/



























































































































































































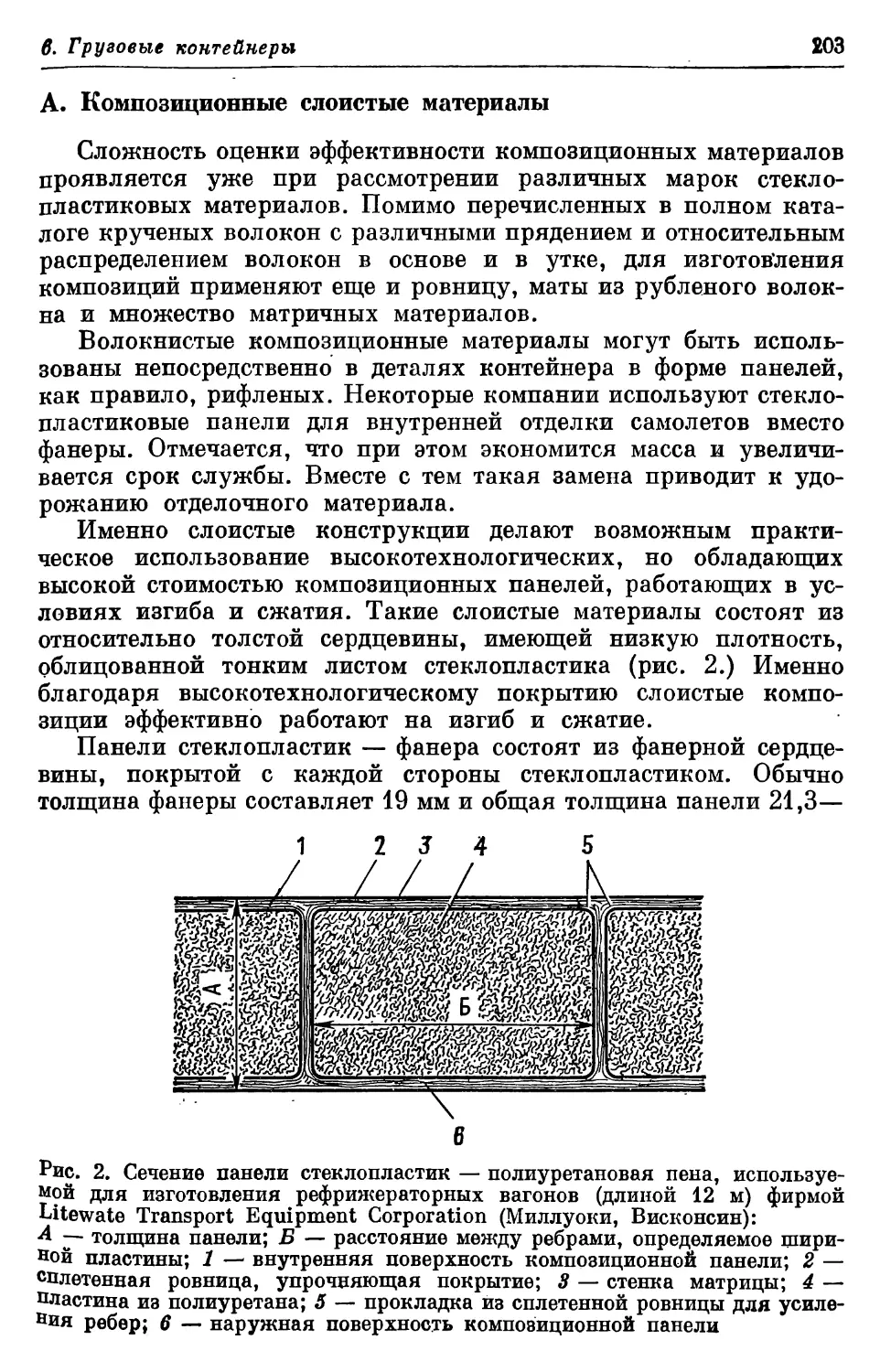




































































































































































































































































































Текст
Composite Materials
Edited by
Xawrence J. Broutman and
Illinois Institute of
Technology
Chicago, Illinois
Richard H. Krock
P. R. Mallory & Co., Inc.,
Laboratory for Physical Science
Burlington, Massachusetts
VOLUME 3
Engineering Applications
of Composites
Edited by
BRYAN R. NOTON
Battelle Columbus Laboratories
Columbus, Ohio
ACADEMIC PRESS New York and London 1974
A Subsidiary of Harcourt Brace Jovanovich, Publishers
КОМПОЗИЦИОННЫЕ
МАТЕРИАЛЫ
Редакторы
Л. БРАУТМАН, Р. КРОК
Том 3
ПРИМЕНЕНИЕ
КОМПОЗИЦИОННЫХ
МАТЕРИАЛОВ
В ТЕХНИКЕ
Редактор Б. Нотой
Перевод с английского
Б.Р. ГОРОБЕЦ, Т. В. ДЕВЯТКО,
В.А.ЯРЦЕВА
под редакцией
С.Е.САЛИБЕКОВА
Москва
:<Машиностроение»1978'
ББК 34.2
К 63
УДК 621.002.3-419,8-20-03.82
Композиционные материалы: В 8-ми т. Пер. с англ. Под
К63 ред. Л. Браутмана, Р. Крока. — М.: Машиностроение,
1978 — Т. 3. Применение композиционных материалов в
технике/Под ред. Б. Нотона. 1978. 511 с., ил.
В пер.: 2 р. 10 к.
Книга содержит справочные сведения по использованию компози-
ционных материалов в различных областях техники: гражданской и воен-
ной авиации, космической и ядерной технике, судостроении, строитель-
стве и др.
Рассмотрены преимущества композиционных материалов перед обыч-
ными в каждой из указанных областей техники, особенности проектиро-
вания типичных элементов конструкций, экономическая и технологиче-
ская целесообразность применения композиционных материалов.
Книга предназначена для материаловедов, технологов и конструкто-
ров, работающих в области машиностроения.
Тома 3, 4, 7, 8 выпускает издательство «Машиностроение», осталь-
ные — издательство «Мир».
81203-009
К"-----"-----09-78
038(01)-78
ББК 34.2
6П3.4
Copyright © 1974, ву Academic Press, Inc.
© Перевод на русский язык, «Машиностроение», 1978 г.
Предисловие редактора перевода
В 3-м томе восьмитомного издания «Композиционные материа-
лы», изданного в 1974 г. издательством «Academic Press» (США),
рассматриваются вопросы практического применения компози-
ционных материалов в ведущих отраслях современной техники:
авиационно-космической, судостроитеДьиой, транспортном строи-
тельстве, строительстве химических предприятий, 'промышленном
строительстве, ядерной технике, электротехнической промыш-
ленности и др.
Авторы книги под термином «композиционные материалы» по-
нимают значительно более широкий круг материалов, чем это при-
нято в отечественном материаловедении, объединяя под этим по-
нятием и стеклопластики, и порошковые спеченные композиции,
и волокнистые материалы.
Следует признать, что строго определенного понятия компози-
ционные материалы не существует. Однако в более широком по-
нимании к этой категории материалов должны быть отнесены и
стеклопластики, и металлокерамика.
Большинство авторов, написавших отдельные главы этой книги,
основное внимание уделяют стеклопластикам или металлокера-
мическим композициям. Объясняется это прежде всего большим
опытом, основанным на многолетнем массовом производстве и
эксплуатации стеклопластиков в самых различных областях тех-
ники. Стеклопластики — один из наиболее дешевых, экономич-
ных и технологичных материалов, имеющихся в распоряжении
инженеров и конструкторов. Разработан большой ассортимент
армирующих наполнителей и связующих смол, сочетание которых
позволяет получить материал, удовлетворяющий самым разно-
образным требованиям конструкций.
В то же время опыт эксплуатации стеклопластиков выявил и
некоторые их недостатки, в частности недостаточную жесткость,
недостаточную прочность при сдвиге и сжатии, сопротивление исти-
ранию, ограниченный выбор методов соединения их с металличе-
скими конструкциями и др.
Это привело к созданию в последние годы новых, или как их
называют авторы, усовершенствованных или перспективных ком-
позиционных материалов, армированных высокомодульными уг-
6
Предисловие редактора перевода
леродными, борными волокнами, стальной проволокой, нитевид-
ными кристаллами и др. К сожалению, этим материалам в книге
уделено очень мало внимания, что объясняется, по-видимому,
недостаточным опытом как в вопросах технологии их производства,
так и длительной эксплуатации их.
То обстоятельство, что книга написана в виде тринадцати са-
мостоятельных глав, причем каждая глава — другим автором,
специалистом в своей области техники, не могло не привести к не-
которым повторениям, в частности, в вопросах, касающихся общей
характеристики свойств и преимуществ стеклопластиков, стои-
мости, направлений дальнейшего расширенного применения и др.
Книга содержит много полезных сведений о свойствах армиро-
ванных пластиков и более современных композиционных мате-
риалов и дисперсных систем, номенклатуре выпускаемых промы-
шленностью исходных компонентов (армирующих наполнителей,
связующих смол), технологическим приемам изготовления деталей
и узлов конструкций, объемам их производства и применения,
перспективам роста применения композиционных материалов и
ожидаемой технико-экономической эффективности от их исполь-
зования. Несомненный интерес представляет конструкторская и
технологическая проработка ряда узлов и деталей, используемых
в космических летательных аппаратах (гл. 3), авиационной тех-
нике (гл. 2, 4), транспортном машиностроении (гл. I и V), судо-
строении (гл. 7), промышленном строительстве (гл. 8, 9) и др.
Авторами отмечается мысль о необходимости всестороннего
подхода к проблеме применения композиционных материалов,
объединений конструкторских, материаловедческих и технологи-
ческих знаний при решении вопроса об использовании того или
иного материала в конкретной детали, с учетом опыта эксплуатации
и растущего объема производства этого материала и перспектив-
ного снижения его стоимости.
Учет всех этих факторов крайне важен на современной стадии
развития высокопрочных и высокомодульных композиционных
материалов — стадии перехода от лабораторных образцов и опыт-
но-конструкторских и экспериментально-технологических прора-
боток — к широкому промышленному применению.
С. Е. Салибеков
Предисловие редакторов восьмитомника
Создание композиционных материалов стало объектом особого
внимания только в последние пятнадцать лет, хотя идея приме-
нения двух или более исходных материалов в качестве компонен-
тов, образующих композиционную среду, существует с тех пор,
как люди стали иметь дело с материалами. С самого начала цель
создания композиционных материалов состояла в том, чтобы до-
стичь комбинации свойств, не присущей каждому из исходных
материалов по отдельности. Таким образом, композиционный ма-
териал можно изготовлять из компонентов, которые сами по себе
не удовлетворяют всем предъявляемым к материалу требованиям.
Поскольку эти требования могут относиться к физическим, хими-
ческим, электрическим и магнитным свойствам, оказалось необхо-
димым участие исследователей разных специальностей.
В различных томах этого издания в качестве конкретных мате-
риалов упоминаются в основном искусственные или синтезирован-
ные композиционные материалы, однако понятие композицион-
ного материала в широком смысле, безусловно, должно включать
и природные материалы, такие, например, как древесина. Резуль-
таты глав, посвященных аналитическим исследованиям, разу-
меется, могут быть применены в равной степени и к искусственным,
и к природным композиционным материалам.
Хотя композиционные материалы используются в инженерной
практике уже много лет, наука о них в том виде, в каком опа сей-
час существует, появилась лишь после того, как композиционные
материалы стали работать в особо суровых условиях (например,
в космосе). Усилиями ученых и инженеров в рамках осуществле-
ния правительственных исследовательских программ за короткое
время созданы совершенно новые материалы, технология произ-
водства и аналитические методы расчета для обеспечения рынка,
хотя и ограниченного, но зато с постоянно возрастающими требо-
ваниями.
Резкое снижение уровня правительственных ассигнований на
разработку композиционных материалов в конце 60-х годов в пере-
ориентация многих исследователей и учреждений на новую те-
матику привели к тому, что до сих пор не появилось доступного
издания, отражающего итоги очень важных разработок. Между
8
Предисловие редакторов восьмитомника
тем совершенно очевидно, что полученная информация — если ее
правильно оцепить и усвоить — может быть использована для
создания материалов как общего, так и специального назначения,
обладающих нужными механическими, технологическими и эко-
номическими характеристиками.
По этим причинам редакторы и издательство «Академик пресс»
подготовили данное издание, подробно излагающее основные ас-
пекты теории и технологии композиционных материалов. Мы уве-
рены, что представительный состав авторов и разнообразие тема-
тики издания гарантируют полное освещение данной области.
Мы надеемся, что это издание будет не только служить справоч-
ником или источником дополнительной литературы, но и позволит
перебросить мост от развитой технологии композиционных мате-
риалов к их промышленному применению в качестве материалов
общего и специального назначения.
Редакторы восьмитомника выражают свою признательность
редакторам каждого тома и авторам статей, усердно и сплоченно
трудившимся над выполнением своей задачи; мы высоко ценим их
взаимное сотрудничество и проявленный энтузиазм. Мы благо-
дарны также сотрудникам издательства «Академик пресс» за пос-
тоянную помощь и ценные советы.
В заключение нам хотелось бы цоблагодарить правление ком-
пании Р. R. Mallory and Со и руководство Иллинойского техноло-
гического института, которые своей поддержкой внесли решающий
вклад в успешное завершение настоящей работы.
Л. Браушман
Р. Крок
Моей жене Элизабет, чье горячее уча-
стие помогло объединить материал
в этой книге.
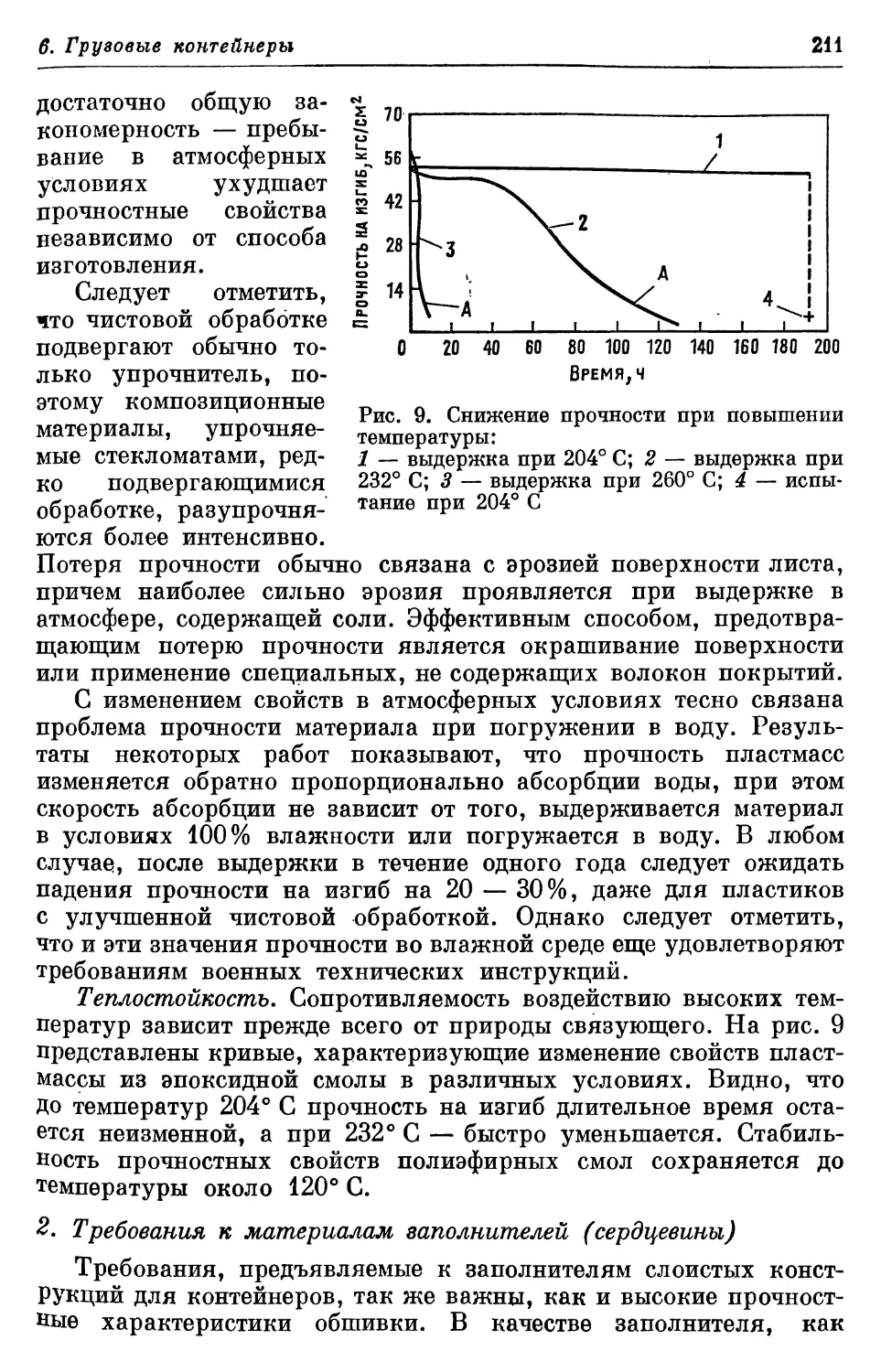
Предисловие редактора третьего тома
В 3-м томе показаны различные области применения как деше-
вых, так и дорогостоящих композиционных материалов. Однако
книга не ограничивается рассмотрением вопросов, связанных
с применением композиционных материалов, упрочненных волок-
нами; в нее включены также интересные композиции, находящие
применение в электротехнической и ядерной промышленности,
Сложные условия работы в этих отраслях определяют необходи-
мость тщательного подбора компонентов композиционного мате-
риала. К материалам, применяемым в отраслях промышленности,
рассматриваемых в этом томе, предъявляется широкий спектр
технических и экономических требований, оправдывающих ис-
пользование новых материалов, процессов производства и новых
принципов конструирования деталей. Например, стоимость одного
килограмма серийно выпускаемого автомобиля, обычного самолета
и сверхзвукового реактивного самолета составляет приблизительно
2,2; 33 и 177 долларов соответственно, тогда как экономия массы
в стоимостном выражении составляет от одного до нескольких сот
долларов на килограмм. Что же касается технологических про-
цессов, то читатель, вероятно, заметит связь между проблемами
применения композиционных материалов и технологическими
проблемами, настоятельно требующими своего разрешения, а имен-
но создания механизированного производственного процесса,
неразрушающих методов контроля и др.
В 1972 г. в промышленности США применялось свыше 544 000 т
упрочненных пластмасс в огромном числе изделий. По сравнению
с 1971 г. это означает прирост на 23%. В 1973 г., при подготовке
этого тома, ожидался прирост еще на 18% и объем производства
должен был составить 635 000 т. Объем выпускаемой продукции
с 1970 по 1976 гг. в некоторых отраслях промышленности, рассмат-
риваемых в этом томе, представлен в общих чертах в таблице (дан-
ные фирмы Morrison-Gottlieb InC, «Reinforced Plastics/composite
News»).
Наряду с рассмотрением вопросов, связанных с применением
пластиков, упрочненных стеклянными волокнами, в этом томе об-
суждаются вопросы применения пластиков, упрочненных угле-
родными и другими высокомодульными волокнами.
10
Предисловие редактора третьего тома
ОБЪЕМ ПРОИЗВОДСТВА ПРОДУКЦИИ ИЗ СТЕКЛОПЛАСТИКОВ, ТЫС. Т
Область применения Год
1970 1971 . 1976
Авиация и космос 12,7 11,3 18,1
Приборы и оборудование 13,6 19,5 55,8
Строительство 53,1 60,8 143,9
Товары широкого потребления 31,3 36,3 55.3
Коррозионно-стойкие изделия 35,4 40,4 109,4
Электроды, лампы, детали 26,7 25,4 46,3
Суда и судовое оборудование 82,1 118,0 196,5
Наземный транспорт 75,8 99,4 294,1
Другие области применения 30,4 32,6 67,4
Итого 361,1 443,7 986,8
В настоящее время материалы на основе термореактивных свя-
зующих, упрочненных стекловолокном, но своим характеристи-
кам конкурируют с листовой сталью, а материалы на основе тер-
мопластических связующих — как с листовой сталью, так и с
цинковым литьем. Применение в автомобильной промышленности
дешевых композиционных материалов уже достигло поразитель-
ных масштабов.
В книге дается обзор применения пластиков, упрочненных уг-
леродными волокнами для изготовления товаров массового про-
изводства, например рыболовных удилищ, стэков для игры в гольф,
велосипедов конструкционных элементов быстроходных каяков и
яхт.
Одна из особенностей композиционных материалов, послужив-
шая причиной их применения, состоит в свободном выборе геомет-
рии изделия. Это позволяет снизить производственные затраты
до уровня, сравнимого с затратами на изготовление аналогичных
металлических конструкций.
В этом томе будет показано, что успехи в разработке компози-
ционных материалов явились результатом достижений во многих
областях техники. Конструкторы считают, что по некоторым своим
техническим характеристикам композиционные материалы пре-
восходят обычные, широко распространенные материалы, и во
многих случаях могут их заменить.
Редактор тома приносит благодарность авторам за их сотруд-
ничество в подготовке отдельных глав.
Брайан Р. Нотон
1
Дорожные транспортные средства
МОРГАН МАРТИН
Отделение автомобильной фирмы «Роквелл Интернэшнл
Корпорэйшн»
Аштабула, Огайо
I, Введение........................................... • 12
II. Основные материалы......................................... 12
А. Материалы матриц........................................ 13
Б. Упрочнители............................................. 13
III. Предпосылки для применения................................ 14
А. Стоимость.............................................. 14
Б. Эксплуатационные качества .............................. 15
В. Отношение потребителя.................................. 16
Г. Конкурентоспособность материалов....................... 18
IV. Области применения........................................ 19
А. Легковые автомобили.................................... 20
Б. Грузовые автомобили и тракторы.......................... 23
В. Кузова грузовых автомобилей и трайлеров................ 26
Г. Автомобили для туризма и отдыха........................ 27
Д. Иностранные автомобили................................ 28
V. Технологические методы..................................... 28
А. Ручная выкладка или напыление.......................... 28
Б. Формование прессованием................................. 29
В. Пультрузия............................................. 30
Г. Инжекционное прессование............................... 30
Д. Обработка, сборка и отделка деталей.................... 30
VI. Проблемы конструирования.................................. 31
А. Размер деталей......................................... 31
Б. Соединение деталей...............\................. . 32
В. Сравнение с известными материалами..................... 32
Г. Оценки и испытания..................................... 33
Д. Совместимость с другими материалами.................... 33
VII. Современное состояние и перспективы...................... 33
А. Технология............................................. 33
Б. Доверие к композиционным материалам..................... 34
В. Расширение областей применения.................... . 34
Гв Тенденции снижения стоимости..................... . . 34
12
Морган Мартин
В этой главе рассмотрена взаимосвязь между свойствами ком-
позиционных материалов и их стоимостью — с одной стороны и
требованиями, предъявляемыми потребителями к дорожно-транс-
портным средствам — с другой. Обсуждены различные материалы
и технологические приемы производства в связи с возможностью
их применения в изделиях, для которых это наиболее целесооб-
разно.
Прослежена история применения композиционных материалов
в отрасли, рассмотрены условия, необходимые для дальнейшего
увеличения объема применения.
I. ВВЕДЕНИЕ
Совокупность свойств композиционных материалов как конст-
рукционных материалов позволяет надеяться на их широкое при-
менение в многочисленных деталях и узлах дорожных транспорт-
ных средств. Автомобильная промышленность представляется
весьма перспективной сферой использования композиционных ма-
териалов вследствие ее масштабности, а также традиционной вос-
приимчивости к новым материалам, конструкциям и технологиче-
ским процессам.
Удельная прочность любых материалов, используемых
в транспортных средствах, всегда является важной характеристи-
кой в результате ее прямой связи с энергетическими расходами,
эксплуатационными характеристиками и коммерческими сообра-
жениями. Налагаемые на конструкции транспортных средств ог-
раничения по габаритам, внешнему виду, а также требования
соответствующих законоположений дают основание считать ис-
пользование композиционных материалов в этой отрасли особенно
перспективным.
II. ОСНОВНЫЕ МАТЕРИАЛЫ
Сбыт большинства автомобилей связан с сильной конкуренцией,
поэтому выбор композиционных материалов, предназначенных
для деталей автомобилей, в значительной мере определяется их
стоимостью. Для успешной конкуренции с иными материалами, при-
меняемыми в серийном производстве, композиционные материалы
должны обладать хорошей воспроизводимостью при серийном из-
готовлении из них деталей, доступной технологичностью и ста-
бильными расчетными свойствами. В настоящее время высокие
затраты на композиционные материалы, связанные с их разработ-
кой, не могут быть покрыты лишь экономией массы, реализуемой
в автомобилях.
Тем не менее композиции на основе эпоксидных смол, упрочнен-
ных углеродным волокном, нашли успешное применение в гоноч-
1. Дорожные транспортные^ средства
13
ных автомобилях, а также в ограниченном масштабе в узлах экс-
периментального безопасного автомобиля «Фэйрчайлд» Департа-
мента Транспорта (см. рис. 7, гл. 13).
А. Материалы матриц
В качестве матрицы композиционного материала, впервые
примененного в автомобилестроении, была использована полиэфир-
ная смола. Выбор этого материала определялся относительной
простотой конструирования деталей, низкой стоимостью, а также
тем практическим опытом, который был накоплен при опробова-
нии экспериментальных автомобилей и деталей для них, изготов-
ленных ручными методами, Разработанная впоследствии техно-
логия изготовления аналогичных деталей путем формовки на сталь-
ных модельных плитах позволила выпускать серийные партии.
Использование полиэфирных смол с различными упрочнителями
продолжается и сейчас, причем совершенствование технологии
непрерывно расширяет возможности материала.
Почти все известные термопласты в сочетании с упрочняющими
волокнами применяются в деталях, изготовляемых различными
методами. При этом назначение детали, требования к ее внешнему
виду, условия эксплуатации, а также экономичность и механиче-
ские свойства оказывают решающее влияние на выбор материалов
матриц. Например, термореактивные смолы используют в основ-
ном для тех деталей кузова, которые требуют окраски в готовом
виде. Термопласты в большей степени склонны к пигментации,
поэтому их применяют в формованных деталях, внешнему виду
которых придается важное значение. Улучшение физических ха-
рактеристик деталей из термопластов, изготовляемых методом
инжекционного прессования, обычно достигается путем добавле-
ния в матрицу умеренного количества волокна-упрочнителя. В слу-
чае применения формования прессованием для упрочненных поли-
эфирных смол показана возможность производства крупных партий
деталей больших размеров при сравнительно невысоких затратах.
Например, отдельные детали кузова из композиционного мате-
риала автомобиля «Шевроле Корвет» имели размеры 1,8 X 3,0 м
при массе около 24 кг.
Б. Упрочнители
При изготовлении деталей для легковых и грузовых автомоби-
лей в качестве упрочнителей наиболее широко используют сизаль
и стекловолокно. При этом низкая стоимость сизаля делает его
наиболее подходящим упрочнителем для полиэфирных смол, ис-
пользуемых для получения деталей, к которым предъявляют не-
высокие требования как по механическим свойствам, так и по внеш-
14
Морган Мартин
нему виду (например, корпусов отопителей, вентиляционных тру-
бопроводов). Такие детали изготовляют прессованием в формах
предварительно подготовленной смеси.
Почти все разнообразные формы стекловолокна, выпускаемые
промышленностью, нашли применение в качестве упрочнителя во
множестве деталей различного назначения. Детали получают наи-
более подходящим для каждого конкретного случая методом. Наи-
более широко используются дешевые полуфабрикаты из стеклово-
локна, такие, как ровница и нетканые маты. Стеклоткань приме-
няется в специальных случаях, когда требуется реализация ее
особых свойств. Как правило, в крупносерийном производстве
стеклоткань не используется.
III. ПРЕДПОСЫЛКИ ДЛЯ ПРИМЕНЕНИЯ
Разнообразие моделей и их модификаций, ежегодно меняющийся
стиль кузовов, характерные для автомобилестроения * предо-
ставляют широкие возможности для выбора материалов. С одной
стороны, ограниченные сроки разработки, как правило, затруд-
няют выбор материала, с другой — рыночная конкуренция тре-
бует применения именно новых материалов. Выбор тех или иных
материалов, следовательно, определяется компромиссными ре-
шениями.
А. Стоимость
Себестоимость типичной композиции пластик — упрочнитель^
как правило, в 3 раза выше себестоимости стального листа, поэтому
при обосновании выбора композиционного материала необходимо
учитывать иные возможные преимущества. Например, при исполь-
зовании деталей, к которым предъявляются повышенные требова-
ния по механическим свойствам, возможна экономия за счет
толщины и массы детали. Для деталей сложной формы затраты
на отделку в сравнении с деталями из стального листа могут быть
значительно меньшими.
Стоимость производства упрочненных пластиков определяется
расходами на необходимое технологическое оборудование, которые
в свою очередь зависят от числа изготовляемых деталей. На формо-
вание детали из упрочненного пластика обычно затрачивается
больше времени, чем на штамповку стального листа, однако сум-
марная стоимость обработки включает в себя некоторые дополни-
тельные факторы. Например, вследствие исключения в ряде слу-
чаев операций сборки и окраски композиционный материал может
быть более экономичным.
Стоимость оснастки для формования упрочненных пластиков
составляет около 10% стоимости оборудования для формования
Дорожные транспортные средства
16
металлического листа. Из этих соображений при выпуске партии
изделий общая экономия может быть тем более существенной,
чем выше стоимость единицы изделия. В сравнении с объемом
цроизводства легковых автомобилей в США, годовой выпуск
10 000 единиц можно считать сравнительно невысоким, хотя для
производства сверхмощных грузовых автомобилей и тракторов
такой объем является значительным. В связи с этим умеренные
затраты на оборудование в случае применения упрочненных плас-
тиков позволяют рассматривать композиционный материал как
наиболее экономичный для получения деталей кузовов и кабин
автомобилей.
Относительная стоимость производства может сильно отличаться
в различных странах. Если при изготовлении путем ручного
формования отдельных деталей либо целого кузова легковых ав-
томобилей будут использованы дешевые пластмассы и производи-
тельность труда при этом составит 5—10 единиц в день, то произ-
водство может быть рентабельным, особенно в тех районах, где
стоимость труда невысока.
Многие детали легковых автомобилей, включая довольно слож-
ные (обычно литые), могут быть изготовлены из формовочной ком-
позиции (листовой заготовки или формовочной массы), причем
эти детали могут успешно конкурировать с деталями, полученными
литьем из цинковых или алюминиевых сплавов. Постоянное усо-
вершенствование технологии изготовления, оборудования и ос-
настки для производства деталей из упрочненных пластиков при-
ведет к тому, что объем применения композиционных материалов
превысит 8000 т в год, как прогнозировалось в начале 70-х годов.
Б. Эксплуатационные качества
Предел прочности типичного композиционного материала,
предназначенного для кузова автомобиля, составляет 85—105
кгс/мм2, а модуль упругости при изгибе (0,7—10,5) 103 кгс/мма.
В панелях кузова большого размера толщиной 2,54 мм этот мате-
риал обеспечит жесткость, сравнимую с жесткостью стального
листа толщиной 0,9 мм. Поскольку композиционный материал не
обладает пластичностью, исключается возможность его повреж-
дения из-за деформационных воздействий и срок службы будет
определяться временем до его разрушения. Следовательно, для
материала с указанными характеристиками допустимы достаточно
высокие изгибающие моменты, действие которых в случае исполь-
зования стального листа вызовет его деформацию. Материал может
быть также использован в конструкциях, составляющих каркас
кузова.
Опыт показал, что для деталей кузова из упрочненного пласти-
ка, обладающих приемлемой жесткостью и подвергающихся при
16
Морган Мартин
эксплуатации воздействию напряжений, не существует проблемы
усталости. Долговечность клеевых соединений достаточно высокая,
в то время как механические крепления требуют особого внимания
вследствие низкого сопротивления истиранию и абразивному воз-
действию. В связи с этим относительные взаимные перемещения
механически соединенных деталей (пластика с пластиком или
металла с пластиком) должны быть сведены к минимуму.
Присущая пластикам высокая коррозионная стойкость во мно-
гом определяет долговечность конструкций, особенно тех, которые
подвергаются воздействию соли и других активных ингибиторов.
Сопротивление пластиков повреждению при случайном ударе на-
много выше, чем сопротивление пластичных металлов, хотя энер-
гия, поглощаемая при этом, может быть существенно ниже. Спо-
собность же материала к поглощению энергии проявляется в раз-
ной степени в зависимости от конкретной ситуации, поэтому
в процессе испытаний данного автомобиля на столкновение долж-
ны быть определены необходимые требования по безопасности и
все элементы автомобиля должны удовлетворять этим требованиям.
Масса автомобиля имеет большое значение, поскольку она оп-
ределяет основные технические данные автомобиля, его экономич-
ность, грузоподъемность. Степень загрязнения окружающей среды
также зависит от массы автомобиля. Использование упрочненного
пластика, толщина которого в 3 раза больше, чем толщина обычно-
го стального листа, приводит к экономии в массе автомобиля
—40%. Общая экономия возрастает в результате изменений массы
двигателя, элементов подвески и трансмиссии, причем технические
данные автомобиля, его грузоподъемность не снижаются. Сниже-
ние массы ряда деталей и узлов автомобиля может значительно
повысить их долговечность вследствие снижения циклических
напряжений, возникающих при движении автомобиля. Кроме того,
практически устраняется проблема низкочастотного резонанса.
Ремонт поврежденных панелей кузова из упрочненного пласти-
ка требует применения способов и приемов, совершенно отличных
от используемых для стали и алюминия. Стоимость ремонта и его
качество во многом будут определяться квалификацией мастера,
причем правильно выбранные приемы позволят восстановить
панель до ее первоначального состояния как по механическим свой-
ствам, так и по внешнему виду. Замены панелей чаще всего не по-
требуется, поэтому время простоя автомобиля может быть сведено
к минимуму.
В. Отношение потребителя
По существу, научно-технический прогресс является процес-
сом замены традиционных материалов, технологических приемов
и конструкций на более совершенные, использование которых
1 Дорожные транспортные средства 17
экономически оправдано. Существует, однако, естественное не-
желание потребителя воспринимать такие изменения безоговорочно
w термины «заменитель» и «имитация» он склонен истолковывать
как нечно обладающее меньшими, а не большими достоинствами.
Потребитель обычно не посвящен в подробности экономических
расчетов, определяющих выбор новых материалов. Если он хочет
приобрести у известного ему производителя изделие, которое
удовлетворяет его по эстетическим и эксплуатационным качествам,
он склонен предполагать, что производитель не стал бы рисковать
своей репутацией, используя материалы, не обладающие удовлет-
ворительной долговечностью при эксплуатации. Как бы то ни было,
общепринято считать, что для деталей из упрочненного пластика
желательна такая окончательная обработка, которая обеспечи-
вала бы внешний вид, не отличающийся от вида окрашенного ме-
талла. Однако затраты на подобную отделку являются одним
из факторов, сдерживающих применение композиционных мате-
риалов для деталей легковых автомобилей. Так или иначе, потре-
бители, для которых внешний вид автомобиля с металлическим
кузовом стал привычным, могут не воспринять специфический
вид упрочненного пластика.
В настоящее время для многих материалов, в том числе и для
пластиков, освоена отделка, имитирующая текстуру кожи. Для
разнообразных отделочных деталей, а также для некоторых ра-
бочих деталей, внешний вид которых может быть оформлен без
дополнительных затрат, вполне приемлем с экономической точки
зрения текстурованный и пигментированный упрочненный пластик.
Типичными примерами могут быть перегородка между моторным
отсеком и салоном для пассажиров, панели внутренней отделки
дверей, компоненты панели приборов. Внешние же детали кузова,
с практической точки зрения, должны подвергаться легкому вос-
становлению. Это возможно лишь в случае гладкой, окрашенной
поверхности.
Совершенно иные критерии существуют для грузовых автомо-
билей. Внешний вид здесь не доминирует; гораздо более важным
является возврат капиталовложений. Скорость возврата зависит
от затрат на приобретение автомобиля, его эксплуатационных рас-
ходов, долговечности, полезной нагрузки, времени простоя и
затрат на ремонт. По совокупности этих факторов пластик, упроч-
ненный стекловолокном, наиболее выгодный материал. Вполне
вероятно, что потребители будут отдавать предпочтение упрочнен-
ным пластикам, исходя из опыта его эксплуатации в других изде-
лиях. Например, стеклопластик хорошо зарекомендовал себя
в катерах и яхтах, рыболовных удилищах. Кроме этого, широкое
использование композиционные материалы нашли в авиационно-
космической технике. В связи с этим можно ожидать, что по мере
Установления стандартов на материал, накопления опыта его
18
Морган Мартин
эксплуатации, а также выявления условий его непригодности
определится отношение конструкторов к материалу, что, возможно,
приведет к расширению применения упрочненных пластиков в ав-
томобильной промышленности.
Г. Конкурентоспособность материалов
Запросы и требования потребителей легковых автомобилей мо-
гут из года в год сильно изменяться. Предприниматели, исполь-
зующие грузовые автомобили и тракторы, как правило, также вы-
ставляют свои специальные требования к их конструкциям. Од-
нако удовлетворение всех этих требований не всегда экономически
оправдано, если иметь в виду разницу в капитальных затратах
на крупносерийные и мелкосерийные производства.
Для выяснения экономической целесообразности производства
специальных изделий, таких, например, как мощные тракторы,
требующие большого пространства в моторном отсеке, или спор-
тивных автомобилей с характерными кузовами, обычно оценивают
границы потребностей рынка в этой продукции и сопоставляют
их с затратами на проектирование и изготовление оборудования
для производства таких изделий. Разнообразие упрочненных плас-
тиков, а также сравнительно невысокие капиталовложения в обо-
рудование для производства деталей из них, предоставляют про-
изводителям возможность с минимальным риском выполнять за-
казы на производство специальных автомобилей.
Изучение рынка показало, что внешний вид легкового автомо-
биля является крайне важным элементом, привлекающим покупа-
телей. Формы, укоренившиеся для кузовов автомобилей, выпол-
ненных из стального листа, как правило, характеризуются мно-
жеством плавных линий, закругленными углами и гладкими по-
верхностями. Для упрочненного пластика, несмотря на некоторые
ограничения, в общем также доступны детали сложной формы,
тщательная отделка и глубокие «вытяжки». Все это предоставляет
конструкторам возможность для проявления творческой индиви-
дуальности и обычного в автомобилестроении ежегодного обнов-
ления конструкции.
Время, необходимое для инженерного осуществления проекта
новой модели автомобиля, составляет несколько лет. В течение
этого периода возможны непредусмотренные изменения в позиции
потребителя, либо непредвиденные действия конкурентов, что
создает ряд трудностей в осуществлении программы выпуска новой
модели. Такого рода риск может быть значительно снижен при
более коротком сроке выполнения программы и более дешевом
оборудовании для производства новой модели. Как первое, так и
второе преимущества достижимы с большей вероятностью в случае
изготовления деталей кузова из упрочненного пластика. Исполь-
у, Дорожные транспортные средства
19
эование этих материалов позволяет осуществить переход к новому
стилю или модели за более короткое время, а оборудование, если
этого требуют условия конкуренции, может быть заменено либо
модифицировано с меньшими затратами.
Некоторые эксперты полагают, что тенденция к ежегодному
изменению моделей автомобилей будет снижаться. Действительно,
в настоящее время все большее внимание уделяется повышению
безопасности автомобиля и его воздействию на окружающую среду.
Оборудование автомобилей, предназначенное для осуществления
этих требований, помимо того что оно приводит к удорожанию
автомобиля, само по себе достаточно сложно. Практически во всех
случаях конструкции кузовов должны быть модифицированы для
согласования с этими новыми деталями. И в этом случае компози-
ционные материалы предпочтительнее ввиду приемущества в массе
и невысоких затратна оборудование для производства деталей. Что
касается изменений стиля автомобилей, то их можно ожидать лишь
в тех случаях, когда возникает необходимость укрепить конкурент-
ные позиции либо снизить затраты на производство.
Огромное разнообразие моделей и модификаций, предлагаемых
в настоящее время, влечет за собой значительные затраты на их
производство. Со временем у потребителей сформируется иное от-
ношение к легковым автомобилям и они будут рассматривать их,
как и грузовые автомобили, в первую очередь с практической точки
зрения. В этой ситуации применение композиционных материалов
станет особенно предпочтительным.
IV. ОБЛАСТИ ПРИМЕНЕНИЯ
Несмотря на все доводы в пользу применения композиционных
материалов в автомобилестроении, последнее слово остается за
инженерами, отношение которых к материалам формируется в про-
цессе накопления практического опыта. Производство деталей
автомобильными компаниями, будь они из традиционных мате-
риалов или из упрочненных пластиков, осуществляется в условиях
жестокой конкуренции. В таких условиях возможны случаи,
когда рекомендации для проектирования и производства деталей
могут оказаться недостаточно надежными, поэтому отсутствие
богатого опыта, подобного накопленному при "конструировании
тысяч кузовов из стального листа, производство которых за более
чем шестидесятилетний период составило десятки миллионов штук,
требует осторожного подхода к проблеме новых материалов. Тем
не менее имеющийся на сегодняшний день некоторый опыт исполь-
зования композиционных материалов в автомобилестроении поз-
воляет надеяться и на дальнейшие успехи.
20
Морган
А. Легковые автомобили
Спортивный автомобиль «Корветт» был разработан фирмой
Chevrolet как экспериментальная модель, и решение производить
его для продажи было, по-видимому, в большей степени связано
с рекламой, нежели с получением прибыли от продажи автомо-
билей. По упомянутым выше причинам был использован при его
изготовлении упрочненный пластик, и это стало отличительной
особенностью модели.
Практический опыт на основе изготовления и испытания моде-
лей-прототипов, изготовленных ручным формованием, позволил
конструкторам заменить стальной лист марки 20 SWG, исполь-
зуемый в обычных случаях для деталей кузова, на упрочненный
стекловолокном пластик толщиной 2,54 мм.
Основываясь на запланированном объеме производства 10 000
автомобилей в год и возможностях индустрии упрочненных плас-
тиков, кузов предполагалось собрать полностью из деталей, из-
готовленных формованием под давлением на модельной плите.
Предполагалось, что существовавшие к тому времени технологи-
ческие приемы обеспечат выполнение программы, несмотря на ряд
трудностей — например, отсутствие достаточно больших прессов
для изготовления некоторых деталей.
В интересах экономии времени, параллельно было организовано
производство всех формованных деталей методом ручного формо-
вания для изготовления первых трехсот автомобилей с производи-
тельностью 50 штук в месяц. Помимо рекламных целей, производ-
ство кузовов в течение нескольких первых месяцев использовалось
для отработки приемов и операций сборки и окончательной отдел-
ки. Одновременно каждый из участвовавших в выполнении програм-
мы приобретал и накапливал опыт.
За период с 1952 по 1962 гг. включительно произведено около
70 000 автомобилей, учитывая и модификации первоначальной
модели. К этому времени модель была достаточно хорошо отрабо-
тана и годовой объем ее производства был установлен в 15 000—
20 000 автомобилей. Такой объем производства ставил под сом-
нение экономичность кузова из упрочненного пластика, хотя оче-
видно, что использование этого материала является положитель-
ной особенностью модели, поэтому в интересах экономики и произ-
водственных возможностей с 1963 г. в модели стал использоваться
стальной каркас кузова.
Автомобиль «Аванти», производимый фирмой Studebaker
в 1963—1964 гг. и впоследствии компанией Avanty Motor Company,
является единственным четырехместным легковым автомобилем,
разработанным для массового производства, с кузовом из стекло-
пластика. В силу стилевых различий кузова (Корветт — автомо-
биль с откидным верхом) проблемы при конструировании «Аванти»
1. Дорожные транспортные средства
21
были несколько иными. Здесь частично использовали стальные
секции кузова — в обрамлении ветрового стекла, дверных порогах
и подкрепляющих штангах, помещенных в замковые опоры кузова.
Все другие конструктивные элементы кузова, к которым прикреп-
лялись плоские панели, были выполнены из упрочненного пластика.
Крутильная и продольная деформация такого кузова и кузова из
стальных элементов в зависимости от нагрузки были сравнимы.
Долговечность кузова из стеклопластика оказалась исключительно
высокой.
В процессе предварительных работ с прототипами установлено,
что для внешних поверхностей кузова, выполненного из компо-
зиционных панелей, требуется минимальная окончательная от-
делка; при этом достигается необычный и привлекательный внеш-
ний вид автомобиля. Это дало возможность производителям пред-
лагать автомобили по значительно более низкой цене.
Для указанных применений упрочненного стеклопластика наи-
более подходящей оказалась листовая формовочная композиция
(ЛФК) со связующим, обладающим малой усадкой, поскольку его
использование позволило вводить в панели при формовании сталь-
ные накладки, предназначенные для механического крепления
панелей к каркасу кузова. Таким способом был устранен ряд доста-
точно трудоемких операций на сборочном конвейере (ЛФК обсуж-
дается в гл. 10 настоящего тома).
Многие модели легковых автомобилей имеют модификации,
отличающиеся от базовой модели тем, что стальная панель капота
заменяется на панель из упрочненного пластика. При этом возмож-
ны различные конструктивные решения. Например, клеевое соеди-
нение раздельно изготовленных внешней панели и внутренней
упрочненной панели придает конструкции достаточную прочность
и жесткость. Внутренняя панель имеет металлические пластины
с внутренней резьбой для присоединения замка, петель и т. д.
Металлические экраны или фольги, необходимые для устранения
радиопомех от системы зажигания, формуются вместе с внешней
панелью либо присоединяются к ее нижней поверхности.
Производство панелей с внутренними усилителями более эко-
номично, если для сборки узла использовать клеевое соединение
внешней панели из упрочненного пластика и стальной внутренней
панели. Относительно простые панели капота формуют с исполь-
зованием матов из стекловолокна. Детали более сложной формы,
включая воздухозаборник, изготовляют формовкой ЛФК на мо-
дельных плитах, со скользящими формовочными стержнями,
работающими от кулачкового привода.
Упрочненный пластик используется для изготовления разно-
образных рабочих или декоративных накладных деталей, таких,
например, как накладки воздухозаборников на капоте и различные
Детали внутренней отделки, имитирующие дерево. Для изготовле-
22
Мореан Map run
Рис. 1. Передняя панель автомобиля «Понтиак»; формование из коротко-
волокнистой композиции
ния деталей сложной формы, к которым предъявляются умеренные
требования по прочности, используется формовочная масса, со-
держащая короткое стекловолокно. Применение формовочных
масс обсуждается далее в гл. 10.
Формообразование и конечная обработка переднего крыла или
задней панели кузова автомобиля представляют собой трудную
задачу, если использовать металлический лист. Эти детали обычно
изготовляют литьем из цинковых сплавов. При незначительных
конструктивных изменениях эти детали можно изготовлять с ис-
пользованием формовочной стекловолокнистой массы. На при-
мере этих характерных для большинства серийных моделей дета-
лей можно видеть широкие возможности, которые получают кон-
структоры при использовании композиционных материалов.
Практика использования накладок на передние крылья при-
вела к использованию панелей корпуса (рис. 1), которые объеди-
няют в единой формованной детали накладки правого и левого
крыла, гнезда для фар и все поверхности корпуса между отвер-
стиями для охлаждения радиатора и передней кромкой капота.
Вместе с упрочняющими ребрами, втулками с внутренней резь-
бой для соединений и приливами, отформованными вместе с па-
нелью, деталь весит от 3,2 до 4,8 кг, что дает экономию в массе
около 4 кг. В зависимости от конфигурации такая деталь обычно
заменяет сложную сборку из нескольких металлических деталей.
В этой конструкции крайне важна высокая размерная стабиль-
ность компаунда для формования из малоусадочной полиэфирной
смолы, поскольку последующая правильная установка фар, уста-
новка деталей отделки, а также четкое открывание капота, зависят
от точности воспроизводства передней панели.
Вследствие высокого сопротивления удару и коррозии упроч-
ненные пластики являются идеальным материалом для уязвимых
23
/. Дорожные транспортные средства
анелей, расположенных ниже переднего и заднего бампера. Ожи-
дается широкое применение материала для этих целей, а также
в энергопоглощающих бамперах, разрабатываемых в настоящее
время.
Из ЛФК на основе полиэфирных смол, как оказалось, вполне
возможно изготовлять съемные щитки в нише заднего колеса,
устанавливаемые на некоторых моделях. При формовании детали
предусматриваются упрочняющие ребра, которые одновременно
служат местами присоединения брызговиков. Упрочненный пла-
стик здесь крайне необходим, поскольку эти детали в металличе-
ском исполнении подвергаются коррозии от дорожных химикалий.
Для большинства производимых в настоящее время автомоби-
лей рассеиватели задних фонарей и катафоты изготовляются фор-
мованием полиэфирных или термопластических смол, упрочнен-
ных стекловолокном. Сложность формы подобных деталей, а также
необходимость достижения точной отражающей поверхности по-
служили причиной выбора этих материалов. Увеличение отражаю-
щей поверхности достигается вакуумным напылением металла на
поверхность отражателя.
Многие полуфункциональные детали, предназначенные для ин-
терьера салона, изготовляются формованием упрочненных пласти-
ков. В качестве примера можно привести такие детали, как под-
локотники дверей, панель приборов, некоторые детали сидений.
Некоторые из таких деталей служат каркасом-основой для мягких,
набивных материалов, а такстурованные и пигментированные при
формовании имеют самостоятельное назначение.
Неметаллические композиционные материалы нашли также
применение в ряде деталей шасси, которые традиционно изготов-
лялись из стального листа. Типичными примерами являются экран
вентилятора радиатора, внутренние панели передних крыльев,
глушитель. Для этих целей обычно выбирают упрочненные термо-
пластические смолы, а в качестве способа изготовления исполь-
зуют инжекционное прессование. Небольшие по размеру функцио-
нальные детали, такие, как штеккеры-переходники или распреде-
лительные колодки, изготовляемые инжекционным формованием,
становятся более надежными и прочными после добавления в пла-
стик волокна-упрочнителя.
Б. Грузовые автомобили и тракторы
В отличие от легковых автомобилей, при выборе материалов
для изготовления деталей тяжелых грузовиков и тракторов учи-
тывают другие критерии. К наиболее важным из них относится
масса, поскольку она влияет на эксплуатационные характеристики
грузового автомобиля, его экономичность и коммерческую (полез-
ную) нагрузку. В большой степени уделяется внимание долговеч-
24
Морган Мартин
пости грузового автомобиля, а также сокращению времени и затрат
на его обслуживание.
Для производства грузовых автомобилей характерны сравни-
тельно нечастые изменения конструкций и относительно неболь-
шие рынки сбыта. Обычно производство 10 000 единиц в год, вклю-
чая многочисленные вариации базовой модели, считается значи-
тельным. Стоимость оборудования для таких масштабов более
существенна в сравнении с крупносерийными производствами лег-
ковых автомобилей. По этим причинам упрочненные стекловолок-
ном полиэфирные смолы можно считать весьма привлекательным
материалом для изготовления кабин грузовиков, крыльев, капота,
дверей и т. д., а именно в этом направлении применения компо-
зиционных материалов отмечается наибольший прогресс.
Для обеспечения максимальной полезной нагрузки в пределах
требований государственных законодательств по ограничению га-
баритов и нагрузки на ось была разработана модель автомобиля
с расположением кабины над двигателем. Для подобной модели
наиболее подходящи легкие материалы, поэтому, несмотря на
более высокую стоимость в сравнении со сталью, для изготовления
кабин автомобилей этой модели широко применяется алюминий.
Упрочненный пластик по ряду характеристик также вполне при-
годен для изготовления долговечных кабин, сравнимых по массе
с алюминиевыми.
Впервые упрочненный пластик был использован в серийном
производстве 5000 кабин для компании White Motor. Детали для
кабин были отформованы под давлением на модельных плитах,
а их соединение осуществлено путем склеивания. Плавные закруг-
ления при использовании пластика, а также наличие элементов,
повышающих жесткость панелей, определили своеобразный стиль
кабины. В результате существенных изменений, внесенных в кон-
струкцию шасси, через несколько лет эту модель сняли с произ-
водства, однако многие автомобили все еще находятся в эксплуа-
тации, имея общий пробег в миллион миль. Успех этой модели,
а также многочисленных кабин-прототипов, изготовленных ручным
формованием, и некоторых специальных моделей как в США, так
и в других странах привел к общему признанию композиционных
пластиков как вполне пригодных для деталей тяжелых грузови-
ков. В настоящее время композиционные материалы широко ис-
пользуются в спальных отсеках.
Конструкция откидного капота, совмещенного с передними
крыльями (рис. 2), разработана для обеспечения лучшего доступа
к агрегатам двигателя при его обслуживании. Фирма Kenworth
впервые применила такую конструкцию, изготовленную ручным
формованием для малосерийных тяжелых тракторов. Популяр-
ность этой конструкции привела к ее использованию в изделиях
фирмы Mack Truck, где относительно высокий объем производства
1. Дорожные транспортные средства
25
Рис. 2. Капот и передние крылья автомобиля «Мак»
потребовал применения формовки деталей прессованием. В настоя-
щее время большинство производителей тяжелых грузовиков
предлагают эту конструкцию как стандартную либо как один из
вариантов базовой модели, причем основным материалом является
упрочненная полиэфирная смола. Благодаря сочетанию массовых,
упругих и усталостных характеристик, этот материал выдерживает
напряжения, возникающие при монтаже узлов, нагреве двигателя
и низкочастотных вибрациях при движении. В настоящее время
откидной перед применяется также на моделях грузовиков средней
мощности, выпускаемых крупными партиями, и изучается воз-
можность его применения для легковых автомобилей.
Вследствие определяющего влияния затрат на оборудование при
производстве мелкосерийных грузовиков большинство деталей
кабины, выполненных из металла, изготовляются на простом
оборудовании, поэтому большинство деталей имеют плоские либо
несложной кривизны поверхности и прямые линии. Умеренная
стоимость оборудования для производства деталей из упрочненных
пластиков позволяет рассматривать материал как вполне пригод-
ный для изготовления необходимых в ряде случаев более^ сложных
деталей кабин, таких, как цилиндрические панели, панели фар,
крылья, козырьки крыши. Для крепления их с металлом обычно
используют соединения либо клеевые, либо с помощью метал-
лических заклепок. Такого рода соединения хорошо зарекомендо-
вали себя в изделиях авиационно-космической техники.
В некоторых автомобилях часть двигателя расположена в цент-
ре кабины между водителем и пассажиром. В этих моделях для обес-
печения доступа к агрегатам двигателя при его обслуживании не-
обходим съемный кожух. Обычно такой кожух изготовляют из уп-
рочненного пластика, который имеет определенные преимущества
26
Морган Мартин
по внешнему виду и своим акустическим и термическим свойствам.
Такой кожух часто используется в легких фургонах и мини-авто-
бусах, масштаб производства которых достигает 20 000—50 000
штук в год.
В. Кузова грузовых автомобилей и трайлеров
По тем же самым причинам, согласно которым композиционные
материалы используют для изготовления деталей кабин, эти мате-
риалы применяют для кузовов грузовиков и грузовых трайлеров.
Масса конструкций имеет решающее значение, поэтому обычно
для них применяют алюминиевые сплавы. Стандартные конструк-
ции достаточно экономичны, если они имеют простую форму и
выполнены из профилей алюминиевых сплавов. Композиционные
материалы применяют главным образом в трайлерах-рефрижера-
торах в силу низкой тепплопроводности. При этом полуструктур-
ные теплоизоляционные блоки помещают между облицовочным
материалом и металлическим каркасом.
Облицовочный материал для трайлера-рефрижератора, часто
подвергаемый повреждениям, должен легко очищаться и не дол-
жен поглощать запахи и влагу. Для циркуляции холодного воздуха
в пространстве между грузом и стеной трайлера необходимы спе-
циальные ребра. Все эти требования вполне достижимы в случае
применения полиэфирных смол, упрочненных матами из стекло-
волокна; при необходимости специальные слои, не содержащие
волокон, улучшают внешний вид и долговечность конструкции.
Во многих конструкциях трайлеров нашли широкое примене-
ние панели из фанеры, облицованные тонколистовым упрочненным
пластиком. Такие панели изготовляются разными методами и со-
четают в себе, при сравнительно низкой стоимости, высокую проч-
ность фанеры и твердую поверхность, обладающую сопротивлением
износу и хорошим внешним видом композиционного пластика.
Например, в некоторых случаях используют фанеру толщиной
20 мм, облицованную с обеих сторон высокопрочным пластиком
толщиной 0,76 мм, армированным стеклотканью, при этом размеры
панелей достигают 2,4 X 12,0 м. Из таких панелей составляют
сплошные боковые стены или крышу грузового отсека трайлера
без применения металлического каркаса. Несмотря на несколько
большую массу, в сравнении с обычными конструкциями, эти
секции исключительно долговечны при эксплуатации в крайне
жестких условиях. Подробно аналогичные примеры применения
фанеры, облицованной упрочненным пластиком, обсуждаются
Нотоном и Бергером в гл. 6.
Упрочненный пластик широко используют при изготовлении
как внешних, так и внутренних поверхностей, а также конструк-
тивных элементов кузова грузовых автомобилей-рефрижераторов
1. Дорожные транспортные средства 27
для внутригородских перевозок замороженных продуктов и моро-
женого. Применение слоистых панелей, в которых в качестве
заполнителя используется уретановый пенопласт, позволяет по-
лучить в единой конструкции совокупность необходимых качеств —
гладкую поверхность, прочность, теплоизоляцию. В кузовах обыч-
ного назначения наиболее часто используют простые листы из
упрочненного пластика и элементы каркаса.
Кузова грузовых автомобилей, трайлеров и кузова-цистерны
как для сухих грузов, так и рефрижерационного назначения
изготовляются намоткой волокна на соответствующую оправку.
По мере совершенствования этого процесса он может стать наиболее
предпочтительным методом, главным образом из-за того, что для
намотки используется стекловолокно наиболее дешевой разновид-
ности и весь процесс изготовления изделия сводится к минималь-
ному числу операций. При необходимости процесс намотки волокна
можно прерывать для укладки заполнителя, в ином случае — де-
лается раздельно внутренняя и внешняя оболочка и теплоизоля-
ция инжектируется в пространство между оболочками. Другие
типичные примеры применения композиционных материалов:
двери грузовых автомобилей и трайлеров, грузовые штанги, полу-
прозрачные передние насадки кузова, стеклянные крыши.
Г. Автомобили для туризма и отдыха
Полиэфирные смолы, упрочненные стекловолокном, являются
наиболее подходящим материалом в мелкосерийном производстве
автомобилей и прицепов для отдыха и туризма, поскольку затраты
на оборудование для ручного формования или формования распы-
лением сравнительно невелики. Многие предприниматели, владею-
щие небольшими мастерскими, учитывая возрастающий спрос на
изделия для отдыха, изготовляют разнообразные прицепы для ав-
томобильного туризма, кузова-тенты для автомобилей пикапов,
различные «дома на колесах». Такого рода недорогие и привлека-
тельные изделия изготовляют, используя технологию, распростра-
ненную в производстве прогулочных катеров и яхт.
В типичном случае, кузов «дома на колесах» может быть изго-
товлен формованием левой и правой половин, соединяемых в еди-
ное целое и усиленных каркасными элементами из дерева, металла
или упрочненного пластика, которые присоединяются к внутрен-
ней поверхности оболочки перед накладкой панелей интерьера.
Иным способом изготовления, пригодным для сборки на конвейере,
является присоединение отдельно изготовленных панелей корпуса
к каркасу из алюминиевых сплавов.
Некоторые производители грузовых автомобилей начали из-
готовлять как отдельное изделие, поставляемое по требованию
заказчика, крытый кузов пикапа. Конструкция стилизована для
28
Морган Мартин
совмещения с кабиной автомобиля и собирается из отдельных,
отформованных под давлением деталей — крыши, боковых и перед-
ней панелей. Такие изделия повышают практичность грузовиков-
пикапов, предоставляя возможность использовать их для автомо
бйльного туризма, и тем самым расширяют рынки сбыта.
Автомобильные тележки («багги») служат характерным приме-
ром того, как применение композиционных материалов спосо
ствует развитию новых идей в автомобилестроении при минималь-
ных капиталовложениях. Этот вид продукции также предоставляет
благоприятную возможность предпринимателю развивать перспек-
тивное направление в автомобилестроении.
Д. Иностранные автомобили
Массовое производство и сбыт автомобилей в некоторых стра-
нах развиты не так сильно, как в США, поэтому имеется возмож-
ность для специализации в этой области. В некоторых странах
низкая производительность труда оправдывает производство де-
талей методом ручной выкладки, формование же прессованием
композиционных материалов для деталей автомобилей в этих стра-
нах малоэффективно. В Великобритании изготовляют цельные
кузова для спортивных автомобилей «Лотос», а также для лег-
ковых и грузовых автомобилей фирмы Reliant. Кроме этого, про-
изводят некоторые детали для автобусов и мелкосерийных тяже-
лых грузовиков. В Израиле изготовляют кузова некоторых лег-
ковых автомобилей; в Турции и Австралии производят кабины
для тяжелых грузовиков. Некоторые детали кабин грузовиков,
детали автобусов, «багги» и спортивные автомобили находятся
в производстве в ряде стран Латинской Америки.
Во многих развивающихся странах высокие импортные пошли-
ны и ограничения предоставляют исключительную возможность
производить и продавать разнообразную продукцию мелкосерий-
ного производства. Композиционные материалы в этих случаях
особенно предпочтительны.
V. ТЕХНОЛОГИЧЕСКИЕ МЕТОДЫ
А. Ручная выкладка или напыление
Особое значение при производстве большинства автомобилей
придается их привлекательному внешнему виду. Если в качестве
основного процесса изготовления деталей кузова автомобиля
выбраны ручная выкладка или напыление на формы, то изгото-
вить оснастку для производства сравнительно нетрудно. Формы
для упрочненного пластика изготовляют используя полномерную
модель той детали, которую необходимо формовать. Модель обычно
1. Дорожные транспортные средства
29
вырезают из дерева, лепят из глины или гипса, либо используют
модифицированную аналогичную деталь. Часто применяют разъ-
емные формы для изготовления больших деталей с целью устра-
нения в них стыковых соединений. Внешние, не содержащие
волокон слои на поверхности деталей в точности воспроизводят
полированную поверхность формы, в результате чего практически
устраняются подготовительные операции перед окончательной
окраской.
Процесс обеспечивает производство больших и несложных де-
талей с максимальной производительностью от 5 до 10 единиц в
день. Для этих деталей характерны колебания толщины в пределах
±20—30%, причем толщину можно регулировать в процессе
ручной выкладки. Однако грубые внутренние поверхности затруд-
няют посадку сопрягаемых деталей; сушка окрашенных деталей
в печи также представляет проблему.
Б. Формование прессованием
Большинство деталей кузова, которые в ином случае могли бы
быть изготовлены из стального листа, формуют в подогнанных,
обработанных и полированных стальных формах (модельных пли-
тах), при этом в качестве упрочнителя используют нетканые маты
из стекловолокна или предварительно сформованные обрезки
ровницы. Формовочная смесь состоит из полиэфирной смолы
с 30—50% минерального наполнителя и в присутствии катализа-
торов отверждается при температуре 82—150° С в подогреваемых
паром формах. Таким способом можно изготовлять большие, слож-
ные детали с хорошей воспроизводимостью; производительность
при этом составляет 10—30 единиц в час. Требуемое при формова-
нии давление не превышает 1,4 кгс/см2.
Вследствие трудностей в точном расположении дополнитель-
ных упрочняющих волокон, детали, производимые этим методом,
обычно однородны по толщине и не имеют ребер, приливов или
иных крепежных элементов.
Для изготовления небольших, жестких деталей, удобных для
литья, используют формовочные массы. Формовочная масса пред-
ставляет собой предварительно перемешанную густую пасту, сос-
тоящую из стекловолокна длиной 6—12 мм (12—15%), наполнителя
(40%) и полиэфирной смолы (остальное). Вместо стекловолокна
может быть использован сизаль или асбест Прочность деталей,
изготовленных из формовочной массы, обычно не высока.
Весьма удобна формовочная композиция, приготовленная
в виде непрерывного листа (ЛФК). Она используется для изготов-
ления деталей, имеющих упрочняющие ребра, приливы, вставки,
втулки, и т. д. Деталь может быть различной по толщине. Проч-
ность деталей, изготовленных из ЛФК, достаточно высокая в ре-
30
Морган Мартиц
зультате большего содержания стекловолокна (до 35%), а также
вследствие возможности использования в ЛФК более длинных во-
локон. При формовании деталей из ЛФК необходимо применять
более высокое давление; установлено, что для получения высоко-
качественной поверхности давление не должно превышать 7 кгс/см2.
Детали, изготовленные прессованием в формах, могут быть под-
вергнуты окончательной окраске с минимальной подготовкой
поверхности. Наиболее типичный пример применения ЛФК —
передняя панель кузова легковых автомобилей.
В. Пультрузия
При помощи этого процесса изготовляют детали, предназначен-
ные преимущественно для использования в кузовах грузовых ав-
томобилей и трайлерах. Уголки, трубы и другие профили, изготов-
ляемые этим методом, применяют для распорок, дверных рам, бру-
сьев для груза и т. д. Оснастка для производства недорогая и
позволяет получать прочные и однородные детали.
Г. Инжекционное прессование
Детали из упрочненных термопластических смол изготовляются
так же, как и детали из обычных, неупрочненных термопластов.
Добавление стекловолокна обеспечивает значительное повышение
прочности и термостойкости деталей. В автомобильной промыш-
ленности широко используют полистирол, найлон, сополимер
полистирол — акрилнитрил (ABS), полипропилен и полиэтилен.
Усовершенствованные машины для инжекционного прессо-
вания могут применяться для формования упрочненных термо-
реактивных смол. В сравнении с формованием прессованием ин-
жекционное прессование приводит к получению несколько мень-
шей прочности деталей вследствие повреждения волокна в про-
цессе впрыска.
Д. Обработка, сборка и отделка деталей 1
Процесс сборки кузова легкового автомобиля, а также кабины
грузового автомобиля включает множество операций по обработке
и соединению отформованных деталей. Операции по прошивке и
сверлению отверстий выполняются с помощью инструментов и
приспособлений, аналогичных применяемым для деталей из ме-
талла. Во многих случаях отверстия и вырезы сложной формы
могут быть получены в процессе формования на модельной плите,
причем с более высокой точностью. Иногда при формовании пре-
1 Бенн (1972) произвел расчеты стоимости производства для некоторых
технологических процессов (результаты приведены в гл, 13),
I Дорожные транспортные средства
31
дусматривается нанесение отметок, которые служат для обозна-
чения мест последующего сверления, прошивки или сборочных
операций. Такие отметки могут быть нанесены в виде линий,
которые обеспечивают высокую точность последующих операций
резки и фрезерования.
Большинство сборочных операций ^включают в себя склеива-
ние деталей при помощи тиксотропны^ смол с наполнителями,
которые отверждаются в присутствии катализаторов при комнат-
ной температуре в течение 5—10 мин. Как правило, для достиже-
ния надлежащей прочности клеевого соединения давления не тре-
буется, но для правильного совмещения склеиваемых деталей ис-
пользуют различные струбцины. Для ^достижения высокой сдви-
говой прочности ширина нахлеста при соединении должна быть
в ю—15 раз больше толщины склеиваемых деталей. В тех местах,
где клеевое соединение может быть подвергнуто отслоению при
воздействии скалывающих напряжений, обычно дополнительно
устанавливают заклепки.
В случае соединения деталей из полиэфирных смол необхо-
дима абразивная зачистка места склеивания для большей надеж-
ности соединения. Использование уретановых смол с предвари-
тельно введенными активаторами устраняет необходимость этой
операции.
Высокая глянцевитость внешней поверхности деталей кузова
автомобиля после окончательной обработки позволяет легко об-
наружить любые несовершенства поверхности. Полимеризациои-
ная усадка стандартных полиэфирных смол из-за наличия стекло-
волокна создает характерную рельефную картину, которая должна
быть устранена шлифованием перед покраской. Использование
высоконаращиваемых грунтов позволяет частично исключить это
требование. Красители и особенно груяты, предназначенные для
металлов, чаще всего не подходят для упрочненных пластиков. Это
связано с тем, что присутствующие на поверхности пластика
микропоры задерживают растворитель, что приводит к возникно-
вению микроворонок на окончательных покрытиях. Низкая тепло-
проводность пластиков изменяет механизм испарения и затверде-
вания краски в процессе принудительной сушки в печах, поэтому
Должны быть выбраны такие растворители, которые приспособлены
к этим условиям.
VI. ПРОБЛЕМЫ КОНСТРУИРОВАНИЯ
А. Размер деталей
Практически по размеру деталей, Изготовляемых в открытых
Формах, ограничений нет. Например, симметричные половины
корпусов «домов на колесах» достигают длины до 12 м.
32
Морган Мартин
Формование прессованием ограничено главным образом нали-
чием модельных плит необходимого .размера, а также станочного
оборудования, используемого для производства модельных формо-
вочных плит. С практической точки зрения размеры деталей, из-
готовляемых из формовочной массы или листовой композиции,
зависят от отношения размера детали к его толщине. Вследствие
течения упрочняющего волокна вместе со смолой в процессе фор-
мования происходит переориентация волоков, что может приводить
к возникновению локальных областей с пониженной прочностью,
поэтому, во избежание этого явления, течение волокна должно
быть сведено к минимуму.
Толщина типичных деталей из упрочненных пластиков, приме-
няемых в автомобилестроении, составляет 0,8—6,0 мм. Для боль-
шинства из них нет необходимости ограничивать размеры, однако
часто при установлении толщины детали учитывают экономиче-
ские факторы. Например, время затвердевания формованной де-
тали зависит от ее толщины, с другой стороны — в очень тонких
формовках весьма трудно достичь однородной высокой прочности.
Б. Соединение деталей
Возможность исключения операций соединения при исполь-
зовании композиционных материалов сулит большую экономию.
Если две или три детали заменить одной, то стоимость как самой
детали, так и оснастки резко снижается. Всевозможные ребра,
выступы, рельеф поверхности и металлические вкладыши фор-
муются как одно целое при прессовании детали, поэтому такие
детали значительно более экономичны в сравнении с металличе-
скими. При конструировании кузовов больших автомобилей для
получения полых коробчатых сечений, исключающих необходи-
мость специальных элементов жесткости, обычно используют
соединения внахлестку.
В. Сравнение с известными материалами
В большинстве случаев при разработке проектов автомобиль-
ных кузовов, заменяя какой-либо материал, учитывают опыт его
применения на практике. Например, если жесткость панели яв-
ляется лимитирующим фактором, толщина его относительно из-
вестного материала, должна быть обратно пропорциональна ку-
бическому корню из отношения модулей упругости материалов
при изгибе. Аналогичные расчеты могут быть проведены в случае,
если определяющим является прочность на растяжение или сдви-
говая прочность. Многократно подтвержденные результаты испы-
таний композиционных материалов дают основание считать, что
поведение материалов может быть довольно точно предсказано.
1. Дорожные транспортные средства 83
Г. Оценки и испытания
При конструировании дорожных транспортных средств крайне
важны факторы безопасности и надежности. Для всех новых кон-
струкций, независимо от используемых материалов, проводятся
всесторонние и тщательные испытания всех компонентов и систем.
Опытные образцы (прототипы) деталей из упрочненного пластика
можно легко изготовить на ранних этапах процесса разработки,
причем возникающие проблемы можно решить до начала произ-
водства деталей с использованием оборудования для серийного
производства. Первые из серийно изготовленных деталей исполь-
зуют для проверки и подтверждения результатов, полученных на
прототипах. Характерно, что при использовании композицион-
ных материалов имеется возможность изменять как толщину, так
и форму деталей вплоть до самых поздних этапов опробования.
Сопоставление статистических данных результатов испытаний ана-
логичных деталей повышает уверенность в первоначальных оцен-
ках образцов.
Д. Совместимость с другими материалами
Во вспомогательных деталях, которые вносят малый вклад
в общую прочность конструкции, редко возникает опасная кон-
центрация напряжений, независимо от используемого материала.
Концентрация напряжений может возникать в любой конструкции
независимо от материала. В общем случае, если низкомодульный
материал работает параллельно с высокомодульной накладкой,
то характер распределения напряжений в них вряд ли будет оди-
наков. Для сложных конструкций, например кузова автомобиля,
такая упрощенная ситуация возникает редко. Если сопрягающиеся
детали из пластика и металла жестко связаны между собой, то
различие в температурных коэффициентах линейного расширения
будет вызывать избыточные напряжения или искажения, поэтому
толщина стыкового соединения должна быть выбрана так, чтобы
исключить влияние температуры на прочность и жесткость кон-
струкции.
VII. СОВРЕМЕННОЕ СОСТОЯНИЕ И ПЕРСПЕКТИВЫ
А. Технология
В последнее время разработан ряд термопластических добавок
к полиэфирным смолам, которые компенсируют полимеризацион-
ную усадку в процессе затвердевания, что позволяет получать фор-
мованные детали с более гладкими поверхностями. Кроме этого,
коробление и усадку деталей легче контролировать. Исключение
2 п/р. Нотона, т. 3
84
Морван Мартин
ранее неизбежного ручного шлифования обеспечивает существен-
ное повышение качества деталей и делает процесс изготовления
более экономичным. Применение листовых композиций для фор-
мования на основе модифицированных смол дает возможность ав-
томатизировать процесс производства. По мере определения ос-
новных параметров процесса и количественного установления сте-
пени их влияния стало возможным легко управлять процессом.
Результатом этих усилий явилось повышение производительности
труда и снижение брака при изготовлении деталей. К сокращению
числа неконтролируемых параметров процесса производства при-
водит также использование более совершенной оснастки, проверен-
ной на практике, и более надежного качественного оборудования.
В настоящее время искусство формования быстро становится нау-
кой.
Б. Доверие к композиционным материалам
Вероятно, относительно высокая стоимость композиционных
материалов будет сдерживать их применение в сложных конструк-
циях с большим запасом прочности. Возрастание объема приме-
нения этих материалов прямо связано с выявлением положитель-
ных качеств конструкций с практической точки зрения. Каждое
успешное применение материала в новом изделии вызывает рост
доверия к нему со стороны потребителя, признание его преиму-
ществ. Это доверие, в свою очередь, поддерживает тенденцию
к устранению конструктивных излишеств, что приводит к удешев-
лению продукции.
В. Расширение областей применения
Первоначальные работы по применению композиционных ма-
териалов в различных сферах выполнялись преимущественно по
инициативе небольших компаний. Успех и рост числа этих компа-
ний привлек внимание более крупных корпораций и производство
деталей автомобиля из композиционных материалов было признано
перспективной сферой деятельности. Сегодня в такие производства
значительные капиталовложения делают крупные компании. Их
поддержка должна обеспечить дальнейшее ускоренное развитие
этой отрасли.
Г. Тенденции снижения стоимости
~ Усовершенствование технологии композиционных материалов,
применяемых для дорожных транспортных средств, должно при-
вести к снижению стоимости производства. В результате более
тщательного контроля параметров процесса и его автоматизации.
1. Дорожные транспортные средства
85
а также сокращения цикла формования можно добиться теорети-
чески самой низкой стоимости производства. Стоимость материа-
лов остается практически постоянной, если не считать некоторой
зависимости их от объема производства. Усовершенствования тех-
нологического процесса должны снижать эффективную стоимость
материалов.
Затраты на обработку связаны с капиталовложениями в оснаст-
ку и оборудование и покрываются при наличии значительного
спроса на производимую продукцию. Важнейшим и необходимым
условием развития промышленности композиционных материа-
лов является расширение ассортимента деталей из них для круп-
носерийных легковых автомобилей.
2*
2
Гражданская авиация
Н. Дж. МАЙЕР
Управление аэронавтики и космической технологии НАСА
Вашингтон
I. Авиационные материалы и требования к конструкциям...... 37
А. Общие сведения....................................... 37
Б. Эксплуатационные требования........................... 37
В. Стоимость............................................. 38
II. Преимущества композиционных материалов.................. 39
А. Общие сведения....................................... 39
Б. Прочность и жесткость................................. 40
В. Усталость............................................. 42
Г. Другие факторы........................................ 43
III. Применение в планере самолета............................ 45
А. Важнейшие материалы................................... 45
Б. Примеры применения.................................... 47
IV. Применение в двигателях.................................. 53
А. Характеристики и требования........................... 53
Б. Преимущества композиционных материалов................ 54
В. Перспективные материалы............................... 55
Г. Требования при проектировании......................... 55
V. Проектирование........................................... 57
А. Общие сведения....................................... 57
Б. Проектирование планера................................ 57
В. Двигатели............................................. 61
VI. Проблемы................................................. 64
А. Обучение кадров и опыт................................ 64
Б. Доверие к композиционным материалам................... 64
В. Стоимость............................................. 65
Г. Испытания............................................. 66
Д. Приемка и контроль качества........................... 66
VII. Использование в будущих конструкциях.................... 67
А. Общие тенденции....................................... 67
Б. Типы самолетов........................................ 69
В. Двигатели............................................. 75
Г. Выводы................................................ 76
Список литературы..................................*.......... 77
у Гражданская авиация
87
I. АВИАЦИОННЫЕ материалы и требования
к КОНСТРУКЦИЯМ
д. Общие сведения
Применение композиционных материалов в конструкциях и
энергетических установках гражданских самолетов представляет
собой одно из наиболее значительных достижений аэронавтики за
последнее время. Рассмотрим общие требования к авиационным
материалам и конструкциям.
Самолеты отличаются от других транспортных средств невы-
соким коэффициентом безопасности конструкций и высоким отно-
шением массы к мощности. Последнее достигается использованием
материалов с высокими удельными характеристиками и современ-
ных методов проектирования. Принято считать, что современным
требованиям удовлетворяет лишь такая конструкция гражданского
самолета, которая, соответствуя многочисленным нормативам по
скорости, безопасности и экономике, обеспечивает полную грузо-
подъемность, равную 40—50% взлетной массы.
Масса конструкции планера составляет около 46% массы пусто-
го самолета для легких самолетов общецелевого назначения и
—60% для коммерческих транспортных самолетов.
У газотурбинных двигателей отношение единицы тяги к еди-
нице массы в среднем равно 5,3. Масса двигателя составляет —10%
массы пустого самолета для транспортных самолетов и —20 % для
самолетов меньших размеров.
Проблема массы постоянно стимулировала развитие авиацион-
ной технологии в направлении выбора улучшенных материалов,
новых конструктивных концепций, более совершенного понима-
ния и анализа режима работы конструкций.
Выбор материала и проектирование конструкции любого агре-
гата или узла пассажирского самолета должны производиться не
только на основе анализа механических свойств или конструкци-
онных функций, но также при обязательном учете эксплуатацион-
ных характеристик и стоимости.
Б. Эксплуатационные требования
Для гражданской авиации характерен длительный срок службы
самолетов. Расчетный срок службы составляет 10—15 лет, фактиче-
ский же срок службы определить трудно. Интенсивность исполь-
зования самолетов может быть различной. Согласно данным феде-
рального управления гражданской авиации, для коммерческих
транспортных самолетов она составляет в среднем 4000 ч/год,
тогда как для легких частных машин менее чем 100 ч/год (в сред-
нем). В последнем случае интенсивность использования, связан-
88
Я. Дж. Майер
ная с характером трассы, условиями эксплуатации, хранения,
качеством обслуживания, особенностями конструкции и выбором
материалов, определяет износ узлов и агрегатов. Таким образом,
самолет может подвергаться значительному износу даже при
малой интенсивности использования, при этом главной причиной
служит коррозия. С ростом интенсивности использования стано-
вятся важными усталостные явления.
По данным Ассоциации воздушного транспорта, затраты на об-
служивание реактивных транспортных самолетов составляют
8—10% объема прямых эксплуатационных расходов. Связанные
с этим работы, включающие контроль, ремонт и модификацию,
требуют (в расчете на один самолет) 12—15 дней внеслужебного
времени в год. Так как такие потери на практике не могут быть
полностью исключены, время ремонта служит одним из ключевых
факторов при составлении графика работы авиалиний.
В. Стоимость
Стоимость единицы массы планера имеет тенденцию изменяться
пропорционально величине массы пустого самолета. По данным
Пезмени и др. [151, среднее значение ее составляло в 1968 г. 15,5 дол-
ларов/кг для легких самолетов общецелевого назначения. Согласно
этому же источнику, соответствующий показатель для легких вер-
толетов равен 90,6 доллар/кг. Величина экономии массы легких
самолетов изменяется в зависимости от интенсивности их исполь-
зования, как показано на рис. 1 [15].
Конструкции коммерческого воздушного транспорта более
сложны, хотя при их проектировании используются те же основ-
ные параметры. Стоимость этих конструкций, по данным различ-
ных авиационных компаний, составляет от 165,7 до309,4 доллар/кг.
Основная доля полной стоимости коммерческого самолета, согласно
данным Хедрика [4], приходится на планер. Как уже отмечалось,
конструкция коммерче-
ских транспортных са-
молетов вносит тем
больший вклад в об-
щую массу пустого са-
молета, чем меньше
размеры самолета, в
Рис. 1. Экономия массы
(доллары за фунт) для лег-
ких самолетов при различ-
ной интенсивности эксплу-
атации (ч/год) [15]
f. Гражданская авиация 89
связи с чем возрастает значимость снижения массы конструкции
этого класса изделий.
Оценка массы и работоспособности коммерческих транспорт-
ных самолетов выходит за пределы простого рассмотрения стоимо-
сти единицы массы, и эти факторы рассматриваются далее при об-
суждении проблем применения композиционных материалов в
этих конструкциях. Однако можно констатировать, что рост раз-
меров и сложность конструкции самолета сопровождается повыше-
нием стоимости единицы массы, вследствие чего снижение этих
показателей становится очень важным.
II. ПРЕИМУЩЕСТВА КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
А. Общие сведения
В разделе I были рассмотрены основные характеристики авиа-
ционных конструкций в свете предъявляемых к ним требований по
ограничениям массы, длительности службы, особенностям констру-
ирования и стоимости. Проектирование самолета производится
таким образом, чтобы наряду с удовлетворением указанных требо-
ваний были обеспечены необходимые летные качества, включаю-
щие заданные величины полезной нагрузки, дальности, крайсер-
ской скорости, высоты. При прочих равных условиях наиболее
эффективной является конструкция, обладающая минимальной
массой. Отсюда следует простейший вывод, что самолет, изготов-
ленный из более легких (при равных прочих характеристиках)
материалов, должен быть более эффективным. Этот вывод прежде
всего относится к композиционным материалам.
По мере развития техники композиционных материалов про-
веден широкий круг исследований по определению экономии массы,
получаемой в результате применения их в авиационных конструк-
циях. Министерство обороны и другие организации признали, что
композиционные материалы обеспечивают существенное снижение
массы и способствуют совершенствованию летных качеств авиа-
ционной техники [12]. Эти выводы в равной мере применимы и
к гражданским самолетам, однако они недостаточно серьезно рас-
сматривались вплоть до недавнего времени, когда снизилась стои-
мость композиционных материалов и стали более доступными как
сами материалы, так и технологические процессы изготовления
изделий из них.
Как будет показано в дальнейшем, в пользу композиционных
материалов свидетельствует и тот факт, что некоторые их конструк-
ционные свойства обеспечивают возможность получения вторич-
ных эффектов. С этой точки зрения целесообразно определить при-
чины высокой эффективности композиционных материалов.
40
Н. Дж. Майер
Б. Прочность и жесткость
Современный самолет имеет конструкцию полумонококового
типа, состоящую из тонкостенных листов или обечаек, подкреп-
ленных балками (фермами) и стрингерами для предотвращения
потери устойчивости. Внешняя обшивка или стенка образует
аэродинамический контур агрегата — фюзеляжа, крыла, стабили-
затора. Элементы жесткости крепятся к внутренней поверхности
обшивки и воспринимают сосредоточенные нагрузки. Эта конструк-
ция в течение многих лет служила основным объектом аэронавти-
ческих исследований и существенно отличает аппараты от обыч-
ных строительных конструкций. История создания и сопутствую-
щие вопросы анализа и расчета тонких оболочек описаны Гоффом
[5], который отмечает, что фундаментальное выражение фон Кар-
мана для определения разрушения пластины при продольном
изгибе или потере устойчивости имеет вид
Р = 2(0/0^ =1,9 (Eoy)V2t2,
где Р — критическая нагрузка; со — эффективная ширина пласти-
ны (обечайки); t — толщина пластины (обечайки); ау, Е — предел
текучести и модуль Юнга материала соответственно.
Теоретическое значение напряжения, вызывающего потерю ус-
тойчивости цилиндрических обечаек, согласно Лоренцу, Тимо-
шенко, Саутвеллу и др.,может быть определено с достаточной точ-
ностью по формуле
°*кр = 0,6£* (z/7?),
где R — средний радиус.
Использование элементов жесткости способствует преодолению
начальных девиаций контура, ведущих к разрушению оболочки,
а использование внутреннего давления обеспечивает достижение
теоретических значений. Из вышеприведенных выражений оче-
видно, что прочность и модуль упругости материала определяют
конструкционное поведение оболочковых конструкций. Это именно
те характеристики, уровень которых может быть значительно по-
вышен применением композиционных материалов.
В табл. 1 даны свойства некоторых материалов, представляю-
щих наибольший интерес для самолетостроения (для композицион-
ных материалов приведены показатели, полученные при испыта-
ниях одноосноармированных образцов в направлении выкладки
наполнителя). Значения предела прочности при растяжении и
модуля упругости композиционных материалов приблизительно
в 3 раза выше, чем у лучших алюминиевых сплавов. Делением ука-
занных значений на плотность материала получают истинную
меру его эффективности массы — показатели удельной прочности
и удельного модуля упругости. По данным таблицы, композицион-
2. Гражданская авиация
41
ные материалы превосходят алюминий и титан по удельной проч-
ности в 2—4 раза и по удельному модулю примерно в 7 раз.
Таблица 1
МЕХАНИЧЕСКИЕ СВОЙСТВА КОНСТРУКЦИОННЫХ. МАТЕРИАЛОВ
Материал V, г/см* о, кгс/мм2 П/V, км Е, кгс/мм2 E/v, км
Стеклопластик* 2,08 168 80,7 3 500 1682
Боропластик* 2,02 140 69,3 21 000 10 400
Углепластик* 1,58 140 88,6 14 000-28 000 8 860—17 700
Боралюминий* 2,76 122 44,1 19 600 7100
Органоволокнит* 1,38 112 81,1 7 700 5 580
Алюминиевый сплав 7075 2,76 55 19,8 7 000 2 540
Титановый сплав Ti—6% Al —4% V 4,43 119 26,8 11200 25 280
• Одноосноармировапные.
На рис. 2 показан типовой график эффективности оболочковых
конструкций, выполненных из металлов и композиционных ма-
териалов. Этот график представляет собой упрощенную комбина-
цию нескольких подобных графиков, полученных для тех случаев,
в которых необходимо использование слоистых композиционных
материалов для достижения квазиизотропных свойств. Изменение
наклона указывает на возможное превышение предела текучести
материала перед потерей устойчивости. Повышение прочности
материала обеспечило бы эффект смещения зоны изменения нак-
лона вправо на графике. Действительный разрыв между металлами
и композиционными материалами зависит от типа требуемой кон-
Рис. 2. Эффективность использования разных материалов в подкрепленных
оболочках: 1 — Ti; 2 — Al; 3 — композиционные материалы
42
Н. Дж, Майер
струкции. По мере увеличения числа слоев с различной ориента-
цией волокон свойства материала становятся более изотропными,
т. е. ближе к свойствам металлов. При необходимости обеспе-
чения прочности или жесткости только в одном направлении эф-
фективность композиционных материалов возрастает. Такой выбор
не доступен для металлов. Необходимые методики расчета рас-
смотрены далее, в разделе V.
В. Усталость
Опыт применения полимерных композиционных материалов
в других отраслях техники свидетельствует о том, что при работе
с ними возникает меньше трудностей, связанных с влиянием
внешних условий, чем в случае металлов.
Лабораторные испытания образцов композиционных материа-
лов и элементов конструкций подтвердили возможность значитель-
ного повышения усталостной прочности и предотвращения разру-
шения за счет присущих этим комбинированным системам мате-
риал — конструкция статически неопределимых характеристик.
Из приведенного на рис. 3 сравнения усталостных кривых ти-
танового сплава и эпоксидного боропластика следует, что по ве-
личинам нормализованных напряжений композиционный материал
в 3 раза превосходит металл при равных условиях эксплуатации.
Применительно к самолету, изготовленному полностью из компо-
зиционных материалов, это означало бы (даже при исключении из
рассмотрения преимуществ, обусловленных ростом уровня проч-
ности вследствие улучшения свойств материала) снижение опас-
ности усталостных явлений по
Рис. 3. Усталостные характеристи-
ки композиционного материала и ти-
тана (образцы без надреза, R = 0):
1 — эпоксидный боропластик; 2 —
титановый сплав (Ti — 6% Al —
4% V)
сравнению с цельнометалличе-
ским.
На рис. 4 приведено сравне-
ние по Стрэттону [19] усталост-
ных характеристик композици-
онных материалов в конструк-
циях, таких, как летательные
аппараты вертикального взлета
и посадки, для которых уста-
лость является основным рас-
четным условием.
Автор отмечает, что харак-
теристики композиционных ма-
териалов, армированных бор-
ным волокном, занижены, так
как представляют среднее зна-
чение допустимого предела
выносливости (±17,5 кгс/мма
2, Гражданская авиация
43
Рис. 4. Относительная масса конструкций, для которых усталость является
определяющей характеристикой. Относительная масса нормирована по алю-
минию:
/ — сталь 4340 с прочностью 105 кгс/мм2; II — алюминий, сплав 2024;
Ш — титан, сплав 6% А1 — 4% V; IN — боропластик; V — стеклопластик
(S — стекловолокно)
на базе 107 циклов), хотя на самом деле они равны пределу вы-
носливости стали 4340, термически обработанной до 105 кгс/мма.
Г. Другие факторы
1. Проектирование
Использование композиционных материалов требует от конст-
руктора учета двух обстоятельств. Во-первых, само конструиро-
вание становится более сложным, так как необходим учет направ-
ленности волокон в слоях и в материале в целом и изменения в
связи с этим свойств. Подробнее этот вопрос рассмотрен в разделе
V этой главы. Во-вторых, можно использовать множество кон-
структивных решений, повышающих аэродинамические характе-
ристики (аэродинамический профиль, чистоту поверхности, соот-
ношение габаритных параметров). Это требует от конструктора
разносторонних технических знаний и новаторского мышления,
что особенно важно при проектировании перспективных летатель-
ных аппаратов. Этот вопрос будет рассмотрен в разделе VII этой
главы. Кроме того, композиционные материалы позволяют сни-
зить стоимость как производства, так и эксплуатации самолетов
и повысить их надежность. Новые конструктивные идеи, реали-
зуемые при использовании композиционных материалов, позво-
ляют значительно улучшить летные характеристики самолетов.
2. Стоимость
Оценку стоимости композиционных материалов нельзя произво-
дить на основе стоимости собственно материала. Ее следует рас-
сматривать во взаимосвязи с двумя факторами: прямыми эксплуа-
тационными расходами и оборотом капиталовложений на самолет.
44
Я. Дж. Майер
Прямые эксплуатационные расходы (ПЭР). Для самолетов об-
щих типов ПЭР часто выражаются в центах на милю, для ком-
мерческих — в центах на пассажироместомилю. Экономические
аспекты применения композиционных материалов в легких само-
летах практически не изучены. Выполненные по программе НАСА
исследования показывают, что преимущества, полученные вслед-
ствие экономии массы, в этом случае, по-видимому, не столь ве-
лики как для крупных самолетов, однако можно ожидать большего
эффекта при условии расширения масштабов производства и сни-
жения стоимости изготовления.
Напротив, преимущества по эксплуатационным расходам для
крупных коммерческих самолетов, изготовленных из композицион-
ных материалов, выражены четко. Согласно исследованиям Шил-
дерапа [17], это справедливо при расчетах, основанных как на
прямой замене материалов, так и на изменении размеров конструк-
ции самолета (рис. 5).
Оборот капиталовложений (ОК). Оценка легких некоммер-
ческих самолетов по этому показателю обычно не производится,
если невозможна их эксплуатация в качестве транспортного сред-
ства администрации компании и соответствующая компенсация
стоимости. Эффективность самолетов, эксплуатируемых на линии,
непосредственно оценивается по критерию ОК, расчет которого
основан на определенных допущениях.
Критерий ОК вычисляют, пользуясь формулой, предложенной
фирмой Lockheed Corporation,
ок=— юс
S(Psa+npSe) lW>
где N — годовой доход (доллар/год); Т — общая стоимость экс-
плуатационных расходов за год; z = 1 (налоговый тариф);
S — численность парка самолетов; Р — стоимость планера; =
= 1 + процент запчастей (планера); п — число двигателей; р —
стоимость двигателя; se = 1 + процент запчастей (двигателя).
Для существующего поколения реактивных транспортных са-
молетов типовые значения критерия ОК равны 10—20%, при этом
большие значения характерны
для широкофюзеляжных машин
повышенной грузоподъемности.
Согласно проведенным расчет-
Рис. 5. Зависимость величины пря-
мых эксплуатационных расходов
(ПЭР) от массы конструкции само-
лета:
1 — в результате снижения массы;
2 — с учетом изменения размеров
самолета
2. Гражданская авиация
45
ным исследованиям, применение композиционных материалов в
основной конструкции коммерческих самолетов обеспечивает
увеличение ОК, что будет рассмотрено далее в разделе VII.
Таким образом, благодаря преимуществам использования ком-
позиционных материалов в авиационных конструкциях, выражае-
мым в расчетных показателях, при изготовлении многих самоле-
тов будущего эти материалы найдут широкое применение. Свиде-
тельством этого служит снижение массы конструкций и соответ-
ствующее изменение размеров в результате применения более лег-
ких материалов. Несомненно, можно обнаружить и другие преи-
мущества, многие из которых выявляются в процессе конструи-
рования. Например, возможно упрощение производственных опе-
раций по сравнению с процессами изготовления металлических
конструкций. Реализация этой возможности позволит не только
компенсировать повышенную стоимость композиционных мате-
риалов, но фактически может привести к снижению общей стоимо-
сти.
Лубин [10] обращает внимание на тот факт, что проектная стои-
мость борной ленты (менее 330 доллар/кг) сравнима со стоимостью
титана, реальная стоимость которого с учетом потерь при пере-
работке значительно выше номинальной (11—22 доллар/кг) и
составляет ~220 доллар/кг.
III. ПРИМЕНЕНИЕ В ПЛАНЕРЕ САМОЛЕТА
А. Важнейшие материалы
Своим возникновением и развитием легкие композиционные
материалы обязаны требованиям и во многом поддержке со сто-
роны авиационно-космической промышленности. В настоящее вре-
мя к важнейшим из них относятся материалы, получаемые путем
сочетания армирующих волокон, освоенных в промышленном
производстве и выпускаемых с гарантированными в определенных
пределах показателями свойств, с различными матрицами. Такие
материалы представлены в табл. 1 в сравнении с алюминием и
титаном и обсуждаются в последующих разделах.
1. Стекловолокно
Стеклопластики являются наиболее надежными техническими
материалами по сравнению с другими композициями благодаря
развитой технологической базе и длительному опыту эксплуата-
ции. В тех случаях, когда не требуется высокое значение модуля
Юнга, они продолжают оставаться одними из лучших и наиболее
Дешевых материалов. Температурный порог применения стекло-
пластиков на основе наиболее распространенных матриц не пре-
46
Я. Дж. Майер
вышает 150° С, хотя само стекловолокно работоспособно при тем-
пературе 540° С и выше. Возможно использование стекловолокна
в сочетании с полиимидными смолами, что приблизительно вдвое
расширяет температурный диапазон использования материалов.
2. Борное волокно
Борные волокна позволили получить первый истинно компо-
зиционный материал для авиационно-космической техники. Преи-
мущества борных волокон состоят не только в том, что они обла-
дают высокими показателями удельных механических свойств,
но и в том, что их использование возможно в сочетании как со
связующими, ранее разработанными для стеклопластиков, так и
с алюминием. Поскольку авиационные конструкции обычно про-
ектируются с учетом требований как по жесткости, так и по проч-
ности, композиционные материалы на основе борных волокон эф-
фективнее использовать в тех агрегатах, в которых малые дефор-
мации должны сочетаться с высокой прочностью. Борное волокно
пока еще относительно дорогой материал, хотя его стоимость не
столь велика, как указывается в некоторых источниках. Пауэрс
[16], например, считает, что цена борного волокна до некоторой
степени зависит от уровня цен и технологии получения других
волокон. Относительно высокий спрос и усовершенствование
процессов изготовления могли бы обеспечить снижение цены на
борное волокно до 110 доллар/кг.
3. Углеродные волокна
Углеродные волокна, так же как и борные, применяются для
конструкционных целей. Для их изготовления возможно исполь-
зование связующих, применяемых в производстве стеклопласти-
ков. Велики возможности углеродных волокон с точки зрения
обеспеченности различными видами исходного сырья. Однако не
все виды сырья позволяют пока получать волокнистые наполни-
тели с таким же модулем упругости и прочностью, как волокна,
изготовляемые пиролизом вискозной пряжи. В настоящее время
по состоянию разработки композиционные материалы, армирован-
ные углеродными волокнами, уступают своим стекло- и боронапол-
ненным аналогам, но большинство специалистов предсказывают
их крупномасштабное применение в авиационных конструкциях.
4. Полимерные волокна
Прогресс в области технологии производства синтетических
волокон с модифицированными свойствами достиг такого уровня,
при котором оказалось возможным получение армирующих мате-
риалов, способных конкурировать с неорганическими волокнами.
j. Гражданская авиация 47
------
Яркий пример этого — волокно PRD-49 фирмы Du Pont, свойства
которого приведены в табл. 1. Волокно, по-видимому, совместимо
с наиболее распространенными матрицами и может весьма успешно
применяться в авиации взамен алюминия или стеклопластиков.
Волокно PRD-49 является запантентованной разработкой на осно-
ве одного из гетероциклических ароматических полимеров и вы-
пускается в нескольких основных модификациях для применения в
шинной и кабельной промышленности и в композиционных мате-
риалах. В последнем случае используется модификация «тип III»,
поставляемая в виде пряжи и тканей. Волокно PRD-49 было ис-
пользовано в обтекателе самолета DC-10 (см. главу 13), а также
в нескольких самолетах «Локхид L-1011».
Б. Примеры применения
1. Стеклопластики
Стеклопластики представляют собой наиболее раннюю и широко
распространенную разновидность композиционных материалов,
применяемых в авиации. Впервые они были использованы в 40-х
годах при разработке авиационного радарного оборудования для
военных самолетов, когда потребовались материалы, обеспечи-
вающие уменьшение лобового аэродинамического сопротивления
в сочетании с низким радиочастотным рассеянием. В ранних
конструкциях этого типа были использованы стеклянные ткани
и полиэфирные связующие. В современных обтекателях приме-
няют стеклопластики на основе нетканых наполнителей и эпоксид-
ных смол.
Обтекатели представляют собой второстепенные конструкции,
так как они не воспринимают основные нагрузки, действующие на
самолет, и не обеспечивают его конструкционной целостности. При-
мерами применения стеклопластиков могут служить также кон-
струкции задних кромок, законцовок крыла и других обтекателей.
На рис. 6—9 показаны различные агрегаты самолетов общего
назначения и сельскохозяйственной авиации, изготовленные из
стеклопластиков.
Характерный пример применения стеклопластиков в основной
конструкции — легкий четырехместный самолет «Уиндекер Игл»
с полетной массой 1540 кг, Управления гражданской авиации.
Практически вся конструкция — фюзеляж, крыло и хвостовое
оперение — выполнены из стеклопластика. Эта конструкция, обес-
печившая минимум проблем, обычно возникающих при соединении
в единое целое разнородных материалов, должна обладать отлич-
ными усталостными характеристиками наряду с уже продемонстри-
рованными высокими летными качествами. Некоторые из этих ка-
честв обусловлены сопутствующими эффектами применения ком-
позиционных материалов. В частности, высокая радиопрозрач-
48
Н. Дж. Майер
Рис. 6. Стеклопластиковый капот
двигателя и носовой обтекатель
самолетов Т310 и 340 фирмы
Cessna Aircraft Company
Рис. 7. Стеклопластиковый грузовой контейнер самолета мод. 185 «Skywa-
gon» фирмы Cessna (грузоподъемность 136 кг)
Рис. 8. Стеклопластиковый
бункер для химикатов сель-
скохозяйственного самолета
мод. 188 фирмы Cessna
Рис. 9. Стеклопластиковый носовой об-
текатель двухмоторного самолета мод.
400 фирмы Cessna (видно отверстие для
вывода гидрометрической трубки)
2, Гражданская авиация
49
ность обшивки из неметаллического материала позволила исклю-
чить внешние антенны. Метод изготовления этого самолета иллю-
стрирует выгоды использования композиционных материалов для
повышения производительности производства. Обшивка крыла,
например, работает как балка коробчатого сечения с заплечика-
ми, заменяющими обычные лонжероны. Предусмотрено также из-
готовление цельных топливных отсеков, и, кроме того, имеется
возможность формования и окончательной окраски основных эле-
ментов конструкции в матричных формах. После завершения про-
цесса отверждения окончательная сборка заключается в соедине-
нии относительно небольшого числа узлов. В качестве армирую-
щего наполнителя были использованы в основном нетканые стекло-
холсты однонаправленной структуры, пропитанные эпоксидной
смолой производства фирмы Dow. Высокие летные качества кон-
струкции определяются аэродинамическим качеством и эффектив-
ным конструкторским решением.
Как отмечал Стрэттон [19], стеклопластики были использованы
в основной и вспомогательной конструкциях лопастей винтов
вертолетов и позволили существенно улучшить их эксплуатацион-
ные качества.
В качестве примера использования стеклопластиков можно
привести ограждение кабины пилота большого военного вертолета,
которое может найти применение и в транспортных самолетах. Оно
состоит из стеклопластиковых обшивок, трехслойных сотовых
панелей и элементов жестко-
сти из армированного пено-
пласта. Хотя эта конструкция
вспомогательная, она представ-
ляет собой наиболее крупный
агрегат из композиционных ма-
териалов на любом вертолете.
Изображенный на рис. 10 эле-
мент вспомогательной конст-
рукции — носовая секция об-
текателей коммерческого вер-
толета-амфибии S-61 — также
выполнена из эпоксидного сте-
клопластика, подкрепленного
элементами жесткости, запол-
ненными пенопластом. •
Рис. 10. Носовой обтекатель верто-
лета Сикорского S-61, изготовленный
из стеклопластика с подкреплением
50
ff. Дж. Майер
Широкое применение стеклопластики находят в основной кон-
струкции безмоторных планеров. Важнейшая особенность этих
материалов — низкая стоимость.
2. Бор о- и углепластики
Эти материалы разработаны преимущественно для эксперимен-
тальных агрегатов военных самолетов, и их использование в граж-
данской авиации крайне ограничено. Тем не менее, невзирая на
ранее отмеченное положение о стоимости и уровне технологии, за-
трудняющих широкое применение боро- и углепластиков, опреде-
ленные экспериментальные работы в этом направлении проводятся.
Круг их в настоящее время ограничен исследованием вспомога-
тельных конструкций, которые будут установлены без особого
риска на коммерческих самолетах для безопасности полетов. Такие
испытания обеспечат получение сведений по влиянию длительного
воздействия факторов окружающей среды, нагрузок, напряжений
на свойства конструкций, что в свою очередь позволит накопить
достоверные данные, необходимые для проектирования.
Примером применения боропластика является эксперименталь-
ный предкрылок, установленный на самолете «Боинг-707». Два
таких вспомогательных агрегата проходят эксплуатационные испы-
тания. Предкрылок представляет собой тонкую сотовую моноко-
ковую конструкцию с обшивками из эпоксидного боропластика.
По данным Джуна и Келли [8], экономия массы составляет 25%
по сравнению с цельнометаллической аналогичной конструкцией,
выполненной из алюминия.
На рис. 11 изображен установленный на самолете «Боинг-737»
экспериментальный интерцептор, изготовленный из эпоксидного
углепластика. Это хороший пример использования методик рас-
Рис. 11. Материалы и схема выкладки наполнителя при изготовлении интер-
цептора самолета «Боинг-737» из эпоксидного углепластика (длина 1320 мм,
ширина 559 мм, площадь поверхности 146 дм2, масса 5,44 кг, экономия массы
15%):
1 — стеклопластиковая нервюра; 2 — алюминиевые фиттинги и лонжерон;
3 — алюминиевый сотовый заполнитель; 4— верхняя и нижняя обшивки —
перекрестноармированный эпоксидный углепластик
2. Гражданская авиация
51
чета для оптимизации структуры материала применительно к тре-
бованиям конструкции и ее элементов. В рассматриваемом случае
эпоксидный углепластик использовали для изготовления верхней
и нижней обшивок задней кромки, алюминиевые соты — в каче-
стве заполнителя. Лонжерон и крепежные фиттинги изготовляли
из алюминия, концевую нервюру — из эпоксидного стеклоплас-
тика. Для более рационального использования свойств углепла-
стика выбрана многонаправленная схема выкладки пятислойного
армирующего наполнителя. При статических испытаниях интер-
цептор выдержал нагрузку, составляющую 169% от максимальной
расчетной, при этом прогиб уменьшился на 20%. Достигнутая
экономия массы обшивок составила 24% [6]. Несмотря на суще-
ственное улучшение массовых и жесткостных характеристик, це-
лесообразно провести оптимизацию с использованием более точ-
ного анализа (в частности, метода конечных элементов с решением
на ЭВМ) для частичной переориентации слоев и перехода на кон-
струкцию, целиком выполненную из композиционных материалов,
что могло бы привести к дальнейшему увеличению экономии
массы. После испытаний и регистрации в управлении гражданской
авиации два интерцептора установлены на самолете «Боинг-737»
для испытаний в процессе длительной эксплуатации.
8. Местное упрочнение
Отдельным направлением применения композиционных мате-
риалов является разработанный в лабораториях НАСА Зендером
и Декстером [24] метод, известный под названием «местное упроч-
нение». Идея метода состоит в том, что конструктор, исходя из
соображений максимального момента сопротивления, размещает
высокопрочные высокомодульные материалы в наиболее эффектив-
ном месте — на максимальном удалении от нейтральной оси (по
внешнему контуру усиливаемого элемента). Этот метод обладает
следующими основными преимуществами:
1) допускает использование традиционных методов проекти-
рования;
2) обеспечивает сокращение числа используемых дорогостоя-
щих композиционных материалов;
3) позволяет применять хорошо отработанную технологию
клеевых соединений.
На рис. 12 показаны примеры применения этого метода в кон-
струкциях. В настоящее время закончены исследования, выявив-
шие множество возможных вариантов использования композици-
онных материалов для местного упрочнения элементов конструк-
ции существующих и разрабатываемых самолетов.
Типовой пример — горизонтальный стабилизатор самолета
ДС-8, схематично показанный на рис. 13. Поперечное сечение
52
Я. Дж. Майер
Рис. 12. Типовые примеры применения местного упрочнения для повышения
жесткости стандартных авиационных панелей
стабилизатора имеет коробчатую форму, образованную передним
и задним лонжеронами, верхней и нижней обшивочными панелями.
Цельнометаллическая конструкция состоит из разъемных лонже-
ронов и неразъемных обшивочных панелей, усиленных ребрами
жесткости. Эпоксидный боропластик приклеен к полкам ребер
жесткости, толщина которых выбирается так, чтобы компенсиро-
вать толщину усиливающей накладки. Подобным образом можно
усиливать и лонжероны. По оценке НАСА [19], в этом случае можно
снизить общую массу конструкции на 8%.
Наклеивание усиливающей накладки из композиционного ма-
териала на металл необходимо производить по специальной тех-
нологии во избежание возникновения напряжений в конструкции
Рис. 13. Применение местного упрочнения в конструкции горизонтального
стабилизатора самолета ДС-8 фирмы МС Donnell Douglas:
1 — передний лонжерон; 2 — типовой стрингер; 3 — задний лонжерон
2. Гражданская авиация
53
1 3
Рис. 14. Упрочнение эпоксидным боропластиком элементов конструкций
из традиционных материалов:
1 — элементы (ребра) жесткости; 2 — балки; 3 — стержни, трубы
вследствие различия температурных коэффициентов линейного рас-
ширения разнородных материалов.
Варианты метода местного упрочнения, разработанные фирмой
Avco, показаны на рис. 14. К основным операциям этого процесса
относятся формование полых металлических элементов, заполне-
ние их полостей непрерывными борными волокнами и пропитка
полученной заготовки смолой. Основные достоинства данного ме-
тода: применимость их для изготовления элементов как прямоли-
нейной, так и криволинейной конфигурации, экономия компози-
ционного материала и возможность использования методов проек-
тирования, разработанных для металлов.
IV. ПРИМЕНЕНИЕ В ДВИГАТЕЛЯХ
А. Характеристики и требования
Турбореактивные двигатели рассчитаны на эксплуатацию в ре-
жимах одновременного воздействия динамических и статических
нагрузок. Использование для работы в таких условиях легких
материалов особенно эффективно.
Низкотемпературная зона двигателя состоит из вентилятора и
первых (холодных) ступеней компрессора. Зону промежуточных
температур образуют последние (задние) ступени компрессора и,
наконец, высокотемпературную зону — камеры сгорания и тур-
бины. Масса вентилятора и ступеней компрессора составляет
около 48% сухой массы типового дозвукового двигателя. Сниже-
ние их массы дает возможность уменьшить нагрузки, действую-
54
Н. Дж. Майер
щие на другие агрегаты, что в свою очередь позволяет уменьшить
размеры и массу таких деталей, как диск вентилятора, рабочие
колеса компрессора, валы, подшипники. Изменится также и ста-
тическая масса корпуса.
Турбореактивные авиационные двигатели впервые вошли в упо-
требление как энергетические установки относительно небольших
высокоскоростных военных самолетов-истребителей и штурмови-
ков. Вскоре после того, как их стали использовать в крупных са-
молетах, обозначилось значительное различие в требованиях,
предъявляемых к двигателям для крупных военных или граждан-
ских самолетов.
Выяснилось также, что опыт применения и эксплуатации воен-
ной техники не может больше служить достоверной основой для
проектирования двигателей гражданских самолетов нового поко-
ления. Во-первых, двигатель, так же как и самолет в целом, дол-
жен иметь длительный ресурс эксплуатации; во-вторых, обеспе-
чивать максимальный крейсерский КПД при минимальном рас-
ходе топлива и, в-третьих, быть дешевым.
Последними разработками являются турбовентиляторные и
турбореактивные двигатели, в основном удовлетворяющие требо-
ваниям транспортной авиации. В этих двигателях часть воздуха,
вводимого под капот, пропускается через вентилятор, а остальная
часть попадает в компрессор и камеру сгорания, где и образуется
топливогазообразная смесь, которая сгорает, вращает диск тур-
бины и создает реактивную струю.
Б. Преимущества композиционных материалов
Конструктор стремится улучшить двигатель путем повышения
КПД и (или) снижения массы. Композиционные материалы обеспе-
чивают определенные преимущества в обоих направлениях. По-
вышенный уровень прочности и жесткости композиционных мате-
риалов позволит уменьшить число ступеней вентилятора и ком-
прессора в результате увеличения нагрузок и окружной скорости
лопаток.
Увеличение жесткости лопаток дает дополнительное преиму-
щество, так как вследствие снижения радиальных деформаций
может быть уменьшен зазор между кромками лопаток и корпусом.
Повышение прочности позволит уменьшить толщины лопаток. Все
это способствует повышению эффективности работы компрессора
и вентилятора за счет увеличения размаха, снижения потерь дав-
ления и торможения воздушного потока. Повышение давления
позволяет сократить габаритные размеры двигателя при заданной
тяге.
Вентиляторы, подобно крылу самолета и лопастям вертолета,
подвержены динамическим возмущениям, таким, как флаттер,
2. Гражданская авиация
55
закручивание контура лопаток (под действием крутящих нагрузок),
изгиб по хорде и размаху. Для устранения таких деформаций и
повышения жесткости металлических лопаток используют ребра
жесткости или бандаж, что, однако, приводит к повышению массы
и ухудшению аэродинамических качеств. Повышение жесткости
и демпфирующих характеристик лопаток, выполненных из компо-
зиционных материалов, позволяет исключить бандажирование.
Подсчитано, что широкое применение композиционных мате-
риалов в вентиляторах, компрессорах, корпусе двигателя, дисках
и корпусах редукторов может обеспечить общее снижение массы
на 35%.
В. Перспективные материалы
Детали двигателя работают в более напряженных температур-
ных режимах, чем элементы планера. Температура вентилятора и
передних ступеней компрессора изменяется в пределах от окружаю-
щей температуры до 150° С, достигая в задней зоне компрессора
650° С. В указанном диапазоне температур возможно использова-
ние большого числа композиционных материалов как полимерных,
так и металлических. По-видимому, наиболее эффективно приме-
нение композиционных материалов на основе металлических и
термостойких полимерных (в частности, полиимидных) матриц,
упрочняемых борными или углеродными волокнами. Было обна-
ружено, что наносимое на борные волокна покрытие карбида
кремния исключает взаимодействие между наполнителем и алю-
миниевой или титановой матрицами в процессе изготовления мате-
риала. Рассматривается применение полимерных композицион-
ных материалов (как полиимидных, так и эпоксидных) в корпусах
двигателя и редуктора (коробки скоростей).
Г. Требования при проектировании
Как отмечалось ранее, двигатели гражданских самолетов дол-
жны обладать высокой надежностью в течение длительного ресурса
эксплуатации. Детали из композиционных материалов должны
быть спроектированы таким образом, чтобы обеспечить одинако-
вый с металлическими аналогами (для замены которых они пред-
назначены) комплекс служебных свойств. В связи с этим недоста-
точно рассмотрения только экономии массы (даже когда она дости-
гает значительных величин), если не обеспечиваются требования
по коррозионной и эрозионной стойкости, усталости, вязкости раз-
рушения, чувствительности к концентраторам напряжений, ста-
бильности размеров, химической стойкости и термостойкости.
Большую опасность при эксплуатации представляет попадание
различных твердых посторонних предметов в вентилятор и компрес-
Н. Дж, Майер
Рис. 15. Лопатки из композиционных материалов с повышенной ударопроч-
ностью (отделение Hamilton Standart фирмы United Aircraft Corporation)
cop, вызывающих их повреждение. Это приводит также к износу
поверхности лопаток, их повреждению и разрушению. Экспери-
ментальная оценка новых конструкций включает испытания на
стойкость к ударам, при этом удары даже больших предметов (та-
ких, как камни или птицы) должны вызывать минимальные по-
вреждения. Для обеспечения безопасности любые осколки лопаток
должны быть задержаны кожухом корпуса двигателя. Снижение
массы лопатки их композиционных материалов несколько облег-
чает эту проблему, особенно в вентиляторной секции. Поврежда-
емость посторонними предметами представляет наиболее серьез-
ное препятствие на пути быстрейшего применения композицион-
ных материалов в двигателях. Исследуются различные способы
снижения повреждаемости, в том числе защита кромок лопаток
металлом и разработка конструкций, обладающих высокой ударо-
прочностью.
На рис. 15 показан один из вариантов решения этой проблемы.
Втулка и лонжерон вентиляторной лопатки выполнены из металла,
что способствует поглощению энергии удара. Они образуют цент-
ральную часть конструкции, внешние поверхности которой изго-
товлены из композиционных материалов.
Преимущества композиционных материалов были успешно ис-
пользованы в конструкции канала воздухозаборника вспомога-
тельной энергетической установки самолета ДС-10 фирмы Me Don-
2. Гражданская авиация
В?
nell — Douglas. Конструкция изготовлена из полиимидного стекло-
пластика на основе тканого трехмерного стеклонаполнителя двой-
ного плетения. Расстояние между ячейками ткани было выбрано
таким образом, чтобы обеспечить максимальное затухание звуко-
вых колебаний в заданном диапазоне частот. Применение компо-
зиционного материала обеспечило не только снижение уровня
шума, но также экономию массы и снижение стоимости по сравне-
нию с соответствующей цельнометаллической конструкцией.
V. ПРОЕКТИРОВАНИЕ
А. Общие сведения
В центре внимания конструкторов находятся вопросы совер-
шенствования основных летных качеств летательных аппаратов —
скорости, массы, мощности и т. д. Однако при этом не должны быть
упущены из вида и другие параметры, определяющие потребитель-
ские качества самолета, такие, как снижение расходов на изготов-
ление и эксплуатацию, повышение безопасности, улучшение лет-
ных характеристик. Некоторые из них могут диктовать выбор
менее оптимальных с точки зрения конструкционной эффектив-
ности подсистем, материалов и т. п. В связи с этим конструктор
должен глубоко знать эксплуатационные требования так же,
как и служебные свойства материалов, которые он может выбрать,
и геометрию конструкции, в которую они включаются.
При использовании композиционных материалов необходим
новый подход к проектированию самолета. При этом стирается
грань различия между конструктором и материаловедом. Конструк-
тор может использовать анизотропию композиционных материалов.
Он добивается оптимальных результатов при разработке конкрет-
ного узла или агрегата варьированием ориентации волокон и,
таким образом, проектирует материал так же, как и конструкцию.
Ранее проведенные исследования [12] уже показали такие возмож-
ности. Как отмечалось в этой работе, конструктор должен опре-
делить не только внешнюю, но также и внутреннюю геометрию
узла или агрегата. Этот процесс сопровождается рядом этапов,
на протяжении которых материалы и конструкция рассматривают-
ся как непрерывно взаимосвязанные, что отличает его от тради-
ционных методов, используемых для металлов.
Б. Проектирование планера
1. Нагрузки
Проектирование планера самолета начинается с анализа задан-
ных летных характеристик. Они обычно описываются относительно
положения самолета в воздухе и включают такие параметры, как
м
Я. Дж. Майер
положительный и отрицательный угол атаки, валкость при выходе
из пикирования и др., указываемые в военных или гражданских
авиационных технических требованиях и инструкциях.
При проектировании новых самолетов по результатам анализа
и продувок моделей в аэродинамической трубе определяются ве-
личины подъемной силы и лобового сопротивления, возникающие
в процессе различных стадий полета. Они, в свою очередь, исполь-
зуются для определения значений и распределения изгибающих
моментов, крутящих нагрузок и сдвиговых усилий, действующих
на крылья, фюзеляж и хвостовое оперение. При этом, естественно,
должно учитываться много других факторов, в том числе сугубо
специфических. Например, подвесные мотогондолы могут испыты-
вать более высокие ускорения, чем самолет в целом, поэтому их
размещение должно производиться с учетом тщательной баланси-
ровки изгибающих и крутящих моментов, действующих на крыло.
При разработке больших самолетов на стадии предварительного
проектирования отводится много счетно-машинного времени на
анализ нагрузок и моментов с целью выбора оптимального внеш-
него контура конструкции. Проще говоря, проект самолета в целом
представляет собой компромиссное решение между требованиями
аэродинамики и возможностями конструктора. На начальной
стадии проектирования решается также вопрос о выборе материа-
лов. Повышенная прочность и жесткость композиционных мате-
риалов позволит конструкторам обеспечить утонение секций не-
сущих поверхностей и повышение относительного размаха крыла
по сравнению с алюминиевыми конструкциями.
В отчете Стэнфордского Университета [18] дано описание гру-
зового транспортного самолета с очень высоким относительным
размахом крыла, равным 12, которое могло быть сконструировано
из композиционных материалов.
2. Допущения при проектировании
При выборе материалов конструктор должен иметь в руках
выбор так называемых расчетных допущений. Ими являются по-
казатели свойств при растяжении, сжатии и сдвиге монослоя или
слоистого материала, из которого изготовляется элемент конструк-
ции. Монослои анизотропны, и поэтому конструктор не обнаружит
в справочнике единственных значений прочности, модуля упруго-
сти, коэффициента Пуассона и др., как в случае металлов. Вместо
этого используются серии графиков, которые иллюстрируют из-
менение прочности и модуля в зависимости от ориентации волокна.
Теоретические значения этих показателей могут быть получены
на основании законов микромеханики, однако практически реали-
зуемые должны определяться экспериментально. Эти экспери-
ментальные данные и последующий анализ обеспечивают необхо-
2. Гражданская авиация
59
димую основу для всех конструкционных расчетов. Фактические
свойства композиционных материалов определяются возможно-
стями поставщиков поставлять конкретные марки материалов с ус-
тойчиво воспроизводимым комплексом требуемых характеристик.
Вэддопс [23] описывает методы испытаний, позволяющие опре-
делить основные упругие (Еъ Е2, У12 и G12) и прочностные (о^,
о2, т12) характеристики монослоя. (Подстрочные индексы относятся
к осям координат монослоя). Эти характеристики затем подстав-
ляются в уравнения для расчета свойств слоистого материала.
На рис. 16, а [14] показаны значения прочности и модуля уп-
ругости слоистого композиционного материала бор — алюминий
различных схем армирования. Для сравнения на том же графике
приведены соответствующие характеристики алюминиевого сплава
2219. Как видно, в любой точке композиционный материал по свой-
ствам превосходит традиционный сплав. Прочность при растя-
жении и модуль упругости одноосноармированного слоистого
материала, определенные при испытаниях в осевом (продольном)
и трансверсальном (поперечном) направлениях, представлены
точками А и В соответственно. Точками С п D представлены свой-
ства композиционного материала со схемами армирования 0°
(50), ±45° (50), 90° (0) и 0° (25), ±45° (50), 90° (25) соответственно
(в скобках приведено количество слоев в %, имеющих указанную
ориентацию). Композиционный материал последней из приведен-
60
Н. Дж. Майер
пых схем армирования может рассматриваться как квазиизотроп-
ный материал, который по прочности незначительно, а по жест-
кости в 3 раза превосходит алюминиевый сплав.
На рис. 16, б приведен подобный график, иллюстрирующий
свойства при растяжении и сжатии полиимидного боропластика
[1]. Многие критические свойства ориентированных слоистых ма-
териалов рассмотрены Дюксом [2]. Теоретические разработки ана-
литических методов даны в работах Цая и соавторов [21, 22] и
других источниках.
3. Проектирование
Следующая стадия — принятие решения относительно внутрен-
ней конструкционной геометрии узлов. При этом может быть ис-
пользован новаторский подход, обеспечивающий сочетание эф-
фективного конструктивного решения с продуктивной производ-
ственной технологией. Как отмечалось ранее, в случае малых са-
молетов это может обеспечить возможность изготовления интег-
ральных конструкций типа обшивка — нервюра — лонжерон,
позволяющих уменьшить число деталей и операций на сборке.
Для более крупных самолетов положение обязательно услож-
няется.
Иногда при определении геометрии узла производится анализ
напряжений всей конструкции. Сложная конструкция может быть
представлена как совокупность конечных элементов. Ими являются
трех- и четырехугольные мембраны, панели, работающие на сдвиг,
одноосные стержни. Для имитации обшивок используются плос-
костные элементы. Размеры всех вышеперечисленных элементов
выбираются в зависимости от сложности картины напряжений и
геометрии конструкции. С использованием компьютеров можно
вычислить деформацию конструкции в заданных условиях нагру-
жения, после чего внести необходимые коррективы в предваритель-
ные расчеты. Напряжения и усилия, действующие в упрощенных
(модельных) элементах, рассчитываются таким же образом и со-
относятся с реальной конструкцией.
Подобный подход может быть использован для анализа отдель-
ных частей конструкции, в частности вырезов, мест соединений и
крепежа. Разработаны прогрессивные программы, позволяющие
определять деформативность конструкции при изменении нагрузки
и регистрировать наблюдения в трехмерных координатах.
Процесс проектирования связан также с разработкой множе-
ства конструктивных элементов (образцов), таких, как подкреплен-
ные панели небольших размеров, места соединений, образцы с вы-
резами, трубчатые образцы и т. п. Они затем испытываются в усло-
виях, имитирующих расчетные нагрузки, скорости нагружения и
температуры и достаточно полно воспроизводящих интенсивность
напряжений, которые указанные элементы будут претерпевать
£. Гражданская авиация
61
как составная часть более
крупного конструктивного
узла. Усталостные харак-
теристики различных эле-
ментов, составляющих
сложную конструкцию,
должны быть установле-
ны на ранней стадии с
тем, чтобы можно было
внести необходимые кор-
рективы при необходимо-
сти их совершенствова-
ния.
На рис. 17 показаны
характеристики ступенча-
того соединения, представ-
ляющего переходную зону
между слоистым компози-
ционным материалом и
металлическим фиттингом.
Сравнение их с данными,
Рис. 17. Усталостные характеристики сту-
пенчатого соединения титан — эпоксидный
боропластик (R = —1):
1 — металл; 2 — боропластик; 3 — трещи-
на; 4 — расслоение
представленными на рис. 3, обнару-
живает значительное различие, даже при том, что преимущество
комбинированного соединения, так же как и чистого композици-
онного материала, все еще сохраняется. Одновременно с изготов-
лением и испытаниями изготовитель может начинать отрабаты-
вать и проверять методы контроля качества, которые затем будут
использоваться в массовом производстве.
Последняя стадия рассматриваемо! о процесса аналогична
общепринятому для металлов и заключается .в испытаниях полно-
размерных агрегатов при расчетных условиях нагружения.
В. Двигатели
1. Условия проектирования
Процесс проектирования деталей двигателя в основном подо-
бен ранее рассмотренному для планера, за исключением некоторых
особенностей, обусловленных спецификой работы этого агрегата.
Процесс включает охарактеризовывание материалов и отбор,
в процессе которого проверяются характеристики композиционных
материалов, предназначенных для использования. Это произво-
дится для приблизительной оценки прочности, жесткости и массы,
а также их изменения в зависимости от температурно-временных
режимов эксплуатации. Одновременно с этим производятся обыч-
ные поверочные испытания по оценке качества волокна и свя-
зующего на соответствие техническим условиям поставщика и
62
Н. Дж. Майер
контроль возможностей изготовителя воспроизвести установленные
свойства в композиционном материале. Важным параметром яв-
ляются испытания до разрушения. При их проведении конструк-
тивный элемент, состоящий из материалов с выбранной ориента-
цией слоев, подвергается нагружению до определенного уровня
напряжений при заданной температуре и затем доводится до раз-
рушения. Результаты испытаний представляют часть необходимых
для проектирования расчетных данных.
Для всех деталей двигателя должны быть предусмотрены уров-
ни деформаций и максимальных напряжений, определяемые из
анализа различных условий полета, в которых двигатель будет
эксплуатироваться. Этими условиями обусловлено возникновение
множества симметричных и асимметричных нагрузок, которые
будут испытывать двигатель и его узлы в дополнение к нагрузкам,
создаваемым самим двигателем в процессе работы. Представляет
интерес, например, каково взаимное влияние подверженных про-
гибу вращающихся деталей и неподвижного корпуса, а также
прогиб опорных элементов. Вследствие анизотропии свойств ком-
позиционных материалов процесс проектирования усложняется и
возможно использование метода конечных элементов с привлече-
нием компьютеров для точной проверки напряжений и прогибов
в зависимости от оптимальной ориентации слоев.
Следующая стадия — проектирование детали или узла. Глав-
ным расчетным условием для большинства вращающихся деталей
является центробежная сила. Это означает, что в вентиляторной
лопатке, например, основная доля (около 60%) волокна распола-
гается в радиальном направлении. Однако напряжения в лопат-
ках распределяются неравномерно. На рис. 18 приведен типовой
Рис. 18. Распределение напряже-
ний в вентиляторной лопатке:
1 — передняя кромка; 2 — зад-
няя кромка; S — максимальная
толщина свода
график, иллюстрирующий это яв-
ление, в частности различие на-
пряжений на передней и задней
кромках лопатки. Прямым резуль-
татом такого распределения на-
пряжений служит возникновение
крутящих моментов. Для их ком-
пенсации обычно предусматрива-
ется выкладка слоев под углами
±45°, а переходных слоев — под
несколько меньшими углами.
При этом максимальный эффект
достигается тогда, когда слои,
ориентированные под углом, рас-
полагаются по внешним участкам
лопатки, а радиальные слои об-
разуют ее сердцевину. Число
слоев в большой вентиляторной
f. Гражданская авиация 63
лопатке может достигать 200. Слои обычно собираются прибли-
зительно в четыре пакета или в предварительные заготовки с ис-
пользованием заранее подготовленной оснастки.
2. Крепление лопатки
Хвостовая часть лопатки должна удерживаться в диске посред-
ством развитых опорных поверхностей, обеспечиваемых одной или
несколькими клиновидными законцовками. Это производится ска-
шиванием наружу корневых слоев композиционного материала и
приклеиванием алюминиевых или титановых прокладок между ними
и по внешним поверхностям. Наиболее высокие напряжения в ло-
патке проявляются именно в этой зоне, и, следовательно, точность
ее расчета и качество изготовления должны быть наивысшими.
Металлические вкладыши укладываются совместно с заранее
подготовленными пакетами, полученные заготовки помещаются
в пресс-форму и подвергаются горячему вакуумному прессованию.
Для некоторых типов лопаток, изготовляемых из композицион-
ных материалов на основе металлических матриц, формирование
хвостовой оконечности может быть отдельной операцией. После
присоединения (приваривания) металлических клиньев или накла-
док к композиционному материалу необходима дополнительная
механическая обработка для придания заготовке внешнего конту-
ра «ласточкиного хвоста» или «елочки». В развернутых програм-
мах, обеспечивших разработку замков лопаток удовлетворитель-
ных конструкций, проводились испытания на ползучесть, в про-
цессе которых проверялось удлинение лопаток в зависимости от
продолжительности действия напряжений при заданной темпера-
туре.
Полуфабрикаты (слойные заготовки) металлических компози-
ционных материалов обычно получают намоткой волокон (борных)
на алюминиевую фольгу, закрепленную на оправке, с использова-
нием клея или методов плазменного напыления. Полученная за-
готовка снимается с оправки, раскатывается и используется как
листовой полуфабрикат. В процессе вакуумного горячего прессо-
вания происходит диффузионная сварка алюминиевой матрицы.
При этом, так же как при использовании полимерных матриц, труд-
но избежать пористости, в связи с чем должен быть обеспечен
строгий контроль параметров процесса.
8. Испытания
В процессе разработки лопатки новых конструкций подвер-
гаются многочисленным специальным испытаниям, не принятым
для уже освоенных моделей. Например, лопатки могут быть разре-
заны по длине для определения фактического качества сварки,
распределения и ориентации волокна. Проводятся динамические
64 Н. Дж. Майер
испытания, включающие высокоскоростное вращение, в процессе
которых диск и комплект лопаток (в сборе) могут испытываться
при параметрах, намного превышающих эксплуатационные, для
проверки вибраций, крепления и целостности. Программа дина-
мических испытаний включает также оценку повреждаемости
посторонними предметами.
VI. ПРОБЛЕМЫ
А. Обучение кадров и опыт
Существуют определенные препятствия на пути успешного и
широкого применения композиционных материалов в авиационной
технике. Одна из них — привычка конструкторов использовать
металлы (преимущественно алюминиевые сплавы) практически
во всех случаях. Дело в том, что металлы являются, по существу,
изотропными гомогенными материалами, предоставляющими кон-
структору определенные гарантированные свойства. Выбор ме-
талла для конструктора зависит от конкретного комплекса факто-
ров внешней среды и эксплуатации, воздействие которых будет
испытывать проектируемый самолет. Конструктор может быть
почти полностью независим от материаловеда, и наоборот. Компо-
зиционные материалы угрожают аннулировать это чисто дисци-
плинарное разделение, так как ни конструкция, ни материал не
существуют до тех пор, пока не созданы деталь или элемент кон-
струкции. Конструктор должен хорошо знать как конструкцию,
так и материалы, более того, необходимо третье искусство —
аналитическое, для того чтобы трактовать усложненное мате-
матическое представление напряжений в композиционном
материале.
Эти обстоятельства привели к расхолаживающему отношению
к композиционным материалам в существующей авиации, где,
по-видимому, эксплуатационные задачи могут быть решены исполь-
зованием только металлов. Эта проблема была осознана большин-
ством исследовательских групп. Национальный консультативный
совет по материалам [12] считает, что «...образование и последую-
щая профессиональная подготовка инженеров должны включать
информацию о волокнистых композиционных материалах...».
Такие программы описаны Нотоном [13]. По этим программам
курс проектирования металлических конструкций преподается
студентам как часть их учебного плана.
Б. Доверие к композиционным материалам
Помимо общей проблемы знакомства, существует более конкрет-
ный вопрос — доверие. Лишь очень ограниченный объем компо-
2. Гражданская авиация
65
зиционных материалов (за исключением стеклопластиков) нахо-
дился в эксплуатации в течение длительного времени. Существует
реальная возможность того, что свойства элементов, работающих
при высоких напряжениях, могут не сохраниться на уровне ис-
ходных показателей. Вопрос не просто в том, будут ли наблюдаться
явления усталости волокон, разрушения связи по границе раздела
или возникать другие дефекты, снижающие прочность и выносли-
вость материала. Практически всем материалам присуща опреде-
ленная специфика поведения в условиях эксплуатации и окружаю-
щей среды. Однако дефектность материалов, применяемых в тече-
ние длительного времени, достаточно хорошо изучена, в связи
с чем конструктора и технологи остаются верны им, используя
надежные методы контроля. Иное положение с новейшими компо-
зиционными материалами, для которых подобные сведения и под-
ход отсутствуют. Только опыт, накопленный в течение многих
лет эксплуатации, обеспечит необходимое доверие. Основа этого
должна быть заложена благодаря проектированию, изготовлению
и испытаниям агрегатов в эксплуатационных условиях и поддер-
жана многочисленными лабораторными наземными ресурсными
испытаниями.
Один из центральных вопросов на сегодня заключается в том,
чтобы метод или подход к изготовлению детали или агрегата раз-
рабатывался совместно с их проектированием. Фактически кон-
структор или конструкторский коллектив должен четко представ-
лять, что понятие изготовление представляет собой неотъемлемую
часть процесса проектирования. Такой подход, в свою очередь,
учитывает конкретный уровень квалификации персонала и состоя-
ние оборудования на заводах-изготовителях. За этим следуют
вопросы контроля качества для гарантии работоспособности из-
готовленных деталей.
Если фирма-изготовитель не информирована о специфике полу-
чения композиционных материалов и соответствующим образом
не подготовлена, трудно рассчитывать на доверие к этим материа-
лам даже на ранней стадии их освоения.
В. Стоимость
Стоимость материала (главным образом стоимость волокна)
является временной проблемой, которая разрешится с ростом
объема производства материалов и совершенствованием техноло-
гии их изготовления. С другой стороны, снижение стоимости про-
изводственных процессов с использованием композиционных ма-
териалов может более чем компенсировать повышенную стоимость
самих материалов, как отмечалось в разделах II, III.
3 п/р, Нотона, т.
66z
H. Дж, Майер
Г. Испытания
При обсуждении подходов к проектированию (см. раздел V)
были упомянуты расчетные допущения. На стадии предваритель-
ного и в процессе рабочего проектирования должен иметь место
процесс, известный как техническая разработка, гарантирую-
щий конструктору и изготовителю соответствие фактических
показателей свойств изготовленных деталей прогнозируемым
значениям.
Главная проблема в этом случае — методы испытаний. В связи
с отсутствием надежных стандартных методов испытаний каждым
заводом-изготовителем должна быть разработана программа испы-
таний, обеспечивающая возможность сравнения качества собствен-
ных разработок (в части получения композиционных материалов
с заданными свойствами) с уровнем показателей идентичной про-
дукции, выпускаемой другими предприятиями. Результаты должны
также с достаточной убедительностью подтверждать показатели,
использованные при расчете конструкции, и удовлетворять тре-
бованиям квалификационных (регистрирующих) органов и заказ-
чика. Назрела также настоятельная необходимость в стандарти-
зации методов испытаний.
Д. Приемка и контроль качества
Тесная связь процессов изготовления и проектирования, а
также связь их с качеством готовых изделий зависят в значитель-
ной мере от методов приемки. Приемка начинается с поставки
исходных компонентов композиционных материалов. Их соответ-
ствие техническим условиям определяется путем отбора проб,
освидетельствования и испытаний, проводимых поставщиком,
потребителем или выполняемых совместно. Главная проблема при
этом — изменчивость свойств продукции. Показатели свойств как
волокна, так и связующего характеризуются значительными ва-
риациями.
Часто композиционные материалы потребляются в виде
лент, при этом не всегда обеспечивается постоянная ширина
лент, а это необходимо для равномерной выкладки.
Должны быть разработаны и утверждены стандарты на растворы
связующих. Например, при испытаниях боропластиков было об-
наружено, что для достижения оптимальных механических свойств
(при заданной толщине) материала относительное объемное содер-
жание борного волокна и связующего должно укладываться в ре-
комендованные пределы Низкое содержание сухого остатка свя-
зующего вызывает высокую его текучесть в процессе отверждения
и, следовательно, плохое распределение по объему материала,
высокое — приводит к увеличению пористости.
2. Гражданская авиация
67
На всех стадиях и после завершения процесса изготовления де-
тали должны использоваться методы неразрушающего контроля
для оценки ее качества. Ряд таких методов применяется, однако
все они недостаточно надежны с точки зрения обеспечения безуслов-
ной достоверности результатов. Принято считать, что в настоящее
время единственным надежным методом является испытание гото-
вых агрегатов. Такое положение не может быть терпимо в будущем
по экономическим соображениям.
VII. ИСПОЛЬЗОВАНИЕ В БУДУЩИХ КОНСТРУКЦИЯХ
А. Общие тенденции
Последние разработки, определяющие национальную и тех-
ническую позицию, уже не ограничиваются простыми усовершен-
ствованиями типа более скоростной самолет или более крупный
самолет.
В настоящее время тенденции в авиастроении связываются
с другими факторами — экономичностью и эксплуатационной на-
дежностью (стойкостью к окружающей среде). Новое поколение
самолетов рассматривается как составная часть укрупненных сис-
тем, включающих аэропорты, наземный транспорт, общественное
восприятие, а так же будущие рынки сбыта.
Стоимость снижения массы самолета, по данным Хедрика [4],
иллюстрирует рис. 19. Для более объективного сравнения приве-
дены нормализованные величины. Из рис. 20 видно, что на долю
конструкции приходится большая часть стоимости коммерческого
самолета [4]. Стоимость конструкции может быть уменьшена
благодаря снижению стоимости материалов и совершенствованию
методов изготовления. Разумно предполагать, что стоимость ком-
позиционных материалов будет снижена и утратит значение важ-
ного фактора в стоимости конструкций. Расходы на изготовление
составляют 50% общей стоимости обычной конструкции. В настоя-
Рис. 19. Снижение стоимо-
сти военных и граждан-
ских самолетов в зависи-
мости от их массы (по кур-
су 1970 г.):
1 — военный самолет; 2 —
коммерческий самолет; 3 —
автомобиль (шкала справа)
3*
68 ,
Н. Дж. Майер
щее время в области композиционных материалов основные уси-
лия сконцентрированы на получении высококачественных кон-
струкций с высокими характеристиками. Задача следующего
1 Е32 E3J D4
40% 17%. 40% 3%
19% 28%
44%
50%
1УИИВЗ
Рис. 20. Распределение стои-
мости составляющих компо-
нентов летательных аппаратов:
I — военный самолет; II —
коммерческий самолет; III —
космические аппараты; IV —
околоземной орбитальный кос-
мический аппарат «Шатл»;
1 — конструкция; 2 — топли-
во; 3 — вооружение и элек-
троника; 4 — прочее
этапа — разработка дешевых про-
цессов изготовления.
Процессы изготовления серьез-
ным образом зависят от проектного
(конструктивного) решения, что тре-
бует привлечения конструкторов,
хорошо знающих существующие и
создаваемые производственные про-
цессы. Это, естественно, сложный
вопрос, который должен решаться
по мере обобщения опыта и новатор-
ских подходов.
Совершенствование технологии
производства возможно в резуль-
тате серьезного сдвига в сторону
автоматизированных процессов вы-
кладки. Будут также разработаны
новые формы полуфабрикатов, та-
ких, как крупногабаритные, листо-
вые заготовки, взамен лент. По-ви-
димому, возможно изготовление
небольших деталей и узлов формованием за одну операцию.
Автоматизированные процессы изготовления должны повысить
стабильность качества отдельных деталей при массовом производ-
стве. Это обстоятельство совместно с совершенствованием стандар-
тов на исходные компоненты обеспечит снижение стоимости изго-
товления вследствие уменьшения процента брака. Вероятно, бу-
дущие проекты представят собой комбинацию новых подходов и
материалов. Например, в типовом самолете часть конструкции
может быть выполнена цельнометаллической, часть — с исполь-
зованием местного усиления композиционными материалами, тогда
как все остальное — изготовлено из эпоксидного углеплас-
тика или боралюминия. Конкретный выбор будет предоставляться
изготовителю и частично зависеть от его отношения к рассматри-
ваемому материалу.
Наконец, в будущем предусматривается разработка новых само-
летов с широким применением композиционных материалов. Этот
факт совместно со специфическими и растущими потребностями
будущего определяет направления вероятной разработки неко-
торых конкретных типов самолетов; остается только решить
вопрос: «какие типы самолетов и какие композиционные мате-
риалы?».
2. Гражданская авиация
69
Б. Типы самолетов
1. Обычные самолеты
Можно не сомневаться, что в будущем будут производиться
более безопасные, обладающие повышенными летными качествами
легкие самолеты. Основные их агрегаты будут отформованы из
перспективных композиционных материалов на основе полимер-
ных матриц в сочетании о углеродными и органическими (PRD)
волокнами. Удельная (в пересчете на единицу массы) стоимость
этих самолетов будет снижена благодаря усовершенствованию
технологии изготовления. При этом безопасность будет значительно
улучшена вследствие использования ударопрочных конструкций,
изготовленных из композиционных материалов.
2. Авиация ближней связи
На основании результатов изучения основных направлений,
исследований и разработок в области гражданской аэронавтики,
позволивших определить размеры правительственной помощи
на развитие авиации, среди прочего рекомендовано «...усилить
внимание снижению шума транспортных самолетов, ... разработке
новых систем самолетов с коротким разбегом и пробегом» [7].
При обслуживании трасс протяженностью 95—950 км будут не-
сомненно использоваться летательные аппараты укороченного
или вертикального взлета и посадки нескольких классов — от
вертолетов до самолетов со стационарным крылом. К аппаратам
всех классов предъявляется требование по ограничению уровня
шума. Предполагается, что на многих летательных аппаратах с ко-
ротким разбегом и пробегом и со стационарным крылом будут
использоваться большие поворотные плоскости (закрылки), взаимо-
действующие с истекающими потоками от компрессоров или вен-
тиляторов реактивных двигателей. Такие агрегаты будут приме-
няться взамен укрупненных крыльев для того, чтобы обеспечить
высокие летные характеристики и качество управления, поддер-
живать на протяжении большей части полета высокую нагрузку
на крыло.
Из графика, показанного на рис. 21, видно, что при сокраще-
нии длины пробега перед взлетом масса конструкции (так же как
и других элементов) возрастает (приведены данные для самолета
с коротким разбегом с полетной массой ~36 т). Аэродинамическое
явление, известное как внешний обдув закрылка (ВОЗ), может
быть использовано для повышения эффективности крыла при низ-
ких скоростях воздушного потока. Это уменьшает величину «штра-
фа на массу» при длинах пробега менее 600—750 м. Использование
композиционных материалов в основных элементах конструкции
наряду с рассмотренным аэродинамическим эффектом можрт
70
Н. Дж. Майер
обеспечить улучшение летных качеств самолетов без увеличения
массы.
Композиционные материалы, вероятно, будут применены в кон-
струкции фюзеляжа, крыла (эпоксидные углепластики) и закрылка
(полиимидные углепластики).
Для летательных аппаратов вертикального взлета и посадки
Лофтин [9] выделяет пять типов разработок будущего: вертолеты,
комбинированные вертолеты, несущий винт, поворотное крыло,
поворотные лопасти.
В летательных аппаратах указанного типа возможно приме-
нение композиционных материалов в лопастях и подъемных вен-
тиляторных двигателях. Эти вентиляторы устанавливаются на
крыльях, фюзеляже или в специальных нишах так, чтобы обеспе-
чивалась возможность направления истекающей струи вниз.
Вентиляторы и обтекатели двигателей являются хорошими при-
мерами применения композиционных материалов.
Изучение коммерческой эксплуатации вертолетов показало,
что в результате применения композиционных материалов в ло-
пастях несущего и хвостового винтов можно обеспечить снижение
эксплуатационных расходов. На рис. 22 дано сравнение стоимости
(в центах на пассажиро-милю) лопастей винтов, выполненных из
традиционных и композиционных материалов. Приведенные на
графике значения стоимости рассчитаны без учета эффектов по-
Рис. 21. Длина разбега обычных са
молетов (1) и самолетов с укорочен-
ным разбегом и пробегом (2) (70 пас-
сажиров, дальность полета 945 км,
кайсерская высота 900 м, крейсер-
ская скорость 0,78 махов):
I — изменение массы конструкции в
результате использования компози-
ционных материалов; II — то же, и
вследствие изменения размеров; 1 —
PIS = 244—440 кге/м2; 2 —*
P/S = 440 кге/м2
Длина трассы, км
Рис. 22. Экономическая эффек-
тивность применения композици-
онных материалов в вертолетах:
1 — алюминиевая лопасть; 2 —
лопасть из композиционного ма-
териала; 3 — средняя длина
— 300 км
2, Гражданская авиация
71
Рис. 23. Перспективные методы изготовления лопастей винтов:
а — лопасть с предварительно напряженным лонжероном; лонжерон изго-
товляется формованием при низких температурах намотанной с натяжением
заготовки: 1 — лист коррозионно-стойкой стали; 2 — сварка; 3 — предва-
рительно напряженный металлический лонжерон (постоянные напряжения
сжатия); 4 — намотка стекловолокна; б — упругий винт, углепластик:
1 — аэродинамическая наружная обшивка (жесткая при кручении); 2 —
лонжерон из однонаправленного эпоксидного углепластика (гибкий при
кручении); 3 — впрессованный конический уголок
вышения усталостной долговечности и уменьшения затрат на из-
готовление и обслуживание. Эти эффекты труднее учитывать при
экономических расчетах, однако в дальнейшем, по мере накопле-
ния опыта, они могут повысить экономические показатели.
Для изготовления лопастей несущих и хвостовых винтов с уче-
том их размеров можно использовать прогрессивные методы. На
рис. 23 показано два варианта использования композиционных
Рис. 24. Поперечное сечение типовой лопасти из композиционного мате-
риала:
1 — направляющая кромка из титана; 2 — пенопласт; 3 — однонаправлен-
ный лонжерон (изнутри и снаружи перекрестная намотка, обеспечивающая
сопротивление кручению); 4 — заполнитель (алюминиевые соты, стабили-
зированные обшивкой из косой ткани по верхнему и нижнему контурам);
5 — перекрестноармированная обшивка; 6 — клиновидная законцовка зад-
ней кромки (однонаправленная и перекрестная намотка); 7 — лонжерон,
приклеенный для фиксации заполнителя; 8 — балансировочные грузы (пере-
крестная намотка с переменной плотностью)
72
Н. Дж. Майер
материалов в лопастях винта самолета. В обоих случаях уникаль-
ные свойства композиционных материалов обеспечивают возмож-
ность создания конструкций, изготовление которых из обычных
металлов невозможно. На рис. 24 показано поперечное сечение
лопасти винта, изготовленного из композиционных материалов
фирмой Boeing — Vertol для экспериментальной оценки.
3. Дозвуковые транспортные самолеты
В отличие от ближней авиации, экономика авиации дальних
перевозок (пассажирские и грузовые самолеты) такова, что потре-
битель рассматривает приобретение новой модели как долгосроч-
ное капиталовложение. Так, 15-летний ресурс, включающий
60 000 летных часов, сейчас рассматривается как стандартное тре-
бование для коммерческих транспортных самолетов. Замена обо-
рудования на них не будет производиться до тех пор, пока это
не станет экономически целесообразным.
Дозвуковые и околозвуковые транспортные самолеты были
предметом глубокого исследования НАСА с целью определения
преимуществ, обеспечиваемых объединенным использованием
нескольких прогрессивных технологических разработок в изде-
лиях следующего поколения транспортной авиации [11]. Послед-
ние включают суперкритические несущие поверхности, эффективно
работающие до скорости, равной 1 М; рулевые поверхности крыла
и внутренние пересечения, позволяющие предельно снизить около-
звуковое лобовое сопротивление, обеспечить бесшумность двигате-
ля и использовать перспективные материалы.
Был сделан вывод, что особенности новой технологии обеспе-
чат совершенствование самолета будущего. Одной из важнейших
рекомендаций для рассматриваемого класса самолетов было ши-
рокое применение композиционных материалов, в частности эпок-
сидных углепластиков как наиболее выгодных. На рис. 25 пока-
зан вид в плане основных частей самолета, в которых могут быть
использованы композиционные материалы. Эффективность новой
технологии оценивали по значениям ПЭР и ОК, обсуждавшихся
в разделе II.
Рис. 25. Основные части планера, приме-
нительно к которым исследуются компо-
зиционные материалы:
1 — фюзеляж (формованные обшивки,
стрингера, обечайки из эпоксидного угле-
пластика); 2 — крыло (балки коробчатого
сечения, плоскости, лонжероны, элероны
из эпоксидного углепластика); 3 — хвос-
товое оперение (балки коробчатого сече-
ния, рули высоты и направления из эпо-
ксидного углепластика)
2. Гражданская авиация
73
На рис. 26 представлено из-
менение указанных параметров
в зависимости от объема при-
менения композиционных мате-
риалов. Зоны максимальной эф-
фективности на этих кривых
сдвинуты вправо (в область по-
вышенных значений % приме-
нения), так как стоимость мате-
риала и изготовления при этом
уменьшается.
Необходимо отметить, что
применение композиционных
материалов, как показали ре-
зультаты исследования, обеспе-
чивает двойной эффект. С одной
Рис. 26. Прямые эксплуатационные
расходы (ПЭР) и возврат капитало-
вложений (ОК)
стороны, более легкие материалы
обеспечивают непосредственную экономию массы по сравнению с
металлами, с другой^ — позволяют уменьшить размеры самолета,
что дает возможность для дальнейшего улучшения массовой
эффективности.
Заметное и надежное улучшение конструкции транспортных
самолетов в ближайшее время, являющееся результатом исполь-
зования композиционных материалов, ставит под угрозу любую
страну или компанию, которая, слишком долго проработав с ме-
таллическими конструкциями, позволит конкурентам выйти на
рынки сбыта с продукцией высшего качества. Если это произойдет,
аргумент в пользу обычного периода амортизации может стать
недействительным. С учетом этого переход на новые материалы
на основе постепенного замещения традиционных будет начат,
вероятно, уже на моделях, находящихся в настоящее время в мас-
совом производстве. Доказательства этого уже отмечались в раз-
деле III, в котором сообщалось о проводимой оценке вспомога-
тельных конструктивных элементов.
Логичность такого направления была поддержана Нотоном
[13], отметившим, что первым гражданским самолетом с широким
использованием композиционных материалов в основной кон-
струкции может быть грузовой самолет.
4. Сверхзвуковые транспортные самолеты
В отличие от военных сверхзвуковых самолетов, в которых уже
на настоящем этапе возможно использование композиционных
материалов, сверхзвуковые транспортные самолеты будущего
поставлены в намного более тяжелые условия внешней среды.
Применение существующих полимерных композиционных мате-
риалов в военной авиации упрощено в связи с относительцо малой
74
Н. Дж. Майер
продолжительностью воздействия повышенных температур, воз-
никающих в процессе сверхзвукового полета. Транспортный са-
молет, наоборот, в течение ресурса будет проводить многие часы
с крейсерской скоростью свыше 1 М. При создании транспортных
самолетов будущего ставятся задачи снижения уровня шума
в процессе полета и при преодолении звукового барьера, увеличе-
ния дальности и грузоподъемности. Возможность повышения двух
последних показателей является следствием уменьшения лобового
сопротивления и снижения массы. Необходимое совершенство-
вание конструкции может быть достигнуто путем применения
композиционных материалов определенных типов, в частности на
основе полиимидных или металлических матриц. Температурный
порог длительной работоспособности этих материалов близок
к 315° С. Хотя алюминиевая матрица представляется более ста-
бильной и надежной, она обладает повышенной плотностью по
сравнению с полимером. Оба материала в достаточной степени
изучены. Для элементов конструкций, подверженных более интен-
сивному нагреву, возможно использование материалов на основе
титановой матрицы. Даже в сверхзвуковых самолетах существует
много деталей, к которым не предъявляются требования высокой
теплостойкости и в которых могли быть использованы существую-
щие стандартные композиционные материалы.
Все ранее рассмотренные преимущества, обеспечиваемые при-
менением композиционных материалов в мотогондолах, воздухо-
водах и др. с целью снижения массы и шума, справедливы и для
сверхзвуковых самолетов при условии правильного выбора ма-
териалов и температурных режимов их эксплуатации.
5. Гиперзвуковые самолеты
Полет при гиперзвуковых скоростях первоначально рассмат-
ривался только в сфере исследовательской деятельности и, в ко-
нечном итоге, применительно к военной авиации. Однако послед-
ние исследования указывают на существование коммерческих
возможностей для летательных аппаратов будущего. По-видимому,
полет при скоростях около 6 М и выше может обеспечить специфи-
ческие преимущества транспортных самолетов ультрадальнего
класса. Преодоление конструкционных преград является первой
задачей, решение которой необходимо для создания этих самоле-
тов. Композиционные материалы могут быть одним из ключевых
средств решения этой задачи. Как и в случае сверхзвуковых са-
молетов, большая часть конструкции гиперзвукового самолета не
испытывает высоких температур. В других частях могут исполь-
зоваться металлические композиционные материалы для того,
чтобы обеспечить необходимую для экономичной эксплуатации
массу конструкции.
2. Гражданская авиация
75
В. Двигатели
Расширенное применение композиционных материалов в дви-
гателях — одна из важных задач будущего.
В разделе IV обсуждалось использование низкотемпературных
материалов. В настоящее время исследуются экспериментальные
композиции, которые обеспечат улучшение эксплуатационных
качеств применительно ко всем секциям двигателя. К ним отно-
сятся титан, армированный борными волокнами; никель, арми-
рованный волокнами карбида кремния; различные суперсплавы,
армированные проволоками из тугоплавких металлических спла-
вов. Последний тип композиций открывает возможности для за-
мены в будущем существующих сплавов для лопаток турбин
более легкими материалами с повышенной выносливостью при
температурах свыше 1100° С.
Интересным направлением исследований, уже нашедшим не-
которое применение, являются эвтектические сплавы направленной
кристаллизации. Их можно рассматривать как композиционные
материалы, получаемые металлургическим методом. Упрочняющая
фаза этих материалов представляет собой дендритные кристаллы,
формообразование которых в виде длинных волокон достигается
путем направленной кристаллизации. Типичный пример — сплав
никель — ниобий.
В последнее время в число мероприятий по защите окружаю-
щей среды и снижению загрязнений включается ограничение шума.
Федеральные воздушные правила [3] требуют того, чтобы уровни
шума гражданских самолетов новых конструкций находились
в определенных пределах. Количественной мерой их являются до-
пустимые уровни шума, выраженные в децибеллах (ДУШ).
Цель исследований заключается в достижении уровней шума на
10—20 Дб ниже установлен-
ных правилами, особенно для
самолетов, эксплуатируемых
в районах с высокой плотно-
стью населения (рис. 27).
Рис. 27. Уровень шума для са-
молетов:
I — задачи исследования 1981 г.;
II — требования Федерального
управления по авиации (1969 г.);
1 — при укороченном разбеге и
пробеге и вертикальных взлете и
посадке; 2 — при взлете; 3 —
при подлете и перелете
76
Н. Дж. Майер
Рис. 28. Звукопоглощающая конструкция мотогондолы, обеспечивающая
уровень шума на 10 Дб ниже допустимого Федеральными правилами по авиа-
ции (ФПА):
Уровень шума, EPN Дб Способы снижения шума
ФПА ФПА-10 ФПА-20 Облицовка стенок Облицовка канала и установка одного рассекателя Облицовка канала и установка трех рассекателей
Один из подходов к решению этой проблемы предполагает ис-
пользование повышенных коэффициентов перепуска турбовенти-
ляторных двигателей, так как при заданном значении тяги тем
самым обеспечивается снижение уровня шума. Это, конечно, имеет
значение для укрупненных или многоступенчатых вентиляторов,
в которых применение композиционных материалов целесообразно
с целью снижения массы.
С точки зрения контроля шума важны также обтекатель двига-
теля и мотогондола. Источниками звука служат передняя и задняя
оконечности двигателя, поэтому соответствующие секции мото-
гондолы должны быть звукоизолированы. Важную роль здесь
могут сыграть специальные конструкции с использованием ком-
позиционных материалов. При этом может быть достигнут двойной
эффект. Композиционный материал не только компенсирует до-
полнительную массу глушителей, но и улучшает поглощение звука
по сравнению с металлами. На рис. 28 показана звукопоглощаю-
щая конструкция мотогондолы.
Г. Выводы
Композиционные материалы значительно изменили точку зре-
ния на самолеты будущего. Они позволили конструкторам уско-
рить этап значительного совершенствования конструкций в части
снижения массы, повышения ресурса и возможностей снижения
стоимости изготовления. Они обеспечили, даже на стадии иссле-
дования, значительное повышение экономической эффективности
эксплуатации самолетов будущего. Эти материалы послужили
причиной начавшейся переориентации в проектировании — сме-
2. Гражданская авиация
77
щения от проектирования объектов из металлов, позволяющего
лишь несколько улучшить конструкцию, в новую область, суля-
щую большие перспективы.
Многое еще предстоит усовершенствовать в области создания
технологической базы, обеспечивающей массовое производство
деталей из композиционных материалов. Следует подчеркнуть,
что мероприятия, обеспечивающие надежное внедрение техноло-
гии массового производства в гражданскую авиацию, должны
стать частью правительственных и промышленных программ. Они
должны включать в себя также проектирование, изготовление и
летную эксплуатацию нескольких основных и вспомогательных
узлов и агрегатов, таких, как крылья, отсеки фюзеляжа и хвосто-
вого оперения, аналогичных рассмотренным в этой главе.
Список литературы
1. Augustus, J. Е. (1971). Annu. Conf. Soc. Aeronaut. Weight. 30th.
2. Dukes, W. H., and Krivetsky, A., (1968). Soc. Automotive Eng. Air Trans-
port. Meeting.
3. Federal Air Regulations, (1969), Part 36.
4. Hedrick, I. G., (1970) AIAA Annu. Meeting, 7th.
5. Hoff, N. J., (1967). 4th VonKarman Lecture, presented at 3rd AIAA Ann.
Meeting in Astronaut. Aeronaut.
6. Jensen, L. C., (1971). SAMPE J. 7(3).
7. Joint DOT—NASA Rep. (1971). NASA SP—265, DOT TST—10—4.
8. June, R. R., and Kelly, J. B. (1971). SAMPE Quart. Nov.
9. Loftin, L. R., (1970). AIAA Annu. Meeting, 7th.
10. Lubin G., and Dastin, S. (1971). Soc. Plast. Ind. Annu. Tech. Conf. 26th,
1971.
11. NASA Advanced Technology Transport Studies (1971). Contracts NASI-
10701, 10702, 10703.
12. Nat. Mater, Advisory B. Rep. (1968). MAB—236.
13. Noton, B. R. (1971). S. A. E. Nat. Aeronaut. Eng. Manufacturing Meeting.
14. O’Connor, J. P. (1971). Annu. Conf. Soc. Aeronault. Weight Eng. 30th.
15. Pazmany, L., Prentice, H., Waterman, C., and Tietge, F. (1968). NASA
Rept. CR—73257.
16. Powers, W. A. (1971). Soc. Plast. Ind. Annu. Tech. Conf. 26th.
17. Schjelderup, H. C., and Purdy, D. M. (1971). AIAA Aircraft Des. Opera-
tions Meeting; 3rd.
18. Stanford Univ. Rep. (1968). An Air Freighter Project for 1975.
19. Stratton, W. (1969). VSTOL Tech. Conf.
20. Sumida, P. T., (1971). NASA CR—111913.
21. Tsai, S. W. (1965). NASA Rep. CR-224.
22. Tsai, S. W., Adams, D. F., and Doner, D. R. (1966). NASA Rep. CR 620.
23. Waddoups, M. E. (1967). Characterization and Design of Composite Ma-
terials, Composite Mater. Workshop.
24. Zender, G. E., and Dexter, H. B. (1968). NASA TN 4878.
3
Космические летательные аппараты
Л. ДЖ. КОРБ
Новые материалы и процессы
Отделение космоса Шорт Америкен Роквелл»
Дауни, Калифорния
I. Введение................................................... 78
II. Конструкционные особенности........................... . . 79
А. Материалы и процессы................................... 79
Б. Вопросы конструирования..................•............. 95
В. Выбор материала....................................... 104
III. Использование в современной космической технике......... 109
А. Пилотируемые космические аппараты..................... 109
Б. Ракеты-носители....................................... 112
В. Спутники и межпланетные зонды....................... ИЗ
IV. Потенциальные области применения........................ 117
А. Пилотируемые космические аппараты..................... 117
Б. Ракеты-носители....................................... 123
В. Спутники.............................................. 128
Список литературы........................................... 129
1. ВВЕДЕНИЕ
Космической программой предъявляются самые высокие требо-
вания к работоспособности и надежности конструкционных мате-
риалов. Отношение массы ракеты-носителя к полезной массе,
выведенной на околоземную орбиту, в среднем составляет 100 : 1,
тогда как для лунной орбиты оно в среднем равно 600 : 1. Стои-
мость вывода на орбиту одного килограмма полезной массы при-
нято оценивать в 37,5 — 75 тыс. долларов.
С момента появления в 60-х годах высококачественных волок-
нистых материалов при разработке уже учитывалась возможность
их применения для космических целей.
В этой главе обсуждаются конструкционные особенности этих
материалов, которые обусловили их выбор и дальнейшее исноль-
3. Космические аппараты
79
зование. Приводится обзор их применения в современной косми-
ческой технике, а также в перспективных разработках космиче-
ских аппаратов и систем.
II. КОНСТРУКЦИОННЫЕ ОСОБЕННОСТИ
Использование высококачественных волокнистых материалов
связано с необходимостью тесного сотрудничества в таких облас-
тях, как проектирование, испытание, разработка материалов и
технологических процессов их изготовления, производство и
контроль. Применение этих материалов для космических аппара-
тов до сих пор было ограничено, однако можно ожидать его рас-
ширения после того, как при эксплуатации подтвердятся их су-
щественные преимущества и появится возможность прогнозиро-
вать их свойства с достаточной уверенностью. Ряд основных
вопросов, связанных с проблемами применения волокнистых
материалов, рассматривается ниже.
А. Материалы и процессы
Термин «высокопрочные волокнистые материалы», так как он
используется в этой главе, относится к материалам, состоящим из
слоев металла или пластика, содержащих волокна, в которых
отношение прочности к плотности (удельная прочность) или модуля
к плотности (удельный модуль) значительно выше, чем в обычных
конструкционных металлах.
Свойства этих материалов зависят от вида используемых воло-
кон, их относительного объема, ориентации в слоях, материала
матрицы и схемы нагружения. По существу, проще обеспечить
свойства слоистых материалов в соответствии с конструкцией,
нежели создавать конструкцию, исходя из свойств материалов,
как бывает при использовании стандартных конструкционных
металлов.
1. Волокна
Четыре класса волокон считаются достаточно пригодными для
космических конструкций: стеклянные, борные, углеродные и орга-
нические. Их сравнительные свойства представлены в табл. 1.
Количественные характеристики волокон приведены в табл. 2.
Данные о ценах и масштабах производства содержатся в табл. 3.
Основные конструкционные свойства кратко изложены в после-
дующих разделах.
Стекло, Стеклянные волокна успешно использовались в кос-
мической технике более десяти лет в виде прослоек во второсте-
пенных конструкциях пли в облицовках сотовых панелей в ос-
новных конструкциях. Большая часть стекловолокнистых мате-
Таблица 1
ОТНОСИТЕЛЬНЫЕ СВОЙСТВА ВЫСОКОКАЧЕСТВЕННЫХ ВОЛОКОН
Свойства Стекловолокно Борное волокно Углеродное волокно Органическое волокно PRD-49-III
высокомодульное высокопрочное
Механические:
удельная прочность удельный модуль стабильность сопротивление удару удлинение при разрушении сопротивление сжатию* стойкость к эрозии* усталостная долговечность (образцы с надрезом)* ползучесть* прочность на разрыв сцепление с матрицей Высокая Низкий Отличная Отличное Высокое Низкое Умеренная Низкая Высокая Низкая Хорошее Высокая Высокий Отличная Удовлетвори- тельное Низкое Очень высокое Высокая Умеренная Очень низкая Высокая Отличное Умеренная Очень высокий Умеренная Плохое Низкое Умеренное Низкая Умеренная Очень низкая Умеренная Весьма хоро- шее Высокая Высокий Умеренная Плохое Умеренное Высокое Низкая Умеренная Низкая Умеренная Хорошее Очень высокая Умеренный Отличная Отличное Умеренное Низкое Высокая Высокая Умеренная Высокая Весьма хоро- шее
Теплофизические:
плотность температурный коэффициент линейного расширения теплопроводность термостойкость демпфирующая способность диэлектрические свойства Высокая Высокий Низкая Высокая Хорошие Высокая Умеренный Умеренная Высокая Удовлетвори- тельная Плохие Умеренная Очень низкий Высокая Высокая Удовлетвори- тельная Плохие Умеренная Очень низкий Высокая Умеренная Весьма хоро- шая Плохие Низкая Очень низкий Низкая Ограниченная Отличная Отличные
Л. Дж. Корб
Свойства Стекловолокно
Химические:
кислотостойкость Отличная
стойкость к растворителям Высокая
влагостойкость * Удовлетвори- тельная
Производственно-технологи- ческие:
наименьший радиус изгиба Малый
чувствительность к поврежде- ниям при переработке Средняя
обрабатываемость Удовлетвори- тельная
свойства ткани Удовлетвори- тельные
возможность переработки в ленты или ткани Хорошая
Прочие:
стоимость Очень низкая
Матрица — пластик.
Продолжение табл. 1
Борное волокно Углеродное волокно Органическое волокно PRD-49-Ш
высокомодульное высокопрочное
Отличная Плохая Плохая Не установлена
Высокая Высокая Высокая Высокая
Удовлетвори- тельная Плохая Плохая Отличная
Большой Малый Малый Малый
Средняя Высокая Высокая Низкая
Плохая Отличная Отличная Отличная
Не заплетается Хорошие Хорошие Отличные
Плохая Х( ротная Хорошая Хорошая
Высокая Умеренная Умеренная Умеренная
8. Космические аппараты
00
82
Л. Дж, Кор б
риалов производится из стекла Е и поступает на коммерческий
рынок. Авиационно-космическая промышленность использует
главным образом стекло S, прежде всего из-за его высокой проч-
ности. Стекло поставляется в виде нитей, ровницы или ткани
разнообразных видов плетения.
Таблица 2
УДЕЛЬНЫЕ ХАРАКТЕРИСТИКИ ВЫСОКОКАЧЕСТВЕННЫХ ВОЛОКОН
Мааериал Плот- ность, г/см3 Модуль упругости, 10е кгс/см2 Прочность на разрыв, 103 кгс/см2 Удельный модуль, 10е см Удельная прочность, 106 см
Стекло: стекло Е 2,54 0.73 18,28 27,9 71
стекло S 2,48 0,87 32,9 35,5 132
Бор 2,59 4,1 33,25 157,5 127
Графит*: высокопрочный 1.76 2,24—2,8 21-28 127—160 119—160
высокомодульный 1,90 3,5—5.25 17,5—24,5 183-277 91,5—130
средние свойства 1,74 1,75-2,24 17,5-21,0 102-130 102-130
Органическое волокно: РД-49-Ш 1,46 1,33 28 91,5 191
РД-49-IV 1,46 0,84 30,1 58,5 206
* Разброс характеристик объясняется большим различием свойств исследуемых
волокон.
Таблица 3
ЦЕНА И ОБЪЕМ ПРОИЗВОДСТВА ВЫСОКОКАЧЕСТВЕННЫХ
ВОЛОКОН НА 1972 г.
Волокно Диаметр, j 10~3 мм t i Современ- ная цена, доллар/кг • Годовое произвол- 1 CTBO, Т ; Сбыт в 1972 г., т Вид выпуска Цена ленты, доллар/кг Цена новых волокон (на 1975 г.), доллар/кг
Стекло Е 7,62 0,7 317 000 210 000 Ровница, нить, ткань, лента 6,6—11 0,7
Стекло S 7,62 12,4 453600 90 То же 17,6-88 11
Бор 102—142 352-440 9* 5 Лента (пластмасса) Лента (алюминие- вая фольга) 242-330 790 165 165
Графит 7,62 154-242 31,7 6,8 Пакля, нить, ткань, лента 187—286 33—55
PRD-49 11,43 110 45,3 22,7 Ровница, нить, ткань, лента 110 22
Производство может быть значительно увеличено в течение 9—12 месяцев.
8. Космические аппараты
83
С инженерной точки зрения стекло представляет интерес из-за
своей низкой себестоимости, достаточно высокой удельной проч-
ности, однородности, высокого сопротивления удару, отличной
химической и теплостойкости, а также благодаря своей техно-
логичности. Отличные изоляционные качества стекла позволили
использовать его для термической изоляции конструкций. Хоро-
шие диалектические свойства привели к использованию стекла
в обтекателях антенн радиолокаторов.
Отрицательная характеристика стекла — относительно низкий
модуль упругости. Поскольку большинство конструкций в косми-
ческой технике работают на предельных режимах по жесткости,
то это служит существенным недостатком. Кроме того, недоста-
точный модуль упругости стекла приводит к чрезмерным напря-
жениям в полимерных матрицах. По этой причине происходит
растрескивание при растяжении, ведущее к снижению усталост-
ной прочности.
Этот фактор должен учитываться в случае, если стекло исполь-
зуется в качестве волокнистой основы, например, в оболочках,
работающих под давлением.
Несмотря на то, что стекло относительно технологично в из-
готовлении, в процессе сверления и механической обработки во-
локнистых материалов происходит большой износ инструмента
из-за высокой твердости волокон.
Бор. Волокна бора характеризуются высоким сопротивлением
сжатию наряду с высоким удельным модулем. Это позволяет ис-
пользовать их; в особенности для конструкций, работающих под
давлением (с ограниченной устойчивостью) и обладающих высокой
жесткостью. Свойства волокон высоко стабильны. Благодаря
высокому модулю упругости бора в полимерной матрице возникают
низкие напряжения. Волокна имеют хорошую адгезию к связую-
щему (матрице), что подтверждают высокие результаты стандарт-
ных испытаний на межслоевой сдвиг по методу короткой балки.
Сочетание этих свойств ведет к повышению усталостной прочности
волокнистых материалов с применением бора, составляющей, как
правило, 70% от предельного значения кратковременной прочно-
сти для одноосноармированных материалов.
Другим преимуществом бора является то, что его температур-
ный коэффициент линейного расширения близок к коэффициенту
линейного расширения титана. Это позволяет использовать его
для местного усиления титановых конструкций, в которых дефор-
мации и напряжения, вызванные изменением термических условий,
минимальны.
Это обеспечивает стабильные свойства, более высокую стой-
кость к циклическим термонагрузкам по сравнению с другими во-
локнистыми материалами на металлической основе. Бор также от-
личается высоким сопротивлением ползучести и особой стойкостью
84
Л. Дж. Кор б
к излому, что позволяет его использовать в конструкциях, под-
верженных длительным нагрузкам. Хотя бор не столь надежный
термоизолятор, как стекло, однако он более эффективен в условиях,
когда требуется повышенная жесткость и прочность на сжатие,
так как в этом случае возможно сокращение поперечного сечения
термостойкого слоя.
К недостаткам бора можно отнести его хрупкость, большой
диаметр волокон и твердость. Из бора нельзя получить ткань и
плетеные полуфабрикаты, как из других материалов, Минималь-
ный радиус изгиба для волокон из бора в среднем равен 12—13 мм,
что ограничивает его применение в конструкциях типа стрингеров
или подобных им деталях со сложным контуром, имеющим резкие
переходы. Будучи хрупким, бор имеет достаточно низкое сопро-
тивление удару и умеренную восприимчивость к производствен-
ным повреждениям. Его твердость способствует хорошему сопро-
тивлению эрозии волокнистого материала, но при этом ведет к ус-
ложнению и повышению стоимости механической обработки, про-
изводимой с применением твердосплавного и алмазного инстру-
мента.
Углеродные волокна. В композиционных материалах исполь-
зуются различные виды углеродных волокон. В первом прибли-
жении они могут быть разделены на высокомодульные, высоко-
прочные и среднего качества дешевые волокна. Высокомодульные
волокна имеют модуль упругости от 35 000 до 52 000 кгс/мм2.
Эти волокна обладают самым высоким удельным модулем упру-
гости и в 7—11 раз жестче алюминия, титана и стали. Таким об-
разом, теоретически они могут быть исключительно эффективны
для высокожестких конструкций.
Волокна с повышенным модулем упругости получают при высо-
котемпературной графитизации (свыше 300° С), в результате чего
улучшается степень упорядочения атомов углерода в структуре.
По-видимому, при этом волокна становятся гладкими и их
адгезия к матрице значительно ослабляется по сравнению с высо-
копрочными волокнами. Сопротивление сдвигу между слоями
уменьшается, в связи с чем высокая теоретическая эффективность
не реализуется из-за снижения способности передавать нагрузку
от слоя к слою. Высокопрочные углеродные волокна практически
предпочтительны для высокожестких конструкций, поскольку они
воспринимают до 100% общей нагрузки. Упругие волокна в зави-
симости от используемой матрицы зачастую могут воспринимать,
только 40—70% от предельно допустимой нагрузки. Кроме того,
несмотря на высокую жесткость графита, его работа на сжатие
обычно несколько ниже, чем на растяжение.
Высокопрочные волокна имеют предел прочности на растяже-
ние 211—280 кгс/мм2. Это в совокупности с их небольшой плот-
ностью (1,76 г/см3) обеспечивает удельную прочность на растяже-
3. Космические аппараты
85
ние, близкую к характеристике бора Так как углеродные волокна
занимают обычно 55—65% объема, а бор — 50%, неудивительно,
что, как показывают сравнительные испытания, конструкции с
борными и углеродными волокнами отличаются по массе на 1—2%.
Среди других более привлекательных конструкционных осо-
бенностей углеродных волокон следует отметить их отличную об-
рабатываемость и способность к формообразованию, а также чрез-
вычайно низкий коэффициент линейного расширения. Благодаря
первому качеству стоимость механической обработки значительно
ниже, чем для материалов с бором. При разработках можно рас-
считывать на малые радиусы сгиба и на сложные контуры, что
объясняется высокой способностью к формообразованию и пле-
тению волокон. Из этих волокон, кроме того, легко может быть
получена ткань. Их низкий температурный коэффициент линей-
ного расширения (около нуля) позволяет разрабатывать конструк-
ции, в которых требуется высокое постоянство размеров, например
антенны и базовые детали. Относительно высокая теплопровод-
ность снижает температурные напряжения и коробление благодаря
равномерному распределению теплоты от локального источника
(радиационного или конвекционного).
К отрицательным качествам следует отнести опять же низкий
коэффициент линейного расширения, приводящий к остаточным
температурным напряжениям в тех случаях, когда в конструкцию
заложены металлические прокладки, например, в местах соеди-
нений или когда графит используется как самостоятельный несу-
щий элемент. Другой недостаток углеродных волокон — низкая
ударная вязкость. Это создает опасность повреждений при про-
изводстве или обслуживании от случайных ударов инструментом
или во время транспортировки.
Органические волокна. Наиболее значительное последнее дости-
жение в разработке экономически выгодных органических волокон,
пригодных для конструкционного применения, представляет
создание волокна PRD-49 компанией du Pont de Nemours. В основу
этого материала положена бензамидная структура. В настоящее
время используется волокно двух типов (III и IV). Основное раз-
личие между этими типами заключается в том, что тип IV имеет
более низкий модуль упругости (0,84 -106 кгс/см2) по сравнению
с типом III (1,33-106 кгс/см2), большее на 60% удлинение (3,3%)
и лучшую пластичность. Волокно типа IV более стойко к образо-
ванию трещин и предназначено для применения в тканях, тросах
и оплетках кабелей для космических целей. Волокно типа III пре-
имущественно предназначено для использования в волокнистых
композиционных материалах.
Наиболее необычным свойством волокна PRD-49 является его
небольшая плотность (самая низкая по сравнению с обсуждавши-
мися выше материалами) наряду с высокой прочностью [9].
86
Л. Дж. К op б
Отношение предела прочности к плотности волокна PRD-49
в 10 раз выше, чем у алюминия и стали, и в 8 раз выше, чем у ти-
танового сплава Ti — 6 % Al — 4%V. Это дает возможность широко
применять его в конструкциях, работающих на растяжение. Во-
локно PRD-49 обладает также высоким сопротивлением разрыву.
Волокнистые материалы с PRD-49 могут выдерживать нагрузку,
равную 90% от предельной, в течение 1000 ч без разрушения.
Благодаря этому наиболее предпочтительно его применение в тех
случаях, когда требуется высокая прочность при длительном на-
гружении, например, для оболочек, работающих под давлением.
Программа разработок различных авиационно-космических
компаний направлена на то, чтобы удостовериться в возможности
их использования для своих целей.
Волокно PRD-49 благодаря достаточной упругости и удлине-
нию обладает высокой ударной вязкостью, гораздо более высокой
по сравнению с бором и углеродом и даже лучшей, чем у стекла.
Следовательно, можно ожидать, что этот материал будет менее
чувствителен к повреждениям в производстве и эксплуатации. Его
хорошее удлинение и способность к формообразованию создает
возможность сохранять эти качества в тканевых изделиях (90 % по
сравнению с исходным волокном вместо 70% для стекла Е). Во-
локно PRD-49 может применяться для изделий с резкими переги-
бами. Материал отлично обрабатывается, что в совокупности с вы-
шеописанными свойствами делает его очень удобным для получе-
ния текстильного волокна благодаря очень низкой стоимости
производства.
Диэлектрические свойства волокна PRD-49 превосходны, что
открывает перспективы для его широкого применения. Имеются
сведения, что волокна PRD-49 обладают небольшим температур-
ным коэффициентом линейного расширения подобно углеродным.
Это дает возможность применять вместе оба материала. Предпо-
лагается, что это качество может быть использовано в конструк-
циях, где небоходимо постоянство размеров в широком диапазоне
температур. Имеются данные, что теплоизоляционные свойства
волокна PRD-49 также отличные. Все это позволяет его сравни-
вать с бором и стеклом при выборе теплоизоляции. Испытания
показали, что волокно PRD-49 обладает высокими демпфирующими
свойствами. Это очень важно при использовании в аэроупругих
конструкциях, в частности для длинных стержней, применяемых
в космических аппаратах, например, антенн или грузовых транс-
портирующих устройств.
Наиболее значительным недостатком волокна PRD-49 в настоя-
щее время считается его низкий удельный модуль упругости
(в 3 раза ниже, чем у стекла S, и в 2 раза ниже, чем у бора и гра-
фита), а также низкий предел прочности на сжатие, который сос-
тавляет 10—15 % от предела прочности на сжатие борных и 15—
3. Космические аппараты
87
25% углеродных волокон. Там, где нагрузки сжатия или изгиба
играют большую роль для конструкции, необходимо комбиниро-
вать волокна PRD-4Q с волокнами бора или углерода.
2. Матрицы и mex}tOjioZUiL€CKue процессы
Известны четыре основных класса матриц (связующих), кото-
рые могут использоваться с высококачественными волокнами, —
эпоксидные, фенольные, полиимидные смолы и металлы (преиму-
щественно алюминий).
Эпоксидные связующие. Считается, что все высококачественные
волокна удовлетворительно сочетаются с эпоксидными связую-
щими.
В табл. 4 представлены их основные свойства. Эпоксидные
смолы обычно выдерживаются при температуре приблизительно
177° С и давлении 7 кгс/сма в автоклаве, при этом используется
стандартное формовочное оборудование. Эпоксидные смолы не
выделяют воды в процессе полимеризации и требуют для изготов-
ления незначительного содержания растворителя. В результате
получаются плотные без пор слои. Температура эксплуатации
достигает 177° С.
Несмотря на то, *что эпоксидные смолы достаточно стабильны,
есть некоторые сообщения, что они теряют свои свойства в пределах
температур от 121 до 177° С, что, видимо, объясняется поглощением
влаги. Но эта проблема не считается серьезной и может быть раз-
решена посредством незначительных изменений в технологии про-
изводства.
Следует подчеркнуть, что эпоксидные смолы имеют много раз-
новидностей и при Необходимости может быть получено несколько
видов, пригодных цля конкретных целей.
Фенольные смолы. Волокнистые материалы на основе высоко-
термостойких фенольных смол широко используются в космиче-
ской промышленности свыше 18 лет.
Применение конструкционных деталей возможно при темпера-
туре 260° С в течение 200 ч, если в качестве упрочнителя исполь-
зуются стеклянные волокна. Широкое применение в других отрас-
лях промышленности получили нейлон, стекло, высококремнистые
соединения, кварц, а также наполненные углеродной тканью фе-
нольные смолы в абляционных элементах системы термозащиты,
как, например, конический носовой обтекатель, камеры двигате-
лей ракет и вкладыши сопел.
В процессе отверждения выделяется большое количество лету-
чих соединений, поЭТому трудно, если не невозможно, получить
достаточно высокие свойства связующего, которые бы обеспечили
нормальную работоспособность высококачественных волокон. По-
лиимидные смолы Позволяют получать более прочные и качест-
Таблица 4
ХАРАКТЕРНЫЕ СВОЙСТВА КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ ЭПОКСИДНЫХ СМОЛ
ПРИ КОМНАТНОЙ ТЕМПЕРАТУРЕ
Волокно Содер- жание волокон, об.% Прочность, 103 кгс/см2 Модуль упругости, 10е кгс/см2
на изгиб на рас- тяжение на сжа- тие* на срез при рас- тяжении при сжатии при изгибе
Армирование непрерывным волокном
Стекло:
стекло Е 65 — 12,66 9,84 0,65 0,55 0,53 —
стекло S 65 — 16,52 11,5 0,82 0,73 0,87 —
Бор 50 18,28 14,76 34,46* 0,98 2,11 2,32 19,69
Графит:
высокопрочный 60 16,17 14,06 16,17** 1,05 1,48 1,43 15,47
высокомодульный 60 7,80 7,73 7,8** 0,63 2,04 2,01 —
средние свойства 60 14,06 13,36 12,3** 0,91 1,35 — —
Органическое волокно PRD-49-III 65 — 16-,87 2,81 0,63 0,77 — —
Армирование тканью
Стекло Е 55 — 4,43 4,36 —- 0,25 0,25 5,9
Органическое волокно PRD-49-IH 55 — 5,27 2,6 — 0,32 0,32
Определены по испытаниям на межслойный сдвиг короткой балки.
Определены при изгибе слоистого бруса.
Л. Дж. Корб
8. Космические аппараты
89
венные материалы по сравнению с фенольными смолами с точки
зрения их теплостойкости. Следовательно, полиимидпые смолы
в настоящее время являются основным материалом для полу-
чения термостойких (до 371° С), высококачественных компози-
ций.
Полиимидные связующие. Ряд полиимидпых систем используется
в качестве связующего для высококачественных слоистых мате-
риалов, однако, как правило, они служат либо присадками, либо
отвердителями, последние выделяют воду в процессе отверждения.
Считается, что полиимиды могут быть вполне работоспособны
при температурах до 260—370° С в зависимости от их состава и
времени. В то время как прочность при растяжении полиимидных
композиций часто полностью сохраняется с увеличением темпе-
ратуры, их прочность на сжатие значительно снижается. Это можно
объяснить пониженной сопротивляемостью матрицы поперечным
нагрузкам, так как при работе на сжатие волокна не оказывают
им сопротивления.
Изготовление деталей ограничено использованием борных,
углеродных и стеклянных волокон на полиимидной основе.
Полиимиды представляют собой в основном порошки и их надо
растворить каким-либо растворителем перед пропиткой тканей или
жгута. Основные трудности при использовании полиимидов свя-
заны с удалением контролируемого количества растворителя и
воды в процессе полимеризации (если полиимид — отвердитель)
таким образом, чтобы образующиеся поры не занимали более 3%
объема, а в оптимальном варианте 1—2%. Если поры занимают
больший объем, то значения прочности на растяжение, изгиб и
срез будут заниженными. Если удалено слишком много разбави-
теля, то это может вызвать осаждение полиимида и соответственно
снижение прочности.
Способы производства полиимидов значительно более сложны,
чем для эпоксидных смол. Для полиимидов часто необходимы более
высокое давление и более быстрый нагрев, к тому же, они хуже
заполняют форму.
Современные полиимидные смолы, используемые с борными и
углеродными волокнами, имеют ограниченные возможности и не
соответствуют требованиям космической техники. Однако их можно
использовать в виде реек или небольших листов, качество которых
легче обеспечить, чем у крупных изделий, причем мелкие детали
можно закреплять посредством последующей клейки. Такой прин-
цип усиления был использован для двутавра из титана, который
удовлетворительно выдерживал повторные высокотемпературные
нагрузки.
Можно надеяться, что последующие усовершенствования поли-
имидных материалов улучшат их технологичность и прочностные
характеристики.
90
Л. Дж. К op б
Металлические матрицы. Перспективные разработки многих
лабораторий направлены на то, чтобы в качестве матриц исполь-
зовать алюминий, магний, титан, никель и тугоплавкие металлы.
Методом пропитки волокон магниевыми сплавами были получены
конструкционные детали промышленного назначения. Однако
значительный успех достигнут при разработке боралюминия.
В 1971 г. было получено приблизительно 450 кг боралюминия.
В настоящее время проводятся исследования композиционного
материала алюминий — углеродное волокно, но пока нет его
промышленного производства.
Боралюминий производится в виде листов, получаемых свар-
кой плазменнонапылепных монослойных листов и лент. Если ма-
териал обрабатывается при температуре свыше 510° С, например,
для сварки, то требуются волокна Борсик (Hamilton Standard
Div. United Aircraft Corp.), представляющие собой борные волокна,
покрытые карбидом кремния для защиты от взаимодействия с алю-
миниевой матрицей и предотвращения разупрочнения волокон.
Для использования боралюминиевых листов и лент в деталях
и узлах конструкций необходимы эффективные способы их соеди-
нения.
Ленты были разработаны с целью: 1) экономии материала (осо-
бенно в случае, когда требуется получить сложный профиль;
2) местного усиления конструкции; 3) снижения стоимости исход-
ных материалов; 4) расположения волокон в нужном направлении
с учетом конфигурации детали; 5) изготовления конструктивных
элементов с двойной кривизной.
Используются ленты с припоем (сплав 713), нанесенным с одной
стороны (или без пего) на фольгу из сплава 6061.
Так как напыленные плазмой ленты имеют обычно большую
толщину, чем конечная толщина слоя, то они могут поставляться
и в виде предварительно уплотненных лент.
Боралюмипиевыр ленты не так эластичны, как ленты из пласт-
масс, их труднее использовать* для обра: ования сложных контуров,
когда требуется закреплять ленту в отдельных точках в прогессе
намотки.
Лепты и однослойный лист соединяются посредством одного из
трех методов: пайкой припоем (твердым), диффузионной или эв-
тектической сваркой. Пайка выполняется обычными техническими
приемами, такими, как пайка погружением или пайка в печи.
В одном из вариантов используется предварительный нагрев до
538° С, затем пайка погружением при 593° С в присутствии при-
поя 718. Ленты, имеющие подложку в виде фольги из припоя,
могут паяться в вакууме, при нагреве в герметичной стальной
реторте до 565—610° С и давлении 3,5—14 кгс/см2.
Диффузионная сварка производится при высоком давлении, без
использования припоя. Например, материалы, подлежащие
3. Космические аппараты
91
соединению, нагреваются в герметичной реторте до 482° С при
давлении до 700 кгс/см2 или до 530° С при давлении 21 кгс/см2
и выдерживаются в течение 30—90 мин.
При эвтектической сварке поверхности соединяемых частей
предварительно покрывают серебром или медью, затем прижи-
мают и выдерживают под давлением до 70 кгс/см2 при 510—-565° С
в стальной реторте в вакууме или инертной атмосфере.
Подобные процессы изготовления гораздо более дороги по
сравнению с теми, в которых используются смолы, и не позволяют
варьировать размеры и форму изделий. Конструкции, спаянные
твердым припоем, в которых применяются флюсы, подвержены
коррозии, поэтому флюс должен полностью удаляться с места
соединения. Это традиционная проблема для материалов на основе
паяных алюминиевых конструкций.
Боралюминий может быть эффективно обработай алмазным
инструментом, электроэрозионным или ультразвуковым метода-
ми. Он может подвергаться пластической деформации при 450—
480° С. Тонкие изделия могут быть изогнуты с радиусом^12 мм
перпендикулярно волокнам и с радиусом около шести толщин
параллельно волокнам при комнатной температуре.
Одна из наиболее сложных проблем — соединение двух листов
в процессе сборки. Плавление или электронно-лучевая сварка не
дают желаемого результата. Точечная сварка может быть исполь-
зована для присоединения тонкого листа к основному материалу,
однако совершенно не позволяет соединять детали большей тол-
щины. То же самое относится к крепежным соединениям, если
только места крепления специально не усилены.
Боралюминий в основном используется при содержании воло-
кон 50 об.%. Несмотря на то, что рассчитанный по правилу смеси
предел прочности на растяжение составляет 16—18-103 кгс/см2,
фактически листы и ленты, полученные диффузионной сваркой,
редко обеспечивают предел прочности выше 12-103 кгс/см2. Предел
прочности на срез боралюминия также значительно ниже теорети-
ческого значения. Согласно последним сообщениям, использова-
ние борного волокна диаметром 0,14 мм вдвое увеличивает проч-
ность на срез боралюминия. Это происходит, по-видимому, из-за
того, что волокна бора диаметром 0,14 мм достаточно прочны и
лучше противостоят продольному расщеплению, чем волокна
диаметром 0,10 мм.
Сравнение металлических и полимерных матриц. Сравнитель-
ные характеристики металлических и полимерных матриц приве-
дены в табл. 5 и 6 [8]. В целом полимерные матрицы обеспечивают
для слоистых материалов более высокие удельные свойства при
растяжении и изгибе, они более изучены на данном этапе, сырье
и производство их более дешево, они более технологичны, ремонто-
способны и более эффективны в качестве теплоизоляции.
92
Л. Дж. Корб
Таблица 5
ХАРАКТЕРИСТИКИ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Характеристика по сравнению с материалами на металли- ческой основе Преимущества использования в космической технике
Более высокое отношение Более эффективны при неосевом растяжении
прочности и упругости к и изгибе
плотности (из-за малой Небольшой прогиб; большое сопротивление
плотности и большего со- динамическим нагрузкам
держания волокон) Большая степень изучен- Легкодоступны
ности Больше расчетных и экспериментальных дан-
Низкая стоимость ных Много результатов испытаний, в том числе в полетах Отработан ряд стандартных изделий Больше разработано высокопрочных кон- струкций Приблизительно в 4 раза дешевле боралюми-
Меньшие затраты на про- ния Элементы конструкций могут быть выполнены
изводство из меньшего числа деталей и узлов
Большая гибкость при Меньше отходов (нет облоя и заусенцев, как у металлической основы) Лучшие формовочные качества, следователь- но, возможно получение разнообразных по форме и размерам деталей с минимальными затратами Изменение нагрузки по величине и направле-
изменениях проекта нию легко компенсируется добавлением до-
Высокая ремонтоспособ- полнительных слоев в существующую кон- струкцию Меньше затраты на обслуживание
ность Меньше влияние на режим работы в случае
Высокие теплоизоляцион- повреждений Необходимые свойства, например, теплозащит-
ные свойства ных оболочек в космической технике
Металлические матрицы предпочтительнее в случае, .когда
деталь работает на сжатие и изгиб, так как их более высокая проч-
ность на сдвиг и изгиб обеспечивает ослабление поперечных нагру-
зок на волокна. Эти матрицы также более эффективны в случае
местных, комбинированных и внеосевых нагрузок, у них большее
сопротивление износу, меньше газопроницаемость и более высокая
температурная стойкость. Отлицная теплопроводность позволяет
избегать местного перегрева, высокая электропроводность обеспе-
чивает хорошую защиту от повреждения молнией (слоистые мате-
риалы на полимерной основе, используемые в авиации, должны
иметь алюминиевое покрытие толщиной до 0,13 мм с целью защиты
от удара молнии). Более высокая электропроводность метал личе-
8. Космические аппараты
93
Таблица 6
ХАРАКТЕРИСТИКИ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
НА ОСНОВЕ АЛЮМИНИЯ
Характеристика по сравнению с материалами на полимерной основе Преимущества использования в космической технике
Большая прочность и жест- По сравнению с пластмассами, воспринимаю-
кость матрицы: щими нагрузки по одной оси:
на растяжение более эффективны при короблении
на срез более эффективны при поперечных и раз- нонаправленных нагрузках
на сжатие более эффективны при комбинированных нагрузках (растяжение — сжатие — срез)
на истирание менее склонны к образованию трещин
Более твердая поверхность Большая стойкость к эррозии (возможно при- менение для сопел или передних кромок — ребер атаки)
Большая термостойкость Способность работать при температуре, дости-
матрицы гающей 315° С, когда использование пластмасс ограничено
Более высокая теплопро- Исключен местный нагрев из-за распределе-
водность ния теплоты, что приводит к общему сниже- нию температуры; более пригодны для форсу- нок, поверхностей и ребер атаки, подвержен- ных действию пламени
Высокая электропровод- Лучшая защита от молний (авиация, ракето-
ность носители); препятствует накапливанию стати- ческого заряда; исключает взрыв топлива (авиация, ракетоносители); снижает влияние электромагнитных помех
Неорганическая основа Более надежны для космической техники в условиях высокой опасности воспламенения (в насыщенной кислородной атмосфере), низ- ких температур (—150° С) и радиации, что ограничивает использование пластмасс
Листовая форма Возможно использование более удобных спо- собов производства
Сопротивление сдвигу при Обеспечивается эффективная конструкция
короблении обшивки благодаря тому, что допускается не- которое коробление
ских матриц снижает опасность накопления статического элек-
тричества в ракетоносителях с взрывоопасным горючим. Снижа-
ются также электромагнитные помехи благодаря электропро-
водности стыков панелей. Неорганическая природа металлических
матриц позволяет выбрать необходимый материал в случае кисло-
родной среды. Вероятно, металлические матрицы более перспек-
тивны в условиях глубокого космоса при температурах до —150° С
и высоком вакууме, однако пока это еще не проверено. Возмож-
ность получения листов из боралюминия шириной до 1200 мм
позволит применять этот материал для изготовления конструкций
94
Л. Дж. Корб
типа мембран и листовых конструкций. Показано, что боралюми-
ний способен выдерживать значительные нагрузки даже при
короблении панелей. Это может служить предпосылкой для созда-
ния более надежных и эффективных конструкций.
Ряд нерешенных проблем еще сдерживает внедрение материа-
лов на металлической основе. В частности, очень высока стоимость
их изготовления по сравнению с полимерными композиционными
материалами. При их сборке не обеспечивается достаточно высо-
кая прочность на растяжение; в начальной стадии находится раз-
работка технологии, позволяющая получать различные ленточные
изделия. Из-за этого материалы на металлической основе недоста-
точно изучены, мало конкретных данных об их свойствах.
Таким образом, несмотря на то, что полимерные композицион-
ные материалы представлены более широко, возможность исполь-
зования боралюминия следует считать достаточно перспективной.
В настоящее время, однако, наиболее широко используются ма-
териалы на основе эпоксидных смол, они более изучены и дешевы.
3. Клеи
Клеи обычно используются для соединения составляющих ком-
понентов слоистых материалов друг с другом, присоединения этих
материалов к металлу для местного усиления или объединения
металлических вставок или слоев внахлестку внутри материала.
В случае, если металл вводится в материал в виде прокладок или
элементов нахлесточного соединения, клей не должен сильно уве-
личивать толщину, вызывать смещение слоя, несущего нагрузку,
или приводить к совершенно недопустимым местным складкам.
Клеи используются для этих целей в виде очень тонкого слоя
(0,02—0,05 мм) и могут наноситься на поверхность посредством
вулканизации подобно резине. Металлическая поверхность перед
этим обычно подвергается грунтовке. Обычно толщина клеевого
слоя между составляющими частями 0,1—0,25 мм. Необходимы
очистка соединяемых поверхностей и сжатие соединяемых частей
для обеспечения достаточно плотного контакта с целью получения
качественного соединения.
Сопротивление отрыву представляет собой важнейшую харак-
теристику клеевых соединений, в особенности для конструкций,
работающих при высоких температурах, так как в этих случаях
приходится пользоваться хрупкими материалами, плохо работаю-
щими на отрыв. В таких системах часто с увеличением протяжен-
ности нахлестки падает удельная несущая способность. Это свя-
зано с тем, что высокий модуль упругости не позволяет перерас-
пределить высокие местные напряжения, возникающие по концам
клеевого соединения.
8. Космические аппараты
95
Другая особенность клеевых соединений композиционных ма-
териалов состоит в том, что в склейках появляются дополнительные
большие напряжения или деформации, связанные с тем, что рядом
оказываются слои с разной ориентацией волокна и большой разни-
цей в коэффициентах Пуассона.
Б. Вопросы конструирования
1. Сравнение композиционных материалов с металлами
Для полного понимания проблем, стоящих перед конструкто-
ром, проектирующим объект на основе композиционных материа-
лов, полезно рассмотреть основные различия между металлами и
композициями. В то время как металлы, вообще говоря, изотропны,
композиционные материалы в высшей степени анизотропны [12].
Прочность последних в направлении волокон может более чем
в 20 раз превышать прочность матрицы, прочность поперек во-
локна или прочность между слоями. Таким образом, возможно
много вариантов разрушения: от растяжения, сжатия, сдвига
в плоскости листа, межслоевого сдвига, плоского растяжения и
от их сочетаний. Если металл под действием сжатия может зача-
стую скорее покоробиться, чем разрушиться, то с полимерным
композиционным материалом дело обстоит иначе: он может пол-
ностью разрушиться, расслоиться или расколоться по матрице
параллельно волокнам.
Композиционные материалы, кроме того, неоднородны. Изде-
лие имеет различный состав в различных направлениях в преде-
лах слоя или по толщине. В связи с этим при классическом под-
ходе к оценке возможностей усталости, ползучести и роста трещин
необходимо принимать во внимание различные элементы материа-
ла (волокна и матрицу), ориентацию волокон по отношению к на-
грузке и их взаимодействие. Даже статическая прочность может
изменяться под влиянием последовательности укладки слоев,
т. е. порядка, в котором идентичные слои укладываются по тол-
щине.
Третьей характерной особенностью композиций являются
малые деформации. В случае металла местные пластические де-
формации разгружают концентрации напряжений и перераспре-
деляют последние в местах резких изменений геометрии, дефектов
и вырезов, поэтому формулы, описывающие коэффициенты кон-
центрации напряжений К и коэффициенты усталостной прочности
Kf для металлов, не могут быть непосредственно использованы для
композиционных материалов. Остаточные напряжения, например
термические, возникающие при отверждении, становятся более
существенными, чем в металлах, и могут внести свой вклад в преж-
девременное разрушение.
96
Л. Дж. Корб
Следует серьезно разобраться в природе деградации матрицы
у композиционных материалов. В то время как матрица не под-
вержена классической коррозии или коррозии под нагрузкой,
как у металлов, она может деградировать от старения, воздействия
ультрафиолетового излучения, влажности, ударов молнии, просто
ударов или эрозии. Эти явления необходимо принимать во внима-
ние, если речь идет о большом сроке службы.
Степень допустимого повреждения различна у композиций и
металлов и сильно зависит от конструктивного исполнения. Для
оценки надежности необходимо понимать, как повреждения влияют
на статическую и усталостную прочность, ползучесть и остаточную
прочность.
И, наконец, необычный характер композиций и их соединений
обусловливает сложность проведения неразрушающего контроля.
2. Сравнение требований космической техники и авиации
Как правило, требуемый срок службы летательных аппаратов
в авиационной технике значительно выше, чем в космической.
В прошлом космические аппараты предназначались для разового
использования. Основные силовые нагрузки оказывались на кон-
струкцию в течение первых минут при старте, а основные терми-
ческие нагрузки имели место либо на старте, либо при входе
в плотные слои атмосферы (в случае возвращения аппарата).
Деградацию материала под действием повторяющихся нагрузок
(усталость) или постоянной нагрузки при повышенной темпера-
тУРе (ползучесть) можно было серьезно не учитывать. Таким
образом, до последнего времени в космической технике практи-
чески игнорировались принятые в авиастроении понятия срока
службы, продолжительности безотказной работы и остаточной
прочности.
Максимальные нагрузки на несущую конструкцию космичес-
кого Корабля «Аполлон» длятся около 15 мин, тогда как граждан-
ский или военный самолет должен прослужить порядка 25 000 —
60 000 ч, поэтому, казалось бы, использование композиционных
материалов в космических аппаратах сопряжено с меньшим ри-
ском. Цо, с другой стороны, возрастающие требования к надеж-
ности и меньшие коэффициенты запаса, фигурирующие в косми-
ческой технике, повышают значение статической прочности.
Далее, разрушение обитаемого космического корабля связано
потенциально с большей вероятностью гибели экипажа и с боль-
шим Материальным ущербом, чем гибель самолета. В результате
к использованию композиционных материалов при разработке
пилотируемого космического корабля подходят со значительно
большей осторожностью^ чем в авиастроении.
8. Космические аппараты
97
Что касается корабля «Спейс Шатл» («Космический челнок»),
то его конструкция должна отвечать требованиям, связанным
с усталостью, ползучестью, равно и с большим сроком службы.
Орбитальная ступень системы «Шатл» может быть запущена
около 500 раз, она будет эксплуатироваться в течение 10-летнего
периода, в том числе в условиях атмосферного полета и посадки.
Хотя перечисленные выше соображения имеют в данном случае
меньшее значение, чем в самолетах, они обязательно должны быть
учтены при разработке.
И космический корабль «Шатл», и самолеты должны обладать
некоторой способностью «выживания» при столкновении с посто-
ронними предметами. Считается, что обычный подход и критерий,
существующие по этому вопросу в военном и гражданском авиа-
строении, могут быть использованы и в космической технике.
5. Особенности конструирования
Распределение слоев. Наиболее эффективны композиционные
конструкции с однонаправленными нагрузками, что позволяет
максимально использовать свойства волокон, поэтому конструктор
зачастую «привязывает» композиционную конструкцию к осям,
вдоль которых направлены усилия. Например, конструкция из
композиционных материалов типа фермы, нагруженной усилиями,
действующими вдоль стержней, может оказаться более эффектив-
ной, чем оболочка, обычно применяемая в конструкциях из ме-
талла. Впрочем иногда бывает невозможно выделить геометри-
чески простые направления действия нагрузок, и слоистые мате-
риалы приходится армировать в нескольких направлениях.
Существует бесчисленное множество вариантов взаимного рас-
положения слоев. При конструктивной проработке космических
кораблей обычно рассматривают набор слоев, ориентированных
под углами 0, it 45 и 90°, где 0° соответствует ориентации волокон
параллельно направлению основной нагрузки. При таком наборе
для наибольшей надежности следует разместить достаточное ко-
личество волокон во всех направлениях, чтобы обеспечить во-
сприятие нагрузок, направленных вдоль, поперек и на срез. При
этом композиция становится инвариантной к смоле; это означает,
что, в отличие от набора слоев с ориентацией под углами 0 и ±30°,
способность данного набора слоев воспринимать срезывающие
нагрузки в плоскости не зависит от связующего. Расчеты пока-
зывают, что для типичного набора слоев с ориентацией под углами
0, ±45 и 90° снижение прочности смолы на 50% привело бы
к снижению прочности композита всего на 10%, что свидетель-
ствует о надежности такого подхода. Желательность этого под-
хода, по крайней мере до тех пор, пока не будут хорошо поняты
процессы деградации матрицы, подтверждается последними ис-
4 п/р. Нотона, т. 3
98
Л. Дж, К op б
следованиями в области старения при комнатной температуре
композиционных материалов на основе волокон, пропитанных
эпоксидными смолами.
Для расчета на ЭЦВМ свойств слоистого композиционного
материала по свойствам слоев существуют специальные программы,
например программа R5D (ВВС США). Правильность расчетных
результатов проверяется экспериментально. Программы, исполь-
зуемые в космической технике, учитывают дополнительно оста-
точные термические напряжения, возникающие в ходе охлажде-
ния после отверждения. Важно точно оценить свойства слоистого
композиционного материала. Например, изменение последова-
тельности сборки материала оказывает влияние на свойства ма-
териала. Так, сравнивались два композиционных материала, со-
стоящих из равного числа чередующихся слоев стекловолокон,
ориентированных под углами 0 и 90°; у одного из них наружный
слой имел ориентацию 90°, у второго 0°. Статическая прочность
первого составляла в среднем 4500 кгс/см2, второго 5000 кгс/см2
[12].
Критерии оценки разрушения слоистого материала. За рас-
четный предел прочности принимается максимальное напряжение
в слоистом материале, при котором еще не происходит механиче-
ского разрушения. Его легко определить при испытании на рас-
тяжение; однако определение предела прочности на сжатие,
например, для образца из композита бор — эпоксидная смола
весьма затруднительно. При разрушении плоского вырезанного
образца могут расщепиться его концы. Если концы приклеены
или зажаты, разрушение может произойти путем поперечного
коробления. Если обеспечена достаточная опора в поперечном
направлении, при разрушении образец может растрескаться вдоль
по волокнам в результате эффекта Пуассона. Какой из этих
способов разрушения соответствует реальному пределу прочности
на сжатие, не очень понятно, так как в зависимости от методики
испытаний величина прочности на сжатие колеблется от 14 000
до 32 000 кгс/см2.
Еще труднее установить величину допустимого напряжения.
В конструкциях с коэффициентом запаса, равным 1,5, допустимое
напряжение можно определить как две трети предела прочности или
как напряжение, вызывающее либо необратимую деформацию слои-
стого композита, либо чрезмерную потерю жесткости (смотря по
тому, что меньше). Для типичного эпоксидного боропластика
с ориентацией волокон 0° разрушение происходит при напряжении
140 кгс/мм2, тогда как предел пропорциональности (измененье
наклона кривой напряжение — деформация) составляет 84 кгс/мм2.
Соответственно за допустимое следует принять напряжение
84 кгс/мм2. Зачастую полиимидные углепластики с ориентацией
волокон по слоям 0, ±45 и 90° под действием температурных
3. Космические аппараты
99
напряжений, вызываемых при охлаждении углеродными волок-
нами, направленными под углом 90°, растрескиваются вдоль или
расслаиваются. Это не означает, что допустимое напряжение было
превзойдено без приложения внешней продольной нагрузки.
В данном случае правильнее было бы считать, что допустимым
напряжением в продольном направлении является такое про-
дольное напряжение, которое вызывает разрушение волокон с
ориентацией под углом 90°.
Традиционно для металлических конструкций в космической
технике принимают следующие коэффициенты запаса (отношение
предела прочности к допускаемому напряжению): для космических
кораблей без экипажа 1,25, для ракет 1,40, для кораблей с эки-
пажем 1,50. Понятие допустимого напряжения для конструкций
из композиционных материалов в космической технике пока не
стандартизировано.
Кривые суммированных нагрузок. В результате того, что су-
ществует много видов разрушения композиционных материалов,
иногда полезно построить кривую
границы различных видов раз-
рушения под действием суммар-
ных нагрузок. На рис. 1 пока-
зана подобная кривая для эпо-
ксидного боропластика, состоя-
щего из двух слоев с ориента-
суммирования, показывающую
Рис. 1. Диаграмма областей различ-
ных видов разрушения эпоксидного
боропластика под действием суммар-
ных нагрузок (схема укладки слоев
0/10/±45°, комнатная температура):
1 — продольное сжатие, ориентация
слоев 0°; 2 — срез, ориентация 45°;
3 — поперечное растяжение, 0°; 4—
продольное и поперечное растяже-
ние, 45°; 5 — продольное растяже-
ние, 0°; 6 — срез, 45°; 7 — попереч-
ное сжатие, 0°; 8 — продольное и
поперечное сжатие, 45°
Рис. 2. График допустимых
сложных нагрузок для эпоксид-
ного боропластика при комнат-
ной температуре (схема укладки
слоев 0/0/+450):
Fx — допустимое продольное на-
пряжение; Fy — допустимое по-
перечное напряжение; Fxy —
допустимое напряжение сдвига
4*
100
Л. Дж. Корб
цией 0° и сдвоенного слоя с ориентацией ±45° [12]. Аналогичный
подход использован при построении графика допустимых слож-
ных нагрузок для такой же композиции на рис. 2. (Справочник
конструктора перспективных композиционных материалов [1]).
Понятия безаварийного и бесперебойного срока службы. Авиа-
конструкторы пользуются понятиями бесперебойной и безава-
рийной службы. Когда говорят о бесперебойной службе, то имеют
в виду, что для обнаружения трещин в критических областях
проводятся периодические осмотры оборудования. Дефект, на-
ходящийся за пределами обнаружения, не вырастет до следую-
щей инспекции настолько, чтобы разрушить самолет, т. е. отсут-
ствует риск гибели последнего. Чтобы эффективно воспользоваться
этим подходом при использовании композиций в конструкции
кораблей типа «Спейс Шатл», необходимо понимать закономер-
ности роста трещин в композиционных материалах. В настоящее
время достаточное понимание этого отсутствует, что, по-видимому,
не позволит в близком будущем выполнить из этих материалов
всю несущую конструкцию корабля. Кроме того, условие безава-
рийной эксплуатации предполагает, что трещины легко обнару-
жимы в критических узлах; реально это не всегда так.
Понятие безаварийной службы предполагает, что испытания
подтверждают способность летательного аппарата выдержать без
усталостного разрушения спектр нагружений, в несколько раз
превышающий срок службы (обычно в 4 раза больше, чем число
циклов за срок службы).
Надежность такого подхода для случая металлоконструкций
находится под вопросом. Достаточно ли он чувствителен, доста-
точно ли гарантирует от риска возможных повреждений? До-
пустим, некоторый элемент периодически нагружается напря-
жением, не превышающим предел выносливости для металла
(величина А на рис. 3). При этом он легко может выдержать не
только четыре, но и даже сотни сроков службы. Но предположим,
Рис. 3. Кривая усталости для метал-
лов (N — число циклов нагружения):
I — 1 требуемый срок лужбы; 2 —
2 срока; 3 — 3 срока; 4 — 4 срока
Рис. 4. Сравнение кривых устало-
сти для металлов и композицион-
ных материалов (N—число циклов
нагружения): 1 — композицион-
ный материал; 2 металл
8. Космические аппараты
101
что реальные нагрузки чуть-чуть выше (например, в результате
расчетной недооценки, коррозии, частичного износа и т. д.), что
соответствует уровню В на рис. 3. Тогда разрушение может про-
изойти в пределах требуемого срока службы. На рис. 4 сравни-
ваются усталостные кривые для композиционного материала и
металла. Первый может без риска разрушения подвергаться более
высоким циклическим нагрузкам, чем второй. Кроме того, для
композиционного материала можно более надежно предсказывать
срок службы, так как его кривая почти линейна и не имеет пло-
ской площадки, как обычная усталостная кривая для металлов.
Отверстия и вырезы. Как правило, отверстия более резко
снижают статическую прочность композиций, чем металла. С дру-
гой стороны, они меньше влияют на усталостную прочность ком-
позиций. При этом на величину их прочности сильно влияет
форма отверстия, как показано на рис. 5. Разрушающее напря-
жение для случая круглого отверстия диаметром 38 мм состав-
ляло 1610 кгс/см2, а для более квадратного 2450 кгс/см2 [12].
Чтобы снизить концентрацию напряжений, вокруг отверстия
или выреза часто используют низкомодульные накладки, например,
из стеклопластика. Это позволяет понизить напряжения и пере-
распределить деформации аналогично тому, как этого добиваются
в пластичных металлах. Подобным же образом для повышения
усталостной прочности используют армирующие низкомодульные
накладки в направлении, перпендикулярном к направлению воз-
можного разрушения. Эти накладки препятствуют распростране-
нию трещин.
Соединения. Получение прочного соединения часто служит
ключом к достижению высокой эффективности и надежности
композиций. Последние имеют низкую прочность на смятие и
отрыв. В конструкции, рассчитанной на высокие нагрузки, уста-
новка металлических прокладок непосредственно в композиции
зачастую нецелесообразна. Склейка внахлестку часто не может
передать достаточной нагрузки или же требуется чрезмерная ве-
личина поверхности склейки (если используется чисто компози-
ционная конструкция). Один из методов передачи нагрузки со-
стоит в том, что между слоями композиции укладываются и
вклеиваются металлические прокладки, которые воспринимают
сминающие нагрузки, передавая их композиционному материалу
в виде срезающих усилий. Часто, однако, эти прокладки чрезмерно
утолщают стык и вызывают изгиб слоев материала, чем снижают
эффективность стыка (рис. 6).
Второй используемый тип соединений — «косой замок», в ко-
тором слои композиционного материала накладываются на метал-
лический элемент, имеющий вид клина. Болтовые отверстия де-
лаются в металле, усилия передаются композиционному материалу
через клей, работающий на срез.
102
Л. Дж. Кор б
6ДОП=53,5 кгс/мм2
* И * * ♦[(>’*<
29^ I | I I |
бс= 24,6 кгс/мм2
Рис. 5. Влияние геометрии
отверстия на поведение мате-
риала при растяжении
дс=16,2 кгс/мм2
Рис. 6. Соединения композиционных
материалов, используемые в авиацион-
ной и космической технике:
а — двойная ступенчатая нахлестка:
1 — слои композиции; 2 — металличе-
ские прокладки; б — двойной косой
замок; в — склейка с прокладками;
1 — слоистая композиция; 2 — металл
Третий из широко используемых типов соединений — двойная
ступенчатая нахлестка. В таком соединении часть слоев (обычно
с ориентацией 90°) укладывается встык с торцами ступенек.
Другие же слои, с ориентацией либо ±45°, либо 0°, укладываются
внахлестку на вытравленные химически ступеньки и приклеи-
ваются.
Считается общепринятым, что наиболее эффективны соединения
«косой замок» и ступенчатая нахлестка. Последняя обычно имеет
более высокую статическую прочность, но худшую усталостную
прочность, чем косой замок.
В качестве материала прокладок часто используется титан,
имеющий малую плотность, низкий температурный коэффициент
линейного расширения (близкий к композициям) и хорошую
прочность па смятие и срез. Следует уделить серьезное внимание
выбору способа подготовки поверхности под склейку. Трудности^
связанные с различием деформаций смежных поверхностей, можно
уменьшить, если получить у композиции вблизи склейки коэф-
фициент Пуассона, равный 0,3 (как у металла). Этого можно
добиться правильным чередованием слоев с ориентацией ±45 и
90°.
Необходимо подчеркнуть, что выигрыш по показателям массы
от использования композиционных материалов тем больше, чем
меньше соединений. Отметим, кроме того, что конструирование
3. Космические аппараты
103
и расчет соединений нельзя считать еще математически строгими.
В космической технике их проектируют с большим запасом,
чтобы повысить надежность конструкции. Конструкции соеди-
нений следует всегда проверять экспериментально.
Местное усиление. К одному из наиболее интересных примене-
ний композиционных материалов относится их использование для
усиления отдельных участков металлоконструкций, для местного
повышения жесткости или прочности. Такой подход имеет сле-
дующие преимущества: 1) существенное снижение массы; 2) более
низкая цена; 3) повышенная надежность; 4) меньший риск срыва
графика выпуска изделия.
В результате местного усиления можно достигнуть снижения
массы на 15—25%. Обычно для усиления какого-либо участка
предварительно отвержденные полоски композиции наклеивают
на фланцы крышки изделия. При этом достигается экономия
расходов, так как сокращается общая потребность в композиции,
упрощается его формовка и раскрой. Надежность возрастает,
так как армирующие полоски имеют очень простую геометрию
и изготовляются почти в идеальных условиях. Во многих слу-
чаях металлические детали конструируются исходя из допустимых
напряжений; выборочная армировка материала позволяет дости-
гать в конструкции предельных напряжений. В связи с этим
риск, связанный с использованием композиционных материалов,
очень невелик. В конструкциях такого типа можно пользоваться
обычными металлическими соединениями — сваркой либо клепкой.
При этом надежность может быть существенно повышена вслед-
ствие значительного технологического опыта, приобретенного в
части получения таких соединений в аэрокосмической технике.
И, наконец, уменьшается риск срыва графика выпуска изделия.
Если изделие, целиком изготовленное из композиционных мате-
риалов, не выдерживает приемные испытания, то переход на
металлоконструкции может потребовать отсрочки несколько ме-
сяцев. Если же какая-либо деталь с местным усилием не про-
ходит статические, циклические испытания или испытания на
ползучесть, рабочий чертеж может быть легко переработан с целью
увеличения сечения по металлу.
Как уже отмечалось, волокно бора идеально подходит для
местного усиления титана или алюминия. По коэффициенту ли-
нейного расширения оно очень близко к титану. Это очень важно,
так как титан часто используют в конструкциях, работающих
при температурах до 315° С.
Вполне возможно, что благодаря дешевизне и надежности
местное усиление будет широко применяться при постройке пило-
тируемых космических кораблей, несмотря на ограниченную эко-
номию массы.
104
Л. Дж. Корб
В. Выбор материала
При комплектации космического корабля важно, чтобы обору-
дование отвечало трем основным требованиям: низкая стоимость,
своевременность поставки и высокие эксплуатационные качества.
С точки зрения первых двух позиций желателен минимум новых
разработок и риска. Руководитель программы может рассматри-
вать более дорогие или рискованные варианты только в том слу-
чае, если под вопросом характеристика корабля. Обычно су-
ществуют несколько путей улучшения характеристики; один из
них — замена материала. В этом смысле огромными потенциаль-
ными возможностями обладают композиционные материалы, ко-
торые позволяют либо облегчить конструкцию, либо обеспечить
такое сочетание свойств, которое невозможно получить при
использовании металлов.
1. Экономия массы
Типичные результаты оптимизации узлов показывают, что
переход на полностью композиционные конструкции позволяет
сократить их массу на 25—50%, а местное усиление на 15—25%.
Лучше всего использовать потенциальные возможности компо-
зиционных материалов, если начать с предэскизной проработки.
Так как для вывода одного килограмма полезной нагрузки на
окололунную орбиту требуется почти 600 кг конструкций и топ-
лива, а для вывода на околоземную орбиту — около 100 кг, то
существенное облегчение верхних ступеней приводит к соответ-
ствующему облегчению нижних. Если использование композиций
в верхней ступени позволит сократить число или размер нижних
ступеней, размер силовой установки или количество топлива, то
тем самым создаются условия для удешевления системы в целом.
К сожалению, недостаточная уверенность в композиционных
материалах мешает еще полному раскрытию их возможностей.
И государственные, и частные организации не склонны раз-
рабатывать системы, целиком зависящие от материалов, по ко-
торым очень мал опыт летных испытаний и эксплуатации. Это не
означает, что в ближайшем будущем не следует ожидать ограни-
ченного использования композиций в крупных космических си-
стемах. Однако размеры систем будут определяться металло-
конструкциями; композиции же будут использоваться там, где
они не повлияют на стоимость и своевременность поставки и где
необходимо улучшение эксплуатационных характеристик.
Маловероятно, чтобы высококачественные композиции су-
щественно потеснили бы традиционные материалы в таких су-
ществующих космических кораблях, как «Аполлон», «Сатурн»,
или в лунном модуле. На то существует несколько причин. Во-
первых, эти системы прошли в своем нынешнем варианте полную
8, Космические аппараты
105
приемку: внедрение композиционных материалов на данном этапе
означало бы дополнительные затраты и риск. Во-вторых, облег-
чения конструкций не требуется, так как двигатели способны
поднять большую массу, чем та, которую сейчас имеют корабли.
В авиастроении обычно планируют серьезные конструктивные
изменения при выпуске примерно 100-го или 250-го самолета.
Космические же корабли выпускаются такими малыми сериями,
что часто для всех кораблей одного вида материал определенных
деталей или сами детали заказываются одновременно.
Соответственно наилучшим временем для внедрения компози-
ций будет тот момент, когда общая компоновка корабля выбрана,
контракт заключен и на очереди детальная проработка. В это
время можно заниматься оптимизацией узлов и точно учесть
степень риска.
Прежде чем выбрать композиции для ключевых узлов, чтобы
облегчить их, следует ответить на два вопроса: требуется ли сни-
жение массы, можно ли ее снизить.
Требуется ли снижение массы? Как свидетельствует опыт
прошлого, масса конструкции быстро растет по мере того, как
идет детальная проработка. Вскоре приходится применять серьез-
ные меры для снижения массы и по мере того, как она прибли-
жается к предельным возможностям силовой установки (или пре-
восходит их), заново прорабатывать многое. Если же увеличение
массы не влияет серьезно на полезную нагрузку или эксплуата-
ционную характеристику, то шансы на использование компози-
ций весьма малы.
Можно ли практически снизить массу? Опыт разработки косми-
ческих кораблей свидетельствует, что во многих случаях исполь-
зование композиций не приводит к облегчению конструкции.
В 1968 г. был специально проведен анализ конструкции командно-
го модуля «Апполона», чтобы выявить места, где композиции
помогли бы снизить массу. Модуль в целом весил около 3 т, однако
меньше 100 кг можно было бы успешно заменить на детали из
композиций. Действительно, около 680 кг из этой массы при-
ходится на разрушающееся покрытие. Около 450 кг — это не-
несущие конструкции, где используется алюминий минимальной
толщины, к которому не предъявляется особых требований по
прочности и жесткости. Около 90 кг весят затворы и механизмы,
от материалов которых требуются высокая твердость поверхности,
ударная вязкость и изотропность, присущие металлам. Значи-
тельная часть массы приходится на тепловой экран из коррозионно-
стойкой стали (в то время такая сталь превосходила по тепло-
стойкости композиционные материалы). Другую большую долю
составляла внутренняя оболочка, образующая кабину, высокую
степень герметичности которой могла обеспечить только сварка.
Из оставшегося существенную долю составляла клееная слоистая
106
Л. Дж. Корб
облицовочная конструкция из тонких листов. Чтобы удовлетворить
требованиям по срезающим и поперечным нагрузкам, потребо-
валось бы 4—6 слоев композиции (0,5—0,75 мм), что не дает су-
щественной экономии по сравнению с алюминием (0,25—0,4 мм).
Таким образом, хотя в отдельных узлах и можно было бы до-
биться экономии массы 15—50%, необходимо признать, что в целом
в конструкции таких показателей добиться нельзя. С другой
стороны, в таких больших кораблях, как «Спейс Шатл», имеется
ряд мест, где можно было бы эффективно использовать компози-
ционные материалы. Этот вопрос подробно рассматривается ниже
в данной главе.
2. Уравновешенность корабля
Облегчение конструкции становится чрезвычайно важным,
если масса влияет на положение центра тяжести. У многих ле-
тательных аппаратов, в том числе у предполагаемого «Шатла»,
есть тенденция к перетяжелению хвоста. Один из способов ре-
шения этой проблемы состоит в том, чтобы повысить подъемную
силу в хвостовой части, для чего увеличить соответственно поверх-
ность хвоста; это, однако, дополнительно утяжеляет последний.
Другое решение состоит в том, чтобы добавить в нос корабля
балласт. Такой способ применяется в истребителях, чтобы сме-
стить вперед центр тяжести (ЦТ). Ферма аварийной системы
спасения корабля «Аполлон» также содержала балласт для сме-
щения ЦТ вперед на случай неудачного запуска.
Логичнее было бы облегчить хвост при помощи композицион-
ных материалов. Экономия массы становится тем более эффек-
тивной, чем дальше она отнесена назад от ЦТ, так как влияние
ее на уравновешенность корабля пропорционально произведению
экономии массы на плечо. С другой стороны, в данной ситуации
бесцельно заботиться об экономии массы впереди ЦТ, так как
это не столько разрешило бы проблему, сколько усугубило.
3. Экономическая эффективность
Даже тогда, когда остро стоит проблема снижения массы,
композиционные материалы обычно не используют до тех пор,
пока не будет показана их экономическая эффективность. При
этом обычно рассматривают два момента. Цервый — первона-
чальные затраты на приобретение. Сюда входят стоимость матери-
алов и изготовления, в том числе обоснование выбора материалов
и технологических процессов, проектирование, анализ и контроль
качества. Таким образом, приходится учитывать и затраты на
сбор данных по материалам, разработку новых процессов и ме-
тодов контроля, конструирование и приемку испытательного обо-
рудования и т. д. Часто приходится отказываться от использования
8. Космические аппараты
107
более эффективных материалов, если они настолько увеличивают
расходы, что создается риск не уложиться в сумму, оговоренную
контрактом.
Был сконструирован ряд систем с использованием компози-
ционных материалов, для которых производственные затраты
(материалы и изготовление) были ниже, чем в варианте с металло-
конструкциями. Особенно это относится к случаям, когда при-
менение волокнистых композиций позволяет сократить число де-
талей и инструментов или использовать более простые инстру-
менты, упростить конструкцию или процедуру сборки, уменьшить
время контроля. В этих случаях облицовочные панели на сотовой
основе, армированные волокнами, зачастую оказываются спо-
собными конкурировать со сложной алюминиевой конструкцией
из оболочек и стрингеров.
Конструкции, где рационально используют драпировочные
возможности композиционных материалов, также часто экономи-
чески эффективны. Там, где требуются двойные контуры, кон-
струкции, армированные волокнами, часто оказываются выгод-
ными, несмотря на то, что цена их достигает 660 доллар/кг. Затраты
на изготовление зависят также от числа деталей. Так, если
композиции требуют меньших затрат на предварительную обра-
ботку, они могут оказаться более конкурентоспособными при
малых сроках службы. Если они обеспечивают экономию времени
при монтаже и изготовлении, они оказываются конкуренто-
способными при больших сроках службы.
Много внимания уделяется в настоящее время полной стои-
мости системы с учетом срока ее службы. Сюда входят не только
капитальные затраты, но и эксплуатационные расходы, включая
топливо, ремонт, обслуживание, запасные части, инспекцию,
перемонтаж, уязвимость, размер флота (парка) и т. д. Хотя пара-
метрические исследования часто указывают, что использование
композиций может повысить экономическую эффективность си-
стемы, однако опытных данных еще недостаточно.
Во многих случаях, и это можно показать, стоит поступиться
сроком службы системы, чтобы сэкономить массу. Для этого
нужно точно знать: во что обойдется сэкономленный килограмм,
чем за экономию массы оплатит система.
Сколько стоит сэкономленный килограмм? В ходе предэскизной
проработки стоимость килограмма можно оценить как произве-
дение килограмма полезной нагрузки на число полетов. Например,
если полезная нагрузка спутника 13 600 кг и стоимость одного
запуска 4,5 млн. долларов, то вывод на орбиту одного килограмма
составит 330 долларов (не учитывая затраты на разработку).
Если уменьшить массу конструкций на 1, кг то теоретически
носитель может выводить на орбиту во время каждого запуска
лишний килограмм стоимостью 330 долларов. Если носитель
108
Л. Дж. Корб
можно повторно использовать 200 раз, экономия за счет килограм-
ма полезной нагрузки составит 200 раз по 330, или 66 000 дол-
ларов. Разумеется, это чрезмерно упрощенная оценка. Как было
указано ранее, если дополнительная грузоподъемность не нужна,
сэкономленный килограмм мало чего стоит. С другой стороны,
если система так перетяжелена, что полезная нагрузка меньше
потребного уровня, каждый килограмм на счету.
Чем система готова отплатить за экономию массы? Существует
удивительное несоответствие между тем, что казалось, бы, можно
выгодать, сэкономив килограмм массы, и тем, чем система готова
отплатить за эту экономию. Руководитель программы может
поднять тягу более экономичным способом, чем переконструиро-
ванием системы, пересмотром технологии и вопросов приемки.
Может оказаться целесообразным снизить коэффициенты запаса
или изменить траекторию. Уточненный анализ нагрузок может
показать возможность снижения массы конструкций. Иными сло-
вами, становится трудно убедить руководителя программы, что
замена материала — это самый простой способ разрешения проб-
лемы, так как при этом часто увеличиваются капитальные за-
траты и сроки.
4. Надежность
Вопросам экономии массы, улучшения эксплуатационных ха-
рактеристик и удешевления конструкций при использовании ком-
позиционных материалов уделялось много внимания, гораздо
меньше внимания уделялось вопросам повышения надежности.
При условии, что масса конструкции останется постоянной, пред-
ставляет интерес:
1) насколько можно понизить напряжения или, наоборот, как
возрастут коэффициенты запаса от применения композиций;
2) насколько можно увеличить усталостную стойкость;
3) какое дополнительное сопротивление разрушению или рас-
пространению трещин может быть достигнуто;
4) насколько можно сократить частоту осмотров;
5) насколько можно поднять выживаемость в случае столкно-
вения или пробоины.
При исследовании оплетенных волокнами сосудов установлено,
что использованием композиций можно добиться того, чтобы
появление течи не приводило к катастрофическому разрушению
сосуда под давлением. При этом полезную роль играет способ-
ность композиций обеспечивать местное упрочнение и повышение
жесткости, а также препятствовать распространению трещин.
Разумеется, говоря о способности композиций повышать надеж-
ность конструкций, нельзя забывать о недостатке данных о ре-
альном повышении надежности при применении современных
композиционных материалов. Еще не накоплено достаточно дан-
8. Космические аппараты
109
ных о влиянии на свойства конструкций состава, технологии и
срока службы. Предполагается, что большая часть подобной ин-
формации будет накоплена в период с 1972 по 1978 г»
5. Уникальное сочетание свойств
Иногда конструкция системы или ее узлов может быть вы-
полнена только с использованием композиционных материалов.
Это относится в первую очередь к конструкциям, для которых
особое значение имеют теплофизические свойства, стабильность
размеров, способность к демпфированию и электромагнитные
свойства. В следующей главе рассмотрены конкретные примеры
таких конструкций.
III. ИСПОЛЬЗОВАНИЕ В СОВРЕМЕННОЙ КОСМИЧЕСКОЙ ТЕХНИКЕ
А. Пилотируемые космические аппараты
Уже имеется некоторый опыт использования слоистых стекло-
пластиков в пилотируемых кораблях. Стекловолокно было вы-
брано в первую очередь для снижения массы, а также благодаря
его отличным теплоизолирующим свойствам. В некоторых слу-
чаях выбор определялся и стойкостью стекла к эксплуатационным
повреждениям.
1. Командный модуль корабля «Аполлон»
Командный модуль — это отсек, который вместе с находящи-
мися в нем астронавтами выводится на окололунную орбиту и
возвращается на землю. На этом корабле стеклопластики исполь-
зовались как внутри, так и на
внешней поверхности.
Отличным примером конст-
рукции, армированной волок-
ном, может служить стартовая
защитная оболочка корабля
(рис. 7). Оболочка предназна-
чена для защиты терморегули-
рующих поверхностей и абля-
тора командного модуля от
аэродинамического нагрева при
старте, а также от поврежде-
ния выхлопом при отделении
фермы аварийного спасения на
старте. Основу оболочки со-
ставляет сотовая конструкция
Рис. 7. Защитная стартовая оболоч-
ка ракеты «ьАдполон»
110
Л. Дж. Корб
из стеклопластика с фенольным связующим. Внешняя поверх-
ность покрыта пробковым абляционным защитным слоем, а
внутренняя — оклеена тканью из армалона (стекловолокно, по-
крытое тефлоном, производства фирмы Du Pont). Армалон допол-
нительно защищает терморегулирующее покрытие модуля и об-
легчает отстрел оболочки.
Пищевые контейнеры, защитные кожухи оборудования и
многочисленные зажимы и скобы внутри модуля изготовлены из
стеклопластика на основе стеклоткани и полиимидного связую-
щего. Хотя полиимиды обычно предназначаются для работы при
высоких температурах, в данном случае их использовали благо-
даря их исключительной огнестойкости и малому газоотделению
в атмосфере чистого кислорода под давлением 0,35 кгс/мм2. Весьма
полезными были и такие свойства стеклопластика, как малая
масса и хорошая стойкость к истиранию. Защитные кожуха из
стеклопластика имели меньшую склонность к продавливанию,
чем их металлические аналоги, благодаря большей толщине при
равной массе. В целом в программе «Аполлон» использовалось
свыше 3000 полиимидных деталей 60-ти различных типов.
Внешняя сотовая теплоизоляция из коррозионно-стойкой стали
была рассчитана на местный нагрев до 315° С, в то время как
внутренние поверхности были рассчитаны на нормальные условия
жизнедеятельности. Для монтажа теплоизоляции на внутренних
оболочках требовался конструкционный материал, который мог
бы служить также теплоизолятором. Для изготовления радиаль-
ных и окружных несущих элементов использовался стеклопла-
стик из ткани, пропитанной фенольной смолой. Радиальные
элементы изготовлялись из двух Т-образных секций, чьи фланцы
вставлялись в отверстия в тепловой защите и внутренней обо-
лочке. На стыке секции скреплялись механически, образуя в сборе
элемент двутаврового профиля. Окружные элементы представляли
собой кольцевые сектора, соединенные на шлицах для компенсации
разницы температурных деформаций.
Стеклопластики использовались и в других деталях, таких,
как теплоизолирующее кольцо из фенольного стеклопластика
рядом с лазом, аэродинамический обтекатель и выгорающая
защита.
2. Вспомогательный модуль корабля «Аполлон»
Вспомогательный модуль обеспечивал электропитание, подачу
кислорода и возврат командного модуля с лунной орбиты. Обору-
дование, установленное на кормовой поверхности вспомогатель-
ного модуля, защищалось от перегрева выхлопным факелом дви-
гателя при помощи отражателя из композиционного материала.
Тепловая защита отражателя была выполнена из стеклоткани,
пропитанной фенольной смолой.
3. Космические аппараты
111
3. Лунный модуль
Лунный модуль (ЛМ) предназначен для доставки астронавтов
с окололунной орбиты на поверхность Луны и возврата их на
орбиту. Здесь стеклопластики применяли в нескольких узлах
(рис.- 8). В атмосфере чистого кислорода использовался стекло-
пластик на основе кремнийорганической смолы из-за его огне-
стойкости. Из него были изготовлены потолок кабины экипажа,
боковые панели и электрические щитки. Для этого обычно исполь-
зовался трехслойный стеклопластик.
Гис. 8. Использование композиционных материалов в лунном* модуле?
1 — трап; 2 — передняя площадка входа-выхода (балкон)
112
Л. Дж. Кор в
Из однослойного эпоксидного стеклопластика была изготов-
лена площадка входа-выхода, или передний балкон ЛМ, на ко-
торый астронавты ступали перед спуском на поверхность Луны.
Конструктивно площадка состояла из эпоксидного подслоя с руб-
леным стекловолокном (длиной 13 мм). Нижняя сторона этой
«рифленки» была покрыта пенополиуретаном, а затем алюминие-
выми сотами.
Другим примером стеклопластикового изделия может служить
лестница, которую использовали для спуска на поверхность Луны.
Она была изготовлена из стеклоткани, пропитанной эпоксидной
смолой; внутренность конструкции была заполнена для жесткости
пенополиуретаном. Поскольку лунная сила тяжести составляет
примерно одну шестую земной, для лестницы и балкона могут
быть использованы исключительно легкие конструкции.
Б. Ракеты-носители
Одним из носителей, которые использовались для запуска
кораблей «Аполлон», был «Сатурн-П». Использование стекло-
пластиков на «Сатурне S-II» типично для ракет (рис. 9). Для за-
щиты оборудования и несущих конструкций у основания «Са-
турна» от выхлопа из сопел использовались термоэкраны из
армированного пластика и многослойная тепловая защита, со-
стоявшая из двух слоев со стеклянной сердцевиной и центральной
переборкой между слоями, служащей для уменьшения конвек-
тивного теплообмена. Внутренняя сторона фенольного стеклопла-
стика была армирована стеклом типа S, а стороны, обращенные
Рис. 9. Использование композиционных материалов в ракете «Сатурн S-II»:
1 — нижняя тепловая защита; 2 — общая переборка; 3 — защитный кожух;
4 обтекатели уступов
3. Космические аппараты 113
к факелу выхлопа, были армированы кварцевым волокном «Ref-
rosil». Кварц использовался благодаря своей способности противо-
стоят^ термоудару и кратковременному нагреву. Вибрация вы-
хлопного сопла максимальна, когда температура поверхности не
превышает 150° С. На больших высотах, когда температура фа-
кела достигает периодически, но кратковременно 540° С, нагрузки
становятся пренебрежимо малыми.
Обтекатели уступа также были изготовлены из стеклопластика.
При этом ключевыми были соображения, связанные с дешевой
технологией и высоким качеством теплоизоляции. Эти детали под-
вергаются воздействию температур до 260° С, хотя максимальные
нагрузки наблюдаются при температурах ниже 120° С.
Одной из самых крупных слоистых конструкций была пере-
борка «Сатурна S-П», имеющая диаметр 10 м. Она разделяет
танки для жидкого кислорода и жидкого водорода. Лицевые
стороны переборки выполнены из алюминиевого листа из сообра-
жений свариваемости и герметичности. Середина имеет сотовую
конструкцию и выполнена из фенольного стеклопластика. Сердце-
вина и облицовка склеиваются при помощи эпоксидно-фенольного
клея в автоклаве. Конструкция должна выдерживать перепады
давления и ускорения при температурах вплоть до —253° С.
Стеклопластики использовались и в ряде других изделий, на-
пример защитных кожухах для кабелей, обтекателях расстыко-
вочного узла и криогенных уплотнениях между передней пере-
боркой и юбкой.
В. Спутники и межпланетные зонды
1. Космический корабль «Пионер-10»
Корабль «Пионер-10» был запущен в начале марта 1972 г.
трехступенчатой ракетой «Атлас-Центавр» (ATLAS SLV-3c/CEN-
TAUR/TF-364-4) с целью получения научных данных об орбите
Марса, в особенности по свойствам межпланетной среды и при-
роде пояса астероидов, исследования Юпитера и его окружения
и отработки техники продолжительных полетов к внешним пла-
нетам. Юпитер удален от Земли на 5,2 астрономических единиц;
космический корабль прибыл в район Юпитера в декабре 1973 г.
Продолжительность полета «Пионера-10» рассчитана на срок более
двух лет [10].
На этом корабле высококачественные композиции с волок-
нистым наполнителем используются в трех деталях: раскосы вол-
новода антенны, распорки платформы и кронштейн магнетометра.
Во всех этих случаях в качестве материала был выбран эпоксидный
боропластик по следующим причинам: для раскосов волновода
114
Л. Дж. Корб
Рис. 10. Использование композиционных материалов в космическом ко-
рабле «Пионер-10»:
1 — распорки платформы из эпоксидного боропластика (всего 6); 2 — дви-
гатели малой тяги (всего 3); 3 — опорные стойки волновода антенны из
эпоксидного боропластика (всего 3); 4 — внешняя секция кронштейна маг-
нетометра из эпоксидного боропластика; 5 — отражатель; 6 — отсек обо-
рудования; 7 — радиоизотопный термоэлектрический генератор; 8 — про-
межуточный отсек между ступенями
антенны — вследствие минимальной массы, высокой собственной
частоты колебаний и малой теплопроводности; для распорок
платформы — в результате высокой жесткости и низкой тепло-
проводности; для кронштейна магнетометра — благодаря мини-
мальной массе; высокой жесткости на изгиб и низкой теплопро-
водности.
На рис. 10 изображен корабль с указанием места располо-
жения этих деталей. Варианты раскоса. волновода антенны, из-
готовленного из различных материалов, приведены в табл. 7.
Раскос волновода антенны. Раскос — один из элементов тре-
ножника, поддерживающего волновод большого усиления и его
привод, антенну среднего усиления, провода и кабели. Длина
его 1550 мм.
Трубчатая часть раскоса имеет внутренний диаметр 30 мм и
снабжена по концам серьгами.
3. Космические аппараты
115
Таблица 7
ВАРИАНТЫ РАСКОСОВ ВОЛНОВОДА АНТЕННЫ
Материал Диаметр*, мм Толщина сте- нок, мм Общая масса трех раскосов, кг
Стеклопластик 56 1 1,72
Титан 32,5 0,8 1,59
Алюминий 32,5 1,2 1,59
Эпоксидный углепластик 32,5 1,3* 0,9
Эпоксидный боропластик 32,5 0,9* 0,87
* Радиотехнические соображения ограничивают максимальный диаметр величиной
32,5 мм; для стеклопластика это невыполнимо.
К трубчатой секции между волноводом и отсеком для обору-
дования приклеены опоры для проводов и кабелей.
Раскос состоит из трех слоев -4-5/0/—5° бороэпоксидного пла-
стика плюс внутренний слой из стеклоткани типа 112 и внешний
слой из стеклоткани типа 143. По концам установлены ступенча-
тые титановые наконечники; к каждому уступу приклеено по слою
бороэпоксида, что позволяет равномерно передать напряжения
среза от трубки к наконечнику. Размер нахлестки выбран так,
чтобы уменьшить, насколько возможно, напряжения среза.
Нижний конец раскоса имеет шарнир, верхний — два шарнира,
что дает возможность раскосу приспосабливаться как к изгибным,
так и растягивающим и сжимающим нагрузкам.
Исходные данные для расчета раскоса включают продольное
сжатие, растяжение и изгибающий момент на верхнем конце.
Соответствующие расчетные нагрузки составляют: сжимающая
сила 307 кгс, изгибающий момент 5,6 кгс-м. Приемные испытания
подтвердили работоспособность конструкции.
Раскосы изготовлялись в два приема. Сначала формировалась
и полимеризовалась трубчатая заготовка на оправке из алюми-
ниевой трубки, которую затем растворяли в растворе едкого
натра. На втором этапе в концы трубки эпоксидным клеем вкле-
ивались титановые наконечники.
Распорка платформы. Главная платформа для монтажа обору-
дования на «Пионере-10» прикреплена к центральному цилиндру
шестью бороэпоксидными распорками, которые являются частью
несущей конструкции корабля. Эти распорки несут чисто про-
дольные сжимающие и растягивающие нагрузки; в более ранних
конструктивных проработках они имели вид титановых труб с
шарнирами по концам. Была сделана попытка сократить массу
и теплопроводность этих распорок путем разработки конструкции,
lie
Л. Дж. Корб
состоящей из бороэпоксидной трубки и металлических наконеч-
ников для крепления к платформе и цилиндру. Каждая распорка
имеет внутренний диаметр 20 мм и длину 287 мм. Распорки имеют
вид трубок с титановыми серьгами по концам. Их изготовляют
из четырех слоев однонаправленной бороэпоксидной композиции
Narmco 5505 с обклейкой изнутри стеклотканью типа 112 и сна-
ружи — типа 143. Титановые наконечники — ступенчатые с че-
тырьмя уступами. Распорки подвергали отверждению в автоклаве
под давлением 4 кгс/мм2 при температуре 112° С. Ориентация
борных волокон 0/±45/0°, основа ткани направлена по окруж-
ности.
Бороэпоксидная конструкция на 43% легче обычной алюми-
ниевой. Расчетные нагрузки: сила растяжения 1440 кгс, сила
сжатия 2360 кгс, продольная жесткость 0,82-106 кг.
Кронштейн магнетометра. Кронштейн в сборе состоит из четы-
рех соединенных петлями трубчатых секций, уложенных вдоль бо-
ковой панели космического корабля. После отделения корабля от
третьей ступени носителя датчик магнетометра выносится этим
кронштейном в рабочее положение. Внешняя секция кронштейна —
бороэпоксидная трубка внутренним диаметром 30 мм и длиной
1035 мм. В неразвернутом положении она опирается на концы
и нагружена посередине поперечным усилием 55 кгс. Компози-
ционная секция состоит из шести слоев бороэпоксида со следующей
ориентацией волокон относительно оси трубки: 5/—45/±5/45/—5°.
Обе поверхности бороэпоксидной заготовки покрыты слоем стекло-
ткани типа 112. Кроме того, по концам секции и в двух местах
посередине (где прилагаются сосредоточенные нагрузки) выпол-
нена подмотка из нескольких слоев стеклоткани типа 143 с чере-
дованием направления укладки основы: то по окружности трубы,
то вдоль оси. К концам трубки после ее отверждения приклеи-
ваются металлические фитинги. Раздельной подклейки слоев
бороэпоксида не требуется, так как трубка не несет значительных
осевых нагрузок.
2. «Рейнджер»
На непилотируемых космических кораблях для исследований
Луны серии «Рейнджер» устанавливали четыре стеклопластиковые
(на эпоксидной смоле) опоры волновода антенны с большим
коэффициентом усиления. Каждая опора была диаметром при-
мерно 13 мм и длиной 460 мм и простиралась от верхнего конца
трубы волновода до (примерно) середины радиуса «тарелки»
антенны. Волновод монтировался в центре вогнутой стороны
параболической антенны. Назначение опор — поддерживать вол-
новод и выдерживать стартовые вибрации. Неметаллические опоры
радиопрозрачны и не мешают работе антенны [11J.
8. Космические аппараты
117
3. Другие примеры
Интересным приложением высокопрочных волокнистых ком-
позиций являются бурильные трубы лунной буровой установки
корабля «Аполлон». Трубы состоят из трех полых секций общей
длиной 2800 мм. Стенки труб имеют внутренний и внешний слои
из эпоксидного стеклопластика с ориентацией волокон ±45°;
в промежутке между этими слоями помещается слой однонаправ-
ленного бороэпоксида. На внутренней поверхности выполнена
спиральная резьба, образующая нечто вроде шнека, продвигаю-
щего лунный грунт вдоль внешней поверхности вала. Труба имеет
электрический привод, обеспечивающий вращение и продольную
подачу. Полые трубы дают возможность вводить приборы для
измерения температуры грунта под поверхностью и тепловыде-
ления из глубины. Это оборудование использовалось в ходе
лунных экспериментов «Аполлон-16».
IV. ПОТЕНЦИАЛЬНЫЕ ОБЛАСТИ ПРИМЕНЕНИЯ
Существует много правительственных контрактов и промыш-
ленных программ, посвященных потенциальным применениям
высокопрочных стеклопластиков в космической технике. Несколь-
ко типичных программ обсуждаются ниже; однако предсказать,
какие из них будут реализованы в будущем, затруднительно.
А. Пилотируемые
космические аппараты
Следующей крупной космической системой будет «Спейс Шатл».
Основной контракт на это изделие был заключен в середине
1972 г. Задачей «Шатла» является вывод десяти человек и 29 т
полезной нагрузки на низкую околоземную орбиту. Космический
корабль «Шатл» будет находиться на орбите периодически в те-
чение ~ 30 дней и обеспечивать запуск и посадку с орбиты спут-
ников. На нем будут производиться также работы, связанные
с геологическими изысканиями, обнаружением загрязнения среды,
повреждения урожая сельскохозяйственных культур, поиском
водных ресурсов и т. д. В отличие от предшествующих ему пило-
тируемых кораблей, «Шатл» сможет вновь входить в атмосферу,
маневрировать и садиться, как самолет, его можно будет повторно
использовать для 100 или более полетов в течение 10 лет.
В ноябре 1971 г. для НАСА велись работы по 25 контрактам,
имевшим целью разработку перспективных композиционных ма-
териалов для программы «Спейс Шатл».
118
Л. Дж. Корб
1. «Спейс Шатл»
На корабле имеется целый ряд узлов конструкций, где исполь-
зование перспективных композиций могло бы обеспечить суще-
ственную экономию массы или улучшение характеристик. Работы
были сконцентрированы на шести основных вариантах компози-
ций: бор — эпоксидная смола, графит — эпоксидная смола, бор —
полиимид, графит — полиимид, бор — алюминий и PRD-49 —
эпоксидная смола. Исследовали следующие элементы конструк-
ций (включая разработку демонстрационных образцов): 1) панели
фюзеляжей; 2) рамы фюзеляжей; 3) каркас отсеков крыльев;
4) ребра, работающие на срез; 5) люки шасси; 6) сосуды, работаю-
щие под давлением (бандажированные); 7) несущие элементы си-
лового оборудования, трубчатые фермы, панели и брусья; 8) не-
сущую конструкцию системы тепловой защиты; 9) панели, разде-
ляющие ступени; 10) панели радиаторов.
Кроме этого, проводились теоретические исследования, посвя-
щенные проработке грузовых люков, лонжеронов, закрылков,
грузовых манипуляторов и элементов, соединяющих орбитальный
корабль с ракетоносителем. Недавние конструктивные прора-
ботки технологии изготовления рулей направления и вертикальных
стабилизаторов, выполненные для ВВС США, могут оказаться
полезными для аналогичных элементов «Шатла».
Предполагается, что использование композиций будет осто-
рожным. Решающими факторами могут оказаться цена, безо-
пасность и надежность, а также масса. В связи с ограниченным
размером финансирования «Шатла» большую часть несущих кон-
струкций планируется изготовить из алюминия. В узлах, ра-
ботающих в диапазоне 170—340° С, предполагается использовать
титан.
Ожидается, что композиционные материалы будут исполь-
зовать в тех узлах, где они могут снизить стоимость, свести к ми-
нимому риск, где наиболее выигрышно снижение массы или где
можно повысить надежность. Базируясь на этом, можно сделать
следующие общие рекомендации:
1) наиболее эффективным было бы снижение массы в хвостовой
части (для улучшения уравновешенности корабля) — чем ближе
к хвосту, тем лучше;
2) следует серьезное внимание уделить вопросам использова-
ния композиций для местного армирования. Этот подход очень
экономичен, прост и связан с минимальным риском, а также
позволяет избежать трудностей, связанных с техникой соединения
элементов;
3) в несущих конструкциях композиции будут в первую
очередь использоваться там, где при наличии малых напряжений
предъявляются высокие требования по жесткости; во вторую
3. Космические аппараты
119
Рис. 11. Типичный внешний вид челночного воздушно-космического лета-
тельного аппарата «Спейс Шатл Орбитер»; показаны узлы и детали, в которых
возможно применение композиционных материалов:
7 — «руки» грузовых манипуляторов; 2 — ребра, работающие на срез, и
конструкция, воспринимающая тягу; 3 — вертикальный стабилизатор; 4 —
руль поворота; 5 — рама хвостовой части фюзеляжа; 6 — ресиверы орби-
тального маневрирования; 7 — балки отсеков крыла; 8 — люки шасси;
9 — несущая конструкция системы тепловой защиты; 10 — грузовые двери
и панели радиаторов; 11 — панели фюзеляжа
очередь — в элементах, имеющих большую поверхность и кри-
тичных с точки зрения жесткости;
4) выборочное армирование может также использоваться для
борьбы с распространением трещин.
На рис. И изображен орбитальный корабль «Спейс Шатл».
Рабочее проектирование корабля начато в конце 1972 г., предпо-
лагается в основном закончить его в начале 1976 г.
Возможности использования композиций рассматривались по-
лучившей контракт фирмой Rockwell International в конце
1973 г. При этом в основном имелись в виду следующие системы:
конструкция, воспринимающая тягу основного двигателя; ряд
трубчатых элементов; бандажированные сосуды, работающие под
давлением; грузовые манипуляторы; различные элементы хвосто-
вой средней части фюзеляжа. Вопросы, связанные с использо-
ванием на «Шатле» композиций, должны были в основном раз-
решиться к концу 1974 г.
Конструкция, воспринимающая тягу. Несущая конструкция
силовой установки предназначена для передачи тяги трех водо-
родно-кислородных ЖРД фюзеляжу корабля. Каждый двигатель
может развивать тягу до 232 тс. Несущая конструкция должна
воспринимать эту продольную нагрузку с запасом 1,4, а также
боковые нагрузки, которые возникают от гироскопического воз-
120
Л. Дж, Корб
действия двигателя при поворотах (±11° по тангажу, ±9° рыска-
ния).
Предварительные конструктивные проработки показали, что
трубчатая ферма более эффективна, чем панели повышенной
жесткости или брусья. Были сконструированы трубчатые эле-
менты диаметром до 200 мм и длиной примерно до 3,5 м. В состав
конструкции входят титановые трубы квадратного и круглого
сечения, с местным усилением внешней поверхности бороэпоксид-
ным пластиком. Квадратные трубы будут изготовляться диффу-
зионной сваркой; круглые — точением. Титан будет нести нагрузки
вплоть до допустимых напряжений, композиционный материал —
нагрузки, равные разнице между пределом прочности и допусти-
мыми напряжениями, а в зоне силового привода будет обеспечивать
дополнительную жесткость. Толщина бороэпоксидного пластика
будет колебаться от 4 слоев там, где он служит для повышения
прочности, до более чем 100 там, где он служит для повышения
жесткости. Предварительные проработки вариантов показали,
что 36 кг бора могут облегчить титановую конструкцию при-
мерно на 170 кг. Общее облегчение конструкции по сравнению
с чисто титановым вариантом составит около 11%. Хотя передача
композиции большего процента нагрузки позволила бы сильнее
облегчить конструкцию, принятый вариант считается более на-
дежным, более дешевым и менее рискованным с точки зрения
сроков.
Трубчатые элементы ферм. Исследования показали, что рама
фюзеляжа орбитального корабля может быть сделана .более устой-
чивой, если использовать трубчатые каркасные элементы из ком-
позиций. Отделение Convair Aerospace фирмы General Dynamics,
субподрядчик по средней части фюзеляжа корабля, проводит
в настоящее время исследования по оценке применимости в этих
целях композиций бор-алюминий. Типичный трубчатый элемент
будет состоять из 4-х слоев боралюминиевого листа с ориента-
цией волокон под углом 0°. Трубка изготовляется из листов
диффузионной сваркой в автоклаве высокого давления (700 кгс/мм2,
480—520° С) с использованием внешней оправки. Трубки должны
иметь диаметр 25—50 мм и длину от 0,5 до 2 м. Также при помощи
диффузионной сварки будут присоединяться титановые наконеч-
ники с косой нахлесткой, к которым затем приваривают титановые
серьги. По сравнению с существующей целыюалюминиевой кон-
струкцией на этом можно сэкономить примерно 63 кг (48%).
Фирма Convair должна завершить в начале 1974 г. программу по
определению статических и усталостных свойств рассматривае-
мой конструкции, а также влиянию на нее термоциклирования
и местных повреждений. Фирмой «Grumman Aerospace Corporation»,
субподрядчиком по крыльям, ведутся исследования по приме-
нению композитных труб для каркаса крыльев. По оценкам,
3. Космические аппараты
121
такие трубы из боралюминиевого композиционного материала
с титановыми фитингами должны сэкономить свыше 110 кг.
Оплетенные волокнами сосуды, работающие под давлением.
Такие сосуды обещают следующие преимущества по сравнению
с металлическими: 1) меньшую массу; 2) менее опасное разрушение,
без образования осколков. Применялось несколько видов волокон.
В большей части сосудов использовалось стекловолокно; однако
в некоторых экспериментах использовались волокна из бора,
углеродные и PRD-49. В проработках по орбитальному кораблю
«Шатл», проводившихся в 1973 г., предпочтение отдавалось во-
локну PRD-49 благодаря его малой массе и накопленному техно-
логическому опыту.
Для обеспечения герметичности таких сосудов требуется внут-
ренний герметичный слой (лейнер). Рассматривались три вари-
анта лейнеров: из эластомера, из металлических фольг и из ме-
талла, несущего нагрузку. Лучшая усталостная характеристика
у лейнеров из эластомеров; однако возможности их применения
ограничены газопроницаемостью (~5% в год) и совместимостью
с содержимым. Лейнеры из фольг — самые легкие из металли-
ческих и вполне герметичны, однако выдерживают обычно всего
50—100 циклов. Применительно к «Шатлу» серьезно рассматри-
ваются только несущие металлические лейнеры, обладающие хо-
рошей усталостной стойкостью, совместимостью с содержимым и
герметичностью.
Были выполнены предварительные проработки азотных и кис-
лородных баллонов для поддержания состава атмосферы на ко-
рабле. Используя композиционный материал для изготовления
пяти 630-миллиметровых шарообразных баллонов, можно сэко-
номить порядка 110 кг (48%) по сравнению с металлическим
вариантом. В настоящее время наиболее эффективным и надежным
представляется вариант композиционного материала на основе
эпоксидной смолы и волокон PRD-49 в сочетании с несущим
лейнером из алюминия или коррозионно-стойкой стали, под-
вергнутой деформации при криогенных температурах. При изго-
товлении будет использоваться сферическая намотка. Баллоны
рассчитываются таким образом, чтобы лейнер не потерял устой-
чивости, даже если он отслоится. Для обеспечения максимальной
надежности напряжения сжатия и растяжения в лейнере не
должны превышать пределов упругости. Чтобы волокно не пу-
талось при намотке, последняя должна производиться под натя-
жением. В случае использования лейнера, полученного методом
холодной деформации, для обеспечения заданных свойств металла
и натяжения бандажа требуется специальная процедура нагру-
жения при криогенных температурах. НАСА ведет совместную
работу с фирмой Structural Composites Industries по отработке
этой технологии [6]. Другим примером успешного применения
122
Л. Дж. Корб
намотки волокном может быть гелиевый баллон для системы
орбитального маневрирования (СОМ). Этот сосуд, сфера диаметром
около 1 м, должен обеспечивать давление около 300 кгс/мм2 для
выдавливания монометилгидразина и N2O4 в двигателе орбиталь-
ного маневрирования. По оценкам, переход на PRD-49 в сочетании
с нагруженным при криогенных температурах лейнером из кор-
розионно-стойкой стали может дать экономию массы свыше 68 кг
(25%).
Сосуды для топлива и окислителя СОМ будут предположи-
тельно цилиндрической формы, диаметром около 1 м и длиной
около 2,5 м. Исследования алюминиевого лейнера, бандажирован-
иого стекловолокном и волокном PRD-49, показывают, что на-
дежность системы возрастает при намотке цилиндрической части
в направлении тангенциальных напряжений [2, 7]. Испытания
показали, что такой способ может увеличить на 50% срок службы
при циклических нагружениях в присутствии трещины и пре-
дотвратить катастрофический характер разрушения. Конструктор-
ская проработка баллонов СОМ в настоящее время недостаточно
выполнена, чтобы утверждать окончательно, будут ли они изго-
товляться с применением композиционных материалов.
Грузовые манипуляторы. «Руки» грузовых манипуляторов будут
состоять, видимо, из двух звеньев каждая и храниться в сложен-
ном виде в грузовом отсеке, откуда будут выдвигаться при не-
обходимости производить разгрузку [3]. Из требований, предъяв-
ляемых к «рукам», наиболее критичным является жесткость —
чтобы ограничить изгиб; кроме того, важна способность перено-
сить скручивающие нагрузки и гасить колебания. Композицион-
ные материалы, в первую очередь на основе графита, видимо,
идеально подходят для решения этой задачи. Изучается вариант
конструкции, состоящей из тонких титановых труб, приваренных
к концевым фитингам, и слоев композиционного материала, на-
кладываемых на эти трубы под углами 0 и ±45° (предположи-
тельно бороэпоксид). Детальная конструктивная проработка будет
завершена не ранее 1975 г.
Хвостовой закрылок. Назначение хвостового закрылка со-
стоит в том, чтобы продолжить днище фюзеляжа в хвостовой
части орбитального корабля при входе в плотные слои атмосферы,
с целью помешать сверхзвуковому потоку и ударным волнам
разрушить сопла основных двигателей. Длина закрылка 6,7 м,
ширина 2,4 м; он напоминает в сечении воздушное крыло. У пе-
редней кромки его толщина составляет примерно 300 мм и посте-
пенно уменьшается к задней кромке. Рассмотренные варианты
основывались на использовании тонких (25—75 мкм) слоев во-
локон PRD-49 и графита в эпоксидной матрице. Меньше внимания
было уделено полиимидной матрице. Конструктивные варианты
основаны на сочетании слоистых и ребристых структур. Показано,
3. Космические аппараты
123
что переход на композиционные материалы позволил бы облегчить
конструкцию на 25% по сравнению с алюминиевым вариантом.
Детальная проработка еще не началась.
Элементы средней части фюзеляжа. Фирма Convair Aerospace,
субподрядчик по средней части фюзеляжа, исследовала возмож-
ность использования боралюминиевой композиции для изготов-
ления полок рамы, верхней плоскости крыльев сплошной кон-
струкции, внешней обшивки фюзеляжа, а также применения
эпоксидного боропластика для повышения жесткости верхних
лонжеронов.
Внутреннюю полку шпангоутов фюзеляжа можно усилить,
присоединяя механически многослойные трапециевидные полосы
боралюминиевого композиционного материала. На этом можно
сэкономить около 36 кг. Конструкция верхней поверхности крыль-
ев является критичной с точки зрения жесткости. Здесь при за-
мене алюминия шляповидными в сечении боралюминиевыми эле-
ментами жесткости можно сэкономить примерно 45 кг.
Два бруса-лонжерона, по одному с каждой стороны, являются
верхними элементами средней части фюзеляжа. К ним прикре-
плены петли двери грузового люка и верхние концы шпангоутов
фюзеляжа. Установив на внешней обшивке фюзеляжа шляпо-
видные боралюминиевые элементы жесткости, можно снизить
требования жесткости к лонжерону, сэкономив около 90 кг.
Оценки показывают, что еще на 20 кг можно облегчить лонжерон,
если половину конструкций выполнить из титана, армированного
бором. Это приведет, впрочем, к серьезным трудностям, связан-
ным с разницей температурных коэффициентов линейного рас-
ширения у композиций, алюминиевцх грузовых дверей и примы-
кающих алюминиевых конструкций, которая проявляется при
возврате орбитального корабля в плотные слои атмосферы.
2. Космический буксир
Разработка космического буксира находится в настоящее
время в предэскизной стадии. Его назначение — перемещение
спутников и других полезных нагрузок на орбите или перевод
их на другую орбиту. Чтобы добиться создания достаточно лег-
ких конструкций, исследуется возможность использования очень
тонких (25—75 мкм) слоев композиций на основе углеродных
волокон.
Б. Ракеты-носители
1. «Шатл»
Ожидают, что «Спейс Шатл» вытеснит целый ряд существующих
носителей, используемых НАСА. Предполагается, что носитель
«Шатла» будет образован твердотопливными ракетами, прикреп-
124
Л. Дж. Лор в
ленными к топливному танку с запасом жидкого водорода и кисло-
рода для орбитального корабля. Вопросы применения композиций
на этом носителе обсуждать пока преждевременно.
Был проведен ряд проработок возможных путей использования
композиций в других носителях. Хотя эти конкретные прора-
ботки могут не найти применения, они показывают преимущества
конструкций из композиционных материалов, армированных во-
локнами, в типичных ракетах.
2. «Атлас»
На рис. 12 показаны три элемента конструкции, разрабаты-
ваемые отделением Convair Aerospace фирмы General Dynamic
[12], Переходная оболочка, монтируемая на носителе «Атлас»,
будет изготовлена из эпоксидного углепластика, что обеспечит
экономию массы на 44 % по сравнению с алюминиевым вариантом.
Она воспринимает в основном аэродинамические нагрузки и
околозвуковой флаттер. Над переходником устанавливается про-
ставка, состоящая из графитовых балок и бороэпоксидной обо-
лочки, экономящих соответственно 60 и 25% массы. Спутники
будут монтироваться на ферме из трубок, материалом для ко-
Рис. 12. Узлы OV-1, выпол-
ненные из композиционных
материалов (указаны предель-
ные нагрузки в кгс):
1 — разделитель; 2 — ферма;
3 — опорные брусья; 4 — раз-
делительный отсек; графито-
вые брусья экономят 60% мас-
3 сы, бороэпоксидная оболочка
экономит 25% массы; 5 —
•спутники; 6 — головной обте-
• кате ль; 7 — монтажная ферма;
бороалюминиевая композиция
экономит 50% массы; 8 — пе-
реходник; эпоксидный угле-
пластик экономит 44% массы;
9 — ракета-носитель «Атлас»
8. Космические аппараты
125
торых служит однонаправленный или преимущественно однона-
правленный боралюминий; экономия массы в этом узле может
достигать 50%. Соединительные фитинги могут быть изготовлены
либо механической обработкой из алюминия, либо формированием
из композиционного материала. В ферме и проставке будет заложен
коэффициент запаса 1,25, в оболочке 1,5.
3. «Сатурн S-II»
Были начаты исследования с целью выяснить возможности
использования перспективных композиционных материалов для
изготовления подмоторного бруса (балки) центрального двига-
теля ступени «Сатурн S-II» [13]. Критичными для этого бруса
параметрами являются прочность, жесткость и частота собствен-
ных колебаний. При работе двигателя он работает как стойка,
передавая тягу центрального двигателя на лонжероны тягового
конуса ступени и создавая реакцию радиальным ударным на-
грузкам, возникающим при приложении к конусу тяги внешних
двигателей. Существующий в настоящее время алюминиевый брус
состоит из точеных центральных фитингов, четырех пар лучевых
радиальных опор («осьминога») и точеных концевых фитингов для
соединения с конусом. Лучевые опоры двутаврового сечения со-
бираются на заклепках из тавровых полок и сотовой стенки.
Ширина полок и толщина бруса уменьшается пропорционально
расстоянию от осевой линии. Механическое соединение полок
лучей с прилегающими узлами производится при помощи на-
кладок и болтов.
Смысл использования композиций в данной конструкции
состоит в увеличении жесткости брусьев с целью повышения
частоты собственных колебаний центрального двигателя «Сатурна
Рис. 13. Экспериментальная балка из углепластика корабля «Сатурн S-II»:
1 — уменьшенный опытный брус (примерно 60%); 2 — эпоксидный угле-
пластик (заштрихован)
Т,мм
8
75,6
S £9
Л. Дж. Корб
3. Космические аппараты
127
Рис. 14. Элементы соединения композиционной балки корабля «Сатурн S-II»:
Ц — восемь однослойных полос из эпоксидного углепластика с ориентацией
445°; 2 — клей PL-729-3S; 3 — полоса; 4 — углепластиковая лента с ори-
ентацией 45°; 5 — сердечники из алюминиевых сот 5052-1/8-0015 N. Р.;
6 — клей FM400 0,5 кгс/м2; 7 — эпоксидный углепластик, препрег, с ори-
ентацией 45°; 8 — семь предварительно сформованных полос, покрытых
с каждой стороны клейкой пленкой PL-729-3S; 9 — пять слоев с ориента-
цией 0°; 10 — восемь слоев с ориентацией ±45°; 11 — фитинги (всего 2);
И2 — болты, шайбы и гайки (20 комплектов); 13 — болты (четыре с каждого
края); 14 — сборка из пяти полос (1 комплект)
Конструктивный элемент Номер эле- мента Длина ь, мм Тол- щина, мм Титано- вый слой (А сто- рона) Тол- щина, мм Титано- вый слой (В сто- рона)
Накладка нижняя 1 1 1220 19,3 —7 16,6 —5
Накладка нижняя 2 1 610 19,3 —7 19,3 —7
Примечания: 1. Титановые наконечники выполняются в со-
ответствии с рис. 1.2. Испытательные приспособления для нижней на-
кладки 2 — в стадии конструирования. 3. Нижняя накладка 2 в отличие
от нижней накладки 1 имеет плоский конец; непараллельность концов
в пределах 25 мкм; не требуется металлических испытательных фитингов.
S-П». Массу бруса и толщину секции предполагалось сохранить
прежними. Была сконструирована и изготовлена из графито-
эпоксидной композиции модель бруса в масштабе 0,61; исполь-
зовались титановые закладные детали со ступенчатой нахлесткой
(рис. 13 и 14). Поперечное сечение бруса образовано двумя швел-
лерами, сложенными «спинка к спинке» (полками в разные стороны)
и разделенными сотовой прослойкой. Максимальная толщина
бруса 360 мм, длина около 3,3 м.
Графитовые полки имеют трапециевидную форму; полка, ра-
ботающая на сжатие, состоит по концам из 77 слоев однонаправ-
ленного материала и в центре из 91. Полка, работающая на
растяжение, соответственно из 63 и 77 слоев. В промежутках
между слоями проложены 8 слоев из волокна, ориентированного
под углом ±45°, которые образовали перемычку, соединяющую
полки.
Брус успешно выдержал расчетные нагрузки: 30 000 кгс в
осевом направлении и 13 600 кгс в вертикальном направлении.
Использование композиций сократило прогиб бруса наполовину
и повысило частоту собственных колебаний бруса на 26%. Хотя
прямое использование этого бруса не планируется, результаты
его испытаний свидетельствуют о возможности применения по-
добных конструкций в ракетах-носителях.
128
Л. Дж. Кор б
В. Спутники
Рассматривалась возможность использования высококачествен-
ных композиционных материалов для изготовления ряда узлов
спутников: 1) антенн и труб волноводов; 2) трубчатых ферм;
3) профилей с заданной собственной частотой; 4) теплоизоляци-
онных стоек или распорок; 5) держателей оптики; 6) конструк-
тивных элементов солнечных батарей; 7) слоистых оболочек;
8) панелей, усиленных стрингерами; 9) корпусов датчиков; 10) сол-
нечных бленд.
Ниже описана типичная конструкция антенны.
Антенны. Коэффициент направленности антенны, используе-
мой в космосе, зависит до некоторой степени от ее способности
сохранять размеры и форму в условиях неравномерного лучистого
нагрева (рис. 15). С этой точки зрения интерес представляет
графит благодаря его почти нулевому температурному коэффи-
циенту линейного расширения, высокой жесткости и хорошей
теплопроводности (последнее позволяет уменьшить температурные
градиенты).
В промышленности рассматривались возможности производ-
ства самых разнообразных антенн, в том числе диаметром от метра
до сотни метров. Антенны больших размеров должны выводиться
на орбиту в сложенном состоянии и самоскладываться в космосе.
Металлические антенны минимальной толщины не могут сохра-
нять свою форму на земле, что делает невозможным заранее про-
верить их способность раскладываться. Использование же некото-
рых ферменных конструкций из углепластика позволяет раскла-
дывать их в наземных условиях. Рассмотренные углепластиковые
трубки для ферм оказались на 50 % легче алюминиевых. Умень-
шение диаметра трубок за счет
использования композиций по-
зволяет повысить компактность
сложенной для запуска кон-
струкции.
В настоящее время ведутся
работы по программе ВВС, це-
лью которых является разра-
ботка конструкции и
Коэффициент направленности,Дб
Рис. 15. Среднеквадратичные неров-
ности поверхности 73-метровой па-
раболической антенны и их влияние
на коэффициент направленности ан-
тенны:
I — полоса исследуемых частот;
II — рассчетные значения
3. Космические аппараты
129
технологии изготовления конструктивных элементов, позволяющие
доказать возможность создания параболической антенны крайне
высокой частоты диаметром 2,5 м. Проводятся работы и по другим
программам, направленные на отработку технологии и оценку
достижимой точности изготовления антенн меньшего размера из
углепластиков. В этих программах предполагается использовать
углепластики как для изготовления рефлектора, так и для опорной
системы волновода.
Благодарности
Автор выражает признательность за ценный вклад в подго-
товку этой главы Ф. Дж. Дармсу, А. М. Надлеру, Р. У. Спенсеру
и П. Т. Нельсону.
Список литературы
1. Advanced Composites Design Guide (1971). 3rd Ed. Air Force Mater. Lab.,
Advan. Composites Div., prepared by Los Angeles Div. of North American
Rockwell under Contract F33615—71—C—1362.
2. Aleck, B. (1971). Fiberglass—Overwrapped 2219—T87 Aluminum Alloy
Low—Pressure/Cryogenic Tankage. Grumman Aerospace Corp., Bethpage,
New York.
3. Bodey, С. E. (1972). Interface Definition Study of Space Shuttle and Large
Space Telescopes. North American Rockwell Space Div., Downey, Califor-
nia, NASA Contract NASS—23093.
4. Evaluation of a Metal Fuselage Frame Selectively Reinforced With Fila-
mentary Composi tes for Space Shuttle Applications (1971). Boeing Co., N ASI—
10797.
5. Evaluation of a Metal Shear Web Selectively Reinforced With Filamentary
Composites for Space Shuttle Application (1971). Boeing Co., NASI—10866.
6. Gordon, R., and Morris, E. E. (1973). Test Evaluation of Overwrapped
Pressure Vessels. Quarterly Technical Progress Narrative No. 5, Structural
Composites, Inc., NAS3—16770.
7. Haggett, 0. (1971). High Performance Filament Wound Composites for
Pressure Vessel Applications. Boeing Co., Boeing Sci. Res. Lab., Washington.
8. Korb., L. J. (1969). Advanced Composite Material Applications in
Future Boosters and Spacecraft. North American Rockwell Space Div.,
Downey, California.
9. Moore, J. W. (1972). PRD—49, A New Organic High Modulus Reinforcing
Fiber. E. I. Du Pont de Nemours & Co., Inc., Textile Fibers Dep., Wilming-
ton, Delaware.
10. Nelson, P. T. (1972). Use of Advanced Composites in Spacecraft Appli-
cations. TRW Syst. Group. Redondo Beach. California.
11. Ranger VII. Part 1. Missions Descriptions and performance (1964). Tech.
Rep. No. 32—700. Jet Propulsion Lab., California Inst of Technol., Pasa-
dena, California.
12. Rogers, C. W. (1971). Briefing notes, General Dynamics Corp., Fort Worth,
Texas.
13. Schwartz, R. (1972). Saturn S-1I Advanced Technology Studies, Study
and Application of Compos ites on S-II Cross-Beam. North American
Rockwell Space Div. (SD 71—260), Downey, California,
14. Signorini, P. P. (1969). Plast. World 2727,
б п/р. Нотона, т. 3
4
Военные самолеты
ФИЛИП А. ПАРМЛИ
Отделение перспективных композиционных материалов
Отдел конструкций
Лаборатория динамики полета ВВС
База ВВС Райт-Петтерсон, Огайо
I. Введение................................................ 131
II. Применение композиционных материалов в конструкции крыла 138
А. Центроплан крыла самолета Т-39....................... 138
Б. Обшивки крыла самолета F-100.......................... 140
В. Законцовка крыла самолета F-111B..................... 142
Г. Перспективная конструкция крыла из композиционных ма-
териалов (ПКККМ)....................................... 145
Д. Оптимизация балки коробчатого сечения из композиционных
материалов (ОБКСКМ)................................... 150
Е. Крыло для летных испытаний............................ 152
III. Конструкция хвостового оперения.......................... 154
А. Горизонтальный стабилизатор самолета F-1И............. 154
Б. Стабилизатор самолета F-14............................ 157
IV. Конструкция фюзеляжа..................................... 159
А. Задний отсек фюзеляжа самолета F-111.................. 159
Б. Фюзеляж самолета F-5.................................. 163
В. Усиление лонжерона самолета В-1....................... 164
V. Применение в других узлах.............................. 166
А. Внешняя панель крыла беспилотного самолета AQM-34Q 166
Б. Детали шасси самолета А-37В........................... 167
VI. Опыт производства и эксплуатации......................... 169
VII. Заключение............................................ 171
Список литературы............................................. 171
Композиционные материалы на основе борных волокон впервые
появились в 1965 г., и с тех пор они находят все более широкое
применение в военной авиации. Их малая масса и высокие механи-
ческие характеристики позволили использовать боропластики в ка-
честве хвостового оперения истребителей.
В этой главе описываются некоторые результаты применения
усовершенствованных композиционных материалов.
4. Военные самолеты
131
I. ВВЕДЕНИЕ
Преимущества композиционных материалов, позволившие зна-
чительно снизить массу летательных аппаратов, были впервые
реализованы в широком масштабе в 1963 г. при проведении работ
по осуществлению проекта «Форкаст» для военно-воздушных сил.
Эти преимущества особенно проявились при введении высоко-
модульных, высокопрочных, обладающих низкой плотностью
борных волокон в слоистые композиционные материалы.
В дальнейшем были разработаны новые перспективные во-
локна для композиционных материалов. К ним относятся угле-
родные волокна с различным сочетанием жесткости и прочности,
борные волокна большого диаметра, органические волокна PRD-49,
волокна карбида кремния, непрерывные волокна окиси алюминия.
Некоторые из этих волокон более пригодны для применения
в сочетании с металлическими, а не полимерными матрицами.
Таким образом, уже сейчас существует значительное число
композиционных материалов, из которых конструктор военных
летательных аппаратов может выбрать материал, обладающий
необхсдимымипрочностыо, жесткостью, температурными характе-
ристиками, устойчивостью к воздействию окружающей среды
и т. д.
Стекловолокна стали применять в летательных аппаратах
в начале 40-х годов, сначала для антенных обтекателей, а затем
для вспомогательных конструкций различного типа, ибо недо-
статочный коэффициент прочности этих волокон не позволяет
использовать их для основных конструкций.
На рис. 1 и 2 представлены графики, иллюстрирующие сравни-
тельные свойства авиационных материалов в координатах удельной
прочности (прочность/плотность) и удельной жесткости (жесткость/
плотность).
В 1943 г. были проведены статические испытания фюзеляжа
самолета ВТ-15 трехслойной конструкции с обшивками из стекло-
пластиков и заполнителем из бальсовой древесины. Летные ис-
Рис. 1. Удельные характеристики ком-
позиционных материалов при сжатии:
I — металлы; II — однооспоармирован-
ные композиции; III — квазиизотроп-
ные композиции; IV — перскрестноар-
мированные композиции (50% — 0°;
50% ±45°); 1 — эпоксидный боропла-
стик; 2 — эпоксидный пластик на ос-
нове волокна HTS; 3 — боралюминий;
4 — бериллий; 5 — материал иа основе
волокна PRD-49; 6 — алюминий—маг-
ний; 7 — сталь; 8 — титан; 9 — эпо-
ксидный стеклопластик на основе во-
локна Е
г* 0 2,5 5,1 7,6 10,2 12,7 15,217,8-10
Удельный модуль упругости
б*
132
Филип А. Нармли
Удельный модуль упругости Е/р,км
Рис. 2. Удельные характеристики
композиционных материалов при
растяжении (обозначения см. рис. 1)
АТ-6С. Испытания проводились
этом обнаружился ряд проблем,
пытания этой конструкции бы-
ли проведены в 1944 г. Удель-
ная прочность испытанной кон-
струкции оказалась на 50%
выше, чем у аналогичной алю-
миниевой.
В мае 1945 г. было впервые
изготовлено крыло самолета
АТ-6С, в котором также ис-
пользовалась трехслойная кон-
струкция с сотовым заполни-
телем из ацетатной целлю-
лозы.
На рис. 3 показано уста-
новленное для летных испыта-
ний правое крыло самолета
в течение более чем 1600 ч. При
касающихся решающих моментов
производства, в частности, относящихся к технологии соеди-
нений.
Результаты исследований позволили увеличить объем примене-
ния стеклопластиков, так что в настоящее время в конструк-
ции самолета «Боинг 747» используются более 930 м2 этого мате-
риала.
Современное состояние производства перспективных - компози-
ционных материалов позволяет ограниченно использовать йх в се-
Рис. 3. Самолет АТ-6 с крыльями из армированного пластика
4. Военные самолеты
133
рицной продукции и опытных образцах самолетов нового поколе-
ния.
Уверенность в возможности применения новых материалов ба-
зируется на результатах исследований, финансируемых Воен-
но-воздушными силами и рядом других правительственных ком-
паний.
В ходе этих исследований было проанализировано более 30 ти-
пов конструкций (табл. 1).
Первоначальные результаты были получены, в частности, ла-
бораторией материалов ВВС на основе нового подхода к иссле-
дованиям.
Этот подход отличался от ранее используемого при фи-
нансируемом правительственном внедрении титана, где усилия
были направлены прежде всего на создание материальной базы
производства. Однако при исследованиях титана возникали проб-
лемы, отличающиеся от проблем исследования перспективных
композиционных материалов.
Технология производства титана и других металлов, в отли-
чие от технологии композиционных материалов, разработана
достаточно хорошо. Единственным препятствием к применению
титана была его дефицитность и высокая стоимость. Казалось
бы, явные преимущества его как конструкционного материала
и возможности использования при повышенных температурах
позволили бы безоговорочно использовать титан, стоило толь-
ко устранить упомянутые выше препятствия. Однако широ-
кому внедрению титана предшествовали дальнейшие усовер-
шенствования сплава с целью устранения недостатков, выя-
вившихся в процессе эксплуатации его в опытных конструк-
циях.
Несмотря на имеющуюся теоретическую и производственную
базу по выпуску стеклопластиков и связующих, многие воп-
росы технологии и производства перспективных композицион-
ных материалов изучались специально, особенно много внима-
ния было уделено вопросам разработки и изготовления. Все
проводимые исследования были сосредоточены на решении
этих проблем, в результате чего была достигнута необходи-
мая взаимосвязь между материалом, проектом и производст-
вом.
Ввиду несомненных преимуществ перспективных композицион-
ных материалов исследовали целый ряд деталей самолета, в ча-
стности фюзеляж, детали агрегатов реактивного двигателя, ло-
пасти винтов вертолета.
К этому времени борные волокна представляли единственный
освоенный в производстве вид наполнителей и их наряду с угле-
родными волокнами, обладающими сопоставимыми свойствами, ис-
следовали в рамках специальных программ.
Таблица 1
ПРИМЕНЕНИЕ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ В ИЗДЕЛИЯХ ДЛЯ ВОЕННОЙ АВИАЦИИ
Детали, изделия Фирма- изготовитель Материал Тип конструк- ции Испытания Экономия массы, % Заказчик Примечание
Крыло: кессон крыла са- NAR/LA Эпоксидный Трехслойная Статические, 42 ВВС См. текст
молета Т-39 обшивки крыла самолета F-100 ПКККМ То же боропластик То же (обшивки и лонжероны) Монолитная усталостные (4 ресурсных срока) Статические 21 »
Grumman > (плоские листы) Трехслойная Статические, 26 > >
ОБКСКМ: > Бороугле- (обшивки) Трехслойная усталостные (4 ресурсных срока) Статические 30 > >
модельная конст- MCD/DaC пластик Боралюминий Эпоксидный (верхняя об- шивка, плита нижней обшив- ки) Трехслойная Статические 36 ВВС »
рукция самолета F-15 самолет F-15 » углепластик Эпоксидный (обшивки, лонжероны) Трехслойная Статические, 22 > »
кессон крыла са- Lockheed/GA боропластик То же (подкрепление) Алюминиевая усталостные, летные Статические, 13 NASA 2 детали пла-
молета С-130 законцовка кры- Grumman Эпоксидный (подкрепление) •Трехслойная усталостные, летные (пла- нируемые) Статические 35 Фирма нируются для летних испы- таний См. текст
ла самолета FB- 111 боропластик (обшивки)
Филип А. Пармли
Детали, изделия Фирма- изготовитель Материал
кессон крыла са- молета LTV кессон крыла са- молета «Конвэйр» самолет AQM-34Q LTV General Dynamics Teledyne Эпоксидный углепластик PRD-49
Детали крыла: предкрылок само- лета С-5А Lockheed/GA Эпоксидный' боропластик
закрылок самоле- та А4 MCD/DAC То же
передняя кромка самолета F-5 створка шасси са- молета F-5 усиление поворот- ного шарнира са- молета F-111 Nortrop > General Dynamics Fort Worth Эпоксидный углепластик То же Эпоксидный боропластик
Фюзеляж: задний отсек са- молета F-111 самолет F-5 To же Эпоксидный углепластик Боралюминпй Эпоксидный углепластик
Продолжение табл. 1
Тип конструк- ции Испытания Экономия, массы, % Заказчик Примечание »
— Статические 22 Фирма —
— > » ) —
Сотовая Статические, усталостные 24 > См. текст
Статические, усталостные, эксплуатаци- онные 21 ВВС 10 деталей для эксплуатаци- онных испыта- ний
> Статические, усталостные, летные 21 ВМФ Один экземпляр из эпоксидного углепластика, снижение мас- сы 47%
Намоточная Летные 32 ВВС —
Сотовая Статические 36 • —
Плита (армиро- вание ± 30°) > — » На все F-111
См. текст 19 ВВС См. текст
Монолитная оболочечная » 26 > См. текст
ел
4. Военные самолеты
Детали, изделия Фирма- изготовитель Материал
Детали фюзеляжа: аэродинамический Northrop Эпоксидный
тормоз самолета углепластик
F-5 аэродинамический LTV To же
тормоз самолета А-7 створка шасси са- Lockheed Эпоксидный
молета С-141 боропластик
лонжерон самоле- NAR То же
та В-1 Хвостовое оперение: горизонтальный стабилизатор са- молета: F-111 General >
F-5 Dynamics, Fort Worth Northrop Эпоксидный
А-4 MCD/DAC углепластик Эпоксидный
F-14 Grumman боропластик То же
Продолжение табл. 1
Тип конструк- ции Испытания Экономия массы, % Заказчик Примечание
Прессованная Статические 23 ВВС —
Балочная > 40 Фирма —
Трехслойная — — —
Усиление металла Статические, усталостные, эксплуатаци- онные 32о/о жестко- сти массы ВВС См. текст
С отовая Статические, усталостные, 7 ресурсных сроков, экс- плуатационные 21,5 » »
> Статические, усталостные 23 > —
Жесткие .обшивки То же 33 ВМФ —
Сотовая Статические, усталостные, 17 000 л. ч., эксплуатаци- онные 9 » • . В эксплуата- ции
Филип А. Пармли
со
о
Детали, изделия Фирма- изготовитель Материал
F-15 MCD/DAC Эпоксидный боропластик
вертикальный ста- билизатор самоле- та F-15 Я» То же
руль направления самолета F-4 > >
Вертолеты: Vertol
несущий винт вер- толета СН-47 Эпоксидный боропластик Стеклопластик
рулевой винт вер- толета S-61 Sikorsky То же
хвостовой конус вертолета СН-54 Прочие детали: шасси вертолета > Bendix, Эпоксидный боропластик
А-37В Hercules То же Эпоксидный углепластик
аэродинамиче- ский тормоз са- молета F-5 Northrop Эпоксидный углепластик
Продолжение табл. 1 I
Тип конструк- ции Испытания Экономия массы, % Заказчик Примечание
Сотовая > > Внутренний лонжерон Наружная обмотка Лонжероны, аэродинами- ческие поверх- ности Усиление алю- миниевых стрингеров Статические, усталостные, эксплуатаци- онные То же Статические, усталостные, летные, экс- плуатационные Летные » > Статические Усталостные Статические 35 5 18 ВВС ъ Фирма ВВС ВВС Фирма НАСА ВВС » В эксплуата- ции То же Изготовлено 50 (45 — для эксплуатацион- ных испытаний) Повышение крутильной жесткости на 32% 70% требуе- мой жесткости См. текст
4. Военные самолеты
138
Филип А. Пармли
II. ПРИМЕНЕНИЕ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
В КОНСТРУКЦИИ КРЫЛА
А. Центроплан крыла самолета Т-39
Одной из первых финансируемых Военно-воздушными силами
программ по изучению крыла было создание модели секции центро-
плана крыла самолета Т-39.
На рис. 4, 5 показаны детали этих конструкций. Испытуемая
зона длиной 625 мм расположена между элементами соединений.
Обшивка и шпангоуты — трехслойной конструкции.
Так как при статических испытаниях разрушение детали
произошло при нагрузке, составляющей 69 % максимальной, стала
очевидной необходимость изучения анизотропных свойств компо-
зиционных материалов.
Использованный для изготовления обшивок эпоксидный боро-
пластик со схемой армирования ±25° обладает высокой орто-
тропией.
Возникшие трудности в процессе проектирования заключались
в том, что не учитывалось большое различие в значениях коэф-
фициента Пуассона слоистого материала (ц = 1,23) и стальных
пластинчатых законцовок (ц = 0,3), прикрепленных к облицовоч-
ным листам.
Различие коэффициентов Пуассона вызвало ограничение попе-
речных деформаций в обшивках из композиционных материалов.
Получаемые дополнительные сдвиговые и трансверсальные на-
пряжения в слоистом материале показаны на рис. 6. Под дей-
ствием этих напряжений происходит разрушение по слабой
матрице.
Обусловленное этим многоосное напряженное состояние вызы-
вает преждевременное разрушение. При статических испытаниях
Рис. 4. Узел кессона крыла самолета Т-39:
1 — крутящая нагрузка; 2 — обшивочные листы из эпоксидного боропла-
стика на алюминиевом сотовом заполнителе; 3 — изгибающая нагрузка;
4 — стальные фитинги для "установки на испытания; 5 — реакция изгиба;
6 — испытуемая зона (635 мм); 7 — стенки лонжерона из стеклопластика
4. Военные самолеты
139
Рис. 5. Поперечное сечение кес-
сона крыла самолета Т-39:
1 — 8-слойпая обшивка (±25°,
0,945 мм); 2 — алюминиевые со-
ты (ячейка 3,18 мм, толщина
8,89 мм); 3 — панель (толщина
9,54 мм); 4 — слойная обшивка
из стеклотекстолита (z±:45°); 5 —
алюминиевые соты (ячейка
3,18 мм, толщина 3,56 мм); 6 —
10-слойная обшивка (±25°,
1,18 мм)
разрушение происходило в обшивке, работающей на сжатие,
вдоль волокон, ориентируемых под углом 25°, как показано диаго-
нальной линией (см. рис. 6).
Разрушение начиналось в углу, образованном пересечением мест
соединения и обшивочным листом из боропластика, и распро-
странялось в диагональном направлении через всю панель к про-
тивоположному месту крепления. Использование материала с рас-
смотренной структурой армирования без добавления слоев, ориен-
Рис. 6. Распределение напряжений (в кгс/мм2) в верхней обшивке при из-
гибной нагрузке 50%:
а — продольные (/J напряжения; б — поперечные (/^) и касательные (/х?/)
напряжения вблизи стыка (соединения): I — fy вблизи стыка; II — fy в сред-
ней части; III — fxy вблизи стыка
140
Филип А. Пармли
тированных в направлениях 0 или 90°, приводило к неоднородному
распределению напряжений в различных точках панели.
Выявленные на начальном этапе исследований, эти распреде-
ления напряжений показали, что использование классических
методик проектирования, основанных на использовании таких
критериев, как МС/J и VQ/J, может привести к значительным
ошибкам даже для столь простого случая, как чистый изгиб
балки коробчатого сечения.
По мере завершения усталостных испытаний, расчитанных на
четыре ресурсных срока, т. е. на 20 000 летных часов, разрушение
образцов происходило таким же образом, как и при статических
испытаниях.
Эти исследования еще на начальной стадии показали пре-
восходные усталостные характеристики перспективных компози-
ционных материалов, которые, невзирая на несовершенство проек-
тирования, обеспечивают возможность создания обшивок со столь
длительной работоспособностью.
Усталостные повреждения были обнаружены к исходу третьего
ресурсного срока, когда волосяные трещины появились в углах
образца вдоль волокон, ориентированных под углом 25°.
Б. Обшивки крыла самолета F-100
С целью расширения масштабов применения композиционных
материалов в конструкции крыла, в частности в обшивках, были
начаты исследования по второй программе.
Полноразмерные (по размаху) обшивки крыла самолета F-100 бы-
ли изготовлены из эпоксидного боропластика таким образом, чтобы
обеспечить их взаимозаменяемость с металлическими, представ-
ляющими собой неразборную жесткую конструкцию. Расчет об-
шивок из композиционного материала проводили с использова-
нием тех же критериев, что и для металлических (алюминиевых)
аналогов. Некоторые конструктивные ограничения, обусловлен-
ные таким подходом, показаны на рис. 7.
В процессе разработки возникли следующие наиболее серьез-
ные проблемы: 1) наличие большого количества отверстий для
крепления к основанию; 2) передача нагрузок от изогнутой части
к узкой лопасти, которая крепится болтами к центроплану;
3) высокие нагрузки, передаваемые через болтовые соединения
в центре крыла и у цапф шасси; 4) высокая концентрация напря-
жений у болтовых отверстий вдоль лонжеронов и внутренних
нервюр и в углу, образованном лопастью и внешней панелью;
5) изготовление эпоксидного боропластика толщиной 40 мм для
комлевой (корневой) части.
Влияние концентраторов напряжений не было полностью выяв-
лено до тех пор, пока не было проведено большое число испытаний.
4. Военные самолеты
141
Рис. 7. Конструктивные особенности алюминиевого крыла, ограничивающие
применение эпоксидного боропластика:
1 — крепление нервюры; 2 — крепление переднего и заднего лонжеронов;
3 — вырезы наружной подвески; 4 — крепление промежуточного лонже-
рона; 5 — передний зализ корневой части крыла; 6 — крепежный узел кор-
невой части крыла; 7 — крепление корневой нервюры; 8 — крепление цапфы
основного шасси; 9 — фитинговое крепление закрылка (типовое); 10 — фи-
тинговое крепление элерона (типовое)
Опасность возникновения концентраторов напряжений требовала
утолщения композиционного материала до значений свыше до-
пустимых по условиям сопряжения лонжеронов, нервюр и несущей
коробчатой балки центроплана. Было принято решение исполь-
зовать металлические упрочняющие прокладки. Прокладки за-
меняли слои с ориентацией 0° тогда, когда основная нагрузка
направлена вдоль размаха, и слои с ориентацией 90° — в тех
случаях, когда большие усилия направлены по хорде. Сначала
были опробованы стальные прокладки, так как предполагалось,
что при их использовании будут обеспечены максимальная ад-
гезия и близость коэффициентов линейного расширения и дефор-
маций. В конечном итоге были выбраны прокладки из титанового
сплава Ti —6 % Al — 4 %V, которые обеспечивали близкий к стали
упрочняющий эффект при меньшей плотности. Обшивки состояли
из последовательных серий слоев основного набора, ориентация
которого была принята (Оз/зЫб/ЭО)1. Толщина изменялась в за-
висимости от местных (локальных) требований по прочности и
жесткости и с учетом требований по сборке и сопряжению с осно-
1 См. приложение II.
142
Филип А. Пармли
ванием. Вследствие изогнутости конструкции ближний к борту
слой с ориентацией 4-45° приобретал ориентацию 0° относительно
центра лопасти и обеспечивал передачу осевого усилия ~ 6,4 т/см.
В сборочной области при комле (корне) добавляли несколько
слоев с ориентацией 4-45°, а часть слоев с ориентацией 0° исклю-
чали.
В процессе выгод нения этой работы были решены две важные
технологические задачи. Первая из них — получение эпоксид-
ного боропластика толщиной —40 мм. Боропластики такой тол-
щины никогда прежде не изготовлялись; кроме того, получение
обшивок дополнительно усложнялось введением металлических
прокладок. В ходе предпроизводственных испытаний установлено,
что при использовании стандартного режима отверждения, раз-
работанного к тому времени, процесс формования материала
сопровождался значительным его перегревом вследствие экзо-
термического характера протекающих реакций. Был разработан
ступенчатый температурный цикл отверждения с определенным
временем выдержки при каждой температуре, который обеспечил
решение проблемы перегрева. В конечном итоге было обеспечено
хорошее качество изготовления верхней и нижней обшивок в про-
изводственных условиях. Вторая задача — разработка процесса
сверления отверстий в комбинированном пакете эпоксидный боро-
пластик — титановые прокладки. Корончатые сверла с алмазными
вставками забивались титаном и становились неэффективными.
Тем не менее высокое качество получаемых отверстий было до-
стигнуто путем тщательного подбора оборотов и скоростей подач
и при сверлении и использованием принудительного охлаждения
струей жидкости.
Хотя допустимое значение экономии массы (10,2%) обшивок
из композиционного материала оказалось ниже заданного (25%),
оно представляется достаточным с учетом того, что это была одна
из ранних попыток использования композиционных материалов.
Пониженные значения экономии массы явились следствием ис-
пользования титановых прокладок для обеспечения более высокой,
чем первоначально предполагалось, прочности и невозможности
преодолеть ряд конструктивных ограничений.
В. Законцовка крыла самолета F-111B
В начале 1967 г. фирмой Grumman Aerospace Corp, была
принята рассчитанная на выполнение собственными силами про-
грамма разработки и изготовления конструкций из композицион-
ных материалов. Она проводилась в кооперации с лабораториями
материалов и динамики полета ВВС США, выполнявшими испы-
тания конструкционных узлов. Конструкция законцовки (кон-
цевой части) крыла, выполненная из эпоксидного боропластика,
4. Военные самолеты
143
Рис. 8. Коробчатая конструкция законцовки крыла:
1 — обшивка крышки люка; 2 — нижняя обшивка; 3 — задний лонжерон;
4 — центральный лонжерон; 5 — передний лонжерон; 6 — верхняя обшивка
детально показана на рис. 8, 9. Размеры секций для испытаний
составляли: длина 1016 мм, ширина у корня (комля) 508 мм,
ширина при вершине 305 мм.
Конструкция состояла из трех лонжеронов и двух коробчатых
отсеков (имеется в виду, главным образом, ближний к борту от-
сек), способных выдерживать давление до 3,85 кгс/см2, создаваемое
находящимся внутри них топливом при маневрах типа поворота
через крыло. Нижняя обшивка внутреннего отсека была спроек-
тирована как удаляемая жесткая панель. Коробчатая конструк-
ция являлась цельноклееной, за исключением крепежных эле-
ментов вдоль центрального лонжерона, для восприятия нагрузок
144
Филип А. Пармли
к
Рис. 9. Крепление обшивки
лонжерону:
1 — обшивка из боропластика;
2 — стенка из боропластика;
3 — алюминиевый сотовый за-
полнитель; 4 — титановый на-
конечник
в указанных направлениях
наполнителя была выбрана
от топлива и панели крышки люка.
Передача нагрузок от корневой час-
ти на обшивки (и лонжероны) обес-
печивалась титановыми прокладка-
ми, приклеенными к обшивке с двух
сторон и выполненными в виде трех-
ступенчатого соединения внахлестку.
Коробчатая конструкция была рас-
считала на нагрев до 120° С и ин-
тенсивность осевых и сдвиговых на-
грузок в обшивках вблизи корня,
равных 1427 и 214 кгс/см соответ-
ственно. Обе обшивки (верхняя и
нижняя) и три лонжерона имели
трехслойную конструкцию. Исполь-
зованный для облицовочных листов
обшивок эпоксидный боропластик
имел перекрестную схему армирова-
ния типа 0/±45/90° и в любом слу-
чае содержал хотя бы один слой
выкладки. Такая схема ориентации
в связи с меняющимися по крылу
условиями нагружения и включением нагрузок, действующих по
передней и задней кромкам в направлении хорды, и обеспечивала
пониженную чувствительность к ползучести при повышенных
температурах. Характер разрушения при всех условиях нагру-
жения определялся волокном. Выбор титана для изготовления
наконечников лонжеронов объяснялся стремлением получить
лучшую совместимость с боропластиком по температурным коэф-
фициентам линейного расширения и деформациям. Боропластики
испытывали путем предварительного нагружения всех образцов
до величины, составляющей 80% максимальной нагрузки, и
затем повторного нагружения до разрушения. Была предложена
гипотеза, согласно которой трансверсальные разрушения в каж-
дом слое пластика не влияют на способность связующего пере-
давать сдвиговые нагрузки от слоя к слою, и поэтому компози-
ционный материал сохраняет конструкционную целостность. Уста-
лостные испытания, проведенные при нагрузке, составляющей
75% максимальной, по-видимому, подтверждают эту гипотезу.
Величина модуля упругости после 107 циклов испытаний не
изменяется по сравнению с соответствующим показателем, опре-
деленным после одного цикла предварительного нагружения.
Оценка распределения нагрузок производилась классическим
методом с применением критериев MC/1, VQ/1 и 2Т/А и первона-
чального определения размеров обшивок. Выполненный затем
анализ с использованием метода анизотропных конечных эле-
4. Военные самолеты
145
ментов выявил значительное расхождение с ранее полученными
результатами. Повторный анализ после изменения размеров об-
шивок обнаружил лишь минимальное различие в распределении
нагрузок.
Коробчатая конструкция отсека крыла успешно выдержала
первые пять испытаний при статическом нагружении, одно из
которых было проведено при напряжении, составляющем 73%
расчетного для условий комбинированного воздействия изгиба и
кручения. Затем были проведены усталостные испытания этой же
конструкции на четыре ресурсных срока. Эти испытания состояли
из 40 серий по 7000 циклов каждый. В каждой серии, в среднем
в 6 циклах, напряжения достигали 80% максимальных. Перед
проведением 21-й серии осмотр конструкции выявил появление
пустот между стержнем (вертикальной стенкой) из боропластика
и титановым наконечником переднего лонжерона. Было также
обнаружено повреждение в корневой части среднего лонжерона.
После ремонта обоих поврежденных участков испытания были
продолжены и завершены в намеченном объеме (40 комплексов).
В декабре 1969 г. при статических испытаниях была достигнута
остаточная прочность 120% критической расчетной. Разрушение
произошло, как и ожидалось, по нижней крышке панели через
крепежные отверстия у средней нервюры. Все испытания были
проведены при комнатной температуре.
Г. Перспективная конструкция крыла из композиционных
материалов (ПКККМ)
ПКККМ представляла собой первую попытку спроектировать
крыло таким образом, чтобы избежать существующей концепции
и других конструктивных ограничений. Выбранный агрегат пред-
ставлял собой типовой элемент перспективного сверхзвукового
истребителя (рис. 10). Выбор определялся тем, что для такого
агрегата характерно большинство проблем, присущих кессону
крыла любой конструкции: 1) высоконагруженные соединения;
2) крепление обшивок к нервюрам и лонжеронам; 3) размещение
бака для топлива; 4) передачи действующих по хорде нагрузок
от закрылков и предкрылков; 5) обеспечение доступа к обшивкам
и лонжеронам. Детально конструкция показана на рис. 11.
Отсек для испытаний (длина между внутренней и ближней
к борту нервюрами 1219 мм) состоит из четырех лонжеронов и
трех нервюр. При проектировании этой коробчатой конструкции
ориентировались на создание полномасштабной завершенной кон-
струкции крыла без всяких ограничений, за исключением аэро-
динамического профиля и расположения оси вращения. Были
оценены 81 различные конфигурации конструкции, включавшие
варианты с использованием пластин, пластин с подкреплением для
146
Филип А. Пармли
Рис 10. Коробчатый отсек крыла (ПКККМ) с установленными тензометрами
повышения жесткости, трехслойных панелей. Критические рас-
четные усилия по осевым и сдвиговым нагрузкам составляли
6060 кгс/см и 178 кгс/см соответственно для обшивок у внутренней
нервюры при температуре па поверхности 176° С. Давление топ-
лива во внешнем и внутреннем отсеках 2,31 кгс/см2 и 1,68 кгс/см2
соответственно. В конечном итоге для верхней и нижней обшивок,
а также лонжеронов и центральной нервюры была выбрана
Назад
Рис. 11. Коробка крыла ПКККМ:
1 — задняя балка в сборе; 2 — задняя средняя балка в сборе; 3 — передняя
средняя балка в сборе; 4 — передняя балка в сборе; 5 — внешняя нервюра
в сборе; 6 — центральная нервюра в сборе; 7 — внутренняя нервюра в сборе;
8 — верхняя обшивка в сборе; 9 — нижняя обшивка в сборе
4. Военные самолеты
147
Рис. 12. Поперечный разрез крыла ПКККМ:
1 — стеклопластиковая прокладка; 2 — алюминиевый сотовый заполнитель
(тип); 3 — вкладыш под крепеж из литой эпоксидной смолы эпоп-934 (тип);
4 — крепежные элементы, расположенные с малым шагом (тип); 5 — обшивки
из эпоксидного боропластика (тип); 6 — клеевое соединение (тип); 7 — внут-
ренняя нервюра (132 мм); 8 — крепежные элементы, расположенные с боль-
шим шагом; 9 — усиливающие прокладки под болты; 10 — стенки балки
из эпоксидного боропластика (тип); 11 — титановые наконечники (тип)
трехслойная конструкция с использованием алюминиевых сот
в качестве заполнителя и эпоксидного боропластика (рис. 12).
Передача изгибающих нагрузок на облицовочные листы об-
шивок, выполненные из эпоксидного боропластика, производится
с помощью титановых ступенчатых клеевых соединений, подоб-
ных показанным на рис. 13. По отношению к испытываемому
отсеку эти соединения следует рассматривать как внешние. Обшив-
ки механически закрепляются через титановые головки лонже-
ронов и нервюр. Следует отметить, что концевые части нервюр
Рис. 13. Ступенчатое соединение внахлестку листов верхней обшивки из
композиционного материала боралюминий, выполненное твердым припоем:
а — трехступенчатое соединение; б — двухступенчатое соединение
148
Филип А, Пармли
коробчатой конструкции выполнены из алюминия,а не из компози-
ционного материала. Прокладки в обшивочных листах над лонже-
ронами, как показано на рис. 12, являются локальными зонами
усиления, компенсирующими уменьшение живого сечения за
счет болтовых отверстий. Каждое отверстие заглушается пробкой
из литой эпоксидной смолы эпон 934 для предотвращения разру-
шения заполнителя элементами крепежа. Для снижения при-
пусков на прокладки коэффициент концентрации напряжений
был принят равным 2,5.
Боропластик, использованный для изготовления обшивок,
имел перекрестную структуру армирования типа 0/±45/90°,
число слоев изменялось от 30 до 116. В каждом обшивочном
листе содержалось не менее двух слоев с ориентацией 90° с тем,
чтобы противостоять давлению топлива, исключить потерю устой-
чивости при сжатии и обеспечить малую ползучесть при нагру-
жении при температуре 176° С. Выполняемые внахлестку сту-
пенчатые соединения на внутренних концах проектировались
так, чтобы нагрузка воспринималась осью вращения. Это пред-
принималось с целью смещения разрушения в испытуемую
секцию и, следовательно, создания дополнительного запаса безо-
пасности при проведении испытаний. Каждый внутренний обли-
цовочный лист внутренней нервюры был усилен дополнительными
слоями для повышения несущей способности. Зоны усиления
технологических отверстий в титановых элементах конструкции
также крепились к обшивочным листам с помощью ступенчатых
соединений. Для того чтобы обеспечить высокое качество изго-
товления обшивочных листов, каждый слой препрега сначала
выкладывался и раскраивался на шаблоне из пленки Майлар,
затем в должной последовательности производилась сборка па-
кета препрегов и титановых прокладок в местах соединений,
после чего производилось отверждение полученной заготовки.
Отдельные статические и усталостные испытания были про-
ведены Отделением испытаний лаборатории динамики полета на
базе ВВС США Райт-Петтерсон. При статических испытаниях
деталь выдержала восемь циклов нагружения до максимальной
нагрузки, часть из них при температуре 176 °C. Разрушение при
статических испытаниях произошло при нагрузке, составляющей
123,5% критической расчетной для температуры 176° С. Иссле-
дования показали, что первая стадия разрушения началась при
нагрузке, составляющей 105% максимальной расчетной, в про-
кладке под болт внешнего обшивочного листа, работающего на
сжатие и расположенного над передней средней нервюрой в зоне
высокой концентрации напряжений. Последующий сдвиг болтами
привел к разрушению наконечников лонжеронов вследствие по-
перечного изгиба, затем последовало интенсивное вторичное раз-
рушение обшивок и лонжеронов. Все деформации оставались
4. Военные самолеты
149
линейными до уровня нагрузки, равной 105% максимальной.
Анализ массы конструкции крыла, основанный на результатах
данного исследования и сравнении экспериментального крыла из
эпоксидного боропластика с основным титановым, приведен в
табл. 2.
Таблица 2
ЭКОНОМИЯ МАССЫ ПРИ ИСПОЛЬЗОВА-
НИИ БОРОПЛАСТИКА
Деталь, агрегат Масса, кг
Титан Боро- плас- тик Эконо- мия массы, %
Верхняя обшивка 108,3 63,0 42
Нижняя обшивка 98,3 69,8 29
Лонжерон 63,0 65,7 —4
Коробчатая конст- 269,5 198,4 26
рукция в целом
Фитинг шарнира 233,3 227,6 3
Крыло в целом 502,8 425,8 16
Таблица 3
РАСПРЕДЕЛЕНИЕ ПО МАССЕ
МАТЕРИАЛОВ ОБШИВОК*
Материалы Масса, кг % от массы агре- гата
Эпоксидный боро- пластик Титан Алюминиевые соты Алюминий Клей Стекловолокно Эпоксидная смола Крепежные элемен- ты и т. п. 39,4 17,2 3,87 1,29 2,29 1,54 6,24 5,27 51,10 22,31 5,02 1,67 2,97 2,00 8,09 6,84 100
* Только испытательная секция
обшивок, исключая титановые элемен-
ты соединений.
В высоконагруженных обшивках возможно достичь экономии
массы в среднем на 35%. «Штраф по массе», обусловленный болто-
выми отверстиями, для обшивок, работающих на растяжение,
составил 29%. Вследствие того, что около 70% массы лонжерона
приходится на титановые наконечники и усиление отверстий,
чистый проигрыш в массе лонжеронов и нервюр равен 4 %. В табл. 3
приведено распределение по массе различных материалов.
Успешно завершены усталостные испытания второго образца
коробчатой конструкции крыла, эквивалентные 16 000 летных
часов. Нагрузки прилагались сериями, эквивалентными 1000
летных часов, последовательность нагружения — по упрощенной
схеме случайных нагрузок. Перед началом усталостных испыта-
ний конструкцию подвергали предварительному нагружению при
растяжении и сжатии до значений 84 и 74% расчетных значений
соответствующих нагрузок для контроля показателей жесткости
и сравнения их с соответствующими показателями первого об-
разца конструкции, предназначенного для статических испытаний.
Как выяснилось, показатели жесткости обоих образцов практи-
чески полностью совпали. Половина испытаний была выполнена
при нагреве конструкции до 115° С. При окончании программы
150
Филип А. Пармли
испытаний, рассчитанной на имитацию 16 000 летных часов, приз-
наков снижения показателей прочности или жесткости не обна-
ружено.
Испытания до разрушения для определения остаточной проч-
ности проводились затем при температуре 176° С. Кривая нагруз-
ка — деформация была линейной до значения нагрузки, равной
85% максимальной, при которой отмечалось появление трещины
во внешнем облицовочном листе обшивки, работающем на сжатие
и расположенном над задним лонжероном и средней нервюрой.
Конструкция продолжала нести нагрузку до 90% максимальной
расчетной, затем произошло разрушение работающей на сжатие
обшивки над передней средней балкой. Эти данные и результаты
усталостных испытаний на сжатие элементов обшивки указывают на
снижение показателей прочности при сжатии при воздействии тем-
пературы и циклического нагружения. Для обшивок, работающих
на растяжение, эквивалентного ухудшения свойств не обнаружено.
Отмеченное снижение прочности при сжатии, вероятно, обуслов-
лено растягивающими напряжениями, возникающими в матрице
слоистого материала, подвергнутого действию сжимающих на-
грузок, особенно при повышенных температурах.
Д. Оптимизация балки коробчатого сечения из композиционных
материалов (ОБКСКМ)
Результаты предыдущих исследований показали, что исполь-
зование композиционных материалов, армированных борными
волокнами, в обшивках крыла позволило обеспечить экономию
массы 23—40% в зависимости от сложности конструкции и других
условий. Однако подобный успех не был достигнут в части сниже-
ния массы элементов набора. Полагают, что при устранении
конструктивных ограничений, расширении круга используемых
композиционных материалов и применении новых подходов к про-
ектированию должна быть достигнута экономия массы коробча-
тых конструкций порядка 30—35%. С этой целью в 1971 г. был на-
чат второй этап программы ПКККМ. Главные усилия были направ-
лены на устранение конструктивных ограничений и издержек,
встреченных в предыдущей работе. Увеличение массы вследствие
концентрации напряжений у технологических или крепежных
отверстий, а также вследствие широкого использования металла
было коренным образом уменьшено или полностью исключено.
Для оценки в рамках рассматриваемой программы исследова-
ний был выбран агрегат, ранее использованный в программе
ПКККМ, что позволило производить непосредственное сравнение
результатов обеих программ в отношении массы и стоимости,
а также с результатами, полученными для конструкций из титана
и алюминия. В связи с этим нагрузки, внешняя конфигурация
4. Военные самолеты
151
и методы испытаний были идентичными. За исключением крепеж-
ных элементов, конструкция являлась цельноклееной. Крепеж
служил для присоединения обшивок к балкам (лонжеронам)
и нервюрам и нервюр к балкам.
При осуществлении программы применяли описанные ниже
усовершенствования.
1. Верхняя обшивка. Выбран композиционный материал бор —
алюминий (В—А1) ввиду высоких показателей прочности при
сжатии и удельного модуля сдвига, особенно при температурах
150—200° С. Материал получен диффузионной сваркой монослоев,
содержащих борные волокна диаметром 140 мкм (47 % по объему)
в матрице из алюминиевого сплава 6061 и приварен к титановым
законцовкам корня (комля) для передачи нагрузок. Обшивка
представляет собой трехслойную конструкцию с листами из бор-
алюминия и алюминиевым заполнителем. Внутренняя поверхность
выполнена плоской с тем, чтобы упростить проблему крепления. При-
нятая ориентация волокон 0^ ± 45 j с добавлением слоев, ориенти-
рованных под углом 90°, для локального усиления болтовых соеди-
нений при наложении действующих по хорде усилий от закрылков
и предкрылков. Для крепления листов внешней облицовки к ти-
тану необходимы трехступенчатые соединения (см. рис. 13).
Вследствие меньших действующих нагрузок для крепления внут-
ренних листов требуется только двухступенчатое соединение.
Нагрузка в соединениях по внешней поверхности составляет
3567 кгс/см. Для расчета отверстий болтовых соединений был
использован экспериментально определенный коэффициент кон-
центрации напряжений. Отверстие для отбора проб топлива
диаметром 76 мм усилено дополнительными слоями, ориентиро-
ванными в направлениях 0 и ±45°.
2. Нижняя обшивка. Выбран гибридный эпоксидный боро-
углепластик для реализации более низкой плотности и стоимости
углеродных волокон типа А. Борные волокна использованы
в слоях, ориентированных в направлении 0°, углеродные —
в слоях с ориентацией ±45 и 90°. Панель нижней обшивки состоит
из 63 слоев, из которых 11% ориентированы в направлении 90°.
Расчетная осевая нагрузка в соединениях составляет 5172 кгс/см.
Для снижения концентрации напряжений у отверстий под кре-
пежные элементы вдоль балки использовались четырехсторон-
ние пятиступенчатые соединения, выполняемые внахлестку. В
непосредственной близости от отверстий слои углеродных волокон,
ориентированные в направлении 0°, заменяют борные слои такой
же ориентации.
Это, по существу, снижает коэффициент концентрации напря-
жений до нуля и исключает необходимость дополнительного уси-
ления. Над нервюрами добавлены слой с ориентацией 0° и несколь-
ко слоев, ориентированных в направлении 90°, для обеспечения
152
Филип А. Пармли
Рис. 14. Лицевая сторона готовой балки с вырезами
заданной прочности слоистого пластика с учетом роста напряже-
ний у отверстий. Технологические (для доступа при обслужива-
нии) отверстия выполнены так же, как и отверстия крепления
балки, с целью исключения концентрации напряжений. Добав-
лены дополнительные слои с ориентацией 0/±45/90°.
3. Лонжероны и нервюры. Для изготовления нервюры и балки
использованы исключительно углеродные волокна с ориентацией
0/±45/90°, при этом слои, ориентированные в направлении ±45°,
составляют большинство. Передняя балка имеет множество выре-
зов для обслуживания и движения направляющих предкрылка
(рис. 14). Эти вырезы усилены композиционным материалом по
специально разработанной методике, без применения металла.
Правильность этой идеи подтверждена испытаниями. Нервюры
подобны по конструкции балкам и представляют собой сегменты
между балками.
Основные результаты испытаний:
1) металл использован только в комлевой конструкции и
элементах крепежа;
2) эффективность композиционного материала повышена вслед-
ствие исключения концентрации напряжений у технологических
и крепежных отверстий;
3) достигнута экономия массы 30 % по всей конструкции.
Агрегат должен быть испытан во втором полугодии 1973 г.
Е. Крыло для летных испытаний
Предыдущие программы не предусматривали изготовление
крыла для летных испытаний, эта работа была начата в мае 1971 г.
Часть крыла перспективного истребителя, предназначенная для
демонстрации применения перспективных композиционных мате-
риалов в условиях полета, показана на рис. 15. Эта работающая
на кручение коробчатая конструкция состоит из четырех лонже-
ронов (одной внутренней и трех внешних секций) и одиннадцати
нервюр. Из композиционных материалов изготовлены верхняя
и нижняя обшивки, с третьей по шестую, считая от комля, нер-
вюры, с восьмой по десятую, внешней секции и входящий в нее
4. Военные самолеты
153
Рис. 15. Крыло самолета из композиционных материалов для летных испы-
таний:
I — верхняя обшивка; II — внутренний силовой набор; III — ншкняя
обшивка; 1 — боропластик; 2 углепластик; 3 — титан; 4 — алюминий;
5 — стеклопластик
центральный лонжерон. Была предпринята попытка использовать
композиционные материалы в большем числе элементов силового
набора. Однако ограничения, накладываемые принятой конструк-
тивной схемой и конфигурацией основных металлических элемен-
тов конструкции, а также высокой стоимостью материалов, вре-
менно воспрепятствовали намеченному расширению объема при-
менения композиционных материалов.
Выбор конструкции определялся необходимостью обеспечения
высоких летных качеств. Конструкция из композиционных ма-
териалов должна была удовлетворять всем конструктивным и
функциональным требованиям, предъявляемым к основной кон-
струкции крыла. Внутренняя секция крыла является одновре-
менно неразборным топливным баком, требующим принятия мер
по герметизации. В верхней и нижней обшивках по мере надоб-
ности предусматривались технологические отверстия. Для летных
испытаний передняя и задние кромки и законцовки крыла были
выполнены из металла.
Обшивки представляют собой комбинированную трехслойную
конструкцию со стрингерным подкреплением. Обшивочные листы,
154
Филип А, Парили
приклеиваемые к алюминиевому заполнителю, изготовлены из
эпоксидного боропластика перекрестной структуры армирования
типа 0/±45/90°. Соотношение слоев в листах верхней и нижней
обшивок и основных панелях открытых поверхностей изменялось
от 2/8/2 (0/±45 /90°) до 6/8/2 соответственно. Над нервюрами и
лонжеронами это соотношение возрастало до 16/4/2 за счет допол-
нительных слоев, используемых для локального усиления материа-
ла. Стрингеры представляли собой работающие на сдвиг полки
из эпоксидного углепластика, усиленные однонаправленным боро-
пластиком. В конструкции верхней обшивки использованы уси-
ливающие накладки шляповидного профиля, обеспечивающие
повышение ее стабильности при воздействии сжимающих нагру-
зок. В зоне болтовых отверстий лонжерона для снижения кон-
центраций напряжений вместо слоев, ориентированных в направ-
лении 0°, установлены смягчающие прокладки.
Внутренние нервюры целиком заполняют расстояние между
обшивками и имеют вырезы для размещения обшивочных стрин-
геров. Они представляют собой трехслойную конструкцию с
обшивками из углепластика и алюминиевым заполнителем. Ближ-
ние к борту нервюры, так же как и соответствующий лонжерон,
имеют простую конструкцию швеллерного типа.
Промежуточные испытания агрегата намечено провести осенью
1973 г. При этом будет испытан только центральный внутренний
отсек. Изготовление и наземные испытания крыла в целом должны
завершиться в середине 1974 г. Фирмой General Dynamics Convair
(Сан Диего, Калифорния) в настоящее время также осуществля-
ется (из конкурентных соображений) попытка разработать вы-
полненный целиком из композиционных материалов главный
внутренний лонжерон совместно с элементами крепления.
Прогнозируемая в настоящее время величина экономии массы
коробчатой конструкции в целом составляет ~195 кг. Компози-
ционные материалы составляют 60% массы конструкции. Экономия
массы для конструкции, выполненной из композиционных мате-
риалов, составляет 29%, для агрегата в целом—20%.
III. КОНСТРУКЦИЯ ХВОСТОВОГО ОПЕРЕНИЯ
А. Горизонтальный стабилизатор самолета F-111
Одним из первых исследований, предпринятых ВВС по созда-
нию конструкций из композиционных материалов, была разра-
ботка горизонтального стабилизатора истребителя. Этот агрегат
был выбран благодаря относительной простоте сотовой конструк-
ции и высокому ожидаемому эффекту. На первой стадии этой
работы испытывался узел, представляющий собой коробчатую
конструкцию размерОлМ 60% натуральной (рис. 16). Обшивки
4. Военные самолеты
155
Рис. 16. Узел горизонтального стабилизатора самолета F-111:
1 — титановый концевой фитинг; 2 — соты из стеклопластика; 3 — обшивки
из эпоксидного боропластика; 4 — стеклопластиковый лонжерон
изготовляли из эпоксидного боропластика, заполнитель и лон-
жероны — из стеклопластика, корневая часть, нервюры, фитинги
шарнира, прокладки для соединений — из титана. Проектиро-
вание было основано на реальных требованиях по прочности
и жесткости для существующих металлических аналогов. Боль-
шое сомнение при проектировании вызывала передача нагрузок
от обшивок к титановым соединительным прокладкам как с точки
зрения кратковременной прочности, так и усталости. Передача
нагрузки осуществлялась через плоские клеевые соединения.
Для достижения совместности деформаций и снижения высокой
концентрации напряжений титановые прокладки толщиной 6,35 мм
заострялись по кромкам, длина нахлеста по внешней кромке
соединения составляла не менее 38 мм. Разрушение агрегата
в процессе статических испытаний произошло при нагрузке,
составляющей 89% максимальной расчетной, вследствие более
высокой, чем предполагалось, концентрации напряжений в кле-
евом слое у кромок титановых прокладок. Агрегат успешно вы-
держал усталостные испытания, имитирующие четыре ресурсных
срока при характерных для стабилизатора условиях нагружения.
Остаточная прочность в момент разрушения составляла 75%
исходной, характер разрушения был таким же, как и при стати-
ческих испытаниях.
На втором этапе работы предусматривались проектирование,
изготовление и испытания полноразмерного, функционально за-
меняемого стабилизатора. Агрегат предназначался для летных
испытаний и рассчитывался подобно металлическому аналогу.
Обшивки со схемой армирования типа 0/±45° имели переменную
толщину по размаху и хорде, максимальная толщина в области
фитинга шарнира составляла 42 слоя. Лонжероны этого узла
были выполнены из боростеклопластика, передняя и задние
кромки и законцовки элементов перегородки — из стеклопластика.
Другие нервюры были титановыми (рис. 17)«>В качестве заполни-
теля использовались алюминиевые соты различной плотности.
Основное клеевое соединение, передающее нагрузки от обшивок
156
Филип А. Пармли
иа шарнир, было таким же, как и в модели, представленной на
рис. 16. Основными конструкционными требованиями, учитыва-
емыми при проектировании стабилизатора в целом, являлись
прочность в зоне фитинга шарнира и жесткость при флаттере
остальных участков. По жесткости при изгибе вдоль размаха
стабилизатор из боропластика превосходил металлический аналог
на 140%, по жесткости при кручении в корневой части — на
125%. Однако при поперечном изгибе жесткость его составляла
только 25%. Несмотря на то, что, как было установлено, дивер-
генция скорости флаттера уменьшается вследствие некоторого сни-
жения массы, резервов вполне достаточно для всего диапазона
чисел М.
Статические испытания проводили при температуре 132° С.
Разрушение произошло при нагрузке, равной 91 % максималь-
ной, в месте соединения заднего лонжерона с фитингом. После-
дующий анализ выявил конструктивные недостатки этого сое-
динения. Второй агрегат был подвергнут усталостным испытаниям
в течение шести сроков службы при характерных для самолета
F-111 нагрузках, при этом заметных повреждений конструкции
или изменений жесткости не было обнаружено. Испытания до
разрушения этого агрегата не проводили.
По сравнению с алюминиевым аналогом были достигнуты
следующие показатели экономии массы: для конструкции в целом
138,2 кг (21,5%), для обшивок 125,6 кг (65%). С учетом ряда
обстоятельств (отсутствие опыта в проектировании и изготовле-
нии конструкций из композиционных материалов, использова-
ние разработанных для металлов конструктивных решений и др.)
полученные результаты можно считать замечательными.
3 — сталь; 4 — корневая нервюра; 5 — титановая Пластина; 6 -- ось шар-
нира; 7 алюминиевый заполнитель
4. Военные самолеты
157
Горизонтальный стабилизатор самолета F-111 представляет
собой первый ответственный полноразмерный основной агрегат,
спроектированный и изготовленный из перспективных компози-
ционных материалов-боропластиков. В результате успешного
выполнения программы была продемонстрирована возможность
рационального проектирования изделий из анизотропных компо-
зиционных материалов, а также показано, что технологический
процесс, основанный на использовании лент-препрегов шириной
76,2 мм из борных волокон, отвечает требованиям массового
производства. Таким образом, уже на ранней стадии развития
композиционных материалов работы по этой программе убеди-
тельно доказали, что эпоксидные боропластики могут найти
практическое применение в технике.
В процессе выполнения программы были изготовлены и уста-
новлены на самолетах F-111 для эксплуатационных испытаний
два комплекта горизонтальных стабилизаторов. Один из них
был вскоре потерян в результате аварии самолета, происшедшей
по причинам, не связанным с установленным агрегатом, Второй
комплект находился в летной эксплуатации в течение 380 ч без
каких-либо замечаний.
Б. Стабилизатор самолета F-14
Стабилизатор самолета F-14 представляет собой первую се-
рийную деталь из боропластика, использованную в основной
конструкции самолета. Выбор материала обшивок определялся
массой и стоимостью. Алюминий был исключен из рассмотрения
ввиду того, что рабочая температура не превышала 150° С. В ко-
нечном итоге был выбран эпоксидный боропластик, а не титан,
исходя из обеспечиваемой экономии массы 20% (~ 82,5 кг па
самолет) и запланированной конкурирующей стоимости материала.
Хотя стоимость промышленного титана составляет 11—22 дол-
лар/кг, значительные потери при механической обработке, до-
стигающие 90%, приводят к увеличению стоимости до уровня
~220 доллар/кг. Отходы в производстве деталей из композицион-
ных материалов составляют 7—10%. Конструкция стабилиза-
тора показана на рис. 18. Обшивки выполнены из эпоксидного
боропластика, передний и задний лонжероны — из эпоксидного
стеклотекстолита. В качестве заполнителя использованы алюми-
ниевые соты. Чтобы избежать снижения прочности обшивок
вследствие концентрации напряжений у болтовых отверстий,
весь крепеж на них производился через периферийные титано-
вые элементы.
На рис. 19 показано шестиступенчатое клеевое соединение
боропластика с титаном, выполненное внахлестку, характерное
158
Филип А. Пармли
Рис. 18. Стабилизатор самолета
Е-14из эпоксидного боропластика:
1 — алюминиевая законцовка;
2 — боропластик; 3 — шипы; 4 —
внешняя опора (подшипник); 5 —
основное соединение; 6 — перед-
няя кромка из алюминия; 7, 10 —
переднее и заднее титановые реб-
ра соответственно; 8 — выступ
корневой нервюры, сталь; 9 —
внутренняя опора (подшипник);
11 — внешняя нервюра; 12 —
задняя кромка из алюминия
для зоны крепления шарни-
ра. Соединение рассчитано
на нагрузку 2675 кгс/см,
его эффективность состави-
ла ~70%. Максимальная
толщина материала обши-
вок достигала 56 слоев, ук-
ладка наполнителя соответ-
ствовала схеме 0/±45°/0°. (Ориентация оси 0° вдоль направле-
ния хорды на длине 50%.)
При статических испытаниях деталь нагружали при темпе-
ратуре 150° С до разрушения. Разрушение начиналось в сотовом
заполнителе и затем приводило к локальному разрыву обшивки.
Агрегат, подвергнутый усталостным испытаниям, выдержал 1200
эффективных летных часов при типовых для F-14 условиях/нагру-
жения и разрушился после 17 000 эффективных летных часов
при нагрузках, увеличенных на 25%. Повреждений балансира
не обнаружено.
Летные испытания стабилизатора начались с первого полета
самолета F-14. В настоящее время он установлен на всех выпуска-
емых самолетах.
Рис. 19. Ступенчатое соединение основной обшивки, выполненное внахлестку
(клей Мелтбонд 329). Толщина последней ступени 1,02 мм:
1 == титан; 2 = боропластик; 3 = стекловолокно
4. Военные самолеты
159
IV. КОНСТРУКЦИЯ ФЮЗЕЛЯЖА
А. Задний отсек фюзеляжа самолета F-111
В феврале 1969 г. была начата первая программа по примене-
нию композиционных материалов в конструкции фюзеляжа.
Отставание в развитии этого направления обусловливалось рядом
трудностей, таких, как наличие крупногабаритных криволиней-
ных поверхностей оболочек, высокие концентрированные нагрузки
от стабилизатора, двигателей и крыла, высокие сдвиговые нагрузки
в оболочках вследствие комбинированного воздействия верти-
кального и бокового изгиба и кручения.
Первой деталью, выбранной для этой программы, была хвосто-
вая секция самолета F-111, расположенная между двумя двига-
телями. Деталь имела следующие размеры: полную длину 3764 мм
(от отсека фюзеляжа, расположенного на отметке 610, отсчиты-
ваемой от носовой точки самолета, до отсека,’ расположенного на
отметке 770), глубину 1219 мм, ширину 914 мм. Предназначенная
для испытаний задняя (расположенная между отметками 673—
770 от носовой точки) секция этой детали имела длину 2464 мм.
Передняя часть детали была спроектирована так, чтобы обеспе-
чить разрушение в испытательной секции. Одной из задач про-
граммы являлось исследование возможностей применения трех
типов перспективных композиционных материалов: эпоксидных
боро- и углепластиков и алюминия, армированного борными
волокнами. Вследствие сокращения поставок борных волокон
вскоре после начала выполнения программы основное внимание
было уделено углепластикам. Для упрощения технологии и
снижения стоимости оборудования форма поперечного сечения
первой фюзеляжной детали была выбрана постоянной в отличие
от основной алюминиевой конструкции, имеющей переменное
сечение. Расчетные нагрузки определяли из типовых критических
расчетных условий для каждого узла.
Фюзеляж состоял из 14 деталей (восемь рам и шпангоутов
и шесть оболочек, выполненных в виде панелей), соединенных
болтами, как показано на рис. 20. Боковые панели были состыко-
ваны на отметке 700. Устойчивость оболочек обеспечивалась
достаточно плотным расположением шпангоутов и неразъемными
лонжеронами из однонаправленного высокомодульного угле-
пластика, расположенными по всем четырем углам оболочки.
Боковые панели имели трехслойную конструкцию с сотовым
заполнителем и обшивками из эпоксидного углепластика. Так
как обшивки подвержены действию высоких напряжений сдвига,
углепластик имел схему ориентации 0/±45°. Число слоев как
для внутренних, так и для внешних обшивок было равно пяти.
Верхняя площадка была подкреплена плитой из эпоксидного угле-
160
Филип А. Пармли
Рис. 20. Задняя секция фюзеляжа самолета F-111:
1 — неразъемные углепластиковые фитинги со стальными втулками; 2 —
сотовая конструкция из углепластика; 3 — алюминий, армированный бор-
ным волокном; 4 — металлические расчалки, усиленные углепластиком;
5 — фитинги, отформованные из пресс-материал а; 6 — шпангоуты, отфор-
мованные из пресс-материал а (углеборопластика); 7 — плита, подкреплен-
ная накладками из углепластика
пластика, ориентация 9 слоев которой составляла 03/±452/902.
Над каждой рамой выкладывались дополнительные слои. Наклад-
ки, выполненные из шестислойного углепластика с ориентацией
наполнителя ±452/902, имели наконечник из однонаправленного
материала толщиной 10 слоев. Нижняя панель, служащая дни-
щем топливного бака, представляла собой трехслойную сотовую
конструкцию с обшивками из углепластика. Схема армирования
обшивок 0^60, число слоев изменялось от 5 в передней до 3
в задней части панели для обеспечения оптимального сочетания
осевой и трансверсальной прочности.
Одна из главных задач настоящей программы заключалась
в эффективном применении композиционных материалов в конст-
рукции шпангоутов и рам. Из трех шпангоутов, входящих в
исследуемую конструкцию, два, расположенных на отметках
610 и 673, рассматривались как часть испытательного стенда
и были изготовлены из алюминиевых заготовок. При испытаниях
они воспринимали концентрированные нагрузки на агрегат.
Основное применение композиционные материалы нашли в заднем
(отметка 770) шпангоуте, подверженном действию высоких кон-
центрированных нагрузок, возникающих от вертикального и
4. Военные самолеты
161
Рис. 21. Конструктивное решение ушка крепления шпангоута, располо-
женного на отметке 770:
1 — композиционный материал; 2 — металл; 3 — заполнитель (стеклопла-
стик)
Рис. 22. Типовая рама
из эпоксидного боропла-
стика
горизонтального стабилизаторов и передающем их на оболочку
и лонжероны. Указанный лонжерон одновременно является
задней перегородкой топливного бака и испытывает нагрузки,
обусловленные давлением топлива. Шпангоут имеет трехслойную
конструкцию. Стенки переменной толщины изготовлены из угле-
пластика, схема укладки наполнителя которого составляет
0/±45/90°. В наиболее нагруженных зонах крепления (местах
передачи усилий от стабилизаторов) стенки усиливали введением
дополнительных слоев и затем подкрепляли по внешним поверх-
ностям стальными пластинами с тем, чтобы обеспечить высокую
несущую способность. Крепление такой конструкции (рис. 21)
выдержало нагрузку ~52,1 тс.
Алюминий, армированный борными
волокнами, был использован в конструк-
ции рамы каркаса, расположенной на
отметке 700. Толщина стенки 1,52 мм.
В местах, где необходима повышенная
несущая способность, стенка усилена
накладками из того же материала, соеди-
ненными диффузионной сваркой.
Крепление концевых элементов из
боралюминия к стенке — механическое.
Остающиеся четыре фюзеляжные рамы
сконструированы, как показано на рис. 22.
Верхняя , треть рамы представляет со-
бой формованную ферменную конструк-
цию, полученную фирмой Goodyear Ae-
rospace. Основная часть этой конструк-
ции изготовлена из углепластика на ос-
6 п/р. Нотона, т. 3
162
Филип А. Пармли
нове рубленого углеродного наполнителя (65% по объему),
оконечности внешнего и внутреннего контуров усилены непре-
рывной лентой. Нижняя часть рамы представляет собой дву-
тавровую балку трехслойной конструкции из углепластика и
алюминиевых сот.
При статических испытаниях агрегат выдержал нагрузку,
равную 130% расчетной максимальной, что свидетельствует о
высоком качестве проектирования и изготовления. Были прове-
дены испытания на симметричный вертикальный изгиб, при этом
в испытательном отсеке создавалось рабочее давление топлива.
Разрушение произошло в верхней части вблизи отметки 670
вследствие потери работоспособности одной из усиливающих
накладок, что послужило причиной разрушения (разрыва) плас-
тины.
Эта первая попытка применения композиционных материале!
в конструкции фюзеляжа обеспечила значительное (19%) сниже-
ние массы (табл. 4). Наиболее обнадеживающий результат — эко-
номия массы 26% — был достигнут в самом сложном узле. Воз-
можности снижения массы оболочек ограничены конструкцией
боковых панелей, на долю которых приходится 50% массы оболо-
чек. При их изготовлении использованы листы углепластика
длиной 1 м, соединяемые послойно встык, в связи с чем для обес-
печения необходимой прочности добавлены два слоя, ориентиро-
ванные в направлениях ±45°. Фактически масса боковых панелей
возросла на 2% вследствие некоторого завышения толщины
углепластика сверх спецификации. Однако на верхней и нижней
панелях было сэкономлено 26% массы.
Таблица 4
МАССОВЫЕ ХАРАКТЕРИСТИКИ ИСПЫТАТЕЛЬНОГО ОТСЕКА
ЗАДНЕЙ СЕКЦИИ ФЮЗЕЛЯЖА*
Элементы конструкции Масса, кг Экономия массы, %
Композици- онные материалы Металлы Другие материалы Общая
Силовой набор 66,2 23,8 13,5 103,5 26
Оболочка 75,3 20,3 32,3 127,9 13
141,5 44,1 45,8 231,4 19
* Полная масса агрегата равна 416,8 кг, из которых 210,2 кг приходится на ком-
позициопг ie материалы.
4. Военные самолеты
163
Б. Фюзеляж самолета F-5
Успех ранее рассмотренной программы и стремление к расши-
рению опыта применения композиционных материалов в фюзе-
ляжных конструкциях позволили начать новые работы по соз-
данию полноразмерных средней и хвостовой частей фюзеляжа
самолета F-5. В работе предполагалось использовать опыт, на-
копленный при создании элементов крыла и вертикального стаби-
лизатора, воздуховодов воздухозаборника и двигателей, поверх-
ностей управления со сложным контуром и топливных емкостей.
Длина оболочки 5,1 м. Ввиду сложной геометрической конфи-
гурации конструкции в основном были использованы углепласти-
ки (47%). Применялись также боропластики (12%), стеклопласти-
ки (14%), металлы и другие материалы (27%).
При разработке конструкции были использованы новые дости-
жения в технологии композиционных материалов:
1) монолитная оболочечная конструкция, в которой наружная
обшивка составляет одно целое с лонжеронами, полками рамы
и рамами дверей, встроенными, как показано на рис. 23;
2) предусмотрена возможность выпучивания для панелей
с большой величиной отношения радиуса кривизны к толщине
при нагрузках ниже предела прочности с целью максимального
использования их несущей способности после выпучивания;
Рис. 23. Выкладка верхней оболочки в углепластиковую оснастку перед
отверждением:
— оснастка из углепластика; 2 » кромка оболочки фюзеляжа; 3 == лон-
жероны
6*
164
Филип А. Пармли
3) специальная оснастка для углепластиков, позволяющая
в процессе отверждения сохранять способность материала к тер-
мическому расширению (см. рис. 23);
4) надежная конструкция узла крепления крыла к фюзеляжу.
Обшивка выполнена из углепластика, имеющего структуру
армирования 0/-+-45°, при этом в зонах, где прочность на сдвиг
является критической характеристикой, наполнитель был ориен-
тирован в основном в направлении ±45°. С каждой стороны
расположены по три лонжерона, выполненные из однонаправлен-
ного материала с числом слоев (на отдельных участках) до 85
(рис. 23). Для более мелких узлов, в частности для рам и трубо-
проводов, предусмотрено использование углепластиков в шпан-
гоутах. На участках соприкосновения с топливом применяются
сотовые панели с обшивками из боропластика и алюминиевым
заполнителем. Крепление узлов с обшивкой производится в ос-
новном с помощью угловых соединительных элементов из стекло-
пластика.
Эта безопасная конструкция обеспечивает экономию массы
15% (57,1 кг). В дальнейшем этот показатель может быть увели-
чен до 26% (105 кг). Ввиду отсутствия возможности контролиро-
вания толщины композиционного материала в процессе отверж-
дения, толщина деталей на некоторых участках оказалась выше
требуемой, что привело к их перетяжелению на 16% (29,5 кг).
В. Усиление лонжерона самолета В-1
Хотя основным разработчиком идеи местного упрочнения ме-
таллического силового набора накладками из композиционного
материала является НАСА, конкретный вариант применения
накладок на самолете В-1 был предложен ВВС США. При проек-
тировании лонжерона определяющим фактором служит аэро-
динамическая жесткость, а не прочность. По удельной жесткости
однонаправленный боропластик превосходит все существующие
материалы. На рис. 24 показана конфигурация надфюзеляжного,
нижнего внутреннего и нижнего наружного лонжеронов. Они
обеспечивают экономию массы 44,28 и 29% соответственно, как
показано на рис. 25 и 26.
Экономия массы — есть результат замены части металла,
необходимой для достижения заданных характеристик, на боро-
пластик. Металлический элемент обеспечивает требуемую проч-
ность при расчетных нагрузках, а боропластик создает необхо-
димую жесткость. Этот принцип был положен в основу при конст-
руировании лонжерона. Было выбрано борное волокно повышен-
ного (~140 мкм) диаметра, как более дешевое в изготовлении
и требующее меньших затрат при переработке в связи с умень-
шением числа слоев препрега, необходимых для набора заданной
4. Военные самолеты
165
Рис. 24. Конструкции лонжеронов из композиционного материала самолета
В-1:
а — надфюзеляжный лонжерон; б — нижний лонжерон; 1 — эпоксидный
боропластик; 2 — сталь; 3 — нижний внешний лонжерон; 4 — нижний
внутренний лонжерон; 5 — титан; 6 — типовой нижний внутренний лонже-
рон; 7 — типовой нижний внешний лонжерон
толщины боропластика. Лонжероны непрерывны по длине, без
соединений внахлестку на усиливаемых участках. Толщина
боропластика колеблется в пределах от 100 до 300% толщины
металлического элемента, число слоев достигает для надфюзе-
ляжного, нижнего внутреннего и нижнего наружного лонжеро-
нов 250, 240 и 140 соответственно.
Одна из основных проблем заключается в соединении одно-
направленного боропластика с металлом. Вследствие значительного
различия температурных коэффициентов линейного расширения
композиционного материала и металла при изменении температуры
До эксплуатационной по линии контакта сочетаемых материалов
возникают высокие касательные напряжения, особенно вблизи
концов соединения. Для корректировки значений коэффициента
Пуассона в трансверсальном направлении и коэффициента ли-
нейного расширения были введены дополнительно два слоя.
166
Филип А. Лармли
Рис. 25. Массовые характеристики
надфюзеляжного лонжерона:
1 — сталь; 2 — сталь—боропластик;
3 — эпоксидный боропластик
Рис. 26. Массовые характеристики
нижнего лонжерона:
А — лонжерон внешней секции;
Б — лонжерон внутренней секции;
1 — сталь; 2 — сталь — бороплас-
тик; 3 — титан—боропластик; 4 —
эпоксидный боропластик
ориентированные под углом 90°. Были учтены также температура
эксплуатации, прочность на сдвиг и отрыв, вязкость разрушения,
стойкость к воздействию окружающей среды при термостарении
и термоциклировании клеевого соединения. Рассмотренный слу-
чай наглядно иллюстрирует высокую эффективность применения
метода местного упрочнения, который необходимо интенсивно раз-
вивать.
V. ПРИМЕНЕНИЕ В ДРУГИХ УЗЛАХ
А. Внешняя панель крыла беспилотного самолета AQM-34Q
Настоящая работа представляет собой первый пример исполь-
зования волокна PRD-49 фирмы Du Pont в конструкции военного
самолета. Особенности этого волокна: высокий модуль упругости
(14 000 кгс/см2), высокая прочность (280 кгс/мм2), низкая плот-
ность (1,46 г/см3) и отличные электромагнитные характеристики.
Однако предел прочности при сжатии волокна во много раз мень-
ше, чем при растяжении; кроме того, оно обладает отрицательным
коэффициентом линейного расширения (—5,9 -10“6° С)-1.
Рассматриваемый пример использования материала на основе
волокна PRD-49 являлся технологической проработкой и не
предназначался для реальной эксплуатации. Изготовленная па-
нель имела трехслойную конструкцию (заполнитель найлон—
фенольная смола). Размеры панели: длина 2,55 мм, ширина
в корневой части 0,81 м. Фитинг корневой части изготовлен из
алюминия и несколько видоизменен по сравнению с серийным.
4. Военные самолеты 167
Крепление его к обшивкам и заполнителю производится с помощью
клея. Типовая схема ориентации наполнителя в обшивках
(0i/±452)r- В обшивках, работающих на сжатие, число слоев,
ориентированных в направлении 0°, изменяется от одного у закон-
цовки до девяти в корневой части. В обшивках, работающих на
растяжение, число указанных слоев составляет один и семь
соответственно вследствие лучшего сопротивления материала
разрыву. В связи с отрицательным коэффициентом линейного
расширения, необходимо принять меры предосторожности при
оформлении клеевого соединения корневой части и в процессе
отверждения обшивок.
Использование волокна PRD-49 обеспечило экономию массы
по панели в целом на 24%, по обшивкам на 38% в сравнении
с соответствующими алюминиевыми конструкциями. В настоящее
время панель проходит испытания в Лаборатории динамики
полета ВВС США.
Б. Детали шасси самолета А-37В
В 1969 г. Лабораторией динамики полета ВВС США была
начата разработка деталей главного шасси из композиционных
материалов. Эти детали характеризуются сложной конфигура-
цией и многими конструктивными особенностями, отличающими
их от элементов конструкции планера. Кроме того, шасси должпо
выдерживать высокие динамические нагрузки, возникающие в
результате удара при посадке. Внешний обод бокового подкоса
(рис. 27), образующий фланец, изготовлен непрерывной намоткой,
обеспечивающей укладку слоев по схеме (07/±15/02)т. В работа-
ющей на сдвиг стенке материал имеет ориентацию слоев (02/±153)т.
Слоистый пластик на основе рубленых волокон использован для
бобышек и узлов наружной подвески. Отверждение детали в сборе
производится совместно с алюминиевыми втулками. Углепласти-
ковый двухзвенник (рис. 28) также изготовлен из композиции
на основе непрерывных и рубленых волокон и эпоксидной матрицы.
Убедительной демонстра-
цией всесторонних преиму-
ществ волокнистых компози-
ционных материалов служит
пример их использования в
основном колесе самолета
А-37В (рис. 29). Колесо из-
готовлено намоткой и руч-
ной выкладкой слоев угле-
родных волокон типа II.
Количество волокон, намо-
танных в окружном направ-
Рис. 27. Боковой подкос из эпоксид-
ного углепластика
168
Филип А. Пармли
Рис. 28. Двухзвенпики, изготов-
ленные из стали и эпоксидного
углепластика
лении, составляет 25%, в ради-
ально-осевом (т. е. параллельно
оси колеса) — 25%, в направле-
нии -|-45о —25%. Уплотнение за-
готовки производилось в автокла-
ве в процессе отверждения. Опре-
деляющим фактором при проек-
тировании этой детали служит
усталость, так как колесо совер-
шает 960 оборотов на милю про-
бега.
Внутренний и наружный ци-
линдры, образующие опору, в
дополнение к учитываемому при
проектировании комбинированно-
му воздействию двухосного из-
гиба и кручения, должны также
выдерживать внутреннее гидрав-
лическое давление от масляно-
го амортизатора, поглощающего
энергию удара. Два обстоятель-
ства вызывали беспокойство при проектировании этого узла
из композиционного материала: возможность износа подшип-
ника вследствие поршневого действия цилиндра и возмож-
ность утечки воздуха или гидросмеси через стенки цилиндра из
эпоксидного углепластика в результате высокого внутреннего
давления. Был изготовлен модельный наружный цилиндр для
оценочных испытаний с учетом ранее изложенного. Он представ-
Рис, 29, Колесо из эпоксидного углепластика; шина снята для монтажа
4. Военные самолеты
169
лял собой трубу, укладка 33 слоев которой соответствовала
схеме [(0в/±45/90)2/0/(90/±45/05)2]т. Слои, ориентированные в на-
правлениях 0 и ±45°, выкладывали вручную; слои, имеющие
ориентацию 90°, были намотаны. Намоткой изготовлены также
стеклопластиковые законцовки трубы, облегчающие ее закрепле-
ние для испытаний. Испытания на износостойкость проводили
при воздействии внешних нагрузок и внутреннего давления.
Впервые был использован верхний подшипник из тефлона, который
после 6500 циклов был заменен в связи с износом. После 18 000
циклов второй тефлоновый подшипник выносился и проводилось
тщательное полирование верхних колец. Износ составил 0,152 мм,
что приблизительно соответствует толщине одного слоя. Опро-
бование подшипника из эпоксидного углепластика не дало поло-
жительных результатов. В настоящее время используется под-
шипник из хрома, который уже выдержал 32 000 циклов. Следов
утечки не обнаружено.
Боковой подкос выдержал максимальную нагрузку и успешно
прошел усталостные испытания в течение шести ресурсных сро-
ков (15 000 циклов), обеспечив снижение массы на 35%. Двух-
звенник все еще находится на усталостных испытаниях, нарабо-
тав два ресурсных срока. Колесо на 17% легче алюминиевого,
его пробег в процессе испытаний составил 740 км по трассе вы-
пуклого поперечного профиля и 3330 км по трассе плоского про-
филя. Испытания колеса продолжаются.
Была разработана новая конструкция монолитной цапфы и
внешнего цилиндра из эпоксидного углепластика. Снижение
массы должно составить 38%.
VI. ОПЫТ ПРОИЗВОДСТВА И ЭКСПЛУАТАЦИИ
Пока не накоплен достаточный опыт эксплуатации, широкому
внедрению новых материалов в аэрокосмическую промышлен-
ность и массовому производству их оказывается упорное со-
противление. Желание иметь наглядный опыт относится прежде
всего к условиям эксплуатации материалов (влиянию окружаю-
щей среды), в меньшей мере к производству и еще меньше к кон-
структорским разработкам. В связи с этим Управление авиа-
ционных систем ВВС США начало программу исследований по
накоплению опыта производства и эксплуатации композицион-
ных материалов. В табл. 5 перечислены основные детали самоле-
тов, использованные для проведения длительных испытаний
композиционных материалов.
Накопленный к настоящему времени опыт эксплуатации
композиционных материалов не выявил никаких существенных
недостатков. Трудности, о которых говорили самые ярые критики
композиционных материалов, не подтвердились.
о
Таблица 5
ДЕТАЛИ И АГРЕГАТЫ ВОЕННЫХ САМОЛЕТОВ, НАХОДЯЩИЕСЯ В ЛЕТНОЙ ЭКСПЛУАТАЦИИ
Самолет Деталь Год Фирма Заказчик Число дета- лей, находя- щихся в экс- плуатации Длительность эксплуа- тации
Общее число часов Число лет- ных часов
F-111 Интерцептор 1967 General Dynamics Fort Worth BBC 22 20 000 1200
С-141 Створка гондолы шасси 1969 Lockheed, Georgia Фирма/ВВС 1 5 500 —
F-4 Руль направления 1970 Me Donnell A/C BBC 45 35 000 1500
С5А Предкрылок 1970 Lockheed, Georgia И 11000 1800
F-111 Горизонталь 1971 General Dynamics Fort Worth > 2 комплекта 380 30©
F-111 Фитинг поворотного шарнира крыла 1970 To же > — Неизвестно —
F-111 Обтекатель крепления шарни- ра 1970 > — > —
F-14 Горизонтальный стабилизатор — Grumman ВМФ — > —
F-15 Горизонтальный и вертикаль- ный стабилизаторы и руль направления — Me Donnell A/C BBC — > —
Филип А. Пармли
4. Военные самолеты
171
Несмотря на то, что имели место летные происшествия
(вплоть до катастрофы) с самолетами, на которых были установ-
лены детали из композиционных материалов, их причины ни
прямо, ни косвенно никогда не были связаны с применением
новых материалов.
Основной целью программ, в которых предусматривалось
изготовление многочисленных деталей, было накопление ценных
данных о стоимости их производства, изучение опыта производ-
ства и воспроизведение качества.
VII. ЗАКЛЮЧЕНИЕ
Рассмотрев вопросы применения композиционных материалов,
можно отметить, что ограничения, вызванные попытками исполь-
зовать композиционные материалы в конструкциях, по традиции
создаваемых из металлов, не давали возможности полностью
раскрыть достоинства композиционных материалов. Несмотря
на уже достигнутые высокие показатели экономии массы, жест-
кости, долговечности, повышение коррозионной стойкости, име-
ется возможность дальнейшего значительного совершенствова-
ния этих важнейших характеристик при условии, если развитие
композиционных материалов не будет подавлено мощной, хорошо
разработанной технологией металлов. Наиболее рациональные
идеи конструирования и изготовления изделий из композицион-
ных материалов, обеспечивающие максимальное использование
представляемых ими возможностей в отношении снижения массы
и стоимости, должны реализоваться, начиная с ранних стадий
разработки проекта. По-видимому, необходимость именно тако-
го подхода к проблеме композиционных материалов станет оче-
видной в самое ближайшее время.
Список литературы
1. Anon. (1944). Molded Glass Fiber Sandwich Fuselage for ВТ—15 Airplane.
Army Air Force Tech. Rep. 5159.
2. Anon. (1947). Development of Air Material Command AT—6C Glass Outer
Wing Panel. Army Air Force Tech. Rep. 5576.
3. August, A, et al. (1969). SAMPE Nat. Technol. Conf. 1.
4. Ashton, J. E. et al. (1971). A STM Conf. Composite Mater. Design. 2nd
STP 497.
5. Ashton, J. E.. et al. (1971). AFML TR—71—41.
6. Dickerson, E. 0. et al. (1966). SAMPE Advan. Fibrous Reinforced Composi-
tes 10.
7. Dastin, S. J. et al. (1971). Automotive Eng. Congr., SAE Paper 710110.
8. Deal, D. D. et al. (1971). SAMPE Nat. Symp. and Exhibit., 16th 16.
9. Dickard, H. E. et al. (1973), AFFDL TR-73—31.
10. Frbacher, E. et al. (1969). Test of Boron Wing Structure. Advan. Compo-
sites Status Rev.
172
Филип А. Пармли
11. Fecheck, F. J. (1971). Design Eng. Conf, and Show ASME Preprint 71—DE—»
13.
12. Fecheck, F. J. (1971). Soc. Manufacturing Eng., Preprint EM71—205
13. Hadcock, R. N. (1969). Boron—Epoxy Aircraft Structures. (G. Lubin,
ed.), Polym. Tech. Ser. SPE. Van Nostrand—Reinhold, Princeton, New
J ersey.
14. Hadcock, R. N. (1971). Composite Mater.: Testing and Design Conf.,
2nd STP 497 ASTM.
15. Hadcock, R. N. et al. (1970). AFML—TR—70—231 Engineering 1.
16. Kelly, L. G. (1972). Primary Structure AGARD Conf. Impact Composite
Mater. Aerospace Vehicles and Propulsion Sy st. Preprint No. 112.
17. Lackman, L. M. et al. (1972). Conf. Fibrous Composites Flight Vehicle De-
sign, Dayton, Ohio AFFDL TR 72—130.
18. Lubin,G. et al. (1971). Ann. Tech. Conf., 26th Reinforced Plast./Composites
Div., Soc. Plast. Ind., Preprint No. 17—C.
19. Moors., G. F. (1972). Conf. Fibrous Composites in Flight Vehicle Design
AFFDL TR—72—130.
20. Olson, F. O. et al. (1971). F—111 Aft Fuselage Component Design, Ana-
lysis and Test., Vol. 11.
21. Peterson, G. P. (1971). AIAAlASME 12th Struct., Struct. Dynam. Mater.
Conf.
22. Roberts, R. H. (1972). Conf. Fibrous Composites in Flight Vehicle Design
AFFDL TR 72—130.
23. Rogers, C. W. (1966). Conf. Fundamental Aspects Fiber Reinforced Plast.
Composites.
24. Rogers, C. W. et al. (1970). AFML TR—69—101
25. Roselius, D. A. (1971). Nat. Air Transportation Meeting, SAE Preprint
710408.
26. Schjelderup, H. C. et al. (1971). AIAA 3rd Aircraft Des. and Operations
Meeting, Seattle, Washington.
27. Schwartz, H. S. (1967). Proc. Symp. Naval. Struct. Meeh., 5th Pergamon,
Oxford.
28. Whipple, L. D., (1966). Advan. Fibrous Reinforced Composites SAMPE 10.
29. Wood, H. A. (1969). Composite Wing Structural Developments. Advan.
Composite Status Rev.
5
Железнодорожный транспорт
БРАЙАН Р. НОТОЙ
Баштелевские лаборатории в Колумбусе
Колумбус, Огайо
I. Введение .............................................. 174
II. Применение стеклопластиков в конструкциях товарных вагонов 176
III. Проектирование пассажирских транспортных средств......... 177
А. Классификация транспортных средств..................... 177
Б. Задачи конструирования многоместных транспортных средств 179
В. Применение композиционных материалов в конструкциях
современных пассажирских транспортных средств............ 180
Г. Экономические аспекты конструирования многоместных транс-
портных средств ....................................... 187
Д. Взаимосвязь между материалами, конструкциями и методами
изготовления........................................ 188
Е. Основные тенденции в конструировании корпусов вагонов 191
Ж. Общие представления и перспективы при конструировании
деталей корпусов вагонов............................... 194
Список литературы............................................. 198
В настоящей главе основное внимание уделено конструкциям
из композиционных материалов, применяющихся в мало- и мно-
гоместных пассажирских транспортных средствах. Кроме того,
кратко обсуждены конструкции различных видов товарных ва-
гонов, в которых используются композиционные материалы.
Важнейшим направлением конструирования пассажирских
вагонов является удовлетворение требований промышленной эс-
тетики, например, таких, как увеличение площади окон вагонов.
Учет этих требований приведет к росту популярности железно-
। Дорожного транспорта. Однако решение таких задач традицион-
ными инженерными средствами влечет за собой рост массы, экс-
плуатационных затрат и снижение надежности.
Эти требования могут быть удовлетворены без увеличения
массы, затрат и т. д. путем более эффективного использования
традиционных материалов или применением перспективных мате-
174
Брайан Р. Нотой
риалов, например композиционных, а также использованием
новых конструкций, внедрением новых для данной отрасли тех-
нологических процессов изготовления деталей и сборки. Решение
проблемы заключается в применении соответствующих друг
другу новых материалов и конструкций. Использование много-
функциональных конструкций приводит к уменьшению массы и
мощности транспортных средств, снижению требований к их
тормозному и ремонтному оборудованию, созданию пассажирам
комфорта и безопасности. Применение таких конструкций с уче-
том срока их службы может также предотвратить рост затрат на
производство железнодорожных транспортных средств.
Конструкции типа слоистых панелей и стеклопластики уже
применяют в настоящее время для имеющих сложную форму
деталей корпусов и интерьеров вагонов, однако имеются более
широкие возможности использования композиционных материа-
лов, в том числе армированных высокомодульными волокнами.
В настоящей главе предложены новейшие идеи конструирования
большинства деталей мало- и многоместных транспортных средств
и показана перспективность клеевых соединений.
I. ВВЕДЕНИЕ
Большим недостатком существующих средств городского и
междугородного железнодорожного транспорта является их чрез-
мерная масса, составляющая 280—760 кг на одного пассажира.
В этой отрасли отмечается настоятельная необходимость умень-
шения массы как корпусов, так и тележек вагонов в целях сни-
жения требований к силовой установке и тормозному оборудова-
нию, а также уменьшения расходов на эксплуатацию вагонов
и путей.
Для повышения популярности и экономической выгодности
железнодорожного транспорта необходимо учитывать требования
промышленной эстетики прежде всего к стилю, цвету, комфор-
табельности транспортных средств. Примерами стилевого но-
ваторства могут служить вагоны Министерства транспорта США
производства вагоностроительного отдела в г. Сан-Луи Управле-
ния американских железных дорог и вагоны вашингтонского
метро. Эти вагоны выгодно отличаются по внешнему виду от
более ранних моделей благодаря усилиям специалистов по про-
мышленной эстетике. Однако при традиционном инженерном г
подходе удовлетворение требований промышленной эстетики при-
водит к повышению массы транспортных средств в результате
необходимости увеличения толщины материала или вследствие
другого способа упрочнения в местах концентрации напряжений
появление которых обусловлено наличием структурных неодно-
б. Железнодорожный транспорт
175
родностей в конструкциях, а также из-за увеличения площади
окон и использования тонких изогнутых оконных стоек.
Таким образом, при традиционном инженерном подходе повы-
шение эстетичности транспортных средств приводит к росту их
массы, что противоречит требованиям по снижению мощности,
тормозного пути, эксплуатационных расходов и общих затрат
на железнодорожный транспорт. Это связано с тем, что тради-
ционные дешевые материалы, как правило, применяются в кон-
струкциях, которые не полностью используют полезные свойства
материалов. Кроме того, типичные процессы изготовления огра-
ничивают возможность внедрения новейших конструкций, в ряде
случаев это касается также методов соединения деталей путем
сварки или клепки.
Конструкторы в области скоростных транспортных средств
должны понять, что в условиях повышенных требований про-
мышленной эстетики необходимо применение новейших методов
конструирования.
Например, известно, что конструкции алюминиевых и сталь-
ных вагонов, представляющие собой, как правило, оболочки,
локально подкрепленные профилями или изготовленные только
из листов, не самые эффективные в случае столкновения. Эти
конструкции не обладают достаточной стойкостью при крушении,
даже если вмонтировать в концы вагонов детали, поглощающие
энергию удара. Вместе с тем при испытаниях на разрушение
автомобилей конструкции из клееных панелей показали очень
высокую стойкость при столкновениях, что указывает на целе-
сообразность их применения в железнодорожных вагонах.
Задачи конструирования не ограничиваются упомянутыми
эстетическими и экономическими соображениями, они включают
в себя также вопросы шумо- и теплоизоляции, сопротивляемости
вандализму, негорючести и такие практические соображения,
как сопротивление моющей водяной струе высокого давления,
сопротивление распространению трещин и простота ремонта.
Для одновременного решения этих задач конструирования
необходимо более эффективно использовать традиционные и
перспективные для скоростного железнодорожного транспорта
материалы; развивать многофункциональные конструкции, спо-
собные одновременно выдерживать все многообразие механичес-
ких нагрузок и воздействие окружающей среды. Во многих
случаях это потребует новой для данной отрасли технологии.
Наряду с созданием локально-жестких конструкций путем до-
бавления второго материала для придания конструкции особых
свойств, например пены в качестве изоляции, перспективным
является также выбор соответствующих друг другу материала и
конструкции, способных в совокупности решить поставленные
задачи. Весьма полезным может оказаться использование прип-
176
Брайан Р. Нотон
ципов конструирования авиационно-космических аппаратов при-
менительно к более дешевым материалам. При решении конструк-
торских задач важно, чтобы технология позволяла достигнуть
существенного улучшения и по другим показателям, например
снижению массы производящейся в настоящее время продукции
на 30%.
Здесь уместно процитировать слова К. Е. Кайзера, директора-
распорядителя Чикагского управления перевозок: «Наши проб-
лемы возникли одновременно с появлением новых типов вагонов,
хотя наиболее серьезные проблемы уже разрешены, ... я склонен
более критично относиться к некоторым из наших производителей
за то, что они не используют новейшую технологию».
В настоящее время темпы роста массовых средств передвиже-
ния ограничены из-за высоких цен на новые вагоны, однако эти
цены могут быть снижены при использовании стандартных
модульных панелей (например, слоистых панелей).
II. ПРИМЕНЕНИЕ СТЕКЛОПЛАСТИКОВ В КОНСТРУКЦИЯХ ТОВАРНЫХ
ВАГОНОВ
Применение стеклопластиков в конструкциях товарных ва-
гонов в настоящее время ограничено высокой стоимостью мате-
риала.
В Соединенных Штатах Америки ежегодно производится до
60 000 товарных вагонов различных видов. Примерами таких
вагонов могут служить теплоизолированные вагоны, вагоны-
рефрижераторы, вагоны-фургоны, вагоны-бункеры и цистерны.
В каждом случае основными факторами, определяющими выбор
материала, служат надежность и низкая стоимость. Тем не ме-
нее композиционные материалы уже применяют для изготовления
некоторых деталей (решетчатых полок, прокладок в вагонах-
рефрижераторах, крышек люков вагонов-бункеров, контейнеров,
прокладок в дверях вагонов для перевозки зерна [8]). Облицован-
ная стеклопластиком фанера, применяющаяся для изготовления
контейнеров, используется также в качестве материала панелей
товарных вагонов.
Кроме того, стеклопластики уже много лет применяют в ка-
честве гибкой изоляции в цистернах для перевозки пищевых
продуктов, жидких химикалий, газов и т. д. Более высокая
цена стеклопластиков по сравнению с традиционными для же-
лезнодорожного транспорта материалами в некоторых случаях
может быть оправдана увеличением срока службы детали в ре-
зультате использования композиционного материала. Примером
может служить изготовленная из композиционного материала
крышка люка вагона-бункера. Для этой детали был выбран
стеклопластик, так как это притирающийся материал, обеспечи-
5. Железнодорожный транспорт
177
вающий очень плотное закупоривание вагона. Кроме того, этот
материал не корродирует и, следовательно, не загрязняет транс-
портируемую продукцию.
Общая масса стеклопластиков, ежегодно используемых в на-
стоящее время в перечисленных типах вагонов, составляет при-
близительно 3000 т. Методы изготовления указанных выше дета-
лей обсуждены в гл. 1 (Морган) и гл. 9 (Маллинсон).
III. ПРОЕКТИРОВАНИЕ ПАССАЖИРСКИХ ТРАНСПОРТНЫХ СРЕДСТВ
А. Классификация транспортных средств
Существуют три основных типа железнодорожных транспорт-
ных средств, используемых в США для перевозки людей [2, 3, 5]:
1) сверхскоростные поезда для Северо-Восточного коридора;
2) городские массовые средства передвижения (рис. 1);
3) маломестные скоростные транспортные средства (рис. 2).
Для изготовления некоторых деталей транспортных средств
первых двух типов уже по крайней мере 15 лет используются
стеклопластики. Примерами таких деталей могут служить фор-
мованные сиденья, головные обтекатели вагонов, формованные
элементы оборудования туалетов, формованные ступени лестниц,
прозрачные панели потолка, воздуховоды. Однако этими деталями,
имеющими такие важные достоинства, как долговечность, привле-
£ис. 1. Стек л ©пластиковый торцовый модуль вагона ныо-йоркского метро
1 изготовленный Вагоностроительным отделением компании General
bteel Industries (г. Сан-Луи)
178
Брайан Р. Нотон
нательный внешний вид, малая
масса, легкость монтажа и ре-
монта и т. д., не исчерпывают-
ся все возможности применения
композиционных материалов.
Помимо этого, предоставляется
возможность такого конструи-
рования и производства пас-
сажирских железнодорожных
транспортных средств, которое
обеспечило бы снижение общих
затрат на железнодорожный
транспорт.
Идея создания маломест-
ных скоростных транспортных
средств совершенно нова, по-
этому следует отметить их ос-
новные особенности. Они пред-
ставляют собой отдельные ваго-
ны, не поезда; вагоны рассчи-
таны только на 3—6 пассажи-
ров; станции имеют длину 6—
9 м и располагаются на боко-
вых путях. Таким образом,
вагон не замедляет движения
Рис. 2. Маломестный скоростной мо-
тор-вагон «Стар-кар» корпорации
Alden. Кабина выполнена с исполь-
зованием стеклопластика, обеспечи-
вающего привлекательный внешний
вид, окрашенность и легкость
остановившийся возле станции
остальных вагонов; вагоны идут с небольшими интервалами
(0,5—3 с) и не останавливаются на всем пути от станции отправ-
ления до станции назначения; вследствие малой массы вагонов
пути могут быть небольшими и легкими; вагоны могут быть
оборудованы в соответствии с запросами пассажиров.
Важнейшей задачей при внедрении новых разработок являет-
ся снижение массы транспортных средств. Наглядной характе-
ристикой экономии массы может служить масса вагона, приходя-
щаяся на одного пассажира. Так, например, масса 25-метрового
вагона «Будд», рассчитанного на скорость 240 км/ч, вмещающего
80 пассажиров, составляет 720 кг на пассажира. Снижение массы,
мощности, тормозного пути и эксплуатационных расходов необ-
ходимо для всех перечисленных выше типов транспортных средств.
Для маломестных скоростных транспортных средств необходимо
также уменьшить начальную стоимость, связанную с малой се-
рийностью производства, а также снизить массу так, чтобы пути
и несущие конструкции были бы простыми и удовлетворяли
требованиям эстетики. Расходы на обслуживание путей также
зависят от массы вагонов. Снижение годовых эксплуатационных
расходов с большим трудом поддается расчету, некоторые сообра-
жения по этому поводу приведены в разделе III,Д.
5. Железнодорожный транспорт
179
Прежде чем обсуждать современное и ожидаемое в будущем
использование композиционных материалов в пассажирском же-
лезнодорожном транспорте, необходимо уяснить многосторонний
характер задач конструирования, а также отметить, что в новых
социально-экономических условиях и в соответствии с требова-
ниями законов задачи конструирования становятся значительно
более сложными.
Б. Задачи конструирования многоместных транспортных средств
При разработке вагонов, эксплуатируемых в настоящее время,
основное внимание было уделено снижению начальной стоимости,
некоторым вопросам безопасности и легкости обслуживания и
ремонта. Снижение массы иногда вообще не входило в число основ-
ных требований к конструкциям междугородных и городских
транспортных средств.
Появившиеся в последнее время требования и правила к же-
лезнодорожному транспорту вынуждают принимать во внимание
при конструировании транспортных средств более широкий
спектр задач (табл. 1). Решение этих задач затруднено, так как
некоторые из них в определенной степени противоречат друг
другу.
Таблица 1
СОЧЕТАНИЯ МАТЕРИАЛОВ И КОНСТРУКЦИЙ ДЛЯ ИЗГОТОВЛЕНИЯ
МНОГОМЕСТНЫХ ЖЕЛЕЗНОДОРОЖНЫХ ТРАНСПОРТНЫХ СРЕДСТВ
Детали Основные факторы, учитываемые при конструировании Примеры конструкций
Пол Изгибные и крутящие нагрузки. Шумоизоляция. Поглощение про- дольных нагрузок при авариях Сварные панели с продольно- гофрированной сердцевиной, облицованной с двух сторон
Стены Сдвиг, внеплоскостной изгиб. Тер- мо- и шумоизоляция. Сопротив- ляемость вандализму. Стойкость против водяной струи высокого давления Облицованные алюминием кле- еные слоистые панели с пено- образным наполнителем
Крыша Продольные и крутящие нагрузки. Соответствие линий изгиба требо- ваниям промышленной эстетики, а также форме и размерам тунне- лей метро и вокзалов Твердый лист из армированно- го стекловолокнами полиэфир- ного пластика
Двери Ударные нагрузки в дверных стой- ках, расположенных рядом с ок- нами. Усталость в узлах крепле- ния в процессе работы. Сопротив- ляемость вандализму Клееные слоистые панели, об- лицованные алюминием, с сото- вой сердцевиной из пропитан- ной пластиком высокопрочной бумаги или с пенообразным заполнителем
180
Брайан Р. Нотон
При конструировании перспективных многоместных транспорт-
ных средств решают следующие задачи:
1) создание внешнего и внутреннего оформления, отвечающего
требованиям промышленной эстетики, удовлетворяющего запро-
сам пассажиров и соответствующего коммуникационным системам;
2) снижение массы конструкций, приводящее к экономии мате-
риальных ресурсов, к снижению износа путей, мощности двига-
теля, тормозного пути и загрязнения среды;
3) увеличение срока службы и надежности материалов, сни-
жение доли эксплуатационных расходов в общих расходах на
железнодорожный транспорт за счет повышения усталостных
свойств, в том числе путем разработки новых методов предотвра-
щения разрушения;
4) повышение безопасности пассажиров путем использования
новейших материалов, обладающих стойкостью при крушении,
способностью поглощать энергию удара, огнестойкостью, без-
дымностью;
5) создание определенного уровня шумо-, вибро- и теплоизо-
ляции пассажирского салона; материалы, обеспечивающие до-
пустимый уровень шума,, могут одновременно способствовать
решению других важных задач, например снижению мощности
двигателя;
6) обеспечение простоты обслуживания, осмотра и ремонта
транспортных средств путем использования модульных конст-
рукций и тщательной разработки соединительных узлов;
7) сокращение затрат на приобретение вагонов, с учетом их
срока службы; для производящихся в настояшее время транспорт-
ных средств экономия затрат за счет снижения мощности, эксплуа-
тационных расходов и т. д. составляет приблизительно 3,8—5 дол-
ларов на килограмм сэкономленной массы, эта величина еще
больше возрастает, если учесть снижение массы несущих конст-
рукций;
8) учет возможности использования отходов в качестве вто-
ричного сырья или их уничтожения, хотя это и противоречит
предыдущим задачам, требующим применения многослойных
многофункциональных конструктивных систем из разнородных
материалов;
9) снижение энергетических затрат и, следовательно, загряз-
нения среды на всех этапах изготовления конструкций (см. рис. 7).
В. Применение композиционных материалов в конструкциях
современных пассажирских транспортных средств
Нью-йоркское управление городских перевозок использует
вагоны с торцовыми модулями, выполненпыми из стеклопластика.
Примером могут служить вагоны Р-40, сконструированные и
5. Железнодорожный транспорт
181
Рис. 3. Модель вагона
Министерства транспор-
та производства компа-
нии General Steel Indu-
stries (г. Сан-Луи, штат
Миссури). Компания
Sundberg-Ferar исполь-
зует стеклопластики для
торцовых модулей и де*
талей интерьера
построенные в 1968—1969 гг. Вагоностроительным отделением
компании General Steel Industries в г. Сан-Луи. Торцовый модуль
из стеклопластика, установленный на вагоне Р-40, показан на
рис. 1.
Достоинства и недостатки стеклопластиков перечислены в
табл. 2. Основными факторами, определяющими выбор материала
для торцовых модулей вагонов, являются коррозионная стойкость,
высокая удельная прочность, легкость получения сложных кон-
фигураций, высокая ударная вязкость, легкость ремонта, эко-
номичность технологии формования. Возможность получения
сложных конфигураций особенно важна, так как к торцовым
модулям транспортных средств предъявляют наиболее высокие
требования с точки зрения промышленной эстетики (рис. 3) и,
кроме того, изготовление торцовых модулей различных форм
в соответствии с требованиями заказчиков не должно представлять
больших трудностей.
Стеклопластики находят широкое применение также для
изготовления сидений и других деталей интерьеров городских
транспортных средств, например вагонов нью-йоркского метро
Р-44 производства Вагоностроительного отделения компании
General Steel Industries в г. Сан-Луи. Использование стекло-
пластиков обеспечивает возможность получения гладких, удоб-
ных, высокопрочных, не требующих покраски сидений, обладаю-
щих высокой сопротивляемостью вандализму. При изготовлении
Деталей из стеклопластика необходимо предусмотреть возмож-
ность введения в его состав огнестойких добавок. В работе Грэйнд-
жа [4] подчеркнута важность проблем, связанных со склонностью
части населения к вандализму. В этой работе отмечается, что для
изготовления сидений из стеклопластика фирма British Rail
Eastleigh использует бетонные формы.
182
Брайан Р. Нотой
Таблица 2
ДОСТОИНСТВА И НЕДОСТАТКИ СТЕКЛОПЛАСТИКОВ И АЛЮМИНИЯ
Достоинства
Недостатки
Стеклопластики
Стойкость против гниения, нагрева,
коррозии
Высокая удельная прочность
Способность принимать любую форму
В ряде случаев не требуются затраты
квалифицированного труда
Не требуются дорогие отделочные
работы
В ряде случаев не требуется высоко-
энергетическая обработка
Легкость ремонта
Стойкость к повреждениям, вязкость
Более дешевые, чем для металлов,
пресс-формы
Возможность повторного использова-
ния
Неэлектропроводность, немагнитность
Проклеивание как элемент процесса
формования облегчает контроль ка-
чества
Легкость соединения с сотовыми кон-
струкциями и пенозаполнителями
для многофункциональных панелей
Получается пультрузией, намоткой
ленты или волокна
Требуют больших затрат труда, за
исключением формования из предва-
рительно пропитанной заготовки
Иногда более дорогие, чем стальные
или алюминиевые конструкции, но
обычно дешевле при учете общих
затрат
Относительно невысокая прочность
вторичных соединений
Затрудненность соединения без меха-
нических креплений
При формовании в один прием тре-
буется большая предусмотрительность
и искусство оператора
Абразивный износ поверхностей
Необходимость огнеупорных добавок
Гибкость из-за низкого значения мо-
дуля упругости
Крошатся при вибрационной нагруз-
ке
В процессе производства необходим
контроль температуры и влажности
Алюминий
Высокая удельная прочность
Сравнительно высокая коррозионная
стойкость
Легкость изготовления, требует менее
дорогого режущего и обрабатываю-
щего оборудования, чем сталь
Легко обрабатывается вручную
Эффективность клеевой связи с алю-
минием и другими материалами
Возможность соединения с сотовыми
конструкциями, пенами и другими
материалами с образованием много-
функциональных конструкций
Более дорог, чем сталь
Более дорогое сварочное оборудова-
ние
Электрохимически корродирует в кон-
такте с металлами
Плавится при 660 °C с падением проч-
ности при кипячении (100 °C)
Желательно производство в защитной
среде
Чувствительность к надрезам, склон-
ность к усталости, катастрофическо-
му разрушению
Допустимые напряжения ниже, чем
в сталях
Более низкий модуль упругости (про-
блемы прогиба, вибрации)
Невысокий предел текучести, легко
деформируется
5. Железнодорожный транспорт
183
Мы уже отмечали необходимость разработки более удобных
транспортных средств для привлечения пассажиров, пользую-
щихся в настоящее время автомобильным транспортом. Насколько
трудно это сделать, видно из рис. 3, на котором показан поезд
Министерства транспорта, построенный Вагоностроительным от-
делением в г. Сан-Луи. Важно отметить, что ветровое стекло
этого поезда имеет предельно большие размеры. Аналогичная
тенденция прослеживается в конструкции вагонов вашингтонского
метро, спроектированных специалистами по промышленной эсте-
тике фирмы Sundberg-Ferar (г. Саутфилд, штат Мичиган). Воз-
можности применения новых методов при проектировании окон
и других конструктивных элементов будут обсуждены в последую-
щих разделах.
Стеклопластики нашли широкое применение в конструкциях
разработанных и noci роенных в США маломестных транспортных
средств. Примеры таких транспортных средств представлены на
рис. 2 и 4. На рис. 2 показан вагон «Старкар» корпорации
Alden. Вагоны этой системы имеют следующие характеристики:
длина 4,2 м, ширина 2 м, высота 2,7 м, масса 1,6 т, номинальная
мощность 60 л.с., максимальная скорость 48 км/ч, ускорение при
изменении скорости от 0 до 40 км/ч 1,2 м/с2. Конструкция такого
вагона и его оборудование описаны корпорацией Alden [1]. Каби-
на вагона выполнена из армированной стекловолокном полиэфир-
ной смолы, обладающей огнеупорными свойствами. В качестве
армирующего наполнителя использовалась рубленая ровница
из стекловолокна, так же как и при изготовлении корпусов авто-
мобилей, лодок и т. д. Выбор такого материала обусловлен сле-
дующими факторами: способностью материала поглощать энер-
гию ударов, что позволяет кабине вагона выдерживать интенсив-
ную эксплуатацию без существенной деформации; качеством
отделки, сравнимым с качеством отделки лучших автомобилей
вследствие объемной окрашенности и гладкой поверхности; ми-
нимальными затратами на обслуживание.
Отмечавшиеся ранее дополнительные факторы, обусловившие
выбор стеклопластиков для изготовления деталей вагона Р-40,
имеют большое значение и для маломестных скоростных транспорт-
ных средств. В настоящее время требуется небольшое число
маломестных скоростных вагонов, поэтому использование в
конструкциях стеклопластиков особенно выгодно ввиду простоты
изменения технологии. Маломестные скоростные транспортные
системы являются перспективным транспортным средством для
городов с низкой и средней плотностью населения, например,
в США.
Конструкция вагона «Старкар» представляет собой полумоно^
кок с двойной армированной оболочкой, крыша прикреплена
к наружной оболочке. Ребра жесткости и переборки выполнены
184
Брайан Р. Нотон
из слоистых панелей с сердцевиной, заполненной ацетатцеллю-
лозной пеной с плотностью 0,2 г/см3, облицованной стеклопласти-
ком для придания прочности и жесткости. Наружные секции
оболочки прикреплены к усиливающим элементам конструкции.
Аналогичные идеи были использованы при конструировании
15-местного вагона массой 3,8 т по проекту Управления городского
общественного транспорта Министерства транспорта (Морган-
таун, Западная Вирджиния). Широкое применение стеклопласти-
ков для деталей этого вагона обусловлено также указанными
выше причинами.
Другой тип маломестного скоростного транспортного средст-
ва — вагон «Дашавейор» производства компании Dashaveyor.
Головные обтекатели и внутренние панельные перегородки вагона
этой системы выполнены из армированных стекловолокнами
полиэфирных смол. Кронштейны, несущие токоподводящий рельс
для этих вагонов, изготовлены из армированного стекловолокнами
поликарбоната, что обусловлено неэлектропроводностью и высо-
кой коррозионной стойкостью этого материала.
Система «Монокэб», созданная филиалом корпорации Rohr,
показана на рис. 4. Кабина «Монокэба» рассчитана на шесть
посадочных мест. Эта система уже нашла применение в аэропор-
тах, торговых центрах, университетских городках и на централь-
ных деловых магистралях. Снижение массы транспортных средств
такого типа особенно важно не только по указанным выше при-
чинам, но еще и потому, что позволяет уменьшить массу опорных
конструкций. Конструкция кабины представляет собой формован-
ную оболочку из стеклопластика, укрепленную на каркасе типа
фермы, выбор такой конструкции обусловлен следующими сообра-
жениями [9]: высоким сопротивлением ударам, низкой тепло-
проводностью, низким уровнем производимого шума, низкой
начальной стоимостью, низкими эксплуатационными расходами,
коррозионной стойкостью, нечувствительностью к растрескива-
нию, объемной окрашенностью (без наружной покраски), мини-
мальной трудоемкостью отдел-
ки, отсутствием видимых соеди-
нений, легкостью получения эс-
тетической формы, простотой
обработки, легкостью восстано-
вления первоначальных формы
и внешнего вида при ремонте.
Рис. 4. Маломестный скоростной ва-
гон «Монокэб». Применение компо-
зиционных материалов позволит
снизить массу, стоимость вагона и
упростить конструкцию (компания
Мопосав, г. Техас)
5. Железнодорожный транспорт
185
Внутренние поверхности наружных панелей покрыты жесткой
уретановой пеной. Уретановая пена обработана огнестойким
составом и . не поддерживает горения. Для отделки внешних и
внутренних поверхностей используется литой акриловый лист.
К достоинствам современных материалов относятся высококачест-
венная глянцевая или матовая поверхность, долговечность,
стабильность цвета, сопротивляемость вандализму и низкая
стоимость. Акриловый лист может служить примером именно
такого материала. Использование его для облицовки скоростных
транспортных средств обеспечивает высокий уровень эстетич-
ности и физических свойств.
В целом, наиболее важными задачами конструирования мало-
местных скоростных транспортных средств, кроме задач, общих
для всех типов железнодорожного транспорта, являются сниже-
ние начальной стоимости, повышение сопротивляемости ванда-
лизму и облегчение несущих конструкций.
Британским железнодорожным техническим центром в Дерби
(Англия) была опубликована конструкция перспективного пасса-
жирского поезда [12], обладающего высокими служебными ха-
рактеристиками. На существующих рельсах он может развить
максимальную скорость 250 км/ч и обеспечить среднюю скорость
между центрами городов 160 км/ч. Капитальные затраты на этот
поезд в основном такие же, как и на обычный поезд, причем,
для внедрения такой железнодорожной системы не требуется
производить дорогостоящие реконструкции. На рис. 5 показан
локомотив высокоскоростного поезда, прототипа перспективного
пассажирского поезда. Этот локомотив массой 66 т и длиной 17 м
Рис. 5. Высокоскоростной вагон многококовой конструкции из панели стек-
лопластик-пенопласт производства Центра развития пластмасс Министер-
ства британских железных дорог в Дерби (Англия)
186
Брайан Р. Нотон
обеспечивает максимальную скорость 200 км/ч. Экономичность
такого высокоскоростного поезда может быть достигнута путем
снижения массы и аэродинамического сопротивления с целью
получения минимальной необходимой мощности двигателя.
Прицепные вагоны перспективного пассажирского поезда,
имеющие длину 20,5 м, разработаны и изготовлены с использо-
ванием методов, заимствованных из практики авиационной про-
мышленности. Каркас такого вагона весит только 4 т и представ-
ляет собой клепаную алюминиевую конструкцию. Новаторские
решения использованы также при разработке подвески и других
систем.
Конструкция кабины и головного модуля высокоскоростного
поезда описана Центром развития железнодорожного транспорта
[10]. Кабина изготовляется Отделом пластиков Британского
центра развития железнодорожного транспорта в Дерби. Обе
оболочки кабины изготовлены из трехслойного пластика с кру-
ченым армирующим волокном. Внутренняя и наружная стенки
изготовляются в одних и тех же формах; при получении наружной
стенки в форму вставляется 10-сантиметровый вкладыш, а при
получении внутренней — вкладыш удаляется. Пространство
между двумя стенками заполняется пеной, образуя монококовую
конструкцию. Стены выполнены как одно целое с полом, а каркас
машинного отделения смонтирован снаружи кабины. Такой
метод конструирования позволяет достичь экономии массы при-
близительно 30% по сравнению с традиционным конструирова-
нием кабин. Большое значение имеет то обстоятельство, что
все внутренние поверхности кабины гладкие, так как трубопро-
воды, кабели и воздуховоды заключены внутри слоистой панели.
Использование пенопластов в пассажирских железнодорож-
ных транспортных средствах будет расширяться. При этом ожи-
дается широкое применение не только уретановых, но и поли-
хлорвиниловых пенозаполнителей.
Королевское управление авиации и Британский железнодо-
рожный технический центр провели эксперименты по изготовле-
нию из композиционных материалов зубчатых колес для насосов
систем смазки и охлаждения. В качестве примера на рис. 6 пока-
зано зубчатое колесо из армированного углеродными волокнами
найлона. Армированные углеродными волокнами пластики перс-
пективны для изготовления таких легких самосмазывающихся
зубчатых колес. Процесс инжекционного прессования зубчатых
колес из углеродных волокон и найлоновых гранул описан Филип-
сом и Уоттом (1970), отметившими, что «волокна вследствие малой
плотности не могут быстро оседать в расплаве полимера и вытяги-
ваются в направлении течения».
Высокие прочностные характеристики этого материала соче-
таются с низким значением коэффициента трения и высокой
5. Железнодорожный транспорт
187
Рис. 6. Пример применения со-
временных композиционных мате-
риалов — зубчатые колеса из ар-
мированного углеродными волок-
нами найлона; испытывались для
насосов систем смазки и охлаж-
дения перспективного пассажир-
ского поезда. (Фотография пре-
доставлена Королевским управ-
лением авиации, Фарнборо, Ан-
глия).
износостойкостью [7]. В ряде случаев на зубцы могут приходиться
высокие нагрузки, поэтому необходимо разработать новые методы
армирования для достижения требуемого уровня сдвиговой и
изгибной прочности зубцов. Зубчатые колеса из армированных
волокнами пластиков имеют следующие достоинства: самосмазы-
ваемость, коррозионную и химическую стойкость, невысокие
эксплуатационные расходы, малую массу и, соответственно малую
инерцию, высокую прочность и жесткость, низкий температур-
ный коэффициент линейного расширения, низкий коэффициент
трения, незначительные тепловыделения, износостойкость.
Коробка скоростей, изготовленная из эпоксидной смолы,
армированной короткими борными волокнами с местным армиро-
ванием непрерывными волокнами, описана в гл. 13 (см. рис. 14),
Г. Экономические аспекты конструирования многоместных
транспортных средств
Все упомянутые выше задачи конструирования многоместных
транспортных средств связаны с экономикой. Обычно при выборе
материалов для вагонов рассматриваются такие факторы, как
начальная стоимость, эксплуатационные расходы и масса. Однако
при оценке новых материалов, таких, как композиционные,
нового оборудования, трудовых затрат, методов контроля качества
продукции необходимо в первую очередь определить, исходя из
прогнозируемых потребностей рынка, требуемую производствен-
ную мощность предприятия, изготовляющего новые транспортные
средства. Объем выпускаемой продукции в большой степени
определяет капиталовложения, а также экономическую эффектив-
ность того или иного производственного процесса.
Обслуживание транспортных средств может быть разделено
на четыре основные категории, хотя между ними нет четких
188
Брайан Р. Нотон
границ: 1) заправка; 2) профилактическое обслуживание; 3) ремонт;
4) осмотр.
Экономичность любой конструкции должна определяться с уче-
том полного цикла эксплуатации в расчете на снижение накладных
расходов и стоимости проезда на пассажиро-километр. Мэнссон
[6] рассчитал, какие компоненты (в %) входят в накладные рас-
ходы для легковесных железнодорожных транспортных средств
(стальные колеса, стальные рельсы) на примере железнодорожной
системы в Готенбурге (Швеция):
Доллары,
%
Заработная плата персонала........... 34,5
Обслуживание вагонов................. 28,8
Обслуживание путей................... 20,7
Топливо (рабочая жидкость).............. 6,6
Прочие расходы.......................... 9,3
Как уже отмечалось, эффективность затрат в результате сни-
жения массы при применении новых материалов в современных
подземных транспортных средствах достигает 3,75 долларов на
килограмм, а аналогичная величина для следующего поколения
транспортных средств того же типа оценивается ~ в 5 долларов
на килограмм.
Необходимо учесть, что снижение массы вагонов имеет боль-
шое значение для сокращения времени ускорения и торможения по-
ездов и, следовательно, повышения эффективности всей системы.
Это повышение эффективности системы будет определять число ва-
гонов, необходимых для обеспечения требуемого уровня перевозок
(в пассажиро-километрах).
Д. Взаимосвязь между материалами, конструкциями
и методами изготовления
Большие и важные задачи конструирования перспективных
массовых средств передвижения требуют для своего решения
творческого подхода к разработкам, с учетом взаимосвязи выбран-
ных материалов, конструкций и методов изготовления, в том
числе методов соединения. Необходимо соответствие друг другу
применяемых материалов и конструкций. Нельзя считать опти-
мальным конструирование вагона в основном из одного материала,
например алюминия или стали или близких по составу сплавов.
Как правило, неэффективно и использование преимущественно
одного метода соединения. Конструкционные материалы, исполь-
зуемые в промышленности, производящей многоместные железно-
дорожные транспортные средства, должны быть перспективными.
К числу таких материалов могут быть отнесены соты с заполни-
телем из алюминия или пропитанной пластиком бумаги, поли-
5. Железнодорожный транспорт
189
Загрязнение
Материал
в готовом
Людские ресурсы (образование,
физическая сила,профессио-
I НАЛЬМЫЕ НАВЫКИ И Т.Д.)
I ✓'ХХ Технологические ресурсы
I / ^Х<СРЕДСТВА .0БорУДоВАниЕр
I / \>\ ВОЗМОЖНОСТИ)
/^tf* ^Исследовательские ресурсы
/ (ИНФОРМАЦИЯ .'НАКОПЛЕНИЕ
/ОПЫТА, ИСПОЛЬЗОВАНИЕ,ЭКСПЕРТИЗА)
Л Л---------’—————|
ресурсы
ВИДЕ
Г Критические и
I СТРАТЕГИЧЕСКИЕ
I материалы загрязнение
природные 1"^!^эл%теЖом ОБРД-6°1НА .
r'™‘,nnL1 ИЗГОТОВЛЕНИЕ виде
Энергий
Размещение
Исправление
Вторичная
переработка
Технология
Экономика
Очистка среды Энергия
---------цикл производства-------
ЗАГРЯЗНЕНИЕ
I
' Применение
и
I ПОЛЕЗНОСТЬ
-<=- Выбор материалов.
Выбор конструкции
Производство
Эксплуатация
-е- Эксплуатационные качества
-^-Экономика
—Цикл ПОТРЕБЛЕНИЯ---------1
Общественные проблемы
РОСТ НАСЕЛЕНИЯ
Экономический рост
Охрана окружающей среды
Политические силы (нацио-
нальные и интернациональ-
ные)
Культурные и эстетичес-
кие факторы
•Налоговое обложение
технологии
Рис. 7. Учет полного эксплуатационного цикла материалов как важного
фактора конструирования. Подготовлено к печати Натаном Е. Промисел
(с разрешения Национального консультативного управления по материалам.
Национальная инженерная академия, Вашингтон)
хлорвиниловые и полиуретановые пены, стеклопластики и, с уче-
том цены, углепластики. Некоторые производители многомест-
ных транспортных средств считают перспективными алюминиевые
сплавы и сочетания перечисленных выше материалов с коррози-
онно-стойкой сталью и алюминиевыми сплавами.
Многие перспективные авиационно-космические материалы не
применимы для средств наземного транспорта. Целесообразнее
использовать в железнодорожной индустрии элементы авиацион-
но-космической технологии, методы конструирования и анализа,
применительно к слоистым панелям, модульным конструкциям,
соединительным узлам и т. д. Некоторые материалы и методы,
предложенные в последующих разделах для конструкций буду-
щих мало- и многоместных железнодорожных транспортных
средств, успешно применялись за последние 25 лет в авиационных
и судовых конструкциях, но в большинстве случаев не применя-
лись в наземном транспорте.
Основным препятствием для применения новых материалов
служит недостаточная механизация процессов изготовления по
сравнению с производством сварных конструкций, поэтому при
разработке будущих поколений железнодорожных транспортных
190
Брайан Р. Нотон
Рис. 8. Взаимосвязь материалов, конструк-
ций и технологии изготовления при разра-
ботке новых городских массовых транспорт-
ных средств:
I — более эффективное использование тради-
ционных материалов, таких, как алюминий и
полихлорвиниловая пена, и более целенаправ-
ленное использование перспективных матери-
алов, например волокнистых композиционных
материалов; II — применение эффективных
процессов соединения, таких, как склейка,
и новые методы изготовления, например, ав-
томатическая прокатка, экструзия и намотка
волокон; III — развитие новейших идей ис-
пользования конструкционных материалов, обеспечивающих одновременно
сопротивляемость распространению трещины, стойкость при катастрофах и
другие характеристики, а также упрощающих изготовление и снижающих
затраты; IV — результат взаимосвязи: усовершепствование подсистем тран-
спортных средств (корпуса, передачи, мосты и др.), характеризующееся сни-
жением массы, затрат на изготовление, требований к мощности двигателя
и тормозному оборудованию, а также повышением срока службы, безопас-
ности, надежности, способности к вторичной переработке
Рис. 9. Взаимосвязь материалов в композиционных панелях:
I — заполнитель и кромки; 2 — облицовка и сдвоенные сечения; 3 = клеи
и уплотнители; 4 -- трехслойная панель
5. Железнодорожный транспорт
191
средств надо иметь в виду необходимость не только повышения
эффективности конструкций, но также упрощения процессов
изготовления.
В табл. 2 перечислены достоинства и недостатки некоторых
стеклопластиков и алюминиевых сплавов.
Основные принципы и соображения при конструировании
будущих мало- и многоместных железнодорожных транспортных
средств приведены на рис. 7 и 8. Несколько типов сотовых запол-
нителей и слоистых панелей из обычных материалов показано
на рис. 9.
Е. Основные тенденции
в конструировании корпусов вагонов
Целесообразность использования композиционных материалов
и конструкций выявилась впервые в авиационно-космической и
электронной отраслях. Усложнившиеся в последнее время требо-
вания к конструкциям приводят к необходимости использования
множества различных материалов. Сравнительно простые конст-
рукции из таких комплексных материалов, например универсаль-
ные контейнеры для воздушного, наземного и морского транс-
порта, описанные в гл. 6, уже применяются и удовлетворяют
требованиям как по прочности, так и массе, с учетом различных
условий окружающей среды.
Важная задача конструкторов — разработка новейших типов
конструкций для одновременного решения перечисленных выше
задач, снижения затрат на производство и контроль качества
заготовок, а также для повышения эффективности использования
новых материалов.
Наблюдается тенденция к использованию клеевых металли-
ческих слоистых конструкций. При этом целесообразно создавать
детали заданного размера, а не обрезать их до необходимого
размера; это позволяет избежать применения дорогостоящего
оборудования и соответствующих энергетических затрат и обеспе-
чивает экономию материалов из-за отсутствия отходов. В будущих
конструкциях будут сочетаться различные материалы, в резуль-
тате чего может быть достигнуто, например, высокое сопротивле-
ние растрескиванию. Эти идеи применимы при конструировании
не только корпусов, но и рам и тележек вагонов.
Углеродные волокна, обладающие высоким модулем упругости
(15 000 — 40 000 кгс/мм2), могут использоваться в малых коли-
чествах для выборочного армирования традиционных профилей,
в частности двутавров, и таких деталей, как оконные стойки
(рис. 10). Выборочное армирование позволяет предотвратить
чрезмерные деформации корпуспых панелей, а также искривление
и износ дверных креплений и замков. Такое применение одно-
192
Брайан Р. Нотон
Рис. 10. Примеры возможных решений при конструировании различных
деталей корпусов вагонов городских многоместных транспортных средств
(Вариант L разработан лабораториями компании Bell Tellephone, Холмдел,
Нью-Джерси):
I — панели крыши; II — боковые панели; III — панели пола; IV — стойки
окон кабины и боковых окон:
А — лист стеклопластика, избирательно подкрепленный композиционной
лептой из эпоксидной смолы, армированной однонаправленными
углеродными волокнами; В — клееная трехслойная панель; облицовки
из стеклопластика; заполнитель — полиуретановый пенопласт; С — кле-
еный препрег из стеклопластика и эпоксидного листа, наполни-
тель — высокоплотный огнеупорный полихлорвиниловый пенопласт; Д —
трехслойная панель, облицованная стеклопластиком; специальный ячеи-
стый высокопрочный заполнитель позволяет изгибать панель без применения
механизмов. Разработано компанией Hawker Siddebey Aviation (Манчестер,
Англия); Е — клееный препрег; облицовка из стеклопластика; сотовый за-
полнитель из промышленного алюминия; F — слоистая панель из пластика,
армированного трехмерной стеклотканью, с заполнителем ферменной струн-
5. Железнодорожный транспорт
193
направленных композиционных материалов с углеродными во-
локнами лишь незначительно повысит производственные расходы,
в то время как традиционные материалы приобретут дополни-
тельную прочность. Примером выборочного армирования угле-
родными волокнами может служить также использование угле-
родных волокон в качестве арматуры слоистых стеклопластиковых
панелей, что позволяет снизить их толщину, или локальное
упрочнение боковых панелей корпусов вагонов, подвергающихся
преимущественно сдвиговым нагрузкам. Методы такого подкреп-
ления традиционных материалов углеродными волокнами, рас-
положенными под углом ±45° к направлению действия напряже-
ний растяжения-сжатия, обсуждаются также в гл. 13. Выбо-
рочное армирование традиционных материалов может быть ис-
пользовано, кроме того, в конструкциях крыш вагонов, как это
показано на рис. 10.
Армированные углеродными волокнами детали могут обрам-
лять проемы в конструкциях (например, окна), что позволяет
снизить концентрацию напряжений вблизи этих мест. Цены на
композиционные материалы, армированные углеродными волок-
нами, быстро падают, и к тому времени, когда годовое производ-
ство их превысит 8000 т, снизятся до 5 долларов за килограмм,
вследствие чего выборочное армирование конструкций корпусов
вагонов будет экономически оправдано. Углепластики применя-
лись при создании экспериментального безопасного автомобиля
Министерства транспорта (модель Форд GT-40), выигравшего
24-часовые гонки в Ле Мансе в 1968—1969 гг. Они также исполь-
зуются в экспериментальных автомобильных рессорах и бамперах,
для бит для игры в гольф, удочек и других товаров, обсуждае-
мых в гл. 13.
туры; G — слоистая панель с металлической или композиционной облицов-
кой и заполнителем из пенопласта; Н — облицовка и гофрированная сердце-
вина, выполненные из стали или алюминия, соединены сваркой или клеем;
1 — алюминиевая клееная конструкция, механически обработанная в ме-
стах соединения; J — трехслойная панель с металлической облицовкой;
конструкция заполнителя позволяет выдерживать значительные продоль-
ные и поперечные сжимающие нагрузки; К — трехслойная панель с метал-
лической облицовкой; заполнитель из высококачественной бальсовой дре-
весины; L — облицованный алюминием, самосвязывающийся высокоплотный
полиэтилен, обеспечивающий высокое сопротивление; М — стандартный
Двутавр из стеклопластика, полученный методом «пультрузии», выборочно
подкрепленный композиционным материалом с углеродными волокнами;
N — трехслойная панель с алюминиевым заполнителем облицованным угле-
эпоксидным композиционным материалом; кромки выполнены из пластика;
О — многосекционный профиль из стекло- или углеэпоксидного композицион-
ного материала, изготовленный методом «пультрузии».
7 п/р. Потока, г. 3
194
Брайан Р. Нотон
Ж. Общие представления и перспективы при конструировании
деталей корпусов вагонов
В предыдущих разделах уже были отмечены благоприятные
возможности для расширения применения композиционных ма-
териалов в конструкциях мало- и многоместных железнодорожных
транспортных средств. Был дан ряд примеров использования
стеклопластиков в обоих типах транспортных средств, в частности,
для головных обтекателей, сидений, панелей. Для следующего
поколения транспортных средств желательно разработать новые
сочетания материалов и конструкций для составных частей ваго-
нов. К основным деталям и узлам вагона относятся панели крыши,
боковые панели, панели пола, стойки для окон вагона и кабины
машиниста.
При разработке этих конструкций могут быть полезны диа-
граммы, показанные на рис. 8 и И. Для определения результа-
тов ожидаемой экономии массы целесообразно использовать
диаграмму распределения массы вагона по различным узлам,
например, представленную на рис. 12. На рис. 10 представлены
некоторые конструктивные элементы и материалы, рекомендуемые
для их изготовления, с кратким описанием каждого варианта.
Следует отметить, что большинство из этих представлений разви-
вались применительно к другим отраслям техники и, прежде
всего, к самолетостроению.
Для дальнейшего развития этих представлений необходимо
учесть весь комплекс проблем, возникающих при конструиро-
вании. Ниже в качестве примеров предложены критерии конструи-
рования панелей крыш вагонов и оконных стоек.
Рис. И. Выбор городских многоместных тран-
спортных средств и определение критериев
для оценки материалов, новых идей и процес-
сов изготовления: I — выбор перспективных
экспериментальных массовых средств пере-
движения, удовлетворяющих потребности
транспорта; II — экономические критерии,
т. е. расходы на приобретение и эксплуата-
цию (заправка, профилактическое обслужива-
ние, ремонт, осмотр) многоместных транспорт-
ных средств выбранной системы; III — требо-
вания промышленной эстетики для опытных
и проектируемых транспортных средств, т. е.
физиологические и физические потребности
потребителя и оператора, стиль, цвет, система
информации и т. д. Удовлетворение требований промышленной эстетики сни-
жает психологические стрессы; IV — результат взаимосвязи: формулирование
основных задач при проектировании транспортных средств с учетом буду-
щих потребностей. Решение этих задач должно позволить увязать вопросы
стоимости проезда, городского и гражданского строительства и др.
g. Железнодорожный транспорт
195
Рис. 12. Соотношение массы (в %) конст-
руктивных элементов моторного вагона
лондонского метрополитена 1967 г. [3]г
} — корпус; 2 — две тележки; 3 — обору-
дование; 4— внутренняя отделка; 5 — кон-
струкция корпуса; 6 — буфера и тяговые
механизмы; 7 — рама корпуса; 8 — рама;
9 тормоза; 10 — моторы; 11 — контакт-
ный механизм; 12 — колеса и оси; 13 —
буксовая подвеска
На рис. 10 показаны и кратко описаны три конструктивных
решения оконных стоек из перспективных материалов. Условия
их нагружения описаны в табл. 3, 4. (Поезд будущего, Министер-
ство транспорта, АСТ-1.)
Таблица 3
КОНСТРУКТИВНЫЕ ПАРАМЕТРЫ И РАСЧЕТНЫЕ НАГРУЗКИ ДЛЯ УЗЛОВ
КОНСТРУКЦИЙ ГОРОДСКИХ ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ
Параметр Характеристика и тип расчетных нагрузок
Прочность Достаточная, чтобы предотвратить разрушение или пластическую деформацию
Усталостная прочность Достаточная, чтобы предотвратить разруше- ние от циклических нагрузок
Вертикальная нагрузка Определяется общей массой пассажиров
Комбинированная нагрузка Вертикальная нагрузка с учетом доли стати- ческой нагрузки от вертикального удара плюс тяговые нагрузки с учетом максимальных уси- лий ускорения и торможения
Сжимающая нагрузка Определяется по требованиям безопасности
Грузоподъемность Определяется вертикальными и горизонталь- ными нагрузками
Вертикальная жесткость Определяется из условия несминаемости пере- городок
Большое влияние на конструкцию оконных стоек, как для
боковых окон, так и для окон кабины, оказывают требования
промышленной эстетики. Наблюдается тенденция к созданию
7*
196
Брайан Р. Нотон
визуально цельных трехмерно изогнутых линий оконных стоек.
Выполнение этих требований предоставляет благоприятные воз-
можности для реализации новых инженерных идей и одновремен-
ного решения следующих задач конструирования: возможности
получения изделий сложной формы при умеренных затратах на
изготовление и контроль качества; обеспечения требуемых зна-
чений жесткости и прочности на сжатие и сдвиг; обеспечения
безопасности пассажиров при столкновениях вследствие жесткости
каркаса; возможности объединения в одно целое боковых панелей
с панелями крыши, а также возможности армирования в местах
возникновения концентрации напряжений (в углах окон) при
малых затратах, максимального сокращения массы и стоимости;
обеспечения высокой надежности и простоты ремонта, нечувстви-
тельности к вандализму (надрезы, вызывающие концентрацию
напряжений); огнестойкости или наличия огнеупорных слоев
в слоистых композициях; стойкости против возможных воздейст-
вий окружающей среды, против моющих жидкостей и водяной
струи высокого давления; легкости замены, ремонта и неповреж-
даемости при транспортировке от места изготовления к месту
монтажа или ремонта.
Таблица 4
ХАРАКТЕРИСТИКА НАГРУЗОК, ВОСПРИНИМАЕМЫХ НЕКОТОРЫМИ
ЭЛЕМЕНТАМИ КОНСТРУКЦИЙ ВАГОНОВ
Элементы конструкции Характеристика нагрузок
Каркас Комбинированные и тяговые нагрузки
Стены То же
Пол То же, плюс переменные нагрузки
Боковые двери Нагрузки, перпендикулярные плоскости двери, и на ребра двери
Торцовые отсеки Горизонтальные ударные сжимающие нагрузки при столкновениях (несминаемость)
Крыша Масса всего прикрепленного к крыше оборудо- вания, четырех человек обслуживающего персо- нала по 70 кг каждый и нагрузка 200 кгс/м2 от снега и аэродинамического сопротивления
Подвагонное оборудова- ние Продольные и боковые нагрузки
Окна Нагрузка 160 кгс/м2
5. Железнодорожный транспорт
197
Продолжение табл. 4.
Элементы конструкции Характеристика нагрузок
Сиденья Масса пассажира 90 кг, приложенная в любой точке
Интерьер Нагрузка 80 кгс/м2
Тормоза Все нагрузки, возникающие при торможении
Тележка Предельный сдвиг колеи
Панели для крыш вагонов разрабатываются также в соответст-
вии с общими задачами конструирования и приведенными в табл. 3,
4 условиями нагружения. Конструкция крыши оказывает большое
влияние на внешний вид, скоростные качества и внутреннюю
обстановку вагона. На рис. 10 предложены и сопровождены
краткими описаниями варианты конструкций панелей крыш.
При выборе соответствующих друг другу материалов и конструк-
ций необходимо принимать во внимание следующие соображения!
снижение массы по сравнению с традиционными конструкциями;
обеспечение требуемого уровня жесткости при воздействии возни-
кающих в процессе эксплуатации крутящих и изгибных нагрузок,
а также требуемого уровня прочности на изгиб и сжатие для
противодействия нагрузкам, возникающим при работе на крыше
обслуживающего персонала; сохранение геометрии конструкций
в случае столкновения для обеспечения безопасности пассажиров;
снижение затрат, с учетом срока службы; возможность изготовле-
ния конструкций одинарной и двойной кривизны без применения
дорогостоящего инструмента и оборудования; обеспечение необ-
ходимой теплоизоляции и допустимого уровня шума, обусловлен-
ных требованиями комфорта пассажиров; огнестойкости или
наличия встроенных огнеупорных барьерных слоев, стойкости
Рис. 13. Вагон Япон-
ских национальных же-
лезных дорог с линей-
ным индукционным дви-
гателем, при изготовле-
нии которого использу-
ются углеродные волок-
на типа «Торейка» (см.
стр. 198)
198
Врайан Р. Нотой
в различных погодных условиях, против моющих жидкостей,
водяной струи высокого давления; легкость замены, ремонта и
складирования; неповреждаемость при транспортировке от места
изготовления к месту монтажа или ремонта.
В этом разделе были приведены примеры использования угле-
родных волокон. В этой связи представляет интерес рис. 13. На
этом рисунке показан вагон с линейным индукционным двигате-
лем производства Японских национальных железных дорог, в ко-
тором стеклопластиковая оболочка выборочно армирована угле-
родными волокнами «Торейка» компании Toray Industries (Япония)
Список литературы
1. Alden Self—Transit Systems Corp. (1971). StaRRcar System Description.
Milford, Massachusetts.
2. Conway—George P. (1971). Design Quarterly, pp. 1—40. Walker Art Cen-
ter, Minneapolis, Minnesota.
3. Driver, S. A. (1970). Proc. Conf. Rapid Transit Vehicles for City Serv. Paper
No. 10. Inst. Meeh. Eng., London.
4. Grange, P. W. (1965). Rubber Plast. Age 1256—1261.
5. Jowett, W. G. (1970). Proc. Conf. Rapid Transit Vehicles for City Serv.
Paper No. 1. Inst. Meeh. Eng., London.
6, Mansson, J. (1970). Proc. Conf. Rapid Transit Vehicles for City Serv. Paper
No. 9. Inst. Meeh. Eng. London.
7. Marklew, J. J. (1970). Machinery and Production Engineering, June 17.
8. Owens—Corning Fiberglas Corporation (1956). Fiberglas Products Used
by the Reilroad Industry. Toledo, Ohio.
9. Polma, F. (1973). ASM Metals Congress. Chicago, Illinois (unpublished).
10. Railway Development Centre (1972). Advanced Transportation Technologv.
Derby, England.
11, Ross, H. R. (1970) Proc. Conf. Rapid Transit Vehicles lor City Serv. Paper
No. 4. Inst. Meeh. Eng., London.
12. Wickens, A. H. (1970). Joint ASCE—ASME Transportation Meeting,
Seattle, Washington Preprint No. 1461.
6
Грузовые контейнеры
СИДНЕЙ БЕРГЕР
Объединение по исследованиям систем контроля
Арлингтон, Вирджиния
БРАЙАН Р. НОТОЙ
Баттелевские лаборатории в Колумбусе
Колумбус, Огайо
I. Введение............................................... 199
II. Наземные грузовые контейнеры............................. 201
А. Композиционные слоистые материалы.................... 203
Б. Масса панелей контейнеров.......,..................... 216
В. Производство и сборка контейнеров из материала стекло-
пластик — фанера......................................... 216
Г. Сравнительная стоимость контейнеров из материала стекло-
пластик — фанера....................................... 218
III. Авиационные грузовые контейнеры................ 222
А. Прогнозы развития воздушных грузовых перевозок....... 222
Б. Конструктивные особенности грузового воздушного флота 223
В. Контейнеры типа «иглу», унифицированные и рефрижераторные 228
Список литературы............................................ 231
I. ВВЕДЕНИЕ
Для наземной и морской перевозки грузов к важнейшим
факторам, определяющим выбор материалов и конструктивное
оформление контейнеров многократного применения, относятся
их низкая стоимость, высокая механическая прочность и способ-
ность предохранять грузы от повреждений. Кроме того, некоторые
потребители придают особое значение емкости контейнеров,
определяющей в некоторой степени годовой доход от перевозок,
и также снижению массы контейнеров, так как она определяет
расходы на перевозку тары. Последнее особенно важно для желез-
нодорожного транспорта, поскольку нагрузка на оси вагонов
200
Сидней Бергер, Брайан Р. Нотон
ограничена. В большинстве случаев, однако, для большегрузовых
контейнеров существенно ограничение объема, а не массы перево-
зимых грузов. В контейнерах этого типа часто используют сло-
истые панели, состоящие из сердцевины — фанеры или пенопласта
и наружного покрытия — стеклопластика. В некоторых конструк-
циях пенопласт дополнительно усиливается перегородками из
стеклопластика, расположенными вертикально или в виде фермы.
Обследование большого числа контейнеров на судах различ-
ных видов показывает, что конструкции стеклопластик — фанера
обладают гораздо меньшей повреждаемостью в условиях эксплуа-
тации и перевозки, чем контейнеры из стали и алюминия. Наи-
более часто встречающимся видом повреждений контейнеров
стеклопластик — фанера является прокалывание облицовки остры-
ми предметами, например углами используемого при обслужи-
вании оборудования, однако это редко приводит к полному нару-
шению . водонепроницаемости контейнера. Для снижения стои-
мости ремонта необходимо развивать работы по улучшению
сопротивляемости поверхности повреждениям такого типа, что
должно привести к снижению стоимости контейнеров.
По данным 1970 г. [2], стоимость одного 6-метрового контей-
нера из материала стеклопластик — фанера составляет 2000 дол-
ларов, из стали — 1100 долларов, из алюминия — 1800 долларов.
Однако если учитывать затраты на полный цикл перевозки, то
оказывается, что стоимость контейнера стеклопластик — фанера
приблизительно на 12 и 21 % ниже стоимости алюминиевых и
стальных контейнеров соответственно. С учетом этого становится
понятным наблюдаемое проникновение на рынок слоистых контей-
неров из стеклопластика, несмотря на их высокую стоимость.
Сохранится ли существующее положение, или же контейнеры из
стеклопластика найдут еще большее применение, будет зависеть
от среднего времени их эксплуатации, которое можно определить
на основании анализа стоимости одного цикла перевозок. Успеш-
ному применению слоистых панелей со стеклопластиком могут
способствовать и другие факторы, например конструктивное
улучшение несущих ребер панели.
Важной областью использования контейнеров является воздуш-
ная перевозка грузов, в которой находят применение контейнеры
нескольких видов. Это контейнеры типа «иглу», применяемые в «бы-
стро преобразуемых», т. е. в пассажирских самолетах, переоборудо-
ванных для грузовых перевозок и грузовых самолетах, представ-
ляющих собой модификации пассажирских самолетов, таких, как
«Мак Доннел—Дунглас DC-8» и «Боинг-707». Для перевозок
в этих же самолетах, а также в широкофюзеляжных и реактивных
используют контейнеры с нижними захватами, а унифицирован-
ные контейнеры размером 2,4 х 2,4 X 3,0 применяют для «Боин-
га-747» и сугубо транспортных самолетов, спроектированных
6, Грузовые контейнеры
201
специально для перевозки унифицированных контейнеров (в от-
личие от переоборудуемых пассажирских или военных самолетов).
По прогнозам, уже к 1980 г. в США и Канаде годовой доход
от воздушной перевозки грузов (около 4,5 миллиардов долларов)
превысит доход от перевозки пассажиров (около 4 миллиардов'
долларов в год).
Стеклопластики нашли широкое применение в контейнерах
типа «иглу», однако на начальной стадии их промышленного
освоения стоимость контейнеров была чрезмерно высокой, посколь-
ку в процессе производства использовались ручной труд, неэконо-
мичные приемы сборки, низкосортные смолы и несовершенная тех-
нология упрочнения пластиков стекловолокном. Для устранения
этих недостатков был принят ряд мер. Во-первых, изменили форму
контейнера, которая должна соответствовать форме салона само-
лета, использовали плоские панели, которые можно производить
в большом количестве и улучшенного качества; кроме того, полу-
чили разборные модели контейнеров, что позволило перевозить
пустые контейнеры в разобранном виде вместе с другими грузами.
Плоские панели для контейнеров могут производиться в сло-
истом исполнении с пенопластовой или ячеистой сердцевиной и
покрытием из стеклопластика. Во-вторых, отказались от при-
менения ручного труда в технологическом процессе, что возможно
при использовании более дорогого стеклопластика, предвари-
тельно пропитанного эпоксидными смолами. Контейнеры с ниж-
ними захватами в основном изготовляются из алюминия, а для
соединения отдельных частей в них используются заклепки.
Благоприятные возможности для использования стеклопласти-
ков и применения слоистых композиций обеспечиваются в уни-
фицированных контейнерах размером 2,4 X 2,4 X 3 4- 12 м,
удовлетворяющих требованиям воздушной, наземной и водной
транспортировки грузов. Для перевозки грузов по воздуху кон-
тейнеры с отношением массы к объему 48—80 кг/м3 не пригодны,
поскольку средняя плотность грузов при воздушной транспорти-
ровке составляет обычно 150 кг/м3, при этом потери на перевозку
тары составляют 13—16 кг/м8. Это привело к созданию унифи-
цированных контейнеров, конструкция которых учитывает осо-
бенности воздушного транспорта, является прочной и предо-
храняет грузы от повреждений при наземной перевозке.
П. НАЗЕМНЫЕ ГРУЗОВЫЕ КОНТЕЙНЕРЫ
В табл. 1 приведена оценка числа морских контейнеров,
использованных Соединенными Штатами Америки в 1970 г.
Один из таких контейнеров (во время погрузки) показан на рис.1.
В дальнейшем будут обсуждаться только контейнеры из компози-
ционного материала стеклопластик — фанера, за исключением
202
Сидней Бергер, Брайан Р. Нотон
Рис. 1. Погрузка на судно унифицированного морского контейнера из ма-
териала стеклопластик — фанера. (С разрешения Brooks and Perkins, Ливо-
ния, Мичиган)
раздела Г, в котором проведено сопоставление экономичности
композиционных и металлических контейнеров.
Таблица 1
ЧИСЛО НАХОДЯЩИХСЯ В ОБОРОТЕ КОНТЕЙНЕРОВ
Типы контейнеров Размеры, м Приблизи- тельное число контейнеров
Длина Высота | Ширина
Стандартные 6 2,4 2,4 40000
Увеличенные 6 2,55 2,4 2500
Железнодорожно-морские 8,1 2,85 2,4 2 500
Сухопутно-морские 10,5 2,55 2,4 30 000
Стандартные 12 2,4 2,4 4 000
Увеличенные 12 2,55 2,4 24000
в. Грузовые контейнеры
203
А. Композиционные слоистые материалы
Сложность оценки эффективности композиционных материалов
проявляется уже при рассмотрении различных марок стекло-
пластиковых материалов. Помимо перечисленных в полном ката-
логе крученых волокон с различными прядением и относительным
распределением волокон в основе и в утке, для изготовления
композиций применяют еще и ровницу, маты из рубленого волок-
на и множество матричных материалов.
Волокнистые композиционные материалы могут быть исполь-
зованы непосредственно в деталях контейнера в форме панелей,
как правило, рифленых. Некоторые компании используют стекло-
пластиковые панели для внутренней отделки самолетов вместо
фанеры. Отмечается, что при этом экономится масса и увеличи-
вается срок службы. Вместе с тем такая замена приводит к удо-
рожанию отделочного материала.
Именно слоистые конструкции делают возможным практи-
ческое использование высокотехнологических, но обладающих
высокой стоимостью композиционных панелей, работающих в ус-
ловиях изгиба и сжатия. Такие слоистые материалы состоят из
относительно толстой сердцевины, имеющей низкую плотность,
облицованной тонким листом стеклопластика (рис. 2.) Именно
благодаря высокотехнологическому покрытию слоистые компо-
зиции эффективно работают на изгиб и сжатие.
Панели стеклопластик — фанера состоят из фанерной сердце-
вины, покрытой с каждой стороны стеклопластиком. Обычно
толщина фанеры составляет 19 мм и общая толщина панели 21,3—
Рис. 2. Сечение панели стеклопластик — полиуретановая пена, используе-
мой для изготовления рефрижераторных вагонов (длиной 12 м) фирмой
Litewate Transport Equipment Corporation (Миллуоки, Висконсин):
4 толщина панели; Б — расстояние между ребрами, определяемое шири-
ной пластины; 1 — внутренняя поверхность композиционной панели; 2 —
сплетенная ровница, упрочняющая покрытие; 3 — стенка матрицы; 4 —
пластина из полиуретана; 5 — прокладка из сплетенной ровницы для усиле-
ния ребер; 6 — наружная поверхность композиционной панели
204
Сидней Бергер, Брайан Р. Нотой
22,4 мм. Масса единицы площади такой слоистой панели колеб-
лется в интервале от 1,47 до 1,57 г/см2 в зависимости от толщины
и доли стеклянных волокон в покрытии. Панели соединяются
с помощью заклепок, образуя контейнер. Такие панели произво-
дятся, в частности, фирмами Brooks and Perkins, Inc., и Zunn
Zaminates.
1. Свойства обшивочных материалов
Предел прочности при растяжении. Основным фактором,
определяющим прочность стеклопластиков, является качество
и тип волокон упрочнителя. Влияние на прочность количества
стекловолокон в полиэфирной матрице показано на рис. 3. На-
клон кривой для материала, армированного стеклотканью, очень
крутой — предел прочности увеличивается от 12,6 до 45,5 кгс/мм2
(т. е. в 3,6 раза) при увеличении содержания стеклянных волокон
от 27 до 67 % (т. е. в 2,5 раза). Кривые для материала, упрочненного
стеклотканью, нельзя считать точными, поскольку здесь не учи-
тывалось точное расположение волокон в стеклоткани.
В табл. 2 приведены данные, показывающие взаимосвязь
между характеристиками упрочнителя и свойствами стеклопласти-
Рис. 3. Зависимость средней прочности
полиэфирного стеклопластика от содер-
жания стекловолокон:
1 — упрочнение стеклотканью; 2 — не-
упрочненный полиэфир; 3 — упрочне-
ние стекломатами
ков, т. е. приведены значе-
ния прочностных параметров
для различных вариантов
упрочнения. Представленные
данные позволяют просле-
дить характер изменения
прочностных свойств, начи-
ная от полиэфира в исход-
ном, неупрочненном состоя-
нии. Обращает на себя вни-
мание тот факт, что даже
неупрочненный полиэфир об-
ладает прочностью от 4,2 до
9,1 кгс/мм2, при этом кон-
кретные значения прочности
зависят от количественного
соотношения компонентов по-
лиэфира, величины разбав-
ления и используемых ката-
лизаторов. Чаще всего неуп-
рочненный полиэфир имеет
прочность 5,6 кгс/мм2. Вве-
дение в полиэфир неориен-
тированных стекловолокон
почти удваивает прочность
(7—17,5 кгс/мм2). Упрочне-
Таблица 2
ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА СТЕКЛОПЛАСТИКОВ (СРЕДНИЕ ЗНАЧЕНИЯ)
Композиционный материал Упрочнитель Содержа- ние волокна, % Ориента- ция волокон, градусы Растяжение Изгиб Сжатие Сдвиг Ударные испытания по Изоду *, кгс-м/см надреза
Предел прочности Модуль упругости Предел прочности Модуль упругости Предел прочности Модуль упругости Предел прочности Модуль упругости
кгс/мм2
Полиэфирный стеклопластик Рубленое стекловолокно 20 Изот- ропные 7 700 — 700 13,3 770 7 280 0,24
60 То же 17,5 1260 28 1260 31,5 — 14 — 0,98
Маты — — 12,6 840 15,4 1260 12,6 1120 — — —
Ровничная ткань и маты 30 0 12,6 700 17,5 770 11,9 700 7 315 —
40 — 17,5 980 21 1050 14,7 1120 9,1 315 —
Ровничная ткань 40 0 19,6 1050 21 1050 11,9 1190 7,4 350 —
55 0 22,2 | 1400 | 24,5 1540 15,4 1680 9,1 350 —
Стеклоткань Пере- менное 0 12,6 700 8,9 420 14 1400 8,4 350 | 1,04
0 45,5 | 1960 | 63 2450 42 2800 16,1 490 | 1,91
181 — — 0 26,6 | 1680 | 31,5 1750 21 2030 — - 1 -
90 24.5 | 1570 27,7 1640 22,1 1960 — — —
143 — — 0 52,5 3780 54,5 3150 31,5 3420 — — —
90 6,4 280 10,5 950 13,3 1050 — — —
6. Грузовые контейнеры
Продолжение табл. 2
Композиционный материал Упрочнитель Содержа- ние волокна, % Ориента- ция волокон, градусы Растяжение Изгиб Сжатие Сдвиг Ударные испытания по Изоду *, кгс-м/см надреза
Предел прочности Модуль упругости Предел прочности Модуль упругости Предел прочности Модуль упругости Предел прочности Модуль упругости
кгс/мм2
Эпоксидный стеклопластик Стеклоткань Пере- менное 0 24,5 1400 28 1400 24,5 — 9,8 — 0,23
0 59,5 2450 84 3220 56 — 17,5 — 1,36
181 — — 0 31,5 2100 45,5 2220 31,5 2290 — — —
90 29,5 2000 40 2130 26,6 2200 — — —
143 — — 0 59,5 3290 77 3500 42 3580 — — —
90 7 1400 15,4 1350 18,2 1450 — — —
Эпоксидный стеклопластик Стекловолокно (намотка) — — 56 2800 70 3500 31,5 — — — —
— 175 6300 189 4900 49 — — — —
Фенольный стеклопластик Стеклоткань — 0 15 — 13,3 945 35 — 12,6 — 0,33
Фенольная смола — хлопок Хлопковая ткань — 0 4,75 470 10,3 435 7,4 475 — — —
Полиэфирная смола — Нет ' — 4,2 2100 6,0 — 9,1 — — — j 0,01
— 09,1 450 16 — 25 — — — 1 0,02
* Здесь и в табл. 2 (гл. 8), 5 (гл. 10) авторами приведены результаты измерения работы разрушения в фут. фут/дюйм надреза без
указания методики измерения, поэтому эти данные следует рассматривать как сравнительные
Сидней Вербер, Брайан Р. Нотон
6. Грузовые контейнеры
207
Рис. 4. Прочность и модуль
упругости стеклопластиков в
зависимости от упрочнителя
(Лаборатория военно-морского
и гражданского машинострое-
ния, США):
I — неупрочненный полиэфир;
II — упрочнение рублеными
стеклянными волокнами; III—
упрочнение стеклотканью мар-
ки 181; IV — упрочнение па-
раллельными слоями стекло-
ткани марки 181; V — упроч-
нение однонаправленной ров-
ницей; 1 — прочность при
растяжении; 2 — прочность
при изгибе; 3 — прочность
при сжатии; 4 — модуль уп-
ругости при изгибе
ние матами из рубленых стекловолокон позволяет получить
материал, пригодный для изготовления контейнеров, примене-
ние же тканого упрочнителя, будь то ровница или стекло-
ткань, обеспечивает уровень прочности, приближающийся к
прочности металлов. Например, при упрочнении полиэфира стек-
лотканью может быть достигнута прочность 52,5 кгс/мм2.
Графическое представление основных способов упрочнения,
указанных в табл. 2, приведено на рис. 4. Следует заметить, что
неупрочненный полиэфир имеет прочность на сжатие больше, чем
на растяжение. Однако по мере увеличения содержания стекла,
прочность на растяжение повышается и становится выше проч-
ности на сжатие, так как действие волокон более эффективно при
растяжении. При использовании в качестве наполнителя рубле-
ных стеклянных волокон получаются промежуточные свойства
между полиэфиром и композицией, упрочненной стеклотканью.
Зависимость прочности от направления упрочненного волокна-
ми стеклопластика представлена на полярной диаграмме (рис. 5).
При ориентации волокон под углами 0 и 90° наблюдаются пики
прочности на растяжение, так как в этих направлениях располо-
жена нить в основе и в утке упрочнителя. В частности, на кривой
А значения прочности на растяжение составляют 26,6 и 24,5 кгс/мма
в двух основных направлениях. Пики соответствуют параллель-
ному расположению слоев, т. е. выстраиванию нитей в каждой
плоскости в одном и том же направлении. Заметим, что прочность
при 45° понижается до 12 кгс/мм2, что составляет половину пико-
вой величины. При повороте чередующихся плоскостей на 45*
может быть получен почти изотропный материал, как показано
208
Сидней Бергер, Брайан Р. Нотой
Рис. 5. Анизотропия свойств
типичного полиэфира, упроч-
ненного стекловолокном (проч-
ность при растяжении
7,7 кгс/мм2):
1 — полиэфир со стеклотканью
марки 181; 2 — полиэфир с
ровницей (40%); 3 — полиэфир
с однонаправленной стекло-
тканью
на кривой В, Отметим,
однако, что для прибли-
зительно равного количе-
ства стекловолокна мак-
симальное значение проч-
ности на кривой В состав-
ить композицию с одно-
направленными прочностными свойствами, как в случае, пред-
ставленном кривой С, путем использования ткани с очень
топкими прядями. При использовании нетканых упрочнителей
(например, матов) направленность свойств не проявляется, по-
скольку в этом случае стеклянные волокна распределены с рав-
ной вероятностью вдоль всех направлений.
Некоторые интересные аспекты выбора материала представле-
ны на рис. 6. Типичные стеклопластики имеют высокие значения
параметра стоимость/прочность (более 8,5). При упрочнении ма-
тами стеклопластики обладают наибольшим значением этого
параметра, но зато не имеют остронаправленного характера
прочности. Композиционный материал с сердцевиной из дугласовой
древесины имеет прекрасные значения параметра стоимость/проч-
ность. Смещение в сторону низких значений этого параметра
происходит из-за благоприятного расположения древесины по
шкале стоимость/прочность. По удельной прочности (рис. 7)
имеем обратную картину: положение стеклопластика при исполь-
зовании в композиционной слоистой панели смещается в сторону
низких значений.
Достоинства полиэфира, как связующего при упрочнении
стеклопластиком, особенно проявляются при оценке по пара-
метру стоимость/прочность. Хотя на рис. 6 представлены только
некоторые пластики, очевидно, что полиэфир по этой характери-
стике вдвое превосходит другие пластики. Полиэфир, по сравне-
нию с другими термопластиками, обладает также меньшей тер-
мической усадкой.
Несмотря на все трудности, которые возникают при сравне-
нии разнородных материалов, попытаемся их сопоставить. Преж-
де всего попробуем разобраться в наиболее важных результатах,
в. Грузовые контейнеры
209
Найлон
у//////////////////////////////////////////////////////////^^^ сталь 302
ABS -Т ЕРМОПЛАСТИК
г^деде>ждедедер>^жжжждежжлАлюминиЕВый сплав 3003-НИ
П^гуии УПРОЧНЕННЫЙ СТЕКЛОТКАНЬЮ МАРКИ 181(48%)
ДОЖОКККВНЭТЖ^^ КОМ ПОЗИ ЦИ О НН АЯ ПАН ЕЛ Ь-СТЕКЛО ПЛАСТИ К-УРЕТА НОВАЯ
Магниевый сплав сердцевина (В)
Коррозионно-стойкая сталь (51409)
Алюминиевый сплав 6061-Т6
Алюминиевый сплав 5052-Н38
аудооооймо^^ Неупрочненный полиэфир
Алюминиевый сплав 2014-Т6
вяяяяяяяяжя^^ Стеклопластик-навитое волокно
Композиционная панель-стеклопластик-фанера
Алюминиевый сплав 7075-Т 6
г//////////////. Углеродистая сталь 1020
у////////////, Сталь-сплав 4340
Фанера - Дугласова древесина
Bawdoiai Дуб
7////////, Мартенситная сталь < f
0 4,3 8,6 12,9 17,2-Ю5
ЦЕНТ/СМ3
кгс/мм2
Рис. 6. Сопоставление материалов, используемых в грузовых контейнерах,
по отношению стоимости к прочности
Титановый сплав (6%Ai-4°/aV)
Алюминиевый сплав 7075-Т6
Магниевый сплав
^АС^^^тНЕННЬ^С^^т^^^^КИД^^СГЕКЛО в ОАО КНАИ)ТН А Я СТАЛЬ
Дуб
у//////////////^^ Сталь-сплав (4340)
Композиционная панель-стеклопластик-уретан
Алюминиевый сплав 5052-Н38
Композиционная панель-стеклопластик-фанера
Коррозионно-стойкая аустенитная сталь (302)
Стеклопластик,армированный стекломатами (45%)
Коррозионно-стойкая сталь 51409
ззаимкквгаодтацш Найлон
^гль-м^^ыциниья Фанера-Дугласова древесина
Алюминиевый сплав 3003-Н14
Неупрочненный полиэфир
’55*ии****000*^* Углеродистая сталь 1020
ABS-термопласт
о
2,5
5,0
7,5
10,0 12,5
Удельная прочность, км
15,0 17,5
20,0 22,5
25,0 27,5
Рис. 7. Сопоставление материалов по удельной прочности и массе
210
Сидней Бергер, Брайан Р. Нотой
"'^Найлон о
Стеклопластик,
/ УПЛДЧ НЕННЫЙ МАТАМИ
До 128
Титановый сплав
(6%A1“4%V)
8,6
5,4
4,3
2,1
ABS^
f3003-H14
I
I/
> V“h3“’
/ "УРЕТА!к • СТЕКЛОТКАНЬЮ
/§? Маги и евь1 й^е^^ \
/сг> £
ч \ \ ТИКС НА В И
/ e&6/f. >тым волокном
» / 6061^6-. %, до-1920*^
5052-Н38 ь' I
---------------------------------------4Ш. Д?Б
1020^___________ Стали-----------------* ------
Фанера-д5гласоВа'ЛОвыщение-г-
ДРЕВЕСИНА ТВЕРДОСТИ
’Полиэфир
4^51409 ;
СТЕКЛОПЛАСТИЙ-
“ФАНЕРА Ч
7075-Т6
Мартенсит
7,5 10 12,5 15 17,5 20
Удельная прочность, км
Рис. 8. Взаимосвязь двух параметров, характеризующих эффективность
материалов
представленных на специальной диаграмме прочность/масса —
стоимость/прочность (рис. 8). Использование этой диаграммы,
в основу которой положены два важнейших параметра конструк-
ционных материалов, позволяет проводить сопоставление их
между собой. Наиболее предпочтительное расположение точек
на этой диаграмме — справа в нижней части. На диаграмме из
рассмотрения исключены два важных фактора, также определяю-
щих выбор материала: стоимость производства и коррозионная
стойкость. Если их не учитывать, то стеклопластиковые компо-
зиции не обладают преимуществом перед другими материалами.
Влияние атмосферных условий на прочность. Обширные ис-
следования, проведенные в различных областях США, от Флориды
и Нью-Мехико до Аляски, показали, что атмосферные условия
значительно снижают прочность материалов. Так, прочность на
изгиб полиэфирных стеклопластиков уменьшалась на 40%, а
прочность эпоксидных материалов в аналогичных условиях
испытаний — на 15%. Степень снижения прочности зависит от
многих факторов; при сопоставлении результатов следует учиты-
вать, например, особенности чистовой обработки данного мате-
риала. Тем не менее приведенные выше результаты отражают
6. Грузовые контейнеры
211
достаточно общую за-
кономерность — пребы-
вание в атмосферных
условиях ухудшает
прочностные свойства
независимо от способа
изготовления.
Следует отметить,
что чистовой обработке
подвергают обычно то-
лько упрочнитель, по-
этому композиционные
материалы, упрочняе-
мые стекломатами, ред-
ко подвергающимися
обработке, разупрочня-
ются более интенсивно.
Рис. 9. Снижение прочности при повышении
температуры:
1 — выдержка при 204° С; 2 — выдержка при
232° С; 3 — выдержка при 260° С; 4 — испы-
тание при 204° С
Потеря прочности обычно связана с эрозией поверхности листа,
причем наиболее сильно эрозия проявляется при выдержке в
атмосфере, содержащей соли. Эффективным способом, предотвра-
щающим потерю прочности является окрашивание поверхности
или применение специальных, не содержащих волокон покрытий.
С изменением свойств в атмосферных условиях тесно связана
проблема прочности материала при погружении в воду. Резуль-
таты некоторых работ показывают, что прочность пластмасс
изменяется обратно пропорционально абсорбции воды, при этом
скорость абсорбции не зависит от того, выдерживается материал
в условиях 100% влажности или погружается в воду. В любом
случае, после выдержки в течение одного года следует ожидать
падения прочности на изгиб на 20 — 30%, даже для пластиков
с улучшенной чистовой обработкой. Однако следует отметить,
что и эти значения прочности во влажной среде еще удовлетворяют
требованиям военных технических инструкций.
Теплостойкость. Сопротивляемость воздействию высоких тем-
ператур зависит прежде всего от природы связующего. На рис. 9
представлены кривые, характеризующие изменение свойств пласт-
массы из эпоксидной смолы в различных условиях. Видно, что
До температур 204° С прочность на изгиб длительное время оста-
ется неизменной, а при 232° С — быстро уменьшается. Стабиль-
ность прочностных свойств полиэфирных смол сохраняется до
температуры около 120° С.
2. Требования к материалам заполнителей (сердцевины)
Требования, предъявляемые к заполнителям слоистых конст-
рукций для контейнеров, так же важны, как и высокие прочност-
ные характеристики обшивки. В качестве заполнителя, как
212
Сидней Бергер, Брайан Р. Нотон
показано на рис. 9 (см. гл. 5), могут быть использованы различ-
ные материалы. Далее мы увидим, что свойства материала в це-
лом во многом определяются свойствами сердцевины.
Низкая плотность. Для сердцевины панелей контейнеров
необходимо большое количество материала, поэтому требования
низкой плотности приобретают большое значение.
Низкий модуль упругости при изгибе. На поверхности раздела
сердцевина — обшивка деформация обеих структурных составляю-
щих при изгибе должна быть совместной.
В слоистой конструкции типа сотовой выдерживать высокие
напряжения способна только обшивка, сердцевина же такой
способностью не обладает, поэтому при деформировании не долж-
но возникать чрезмерно высоких напряжений. Это достигается
в том случае, когда сердцевина материала имеет низкий модуль
упругости. На практике при выборе составляющих композицион-
ного материала руководствуются следующим правилом: модули
упругости покрытия и сердцевины должны относиться как 100 : 1.
Сопротивление сдвигу. При изгибе в плоскости панели в сердце-
вине композиционного материала возникают высокие сдвиговые
напряжения. Возникающие при этом повреждения могут вывести
из строя слоистую панель, несмотря на удовлетворительную
прочность обшивки.
Прочность на сжатие. Нормальные нагрузки, возникающие
при изгибе панели, могут достигнуть таких величин, что для
предотвращения локального разрушения потребуется дополни-
тельное усиление обшивки. Для этой цели иногда применяют
вторичную обшивку; в качестве примера можно привести уни-
фицированные контейнеры (см. рис. 18), о которых подробнее
будет сказано ниже.
Стойкость против внешних воздействий. Поскольку не исклю-
чена возможность повреждения обшивки, материал заполнителя,
используемого в панелях для контейнеров, должен быть влаго-
непроницаемым.
Прочность клеевого соединения. Хорошая связь между оболоч-
кой конструкции и сердцевиной является общим и жизненно
важным условием работы конструкции. В связи с этим необхо-
димо, чтобы поверхность сердцевины обладала способностью
к прочному соединению с оболочкой.
Технологичность сборки контейнеров. Слоистые панели соеди-
няются с помощью продольных балок и угловых стоек таким
образом, чтобы внешние нагрузки передавались на всю конструк-
цию. Структура композиционного материала — сердцевина из
материала с низкой плотностью, покрытая тонким облицовочным
слоем, усложняет сборку, поэтому особое внимание должно
уделяться соединительным узлам конструкции. Хорошая сопро-
тивляемость сердцевины сжимающим напряжениям позволяет
6. Грузовые контейнеры
213
соединять панели не только с помощью зажимов, но и другими
способами.
Стоимость. Стоимость композиционного материала опреде-
ляется двумя факторами: стоимостью материала обшивки, обычно
высокой, и стоимостью более дешевого заполнителя.
3. Типы заполнителей
Сравнительно эффективным материалом заполнителя (сердце-
вины) является фанера (дугласова пихта), широко используемая
в слоистых панелях контейнеров. Она в известной степени удов-
летворяет требованиям, предъявляемым к материалам сердце-
вины, эксплуатационные характеритики ее хорошо изучены на
практике. Однако это не идеальный материал. Ее плотность за-
висит от содержания влаги (около 0,58 г/см3). Масса 1 м2 серд-
цевины композиционных панелей стеклопластик — фанера состав-
ляет около 1030 г. Модуль упругости фанеры (1370 кгс/мм2)
превышает модуль упругости материала, идеально подходящего
для применения в сочетании со стеклопластиком; это приводит
к тому, что возникающие в сердцевине напряжения могут пре-
высить уровень, который способна выдержать фанера. При испы-
тании панелей стеклопластик — фанера установлено, что критичес-
кие изгибающие нагрузки в большинстве случаев приводят к пов-
реждению фанерной сердцевины, а не покрытия. Можно показать,
что свойства фанеры являются промежуточными между свойст-
вами идеального материала для сердцевины и высокопрочного
материала. В слоистой композиции наиболее эффективно соче-
тание фанеры с покрытием из алюминия и стали.
В случае, когда необходима низкая плотность материала
сердцевины, используется бальсовая древесина. Ее плотность
приблизительно в 3 раза меньше плотности фанеры. Однако
влагопроницаемость бальсовой древесины, более высокая, и, кроме
того, она несколько дороже. В некоторых случаях используется
сотовый заполнитель. В авиации находит широкое применение
алюминиевый сотовый наполнитель (см. гл. 2 и 4). Однако для
получения хорошей связи между ребрами сотового заполнителя и
обшивкой необходимы дополнительные затраты, что приводит
к удорожанию композиции; это оправдано только в том случае,
когда основную роль играет существенное уменьшение массы
конструкции (например, в авиации). Имеются также сотовые за-
полнители, усиленные пластиками, однако стоимость их высока,
что не дает возможности использовать их, например, в контей-
нерах для морских перевозок. Предложены также сотовые запол-
нители из пропитанной смолами бумаги, по-видимому, перспек-
тивные для применения в композиционном материале с прием-
лемым уровнем стоимости [7, 5]. Некоторые фирмы-изготовители
214
Сидней Бергер, Брайан Р. Нотон
Рис. 10. Унифицированный грузовой контейнер с изоляцией (2,4 X
Х2,4 X 6 м); в конструкции использован стандарт AS-832 типа HD SAE
Aerospace и USASI MH5.I
наносят на поверхность бумажных сот слой пенопласта, при этом
из-за увеличения зоны контакта с облицовкой улучшается связь
с сердцевиной, кроме того, уменьшается теплопроводность панелей
(до значений менее 0,032 г/см3). Пенопласт уменьшает склонность
стенок бумажных ячеек к продольному изгибу и повышает сопро-
тивляемость слоистой композиции концентрированным нагрузкам,
прикладываемым к поверхности.
Другой перспективный путь улучшения характеристик сердце-
вины — использование пенопласта. Так, в некоторых контейне-
рах применяются полистироловые и полиуретановые пенопласты.
Оба эти материала обладают относительно низкой прочностью
по сравнению с фанерой (при плотности около 0,096 г/см3). В на-
стоящее время эти пенопласты применяются в грузовых контей-
нерах многократного использования.
Сердцевина из полистироловой пены в слоистом материале
с обшивкой из стеклопластика используется в стандартных кон-
тейнерах, разрабатываемых фирмой Dow Chemical Company,
показанных на рис. 10 и обсуждавшихся Расселом и Мэйки [10].
Кроме стеклопластика, компанией исследовалось также эффек-
тивность других покрытий — алюминия и стали. Масса такого
контейнера составляет 1590 кг. Применяемые в этих контейнерах
слоистые панели имеют наилучщую прочность на изгиб и хорошие
локальные противоударные свойства, что свидетельствует о вы-
в. Грузовые контейнеры
215
сокой эффективности используемых в этих панелях материалов.
Свойства материалов заполнителей в панелях контейнеров фирмы
Dow показаны на рис. 11 и приведены в табл. 3.
Таблица 3
МЕХАНИЧЕСКИЕ СВОЙСТВА ПЕНОПЛАСТОВЫХ ЗАПОЛНИТЕЛЕЙ ФИРМЫ DOW
(СРЕДНИЕ ЗНАЧЕНИЯ)
Заполнитель Плотность, г/см’ Модуль сдвига, кгс/мм8 Условное напряжение *, кгс/мма
при сдвиге при растяже- нии при сжатии
Стирофом FP 0.030 0,77 0,025 0,049 0,021
SM 0,035 0,84 0,025 0,042 0,021
HD-300** 0,056—0,072 1,4 0,053-0,088 0,084—0,196 0,084—0,196
Полиуретан 0,032 0,26 0,02 0,038 0,018
* При деформации 5%.
** Стирофом HD-300 — анизотропный материал.
Заполнитель из полиуретана был опробован корпорацией Lite-
wate Transport Equipment Corporation. В контейнерах этой фирмы
металлические детали вообще не использовались, вся конструк-
ция отформована как одно целое (см. рис. 2). Эта схема может
служить примером стирания границы между материалом и его
инженерным воплощением. Внутренние и внешние обшивки па-
нели соединяются общими ребрами, формируемыми в процессе
получения всей конструкции.
Рис. 11. Кривые нагрузка — де-
формация (прогиб) для боковых
стенок, задней стенки и потолоч-
ной панели контейнера с тепло-
изоляцией фирмы Dow. Испытания
на базе 225 см. (Данные Dow
Chemical, США):
I — алюминий, толщина слоя
0,1 см; II — стирол, толщина
слоя 5 см; III — стеклопластик
(ребристый), толщина слоя 0,31 см;
I — панель задней стенки (реб-
ристая); сердцевина — стирофом
HD-300 толщиной 5 см (300 ис-
пытаний); 2 — боковая панель
(ребристая); сердцевина — сти-
рофом толщиной 5 см (160 испы-
таний); 3 — потолочная панель
(без ребер); сердцевина — стиро-
фом толщиной 5 см (143 испы-
тания)
12 25 37 50 63
Максимальный прогиб, мм
216
Сидней Бергер, Брайан Р. Нотон
По технологической схеме фирмы Litewate изготовление кон-
тейнера начинается с прессования коробки, в которую прежде
всего помещают ровничную ткань. Затем пенопластовые плиты
размером 7,6 X 12,7 см целиком оборачиваются ровницей. Из
рис. 2 видно, что толщина готовой панели определяется толщиной
этих плит, а ее ширина — расстоянием между ребрами. Плиты
помещают под 'пресс вплотную друг к другу. После запрессовки
вместе со смолами и снятия нагрузки получается композицион-
ный материал. Так как ребра обеспечивают сопротивление сдвигу
между обшивками, в таком материале можно применять легкую
сердцевину, для этого обычно используют пенопласт с плотностью
0,032 г/см3. Большинство изделий фирмы Litewate предназначены
для рефрижераторов; в этом случае толщина материала опреде-
ляется в основном теплоизоляционными свойствами, а не кон-
структивными особенностями.
Б. Масса панелей контейнеров
Масса единицы площади типичной панели стеклопластик-фа-
нера составляет около 15,6 кг/м2. Самые легкие панели этого
типа имеют массу 12,5 кг/м2. Массы двух боковых и масса передней
панелей контейнера отличаются на 114 кг. Вряд ли можно на-
деяться, что более легкие панели стеклопластик — фанера будут
обладать большей стойкостью по сравнению с панелями толщиной
19 мм, применяемыми в настоящее время. Ниже дана классифи-
кация некоторых структурных составляющих панелей по массе.
Масса,
кг/м3’
Фанерная сердцевина толщиной; мм:
15,9................................................. 8,8
19 ................................................ 10,8
Обшивка из стеклопластика; с обеих с горой ровничная
ткань массой, кг/м2:
0,68 ................................................ 4,9
0,51 ................................................ 3,9
Маты из рубленых стекловолокон массой 0,06 кг/м2 . . 4,9
В. Производство и сборка контейнеров из материала
стеклопластик — фанера
Поскольку наиболее обширную область применения стекло-
пластиков для контейнеров представляет использование их в
слоистых материалах (панели стеклопластик — фанера), представ-
ляется интересным кратко обсудить вопросы производства этих
панелей и сборки контейнеров.
Очевидно, что производство панелей стеклопластик — файера
имеет мало общего с традиционными процессами обработки ме-
в. Грузовые контейнеры
217
таллов при изготовлении прицепов и металлических контейнеров.
Наиболее важное различие этих процессов — включение в про-
изводство нового участника процесса — производителя компози-
ционных слоистых панелей. Иногда появляется и еще один уча-
стник — поставщик формовочной массы для получения листов.
Применение прессованных листов подробнее обсуждается Бэконом
в гл. 10.
Формовочные массы обычно используются в том случае, когда
упрочнитель вводится в виде рубленых волокон, но не накла-
дываются ограничения на распределение упрочняющих стекло-
волокон. При формовании стараются получить более однород-
ное распределение волокон в листе. Однако иногда возникают
трудности, связанные с тем, что время, в течение которого
должна завершиться полимеризация формовочной массы и она
должна быть уложена на фанерную сердцевину, оказыва-
ется недостаточным, что приводит к нарушению связи между
сердцевиной и покрытием. Возможный путь решения этой проб-
лемы заключается в соответствующем выборе состава смолы,
позволяющем увеличить время полимеризации и избежать ука-
занных трудностей.
Нанесение пластикового покрытия на фанерную сердцевину
должно осуществляться при таких условиях (температура и дав-
ление), при которых листы пластика с обеих сторон фанеры были
бы прочно с ней связаны. Компания Brooks and Perkins Inc. для
получения композиций с высококачественным пластиковым по-
крытием, хорошо связанным с сердцевиной, использует прессы
большой мощности.
Фирмы-изготовители в настоящее время могут выпускать цель-
ные панели для контейнеров, например, длиной 12 м. В контей-
нере такого большого размера части фанерной основы связаны
между собой по краям, что обеспечивает хорошие эксплуатацион-
ные свойства вдоль всей панели.
После изготовления отдельные части контейнера свозят в одно
место для последующей сборки. Критической операцией сборки
является соединение панелей стеклопластик—фанера с металли-
ческим каркасом. Типичный способ соединения панели с прес-
сованным алюминиевым каркасом — клепка. Связанные с клепкой
сверления в конструкции могут вызвать нарушение герметич-
ности; этого можно избежать, применяя клепку и проклеивание,
т. е. клееклепаные соединения. Края каркаса — литые углы,
вертикали, ригели и подрамники в большинстве. случаев изго-
товляют из стали и часто сваривают вместе в одно целое. Подобным
же образом связывают составляющие конструкции пола и потолка
контейнера. В местах соединения разнородных материалов при-
меняют заполнители — жидкие или в виде тесьмы. Там, где
требуется изоляция, используют специальные замазки.
218
Сидней Бергер, Брайан Р. Нотон
Г. Сравнительная стоимость контейнеров из материала
стеклопластик — фанера
1. Материалы
Стоимость композиционных слоистых панелей определяется
несколькими составляющими. Определить вклад в стоимость каж-
дой составляющей не просто, однако можно сделать некоторые
приблизительные оценки. Оказывается, что наибольший вклад
в стоимость конечного продукта — панели вносит сам материал,
а также процесс получения покрытия из стеклопластика. Средняя
стоимость фанеры 1,61 доллар/м2, она зависит от конкретных
условий сбыта. Вот некоторые приблизительные цены на компо-
зиционные панели: фанера толщиной 19 мм — пластик, упроч-
ненный рублеными стеклянными матами, горячее прессование —
8,7 доллар/м2; фанера толщиной 19 мм — пластик, упрочнен-
ный тканой ровницей, горячее прессование — 9,8 доллар/м2. Эти
цены относятся к 1970 г., когда появилась публикация Бергера
и др. [2]. По этим данным вполне достоверно можно определять
относительную стоимость материалов и сейчас*, хотя колебания
на рынке из-за дефицита на местах иногда могут нарушать при-
веденное соотношение цен.
К стоимости необходимо сделать надбавку за поставку контей-
неров с места изготовления, поэтому практически в рыночную
стоимость включается стоимость доставки — в среднем 0,86 дол-
лар/м2.
2. Исходная стоимость контейнеров
Фирмы-изготовители в большинстве случаев неохотно объяв-
ляют закупочные цены на контейнеры для наземных перевозок,
так как они зависят от существующих в данное время условий
сбыта, при этом для каждой приобретенной партии контейнеров,
имеющей свои конструктивные особенности, определяется своя
цена. Стоимость стандартных 6-метровых контейнеров обычно
устанавливается в следующих пределах: из алюминия — 1600—
2000 долларов; из стали 900—1550 долларов; из стеклопластика
фанеры — 1550—2700 долларов.
3. Повреждения при эксплуатации
Условия эксплуатации контейнеров являются сложными, что
оказывает влияние на экономичность контейнерных грузовых
перевозок. Делались попытки применения стандартных техни-
ческих методов для определения напряжений, возникающих
в контейнерах при эксплуатации, однако нормировать все воз-
* Ко времени опубликования американского издания, 1974 г,
в. Грузовые контейнеры
219
Рис. 12. Типичные небольшие повреждения панели стального контейнера
можные состояния практически невозможно. Практика показы-
вает, что сложные эксплуатационные нагрузки часто способны
вызвать повреждение более 10% всех деталей контейнера даже
при простом перемещении. Это приводит к тому, что средняя
стоимость ремонтных деталей почти достигает годовых расходов
на амортизацию (с учетом себестоимости и затрат на перевозку).
Передняя и боковые панели контейнеров легко повреждаемы,
при этом характер повреждений может быть самым различным —
от небольших дефектов, которые не оказывают влияния на работу
контейнера, до катастрофических аварийных повреждений. В ме-
таллических контейнерах часто образуются небольшие вмятины,
которые особенно характерны для пластичного алюминия. В сек-
циях из стеклопластика — фанеры происходит истирание поверх-
ности при соударениях. Истирание приводит к образованию
вмятин без сквозного прорыва. С другой стороны, алюминий
имеет склонность к образованию трещин в поврежденных панелях,
иногда длиной около 15 см. Внутренним и наружным поврежде-
ниям подвержены панели контейнеров всех видов. Эти повреж-
дения, начиная от отверстий небольшого размера до больших
разрывов, приводят к замене всей панели.
Некоторые типичные небольшие повреждения на внутренней
стороне стального контейнера показаны на рис. 12. Пример зна-
чительного повреждения панели приведен на рис. 13, где видно
также сильное разрушение углов каркаса.
Проколы, особенно в алюминии и фанере, чаще всего встре-
чаются на крыше контейнера. Большинство ив них образуется
вблизи четырех верхних углов. Возможно также образование
Дыр на крыше, однако такие повреждения встречаются сравни-
тельно редко.
220
Сидней Бергер, Брайан Р. Нотон
Рис. 13. Типичное поврежде-
ние — разрушение панели алю-
миниевого контейнера при бо-
ковом ударе
Иногда происходит повреждение
углов каркаса, что связано с дейст-
вием сил, деформирующих каркас в
поперечном направлении. Вертикаль-
ные углы каркаса почти всегда под-
вержены абразивному износу, однако
прочность каркаса контейнера в целом
при этом обычно не уменьшается,
по крайней мере, в течение некото-
рого времени. В этих условиях уско-
ряется образование ржавчины на
углах, которые обычно изготовляются
из стали. Это может отразиться на
сокращении времени эксплуатации
контейнеров. Большие усилия, при-
кладываемые к дверям контейнера,
могут изгибать его и приводить к на-
рушению формы. Обычно это задиры
на краях двери, трещины дверных
петель, нарушение герметичности,
выбоины на дверном пороге, изгибы
в замковой части двери. Пример
значительного повреждения двери
также показан на рис. 13.
4. Стоимость с учетом срока службы
На стоимость данного объекта оказывают влияние свойства
используемого в нем материала и эффективность конструкции.
Повышение стоимости может быть вызвано обсуждавшимися ранее
частыми повреждениями в процессе эксплуатации.
Бергером и др. [2] была исследована чувствительность общей
стоимости к изменению всех составляющих ее элементов. В част-
ности, была проанализирована взаимосвязь между массой кон-
тейнера, рабочим объемом и прибылью, получаемой на одного
человека обслуживающего персонала. Наконец, поскольку не-
которые из рассматриваемых контейнеров имеют различное отно-
шение вкладываемых средств к существующей стоимости, был
изучен вопрос о проценте скидки с номинальной цены.
Результаты анализа стоимости представлены в табл. 4. Срав-
нительный анализ приведенных результатов показывает, что за
полезное время службы контейнера расходы на амортизацию
довольно велики в сравнении с эксплуатационными расходами.
За 1970 г. был проведен анализ, учитывающий как затраты на
осмотр контейнеров с целью выявления повреждений, так и
средства, расходуемые обслуживающим персоналом на поддер-
6. Грузовые контейнеры
221
Таблица 4
КОМПОНЕНТЫ, ОПРЕДЕЛЯЮЩИЕ СТОИМОСТЬ КОНТЕЙНЕРОВ
ИЗ РАЗЛИЧНЫХ МАТЕРИАЛОВ
Стоимость, доллары Алюминий Стекло- пластик Сталь
Расходы на амортизацию 183 204 219
Эксплуатационные расходы за год 163 88 310
Суммарные расходы за год 346 292 529
Стоимость 20-летнего цикла эксплуа- тации 6908 5847 8591
Стоимость 20-летнего цикла эксплуа- тации с учетом 10% скидки 4134 3648 4647
жание контейнера в рабочем состоянии. При этом наблюдалось
хорошее соответствие между значениями затрат на обслуживание
контейнеров, полученными из двух независимых источников.
По этому показателю контейнеры стеклопластик —фанера обладают
существенным преимуществом перед другими. Таблица учитывает
20-летний цикл эксплуатации контейнеров; это не означает кон-
кретную величину времени службы контейнера, а скорее отра-
жает существующий опыт в этой области. В таблице также при-
ведены цены, полученные с учетом 10 %-ной скидки.
Некоторые результаты табл. 4 заслуживают внимания. Не-
смотря на самый низкий уровень цен стальных контейнеров,
присущее им самое короткое время службы обусловливает наиболее
высокий уровень стоимости годовой амортизации. Тем не менее
амортизационные расходы остаются ниже уровня эксплуатацион-
ных расходов, определяющих в основном общую стоимость кон-
тейнеров. Повышение уровня стоимости стальных контейнеров
определяется двумя факторами: тем, что они требуют постоян-
ных усилий по предотвращению коррозии, и тем, что они склонны
к образованию повреждений так же, как и алюминиевые. Кон-
тейнеры стеклопластик — фанера, наряду с алюминиевыми, обла-
дают низкой стоимостью профилактического обслуживания, они
менее склонны к образованию повреждений и, следовательно,
имеют преимущество по затратам на ремонт. Средний срок службы
контейнеров из алюминия, стали и композиции стеклопластик —
фанера соответственно составляют 9,97; 5,84 и 9,33 года [2].
5, Рекомендации по выбору материала
Область применения композиции стеклопластик — фанера в на-
стоящее время ограничивается панелями. Композиция стекло-
пластик—фанера относится к семейству слоистых материалов и
обладает многими привлекающими внимание возможностями.
В композициях этого типа можно получить экономию массы
222
Сидней Бергер, Брайан Р. Нотон
путем использования в качестве материала сердцевины пено-
пласта с прежней облицовкой из стеклопластика. Кроме экономии
массы, это позволяет снизить стоимость.
Материалы типа стеклопластиков в последнее время привле-
кают все большее внимание во многих областях техники, например
они могут применяться для изготовления угловых стоек легких
унифицированных контейнеров.
III. АВИАЦИОННЫЕ ГРУЗОВЫЕ КОНТЕЙНЕРЫ
А. Прогнозы развития воздушных грузовых перевозок
В общих транспортных системах подсистема воздушных пере-
возок в прошлом использовалась в основном для перевозки пас-
сажиров, а не грузов. В последние годы, однако, грузоотправи-
тели по-новому стали смотреть на систему воздушных перевозок,
уяснив, что авиационные грузовые перевозки обладают рядом
преимуществ по сравнению с другими способами транспортировки.
Это преимущество отражается, например, в снижении стоимости
перевозок в результате изменения следующих характеристик:
1) сокращения времени хранения грузов на товарных складах;
2) быстрого устранения повреждений; 3) морального устарения;
4) уменьшения износа, порчи.
Кроме этого, при воздушной перевозке грузов капитал изы-
мается на минимальное время. Привлекает также внимание по-
лучение дополнительной прибыли благодаря снижению цен: если
в настоящее время стоимость грузовых авиаперевозок в 3 раза
превышает стоимость перевозок на автомобилях, то, по прогнозам,
в следующем десятилетии это соотношение уменьшится до 2:1.
Прогноз основан на соображениях, приведенных ниже.
Грузовой автомобильный транспорт: размер груза и скорость
перемещения ограничены, стоимость перевозок в тонно-километ-
рах будет возрастать (из-за увеличения расходов на заработную
плату обслуживающего персонала), тарифы будут увеличиваться;
Авиационный транспорт: экономичность воздушных перевозок
будет возрастать по мере совершенствования технологии, тарифы
будут становиться более выгодными с ростом экономичности;
стоимость перевозок в тонно-километрах будет уменьшаться.
События развиваются так, что воздушные грузовые перевозки
находятся сейчас на переходной стадии между ранним экспери-
ментированием и систематическим широким использованием. При-
нимая во внимание увеличение воздушных перевозок на 600 %
за последние 15 лет, можно ожидать, что в будущем их прирост
в год будет составлять 25—40%.
j Полученные из разных источников информации прогнозируе-
мые цифры воздушных грузовых перевозок различаются между
6. Грузовые контейнеры
228
Рис. 14. Прогноз роста
стоимости грузовых и пас-
сажирских воздушных пере-
возок:
$ — перевозка пассажиров;
2 — перевозка грузов, вы-
сокий уровень прогнозов;
3 — перевозка грузов, ос-
новной уровень прогнозов
1964 6 6 68 70 72 74 76 78 80 8 2 84 8 6 8 8 90
Годы
собой, однако все прогнозы предсказывают быстрое их увеличение.
На рис. 14, подготовленном Корпорацией Me Donnell Douglas,
показаны общие тенденции развития воздушных грузовых пере-
возок, определяемые как основной уровень прогнозов и высокий
уровень прогнозов. Основной уровень прогнозов учитывает проб-
лемы международных деловых взаимоотношений, которые не
могут быть пока решены в связи с тарифными ограничениями.
Несмотря на ожидаемое увеличение объема перевозок грузов на
реактивных самолетах, основной уровень предполагает, что он
будет возрастать только на основе улучшения обслуживания и
повышения экономичности. Высокий уровень прогнозов предпо-
лагает, что при воздушных перевозках будут урегулированы та-
рифные ограничения.
Показателем будущего потенциала воздушных грузовых пере;
возок, как следует из рис. 14, является то, что в следующем деся-
тилетии годовой доход от воздушных грузовых перевозок пре-
высит доход от доставки пассажиров. Это наблюдение особенно
важно с точки зрения схемы будущего развития авиации, потому
что анализ больших транспортных перевозок 70-х годов показы-
вает, что на первое место могут выйти требования, предъявляемые
к емкостям для перевозки грузов.
Б. Конструктивные особенности грузового воздушного флота
Для перевозки грузов в пассажирских самолетах используются
упрочненные стекловолокном пластики стандартной формы типа
«иглу», заключенные в специальный каркас. Типичные конфигу-
рации реактивных самолетов, приспособленных для этой цели,
показаны на рис. 15. Эти самолеты («Мак Доннел Дуглас DC-8»
и «Боинг-727») пока обеспечивают расширяющийся объем воздуш-
ных перевозок грузов в контейнерах и предполагается, что такой
способ грузовых перегрузок будет развиваться, по крайней мере,
еще два десятилетия. Однако для перевозки больших, объемных
грузов в будущем потребуются специальные самолеты.
Возможные типы таких самолетов показаны на рис. 15; они
имеют некоторые недостатки: дверь расположена сбоку самолетаэ
224
Сидней Бергер, Брайан Р, Нотон
6)
Рис. 15. Размещение грузов в самолетах воздушного флота США: «Мак-
донел Дуглас DC-8F», «Боинг-727» и «Макдонел Дуглас DC8-63F»:
а — грузовой реактивный самолет DC-8F:
Объем грузового отсека, м3:
основного........................................ 212,5
нижнего переднего.................................. 20,2
нижнего заднего.................................... 19,8
Общая грузоподъемность, т . . . ..................... 42
Общий объем груза, м3 ................................. 252,5
Размеры грузовой двери, см............................216x356
Число грузовых люков, шт............................. 13
б — грузовой реактивный самолет «Боинг-727»:
Объем грузового отсека, м3:
основного.......................................... 129
нижнего............................................. 25
общая грузоподъемность, т............................ 18,2
общий объем груза, м3................................. 154
размер основной грузовой двери, см..................216x340
число грузовых люков................................. 8
максимальная грузоподъемность каждого люка, кг . . . 4560
в — расположение контейнеров в самолете DC8-63AF (емкости размером
249 X 318 см, 18 шт.)
имеет ограниченные размеры и расположена на расстоянии около
2,7 м от земли, что требует применения для погрузки специального
оборудования.
Для грузовых перевозок может быть использован салон пас-
сажирского самолета, который должен быть защищен от пов-
реждений. Если для этой цели используются стеллажи, то размер
груза определяется скорее размером этих стеллажей, чем размером
кабины. Появление «Боинга-747» (грузовой вариант) является
6. Грузовые контейнеры
225
Рис. 16. Объем грузовых люков в самолете «Боинг-747» (грузовом), летаю-
щем на линиях Люфтганзы и прибрежных маршрутах:
объем ячейки, л.............................463
объем, м3:
основного отсека ........................... 14,1
нижнего отделения ...................... 8,8
важной вехой развития воздушного грузового транспорта и,
конечно, контейнерных перевозок (рис. 16). Полезная грузоподъем-
ность «Боинга-747» составляет 115,7 т (670 м3), а «Боинга-
727-100С», переоборудованного для перевозки любых грузов,—
19,9 т (118 м3). Изучены также различные технические харак-
теристики самолета «Локхид С-5А» [8]. Размеры контейнеров
типа «иглу» и других в настоящее время стандартизованы таки-
ми организациями, как Ассоциация воздушного транспорта
и Инженерное автомобильное общество. Основной стандартный
размер контейнера типа «иглу» составляет 224 X 317 см.
Постоянный рост воздушных грузовых перевозок в следующем
десятилетии приведет к развитию новых систем (рис. 17), включая
специальные аэровокзалы, контейнеры и самолеты. Конечно,
в определенной степени потребности воздушных перевозок грузов
будут удовлетворены модифицированными моделями крупных реак-
тивных пассажирских и военных самолетов, переоборудованных для
грузовых перевозок, однако основной недостаток такого решения
заключается в том, что эти самолеты конструктивно не приспо-
соблены для выполнения таких задач. Необходимо радикальное
решение — создание специального типа самолетов для грузовых
перевозок.
Такое радикальное решение — самолет чисто грузового назна-
чения — обладает многими преимуществами. В пассажирском са-
молете трудно предусмотреть достаточные размеры дверей для
гРУза, а это необходимо для одновременной перевозки контей-
неров любых типов и размеров, т. е. для быстрой оборачиваемости
и максимального использования воздушного флота. Так, малые
размеры дверей для грузов на грузовых вариантах пассажирских
самолетов позволяют загружать и разгружать одновременно лишь
8 п/р. Потопа, т. 3
226
Сидней Бергер, Брайан Р. Нотон
Уровень!
Рис. 17. Система воздушных грузовых перевозок (а) и схема организации
воздушного грузового флота (б). Схематическое представление систем:
1 — обслуживание; 2 — переоборудование; 3 — воздушная перевозка; 4 —
управление; 5 — контейнеры; 6 — самолеты; 7 — погрузка-разгрузка; 8 —
прочность, безопасность, защита; 9 — объемная масса, кг/м3; 10 — конфи-
гурация; 11 — стоимость; 12 — эксплуатация; 13 — материалы; 14 — тех-
нология; 15 — нагрузка; 16 — аэродинамика; 17 — конструкция; 18 — си-
ловые установки; 19 — подготовка к полету; 20 — содержание и эксплуата-
ция; 21 — наземные транспортные средства; 22 фюзеляжи; 23 хвосто-
вое оперение; 24 крыло
в. Грузовые контейнеры
227
Рис. 18. Грузовой самолет для перевозки унифицированных контейнеров
(2,4 X 2, 4 X 6 м), расположенных в 4 ряда. Масса брутто 635 040 кг, масса
нетто 226 800 кг, крейсерская высота 12 000 м
один контейнер, а поскольку в реактивный самолет может быть
погружено 28 контейнеров (размером 2,4 X 2,4 X 3 м), продол-
жительность полного цикла перевозок увеличивается.
В военном самолете С-5А на определенных местах внутренней
части фюзеляжа предусмотрены массивные кованые титановые
рамы, часто используемые для сосредоточенного размещения гру-
зов. Плотность размещения грузов при контейнерных перевозках
позволяет упростить конструкцию фюзеляжа. Далее, исключение
множества усиленных прорезей для окон, обязательных в пас-
сажирском самолете, также позволяет упростить конструкцию
фюзеляжа. Простая геометрическая форма фюзеляжа позволяет
использовать перспективные композиционные материалы, напри-
мер, в форме труб.
Специализированный грузовой самолет лишен упомянутых
выше недостатков и предназначен для перевозки унифицированных
контейнеров, удовлетворяющих международным стандартам (вме-
сто применяющихся теперь контейнеров различных размеров,
использование которых не позволяет эффективно загружать са-
молет и сопряжено с трудностями
наземной транспортировки).
Рассмотрим проект грузового
самолета будущего с точки зрения
возможного применения в его ос-
новных конструкциях перспектив-
ных композиционных материалов.
На рис. 18 приведен проект
грузового самолета, способного
перевозить 40 унифицированных
контейнеров размером 2,4 X 2,4 X
Хбм общей массой 635 т, выпол-
ненный группой студентов-дип-
ломников под руководством Но-
тона [4].
Интересно отметить (рис. 19),
что стоимость прямых расходов
8*
24
DC-3
з
20
16
12
DC-6A
8
BC-8F
4
Проектируемым
реактивный
ГРУЗОВОЙ
С-5А САМОЛЕТ
50 100 150 200 250 300
Полезная масса.т
О
Рис. 19. Тенденция развития
стоимости перевозок грузового
воздушного флота
228
Сидней Бергер, Брайан Р. Нотон
по перевозке на специализированном грузовом самолете такого
типа (т. е. вдвое превосходящего по своим размерам «Боинг-747»
или С-5А) менее 0,0125 доллар/тонно-километр, а на самолете
DC-8F (в грузовом варианте) около 0,022 доллар/тонно-километр.
Однако эффективность самолетов этого типа выше модифициро-
ванных пассажирских и военных самолетов еще и потому, что
они позволяют производить одновременную разгрузку четырех
контейнеров размером 2,4 X 2,4 X 3 ч- 12 м.
В. Контейнеры типа «иглу» унифицированные
и рефрижераторные
Стандартные легкогрузные контейнеры типа «иглу» произво-
дятся компанией Brownline — Tridair Industries, масса композици-
онных оболочек этих контейнеров составляет 80 — 137 кг. Объем
грузов может изменяться в пределах 10,9 — 13,5 м3. Методы их
изготовления похожи на технологию производства легкогрузых
контейнеров, обсуждавшуюся в других разделах этой книги.
Как и во всех других случаях, при выборе материала учитыва-
ется масса, стоимость, коррозионная стойкость, прочность, ма-
ксимально допустимый прогиб, технологичность, возможность
проведения ремонта и коэффициент трения для скользящих контей-
неров [9].
Этой же компанией разрабатываются и более сложные контей-
неры типа «иглу», один из которых приведен на рис. 20. Это
универсальный пластиковый контейнер, упрочненный стеклово-
Рис. 20. Стеклопластиковый' универсальный грузовой контейнер, приспо-
собленный для использования в любых модификациях самолетов типа «Боинг»
(707, 720, 727, 737) и «Макдоннел Дуглас DC-8»; контейнеры производит фирма
Brownline Division
6. Грузовые контейнеры
229
Рис. 21. Унифицированный грузовой контейнер, предназначенный для воз-
душных, наземных и водных перевозок (объемная масса: контейнера —
0,016 г/см3, груза — 0,16 г/см3):
I — поперечное сечениё панели; II — поперечное сечение пола; 1 — сердце-
вина из пенистого полихлорвинила; 2 — покрытие из стеклопластика; 3 —
покрытие из алюминиевого сплава; 4 — полиэтилен высокой плотности
локном, используемый при воздушных перевозках на самолетах
типа «Боинг» и DC-8. Имеется также специальный контейнер из
стеклопластика, предназначенный для размещения в~ задней
части фюзеляжа самолета DC-8 (смотри пунктирную линию на
рис. 15, в). Этот контейнер отличается высоким техническим со-
вершенством, в нем наиболее полно использованы упрочненные
стеклом пластиковые материалы, хотя уменьшение толщины, обу-
словленное применением более совершенных материалов, может
привести к снижению срока службы стенок контейнера, а также
к увеличению эксплуатационных расходов.
Унифицированный контейнер имеет следующие размеры: ши-
рину и высоту 2,4 м, длину 3—12 м, что позволяет перевозить
контейнеры на грузовых автомобилях. Конструкция контей-
неров этого типа показана на рис. 10. Идеальной считается
объемная масса контейнера, равная 16 кг/м3. Изучались
различные конструктивные решения панелей [4]. Установлено,
что традиционные изотропные материалы обладают рядом недо-
статков, поэтому логичным является выбор композиционных и
слоистых материалов; пример их использования показан на рис. 21.
Слоистые конструкции обладают низкой плотностью, высокими
значениями параметра прочность/масса, позволяют использовать
местное упрочнение, т. е. усиливать слабые места, в результате
чего внутренний объем контейнера получается наибольшим.
Все панели контейнера, за исключением двери, изготовляются
из упрочненного стеклом пластика типа «Стратоглас» с сердце-
230
Сидней Бергер, Брайан Р. Нотон
виной из пенистого поливинилхлорида (см. рис. 20). Применение
материала этого типа позволяет использовать в качестве вторич-
ного облицовочного слоя панели материал «Тедлар», который
обеспечивает сопротивление атмосферному и химическому воздей-
ствию и, кроме того, облегчает очистку поверхности от загряз-
нений. Для днища контейнера используется материал, представ-
ляющий собой поливинилхлоридную основу с алюминиевым по-
крытием, усиленный для повышения противоударных свойств
вторым слоем слоистого пластика с сердцевиной из полиэтилена
с большой плотностью и покрытием из алюминиевого сплава.
Этот комбинированный материал был предложен лабораторией
компании Bell Telephone. Объемная масса такого контейнера
составляет приблизительно 16 кг/м3. Он имеет все преимущества
контейнеров такого типа. При выборе пенистого поливинилхло-
рида учитывалась также способность работать в условиях влажной
атмосферы, усталостная прочность и абсорбционные характери-
стики.
Некоторые компании разрабатывали рефрижераторные грузовые
контейнеры для воздушных перевозок, в которых использовались
упрочненные стекловолокном пенопластовые слоистые материа-
лы. В качестве примера можно привести рефрижераторный кон-
Рис. 22. Грузовой контейнер — рефрижератор из слоистых панелей с по-
крытием из стеклопластика; сердцевина — ячеистая бумага со слоем пено-
пласта. (С разрешения Hitco Aerospace Group, субсидия Armco Steel Corp.j
Гардена, Калифорния)
6. Грузовые контейнеры
231
тейнер Хитко, показанный на рис. 22. Грузоемкость этого кон-
тейнера размером 213 X 147 X 193 см составляет 1620 кг, масса
205 кг. Электронный регулятор обеспечивает стабилизацию темпе-
ратуры в интервале — 17,8 4- 4,4° С в течение 48 ч.
Список литературы
1. American Plywood Association (1968). Lab. Rep. 114, Tacoma, Washington.
2. Berger, S., Heider, F., Lechus, J., Ralston, R., and Watson, I. (1970).
Control Syst. Res., Inc., Arlington; Virginia, U. S. A. MERDC, Fort Bel-
voir, Virginia, NTIS Rep. No. AD—877259.
3. Breckenridge, R. A., et al. (1966). U. S. Naval Civil Eng. Lab. Port Hue-
neme, California.
4. Douglas, A., et al. (1968). Student J. Amer. Inst. Aeronaut. Astronaut.
5. Evans, S. F. (no date). Panelcomb; A Fourth Generation Basic Building
Material. Panelcomb Ind. Corp., Gainesville, Florida.
6. Hernan, G. B. (1971). Rep. No. CMRS 245. Lockheed—Georgia Co., Ma-
rietta, Georgia.
7. Johnson, J. A. (1971). Analysis of Panels for Trailer applications. Panel-
comb Ind. Corp., Gainesville, Florida.
8. Ormsby, R. B. Jr., (1968). Al A A Annu. Meeting Tech. Display, 5th Paper
No. 68—1019.
9. Pusey, P. S., and Wreghitt, K. (1970). AVCO Govt. Products Group, AVCO
Systems Div., Tech. Rept. AVSD—0513—69—CR.
10. Russel, B. A., and Maki, A. J. (1971). USA, MERDC, Fort Belvoir, Virgi-
nia.
11. Technical Manual (1965). Dow Chemical Co., Midland, Michigan.
12. Trailer/Body Builders (no date). Reprint.
13. US Army Test and Evaluation Command (1971). Commodity Eng. Test
Procedure No. 10—2—214.
Композиционные материалы
в судостроении
Ральф Дж. Делла Росса
Корпорация «Гиббс энд Кокс»
Шт. Нью-Йорк, Нью-Йорк
Роберт Дж. Скотт
Корпорация «Гиббс энд Кокс»
Шт. Мэриленд, Хъятсвилл
I. Введение.................................................. 232
II. Композиционные материалы на основе упрочненных стеклоплас-
тиков ......................................................... 233
А. Введение............................................... 233
Б. Исходные компоненты для получения стеклопластиков .... 234
В. Стеклопластики, применяемые в судостроении............. 236
Г. Применение стеклопластиков в морском флоте.............. 239
Д. Методы формования деталей из стеклопластика............. 246
Е. Технологический процесс изготовления конструкций....... 248
Ж. Техническое обслуживание и ремонт....................... 252
3. Вопросы экономики применения стеклопластиков........... 253
И. Перспективы применения стеклопластиков в судостроении 254
III. Железобетон............................................... 255
А. Введение................................................ 255
Б. Преимущества и недостатки железобетона.................. 257
Список литературы.............................................. 259
А. Введение
Водное пространство представляет собой одну из наиболее
суровых и наименее понятных сред, с которыми сталкивается
инженер. Некоторые материалы в морской среде подвергаются
коррозии, гниению, разложению и теряют свою прочность. Многие
из композиционных материалов, рассмотренных в этой книге,
доказали свою способность противостоять действию этой среды
и во многих случаях, по существу, уже заменили менее пригод-
7. Материалы в судостроении
283
ные ДЛЯ этих целей материалы. Наиболее разительный пример
в этом случае представляют прогулочные лодки, в которых дерево
почти полностью заменено пластиками, упрочненными стеклово-
локном. В этой главе рассмотрены композиции, которые к настоя-
щему времени уже были применены для морских конструкций
и имеют большие перспективы в будущем. Эти композиции можно
разделить на два вида: упрочненные пластики и упрочненный
бетон. В этой главе будет проведен обзор основных материалов
и видов композиционных структур, а также рассмотрены методы
их формирования (изготовления), опыт эксплуатации, экономи-
ческие аспекты и перспективы применения композиций в судо-
строении.
Материал, представленный в этой главе, заимствован из ряда
книг и технической документации. Для более подробного озна-
комления читателю следует обратиться к специальной литера-
туре [5, 9, 22, 27].
II. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ НА ОСНОВЕ УПРОЧНЕННЫХ
СТЕКЛОПЛАСТИКОВ
А. Введение
Применение композиционных материалов в судостроении начи-
нается со второй мировой войны, когда были проведены первые
эксперименты с упрочненными пластиками. Были опробованЬг
многие композиции, и среди первых — фенольные смолы, упроч-
ненные бумагой и полотном. Однако вскоре стало очевидным,
что наиболее перспективным для морских условий было бы со-
четание стеклянных волокон с эпоксидными либо полиэфирными
смолами. Эти стеклопластики обеспечивали прочность, стабиль-
ность свойств, низкую плотность, сопротивление действию окру-
жающей среды, простоту изготовления, т. е. качества, необходимые
для серийного производства крупногабаритных морских изделий,
таких, как корпуса лодок. В настоящее время соединение из
термореактивной полиэфирной смолы, упрочненной стеклотканью,
почти повсеместно принято в качестве основного композицион-
ного материала, использующегося в морских условиях. В 1971 г.
в промышленности, изготовляющей небольшие лодки для граж-
данских и военных целей, было использовано в стеклопластиках
54 000 т стеклянного упрочнителя и 117 000 т полиэфирной смолы.
Из этого материала было изготовлено почти 50% общего числа
выпущенных лодок.
Стеклопластики в морской среде имеют следующие преиму-
щества: хорошее сопротивление влиянию окружающей средЬц
отсутствие гниения, коррозии, ржавления и других форм дегра-
234
Ральф Дж. Делла Росса, Роберт Дж. Скотт
дации материала; возможность формирования бесшовных, не
дающих течь конструкций сложной формы и воспроизведения
этой формы легко и многократно; возможность регулирования
прочности в соответствии с направлением действия нагрузок;
превосходные удельные характеристики (морские конструкции из
стеклопластиков обычно в 2 раза легче аналогичных стальных
конструкций); низкие эксплуатационные расходы и легкость вы-
полнения ремонтных работ; превосходная прочность и долговеч-
ность компонентов. В работах [7, 11] приведены соответствующие
примеры.
Наряду с этими преимуществами указанные композиции имеют
и некоторые недостатки: относительно высокую стоимость матери-
ала; горючесть (применение огнеупорных смол уменьшает горю-
честь, но приводит к токсичности и связано с потерей прочности);
большую податливость по сравнению с металлами и эквивалентную
или несколько лучшую, чем у древесины; несколько более низкую,
чем у металлов, ударную и усталостную прочность и износо-
стойкость, что не относится к композициям с очень сложной
структурой; низкую прочность связи в местах соединений.
Б. Исходные компоненты для получения стеклопластиков
Рассматриваются три основные группы материалов: смолы,
упрочнители и заполнители (сердцевина) слоистых конструкций.
Сочетание этих компонентов с помощью процессов, описанных
ниже, позволяет получать композиционный материал с нужными
свойствами.
Смолы. Как отмечалось ранее, полиэфирные смолы наиболее
часто применяются в морских условиях. В большинстве случаев
изделия изготовляют вручную при комнатной температуре, при
этом в жидкий полиэфир перед формовкой добавляют ускоритель
в виде нафтаната кобальта или нафтаната марганца. Добавление
таких катализаторов, как метилэтилкетонпероксид или гидроперо-
ксидного типа, вызывает отверждение при комнатной температуре
без приложения внешнего давления. Если отверждение произ-
водится при более высокой температуре или под давлением (формо-
вание в вакууме, автоклаве или в пресс-форме), то могут быть
использованы модифицированные катализаторы. Жизнеспособность
связующих, используемых в судостроительной промышленности,
от 15 мин до 2 ч, однако обычно это время составляет полчаса и
представляет собой компромиссное решение между требованием
высокой производительности, безопасностью процесса формо-
вания и отверждением.
Полиэфиры часто смешиваются с наполнителями, такими, как
двуокись кремния, чтобы придать им тиксотропные свойства,
эластичность и другие требуемые характеристики. Для придания
7. Материалы в судостроении
235
цвета добавляются пигменты. В военных целях, из соображений
маскировки, введения пигментов не требуется. Для военных
целей обычно требуется огнестойкость материала, которая дости-
гается либо применением специальных хлорендиковых кислот,
либо введением таких добавок, как трехокись сурьмы. Огнестой-
кие смолы из-за повышенной стоимости и трудности получения
относительно мало применяются в торговом судостроении. В тех
композициях, которые должны обладать более высокими эксплуа-
тационными качествами, более высокой прочностью и стабиль-
ностью параметров, применяются эпоксидные смолы. Однако они
редко используются при изготовлении обычных низкопрочных
композиционных материалов, упрочненных стеклом, в связи с более
высокой стоимостью и повышенной опасностью для обслуживаю-
щего персонала, а также из-за трудностей при формовании. Эпок-
сидные смолы находят более широкое применение при изготовлении
композиционных материалов с упрочнителями из бора, графита,
углерода или высокопрочного стекла — в том случае, когда
свойства поверхности раздела волокно — матрица являются опре-
деляющими.
Стеклянные упрочнители. Большинство изделий, выполненных
из стеклопластиков для морских целей, армируются с боросили-
катным стекловолокном типа Е — обычно в форме матов из руб-
леного волокна (масса в сухом состоянии 236—630 г/м2), тканой
ровницы — масса в сухом состоянии 639—1420 г/м2) или их
комбинацией. Многие изготовители используют смесь смолы и
рубленых стекловолокон длиной 5 см, наносимых попеременно
на заранее подготовленную матрицу. Для изготовления высоко-
качественных изделий из стеклопластиков часто применяют плот-
ное тканое полотно массой от 142 до 426 г/м2. Иногда для этих
целей используется высокопрочное стекло S. Обычная ткань
изготовляется из низкопрочных стекловолокон.
Другие формы стеклянных упрочните л ей, нашедшие ограни-
ченное применение в судостроении: однонаправленные стеклово-
локна, ткани из однонаправленных стекловолокон, несбаланси-
рованные ткани с высокой прочностью в направлении укладки.
Синтетические волокна. Для упрочнения пластмасс исполь-
зуют и синтетические материалы, такие, как полиакрилнитрил,
найлон и полипропилен в форме тканей.
Высококачественные волокна. Применение в судостроении воло-
кон углерода, графита и бора, обладающих хорошими эксплуатаци-
онными характеристиками и используемых в авиации, весьма огра-
ничено из-за их чрезвычайной дороговизны. Стоимость одного
фунта упрочняющего материала может быть в 200 раз больше
стоимости одного фунта обычного стекла. Технологические про-
цессы изготовления деталей из таких композиций относительно
сложны и не совместимы с экономикой судостроительной про-
236
Ралъф Дж. Делла Росса, Роберт Дж. Скотт
мышленности даже в случаях, когда необходимо получение вы-
соких рабочих характеристик.
Стальная проволока. Композиционные материалы из тонких
параллельных высокопрочных стальных проволок, упрочняющих
полиэфирную смолу, только недавно появились в практике судо-
строительной промышленности. Ранее их уже применяли для
деталей железнодорожных вагонов, цистерн, грузовых контейне-
ров. В судостроении вплоть до настоящего времени эти материалы
широко не применялись.
Заполнители. К материалам, обычно применяемым в судостро-
ении в качестве заполнителей для панелей слоистой конструкции,
относятся пенопласты (полиуретановые, ацетатцеллюлозные, по-
ливинилхлоридные) с плотностью 0,1 — 0,13 г/см3; бальсовая
древесина (торцовая) с плотностью 0,13 — 0,16 г/см3; фанеры и
сотовые конструкции (стеклопластики, техническая ткань или
бумага, пропитанные фенольной смолой, различные пластмассы).
Наиболее распространенным материалом заполнителя в ком-
мерческом судостроении является фанера, благодаря ее дешевизне
и жесткости, компенсирующих в некоторой степени недостаток,
связанный с ее большой массой. Для изогнутых поверхностей
широко применяется бальсовая древесина. Целесообразность при-
менения деревянных заполнителей ниже ватерлинии сомнительна
из-за возможной пропитки их водой и гниения.
Пеноматериалы относительно дороги, но они не подвержены
действию морской среды. Термопластические пенопласты на ос-
нове полихлорвинила широко применяются для корпусов со
слоистой конструкцией, так как при нагреве в печи им можно
придать форму корпуса судна. Сотовые конструкции с заполни-
телем из бумаги, пропитанной фенольной смолой, на первых порах
довольно широко применялись в Военно-морском флоте США,
но при эксплуатации эти материалы оказались неудовлетвори-
тельными, свойства их ухудшались в результате воздействия
окружающей среды и пропитки водой. Они могут применяться
для внутренних панелей, хотя более предпочтительны влагостой-
кие заполнители из стеклопластиков или обычных пластиков.
В. Стеклопластики, применяемые в судостроении
Ниже обсуждаются основные виды стеклопластиков и их при-
менение в судостроении.
Препреги-маты. Это относительно низкопрочные композиции,
состоящие из стекловолокон, предварительно формованных в виде
рубленых прядей, и полиэфирной смолы. Такие препреги при-
меняются, главным образом, для изготовления несложных неболь-
ших деталей, получаемых прессованием или выкладкой вручную,
хотя в тех случаях, когда экономия массы конструкции не имеет
Ч. Материалы в судостроении 237
большого значения, из них изготовляются корпуса. Обычно
препреги применяются поверх заполнителя в слоистых панелях
для повышения прочности сцепления и для упрочнения внешнего
слоя.
Препреги из тканой ровницы. Это высокопрочные композиции,
состоящие из равномерных тканевых переплетений и полиэфир-
ной смолы. Они в основном применяются для деталей военных
судов, где требуются относительно высокие характеристики ма-
териала при высоком процентном содержании стекловолокна.
Препреги из тканой ровницы и матов. Это композиции со
средними прочностными характеристиками. Они широко приме-
няются для изготовления деталей прогулочных яхт и рабочих
катеров. Комбинация из чередующихся попеременно слоев матов
и тканой ровницы получила широкое признание среди пред-
принимателей. В материалах с подобными структурами найдено
компромиссное сочетание таких параметров, как масса, физи-
ческие свойства и стоимость сборки. Усредненные физические и
механические характеристики приведенных трех слоистых струк-
тур в продольном направлении представлены в табл. 1, по данным
Скотта [22].
Таблица 1
УСРЕДНЕННЫЕ ХАРАКТЕРИСТИКИ СТЕКЛОПЛАСТИКОВ ТРЕХ ТИПОВ,
ПРИМЕНЯЕМЫХ В СУДОСТРОЕНИИ
Тип
стеклопластика
Матричные слои
Матрично-сплетен-
ные слои
Тканая ровница
Прочность, кгс/мм1 Модуль упругости, кгс/мм1
на ра- стяжение на сжа- тие на изгиб на сдвиг * при ра- стяжении при сжа- тии при изгибе
7,70 11,20 14,35 15,75 18,20 21,70 7,70 8,68 595 840 735 1050 490 770
20,65 18,20 29,40 10,15 1395 1540 1395
25
35
50
* Направление, перпендикулярное основе упрочнителя.
1,38
1,46
1,62
Препреги из стеклоткани. Стеклоткани с полиэфирной либо
эпоксидной связкой, обладающие высокими характеристиками,
в основном применяются для военных целей, например, в гидро-
локационных куполах, деталях подводных лодок, глубоков< дных
транспортных средствах, где допускается высокая стоимость ма-
териала и более длительный процесс изготовления. В практике
коммерческого судостроения их применение ограничено внешним
238
Ралъф Дж. Делла Росса, Роберт Дж. Скотт
упрочняющим слоем или накладками на несформовавшихся
участках.
Препреги с однонаправленными стеклянными волокнами. Слои,
в которых применяют либо отдельные нити, либо ткани с одно-
направленными нитями, используются главным образом для изго-
товления изделий с цилиндрическими поверхностями, например
корабельных мачт, резервуаров, находящихся под водой, или
изделий со сферическими поверхностями. В последнее время ткани
с однонаправленным расположением нитей или ткани с ограничен-
ным числом волокон в направлении укладки используются для
изготовления корпусов лодок, однако применяются они мало из-за
недостатка дешевых упрочнителей этого типа. Растущий интерес,
проявляемый к стеклопластиковым препрегам с однонаправлен-
ными волокном в связи с возможностью использования в морском
судостроении, привел к росту числа упрочнителей этого типа
со стоимостью за фунт, сравнимой со стоимостью обычных упроч-
нителей.
Препреги с синтетическими волокнами. Они обычно состоят
из небольшого числа слоев, упрочняющих полиэфирную смолу,
и применяются в качестве защитного покрытия для деревянных
конструкций судна, таких, как палуба и потолки кают. Относи-
тельно низкая прочность и жесткость таких слоев не позволяют
использовать их в качестве конструкционного материала.
Высококачественные препреги. Они составлены из углеродных,
графитовых или борных волокон, упрочняющих эпоксидные
смолы, и использованы только в нескольких специальных случаях,
например с спинакерной мачте для 12-метровой яхты [18]. Как
было отмечено ранее, высокая стоимость таких слоев препят-
ствовала их более широкому применению в судостроении.
Слоистые конструкции. Применение материалов для заполни-
телей обсуждалось ранее в связи с рассмотрением облицовок из
стеклопластиков. Слоистые конструкции используются реже в срав-
нении с однослойными (монококковыми или усиленными для
повышения жесткости) для морского судостроения из-за больших
затрат на их изготовление. Слоистая стуктура применялась
главным образом для больших, относительно плоских нежестких
поверхностей, таких, как палубы, потолки кают и переборки,
хотя некоторое число корпусов, как отмечается Сполдингом
[25], Липпэем и Левиным [16], Брандлем [4] и было построено.
В большинстве случаев для корпусов катеров нет необходимости
в применении слоистых панелей, потому что требуемая жесткость
в местах максимальных нагрузок создается внутренними конструк-
тивными элементами, такими, как переборки и узлы крепления
двигателя.
Синтактический пенопласт. Это специализированный запол-
нитель с необычно высокой прочностью на сжатие, применяю-
7. Материалы в судостроении
239
щийся, главным образом, в качестве плавучего материала для
глубоководных аппаратов, подверженных действию высокого
гидростатического давления. Синтактический пенопласт состоит
из матрицы на полиэфирной смоле и небольших полых сфер из
стекла или фенола, предназначенных для оказания противодей-
ствия высоким разрушающим давлениям. Несколько коммерчес-
ких судостроительных фирм применяют смесь на синтактном
пенопласте в качестве заполнителя панелей со слоистой струк-
турой, так как она легко наносится на поверхности сложной
формы. Иногда для снижения массы добавляется легкий напол-
нитель, например вермикулит.
Г. Применение стеклопластиков в морском флоте
Прогулочные яхты. Наибольшее применение композиционные
материалы нашли в промышленности, производящей яхты (рис. 1),
где эти материалы стали преобладающим сырьем для судов такого
типа в течение 20 лет. Это объясняется различными факторами.
Особое внимание уделялось легкости эксплуатации и внешнему
виду. Кроме того, процессы выкладки и сборки прогулочных
лодок из стеклопластиков оказались совместимыми с технологи-
ческими процессами поточного производства, необходимого для
массового их изготовления (рис. 2). Наибольшее распространение
эти материалы получили в 60-х годах, когда наблюдался подъем
Рис. 1. Спортивное рыболовецкое судно (16-метровое) из стеклопластика
(С разрешения Hatteras Xacht Corp.)
240
Ралъф Дж. Делла Росса, Роберт Дж. Скотт
Рис. 2. Линия сборки прогулочных яхт из стеклопластика. (С разрешения
Hatteras Xacht Corp.)
производства в этой отрасли промышленности, хотя надо признать,
что и в настоящее время они применяются с неменьшим успехом.
Основной причиной популярности этих материалов явилась воз-
можность создания корпусов судов с новыми формами, такими,
как куполообразные и трехгранные, изготовление которых из
дерева или металла было бы чрезвычайно дорогим. Применение
материалов из стеклопластиков позволило начать разработки
сложного оборудования судна, например рундуков, сливных
устройств и т. д.
В настоящее время стеклопластики являются преобладающим
материалом при строительстве прогулочных яхт, за исключением
маленьких лодок (каноэ, плоскодонных лодок, джонок), где распро-
странен алюминий, и крупных яхт, где пока еще преобладают
металлы. Это преобладание вызвано тем, что новые методы формо-
вания при строительстве яхт длиной до 30 м малопроизводи-
тельны [6].
На рис. 3 и 4 представлены некоторые конструкции прогулоч-
ных лодок из стеклопластиков. На рис. 3 представлен типовой
моторный катер, в котором один слой стеклопластика образует
оболочку и упрочняется рифленым каркасом также из стекло-
пластика. Деталь, объединяющая в себе основание и стены каюты,
надежно связывается как с каркасом, так и с верхней кромкой
оболочки. Соединение наружной оболочки с палубой осуществля-
ется с помощью фланцев, снабженных резиновым или металли-
ческим бампером. С противоположной стороны полости основания
каркаса заполняются пенопластом для плавучести.
7. Материалы в судостроении
241
Рис. 3. Типовой моторный катер из
стеклопластика:
I — фланцевое соединение; 2 — пено-
заполнитель; 3 — пол каюты; 4 —
внешняя оболочка корпуса; 5 —
нижний каркас
Рис. 4. Типовое рейсовое
парусное судно из стекло-
пластика: 1 — перекрытие
кают; 2 — соединение кор-
пуса с перекрытием; 3 —
обшивка каюты; 4 — кор-
пус (слоистая панель); 5 —
нижнее ребро жесткости;
6 — свинцовый балласт
В парусной шлюпке, представленной на рис. 4, оболочка,
укрепленная длинной продольной балкой, и соединенная с ней
каюта изготовлены из стеклопластика со слоистой структурой.
Формованные потолок и пол каюты так же, как и в преды-
дущем случае, изготовлены из стеклопластика, соединение с обо-
лочкой (корпусом) механическое с помощью защищенных бам-
перов фланцев. В обоих случаях корпус состоит только из трех
основных деталей, в то время как деревянные и металлические
лодки потребовали бы сборки из большего числа конструктивных
элементов.
Траулеры и другие рабочие суда. Опыт применения стекло-
пластиков для прогулочных лодок послужил основанием для
использования их в конструкциях рыболовных траулеров, где
небольшая масса, приятные внешние формы и низкие эксплуа-
тационные расходы были признаны преимуществами этих ком-
позиций. Первая большая программа по разработке рыболовных
траулеров, осуществленная в Южной Африке в 1959 г. [13],
привела к созданию ряда траулеров длиной от 19 до 25 м, которые
в то время были наибольшими судами, построенными из стекло-
242
Ральф Дж, Делла Росса, Роберт Дж, Скотт
Рис. 5. Рыболовный траулер (23-метровый) из стеклопластика. (С разре-
шения DESCO Marine, Inc.)
пластиков. Несколько аналогичных программ было принято
в США в конце 60-х годов [23].
Рыболовные траулеры (для ловли креветок) из стеклопластика
длиной от 15 до 26 мм, как показано на рис. 5, находятся теперь
в серийном производстве и конкурируют с деревянными и сталь-
ными траулерами и даже с алюминиевыми. Опыт эксплуатации
траулеров из стеклопластиков показал хорошие результаты, хотя
и возникали незначительные проблемы, связанные с ударопроч-
ностью и истиранием поверхностей. В настоящее время наиболь-
шими судами из стеклопластиков являются созданные в Перу
сейнеры длиной до 28 м. Эти большие суда — первые среди ра-
бочих судов из стеклопластиков, удовлетворяющие принятым
стандартам на рыболовные суда. Поперечный разрез типового
крупного траулера из стеклопластика представлен на рис. 6.
Очевидно, что многие технические приемы изготовления про-
гулочных лодок пригодны и для траулеров, несмотря на то что
для них требуется более жесткая конструкция. В этом случае
фанерные перекрытия покрывали защитным слоем из стекло-
пластиков для повышения их жесткости и общей прочности.
Другие области применения стеклопластиков для рабочих судов:
катера береговой службы, лодки для вспомогательных служб,
небольшие буксирные суда и полицейские катера. Однако стекло-
пластики чаще применяют для рыболовных траулеров.
7. Материалы в судостроении
243
рис. 6. Типовой рыболовный траулер из
стеклопластика:
/ — палуба из фанеры, облицованной
пластиком; 2 — пено изоляция; 3 — об-
шивка палубного перекрытия; 4 — дере-
вянная насадка; 5 — бампер; 6 — боковые
элементы жесткости; 7 — обшивка трюма;
8 — изоляция; 9 — внешняя обшивка кор-
пуса; 10 — элементы жесткости основания;
11 — вспомогательная панель
Лодки для Военно-морских сил.
Военно-морские силы были первыми
среди служб, проводивших еще в
40-е года эксперименты со стекло-
пластиками. С тех пор были скон-
струированы и введены в действие
тысячи судов из стеклопластиков от
4-метровых плоскодонных лодок до
16-метровых быстроходных судов.
Эти суда строятся по очень высоким стандартам, обычно с ис-
пользованием огнестойких композиций на основе полиэфирной
смолы и тканой ровницы.
Военно-морские силы США и Великобритании в начале 60-х
годов разработали программы для исследования возможностей
крупных немагнитных минных тральщиков из стеклопластиков
длиной до 57,5 м. Обе программы показали технические и экономи-
ческие возможности созданных судов [26]. Военно-морскими си-
лами (ВМС) США был
построен и испытан
опытный образец ми-
деля судна (рис. 7) с
щелью улучшения его
ударных и акустиче-
ских свойств [15]. Од-
новременно ВМС Вели-
кобритании был создан
опытный образец 45-мет-
рового миноискателя из
стеклопластика. Этот
миноискатель при спу-
ске на воду в 1972 г.
оказался самым круп-
ным судном, изготовлен-
ным из стеклопластика.
рис. 7. Поперечный разрез минного тралыци- Служба береговой
ВМС США. (С разрешения ВМС США) охраны США и подоб-
244
Ральф Дж. Делла Росса, Роберт Дж. Скотт
ные ей службы во всем мире также применили стеклопластики
для конструирования спасательных и ремонтных судов различ-
ного типа.
Торговые суда. Вопросы, связанные с применением материалов
из стеклопластиков, были рассмотрены применительно к неболь-
шим торговым судам, но построено их было немного. В Советском
Союзе был построен небольшой речной танкер из стеклопластика,
а в США недавно завершены исследовательские работы по созда-
нию большого грузового судна из стеклопластика [23], но прогресс
в этом направлении был незначительным из-за огромных пер-
вичных затрат на изготовление таких судов и из-за трудностей,
связанных с большим коэффициентом податливости и горючестью
этих материалов.
На рис. 8 представлен схематический разрез миделя грузового
судна из стеклопластика, упрочненного однонаправленным кру-
ченым стекловолокном для придания высокой прочности и жест-
кости в нужном направлении. Эта конструкция весит почти на
40% меньше, чем конструкция из стали эквивалентной прочности,
хотя жесткость собранного корпуса из стеклопластика в 5 раз
меньше.
Вертолеты, гидропланы. Высокая удельная прочность стекло-
пластиков подтверждает целесообразность применения их для
самолетов с высокими летными характеристиками — вертолетов
и гидропланов. В частности, вопросами применения этих мате-
риалов в морской авиации занимались в Великобритании. Однако
алюминий еще преобладает в этой области техники, поскольку
большинство изготовителей таких транспортных средств с пред-
взятостью относятся к алюминию, считают его почти единствен-
ным материалом, подходящим для этих целей. Одной из причин,
замедляющих применение материалов из стеклопластиков, явля-
ется горючесть.
Глубоководные транспортные средства. За последние пять
лет известны несколько случаев применения стеклопластиков для
глубоководных транспортных средств, включая внешние корпуса
для глубоководных спасательных судов Военно-морских сил США
и для других более мелких судов. Объем применения стекло-
пластиков для корпусов таких транспортных средств, работаю-
щих на сжатие, относительно невелик, однако интерес к ним ра-
стет благодаря тому, что подобные конструкции, выполненные
из стеклопластиков, допускают высокие полезные нагрузки [10].
Баржи, контейнеры. В течение десяти лет были созданы в
больших количествах панели контейнеров из стеклопластиков
со слоистой структурой, применяющиеся в судостроении. Они
представляют собой обычные панели из фанеры, упрочненные
стеклопластиком, обрамленные стальным каркасом. Для контейне-
ров в рефрижераторах используются и пенозаполнители. Опытный
7. Материалы в судостроении
245
образец облегченной бортовой баржи из стеклопластика был соз-
дан и испытан в 1971 г., в настоящее время имеется возможность
изготовления 500-тонных барж такого типа. Полагают, что баржи,
построенные из стеклопластиков, будут почти на 40 т легче своих
стальных аналогов, что позволит соответственно увеличить массу
перевозимого груза.
Рис. 8. Мидель-разрез проектируемого грузового судна из стеклопластика:
— поперечная переборка; 2 — основная палуба; 3 — вторая палуба; 4
пенозаполнитель; 5 — базовая линия; 6 — элементы жесткости панелей;
J — днище; 8 — отверстие диаметром 38 см; 9 — нижняя обшивка толщиной
*»3 см; 10 — верхняя обшивка толщиной 1,3 см; 11 — нижняя обшивка тол-
щиной 2,8 см; 12 — верхняя обшивка толщиной 3,2 см
246
Ралъф Дж. Делла Росса, Роберт Дж. Скотт
Применение при криогенных температурах. Высокая прочность
материалов из стеклопластиков при низких температурах вызвала
повышенный интерес к их применению для герметичных объемов
танкеров, перевозящих сжиженный природный газ, который в на-
стоящее время требуется в больших количествах для удовлетво-
рения энергетических потребностей в связи с повсеместным
истощением нефтяных запасов. Ожидается, что резервуары из
стеклопластиков, содержащие сжиженный газ при температуре
—162° С будут дешевле, чем танки из никелевых сплавов и стали,
применяемые в настоящее время.
Другие области применения. Можно привести еще следующие
примеры успешного использования стеклопластиков: спасатель-
ные шлюпки для торговых судов, построенные в соответствии
с требованиями, предъявляемыми к судам береговой службы
США; мачты для парусных лодок и морских судов, в том случае
когда требуется радиопрозрачность; рубки — главным образом
для морских судов такого класса, как 46-метровая канонерская лод-
ка PGM-84, США (проблема горючести материала препятствует
применению стеклопластиков для изготовления рубок торговых
судов); обтекатели перископов подводных лодок; узлы различных
блоков: крышки гребных винтов, вентили, поручни и пиллерсы,
решетчатые люки, трапы и т. д. [21], системы труб — в основном
для трюмовой части судна и в балластных отсеках; бакены, буи,
понтоны; декоративные элементы и мебель на океанских лайнерах,
иллюминаторы, панели, стулья и т. д.
Д. Методы формования деталей из стеклопластика
Методы формования изделий из композиционных материалов,
применяющихся в морском флоте, не отличаются сколько-нибудь
от методов, используемых в других отраслях техники, и здесь
подробно не рассматриваются. Однако краткий обзор наиболее
важных методов представляет некоторый интерес.
Формование вручную. Наиболее распространенным методом из-
готовления изделий, применяемых в морском флоте, является
метод формования вручную или контактного формования. По этой
технологии, при использовании полиэфирных смол, отверждение
происходит при комнатной температуре и нормальном давлении.
Этот метод почти исключительно применяют при изготовлении
деталей с одним облицовочным слоем и многослойных панелей
коммерческого назначения. Технологический процесс формования
заключается в обработке сухого упрочнителя катализированной
смолой с помощью резиновых отжимных валиков или роликов.
В меньшей степени используются предварительно пропитанные
упрочнители, причем пропитка производится непосредственно
перед формованием. Сложные методы термообработки редко при-
7. Материалы в судостроении
247
меняют при изготовлении изделий из стеклопластиков. Распы-
ление с помощью пульверизатора смеси, приготовленной из на-
резанных волокон и смолы, широко используется при изготовлении
коммерческой продукции, хотя качество полученного слоистого
материала редко считается удовлетворительным для применения
его в военных целях. Толщина слоя, осажденного на форму,
контролируется с помощью цветных волокон, осаждаемых вместе
со стеклосмоляной смесью, хотя небольшие отклонения от за-
данной толщины слоя вполне допустимы для этого процесса.
Метод формования в вакууммируемых мешках. Этот техноло-
гический процесс применяют для формования как многослойных
панелей, так и панелей с односторонней облицовкой, где тре-
буется либо высокий процент содержания стекла, либо высокая
прочность сцепления облицовочного слоя с заполнителем. Высокая
стоимость этого процесса обычно ограничивает его применение,
однако он экономически целесообразен для формования пане-
лей крупных контейнеров. При обычном методе формования
стекломаты покрывают тонким слоем поливинилхлорида, надежно
закрепляемого лентой по краям, затем по периферии обкладывают
лентой с перекрытием. При создании вакуума излишек смолы
перемещается по направлению к краю детали и выводится.
Большинство судостроительных компаний для впрессовывания
сердцевины панели в неотвержденный облицовочный слой в ка-
честве нагрузки применяют мешки с песком и другие методы
нагружения. Сцепление при этом не всегда хорошее, но, в общем,
удовлетворительное.
Метод инжекции связующего. Этот метод, применявшийся для
изготовления первых судов из стеклопластиков, состоит в ин-
жекции катализированной смолы в зазор между пуансоном и
матрицей, куда предварительно был помещен заранее сформиро-
ванный упрочнитель. При использовании этого метода получались
неудовлетворительные результаты из-за неравномерного распре-
деления связующего и проблемы теплоотвода, хотя недавно про-
веденное обследование судов Военно-морских сил США, изготов-
ленных рассматриваемым способом 20 лет назад, показало, что
эти суда находятся в очень хорошем состоянии [11].
Формование в автоклаве. Этот метод редко применяют для
изготовления изделий из стеклопластиков, за исключением спе-
циальных деталей, от которых требуются высокие эксплуатацион-
ные характеристики.
Формование в металлических пресс-формах. Этот метод обычно
применяют при массовом производстве изделий. Для изготовления
изделий в судостроительной промышленности его используют
Редко из-за высокой стоимости инструмента и необходимости
изготовления нового инструмента в каждом конкретном случае.
Некоторое число небольших судов из стеклопластиков изготов-
248
Ралъф Дж. Делла Росса, Роберт Дж. Скотт
ляют этим способом, но при этом ограничиваются моделями,
которые, как ожидают, не устареют в течение нескольких лет.
Намотка волокна. Этот метод применяют в судостроительной
промышленности для изготовления тел вращения, таких, как
мачты, цилиндры, сферы и др. Число таких применений в насто-
ящее время относительно невелико, хотя, судя по всему, этот
метод вполне пригоден для изготовления глубоководных судов
будущего.
Экструзия, пулътрузия. Прессование этими методами полу-
чило ограниченное применение в основном при изготовлении
таких элементов, как поручни, пиллерсы, трапы, детали труб-
чатых систем.
Е. Технологический процесс изготовления конструкций
Технологические процессы изготовления стеклопластиковых
конструкций для морских судов из формованных деталей во
многих отношениях уникальны и отражают постоянные усилия
промышленности в усовершенствовании существующих методов
в условиях рыночной конкуренции.
Оснастка. Как и во всех производственных процессах, свя-
занных с применением материалов из стеклопластиков, оснастка
является решающим фактором, определяющим валовое произ-
водство деталей судов. Она приобретает особую важность в ком-
мерческом производстве в связи с требованиями, предъявляемыми
покупателем к чистоте обработки поверхности, ее шероховатости,
соответствию современному стилю. Основным элементом оснастки
для изготовления крупных судов служит модель, выполняемая
обычно из дерева. Готовая модель покрывается слоем беспористого
материала, в качестве которого часто используют стеклопластики.
Так как большинство моделей применяют для изготовления не-
скольких сот деталей, то чистота поверхности и стабильность их
габаритных размеров может быть обеспечена применением слои-
стого пластика на поверхности модели.
Наиболее часто применяется открытая или полостная модель
(форма). Для больших деталей, таких, как корпуса лодок, форму
часто разрезают вдоль осевой линии для того, чтобы облегчить
извлечение изготовленной детали. Корпуса с глубокими узкими
профилями, такими, как у парусных судов с килями, часто фор-
муют как две отдельные половины в каждой из полуформ,
находящихся для облегчения формования в положении, близ-
ком к горизонтальному. После отверждения две половины соеди-
няются вместе массивной осевой перемычкой из стеклопластика.
Дренажирование связующего на вертикальных поверхностях,
таких, как боковые поверхности корпуса судна, представляет
проблему при сборке в одной полостной литейной форме. Чтобы
1. Материалы в судостроении
249
исключить сборку при вертикальном положении плоскостей,
форму устанавливают таким образом, чтобы она могла повора-
чиваться ив стороны в сторону вдоль ее осевой линии.
Выпуклые формы применяют в ограниченной степени, обычно
для таких деталей, внутренние поверхности которых должны
быть гладкими, например кают лайнеров и трюмов. Этот способ
не используют для изготовления корпусов из-за его трудоемкости
и неэкономичности при окончательной обработке внешних по-
верхностей. Судостроительная промышленность начала проводить
разработку в области создания недорогого производственного
оборудования. Эта необходимость возникла в результате- конку-
ренции при изготовлении больших корпусов из стеклопластиков,
которые обычно конструируются и изготовляются либо в един-
ственном экземпляре, либо в очень ограниченных количествах.
Наиболее распространенный недорогой способ формирования
однослойных корпусов исключает проведение доводочных опера-
ций и начинается с изготовления охватывающих форм (матрицы)
из деревянных реек или (и) фанерной облицовки. Поверхность
формы гладко шлифуется песком и покрывается либо тонким слоем
материала из стеклопластика, либо другим подходящим составом.
Такие формы оказались пригодными для длительного неодно-
кратного применения, хотя их конструкция не считается удов-
летворительной для массового производства. Недорогой процесс
разового изготовления корпусов со слоистой структурой может
сопровождаться «потерей формы». Легкий каркас конструируется
из дерева и имеет ряд близко расположенных шаблонов для
определения формы и размеров корпуса. Полоски материала
пенозаполнителя легко прибиваются гвоздями к шаблонам и
покрываются слоем стеклопластика требуемой толщины. Каркас
и шаблоны затем снимаются, после чего другая сторона покры-
вается слоем стеклопластика. Эта технология пригодна для об-
работки как внешних, так и внутренних поверхностей. Ее преи-
мущество заключается в том, что для повышения прочности
связи слои стеклопластика укладываются непосредственно на
сердцевину панели. Недостатками этой системы являются необ-
ходимость переворачивания детали для нанесения второго слоя
и проведение окончательной обработки поверхностного слоя.
Контроль окружающей среды. Методы контроля окружающей
среды на производственных площадях в судостроительнойпро-
мышленности, занятой изготовлением деталей из стеклопластиков,
разнообразны. В то время как изготовители узлов, обладающих
высокими эксплуатационными характеристиками и применяемых
Для военных целей, строго следят за поддержанием определенной
температуры, влажности, солнечного освещения, чистоты произ-
водственных помещений, многие некрупные промышленники не
проводят на своем производстве даже обычного контроля за со-
250
Ральф Дж. Делла Росса, Роберт Дж. Скотт
стоянием среды. Средние предприятия проводят более или менее
тщательный контроль температуры в рабочем помещении, под-
держивают относительно постоянной температуру и концентра-
цию катализатора в соответствующем диапазоне. Даже при нали-
чии контроля температура внутри типового производственного
помещения изменяется на ±3° С. Это в особенности относится
к теплым помещениям. Поскольку не Доказано, что при таком
изменении температуры происходит изменение качества слоистого
материала, то не ясно, нужны ли более жесткие меры контроля
Контроль влажности в помещениях производится редко, хотя
некоторые предприниматели за несколько дней перед исполь-
зованием хранят упрочнители в помещении с контролируемой влаж-
ностью. Недостаточный контроль влажности не оказал значитель-
ного влияния на свойства слоистого материала.
Хранение и переработка материалов. Сложность устройств
обеспечивающих хранение и подачу на необходимые участки
материалов, в значительной степени зависит от размера пред-
приятия или цеха. На небольших предприятиях смолу обычно
хранят в сосудах емкостью 208 л и распределяют ее либо распы-
лительным оборудованием, либо ковшами. В последнем случае
катализация может быть выполнена в сосуде или в ковше в за-
висимости от размеров формуемого изделия. В случае исполь-
зования распылителя обычно применяют систему из двух сосудов
в которой смола с ускорителем из одного сосуда смешивается с ка-
тализированной смолой, поступающей из другого сосуда
При изготовлении очень больших деталей упрочняющий
элемент редко предварительно разрезается, полосы с полной
шириной до 1,8 м укладываются и выравниваются в формы При по-
лучении меньших деталей многие изготовители предварительно
разрезают и укладывают упрочнитель. Стоимость этой операции
может быть компенсирована лучшим контролем качества более
целесообразным использованием отходов упрочнителя исокра-
щением операции нивелирования, ^^ольпгинство крупных произ-
водителей судов применяют относительно сложные сборочные
технологические процессы. Корпуса поднимают из формы после
установки продольных балок и переборок и переносят их на
участки, где последовательно и осторожно устанавливают дви-
гатели, гребные винты, резервуары и другую арматуру. Многие
изготовители предпочитают устанавливать предварительно за-
конченные отдельные узлы, например каюты, рубки, которые
могут быть быстро скреплены с корпусом. Изделия, собранные из
стеклопластиков, особенно хорошо подходят для таких техноло-
гических процессов, так как крупные узлы сложной формы мо-
гут быть собраны за одну операцию.
Соединения. Сборка деталей из стеклопластиков в общую кон-
струкцию, по существу, сводится либо к склеиванию отдельных
•f. Материалы в судостроении
251
деталей, либо механическому соединению. Установка стрингеров,
переборок и других компонентов, участвующих в сборке корпуса,
обычно выполняется с помощью вспомогательных уголков, состоя-
щих из нескольких слоев стеклопластика, накладываемых на
обе соединяемые детали. Для повышения прочности сцепления
рекомендуется на соединяемую поверхность наносить слой стекло-
матов. Соединения имеют значительно меньшую прочность, чем
основной материал, и для предотвращения разрушений они
должны быть сконструированы и изготовлены с особой тщатель-
ностью. Разрушение таких связей представляет собой одну из
наиболее серьезных проблем, встречающихся при изготовлении
судов из стеклопластиков, хотя число таких разрушений отно-
сительно невелико. Тем не менее эта проблема вызывает большие
опасения в судостроительной промышленности.
Один из наиболее важных вопросов — подготовка поверхности
перед склеиванием. Рекомендуется пескоструйная обработка по-
верхности после отверждения, однако не все производители могут
воспользоваться такой обработкой из-за высокой стоимости про-
цесса. Иногда применяется метод «чешуйчатого слоя», при котором
сухая полоска ткани накладывается на слоистый материал до
отверждения в местах соединения, после отверждения эта ткань
сдирается, в результате чего получается шероховатая поверхность.
Соединение двух больших элементов, таких, как корпус и палуба,
выполняется обычно с использованием механических крепежных
изделий. Для небольших судов обычно применяют заклепочные
соединения, болтовые соединения рекомендуются для корпусов
с большими размерами. Подгонка поверхностей осуществляется
либо шпатлевкой из смолы, либо эластичным наполнителем.
На первых порах для соединения деталей в судостроении
применялись только клеи, хотя и в настоящее время они приме-
няются в довольно широких масштабах. Большими недостатками,
ограничивающими применение клеев, являются их относительно
высокая стоимость и необходимость выполнения специальных
технологических операций, для создания прочной связи, особенно
в тех случаях, когда имеется большой зазор между деталями,
что нередко встречается при сборке крупных конструкций. Боль-
шинство судостроительных организаций для создания связи между
Деталями применяют шпатлевку на катализированной смоле и
стекловолокне, используя в случае необходимости и способы
механического крепления.
Контроль качества. Уровень контроля качества и надзора,
применяемый в судостроении, определяется, главным образом,
заказчиком. Детали из стеклопластиков, изготовленные в соот-
ветствии со стандартами военной промышленности, подвергаются
относительно жесткому контролю качества в соответствии с тре-
бованиями, сходными с теми, которые предъявляются к материалам
252
Ральф Дж. Делла Росса, Роберт Дж. Скотт
в авиационной промышленности или для других военных целей.
Эти требования включают соответствие стеклопластиков техни-
ческим условиям на материалы, применяемые в военных целях,
контроль «времени жизни» матричной смеси и условий отверждения
материала, испытание прочности сцепления между слоем и основой,
массовое соотношение главных компонентов материала и контроль
технологических процессов. Большинство изготовителей ком-
мерческих судов проводят менее жесткий контроль качества и
менее строгий надзор. В дополнение к обычному контролю, про-
водимому в судостроении, средний предприниматель проверяет
соответствие материала условиям его работы, проводит экспери-
менты с опытными образцами деталей, контролирует использование
смолы и стекла, а также «время жизни» матричной смеси и условия
отверждения, осуществляет визуальный осмотр с целью обнару-
жения дефектов листового материала при его отверждении.
Уровень контроля качества и надзора в значительной степени
зависит от условий, при которых будет находится судно, тре-
буемой надежности, результатов испытаний ранее изготовленного
судна. Надо полагать, что предприниматели найдут компромис-
сное решение между требованиями жесткого контроля качества
и надзора и потребностями заказчика. Это достаточно хорошо
подтверждается повышением спроса на стеклопластики как ма-
териалы для строительства прогулочных лодок.
Ж. Техническое обслуживание и ремонт
Легкость технического обслуживания и ремонта конструкций
из стеклопластиков представляет, возможно, наибольший интерес
с коммерческой точки зрения. Стеклопластики благодаря устой-
чивости к коррозии и отсутствию в них процессов гниения су-
щественно сокращают объем профилактических работ, обычных
для конструкций, работающих в морских условиях. В техни-
ческое обслуживание входит удаление морских наростов (рачков,
травы и т. д.), которые прилипают к этому материалу так же,
как и к другим материалам. Ремонтные работы включают по-
краску, мелование или обесцвечивание внешнего слоя пластика,
удаление царапин или выбоин. Эти работы не снижают основных
свойств структуры и относительно легко выполнимы. Основные
ремонтные работы, требуемые для морских конструкций, изго-
товленных из стеклопластиков, могут быть проведены относительно
неквалифицированным персоналом обычным инструментом. Так,на-
пример, в конце 60-х годов участвующие в войне патрульные
катера ремонтировались в Юго-Восточной Азии. В некоторых
случаях было необходимо заменить отдельные участки корпуса;
оказалось возможным провести ремонт в тяжелых условиях при
отсутствии квалифицированного персонала.
7. Материалы в судостроении
253
3. Вопросы экономики применения стеклопластиков
При любом обсуждении экономических проблем, связанных
с применением в морском судостроении материалов из стекло-
пластиков, должны быть рассмотрены как первичные затраты,
идущие на приобретение изделия, так и эксплуатационные рас-
ходы, поскольку последние наиболее часто определяют выбор
материала.
Величина производственных затрат и рыночная цена изделия
из этого материала зависят от большого числа тесно перепле-
тающихся факторов. Во-первых, стеклопластики обычно более
дорогие материалы, чем их конкуренты. Например, типовой
стеклопластик на основе полиэфирной смолы, упрочненный стекло-
матами из тканой ровницы, стоит около 0,30 долларов за фунт,
что значительно выше стоимости дерева, стали или бетона, но
дешевле алюминия. Во многих случаях эта более высокая цена
за фунт может быть частично компенсирована снижением массы.
С другой стороны, высокопрочные композиционные материалы,
упрочненные графитом, углеродом и бором, могут быть дороже
алюминия в 100—200 раз. Относительно более высокая стоимость
стеклопластиков отчасти компенсируется и более низкой оплатой
труда рабочих, обусловленной, во-первых, небольшими трудо-
затратами (в чел.-ч), требуемыми для изготовления детали; во-
вторых, использованием малоквалифицированных рабочих. На-
пример, в США рабочий, занятый изготовлением изделий из
стеклопластиков, зарабатывает в час в 2 раза меньше сварщика
или рабочего-прокатчика и меньше, чем квалифицированный
плотник. (
Накладные расходы, связанные с обработкой материалов из
стеклопластиков, обычно более высокие по сравнению с конку-
рирующими материалами из-за необходимости применения обо-
рудования, контролирующего состояние окружающей среды и
относительной дороговизны обрабатывающего инструмента. По-
следнее не имеет большого значения для массового производства,
но может быть критическим для мелкосерийных производств.
Суммируя сказанное выше, можно сделать следующие выводы:
при коммерческом производстве изделий из стеклопластиков для
судостроительной промышленности стоимость их изготовления и
рыночная цена обычно более высокие, чем у конкурирующих
с ними материалов, таких, как дерево, бетон или сталь. Стекло-
пластики вполне конкурентоспособны по отношению к алюминию,
за исключением небольших судов, таких, как каноэ или плоско-
донные лодки. Более высокая стоимость изделия во многих слу-
чаях не ограничивает применение стеклопластиков из-за их более
низкой массы и меньшей величины эксплуатационных расходов.
Высококачественные композиционные материалы пока еще не
254
Ралъф Дж. Делла Росса, Роберт Дж. Скотт
могут конкурировать с другими материалами в судостроении,
и их применение в небольших количествах оправдано только
там, где стоимость имеет второстепенное значение.
И. Перспективы применения стеклопластиков в судостроении
Как уже отмечалось в этой главе, композиционные материалы,
применяющиеся для изготовления изделий в судостроении, раз-
деляют на две различные группы: материалы, упрочненные стекло-
волокном, и материалы, упрочненные высокопрочными волокнами.
Рассмотрим вначале перспективы применения стеклопластиков.
Они уже получили распространение в судостроении, в частности,
при изготовлении прогулочных лодок. Однако затраты на их
изготовление составляют небольшую и довольно изменчивую часть
общих капиталовложений в судостроение, поэтому промышлен-
ность, занимающаяся разработкой материалов из стеклопластиков,
непрерывно ведет поиски новых рынков сбыта своей продукции.
Рост популярности стеклопластиков не вызывает сомнений.
Похоже, что сокращение числа квалифицированных деревоот-
делочников и ухудшение доступности дерева как строительного
материала в судостроении приведут к окончательной замене де-
рева конкурирующими материалами, такими, как стеклопластики.
Размер судов, изготовляемых из стеклопластиков, непрерывно
растет (длина их достигает 60 м). Эти материалы получат большее
применение для изготовления рыболовных судов, хотя, вероятно,
внедрение их будет проходить медленно. Это, главным образом
связано с относительно большой стоимостью материала по срав-
нению со сталью — его основным конкурентом.
Была изучена возможность применения стеклопластиков для
изготовления корпусов длиной до 150 м [23]. Эти исследования
показали, что применение стеклопластиков для таких судов
связано с довольно большим риском и экономически невыгодно.
Маловероятно, что стеклопластики будут применены для этих
целей, хотя по сравнению со стальными конструкциями может
быть достигнуто некоторое снижение затрат. Скорее всего, стекло-
пластики найдут применение при изготовлении корпусов судов
длиной до 60 м и отдельных узлов более крупных корпусов.
Большое внимание уделяется построению отдельных элементов
конструкций судов из стеклопластиков. В настоящее время Воен-
но-морские силы США приняли несколько программ, в которых
предусматривается конструирование таких элементов судов, как
поручни, трапы, двери и др., позволяющих снизить эксплуата-
ционные расходы и уровень отраженных электромагнитных волн.
В промышленности, производящей коммерческие суда, стекло-
пластики также применяют для изготовления отдельных конструк-
тивных узлов, например корабельных рубок, В этом случае главным
7. Материалы в судостроении
255
недостатком композиционных материалов продолжает оставаться
их горючесть. Это в значительной степени ограничивает примене-
ние композиционных материалов в перспективных разработках. По-
вышенный интерес некоторых фирм к транспортировке сжижен-
ного природного газа и других сжиженных нефтяных продуктов
представляет удобный случай для применения стеклопластиков.
Превосходные свойства этих материалов при пониженных темпе-
ратурах и относительно низкая стоимость — главные преиму-
щества их в этой области. Ожидается, что стеклопластики будут
основными материалами в перспективных разработках, имеющих
целью получение высоких технических и критических массовых
характеристик (суда на подводных крыльях, на воздушной по-
душке и др.). При этом алюминий будет постоянным конкурентом,
но непрерывные разработки, ведущиеся в области однонаправ-
ленных упрочнителей, должны привести к повышению удельной
прочности и удельной жесткости стеклопластиков.
Углерод, графит и другие высокопрочные упрочнители менее
перспективны в судостроении, чём стекла. Существует небольшая
вероятность того, что, по крайней мере, в ближайшем будущем
стоимость таких материалов может быть снижена до уровня,
при котором они могли бы конкурировать со стеклом по удельной
прочности и удельной жесткости. Очевидно, такие композиционные
материалы будут использоваться в основном не в обычных, а лишь
в специальных конструкциях.
III. ЖЕЛЕЗОБЕТОН 4
А. Введение
В последние десять лет судостроители обратили внимание на
железобетоны, и они были приняты в качестве строительного матери-
ала. Во многих странах, в том числе в США, Канаде, на основе этих
материалов удачно были построены корпуса типовых любитель-
ских лодок длиной до 15 м. Массовое использование железобетона
в судостроении чрезвычайно ограничено, в основном это корпуса
рыболовных судов и прогулочных яхт, построенных в Велико-
британии, Новой Зеландии, Австралии и Китае.
Упрочненный бетон был первым материалом, примененным
во Франции Д. Л. Ламботом в 1844 г. в качестве материала кор-
пусов для небольших гребных лодок. Позднее он был исполь-
зован для изготовления корпусов нескольких больших судов,
построенных в Великобритании и США в течение первой мировой
войны. Он не рассматривался как подходящий материал для
Корпусов до начала 40-х годов, когда Пьер Луиджи Нерви исполь-
зовал новый тип и характер распределения стального упрочни-
теля. Этот новый материал был назван им ферроцементом. Он со-
256
Ральф Дж. Делла Росса, Роберт Дж. Скотт
стоит из многих слоев легкой стальной сетки со стальным прут-
ковым унрочнителем или без него, пропитанных раствором из
мелкого песка и цемента.
Нерви [19, 20] показал, что при высоком массовом содержании
упрочнителя и его равномерном распределении можно получить
водонепроницаемый однородный материал с механическими свой-
ствами, отличными от свойств бетона, упрочненного обычным спо-
собом, обладающий высоким уровнем упругости и сопротивлением
растрескиванию. Нерви провел ударные испытания железобетон-
ных плит толщиной до 6,3 см. Результаты показали, что при уда-
рах появляются только трещины в цементе и происходит дефор-
мация упрочнителя, но не образуется отверстий. Были проведены
испытания с целью установления оптимального соотношения
между размером ячеек стальной сетки и составом раствора для
получения максимальной податливости материала без растрес-
кивания. В 1943 г. Итальянское военно-морское ведомство утвер-
дило железобетон в качестве материала для корпусов. После второй
мировой войны в Италии из железобетона были построены раз-
личные суда, в том числе и 165-тонная моторная яхта и 12-метровое
двухмачтовое судно, которые функционируют и в настоящее время.
Из-за консерватизма в судостроительной промышленности железо-
бетоны широко не использовались в качестве строительного матери-
ала для изготовления корпусов вплоть до 1959 г., когда они снова
были применены в Великобритании для изготовления корпусов
прогулочных лодок. При этом был несколько изменен состав
материала, что обусловило интерес к этому материалу со стороны
новозеландских фирм и некоторых других стран. До настоящего
времени применение железобетонов как материалов для строи-
тельства судов ограничивалось в основном корпусами из-за того,
что изготовители должны были иметь собственные упрочняющие
системы, разработанные технологические процессы изготовления
и замешивания бетона. Информация по железобетонам и их при-
менению была недостаточна.
С ростом интереса к железобетону во многих странах были
проведены его расширенные исследования. После двух лет испы-
таний железобетон был рекомендован в качестве материала для
строительства корпусов рядом фирм. Результаты всесторонних ис-
следований и экспериментов, проведенных в СССР [2] с железо-
бетонами, показывают, что они могут быть эффективно исполь-
зованы как для изготовления корпусов судов водоизмещением
до 100 т, так и для создания отдельных конструкций судов со
стальными корпусами.
Недавно Канадская Рыбо до бывающая Служба представила от-
чет [3], в котором кратко изложено состояние вопроса по железо-
бетонам, принципы и критерии конструирования, подробности,
связанные с разработкой 16-метрового рыболовного судна на
7. Материалы в судостроении
257
железобетоне. Специалисты США также уверены в том, что железобе-
тоны могут быть использованы в качестве конструкционных матери-
алов при постройке корпусов больших судов.. В США построено
много удачных конструкций из этого материала. В настоящее
время из железобетона строится 135-тонная модель двухмачтовой
бригантины длиной 39 м, представляющей один из типов судов,
зафрахтованных для морских путешествий [14].
В программу Комитета по строительству корпусов Общества
морских архитекторов и инженеров включены работы по иссле-
дованию железобетона с целью изучения производственных проб-
лем и обеспечения информацией по применению этих компози-
ционных материалов в строительстве корпусов лодок.
Б. Преимущества и недостатки железобетона
Преимущества. Железобетон как строительный материал для
изготовления судов имеет ряд преимуществ. Стоимость железо-
бетона на 20—25% ниже стоимости дерева, стали, стеклопластиков
и алюминия, однако с учетом стоимости труда рабочих и других
затрат снижение полной стоимости корпуса (например, прогу-
лочного судна) составит 4—7%.
Железобетонные конструкции легче формуются, для них не
требуется дорогостоящего оборудования, особенно при изготов-
лении однотипных корпусов и каркасном методе формования.
При использовании способа формования в полости требуется
оборудование, аналогичное тому, которое применялось при из-
готовлении корпусов из стеклопластика. При некотором изменении
расположения основных несущих элементов арматуры из железо-
бетона можно изготовлять практически любую форму корпуса.
По сравнению с корпусами из дерева или стеклопластика корпус
из железобетона имеет более высокую износостойкость, а также
наивысшую огнестойкость, превышающую этот показатель даже
Для стали (испытания проводились при температуре 1700° С
в течение 1,5 ч).
Из железобетона можно изготовлять монолитные конструкции
(корпуса, палубы, переборки, настилы, подрамники для двига-
теля, резервуары для хранения рыбы и др.). Железобетон
прекрасно поглощает шум и вибрации, гораздо лучше, чем другие
материалы, применяющиеся для строительства корпусов, такие,
как дерево и слоистые пластики. Кроме того, при определенном
Уровне квалификации рабочих и в зависимости от способа изго-
товления и условий формования можно получить превосходное
качество поверхности изделий.
Изделия из железобетона весьма долговечны, об этом свиде-
тельствует тот факт, что первые суда из этого материала4 построен-
9 п/р. Нотона, т. 3
258
Ралъф Дж. Делла Росса, Роберт Дж. Скотт
ные 20 лет тому назад, находятся в хорошем состоянии и эксплуа-
тируются до настоящего времени.
Кроме того, изготовление корпусов судов из железобетона
обеспечивает отсутствие загрязнения или запахов, влагопогло-
щения; достаточно хорошие изоляционные свойства по сравнению
с металлами; легкость проведения ремонтных работ; отсутствие
течи в отличие от деревянных или стальных корпусов. В состав
бетона можно ввести ингибиторы коррозии, а арматуру защитить
антикоррозионным покрытием. Прочность железобетонных кон-
струкций со временем возрастает.
В корпусах из железобетона, как правило, не требуется ребер
жесткости, занимающих определенное пространство, что особенно
важно в случае небольших судов.
Недостатки. Корпусам из железобетона присущи и некоторые
недостатки. Например, трудно видоизменить стыковочные сое-
динения уже собранного корпуса. Это может стать проблемой
для рыболовных судов, где желательны видоизменения и пере-
становки стыковочных соединений корпуса, намеченные в ре-
зультате проведенных испытаний.
Железобетонные структуры подвергаются действию неорга-
нических кислот (азотной, соляной и др.). Это в некоторой сте-
пени компенсируется их хорошим сопротивлением действию орга-
нических соединений и большинству основных органических
солей.
Качественный контроль изделия является проблемой, так как
внутренние пустоты и оголения арматуры выявляются с трудом.
В результате возможна коррозия материала и местное ослабление
конструкции. Плотная упаковка арматуры и относительная вяз-
кость цементного раствора способствуют образованию пустот в же-
лезобетонных панелях. Чтобы получить прочные добротные панели
без пустот, требуется квалифицированный рабочий персонал —
штукатуры и бетонщики, что обусловливает высокую стоимость
труда рабочих. Проблема решается легче в тех странах, где сто-
имость труда судостроительных рабочих невысока, или там, где
можно нанять квалифицированных рабочих, не связанных с
профсоюзами до начала строительства объекта.
Железобетон имеет плотность 2400—2700 кг/м3. Относитель-
но большая минимальная толщина корпуса, достижимая при
применении железобетонов, ограничивает снижение их массы.
Эта минимальная толщина допустима для рыболовных и низко-
скоростных судов. Для легких судов с высокими эксплуатацион-
ными характеристиками, где важно отношение прочности судна
к его массе, эта минимальная толщина недопустима. Этот недо-
статок в некоторой степени компенсируется жесткостью и твер-
достью корпуса и снижением числа или размеров элементов
жесткости. Ощущается недостаток данных по испытаниям, кон-
7. Материалы в судостроении
259
струированию, а также по оценке характеристик материала.
Хотя информация по железобетонам накапливается и ею можно
воспользоваться, она ограничена частными вопросами и может
быть непригодной для интерполяции и для применения к раз-
личным конструкциям. Кроме того, недостаточно количественных
данных о влиянии изменений состава материала на его прочност-
ные характеристики и долговечность.
Список литературы
1. American Bureau of Shipping (1969). Guidelines for the Construction of
Ferro—Cement Vessels. Washington, D. C.
2. Beznkladov, V. F., Amel’Yanovich, К. K., Verbitskiy, V. D., and Bogo-
yavlenskiy, L. P. (1968). Vessels Made of Reinforced Concrete. Shipbuilding
Publishing House, Leningrad USSR (NAVSHIPS Translation No. 1148).
3. Biggs, G. W., and Eng., P. (1972). An Introduction to Design for Ferro—
Cement Vessels. Vessels and Engineering Division, Industrial Development
Branch, Fisheries Services, Canada (Report No. 52, Ottawa/Hull).
4. Brandl, K. (1968). Conf, Fishing Vessel Construct, Mater,, Montreal, Canada,
5. Cobb., B., Jr., (1967). Fiberglass Boats. Yachting Magazine, New York.
6. Cobb., B., Jr. (1972). Yachting Magazine, February.
7. Fried, N., and Graner, W. (1966). Mar, Technol,
8. Gardner, J. (1968). National Fisherman.
9. Gibbs — Cox, Inc. (1960). Marine Design Manual for Fiberglass Reinforced
Plastics. McGraw-Hill., New York.
10. Graner, W. (1966). Ocean Eng. 1,353—372.
11. Graner, W., and Della Rocca, R. (1971). 26th Annu. Tech. Conf. Soc.
Plast. Ind.
12. Hagenbach, T. M. (1968). Conf. Fishcng Vessel Construction Materials Mont-
real, Canada.
13. Hallett, H., and Simpson, J. (1968). Annu, Tech. Conf., 23rd Soc. Plast.
Ind.
14. Keese, P. (1972). New York Times (Sunday, July 30).
15. Lankford, B., and Angerer, J. (1971). Naval Eng. J.
16. Lippay, A. and Levine, R. (1968). Conf. Fishing Vessel Construct. Mater.,
Montreal, Canada.
17. Lloyds’ Register of Shipping (1967). Technical Note: FC/REQ/1 (2 Ja-
nuary 1967).
18. Marshall, K. (1971). Annu. Tech. Conf., 26th Soc. Plast. Ind.
19. Nervi, P. L. (1956). Shipbuilding and Shipping Record 88 (No. 12).
20. Nervi, P. L. (1965). Ferro—Cement; Its Characteristics and Potentialities,
С. A. C. A. London, Library Translation No. 60.
21. Rosenberg, M., and Lurie, W. (1972). Naval Engineers. J.
22. Scott, R. (1972). Reinforced Plastic Boats—Design and Construction.
John De Graff Inc.
23. Scott.. R., and Sommella, J. (1971). Annu. Tech. Conf., 26th Soc. Plast.
Ind.
24. Scott, R., and Sommella, J. (1971a). Ship Structures Committee Rep.
SSC—224.
25. Spaulding, К. B. (1968). Conf. Fishing Vessel Construct. Mater., Montreal,
Canada.
26. Spaulding, К. B., and Della Rocca, R. J. (1965). Fiberglass Reinforced
Plastic Minesweepers. Soc. of Naval Architects and Mar. Eng.
27. Whitener, J. R. (1971). Ferro—Cement Boat Construction. Cornell Mari-
time Press,
9*
8
Строительная промышленность
Альберт Г. X. Дитц
Департамент строительства
Школа архитектуры и планирования
Массачусеттский технологический институт
Кембридж, Массачусеттс
I. Волокнистые композиционные материалы..................... 261
А. Упрочнители........................................... 261
Б. Смолы.................................................. 264
В. Механические свойства................................. 264
Г. Достоинства и ограничения......................... 267
II. Слоистые композиционные материалы......................... 268
А. Прессованные пластины................................. 269
Б. Трехслойные панели..................................... 270
В. Жесткость трехслойных панелей......................... 272
Г. Дополнительные требования............................. 274
III. Дисперсные системы....................................... 275
А. Бетоны на основе синтетических смол................... 275
Б. Прочные растворы....................................... 276
В. Штукатурка............................................ 277
Г. Тераццо............................................... 277
Д. Древесностружечные плиты.............................. 277
IV. Типы конструкций........................................ 278
А. Оболочки............................................... 279
Б. Гофрированные листы.................................... 280
V. Примеры................................................... 282
А. Первая оболочковая конструкция................. 282
Б. Дом будущего.................................... 282
В. Московские павильоны............................ 285
Г. Рынок в Аргентвиле........................... ..... 286
Д. Спортивный дворец в Ливии....................... 287
Е. Конструкции из гофрированных листов (Нидерланды) . . . 287
Ж. Здание сборочного цеха космических кораблей «Аполлон» 287
3. Стены из светопроницаемых панелей...................... 287
И. Дом из конструкционных панелей......................... 288
К. Здание Совета Большого Лондона......................... 288
Л. Дом из композиционных панелей......................... 290
Н. Формованные элементы оборудования ванных комнат , . .
8. Строительная промышленность
261
О. Здание Общественного здравоохранения Гарвардской меди-
цинской школы........................................ 291
VI. Конструкции мембранного тина........................... 292
А. Натянутые конструкции............................... 293
Б. Надувные конструкции ............................... 293
VII. Горючесть............................................... 298
А. Испытания........................................... 298
Б. Нормы и классификации............................... 300
В. Особые соображения о горючести и дымовыделении .... 303
VIII. Соединения............................................. 304
Список литературы............................................ 306
Рост масштабов использования композиционных материалов
в строительной промышленности, так же как и в других отраслях
техники, объясняется в основном следующими причинами: они
позволяют получить свойства, недостижимые при использовании
однокомпонентных материалов, повышают эффективность исполь-
зования и снижают затраты.
Композиционные материалы, используемые в строительстве,
могут быть разделены на три типа: 1) волокнистые композицион-
ные материалы, в которых волокна распределены внутри непре-
рывной матрицы; 2) слоистые композиционные материалы, в ко-
торых слои из различных материалов непосредственно связаны
между собой либо пропитаны связующим материалам; 3) упроч-
ненные частицами композиционные материалы, в которых ча-
стицы распределены внутри непрерывной матрицы.
Важным видом слоистых материалов являются трехслойные
панели, в которых две относительно тонкие, прочные, жесткие,
плотные облицовки соединены с относительно толстой, легковес-
ной, менее прочной и менее жесткой сердцевиной.
Эти типы композиционных материалов не являются взаимо-
исключающими; например, материалы первого и третьего типа
могут быть компонентами материала второго типа, т. е. слоистых
панелей.
К особой категории относятся мембраны, используемые в ряде
подвесных конструкций, которые поддерживаются мачтами, тро-
сами или избыточным давлением воздуха.
I. ВОЛОКНИСТЫЕ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
А. Упрочнители
Для того чтобы пластики можно было использовать в качестве
конструкционных материалов, их необходимо армировать с целью
Увеличения их прочности и модуля упругости. Как правило, это
Достигается введением в состав материала высокопрочных воло-
кон, при этом волокна и пластичная матрица образуют в совокуп-
кости композиционный материал, свойства которого превосходя»
262
Альберт Г. X. Дитц
свойства отдельных его компонентов. Сама по себе матрица обла-
дает невысокими значениями прочности и жесткости. В то же время
волокна, имеющие предельно высокие прочность и модуль упру-
гости, являются очень тонкими и не способны сохранять свою
форму. Если их не поддерживать, они сворачиваются в петли.
В композиционном материале пластичная матрица удерживает
волокна в первоначальном положении, и, следовательно, стано-
вится возможным использовать их высокую прочность.
Типы волокон. Для армирования пластиков, применяющихся
в строительной промышленности, наиболее часто по сравнению
с другими волокнами используются стекловолокна. Массивное
стекло, такое, как оконное, хрупко и обладает относительно низкой
прочностью при растяжении; однако при вытягивании стекла
в тонкие волокна его прочность резко возрастает до 280—
8. Строительная промышленность
263
490 кгс/мм2 для промышленных волокон и до 700 кгс/мм2 и выше
для лабораторных волокон. С точки зрения удельной прочности
стекловолокна являются одними из самых прочных материалов,
если не самыми прочными.
В процессе производства стекловолокна собирают в пучки,
называемые ровницей, или закручивают в нити для дальнейшей
переработки в стеклоткань (рис. 1). Ровница может быть нарезана
на короткие отрезки и помещена на конвейерную ленту с образо-
ванием из хаотически ориентированных рубленых стекловолокон
мата, который затем пропитывается необходимым количеством
связующего. В другом процессе стекловолокна после рубки вду-
ваются в форму вместе со струей связующей смолы, например
ненасыщенной полиэфирной или эпоксидной смолы. В обоих
случаях достигается хаотическое распределение рубленых стекло-
волокон в матрице.
Таблица 1
СВОЙСТВА УПРОЧНИТЕЛЕЙ [2]
Тип волокон Прочность на растяжение, кгс/мм2 Модуль упругости, 103 кгс/мм2 к Тип волокон Прочность на растяжение, кгс/мм2
Непрерывные: стеклянные: стекло Е стекло S SiO2 поликристалличе- ские: А12О3 углерод (гра- фит) многофазные (на W-керне): В SiG 350 460 600 210 250 280 210 7,4 8,8 7,4 17,5 21 39 49 металлические: Be W сталь (низкоугле- родистая) сталь (коррозион- ностойкая) Дискретные (нитевидные кристаллы): керамические: А12О3 В4С SiG графит металлические: Си Fe 130 410 420 190 2100 1400 2100 2000 300 1300
31
41
20
20
44
49
49
71
13
20
Из ровницы можно изготовить плотную ткань прямоугольного
плетения, использующуюся для армирования смол. Из таких
нитей можно соткать множество различных тканей, в том числе
прямоугольного плетения, корзиночного плетения, различных
сатинированных тканей и однонаправленную ткань. В последнем
случае практически все волокна лежат в одном направлении,
а небольшое количество поперечных нитей удерживает продоль-
264
Альберт Г, X. Дитц
ные нити вместе. Наконец, волокна можно намотать на оправку
в соответствии с направлениями действующих напряжений.
Стекловолокна, однако, не единственный вид волокон, исполь-
зуемых в настоящее время. Асбест, естественное неорганическое
волокно, также обладает хорошими прочностью, модулем упруго-
сти и другими свойствами. Стальная проволока, вытянутая до
малого диаметра и соответствующим образом термообработанная,
может иметь прочность около 420 кгс/мм2 и модуль упругости
в 3 раза более высокий, чем у стекловолокон. Более экзотические
виды волокон интенсивно разрабатываются в настоящее время для
авиационно-космической техники, к ним относятся волокна из
углерода и графита, бора, бериллия и некоторых карбидов, однако
они пока слишком дороги для строительной промышленности.
Еще более экзотическими волокнами являются нитевидные кри-
сталлы, прочность которых приближается к теоретической. Неко-
торые виды волокон и нитевидных кристаллов представлены
в табл. 1 [2].
Б. Смолы
Многие виды пластиков применяются в качестве матриц для
композиционных материалов, но для строительных целей наиболее
часто используются ненасыщенные полиэфирные, эпоксидные и
акриловые смолы вследствие их дешевизны и простоты изготов-
ления. Обычно полиэфирные смолы содержат в своем составе
акриловые добавки, образующие поперечные связи, что особенно
важно в тех случаях, когда требуется высокая стойкость при воз-
действии метеорологических факторов. Для этих же целей исполь-
зуются и акриловые матрицы.
В. Механические свойства
Волокнистые композиционные материалы могут быть изо-
тропными и анизотропными в зависимости от ориентации волокон.
Матрица, как правило, изотропна в том смысле, что ее свойства
одинаковы во всех направлениях. Если волокна расположены
хаотически, то прочностные и упругие свойства композиционного
материала также изотропны в плоскости материала (так как арми-
рованные пластики, использующиеся в строительной промышлен-
ности, имеют тонкие сечения, то их свойства в направлении, пер-
пендикулярном плоскости материала, можно не рассматривать),
В тканях нити расположены под прямыми углами друг к другу,
и свойства тканей в направлении нитей отличаются от свойств
в других направлениях. Это отражается на свойствах, например,
пластин из композиционного материала, армированного тканью.
Так как максимальные свойства достигаются в направлении «ес-
8. Строительная промышленность
265
Рис. 2. Направленность свойств ортотропно-армированной стекловолокнами
эпоксидной смолы:
а — равновесная структура; б — неравновесная (однонаправленная) струк-
тура [2]: 1 — прочность; 2 — модуль упругости
тественных» осей, т. е. в направлении нитей, то эти материалы назы-
ваются ортотропными или прямоугольными. Если в обоих на-
правлениях уложено одинаковое число нитей, то свойства мате-
риала в этих направлениях одинаковы, и такой материал назы-
вается равновесным (рис. 2, а). В тех случаях, когда число нитей,
расположенных в одном направлении, больше, чем в другом,
свойства материала в направлении с большим числом волокон
выше, чем свойства в другом направлении, и такой материал назы-
вается неравновесным, но ортотропным (рис. 2, б). Это справед-
ливо также для армирования однонаправленными тканями.
Очевидно, что если используется комбинированная укладка раз-
личных слоев, таких, как маты, равновесная и неравновесная
ткань, результирующие свойства пластины могут быть не изотроп-
ными или ортотропными, а анизотропными. В частности, это
справедливо для случая последовательной укладки под произ-
вольными углами друг к другу слоев ткани или волокон при
изготовлении композиционных материалов. Эта возможность же-
лаемым образом ориентировать отдельные слои укладки позволяет
по мере необходимости варьировать упругими и прочностными
свойствами в различных направлениях. В табл. 2 приведены зна-
чения механических свойств для ряда комбинаций стекловолокон
с различными полимерными матрицами. j
Рассуждения, приведенные выше для композиционных мате-
риалов, армированных волокнами, справедливы также в большей
Таблица 2
МЕХАНИЧЕСКИЕ И ФИЗИЧЕСКИЕ СВОЙСТВА СТЕКЛОВОЛОКНИСТЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Материалы Прочность на изгиб, кгс/мм2 Модуль упругости на изгиб, 103 кгс/мм2 Прочность на ра- стяжение, кгс/мм2 Модуль упругости при растяжении, 103 кгс/мм2 Прочность на сжа- тие, кгс/мм2 Удлинение, % Ударные испытания по Изоду, кгс-м/см надреза Теплопроводность, ккал/(м-ч°С) В осп ламеняемость Плотность, г/см3 Температура начала деформации под нагрузкой 18,5 кгс/см2, °C Температуро- стойкость при не- прерывном нагреве, °C Температурный коэффициент линей- ного расширения, Ю-во. с-1
Намотанные стекло- волокна — эпоксидная смола [2] 70— 190 3,5— 5 56— 175 3-6 32— 49 1,6— 2,8 2,16— 3,26 0,071— 0,084 Медлен- но до самога- шения 1,7— 2,2 175—200 260 3,6—10,8
Стекловолокна —по- лиэфирная смола [5] 70— 125 3—4 40— 125 3-4 21— 49 1,6— 2,5 2,44— 3,26 0,071— 0,084 Самога- шение 1,6— 2,0 160—190 65—260 5,4—14,4
Стеклоткань — эпок- сидная смола [4] 37— 70 1,4— 3 17— 42 2—2,5 35— 49 1,6— 2,0 2,16— 3,26 0,071— 0,084 То же 1.55— 1,81 175—200 260 7,2—10,8
Стекловолокнистые маты — полиэфирная смола [14] 18— 32 9,1- 12,7 7—17 0,6— 1,3 13— 21 1,0- 1,5 0,55— 1,10 0,049— 0,067 » » 1,5— 1,7 175—200 65—200 18,0—32,4
Напыленный стек- ловолокнистый мат — полиэфирная смола [15] Предварительно смешанные стеклово- локна — полиэфирная смола [И] И— 20 0,7— 0,8 6—12 0,6— 1,3 il- ls 1,0— 1,2 0,26— 0,63 0,044— 0,058 > » 1,4— 1,6 175—200 65—175 21,6—36,0
4—18 1,1— 1,8 3,5— 7 1,1— 1,4 14— 18 0,3— 0,5 0,06— 0,55 0,049— 0,062 > > 1,8— 2,0 200 120—230 23,4—33,2
Предварительно смешанные стеклово- локна — фенольная смола [16] 13— 17 2,1 5—12 1,8— 2,0 10— 25 0,25— 0,6 0,43— 0,54 > > 1,7— 1,9 200—260 160—175 8,1—15,2
Альберт Г. X. Дитц
8. Строительная промышленность 267
или меньшей степени для слоистых композиционных материалов,
в которых соединяются листы различных материалов. Если эти
листы ориентируются в различных направлениях и имеют раз-
личные свойства в этих направлениях, то можно получить орто-
тропные, изотропные или анизотропные материалы с соответст-
вующими упругими и прочностными свойствами.
Г. Достоинства и ограничения
Стеклопластики обладают определенными преимуществами, но
также имеют некоторые ограничения, которые необходимо обойти,
чтобы достичь наилучших результатов в строительной промыш-
ленности [4, 5]. То же самое, в большей или меньшей степени,
справедливо для других типов композиционных материалов.
Основные преимущества композиционных материалов приве-
дены ниже.
Формуемость, Стеклопластикам можно и нужно придавать
желаемую конфигурацию. Это позволяет добиться высокой эффек-
тивности конструкций с использованием минимальных количеств
материалов для достижения максимальных прочности, жесткости
или других конструкционных свойств. Другие строительные ма-
териалы имеют линейную или блочную форму и не обладают фор-
муемостью подобного типа. Бетон, конечно же, является исключе-
нием, в этом смысле он тоже «пластик».
Прочность, легкость, ударная вязкость. Благодаря высоким
значениям прочности и ударной вязкости армированные пла-
стики можно использовать в конструкциях с тонкими сечениями,
что приводит к снижению как массы самих конструкций, так и
общей массы сооружений. В то время как некоторые материалы,
например бетон, как правило, используются в виде элементов
сечением не менее 2 см, а часто значительно больше, конструкции
из стеклопластиков, применяемые в строительстве, имеют сечение
около 1,5 мм.
Приспособляемость к нагрузкам. Как было отмечено выше,
для волокнистых и слоистых композиционных материалов можно
достичь требуемых значений прочности и жесткости в направлении
приложенной нагрузки, аналогично тому, как это делается в арми-
рованном бетоне.
Светопроницаемость. Тонкие сечения некоторых волокнистых
и слоистых композиционных материалов пропускают значитель-
ную долю падающего на них света. Вследствие этого они обладают
уникальным свойством: могут служить одновременно огражде-
нием, несущей конструкцией и светопроницаемым элементом.
К основным недостаткам этих материалов, ограничивающим
их применение, относятся недостаточная жесткость, довольно
высокая стоимость, недостаточная огнестойкость и неопределенная
Долговечность.
268
Алъберт Г. X. Дитц
Недостаточная жесткость. Несмотря на армирование волок-
нами листовых материалов, их суммарная жесткость, определяе-
мая модулем упругости, относительно низка по сравнению с дру-
гими конструкционными материалами, такими, как сталь и алюми-
ний. Жесткость композиционных материалов близка по величине
к жесткости бетона и древесины в направлении вдоль волокон.
Для более эффективного использования композиционных матери-
алов необходимо воспользоваться их формуемостью и изготовлять
из них конструкции, жесткость и прочность которых обеспечи-
вается их формой.
Стоимость. Стоимость килограмма композиционного материала
довольно высока по сравнению с другими конструкционными
материалами. Положение несколько облегчается тем, что плот-
ность композиционных материалов, как правило, низка, поэтому
при равных объемах эти материалы весят меньше. Тем не менее
целесообразно использовать наиболее эффективные формы кон-
струкций, обеспечивающие экономию материалов и снижение
стоимости.
Неопределенная долговечность. В отличие от многих конструк-
ционных материалов, известных на протяжении многих веков и
тысячелетий, композиционные материалы имеют короткую исто-
рию. В соответствии с этим существует некоторая неопределен-
ность в вопросах долговечности композиционных материалов,
применяемых в строительстве, в отрасли, где 25-летний срок
службы сооружения часто считается его «младенческим возра-
стом». Некоторые пластики, уже прослужившие 20—25 лет в кон-
струкциях построенных зданий, не выдерживают ускоренных лабо-
раторных метеорологических испытаний, чем и объясняется неоп-
ределенность реального срока службы этих материалов. В связи
с этим детали из композиционных материалов должны быть вы-
полнены таким образом, чтобы при необходимости их можно
было легко удалить без разрушения опор здания.
Недостаточная огнестойкость. Все пластики разрушаются при
воздействии огня такой интенсивности, какая бывает при пожарах
в зданиях. Некоторые из них легко горят и поэтому не могут
применяться в строительной промышленности; другие горят мед-
ленно или не поддерживают горения. Вопросы огнестойкости
будут подробно обсуждены ниже, так как они имеют большое
значение не только для композиционных материалов, но и вообще
для строительных материалов.
II. СЛОИСТЫЕ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
Наиболее важными видами применения слоистых композици-
онных материалов, используемых в строительстве, являются деко-
ративный прессованный стеклопластик и конструкционные сло-
истые панели.
8. Строительная промышленность
269
А* Прессованные пластины
Прессованные пластины изготовляют путем пропитки листовых
материалов термореактивной смолой конденсационного типа, на-
пример фенолформальдегидной смолой, и прессования получаю-
щихся листов при температуре около 180° С и давлении 70—
140 кгс/см2.
Промышленные пластины состоят из различных листовых
материалов, таких, как крафт-бумага, специальные сорта бумаги,
асбестовые маты и ткани, хлопчатобумажные ткани различных
плетений, ткани из стекловолокон, найлона, вискозы и прочих
волокон. Основным пропитывающим составом является фенолфор-
мальдегидная смола; кроме того, используются такие материалы,
как силиконовые, меламин-формальдегидные, полиэфирные, эпок-
сидные и другие смолы.
Особым типом прессованных пластин служат термореактивные
декоративные листы, которые особенно часто применяют в строи-
тельной промышленности. Как правило, они состоят из нескольких
слоев крафт-бумаги, пропитанных фенолформальдегидной смолой
и облицованных декоративными листами, пропитанными и покры-
тыми меламинформальдегидной смолой. Декоративный лист чаще
всего представляет собой бумагу с напечатанным рисунком, ими-
тирующим фактуру дерева, ткани, мрамора и других материалов.
Такое сочетание листов подвергается прессованию при темпера-
туре около 180° С и давлении 70—140 кгс/см2. При такой обработке
меламиновая поверхностная пленка становится прозрачной и
стойкой против большинства обычных домашних растворителей.
Она обладает также большей твердостью по сравнению с большин-
ством органических отделочных материалов, таких, как глазури
и лаки, но менее тверда, чем фарфоровая эмаль. Национальная
ассоциация электропромышленников предлагает четыре стандарт-
ных типа декоративных листов:
1) общего назначения — для отделки горизонтальных и вер-
тикальных поверхностей в тех случаях, когда требуются хороший
внешний вид, долговечность, коррозионная стойкость и термостой-
кость при воздействии обычных источников теплоты;
2) для отделки только вертикальных поверхностей;
3) формующиеся — аналогичные листам общего назначения,
но допускающие возможность формования до умеренной кривизны
при определенных температуре и давлении;
4) с сердцевиной, выполненной из картона, а не из бумаги,
пропитанной фенолформальдегидной смолой и облицовкой такой
Же, как в первом случае.
Эти пластины, в свою очередь, присоединяются к материалу
подложки, например к фанере, для отделки верхних и нижних
горизонтальных поверхностей и других целей. Для достижения
270
Альберт Г. X. Дитц
равновесия в полученном слоистом материале необходимо к об-
ратной стороне материала подложки присоединить такую же пла-
стину, что позволит избежать размерной нестабильности, возни-
кающей в противном случае при изменении температуры и влаж-
ности окружающего воздуха. Этот слой на обратной стороне, как
правило, не является декоративным, но по всем остальным свой-
ствам совершенно аналогичен пластине на лицевой стороне.
Такие слоистые панели должны пройти испытания на износо-
стойкость, термостойкость, коррозионную стойкость, устойчи-
вость цвета, размерную стабильность, влагопоглощение, сопротив-
ление изгибу и жесткости. Сопротивление изгибу должно быть не
менее 8,5—12,5 кгс/мм2, а модуль упругости составлять по мень-
шей мере 560 кгс/мм2.
Б. Трехслойпые панели
Особым случаем использования слоистых композиционных ма-
териалов, наиболее часто применяющихся в строительной промыш-
ленности, являются трехслойные панели. Они обычно состоят из
двух относительно тонких облицовок, изготовленных из твердых,
плотных и долговечных материалов, соединенных с относительно
толстой сердцевиной (заполнителем) из легкого, менее прочного и
менее жесткого материала. Облицовки и заполнитель могут, в свою
очередь, быть выполненными из композиционных материалов, как
например, облицованная стеклопластиками, армированная части-
цами панель (древесные частицы распределены в связующем из
синтетической смолы). Для изготовления облицовок используется
множество материалов, в том числе металлы, фанера, картон, асбо-
цемент, бетон в виде плит небольшой толщины и др. Сердцевина
может быть выполнена из пенопласта, пенобетона, пеностекла,
сот, деревянных или металлических решеток, фанеры, армирован-
ных частицами или волокнами плит и др. Для соединения запол-
нителя облицовок используются различные клеи. Основу большин-
ства клеев составляют синтетические смолы, например фенол-
формальдегидная или эпоксидная, и композиции из этих смол и
эластомеров или других пластификаторов, таких, как каучук,
полихлорвинил, полибромвинил, найлон.
Механическое поведение [И, 14, 15, 16]. Механическое пове-
дение трехслойной панели аналогично поведению балки двутавро-
вого сечения (рис. 3). Облицовки подобно полкам двутавра проти-
востоят растягивающим и сжимающим напряжениям, возникаю-
щим при изгибе. Растяжение в одной облицовке и сжатие в другой
приводят к образованию пары внутренних сил с плечом, равным
расстоянию между центроидами облицовок. Этот внутренний мо-
мент сопротивления противодействует внешнему изгибающему
моменту подобно моменту, возникающему в полках двутавра при
8. Строительная промышленность
271
Рис. 3. Поведение трехслойной панели при нагрузках
его изгибе. Заполнитель трехслойной панели действует анало-
гично ребру двутавра, различие заключается в том, что заполни-
тель имеет ширину, равную всей ширине панели, а ребро двутавра
является тонким элементом. В обоих случаях и заполнитель панели
и ребро двутавра противостоят сдвиговым напряжениям. Так как
работающая на сжатие облицовка слоистой конструкции обычно
тонкая, то, если ее не поддерживать, она может подвергаться
искривлению и короблению, поэтому функцией сердцевины яв-
ляется также обеспечение устойчивости и использования всей
прочности сжимаемой облицовки. Вследствие этого- сердцевина
должна быть достаточно жесткой, чтобы служить поперечной опо-
рой для облицовки. В слоистых конструкциях, подвергающихся
действию осевых сжимающих напряжений, сердцевина должна
поддерживать обе облицовки во избежание их искривления или
коробления.
В большинстве случаев в строительной промышленности исполь-
зуются слоистые конструкции, обе облицовки которых имеют приб-
лизительно равную толщину и одинаковые свойства. Для расчета
Жесткости и прочности таких конструкций могут быть использо-
ваны некоторые упрощенные формулы, как показано Куэнци [11].
272
Альберт Г. X. Дитц
В. Жесткость трехслойных панелей
Если прямоугольный брус имеет толщину fe, ширину b и мо-
дуль упругости Е, то его жесткость D определяется по формуле
D=±Ebht. (1)
Для панели, обладающей таким же размерами,но с сердцевиной
толщины с из другого материала, жесткость равна
D = Efb (k3 - с3)/12 + Ecbc3/i2, (2)
где Ef и Ес — модули упругости облицовки и сердцевины соот-
ветственно.
Сердцевина, как правило, намного легче и обладает значитель-
но меньшим модулем упругости, чем облицовка. В связи с этим
последним членом в предыдущей формуле можно пренебречь, и
тогда жесткость слоистой панели приблизительно равна
D = ±Efb(hs-c*). (3)
Эта формула позволяет определить только жесткость на изгиб
трехслойной панели, она не учитывает дополнительный изгиб
вследствие сдвиговых деформаций. Так как модуль сдвига сердце-
вины обычно невысок, то сдвиговые деформации могут вносить
значительный вклад в суммарную величину прогиба слоистого
композиционного бруса.
Прогиб у слоистой конструкции или панели обладающей
изгибной жесткостью D, несущей полную нагрузку Р, на пролете I
составляет
где N — сдвиговая жесткость, определяемая по формуле
N = Uh + c)bGc. (5)
Li
В уравнениях (4) и (5) къ и к8 — коэффициенты, зависящие от
характера нагружения конструкции, a Gc — модуль сдвига серд-
цевины. Первое слагаемое в формуле (4) представляет собой обыч-
ное выражение для стрелы прогиба, а второе слагаемое — прогиб
вследствие сдвиговой деформации сердцевины. Для длинных про-
летов первый член является доминирующим, и вторым можно пре-
небречь, но для коротких пролетов тяжело нагруженных конструк-
ций второй член может быть весьма ощутимым. В табл. 3 приве-
дены значения коэффициентов кь и к8 для слоистых конструкций
при различных условиях нагружения.
8. Строительная промышленность
273
Таблица 3
ЗНАЧЕНИЯ hb И k ДЛЯ РАЗЛИЧНЫХ ВИДОВ НАГРУЖЕНИЯ БАЛОК
ИЗ ТРЕХСЛОЙНОЙ ПАНЕЛИ
Нагрузка Характер крепления \ концов балки Прогиб hb
Равномерно рас- пределенная Лежат на опорах Закреплены В середине "" 5/383 1/384 1/8 1/8
Сосредоточенная в середине пролета Лежат на опорах Закреплены То же 1/48 1/192 1/4 1/4
Сосредоточенная в точке на 1/4 про- лета Лежат на опорах » > В точке прило- жения нагруз- ки 11/768 1/96 1/8 1/8
Равномерно рас пределенная Консоль, 1-й свободен, 2-й закреплен На свободном конце 1/8 1/2
Сосредоточенная на свободном конце То же То же 1/3 1
Прочность трехслойных панелей. Когда конструкция типа па-
нели подвергается изгибу, облицовки работают на растяжение и
сжатие, а сердцевина и клеевые соединения — на сдвиг. Клеевые
соединения также работают на растяжение, если сжимаемая
облицовка стремится оторваться от середины вследствие искривле-
ния или коробления.
Если слоистый брус имеет суммарную толщину Л, толщину
сердцевины с, толщину облицовки /, ширину Ъ и подвергается
действию изгибающего момента 7И, то средние напряжения растя-
жения или сжатия в облицовках определяются по формуле
2М
° t(h+c)b'
Сдвиговое напряжение в сердцевине может быть рассчитано
по уравнению
где V — сдвиговая нагрузка на панель.
Конструкции типа слоистых панелей часто должны выдержи-
вать нагрузки вдоль направления ребер, как, например, в случае
274
Альберт Г. X. Дитц
использования этих конструкций для несущих стен сооружений.
Прочность нагруженной таким образом трехслойной панели опреде-
ляется либо ее устойчивостью в продольном направлении, либо
способностью облицовок выдерживать сжимающие нагрузки.
Напряжения сжатия в облицовках при действии продольных
нагрузок определяются по формуле
Если панель просто закреплена по нагруженным ребрам, то
предельная натрузка, не вызывающая потери устойчивости па-
нели, рассчитывается по формуле
р = n2D__________ /9)
Z2(l + n2Z>/d27V) * w
В этих уравнениях Р — нагрузка, D — изгибная жесткость па-
нели, определяемая по формуле (3), I — высота панели, t — тол-
щина облицовок, a N — сдвиговая жесткость, определяемая
уравнением (5).
Если панель несущей стены не только закреплена в нагружен-
ных ребрах, но и поддерживается в ненатруженных ребрах, то
предельная нагрузка, не приводящая к потере устойчивости па-
нели, определяется из следующего уравнения:
р ==_____-------- (Ю)
г b^+rfDI&N)* ‘
Это уравнение справедливо в том случае, если длина панели в на-
правлении приложенной нагрузки, по крайней мере, равна ее ши-
рине, а второе слагаемое в скобках знаменателя меньше или равно
единице. В этом уравнении Z), Р и N имеют те же значения, что
и раньше, а Ъ — ширина панели между ненагруженными краями.
Приведенные формулы незначительно отличаются от точных
теоретических выражений для жесткости и прочности панелей
с тонкими изотропными облицовками и изотропной сердцевиной.
Они также справедливы в определенной степени и для ортотроп-
ных материалов.
Г. Дополнительные требования
Кроме прочности и жесткости, строительные материалы и кон-
струкции типа панелей должны обладать рядом других свойств.
Практически термоизолирующие свойства трехслойной панели
определяются свойствами заполнителя. Следовательно, он должен
8. Строительная промышленность
275
иметь низкую теплопроводность. Наружная облицовка панелей
должна противостоять всем метеорологическим факторам, включая
солнечный свет, дождь, снег или лед, воздействие ветра, переноси-
мых ветром частиц, загрязняющих веществ в атмосфере, а также
истиранию проходящими мимо людьми и транспортом. Внутрен-
няя облицовка должна противостоять износу, разрыву, удару и
другим факторам, действующим в интерьерах сооружений. Жела-
тельно, чтобы обе облицовки обладали какой-либо окраской и
текстурой. Сочетание облицовок и сердцевины должно обеспе-
чить любые требуемые акустические свойства конструкции. Сло-
истые конструкции должны обладать стабильностью размеров при
изменении температуры и влажности. Они могут заключать в себе
вентиляционные и водопроводные трубы и изделия, допускающие
вставку в них окон и дверей. Необходимо не только использовать
слоистые конструкции в строительстве, но и обеспечить их соеди-
нение с другими элементами сооружений.
III. ДИСПЕРСНЫЕ СИСТЕМЫ
Наиболее распространенный строительный материал бетон на
основе портландцемента представляет собой упрочненный части-
цами композиционный материал, состоящий из минеральных
частиц в непрерывной минеральной матрице. В настоящей главе
он не будет рассматриваться, так как он подробно описан в много-
численной специальной литературе.
А. Бетоны на основе синтетических смол
Большой интерес представляют бетоны на основе смолистых
связующих или матриц. Для этой цели используется большое
разнообразие смол, но наиболее часто в строительной промышлен-
ности применяют полиэфирные смолы вследствие их относительно
низкой стоимости и простоты в обращении.
Минеральные наполнители, такие, как песок, кремнезем, мел-
кий гравий, мраморная крошка и т. д., смешиваются со смолой и
помещаются в форму. Получаемые таким образом бетоны могут
армироваться стальными сетками или прутками, стекловолокнами
в виде матов, тканей или и тем и другим. Иногда применяют раз-
личные виды поверхностной обработки, например обнажение
заполнителя или текстурирование опалубкой. В состав смеси
( могут вводиться красители или окрашенные наполнители.
В процессе изготовления таких бетонов необходимо следить
за тем, чтобы не возникало расслоения смолы и наполнителя до
того, как смола достаточно затвердеет, чтобы удержать частицы
наполнителя на месте. Типичные свойства бетона на основе синте-
276
Альберт Г. X. Дитц
тической смолы приведены ниже (из различных коммерческих
источников).
Прочность, кгс/см2:
на растяжение ...............................
на сжатие...............................
на изгиб................................
Сопротивление удару по Гарднеру, кгс • см . . .
Замораживание — оттаивание..................
Соляные брызги (туман) .....................
Температурный коэффициент линейного расши-
рения, °C”1..................................
Теплопроводность, ккал/(ма • ч • °C) .........
105—175
490—700
175
90, без растрескивания
50 циклов без изменений
2500 ч без изменений
(20—27) IO"8
0,042
Б. Прочные растворы
В кирпичных постройках раствор, как правило, является сла-
бейшим звеном, в особенности при растяжении. Кирпичные стены
обычно проектируются и возводятся так, чтобы исключить возник-
новение растягивающих напряжений. Разрушение кирпичной
кладки при растяжении всегда происходит либо по раствору, либо
по поверхности раздела кирпич—раствор. Раствор имеет высокую
прочность на сжатие и умеренную сдвиговую прочность.
Из-за низкой прочности раствора на растяжение кирпичные
стены обычно делаются толщиной, редко меньшей, чем удвоенная
ширина кирпича, т. е. 20 см, и должны возводиться на месте, для
чего необходимы строительство лесов, подъем материалов к рабо-
чим местам, а также защита от непогоды (или прекращение
работы).
Добавление в состав раствора латексов на основе смол, таких,
как сополимеры полихлорвинила, может существенно повысить
прочность раствора на растяжение и прочность связи между раст-
вором и элементами кладки, например кирпичами. Установлено
на практике, что стена в одну ширину кирпича толщиной 10 см
может нести второй этаж и крышу двухэтажного дома. В некотором
отношении более важной является возможность предварительной
кладки кирпичных панелей на земле с последующим подъемом их
на место, что исключает большую часть неудобств кладки кирпичей
на месте.
Известен случай, когда при строительстве 29-этажного жилого
дома многоэтажные кирпичные панели толщиной в одну ширину
кирпича собирались с применением модифицированного ла-
тексом раствора на земле и затем поднимались на место, что
позволило достичь существенной экономии времени и снижения
затрат.
8. Строительная промышленность
277
В. Штукатурка
—
Введение эпоксидных смол в состав штукатурки приводит
к повышению прочности и пластичности материала, к снижению
времени затвердевания по сравнению с обычной штукатуркой и
позволяет применять более тонкие слои штукатурки, чем обычно.
Такие штукатурки с использованием обнаженных крупных окра-
шенных частиц наполнителя применяют для отделки различных
строительных материалов, в том числе гипсовых плит.
Г. Тераццо
Обычные тераццо представляют собой плиты толщиной, как
правило, не менее 4 см, состоящие из мраморной или другой окра-
шенной минеральной крошки в матрице из портландцемента.
Вставленные в материал металлические или пластиковые планки
позволяют получать различные рисунки. Плиты обтачиваются и
полируются до гладкой поверхности. Если в качестве матрицы
используется эпоксидная смола, то такие же результаты достига-
ются при меньшей толщине плиты, что приводит к экономии массы
материала и позволяет компенсировать высокие затраты на свя-
зующее.
Д. Древесностружечные плиты
Древесные стружки или опилки покрываются синтетической
смолой и связываются друг с другом посредством прессования
с образованием панелей или плит различных плотности, размеров
и толщины. Для древесностружечных плит, применяющихся
в помещении, наиболее часто используются карбамидоформальде-
гидные смолы, а для плит, использующихся на открытом воз-
духе, — фенолформальдегидные смолы. В окончательном виде
плита может быть получена путем плоского прессования или путем
экстругирования, во втором случае ее можно сделать плотной или
пустотелой, что вместе с продольными отверстиями позволяет
снизить массу плиты.
Древесностружечные плиты могут быть ровными и состоять
только из связанных смолой древесных частиц, а могут быть под-
вергнуты какой-либо обработке. Например, влагостойкость дости-
гается путем добавления небольших количеств парафина. В про-
цессе изготовления материала в его состав могут быть введены
различные фунгисиды и инсектициды. Добавление буры приводит
к повышению огнестойкости. Поверхность может быть покрыта
вспучивающейся краской, препятствующей распространению пла-
мени. Если плиту нужно покрасить, то ее можно предварительно
покрыть грунтовкой и изолирующим слоем. Расположив на по-
278
Альберт Г. X, Дитц
верхности плоские стружки, можно получить плиту, подобную
слоистой панели, обладающую пестрой поверхностью. Плита
с мелкозернистой поверхностью получается, если в процессе
производства в поверхностном слое уложить древесные опилки.
Таблица 4
СВОЙСТВА ПЛОСКОПРЕССОВАННЫХ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ
РАЗЛИЧНОЙ ПЛОТНОСТИ
Плотность, г/см8
Свойства высокая (0,7) средняя (0,61) низкая (0,45)
Прочность на растяжение, кгс/см2: перпендикулярно плоскости плиты 7 3,5 2
параллельно плоскости плиты 105 70 35
Прочность на изгиб, кгс/см2 140 140 56
Модуль упругости при изгибе, кгс/мм2 280 210 85
Сила, удерживающая шуруп, кгс: в ребре 55 35 —
в поверхности 70 65 —
Водопог лощение, % 4 6 25
Разбухание за 1 ч, % 5 8 10
Изменение размеров, %, при изменении влажности воздуха от 65 до 90%: длина 0,2 0,2 0,2
толщина 5,0 5,0 3,0
Звукоизоляция, Дб 29 (для тол- 26 —
Теплопроводность, ккал/(м • ч • °C) щины 18 мм) 0,038 0,030 0,019
В табл. 4 приведены некоторые свойства прессованных древес-
ностружечных плит с высокой, средней и низкой плотностью.
Типичные области применения древесностружечных плит:
полы (кроме плит с низкой плотностью), панели крыши, потолки,
панели стен, перегородки, полуфабрикаты всех видов, фурнитура
и стеллажи. Плиты также широко используются в качестве запол-
нителей для слоистых панелей, в которых древесный шпон или
другие тонкие облицовочные материалы соединяются с сердцевиной
из древесностружечной плиты.
IV. ТИПЫ КОНСТРУКЦИЙ
Из композиционных материалов, таких, как волокнистые, можно
изготовить стандартные линейные элементы, например двутавры,
прутки и т. д., применяющиеся в строительной промышленности,
однако они не всегда выдерживают конкуренцию с подобными де-
талями из традиционных материалов, например металла или де-
рева. Наиболее выгодно использовать композиционные материалы
8. Строительная промышленность
279
в конструкциях, обладающих жесткостью и прочностью за счет
своей формы, примерами таких конструкций могут служить обо-
лочки и гофрированные пластины [1, 9, 18, 19].
А. Оболочки \
Оболочки обладают искривленной поверхностью (рис. 4). Кри-
визна их может быть простой, т. е. полученной искривлением
плоского листа, или смешанной, т. е. искривленной в нескольких
направлениях. Так как пластикам можно придавать любую окон-
чательную конфигурацию, то наиболее предпочтительными часто
оказываются оболочки смешанной кривизны вследствие присущей
им жесткости, в отличие от оболочек простой кривизны [9, 1].
Искривленные поверхности иногда классифицируют как поло-
жительные и отрицательные гауссианы. В положительных гауссиа-
нах искривление происходит в одну сторону, примером чего может
служить купол. В отрицательных гауссианах искривление проис-
ходит в противоположные стороны, они имеют «антикластическую»
или седловидную форму. Основным примером может служить ги-
Рис. 4. Типы оболочек. Коноид — пример простой кривизны, купол —
положительной гауссианы, гиперболический параболоид — отрицательной
гауссианы, лепесток — свободной формы:
И — коноид; 2 — гиперболический параболоид; 3 — купол; 4 — лепестко-
вая оболочка
280
Альберт Г. X. Дитц
перболический параболоид. С точки зрения упругой стабильно-
сти и стойкости против коробления под воздействием сжимающих
напряжений оболочки с поверхностью типа отрицательной гаусси-
аны превосходят оболочки типа положительной гауссианы, но
и той и другой форме присущи жесткость и высокая стойкость
против коробления. При выборе формы оболочки ее пространст-
венная конфигурация должна рассматриваться не только с точки
зрения ее конструкционной эффективности, но и с точки зрения
ее пригодности для предполагаемого использования огораживае-
мого ею пространства.
Часто ни одна из стандартных геометрических форм не при-
годна для предполагаемого использования, и для одновременного
удовлетворения всех требований необходимо создавать оболочки
свободной формы.
Б. Гофрированные листы
Гофрированные листы получают путем гофрирования плоских
листов до различных конфигураций (рис. 5). Они могут быть пло-
скими подобно гофрированной бумаге или призматическими в виде
а)
Рис. 5. Сборные конструкции:
а — типы гофрированных пластин (Маковски); б — итальянская сводчатая
конструкция крыши из гофрированных пластин (Пиани, Маковски); в —
сводчатая пространственная конструкция из шестиугольных призм и стерж-
ней (Джилки)
8. Строительная промышленность
281
пирамид и тетраэдров. Они используются сами по себе или вместе
с другими деталями, например комбинация призм и штанг обра-
зует пространственную, плоскую или куполообразную конструк-
цию.
Гофрированное пластины и оболочки могут соединяться со
слоистыми панелями, что приводит к получению большей жесткости
и прочности, характерных для толстых сечений, без чрезмерного
возрастания массы.
282
Альберт Г. X. Дитц
V. ПРИМЕРЫ
Ниже приведены примеры, иллюстрирующие изложенные прин-
ципы.
А. Первая оболочковая конструкция
Показанная на рис. 6 куполообразная оболочковая конструк-
ция, представляющая собой один из первых примеров конструкций
такого типа, была построена в 50-х годах 20-го века для разме-
щения в ней измерительной скважины ядерного реактора. Кон-
струкция выдержала воздействие ветра со скоростью 160 км/ч.
Съемный купол перемещается двухтонным подъемником по путям,
укрепленным непосредственно на оболочке [13].
Рис. 6. Куполообразное перекрытие для испытательной шахты ядерного
реактора. Один из ранних примеров (50-е годы) оболочковой конструкции
из стеклопластика. Фотография представлена Уильямом Орром
Б. Дом будущего
При разработке этого небольшого дома (рис. 7) была сделана
сопытка применить конструкционные пластики не в качестве заме-
нителей других конструкционных материалов, а используя при-
нущие только им качества [8]. При этом использовались все пре-
8. Строительная промышленность
283
Рис. 7. Дом будущего:
а — общий вид; б — разрез, показывающий конструкцию основных элемен-
тов. Фотография представлена Марвином Гуди, Монсанто: 1 — элементы
связи, испытывающие растягивающие напряжения; 2 — балка из слоистой
древесиныj расположенная по периметру здания; 3 — изогнутая стальная
плита, соединяющаяся внахлестку; 4 — упорная пята из стального уголка;
5 — фундамент из армированного бетона; 6 опора; 7 — трубчатая стек-
лянная спиральная колонна
284
Альберт Г. X. Дитц
имущества пластиков, такие, как формуемость, прочность, пла-
стичность, малая масса, и преодолевалась недостаточная их
жесткость. В соответствии с требованиями минимальных затрат
и достаточно высокого модуля упругости была выбрана компози-
ция из плотной ровничной ткани в качестве упрочнителя и поли-
эфирной смолы. Модуль упругости полученного таким образом
композиционного материала в 2—3 раза выше, чем в случае арми-
рования хаотически ориентированным матом из стекловолокон,
а стоимость ниже, чем при армировании стеклотканью.
Четыре крыла дома, имеющего форму креста, консольно под-
вешены к центральному ядру, что сводит к минимуму площадь
фундамента. Вдоль середины высоты крыльев V-образной кон-
струкции имеется разъем, что позволяет использовать одну форму
для изготовления верхней и нижней половины. Избранная форма
крыльев приблизительно повторяет форму кривой изгибающего
момента для однородно нагруженной консоли, в результате чего
в оболочке достигается почти однородное распределение напряже-
ний. Наружная поверхность имеет двойную кривизну для обеспе-
чения упругой стабильности и стойкости против коробления под
действием сжимающих нагрузок.
Пол толщиной 12 см изготовлен из плоских трехслойных па-
нелей, верхние и нижние облицовки которых так же, как и обо-
лочки, выполнены из армированной ровницей полиэфирной смолы,
а сердцевина представляет собой соты из пропитанной фенольной
смолой крафт-бумаги. Края панелей пола прикреплены к U-образ-
ным коленам оболочек с образованием монококовых крыльев без
внутренних ребер жесткости и балок. Аналогично устроены пото-
лок и крыша. Важно отметить, что оболочки для крыльев длиной
5 м и шириной 2,5 м имеют толщину всего 7,6 мм, такая малая
толщина стала возможной благодаря высокой прочности и вяз-
кости материала. Как оказалось, конструкция определялась не
прочностными требованиями, а ограничением до 1,9 см величины
прогиба свободного конца консоли под действием полной внутрен-
ней нагрузки 250 кгс/м2 и нагрузки от лежащего на крыше снега
150 кгс/м2.
Приблизительно 20 млн. человек побывали в этом доме за
десять лет его службы; кроме того, он выдержал землетрясение
умеренной силы и воздействие ветров со скоростью до 150 км/ч.
Когда его, наконец, разобрали, чтобы освободить помещение для
другого экспоната, в конструкции его не было обнаружено следов
повреждений или износа, и его снос был сопряжен с определен-
ными трудностями.
Этот дом является примером оболочковой конструкции, форма
которой определялась требованиями и стала возможной благодаря
формуемости материала.
8. Строительная промышленность
285
В. Московские павильоны
Для выставки США в Москве, проходившей одновременно
с аналогичной советской выставкой в Нью-Йорке, было решено
воздвигнуть трй павильона несимметричной формы (рис. 8) для
демонстрации достижений в области фотографии^ архитектуры
и др. Для сборки павильонов различных размеров и формы было
решено использовать отдельные навесы или «зонты», гексагональ-
ные в плане. Каждый зонт состоял из колонны или опоры 6-метро-
вой высоты и поддерживаемого ею гексагонального навеса, имев-
шего в поперечнике 5 м. Девяносто таких зонтов были соединены
друг с другом в различных сочетаниях для образования трех
павильонов.
Конструкция павильонов должна была использоваться в тече-
ние одного лета и обладать высокой светопроницаемостью для
обеспечения естественного освещения днем и прожекторного осве-
щения снаружи навесов ночью.
Для достижения сочетания светопроницаемости и стойкости
против ветров со скоростью до 100 км/ч при ожидавшихся в тече-
ние лета грозах навесы должны быть тонкими, но прочными и
достаточно жесткими для предотвращения коробления и флаттера.
Это было достигнуто путем изготовления навесов толщиной всего
1,6 мм из обладающей высокой светопроницаемостью хлорирован-
ной полиэфирной смолы, армированной матами из хаотически
ориентированных стекловолокон (Современные пластики, 1959),
при этом каждый шестиугольный навес состоял из шести треуголь-
ных секций с большой двойной кривизной. Вдоль краев этих тре-
угольных секций были расположены ребра толщиной 6,4 мм, обес-
Рис. 8. Московские павильоны:
а — деталь, показывающая высокую степень светопроницаемости; б — вид
сверху; видны лепестки и места соединений навесов
286
Альберт Г. X. Дитц
печивавшие дополнительную жесткость и возможность болтового
соединения секций. Аналогичные небольшие ребра вдоль краев
шестиугольного навеса обеспечивали стойкость против флаттера
и возможность присоединения навесов друг к другу.
Несущие опоры с диаметром, увеличивающимся от 15 см в ос-
новании до 90 см у вершины, были изготовлены из трех соединен-
ных эпоксидной смолой частей толщиной 6,4 мм, каждая из кото-
рых была выполнена из армированной хаотически ориентирован-
ными стекловолокнами полиэфирной смолы.
Форма такой опорно-навесной оболочковой конструкции яви-
лась следствием требований по нагрузкам и освещенности. Хотя
эти зонты были спроектированы для непосредственного кратковре-
менного использования и при их изготовлении не стремились
к долговечности, их впоследствии разобрали и вновь собрали
в Ялте, где они десять лет спустя все еще использовались в каче-
стве тентов.
Г. Рынок в Аргентвиле
Это круглое в плане, имеющее диаметр 30 м здание рынка
(рис. 9) в пригороде Парижа иллюстрирует использование коноид-
ной поверхности для конструкции крыши. Крыша состоит из не-
прозрачных изогнутых деталей, параболических в поперечном
сечении, изготовленных из армированной стекловолокнами поли-
эфирной смолы, с побеленной нижней поверхностью и затемненной
Рис. 9. Рынок в Аргентвиле, монтаж коноидной секции крыши. Фотогра-
фия представлена Стефаном дю Шато
8. Строительная промышленность
287
верхней [6]. Максимальная толщина составляет приблизительно
10 мм. Коноидные детали поддерживаются наружным стальным
кольцом, работающим на растяжение, внутренним стальным коль-
цом, работающим на сжатие, и изогнутыми трубчатыми ребрами
вдоль разжелобков,4 по которым коноиды соединяются друг с дру-
гом и ребрами.
Д. Спортивный дворец в Ливии
Купол нового Спортивного дворца в Ливии состоит из сталь-
ного каркаса, поддерживающего легкие тонкие гофрированные
пластины из армированной стекловолокнами полиэфирной смолы.
Полученная в результате легковесная крыша требует минимума
несущих конструкций и фундамента.
Е. Конструкция из гофрированных листов (Нидерланды)
Исследования в лабораториях Стевина в Дельфте привели
к развитию сводчатых конструкций из гофрированных листов и
пространственных конструкций из призм и стержней. Испытания
при умеренных и интенсивных нагрузках и измерения деформа-
ций показали осуществимость конструкций с большой величиной
пролета, использующих принцип гофрированных листов [18].
Ж. Здание сборочного цеха космических кораблей «Апполлон»
Одна стена здания, использующегося для сборки лунных
космических кораблей, изготовлена из светопроницаемых панелей,
состоящих из облицовок толщиной 1,6 мм из армированной неори-
ентированными стекловолокнами полиэфирной смолы, соединен-
ных небольшими экструдированными алюминиевыми профилями.
Ожидается, что эти слоистые панели будут в состоянии выдержи-
вать ураганы, передавая давление ветра на стальной каркас
здания. Для защиты от сильного ультрафиолетового излучения
наружные поверхности панелей покрыты тонкой полифторвинило-
вой пленкой, нанесенной на стеклопластиковую подложку.
3. Стены из светопроницаемых панелей
Трехслойные панели, аналогичные использованным в здании
сборочного цеха кораблей «Аполлон», применяют для изготовле-
ния стен коммерческих, индустриальных, учебных и религиозных
сооружений, как, например, в отмеченном призом на архитектур-
ном конкурсе здании исследовательской лаборатории (рис. 10).
288
Альберт Г. X. Дитц
Рис. 10. Прозрачные стены экспериментального здания, получившего приз,
образованные слоистыми панелями. Облицовка выполнена из армирован-
ной стекловолокнами полиэфирной смолы, соединяемой с решеткой из не-
больших алюминиевых профилей. Фотография предоставлена фирмой Ка1-
wall
И. Дом из конструкционных панелей
В недавно построенном в Германии доме слоистые панели ис-
пользованы для изготовления стен, крыши и пола. Облицовки
панелей выполнены из стеклопластиков, а заполнитель — поли-
уретановый пенопласт.
К. Здание Совета Большого Лондона
Наружная облицовка многоэтажного здания Совета Большого
Лондона (рис. 11) была разработана в соответствии с техническим
заданием, а не с нормативными предписаниями, как это делается
обычно [3]. Основные требования заключались в следующем: дав-
ление ветра 100 кгс/ма; общая теплопроводность не более
8. Строительная промышленность
289
Рис. 11. Многоэтажное здание
Совета Большого Лондона: а —
общий вид; б — деталь компо-
зиционной панели стены; 1 —
полиуретановая отделка; 2 —
оболочка из армированной
стекловолокнами полиэфирной
смолы; 3 — гибкий эпоксидный
лист; 4 — пенобетон; 5 — би-
тум; 6 — армированная гипсо-
вая штукатурка; 7 сталь-
ная арматура
0,03 ккал/(м2«ч«°С); общее ослабление звука приблизительно
35 Дб; в случае распространения пожара: самогашение; сопро-
тивление проникновению пожара 1—2 ч; минимальная масса для
снижения массы стальных конструкций и фундамента, несущих
здание; минимальная толщина для обеспечения максимума полез-
ной площади пола; минимальное обслуживание в течение всего
ожидаемого срока службы здания.
Ни в одном из требований не были упомянуты материалы.
В результате длительных разработок были сконструированы лег-
ковесные панели.
Внешняя облицовка панелей представляет собой лист толщи-
ной 2,5 мм из армированной стекловолокнами полиэфирной смолы
с большим содержанием минеральных наполнителей и красителей
для выполнения требования по самогашению. Полиуретановая
отделка белого цвета обеспечивает создание требующей минималь-
ного обслуживания поверхности, способной, как ожидается, про-
тивостоять воздействию лондонской атмосферы в течение 20—
30 лет и при необходимости возобновляться.
Заполнитель состоит из слоя легкого пенобетона толщиной
6—10 см с плотностью приблизительно 0,25 г/см3. Этот слой соеди-
нен с облицовкой при помощи эпоксидного связующего.
Внутренняя облицовка толщиной 12,7 мм выполнена из гипсо-
вой штукатурки, армированной стальной проволокой и асбесто-
выми волокнами. Эта облицовка связана с заполнителем слоем би-
10 п/р, Ыотона, т. 3
290
Альберт Г. X. Дитц
тума, который одновременно действует как барьер для паров
воды.
Такие панели удовлетворяют всем требованиям, предъявляе-
мым к зданию Совета Большого Лондона, и их масса составляет
приблизительно одну пятую от массы обычной кирпичной кладки
или бетонных панелей. Они имеют толщину, приблизительно втрое
меньшую по сравнению с толщиной стандартной кирпичной клад-
ки. Только объединение ряда материалов в композиционные панели
позволило выполнить техническое задание на строительство зда-
ния Совета Большого Лондона.
Л. Дом из композиционных панелей
Трехслойиые панели, разработанные для стен, полов и крыш
домов фабричного изготовления (рис. 12), содержат сотовые за-
полнители из пропитанной фенольной смолой крафт-бумаги. За-
полнитель облицован плотной тканью из стекловолокнистой ров-
ницы, пропитанной полиэфирной смолой. Эти элементы составляют
конструкционную часть композиционных панелей. Для придания
панелям огнестойкости и требуемых акустических свойств исполь-
зуются гипсовые доски, поверх которых наносятся различные
отделочные материалы, такие, например, как напыленная cfcecb
неориентированных стекловолокон с полиэфирной смолой. Для
полов и других плоскостей, подвергающихся воздействию тран-
спорта и требующих дополнительной прочности и жесткости, в ка-
Рис. 12. Композиционная
панель стены. Сотовая серд-
цевина облицована поли-
эфирной смолой, армиро-
ванной тканью из стеклово-
локнистой ровницы, гипсо-
вой плитой и отделочными
материалами. Предоставле-
но фирмой ТРВ:
1 — неконструкционная
внутренняя поверхность
(смола, армированная руб-
леными волокнами); 2 —
огнестойкий слой (гипсовая
плита); 3 — конструкцион-
ная облицовка (смола ар-
мированная ровничной
тканью); 4 — заполнитель
(бумажные соты); 5 — кон-
струкционная облицовка;
6 — огнестойкий слой; 7 —
неконструкционный внеш-
ний слой
8. Строительная промышленность
291
честве дополнительной облицовки может быть использована фа-
нера. Панели соединяются в жесткие блоки для фабричной отделки
и транспортировки к месту назначения.
М. Резервуары х
Вследствие высокой коррозионной стойкости армированных
стекловолокнами полиэфирных и эпоксидных смол к воздействию
различных жидкостей и подпочвенных вод резервуары из этих
материалов часто используются для хранения различных жидко-
стей, например бензина и нефти. Такие резервуары, как правило,
заглублены в землю, где воздействие агрессивных вод могло бы
серьезно повредить металлические резервуары.
Н. Формованные элементы оборудования ванных комнат
Легкость, жесткость, прочность и формуемость стеклопласти-
ков обусловили их использование для изготовления элементов
оборудования ванных комнат, например ванн и душевых кабин.
При изготовлении ванн поверхности окружающих стен часто фор-
муются заодно с ванной, что позволяет избежать щелей и соеди-
нительных узлов. Целесообразно формовать цельные ванные
комнаты, включая пол, стены и потолок из армированной стекло-
волокнами полиэфирной смолы. Их поверхности покрывают тон-
ким неармированным слоем полиэфирной смолы либо листовым
термопластом. Такие поверхности обладают меньшей твердостью
и стойкостью против воздействия острых предметов, чем фарфоро-
вая эмаль, но их проще восстанавливать.
О. Здание Общественного здравоохранения Гарвардской
медицинской школы
Наружные стены этого здания изготовлены из 76-миллиметро-
вых слоистых панелей на основе полиэфирного бетона. Облицовки
панелей толщиной приблизительно от 19 до 25 мм состоят в основ-
ном из смеси катализированной ненасыщенной полиэфирной смолы
с кремнеземным песком. Смесь заливается в горизонтальную
форму приблизительно на половину толщины будущей облицовки.
Вслед за этим настилается слой плотной ткани из стекловолокни-
стой ровницы, а затем вторая половина облицовки. Поверх обли-
цовки укладывается слой полиуретановой теплоизоляции толщи-
ной 25 мм, который закрывается второй облицовкой, укладываемой
аналогично первой облицовке. Сверху, при желании, можно насы-
пать слой минерального наполнителя в тот момент, когда смола
становится достаточно вязкой, чтобы выдержать наполнитель.
В это же время обычно производится напыление тонкого песка.
10*
292
Альберт Г, X. Дитц
Отверждение, как правило, проходит в течение ночи при комнат-
ной температуре. Рамы для окон, дверей и других отверстий вкла-
дываются внутрь формы. При необходимости панели могут арми-
роваться стальными прутками или сетками. Угловые детали также
могут встраиваться в формы.
Образующаяся в результате панель может быть использована
в качестве готовой стены, а может быть отделана по внутренней
стороне алебастром, сухой штукатуркой или другим отделочным
материалом по желанию. Внешняя поверхность может быть глад-
кой, такой она получается в горизонтальной форме, или тексту-
рованной, или содержать обнаженный наполнитель.
Толщина панелей может быть различной — от 19 мм дляпластин
из армированного стекловолокнами полиэфирного бетона до любой
требуемой суммарной толщины для многослойных панелей.
Слоистые панели, в противоположность стандартным литым
бетонным панелям, подвешиваются за верхнюю часть, а не уста-
навливаются на опору своим нижним краем. Это делается вслед-
ствие высокой прочности панелей на растяжение, допускающей
такое подвешивание, и в результате того, что тонкие панели на
основе смолистого связующего имеют тенденцию изгибаться, если
они опираются на нижнюю кромку.
Панели соединяются шпунтовкой, а стыки между панелями
заполняются уплотняющими материалами или прокладками таким
же способом, как для стандартных панелей. Температурный
коэффициент линейного расширения таких панелей выше, чем
у обычного бетона, и ближе к коэффициенту расширения алюми-
ния. Низкая величина скорости распространения пламени, оце-
ниваемая при стандартном туннельном испытании приблизительно
в 5 и менее баллов, позволяет отнести этот материал в класс А
(несгораемые материалы).
Строительные композиционные панели применяют на протяже-
нии 8—10 лет. Панели с обнаженным наполнителем, прослужившие
столько времени, находятся в хорошем состоянии, по крайней
мере, в таком же, как обычный литой бетон.
VI. КОНСТРУКЦИИ МЕМБРАННОГО ТИПА
Для содержания активных веществ, занимающих большой
объем, требуются большие помещения или несколько сооружений.
Мембранные конструкции позволяют изготовлять такие сооруже-
ния с минимальной затратой материала. Существуют две основные
конструкции мембранного типа: натянутые конструкции и кон-
струкции, поддерживаемые избыточным давлением воздуха (на-
дувные). В обоих типах мембраны находятся в натянутом состоя-
нии, поэтому конструкции сохраняют свою форму и не разруша-
ются. Мембраны обычно изготовляются из композиционных мате-
8. Строительная промышленность
293
риалов, представляющих собой ткань из стекловолокон или других
высокопрочных волокон, таких как найлон, покрытый пластиком,
например, полихлорвинилом.
А. Натянутые конструкции
Для получения больших замкнутых пространств используются
комбинации тросов и мачт или подпорок с натянутыми мембранами.
Тросы туго натягиваются между мачтами и прикрепляются анке-
рами к земле. Мембраны, обычно из пропитанной ткани или про-
зрачного пластика, растягиваются поверх тросов (рис. 13). Оче-
видно, что теоретически не существует предела размерам таких
помещений.
Рис. 18. Растянутая конструкция. Павильон ФРГ на выставке «Экспо-67»
в Монреале
Б. Надувные конструкции
В течение последних 20—25 лет наблюдается значительный
рост как числа, так и размеров конструкций, поддерживаемых
внутренним избыточным воздушным давлением. Эти конструкции,
294
Альберт Г. X. Дитц
Рис. 14. Хоккейная площадка под навесом, поддерживаемым избыточным
давлением воздуха. Фотография представлена фирмой Birdair
как правило, представляют собой прозрачные мембраны из пла-
стиков или покрытых пластиками тканей из стекловолокон или
найлона. Наиболее ранними примерами таких конструкций явля-
лись надувные кожухи антенн радаров, защищавшие антенны от
воздействия непогоды в Арктике и тропических районах. Позднее
были построены помещения с большим внутренним объемом для
складов, спортивных площадок (рис. 14) и уже недавно для теп-
лиц. Широкое применение нашли подобные конструкции для
перекрытий бассейнов и в некоторых случаях для защиты строи-
тельных площадок.
На Всемирной выставке «Экспо-70» в Осака были сооружены
две выдающиеся конструкции такого типа. Это павильон США и
здание Фудзи.
Павильон США (рис. 15) является примером простой конструк-
ции, поддерживаемой избыточным давлением воздуха, состоящей
из однослойной мембраны, приклепленной вдоль края анкерами
к фундаменту [7]. Он был исключительно больших размеров,
приблизительно 145 м в длину и .80 м в ширину, и имел форму
суперэллипса с показателем 2,5 вместо обычного 2. Хотя избы-
точное внутреннее давление, необходимое для поддержания па-
вильона, составляло всего 0,002 кгс/см2, результирующая подъ-
емная сила на такой большой площади поверхности была такова,
что потребовалась сетка из стальных тросов диаметром 32—65 мм
для прикрепления крыши к тяжелому периферийному бетонному
кольцу, масса которого была достаточна для того, чтобы противо-
стоять подъемной силе. Мембрана изготовлена из стеклоткани.
8. Строительная промышленность
295
покрытой полихлорвинилом. Она имела высокую степень прозрач-
ности и в ясный день пропускала внутрь павильона мягкий свет
в количестве, более чем достаточном для освещения экспонатов.
Для противодействия возможным сильным ветрам, например
тайфунам, иногда налетающим на Японские острова, вокруг па-
вильонов была сооружена земляная берма путем выемки части грун-
та из основания павильона, тем самым была получена дополни-
тельная высота павильона без его чрезмерного возвышения над
уровнем земли. Наклон бермы был таков, что налетавший на нее
Рис. 15. Павильон США на выставке «Экспо-70» в Осака. Поддерживаемая
воздухом крыша из покрытой пластиком ткани удерживается стальными
тросами:
а — внешний вид; б — вид с внутренней стороны. Фотография нредсгавлена
Дэвидом Джигером
296
Альберт Г. X. Дитц
Рис. 16. Здание Фудзи на выставке «Экспо-70» в Осака. Конструкция пред-
ставляет собой большие надувные секции, соединенные вместе (общий вид).
Фотография представлена компанией Taisei
горизонтальный ветер отклонялся вверх и образовывал над крышей
область отрицательного давления, а не направленного вниз поло-
жительного давления. Во всех случаях малое возвышение крыши
приводило к тому, что горизонтальные ветра стремились создать
подъемную силу, а не силу, направленную вниз. Отсутствие вну-
тренних колонн и несущих конструкций обеспечивало максималь-
ную свободу для размещений экспонатов.
Здание Фудзи в Осака (рис. 16) составлено из нескольких
больших трубчатых секций, надутых воздухом и соединенных
друг с другом с образованием сводчатой формы, свободной от вну-
тренних несущих конструкций [17]. Секции были выполнены из
покрытой полихлорвинилом ткани, и их гибкость была такова, что
позволяла изменять конфигурацию свода от одного конца здания
к другому.
Очевидно, что возможно множество других конфигураций,
некоторые из них приведены на рис. 17. Надувные секции могут
находиться на некотором расстоянии друг от друга, при этом мем-
брана закрывает пространства между секциями, или же секции
могут пересекаться, а мембрана располагается между пересече-
ниями. Могут использоваться многослойные мембраны, а также
другие конфигурации, например крыша в виде надувной подушки.
8. Строительная промышленность
297
Рис. 17. Основные виды надувных конструкций. Фотография представлена
журналом «Прогрессивная архитектура»:
1 — простая мембранная конструкция, поддерживаемая воздухом (подъем-
ная сила создается по всему периметру); 2 — надувная секция; 3 — «стега-
ная» конструкция (образуется из многократно повторяющихся мембран);
4 — конструкция типа подушки (сохраняет свою форму благодаря внутрен-
ним связям); 5 — конструкция типа пересекающихся ребер (между пересе-
кающимися надувными ребрами натягивается мембрана)
Различные формы могут поддерживаться внутренними перепон-
ками, растяжками и прочими способами.
Во всех случаях должен соблюдаться простой принцип. В каж-
дой конструктивной форме необходимо использовать избыточное
давление воздуха, достаточное для того, чтобы мембрана находи-
лась в натянутом состоянии всегда, при всех возможных комбина-
циях давления воздуха и внешней нагрузки от ветра или снега,
добавляемых к массе самой конструкции. При рассмотрении
298
Альберт Г. X. Дитц
напряжений следует учитывать, что сдвиговые моменты имеют
сжимающую компоненту, которая может приводить к появлению
морщин.
VII. ГОРЮЧЕСТЬ
Как и другие органические материалы, все пластики могут
быть разрушены при воздействии достаточно высоких температур.
Одни пластики не воспламеняются, другие — обладают способ-
ностью к самогашению, а третьи — сгорают с той или иной ско-
ростью. Наполнители, пластификаторы и другие компоненты могут
сильно влиять на воспламеняемость пластиков.
Так как химический состав пластиков близок к составу дре-
весины, бумаги и тканей, продукты горения их также похожи.
Состав продуктов горения при пожаре зависит не только от со-
става материалов, но и от условий горения. При избытке воздуха
основными продуктами горения большинства пластиков, древе-
сины, бумаги и тканей являются двуокись углерода и вода; однако
при дефиците кислорода могут образовываться в больших объемах
моноокись углерода и дым. Выделение дыма также зависит от со-
става материалов — некоторые из наименее огнеопасных пластиков
выделяют очень большое количество дыма. Если в состав пластиков
входят такие компоненты, как хлор, фтор, азот и сера, то они также
будут присутствовать в отходящих газах.
А. Испытания
Почти во всех нормах и правилах приняты методики испыта-
ний, разработанные Американским обществом по испытанию мате-
риалов (ASTM). Такие организации, как Национальная ассоциа-
ция по защите от пожаров, пользуются собственными обозначе-
ниями этих испытаний, но обозначения ASTM употребляются
наиболее часто.
ASTM Е-119, огнестойкость. Этот вид испытаний обычно назы-
вают испытанием на сопротивление пожару, но официально его
наименование заменено на испытание на огнестойкость, поскольку
термин «сопротивление» неясен и широко используется в других
значениях. В этом испытании образец большой площади устанав-
ливается в качестве перегородки в печи, имеющей размеры ком-
наты. Газовое пламя контролируемой и постепенно повышаю-
щейся интенсивности воздействует на одну из сторон образца.
На этой горячей стороне температура повышается до 538° С за
5 мин, до 704° С за 10 мин, до 927° С за 1 ч и до 1093° С за 4 ч.
Материал считается приемлемым, если средняя температура на
обратной стороне образца не превышает 121° С, температуры,
при которой могут возгораться древесина, хлопок или бумага.
8. Строительная промышленность
299
Кроме того, ни пламя, ни дым не должны проникать через испыты-
ваемый образец. Ни один из существующих в настоящее время стро-
ительных пластиков не выдерживает таких условий испытания;
однако если горячая сторона и прилежащий к ней слой термоизоля-
ции выполнены из несгораемых материалов, то слой пенопластиче-
ского материала на обратной стороне может обеспечить высокую
степень термоизоляции и удлинение срока огнестойкости.
Материалы классифицируются по времени в минутах или ча-
сах, требуемому для достижения на обратной стороне температуры
121° С или для проникновения пламени или дыма.
ASTM Д-635, возгораемость. Это единственный вид испытаний,
разработанный специально для пластиков. Остальные испытания
применяются в’равной степени ко всем материалам, в том числе и
к пластикам. Один конец горизонтального стержня размерами
6,35 X 12,7 X 127 мм из пластика помещается на глубину 25 мм
в пламя бунзеновской горелки на 30 с и отмечается скорость,
с которой он горит. Если образец не воспламеняется после первых
30 с, испытание повторяют. В общем случае рекомендуется пла-
стики, горящие со скоростью более чем 63,5 мм/мин, исключить
из числа используемых в строительной промышленности несмотря
на то, что эта скорость называется умеренной. Материал, горящий
со скоростью менее чем 38 мм/мин, считается горящим медленно.
Следует отметить, что введение в состав материала наполнителей
или волокнистых упрочнителей может заметно ускорять или за-
медлять скорость его горения.
ASTM Е-84. скорость распространения пламени. Это испыта-
ние включено в перечни испытаний Лабораторией Страхового
общества — под номером 723, Национальной ассоциации по защите
от пожаров — под номером 255, а также в Перечень единых стро-
ительных норм — под номером 42—1. Испытания осуществляются
в камере из огнеупорного кирпича длиной 7,62 м, шириной 45,7 см
и высотой 30,5 см. Испытываемый образец устанавливается на
место потолка этого туннеля и поддерживается зажимами вдоль
длинных краев. Сильная газовая горелка поджигает образец
в одном из концов туннеля и обеспечивает избыток энергии горе-
ния. Скорость распространения пламени определяется путем
наблюдения через стеклянные окна в стенке туннеля в течение
10 мин или в течение времени, за которое пламя проходит всю
длину туннеля. Выделение дыма измеряется фотоэлементом на
выходном конце туннеля, показывающим долю света от какого-
либо источника, поглощенную отходящим дымом. Вклад образца
в энергию горения учитывается термопарой, . установленной на
выходном конце туннеля.
Результаты испытания соотносят с результатами испытания
асбестовых плит, чьи скорость распространения пламени, дымо-
выделение и вклад в энергию горения приняты за нуль, и 16-милли-
300
Альберт Г. X. Дитц
метровой доски из красного дуба, аналогичные параметры которой
приняты за 100. Если при испытании какого-нибудь материала
пламя распространилось на длину, составляющую 25% дальности
распространения пламени вдоль красного дуба, то его показатель
скорости распространения пламени оценивается в 25 баллов. Если
материал воспламеняется по всей своей длине за половину вре-
мени, характерного для красного дуба и составляющего 4,5 мин,
тогда скорость распространения пламени такого материала состав-
ляет 200 баллов. Для расчета дымовыделения строятся диаграммы
зависимости снижения показаний фотоэлемента от времени. Пло-
щадь под этой кривой сравнивается с аналогичной величиной для
красного дуба. Если у какого-либо материала эта площадь в 3 раза
больше, чем у красного дуба, то его дымовыделение оценивается
в 300 баллов. Способы определения площади под кривой для мате-
риалов с различными скоростями выделения дыма одинаковые.
Основные региональные правила составлены в соответствии
с инструкциями на скорость распространения пламени Е-84.
С некоторыми отклонениями они предписывают, что скорость
распределения пламени отделочных материалов для вертикальных
внутренних лестниц не должна превышать 25 баллов при стандарт-
ных туннельных испытаниях, для других проходов — не выше
75 баллов, максимальная скорость распространения пламени во
внутренних помещениях в зависимости от расположения колеб-
лется от 75 до 225 баллов.
Б. Нормы и классификации
Основные строительные нормы 1970 г. Американской конфе-
ренции по строительству определяют несгораемые материалы.
Несгораемым называется материал, удовлетворяющий в той
форме, в которой он используется, какому-либо из требований,
приведенных ниже,
1. Материалы, которые выдерживают испытание по определе-
нию несгораемости элементарных материалов, после помещения
их в печь с температурой 750° С на 5 мин, не вызывают по показа-
ниям термопары на поверхности или внутри материала подъема
температуры выше чем на 30° С по сравнению с температурой воз-
духа в печи в начале испытания и не воспламеняются после поме-
щения в такую печь на 30 с.
2. Материалы, структурная основа которых относится к кате-
гории несгораемых согласно пункту 1 с поверхностными слоями
толщиной не более 3,175 мм, обладающие скоростью распростра-
нения пламени не выше 50 баллов, определенной по методу испыта-
ния характеристик поверхностного горения строительных мате-
риалов.
8. Строительная промышленность
801
3. Материалы, не вошедшие в пункты 1 и 2, обладающие ско-
ростью распространения пламени не выше 25 баллов при отсутствии
следов прогрессирующего горения, и материалы такого состава,
при котором вдоль любой плоскости, пересекающей материал,
скорость распространения пламени не превышает 25 баллов, что
определяется согласно методу испытания характеристик поверх-
ностного горения строительных материалов.
Нормы безопасности Национальной ассоциации по защите от
пожаров за 1970 г. в качестве первого включают следующий пункт:
«а. Материалы, никакая часть которых не воспламеняется и не
горит, будучи подвергнута воздействию огня»; пункты «б» и «в»
практически идентичны приведенным выше пунктам 1 и 2.
Приведенная ниже выдержка из Норм безопасности за 1970 г.
составляет основу для классификации внутренних отделочных
материалов.
Пункт 6—2113. Классификация внутренних отделочных мате-
риалов, данная в пункте 6—2114, разработана для основных отде-
лочных материалов и не относится к нанесенным впоследствии
краскам и обоям, кроме тех случаев, когда подобные отделки вклю-
чаются компетентными органами в число материалов, подлежащих
классификации, поскольку, по мнению компетентных органов,
они обладают такими свойствами или толщиной или нанесены таким
образом, что могут существенно влиять на скорость распростра-
нения пламени.
Пункт 6—2114. Внутренние отделочные материалы группиру-
ются в классы в соответствии с их скоростью распространения пла-
мени. Класс А внутренних отделочных материалов. Скорость рас-
пространения пламени от 0 до 25 баллов. Включает все материалы,
получившие 25 и менее баллов при испытании, описанном в пункте
6—2115, и любые материалы, не продолжающие распространять
пламя после окончания подобного испытания.
Класс В внутренних отделочных материалов. Скорость распро-
странения пламени от 26 до 75 баллов. Включает все материалы,
получившие больше 25, но не больше 75 баллов при испытании,
описанном в пункте 6—2115.
Класс С внутренних отделочных материалов. Скорость распро-
странения пламени от 76 до 200 баллов. Включает все материалы,
получившие больше 75, но не больше 200 баллов при испытании,
описанном в пункте 6—2115.
Класс Д внутренних отделочных материалов. Скорость распро-
странения пламени от 201 до 500 баллов. Включает все материалы,
получившие больше 200, но не больше 500 баллов при испытании,
описанном в пункте 6—2115. Класс Е внутренних отделочных мате-
риалов. Скорость распространения пламени свыше 500 баллов.
Включает все материалы, получившие больше 500 баллов при испы-
таний, описанном в пункте 6—2115.
302
Альберт Г. X. Дитц
Таблица 5
РЕЗУЛЬТАТЫ ИСПЫТАНИЙ СКОРОСТИ РАСПРОСТРАНЕНИЯ ПЛАМЕНИ
(АСТМ Е-84)
Материал и номер эксперимента Скорость рас- пространения пламени, баллы Повышение температуры, Дымо выде- ление
Стеклопластики : данные лабораторий страхового общества, ЛСО):
1 65 10 >500
2 50 — 500
3 25 — 250
4 25 — >500
5 30 — 200
6 55-70 10—15 >500
7 30 — 200
8 20 — 300
9 35 — 450
10 65 10 >500
и 80 — 300—500
12 данные изготовителей (ДИ): 75 15 >500
А. 1 20 860
2 45 20 170
3 17 — 760
4 20 — 635
5 17 — 920
Б. 1 200 64 123
2 30—75 5—15 >200
3 25 0 >500
Полиэфирный бетон (ДИ) Прессованные пластины (ЛСО): 3 0 55
1. Необлицованные 20 0 5
2. > 55—70 5 95—130
3. Облицованные асбоце- ментной плитой 25 0 30
4. То же 75—85 20 20
5. » > 15 0 15
5а. Необлицованные 30 0 30
6. » 75 10 95
7. > Пенопласты (ЛСО): 320—350 40—120 200—250
1. Плиты, блоки 10 0 135
2. То же 5 0 50—85
3. > > 25 0 125—165
4. » > 25 0—20 >500
5. > » 10—25 0 150—150
6. На асбоцементе 25 0 150—190
7. > » 30 5 175—200
8. > > 25 0 >500
8. Строительная промышленность
303
Пункт 6—2115. Внутренние отделочные материалы, описанные
в пункте 6—2114, классифицируются в соответствии с методом ис-
пытания характеристик поверхностного горения строительных
материалов (ASTM Е-84, НФПА 255).
Пункт 6—2116. Все материалы, демонстрирующие при испыта-
нии большую опасность для жизни, чем учитываемая по скорости
распространения пламени, вследствие большого количества или
особых свойств выделяемого дыма, должны быть включены в соот-
ветствующие классы пункта 6—2114 согласно их действительной
опасности, определяемой компетентными органами.
Такие или очень похожие классификации, как правило, при-
сутствуют в строительных нормах и могут считаться типичными.
При учете подобной классификации могут оказаться полез-
ными некоторые взятые из разных источников результаты испыта-
ний, показывающие интервалы изменения свойств, ожидаемых
для ряда композиционных материалов на основе пластиков
(табл. 5).
Как видно из таблицы, композиционные материалы можно
изготовить на основе пластиков со скоростями распространения
пламени значительно ниже 25 баллов, что является максимальной
величиной для негорючих материалов, а можно получить и су-
щественно более высокие скорости распространения пламени.
о оощем случае, снижение
скорости распространения пла-
мени сопровождается повыше-
нием дымовыделения, но это
справедливо не всегда.
В. Особые соображения
о горючести и дымовыделении
В различных инструкциях,
нормах, методах испытаний,
результатах исследовательских
и испытательных организаций,
данных изготовителей описы-
ваются многие аспекты горю-
чести, однако ощущается неко-
торая неопределенность в тре-
бованиях, определяющих допу-
стимые уровни дымовыделения.
В нормах ясно определены тре-
бования по скорости распрост-
ранения пламени для несгорае-
мых материалов и различных
классов внутренних отделочных
Таблица 6
ПРЕДЕЛЬНЫЕ ЗНАЧЕНИЯ
ПЛОТНОСТИ ДЫМА
Строительные нормы
Город, штат Класс А (или I) Класс В (или II) Класс С (или III) 1 1
Сан-Франциско 25 200 450
Филадельфия — — 225
Нью-Йорк *2 25 50 100
Штат Мичиган *3 50 125 200
Штат Техас *4 25 75 200
** Исследования материалов и стан-
дарты, АСТМ, апрель 1971, с. 19.
*я Применительно к внутренним от-
делкам в проходах, коридорах и общест-
венных местах.
*8 Применительно к внутренним от-
делкам в школьных зданиях.
** Применительно к покрытиям полов
в яслях и санаториях. В некоторых слу-
чаях устанавливаются промежуточные
уровни в 60, 100, 150 и 175.
804
Альберт Г. X. Дитц
материалов, но не определены уровни дымовыде ления. При
туннельных испытаниях дымовыделение может измеряться одно-
временно со скоростью распространения пламени. В некоторых
городах приняты пробные ограничения по дымовыделению.
В табл. 6 приведены некоторые из этих ограничений.
VIII. СОЕДИНЕНИЯ
Как показывает предыдущее обсуждение, композиционные ма-
териалы часто используются в строительной промышленности
в виде деталей, таких, как панели или оболочки, изготовляемых
в заводских условиях и собираемых на строительной площадке.
Это означает, что их нужно соединять друг с другом и что соеди-
нительные узлы должны быть, как правило, непроницаемыми для
воздействий атмосферных явлений.
В соединительных узлах может происходить или не происхо-
дить смещение вследствие изменения размеров соединяемых дета-
лей. Эти изменения размеров могут вызываться изменениями тем-
пературы или влажности воздуха, напряжениями, приводящими
к деформациям, или другими причинами. Некоторые детали из
композиционных материалов, например стеклопластиков, обла-
дающих довольно высоким температурным коэффициентом линей-
ного расширения, могут подвергаться заметным изменениям раз-
меров, особенно детали больших размеров, например большие
строительные панели.
Если в соединительном узле происходит смещение, то он назы-
вается «рабочим» узлом, а если смещения не происходит, то «нера-
бочим» узлом. В обоих случаях для обеспечения непроницаемости
для воздействий атмосферных явлений узлы необходимо уплот-
нять. По определению Коппса [10], соединительным уплотнением
называется любой материал, обеспечивающий водонепроницае-
мость соединительного узла в течение длительного времени. Со-
единительные уплотнения включают в себя в основном вязкие мате-
риалы типа замазки, ленты и прокладок.
Уплотняющим материалом называется замазка — вязкий тип
соединительного уплотнения, применяющийся в объемном виде и
укладывающийся при помощи шпателя или шприца.
Прокладкой называется предварительно сформованная и вул-
канизированная масса из синтетической резины или пластика,
используемая в качестве соединительного уплотнения.
Композиционные соединительные уплотнения используются по
той же причине, что и композиционные материалы, т. е. вследствие
того, что они позволяют достигнуть поставленных целей лучше,
чем однокомпонентные или простые материалы.
На рис. 18 показаны типичные рабочие соединительные узлы
встык, внахлестку и комбинированные. Соединения встык приме-
8. Строительная промышленность
305
Рис. 18. «Работающие» соединительные уплотнения: соединения встык (л),
внахлестку (б) и комбинированные (в):
1 — подпирающий уплотнитель; 2 — толстые секции; 3 — листовые секции;
4 — планка; 5 — периферийное уплотнение; 6 — панель или стекло; 7 —
«рама и упор»; 8 — остекление
няются, как правило, для соединения толстых деталей, таких,
как кирпичная кладка или слоистые панели, при невозможности
их перекрывания. Уплотняющий материал при этом работает пре-
имущественно на растяжение и сжатие. В соединениях внахлестку
движение деталей вызывает преимущественно сдвиговые напряже-
ния в соединительных уплотнениях. В комбинированных соедине-
ниях наблюдаются и растяжение или сжатие, и сдвиг.
Типичные нерабочие соединительные узлы показаны на рис. 19.
Детали в этом случае жёстко скреплены и не могут существенно
перемещаться относительно друг друга. Соединительные уплотне-
ния при этом не подвергаются заметным деформациям.
В качестве уплотняющих материалов, как правило, исполь-
зуются следующие композиции: расщепляемые в воде или раство-
рителях акриловые; отслаивающиеся и неотслаивающиеся бути-
ловые, полисульфидные, полиуретановые, силиконовые. Проклад-
ки наиболее часто изготовляются из ячеистого (с замкнутыми
ячейками) неопрена, плотного неопрена, этиленпропиленовых
полимеров и полихлорвиниловых полимеров с различными напол-
нителями, пластификаторами и другими добавками.
306
Альберт Г. X. Дитц
Рис. 19. Типичные неработающие соединительные
уплотнения
Рис. 20. Комбинированные соединительные уп-
лотнения для остекления:
1 — эластомер; 2 — лента; 3 — неопреновая
трубка или шнур; 4 — гибкая уретановая пена;
5 — неопреновый шнур; 6 — замазка; 7 — сжа-
тая прокладка; 8 — вкладыш; 9 — акриловый
компаунд
Несколько типичных композиционных соединительных узлов
показаны на рис. 20. Они состоят из комбинаций уплотняющих
материалов и прокладок, изготовленных из различных материалов
в различных формах, что позволяет выполнить предъявляемые
к соединительным узлам требования.
Список литературы
1. Benjamin, В. S. (1969). Structural Design with plastics, Polym. Sci. Eng.
Ser. SPE pp. 134-214.
2. Broutman, L. J. (1970). «Composite Engineering Laminates» (A. G. H.
Dietz, ed.), pp. 125—151. MIT Press, Cambridge, Massachusetts.
3. Campbell, K. J., Davidson, J. W., and Dietz, A. G. H. (1967). Proc. Annu.
Meeting, Reinforced Plast. Div., Soc. Plast. Ind., New York, 22nd.
k. Dietz, A. G. H. (1965). «Marburg Lecture, 1965,» ASTM.
5. Dietz, A. G. H. (1970). «Plastics for Architects and Builders.» MIT Press,
Cambridge, Massachusetts.
6. du Chateau, S. (1967). Personal communication.
7. Geiger, D. (1970). Personal communication.
8. Goody, M. E., Dietz, A. G. IL, Ileger, F. G., McGarry, F. L., and Whit-
tier, R. P. (1957). Mod. Plast. Parts 1 and 2.
8. Строительная промышленность 307
9. Hegcr, F. J., Chambers, R. E., and Dietz, A. G. H. (1962). World Conf.
Shell Struct., San Franciscot Callifornia. Nat. Acad. Sci., Washington, D. C.
10. Koppes W. F. (1967). «Plastics in Architecture» papers presented at summer
session, M. I. T. Soc. Plast. Ind., New York.
11. Kuenzi, E. W. (1960). Sandwich Panel Design Criteria, Publ. 798. Acad.
Sci. Nat. Res. Council, Washington D. C.
12. Makowski, Z. F. (1970). Systems Building and Design, Univ, of Surrey.
Mod. Plast. (1959).
13. Orr, W. (1963). Personal communication.
14. Plantema, F. J., (1966). «Sandwich Construction», Wiley, New York.
15. Schwartz, R. T., and Rosato, D. V. (1970). «Composite Engineering Lami-
.. nates,» pp. 165—194. MIT Press, Cambridge, Massachusetts.
16. Stavsky, Y., and Hoff, N. J. (1970). «Composite Engineering Laminates»,
pp. 5—59, MIT Press, Cambridge, Massachusetts.
17. Tsuruta, Y. (1971). Taisei Construction Co., Tokyo, personal communica-
tion.
18. Wildschut, A. J., and Huyberg, P. (1971). Plasticonstruction 1, No., 1, 3—10.
19. Zerning, J. (1970). Thesis for Master of Philosophy, Univ, of Surrey.
9
Химические предприятия
Дж. X. МАЛЛИНСОН
Отделение волокон фирмы «ФМС Корпорэйшнъ
Франт Ройял, Вирджиния
I. Причины появления армированных пластиков............... 309
А. Исторические аспекты применения композиционных материа-
лов в химической промышленности........................ 309
Б. Преимущества и области применения................... 311
В. Армирующие материалы................................ 312
Г. Сравнительные физико-механические свойства металлов и
армированных пластиков на основе термореактивных связую-
щих ................................................. 313
II. Основные принципы применения........................... 313
А. Характеристики...................................... 313
Б. Методы изготовления изделий.......................... 315
В. Структура слоистых пластиков........................ 316
Г. Связующие........................................... 316
II I. Промышленные стандарты.............................. 321
IV. Основные области применения........................... 322
А. Трубы................................................ 322
Б. Вентиляционные трубы — вентиляторы — выводные трубы 337
V. Электрозаземленные армированные пластики............... 353
VI. Техника безопасности. Трудовые взаимоотношения........ 354
VII . Цех по изготовлению армированных пластиков............ 355
VI II. Технологическое оборудование для химических предприятий 356
IX. Задачи по улучшению свойств материалов и совершенствованию
технологических процессов................................... 359
А. Автоматизация и снижение стоимости.................. 359
Б. Огнестойкость и низкое дымовыделение................. 360
В. Улучшение физико-механических и химических свойств 361
Г. Принятые нормы на сосуды из армированных пластиков,
работающие под давлением............................. 363
Д. Улучшение методов транспортировки.................... 364
Е. Увеличение объема использования армированных пластиков
на химических заводах.................................. 364
Ж. Стабильность цен и повышение качества................ 364
Список литературы ........................................... 365
9. Химические предприятия
309
Композиционные материалы появились в природе вследствие
эволюции органических материалов. Многие машиностроительные
материалы представляют собой тот или иной вид композиционных
материалов. Ддя получения более высоких физико-механических
свойств полимеров термопласты и термореактивные полимеры,
применяемые в химической промышленности, упрочняют армиру-
ющими наполнителями.
В качестве связующих для армированных пластиков широко
используют полиэфирные, фенольные, эпоксидные, фурановые
смолы и смолы на основе сложных виниловых эфиров.
В качестве армирующих наполнителей применяют стеклово-
локно, асбестовые, углеродные, джутовые, органические и метал-
лические волокна, однако наибольшее распространение получило
стекловолокно. Композиционные материалы обладают высокой
удельной прочностью и химической стойкостью в диапазоне тем-
ператур от 121° С (при воздействии влажной среды) до 149° С
(в отсутствии влаги); такие материалы применяют для изготовле-
ния труб, емкостей, воздуховодов, вентиляторов, вентиляционных
труб и технологического оборудования.
На эти материалы существуют стандарты, установленные, как
правило, более 15 лет назад. Технологические методы изготовле-
ния армированных пластиков включают контактное формование
с выкладкой вручную армирующего наполнителя, напыление,
прессование, намотку. Биполимерные слоистые пластики, сочета-
ющие в себе термопласты и реактопласты, делают композиционные
системы более универсальными. Соединение изделий из этих мате-
риалов осуществляется либо склеиванием, либо при помощи флан-
цев, соединительных муфт, стыковых накладок.
Основные направления дальнейшего улучшения свойств арми-
рованных пластиков — повышение модуля упругости и прочности
при растяжении, при одновременном увеличении химической стой-
кости и теплостойкости.
I. ПРИЧИНЫ ПОЯВЛЕНИЯ АРМИРОВАННЫХ ПЛАСТИКОВ
А. Исторические аспекты применения композиционных материалов
в химической промышленности
Появление армированных полимеров объясняется в основном
человеческой любознательностью и постоянным поиском материа-
лов, обладающих более высокими физико-механическими и химиче-
скими свойствами. Достаточно только внимательно посмотреть на
растительные и животные вещества, имеющиеся на земле, чтобы
увидеть, что это армированные материалы; композиционные ма-
териалы уже давно используются самой природой. Кость* волосы,
ногти на пальцах являются примерами тех же самых материалов.
310
Дж. X. Маллинсон
Кость представляет собой композиционный материал на основе
минерального апатита и белка коллагена. Дерево представляет
собой композиционный материал на основе целлюлозы и лигнина
[б].
Многие машиностроительные материалы представляют собой
тот или иной вид композиционных материалов. Например, сталь
подвергают окраске, чтобы увеличить стойкость к разрушитель-
ному действию коррозии. Стволы первых артиллерийских орудий
изготовляли из дерева, а затем дерево скрепляли с латунью, чтобы
повысить их стойкость к воздействию внутреннего давления.
Прочность бетона повышается при использовании армирующих
стержней. Возникновение промышленности, производящей пласт-
массы, относят к 1868 г., когда Хайдтом был открыт целлулоид.
Вслед за этим в 1909 г. Бикландом была получена фенолформальде-
гидная смола, в 1938 г. появился найлон. В 1942 г. впервые были
изготовлены полиэфиры и полиэтилен. В 1947 г. появились эпок-
сидные смолы и полимеры на основе сополимера акрилонитрила,
бутадиена и стирола [3]. В начале 50-х годов для защиты от корро-
зии стали использовать термореактивные пластмассы. В это же
время началось впервые изготовление коррозионно-стойкого обо-
рудования. Судостроительная промышленность явилась первым
крупным потребителем и изготовителем армированных пластиков.
Армированные пластики не получили бы такого широкого рас-
пространения, которое они имеют в настоящее время, не будь за-
интересованности судостроительной промышленности. Долгое вре-
мя отсутствовала информация об этих материалах, однако,
в конечном счете, основные необходимые сведения об армированных
пластиках как конструкционных материалах были получены от
самих судостроителей.
История создания оборудования из армированных пластиков
относится к началу 50-х годов. В то время конструирование изде-
лий основывалось на догадках, и неудачи происходили вследствие
неправильной сборки или транспортировки изделий или просто
из-за недостатка знаний. Было неясным, является ли потеря проч-
ности через определенный период времени следствием коррозии
или воздействия механических напряжений. В .связи с этим при
конструировании емкостей их прочность выбирали либо чрезмерно
высокой, либо низкой, и казалось, что не существует золотой сере-
дины. Однако к концу 50-х годов появились армированные пла-
стики, способные противостоять коррозии.
Увеличился объем поставок коррозионно-стойких смол с вы-
сокими эксплуатационными свойствами, были получены новые
смолы, возросло число производителей этих коррозионно-стойких
материалов. К 1962 г. Общество промышленности пластмасс учре-
дило подкомиссию по коррозионной стойкости, которая смогла бы
издать первый стандарт на продукцию.
9. Химические предприятия
311
Б. Преимущества и области применения
Установлено, что ущерб, наносимый коррозией американской
промышленности, составляет около 6—10 млн. долларов в год;
60% выпуска продукций сталелитейной промышленности идет на
замену различных изделий, поэтому использование армированных
пластиков в данной области должно способствовать сохранению
материалов. Не следует ожидать, что применение одного какого-
либо материала способно решить все проблемы, связанные с кор-
розией, однако в последние десятилетия использование высокопо-
лимеров, армированных подходящим волокнистым наполнителем,
например стекловолокном, или другими наполнителями, обеспе-
чивает решение многих проблем, связанных с процессом коррозии.
В конечном счете, инженер имеет в своем распоряжении высокопо-
лимеры с таким широким диапазоном свойств, что он практически
может создавать системы материалов, удовлетворяющих специаль-
ным техническим требованиям.
В химической промышленности при изготовлении оборудования
из армированных пластиков наиболее широко применяют поли-
эфирные, эпоксидные, фурановые смолы, связующие па основе
сложных виниловых эфиров. Однако имеется ряд примеров, когда
биполимерные материалы па основе термопластов и реактопла-
стов использовались уникальным образом для успешного решения
той или иной задачи. Наряду с полиэфирными и эпоксидными смо-
лами получили распространение также фенольные смолы и диалил-
фталатпые композиции. Эти материалы уже широко используются
на химических заводах. Детали из армированных пластиков ши-
роко изготовлялись с применением эпоксидных смол, смол на ос-
нове сложных виниловых эфиров и полиэфирных связующих,
причем последние получили наибольшее распространение при изго-
товлении крупногабаритных изделий.
Для емкостей, изготовляемых по заказу, трубопроводов и кон-
струкций в основном применяют связующие на основе полиэфиров
(или сложных виниловых эфиров). Объясняется это тем, что изде-
лия из полиэфиров легче поддаются ремонту и имеют более низкую
стоимость. Кроме того, они обладают химической стойкостью
в более широком диапазоне воздействия агрессивных сред. В связи
с этим конструктор имеет возможность создавать материал с за-
данными физико-механическими и химическими характеристиками
с целью удовлетворения требований, предъявляемых к данному
виду продукции. Высокое содержание стекловолокна в сложном
пластике будет способствовать достижению высокой прочности,
а при высоком содержании связующего будет повышаться химиче-
ская стойкость. Таким образом, конструктор может комбинировать
эти два элемента для получения оптимального сочетания свойств.
Существует ряд композиционных материалов, которые обладают
812
Дж. X. Маллинсон
следующими преимуществами [4, 7]: имеют стоимость ниже стои-
мости коррозионностойкой- стали, малую массу, такую же, как
алюминий, низкие эксплуатационные расходы и высокую удель-
ную прочность; не нуждаются в окраске; требуют дешевой осна-
стки для формования; обладают хорошей химической стойкостью;
могут быть легко модифицированы или отремонтированы; обеспе-
чивают свободу конструктору при выборе формы изделия; имеют
короткий цикл отверждения, во многих случаях обладают эксплу-
атационными характеристиками высоколегированных хромони-
келевых сплавов, при более низкой стоимости обеспечивают высо-
кую огнестойкость при добавлении к связующему хлора.
В. Армирующие материалы
Для армирования наиболее широко используют термореактив-
ные полимеры (например, полиэфиры, смолы на основе сложных
виниловых эфиров, эпоксидные, фурановые), а в качестве арми-
рующего наполнителя — стекловолокно из стекла Е, С, R, S.
Используют также асбестовые волокна. Это не значит, однако,
что другие волокна не находят применения в качестве армирую-
щих, например такие, как борные, керамические, углеродные,
джутовые волокна, металлическая проволока или листы, поли-
акриловые, полипропиленовые, кварцевые волокна, нитевидные
кристаллы сапфира. Многие из перечисленных материалов, напри-
мер нитрид бора, углеродные, кварцевые волокна и нитевидные
кристаллы сапфира использовались в основном в авиационно-
космической технике и, несмотря на их привлекательность, имеют
ограниченное применение в осуществлении программы по предот-
вращению коррозии в химической промышленности вследствие их
высокой стоимости. Углеродные или графитовые волокна являются
армирующим наполнителем, обладающим наибольшей потенциаль-
ной возможностью снижения стоимости.
Исследования, проведенные в Англии, привели к разработке
армирующих листов и проволоки, которые использовались для
изготовления трубопроводов. Для улучшения абразивной и хими-
ческой стойкости стеклопластиков часто совместно со стекловолок-
ном применяют органическое волокно. При воздействии щелоч-
ных сред могут быть использованы полиакриловые, полиэфирные
и полипропиленовые волокна. Некоторые органические волокна
незаменимы при циклическом воздействии на слоистый пластик
давления и температуры, так как они обеспечивают высокую
совместимость армирующего наполнителя со связующим. Полипро-
пиленовое волокно можно использовать в конструкциях из арми-
рованных пластиков, в качестве армирующего материала для пере-
городок. Хотя оно не обладает прочностью стекловолокна, оно
успешно использовалось в конструкциях емкостей из армирован-
9. Химические предприятия
313
ных пластиков. Джутовые ткани представляют интерес для арми-
рования пластиков, используемых, в частности, в странах Азии.
Стоимость таких слоистых пластиков составляет две трети стои-
мости стеклопластиков, наполненных рубленым стекловолокном.
Изделие из полиэфирного пластика, армированного джутовой
тканью, может иметь массу на 25% меньше, чем аналогичные
изделия из полиэфирного стеклопластика. Часто используют соче-
тание этих волокон. Однако в настоящее время в США джутовые
волокна не находят широкого применения для армирования поли-
меров.
Г. Сравнительные физико-механические свойства металлов и
армированных пластиков на основе термореактивных связующих
Физико-механические свойства этих материалов приведены
в табл. 1.
II. ОСНОВНЫЕ ПРИНЦИПЫ ПРИМЕНЕНИЯ
А. Характеристики
В настоящее время в США и за рубежом выпускают различные
типы полиэфирных, эпоксидных, фурановых смол и смол на основе
сложных виниловых эфиров. В основном используются смолы,
которые имеют следующие характеристики:
1) верхний предел температур (в присутствии влаги) несколько
выше температуры кипения воды, приблизительно 121° С;
2) максимальную температуру эксплуатации в отсутствии
влаги 177° С;
3) высокую стойкость к воздействию многих окисляющих кис-
лот даже при их высокой концентрации;
4) потенциально хорошую стойкость к воздействию щелочей;
5) хорошую стойкость к воздействию определенных раствори-
телей, но ограниченную при действии остальных; фурановые смолы
обладают чрезвычайно высокой стойкостью к действию многих
растворителей;
6) низкие коэффициенты теплопроводности и электропровод-
ности.
Из композиционных материалов можно изготовлять изделия
различной формы, в том числе рассчитанные на внутреннее или
внешнее давление; изготовлять полную систему трубопроводов,
рассчитанную на давление до 10,5 кгс/см2.
Кроме того, путем модифицирования смол можно получить ма-
териал с высокой абразивной стойкостью или огнестойкостью,
показатель распространения пламени может составлять 25.
Таблица 1
СРАВНИТЕЛЬНЫЕ ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛОВ И СТЕКЛОПЛАСТИКОВ (при ~ 20 ®С) [2]
Материал Плот- ность, г/см3 Температур- ный коэффи- циент линей- ного расши- рения, 10—в °C-1 Модуль упругости при растяже- нии, 10е кгс/см2 Предел проч- ности при рас- тяжении *, 103 кгс/см2 Предел текуче- сти * *, 103 кгс/см2 Теплопровод- ность, кг-кал/(м«ч°С) Удельная проч- ность, км
Углеродистая сталь 1020 7,8 11,6 2,1 4,6 2,3 41,664 5,8
Коррозионно-стойкая сталь 316 7,9 16,4 1,96 5,97 2,46 13,987 —
Сплав Хастелой 9,1 11.4 1,82 5,62 3,51 9,685 6,3
Алюминиевые сплавы 2,52 23,6 0,70 0,84 0,28 201,15 3,1
Стеклопластик на основе стекломата 1,4 30,0 0,049—0,07 ** 0,63—1,05 ** 0,63—1,05 ** 2,235 7,6
Стеклопластик (стекломат + 4- ровничная ткань) 1,8 23,5 0,056—1,05 0,84—1,4 0,84—1,4 2,235 7,8
Стеклопластик с однонапра- вленной намоткой волок- на *** 1,8 16—22 0,28—0,31 7,03 7,03 2,325—2,98 38
* Приведенные показатели прочности в большинстве случаев являются умеренными по величине; например, разрушающая
нагрузка при растяжении некоторых эпоксидных стеклопластиков с однонаправленной намоткой волокна может достигать 136 • 103 кгс,
что дает феноменальную удельную прочность, равную 114 км.
* * Приведены данные по «Рекомендуемому стандарту для потребителей на технологическое химически стойкое оборудование,
полученное методом контактного формования».
* ** Приведены данные из различных источников; полиэфирные или эпоксиднь.е однонаправленные стеклопластики в основном
будут иметь более высокие показатели прочности.
Дж. X. Маллинс он
9. Химические предприятия
315
Б. Методы изготовления изделий
Контактное формование или «выкладка 0/ч/чтн/7о». Наиболее ши-
роко используемым.методом изготовления оборудования для хи-
мической промышленности является контактное формование с вы-
кладкой армирующего наполнителя вручную. Приготовляют и
полируют стальную форму. На формующую поверхность наносят
антиадгезионное покрытие или оборачивают ее пленкой «Майлар»
или целлофаном. После нанесения слоя покрытия из связующего
и выкладки облицовочных стекломатов марки С укладывают
последовательно слои стекломатов с массой 32 г, пропитанных
связующим. Затем укладывают слои ровничной ткани и маты из
рубленного стекловолокна до достижения заданной толщины
изделия. При необходимости определенные участки изделия упроч-
няют и устанавливают металлические вкладыши. Однако осна-
щение патрубками и люками, как правило, осуществляют после
изготовления оболочки. Внешняя поверхность образуется матами
с покрытием, наносимым методом горячего окунания.
Контактное формование — напыление. Ручная подготовка та
же, что и для процесса контактного формования с выкладкой арми-
рующего наполнителя вручную. Специальный пистолет — распы-
литель подает на поверхность формы смолу с катализатором,
смолу с ускорителем и рубленое стекловолокно. Стекловолокно
пропитано смесью двух смол. Этот метод менее трудоемок, однако
требует высокой квалификации оператора. С помощью этого
метода могут быть изготовлены крышки емкостей, обечайки, кор-
пуса лодок, кожухи, трубопроводы и т. п.
Процесс непрерывной экструзии. Если стекловолокно пропи-
тать особым связующим, а затем протянуть через фильеру, то
можно формовать такие изделия, как прутки, бруски, трубы
и т. п.
Могут быть изготовлены также изделия более сложной формы,
например трубопровод, уголки, двутавровые балки, желоба и т. п.
Иногда данный процесс называют «пультрузией». Отверждение из-
делий осуществляется непрерывно в печи. Важно, что этот про-
цесс позволяет изготовлять стандартные профили, уже знакомые
конструкторам, производителям и потребителям по опыту работы
с такими же профилями, выполненными из других материалов.
Стандартные профили ускоряют использование новых материалов
(см. гл. 13).
Намотка. Применение метода намотки требует существенных
капитальных затрат на приобретение намоточной машины с авто-
матически регулируемым углом винтовой линии. Непрерывная
стеклонить поступает со шпулярника, проходит над инфракрас-
ными лампами и устройством для нанесения связующего, которое
непрерывно вращается в ванне со смолой. Намоточной головкой
316
Дж. X. Маллинсон
можно управлять вручную или автоматически в соответствии
с программой для удовлетворения конструкционных требований.
В качестве связующего наиболее часто применяют эпоксидные
смолы, хотя также могут быть использованы полиэфирные смолы.
Многие изделия, полученные намоткой с использованием эпоксид-
ной смолы в качестве связующего, являются достаточно плотными,
содержат до 70—80% наполнителя и 20—30% связующего. Од-
нако в химической промышленности эти показатели не обеспечи-
вают оптимальной коррозионной стойкости. При неплотной на-
мотке на намоточной машине могут быть получены изделия,
содержащие 50—60% стекловолокна и 40—50% смолы. Такое соот-
ношение связующего и наполнителя обеспечивает более приемле-
мое сочетание прочности и химической стойкости.
Используются также различные модификации описанных выше
технологических процессов, например намотка ленты. Возможно
модифицировать и использовать сочетание намотки волокна с на-
пылением, что позволяет исключить образование «намоточных
трещин», которые иногда появляются на сосудах, изготовленных
методом намотки.
Существует еще целый ряд технологических методов, которые
используют для изготовления многослойных изделий. К ним отно-
сятся метод вакуумформования в мешке; метод формования под
давлением в мешке; вакуум-инжекционный процесс; прессование
листовых формовочных заготовок. Эти методы описаны Бэконом
в гл. 10.
В. Структура слоистых пластиков
Примеры структуры облицовочных и конструкционных слои-
стых пластиков приведены в табл. 2 и 3. В большинстве своем
композиционные материалы — это многослойные, многофункцио-
нальные системы.
В табл. 4 дано описание структуры и назначение структурных
элементов емкости, изготовленной намоткой стекловолокна.
Г. Связующие
Полиэфиры общего назначения. Полиэфирные смолы общего на-
значения обычно не рекомендуются для изготовления химического
технологического оборудования. Однако их применение обеспечи-
вает потенциальное снижение стоимости изделия на 20%. Они при-
годны для использования в неокисляющих минеральных кислотах
и относительно малоактивных корродирующих средах. Полиэфиры
обладают удовлетворительной стойкостью к воздействию воды,
включая морскую воду, и наиболее широко применяются в судо-
строении. В химической промышленности они не могут быть ис-
пользованы, если рабочая температура превышает 52° С.
Таблица 2
ХИМИЧЕСКАЯ СТОЙКОСТЬ ОБЛИЦОВОЧНЫХ СТЕКЛОПЛАСТИКОВ [6, с. 23] .
Облицовочный слой Толщина, мм Характеристика слоя Назначение
Гель-покрытие Обычно 0,25—0,50, в некоторых слу- чаях до 1,52 Неармированный слой смолы, ме- нее стоек к растрескиванию, чем ар- мированный Для трубопроводов из щтоксидных стеклопластиков, иногда изделий из полиэфирных стеклопластиков, полу- ченных контактным формованием
Облицовочный стекломат, тип С 0,50—0,63 Стекломат толщиной 0,25 мм обыч- но используют для повышения проч- ности и стабильности поверхности изделия с высоким содержанием свя- зующего: содержит около 10% стекло- волокна и 90% связующего В сочетании с армирующим напол- нителем и полиэфирным связующим для оборудования, используемого на химических заводах, в частности, ем- костей, трубопроводов и т. п.
Защитный слой из органических волокон 0,13—0,76 Состоит из дайнеля, дакрона, акри- ловых, полипропиленовых волокон Содержит ^10% волокон и 90% связующего. Может быть совершенно прозрачным. Существует стандартная спецификация для работ в HF * или щелочах Для изделий, подверженных воз- действию погодных условий. Улуч- шает абразивную стойкость и удар- ную прочность
Асбестовый мат 1,01—1,52 Асбестовые маты обладают хоро- шей стойкостьЮ-К воздействию кислот и щелочей и других растворителей В качестве внутренней облицовки в промышленных эпоксидных трубах. Может также использоваться с поли- эфирным связующим
Облицовочный слой из ориенти- рованных чешуек 0,63—0,88 Небольшие стеклянные чешуйки, пропитанные связующим, ориентиро- ваны параллельно поверхности сло- истого пластика. Обладает высокой стойкостью к растрескиванию и об- разованию волосяных трещин. Зна- чительно повышает стойкость к воз- действию сильных окисляющих сред Для сосудов и других изделий, под- вергающихся воздействию корроди- рующей жидкости
* Стандарты на фтористоводородную кислоту или фтористый водород в газообразном состоянии.
9. Химические предприятия
318
Дж. X. Маллинс он
Таблица 3
ВИДЫ СТЕКЛОНАПОЛНИТЕЛЕЙ ДЛЯ ХИМИЧЕСКИ СТОЙКИХ
СЛОИСТЫХ ПЛАСТИКОВ [6, С. 24]
Тип и структура армирующего наполнителя Содержание стекловолокна, % Характеристика Область применения
Стекломат из рубленого стекловолокна 25—35 Стекломаты с про- извольным взаимным расположением воло- кон, пропитанные свя- зующим, число слоев которого определяет требуемую толщину стенки изделия При изготовлении трубопроводов, возду- ховодов, емкостей
Стекломат из рубленого стекловолокна и ровничная ткань 30—50 Позволяет изготов- лять разнообразные конструкции В конструкциях ем- костей для увеличе- ния ударной вязкости и прочности. Масса 1 дм2 ткани составля- ет 679 г. Для труб диаметром 100 мм из полиэфирного стекло- пластика используют ровничную ткань
Стеклоткань 40—50 Обычно последова- тельные слои стекло- ткани различного пле- тения укладывают до получения требуемой толщины изделия. Не- обходимо применение эффективного облицо- вочного слоя Для трубопроводов, а также изделий, тре- бующих данного со- держания ‘стеклово- локна
Намотанная стеклонить 70—85 Обеспечивает высо- кую прочность изде- лия благодаря натя- жению волокна в про- цессе намотки. Необ- ходимо применение эффективного поверх- ностного слоя При изготовлении трубопроводов и ем- костей
Стекломат и намотанная стеклонить Переменное по толщине стенки сосуда: 25—35 при вы- кладке стекло- мата; 70—85 в намоточном слое Используются оп- тимальные процессы выкладки для получе- ния высокопрочных химически стойких изделий При изготовлении трубопроводов и ем- костей, в химической промышленности
9. Химические предприятия
319
• Таблица 4
СТРУКТУРА ЕМКОСТИ, ИЗГОТОВЛЕННОЙ НАМОТКОЙ СТЕКЛОВОЛОКНА
Слой X Назначение
Гель-покрытие толщиной 0,254 мм, армированное стекловолокном из стекла С Два слоя стеклом ата массой 32 г Коррозионно-стойкий внутренний защитный слой Создают второй коррозионно-стой- кий слой. Способствуют повышению прочности в вертикальном направле- нии. Предотвращают коробление на- мотанного слоя. Предотвращают об- разование щелей при намотке
Слой намотанной стеклонити Обеспечивает основную прочность в радиальном направлении стенки сосуда
Гель-покрытие, задерживающее УФ-излучение (иногда армированное волокном из стекла С) Обеспечивает защиту от УФ-излу- чения, разрушающего слоистый пла- стик. Предотвращает протекание ем- кости и обеспечивает дополнительную защиту от коррозии с внешней сто- роны
Полиэфиры на основе изофталевой кислоты. Изофтал евые смолы
обладают более высокой химической стойкостью, по сравнению
с полиэфирными смолами общего назначения, однако их стоимость
несколько выше. Они обладают также более высокой стойкостью
к воздействию растворителей. Изофталевые полиэфиры широко
применяют при производстве подземных емкостей для хранения
бензина, так как они обладают химической стойкостью к солевой
коррозии в земле.
Гидрированные полиэфиры или полиэфиры на основе бисфенолов.
Эти смолы обладают чрезвычайно высокой химической стойкостью
по сравнению с полиэфирами общего назначения и полиэфирами
изофталевого класса. Эти смолы наряду с хлорированными поли-
эфирами являются наиболее химически стойкими из имеющихся
в настоящее время смол для эксплуатации в жестких условиях.
Несмотря на то, что стоимость этих смол вдвое выше стоимости
полиэфиров общего назначения и составляет одну треть стоимости
изофталевых полиэфиров, их производство легче, чем эпоксидных
смол. Они обладают более высокой стойкостью к воздействйю
кислот, чем эпоксидные смолы. Полиэфиры на основе бисфенолов
имеют хорошие эксплуатационные характеристики при работе
в умеренных щелочных растворах и обладают высокой стойкостью
к воздействию отбеливающих агентов. Полиэфиры этого типа и
320
Дэю. X. Маллинс он
эпоксидные смолы разрушаются под воздействием кислот и щело-
чей высокой концентрации, например 93%-ной серной кислоты или
73%-ного едкого натра.
Галогенированные химически стойкие полиэфиры. Эти смолы
были разработаны для обеспечения высоких эксплуатационных
характеристик изделий, применяющихся на химических заводах.
Добавление хлора или брома к молекуле полимера обеспечивает
получение огнестойкой системы, свойства которой могут быть улуч-
шены за счет добавки, например, 5 %-ной трехокиси сурьмы.
Благодаря этому может быть достигнут показатель распростране-
ния пламени, равный 20 (при испытаниях в трубе на огнестойкость
по ASTME-84), что делает эти смолы наиболее безопасными поли-
эфирами для изготовления вентиляционных труб, кожухов, вен-
тиляторов, трубопроводов и т. п., во всех случаях, когда сущест-
вует опасность возникновения пожара. Хлорированные поли-
эфиры также обладают более высокой стойкостью к воздействию
растворителей, чем другие полиэфирные смолы.
Смолы на основе сложных виниловых эфиров. Производство этих
смол началось в конце 60-х годов. Катализаторы и ускорители,
используемые со смолами на основе сложных виниловых эфиров,
аналогичны тем, что применяются для полиэфиров. Фактически
назначение этих смол аналогично полиэфирам. Изделия на их
основе чрезвычайно удобны при работе с хлоркаустиком и окис-
ляющими кислотами при повышенных температурах. Сообщалось,
что смолы на основе сложных виниловых эфиров обладают повы-
шенной абразивной стойкостью и стойкостью к циклическому
изменению температур и давления. Некоторые фирмы-производи-
тели предлагают использовать трубопроводы, воздуховоды и
емкости на основе этих смол как стандартные конструкции.
Существует башня для хлора, изготовленная методом намотки
с использованием смолы на основе сложных виниловых эфиров
в качестве связующего, высота которой составляет 27,4 м, а диа-
метр 5,5 м. Транспортировка башни осуществлялась морем, так
как фирма-изготовитель и место установки башни располагались
на морском побережье.
Эпоксидные смолы. Существует множество эпоксидных смол,
обеспечивающих высокие эксплуатационные характеристики хими-
ческого технологического оборудования, работающего в жестких
условиях. При использовании эпоксидных смол обычно требуется
дополнительная термообработка изделий, как правило, необхо-
димая при изготовлении трубопроводов, емкостей и других кон-
струкций. Эпоксидные смолы дороги, а процесс изготовления дли-
тельный. Обычно они используются при производстве изделий
методом намотки, такие изделия отличаются высокой прочностью.
Эпоксидные армированные пластики в основном применяют для
изготовления трубопроводов и емкостей.
9. Химические предприятия 321
Эти детали хорошо освоены и широко используются в промыш-
ленности. При монтаже применяются фланцевые и клеевые соеди-
нения. Трубы из эпоксидных пластиков находят применение в неф-
тяной и газовоц. промышленности.
Фурановые смолы. Наиболее важной особенностью фурановых
смол является их стойкость к воздействию растворителей, таких,
как ацетон, бензин, четыреххлористый углерод, этиловый спирт,
сероуглерод, хлороформ, жирные кислоты, метилэтилкетон, толуол,
ксилол и многие другие, которые быстро разрушают полиэфиры
или эпоксидные смолы. Фурановые смолы также обладают хоро-
шей стойкостью к воздействию кислот и щелочей. Они не поддер-
живают горения, а показатель распространения пламени при испы-
тании в трубе на огнестойкость составляет менее 20. Фурановые
смолы в сочетании с полиэфирными слоистыми пластиками наибо-
лее выгодно использовать в строительстве жилых зданий. Хотя
прочность слоистых пластиков на основе фурановых смол ниже,
чем максимальная прочность стеклопластиков на основе других
связующих, они могут быть использованы для изготовления корро-
зионно-стойких трубопроводов низкого давления или канализа-
ционных труб. Использование фурановых смол для текущего ре-
монта оборудования на заводе оставляет желать лучшего. Низкая
скорость отверждения не позволяет обеспечить быстрый процесс
формования.
III. ПРОМЫШЛЕННЫЕ СТАНДАРТЫ (PS 15-69)
Обществом промышленности пластмасс проведена большая ра-
бота по стандартизации технологического оборудования из хими-
чески стойких полиэфирных стеклопластиков, в результате кото-
рой в 1965 г. были изданы временные стандарты.
В настоящее время Национальное бюро стандартов Министер-
ства торговли США выпустило «Промышленный стандарт
PS 15-69» [13]. Инженеры, работающие в области химического
машиностроения, должны быть знакомы с этим стандартом, кото-
рый включает следующие разделы:
1) выкладка слоистых пластиков;
2) конструкционные требования, предъявляемые к полиэфир-
ным стеклопластикам;
3) круглые и прямоугольные воздуховоды со стандартными
размерами труб, допустимые величины вакуума и давления;
4) трубопроводы, размеры труб, фиттинги, толщина стенки
трубы в зависимости от давления;
5) накладки для стыковых соединений;
6) спецификация на фланцевые соединения;
7) крепежные изделия и прокладки;
8) емкости из полиэфирных слоистых пластиков: цилиндриче-
11 ц/р. Потопа, г. а
322
Дж. X. Маллинсон
ские (вертикальные и горизонтальные) с толщиной стенки в зави-
симости от размеров емкости, прямоугольные;
9) методы испытаний.
В настоящее время не существует стандартов на трубопроводы,
воздуховоды или оборудование, изготовленное методом намотки.
Список стандартов, находящихся в стадии подготовки или утверж-
дения,, приведен ниже.
1. Предполагаемое руководство по отгрузке, транспортировке
и установке изготовленных по заказу контактным формованием
химически стойких емкостей из полиэфирных слоистых пластиков.
2. Предполагаемое руководство по предварительной сборке,
отгрузке и установке изготовленных по заказу методом контакт-
ного формования трубопроводов и воздуховодов из полиэфирных
слоистых пластиков.
3. Предполагаемый стандарт на химически стойкие емкости,
изготовленные методом намотки.
4. Спецификация на трубы из армированных пластиков,
включающая трубы, изготовленные методом намотки.
5. Огнестойкость применительно к системам воздуховодов,
кожухам, вентиляторам, вентиляционным трубопроводам и воз-
духодувкам.
6. Разработка стандартов качества коррозионно-стойких слои-
стых пластиков.
7. Предполагаемый стандарт на фланцы, изготовленные мето-
дом прессования.
IV. ОСНОВНЫЕ ОБЛАСТИ ПРИМЕНЕНИЯ
А. Трубы
1. Трубы из полиэфирных стеклопластиков
Структура слоистого пластика. Бездефектная структура
слоистого пластика имеет первостепенную важность для обеспече-
ния прочности и коррозионной стойкости труб. На рис. 1 пока-
зана конструкция трубы из полиэфирного стеклопластика, обла-
дающая химической стойкостью.
Внутреннюю поверхность трубы составляет химически стойкий
слой с высоким содержанием смолы, армированный стекломатами
или слоем органических волокон. Этот слой создает антикорро-
зионный барьер и имеет толщину 0,25—0,5 мм.
Для получения требуемых толщины стенки трубы и прочности
на него накладывают последовательно слои армирующего напол-
нителя, пропитанные связующим. В тех случаях, когда в соот-
ветствии со спецификацией на конструкцию трубы требуется при-
менение стеклоткани, тканой стеклоровницы или аналогичных
9, Химические предприятия
323
Рис. 1. Конструкция трубы из полиэфирного стекло-
пластика, изготовленная методом контактного формо-
вания с выкладкой армирующего наполнителя вруч-
ную:
а — внутренняя поверхность; б — прилегающий внут-
ренний слой; — слои, создающие требуемую тол-
щину стенки; г — внешняя поверхность
армирующих наполнителей, между внутренним слоем и первым
слоем основного армирующего наполнителя, располагают два
или более слоев из стекломата на основе рубленого стекловолокна
массой 32 г, пропитанного связующим с высокой растворимостью.
Внешний слой составляет стекломат, пропитанный связующим,
этот слой стоек к воздействию паров и атмосферных условий.
Труба, показанная на рис. 1, состоит из внутреннего слоя тол-
щиной 0,25—0,5 мм с высоким содержанием связующего, арми-
рованного поверхностным матом из стекловолокна на основе
С-стекла или слоем органических волокон (а); слоя толщиной
2,5 мм, представляющего собой два или более слоев стекломатов
массой 32 г с содержанием стекловолокна 25—30% (б), и слоев
армирующего наполнителя, число которых определяется задан-
ной толщиной стенки и прочностью трубы (в). Это могут быть
дополнительные слои стекломата массой 32 г, слои стеклоткани
или стеклоровницы. В тяжелых конструкциях, где требуется
несколько слоев стеклоровницы, между слоями последней рас-
полагают стекломаты. На последний слой стеклоровницы всегда
укладывают стекломат массой 32 г. Внешний слой (г) имеет
более высокое содержание связующего и упрочняется стеклома-
тами из С-стекла с добавками, повышающими стойкость от воз-
действия УФ-излучения. Такие трубы предназначены для экс-
плуатации при температурах до 125° С и избыточном давлении
10,5 кгс/см2. Выпускают трубы длиной 3,6; 6,0 и до 12,2 м, иногда
до 18 м. Диаметр труб составляет от 50 до 1520 мм; однако могут
быть изготовлены трубы большего диаметра, например недавно
была изготовлена труба, диаметр которой составлял 2700 мм.
Содержание связующего в этом типе труб, изготовленных кон-
тактным формованием, составляет 75%, содержание стекло-
волокнистого наполнителя 25%.
Для получения труб используется также процесс намотки
стеклонити, пропитанной связующим, под натяжением вокруг
полированной оправки. Обычно отверждение связующего осу
ществляется при нагреве. Таким образом, изготовляют трубы на
основе смеси полиэфирной и эпоксидной смол или только эпок-
11*
824
Дж. X. Маллинсон
4ЕЗЗ
71$^^
ж)
Рис. 2. Размеры полиэфирных соединительных элементов для трубопрово-
дов [12]:
а — колено 90°; б — колено 45°; в — патрубок с фланцем; г — тройник; д —
крестовина; е — тройник 45°; ж — концентрические переходные трубы; з —
эксцентрические переходные трубки
Размеры, мм
D А в С Е F G н
50,8 152,4 254.0 152,4 101,6 406,4 41,17 152,4
76,2 177,8 304.8 152,4 152,4 457,2 63,50 152,4
101,6 203.2 355,6 152,4 152,4 508,0 63,50 152,4
152,4 254^0 406,4 203,2 228,6 609,6 95.25 203,2
203,2 304,8 508,0 254,0 304,8 762,0 127 203,2
254,0 356,6 609.6 254.0 381,0 863,6 158,75 254,0
304,8 406,4 660,4 304'8 457,2 838,2 190,5 254,0
355,6 457,2 762,0 304,8 533,4 1066.8 222,25 304,8
406,4 508,0 812,8 355.6 609.6 1168,4 254.0 304,8
477,2 533,4 914,4 355^ 685,8 1270,0 285'75 304,8
508,0 558,8 965.2 406,4 762,0 1371,6 317,5 304,8
609,6 609,6 1066,8 457,2 914,4 1524,0 381,0 304,8
762,0 762,2 1320,8 508,8 1143,0 1828,8 473,07 381,0
914,4 838.2 1574,8 558,8 1371,6 2133,6 571,5 381,0
1068,8 914,4 1828,8 609,6 1600,2 2438,4 660,4 381,0
Примечания: 1. Размеры на патрубки с фланцами приведены в со-
ответствии с американским стандартом В-169—1968. 2. Размеры колен при-
ведены из американского стандарта на стальные фитинги, сваренные встык
(колена с большим радиусом кривизны); исключение составляют колена ра-
диусом 50,8; 76,2 мм, где Е = 2D; 3. Колена 45° размером 50,8; 76,2; 101,6 мм
не имеют фланцев
9. Химические предприятия
825
сидной смолы. Практика эксплуатации труб показывает, что трубы,
изготовленные методом намотки, должны иметь внутренний кор-
розионно-стойкий слой толщиной 0,5—1,5 мм. Часто совместно
с таким слоезу! используют один-два слоя стекломатов массой 32 г
с произвольным взаимным расположением рубленых волокон.
Необходимая прочность трубы достигается путем намотки стек-
лонити. Внешнюю поверхность трубы составляет антикоррозион-
ный слой (рис. 2, табл. 5).
Таблица 5
ТОЛЩИНА СТЕНОК ТРУБ ИЗ ПОЛИЭФИРНЫХ СТЕКЛОПЛАСТИКОВ [13, с. 8]
Размер трубы, мм Максимальная толщина стенкг [ (мм) при давлении *, кгс/сма
1,05 3,51 5,27 7,03 8,78 10,54
50,8 4.76 4,76 4.76 4,76 4,76 4,76
76,2 4,76 4,76 4,76 4,76 6,35 6,35
101,6 4,76 4,76 4,76 6,35 6,35 6,35
152,4 4,76 4,76 6,35 6,35 7,93 9,52
203,2 4.76 4,76 4.76 7,93 9,52 11,11
254,0 476 6,35 7,93 9,52 11,11 12,7
304,8 4,76 6,35 9,52 11,11 12,7 15,87
355,6 6,35 7,93 9,52 12,7 15,87 19,05
406,4 6,35 7,93 11,11 14.28 17,46
457,2 6,35 9.52 12,7 15'87 19,05
508,0 6.35 9.52 12,7 17.46 —
609,6 6,35 11,11 15,87 20,63 — —_
762,0 7,93 12,7 19,05 — —
914,4 9.52 15.87 — — —
1066,8 9,52 19,05 — — — —
* При коэффициенте безопасности 10 : 1 прочности, приведенной в табл. 8. Эти
показатели приемлемы для эксплуатации при рабочей температуре 82 °C. При более
высоких температурах — следует консультироваться у изготовителя.
Технические условия на поставку. При закупке труб из поли-
эфирных (или эпоксидных) стеклопластиков следует принимать
во внимание приведенные ниже соображения:
1. Учитывать условия эксплуатации труб и соединительных
частей труб; концентрацию химических продуктов; экстремаль-
ные условия; рабочее и максимальное давление.
2. Установить, требуются ли трубы определенной длины
или разных длин.
3. Определить число фланцев, изготовленных на заводе (если
это возможно), и ограничить его до минимумаа используя соеди-
нительные муфты или соединения встык.
4. Выбрать цвет, кодирующий трубы.
826
Дж. X. Маллинсон
Рис. 3. Диаграмма распределе-
ния по размерам полиэфирных
труб, используемых на крупном
химическом заводе
(цифры в % указывают часть от
общей длины трубопроводов)
5. При производстве труб из полиэфирных стеклопластиков
для химической промышленности не применять смолы общего
назначения.
6. При эксплуатации на открытом воздухе: а) использовать
ингибитор от воздействия УФ-излучения в составе связующего;
б) окрасить трубы снаружи серой или черной эпоксидной краской
при толщине слоя краски 0,07 мм, такое покрытие будет эффек-
тивным для защиты от УФ-излучения
7. Сформулировать требования, предъявляемые к трубам для
крупногабаритных установок, поставляемых одним поставщиком
в условиях конкуренции, и возложить на него ответственность
за детальную сборку (рис. 3).
Примеры использования стеклопластиковых труб. Ниже при-
ведено несколько примеров использования стеклопластиковых
труб.
1. Сточная система трубопроводов из полиэфирного стекло-
пластика, длина которой составляла 46 м, а диаметр труб 610 мм,
была установлена вместо стальной системы трубопроводов со свин-
цовой облицовкой. Система трубопроводов из стеклопластика
эксплуатировалась в среде, содержащей 0,1% H2SO4 при темпе-
ратуре 65°, в течение 14 лет без текущего ремонта.
2. Трубы из полиэфирного стеклопластика в кислотной сус-
пензии эксплуатировались в течение ряда лет. Через систему
трубопроводов непрерывно прокачивали кристаллы глауберовой
соли, суспендированные в 6—12%-ном растворе H2SO4. Срок
службы этого трубопровода в 10 раз превысил срок службы ана-
логичного трубопровода из металла, причем эта система продол-
жает эффективно эксплуатироваться в настоящее время.
3. Сотни футов труб из полиэфирного стеклопластика диа-
метром 250 и 300 мм были использованы на насосной возвратной
линии двух больших ванн для производства искусственного
шелка. Через трубы прокачивали горячий раствор кислоты со ско-
ростью 2,1—2,4 м/с. Этот трубопровод непрерывно эксплуатиро-
вался в течение десяти .лет и был установлен взамен стальной
системы трубопроводов со свинцовой облицовкой, вышедшей из
строя через семь лет.
9. Химические предприятия 327
2. Трубы из эпоксидных стеклопластиков [6, с. PS]
Эпоксидные трубы, изготовленные методом намотки или сде-
ланные механическим способом, поставляются целым рядом по-
ставщиков. ^Максимальная температура использования этих труб
составляет 149°. Как правило, характеристики труб мало изме-
няются при воздействии температур от —184 до 149° С. Трубы
из эпоксидного стеклопластика обладают чрезвычайно высокой
ударной прочностью.
Эпоксидные трубы обычно получают намоткой волокон. Та-
ким же методом изготовляют и трубы с раструбом. Разрушение
эпоксидных труб выражается, как правило, в появлении течи,
которая может быть устранена при регулярных текущих ремон-
тах, и не является катастрофической, требующей немедленного
ремонта. На внешнюю поверхность эпоксидных труб наносят
лакокрасочное покрытие либо используют другие методы, пре-
дотвращающие разрушение внешней поверхности под действием
УФ-излучения. Трубы из эпоксидного стеклопластика дороже, чем
трубы из полиэфирного стеклопластика диаметром 152 мм и более.
При монтаже эпоксидных труб в большей степени использу-
ется склеивание, а не соединения встык, характерные для поли-
эфирных систем трубопроводов. Пористость краев труб является
основным недостатком труб из эпоксидных стеклопластиков,
изготовленных методом намотки, однако на этот факт не стоит
обращать слишком серьезного внимания; удовлетворительные
эксплуатационные характеристики труб, изготовленных намоткой,
были получены в 1954 г. Аппреты для стекловолокна, совместимые
с эпоксидными смолами, известны. Методы устранения пористо-
Рис. 4. Количество эпоксидных тру-
бопроводов (в % от общего коли-
чества трубопроводов, установленных
на крупном химическом заводе)
Рис. 5. Трубопровод для конденсата,
работающий при температуре 93° С.
Изготовлен из эпоксидного стекло-
пластика.
828
Дж, X. Маллинсон
сти по концам труб найдены и используются с 1958 г. Наличие
пористости может привести к потере 50% исходной прочности
при растяжении, составляющей 5625 кгс/см2, за короткий проме-
жуток времени. Конструкция трубы обычно включает внутреннюю
облицовку толщиной 0,25—0,5 мм (легкие условия эксплуатации)
или толщиной 1,01—1,52 мм (тяжелые условия эксплуатации).
При изготовлении большинства труб из эпоксидного стекло-
пластика после намотки стеклонити на оправку и нанесения
отделочного покрытия проводят отверждение связующего в печи
при температуре около 93° С в течение 4 ч.
Рио. 6. Трубопровод из эпоксидного стеклопластика для полностью автома-
тизированной ионно-обменной установки, применение которого обеспечивает
экономию 7000 долларов по сравнению с применением стального трубопро-
вода, выложенного резиной
9. Химические предприятия
829
Изучение эксплуатации труб из эпоксидных стеклопластиков,
установленных на протяжении более чем десяти лет на крупных
химических заводах, позволило распределить их по диаметрам,
в соответствиихс экономическими соображениями, как показано
на рис. 4. Наиболее широко используются трубы диаметром 50,8;
76,2 и 101,6 мм; они оказались экономически более выгодными
в условиях конкуренции. Трубы этих диаметров составляют
88% всех труб из армированных пластиков, установленных на за-
воде. На рис. 4 не показаны трубы диаметром 25,4 мм, так как
на их долю приходится менее 1%. Кроме того, используется
некоторое число труб диаметром 25,4 мм.
Трубопроводы для конденсата. Конденсат часто оказывается
одним из наиболее агрессивных в коррозионном отношении рас-
творов, что в сочетании с высокой температурой и неблагоприят-
ным показателем pH создает определенные трудности при работе
с ним. На рис. 5 показан трубопровод для конденсата из армиро-
ванного пластика, изготовленный намоткой, после четырех лет
эксплуатации. Эта фотография трубопровода часто появлялась
на страницах журналов различных фирм. В тех же условиях
эксплуатации такой трубопровод значительно долговечнее трубо-
проводов из меди, железа, стали или стали со свинцовой облицовкой.
Ионно-обменная установка. Эта установка была сконструиро-
вана для восстановления тяжелых металлов из кислотных остат-
ков. Тяжелые металлы присутствовали в количестве от 0,04
до 0,06% в горячем растворе 0,20%-ной серной кислоты. Подача
раствора осуществлялась под значительным давлением. На рис. 6
приведена полностью автоматизированная система, в которой
использованы трубопроводы из эпоксидного стеклопластика, за-
менившие стальные трубопроводы, облицованные резиной. Исполь-
зование трубопроводов из армированного пластика, объединяющих
три ионно-обменных установки и две небольших емкости, позво-
лило сэкономить 7000 долларов.
3. Фурановые смолы
Фурановые смолы, обладающие высокой стойкостью к воздей-
ствию растворителей, также используются для изготовления тру-
бопроводов. Несколько фирм-изготовителей выпускают трубы
небольших размеров на основе фурановых смол или трубы с обли-
цовкой. В тех случаях, когда позволяют условия эксплуатации,
применяют трубы из стеклопластика, где в качестве связующего
использована смола на основе сложного винилового эфира.
4. Биполимерные слоистые пластики
К биполимерным относятся слоистые пластики, содержащие,
например, поливинилхлорид и стеклопластик; сополимер ABS1
1 ABS — сополимер акрилонитрила, бутадиена и стирола.
830
Дж. X. Маллинсои
и полиэфирный стеклопластик (известны как трубы «Файберплас»);
смолу на основе бисфенолов и изофталевой стеклопластик; поли-
фторуглеродный полимер и полиэфирный стеклопластик; поли-
пропилен и полиэфирный стеклопластик и т. п. Такое разнообра-
зие биполимерных слоистых пластиков позволяет успешно бороться
с наиболее агрессивными в коррозионном отношении средами.
Например, было построено несколько больших систем воздухо-
водов, в конструкции которых использовался биполимерный
пластик, состоящий из полипропилена и полиэфирного стекло-
пластика. Один из таких воздуховодов, длина которого состав-
ляет 609 м, а диаметр труб 335 мм, установлен в Англии.
Биполимерный пластик, состоящий из поливинилхлорида и
полиэфирного стеклопластика, был использован для изготовле-
ния смесительной камеры. При конструировании этой системы
учитывалась стойкость поливинилхлорида к кислотам с высокой
окисляющей способностью. Основными преимуществами таких
биполимерных композиционных систем являются относительно
высокая прочность в результате армирования термопластичного —
термореактивного связующего стекловолокнистым наполнителем;
химическая стойкость как результат сочетания термопластов
и термореактивных полимеров; экономия оборудования; стойкость
против абразивного износа; стойкость к УФ-излучению; оптималь-
ные эксплуатационные характеристики, сочетающиеся с химиче-
ской стойкостью и стойкостью против абразивного износа по срав-
нению с композициями на основе органических волокон и свя-
зующего; огнестойкость при добавлении к связующему трехокиси
сурьмы.
Понятие биполимерных слоистых пластиков распространя-
ется и на случаи использования двух различных связующих.
Например, при формовании стенки емкости используются после-
довательно два различных полиэфирных связующих [6, с. 191].
5. Дренажные и сточные трубопроводы
Дренажные и сточные промышленные трубы [6, с. 191] из стек-
лопластиков выпускают с широким диапазоном диаметров, обычно
до 1500 мм и длиной 3—6 м. Недавно диаметр труб был увеличен
до 2700 мм в сочетании с очень большой длиной. Сточные трубы
из армированных пластиков, применяемые для транспортировки
корродирующих жидкостей, обладают целым рядом преимуществ:
1) имеют малую массу, что снижает затраты труда при транспор-
тировке; 2) не подвержены электролитической или гальванической
коррозии; 3) обладают высокой стойкостью к воздействию корро-
дирующих грунтов, бактерий, воды; 4) пригодны для транспорти-
ровки разбавленных кислотных остатков, содержащих сероводо-
род; 5) обладают чрезвычайно гладкой внутренней поверхностью,
9. Химические предприятия 831
что позволяет использовать меньший наклон или (в некоторых
случаях), меньший диаметр; для трубопроводов из армирован-
ных пластиков коэффициент расхода обычно равен 150 (Вильямс
и Хазен); 6) характеризуются низкой стоимостью текущего ре-
монта; 7) ймеют очень большой срок службы.
Стандартные соединения дренажных и сточных труб включают:
1) стыковые соединения; 2) соединение труб с раструбом; 3) муфты
«Редилок» *; 4) упругие муфты; 5) фланцевые соединения (обычно
не используются для подземных трубопроводов).
Принимая плотность грунта, равной 1920 кг/м3, можно опре-
делить максимальную глубину укладки труб по формуле
М = 3,4с,
где bd — глубина укладки, м; с — разрушающее давление (пре-
дельное), кгс/см2. Например, труба из полиэфирного стеклопла-
стика, изготовленная методом намотки, имеет диаметр 100 мм
и рассчитана на предельное разрушающее давление 3,5 кгс/см2.
В соответствии с приведенной выше формулой максимальная глу-
бина укладки трубопровода будет составлять около 12 м.
Трубопроводы из эпоксидных армированных пластиков диа-
метром 50—200 мм успешно использовались в течение 12 лет для
удаления промышленных отходов переработки нефти. Разру-
шающее давление изменяется в зависимости от типа и размера
труб от 105 (для труб небольшого диаметра) до 3,5 кгс/см2 для труб
диаметром 305 мм. Высокая прочность при растяжении позволяет
укладывать эти трубы на глубину до 2000 м. Нефтяная промышлен-
ность является одним из наиболее крупных потребителей труб
данного типа.
Сточные трубы из армированных пластиков на основе фура-
новых смол выпускают диаметром 50—200 мм. Обычно соединение
таких труб осуществляется склеиванием с использованием клеев
на основе фурановых смол. Через 30 мин клей затвердевает,
и трубу можно транспортировать.
Для транспортировки строительного-раствора выпускают трубы
под торговой маркой RPM. Они определяют собой полиэфирную
смолу, наполненную песком и армированную непрерывным стек-
ловолокном. Трубы изготовляют на оправке для получения внут-
реннего слоя с высоким содержанием связующего. При сборке
используется соединение труб с раструбом О-образного типа.
Стоимость их сравнима со стоимостью труб из асбоцемента и гли-
няных остеклованных труб.
Из стеклопластиков можно изготовлять трубы с внутренним
диаметром от 200 до 1200 мм.
* Торговая марка фирмы du Verre, отделения Американской корпора-
ции труб.
992
Дж. X. Маллинеон
ff. Методы соединения систем трубопроводов
Отмечалось, что основным препятствием для широкого исполь-
зования систем трубопроводов из армированных пластиков явля-
ется система их соединения [7]. Та или иная система соединения
труб обладает определенными преимуществами. В табл. 6 рассмо-
трены некоторые методы соединений труб из стеклопластиков
и свойства соединений.
Эффективность соединения определяется рядом факторов.
Идеальная соединительная система должна сочетать в себе невы-
сокую стоимость изготовления (стыковое соединение для поли-
эфирных труб), легкость разборки и повторного монтажа (соеди-
нение труб с раструбом О-образного типа) с прочностью, обеспе-
чиваемой фланцевыми соединениями. Соединение должно отли-
чаться простотой сборки, чтобы его мог осуществить рабочий
с невысокой квалификацией, гарантируя при этом правильность
соединения. Очевидно, конструируя систему соединения труб,
следует учитывать преимущества как стыковых фланцевых и клее-
вых соединений, так и сочетания всех трех. Стоимость соединений
труб также может быть различной — от относительно низкой
до чрезмерно высокой. Тогда инженеру приходится модифици-
ровать конструкцию трубопровода, используя дешевые соедине-
ния высокой надежности в сочетании с фланцевыми соединениями,
что позволит смонтировать систему трубопроводов и осуществлять
ее текущий ремонт.
Стеклопластики стали применять в промышленности для из-
готовления труб сравнительно недавно, поэтому часто к ним
предъявляют требования стандартов на стальные системы трубо-
проводов. Например, фланцы из стеклопластика должны соот-
ветствовать стандарту 150 Американской ассоциации по стандар’
там. Таким образом, имеются два материала, величина модулей
упругости которых различна и составляет для стали 2,1 • 106 кгс/см2,
для стеклопластика 2,1 -105 кгс/см2. Чтобы компенсировать эту
разницу, фланцы из стеклопластика необходимо модифицировать,
например, используя рельефные уплотнительные кольца с под-
нятой (выпуклой) фаской, что дает взможность применять те же
уплотнения и болты. Разработано несколько новых типов уплот-
нений.
Таково современное состояние вопроса, которое нельзя при-
знать вполне удовлетворительным, однако имеются тенденции
к его улучшению. Комбинации прессованных фланцев имеют целью
снизить высокую стоимость фланцевых соединений.
В клеевых фланцевых системах используется тот же подход,
возможно, с лучшими результатами. Тем не менее продол-
жаются поиски дешевых соединений, обеспечивающих высокую
надежность и хорошую коррозионную стойкость, а также легкость
Методы соединения систем трубопроводов
Таблица 6
Типы соединения Преимущества Недостатки Примечание
Стыковое ♦ Высокая прочность Метод соединения может быть освоен после небольшого обучения персонала По стоимости эквивалентно клеевым соединениям (при диа- метре труб ^152 мм) и дешев- ле их при больших диаметрах Соединение не может быть демонтировано для текущего ремонта Применимо только для тру- бопроводов из полиэфирных стеклопластиков, изготовлен- ных контактным формованием с выкладкой стеклопаполните- ля вручную. Непостоянный потребитель данного оборудования может быть недостаточно ознакомлен с данным методом, что при- ведет к получению ненадежных соединений Соединение необходимо выпблнять при температуре > 15 °C и в сухих условиях Стандартный метод соеди- нения труб из полиэфирного стеклопластика, изготовлен- ных методом контактного фор- мования с выкладкой стекло- наполнителя вручную •
Клеевые Очень экономичны при диа- метре труб 152 мм. Правильно выполненное сое- динение обладает высокой прочностью с учетом большой площади контакта При диаметре труб > 152 мм стоимость соединения выше, чем стыкового Растрескивание клеевого слоя может создавать опреде- ленные трудности Обычно используются как стандартные, дешевые методы монтажа системы трубопрово- дов из стеклопластиков, изго- товленных методом намотки
9. Химические предприятия
Продолжение талб. 6
Типы соединения Преимущества Недостатки Примечание
Для сборки соединения не требуется применения значи- тельных усилий Приготовление клея в точном соответствии с рекомендация- ми по его применению являет- ся весьма важным •
Фланцевое (на эпоксидном клее) Низкая стоимость Усовершенствование техно- логии позволило разработать чрезвычайно прочный клей Высокая прочность Наличие клеевого слоя мо- жет создавать трудности сбор- ки при ударах молотком и других видах колебаний Применение фланцев должно быть ограничено числом, необ- ходимым для текущего ремонта и замены соединительных ча- стей труб из металла или гум- мированного металла
Фланцы из поли- эфирного стеклопла- стика: изготовленные прес- сованием изготовленные кон- тактным формиро- ванием с выклад- кой наполнителя вручную Низкая стоимость, сравни- мая со стоимостью фланцев из эпоксидных стеклопластиков Высокая прочность Прокладки могут простав- ляться не по всей поверхности фланца, хотя это не рекомен- дуется Необходимо применять про- кладки по всей поверхности фланца Одно из наиболее дорого- стоящих соединений, исполь- зование которого обеспечивает сборку и возможность текуще- го ремонта. Могут применяться для со- кращения числа патрубков, при установке следует соблю- дать осторожность Отличаются высокой проч- ностью. Известно только не- сколько случаев разрушения этих соединений
Дж. X. Маллинсон
Продолжение табл. 6
Типы соединения Преимущества Недостатки Примечание
Фланцевые соединения менее прочны, чем соединения встык с накладкой. Например, систе- ма фланцев, рассчитанная на давление 7 кгс/см2, может дать течь при давлении 28 кгс/см2, а соединение встык с наклад- кой может выдержать давле- ние 63—77 кгс/см2. В соответ- ствии со стандартом они долж- ны выдерживать давление, вдвое превышающее расчетное
О-образный: соединение растру- бом? (например,* Ф декстран) быстро соединяе- мые муфты «Кви- ки» ** Обычно используется в сточ- ных системах. Выдерживает вибрации при землетрясениях Отвечает требованиям стан- дарта на сточные трубы в же- стких условиях работы Допускается отклонение осей на 2—5е в зависимости от раз- мера, что снижает стоимость соединительных частей труб Обладают удовлетворитель- ными характеристиками при использовании в умеренно аг- рессивной среде при постоян- ном давлении 15,8 кгс/см2 и ци- клическом давлении 10,5 кгс/см2 Предназначено для сточных труб. Не рекомендуется ис- пользовать под давлением на поверхности земли Максимальная рабочая тем- пература 66 °C. При эксплуатации в жестких условиях, когда необходимо применение фитингов через каждые 1,5 м, соединение те- ряет свои преимущества Конец одной трубы встав- ляется в раструб другой. Плот- ность соединения достигается за счет использования резино- вой прокладки В быстроустанавливаемых соединительных муфтах исполь- зуется два О-образных кольца и соединение может быть при- способлено для эксплуатации в жестких химических усло- виях
9. Химические предприятия
Продолжение табл. 6
Типы соединения Преимущества Недостатки Примечание
Исключают необходимость применения клея и обеспечи- вают быструю сборку и раз- борку соединений в полевых условиях. Пригодны для временных сое- динений и в тех случаях, ког- да соединение должно легко демонтироваться. Пригодны для повторного использования. Применимы для прямых и наклонных трубопроводов большой протяженности
Винтовые Обеспечивают быстроту сбор- ки. Легко демонтируются. Дешевый способ соединения труб небольшого диаметра. Пригодны для использования в водных или умеренно актив- ных коррозионных средах Практически не используют- ся в трубопроводах большого диаметра; соединения теряют плотность в сильных корро- зионных средах и разрушаются Иногда используются для соединения эпоксидных или механически обработанных труб
* Торговая марка фирмы John — Manville Corporation.
** Торговая марка фирмы Fiberglass Resources Corporation.
Дж. X. Маллинс он
9.- Химические предприятия
337
демонтажа, что объясняется значительным увеличением приме-
нения стеклопластиков в различных областях.
Однако проблема является более сложной. В стальных систе-
мах трубопроводов несоосность можно устранить при затягива-
нии болтов. При использовании стеклопластиков этот метод непри-
годен. Прессованные фланцы могут быть при этом разрушены.
На некоторых заводах эта проблема решается установкой рас-
ширяющихся сильфонных соединений. Фактически некоторые
заводы практикуют использование соединений сильфонного типа
в любом месте, где система из армированных пластиков соединя-
ется с металлической системой или насосом, чтобы избежать несо-
осности. Это одно из очень практичных решений, хотя таким
образом увеличивается общая стоимость монтажа.
Б. Вентиляционные трубы—вентиляторы—выводные трубы
1. Введение
Большинство химических процессов включают транспорти-
ровку загрязненных выхлопных газов или воздуха из баков,
емкостей или другого технологического оборудования [9]. Иногда
транспортировка выхлопных газов составляет значительную часть
технологического процесса. Системы перекачки имеют различную
производительность от 28 м3/мин (небольшая установка, перего-
няющая выхлопные газы) до 28 000 м3/мин (большая система
вентиляторов). Кроме того, имеются тысячи установок произво-
дительностью от 280 до 1000 м3/мин. Для удобства при эксплуа-
тации и выдержки размеров вентиляторов и трубопроводов в регу-
лируемом диапазоне большие вентиляционные системы делят
на ряд более мелких. Например, одна большая установка, пред-
назначенная для транспортировки 8500 м3/мин воздуха, содер-
жащего пары кислоты, была разделена на десять систем меньшей
производительности, пять из которых транспортировали по
1020 м3/мин воздуха, а остальные — по 680 м3/мин воздуха. Си-
стемы такой производительности идеальны для использования
в них стеклопластиковых вентиляционных труб, вентиляторов,
а также выводных труб и заслонок (регуляторов тяги). При условии
химической совместимости возможно применение огнестойких
смол. Армированные пластики этого типа обладают определен-
ными преимуществами по сравнению с металлическими систе-
мами, которые могут подвергаться коррозии, или системами,
облицованными резиной, прежними стандартными системами.
2. Стандарт на изделия
Рекомендуемый стандарт PS 15-69 на химически стойкое
технологическое оборудование из полиэфирных стеклопластиков,
изготовленное методом контактного формования, признан боль-
338
Дж. X. Маллинсон
шинством изготовителей как вполне удовлетворительный, обеспе-
чивающий при условии приобретения определенного опыта каче-
ственную сборку. В табл. 7 приведены основные размеры возду-
ховодов и их характеристики в соответствии с этим стандартом.
Таблица 7
РАЗМЕРЫ ВОЗДУХОВОДОВ КРУГЛОГО СЕЧЕНИЯ ИЗ ПОЛИЭФИРНЫХ
СТЕКЛОПЛАСТИКОВ* [13, с. 4]
Внутренний диаметр, мм Минималь- ная толщина стенки, мм Допустимый вакуум **, мм рт. ст. Допустимое давление, мм рт. ст. Диаметр фланца (внешний), мм Толщина фланца, мм Диаметр окружности болтов, мм Диаметр болтового отверстия, мм • Число бол- товых отвер- стий
50 3,175 760 1400 161,92 6,35 127 11,1 4
76 3,175 760 930 187,32 6,35 152 11.1 4
101,6 3,175 390 765 212,72 6,35 177 11,1 4
152 3,175 120 650 263,52 6,35 228 11.1 8
203 3,175 56 335 314,32 6,35 279 11.1 8
254 3,175 30 630 365,12 9,52 330,2 11.1 12
304,8 3,175 16,8 510 415.92 9,52 381,0 11,1 12
355.6 3,175 13 410 466,72 9,52 431.8 11,1 12
406/4 3,175 И 540 517,52 12,7 482,6 11,1 16
457,2 3,175 9,6 450 568,32 12,7 533,4 11,1 16
508,0 3,175 9,6 350 619,12 12,7 584.2 11,1 20
609,6 4,82 16,8 260 720,72 12,7 685,8 11.1 20
762,0 4,82 13 186 873,12 12,7 838.2 11.1 28
914,4 4,82 9,6 130 1025,52 15.8 990,6 11,1 32
1066,8 6,35 18,6 225 1177,92 15,8 1143,0 11,1 36
1219,2 6,35 16,8 186 1381,12 15,8 1320,8 14,2 44
1371,6 6,35 13 148 1533,52 15,8 1473,2 14,2 44
1524,0 6,35 И 110 1685,92 15,8 1625,6 14,2 52
* При коэффициенте безопасности конструкции 5 : 1 и расстоянии между коль-
цами жесткости 3 м.
** Приведены расчетные значения для температур 82,2° С (давление) и ~ 20° С
(вакуум); при более высоких температурах следует консультироваться с изготовителем.
3. Расчет воздуховода из полиэфирного
стеклопластика [6, с. 230—231]
Отрицательное давление. Допустим, что через воздуховод
диаметром 108 см прокачивают 800 м3/мин воздуха, содержащего
пары кислот. Максимальное отрицательное давление составляет
175 мм вод. ст. Допускаемая нагрузка от воздушного потока равна
1,4 кгс/см2. Толщина стенки воздуховода 6,35 мм (в соответствии
с рекомендуемым стандартом PS 15—69). Вычислим коэффициент
безопасности, принимая модуль упругости стеклопластика рав-
ным 56 200 кгс/см2. Предположим, что кольца жесткости уста-
9. Химические предприятия
339
новлены на расстоянии L = 300 см (по центру) друг от друга
и выполнены в виде намотанных накладок, тогда разрушающее
давление (в кгс/см2)
Wc = KE(t/D)\
где D — диаметр трубы, см (г — радиус); t — толщина стенки
трубы, см;
В нашем случае D/t = 108/0,635 = 170; L/r = 300/54 = 5,6;
коэффициент К находим по рис. 7 для вычисленных нами значе-
ний D/t и L/r (К = 12), после чего можем вычислить Wc, кото-
рое равно 0,14 кгс/см2. Если нагрузка от воздушного потока со-
ставляет 0,01 кгс/см2; максимальное отрицательное давление
равно 0,0180 кгс/см2, общая нагрузка составит 0,0280 кгс/см2;
тогда коэффициент безопасности равен 0,14/0,0280, т. е. рас-
считываемая труба имеет пятикратный запас прочности.
Допустим теперь, что толщина колец жесткости составляет
19 мм, а расстояние между их центрами 300 см, модуль упру-
гости 70 000 кгс/см2.
Рис. 7. Коэффициенты разрушения круговых цилиндров; давление действует
только по боковой поверхности; р = 0,30 (Sturm, 1941 г.). Разрушающее
давление Wc = KE , где К — коэффициент, зависящий от величин L/R
и D/t, определяемый по кривым; Е — ыщулъ упругости материала; t —
толщина оболочки; D — внешний диаметр цилиндра
340
Дж. X. Маллинсон
Вычислим ширину кольца!
£/c = WeD3(Zs/24),
где Ws — отрицательное давление, кгс/см2; Ls — расстояние между
кольцами жесткости, см; D — внешний диаметр, см; Iс — момент
инерции, см4. При этом суммарный момент инерции кольца и части
оболочки, действующей совместно с кольцом, составит [0,14 X
X (108)3 X 120] / [70 000 X 24] = 1,95 см4, что в свою очередь,
равно fed3/12 (Ъ — ширина кольца, d — толщина), откуда Ъ =
= (12 х 1,95) / (1,9 +0,63)3 = 23,4 см.
Таким образом, при расстоянии между центрами 300 см и тол-
щине кольца 1,9 см его ширина составляет 23,4 см.
Могут быть использованы и другие элементы жесткости, кото-
рые будут иметь такие же хорошие характеристики до тех пор,
пока их момент инерции 1С^ 1,95 см4. При коэффициенте без-
опасности по жесткости, равном 5, следует выбирать 1С = 9,8 см.
Например, кольцо жесткости высотой 12,7 см и толщиной 1,11 см
будет иметь 1С = 11,4; а полукруглый стержень, покрытый арми-
рованным пластиком, с толщиной стенки 1,11 см, обернутый во-
круг стержня диаметром 7,6 см, будет иметь 1С = 10,9. Любое
из этих двух значений моментов инерции можно считать удовлет-
ворительным.
Влияние температуры. При повышении рабочей температуры
должны быть уменьшены как расстояние между опорами, так
и допустимое разрежение (рис. 8).
Методы упрочнения. Инженеру-конструктору приходится вре-
мя от времени сталкиваться с необходимостью упрочнения систем
воздуховодов, при этом возможно несколько решений. Очевидно,
что повышение жесткости определяется величиной момента инер-
ции ребра жесткости. Момент инерции ребра жесткости прямо
Рис. 8. Зависимость расстояния
между опорами (а) и разрушаю-
щего разрежения (б) от темпера-
туры
пропорционален его ширине в
первой степени, а его высоте —
в кубе. Теоретически отношение
высоты к ширине, равное 12 : 1,
для ребер жесткости представля-
ется оптимальным. Таким обра-
зом, очевидно, идеальным элемен-
том жесткости является стоящее
на ребре кольцо с высотой, оп-
ределяемой условиями работы.
Разумеется, кольцо должно оста-
ваться жестким.
Существуют и другие разно-
видности элементов жесткости
для воздуховодов, например, U-
образной формы, полукруглые,
9. Химические предприятия
341
ленточного типа. В качестве элементов жесткости могут быть
использованы также и фланцы.
В табл. 8 приведены конструкционные требования к полиэфир-
ным стеклопластикам для трубопроводов.
Таблица 8
ТРЕБОВАНИЯ К ПОЛИЭФИРНЫМ СТЕКЛОПЛАСТИКАМ ДЛЯ. ТРУБ [13]
Толщина, мм Предел прочности при растяжении Прочность на изгиб Модуль упругости при изгибе (тангенциальный)
кгс/см2
3,175—4,763 632,7 1224,9 49 215
6,35 843,6 1 1335.8 56 246
7,938 949,2 1406,1 63 276
>9,52 1054,6 1546,8 70 307
Примечание. Свойства при 23° С (минимальные значения).
4. Причины загорания воздуховодов
и меры предотвращения пожаров [7]
Недостатки существующих материалов. Химически стойкие
армированные пластики, в которых используются огнестойкие
добавки, могут иметь показатель распространения пламени ме-
нее 25, в некоторых случаях менее 15. Однако показатели дымо-
образования ниже требуемых. Для полиэфиров, фенольных и
эпоксидных смол показатели распространения пламени находятся
в диапазоне от 15 до нескольких сотен, а показатели дымообразо-
вания могут составлять от 400 до 2400.
Можно рассматривать целый ряд материалов, пригодных для
изготовления воздуховодов. Однако они имеют недостатки. Алю-
миний обладает низкой коррозионной стойкостью. Поливинил-
хлорид, показатели распространения пламени которого могут
достигать 25, обладает свойством дымовыделения, соответствую-
щим показателю 2000. Кроме того, поливинилхлорид подверга-
ется деструкции при температуре —150° С. При интенсивном
воздействии пламени с температурой ~ 427° С поливинилхлорид
будет выделять хлористый водород и другие продукты деструк-
ции. На одном из заводов, где широко использовались воздухо-
воды из поливинилхлорида, ущерб, нанесенный пожаром, был
относительно невелик, основной ущерб был нанесен выделяю-
щимся при горении хлористым водородом.
Полиолефины подвергаются термической деструкции при тем-
пературе ~ 200° С, и хотя они обладают удовлетворительной
коррозионной стойкостью, показатели распространения пламени
342
Дж. X. Маллинсон
очень высоки, при этом они выделяют значительное количество
дыма. Воздуховоды из асбоцемента могут взрываться при темпе-
ратуре около 815° С. Пластизолевые системы могут плавиться,
при этом расплавленные капли попадают в помещение. Металлы
с покрытиями, используемые для воздуховодов, также обладают
рядом недостатков. Если покрытие тонкое, оно может оказаться
пористым, при использовании покрытий большой толщины вновь
возникает проблема пожароопасности.
Меры предотвращения пожаров. Использование огнезамедляю-
щих добавок в материале воздуховодов приводит к увеличению
дымовыделения. Например, материал, показатель распростране-
ния пламени которого может составлять 75, а показатель дымо-
выделения 600, при использовании огпезамедляющих добавок
имеет показатель дымовыделения, равный 1000, при этом пока-
затель распространения пламени снижается до 25.
В настоящее время химическая промышленность располагает
химически стойкими связующими для изготовления воздухово-
дов. Они имеют показатель распространения пламени 25, обладают
широким диапазоном химической стойкости, улучшают огнестой-
кость материалов. Например, для изготовления воздуховодов
широко используется материал «Хетрон 92Т», показатели рас-
пространения пламени и дымовыделения которого составляют
менее 20 и 750 соответственно.
Модифицированный материал, выпускаемый под маркой «Хет-
рон-92с», имеет улучшенные характеристики: показатель рас-
пространения пламени снижен до 15, а показатель дымовыделе-
ния — до 412 (в соответствии с испытанием в трубе на огнестой-
кость ASTM Е-84-69). Недавно выпущены два вида слоистых
пластиков, которые имеют показатели распространения пламени
25, а показатели дымовыделения < 50, при этом материал мини-
мально поддерживает распространение пожара. В настоящее
время проводятся интенсивные испытания этих материалов с целью
определения возможности их применения в химической промыш-
ленности. Первые результаты испытаний признаны обнадежи-
вающими.
Кроме того, потребитель должен, приобрести дождевальную
установку, соизмеримую с размером воздуховодов и имуществом,
которое должно быть защищено от пожара. Необходимо также
проводить периодическую очистку системы воздуховодов (изнутри
и снаружи) от воспламеняемых остатков для предотвращения воз-
можности возгорания.
Вероятно, в ближайшем будущем химическая промышленность
будет располагать материалом для изготовления систем воздухо-
водов, который будет иметь показатели дымовыделения менее 50,
показатели распространения пламени менее 25, сочетающиеся
с высокой химической стойкостью.
9. Химические предприятия
343
Причины пожаров воздухо-
водов в основном обусловлены
внешними источниками воспла-
менения: 1) коротким замыка-
нием электрических цепей; 2)
сваркой или наличием источни-
ка горения; 3) перегревом ла-
бораторного или технологиче-
ского оборудования; 4) небреж-
ностью и плохим техническим
обслуживанием; 5) статическим
электричеством; 6) ударами
молнии.
Температура воспламенения
неогнестойких полиэфирных
смол в основном составляет
399-427° С (табл. 9 и 10).
Добавление хлора или брома
к молекуле полиэфира понижает
Таблица 9
КЛАССИФИКАЦИЯ МАТЕРИАЛОВ
ПО ВЕЛИЧИНЕ ПОКАЗАТЕЛЯ
РАСПРОСТРАНЕНИЯ ПЛАМЕНИ*
Показатель
распростра-
нения
пламени
Классификация
0-25
25-50
50—75
72—200
>200
Негорючий
Огнестойкий
Медленно горящий
Горючий
С высокой горючестью
* Испытания на огнестойкость в тру-
бе по методике лаборатории Страхового
общества .[12]. Данные использовать сов-
местно с табл. 10.
энтальпию горения, что приводит к снижению температуры
пламени и значительному уменьшению скорости его распростра-
нения. Теплопотери от пламени возрастают, вследствие чего про-
исходит быстрое охлаждение продуктов сгорания по мере их уда-
ления из реакционной зоны. Установлено, что для достижения
удовлетворительных характеристик огнестойкости необходимо
ввести более 24% хлора или брома.
Исследовали также влияние на скорость распространения
пламени таких соединений, как трехокись сурьмы. При добавле-
нии 5 % трехокиси сурьмы она реагирует с хлором, содержащимся
в смоле, с образованием оксихлорида сурьмы, который является
одной из наиболее эффективных добавок, обеспечивающей дли-
тельную огнестойкость материала. Использовали также бор-
ные соединения как огнезадерживающие синергетические
добавки.
Однако следует принимать во внимание, что применение таких
соединений, как трехокись сурьмы, приводит к снижению хими-
ческой стойкости смолы.
В настоящее время Комитет по вентиляционным системам при
Национальной ассоциации по огнезащите пересматривает стан-
дарт NEPA-91 с целью использования систем воздуховодов для
удаления невоспламеняющихся корродирующих паров. Будет
принят стандарт SPI для систем воздуховодов с внесенными
поправками (предполагается использование материалов с пока-
зателями распространения пламени 25).
В предполагаемом стандарте NEРА-91 предусмотрено огра-
ничение производительности разветвленных трубопроводов до
344
Дж. X. Маллинсон
1400 м3/мин, за исключением особых случаев, когда необходимо
использование разветвленных систем большей производитель-
ности.
Таблица 10
ОГНЕСТОЙКОСТЬ ПОЛИЭФИРНЫХ СТЕКЛОПЛАСТИКОВ В СРАВНЕНИИ
С ДРУГИМИ МАТЕРИАЛАМИ ♦
Материал (торговая марка)
Связующее
Показатель
распространения
пламени * *
Асбест
Хетроп 72,92 или 92 TG С 5%-ной
добавкой Sb2O3
Фуран
Атлас 711-05А с 5%-ной добав-
кой Sb2O3
Хетрон 72,92 или 92 GT
Красный дуб
Мазонит
Изофталевые смолы, смолы на
основе бисфенола или гидриро-
ванного бисфенола с 5 %-ной до-
бавкой
Фанера
— 0
Хлорированный поли- 20 - 25
эфир Фурановая смола 20-35
— 15—25
Хлорированный поли- 50—75
эфир
— 100
— 130
-— 150 -200
200
* Как правило, хлорированные полиэфирные смолы с 5%-ной добавкой Sb2O3
являются прекрасными огнестойкими смолами, отвечающими требованиям спецификаций
на воздуховоды. Фурановые смолы обладают хорошей стойкостью к растворителям и
могут использоваться в качестве облицовки совместно с полиэфирными стеклопласти-
ками. Использование облицовки из фурановых смол обычно увеличивает на 10% стои-
мость воздуховодов [12]. **
** Приведены данные из различных источников.
5. Выводные трубы
Армированные полиэфирные пластики обладают высокой кор-
розионной стойкостью и малой массой, что делает их пригодными
для изготовления выводных труб. По таким трубам можно пере-
качивать парообразные химические продукты, температура кото-
рых составляет 82° С или выше. В настоящее время эксплуати-
руется много выводных труб высотой свыше 30,5 м, несколько
труб имеют высоту ~ 70 м.
Могут быть использованы самонесущие стеклопластиковые
выводные трубы высотой до 15—23 м. Если высота труб превы-
шает 9—12 м, то их устанавливают на растяжках. Толщина стенки
выводных труб изменяется по высоте и составляет в верхней части
4,76 мм, а у основания ~ 19 мм. Растягивающие тросы прикреп-
ляют к ушкам, имеющимся на металлических стягивающих
хомутах, что обеспечивает требуемую вертикальность труб. Вдоль
стенок труб используются кольцевые элементы жесткости, кото-
9. Химические предприятия
345
рые способствуют сохранению круглой формы труб и обеспечи-
вают их дополнительную стойкость к изгибу.
Цри конструировании выводных труб обычно используют
коэффициент безопасности, равный 10 : 1. Кроме того, в их кон-
струкции необходимо применять защиту от ударов молний, на
трубах следует устанавливать сигнальные огни для самолетов.
Одна из самых больших выводных труб, установленная в 1971 г.,
имеет диаметр 1067 мм, а высоту 77 м.
6. Вытяжные зонты
Стеклопластики являются идеальным материалом для вытяж-
ных зонтов. Они часто устанавливаются над большими системами,
измельчающими текстиль на химических заводах, целлюлозных
заводах или над баками для травления.
7. Емкости
Емкости из армированных пластиков выпускаются различной
формы и размеров. Основные параметры при их конструировании
определяются геометрией конструкций и существующими в на-
стоящее время технологическими методами.
Цилиндрические емкости. Цилиндрическая конструкция емко-
стей получила наиболее широкое распространение. Емкости
изготовляют в соответствии со стандартом PS 15—69. В табл. 11
приведены размеры цилиндрических емкостей и толщины стенок
в соответствии с этим стандартом. Обычно они изготовляются либо
методом контактного формования с выкладкой армирующего
наполнителя вручную, или одним из многочисленных методов
намотки. Иногда при изготовлении цилиндрических емкостей
используют стальную вращающуюся оправку, на которую намо-
тана пленка «Майлар». Выкладку армирующего наполнителя
производят на эту пленку. По мере вращения крупной стальной
оправки на него наносят стекловолокно и связующее до получе-
ния готового изделия. Как правило, стоимость емкостей, изго-
товленных методом намотки, ниже стоимости емкостей, полу-
ченных контактным формованием, что объясняется более низкими
трудовыми затратами.
В табл. 12 приведены минимальные толщины стенок и днищ
горизонтальных цилиндрических емкостей в зависимости от их
геометрических размеров.
При конструировании емкостей, предназначенных для экс-
плуатации при температуре > 82° С, следует обратить внимание
на физические свойства материала при рабочей температуре.
Емкости, содержащие конструктивные элементы, несущие физи-
ческую нагрузку (например, мешалки), а также имеющие иную
конструкцию опор, колец жесткости или предназначенные для
Таблица 11
МИНИМАЛЬНАЯ ТОЛЩИНА СТЕНКИ И ДНИЩА ВЕРТИКАЛЬНЫХ ЕМКОСТЕЙ В ЗАВИСИМОСТИ
ОТ ИХ ДИАМЕТРА И РАССТОЯНИЯ ОТ ВЕРШИНЫ*
Расстоя- ние от вершины, м Минимальная толщина стенки и днища (в мм) для емкостей диаметром, м
0,6 0,75 0,9 1,05 1,2 1,35 1,5 1,65 1,8 2,1 2,4 2,7 3,0 3,3 3,6
0,6 4,76 4,76 4,76 4,76 4,76 4,76 4,76 4,76 4,76 4,76 4,76 4,76 4,76 4,76 4,76
1,2 4,76 4,76 4,76 4,76 4,76 4,76 4,76 4,76 4,76 4,76 4,76 4,76 4,76 4,76 4,76
1,8 4,76 4,76 4,76 4,76 4,76 4,76 4,76 4,76 4,76 4,76 4,76 4,76 6,35 6,35 6,35
2,4 4,76 4,76 4,76 4,76 4,76 4,76 4,76 4,76 4,76 6,35 6,35 6,35 6,35 6,35 7,93
3,0 4,76 4,76 4,76 4,76 4,76 4,76 4,76 6,35 6,35 6,35 6,35 6,35 7,93 7,93 7,93
3,6 4,76 4,76 4,76 4,76 4,76 4,76 6,35 6,35 6,35 6,35 6,35 7,93 7,93 7,93 9,52
4,3 4,76 4,76 4,76 4,76 6,35 6,35 6,35 6,35 6,35 7,93 7,93 7,93 7,93 9,52 9,52
4,8 4,76 4,76 4,76 6,35 6,35 6,35 6,35 6,35 6,35 7,93 7,93 9.52 9,52 9,52 11,11
5,5 4.76 4,76 4,76 6,35 6,35 6,35 6,35 7,93 7,93 7,93 9,52 9,52 9,52 11,11 12,70
6,0 4,76 4,76 6,35 6,35 6,35 6,35 7,93 7,93 7,93 9,52 9,52 9,52 11,11 12,70 12,70
6,7 4,76 6,35 6,35 6,35 6,35 7,93 7,93 7,93 7,93 9,52 9,52 11,11 12,70 12,70 14,28
7,3 4,76 6,35 6,35 6,35 6,35 7,93 7,93 7,93 9,52 9,52 11,11 12,70 12,70 14,28 15,87
* Толщина стенок рассчитана на основе коэффициента безопасности, равного 10:1, с использованием механических свойств ма-
териала, приведенных в табл. 1. При конструировании емкостей, предназначенных для эксплуатации при температурах > 82° С, сле-
дует обратить внимание на физические свойства материала при рабочей температуре. Конструкцию емкостей с мешалками следует
рассматривать особо [13, стр. 11].
Дж. X. Маллинсон
9. Химические предприятия
347
Таблица 12
МИНИМАЛЬНАЯ ТОЛЩИНА СТЕНКИ И ДНИЩА ГОРИЗОНТАЛЬНЫХ
А ЦИЛИНДРИЧЕСКИХ ЕМКОСТЕЙ ИЗ ПОЛИЭФИРНЫХ
СТЕКЛОПЛАСТИКОВ С ДВУМЯ ОПОРАМИ
Длина емкости, м Минимальная толщина (в мм) в зависимости от диаметра емкости, м
0,6 0,9 1,2 1,5*1 1,8*2 2,4 *8 3,0*4 3,6**
2,4 4,76 4,76 6,35 6,35 7,93 7,93 11,11 14,28
3,0 4,76 6,35 6,35 7,93 7,93 9,52 11,11 14,28
3,6 4,76 6,35 6,35 7,93 7,93 11,11 12,70 15,87
4,3 6,35 6,35 7,93 7,93 9.52 12,70 14,28 19,05
4,8 6,35 7,93 7,93 9,52 9,52 14,28 17,46 20,63
5,5 6,35 7,93 9,52 11,11 11,11 15.87 20,63 23,81
6,0 7,93 7,93 9,52 11,6 12,70 17,46 22.25 26,98
6,7 7,93 9,52 9,52 12,70 14,28 19.05 23,81 30,16
7,3 7,93 9,52 11,11 12,70 15,87 20,63 25,4 31,75
♦> Необходимо использование защитных (от истирания) плит для емкостей дли-
ной 2,4 м.
*2 Необходимо использование защитных плит для емкостей длиной 2,4; 3.0; 3,6 м.
*8 Защитные плиты применяют для емкостей длиной 2,4—5,5 м включительно.
*4 Защитные плиты применяют для емкостей длиной 2,4—6,0 м включительно.
•*8 Защитные плиты применяют для емкостей всех длин.
Примечание. Толщины стенок рассчитаны на основе коэффициента безопас-
ности, равного 5 : 1, и механических свойств материала, приведенных в табл. 1. Плот-
ность жидкости принята равной 1,2 г/см8, опоры расположены на расстоянии 1/12 длины
емкости от каждого конца.
эксплуатации в условиях, требующих более высокого коэффи-
циента безопасности, должны быть рассмотрены особо.
При использовании более двух опор важным фактором являт
ется равномерное распределение нагрузки емкости на все точки
опоры [13, с. 12].
Кроме того, в емкостях, изготовленных намоткой, отношение
стекловолокно — связующее значительно выше, чем в емкостях,
изготовленных контактным формованием. Конструкционные на-
пряжения, нормальные к меридианному сечению, возникающие
в стенке емкостей, изготовленных намоткой, как правило, значи-
тельно выше напряжений, возникающих в стенках емкостей,
полученных контактным формованием. Однако в данном случае
следует учитывать другие факторы. Метод контактного формова-
ния обеспечивает получение более высокой коррозионной стой-
кости, что компенсирует с лихвой разницу в физико-механических
свойствах. Внутреннюю поверхность емкостей покрывают гель-
покрытием, в которое добавлено стекловолокно на основе стекла С
для повышения коррозионной стойкости. Кроме того, на внутрен-
ней поверхности используются один или более слоев стекломатов
на основе рубленого волокна массой 32 г. Затем наносят слой во-
348
Дж. X. Маллинс он
Рис. 9. Одиннадцать форм контейнеров из стеклопластиков:
1 — прямоугольная; 2 — горизонтальная цилиндрическая; 3 — емкость с от-
крытым верхом; 4 — емкость с полусферической верхней частью; 5 — ем-
кость с вогнутым днищем и опорным фланцем для укрепления; 6 — емкость
с вогнутым днищем, установленная на опорный цилиндр; 7 — емкость с пло-
ским днищем и вторым внутренним наклонным днищем; 8 — емкость с пло-
ской верхней частью; 9 — сферическая емкость; 10 — емкость с вогнутым
днищем на опорах; 11 — емкость с коническим днищем на опорах
локон намоткой, что обеспечивает необходимую конструкцион-
ную прочность. На рис. 9 приведены различные виды емкостей
из армированных пластиков, выпускаемых в настоящее время.
Прямоугольные емкости. В некоторых случаях применяют
емкости прямоугольной формы. Обычно емкости такой формы
используют при необходимости получить максимальный объем
в ограниченном пространстве. Конструирование прямоугольных
емкостей значительно сложнее, чем цилиндрических. Инженеру-
конструктору приходится анализировать напряжения в стенках
конструкций и прогиб, а также возможность разрушения по углам
и в местах соединений. Все прямоугольные емкости, за исключе-
нием емкостей самого маленького размера, должны быть снаб-
жены вертикальными и горизонтальными элементами жесткости.
Прямоугольные емкости представляют србой цаибрлее сложцый
9. Химические предприятия
849
Рис. 10. Типовые элементы жесткости для стенок прямоугольных емкостей:
А — D — элементы, изготовленные из бальсовой древесины, пенопласта или
из дерева и картона, облицованных армированным пластиком; элемент жест-
кости типа D может использоваться и для цилиндрических емкостей; Е —
уголок из армированного пластика размером 101,6 X 101,6 X 12,7 мм;
F — металлический уголок, облицованный армированным пластиком; 1 —
армированный пластик; 2 — клеевое соединение
для конструирования и изготовления вид емкостей. На рис. 10
показаны типовые элементы жесткости для емкостей прямоуголь-
ной формы.
Сферические емкости. Если требуются емкости из армирован-
ных пластиков, подвергающиеся воздействию избыточного дав-
ления 1,4 кгс/см2 или более, применяют емкости сферической
формы (рис. И). Более десяти лет в химической промышленности
успешно эксплуатируются сферические емкости объемом 9500 л,
диаметр которых составляет 1800—2100 мм.
Изменение толщины стенки емкости по высоте для получения
экономичной конструкции. Для достижения максимальной эко-
номичности применяют конструкции с изменяющейся толщиной
стенки по высоте. На рис. 12 показана типичная конструкция
емкости с такими стенками.
350
Дж. X. Маллинс он
Рис. 11. Конструкция сферической
емкости, работающей под давлением
[7]: 1 — патрубок диаметром 254 мм
для вентиляции и удаления избытка
жидкости; 2 — стенка толщиной
19,05 мм; 5 —люк диаметром 610 мм
с косынками толщиной 12,7 мм
(8 шт.); 4 — крышка люка; 5 —
стальные косынки толщиной 6,4 мм;
6 — опоры из труб диаметром
76,2 мм; 7 — спускной патрубок
диаметром 101,6 мм; 8 — выходной
патрубок диаметром 203 мм; 9 —
опоры из кислотоупорного кирпича
нового сорта; 10 — впускной патру-
бок диаметром 254 мм
Рис. 12. Емкость с изменяемой по
высоте толщиной стенки [6, с. 286]:
1 — люк диаметром 610 мм; 2 — кре-
пежные лапы размером 152,4 X
X 152,4 х 12,7 мм (4 шт.); 3 — кре-
пежные лапы (4 шт.)
Патрубок Назначение патрубка
А Люк диаметром 610 мм
В Входной диаметром 152,4 мм
С Вентиляционный диамет- ром 152,4 мм
D Входной диаметром 154,4 мм
Е Спускной диаметром 101,6 мм
F Люк диаметром 610 мм
G Выходной диаметром 101,6 мм
9. Химические предприятия
351
Снижение стоимости емкости за счет изменения толщины
стенки может составлять более 25% в зависимости от размеров.
1 Емкости, изготовляемые методом намотки на месте установки.
Емкости объемом до 113,5 м3 изготовляют в цехе. Такая емкость
имеет диаметр 360 см и длину —11 м. При больших размерах
следует использовать несколько небольших емкостей или, если
желательно применение одной емкости, ее необходимо изготов-
лять на месте установки. Разделение емкостей на конструкции,
изготовляемые в цехе, и конструкции, монтируемые на месте
установки, происходит при объеме емкостей 378 м3. Из армиро-
ванных пластиков изготовлена емкость объемом 946 м3 для исполь-
зования па химических заводах. Теоретически из стеклопластика
могут быть изготовлены емкости объемом более 3780 м3.
Максимальные эксплуатационные характеристики армирован-
ных пластиков для изготовления емкостей могут быть достигнуты
путем дополнительной термообработки сосуда. Процесс дополни-
тельной термообработки заключается в заполнении емкости горя-
чей водой при температуре 82,2° С на 3 ч, что способствует дости-
жению максимальной химической стойкости и более полного
отверждения связующего.
Каталог слоистых пластиков. Опытный инженер старается
сохранить у себя образцы материала, из которого сделана емкость,
требуя, чтобы поставщик предоставил ему эти образцы, вырезан-
ные из патрубков и люков. Эти образцы могут быть использованы
для дальнейших испытаний и визуальных исследований. Таким
образом, можно создать и поддерживать каталог результатов
испытаний. Это придает уверенность и, кроме того, дает возмож-
ность изготовить образцы — «спутники».
Таблица 13
ПРИБЛИЗИТЕЛЬНАЯ СТОИМОСТЬ ЕМКОСТЕЙ ИЗ СТЕКЛОПЛАСТИКОВ
(В ДОЛЛАРАХ)*-
Объем емкости, м3 Метод изготовления Объем емкости, ма Метод изготовления
Контактное формо- вание с выкладкой наполнителя вруч- ную в соответствии со стандартом SPI Намотка Контактное формо- вание с выкладкой наполнителя вруч- ную в соответствии со стандартом SPI Намотка
11,36 1500 76,71 , 8200 6 500
18,93 2300 2100 113,66 9 000
26,50 2700 — 189,26 15 000**
37,85 3900 3700 378,53 30 000**
56,78 6000 —
* Рассчитано для емкости, снабженной патрубками диаметром 70 мм и люком
диаметром 610 мм с куполообразным верхом.
** Сборка-производится на месте установки. Все остальные емкости смонтированы
в цехе завода-изготовителя.
852
Дж, X. Маллинс он
Ориентировочная стоимость емкостей из армированных пла-
стиков. В табл. 13 приведены данные по стоимости емкостей
из стеклопластиков. Эти цифры следует рассматривать как оце-
ночные, так как стоимость емкостей изменяется в зависимости
от их размеров, формы, сложности соединительных частей трубо-
проводов. Например, в соответствии с таблицей, емкость объе-
мом 37,8 м3, изготовленная либо методом намотки, либо методом
контактного формования с выкладкой армирующего наполнителя
вручную, может быть куплена за 4000 долларов. Однако ее цена
может увеличиться до 6500 долларов при добавлении еще несколь-
ких выходных патрубков или в случае необходимости транспорти-
ровки ее двумя частями и монтажа на месте установки. Стои-
мость также может быть увеличена за счет использования наклон-
ного днища, состоящего из двух частей, которое позволяет осу-
ществлять полное удаление кристаллов из емкости. Стоимость
той же емкости объемом 37,8 м8 может достигать 9000—14 000 дол-
ларов при использовании ее в качестве кристаллизатора (в дан-
ном случае требуется большое число патрубков для крепления
труб из тефлона и мешалка). Разумеется, это необычный случай,
когда сосуд используется не по прямому назначению, и от него
требуется выполнение более сложных функций.
Подземные емкости. Емкости этого типа начали широко при-
менять для хранения бензина на станциях обслуживания. Приме-
нение конструкции из стеклопластика в этом случае дает прямую
экономическую выгоду. Массовое производство, максимальное
использование технологической оснастки, наиболее низкие тру-
довые затраты на единицу продукции, контроль использования
связующего и стеклонаполнителя, применение стандартных уст-
ройств для транспортировки — все эти факторы сводят стоимость
этих емкостей к минимальной. При использовании автоматизиро-
ванного технологического оборудования, работающего с макси-
мальной производительностью, достигается самая низкая стои-
мость изделия. В настоящее время стоимость емкости объемом
22,7 м3 из стеклопластика на основе изофталевой смолы, изготов-
ленной с помощью автоматизированного процесса, составляет
1100—1200 долларов.
Емкости «КаЪе-O-Rap» *. Эти емкости состоят из формован-
ных секций и изготовляются либо на заводе, либо на месте уста-
новки. Отдельные секции соединяют и подгоняют друг к другу,
а затем внутреннюю сторону покрывают слоем полиэфирной смолы
и стекломатов. Прорезают отверстия для фланцев и по внешней
поверхности емкости осуществляют спиральную намотку сталь-
ного троса. Прорези для фланцев создают некоторые промежутки
между витками троса на цилиндрической части емкости. Расстояние
Патентованный метод фирмы metal Clading Inc.
9. Химические предприятия
853
между витками троса в нижней части меньше, чем в верхней
части емкости. Теоретически армированная сторона стенки пере-
мещается наружу и передает нагрузку на трос. Напряженное
состояние троса на цилиндрической части емкости создается
его натяжением вручную. Таким образом, нагрузка, восприни-
маемая всей длиной троса, обусловлена напряжениями, нормаль-
ными к меридианному сечению, возникающими в стенке армиро-
ванного сосуда. Принцип, использованный в данной конструкции,
аналогичен принципу конструкции висячих мостов.
Емкости диаметром до 3600 мм обычно собирают в цехе, ем-
кости большего диаметра — на месте установки. Стоимость ем-
костей, изготовленных этим методом, объемом 18,9 и 37,8 м3
составляет 2000 и 2700 долларов соответственно.
При изготовлении емкостей по этому методу могут приме-
няться стальные тросы с покрытием или без него, тросы из кор-
розионно-стойкой стали или, в случае необходимости, из специаль-
ных сплавов.
V. ЭЛЕКТРОЗАЗЕМЛЕННЫЕ АРМИРОВАННЫЕ ПЛАСТИКИ
Электрическое сопротивление армированных пластиков счи-
тается высоким, так как они представляют собой практически
непроводящие материалы. Сами по себе армированные пластики
нельзя заземлять для регулирования и удаления накопленных
зарядов статического электричества, если не предприняты опре-
деленные меры. При транспортировке в системе из армированных
пластиков взрывоопасных паров возможно придать этой системе
электропроводность, добавляя к связующему углеродный напол-
нитель, взятый в расчете 33 части на 66 частей смолы. Лучше
использовать тонкоизмельченный графит или муку из обожжен-
ного нефтяного кокса, размер зерен которых составляет менее
100 меш.
Поверхность сосуда подвергают тщательной пескоструйной
обработке или полировке, а затем на облицовочный мат толщи-
ной 0,254 мм и стекломат массой 32 г наносят связующее, содержа-
щее углеродный наполнитель, армированный стекловолокном.
Такая система может быть использована и для заземления воз-
духоводов. Применение данного метода позволяет достигнуть
величины сопротивления порядка 1340—1660к Ом/м. Через восемь
лет эксплуатации одной из таких емкостей проявилась разница
в температурных коэффициентах линейного расширения между
внутренним облицовочным слоем, содержащим углеродный на-
полнитель, и основной конструкцией емкости. Это особенно важно
для емкостей, эксплуатирующихся при повышенных температу-
рах (93—110° С). При правильной установке электропроводящей
12 Потопа, т. а
354
Док. X. Маллинсон
облицовки сопротивление системы относительно земли, завися-
щее от положения точки в данной системе, должно быть менее 30 Ом.
В таком случае заземление считается удовлетворительным.
Существуют другие методы заземления непроводящего обору-
дования, которые включают: 1) установку одного или нескольких
внутренних металлических штырей, располагающихся по всей
длине сосуда и касающихся земли; 2) использование в оболочке
сосуда танталовых вкладышей, также соприкасающихся с землей;
3) использование трех полос шириной 15 см из материала с угле-
родным наполнителем, располагающихся вертикально от верхней
части сосуда до нижней и заземляющихся через стенку емкости
с помощью металлических вкладышей.
VI. ТЕХНИКА БЕЗОПАСНОСТИ. ТРУДОВЫЕ ВЗАИМООТНОШЕНИЯ
При использовании армированных пластиков на заводе часто
возникают вопросы, рассматриваемые профсоюзами с точки зре-
ния трудовых отношений. Между отдельными цеховыми проф-
союзами могут возникать разногласия по вопросу об осуществле-
нии работ по изготовлению армированных пластиков тем или
иным профсоюзом. Полагают, что изготовление армированных
пластиков не может быть отнесено к какому-либо конкретному
цеховому профсоюзу. Например, монтаж трубопроводов из стек-
лопластиков может быть отнесен в ведение профсоюзов слесарей-
водопроводчиков, изготовление воздуховодов — либо в ведение
профсоюзов маляров, либо профсоюзов рабочих по изготовлению
листовых металлов.
Особенно важным является обучение рабочих технике безопас-
ности по соединению и установке отдельных деталей, хранению,
транспортировке, использованию катализаторов. Обычно в ка-
честве катализатора используют перекись метил этил кетона, кото-
рая представляет собой прозрачную бесцветную жидкость, со-
держащую 60% перекиси метилэтилкетона и 40% диметилфталата.
Катализатор необходимо хранить в холодильнике отдельно от
ускорителей, таких, как нафтенат кобальта, так он может вызвать
протекание бурной экзотермической реакции.
Существенно, чтобы при проведении операций пескоструйной
обработки и полировки у оператора имелся респиратор, а если
эти операции осуществляются в цехе, необходимо использовать
вытяжной зонд с механическим вытяжным вентилятором. При
работе со стекловолокном, если не будут приняты соответствую-
щие меры, может возникнуть опасность появления дерматитов
у рабочих. В настоящее время постоянно снижается предельно
допустимая норма содержания асбеста (в воздухе). При исполь-
вовании полиэфирных связующих не возникает каких-либо проб-
9. Химические предприятия
856
лем. При выкладке изделий с использованием полиэфирного свя-
зующего воздействие стирола незначительно, поэтому оно не при-
нимается во внимание. Воздействие атмосферных условий на изде-
лий с большой поверхностью определяет концентрацию стирола
в воздухе.
На заводах полиэфирные связующие могут закупаться и хра-
ниться в бочках емкостью 208 л. При хранении катализаторов
следует использовать сосуды вместимостью не более 57 л. Хра-
нение компонентов клея для использования с эпоксидной смолой
не представляет собой проблемы. Полиэфирные смолы можно
хранить в бочках емкостью 208 л. Эпоксидные смолы обычно хра-
нят в небольших количествах, так как они составляют только
около 5% связующих, используемых при контактном формова-
нии.
VII. ЦЕХ ПО ИЗГОТОВЛЕНИЮ
АРМИРОВАННЫХ ПЛАСТИКОВ
Если завод предполагает выпускать значительный объем
продукции из армированных пластиков, необходимо иметь цех,
назначение которого — обеспечение безопасных условий работы.
Основное оборудование и оснастка этого цеха: столы для раскроя,
пескоструйные аппараты, несколько вытяжных зондов, две бочки
связующего емкостью 208 л; зажимные приспособления, облегча-
ющие транспортировку труб; шлифовальный стапок; стеллажи
для хранения добавок, используемых с эпоксидными и полиэфир-
ными связующими, и соответствующей оснастки; стеллажи для
зажимных приспособлений и форм, фланцев, соединительных
частей трубопроводов; холодильник объемом 0,25 м3 для хране-
ния катализаторов, из которого удалены все возможные источники
воспламенения; помещения для хранения нафтената кобальта
и технологической оснастки; стенды из труб для комплектов за-
жимных приспособлений; металлические емкости для отходов.
Главная задача такого цеха — сборка систем трубопроводов
или воздуховодов. Очевидно, цех можно использовать для выпуска
крышек емкостей небольшого размера, небольших емкостей,
защитных кожухов, нестандартных переходных патрубков,
коленчатых концевиков, небольших повторяющихся профилей.
Использование зажимных приспособлений и крепежных дета-
лей необходимо для достижения низкой стоимости изделия в
сборе.
Необходимо снабдить помещение надписями «Не курить»,,
«Лампы», «Открытое пламя». Каждые шесть минут воздух в цехе
должен полностью обновляться.
12*
356
Дж. X. Маллинсон
VIII. ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ ДЛЯ ХИМИЧЕСКИХ
ПРЕДПРИЯТИЙ
Конденсаторы [7, 8]. Был изготовлен барометрический кон-
денсатор с внутренним диаметром 1220 мм, предназначенный для
конденсации 4530 кг/ч водяных паров при абсолютном давлении
50,8 мм рт. ст.
Расход воды в конденсаторе составляет 6846 л/мин. Водяные
пары поступали на конденсацию в смеси с парами кислоты. Кон-
денсаторы, аналогичные описанному, успешно эксплуатирова-
лись в течение восьми лет. Аналогичные установки, но большего
размера, с внутренним диаметром 1370 мм использовались для
конденсации 9060 кг/ч водяных паров при абсолютном давле-
нии 101,6 мм рт. ст. (рис. 13).
Градирни. Стеклопластики все более широко используются
в деталях вентилятора, выводных трубах, в жалюзи вытяжных
отверстий, трубопроводов и т. п.
Кристаллизаторы. В высокопроизводительном кристаллиза-
торе объемом 37,85 м8, показанном на рис. 14, используются теф-
лоновые трубки и специальная конструкция сосуда из стеклопла-
стика. Эти кристаллизаторы предназначены для кристаллизации
глауберовой соли из ванны для прядения искусственного шелка.
При работе кристаллизатора в течение дня происходит 12 циклов
изменения температуры от 50 до 0 °C.
Ремонт. Стеклопластики могут быть использованы для ремонта
выхлопных труб, водяных или химических систем, выполненных
из металла, способствуя тем самым увеличению срока их эксплуа-
тации.
Насосы из стеклопластиков. Изготовлено значительное число
насосов из стеклопластиков на основе эпоксидных и полиэфирных
связующих, которые успешно эксплуатируются в химической
промышленности. Существуют насосы производительностью до
3800 л/мин, создающие напор 21 м. При более низкой произво-
дительности величина напора может достигать 122 м.
Барабанные сушилки. Сушильные установки этого типа с раз-
мещенными внутри скребками изготовлены из стеклопластиков
и предназначены для сушки от соляной кислоты твердых частиц
при температуре 107 —143° С.
Использование подъемного крана для монтажа. Используя
стрелу подъемного крана для укладки воздуховодов из армиро-
ванных пластиков, можно снизить стоимость этой операции
на 80%, что было продемонстрировано при укладке воздухово-
дов диаметром 1016 мм и протяженностью 152 м над крышей хими-
ческого завода на высоте 3,6—9 м от ее поверхности. При тради-
ционном методе укладки такая операция заняла бы 30 дней и
стоила бы 10 500 долларов. Использование подъемного крана
9. Химические предприятия
357
Рис. 13. Барометриче-
ский конденсатор диа-
метром 1370 мм:
1 — крышка конденсато-
ра; 2 — патрубок диамет-
ром 304,8 мм; 3 — патру-
бок диаметром 685,8 мм;
4 — соединение намот-
кой (очень плотное);
5 — выпускной патру-
бок диаметром 355,6 мм
Рис. 14. Кристаллизатор емкостью 37,853 л о
трубками из тефлона, изготовленный методом
намотки стекловолокнистого наполнителя [5]
позволило закончить установку воздуховода за 7 ч, причем стои-
мость установки составила 2200 долларов.
Подземные бензохранилища. Увеличение объема использова-
ния хранилищ из армированных пластиков связано, в первую
очередь, с подземными бензохранилищами. Стандартная емкость
объемом 22,7 м3 из стеклопластика на основе изофталевой смолы
358
Дж. X. Маллинсон
стоит 1100—1200 долларов. Стоимость такой емкости выше, чем
стального хранилища, однако она более долговечна.
Фильтрация жидкостей. Ив армированных пластиков скон-
струировано несколько фильтров диаметром 305 мм, в которых
в качестве фильтрующей среды использован кварц. Производи-
тельность такого фильтра составляет 1514 л/мин при фильтрации
кислотно-металлических остатков.
Фильтры. Стеклопластики на основе полиэфирного связую-
щего использованы для изготовления фильтров обычных и рамных
прессов. Применяются они в основном для фильтрации агрессив-
ных сред.
Воздушные скрубберы. На Западе используется 120 скруббе-
ров из армированных пластиков, предназначенных для удаления
паров плавиковой кислоты и абразивной пыли окиси алюминия
в установках электролитического восстановления.
Испарители. Фактически все детали испарителей, за исклю-
чением теплообменника, изготовлены из армированных пласти-
ков, которыми заменили стальные гуммированные детали. К ним
относятся конденсаторы, испарительные камеры, трубопроводы
для паров и циркуляция жидкости, патрубки, выпуклые днища
(рис. 15).
Вакуум-усилитель. Использование стеклопластиков с высо-
кими эксплуатационными характеристиками в конструкции сопел
и термокомпрессоров обеспечивает еще одну возможность повы-
шения коррозионной стойкости изделия. Обычно стоимость ва-
куум-усилителя диаметром 762 мм из стеклопластика (рис. 16)
составляет около 4600 долларов, а стоимость установки «Кар-
пентер-20» приблизительно 14 000 долларов.
64 отв.
025,4
Рис. 15. Полусферическая крышка вращающегося бака испарителя [7]:
1 —- стеклопластиковый патрубок
9. Химические предприятия
359
Рис. 16. Вакуум-усилитель из стеклопластика [7]:
1 — всасывающая головная секция; 2 — диффузор; 3 — выпускная секция;
4 — барометрический конденсатор; 5 — элемент жесткости; 6 — вакуумный
кристаллизатор; 7 — внутренние косынки
Вакуум-фильтры, Стеклопластики нашли применение и в кон-
струкциях вакуум-фильтров, из них изготовляют поддоны, раз-
грузочные устройства и сепараторы.
IX. ЗАДАЧИ ПО УЛУЧШЕНИЮ СВОЙСТВ МАТЕРИАЛОВ
И СОВЕРШЕНСТВОВАНИЮ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ *
В химической промышленности стеклопластики применяют для
изготовления воздуховодов, хранилищ, емкостей для отходов
производства (рис. 17), труб, скрубберов (рис. 18) и выводных
труб. Учитывая возможности использования армированных пла-
стиков на химических заводах, рассмотрим перспективы их при-
менения в будущем.
Разумеется, определение перспектив развития — задача не про-
стая. Часто оказывается невозможным осуществить наши планы
и, наоборот, иногда удается достигнуть целей, казавшихся ранее
неосуществимыми. Ниже приведено мнение многих специалистов
в данной области. Только определив задачи, можно добиться
их осуществления.
А. Автоматизация и снижение стоимости _
Так как в промышленности постоянно существует конкурен-
ция, автоматизация процессов изготовления изделий совершенно
необходима. Увеличение стоимости труда делает эту проблему
еще более важной и требует скорейшего ее решения. В различных
* В этом разделе представлены мнения специалистов, которые разделяет
и автор: Рон Мак Магона (фирма Ceilcote Со.), Джоя Костелло, (фирма
Atlas Industries), Кларенса Стелмана (фирма Heil Process Equipment Corp.),
Фреда Вейла (фирма Standard Research Institute), доктора Эдвара Свардэ
(фирма Celanese Corp., Summit, New Jersey,).
360
Дж. X. Маллинсон
Рис. 17. Резервуары для обработки
отходов химических производств
трехслойвой конструкции, в которой
обшивки изготовлены из стеклопла-
стика, а сотовый заполнитель — из
бальсовой древесины. Эти емкости
(фирма Heil Process Equipment) об-
ладают меньшей массой и стоимо-
стью, чем аналогичные конструкции
из слоистого пластика
Рис. 18. Стеклопласти-
ковый скруббер типа
Вентури диаметром 1829
мм и производительно-
стью 425 м3/мин, исполь-
зуемый при производст-
ве удобрений. Фотогра-
фия представлена фир-
мой Heil Process Equip-
ment
стадиях разработки или внедрения находятся такие процессы,
как намотка, намотка с программным управлением, прессование
из листовых формовочных композиций, автоматическое переме-
шивание связующего, автоматическое напыление. Например,
емкость объемом 22,71 м3, изготовленная методом контактного
формования с выкладкой армирующего наполнителя вручную,
стоит около 2500 долларов. Стоимость аналогичной емкости,
изготовленной намоткой, будет составлять ~ 2200 долларов. При
полной автоматизации процесса и замене смолы на основе бисфе-
нолов изофталевой стоимость будет снижена до 1100—1200 долла-
ров. Осваивается автоматическое изготовление соединительных
элементов трубопроводов (фитингов). Становится реальностью
изготовление методом формования фланцев высокого давления.
Б. Огнестойкость и низкое дымовыделение
Существующие огнестойкие материалы для изготовления воз-
духоводов необходимо усовершенствовать. В настоящее время
имеются системы, обладающие хорошей химической стойкостью
9. Химические предприятия 361
и показателями распространения пламени 25 или менее. Однако
значительный интерес представляет проблема уменьшения дымо-
выделения. Необходимо преодолеть «синдром страхования», за-
ключающийся в том, что армированные пластики не использу-
ются в областях, где их применение могло бы принести реальную
экономию из-за нежелания конфликтовать со страховыми ком-
паниями. В настоящее время достижение показателя дымовыде-
ления, равного 50, определенного при испытаниях на огнестойкость
в трубе в соответствии с ASTM Е-84-69, является реальным тре-
бованием, причем эта проблема может быть решена в ближайшем
будущем.
В. Улучшение физико-механических и химических свойств
Увеличение показателей модуля упругости и прочности при
растяжении, В настоящее время модуль Юнга большинства изде-
лий, изготовленных методом формования с выкладкой армирую-
щего наполнителя вручную, составляет ~ 700 кгс/мм2. Для кон-
струкций, полученных методом намотки, этот показатель может
достигать 2000—2800 кгс/мм2. Для того чтобы армированные
пластики использовались в химической промышленности для изго-
товления сосудов большего диаметра, например 3000—3600 .мм
(в настоящее время изготовляют сосуды диаметром 1500 мм),
эксплуатирующихся под избыточным давлением до 7 кгс/см2
или полном вакууме, модуль упругости должен достигать 7000 —
8400 кгс/мм2 при хорошей химической стойкости материала.
Имеются данные, что материал, отвечающий этим требованиям,
может быть изготовлен методом пропитки под давлением спе-
циального армирующего стеклонаполнителя.Такие характеристики
также могут быть достигнуты при использовании графитовых
волокон в сочетании с эпоксидным связующим, однако в настоя-
щее время большинство «экзотических» армирующих наполните-
лей не могут даже отдаленно конкурировать с материалами,
применяющимися в химической промышленности.
Стоимость многих перспективных армирующих материалов
составляет сотни долларов за килограмм. Можно представить,
что цена на графитовые волокна будет быстро снижаться от
245 долларов, за кг (при закупке небольших партий) до 55 дол-
лар/кг, затем на протяжении нескольких лет будет медленно
снижаться, достигнув 22—33 долларов за кг. Возможно, что
стоимость углеродных волокон (отличающихся от графитовых)
будет еще ниже в течение последующих пяти лет. Углеродные
волокна имеют более низкий модуль сдвига, чем графитовые.
Тем не менее возможность использования графитовых воло-
кон в качестве армирующего наполнителя в определенных
областях представляется заманчивой. Графитовые волокна, обла-
362
Дж. X. Маллинсон
дающие высокой коррозионной стойкостью, сочетающейся с чрез-
вычайно высокими показателями прочности (модуль упругости
при изгибе составляет 52 000 кгс/мм2, прочность 84,37 кгс/мм2),
могут быть использованы для следующих целей: 1) упроч-
нения отдельных участков, подверженных воздействию местных
напряжений; 2) изготовления небольших полос, расположенных
на определенном расстоянии на большой поверхности во избежа-
ние возникновения вибрации; 3) придания особой коррозионной
и абразивной стойкости, а также стойкости к растрескиванию
и образованию волосяных трещин под воздействием циклического
изменения температуры и давления взамен защитного слоя
из стекла S (толщиной 0,254—0,381 мм); 4) использования в ка-
честве электропроводящей облицовки; 5) обеспечения хороших
эксплуатационных характеристик при температурах 177—204° С.
В 1971 г. общий объем производства графитовых волокон соста-
вил около 5500 кг. В настоящее время ученые и инженеры про-
водят активные исследования, направленные на снижение стои-
мости графитовых волокон и более эффективное их применение,
а также внедрение графитовых волокон в ряд отраслей промыш-
ленности.
Повышение теплостойкости. Связующие с более высокими
рабочими температурами имеют реальные преимущества. Если бы
были созданы композиционные материалы на полимерной основе,
пригодные для длительной эксплуатации при температурах 260 —
315° С, то это позволило бы использовать армированные пластики
в недоступных ранее для них областях. Например, они нашли бы
применение в скрубберах, работающих при высоких температурах.
Существующие в настоящее время армированные пластики при-
годны для эксплуатации при температурах 149—177° С и несколько
выше при кратковременном воздействии. В данное время прави-
тельственными учреждениями и частными промышленными фир-
мами начаты работы в этой области.
Повышение стойкости к воздействию климатических условий.
Полиэфирные стеклопластики, содержащие ингибитор УФ-излу-
чения или цветное гель-покрытие, обладают хорошими характе-
ристиками погодостойкости. Неокрашенные эпоксидные стекло-
пластики обладают недостаточной стойкостью к воздействию атмо-
сферных условий. Улучшение погодостойкости, хотя и не обеспе-
чивает максимальных преимуществ, ио было бы весьма полезным.
Уменьшение проницаемости. Создание новых композиционных
материалов с более низкой проницаемостью было бы весьма по-
лезным, позволяющим увеличить срок службы этих материалов.
Это также могло бы стать одной из причин освоения высокомодуль-
ных композиционных материалов, так как проницаемость вызы-
вает быстрое снижение модуля. Для снижения проницаемости
весьма полезны различные добавки.
9, Химические предприятия
363
Повышение химической стойкости. Хотя многие смолы с высо-
кими эксплуатационными качествами обладают широким диапазо-
ном хймической стойкости, улучшение этой характеристики было
бы весьма полезным. В частности, было бы желательно создание
связующих с улучшенной стойкостью к воздействию органиче-
ских жидкостей, сильных окисляющих агентов и щелочных рас-
творов высокой концентрации.
Повышение стойкости против абразивного износа. Необходи-
мость в коррозионно-стойких армированных пластиках, обладаю-
щих абразивной стойкостью, очевидна. Стойкость против абра-
зивного износа различных коррозионно-стойких смол, предназ-
наченных для использования в химической промышленности,
отличается почти на 300%. Стойкость слоистого пластика к абра-
зивному износу определяется в значительной мере связующим.
Последующая термообработка слоистых пластиков для достиже-
ния оптимального отверждения связующего должна способство-
вать значительному улучшению абразивной стойкости. При
использовании лучших сортов полиэфирных смол стойкость про-
тив абразивного износа слоистых пластиков на их основе может
быть улучшена на 400—500% по сравнению с лучшими стан-
дартными образцами путем добавок соответствующих присадок.
Такие добавки не должны уменьшать коррозионной стойкости
системы, значительно изменять физико-механические свойства
материала, они должны быть совместимыми со связующими.
Добавки к связующему, улучшающие показатели коррозионной
и абразивной стойкости полиэфирных стеклопластиков, в настоя-
щее время проходят трехгодовые испытания в полевых условиях.
Испытаниям подвергаются изделия, применяемые в химической
промышленности, а также трубопроводы и другие системы, на ко-
торые воздействует коррозионно-абразивная среда. Результаты
испытаний обнадеживающие.
Г. Принятые нормы на сосуды из армированных пластиков,
работающие под давлением
В 1969 г. Американское общество инженеров-механиков (ASME)
издало нормы на сосуды из стеклопластиков, работающие под
давлением («Нормы на котлы и сосуды, работающие^ под давле-
нием»). Эти нормы не применимы к сосудам любого размера,
подвергающимся воздействию внутреннего или внешнего давле-
ния, не превышающего 1,05 кгс/см2. Это положение автоматически
исключает распространение норм на все сосуды, сконструирован-
ные для химической промышленности, включая сосуды, работаю-
щие под вакуумом. Общество инженеров по пластмассам (SPE)
имеет дело с изготовлением сосудов, которые должны обладать
коррозионной стойкостью, что является одним из наиболее важ-
Дж. X. Маллинсов
ных факторов в химической промышленности. В настоящее время
созданы несколько групп исследователей с целью изучения
Вопроса о Возможности включения в эти нормы при последующем
их пересмотре сосудов с агрессивной жидкостью.
Д. Улучшение методов транспортировки
В настоящее время размеры сосудов, изготовляемых в цехе,
ограничивают до диаметра 360 см и длины не более Им, чтобы
обеспечить их обычную транспортировку по железной дороге.
Спецификация Общества инженеров по пластмассам распростра-
няется на сосуды диаметром 360 см и длиной до 7,3 м. Используя
низкие автоплатформы, возможно осуществлять транспортировку
сосудов диаметром до 4200—4800 мм. Использование вертолетов
открывает еще одну возможность перевозки сосудов очень боль-
ших размеров, причем стоимость этого способа транспортировки
быстро снижается.
Если химический завод расположен на морском побережье
или судоходном водном пути, при перевозке не возникает труд-
ностей, обусловленных размерами транспортируемых изделий,
так как есть ряд заводов-изготовителей, расположенных на по-
бережье. Это обстоятельство снимает ограничение размеров, так
как перевозку можно осуществлять на барже. Недавно из Nova
Scotia в штат Вирджинию была доставлена морем башня для хлора
диаметром 550 см и высотой 27,4 м.
Е. Увеличение объема использования армированных пластиков на
химических заводах
По мнению обозревателей, ожидается увеличение объема при-
менения армированных пластиков на химических заводах, так
как их физико-механические и химические свойства продолжают
улучшаться. В соответствии с прогнозом к 1980 г. использование
армированных пластиков па химических заводах возрастет в не-
сколько раз; возможно, они станут одним из основных конструк-
ционных материалов.
Ж. Стабильность цен и повышение качества
Наиболее важные события, прошедшие за последние 5—10 лет
в области использования стеклопластиков в химической промыш-
ленности и заслуживающие внимания, приведены ниже.
1. В период 1967—1972 гг. отмечено незначительное увели-
чение стоимости труб, воздуховодов и емкостей из армированных
стеклопластиков; это подтверждено некоторыми проверками и
заявлениями изготовителей; объем их производства увеличился
9. Химические предприятия 865
вследствие расширения применения в химической промышленно
сти, при этом возросла и заработная плата рабочих.
2L За последние десятилетия значительно повысилось каче-
ство стеклопластиков; хороший контроль качества при наличии
квалифицированных кадров способствует оптимизации эксплуа-
тационных характеристик оборудования.
3. Прирост объема применения коррозионно-стойких стекло-
пластиков для изготовления изделий в 60-х годах составил 15 —
25%; полагают, что к концу 70-х годов этот показатель достиг-
нет 30%; армированные пластики и композиционные материалы
будут применяться во все увеличивающихся масштабах.
Список литературы
1. Amercoat Corp. (1966). Duct Systems, Amercoat—du—Verre Products,
Bulletin R—6/66. Brea, California.
2. Atlas Chemical Co. (1966). Controlling Corrosion with Reinforced Atlac
382, Bulletin LP29, p. 14. Wilmington, Delaware.
3. Longnecker, D. M., and Novotny, J. J. (1971). Fighting Corrosion?
Reinforced Plastic Is Where It’s At. Paper before the SPI—SPE—NACE,
St. Louis, Missouri.
4. Mallinson, J. H. (1965). Chemical Eng. December 20.
5. Mallinson, J. H. (1968). Mater. Protect. 7, No. 5, 19—22.
6. Mallinson, J. H. (1969). Chemical Plant Design with Reinforced Plastics.
McGraw-Hill, New York.
7. Mallinson, J. H. (1971a). Design of Unique GRP Structures in Chemical
Plant Application. Paper before the SPI—SPE—NACE, St. Louis, Missouri.
8. Mallinson, J. H. (1971b). Paper presented at the Annu. Techn. Conf. Rein-
lorced Plast. I Composites Div. ol the Sec. Plast. Ind., 26th, Feb. 9—12, Washing-
ton D. C.
9. Shadduck, A. K. (1971). Design Practices for Reinforced Plastics Equip-
ment. Paper before the SPI—SPE—NACE, St. Louis, Missouri.
10. Sturm, R. G. (1941). Eng. Exp. Stat. Bull. No. 329. Univ, of Illinois,
Urbana, Illinois.
11. Tolbert, T. L., and Lewis, T. B. (1971), Mater. Protect. Performance 11,
No. 4, 19—24.
12. Tunnel Test (1969), ASTM E84—69.
13. U. S. Dept. Commerce (1969). NBS Voluntary Product Standard PS 15—69
for Custom—Molded Reinforced —Polyester Chemical—Resisteant Process
Equipment. Nat. Bur. Std. SD Catalogue No. C13. 20 2 : 15—69.
14. Whitehouse, A. A. K. (1964). Symp. Plast. Meeh. Eng., London, Oct. 7—8.
10
Приборы и оборудование
С. Е. БЭКОН
Фирма <Ювенс Корнинг Файберглас Корпорэйшн)
Толедо, Огайо
I. Расширение рынков сбыта стеклопластиков * . . ............ 367
II. Выбор оптимальных технологических процессов.............. 368
А. Инжекционное прессование............................. 369
Б. Формование из листовых заготовок (препрегов).......... 370
В. Прессование формовочной массы (премиксов)............ 371
Г. Предварительное формование стекловолокнистых заготовок 371
Д. Прессование стекломатов и (или) предварительно формован-
ных стекловолокнистых заготовок....................... 371
Е. Холодное прессование.................................. 372
Ж. Формование изделий с помощью эластичного мешка под
давлением.............................................. 372
3. Напыление............................................. 372
И. Выкладка вручную..................................... 373
К. Формование с помощью эластичного мешка под вакуумом 373
Л. Метод непрерывного формования......................... 373
М. Пультрузия............................................ 373
Н. Центробежное литье.................................... 374
О. Намотка волокон...................................... 374
П. Ротационное формование................................ 374
Р. Холодная штамповка................................... 375
III. Виды стекловолокпистых упрочнителей для приборов и обо-
рудования ................................................... 375
А. Непрерывные жгуты..................................... 375
Б. Непрерывная ровница.................................. 376
В. Стеклоткани........................................... 376
Г. Ровничная ткань....................................... 376
Д. Рубленое стекловолокно................................ 376
Е. Стекломаты............................................ 377
Ж. Облицовочные стекломаты............................... 377
3. Сочетание ровничной ткани и стекломатов............... 377
IV. Связующие смолы......................................... 377
А. Термореактивные связующие............................ 378
Б. Термопластичные полимеры.............................. 379
В. Полиэфирные связующие с малой усадкой и связующие,
обеспечивающие качество поверхности...................... 379
10. Приборы и оборудование 867
V. Примеры применения стеклопластиков для изготовления при-
боров и оборудования......................................... 383
VI. Конструирование............................................ 397
А. Широкие возможности при конструировании................ 398
Б. Стабильность размеров.................................. 398
В. Сборка изделий......................................... 398
Г. Высокая прочность...................................... 398
Д. Малая масса............................................ 398
Е. Умеренная стоимость технологической оснастки........... 399
Ж. Низкая стоимость отделочных операций.................. 399
3. Коррозионная стойкость................................. 399
VII. Перечень учреждений, связанных с производством приборов п
оборудования............................................... 403
I. РАСШИРЕНИЕ РЫНКОВ СБЫТА СТЕКЛОПЛАСТИКОВ
Наибольшее применение стеклопластики находят в приборах
и оборудовании. Например, в 1971 г. более 19,9 млн. кг стекло-
пластиков было использовано для изготовления приборов и обо-
рудования, что соответствовало увеличению объема применения
стеклопластиков по сравнению с предыдущим годом на 50%.
Предполагали, что в 1972 г. этот показатель достигнет 26 млн. кг
и при скорости роста 26% к 1977 г. объем потребления стекло-
пластиков будет составлять 63 млн. кг. В чем причины такого
огромного увеличения использования стеклопластиков? Отметим
несколько наиболее важных. В настоящее, время процессы фор-
мования прессованием и инжекционные процессы изготовления
деталей из стеклопластиков освоены лучше чем когда-либо,
в большинстве случаев автоматизированы, усовершенствована
технология. Многие стеклопластики получили признание и одо-
брение лаборатории Страхового общества, причем они отвечают
требованиям, предъявляемым Управлением по контролю пище-
вых продуктов, медикаментов и косметических средств, а также
требованиям Национального санитарного фонда.
Применение прессовочных и листовых формовочных компози-
ций оказалось эффективным для изготовления крупногабарит-
ных внешних деталей автомобилей. Одновременно увеличивается
объем их применения для производства различных видов пере-
городок, кожухов воздуходувок, панелей и различных видов кор-
пусов приборов и оборудования. Термопласты, ^армированные
стекловолокном, находят широкое применение для изготовления
деталей машин для мытья посуды, стиральных машин, а также
компьютеров, насосов и т. п.
Усовершенствование процесса напыления (механизация) при-
вело к более широкому и экономически выгодному применению
стеклопластиков для камер и облицовки промышленных холо-
дильников.
В настоящее время 20% стеклопластиков, потребляемых при-
боростроением, приходится на кондиционеры и увлажнители.
868
С. Е. Бэкон
Приблизительно в 1 500 000 кондиционеров и 750 000 увлажните-
лей использованы детали из стеклопластиков. Конструирование
кондиционеров и увлажнителей с применением стеклопластиков
позволило объединить ряд деталей, тем самым исключив штам-
повку металлических деталей, точечную сварку, отделочные
операции и сборку. Во многих случаях 2—3 детали из стекло-
пластика заменили 50 металлических. Такое объединение деталей
обеспечивает снижение стоимости и массы изделия при одновре-
менном повышении коррозионной стойкости.
Использование стеклопластиков в приборостроении и машино-
строении не ограничивается кондиционерами и увлажнителями.
Область их применения разнообразна и включает бытовые при-
боры, упоминавшиеся выше, системы для транспортировки и обра-
ботки воды, электронные осадители и печатные головки пишущих
машинок, оборудование для анализа крови и огнетушители.
Широкие возможности, которые обеспечивают стеклопластики
при конструировании из них деталей, возможность объединения
нескольких деталей в одну, негорючесть, теплостойкость и кор-
розионная стойкость — все эти факторы способствуют широкому
применению стеклопластиков в области приборостроения и обо-
рудования. Большинство главных фирм-производителей прибо-
ров и оборудования в настоящее время имеют инженеров-кон-
структоров, освоивших процессы конструирования и разработки
деталей (узлов) из стеклопластиков. Они считают, что стеклопла-
стик, полученный либо прессованием, либо литьем под давлением,
является «материалом в себе», и для получения хороших результа-
тов должен быть обработан соответствующим образом. Они научи-
лись конструировать детали из стеклопластика, используя пре-
имущества этого материала. Инженеры-конструкторы осознали,
что для получения максимальной экономической эффективности
и наилучших эксплуатационных свойств необходимо использо-
вать именно этот конструктивный подход.
По мере того как большее число инженеров, занятых в области
приборостроения и оборудования, будут более осведомленными
в области стеклопластиков и одновременно станут больше дове-
рять им, приток этих материалов в соответствующие области
в виде готовой продукции станет еще больше. В данной главе
освещаются некоторые новые и наиболее перспективные примеры
использования стеклопластиков для производства различных
изделий.
II. ВЫБОР ОПТИМАЛЬНЫХ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
В настоящее время используют шестнадцать основных техно-
логических процессов для производства изделий из стеклопласти-
ков (рис. 1). Каждый из этих процессов обладает определенными
10. Приборы и оборудование
869
Рис. 1. Основные технологические процессы производства изделий из стек-
лопластиков:
1 — прессование премиксов; 2 — прессование листовых формовочных ком-
позиций; 3 — прессование стекломатов; 4 — непрерывная пультрузия; 5 —
непрерывное формование; 6 — намотка; 7 — прессование предварительно
формованных заготовок; 8 — напыление; 9 — контактное формование; 10 —
инжекционное прессование; 11 — ротационное формование вручную; 12 —
формование изделий с помощью эластичного мешка под вакуумом; 13 —
формование изделий с- помощью эластичного мешка под давлением; 14 —
холодное прессование; 15 — холодная штамповка; 16 — центробежное литье
экономическими, производственными и эксплуатационными пре-
имуществами, поэтому на стадии конструирования следует тща-
тельно рассмотреть тот или иной процесс. Некоторые из этих
процессов в настоящее время не применяются для производства
приборов и оборудования, но, возможно, будут использоваться
в будущем.
А. Инжекционное прессование
Этот высокопроизводительный процесс был первоначально
предназначен для переработки термопластиков и только недавно
его начали интенсивно использовать для формирования термо-
реактивных полимеров. При переработке термопластиков могут
применяться два метода загрузки исходных материалов. Согласно
первому методу предварительно смешанная масса для литья под
давлением, обычно гранулированная, подогревается до размягче-
370
С. Е. Бэкон
пия в инжекционной камере и затем в горячем состоянии впрыски-
вается в относительно холодную форму, что приводит к затверде-
ванию формовочной массы и позволяет удалить изделие из литьевой
формы. По второму методу загружают сухую смесь полимера,
армирующего наполнителя, пигмента и т. д., а затем осуществля-
ется такой же процесс, как при загрузке гранул.
Недавние разработки позволили использовать процесс инжек-
ционного прессования для переработки наполненных термореак-
тивпых полимеров, в частности полиэфирных формовочных ком-
позиций. В данном случае температура шнека или поршня равна
~ 20° С, а форма нагрета до температуры 149—163° С. Затвер-
девание и отверждение термореактивного полимера происходит
в литьевой форме после воздействия температуры и давления
в течение одной минуты.
Разработанное за последнее время оборудование для инжек-
пионпого прессования позволяет осуществлять смешение компо-
нентов непосредственно в литьевой машине при отдельной за-
грузке рубленого армирующего наполнителя, смолы и других
ингредиентов.
Типичные детали, получаемые этим методом: детали машин
для мытья посуды, например кожухи насосов, раздаточное уст-
ройство для моющих средств, и другие механические детали;
трубки и мешалки для домашних стиральных машин, клапаны,
кожухи насосов, обручи, двери; корпуса компьютеров и учетных
машин; конструкционные детали; шестерни небольшого диаметра,
кольцевые зубчатые детали.
Б. Формование из листовых заготовок (препрегов)
Процесс производства листовых формовочных заготовок за-
ключается в нанесении рубленого стекловолокна, полученного
из непрерывной ровницы, на полимерную пленку, на поверхность
которой предварительно нанесена паста из полиэфирной смолы
и стеклонаполнителя. Пасту и стеклонаполнитель осторожно
перемешивают, а затем формуют листы. Рулоны листового фор-
мовочного материала подвешивают на специальных рамах до уве-
личения вязкости связующего и получения нелипкого резино-
подобного материала. Материал разрезают на куски требуемой
длины. После удаления полимерной пленки и взвешивания листы
заданной массы готовы для прессования изделий.
Листовые формовочные материалы применяют для производ-
ства деталей кондиционеров, таких, как переборки, панели осно-
вания, перегородки, кожухи воздуходувок, корпуса; корпуса
и конструкционные детали электронного оборудования и счет-
ных машин.
10. Приборы и оборудование
871
В. Прессование формовочной массы (премиксов)
Предварительно получают смешанные композиции, в состав
которых входят рубленое стекловолокно, связующее, пигмент,
порошкообразный наполнитель и катализатор. Для удобства
транспортировки премиксы можно экструдировать, получая прут-
ки, или прессовать в исходном состоянии. Порции предвари-
тельно взвешенной прессовочной композиции помещают в пресс-
форму и прессуют при давлении 7—105,4 кгс/см2. Продолжитель-
ность прессования зависит от температуры, типа связующего
и толщины стенки изделия. Температура прессования составляет
107—163° С, а время прессования —от 30 с до 3 мин.
Такие формовочные композиции применяют для производства
корпусов увлажнителей; кожухов вентиляторов; корпусов раз-
личных машин; кожухов различной аппаратуры для пищевых
продуктов; корпусов насосов, пылесосов, а также других деталей
приборов и устройств сложной формы массового производства.
Г. Предварительное формование стекловолокнистых заготовок
Направленное стекловолокно. Ровницу, нарезанную на куски
длиной 25,4—50,8 мм, напыляют на стенки вращающейся перфо-
рированной формы, где она удерживается за счет всасывания.
Затем напыляют связующее и осуществляют отверждение пред-
варительно формованной стекловолокнистой заготовки в печи.
Оператор контролирует содержание связующего и стеклонапол-
нителя.
Нагнетательная камера. В режущее устройство, расположен-
ное наверху нагнетательной камеры, подают стеклоровницу,
и полученное рубленое стекловолокно направляют на вращаю-
щийся распределитель, который равномерно размещает стеклово-
локно. После того как стекловолокно равномерно распределено
на поверхности перфорированной формы, подают связующее,
а затем отверждают заготовку при нагреве. Такая заготовка легко
удаляется из камеры и пригодна для транспортировки.
Предварительно формованные стекловолокнистые заготовки
прессуют в пресс-форме или формуют под давлением с помощью
эластичного мешка (см. разделы «Г» и «Ж»)
Д. Прессование стекломатов и (или) предварительно формованных
стекловолокнистых заготовок
Смесь полиэфирной смолы и порошкообразного наполнителя
наносят на поверхность стекломата или стекловолокнистой заго-
товки непосредственно до или после размещения армирующего
наполнителя в пресс-форме. Изделие отверждают при дав ле-
372 С. Е. Бэкон
нии 7—10,5 кгс/см2 и температуре 107—162° С. В зависимости
от формы и размеров изделия время прессования изменяется
от 1 до 5 мин.
Данный метод используется для производства корпусов кино-
проекторов и счетных машин, а также защитных кожухов и об-
шивки оборудования, эксплуатирующегося в жестких условиях.
Е. Холодное прессование
Холодное прессование представляет собой экономичный про-
цесс производства небольших партий изделий (200—800 штук).
Прессование и отверждение производится при комнатной
температуре с использованием недорогих пресс-форм. В сопря-
гаемые пластмассовые формы загружают стекловолокпистый на-
полнитель и связующее. Получают изделие, состоящее из двух
половин, имеющее гладкую поверхность и точно выдержанные
размеры. При добавлении пигмента к связующему можно полу-
чать окрашенные изделия. Этот метод прессования применяется
для производства корпусов различного оборудования, электри-
ческих панелей, кожухов.
Ж. Формование изделий с помощью эластичного мешка под
давлением
Эластичный мешок размещают внутри одной или двух предва-
рительно формованных стекловолокнистых заготовок, а затем
их помещают в холодную форму. После тщательной пропитки
стекловолокнистого наполнителя смолой в мешок подают воздух
под давлением 2,7—3,1 кгс/см2 и изделие отверждают, нагревая
форму. После отверждения изделия из мешка откачивают воздух
и удаляют его из изделия, обычно через небольшое отверстие,
расположенное на конце изделия.
Метод формования с помощью эластичного мешка под давле-
нием применяют для производства бесшовных емкостей, предназна-
ченных для смягчения воды, систем для транспортировки и хра-
нения, фильтрации воды, а также корпусов огнетушителей.
3. Напыление
На стенки формы с помощью пистолета-распылителя подается
смесь рубленого стекловолокна и связующего. Сразу же после
напыления смеси форму проворачивают и уплотняют на поверх-
ности формы вручную, чтобы удалить воздух и обеспечить плот-
ный контакт. Отверждение изделия осуществляют при воздей-
ствии теплоты и катализатора.
10. Приборы и оборудование
373
Этим методом изготовляют детали промышленных холодиль-
ников, корпусов индикаторов, холодильников, футляры, вытяж-
ные зонты и т. п.
И. Выкладка вручную
Для контактного формования используют негативную форму
(матрицу) либо позитивную форму (пуансон), изготовленные
из металла, пластмасс, армированных пластиков или их сочета-
ния. Стекломат или тканый стеклонаполнитель размещают вруч-
ную на поверхности формы, наносят кистями связующее и обка-
тывают формуемое изделие валиком для удаления воздуха и уплот-
нения материала.
Толщина стенки изделия регулируется числом слоев наполни-
теля, размещенных в форме. На поверхность изделия наносят
слой связующего без упрочнителя.
Контактное формование применяют для изготовления опытных
образцов, резервуаров, емкостей, корпусов, защитных устройств,
выпускаемых малыми сериями.
К. Формование с помощью эластичного мешка под вакуумом
На поверхность формуемого изделия наносят разделительную
пленку. Затем герметизируют места соединений и откачивают
воздух. Атмосферное давление исключает возможность образова-
ния пустот, способствует удалению воздуха и избытка связую-
щего.
Этот метод применяют для производства деталей электрон-
ного оборудования, опытных образцов, антенных обтекателей
и изделий, выпускаемых малыми сериями.
Л. Метод непрерывного формования
Стеклоткань или стекломат пропускают через ванну со свя-
зующим,затем размещают между двумя листами целлофана и нагре-
вают для отверждения связующего. Толщину слоистого пластика
и содержание связующего регулируют с помощью отжимных
валиков при соединении вместе нескольких слоев.
Метод непрерывного формования применяют для производства
конструкционных панелей, электроизоляционных листов, глян-
цевых панелей.
М. Пультрузия
Непрерывную стеклоровницу протягивают через ванну со свя-
зующим и фильеру, которая формует заданную форму заготовки
и регулирует содержание связующего. Отверждение осуществля-
374
С, Е. Бэкон
ется в печи, через которую заготовки протягиваются с помощью
специальной подающей системы.
Методом пультрузии изготовляют конструкционные профили,
электротехнический инвентарь трубки, трубы, V-образные же-
лоба, двутавровые балки.
Н. Центробежное литье
Изделия круглой формы, такие, как трубы и резервуары,
могут быть изготовлены методом центробежного литья. Рубле-
ное стекловолокно наносят на внутреннюю поверхность полой
формы, которую затем нагревают и начинают вращать. Смесь
связующего равномерно распределяется по стеклонаполнителю.
Под действием центробежной силы стеклонаполнитель и связую-
щее удерживаются на стенках вращающейся формы до и в про-
цессе отверждения связующего. Для ускорения процесса отверж-
дения через форму пропускают горячий воздух.
Этим методом изготовляют емкости для смягчения воды, трубки,
трубы и резервуары для хранения.
О. Намотка волокон
Метод намотки предполагает применение непрерывного арми-
рующего наполнителя с целью наиболее эффективного использо-
вания прочности стекловолокна. Стеклоровницу пропускают через
ванну со связующим, а затем наматывают на оправку определен-
ной формы. Можно также использовать претгварительно пропи-
танную и высушенную ровницу. Намотку непрерывного стекло-
волокна осуществляют на специальных токарных станках, где
обеспечивается определенная ориентация волокна, необходимая
для достижения максимальной прочности в требуемом направле-
нии. После намотки определенного числа слоев проводят отверж-
дение намотанной на оправку заготовки при комнатной темпера-
туре или в печи.
Этим методом изготовляют химические емкости и сосуды,
работающие под давлением.
П. Ротационное формование
По этому методу формования используют порошковый термо-
пласт и армирующий наполнитель в виде рубленого стеклово-
локна. Смесь термопласта и армирующего наполнителя загружают
в горячую форму, которая может вращаться в одной или двух
плоскостях. После полного расплавления термопласта форму
охлаждают и извлекают изделие.
10. Приборы и оборудование
375
Метод ротационного формования применяют для производства
емкостей для соляного раствора и аналогичных изделий, резер-
вуаров, поддонов и другого инвентаря.
Р. Холодная штамповка
Лист армированного термопласта нагревают и помещают
между двумя половинами сопрягающихся форм, которые быстро
смыкаются, формуя изделие. Обычно температура форм 20° С
или несколько выше. Время цикла формования составляет 10—12 с.
Затем изделие выдерживают в форме еще 3—4 с для охлаждения
перед удалением из формы.
Этим методом изготовляют корпуса, защитные покрышки,
поддоны для капота двигателя автомобиля и другие детали,
к которым не предъявляется требований по внешнему виду.
III. ВИДЫ СТЕКЛОВОЛОКНИСТЫХ УПРОЧНИТЕЛЕЙ ДЛЯ ПРИБОРОВ
И ОБОРУДОВАНИЯ
Существуют несколько основных видов стекловолокнистых
наполнителей для пластмасс, которые обеспечивают возможность
выбора стоимости, прочности и технологического процесса. Раз-
работаны различные разновидности стекловолокнистых напол-
нителей, которые позволяют удовлетворить многие эксплуата-
ционные и экономические требования. Специалисты фирмы Owens—
Corning Fiberglas постоянно ведут исследования, направленные
на разработку различных модификаций стекловолокнистого на-
полнителя для производства деталей приборов и оборудования.
Модификации стекловолокиистого наполнителя изготовляются
в процессе основного производства стекловолокна. В большинстве
случаев стекловолокна получают механической вытяжкой из рас-
плава стекла. В процессе изготовления поверхность стеклово-
локон подвергают химический обработке.
Группу элементарных волокон формуют одновременно. Такие
волокна объединяют в пучок, называемый нитью, на специаль-
ном собирающем устройстве, где также производится химическая
обработка поверхности. После прохождения через это устройство
нити наматывают в бобины, представляющие собой промежуточ-
ную форму, из которых получают ту или иную модификацию
стекловолокна, пригодную для транспортировки.
Основные виды стеклонаполнителя приведены ниже.
А. Непрерывные жгуты
Наиболее общей формой непрерывных волокон является стек-
ложгут, который поставляется в виде одпоконцевой крученой
пряди волокон, намотанной на бобину. Большую часть стекло-
376
С. Е. Бэкон
жгутов применяют для плетения стеклотканей, которые затем
используют как армирующий наполнитель при изготовлении высо-
копрочных деталей и электрической изоляции.
Б. Непрерывная ровница
Ровницу поставляют в виде крученых прядей волокна, намо-
танных на бобину. Обычно стеклоровницу применяют в процессах
пультрузии или намотки. Ровницу в рубленом виде используют
для формования изделий методом напыления, изготовления пред-
варительно формованных стекловолокнистых заготовок, стекло-
матов и формовочных композиций.
В. Стеклоткани
Стеклоткани представляют собой стеклонаполнитель, соткан-
ный из стекложгутов с различной круткой и структурой прядей.
Стеклоткани отличаются характером плетения, массой, шириной.
Выбор ткани обусловлен рядом факторов, но основными являются
толщина ткани и ее масса. Стеклоткани — идеальные армирующие
наполнители для производства высокопрочных изделий со ста-
бильными свойствами, применяемых, в частности, в самолето-
строении.
Г. Ровничная ткань
Тканая стеклоровница представляет собой грубую стеклоткань
с драпировочными свойствами, которая позволяет производить
высокопрочные изделия, стоимость которых ниже стоимости
изделий, армированных обычными стеклотканями. Тканую ров-
ницу используют для изготовления крупногабаритных изделий,
таких, как емкости, корпуса, лодки.
Д. Рубленое стекловолокно
Рубленое стекловолокно применяют для получения формовоч-
ных термопластичных и термореактнвных композиций. Обычно
длина рубленого стекловолокна составляет 6,35 мм, однако имеется
стекловолокно, длина отрезков которого составляет 3,2; 12,7 и
25,4 мм.
Термореактивные формовочные композиции, наполненные руб-
леным стекловолокном, применяют для производства деталей
приборов и оборудования, например поддонов основания, пере-
борок и корпусов, главным образом, в виде листовых или пред-
варительно смешанных формовочных композиций.
10. Приборы и оборудование 877
Термопластичные листовые композиции, наполненные рубле-
ным стекловолокном, широко используют для производства дета-
лей компьютеров и учетных машин, вентиляторов для кондици-
онеров и насосов, клапанов, корпусов, баков домашних стираль-
ных машин.
Другим видом рубленого стекловолокна является дробленое
стекловолокно, которое получают при обработке непрерывных
прядей на молотковой дробилке. Стекловолокно с длиной отрезков
0,79 мм используют в качестве армирующего наполнителя термо-
пластов для уменьшения усадки при формовании, повышения
жесткости, теплостойкости и стабильности размеров.
Е. Стекломаты
Стекломаты из непрерывных волокон получают выкладкой не-
прерывных крученых прядей, соединяемых связующим. Стеклома-
ты на основе рубленого стекловолокна с произвольным взаимным
расположением армирующих волокон содержат волокна длиной
38—50,8 мм, соединенные связующим. •
Ж. Облицовочные стекломаты
Облицовочные стекломаты представляют собой тонкие, ком-
пактные листы, полученные из штапельного стекловолокна, соеди-
ненного связующим. Такие стекломаты (часто в сочетании с другим
армирующим наполнителем) обеспечивают хорошее качество по-
верхности изделия и увеличивают его стойкость к воздействию
климатических условий. Стекломаты устраняют неровности поверх-
ности изделия, обращенной к форме, за счет всасывания избытка
связующего. Благодаря высокому содержанию связующего ком-
пенсируется усадка при формовании и образуется гладкая поверх-
ность изделия.
3. Сочетание ровничной ткани и стекломатов
В этом армирующем наполнителе реализуется высокая проч-
ность ровничной ткани и объемность стекломата. Применение его
также способствует снижению затрат, ручного труда, так как
формовщик за одну операцию укладывает вдвое больше армирую-
щего наполнителя практически при одинаковых затратах труда.
IV. СВЯЗУЮЩИЕ СМОЛЫ
Существует большое разнообразие полимеров, которые могут
быть использованы в сочетании со стекловолокном для изготовле-
ния стеклопластиков, применяемых в производстве приборов,
378
С. Е. Бэкон
оборудования и других изделий. Каждый полимер обладает уни-
кальными свойствами, что делает его пригодным для применения
в каждом конкретном случае. Полимеры бывают либо термореак-
тивпые, либо термопластичные. Наиболее широко для производ-
ства стеклопластиков применяют термореактивные полимеры, 90 %
которых составляют полиэфиры. В последние годы для изготовле-
ния стеклопластиков начали применять системы связующих,
представляющие собой сочетание полиэфирных и термопластичных
смол, которые разделяются на две группы: связующие с малой
усадкой при формовании и связующие, обеспечивающие качество
поверхности изделия. Применение связующих с малой усадкой
позволяет формовать изделия, усадка при прессовании которых
составляет 0,001 мм/мм. Они обеспечивают получение изделий
с минимальной волнистостью поверхности и легко наполняются
пигментами. Использование связующих, обеспечивающих высокое
качество поверхности, исключает волнистость поверхности изде-
лия после формования, усадка изделий при прессовании отсут-
ствует или составляет 0,0005 мм/мм, изделия можно окрашивать
сразу после удаления из пресс-формы.
А. Термореактивные связующие
Термореактивные связующие представляют собой полимеры,
в которых при нагреве, воздействии катализаторов, Уф-излучении
и т. п. протекает химическая реакция, в результате чего образуется
внутренне связанная структура и полимер переходит в относи-
тельно неплавкое состояние. К термореактивным полимерам отно-
сятся полиэфиры, эпоксидные, меламиновые и фенольные смолы.
Полиэфирные смолы в основном являются идеальными свя-
зующими для изготовления деталей приборов, так как они соче-
тают простоту технологических методов, хорошие физико-механи-
ческие свойства с отличным внешним видом изделия при невысокой
стоимости.
Эпоксидные, фенольные и кремнийорганические смолы исполь-
зуются не так широко, вследствие специфических эксплуатацион-
ных характеристик.
Кроме полиэфиров общего назначения существуют эластичные,
полужесткие, погодостойкие, химически стойкие, огнестойкие и
теплостойкие сорта связующих, а также связующие, которые поз-
воляют удовлетворить такие технологические требования, как
теплопрочность, повышенная жизнеспособность, способность вы-
сыхать на воздухе, тиксотропность.
В состав термореактивной полиэфирной прессовочной компо-
зиции обычно входят порошковые наполнители, мономеры, ката-
лизаторы, активаторы, игибиторы, пигменты, а также автиадге-
зионные агенты. Применение перечисленных добавок в сочетании
10. Приборы и оборудование
879
с правильно выбранным стекловолокнистым наполнителем обеспе-
чивает инженеру-конструктору широкий выбор эксплуатационных
характеристик и технологического метода изготовления изделия.
Б. Термопластичные полимеры
Термопласты представляют собой полимеры с линейной макро-
молекулярной структурой, которые при нагреве переходят в плав-
кое состояние и затвердевают при охлаждении. К термопластичным
полимерам относятся полистирол и его сополимеры, полиакрилаты,
полиэтилен, виниловые смолы, полиамид и различные фторуглерод-
ные полимеры.
Большинство термопластов пригодны для армирования стекло-
волокном, что позволяет повысить их эксплуатационные качества
и обеспечивает благоприятное соотношение стоимости и эксплуата-
ционных характеристик. В большинстве случаев при армировании
термопластов повышаются прочность, теплостойкость, жесткость
и стабильность размеров. Например, свойства дешевых термоплас-
тичных полимеров могут быть повышены до свойств конструк-
ционных полимерных материалов с высокими эксплуатационными
качествами путем добавки стекловолокнистого наполнителя. Полу-
ченный таким образом термопластичный армированный полимер
обладает такими же, если не более высокими характеристиками,
как неармированный полимер, но стоимость его ниже.
В состав композиции на основе термопластичных полимеров
обычно входят стабилизаторы, пигменты, смазки, порошковый
наполнитель. При добавлении правильно выбранного стекловолок-
нистого наполнителя диапазон свойств и технологических воз-
можностей полимеров расширяется. В результате этого примене-
ние термопластов, перерабатываемых методом инжекционного
прессования в приборостроении и машиностроении, быстро уве-
личивается, обеспечивая массовое производство изделий и широ-
кие возможности при конструировании.
В. Полиэфирные связующие с малой усадкой и связующие,
обеспечивающие качество поверхности
Полиэфирные связующие широко применяют в производстве
изделий из стеклопластиков, из листовых формовочных компози-
ций и премиксов. Связующие с малой усадкой содержат 30% по
массе термопластичного полимера, а связующие; обеспечивающие
качество поверхности, — от 30 до 50%. При применении поли-
эфирных связующих с малой усадкой волнистость поверхности
изделия является минимальной, усадка при прессовании состав-
ляет 0,001 мм/мм, формовочная композиция легко наполняется
красящими добавками. При использовании связующих, обеспечи-
380
С. Е. Бэкон
вающих качество поверхности, отсутствует волнистость поверх-
ности изделий, усадка при прессовании составляет 0,0005 мм/мм
или равна нулю, в зависимости от количества термопластичных
добавок. Эти связующие не наполняют красящими добавками.
Изделия на их основе имеют гладкую блестящую поверхность,
которая готова к окраске сразу после удаления изделия из
формы.
Применение связующих с малой усадкой и связующих, обеспе-
чивающих качество поверхности, исключает необходимость исполь-
зования оснастки, компенсирующей усадку, таким образом улуч-
шая качество изделий и снижая затраты на оборудование и обслу-
живание (табл. 1).
Таблица 1
СРАВНЕНИЕ СВОЙСТВ ПОЛИЭФИРНЫХ СВЯЗУЮЩИХ С МАЛОЙ
УСАДКОЙ И СВЯЗУЮЩИХ, ОБЕСПЕЧИВАЮЩИХ
КАЧЕСТВО ПОВЕРХНОСТИ
Преимущества связующих с малой усадкой Преимущества связующих, обеспечиваю- щих качество поверхности
Минимальная волнистость поверх- ности Усадка при прессовании 0,001 мм/мм Легкость наполнения красящими добавками Связующие содержат ^30% по массе термопластичного полимера Не требуется применения оснастки с учетом усадки Минимальное коробление изделия Область применения: переборка кондиционеров воздуха, поддоны и корпуса; корпуса и кон- струкционные детали учетных машин Волнистость поверхности изделия отсутствует Усадка при прессовании 0,0005 мм/мм или отсутствует Изделия имеют блестящую поверх- ность, пригодную для окраски Связующее содержит 30—50% по массе термопластичного полимера Не требуется применения оснастки с учетом усадки Минимальное искажение за счет углублений вокруг ребер и бобышек Область применения: до сих пор связующие использова- лись в основном в автомобильной промышленности для изготовления панелей внешних деталей автомоби- лей. В области приборостроения и оборудования связующие, возможно, будут применяться для изготовления крышек и корпусов стиральных ма- шин, а также рабочих поверхностей, требующих окраски для сохранения блеска
К преимуществам полиэфирных систем связующих, кроме
перечисленных выше, также относятся точность и стабильность
размеров прессованных изделий, диэлектрические и теплоизоля-
ционные свойства, возможность массового производства изделий,
коррозионная стойкость, снижение стоимости сборки изделия.
10. Приборы и оборудование
381
Таблица 2
ПРИМЕРЫ КОНСТРУИРОВАНИЯ ИЗДЕЛИЙ
ИЗ ЛИСТОВЫХ ФОРМОВОЧНЫХ КОМПОЗИЦИЙ И ПРЕМИКСОВ
Технологические возможности Схема Формовочные композиции
Минимальный внутренний радиус, мм д) 1,6
Формование отверстий Направление дейст- вия пуансона |^ПЕРПЕНДИ- Параллельно жулярно Возможно параллельно или перпендикулярно на- правлению прессования
Прессование торцов без заусенцев Возможно
Боковая утяжка с образо- ванием салазок • »
Поднутрение * Возможно * Возможно с помощью са лазок **
Минимальная рекомендуе- мая вытяжка, мм Глубина вытяжки 6,35— 152,4 и угол 1—3°; глубина 152,4 и угол 3° V
Минимальная толщина,** мм 1,27 * 1,52 **
Максимальная толщина, мм <зр 25,4
* Листовые формовочные композиции
** Премиксы
382
С. Е. Бэкон
Продолжение табл. 2
Технологические возможности Схема Формовочные композиции
Отклонения по толщине, мм ‘г-ггп’ ± 0,127
Максимальные сопрягае- мые толщины В соответствии с требова- ниями
Изогнутые профили Можно изготовить
Металлические вкладыши Можно впрессовать
Бобышки • Можно изготовить
Ребра То же
Опрессованное клеймо » >
Выпуклая маркировка /'iJ > >
Обработанные поверхно- сти ш Две
10. Приборы и оборудование
383
Современные технологические требования и требования, предъ-
являемые к готовой продукции при производстве и транспорти-
ровке приборов и оборудования, обусловливают необходимость
в предварительно смешанных формовочных композициях, готовых
к формованию на месте. Этим требованиям удовлетворяют листо-
вые формовочные композиции и премиксы. Применение в этих
формовочных композициях полиэфирных связующих с малой усад-
кой обоих типов позволяет инженеру-конструктору и формовщику
изготовлять изделия, обладающие высоким качеством поверхности
без снижения их прочности (табл. 2).
V. ПРИМЕРЫ ПРИМЕНЕНИЯ СТЕКЛОПЛАСТИКОВ ДЛЯ
ИЗГОТОВЛЕНИЯ ПРИБОРОВ И ОБОРУДОВАНИЯ
Одной из наиболее быстро развивающихся областей применения
стеклопластиков в приборостроении являются установки для
кондиционирования воздуха. Термореактивные полимеры широко
применяют для изготовления конструкционных деталей, термо-
пласты — для таких изделий, как вентиляторы. В начале стекло-
пластики применяли для оконных и стенных вентиляторов. В на-
стоящее время увеличивается интерес к применению этих материа-
лов для центральных установок кондиционирования воздуха.
Наиболее важные детали из стеклопластиков для кондиционеров
описаны в данном разделе.
Фирмой Premix Inc. (Огайо) изготовлены поддоны из листовых
формовочных композиций, которые используются в комнатных
кондиционерах, производимых фирмой Emerson and Amana. Эти
детали коррозионно-стойки и не требуют окраски. Формовочные
композиции Premix SX фирмы Premix включены в перечень лабора-
тории Страхового общества. Опоры для компрессора и другие
крепежные приспособления изготовлены’за одну операцию прес-
сования.
Значительное число переборок для комнатных кондиционеров
изготовлено из премиксов на основё связующих с малой усадкой,
что исключает необходимость применения оснастки для компенса-
ции усадки. Объединение нескольких деталей в одну позволило
производителям изготовить переборку за одно целое, тогда как
ранее она состояла из 18 отдельных деталей. На рис. 2 показана
переборка, выпускаемая фирмой Premix Inc. для фирм Emerson,
Amana, Carries and Gibson.
На рис. 3 показан вентилятор диаметром 25,4 см кондиционера
воздуха, изготовленный прессованием из сополимера полистирола
и акрилонитрила, армированного стекловолокном, который уста-
новлен в зале «Вестингауз». Вентилятор заменил металлический
и успешно эксплуатируется уже в течение ряда лет. Рассмотрение
свойств различных стеклопластиков для вентиляторов на началь-
884
С. Е. Бэкон
Рис. 2. Переборки комнатных установок для кондиционирования воздуха,
производимые фирмой Premix Inc. по заказу фирм Emerson, Amana, Carrier
и Gibson
Рис. 3. Вентилятор кондиционера
«Вестингауз» диаметром 25,4 см,
изготовленный методом инжекцион-
ного прессования
ной стадии исследований показало, что стеклопластики на основе
сополимера полистирола и акрилонитрила обладают наилучшими
показателями прочности при изгибе, жесткости и стабильности
размеров. Владельцы зала «Вестингауз» получили вентилятор с
лучшими эксплуатационными характеристиками, бесшумный в ра-
боте, при этом его стоимость
не увеличилась. Одной из са-
мых больших деталей, изготов-
ленных прессованием из листо-
вых формовочных материалов с
малой усадкой, является под-
дон основания, опрессованный
фирмой Premix Inc., для отде-
ления Duo—Therm фирмы Mo-
tor Wheel Corp. (La Grande,
Ind). Это одна из основных
конструкционных деталей уста-
новки для кондиционирования
воздуха «ХА Сюприм» прогу-
лочного автомобиля. Поддон
основания выдерживает массу
кондиционера, на нем разме-
щены крепежные приспособле-
ния для частей кондиционера,
он объединяет поддон для кон-
10. Приборы и оборудование
385
денсата испарителя и эффективно уплотняет крышу автомобиля.
К преимуществам изделия относятся коррозионная стойкость,
ударопрочность, свойство самозатухания в соответствии с тре-
бованиями по огнестойкости.
Отделение Duo — Therm ранее применяло стальные основания,
производство которых включало окраску, формование, дуговую
и точечную сварку, причем постоянно возникали трудности, свя-
занные с коррозией и короблением изделия. Корпус кондиционера
«XL Сюприм» также изготовлен прессованием из огнестойкой
листовой формовочной композиции.
Листовые формовочные композиции с малой усадкой были
выбраны как соответствующие техническим условиям для изго-
товления нового стенного кондиционера-нагревателя, разработан-
ного фирмой Premix Inc. и фирмой-изготовителем установок для
кондиционирования воздуха. Эти установки, состоящие из трех
частей, предназначены для эксплуатации в отелях, мотелях,
квартирах и служебных помещениях.
Кондиционер «Кэрри Коол» фирмы General Electric, показан-
ный на рис. 4, совершенно новая модель, отличающаяся малой
массой. Он настолько легок, что его можно передвигать из комнаты
в комнату или в любое помещение, где необходимо кондициони-
рование воздуха. Основной конструктивной деталью этого конди-
ционера является Т-образный центральный остов, отпресованный
как одно целое и объединяющий поддон основания и разделитель
испарйтель/конденсатор. Этот остов также служит опорой для
всех основных деталей. Аналогичное изделие, но изготовленное
из металла, содержало бы в 3 раза больше деталей, причем для
крепления каждой из них потребовались бы механические крепеж-
Рис. 4. Кондиционер «Кэрри Коол», выпускаемый фирмой General Electric,
Каркас кондиционера из стеклопластика на 30% легче металлического
13 п/р. Нотона, т. 8
886
С. Е. Бэкон
ные приспособления или сварка. Масса изделия, изготовленного
из стеклопластика, на 30% меньше массы аналогичной металли-
ческой детали. Еще три стеклопластиковые детали, изготовленные
прессованием, образуют корпус кондиционера: задняя стенка,
передняя крышка и передняя решетка. Вентиляторы кондицио-
нера «Кэрри Коол» изготовлены инжекционным прессованием
из стеклонаполненного сополимера полистирола и акрилонит-
рила.
Увлажнители для печей изготовляют из стеклопластиков в те-
чение нескольких лет. Вероятно, они наилучшим образом иллю-
стрируют возможность объединения нескольких деталей в одну
при применении стеклопластиков. Необходимы только две прессо-
ванные детали для изготовления корпуса, вместо нескольких
металлических. К основным преимуществам, обусловливающим
низкую стоимость материала и трудовых затрат при производстве
изделий из стеклопластиков, относятся возможность формовать
за одну операцию арматуру для крепления деталей, входящих
в данную конструкцию, разделительные перегородки, а также
возможность введения красящих добавок в процессе формования.
Благодаря коррозионной стойкости стеклопластиков потребитель
может протирать корпуса приборов влажной тряпкой, при этом
не возникает питтинговой коррозии поверхности, которая является
проблемой при использовании стальных корпусов.
Фирмой Melnor Industries (Moonachie, n. J) недавно выпущена
серия испарительных установок «Валтон пленум», которые ком-
плектуют линию, состоящую из семи увлажнителей. Детали этой
установки показаны на рис. 5. Отдельные детали сложной формы,
включая ребра, бобышки и места для крепления других деталей,
изготовлены за одно целое за один цикл прессования. Следует
обратить внимание на тисненную зернистую поверхность крышек.
Они опрессованы из премикса с малой усадкой, наполненного
красящими добавками.
Установка «Сиерз супер ройял 25» изготовлена прессованием
фирмой Premix и смонтирована фирмой Lau, Inc (Кливленд,
Огайо). Объединение деталей позволило изготовить этот прибор
из двух частей. Двигатели вмонтированы в установку. Также
изготовлены прессованием емкость, кронштейн поплавкового кла-
пана, корпус воздуходувки, жалюзи вытяжки и смотровое окно.
Для производства верхней и нижней частей корпуса использовали
полиэфирную формовочную композицию с малой усадкой. Внеш-
нюю поверхность изделия подвергали травлению.
В увлажнителе «Эприлэйр» стеклопластики использованы для
изготовления передней крышки, нижней части корпуса и резер-
вуара. Поверхность корпуса прибора травленая, краситель добав-
ляли в прессовочную массу. Электрический двигатель установлен
в корпусе.
10. Приборы и оборудование
387
Рис. 5. Испаритель «Валтон Пле-
нум» фирмы Melnor Industries, изго-
товленный прессованием за одну
операцию из цветной формовочной
композиции с малой усадкой
Рис. 6. Емкости из стеклопласти-
ков для транспортировки и смягче-
ния воды. Емкость на заднем плане
изготовлена центробежным литьем
Благодаря коррозионной стойкости и прочности стеклопластики
являются идеальными материалами для изготовления различных
емкостей, используемых в приборах и оборудовании. Фирма
Structural Fibers Inc (Гордон, Огайо) выпускает бесшовные емкости
для воды, используя метод формования эластичным мешком под
давлением. Некоторые емкости изготовлены с использованием
предварительно формованных заготовок, для производства других
применяли упрочнители из стекломатов. Автоматизированный ме-
тод прессования с помощью эластичного мешка, который исполь-
зует фирма Structural Fibers, способствовал широкому применению
сосудов, работающих под давлением, в основном для систем питье-
вой воды, огнетушителей, химических хранилищ и др.
Масса этих прочных бесшовных коррозионно-стойких емкостей
в 2—3 раза меньше массы Аналогичных стальных емкостей. Это
обеспечивает более низкую стоимость транспортировки, простоту
установки и продлевает срок эксплуатации изделий. Фирма
Apex Со. (Кливленд Огайо) также является одним из основных
производителей бесшовных емкостей из стеклопластиков для
систем водоснабжения и в последние годы стала ведущей фирмой
по их разработке и применению.
Фирма Structural Fibers производит емкости для транспорти-
ровки и смягчения воды, показанные на рис. 6. Емкости для мор-
ской воды (на заднем плане) изготовлены методом центробежного
литья.
Специалисты фирмы PER Corporation (Орандж, Нью-Джерси)
полагают, что применение листовых формовочных композиций
позволяет производить более прочные емкостиа при этом толщина
13*
888
С. Е. Бэкон
стенки емкости и время прессования снижаются. Емкости «Перф-
лекс ЕС-60», производимые этой фирмой, показаны на рис. 7.
Такие емкости используются в фильтрующих системах частных
плавательных бассейнов небольших и средних размеров. Фирма
выбрала листовые формовочные композиции для замены емкостей
из коррозионно-стойкой стали, в которых использовалось не-
сколько сварных швов, подвергавшихся коррозии. Уменьшение
размеров фильтровальной емкости в сочетании с возможностью
изготовления сложных деталей внутренней гидравлической сис-
темы представляют одно из основных преимуществ листовых
формовочных композиций. Фильтровальные емкости фирмы Per-
flex марки ЕС-135 имеют больший размер и используются для
общественных плавательных или промышленных бассейнов.
В емкостях большего размера использованы некоторые узлы
системы ЕС-60, включая крышку емкости, в которой применяются
фланцы специальной конструкции, изготовленные из листового
формовочного материала. Фирма Premix, Inc., производящая
емкости меньшего размера, работает совместно с фирмой Structu-
ral Libers над созданием переходных фланцев для емкости ЕС-135.
Емкости большего размера изготовляются с использованием па-
тентованного метода формования с помощью эластичного мешка.
Фирма PER Corporation, используя оптимальные технологи-
ческие процессы, смогла наладить выпуск стеклопластиковых
емкостей для фильтрования больших и малых размеров, отличаю-
Рис. 7. Емкость ЕС-60 фирмы
PER Corp, для фильтроваль-
ных систем плавательных бас-
сейнов, изготовленных из лис-
товых формовочных компози-
ций
щихся экономичностью и минималь-
ным числом дополнительных дета-
лей.
Стойкость стеклопластиков к воз-
действию горячей воды и моющих
средств обусловила выбор стеклона-
полненных термопластов и реакто-
пластов, отвечающих техническим
условиям, на материалы для изготов-
ления деталей посудомоечных машин,
домашних стиральных машин и дру-
гого оборудования бытовой техники.
Фирма General Electric Со. (Лью-
исвилл, Кентукки) производит раз-
личные детали, включая кожухи на-
сосов, распределители моющих
средств, клапаны для посудомоечных
машин. Эти детали изготовляют ин-
жекционным прессованием из сухих
формовочных композиций, в состав
которых входят полипропилен, стек-
ловолокно и другие ингредиенты.
10. Приборы и оборудование
389
Рис. 8. Боковой обратный клапан автоматического промывного аппарата
фирмы Whirlpool, изготовленный из стеклонаполненного сополимера поли-
стирола и акрилнитрила (20% по массе стекловолокна)
На рис. 8 показан боковой обратный клапан фирмы Whirlpool,
установленный в промывном аппарате для тканей. Клапан изготов-
лен прессованием из стеклонаполненного сополимера полистирола
и акрилнитрила. Фирма выбрала эту формовочную композицию,
так как она обладает низким влагопоглощением, обеспечивает
стабильность размеров и ударную прочность изделий. Добавление
20% стекловолокна повышает вдвое прочность при растяжении
и ударную вязкость. Детали из этого материала дороже, чем
цинковые отливки. Однако при конструировании детали из стекло-
пластика оказалось возможным исключить резиновый шар, винты
и другие, ранее необходимые детали. Для соединения трех частей
клапана используют ультразвуковую сварку. Это позволяет сни-
зить стоимость механической обработки, сборки и исходного
сырья, а также повысить эффективность труда. Успешно эксплуа-
тируются несколько миллионов таких клапанов, изготовленных
из формовочной композиции марки В-20000 FG фирмы Thermofil
Inc.
Фирма Frigedaire в конструкции недавно выпущенной комбини-
рованной установки для стирки и сушки «Скини-мини» применила
комбинированный бак с мешалкой. Эти детали производит фирма
U. S. S Chemical] методом инжекционного прессования из поли-
пропилена, наполненного стекловолокном.
На рис. 9 показана деталь посудомоечной машины для больниц,
которые производит фирма Wyandote Chemical Со. Thermofil, Inc.
Она изготовлена тем же методом из полипропилена, содержащего
20% (по массе) стекловолокна.
На рис. 10 показан корпус измельчителя для обработки отхо-
дов. Он изготовлен прессованием из премикса и является примером
сложной конструкционной детали.
890
С. Е. Бэкон
Рис. 9. Деталь машины для мытья по-
суды в больницах, изготовленных фир-
мой Wyandote Chemical Со. из стекло-
наполненного полипропилена фирмы
Thermofil. Inc.
фирма Maytag выпускает
легкие корпуса измельчите-
лей пищевых продуктов, из-
готовленные из премиксов.
Такой корпус выдерживает
массу электродвигателя, кор-
розионно-стоек при воздей-
ствии повышенных темпера-
тур и сохраняет стабиль-
ность размеров. В процессе
изготовления в корпус впрес-
сованы несколько металли-
ческих вкладышей, включая
четыре вкладыша с резьбой
для установки электродвига-
теля, расположенные в ниж-
ней части изделия, а также
два боковых фланца для
крепления измельчителя к
сливному желобу и втулке,
в которую после прессования установлен на прессовой посадке
подшипник вала электродвигателя.
Корпуса насосов для посудомоечных машин, производимые
этой же фирмой, снабжены впрессованными вкладышами для уста-
новки электродвигателя и подшипников, а также тремя выходными
отверстиями. Корпус насоса эксплуатируется при повышенных
температурах в горячей воде, кроме того, он подвержен воздей-
ствию пищевых кислот и моющих средств.
На рис. 11 показан вентилятор фирмы Gibbs Automatic Molding
Со. (Гендерсон, Кентукки), изготовленный прессованием из формо-
вочной композиции «Файберфил», содержащей 30% стекловолокна
и связующее из найлона.
В печи с микроволновым обогревом фирмы Raper—Sear исполь-
зуется противень для пищевых продуктов, изготовленный из пре-
микса на основе полиэфирного связующего с малой усадкой, обес-
печивающего высокое качество поверхности изделия. Эти изделия
выпускает фирма Hawley Product Div Hitco Co. (Санта Чарли,
Иллинойс). Следует отметить, что около ребер после прессования
не образуются утяжины.
Применение стеклопластиков открыло новые экономические
и конструкционные возможности в производстве аппаратуры для
холодильной промышленности — от камер для продуктов и мяса
до льдогенераторов.
Камеры больших размеров из стеклопластиков с внешней и
внутренней облицовкой, соединенных с теплоизоляционным слоем,
обладают прочностью и малой массой, что снижает стоимость их
10. Приборы и оборудование
391
Рис. 10. Корпус измельчителя
для обработки отходов, выпу-
скаемый фирмой General Ele-
ctric. Видны впрессованные
вкладыши
Рис. 11. Вентилятор фирмы
Gibbs Automatic Molding Со.,
изготовленный прессованием
из найлона, содержащего 30%
стекловолокна марки Fiberfil
эксплуатации вследствие более низких расходов на текущий ре-
монт и 10%-ного снижения энергетических затрат. Основными
фирмами-изготовителями являются Tyler Refrigiration Div, Crack
Eguipment Co; Nolin Div; Universal Cabinet Co; Me Cray Div;
Litton Industries; Warren Co; Fogel Refrigeration.
В течение ряда лет холодильные камеры имели металлический
каркас, поддерживающий внешнюю и внутреннюю обшивки, про-
странство между которыми заполняли теплоизоляционным мате-
риалом. Однако при их эксплуатации возникали трудности
контроля тепловых потерь вследствие использования теплопровод-
ных материалов. Исследуя возможности улучшения конструкции
этих камер фирма Nolin Division of Universal Cabinet (Монтгомери,
Алабама) обратилась к стеклопластиковым композициям и про-
цессу напыления внешнего неармированного слоя ввиду широких
конструкционных возможностей, открываемых стеклопластиками
и их низкой теплопроводностью. Фирма Nolin полностью отказа-
лась от использования рамной конструкции, что позволило уве-
личить полезный объем камеры при сохранении прежних размеров.
Исключение из конструкции теплопроводящих материалов позво-
лило снизить тепловые потери и энергетические затраты; кроме
того, сокращение числа соединений и швов облегчило очистку
камер. Для изготовления металлического изделия, имеющего
размеры и конструкцию, аналогичную контейнерам фирмы Nolin,
потребовалось бы произвести и собрать 116 деталей, используя
при этом крепежные приспособления, в то время как в контейнерах
фирмы Nolin используется только 29 деталей.
892
С, В. Бэкон
Рис. 12. Вращающаяся подставка для телевизо-
ра из полистирола, содержащего 30% (по мас-
се) стекловолокна. Изготовлена методом инжек-
ционного прессования
Рис. 13. Циклон для очистки пульпы при про-
изводстве бумаги от песка, древесной коры и
грязи. Изготовлен из стеклонаполненного по-
лиамида фирмой General Industries Со. методом
инжекционного прессования
Стеклопластики на основе термопластичных и термореактивных
связующих находят применение в разнообразных приборах*не-
больших размеров, при массовом производстве мелких деталей.
На рис. 12 показана вращающаяся подставка для телевизоров,
изготовленная инжекционным прессованием из полистирола, со-
держащего 30% стекловолокна. Применение стеклопластика по-
зволило изготовить контурные ребра и решетку жалюзи верхней
части подставки за один цикл прессования.
Фирма Rostone Corp, выпускает корпуса электродвигателей
для сабельной пилы для фирмы Singer Со. Применение формовоч-
ной композиции «Розайт» обеспечивает двойную изоляцию режу-
щего инструмента; кроме того, корпус обладает прочностью и
коррозионной стойкостью. Фирма Rostone также планирует вы-
пускать оснастку для корпусов из стеклопластиков для песко-
струйных аппаратов и сверлильных станков.
Фирма Premix, Inc. выпускает поддоны для насосов по заказу
фирмы Sta-Rite, которые продает фирма Sears. Они изготовлены
10. Приборы и оборудование
893
литьем под давлением из полиэфирной формовочной композиции
«Премикс 1000-20-СК». Поддон имеет сложную конфигурацию,
которая включает ребра сложной формы, элементы жесткости,
желобки и сборники (двух различных размеров), при этом поддон
выдерживает полную массу насоса. Применение листовых формо-
вочных композиций сокращает цикл прессования по сравнению
с применением премиксов, обеспечивая более высокую прочность
при уменьшении толщины стенки.
Фирма AIRCO Welding Products применяет корпуса сварочного
аппарата из стеклопластика, которые заменили металлические.
Эти корпуса изготовляет прессованием фирма Rostone, используя
полиэфирные премиксы. Применение стеклопластика в данном
случае иллюстрирует потенциальные возможности применения
стеклопластиков для изготовления деталей электромеханического
оборудования.
На рис. 13 показан гидравлический циклон «Сентри Клинер»
фирмы Bauer Bros Со., в котором происходит отделение песка,
древесной коры и грязи из отработанной пульпы при производ-
стве бумаги. Одна из причин выбора стеклопластика для произ-
водства этого аппарата заключается в возможности 50%-ного
снижения стоимости; кроме того, значительные массы и объем
циклона из металла затрудняли его установку и обслуживание.
Выбор стеклонаполненной полиамидной композиции (содержание
стекловолокна 30% по массе) обусловлен ударной прочностью,
стойкостью к абразивному износу, коррозионной стойкостью,, а
также способностью выдерживать воздействие воды при темпера-
туре 54°С. Аппарат изготовляют инжекционным прессованием
фирма General Industries Со. (Элирия, Огайо).
Фирма Premix, Inc. выпускает корпуса для приборов фирмы
Taylor Instrument Со, используя листовые формовочные ком-
позиции. Такие корпуса заменили изделия, требовавшие меха-
нической обработки и окраски. Специальные впрессованные
запирающие устройства исключают необходимость применения
резьбы. К другим преимуществам относятся высокая ударная
прочность, коррозионная стойкость и возможность получе-
ния при прессовании окрашенных изделий. Детали исполь-
зуют в корродирующей атмосфере на многих химических за-
водах.
Фирма Tecnicon применяет стеклопластики для изготовления
корпусов аппаратов для исследования крови. Используемые ранее
корпуса из металла подвергались коррозии при контакте с кровью.
Применение стеклопластиков позволило преодолеть эту трудность
и улучшить внешний вид оборудования. Фирма Badger Meter Со
использует поликарбонат, наполненный стекловолокном, выпускае-
мый под маркой Термофил Р-2000 FG, для производства крышек
счетчиков показанных на рис. 14.
894
С. Е. Бэкон
На рис. 15 показана электрическая соединительная панель,
иллюстрирующая еще одну возможность применения стеклоплас-
тиков. Деталь сложной формы изготовлена за один цикл прессова-
ния из стеклонаполненной полипропиленовой композиции с содер-
жанием стекловолокна 20% марки Термофил Р-2000 FG.
Фирма Labconco выпускает вытяжные зонты из полиэфира,
наполненного стекловолокном. Они представляют собой цельно-
формованную, прочную конструкцию, поверхность которой напо-
минает фарфор, непористую, химически стойкую и огнестойкую.
Эта фирма также выпускает лабораторные шкафы и оборудование
для испытаний, которые изготовляют методом напыления или
ручной выкладкой, нанося на поверхность изделия слой неарми-
рованного связующего. Вытяжные зонты фирмы Labconco, выпус-
каемые под торговой маркой «Файберглас-28», обладают привле-
кательным внешним видом и долговечностью.
Стеклонаполненные термопластичные и термореактивные поли-
меры успешно применяют для изготовления деталей машин орг-
техники, компьютеров и электронного оборудования, таких, как
корпуса, кожухи, основания, и других деталей, где необходимы
точные допуска па размеры. Стабильность размеров деталей из
стеклопластиков такая же, как и деталей, отлитых в постоянные
формы. Изделия из стеклопластиков обладают более низкой сто-
имостью, так как нет необходимости в механической обработке
и отделочных работах. С каждым годом увеличивается число меха-
нических деталей этих машин, изготовленных главным образом
из термопластиков.
Фирма Maxson Electronics Corp (Грейт Ривер, Нью-Йорк) вы-
брала стеклопластики в качестве стандартных материалов для
Рис. 14. Крышка счетчика из стек-
лонаполнеиного поликарбоната мар-
ки термофил Р-2000 FG, изготовлен-
ная методом инжекционного прессо-
вания фирмой Badger Meter Go.
Рис. 15. Электрическая соединитель-
ная панель из полипропилена, напол-
ненного 20% стекловолокна марки
термофил Р-2000 FG, изготовленная
за одну операцию прессования
10. Приборы и оборудование
395
новой конструкции аппарата для передачи цифровых сигналов,
учитывая привлекательное внешнее оформление, возможность
изготовления внутренне окрашенных деталей и текстурированной
поверхности. Корпус изделия состоит из шести деталей, получен-
ных прессованием из листовых формовочных материалов: крышки
машины, смотрового люка, полного цилиндра, передней обшивки,
панели с выключателями, крышки панели с органами управления.
Применение листовых формовочных материалов позволило снизить
стоимость транспортировки и контроля качества деталей, число
которых уменьшено в 5 раз по сравнению с числом деталей, которое
потребовалось бы, если бы их изготовляли из листового металла.
Фирма Maxson сотрудничала с фирмой Premix Inc. при разработке
данной конструкции прибора, который используется авиалиниями,
транспортными компаниями и другими организациями, испыты-
вающими необходимость в передаче информации между отдален-
ными станциями и центральным передающим пунктом. Листовые
формовочные материалы «Премикс» имеют характеристики, соот-
ветствующие «желтой карточке», выдаваемой лабораториями Стра-
хового общества на токонесущие детали, что является необходимым
требованием, предъявляемым к материалам, которые используются
в аппарате для передачи цифровых сигналов. Внутренние детали
также изготовлены из стеклопластиков, поэтому диэлектрические
свойства стеклопластиков и их самозатухающие характеристики
по классификации лабораторий Страхового общества имеют
важное значение. Платы печатных схем различных размеров
изготовлены прессованием и обладают очень точными допус-
ками.
Стеклонаполненные композиции для инжекционного прессова-
ния на основе поликарбоната и тефлона, содержащие 20% по массе
стекловолокна, используются для производства цельноформован-
ных коллекторов сложной формы, применяемых в копировальных
машинах фирмы Xerox (рис.
16). Для производства изделия
используют формовочную ком-
позицию «Карбоглас» с высокой
смазывающей способностью, по-
ставляемую отделением Fiberfil
фирмы Dart Industries (Эванс-
вилл, Индиана). Фирма Xerox
исследовала возможность при-
менения для этих целей неар-
мированного поликарбоната и
полиамида, однако было уста-
новлено, что эти материалы не
обеспечивают необходимую ста-
бильность размеров.
Рис. 16. Коллектор копировальной
машины «Ксерокс», для производства
которого использован стеклонапол-
ненный (20%) поликарбонат и тефлон
С. Е. Бэкон
Рис. 17. Решетчатая створка электрон-
ного воздухоочистителя фирмы Rosto-
ne Corporation. Деталь получена прес-
сованием из листовой формовочной ком-
позиции
Рис. 18. Поворотный стол ав-
томатического хроматографа
из стеклонаполненного полиа-
мида
Стабильность размеров, высокая ударная прочность, привлека-
тельный внешний вид изделия обусловили применение стеклона-
полпенного поликарбоната для производства методом инжекцион-
ного прессования корпуса кассового аппарата «NCR Класс 24».
Печатные молоточки высокоскоростного печатающего устрой-
ства «NCR Класс 640» изготовлены из найлона, содержащего 40%
по массе стекловолокна. Высокая усталостная прочность и стабиль-
ность размеров изделий из стеклонаполненного найлона делают
его идеальным для этих целей.
Фирма Rostone Corp, выпускает решетчатый переходник для
электронного воздухоочистителя, показанный на рис. 17. Для
прессования изделия использовали специальные листовые формо-
вочные композиции, обладающие стойкостью против воздействия
дуги и, как видно из рисунка, изготовление изделия такой слож-
ной формы из стеклопластика не представляет трудностей.
Поворотный стол автоматического хроматографа (рис. 18) изго-
товлен из стеклопластика и отличается высокой износостойкостью,
точностью и стабильностью размеров. Изготовление литьем под
давлением детали сложной формы с высокими ребрами, установоч-
ными втулками колеса и исключительно сложной формы протек-
торов стало возможным при использовании стеклонаполненного
полиамида, поставляемого фирмой Liquid Nitrogen Processing для
фирмы Xewlitt Packard, которая выпускает эти изделия.
Отделение Instrument Systems Div фирмы Gould Inc’s разрабо-
тала корпус и крышку самопишущего прибора «Браш 500ХУ»,
которые прессуют из листовых формовочных композиций. Эти
изделия показаны на рис. 19—20. Этот уникальный, высокопроиз-
водительный прибор предназначен для графического воспроизве-
дения сигналов электронного передающего устройства. При необ-
10. Приборы и оборудование
397
Рис. 19. Корпус и крышка са-
мопишущего прибора «Браш»
500ХУ, разработанные отделе-
нием Instrument Systems Divi-
sion фирмы Gould, Inc. Изго-
товлены прессованием из листо-
вых формовочных композиций
Рис. 20. Прессованное шасси
самописца «Браш 500 ХУ»
ходимости прибор можно устанавливать на штативе. Для произ-
водства изделий применяли листовые формовочные композиции
с малой усадкой фирмы Premix. Фирма Gould осуществила тща-
тельный подбор красящих добавок при производстве изделий, что
привело к экономии за счет исключения отделочных операций
и окраски изделий. Кроме того, изделия имели привлекательный
внешний вид, не обесцвечивались и не выкрашивались. Фирма
Premix осуществляет формование обеих деталей — крышки и
корпуса, причем последний выполняет две функции: он служит
собственно корпусом и основанием для крепления электромеха-
нических деталей.
VI. КОНСТРУИРОВАНИЕ
Стеклопластики представляют собой большой класс армиро-
ванных полимеров, которые могут удовлетворить разнообразные
требования, предъявляемые к готовой продукции, включая тепло-
стойкость в широком диапазоне температур, диэлектрические
свойства, коррозионную стойкость при воздействии больших на-
грузок и вибраций. Стеклопластики являются идеальным матери-
алом для удовлетворения таких требований, как жесткие допуски,
стабильность размеров в широком диапазоне температур. Ниже
перечислены восемь основных положений, которые полезно прини-
мать во внимание перед началом конструирования изделий из
стекл опл астиков.
398
С. Е. Бэкон
А. Широкие возможности при конструировании
Из стеклопластиков можно формовать практически изделия
любых размеров или формы, которые инженер-новатор может
задумать. Правильный выбор материала и технологического про-
цесса позволяет производить камеры промышленных холодильных
установок, легко поддающиеся очистке, или конструкционные де-
тали сложной формы для установок кондиционирования воздуха
или учетных машин. Эти изделия могут иметь много ребер, высту-
пов, вкладышей и стенок переменной толщины.
Б. Стабильность размеров
Изделия из стеклопластиков сохраняют форму и размеры в ши-
роком диапазоне температур при воздействии механических напря-
жений. Относительная непластичность стеклопластиков позволяет
избежать образования утяжин и коробления готовых деталей.
Температурный коэффициент линейного расширения стеклоплас-
тиков можно регулировать, поэтому их можно использовать
в контакте совместно с любым металлом.
В. Сборка изделий
Одна деталь из стеклопластика часто заменяет целый узел
из нескольких металлических деталей, для сборки которого ис-
пользовались крепежные приспособления. Правильные конструк-
ционные решения в сочетании с хоре шей технологической оснаст-
кой позволяют осуществлять сборку изделия непосредственно
после формования. В настоящее время для производства сложного
печного увлажнителя или кондиционера достаточно просто уста-
новить на месте два-три узла и механически обработанные детали.
Г. Высокая прочность
Стеклопластики являются высокопрочными материалами, ко-
торые не только обладают эксплуатационными характеристиками
металлов, но во многих случаях превосходят их.
Д. Малая масса
Стеклопластики при равном объеме имеют массу на 35—40%
меньше, чем алюминий. Высокая прочность в сочетании с малой
массой материала обеспечивают высокую удельную прочность
стеклопластиков, в результате чего они обладают значительными
преимуществами по сравнению с металлами и другими конкуренто-
способными материалами.
10. Приборы и оборудование
399
Е. Умеренная стоимость технологической оснастки
Оснастка для производства стеклопластиков имеет умеренную
стоимость по сравнению со стоимостью оснастки для производства
конкурентоспособных материалов. Стеклопластики легко фор-
муются, поэтому процесс прессования заключается в уплотнении,
расплавлении формовочной композиции и поддерживании давле-
ния до отверждения изделия. При правильном выборе конструкции
требуется меньшее число пресс-форм и технологических операций
для изготовления изделия сложной формы. Можно отформовать
как одно целое такие конструкционные элементы, как ребра,
бобышки, вкладыши, жалюзи и др.
Ж. Низкая стоимость отделочных операций
Можно производить цветные изделия из стеклопластиков, не
требующие окраски (при добавлении красителей в формовочную
композицию в процессе прессования), а также изготовлять изделия
с различными типами тисненой поверхности, что обеспечивает
определенную экономию. Если же из соображений реализации
продукции необходимо наносить на поверхность лакокрасочные
покрытия, то применение связующих, обеспечивающих качество
поверхности, исключает необходимость предварительной или
пескоструйной обработки поверхности изделия перед окраской.
3. Коррозионная стойкость
Стеклопластики обладают высокой коррозионной стойкостью.
Некоторые связующие, используемые для их производства, также
имеют хорошую коррозионную стойкость, часто превышающую
стойкость лучших отделочных покрытий для металлов. Такие
дефекты поверхности, как образование сквозных пор, отслаивание
пленки покрытия, образование рыхлой пленки, не возникают при
использовании стеклопластиков. Стекловолокнистый наполнитель
также не подвергается коррозии и является инертным.
Следует обратить внимание на важность конструирования
изделий с учетом применения стеклопластиков. Перед началом
конструирования следует определить общие требования, предъяв-
ляемые к готовому изделию и, исходя из этого, выбрать тип
стеклопластика и метод его производства, что позволит получить
наилучшее соотношение стоимости и эксплуатационных характе-
ристик.
Из упоминавшихся выше восьми основных положений одним из
наиболее важных является сборка изделий. Формованная деталь
из стеклопластика может заменить значительное число деталей
400
С. Е. Бэкон
и крепежных приспособлений, которые потребовались бы при изго-
товлении их из листовых металлов. Возможность объединения
нескольких деталей в одну повышает эффективность сборки, что
способствует снижению стоимости изделия.
Следует выбирать такие конструкционные решения, которые
позволили бы удовлетворить широкий диапазон требований, предъ-
являемых к готовой продукции. Ниже приведены критерии, кото-
рые следует принимать во внимание при рассмотрении возможности
применения стеклопластиков для производства прибора или от-
дельной его детали.
Определение экономических и эксплуатационных требований.
Необходимо в самом начале определить экономические требования
к предполагаемому изделию. Экономические показатели должны
включать стоимость производства изделия, хранения, транспор-
тировки и т. д. Следует также рассмотреть физические, механи-
ческие и химические воздействия, которым будет подвергаться
прибор, например воздействие окружающей среды и механических
напряжений. Важно учитывать, что общая стоимость изделия
будет ниже, с учетом всех преимуществ данного материала, таких
как более короткий технологический цикл, сокращение площади
складских помещений, сокращение или исключение окрашиваемых
поверхностей.
Создание начальных эскизов с учетом восьми основных положений.
Начальные эскизы сосредотачивают внимание на основных концеп-
циях данной детали прибора, из которых могут быть определены
для дальнейшего анализа такие параметры, как толщина стенки
изделия, его размеры и масса. Конструктору следует постоянно
помнить об основных преимуществах и свободе конструирования,
которые предоставляются при использовании стеклопластиков.
Конструкция детали из стеклопластика не должна быть простой
копией изделия из другого материала, чтобы полностью исполь-
зовать все преимущества стеклопластиков. Конструктор должен
выбрать такое конструктивное решение, которое позволит изгото-
вить изделия, прочностные характеристики которого будут отве-
чать требованиям, предъявляемым к готовой продукции. Обычно
у конструктора существует два варианта: анализ напряжений или
создание опытной конструкции. Если можно сделать допущение
о величинах прогиба, прочности при растяжении и сжатии, удар-
ной прочности и других механических параметрах, конструктор
выполняет аналитический расчет, в большинстве случаев исполь-
зуя стандартные формулы. Однако во многих случаях данные
анализа напряжений являются недостаточными вследствие слож-
ного характера напряжений и трудности принятия соответствую-
щих допущений. В таких случаях наиболее приемлемым является
создание опытной конструкции. Принятые допущения основы-
вают на форме и толщине стенки детали, затем изготовляют
10. Приборы и оборудование
401
опытный образец, который испытывают в реальных условиях или
условиях, имитирующих реальные (см. раздел VI).
Выбор материала и технологического процесса. После того как
установлены требования, предъявляемые к материалу, и условия
эксплуатации, приступают к выбору технологического процесса.
В большинстве случаев выбор материала обусловливает выбор
технологического процесса. Например, если выбраны листовые
формовочные композиции, это означает, что изделие следует изго-
товлять прессованием. Или, например, если необходимо изгото-
вить бесшовную емкость, следует применить процесс формования
эластичным мешком, так как этот процесс является наилучшим
для производства емкостей. После выбора материала и технологи-
ческого процесса следует согласовать со специалистом по изготов-
лению пресс-форм окончательную конструкцию изделия, отделку
поверхности, впрессовку вкладышей и получение отверстий, платы
для монтажа других деталей и т. п. Такая консультация часто
обеспечивает снижение стоимости и времени изготовления детали
по сравнению с расчетными параметрами. Опытный специалист
по пресс-формам может посоветовать применить наиболее эффек-
тивный и надежный метод, а также обратить внимание на недо-
статки.
Изготовление чертежей и создание модели для визуального рас-
смотрения. По мере создания окончательного варианта конструк-
ции следует еще раз рассмотреть такие параметры, как толщина
стенки, ребра, радиусы кривизны, точки воздействия критических
напряжений. Толщина стенки изделия является одним из наиболее
важных факторов, так как она определяет стоимость и эксплуата-
ционные качества детали. Необходимо использовать ребра жест-
кости для повышения прочности отдельных участков, чтобы сни-
зить расход материала, но одновременно обеспечить удовлетво-
рительные эксплуатационные характеристики. Следует избегать
в конструкции наличия больших плоских участков, а также преду-
смотреть возможность контроля размеров и формы детали. На
данном этапе конструирования разумно изготовить модель для
визуального рассмотрения. Необходимо, чтобы модель имела
точные размеры конструируемого изделия или была бы близким
прототипом.
Полный экономический анализ и анализ возможности выполне-
ния конструкции. На данной стадии конструирования заканчи-
вается исследование возможностей выполнения данной конструк-
ции. Должны быть определены капитальные вложения и их оку-
паемость. При сравнении стоимости важно, чтобы «яблоки сравни-
вали с яблоками» и чтобы не возникали ошибки вследствие неточ-
ных сведений о ценах на коррозионно-стойкую сталь, об объеме
производственных отходов и т. п. Часто для изделий из стекло-
пластиков не требуется применения оснастки для окраски, необ-
402
С. Е. Бэкон
ходимы только упрощенный технологический цикл и операция
сборки, при этом упрощается хранение изделий на складе (вслед-
ствие укрупнения деталей). Транспортировка изделий из стекло-
пластиков обычно является более простой и экономичной, чем
изделий из листовых металлов или деталей, отлитых в постоянные
формы.
Конструктор должен быть уверен, что учтены все факторы,
влияющие на стоимость изделия; таким образом, при экономичес-
ком сравнении учитывается полная стоимость изделия, изготовлен-
ного из металла и из стеклопластика.
Разработка опытного образца. Создание рабочего опытного
образца является следующей ступенью после создания модели.
Опытный образец должен дублировать окончательную конструк-
цию изделия по возможности более точно, с тем чтобы получить
достоверные данные при испытаниях и оценке изделия. Для изго-
товления такого образца нет необходимости тщательно дорабаты-
вать пресс-форму (это может привести к появлению на поверхности
изделия различных дефектов, которые не следует принимать во
внимание при оценке опытного образца). Если, например, опыт-
ный образец изготовляют выкладкой армирующего наполнителя
вручную, что часто приводит к получению изделия с невысоким
качеством поверхности, следует учитывать, что качество поверх-
ности опытного образца не определяет качество поверхности
промышленного изделия.
Изготовление промышленной модели. Для выпуска первых
промышленных моделей можно использовать оснастку, изготовле-
ние которой полностью не завершено. Следует изготовить несколько
изделий, толщина стенки которых имеет предельное значение.
Если при транспортировке, отгрузке и т. п. этих деталей обна-
ружится их разрушение, конструкцию оснастки необходимо
изменить и усилить те участки, на которых требуется допол-
нительное количество материала для достижения удовлетво-
рительных эксплуатационных характеристик. В данных точ-
ках не обязательно увеличивать толщину стенки изделия,
можно установить ребра жесткости или изменить радиусы кри-
визны, при этом лишь незначительно изменяя конструкцию
оснастки.
Как упоминалось ранее, изготовление промышленной оснастки
может быть частично завершено на стадии, обеспечивающей про-
изводство опытного образца с удовлетворительными эксплуата-
ционными характеристиками. Это логический подход, особенно
если используются листовые формовочные композиции или пре-
миксы. Следует позаботиться о том, чтобы давления прессования
и температура обеспечивали получение действительных физико-
механических свойств изделия, так как неточности при изготовле-
нии опытного образца могут привести к отклонению проекта.
10. Приборы и оборудование
403
Администрация может получить неправильное представление о
материале и оказаться в заблуждении относительно внешнего вида
и эксплуатационных характеристик изделия на конечной стадии
его изготовления.
VII. ПЕРЕЧЕНЬ УЧРЕЖДЕНИЙ, СВЯЗАННЫХ С ПРОИЗВОДСТВОМ
ПРИБОРОВ И ОБОРУДОВАНИЯ
К применению стеклопластиков в приборах и оборудовании
имеют отношение следующие три учреждения: лаборатории Стра-
хового общества, Чикаго (UL); Управление по контролю пищевых
продуктов, медикаментов и косметических средств (FDA), Вашинг-
тон; национальный санитарный фонд (NSF), Мичиган.
Лаборатории Страхового общества осуществляют непрерывную
программу по испытаниям и классификации стеклопластиков для
установления специфических требований к материалам, предъяв-
ляемым электротехнической промышленностью, приборостроением,
а также требований к материалам установок кондиционирования
воздуха и. стройматериалам.
Материалы классифицируют по уровню физико-механических
свойств и огнестойкости, что позволяет применять их для произ-
водства формованных оснований, кожухов вентиляторов, корпу-
сов и других изделий, которые непосредственно не соприкасаются
с токонесущими частями. Существует классификация по огнестой-
кости, которая включает материалы с показателями распростра-
нения пламени менее 10 (по методу испытания панели), а также
классификация по электросопротивлению, позволяющая выбрать
материал, непосредственно соприкасающийся с токонесущими
деталями.
В табл. 3 приведена классификация UL для материалов, при-
меняемых в приборах и оборудовании. В классификации указано,
к какому типу относятся те или иные материалы, и даны рекомен-
дуемые области их применения.
Фирма Premix, Inc, являющаяся одной из ведущих фирм по
производству стеклопластиков и изделий из них, первой начала
разработку листовых формовочных композиций и премиксов,
которые удовлетворили требованиям UL, предъявляемым к мате-
риалам для приборов, оборудования и электротехнической про-
мышленности. Признание этих материалов UL и занесение их
в перечень позволяет надеяться, что они будут обладать удовле-
творительными эксплуатационными характеристиками и будут
отвечать требованиям UL, предъявляемым к материалам для
приборостроения. Этот фактор часто позволяет OEM сэкономить
время и деньги, которые потребовались бы на лабораторные испы-
тания и попытки испытать эти материалы в UL. По существу, на
404
С. Е. Бэкон
формовочные композиции фирмы Premix уже получена санкция
UL; таким образом, необходимость в оценке UL готовой продук-
ции отпадает.
Таблица 3
КЛАССИФИКАЦИЯ СТЕКЛОПЛАСТИКОВ ПО ОГНЕСТОЙКОСТИ
Классифика- ция UL Тип ма- териала Характеристика материала. Примеры применения
UL-484 Тип I Самозатухающие изделия из пластмасс, стабиль- ные по размерам, не предназначенные для непосред- ственного контакта с токонесущими деталями Комнатные кондиционеры воздуха, увлажнители, регулирующие устройства
UL-94 SE-0 Стабильные по размерам, самозатухающие через короткий промежуток времени пластики Учетные машины и спиральные камеры вентиля- торов
UL-94 SE-I Медленно горящие, но самозатухающие пластики с хорошими показателями теплостойкости Кухонное оборудование, стиральные машины
UL-94 SE-II Медленно горящие, самозатухающие, чувствитель- ные к воздействию теплоты пластики Лопасти вентиляторов из термопластиков, декора- тивные панели
В тех случаях, когда изделие предназначено для применения
в пищевой промышленности, особую важность приобретает оценка
свойств стеклопластиков Управлением по контролю качества пи-
щевых продуктов, медикаментов и косметических средств. Если
становится очевидным, что при контакте пищевых продуктов с обо-
рудованием или материалами не произойдет миграции какого-
либо компонента в пищевые продукты, данному материалу гаран-
тируется статус применимости в пищевой промышленности. Если
же вероятность миграции существует, данное вещество должно
быть указано в «Инструкции по добавкам к пищевым продуктам»
или в одном из исключений из требований.
В соответствии с существующими правилами статус Управле-
ния по контролю качества пищевых продуктов, медикаментов и
косметических средств для стеклопластиков устанавливается
достаточно просто. Может оказаться, что новый материал потре-
бует специального рассмотрения, однако в большинстве случаев
трудности не возникают. Успехи, достигнутые при производстве
стеклопластиков за последние годы, позволяют всем новым видам
применения стеклопластиков, включая пищевую промышлен-
ность, более чем удовлетворять требованиям, предъявляемым FDA.
Национальным санитарным фондом (NSF) разрабатываются стан-
дарты и критерии на изделия, к которым предъявляются требова-
10. Приборы и оборудование
405
ния по обеспечению безопасности для здоровья и незагрязнения
окружающей среды. Национальный санитарный фонд проводит
исследования и испытания продукции, поставляемой фирмами для
определения соответствия их стандартам по показателям огнестой-
кости и электросопротивления. Национальный санитарный фонд,
так же как и UL, не является коммерческой организацией. С клей-
мом NSF может выпускаться только продукция, отвечающая
стандартам.
В табл. 4 представлены некоторые приборы, оборудование и
материалы по классификации NSF.
Таблица 4
КЛАССИФИКАЦИЯ NSF ПРИБОРОВ, ОБОРУДОВАНИЯ И МАТЕРИАЛОВ
Индекс
2
3
6
7
14
15
17
19
22
23
29
30
С-4
Приборы, оборудование, материалы
Оборудование для пищевых продуктов
Посудомоечные машины распылительного типа
Морозильники раздаточных устройств
Холодильники для пищевых продуктов и морозильные установки
для хранения продуктов
Термопласты, фитингп, клапаны, улавливатели, соединительные
материалы
Трубы из реактопластов, фитинги, клапаны, емкости, запасные
части, соединительные материалы, покрытия на основе термореак-
тивных полимеров для систем водоснабжения питьевой водой
Центробежные насосы для плавательных бассейнов
Нагнетательное оборудование для химических продуктов для пла-
вательных бассейнов
Химические продукты для обработки воды в плавательных бас-
сейнах и (или) процесс обработки
Системы для удаления сточных вод
Питатели для подачи моющих средств и химических продуктов
в посудомоечных машинах распылительного тина
Мебель для больниц
Емкости из армированных пластиков и (или) запасных частей,
используемых для умягчения воды (специальный критерий)
Национальный санитарный фонд установил стандарты на стек-
лопластики, применяемые для изготовления трубопроводов из
термопластичных и термореактивных полимеров, соединительные
части трубопроводов и другие изделия, используемые в системе
водоснабжения и удаления сточных вод. Этой организацией также
установлены стандарты на конструкцию и материалы, применяе-
мые в пищевой промышленности и сфере обслуживания, такие,
как холодильники, морозильные установки, центробежные насосы
для плавательных бассейнов, питатели для моющих средств и
химических продуктов в посудомоечных машинах распылительного
406
С. Е. Бэкон
СРАВНЕНИЕ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ СТЕКЛО
Материал Содержание стекловолок- на , % по массе Предел прочности при изгибе, 10я кгс/см2 Модуль упругости при изгибе, 103 кгс/см2 Предел проч- ности при растяжении, 103 кгс/см2
На ных основе термореактив- связующих: листовые формовоч- 15—30 1,2—2,1 1,о—1,3 Стекло 0,6—1,3
ные материалы премиксы 15—35 0,7—1,4 1,0—1,3 0,3—0,7
полиэфирный стекло- 25—35 1,75—2,8 0,9-1,3 0,8—1,4
пластик с предвари- тельно формованны- ми стекловолокни- стыми заготовками и стекломатами полиэфирный стекло- 30—50 1,1—1,9 0,7—0,8 0,6—1,3
пластик, полученный напылением эпоксидный стекло- 30—80 7,0—14,5 3,5—4,9 5,6—17,6
пластик с однонап- равленной намоткой волокна полиэфирные стерж- 40—80 7,0—12,6 2,8-4,2 4,2—12,65
невые заготовки стеклотекстолиты 30—60 3,6—7,0 14—2,8 1,7—4,2
фенольные формо- 5—25 1,2—1,6 2,1 0,5—1,2
На ных вочные композиции основе термопластич- связующих: полиацетат 20—40 1,0—1,9 0,6—0,9 0,6—1,3
полиамид 6—60 0,49—3,5 0,1—1,8 0,9—2,3
поликарбонат 20—40 1,2—2,1 0,5—1,75 0,8—1,75
полиэтилен 10—40 0,49—0,8 0,15—0,4 0,45—0,8
полипропилен 20—40 0,49—0,8 0,25—0,6 0,4—0,7
полистирол 20—35 0,7—1,2 0,6—0,8 0,7—1,0
полисульфон 20—40 1,5—1,9 0,6—1,0 0,9—1,4
сополимер акрило- 20—40 1,6—1,8 0,6-1,2 0,8—1,1
нитрила, бутадиена и стирола поливинилхлорид 15—35 1,4—1,75 0,6—1,1 0,98—1,3
по л ифенил ено кспд 20—40 1,2—2,1 0,6—1,0 1,0—1,5
сополимер полисти- 20—40 1,0—1,5 0,6—1,3 0,9—0,6
рола и акрилонит- рила термопластичные по- 20—35 1,3—2,0 0,6—1,0 0,98—1,3
лиэфиры -—*
10, Приборы и оборудование
407
Таблица 5
ПЛАСТИКОВ И НЕКОТОРЫХ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
Предел упру- гости при растяжении, 105 кгс/см2 П редел прочности при сжатии, 103 кгс/см2 Относитель- ное удлине- ние, % Ударная вязкость по Изоду, кгс-м/см надреза Коэффициент теплопровод- ности, ккал/(м-ч-°С) Удельная тепло- емкость, ккал/(кг-°С)
пластики
1,1—1,75 0,56—1,1 0,3—1,5 0,43—0,87 0,16—0,21 0,30—0,35
1,1—1,75 0,2-0,4 0,3—0,5 0,16—0,33 0,16—0,21 0,30—0,35
о,6—1,4 1,0—2,1 1—2 0,54-1,08 0,16—0,225 0,30—0,33
0,6—1,3 1,0—1,75 1,0—1,2 0,22—0,65 0,15—0,2 0,31—0,34
2,8—6,3 3,2—4,9 1,6—2,8 2,18—3,26 0,24—0,28 0,23—0,25
2,8—4,2 2,1-4,9 1,6—2,5 2,45—3,26 0,24—0,28 0,22—0,25
2,1—2,5 2,1—0,14 1,6—2,0 2,18—3,26 0,24—0,28 0,26—0,28
1,8—2,0 0,98—2,4 0,25—0,6 0,06—0,33 0,137—0,25 0,20—0,30
0,6—1,0 0,77—1,19 2 0,04-0,20
0,14—1,4 0,91—1,68 2—10 0,04—0,24 — 0,30—0,35
0,5—1,2 0,98—1,68 2 0,08—0,19 — —
0,3—0,6 0,28—0,56 1,5—3,5 0,06-0,22 — —
0,32—0,6 0,42—0,56 1,3 0,05—0,22 — —
0,6—0,84 0,91—1,33 1,о—1,4 0,024-0,13 — 0,23—0,35
1,0 1,47—1,82 2-3 0,07—0,13 — —
0,6 1,5 3—3,4 0,05—0,13 — —
0,7—1,3 0,95—1,33 2-4 0,04—0,08
0,67—1,0 1,26—1,4 1,7—5 0,08—0,12 — —
0,63—1,3 0,84—1,6 1,1—1,6 0,024—0,13 — —
0,91—10,9 1,12—1,26 1-5 0,05—0,15 — —
408
С. Е. Бэкон
Материал Огне- стойкость, мин Твердость по Роквеллу Напряже- ние про- боя изо- ляции, 10е В/мм Плот- ность, г/см* Объемная масса, 10» г/см8
На основе термореактив- ных связующих: листовые формовоч- ные материалы премиксы полиэфирный стекло- пластик с предвари- тельно формованны- ми стекловолокни- стыми заготовками и стекломатами полиэфирный стекло- пластик, полученный напылением эпоксидный стекло- пластик с однонап- равленной намоткой волокна полиэфирные стерж- невые заготовки стеклотекстолиты фенольные формо- вочные композиции На основе термопластич- ных связующих: полиацетат полиамид поликарбонат полиэтилен полипропилен полистирол полисульфон сополимер акрило- нитрила, бутадиена и стирола поливинилхлорид полифениленоксид сополимер полисти- рола и акрилонит- рила термопластичные по- лиэфиры Медлен- но горят То же Не горит Горит— самоза- тухает То же Самоза- тухают То же » 1,1—0 Не го- рит— за- тухает 0,85—0,75 Не го- рит — са- мозату- хает Самоза- тухает То же Медлен- но горят Н50—Н112 Н80—Н112 Н40—Н105 Н40—Н105 М98—120 Н80—112 М99—121 М90—99 М78-М94 М75-М100 R95-R115 М70-М95 М85-М92 М75-М102 М80-М88 М95 М77-М103 R118-M70 12—18 12—18 12—24 8—16 12—16 8—16 20—28 6—14,8 16—20 12—18 14—17 22—30 1,7—2,1 1,8—2,1 1,5—1,7 1,4—1,6 1,7—2,2 1,6—2,0 1,55—1,81 1,7—1,9 1,55—1,69 1,47—1,7 1,34—1,52 1,16—1,28 1,04—1,22 1,20—1,29 1,38—1,55 1,23—1,38 1,45—1,62 1,20-1,38 1,22—1,40 1,45—1,16 0,98—1,2 1,04—1,2 0,88—0,98 0,8—0,92 0,98—1,26 0,93—1,14 0,90—1,04 0,98—1,1 0,78 0,71—0,78
10. Приборы и оборудование
400
Продолжение табл. 5
Тепло- стойкость при на- грузке 18,5 кгс/см2, ®С Максимальная теплостой- кость при непрерывном использова- нии, °C Температур- ный коэффи- циент линей- ного расши- рения, Ю-e °с-1 Химическая стойкость
Слабые кисло- ты Силь- ные кисло- ты Слабые щелочи Силь- ные щелочи Органи- ческие раство- рители
204—260 149—204 14,4—22 Х-0 У У НУ X—о
204—232 149—204 14,4—22 X—О У У НУ Х-0
177—204 65—204 18—32,5 Х-0 У У НУ Х-0
177—204 65—177 22—36 Х-0 У У НУ X—О
177—204 260 3,6—10,8 О У О X О
163—190 65—260 5,4—14,4 X—О У У У Х-0
177—204 260 7,2—10,8 X—О X У У Х-0
204—260 163—177 8,1—16 У НУ У НУ У
157—168 34—62 У НУ У НУ О
149—260 149—204 12,6—32,5 X НУ О У X
140—149 — 22—32,5 О Х*2 X У НУ ♦4
93—127 30,5—49 О Х*2 О О X
110—149 82—93 29—43 О X *2 О О X *7
93—104 — 40—45 О X *2 X X НУ *4
167—177 — 22—30,5 О О О О X
102—115 — 29—45 О X *2 О О НУ ♦»
68—75 — 22 О X О О НУ *5
104—157 18—36 О О О О Х*«
99—110 — 29—38 X Х*з X X НУ
193—243 — 49—60 У НУ У НУ О
410
С. Е. Бэкон
Материал Содержание стекловолок- на, % по массе Предел прочности ири изгибе, 103 кгс/см2 Модуль упругости при изгибе, 106 кгс/см2 Предел проч- ности при растяжении, 103 кгс/см2
Неармированные поли- меры:
полиацетат — 0,91—0,98 0,28 0,56—0,7
полиамид — 0,35—0,56 10,4—0,28 0,63
поликарбонат — 0,91 0,21 0,63—0,77
полиэтилен (высокой плотности) — — 0,049—0,18 0,28
полипропилен — 0,35—0,56 0,084—0,189 0,21—0,35
полистирол (ударо- прочный) — 0,21 0,28 0,21—0,33
полисульфон — 0,1 0,28 0,7
сополимер акрило- нитрила, бутадиена, стирола (теплостой- кий) — 0,63 0,21 0,46
поливинилхлорид — 0,91—1,12 0,28 0,42—0,49
полифенил еноксид — 1,05 0,28 0,7
сополимер полисти- рола и акрилонит- рила — 0,68—1,23 0,39 0,63—0,77
Me
Серый чугун — 0,7 Данные отсутствуют 1,05—2,1
Низкоуглеродистая сталь (холоднокатаная) — 1,96 21,09 2,03-2,3
Коррозионно-стойкая сталь — 2,1—2,4 19,6 2,1—2,46
Деформируемые алюми- ниевые сплавы — 1,4 7,03 0,42—1,89
Литейные алюминиевые сплавы — 0,56—1,82 7,03 0,56—1,82
Магний литой — 0,98 4,56 0,56—2,1
Цинк литой — Данные отсутствуют Данные отсутствуют 0,7—1,75
Латунь деформируемая — 0,98 10,5 9,8
10. Приборы и оборудование
411
Продолжение табл. 5
Предел упру- гости при растяжении, 10б кгс/см2 Предел прочности при сжатии, 10’ кгс/см2 Относитель- ное удлине- ние. % Ударная вязкость по Изоду, к гс-м/см надреза Коэффициент теплопровод- ности, ккал/(м-ч-°С) Удельная тепло- емкость, ккал/(кг*°С)
0,28—0,35 0,35 25—60 0,06—0,12 0,35
0,14—0,35 0,49—0,7 29 0,16—0,22 — 0,40
0,24 0,84 100—130 0,87 — 0,30
0,042—0,105 0,189—0,253 30—900 0.03—0,10 — —
0,084 0,26—0,56 200—700 0,027—0,02 — —
0,21—0,28 0,28—0,63 15—30 0,04—0,19 — —
0,25 0,98 50—100 0,07 — —
0,196—0,28 0,478—0,87 10—20 0,133 — —
0,28 — — 0,10—1,0 —
- 0,26 1,05 50—100 0,08—0,10 — —
0,35 0,98—1,19 2,5—3,7 0,023 — —-
таллы
8,4 1,75 1 0,22—2,36 36—51 0,13—0,19
21,09 1,96 38—39 — 32,5—56 0,10—0,11
19,6 2,1 50—6U 0,46—0,6 12—23 0,12
7,03 Данные отсутствуют 30—40 — 100—203 0,22—0,23
7,03 0,63 6—8 — 76—136 0,22—0,23
4,56 0,7—0,98 4 6 0,16 36—118 0,245—0,25
Данные отсутствуют Данные отсутствуют 10 0,23 95—98 0,10
10,5 То же 65 100 0,09
412
С. Е. Бэкон
Материал Огне- стойкость, мин Твердость по Роквеллу Напря- жение пробоя изоля- ции, 103 В/мм Плот- ность, г/см8 Объемная масса, 10* г/см8
Неармированные поли- меры: полиацетат полиамид поликарбонат полиэтилен (высокой плотности) полипропилен полистирол (ударо- прочный) полисульфон сополимер акрило- нитрила , бутадиена, стирола (теплостой- кий) поливинилхлорид полифениленоксид сополимер полисти- рола и акрилонит- рила Серый чугун 1,0 Горит—са- мозатухает Самозатухает 1—2 Самозатухает Медленно горит Самозатухает 5 0,8—1,2 Не применим М78—М94 R108—118 М70 R50-R110 М12-М45 М69 R113 D80 М75 М80 В93 18,5—20 12—18,8 16—17 20—28 1,42 1,12—1,14 1,20 0,95 0,9 1,05 1,24 1,05 1,4 1,06 1,08 7,19 0,83 0,62—0,65 0,69 0,62 Me 4,16
Низкоуглеродистая сталь (холоднокатаная) Коррозионно-стойкая сталь » > > > В72 В90 — 7,8 7,92 4,5 4,6
Деформируемые алюми- ниевые сплавы Линейные алюминиевые сплавы Магний литой » > » > > > В1-В5 Е59 Е50-Е59 — 2,6—2,8 2,57—2,96 1,81 0,16 1,44 1,12
Цинк литой > » В44 — 6,6 3,8
Латунь деформируемая F58-F64 —• 8,5 4,9
Примечание. О — очень хорошая} X — хорошая} У — удовлетворительная,
перед использованием провести испытания} НУ — не удовлетворительная, применение
не рекомендуется.
Кислотостойкость повышается при использовании коррозионно-стойких смол.
*8 Подвергается воздействию окисляющих кислот.
*8 Разрушается под действием HiSO4.
*« Растворяется в ароматических и хлорированных углеводородах.
10. Приборы и оборудование
413
Продолжение табл. 5
Тепло- стойкость при на- грузке 18,5 кгс/см2, ®С Максимальная теплостой- кость при непрерывном использова- нии, °C Температур- ный коэффи- циент линей- ного расши- рения, io-® °с-‘ Химическая стойкость
Слабые кисло- ты Силь- ные кисло- ты Слабые щелочи Силь- ные щелочи Органи- ческие раство- рители
110—124 85—121 81 У НУ У НУ О
50—53 121—149 100—114 X НУ О У X
129-143 135 70 О Х*2 X У НУ *4
34 108 О Х*2 О О НУ *4
52—60 69 О Х*2 О О X 4,7
79,4—95 65—82 40—101 О X*2 X X НУ *4
174 56 О О О О X
102—110 — 74—94 X Х*з X X НУ *5
68—74 О О О О НУ 4,5
190 — 54 О О О О X*»
88—104 — 63 X Х*з X X НУ *5
таллы Не при- меним То же > > > » > > > » > > > > Данные отсутствуют То же > > > » > > > > > > > > 10,7 10,7—14,4 16—18 22—23,5 22—23,5 25—29 27—29 20—22 Ржавеет при воздействии воды О2, соле- вых растворов; плохая стойкость к ки- слотам, хорошая — к щелочам То же Низкая стойкость к воздействию кислот, особенно НС1, H2SO4, низкая стойкость к хлорсодержащим растворам То же То же, требуется химическая обработка Низкая стойкость к воздействию кислот (кроме HF), хорошая —к воздействию щелочей, корродирует Низкая стойкость к воздействию силь- ных кислот и щелочей, пара; хорошая стойкость в атмосферных условиях Хорошо выдерживает воздействие атмо- сферных условий. Низкая стойкость в солевом растворе
*6 Растворяется в кетонах, сложных эфирах, ароматических и хлорированных
углеводородах.
*® Растворяется в кетонах и сложных эфирах, размягчается в спиртах.
*’ При температуре ниже 80 ®С.
*в Размягчается в некоторых ароматических и хлорированных алифатических угле-
водородах; стоек к воздействию спиртов.
*• Растворяется или набухает в некоторых ароматических или хлорированных али-
фатических углеводородах; стоек к воздействию спиртов.
414
С. Е. Бэкон
типа, оборудование для больниц, а также на изделия, применяемые
при обработке и умягчении воды.
Благодаря широким возможностям при конструировании и кор-
розионной стойкости стеклопластиков эти материалы способны
удовлетворять требованиям Национального санитарного фонда,
предъявляемым к перечисленным выше видам продукции. В табл. 5
приведено сравнение физико-механических свойств стеклопласти-
ков и некоторых конструкционных материалов. В этой таблице
содержится сравнительная информация для инженера-конструк-
тора по свойствам 20 стеклопластиков и некоторых конструкцион-
ных материалов. В таблицу включены только те материалы, кото-
рые могут найти применение в приборостроении и аппаратострое-
нии.
Для того чтобы определить эксплуатационные характеристики
готовых изделий, необходимо сделать предварительную оценку
свойств материала. В первую очередь, необходимо рассмотреть
свойства, наиболее важные для готового изделия. Выбирать мате-
риал следует, основываясь на эксплуатационных качествах и
приемлемости технологического процесса.
Кроме свойств стеклопластиков в таблице приведены свойства
неармированных полимеров и металлов, а также сведения по
химической стойкости этих материалов.
Эта таблица особенно полезна на начальной стадии констру-
ирования. Необходимо проанализировать стоимость и эксплуата-
ционные характеристики окончательного варианта конструкции
перед принятием последнего решения. Этот анализ должен вклю-
чать такие показатели, как стоимость изготовления, оснастки,
преимущества сбыта, капитальные затраты, прибыль.
Конструктору необходимо рассмотреть общую стоимость изде-
лия, включая выгоду для изготовителя и потребителя.
Если даже стоимость 1 кг стеклопластика выше, чем стоимость
металла, общая цена изделия может быть ниже в результате воз-
можности уменьшения числа деталей, снижения массы, отделоч-
ных операций, более низкой стоимости оснастки.
11
Электротехническая промышленность
П. С. МАРФИ, В. Е. ГЕЙЛ
Металлургическая компания «Мэллори»
Индианаполис, Индиана
I. Современные композиционные материалы................... 416
II. Композиционные материалы в электрических контактах...... 417
А. Контактные явления.................................... 417
Б. Типы материалов....................................... 418
В. Контакты в прерывателях............................... 422
Г. Скользящие контакты................................... 432
III. Электроды и другое оборудование сварочной техники........ 437
А. Типы применяемых композиционных материалов........... 437
Б. Электроды для сварки сопротивлением и других методов
сварки................................................. 437
В. Контактные наконечники для дуговой сварки с плавящимся
электродом в атмосфере инертных газов.................... 438
Г. Композиции па основе вольфрама для сварки с нерасходуемым
электродом в инертной атмосфере........................ 439
IV. Электроды для установок электроискровой и электрохимической
обработки.................................................... 439
А. Электроискровая обработка (ЭИО)....................... 439
Б. Электрохимическая обработка (ЭХО)..................... 442
V. Применение в осветителях................................. 442
А. Лампы накаливания.................................... 442
Б. Газоразрядные (неоновые) и флуоресцентные лампы...... 443
В. Импульсные лампы...................................... 443
VI. Постоянные магниты....................................... 443
VII. Перспективы применения композиционных материалов....... 445
Список литературы........................................ 446
Большинство из ранних работ по разработке и применению
композиционных материалов относятся к электротехнической про-
мышленности, особенно к области электрических контактов-пре-
рывателей. Сегодняшнее семейство композиционных материалов,
используемых в электрических контактах, включает широкое раз-
нообразие комбинаций материалов, каждая из которых предназна-
чена для обеспечения оптимальных служебных характеристик
416
П. С, Мар фи, В. Е. Гейл
в конкретных условиях эксплуатации. В это семейство входят
такие композиционные материалы, которые предназначены для
сварки сопротивлением, в машинах для электроискровой и элек-
трохимической обработки, а также для постоянных магнитов.
В настоящей главе описаны химические, физические и механичес-
кие свойства материалов, а также рассмотрено их применение.
I. СОВРЕМЕННЫЕ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
Материалы, обсуждаемые в этой главе, как правило, пред-
ставляют собой смесь двух или более компонентов; большинство
из них получают методами порошковой металлургии. Некоторые
из них изготовляют методом внутреннего окисления, при котором
один из металлов сплава превращается в окисел. При этом полу-
чаемые композиции обладают особыми электрическими, механи-
ческими, фрикционными и технологическими свойствами, превос-
ходящими свойства традиционных металлов и сплавов. Эти компо-
зиционные материалы находят применение в электрических кон-
тактах, в постоянных магнитах, при сварке сопротивлением, в
электрических разрядниках, в электрохимических установках
и электрических щетках.
Один из первых таких материалов состоял из 90% вольфрама
и 10% меди. Он запатентован Адамсом в 1923 г. [1] и предназначен
для работы при высоких температурах и высоких напряжениях.
В1925 г. Джиллетти запатентовал композиционный материал медь—
вольфрам для работы в качестве электродов при сварке сопротивле-
нием. Имеется упоминание [8] о композиционном материале, со-
стоящем из вольфрама и серебра или другого благородного металла,
предназначенного для использования в электрических контактах.
Вслед за этими разработками появилось множество других, касаю-
щихся использования композиционных материалов для электри-
ческих контактов, что сыграло значительную роль в развитии
электрических приборов. Некоторые из этих тугоплавких компо-
зиционных материалов используют в устройствах для электрохи-
мической и электроискровой обработки, все более широко приме-
няющихся в промышленности в последнее время.
Замечательные свойства магнитного железняка известны уже
более двух тысячелетий, но очень долго он применялся только
в навигационных компасах. Существенно положение изменилось
лишь в XIX в., когда были открыты электрические явления и
началось более широкое использование постоянных магнитов из
высокоуглеродистой стали в электрических машинах. С середины
50-х годов XX в. композиционные материалы находят применение
в ограниченных масштабах в качестве постоянных магнитов [7].
11. Электротехническая промышленность
417
IL КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ В ЭЛЕКТРИЧЕСКИХ
КОНТАКТАХ
В электрических коммутационных приборах контакты служат
для соединения разных элементов цепи. Коммутационные приборы
могут быть самыми разнообразными: от миниатюрных реле до
различных скользящих контактных систем и разъединителей боль-
шой мощности. Надежность этих систем во многом определяется
надежной работой электрических контактов. Условия работы кон-
тактов и требования, предъявляемые к ним, могут изменяться
в широком диапазоне в зависимости от их назначения.
Так, одни контакты способны работать при токах в несколько
микроампер и напряжениях в несколько микровольт, в то время
как другие выдерживают постоянные и переменные токи в десятки
килоампер и напряжения в сотни киловольт, при этом нагрузка
может быть активной или индуктивной. Контакты могут двигаться
или оставаться неподвижными, выдерживать нагрузку от несколь-
ких граммов до сотен килограммов, сохранять работоспособность
в высококоррозионных средах и в широком диапазоне температур.
Для удовлетворения столь разнообразных требований требуется
большое количество материалов с широким спектром свойств.
А. Контактные явления
На эксплуатационные сйойства контактов большое влияние
оказывают физические процессы, происходящие во время работы
контактов. Контактное сопротивление определяется объемным
сопротивлением материала контактов, величиной площадки их
действительного сопротивления и наличием в ряде случаев поверх-
ностной пленки, сокращающей размеры фактически проводящей
поверхности.
В чувствительных слаботочных цепях важно сохранить посто-
янство контактного сопротивления, чтобы свести к минимуму
шумы электронных приборов и нестабильность работы оборудова-
ния. Для таких цепей используется прочный благородный металл
в виде плакированного слоя или покрытия на подложке из серебра
или неблагородного металла. В сильноточных цепях необходимо
поддерживать величину контактного сопротивления достаточно
малой, так как температура контакта увеличивается пропорцио-
нально PR.
Между несоприкасающимися электрическими контактами дуга
возникает при силе тока, превышающей 0,1—1,5 А, и напряжении
10—15 В. Эти значения очень мало зависят от материала, из кото-
рого сделаны контакты. Возникновение электрической дуги при-
водит к нагреву, оплавлению и испарению металла с обоих контак-
тов. При слаботочных дугах много металла возвращается на по-
14 п/р. Нотоиа, т. 3
418
П. С. Мар фи, В. Е. Гейл
верхность. При больших токах температура сильно возрастает и
размеры дуги увеличиваются, что приводит к возрастанию уноса
материала с поверхности контактов. Тарнер и Тарнер [10]
показали, что при силе тока от 5 до 800 А унос материала описы-
вается соотношением
= 2’3*’
dWldt — скорость уноса (м2/с); i — ток дуги, А. При силе,
превышающей 1000 А (для меди), материал плавится и разбрызги-
вается в виде капель, скорость уноса резко возрастает. Для кон-
тактов из других материалов природа процесса та же самая, но
с иными параметрами. Чтобы свести к минимуму разрушение кон-
тактов под действием электрической дуги, необходимо иметь
материал с высокой температурой кипения, большой теплопровод-
ностью и высокой удельной теплоемкостью.
Сваривание или спекание контактов может происходить в про-
цессе дуговой сварки, в котором дуга возникает сразу же после
разделения контактов. Эта дуга плавит металл на поверхности,
и когда контакты соприкасаются вновь, металл затвердевает и
контакты свариваются друг с другом. Отскакивание контактов
при замыкании или вибрация их в разомкнутом состоянии также
способствует свариванию, особенно если при отскакивании воз-
никает большой скачок тока. Сваривание контактов может происхо-
дить в процессе, аналогичном сварке сопротивлением, когда вслед-
ствие прохождения импульсного тока большой силы или мгновен-
ного ослабления контакта выделяется большое количество теплоты
и происходит оплавление и соединение металла. Высокая темпе-
ратура плавления, высокая теплопроводность и плохая смачи-
ваемость расплавленным металлом — вот основные качества,
препятствующие свариванию контактов.
Б. Типы материалов
Очевидно, ни один из металлов в чистом виде не годится в ка-
честве материала для электрических контактов. Разработанные
для контактов сплавы, такие, как серебро — медь, серебро — кадмий
и др., имеют по сравнению с металлами повышенную прочность
и твердость, поверхность их не тускнеет, но их электро- и тепло-
проводность значительно ниже. Для получения требуемых харак-
теристик контактов в сильноточных цепях разрабатываются ком-
позиционные материалы, которые сочетают высокую электро- и
теплопроводность с высокими температурами плавления и кипения,
или обладают низкой смачиваемостью и низкими фрикционными
свойствами, и т. д. Свойства типичных композиционных материа-
11, Электротехническая промышленность
419
лов, применяемых в электрических контактах, представлены
в табл. 1 и 2.
Таблица 1
СВОЙСТВА ТИПИЧНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ,
ПРЕДНАЗНАЧЕННЫХ ДЛЯ ЭЛЕКТРИЧЕСКИХ КОНТАКТОВ,
РАБОТАЮЩИХ В УСЛОВИЯХ СИЛЬНОТОЧНЫХ ЭЛЕКТРИЧЕСКИХ ДУГ
Состав, % Плотность, г /см® Электропро- водность, % по междуна- родному стандарту на отожженную медь Твердость по Роквеллу, шкала В Прочность в поперечном направлении, кгс/мм2
27 Ag—73W 15,56 49 90 91,5
35Ag—65W 14,77 51 85 84,5
50Ag—50W 13,48 65 55 56
40Ag—60Wc 12,92 37 100 84,5
50 Ag—50Wc 12,37 47 91 66,5
58Ag—42Wc 11,97 52 80 56
40 Ag— 60Mo 10,22 47 82 95
50Ag—50Mo 10,24 52 75 77,5
20Cu—80W 15,41 42 103 115
26Cu—74W 14,7 46 98 105
32Cu—68W 13,93 50 90 91,5
44Cu—56W 12,6 53 79 77,5
44Cu—56Wc 11,64 43 99 126
50Cu—50Wc 11,27 47 94 112
Материалы, способные прерывать ток очень большой величины,
противостоять действию сильноточной электрической дуги или
механическому воздействию, в основном состоят из 40% или более
тугоплавкого металла в сочетании с серебром или медью. Перечень
этих материалов дап в табл. 1. В тех электрических прерывателях,
где дуга умеренной силы, возникает проблема сваривания контак-
тов и необходимы контакты более прочные, чем медные или сере-
бряные, используют материалы из 65% или более серебра в сочета-
нии с другими металлами, окислами металлов или с графитом
(табл. 2).
Композиционные материалы, состоящие из тугоплавкого ме-
талла и серебра или меди, получают в основном тремя методами
порошковой металлургии. Первый — спекание под давлением с
пропиткой позволяет получать материал с наилучшими свойст-
вами, наиболее стойкий к действию электрической дуги. Из этих
материалов чаще всего производят электрические контакты. В этом
методе порошок тугоплавкого металла смешивают со связующим
веществом, которое может содержать пропитывающий металли-
ческий порошок, прессуют до достижения заданной пористости,
спекают при высокой температуре для связывания частиц туго-
14*
420
П. С. Марфи, В. Е. Гейл
плавкого металла и затем в специальной печи пропитывают для за-
полнения пор легкоплавким металлом. Все материалы, приведен-
ные в табл. 1,были получены по методу пропитки. На рис. 1 приве-
дена микроструктура сплава Ag — W как типичного материа-
ла, приготовленного по этому методу.
Таблица 2
СВОЙСТВА ТИПИЧНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ,
ПРЕДНАЗНАЧЕННЫХ ДЛЯ ЭЛЕКТРИЧЕСКИХ КОНТАКТОВ,
РАБОТАЮЩИХ В УСЛОВИЯХ УМЕРЕННЫХ ЭЛЕКТРИЧЕСКИХ ДУГ.
КОНТАКТЫ НЕ СВАРИВАЮТСЯ И ИМЕЮТ НИЗКОЕ ТРЕНИЕ
Состав. % Способ приготов- ления Электро- проводность, % по между- народному стандарту на отожженную медь Твердость Rp Предел прочно- сти, кгс/мм2
после отжи- га после холодной обработ- ки после отжи- га после холодной обработ- ки
90Ag— lOCdO П/М* 75 42 84 11,3
90 Ag—lOCdO Окисление пос- ле обработки 75 45 81 19,0 —
90Ag—lOCdO Окисление до обработки 81 71 88 27,5 36,7
86,5Ag—13,5CdO Окисление пос- ле обработки 68 48 84 20,4 —
85 Ag— 15CdO То же 65 50 85 21,2 —
85Ag— 15CdO Окисление до обработки 73 74 89 28,2 37,4
80Ag—20CdO То же 65 70 90 28,2 35.2
90 Ag—lONi П/М с обра- боткой 87 35 89 17,6 38,8
85 Ag—15Ni То же 80 40 93 19 42,3
60 Ag—40Ni П/М 44 38 92 24,7 42,3
40Ag—60Ni » 25 42 97 — .—
90Ag—lOFe П/М с обра- боткой 90 48 81 21,9 27,5
99,75Ag—0.25C То же 103 45 73 17,6 26,1
99,25Ag—0,75C > 100 39 70 16,9 24,7
95Ag—5C П/М 55 25 — — —
88 Ag— lONi—2C > 70 26 64 — —
99,45Ag—0,3MgO 0,25NiO Окисление после обра- ботки 70 97** 49,4**
* Порошковой металлургией.
** Закаленный на воздухе.
Второй метод — спекание под давлением с допрессовкой. После
прессования и спекания производится допрессовка для придания
деталям окончательной формы. Материалы при этом методе спе-
каются при более низкой температуре, и поэтому их физико-меха-
нические свойства и стойкость к действию электрической дуги
11. Электротехническая промышленность
421
Рис. 1. Микроструктура композиционного материала (65% W, 35% Ag) для
контактов, полученного методом пропитки. Вольфрам травлен. Х500
ниже, чем у материалов, полученных по первому методу. Но
стоимость этих материалов ниже, так как технологический про-
цесс в этом случае проще и быстрее. По второму методу получают
материалы с объемным содержанием тугоплавкого металла вплоть
до 60%. Детали могут иметь толщину до 1,9 см и площадь поверх-
ности до 25,6 см2. Обычно получают более мелкие детали типа
заклепок.
Третий метод — прессование — спекание используется для полу-
чения небольших по размеру контактов систем серебро — вольфрам
и медь — вольфрам. Как и в предыдущих методах, исходные матери-
алы смешивают и добавляют небольшие количества присадок для
активации процесса спекания тугоплавких частиц. Получаемые
по этому методу детали имеют плотность около 97% от теорети-
ческой. Процесс получения не дорог, но большая усадка и коробле-
ние ограничивают размеры деталей приблизительно до 2,5 см,
а ее качество и служебные свойства ниже, чем в случае применения
пропитки.
В табл. 2 дан перечень процессов получения материалов. Ма-
териалы, изготовленные с помощью процессов порошковой метал-
лургии (П/М), были получены по методу спекания под давлением
с допрессовкой, описанному ранее. П/М с обработкой означает,
что заготовку, полученную методом порошковой металлургии, де-
формируют холодной или горячей обработкой до получения про-
422
Ц, С. Марфи, В. Е. Гейл
Рис. 2. Типичные микроструктуры композиционного материала (90% Ag,
10% CdO), полученного методами:
а — порошковой металлургии; б — порошковой металлургии с деформацион-
ной обработкой; в — порошковой металлургии с последующим окислением;
г — порошковой металлургии с предварительным окислением
волоки или ленты, из которых затем вырезают или вырубают кон-
такты.
Кроме упомянутых выше методов порошковой металлургии,
для приготовления материала серебро — окись кадмия используется
метод внутреннего окисления. По этому методу кадмий в сплаве
серебро—кадмий окисляется при температуре около. 800°C на воз-
духе или в атмосфере, насыщенной кислородом.
В зависимости от того, производится ли окисление до или после
придания материалу окончательной формы, материалы называются
соответственно до- и послеокисленные. Значительное количество
материалов серебро—окись кадмия изготовляют по методу внутрен-
него окисления. На рис. 2 приведены типичные микроструктуры
сплавов 90% серебра—10% окиси кадмия, полученные четырьмя
различными методами.
В. Контакты в прерывателях
I. Контакты в автоматических выключателях
Автоматические выключатели — это предохранительные при-
боры, которые проводят минимальный ток и размыкают цепь при
перегрузках или коротких замыканиях. Они должны также при
пробном включении замыкать и вновь размыкать цепь, если усло-
вия церегрузки или короткого замыкания сохраняются. Размер
этих приборов может быть самым различным: от маленьких выклю-
чателей, используемых для предохранения телевизоров и других
приборов, до очень больших размыкателей, применяемых для
защиты мощного генераторного и передающего оборудования.
Чаще всего в маленьких по размеру выключателях исполь-
зуются клепанные серебряные или с серебряным покрытием кон-
такты. Для крупных автоматических выключателей могут приме-
няться контакты иэ сплава серебро — окись кадмия, полученного по
11. Электротехническая промышленность
423
методу внутреннего окисления. Такие выключатели должны рабо-
тать при силе тока в несколько сотен ампер. Материалы контактов
этих выключателей содержат 10—15% окиси кадмия, что умень-
шает возможность сварки контактов при размыкании.
Огромное число выключателей используется в быту, на строй-
ках и на промышленных предприятиях. Они работают при номи-
нальном токе от 15 до 100 А и номинальном напряжении 120 —240 В.
Контроль за этими приборами осуществляют лаборатории
Страхового объединения, которые испытывают выключатели
током перегрузки, в 6 раз превышающим номинальный, и током
короткого замыкания 5000—10 А в зависимости от вида прибора.
Определяется также способность прерывателей проводить номи-
нальный ток, причем нагрузкой служит лампа накаливания с
вольфрамовой нитью. Кроме того, выключатель должен работать
при температуре на 50°С выше температуры окружающей среды
и сохранять диэлектрическую стойкость после короткого замыка-
ния.
Конструкция малых выключателей представляет собой термо-
элемент, который опрокидывает токосъемник при перегреве током
перегрузки; магнит, ускоряющий процесс отключения и пару кон-
тактов. Контакты не должны свариваться при токах перегрузки.
Кроме того, при токе короткого замыкания материал контакта
не должен подвергаться эрозии. При прохождении через контакты
постоянного тока необходимо создавать условия минимального
перегрева контактов. Контакты должны быть дешевыми и легко
прикрепляться, несмотря на большие их размеры. По своим слу-
жебным свойствам они должны превосходить другие материалы.
В приборах с низкими номинальными токами (50 А) и ниже исполь-
зуются контакты, состоящие из
65% вольфрама и 35% серебра
или 50% серебра и 50% молиб-
дена (приблизительно с 50 об. %
тугоплавкого металла они показа-
ны на рис. 3). В выключателях
с большими номиналами матери-
алы контактов содержат больше
серебра (до 65 об. %) для лучшего
размыкания и улучшения свойств
при повышении температуры.
Контакты могут быть круглыми
или прямоугольными с зубчаты-
ми выступами, обогащенными се-
ребром и используемыми для пай-
ки его в гнезде методом сопротив-
ления. В некоторых случаях к
вубчатым выступам контактов до-
Ag WhahMo
100 90 80 70 60 50 40 30 20 Wham Mo
7о по МАССЕ
Рис. 3. Зависимость между про-
центами по массе и объемными
в системах серебро— вольфрам и
серебро — молибден
424
Ц. С. Мар фи, В, Е. Гейл
Рис. 4. Контакты для малых автоматических выключателей, изготовленные
из материалов систем серебро — вольфрам и серебро—молибден. Для крепле-
ния контактов используется избыточное серебро или серебряный припой на
тыльной зазубренной поверхности
бавляют серебряный припой, облегчающий процесс пайки. Типич-
ные контакты для малых автоматических выключателей показаны
на рис. 4.
Большие прерыватели в литом корпусе рассчитаны на номи-
нальный ток до 2500 А при переменном напряжении 600 В. Они
используются в пультах управления на стройках и промышленных
предприятиях. Эти приборы способны прерывать ток от 10 до 125 А.
Контактом обычно служит металлическая композиция с 25—40%
серебра (остальное — вольфрам, карбид вольфрама или молибден).
Такой материал позволяет устранить свариваемость контактов
при замыкании и свести к минимуму разрушение контактов вслед-
ствие возникновения сильной электрической дуги в момент раз-
мыкания. В прерывателях, рассчитанных на ток больше 225 А,
используются вспомогательные контакты, которые замыкают
цепь после и размыкают цепь до действия дугогасящих контактов.
Вспомогательные контакты параллельны разрывным и служат
для уменьшения сопротивления прерывателя и снижения скачка
температуры. Главные контакты должны противостоять большим
механическим усилиям и иметь достаточное сопротивление разру-
шающему действию электрической дуги, а также не свариваться.
Состав материала этих контактов может изменяться от 85% се-
ребра — 15% никеля до 50% серебра — 50% вольфрама.
11. Электротехническая промышленность
425
Воздушные автоматические выключатели, устанавливаемые как
внутри помещений, так и снаружи, имеют металлическое огражде-
ние для защиты распределительных систем на стройках и промыш-
ленных предприятиях. Их номинальный ток до 3000 А при напря-
жении 13,8 кВ, нагрузка в момент выключения может достигать
1000 MBA. Материалы контактов в автоматических воздушных
выключателях те же самые, что и в больших прерывателях.
Масляные, вакуумные, газонаполненные выключатели и вы-
ключатели с воздушным дутьем используются для мощных высоко-
вольтных генераторных установок и распределительных систем.
Вакуумные выключатели служат в распределительных системах
с напряжением 4,1—15 кВ. В этих приборах один и тот же мате-
риал используется и в прерывателях и в токопроводящих кон-
тактах.
Вакуумные блокировки, рассчитанные на давление 10-4 мм.рт.ст.
и ниже, имеют очень высокие диэлектрические свойства, что
позволяет прерывать ток при малом межэлектродном промежутке.
Масляные выключатели имеют номинальное напряжение 13 —
145 кВ и нагрузку при выключении до 25 000 MBA. Чтобы умень-
шить износ контактов, вызываемый сильноточными дугами, на
поверхность контактов наносят композиционные материалы медь —
вольфрам, серебро — вольфрам или серебро — молибден. Постоян-
ный ток проходит обычно по границе между частицами медь —
медь или медь — серебро.
В газонаполненных выключателях обычно используется гекса-
хлорид серы. Эти приборы применяют в высоковольтных цепях на
генераторных станциях и под-
станциях. Газ SFe очень хорошо
гасит дугу — во время размы-
кания контактов струя газа на-
правляется между контактами
и устраняет искровой разряд.
Таким образом, износ разрыв-
ных контактов из композици-
онного материала медь — вольф-
рам снижается до минимума.
Выключатели с газообразным
SF6 имеют номинальное напря-
жение 115—765 кВ при на-
грузке до 50 000 MBA.
В выключателях с воздуш-
ным дутьем электрическая дуга
гасится потоком воздуха, вы-
пускаемого под давлением. На
номинальное напряжение 121 кВ
разработан единственный пре-
Рис. 5. Типовые контактные на-
кладки из композиционного матери-
ала и сборки с этими накладками
из меди или медного сплава для
больших автоматических прерывате-
лей. Композиционный материал хо-
рошо противостоит искровой эрозии
426
Ц. С. Мар фи, В. Е. Гейл
рыватель, расположенный последовательно с прерывателями, номи-
нальное напряжение которых составляет 362 кВ, а номинальный
ток 37 А. На рис. 5 показаны типовые контактные накладки из
композиционного материала и сборки, используемые в больших
автоматических прерывателях.
2. Коммутационная аппаратура
Коммутационные аппараты — это электрические прерыватели,
которые управляются вручную или механически, например вра-
щающимся эксцентриком, рычагом теплового предохранителя,
мембраной, действующей под давлением, и др. Старейшие комму-
таторы (популярные и в настоящее время) — ножевые изготов-
лены почти целиком из меди или медных сплавов. В некоторых
случаях ножи в месте контакта покрывают серебром, что позво-
ляв! уменьшить контактное сопротивление и снизить нагрев.
Реже в сильноточных коммутаторах используют тонкие пластинки
из серебра с 10 % никеля и 2 % меди (материал получен по методу
спекания под давлением с допрессовкой), которые крепятся на
ножах с помощью петель и позволяют уменьшить электросопротив-
ление и истирание контактов. В еще более редких случаях приме-
няют покрытие ножей в контактной области серебром или сплавом
серебро — окись кадмия, что также способствует уменьшению со-
противления и истирания контактов.
На протяжении многих лет в настенных выключателях исполь-
зовался принцип мгновенного действия, работа этих приборов
сопровождалась характерным щелчком. Контактным материалом
в них служила медь, латунь или бронза. Сравнительно недавно
стали применять выключатели с консольной пружиной и клепа-
ными контактами, которые приводятся в действие с помощью
кулачкового механизма, управляемого вручную. В выключателях
с низкими номиналами применяют контакты из сплавов серебра.
Если же номинальный ток выключателя превышает 15 А, то в
качестве материала контакта часто используется серебро с 10 %
окиси кадмия. Этот материал получают методом внутреннего
окисления. Контакты из серебра с 10% окиси кадмия не сварива-
ются при использовании в выключателях с большим скачком тока,
возникающим при включении осветительной нагрузки или элек-
тродвигателей.
Выключатели мгновенного действия общего назначения обычно
рассчитаны на номинальные токи от 1 до 20 А, нагрузка может
быть активной или реактивной. Эти выключатели приводятся в
действие от самых разнообразных источников и могут быть исполь-
зованы при любом типе нагрузки.
Существует много выключателей специального назначения,
таких, как командный выключатель в самолетах, общий выключа-
тель двигателя в электрокарах, выключатели в бытовых приборах.
11. Электротехническая промышленность
ж
автоматические выключатели и многие другие. В некоторых из
них используются контакты из неблагородного металла, но часто
для большей надежности работы электрических схем используют
серебро или его сплав. В выключателях, применяемых для комму-
тации двигателей и соленоидов, материалом контакта служит се-
ребро с окисью кадмия, что позволяет снизить износ и увеличить
сопротивление свариванию. Этот материал получен по методу
внутреннего окисления. Иногда в целях экономии дорогостоящего
металла в случае широкого использования применяют составные
клепаные контакты, состоящие из тонкой пластинки из серебра
или материала типа серебро — окись кадмия, приклепанного к мед-
ной основе.
Преобразователи нагрузки применяют для регулирования на-
пряжения в линиях электропередач и распределительных линиях.
В таком преобразователе используется механический привод се-
лекторного разъединителя, подключающего секционированные
обмотки силового трансформатора. Разъединитель имеет реверси-
рующий переключатель, который изменяет полярность секциони-
рованных обмоток трансформатора, добавляя или уменьшая
напряжение до достижения требуемой величины. В устройстве
разъединителя есть также система, чувствительная к изменению
напряжения, с помощью которой выбирается нужная обмотка
трансформатора и положение реверсирующего переключателя.
Селекторный разъединитель
имеет несколько неподвижных
контактов, расположенных по
кругу, каждый из которых под-
соединяется к выводу обмотки
трансформатора. Радиальная
штанга переносит движущийся
контакт, состоящий из пары нако-
нечников, прижимаемых пружи-
нами к ножам неподвижных кон-
тактов. Контакты реверсирующе-
го переключателя выполнены по
тому же принципу.
В трансформаторах мощностью
до 10 кВА контакты работают в
условиях прерывистого тока. Кон-
цы ножей делают заостренными
с прокладками, материалом кото-
рых служит медь с 68% вольфра-
ма. Этот материал, полученный
по методу пропитки, позволяет
свести к минимуму износ вследст-
вие действия электрической дуги.
Рис. 6. Типовые контакты в виде
ножей и башмака, применяемые
в переключателях нагрузки. Но-
жи имеют накладки из материа-
ла системы медь—вольфрам для
предотвращения искровой эрозии.
Башмачные контакты изготовле-
ны из твердого композиционного
материала, за исключением кре-
пежных пальцев, выполненных
из обычного металла
428
77. С. Мар фи, В. Е. Гейл
Контакты наконечников делают из того же материала или из меди
с 50% карбида вольфрама в зависимости от особенностей прибора.
Последний материал имеет большую твердость и высокое сопро-
тивление механическому износу. Контакты в преобразователях
нагрузки больших трансформаторов, в селекторных разъедините-
лях и в реверсирующих переключателях работают в условиях
маломеняющегося тока, медные ножи не имеют прокладок, кон-
такты наконечников делают также из медных сплавов. Переклю-
чение тока нагрузки осуществляется переключателем, который
имеет вспомогательный разрывной контакт из материала системы
медь — вольфрам. На рис. 6 показаны некоторые типовые контакты
нагруженных преобразователей.
3. Реле и контакторы
Реле и контакторы — это электромагнитные приборы с элек-
тромагнитной катушкой, которая при прохождении через нее тока
воздействует на железный якорь, механически связанный с кон-
тактом, замыкающим или размыкающим электрическую цепь.
Обычно номинальный ток реле меньше, чем у контактора — он не
превышает 25 А. Геле имеет якорь, перемещающийся под воздей-
ствием катушки. Расположение контактов может быть одно- или
многополюсное, в том и другом случае контакты могут быть нор-
мально замкнуты или разомкнуты.
Существуют реле общего и специального назначения. В реле
общего назначения контакты несут активную и индуктивную на-
грузку, причем индуктивная составляет около 60% активной.
Ток включения обычно в 6—10 раз превосходит номинальный
индуктивный ток выключения, что связано с большим скачком
тока в момент запуска двигателя.
Малые реле используются в электрических схемах самолетов
и в ряде других случаев, когда необходима очень высокая надеж-
ность. Для защиты от загрязнений и органических паров реле
помещают в герметичный металлический корпус. Во многих таких
реле материалом контактов и пружин служит серебро с 0,3%
магния и 0,25% никеля. Для получения этого материала заготовке
придают необходимую форму и подвергают дисперсионному твер-
дению путем нагрева до 725 °C в окислительной атмосфере. Про-
должительность процесса определяется временем окисления маг-
ния и никеля, после термообработки пружины свободны от терми-
ческих напряжений. В ряде случаев конец пружины раздваивают
для увеличения площади соприкосновения и надежности схемы.
В реле общего назначения с низкими номиналами не возникает
проблемы сваривания контактов, при большом скачке тока вклю-
чения. Материалом контактов служит серебро или его сплав,
которые обладают низким электросопротивлением и большим
сроком службы. В реле с номинальным током около 10 А приме-
11. Электротехническая промышленность
429
няются контакты из серебра с 10% никеля, эти контакты не спека-
ются и имеют большой срок службы. Обычно они используются в
виде заклепочной головки. Головка крепится к основе контакта
реле. В последние годы в таких реле чаще используется серебро
с 10 или 15% окиси кадмия, получаемое методом внутреннего
окисления, имеющее низкое электросопротивление и позволяющее
избежать сваривания контактов. Этот же материал используется
и в большинстве контактов с номинальным током больше 10 А.
Другим контактным материалом является серебро с 35% карбида
вольфрама, его отличает большое сопротивление свариванию.
При протекании постоянного тока через эти контакты не про-
исходит перехода материала из одного контакта в другой. Высокое
сопротивление контактов приводит к необходимости приложения
больших усилий при замыкании. Эти контакты обычно производят
в форме составных заклепок, в которых контактная часть выпол-
нена из пластинок сплава серебра, полученного по методу спека-
ния под давлением с допрессовкой. Пластины припаиваются
твердым припоем к металлической основе заклепки. Похожие со-
ставные заклепки применяются в лампах с вольфрамовой нитью.
Контактные пластинки в них сделаны из материала 65% вольфра-
ма— 35% серебра, который повышает сопротивления сварива-
нию контактов при большом скачке тока в момент включения.
Контактор — это мощное реле. Диапазоны номинальных токов
реле и контакторов перекрываются, причем номинальный ток
контактора составляет от 10 до нескольких сотен ампер. Магнит-
ный контактор переменного тока имеет нешарнирный якорь, под-
вешенный над катушкой, и магнитную отклоняющую систему,
направляющую движение якоря. Он может быть одно- или много-
полюсным с нормально разомкнутыми контактами. Каждый полюс
имеет два неподвижных контакта, смонтированных на изоляторе.
Они контактируют с подвижным контактом, выполненным в виде
короткого стержня, который приводится в движение перемещаю-
щимся якорем. Контакторы с номинальным током ниже 25 А
обычно имеют тонкие серебряные контакты.
При номинальном токе от 25 до 200 А контактным материалом
служит серебро с 10 или 15% окиси кадмия. При номинальном токе
200 А и выше используется материал 65% вольфрама — 35% се-
ребра, приготовленный по методу пропитки. Наибольшее приме-
нение контакторы переменного тока находят в стартерах двигате-
лей, где они вместе с термозащитой от перегрузок служат для
запуска, остановки электродвигателя и защиты его от перегрузок.
Для производства контактных пластинок используются разнооб-
разные методы; конкретный выбор метода зависит от геометрии
контакта и вида прибора.
При номинальном токе выше 50 А применяют контактные плас-
тинки из сплавов серебра, припаянные твердым припоем к основе,
430
Л. С. Мар фи, В. Е. Гейл
состоящей из меди или медных сплавов. При номинальном токе
ниже 50 А контакты штампуются из двухслойных пластин, состоя-
щих из контактных пластинок и металлической основы. В контак-
торах, рассчитанных на более низкие токи, контактные пластинки
привариваются к основе.
Контакторы используются в воздушных кондиционерах в це-
пях управления электропечей, в схемах регулировок насосов для
включения и выключения флуоресцентных и вольфрамовых осве-
тительных ламп и во многих других случаях.
Широкое применение находят и контакторы постоянного тока
в схеме запуска двигателей автомобилей, грузовиков, автобусов,
военных ракет и самолетов. Эти контакторы однополюсные, с двумя
прерывателями и с подвижным контактом мостового типа, соеди-
ненным с сердечником, расположенным в центре соленоидной
катушки. Для облегчения размыкания они снабжены пружинами.
Два неподвижных контакта размещены в противоположных кон-
цах корпуса таким образом, что когда подвижный контакт пол-
ностью замыкает цепь, они контактируют. Контакты в контакторах
автомобилей медные или из медных сплавов.
Когда при запуске двигателя необходима большая мощность,
например, в мощных грузовиках, медные контакты могут спекаться
или быстро изнашиваться. В таких случаях неподвижные контакты
покрывают серебром с 50% молибдена или серебром с 50% карбида
вольфрама. Движущиеся контакты — это обычно медные диски,
свободно вращающиеся, причем ток проходит по периметру дисков.
Эти приборы способны прерывать постоянный ток в диапазоне
300—1000 А при напряжении 12 или 24 В. Такие контакторы
используются в цепях запуска самолетов и в других случаях.
Материалом движущихся и неподвижных контактов служит
серебро с 10 % окиси кадмия, причем движущиеся контакты рас-
положены с двух сторон стержня из медного сплава. В неподвиж-
ном контакте лишь один конец стержня имеет контакт, а на другом
располагается зажим с демпфером. Эти контакторы работают при
номинальном токе до 300 А и при напряжении постоянного тока,
равном 24 В; они должны сохранять работоспособность при токах
включения или выключения до 3000 А.
В последнее время в электрических цепях военных и транспорт-
ных самолетов большое применение находит переменный ток,
поэтому шире используются контакторы переменного тока, описан-
ные ранее.
Другим очень распространенным типом контакторов являются
контакторы с вращающимся якорем, иначе известные как контак-
торы «языкового типа». Они аналогичны реле, но имеют другие
номинальные характеристики. Диапазон их номинальных харак-
теристик широк: ток от 25 до 2500 А и напряжение до 600 В. Для
увеличения сопротивления свариваемости, большой долговечности
11. Электротехническая промышленность
431
Рис. 7. Контактные сборки, применяемые в контакторах. Все сборки имеют
накладки из композиционного материала серебро — окись кадмия для полу-
чения низкого контактного сопротивления, предотвращения приваривания
и эрозии контактов
и уменьшения электросопротивления контактов в контакторах с
номинальным током до 200 А используют материал серебро — 10 %
или 15% окись кадмия, изготовленный методом порошковой метал-
лургии или внутреннего окисления. В больших контакторах при-
меняются медные контакты L- или Т-формы, закрепляемые бол-
тами. В некоторых случаях применяют контактные пластины из
серебра с 50—75% вольфрама для подавления электрической эро-
зии и снижения контактного сопротивления. Большое число малых
контакторов используется в грузовых лифтах, электрических цепях
оборудования на железных дорогах, на электротранспорте и в ме-
ханическом оборудовании.
Большие контакторы используют в горной и металлургической
промышленности или в случаях, когда режим работы особенно
тяжелый и для управления оборудованием применяется постоян-
ный ток. На рис. 7 показаны типовые контакты контакторов
переменного и постоянного тока.
4. Регуляторы
Электрические контакты вместе с другими элементами электри-
ческой цепи широко используются для управления работой разно-
образной аппаратуры. В ряде случаев для регулирования исполь-
зуются переключатели мгновенного действия. Иногда саде
432
П. С. Мар фи, В. Е. Гейл
переключающий механизм может служить элементом системы регу-
лирования. Мгновенное действие может быть достигнуто, если ход
привода переключателя мал, либо с помощью консольной пру-
жины. Многие выключатели в таких регуляторах предназначены
для запуска и остановки электродвигателей; материалом контак-
тов в них служит серебро с окисью кадмия, получаемое по методу
внутреннего окисления. Применение таких контактов позволяет
избежать сваривания контактов при большом скачке тока в момент
запуска двигателя. Такие регуляторы используют, например,
для контроля давления в системах насосов и для контроля темпе-
ратуры в печах.
Термочувствительные регуляторы используют для контроля
температуры в различных бытовых приборах, например в утюгах,
кофеварках, кастрюлях, электрических кухонных плитах, кипя-
тильниках и многих других. Контакты в этих приборах управляют
нагрузкой на нагревательный элемент. Чаще всего их делают из
чистого серебра.
В приборах с более высоким номинальным током возможно
сваривание контактов; материалом для них служит серебро с 10%
железа. Нагрузка в этих приборах омическая, поэтому электри-
ческая дуга здесь не столь сильна, и контакты типа серебро — железо
меньше изнашиваются и дольше служат, чем контакты из материала
серебро — окись кадмия.
Другим примером частого использования контактов из мате-
риала системы серебро—железо являются бытовые электроплитки.
Эти контакты имеют формы заклепок или кнопок, получаемых из
прутков, приготовленных по методу порошковой металлургии.
Вибрационный регулятор напряжения в автомобилях управляет
выходным напряжением генераторов путем изменения тока в цепи
с вибрационными контактами. При работе контактов в течение
нескольких секунд в цепи постоянного тока материал из одного
контакта может переходить в другой. Для ограничения этого пере-
хода применяются поляризованные контакты. Для отрицательного
контакта может быть использовано серебро с 0,25% графита, а
для положительного — серебро с марганцем. В неполяризованных
контактах таких регуляторов может быть использован компози-
ционный материал серебро — окись марганца — окись никеля, полу-
ченный по методу внутреннего окисления. Оба эти материала
используются как головки заклепок.
Г. Скользящие контакты
1. Явления в скользящих контактах
С ростом числа приборов, в которых необходимо осуществлять
переход тока через вращающиеся системы, электрические скользя-
щие контакту становятся все более популярными. Скользящие
11. Электротехническая промышленность
433
контакты находят применение как в приборах с низкими уровнями
токов, так и в мощных двигателях и генераторах.
Так же как и в контактах прерывателей, в скользящих контак-
тах из-за присутствия поверхностей пленки только очень малая
часть контактной поверхности является проводящей, несмотря па
то что площадь соприкосновения значительно увеличивается вслед-
ствие «прирабатывания» щеток с контактными кольцами и с кол-
лектором. Размер площади соприкасающихся поверхностей зави-
сит от величины усилий, прижимающих контакты, от твердости
материала и силы тока, проходящей через контакты.
В скользящих контактах при их движении площадь соприкос-
новения непрерывно меняется, что приводит к постоянному изме-
нению сопротивления и падению напряжения на щетках. Однако
среднее падение напряжения почти постоянно и лежит в пределах
0,05—2,0 В в зависимости от материала и скорости движения кон-
тактов.
Износ материала скользящих контактов определяется в основ-
ном трением.
Если контакты щеток и коллекторов изготовлены из одинако
вого материала, то фрикционный износ может быть очень значите-
лен. Если используются полированные разнородные материалы, то
износ обычно меньше, но в ряде случаев он может оставаться все-
таки значительным.
В скользящих контактах с поверхностью из полированного
угля и меди быстро изнашивается уголь.
Водяной пар, кислород, органические и неорганические мате-
риалы образуют своеобразную смазку — пленку на поверхности
контакта, способствующую уменьшению трения и износа щеток.
Износ щеток растет по мере прохождения тока и зависит от его
величины. Значительно увеличивается износ при возникновении
электрической дуги, причиной появления которой могут быть
механические условия: эксцентричность коллектора, вибрация
щеток или неисправность в соединении.
2. Материалы щеток
В скользящих щеточных контактах часто используются различ-
ные композиционные материалы, в которых к металлу добавляют
графит для уменьшения трения. Другие электрографитные мате-
риалы содержат добавки, которые в присутствии кислорода или
водяных паров образуют смазку поверхности скользящих кон-
тактов.
В табл. 3 приведены составы и некоторые характеристики
материалов для щеток.
Если содержание металла в материале контакта щеток превы-
шает 80%, то материал контакта может быть получен прессованием
и спеканием. Другим методом является пропитка пористого угле-
434
П. С. Мар фи, В. Е. Гейл
рода или графита металлами или соединениями: Си, Ag, MoS2,
Li2Co3 или BaF2.
Таблица. 3
ОСНОВНЫЕ СВОЙСТВА МАТЕРИАЛОВ, ПРЕДНАЗНАЧЕННЫХ
ДЛЯ ЩЕТОК СКОЛЬЗЯЩИХ КОНТАКТОВ
Состав, % Плотность, г/см* 3 Сопротивле- ние, 10~в Ом-см Коэффициент трения по отношению к медному кольцу*
10 4-96Си — 60 4-4С 2,75—7.85 100—3,80 0,16—0.24
50 4- 99.75Ag—50 4- 0,250 3,4—10,4 100—1.С7 0,21—0,3
90 Ag — lONi — 2С 9.38 2,47 —
75 Ag- 20С —5MoS2 5,20 15 0,25
85 Ag—3C—12MoS2 7,83 3.50 0,32
УглеграфитMoS2 1,78 1700 0,23
Электрографпт + Li2CO3 1.77 1700 0,34
Электрографпт -j- Ba F2 1,71 1800 0,35
Золото — графит — — —
Родий—графит — — —
* Значения коэффициента трения измерялись в конце 24-часового испытания при
максимальном токе. Условия, при которых проводили измерения: температура ~ 50 °C,
прижимное усилие 2,8 г/см2, частота вращения 1700 об/мин, атмосфера — очищенный
воздух с точкой росы 4°С. Испытывалось кольцо диаметром —' 7 см.
Если содержание металла выше 99,5%, то его производят
в виде проволоки, из которой делают заклепки. Пружина, наде-
ваемая на такую заклепку, создает прижимное усилие.
3. Применение
Контактные кольца и щеточные контакты из серебра, сплавов
серебра и драгоценных металлов широко используются в приборах
и оборудовании. Часто используются углеродные и графитовые
щетки. В этом разделе обсуждается применение композиционных
материалов для щеток.
Иногда к аппаратуре предъявляется требование минимального
электрического шума. Для этого надо поддерживать низкие ско-
рости вращения и иметь малое и постоянное сопротивления сколь-
зящего контакта. В слабошумящих приборах, например в меди-
цинских, материалом щеток служит золото с графитом и родий
с графитом с 90% или более благородного металла. Поверхность
контактных щеток покрывают благородным металлом.
При средних мощностях и менее жестких требованиях к уровню
шума щетки могут быть сделаны из материала серебро — графит.
Для контактных колец можно использовать чистое серебро, че-
канное серебро или серебряное покрытие — выбор материла и
содержание в нем графита определяется электрическими парамет-
JTI. Электротехническая промышленность
435
рами, износом и экономическими соображениями. Если нет необ-
ходимости стремиться к минимальному шуму или частота вращения
велика, то материал щеток может содержать больше графита.
В ряде случаев при невысоких требованиях к уровню шумов
можно использовать щетки из материала системы медь — графит с
содержанием металла до 85%.
В среде вакуума или в космическом пространстве нет влаги
или кислорода, способствующих уменьшению трения за счет по-
верхностной смазки, поэтому смазку создают с помощью добавок
дисульфида молибдена к материалу системы медь — графит.
Угольные щетки применяют в некоторых маломощных реоста-
тах. Чтобы снизить до минимума нагрев в мощном оборудовании,
надо иметь низкое сопротивление щеток и малое сопротивление
контакта с обмоткой. В этом случае щетки изготовляют из матери-
ала системы серебро — графит. В выключателях автомобильных
осветителей применяют вместо реостатной проволоки серебро с
^10% графита, что не только снижает до минимума сопротивление
и нагрев, но также делает выключатели бесшумными.
В низковольтных, сильноточных двигателях и генераторах мате-
риалом щеток служит медь с графитом. Содержание графита
меняется в зависимости от назначения щеток в пределах 4—40%.
При малом линейном напряжении использование этого материала
позволяет уменьшить падение напряжения на щетках. Несмотря
на то, что в последнее время в гальванотехнике все чаще исполь-
зуется выпрямленный ток, щетки продолжают изготовлять из
материала с 60% меди и 40% графита.
Щетки из этого материала часто применяют в устройствах
запуска двигателя от рукоятки в легковых автомобилях, грузови-
ках, автобусах и других транспортных средствах. В этих устрой-
ствах падение напряжения на щетках должно быть малым, так
как оно составляет значительную часть общего напряжения.
В машинах с напряжением электропитания, равном 12 В, щетки
состоят в основном из меди (до 96%), тогда как при напряжении
24 В содержание меди в щетках не превышает 65%, что позволяет
увеличить срок службы и улучшить контакт. Медно-графитовые
щетки часто используют в электродвигателях грузовых лифтов.
В оборудовании современного автомобиля есть большое число
маломощных двигателей, предназначенных например, для воз-
душного вентилятора, кондиционера, стеклоочистителя ветрового
стекла, для стеклоподъемника двери, для регулировки сидения,
стеклоочистителя фары, поднятия капота двигателя, магнитофона,
подъема антенны и настройки радио. Для двигателей с большим
пусковым моментом, работающих в прерывистом режиме, приме-
няют контактные щетки с высоким содержанием металла, напри-
мер с 80% меди и 20% графита, тогда как для двигателей непре-
рывного действия с низким пусковым моментом используют щетки
$36
п. С. Мар фи, В. Е. Гейл
с меньшим содержанием металла — до 40% меди. Для маломощ-
ных двигателей применяют электроугольные щетки.
При полете самолета на больших высотах, где мало влаги
и кислорода, износ щеток значительно возрастает, так как смазы-
вающая пленка исчезает. В этом случае в состав графитовых щеток
добавляют дисульфид молибдена, карбонат лития и фтористый
барий. Образующаяся при этом смазывающая пленка позволяет
щеткам успешно функционировать на всех высотах и в космосе.
Все сказанное выше дает представление о применении компо-
зиционных материалов в качестве контактов как прерывателей,
так и скользящих систем.
Таблица 4
КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ, ИХ ОСНОВНЫЕ СВОЙСТВА
И МЕТОДЫ ИЗГОТОВЛЕНИЯ
Состав Твер- дость по Рок- веллу, шкала В Электропро- водность, % по междуна- родному стандарту на отожженную медь Предел проч- ности, кгс/мм2 Прочность в попе- Гречном направле- нии, кгс/мм2 Способ изготов- ления *
Вольфрам—медь 92 98 103 49 46 42 52,8 63,4 69,1 91.7 106 120 П—С—Пр
Вольфрам—медный сплав Вольфрам—медный сплав 105 109 30 28 84,6 113 127 141 П—С—Пр—т
Карбид вольфрама — медь 94 99 37** 47 42 30 49,4 52,8 60 98,6 113 127 П—С—Пр
Карбид вольфрама — медный сплав 47** 18 106 155 П—C-Пр—т
Карбид вольфрама — серебро 91 47 28,2 63,4 П—С—Пр
Молибден — серебро 82 47 42,3 95,1 То же
В ольфрам — серебро 90 49 49,4 91,7 >
Вольфрам—никель — железо — молибден 36** 13 106 197 п-с
* П — прессование, С — спекание, Пр — пропитка, Т — термообработка (диспер-
сионное твердение).
** Шкала С.
11. Электротехническая промышленность
437
III. ЭЛЕКТРОДЫ И ДРУГОЕ ОБОРУДОВАНИЕ СВАРОЧНОЙ ТЕХНИКИ
А. Типы применяемых композиционных материалов
Требования, предъявляемые к сварочным электродам и к элек-
трическим контактам, очень близки (высокая тепло- и электропро-
водность и хорошие механические свойства при повышенных тем-
пературах), поэтому и применяемые материалы для сварочных
электродов и электрических контактов аналогичны. В табл. 4
приведены наиболее популярные композиционные материалы, ис-
пользуемые при сварке.
Б. Электроды для сварки сопротивлением и других методов сварки
Высокопрочные композиционные материалы с низким электро-
сопротивлением, например хром-медь, находят разнообразное при-
менение в аппаратуре для сварки сопротивлением. Электроды
могут быть сделаны либо целиком из композиционного материала,
либо из него изготовляется только наружняя часть. В обоих слу-
чаях достигается большая долговечность, чем при использовании
медных сплавов.
Особенно эффективным оказывается применение электродов из
композиционных материалов при следующих видах сварки: рель-
ефной, встык с оплавлением, встык с гребнем, электропайке и др.
Наряду с превосходным сопротивлением деформации компози-
ционные материалы обладают и еще одним полезным свойством —
поддерживать необходимый при сварке тепловой баланс. В сва-
рочных процессах, упомянугых выше, используют электроды из
вольфрама или карбида вольфрама, пропитанных медью или
медными сплавами. Термообработкой можно повысить прочность
и твердость таких материалов.
Рис. 8. Типы композиционных наконечников для электродов. Накладки из
композиционных материалов заштрихованы. Подложкой служит обычно
сплав медь—хром
438
TL С. Мар фи, В. Е. Гейл
На рис. 8 и 9
Рис. 9. Использование накладок из композиционного
материала для электродов рельефной сварки
Электроды (или токопроводящие скользя-
щие элементы) могут быть изготовлены также
из серебра с тугоплавким металлом в случае,
если необходимо сочетание высокого сопротив-
ления деформации и хорошой абразивной
стойкости с низким контактным сопротивле-
нием и высокой тепло- и электропроводно-
стью. Такой материал необходим, например,
для токоведущих скользящих наконечников,
применяемых при высокочастотной и шовной
сварке труб встык.
приведены различные наконечники из компози-
ционных материалов, применяемые в настоящее время в электро-
дах для сварки, и показан метод крепления этих наконечников.
В. Контактные наконечники для дуговой сварки с плавящимся
электродом в атмосфере инертных газов
Существует два вида электродуговой сварки, различающихся
тем, что в одном случае применяется плавящийся электрод, а в
другом — неплавящийся вольфрамовый. И в том и в другом случае
сварка производится в среде инертного газа.
В первом случае держатель обычно называют пистолетом, а во
втором — часто сварочной горелкой.
В сварочной головке при сварке с расходуемым электродом
используются контактные трубки и наконечники, подводящие ток
к электроду и удерживающие и направляющие электродную про-
волоку. Чаще всего для контактного наконечника применяется
медь с высокой электропроводностью, но могут быть использованы
и композиционные материалы.
Из композиционного материала мо-
жет быть изготовлен либо контактный
наконечник целиком, либо только
вкладыш (втулки) с одной или двух
сторон. Контактный наконечник имеет
внутреннее продольное отверстие, ко-
торое изнашивается из-за трения с
введенной в него электродной прово-
локой. Ближайший к проволоке край
наконечника при сварке имеет высокую
температуру, что может привести к
свариванию.
Рис. 10. Контактный нако-
нечник для сварки с рас-
ходуемым электродом в за-
щитной среде:
1 — медь; 2 — композици-
онный материал
11. Электротехническая промышленность
439
Втулки из композиционного материала системы медь—вольф-
рам могут легко заменяться несколько раз за время работы кон-
тактного наконечника.
На рис. 10 показаны типовые контактные наконечники для
сварки с расходуемым электродом.
Г. Композиции на основе вольфрама для сварки с нерасходуемым
электродом в инертной атмосфере
В качестве неплавящегося электрода применяют почти исклю-
чительно вольфрам из-за его высокой температуры плавления
и сильной электронной эмиссии, которая проходит через дугу и
ионизирует ее, чем способствует поддержанию стабильного раз-
ряда. Известно два композиционных материала, применяемых для
таких электродов: вольфрам—торий и вольфрам—цирконий. Одним
Йз главных преимуществ таких материалов является их способ-
ность к сохранению «точечного» конца электрода, что дает воз-
можность производить сварку в ограниченной по площади области,
как, например, узкие стыки в стальных трубопроводах.
При этом достигается исключительно высокая плотность тока.
Электроды же из чистого вольфрама изменяют профиль рабочего
конца в зависимости от плотности тока.
IV. ЭЛЕКТРОДЫ ДЛЯ УСТАНОВОК ЭЛЕКТРОИСКРОВОЙ
И ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ
А. Электроискровая обработка (ЭИО)
По этому методу получают простые или сложные отверстия,
полости, вырезы в электропроводном материале путем контроли-
руемого удаления материала в результате воздействия высокочас-
тотного электроискрового разряда. Импульсы тока проходят
между обрабатываемой деталью и электродом, которые погружены
в диэлектрическую жидкость. Расстояние между деталью и элек-
тродом составляет от 5,08 до 0,127 мм и менее. Диэлектрик в про-
межутке частично ионизован электроискровым разрядом, вызы-
ваемым высоким импульсным напряжением.
Каждая искра дает достаточное количество теплоты для уда-
ления небольшого количества материала с рабочей поверхности.
Электроискровая обработка широко используется для обработки
штампов или литейных форм, так как они имеют сложную форму
с точными допусками и их трудно обработать механическим спо-
собом. Она также применяется для обработки карбидов, вольфрама,
сотовых элементов конструкций и других материалов и деталей,
которые трудно или невозможно обработать механическим или
другими способами.
440
И. С. Мар фи, В. Е. Гейл
Производительность метода и стоимость деталей зависит от
материала электрода. Выбор оптимального электрода в каждом
случае позволяет повысить эффективность обработки, сократить
требуемое для выполнения работы число электродов и уменьшить
затраты на их изготовление. При выборе электрода необходимо
учитывать состав, затраты, скорость резания, относительный из-
нос, характеризующий скорость удаления материала обрабаты-
ваемой детали в сравнении со скоростью уноса материала электро-
да.
В табл. 5 приведены эксплуатационные характеристики типич-
ных материалов для электродов. Таблица составлена на основании
результатов четырех различных испытаний, отличающихся рабо-
чей частотой при токах от 4 до 22 А. Режущий инструмент квад-
ратного сечения со стороной 9,5 мм имел сквозное отверстие раз-
мером 5 мм для циркуляции электролита. Для снижения общей
стоимости дорогие материалы могут быть использованы для элек-
тродов в виде тонких пластинок. Как следует из таблицы, разум-
ный выбор материала электрода позволяет увеличить эффектив-
ность электроискровой обработки, точно выдержать размеры
детали с высоким качеством ее поверхности и выбрать электрод
с минимальной стоимостью.
Таблица 5
СЛУЖЕБНЫЕ ХАРАКТЕРИСТИКИ ЭЛЕКТРОДОВ ДЛЯ УСТАНОВОК
ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКИ
Относительный износ инструмен- та на гранях Относитель- ный износ инструмента на ребрах Скорость удале- ния обрабаты- ваемого мате- риала *
Состав Цена Инет рументаль- ная сталь Коррозионно- стойкая сталь Карбиды Инструменталь- ная сталь Коррозионно- стойкая сталь Карбиды Инструменталь- ная сталь Коррозионно- стойкая сталь Карбиды
Графит Низкая 3.7 4,0 НВ** 1,4 1,1 НВ 264 245.9 ив
Латунь > 1,3 1,3 0,4 0,6 0,7 0.3 219 181 99.9
Медь — окись цир- кония Средняя 3,7 з,з 1,0 1,2 1,5 0,7 223 213 99,9
Медь — вольфрам > 7,7 5,7 з,з 2,0 2,2 2,0 306 150 157
Серебро —воль- фрам Вольфрам—ни- кель—медь Высокая 5,8 9,6 5,0 2,0 3,0 2,2 226 127 177
Средняя 8,9 6,2 1,4 2,2 1,6 0,9 249 141 88,4
* Скорость удаления металла в мма при рабочем токе 1 А за время обработки 1 я.
** Невоспроизводимые результаты.
11. Электротехническая промышленность
441
Таблица в
РЕЗУЛЬТАТЫ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ КОМПОЗИЦИОННЫХ
МАТЕРИАЛОВ ПРИ РАЗЛИЧНЫХ РЕЖИМАХ
Условия экспериментов Обрабатываемый материал
Сталь с проч- ностью 169 кгс/мм2 (отверстие*1) Азотирован- ная сталь HRC 45 (отверстие*2) Сталь 4340 Корро- зионно- стойкая сталь 303 (контур*8) Мартен- сито-ста- реющая сталь 18% N1 (контур)
Материал электродов Коррозион- но-стойкая сталь; ла- тунный наконечник Коррозион- но-стойкая сталь; нако- нечник из композиции Си—W Компози мате! Си- ционный шал w Медь
Номинальный ток ис- точника, А 10 000 3000 3000 1500
Номинальное напря- жение источника, В 200 2—20 2—20 25 5—20
Рабочее напряжение, В 6 5 12,5 20 6,5
Рабочий ток в начале процесса, А 4 500 0 550 200 1000
Максимальный ток, А 4 900 50 2200 220 2600
Рабочий ток в конце процесса, А Характеристики элек- тролита: 4'900 50 2200 180 2600
концентрация, NaCl, г/см3 0,179 0,1198 0,1198 0,1198 0,149
концентрация NaNO3, г/см3 0,599 0,599 0,02 —
давление, кгс/см2 12 0 0,0493 0,056 0,0423— 0,0705
скорость потока, см3/мин — 102 — — 102
температура, °C фильтрация, мкм Характеристики про- цесса: 32,2 37,8 37,8 20—21 43,3
75 18 18 25 100
общая глубина резки, см 2,540 12,700 6,350 0,025 *4 2,29
скорость, см/с 0,00172 0,0035 0,0086 0,00086*4 0,0032
время обработки, мин 24 60 12 0,5 1,2
допуск, см ±0,127*5 ±0,00127 ±0,0254 — ±0,00076
чистота, мкм 1,2—1,4 0,4 1,5—1,8 0,2 0,1—0,25
л1 Диаметр 12,7 см, глубина 2,54 см.
*2 Три отверстия диаметром 0,635 см, глубиной 12,7 см.
*« Прямоугольные контуры размером 1,27x5,71 см с двух противоположных сторон.
*4 На каждой стороне заготовки.
*5 Допуск по диаметру; допуск по глубине ±0,00508 см.
442
II. С. Мар фи, В. Е. Гейл
Б. Электрохимическая обработка (ЭХО)
При электрохимической обработке контролируемое удаление
металла производится в процессе анодного растворения в элек-
тролитической ячейке, в которой катодом является инструмент,
а анодом — обрабатываемая деталь.
Постоянный ток проходит через элемент и при низком напря-
жении растворяет металл детали с эффективностью, близкой
к 100%. Электролит нагнетается в промежуток между деталью
и инструментом. Процесс ЭХО, как и ЭИО, применяется в случае,
когда трудно или невозможно использовать обычные методы меха-
нической обработки. Например, ЭХО применяется для вальцева-
ния поверхностей, снятия заусенцев, гравирования и разметки
твердых материалов и экзотических сплавов.
Оборудование для ЭХО дорогостоящее, поэтому этот метод
больше всего подходит для изготовления деталей реактивных
двигателей и других аэрокосмических изделий. Электролитом
обычно служит водный раствор неорганических солей, таких, как
хлористый натрий, хлористый кальций, нитрат или хлорат натрия.
Для обработки некоторых металлов в электролит добавляют
серную кислоту или гидроокись натрия. Электрод или инструмент
погружается в обрабатываемое изделие со скоростью 19—0,508
мм/мин. Иногда обработка производится при неподвижном инстру-
менте и прижимаемой к нему детали.
Для изготовления инструмента используются различные мате-
риалы, в том числе и композиционный материал медь—вольфрам.
Материал обрабатываемой детали должен быть электропроводен.
В табл. 6 приведены условия и результаты ЭХО композиционных
материалов системы медь—вольфрам.
V. ПРИМЕНЕНИЕ В ОСВЕТИТЕЛЯХ
Вольфрам в сочетании с другими элементами и соединениями
является основным материалом, применяемым в осветительной ап-
паратуре. Ниже приведены примеры, подтверждающие это.
А. Лампы накаливания
В лампах накаливания, вакуумных или с инертным газом,
используются нити из вольфрама. Есть две причины выхода ламп
из строя, кроме повреждения стеклянного баллона: 1) почернение
баллона вследствие испарения вольфрама, 2) обрыв нити. Для
устранения испарения вольфрама используют небольшие добавки
галогенов, обычно йода. При нагреве нити галоген испаряется
и соединяется в газовой среде с вольфрамом. Образовавшееся
соединение осаждается на нить, где разлагается на вольфрам
11. Электротехническая промышленность
443
и галоген, который проходит весь цикл вновь. Обрыв нити явля-
ется причиной половины всех случаев выхода из строя лампы.
Обрыв имеет место из-за того, что длина нити пропорциональна
напряжению на ней при заданном токе. Таким образом, при боль-
ших напряжениях нить становится длиннее, а хрупкость ее уве-
личивается.
Чтобы избавиться от этого явления, разрабатывают непрови-
сающие накальные нити из торированного вольфрама, в которых
движению дислокаций вдоль плоскостей скольжения препятствуют
частицы мелкодисперсной двуокиси тория. Сравнительно недавно
эту проблему удалось решить, применив сложную спираль, зигза-
гообразной формы с кварцевыми держателями, дающую очень яркое
свечение. Это так называемые галогенные лампы.
Б. Газоразрядные (неоновые) и флуоресцентные лампы
Эти лампы состоят из анода, катода и газа или пара, который
при определенных условиях может проводить электрический ток.
. В флуоресцентных лампах на внутреннюю поверхность стек-
лянной трубки наносят тонкий слой флуоресцентного люминофора.
Материалом катода обычно служит вольфрам с окисью строн-
ция или бария.
В. Импульсные лампы
Импульсные лампы применяют в стробоскопах, в импульсных
аппаратах для фотолиза в высокоскоростной фотографии и в систе-
мах освещения взлетно-посадочных полос аэродромов. Наиболее
часто источником мощного импульсного света служат ксеноновые
лампы. Длительность вспышки таких ламп может изменяться в
пределах от микросекунд до нескольких миллисекунд, мощность
при вспышке составляет до 25 Дж.
Катоды этих ламп должны иметь различные сочетания механи-
ческой прочности, долговечности и эмиссионных характеристик.
Для достижения этой цели используются спеченные смеси воль-
фрама, никеля и алюмината бария или оксиси бария. На рис. 11
показана микроструктура материала одного из катодов.
VI. ПОСТОЯННЫЕ МАГНИТЫ
Характеристики магнитных материалов описываются той
частью петли гистерезиса, которая лежит во втором квадранте.
Петля гистерезиса — это циклическая кривая, графически
изображающая зависимость между магнитной индукцией и вели-
чиной намагничивающей силы. Пересечение кривой с осью орди-
нат (В) дает отрезок, называемый остаточной индукцией В„ а
444
П. С, Мар фи, В. Е. Гейл
Рис. 11. Композиция вольфрам—никель—окись бария. Этот материал, пред-
назначаемый для катодов ламп Mallory Д-1133, сочетает высокую эмиссион-
ную способность с большим ресурсом
Нс — это коэрцитивная сила, которая необходима для того, чтобы
уменьшить индукцию до нуля (отрезок от пересечения кривой
гистерезиса с осью абсцисс Н). Максимальное значение произведе-
ния мгновенной величины индукции и размагничивающей силы
(max р X Н) соответствует максимальной энергии, которую спо-
собен создать магнит в воздушном зазоре. Эта величина служит
для сравнения различных магнитов между собой.
Первыми материалами, применяемыми в промышленных мас-
штабах, были высокоуглеродистые стали, а затем кобальтовые
стали. Вслед за этими материалами появилось очень много других
с широким спектром свойств. Наиболее распространенными в про-
мышленности стали сплавы алнико и керамические барий — фер-
ритовые магниты.
Сплавы алнико имеют высокую магнитную индукцию, но низ-
кую коэрцитивную силу, в результате чего они могут быть под-
вержены вредному действию размагничивающих полей.
В последние годы, однако, удалось значительно увеличить
коэрцитивную силу и величину произведения индукции на размаг-
ничивающую силу.
Керамические барий — ферритовые магниты также стали попу-
лярными в последние годы благодаря своей экономичности и доста-
11. Электротехническая промышленность
445
точно хорошим магнитным свойствам. Они обладают высокой ко-
эрцитивной силой, достаточно большой индукцией и обычно имеют
большую площадь поперечного сечения и малую длину. Из-за
большой линейной усадки в процессе производства они не могут
быть изготовлены с большой точностью. Окончательная доводка
этого твердого и хрупкого материала может быть проведена только
шлифованием, причем процесс этот очень трудоемок и его следует
по возможности избегать. К порошку барий — феррит добавляют
резину для связки и прокатывают материал в листы, а затем сушат.
В результате получают гибкий магнитный материал, который
сохраняет высокую коэрцитивную силу, но имеет малую индукцию
и малую величину произведения В X Н.
Полученный материал может быть использован в малых элек-
тродвигателях, где он может быть точно уложен на внутренней
поверхности двигателя, образуя тем самым статор.
Порошки барий — феррита могут быть также смешаны с плас-
тичным связующим, уплотнены прессованием с приданием требу-
емой формы и затем подвергнуты термообработке для отверждения
пластика. Изделия требуемой формы можно получить и методом
инжекционного прессования. Как и магниты с резиновой связкой,
эти материалы обладают более низкими магнитными свойствами,
чем керамические магниты. Магниты с пластичным связующим
могут быть использованы в маломощных недорогих двигателях
обычно в качестве роторов.
Другим типом материалов, используемых для постоянных
магнитов, являются продолговатые магнитные частички из компо-
зиционного материала. Их называют «Лодекс». Продолговатые
железокобальтовые частички получают электрохимическим мето-
дом. Жидкая суспензия, содержащая эти частицы с добавкой
свинца, уплотняется и измельчается в порошок, из которого прес-
сованием получают магнит необходимой формы. Свойства магнита
достаточно хорошие и могут регулироваться в широких пределах
в зависимости от доли введенного свинца.
Магниты готовы к эксплуатации сразу после прессования,
причем их размеры могут быть точно выдержаны. Они могут быть
применены в установках, в которых необходимы магниты с одно-
родными свойствами и строго выдержанными размерами.
VII. ПЕРСПЕКТИВЫ ПРИМЕНЕНИЯ КОМПОЗИЦИОННЫХ
МАТЕРИАЛОВ
В ближайшие годы композиционные материалы сохранят свою
ведущую роль в развитии электротехнической промышленности.
Исследования материалов, обсуждаемых в этой главе, уже почти
исчерпали свои возможности. Поэтому трудно ожидать появления
принципиально новых композиционных материалов. Основные уси*
446
27. С, Мар фи, В. Е. Гейл
лия надо направить на улучшение свойств уже известных компо-
зиционных материалов. Большое внимание следует уделить также
производству деталей меньших размеров с применением более
экономичных процессов.
Несмотря на появление в электротехнике большого числа
твердофазных приборов, особенно с низкой номинальной мощно-
стью, использование электроэнергии продолжает расти. Вместе
с этим растет потребность в разнообразных приборах, в том числе
и приборах с большими номинальными мощностями. Этим объяс-
няется постоянный интерес к композиционным материалам.
Список литературы
1. Adams, N. Н. (1923). U. S. Patent 1,477,797.
2. American Society for Metals (1967). «ASM Metals Handbook». Vol. 3,
pp. 227—240. ASM Metals Park, Ohio.
3. American Society for Metals (1971). «ASM Metals Handbook», Vol. 6.
AMS, Metals Park, Ohio.
4. Electro Optical Systems Design (1971), pp. 18—22.
5. Gillette, R. T. (1925). U. S. Patent 1,539,810.
6. «Mallory Resistance Welding Data Book» (1951). 4th ed. Mallory and Co.
7. Parker, R. J., and Studders, R. J. (1962). «Permanent Magnets and Their
Applications». Willey, New York.
8. Seiger, G. N., and Weiger, J. A. (1932), U. S. Patent 1,848,438.
9. Shobert, E. I., II (1965). «Carbon Brushes». Chem. Publ., New York.
10. Turner, H. W., and Turner, C. (1967). ERA Rep. 5239, Parts I and II.
12
Ядерная техника
С. ДЖ. АБРАХАМСОН, Р. Е. ВАЛЛЕ
Лаборатория «Маунд» *
Научно-исследовательская корпорация «Монсанто»
Майаюмисбург, Огайо
I. Топливные элементы...................................... 448
А. Реакторные топливные элементы........................ 448
Б. Нереакторные топливные элементы..................... 453
II. Нетопливные элементы.................................... 458
А. Регулирующие стержни и замедлители................... 458
Б. Защита от излучения................................... 460
В. Оболочки.............................................. 460
Г. Пластики.............................................. 462
Д. Другие материалы конструкций......................... 463
III. Применение в современных и проектируемых аппаратах .... 464
Список литературы........................................... 465
Широкое использование композиционных материалов в ядер-
ной технике объясняется тем, что эта отрасль промышленности
выполняет все более разнообразную роль в современном мире.
Композиционные материалы применяют как в обычных, уже из-
вестных топливных элементах ядерных реакторов, так и в менее
известных, таких, как топливо для радиоизотопных термоэлек-
трических генераторов, используемых в космических аппаратах.
Многие композиционные материалы, применяемые в ядерной
технике, аналогичны материалам, используемым в других отрас-
лях, например конструкционным материалам, от которых тре-
буется высокая механическая прочность при повышенных темпе-
ратурах. Однако есть и такие области применения композицион-
ных материалов, которые встречаются только в ядерной технике;
например, ядерное топливо, к которому предъявляется специфи-
♦ Лаборатория «Маунд» работает под руководством научно-исследова-
тельской корпорации Монсанто для Комиссии по атомной энергии по конт-
ракту № AT-33-1-GEN-53,
448
С. Дж. Абрахамсон, Р. Е. Валле
ческое требование — удерживать в себе газообразные продукты
деления.
В одной главе невозможно охватить все области применения
композиционных материалов в ядерной технике. В связи с этим
основное внимание уделяется тем композиционным материалом,
которые наиболее характерны для этой промышленности. И даже
они представлены лишь в качестве примеров и не охватывают
всех областей применения.
I. ТОПЛИВНЫЕ ЭЛЕМЕНТЫ
А. Реакторные топливные элементы
В ядерной промышленности композиционные материалы ши-
роко применяются в ядерном реакторе. Один из основных элемен-
тов реактора — топливный элемент, при изготовлении которого
композиционные материалы нашли самое широкое применение.
Первые реакторы были спроектированы в расчете на ураномолибде-
новый сплав. Этот сплав имел лучшие рабочие характеристики,
чем нелегированный уран, недостатком его было взаимодействие
с другими материалами при повышенных температурах, относи-
тельно низкая температура плавления и др. В связи с этим обра-
тили внимание на топливо системы керамика — окись. Однако эти
соединения, обладающие характерной для керамики хрупкостью,
имеют низкую теплопроводность и относительно низкую плот-
ность делящихся атомов, поэтому в поисках оптимального состава
топливных элементов основное внимание было уделено компози-
ционным топливным элементам.
Реакторные топлива должны удовлетворять тем же требова-
ниям, которым отвечают высокотемпературные материалы. К ре-
акторным топливам предъявляют следующие типичные требования:
1) высокая теплопроводность; 2) небольшое тепловое расши-
рение; 3) высокие механическая прочность, прочность при растя-
жении, сопротивление удару, усталости и ползучести; 4) высоко-
температурная стабильность, т. е. высокая температура плавления
или испарения; 5) совместимость делящегося вещества с матрицей;
6) совместимость топливного элемента с другими контактирую-
щими материалами; 7) низкая миграция делящегося вещества
внутри топливного элемента или, в случае многокомпонентной
системы, низкая сегрегация делящегося элемента и отсутствие
вновь образующихся соединений или фаз; 8) стойкость к окисле-
нию при рабочих температурах.
От топливного элемента могут потребоваться и другие свойства,
которые характеризуют тот или иной тип материала:
1) миграция продуктов деления; 2) перераспределение газо-
образного продукта деления; 3) радиационная стойкость;
1Я Я верная техника
449
4) совместимость с продуктами деления; 5) ограниченное отрав-
ление примесями; 6) способность замедлять нейтроны; 7) само-
экранирование.
Композиционные топливные элементы обладают многими из
этих характеристик. Наиболее полный перечень топливных эле-
ментов для реакторов дан в справочнике по реакторам [24], неко-
торые из них описаны ниже.
1. Интерметаллическое соединение
в металлической матрице
Для ядерных реакторов с высокой удельной мощностью и боль-
шой плотностью нейтронного потока применяется топливо типа
U3O8. Однако эксперименты, проводимые Национальной станцией
по испытанию реакторов National Reactor Testing Station, имели
целью использование и других видов топливных элементов [12].
Большой интерес вызвало топливо, представляющее собой интер-
металлическое соединение уран—алюминий в матрице из алю-
миния или алюминиевого сплава. Преимущество этой системы
перед системой U3O8 состоит в том, что такой материал обладает
высокой теплопроводностью и лучшей совместимостью с матрицей
по сравнению с керамической системой. Поскольку такой материал
имеет защитное покрытие из алюминиевого сплава, а большинство
конструктивных элементов изготовлено из алюминия или алюми-
ниевых сплавов, то совместимость такой системы очевидна. В дан-
ной интерметаллической системе исключается возможность экзо-
термической реакции с алюминием, как в случае использования
топливного элемента из U3O8.
2. Керамика в металлической матрице
Применение керамических топлив в металлической матрице
началось со времени начала осуществления Манхеттенского про-
екта. Баттелевский мемориальный институт провел большие и
оригинальные исследования по получению этих видов топлива. В
одной из предыдущих статей [6] описаны способы получения и неко-
торые характеристики большинства систем с металлической матри-
цей. Основное преимущество такой системы по сравнению с кера-
мической состоит в том, что металлическая матрица значительно
увеличивает теплопроводность и механическую прочность полу-
ченной композиции.
Применение керамического топлива в матрице из коррозион-
но стойкой стали представляет особый интерес. Управление по
атомной энергии Великобритании (UKAEA) изучает возможность
использования кермета на основе твердого раствора окись плу-
тония—окись урана и коррозионно-стойкой стали для быстрых
15 п/р. Нотона, т. 3
450
С. Дж. Абрахамсон, Р. Е. Валле
реакторов [И]. Такая система состоит из небольших полых микро-
сфер из коррозионно-стойкой стали, расположенных вокруг окис-
ных гранул. Эта металлокерамическая система более подробно
будет рассматриваться в разделе термоэлектрических топливных
элементов.
3. Керамика в керамической матрице
Одним из топливных элементов, имеющих большие потенци-
альные возможности для применения в ядерной технике, является
керамическое топливо в керамической матрице UO2 — ВеО. Такая
система представляет интерес для тепловых ядерных реакторов,
поскольку ВеО имеет хорошие замедляющие свойства, увеличивает
теплопроводность по сравнению с UO2, относительно инертна ко
многим потенциальным теплоносителям, взаимодействует с ней-
тронами по реакции (п, 2п), приводящей к усилению потока
нейтронов. Однако эта система выделяет газообразные продукты
деления, что приводит к необходимости применения оболочки
или внешнего конструктивного элемента для продуктов деления.
В последней работе Мейера и др. [18] описывается применение
системы такого типа для экспериментального реактора, работаю-
щего на ВеО. Высокотемпературные исследования, рассматри-
ваемые в этой статье, показали, что такая топливная система
обладает хорошей способностью удерживать газообразные про-
дукты деления и может конкурировать с обычными, но еще более
сложными оболочковыми системами, которые будут обсуждаться
ниже.
Чампен и Хамнер приводят обзор работы, проведенной на
системах из окиси бериллия в США и других странах для различ-
ных типов реакторов [2].
4. Покрытые частицы
Покрытые частицы представляют большой интерес как один
из видов ядерного топлива. Применение покрытых частиц для
высокотемпературных реакторов на тепловых нейтронах с газо-
образным теплоносителем рассматривается в последнем обзоре
Годдела [13]. Разработка и создание таких реакторов потребовали
проведения исследований по технологии нанесения покрытий на
частицы. Разработанная технология позволила использовать по-
крытые частицы во всех высокотемпературных реакторах как
в Америке, так и в Европе. Покрытые частицы можно использовать
либо с графитовой матрицей, либо в виде плотно упакованной
слоистой системы. Простейшей формой покрытой частицы является
топливная частица с нанесенным на нее пиролитическим графитом.
Пиролитический графит, обладающий высокой плотностью, слу-
жит конструкционным материалом, способным не только замедлять,
12. Ядерная техника
451
но и удерживать газообразные продукты деления. Кроме того,
пиролитический графит уменьшает до минимума гидролиз топлив-
ного материала в процессе изготовления и обработки топливного
элемента.
Другой, более сложной системой является двухслойное угле-
родное покрытие. Внутренний слой пористого углеродного покры-
тия, имеющего низкую плотность, служит буферной зоной, а внеш-
ний слой изотропного пиролитического углеродного покрытия,
обладающего высокой плотностью, служит как бы сосудом высо-
кого давления или диффузионным барьером для продуктов деления
твердого вещества. Внутреннее покрытие благодаря своему сво-
бодному объему представляет как бы резервуар для хранения
газообразных продуктов деления. Оно также снимает напряжение
за счет аккомодации вызванных радиацией изменений размеров
ч топливного элемента и внешнего изотропного слоя. Такие покры-
. тия подбирают для обеспечения определенной температуры, ско-
рости выгорания и устойчивости топливного элемента в быстром
- потоке.
Таблица 1
ИСПОЛЬЗОВАНИЕ ПОКРЫТЫХ ЧАСТИЦ ДЛЯ ВЫСОКОТЕМПЕРАТУРНЫХ
РЕАКТОРОВ С ГАЗООБРАЗНЫМ ТЕПЛОНОСИТЕЛЕМ
Тип реактора . Топливный элемент
Частицы Матрица
Высокотемпературный с газо- образным теплоносителем (фир- ма Peach Bottom. HTGR) (Th, U) С2 с покрытием из с* Графит
Высокотемпературный с газо- образным теплоносителем (фир- ма Public Service, Колорадо) Изотропный углерод — (Th, U)C2, покрытый Сп Без матри- цы (плотно упакованная система)
Проект «Дракон» (Th, U) С2, покрытый слоями Сд — SiC — Сд Графит
Реактор фирмы Arbeitsge- meinschaft Versuchs (Th, U) С2, покрытый слоями Сд — сп То же
Сверхвысокотемпературный экспериментальный UC2, покрытый слоями Сд —С —Сп. Внешний слой Сп — гранулированный »
Перспективный с газовым охлаждением UC или UC2, покрытый слоя- ми Сд—SiC—Сд »
* Сп — пиролитический углерод.
16*
452
С. Дж. Абрахамсон, Р. Е. Валл*
В следующем поколении систем с покрытиями внешний слой
пиролитического углерода содержит еще и карбид металла. Обычно
это карбид кремния, который обладает хорошим свойством сдер-
живать газообразные продукты деления.
Покрытые частицы можно использовать либо в виде плотной
упаковки, либо в форме матричной смеси. Примером использова-
ния плотноупакованной системы для высокотемпературного реак-
тора с газообразным теплоносителем служит реактор фирмы
Public Service Company в Колорадо. В этом аппарате в активной
зоне реактора используется гексагональный графит. Покрытые
частицы в плотноупакованном виде заполняют отверстия в графи-
товых топливных элементах. Такая система устраняет необходи-
мость прессования отдельных топливных элементов. Важно также,
что плотноупакованная система позволяет легко восстанавливать
покрытия для повторного использования.
Покрытые частицы можно использовать как в плотноупакован-
ном виде, так и в виде матричной смеси. Однако матричная система
используется более широко. В качестве матрицы обычно приме-
няется графит. Графит служит не только замедлителем, но и уве-
личивает теплопроводность топливного элемента. В табл. 1 пока-
заны и описаны конкретные случаи применения покрытых частиц.
В. Поглотители
Поглотитель — это материал, обладающий высокой вероят-
ностью (поперечным сечением) поглощения нейтронов. Наиболее
широкое применение он находит в регулирующих стержнях (кото-
рые будут рассматриваться ниже). Помимо регулирующих стерж-
ней используют и другие методы регулирования характеристики
реактора, предусматривающие либо добавку выгорающего погло-
тителя непосредственно в топливо (распределенная система), либо
введение его в виде отдельного элемента (дискретная система).
Дискретная система будет обсуждаться в этой главе в разделе
«Нетопливные элементы». Она отличается от регулирующего стер-
жня тем, что фиксируется в заданном положении, тогда как регу-
лирующий стержень может при необходимости перемещаться.
Преимущество использования выгорающего поглотителя со-
стоит в том, что при этом увеличивается топливная загрузка и
соответственно увеличивается срок службы активной зоны реак-
тора. Кроме того, выгорающий поглотитель регулирует реактив-
ность активной зоны и обеспечивает «выравнивание» распределе-
ния мощности в активной зоне реактора.
Примером композиционного топлива, включающего в себя вы-
горающий поглотитель, является В4С—UO2 [4]. Институтом ядер-
ных исследований в Айдахо проводились исследования частиц
12. Ядерная техника
453
ZrB2 и композиционного материала системы сферический порошок
UO2 — коррозионно-стойкая сталь с низкой плотностью [16].
Применение бора в топливном элементе в виде композицион-
ного материала сводит к минимуму проблему несовместимости бора
со многими материалами. Однако побочные продукты его деления
(литий и гелий) значительно увеличивают концентрацию атомов
газа в топливе. Топливные элементы из композиционного материала
снижают до минимума этот эффект, удерживая продукты реакции
в микрообъемах. В некоторых случаях отмечается десегрегация
частиц поглотителя, поэтому, несмотря на очевидные потенциаль-
ные возможности, использование поглотителей в распределенном
виде не нашло широкого применения.
Б. Нереакторные топливные элементы
1. Источники энергии для космических аппаратов
В связи с освоением космического пространства возникла
потребность в энергии, необходимой для работы аппаратуры в
космических летательных аппаратах. Вначале ядерные устройства
использовались в качестве вспомогательного источника энергии,
основным же источником служили солнечные элементы, аккуму-
ляторные батареи и т. п. С тех пор как ядерная энергия стала
основным источником энергии, была создана серия устройств типа
SNAP (сокращенное название источника вспомогательной ядерной
энергии), способных полностью обеспечивать энергией космичес-
кую аппаратуру. В этих устройствах реализуются различные спо-
собы преобразования энергии, включая термоэлектрический,
термоионный системы Штирлинга, Рэнкина и Брайтона. Обычно
в первых двух системах используется изотопный источник теплоты,
а в третьей системе — реактор. Требования в отношении топлива
для реакторных систем аналогичны соответствующим требованиям
для других ядерных реакторов, поэтому детально будет рассмотрен
только изотопный источник тепловой энергии.
Термоэлектрические топливные элементы. Система радиоизо-
топного термоэлектрического генератора (RTG) состоит из трех
основных деталей: топливной капсулы — источника теплоты,
теплозащитного экрана и термоэлектрического преобразователя.
Аппаратура системы RTG имеет ряд преимуществ по сравнению
с другими источниками энергии, так как она проста и удобна
в обращении, не требует многочисленных защитных экранов в от-
дичие от источников теплоты, основанных на делении ядер, отно-
сительно компактна и не имеет подвижных частей.
Однако коэффициент полезного действия RTG относительно
низок (~5%) и с увеличением выходной мощности для больших
систем требуется соответствующее увеличение рабочей темпера-
туры.
454
С. Дж. Абрахамсон, Р. Е. Валле
Рис. 1. Поперечное сечение грубых частиц и микросфер РиО2 с молибдено-
вым покрытием. Номинальный размер 105—250 мкм
Рис. 2. Поперечное сечение грубых частиц и микросфер горячепрессован-
ного РиО2 с молибденовым покрытием
12. Ядерная техника*
455
Рис. 3. Диск из плутониймолибденового кермета (53,3 мм) и усеченного
конуса (33—43,1 мм)
Поскольку в практике используются относительно высокие
температуры, то капсула должна удовлетворять требованиям,
предъявляемым к высокотемпературным материалам, ранее рас-
смотренным для реакторных топлив. Следует учитывать и другие
соображения, связанные с входом рассматриваемой аппаратуры
в плотные слои атмосферы, ударными характеристиками и возмож-
ностью аварийного прекращения полета.
Одним из современных видов топлива для этой цели является
кермет двуокись плутония —
молибден (РМС). Частицы
двуокиси плутония-238 по-
крывают молибденом, полу-
чаемым по методу псевдо-
ожиженного слоя из гекса-
фторида молибдена или пен-
тахлорида молибдена. На
рис. 1 показаны микрострук-
туры грубых частиц и мик-
росфер после нанесения по-
крытия. Затем материал
прессуется при давлении
95 кгс/см2 и температуре
1675 °C для получения ме-
таллокерамического топлив-
ного элемента, поперечное
сечение которого показано
на рис. 2. Кермет можно
прессовать и подвергать
Рис. 4. Сфера из плутониймолибдено-
вого кермета (37 мм)
456
С. Дж, Абрахамсон, Р. Е. Валле
Рис. 5. Радиоизотопный термоэлектрический генератор космического ап-
парата «Пионер»:
1 — термоэлектрические элементы; 2 — теплоотводящие плоскости радио-
изотопного термогенератора; 3 — теплоизоляция; 4 — тепловой экран; 5 —
радиоизотопное топливо; 6 — радиоизотопная капсула; 7 — поглотитель
кислорода и азота (геттер); 8 — теплоотражающие ребра
механической обработке для получения любой геометрической
формы. Фотографии дисков, изготовленных из кермета РМС в
виде правильного круга и усеченного конуса, показаны на
рис. 3, а в виде сферы — на рис. 4. Такой материал использо-
вался в двух полетах, осуществленных в 1972 г.; — «Транзита»
(морского навигационного спутника) и «Пионера-10» (космического
аппарата, запущенного на Юпитер). Генератор «Пионера-10»
показан на рис. 5.
Термоионные топливные элементы. Предложение Уилсона [27]
о прямом преобразовании тепловой энергии в электрическую мето-
дом термоионной эмиссии вызвало большой интерес, так как давало
возможность использовать ядерный материал либо в виде термо-
ионного катода, либо в качестве ядерного топлива для термоэлек-
тронных эмиттеров, изготовленных из тугоплавкого металла.
Поскольку такие системы работают при высоких температурах,
очевидно, что материал должен обладать высокотемпературной ста-
бильностью свойств. Большинство этих свойств аналогичны свой-
12. Ядерцая техника 457
ствам, необходимым для топливных элементов реакторов, но воз-
никает еще одно решающее условие — устойчивость против испа-
рения катодного материала. Применение композиционных мате-
риалов в качестве термоионного топлива рассмотрено в нескольких
работах [7, 14, 28].
2. Космическая ядерная силовая система
Помимо использования радиоизотопов в термоэлектрических
генераторах, все больший интерес представляет применение их
в космосе и для других целей, в частности для ядерных силовых
систем. По типу силовой системы ядерные ракеты подразделяют на
несколько классов: теплообменные, реакторные (газообразное
горючее), импульсные или взрывные, ядерно-электрические (воз-
душная плазма), термоядерные и системы, использующие эффект
отдачи осколков деления. В космической ядерной силовой системе,
так же как и в ранее описанных системах, особое внимание обра-
щается на высокотемпературную стабильность, для обеспечения
которой необходимо использовать композиционные топлива и вы-
сокотемпературные конструкционные материалы для капсулы.
Краткий обзор областей применения дан Ротманом [22].
3. Нагревательные приборы
В космических и наземных аппаратах применяется ряд нагре-
вательных приборов, использующих теплоту, полученную в ре-
зультате распада радиоизотопов. Поскольку большинство таких
приборов имеет относительно небольшие габариты, то они не
требуют применения композиционных топливных элементов. Од-
нако в космическом летательном аппарате «Пионер» вмонтировано
двенадцать небольших нагревателей, получивших название PRHU
(Pioner Radioisotopes Heater Units), которые используют топлив-
ный элемент из кермета РМС. Эти нагреватели предназначены для
защиты магнитометра и солнечных датчиков и предохранения от
замерзания гидразинового топлива в ракетном двигателе косми-
ческого аппарата и топливных баках в условиях дальнего космоса.
4. Производство для коммерческих целей
Небольшие количества радиоактивных материалов, имеющихся
в продаже, представлены либо в элементарном виде, либо в виде
простых соединений. Комиссия по атомной энергии США (АЕС)
предложила новую стандартную форму радиоактивного изотопа
Калифорния-252 в виде кермета палладий — окись калифорния
(Pd — Cf2O3) для капсулирования [3]. Такая смесь изготовляется
либо в виде проволоки, либо в виде таблеток.
458
С. Дж. Абрахамсон, Р. Е. Валле
II. НЕТОПЛИВНЫЕ ЭЛЕМЕНТЫ
Применение композиционных материалов в ядерной технике
не ограничивается топливом. В числе используемых в этой отрасли
материалов гораздо больше тех, которые не содержат радиоактив-
ного топлива. И хотя эти материалы не обладают уникальными
свойствами топливных элементов, к ним предъявляют специфичес-
кие требования, не встречающиеся в других отраслях техники.
А. Регулирующие стержни и замедлители
Ранее рассмотрено применение поглотителя, вводимого непо-
средственно в топливный элемент для регулирования режима ра-
боты ядерного реактора. Его назвали распределенной системой.
Другой более простой системой считается дискретная система.
В этом случае поглотитель обычно не добавляют в состав топлив-
ного элемента, а вводят в виде пластин, стержней, оболочек и т. п.
Несмотря на то, что для этих целей пригодны несколько элементов,
по существу же их применение ограничено только материалами,
содержащими бор.
В качестве регулирующих стержней широко применяются
композиционные материалы, особенно керметы. Андерсон и Теи-
лэккер [1] весьма подробно рассмотрели вопросы использования
таких систем. В основном свойства их аналогичны свойствам ре-
гулирующих стержней, кроме того, они подвергаются механичес-
кому перемещению.
Основной замедлитель ядерного реактора — регулирующий
стержень, контролирующий уровень реактивности реактора и со-
держащий поглощающий материал с большим поперечным сече-
нием захвата нейтрона.
Обычный метод контроля реактора заключается в извлечении
топливного элемента из активной зоны реактора или введении
поглощающих стержней. Последний метод предпочтительнее. Вве-
дение в ядерный реактор поглощающего материала увеличивает
адсорбцию нейтронов в неделящемся материале, уменьшает при
этом цепную реакцию ти, в конечном счете, отключает реактор.
Регулирующий стержень выполняет две дополнительные функ-
ции — он может быть корректировочным стержнем, регулирую-
щим изменения в реакторе, т. е. сжигание топлива, и может служить
предохранительным устройством, выключающим реактор в случае
аварии.
Регулирующие стержни должны иметь большое сечение захвата
нейтронов, поэтому они содержат такие элементы, как бор, кадмий,
серебро или редкоземельные элементы. Наиболее широко исполь-
зуется бор.
В большинстве металлов и сплавов растворимость бора мала,
поэтому этот элемент применяется в виде композиционного мате-
12, Ядерная техника
459
риала. Применение композиционных материалов позволяет регу-
лировать размер частиц, устранить или снизить до минимума
естественное охрупчивание сплава, вызванное поглощением ней-
тронов. Изготовление композиционных материалов с относительно
высокой концентрацией бора не представляет большого труда.
Для интересующихся более подробно теорией и практикой по-
лучения материалов, применяемых для изготовления регулируе-
мых стержней, можно рекомендовать специальную литературу
[1, 10, 20].
Таблица 2
НИКОТОРЫЕ ХАРАКТЕРНЫЕ КОНСТРУКЦИОННЫЕ СВОЙСТВА
ГРАФИТОВЫХ МАТЕРИАЛОВ
Состояние углеродного материала Плотность, г/см» Прочность лри растяжении, кгс/мм2 Модуль упру- гости, кгс/мм» Теплопровод- ность, ккал/(м»ч-®С) Температурный коэффициент линейного рас- ширения, Ю-e °С—1 Прочность при изгибе, кгс/мм2 Прочность при сжатии, кгс/мм»
Волокно общего назначе- ния: углеродное графитовое 1,5 1,3 84,3 63,2 4200 4200 — — —
Высокомодульное волок- но: графитовое эпоксидный углепла- стик 1,6 1,8 316 126,5 42 000 21000 — — 140
Пластина изотропного графита 1,7 2,1—7,0 1050 60—105 9 3,5— 11,2 6,3— 21,0
Пластина пиролитиче- ского графита 2,2 7,0 — 98* 1,13** 1,25* 27** 8,4* 7,0* 31,6**
* В направлениях а и Ъ.
** В направлении с.
Графит часто используется в качестве замедлителя как в реак-
торных, так и в нереакторных системах. Графит по своей природе
обладает хорошими замедляющими свойствами. Кроме того, он
имеет также хорошие конструкционные характеристики, позво-
ляющие использовать его в других (нереакторных) отраслях
промышленности. Композиции на основе графита широко приме-
няются в космической технике и являются неотъемлемой частью
большинства источников тепловой энергии. При этом такие его
свойства, как теплопроводность, прочность и др., имеют особенно
460
С. Дж. Абрахамсон, Р. Е, Валле
важное значение. Перечень некоторых наиболее важных конструк-
ционных свойств графитовых материалов приведен в табл. 2.
Как замедлитель л графит предохраняет материалы, оборудова-
ние и людей от воздействия нейтронов. Особое значение придается
его конструкционным и теплофизическим характеристикам.
Применение графитового кермета для замедления реакции
освоено на заводе им. Энрико Ферми по производству ядерных
энергетических реакторов. Используется кермет в виде графитовой
матрицы, содержащей частицы карбида бора. В космической тех-
нике графит как пиролитический, так и изотропный применяется
в радиоизотопном термоэлектрическом генераторе типа «Пионер»
(см. рис. 5).
Более полную информацию о применении графита в ядерной
технике можно получить в книге «ЯдернЫЙ графит» (19].
Б. Защита от излучения
Защиту людей или оборудования от воздействия излучения
нейтронного или гамма-излучения предполагается осуществлять
с помощью высокоплотного бетона, воды или других материалов,
содержащих водород. Основным защитным материалом, применяе-
мым в ядерной технике, является бетон, однако свойства й защит-
ные свойства различных сортов бетона выходят за рамки настоя-
щего обзора.
Кроме того, для защиты от нейтронного и гамма-излучения
часто используется композиционный материал на основе полиэти-
лена с наполнителем из свинца, а для защиты от нейтронного
облучения — пластик с наполнителем из бора или соединений
бора. При необходимости визуальных наблюдений для защиты
применяют прозрачные слоистые пластики с наружным огнестой-
ким слоем из плексиглаза SE-3.
Для высокопрозрачных обзорных окон в камерах используется
псевдокомпозиционный материал, состоящий из нескольких стек-
лянных листов, содержащих бромид цинка.
В. Оболочки
Оболочки применяют как в реакторных, так и в нереакторных
системах. Основная функция оболочки в реакторе — отделение
топливных элементов (активной зоны ядерного реактора) от тепло-
носителя. Оболочка предотвращает взаимодействие топливного
материала с теплоносителем, конструктивно выполняя роль кон-
тейнера, удерживающего топливо.
Облицовка должна обладать следующими важнейшими свой-
ствами: 1) ядерными; 2) удовлетворительной прочностью и сопро-
тивлением ползучести; 3) термической стабильностью; 4) стой-
12. Ядерная техника
461
костью против коррозии; 5) теплопроводностью; 6) стойкостью
против облучения; 7) совместимостью с материалами активной
зоны и другими компонентами; 8) эффективностью и экономич-
ностью.
Применение композиционных оболочек, за исключением тех,
которые уже рассматривались в разделах, касающихся топливных
элементов и замедлителей, ограничено в основном керамическими
материалами, такими, как керметы SiC — Si, А12О3 — Сг, MgO —
— Ni и т. п. Высокая температура плавления большинства керме-
тов вполне позволяет использовать их в этих целях. Однако свой-
ственные им низкая теплопроводность, плохое сопротивление
тепловому удару и плохое сопротивление термическим напряже-
ниям значительно снижают их эффективность, поэтому они исполь-
зуются в виде композиций в сочетании с другими материалами или
сплавами, которые лучше удовлетворяют этим требованиям.
Подробное описание свойств керметов дают Линч и др. [17].
В последнее время большое внимание уделяется использованию
термоядерных реакторов. Композиционный материал, такой как ме-
таллический лист, покрытый керамикой, или слоистый — металл —
керамика — металл, предполагается использовать в качестве изо-
ляции, обладающей хорошей совместимостью с жидким литием
[9, 15, 21]. Такая конструкция реакторов должна найти широкое
применение в будущем, поэтому использование в них компози-
ционных материалов представляет огромный интерес.
Рис. 6. Схематический разрез
вентиля:
1 — диск с клапанами; 2 —
кожух; 3 — диск с клапана-
ми; 4 — опорный диск; 5 —
трубка для выхода гелия
Рис. 7. Платиновый клапан, за-
варенный в капсульной головке
ив сплава Pt-20 Rh
462
С. Дж. Абрахамсон, Р, Е. Валле
Облицовки часто применяются в космической технике в кон-
струкции радиоизотопных термогенераторов. Они являются частью
конструкции капсул — источников теплоты или самого генера-
тора. Обычно они выполняют роль диффузионного барьера для
устранения или сведения к минимуму взаимодействия между от-
дельными деталями, такими как аблятор или эмиссионные покры-
тия.
Фирма Hittman Associates, Inc. разработала для научно-ис-
следовательской корпорации Monsanto уникальный клапан для
селективного выпуска гелия из смеси с другими газами. Методика
основана на свойстве некоторых твердых веществ пропускать
путем диффузии только гелий, задерживая другие газы. Прибор
состоит из волокон кварца (10—20%), распределенных в метал-
лической платине; схема его показана на рис. 6. Такой компози-
ционный материал изготовляется горячим прессованием с ориенти-
рованным расположением волокон, что способствует направлен-
ному проникновению гелия. Эти клапаны могут быть изготовлены
для работы при температурах от ~ 500 до 1310°С в зависимости
от их состава, размеров и др. Например клапан, показанный
на рис. 7, можно использовать для удаления гелия из капсул,
содержащих альфа-радиоактивные вещества, в результате чего
снижается давление гелия.
Г. Пластики
Пластики в виде композиционного материала находят широкое
применение в ядерной технике. В своей книге, посвященной
использованию пластиков в конструкции ядерных реакторов,
Тёрнер [251 приводит следующие области применения композици-
онных пластиков: 1) радиационная дозиметрия; 2) радиационная
защита; 3) высоковольтная аппаратура; 4) низковольтная аппа-
ратура; 5) магниты; 6) высоковакуумная аппаратура; 7) оптика;
8) использование в условиях механических, термических и других
нагрузок.
Кроме того, некоторые приборы, в которых использован плас-
тик, применяют в оборудовании, предназначенном для осуществле-
ния ядерных взрывов. В течение многих лет в ядерной промыш-
ленности для производства детонаторных головок используется
композиционный материал на основе диаллилфталатного пластика
(ДАР) с наполнителем из асбеста (рис. 8). Типичные свойства
этого материала: прочность при растяжении > 3,5 кгс/мм2; со-
противление воздействию дуги > 120 с; ударная вязкость по
Изоду >0,0011 кгс-м/см2, теплостойкость > 150 °C. Детали, из-
готовленные из этого материала, имеют высокую точность и отлич-
ную стабильность.
12. Ядерная техника
463
Рис. 8. Детонаторная головка из диаллилфталатного пластика
Композиционные пластики находят применение в производстве
взрычатого вещества, получаемого методом экструзии. Материал,
который на 70% состоит из пентаэритритолтетранитрата (PETN),
диспергированного в пластике, например, в силиконе, можно
подвергать экструзии и получать различные конфигурации с вы-
сокой точностью.
Гибкий огнепроводный шнур детонатора MDF, состоящий из
высокодисперсного взрывчатого вещества, такого, как PETN, в ме-
таллической (например, свинцовой) оболочке, используется в
устройствах, где требуется заданная, точно воспроизводимая ско-
рость горения.
Проводящие клеи, полученные путем введения металлического
порошка, например, серебра, в различные клеящие вещества, при-
меняют для регулировки электрического контактного сопротивле-
ния между элементами.
Д. Другие материалы конструкций
Большинство рассмотренных материалов используются не
только в конструкции реакторов или в ядерной технике, но и в
других отраслях. Материалы конструкций, применяемые в реакто-
рах и ядерной технике, описаны в книге Уолтона [26].
В ядерной технике широко используются следующие компо-
зиционные или псевдокомпозиционные материалы: асбест, графит,
свинцовистое стекло, бетон, свинец, пластики (полиэтилен) и др.
Они находят применение при изготовлении фильтров, прокладок,
специальных перчаток, смотровых окон и т. п.
464
С. Дж. Абрахамсон, Р. Е. Валле
Работа с радиоактивными материалами проводится обычно в
перчаточном боксе. Перчаточный бокс, обладающий стойкостью
к коррозии, небольшой массой, низкой стоимостью и простотой
изготовления, выполнен из огнестойкой полиэфирной смолы с на-
полнителем из стекловолокна. Прочность этих боксов такая же,
как и прочность стальных. Для повышения огнестойкости в на-
полнитель добавляется трехокись сурьмы; на внешнюю и внутрен-
нюю поверхности бокса наносится полиэфирное покрытие без
волокон. Кроме того, для обеспечения дополнительной стойкости
к определенным средам на внутреннюю поверхность можно нанести
эпоксидное покрытие. Для безопасности окна перчаточного бокса
изготовлены из слоистого стекла. Обычно стеклопластик содержит
20—30% по массе стекловолокна, минимальная прочность мате-
риала 7,0 кгс/мм2, а ударная вязкость образцов с надрезом
2,08 кгс-м/см2 при комнатной температуре. В настоящее время
в лабораториях, исследующих радиоактивные материалы, исполь-
зуются сотни таких перчаточных боксов и их предполагаемое при-
менение в будущем связано с развитием ядерной промышленности.
Однако такого типа боксы могут быть использованы и для работ
с нерадиоактивными веществами.
Одна из главных проблем ядерной техники — радиационное
повреждение материалов, обычно вызывающее ухудшение их
механических характеристик. Однако облучение можно исполь-
зовать также и для улучшения конструкционных свойств. Напри-
мер, в своей работе Штейнберг и др. [23] сообщают, что в резуль-
тате гамма-облучения Со60 бетонного раствора, пропитанного
мономерами, происходит мгновенная полимеризация. Контроль-
ные образцы показали улучшение структурных и химических
свойств.
Обширную библиографию о волокнах и композиционных мате-
риалах за период 1969—1972 гг. дает Флекк [8]. В этих работах
рассматриваются материалы, применяемые во многих отраслях
промышленности.
III. ПРИМЕНЕНИЕ В СОВРЕМЕННЫХ И ПРОЕКТИРУЕМЫХ
АППАРАТАХ
С развитием ядерной техники предполагается увеличить приме-
нение композиционных материалов в этой отрасли. Наиболее
широкое применение они найдут в конструкции ядерного реактора.
Полагают, что выработка ядерной энергии в США увеличится от
23 млн. кВт-ч в 1970 г. до 2067 млн. кВт-ч в 1985 г., т. е. в
100 раз [5]. К 1985 г. объем производства ядерной энергии составит
48% всей необходимой электроэнергии.
В космической технике радиоизотопы представлены главным
образом плутонием-238. В 1973 г. в ядерных системах различных
12. Ядерная техника
465
космических аппаратов было израсходовано примерно 19 кг изо-
топов. Общая предполагаемая потребность в изотопах к 1983 г.
составит 149 кг. Суммарная потребность в изотопах за весь этот
период времени составит 1100 кг. Однако нет уверенности в том,
что такое количество изотопов будет выработано за это время.
Все производимое количество изотопа плутоний-239 оплачивается
из фондов правительства США.
Применение композиционных материалов в будущем представ-
ляется в виде высококачественных стеклянных волокон, волокон
двуокиси кремния и в сочетании со специально выбранными
матрицами. Поскольку модуль упругости применяемого в настоя-
щее время графита составляет 42 000 кгс/мм2, а предел прочности
при растяжении до 295 кгс/мм2 *, то его целесообразно использо-
вать в тех случаях, когда требуется высокая удельная прочность.
Предполагается использование и других композиционных мате-
риалов в элементах конструкций.
Список литературы
1. Anderson, W. К., and Theilacker, J. 8. (eds.) (1962). «Neutron Absorber
materials for Reactor Control. — U. S. Government Printing Office, Wash-ng-
ton. D. C.
2. Chapman, A. T., and Hammer, R. L. (1964) Zn: Materials and Feuls for
High—Temperature Nuclear Energy Applications (M. T. Simnad and
L. R. Zumwalt, eds.), pp. 225—241. MIT Press, Cambridge, Massachusetts.
8. Christie, J. J. (ed.) (1972). Nucl. Ind. 19, Part 2,39.
4. Christopher, S. S., Koziol, J. J., and Mahagin, D. E. (1969). Nucl. Appl.
6, 47-55.
5. Cobb, G. H. (Chairman) (1972). U. S. Energy Outlook, An Interim Report,
U. S. Dept, of Interior, Washington D. C.
6. Cunningham G. W. (1963). Reactor Mater. 6, 1—18.
7. Dilanni D. C. (1972). NASA—TM—X—2451.
8. Fleck J. N. (1972). MCIC 72-09.
9. Fraas A. P. (1972). ORNL—TM—3756.
10. Freund G. A. (1963). Materials for Control Rod Drive Mechanisms. — Row-
man and Littlefield, New York.
11. Frost B. R. T., Cope L. H., Lambert J. D. B., Lloyd H., Juong W., Man-
son J. E., and P. G. Mardon (1964). Int. Conf. Peaceful Uses At. Energy,
3rd Vol. 10, 170-177.
12. Gibson G. W. (1967). Idano Nucl. Corp. IN—1133.
13. Goeddel W. V. (1967). Nucl. Appl. 3, 599—614.
14. Grossman L. N. (1966). In: High Temperature Nuclear Fuels. (A. N. Holden,
ed.), Vol. 42, p. 501—515. Gordon and Breach, New York:.
15. Lawrence Radiation Lab. (1969). UCRL—50544.
16. Lozier D. E. (1968). Reactor Mater. 10, 208—209.
17. Lynch J. F., Ruderer C. G., and Duckworth W. H. (eds.) (1966). Engineering
Properties of Selected Ceramic Materials. — Amer. Ceram. Soc., Columbus.
Ohio.
♦ Имеется в виду материал в виде волокон (прим. ред.}.
466
С. Дж. Абрахамсон, Р. Е. Валле
18. Meyer R. A., Lofftus F. Н., and Goodjohn A. J. (1966). In: High Tempera-
ture Nuclear Fuels. (A. N. Holden, ed.), Vol. 42, pp. 403—420. Gordon
and Breach, New York.
19. Nightingale R. E. (ed.) (1962). Nuclear Graphite. Academic Press, New
York.
20. Ray W. E. (1963). Fabrication of Control Rods for Nuclear Reactors. Row-
man and Littlefield, New York.
21. Ribe F. L. (1972). In: Fusion Reactor First Wall Materials. (L. C. lanniello,
ed.), Summary of a Meeting, WASH—1206.
22. Rothman A. J. (1965). In: Ceramics for Advanced Technologies. (J. E. Hove
and W. C. Riley, eds.), pp. 306—337. Wiley, New York.
23. Steinberg M., Manowitz B., Kukacka L. E., Colombo P., Fontana J. and
Farber G. (1970). BNL—14746.
24. Tipton C. R., Jr. (ed.) (1960). Reactor Handbook. Vol. 1. Wiley (Intersci-
ence), New York.
25, Turner J. O. (1961). Plastics in Nuclear Engineering. Van Nostrand—
Reinhold, Princeton, New Jersey.
26. Walton G. N. (ed.) (1958). Glove Boxes and Shielding Cells for Handing
Radioactive Materials. Acedemic Press, New York.
27. Wilson V. C. (1959), J. Appl. Phys., 30, 475—481.
28. Yang L., Hudson R. G., and Carpenter F. D. (1966). In: High Tempera-
ture Nuclear Fuels. (A. N. Holden, ed.), Vol. 42, pp. 481—500. Gordon and
Breach, New York.
13
Перспективы широкого применения
композиционных материалов
Брайан Р. НОТОЙ
Баттелевские лаборатории
Колумбус, Огайо
I. Введение................................................ 468
II. Стандартные конструкционные полуфабрикаты.............. 468
III. Упрочненная древесина.................................. 472
IV. Ленты из стеклоуглеволокна.............................. 473
V. Усиление автомобильных деталей.......................... 473
VI. Каяки и яхты............................................ 476
VII. Трубчатые элементы конструкций........................... 477
VIII. Спортивный инвентарь.................................... 478
IX. Оборудование.......................................... 480
X. Протезы................................................. 481
XI. Применение композиций вместо металлических поковок .... 482
XII. Детали самолетов вертикального и укороченного взлета и по-
садки ........................................................ 485
XIII. Другие детали самолетов................................. 489
XIV. Перспективные области применения........................ 489
Список литературы............................................. 490
В этой главе приведены примеры использования углепластиков
в производстве предметов широкого потребления. Показана воз-
можность улучшения в ряде случаев характеристик изделий при
использовании углеродных волокон. Изделия, описываемые в этой
главе и изготовляемые в Англии, Японии и США, свидетельствуют
о быстром увеличении объема ежегодного производства углерод-
ных волокон, которое должно привести к сильному снижению
стоимости материалов, препятствующей в настоящее время их
использованию в некоторых конструкциях. Рассмотрены следую-
щие изделия: ручки клюшек для игры в гольф, удочки, теннисные
ракетки, луки, яхты и каяки, измерительное оборудование, авто-
мобили с повышенной надежностью и гоночные автомобили, од-
ноколки, детали самолетов и велосипедов, ремизные рамы ткацких
©танков, протезы.
468
Брайан Р. Нотон
Большое значение имеет разработка армирующих тканых на-
полнителей на основе углеродного и стеклянного волокна и стан-
дартных профилированных полуфабрикатов; это позволяет сокра-
тить обычно длительный процесс внедрения новых материалов.
В некоторых рассмотренных случаях изделия уже приобрели
коммерческое значение. Благодаря этому быстрее приобретается
опыт производства и доверие покупателей.
I. ВВЕДЕНИЕ
Перспективные композиционные материалы впервые начали
применять для военных целей. Сложность и высокая стоимость
производства, не говоря уже о стоимости самого материала, яв-
ляются основным препятствием для внедрения ряда материалов.
В серийном производстве композиционные материалы часто при-
меняют в виде плоских листов или листов небольшой кривизны
для обшивок сотовых панелей. Технологический процесс произ-
водства их значительно проще.
Большие преимущества можно получить от применения перс-
пективных композиционных материалов и сбыта промышленных
изделий. Это, прежде всего, снижение стоимости материала, воз-
можность механизации процессов производства. Все более воз-
растает доверие покупателя и его признание композиционных
материалов, а также опыт, накапливаемый при эксплуатации изде-
лий из них в различных условиях и средах.
В процессе освоения перспективных композиционных материа-
лов можно отметить несколько направлений. Во-первых, обычные
материалы, такие, как стеклопластики, подвергаются выборочному
упрочнению, часто без значительного увеличения стоимости про-
изводства. Во-вторых, производятся армирующие тканые наполни-
тели и стандартные профилированные L и Z-образные полуфабри-
каты, изготовленные методом пультрузии. Эти полуфабрикаты
знакомы конструкторам, работникам производства, потребителям,
и это облегчает решение некоторых проблем, обычно возникающих
при внедрении нового материала. В-третьих, разрабатываются
новые идеи конструирования сложных изделий, широко исполь-
зующие склеивание.
Помимо снижения массы решаются и другие не менее важные
задачи: снижение стоимости производства, эффективное исполь-
зование высокопрочных волокон и таких особенностей материалов,
как высокое сопротивление распространению трещины и др.
II. СТАНДАРТНЫЕ КОНСТРУКЦИОННЫЕ ПОЛУФАБРИКАТЫ
В приложении II рассмотрены некоторые проблемы, препят-
ствующие внедрению новых материалов. Очень важно иметь
в распоряжении определенные композиционные материалы в виде
I Перспективы широкого применения
469
Рис. 1. Типичные конструктивные элементы, полученные
зии из стеклопластиков. Фотография представлена фирье2°Д°м ВУЛЬТРУ"
Engineering, Inc. (Калифорния) °® Goldsworthy
стандартных конструкционных полуфабрикатов, тд^
возможность ускорить процесс освоения этих Мцт как это
рис. 1 показаны изделия из стеклопластика фирмц|рИ??0В* А~а
Engineering, Jnc, Torrance (Калифорния)/изготовг^ (-J°lclswortny
непрерывной пультрузии, и изделия фирмы Д- ные мет°Д°м
Northridge (Калифорния), представляющие собой уг егсот» 1пс->
миниевого сплава, упрочненного борным волокно^ Ojj?H из алю’
прерывной пультрузии обсуждался в работах р* роцесс не-
и Хардести [11]. Конструкторам, производственниц ЛДСУ°РСИ
телям знакомы такие полуфабрикаты, и, хотя в неко^ЦМ И П0ТРе&и"
эффективность применения их не может быть тако^ °РЫХ слУчаях
при разработке новой конструкции изделия, замена высокои> как
снижения стоимости изделия становится иногда териала для
внедрения композиционных материалов. Другим ц Рвым этапом
упомянутых выше стандартных полуфабрикатов яв^РеимУЩеством
ность избежать процесса выкладки вручную, kotoj^™ возмож"
пятствует достижению необходимой производитель^ и часто пРе'
Полуфабрикаты, изображенные на рис. 1, прим^2СТИ’
личных конструкциях. Это рубки кораблей, прицецЯяю^я в Раз'
торы, контейнеры, лестницы, контррельсы и бортц* ’РеФРижеРа“
С успехом выпускаются также полуфабрикаты ц самосвалов,
лых конструкционных балок с большим числом ребец ^де пУстоте‘
ляются по технологии «Гласпул», разработанной 4^ НИ«ИпГ°и°В"
sions Corporation (Кент, Огайо). Заявленная масЛ₽М0И Fultru‘
балок из композиционного материала на 1/4—3/^Ц пустотелых
у полуфабрикатов из стали и алюминиевых сплд^ Меныпе, чем
тот же предел текучести. Производятся пустотелые цОв’ име1°Щих
няемые полиуретановой пеной и снабженные соь>ганели’ запол'
ребрами. Мнительными
470
1э райан Р. Нотон
Бенн [1] предложил способ оценки стоимости производства
углепластиков, аналогичный способу оценки стоимости изготовле-
ния стеклопластиков (табл. 1).
Таблица 1
ПРИБЛИЗИТЕЛЬНАЯ СТОИМОСТЬ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ
КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ * [1]
Процесс Стоимость**, доллар/кг Процесс Стоимость**, доллар/кг
Прессование из препре- гов в сопрягающихся пресс-формах Напыление Прессование в автоклаве 0,25—1,0 0,30—1,0 6,50—2,5 Цамотка волокон Пультрузия Контактное формование Инжекция с последую- щим формованием 0,75—2,5 0,35—1,75 0,45—1,5 0,25—0,5
* Без учета стоимости материалов.
* Вез учета стоимости военных и авиационно-космических производств.
Двери грузового отсека орбитального космического корабля
многократного применения, показанные на рис. 11 в гл. III, пред-
ставляют типичный пример использования профилей, шляповид-
Рис. 2. Упрочненная панель из боралюми-
ниевого материала, изготовленная фирмой
Amercom, Inc.
Фотография представлена J. F. Dolowy, Ir.,
фирма Ainercom, Inc. (Калифорния)
пых в сечении, изготовлен-
ных из алюминиевого спла-
ва, упрочненного борным
волокном. Профиль дли-
ной 457 мм применяется
для усиления боралюми-
ниевой панели (рис. 2).
Панель и профиль изго-
товлены из алюминиевого
сплава 6061, содержащего
45% борных волокон диа-
метром 0,14 мм, и соедине-
ны точечной сваркой. От-
личные усталостные свой-
ства боралюминиевых
композиционных материа-
лов и предел выносливо-
сти, составляющий 70 —
80 % от прочности при
статических испытаниях,
дают возможность приме-
нять этот материал для
изготовления полки лон-
жерона самолета с крылом
неизменяемой геометрии.
13. Перспективы широкого применения
471
В некоторых областях широко
используются трехслойные конст-
рукции с сотовым заполнителем
и металлической обшивкой. Ино-
гда в этих случаях возможно при-
менение перспективных материа-
лов путем простой замены обшив-
ки конструкции с сотовым запол-
нителем на слоистые композици-
онные материалы. Необходимо,
конечно, обращать особое внимание
на кромки, конфигурацию и мето-
ды соединения, чтобы обеспечить
совместимость деталей с учетом
термоупругих свойств материалов.
Это очевидно из диаграммы, при-
веденной на рис. 3 [7].
В главах 1 и 2 рассматрива-
Рис. 3. Сравнение температурных
коэффициентов линейного расши-
рения композиционных материа-
лов и металлов [7]
ется ряд успешно внедренных в
эксплуатацию конструкций, в которых в качестве обшивок для
сотовых панелей применены усовершенствованные композицион-
ные материалы, а также области применения такого типа матери-
алов.
Рис. 4. Типичная пресс-форма для изготовления прутков из углепластика.
Фотография представлена фирмой Royal Aircraft Establishment (Англия)
472
Брайан Р. Hotqh
При изготовлении композиционных материалов очень важно
использовать простые процессы производства, особенно в тех
случаях, когда требуются материалы с улучшенными характерис-
тиками. На рис. 4 показана типичная многосекционная пресс-
форма для изготовления полос из углепластика. Эти полосы можно
затем применять для выборочного упрочнения более дешевых полу-
фабрикатов, например, изготовленных методом пультрузии
(см. рис. 1). Такой способ использования углепластиков обеспечи-
вает дополнительную прочность балок и дает возможность достичь
такой прочности, которая могла бы быть у материала, упрочнен-
ного углеродным волокном по всему объему. К тому же» большин-
ство конструкторов и производственников знакомо с применяемой
технологией соединения деталей.
III. УПРОЧНЕННАЯ ДРЕВЕСИНА
Фирма The Royal Airckraft Establishment (Англия) применяет
углепластики для упрочнения древесины (рис. 5). По сообщению
Вотта и Филипса [17], в результате упрочнения древесины допус-
тимая нагрузка составила 267 % нагрузки, выдерживаемой неупро-
чпенной древесиной. В некоторых странах ощущается дефицит
в высокосортных породах древесины, поэтому ясно, что при зна-
чительном снижении стоимости углеродного волокна компози-
ционный материал на основе древесины найдет применение для
>ис. 5. Упрочнение древесины углепластиком. Фотография представлена
гармой Royal Aircraft Establishment (Англия). Разрушающая нагрузка:
0.8 кгс’м; 2 0.5 кгс« м; 3 — 2,2 кгс м
13. Перспективы Широкове применения
478
различных сложных конструкций, таких как шпили церквей,
крыши гимнастических залов. На рис. 5 показаны типы разруше-
ний балок из древесины, упрочненной углепластиком. Примером
повышения качества древесины при изготовлении конкретной
продукции являются гоночные двуколки, выпускаемые фирмой
Fiber — Tech Enterprices (США). Ось двуколки упрочняется во-
локном «Фортафил» фирмы Great Lakes Carbon. По сравнению
с традиционными двуколками, имеющими деревянный каркас,
новые двуколки на 20% легче, а случаи разрушения происходят
значительно реже, что является важным фактором с точки зрения
безопасности и обслуживания.
IV. ЛЕНТЫ ИЗ СТЕКЛОУГЛЕВОЛОКНА
Производители полуфабрикатов вносят важный вклад в раз-
работку типовых лент из однонаправленных углеродных или ком-
бинированных углестекловолокнистых жгутов различного назна-
чения. Ширина различных лент, препрегов и формованных загото-
вок, выпускаемых фирмой Games Carr and Sons (Англия), состав-
ляет 12,7—158,7 мм. Изделия, изготовленные из таких полуфабри-
катов, имеют все преимущества стеклопластиков, но обладают
высокой жесткостью, обусловленной наличием углеродных воло-
кон. Примерами возможного применения полуфабрикатов на
основе стеклоуглеволокна являются носовой обтекатель двига-
теля, законцовка крыла, стойки шасси для самолетов общего на-
значения, химические насыпные бункеры для сельскохозяйствен-
ных самолетов и гоночные автомобили. Освоено производство
трехмерных сотовых и слоистых ферменных панелей, что указы-
вает на потенциальные возможности технологических процессов
с использованием полуфабрикатов. Когда возросший объем про-
изводства позволит значительно снизить стоимость углеродных
волокон, тогда они, возможно, будут применяться и при производ-
стве автомобилей для выборочного упрочнения кузова из стекло-
пластика. Вопрос о соотношении между стоимостью и потребностью
в волокнистых композиционных материалах подробно рассмотрен
Бергом и Филиппи [3].
V. УСИЛЕНИЕ АВТОМОБИЛЬНЫХ ДЕТАЛЕЙ
На рис. 6 показаны исходные материалы, инструмент и форма
для изготовления комбинированных матов на основе стеклянных
и углеродных волокон. В химической и автомобильной промыш-
ленности, где требуются изделия сложной конфигурации, часто
применяют маты из стекловолокна. Повышение качества дешевых
изделий из стекловолокна путем использования слоистых кон-
474
Брайан Р, Нотон
Рис. 6. Применение углеродных волокон в процессе выкладки матов на
основе рубленого стекловолокна. Фотография представлена фирмой Royal
Aircraft Establishment, Англия
струкций открывает большие возможности конструктору в тех
случаях, когда требуется получить высокие значения прочности
и жесткости. Вотт и Филлипс [17] — представители фирмы Royal
Aircraft Establishment (Англия) — применили принцип усиления
при производстве нескольких изделий, таких, как детали прото-
типа автомобиля «Форд GT-40». Этот автомобиль с кузовом, упроч-
ненным углеродным волокном, выиграл 24-часовые гонки в Ле-
мансе в 1968—1969 гг. Этими же авторами обсуждался вопрос
о кузове автомобиля, ранее изготовлявшегося из тяжелого и
скрипучего стеклопластика, подверженного усталостным разру-
шениям при значительных изгибах и вибрациях. При изготовле-
нии кузова из материала, содержащего стеклоуглеволокно, значи-
тельно уменьшилась масса (с 69 до 42 кг). После двух сезонов
эксплуатации такого кузова не было обнаружено никаких призна-
ков разрушения. В результате модернизации стоимость повыси-
лась на 40%.
В США также использовались графитовые волокна фортафил
при изготовлении фирмой Fairchild Industries первого экспери-
ментального автомобиля повышенной надежности, испытания
которого проведены Отделением транспортных средств США.
Вероятно, это первое применение в США графитовых волокон для
корпусов наземных транспортных средств. Эпоксидный стекло-
углепластик применялся для изготовления крышки багажника
13. Перспективы широкого применения
475
Рис. 7. Капот двигателя,
изготовленный для Отделе-
нья транспортных средств
США фирмой Fairchild In-
dustries Experimental Safety
Automobile. Капот изготов-
лен из эпоксидного стекло-
пластика с применением
выборочного упрочнения
графитовыми волокнами
фортафил. Фотография пред-
ставлена фирмой Courtesy
Great Lakes Carbon Corp.
(Нью-Йорк)
и узлов капота двигателя вместо обычных стеклопластиков или
металлов. На рис. 7 изображен капот двигателя с выборочным
упрочнением. Для изготовления каждой детали было использовано
1,35 кг графитовых волокон, что обеспечило более 50% экономии
массы. Багажник и капот автомобиля фирмы Fairchild были
спроектированы и изготовлены отделением Reinforced Plastics
фирмы Atkins and Merrill (Марлборо, Массачусетс).
Перед конструкторами автомобилей возникают все более слож-
ные задачи. Так, необходимо компенсировать наблюдаемое увели-
чение массы, обусловленное установкой устройств для очистки
выхлопных газов от вредных веществ и поглощения энергии уда-
ров при столкновении. В результате увеличения массы возрастает
расход топлива. Это происходит в период, когда на первый план
выдвигается проблема топливного кризиса и ожидается значи-
тельное увеличение стоимости топлива. В процессе решения про-
блемы снижения массы при одновременном обеспечении безопас-
ности в момент аварии, а также улучшения других характеристик
большое внимание уделяется разработке новых материалов и новых
принципов конструирования. Первым важным шагом на пути
повышения качества кузова автомобиля с помощью композицион-
ных материалов является выборочное упрочнение деталей, изго-
товленных из стеклопластиков. Но могут быть разработаны и
более радикальные средства, например ребристые слоистые кон-
струкции с алюминиевым сотовым заполнителем и рамы, ивготов-
ленные из трубчатых композиционных элементов.
В конечном счете, вполне возможно, что в результате таких
разработок из стеклопластиков на основе термопластичных и тер-
мореактивных смол будут изготовляться и более крупные детали
кузова, которые будут конкурировать с листовой сталью, приме-
няющейся в серийном производстве автомобилей.
476
Брайан Р. Нотой
VI. КАЯКИ И ЯХТЫ
Принцип упрочнения, рассмотренный выше, используется
в США и Англии для изготовления каяков из стеклопластика.
Вопрос применения углепластиков для каяков, изготовляемых
в Англии, обсуждался в работе Вотта и Филлипса [17]. В настоя-
щее время такие каяки производятся в промышленном масштабе.
Они обладают более жестким и прочным корпусом, а экономия
массы достигает 30%. Когда углеродные волокна используются
при строительстве большого морского судна, требующего обычно
применения толстых слоистых стеклопластиков, экономия про-
изводственного времени и материалов может скомпенсировать
стоимость пластиковой каркасной арматуры, упрочненной дис-
кретным углеродным волокном. Роббинс [15] указывает на необхо-
димость рассмотрения композиционных материалов в условиях их
применения, как это и сделано в этой главе.
Гоночный каяк, изготовляемый фирмой High Perform асе
Products (Массачусетс), имеет длину 3,9 м, а массу лишь 9,5 кг.
Здесь полиэфирный стеклопластик дополнительно упрочнен волок-
ном фортафил. Графитовые волокна, применяемые для упрочнения
корпуса и палубы судна, обеспечивают снижение массы на 12%
без дополнительного увеличения стоимости производства. При
конструировании гоночных каяков необходимо обеспечить лег-
кость и жесткость конструкции, так как они предназначены для
плавания в бурных водах.
Можно ожидать, что тот же принцип будет применен при
строительстве более крупных шлюпок и со временем, кораблей,
при изготовлении которых возникают проблемы, связанные со
значительным расходом стеклопластика и времени, затрачиваемого
на выкладку изделий вручную. При эксплуатации больших
контейнеров и судов для перевозки грузов без тары существенную
проблему представляет их жескость при кручении и изгибе; эти
проблемы могут быть решены путем использования простых, но
больших балок из современных композиционных материалов для
выборочного упрочнения корпуса судна, изготовленного из стали,
алюминиевого сплава или стеклопластика.
Примером крупного судна, при конструировании которого
используется выборочное упрочнение графитовыми волокнами,
служит гоночная и рейсовая парусная шлюпка «фантазия» фирмы
Tillotson — Pearson длиной 13,8 м, которая участвовала в гонках
Нью-Порт — Бермуды 16—20 июня 1972 г. Носовой отсек, опора
и пятка киля этой шлюпки упрочнены графитовыми волокнами
фортафил. Применение графитовых волокон позволило сэкономить
103 кг массы при модуле упругости материала 7030—8436 кгс/мм2.
Жесткость такого материала приблизительно в 5 раз превышает
жесткость обычных стеклопластиков, применяемых в судострое*
IS. Перспективы широкого применения 477
нии. Наиболее важной особенностью данного вида производства,
отмеченной и ранее, является возможность использовать обычную
технологию, принятую для конструкции из стекловолокна. Эко-
номия достигается за счет применения большого жгута из волокна
фортафил, состоящего из 38 000 элементарных нитей. Вопрос
применения перспективных композиционных материалов для спе-
циального гоночного судна «Интерпид» обсуждается в работе
Маршалла [13].
VII. ТРУБЧАТЫЕ ЭЛЕМЕНТЫ КОНСТРУКЦИЙ
Углепластики обладают малой массой, высокой жесткостью,
удовлетворительным температурным коэффициентом линейного
расширения, низкой чувствительностью к атмосферной влаге.
Материал с такими свойствами является идеальным для измери-
тельного оборудования. На рис. 8 изображен штангенциркуль из
такого материала, изготовленный в Национальной инженерной
лаборатории (Англия). Этот штангенциркуль представляет собой
один из элементов системы управления процессом механической
обработки больших валов. Это еще один пример, иллюстрирую-
щий тенденцию к производству конструкций типа ферм, эле-
менты которых позволяют применять механизированное произ-
водство.
Рис. 8. Штангенциркуль из углепластика, изготовленный фирмой National
Engineering Laboratory (Англия). Это один из элементов системы управления
процессом механической обработки крупных изделий, Фотография предста-
влена фирмой Fothergill and Harveyx Ltd (Англия) „
478
Брайан Р. Нотой
Рис. 9. Рама велосипеда, изготовленная из углепластика по совместной
программе, выполняемой фирмами Fothergill and Harvey, Littleborough и
Carlton Cycles (Англия). Фотография представлена фирмой Fothergill and
Harvey, Ltd
Аналогичные трубчатые элементы используются также для
изготовления рам велосипедов; разработка этой перспективной
технологии ведется по совместной программе, выполняемой фир-
мами Fothergill and Harvey, Ltd, Composite Materials Division
(Англия) и Carlton Cycles, Ltd (Англия). На рис. 9 показан такой
велосипед. Эта модель применяется во всем мире для определенного
вида трековых соревнований. Предполагается, что в ближайшем
будущем начнется его серийное производство. И в этом случае
композиционные элементы могут изготовляться путем механизи-
рованной намотки. Экономия массы в результате использования
более легких материалов составит 20% по сравнению с массой
стальных конструкций при сохранении жесткости на том же
уровне. В настоящее время проводятся серьезные дорожные и
динамические испытания. В связи с увеличившимся спросом на
легкие велосипеды ожидается, что на изготовление такой продук-
ции пойдет значительное количество углепластиков. Из-за увели-
чения числа дополнительных приспособлений, необходимых поку-
пателю, становится все более важной задача уменьшения массы
всех моделей велосипедов.
VIII. СПОРТИВНЫЙ ИНВЕНТАРЬ
Интересно отметить, что промышленность, выпускающая спор-
тивный инвентарь, сравнительно быстро оценила возможности
ррименения перспективных композиционных материалов для та-
13. Перспективы широкого применения
479
ких товаров, как клюшки для игры в гольф, луки, удочки и тен-
нисные ракетки. Работы в этой области очень важны, так как если
внедрение пройдет успешно, то потребность в большом количестве
материала будет в свою очередь воздействовать на стоимость
углеродного волокна. В 1956 г. стеклопластики были применены
как для изготовления деталей ракет и обтекателя антенны самолет-
ной радиолокационной станции, так и для изготовления удочек.
Та же ситуация наблюдается в настоящее время с углеродными
волокнами. Одним из примеров является клюшка для игры в гольф.
Ручка этой клюшки изготовляется отделением Columbia Products
фирмы Shakespeare Company (Южная Каролина) из графитовой
пряжи Торнел-400 фирмы Union Carbide Crporation, пропитанной
высококачественной смолой. Такая ручка весит лишь 73 г, в то
время как стальная ручка или ручка, целиком изготовленная из
стеклопластика, весит 126 г, а ручка из комбинированного мате-
риала на основе стекловолокна и углеродного волокна весит 105 г.
Интересно, что введение этого новшества открыло целый ряд
новых возможностей. Из-за уменьшения массы ручки масса крюка
может быть несколько увеличена, что дает возможность выполнить
более быстрый размах клюшкой. По оценкам Левинса, вице-пре-
зидента по производству фирмы Shakespeare Company, в момент
удара по мячу средним профессиональным игроком в гольф клюшка
имеет скорость 160—170 км/ч; при соответствующей ориентации
высокомодульных волокон можно изменить форму изгиба ручки
клюшки для более эффективной передачи запаса энергии мячу.
Применяемая для ручки графитовая пряжа Торнел-400 фирмы
Union Carbide имеет следующие типичные характеристики: предел
Рис. 10. Теннисные ракетки, изготовленные из эпоксидного углепластика и
бобины с углеродной пряжей. Фотография представлена фирмой Composites
Development Corp. (Калифорния)
480
Брайан Р. Нотон
прочности более 281 кгс/мма, модуль упругости 21 092 кгс/мм2, пре-
дел прочности на сдвиг 9,84 кгс/мма, плотность 1,78 г/см3. Большая
прочность типичного однонаправленного композиционного мате-
риала на растяжение (161 кгс/мм2) и на сжатие (133 кгс/мм2)
обеспечивают высокие характеристики при испытании на изгиб.
В испытаниях по всей длине ручки клюшки были установлены
тензометрические датчики, соединенные с 12-канальным прибором
«Хонвелл Визикордер». Данные по кручению и изгибу позволили
получить информацию о влиянии ориентации волокон на жесткость,
характеристики колебаний клюшки, скорость восстановления
формы и т. д. Применение перспективных композиционных мате-
риалов для спортивного инвентаря позволило накопить ценный
опыт и обеспечить доверие покупателей к этим материалам. Вопрос
разработки клюшки для игры в гольф из стекло- и графитоплас-
тика обсуждался в работе Томаса [16].
Высокомодульные волокна применялись также и для других
видов спортивного инвентаря, таких, как лук, теннисная ракетка
(рис. 10). Как и ручка клюшки для игры в гольф, эти изделия
должны иметь высокую надежность и удовлетворять жестким тре-
бованиям безопасности. В Японии удочки из современных компо-
зиционных материалов уже поступили в широкую продажу.
IX. ОБОРУДОВАНИЕ
Изделие, показанное на рис. 11, представляет прекрасный
пример применения современных композиционных материалов для
ответственных деталей, подвергающихся вибрациям или возврат-
но-поступательным движениям. Это ремизные рамы ткацких стан-
ков типа «Бонас». Применение углеродных волокон дает возмож-
ность увеличить жесткость и уменьшить массу рам и, таким обра-
зом, позволяет увеличить скорость, не опасаясь усталостных
разрушений, обычно присущих металлам. Вотт и Филлипс 117]
изучили эту область применения композиционных материалов
и считают, что уже достигнуто увеличение скорости ткацких
станков на 50%. Очевидно, что при таком повышении производи-
тельности применение углеродных волокон может оказаться
эффективным и при существующих ценах. Возможность повысить
качество текстильного и аналогичного оборудования даст значи-
тельный экономический эффект предприятиям.
Есть и другие потенциальные области применения усовершен-
ствованных композиционных материалов в деталях, подвергаю-
щихся вибрации и возвратно-поступательным движениям. Это,
например, зубчатые колеса и такие детали двигателя внутреннего
сгорания, как толкатель, кулисный рычаг. Вотт и Филлипс [17]
анализировали возможность дальнейшего применения материала
для таких деталей.
18. Перспективы широкого применения
481
Рис. 11. Ремизная рама из углепластика, установленная на ленточном ткац-
ком станке фирмы Bonas. Фотография представлена фирмой Fothergill and
Harvey (Англия)
X. ПРОТЕЗЫ
Важной областью использования свойств углеродных волокон
являются протезы. Легкость, жесткость и возможность изготовле-
ния тонкостенных элементов — положительные качества, обеспе-
чивающие удобство и подвижность людям, страдающим физичес-
кими недостатками. На рис. 12 показаны протезы ног, разрабаты-
ваемые в Японии. Для этих протезов используются углеродные
волокна Торейка фирмы Тогау Industries. Существующие цены
на углеродные волокна вполне приемлемы для этого вида продук-
ции.
16 п/р. Нотона, т. 3
482
Брайан Р. Нотон
XI. ПРИМЕНЕНИЕ КОМПОЗИЦИЙ ВМЕСТО МЕТАЛЛИЧЕСКИХ
ПОКОВОК
Рис. 12. Протезы ног, изготов-
ленные с выборочным упроч-
нением углеродными волокна-
ми «Тогауса», Япония. Такие
протезы имеют меньшие массу
и объем, более высокую жест-
кость. Фотография представ-
лена фирмой Тогау Industries
(Токио, Япония)
В ряде отраслей промышленности металлические изделия полу-
чают ковкой; этот процесс требует значительных энергозатрат и
большого расхода стратегических материалов. В частности, в
гражданской и военной авиационной промышленности многие
элементы конструкции получают механической обработкой поко-
вок. Это шпангоуты фюзеляжа и
крыла, балки шасси, элементы креп-
ления фюзеляжа и стабилизатора,
направляющие закрылков, панели
крепления реактивного двигателя.
В дальнейшем технология изготов-
ления таких изделий должна учи-
тывать следующие обстоятельства-
1) прочность применяемых мате-
риалов возрастет;
2) размеры деталей, возможно,
увеличатся;
3) существующие методы произ-
водства и сами материалы будут усо-
вершенствованы;
4) производственные затраты бу-
дут снижаться.
Кроме того, необходимо точно
определить, какие детали нужны сей-
час и какие потребуются в дальней-
шем, с тем чтобы сократить объем
механической обработки.
Диффузионная сварка и сборка
больших узлов из нескольких дета-
лей, изготовляемых ковкой, являе-
тся важным достижением, использу-
емым на некоторых авиационных
заводах и в исследовательских ин-
ститутах. Процесс диффузионной
сварки удовлетворяет нескольким из
перечисленных выше требований, а
именно: он сокращает процесс меха-
нической обработки, упрощает осна-
стку, экономит стратегические мате-
риалы. Получаемые соединения име-
ют хорошие усталостные свойства.
Стоимость механической обработки
легированных сплавов, применяю-
IS. Перспективы широкого применения
483
щихся для изготовления поковок, достаточно велика. Например,
стоимость механической обработки коррозионно-стойкой стали
302, титанового сплава 6AI — 4V и сплава инконель X может
быть соответственно в 4,7 и 17 раз больше, чем стоимость механи-
ческой обработки алюминия.
Улучшение свойств в результате применения перспективных
композиционных материалов и возможность изготовления из них
составных конструктивных элементов позволяет сократить расход
материала в сравнении с механической обработкой до нужных
размеров. Это свидетельствует о том, что детали из волокнистых
материалов могут стать серьезным конкурентом применяемых
в авиации металлических поковок. Однако для успешного приме-
нения композиционных материалов в этой области необходимо
разработать новые принципы конструирования и в некоторых
случаях с широким использованием склеивания.
Некоторые фирмы достигли значительных успехов в разработке
прессованных деталей. Среди них фирмы Me Donnel Douglas Corp.
(Калифорния) и Goodyear Aerospace Corp. (Акрон, Огайо).
Например, закрылок самолета «Скайхок А-4» из графито-
эпоксидного пластика, изготовленный прессовкой в сопрягаю-
щихся пресс-формах, заменил аналогичную деталь из алюминиевой
поковки и успешно прошел статические и усталостные наземные
испытания, проведенные Air Development Center (ВМС США).
Кулли и Поцелуйко [6] провели сравнительные испытания
верхних коленчатых рычагов заднего пилона для вертолета
СН-47С фирмы Boeing из металла и композиционного материала
на основе коротких волокон. Композиционный материал состоял
из стекловолокон S-2 (длина отрезка волокна 12,7 мм) с нанесен-
ным на них аппретом и эпоксидной нов’олачной матрицы. Среди
прессованных материалов он показал наилучшие характеристики
в испытаниях на допустимое разрушение при баллистическом
ударе. Пилоны имели Н-образное сечение, каждая стойка которых
образует дополнительную конструктивную часть, способную нести
полную нагрузку при разрушении другой. Хотя масса пилона из
композиционного материала приблизительно на 20% меньше
массы кованой алюминиевой детали, он выдерживал допустимую
разрушающую нагрузку.
Опыт, накопленный фирмой Goodyear Aerospace Corp, в работе
с коротким стекловолокном, использован при разработке деталей
авиационной техники с применением высокомодульных волокон.
На рис. 13 и 14 показаны примеры таких деталей. Шпангоут
фюзеляжа самолета F-111 изготовлен фирмой General Dynamics
Corp, методом прессования в сопрягающихся пресс-формах из
формовочной композиции на основе рубленого графитового во-
локна (длина отрезка волокна 25,4 мм) и эпоксидного связую-
щего. Деталь, изображенная на рис. 13, весит 7*2 кг. Опыт,
484
Брайан Р. Нотон
Рис. 13. Шпангоут фюзеляжа самолета F-111, изготовленный фирмой General
Dynamics Corp, из формовочной композиции на основе рубленого волокна
(длина отрезка 25,4 мм) и эпоксидного связующего. Фотография представ-
лена фирмой Goodyear Aerospace Corp. (Огайо)
приобретенный в вопросах, касающихся длины и ориентации во-
локон для формовочных композиций на основе рубленого волокна
обсуждается Конли [5]. Автор пришел к заключению, что в про-
цессе предварительного формования или прессования края пресс-
формы образуют границу, вдоль которой может происходить
ориентация волокон. При испытании эпоксидного стеклопластика
с произвольным расположением рубленого стекловолокна дли-
ной 6,3, 12,7 и 25,4 мм установлено, что в случае использования
волокна длиной 12,7 и 25,4 мм отношение прочности материала
на кромках к прочности материала с произвольным расположе-
нием волокон возрастает на 40 и 130% соответственно по сравне-
нию с волокнами длиной 6,3 мм. Конли отметил, что с увеличе-
нием длины волокон повышается вероятность разрушений мате-
риала в переходных процессах во время прессования детали.
Фирма Goodyear Aerospace Corp, по контракту с ВМС США
изготовила передний картер редуктора турбовинтового двигателя
Т56-А-18 фирмы Allison. Обычно для этой детали применяется
литейный магниевый сплав. На рис. 14 показана эта деталь из
композиционного материала на основе рубленого борного волокна
и стекловолокна (длина отрезка 25,4 мм) и эпоксидного связую-
щего. Это изделие сконструировано фирмой Goodyear Aerospace
Corp. [9]. На фотографии картера (рис. 14) можно видеть слои
непрерывных волокон. Картер редуктора, полученный формова-
нием из композиционного материала, сравним по прочности с кар-
тером ив магциевого сцлава, однако первый на 13% легче и при-
13. Перспективы широкого применения
485
Рис. 14. Картер редуктора, изготовленный из композиционного материала
на основе рубленого борного волокна и стекловолокна (длина отрезка 25,4 мм)
и эпоксидного связующего. Фотография представлена фирмой Goodyear
Aerospace Corp. (Огайо)
близительно в 2 раза.жестче. Это еще один пример того, что при-
менение композиционных материалов часто вызывает улучшение
целого ряда характеристик. В конструкции рассмотренного выше
картера были ликвидированы внутренние ребра, но добавлены
внешние элементы жесткости; в результате уменьшились потери
энергии, вызываемые завихрением масла возле ребер жесткости
в конструкциях из магниевого сплава. Кроме того, исключены
затраты на дорогостоящий материал и механическую обработку,
на точный контроль размеров, а сохраняющаяся при этом жест-
кость и прочность еще раз свидетельствуют о преимуществах
перспективных формовочных композиций со стекловолокном.
В гл. 5, которая посвящена вопросу применения дешевых и
дорогих композиционных материалов в железнодорожном тран-
спорте, описываются зубчатые колеса из комбинированного мате-
риала на основе углеродного и найлонового волокна, в котором
используются рубленые графитовые волокна. Этот пример также
иллюстрирует возможность улучшения ряда характеристик при
использовании перспективных композиционных материалов.
XII. ДЕТАЛИ САМОЛЕТОВ ВЕРТИКАЛЬНОГО И УКОРОЧЕННОГО
ВЗЛЕТА И ПОСАДКИ
В связи с проблемами междугородних и внутригородских пере-
возок возобновился интерес к различного вида самолетам вер-
тикального и укороченного взлета и посадки. Среди рассматривав-
486
Брайан Р. Нотон
мых летательных аппаратов вертолет, имеющий винт с жестким
креплением лопастей, комбинированный самолет с поворотным
крылом и убираемым несущим винтом. Сложная конструкция
некоторых из предложенных летательных аппаратов потребует
больших расходов на разработку, материальное обеспечение и
обслуживание, которые во многих случаях нельзя оправдать эко-
номией времени пассажиров. Снизить стоимость таких летатель-
ных аппаратов можно путем выборочного применения новых ма-
териалов, например перспективных композиционных материалов,
использованием новых процессов производства, а также разработ-
кой новых способов конструирования деталей.
Значительной областью применения перспективных компози-
ционных материалов являются составные лопасти несущего винта,
в которых форма и аэродинамический профиль подбираются таким
образом, чтобы получить не только оптимальные характеристики,
но также достичь минимального уровня шума. Лопасти, удовлет-
воряющие этим требованиям, чрезвычайно трудно, если вообще
возможно, изготовить из металла. Возможность получить любую
геометрию сечения и хорошие усталостные свойства являются
двумя положительными факторами, способствующими применению
усовершенствованных композиционных материалов.
Для самолетов вертикального и укороченного взлета и посадки
необходимы приводные валы с подшипниками и опорными эле-
ментами. Как сообщают Зинберг и Симодс [19], фирмы Bell Heli-
copter Company и Whittaker Corp, начали выполнение отдельной
программы по конструированию и изготовлению приводного вала
хвостового винта из усовершенствованных композиционных мате-
риалов (рис. 15). Такой вал предназначается для следующего
поколения вертолетов, которые предполагается использовать в ка-
честве городских такси. На начальном этапе планируется приме-
нение эпоксидного боропластика. Этот высокомодульный материал
пригоден для изготовления более длинных валов, работающих при
критической скорости, которую не выдерживают валы из алюми-
ниевого сплава. Для обеспечения крутильной жесткости и ста-
бильности, необходимых при требуемой критической скорости,
этот композиционный материал изготовлялся с угловой ориента-
цией слоев 0°, ±45° и 90°. Вал хвостового винта, изготовленный
из такого материала, передает мощность 600 л. с. при частоте
вращения 5540 об/мин. При этом экономия массы составляет
8,1 кг (на 28,3% легче вала из алюминиевого сплава). Однако
в таких случаях надо сравнивать массу всей системы приводного
вала, которая включает массы ряда промежуточных подшипников,
опор и подпятника. Для вала из бороэпоксидного композицион-
ного материала (изображенного на рис. 15), требуется лишь два
подшипника, в то время как для вала из алюминиевого сплава
необходимо четыре подшипника.
13. Перспективы широкого применения
487
Рис. 15. Приводной вал хвостового винта, изготовленный из эпоксидного
боропластика, для будущих вертолетов. Фотография представлена фирмой
Bell Helicopter Company (Техас)
Фирмой Bell Whittaker также изготовлены валы из эпоксид-
ного графитопласта. Для придания материалу жесткости в осе-
вом направлении и при кручении слои высокомодульных волокон
были ориентированы под углами 0 и 90°. Высокая прочность гра-
фитового волокна использовалась для придания материалу проч-
ности путем ориентации слоев под углом 45°. Приводные валы,
изготовленные из графитопласта, получили высокую оценку.
Фирмой Bell Helikopter Company сконструирована и изго-
товлена хвостовая балка вертолета АН-16 «Кобра» фирмы Bell.
Она выполнена в виде трехслойной конструкции с обшивками из
эпоксидного графитопласта и сотовым заполнителем типа «Номекс»
(рис. 16). На рис. 17 показана разрезная матрица, которая исполь-
зуется для выкладки и отверждения слоем хвостовой балки в те-
чение 1 ч при температуре 120° С. Программа предпринята с целью
приобретения дополнительного опыта в вопросах конструирова-
ния и изготовления таких деталей. В данном случае использовали
четыре существующих крепежных узла фюзеляжа вертолета
AH-1G, так что новая деталь взаимозаменяема стандартной хво-
стовой балкой. Как указывает Зинберг [18], помимо экономии
массы трехслойная конструкция с обшивками из эпоксидного
графитопласта и сотового заполнителя типа «Номекс» обладает
еще и тем преимуществом, что она, по существу, химически
488
Брайан Р. Нотон
Рис. 16. Лонжерон хвостовой
фермы вертолета AH-1G «Коб-
ра» фирмы Bell, изготовлен-
ный в виде трехслойной кон-
струкции с обшивками из эпо-
ксидного графитопластика с
сотовым заполнителем «No-
тех». Фотография представ-
лена фирмой Bell Helicopter
Company (Техас)
Рис. 17. Разъемный шаблон для из-
готовления лонжерона хвостовой
фермы из композиционного материа-
ла. Фотография представлена фирмой
Bell Helicopter Company (Техас)
инертна и исключает коррозию, представляющую основную
проблему для военных вертолетов.
Органические волокна фирмы Du Pont PRD-49 обладают вы-
сокой прочностью при ударе и поэтому представляют собой инте-
ресный материал для хвостовой балки. По мнению того же Зин-
берга, этот материал является оптимальным для обшивок трех-
слойной конструкции. В то время как изготовлялись хвостовые
балки, волокна PRD-49 еще не производились в достаточном
количестве. Однако уже сейчас дешевле графитовых волокон.
Типичные физические свойства волокон PRD-49 фирмы Du
Pont приведены ниже.
PflD-49-I* P/?D-49-III
Плотность, г/см3................................ 1,47 1,45
Площадь поперечного сечения, мма............. 1,83 • 10"а 3,22 • 10"а
Предел прочности при растяжении, кгс/мма..... 239 281
Модуль упругости при растяжении, кгс/мм2 ...... 14 764 13 358
* PR D-49 = торговая марка фирмы Е, I, du Pont de Nemours and
Company,
13. Перспективы широкого применения
489
XIII. ДРУГИЕ ДЕТАЛИ САМОЛЕТОВ
Рис. 18. Подкос стойки шасси самолета
«Боинг-747», упрочненный эпоксидным
боропластиком. Фотография представ-
лена отделением гражданских самоле-
тов фирмы Boeing (Вашингтон)
Фира Me Donnell Douglas сконструировала большой обтека-
тель стыка крыла с фюзеляжем для самолета DC-10 с применением
волокон PRD-49 фирмы Du Pont.
Графитовые волокна считаются пригодными для фюзеляжа и
законцовок крыла планера «Концепт-70», выпускаемого фирмой
Berkshire Manufacturing (Окридж, Нью-Джерси). В работе Хют-
тера [10] проведено сравне-
ние экономии массы различ-
ных деталей военных и граж-
данских самолетов, сконст-
руированных и изготовлен-
ных из композиционных ма-
териалов; отмечается, что
при использовании эпоксид-
ного углепластика для лон-
жеронов крыла планера эко-
номия массы составит 50%.
Снижение массы и повыше-
ние жесткости позволяют
достичь более высоких аэро-
динамических качеств, уве-
личить дальность и повы-
сить экономичность как пас-
сажирских, так и транспорт-
ных самолетов.
Применение эпоксидного боропластика для изготовления под-
коса стойки шасси отделением Commercial Airplane фирмы Boeing
дало экономию массы 28% (рис. 18). В момент написания книги
эта деталь должна была проходить усталостные испытания в Ис-
следовательском центре Ленгли (NASA), Хемптон, Вирджиния.
XIV. ПЕРСПЕКТИВНЫЕ ОБЛАСТИ ПРИМЕНЕНИЯ
В этой главе дан краткий обзор применения композиционных
материалов. Достижения многих конструкторов и фирм-изгото-
вителей свидетельствуют о возможности расширения производ-
ства и применения композиционных материалов и в других отра-
слях промышленности, обсуждаемых в других главах. Ниже пере-
числены изделия, для которых использование уникальных свойств
современных волокон может стать экономически выгодным: лыжи,
шесты для прыжков, весла гоночных каноэ, оптические приборы,
контейнеры ядерных реакторов, промышленные центрифуги, зуб-
чатые передачи, приводные ремни и изделия для криогенной тех-
ники.
490
Брайан Р. Нотон
Список литературы
1. Benn, W. R. (1972). Proc. St. Louis Symp. Composite Mater. Eng. Design
6th.
2. Berg, K. R. (1972). Meeh. Eng. 94, 27—31.
3. Berg,K. R., and Filippi, F. J. (1971). Mach. Des. 43, 160—168.
4. Bergey, К. H., and Bert, G. W. (1972). Proc. St. Louis Symp. Composite
Mater. Eng. Design. 6th.
5. Conley, W. F. (1971). St. Louis Symp. Advan. Composite, 5th St. Louis,
Missouri.
6. Cully, D. C., and Pociluyko, S. (1972). Goodyear Aerospace Corp., Akron,
Ohio, and U. S. Army Air Mobility R&D Lab., Fort Eustis, Virginia.
7. Fujimoto, W. T., and Noton, B. R. (1972). Proc. St. Louis Symp. Composite
Mater. Eng. Design. 6th.
8. Goldsworthy, W. B. (1968). Proc. Annu. Tech. Conf., Reinforced Plastics!
Composites Div., Soc. Plastics Ind., 23rd Paper 18—A.
9. Goodyear Aerospace Corporation. (1969). Molded Advanced Fiber Compo-
sites Fact Sheet 1005. Akron, Ohio.
10. Hutter, U. (1972). Impact of Composite Materials on Aerospace Vehicles
and Propulsion Systems. A. G. A. R. D. Pre-Print No. 112.
11. Hardesty, E. E. (1972). Proc. St. Louis Symp. Composite Mater. Eng.
Design. 6th.
12. Marklew, J. J. (1970). Machinery and Production Engineering, June 17.
13. Marshall, T. K. (1971). Proc. annu. Tech. Conf., Reinforced Plastics.!
Composites Div., Soc. Plastics Ind., 26th. Paper. 7—C.
14. Plante, R. F. (1972). Proc. St. Louis Symp. Composite Mater. Eng. Design.
6th.
15. Robbins, D. (1971). Proc. Annu. Tech. Conf., Reinforced Plastics!Composites
Div., Soc. Plastics Ind., 26th Paper 13—A.
16. Thomas, F. W. (1972). Proc. St. Louis Symp., Composite Mater. Eng. Design,
6th.
17. Watt, W., and Phillips, L. N. (1970). Proc. Inst. Meeh. Eng. London, 185,
52/71.
18. Zinberg, H. (1972). Proc. Annu. Nat. Forum Amer. Helicopter Soc., 28th.
19. Zinberg, H., and Symonds, M. F. (1970). Proc. Annu. Nat. Forum Amer.
Helicopter Soc., 26th Preprint No. 451.
Приложение I
О некоторых трудностях
при использовании новых материалов
БРАЙАН Р. НОТОН
Баттелевские лаборатории
Колубус, Огайо
I. Введение................................................ 491
II. С чем связано отставание в вопросах разработки композицион-
ных материалов?.............................................. 492
III. Какие проблемы сдерживают расширение областей применений
композиционных материалов?................................... 494
I. ВВЕДЕНИЕ
Впервые пластики, упрочненные стеклом, были применены
для изготовления фюаеляжа самолета ВТ-15 — одномоторного,
маловысотного моноплана, сконструированного, изготовленного
и испытанного в 1943 г. в лаборатории ВВС США. Первый полет
самолета состоялся в марте 1944 г. По своим прочностным и массо-
вым характеристикам этот фюзеляж со слоистой структурой,
выполненной на основе бальсовой древесины, превосходил на
50% аналогичную конструкцию из алюминия. В то же самое
время ВВС США сконструировали и изготовили крыло для Северо-
американского самолета АТ-6 — также одномоторного маловы-
сотного моноплана. В конструкции этого крыла слоистой струк-
туры облицовка была изготовлена из стеклопластика, а в качестве
заполнителя был выбран ячеистый ацетат целлюлозы. Через
25 лет в 1968 г. впервые поднялся в воздух 4-местный самолет
«Игл» фирмы Windecker, который имел конструкцию, на 80%
состоящую из стеклопластика. В конструкции крыла были исполь-
зованы пять поперечных перегородок, связанных металлическими
фитинговыми соединениями с его поверхностью. Улучшенные
492
Брайан Р. Потоп
усталостные характеристики, высокая коррозионная стойкость
и хорошие аэродинамические данные, как результат отсутствия
швов, заклепок или поверхностных складок, составляют особен-
ность этого самолета, имеющего массу порядка 1540 кг и крейсер-
скую скорость около 204 м/ч.
Однако за эти годы стеклопластики со слоистой структурой
и заполнителем из пенопласта, бальсы и других материалов были
применены и в других странах в конструкциях планеров, облада-
ющих высокими летными характеристиками. Примером может слу-
жить планер «Фоэбус» — призер нескольких соревнований.
Большинство создающихся материалов получают широкое осве-
щение в технической печати и на профессиональных конференциях,
но, по крайней мере, лишь через десять лет после разработки они
становятся общедоступными. Не удивительно, что созданные
материалы находят применение в тех случаях, о которых разра-
ботчики не могли даже предположить в течение первых лет после
появления таких материалов. Примером может служить титан,
который начал применяться благодаря своим высокотемператур-
ным свойствам, а в настоящее время находит применение в сверх-
звуковых самолетах благодаря хорошей свариваемости, хорошим
усталостным характеристикам и меньшим размерам деталей, изго-
товляемых из него, по сравнению с алюминием. Важными характе-
ристиками некоторых композиционных материалов является
возможность их свободного конструирования, их высокие усталост-
ные характеристики, позволяющие создать более простые и проч-
ные композиции, снижающие затраты, идущие на сборку изделия,
сокращающие энергетические затраты при механической обра-
ботке и т. д. Эти вопросы обсуждались в главах 2, 3 и 13.
Так как имеется возможность резкого повышения статической
прочности, жесткостных и усталостных характеристик, предста-
вляется целесообразным рассмотреть следующие вопросы: во-пер-
вых, почему процесс внедрения композиционных материалов зача-
стую медлителен и, во-вторых, какие наиболее важные проблемы
препятствуют широкому распространению разрабатываемых ком-
позиционных материалов.
II. С ЧЕМ СВЯЗАНО ОТСТАВАНИЕ В ВОПРОСАХ РАЗРАБОТКИ
КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ?
Вопрос о расширении или сокращении разработок по компо-
зиционным материалам связан с многими важными вопросами*
включая сохранение ресурсов. Часто наблюдаемое отставание
в вопросах разработки может быть объяснено несколькими при-
чинами.
Заказчики не всегда располагают надежными прогнозами от-
носительно потенциальных областей применения разрабатывав-
498
------•
Приложение I
мого материала, и поэтому они не могут сделать необходимые капи-
таловложения, которые обеспечили бы достижение высокой про-
изводительности, а следовательно, и более низких материальных
затрат при разработке композиционных материалов. Время, тре-
буемое для разработки и изготовления новых конструкционных
материалов, часто бывает недостаточным, что представляет опре-
деленную трудность при внедрении новых материалов, требующих
длительных квалифицированных испытаний. Чаще всего дорогу
применению новых материалов и процессов прокладывают воен-
ные программы. Для того чтобы новые материалы были рекомен-
дованы для внедрения в производство, надо доказать их эконо-
мическую эффективность. В связи с тем, что самолет подвергается
воздействию знакопеременных и статических нагрузок, коррозион-
ному и другим воздействиям, заказчики предпочитают иметь дело
с недорогостоящими и уже испытанными материалами. Существует
определенное желание избежать рискованных ситуаций во что
бы то ни стало, главным образом из-за нежелательной, но неизбеж-
ной огласки инженерных неудач, даже если эти инженерные про-
счеты не имеют катастрофических последствий.
В течение первых лет, последовавших за сообщениями о но-
вых материалах, ощущался острый недостаток во взаимном об-
мене информацией между учеными материаловедами, специали-
стами по обработке материалов, структурному анализу, субсисте-
мам, конструкторами и заказчиками.
Конструкторы и заказчики иногда выбирали эти материалы как
само собой разумеющееся и могли быть не осведомлены об общих
технологических и экономических проблемах, связанных с их при-
менением. Конструкторы принимали во внимание лишь вопросы,
связанные с прочностными и жесткостными и массовыми характе-
ристиками материала, -в то время как с экономической точки зре-
ния более важными могут быть другие показатели.
Известные материалы часто предопределяют конфигурацию
разрабатываемого объекта. Их роль аналогична значительному
накоплению капиталовложений в оборудование, необходимое для
разработки этих материалов. В связи с тем, что метод замены
одного материала другим, наиболее распространен в разработках,
преимущества многих материалов зачастую могут быть скрытыми,
не очевидными. Существующая инерция затрудняет переход на
новый материал, требующий отчетливого представления как о кон-
структивных возможностях, так и технологических вопросах его
изготовления.
Иногда трудно оценить объем затрат, связанных с производ-
ством нового материала, и при точном его определении разработка
некоторых изделий становится неприемлемой. Ограничения, свя-
занные с недостаточной технологической проработкой процесса
изготовления материала, и ограничения по бюджёту всегда пред-
494
Брайан Р. Нотон
ставляют острую проблему при внедрении на предприятиях новых
материалов.
Когда применяют материалы с высокими характеристиками,
то их эксплуатационные возможности бывают иногда определены
уже раньше, поэтому некоторые конструкторы с недоверием отно-
сятся к материалам, пользующимся успехом у потребителя, не-
знакомого достаточно глубоко с технологией переработки, усло-
виями работы конструкции в целом и т. д.
III. КАКИЕ ПРОБЛЕМЫ СДЕРЖИВАЮТ РАСШИРЕНИЕ ОБЛАСТЕЙ
ПРИМЕНЕНИЙ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ?
В настоящее время существуют несколько важных проблем,
сдерживающих применение созданных композиционных материа-
лов. К этим проблемам относят, прежде всего, дороговизну высо-
комодульных волокон, необходимость усовершенствования техно-
логического процесса, разработку принципов конструирования,
облегчающих изготовление деталей и общую стоимость с учетом
ресурса эксплуатации. Эти факторы не всегда учитываются,
а установленная цена является первым фактором при выборе ма-
териала.
Отсутствие механизированных производственных процессов с
необходимыми производственными мощностями представляет собой
проблему в таких совершенно различных отраслях промышлен-
ности, как судостроение, авиация и химическая промышлен-
ность. Крупные и сложные конструктивные элементы в отдельных
случаях изготовляются выкладкой вручную, что иногда приводит
к выбору малоэффективной конфигурации этих элементов. Реше-
ние проблем, призванных сократить время, необходимое для освое-
ния новых материалов, в сильной степени зависит от разработки
новых принципов конструирования. К ним относят более эффек-
тивное использование обычных материалов и выборочное приме-
нение вновь созданных, а в случае композиционных материалов —
использование высокоэффективных волокнистых композиций; воз-
можность применения механизированных производственных про-
цессов с минимальной механической обработкой; учет характера
допустимого повреждения и возможности восстановления и уве-
личения тем самым цикла службы. При выборе материала для
каждого конкретного случая с самого начала должны быть при-
няты во внимание многие сложные, находящиеся во взаимодейст-
вии факторы. Это позволит в дальнейшем исключить затраты
в тех случаях, когда материал, выбранный для решения конкрет-
ной задачи, не обладает соответствующими характеристиками, г
это выявляется при более детальном его исследовании. Правиль-
ный выбор материала крайне важен как с экономической точки
зрения, так и во многих других отношениях. Конструкторская
Приложение I 495
---------------- —----* —— , •• -• - г •
мысль должна быть направлена на то, чтобы максимально исполь-
зовать желательные свойства и нейтрализовать нежелательные
свойства материалов, намечаемых к применению в конструкции.
При выборе материалов конструкций необходимо учитывать
следующие факторы: 1) экономические аспекты, связанные с об-
щим ресурсом работы, и их взаимодействие; 2) обрабатываемость
материала, позволяющую изготовить деталь требуемой формы
или конструкции; 3) наличие материала нужной формы и разме-
ров; 4) состав композиций и возможность определения требуемых
характеристик; 5) объем предполагаемой продукции; 6) производ-
ственный процесс, требования к механической обработке, сборке
и инструменту; 7) статические и усталостные свойства; 8) харак-
теристики пластичности материала; 9) сопротивление воздействию
окружающей среды; 10) противоударные свойства и сопротивление
вандализму; 11) термическое расширение и теплоизоляционные
свойства; 12) проблемы безопасности при изготовлении и приме-
нении изделия; 13) установленные нормативы; 14) предваритель-
ные капиталовложения, расходы на проведение экспериментов;
15) наличие естественных сырьевых ресурсов; 16) возможность
вторичного использования отходов; 17) легкость транспортировки
материалов и изделий; 18) корпоративную и частную инициативу;
19) глобальные факторы: международные, государственные, поли-
тические и коммерческие.
Приложение II
Код ориентации волокон в слоях
композиционного материала,
разработанный Лабораторией материалов
ВВС США*
I. Общий код............................................
II. Стандартный код сборки................................
III. Сокращенный код сборки...............................
IV. Некоторые замечания по применению кода ...............
496
497
501
502
I. ОБЩИЙ КОД
Известно, что одна из замечательных особенностей волокнистой
композиционной структуры состоит в возможности укладки в них
волокон в соответствии с действующими на деталь нагрузками.
Множество отдельных взаимно пересекающихся слоев образуют
материал с определенными характеристиками. Каждый из этих
слоев имеет свои свойства и характеристики и поэтому должен
быть идентифицирован специальными количественными или циф-
ровыми показателями. Из просмотра литературы по волокнистым
композиционным материалам становится ясным, что задача иден-
тификации отдельных слоев решалась многими авторами, некоторые
проводили идентификацию подробным описанием слоя, что до-
вольно громоздко; другие давали краткое описание, которое
можно было толковать по-разному.
Разработан код ориентации слоев, дающий одновременно крат-
кую и точную идентификацию любому слою. Лаборатория мате-
риалов ВВС США предполагает, что этот код ориентации слоя
будет приемлемым и принят для композиционных материалов,
обеспечивая ясность понимания и обмен инженерной информа-
цией. Преимущество этого кода не только в краткости изложения;
он может оказаться ценным во многих случаях для представления
♦ База ВВС в Райт-Петерсон, Огайо. Код предложен Филиппом Пармли.
Приложение II
497
цифровых индексов. Важно подчеркнуть, что рассматриваемый
код является средством, с помощью которого достигается крат-
кость и точность в обмене информации. Нет необходимости в том,
чтобы агитировать за или против применения кода на заводских
чертежах — это является внутренним делом каждого заинтересо-
ванного предприятия.
При формулировке этого кода были установлены определенные
минимальные требования.
Отвечающий требованиям задачи код должен в наиболее сжа-
той форме определять: 1) углы наклона слоя к базовой (координат-
ной) оси; 2) число слоев, имеющих заданный угол наклона; 3) точ-
ный порядок расположения слоев.
Код используется в двух основных, связанных между собой
формах. Стандартный код объединяет в себе три основных тре-
бования, перечисленных выше; сокращенный код применяется
в том случае, когда нет необходимости в указании порядка сле-
дования слоев.
II. СТАНДАРТНЫЙ КОД СБОРКИ
Стандартный код сборки применяется для однозначного описа-
ния той или иной композиции. Ниже приводится описание этого
кода.
1. Элементы стандартного кода
а) Каждый слой обозначается числом, показывающим ориен-
тацию слоя в градусах между направлением его волокон и осью X.
б) Соседние слои разделяются косой линией, если их углы
наклона различны.
в) Слои записываются последовательно от передней поверх-
ности одного слоя до другого с применением скобок, указывающих
начало и конец кода (допускаются круглые скобки при использо-
вании пишущей машинки).
г) Соседние слои, имеющие одинаковый угол, обозначаются
цифровым подстрочным индексом.
д) Подстрочный индекс Т у скобки показывает, что приве-
дена полная сборка.
Код
[45/о/эог/зо]т
498
Врайан Р, Нотой
2. Положительные и отрицательные углы
В том случае, когда соседние слои имеют один и тот же, но
противоположный по знаку угол, применяются соответствующие
знаки + или —. Каждый знак + или — относится только к одному
лою и заменяет применение цифрового подстрочного индекса,
используемого только в том случае, когда направления углов оди-
наковы. Положительными счита-
ют углы, отсчитанные по ходу
часовой стрелки.
В последнем примере этой се-
рии второй код предпочтительнее,
поскольку он может быть легче
приспособлен к большому числу
слоев.
Заметим, что при сокращенной записи знак центрального не-
четного слоя остается неспаренным.
3. Симметричные сборки
При симметричных сборках с четным числом слоев обозначе-
ние слоев начинают проводить с верхней поверхности сборки до
плоскости симметрии, не продолжая обозначения слоев до ниж-
ней поверхности сборки. Буква S у скобки показывает, что при-
веденное обозначение относится только к половине сборки, на-
пример
Симметричные сборки с нечетным числом слоев кодируются
так же, как и для случая симметричных слоев, за исключением
того, что центральный слой, записываемый последним, цодчер-
Приложение II
499
кивается и это означает, что рассматриваемая половина сборки
лежит по ту или другую сторону от плоскости симметрии:
Если симметричная сборка с нечетным числом слоев имеет
примыкающий к центральному слою дополнительный слой с тем
же самым углом наклона, то он записывается числом с чертой
сверху:
[ 0/48/90j] 5
ИЛИ
[0/45/90/9“0]в
4. Группы
Повторяемые последовательности слоев называются группами
и заключаются в круглые скобки. Группа кодируется в соответ-
ствии с теми же самыми правилами, которые применяют к отдель-
ному слою, например:
Другой пример:
|[<45/0/90 ИЛИ [45/0/90] 23 _ Плоскость
СИММЕТРИИ
‘1 Структурная
г ячейка
[(45/0/90)4]т
ИЛИ
[45/0/90]4т
Часто сборка производится из идентичных повторяющихся
групп. В общем случае, при обозначении сборки с несколькими
группами, когда число групп не установлено однозначно, что
имеет место на стадии конструирования, при прискобочных бук-
вах Т и S вместо цифры ставят коэффициент п.
500
Брайан Р. Потоп
5. Квазисимметричные сборки
Сборки, которые были бы симметричными относительно цент-
ральной плоскости, если бы не различие в знаках соответствую-
щих пар слоев, входящих в состав каждой ее половины, назы-
ваются квазисимметричными. Они кодируются по тому же самому
принципу, что и симметричные сборки, за исключением того, что
вводится прискобочная буква Q вместо S. За положительное
направление угла принимается движение по ходу часовой
стрелки.
6, Смешанные симметричные и квазисимметричные сборки
Смешанные симметричные и квазисимметричные сборки обо-
значаются следующим образом-
[(45)°/-60/0]s
ИЛИ
[45/(-60)S/o]a
Выбор того или иного способа кодирования, приведенного
в предыдущем примере, зависит от минимального числа внутрен-
них круглых скобок, необходимых в различных случаях. В при-
веденном характерном примере нельзя отдать предпочтение тому
или другому способу. Заметим, однако, что в обоих случаях внут-
ренние буквы Q или 5, подписанные в верхнем положении, отно-
сятся к внутренним элементам сборки, тогда как внешняя под-
строчная буква относится ко всей сборке. С другой стороны,
подстрочное положение буквы внутри скобок не подходило бы,
поскольку оно всегда характеризует только определенный член
в пределах круглых скобок и согласуется с положением внешней
прискобочной подстрочной буквы.
Приложение II 501
7. Квазисимметричные группы
Квазисимметричные группы кодируются круглыми скобками
и трактуются затем так же, как и отдельный слой
[(45/0 )a/(-60/S)Js
Ячейка 1
Ячейка 2
Ячейка 2
Ячейка 1
[—+-(45/8)JT
" ИЛИ
[±-± (45/5) JT
8. Выводы
Стандартный код, приведенный выше, может вначале пока-
заться сложным, но он систематически совершенствуется. Счи-
тается, что этот код предельно краток при одновременном удов-
летворении трех основных требований, приведенных выше. За-
метим, что для простых сборок код сам по себе сокращен до про-
стой формы, легко и быстро записывается. Кодирование даже
наиболее сложных сборок также представляет простую задачу.
Заметим, что код для асимметричной сборки может оказаться раз-
ным в зависимости от того, какая поверхность взята в качестве
начальной при указании последовательности слоев.
III. СОКРАЩЕННЫЙ КОД СБОРКИ
Сокращенный код применяется для более общего описания или
в тех случаях, когда ориентация слоя и число слоев при каждом
угле, безотносительно к порядку их следования, являются доста-
точными характеристиками рассматриваемой сборки. Сокращенный
код в дальнейшем подразделяется на основной сокращенный код
и специальный сокращенный код.
I. Основной сокращенный код
Основной сокращенный код обычно применяется для обозна-
чения типа сборки в тех случаях, когда сборка достаточно полно
характеризуется указанием числа определенным образом ориенти-
502
Брайан Р. Потоп
рованных слоев, безотносительно к порядку их распределения или
к общему числу слоев, приходящихся на сборку.
Этот код образуется сокращением стандартного кода сборки
следующим образом:
а) пересекающиеся углы записываются только в порядке воз-
растания их абсолютной величины, что предпочтительнее, чем
в том случае, когда углы слоев записаны в порядке их следова-
ния в сборке;
б) углу приписывают знак + или —, причем каждый отдель-
ный слой записывается со своим знаком, т. е. ±453 означает
6 слоев;
в) число слоев при каждом угле обозначается подстрочной
цифрой, как и в стандартном коде, но с сокращенным общим мно-
жителем этих цифр, т. е. сочетание 0]2/603/90в должно быть запи-
сано как 04/60/902, полученное делением цифр на общий мно-
житель 3;
г) прискобочная подстрочная буква С применяется для обо-
значения основного сокращенного кода. Подстрочная буква для
краткости может быть опущена; считают, что там, где этой буквы
нет, она подразумевается. Стандартный код [±(0/45)/90]3s или
[0/45/0/—45/90]3s. Основной сокращенный код [02/±45/90]g или
[02/±45/90].
2. Специальный сокращенный код
Этот код применяется в том случае, когда отдельную сборку
нужно обозначить более подробно, чем обычно, и желательно
указать фактическое общее число слоев без указания их после-
довательности. Этот код такой же, как и основной сокращенный
код, за исключением того, что цифровой коэффициент применяется
с прискобочной подстрочной буквой С:
Стандартный код [±0/45/90]3s или [0/45/0—45/90]3S.
Специальный сокращенный код [02/±45/90]6с.
Можно сказать, что специальный сокращенный код, в извест-
ном смысле, служит для обозначения требуемого числа групп
основного сокращенного кода при составлении отдельной сборки.
Цифровой коэффициент 1 (единица), приписанный к подстрочной
букве С, применяется для того, чтобы показать, что приведенный
сокращенный код является специальным сокращенным кодом и
представляет полную сборку.
IV. НЕКОТОРЫЕ ЗАМЕЧАНИЯ ПО ПРИМЕНЕНИЮ КОДА
Предлагаемый код, если не считать отклонений от правил,
изложенных в предыдущих разделах, обладает значительной
гибкостью.
Приложение IT 503
Иногда для удобства пользования вместо отрицательных углов
первого квадранта могут быть применены положительные углы,
находящиеся во втором квадранте.
Например, угол 135° может быть использован вместо угла —45°;
угол 120° — вместо угла —60° и т. д. Применение этого правила
не требует изменения кода, а одновременное применение как по-
ложительных, так и отрицательных углов не приводит к двузнач-
ности толкования кода.
Иногда для ясности могут быть применены расширенные (раз-
вернутые) формы кода. Расширение кода аналогично алгебраиче-
скому разложению в том смысле, что любая степень разложения
однозначно определит ориентацию сборки. Для пользования ко-
дом надо знать, по меньшей мере, сжатую форму с тем, чтобы
можно было понять и расшифровать инженерную информацию.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Абсорбция воды (пластиками) 211
Алнико 444
Алюминий 182
Анизотропия 62, 208, 264, 265, 267
Аппреты 327, 483
Армолон 110
Армирование выборочное 118, 119,
191, 193
Асбест 264
Б
Барьер диффузионный 451, 462
Бездымность пластиков 180
Бетон 267
— в ядерной технике 460, 463
— полиэфирный 270, 291, 302
Биполимерные слоистые пластики
329
Бор в ядерной технике 458
Боралюминий:
листы 93
панели 470
применение 134, 135, 151, 161
прочность 91
обработка 91
свойства 470
трубчатые элементы 120
фермы монтажные 125
Боропластик полиамидный 60
— эпоксидный:
виды разрушения 99
накладки усиливающие 52
обшивки 138, 144, 147, 155
применение 134, 136, 137, 142
В
Вагоны-бункеры 176
— — рефрижераторы 176
— — фургоны 176, 177
Вакуум-фильтры 359
Вермикулит 239
Влагопоглощающие 258, 278, 389
Воздуховоды 177, 186, 320, 338
— загорание 341
— расчет 338
Волокна асбестовые 267, 289, 309,
312
— борные 46, 79, 83, 90, 312
— джутовые 313
— кварцевые 312
— металлические 309
— органические 80, 82, 85, 312
— полимерные 49
— стеклянные 79, 80
— углеродные (графитовые) 46, 80,
84, 361
— — типа «торейка» 198, 481
Вольфрам торированный 443
Воспламеняемость (возгораемость)
пластиков 289, 299
Выкладка автоматизированная 68
— ручная 28
Выключатели электрические 425
Г
Гель-покрытие 317, 319
Генератор радиоизотопный 453, 456
Гидропланы 244
Гидролиз топливных элементов 451
Горючесть пластиков 255, 298
Градирни 356
Графит пиролитический 450, 451,
460
— в ядерной технике
Грунты 31, 94
Д
Двигатели турбовентиляторные 54
— турбовинтовые 54
Двуокись плутония 455
Детонаторы 463
Долговечность пластиков 268
Древесина бальсовая 213, 236, 360,
491
— дугласова 208, 209, 234, 298
— упрочненная 472
Предметный указатель
505
Древесно-стружечные плиты 278
Дымовыде л ение (дымообразованне)
302, 303, 304, 341, 342
Е
Емкости:
подземные 352
прямоугольные 348
сферические 348
цилиндрические 345,
стоимость 351
Ж
Железобетон 255, 257, 258
Жесткость панелей 272, 273
Жизнеспособность связующих 234
3
Замедлители 452, 458
Заполнитель:
полиуретановый 192, 215
сотовый 132, 138, 158, 191, 211,
471, 475
типа «Nomex» 487, 488
Защита тепловая 110, 112
— от излучения
— — повреждения молнией
И
Износ 433, 440
—’ абразивный 220, 363, 393
Ингибиторы 378
— коррозии 258
— УФ-излучения 326, 362
Инсектициды 277
Интерметаллиды 449
Ионно-обменная установка 329
Испарители 358
Истирание контактов 426
К
Калифорний 252, 457
Карбид бора в ядерной технике 452
Карбид кремния 452
Карбоглас (формовочная композиция)
Карбон как заполнитель 269
Каталог слоистых пластиков 35А
Керамика 450
— в металлической матрице 449
— в ядерной технике 455
Керметы магнитные 444
Клеи 94, 251, 270
Клей «Мелтбонд» 158
— PL-729—3 127
— проводящий 463
Коллоген 310
Композиции высокотемпературные 75
— формовочные 21, 29, 379, 383,
387, 482, 484
— — листовые 21, 29, 381, 383,
388, 393, 396
Композиция порошковая вольфрам —
медь 425, 427
— — вольфрам — серебро 420, 421,
423, 429
— — вольфрам — никель — окись
бария 444
Кондиционер (детали) 383, 385
Коноид 279, 287
Конструкция монококковая 186, 238
Конструкционные материалы (свой-
ства) 41
Контакты электрические 430, 431
Контейнеры типа стеклопластик —
фанера 216—221
---«иглу» 200, 223, 225, 228
— унифицированные 200, 201, 212
— ядерных реакторов 489
Коррозия 232, 233, 252, 258, 310
— под напряжением 96
— питтинговая 386
— солевая 319
Крафт-бумага 269
Коэффициент концентрации напря-
жений 148, 151
— направленности антенны 128
Л
Латекс 276
Лейнеры 121
Лента боралюминиевая 90
Листы акриловые 185
— декоративные 269
Литье центробежное 369, 374t 387
'И
Магниты керамические 445
—.. постоянные 416, 443, 445
Майлар пленка 148, 315
Манипуляторы грузовые 122
506
Предметный указатель
Масса формовочная (см. Композиция
формовочная) 22, 29, 217, 371.
Матрицы:
алюминиевые 74, 449
графитовые 450, 452, 460
металлические 55, 90, 92, 93
полиэфирные смолы 13, 27, 29, 33
фенольные смолы 87
эпоксидные смолы 87
Мембраны (конструкции) 261, 292,
293, 294, 296
Модели (формы) 402
Н
Найлон 87, 166, 187, 293, 390
— заполнитель в трехслойпой па-
нели 166
— в конструкции мембранного типа
293
— — — вентилятора 391
Наконечники титановые 120, 127
— для сварочных электродов 437,
438
Напыление плазменное 28, 63
Насосы из стеклопластиков 356
Нервюры 145, 147, 154, 155, 158
Несгораемость пластиков (см. огне-
стойкость) 300
О
Оболочки (конструкции) 163
Обтекатель антенны радиолокатора
83, 479
— аэродинамический НО
— двигателя 473
— носовой 87
Огнестойкость (см. несгораемость)
180, 235, 268, 290, 298, 312, 320,
342, 385, 403, 463
Окисление внутреннее 416, 426, 429,
431
Оснастка 248
Отверждение связующих 66, 234
Отверстия в композиционных мате-
риалах 101
П
Панели боралюминиевые 470
— слоистые 176, 179, 200, 208, 214,
241, 273
• —• сотовые 49
— - трехслойные 129, 193, 261, 270,
272, 273
— типа стеклопластик — фанера 216
Пенобетон 270, 289
Пенопласт синтактный 239
Пенополистирол 214
Пенополиуретан 112, 186, 189, 203,
214
Перевозки грузов воздушные 222,
224, 225, 226
Пигменты 235, 370, 378, 379
Повреждения радиолокационные 464
Подшипники из бефлона 169
— из углепластика 169
— из хрома 169
Поглотители выгорающие 452
Полиакрилнитрил 235
Поликарбонат, армированный стек-
лом 184
Порошковой металлургии методы 419,
420, 432
Премиксы 379, 381, 383, 386, 389,
395, 402
Препреги 236, 237, 238, 473
Прерыватели электрические 419
Прессование инжекционное 30, 369,
388, 392, 396, 445
Пресс-формы 471
Проволока стальная 236, 264, 289
Продукты деления 450
Пуассона коэффициент 102, 138, 165
Пультрузия 30, 235, 248, 369, 379
Р
Радиопрозрачность 246
Ровница 237, 263, 276
«Розайт», формовочная композиция
392
С
Сварка диффузионная 63, 90, 120,
151, 161, 482
— дуговая 385, 438
— сопротивлением 416, 437
— точечная 368, 385, 470
— ультразвуковая 389
— эвтектическая 90, 91
— электронно-лучевая 91
Сваривание контактов 418, 424, 432
Светопроницаемость 267, 285
Сизаль 13
Скорость (показатель) распростра-
нения пламени 292, 299—303, 341,
342. 403
Предметный указатель
507
Скрубберы воздушные 358, 360
Смолы акриловые 264
— кремнийорганические 111
— полиэфирные 13, 23, 233, 238,
253, 263, 266, 316
— уратановые 31
— фенольные 87, 110
— фурановые 321, 329
Соединения болтовые 286
— винтовые 336
— внахлестку 304, 305
— клеевые 147, 155, 157, 166, 174,
321, 333
— .клееклепаные 217
— комбинированные 304, 305
— «косой замок» 101
— сильфонные 337
— стаковые 304, 305, 333
— ступенчатые 61, 147, 158
Спекание порошков 420
Сталь азотированная 441
— инструментальная 440
— коррозионно-стойкая 314, 401,
441, 450, 453, 482
— углеродистая 314
Стержни регулирующие реакторов
452, 458, 459
Стекло свинцовистое 463
— слоистое 464
— Е 82, 235, 263, 312
— С 312, 323, 347
— R 312
— S 82, 112, 235, 263, 362
Стекломаты облицовочные 377
Стеклопластики и контроль качества
251
— объем производства 9, 10, 15
— пористость 327
— рынки сбыта 367
— свойства демпфирующие 86
— — диэлектрические 80, 83, 86,
408, 412, 423, 425
— — механические 80, 406—411
— — теплофизические 80, 409, 413
— — химические 80, 409, 413
— сдвиг межслоевой 83, 88
— применение в конструкции авто-
мобиля 20, 26
— — — — велосипедов 478
— — — — космического корабля
«Апполон» 96, 109, 110
— — — — — — «Шатл» 97, 117,
119, 120, 123
--------------«Пионер-10» ИЗ, 115
— — — — — — «Рейнджер» 116
— — _ _ лунного модуля 111
• --------ракеты «Атлас» 124
— — —--------«Сатурн S-II» 112,
113, 125
— — — — самолетов «Боинг» 51,
132, 224
— — — — фюзеляжа 161, 163
----------яхт 239, 240
— — для изготовления антенн 116,
128, 294
— — — — балки хвостовой верто-
лета 487, 488
— — — — валов приводных 486,
487
— — — — интерцептора 170
— — — кессона крыла 134, 135,
139, 145
— — — — кронштейна 113, 114,
116
— — — — лонжерона крыла 141,
143, 147, 153
— — — — лопасти винта 71, 72,
76, 137
— — — — лопатки вентиляторной
54, 56, 62
— — — — мачты 246
— — — — модулей вагонов 180,
181, 186
— — — — мотогондолы звукопо-
глощающей 76
— — — — пилонов вертолета 482
— — — — подкоса самолета 167
— — — — рам велосипедных 478
— — — — — ремизных 480, 486
— — — — ракеток 479
— — — — рубок 246
— — — — рулей направления 170
— — — — стабилизатора самолета
136, 157, 158, 176
— — — — стойки шасси 489
— — — — стрингеров 72, 154
— — — — хвостовой фермы 488
— — — — центроплана крыла 138
— — — — шпангоузов 138, 159,
161, 482, 484
Стоимость волокон борных 46
— — углеродных 361
— контейнеров 200, 221
— процессов изготовления компо-
зиций 470
— упрочненных пластиков 14
— экономии массы 38, 67
Сушилки барабанные 356
Т
Танкеры 246
Текстурирование 275
Теплоизоляция 110, 291
508
Предметный указатель
Теплостойкость армированных плас-
тиков 362
Термопласты 13
«Термофил» (стеклопластик) 393, 394
Тефлон 395
Титан, армированный бором 123, 492
Топливо интерметаллидное 449
— керамическое 449, 450
— металлокерамическое 455
Тормоз аэродинамический 136, 137
Транспортировка сосудов из стекло-
пластиков 364
Траулеры рыболовные 241, 242, 243
Трехокись сурьмы для повышения
огнестойкости 235
Трубопроводы вентиляционные 337
— выводные 344
— дренажные и сточные 420
Трубы из стеклопластиков 322, 323
— технические условия 325
У
Увлажнители из стеклопластиков
386
Углепластик полиамидный 70, 98
— эпоксидный 50, 70, 72, 125, 127,
134, 154, 169
Унос материала 418, 440
Уплотнения соединительные 304, 305
Упрочнение выборочное (локальное)
51, 53, 193, 468, 475
Уровень шума 75, 76, 486
Усиление местное 103, 104
Усталость боропластика 42
Ф
«Файберфил», формовочная компо-
зиция 390
Ферма трубчатая 120
Ферроцемент 255
Фильтры 358
Формы (модели) 248
«Формафил», графитовое волокно 474
Формование в вакуумируемых меш-
ках 247, 316, 369
— в автоклаве 247
— в мешках под давлением 316, 369,
387
— инжекцией связующего 247
— контактное 315, 337, 347, 369, 470
— намоткой 315
— прессованием 28, 29, 309
— ручное 246
Формы бетонные 181
Фунгисиды 277
X
Хаете л ой 314
Хетрон-72 (огнестойкий стеклоплас-
тик) 342, 344
Храпение связующих 250
ц
Целлулоид 310
Целлюлоза 310
Центрифуга 489
Цинк литой 410, 412
Цистерны 176
Ч
Чугун серый 410
Ш
Шпон древесный 278
Штамповка деталей из стеклопласти-
ков 375
Шумоизоляция 179, 180
щ
Щетки контактные 434, 435, 436
Э
Эвтектические сплавы 75
Экономия массы 38, 39, 73, 104, 108
— — в конструкции вала хвосто-
вого винта 486
— — — — велосипеда 478
— — — — вертолетов 137
— — — — крыла самолета 134
— — — — обшивки крыла 142, 149
— — — — самолета «AQM-34» 167
— — — — хвостового оперения
123, 156, 489
—------— фюзеляжа 123, 134, 135.
162
Эксплуатационные качества пласти-
ков 15
Экструзия 248, 315
Электроды для дуговой сварки 438
— — электроискровой обработки
439
— — сварки сопротивлением 437
Элероны 72
Элементы соединительные трубопро-
водов 324
— ферм трубчатые 120
Эмиссия электронная 439
Эмиттеры термоэлектронные 456
Эрозия контактов 423, 425, 427, 431
— стеклопластиков 96, 211
Эстетика промышленная 173—177а
180—183, 194, 195
Я
Яхты прогулочные 239* 240
СОДЕРЖАНИЕ ВОСЬМИТОМНИКА
1. Поверхности раздела в металлических композитах. Редак-
тор А. Г. Меткалф
2. Механика композиционных материалов. Редактор Дж. Сен-
децкий
3. Применение композиционных материалов в технике. Ре-
дактор Б. Р. Нотой
4. Композиционные материалы с металлической матрицей.
Редактор К. Г. Крейдер
%
5. Разрушение и усталость. Редактор Л. Дж. Браутман
6. Поверхности раздела в полимерных композитах. Редактор
Е. П. Плюдеман
7. Анализ и проектирование конструкций, часть I. Ре-
дактор К. К, Чамис
8. Анализ и проектирование конструкций, часть II. Ре-
дактор Я. К. Чамис
ОГЛАВЛЕНИЕ
1. Морган Мартин. Дорожные транспортные средства ••••••• 11
2. Н. Дж. Майер. Гражданская авиация.......................... 36
3. Л. Дж. Корб. Космические летательные аппараты.............. 78
4. Филип А. Пармли. Военные самолеты..................... • 130
5. Брайан Р. Нотон. Железнодорожный транспорт.......... , , » 173
6. Сидней Бергер, Брайан Р. Нотон. Грузовые контейнеры...... 199
7. Ралъф. Дж. Делла Росса, Роберт Дж. Скотт. Композицион-
ные материалы в судостроении.................................. 232
8. Альберт Г. X. Дитц. Строительная промышленность........... 260
9. Дж. X. Маллинсон. Химические предприятия............ • . . ^08
10. С. Е. Бэкон. Приборы и оборудование...................... 366
И. П. С. Марфи, В. Е. Гейл. Электротехническая промышленность 415
12. С. Дж. Абрахамсон, Р. Е. Валле. Ядерная техника.......... 447
13. Брайан Р. Нотон. Перспективы широкого применения компози-
ционных материалов......................................... 467
Приложение!. Брайан Р. Нотон. О некоторых трудностях при
использовании новых материалов............................. 491
Приложение II. Код ориентации волокон в слоях композицион-
ного материала, разработанный Лабораторией материалов ВВС
США........................................................ 496
Предметный указатель....................................... 504
Содержание восьмитомника ...........................• ••••• 509
ИБ М 1816
КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
Том 3
ПРИМЕНЕНИЕ КОМПОЗИЦИОННЫХ
МАТЕРИАЛОВ В ТЕХНИКЕ
Редактор Н. Г. Сальникова
Технический редактор Н. Ф. Дёмкина
Корректор В. А. Воробьева
Переплет художника А. Я. Михайлова
Сдано в набор 25.05.78. Подписано в печать
06.09.78. Формат 60X90*71 в. Бумага типограф-
ская Кв 1. Гарнитура «Обыкновенная новая».
Печать высокая. Усл. печ. л. 32. Уч.-изд. л.
33,1. Тираж 10 000 экз. Заказ 22. Цена 2 р. Юк.
Издательство «МАШИНОСТРОЕНИЕ», 107885,
Москва, Б-78, 1-й Басманный пер., д. 3
Отпечатано с матриц ордена Октябрьской Ре-
волюции, ордена Трудового Красного Знамени
Ленинградского производственно-технического
объединения ' «Печатный Двор» имени
А. М. Горького Союзполиграфпрома при Госу-
дарственном комитете СССР по делам изда-
тельств, полиграфии и книжной торговли.
197136, Ленинград, П-136, Гатчинская ул., 26
в Ленинградской типографии Кв 6 Союзполи-
графпрома при Государственном комитете СССР
по делам издательств, полиграфии и книжной
торговли. 193144 Ленинград, С-144, ул. Моисе-
енко, 10. Заказ 1171.
ИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ»
НОВЫЕ КНИГИ
ПО ТЕРМИЧЕСКОЙ ОБРАБОТКЕ МАТЕРИАЛОВ
Выпуск 1979 года
Арзамасов Б. Н. Химико-термическая обработка металлов в активизиро-
ванных газовых средах. 18 л., ил. 1 р. 30 к.
Васильев А. С. Ламповые генераторы для высокочастотного нагрева. 4-е
изд., перераб. и доп. 7 л., ил. (Б-чка высокочастотника-термиста). 30 к.
Вологдин В. В., Кущ Э. В. Индукционная пайка. 4-е изд., перераб. и
доп. 6 л., ил. (Б-чка высокочастотника термиста). 30 к.
Глуханов Н. П. Физические основы высокочастотного нагрева. 4-е изд.,
перераб. и доп. 5 л., ил. (Б-чка высокочастотника термиста). 20 к.
Головин Г. Ф., Зимин Н. В. Технология термической обработки метал-
лов с применением индукционного нагрева. 4-е изд., перераб. и доп. 8 л., ил.
(Б-чка высокочастотника термиста). 40 к.
Демичев А. Д. Поверхностная закалка индукционным способом. 7 л., ил.
(Б-чка высокочастотника термиста). 30 к.
Дорофеев К. П. Основы автоматизации производства и вычислительная
техника в термических цехах. Учебник для техникумов. 2-е изд., перераб. и
доп. 16 л., ил. 70 к.
Иванов В. Н., Лунин И. В., КулжинскийВ. Л. Высокочастотная
сварка металлов. 7 л., ил. (Б-чка высокочастотника-термиста). 30 к.
Прогрессивные методы химико-термической обработки / Под ред.
Г. Н. Дубинина и Я. Д. Когана. 14 л., ил. 2 р. 10 к.
Р ы с к и н С. Е. Применение сквозного индукционного нагрева в промыш-
ленности. 4-е изд., перераб. и доп. 5 л., ил. (Б-чка высокочастотника-термис-
та). 20 к.
Слухоцкий А. Е. Индукторы. 4-е изд., перераб. и доп. 7. л., ил. (Б-чка вы-
сокочастотника-термиста). 75 к.
Фогель А. А. Индукционный метод удержания жидких металлов во взве-
шенном состоянии. 10 л., ил. (Б-чка высокочастотника-термиста) — 75 к.
I
Своевременно заказывайте и приобретайте новые книги издатель-
ства «Машиностроение» в магазинах, распространяющих техни-
ческую литературу}