проводилось в лабораторных и в производствен-
ных условиях. Результаты коррозионных испытаний представлены
в табл. 21.2 п 21.3. Результаты коррозионного обследования приве-
дены в табл. 21.4 Рекомендуемые материалы для основной аппа-
ратуры производства простых полиэфиров представлены в
табл 21.5.
Таблица 21.5
Рекомендуемые материалы для основной аппаратуры производства простых
полиэфиров
м на рнс. 511 Аппарат Темпера- Т>£3. Рекомендуемый материал
1 Мерник ДЭГ или гли- церина 25 Корпус —сталь Х18Н1СТ; проклад- ки — паронит или паронит. оберну- тый лентой нз фторопласта-4
2 Реактор приготовления влкоголятов калия 60-90, 90-130 То же
6 Реактор-полимеризатор 70-1 Ю Корпус — сталь X17Н13МЗТ: про- кладки — паронит или паронит, обернутый лентой из фторопласта-4
7 Мсрннк окиси пропи- лена О- -5 до 0 Корпус —сталь X18HI0T. алюми • ний АД1; прокладки — фторо- пласт-4
8 Нейтрализатор 50—110 Корпус эмалированный; прокладки — паронит. фторопласт-4
9 Мерник 25 Корпус эмалированный; прокладки — паронит или пяронкт. обернутый лентой нз фторопласта-4
1д Рассланватель 70-80 Корпус эмалированный; прокладки — паронит. фторопласт-4
II Емкость водного слоя 25 Корпус — сталь Х18Н10Т; про- кладки — паронит. фтороплчст-4
12 Емкос~ь влажного по- лиэфира 25 Корпус—сталь XI8H10T. алюми- ний АД1; прокладки — паронит, фторопласт-4
13 Подогреватель 100 То же
14 Сушильный аппарат 103 »
15 Емкость готового поли- эфира Конденсатор 25 >
16 25—80 Корпус — алюминий АД1; проклад- ки — паронит. фторопласт-4
17 Емкость для воды 25 То же
Как видно из табл. 21.2 и 21.3, наиболее коррознонноактивны
среды, содержащие серную кислоту (в аппаратах 8 и 10). Подроб-
ные сведения о стойкости материалов в серной кислоте представ-
лены в т. 4 настоящего издания.
Диэтилеигликоль, глицерин, окись пропилена, щелочь не агрес-
сивны по отношению к углеродистым сталям (см. табл. 21.2 и
данные (2, 3J). Однако, учитывая высокие требования к чистоте
672
Гл. 21. Производство полиэфиров
продукта, емкости и мериики ДЭГ, окиси пропилена, глицерину
следует изготовить из стали Х18Н10Т или алюминия ЛД1.
В полимеризаторе стали Х18Н10Т, Х18Н12М2Т, никель корро*
знониостойки. Скорость их коррозии не превышает 0.002 мм/год;
Однако использовать сталь Х18Н10Т в качестве материала полимер
ризатора, как уже говорилось, не рекомендуется из-за сильного
каталитического влияния на процесс дальнейшей переработки по-
лнэфира, в частности на уретанироваиие *.
Сушильные аппараты, сборники готового продукта следует из-}
готовить из алюминия АД1
ЛИТЕРАТУРА
1. Хамптон, Хард. Ширннг, Хнмня н технология полимеров, Ns II, 107
(I960); П. А Кирпичников, Л, А. Аверко Антонович
Ю-0 Аверко-Антоновнч. Химия и технология синтетического каучука.
Изд. «Химия», 1970.
2. В. Н. Дятлова. Корр.озиониая стойкость металлов н сплавов. Справочник,
Ивд. «Машиностроение». 1964.
3. Г. Я. Воробьева, Коррозионная стойкость материалов в агрессивных сре-
дах химических производств. Справочник, Изд. «Химия», 1967.
• В тех случаях, когда процесс дальнейшей переработки полиэфира не
ограничен содержанием ионов Fe, то с точки зргнкя коррозионной стойкости для
изготовления полимеризатора может быть использована сталь Х18Н10Т.
УКАЗАТЕЛЬ
Абсорберы см. Колонны абсорбционные
Автоклавы и шронзводстпе жирных кислот
476. 4Ю
Арматура 28
В ЛрОМЭВОДСТас жирных кислот и спиртов
460. 467. 49а
прн обессоливании нефти 32
прн осушении и очистке природного rasa
258. 278. 293
при переработке нефти
вторичкой 143. 147. 162, 16$. 191. 193.
206. 207
первичной 101. 106. 121» 124
Баки см Емкости
Бункеры для
кокса 163—165
пентапласта 528
Выпарные аппараты в пронэоодстм
пеятзпласта 527
втряола 551. 552. 559
Газопроводы 255. 297. 258. 273. 280
Гаэосепяраторы при переработке нефти 48
вторичной 162. 193. 197. 198. 2W. 297
перпичноП 11S—117. 123. 124
Газоходы 152. 206
Гидрохлсраторы в производстве пентвпласта
525. 526» 538
Дегидраторы
в производстве малеинового ангидрида
506. 607. 512. 520. 522
при вторичной переработке нефти 7$. 123.
124
при подготовке нефти к переработке 31.
32. 34-37
при разделении и очистке газов 222
Десорберы см. Колонны отпарные
Деэмульгаторы 31—33. 35, 37. 464
Емкости см. также Мерники. Резервуары,
Сборники
в производстве
бутиловых спиртов 448. 449. 466» 458.
460. 462
дн нитрилов фтал свих кислот 499. 503
жирных кислот 470, 471. 473. 474. 478—
жирных спиртов 489. 490. 494
малеинового ангидрида 506. 518, 522
пентапласта 525—527. 538
полиэфиров 566—572-
этриола 551. 552. 654, 558. 660. 563
прн осушении и очистке ври родного газа
258. 280. 290, 297
прн очистке масел н топлив 227. 228. 241.
242. 246. 249. 253
для азеотропной смеси 239
для дизельного топлнвв 247—249
для карбамида 249
для метанола 247. 248. 251
длв парафина 247—249
для рафината 227, 228. 209. 241
для смеси сырья и спирта 248. 249
для фенола 227-229. 234. 239
для фильтратов 247—249
для фурфурола 241. 242, 244
для экстракта 228. 229. 239, 241
прн переработке нефти
вторичной 15$. 158. 163. 184, 185. 195.
196. 202, 207
первичкой 59» 61. 82, 64. 109, II& 116
Змеевики
в производстве жирных кксдот м спиртов
476, 483, 489. 494
Змеевики
при переработке нефти
вторичной 131. 143—153. 157. I». 160,
162. 163. 170. 172. 188, 192, 197. 199
первичной 119, 120. 122
пря осушении и очистке природного газа
258. 266
пря очистке масел я топлив 233. 237. 246
Ингибиторы коррозии 37, 44. 58, 69. 61 62. 316
при осушсиин и очистке природного газа
267-&О. 271. 278—281. 286» 287
при переработке нефти
пторичной 201—203
первичной 91. 108-149. 122. 124
Инжекторы пря первичной переработке неф-
ти 123-125
Испарители
в производстве
жирных кислот и спиртов 484. 489. 490»
492, 493. 495
этриола 551. 552, 560
при пторичной переработке нефти 156,
158. 161. 162
прн осушении н очистке природного газа
258-263. 266, 269. Ю4
Камеры коксовые 162, 163
Карбоиялообраэоватслн 448» 449. 456
Коллекторы
водорода в теле печн 144, 147
нефти 32. 47. 70. 78
паров жирных кислот 478
природного газа 258
Коломны
в производстве бутиловых спирте*
Промывные 448, 449. 456
ректификационные 458. 462
стабилизационные 449, 450
в производстве жирных кислот
гидрирования 486
окнелнтельные 476—480. 482
осушительные 477
промывные 478. 482
ректификационные 481, 483
в производстве жирных спиртов
ректификационные 488—490. 492. 494
этернфнкациониые 489. 490, 492, 494
в производстве малеинового ангидрида
абсорбционные 506. Б20
дистилляционные 506, 508, 520, 522
промывные 506
в производстве пентапласта
дегидрохлорирования 525, 626, 542
он млении 526» 527
в производстве этриола
оросительные 651. 552. 560
ректификационные 550. 552. 554
экстракционные 551, 552. 55$, 560. Ь62
при вторичной переработке нс-фгк
абсорбционные 183—185, 197. 198. 207
атмосферно-вакуумные 156. 199. 202.
207
осушительные 198
отпарные 183—1R5, 193. 197—199. 202.
203. 207
промывные 198. 202. 203
ректификационные 143, 165—165, 198.
199. 204. 207
стабилизационные 170. 172. 184. 185,
193. 197. 198
экстракционные 198, 199, 202. 207
пря осушении и очистке природного гаэв
абсорбционные 256. 259. 286. 287, 290.
292. 293. 296, 297. 304
отпарные 256. 257. 261-263. Ж, 266,
286-293. 295-297. 303-307
574
Указатель
Колон НМ
при очнстке масел и топлив
абсорбционные 227. 223, 238
исплритсльныс 228. 229. 234, 239
осушительные 228» 229. 2Я. 238. 211.
242. 244. 245
отгонные 241—246
отпарные 227-2». 234. 239. 244» 242.
244—246, 251
рафинатные 234. 238. 244. 246
экстракционные 227. 228. 233. 238. 241.
241 246, 248
при первичной переработке нефти
атмосферные 67. 72. 74—76. 82. 101—107,
115. 117. 119-122, 124. 198. >99. 202
вакуумные 103, 113» 120. 122. 125. 127
выщелачивания 123—<25
отпарные 120. 123. 124. 127
перегонные 127 /
стабнвизациокные 125
эвапорацкониыс 67„ 72. 74—76, 81, 82.
106. 124. 125
при резделеиик и очистке газов
абсорбцкенные 215, 216. 219. 221. 224.
227, 228
отпарные 215. 216. 220—224
стабилизационные 212
фракционирования 211. 212
Компрессоры 449. 450. 463. 487
Конденсаторы 48. 309. 310. 312. 313, 315—323.
326. 327. 329-331
в производстве
жирных спиртов 490—492. 494
мменнового ангидрида 506. $12. 818.
полиэфиров 571
этрнола 660
прн очистке масел и топлив 252. 253
для паров фенола и воды 227—229.
233. 236
для спирта 249. 252
ДЛЯ фурфурола 241. 242, 245
прн переработке нефти
вторлчкоЛ 162—164. 183—185. 193. 197.
198. 202—204. 207
первичной 70. 78. 107. 109. 113. 124
Коцдемсаторы-холоднльимкк
в производстве
жирных кислот 462, 483
пенттпласта 525—$27. 538. $42. 549
для фурфурола при очистке топлив я
масел 245. 246
при осушен ни и очистке природного газа
266. 288. 291. 292. 295-297
при первичкой переработке нефти 67. 70.
72. 73. 79. 89. 110. ,115-117. 123. 125
при разделении и очистке газоа 212. 215.
2(6. 218. 221-224
Контакторы при очистке дизельного топлива
247. 248. 251
Контактные аппараты в производстве малеи-
нового внгидрида 506. 612. 517, 518, 522
Кристя тлнэаторы
в производстве
малеинового лнгидрида $18, 522
этриола 552. 555. 562
при очистке дизельного топлива 247. 21Я
Мерники
в производстве
бутилового спирта 453
полиэфиров 666. 570. 571
этриола 551. 562
Мешалки
в производстве
жирных кислот 476
жирных спиртов 491
этриола $$1. 565
Мешал кч
при очистке дизельного топлива 247. 248»
25)
Нагреватели кокса 104. <63—16$
Насосы
в производстве
бутитовых спиртов 463
дквнтрнлов фталевых кислот 500. КВ
млел иных альдегидов 463
пеитлпляста 525. 528. 538
этриола 551. 552. 558
прн птормчяой переработке нефти 143.
147. 157. 1о4. WI
для диэтилеигликоля 202
для загрузки печей 158, 161
для крекикг-Остаткоо 162
для рефлюкса 183
сырьевые 158» 160. 161, 163
при осушении н очистке природного газа
291. 2SG-29S
при очистке масел и топлив 227—229, 233.
240. 242. 244. 246
при первичной переработке нефти 78. 88»
106. 109. 115-117. 121. 125. 1й>
для ингибитора 119
для нефти 122. 124
при разделении и очистке газов 216
Нейтрализаторы
в производстве
жирных спиртов 490. 492. 494
пента ьтяста 526, 527. 544
полиэфиров 569—571
нефти 78. 79. 80-«2, 107. 121. 122. 181. 182
Отстой и и кн
в производстве жирных спиртов 487„ 488
при очистке топлив н масел 248. 262
при первичной переработке иефтн 76. 84.
110. 123—125
прн подготовке нефти к переработке 34.
32. 35-37
Паропсрегрсмтелк в производстве дннитри*
лов фталевых кислот 503
Паропроводы 291, 503
Печи 310
а производстве
жирных киеяот 477
жирных спиртов 487, 488
при очистке масел и топлив 227—229. 241.
242
при переработке иефтн
вторичной <41-154. 157—164. 169. 170.
172. 178. 183. 184. 107. 203. 204. 207
первичкой 78. 101. 102. ММ—106, 113. И9.
120. 122-125. 12?
Подогреватели
в производстве
бутиловых спиртов 448. 449. 456
ДгШитрилов фталевых кислот 500. 502,
503
Жирных КИСЛОТ <77. 480. 481. 483. 484
жирных спиртов 487—490. 492, 494
малеиновой кислоты 515
маслимых альдегидов 448. 449» 456
пентапласта 627
полиэфиров 670. 571
этрнола 551. 552. 560
при вторичкой переработке нефти 181 197.
198. 201. 203
прн осушении и очистке природного газа
293
прн очистке масел н топлив 227—229, 238,
247-249. 251
сырой нефти 3t, 35—37
Указатель
675
I., w. и. II. SS. $5. 61. 72. 125. 141.
Ilf l.vi. пл. no. 192. 1W. 206. 213. 271. 316.
.11/
lk»«i>Nfjiiii«inpu ii производстве
iii'ilf и и л n<* f л 527
Ц|).чм*|ф||р«»н 5»77, 569—572
Пр4»хллл»а11щ yii in t Интелъиые материалы
и н|мнмпиде1нс
flyiiviiiiiux спиртоа 457, 450. 461. 463
жирник кислот и спиртов 488, 487
м пел иных альдегидов 457. 459, 4о1, 463
нснгпилиста 539. 541—543, 547. 549
>1[>1И1лп 559. 561, 563
ялл кпи д<-нс а торов и холодильников 327.
Ml
П|кнгкшрм в охлаждающих средах 315. 326
Риолан по гели в производстве полиэфиров
566. 601-57»
Рев к горы
в производстве бутиловых спиртов 455
гидрирования 448. 449, 453. 458, 462
гидроформшировзмня 448. 449, 451. 452.
456» 460. WI
декобальтнзеиив 443. 449. 452. 458. 460.
461
в производстве
ди нитрилов фталевых кислот 499. 500.
502
жирных кислот 480. 482. 483
жирных спиртов 487. 488. 491—493
малеинового аигидпндп 506, 615. 520
пситаплвста 525. 54/. 543
полиэфиров 666, 570, 571
этрнола 551. 552. 558
прн вторичной переработке нефти 131.
143, 158. 161-164. 177. 186. 197. 198
гидроочистки 166—170. 172. 174. 177.
178. 183. 186. 197. 198
дегидрирования 197, 198
каталитического крекинга 203—208
каталитического риформинга 166, 183.
184. 186. 187—192. 194. 195
при очистке топлив и масел 248. 249, 252,
253
Ребойлеры
при осушении и очистке природного газа
296. Ю7. 303. 304. 306. 307
при очистке дизельного топливо 251
при переработке кефти
' вторичной 155, 163, 207
первичной 84. 86
Регенераторы прн вторичной переработке
кефти 204—206
Резервуары для
газойля 204
крекинг-остатков 162
нефти 36-38, 56. 67. 76. 82
Ретурбенды прн вторичной переработке неф-
ти 160
Сборники см. также Емкости
в производстве жирных кислот 479
конденсата 4R2
окисленного парафина 482
омыленного океплата 483
сырых кислот 483
фракций кислот 483
в производстве жирных спиртов 490. 491.
493
непромытых эфиров 492
в производстве пентапласта 526, 527. 540
дистиллята 525, 526. 5Ю
м вол яной кислоты 526. 527. 544
мономера 526. 527. 542
сточных вод 526, 527, 544
Сборники
в производстве лектапласта
продуктов гидрохлорнровання 525. 526.
538
щелочи 526. 527, 544
кокса 165
нефти 31. 32. 36, 78
Сварные соединения 36. 50, 54. 55, 60. 61
в производстве
жирных кислот и спиртов 474, 478, 479,
мяд сии о во го ангидрида 509, 515. 519,
521, 522
при осушении н очистке природного газа
26€. 273. 281. 286
при переработке нефти
вторичкой 191
первичной 84. 87. 83
при разделении и очнстке газов 220
Сепараторы
в производстве .
бутиловых спиртов 448—451. 456
жирных спиртов 487. 488. 4ЭД—493. 495
масляных альдегидов 448—451. 456
при осушеикк и очистке природного газа
257. $58. 2в0, 281, 288, 291. 292. 295, 297
при очистке масел и топлив 245
прн переработке иефтн
вторичной 165, 170. 183-185. 196-196,
203-207
первичной 75, 76, 84, 100, 125
прн разделении н очистке газов 211, 212.
215. 216, 221-224
Скрубберы
в производстве пентапласта 525. 526
прн коксовании нефтяных остатков 163
Смесители
в производстве пентапллста 528
при первичкой переработке нефти 528
Сосуды высокого и низкого да плени я. срок
службы 29 143, 144
Стабилизаторы см. Колонны стабилизацион-
ные
Сушилки в производстве
жирных спиртов 491, 493, 495
пектапдаста 528
полиэфиров 569—572
этрнола 555
Теплообменники 28, 29. 31, 36. 37, 310 см.
также Нагреватели, Подогревателя, Холо-
дильники
в производстве
бутиловых спиртов 449. 450, 458. 460
дмннтрилов фталевых кислот 499. 500.
502
жирных кислот 480. 486. 487
жирных спиртов 493. 494
мялен нового я и гидрида 506. 518. 520
этрнола 551. 552, 658
прн вторичной переработке иефтн 131,
136. 143. 147. 109. 170. 176-178. 183-185,
188. 191—193. 197-199, 201. 203. 207
для бензинового дистиллята 184. 181
для газойля 204
для гидроген изат а 170, 183, 184
для дизельного топлива 173
дли катализата 183
для крекииг-остатка 138. 160—162
продуктовые 197. 198
сырьевые 170. 173, 183. 184. 188, 197,
198, 203, 204
при осушен ян и очистке природного газа
257. 258, 280, 286. 288—290. 292. 293, 296—
297. 304. 305
для гликольвмннового раствора 306
для ди этилен гл и кэл я 257, 258, 266
Б76
Указатель
Теплообменники
при очистке масел и топлив 227—229, 233.
234. 241. 242. 252. 253. 246-249
при первичной переработке нефти 82. 84.
86, 101. НЗ. 124
продуктовые €7
сырьевые 78. 82. НИ. 123—128
прн раздел сими и очистке резоа 215, 216.
220—224
Трубопроводы
в производстве
бутиловых спиртов 460. 463
ди нитрил о* фталевых кислот 499. 503
жирных кислот 478—480. 4о2. 483
масляных альдегидов 460. 463
этриола 564
для глвкольамннового раствора 304—306
для жидких продуктов коксования 165
для кокса 165
для обессоленной нефти 36, 44
для сточных вод нефтепереработки 36—38
для сероводородных газов 44
защита от действия охлаждающих сред
309. 310. 320, 332
при вторично Л переработке иефти 131.
143. 147, 148, 157. 160. 163, 165. 1ЗД 178.
1R8. 189. 192. 194, 197. 203. 204
для гв во п род у кто вой сиеен 189
для гааосырьевой смеси 173
для углеводородных гаэов 165
продуктовые 193
при осушении и очистке природного газа
280. 281. 287. 291 294. 2»
при очистке масел в топлив 229. 244
при перчичкой переработке нефти 70, 72,
101. 105» 106, 109. 119. 121. 122. 125
при разделении в очистке газов 220. 222
Трубы дымовые 52, 165
Фильтры в производстве
жирных спиртов 487. 488
пентапласта 525. 828
втриола 568, W2
Флпнцы см. Арматура
ФлореятяЯскке сосуды в производстве
пеяталласта 528. 527. 542
Форомылителн в производстве пентапла!
625, 526. 542
Футеровочные материалы 58
в производстве
бутиловых спиртов 457
жирных кислот 478, 480. 482. 488
масляных альдегидов 457
пентапласта 539. 941, 545
при вторичной переработке нефти I
144. 152. 165. 166. 167. 174, 189. 1Ш. I
205. 3»
при разделении и очистке газов 213
Холодильники см, также Кондеясвторьь-хо;
дкльмнкн
в производстве
бутиловых спиртов 443—450, 466
дмямгрилов фталевых кислот 500
жирных спиртов 488. 489. 491, 493
пектапласта 525—527
втрната 561, 552. 560
при осушения и очистке природного газ
258. 292. 304, 306. 307 - .
при очистке масел и топлив 227—229, 233-
236. 241. 242. 246. 248. 249, 252. 28з ♦
при переработке нефти $
вторичной 162. <63. 165. 170. 183-161
193. 195—198, 207
первичной ИЗ. 124, 125
□ря разделении и очистке газов 211. 212
218, 216. 221. 223, 224
Хранилища см. Резервуары. Емкости
Центрифуг* в производстве жирных- спирта!
487. 488. 490. 495
Циклоны при втормчвой переработке вефт!
168» £06
Шл a moot стой * яки в производстве жярнъо
кислот 482
Штуцера 59. 74. 82. 166. 167. 172, 189. 190. 192
207. 487. 827
Эжекторы при очистке масел 227. 228
Экстракторы см. Колонны экстракционные
Электроды злехтродегидраторо» 34. 35
КОРРОЗИЯ И ЗАЩИТА ХИМИЧЕСКОЙ АППАРАТУРЫ
Справочное руководство, том 9
Нефтеперерабатывающая и нефтехимическая промышленность
Редакторы: 'Н. Р. Либерман, С. Л. Томарченко
Техн, редактор 3. Е, Маркова. Переплет художника Л. А. Я иен ко
Корректор Б. tt. Тамаркина
М-09566. Сдано в яаб. 26/ХН 1973 г. Пода, к печ. 28/V 1974 г Формат бумаги BOxW/jb-
Бумага тиа. № 2. Усл. печ. л. 38» Уч.-жзд. л. 39,23 Тираж 5000 ахл. Заказ М 10.
Изд. № 508. Цена 2 р. 17 к.
Издательство «Химия». Ленинградское отделение.
191186. Левин град. Д 186 Неяский пр.. 28
Ордене Трудового Красного Зяамеяк Ленинградская типографии № 2
мвшф-Евгении Соколовой СоюэдолнграфпроКа поя государственном комитете
Совета Министров СССР по дедам издательств, полиграфия и книжной торговли
198062. Ленинград, Л-52. Измайловский проспект. 29