/
















































































































































































































































Теги: расчет и конструирование холодная листовая штамповка детали и штампы отжиг травление
Год: 1966




Текст
СОДЕРЖАНИЕ
Сшие сведения .. . ... ..... . . . . . . . 6
1ятериалы применяемые дли изготовления штампов ... . 7
. Материалы для пуансонов и матриц................. . .... . . . . 7
. Материалы для прочих деталей штампов .... . .... . . . . 8
Класси чистоты поверхностей деталей штампов .. .. . . .... . .9
Рекомендуемые классы чистоты ... .. . .... . 9
Раскрой материала .«»..« г ( . ... .... ... 14
Определение рационального раскроя полосы (ленты) ..... 14
. Раскрой полосы для деталей, подвергаемых гибке .... ... ............ . . 16
Ширина перемычек при вырезке................ . ........ ... 16
Определение ширины полосы (ленты)........................ .... 18
Ьгамты разделительные . . . ... . . . . ........... . 19
Выбор конструкции штампа н типа блока . . . ’.............................................. .19
) Расчет усилии вырезки, усилия снятия и проталкивания детали или отхода 20
10' 1. Расчет усилия вырезки в штампах с прямыми и скошенными режущими кромками ... 20
10 2. Расчет усилия снятия и проталкивания детали или отхода ....... ... 22
F. Определение центра давления штампа..................................................... 23
Р Зазоры между матрицей и луаяс$>ф.м jj выддоцык. н пробивных, штампах . . . . 23
I Расчет исполнительных размеров матриц и пуансонов . . .............................. ..... 26
| Матрицы................................................................................. 31
114 I. Выбор габаритов матриц, расположение крепежных отверстий ... ... . . 31
‘ Д4. 2 Профиль рабочего отверстия матриц................................................... 33
I-Составные матрицы............................................................... .... 35
I Режущие и фланновочные секции.......................... . ................................’41
Пуансоны............................................................................. 41
17. 1. Способы крепления и конструктивные элементы.............................. ....... 41
|Т7.2- Составные пуансоны...................................................... ... .45
17 3. Пуансоны для пробивки отверстий малых диаметров...................................47
117 4_ Пуансоны для вырезкн неметаллических материален ...................... ... 49
[Съемодки...................................................................... . .. 50
|18. I. Типы съемников . . , . i .................................................. 50
Кб. 2. между съемником и пуаксовом - ................................ 52
Ls -3 Неподвижные съемники . . "7 T-L." ?' ..................... .. ...53
18 Съемники для штампов совмещенною действия и с верхним прижимом ....... 53 вНаьраэ яющие планки . . ............................................................ 65
Упсры . . . . ..................................................................... 57
’««гаторы *............................ ... ... ............. .... . . 60
1овители . . ... ................ . .................. . . 61
11сжи шаговые, иои^ для разрезки отходив .... . ........-82
Иодкладные плитки .............................................
Кдоаады'ые отверг:ия в плитах............................................. 6Й
доз яг. ели и отлвпат^йй^...................................... . . .67
Rjf Арпы -хпя выр<£'&и с перфорацией . ...... 69
да и пробивка.................. . ............... .70
для11ыревхн и пробивки деталей аз магниевых сплавов, нержавеющих < Ж .рс-прочных
«Ж-й ...................................................................................72
для (резки и пробивкс^деталей из титановых сплавов ............. -3-№ ♦к-’ нс~ ти ^норуирования штампов для изготовления деталей из гетиначса н текстолита . 73 Вр 1 Расчет и< ««тельных размеров матриц и пуансонов . . , . ......................... . 7л -
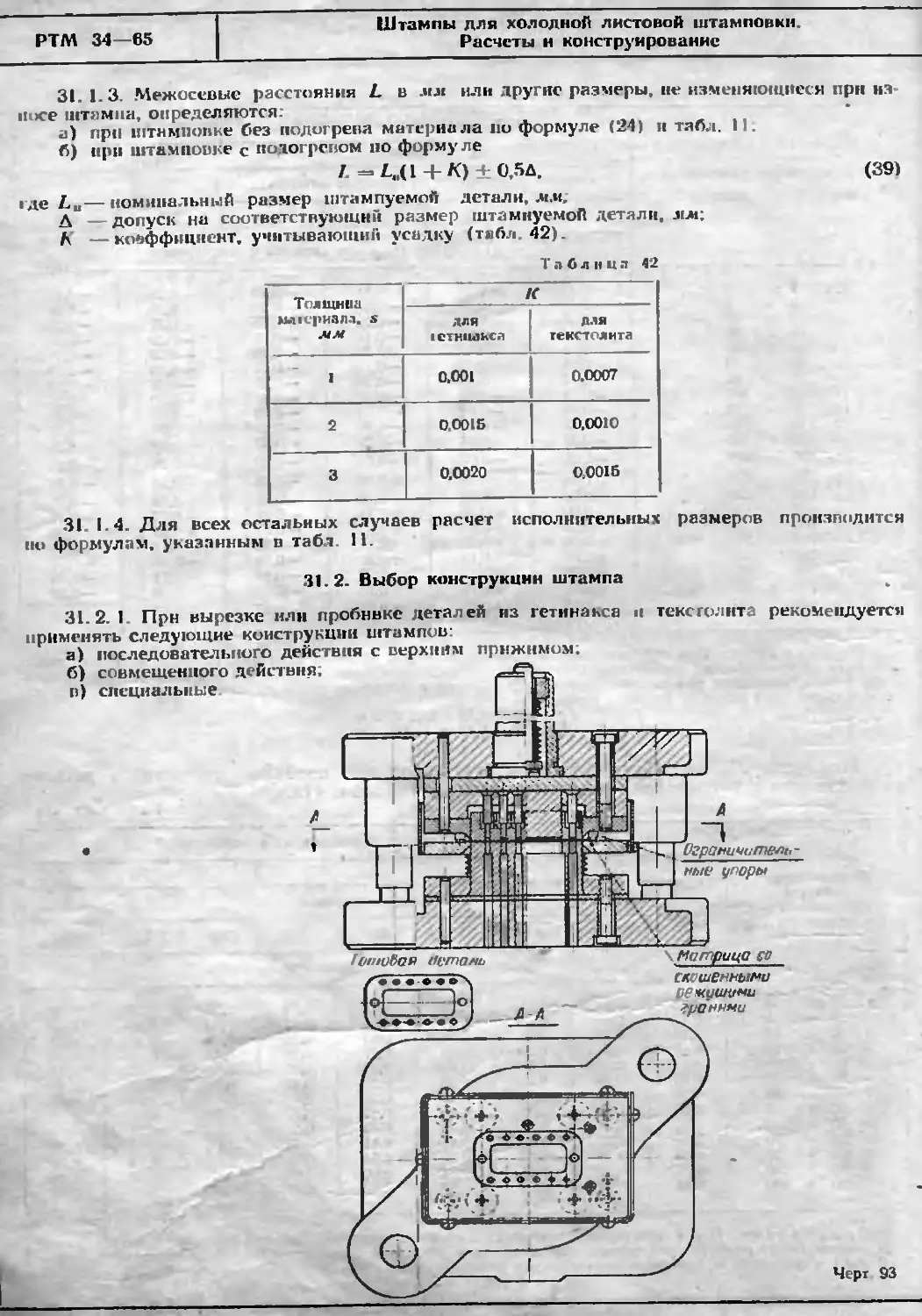
И 2. Выбор инструкция штампа ..........................................., . . .. 78
:»V8. Расчет и лия прижима, копструквдя прижимных устройств *......................., 71j
fc Форма «км яуаесояов ........ {ЧлЧ
Кнемъяме сА твердеющих пластмасс в штампах . ...............
f 33. Штампы зачистные ................. . . • ... . . 8V
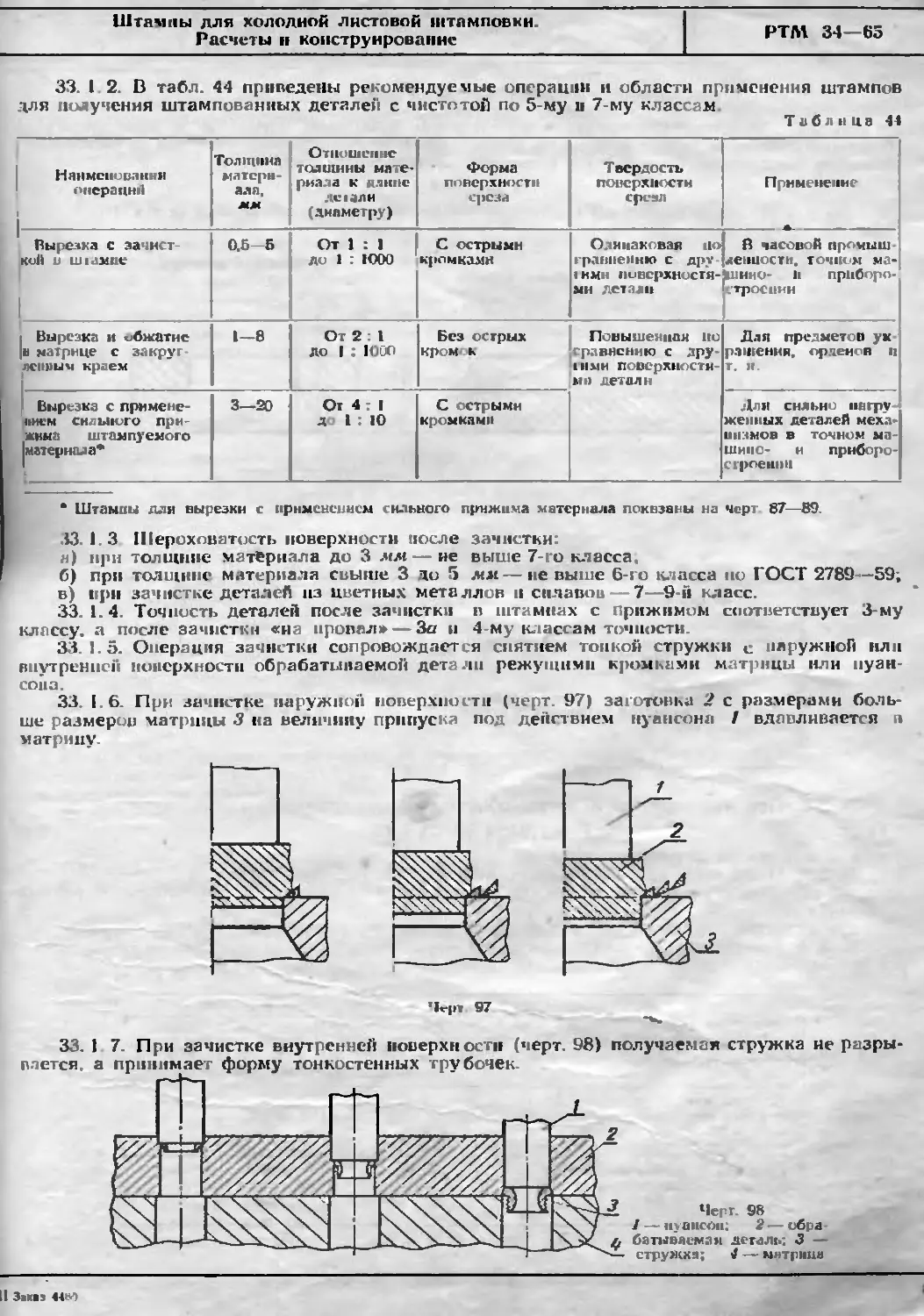
33. I. Назначение и область применения зачистных штампов ..... 80
33. 2. Припуски на зачистку................. .... .82
33 3 Расчет исполнительных размеров матриц и пуансоноь . 83
33 4 Штампы для зачиетки контура обжатием « 83
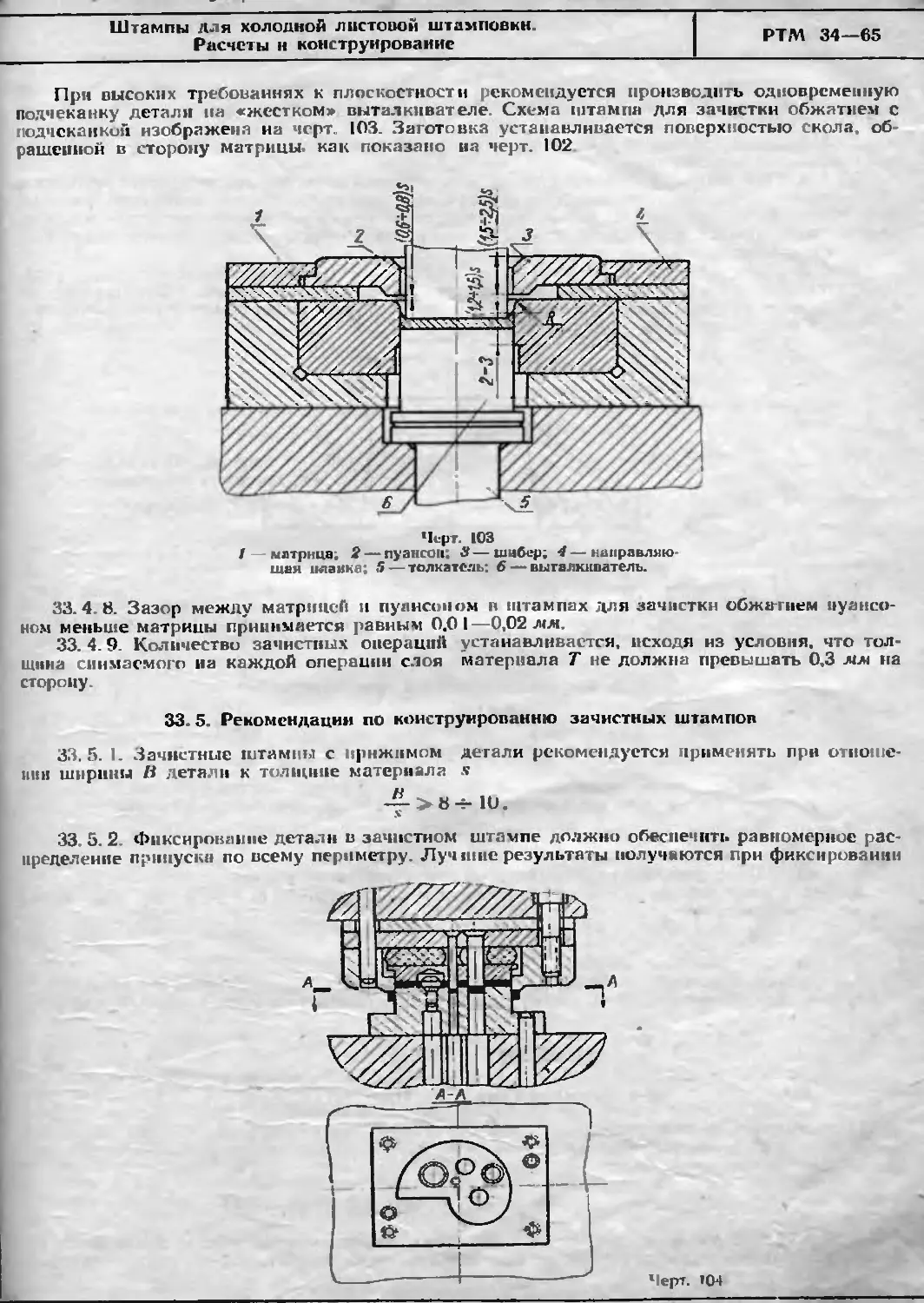
33. 5. Рекомендации во конструированию зачистных штампов 85
33. 6. Определение усилия при зачистке 86
VI Штампы гибочные......................................................................... 86
34. Классификация ибочных штампов . . ... 86
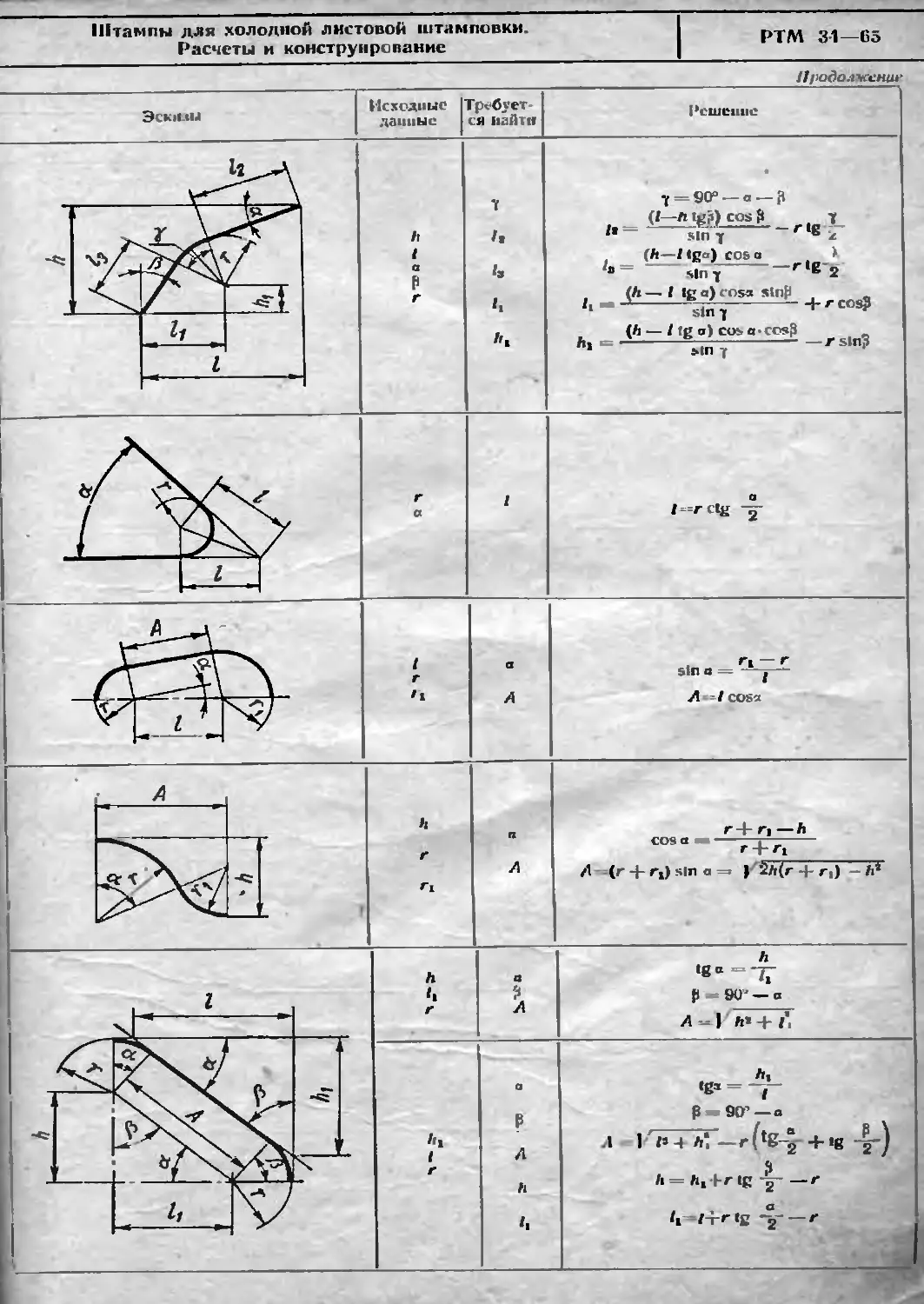
',/35. Определение длины развертки при гибке ........... - - .86
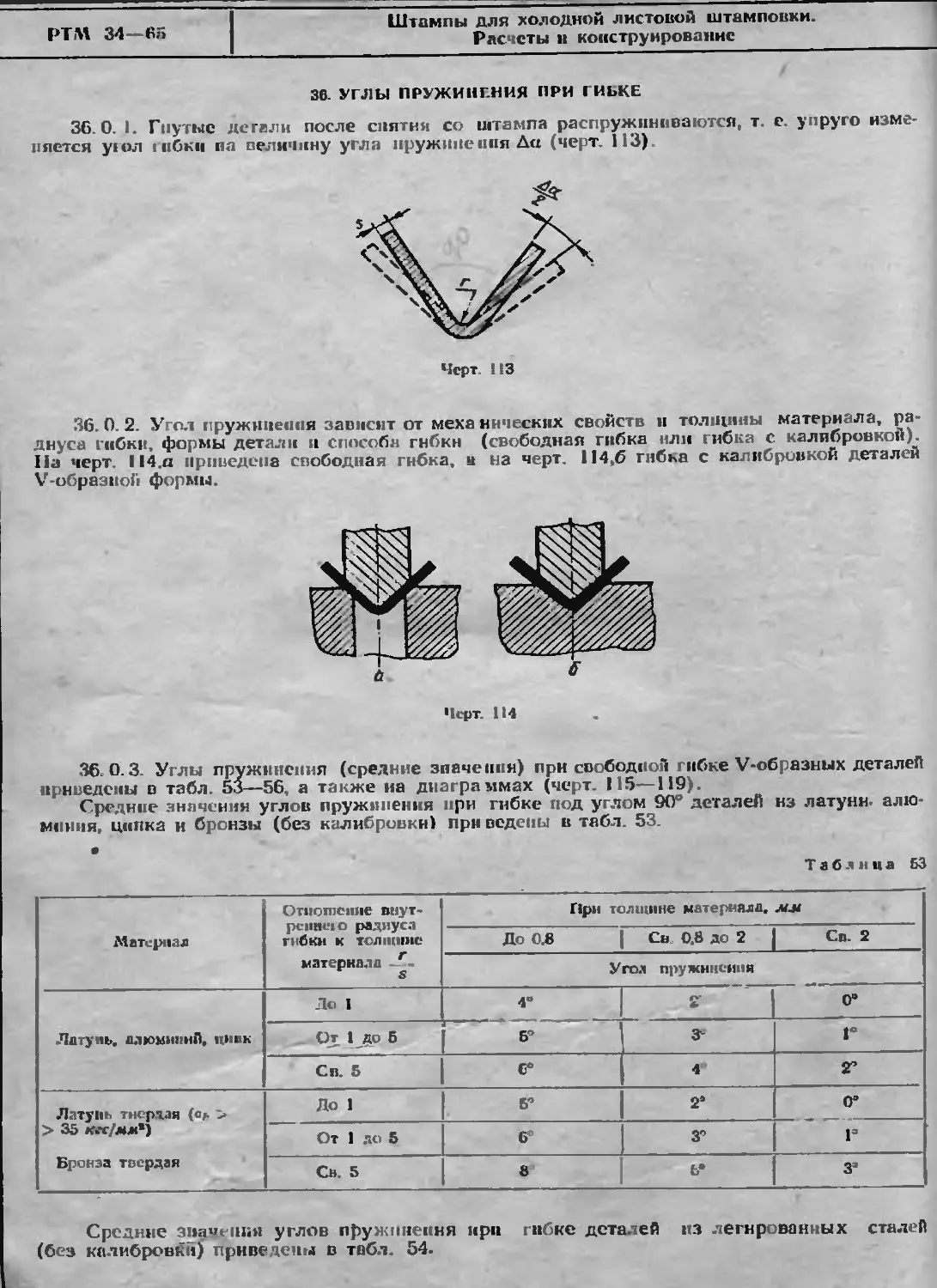
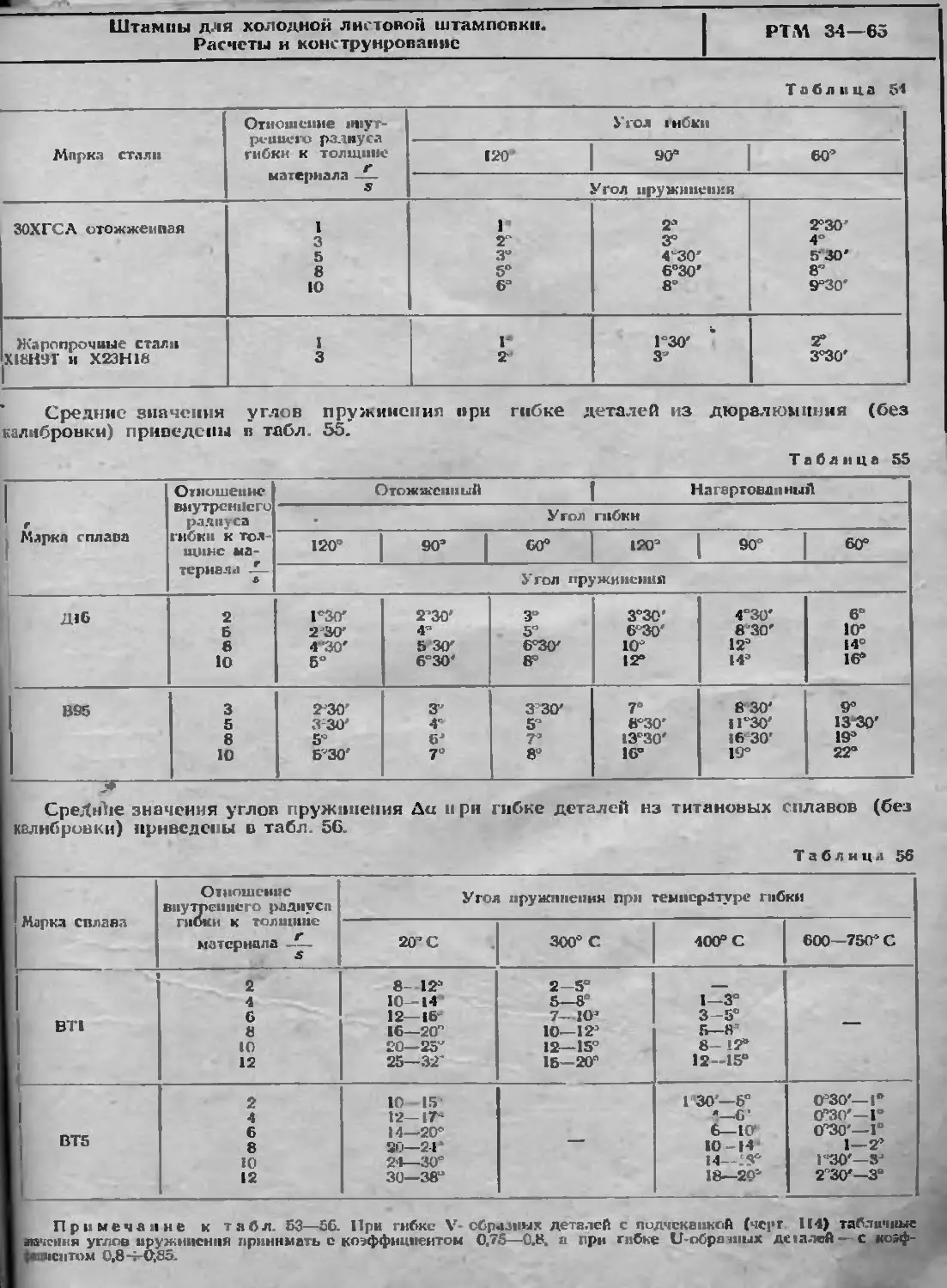
36. Углы пружинения при гибке............. .................... - . 95
37, Конструктивные элементы рабочих деталей гибочных штампов - - 167
38. Штампы для гибки сложных деталей (с замкнутым контуром) .HI
39. Расчет усилии гибки . . .11»
40. Штампы для разворота ... ........ ... >15
VII. Штампы вытяжные . . ... . . . . .......... . . И6
41. Классификация вытяжных штампов . . . - ... ...... . . . 1>6
42 Определепнс размеров заготовок полых тел вращения для вытяжки без утонения ... . П7
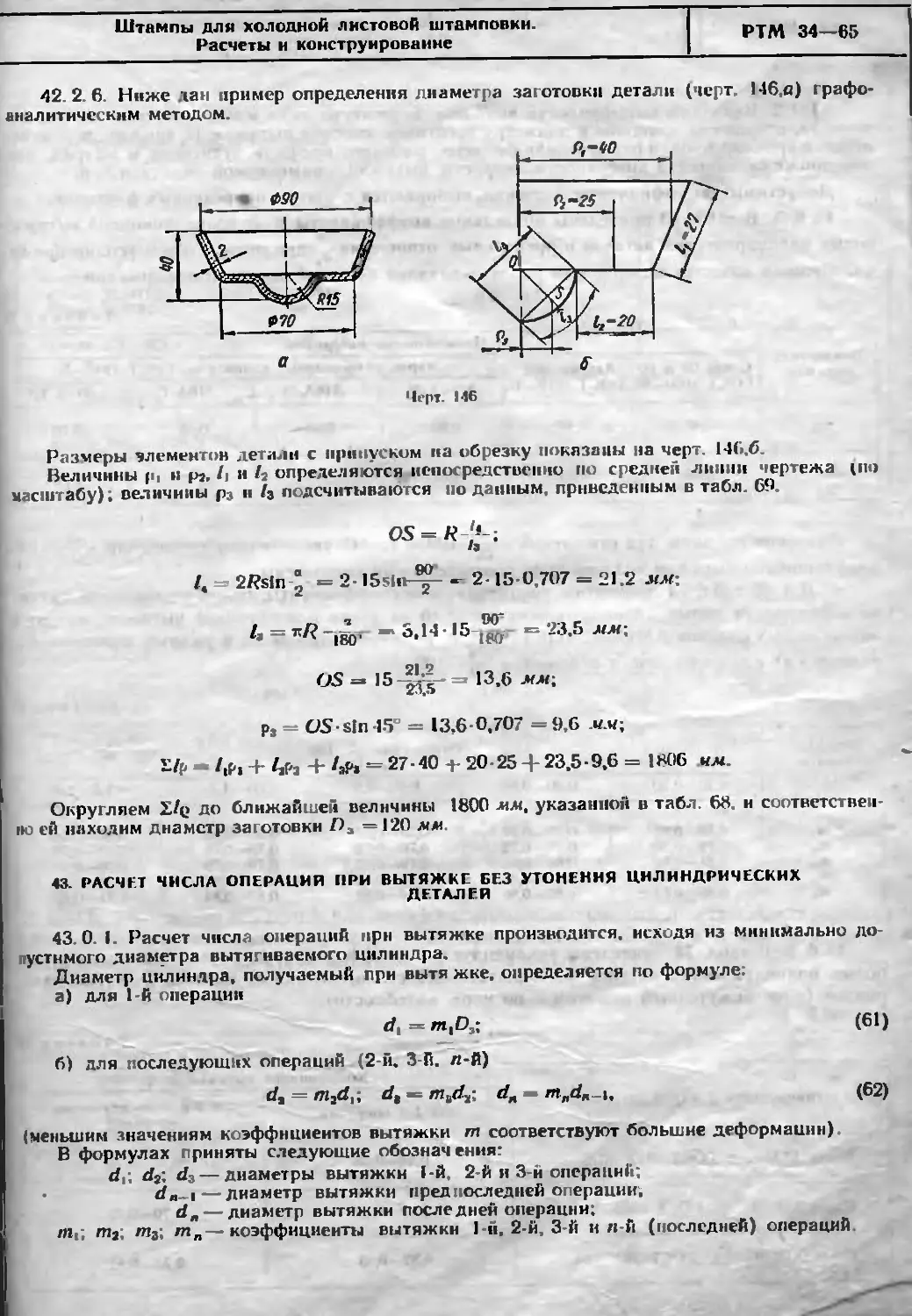
42. 1. Припуски на обрезку............ ................ ... .......... - 17
42. 2. Методы расчета диаметров заготовок . . .......... .................. 1’8
43. Расчет числа операций при вытяжке без утонения цилиндрических деталей .................»ЗБ
44 Прижимы (склалкодепжател») .................... • .... ... 1®)
45. Штампы для выгяжкп прямоугольных полых деталей без фланца..................... . 141
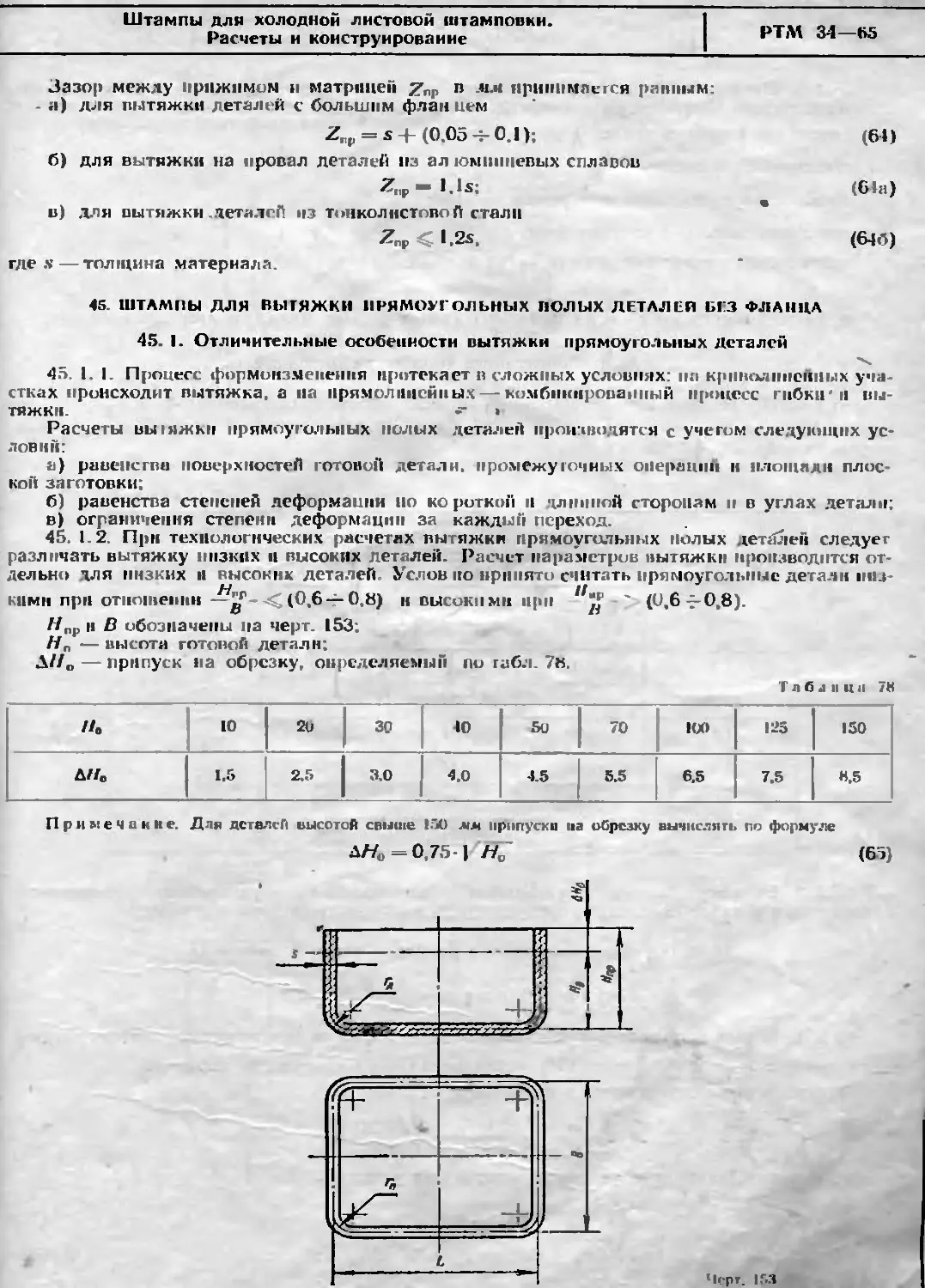
45. I. Отличительные особенности вытяжки прямоугольных деталей . . 141
Н-т
46. Расчет вытяжки низких прямоугольных полых деталей при д““" (Об-^О.Ь) ..... 142
46 1. Определение количества операций . . ............................................... 142
46. 2. Определение формы и размеров плоской заготовки .... .......................142
46. 3. Вытяжка без прижима прямоугольных полых деталей ... . . Н6
дуг
47. Расчет вытяжки высоких прямоугольных полых деталей при —g— > (С,6~-О,8} . 147
47. I. Определение количества операций ... ................. 147
47. 2. Определение формы и размеров плоской заготовки . ................... ... 1-18
47. 3. Определение формы и размеров вытяжек на промежуточных операциях 149
47. 4. Определение формы и размеров вытяжек деталей с радиусами в углах га э- . 149
48 Вытяжка цилиндрических деталей с утонением с.теяок..................................... 152
49. Штампы для вытяжки с выворачиванием (обратной вытяжки) . . .. . -. . . 155
50. Расчет вытяжки ступенчатых деталей ................................................. .157
51. Штампы для вытяжк t конических деталей ......... 157
51. I. Вытяжка низких конических деталей
156
51. 2. Вытяжка высоких конических деталей без фланца ...... . 159
51. 3. Вытяжка высоких конпчегкнх деталей с фланцами “ .... 161
51 Вытяжка деталей сферической н параболической форм....................... . . .
53 Определение размеров заготовки гфи вытяжке деталей с одной плоскостью (симметрии
54. Вытяжка деталей со сложным контуром.................................... .
55. Зазоры между вытяжной матрицей и пуансоном .... ... - -
56 Расчет исполнительных размеров рабочих деталей вытяжных штампом . .
57. Конструктивные элементы деталей вытяжных штампов ....
57. I. Рабочий профиль вытяжных матриц к пуансонов ....
57. 2. Конструирование вытяжных пуансонов — . ..............
57. 3. Упоры вытяжных штампов
58. Перетяжные ребра ................... . . .............................
59. Вытяжка деталей из цветных металлов и сплавов с применением местного нагрева
60 Последовательная вытяжка в ленте .........................
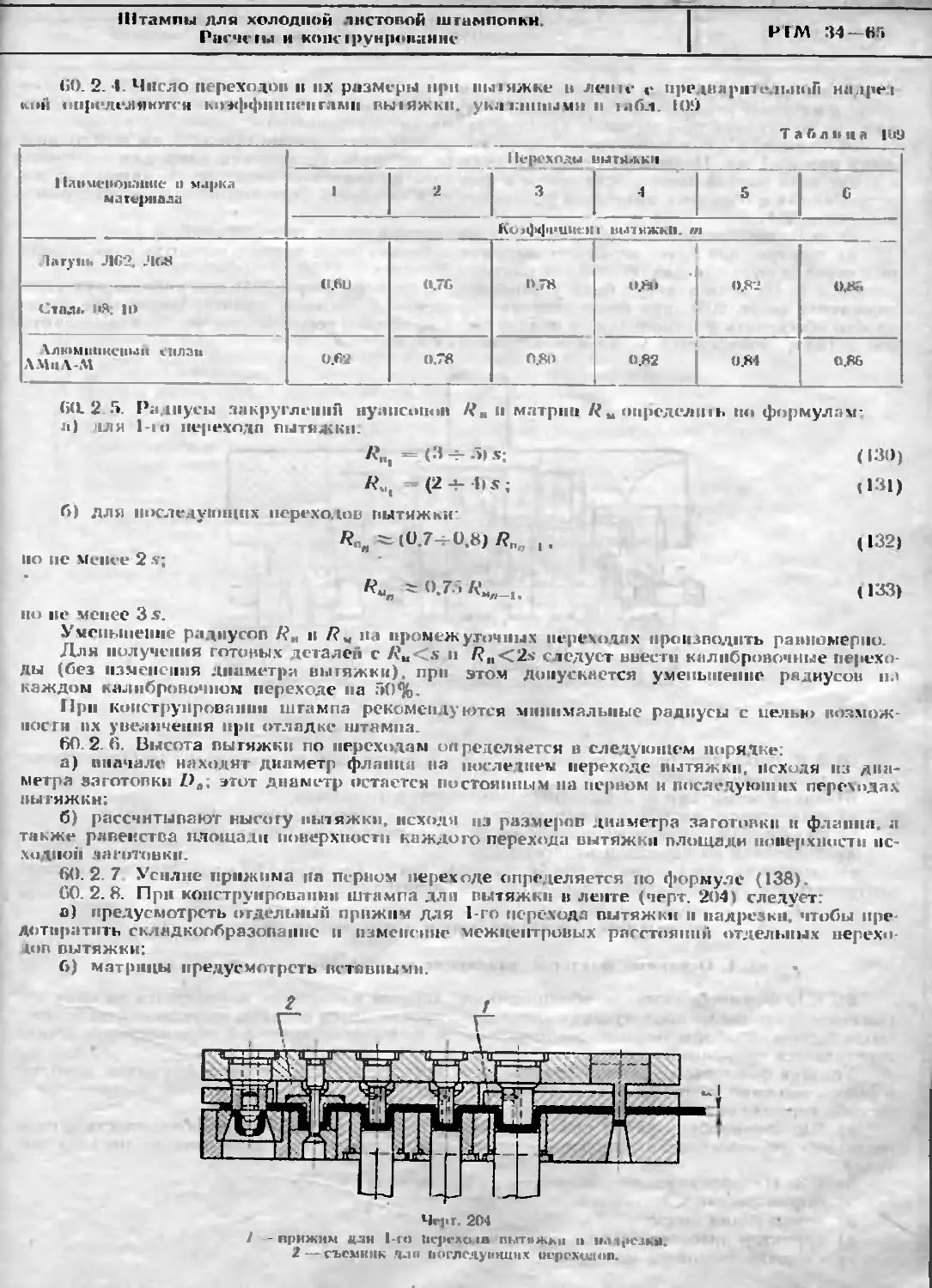
60. 1. Вытяжка без на;.резки ленты ... . . .>
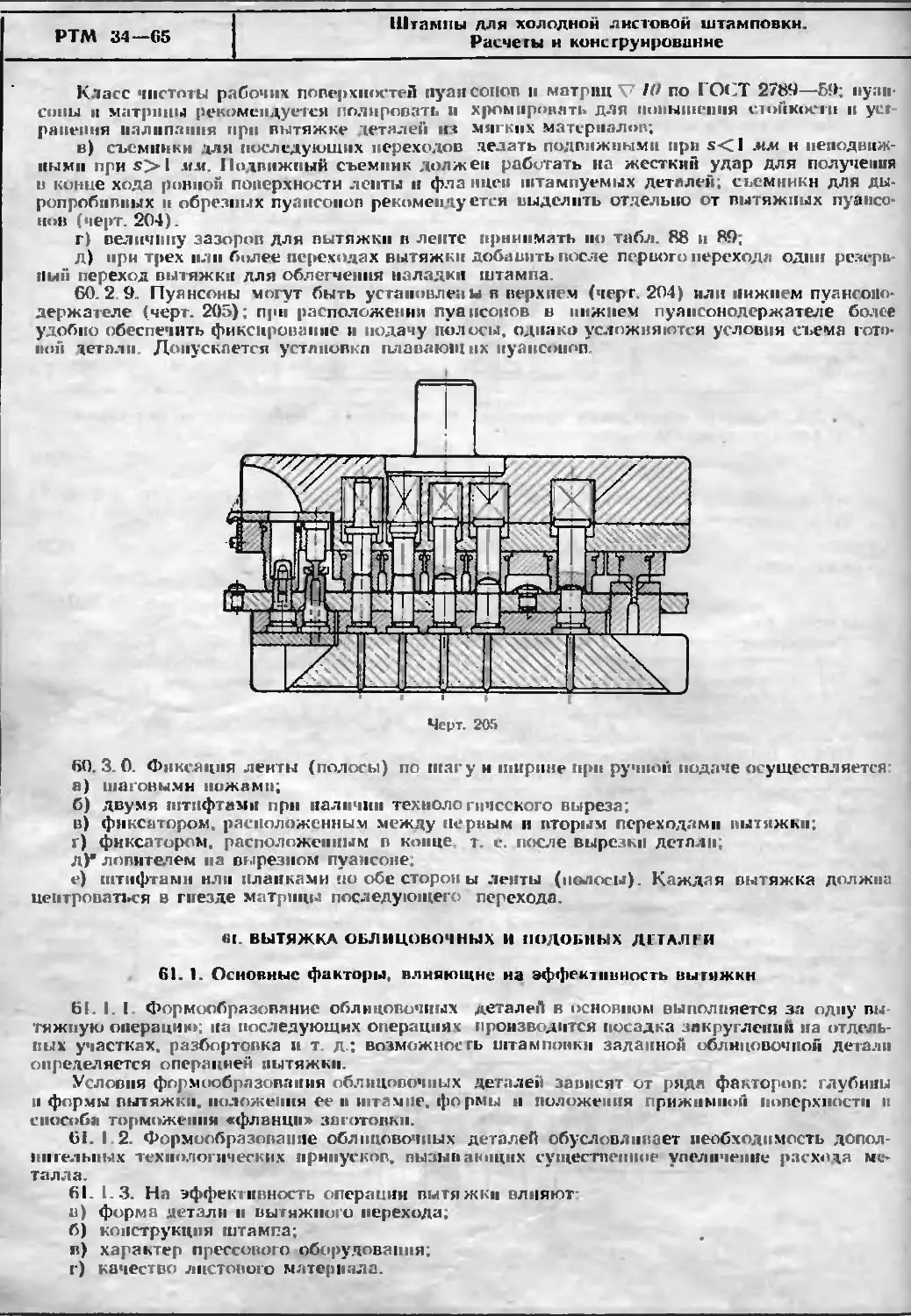
60 2. Вытяжка.- с надрезкой ленты ............................ . . . .
51. Вытяжка облицовочных и подобных деталей . . .
61. I. Основные факторы, влияющие на .эффективность аытяжки . . . .-
61. 2. Бьнлмиые переходы для облицовочных и им подобных деталей
6i. 3. Величина и расположение технологических припусков ............
61. 4 Применение технологических вырезов (окон)
. . 163 . . 1Я
165 . ;бс
167
!«
169 . 172
и2. Расчет усилвл вытяжки и усилия прижима 62. 1. Расчет усилия вытяжки . .
52 2 Расчет усилия прижима . .
•/ /
Е Штампы для разбортовки................................................................... |9у
163. Разбортовка круглых отверстий . . . , . . . ...... 190
L 63. 1. Аналитический метод расчета параметров разбортовки 192
? 63. 2. Конструктивные элементы рабочих деталей и схемы штампов для разбортовки . .193
I 63. 3. Графический метод расчета параметров разбортовки ... 195
164. Расчет усилия разбортовки.............................................................. 196
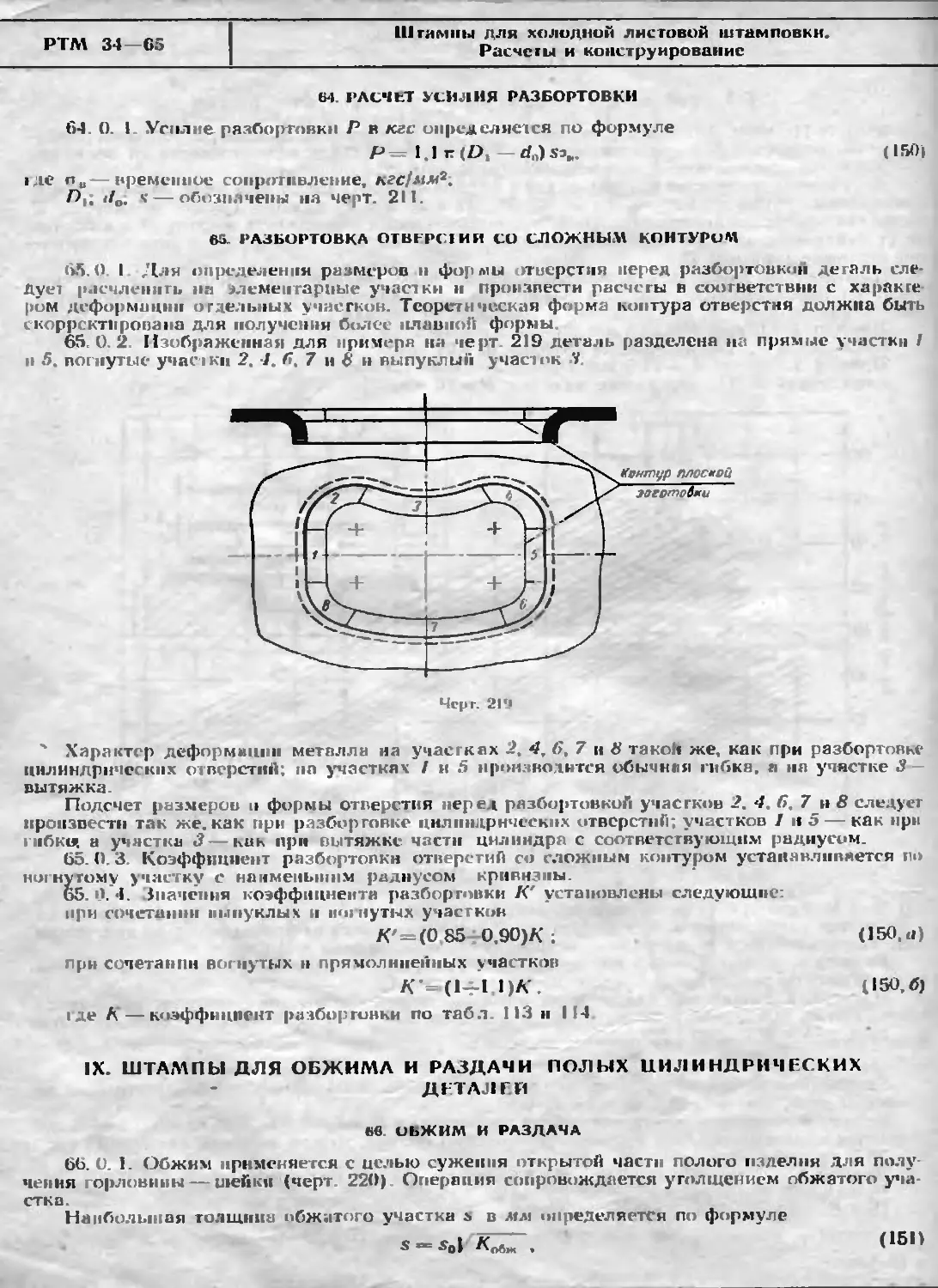
[ 65. Разбортовка отверстий со сложным контуром...............................................196
К. Штампы дли обжима и раздачи полых цилиндрических деталей ... ... ... 196
L 66. Обжим и раздача............... . . ...................... 196
L Штампы для листовой чеканки . ... .... 198
|67. Чеканка.................................................................. ... 198
L Расчет деталей штампов на прочность » ..... 199
168. Расчет пуансонов.......................................................... .... 199
169 Расчет винтов и болтов .... .... .... 201
к 30. Расчет цилиндрических пружин . . . 201
171. Расчет тарельчатых пружин .... .... 204
172. Расчет кольцевых пружин . . 205
173. Расчет резиновых буферов н прокладок . , . . 206
174. Расчет нижних плит ................................................................... 207
ill Хвостовики .... . ................... ......................................208
75. Типы хвостовиков....................... . . .......... .......................208
III. Выбор пресса ........................................................................... 210
76. Основные паспортные данные прессов, требуемые при проектировании штампов . . ,210
IV. Материалы, применяемые для штампуемых деталей............................................ 212
77. Механические свойства и сортамент материалов............................................ 212
рнложения.
1. Расчет вырезного штампа.................................................................. 213
2. Расчет зачистного штампа ... ...................................................216
3. Расчет гибочного штампа................................... . .........................219
4. Расчет вытяжного штампа для цилиндрических деталей............... . . .............222
5. Расчет вытяжных штампов для прямоугольных деталей .... ............. .225
6 Расчет штампа для вытяжки детали в ленте с надрезкой ......................................231
7. Расчет разбортовки отверстия ...................................................236
8. Отжиг при вытяжке . . . .......... . ..................... .... 237
9. Травление .... . ... .... * ................238
10. Смазка зри вытяжке............................ . ............... .....................239
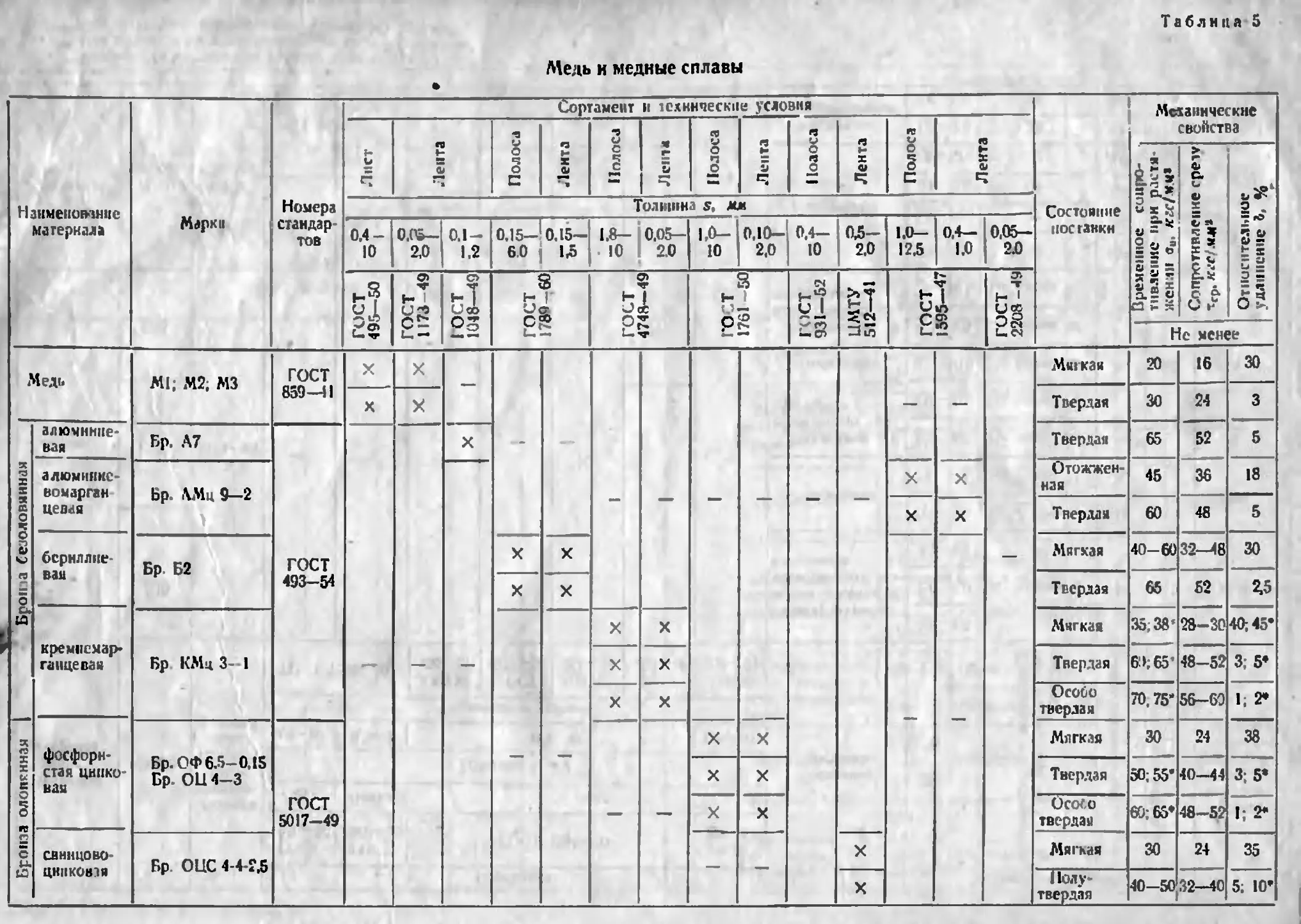
11. Наименование материалов, марки, номера стандартов на сортамент и технические условия, состояние поставки и механические свойства...................................................... 245
12. Допускаемые отклонения по толщине материалов из стали .... ................258
13. Сортамент лент, полос и листов из цветных металлов и сплавов ..... . . . 261
14. Допускаемые отклонения 'по ширине лент и полос из цветных металлов и сплавов 268
15. Неметаллические материалы.......................................................... 269
’.6 Перечень стандартов на механические прессы для холодной листовой штамповки и ножницы ( । 270
СССР Государственный комитет стандартов, мер и измерительных приборов СССР ВНИИ НМЛ Ill РУКОВОДЯЩИЙ ТЕХНИЧЕСКИЙ материал РТМ 34—65 Взамен РТМ 34—61 Группа Г22
штампы для холодной ЛИСТОВОЙ ШТАМПОВКИ Расчеты и конструирование
Настоящий руководящий технический материал JPTM) содержит указания по расчету и конструированию штампов для холодной листовой штамповки: разделительных (вырезных, пробивных, зачистных) и формообразующих (гибочных, вытяжных, разбортовочных обжимных и чеканочных) для металлов, неметаллических материалов и слоистых пластиков.
В РТМ включены также расчеты на прочность основных деталей штампов, расчеты тарельчатых. кольцевых и цилиндрических пружин и основные сведения по выбору прессов
В приложениях приведены данные о материалах, применяемых для холодной штамповки, сведения по отжигу, травлению и применению смазок при вытяжке, а также примеры расчетов штампов различных видов
I. ОБЩИЕ СВЕДЕНИЯ
1.0.1. При конструировании штампов следует руководствоваться следующими нормалями машиностроения и руководящими техническими материалами: МН 76-59; МН 789-60 — МН 877-60; МН «78 62; МН 879-60; МН 880-62; МН 881-60 — МН 908-60; МН 1912-61 — ЛАН 1932-61; МН 2534-61 — МН 2548-61; ЛАН 2738 61 — ЛАН 2749-61, МП 2750-61 — МН 2752-61; МН 2787-61 — ЛАН 2790-61; ЛАН 4066-62 — МН 4072-62; МН 4357-63 — МН 4373-63, ЛАН 4399-63 — ЛАН 4432-63; ЛАН 4763-63 — ЛАН 4775-63; ЛАН 4938-63 — МН 4942-63; ЛАН 4954-63 —МН 4965-63; МН 5313-64 —ЛАН 5332-64; МН 5535-64, РТЛА 26-61; РТЛА 45-62; РТМ 66-62; РТМ 70 63 — РТМ 81-63, РТМ 112-63; РТМ 113-63.
1 0.2. Классификация и условные обозначения технологической штамповой оснастки должны соответствовать ЛАН 76 59.
1 0. 3. Обозначения, технических документов на штампы должны соответствовать ГОСТ 5294—60.
, 1.0.4. Штампы должны соответствовать требованиям техники безопасности:
а) для исключения травмы пальцев рук при работе на штампе с неподвижным съемником расстояние между нижней плоскостью пуансонодержателя и верхней плоскостью съемника при нижнем положении ползуна должно быть не менее 20 ля;
б) при работе на штампе совмещенного действия нижний съемник на пуансон матрице должен быть огражден, если расстояние между съемником и нижним пуансон-матрицедер-жателем при нижнем положении ползуна менее 20 ял;
в) опасная зона открытых штампов во всех случаях должна быть ограждена особыми решетками, сетками или другими приспособлениями с учетом конкретных условий работы
на штампе;
г) в случае невозможности установки ограждения при штамповке из ипуч”.г< заготовок, необходимо сделать следующее примечи ние на чертеже общего вида. «Работать с пинцетом, с двухручным включением пресса» и т. п. Эти указания следует маркировать на идите блока или на специальной табличке, прикрепляемой ь штампу.
1.0.5. На чертеже общего вида штампа необходимо указать.
а) высоту штампа в его нижнем положении (закрытую высоту!.
6) требуемое усилие штамповки;
п) величину хода ползуна пресса (для вытяжных штампов во всех случаях, а для вы резных, зачистных, гибочных — по мере необходимости); ' •
г) размер прпнэльн-ого окна в случае, если оно превышает размеры отверстия ₽ под штамповой
д) расположение рымболтов при весе штайпа свыше 20 кг\
е) особые требования к направляющим втулкам и колонкам, требования техники безопасности и т. п.
,0.6. На операционном эскизе штампуемой детали необходимо указать:
) мачку м.-термал^, толщину и состояние (твердый.мягкий, отожженный, закаленный
.Ъ|хсе>1 ОКБ Л Г ИХ
Уоерждги Вс*сою1нм* О-учно-яселслашательским институт©* од кодв1а4№ццэш а м^швиостроевяи
Срок введения 1/VII 1966 г
б) допуски на размеры, получаемые в данном штампе, и базовые размеры. Остальные размеры проставляются как справочные,
в) размеры развертки, форму раскроя и данные об их опытной проверке (н случае необходимости) .
II. МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ДЛЯ ИЗГОТОВЛЕНИЯ ШТАМПОВ
2. МАТЕРИАЛЫ ДЛЯ ПУАНСОНОВ И МАТРИЦ.
2.0.1 Дтя изготовления пуансонов и матриц применяются материалы, указанные в габл. 1, _____ Таблица 1
Нанменсшликя деталей Рекомендуемые материалы За меня ницие мл гери.т.ты Твердость HRC
Марки I 1 loNcpa стандартов или техн гческих условий Марки Номера стандартов или ТСХПИЧССКИХ условш!
матриц пузн-снюв
Пуансоны, матрицы и гдгашт>и - матрицы дли нарезки п пр» бпнкн. Ре жущий контур простой фермы Сталь У10 А ГОСТ 1435—54 Сталь У10 ГОСТ 1435-5- 1
Сталь X 7 5 ['ОСТ 5950 -53 Сталь 7X3 ГОСТ 5950 -63 56—60
TV Сталь X12AV Сталь Х12Ф1 HXlTVMTU ЧЛ
Сталь 6ХВФ 34 58
Сталь У8А* i- ГОСТ 1435-54 Сталь У&* 1 ГОСТ ld.4R.Q1
Сталь 8ХФ* ГОСТ 5950-63
То же, при фолсе сложное форме пли по-емшепных требованиях и томнесгл. ITvaueoii-матрниы с тонкими рабочими rrflliC.lUlt Сталь XI2M ГОСТ 5950—63 Сталь Х12Ф1
Сталь 6ХВФ Ч.МТУ 56 44—56 56-60
Пуансоны и матрицы зачистные Сталь XI2.VI 1 ОСТ 5950—63 Сталь Х12Ф1 ЧМГУ5:Ш 56 58-62 1
Сталь СХВФ Сталь У ЮЛ ГОСТ 14 >5 54 i
Пуансоны и матрицы гибочные и формовочные простой формы Сталь У8А ГОСТ 14.15-54 Сталь У’8 52 56| .41 Гн
Сталь 8ХФ ГОСТ 5950 63 Сталь У10 i »
То же. сложной формы Столь XI2M ГОСТ 5950—63 -1 Сталь Х12Ф1 ЧАПУ 5634 56 56-60 -И 58
Сталь 8ХВФ 1 1
Вут.нсоны я матпииы .вытяжные и .разборто-ч «дожые Сталь У IDA 1 ГОСТ 11-35—54 Сгал У10 I 1 ОСТ 1435 51| 58--52 56 60 1
Тс же. для выткжки - изделий из коррозиопно-схойких сталей Чугун СЧ 32 52 ГОСТ 141-2 54 Чугун 1 СЧ 24-44 Чугун СЧ 28—48 I ОС ! ; 51 i I 1 . - . 1
Пуансоны и матрицы АД* листовой чеканки Простой формы Сталь У8>х ГОСТ 1435- 54 Сх-.-ь У« ГОСТ 43*-54
Сталь 8ХФ ГСК Т 5950 63
J — *очк«1 СЛОЖНОЙ формы Сталь Х12М Сип К12Ф1 । f ЧМП -SFi 1
Сталь 6ХВФ 1 1 1 >
2 0.2. Твердость после термообработки выдержать:
а) у матрицы — на глубине не менее половины ее высоты и на расстоянии не менее 5 мм вокруг рабочего контура; остальная часть может иметь твердость HRC на 5—12 единиц ниже;
б) у пуансона — по всей высоте, исключая хвостовую часть под расклепку или головку;
в) в комплекте одного штампа рекомендуется выдержать твердость матрицы выше твердости пуансона на 2 единицы HRC.
2.0.3. В отдельных случаях в опытном и мелкосерийном производстве при штамповке материалов с временным сопротивлением ав<20 кгс)мм? и деталей со сложным контуром из' тонкого листа допускается изготовление матриц без термообработки.
2.0.4 Стали марок 6ХВФ, Х12Мчи Х12Ф1 рекомендуется применять при изготовлении высокостойких штампов, а также при штамповке твердых материалов (например, электротехнической стали).
2 0.5. Стали марок 8ХФ, У8/\. и У8 рекомендуются только для изготовления пуансонов разделительных штампов при применении круглой или профильной шлифовки (кроме случаев изготовления штампов для электротехнической стали)
2 0.6 Стали марок 45 и 50 допускается применять для изготовления пуансонов н матриц при штамповке небольших партий (до 10000 шт. в год) деталей из сталей с о„<30 кгс[мм?, неметаллических материалов и цветных металлов толщиной до 1 мм в случае технико-экономической нецелесообразности применения инструментальных сталей.
2.0.7. При изготовлении пуансонов и матриц вытяжных штампов для деталей из титановых сплавов рекомендуется применять следующие материалы:
при вытяжке в хелодном состоянии
графитизированную сталь марки ЭИ-366 по ЦНИИЧМ ТУ 1041,
чугун марки СЧ 35—56 или СЧ 32—52 по ГОСТ 1412—54,
чугун марки МН по АМТУ 294—58.
бронзу марки Бр. АЖН 10 4—4 или Бр. АЖП 11---6—6 по ГОСТ 493—54;
твердые металлокерамические сплавы марки ВК8 или ВК15 по ГОСТ 3882—61;
при вытяжке с нагревом
жаропрочный сплав марки ЭИ-617 по ЧМ ТУ 5211—55,
сталь марки 5ХГМ или ЗХ2В8Ф по ГОСТ 5950—63,
твердые металлокерамические сплавы марки ВК8 или ВК15 по ГОСТ 3882—61.
2 0.8. Расчеты и конструирование штампов для холодной штамповки, оснащенных твердыми сплавами, приведены в РТМ 112—63.
•
3. МАТЕРИАЛЫ для прочих деталей штампов
3 0 1. Для изготовления прочих деталей штампов применяются материалы, указанные в табл. 2.
Таблица 2
Наименования деталей Рекомендуемые материалы Заменяющие материалы Твердость HRC
Марки л Номера стандартов или технических условие • - — Мерка. . Номера стандартов иля технических условий
Чугун СЧ 24—44 ГОСТ 1412-54 Чугун СЧ 21-40 ГОСТ 1412—54
Плиты блоков Стальное литье 40Л ГОСТ 977--58* Стальное литье ЗОЛ ГОСТ 977-^68* %
* Сталь Ст. 4 ГОСТ 380- 60 Сталь Ст. 3 ГОСТ 380—60
Втулки и колонки направляющие Сталь 20 ГОСТ 1050-60 Сталь 15 ГОСТ 1050- 60 5S-62 аемехтировать гл «-бякой -0,6-г.В х*)
"о же, для зпзргисовык АЙ^лЬЛЯЮтНХ Ст§дь.Д]Х Iff ГОСТ 801—60 Сталь ШХ9 ГОСТ 801—60 60-64
направляющие Сталь 45 ГОСТ 1050—60 Сталь 40 ГОСТ 1050—60 I-
Т7-ваед?<тся ГОСТ 977—-66
Штампы для холодной листовой штамповки. Расчеты и конструирование РТМ 34—65
Продолжение
Наименования деталей Рекомендуемые материалы Заменяющие материалы Твердость HRC
Марки Номера стандартов или технических условий Марки Номера стан дартов или технических условий
Съемники Пуансонодержатели и Матрицедержателн Обеими составных матриц . Шатки ограждения и легки Планки направляющие Сталь Ст. 4 ГОСТ 380—60 Сталь Ст. 3 ГОСТ 380—60 -
Сталь 45 ГОСТ 1050—60 Сталь 40 ГОСТ 1050—60 40-45
Выталкиватели к штампам совмещенного действия Плитки подкладные 34—38 40 45
Сталь У8 ГОСТ 1435—54 Сталь У 7 ГОС^Пзб—54
Хвостовики Сталь 35 ГОСТ 1050—60 Сталь Ст. 4; Ст. 5 ГОСТ 380—60 •—
Толкатели, ступенчатые и крепежные винты, буферные шпильки, звездочки Штифты Сталь 45 Сталь 40 ГОСТ 1050-60 40-45 (резьбу не калить)
Сталь У8 ГОСТ 1435 54 Сталь У7 ГОСТ 1435—54 50—54
Упоры временные, грибковые, утопающие Сталь 45 ГОСТ 1050—60 Сталь Ст. 6 ГОСТ 380—60 40—45
Фиксаторы, ловители Сталь У8 ГОСТ 1435—54 Стать У7 ГОСТ 14J5—54 50—54
Ножи шаговые Сталь У10А Сталь У10 64—58
Выталкиватели, прижимы гибочных штампов Сталь У8 Сталь У7 50—54
Складкидержатели вы-гханых штампов Сталь У10А Сталь У10 58—62
Прокладки резиновые для съемников, прижимов и буферов Резина средней твердости 2959 МРТУ 38-5 1166—64 Резина средней твердости 56 и 922 МРТУ 38—5 1166—64 —•
Прокладки резиновые для съемников штампов слож-вЛ Конструкции Резина твердая 2462 Резина твердая ’’465-Н-4
III. КЛАССЫ ^ГИСТОТЫ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ШТАМПОВ
4. РЕКОМЕНДУЕМЫЕ КЛАССЫ ЧИСТОТЫ
4.0.1. Рекомендуемые классы чистоты поверхностей деталей штампов ' приведены в габл. 3.
. Таблиц! 3
Наименования и< .
Необрабатываемые поверхности
Нерабочие поверхности деталей, т. е не соприкасающиеся ни с изделием, ни с пове, пестами других деталей, насример: провальные отверстия в матрицах и т п.
Плита
Хвое* свик
Т а б л и и а 4
• При зазоре между матрицей и пуансоном менее 0,05 хи
, /
Пуансон
Матрица
V4 остальное
" Для зачистных штампов, а также для.разделительных при штамповке цветных металлов к сплавоз и неметаллических материалов.
* Для зачистных штампов, а также для разделительных при штамповке цветных металлов и сплавов и неметаллических материалов.
Режущая секция
Траверса
^Остальное
'^остальное
Съемник
Прокладка
Продолжение
Х74 истогьное
Пуансонодержатель
Направляющая планка
Фиксатор
^гсстрльюе
^осталъны;
Продолжение
Детали вытяжного штампа для пресса простого действия
IV. РАСКРОЙ МАТЕРИАЛА
5. ОПРЕДЕЛЕНИЕ РАЦИОНАЛЬНОГО РАСКРОЯ ПОЛОСЫ (ЛЕНТЫ)
5.0 1 Рациональный раскрой полосы (ленты) характеризуется коэффициентом использования .материалa tj в процентах и определяется по формуле
‘00. 0)
где F & — площадь штампуемой детали, мм2;
/•'э — площадь заготовки, требуемой для изготовления штампуемой детали, лои2.
Раскрой может быть простым — для одной детали и комбинированным —для нескольких деталей.
5.0.2. Площадь заготовки (черт. 2) для штампуемой детали F3 в мм2 определяется по формуле
Л = ТВ , (2)
где Т — шаг между деталями, мм;
В — ширина полосы, jwxt.
Рекомендуемый раскрой
Нерекомендуемый раскрой
5 0.3. Прямоугольные детали целесообразно располагать вдоль полосы меньшей стороной с тем, чтобы по длине полосы поместилось наибольшее число деталей (черт. 2). Этим достигается экономия материала и повышение производительности труда.
5.0.4. Круглые и многоугольные детали целесообразно располагать в несколько рядов в шахматном порядке. Однако стоимость многорядных штампов выше, .чем однорядных, поэтому для мелкосерийного производства они могут оказаться экономически невыгодными.
5 0.5. Схема раскроя при трехрядной вырезке круглых деталей и расположение пробивных и вырезных пуансонов, а также шагового ножа приведена на черт 3.
Черт. 3
1 — пуансон вырезной; 2— пуансон пробивной; 3 — нож шаговый
5.0.6 Коэффициент использования материала л н процентах при вырезке круглых деталей определяется по формулам:
а) при многорядном расположении круглых деталей в шахматном порядке (черт. 3)
п 0,785Ds
ID Т- ejJjU + 2a + (и— T)(D -р <h)slna]
(3)
100 ;
б) при однорядном расположении круглых деталей
0,7850* |Г1П
13 - (О + Й1)(О t 2a)
(4)
где п — число параллельно расположенных рядов;
D — диаметр детали, лоМ;
о и щ—ширина перемычек по краям полосы и между деталями, лл (табл. 5);
а — угол смещения деталей, обычно принимается равным 60°.
Значение »] дано без учета ширимы кромки, обрезаемой шаговым ножом.
5.0.7 Выбор экономичного расположения деталей со сложной конфигурацией производится графическим путем. Для этого из бумаги вырезают 2—3 шаблона штампуемой детали с припуском по контуру на величину перемычки и находят наизыгоднейшее расположение деталей на полосе, при котором коэффициент использования материала наибольший
5 0 8 В тех случаях, когда экономичность раскроя одинакова при различном расположении деталей на полосе, необходимо принимать вариант с более широкой полосой и меньшим шагом так как этим достигается экономия материала при разрезке листов на полосы и сокращается время на штамповку.
Примечание. Косой раскрой значительно усложняв т проектирование и изготовление штампов, поэтому его следует применить лишь при серийном производстве.
5.0.9. Экономия материала при штамповке деталей сложной формы может быть достигнута при встречном их расположении:
а) путем поворота полосы после прохода первого ряда (черт. 4,о); недостатком’данного способа является снижение производительности штамповки вследствие искривления полосы после вырезки первого ряда и образования на ней заусенцев, вызывающих травму руки рабочего. Данный способ применим в основном при штамповке в открытых штампах и при толщине материала от 0.5 до 3 мм\
б) путем применения двухпуансонзого штампа (черт. 4,6); при этом способе увеличивается стоимость изготовления штампа.
5.1.0 Наибольшая экономия материала подучается при безотходной или малоотходной штамповке (черт. 5)
Недостатком способа является малая точность вырезаемого контура (не выше 7-го класса при штамповке материала толщиной до I лл).
5.1.1 При выборе ширины материала необходимо учитывать стандартные размеры листов н лент (см. приложения 11—14) Располагать детали следует так, чтобы ширина полосы была кратной стандартным размерам листов. -
6. РАСКРОЯ ПОЛОСЫ ДЛЯ ДЕТАЛЕН, ПОДВЕРГАЕМЫХ ГИБКЕ
6.0.1. При вырезке деталей, подвергаемых в дальнейшем гибке в двух направлениях, линии гибки следует располагать под углом 45э к направлению волокон материала независимо от экономичности раскроя (черт. 6).
Исключение указанного требования допускается при гибке деталей из мягких материалов (отожженные медь, лагунь и алюминий).
/П/HUU tutu'll
Черт. 6
6 0.2. При вырезке деталей, подлежащих в дальнейшем гибке в одном направлении, располагать детали следует так, чтобы наименьший угол между линией гиба и направлением волокон составил 30° (черт 7).
7. ШИРИНА ПЕРЕМЫЧЕК ПРИ ВЫРЕЗКЕ
7.0.1. Минимальная ширина перемычек при однорядной вырезке круглых и прямоугольных деталей в зависимости от толщины материала указана в табл. 5.
Таблица 5
Штампы для холодной листовой штамповки. Расчеты и конструирование РТМ 34—65
ММ Продолжение
Толщина материала. s Обозначен кя перемычек Минимальная ширина перемычек при однорядной вырезке
круглых деталей при D прямоугольных деталей при I. и Lt
До 50 Св. 50 до 100 Св. 100 до 200 Св. 200 До 50 Се. 50 до 100 Св. 100 до 200 Св. 200 до 300
До С,5 а 1.5 1.7 1.9 2.2 1,8 2.0 2.5 3,0
«I 1.2 1.4 1.6 1.8 1 1.5 1.7 2.2 2.7
Св. 0,5 ю 1 а 1.2 1,4 1.6 1.8 1.5 1.7 2.2 2.7
<4 0.8 1.0 1 2 1.4 1.0' 1,2 1.7 2,2
. 1,0 . 1,5 а 1,5 1,7 1.9 2.1 1.9 2.1 2,6 3,1
в| 1,1 1,3 1.5 1.7 1.4 1.6 2.1 2.6
. 1,5 . 2.0 Й 1,9 2.1 2,3 2.5 2.2 2.4 3,0 3,4
1,5 1.7 1,9 2,1 1.7 1.9 2,5 2,9
. , 2,0 . 2,5 а 2.3 . 2.5 . 2,7 2,9 2,6 2.8 3.3 3,8
1.8 2.0 2,2 2.4 2.2 2.4 29 3.4
. 2,5 . 3.0 а 2,6 2.8 3.0 3.2 3.0 3.2 3.7 4.2
«1 2.1 2,3 2.5 2.7 2.5 2.7 3,2 3.7
. 3.0 . 3.5 а 3.0 34 3.6 3.4 3.6 4.1 4.6
«1 2,5 2,7 2,9 3.1 2.9 3.1 3.6 4.1
. 3,5 . 4,0 ‘ а 3,3 3.5 3,7 3.9 3.7 3,9 4,4 4.9
с. 2,8 3.0 3,2 3.4 3.2 3.4 3.9 4.4
. 40 . 4,5 а 3.6 3.8 4.0 42 4,0 4 2 4.7 5,2
а> 3.1 3.3 3,5 3,7 3.6 3.8 4.3 4.8
. 4,5 . 5,0 а 4.0 42 4.4 4.6 4.5 47 5.2 5.7 |
3.4 3.6 3,8 4,0 4.0 4,2 ч,7 1 5,2
. 5.0 . 6.0 1 а 4,5 48 5.0 4,5 5,5 5.5 6.0
в, 3,5 3.9 4.2 4.5 4.0 4.5 4.5 1 5.0
. 6,0 . 7.0 а 4.5 5.0 6 п 4.8 6.0 6.0 6.5 j
3,6 40 4.5 4.3 5.0 5.0 5.5 |
. 7,0 . 8,0 а 5,0 1 5,5 5.3 6,0 5,3 «ч 1 о,о । 7.0 7,8 j
а, 4.2 4,5 4.8 5.0 4.8 5.5 । 6,0 5.8
. 8,0 . 9.0 а 5.5 6.0 6,3 | 6,6 5,8 . ...( 7.0 1 7.5 8,0
Оу 4.5 5.0 5,2 5.5 : i 5,3 6.J | с.5 1 -j ’0
9,0 . 10,0 а 6.0 7.0 7.5 8,0 6.3 1 7.0 ! 7.5 । 8.0
<h. 5.0 651 6.5 7.9 5.8 t j ., . I '.0 ---.-
7.0 2 При вырезке с поворотом полосы ширину перемычек а и а1 следует увеличить на 50% чо сравнению с табличными значения ми.
7.0.3. Ширину кромки, обрезаемой шаговым ножом, следуег принять равной величине перемычки Дь как для прямоугольных деталей.
704 При вырезке деталей из неметаллических материалов ширину перемычек слсдуе! увеличить на 50% по сравнению с табличными ‘значениями
7.0.5. При выречке пластинчатым штамп ом ширину перемычек следует принять в 1,5— 2 раза больше табличных значений
7.0.6. При многорядной вырезке перемычку между деталями следует определить по табл 5, исходя из габарита штампуемой детали, а перемычку а по краям полосы, исходя из размера A + D (см черт. 3).
7.0. 7. Для магниевых сплавов 1абличные значения ширины перемычек увеличить в 2 раза.
7 0.8. Для титановых сплавов табличные значения шиоины перемычек увеличить:
при штамповке сплавов ВТ1 без подогрева и ВТ5 с подогревом — на 25—30%;
при штамповке сплава ВТ5 без подогрева — в 2 раза.
7.0.9. При необходимости в отдельных конструкциях штампов допускается принимать ширину перемычек меньше табличных значений.
7.1.0. Для материала толщиной свыше 10 мм ширина перемычек равна 0,7s
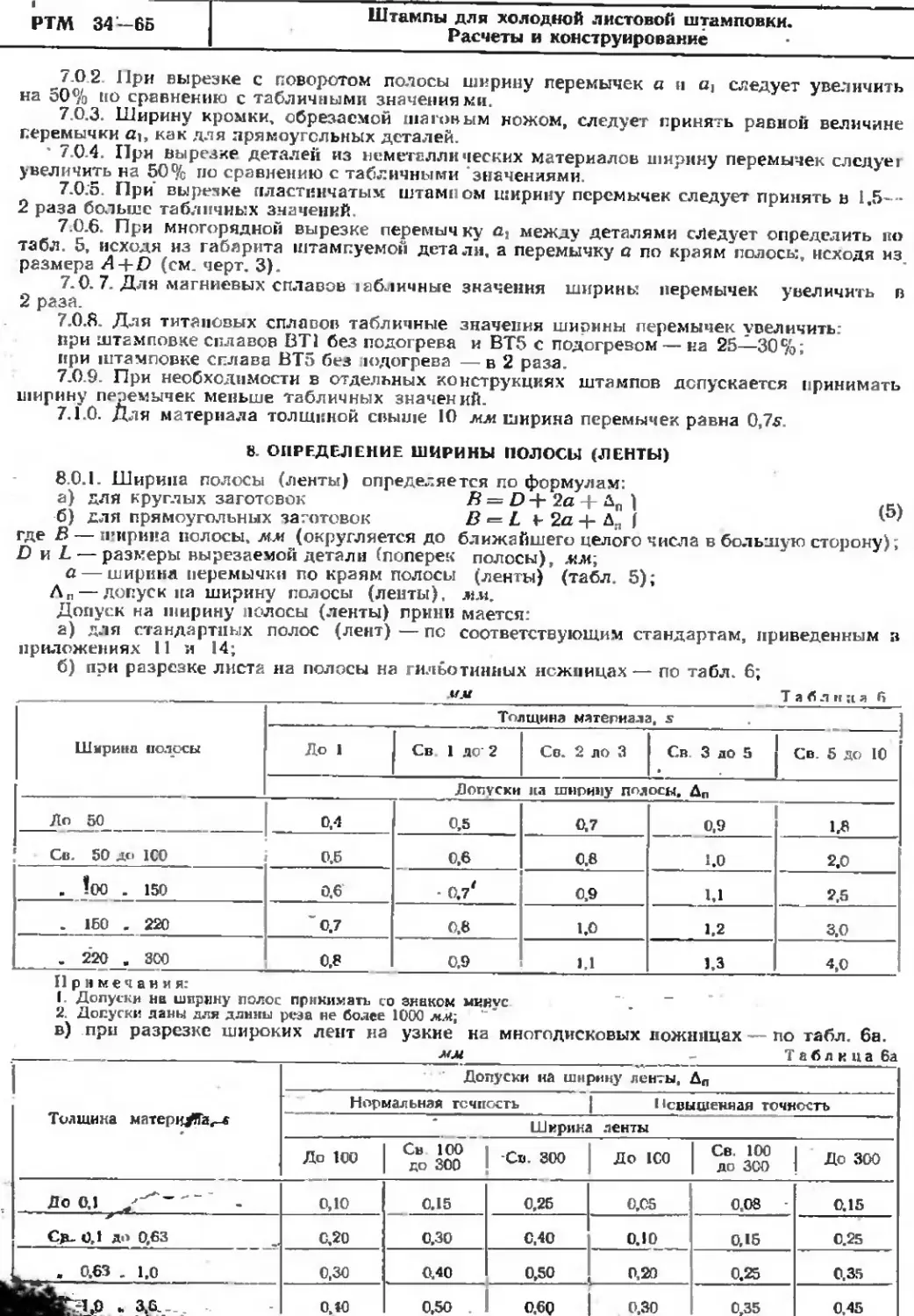
8 ОПРЕДЕЛЕНИЕ ШИРИНЫ ПОЛОСЫ (ЛЕНТЫ)
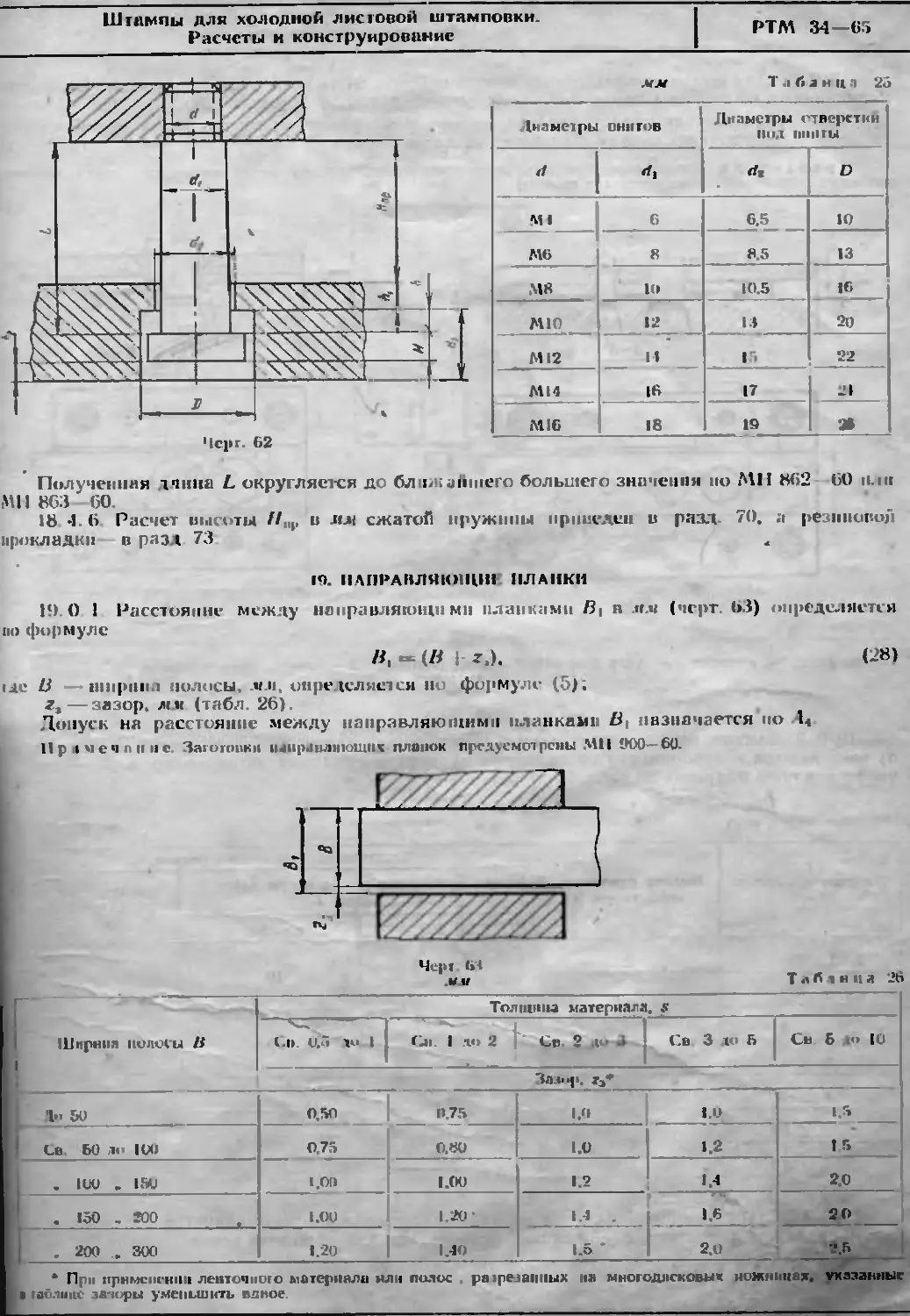
8.0.1. Ширина полосы (ленты) определяется по формулам:
а) для круглых заготовок В = D 4- Ча + Дп ) f с\
б) для прямоугольных заготовок Д = £ v 2а 4- Дя 1 ' '
где В — ширина полосы, мм (округляется до ближайшего целого числа в большую сторону); D и L — размеры вырезаемой детали (поперек полосы), .«ле;
а — ширина перемычки по краям полосы (ленты) (табл. 5);
Ап — допуск на ширину полосы (ленты), ли*.
Допуск на ширину полосы (ленты) прими мается:
а) для стандартных полос (лент) — по соответствующим стандартам, приведенным в приложениях И и 14;
б) при разрезке листа на полосы на гильотинных ножницах— по табл. 6;
__________________________ мм Таблица 6
Ширина полосы Толщина материала, s
До 1 Св 1 до 2 Св. 2 ло 3 Св 3 до 5 Св. Б до 10
Допуски на ширину полосы. Дп
Ло 50 0.4 0.5 0,7 0,9 1.8
Св 50 до IC0 0.6 0,6 0,8 1.0 2.0
. loo . 150 0,6 - 0.7* 0,9 1.1 2.5
. 160 , 220 ~ 0,7 0.8 1.0 1.2 3.0
. 220 . 300 0.8 0.9 1.1 1.3 4,0
Примечания:
I Допуски ив ширину полос принимать со знаком минус ' . _
2. Допуски лапы для длины реэа не более 1000 л.*г,
в) при разрезке широких лент на узкие на многодисковых ножницах — по табл. 6а.
мм - Таблица 6а
1 Толщина матери/fTa^e Допуски на ширину ленты, Дп
Нормальная точность Повышенная точность
Ширин; ленты
До W0 Св 100 до 300 Св. 300 До 1С0 Св. 100 до 300 До 300
До 0.1 0,10 0.15 0,25 0.05 0.08 - 0.15
Сд. р,1 д. 0.63 0,20 0.30 0.40 0.10 0,15 0.25
. . 0.63 . 1,0 0,30 0.40 0,50 0,20 0.25 0.35
ML ► ЗД.-_. 0.40 0,50 0.6Q 0,30 0.35 0.45
V. ШТАМПЫ РАЗДЕЛИТЕЛЬНЫЕ
Схема классификации разделительных штампов приведена в МН 76—59 (группа I, подгруппа 15)
9. ВЫБОР КОНСТРУКЦИИ ШТАМПА И ТИПА БЛОКА
9. 0. 1. Для вырезки плоских деталей могу? быть применены следующие конструкции разделительных штампов:
а) с неподвижным направляющим съемником,
б) с верхним прижимом;
в) совмещенного действия.
9. 0.2. Штампы с неподвижным направляющим съемником обеспечивают высокую производительность штамповки за счет:
а) автоматического удаления детали через провальное окно;
б) возможности автоматизации процесса на быстроходных прессах-автоматах;
в) возможности широкого применения многорядной и многопереходной штамповки. Однако при штамповке имеет место частичное ухудшение плоскостности детали и отхода. Штампы с неподвижным направляющим съемником имеют наибольшее распространение.
Пакеты разделительных штампов с неподвижным съемником (заготовки) предусмотрены МН 883—60 и МН 887—60. а пакеты смен пых разделительных штампов с неподвижным съемником (заготовки)—МН 1917—6’.
9. 0.3. Штампы с верхним прижимом имеют ~е же преимущества, но наличие верхнего прижима снижает жесткость штампов, вызывает необходимость установки дополнительного направления, усложняющего конструкцию шта мпа; несколько ухудшаются условия безопасности работы; стоимость оснастки выше по сравнению со штампами с неподвижным съемником. Однако наличие прижима повышает ка чество поверхности среза и плоскостность детали. Штампы с верхним прижимом рскомсн г уется применять при многошаговой штамповке деталей из материалов толщиной менее 0.5 зык Пакеты для штампов с верхним прижимом предусмотрены МН 884—60, а пакеты сменных разделительных штампов (заготовки) с верхним прижимом — МН 1918—61.
9. 0 4 Штампы совмещенного действия рекомендуется применять.
а) при штамповке деталей повышенной точности (3-го н 4-го классов);
б) при наличии жестких допусков на размеры, определяющие расположение отверстий относительно контура (менее ±0,1 ,мл для размеров до 20 м.ч и ±0.15 мм для размеров от 20 до 50 зи<);
в) для деталей, имеющих форму тел вращения.
Пакеты для штампов совмещенного действия предусмотрены МН 885—60 и МН 886—60, а пакеты сменных разделительных штампов (заготовки) совмещенного действия — МН 1919—61.
9. 0.5. При применении штампов совмещенного действия конструктивные элементы штампуемых деталей должны соответствовать рекомендациям, приведенным в табл 7.
Таблица 7
^«ггура детз
Конструктивные олсиснгы деталей
Минимальный диаметр D или ширина отверстия Я
Минимальная ыычки ar. при Л С S
. В — 2s
, ЯкГч
Эскизы хгтаясЛ
Пре вел грозности магериаля си« Лг<7,*.м’
too Г во Т жГ I
s I 0,8s I но не менее 0,5 мм
1.5s |
0.6s
ширина перс-
0,6s
1,0 мм
но не менее
0,8s s
1.6s
1,5s 2s
2,5s
s 1.5s 2s
и D < 5s . D = 10s . D - 25s
•ер г
0,8s
1.5s
гзте-
но‘ не менее
Минимальная ширина па Ь:
при / К s;
= 2s; -5s s 1,5s 2s
Продолжение
Эскизы дсталсЛ Кокгтр тинные лемгнты жстнлсЛ ИриЧИ1>С711 мвтернплв KJr/JNAC*
100 60 30 Ю
Минимальный угол «
R>05s -Si'X а) без закруглений:
хрупкий материал 9(Р 90 60® 60®
V* 1 ь) пластичный мвтерптл 60° 60- 45“ 45’
б) с закруглением /?>0,5s 15—GO® 45' 30® 20’
«0 пли площадкой b>s
-ч -''"Т)
Примечание. Рекомендуемая ширина перемычки а распространяется на детали с размерами В < 10 мм и D 15 мл. а остальных случаях размер а принимать конструктивно.
9 0 6. При выборе тина блока необходимо руководствоваться следующими рекомендациями:
а) блоки с диагональным расположением колонок н втулок (МН 878—62) применять для разделительных и комбинированных штампов при повышенных требованиях к точности и стойкости штампов, а также к качеству поверхности среза,
б) блоки с задним расположением колонок и втулок (МН 879—60 и МН 880—62) применять для несложных гибочных, вытяжных, а также разделительных штампов в том слу чае, если консольное расположение колонок не %лияет на стойкость рабочих деталей н качество поверхности среза Эти же блоки примени ются при штамповке нз отходов;
в) блоки с осевым расположением колон ок в втулок (МН 881—60) применять для разделительных и формообразующих штампов, нреппазнвчепных для штучных заютовок,
г) блоки прецизионные (МН 2534-61 —МН 2548-61) применять при штамповке малогабаритных детален повышенной точности;
д) блоки с шариковыми направляющими (МН 4763-63 — МН 4766-63) применять для разделительных штампов в условиях массового производства прн высоких требованиях к стойкости штампоч и точности штампуемых деталей, в особенности прн толщине материала менее 0.5 лик; а также для штампов, оснащенных твердым сплавом;
е) блоки со сменными пакетами разделительных штампов (МН 1912-61—МН 1932-61) применить при мелкосерийном н серийном про пзводстве деталей из материала толщиной до 3 .мл. ^огда штампы используются не до полного износа;
ж) блоки наладочных штампов с клиновым креплением пакетов (МН 5313—64 н МН 5314 61) применять при мелкосерийном и серийном производстве, а также при большой номенклатуре штампуемых деталей нз материала толщиной свыше 3 лш н до 10 лл< в случае экономической нецелесообразности изготовления отдельных штампов на каждую операцию и изделие
90 7 /(стали, штампуемые нз металлов п сплавов с толщиной заготовок до 1.5 лл, а также из неметаллических материалов, должны изготовляться -на блоках с диагональным нлн осевым расположением колонок.
*
Ш. РАСЧЕТ УСИЛИЯ ВЫРЕЗКИ. УСИЛИЯ СНЯТИЯ и ПРОТАЛКИВАНИЯ ДЕТАЛИ ИЛИ ОТХОДА
10. 1. Расчет усилия вм-><-зки в штампах с прямыми и ctvuicHh»Mlt режу:Д'""н кромками --------------------------------------->------—
10. 1 । Расчете,- усилие вырезки Р в кге определяется по формуле
Рe Ls'tp, (6'
>Де L — пер 1метр вырезаемого (пробнваемог о) I ’’Дтура, ллс;
5 — тотщиьа .материала, лл; ч
т tp — сопри!ивлечье срезу кес/лл2 (приложение
10. 1. 2. Требуемое усилие пресса Рт в тс принимается равным Р ^^5Г-<Р ’ 1000 •
где Р — расчетное усилие вырезки, определяемое по формуле (6);
Люымк — номинальное усилие пресса.
10. 1. 3. При отсутствии пресса с необходимым усилием вырезку можно производить на прессе с меньшим усилием, причем уменьшение усилия вырезки достигается двумя способами:
а) применением пуансона или матрицы со скоШеннымн режущими кромками:
б) ступенчатым расположением пуансонов.
При вырезке наружного коптура скос делается па матрице, при этом пуансон должен быть плоским. При пробивке отверстия скос делается на пуансоне, при этом матрица должна быть плоской (черт. 8). Соблюдение данных условий обеспечивает получение плоских изделий при изогнутых отходах.
Скосы делаются симметричными.
Высота скоса И в мм в зависимости от толщины материала з и длины L или диаметра D вырубаемой детали принимаемся по
(7)
табл. 8.
Вырезка наружного контура (скос на матрице)
Черт. 8
Пробника отверстия (скос иа пуансоне)
мм Таблица 8
£ L или D н
До 1 150-200 3
Св. 1 до 2 100 1
160 6
200 6
.2.3 100 5
150 -200 6
. 3 4 150 7
200—250 8
.4.6 200—2Ы 8
.300 10 1
10. 1. 4. Усилие при вырезке скошенными режущими кромками в кге ориентировочно определяется по формулам:
при Н = s Pi*= Ofif.s-rv-, (8)
при Н > 2s Р, = OJZ-STg, (9)
(обозначения см. формулу 6).
10. 1.5. Ступенчатое расположение пуап сонов в многонуансоиных штампах показано на черт 9.
Ступенчатое расположение пуансонов создается за счет укорочения пгш-Лчюп,-имеющих меныпее сечение, на величину, равную (0.5 -т- 1) s. Усилие выр< з» •« щ>ц ступенчатом расположении пуансонов определяется по наибольшему пепимечру ииюврем»шю выреззе-мого (пробиваемого) контура детачи
Штампы для хотолпой листовой штамповки. Расчеты и конструирование
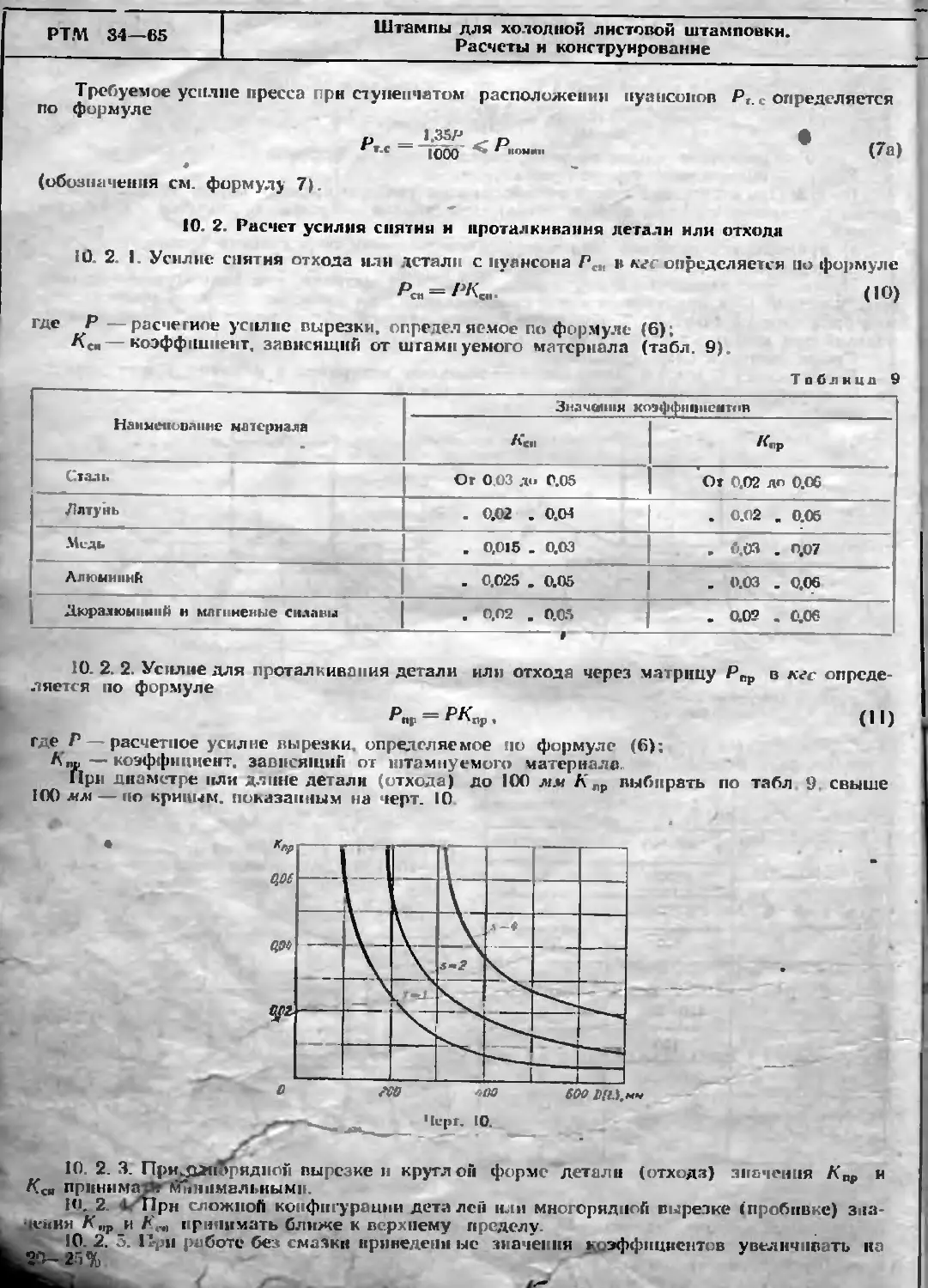
Требуемое усилие пресса при ступенчатом расположении пуансонов Pt.с определяется по формуле
р _ 135/' в • .
•т.с 1000 V®/
♦ *
(обозначения см. формулу 7).
10. 2. Расчет усилия снятия и проталкивания летали или отходя
10. 2 I Усилие снятия отхода или детали с пуансона Ре„ в кге определяется по формуле
Рт = РКы. (Ю)
где Р —расчетное усилие вырезки, определяемое по формуле (6).
Л\„—коэффициент, зависящий от штампуемого материала (табл. 9).
Т а бл и u л 9
HaiiMiMiouniiHe материала Значении коэффициентов
Аси А’лр
Сталь От 0,03 до 0.05 От 0.02 ло 0.06
Латунь . 0.02 . 004 . 0.02 . 0.06
Медь . 0,015 . 0.03 . 6.03 . 0,07
Алюминий . 0,025 . 0.05 . 0.03 . 0.06
| Дюралюминий в магниевые сплавы , 0,02 . П.05 V . 0.02 . 0.06
10. 2 2. Усилие для проталкивания детали или отхода через матрицу Рпр в кге определяется по формуле
Pnf = PKDp, (П)
где Р— расчетное усилие вырезки, определяемое по формуле (6);
А „ — коэффициент, зависящий от штампуемого материала.
При диаметре или длине детали (отхода) до 100 ля Кгр выбирать по табл 9, свыше
100 мл! — по кривым. показанным на черт. 10
10 2. 3. Прн4Х>п5рядпом вырезке н круглой форме детали (отходя) значения Kaf и Кся прпнима f* минимальными.
!<. 2 L Т1рн сложной конфигурации детален или многорядной вырезке (пробивке) значения К„р и принимать ближе к верхнему пределу.
10. 2. 3. При и боте без смазки приведены ые значении коэффициентов увеличивать на .23- 25%
II. ОПРЕДЕЛЕНИЕ ЦЕНТРА ДАВЛЕНИЯ ШТАМПА
110 1 Ось хвостовика необходимо располагать в центре давления штампа для нрсдот вращения перекосов, несимметричности зазора, износа направляющих элементов штампа и быстрого выхода из строя рабочих деталей.
110 2 Определение центра давления следует производить для мн гонуансоиных штам пов. штампов послед вательного действия и при несимметричном вырезаемом контуре. Ко ординаты центра давления штампа х0, уо (черт. II) определяются аналитически
G-*i 4- 4- 1ах* 4- (ЛХ4 4- IfXt 4~ /«Хф /7X7 4- /в**» 4- G*» 4 /ю-Ущ ,
G 4- It 4- G 4* G + G 4* 1л 4- h 4 /» 4- /л 4- Go ’
___ Gyi 4- hyt 4~ Gy» 4- Gy« 4- Gy» 4- Gy» 4- Gy? 4* Gy» 4- Gy» 4- ZtoVio °__G 4* G 4- G 4* G + ’» 4- G 4- G 4- /• 4- G + /10
•де /i, /2, /3, G. h. G. h. I». I9, 110—длины соответствующих участков контура вырубаемых (пробиваемых) детален;
х2. хл, Хе. х*. х0, Хю — расстояния от геометрического центра соответствующих прямолинейных участков до осн OY-.
Xi, xs. хь, х? — координаты центра тяжести криволинейных участков до оси OY
уа у* у4 Ун. У». Ук>—расстояния от геометрического центра соответствующих прямолинейных участков до оси ОХ.
У». Уз. У». у?-— координаты центра тяжести криволинейных участков до оси ОХ;
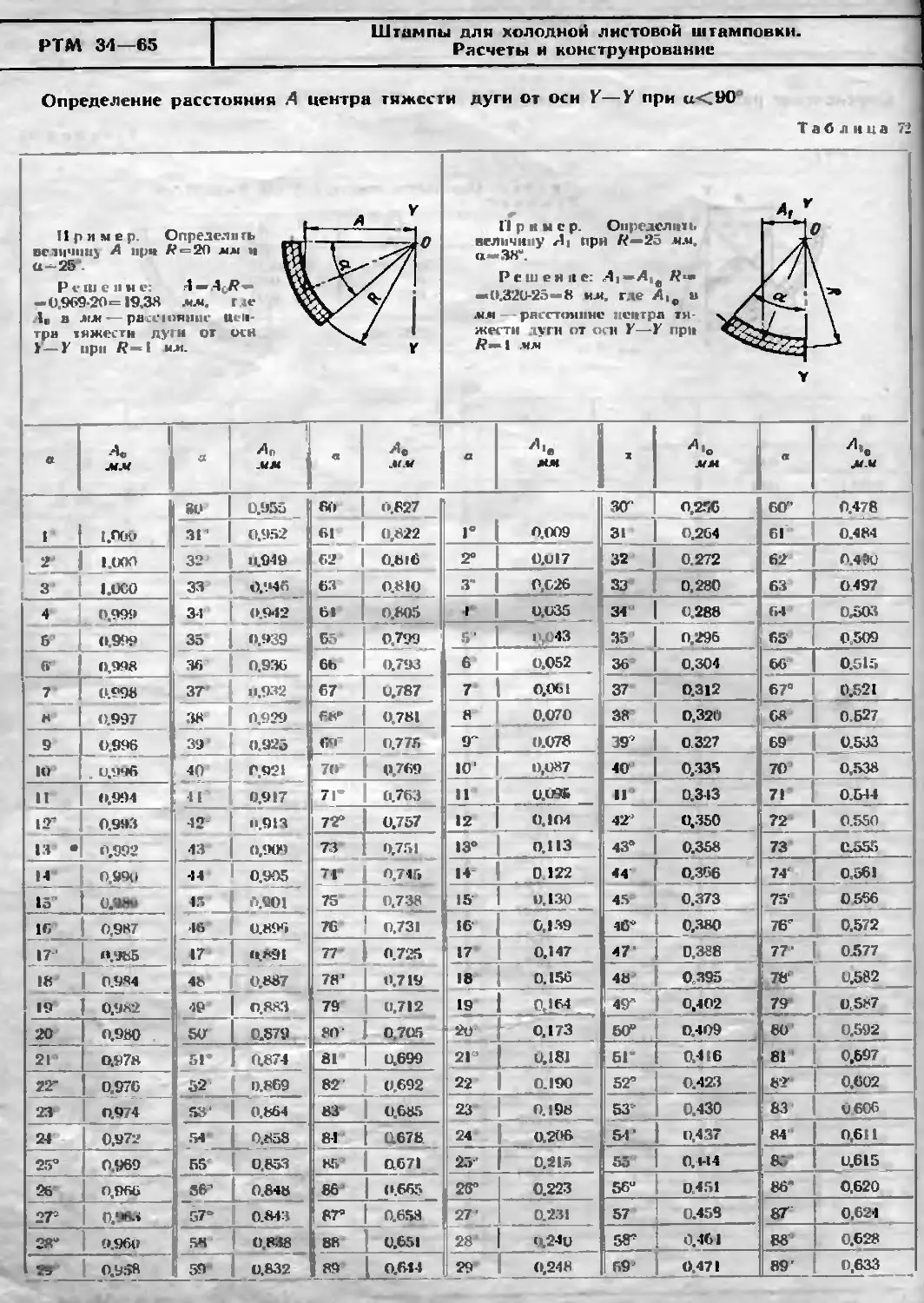
Пересечение координат дп н у0 дает искомый центр давления штампа О Примечание. Координаты центра тяжести криволинейных участков определяются по табл <>Э. 72 и 73.
12 ЗАЗОРЫ МЕЖДУ МАТРИЦЕЙ И ПУАНСОНОМ В ВЫРЕЗНЫХ И ЦРОВИВНЫХ ШТАМПАХ
12, О I. Величина зазора и его равномерное распределение менаду .цуансоном и матрицей -у- (черт. 12) оказывают существенное влияние па качество поверхности среза, величину усилия вырезки и износ режущих частей
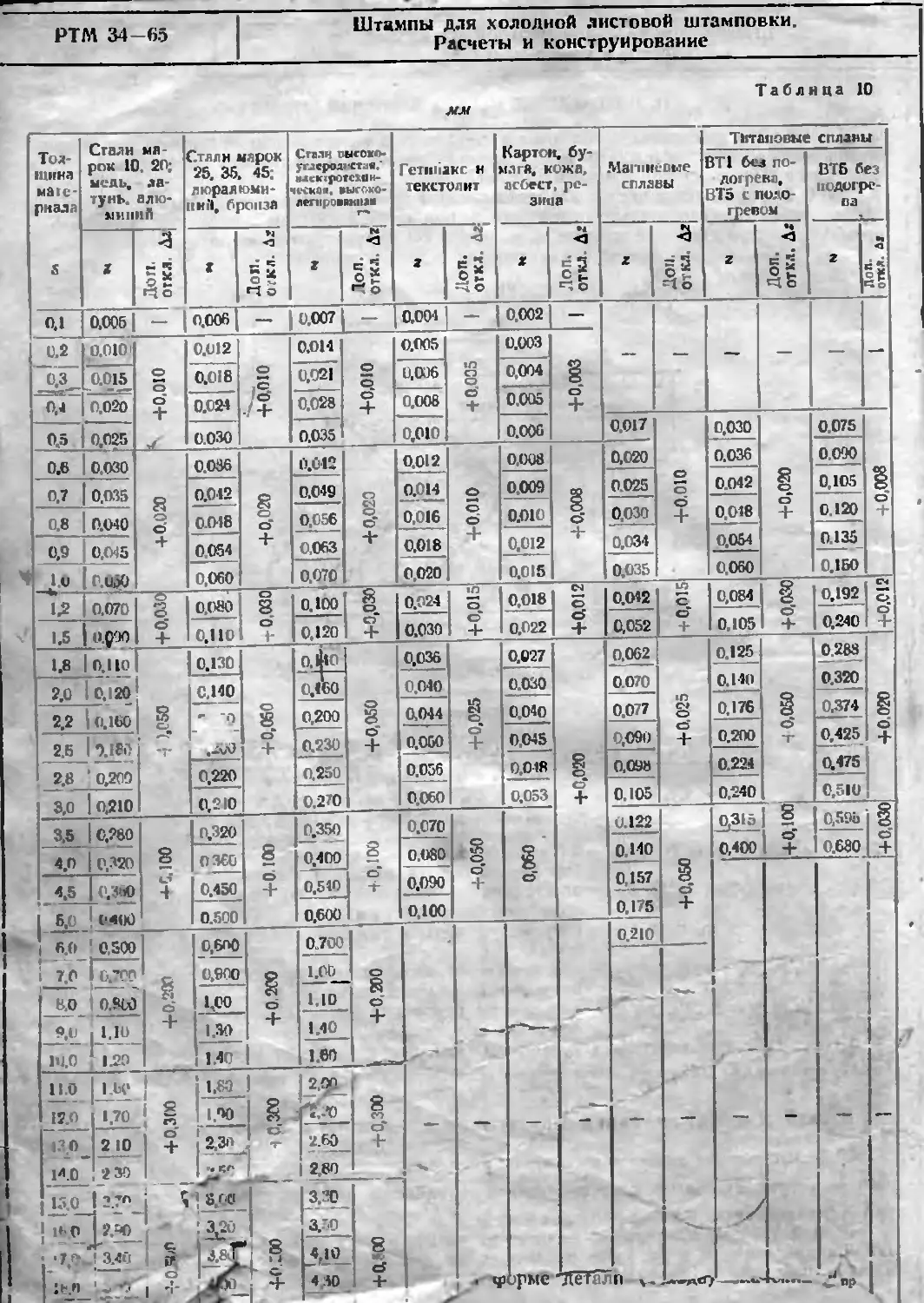
"2 0. 2 Величина зазора z зависит от толщины материала и свойств. Величины зазоров при вырезке и пробивке различных материалов приведены в табл 1П, а слюды — -------------------------------------—" мы.
Зазоры указаны для новых штампов (на и<<сиь ше) "
12. 0. 3. С целью получения чистой пэверхнос. fi ‘ 4 ’ I тпеллгитхи л» '
IX операций для вырезки и пробивки деталей из алюминия, латуни и стлли ей» О кгс/лмН допускается изготовление штампов с зазорами 0,01 — 0.02 зч.м.
При этом, однако снижается стойкость а усилие штамповки возрастает.
Таблица 1( мм
Толщина материала 5 Стали ма рок 10. 20; медь, латунь. алюминий Стали марок 25. 35. 45; дюралюминий, бронза Стали высоко» угдсрод|'£Тив,' МДСКГрЗТС1«Н-ЧССМОН. ВЫСОКО* лепфовямпм Т“* Гетнпакс и текстолит Картон, бумага. кожа, асбест, резина Магниевые сплавы Титановые силаны
ВТ! без подогрева, ВТ5 с подогревом ВТб без подогрева
Z Доп. 1 откл. Аг, г Доп. огкл. Дг г 1ОП. ОТКЛ Д?| 2 Доп. откл. Да- X Доп. откл Дг Z Доп откл. Д? 2 Доп. откл, Дх г Доп. пел. Аг
0.1 0,005) 0.006 0.007 — 0,004 — 0,002 — —— — Т? -у — —
0.2 0.0101 о о о + 0.012 о /о- /+ 0.014 1 +0,010 0.005 + 0,005 0.003 +0,003
0,3_ 0.01£ 0.018 0.021 0,036 0,004
о.< 0,020 0.024 0.028 0,008 0005
05 0,025 0030 0.035 0.01 0.006 0017 +0.010 0,030 +0,020 0.075 800'04- |j
0.6 0030 +0.020 0.036 +0,020 0.012 о 8 О 0,012 О о о + 0,008 +0,008 0,020 0,036 0,090
0.7 0,035 0.042 0,049 0,014 0009 0025 0 042 С 105
0.8 0040 0.048 0.056 0.016 0.010 0,030 0,018 0.120
0,9 0.045 0054 0,063 0,018 0,012 0,034 0,054 0135
1и О.оЛ 0,060 0.070 0020 0.015 0.035 0060 0.160
12 0,070 +0,030 0,080 -г 0,030 0.100 +0,030 0.024 +0,015 0.018 (N О о 0.042 с о + 0,084 +0.03С 0,192 510'0+1
1.5 O.Q90 0,110 0,120 0.030 0.022 0,052 0,105 0.240
1.8 0 110 S о 0.130 +0,050 д |JS О| О* 050'0+ 0,036 +0,025 0.027 +0,020 0.062 +0,025 0.125 OSO'O h |( 1 0.288 Е О о
0.030 0.070 0.140 0.320
2.0 0,120 0,140 0,040
2.2 0.160 - ’9 ,-vO 0200 0,044 0 040 0.077 0.176 0.374
0.050 0045 0,090 0.200 0,425
2.5 •>.180 0.230
0018 0.09» 0.224 0.475
2R П200 0,220 0.250 0036
0.053 0,105 0.240 0,510
3.0 0.210 0.210 0.270 0.060
3.5 10.280 о о 4 0.320 ООГО+ -0.350 + 0,100 0.070 +0,050 § О 0.122 0315 +0.10С 0,59b +0.03С
0 080 0 140 0,400 0.680
4.0 0.320 0360 0J00 0.540
—
0.090 0157 Й О +
4,5 (ДО) 0,450
1 Б’ 041Ю 0.500 0.600 0.100 0.175
’ 6.0 I — ' 7.0 0,500 +0,200 О.бпр 0.W0 + 0.200 0.700 +0 200 X * Ф 0.210
1 0.700 0.54.0 1.00
8.0 1.00 1.10
9.0 I и°_ 1.20 1.30 1.40
Ш.0 1.40 1 60
П.0 12.0 1.60 | j 1.63 1 § О т- ? 8 I । i 1 * J.0Q *&) +0,300
1,70 1 S 11.’MI
|3 0_ ио J3.O_ ! '7^' 2 10 2 30 2 7Л 2.М) 1 3.40 0+ 1 U'<0+ * • 4 ^4 1 ! 2.3П [V-T 8.00 3^0 Г 2.60_ 280
3.20 3.50 1 00«‘0+
4.10 4 40
| Ib.W ' W *5 орме летали у- К'—— J пр
Черт. 12
мм Таблица 10»»
Толщин з СЛЮДЫ 5 Наружный контур и круглые отверстия Фасонные и прямоугольные отнерс гия
г Лои- откл. Дт ж Лов. откл. Дг
0.05 0,006 +0,005 0.018 +0,010
0.10 0,008 0.020
0.20 0,010 0.025
0.30 0.013 +0,010 0.030 +0.015
0,40 0.015 0.035
ОБО 0,018 0,040
13. РАСЧЕТ ИСПОЛНИТЕЛЬНЫХ РАЗМЕРОВ МАТРИЦ И ПУАНСОНОВ
13. О. 1. В зависимости от принятой технологии изготовления штампов применяю' яедуютне методы расчетов исполнительных размеров
а) определение исполнительных размеров матрицы для вырезки контура и пуэнсс тя пробивки отверстия. Соответственно вторая рабочая деталь дорабатывается по иерг заданным зазором г\
б) определение исполнительных размеров пуансонов для вырезки контура и для п| ивки отверстия. Матрица дорабатывается по пуансонам с зззирем z (способ изготовлен атрпны по оттиску пуансона); s—V
в) определение исполнительных размеров матрицы и пуансона при рЛ^ельном спеет х изготовлен ня
Пр имечание Рюдельнып чтособ изготовления рекомендуется преимущественно при кр^г.ъси рибо1 тнг5|»е и при допусках на штампуемую деталь не. пышс 4 го класса точности.
13 .0 2. Наружный контур или отверстие штампуемой детали, п.м ей сложную к< фуранию при расчете исполнительных размеров, следует разделить чгнты^разме ко1ых при износе штампа уменьшаются, увеличиваются пли не изг . д
0. 3. Исполнительные размеры рассчитываются с учетом се _
I ,игтимых припусков на износ матрицу и пуансона. Схема услов.»^*-^- - —
.и зазоров изображена ни черт Г , з расчетные формулы припев
Л ----- - — А—
1 аол мп а II
— Размеры длч детали Расчетные формулы
АЛЯ оырсэкп К’ЧПурв Х1Я пробники отв -регий
Номипалииме рлзмсры (або’’начс«1нн) Допуски При доработке пуансона по млтрнцс При дорэЧотке матрицы по uycuccHj
> мети>111пк>шисс>1 при износе И1ТЛМПЛ !<,; 1'в-L,'. IS» I.'- L’. и d Односторонние (т или —) б« - (£« + (12) б« = 1м — = (12а) б» — (-П + /7 + ха —b')“iZ (13) бп-(Д„Ч /7)^ (И) Дм-^бг-*-.’ (На)
Увезнчниающнеся ирн износе штампа L. L^‘. Л /| н /> U = (бя - П>+ * ' 16) /-и ^гл ““ (ISaj /п (дв/-п- ; tn-C/u- Л/) ‘ В >7) L -/» . «!7:)
Не HTMinUtKiiui-e м при взносе штампа tut н.тн Ln «= (18) — при n inxonoii д tM иди Lv » b„_0Sa : 19)—пр» минус иим опускс па ЖТВД1 UCiltyvKu III ДСЗД1»
Умгикшаюшиеси пи I итппсе тгимнл / о. /. L ... L‘u н d
Уиед ClllUaOlUHti lt при нзч-ice ичзмпи L;
t
rM - i 0.2Д (20/ L„ = (t« H) i 0.2Д (21)
/-о » 6» - i (20a) La ILa — ») ± 0.2Д (Z2)
Lu 3. ОЬЛ
Или >
L.
»-7
ЭД;
Нс Н М* I» П|»Н
из We штампа 1 и b
t4s
О
А
>чне<1Ломичсняа . _
Ln—члм.» a/и- ••t-ri. матрнны м 7» эчсопа *«.
Я.-черм ы дм i —oil детали, мм и .<<' >«гр (ц < iiyiaconoB (табл ГЛ. _уат; ц и--аисоком (тдб,'| IU и 1пт):
• КВЛС11НЛ мл .пдп I- "Х/МЛИ lb,j! ж •ЧМГ-'-Г 10’- II *IO3?XH1I>> м -ръч • i-.Tt ,.-S-ечгъ'нп»! ц<г-1 и-кдекни— и i-Ga IX.
ч-эгт-опленпл матрня я иушколоа исполнительные .’пзмеры, полечите »*ис по • ?jvcr :хпэдпа>ъ cuori'*-iLTu<«iHio « допуском А или б
IUII
А.’
|>->мньа*ы1ыс р змеаы ncpt «и
\ -же » — диаметр контура if—ди
‘СТИЯ
принимать бл»
О Z 5. При работе без сма
.. —. »
РТМ 3t в!5
Размеры увеличивающиеся при наносе и.тампа Размеры, уменьшающиеся прч износе щтимпа
(вырезка контура) (пробника отверстия)
Черт. |3
13 О. 4 В табл 12 даны допуски на детая и, штампуемые по 3, 4 5 н 7 му классам точности. припуски на износ пуансонов и матриц и допуски на их изготовление (при совместном изготовлении матриц н пуансонов). Припуски на износ (77) установлены п зависимости от допусков на штампуемые детали (Л), а именно-
нри Д<0,1 мм /7 -= Д.
при Д >• ОД чм /7=ч=:0.ЯД (С целью получения округ
ленных размеров)
При расчете исполнительных размеров величина припуска (77) может быть принята:
Z А = 4^- wz ? - - °«5Л-
-= д.
мм Таблице 12
Допуски на штлынуемыс Припуски Ив 1НН1фС п Допуски иа^ изготовление Допуски на штампуемые детали п » 3, 4 5 н 7-му классам 1 lalncril д Припусян на n nine .7 Допуски >ыг мзгитонлепие
Эс1й«и :'« 3. 4, 5 и 7-му классам * точности А г— матриц в пулисписш V матриц • * 11Г411С НГ р V
0.020 0.0СГ1 0.004 0.1 ю 0.12 1 с.03! ,
’ 4^025 0.008 0.005 С.16С 0.14 о.озб
г Ойо 0.009 0006 0.170 •
0.056 Г< QL4W 0.200 0.16 1 * «ъаь 1
0.S30 0.18
0.0-15 -J 11 0.013 0,009 0.Л0 л T-'U-O)
0.050 л *>«• 0.013 9,011 0.2Ь0 #|L»(-0,120)
[ о.оьо Г .«^2 ‘ 0.01В 0.013 I е °бп г~ * -
0.070 0.021 0,015 0.280
[ 0.000 0,0*1 0018 0.300 0.26
[ 0.0ЭД) 1 1 0.027 0020 0 340
0100* 0.030 0,029 0;?*0 «в
1 0.1С 02)80
мм Продолжены»
Допуск» пл штампуемые Летали по 3. 4, 5 и 7-му классам точности А Припуски ил износ П Допуски на ИЗ! VlflBAclllie I Допуски ил штампуемые дедли по 3. 4, 5 и 7-му классам 1 точности 1 А Припуски на износ 77 Дппускн на и нотов-чен не
шприц & пуансонов ъ* матриц а пуансонов V
0.400 0.30 0.080 0.680 0.55 0.170.
0.1 JU 0.460 0.35 0.100 0.740 0.760 0.00 ,
0.870 0.70 0.200
0.520 0,40 0.120 1.000 0.80
0.Б30 1,150 0.90 0.260
0.600 0.50 0.140 1,350
0.620 1.550 1.25 0.300
Примечания:
• В случае применения для штампов матриц с конусными рабочими отверстиями (тип 111. табл. I | припуск ни пли с (/7) принимается равным допуску ня штампуемою деталь ,(Л)
2. Предельные отклонения размеров штампуемых деталей, пзгот'оилнемых по 7-му классу точност и и не
ограниченных допусками- охпатыватдшнх — по 17. охватываемых — по Вт, прочих ± -j- (4j*»B7)
13. О. 5. При раздельном изготовлении кру глых матриц и пуансонов допуски на их него-топление принимаются по табл. 13.
13.0.6. Ниже дан пример расчета исполнительных размеров матрицы и пуансона для штамповки детали, нзображепш й на черт 11
Материал: латунь 2162, толщина s= I мм; двухсторонний зазор между матрицей и пуансоном z=0.05jwjh (табл. 10).
При расчетах исполнительных размеров значения припусков на износ (/7) и допусков на изготовление (6) н (6') принимаются по табл 12. Расчетные формулы приведены в табл. II.
, ” , ' -тЛьиые размеры матрицы (черт 15) для вырезки элементов контура I8+0-24
; я \|юшиеся прн износе штампа, определить ш> формуле (12)
’”»*^в) = (£в-f-//)_j = (180,!8)~o.O3S = 18,18—адм;
V, б) 7-ы “ (/-п + /7)_j “ (25 -|- 0,20)—dims •=* 2-5.2_o.oi5.
. —размеры матрицы для вырезки элементов контура 8U—п.?« и 6О_ол* л,с ’А’т,л,тХнз11Осе штампа, определить но формуле (15): •
ия л „„ и А1Я нринимат ,
10.2 5. Ирл раб те бет '— * = (80 — 0,6)+оп = 79,4+°-п.
- 25 % и (60- -0,3 <+«*• = 5y,744,jM. \
I а б л и ил 13
Номинал ь-мыс диаметры Наименования рабочих деталей штампа Толщина материала
Ди 0.5 Св 0,6 до 1,0} Св. 1 до 2 Св. 2 до 3 Сп. 3 да 6 Си. 6
Дону ки на нзготовл пне матриц и пуансонов
Си. До
1 d Матрица Я (4-0.010) —
Пуансон С ( -0.006)
3 6 Матрица — л (4-0.013) Лэ (4-0.025) —
Пуансон _д г ( -0.008) <-а(—0025)
6 10 Матрица — Я (4-0.016) Л, (4-0.030)
Пуансон — € (—0.01 ) С3 ( - 0.030)
10 18 Матрица — Л (4-0.019) я» (+0.033)
Пуансон — С (—0.012) с, (-0.03..)
16 30 Матрица — А (4-0,023) С ( 0,01-1) Ла (+0.046)
Пуансон С, (—0,046)
30 60 Матрица — Л (4-0.027) Ла (4-0.050)
Пуансон — С (—0.G17) Са ( - 0. >50)
Би 80 Матрица — А (+0,030) Л, ( Ю.060)
Пуансон — С ( 0.020) С, ( 0.0«(1)
60 120 Матрица — Л (+0.035) Л* (+0.070)
Пуансон — Г ( 0023) Га (—0.070)
120 180 Ма грина — А (4-0,010.) Л» (+0.080)
П аисеи — С (—0.027) С» ( О.08и)
180 260 Матрица — Л (4-0,046) Л, (+0.Г90)
Пуансон — С (-0030) С3 ( —0.090)
ЭД 300 Матрица jv. A (4-0.0W) Л, ( + 0.100;
П .'внеси С (-0.035) Ся(-О100)
360 1 500 Матрица — А ( 0.060) W ЬП«)Э .) л, (+0.120)
Пуансон — С ( 0.Ш0) Cs.,(—О-ОбЬ) <-а( -0.120)
износе штампа, определить по формуле (2411 £м — £„ ± 0.5А - В ± 0,025;
Lu — L. ± 0.5Д = 15 ± 0,03.
L„ ж 65 ± 0,5Д -65 + 0,2.
Б. Исполнительные размеры матрицы для вырезки элементов контура 8+0 05 15 + 0,06 в 65x0.4 не изменяющиеся при
а)
б) в)
Примечание. Пуансон для вырезки элементов контура пригоняется по матрице с визором г«-0.0&
Г Исполнительные размеры пуансонов для пробивки отверстий (черт. 16), уменьшающиеся при >г<носе штампа, определить по формуле (14):
L„ «(£и 4 /7)_й— (6 + 0,08) о.о.8 - 6,08. о.шв
Прнмечпнпе. Отверстия в матрицах пригоняются по пуансону с те тором т—0.05 (табл 10)
1st 0.03
giljOZi
Черт. 17
пб OB-^ofg
Черт. 16
Д В случае применения профильной шлифовки пуансона для вырезки элементов контура и дораГхмки матрицы по пуансону (черт. 17). рассчитываются размеры пуансона.
Исполнительные размеры пуансона для вырезки уменьшающиеся при износе штампа, определить по формуле (13):
а) £„-(£,,4 /7-I-г —8')+'’ = ( 18+0,18+0,05—0,035) ^•°»5= 18,195+®®»;
б) £„ — <£„ + И + г - £')+В = (25+0.20 Ь0.05—0,045)+0^8 « 25,205+°-м8.
Е. Исполнительные размеры пуансона для вырезки Цементов контура 8О_о,м и 60_оЛ , увеличивающиеся при износе штампа, определить но формуле (16):
а) £„ -= (£„ - П — = + «')_й- -= (80---0,6-0,05+0,17)_о.|7 = 79.52_0.и,-
б) £„ -= (£„ — П - z4- 8')_г = (60—0,3-0,03+0.08) о.от = 59.73 -о.м.
Ж Исполнительные размеры пуансона для вырезки элементов ктгура 8+0.05; 15* х().С6. iy. изменяющиеся при износе штампа, определить по формуле (24),т. е. аиало1нчн<> указанному в поди. В.
13.0.7. Ниже дан пример расчета исполнительных размеров ш*тлых матриц и нуан сонов (при раздельном их изготовлении) для штамповки шапб (мер*. 18). Прнп»с: -ич взнос принимается по гзбл. 12, допуски на изготовление — но таб^ И ji KjnpiJ- пи табл 10 Определяем по формулам (15) н (15,а) размеры матрниьш«™у7.исоик для нырезки контура (черт 19)
элементов контура IB"*"0-21 и 25+ю-®8,
“' - 39 75+с м’-
£и PM«=(4U —
Pz0/l«
etfSJS'Wi?
щення К
Ю-25”
Черт 18
iipjftrmtK
Ijmi работе бс5р л*
Определяем по формулам (14) и (14,а) ггня (черт. 20)
размеры пуансона и матрицы для пробивки иг-
£11 в (20 4- 0,20) -«лк = 20,2-о.оы:
Lu — D„ = (20.2 + 0.21)*ииа — 20.41+00» z z V- О, О - % -- ,
Чер 21>
14 МАТРИЦЫ
14. I. Выбор габаритов матриц, расположение крепежных отверстий
14 1.1 Соотношение между размерами основных конструктивных элементов и габаритами матриц (черт. 21) рекомендуется принн мать по табл. 14
Г а б л и и а 1-1
Нанмснлванпя конструктивных элементов мдгрещ Обозначения Рекомендуемые размеры. л/.«
Толщина (наименьшая) н 1 + Ъ .... /'
Расстояние между краем матрицы и рлбичпм отверстием (наименьшее) В| Bt ЯГ Н
Диаметр (нанменыннП) и Количество отверсса,'' ЦП" mitciM d d «= 65 прн L X В до S0 > 60 </ = 8.Б при LY В свыше 80xG0 до 120x100 d — 10,5 при L X В свыше 120х 100 до 170X140 1 отв.
d - 12.5 при L х В свыше 170Х 140 до 300x200 й о и.
d «к 16,5 прн L X В свыше 300 x 200 до 600 X 300 8 отв
Ддтшчр отверстий под штифты rf. rf, а -(1—2)
Рагстпянис между отверстиями вдми* •• под штифт (it.iiiMcitbiiiee) д. Л, es0.«rf4- о t 1
Расстояние от края матрицы до центр* крепежного отверстии (нли-Меиыдсе) /?—л 8 « i.2d при a 8,s —» I.4J пр», d • * 1 i j ♦
Тодяпни стенки между рабочими отверстиями (наименьшая) Si •• 2s. нс ье ие»^. IS ж-м периала) t -•
Значение К принимать в зависимости от величины п,—временного сопротивления штампуемого материала
5в Ktc/MM* К
ВО 1.3
40 1.0
25 0.8
12 0.6
Расчетную толщину матрицы Н округлятьдо ближайшего большего значения по следующему ряду размеров толщин 10; 16 20 25; 30; 35; 10 мм
Размеры I и b — по табл 15.
Черт 21
14. I 2 В табл 15 приведены рекомендуемые наибольшие размеры рабочего контура матрице зависимости от габаритных размеров матриц по МН 901—60 и МН 902—60.
Т а бл и ца 15 мм
Габаритные размеры прячо-уюльвых матриц L >.H а Наибольшие размеры рабочего контура Дплыстры круглых млтрпц D 11аибольшне диаметры рабочего отверстия матриц а
1 ъ
60x50 28 20 60 20
80x60 40 30
100X60 50 22 80 35
100X80 «0
12^x80 70 100 50
120X100 50
140x80 ВО 30 120 70
I40X lOO^^z- 50
140X120 70 140 85
170X100 по • 60
-— 60 160 105
170Х 140 I . 80
Продолжение
— Габаритные размеры прямоугольных матриц L'X.B Наибольшие размеры рабочего контура 1 1 1> Диаметры круглых матриц 1) Наибольшие диаметры рабочего отверстия матриц rf
200-120 1.10 60 160 115
адох но ВО
200X170 100 200 130
250X140 ISO 80
250X170 100 220 150
300x170 220 90
300x20» Hi) 250 180
14.2. Профиль рабочего отверстия матриц
14. 2. 1. Профиль рабочего отверстия матриц для вырезного и пробивного штампа следует выбирать согласно рекомендациям, приведенным в табл. 16
Т а б л и цп 16
Типы профилей отиерстпй матриц
Эскизы
Применение
1
Г. цилиндрическим проипльпым ОКП»^
Для пробивки отиерстий SIMMCTpON до Я .нле, а также для вырезки простых контуров, в которых отсутству ют конголъио расположенные элементы. ослабляющие сечение матриц. Цилиндрическое провальное окно делается с целью упрощенна п.н отовлеиня штампа. Применят при мелкосерийном производстве
II
С коническим про-валкими окном при
Для матриц, в которых пмеютгп консольно расположенные элементы, ослабляющие сечение и исключаю шис возможность применения цилиндрического провального окна. Применить При ЫСЛКОССРНННПМ прг»И 1ВОДСТВ-.-
III
< увеличен ной » о-гпй Д| рабочего кони-Ч1Ч-КО1 о отверстия пли конусом по всей высоте
Для матриц повышенной стойкоеги при пеболыипх габаритах деталей и точности не выше 4 го класса* прен-- -vine* Tueiiiio для тег алей, имеющих •pUf.'iv 1ел» вращения, uiu при примечи । ^станпнх матриц
сквозным окном
Qi-з уклона
Для м |тр«н| г 'бра.иьм пы l киванием пс ~><. прссмуш- -тисни*- и штамп.-
Примечание При пробивке нескольких ближе раоиолож-игных О1а*-р«.тп|> каетец применение матриц типа II с коипчсчким чрональшлм окном -шам-ырим Tv В матрицах тина IV дли штампов совмещенного лейстпя д»нукил« нм upon е>-по размерам выталкивателя. оставляй поясок высотой h по тбл 17
nryilt*
14. 2. 2. Элементы профили рабочего отверстия матриц и зависимости от толщины штампуемого материала выбираются по табл. 17.
Таблица 17
То.! шина млтерпялл S, ж.и 3 а Кипусопеть рабочего отперстни Высота иияскл /1 и зависимости иг т<1Л1Ш1иы матрицы //. мм
До 2Л Си. 20
Цо 0.5 п 0"10' 1 : 206 6
Си. 0,5 . 1.0 045' 0 20' 1 ню 6 8
. 1.0 . 2,5
. 2.5 . 1.0 3° 0’30' 1 : 50 R 10
. 4,(1 . 5.0 0’45' 1 : ЗН
. S.Q . 10 1 1 : ;ю 15
Примечания:
1. Дл* иекадспых матриц п 15'
2. Допу кается при -v I >i.« ц»0; при х> 1 мм и— 0’30",
3. Конусность рабочего отверстия yiaiann для случая обработки коническими развертками.
14.2.3. Высота рабочего конического отверстия (7/|).в матрицах типа 111 выбирается пр черт. 22 в зависимости от припуска на износ (77) (табл. 12) и угла и (табл. 17).
Примечание Сс-и пысот» яитрипы Н (//i+5) им. то vruj « нышминть по всей высоте матрицы iLr*»_______________________________________________________________
14 2 4 В матрицах типов I и II. а также со сложной формой рабочего отверстия, вин* сываечон в окружность диаметром 10 iuu. провальную часть рабочею отверстия необходимо выполнить круглой формы с размером, большим режущей части на 0,5—1.5 «.и па сторону (черт. 23). В остальных случаях провальную часть следует делать но форме рабочего отверстия с развалом на 0.5—1.0 .н.и на сторону (черт 24).
Черт. 23
14 2 5 При наличии в рабочем отверстии матрицы острых пли прямых углов провальную чисть следует выполнять скругленной (черт 25) *.
Черт 23
13. СОСТАВИМ» МАТРИЦЫ
15.0. 1. При сложной конфигурации штампуемых деталей, а также при их больших габаритах целесообразно применять штампы с составными матрицами.
15. 0. 2. Вырезные штампы с составными матрицами позволяют быстро заменять отдельные секции по мере их износа, при этом увеличивается стойкость штампов п уменьшается себестоимость штампуемых деталей.
15 0 3 В зависимости or конфигурации штампуемых деталей матрицы выполняются, а) секционными;
б) сборными с вкладышами;
и) комбинированными.
15.0.4. Секционные матрицы составляются из двух или более секций, образующих контур рабочего окна
Примеры применения секционных матриц приведены в табл 1К
* Рекомсилжыя отпоенгсп также к конструированию стл-минком
Таблица 18
Эскизы секционных матриц
Применение
При рабочих окнах с £>200 лм с прямыми, острыми и тупыми углами или с закруглениями и углах
При рабочих окнах с ри «мерами 6<2 лл и />*д~£
При сложной конфигурация штампуемых деталей и наличии труднодоступных мест тли обработки матриц и цельном ните
/Расчеканить
При 11310|оилсп111| пуянсоп-матрии. имеилиих труднодоступные -1.1Я обработки Месы рабочею Koutyp.i
С; 3'3 1'1 >3[]
I
Примечания
I. Установке секций матрицы а пекллгнхю обойму следует производить по пнгялкс /'
2 К л ж «ан ГГЫН1И примоуголыюй матрицы фиксируется инумя ihiih|>i«mii. а круглой лпшм.
15.0.5. Сбор»'"’” матрица состоит из некалепой обоими или корпуса основной части матрицы н одного пли более каленых вкладышей.
Примеры исполнения сборных матриц приведены к табл. 19
Эскизы сборных матриц
Таблице 19 —----------------"Л
Применение
При наличии выступив я рабочем окне
При наличии отверстий диаметром ио 5 леи и матрицах с /->200 лик (Для обеспечения точности меж кевых расстоянии матрицу след ет делать разрезной)
11рн наличии рабочих Контурол
с у асткамн b<2 ям и /< -g L.
II л наличии рабочего участка Ь<2 н l>-ib. тру.тнолосгу иного для обработки, матрицу рекомендуется проектировать ; местным вкладышем
При наличии нескольких одинаковых по к нфигурацян рабочих отверстий
При i II больше го числа одинаковых но конфигурации рабочих отв«’Ргтнй. расть'ложсиныь по краям детали
Примечания
I. Установка вкладышей производятся; и иекмленую обойм —п4 шилдке в пату ю митр.-iw— и» посадке П
2 Вкладыши круглой формы предпочтитетьно цы полнить с буртиком- допускается кр очи'*е at <ъ_ .. а
15.0.6 Комбинированная матрица состоит из двух или более секций, в которые запрессовывается один или более вкладышей, в совокупности образующих контур рабочего окна. Эту конструкцию рекомендуется применять в случае необходимости сочетания секционных матриц со сборными. Конструкция комбинированной матрицы, состоящей из 8 секции, пред ставлена ня черт. 26
15. 0. 7. Ли 'чн стыков в составных и комбинировинных матрицах устанавливаются с учетом Следующих требований:
а) облегчении обработки рабочего окна*
6) возможности, одновременной обработки нескольких секций.
Количество секций определяется конфигу pantun штампуемой детали На черт. 27 приведены примеры простых конструкций секционных матриц.
Диухсекииокнан мюрина
Черт 27
Трехсекнноииая Maipuiui
15.0 н Линия стыка секций должна проходить через центр дуги, соецшяющей иве стороны рабочего окна (черт. 28).
15.0 9. При сопряжении дуги с прямыми участками рабочего окна линию стыка секций следует располагать, как показано на черт 29
Черт. 28
15. 1.0. -Соединение секций составной матрицы должно исключать возможность их сме тения в продольном и поперечном направлениях, это достигается путем:
а) соединения п замок
б) презкой в обойму или плнту:
в) креплением каждой секции пиитами и штифтами.
Г5 I I. Для сседннеиня секций .матрицы при усилиях штамповки до 20 тс рекоменду ется конструкция Z-образного замка (черт. 30)
Черт 3d
секций патрицы
15. I 2 Для .соединения секций матрицы при усилии штнмиовкн более 20 те рекомендуется конструкция П-образного замка (черт 31)
1.т. 1 3 При наличии замка врезка секций ti обойму должна осуществляться но сторонам, перпендикулярным площадке замка (черт 32)
Черт. 32
15. 1.4 Глубина врезки матрицы н обойму принимается раиной <>.т* 0.7 высоты м «трины терт. 32).
15 1 5. При длине наибольшей стороны секционной матрицы свыше 300 лл в качестве обоймы рекомендуется применять плиты с приваренными сворными планками (черт 33)
Ч рт тз
[|(П РЕЖУШН1 И ФЛЛНЦ.ОВОЧНЫ1 СЕКЦИИ
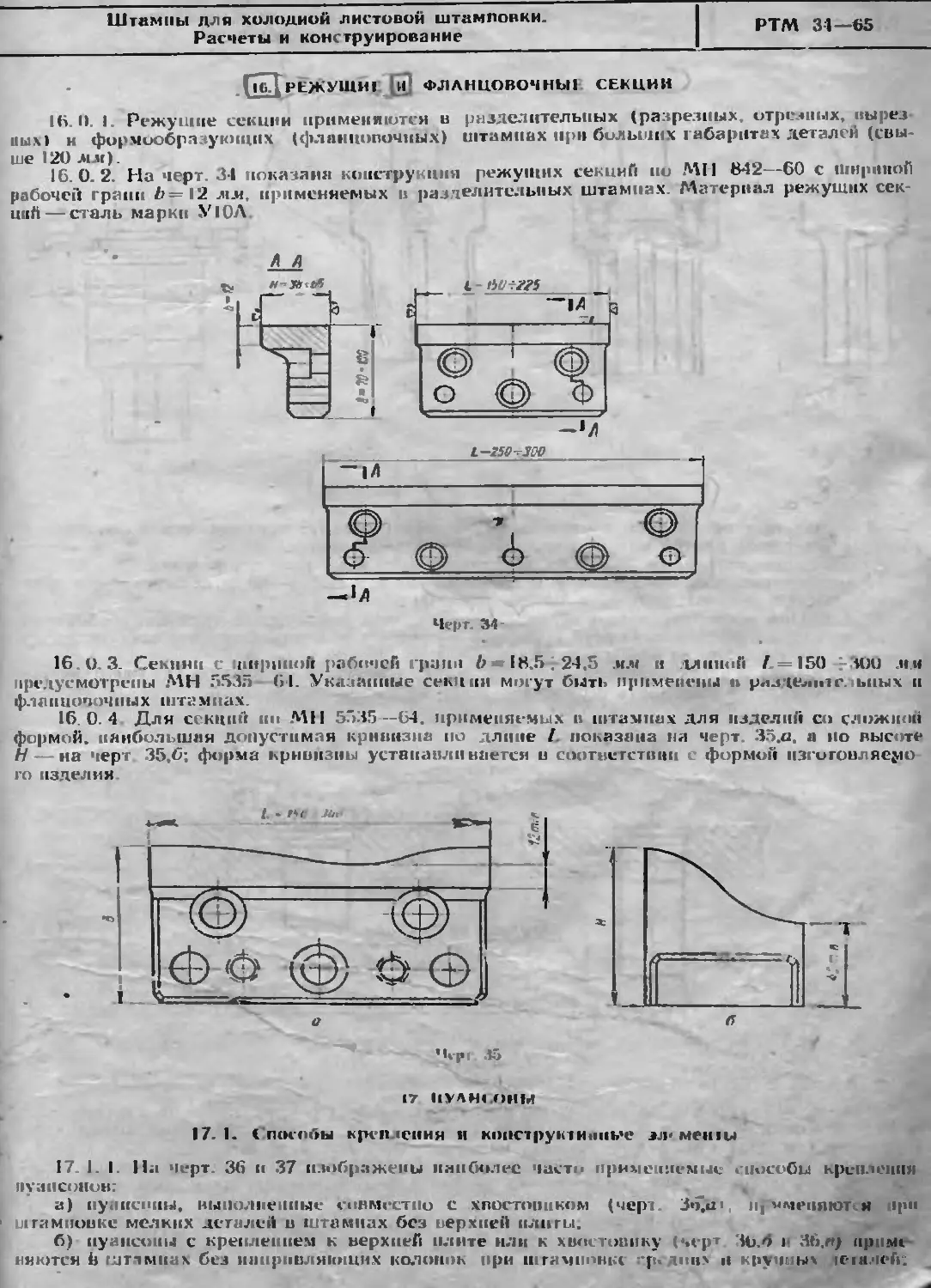
16 I». I. Режущие секции применяются в разделительных (разрезных, отрезных, вырез пых) и формообразующих (фланцовочны.х) штампах при больших габаритах деталей (свыше 120 лиг).
16.0.2. На черт. 3-1 показана конструкция режущих секций но МН 842 -60 с Шириной рабочей грани Ь = 12 лич, применяемых в разделительных штампах. Материал режущих секций— сталь марки У ЮЛ
Черт. 34
16 0.3. Секции с iiifpiiiioit рабочей грани b 18.5 24,5 и.« и длиной I =150 500 .ни
предусмотрены МН 5535 61. Укачанные секции могут быть применены в разделите, иных и флаииопочпых штампах.
16.0.4 Для секций ни МН 5335—64. применяемых и штампах Для изделий со сложной формой, наибольшая допустимая кривизна по длине I показана на черт З5.а. а но высоте Н — на черт 35.6; форма кривизны устанавливается в соответствии с формой изготовляемо го изделия
17 ПУАНСОНЫ
17.1. Способы креп leiiHH и конструктивные ы>мешы
17. 1. I. Па черт. 36 и 37 изображены наиболее части применяемые способы крепления пуансонов:
а) пулисииы, выполненные совместно с хпостопнком (черт Зо/m ii|j «меняют я ipu штамповке мелких деталей в штампах без верхней плиты.
б) пуансоны с креплением к верхней плите или к хвостовику (черт ЗиЛ i Зб.л; нрпмг вяются й штампах без luiiipntMiHioiUHX колонок при штамповке гр« днях и крупных eia.-iefr.
Черт 36
в) пуансоны с креплением в ттуаисонодержателе (черт. 37) применяются, и основном, в штампах с верхней влитой или при наличии нескольких пуансонов;
i) пуансоны диаметром до 10 лт.ч крепятся только н пуанегшодержателях.
Пуаттсонодержателтт предусмотрены МН 893—60 и МН 894—60. а державки для пуансонов— МН 828—62; МН 829—62 и МН 832-60—МН 834-60.
17.1.2. При конструировании пуансонов необходимо соблюдать следующие требования:
а) во избежание смешения осей пуансоны с простым рабочим контуром следует делать с одинаковым сечением но всей длине;
б) посадочную часть пуансона (черт. 38 и 39) выполнять по посадке Г ib отдельных случаях допускается выполнять.но посадке Пл);
Черт. 38
в) посадку ттунисишш. за исключением круглых, следует псу тестил ять по системе вала за счет пригонки отверстия и пуаисоиодсржагеле. Затыльную часть пуансонов выполнять с буртиками (см. черт. 38). иод расчеканку или расклепку (см. черт. 39).
Не рекомендуется применять расклепку при штамповке материалов толщиной более 4 jujh, тик как иод действием усилия съема не исключено вырывание пуансонов из нуансо-штдержа геля.
17. 1.3. При применении расклепки следует предусматривать припуск но табл. 20. учитываемой при определении поминальной длины пуансона.
Черт. 39
Таблица 20
S0’
мл
Ъ'Х.Ъ Припуск на расклепку, а
При Л гл 1 при Л = 1.5 1 при Л 2
2x2 1.7 — . —
3X3 1.2 — —
4x4 0.9 — —
5x5 — 1.1 2.5
6x6 — 1.2 2.0
Примечав i е. Пуансоны размерим более 6X6 ли. как правило, расчскаипвакися
17.1.4. Для пуансонов со сложным рабоч нм контуром следует предусматрниаи. посадочную часть простой формы. При этом наибольшие размеры посадочной части должны сои падать с габаршными размерами рабо iero* контура. Увеличение размеров посадочной части допуска? я в случае необходимости повышен ия прочности пуансона.
17 1.5. Пуансоны, рабочий контур которых вписывается в окружность диаметр» м 0^10 л.и, должны проектироваться с круглой посадочной частью. Радиус г перехода от основания к рабочему контуру следует принимать от 1 до 1 лом, причем для малых величии Ь радиус г брать наименьший (черт. 40).
17. 1 6. С увеличением длины прочность пуансонов уменьшается, поэтому следует стремиться к максимальному их укорочению. Уменьшение длины рабо» ей части ну пеона может
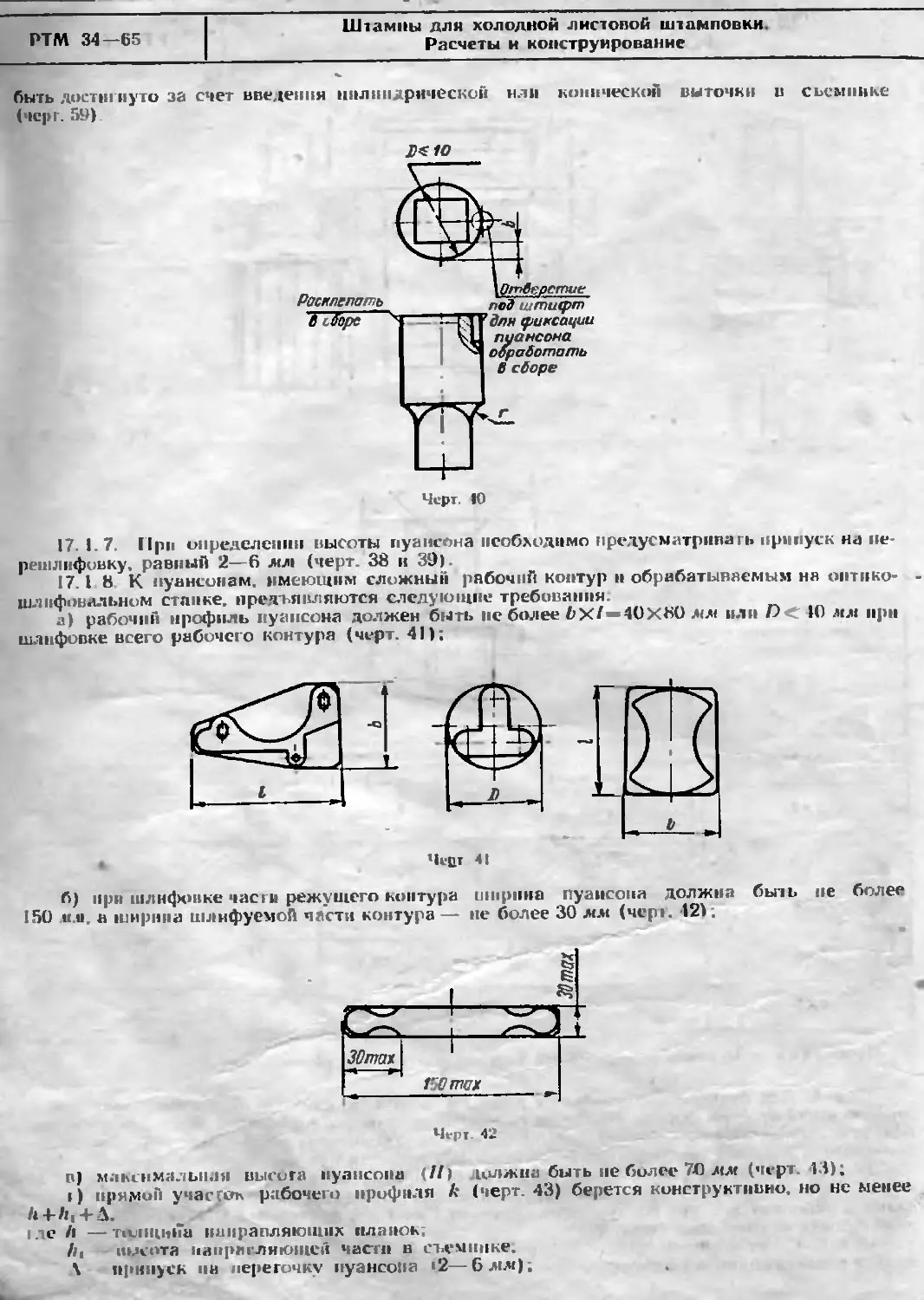
быть достигнуто за счет введения цилиндрической или конической выточки в съемнике (черт. 59)
17.1.7. При определении высоты пуансона необходимо предусматривать припуск на не-решлнфовку, равный 2—6 лип (черт. 38 и 39)
17. I 8 К пуансонам, имеющим сложный рабочий контур н обрабатываемым на онтпко-шлнфовальном станке, предъявляются следующие требования
а) рабочий профиль пуансона должен быть не более бX/—40X80 лом или D 10 ш при шлифовке всего рабочего контура (черт. 41);
Чецт 41
б) при шлифовке части режущего контура
150 ж.я. а ширина шлифуемой части контура —
ширина пуансона должна быть не более 30 мм (чарт. 12) .
не более
п) м.ткенмальили высота пуансона (//) должна быть не более 7-0 мм (черт 13);
i) прямой участок рабочего профиля k (черт. 43) берется конструктивно, но не менее Л 4- Л । + А.
I. е Л —толщина направляющих планок
I/, иысота наиригляющеГт части в съемнике.
\ припуск ни переточку пуансона «2—6 мм);
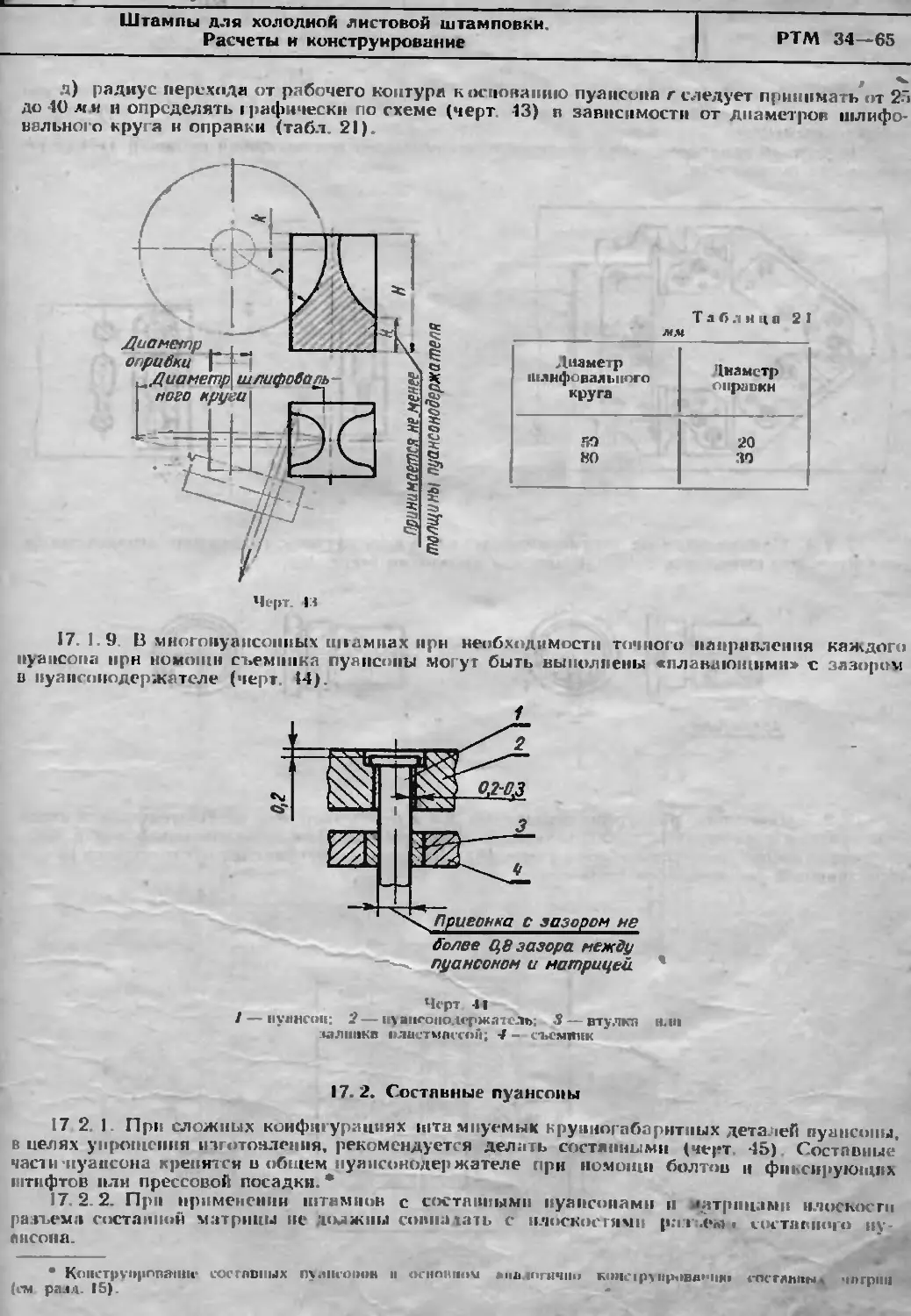
д) радиус перехода от рабочего контура к псиона пню пуапсоня г следует принимать от 25 до-10 мм н определять графически по схеме (черт 13) в зависимости от диаметров шлифовальною круга н оправки (табт 21)
Диаметр шлифовального круга
59 КО
Iа Л л и ц о 2 1 мм
Чнамстр оправки
20 "Ю
17 1.9 В многоиуаксонных штампах при необходимости точного направления каждого пуансона ирн помощи съемника пуансоны могут быть выполнены «плавающими» с зазором в иуаисоиодержателе (черт. 44)
Приеонка с зазором не более 0,8 зазора между пуансоном и матрицей *
Черт -I I
I — пуансон: 2—ну ансопо.держатель; 3 — втулки или заливка нлистмлсслй; 7 - съемник
17.2. Составные пуансоны
17 2 I При сложных конфигурациях штампуемых крупногабаритных дета iefi пуансоны, в целях упрощения изготовления, рекомендуется делать составными (черт 45) Составные част и пуансона крепятся в общем 1уаисонодер жителе при помощи болтов н фиксирующих штифтов пли прессовой посадки *
17 2 2. При применении штампов с составными пуансонами и «ятрпцамп плоскости разъема составной матрицы не должны совпадать с плоское гимн раз .ем < составного ну ппсона
* KoilCT|>VII|irWtllill* СОСТАВНЫХ nyallCOIMIB II OCIininiHU ан11ЛПГ11Ч1|1> KIHICipy 11р<1Вв>,11Х1 соеглпны, •inrpilll (см разд. 15).
17.2.3. При сложной конфшypauuii штампуемой детали н невозможности изготовления одного пуансона для вырезки всего контура необходимо расчленить сложный контур на не сколько элементов.
На черт. 46 приведена схема последилительной вырезки н пробники сложной детали несколькими пуансонами.
Черт. 45
Черт 4fi
17.2 4. При наличии на штампуемой детали узких канавок (например, шпоночных пазов) пуансоны выполнять с вкладышем или цельными (черт. 47).
Черт. 47
17 2.5 Пуансоны размером свыше 100 рекомендуется выполнять с наконечниками мечнике пуансона желается выборка (черт. 48) струкционнон термообработаиной стали.
Л.Ч, в целях экономии инструментальной стали
Для уменьшении площади шлифовки в нако-Верхняя часть пуансона ii3i отопляется нз кои
Черт IH
17.3. Пуансоны для пробивки отверстий малых диаметров
17 3. 1 Для пробивки отверстий малых uia метров в тол стол истовых материалах (</ $) рекомендуется применять пуансоны имеющие спенняльпые втулки для не 1рерывпого на ti| твлепня (черт. 49). Зазор между пуансоном и отверстием но втулках следует принимать (J.01-j-О l)2)d где d днямегр пуансона.
//avvzv paSuvf.o^nSa
Черт 50
17 3.2. На черт 50 приведены основные размеры направляющих элементов для пуансонов диаметром 2; 2.1—3; 3.1 -4 и 4,1 5 л.«, а на черт 51—исполнительные раз-
меры направляющей втулки для пуансона диаметром rf=l,5—2 .нл1.
'фб остальное
Предельные отклонения размеров, по ограниченных допусками. — но Л-, и й
Черт 51
17. 3 3. На черт 52 приведена конструкция направляющих элементов для uiyx близко расположенных пуансонов
Черт 52
17 3 4. Пр-вбнвка отверстий производится с прижимом материала усилием ие менее веп чины усилия съема. Типовая конструкции штампа приведена на чер г. 53,п. Зазоры меж iy матрицей и пуансоном принимаются по табл 10
Штампы для холодной листовой штамповки. Расчеты и конструирование
17.3.5. Если К -^<2, то могут быть применены цельные направляющие и гул к и взамен ihihihihjihioiiiiix элементов по черт. 50 н 51. Конструкция штампа с цельной направляющей втулкой приведена на черт. 53,6.
17.4. Пуансоны для вырегкн неметаллических материалов
17. -1.1. Для вырезки деталей из псмсгаллическпх материалов (кожи, резины, бумаги. IffipToiui н т. п.) рекомендуется применять трубчатые пуансоны (черт. 5-1).
Черт. 54.а — для вырезки отверстия;
Черт. 5-1.6—для вырезки контура;
Черт. 54,в— для вырезки наружного пли внутреннего контура деталей из тонкого мате риала, если смятием можно пренебречь
17.4.2. Значение угла и рекомендуется принимать но табл 22.
Таблица 22
Нвиыгионпиие ш |аыиу«%юги материала
Эбоши в nai-pcTOM состоянии Бумага, пробка. кожа, резина Фибра. текс юлит
в —12 iB-IfT.
45
17.4 3 Типовая конструкция штампа для вырезки контура деталей из неметаллических' материалов представлена на черт Б5. а для вырезки контура н пробивки отверстия—из черт. 5Г>.
Во избежание преждевременного затупления пуансона Нод цпампуемын материал еле-сует подкладывать плиту из дерева твердой породы.
Черт. 5П
in съемники
IN. I. Типы съемников
IN. I. I. Оснонныс iiihij съемпнкпн для вырезных штампом ||||инедепы в табл. 23.
Г а б л и и п 21
Типы съемников
Пскилы
Г1|111Меищ|Ие
Неи» 111ИЖ-ныП закрытый MU .mjo—Ml
П штампах зля лент и полос
Продолжение
Эскизы
Применение
Непгдвнжный открытый
Типы съемников
Неподвижный. скобсюб-рл.тйыЛ
То же. Олновре-MCiiii служит фиксатором по внутреннему ксш-
В низинах тля штучных заготовок
ПОДВИЖНЫ II соприкасающийся с пружинами или (ИМИ НОЙ МН «95-60 МП В97-Ы)
Подвижный шыннчрмче-скнН CTvneii-
В штампах совмещенного «Яс । -пня или с верхним прижимом
я съема полых «талей прн пробивке отверстий в донышке
18. 2. Зазоры между съемником и пуансоном
18. 2. 1. В зависимости от конструкции штампа размеров пуансонов п толщины штампуемого материала съемники вырезных штампов могут примени!вся
t а) для съема отходов полосы с пуансонов;
б) для точного направления пуансонов.
При мечи пне. Заготовки для съемников предусмотрены МП 680-60 МН 8У5-60—МН 897-би
18. 2. 2. -Если съемник применяется только для снятия отходов полосы с пуансонов, то зазор между пуансоном н отверстием и съемнике должен быть таким, чтобы не происходило затишна пня мшерпяла но i действием сил гргппя /’гр при съеме (черт. 57)
18.2.3. Съемник пригоняется но пуансону с зазором ?| не бпдес величин, указанных в табл. 21
Таблиц а 24 мл
1 Марка материала Млкспмлл|.11ыЛ зал>р,
Толщина материала
0.1 0,2 п.35 0.6 0.8 1.2 1.5 2 2.5 J 1
Медь мягкая MI. М2. М3. \л!ом||1111ены1> енл.тп АМцА- М 0.01 0,08 0.15 0.20 0.3 0.4 0.5 0.6 0.8 1 1.3 1.7
Лагун» Л62 .168 липкая аог» o.l 0.18 0.25 0,4 0.6 0.6 о.» 1.0 _ 1.3 1.6 22 1
Л.1гуш. ЛС. 59-J мя! кам о,№ 0.12 0.2 0,3 0.3 or, г 0.7 <».О и 1.7
С1яль марок 10 и 41Ь - O.ift) П.!« 0.3 U.4 0.7 0.8 |.п~ 1.3 1.7 2.2 2,6 3.5
Дторалюминнп Л1Л Т 0.10 0.20 0.35 0.5 0.8 1.0 1.2 1.5 Л I.U 2.4 2.9 •’.У
Aai»MiiiiHeuuM силан ЛМнА-П 0.11 (Г.3 0.5 0.7 1.1 1.4 1.7 2,1 2.9 3,6 1.3 .5.6
II р и ы «ч ! и е. Сл1|0гт<>|Ы11(|1!11 I.»4ip-~ш-ж.чу отпер.тцсы съемника и пуансоном нс д<ыжен быть белее 5 пирены нс|м щ- -га (чин 5).
18 2 4 Точное направление пуансона n съемнике необходимо для обе печения равномерного зазора между матрицей н пуансоном. Зазор z2 между ну неоном и отверстием в съемнике п этом случае должен быть не более зазора z между пуансоном н матрицей. Рекомендуемая величина двухстороннего зазора а2 (черт. 58) принимается по табл. 10 с коэффн iuicihiim нс более 0.8 (z2 = 0,8z).
18.2.5. Точное направление пуансона в съемнике может быть рекомендовано
а) в штампах без направляющих колонок;
б) в much онуннсонных штампах с различными размерами пуансонов;
в) в штампах с малыми размерами пуансонов, если невозможно обеспечить необходимую прочность только за счет усиления самого пуансона;
г) при вырезке в штампе с верхним прижимом заготовок из металлических тонколистовых (з<0.5 лип) и неметаллических материалов.
18.3. Неподвижные съемники
18 3 1. Вырез для захода полосы в неподвижных съемниках производится согласно черт. 59. Место выреза выбирается в зависимости от направления подачи полосы. На этом же чертеже показана рассверловка съемников для ступенчатых пуансонов.
Черт. 59
18.4 Съемники для штампов совмещенного действия и с верхним прижимом
18. 4 1 В штампах совмещенного действия (черт Ь0) и в штампах г верхним i рижемом (черт. 61) максимальный зазор между съемником и пуансон матрицей принимается .то табл 24 Максимальный зазор za между матрицей и выталкивателем, а так • ж ту вытат кпвателем и пу шеонамв принимается по та Сип. 10 с коэффнии нтом i'h, о ru i.t % в писпмостн or требуемой точности н.тпр.тления нузнс нов
4epi. 60
съемник; 2 — пуаксин-митрнцп; 3 — матрица; 4 вытнлкппатель; 5 — rivaiicon
v/ 18.4 2. Высота усгу па прижима h в я.« в штампах с верхним прижимом (черт. 61) он* ргделяется но формуле
h = H s 0.05.
(25)
i.ie //—толщина направляющих планок, мм (табл. 271; 5 —толщина штампуемо! о материала мм
MH 636-60
“U
Черт 61
18 .4 3 Размеры отверстий в нижней плите и съемнике под специальные винты но ЧН 862—60 или МН 863—sbO указаны на черт. 62 и в табл. 25
18. 4.4. Глубина Я( в мм отверстия диаметром f> в нижней плите под головку специального винта определяется но формуле
//,=
' (26)
где Н —высота головки специальных винтов в лл но МП 8( 2 Г>0 пли МП 863 60; h — хол съемника, ля;
Ла— гарантийный зазор не менее 10 лл.
18. I 5 Длина I в .«.к специальных винтив определяется ш> формуле
те Нвр высота сжатой пружины или резишгвон прокладки, jmji;
Л, 0.5rf.
мм Т .1 Л а и ц а 23
Диаметры вннгов Диаметры отверстии Пид пин гы
// rf. rf« D
Ml 6 6.5 10
Мб 8 6.5 13
,М8 10 10.5 16
М10 12 11 20
MI2 11 1 22
MI4 16 17 21
MI6 16 _ 10 *л
Полученная длина L округляется до ближайшего большего значения ио МН 862 60 ii.ni МН 863-60
18 -1 6 Расчет высоты Н в лд сжатой пружины приведен в разд 70. а резиновой прокладки в разд 73
ТО. 11ЛПРАНЛЯЮ1Ц111 ПЛАНКИ
19 0 1 Расстояние между направляющи мн плавками Bt в лл (черт. 63) определяется но формуле
If, ~ (Н | ?.). (28)
тде В —ширина полосы, мл. определяется но формуле (5).
гл — зазор, я я (табл. 26).
Допуск на расстояние между направляющими планками В, назначается по .!<
II р я ч е ч п и и с. Загогоикн идирдвлиюших планок предусмотрены MU 900— 60.
'ь т
Черт <» мл Тлб 1 н па 26
Толщи на материала, л
1.11 0,5 То 1 См. 1 .-то 2 Св 2 до 3 Св 3 до 6 Св Б i<> 10
Злзчр. тэ*
50 0.50 0 75 1.0 1.0 1.5
Св 50 л<> ИХ 0.75 0.80 1.0 1.2 1 5
. ИЮ . ISU 1.0(» 1.00 1.2 1.4 2.0
. 150 . 200 1.00 1.20 • 1.4 . 1.6 20
. 200 . 300 1.20 1.40 1.5 * 2.0 W- —
• При прнменгнн । ленточного материала мл < полос paipejauiiux на многодисковых ножницах, указанные • гоблине зазоры уменьшить вдвое
19. О 2. Для штампов с шаговыми ножами (черт 6-4 а) расстояние между направляющими планками со стороны вхота полосы lit определяется но формуле (28)
Со стороны выхода полосы расстояние между направляющими планками В* принимается ранным расстоянию между шаговыми ножами.
Примечание. Допускается увеличить со стороны выхода поллсы расстояние между папраиллюшнми планками (для компенсации уширення полосы).
Черт. LI
/ — съемник. 2— пуансон; .9— упор ножевой. 4 — нож шаговый; 5—планка напрнвлпющая; б .-упор неподвижный
19 .0.3. Высота неиодинжного упора h и толщина направляющих ил.тиок И (черт. 64, а. б) выбираются в зависимое! н от толщины материала, наличия штифтового или ножевого упора и длины матрицы по табл. 27
-« w Т а б л и ц а 27
Гол ши пл митгрналг я Высота неполон ж-него упора Л Толщина направляющих планок Н
при но ифтоиом упоре и при ял ине матрицы, L. при ножевом или авгочахическом у II..р«
До 200 Со. 200
До 1 2 6 10 3
Си. 1 ло 2 3
.2.3 10 15 С
.3.4 4
.4.6 6 15 ао
. В . в 8 *20 23
. Я 10 25
19 0 4 Дл’| штамповки деталей из тонких материалов рекомендуется делать удлинен ные направляющие планки, снабженные устройством для прижима полосы (черт 65).
А-А
Черт. 65
/—съемник; 2 — иапраиляющая планкя; .? — niaipiin:i: 4— планка пая прижима пологи. Я— появнжнап глинка: б —лоток: 7 - направляющим iimhiks (удлиненная);
А -опора подвижной шапки
2П УПОРЫ
20 0 1. Упоры предназначены для ограничения подвчн полосы Основные типы упоров приведены в табл. 28
Таблице 28
Типы упоров
Эскизы
Применение
Постоянный грибковы II МН 850 —60
Тля штампов с исподпнжпым съемником и иоследонатель-иосо действия г при ручной 1IO-!ичс материала
Постоянный крючкообразный МН 851—60
УтоплющнВ со стерж нем
НН 853-БО
То же, ио в случае, когда посадочную часть упора требуется отдалить от рсЖУ-жеЛ кромки матрицы
Лям И1тамп<<1|! сонме тонного дс (юг она
Продолжение
Типы унории Эскизы Применение
Утоп.т>о|1111|1 с пружиной или с резиновой прокладкой
|||-1Н11ЖНЫ11 и ружкинып в олнрлтного действия
МН 856 60
< винтовой пружиной
Для штампов COBMCIIICHHOI о действии
Г нластннчнтий пружиной
В пы резных ипамнах с не подвижным с ьемннком при вырезке узкнл деталей (от 6 ло 20 жж) толщиной не менее 08 мм
Временный
Щтифт
/ ГОСТ 348-60
lowr 3‘ f.0
Г. пружиной МП 848—60
Без пружины
Для штанной последовательного денсгвня при установке полосы па первым переход
Продолжение
Типы упоров
Псреставноп [H-IVJIipyv-МЫ11
\п»<1маш ческип
l.iH штампов вырезных к ио-слсдопатслыю-го действия, для деталей малых и средних ра мерок, при тол-1 iiiniic материала не менее 0.5 мм Приводится в действие от ра бочего холл ползуна пресса
20 О. 2 Координаты .4 нА расположения постоянного упора при штамповке с ловителем определяются.
а) при расположении упора но черт. 66 ио формуле
Л = ® 4-«+ J +°->: <2а>
6) при расположении упори но черт. 67 — по формуле
Л,=^-+а 2 О.!. (29«)
Черт. 07
20. и. 3. Координаты Л n li расположения постоянного упора при штамповке без лови гелей определяются:
а) при расположении упора по черт GC —пи формуле •
Л =-2-+а + -^; (30)
б) при расположении упора по черт. 67 — но формуле
+О--ЗГ’ (31>
1дс D— диаметр пуансона, .цд;
d -диаметр упора, ил;
а—ширина перемычки в ленте между вырезаемыми деталями. лл.
21. ФИКСАТОРЫ
йк ЪЛ.Т> зависимости от конструъшго детален Кчерт. V». им
пне заготовок в штампах может осуществляться:
а) по наружному контуру деталей
по отверстиям детален
диапиром до 15 мл
диаметром свыше 15 до 30 ми
6
Черт. 6R
21.0 2 Величины зазоров для фиксаторов прпвеч'-ны в гябл 29
Таблица 29
мм
Толщина Зазоры (/АЛ.—в):
материала, s (D,—dC,) {О,—£)
Ло 1 0.05
Си. 10 ло 3.5 0,08
. 3.5 . S.0 0.10
. 5.0 . 100 0.12
22. ЛОННИ ЛИ
22 0 1 Лови ели применяются в штампах последовательного тенстпня для фиксирования полосы по ранее пробшым отверстиям.
22 0 2. Диаметр ловителя D в иле определяется по формуле
D = d — za, (32)
где d —диаметр пробивного пуансона мн;
—зазор между Ловителем н отверстием штампуемой детали, .иле (черт G9).
Черт. G9
22 0. 3. Допуск не диаметр ловителя D принимаете» по С’з. Значения зазора г, и высоты пояска h приведены в табл. 30
Т л б л и и п 30
мм
Толщина ы.|Те]шдяг|, S За юр, z, (DCn^rf) Высота ииясш, Л
Дв 1 '0.05 0.5
Св. 1 ли 1.5 0.08 1.0
. 1.5 . 2.0 1.5
. 2.0 . 3,5 20
. 3.5 . 5.0 0.10 3.0
. 5.0 . 7.0 0 12 5.0
. 7.0 . 10 70
Примечание Размеры ловителей нредусменфсим МП 843 GO i МН 841 ГО
22. О. 4. Для обеспечения заданного расположения отверстий относительно наружного контура н расстояния между отверстиями рскомен устея применять ловители также в штампах с шаговыми ножами Количество ловителей выбирается конструктивно. При сложных конфигурациях отверстий, поэлементной вырезке в многошаговых штампах, размерах отверстий меньше 1.5 или больше 50 ял. в полосе, в местах отхода, пробиваются технологические отверстия для ловителей (черт. 70)
Четать
23. НОЖИ ШАГОВЫГ. НОЖИ ДЛЯ РА.ТР13КИ ОТХОДОВ
23. 0. I. Шаговые ножи применяются, в основном, в штампах последовательного jteji-стгшя для обеспечения точной подачи полосы и повышения производительности.
23. 0. 2 Шаговые ножи рекомендуется применять:
а) к миогоперехидиых ни амиях;
б) при небольшом таге, когда нет возможности установить иискпяпиые или временные упоры;
в) при необходимости обрезки одной клн твух сторон полосы для получения детали.
23. 0. 3. В зависимости от конфигурации детали и точности подачи и штампе могут устанавливаться один или два ножа Если при одном ноже невозможно создать упор для ныреикн последней детали, рекомендуется применять два ножа.
23. 0. 4. Размеры шаговых ножей предусмотрены МН 839 60. Наиболее распространен пыс конструктивные фирмы шаговых ножей показаны из черт 7Г
форма а наиболее простая в изготовлении. Недостатком является образование «усиков* црн затуплении ножа;
ШогоВыи №
\Высгти)п Оля предотвращении образования „усика на ленте (полосе)
форма б Солее сложная: образование «усиков» исключено;
форма в позволяет уменьшить ширину полосы винду отсутствия специального припуска дли обрезки кромки шаговым ножом:
форма г также не требует тололиителыюго припуска для обрезки кромки шаговым ножом. применяется в штампах с большим шагом (свыше 30 мм)
23. 0 5 Схемы расположения шаговых ножей и пуансонов в зависимости от формы штампуемых легален а также расчетные формулы приведены н табл. 31.
Таблица
Прпдо. I меение
килы инаынуемых деталей
Схемы расположения шамвых ножей и iiyuiicviiou
Расчетные формулы
фО<?
tP==(2(Z.ll Ь *0+0.21 ±0.1
Г-(Л.1 + <»)± J 11|>11 иримстк-кви лопи
Я = I 0.1)_и<и Прн отсутствии лоин-г* лей:
А
Условные о б о з и а ч е и и н:
L р—расстояние меж ту режущими кромками отверстий в матрице под пуансон и iiunoni.iii кож (или между осями отверстий в матрице под вырезные пуансоны и режущей кромкой отверстия под шаговый нож при вырезке симметричных деталей). мм\
!„ — поминальный размер по чертежу штампуемой детали, леи. В Л а Г
— ширин* IHH1 опого ножа.
— допуск на штампуемую деталь, лги;
— ширина перемычки. .«.«
— шаг между деталями, лип. •
23.0 6 Шаговые ножи могут применятся также в штампах сопмещенного действия
(черт. 72) дли ионкипения производительности
11ерт. 72
/—выталкп' атсль отхота 2 выталкиватель детали. ?— отлииагол!. 4 гьсы лик; 5 — и« —. О — упор таикевоЛ.
23. О. 7. Ножи прямоугольной пли круглой формы (черт. 73) для рл«резки отходов на об-1ых операциях применяются вместо съемника.
Ножи устанавливаются впереди и ела ди вплотную к пуансону ниже уровня ею режу-кромки па величину й=(3т- 1) s.
Черт. 73
24. ПОДКЛАДНЫЕ ПЛИТКИ
24.0. 1. Подкладные плитки применяются в штампах в следующих случаях:
а) при диаметре головок ну исонов до 10 ли (черт. 74,п) или при ослаблении плиты над опорной частью пуансонов (черт. 74,6);
б) если удельное давление передаваем ж опорной частью пуансона или пуансон матрицей, превышает 5 кгс{мм2 при чугунных плитах и 10 кге/нм5 при стальных плитах.
Подкладные плитки предусмотрены МН 891—60 и .МН 892—60.
Черт. 74
2S. ПРОВАЛЬНЫЕ ОТВЕРСТИЯ В ПЛИТАХ
25.0 I Размеры провального отверстия в ilihic штампа должны быть на 2—4 мм больше размера провального отверстия матрицы (черт. 75)
Черт. 75
I—магрпцп; 2—плита штампа; 3— плита просел
25.0 2 Наименьшее шанские радиусов закругления г в провальных отверстиях следует принимать равным 1.5 мм (черт. 76).
25. 0 3 Если в плите пресса нет отверстия или его размеры меньше отверстия в плиУе штампа, необходимо предусматривать сквози ые пазы для удаления деталей (черт. 77).
Черт 77 1 матрица; 2—плита штампа; 3 плита пресса
23.0.4. Если отверстие в матрице выходит за пределы провального отверстия в плите пресса, провальное отверстие в плите штампа следует выполнить под утлом а (черт. 78,п). Если отверстие в матрице расположено на расстоянии /1=20 от края, то для провала отхода в плите штампа необходим сделать скос под углом <; (черт. 78 О)
Рекомендуемые значения а и I приведены в табл. 32
Т I б л н ц и 32
а 30° 35 40° 45“
1 Зз + .° 3.5 s + ° 4.23+А 5.2s + J
Черт. 78
1—матрица 2—плита штампа; 3 плита пресса
25.0.5. Для удаления отходов в крупногабаритных штампах, когда пробиваемые отверстия в штампуемых деталях ие совпадают с провальным окном в плите пресса, рекомендуется применять лотки (черт. 79).
Черт. 79
1 — матрица; 2 — пли а штампа; 3 — плита пресса;
4 — планка; 5 — лоток
26. ТОЛКАТЕЛИ И ОТЛИП АТ ЕЛ И
26.0.1 Принудительное выталкивание деталей из матрицы, расположенной в верхней части штампа, осуществляется верхним выталкивающим устройством пресса н толкателем, упирающимся в выталкивающую илаику (траверсу), проходящую через прямоугольный прорез в ползуне пресса (черт. 80).
Штампы для холодной листовой штамповки. Расчеты и конструирование
Tpnurpcn с рггулпруемимн Закрепление хвостовика н упорами ползуне пресса
Черт. 80
/ — регулируемый упор; 2 — выталкивающая планка;
Я — толкателе.. 4— хвостовик; б—ползун; б —вкладыш
26 О 2 Длина толкателя, обуславливающая максимальный ход выталкивающей планки (траверсы), выбирается с учетом высоты прямоугольного прореза в ползуне пресса Передача давления от толкателя на деталь осуществляется а) непосредственно через выталкива тель (черт. 81,п); 6) через промежуточные шпильки пли штифты (черт. 81,6) Конструктивные размеры толкателей предусмотрены ЛАН 860- 60.
Черт. 81
/ — толкатель; 2 — выIадкппатсль; 3 — штифт
2G 0 3. При применении выталкивающего устройства с промежуточной планкой (черт. 82) последнюю рекомендуется выполи ять в воде звездочки.
26.0.4. Оглппатели (сбрасыватели) рекомендуется применять по всех штампах совмещенного действия при нырезке двталей из материала толщиной менее 0.6 л.«. Конструкции отлнпа гелей привечены h.i черт. 83.
Рекомендуемые размеры с/, d, н II приведены в 1абл. 33.
Т а б j и ц л 33
ж •/
1 rf н
3 3.2 р
4 4,2 12
6 6,3 17
Черт. 82
I—планка промежуточная (звездочка): 2— штифт: 3— выталкиватель
Черт. 83
1—отлнпасиль сгержнснон. 2—пипны гель шариковый
27. Ill ГАМПЫ ДЛЯ ВЫРЕЗКИ С ПЕРФОРАЦИЕЙ
27.0.1. Прп изготовлении деталей, особен по малогабаритных, требующих нескольких штамповочных операций (вырезка с гибкой и т. д.), не всегда целесообразно применять сложные комбинированные штампы Операционная штамповка значительно повышает трудоемкость. В этих случаях применяется штамповка с перфорацией.
27.0 2 Способ операционной штамповки с перфорацией заключается в том, что контур детали на первой операции вырезается ча сгнчно и деталь остается в лепте. Одновременно вырезаются перфорирующие отверстия. Па второй операции деталь окончательно дорабатывается и отделяется от .тенты. Лепта фиксируется по перфорирующем выступам (отверстиям).
27.0.3. Па черт. 84 и 85 изображена схема изготовления детали в двух штампах: в первом производится вырезка основного контура и надсечка (без отделения детали от ленты), а во втором — гибка п отрезка от ленты
Черт 84
Черт 85
28. ЧИСТОВАЯ ВЫРЕЗКА И ПРОБИВКА
28 О 1 Поверхность среза при вырезке и пробивке детали в обычных штампах имеет значительную шероховатость, зависящую от условий штамповки.
28 0.2. Уменьшение шероховатости поверхности среза может быть достигнуто применением зачистных (см. разд 33) или спецнальн ых штампов для чистовой вырезки н пробивки.
28 0 3. Для чистовой вырезки и пробивки применяются:
я) вырезные штампы с матрицами, имеющими закругленные режущие кромки (черт. 8G).
Указанные штампы применяются для изготовления деталей из низкоуглеродистой отожженной стали алюминиевых, медноиннковы х н друт их сплавов цветных металлов
Усилие при чистовой вырезке на 10—20% выше по сравнению с усилием, подсчитанным по формуле (6)
Чистовая выре ка и пробивка должны производиться с применением смазки индустриальным маслом 20 по ГОСТ 1707—51;
б) вырезные штампы с высоким удельным давлением прижима материала в зоне деформации н с прижимом-выталкивателем (черт. 87)
Указанные штампы применяются для изготовления деталей из материала толщиной до 4 мм.
Удельное давление прижима должно быть равным временному сопротивлению штампуемого материала о„;
в) вырезные штампы с высоким удельным дввленнем прижима материала в зоне дефор мацнн п с прижимом, снабженным кольцевым ребром (черт. 88).
Черт. 87
/ — иуинсон; 2—прижим с кольиевой зубчатой насечкой; 3 — матер la.i; 4 — матрица; Б — прижим - выталкиплтель;
G тарельчатая пружина
Черт. 88
1—пуансон; 2— прижим с коями-вим ребром. 3~. материал; 4 —матрица
Указанные штампы применяются для изготовления детален нз материалов толщююп свыше 4 лиг. При вырезке деталей нз материалов толщиной свыше 6 ребро предусматривается также и на матрице (черт. 89).
Рабочий профиль кольцевого ребра матр пцы показан на черт 90.
28. О. 4. Ширину перемычек полосы для «и стопой вырезки н пробивки следует принимать но табл 5 с коэффициентом 2.5.
Черт. 89
/ — пуансон; 2 — при* жим; 3 — материал; 4 — матрица; Б—выталкиватель
Черт. 90
28. 0 5. Усилие прижима Р в кес определяется но формуле P=klht, (32а)
где k — удельное давление прижима в зависимости от штампуемого материала (габл. В4);
I — периметр ксиьневого ребра. льч; г
/ц— глубина проникновения кольцевого ребра прижима в материал, лтл< (»0,5s).
28.0 . 6. Реверсивная чистовая вырезка и пробивка (черт. 91, а. б, в) применяв я ° штампах совмещенно1'о действия.
Черт 91 / — пуансоны; 2 — пуапсон-митрпны; 3 — матрицы; 4— заготовка **,
Знготонкн помещается между двумя матрицами, пуансои-матрннами и нуж^1 (черт. 91.я), установленными копиептрнчно. н зажимается Штамповка произвол/ЙИ * этапа. Ни первом этапе (черт. 91.6) пуансон-матрицы движутся вверх на высоту, раш у
примерно 0,25 s; иа втором этапе (черт. 91,я) реверсируется направление движения н происходит окончательная вырезка и пробивка Так как деталь остается в полосе (лейте), штамповочная операция должна производиться на гидравлическом прессе тройного действия
Табл и на 34
Наименования материалов Удельное давление прижима к, кге/мм'*
Алюминий иагартовли-11ЫЙ 0.5
Лента медная твердая 1.3
Лепта •латунная iuep-дая 1.8
Сталь марки 45 2.5
Сталь марки XI8H9T 3.0
28.0 7 Штампы для чистовой вырезки и пробивки должны иметь повышенную жесткость по сравнению с обычными штампами Для обеспечения надежности и большой жесткости рекомендуется применять блоки с шариковыми направляющими и плавающими хвостовиками по МН 4763-63—МП 4775-63
28 0 8 Зазоры между матрицей и пупнеопом при чистовой вырезке и пробивке следует принять равными 0.0! -г- 002 лль
29. ШТАМПЫ ДЛЯ ВЫРЕЗКИ И ПРОЫ1ВКИ ДЕТАЛЕЙ ИЗ MAI НИКВЫХ СПЛАВОВ, НЕРЖАВЕЮЩИХ И ЖАРОПРОЧНЫХ СТАЛЕЙ
29.0 1. Детали из магниевых сплавов штампуются в холодном и нагретом состоянии, причем в холодном состоянии штампуются за готовки с припуском на последующую обработку.
Вырезка н пробивка детален из отожженного материала толщиной до 2 мм производятся в холодном состоянии, а детален из материала толщиной более 2 яи— в нагретом состоянии.
29. 0. 2. Для вырезки н пробники деталей из магниевых сплавов рекомевдуется применять штампы совмещенного действия
При штамповке с нагревом пластинчатые штампы не применяются.
29.0.3. Для снижения теплоотдачи нагретого материала рекомендуется ставить утопающие опоры, обеспечивающие воздушную прослойку (черт 92).
Опора утопающая
Черт. 92
29.0.4 Режущие кромки матрицы д чя вы резки кип гура при штамповке без подогрева следует делать скошенными (см. разд. 31.2, черт. 93). а резьбовые отверстия в съемнике под ступенчатые вшпы - глухими.
29. 0 5 Ирк штамповке с подогревом исполнительные размеры детали L в л</< рассчи тываются с учетом усадки:
1 + р). (33)
где I. в— размер по чертежу детали, .«л;
Р — коэффициент, учитывающий линейное расширение при ши реве
Для сплава МА8М значения Р в зависимости от температуры нагрева привечены и тебя. 35.
Таблица 35
Температура нагрева, "С > Темнсрп-। тура нагрева, *С .1
160 0.004 300 O.LiUtJ
2С0 0,иС5 350 0,0096
250 0.0065 too 0.011
29. О. 6. Детали нз нержавеющих и жарок рочных сталей штампуются в холодном состоянии. Для восстановления структуры материала детали из жаропрочных сталей после штамповки следует подвергать термической обрабо тке.
30. ШТАМПЫ ДЛЯ ВЫРЕЗКИ И ПРОБИВКИ ДЕТАЛЕЙ НЗ ТИТАНОВЫХ СПЛАВОВ
30.0.1. Для штамповки обычно применяются следующие марки титановых сплавов: ВТ1—1; ВТ!—2 и ВТ5 I
Штамповка деталей производится:
а) из сплава ВТ!—I —в холодном состоя инн;
б) нз сплава ВТ! 2 — с нагревом до 300—-400L’C:
в) из силана ВТ5— I — в холодном состоя пни при толщине материала до 2 мм и с иагре вом до температуры 300—400сС при толщине свыше 2 мм.
30 Г) 2. Независимо от температурного режима и любой штамповочной операции (вырезка, пробника, гибка, зачистка, вытяжка, разбортовка и др.) все детали из титановых сплавов подвергаются межопераиионному и окончательному отжигу (табл. 36).
Таблица 36
Мирка сплава Температура нагрела при отжиге. С Время выдержки при нагреве Охлаждение
ВТ1—1 и ВТ1—2 550-600 10—15 мин на 1 мм толщины материала На imsjyxc
ВТ5—1 650-700
30.0 3. Во избежание трещин на готовых деталях рекомендуется предусматривать припуск на зачистку.
31. ОСОБЕННОСТИ КОНСТРУИРОВАНИЯ ШТАМПОВ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
ИЗ ГЕТИНАКСА И ТЕКСТОЛИТА
31.0. I. Штамнонка деталей нз гетинакса н текстолита производится с подогревом и без подогрева. Предельная толщина материала, при которой вырезка может производиться вез поят репа, приведена в табл. 37
Т а Л л и и •) 37
1 laiiMeuoBaiiiic материала Марка Maiepua.!.-i Предельная телпшпа'млтернала. мм
Детлли простой формы Летали саожиои формы Пробника <1ТВСрГТИЙ диаметром до б мм
Ге ишаке В; Вс; Д; Ав. Би; Гв; Дв 1.5 1.0 l.fi
Тексте.!» i Все марки 2.0 1.5 2.4
31.0.2. При вырезке и пробивке деталей нз материалу большей толщины, чем в табл. 37. необходим предварительный подогрев. Температура и продолжительность.подогрева материала приведены в табл. 38. •
Таблица 38
1 иямснованне материала Марка материала Температура подогрева, ®С Врсмн подотрем
Гстииакс В; Вс. Д 80 —SO 5—8 jauh «л 1 мм толщины материала
Ав- Бв: Ви: Ги; Дв ПО 120
Текстолит Вес марки 80 — 90
31.0.3. Прн выречке материала с подогревом усадка размеров, совпадающих с продольным направлением листового материала, несколько меньше усадки размером совпадающих с поперечным направленном. Поэтому при штамповке деталей прямоугольной формы раскрой листа нв полосы рекомендуется производить так, чтобы длина детали совпадала сданной лнетв. а ширина—с шириной
31.1. Расчет исполнительных размеров матриц н пуансонов
31. 1. I. Исполнительные размеры пуансона £п« матрицы £м в мм прн пробивке отверстия в слоистых пластиках без подо! рева материала определяются с учетом упругой деформации е по формулам:
L.~(L 4- V -h e)_lfl (34)
‘ (L„ + z). l34n)
где L — номинальный размер отверстия штлм пуемой детали, л.и;
А — допуск на соответствующий размер штампуемой детали, мм;
е — упругая деформация, ллг. Ориентировочные значения выбираются по табл 39
бп—допуск на рабочие размеры пуансона (табл. 12);
z — зазор между матрицей и пуансоном (табл 10).
Таблица 39
ЖЖ
। Толщина материал», s Упругая деформации, е
гетннакса текстолита
До 0.5 0.02 0,025
Св. 0,5 до 1.0 0,02—0,04 0,025—0.05
. 1,0 . 1,5 0.04—0.06 0.05—0,08
. 1.5 . 2.0 0,06 0,08 0.08-0.10
. 2.0 . 3.0 0.10—0.15
31 1 2. Исполнительные размеры матрицы Lм и пуансона прн вырезке деталей с подогревом материала определяются с учетом усадки и по следующим формулам:
а) при вырезке наружного контура (Z-4-//rap) «; (35)
- (36)
б) при пробивке отверстия = (7- + /7вп)_Во; (37)
Lu^L„ + z. (38)
где — припуск на рабочие размеры при вырезке наружного контура (табл 40 и 41);
77 „ - припуск на рабочие размеры при пробивке отверстий (табл. 40а и 41а);
н б„—допуски на рабочие размеры матрицы и пуансона (табл 12):
z —зазор между матрицей и пуансоном (табл. 10).
Припуски 77|ир на рабочие размеры отверстий матриц при вырезке наружного контура деталей из гетннакса с подогревом материала приведены в табл. 40.
мм Таблица 40
1 Допуски ив вырезаемы!! контур деталей 1м гетинакса
!1>*м)пиль~ ныс размеры пи-pvjiacMoro конгvpa I с. 1
1.0 1.5 2.0 2.5 Толщина 3.0 матерная; 1.0 1.5 2,0 2.5 3.0
Припуски 77||л(1 при вырезке с подогревом
Св. I ди 3 - 0.08 —0.09 - 0.10 —0.11 0.12 -0.14 -0.15 —0.16 —0.17 —0.18
. 3 . 6 -0.10 —0.11 — 0.12 —0.12 - 0.13 —0.18 —0.20 —0.21 —0,21 —0.22
I » 6 18 1 t 0.11 -0.12 1 —0.13 - 0.13 -0,14 —0.2.4 —0.21 —0,22 - 0.22 —0.23
| 18 . 30 —0,11 —0.12 —0.12 — 0,12 —0.12 —0.23 —0.24 —0.21 —0.24 0.24
. 30 . по 1 Й*1* - * —0,11 0,13 —0.10 —0.10 — 0.05 —0.24 —0.27 — 0.24 -0.21 —0.19
. 60 . 70 — 009 —0.09 — 0.08 —0.07 -0.06 —0.26 —0,26 —0,25 - 0.24 —0.24
. 70 . 80 -0.0Г —0.07 —0.05 —ОЛЯ —0,03 —0.24 —0.24 —0.22 —0,21 —0.20
। . СО . 100 -0.06 —0.05 —0,03 - 0.02 40.00 —0.26 —0.25 0.23 —0.22 —0.20
i . ют . ио —0.01 —0.06 - 0.01 40.01 -I 0.03 —0.24 —0.23 — 0,21 —О.1У —0.17
. Пи . 120 -«>.02 —0,01 4 0.02 4-0.03 4-о.оь -0.22 —0.21 —0.18 —0.17 —0.14
. 120 . 130 - 0.03 —0.01 4-0.01 4 0.03 40.И6 —0.27 -0,25 —0,23 —0.21 —0.18
. |30 . МО —0.01 40.01 40.04 40.06 40.09 —0,25 0.23 -0,20 —0,18 —0.15
1 . ПО . 150 40.01 40.03 40.06 40.08 40.12 —0.23 -0.21 —0.18 —0.16 —0.12
. 150 . 170 • 1-0.05 40.07 40.11 40.14 40.18 —0.19 -0.17 —0,13 0.10 —0.06
. 170 . 180 40.07 4 0.10 40.14 4-0.16 40.21 -0.17 -0.11 —0.10 —0.08 — 0.03
. 180 . 190 4-0.05 40.08 40.12 40.15 Г 0.20 —0.22 —0.19 —0,15 —0.12 —0.07
. 19J . 210 40,09 4-0,12 40.17 40.21 . 40.26 —0.18 — 0.15 —0,10 - 0,06 —0.01
. 210 . 220 40.11 40,14 40.20 40,24 40.29 — 0.16 -0,13 — 0.07 —0.03 40.02
. 220 . 230' 40.13 40.16 40.22 40.26 4-0.31 —0,14 —0.11 —0.05 -0.01 4 0.04
. 230 . 240^ 40.15 -40.19 40,25 40.29 4 0.35 —0.12 -0.08 - 0,02 40.02 40.08
. 240 . 250 40.17 4 0.21 + 0.27 4 0,31 4 0.38 —0.10 -0.06 О.00 4-0.01 4-0.11
Примечание. При подсчете сиояипте.чыгых размерим матрицы величины сч знаком минус нычп гаютсн из номинального размера детали; величины со знаком плюс прибавляются к номинальному р.имсру детали, например, при вырезке детали размером 150x 20 мм с допуском но Сл Из гетинакса толщиной 1 мм исполнительные размеры матрицы равны
L, — 150 4- 0,06 — 150.06 мм: Г-а » 20 — 0.12 - 19.88 мм
Припуски /7ви на рабочие размеры пуансонов при пробивке отверстий в деталях из гетннпкса с подогревом материала приведены в табт 40а.
мм Таблица 40а
Номинальные размеры Пробиваемых отверстий Леи уски на отверстия в деталях из гетииакса
А< 1 At Ач
Толщина материала
1.6 2.0 2.5 3.0 1.0 1.5 2.0 2.5 3.0 1.0 1.5 | 2.0 2.5 3.0
Припуски /7МП при । робнв <с с nuaoipetioM
Св. I до 3 0,07 0.08 0.09 0.10 0.11 0.12 0,12 0.12 0,13 0.14 0.25 0.25 0.25 0.25 0.25
. 3 . 6 0.03 0.10 0.11 0,12 0,14 0.16 0.16 0.16 0.16 0.18 0.30 • 0.30 0.30 0,30 0,30
. б . Ю 0.10 0,12 0.13 0.15 0.17 0.20 0.20 0,20 0,20 0.22 0.36 0,35 0 36 0,30 0.36
. 10 . 18 0.14 0,15 0.17 0.19 0,22 0.24 0.24 0.21 025 0.28 0.43 0.43 0.43 0.43 0.43
. 18 . 25 0,16 0,18 0.21 023 0,26 0.28 028 0.28 0.30 0,33 0.52 0.52 0.52 0.52 о.к
. 25 . 30 0.17 020 0.22 0 25 0.29 0 28 0.28 0.30 032 0.36 0,52 0.52 0,52 0.52 0.52
. 30 . -10 0.21 0.24 0,27 0.32 0.35 0.34 0,34 0.36 0.41 0.44 0.62 0,62 0.62 0.62 0.Е2
. 40 . 50 0.24 0,27 0 30 034 0.40 0,34 0.36 0,39 0.43 0.49 0.62 0.62 0.62 0.62 0.62
. 50 . 60 0 28 0.32 0.36 0.40 0 47 0.40 042 0.46 050 0,57 0.74 0.74 0 71 0.74 0.74
. 60 . 70 030 0,35 0.39 0,44 052 0.40 0.45 0.50 0.51 0.62 0.74 0.74 0.74 0,74 079
. 70 я R0 а 0.33 0,38 0.43 0.48 0.57 О.чЗ 0.48 0.53 0.58 0.67 0.74 0,71 0.74 0.74 0.84
. 80 . 90 0.36 0.42 0.47 0.53 0.63 0.48 0.54 0.59 0.65 0.75 0.87 0.87 0.87 0.87 0.95
.90 .100 0,39 0.45 0.51 0,57 0.68 0.51 0.S7 0,63 0.69 0,80 0.87 0.87 0 87 0.95 1.0
Примечание. При подсчете исполнительного размера «уаисона припуски прибавляются к Номинальному размеру отверстия, например. при пробивке отверстия 05<4« в гстйнаксс толщиной 2 мм с по-до гр сном материала исполнители ыП размер пуансона равен
£> = 5 4-0.11 Б,Н мм
Припуски IImv на рабочие размеры матриц при вырезке контура деталей нз текстолита с подогревом материала приведены в табл ^41
мм
Таблица 41
Номинальные размеры нырсзас кого контура Допуски на вырезаемый контур деталей нз текстолита
С. 1 "•
Толщин матери илл
2,0 2.5 30 2.0 2.5 3.0
Припуски /7вар при вырезке с подогревом
Св. 1 ди 3 —0.13 —0.15 —0.17 —0,19 —0,21 —0,23
в 3 6 —0.15 —0.17 —0.18 —0 24 —0,26 —0.27
в с в 18 —0.16 — 0 18 —0,19 —0.25 —0.27 —0.28
1н 30 —0.16 —0,17 —0.18 —0.28 —0.29 —О.Ю
30 в 50 — 0.15 —0.15 —0.15 —0.29 —0 29 —029
* 50 в 70 -0.14 —0.13 —0.12 —0.31 —0,30 —0.29
в 70 в 80 —0 12 —0.11 —0.10 —0.29 —0,28 —0.27
в ко в too —0 11 —0.О9 —0.07 —0 31 —0.29 027
в 100 В НО 0,09 —0,07 —0,04 — .29 —0,27 —0.24
в ПО » 120 0.08 —0,05 —002 —0.27 —0,24 —0,21
» 120 » 130 —0.07 —0,04 —0,01 —0.32 —0,29 —0.26
в I3U В 140 -0.06 —0.02 +0.1)1 —0.30 —0.26 —0,23
» 140 в 150 —001 Тб’дд +0.04 —0.28 —0,24 —0.20
в 150 > 170 + 0,00 +0.05 +0,09 —0.24 —0,19 —0,15
в 170 в 180 + 0.00 +0,06 +0.11 —0.22 —0.17 —0.12
» 180 в 190 0.02 +0.07 +0.12 —0.27 —0.21 —0.16
в 190 > 210 +01 4 0.10 + 0.17 —0.23 —0.1 -0.1
» 210 в 220 +0,06 +0 13 +0.20 —0.21 —0.14 —0.07
в 220 в 230 + 08 +0.15 + 0.23 —0.19 —0 12 —0.04
в 230 > 240 +0 10 +0.18 + 0.25 —0.17 —0.09 —0.02
в 240 в 250 ' 0.12 +0.20 +0,28 —0,15 —0.07 4-б.о 1
Примечание. При подсчете исполнительных размеров матрицы величины со знаком минус сыч i.'iiorcH из поминальных размеров детали; величины со знаком плюс прибавляются к номинальному разм ру дстмн, например, прн вырубке детали 250 х. 20 мм с допуском по С» нз текстолита толщиной 2 м исполнительные размеры ма>рнцы равны
£» = 250 4- 0.12 250.12 мм
L, 20—О 16 = 19 84 мм
Припуски /7ВП на рабочие размеры нуансоно i при пробивке отверстий в детали из текстолита с подогревом материала приведены в табл. 41а мм Таблица 41а
Номинальные размеры пробиваемых отверстий Допуски на отверстия в деталях из текстолита
А» А,
Толщина материала
2.0 25 3.0 2.0 2.5 3.0 2.0 2.5 3.0
Припуски /7ин при пробивке с подогревом
Св. 1 до 3 > 3 в 6 > 6 > 10 > 10 > 18 » 18 в 25 » 25 в 30 » 30 » 40 » 40 в 50 » 5С » 60 в 60 » 70 » 70 • 80 в 80 • 90 В 90 в 100 0.12 О.Н 0,16 0.19 0.21 0.23 0.26 0.29 0.34 0.36 0.39 0,42 0,45 0.14 0.16 0,18 0.21 0,24 0,26 0.30 033 (.38 0.41 0.44 0.48 0,51 0,16 0,16 0,21 0,24 0.28 0.30 0.34 0.38 044 0.47 0.51 0.55 0,59 015 0.18 0.21 0.25 0.28 0.30 0.35 0.38 0.44 0,46 0.49 0.54 0,57 0.17 0,20 0.23 0.27 0,31 0.33 0,39 0.42 048 051 0,54 060 0.63 0.19 0.22 0,26 0.30 0,35 0,37 0.43 0.47 0,54 0,57 0.61 0.67 0.71 0.25 0,30 0.35 0,43 0.52 0.52 0.62 0,62 0.74 0.74 0 74 G.87 0,87 0.25 0.30 0.36 0.43 0.52 0,52 0.62 0,62 0.74 0.74 0.74 0,87 0.87 0,25 0.30 0.36 0,43 0.52 0,52 062 0.62 0 74 0.74 0,78 087 0.91
Примечание. Пзи попечете исполнительного размера пуансона размеры припусков ирчОявчаюг к номинальному размеру отверстия например, при прэбивке отверстия 54* в текстолите толщи 2 мм с подогревом материала исполин тельный размер пуансона равен
Dn =5 + 0,14 = 5,14 мм
31.1.3 . Межосевые расстояния L в -ил или другие размеры, не изменяющиеся при износе штампа, определяются.
а) при штамповке без подогрева материала по формуле (24) и табл. II.
б) при штамповке с подогревом по формуле
/ =£„(! +К) ± 0,5Д.
где Lu—номинальный размер штампуемой детали, леи,
Д —допуск на соответствующий размер штампуемой детали, лж;
Л —коэффициент. учитывающий усадку (табл. 42).
Таблиц а 42
(39)
Толщина ы.цсриалл. мм К
ДЛЯ 1 eiHiiJkc.'j для текстолита
1 0,001 0.0007
2 00015 0,0010
3 0,0020 00015
31 1.4. Для всех остальных случаев расчет исполнительных размеров производится по формулам, указанным в табл. II.
31.2. Выбор конструкции штампа
31.2. I При вырезке или пробивке деталей нз гетииакса н текстолита рекомендуется применять следующие конструкции штампов-
а) последовательного действия с верхним прижимом.
б) совмещенного действия;
в) специальные
1Опюбая встань
Ограничитель -
ими упоры
\ Матрица со скошенными режишиыи spa ними
ЛА
31 2.2. Штампы последовательного действия с верхним прижимом рекомендуются для вырезки детален из гетинакса толщиной до 1 лич и текстолита до 2 .hjw при расстоянии про биваемых отверстий от края детали не менее (1.5-4-2) д, где д— толщина материала.
31 2.3. Штампы совмещенного действия рекомендуются для вырезки детален из гети-иакса толщиной свыше 1 ил и текстолита свыше 2 мм а также для деталей сложной кон фигурации из материала толщиной меньше указанной или для деталей с отверстиями, близко расположенными у края.
31.2.4. К специальным конструкциям штампов относятся штампы со скошенными режущими гранями матрицы, обеспечивающие получение более чистой поверхности среза. Эти штампы рекомендуется применять для вырезки из гетинакса толщиной свыше 2 мм детален закругленной формы.
Конструкция такого штампа изображена па черт. 93. Уюл скоса режущих граней матрицы равен 45 .
Для того, чтобы не происходило затупление режущих граней матрицы при случайном включении пресса без установки штампуемого материала, рекомендуется устанавливать ограничительные упоры. Торцовая поверхность упоров должна выступать над зеркалом матрицы на величину несколько меньшую толщины штампуемого материала Ограничительные упоры расположены гак что они не препятствуют прижиму полосы при вырезке деталей.
31.3. Расчет усилия прижима, конструкция прижимных устройств
31.3. I. В целях повышения качества поверхности среза, предотвращения трещин н «выпучивания» (расслоения) материала при пробивке н вырезке в штампах необходимо применение сильного прижимного устройства.
31.3.2. Усилие прижима кге определяется по формуле
tfnfZs, ' ('JO)
где q,n, — давление (табл. 43);
L — периметр среза, «л»,
• s — толщина материала, г
Примечание Предварительное сжатие прижимных устройств (пружин шщ резины) должно быть рав-нч расчетному усилию прижима
31.3.3. Конструкция прижимных устройств выбирается в зависимости от усилия при жима при величине расчетного усилия прижима от 30 до 50 кге могут применяться спиральные пружины, а свыше 50 кге—резиновый буфер или тарельчатые пружины.
31. 1.4 Давление прижима следует сосредоточить возможно ближе к режущим кромкам пуансона и матрицы. Для этого па съемнике рекомендуется предусмотреть выступаю щие ленточки шириной 2 -Змн и высотой до I .м.м (черт 91).
31 3.5. Во избежание выпучивания материала при пробнике размер отверстий в съем пике следует принять равным рабочему размеру пуансона (черт 95)
Черт. 95 пуансон; 2— сьем инк; 3 — деталь
31.4. Форма заточки пуансонов
31 4 I. В тех случаях когда требуется уменьшить усилие при пробивке отверстий, рекомендуется криволинейная форма заточки пуансона (черт. 96)
31 1.2 Криволинейная форма заточки пуансона рекомендуется и в тех случаях, если в деталях из ieninanca толщиной свыше 1.5 лич пробиваются несколько близко расположенных небольших отверстий, а также, когда отверстия имеют прямоугольную форму без закруглений или с небольшими радиусами закругления углов.
32. ПРИМНИ HHL САМОТВЕРДЕЮЩИХ ПЛАСТМАСС В ШТАМПАХ
32.0. 1. С целые снижения трудоемкости изготовления штампов и повышения точности применяются акриловые самотвердеющие пластмассы стнракрнл ТШ и акрилат технический \СТ-Т, а также эпоксидный компаунд ЭК-340.
12.0 2 Стнракрил Till и акрилат АСТ-Т применяются для получения неподвижных соединений (для закрепления пуансонов в нуансонодержателе) и подвижных соединений Ядля образования отверстий высокой точности в направляющих втулках копцентрично иаправля ющнм колонкам в блоках, для точного направления пуансонов в съемнике н др.).
32 0 3 Низкий коэффициент трения самотвердеюших пластмасс по стали обеспечивает высокую износостойкость направляющих поверхностей в подвижных соединениях а незначительные величины усадки при отверждении — малые величины зазоров
32 0 4 Эпоксидный компаунд ЭК-340 обладает высокими адгезионными свойствами и применяется в штампах исключительно для неподвижных соединений (закрепление колонок н втулок в плитах блоков пуансонов и ножей в пуансоиодержателях и др )
32.0.5. Способы применения самотвердеюших пластмасс н эпоксидного компаунда ЭК 340 в конструкциях штампов приведены в РТМ 45—62 «Штампы для холодной штам повки Применение самотвердеюших пластмасс в конструкциях штампов»
33. ШТАМПЫ ЗАЧИСТНЫЕ
33 1. Назначение и область применения зачистных штампов
33. I 1 Зачистные штампы применяются в тех случаях, когда в предварительно вырезанных детали'' требуется получить;
а) высокую чистоту и перпендикулярную к плоскости летали поверхность среза,
б) более высокую точность по сравнению с получаемой па обычных вырезных штампах.
33. 1 2. В табл. 44 приведены рекомендуемые операции и области применения штампов для получения штампованных деталей с чистотой по 5-му и 7-му классам
Таблица 44
Нанмсиовання операций Толпиша материала, мм Отношение толщины материала к длине ле1али (диаметру) Форма поверхности среза Твердость поверхности среза Применение
Пырезка с зачисткой и Ш1<шпе 1 0.5 -Б От 1 : 1 до 1 : 1000 С острыми кромками Одинаковая 1 сравнению с дру «ими поверхностями детали В часовой промыш ценности, точном машин о- и приборостроении
Вырезка и обжатие |и матрице с закрут-лепным краем 1—8 От 2 : 1 до | : н юо Без острых кромок Повышенная по сравнению с дру-гимн поверхностями детали Для предметов у к рэшення, орденов п т. и.
Вырезка с применением сильного прижима штампуемого |матернада* 3—20 От 4 ; 1 до 1 : 10 С острыми кромками Для сильно негру женных деталей механизмов в точном машине- и приборостроении
* Штампы для вырезки с применением сильного прижима материала показаны на черт 87—89.
33.1.3 Шероховатость поверхности после зачистки:
и) при толщине материала до 3 мм—ие выше 7-го класса.
б) при толщине материала свыше 3 до 5 мм — не выше 6-го класса но ГОСТ 2789—59;
в) при зачистке деталей из цветных металлов и сплавов — 7—9-й класс.
33.1.4. Точность деталей после зачистки в штампах с прижимом соответствует 3-му классу, а после зачистки «иа провал» — За и 4-му классам точности.
33.1.5. Операция зачистки сопровождтется снятием топкой стружки е наружной или внутренней поверхности обрабатываемой детали режущими кромками матрицы или пуансона .
33. 1.6. При зачистке наружной поверхности (черт. 97) заготовка 2 с размерами больше размеров матрицы 3 на величину припуска под действием пуансона / вдавливается п матрицу.
1 Заказ 44
(черт. 98) получаемая стружка ие разры-
33. 1 7. При зачистке внутренней поверхности вается. а принимает форму тонюстенных трубочек.
33. 2. Припуски на зачистку
33 2. 1 Двухсторонние припуски у на первую зачистную операцию н зависимости or формы зачищаемой детали приведены в табл. 45. Прн однократной зачистке двухсторонняя толщина снимаемого слоя Т в мм (черт 99) определяется по формуле
Т = у + 2. U1)
гче z—величина скола, равная зазору между матрицей и пуансоном (табл. 10)
Таблица 4Б
Форма зачищаемой летали
Двухсторонние припуски на первую зачистную операцию у, мм
Круглая или с рачнусом закругления сопрягающихся участков г >5$
Сложная с радиусом закругления сопря гающихся участков
г <Бз
0.15 — 0,20
0,20— 0,30
35 2 2 Прн многократной зачистке обща я толщина снимаемого слоя равна
, Т = у,(0.7п 4- 0.3) + z. (41а)
где л — количество зачистных операций. 33.2.3 Ниже лапы рекомендации по выбору величины припуска; при зачистке гетннакса и текстолита двухсторонний припуск принимать рцвным (0.24-0,5) s;
при зачнетке титановых сплавов припуск принимать равным i0,2-?0 3) s.
3 3.2.4 Количество зачистных операций определяется ориентировочно по табл. 46
Таблица 46
Форма зачищаемой детали Толщина материала S, мм До 3 1 Св. 3 до 5 Мягкий Твердый | Мягкий | Твердый
Количество операций
Круглая или с радиусом закругления сопрягающихся участ ков г > 5s 1 2-3 2 3—4
Сложная с радиусом закругления сопрягающихся участков Г < 6s 2 3—4 3 4—Б
33 . 2. 5. Для обеспечения высокой чистоты поверхности при зачистке необходимо:
а) устанавливать заготовку в зачистном штампе широкой стороной (блестящим пояском) в сторону матрицы
б) фиксировать заготовку, обеспечив равномерное распределение припуска по всему периметру
33.3. Расчет исполнительных размеров матриц и пуансонов
33 ,3 1. Исполнительные размеры матрицы для зачистки контура детали подсчнтыва-i-нся но формулам, приведенным в табл. II (для гетииакса и текстолита — см разд. 31). Пуансон при этом пригоняется к матрице с минимальным зазором 0,005—0,01 ял.
33 .3.2. Исполнительные размеры пуансона Lin в мм для зачистки отверстий подсчитываются но формулам, приведенным в табл. 11 (для гетииакса и текстолита — см разд 31) Для отверстий детали по 2 и 3-му классам точности учитывается величина упругой дсформа цип после удаления пуансона, т. е.
£„э ~ + e)-V . (42)
где
Ln—исполнительный размер пуансона, рассчитывается по формулам, приведенным в табл. 11,
е —величина упругой деформации (табл 47);
Л —допуск на изготовление пуансона (табл 12).
.Матрица при этом пригоняется к пуансон у с зазором 0,03—0.05 мм.
Таблица 17
1 |дименО1!Л1ше материала Толщина ммтернплп з. мм
До 3 Св. 3
е. мм
Цветные металлы 0.005 0.0! 0.01 — 0.01
Сталь мягкая 0.003 —0,01Б Установить экспгр1шсцталыю
33. 3.3. Исполнительные размеры матрицы для вырезки наружного контура £м в мм или ну и псонв для пробивки отверстии L,, в с последующей зачисткой подсчитываются с учетом необходимого припуска под зачистку по формулам:
а) при вырезке наружного контура под зачистку
1м = (^м,+П+В <43)
Пуансон при этом пригоняется к матрице с зазором z (табл. 10).
б) при пробивке отверстия под зачистку
I п ~ (4„ - T)_v . (43а)
Матрица при этом пригоняется к пуансону с зазором г.
В формулах 43 и 43а приняты следующие обозначения:
Lw, Ln3—исполнительные размеры матрицы для зачистки контура и пуансона для за чистки отверстия мм,
Т — по формуле (41) Н (41а)
б и Л'—допуски на изготовление матрицы для вырезки наружного контура и пуансона для пробники отверстия (табл. 12).
33 3 4. Рекомендуемый класс чистоты рабочих поверхностей пуансонов н матриц зачистных штампов V 10 (ГОСТ 2789—59)
33.4. Штампы для зачистки контура обжатием
13 4 1 Зачистка контура обжатием отличается от обычного процесса зачистки тем, что Л данном случае нет отделения материала в виде стружки. Под давлением пуансона вырезанная заготовка входит в матрицу, имеющую з« кругленные рабочие кромки, обжимаегся и по-пучаст гладкую чистую боковую поверхность.
33 4. 2. Зачистка контура обжатием применяется для мягких отожженных материалов (алюминия, латуни, ннзкоуглероднетых сталей марок 10 и 20, мягкого дюралюминия н ней-
знльбера); припуск на зачистку принимается на 50% меньше, чем величина припуска по табл. 45.
33.4.3. Исполнительные размеры матрицы определяются по формуле (43). Формы рабочих окон матрицы для зачистки обжатием приведены на черт. 100.
R — 2.54-3 мм при s<"6 мм.
R 3.54-4 мм при s~ 6 мм.
Черт. 100
33.4.4. Зачистка обжатием наружного контура детали производится:
а) пуансоном больше матрицы;
б) пуансоном меньше матрицы.
33. 4. 5. Схема штампа для зачистки обжатием наружного контура пуансоном больше матрицы изображена на черт. 101.
Черт. 101
При этом методе зачистки пуансон рассчитывается по размерам заготовки, подлежащей зачнсТке. При настройке штампа нижняя плоскость пуансона (при нижнем положении ползуна) должна быть выше верхней плоскости матрицы на 0.2 -0,3 им. Окончательное про тал кивание детали через матрицу производится следующей деталью.
33.4.6 Схема штампа для зачистки обжатием наружного контура пуансоном меньше матрицы изображена на черт. 102. При этом методе зачистки настройка штампа производится так. чтобы пуапсон входил в матрицу на (1.2 — 1.5) s, где $ — толщина материала
33.4.7 При зачистке с проталкиванием детали через матрицу (на провал) увеличиваются отклонения от ее плоскостности.
Прн высоких требованиях к плоскостности рекомендуется производить одновременную подчеканку детали на «жестком» выталкивателе Схема штампа для зачистки обжатием с подчеканкой изображена на черт. 103. Заготовка устанавливается поверхностью скола, об решенной в сторону матрицы как показано на черт. 102
Черт. 103
/ — матрица. 2 — пуансон. 3 — шибер; 4 — направляю шан планке; 5 — толкатель; 6 — выталкиватель.
33.4 8. Зазор между матрицей и пуансоном н штампах для зачистки обжатием пуансоном меньше матрицы принимается равным 0.01—0,02 мм.
33. 4.9. Количество зачистных операций устанавливается, исходя из условия, что толщина снимаемого на к ждой операции слоя материала Т не должна превышать 0.3 мм на сторону.
33.5. Рекомендации по конструированию зачистных штампов
33 .5. 1. Зачистные штампы с прижимом детали рекомендуется применять при отношении ширины Н детали к толщине материала х
— >8-г- 1U.
33. 5. 2 Фиксирование детали в зачистном штампе должно обеспечить равномерное распределение припуски по всему периметру. Луч шне результаты получаются прн фиксировании
Черт. >04
детали по отверстиям (рабочим или технологическим). При отсутствии в детали отверстий н невозможности применения технологических отверстий фиксирование производится по на* ружному контуру.
33. 5. 3. Во избежание перекосов штампов хвостовики зачистных штампов рекомендуется выполнять плавающими.
33. 5.4. При необходимости наружной и внутренней зачистки рекомендуется применять совмещенные зачистные штампы, обеспечивающие высокую точность взаимного расположения контура и отверстий. В тонкостенных деталях при этом способе зачистки исключается влияние упругих деформации. Схема шта мпа для одновременной зачистки наружного контура и отверстии показана на черт. 104.
33. 5.5. Для зачистки неметаллических материалов (гетипакс, текстолит и др.) рекомендуется применять матрицы с углом скоса режущих граней 45е (черт. 105). Пуансон делается больше матрицы. Зачистка деталей высокой точности из гетинакса к текстолита произвол! т -я без подогрева материала ь ,
Черт. 105
33 5.6. Зачистку стальных деталей рекомендуется производить с применением смазки или фосфатирования; при зачистке обжатием рекомендуется применять фосфатирование или меднение (приложение 10. табл. 2)
33.6. Определение усилия при зачистке
33.6. 1 Р.1СЧСГ усилия при за* негке Р в кге производится но формуле
Р = £-ср (-|- 4- 0,1хп) , (14)
где L — периметр ерсэя. мл«;
TtI)—сопротивление срезу, лге/лт.м2 (приложения 11 —16);
—односторонняя толщина снимаемого слоя. леи, подсчитывается но формуле (41); s* толщина материала, леи;
п — количество деталей, находящихся одновременно в матрице.
33. 6. 2 Расчет усилия при зачистке обжа тнем с подчеканкой Р в кге (черт. 103) производятся по формуле
Р = qF. (45)
где q— удельное давление, кге/мм1.
F — площадь заготовки, .ши3.
Для мят их сталей ^ = 35—45 кге/мм3; для стали средней твердости q=50 —65 кге!мм2.
VI ШТАМПЫ ГИБОЧНЫЕ
Я. КЛАССИФИКАЦИЯ ГИБОЧНЫХ ШТАМПОВ
Гибочные штампы классифицируются но МН 76—59. Гибочные штампы для U-образных деталей предусмотрены Pill 4357-63— МН 4373-63 «Штампы для холодной штамповки. Пакеты гибочных штампов н летали».
35. ОПРЕДЕЛЕНИЕ ДЛИНЫ РАЗВЕРТКИ ПРИ ГНБК1
35.0.1. Элементы заготовки, расположенные в деформируемой зоне к прилегающие к внутренней поверхности изгибаемой детали (со стороны пуансона), подвергаются сжатию, а
прилегающие к внешней поверхности (со стороны матрицы)—растяжению. Между растя иутымн и сжатыми волокнами находится нейтральная линия длина к торой не изменяется р!ерт 106).
35 0 2 Радиус нейтральной линии R в л.н (черт 106) определяется по формуле R =. г + л®. (46)
не г — радиус гибки, мм;
а — толщина материала мм.
* с—коэффициент, величина которого зависит от отношения -у- (гибл 18)
Т п б л и ц а 48
Отношение г S 0.1 0.2 0.3 04 0.5 0.6 0,7 0.8 1.0 1,2
Коэффициент Л- 0.323 0.340 0.356 0.367 0,379 0.3S9 0.100 0.113 0.421 0.426
Откошеине-Г S 1.5 2 3 4 Г> 6 7 8 (1 10 и бнлее
1<О2|]ф1щие1|г х 0.441 0.455 0.463 0.460 0.477 П.4Н0 0 485 0.4S0 0.495 0.500
При завивке шарниров (нетель) вследствие наличия внешних сил трения, препятствующих ^сформированию, коэффициент х опреде ляется по табл 48а.
Таблица 48л
Отпчшсипс—— I 1.2 1.4 1.6 I 8 2,0 2.2
Коэффициси 1 ж 0,56 0.54 0,52 0.51 0.5 0.5 0.6
35. 0. 3. Длина развертки изгибаемой дет али l.v в мм (черт 107) определяется по формуле
£|| “ (ll + /j + 4 + • • -)Ч-|fjy --)• (* )
где Л: /a: If —прямые участки мм
V : Ч’з- <Гз — углы гибки, град,
Ri; ^2'. « — радиусы нейтральной линии, определяемые по формуле (4Ь)
35. 0 4. При гибке материалов толщиной свыше 3 ziz< под углом 90° с радиусом гибки г s радиус нейтральной линии R, рассчитанный нс формуле (46), должен быть ск рректи-рован до величины Rt (черт 108). исходя из условия целостности материала i сопряжения в. точках а и криволинейного участка ради усом /?, с прямыми а—а ь —с(, преходящи мн через середину толщины s На участке С—С| пунктиром пок заи bhci чий контур при расчете без учета утонения материала. В свя зи с утонением при гибке тс^м„м иа это^.н участке меньше исходной s «•> ЬмЕЩ
Черт. 107
Значения Ri радиуса скорректированной нейтральной линии и длину дуги иЬа, следует подсчитать по формулам
*•—вд-" ,48>
«&. - таг-. <48»>
ие 9
fib = | к + (г + -U* — 2гоя “ R ( г ь .
= л(9(1 _ й).
/? rnipejb. i>- .cXTnn формуле (ч6>; г — раин ус гибки, ял остальные обознач*. пня покатаны 1;и' (Я.
«МГ(Т. 1. Энементь* для определения размеров разверток-чаето применяемых гнутых де-впутрепней поверх, гаод. 4.».
Таблица 49
Конфигурация гнутых деталей
Эскины
Формулы для определения длины развертки, мм
С одним углом 90
С двумя углами 90
С четырьмя углами 90°
С шарниром
Круглая
С сопри касающимися сторонами
Примечания
I. у. у,, у, —величины, учитывающие итмеиенис длины рашергкп при гибко пол углом «П При панцире материала ю 2,5 лл принимаются ио табл. 50, п прл толщине 3 ,»рн г л по >абл -50а.
2. х — коэффициент, определяется ио тобл 48,и
£Р-2/4-2/1т-/84-2у14-2у1
2 г./?, где R определятся в зависимости от отношения — ио
формуле (46) п табл. 48
ft 1,-0.13s
Радиус гибки, г 1 15,0 » Величина, учитывающая изменение длины развертки, у . -6,37 8 1 -6.21 *г ¥ В 1 -5,98 cn u> 1 00 IQ 1 -5,67 | -5,50 f СЧ lt5 1 4.92 £ 4 5 Г
О СЧ —5,08 § 1 S? 7 £ т 1 О 7 СР 7 CO 5 . 7 1 8. "4- 1 8. 7 3 CO 1 s C*5 1
о о СМ С4 ч* 1 7' 8 •г 1 1- 1 СП со 1 QC «* 7 -3.67 8S'£— En cj 1 CM ci 1 о co’ 1 s CN* i *O of 1
о 3 го 1 й со* 1 S 7 эд со 1 £ со" 1 & сч 1 g СЧ 1 О op Oi 1 *s. cf 1 S3 7 8 G4 1 Й of 1 & 7 €4 CO 7
о LT5 с СЧ 1 * в 1 s 7 -* се 7 о 7 эд иэ 7 СЧ CO 7 fib 7 о 7 7 Ol »—• 1 8. 7 7 <o co о 1
о т •г А. т S 7 U5 7_ CI 7 •л 7 8. 1 £ 7 Ol 7 7' -0.84 T <D О 1 CO ¥- s C3
о со Сч 7 СО 7 Й. 1 о 7 СТ f эд f b- 1 & 1 vo f •n •p f Й f -0,21 +0,09 1
1О СЧ Я О о 1 -0.92 S? о" 1 со r-w о’ 1 е о 1 -0.63 ' —0,55 Ю о 1 s f c3 o’ 1 g cT i -0.02 +0.23 +0.57
О ь сч" -0.78 О г 3 т S г со т X tr ЭД 1 го f f о ¥ о n d 4- +3.46 +0,75
w 993'0- о •р о 1 OI -г f ш ЭД т ор т сч 7 M'O- о T so'g+ +0.15 8. + ’ + en cP O’ CO co rf
сч Г* 5 с< 1 со т го т сч о’ 1 -0,16 8 tr co f CJ о in' S + tfS СЧ o’ cf 1 in c> + О c> + s c5 +
о ££0'0” лн еч ст 1 о» т -0,14 г- _ Q * JL. s f | S0‘C+ I + a о 4- s о + +3,45 aO o’ <o d + о 7
ОТ» О’ fe сч 7 Сч с? 1 я 7 -0,06 § о g о* 81’0+ cn ci + £ cr> -1- *« о + о 7
Ш о* •р сг> 1 о с$ 1 § о“ +0,12 | о" + ci CO e-i o' 4- -rP.18 —3-ci + <?* ? +0.38 се —4 +
о со о 7’ m о о 1 +0.035 1+0.095 +0.15 X 04 O’ -<£. CO k Ci 4- <4 05 o’ +• *-S o* + cr> co e> *л -u
се сГ £ «5 1 S + L. ИЛИ 4 0.124! +0.18 QC OJ TQ О + +o& +0.33 +0,43 i S o’ СЧ «0 $ & o' CD 9' СР
еч о ш о о 1 УЭ о о +0.102 S о + £ o‘ + +0.30 o’ 4 ХЛ чг Cf s. о 4- IP $ о Сз 4- c 1 1
S 4- U2 о о + к-сч сГ + , 1 081'0+ СЧ СЧ + * o’ 4- +0.3I I co ¥ +0.55 1 1 1
7 к Толщина } материала * с‘ СЧ о ЭД о о 1-о s- I- i 1.0 j СЧ V3 —a О СЧ lO СЧ
ч ч
I Радиус гибки; г I 12.0 X Г-о. CJ л л Q. 2 X X S •У X X а а> X й S' S га ю 3 *-X У >> « с X X о Л СЧ со’
О'П *ч 2,93 й со’
О о 8 сч’ 3,30 ш А со
о ©>* 2,38 3,03 &> СО 3
| s's 1 2,23 8 оГ см со’ 1 3.85 1 s га
о ГО го I я о СЧ га* сГ ГО 5 о со га о ®. га
8 "Ч 8 ст* S сч 8 04 3,58 я га fe га
од сч °Ч СО ст* га* сч а о-Г сч го* га 8 «Л
го го’ 3. 1 Й ст* S е*Г 5? сч’ 3,30 8 п ъ га сч со to
2- 5 в 616 сч 3 га* го сч - со £ га* к га
ГО uff оО Z* 5 в 8 о/ Й оГ А. со см со* ж со — сч га*’ А га S uj
Ю Irf 2 S К 13. СМ с^Г £ сч £ £ со <О со я •чГ га S' го*
СЧ го" 1 Is ГО, о со ГО го сч' сч S с-Г 3,13 !S СО* оо r*f со ra*fc й- сч
о ГО" 'Я' го га, я го А. сч сч* го ©г 8 сч ст со" го ю со* ж со га»* -. го 8. го со in
ао В 5 го, 8. 2 В й 3 ст* в го сч го S го еп © со’ В *г сч о* wf
ГО £1 ст я Е- В 8 -СЧ сч сч Е оГ о ГО 8 « ст со в го со го s
©ч га’ о а 2 S. £ 8 & см’ а CJ & 81 2 с41 с**“ го” го го -р га* га га in 8 UD
о га <3 со го А — о со В го см’ а ст* го СЧ В с/ п со 8? СО 8 со’ s S8 га OJ 1О 5
СО ГО 8 О СЧ см СЧ га £ fc го 2,03 ст £ S 3. е» S СО & со &. со 8 В «а го га СЧ ю*
со «' о> о’ 3. г- 8 ж 5 в га* А. С ст- а 2? Г4 см' fe со со 3.72 3 5- S. го з. го S
ГО ГО 8 О 8 с> 8. в я —• в га в 8 Сч га* сГ з ГО га* сч" £ сч* «О га* СО’ ГО <*** 3. га* га»* го А го $ |_
еч «’ СЧ со о »ю А О сэ §1 ''я , fff л "Г я 8. ст оГ а 5 оГ го of 8 см сч со’ Й со □0 £ га** 8 irf
Q ГО* © 8 О СО о 8 SIT а. СЧ Й ’Г Г-ж га о> о еГ 8 оГ 2.33 СЧ го еГ 13 e-i 2.98 Й| 2 со’’ СО го о ст* £• в- я frf
СО оГ t8‘0 о» G о <о я. $ £ S СО о оГ га* СЧ СЧ ° СЧ Сп ГО СЧ см 5* _з е. со сч А га* »£» 1
го СЧ 0,94 о й СЧ го *га в. -- СЧ А ©/ СТ ст Б ©4 го _£< о го СЧ S. ем ГО со* В J
СЧ СЧ 5 о S. S’ ж в £ 5- я oi * ' в СЧ го СЧ ci со |£ j _
|0о| га S о Гога, СЧ го & СЧ а>. 5 8 га» СЧ г-» го сГ о СЧ 8 ст* 8 °? и г*
го. го. Ч а S. «ч Й. ст 8 с/ S сч S еч
СЧ •н га. S. со ?- о -ft 1 J
О. го 3,
Тод шит материала, а о ГО* с** со га со* ГО го © го СО го °, га* СЧ га* ГО га’ со А го СЧ го* го го* го © ш ^_г' о . «г; to го о <-г 1 =. 5'
-, -1-
Пример. Определить длину развертки для детали, изображенной да черт. 109
Согласно табл. 19 Lp=/+6+y. где I н Л —длины прямых участков гнутой детали.
у —находим по табл. 50а.
При s«=4 лг.« н г«=3.5 мм у «-1,22 лл /-р=504-40+1,22«»91, 22 .н.и
35.0.6. Если в рабочем чертеже детали задним односторонние допуски, то для подсчета длины развертки эти допуски должны быть пересчитаны на двухсторонние. с сохранением заданного поля допуска. При этом должны быть также пересчитаны номинальные размеры детали (черт 110)
Черт. ПО
Рязмсры и допуски «я чертеже Технологические размеры и допуски
35.0.7. В табл. 51 и 52 приведены формулы для расчета длины развертки гнутых деталей при различных исходных данных на рабочем чертеже н различных формах сопряжений.
Та блица 61
Продолжение
Примечание, х — коэффициент, определяется пи табл. 48.
Таблица 52
Эскизы llcxu.niije данные Требуется найти Решение
* -Z т л 1 © / - « 1g т
\-ь / ц.
- со ±-г й, 1 <о| Л 1 в со. а- 8- «7 «89- Г sir "J = — |' /« - Л1 о = 90'’ —(₽+7) <t=.(ft — s)ctg9
h -W «в»
1 Ал, I г а Л , I Slno -у Л =. 1 г* — 1'
- <Л- - Л г 1
г 1= Г ri _Л«
?’ г Л’ + <> г ~ 2Л, 11
Продолжение
Эск1иы Исходные данные Гребустен найти Решение
1 / г Л а Л г — Г- (г — г,)« — (/ — г*)» 1 — г, Sin а »= —
X -<rl Л 1 Гх /* 4- Л* — 2hr Г1 ~~ 2(1 — г)
h I г I3 + Л1 - 2/г, г “ 2(Л - г»)
I — »-tg-2-
/. =
h tET = —
lg8
а = 180’ — (I + «) Р = 90’ — а
R“
Л,=
— Л
g? = в = £ДГ + ₽
•ет=”7~; *е»
180’ —
Продолжение
Эскады
Исходные данные Требует ся найти Решение
Л 1 а Р 7 /1 к 1, f'. • 7 = 90° — о — 3 (f—л cos р i_ /* sin т г ® 2 (Й—ftgn) COS а > ° sin 7 r ® 2 . <Л — /«go) cosa Slop Zl“- sin, + 'cos? (ft — I g a) cosa.cosP Л1 — — r sin? * sin 7
а 1 f==rclg
Продолжение
Зскиаы
1 Исходные данные Требуется найти Решение
Л /. г А 1 а i 1 1 ГН*;; | 0* “ ° 0> + и II II « " а“ « « с В " >
К 1 г rt а ₽ А Л '1 ,ga = т-р- SO —а а , Р А = ] /1 + Л* — г ,£ 2 — г,,е ~2 р Л = Л| + п *К "2" — г «1 l + riR-j- — г.
Л /
Дж= ) р — (Г4-Г,)«
-» РЧ-Л’-2Л(Г+ г>)
а = 9(F - (3 b Ч
• h 1 h г + *•!“ Л л /| h tg3 = -i~ /1 = г /»4-л* -л«в-|-
1 г 4- п — h 1з а л sin в = - li= » 1'-^
Продолжение
35.0 8. Размеры разверток гнутых деталей, рассчитанных по формуле (47), следует уточнить опытным путем в случаях.
а) когда в одном штампе совмещены две или несколько гибочных операции (черт 111 и Н2.о).
б) при гибке ушков, петель и т. п. (черт. 112.6);
в) когда допуски на размеры гнутых деталей меньше допусков 5-го класса точности.
Необходимость уточнения размеров разверток вызывается смешением нейтральной ливни в процессе гибки вследствие колебания механических свойств материала, различных условий трения на контактных поверхностях обрабатываемого материала и рабочих деталей штампа н т п.
Черт. 11!
Черт 112
36. УГЛЫ ПРУЖИНЕНИЯ ПРИ ГИЬКЕ
36.0. 1. Гнутые детали после снятия со штампа распружпннваются, т е. упруго изменяется угол гибки па величину угла пружинения Да (черт. 113)
Черт 113
36. 0. 2. Угол пружинения зависит от меха ннческнх свойств и толщины материала, радиуса гибки, формы детали и способа гибки (свободная гибка или гибка с калибровкой). На черт. Н4.а приведена свободная гибка, в на черт. 114,6 гибка с калибровкой деталей V-образной формы
Черт. 1 И
36. 0.3. Углы пружинения (средние значения) при свободной гибке V-образных деталей приведены в табл. 53—56, а также на диаграммах (черт. 115—119).
Средние значения углов пружинения при гибке под углом 90 деталей нз латуни- алюминия ципка и бронзы (без калибровки) при всдеиы в табл 53.
Таблица 63
Материал Отношение внутреннею радиуса гибки к толщине материалд — £ При толщине материала, мл
До 0.8 Си 0.8 до 2 Со. 2
Угол пружинения
Латунь, алюминий, цивк До I 4° £ О’
От 1 до б Б° 3 Iе
Св. 5 €’ 4 2°
Латунь тнертая (с/. > > 35 кге/ж**) Бронза твердая До 1 Б’ 2’ 0’
От 1 до 5 6е 3’ Iе
Св. 5 8 ь* 3’
Средине знаиепия углов пружинения при гибке деталей нз легированных сталей (без калибровки) приведены в табл. 54.
Таблица 54
Марка стали Отношение ннут-peiiuero радиуса гибки к толщине Угол гибки
120' 90° 60’
мйис|,1иала — Усол пружинения
ЗОХГСА отожженная I 1 2’ 230'
3 2" 3’ 4
5 3“ 4"30’ 5 30'
8 5° 6’30’ 8°
10 6° 8“ 9°30'
Жаропрочные стали I Г 1°30' 2*
Х18Н9Т и Х23Н18 3 2 3° 3’30*
Средние значения углов пружинения ори гибке деталей нз дюралюминия (без калибровки) приведены в табл 55.
Таблица 55
I Отношение внутреннего радиуса Отожженный На гартовая ны Л
Угол гибки
Марка сплава гибки к тол типе ма- 120 90’ 60° 120’ 90° 60°
терналл —
$ гол пружинения
Д16 2 ГЗО' 2’30' 3’ 3’30’ 4’30' 6”
Б 2'30’ 4’ 5° 6’30' 8 30' 10°
8 4-30' 5 30' 6’30* 10’ 12° 14°
10 б’ 6°30' 8' 12“ 14’ 16s
В95 3 2’30' 3’ 3 30' 7е 8 30' 9®
5 3 30 4 5° 8’30' 1Г30 13 30'
8 5’ 6’ 7’ 13’30' 16 30 19°
10 5’30' 7“ 8° 16’ 19° 22’
СреДнЪе значения углов пружинения Ди при гибке деталей нз титановых сплавов (без калибровки) приведены в табл. 56.
Таблиц.। 56
Марка сплава Отношение внутреннего радиуса гибки к толщине материала —— Угол пружинения при температуре гибки
20’ С 300° с 400° С 600—750® С
| BTI < 2 4 6 8 10 12 8- 12’ 10—14 12—16 16—20" 20—25’ 25—32* 2-5* 5—8’ 7- 10’ 10—12’ 12—15’ 16 20" о о п Ь» &Э . С*Э Л 8С — 1 1 1 11 — С01Д-ЗОМ —
I 1 ВТ5 2 4 6 8 10 12 10 15 12—17 14—20® 2D—2-1* 2-1—30° 30—38° — 1 30'—Б ’—6 6— ю 10 -|4 i4--:s’ 18—201 0’30'— 1" 0”30'—1° 0"30'—I 1—2’ 1“30'—SJ 2"30'—3“ —
Примечание к табл. 53—56. При гибке V-образных деталей с подчеканкой (черт 114) табличные кення углов пружинения принимать е коэффициентом 0,75—0.8. а при гибке U-образных де i а лей— с ко>ф-писитом 0.8 4-0,85.
Углы пружинения Ли при 1нбке деталей из статей марок Ст 1, 08 и 10 приведены на рафике (черт. 115)
Черт 115
Углы пружинения Да прн тбке деталей из сталей марок Ст 2, Ст.З, 15 и 20 приведены на графике (черт. 116).
Черт 116
Углы пружинения \а при гибке деталей из сталей марок Ст 4 и 25 приведены на гра фике (черт 117).
Черт 117
Углы пружинения Да при гибке деталей нз сталей марок Ст.5 н 35 приведены на i рафике (черт 118)
Примечание к чертежам 115—118. Для промежуточных значений углов гибки (в пределах от 30 до *20°) углы пружинения определяются ннтерполироваии см.
« — угол пуансона и матрицы ревел углу «и по черте» г летали с учетом величины Ла— угла пру Жянеяпя: со знаком минус при положительном значении угла Ли и со знаком плюс при отрнцптелкаом значении угла Ла.
Углы пружинения Да при i ибке деталей пз стали марки i'9 приведены па графике (черт 119).
Черт. 119
36.0.4 Радиусы пуансонов гибочных штампов для гибки детален из сталей по ГОСТ 380—60 н ГОСТ 1050—60 при отношении -£->-10 приведены на диаграмме (черт. 120), а углы пружинения — на диаграмме (черт. 121)
г- радиус гибки штампуемой детали, .чл; г„—радиус пуансона мн.
Расчетная формула
-Г" —----г-,;— ; ft » 2.1 10* K.-i/MM1
О-3 й
Пример I. Определить радиус пуансона г„.
Дано г—80 мм; s=5 лсм; с,—30 кге/мм3. «
Решение. Находим на линии от точку, соответствующую от — 30 кге/мя?, на липин -----
точку, соответствующую отношению — -ДЯ- = 16. Проводим прямую через обе найденные точки. Точка пересечения этой прямой с линией будет искомое соотношение —“ 15
т. е. г„ = 15-5 = 75 ч.в
Черт. 121
г — радиус гибки штампуемой детали, мм а — внутренний угол гнутой детали, град Гп — радиус пуансона, мм ап—угол пуансона, град; Ла—угол пружинения, град
Ла = а — ац — '
Да= (180 — а) — l) _
Значения предела текучести сталей от в кгс/мм~. часто применяемых прн штамповке, приведены в табл. 57
Пример 2. Определить угол пружинения \а при — > !0.
Дано: г 80 мм\ о = 85°; г„ =75 лл (найден в примере I по диаграмме черт. 120).
Находим = 1.07.
Согласии черт 121 при = 1.07
Ла = 6 30
а„ = а —«“-Да = 85 ’ — 6 30' = 78 30'
Таблица 67
Марки сталей по ГОСТ 380—СО Предел текучести | з, кге/мм* Марки сталей по ГОСТ 1050—60 Предел текучести ст кге/мм~
Ст. 2 22 08 кп 20
10 21
Ст 3 21 15 23
20 25
Ст 4 26 25 28
30 30
Ст. 5 28 35 32
40 34
Ст. 6 31 45 36
50 38
36.0. 5. Для компенсации угла пружинен ия при гибке U образных деталей рекоменду ется применять одни из способов показанных па черт. 122 и 123. Гибку с калибровкой (черт. 122.е) рекомендуется применять для низких деталей при Н < (2 4-3) s с внутренним радиусом закругления r~s. Гибку с чеканкой (черт. 122,г) рекомендуется применять для деталей из мягких материалов толщиной до 1 мм.
начальное гппсигета Коночное положение
Припекание звниженнооо вытплкиВатепе опыдситвллю бррхмеи плоскости матрицы
Черт 122
При гибке по способу, указанному на черт. 122.<Э. верхняя плоскость выталкивал бочиого штампа должна быть ниже матрицы на величину ft. Поэтому на началыцъ, гиины,! гибки под пуансоном образуется некоторый излишек материала, который на коне ' а Рвл" дни вытесняется в углы. Разность высот (Л) подбирается опытным путем
Для гибки стальных деталей с высокими полками рекомендуется применять штампы с секционной поворотной матрицей (черт I23J., позволяющие получать гнутые изделия с пря мим углом без пружинения.
Черт 123
36.0.6. Значения углов пружинения Ла (черт. 122,а) при U-образной гибке с утонением деталей нз мягких нли отожженных материалов (односторонним зазор *^-«=0.9а) рекомендуется принимать по табл. 58
Т а б л и и а 58
1 S Марки алюминиевых сплавов Марки сталей
Д16А-Т Д16А М В95А-Т В95А-М 20 ЗОХГСА Х18Н9Т Х23Н18
•Значения углов пружинения. Да
1 — — — — —1» —0-30’ — 1 — Iе
2 0е 0’ — —2" —0'30' -1° —у-30’ —0’30"
3 +F30' +30' +7" -Г30' 0° 0» 0 О'
4 +3“ +1“ +8° —1° +30' +1’ +1» +1
Б 4-Г +1° +9° —1 + 1’30' +1 30' + 1в30' 1 +1'30'
6 -1-5* +1°30' + 10° —30' +2° + 2° +2' +2°
8 — — + 13°30' — — — — —
—
36 0.7 Прн гибке L-образных деталей с прижимом (черт 124) переднюю и прнжнмные плоскости следует располагать под углом 7й к горизонтальной плоскости, а углы пружине-пня Ди принимать по табл У?
плоскость
Черт 124
Таблица 9
Нзнмсиовэпне и марки материала Толщина материала, $ Радиус гибки, г Угод пружинения. Д»
Алюыиинсыый сплав .'116А-.М; А.МцА-П До 3 Г S 2’
Алюынинеиый сплав АМцА-М (УЗО’
Сталь 10 и 20
Бронза Бр А5
Латунь ЛС59 —1; Л62 1'30'
Сталь 65Г (до закалки)
Сталь У8гУ До 2 3°
Бронза Бр ОФ и Бр. Б2 До 1,5
Алюминиевый сплав Д16А-Т До з
Бронза Бр ОФ До 1.5 Or 3,5 до 5 5°
Алюминиевый сплав Д16А-Т Ло 2 4
37. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ РАБОЧИХ ДЕТАЛЕЙ ГИБОЧНЫХ ШТАМПОВ
37.0 I. Величина угла пуансона ап в град (черт 125) определяется по формуле
а„ = а ± [Да|, (19)
„ _ , /
где а — янутрениии угол штампуемой детали, град;
[Ла] — угол пружинения, принимаемый по табл. 53—56 н диаграммам (черт. 115—119) со знаком минус, если пружинение вызывает увеличение угла, и со знаком плюс, если пружинение вызывает уменьшение угла «.
7.0 2. В табл 60 приведены значения ра диусов закругления RM гибочных матриц а также значения глубины матриц /0 при U-обр азной гибке (черт. 125).
При толщине мате* риала до 4 мм.
При толщине ма гериала свыше 4 ли
- - — 125
37 0.3. При V-образиой гибке (угол гибки 85—95°) размеры основных конструктивны.’, элементов рабочих деталей штампов рекомендуется принимать го черт. 126 и табл 61, i p«i мер I по диаграмме (черт. 127)
Таблица 60
Высота загибаемой полки LB 1 «Минина материала, s
До 0,5 Св. 05 до 2.0 Св 2 ДО 4 Св 4 до 5 Св 5 до 6 Св. 6 до 7 Св. 7 до 8 Св. 8 до 10
Ли Ли 1о Лм I <0 1 Ли 1 /о I «м 1„ 1 Ли 1. Ли 4 Лм
До 10 2 6 3 10 4 10 — — — — — — — —
Св. 10 до 20 8 4 12 Б 15 5 20 25
. 20 . ЗБ 12 15 20
. 35 . S0 3 15 20 6 25 30
. SO . 75 20 5 25 30 35 6 35
. 75 . 100 — 8 35 40 40 7 40 8 40
. 100 . 150 35 40 50 50 50 50 10 60 80
, ISO . 200 45 55 65 65 65 Г,5
мм Таблица 61
Об'ШИйчемме КОНСТРУКТИВНЫХ 9ЛСМС11ТОО Толпнша материала, s
До 0,5 Св 0:5 до 1 Св 1 до 2 Св 2 до 4 Св 4 до 6 Св. 6 до 10
1 2 3 4 5 6
и 10 12 15—25 25—40 40 75 75-100
Примечание. Бблыиие значения Н дамы для бблыппх толщин «.
37 0 4. Наименьшие (ориентировочные) радиусы гибки в зависимости от материала и его толщины даны на диаграмме (черт 128)
37. 0.5 Радиусы закругления во впадин вх угловых матриц г> в мм (черт. 126) устанавливаются по формуле
r,-(0.6^Or§)(/?n + s). (50)
37.0.6 В гибочных матрицах особенно при калибровке, реком< идуется применять вставки (черт 129)
Черт 127
------ Кривые для материалов с оц~ 10—20 кг< /мм* Крнпис для материалов с ов—30—50 кгс/мм*
Черт 128
/—кривая пля меди. ов—24 кгс/мм*. 2— кривая для латуи|1, иВ“30 кгс/мм*-, 3—кривая для стальной ленты глубокой вытяжки. Он —30—36 nd Мл4; 4— рнвав дли листовой стали. ов—30— 35 кеь/млг
Конструктивные размеры вставок: •
а=15-~30э (в зависимости от толщины и твердости материала);
Л —3s, но не менее 15 мл»;
fti=S, > » » 5 лии;
/= 1 s.» » » 0,5 мм;
«1
/?м =—7/?n 0,4*’s (для алюминия и меди); l51a)
I ,oZ
Ru (для других металлов) (516)
37. 0 7 Величина зазора z между матрицей и пуансоном принимается равной двойной толщине материала с учетом максимальною плюсового допуска нз толщину.
При гибке точных детален, с целью уменьшения угла пружинения, рекомендуется принять зазор:
а) для цветных металлов — по наименьшей толщине материала (т е. с учетом минусовою допуска на толщину материала);
б) для черных металлов—по номиналь ной толщине материала.
37.0.8. Исполнительные размеры матрицы н пуансона £.ни Ln в мм штампов для U-образнон гибки подсчитываются но следующим формулам*
в) если па чертеже детали указан допуск на наружный размер (черт. 130),
i, . (52)
пуансон пригоняется к матрице с зазором z;
б) если на чертеже летали указан допуск на внутренний размер (черт. 131),
Л, = А. 2 (53)
--йг
матрица пригоняется к пуансону с зазором z.
bj±Z)
Черт. 131
С формулах 52 и 53 приняты следующие обозначения:
L', Lu — номинальные размеры штампуемой детали, .ил;
А». 6п—допуски на изготовление матрицы и пуансона, Л3 и Сз.
37.0.0. Гибочные штампы средней сложности н сложные, а также для точных деталей следует нроектнрорать с направляющи мн колонками.
37
I 0 При фиксировании заготовки в гибочном штампе по отверстиям следует при фиксаторы с приемным конусом (черт 132).
Черт. 132
/ — пуансон*. 2 — фиксатор МН 846—60; 3 — лршкы м-выталхи ватель; 4 — матрица
37 1 I Для гибки U-образиых и подобных деталей рекомендуется применять штампы с прижимом (черт. 132).
37. 1.2. LJ-образные детали могут быть получены с неодинаковой толщиной средней и боковых полок за счет утонения последних.
Схема штампа для гибки с утонением приведена на черт. 133.
Черт. 133 / — мат ркца; 2 — прижим
. 25—30;
20—25;
27—35
37 1.3. Максимальное утонение боковых полок гнутых деталей в процентах: из мягкой стали » латуни .
* » алюминия
37. 1.4. Гибка с утонением вызывает упрочнение (наклеп) деформируемых участков и >ует значительно большее усилие но сравнению с усилием, подсчитанным по формуле (54).
7 1.5 При гибке с утонением пружинен ие ничтожно мало
38. ШТАМПЫ ДЛЯ ГИБКИ СЛОЖНЫХ ДЕТАЛЕЙ (С ЗАМКНУТЫМ КОНТУРОМ)
38.0 . 1. К гнутым деталям с замкнутым контуром относятся детали типа петель, трубок. закрытые многогранные гнутые детали и т. п. Гибка таких деталей производится как в одну, так и в несколько операции.
38.0 .2. На черт. 134 изображен штамп для окончательной гибки (завивки) петля после предварительной подгибки по радиусу, равному радиусу отверстия петли При окончательной гибке петли необходимо учитывать ушире пне детали по торцам.
Черт. 134
38 0 3. Па черт 135 и 136 изображены деталей с замкнутым контуром гибки
штампы для окончательной гибки различных
Заготовка
Деталь после гибки
Черт. 136
38 О 4 На черт. 137 показана конструкция комбинированного трубок из ленты за один рабочий ход ползуна.
штампа для изготовления
30 РАСЧЕТ УСИЛИЯ ГИБКИ
30 0, I. Усилие гибки Р в кге (без калибровки) определяется по формуле Р 1„25зJLsK .
где о„ — временное сопротивление- кге/мм7-,
L —суммарный длина липин гибки, лл (черт. 138).
х —толщина материала, мл<:
К — коэффициент (табл 62).
(54)
Таблица 62
О.! Р.?5 0.Б 1 1.5 2 3 4 5 10
к 1 0.55 0,48 0,40 0,30 <5.25 0.20 0.16 6.12 0.10 0.06
Длина линии гибки, L
Суммарной длина линии гибки. L — I + Л
Черт. 138
39. 0. 2. В случае гибки с прижимом (черт. 139) для определения общего усилия к усилию гибки прибавляется усилие прижима F„T в кгс. определяемое по формуле
Р„р-(0Л5-=-0,3)Р.
(55)
где-f3 — по формуле (54).
Черт 139
39.0.3. Усилие, необходимое для одновременной гибки и калибровки Р*вкгс (черт. 140), подсчитывается по формуле
Рк = Fq . (55.1)
где F—проекция площади соприкосновения калибруемого изделия и пуансона. н.чг q — удельное давление (табл. 63).
Черт. МО
Таблица 63
Наименование и марка материал» Удельное давление С, жге/мм»
Алюминий 6
Латунь 10
Сталь 10, 20 12
Сталь 25. 35 15
Титановый сп-ъзв ВТ1 21
Титановый сплав ВТ5 25
39 0.4. Во избежание поломки деталей пресса на операциях калибровки необходимо предусмотреть амортизирующее предохранительное устройство с кольцевыми пружинами (черт. 141).
Расчет кольцевых пружин дай в разд 72.
Черт. 141
40. ШТАМПЫ ДЛЯ РАЗВОРОТА
40 0. 1 Штампы для разворота применяются для изготовления изделий, подобных изображенному на черт 142. Разворот производится вправо н влево, в зависимости от формы детали
40 0. 2 Схема штампа для разворота плоских детален показана на черт. 142 В штампе необходимо предусмотреть два фиксатора по концам летали для обеспечения се правильного положения в начале операции
Черт 142
40 О 3. Пуансоны в матрицы штампов дл я разворота следует конструировать секционными для облегчения нх обработки г
40.0 4. Ширина Ь (черт. 142) рабочей поверхности пуансона и матрицы должна быть равна ширине полосы с учетом плюсового до пуска по ширине. Рабочий профиль пуансона и матрицы должен быть симметричным
VII. ШТАМПЫ ВЫТЯЖНЫЕ
41. КЛАССИФИКАЦИЯ ВЫТЯЖНЫХ ШТАМПОВ
'41.0. I. По характеру деформации разделяют вытяжку без утонения (черт. 143,а, б, о, г в д) и с утонением (черт. 113.е).
Для вытяжки без утонения применяют шт ампы:
а) с прижимом (черт 143, a. end);
б) без прижима (черт 143,6 и г).
41 .0.2. Для большинства полых деталей требуется несколько операций вытяжки, в связи с чем различают штампы:
а) для вытяжки из плоской заготовки (черт 143,а и б);
б) для 2-й и последующих операций вытяжки (черт. 143,в, г и й).
41 .0.3. При наиболее часто применяемом прямом методе вытяжки материал протягивается в одном направлении (черт. 143.а, б. в, г и е). При метоле обратной вытяжки материал на второй или последующих операциях протягивается а противоположном направлении (черт. 143,д).
41 .0.4. По конструкции прессового оборудования различают вытяжные штампы для прессоа:
а) двойного (тройного) действия (черт. 143,а. вид);
б) простого действия с буферным устройством (черт. 152);
в) простого действия без буферного устройства (черт. 143,6, г, в).
Черт. 143
П р и м е ч а и и е. Стрелками указано направление действующего усилия пуансона и прижима.
>41.0.5. Пакеты вытяжных штампов для круглых и прямоугольных деталей предусмотрены по МН 4399-63—МН 4432-63.
42. ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ЗАГОТОВОК ПОЛЫХ ТЕЛ ВРАЩЕНИЯ ДЛЯ ВЫТЯЖКИ БЕЗ УТОНЕНИЯ
42.0 . I. Исходной формой заготовок для вытяжки полых тел вращения является круг.
42.0 .2. За основу расчета диаметра заготовок для вытяжки тел вращения принято равенство поверхностей исходной заготовки н готовой детали с учетом припуска на обрезку.
42. I. Припуски на обрезку
42. 1. 1. Вследствие неоднородности металла верхние кромки деталей (черт. 143,6. в. г. д,е). а также края фланцев у деталей с фланцем (черт. 143,а) после вытяжки получаются неровными.
При расчете размеров заготовок необходи мо учесть припуск А// на обрезку детали но высоте нлн AD иа обрезку (обточку) неровных кромок фланца детали.
42. 1.2. В табл. 64 и 65 даны величины пр ннусков на обрезку при вытяжке цнтнндрИ' ческих деталей без фланца и с фланцем.
Таблица 61
лен
Высота детали, Н Относительная высота детали без фланца
От 0,5 до 0.8 Св. 0.8 до 1.6 Св. 1.6 до 2,5 Св. 2.5 до 4
Припуск ДН
10 1,5 2.3 3.0
20 2.2 3.0 3,7 4.5
50 3.5 4.5 6.0 7.0
100 5,0 6,5 8.5 10.0
1ГО 6.5 8,0 10.5 12.0
200 7,5 0.0 12.0 15.0
250 9.0 н.о 13.5 16.0
300 10.0 13.0 15.0 18.0
мм Таблица 65
• Диаметр фланца Dj, Относительны ii диаметр детали с фланцем а
До 1.5 Св. 1.5 до 2 | Св. 2 до 2.5 Св 2,5 до 3
Припуск A£>j> на сторону
25 50 100 150 200 250 300 2.5 4.0 5.0 6.0 7.0 8.0 9.0 2.2 3.0 4.5 5.0 6.0 7.0 7.5 2.0 2.5 37 4,0 5.0 5.5 6.0 1.5 2.5 3.0 3.5 4.0 4.2 4.5
Примечание Дли Детален толщиной л < 0.6 ч.и припуски по табл. 61 н 65 следует увеличит, на 30
42 2 Методы расчета диаметров заготовок
Для опречелення диаметра заготовки следует применять аналитический и графоаналн тнческнй методы расчета.
Аналитический метод
45.2.1. Расчет заготовки ведется по срединной поверхности детали. Для определенно диаметра заготовки следует подсчитать всю поверхность обрабатываемой детали, исходя из величины суммы поверхностей составляющих простых геометрических элементов (черт. 144).
Л
Черт. 144
Срединной поверхностью детали называется поверхность, делящая толщину стенки покатам.
Сумма площадей отдельных геометрических элементов X/ в м.н® приравнивается к площади 331 отопки F-,, т. е.:
V - fl + А +А + - • -}- А - г, = , (56)
гдеfi, f2, fz . f„— площади отдельных геометрических элементов (табл. 66).
Согласно черт. 144 н табл. 66 площади элементов равны
— 4r.) ;
/i = 4rr(Kj»+4r):
A = v<
Диаметр заготовки согласно формуле (56)
О,-1,13 PF .
В табл. 66 приведены формулы для опред елення объемов н площадей боковых поверхностей изображенных фигур в целях облегче ння расчетов площадей отдельных гсометрт -четких элементов сложных штампуемых детал ей.
Продолжение
11<>11ыснона ния геоыег
Продолжение
Площадь Основой поверхности f
Эскизы
Объем V
Форма 1
Часть сферического кольца (hoi путая)
Четверть гфернчсско-ю кольца (пынуклли)
Л -=г
Часть сферического кольца (выпуклая) при
Ианмемооа-щя геометрических фигур
Часть сфс-I ричсского , кольца (вогнутая) I при 1кг.
(3rd — Яг
180"
Л = Г - Slrra
Часть сферического кольца (выпуклая) при 1кг. Форма II
Часть сферического кольца (выпуклая) tpi 1К.Г.
Форма 111
мюрическо-1 го кольца (вогнутая) при й- г
'OpNll I
меть фе-рического кольца I(погнутая) ! при h г j Форма 11
12 (3rd + 8г)
г (dl + 2гй)
1 “ "180° h = г sin а
180°
Л = Г (I — COS в)
it (dl -f- 2гй)
Г [cos P— CoS (a 4- P)J
-j-(nd « 4r)
я (dl — 2гЛ)
K(dl~ _rh)
WF й = - (1 — cos я)
n (dl — Jr/i)
/= — - -IW
ГсияЗ — cos(3 + «Н
Форма тел вращения
Диаметр заготовки D, высота h
г 0.5s
D»=l
Л
Продолжение
Диаметр заготовки £>„ и высота h
Ч’орма тел вращения
r<O,->s
Г| с OJSs
I ‘2r.rdt + вг*
У dt 4- 2r{ «Z + 4г)
г < 0.5s
— W»)
М»
Продолжение
Форма тел крашения
r<fi$s
r<0.5s
Сфера. R =~*
Диаметр заготовки D, и высота h
а.
Л
orc sin + “Itfifta + 8гЛ;
Примечание. В случае вытяжки с последующей обрезкой к номинальным размерам высоты или диаметра фланца готовой детали необходимо прибавить величину припуска на обрезку.
Cptpa R
Графоаналитический метод
42. 2 3. Графоаналитический метод приме няется в основном для расчета заготовок сложных тел вращения Порядок расчета следуют нй:
а) вычертить в натуральную величину нли в увеличенном масштабе половину детали по средней липин с учетом припуска на обрезку;
б) контур детали разделить иа отдельные элементы. Криволинейные участки делить на небольшие отрезки, которые условно принимаются за прямолинейные (черт. 145);
в) по масштабу чертежа определить длины отрезков Л, Is. Л • - • • 1п и расстояния ог гров тяжести до оси вращения pt. Ог. Оз • • • On!
г) определить и нанести на чертеж центры тяжести S каждого отрезка, которые пахо-
в середине этих отревкон;
д) вычислить радиус вращения /?св мм центра тяжести кривой (образующей тела вращения) по формуле
п 6?t + f«fe+Т»?а 4-. . . 4- /пря Х/р '
= /,+д+7.+ :
е) определить поверхность тела вращения М в мм-, образованную вращением кривой АВ (черт. 145) вокруг осн X—X.
М 2*RJ- , f (58)
где /?с — определяется по формуле 57;
L 21— дл! на кривой, определяемая по масштабу чертежа, мм;
ж) на основании равенства поверхности Л1 штампуемой детали площади заготовки
находим
£>.«) 8/?Д.‘ . (59)
Подставляя значения
Rc = и L = 21,
получим
О, = )^8Хф. (СО)
42.2.4. Для ускорения графоаналитических расчетов в табл. 68 приведены размеры диаметров заготовок Ь3 в зависимости от величины S/q.
L/? = /,р, + Лр2 4- Zapa 4- ... 4- ZBPn «
где 21 q— сумма произведений длины каждого участка кривой па расстояние центра тяжести до оси.
мм Таблиил 68
£>;. °- '-If Оз -if В,
20 50 47 276 74 684.5 101 1278
21 55 48 285.5 75 703 102 1300
22 60,5 49 300 76 722 103 1326
23 66 50 312,5 77 741 101 1352
24 72 51 325 78 760.5 105 1378
25 78 52 338 79 780 106 1404
26 81,5 БЗ 351 80 800 107 1430
27 91 54 364,5 8| 820 108 1458
23 98 55 378 82 840.5 109 1485
29 105 56 392 83 861 ПО 1512
30 112,5 57 406 84 882 111 1640
31 120 58 420.5 85 903 112 1568
32 128 59 435 86 924.5 113 1596
33 136 60 430 87 946 111 1624
34 144 5 61 465 88 968 115 1653
35 154 62 480.5 89 990 116 1682
•36 162 63 496 90 1012,6 117 1711
37 171 64 512 91 1035 118 1740
38 180.6 65 528 92 1058 119 1770
39 ,90 66 514.5 93 1081 120 1800
40 200 G7 561 94 1104.5 12! 1830
41 210 68 578 95 1128 122 1860
42 220,5 69 595 96 1152 123 1891
43 231 70 612.5 97 1176 124 1922
44 242 71 630 98 1200 125 1953
45 253 72 646.5 99 1225 126 1984
46 261,5 73 666 100 1250 127 2016
Г1/>одомкт«е
». S/f L°' -If 1 D- Xlp °’ X/?
128 2048 155 3003 182 4140 218 5940
129 2080 156 3042 183 4186 220 6050
130 2112 157 3081 184 4232 222 6166
13! 2145 158 3120 185 4278 224 6272 1.
132 2178 159 3160 186 4324 226 6384
133 2211 160 3200 187 4371 228 6485
1 134 2244 161 3240 188 4418 230 6612
135 2278 162 3230 189 4465 232 6715
136 2312 163 3321 190 4512 234 6844
137 2316 161 ЗЗГ2 191 4560 236 6962
138 2380 165 3403 192 4608 238 70aO
139 2115 166 3414 193 4656 240 7200
140 2450 167 3486 194 4704 242 7320
141 2485 168 3528 195 4753 241 7442
142 2520 169 3570 196 4802 246 7364
143 2556 170 3612 197 4851 248 7688
1 14 2592 171 3655 198 4900 360 7812
145 2628 172 3698 199 4950 252 7938
146 2u54 173 3741 200 5000 254 1 8064
147 2701 174 3784 202 5100 256 8192
148 2738 175 3828 204 5202 258 8320
149 2775 176 3872 206 5304 260 8450
150 2812 177 3016 208 5408 262 8580
15! | 2850 178 3960 210 5512 2Gl 8712
152 2888 179 1 1005 212 1 5618 й'« 8844
!53 ; 2926 180 4050 214 5724 268 8978
15-1 2964 181 4095 216 5832 I 270 0112 j
РТМ 34—65 Штампы для холодной листовой штамповки. Расчеты и конструирование
Продолжены
D »₽ Оз -4 1 °- ~1Р 1/₽
272 9248 335 14928 410 24200 515 37128
274 9385 340 14450 445 21753 550 37812
276 9522 345 14878 450 25312 535 38503
278 96G0 350 15312 455 25878 560 39200
380 9800 355 15753 460 26450 565 39903
282 9940 360 16200 465 27028 570 40612
284 10082 365 16653 470 27612 575 41328
286 10224 370 17112 475 28203 580 42050
288 10368 375 17578 480 28800 585 42778
290 10512 380 18050 485 29403 590 43512
292 10653 385 18528 400 30012 595 44253
294 10804 I 390 19012 495 30628 600 450(10
296 10952 395 19503 500 31250 610 46512
398 11100 400 20000 505 31878 620 18050
300 II250 105 20503 510 32512 630 49612
305 11623 410 21012 515 33153 640 51200
310 12012 415 21528 520 33800 650 52812
315 12403 420 22050 525 34433 660 5415»
320 12800 425 22578 530 35112 670 56112
325 13203 430 23112 535 35778 680 57800
330 13612 435 23653 540 36450 69Q 59512
42 2. 5. Ниже приведены вспомогательные таблицы для расчета размеров заготовок.
Расчет элементов душ Таблица 69
/, = 2/?sin-^- = 2 | ?Rh h*
h = АЦ1 - cos = R - | R*--------------
OS^-R-J , / где /i — длина хирды. мм;
I — длина дуги, мм: h — стрелка. м.м;
<55 — расстояние до центра тяжести, мм;
S — центр тяжести дуги.
Пример. Опреаечнть глину iyrn / при /?“ 16.5 мм и «=33 15'
Реше и е а 7. /“/</? “0.580-16.5 “9.57 мм.
33" 15’ 0.576 0.001
33'1.5’ 0 580 мм
Мина дуги /п> мм при R 1 ММ II а 90
а. грао я. мин
* /о а Л, | а /« | ° Л> 3 • /. || «
1 0,018 24 0.419 46 0.803 1 69 1.204 1 — 21 | 0006 41 0.012
2 0035 25 0,436 47 0.820 70 1.222 2 — 22 0.006 42 U.UI2
3 0,052 48 0.838 71 1.239 3 1 <».00l 23 0.007 43 0,013
26 0,454
* 0,070 49 0.855 72 1,257 4 0.ЖН 24 •1.007 44 0.013
27
б 0087 0,471 50 0.873 73 1.274 5 ЦЦ01 25 0 007 45 0.013
6 0.105 28 0.489 51 0,890 74 1.291 6 0.002 26 0.008 16 0.014
7 0.122 29 и.зоб 52 0.908 75 1.309 7 0,n»2 27 0.008 47 0.014
» 0.140 30 0 524 53 0,925 76 1,326 8 0,002 28 0.008
48 0.014
1» 0.157 31 0,541 54 0.942 77 1,344 9 0.IW3 29 0.009
49 П.01Б
«| 0.174 32 0,363 55 0.960 78 1.361 10 O.UU3 30 0009
11 0.192 33 0.576 56 0,977 79 1.379 ll 0.003 31 Q009 50 0,015
12 0.209 34 0.593 57 0.99a 80 1.396 12 0.003 . 32 0.009 51 0.01Б
13 0.227 35 0.611 1.012 81 82 l,4|4
13 0u04 33 0,010 52 0 015
И 0,244 56 0.628 59 1.030 I 131
15 0.262 37 0.646 60 1.017 83 1.4 19 14 0004 34 0,010 53 0.016
0.279 38 0.663 61 1.065 81 1.444 13 0,001 35 0,010 14 0.016
17 0.297 39 0.681 62 1.082 85 1.183 16 0.005 36 0.011 6 0.016
18 19 0.314 40 41 0.698 63 1.100 86 1.591
Л7 0.005 37 0. 11 56 0.017
0,332 0.716 64 1.117 87 1.518
SO — 0.349 42 0.733 65 1.134 88 1.535 18 0,005 38 0.011 U.0I7
я я 0.366 43 0.750 66 1.152 89 1.553 19 0.006 39 0.012 58 0.018 J
0,384 4-1 0,768 67 I 169
90 1.571 20 o.oee 10 0.012 59 0.018
п 0.401 4Б 0.785 68 1.187
Определение длины nyiH / при а —90
Таблица 70
II р и ы « р. Определить длину дуги / при R•“41.25 мп. I* с ш с и и е:
Я l9tf
II П.2 0.0’» 61,10 0.31 О.ОИ
11.25 мм 61.79 мм
мм
R 1 R Л.<Г R 6*. R Аг
0.01 0.02 13 20.12 42 65,97 71 111.52
0.02 0.03 Л 1 * 21.99 43 67.54 72 113.09
0.03 0,05
15 23.56 4! 69.11 73 114.66
• 0.01 0.06
0.05 1 0.08 16 25.13 15 70.GR 74 116.24
0.06 0.09 17 26.70 1« 72,25 75 J 17,81
0.07 1 0.Н 18 1 28,27 47 73.82 76 119,38
0.08 0.12 19 28.84 48 75.40 77 120,95
0.09 0.14 20 31.42 49 76.97 78 12252
0.1 0,16 21 32,99 50 78,54 79 12-1.09
0.2 0.31 22 34.56 51 80.11 80 125,66
0.3 0,47 23 36.13 52 81.68 81 127.23
0.1 0.63 21 37.70 53 83,25 82 128.80
0.5 0.79 25 39.27 54 84.82 83 130.37
O.Ti 0.91 26 40.84 55 86 39 84 131,94 '
0.7 1.10 27 12.41 56 87.96 85 133.52
0.8 1.26 28 43.98 57 89,53 86 135.09
0.0 1.11 29 45,55 58 91.10 87 136,66
1 1.57 30 47.12 59 92.67 88 138.23
2 3.14 ai 48.69 60 94.25 89 139,80
3 4.71 32 50.26 61 96.92 90 141.37
4 6 28 33 51,84 62 97.39 91 142.94
6 7.85 31 53.41 63 1 98.96 02 144.51
г> 9.42 35 | 54 98 64 100.53 93 146.08
7 11.00 36 56.55 65 102.10 94 147.65
8 12.57 37 58.12 66 1 103.67 95 149.22
Я 11.11 38 59.69 67 105,24 96 150.79
10 15,71 39 61.26 68 106.81 97 152.36
II 17.28 40 62.83 69 108,38 08 153,94
I2 ! 18.85 41 1 64.10 ,70 109.95 99 155 51
Определение расстояния А центра тяжести дуги от осн У— У при « 90°
Таблица 71
у Пример Определять величину Л для R—52.37 лм
0 \>q R А
<s
52 0.3 0.07 33.12 0.19 0.05
г 52.37 мм 33.36 лл
ММ
R 1 А R R л R Я
0.0| 0.01 13 828 42 26 75 71 45.22
U.02 0.01 14 8.92 43 27,39 72 45.86
003 0,02
0.04 0.03 15 9,55 4-1 28.02 73 46,49
0.05 0.03 16 10.19 45 28.G6 71 47.13
0.06 0.01 17 10.83 46 29,30 75 47,77
0 07 0,05 18 11 4G 47 29.93 76 48.41
0.08 0.05 19 12.10 48 30.S7 77 49 05
0,09 0.06 2о 12.74 49 1.21 78 49 69
I1. 0.1 0.06 21 13.37 50 31.84 79 | 50.32
0.2 0.13 22 14 01 51 32.18 80 50,95
0.3 0.19 23 14.65 52 33.12 81 51.59
0,4 0.25 24 15.29 53 33.76 82 52.23
0.5 - и 0.32 25 15.92 54 34 39 83 52,86
о.е 0.38 26 16 56 55 35,03 81 53,50
1-.7 0.45 27 | 17.20 56 35.67 85 54,13
11.8 0.51 ЗВ 17.83 57 36,30 • 86 51.77
0,9 0.57 29 18.47 58 36.94 87 65,41
1 0,61 30 19.11 59 37.58 88 65.05
2 1.27 31 19.74 оО 38.21 89 66.6b
3 1.91 32 30.38 61 38,85 90 67.32
4 2.55 33 21.02 62 39,49 91 67.96
5 3.18 31 21,65 63 40,12 92 58.59
С 3.82 35 2° 29 64 4(1,76 93 69.23
7 1.46 36 22.93 6» 41.40 94 59.87
8 5,10 37 ' 23.57 66 42.01 95 60,51
Ц 5,73 38 24.50 67 42,67 9ч «1.15
1 •<> 6.37 39 24.84 68 43.31 □7 61.79
1 п 7.01 1и 25.48 69 43.95 9с 62.43
12 7.64 41 М 1 44.5b J 99 | 63.06
Определение расстонния .4 центра тяжести дуги от оси К—Y при ц<ВО
Таблица 72
Пример. Определи гь . ветчину А при мм и тИ1 а-25 W Решение: .4—.4о/?— ум -0.969-20= 19 ЗЯ лл. где \ Ли в мм — рассчояннс центра тяжести дуги от осн 1 — У при /?— 1 и-и. Л Y * Пример. Определить величину Я1 при /?—25 .«.и. а—38°. Решение: .41—Л|,/?••> —«.320-25—8 их. где Zt<1 и А мм рясстонинс иситра тя жести дуги от осн У—У при 4&g^ /?— 1 чж У * 0
V
0
/7 1
а А, ММ а и. мм а мм а А. ММ X И'о ММ « мм
ЙО 0.955 60 6! 0,827 0,821 г 0.256 6(Г 0.478
1 1,000 31 • 32’ 0.952 11.919 Iе 0 009 0.264 61 0.484
ill 1.000 62 о.ыб 0.810 2° 0.UI7 32 0.272 62 0.4 М
1.0С0 33 34 i),‘.<46 <1.9-12 0.939 63 3" 0,626 33 0,280 63 0497
4 0,99!) 61 0.805 г 0,035 34 0.288 64 0.503
б" «909 35 65 0.79* 1_ Г 5" ММ3 35 0.296 65 0,509
6' 7^ н 0.9*18 0.998 0.997 36 37- 0.936 п.932 66 67 0.7‘Л U.78i 6 7 О.052 0,061 36 37“ 0.304 0.312 66 67° 0.515 0.521
38 0.929 68“ 0,781 8 0.070 38 0.320 68 0.627
9 0.996 39 0.925 <ИГ 0.77/ 1 9~ 0.076 39° 0327 69 0.533
10“ . 0.996 40 0 921 70 0.76* 10' 0,087 40 0,-335 70 0,538
И 0.994 41 0.917 71- 0.763 11 O.U9® И 0.313 71 0.544
12я 0.9МЛ 42 43 n.913 72° 0.757 12 0.104 42’ 0,350 72 0.550
13 • 0.993 0.909 73 7Г 0,751 13“ 0.113 43° 0.358 73 0.555
14 15" 0.990 44 0.905 0.74/ 14 0 122 44' 0.356 74‘ 0.561
CI.WV 45 O.Wl 75 0.731 15 0.130 45 0.373 75 0566
16 0,967 «.JB5 46 0.895 76 0.731 16 0,139 4б° 0,380 76я 0.572
171 17 4b 0*91 0.887 77 78' 0.725 0.719 17 0.147 47 0.388 77' 0.577
ia* 0.984 18 0.156 4» 0.395 П: и.582
19 0.982 -IP' 0.883 79 0.712 19 0J64 49а 0,402 79 0.587
20 0.980 50 0.879 80- 0,705 20 0,173 60° 0.409 80 0.592
21 O.B7S 51° 0.874 D.F69 81 0.699 21 22 0.18J 61” 0.416 81 0,697
22* 0.976 52 82 0.692 0.190 52° 0.423 82 0.602
2» 0.974 5з‘ 0.864 83 0.685 23 0.198 53" 0.430 83 О 606
24 0,972 54 0.858 84 (1671 i 24 (1206 54 0.437 84' 0,611
25° 0969 65 0.853 № 0.67 25 0,21» 53 0.1-14 85 86* U.6I5
26 0,966 ~S6’ 0.84» 86 0.665 25“ 0.223 56° 0.451 0,620
27' о.«м ) 57“ 0.843 87° 0.653 2> 28“ 0.231 57 0.458 8Г 0.624
28° 9.96» | ЫГ 0 838 88 0.651 *124и 58° 0.461 88’ 0.628
» 0.958 59 0.832 89 0.61-1 _29'_ 0,2-18 59’ (1.471 89 0.633
42 .2.6. Ниже дан пример определения диаметра заготовки детали (черт. 146,а) графоаналитическим методом
Черт. 146
Размеры элементов детали с припуском на обрезку показаны на черт. 146.6.
Величины и ра. Zi и /а определяются непосредственно по средней липни чертежа (по масштабу); величины р3 и Z3 подсчитываются поданным, приведенным в табл. 69.
OS = R ' * /э
Z, 2Z?sln “ = 2 15sin-^- - 2 15 О 707 = 21 2 мм;
1г = TR “ 3,14 15 «= 23.5 мм\
OS = 15 = 13’6 мм'
ps = OS sin 45° = 13,6 0.707 = 9,6 m.w;
EZp — /,р, + Z,p3 + Zgp. = 27 - 40 -p 20 25 + 23,5-9,6 = 1806 им.
Округляем SZq до ближайшей величины 1800 мм, указанной в табл. 68 и соответственно ей находим диаметр заготовки Г)л =120 мм.
43. РАСЧЕТ ЧИСЛА ОПЕРАЦИИ ПРИ ВЫТЯЖКЕ БЕЗ УТОНЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ
43. 0. I. Расчет числа операиий при вытяжке производится, исходя из минимально допустимого диаметра вытягиваемого иилиндра.
Диаметр цилиндра, получаемый при вытя жке. определяется по формуле:
а) для l-й операции
d^m.D^ (61)
б) для последующих операций (2-й. 3-й. л-й)
= m3dt; dt = mad3; d„ — (62)
(меньшим значениям коэффициентов вытяжки т соответствуют большие деформации)
В формулах приняты следующие обозначения:
d,\ d3; d3 — диаметры вытяжки 1-й, 2-й и 3-й операций;
dn-i—диаметр вытяжки предпоследней операции.
d„ — диаметр вытяжки последней операции, mt; т3, /л3; тп—коэффициенты вытяжки 1-й, 2-й, 3-й и л-й (последней) операций
Диаметры вытяжки определяются но средней линии
43.0,2. Величина коэффициента вытяжки зависит: от вида и механических свойств материала. отношения толщины к диаметру заготовки, способа вытяжки (с прижимом или бет него), с промежуточным отжигом пли без него, рабочего профиля пуансонов н матриц, усилия прижима, качества поверхности. скорости вытяжки, применяемой смазки и т. и.
Допустимые коэффициенты вытяжки выбираются с учетом ндоведениых факторов.
43.0.3. В табл. 73 приведены предельные коэффициенты т, одпоопсраиконной вытяжки • h
полых цилиндрических детален и предельные отношения а при оптимальном усилии прижима. высоком качестве поверхности рабочих деталей и низкой скорости деформации
Таблица 73
Показатель вытяжки Начмсншыпие материала 1916 50
Сталь 08 и 10 ГОСТ Ю50 60 Латунь Л62 ГОСТ 1019—47 Марки алюмнпкепых сплавов по ГОСТ
Л MiiA М Д16Л-М Д16А-Т В95Л=Т,
"11 0.48 0.48 0.50 0.50 0.68 0.70
«1 0.85 0.85 0.78 0.78 0.32 0.28
Значения mt даны для отношения -^—-100 = 1. С увеличением отношения *100 коэффициенты вытяжки должны быть соответствен по уменьшены.
43.0.4. В табл 74 приведены рекомендуе мые коэффициенты многоонеранионной вытяжки с прижимом полых цилиндрических детал ей из стали для глубокой вытяжки, латуни и алюминиевых сплавов АМцА-М» Д16А-М (при радиусе матрицы RM н радиусе пуансона R равном 4 s) и зависимости от отношения -^—-100.
Таблица 74
Коэффициенты Отношение * 100 D,
НЫ 1 яжкк 0.20—0.30 П ,30—0.60 0.60-1.0 10-1,5 1.5-2.0
"11 fff д /«Л "»1 0.58—0,60 0.79-0.80 0.81—0.82 0.83 -0.85 0.85 — 0.87 0.55 0.58 0.78-0,79 0,80-0.81 0.82—0.83 0.85 - 0.86 0,53—0.55 0.76-0.78 0.79 0.80 0.81-0.82 0,84—0.85 0.50—0.53 0.75—0,76 0.78 0.79 0.80-0.81 0.83—0,81 0.48—0.50 0.73—0.75 0.76—0.78 0.78-0.80 081 -0.82
43. 0. 5. В табл. 75 приведены рекомендуемые коэффициенты вытяжки с прижимом для полых цилиндрических деталей из нержавеющей стали, титановых сплавов и других материалов (с промежуточным отжигом —по мере надобности)
Таблица 75
~ * » А. — —4- .А. п , 1 ,.! 4 Коэффициент вытяжки, т
HaiiMiritoftaiii'i1 и Mjpita матернадц ~ для 1 -11 онгрлшш ;ыя 2 it и пиетету книпх операций — . -4_ " '. «. <tx_
Сталь IXI3 ‘ ГОСТ 5632—61 l 0.56—0.58 0.75-0.78
Сталь X18119 1 ОСТ 5632—61 0.50—0,52 0.70—0,75
Сталь XI8H9T ГОСТ 5632—61 0.52—0.55 0.78—0.81
• 29
Продолжение
Наименование и марка материала Коэффициент ««тяжки. m
да я 1-м операции для 2-й н носледувдцнх операций
Сталь 311401 ЧМТУ 3123—62 0.51—0.54 0.77—0.80
Сталь ОХ 181II2Б ГОСТ 5632—61 0,52—0.55
О эль X23HI8 ГОСТ 5632—61 Сталь XI178T 0,78—0,81
Сталь Х201 80Т ЧМТУ 3I2G—52
Сталь ЗОХГСА ГОСТ 11268—65 0.62-0,70 0.80—0.84
Жесть белая ГОСТ 5343 54, ГОСТ 8488-60 0,58—0.65 0.80-0.85
Цинк ГОСТ 3640 65 0,65—0.70 0.85—0.90
Целлулоид (нагретый и льняном масле до Т-200'С) ОСТ 10182-39 0.60 —
Кожа (нагретая в масле ло t 200'С) 0,40—0.45 —
Титановый сплав ВТ I без нодсл рева АМТУ 388 59 0.57—0.61 0,80—0.85
Титановый сплав ВГ-I с подогревом АМТУ 388—59 0.40—0.44 0 70—0.72
Титаиовий сплав ВТ-5 без иодсщмпш АМТУ 388—59 0.63—0,65 0,80—0.85
Примечание. 'Ll я материалов с Отношением _ 100 < I брать большие коэффициенты, для
материалов с отношением 100 I брать меньшие коэффициенты.
43.0.6. Количество операций для вытяжки часто применяемых полых цилиндрических гладких колпачков из стали марок 08 и 10 приведены в табл. 76, а цилиндрических колпачков с фланцем нз стели марок 08 и 10 в таблице 77.
Таблица 76
Отношение высоты к диаметру L цилиндра & 0.6 1.4 'х. 2.5 4 7 12
Число операций вытяжк! '(ориентировочно) 1 1 2 3 4 5 6
Таблица 77
Отношение двямстря фланца к диаметру luiaiiiiapa />Ф D Отношение высоты к диаметру цилиндра
0.5 1 2
Число операций вытяжки (ориентировочно)
1,5 1 2 3
2 2 3 4
3 3 4 Б
43.0 7 На черт. I 7 дан графический мет од определения диаметров и количества операций вытяжки, исходя из выбранных значений коэффициентов вытяжки т.
Примеры
а) Л) ,=200 мм, nit 0,52; €/,==101 л.и;
6) Ота-0,70; ^2” 72,8 .м.«;
и) /«3=0.75; </3=54.5 лл<.
Диаметр вытяжки на 1—й 2~й и др. операциях А/чн
44. ПРИЖИМЫ (СКЛАДКОДЕРЖАГРЛII)
44.0 I. Прижим заготовки применяется для предотвращения образования складок па стенках или фланце детали при глубокой вытя жке Усилие прижима должно быть подсчитано согласно разд. 62. Повышение давления вызывает увеличение усилия вытяжки, что при водит к отрыву дна или фланца детали; недостаточное давление прижима способствует обра-.чонашио складок
Удельные давления прижима для различных материалов даны в табл. 110 н 111
44 0 2. Прижим рекомендуется применять для вытяжки нз плоской заготовки при
—d, >22s (63)
“ЛИ -4—100 <4 5(1 /и,).
где D, —диаметр плоской заготовки. дл, d| —диаметр нерпой вытяжки, лич; s —толщина материала, мм;
»П|= ----коэффициент первой вытяжки.
Пр к меч а и ке Формула (63) имеет приближенный характер, так как не учитывает физико-механические гпойсгиа материала.
44 0 3 На черт. 148 приведены графики по выбору типа пресса в зависимости от отношения^-- Ю0 и -100, а также коэффициентов вытяжки rrii н т„ цилиндрических деталей из высоконластичных металлов н сплавов (стали, латуни, алюминия).
Коэффициент тп дай с учетом применения промежуточного отжига и не распространи ется ня многопозиционные прессы-автоматы и на штамповку в ленте. Пунктиром показаны кривые коэффициентов вытяжки для малопла стнчных металлов.
Примеры.
a) jj- 100 =2 Находим оптимальные коэффициенты вытяуККи по диаграмме (черт 148) 7Н|=0.56 и «12=0.75. Для вытяжки детали необходимо применить пресс простого действия (без буферного устройства),
Черт 118
I — первая штяжка на прессах двойного действия; 2 — nepaat вытяжка на прессах простого действия бет буферного уст-ройстпл; 3 — последующие вытяжки па прессах двойного действия; 4 — последующие пытяжхп на прессах простого действия
б) -100 = 0,5. Определяем оптимальные коэффициенты вытяжки по диаграмме:
"1 у
•=0,525 и гла=0,7. Для вытяжки детали необходимо применить пресс двойного действия (или простого действия с пневматическим буфером) Найденные решения соответствуют решениям по формуле (63).
11.0 4. В вытяжных штампах и основном применяются плоские прижимы (черт. 149,а). Прижимы с буртиком «черт. 1-19.6) применяются при вытяжке деталек из тонкого материала с малым фланцем и значительным радиусом закругления матрицы
44.0. 5. Для вытяжки конусных л сферических детален на прессах двойного дейовия применяются конические пли сферические прижимы которые выполняют роль дополнительного пуансона (черт. 150).
Черт. 150
41.0.6. Прижимы с ограничителем (черт. 151 н 152) применяются в тех случаях, когда необходимо вылержнва1Ь определенный зазор под прижимом в течение всего хода пуансона для предотвращения слишком сильного зажима заготовки. Эта конструкция рекомендуется при вытяжке детален ил тонкого материала, а также с широким флянцем па прессах прос того «действия, снабженных резиновым или пружинным буфером.
Ограничителями прижима материала могут служить упоры, прокладки, кольца, смонтированные на матрице или прижиме.
Вытяжка из плоской таготопкп Черт. 151
/ — мятр«кы; 3 — прижим
ВыТяжка из полой заготовки Черт 152
I — матриц*' 3 — прижим
Зазор между прижимом и матрицей znp в .«.и принимается ранным:
- а) для вытяжки деталей с большим флак нем
= s + (0.05 4- 0.1); (61)
б) для вытяжки на провал деталей из ал юмшшевых сплавов
ZIip— 1.1s; (64а)
в) для вытяжки .деталей из тонколистовой стали
Znp < 1.2s. (646)
где s — толщина материала.
45. ШТАМПЫ ДЛЯ ВЫГЯЖКИ ПРЯМОУГОЛЬНЫХ ПОЛЫХ ДЕТАЛЕЙ БЕЗ ФЛАНЦА
45. I. Отличительные особенности вытяжки прямоугольных детален
45. I. 1. Процесс формоизменения протекает в сложных условиях: на криволинейных участках происходит вытяжка, а на прямолинейных — комбинированный процесс гибки* и вытяжки. >
Расчеты вьияжкп прямоугольных полых детален производятся с учетом следующих ус-ловнн:
а) равенства поверхностей готовой детали, промежуточных операции и площади плоской заготовки:
б) равенства степеней деформации но короткой и длинной сторонам н в углах детали;
в) ограничения степени деформации за каждый переход.
45. 1.2. При технологических расчетах вытяжки прямоугольных полых детален следует различать вытяжку низких н высоких деталей. Расчет параметров нытяжкп про тзводптся отдельно для низких и высоких деталей. Углов но принято считать прямоугольные детали низкими при отношении —”г-(0,6 4-0.8) и высокими при 11 ' (0,6 -5-0,8).
/7Пр и В обозначены на черт. 153;
Нп — высота готовой детали:
Д//„ — припуск на обрезку, определяемый по габл. 78.
Таблиц п 7К
на 10 20 30 40 50 70 100 125 150
ьнв 1.5 2.5 3.0 4.0 4.5 5.5 6.5 75 К.5
Примечание. Для деталей высотой свыше 150 мм припуска па обрезку вычислять по формуле Д//о = 0,75-| Н ~ (65)
45. 1.3. Прежде чем приступить к расчету вытяжки (расчет ведется по средней липин), следует определить параметры прямоугольной вытягиваемой детали (черт 153):
отношение сторон в плане & ;
относительную высоту :
относительную толщину материала -100;
отношение высоты к радиусу в углу
критический радиус вытяжки Як = 0,1 ) HnvB.
Н„о
46. РАСЧЕТ ВЫТЯЖКИ НИЗКИХ ПРЯМОУГОЛЬНЫХ ПОЛЫХ ДЕТАЛЕЙ ПРИ (0.6—0.8)
о
46.1. Определение количества операций // /. V
46 1.1 Предельные отношения - в зависимости от отношений н , при которых возможна вытяжка прямоугольных детален (черт 153) в одну операцию, при-, вечеиы в табл. 79.
Табл и ц а 79
Отиошсине сторон —g. Относительная толщина материала у. 00 OriiuillCliue гп
От 1.5 до 1.0 |Мс ее 1,0 до 1)б|Мснс«. 0.6 ди 0.3
Предельнее отношение—при нытнжке а н пдн\ oiiep/rmiHi
1.0 0,70 0,63 0.56 До 12
1.2 0.75 0.67 0.60
1.5 0.80 0,7) 0.64
ад 0.90 • 0.81 0.72
ад З.о 0.95 0.85 0.76
1.00 0.90 0.80
46.1.2. Если хотя бы одно из указанных соотношений нс удовлетворяет величинам, приведенным в табл. 79, следует предусмотреть многоопераииониую вытяжку
46. 2. Определение формы и размеров плоской заготовки
А. П р и о г н о ш е н и н 0,3
46.2. I. Форма заготовки для вытяжки и одну операцию низких прямоугольных деталей
с отношением 4» 0,3 (черт. 154) устанавливается в следующем порядке:
а) строится прямоугольник со сторонами Lo u BD:
+ 2H„V — 0,86гй; (66)
Во В р 2//п|) — 0.86г.,; (67)
б) вычисляется радиус условной заготовки в углах А’у
£ R>-= I h 2r«<,z"₽ - 0.43rrt). (6Ь)
если = то /?у ' | 2//пр-гп; (68а)
— —
Штампы для холодной листовой штамповки. Расчеты и конструирование
в) строится угловой контур заготовки, для чего отрезок ab делят пополам и нз точки о проводят касательную к дуге радиуса /?у, после чего углы между касательной н прямыми стенками скругляют радиусами Rv
Б. *Прн отношен и и>0.3
46.2.2 Форма заготовки для вытяжки в одну операцию низких прямоу|олы1ых деталей, с отношением >0,3 устангиУ.чмвается в следующем порядке.
а) определяют длину и ширину прямых сторон развертки и радиус условной заготовки в углах по формулам" (G6—68,и) н строят развертку (конфигурация плоской заготовки зависит от соотношения величии Rt; Нг(< и гд> как показано на черт. 155—158);
Черт. 157
Изделие
б) определяют увеличенный радиус в углах /?х:
где Кг находят по формулам (68 и 68а).
коэффициент х — по табл. 80 или но формуле
л=-0071 4 0.S8:
' -СГ(I /
(69)
(|0)
и) уменьшают длину и ширину развертки па величины Л „ и ЛЛ, которые определяют по формулам
(7h
А* “ 7т-2л. У'
Коэффициент у устанавливают но табл 80 нлн но формуте у 0,785(л-*—I).
(72)
(73) Таблица 80
I
а 11 Относительная высота летали —
о.з 0.4 0.5 0.6 W 0.8
Значении коэффициентов
X У X У X У X У X У
0.10 1.07 0.12 1.09 0.15 1.12 0.20 1.16 0.27 1.20 0,35 1.25 0,45
0,15 1.05 0.08 1.07 0.12 1.Ю 0.16 1.12 0.20 1.15 0.26 1.19 0,33
0,20 I.U-1 0.06 1 06 0.09 1.08 0.13 1 10 0.16 1 12 0.20 1 И 0.24
0.25 1.035 0.05 1.05 0.08 1.06 0.10 1.08 0.12 1 09 0.15 I.II 0.18 0.15
0,30 1.03 0,04 V 1.04 0.06 1.05 0.08 1 06 0,10 1.07 а 1'2 1.09
Примечание При отношении сторон д > 2.5 поправка Ля на ширину раяоерткм не пнодится
г) строят плавный контур заготовки, сопрягая стороны и дуги в углах радиусами Ra и R„ (черт. 155)
46. 2. 3. Если отношения и —соответствуют габл 79 но отношение > 12, вытяжка производится в две операции. Контур а полон заготовки после 1 й операции вы тяжки и контур б готовой летали показаны на черт 159
Черт. 150
16. 2 -I. Пос।роение контура полой заготовки недется в следующем порядке:
а) определяют вспомогательный угол р и грид по формуле
₽ - 45 (l - | -£/=.) ; (71)
Л» определяют вспомогательную величину Ь в лл по формуле
6 = 0.5 В 1g . (75)
Если 6<(ЗЧ-4)-$, то его значение принимают равным 4s и пересчитывают величину р.
в) вычисляют радиус закругления сторон Rb в мм полой заготовки и у левой радиус Ri в мм по формулам
«.=-^5-+^- (76)
Rt = i 1 r„ . (76а)
г) вычисляю! ширину В\ в ль« н длину Lt в л<л< полой заготовки по формулам
В, « (В - 2г„) (1 + tg 5-) +2.2 г„ ; (77)
/.,=(/.— В) +В, ; (77а)
д) вычисляют высоту 7/, полой заготовки ио формуле
//.=*0 9 Hnv (78)
Обозначения к формулам указаны на черт 159
Плоская заготовка рассчитывается согласно п 46. 2
46.3. Выгяжка без прижима прямоугольных полых детален
4G. 3 I Вытяжка без прижима прямоуголып>п детали в одну операцию осуществима, если J"~-C Ч. пРи одновременном соблюдении отношений—^-<0,7 и-
4G 3 2 Вытяжка без прижима на 2-й операции осуществима, если соблюдено условие
Bt -В ^(12: 14) s . (79)
4G 3 3 При вытяжке без прижима в у1лах матрицы возникают большие усилия, которые приводят к смятию материала и задирам.стенок матрицы. Поэтому такая выгяжка может быть рекомендована только для деталей из мягких материалов (алюминия, меди ла т*уни)
'46.3.4 На черт. 160 и 161 показаны оптимальные формы рабочих профилей матриц при вытяжке без прижима.
Черт. 161
Матрица с коническим входным профилем под утлом 3(1° (черт. 160) применяется при коэффициенте вытяжки т > 0,6. Матрица с криволинейным профилем (черт. 161) применяется для вытяжки без прижима при коэффициенте пытяжки т<0,6. Рабочий профиль матрицы рассчитывается раздельно для прямых участков и для закруглений в углах прямоугольной детали. Участки соединяются плавными переходами.
47. РАСЧЕТ ВЫТЯЖКИ ВЫСОКИХ ПРЯМОУГОЛЬНЫХ ПОЛЫХ ДГ.ТАЛ1 И ПРИ ^пр >(O.6-j-C.8J
47. 1. Определение количества операций
47. I I При oTiioHieiiiiii -д— выше значешц! нрпведсиных в табл. 74, н зилчепних /7,ip>O.4L, Ь<БВ и гп>0.) \ГН„РВ для нзготовл1!тпГя"''щ>ямоуголы1ых деталей требуется несколько операций. Количество нх определяется но табл 81.
Таблица 81
Количество операций - V Относительная толщина услопиий загс гонки sv*= = - 100 I.ISiT"
Or 2,0 ДО 1,5 Менее 1,5 ле 1.0 Менее 1.0 до 0,6 Мсисс 0,6 до 0.3 Менсе 0.3 до 0,15 Менее 0,15 до 0,08
Суммарный коэффициент вышжкн wc Г"
2 0,-11 046 0.48 0,50 0.52 0.55
3 0,33 0,35 0.38 0.10 0,42 0.45
-1 0.26 0.28 0.30 0.32 0.35 0.38
5 Р.21 0,23 0.25 0.27 0.30 0,33
6 0.17 0.19 0.21 0.23 0.26 0.29
7 0.14 0.16 0.18 0.20 0.22 0,25
Условные обозначения:
Л„ — диаметр условной заготовки, дл;
2Х — периметр детали, леи;
/*—суммарная площадь поверхности вытягиваемой детали. 3t.it2. определяется по формуле F—LB — 0.86 г’ + 2(L+Д-0.86 r„) (H„f — 0.43 r„) . (80)
Остальные обозначения — см. 4epi 153.
47. 2. Определение формы и размеров плоской заготовки
47. 2. 1. Плоская заготовка для вытяжки квадратных полых деталей имеет форму круга. диаметр которого De в мм определяется по формуле
Ц» U3- । Д’—0,86 • г’ + 4( В—0,43гпХ//пр-0.43 rj . (81)
Принятые в формуле (81) обозначения показаны на черт 162.
47 2. 2. Плоская заготовка для вытяжки прямоугольных полых детален имеет форму эллипса, однако для облегчения изготовления штампов эллипс следует заменить овалом (черт. 163). оси которо о определяются по формулам
L„=| I.27F + 0.5C’ ; (82)
До »| 1.27 Л -О.ТГС* . (82а)
где Lo п До — оси овала, лл;
С — расстояние между фокусами эллипса с осями, равными осям овала в лои
С - | (Е^Д)ЛЧ Д—0.76 г„); (83)
F рассчитывается но формуле (80).
47. 2. 3. Радиусы овала Rt>„ и
R„, в лич рассчитать по формулам
0.707 - В,
Во 2R
(84)
(84а)
Обозначения, принятые в формулах, показаны на черт. 163.
47. 3. Определение формы и размеров вытяжек на промежуточных операциях
47. 3. 1. Расчет формы п размеров вытяжек на промежуточных операциях следует производить. начиная с расчета предпоследней операции. Для установления формы вытяжки па предпоследней операции определяют критический радиус закругления в углах RK согласно н. 45. 1. 3.
47. 3. 2. Для квадратной детали, у которой r„> RK , предпоследняя вытяжка имеет форму круга, а для прямоугольной детали форму эллипсовидного овала (черт. 164).
47. 3. 3. Для квадратной детали, у которой /•„ < R„, предпоследняя вытяжка имеет форму квадрата с выпуклыми сторонами, а для прямоугольной детали — форму прямоугольника с выпуклыми сторонами. В настоящем РТМ приведен расчет заготовки только при г„ > А?..
47. 4. Определение формы и размеров вытяжек деталей с радиусами в углах r„' R*
47. 4. 1. Вытяжка квадратной детали на предпоследней операции имеет форму круга, диаметр которого d«-i определяется по формуле
= 1.41 • (В — 0,38 гп). (85)
где В и г„ обозначены па черт. 162.
47. 4. 2. Размеры на остальных промежуточных операциях вытяжки следует рлссчнты вать но мегоднкс. приведенной в п. 43.
47. 4 3 Для прямоугольных деталей пола я заготовка предпоследней пытяжки (черт. 164) имеет форму овала, осн которого определяются по формулам
Я+ 2/?„я (86)
д*-1 • I £.* , С*, _ (86а)
где /С hu , — меньший радиус опала, лиг;
/?4л_, - 0.707Д - 0.2бгп ; (866)
Lt В — размеры готовой детали черт 164,
С — расстояние между фокусами эллипса с осями, рапными осям овала, определяется но формуле (83)
47 4, 4. Большой радиус закругления опала в мм, на предпоследней операция определяется по формуле
_ 0.25 (<, + «’ ,
47 4 5. Высота //„ ib мм вытяжки на предпоследней операции определяется по формуле
= 0.86//,,,,. (88)
Принятые обозначения показаны иа черт. 164.
47. 4. 6. Возможность получения вытяжки нз плоской заготовки за одну операцию следует проверить но табл 79.
Если вытяжка не осуществима, следует определить форму и размеры п—2 перехода
Этот и дальнейшие расчеты всех предшествующих переходов производя гея в следующем порядке:
а) определяют коэффициент пытяжки /л» 1 для миогооперацпопных высоких прямо угольных детален по табл 82.
Штампы для холодной листовой штамповки. ртлл чд Яг Расчеты и конструирование PIM 34 и.»
• Таблица 82
1 мер Относительная толщина заготовки — ... * 100 у 1.131F Наименования операции I коэффициенты вытяжки
От 2.0 лч 1,5 Менее 1,5 до 1,0 Менее 1.0 до 0.6 Мснсс 0 6 ло 0,3 Менее п.З до 0.15
Коз<]и|>иц|«к11Т иы!йжкн, т
I 0.50 0,53 0.55 0,58 0.60 П -рвая операция znt
2 0.75 0,76 0.78 0.79 0.80 Промежуточные и предпоследняя операции щ,; ша; тп ,
3 0.78 0.79 0,80 0.81 0,82
4 0,80 0.82 0.83 0.81 0.85
5 0.84 0.86 0.87 0.88 0.89 Ок1>пчатсл1>|Г1н операция Wl„
б) вычисляют размеры осей L„ч и Ви 2 овала образующего контур п-—2-й операции по формулам
Z-n 2 = /-П-1 + Bn I • -~-2—1— ; (х9)
'"л-1
Ля_а = Л„_, + Ля 1 - * ~ ; (89а)
«л-1
в) определяют радиусы закруглений короткой Rb„ 2 и Длинной /?Ив_2 сторон эллипсоидного овала но формулам (84 и 84а) с указанием индекса л—2-й операции
п 6.707 • Л„_2
7?<,и-а \«~—:
V (fe) +I
р °‘2д • ( f-n—2 ~Ь Д„. г) ~ a' "я-2 Пп Л-2 - Rl)n_2 1
г) высоту вытяжки на п—2-й операции вычисляют по формуле
М.-2= — V"~g)a + 2s ’ (90)
где Г рассчитывается по формуле (80).
Аналогичный расчет повторяют для всех операций вытяжки, включая первую.
47. 4. 7. Для улучшения условий деформн рования металла контур дна вытяжки па предпоследней операции должен соответствовать контуру дна готовой детали. Сопряжения боковых стенок и дна остальных переходов вытяжки следует выполнять под углом 45° (черт. IG5, о).
При этом меньший размер конусной части должен Сыть равен внутреннему размеру следующего перехода вытяжки (черт 165. б)
47 4. 8. Радиус сопряжения дна и боковой стенки г6 с конусной частью па промежуточных операциях принимается ранным (3-т- 5) s
48. ВЫТЯЖКА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ С УТОНЕНИЕМ СТЕНОК
48 О. 1. Диаметр заготовки для вытяжки деталей с утонением стенок следует определять. исходя нз объема детали
Объем заготовки в мм3 принимать на 15—20% больше объема детали, подсчитанного по номинальным размерам, для учета припуска на обрезку и угар при отжиге
V, = (1,15—1,20) (91)
Если для получения готовой детали требуется больше 4 —5 операций необходимо производить промежуточную обрезку но высоте
48 0 2. Для установления числа операций и размеров промежуточных вытяжек необходимо определить:
а) толщину стенок по операциям sa . . s„ н л.ч
®= SyiJ -?i -“ч ft ..s„ - sn I 'f„. (921
где s—толщина заготовки, мм;
Si, s2 s„ — толщины стенок па промежуточных операциях вытяжки, .мл (после 1-й. 2-й и п-й);
Фо фг! Тл — коэффициенты вытяжки с утонением стенок (табл. 83)
Таблица 83
HaiiMciiiHMiuic материала •Ft Фл
Латунь .. .... Алюминий Сталь для глубокой иы тяжки . ... Сталь средней твердости 0.70 0.75 0.75 0.85 0.35 0.60 0.65 0.75
б) диаметр 1-Л вытяжки
tl, = 0,750,.
Высоту детали по операциям h в л.м определить’ для 1-й операции
А1
}
для 2-й операции t 1
х (D* -
*’в s»2(^TT
(93)
(91)
(9 I а)
где s — толщина исходной знготовки. лл,
Si—определяем по формуле (92):
Da—диаметр исходной заготовки мм;
dMi—наружный диаметр вытяжки после 1-й операции, мм;
</„, наружный диаметр вытяжки после 2 й операции. .мл.
—внутренний диаметр вытяжки после 1-й операции, лл;
<fB, внутренний диаметр вытяжки после 2-й операции, мм
Уменьшение внутреннего диаметра вытяжки па каждой операции, кроме 1-й, примерно равно
—т/В|)^(</ш—</В2)^(г/ол — 0.3) мм (95)
48 0. 3. Ниже дан пример определения диаметра исходной заготовки для вытяжки с утонением цилиндра (черт. 1G6) Объем цилиндра V,, в лла (вычисленный как разность наружного V,, в л.«Л н внутреннего I', в .«ма объемов) раней объему заготовки Va в лл3
V„ = V, V. V, (96)
V.. - - /?) 4 R I (97)
_1 > л .
1/.= - 4 -(А - /?..) Ч—- Ro 1 4 doR, I- 4 « Ro ; (98)
кВ*
У3=—(99) откуда диаметр заготовки ,» I i'27 177 ,11 "X" 4“1 —д’ (KW)
где //«— высота готовой детали, дат;
ДА/— припуск на обрезку (га 5л. 64).
Остальные обозначения показаны на черт. 166.
48. О 1 Ниже дан пример расчета вытяжки с утонением детали из низкоуглероднстой стали (черт. 167) Определясм-
а) объем детали V,, в мм3 по формуле (96) и табл 66 и,, = ; (г/>/-</й);
Иц = 1 (25е 79 24*-75)=4840 им’;
объем заготовки, согласно п, 48. 0. 1.
as
- -| flpt/пцгл кд
1 cfyeiKij
Готовая dcmaot, ' t-Ji-я вытяжка
S-n вытяжка
s-ЮЗ
S4//7
S-2J
S-3.0
4 » вытяжка
3 я выгрижки 7-я вытяжка \]-я Вытяжка , Заготовка
Черт HI7
б)
V
1.13-4810 5560 и.мя ;
в)
исходную толщину заготовки, ранную толщине дна цилиндра (черт 167)
s— 4 м.и ,
г) диаметр заготовки но формуле 1100)
Z7.-l.13j/-^-^41,5 н « ;
д) количество операций и толщину стейки на каждой операции по формуле (92). Коэффициент вытяжки с утонением принимаем: для 1-й операции — «р =0,75. для последующих операций — <р„ — 0,70
Результаты расчетов приведены в табл.84.
Таблица 84
Номера операций иытяжкн Исходная толщина материала мм Коэффициенты вытяжки с утонением 9 Толщина стенки па каждой операции мм
1 4,00 0.75 3JX1
2 3.00 0.70 2,10
3 2.10 1.47
4 1.47 1,03
5 103 0.72
6 0.72 0.50
е) наружный диаметр после первой вытяжки по формуле (93) dt =0,75-41.5=31,25 мм ;
ж) внутренний и наружный диаметры последующих операций вытяжки. Уменьшение внутреннего диаметра последующих операций вытяжки принимаем 0,25 .им но формуле (95).
Результаты расчетов приведены в табл. 85.
Таблиц а 85
Номера операций К1ЫТЯЖКН 1 2 3 4 5 6
ММ
Внутренний диаметр 25.25 25.00 24.75 24.50 24,25 24.00
Толщина стенки 3.00 2.10 1 47 1.03 0.72 0.50
Наружный диаметр 31.23 29.20 27.69 26.56 25.69 25.00
з) высоту детали но операциям по формуле (94) . *_ »<» 5^1.25») _ ,
Л| — 2(31.25 | 25.21)-3 11,4 М *'
4(41.Б»-29.2») „
2(2^4-25)2.1 ИЛ •
Л = «24 9 ЧМ
"• 2(27.691-24,75) 1.4? *** •
4(41.5»- 26.56*) вооо„„. "» — 2(26.56+24.5) 1.03 ' мм •
4(41.5»—25,69»)_ _5 5 .
2(2569+24.25)0.72 “°У’° М ’
4(41,5»--25»)
Л‘ = —2(25+24)ЧТ-"**’6 ММ -
48. О. 5. На черт. 168 показана схема штампа совмещенного действия для вытяжки с утонением, устанавливаемого на пресс двойного действия. За один рабочий ход ползуна ттроизводятся три перехода вытяжки через три матрицы 2, 3 и 4 одним пуансоном /.
Черт. НхЧ
49. ШТАМПЫ ДЛЯ ВЫТЯЖКИ С ВЫВОРАЧИВАНИЕМ (ОБРАТНОЙ ВЫТЯЖКИ)
19. 0. 1. Штампы для обратной вытяжки применяются для получения деталей, показанных па черт. 169. а. а также для второй и последующих операции вытяжки, показанных на черт. 169, б при Sв°°> 0.25, Этот мегод вытяжки позволяет получить более высокую степень деформации без промежуточного отжига по сравнению с обычной вытяжкой.
49 0. 2. Усилие, требуемое при обратной вытяжке, на 15- 20% выше по сравнению с усилием при нормальной вытяжке, принимая во внимание, что материал при деформировании изгибается дважды под углом 90°
49. 0. 3. Общий коэффициент двухоперацнопной вытяжки без промежуточного отжига при iipiiMeiieiiini метода обратной вытяжки примерно на 10% меньше, чем при применении прямого метода вытяжки.
49. 0. 4. Наименьший диаметр d в мм, получаемый обратной вытяжкой, определяется по формуте
d - (30^60) s. (101)
49. 0. 5. Наименьший радиус закругления г в мм определяется по формуле
r>6s. (102)
Обозначения d, г п s даны па черт. 169.
49.0 .6. При применении тресса двойного действия прямая н обратная вытяжки могут быть совмещены в одном штампе (черт. 170). При опускании наружного ползуна пресса (черт. 170.о) производи гея прямая вытяжка, а при опускании внутреннего ползуна (черт. 170,6) —обратная вытяжка. Толкатели выполняются в виде цельных н составных шпилек.
49.0 . 7 На черт 171 приведена схема штампа для сопмещеппой нытяжкп деталей из плоской заготовки за один рабочий ход ползуна с применением прямого н обратного методов вытяжки
/ — пуансон. 2— мятрнц». 3—прижим
19.0.8. На черт. 172 изображена схема штампа для вытяжки без прижима тонкостенных сферических полых деталей с нснользова пнем гидравлических или механических прессов простого действия для изготовления крупногабаритных изделий. При вытяжке по этому методу средняя чяаь заготовки обтягивается па пуансоне, в то время как внешний кольцевой участок деформируется путем применения прямого и обратного метода вытяжек
Чер 172
50. РАСЧЕТ ВЫТЯЖКИ СТУПЕНЧАТЫХ ДЕТАЛЕЙ
50.0.1. Количество переходов для вытяжки цилиндрических ступенчатых деталей (черт. 173) определить по так называемым пропирцноиндьио-суммарпым коэффициентам вы тяжки Л/„ по формуле
.. Km4K,w,+A’S"’J4- —+ »»
“ 'К+ХГ+7С.+ . +1 • (КМ'
где Л, Ki. Кз . . . К„—коэффициенты пропорциональности, ранные отношению высоты соответствующей ступени вытяжки к высоте последующей ступени
* =* /л = * » л/ ’ = ,'<7 = - = <|04>
m. /Hi. Шо, . . та — коэффициенты вытяжки цилиндров диаметром </. dt d< . . </„. равные
отношению диаметров соответствующей ступени вытяжки к диаметру неходкой плоской заготовки
</ ilt if» ii.. .,....,
m “ ~d^ : “• =" «7; : "'«= i>. • (,05)
50.0.2. В тех случаях, когда значение Л/ст находится в пределах коэффициентов вытяжки. приведенных в табл. 73 и 74. ступенчатая вытяжка производится в одну операцию.
50.0.3 Пример расчета вытяжки из ст.тлп марки 08 детали, показанной па черт. 173,6; диаметр заготовки О, = ЮЗ мак
Определяем
а) коэффициенты пропорциональности К в Ki по формуле (104)
Л’ = !о=0-4: К>= в° ,25-
б) коэффициенты вытяжки гн int. т2 цилиндров </=70 jui; Ji-58 aim я rf2=46 ami из плоской заготовки £>о = 103 аглг по формуле (105)
70 n 58 гс 46 г\ л г
т = Тиз “°-6Ь; "'• = 103 =0-’6- = ion °’45 :
в) но формуле (1<>3) пропорционально-суммарный коэффициент вытяжки
,. 0.4 0,684-1.25-0.56+0.45 n
Л*------- 'а£+1.Й'П~-------0,535
Полученное значение пропорционально-суммарного коэффициента вытяжки показывает что деталь может быть вытянута в одну операцию.
51 ШТАМПЫ ДЛЯ ВЫТЯЖКИ КОНИЧЕСКИХ ДЕТАЛ1Й
51 О. I Условно принято считать конические детали низкими при 11 0,05
«* у
н
кимн при ' 0 65 "С|)
Обозначении Н и dcp даны на черт. 174
51 1. Вытяжка низких конических деталей
51 1 I Схема штампа для вытяжки без прижима низких конических деталей без фланца показана па черт. 174
Чср 174
Угол Р конической матрицы больше угла и конического нуаисопа п связи с утолщением стенки при нытяжке .детали
1О3
Угол р матрицы равен углу а 4-arc tg д
где Д — угол пружинения.
Остальные обозначения даны на черт. 174.
Д=(7'-т- 10') для деталей из малоуглеродистой стали.
51. I 2 Коэффициент вытяжки конических деталей mt определяется отношением
/и, «= . (Юб)
О
51 1.3. Значения коэффициента вытяжки конических деталей без прижима за одну операцию из сталей марок 08; 10 15 привечены в табл. 86. ,
Таблица 80
Т5Г 100 1.2 1.35 15. 1.7 1.85 2.0
0.7 0.К2 0.6 О.ДГ> 05
51 1 4 Вытяжка низких конических деталей с фланцем при 0 8 ~~ 100 1,2
производится за одну операцию, но с применением прижима.
Вытяжка подобных, но более тонкостенных деталей производится в две операции с применением прижима (черт. 175)
Диаметр заготовки изображенной детали—/Л 247 .« и ; -р-100 100=0,4
51 1 5. При вытяжке и две операции низких конических детален с фланцем п углом конусности и>25° 1-й вытяжке целесообразно придать плавную криволинейную форму (черт 176)
/-л операция 2-я операция
Черт. 175
Черт. 176
51.2. Вытяжка высоких конических деталей без фланца
51 2 1 Вытяжка высоких конических детален без фланца (черт 177) производится в несколько операций При этом промежуточные вытяжки могут иметь цилиндрическую или коническую форму.
51 2.2. При вытяжке высоких конических деталей с цилиндрической формой ирг межуточных заготовок диаметры и высоты вытяжкн каждой операции должны быть рассчитаны по всем пе еходам. исходя из требования, чтобы контур предиосле; ней вытяжки был вписан в контур готовой детали (черт. 177).
Формоизменение при последней вытяжке прон водится в отдельном калибр* в чпом штампе.
Недостатком данного способа является разностей ос ь и наличие следов от переходив а также необходимость большого количества штампов.
51.2.3. Особенности многооиерационной вытяжки высоких конических деталей с конической формой промежуточных за отовок состоят в том, что вначале вытягивается цилиндрическая полая заготовка, поверхность которой равна поверхности готовой детали, а диаметр — наибольшему диаметру конуса На последующих операциях производится коническая вытяжка зя отовкн. высота которой постепенно увеличивается до высоты готовой детали (черт. 178).
51.2.4. Диаметры дна конической вытяжки dt di d„ определяются с учетом коэффициентов для п следующих вытяжек по табл 74
51 2. 5. Радиусы сопряжения дна со стенкой г и г, принимать равным 8s. Радиус сопря ження дна со стенкой на предпоследней операции додже* быть ранен радиусу изделия Га — Ги-1 >ГИ.
51 2 6. На черт. 179 изображена схема штампа для нерпою 1ерехода конической вытяжки.
Диаметр нижнего выталкивателя 2 рекомендуется принимать равным диаметру d, дна заготовки 1-й конической вытяжки (черт. 178) Высоту выталкивателя следует установить, исходя нз требования обеспечения правилки го фиксирования цилиндрической заготовки в полости матрицы /
51 2.7 вытяжки.
На черт. 180 покачана схема штампа для последующих операции конической
Черт. 177
Db
2-я операция
З-я операция {конечная)
Цилиндрические gtl^KJKKU
Чорт. I7H
1-Я операция
_<£г_____
и.
А
I
Конструкция штампа аналогична изображенной на черт. 179. Высоту нижнего выталкивателя следует установить, исходя также из требования обеспечения правильного фиксирования предыдущей конической заготовки в полости матрицы Между дном заготовки п торцом вытал миттеля необходим зазор 2*«(1 4-2)5
51 2 8. Для MiiorooncpainioHiioH конической вытяжки, а также для мелкосерийного производства конических детален с одинаковой конусностью целесообразно применять унп нереальные конические иламиы со сменными надставками пуансона и нижнего выталкнпа теля (черт 181).
Черт. 1RI
/ — пуансон; ? — выталкиватели пуансона, 3— на-(ставка пуансона; 4— матрица; Б— надставки выталкивателя; 6 — выталкиватель матрицы
51.3. Вытяжка высоких конических деталей с фланцами
513 1 Вытяжка высокой конической детали с большим фланцем производится из пред варнтельно вытянутой цилиндрической заготовки, размеры которой назначаются следующим образом"
а) диаметры I й операции вытяжки цилиндрической заготовки и ее фланца должны быть гоотнетствеппо равны наибольшему диаметру конуса и диаметру фланца готовой детали с учетом припуска на обрезку;
б) радиус сопряжения дна 1-й вытяжки цилиндрической заготовки, мм (черт. 177)
г, -(84-10)3,
в) диаметр 1-й операции вытяжки иилин дрнческой заготовки
</,></,+-2г, , (107)
i.ie rf? — диаметр 2 й вытяжки;
) плоская часть дна на предпоследней операции вытяжки должна быть больше плоской части дня конической детали
г/п—। 2л„ I cln —п.
(108)
51 3.2. Количество операций рассчитывается с учетом допустимых коэффициентов вы гяжкп по табл 74
51.3.3. В табл. 87 в качестве примера лапы коэффициенты и формы вытяжки из латуни кинической детали с широким фланцем £)я = 105 з=0.8 -мл, -100—0.70.
Таблица 87
i loMep.i операций вытяжки Коэффициенты вытяжки
1 т, = 057
52. ВЫТЯЖКА ДЕТАЛЕЙ СФТ РИЧЕСКОИ И ПАРАБОЛИЧГСКОИ ФОРМ
52.0. I. Вытяжка полых детален сферической формы отличается от вытяжки цилиндрических детален тем что значительная часть заготовки в процессе вытяжки остается не прижатой, в результате чего могут образоваться складки.
52. 0. 2. It зависимости от отношения (черт. 182) рекомендуются следующие способы вытяжки детален с полусферическим дном
а) при jy 100>3 нытяжка полусферы может быть произведена без прижима, формовкой в матрице. Такую вытяжку предпочтительно выполнять па фрикционных прессах;
б) при 3>-~100 > 1,3 необходимо производить вытяжку с прижимом
Jb) прн 1.3> 100 >0.85 необходимо произнести вытяжку с прижимом в закрытой .мат
рннс для разглаживания волнообразного выпучивания в конце рабочего хода,
i) при -^)-100-<0.5 применяется матрица с перетяжными ребрами (черт 194—198) или нытяжка с выворачиванием. Этот метод вытяжки применяется при изготовлении рефлекторов, отражателей и фар.
52.0.3. Рекомендуются следующие коэффициенты вытяжки с выворачиванием заготовок. имеющих форму полусферы, из стали марки 10
т, (0.65 0.75); тг (07 — 08). т, = (0.8 0.85)
52.0.4 Переходы по операциям вытяжки с выворачиванием полон детали параболической формы изображены па черт. 183.
52.0.5. Радиус л.ткругленпя внешней кромки м.ирпцы для вытяжки с выворачиванием принимается рапным (104-15) х, а радиус закругления внутренней кромки той же матрицы равен (204-25) х. Радиус ллкруглсиня конца пупнеона принимается рапным (1504-200) s « постепенным уменьшением его из последующих операциях
52.0.6 Для получения методом сгунепчптон вытяжки сферической или параболической детали с гладкой поверхностью н плавными переходами необходимо, чтобы контур ступенчатой вытянутой заготовки, полученной на промежуточных операциях, вписывался в контур тяговой детали, либо пересекал его лишь на отдельных участках (черт. 184).
Плавная форма достигается ня заключительной операции пытяжкп. Так как эта операция iiivinocTiiio не уничтожает неровноегн п мест ix переходов, необходима дппшиителытя обработка па давильных ставках
53. ОПРКДГЛГННГ РАЗМГРОН ЗАГО1ОНКИ ПРИ ВЫТЯЖКЬ Д1 ТАЛГП С ОДНОЙ плоское ТЫО ( HMMf IPHII
53 0. I. Для определения размеров заготовки деталей с одной плоскостью симметрии, следует
а) разделить поверхность детали на элементарные участки, имеющие форму тел праще ния или геометрического тела;
б) определить размеры заготовки для ка ждого элемента ® отдельности;
в) нанести последовательно графически размеры подсчитанных заготовок выделенных участков и соединить их плавными переходами за счет перераспределения и корректировки площадей участков. В случае наложения одних элементов заготовки па другие, соответствующие площади суммируются я располагаются на данных участках
53. 0. 2. Ниже дан пример расчета заготовки детали, имеющей одну плоскость епммет рнн (черт. 185).
Черт. 185
Поверхность детали условно разбита на грн элементарных участка: I — чеитерть шара. II — половина усеченно!о конуса н 111 — половина конуса. Цифрами 5- 6; I 5; I—I' и 3 7 условно обозначены отрезки прямых и плане чертежа детали.
Определяем радиус заготовки для воловины широкой ноперхносгн:
Л, = I Нга~ = 4 I 8 • 100= => 111 >/.«.
— I *
Усеченный конус не подвергнется нытяжке, а образуется путем гибки. Для подсчета дли-вы развертки необходимо определить:
а) высоту всею конуса // (отрезок 5—6)
х а+л „ га «' Ю - 200
г/ - г.~; Л - г,- ra looks’ “ 133 “-1'
// — а 4- .с = 200 р IJ3 = 333 v и ;
б) длину <1бр.т.чующей конуса L (отрезок 1- 5)
£=| /ТГ7 = 1 333± । ,ои' - 347 ялг.
is) длину дуги Л и сечении 1 2
h=--r/ НЮ -314 .4 4 ;
г) длину хорды £| и высоту стрелки Л| развертки нижнего основания усеченного конуса (при 4=314 .ч.ч н радиусе, рапном 347 л.и):
L{ == 305 .4.4; /1| 35 «к
д) длину развертки верхнего основания усеченного конуса:
/2 _ | />= 4 ? = | 60- + 40= = 72 .4 и .
Пренебрегая радиусом закруглении Гза=4 лыи. принимаем длину развертки равной III .ил. Отрезки прямых (3—7) и (7-1) должны быть параллельны отрезкам прямых (1- 6) и (6—2). откуда следует;
(1-о> *, „ (1-6) Л,
(3-7) ла (3-7) = "£„ •
QlpCJOK прямой
ч (1 —6» ~ 1 '* (•»’ = | 3S’—152.5= «= 156 1/ и;
13ft ж л 72 35 н Л-= 156- 4.4 ;
72 ~ Лэ
15в 305 , _ 305 - 72 " 156 140 им.
72 " 7-г
Определяем диаметр заготовки 7), для половины конуса прн г3— 10 .пл
Dt = J 4 • л. - 7; = | 4 40 72 107 .им, откуда Л\( « 53,5 им.
Полученные размеры заготовок нанесены на черт. 185 (на верхней нолопнне чертежа сплошными линиями. а па нижней — пунктиром)
Анализ формы заготовки показывает, что между расчетными заготовками шаровой поверхности и усеченного конуса имеется избыток материала площадью а между расчетны нн заготовками усеченного конуса и половины конуса, наоборот, недостает площади [г-
Поэтому необходимо произвести корректировку; в нервом случае срезать часть материя-Li. равную а во втором — прибавить /3, как показано на нижней части чертежа Полученные размеры заготовки должны бытьироверены экспериментальным путем.
-И. ВЫ1ЯЖКЛ ДГ1ЛЛТЙ то сложным копиром
51 0. I. Размеры переходов вьпяжкн детален со сложным контуром следует рассчиты мть г. учетом конфигурации конкретной детали.
Для примера на черт. 186. 187 и 188 изображены формы и размеры переходов вытяжки сложных деталей с фланцем
Первоначально производится вытяжка центральною. затем внешнею участка детали. Фланец штампуется на конечных операциях. Диаметр фланца на первой операции должен 5ыть ориентировочно равен диаметру фланца готовой детали с учетом припуска на обрезкх
Для первой вытяжки принимать нанменьш ие значения коэффициентов вытяжки, приме-денпые в табл. 74. т е степень деформации должна быть максимально допустимая
Поверхность деформированной при первой вытяжке центральной части заготовки должна быть на 10—15% больше, чем в окончательно вытянутой детали.
Диаметр фланца на второй и последующих операциях остается неизменным. а диаметр центральной части и радиусы сопряжений послеговательпо уменьшаются.
Если фланец летали не составляет с образующей угол 90°. то он должен иметь заданным наклон начиная с первого перехоти вытяжки.
Черт. 187
65. ЗАЗОРЫ MF-ЖДУ ВЫТЯЖНОП МА Г РИППИ И ПУАНСОНОМ
55. 0 I При вытяжке без утонения односторонний зазор-у между пуансоном и матрице? больше толщины исходною металла
g Л| — <Л| v
2 2
Уменьшение зазора повышает усилие вытяжки.
55 О 2. Рекомендуемые величины односторонних зазором дли круглых детален нрнведе-1ы н табл 88
Таблица Ь8
Коэффициент пытяжкп /п, Односторонний зазор при ныгнжке тед крашения, мм Z 2
Or 0.45 ди 0.65 (1 14-1.?) *
Св. 0.55 . 0.75 (1,04-1.1) S
. п.75 . 0.85 (1.94 1,03) S
. 0 85 . п.9»
55 0.3 Рекомендуемые величины односторонних зазоров для прямоугольных детален приведены н табл 89.
Меньшая величина на прямых, а большая —нп угловых участках
Габона КО
К< эффнцпент ПЫ1НЖКИ
O.iiKicrnpoitHiHi зазор при вытяжке прямоугольных детален, мм
11а прямых учаежлх —-
11.x угловых участках—угл
Св. 0,35 до 0,10
(1.04-1.1) s
. О/li . 0.15
(0.954-1 0) л
(1.04-1.08) s
. 0.45 . 0.30
. 0.50 . 0.90
(I о I.0S) 3
(1.04-1.05) s
Величинаs— толщина материала с учетом допускаемых отклонений. При минусовых допусках на материал принимается наименьшая толщина с учетом допуска (см приложения 12 н 13); при двухсторонних допусках — номинальное значение толщины. Большие значения зазоров принимать для первой и промежуточных операций, меньшие — для окончательной one рации; при вытяжке в одну операцию зазоры брать наименьшие
•56. РАСЧЕТ ИСПОЛНИТЕЛЬНЫХ РАЗМЕРОВ РАБОЧИХ ДЕТАЛЕЙ ВЫТЯЖНЫХ ШТАМПОВ
56 0. I Допуски на изделия при многооп ерапионной вытяжке следует учитывать лишь на конечных операциях.
Исполнительные размеры матриц па остальных операциях вытяжки назначаются с учетом коэффициентов вытяжки с округлением до первого десятичного знака.
Размеры пуансонов устанавливаются с у«етом величины принятого зазора
56 0 2. Исполнительные размеры матриц £„ в jh.ii и пуансонов £п в мм вытяжных штам пов на последней операции подсчитывать по следующим формулам:
а) при наличии допуска на наружный рз змер детали (черт. 189)
LM==(L —Д)+’м; ВМ=(Д — Д)1\ (109)
Ьп=(£.-Д з)__ ь„; (В—Д г)_5п (11))
Черт. 1Б9
1 — пуансон; 3 — матрица
Радиусы угловых участков (н плане) матрицы гум н .чл и пуансона г,„ > Мм штампов для вытяжки деталей прямоугольной формы (черт. 189) подсчитываются по формулам:
(П1)
ГУц “ ГУы
(1121
б) прн наличии допуска на внутренний размер детали (черт. 190)
(ИЗ)
(114)
Радиусы угловых участков (в плане) пуансона г>п в ,м.м и матрицы гУм в .мл штампов для вытяжки деталей прямоугольной формы (черт. 190) подсчитываются но формулам
г., г. 0,5 Д;
>п * *
(Ши)
+
— vn
Условные обозначен!! я:
L — номинальный размер детали, ял;
Л — допуск на соответствующий поминальный размер детали, я.м; v
_"Lj_ —односторонний зазор между матрицей и пуансоном, лл;
fi«, Л„— допуски на изготовление соответственно матрицы н пуансона (2-й класс точности— при допусках на готовые детали по 4 му и 5-му классам н 3-н класс точности— нрн допусках на готовые детали но 7-му н 9-му классам);
г„ » го — наружный и внутренний радиусы сопряжений боковых стенок детали. я.н;
—------односторонний зазор между матрицей и пуансоном па угловых участках
(•гибл. 89). л!.ч.
56. 0.3. Прн вытяжке деталей со сложны м контуром допуск на изготовление назначается только на одну рабочую деталь штампа (пуансон или матрицу), а вторая деталь пригоняется с требуемым зазором.
57. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ДЕТАЛЕН ВЫТЯЖНЫХ ШТАМПОВ
57. I. Рабочий профиль вытяжных матриц и пуансонов
57. 1.1 В табл. 90 приведены применяемые формы рабочей части матриц и пуансонов.
Таблица £ i)
Фирма матриц и пуансонов
Применение п штампах
Для I Л и последующих о терапий вытяжки н.| прессах простого действия без прижима, прн работе на провал:
в) с радиусом закругления ребра матрицы;
6) С ВХОДНЫМ КОН} ом
Для 1 й онерпцпи вытяжки па прессах двойного действия:
а) с нижним выталкивателем;
б) при работе на провал
Для ш&тяжки ив прессах простого действии с буферным устройством:
а) для 1-й операции;
б) для последующих операций
I
I
ll/MthjiirehUf
'l'U|>M3 М4Т|И1Ц и IIVaill'OlloK
Применение и штампах
Для |1<1<л«*дукн11нх niiepaiuifi вытяжки iu> пр»--rtix длпАшп» леАгншя-
11) с пнжпнм пыт:1и№пипт«*Лйм;
6) при piiGnie пн пропил
57. 1.2. При выборе радиусов лякруыеипя матрицы и пуансона необходимо учитывать, чти милые радиусы приводят к увеличен ню усилия вытяжки и. слехпвягелыи». к увеличению опасности разрыва детали, а слишком болмнпе радиусы енособсгиуюг образованию складок.
57.1.3. При одипопсраппопной вытяжке без утонения круглых теталей радиус закругления пуансона равен радиусу иытягниаемоА детали, т. е. А’,, - R,,. Радиус закругления /*н в лл определяется:
для хетален нз мягкой стали
/?М=(4-ИСП я ; (1151
для деталей нз мягкой латуни и алюмин ня
(115.)
57. 1.4. В табл. 91 ханы оптимальные величины радиуса закругления матрицы R ы в зависимости от толщины материала и удвоенной величины разности диаметра заготовки О, > шаметра первой вытяжки с/,. т. е. 2(П,—dt) или удвоенной величины разности диаметра первой вытяжки dt и диаметра второй вытяж ки <А>, т е 2(t/,—d?).
Для миогоопсратхиоиной вытяжки оптимальный радиус закругления пуансона R„ равен Rv, кроме последней операции Допускается постепенное уменьшение радиуса закруглении пуансона, начиная со второй операции. Для последней операции вытяжки А’,, =/?,>.
57 I 5 Радиусы закругления матрицы при вытяжке нрямнугпл’ьных деталей пнределяп* аиилогичнп нытяжке круглых деталей бел утонения
Табл и и а 91 им
I Т<*11111нл м.1гери11.1Л 1 S 0.20 Н.25 0.30 । 0.М1 0.75 1.0 1 15 2.0 2.6 3.0
Зииченин величины 2 (О,-*/,) пли 2 (rf,—«ГЛ Рмярус закруглении !идтлж1нн1 матрицы - - j
10 о.7 0.8 1.0 1.2 1.5 1.7 2.0 2.1 2,7 1 3.0 |
20 1.2 1.3 <.5 1.7 2.0 2.4 2.7 3.3 3,7 4.2
30 1.6 1.7 1.8 2.0 2.5 3.0 3.5 4.2 1.7 3.1
10 1.8 2.0 2.2 2.5 3.0 3.5 4.1 5.0 5.5 6.0
5U 2.0 2.3 V. 2.8 3.4 4.0 1.5 5.6 6.1 6.8
ни lUH 2.5 3,11 3.7 1.1 5.0 «.а 7.2 8,0 8.9
2.7 3.D 3.3 4,0 4.8 6.7 70 8.2 О.о 10.0
ГЛ) 1 2.8 3.2 3.5 м 6.3 6.2. 7.3 9.0 9.8 и.»
IM 3.0 .4.6 3.8 4.8 5.9 6.9 8.0 10,0 11.0 12,3
Продолжение
TcUUllllld материала 0.20 0.25 н.30 <’.50 о ,75 1.0 1,5 2Д1 2.5 3.0
Значении 1<СЛ II чины 2(Р„ d,) или 2 (rf.-J.) Радиус jdKpyi.тения вытяжной матрицы /?
ПК) 3.3 3.7 4.1 5.2 6.1 75 8.6 10.7 12.0 13.2
200 3.5 4.а 4.3 3.5 67 7,8 9.0 п.з j 12.6 14.0
220 3.6 4.2 4.3 3.8 - -- — 7,2 8,3 9.5 11.8 13 3 14."
250 4.0 4.4 4.8 6.3 7.7 «.8 Ю.1 125 14.3 15.7
2«1 4.2 1.6 1 pl ♦о 17 8.3 9.5 Ю.7 14,3 16.3 16.8
31» 4.4 4,Я 5.1 7.0 8.6 9.8 1 11.2 1 13.8 lfr> 17.5
Радиусы закруглений митрнцы If „ тля титановых силанов принимать
дли 1*Й операции вытяжки без нагрепа
/?М| (64 Sis; (116)
для 1-й операции вытяжки с нагревом
/?и, (6 10)5; (Иба)
для последующих операций вытяжки без нагрева и с нагревом
/?Иа (0,6-1.<»)/?«,. <1165)
57.1.6. Для вытяжки м териалов толщин он свыше 3 лги радиусы закруглений вытяжных матриц следует принимать по табл. 92.
Таблиц .1 92
ММ
1 Толнины материала S 1 Радиус закругления вытяжной матрицы. /?ы
1-Я онер.шил вытяжки 2-я и н< "следующие оисряпни вытяжек
Си. 3 до 6 (3~-41ч (1.8-г-2)д
. 6 . Ц) И .8 4- 2.5)6 (1.5-5- 1.8>
Радиус закругления пуансона /?„ =(0,7 — 1) /?м.
»7. 1 7 Радиусы закругления матрицы /?„ и пуансона R,, ври вытяжке деталей с угоне пнем рекомендуется определять по тябл 93
tfy/wcercz// 4L.U,»
Толщина материала, я Радиус закруглении иытнжиой матрицы. Ru Радиус закругления выгяж1Ю1х> втзпг»№1. R,,
От 0.3 1ч 2 (1.34-1.5) s И .24-1.8) s
•7л 2 io С (1.25-г 1.5) з (0.5 т 0.1) s •
57. 1.8. На процесс вытяжки существенное влияние оказывает высота h цилиндрического поиска матрицы (табл. 90). Высокий поясок способствует налннанню металла, что при водит к быстрому износу матрицы, а низкий поясок—к перекосу вытяжки.
Высота пояска h в мм определяется по формуле
Л — (5 -МО) -г. (117)
Большее значение h принимать для иытя жкн деталей из тонких материалов.
57 2. Конструирование вытяжных пуансонов
57.2. I. По способу крепления различаются следующие вытяжные пуансоны: без ну»н-сонодержателя (черт. 191.о). с пуансонодержателем и резьбовым соединением (черт. 191,6). с расклепкой (черт. 191,в). Последний применяется при л < I 0 мм.
57.2.2. В пуансоне следует предусмотреть центральный воздушный капал, чтобы облегчить съем с пуансона вытянутой детали. Диаметр воздушного канала следует выбирать рай ним 6—8% диаметра вытяжного пуансона.
Чср1 1*31
57.3. Упоры вытяжных штампов
57.3. 1. Для фиксации заголовки на первой операции вытяжки применяютсп утопающие (черт. 192,о) к постоянные упоры (черт. 192,6).
Черт. 192
При применении штампов с прижимом злготовки для глубокой вытяжки детален из пт кого материала на прессах простого действия, снабженных пружинным или резиновым буфером, необходимо предусмотреть упоры (черт. 193) и соответствующее защитное устройство ио технике безопасности (количество упоров — нс менее трех).
Черт. 1!М
ВЛ. IIFPK ГЯЖПЫ1-. I I I»РА
58.0.1. Перетяжные ребра предназначены для повышения интенсивности торможения заготовки под прижимом с целый повышения сопротивления деформированию «фланца» при вытяжке сложных деталей. Повышая шш ослабляя интенсивность торможения па отдельных участках, можно регулировать втягивание штампуемого металла в проем матрицы и таким образом влиять па процесс формообразования летали. В тех случаях, когда необходимо осуществить вытяжку сложной детали за счет растяжения металла, ставят параллельно несколько перетяжных ребер.
58 0.2. В вытяжных штампах, устанавливаемых на прессах двойного действия, перетяжные ребра ставят обычно в прижимном кольце, чти облегчает наладку штампа н ноны шаст стойкость ребер.
58.0.3. В нижней части штампа, в матрице, перетяжные ребра ставят лишь в тех случаях, когда линия обрезки вытяжного перехода проходит рядом с ним. Верхнее расположение перетяжных ребер п этом случае вызывает ослабление режущего участка у секции матрицы обрезного штампа. Рекомендуемые формы перетяжных ребер в матрицах показаны нз черт 194, а размеры b приведены в табл 94.
Т .1 б л и ц а 21
Толщина на юр мал л. $ Ширина реб|», b
Л<| 1 2
Св. 1 до 2 2^5—3
Черт. НМ
58.0.4. Рекомендуемые размеры и распол ожение перетяжных ребер полукруглого профиля ио ширине фланца вытяжного перехода, применяемые в автомобильной промышленности. приведены d табл. 95 и на черт. 195.
uju Т в б л в и а S3
Применение 1 -11 h // *i Rl
>1дя мелких штампов 25-32 25-30 14 6 5 7 125
Для средних в крупных штампов 28—35 28—32 16 7 6 8 ISO
При повышен и он износе натрии 32—38 32—38 20 8 7 ю 150
•lei’i 195
Большие значения величин Л и Л1 брать при максимальном угле наклона р
88.0 5. На черт. I9G и 197 приведены конструктивные элементы дугообразных цере-тяжных ребер из стали мирки У ЮЛ, я на чер1. 198 — П-образных перетяжных ребер нз ста .тн марки Х12Ф1
Черт. 196
Черт. 1Я7
Дешли /. 2, И и 'I в плане услсвш» не ииказяиы / — штампуемая icrani.. 2— вытяжной пуппснн: -i — перетяжное ребро; 4 прижим; 5 — матриц*
Чц I |!И
551. ВЫТЯЖКА ДЕТАЛЕН ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ С ПРИМЕНЕНИЕМ МЕСТНОГО НАГРЕВА
59 О. I. Предельные значения коэффициента вытяжки можно снизить (для уменьшения количества операций), применяя местный нагрев внешнего кольцевого фланца заготовки шириной, равной . '• одновременно охлаждая центральную часть диаметром d
(черт 199)
Черт. I1HJ
/ — термоизоляция; 2— трубчатый электрона! рева гель
59 0 2 Оптимальная температура нагрева фланца заготовки при вытяжке деталей i j алюминиевых сплавов н латуни приведена в табл 96
Таблица 96
Наименование н марка материала Онтималы1ан температу|ьт. С
Алюминиевые сплавы В95А-Т,. .116 У Т 4tt0 MX)
Алюминиевые сплавы Д.16А-М. АМцА-М 320 -340
Латунь Л62 450- ISO •
59.0 3. Предельные значения коэффициента вытяжки цилиндрических детален нз алюминиевых сплавов и латуни при оптимальной температуре местного нагрева фланца приведены в табл 97
Табл и ни 97
1 laiiMCiiotidiiHC и марка материал? Коэффициент ВЫТЯЖКИ ГЛЛр ^11И* d
Алюминиевый сплав AMiA-M 0,39 1.41
•
Алюминиевый сплав АМиА-М 0,42 1 18
Алюминиевый сплав х1!б \-\1 0,37 1.62
Алюминиевый сплан Д16Л-Т 0,33 2.10
Алюминиевый сплав В95Л-Т» 0.32 2,20
Латунь Л62 0.33 2,10
——отношение предельной высоты цилиндрической детали к диаметру вытяжки
59.0.4. Предельные значения коэффициента вытяжки квадратных н прямоугольных полых деталей при оптимальной температуре местного нагрева фланца н радиусы закругления у।левых участков в плане приведены в табл. 98.
Таблица 98
1 laiiMciniuaiiHc и .марка материала Радиус дойру।Ленин VI 4«»НО1Ч> участка н плане Ль мм Ккмлрн 111ыс полые летали Г1 |>М MOV П»л hll ыс целые .1СГ41ЛЙ
Коэффициент 1«ЫГМ№КП Л«Ч'у Коэффициент нытпжкн 777. -П|> Л,Ч’у
"1 "у
\л1<>м1111невыП сплап AMiA-.U 2.5 0,07.5 1,50 0.О83 1.40
Алк1М1111Нсиый сплав АМцА-М <•.078 1 44 0.05T 1 44
А.иомикиевый сплав Д16Л-М 0.072 1.58 0.079 1.51
Маи новый силан ’ ММ Магниевый сплав МЛ8М 0,010 2.73 11,037 2.93
Алюминисвыи сплав ЛМгА-М 5,5 0.15 1.31 0.115 1.57
Алюминиевый сплап ЛМцЛ-М 1.15 0.149 1.53
Алюминиевый аиаиДЮЛ М 0.13 1,72 0.137 1.72
Магниевый сплав МММ М.пнневый сплап МЛ8.М 0.08 2.84 0.073 3,12
Алк миииеяый сплав AM А-М 10.5 0.24 1.52 0,244 ию
Алюминиевый силан АМцА-М 1.46 0.228 1,55
Лаюмппнспый сплав J1I6A-M 0.21 1.82 0.21Н 1.83
Магниевый сплав МЛ1М Магниевый сплав МА8М 0.14 3,06 0.125 3.22
* Л 1>у
—--------отношение предельной высоты условного ни ишдра углового участка к диаметру вытяжки ус-
"у
лоппого ин.' |дра.
59.0.5. Для вытяжки детален из магниевых сплавов применяются марки МММ и МЛ8М. В холодном состоянии возможно получение неглубокой вытяжки при следующих коэффициентах: т«0,9‘т-0.85 для МЛ1М и ш — 0.85-Ю.75 для МА8М.
Глубокая вытяжка деталей нз магниевых сплавов производится только с подогревом.
59. 0, 6. На черт. 200 показаны графики зависимости коэффициента вытяжки магниевых сплавов от температуры подогрева (вытяжка производятся с .хлажденнем пуансона) Оптимальная температура вытяжки для сплава МЛ1М 320—330“С; для сплава МЛ8М 300—375°С
Уменьшение температуры нагрева снижает прочность н уменьшает пластичность ма. пневых сплавов. Ирн температуре 425—450 С наступает красноломкость и интенсивное раз рушение деформируемого материала
5!). О 7 Рекомендуемые коэффициенты пытяжкп с подогревом магниевых сплавов приведены и табл. 99
Таблице 99
Коэффнцнсн! нытйжки, т
1 1 laHMeiiuihinnc и марка материала 1-м нытмжил 2-й и последующие выгмжкм
Магниевый сплав MAIM 0.50—ч. 12 I».»i7—И.57
Maiiiiieiiiaii силан М \8.Ч п.15 0.И1 0,63—0,55 . _ 1
."9.0.8. Нагрев магниевых заготовок нроизиодится
а) в штампе, снабженном электро- пли raaonai ревом;
б) в газовых пли э-тем рическпх печах;
и) в газовых или электрических печа.х при одновременном нагрене в штампе;
г) в свинцовых или масляных паннах с применением масел, имеющих высокую темне paiypy воспламенения (масло «напор Т» с температурой воспламенения 320’С).
При вытяжке па кривошипных и гидравлических прессах заготовки, как правило, нагреваются в штампах между nai ретыми матрицей и прижимным кольцом Штамп (матрица и прижим) iiai реннется трубчатыми электронагревателями либо газам
Рекомендуемая температура нагрева штампов для глубокой пытяжкп 370—420° для нс-глуб жой вытяжки 300—350пС.
aS.0.9. Чтобы предотвратить разрыв сте । ок детали в процессе вытяжки температур пуансонх должна быть в пределах 50—Ю0°С Это достигается охлаждением стенок пуансона циркулирующей водой (черт 199).
59. I 0. Удельные давления прижима при вытяжке магниевых сплавов в зависимости от температуры заготовки приведены в габл 100
т п б л п и < ИХ)
11л11мс11<*нлпие и ии’рьа ыдгерп-гча Улезьпос давление прижима. кгс/см“
При оптималыюП температуре. 'С При ICXUlCpjTVpC 2-10- 2В0С
XViiinicuiaB сплав МА1<М 3.1)-4.5 5,5—8
МвгниеииЛ стыли МАНИ а.5—Б.5 7—10
19 I I Р днус чакру чепня рибо и и кромки матрицы/?М| и леи для вытяжки wai пневых сплавин определяется но формуле
/?И1=А1 А» . (И«>
• де А выбирается в зависимости «я тотшнны з ио табл. 101
D — диаметр заготовки. ллт;
•/„ — диаметр пуансона, ля.
Таили на 101
Ti «лишил ма1српллл -у. м ч 0.6—1 И 1.2—1.5 2JI—.1.0
к 11.6 1 I н.м 1.2 1.1 1.8
Радиус закругления рабочей кромки матрицы тля uropnii вытяжки принимается
А\3 (0,6-? 1.<1)/?м, . (П9)
Радиус закругления пуансона >
<120)
59. I. 2. Величина одностороннего зазора между пуансоном н матрицей определяется по формуле
-ij- зл. (121)
где х — величина, зависящая от толщины материале! (табл. 102).
Таблица 102
ММ
Толщина матерналп s 0.8 1.п 1.2 1.5 1 2.0
Д- 1-м ПЫ111ЖКИ 0.20 п.20—П..1И <1.30 (1.35 0,-10 - 0,15 0.50 0.»»
2-я и последумицие ВМ1НЖК» O.Iii- О.1в II. 16 0.20 0.20 0.21 П.24 <1.30 0/10-0.3*
Н1я4алжскш м и
1 Толшиия материала s 2 5 Л,н •V» 4.0
1-11 11Ы1ЯЖК* П.6» 0.70 0 70 11,75 0.78-0.80 <1.»н -0.85
1 2-я и последу Янине цы тяжки <|,:и-O.Iii И.-Тп «11.45 0.45—0.50 0,50—0.35 ——————
59. I. 3. При конструировании штампов для вытяжки магниевых силанов необходимо учитывать усадку детали при охлаждении ни табл. 103.
1 а б л и и a IU.I
11.HIMCIKIII.IIIIIC iwaiepua-iD рабочих детален штампа Киэ1]к|>>||||1сит усадки детали при температуре, ГС
150 200 250 'ЧТО 350
Чугун Н СТЛ.11. 1.00017Й 1.W-M 1.00315 1,11114(1 1.004.5
Алк>М1111>1еныс с планы 1 .D00175 1.0011» 1.00135 1.0017 1.WI85
Рисчегиый размер определяется умножением номinia.ii.ноги размера по чертежу icrnaii на коэффициент усадки
GH НОСЛТДОВАТТЛЬНАЯ ВЫГЯЖКА В ЛГ1ПГ.
60 0 1. Штампы для иоследоиательной пытяжкн в ленте рекомендуется применяю для серпГппл-e крупносерийного и массового пронхяоцгтва.
60.0 2 Материал для последовательной вытяжки в лепте должен обладать высоко! пластичностью, ввиду отсутствия примежуточ инти пгжнгя между операциями.
Рекомендуемые марки материала для вытяжки в ленте:
латунь JI62; .П6В; сталь 08кн; Юки и алюминиевый сплав АМцЛ-М
60.0. 3. Различают два способа вытяжки в ленте:
а) без надрезкп лепты;
б) с надревкой ленты.
60. I. Вытяжка без надрезки ленты
60. 1. I. Вытяжка в целон ленте (черт. 201) позволяет уменьшить расход материала (но сравнению с вытяжкой и над резкой ленты), однако требует большего числа переходов. Поэтому вытяжка в целой ленте имеет ограниченное применение н может быть рекомендована для мелких детален со следующими параметрами:
1.0 и <1,2. (|22)
где /7 — высота летали, лги;
d—внутренний диаметр дет ли .н.ч;
1)ф — диаметр флянца, .м.и.
Черт. 201
60. 1.2. Число переходов н межонерациинные размеры детали определяются коэффициентами вытяжки, указанными в табл. 104.
Таблица 101
1 IldiiMCiMjDniirtc at млркл материал л Перехоти вытмжкн
1-м 2-я 3-я 4-м 5-я б-я
Коэффициент выгмжкн т (выпикка без надрезкп)
Латунь Л62 и J168 0.68 0.80 0.82 0.85 0.87 0.90
Стал. О8ктт; Юки Алюминиевый сплав ЛМпЛ-М 0.72 0.85 0.87 0.90 0,92 0.95
II р и м е ч п и и ь Расчет размеров следует нр<1».пю .чип. ио средней линии.
60 .1.3. При последовательной вьпяжке в целой ленте поверхность первого перехода вытяжки иа 10—15% больше поверхности готовой детали, а на последующих переходах поверхность последовательно уменьшается до размера поверхности готовой детали.
60. 1.4. Ширина ленты Л в мм определяется
Я = 1,10,4-20 . (123)
де 7>я —диаметр заготовки, определяемый но менкам. изложенным в П- 42.2.;
b— ширина боковых перемычек (табл. 105).
1 л б л и цп Ю5
м.и
О. Л
Дч 10 1—1.5
Св. 10 ди 30 1.5-2
. 30 2-2J5
Шаг подачи Т в .им при вытяжке в целой лепте определяется 7= (0.8 0.9)7)
(124)
GO. 2. Вытяжка с надрсзкои ленты
60.2. I. Предварительно по формуле (125) определить общий коэффициент последовательной вытяжки гпаЛ„, н ленге заданной детали для проверки возможности пытяжкп бел промежуточного отжига ,
moB.u = ~4j" . тп . (123)
где с7,ет— наименьший диаметр готовой детали по средней линии, лиц Da— диаметр заготовки, .им, mt, т2. .. , т „— коэффициенты вытяжки по переходам.
Величина допустимого общего коэффициента вытяжки т^.ц зависит от химико-физических свойств материала н условии вытяжки. Ориентировочные значения этих коэффициентов приведены в табл 106
Таблица 106
Няпыеповаиис и мирка материала Временные сопротивление а, кгс/MJk* Коэффнпнеи! ВЫТЯЖКИ «общ (вытяжка с надрез* кой)
Сталь Обкн; Юьн 30 -JU 0.15—0.20
Л.пунь /1С2 н ЛС8
Алюминиевый спаяв \МцЛ-М В—11 П.20 0,25
60.2.2. Форма надрезы выбирается в зависимости от конфигурации детали. Па черт 202 приведены наиболее часто применяемые формы надрезок ленты.
Форма (черт. 202, а) применяется для вытяжки круглых дел алей большего диаметра при толщине материала до I лл«.
Ч<-|>1. 2(12
Недостаток этой формы — при пытяжке поперечная перемычка изгибается и затру тяег подачу.
При падрезке ленты но форме (черт. 202,6) поперечная перемычка вырезается. Недостаток этой формы — невозможность фиксации, гак как в процессе штамповки лента сужается Указанная форма применяется для вытяжки круглых деталей малого диаметра.
При падрезке по форме (черт. 202,в) ширннп и длина ленты при штамповке не изменяются. Такая иадрезка применяется, когда требуется установить фиксаторы. Рекомендуемые
размеры при применении надрсзкп но этой форме: ширина перемычки Z>t“=(6.7.r> 1.2f>) ju.«, ширина мостика />» (2 -5) мм и .«апнсимпстп от габарита летали.
Надре.зка по форме (черт. 202.?) применяется при вытяжке прямоугольных детален.
Надргзкн но формам терт. 2(12,0 и ?) наиболее распространенные.
Пл.трезва по фирме (черт. 202/Ъ. применяемая прн вытяжке круглых деталей малого дп аметра. позволяет использовать более у.зкую ленту, так как в этом случае ширина лепты Б равна диаметру заготовки />э Наличие гибких мостиков улучшает условия пытяжкн и сокращает количество переходов.
4cfu 21X1
(>0.2.3. Диаметр зги отопки (черт. 203 ) прн после понят ельной вытяжке с надрслкоЛ определить с учетом коэффициента к
©3 ©’а. (1261
где 7)а— диаметр заготовки, подсчитанный но поверхности детали, ми.
Ширина фигурной нпдрезкп h в ju.ii с учетом коэффициента р определяется
• b 7ДЭ. (1271
Ширины ленты В в ju.»i с учетом коэффициенты 1° определяется
/<-=/> + Ts. (128;
где «. р. Y—коэффициенты, учитывающие технологические особенности вытяжки и лепте прн применении надреякп но фо рме б (табл. 107)
Таблиц и 1оГ
Килрфк- ИПСИ1 rii.ll>Ullta Ull.lMliyfVOlO МЛТС|>11ЛТ.'1 S. AIM
(>2_<1.3 0.1 (1.5 0.6-0JB - (1.9 1.2 l.:i i.5 1.6-2
а 1.1 1.07 1.05
р 1.07 1.1 1.04—<1.07 IjO*— 1.04
Y 15 10 t 4 3
Hint подачи Г в ii.ii при вытяжке и ленте с предвари тельной пвдрезкоп определяется
T = D +«. (129)
г де а — ширина перемычки (гибл 108).
и и Таблица Ш8
ТО-ИЦШО АМ1С|1||Л.Ы s lllii|Uiiia ih*t№AiM'ikii и
rto I ‘.Is
ho ih? hw 2 мл!
Си. 1 ли 2 2б
60. 2. 4. Число переходов н их размеры при пьпяжке и ленте с предварит ejiuiiofi натреi кий i Шредели ютея коэффициентами вьняжкп. укатанными и «лбл. К).*)
Т а 6 л и и я I i'J
11л<1мсио)ыш«е и м.1ркл материала 1к-рехплы вытяжки
1 2 3 4 5 С
КоHi вытмжкн. т
larynii JIC'2, JIGS (I.BU (1.7ft И.78 0.82 (Цй
Cia.ii. ня lit
\л1<1М11Ике|11-п1 склаи АМнА-М 0.Й2 0.78 п.яо 0.82 0.84 o.w>
6(1. 2 5. Радиусы закруглений нулпешкш /?„ и матриц /?м определиib по формулам-а) ой 1 го перехода вытяжки.
А’,,, = (3-r-.»>s: (130)
А\,, -(2 ч- tis; (131)
б ) для послеАуинцнх переходов вытяжки
/?Ов^(0.7-0.8)/?Пв (132)
но не Менсе 2 лг;
),7. । A,M/,_1> (133)
по не менее 3 s.
Уменьшение радиусов /?„ н/?м на промежуточных переходах производить равномерно.
Для получения готовых деталей с /?„<s и /?„<2s следует ввести калибровочные переходы (без изменения диаметра вытяжки), при этом Допускается уменьшение радиусов на каждом калибровочном переходе на 50%.
При конструировании штампа рекомендуются минимальные радиусы с нельм» возможности их увеличения при отладке штампа.
60 2 6. Высота вытяжки по переходам определяется в следующем порядке.
а) «начале находят диаметр фланца на последнем переходе вытяжки, исходя из диаметра заготовки D„, этот диаметр остается постоянным на первом и последуют их переходах ныгяжки;
б) рассчитывают высоту вытяжки. исходя нз размеров диаметра заготовки и фланца. а также равенства площади поверхности каждого перехода вытяжки площади поверхности исходной заготовки.
60.2 7 Усилие прижима па первом переходе определяется по формуле (138).
60.2.8. При конструировании штампа дли вытяжки в ленте (черт. 204) следует:
а) предусмотреть отдельный прижим для 1-го перехода вытяжки и надрезкп* чтобы пре дотиратнть складкообразование и изменение межцентровых расстояний отдельных переходов вытяжки;
б) матрицы предусмотреть вставными.
Чг|>г. 204
1 -прижим «ли 1-го |и-]н-яо ia пытпжкн и ил з резки. 2—съемник .4-.ni поглсдуииинх iicpcxuiinn.
Класс чистоты рабочих поверхностей пуансонов и матриц 1(1 по ГОСТ 2789—59; пуансоны и матрицы рекомендуется полировать и хромировать для iKiiiHiiieniifl стойкости и устранения налипания при вытяжке деталей из мягких материалов;
в) съемники для последующих переходов .делать подвижными при s<I мм и неподвижными при s>l .мл. Подвижный съемник должен работать на жесткий удар для получения в конце хода ровной поверхности ленты и фла нцеп штампуемых детален, сьемникн для дыропробивных и обрезных пуансонов рекомендуется выделить отдельно от вытяжных пуансонов (черт. 204).
г) величину зазоров для вытяжки в лейте принимать по табл. 88 и 89;
д) при трех или более переходах вытяжки добавить после первого переходя один рсзсрп-пын переход вытяжки для облегчения наладки штампа.
60. 2 9. Пуансоны могут быть установлены в верхнем (черт. 204) или нижнем пуансопо-держателе (черт. 205); при расположении пуансонов в нижнем пуянсонодержателе более удобно обеспечить фиксирование и подачу полосы, однако усложняются условия съема того-нон детали. Допускается установки плавают их пуансонов.
I
Черт. 205
60. 3.0. Фиксация ленты (полосы) по шагу и ширине при ручной подаче осуществляется-я) шаговыми ножами;
б) двумя штифтами при наличии технологического выреза;
в) фиксатором, расположенным между первым и вторым переходами вытяжки;
г) фиксатором, расположенным п конце т. с. после вырезки детали;
дГ ловителем па вырезном пуансоне.
е) штифтами или планками но обе сторон ы ленты (полосы). Каждая вытяжка должна центроваться в гнезде матрицы последующего перехода.
«И. ВЫТЯЖКА ОБЛИЦОВОЧНЫХ И ПОДОБНЫХ ДГТА.ПГИ
61. 1. Основные факторы, влияющие на эффективность выгяжкн
61. I. I. Формообразование облицовочных деталей в основном выполняется за одну вытяжную операцию; на последующих операциях производится посадка закруглений на отдельных участках, разбортовка и т д; возможность штампоикн заданной облицовочной детали определяется операцией пытяжкп.
Условия формообразования облицовочных деталей зависят от ряда факторов: глубины и формы вытяжки, положения ее и штампе, фо рмы и положения прижимной поверхности и способа торможения «фланцп» заготовки.
61. 1.2. Формообразование облицовочных деталей обусловливает необходимость дополни гельпых технологических припусков, вызынающих существенное увеличение расхода металла.
61. 1.3. На эффективность операции вытяжки влияют-
а) форма детали и вытяжного перехода;
б) конструкция штампа;
в) характер прессового оборудования;
г) качество листовою материала.
61. 1.4. Вытяжка облицовочных деталей должна производиться, как правило, на прессах двойного и тройного действия с усилием пл ружного ползуна не менее половины усилия внутреннего ползуна Производить вытяжку облицовочных детален на прессах простого действия не рекомендуется.
61 1.5. Клвес чистоты рабочих поверхностей пуансона и матрицы V 8. я на участках со значительным скольжением деформируемого металла V 9 и Ю.
61.2. Вытяжные переходы для облицовочных и им подобных дета чей
61.2. 1. При разработке вытяжных переходов для облицовочных н нм подобных деталей ннслсдоват ельно определяется
а) положение детали н штампе;
б) форма детали В вытяжном переходе;
।) величина н расположение технологических припусков;
г) форма и расположение технологических вырезан — окон;
д) положение н форма прижимной поверхности вытяжного штампа;
е) форма, количество и расположение перетяжных ребер;
ж) способ фиксации вытяжного перехода в обрезном штампе.
61.2.2. Положение детали в штампе определяется следующими условиями:
а) нозможностыо входа пуансона в матрицу;
б) глубиной вытяжки;
в) площадью соприкосновения пуансона с заготовкой в начале вытяжки,
г) условиями вытягивания заготовки из-под нрпжими п обтяжки им пуансона;
д) равномерным давлением прижимного кольца штампа на матрицу;
е) специфическими особенностями формы штампуемой летали.
61.2.3. В качестве примера на черт. 20b показаны схемы двух вариантов основного участка штампа для вытяжки летали радиатора автомобиля ЗИЛ 150.
Черт. 206 и — поперечное сечеиме п>гам-ил, одшыкоипе для обоих m рнантоп; б — продольное сечение при исузачиои варианте ||ии|ожеи|1»| я<-<ялн п штампе; ,, . -
« — продольное сечение При !ЛЛ10/НЮОЧНЫ‘1 f№ М улучшенном варианте положе- U
нпн Летали в штампе
6|. 2. 4 Положении детали в штампе определяется иногда формой отдельных ес участков.
Направление вытяжки наружной передней панели автомобиля «Москвич 100» <чер 1.207) определяется формой проема окна.
Черт. 207
61. 3. Величина и расположение техноло!нческих припусков
61.3. I. Беличика и расположение технологических припусков и вытяжном переходе on редел яются:
а) фирмой и расположением прижимной поверхности:
б) условиями выполнения последующих обрезных операций;
it) условиями обтяжки пуансона заготовкой в процессе выгяжкн.
61.3 2. Ширина rexuo-ioi нческого припуска B„v в лл изделия, показанною ц.т черт 208,о, равна:
Л,,,, = b +« * Я„ + /у + ' /?м , (!34)
rie b— ширина пояса, являющегося продолжением .пщевой поверхности детали, ли;
и — угол сопряжении стенок пуансона. грш).;
R „—радиус закругления пуансона, м.м;
// — высота боковой стенки перехода, xi.ii;
Rv— радиус закругления матрицы, ля;
~В — суммарная ширина «фланца» перехода.
61.1. Применение технологических вырезов (окон)
61 I I. Вырезка окон применяется для обеспечения возможности щ-ргтя1 пнапня штампуемого металла из дна в стенку заготовки в тех случаях, когда требуемую глубину зато тоикн не удается получить за счет одного лишь местного растяжения металла.
61 4.2. Заготовка при такой последовательности формообразонания сначала вытягивается на неполную глубину, затем производится вырезка окон к далее вытяжка продолжается до получения необходимой глубины. Формообразование на последнем этапе осуществляется за счет перетягивания металла из зоны дна Оптимальная форма н расположение вырезов loKoip зависят от конкретной формы изделия.
•й. РАтЧГГ УСИЛИЯ ВЫ1ЯЖКП II УСИЛИЯ 111'ИЖНМЛ
62. I Расчет усилия вьияжки
62. I I Вытяжка полых круглых деталей из плоской заготовки относится к нестационарным процессам деформирования. Ввиду значительной сложности аналитических формул расчета усилия вытяжки ня чер* 209 приведен графический метод расчета усилия для вы тяжки с прижимом из плоской заготовки цилиндрических полых деталей без утонения материала
Вверху справа в квадрате / показаны значения среднего сопротивления деформирования 5»ср в лге/лыт3 различных материалов н зависимости от тлачеппя коэффициента выгяжкн /я, — Там же показана взаимосвязь величины коэффициенте вытяжки т, с величиной
истиной деформации a In — — « In—. а также с величиной К——1—= j- (Ус-
гщ r»i «I \
. 1 /X — \
лонная деформация с — 1—т, —-----------]. Кривые среднего сопротивления деформирова
пню £<№алюм11пня, меди, латуни iHera.ni построены пн данным кривых упрочнения
.. S? 4 °/ - 2
где S —сопротивление деформированию с учетом упрочнения при соответствующей величине деформации. кге/им3'.
ст — предел текучести кгс/лл2.
Значения 5^ и о, взяты но иныпшм данным.
Вверху слепа в квадрате // нанесены наклонные прямые с указанием исходной толщины материала х»0,2^-8 лиг.
Внизу слева в квадрате III нанесены наклонные прямые с указанием диаметра ныгяжки </,= I0— КИМ) ллг
&
Сталь Х18Н9
.Сталь 90
Сталь 10
Сталь OfiCJbC Латунь Недь
Алюминий
_Черт. 2Ш
(истцн-нал V 1п т, 1/>а, ?ефор нация) rnf - л'&ффиццгн/п
Bnii.iv справа и квадрате /V нанесены пик тонные прямые с указанием усилия вытяжки /’ - 0.4 н- 1'60 гс
62. I 2. Ниже даны примеры определенна усилий 1-й операции вытяжки но график} (черт. 209).
Пример 1. Дапо: Ds=29 лгл; dt = 16 .н.м; s=l л»л. Материал: стальная лента с содержанием 0.06% С
Коэффициент пытяжкн mt=-gj =0.55 (исходная точка .4v) па черт. 209.
Решение Проводим вертикальную л ни цд> пунктиром от точки 40 мо пересечения ь точке Во с кривой упрочнения стали 0 06% С. Проводим горизонтальную линию то пересечения с наклонной прямой, соответствующен толщине I мм (точка Со). Проводим вертикальную линию д<> пересечения с наклонной прямой, соответствующей диаметру вытяжки т/| —16 .«ж (точка F®). Проводим вправо горизонтальную Линию от точки Ео до пересечения с вертикальной ливней. ироне денной через иг ходкую точку Ло-
Получаем точку пересечении /’<>. соответствующую усилию вытяжки Р, = 1,5 тс.
Пример 2. 'Jlaiio: Z>_. — 135 дьп; </|= 100 .ил; s = 2 лл. .Материал: медь.
I (Ml
Коэффициент вытяжки т, = -735 - —0,7-1 (исходная точка Д(). ОIмече.с пл черт. 20'1
отрезки линий AiBiCtEiFt определяют ход решения Ответ Р, »=»4 тс.
62 1.3. Усилие 2-й н последующих операции вытяжки Р3 в тс без утонения круглых деталей определяется но формуле
7^ = 1 /<F-
где <)•„=( 1,051.1.)—для вы1яжкн после предварительного отжига;
<рш=(2 Ш|Ш-1 —для вытяжки без предварительного отжиги;
з„— временное сопротивление. хгс/.«.иа;
ш3— коэффициент ны тяжки рассматриваемой операции;
К — коэффициент:
К“1,4-г 1.6 — для вытяжки с прижимом;
К “ I 2 4- 1, 3 — для вытяжки без прижима;
/•“— площадь поперечного сечения 2-й вытяжки. лыг2.
Для 3-й и последующих операций вы яжкц без отжига
® « (2 — ntt ш. т3 ) и т. л.
62.1.4. 11нже лапы примеры определения усилии 2-й и 3-й операции пытяжип но формуле (135).
Пример 1. Дано; dB— 100 лом; da=65 .ил; s==2 ля Материал: медь п„= 20 кге/мм3.
К< эффнцнент вытяжки тэ "уйо- ^-63.
Вытяжка производится с применением прижима
Р е in е п н е:
Р, = 1.05 • 20 - ( ’ — I 1-1.4 п-63-2 - 6.3/щ-.
Пример 2. Дапо: rfj —45 .нл. Остальные tunnue— см. пример 1 п. 62 I. 4.
/и# — - 4‘‘ - =» 0,61):
Решен и е;
/< = 1.1 -20-(—i-— I 1-1,5 -43 2 -=4.03 тс.
62. 1.5. Усилие 2 и п последующих операций обратной пытяжкн па 15—20% выше пн сравнению с прямой вытяжкой при применен ни одинаковых коэффициентов вытяжки.
62^1,6. Усилие вытяжки прямоугольных полых деталей/-* в тс определяется пЛ формуле
zj е= 1 р । _ (1.36)
KW + п-угл 1 HW • ' '
где Рщб—усилие гибки прямых участков детали, определяемое согласно п. 39;
I’h. чи—усилие пытяжкн угловых участков, опрел ел яе.м’ е но черт. 20!• п формуле (135);
Q—усилие прижима, определяемое по формуле (138).
Усилие при вытяжке с утонением Р в кге онределяе1ся но формулу
Р 1.25с«+ «„)««(! Щп)аД„. (137)
I де и — порядковый помер операции вытяж кн:
</„—внутренний диаметр, ля;
х‘„ — толщина стенки, лглг;
т„— коэффициент вытяжки;
о,— временное сопротивление, кге/мм3:
Хл— коэффициент, учитывающий упрочнение металла и потерн на трепне, значения которого принимают равными: 5-—для вытяжки через одну матрицу, 65— для двукратной пытяжкн ха одни рабочий ход ползуна.
1(2. 2. Расчет усилия прижима
62 2. 1 Усилие прижима Q в кге определяется по формуле
Q=Fq. (13К)
где F—площадь части заготовки, находящейся под действием давления прижима, определяемая по формулам (140) и (111). мэ<2;
<]— .....не давление прижима, кгс/мм* (табл ПО).
Т л Г л и н а 110
1 laiiMi-iiuu.iiiiic иатернлла Удельное Айнленнс нрнлнмл q. кгг/мм*
Сталь мягкая:
л < 0.5 мм . ... 0.25-0.30
s > 0.5 мч . П.20-0.25
Стал» ПЫСОКОЛ1 гнропаиные. коррозн. чьюстоЛкне 0.3(1-(i. 15
иди—П.|5
.'laivui. ... 0,15—11.20
ЛлюмнннП O.OS 0.12
Дырлл«>М1П1нЛ отож.кеиний . . .... 0.12- 0.18
фонта 0.20—0.25
Жесть белля 0.25-0.30
02. 2 2 Для гита новых силанов усилие прижима определяется по формуле
Q^qf-C. (139)
где q—удельное давление прижима, л’.т/лл® (табл. Ill);
С— коэффициент, учитывающий толщину материала (табл. 112).
Таблица ill
Коэффициент нытяжкн m Удельное жшлеинс нрижнмл <], кге/мм* н заннснностн от температуры нагрева, *С
20 *4)0 300 -1TXI 500
<>.« i».w> 0.25 0.19 (1.14 сип P.1J7
0.5—0 6 о.зо 0.23 0.IG 0.12 0.08
0.45-0.5 0.32 0.24 0.18 0.13 0.04
0.4 - 0.45 0.31 §! (1.19 0.14 аю
II р и м еч л и и е Для еплапи ВТ* aiin'iciiiie <f следует увеличивать на 30—40%. I
Т а 6 л и ц а 112
Тол in him miivc-рнялЯ мм OJi ЦО - 1,5 2.0 3.0
К эффпнн ИТ С 1.2 1.0 0.9 0.8 0.7
G2.2. 3 Площадь части лагпговкн, находящейся под действием прижима. F, и дл(я, определяется по формуле;
для первой иы тяжки:
Г' 2/?ы)«|г (МО)
для последующих пы тяжек деталей без флаппа:
F-- >(<£ + ПЛ)
для ищ'яедующпх вытяжек деталей с фланцем (черт. 210);
F"= 4-1 /Я 1«/„4-2/?м)« |. (М|Я)
где Da— диаметр исходной заготовки, лглг
d| fln~r. «/„ — диаметры неркой, предпоследней и последней операции вытяжки, ил; А*ы радиус закругления матрицы, .ч.и.
D — диаметр фланца, ил.
Черт 210
VIII. ШТАМПЫ ДЛЯ РАЗБОРТОВКИ
63. РАЗБОРТОВКА КРУГЛЫХ ОГВГРСТНИ
63 . О. I Процесс разбортовки заключается в образовании борта н плоской части заготовки с предварительно полученным отверстием (черт. 211.0 н б) или в увеличении высоты предварительно вытянутого цилиндра (черт. 213).
Процесс сопровождается значительным растяжением материала, в результате, чего имеет место утонение н зоне разбортованного края (черт. 211.н).
Наименьшая To.Tiiiiiii.T материала S( п .if.il разбортованною края приближенно определяется но формуле
s, s| * . (1421
гдг s — исходная толщина материала, маг.
do— гнаметр отверстия но I раябортонку. лл;
£>гр— средний диаметр отбортованного края, ми (черт. 211.д).
63 .0.2. В зависимости от назначения различают штампы для разбортовки отверстий с применением матриц:
а) с радиусом закругления А\,= (К-Ч()) л нлн с односторонним зазором г, = (8-?-10) s для повышения Жссгкос-гп изделии н т. н. (черт 211.6);
б) с радиусом закругления /?„ 0.5 s п односторонним з;ып|х>м zt s для получения in-делий с высоким разбортованным краем (черт. 2Н.и).
63 0 3. Разбортовка круглого отверстия и плоской зтпеноике Характеризуется кпэффн тентом разбортовки К. т. е отношением
<НЗ) f ф
63. 0 I В табз. 113 приведены допускаемые коэффициенты разбортовки Kwn , для малоуглеродистой хорошо отожженной качественной стали, алюминия и латуни
Та Л л н на 43
Форма nyuiu'uiia Способ получений итнсрстна
1(Ю 50 35 15 10 8 6.5 5 1
Л лип
СфсрИ-ЧССКЯН Сверление с зачисткой заусенцев 0,70 11.60 0,52 0.40 0.36 0,33 0,.3| «..то <1.25 0.20
Пробника и штампе 0.75 U6S 0.57 0.52 0.48 0.45 11.4 1 <1.43 0 12 0.42 —
1 buiitim-рнчискан Сверление с за щеткой заусенцев 08П 0.70 0.60 0.50 0.45 0.42 0.40 0.37 0.35 0.30 0.25
Пробмикл r штампе 0 85 0.75 0.65 0.6(1 0.55 0.52 0.50 0.50 0.48 0.47 —
Примечание В таблице приисдепы коэффициенты разбортовки. при которых пл краях борта могут возникать незилчительпые лейкжты (трещины, нлдрыпы). licnu такие дефекты недопустимы. табличные HilPlcuim следует упс.шчи п. На 10—20%.
63.0.5. В табл. 114 приведены рекомендуемые коэффициенты разбортовки Л’| н Л деталей из титановых силанов.
Табл и н,1 111
Л1лрк«1 материала Способ разбор юнкп Л'| (ври я < 1 мм) Ка (наименьший при ж 1 «Я »1 чистой поверхности среза)
ВТ1 Без подо! рева 064 -0.68 ПД5
С подогревом до ЗСО—WC ОДО-O.su 0.45
ВТ5 Без noaorpeuh 0.85—0.91) 0.75
С подо реяюм до 300 400 С 0.70-0.65 (1.55
63.0 6. Значение коэффициента разбортовки для одной > тон же марки материала при зазоре z=s зависит от:
а) толщины материала s. С увеличением толщины (при остальных ненлменяюншхея условиях) значение К уменьшается;
б) среднего диаметра Г>ф. С увеличением диаметра (при остальных иензмсияюншхсч условиях) значение К увеличивается;
в) формы пуансона. Наименьший коэффициент разбортовки постигается при примени ннн пуансона с криволинейной формой (по трактрнссе? рабочей части (черт 216.л), пин больший — прп применении пуансона с малым радиусом закругления (черт 216/?);
г) состояния поверхности отверстия под разбортовку. I (анменылнй коэффициент разбортовки достигается при чистой поверхности среда. зачистке пробитого отверстия (снятием наклепанного слоя), отжите перед разбортовкой, нрнмеленнп сверления отверстия (ii.t-Tiithi* таусенцев и плохая поверхность срвз-i вызывает надрывы при разбортовке).
63.0 7. Во избежание разрыва при разбортовке необходимо снимать заусенцы и пробитых отверстиях. Для этой же цели рекомен туется при конст рунроняннн штампов направление разбортовки осуществлять противоположно направлению пробивки (черт. 212).
НапрпВпение Зона наклепа при
Черт. 212
63. I. Аналитический метод расчета параметров разбортовки
63. I I. Теоретические формулы для определения высоты Н разбортовки в плоских за готовках и диаметра d„ отверстия под разбортовку с учетом всех влияющих факторов имеют сложный характер н ими трудно пользоваться прн расчетах в производственных условиях
Полная высота разбортовки // п ал (черт. 211) может быть определена приближенно но упрощенной формуле
// _] 0.13Л?н Ь О 72s , ( 144)
где —радиус закругления кромки матриц ы. лгзг;
л — исходная толирша материала, м.ч.
63. I 2. Диаметр отверстия d„ в мм под разбортовку Может быть определен приближенно но упрощенной формуле
= + * ) 24 . (115)
где D,— расстояние между центрами радиуса закругления кромки матрицы, .и.и (черт. 2И,в) 4 —высота прямой части разбортованио го края, лсм
63. 1.3. Если разбортовка применяется с. целью увеличения высоты вытянутых цилиндрических детален (черт. 213), то наибольшая допускаемая высота разбортовки h определяется но формуле
Ю,57ЯС|. Лч,7-“ + 0.57/?ср. (146)
63 I 4 Диаметр отверстия d„ , пробивав мого в дне вытянутого цилиндра под разбортовку (черт. 213). определяется по формуле
dn~L>„ + 1 1 1/?ср — 24 . (117)
G3. 1. 3. Если по чертежу штампуемой детали заданы размеры D,. Л„, s в h u ni />ср и Н (черт 211),то технологические расчеты по раз бортовке выполняются в следующем порядке: а) определяется диаметр отверстия dv под разбортовку по формуле (115);
б) определяется допускаемый коэффициент разбортовки К 1и11но табл. 113 и 111;
в) определи'-тс я фактический коэффициент разбортовки К|«ьт . некими нз найденной пс-.тнчины d„ и заданной величины Лер ;
I) производиться проверка: Л’фВКт должно быть не менее Кюг Если КфП1(Т <ЛЯоп. следует уменьшить высоту разбортовки Н пли предусмотреть другой технологический процесс изготовления детали
63. I 6. При разбор гонке мелких отверстий под резьбу следует устанавливать величину зазора -^- = 0.65» для увеличения высоты разбортовки з.ч счет утонения материала (черт. 214)
Диаметр матрицы определяем по формуле
Ох =<Л+2-0,65», (118)
где </| — днпметр ра бортованного отверстия под резьбу.
63. I. 7. Диаметр пробиваемого отверстия rf„ для разбортовки i да резьбу до М5 или гладких отверстий диаметром до 4 мл определив! ся п«> формуле
г/л=0 15//, (149)
63. 1. 8. Высота разбортовки // для мелких отверстий (черт. 214) приближенно равна (2^ 2.5) ».
63 2. Конструктивные элементы рабочих деталей и схемы штампов для разбортовки
63.2.1. Радиусы закругления рабочей кромки матрицы при разбор гонке рекомен ду стен принимать равными (0.2< 0.3) л>, ио ие менее 0.2 мм.
63.2.2. Зазоры между пуансоном н матрицей при рагбортовке рекомендуется принимать равными:
а) для цветных металлов — наименьшей толщине материала (т. е. с учетом минусового допуска по толщине);
б) для черных металлов—номинальной т лишне.
При разбортовке отверстий в малых деталях из латуни н алюминия допускается умень пн-ние величины задора и целях получения большой высоты за счет утонения материала.
На черт 215.а показана заготовка, а на черт. 215.6—деталь, изготовленная разбортовкой с утонением. Размеры даны в табл 115.
«
Таблица Нл
Материал *1 •Л. О, И
TaTVin. 2 0.М) 12 2S.S 33 1 " 15 1
Алюминий 1.7 0.35 4 13.7 21
*63 2.3 На черт. 216 изображены формы рабочей части пуансонип для разбортовки
Пуансоны, имеющие рабочую часть и форме трактрнссы (черт. 2l6.fi). обеспечивают мн и мальное усилие разбортовки Пуансоны, имеющие рабочую часть (черт. 216 г. d) требуют наибольшего усилия разбортовки.
Черт. 216
63.2.4. На черт. 217,0. б. в. г изображены схемы штампов для разбортовки цилиндрических отверстий.
2S'
Для одновременной пробивки и разбортовки отверстии под резьбу до М или гладких отверстий тиаметром di ло 4 ан
Для разбортовки отверстий диаметром d- да 1(1 я.ч при применении ловители
Для разбортовки отверстий при di>10 мм н применении ловителя
Для разбортовки отверстий пуансоном с криволинейной рабочей поверхностью
Черт. 217
63.3 Графический метод расчета параметров разбортовки
63. 3. I На черт. 218 приведена диаграмма для определения высоты разбортовки цилиндрических отверстий Н в качественной малоуглеродистой стали в зависимости от величины </„—диаметра пробиваемого отверстия иод разбортовку.
Диаграммы построены по результатам опубликованных работ для пяти наиболее часто применяемых групп диаметров D,: 50. 15, 38 32 н 25 мм. В каждой группе диаметров D, построено семейство наклонных линий, характеризующих зависимость высоты // разбортовки от указанных ня линиях толщин материалов & 3; 2,5; 2; 1,5; 1.1 и 0.8 мм (при непзмеияе мой величине диаметра D|).
Приведенная диаграмма может быть также использована для определения величины диаметра пробитого отверстия под разбортовку d„ в зависимости от заданных параметров, высоты разбортовки Н. диаметра D, и толщины материала х.
Пример I. Дано. //—10,5 мм; /Л =45 мм п х=2 м.н.
Определить do. По диаграмме находим tf„—24 мм.
Пример 2 Дано </о—!7 5мм О, =38 лея и д—1.5 мм.
Определить Н По диаграмме ня ход им // = 10 мм
Черт 218
63. 3 2. Если требуется определить высоту верстня под разбортовку d„ при диаметрах
разбортовки или диаметр пробиваемого от-отлнчающп.хся от приведенных па диаграмме.
следует пользоваться следующими построениями, показанными в примерах.
Пример I. Дано: О|=28,5 нм; s= 15 мм Требуется построить график линейной зависимости высоты разбортовки Н от диаметра отверстия d„
На черт 218 нанесены два отрезка прямых, характеризующие графическую зависимость // от при D, = 2> и 32 мн и я=1,5 мм. Учитывая, что заданный диаметр Dt ранен полусумме. * проводим прямую на рапном расстоянии от прямы», обозначенных Dt —
=25 ля и Di = 32 мм для s= 1.5 мм.
Полученная наклонная прямая является функцией, характеризующей зависимость величины А/ от do при L>| = 28.5 .«.и н я—1,5 мм
Если требуется определить параметры разбортовки // и </,> при D, =26.75 мм и s=!,5 мм, подобным образом проводят среднюю наклонную прямую между линиями для О, =25 мм и D|—28,5 мм при s= 1,5 мм.
Пример 2. Дано: О, = 28.5 мм, Н 6 5 мм. № 1.5 мм Определить г/о
При D|—25 мм. /7=6.5 мм и д=1,5 л»и </о = 13 2 мм.
При О|=32 мм, /У 6,5 мм и s —1.5 мм с/,,= 19.4 мм
Учитывая, что заданный размер D, равен полусумме -5-^-3- находим rfo == — 16 3 нм
6-1. РАСЧЕТ УСИЛИЯ РАЗБОРТОВКИ
64. О. I Угол ie разбортовки Р в кге определяется по формуле
Р- 1.1 п (Dt d„)S3„. (ISO)
• де п„—временное сопротивление, кгс!мм\
Di. do. s — обозначены на черт. 211.
65. РАЗБОРТОВКА OTBFPCIHH СО СЛОЖНЫМ КОНТУРОМ
65.0. 1 Для определения размеров и формы пверстия геред разбортовкой деталь следует рлечленнгь на элементарные участки и произвести расисты в соответствии с характером дефо[ мацин о г дельных участков. Теоретическая форма контура отверстия должна быть скоррсктнро а на для получения более плавной формы.
65.0.2 Изображенная для примеря на черт 219 деталь разделена на прямые участки / н 5. погнутые участки 2. /. б. 7 н 8 и выпуклый участок 3
Черт. 21У
" Характер деформации металла на участках 2, 4, 6,7 и 8 такой же, как при разбортовке цилиндрических отверстий; на участках / и 5 производится обычная гибка, а ня участке 3— вытяжка.
Подсчет размеров и формы отверстия перед разбортовкой участков 2. 4, 6,7 и 8 следует произвести так же. как при разбортовке цилиндрических отверстий; участков / к 5— как при гибки. а участка 3—как при вытяжке части цилиндра с соответствующим радиусом.
65. 0.3. Коэффициент разбортопкн отверстий со сложным контуром устанавливается по вогнутому участку с наименьшим радиусом кривизны.
65.0.4. Значения коэффициента разбортовки К' установлены следующие: при сочетании ныпуклых и погнутых участков
К'=(0 85 0.90)А'; (150. а)
при сочетании вогнутых и прямолинейных участков
А" (!-=-! 1)А'. (150.6)
где А—коэффициент разбортовки по табл. 113 н 114
IX. ШТАМПЫ ДЛЯ ОБЖИМА И РАЗДАЧИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕН
«в. ОИЖИМ И РАЗДАЧА
66. О. 1. Обжим применяется с целью сужения открытой части полого изделия для получения горловины — шейки (черт 220) Операция сопровождается утолщением обжатого участка.
Наибольшая толщина обжатого участка з в льм определяется по формуле
^обж
(1Б1)
где So— толщина стенки исходной полон даго топки.
.. . . d
Ловж —коэффициент обжима равен А—- ;
d — диаметр исходной заготовки, мм;
dob» — диаметр обжатого участка. л>л.
Размеры d и d„г™ определяются но среднему диаметру (черт 221)
66.0.2. Предельная деформация при обжиме ограничивается потерей устойчивости заготовки что приводит к местному пынучивз нию В тех случаях, когда заданное уменьшение диаметра полой заготовки нельзя выполнить за одну операцию обжима в связи с потерей устойчивости, следует применять несколько операций с промежуточным отжигом Для получения высоких коэффициентов обжима деталей из алюминиевых и магниевых сплавов следует применять местный подогрев заготовки
66 О 3. Раздача применяется с целью расширения открытой чисти полого изделия (черт 221). Операция сопровождается утонением материала растянутого участка.
Наименьшая толщина материала 5НЯ|1М п мм определяется но формуле
-$наим = I "Эг • г Л ром
где К риз, — коэффициент раздачи равен —:
— диаметр расширенного участки, нл.
Размеры d и г/|1и„ определяются но среднему диаметру (черт. 222)
(152)
66.0.1. Предельные значения коэффициентов обжизгя Л’обж и раздачи Л,,приведены _ 1 Sq
на черт. 222 в зависимости от отношения—g~.
66.0 5 Схема штампа для одновременного обжима и раздачи полой детали покатана на герт 223
Черт 222
/ — кривая тля обжима при а—40°. 2 — кривая для обжима при а—20°; 3—кривая для раздачи при а—40°
Черт 223
X. ШТАМПЫ для ЛИСТОВОЙ 4FKAHKH
87. ЧЕКАНКА
67.0.1. Чеканка применяется дли образования выпуклого или вогнутого рельефа, а также частичного изменения формы детали обжатием или для получения точных но толщине деталей. Примеры операций листовой чеканки приведены в табл. 116
'I а б л и ц а 116
Продолжение
67 0. 2. Чеканка производится на чеканочных прессах, а также иа фрикционных и двухстоечных кривошипных прессах с большой жесткостью.
67 0.3. Заготовки, имеющие наклеп должны перед чеканкой отжшаться.
67.0.4 Чистота рабочих поверхностей пуансонов и матриц чеканочных штампов должна быть не менее \ 10. . *
67 О 5- Усилие при листовой чеканке Рч в кгс определяется по формуле
P.t = Р <1-, . (153)
где F — площадь ноперхностн чеканки, .«.и2;
—удельное давление при чеканке, кгс/льч2 (табл. !!7).
Тлйлпца 117
Наименование операции Наимеиоплннс материала и его толщина Ч.„ кгс/мм-
Чеканка плоских деталей ftej of раипчеиш) их кош ура при лс^юрмацни меньше 2% Латунь s 0.7 мм 20-50
Чеканка выпукло всииуток» рисунка Латунь s 1.8 мл 80 90
Чеканка букв н рисунка < таль 20 25 Д > 0.7 мм 200- 250 •
Чеканка двухстороннего рисунка Сталь высоколегированная корро-Э1ЮИИОСТОЙКВЯ s > 15 мм 200-300 II выше
Чеканка одностороннего рисунка •Латунь s = 0.4—3.0 жн 250—300 и выше
XI. РАСЧЕТ ДЕТАЛЕЙ ШТАМПОВ НА ПРОЧНОСТЬ
68 . РАСЧЕТ ПУАНСОНОВ
68.0.1. Расчет рабочей поверхности пуансона (черт. 221) па сжатие производится по формуле
(154) где о — напряжение сжатия, кгс/.мл2;
Р— усилие, приложенное к пуансону, кгс;
F-—наименьшее поперечное сечение пуансона, леи2;
пС1—допускаемое напряжение иа сжатие, кге/мм3
Для закаленной и отпущенной стали марки У8 ои =804-100 кгс!мм*.
Черт. 224
68 0.2 Тонкие пуансоны необходимо проверить иа продольный изгиб под действием приложенного усилия. Для облегчения расчета дана номограмма (черт. 225) для графического определения наибольшей длины пуансона / в зависимости от временного сопротивления срезу тср. толщины штампуемого материала v и наименьшего рабочего диаметра пуансона d
На левой ординате номограммы указаны значения сопротивления срезу тср в кге/мм1 штампуемых материалов; на правой ординате указаны значения наибольшей длины пуансона I. иа наклонных лучевых линиях указаны значения толщины материала s; на пунктирных кривых у азаны значения гиаметров пуансонов d.
Методы графических расчетов показаны на следующих примерах.
Пример I. Дано: тв(, =25 кге/мм2-. s—0.9 мм и rf = 3.5 ли». Найти наибольшую длину пуансона I.
Решение Находим на левой ордин те точку Л(, соответствующую значению тср •= =25 кге/м.ч2. проводим прямую A 5jBt до пересечения с наклонной линией, соответствующей значению s=0,9 проводим прямую В С> до пересечения с пунктирной кривой, соответствующей значению d—S.5 зон. Проводим от точки С[ горизонтальную линию до пересечения с правой ординатой. Находим наибольшую длину пуансона /=80 .ми
Пример 2 Дано: тср—35 кге/мм2-. «'= 1.2 мм и d 3.0 лип. Прямые Л?В7 н В3С2 определяют ход решения. Проведя горизонтальную прямую от точки Cj до пересечения с правой ординатой, находим наибольшую длину пуансона /=16.«.«.
68.0 3. Опорные поверхности головок пуансонов (черт. 224) проверяются на контактные напряжения д в кге/мм2 на площадках соприкасающихся с подкладными плитками, по формуле
д = ~р— . < 155)
де Р —усилие, действующее па пуансон кес-, F\ -— площадь головки пуансона, л*л2;
п,м — допускаемое напряжение иа смятие, пой плитки.
71-зя каленой стали 45 оСм “ 30 — 10 кгс/мм2
кге/мм2, на контактной поверхности подклад
60 РАСЧЕТ ВИНТОВ И ЬОЛТОВ
69 О ! Винты и болты штампов проверяются на разрыв по формуле
пр-----^<«0. (166)
Kd,
4
|Де Ор— напряжение при разрыве, кге/мм2:
Р — растягивающая нагрузка, кге:
d, — внутренний диаметр резьбы, мм
о 4— допускаемое напряжение па разрыв в кге/мм2, для стали марки Ст.З принимается равным 11—15 кге/мм2
69 0 2 В табл. 118 приведены предельные допускаемые осевые нагрузки для наиболее часто применяемых диаметров винтов из стали 35 с метрической резьбой по [ОСТ 9150—59 при предварительной их затяжке усилием, вызывающим напряжение растяжения аЛ=-= 19 кге/мм2
Та Л л и на 116
Диаметр рел.бм >im Предельная допускаемая осевая нагрузка кге при предвармтельнон затяжке. 3rt “ кге/лои*
с 300
8 500
‘° У7и
.2 1340
И I860
1Г> 2600
18 3130
20 4050
70. РАСЧЕТ ЦИЛИНДРИЧЕСКИХ ПРУЖИН
70 О. 1 Размеры и графики зависимости усилия от величины деформации иилиндрпчес
кн.х пружин сжатия и растяжения с круглым приведены в МН 864 60 и МН 865—60.
70.0 2 В случае ограниченности пространства для установки необходимого кояичссгви пружин требуемое усилие может быть получено при помоши установки сдвоенных (строенных) пружин (чёрт 226).
70.0.3. Количество витков л диаметр про волоки d и средний диаметр D( пружин определяются исходя из условия равенства сопро тнвлеиня кручению установленных сдвоенных (строенных) пружин.
При применении для пружин одной п той же марки стали п характера термообработки наиболее рациональным является соблюдение следующих соотношений между элементами сдвоенных (строенных) пружин.
1 lepl. 22Ъ
nidi « ntd3 » n3d3 Di =JD»_
(157)
где «г, лз; л3 — число витков.
Остальные обозначения показаны на черт 22b
Расчет производят, исходя нз параметров наибольшей наружной пружины.
Каждая пара пружин должна иметь у одной пружины правую, а упругой — левую на внвкн (черт 226).
70.0.4. Общее усилие строенных пружин определяется по формуле
(158)
70 0.5 Односторонний зазор 1 между радиусами пружин должен быть равен 0.2 ди амегра проволоки.
70.0 6. Цилиндрические пружины с квадратным н прямоугольным сечениями проволоки рассчитывать но формулам, приведенным в табл. 119.
Таблица 119
Продолжение
Конструктивные элементы Квадратное сечение Прямоугольное сечение
Расчетные формулы
Шаг пр\'ЖШ1Ы а слобод ном состовиии. мм / = ft
Предельное напряжение. кгс/млР “ 0.4165» * | s*o*
Число рабочих витков • F. пр>л— fa
Общее число витков 1=6—2)
Коэффициенты |1. а. Л По табл 120
Коэффициент ф По черт. 227
Высота пружины в свободном состоянии, мм //о=/ • л ол+(1 э5 2)
Тя б л и nd 120
Обозначения коэффициентов Отношение сторон —
1 ЦБ 1.75 2 2.5 3 4 6 10
F 0.208 0.231 0,239 0.2-16 0 258 0.267 и 282 0.299 0,312
а 0.141 0.196 0.214 0.229 0.249 0.263 0.280 0.299 0,312
Л ( 5.567 2.670 2.086 1.713 1 256 0.995 П.098 0.439 0,252
70.0.7. Значения допускаемых напряжений на кручение ткр даны в табл 121
Таблица 121
1 laiiMcnoBaituc и марка матернапа Дону с к л с мое на иря жсиис на кру« сине ткр, кге/мм3
Сталь 6Ы 35
Сталь 60С2 55—65
Сталь 60С2А 65
70 О. 8. Конструкция н размеры пружинных буферов приведены в МН 4954 —63
71 РАСЧЕТ ТАРЕЛЬЧАТЫХ ПРУЖИН
71.0. 1
Размеры и усилия тарельчатых пружин повышенной точности многократного действия приведены в МН 867—60.
Основные формулы для расчетов приведены в табл. 122.
Р л ч е р и в мм Расположение- пружин
Таблица 122
Попарно
Конструктивные элементы
Допускаемый прогиб одной пружины по I QCT 3057—54 k - 0,65f„ Расчетные формулы
Общий допускаемый врогнб пружин. мм 0.65/,„ л* где к — кили честпо пакетом
Обш усилие, ка гяе наибольшее рабочее усилие при прогибе, (килом 0,6о/,п /'овй^лА где л--количество пружин и пакете
11 редка ригельное сжатие «всей пружины, мм Рабочий ход пружины, лч F„p = (0. IS-^-0.201/,»« Fnp = (O.I54-O.2Q)/m« р«0 ОЙЩ пр
Число пружин (пакетов) в комплекте п О.б/т К= 0.5/т
Высота пружины и свободном состочини. мм //„ = лЛ„ Ио K{ns+Jm)
Примечание. Полученное по расчету число пружин п округляется до ближайшего четного числа.
71.0.2. Конструкция и размеры буферов с тарельчатыми пружинами приведены в МН 4956—63.
72. РАСЧЕТ КОЛЬЦЕВЫХ ПРУЖИН
72 0. I. Кольцевые пружины применяются в штампах в тех случаях, когда иеобх димое давление, не может быть осуществлено пружинным буферным устройством Кольцевые пружины отличаются высокой способностью hoi лощения энергии отдачи при ударныхнагрузках.
72. 0. 2. Кольцевые пружины (черт 226) состоят из наружных колец /. имеющих конические поверхности с внутренней стороны, и внутренних колец 2. имеющих конические поверхности с наружной сторс пы С каждого торца круж> ты устанавливаются опорные кольца 3. Рекомендуемые размеры кольцевых пружин приведены в энциклопедическом справочнике «Машиностроение», т. 2. I 18 г., сгр 71$)— 720.
72.0.3 Усилия, действующие в поперечном сечении кольцевой пружины, показаны на черт. 229
Условные обозначения:
Л, — радиальное усилие, кгс:
Р —осевое усилие. КсС;
Л — равнодействующее усилие, кгс.
7'2 0. > Формулы для расчета конструктивных элементов кольцевых пружин приведены в табл 123
Та В л и на 123
Копс i рук nluiiue элемент Расчетные формулы
Высота колен, мм А — (0,16—0 2)D
Угол конусности £ = 12— 1БП
Наибольшая юл шин л колеи. м« («-1-е) = (0.26Н 0.351 b
Наименьший ла.тор между кольцами (н сжатом состоянии). MJM
Шаг пружины (в <нободиом состоянии). мм t 0.5 (b -г) 0.5 (b WM.e)
Наибольшее осевое сжатие нсеЙ пружины, ж« _/*1гви0 л
Hi.icoi.i собранной пружины в свободном сосюн пни (с торцовыми полу кольцами), мм //=л/=0.5л (Л+х)
У с л о в и ы е <> б о з it а ч е и и я »
и — количество соприкасающихся конических поверхностей;
— наибольшее допустимое осевое перемещение одной пары конических поверхностей.
Остальные обозначения показаны иа черт.229.
72 О. 5. Нанболь нее осевое перемещение одной пары конических поверхностей орненти роночнп определяется по формуле
= <|59>
72 0.6. Наибольшее усилие сжатии кольцевой пружины Plie„ft в кг с может быть определено ио формуле
^гвнб = TrFa,,-tg(p4 ®). (160)
где — площадь сечения внутреннего кольца. мма (черт. 229),
<тд допустимое напряжение на сжатие, равное 100—110 кге/мм*
Р — угол конусности. грек);
<р — угол трения fпри работе со смазкой <р=6—9°].
При р = 12—14°; <j>=6—8° н <тя=100 кге/мм1 наибольшее усилие сжатии Рм„л *( ЮО
-е-125) F
73. РАСЧЕТ РЕЗИНОВЫХ БУФЕРОВ И ПРОКЛАДОК
73.0. |. Расчет усилия н величины сжатия резиновых буферов приведен в приложении к МП 4954-63 — МП 4957-63
73.0.2. Резиновые прокладки применяются в пакетах штампов с верхним прижимом, а также совмещенного действия если невозможно применить цилиндрические пружины и при большом усилии съема полосы.
73.0.3. Усилие Ра в кгс. развиваемое резиновыми прокладками, устанавливается по формуле
М«=^сж, (161)
где F—полезная рабочая площадь прокладки, см1;
о сж — напряжение сжатия резины, «гс/слг2.
73.0.4. Значения величины <тсж п зависимости от относительной деформации сжатия в в процентах приведены в табл 124
= 100 ,
где /«—исходная толщина прокладки им.
h толщина .сжатой прокладки, _ч.«.
Таблица 124
Относительная деформация сжатии « % Напряжение сжатия о«ж. кгс!смл при тпердостн резины по ГОСТ 263 53
Г.п±4 60±4
• fi 2—3 .3 4
10 1 -6 6—8.5
15 65-9.5 10-11
20 9.5-13 1 14—20
25 13 lit 19-26
30 16- 20 24—30
Штампы для холодной листовой штамповки.
Расчеты и конструирование - ———— . — ~
У с л о н п ы е о б < । п а ч е н и я »
п — количество соприкасающихся конических поверхностей;
U’ ,и0 наибольшее допустимое осевое перемещение одной пары конических поверхностей.
Остальные обозначения показаны на черт.229
72.0.5. Наибольшее осевое перемещение отпой пары конических поверхностей ориентировочно определяется по формуле
«'—’sshst - <,ет>
72 0 6. Наибольшее усилие сжатия кольцевой пружины Р1И11Л в кге может быть определено по формуле
т). (,601
где /’ — площадь сечения внупрениего кольца, .мл*3 (черт. 229);
о . допустимое напряжение па сжатие равное 100—110 кге/мм
р — угол конусности град,
<р —угол прения [при работе со смазкой <^=6—9s],
При р=12— 14°. <р=б—8° и <та=»100 кге/мм2 наибольшее усилие сжатия — (100 — 4-125) F
73. РАСЧЕТ РЕЗИНОВЫХ БУФЕРОВ И ПРОКЛАДОК
73.0. I. Расчет усилия и вел шины сжатия резиновых буферов приведен в приложении к МН 195163 — МН 4957-63
73 0 2. Решновые прокладки применяются в пакетах штампов с верхним прижимом, а также совмещенного действия, если невозможно применить цилиндрические пружины и ври большом усилии съема полосы
73.0 3. Усилие Рсх н кге развиваемое резиновыми прокладками, устанавливается по формуле
Я» -/чж; пен
где 7 — полезная рабочая площадь проклял ки, си2;
асж— напряжение сжатия резины кес/см2.
73.0. I Значения величины огж в зависимости от относительной деформации сжатия в н процентах приведены в табл 124
. = 100 .
п
где Ло— исходная толщина прокладки, мм
Л — толщина.сжатой прокладки, мм
Таблица 124
Относите и>кая деформация сжатия • % Напряжение сжатия оел. Kt-CfcM* при твердости резины по ГОСТ 263—53
5о±4 60±4
• к 2—3 3 4
10 4 6 6-8.5
15 6.5-ЭЛ 10—14
20 ад-13 14—20
25 13 16 19-26
31» 16-20 24—30
Примечания- «
D — d , Наименьшие значения напряжения сжатии <тся> следует принимать при отношении -=1 .
«О
। ле D — наружный диаметр кольцевой резиновой прокл адкв, мм: if — дне метр отверстия, мм. .< .. _ D — if Q
2. Наибольшие значения напряжении ежи тип <гсж следует npnHiixiaiL при отношении —— ==о.
3. При применении прямоугольных сплошных реви новых прокладок шириной В я расчетных характерна tn-£> — d
ках —т—вместо размера и следует поставить рымер прямоугольной прокладки В, a d принять ранным нулю. ГТ0
Этими же положениями следует руководствоваться при применении прокладок с прямоугольным от вер
СТИГМ
73.0.5. Толщина резиновой прокладки й0 в лл определяется но формуле А<1 /««ив-/пр • (,62)
где I — рабочий ход съемника или прижима, мм; /панп — наибольшее сжатие резины в процентах от толщины й0; рекомендуется не более 30%. так как при больших значениях сжатия резина получает остаточную деформацию и быстро изнашивается
Г «о предварительное сжатие резины в процентах от толщины й0; рекомендуется нс более
10—15%.
74. РАСЧЕТ НИЖНИХ ПЛИТ
Схема нагружения нижней плиты блока штампа с направляющими колонками, установленного на подштамповой плите пресса (показана па черт. 230). Для упрощения принято, что рабочее усилие Р (расчетное усилие штамповки) приложено к центру плиты; плита блока прикреплена к подштамповой плите 1 двумя болтами.
Расчет нижней плиты 2 производится как статически неопределимый случай изгиба. Смещение верхней части направляющей колонки 3 (запрессованной в иижшою плиту) под влиянием искривления плиты при изгибе допустимо нс более-g-, где z—зазор между вы резным пуансоном и матрицей (табл. 10).
Толщина Н в мм нижней плиты проверяется по приближенной формуле
где I —высота пакета (в закрытом положении штампа), мл;
Р а—усилие затяжки болта для прикрепления плиты штампа к подштамповой плите. гсгс; определяется по формуле (164)
/ —длина нижней плт ты мм;
А — межосевое расстояние колонок, ля;
il*— диаметр провального отверстия в подштамповой плите мм;
L —модуль упругости материала плиты, кгс!мм2 (для стальных плит — 20000 кгс/мя-для чугунных — Н000 кгс/мм2);
Н — ширина нижней плиты, мм
Усилие затяжки болтя /'л в кгс определяется по формуле р - _3 pai Ки(ЗД4-2а) ’ где Р — расчетное усилие штамповки в кгс L — a а — -й— .
Толщина чу/упноп плиты Нчуг в .«м определяется по формуле /^Г - ] ^4- "ст=1.36 Н„ .
где П„ —толщина стальной плиты. м.«
Если расчетная толщина больше толщины плиты выбранного нормализованного блока, его следует заменить блоком с большей голый ной плиты.
Для’ обеспечения прочности нижних плит штампов размеры провальных отверстий в подштамповых плитах должны быть не более ра. мерой приведенных в табл. ГОСТ 9226—59 Если провальное отверстие в нижней плите штампа выхо-тит за пределы провального отверстия и приведенные и разд. 25.
(164)
(165)
подштамповой плите, следует использовать рекомендации
XII. ХВОСТОВИКИ
75. Типы хвостовиков
75 0 I. Осноиные конструкции хвостовиков и их применение для штампов приведены в табл. 125.
IH
I а б л и in
Применение
Эскп«и
ПСЪ
ГОСТ5993-91
Напмсиоплнпя хвостовиков
С фланцем МП ВОв 62
С буртиком МП чМ—60
Д.1Н всех нормализованных разделительных штампов
DCt
Продолжение
I hiHMeiioudiiiiH хвостовиков
Эскизы
Применение
Тля вытяжных и нбочпых штампов
Ття вырезки тонколистовых материалов (толшвион до 0.5 мм), для ни амвон, армированных твсртыы силаном, в блоках с шариковыми iu-ilpaiutMioiiutMii
.№ TIWJ
Бш) А
Исполнение!
Черт. 231
/ - craiiinin; 2 — ползун, Я — подштамповая плита; 4 — стол пресса •
Условные обозначения:
Р — номинальное усилие, тс;
S—ход ползуна; для прессов с регулируемым ходом наибольший — 5ИМ|Г, и наименьший—S„„I1M , .им; для прессов двойного действия ход внутреннего ползуна—S и ход наружного ползуна —Si;
п — число ходов ползуна в минуту;
//| — размер регулировки расстояния между столом и ползуном .и.и
Н наибольшее расстояние между столом и ползуном в его нижнем положении при наибольшем ходе и наименьшей длине шатуна (для прессов с* передвижным столом наибольшее расстояние при верхнем положении стола — H„t и при нижнем положении стола — Нп ). мм,
На — Н Н, — наименьшее расстояние между столом и ползуном в его нижнем положении. .«.и;
Ир—расстояние между столом и ползуном вею нижнем положении при при менеини пресса с регулируемым ходом
С— расстояние от осн ползуна до станины (вылет), мм;
H'X.L — размеры стола. л<н;
B;XZ- —размеры отверстия в стол е. мм;
О — диаметр отверстия в под ш гам ноной плите, мм;
Л— толщина подштамповой плиты, мм;
г/ХЛ| или /,ХЛ,— размеры отверстия в ползуне для крепления хвостовика, мм;
Аа— расстояние от выталкивающей планки до нижней поверхности ползуна, мм;
Лз — ход выталкивателя, мм.
76.0 2 Спроектированные штампы должны соответствовать следующим параметрам выбранного пресса:
а) величина хода ползуна должна быть достаточной для установки заготовки удаления готового изделия и выполнения штамповочной операции;
б) закрытая высота штампа Н„„должна быть меньше наибольшего расстояния // меж д\ столом и шипуном в его нижнем Нложщшн на величину гарантийного зазора, рапного 5 и.и н больше М111|11Мллы1111'о расстояния // на величину не менее 10 .и.и
//—5 //шт>Л/, + !0.
Если закрытая высота штампа /7„,т меньше наименьшего расстояния II \ между столом я ползуном в его нижнем положении, необходимо применение промежуточных подкладных плит или специально обработанных призм;
в) габарит штампа должен соотнесет нова ть габариту стола пресса, а размеры отверстия в с голе пресса должны обеспечивать возможность выпадения деталей и отходов при работе на провал;
г) размеры хвостовика штампа должны строго соответствовать размерам отверстия и ползуне пресса 6/ или /(). а высота хвостовика должна быть меньше Л> иа 3—G льи;
д) высота нытялкнваинце! о шюка должна быть больше размера Лг на 3 м.ч (черт. 231).
76 .0.3. В прессах с pet улнрусмым ходом ползуна при уменьшении величины хода расстояние //р между столом и ползуном в его нижнем положении увеличивается и может быть определено но формуле
/7р = // + . (167)
76. (). I. Расчет необходимого усилия пресса производится иа основании расчетных данных, приведенных н разд. 10. 39. 62, 64 и 67 Номинальное усилие выбранного пресса дилж но быть всегда больше необходимого усилия для конкретной технологической операции. Для операции вытяжки, помимо выбора пресса ио требуемому усилию, производится проверка но мощности в следующей последовательности:
а) определяется среднее усилие Рср в тс, необходимое для выполнения операции вы тяжки
Р,р = (0.6 ; 0,8) Р. (168)
1 де Р — усилие пытяжкн. найденное но формулам (135), (136), (137) и черт. 2(19;
б) определяется работа вытяжки .4 в «гол:
<,£»>
не А — глубина пытяжкн, мм.
Диаграмм.! работы выгяхккн должна вписываться и диаграмму «сила—ход» пресса.
XIV МАП РИАЛЫ, ПРИМЕНЯЕМЫЕ ДЛЯ ШТАМПУЕМЫХ ДЕТАЛЕЙ
77. МЕХАНИЧЕСКИЕ СВОЙСТВА И СОРТАМЕНТ МАТЕРИАЛОВ
77.0. 1. Наименование материалов, марки, номера стандартов на сортамент н технические условия, состояние поставки и механические свинства приведены в приложении! II
и табл. 1.2 и 3 —для стали;
штаба I — для алюминия, алюминиевых и магниевых сплавов;
в табл 5— 1ля меди и медных сплавов;
в табл. 6— для никелевых и медно-никелевых сплавов, iiuiirta и свинца;
в табл 7 — для плановых сплавов.
77 0 2 Значения сопротивления срезу тср приведены в тех же таблицах. Принято, что величина тср, вхотяшая в формулы определен ня усилий при вырезке, прибивке н т. т. равна (0,8-j-0,86) ои.
77 0.3. Допускаемые отклонения но толщине материалов из стали приведены в приложении 12.
в табл. I — тля холоднокатаных лент из низкоуглеродистой, конструкционной, высоколегированной коррозиониостойкон и жаростойком статен;
в табл. 2 — для тонколистовой стали по ГОСТ 3680 -57;
в табл 3 — для электротехнической тонколистовой стали но ГОСТ 802 58; прокатной толстолистовой стали ио ГОСТ 5681 57 и прокатной полосовой широкополосной сталей по ГОСТ 103—57 и ГОСТ 82 —57.
77.0 I Сортамент ленч. полос и л нс гон нз цветных метпллои и сплавов приведен и приложении 13 (табл. I 7).
Допускаемые отклонения пи ширине лент и полос из цистных металлов и сплавов Ирине 1еиы и приложении 11
и табл. 1 для лент и i цветных металлов;
в табл 2- для латунных полое но ГОСТ 9 И—52;
и табл. 3— (ля полос па кремпемаргаипопий бронзы no I ОСТ 1748 19.
77 0.5 Наимсиовлние неметаллических матери я л он, марки, толнишй н механический снойства приведены в приложении 15.
ПРИЛОЖЕНИЕ I к РТМ яг 65
РЛСЧГТ ВЫРЕЗНОГО ШТАМПА
[ I рои .< нес си расчет штампа Али ны резки деталей (черт. 1> на прессе 10 it:.. Материал: Л'1-М 10 ГОСТ 1910 -50
Черт. I
Раскрой материала
I !< табл. 5 * находим иеличнпы перемычек
8 «= | 7 и у и <5, : 1,2 if if
I Io формуле (5) • определяем ширину полосы
Д =/-+2*4-Л//= 62-4-2 1.7 4-0.5 G5.9 GG vw
Допуск \П на ширину полосы устанавливается но табл. 6. \[ 1=0.5 лип.
Полученное значение ширины полосы В округлено п большую сторону до целого числа.
На черт 2 показано расположение лета left па полосе.
Черт. 2
Определяем п<> формуле (It коэффниисш испильзования материалы
ч = А . км) » . I00 e 34g ,00 8з 9%
Усилие вырезки
Усилие вырезкн определяем но формуле (6)
P«Ls.^e269 I .12= 3228 кге .
При подслое периметра ра тиусами /? пренебрежем ввиду их малых значение Требуемое усилие пресса определяем ио формуле (7|
р , 125'' т ICOO
1.25-3228 ”Пкхю
4 тс
В приложениях I—7 лапы ссылки па форму.>.> и таблнюд. npimueninJIe н РТ.Ч 34 6S
Требуемое усилие меньше поминального усилия пресса Р. рапного 10 тс.
Nснлис для снятия отходов с иуйнсона определяем ни формуле (10) РС11 = Р Кп = 3228 • 0 025 80,7 кгс .
Усилие для проталкивания детали через матрицу определяем по формуле (II) Р„р = Р-КПР 3228 0,03-96,84 кгс .
Центр давления штампа
Для определения центра авле.пия штампа выбираем оси координат Л' и У', как показа но на черт 3. Координаты центра давления штампа .v0, i/n определяем согласно и, 11.0.2
h-V, + /«*» + (»tj + ... + (в«п (17+17)0 ЬЦ 4.2-6,954-27.9 11,9 | 60.7 2-30,35 } 62 60,7 9О ,
6“ lt + h + /»t-+/л = 269 -^У.Ч.ИЛ.
В направлении осн У штампуемая деталь симметрична, поэтому
Уо "* -g- = -у-=31 н м .
Точка пересечения координат .с( н у< дает искомый центр давления штампа Е.
Черт. 3
• Расчет исполнительных размеров матрицы и пуансона
Определяем исполнительные размеры матрицы (черт 4) для вырезки контура Припуски на износ и допуски на изготовление принимаем но тнб 12.
Расчет исполнительных размеров производим по формулам табл. II:
а) для размерив детали, увеличивающихся при износе матрицы, согласно формуле (1Г>) £«. = (£„-//) | 6:
(60,7—0,3)- 60,4+и’'* “м '•
-(62 и,3)^61,7
BMJ=(17—0.18) =16,82 1 ” мл ;
б) для размеров чета л и. уменьшающихся нрн износе матрицы. согласно формуле (12)
= (L„ 4 H)_t .
Be<=(27.94-0,20)-28 1_0>0»5 м-« :
в) для размеров детали, остающихся неизменными при износе штампа, соьпасио формуле (24)
= Лн ± 0,5 Д ;
/,, = 11.9 ± 0,5 0,2 = 11,9 ± 0,1 дглг .
На чертеже пуансона проставляются исполнительные размеры матрицы (без допусков) и делается надпись «Пуансон пригнать но матрице с зазором г—0,050 «Л» Величину зазора определяем по табл. 10.
Для того, чтобы изготовить Maipnuy но оттиску пуансона, нужно определить исполни тельные размеры пуансона (черт. 5).
. Матрица дорн биты нас гея ио пуансону с зазором г—U.050 мм.
Исполнительные размеры пуансона рассчитываем по табл. II, припуски на износ н допуск на изготовление — ио табл. 12:
а) для размеров детали, увеличивающихся при износе штампа, согласно формуле (lb)
Д„ =(£„ — // г4-й)-г:
Ч « (60,7 — 0,3 - 0.05 4- “ 6°.43_D,o8 ,,и;
Ч - (62 - 0.3 - 0,05 4- °.О8)_о оз = 61,73_0 05 мм;
Ч -(17 - 0,18 - 0.05 4- 0 035) _рпз5 - 16,8_О ^..и«;
б) для размеров детали, уменьшающихся при износе штампа, согласно формуле (13)
Z.n = (L„ -f-/7 4-z-£)+
6„4 = (27.9 4- 0,20 4- 0,05 — 0.045)+0 0,5 = 28.1 +0 WS.«.«-.
в) для размеров детали, остающихся неизменными при износе штампа согласно формуле (24)
/,п = /,,, 0.5Д-
Z„ = 11.9 - 0 5 0 2 = 11 9 .» 0,1 w и
Профиль рабочего отверстия матрицы
Рабочее отверстие матрицы в рассматриваемом примере принимаем по табл. 16, гни II (с коническим провальным окном). Элементы профиля рабочего отверстия выбираем по табл. 17 (черт. 6).
Расстояние между направляющими планками
Расстояние меж ту направляющими план ками определяем по формуле (28). Входящую в эту формулу величину <, — зазор выбираем по табл. 26
Bt = (В + z3)+й" — 66 + 0.75 = 66.75 1 w .
Высота упора и толщина направляющих планок
Высоту неподвижного упора и толщину направляющих планок выбираем но табл 27 // б.и.м; h — 2 им.
Допустимый зазор между съемником пуансоном
Максимальный зазор между съемником и пуансоном принимаем по табл. 21
г, = 0,4 мм
ПРИЛОЖЕНИЕ 2 к РТМ .7J-65
РАСЧЕТ ЗАЧИСТНОГО ШТАМПА
Пример I
Произвести расчет штампов для вырезки и последующей зачистки детали (черт. I). Материал- алюминий АД ГОСТ 1781—G5. у
Расчет нсполинтетьных размеров рабочих деталей зачистного штампа
Согласно и. 3-1. 3 исполнительный размер матрицы для зачистки контура детали (черт. 2) подсчитываем ио формуле (15) табл. II как для матрицы обычного вырезного штампа.
Припуск на износ и допуск на изготовление принимаем по табл. 12
£„ = (£„ П)+* (40 — 0.25)=39,75+°'06лщ<.
Пуансон подгоняется к матрице с зазором 0,005—0 01 mjm (и. 33.3.1).
Матрица зачистного штата
Черт 2
Расчсч исполнительных размеров рабочих деталей вырезного штампа под зачистку
Исполнительные размеры матрицы вырезного штампа для вырезки контура под зачистку (черт. 3) подсчитываем но формуле (43)
lm = (^.o +г)+’;
/-и.л =В=39,75 лл1— исполнительный размер матрицы дли зачистки контура.
у“0,2 — припуск на зачистку, принят по табл. 45 для алюминид толщиной 3 мл.
Согласно табл. 46 принимаем одну зачистную операцию.
г-0.2! лг.ч—.минимальный зазор между матрицей и пуансоном, принят по табл. 10 для алюминия толщиной 3 лии;
б — допуск на матрицу, принят но табл. 12.
При однократной зачистке согласно формуле (41)
Т *= у 4- 2\
L„ = (39.75 + 0.2 + 0.21) = 40,16 ь ° 05.«и.
Пуансон в этом случае пригоняется к матрице с зазором 0,21 jw.ii (табл. 10)
Пример 2
Произвести расчет штампов для пробивки и последующей зачистки отверстия в детали изображенном иа черт. 4
Материал: латунь J168 ГОСТ 1019—47
Черт. 4
Расчет исполнительных размеров рабочих деталей зачистного штампа
Исполнительные размеры пуансона для зачистки отверстия детали (черт. 5) подсчитываем но формуле (42).
Припуск на износ и допуск на изготовлен не принимаем но табл. 12. При Д = 0.1 I // = 0.12. Л'^0.0.1; при Х-0 I2 //= 0.I0. б'-0.022,
гс Ь„л - (/-„ (- .
1-а —
(формула (И), табл. II].
Значением е пренебрегаем (п. 33.3. 2)
= (2;"> -I 0.*2’—о.оз 7= 25.12 .</.</;
(12 4- О.10)_ОО22 ~~ 12,10 о1о22и ,/
Alaipiiua пригоняется к пукнеону г. зазором 0 03— 0.05 жж (и. 33 3.2).
Черт. 5
Расчет исполнительных размеров рабочих дета чей пробивного штампа иод зачистку
Исполнительные размеры пуансоне при прибивке отверстия под эечцетку (черт. R) «ле-1ует нодсчпташ по формуле (43 а)
L., = (/-»>, - /М/
=25,12 мл|]
, • irt ... —исполнительные размеры пуансона для зачистки отверстия;
L, =12.10 ля J
у =0,2 .ил— припуск па зачистку принят ио табл. 45. Согласно табл. IG зачистку про изводить в одну операцию.
z—0,21 лл — минимальный зазор между матрицей н пуансоном, принят по табл. 10 для латуни толщиной 3 жл1!
• h' — допуск на пуансон, принят по гибл. 12 (как для прибивки отверстий с до-
пусками 0,14 п 0,12 мм).
/.tl|=(25,12—0,2 0,21)=.24,71 п.«=^24,70 0,»з
/ п а (12.10 0,2— 0 21) = 11 .69—O.0S2 ~ 11,70—хоя жж
Матрица и этом случае пригоняется к пуансону с зазором 0,21 .ил (табл 10)
РАСЧЕТ ГИБОЧНОГО ШТАМПА
Пример I
III Г10 Гост 914 -56
Произвести расчет штампа для гибки скобы, изображенной на черт. 1 В 1.1) SCKT-- 1500 ГОСТ ЗыЮ—57
Материал: лист —
Для определения длины развертки производим двухсторонние (технологические) согласно п. 35.0
пересчет односторонних допусков ня 8.
54
I
Чертеж летал 11
ТехиологпческнА чертеж детали
Черт. I
Определение длины развертки
Для определения длины развертки делим фигуру на три участка (черт. 2),
Согласно табл. 19 для деталей с двумя углами гибки по 90° расчет длины развертки производим но формуле
1р =* I • I + А 2у .
Значение)' находим по табл. 50.
Для г — 1 .«.и и s = 1 т.н у •= 0,23 ми ;
/-р=11- 20 f 11+2-0.23^42,46 ми .
Расчет исполнительных размеров матрицы и пуансона •
Гибку производим, выдерживая внутренний размер детали; поэтому по формуле (53) определяем нснолннгелытый размер пуансона (черт. 3)
«= L— 1а='20-*лп « и .
Допуск на изготовление пуансона согласно п. 37. 0 8. назначаем по С3.
матрица
Величину зазора между матрицей и пуансоном принимаем ранной двойной номинальной толщине материала (и. 37. 0. 7).
Профиль матрицы и пуансона
По табл. G0 определяем радиус матрицы /?„ н глубину матрицы !о в зависимости от толщины материала н длины полка изгибаемой детали (черт. I)
/?ы=3 им ; /„==10 .«.и .
Расчет уенлня гибки
Усилие гибки определяем по формуле (51)
р= ),25-эи-7..«А
Согласно Табл. 62 при отношении ~=-J-=l А'=0,3 ;
Р= 1,25-36-12-2-1-0,3=324 кге .
Пример 2
Произвести расчет штампа для гибки угольника, изображенного ня черт. 5. Материал: лист J162M 2Х600Х 1500 ГОСТ 031—52.
Черт. 5
Определение длины разиерткн
Для определения длины развертки ирон шоднм пересчет односторонних допусков, принятых в черт. 6, на двухсторонние (технологические) допуски согласно п. 35. О. Go
li-pr. (>
Составляем расчетную схему (черт. 7).
1^72,63
Черт. 7
Согласно табл. 49 для детали с одним углом гиба 99" расчет длины размер!кн нринзноднм не формуле
I + А + У -
Значение у 1 а ходим пн табл. 50. Для г='1 мм и s 2 .«.я у =0,09 ,и.н
l.v 72,63+17,7-1 I 0,09 90,46 мм
Расчет исполнительных размерив матрицы и пуансона
Рабочий угол гибочного пуансона н матрн цы подсчитываем с учетом угла пружинения пн формуле (49)
Считая что гибка детали ирон пюгиися п штампе с прижимом, угол пружинения принимаем по табл. 59
|Да|=0 30' :
я„=90 0°30'= «& 30' .
Переднюю и прижимную плоскость располагаем под углом 7° (см. черт, 124).
Схему ш fauna см. на черт. 8.
Профиль матрицы и пуансона
Пи табл. 69 определяем радиус матрицы 7?м п глубину матрицы 10 при толщине материала s«2 н длине загибаемой нолкн Lq до 20 .и.ч
Рм=4 мм ; /в=12 мм .
Расчет усилия гибки
Усилие гибки определяем ио формуле (54)
Р = I,255dZ.sK .
По табл. 62 для отношения
s -~-=1,5 К=0,25;
Р-1,25-40-35-2-0,25-630 кге
РАСЧЕТ ВЫТЯЖНОГО ШТАМПА ДЛЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ
Произнеси! расчет штампа 1ля выгяжкн колпачка, изображенною на черт. I. Материал: лепта Л62М01> I ОСТ 2208—44.
Определение припуска на обрезку
Определяем по табл. 64 припуск на обрез ку детали после вытяжки (черт 2) для 7<р =
117 _ С|'
1~4\-=0.8 и Н— 12 . Д//=1.7 ми (размеры /У С|, и г/ср принимаем по средней липни)
Отсюда общую высоту детали с учетом припуска принимаем patniofi /7,ж=12+1.7«13.7 1/«.
Определение диаметра заютовкп
Определяем диаметр заготовки (черт. 3) по формуле, приведенной в табл. 67.
/2,^1 ^+4<У,Лу-2^т/|+8/?*= I Ш’4-4 14.611.14-2-3.14-2.3-Ю+8-2.3» =
- | 1(Ю 1 648 г 144 -*-42,4 ~ ) «ЮМ =• 30.5 им .
Расчет переходов
Определяем по формуле (til) диаметр детали после I-й пытяжкн, принимая согласно табл. 74 коэффициент пытяжкн 1-й операции /и । =0,54
rf = М|7>а=О,54 30,5=16,5 .w.w (черт. 4, и).
Определяем по формуле (62) коэффициент пытяжкн 2-й операции, учитывая диаметр готовой детали 1-1,6 мм (черт 4.6)
/Mj = '<» = = 0,88,
г rfi 16,5 ’
чт* согласно табл. 74 вполне допустимо.
Расчет операционных размеров детали
Для определения радиуса закругления детали после I-п вытяжки находим радиус закругления матрицы ио табл. 92 в следующем порядке. Удвоенная величина уменьшения диаметра D, равна
2(D3—dt) = 2(30.5—10,5)=28 мм .
По рассчитанной величине п толщине материала определяем по табл. 92 ра гнус закругления матрицы
Я.,,= /?«, = 2,2 мм .
Согласно и 57. 1.3 радиус пуансона для 1-й вытяжки должен быть равен радиусу матрицы, т. е.
Я.., •= 2.2 «•' •
Следовательно, радиус закругления детали (но средней линии после 1-й вытяжки) равен Я1 = 2.5 мм
Радиус пуансона для 2-й вытяжки соответствует заданному радиусу закругления готовой детали, т. е
7?а = 2,3 .им
Высоту цилиндрической части h 1-й вытяжки определяем ио приведенной под черт 3 формуле, подставив значения
D = 30,5 if.и ; dl «=• 16,5 мм , /?! = 2,5 мм : d = 1 i,5 мм
D3— d*-ir.R, d — VR, 30.5’—11.5’—2-3.14-2.5 11.5-И-2.5’
Л = — -----------------------------------4 f6 5 -----------=8,6 MM .
Определение зазоров между матрицей и пуансоном
На основании полученных коэффициентов вытяжки/и। и т? определяем по табл 89 односторонние зазоры между матрицей и пуансоном.
Зазор па 1-й операции (черт. 5,а) равен
l,2s= 1.2-0.54=0,65 мм .
Зазор па 2-й операции (черт 5.6) ранен
= s « 0.54 мм .
Толщине материала s берем с учетом минусового допуска А для материала по I ОСТ 2208- 49 А=— 0.06 «пи
РАСЧЕТ ИСПОЛНИТЕ/!ЬНЫХ РАЗМЕРОВ ПУАНСОНА И МАТРИЦЫ
Исполнительные размеры пуансона и матрицы для первой пытяжкп (черт. 5,«) подсчитываем согласно п. 56.0. I. без учета допуска на изготовление детали, а юпускп па инструмент устанавливаем согласно п. 56. 0. 2
/п, — 15 9—row VM ;
£и, = 4- z, = 15.9 -1 3= 17.2 ИДО ц и
Исполнительные размеры пуансона в матрицы для второй вытяжки (черт. 5.6) подсчитываем с учетом допуска на изготовление детали по формулам < 113) и (114)
= (/ + 0 >Д) —? — (14+0.5 0,2'1)—o.oes “ 14,12_oto3e мм; “ п
+ 0.5 а -ь z,)+’“ - (14+0,5-0,24 1,08 )+0,035 « 15,2+0,035 м и
Черт 5
Профиль матрицы и пуансона
В разделе «Расчет операционных размеров летали» определен радиус закругления мат рнцы
/?М1 = /?ч1 = 2,2 мм (черт. 5, а и б).
Радиус закругления пуансону для 1 й вытяжки принят рапным расчетному радиусу матрицы, т е.
/?„,=2,2 м и
Радиус закругления пуансона для 2-й вытяжки должен соогвсч сгнивать радиусу закругления готовой детали, т. е
Я„2=2 v m .
Высоту пояска h определяем по формуле (117):
I я операция /;|И“х як 4 мм .
2 я операция: ft2=5s » 3 чм .
Расчет необходимое in прижима
Проверяем необходимость применения прижима заготовки на I и вытяжке, используя формулу (63).
Прижим необходим когда
D — d > 22 s
Фактически имеем
D — </,=30.5—16,5=14 мм ,
22 s = 22 0 6= 13.2 ив, т е. D — d 22 s
Следовательно. 1-ю вытяжную операцию производим с применением прижима.
Проверяем возможность применения для 2-й операции пресса простого действия
V- ЮО = Л---Ю0 3.6.
d 1Ь,О
Согласно графику, приведенному на черт. 148. выгяжка производится на прессе простого действия
Подсчет усилия вытяжки
Усилие ныгяжкн определяем по дилерам мс согласно и. G2 I 1-я вытяжка: Р|^90() кге;
2-я вытяжка: Ра^ЗСО кгс.
ПРИЛОЖЕНИЕ 5 к РТМ М--С5
РАСЧЕТ ВЫТЯЖНЫХ ШТАМПОВ ДЛЯ ПРЯМОУГОЛЬНЫХ ДЕТАЛЕЙ
Пример I
Рассчитать штамп тля вытяжки прямоугольной детали, изображенной на черт. I Материал: лист ЛГ>2 Ml Х710Х 1 I Ю ГОСТ 031—52
Определяем припуск на обрезку по высоте детали.
В соответствии с табл. 78 он составляет 3 л.«. Расчет проводим ни средней липни (черт. 2).
Отношение высоты детали к ее ширине:
Нир 325
—g— = —yg— — 0,135 , где H„v —высот детали с припуском на обрезку. Устанавливаем, что деталь относится к типу низких прямоугольны к коробок (п.45. 1.2).
Определение количества операций
Cui л депо и. 46 1. 2 и табл 79 устанавливаем что при
-В-'ОС -g-lCO-
L 135
13^ _75_
1,33 ; = —Я- - 9,3 ;
гп »О
32.5 и -и
----0.435
/ о
=* 1.8
необходима одна операция вытяжки
Определение формы н размеров плоской заготовки
• 1 - 32.5 п wr
Расчет размеров плоском заготовки прн отношен и и — =-^-=1 «35 производим по и. -16. 2.2
а) строим прямоугольник (черт. 3) со сторонами /.<> н BQ. размеры которых определяем н» формулам 166) п (67)'
L„ L+2//^— 0.86г,,= 135+2-32.5—0.86-1,5=198,7 им.
Bo B-\ 2/7^-0,86^=75+2-32,5—0.86-1.5= 138,7 мм\
6) вычисляем радиус условной за отовкн в углах но формуле (68)
Яу= )/ г’ + 2гп(/71ф —0.43г,,) |/ 3.5s+2 -3.5(32,5 0.43-1,5) = 15,33 и и ;
в) определяем увеличенный радиус и углах А?( по формуле (69) А’|=/?уг, где х определяем по формуле (70)
(/?v Vs / 15.33 V
2г * U,y«2“ у,О74[ 2-35J =°-982 *.34 :
/?, = 15,33-1.34 =20,6 мм ;
г) определяем величину Л„ и hь по формулам (71) и (72)
А3 । - д-за
L 2г„ У=Т&У~1'*35У-
д’
. 15.33» „ .
** = Л 2гп У f 75 =ТУ ~ J’lb У
где у находим по формуле (73)
у =0.785 (а«— I) =6,785 < |.34»- I) =0.628;
/| „= 1.835-0.628= 1,15 л.м;
hb = 3.46-0.628 - 2.17 им;
д) строим планнын контур aaiотовкн, сопрягая стороны и душ в углах дугами радиусов и Rb (черт 3)
Черт. 3
Расчет исполнительных размеров матриц и пуансонов
Исполнительные размеры матрицы и пуансона (черт 4) подсчитываем по внутренним размерам детали с учетом допуска на ее изготовление согласно формулам (ИЗ) н'(114):
L„ == (/ 4- 0.5 => 134 | 0 5-0.5= I34,25._OOSO мм
=- (Я + °.5 А) 74 + 0.5-0 5= 74.36,0<060 м ч ;
LU=(L„ 4- г)1 = 134.254-1.68=135,9» мм ;
/?„ = (Д, 4~ г)н'“ =74.254-1,58=75.93 0060 мм .
Здесь -§ односторонний зазор на прямом участке (табл 89), равнин 0.95s 0.95-0.88 = =0.81 мм.
Радиусы угловых участков матриц к Пуансонов (черт 4) согласно формулам (Ш.а) и (Н2.а) подсчитываем по радиусам сопряжен ня боковых стенок с учетом зазора.
Черт I
гу|1=г6Ч-0.5Д=3 1-0,5-0,5=3.25 мм ,
- = г j (г,, 4 1.04 • s)=3,25+1.(4 • 0.88 = 4.185-% 4,2 мм .
>м — * уч j 2 ' >’ *
I! р и мер 2
Paccmiraib штамп для выгяжкн прямоугольной детали изображенной на черт. 5. Материал: АМцА-М 0.8 ГОСТ 1916—50.
Определяем припуск на обрезку по высоте детали. В соответствии с данными табл 78 припуск на обрезку -составляет 3 jhm
Отношением высо1ы детали к ее ширине (черт. 6)
устанавливаем, что деталь относится к типу высоких прямоугольных коробок (и. 45. 1.2).
Определение количества операций
Перед определением количества операций устанавливаем размеры детали но средней липни (черт (»).
Устанавливаем по данным табл. 79. что при отношении:
L 39.8 „ КЮ s 1С0-0.8 ..
,lt)-=0.66 ;
//«»
В ||.8 //пр _27/> г„ “ 1.6
деталь не может бы|Ь ii.Hoioiuieiia в одну операцию (и. 46. 1.2).
Черт. G
Количество операций вытяжки устанавливаем в Соответствии с табл. 82. для чего находим относительную юл щи и у условной заготовки и суммарный коэффициент вытяжки.
Относительная толщина условной заготовки рассчитывается по формуле, приведенной в табл. 81
100 S 100 s
• s> “ 1,13 /' = ---------5-------- ' = —
1.13J LB — 0.86 г„+2(£. + В — 0.86 гпЦП^ — 43rd)
__________________________100-0,8___________________
= 1.13) 2^8 H.8-0186T.6sT2(29.8 | 11.8—0.8b- 1.6)(27,2—0.43- Г.КГ =
80
~ ~|3) 2481 ММ.
Суммарный коэффициент вытяжки вычисляется по формуле, приведенной в табл. 81
т пГ. |-Я —0,86 г„ /,4/Т—0,86г„ =
,-75> h I.".’. | L U- 0.86 г*+2(/. + Я—0.86 U.43 г0)
29.8+11.8—0.86-1 = -------------- — 0,4 6 .
1.75) 2484
Согласно полученным результатам определяем по табл. 81, что деталь должна изготовляться за две операции.
По п. 45. L 3 определяем величину RK—критический радиус вытяжки: /?„ =0,1]//7~Й= ж0,1| 27,5- 11,8= 1.803 мм, т. е. rB' RK. Дополни тельная 3-я вытяжка не нужна.
Определение формы и размеров плоской заготовки
В соответствии с п. 47. 2. 2. плоская заготовка имеет форму овала (черт. 7), оси котором» onpeiit-ляю-гся по формулам (82) и (82а):
Л,-I 1,27/4 0.5С’' — | l.27«+0,5(L — «)(£+»—0.76^)=
= | 1,27-2481 +0.5(29,8—11^8)(29.8 FI I .8 0-1,6/ =59,3 ч.ч;
A, =| 1.277 - Ь,5Сг = I 1,2 -2484—0.5(29.8—11.8)(29,8 гП,8—0.76-1.6) - 52.8 и и
Определяем величину С — расстояние между фокусами эллипса с осями овала по формуле (83)
С = | (/-“«)(£ + 7Г— 0.76 г,7Г = Г 18~(41‘б 1.2) =26,95 мм .
Радиусы овала заготовки рассчитываем по формулам (81) и (84а)
К>. -
г, 0.707 А
к*ов
А>
0.7С7-52.В
1 59.3 ~з ,
=33,5 зг«
52,6-2-25
,+ /»а )-Лп₽„, — 2^л0
Определение формы и размеров заготовки па промежуточных операциях
Начинаем рас ют заготовки с предпоследней, н данном случае с 1-й операции Ф< рма заготовки в плане представляет собой овал (черт. 8), осн которого определяем по формулам (86) и (86а)
/-П , = /, = /- - «+2(0.707 В-0,26 rB)-29.fi 11,8+2(0,707.11.8—€.26-1 6)=33,8 .из» .
, «,=1 «)(£ + «- 0,76 r„) =
==| 33?8’ (29.8 I Г.8)(29,8+11,8—0.ЯГТ.8) ' =20,4 мм .
Радиусы закругления овала на 1-й опера цнп определяем но формулам (866) и (87)
/?,.„ |”₽ь=О7О7« (1.2(ir„- 0.707 -i 1.8 0 26 1.6—7 9 им;
„ „ °-25<L«-l +Вл «)— L4 i 0.25733.8’1 204s)-33.8-7.9 „„ ,
«ад_, -А-. -------- Ля -------Щ4 - 2?7Г9----“26-5 » «
Высота пытнжкн пл пред последней операции рассчитывается по формуле (88)
//„_>— //, =0,86- =0.86-27.6 23.7 .»/ у
В соответствии с п. 47. 4.7 контур дна пытяжки на 1-й операции пынолняем по контуру дна готовой детали (размери L. В н г„ на черт. 6). Для перехода нт контура дна к расчетным размерам предусматриваем в вытяжке скос под углом 45®. Радиусы сопряжения дна н боковой сте.нкн назначаем н соответствии с н. 47. I 8- г,> = 2.4 дон н г'а =3.5 .«.и.
Расчет исполнительных размеров матрицы и пуансона
Исполнительные размеры матриц н пуансонов для 1-й операции (черт. 9) определяем но внутренним размерам заготовок этих же операции:
I -я операция
«мод чм :
ДП| >9.6 оде. « « :
/-„Дх.^Зз | 1.31 «34.31 пил- м и
B„l¥zl 19.64 1.34 20,9l+"*>ls ми .
Здесь-т?--односторонний зазор на прямом участке (табл. 89) с учетом допуска 0.08 ли
на толщину материала (ГОСТ 1946—50).
—%—= s =0.8 0.08 0.72 и и .
Исполнительные размеры матрицы и пуансона на окончательной (2-й) операции (черт. 10) согласно формулам (ИЗ) н (114). подсчитываем но ннутренним размерам детали с учетом допуска на ее изготовление
0.5М-е„=294-0.5 0.28 =29.14 мм :
В„3=(В 0,5А)_?п=П+0.5 0.24= 11 12-адт л/.м :
СМэ=(С„,-|- гз)"*"®" =29 14 1 1.36 зи.50 ’°*050 мм ; ^„2=(«r.,-l-z.) ®“= 11.12 | 1,36 =12.48 t-0035 mu .
3>дегь * —односторинпнн зазор на прямом участке, рлннын 0.95s
—0.95 0.72 =0.68 i/w .
Черт 1ч
Полученные исполнительные размеры матрицы и пуансона приведены и таблице. мм
11омер uiic|>aiiiin ^-Ы «я L„ л.,
1-я 34.364’0lk',<, 20.96 3^--олбо 196 и.0И
2-я 30.50 Ь®-0"0 12,4й+”-|вь 29.И u,ulS 1*.12_о(135
ПРИЛОЖЕНИЕ 6 к f‘T.\t Ы- 65
РАСЧЕТ ШТАМПА ДЛЯ ВЫТЯЖКИ ДЕТАЛИ В ЛИПЕ С ИАДРЕЗКОЙ
Определить размеры многоонсраинонноп вытяжки детали, изображенной па черт. 1. л также ширину ленты н размеры надрезок.
Материал’ АМцЛ-М-0.3 ГОСТ 1946—50
Определение размеров последней вытяжки
Определяем но формуле <1 16) максимально допустимую высоту разбортовки Л (черт. 2) Для этого задаемся приближенным значением коэффициента разбортовки Л = 0,7
Л = /}.,, * -=^+0.57 /?.р =7.7 0,57 0.15= 1.11 мм
Онреде >яем полную высей у детали // на последней операции пытяжкп
/7 = //а„— Л Я 4.5 - 1.4 Ц 0,3 3.4 мм .
Определяем по формуле (147) диаметр отверстия do. пробиваемого п дне. под разбортовку (черт. 2)
^. = />4.4 I.i4/?rp 2й = 7 7 | 1.14-0.45 2-1 41=5.4 ми .
Определение диаметра заютовкн 1>я с учетом припуска па обрезку
Рассчитываем но табл. 67 диаметр заготовки De без учета припуска па обрезку (черт. 3).
D'3 | <A+4d,.A+2rr(d1+rfs)-l 4*г’+ -=
= | 6,84-|- 4 ' 7J - 2,5 + 2 - 3,1 | - 0.45( 6.8 7,7) 4 • 3,14 - 0,45’ +10.9* - 8.63" = I4.53.V.W.
Определяем по формуле (126) диаметр заготовки D, при вьпяжке с нндрезкой Da=D^a= 14,53-1.1 = 16 и и.
Коэффициент «1=1,1 принимается во гибл. 107.
Определение общего коэффициента вытяжки гнае,„
Для определения возможности вытяжки данной дота.чн в лепте вычисляем по формуле (125) общин коэффициент пытяжкп nro6lll
«мы,—71б =0.49,
Так как полученный общин коэффициент вытяжки /По&и—0.49 больше допускаемого Шопш. даи.в =0,2—0,25, приведенного п табл. I0G, вытяжка данной детали илеите возможна.
Согласно формуле (122) вытяжку следуч г производигь в лепге с надрезами, так как
°4> I о-
Определение диаметра фланца детали с припуском на обрезку (черт 4) Определяем площадь припуска на обрез ку f 2 пИл гОл з.П 1G- З.П14.К>» <1Г гн»
/= —}--------J~ — 4---------------f- “J5.23 з/н-.
Определяем juaMcip фланна с припуском па обрезку:
Щ j/Ьф +-*/—) 10,9* + 35,23 — 12.78 .«.« .
Окруьтня, принимаем U },= 12,8 ни
D'a-12,8
Черт. 4
Расчет размерив вытяжки 1-й, 2-й и 3-й операции
Он редел я см диаметры
di = /) -тх = 16-0.67 11 .из/
<J2 = dt - т-. I i 0,78 9 м»/
dn d^m0 = 9 0 8 7 7 мм
Коэффициенты вытяжки ш,. и«2, и т3 принязм по гибл. III.
Определяем высоту //1 1-й вытяжки (черт. 5).
Черт. Б
Радиус пуансона определяем по формуле (130). /?В| — 3s=3-0,3 = 0.9 .«ж Радиус но средней линии ЯСР1 0.9 + 0 15» 1.05^1,1 лгж.
Радиус матрицы определяем по формуле (131): /?М1 = 2s=2-0.3=<1.6 пл.
Радиус но средней липки A?tpi ^0.6+0,15=0.75 мл.
F, ’ (d’ — Л) = 4Н (I 2 8а I2.61) — 3 987 мм* .
Fs — —2Pi (к - da - 1 Rср.) = -ЗД-4д0>75 (3.14 -12.6 4 0.75) = 15,672 им* :
Fs = -d2h == 3,14 • ИЛ = 34.54Л ;
A, = _^р'-(к</| + 4/?rP|) = A!±±L(3.14 8.6^ 4- 1,I)=59.9I8 ;
F. = d', = 8 6“ 58.058 w .
kD3
-г—
201 = .3 987 + 45.672 + 34,74/; | 59,918 4-58,058;
. 201 - I67.G35 , n
Л = — »4.5Г— ~ ,-Ом и =
//, «= Л -j /?,Р1 +' /?-₽> — 1 + 1.1 h 0,7-5 = 2,8 У им .
Определяем высоту /Л п радиусы н<> средней линии /?п>1 н /?ср, па 2-ом переходе (черт. <>).
Я11з=0,7КП1«0.7.0,9-0.63 „и ;
/<Г1 =0 63 + 0,15=0,78 мм ;
R„s = 0.75/?,, (=0,75-0.6 =0,45 мм ;
/?гра=и,45 + 0,15 -0.6 мм ;
/', =-^-(</»— </з) = 34* (12.8я—10,4*')= 43,708 м м3 :
Га = Rctft(~. d3 - 4 /?ср.) —-*”^-(3,14-10.4 4-0.6)=32,811 л/.и2;
Г,= п4/-Л^3.14 -9Л = 28,26Л ;
F, «= /?1Р|(к4/, + 1/?ср|) = 3,,42—8-<3.|4 7.6 I 4-0.78) 29.304 .«и2;
/-а - di = -^ ’ 7.GS= 15..341 м и* :
г.п'
-V-х/ :
‘ 201 43.71 ( 32.81+28.26Л+29.30 i 45.34 ;
. 201 —151.IC _ 44.9 |г
Л ------2ЙГ26- = 28№‘-6 tfW *
//а = й + ^4-/?^ =1.6 -0,78 0,6-2,98^3 мм .
Определяем высоту На 3-й иЫ1яжкп (черт. 7).
Черт. 7
Определяем пи формулам (132 п (133) радиусы по средисЛ липни /<Ч1( п /<Га па 3-ем переходе (черт 7)
Rn* 0,7 /?„а=0,7-0,63=0.44 и.»/ ;
/?Г1>1 =0,44 ‘0,15=0,59 мм ;
R = 0.75/?н,,=0.75-О.45 .Г.1,34 им
«гр,- 0.344-0.15=0,49 w.v ;
Г, = - т£) = %- (12.8s 8,8s) = С.7,824 мм*,
Л,- 2 ^ср2(^«- 4^ )=3'и2°--(3,14-8.8 - 4-0,49) = 21,060 мм*-, F, = ~djh = 3.14 -7.7ft = 24.178ft ;
G - "i-tfep, ( + I /?1Р| ) = °^2 8^(3,14 - 6,6 }- 4 • 0,59) = 19,791 .«•;
Fb = 4- J*= 6,<P = 34.194 .w«3;
4 1 4
nD®
-T--^
201 =67,824 F 21.969 | 24,l78/i | 19,794 + 34,191;
201-143.782 Q4jww.
П 24,178
//a = ft-I-7?CP1 i /<„,= 2.4 + 0.59 0,49 ^3,5 им.
Результаты расчетов сведены в тблнну
I* а з м e p ы и aim
Операция Ко ффн циент вытяжки, т Диаметр Dtp Радиус матрицы Радиус пуансона ‘ /?я
1-я Вы । яжка 0.В7 11.0 U.G 1.1
2->1 RuiiiiKKa 0,78 9.0 0,45 .оз
З-п Вытяжка 0.80 7.7 0.34 0.41
4-я Калибровка — 7.7 0.30 0.30
Расчет размеров надрслкн и ширины лешы
Черт. 8
По формуле (127) определяем ширину иадрезкн b (черт 8) b - DJi = 16-1,07 = 17 мм .
Ширину лепты В определяем по формуле (128)
В — b + те «= 17 4- 15-0.3 =• 21 мм.
Коэффициенты р it у прицелены н гибл. 108.
Шаг подачи Т определяем по формуле (129) 16 -1-2 - 18 мм, де ширина перемычки а определяется по табл. 108„
а = 3s = 3-0,3 = 0,9 мм.
Принимаем а 2 ми
Радиус закруглений R на вырезах принимаем рапным 0,5 мм.
Вычерчиваем раскрой полосы (черт. 9).
Чсрг 9
ПРИЛОЖЕНИЕ 7 t, РТЫ 34—65
РАСЧЕТ РАЗБОР ГОНКИ OTBI PC I НЯ
Требуется и л отопить деталь, показанную па черт. 1.
' 82,0 х 1000 к 2000 ГОСТ 3680-57
Материал: лист - -------пГТюТосТг 914-38------'•
а) определяем диаметр отверстия под разбортовку с/о по формуле (145)
т7э = D, — =т R„ + у ) ~ 2А “ 94 ~ 3-14 (5 + 2 ) “ 2(20 - 7) = 49’'6 ил’
б) определяем по бортовки К ton .
табл. ИЗ методом интерполирования допускаемый коэффициент раз-
11 rfo w.ic .
При отношении — * = применении ну а неона со сферической рабочей частью
н пробнике отверстия dn в штампе
Л',..п = 0.52 + [(25 —Й»): = 0.52 + 0.02 =0.54;
•Ж
н) определяем коэффициент разбортовки К но формуле (143)
К= < —
и проверяем:
Л>Л’ДОП следовательно, разбортовка осуществима,
Г Н к 1‘ТМ .44—ГЛ
ОТЖИГ ПРИ ВЫТЯЖКЕ
В процессе вытяжки происходит упрочнение материала, изменение структуры, которое влечет за собой снижение его пластических свойств. Поэтому для восстановления пластических свойств металла необходимо применят!» межонераинонный отжиг. Рекомендуемые режимы отжига приведены в таблице •
11.!нмгнонанне и марка материала Темпера! три нагрева, ч: В|мгм и выдержки» ЛМ/Л Метод Г1хлаж темни
Сталь ой. 10; 15; С г. 0; Ст. 1 и Ст. 2 толщиной ло 5 лмс 7«0 7») 20—10 На поз луке
То же, толщинок более 5 ММ 900-920 20 -40 То же
Сталь 20; 25; 30; Ст. 3; Ст. 4 7(10 720 60 Вместе с печью
Сталь ЗОХГСА 950-7011 12 1в На колдуне
Сталь XIBII4T ИЗО—1170 .ю Закалка при .« 1 jmi* иа ио layxc. мри х 1 лии -и по тс
• Рекомендуемые режимы 1>тжп|-а для ппановых снловои привсдгны п табл ЗЛ нас! мицеги pvkuiio iiiiiutii технического мнгерипля.
11;Н1мгш>1Ы1111с if марка мптернллд Температура liai|ieua. ‘•с % Время выдержки. мин Метод охлаждении
Медь Ml; М2 600 650 30 На воздухе
Латунь Л62; .'168 630 700 15-30
Алюминий А; Л.Ml . АМН 300 350 з<> До 250'С с печью, далее
Дюралюм! А Д1; Д6; 116 350—400 ’ 50 . ————- — iu коздухе
ПРИЛОЖЕНИЕ S к М М 31-63
ТРАВЛЕНИЕ
Травление применяется для удаления окалины после термообработки штампуемых листовых изделий, а также для подготовки поверхности к различным покрытиям. Рекомендуемые составы травильных растворов для различных металлов приведены в таблице. Для ускорения процесса травильные растворы подогреваются до 60--65 С. Перед травлением необходимо обезжирить изделия в щелочном растворе. После травления необходима тщательная промывка до полного удаления кислоты
Наименование материала Состав растворов Содержание но весу, % Примечание
Стал», малоуглеродистая Серная или соляная кислота 15 20 —
Вода промышленною назначения* Остальное
Сталь niaroKovi ли-ро.чнетаы Серная кислота 10-15 —
Вода промышленного назначении* Остальное
ЕлкнА натр паи едкое кали № -10 Члм HpuMi.lliKil ШК'ЛС трдпления
Вида |||н>мы111Лснш>1т> нлнш-leiiini*' Остальное
С. (аль >|ерЖ.ТНеН>НЫ11 Азотная кислота (40 Бомс) 10 Зля получения Аде-CTUIIlCH nOHepxillH'lll
Соляная кислота (19” Боме) 1 -2
Сул ьфндиронанны А клей 0.1
Вода проыы|нлеы101 о нлтнл-iciIhh* Остальное
* По технический условном. утвержденным в ycrniKin.ielliiOM порядке.
- f/jK>d»3jn«'>iue
1 luifMOioBaiiifc млтернала Спета п pacruopuii Содержание ин несу, % 11рнмсчан11С
•< Мель И ес шляпы Лзотияц кислота (('* 4W Предвари гель ног травление
Соляная кислота 1
Сажа 1
Л.ТО1НЗЯ кислота (40' Пом») 42.С Блестящее правление
Серная кислота 5Й.8
Солннап кислота 0.G
Алюминии н цинк Едкий натр пли едкое кили |0 20 Матовое травление
Нода промышленного качни ченнн* Остальное
Поваренная соль 10—15
Вода промышленного назначения* Остальное
Соляная кислота 5—10
Вода промышленною IM значения* Остальное
По ТГХЯИЧСЧ'КПМ ус-юннлм. утвержденным в установленном порядке.
ИГИЛОМ ИНГ. /О к ГТМ Л/ ГЛ
СМАЗКА ПРИ ВЫГЯЖКЕ
Смазки п покрытия применяются для снижения усилия вытяжки и получения хорошего качества поверх пости детали при предельном значении коэффициента вытяжки.
Применение смазки и покрытия способствует повышению стойкости штампа (табл. 1 2 и 3).
Т л < л и ц а I
Рекомендуемые смазки для вытяжки без утонения
11аименование материалов Состав СМДН1К Содержание Komi юнен гон но весу- % Номера стандартом н технических у с лопни ПрПМСЧИННН
Сталь малоуглеродистая Масло индустриальное 20 43 ГОСТ 17117 51 Серу Н11ОДПТ1. и пиле тонко и 1шмьченн>»ги порошка
/Киры морских мле-KOlHIT.-lliHIliiX И рым технические К ГСК.1 |ЗСи (И»
Графит II 15 ГОСТ 8295—57
11 анысновашк» материалов СпГ1.>11 СЫ4ЛОК Содержание комиинеигон и<> несу, % Померз стандартов и технических условий Примечания
Сталь малоугле-р> МИСТА II • Кислота олеиионая wxitieyeciuni К ГОСТ 7580 55 Сдгру ВВОДИТЬ в виде тонко намельченного порошка
Сера Б ТУ МХП ОШ 131 —55
Мыло зеленое* Б —
Гй>ы Промышленного iM.llld'lCIIHK* 15
Масло индустриальное 20 40 ГОСТ 1707—51
Смалка УСс (солидол синтетический) 40 ГОСТ 4М6 61
Тальк молотый II ГОСТ «79—52
Сера 8 ТУ MX II-ОШ 131—55
Cliltpi ЭТИЛОНЫ II ГСХ-мнческни 1 ГОСТ «314—57
Масло индустриальное 20 20 ГОСТ 1707 51 Серу растворить в индустриальном масле прн температуре около IbO'C. Недостатком смазки является рас* слаивание 1>рн длительном хранении
Смазка УСс (соля 1од синтетический) 10 ГОСТ 4366 - 61
Г|мфнг И 20 ГОСТ «295—57
Сера 7 ТУ МХП-ОШ |31 55
Спирт ягилопый тех 1НЧССК11Й 1 ГОСТ «314—57
Вода промышленного назначения* 12 —
Масло индустриальное 20 *13 ГОСТ 1707 - 51 Смазка легко уда- ляется. 11рименне1ся (ля тяжелых работ
Масло кас (ориное сульфированное и ГОСТ 5990 51
Жиры морских мле-KOUH тающих и рыб технические 1.2 ГОСТ 1304 60
Мел -15.(1 ГОСТ 1198-64
Кнс.юта ОЛСННО1ЫЙ техническая 5Л> ГОСТ 7580 55
Натр CAKiili технически ii <1.7 ГОСТ 2203 — 59
Подл промышленного пииычеипя** 13.0 —
П podt>.m.eiuu
1 UiiMciiouauite материалов ClM">;in СЫИ.ЧК С одержание компонентой по несу % Номера стаидартоп п технических vcaouuil Примечания
С г аль малоу।лv-р11.Ц1С1Яи 9 Кнслотя олеиновая ТСХКИЧСЧ'КЛЙ Я ГОСТ 7580 5п Серу КШОДНТ1. и ните тонка измельченного порошка
Сера О ТУ МХП-Ofll 131 —55
Мило зеленое* с —
Пида ирочмшлейного назначения* 15
Масло ннттстриаль-мое 20 411 ГОСТ 1707—51
Смани УСс (солн-тол синтетический) Ю 1 ОСТ 1:юб 61
Тальк молотый II ГОСТ 879—52
Сера 8 ТУ МХП-О1Н 131-55
Спирт этиловый технически» 1 ГОСТ 8314—57
Масло индус триальное 20 20 IOCT 1707-51 Серу растворить и нн1устрнлльн»м масле при температуре около 160 "С Педсктлтком смазки является расслаивание при длительном хранении
Смазка \ Сс (солн-яод синтетический) 40 1 ОСТ 4366 61
Графт г П 20 ГОСТ 8295-57
Сера ТУ МХП-ОШ 131 55
Спирт атилопын технический 1 ГОСТ 8314—57
Вида примышленного ид значения* 12 —
Масло индустриальное 20 33 ГОСТ 1707- 51 Смазка легко удаляется. Применистся чля тяжелых работ
Масло касторонос сульф прошитое 1.5 ГОСТ 6990 5-1
Жиры морских ыле-киин тающих >< рыб технические 1.2 ГОСТ 1304 60
Мел 450 ГОСТ 1193 64
Кислота олеиновая техническая 5.6 ГОСТ 7580 55
Натр едкил технический 0.7 ГОСТ 2263 -59
Вота промышленного назначении* 13.0 —
Наименование матерншюв Состав смазок Содержание компонентов ио весу. % Номера стандартов и технических условий Примечания
Алюминий и освинцованная сталь Масло индустриальное 20 25 ГОСТ 1707—51 —
Кислота олеиновая техническая 4.5 ГОСТ 7580—55
Патр едкий технический (25%) 1.0-1,5 ГОСТ 2263 59
Тальк молотый .5 ГОСТ 879—52 В порошке
Вода промышленного назначения* 54,5—54.0 — —
Латунь, медь и бронза Мыло хозяйственное* 6—10 — —
Вода промышленного назначения* 94—90
Масло сурепное сырое техническое КО ОСТ НКПП 314
Содт кальцинированная Мыло хозкйствсниос* 0.01 0,8 ГОСТ 5100-64
Масло конопляное 0,12 ГОСТ 8989—59
Кислота олеиновая техническая 0,12 ГОСТ 7580—55
Вода про мышлении-го назначения* Остальное —
И с ржа в н шая сталь Графит II 16-25 ГОСТ 8295—57 Содержание графита в зависимости от характера вытяжки
Вода промышленного назначения* 85—75 —
Никель н его спланы Змульсол 100 ГОСТ 1976—53 —
По техническим услопиим. утвержденным в установленном порядке.
Рекомендуемые покрытия и смазки для вытяжки с утонением
Наименование материален Покрытия Смазки после покрытия 1 омера стандартов и технических условий
Компоненты Содержание по весу. %
Латунь в биметалл — Мыло хозяйственное* 6—10 —
Вода промышленного назначения Остальное
Стлль малоуглеродистая Меднение МСм ГОСТ 9791—61 Купорос медный 1.5 ГОСТ 2142—58
Соль попаренная * 1.6 ГОСТ 153-67
Клей мездровый (столярный)** 66.5 ГОСТ 3252—46
Кислота серная техническая 2.7 —
Вода промышленного назначения* 27.7
Фосфнтнромаине ФОС I ГОСТ 9791—61 Фосфатирование в растворе фосфатнокислых солей с после чующим омыливапнем —
— Масло касторовое сульфированное 100 ГОСТ 6990 54
• По техническим условиям, утперждеиным в установленном иорядке.
• • Клей предварительно растворить и горячей воде, после чего добавить остальные компоненты.
Таблица 3
Рекомендуемые смазки при вытяжке и обработке на давильных станках деталей нз титановых сплавов
• Марка сплава и характер обработки Наименование смазки Номера стандартов и технических условий Примечания
Титановые сплавы ВТ! н ВТ5. Обработка без подм рева Коллоидно - графитовые препараты водные марок В-0 или В-1 ГОСТ 5215—50 Наносится На поверхность заготовки кистью или пульверизатором. Сушка при 20сС в течение 15- 20 сек
Лак ХВЛ-21 ТУ MX 11 2497—51 Удаляется растворением в разжижителе марки Р4 (ТУ МХП 1И4—46)
Титановые сплавы ВТ1 и ВТ5. Обработка с подогревом Коллоидно-графитовые препараты иодные марок В-0 и В- ГОСТ 6245—50 То же
Лак жаростойкий марки ФГ-9 ТУ МХП 2273-63 Пуансоны и матрицу смазывать раствором масла „Ва-пор" в толуоле и ксилоле
ПРИЛОЖЕНИЕ П к РТЫ 34-65
НАИМЕНОВАНИЕ МАТЕРИАЛОВ, МАРКИ, НОМЕРА СТАНДАРТОВ НА СОРТАМЕНТ И ТЕХНИЧЕСКИЕ
УСЛОВИЯ, СОСТОЯНИЕ ПОСТАВКИ И МЕХАНИЧЕСКИЕ СВОЙСТВА
Таблнпз 1
Стали углеродистые
Наименование материала Марки Номера стандартов Сортамент Состояние поставки Механические свойства
ГОСТ 82 57 гост 568157 гост 503—41 ГОСТ 3680-57 гост 56М-5/ ГОСТ 2284- 43 гост 3680 -57 ГОСТ 5681-57 ГОСТ 4041-48 Временное сопротивление при растяжении а„, кгс/мм* Сопротивление срезу tfp, KfC/MM* Относительное удлинение 8, %, не менее*
Полоса Лист Лента Лист Лента Лист
Толщина л. мл
4-60 4-60 0.05-3.6 0,5—4 0,2—4 4-60 0,10-3 0,2-4 4-30 4-14
1 ехлическне условия
ГОСТ 500-58 гост 502 1 гост 501 58 гост 914-56 ГОСТ 1577-53 ГОСТ 2284—43 ГОСТ 11238 —65 ГОСТ 11269-65 гоот 4041—48
Сталь углеродистая обыкновенного качества Группа Л Ст. 0 ГОСТ 38С ) X X — X — — — Неотож жен на я Не менее 32 27 18-22
Ст. 1 X X X X 32-40 27-34 28 33
Ст. 2 X X — X 34-42 29-35 26-31
Ст. 3 X X X 44—47 37-40 21-25
Ст. 4 X X X 49 -52 42-45 19- 23
Ст. 5 X X X 58-62 49-53 15-19
Сталь углеродистая каче-сгвииная конструкционная [руина 1 08 кп ГОСТ 1050 -60 — — — X X X X X Норма-лизован мая 30 25 35
08 X — — — — X 33 28 33
Юки X X X X X X 32 27 33
К X X X X — 34 29 31
15кп X — — — X 3» 31 29
16 X X X X 38 32 27
20кп X — — X 39 33 27
Продолжение
Наименование материала Марки Момера стандартов Сортамент Состояние поставки Механические свойства
ГОСТ 82-57 гост 5681-57 • гост 503-41 ГОСТ 3680-57 ГОСТ 5681-57 гост 2284-43 ГОСТ 3680-57 гост 5681-57 ГОСТ 4041-48 Временное сощютинленне при растяжении яв, кге/мм* Сопротпнлепне срезу -ср1 кге {мм* Относительное удлинение । 8, %, не менее*
Полоса Лист Лента Лист Лейта Лист
Толщина s. ля
4-60 4-60 0,05-3,6 05—4 0.2-4 4-60 0.10-3 0,2-4 4-30 4-14
Технические условия
ГОСТ 500-58 гост 503-41 ГОСТ 501-58 ГОСТ 914-56 ГОСТ 1577-53 ГОСТ 228-1—43 ГОСТ 11268-65 ГОСТ 11269-65 ГОСТ 4041-48
Сталь углеродистая качественная KOH-струкцнонная Группа 1 1 20 ГОСТ 1050-60 — — — X X X X X X Нормализованная 42 36 25
25 X X X — — X 46 39 23
30 X X X *1 Х 50 43 21
35 X X X X X X 54 46 20
40 X X X — X 58 49 19 1
45 X X X X 61 52 16
50 X X X X 64 54 U 14
55 — X X — 66 56 13
60 X X 69 и 12
65 X X 71 61 10
70 X X 73 62 9 1
* Меньшие значении относительного удлнн ния сталей по ГОСТ 380—60 дани для J», а большие значении—для lt. Значения относительного удлинения сталей по ГОСТ 1050—60 даны для 8(.
Стали качественные, легированные, инструментальные
Таблица 2
Наименование материала Марки Номера стандартов Сортамент Состояние поставки • Механические свойства
ГОСТ 3680-57 ГОСТ 5681-57 гост 3680-57 гост 5681-57 гост 2284-43 гост 3680-57 Временное сопротпвлен ie при растяжении в,, Сопротивление cpe.iv тср. кге/мм* л иное удлинение менее*'*
Лист Лепта Лпст
Толщина s. мм
0,2-4 4-60 0,2—4 4-20 0.1-3 0,2-4
Технические условия
ГОСТ 1542-54 ГОСТ 1577-53 ГОСТ 11268 65 гост 11269-65 гост 2283—57 ГОСТ 3836-47 и Z и с О 5. %, не
Сталь углсроди-стая качественная конструкционная Группа II 60Г ГОСТ 1050-60 X X — X — Отожженная 55-80 47-68 14
65Г X X X 60-85 51-72 12
70Г X X — 65-90 55-76 10
Сталь листовая легированная, конструкционная 25ХГСА ГОСТ 11268-65 и ГОСТ 11269—65 X — X X Термически обработанная 60-70 42-60 7
ЗОХГСА X X X 50-75 46-64 16
Сталь инструментальная углеродистая У7; У7А ГОСТ 1435—54 — — -— X Отожженная 65 55 20
У8; У8А X
У9; i9A X 75 64 10
У10; У10А X 75 64 10
У12: У12А X
У13, У13А X 90 76 —
Продолжение
11анмснование материала Марки Номера стандартов Сортамент Состояние поставки Механические свойства
• ГОСТ 3680-57 ГОСТ 5681-57 ГОСТ 3680-57 ГОСТ 5681-57 ГОСТ 2284-43 ГОСТ 3680—57 Временное сопротивление при растяжении а», иге > мм** « Сопротивление срезу tCp. нас/мм* Относительное удлинение 8, 96. не менее**
Лист | Лента Лист
Толщина з, мм
0,2—4 4-60 С.2-4 4-20 0,1—3 0,2—4
Гехннческне условия
ГОСТ 1542- 54 ГОСТ 1577-53 ГОСТ 11268- 65 ГОСТ 11269- 65 ГОСТ 2283—57 ГОСТ 3836—47
1 Сталь качественная рессорно-пружинная горячекатаная 60С2 ГОСТ 2052- 53 — — X — Отожженная 90 76 10
60С2А X
65С2ВА X
70С2ХА X 85 72 8
Сталь низко-углеродистая злектротсхнн-ie-ская тонколистовая Э ГОСТ 3836—47 — X — — —
ЗА X
ЭАА X
• Значения в, даны: для сталей ГОСТ 1050-60 н ГОСТ 11268-65-но ГОСТ 1542—54; для сталей ГОСТ 1435-54 н ГОСТ 2052—53-по ГОСТ2283-57.
" Значения относительного удлинения сталей ГОСТ 1050-60 н ГОСТ 11268-65 даны для вю. а сталей ГОСТ 1435—54 и ГОСТ 2052-53 даны дли формы образца по ГОСТ оОЗ—41.
_ Т а б л и i! a 3
____________________________Стали электротехнические, высоколегированные, коррозионностойкие, жаропрочные
Наименован! е материала * Марки 1 1 11омера стандартов и техпнче- С MIX условий Сор амент Состояние поставки Механические свойства
ГОСТ 3680- 5? ГОСТ 5681-57 гост 3680-57 ГОСТ 4986 - 54 IOCT 802 - 58 гост 3680-57 Временное сопротивление при растяжении ав*. Сопротивление срезу tq,. кгг.'мм* Относительное удлинение 8*. чь
Лист Лента Лист
Толщина х мм
0,8- 4,0 4-25 0,5-3.5 4М-З.О 0,1—1,0 0,8—4,0
Технические условия
ГОСТ 5582-61 ГОСТ 7350—55 ЧМТУ 3126-52 Гист 4986 - 54 ГОСТ 802 - 58 4MT.V 5620-56
Сталь электротехническая тонколистовая 311; 912; 321; 931; Э32. 33IG; 9320; 9330; ЭЗЗОЛ; 9340; 9370; 941; 942; 943; 944; 945; 946; 947; 948 ГОСТ 802-58 — Г • — Отожженная — — —
Стали и сплавы высоколегированные, коррознонно-стойкие, жаростойкие и жаропрочные (деформн-руечые) 1X13 ГОСТ 5632-61 X Л X X — Мягкие 40 34 21
2X13 X у X X •50 43 a so 1 15
3X13 X — X X
4X13 X X 60 51
Х17 X X — 50 43 18
Х25Т X — 54 46 17
Х28 X 50 43
0X181110 X X X X 51 46 46
X18119 X X X у 55 47 35
2Х18Н9 X X X X 60 51 38
IX17112 X — X — ПО 93 10
0Х18Н12Б X X - X 31 46 40
Х18Н9Т X X У
Продолжение
1laiiMeHONtiue материала 7 Номера стандартов н технических условий Сортамент Состояние поставки Меха1мчсп(не свойства
гост 3680—57 гост 5681-57 ГОСТ 3680-57 гост 4986-54 гост 802 - 58 гост 3680-57 Временное сопротивление при растяжении о,", К-’С/ММ' Сопротивление срезу -ер, кес/мм* Относительное удлинение &*, %
Лист Лента Лист
Толщина з, .им
08-4.0 4-25 05-35 01-2.0 0.1-L0 0,8-4.0
Технические тслоиня
гост 5582-61 гост 7350-55 ЧМТУ 3126-52 гост 4936 64 гост 802 58 ЧМТУ 3620—56
Стали и сплавы высоколегированные, коррозионно-стойкие жаростойкие н жаропрочные (деформ рте мые) XI7H13M2T X17H13M3T ГОСТ 5632 61 X X — — — — Мягкие 54 46 35
X X
2X13114Г9 X — X X 65 55 40
Х23Н13 X — — 55 47 35
X231118 X X 58 49 40
Х20Н14С2 X — 60 51
Х25Н20С2 X 55 47 35
ХН78Т — X 70 59 Зи
Сталь тонколистовая нержавеющая, кнслотостой кая, окалипостой-кая и жаропрочная, холоднокатаная ЭИ401 ЧМТУ 3126—52 X 54 46 40
ЭИ403 X 60 51 42
Стали высоколегированные специального назначения 12Х2НВФА ЧМТУ 5620-56 X Отожжен ные 65 55 20
23Х2НВФА X 75 64 18
18ХСНРЛ к. X 70 59 20
38ХМЮА X — — —
♦ Значения sB и б для сталей но ГОСТ 5632—61 указаны согласно ГОСТ 5582—61.
Алюминий, алюминиевые и магниевые сплавы
Таблица 4
П.1 мы ено ванне материала Марки 4 Номера стаид р-Т1>» н технических условий Сортамент Состояние поставки Механические свойства Обозначение материала, учитывающее состояние поставки
ЭСТ 1946-50 гост 7870 -56 ГОСТ 1946—50 АМТУ 228-61 Прн толщине материала 5 А!.И Временное сопротивление при растяжении оа, KiClMV'1 (Мж/лг-ч ч*»! Аса<1э эннагвихоЛиоэ Относительное удлинение & при Z—П,3> г . %, нс менее
Лист Лента Лист
Толщина $. мл
0.3-10 1 0,3-2 0,3-10 0,8-10
Технические условия
ГОСТ 7869-56 АМТУ 252-57 гост 4977-52 АМТУ 251-48 АМТУ 253-48 АМТУ 228 -61
Алюминии А2. АЗ ГОСТ 3549 -55 X X — — — — — । Отожженный До 05 Нс более И 9 20* Л2М ЛЗ М
05—0,9 25*
Св- 0.9 28*
АЛ;АД1 X X Hat артованный До 4 Не менее 15 12 4* ЛД-Н
Св. 4 Не менее 13 11 5* АД1-Н
Алюминиевые силаны АМи ГОСТ 4784— 65 1—- X X — — — Отожженные 0.3-3,0 10-15 9—1 о 22 АМцА-М
3,1-10,0 20
НагартВяанные 03—0,5 11с менее 19 16 1 ЛМцА-Н
0,6-~Ч)е8 2
0.9-1,2 3
13-6.0 1
ЛМг2 X Отожженные 0.3-1.0 17-23 19 16 АМгА-М
1.1 - 10,0 18
Насартинаниыс 03-0,8 Не менее 27 22 3 АМгА-Н
0.9-4.0 4
Продолжение
Наимсво-ванне ыатериллл .Чарки Номера стандартов н техин-ческнх условий Сортамент Состояние поставки Механические свойства Обозначение мате* риала, учи* тикающее состояние поставки
ГОСТ 1946-50 1 гост 17870-56 . ГОСТ 1916—50 АМТУ 228-61 При толщине материала s мм Временное сопротивление при растяжении вв. кге/.чм* Сопротивление срезу Тер. кге/мм* Othoci тел .ное удлинение s при /=п,э» р, %, не менее
Лист Лейта Лист
Толщина s, мм
0.3-10 0,3-2 0,3-10 । 0,8 10
Техн 'Ческне условия
ГОСТ 7809-56 АМТУ 252 - 57 гост 11977 -52 АМТУ 251—48 АМТУ 253 -48 АМТУ 228—61
Алюминиевые сплавы • АВ гост 4784—£5 — « X X — • * W Отожженные 03—5,0 Не более 15 12 20 АВА-.М
5,1—10.0 15
Закаленные и искусственно со-с гаренные 0.3-5.0 Не менее 30 24 10 ABA-TI
5,1-10,0 8
Д16 —г Отожженные 03-2.5 Нс более 23 20 10 Д16\М
2,6 10,0 Не более 24 21
Закаленные н естественно состаренные 0,3-2,5 Не менее 41,5 35 13 люд? L
2.6 6,0 Не менее 43,5 36.5 И
6,1-100 10
Н |гартованиые после лакалки н естественно состаренные 0,8—2,5 Не ые tee 43,5 37 10 Д16АТН
2,6—6.5 Не мепее 46,5 39,5 8
fe X
Отожженные 0,3-3,0 Не более 24 20 12 Д16А-5-М
3.1-100 П
Закаленные и естественно состаренные 0,3-1 5 Не менее 45 38 14 Д16А-Б-Т
1.6-60 13
6,0-100 12
Продолжение
Наименование материала Марки Номера стандартов и технических Сортамент • Состояние ПОСТАВКИ Механические свойства Обозначение материала. учитывающее состояние поставки
ГОСТ 1946-50 ГОСТ 7870-56 ГОСТ 1946-50 АМТУ 228-61 При толщине материала £ мм Временное сопротивление при растяжении а», К!€/ММ* Coi ротнвление срету тСр. кле/мле* удлинение . %.
Лист Лента | Лист
Толишпа ми Относительное j а при /пЦ.З| не менее
0,3-10 0,3-2 0,3 10 08-Ю
Технические условия
ГОСТ 7869-56 АМТУ 252-57 ост 4977-52 АМТУ 251-48 АМТУ 253-48 АМТУ 228- 61
Алюминиевые сплавы Д16 Д1 ГОСТ 4784—65 • — —- X — — Нагартованные после закалки и естественно состаренные 0,8—1.5 Не менее 48,5 40 11 Д16А-Б-ТН
1.6 3,0 10
3 1-6,5 9
' X Отожженные 0.3-3.0 Не более 23 19 12 Д1АМ
31 10.0 Не более 24 20
Закаленные н естественно состаренные 0,3-2,5 2.6-10.0 Нс менее 37 Нс менее 38 30 15 Д1АТ
В95 X Отожженные 0.3 - 10.0 Не С<олее 25 20 10 В95Д-М
Закаленные и искусственно состаренные 0,3—2.5 2,6—10,0 Не менее 49 Не менее 50 40 7 В95А Т
Магниевые сплавы МА1; МА8 АМТУ 228-61 — — — — — X Отожженные 0,8—2,5 19 15** 5 МА 1-М
2.6 10,0 17 13м 3
0,8—2.5 23 19*** 12 МА8-М
2,6-10.0 22 18*»* 10
Отожженные полунаклепанные 1.0-25 25 21*** 8 МА8 Н
2,6-5,0 24 20*** 6
* Значения Относительного удлинения лены для 6|.
•* При штамповке с подогревом т«р (3,54-5,7) кгс!мм
При штамповке с подогревом «ср = (54-7) кгещм*
Бронза олoneнн.эя Бронза Сезоловяинля Медь Наименование материала
свннцово ЦИНКОВ}Я фосфористая цинковая кремисмар* ганце ван с бсриллне- вроап алюмнякс-кпылпгям алюминиевая
Бр. ОЦС 4-4-2,5 Бр. ОФ 6.5—0,15 Бр ОН 4—3 *о со i Бр. Б2 Бр. АМц 9-2 > Бр. А7 Ml, М2; М3 Марки
ГОСТ 5017-49 гост 493—54 ГОСТ 859-41 3 0 Номера стандар-
1 X X гост 495-50 о 5Т Толщина s, мм Лист Сортамент и технические условия
1 X X гост 1173 49 Об -«О'О Лепта
1 X IOCT 1048—49 р к> г
X X 1 гост 1789—60 0.15-| 6.0 Полоса
X X 1 р Ъ«У‘ Лента
1 X X X 1 ГОСТ 4748—49 if Полоса
1 X X X 1 О юо •оГ Лента
1 X X X 1 ГО Т 1761 -50 SY 11олоса
X X X [0.10- 2,0 Лента
1 I >СТ 931—52 О 2’г 1 loaoca
X X 1 ИМТУ 512—41 ьэ{л °| Лента
X X 1 П 15 зет ЬЭ о сл Г Полоса
X х 95—47 .О ° г Лента
1 ГОСТ 2208-49 gf
Полу* твердая Мягкая । Осоло твердая Твердая Мягкая Особо твердая Твердая Мягкая Твердая Мягкая Тв рдля Отожжен ная Твердая Твердая & £ ж о» к Состояние HOC 1'ЗВКН
о 8 8 60; 65* 50; 55* 8 70,75* сп а 35; 38’ а о 1 5 8 а. сл 8 8 3 Не менее Временное ссшро- -тнвлеиис при растяжении о,,, кге/мм* свойства Механические
I о S JA. 0D 1 СЛ *2. О* О 1 4» g 56-60 48-52 28-30 ел to со I OQ ОО 8 СП ьэ КЗ А. 5 Сопротивление cpeiv 1гр, кге/мм*
сл о ч 3; 5* 8 1; 2* 3; 5* СЛ • Л> сл 8 СП аа сл со 8 Относительное удлинение Ъ, %
Л\едь и медные сплавы
Продолжение
Наименование материала Марки Номера стандартов Сортамент н технические условия Состояние поставки Механические свойства
Лист Я с е; 1 Полоса Лента Полоса Лента 1 Полоса Лента Полоса Лента Полоса Лента
Временное сопротивление при растяжении аВ1 кге/мм1 Сопротивление срезу Тср. кге/мм* •• ••• Относительное удлинение 8, %
Толщина з. мм
0.4— 10 0,05 2.0 0.1— 1.2 0,15— 6 0.15-1.5 1.8— 10 0.05-2,0 1,0-10 0.10-2.0 0,4-10 0.5- 2.0 1.0-12,5 0.4-1.0 0.05-2,0
ГОСТ 495—50 гост 1173-49 ГОСТ 1048—49 ГОСТ S ГОСТ 4743—49 н у 05—19 ГОСТ 931 -52 11 МТУ 512-41 ГОСТ 1595—47 ГОСТ 2208 -49
Ей Не менее
Латунь Л62 Л68 ГОСТ 1019-47 — — — — — — — X — -W X Мягкая 30 24 40
X X Полутвердая 35 28 20; 25*’
X X Твердая 40; 42м* 32-34 Ю; 15м*
X X Особо твердая**** 60 48 2.5
Латунь свинцовистая ЛС59! X X Мягкая 35 28 25
X X Твердая 45 36 5
• Меньшие значения М 5 указаны для полос, а большие — для лент.
•• Меньшие значения б указаны для латуни марки Л62, а бо. ьп не— для марки Л68
••• Меньшие значения о» н 6 указаны для латуни нарки Л68, а большие — для марки Л62.
••••Только для латуни марки Л62.
Никелевые и медноиикелевыс сплавы, цинк и свинец
• Илимено-ванне материала Марки Номера стандартов Сортамент и технические условия Состояние поставки Механические свойства
Лента Полоса Лист Кремеиное сонро-тниденне при растяжении а,, кге1 хм* Сопротивление срезу тср, кге/мл* Относительное ' удлинение 4. %
Толщина s, jkh
0.1 — 2 0.5 -10 1-1(1 0,12 4 0.3 5
ГОСТ 5187—49 ГС СТ 5063-49 ГОСТ 6235- 52 ГОСТ 598-60 ГОСТ 9559- 60
Нс менее
Мельхиор МН 19 ГОСТ 492-52 X X — Мягкнп 30 24 25;30"
X X Твердый 40 32 2.5; 3*
11ейзнльбер MHU 15-20 X X Мягкий 35 28 35
X X Твердый 55 44 1
X X Особо твердый 6!> 52
Монель НМЖМц28-2,5-1.5 X X Мягкий 45 36 25
X X Полутвердый 58 45 6.5
Никель полуфабрикатный высокой ЧП стопи НПО — —i X Мигкнп 38 30 35
X Твердын 55 44 2
Uiii'k 111. U2; ЦЗ ГОСТ 3640-65 — X — 20 17 40
Свинец Cl; С2; СЗ ГОСТ 3778-65 — X — — —
«Меньшие значения б указаны для лент, а большие — для полос.
Титановые сплавы
1 (оме-pa Сортамент и тех ническне услоння Состоя- Механические свойства
Ж ffi я х о о * © U I не срезу 10С уллн-
Лист
Полтина S, МН
Марки С К ИХ условий 0,5 5 2-6 0,5-6 II НС постанкв «О X а ч! Hdu > м;;|;< ( it 3 4 £ # Примечания
AM ГУ 461- АМТУ 475- 2 3 5 С- Време ле ше о8, ки 8.* С “ о £• О г Относ пение -
= Не месс
ВТ14М АМТУ 471—61 -* — 2.0—3.5 4 0—5.0 90-107 80-88 8
X 0.5—1.0 20
ОТ4 X 1.2—1.8 70—90 56-72 15 *
АМТУ 388—59 X 2.0—5.0 «.
ВТ6 к 2—6 90—110 01—72 8
ВТ51 X Отожженные 1.5—1,8 75—95 64 12 При штамповке с нлгреиом (400С):
2—6 10 i„=40—45 кг.с1лил‘ т,.г= 28-е-32лггг/лл»
— 0.5—1,8 30
ВТП X 45—60 35—48
2—6 25 При штамповке с нас рев м (400’С) о„ 18—25 кгг/мм1 тср= 124- 18л-гс7мх*
ВТ12 а V* 0.5—1,8 55—70 44 60
—— — - - 2 -6 20
ПРИЛОЖЕНИЕ 12 к РТМ 34 -65
Таблица I
ДОПУСКАЕМЫЕ.ОТКЛОНЕНИЯ ПО ТОЛЩИНЕ МАТЕРИАЛОВ ИЗ СТАЛИ
Допускаемые отклонения по толщине холоднокатаных лент из инзкоуглеродистой, конструкционной, высоколегированной, коррозиоиностойкой и жаростойкой сталей
ММ
ГОСТ 503-4! ГОСТ 2284-43 ГОСТ 4986 54
Лента полунагартованная, нагартовапная н особо нагартованна) Лента мягкая
Толщина ленты Отклонения для ленты Толщина ленты Отклонения для ленты Толщина ленты Отклонения для ленты при ширине
нормальной точности Н повышенной точности ВТ и В нормальной точности Н повышенной точности ВТ и В
до 400 более 400 до 400 более 400
Св 0.05 до 0.08 -0,015 -0,01 =- — — 0.10 0,02 — -0,03
0.10 . 0.15 -0,02 —0.015 Св. 0,10 до 0,15 -0.02 -0,015 0,12 0,15 —0,03 -0.04
0,18 . 0,25 —0.0^ -0.02 . 0.15 . 0.25 -0.03 -002 0,20 0.25 -0,03 0.05
028 . 0.40 -0.04 -0,03 , 025 . 0,40 —0,04 -0,03 030; 0,35. 0,40 0.45 -0.04 -0.06
0.45 . 0,70 — 0,05 — 0,04 . 0,40 . 0,70 • -0,05 -0.04 0,50. 0,55, 0,60; 065 -0,05 —0.07 -0,07 -0.09
0.75 . 0.95 -007 -0.05 . 0,70 . 0,95 -0,07 -005 0,70 0,75 0,80; 0,90 —0,06 -0,09 —0.С8 -0,11
1.00 . 1.35 -ОД» -006 . 0,95 . 1.35 -0,09 -0.06 1.00 1 10; 1,20 -0,08 -012 -0,10 -0,14
1.40 . 1.75 —011 -0.08 . 1.35 . 175 -0,11 -0.С8 1,3; 15 -0,10 —0,14 -0.12 -0 16
1.80 , 2,30 —0.13 -0.10 . 1.75 . 2.30 -0,13 - 0.10 1.65; 1Л -0.13 -0,16 -0,15 -0.18
. 2.35 . ЗЛО -0,16 -0,12 . 2,30 . ЗЛО -0,16 -0.12 2,00 -0,16 —0,18 -0,18 —0.20
. 3,00 -0.20 —0,16 — — — — — — — —
Допускаемые отклонения по толщине тонколистовой стали по ГОСТ 3f>NO 57
мм
Толшии.1 листа Д> пускаемые отклонении по толиишс
А (высокая точность) Б (повышенная птчиость) В (обычная точность)
Листы качественные холод] юката ные Листы обыкновенного качества и качественные
холодно- и горячекатаные горячекатаные
всех ширин шириной менее 1000 мм шириной 1000 мм и более
0.2 -0.4 ±0.03 — — —
0.50 ±004 ±0.05 ±007 ±0.07
0.55—0 60 ±0.05 ±0.06 ±0.08 ±0.08
0.70—0 7Б ±0.06 ±0.07 ±0 09 ±0.09
0 80—0,90 ±0.06 ±0.08 ±0,10 ±0.10
1.0-1.1 ±0.07 ±0.09 ±0.12 ±0,12
1.2 ±0.09 ±0.11 ±0.13 ±0.13
1.4 ±0.10 ±0.12 ±0,15 ±0.15
1.5 ±0,11 ±0.12 ±0.15 ±0,15
1.6- I 8 ±0.12 ±0.14 ±0.16 ±0.16
2.0 ±0,13 ±0.15 ±0,15 —0,18 ±0,18
2.2 ±0.14 ±0.16 +0.15 —0,19 ±0.19
25 ±0,15 ±0,17 +0.16 - 0,20 ±0.20
2.8—3.0 ±0.16 ±0.18 +0.17 -0,22 ±0.22
3.2—3.5 ±0,18 ±0.20 +0.18 - 0,25 ±0,25
3.8—4,0 ±0,20 ±0,22 +0.20 —С.30 ±0.30
Допускаемые отклонения по толщине электротехнической тонколистовой стали по ГОСТ 802—58
мм
X 1 (оминал |.ная толщина листа Горячекатаные листы Холоднокатаные листы
шириной до 600 .км нкл. шарипой св. 600 мм
Допускаемые отклонения по толщине при точности проката
нормальной попы шейной нормальной повышенной нормальной | повышенной
0.10 ±0.02 — — — — —
0.20 ±0.02 — ±0.02 — ±002 —
0.35 ±0.04 ±0.03 ±0.02 +0.01 —0.02 ±0.03 ±0.02
0.50 ±0.05 ±0.04 ±0.03 +0 02 —0.03 ±0.04 ±0.03
1.0 ±0.10 — — — — —
Таблица 4
Допускаемые отклонения но толщине прокатной толстолистовой стали по ГОСТ 5681 - 57
мм
Толщина Ширина
От 60) до 1000 Св- 1000 до 1300 Св. 120® до 1500 Св. IS00 ДО 17(Л Сп. 1700 чо 1800 Св 1800 до 20и0
4 ±0.4 +0.5 —0.4 1-06 —0.4 +0.6 —0.1 — •—
6—5,0 +0.3 —0.5 +0.4 —0,5 ±0.5 ±0Д +0.7 - 0.5 ——
6—7 + 03 —0.6 4-0.4 —0.6 +0.4 + 0.5 —0.6 +0.7 —0.6 + 0.9
8—1U +0.2 —0,8 +0.3 —08 4 0.3 —од 4-П.4 —ОД +0.6 -ОД ±0.8
11—25 +0.2 —0.8 + 0.3 —ОД +0 3 +0.4 —0.8 0.6 0,8 ±0Д
Таблица 5
Допускаемые отклонения по толщине прокатной полосовой и широкополосной универсальной сталн
ГОСТ 103—57 ГОСТ 82—57
Толшнна
От 4 до 6 От 7 до 16 18 20 До 20 вкл
+03 —ОД +0.2 —ОД +0.2 —0.6 +0.2 +0.3 —0.5
СОРТАМЕНТ ЛЕНТ, ПОЛОС И ЛИСТОВ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ Сортамент лент, полос н листов из цветных металлов и сплавов мм
1' ГОСТ 495-50 гост 598 60 ГОСТ 931-52
Лист
ГОСТ IMS «. ГОСТ 217U 62
Полоса обычкой точности
Толщина материала s
Допуск ио толщине при размерах листа Допуск ио толщине
800X1500 710x1410 1000 к : 2000
600x1500
Допуск но толнише при размерах листа
710x1410
IWx Х2000
Таблиц» 1
1ОСТ 1173-49, ГОСТ 2208-49
ГОСТ 1595-47
Тента
Полоса холоднокатаная
Лента
0,10 — — — — —
0,12
0.15 -0 03
0.20 —
п,25 -0,03
0.3»
0.35
0,(0 -0.07 -0.09 -0.07 - U.07
0.45 — —
0.50 —0.09 -0,07 -0.U9
0,55*- — —* — — —
0.60 -008 -0,10 -007 —0.08 —0,10
0.65** — — — — —
0,70*’ -0.08 -0,10 - ,08 —0 10
075 — — — —
0 80 0,10 0.1» -0 15 -0.08 -0,09 -0,10
085 — — — — —
0.90 1— 0.10 -012 -017 —и.Ц) -0.J2
0 95 — — — — —
—(',07
007
-008
-U.U9
допуск по толщине
Ширина Длина
—
От 40 до 600 От 500 до 2000 |
-0.02
0,03
-0,04
-0,05
-006
0.07
—0.08
Допуск но толщине
3
Допуск по толщине при ширине ленты
от 10 до 300
нормальной точности повышенной точности нормальной точности
002 — —
| -о.оз - 0.02
-002
-0.04 —0 03
-0,05 —0.04
• 0.06 1 -0,07
0.04 —0,08
-0,05
-0.07 -0.06
-0,09
-008 -0,10
- —
Допуск по' толцнОС
Допуск по толщине
—О.гц
-0.06
-0,07
От 10 ди 200 | Ширина
мм
Проб жжение
Толщина материала, $ ГОСТ 495—50 ГОСТ 598-60 . 1 Т)СТ 931-52 ГОСТ 10Ю-49, ГОСТ SiTOft! ГОСТ 1173-49. ГОСТ 2208-49 ОСТ 1595-47
Лист Полоса обычной точности Лента Полоса холоднокатаная Лента
Допуск по толщине при размерах листа Допуск по TO.IlliltHC Допуск по толщине при размерах листа Допуск по толщине Ширина Г5 п Допуск по толщине Шюрмиа Допуск по толщине при ' ширине ленты Допуск ПО толщине Ширина гз 3 д Допуск по толщине Ширина
600х150П 710X1410 1000 х Х2000 500x1500 710*1410 1ОС0Х Х2000 от 10 до 300 гвЛЮдоКЮ
нормальной точности повышенной точности нормальной точности
1,00 -0,12 -0,12 -0.17 —0.09 -0.11 -0,12 -0,18 -009 От 40 до 500 От 5С0 до 20(10 -0,08 От 10 10 300 -0.08 -0.С6 -0,11 -0.08 От 50 до 300 Не менее 1ОСО —0X8 От 10 O&W
1.10 — — — - — — — —
1,20-* -0,14 -0,14 -0.18 —0,12 -0.14 -0,18 -0,10 -0,09 —0,09 -0,12 -0,09
1,3 1.4 — — — — — — — -0,07 —О.ю
1.5 -0,16 -0,16 -0,21 -0.12 -0,14 -0.16 -0,21 -0.08 —0,14 —
1.6 1.7 — — — — — — — — —0,10 -0.11
1.8 -0.16 -0,16 -0.21 —0.15 -0,16 -0.21 -0,12 -0.11 —0,10 -0,15 —о,п
2.0 -0,18 -0,18 -0.15 -0,18
2,25 -0.24 — — — — — -V — -0.12 X
2.5 -0,21 -0,15 -0,16 -0,21 —0,24 -0,12
2,75** -0,20 — — — -0.15
3,0- -0.20 -0.16 -0,21 -0,24 -0,14
3.5** 4,0 -0,23 —024 -U,30 —0,24 -0.20 0,24 - 0.30 -0,16 ~—О,18~ —0.20
4.5 —0,26 -0,27 -0.35 — —0,22 —0,27 -0.35 -0,20 -0,25
5.0 -0.30 -0,37 -0.30 -0.37
Для лент по ГОСТ 1173—*9.
Размер s для лент по ГОСТ 1593—47: 0,56 вместо 0,53; (ЮЗ и 0.67 вместо 065; 0,71 вместо 0.70: 1.25 вместо 1.20; 2,80 вместо 2,75; 3.15 вмеет<>3.0: 3,55 вместо 350.
Сортамент лент, полос н листов из цветных металлов и сплавов
мл
Толщина материала, « ГОСТ 176!-50 ГОСТ 1789-60
Полоса Лента Полоса Лента
Допуск ио толщине Ширина | 1'ниС]Г Допуск по толщине £ с. э Допуск по толщине 2 о. а Допуск по толщине eiiudHin
нормальной точности повышенной точно- сти высокой точности нормальной то> гости повышенной точности (В)
0,10 - —0.02 -0.15 -0,0! | От 10 ло 300 — —0.02 -0.015 От 10 до 300
0.12
0.15 0,20 -0.03 -U.V2 -0.01 i -003 0.03 -0.02
0,22
0.25 -0.04
0,30
0.35 -0,04 -0.03 -0.02 От 40 ло 300 0.01 -0.03
0.40
-0.05
0,45
0.50 0,55 -0.05 —0/4 -0.06 -0.06 -0.04
0.60 -0,06 -U,05 -0.03 0,06 —0,05
0,65 0.70
-0.07
0.75 -0.035
"О80
0.85
090 -0,07 0.06 -00! -П.08 0,07 - 0.06
ГОСТ 46 -50 Лист
I
Допуск по толщине при ширине
400 и 500 600 800 1000 1200 1400 1500 2000
— — — — —
-0,05
—
-0,05
—
—U,05 0.05 -0,08 -0.10 —0.12
— — — — —
-0.05 -0,06 0,10 -0.12 -0.12
— — — — —
-0.08 0,08 —0.12 -0,12 -0,13 -0,14 -0.14
— — — — — —
2< I». 3000 и | Длина
ми
1 Толщина материала, з ГОСТ 1751 -50 ГОСТ 17R&-60
Полоса Лента Полоса Лента
Допуск по толщине Ширина Длина Допуск по толщине Ширина Допуск ПО толщине £ 8. 1 Допуск но толщине
нормальной точности повышенной точно- С ГН ВЫСОКОЙ ТОЧНОСТИ нормальной точности повышенной ТОЧНОСТИ (В)
1.00 —0,08 От 101 до 300 От 400 до 2000 -0,08 -0.06 —0,04 От 10 до 300 -0.08 От 4П до 300 -0.07 -0.06
1.10 — -U,09 - 0,08.
1.20 -0,10
1.3 — —0,07 0.05 -0,10 —0.07
1.4 — 0.09 -0.09
1.5 -0.10 —0,08 —0.С8
1.6 — 1
1.7 -0.10
1.8 -0.11 -0.11 - 0,10 —0,06
2.0
2,5 -0 12 — — I -0.12
3.0 -0,14
3,5 —0,16 0,13
4.0 -0.18 -0,18
4Л -0,20 -0,20
5.0
Про')
ГОСТ 1946 50
Лист
10 ло 300 LUnpmt.T
Допуск по толщине при ширине
400 и 500 600 800 1000 1200 1400 1500 2000
| -0,10 -0.10 -0,15 -0.15 —0,16 -0,17 -0,17
- 0.10 -0.10 -0,15
0,15 -0,15 —0,20
-0 20 -0.22 —0.25 —0,25
-0,15 —0.15 -0.20 - 0 20 -0 22 -0.25 -0,25 -0,27
-0.24 -0,26 -0,26 -0,28
-0.20 -0,20 -0,25 - 0,25 -0.28 -0,29 -0,29 -0.30
-0.25 -0,25 —0.30 -0.30 -0.33 -0.34 -0,34 —0,35
-0,34 -0..Ж — 0,35 -0.36
—0,35 -0,36 -0 36 -0,37
— — — — — —
-0.30 —0,30 -0,35 -0,35 -0.36 -0,37 —
2ССС, 3€< 0 п 4000 Длина
Сортамент лепт, полос и листов из цветных металлов и сплавов
ММ » _____
Толщина материала, а ГОСТ 4748—49 ГОСТ 5063—49 ГОСТ 7870-55 ГОСТ 9559—60 ГОСТ 6235—52
Полоса Полоса Лепта Листы 11олоса холоднокатпая
Допуск но толщине Ширина Длина Допуск ПО толщине 1 1 О э Длина Допуск по толшнне Допуск по юлццше Ширина Допуск по толщине Ширина Длина
нормальной точности повышен-ной ТОЧНО сти
01 — — — — — — 500 — — —
0.2 -0.03
03 -0.05 —0.05
0.4 —
0.45 —
05 —0.07 Or 40 до 500 От 400 до 2000 -0.05 -0,07
06 —
0,7 —0.С8
08 —0,08 —0.08
—
09
1.0 —0.10 -0,12 —0,10 —0.08 От 40 до 300 От 400 до 2000
1.2 —0,09 — — От 500 Д 600 —0.09
1.4 — —
1.5 —0.10 — —0.16 —0,12 —0.10
1.6 — —0.15 — — —
—0.11
15 —0.12 От 40 до 500 От 400 до 2000 —0.11
2,0 —0,18 -0,15
2.5 —0.12 — —0.20 —0,16 -0,12
2.75 — — — — —
3.0 —0.14 -0.12 —0.20 -0.16 -0.12
3.5 —0 16 -0.16 —0,18 —0.16
4,0 -0.18 -0.18 -0,24 —0,20 —0.18
4.5 —0.20 —0.20 —0,25 —0.23 —0.20
6.0
Допускаемые отклонения по толщине листоп из магниевых сплавов по АМТУ 228—61
мм
Толщина Ширина
500 1000 1200 1500
Допускаемые отклонения по толщине
0.6 —0.05 —0.12 -0.12 —
0.8 —0.08 —0.13 —
1.0 -0.10 -0.15 0.16 —0.17
1.2
15 —0.15 —0.20 —0,22 —0,25
2.0 —0.24 —0.26
2.S 0.20 -0.25 —0.28 —0.29
3.0 —0.25 —0.30 —0.33 -0.34
35 0.34 —0.35
4.0 —0.35 —0.36
Б.0 —0.30 —0.35 0.36 —0.37
6.0 —0.40 —0.41 —0.42 -0.42
7.0 —0,43
8,0 —0,35 —0.45 —0.46 —0.47
9.0 —0.47 —0.48
ЮЛ —040 —0.50 —0.50 —0,50
Таблица 5
Допускаемые отклонения по ширине и длине листов из магниевых сплавов по АМТУ 228—61
мм
Толщина Ширина 500: IOD0: 1200; 1500 Длина 1000: 1500: 2000: 2500; 3000; 6000
Допускаемые отклонения
по ширине но длине
До 2 ±5 ±10
Си. 2 ±15
а в л и ц в
Допускаемые отклонения по толщине лент из мельхиора, нейзильбера и монеля по ГОСТ 6187—49
мм
Толщина Допускаемые отклонении по толщине лент (при ширине лент от 6 до 300)
нормальной точности ПОНЫ1ПСН1ЮЙ точности
0,10; 0.12 -0,02 —
0.15. 0.18 —0.03 -0.02
0.20; 0.22
0.25. 0.30 —
0.35 0.04 -0.03
0.40; 0,45 —
0.50 —005 —0.04
0,55 —
0.60; 0.60 —0.06 0.05
0.70
0,75; 0Ж 0.85 —
0.90 0.07 —0.06
1.0: 1.10 —008
1.20 — 0.09
1,30; 1.40 —0.07
1.50 —0.08
1.60; 1.70 —0.10
1,80; 2.00 0.11 —0.10
Таблица 7
Допускаемые отклонения по ширине лент из мельхиора, нейзильбера и монеля по ГОСТ 5187—49
мм
Ширина Допускаемые отклонения по ширине лепт при толщине*
до 1 св. 1
6-175 —0.6 -1
176—300 —1 —1,6
ДОПУСКАЕМЫЕ ОТКЛОНЕНИЯ ПО ШИРИНЕ ЛЕНТ И ПОЛОС ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
Таблица I
Допускаемые отклонения по ширине лент из цветных металлов
Номера стандартов Ширина лепты Допускаемые отклонения по ширине лент при толщине
до 1 св. 1
леи
ГОСТ 1048—49; ГОСТ 1173—49; ГОСТ 1761—50; ГОСТ 1789—60; ГОСТ 2170 -62. ГОСТ 2218-49; ГОСТ 4748—49; ГОСТ 5187—49 10—175 —0.6 —1.0
176—300 —1.0 —1.5
ГОСТ 2208-49: ГОСТ 1173—49 301—600 —15 —2.0
ГОСТ 7870—56 Ло 175 ±0.5 ±1.0
Св. 175 до 300 ±1.0 ±3.0
Св. 300 +5.0 —3.0 + 10.0 —3.0
Таблица 2
Допускаемые отклонения по ширине латунных полос по ГОСТ 931—52
мм
Ширина полос Дот ускаемые отклонения по ширине полос при толщине
0,4 — 1.5 1.6—1.8 2.0—3.0 3.5—7.0 4.5 60 6.5—10,0
40-100 —1 —1 —2 —2 — —
101-175 • 1 -1.5 —2 —2 -3,5 —7
176-300 —2 -2 —3 -3.5 . -3.5 —7
301—500 —«2 —2 —3 —4 -4 —7
Таблица 3
Допускаемые отклонения по ширине полос из кремнемарганцевой бронзы но ГОСТ 4748—49
мм
Ширина полос 40-175 ’— - - - - - - * JLonj-1 касмые отклонения по ширине полос при толщине
1.8—5 +2 5.5—10
176-500 +3 +7
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
Наименование материала Марка мл тср нала Толщина. мм Номера с гаидлр юн и технических условий Временное сопротивление при растяжении, св, ки!мм1 Сопротивление срезу тср. кге/гм*
Текстолит (листовой) поделочный НТК 0.5-6 ГОСТ 5—52 10 9—12
ПТ 8.5
1111 6Д
Гетинакс электротехнический ЛИСТОВОЙ «* Л; Г» 0.2-3 ГОСТ 2718 51 7—8 10—14
В 10
Г: Д 9
Картон электроизоляционный (электроирессшнлн) эвт 0.1—ОД ГОСТ 2821 -60 12; 8.5* 7—8
эвс 0.2—0.4 9; 3,5
ЭВ 0.1—3.0 9; 25
Картон асбестовый — 2—12 ГОСТ 2850—58 12-14 10-12
Миканит коллекторный 0.1—1.2 ГОС Г 2196-60 8-10
Эбонит электротехнический** Л II Б 0.5-5 ГОСТ 2718-53 7 при изгибе 2.5—3
Фибра листовая •|>«<1К — ГОСТ 3335—46 9—95 8—12
Целлулоид белый технический — — ОСТ 10182—39 — 4-6
Кожа техническая — — ГОСТ 1898-48 1 75—3,5 3—1.5
Слюда конденсаторная — До 0„3 ГОСТ 7134- 64 — 5-8
* Наибольшие значении е„—п протолином ниираилетш И наименьшие значения с,— в поперечно» направлении.
•• Твердость электротехнического эбоните 900—1400 кгс'см-
ПЕРЕЧЕНЬ СТАНДАРТОВ НА МЕХАНИЧЕСКИЕ ПРЕССЫ ДЛЯ ХОЛОДНОЙ ЛИСТОВОЙ ШТАМПОВКИ И НОЖНИЦЫ
1 1аимсновання стандартов Номера стандартов
Прессы пднокрнвошнпные закрытые двойного действии Основные параметры и размеры Прессы двухкрнвошипиые закрытые простого действия. Основные параметры и размеры Прессы листогибочные кривошипные Основные параметры и размеры Прессы-автоматы кривошипные мпогопозшшонные. Основные параметры и рвт-меры Прессы одиокривошппные открытые двойного действия. Основные параметры и раз меры Прессы двухкрнвошипиые открытые простого действия. Основные параметры и размеры Прессы кривошипные лнетоштвмповочные Размеры и расположение пазов и отверстий для крепления штампов Прессы однокрнвошнппые закрытые простого действия. Основные параметры в размеры Прессы Kpi воншпные открытые и закрытые простого действия. Нормы точности Прессы кривошипные открытые и закрытые двойного действия Нормы точности Прессы винтовые фрикционные. Основные параметры и размеры Прессы винтовые фрикционные Нормы точности Ножницы листовые с наклонными ножами. Размерный ряд к основные параметры Ножницы листовые с наклонными ножами. Нормы точности Ножницы даухдмековые одностоечные с наклонными ножами- Основные параметры н размеры Ножницы многодисковые. Основные параметры н размеры _ - - - - - * - ГОСТ 7639—€2 ГОСТ 7766—60 ГОСТ 7879—65 ГОСТ 8260—56 ГОСТ 9034-59 ГОСТ 9222-59 ГОСТ 9226-59 ГОСТ 10026—62 ГОСТ 10176—62 ГОСТ 1094)3—64 ГОСТ 713 -49 ГОСТ 7209—51 ГОСТ 6282—61 ГОСТ 6766—53 ГОСТ 8249—56 ГОСТ 9303—59
РТМ 34—65
ШТАМПЫ для холодной листовой ШТАМПОВКИ
Редактор изд-ва Л. В. Ярова
Технические редакторы: В. Г. Овсеенко. Е. 3. Рашевская Корректоры: Г. М. Гапенкова. А. Г. Старостин
Сдано в набор 12/V11I 1965 г Подписано в нечнгь 27/11966 г.
Формат бумаги 60X90’/» 17,0 буч. л. 34,0 псч. л. Тираж 25 000
Пене 1 |». к. Заказ 4480
Издательство стандартов Москва, К-1, ул. Щусева, 4
Типография № 2 Росглавполнгрдфпроча, г Рыбинск, ул. Чкалова. 8
МЕЖДУНАРОДНАЯ СИСТЕМА ЕДИНИЦ (СИ)
.^именование величины Единица измерения Сокращ. обозначение Наименование величины Единица измерения Сонращ. обозна-1 чсние
ОСНО ДЛИНА МАССА ВРЕМЯ СИЛА ЭЛЕКТРИЧЕСКОГО ТОКА ТЕРМОДИНАМИЧЕСКАЯ ТЕМПЕРАТУРА СИЛА СВЕТА ДОПОЛН1 Плоений угол Телесный угол ПРОИЗВ Площадь Объем Плотность (объемная масса) Скорость Угловая скорость Сила Давление ВНЫЕ ЕДИНИЦЫ метр килограмм секунда ампер градус Кельвина свеча 1ТЕЛБНЫЕ ЕДИНИЦ радиан стерадиан ОДНЫЕ ЕДИНИЦЫ квадратный метр кубический метр килограмм на кубический метр метр в секунду радиан в секунду ньютон I.«|:(1cMt)2 ньютон на квадратный метр М кг сек а °Н св ы рад стер м* м3 кг/м3 м/сек рад/сек н н/м2 Работа,энергия, количество теплоты Мощность Количество электричества , электрический заряд Электрическое напряжение, разность электрических потенциалов Электрическое сопротивление Электрическая емкость Поток магнитной индукции Индуктивность Т еплоемкость системы Теплопроводность Световой поток Яркость Освещенность джоуль ( 1 Н ) (1л ) ватт ( 1 Дж):( 1 сек} кулон (1а )•( 1 сек} вольт (lem);(la ) ом (1e):(1a) фарада (!*):(!в) ввбер ( 1 в ) - (1 сек ) генри (1еб) = (1 а) джоуль на градус * ватт на метр-градус яюмеи (1 св)-( 1 стер} нит (1 св ) 5(1 л 2) люкс (1 лл): (1л2) дж вт к в ом Ф вб гн дж/град вт/мграс лм нт лк
ПРИСТАВКИ ДЛЯ ОБРАЗОВАНИЯ НАИМЕНОВАНИЙ КРАТНЫХ И ДОЛЬНЫХ ЕДИНИЦ
Множитель,на который умножается единица Пристав ки Сокращ. обозначение Множитель,иа который умножается единица Пристав ки Сокращ. обозначение
10ОО ООО 000 000 = 10” тера Т 0,1 = 10"' деци д
1000000000= 10е гига Г 0,01 = 10 9 сантн с
1000000 = 10" мега м 0,001 = 10“3 милли м
1000= I03 кило к 0,000001=10"" микро мн
100 = 10я генто г 0,000000001 = 10“® нано н
10=10' дека да 0.000000000001 = Ю"’а ПИКО п