/









































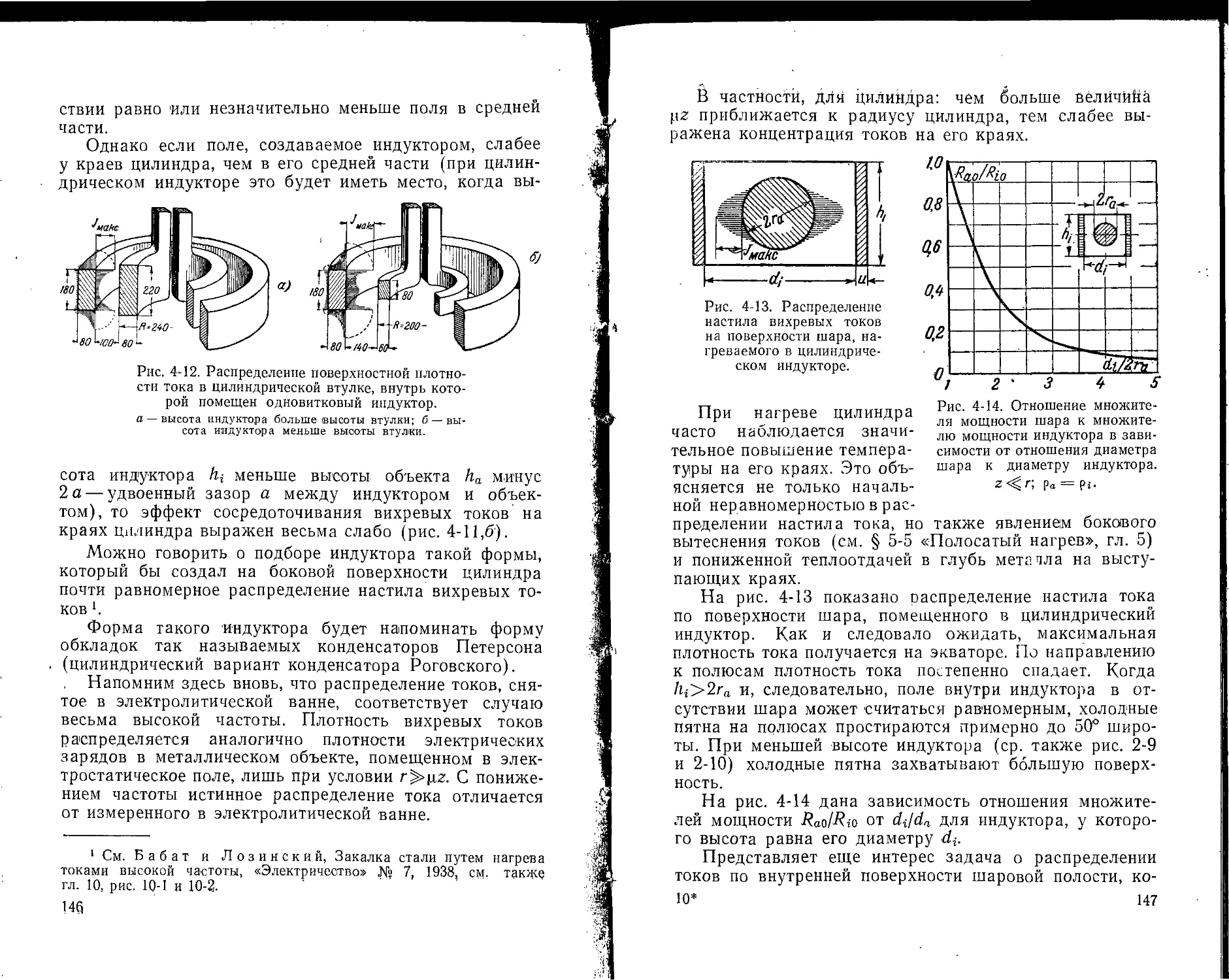




































































































Текст
kS5 2-
Г. И. БАБ AT
ИНДУКЦИОННЫЙ НАГРЕВ
МЕТАЛЛОВ
И ЕГО ПРОМЫШЛЕННОЕ
ПРИМЕНЕНИЕ
0^*1 ИЗ ДЛИНЕ ВТОРОЕ,
| ПЕРЕРАБОТАННОЕ И ДОПОЛНЕННОЕ
ИЗДАТЕЛЬСТВО «ЭНЕРГИЯ»
МОСКВА 1965 ЛЕНИНГРАД
УДК 621.785.545.4
Б12
Книга представляет собой монографию по вопросу
индукционного нагрева быстропеременными электро-
магнитными полями. В книге рассматриваются теории
процессов, описываются схемы и конструкции индук-
ционных нагревателей высокочастотные генераторы и
установки для поверхностной закалки.
Книга рассчитана на инженеров-электриков и отча-
сти термистов, а также может служить учебным посо-
бием для студентов.
Бабат Георгий Ильич
Индукционный нагрев металлов н его промышленное
применение
Издание второе, переработанное и дополненное, М.—Л.,
издательство «Энергия», 1965, 552 с. с черт.
Тематический план 1965 г., № 134
Редакторы: Э. А. Меерович,
Н. А. Лебедев,
М. Л. Любимов
Техн, редактор В. Н. Малькова
Сдано в набор 17/IV 1965 г. Подписано к печати 26/VH 1965 г.
Т-10708 Бумага 84x108782 Печ. л. 28,9 Уч.-изд. л. 29,34
Тираж 5 650 экз. Цена 1 р. 62 к. Зак. 271
Московская типография № 10 Главполиграфпрома
Государственного комитета Совета Министров СССР по печати.
Шлюзовая наб., 10.
ПРЕДИСЛОВИЕ РЕДАКТОРОВ КО ВТОРОМУ
ИЗДАНИЮ
Эта книга написана талантливым советским электро-
техником, одним из пионеров индукционного нагрева для
промышленных целей—Георгием Ильичем Бабатом,
скончавшимся 15 октября I960 г.
Первое издание книги вышло в свет в 1946 г.
За прошедшие годы индукционный нагрев получил
необычайно широкое распространение и в настоящее
время применяется в самых разнообразных технологиче-
ских процессах в различных отраслях науки и техники..
Над дальнейшим распространением методов индукцион-
ного нагрева для решения новых технических проблем
работают многие инженеры и техники, встречая, естест-
венно, в своей работе известные трудности. Теоретиче-
ская трактовка вопросов индукционного нагрева, изло-
женная Г. И. Бабатом в своей книге, сохраняет свою
справедливость, является оригинальной и свежей и без
сомнения будет очень полезной всем интересующимся
техникой индукционного нагрева.
Первое издание «Индукционного нагрева», выпущен-
ное тиражом всего в 4 000 экз., в настоящее время стало
библиографической редкостью. С другой стороны, гла-
вы книги с 8 по 18, посвященные практическому приме-
нению индукционного нагрева, за время, истекшее
с 1946 г., сильно устарели.
Поэтому настоящее, второе издание книги, подготов-
ленное друзьями и учениками покойного Г. И. Бабата,
значительно отличается от первого издания.
Введение и первые семь глав, проверены и отредак-
тированы проф. Э. А. Мееровичем.
5
Заново написаны канд. техн, наук Н. А. Лебедевым
в гл. 8 «Общие сведения» и § 8-1, 8-2, 8-5, 8-7 и 8-10;
в гл. 9 —§ 9-4, 9-9—9-11; в гл. 10 — § 10-9; полностью
гл. 14, в гл. 16 — § 16-6.
Им же отредактированы гл. 8, 9 и 18.
Заново написаны канд. техн, наук М. Л. Любимовым
гл. 15—17. Им же отредактированы гл. 10—13.
В своей работе редакторы второго издания старались
придерживаться текста и духа первого издания, с тем
чтобы донести до читателей оригинальность мышления
и яркость изложения автора книги. Мы считаем, что вы-
нужденная переработка глав книги, посвященных прак-
тике индукционного нагрева, не нарушает стройности
изложения и будет полезной читателю, так как во вто-
рое издание внесено все то, что поможет сделать книгу
современной.
В заключение мы хотим отметить, что ряд идей по-
койного Г. И. Бабата, высказанных им в этой книге по-
путно с основным изложением, воплощается в последнее
время в жизнь. Это относится, например, к использова-
нию безэлектродного индукционного газового разряда
и бестигельной плавки металлов, к обработке давлением
и химико-термической обработке металлов при индукци-
онном нагреве, варке стекла и сварке стеклянных дета-
лей токами высокой частоты и т. д.
Э. Меерович, Н. Лебедев, М. Любимов
ПРЕДИСЛОВИЕ К ПЕРВОМУ ИЗДАНИЮ
Всякая новая отрасль техники при своем возникно-
вении носит, как правило, эмпирический характер. Пер-
вые конструкции создаются на основании интуиции —
методом «проб и ошибок». В этот период развития мож-
но говорить не об инженерной науке, а об инженерном
искусстве. Литература, посвященная данному вопросу,
носит преимущественно описательный характер.
Лишь после того как окончательно установятся не-
кие стабильные конструкции, может появиться теория
их расчета. Инженерные расчеты не могут вырасти из
чистой физики и математики. Инженер должен решать
не только технические, но и экономические задачи; он
должен конструировать и строить наиболее дешевые,
наименее трудоемкие агрегаты. Для экономических рас-
четов в физические формулы должны быть введены эм-
пирические коэффициенты, получить которые можно
только на основе эксплуатационного опыта. Всегда
имеется бесчисленное множество вариантов решения од-
ной и той же инженерной задачи. Лишь эксплуатация
может выявить наиболее надежный и экономичный из
этих вариантов.
В электротехнике инженерные теории возникли
в конце прошлого столетия. После того как выкристал-
лизовались более или менее установившиеся конструк-
ции электрических машин и трансформаторов, появились
работы лорда Кельвина, братьев Гопкинсон, Сильвану-
са Томпсона, Штейнмеца, несколько позже Милана,
Видмара и др., посвященные их расчету, выбору опти-
мальных соотношений и размеров.
7
Радиотехника пережила период становления инже-
нерных теорий значительно позднее—в эпоху мировой
империалистической войны 1914—1918 гг.
Настоящая работа является попыткой наметить ме-
тоды инженерного расчета в быстро развившейся за по-
следние годы области индукционного нагрева.
Из всего комплекса вопросов, связанных с индукци-
онным нагревом, основное внимание здесь уделено по-
верхностной закалке стали. Поверхностная закалка на-
ходит применение во всех отраслях металлопромышлен-
ности. Она дает громадную экономию металла, удешев-
ляет технологический процесс, оздоровляет условия тру-
да, намного увеличивает качество и срок службы де-
талей механизмов, режущего и мерительного инстру-
мента.
Плавильные печи в настоящей работе почти совер-
шенно не затронуты, так как по этому вопросу имеется
довольно обширная литература.
При написании этой работы я старался пользоваться
возможно более простым математическим аппаратом,
памятуя известное изречение Лапласа: «Математиче-
ская мельница мелет весьма мелко, но качество полу-
ченной муки зависит от исходного продукта».
Ценность любого метода расчета определяется теми
физическими предпосылками, которые были заложены
при его выводе.
Все уравнения, встречающиеся в работе, линеаризо-
ваны. Применение более точных нелинейных расчетов
при современном состоянии вопроса вряд ли целесооб-
разно, так как в окончательные формулы все равно при-
ходится вводить эмпирические поправочные коэффици-
енты. Правда, чем примитивнее формула, тем уже пре-
делы ее применения, но зато тем легче дать физическую
интерпретацию сущности расчета и тем меньше вероят-
ность ошибок.
В электротехнических и тепловых расчетах особенно
легко злоупотреблять математикой. Поэтому я старался
никогда не забывать, что от инженера в конечном счете
требуются не формулы и не уравнения, а живые резуль-
таты— экономично построенные и надежно работающие
конструкции. Расчет — только средство, но не цель.
Проектирование и исследование установок индукци-
онного нагрева производилось по инициативе автора й
8
инж. М. Г. Лозинского в лаборатории завода «Светла-
на», начиная с 1936 г.
Первые опыты производились с относительно неболь-
шими мощностями 5—10 кет. В этот период в работах
принимали участие главный конструктор завода «Свет-
лана» инж. С. А. Зусмановский и инж. А. Ф. Смирнов.
В 1938 г. была построена мощная установка на 300 кет
и было начато проектирование промышленных установок
для высокочастотной электротермии.
За истекшие годы работы по индукционному нагреву
велись в ряде организаций, появились типовые лампо-
вые генераторы для установок индукционного нагрева,
удалось промышленно освоить поверхностную закалку
разнообразнейших стальных изделий, а также изучить
ряд других применений индукционного нагрева.
Я считаю необходимым упомянуть своих сотрудни-
ков, принимавших участие в первых пионерских работах
по индукционному нагреву.
Механические конструкции большинства устройств
и станков разрабатывались инженерами А. А. Батури-
чевым, В. М. Васильевым и Б. А. Шустовым. Электро-
технической стороной вопроса занимались инженеры
Н. Г. Натансон, Ю. Б. Вигдорович, Н. А. Рощин (погиб
в боях за Ленинград). Металловедческие исследования
проводились инженерами.В. К. Кучма, Л. М. Шевченко,
В. М. Залкиндом, а также доцентом Э. В. Шлейером.
Выпуск промышленных установок осуществлялся под
руководством инж. Р. Ф. Аладжева.
При разборе ряда теоретических вопросов автор не-
однократно пользовался советами канд. техн, наук
В. С. Лукошкова.
Почти все опытные конструкции нагревательных ин-
дукторов, трансформаторов, закалочных приспособле-
ний и т. п. выполнялись механиками лаборатории
И. А. Труфановым и Ф. И. Ивановым (погибшими во
время Ленинградской блокады), высокому мастерству
которых обязан успех многих начинаний.
Отдельные результаты работ автора опубликованы
в журналах «Электричество», «Вестник электротехники»,
«Станки и инструмент», «Вестник металлопромышлен-
ности», «Журнал технической физики», «Electronics»,
«RGE», «1ЕЕ», «Heat Treating and Forging», «Wireless
Engineer» за 1937—1940 гг.
9
Некоторые из высказанных положений уже устарели,
другие требуют более подробного развития и дополне-
ния. Многие взгляды автора были предметом оживлен-
ных дискуссий. В настоящей работе я пытался рассмот-
реть с единой точки зрения комплекс основных вопро-
сов, связанных с индукционным нагревом.
Пока индукционный нагрев применялся лишь для
плавильных печей, где тепло должно выделяться в бес-
форменной массе металла, можно было пользоваться
сравнительно простыми теориями1 для определения
электрических параметров установок. Тепловые расчеты
достаточны были самые примитивные. Значительно
сложнее обстоит дело при поверхностной закалке.
Нагреву должны подвергаться изделия, имеющие
вполне определенные (и иногда весьма сложные) геомет-
рические формы.
Совокупность проводников, создающих высокочастот-
ное поле, — за ней прочно утвердился термин «нагрева-
тельный индуктор» — должна быть так выполнена, что-
бы локализовать нагрев на строго ограниченных участ-
ках поверхности изделия. Аналитическое и эксперимен-
тальное решение этой задачи составляет содержание
основных глав этой работы.
Для определения удельных мощностей и режимов
нагрева потребовались довольно сложные тепловые
расчеты.
При быстром нагреве ферромагнитных материалов
в электромагнитных полях было обнаружено весьма
своеобразное явление «полосатого нагрева», объяснение
которого потребовало ряда экспериментов и теоретиче-
ских вычислений.
Глава 1, являющаяся до некоторой степени вводной,
необходима для того, чтобы четко установить понятие
об основной единице многих дальнейших измерений —
глубине проникновения тока.
Задачу о распределении токов при любых частотах
и любых геометрических формах индуктора и объекта
я счел целесообразным расщепить на две части. В гл. 2
разобрано влияние частоты на распределение токов в те-
1 Burch and Davis, An Introduction to the Theory of Eddy-
Current Heating (Bonn, 1928). W. Esmarch, Zur Theorie der kern-
losen Induktionsofen, Wiss. Verof. d. Siemens-Konzerns, 1931, Bd 10,
№ 2, S. 172—196.
10
лах простейших геометрических форм, находящихся
в однородном электромагнитном ноле. В гл. 3 рассмат-
ривается зависимость распределения токов от формы
индуктора и объекта. В этой главе местами исключается
из рассмотрения фактор частоты; предположено, что она
весьма высока, так что глубина проникновения токов
значительно меньше размеров исследуемых тел. Такая
«высокочастотная» точка зрения позволила применить
для расчетов методы магнитостатики, а также воспользо-
ваться электролитической ванной. Результаты исследо-
ваний, проведенных с электролитической ванной, изло-
жены в гл. 4.
Графики гл. 3 и 4, потребовавшие для своего пост-
роения весьма кропотливой вычислительной работы, на-
деюсь, облегчат работу конструкторов и исследова-
телей.
Вопрос о выборе частоты тока для поверхностной
закалки можно рассматривать двояко: во-первых, с точ-
ки зрения технолога-термиста, интересующегося тем,
что происходит со сталью при нагреве ее токами разных
частот при разных графиках подвода мощности. Такая
трактовка проведена в гл. б и 6. С другой стороны,
электрика интересует возможность выбора такой часто-
ты, чтобы получить возможно более простую, дешевую
установку и максимальный к. п. д.
При слишком низких частотах представляют неудоб-
ства большие токи в индукторах. Коэффициент полезно-
го действия при этом низкий, так как нагреваемый
объект становится «прозрачным» для длинной электро-
магнитной волны, которая проходит через него, теряя
лишь малую часть своей энергии. С другой стороны,
слишком высокие частоты вызывают повышение напря-
жения на индукторе, возрастает опасность пробоя. При-
ходится увеличивать расстояние между индуктором ~а
объектом и уменьшать в активной части индуктора от-
ношение длины проводника к его ширине. Это также
ухудшает к. п. д.
Понятно, где-то существует «золотая середина».
Основные электрические соотношения для нагрева-
тельных индукторов приведены в гл. 7.
Схемы ламповых генераторов, применявшиеся в ра-
диотехнике, оказались непригодными для целей электро-
термии.
11
В лаборатории завода «Светлана» впервые в истории
высокочастотной техники пришлось получать мощности
до 500 кет от ламповых генераторов, работающих на
самовозбуждении. Попутно был разработан ряд вспомо-
гательных устройств для регулирования и управления
генераторами. Эти вопросы изложены в гл. 8.
Когда мне пришлось начать проектирование мощных
высокочастотных воздушных трансформаторов для
включения нагревательных индукторов, я убедился, что
разработанных конструкций и методов их расчета не су-
ществует. Теории, разработанные для трансформаторов
с железным сердечником, оказались здесь неприменимы-
ми. Была создана изложенная в гл. 9 методика расчета.
Были построены многочисленные трансформаторы как
на заводе «Светлана», так и на ряде других заводов.
Их успешная эксплуатация подтверждает правильность
предложенных конструкций и методов их расчета.
Глава 10, описывающая конструкции нагревательных
индукторов, с одной стороны, основана на теоретических
выводах гл. 3 и 4, с другой стороны, обобщает практи-
ческий опыт последних лет.
Центральное место в настоящей работе занимают
электротехнические проблемы. Поэтому гл. 11, затраги-
вающая металлургическую сторону вопроса, носит, мож-
но сказать, вспомогательный характер.
Опыт высокочастотной обработки деталей изложен
в гл. 12.
В гл. 13 делается попытка систематизировать различ-
ные конструкции закалочных станков.
Общая компоновка закалочной установки, являю-
щаяся одним из важных факторов, обеспечивающих ее
успешную эксплуатацию, рассматривается в гл. 14.
Наконец, в последних трех главах освещены различ-
ные, еще не получившие столь широкого распростране-
ния применения индукционного нагрева, исследовавшие-
ся в лаборатории завода «Светлана».
Индукционный нагрев диэлектриков в быстропере-
менном электрическом поле, получающий в последние
годы весьма широкое распространение, особенно в авиа-
ционной промышленности, в настоящей работе намерен-
но не затрагивается. Этой теме должна быть посвящена
специальная работа.
Автор
12
ВВЕДЕНИЕ
Методы обработки металлов путем нагрева их в бы-
стропеременных электромагнитных полях сравнительно
недавно начали входить в промышленную практику.
В 1913 г. фирма Лоренц начала опыты с бессердечнико-
выми индукционными печами. В 1915—1916 гг. по ини-
циативе доктора Нортрупа фирма Аякс (Ajax) выпусти-
ла на рынок первые бессердечниковые высокочастотные
печи. В эти же годы индукционный нагрев стал приме-
няться в электровакуумной промышленности для про-
грева деталей радиоламп во время откачки.
До 1933 г. индукционный нагрев промышленно при-
менялся только в этих двух областях: для плавки ме-
таллов и для обезгазования электровакуумных приборов.
Лишь в самые последние годы наметились новые, ре-
волюционизирующие технологию металлообработки при-
менения индукционного нагрева — поверхностная закал-
ка стали, поверхностное легирование, механическая об-
работка с подогревом. Кроме того, этим методом нагре-
ва стали пользоваться в химической промышленности,
в производствах твердых соединений и абразивов, в про-
изводстве кварцевого стекла и т. д.
Между тем явление нагрева металлических тел в пе-
ременных магнитных полях стало впервые изучаться как
физический феномен еще в эпоху первых работ Фара-
дея над электромагнитной индукцией '.
1 В 1825 г. Франсуа Араго, измеряя силу земного магнетизма
посредством качаний стрелки компаса, заметил, что качания быстро
затухают, если подле стрелки находятся металлические тела, в осо-
бенности медь. Араго же открыл, что вращающийся медный диск
увлекает за собой намагниченную стрелку. Это явление индукции
токов в сплошнйх металлических массах детально изучал ученик
Араго — Леои Фуко. С этого времени за токами, весь контур ко-
торых заключен в пределах одного сплошного куска металла, утвер-
дилось название — токи Фуко, или вихревые токи.
Первая попытка произвести аналитический расчет этого явле-
ния была сделана в 1853 г. Felici.
13
Электромагнитная теория Максвелла дала методы
вычисления распределения вихревых токов. (Правда,
сам Максвелл детальных расчетов не производил.
В 1872 г. он только вычислил распределение токов в бе-
сконечно тонкой пластинке).
В 1880 г. Генрих Герц в своей блестящей диссерта-
ции «Об индукции во вращающихся шарах»1 дал де-
тальный анализ законов циркуляции вихревых токов.
Им был в сущности создан вполне разработанный мате-
матический аппарат для точного расчета явлений, свя-
- занных с вихревыми токами. Современные методы расче-
та распределения вихревых токов представляют собой
в значительной мере упрощение методов, которыми поль-
зовался Герц.
Такой многолетний (свыше 50 лет) разрыв между
теоретической проработкой вопроса и его практическими
- приложениями объясняется рядом причин.
Количество тепла, выделяемого .вихревыми токами,
зависит от частоты перемен магнитного поля. При тех
частотах, которые могли быть получены к началу XX в.
с помощью вращающихся машинных генераторов, кон-
центрация тепловой энергии, выделяемой вихревыми то-
ками, настолько мала, что этот способ нагрева не имел
абсолютно никаких преимуществ перед другими спосо-
бами электронагрева.
При низких частотах нечего, например, даже мечтать
получить индукционным нагревом такие концентрации
тепловой энергии, какие дает вольтова дуга. При про-
мышленных частотах (50—60 гц) даже в больших же-
лезных массивах при практически достижимых индук-
циях в несколько тысяч гаусс плотность энергии, выде-
ляемой вихревыми токами, не превышает нескольких
ватт на квадратный сантиметр.
Пионеры электротехники изучали вихревые токи
лишь под углом зрения того вреда, который эти токи
1 Gesammelte Werke von Heinrich Hertz, Bd. 1. Schiriften vermi-
schten Inhalts, S. 37—144, Fg. 16. Uber die Induktion in rotierenden
Kugeln, Leipzig, 1895. В этой работе рассматриваются массивные
и полые шары, пронизываемые магнитным потоком от источника
поля, расположенного снаружи шара и внутри его. Как частный
случай задачи исследовано распределение токов в тонких пластин-
ках при разных ориентировках магнитного потока относительно
плоскости пластинки.
14
приносят, нагревая сердечники динамомашин и транс-
форматоров.
Призывы отдельных прозорливых ученых1 гипербо-
лизировать это явление—-увеличить тепло, выделяемое
вихревыми токами, настолько, чтобы оно смогло произ-
вести полезный технологический эффект, — не находили
практического отклика.
Вихревые токи в металлических массивах впервые
начали промышленно применяться для целей торможе-
ния. И ныне в измерительной технике тормозы с вихре-
выми токами занимают прочное место. Для торможения
мощных моторов прокатных станов применяются элек-
тромагниты, возбуждающие вихревые токи в массивных
чугунных маховиках.
Стремительное развитие радиотехники вызвало
к жизни генераторы токов высокой частоты: искровые,
дуговые, машинные и, наконец, генераторы с электрон-
ными лампами.
Первые высокочастотные генераторы были дороги и
недолговечны. Их амортизация ложилась тяжелым бре-
менем на стоимость эксплуатации высокочастотной уста-
новки. 20—-30 лет тому назад 1 квт-ч энергии высокоча-
стотного тока стоил в несколько десятков раз дороже,
чем 1 квт-ч постоянного тока или тока 50 гц.
Только радиотехника могла позволить себе такую
роскошь: -возможность установления связи посредством
беспроволочной линии оправдывала применение сколь
угодно дорогой электроэнергии.
К началу ЗО-х годов в результате длинного пути раз-
вития, проделанного радиотехникой, стоимость энергии
тока высокой частоты (вплоть до 108 гц) снизилась до
двух — четырехкратной стоимости энергии тока промыш-
ленной частоты. Ламповые генераторы высокой частоты
начали строиться на мощности в несколько тысяч кило-
ватт. Они стали просты и надежны в эксплуатации. Сле-
довательно, лишь с этого времени высокочастотный
ток — этот высококвалифицированный вид электриче-
ской энергии — мог рассчитывать на широкое промыш-
ленное применение.
Но не только несовершенство генераторов высокой
частоты мешало применению индукционного нагрева
1 См. О. Н е a w i s i d e, Electrician, 1884.
15
в промышленной практике. Металлопромышленность
прошлых десятилетий еще не созрела для восприятия
этого изощренного технологического приема Основным
конструкционным материалом, применявшимся в те го-
ды для всевозможнейших сооружений, начиная с рельсов
и деталей машин и кончая пушками, была мягкая сталь
(0,4% С). Запасы прочности были велики, изучение на-
пряжений в деталях механизмов не зашло настолько да-
леко, чтобы можно было поднять вопрос о необходимо-
сти местного их упрочнения. А малые скорости работы
машин и механизмов предопределяли малый износ их
из-за истирания.
Развитие авто- и авиастроения было одним из толч-
ков, поведших к разработке новых высокопрочных слож-
ных легированных сталей. Уменьшились коэффициент
незнания и запасы прочности при конструировании но-
вых агрегатов и механизмов.
Рабочие скорости возросли во много раз. Для борь-
бы с износом вследствие истирания стало усиленно при-
меняться поверхностное упрочнение участков деталей,
подверженных трению.
Наиболее старые методы частичного упрочнения —
это химико-термическая обработка (цементация, нитри-
рование, цианирование) и электролитические покрытия.
Другой способ частичного упрочнения — зональная
термообработка: не меняя состава материала изделия,
можно получать разные свойства в отдельных его уча-
стках, создавая для них разные условия нагрева и ох-
лаждения. Зональная термообработка при помощи
внешних источников тепла — газовых горелок, свинцо-
вых и соляных ванн — известна уже в течение несколь-
ких десятилетий.
Но и химикотермическая обработка, требующая
длительного времени (например, цементация коленча-
1 В конце прошлого столетия Поль Хохо получал поверхно-
стную закалку, нагревая стальные изделия электрическим разрядом
в ванне с электролитом, ио его начинания не встретили никакого
сочувствия.
См. Р. Н о h о, Phenomene calorifique produit par le courant
electrique au contact d’un solide et d’un liquide, La Lumiere Electri-
que, 52, 1894, p. 113, 165—169.
См. также M. E. Lagrange et P. H о h o, Bulletin de 1’Acade-
mie Royale de Belgique, 3-e serie, № 11, 1892. Comptes Rendus,
Mars 1893.
16
того вала длится около 30 ч), и зональная термообра-
ботка внешними источниками тепла, качество которой
зависит от искусства рабочего, не могут полностью
удовлетворить требованиям современного массового про-
изводства.
Кроме того, массовое производство породило спрос .
на высокопроизводительные методы нагрева под ковку
и штамповку.
Таким .образом, к началу 30-х годов созрели предпо-
сылки для широкого внедрения индукционного электро-
нагрева в металлопромышленность.
Воплощение в жизнь носившихся в воздухе техниче-
ских идей протекало подобно выпадению кристаллов из
сильно пересыщенного раствора. Работы начались неза-
висимо в целом ряде лабораторий и очень быстро при-
вели к практическим результатам *.
В нашем Союзе применение электротока для поверх-
ностного упрочнения стало изучаться с 1930 г. по ини-
циативе проф. В. Н. Гевелинга.
В 1933 г. в американских журналах появились статьи
Нортрупа о применении индукционного нагрева для тер-
мообработки металлов 2. В этих статьях, правда, Норт-
I руп вынужден был (по его же словам) выступать «ско-
рее как пророк, чем как историк». Все же он довольно .
детально разобрал основные возможности индукционно-
го нагрева в области поверхностной закалки (для валов
холодной прокатки, коленчатых валов двигателей), ме-
ханической обработки, поверхностного легирования.
В 1935 г. по инициативе инж. Б. Н. Романова и
Б. Н. Орлова были начаты работы по поверхностной
закалке в лаборатории проф. Вологдина.
В то же время в американских и английских журна-
1 История внедрения индукционного электроиагрева в металло-
промышленность может служить прекрасной иллюстрацией к извест-
ным словам Маркса (Капитал, т. I, гл. 13 «Машины и крупная про-
мышленность», раздел 1, примечание 89): «Критическая история
технологии вообще показала бы, как мало какое бы то ни было
изобретение XVIII столетия прина.длежит тому или иному отдель-
ному лицу».
2 Е. F. Northrup, Practical Methods for Heating Solids by
Induction, Iron Age, 1933, vol. 131, Jan., p. 165, Febr. 23, p. 310—311;
Steel, 1933, vol. 92, March, p. 21—24, March, p. 23—26; Electr. World,
1933, vol. 10’1, Febr., p. 25Й—ОЭТр’ПюгГ'Дйс! SteeKEngineer, vol. 10,
Ns 4, March ,193В, p. 67-^82> • Щ .' yj >. Д q
2 г. И. Бабат. ' 1 2 1 17
лах начали появляться статьи1 о работах фирмы Тос-
со —The Ohio Crankshaft Со. в области поверхностной
закалки. В 1936 г. Токко удалось наладить массовую за-
калку шеек коленчатых валов двигателей внутреннего
сгорания.
В 1936 г. автором совместно с инж. М. Г. Лозинским
было начато изучение индукционного нагрева для целей
термообработки в лаборатории завода «Светлана».
Позднее появляется поверхностная электрозакалка
в западноевропейских странах. В Германии первые све-
дения об установках поверхностной высокочастотной за-
калки относятся к 193'9 г.2.
В эти же годы начали множиться применения токов
высокой частоты для нагрева под ковку и штамповку
для пайки и сварки, частичного отпуска и поверхностно-
го легирования.
Быстрота, с которой индукционный нагрев вошел
в промышленный обиход, не имеет, пожалуй, прецедента
в истории техники. Когда летом 1939 г. на Всесоюзной
конференции по инструментальному делу демонстриро-
валась установка для поверхностной закалки, оказалось,
что из тысячи участников конференции едва набрался
десяток человек, видавших до того высокочастотный на-
грев. А уже в 1940 г. на ряде заводов нашего Союза на-
ходились в промышленной эксплуатации высокочастот-
ные закалочные установки.
В настоящее время ряд организаций производит
установки для индукционного нагрева.
1 Surface Hardening by High-Frequency Electric Currents, «Ma-
chinery» (London), 1936, vol. 48, 1937, June, p. 397.—New Process
for Selective Hardening Crankshafts. Heat Treating and Ferging,
1936, vol. 22, Ns 9, Sept., p. 476 — Announce Process for Selective
Surface Hardening Crankshafts. Steel, 1936, vol. 99, № 99, 12, Sept. p. 27.
2 AEG. Mitteilungen, № 3, 4939.
В этой статье описывается установка, осуществленная по си-
стеме Токко. Возможно, что такое запаздывание объясняется ши-
роким развитием в Германии поверхностной закалки кислородмо-
ацетиленовым пламенем.
ГЛАВА ПЕРВАЯ
РАСПРОСТРАНЕНИЕ ЭЛЕКТРОМАГНИТНЫХ ВОЛН
В МЕТАЛЛИЧЕСКИХ ПРОВОДНИКАХ
1-1. О ПРИМЕНИМОСТИ ПРИНЦИПА НАИМЕНЬШЕГО
ДЕЙСТВИЙ ДЛЯ ОТЫСКАНИЯ РАСПРЕДЕЛЕНИЯ ВИХРЕВЫХ
ТОКОВ
В середине XVII века Ферма сформулировал свой
знаменитый принцип: «Световые лучи распространяются
из одной точки в другую по пути, требующему наимень-
шего (или в некоторых частных случаях наибольшего)
времени». В терминах вариационного исчисления этот
принцип выражается формулой
б/=0. (1-4)
Первая вариация полного времени t, потребного све-
товой волне для распространения из одной точки в дру-
гую, равна нулю. Так как /= $dt, a dt — dl/v, где I — путь,
a v — скорость по пути, то формулу (1-1) можно запи*
сать:
8 J ~^=0. (1-2)
Скорость световой волны в любой среде равна ско-
рости в пустоте с, поделенной на коэффициент прелом-
ления п: v = c]n. Отсюда
—0. (1-3)
2*
19
В тесной связи с принципом Ферма находится прин-
цип наименьшего действия, высказанный впервые Мо-
пертюи в 1747 г. и гласящий: «для действительного дви-
жения материальной точки с массой m сумма произведе-
ний количеств движения на соответствующий элемент
траектории является наименьшей»:
5 j mudl = 0. (1-4)
Волновая механика Де-Бройля — Шредингера свя-
зывает механическую скорость и с волновой скоростью v
при помощи соотношения
(1-5)
(где с — скорость света в пустоте).
Такое объединение волнового и механического дви-
жения делает принцип наименьшего действия универ-
сальным законом, справедливым для всех видов движе-
ния материи и энергии. Необходимо лишь для каждого
вида движения находить наиболее четкую и конкретную
формулировку.
При распространении электромагнитной волны меж-
ду антеннами передающей и приемной радиостанций
можно пользоваться формулировкой Ферма.
Для описания движения свободных ,/электронов
в сложных электрических и магнитных полях полностью
цодходит формулировка Мопертюи.
Непосредственное применение этих формулировок
для отыскания распределения вихревых токов затрудни-
тельно, так как при тех частотах тока (от 102 до 106 гц),
которые интересуют практику индукционного нагрева,
размеры электромагнитной волны в воздухе намного
превышают размеры исследуемых проводников. Поль-
зуясь оптической терминологией, мы находимся в обла-
сти дифракции электромагнитных волн.
Исходя из общего принципа, что распределение токов
в любой системе проводников и диэлектриков должно
соответствовать некоему экстремальному значению, по-
пытаемся дать формулировку, наиболее наглядно описы-
вающую явление.
В тех случаях, когда можно говорить о наличии
э. д.с., действующей между двумя точками системы про-
20
водников, закон распределения токов может быть сфор-
мулирован следующим образом: токи распределяются
так, что в точках приложения э. д. с. суммарный ток
имеет максимальное возможное значение. Или: токи вы-
бирают такие пути, что результирующее сопротивление
между двумя точками приложения э. д. с. оказывается
наименьшим.
Частный случай этого закона имеет место при посто-
янной э. д. с., когда токи распределяются обратно про-
порционально омическим сопротивлениям отдельных
проводников.
При переменной э. д. с. полное сопротивление систе-
мы равно сумме активного и индуктивного сопротивле-
ния Z= R2 + (£>2L2. Чем выше частота тока, тем боль-
шую величину имеет индуктивное сопротивление coL и
тем сильнее оно влияет на распределение токов.
При переменной э. д. с. токи идут по пути, имеющему
наименьшее результирующее сопротивление Z, а не наи-
меньшее активное сопротивление R. Это иллюстрируется
рис. 1-1. Над поверхностью земли проходят два провод-
ника, ограничивающиеся шаровыми заземлителями. При
низкой частоте (нижний рисунок) распределение токов
обусловлено только активным (омическим) сопротивле-
нием. Линии тока уходят глубоко в толщу земли. При
высокой частоте (верхний рисунок) токи ищут путь с ма-
лым индуктивным сопротивлением ыЬ, чтобы результи-
рующее сопротивление системы было минимальным. Ли-
нии тока стелются по поверхности земли, следуя за
всеми изгибами токоподводящих проводников.
Отклонение линий тока от тех путей, которым они
следовали бы при постоянной э. д. с., вызывает увеличе-
ние джоулевых потерь, что эквивалентно возрастанию
активного сопротивления контура токов. Это возраста-
ние активного сопротивления ставит предел указанному
отклонению линий тока от случая постоянной э. д. с.
Результатом борьбы двух противоположных тенден-
ций — увеличения активного и уменьшения индуктивно-
го сопротивлений — является состояние, когда полное
приведенное сопротивление проводника Z имеет мини-
мальное возможное для данной частоты значение.
Результирующее индуктивное сопротивление системы
проводников может уменьшаться из-за перераспределе-
ния токов внутри проводников только за счет изменения
21
так называемой внутренней индуктивности, т. е. той ин-
дуктивности, которая обусловлена магнитным потоком,
замыкающимся в самой толще металла. Внешняя индук-
тивность при перераспределении токов не меняется. По-
этому при низких частотах, когда внутреннее индуктив-
ное сопротивление системы проводников значительно
меньше ее омического сопротивления, распределе-
ние токов мало отличается от такового при постоянном
токе.
Заметное перераспределение токов начинается при
тех частотах, когда внутреннее индуктивное сопротивле-
ние становится сравнимым с омическим сопротивле-
нием, когда глубина проникновения токов становится
меньше размеров тела.
При дальнейшем повышении частоты линии тока рас-
полагаются таким образом, что активное сопротивление
всегда равно внутреннему индуктивному сопротивлению.
Эти же рассуждения применимы в тех случаях, ког-
да ток в проводящей массе возбуждается путем индук-
ции. Поместим внутрь соленоида кусок металла. Индук-
тированные в этом металле токи распределяются таким
образом, чтобы по возможности уменьшить индуктив-
ность системы. Однако эти токи вызывают выделение
тепла и, следовательно, увеличивают активное сопротив-
ление. Величина индуктированных токов и распределе-
ние их устанавливаются таким образом, что система
имеет минимальное Z. /
Практическая электротехника накопила” значительное
количество терминов для описания явления перераспре-
деления токов при изменении частоты.
Здесь и «поверхностный эффект» или «скин-эф-
фект» — вытеснение тока из центральных частей про-
водника на его периферию, и «явление близости» —
стремление линий двух разно направленных токов вза-
имно сблизиться, а двух одинаково направленных вза-
имно оттолкнуться, и «катушечный эффект» — вытесне-
ние линий тока на внутренние участки поверхности вит-
ков цилиндрического соленоида, и явление вытеснения
тока в обмотках электрических машин, называемое иног-
да «явлением Фильда» \ заключающееся в том, что при-
ближение к проводнику магнитопровода из расслоенного
1 А. В. Field, Trans. Am. Inst. El. Eng., 1905, p. 659.
22
железа вызывает вытеснение линий тока в сторону про-
водника, противоположную магнитопроводу.
Все это проявления одного и того же закона — стрем-
ления тока выбрать путь с минимальным результирую-
щим Z.
Поэтому во всех без исключения случаях перераспре-
деления токов под влиянием повышения частоты можно
пользоваться методом вариационного исчисления для со-
ставления дифференциальных уравнений, описывающих
зависимость этого перераспределения от геометрических
форм, конструкции, частоты тока и характеристик ма-
териала.
При практическом решении задач проще составлять
дифференциальные уравнения распределения токов, ис-
ходя из уравнений Максвелла и всякого рода упрощаю-
щих допущений.
Но общий принцип — ток выбирает путь с наимень-
шим Z — должен служить всегда критерием для провер-
ки правильности полученного решения.
Необходимо подчеркнуть, что не всегда с повыше-
нием частоты токи вытесняются на поверхность. Напри-
мер, в представленной на рис. 1-7 конструкции (два ко-
аксиально расположенных трубчатых проводника) плот-
ности тока на внешней поверхности наружной трубы и
на внутренней поверхности внутренней трубы падают
с повышением частоты.
В объекте, выполненном из материала с переменным
от точки к точке удельным электросопротивлением р,
максимальная плотность тока может быть в глубине
объекта.
Поверхностный эффект есть лишь частный случай
перераспределения токов с повышением частоты.
В наиболее чистом и простом виде стремление токов,
сосредоточиться у поверхности металла проявляется,
когда приходящая из бесконечности плоская электро-
магнитная волна падает на металлическую поверхность.
С этого случая и начнем рассмотрение.
1-2. ПРОНИКНОВЕНИЕ ПЛОСКОЙ ВОЛНЫ В МЕТАЛЛ
Представим себе, что все пространство занято на-
половину воздухом, наполовину металлическим провод-
ником. Поверхность раздела плоская. Оси х и у лежат
23
в плоскости раздела, ось z перпендикулярна ей. В воз-
духе O<0) существует электромагнитное поле в виде
плоской волны, распространяющейся в направлении х.
со скоростью с. От координаты у поле не зависит. В об-
ласти а<0 диэлектрическая постоянная, магнитная про-
ницаемость и удельное сопротивление соответственно
равны: (е; ц; р) =i(l; 1; оо). В металле можно прене-
бречь током смещения, так как он имеет ничтожную ве-
личину по сравнению с током проводимости. Следова-
тельно, в области z>0 надо учитывать только р и ц.
Обозначим составляющие магнитного и электриче-
ского поля соответственно Н и Е. Тогда уравнения
Максвелла для части пространства внутри металла мож-
но записать (в системе CGSE)
. д1 2Ну 4гс |л дНЧ'
dzs с2 р dt ’
дгЕх 4гс |х дЕх
dzs с2 р dt ‘
(1-6)
(1-7)
Нас будет интересовать случай, когда распростра-
няющаяся в воздухе волна синусоидальна. Обозначим
амплитуды электрической и магнитной составляющих
этой волны соответственно Е® и Но, круговую частоту
ее со = 2л/.
У поверхности металла зависимость напряженности
поля от времени t будет:
Е = E0COS C1W.
(1-8)
Решение уравнения (1-7) можно записать в виде
Ех — Еа ехр
(1-9)
Это — уравнение волны, затухающей в направле-
нии z. Первый множитель показывает, как меняется ам-
плитуда, второй—как меняется фаза волны по мере ее
продвижения в глубь металла.
1 См. Франк и Мизес, Дифференциальные и интегральные
уравнения математической физики. ОНТИ, 1937, гл. 19 и 21.
Из рассмотрения второго множителя уравнения (1-9)
следует, что фаза изменится на 2л при продвижении
волны на расстояние, равное:
Обозначим это расстояние М- Это будет длина волны
в металле. Зная длину волны, можно определить фазо-
вую скорость V, ее распространения в металле (то рас-
стояние, на которое, 'переместится фаза волны в 1 сек):
(1-Ю)
Отношение скорости волны в воздухе к скорости волны
в металле иногда называют коэффициентом преломления
и обозначают п:
с Л . / ц
п= —=^- — 1/ —т
V Л1 гр/
(Ml)
В средах без потерь (диэлектриках) величина п рав-
на отношению синусов углов относительно плоскости
раздела, «под которыми распространяются падающий и
проходящий лучи (закон Снелла).
Преломление лучей, входящих в поглощающую среду
(каковой является металл), происходит, вообще говоря,
сложнее. Но поскольку в интересующем нас диапазоне
частот п очень велико (для самой короткой волны, кото-
рую можно мыслить применять для индукционного на-
грева, Z = 3 мм, п=104, а для тока частоты 50 гц п= 107),
то можно считать, что под каким бы углом электромаг-
нитная волна ни приходила к металлу и какую бы фор-
му металл ни имел, внутри него волна будет всегда рас-
пространяться в направлении, перпендикулярном к по-
верхности металла, если только радиус кривизны этой
поверхности больше длины волны в металле. Этим
объясняется структура уравнения (1-9). Предположив,
что в воздухе волна распространяется в направлении
оси х, мы получим в металле волну, распространяющую-
ся в направлении оси z.
Металл становится более прозрачным только для
25
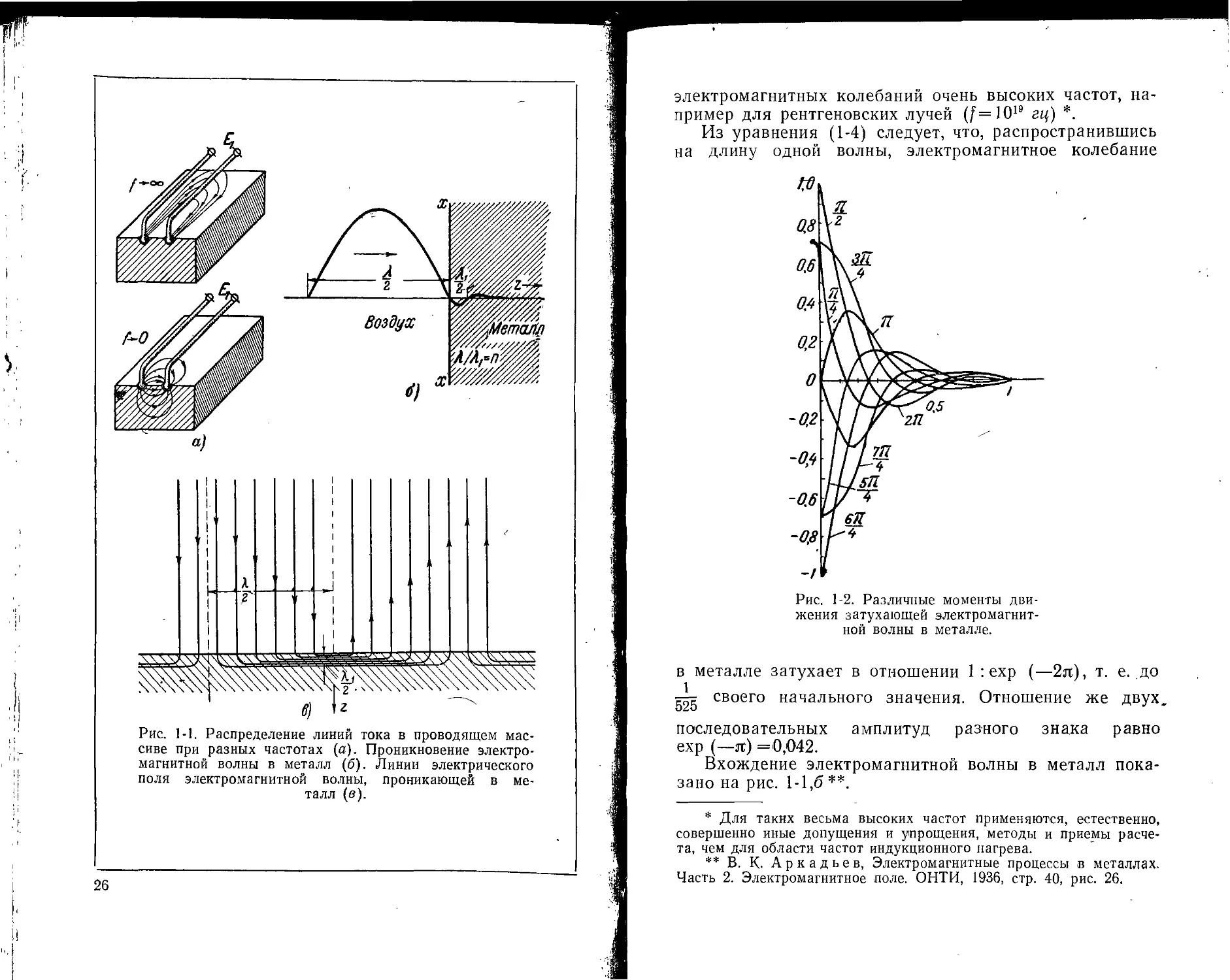
Рис. 1-1. Распределение линий тока в проводящем мас-
сиве приказных частотах (а). Проникновение электро-
магнитной волны в металл (б). Линии электрического
поля электромагнитной волны, проникающей в ме-
талл (в).
26
электромагнитных колебаний очень высоких частот, на-
пример для рентгеновских лучей (f=1019 гц) *.
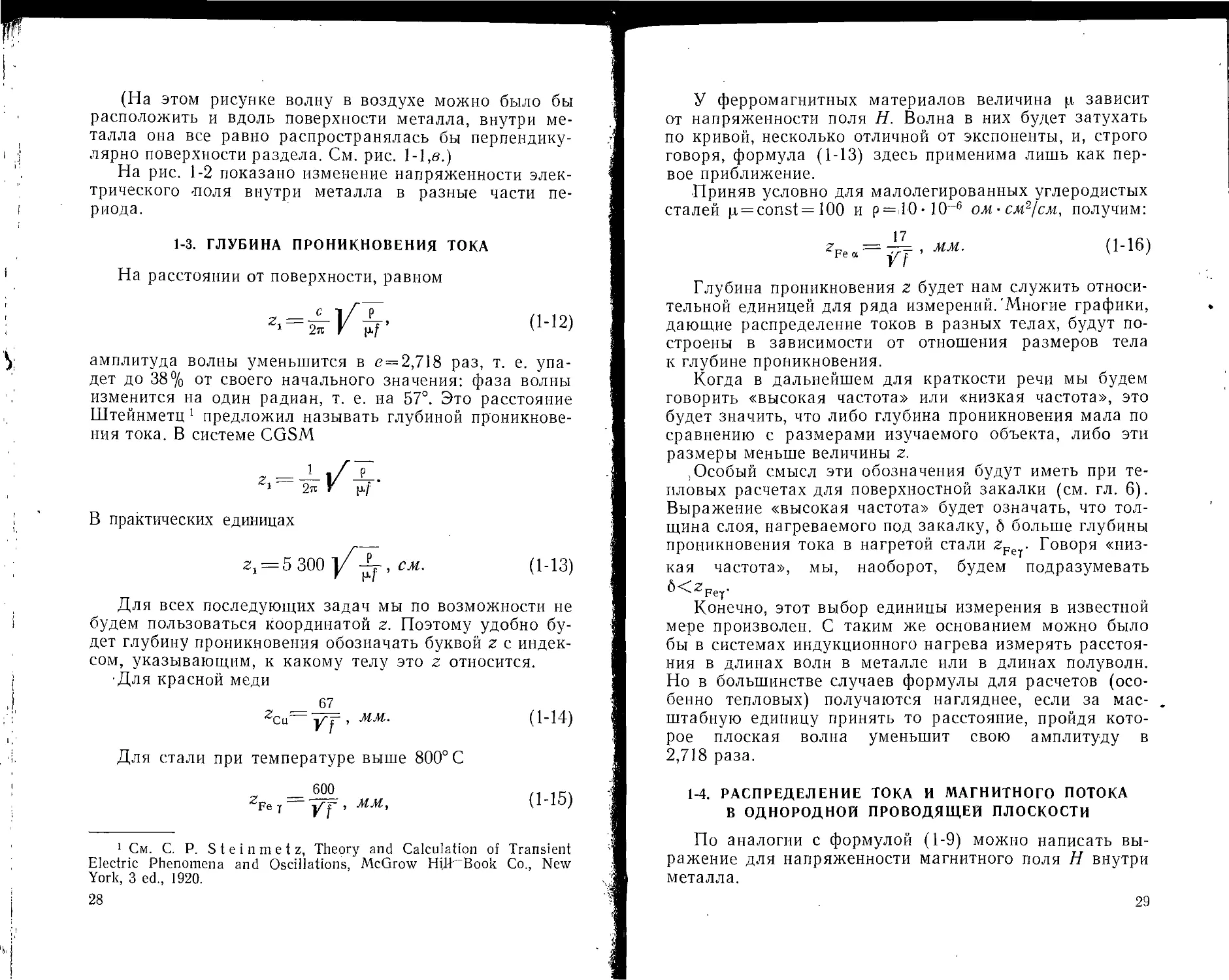
Из уравнения (1-4) следует, что, распространившись
на длину одной волны, электромагнитное колебание
в металле затухает в отношении 1 : ехр (—2л), т. е. до
своего начального значения. Отношение же двух
последовательных амплитуд разного знака равно
ехр (—л) =0,042.
Вхождение электромагнитной волны в металл пока-
зано на рис. 1-1,6 **.
* Для таких весьма высоких частот применяются, естественно,
совершенно иные допущения и упрощения, методы и приемы расче-
та, чем для области частот индукционного нагрева.
** В. К. Аркадьев, Электромагнитные процессы в металлах.
Часть 2. Электромагнитное поле. ОНТИ, 1936, стр. 40, рис. 26.
(На этом рисунке волну в воздухе можно было бы
расположить и вдоль поверхности металла, внутри ме-
талла она все равно распространялась бы перпендику-
лярно поверхности раздела. См. рис. 1-1,в.)
На рис. 1-2 показано изменение напряженности элек-
трического -поля внутри металла в разные части пе-
риода.
1-3. ГЛУБИНА ПРОНИКНОВЕНИЯ ТОКА
На расстоянии от поверхности, равном
амплитуда волны уменьшится в <? = 2,718 раз, т. е. упа-
дет до 38% от своего начального значения: фаза волны
изменится на один радиан, т. е. на 57°. Это расстояние
Штейнметц 1 предложил называть глубиной проникнове-
ния тока. В системе CGSM
z --L1/V.
> 2л V pf
В практических единицах
^ = 5 300 1/Цг, СМ. (1-13)
Г р./
Для всех последующих задач мы по возможности не
будем пользоваться координатой z. Поэтому удобно бу-
дет глубину проникновения обозначать буквой z с индек-
сом, указывающим, к какому телу это z относится.
Для красной меди
67
zcu ’ мм' (1’14)
Для стали при температуре выше 800° С
______ 600 /1 1 г\
ZFeT— , ММ, U'iOj
1 См. С. Р. Steinmetz, Theory and Calculation of Transient
Electric Phenomena and Oscillations, McGrow Hi.HBook Co., New
York, 3 ed„ 1920.
28
У ферромагнитных материалов величина ц зависит
от напряженности поля Н. Волна в них будет затухать
по кривой, несколько отличной от экспоненты, и, строго
говоря, формула (1-13) здесь применима лишь как пер-
вое приближение.
Приняв условно для малолегированных углеродистых
сталей p, = const=100 и р = 10-10“в ом см2/см, получим:
— JZ.
2Fe « '
ММ.
(Мб)
Глубина проникновения z будет нам служить относи-
тельной единицей для ряда измерений.'Многие графики,
дающие распределение токов в разных телах, будут по-
строены в зависимости от отношения размеров тела
к глубине проникновения.
Когда в дальнейшем для краткости речи мы будем
говорить «высокая частота» или «низкая частота», это
будет значить, что либо глубина проникновения мала по
сравнению с размерами изучаемого объекта, либо эти
размеры меньше величины z.
, Особый смысл эти обозначения будут иметь при те-
пловых расчетах для поверхностной закалки (см. гл. 6).
Выражение «высокая частота» будет означать, что тол-
щина слоя, нагреваемого под закалку, д больше глубины
проникновения тока в нагретой стали zF . Говоря «низ-
кая частота», мы, наоборот, будем подразумевать
Конечно, этот выбор единицы измерения в известной
мере произволен. С таким же основанием можно было
бы в системах индукционного нагрева измерять расстоя-
ния в длинах волн в металле или в длинах полуволн.
Но в большинстве случаев формулы для расчетов (осо-
бенно тепловых) получаются нагляднее, если за мае- _
штабную единицу принять то расстояние, пройдя кото-
рое плоская волна уменьшит свою амплитуду в
2,718 раза.
1-4. РАСПРЕДЕЛЕНИЕ ТОКА И МАГНИТНОГО ПОТОКА
В ОДНОРОДНОЙ ПРОВОДЯЩЕЙ ПЛОСКОСТИ
По аналогии с формулой (1-9) можно написать вы-
ражение для напряженности магнитного поля Н внутри
металла.
29
Величина Н также должна изменяться по затухаю-
щей синусоиде:
Н = На ехр
ности тока от поверхности
в глубь металла.
cos I «У — 2~--1—------<р I,
\ 1/ Р J
CV м
(1-17)
Уравнение (1-17) совместно с уравнением (1-9) долж-
но удовлетворять равенствам (1-6) и (1-7). На этом
основании можно опреде-
лить угол <р.
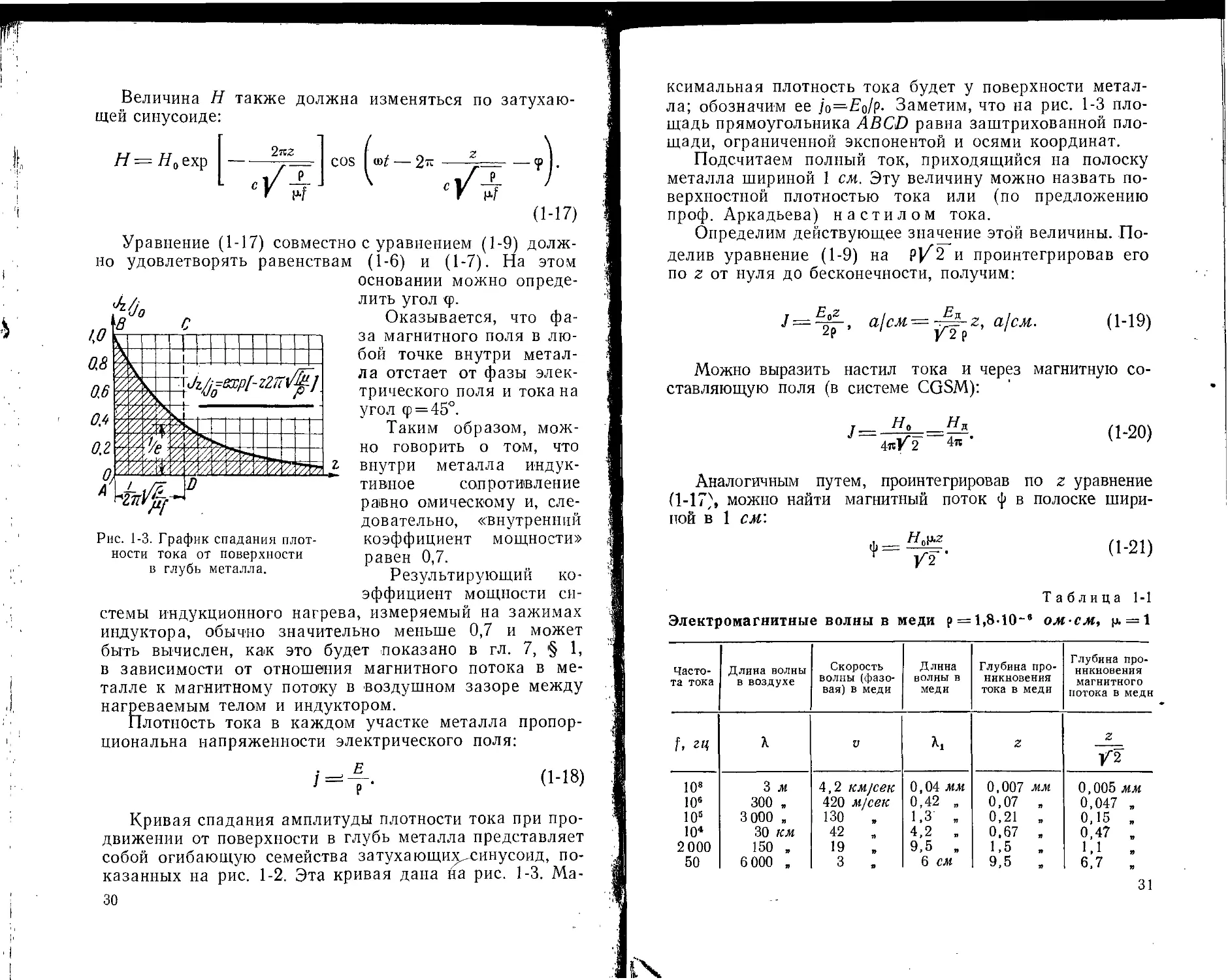
Оказывается, что фа-
за магнитного поля в лю-
бой точке внутри метал-
ла отстает от фазы элек-
трического поля и тока на
угол ф = 45°.
Таким образом, мож-
но говорить о том, что
внутри металла индук-
тивное сопротивление
равно омическому и, сле-
довательно, «внутренний
коэффициент мощности»
равен 0,7.
Результирующий ко-
эффициент мощности си-
стемы индукционного нагрева, измеряемый на зажимах
индуктора, обычно значительно меньше 0,7 и может
быть вычислен, как это будет показано в гл. 7, § 1,
в зависимости от отношения магнитного потока в ме-
талле к магнитному потоку в воздушном зазоре между
нагреваемым телом и индуктором.
Плотность тока в каждом участке металла пропор-
циональна напряженности электрического поля:
(Ы8)
Кривая спадания амплитуды плотности тока при про-
движении от поверхности в глубь металла представляет
собой огибающую семейства затухающизрхинусоид, по-
казанных на рис. 1-2. Эта кривая дана на рис. 1-3. Ма-
30
ксимальная плотность тока будет у поверхности метал-
ла; обозначим ее jo=Eo/P- Заметим, что на рис. 1-3 пло-
щадь прямоугольника ABCD равна заштрихованной пло-
щади, ограниченной экспонентой и осями координат.
Подсчитаем полный ток, приходящийся на полоску
металла шириной 1 см. Эту величину можно назвать по-
верхностной плотностью тока или (по предложению
проф. Аркадьева) настилом тока.
Определим действующее значение этой величины. По-
делив уравнение (1-9) на Ррл2 и проинтегрировав его
по z от нуля до бесконечности, получим:
/ = а/см=~А-г, а/см.
(1-19)
Можно выразить
ставляющую поля (в
настил тока и через магнитную со-
системе CGSM):
4лУ2 4л
(1-20)
Аналогичным путем, проинтегрировав по z уравнение
(1-17), можно найти магнитный поток ф в полоске шири-
ной в 1 см:
H^z
/2 ’
(1-21)
Таблица 1-1
Электромагнитные волны в меди р = 1,8-10-’ ом-см, р. = 1
Часто- та тока Длина волны в воздухе Скорость волны (фазо- вая) в меди Длина волны в меди Глубина про- никновения тока в меди Глубина про- никновения магнитного потока в медн
f, гц X V Z Z уТ
108 3 м 4,2 км/сек 0,04 мм 0,007 мм 0,005 мм
10’ 300 . 420 м/сек 0,42 , 0,07 » 0,047 ,
10’ 3 000 „ 130 , 1,3 . 0,21 „ 0,15 ,
104 30 км 42 . 4,2 , 0,67 . 0,47 ,
2 000 150 , 19 . 9,5 , 1,5 . 1,1
50 6 000 , 3 . 6 см 9,5 , 6,7 .
31
Величина этого потока такова, как если бы он су-
ществовал только в слое металла глубиной z/y/ 2, а на-
пряженность поля по всему сечению этого слоя имела
бы постоянное значение, равное напряженности поля Но
у поверхности металла. Величину z/j/ 2 часто называют
глубиной проникновения магнитного потока. Некоторые
авторы предпочитают пользоваться именно величиной
z/)/2, называя ее глубиной проникновения, а не z для
Таблица 2-1
Электромагнитные волны в стали при температуре 20° С
р = 10-10*’ ом-см, р. = 100
Часто- та тока Длина волны в воздухе Скорость волны (фазо- вая) в стали Длина волны в стали Глубина про- никновения токов в стали Глубина про- никновения магнитного потока в стали
f, гц X V *1 Z Z
108 3 м 1,25 км! сек 0,012 0,002 ММ 0,0014 мм
10’ 300 „ 120 м/сек 0,12 0,02 » 0,014 „
105 3 000 „ 44 . 0,44 я 0,07 п 0,05
104 30 км 12,5 . 1,25 » 0,2 я 0,14
2 000 150 „ 6,2 „ 3,1 я 0,5 я 0,35
50 6 000 „ 75 см/сек 15 я 2,4 я 1,7
Таблица 3-1
Электромагнитные волны в стали при температуре 800° С
р = 100-10*’ ом-см, р. = 1
Часто- та тока Длина волны в воздухе Скорость • волны (фазо- вая) в стали Длина волны в стали Глубина про- никновения токов в стали Глубина про- никновения магнитного потока в стали
f, гц X V К Z Z W
108 3 м 38 км/сек 0,38 ММ 0,06 ММ 0,04 мм
10е 300 , 3,8 „ 3,8 » 0,6 я 0,4 „
105 3 000 „ 1,25 „ 12,5 я 2 я 1,4 „
104 30 км 380 м/сек 38 6 я 4,2 ,
2 000 150 „ 180 „ 90 я 14 я ю
50 6 000 „ 29 „ 58 я 92 я 66
32
всех измерений1. В табл. 1-1, 2-1 и 3-1 приведены неко-
торые характерные величины для меди и стали при раз-
ных частотах.
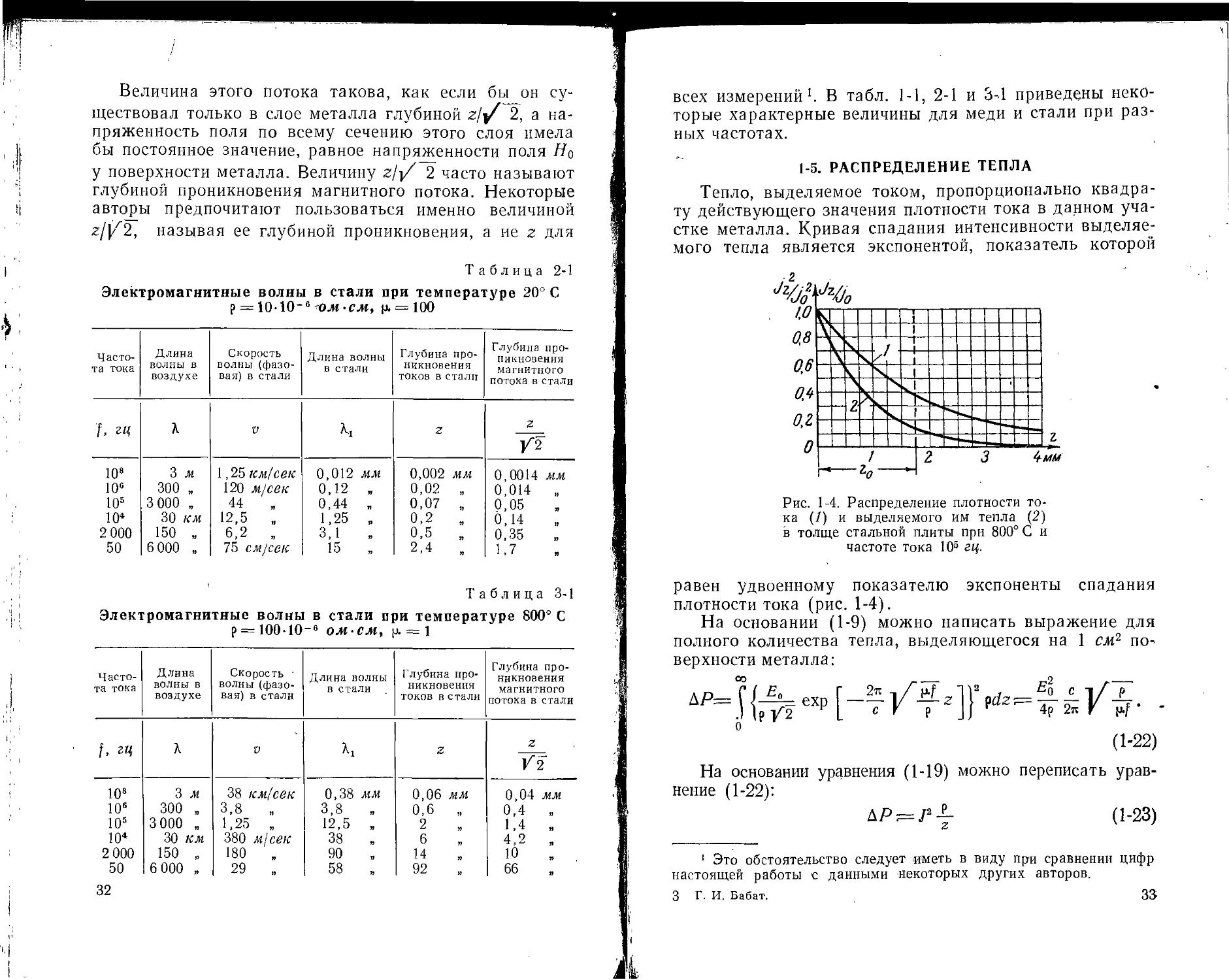
1-5. РАСПРЕДЕЛЕНИЕ ТЕПЛА
Тепло, выделяемое током, пропорционально квадра-
ту действующего значения плотности тока в данном уча-
стке металла. Кривая спадания интенсивности выделяе-
мого тепла является экспонентой, показатель которой
Рис. 1-4. Распределение плотности то-
ка (7) и выделяемого им тепла (2)
в толще стальной плиты при 800° С и
частоте тока 105 гц.
равен удвоенному показателю экспоненты спадания
плотности тока (рис. 1-4).
На основании (1-9) можно написать выражение для
полного количества тепла, выделяющегося на 1 см'2 3 по-
верхности металла:
00 >--- с2 А—
(1-22)
На основании уравнения (1-19) можно переписать урав-
нение (1-22):
ДР^=Г-|- (1-23)
1 Это обстоятельство следует иметь в виду при сравнении цифр
настоящей работы с данными некоторых других авторов.
3 Г. И. Бабат. 33
или Же согласно уравнению (1-20)
ДР=-П^Л (1-24)
16л3 Z 4 '
Выразив в уравнениях (1-23) и (1-24) все величины
в практических единицах, получим:
ДР = 2-10-4 = /д/йГА вт]см\ (1-25)
ДР = 1,2-10-4 Яд Урр4, emlcM*. (1-26)
В этих формулах материал, в котором распростра-
няется волна, характеризуется величиной рр. Назовем
ее коэффициентом поглощения мощности.
Выше мы вычислили полное количество тепла, вы-
деляющееся в толще металла. Около 90% выделяется
в слое, толщина которого равна глубине проникновения
тока, и лишь 10%—во всем остальном объеме металла
(см. кривые рис. 1-4). Часто упрощают задачи индук-
ционного нагрева, предполагая, что в слое толщиной z
проходит равномерно распределенный ток (плотность
. 1
такого эквивалентного тока должна быть равна от
/о — максимальной плотности тока у поверхности метал-
ла), а во всем остальном объеме металла плотность то-
ка равна нулю.
Для немагнитных материалов, у которых |i = l (медь,
графит, у-железо и др.), можно на основании формул
(1-25) и (1-26) вычислить мощность в зависимости от
частоты и интенсивности магнитного поля, беря для р
значения, измеренные обычным путем (на постоянном
токе или при низкой частоте).
В частности, для стали, нагретой до 800° С
(р =10“4 ом • см; р,= 1).
ДР^г-Ю-6^//^ 1,2-10-6Яд//, вт/см*. (1-27)
м
I :
Значительно сложнее с ферромагнитными материа-
лами, в которых выделение тепла происходит еще и
вследствие явления гистерезиса. Потери на гистерезис
зависят не только от химического состава материала, но
и от предшествовавшей термической обработки. На
рис. 1-5 для иллюстрации приведены гистерезисные пет-
34
ли (зависимости индукции В от напряженности поля Н)
стали в отожженном и закаленном состоянии. Площадь
их разнится почти в 10 раз.
— Медленное охлаждение с S30°C
-----Закален с 850°С
Рис. 1-5. Петля гистерезиса
углеродистой стали (0,9% С)
в закаленном и нормализован-
ном состоянии '.
(По числовым данным Гумли-
ха: Wiss. Abh. physik.-techn.
Reichsanst., 4, 1918, стр. 407).
Дать какое-либо точное
аналитическое выражение для
вычисления потерь на гистере-
зис невозможно.
Величина ц сильно меняет-
ся при изменении напряжен-
ности поля Я.
Таким образом, для фер-
ромагнитных тел не представ-
ляется возможным точно вы-
числить коэффициент погло-
Рис. 1-6. Удельное элек-
тросопротивление р, маг-
нитная проницаемость р.,
коэффициент поглощения
мощности |'рр. и величи-
на 1/ L в зависимости от
Г р.
температуры для углеро-
дистой стали (0,4% С).
щения мощности на основании статически измеренных
величин р и р.
Можно идти только обратным путем, а именно: на
основании непосредственных измерений величин ДР, I и f
1 С 1 января 1963 г. введена Международная система единиц
(СИ) как предпочтительная (ГОСТ 9867-61). Система МКСА на
электрические и магнитные единицы (ГОСТ 8033-56) является со-
ставной частью Международной системы единиц. В системе СИ
единицей магнитного потока является вебер (бб), а магнитной ин-
дукции— тесла (вб/м2).
1 вб=108 максвелл. 1 тесла =104 ас.
3*
35
находить соответствующие им значения коэффициента
поглощения мощности ХРР-
С повышением напряженности поля Н величина |7"рр
падает. Для ферромагнитных материалов мощность воз-
растает пропорционально не И1 2, а более низкой степени Н.
Поскольку мы не располагаем экспериментально полу-
ченными величинами коэффициентов поглощения мощности
j/pp, то для дальнейших подсчетов поневоле придется
пользоваться статическими величинами р и р.
На рис. 1-6 показан схематический ход величин р, р,
|/рр и 1/ — в зависимости от температуры для ферро-
магнитных материалов.
Имеются попытки рассматривать ферромагнитные
материалы как «комплексную среду» с так называемы-
ми «консумптивной» и «консервативной» магнитными
проницаемостями. Мне кажется, что такая трактовка,
усложняя вычисления, не приближает нас к истинной
природе вещей. Если подставить в формулы для ком-
плексной среды статически измеренные значения р и р,
то получатся результаты отнюдь не более точные, чем
при пользовании формулами (1-25) и (1-26).
Имеется еще методика, предложенная Розенбергом *,
который вычисляет тепло, выделяющееся в стальном
массиве, предполагая, что плотность вихревого тока па-
дает от поверхности в глубь металла не экспоненциаль-
но, а линейно. Структура формул такая же, как и фор-
мулы (1-25), перед Н\2 стоит лишь иной постоянный ко-
эффициент. Критерия для суждения о правильности
формул Розенберга или формул (1-25) и (1-26) не су-
ществует, так как для любого коэффициента, стоящего
перед Н2, можно задать такое значение р, чтобы форму-
ла сходилась с опытом. Больше того, можно было бы
предположить, что ДР = const Нj/pp или ДР = const X
X На j/pp, и подобрать такую зависимость jZpp от Н,
чтобы и эти формулы соответствовали опытным данным.
1 Е. IR о s е n b е г g, Wirbelstrome in massivem Eisen, ETZ, Bd 44,
№ 02, Mai, 1903, S. B13—518.
Эта работа может служить примером того, как формулы, осно-
ванные на грубых физических упрощениях, могут давать точные
конечные результаты благодаря правильному подбору эмпириче-
ских коэффициентов.
36
1-6. ПРОНИКНОВЕНИЕ ЭЛЕКТРОМАГНИТНОЙ ВОЛНЫ
В ЦИЛИНДРИЧЕСКИЕ ТЕЛА
Можно выделить два типичных случая распростране-
ния электромагнитной волны в цилиндрических провод-
никах: 1) электрическая составляющая волны парал-
лельна оси цилиндра и 2) магнитная составляющая па-
раллельна оси цилиндра. В первом случае линии тока
проводимости параллельны оси цилиндра, а магнитные
силовые линии имеют вид концентрических окружностей,
лежащих в плоскостях, перпендикулярных оси цилиндра.
Во втором случае линии тока образуют окружности, ох-
ватывающие ось цилиндра.
Распределение тока и магнитного потока опреде-
ляется в обоих случаях одними и теми же формулами,
в которых лишь меняются местами Е и Н.
Различными будут только выражения для полного
количества тепла, выделяющегося в единице объема ме-
талла при данном значении Е у поверхности цилиндра.
Рассмотрим первый случай, второй будет разобран
в гл. 2, § 2.
Задача имеет аналитическое решенце лишь для ци-
линдров, бесконечно протяженных в аксиальном направ-
лении.
Существует два варианта задачи о цилиндрических
телах: 1) все пространство заполнено воздухом, в кото-
ром помещен цилиндрический проводник; 2) все прост-
ранство заполнено проводником, в котором проделан
цилиндрический' канал, заполненный воздухом.
Электромагнитная волна, длина которой меньше
диаметра канала, может свободно распространяться
вдоль канала, внутри которого отсутствует обратный
проводник. Из открытого конца канала такая волна бу-
дет излучаться в пространство. Когда длина волны
меньше диаметра канала, глубина проникновения тока
в металл будет составлять ничтожную долю (порядка
10-6—>10-5) от диаметра канала (см. формулу (1-11)], и
с точки зрения процессов в металле задачу можно рас-
сматривать как плоскую.
Электромагнитная волна, длина которой (в воздухе)
значительно превышает диаметр канала, может распро-
страняться вдоль канала лишь при условии, что внутри
последнего проходит обратный проводник, как это схе-
матически показано на рис. 1-7.
37
В зазоре между внутренним проводником и стенками
цилиндрического канала будет существовать волна, рас-
пространяющаяся вдоль оси цилиндра. На поверхности
металла волна преломляется и внутри металла распро-
страняется уже радиально.
Во внутреннем проводнике—цилиндрическом стерж-
не— движение волны происходит по направлению к его
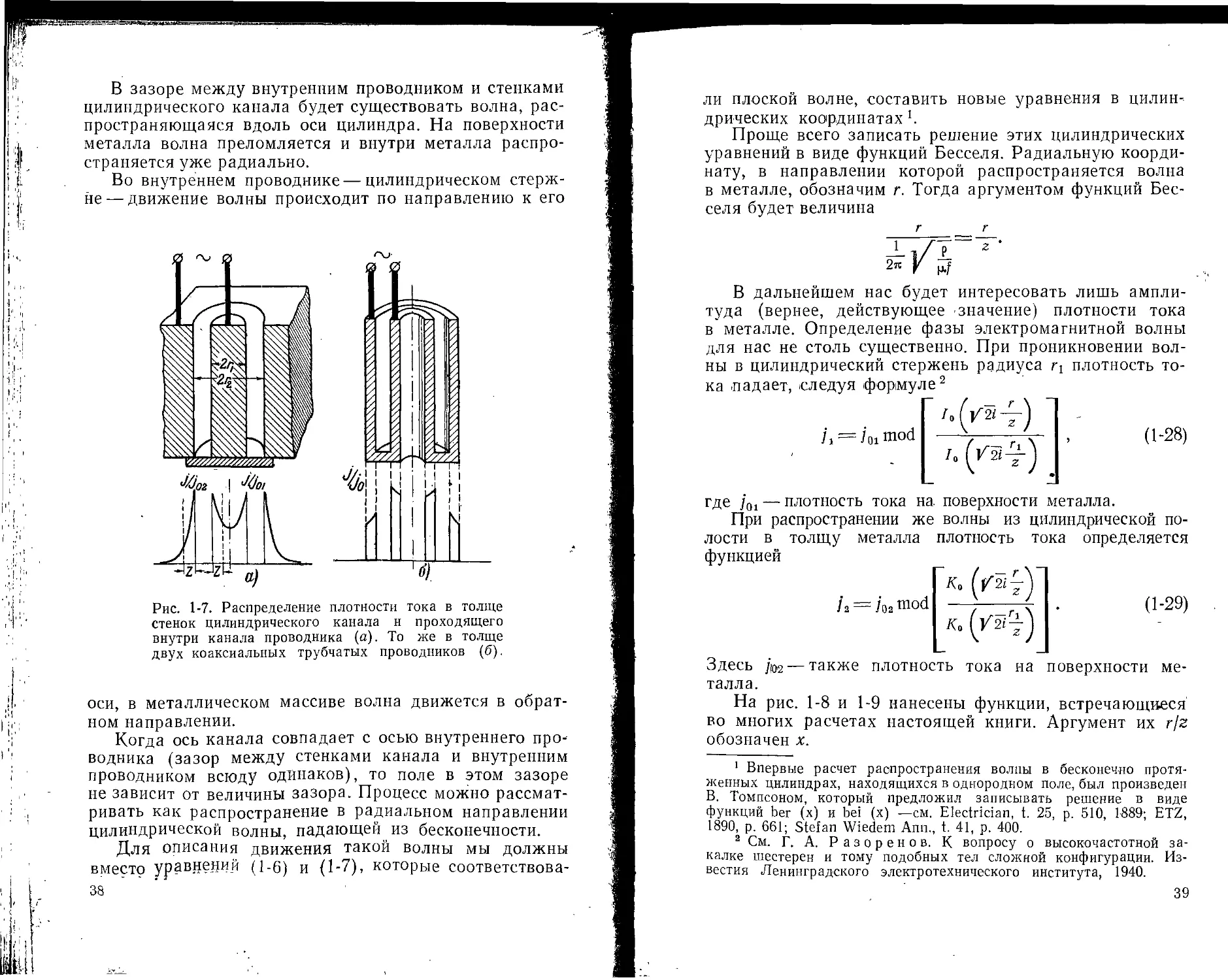
Рис. 1-7. Распределение плотности тока в толще
стенок цилиндрического канала н проходящего
внутри канала проводника (а). То же в толще
двух коаксиальных трубчатых проводников (б).
оси, в металлическом массиве волна движется в обрат-
ном направлении.
Когда ось канала совпадает с осью внутреннего про-
водника (зазор между стенками канала и внутренним
проводником всюду одинаков), то поле в этом зазоре
не зависит от величины зазора. Процесс можно рассмат-
ривать как распространение в радиальном направлении
цилиндрической волны, падающей из бесконечности.
Для описания движения такой волны мы должны
вместо уравнений (1-6) и (1-7), которые соответствова-
38
ли плоской волне, составить новые уравнения в цилин-
дрических координатах *.
Проще всего записать решение этих цилиндрических
уравнений в виде функций Бесселя. Радиальную коорди-
нату, в направлении которой распространяется волна
в металле, обозначим г. Тогда аргументом функций Бес-
селя будет величина
z
В дальнейшем нас будет интересовать лишь ампли-
туда (вернее, действующее значение) плотности тока
в металле. Определение фазы электромагнитной волны
для нас не столь существенно. При проникновении вол-
ны в цилиндрический стержень радиуса rt плотность то-
ка падает, следуя формуле1 2
h = /01 mod
I,
(1-28)
где /01 — плотность тока на поверхности металла.
При распространении же волны из цилиндрической по-
лости в толщу металла плотность тока определяется
функцией
(1-29)
Здесь /102 — также плотность тока на поверхности ме-
талла.
На рис. 1-8 и 1-9 нанесены функции, встречающиеся
во многих расчетах настоящей книги. Аргумент их r/z
обозначен х.
1 Впервые расчет распространения волны в бесконечно протя-
женных цилиндрах, находящихся в однородном поле, был произведен
В. Томпсоном, который предложил записывать решение в виде
функций Ьег (х) и bei (х) —см. Electrician, t. 25, р. 510, 1889; ETZ,
1890, р. 661; Stefan Wiedem Ann., t. 41, p. 400.
2 См. Г. А. Разоренов. К вопросу о высокочастотной за-
калке шестерен и тому подобных тел сложной конфигурации. Из-
вестия Ленинградского электротехнического института, 1940.
39
Рнс. 1-8. Графики экспоненци- Рйс. 1-9. Графики экспоненциальных
альных функций ехр(х) и функций и модуля бесселевых функ-
ехр(—х), бесселевых функций ций от комплексного аргумента.
/0(х) и Ко(х) и гиперболиче-
ских косинуса и.секанса.
40
График рис. 1-9 показывает существенную разницу
между плоской и цилиндрическими волнами. В случае
плоской волны мы получим уменьшение амплитуды в ё раз,
переместившись на расстояние из любой точки
внутри металла в направлении распространения волны.
Функции /0 (х) и Ко (х) дают иное изменение амплитуды
волны. Функция Ко (х) в своей начальной части идет зна-
чительно круче экспоненты, а функция /0 (х)—более по-
лого. Волна, распространяющаяся из цилиндрического ка-
нала в толщу металла, затухает значительно быстрее, чем
волна, проникающая в цилиндрический стержень.
Это положение иллюстрируется на рис. 1-7. В нижней
части рисунка нанесены кривые отношения плотности тока
внутри металла к плотности тока на поверхности. Плот-
ность тока на поверхности стержня обозначена /01, на по-
верхности канала у02. Понятно, Пунктиром на
1 - р
рис. 1-7 нанесены линии на расстоянии у от по-
верхности металла. Распространившись на это расстояние
в стержне, волна имеет величину, равную 65°/0 от своего
начального значения, в металлическом же массиве волна
на том же расстоянии уменьшается до 2О°/о от величины
у поверхности.
Кроме того, величина затухания зависит не только
от расстояния, пройденного волной, но также от расстоя-
ния данной точки от оси симметрии.
При значениях аргумента r/z, больших 10, обе функ-
ции Ко(х) и 10(х) приближаются к экспоненте, кривизна
поверхности перестает сказываться на*распространении
волны. Задачу можно рассматривать как плоскую.
Некоторые авторы1, исходя из положения, что распро-
странение волн в цилиндрических телах описывается функ-
циями Бесселя, делают заключение, что в таких телах
глубина проникновения отлична от величины — у — ,
подразумевая под глубиной проникновения то расстояние,
распространившись на которое волна изменит свою ампли-
туду в е раз.
1 См., например, N. R. S t a n s е 1, Industrial Electric Heating,
pt. XXII, Induction Heating, GlEiR, September 11936, ip. 440; Бояр-
ский, Электрические индукционные печи. Гостехиздат, 1932.
41
Такая трактовка вопроса вряд ли правильна. Понятие
„глубины проникновения" имеет определенный физический
смысл для плоской волны, затухающей по экспоненте.
В случае плоской волны глубина проникновения магнит-
ного потока связана с глубиной проникновения тока мно-
жителем У 2, полное тепло, выделенное вихревыми то-
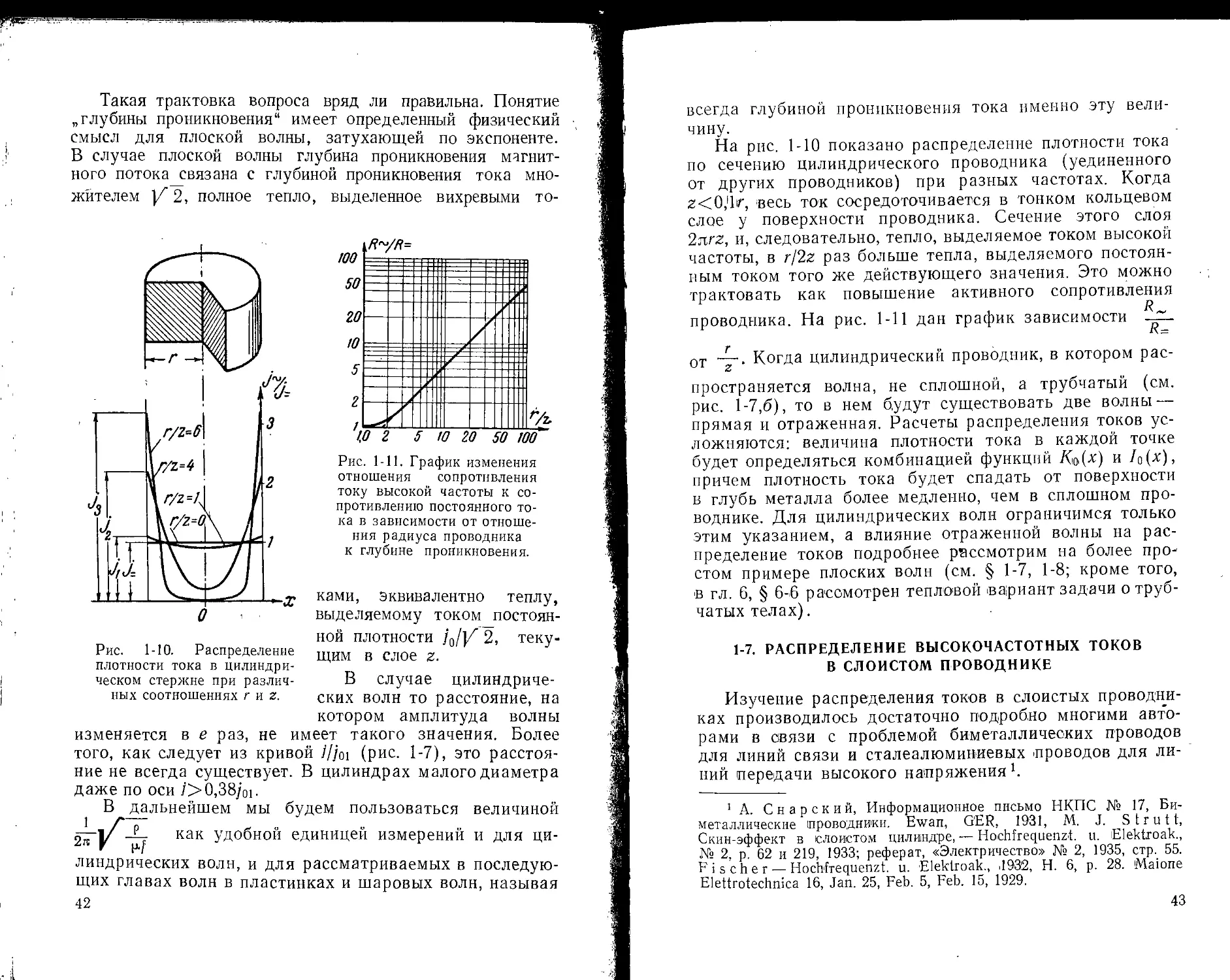
Рис. 1-11. График изменения
отношения сопротивления
току высокой частоты к со-
противлению постоянного то-
ка в зависимости от отноше-
ния радиуса проводника
к глубине проникновения.
Рис. 1-10. Распределение
плотности тока в цилиндри-
ческом стержне при различ-
ных соотношениях г и z.
ками, эквивалентно теплу,
выделяемому током постоян-
ной плотности j0/y 2, теку-
щим в слое г.
В случае цилиндриче-
ских волн то расстояние, на
котором амплитуда волны
изменяется в е раз, не имеет такого значения. Более
того, как следует из кривой f/joi (рис. 1-7), это расстоя-
ние не всегда существует. В цилиндрах малого диаметра
даже по оси />0,38/01.
В дальнейшем мы будем пользоваться величиной
<у—1/ JL как удобной единицей измерений и для ци-
2 Г р./
линдрических волн, и для рассматриваемых в последую-
щих главах волн в пластинках и шаровых волн, называя
42
всегда глубиной проникновения тока именно эту вели-
чину.
На рис. 1-10 показано распределение плотности тока
по сечению цилиндрического проводника (уединенного
от других проводников) при разных частотах. Когда
z<0,llir, весь ток сосредоточивается в тонком кольцевом
слое у поверхности проводника. Сечение этого слоя
2лг2, и, следовательно, тепло, выделяемое током высокой
частоты, в r&z раз больше тепла, выделяемого постоян-
ным током того же действующего значения. Это можно
трактовать как повышение активного сопротивления
проводника. На рис. 1-11 дан график зависимости
R=
от Когда цилиндрический проводник, в котором рас-
пространяется волна, не сплошной, а трубчатый (см.
рис. 1-7,6), то в нем будут существовать две волны —
прямая и отраженная. Расчеты распределения токов ус-
ложняются: величина плотности тока в каждой точке
будет определяться комбинацией функций Кп(х) и 1о(х),
причем плотность тока будет спадать от поверхности
в глубь металла более медленно, чем в сплошном про-
воднике. Для цилиндрических волн ограничимся только
этим указанием, а влияние отраженной волны на рас-
пределение токов подробнее рассмотрим на более про-
стом примере плоских волн (см. § 1-7, 1-8; кроме того,
в гл. 6, § 6-6 рассмотрен тепловой вариант задачи о труб-
чатых телах).
1-7. РАСПРЕДЕЛЕНИЕ ВЫСОКОЧАСТОТНЫХ ТОКОВ
В СЛОИСТОМ ПРОВОДНИКЕ
Изучение распределения токов в слоистых проводни-
ках производилось достаточно подробно многими авто-
рами в связи с проблемой биметаллических проводов
для линий связи и сталеалюминиевых проводов для ли-
ний передачи высокого напряжения1.
1 А. Снарский, Информационное письмо НКПС № 17, Би-
металлические проводники. Ewan, GER, 19'31, М. J. Strutt,
Скин-эффект в слоистом цилиндре, — Hochfrequenzt. u. Elektroak.,
№ 2, р. 62 и 219, 1933; реферат, «Электричество» № 2, 1935, стр. 55.
Fischer — Hochfrequenzt. u. Elektroak., 3932, H. 6, p. 28. Maione
Elettrotechnica 16, Jan. 25, Feb. 5, Feb. 15, 1929.
43
Этот вопрос представляет интерес для практики по-
верхностной закалки в связи с тем, что в лроцессе на-
грева всегда создается некоторый температурный
градиент по сечению обрабатываемого объекта. Величи-
ны р и р зависят от температуры материала. Раопро-
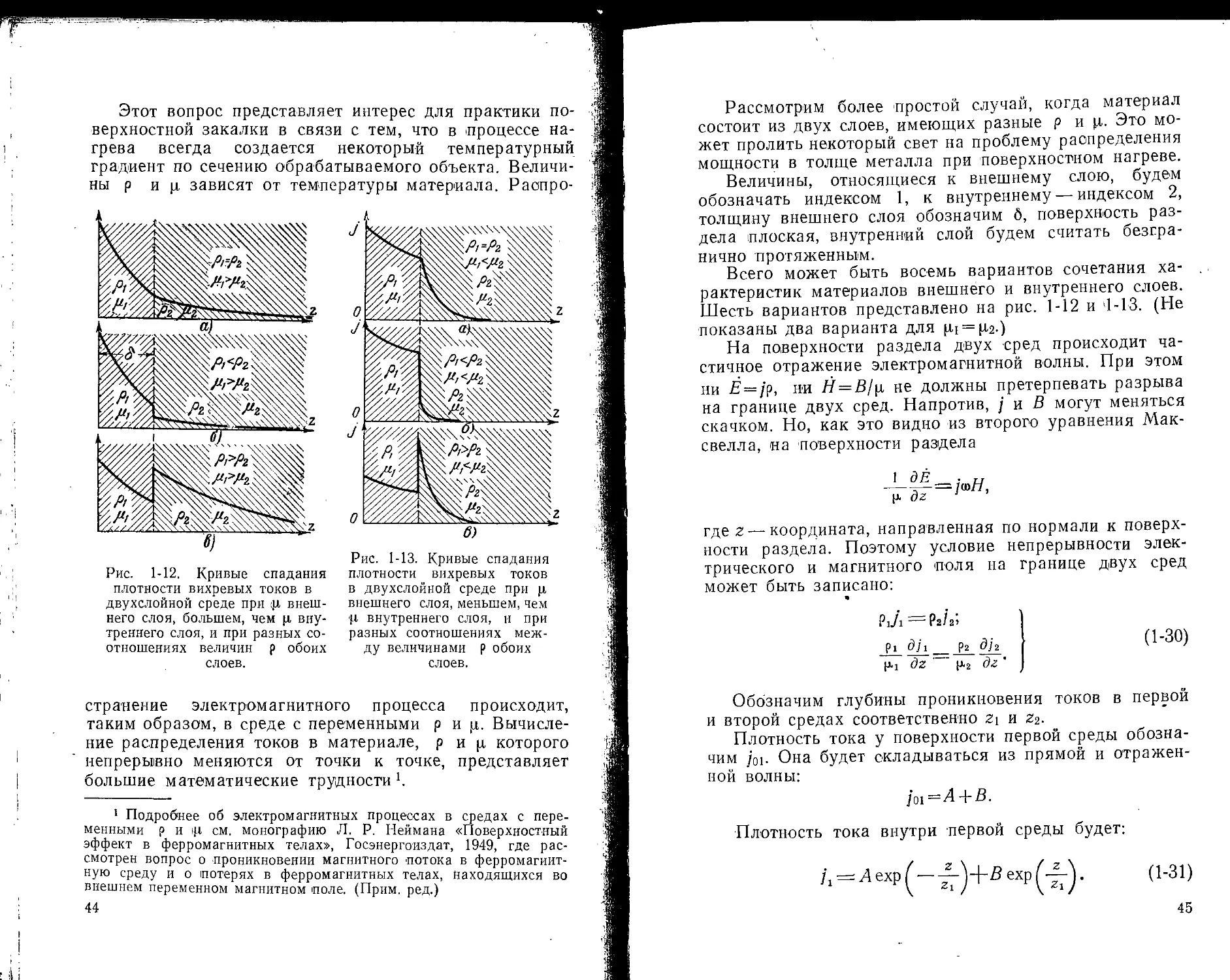
Рис. 1-12. Кривые спадания
плотности вихревых токов в
двухслойной среде при р внеш-
него слоя, большем, чем ц вну-
треннего слоя, и при разных со-
отношениях величин р обоих
слоев.
Рис. 1-13. Кривые спадания
плотности вихревых токов
в двухслойной среде при it
внешнего слоя, меньшем, чем
внутреннего слоя, н при
разных соотношениях меж-
ду величинами р обоих
слоев.
странение электромагнитного процесса происходит,
таким образом, в среде с переменными р и р. Вычисле-
ние распределения токов в материале, р и ц которого
непрерывно меняются от точки к точке, представляет
большие математические трудности *.
1 Подробнее об электромагнитных процессах в средах с пере-
менными р и и см. монографию Л. Р. Неймана «Поверхностный
эффект в ферромагнитных телах», Госэнергоиздат, 1949, где рас-
смотрен вопрос о проникновении магнитного потока в ферромагнит-
ную среду и о потерях в ферромагнитных телах, Находящихся во
внешнем переменном магнитном поле. (Прим, ред.)
44
Рассмотрим более простой случай, когда материал
состоит из двух слоев, имеющих разные р и ц. Это мо-
жет пролить некоторый свет на проблему распределения
мощности в толще металла при поверхностном нагреве.
Величины, относящиеся к внешнему слою, будем
обозначать индексом 1, к внутреннему — индексом 2,
толщину внешнего слоя обозначим д, поверхность раз-
дела плоская, внутренний слой будем считать безгра-
нично протяженным.
Всего может быть восемь вариантов сочетания ха- .
рактеристик материалов внешнего и внутреннего слоев.
Шесть вариантов представлено на рис. 1-12 и >1-13. (Не
показаны два варианта для щ = Ц2-)
На поверхности раздела двух сред происходит ча-
стичное отражение электромагнитной волны. При этом
ни E—jp, ни Н=В]^ не должны претерпевать разрыва
на границе двух сред. Напротив, j и В могут меняться
скачком. Но, как это видно из второго уравнения Мак-
свелла, на поверхности раздела
р. dz 1 ’
гдеz—координата, направленная по нормали к поверх-
ности раздела. Поэтому условие непрерывности элек-
трического и магнитного поля на границе двух сред
может быть записано:
Р1У1 —Р2/2’
Pi ди____р2 ди
Pi dz dz '
(1-30)
Обозначим глубины проникновения токов в первой
и второй средах соответственно z\ и 22-
Плотность тока у поверхности первой среды обозна-
чим /оь Она будет складываться из прямой и отражен-
ной волны:
/о1=А + В.
Плотность тока внутри первой среды будет:
Л = Лехр( — ^-)4-5ехр(-|Л. (1-31)
45
Во второй среде
(2
— —
22
(2-32)
где /02 — плотность тока во второй среде у поверхности
раздела.
Свяжем j\ и j2 при помощи уравнений (1-30):
Pi рехр( — ^+5ехр^^=р2/02; )
0 г ' /* лх ,мп И'33)
Т^-Г — ЛехрГ ——^4-£ехрГ—)1 = -^/02.
I \ 1 у \ £ 1 / I J*2^2 /
На основании системы уравнений (1-33) можно выра-
зить В и /02 через А'.
В = А еХр f— 2 — Y
tx2z2 4- (XiZ, r I zi I
(1-34)
/02 = 2Л -p- exp (
?2 \
3\ 1*2 Z21
2 J p-lZj Д222 '
(1-35)
Подставив вместо и z2 их выражения через р и jx,
можно переписать уравнения (1-34) и (1-35) в следующем
виде:
В = А ехр (— 2 (1-36)
/Р2(*2 + V Р1Р-1 \ ‘ ’
/02 = 2Л ,U>= 11 ехр Г - ±) • (1 -37)
Г Р2Р-2 + V Р1Р-1 \ 21 /
На основании уравнения (1-36) можно заключить, что
когда р2|*2 >• pj*! (например, внешний слой — медь, внут-
ренний — графит или железо), величина В положительна.
Это значит, что во внешнем слое ток падает бо-
лее медленно, чем в случае, если бы весь
массив состоял из материала первого слоя.
Распределение тока в первом слое приближается к равно-
мерному.
Когда же р2;*2 р^! (например, внешний слой — же-
лезо, внутренний—-медь), величина В отрицательна, кри-
вая спадания плотности тока идет более круто, чем
46
в однородном материале, таком, как материал внешнего
слоя.
Плотность тока на границе второй среды /Ог, как то
следует из уравнения (1-37), может быть и больше и мень-
ше плотности тока на поверхности /01 в зависимости от
соотношения р, ц и б/z.
Все вышеприведенные рассуждения могут быть безо-
говорочно применены к 'биметаллу, состоящему из двух
четко разграниченных слоев (например, стали, покрытой
слоем меди, серебра, хрома). При нагреве стали для
поверхностной закалки процесс перераспределения тока
более сложен.
При нагреве большой поверхности на ней невозмож-
но получить равномерное распределение температур.
Следовательно, неоднородность р и ц существует не
только по направлению от поверхности в глубь металла,
но и по поверхности. Последняя неравномерность ведет
к боковому вытеснению тока и появлению полосатого
нагрева (см. гл. 5).
Однако и при боковом вытеснении тока кривые спа-
дания тока и соотношения между плотностями тока на
границе раздела соответствуют уравнениям (1-31) —
(1-37).
В тонком слое металла, потерявшем магнитную про-
ницаемость, d<2i, кривая спадания плотности тока идет
более полого, чем в сплошном массиве из того же ма-
териала. Распределение тока в этом слое приближается
к равномерному. При pt > р2 максимальное выделе-
ние теплд будет не на поверхности первого слоя, а на
стыке двух сред (см. также гл. 5 о тонкой структуре
полосатого нагрева).
Когда толщина нагретого слоя больше удвоенной
глубины проникновения тока в нем (di>221), второй
слой практически не оказывает никакого влияния на
распределение токов.
У стали с повышением температуры удельное сопро-
тивление растет, а магнитная проницаемость падает.
Если бы стальной объект состоял из двух резко
разграниченных слоев: внешнего, находящегося при тем-
пературе 800° С, и внутреннего с температурой 20° С, то
распределение вихревого тока точно соответствовало бы
рис. 1-13,в.
47
В действительности же температура от поверхности
в глубь металла спадает по плавной кривой. Поэтому
и кривые изменения плотности тока будут иметь более
плавный вид, чем это представлено на рис. 1-13,а, в.
В них будут отсутствовать резкие максимумы и изломы.
1-8. РАСПРЕДЕЛЕНИЕ ВИХРЕВЫХ ТОКОВ В ПЛАСТИНКАХ
Если предположить, что в двухслойном теле, рас-
смотренном в § 1-7, у внутреннего слоя р = оо и ц.= 1,
то мы получим задачу о распределении токов в пластин-
ке, к одной стороне которой приходит электромагнитная
волна (толщину пластинки будем обозначать и). Это
соответствует, например, случаю нагрева полого ци-
линдра одним внешним или одним внутренним индукто-
ром при условии, что отношение толщины стенки ци-
линдра и к его радиусу г настолько мало, что задачу
можно решать как плоскую.
Из формулы (1-36) тогда получаем:
В ~А ехр (—2
Подставив это значение в формулу (1-23,<г), имеем:
]\ = А [ехр 4-ехр (4^)]• (1-381
Формулу (1-29) можно переписать:
(1-39)
В пластинке плотность тока спадает по закону ги-
перболического косинуса. Эта функция нанесена на гра-
фике рис. 1-8.
На практике встречается часто задача о распределе-
нии токов в пластинке, к которой электромагнитные
волны подходят со всех сторон. Волны эти могут быть
48
разной интенсивности (например, когда полый цилиндр
нагревается одновременно внешним и внутренним
индукторами).
Более частый случай — когда интенсивность волны
одинакова со всех сторон. В таких условиях, например,
работают железные листы сердечников трансформато-
ров.
Исходя из симметрии задачи, решение для такой
пластинки можно написать по аналогии с уравнением
(1-38).
Приняв, что начало координат проходит через ось
симметрии пластинки, и обозначив плотность тока в на-
чале координат /о, получим:
/г —joch
\ *^1 /
(1-4Q)
Вышеприведенные рассуждения относятся к пластин-
ке, удаленной на большое расстояние от всяких других
токонесущих проводников. Приближение к поверхности
пластинки проводника, несущего одинаково направлен-
ный ток, вызовет уменьшение плотности тока у поверх-
ности пластинки, и, наоборот, приближение проводника,
несущего противоположно направленный ток, вызовет
увеличение плотности тока у поверхности. На рис. 1-14
“редставлено распределение магнитной индукции
и вихревых токов в пучке пластин, пронизывае-
мых переменным магнитным потоком. Верхние две кри-
вые соответствуют «низкой частоте», когда и < z и реак-
цией поля вихревых токов на первичное поле можно
пренебречь. Гиперболическая функция в этом случае
аппроксимируется линейной — плотность вихревого то-
ка от центра пластины к ее поверхности возрастает по
закону прямой линии. Таковы соотношения в магнито-
проводах, набранных из листовой стали. Нижние две
кривые дают распределение потока и тока при «высокой
частоте» при и г.
Вихревые токи вытесняют магнитный поток из цен-
тральной части листов. Кривые спадания магнитного
потока и вихревого тока от поверхности в глубь ме-
талла суть экспоненты.
4 Г. И. Вабат. ч 49
Рис. 1-14. Распределение напряженности
магнитного поля Н и плотности вихревого
тока / в пучке изолированных одна от дру-
гой пластин, пронизываемых быстроперемен-
ным магнитным потоком.
50
ГЛАВА ВТОРАЯ
РАСПРЕДЕЛЕНИЕ ВИХРЕВЫХ ТОКОВ
В ПРОВОДЯЩИХ ТЕЛАХ, ПОМЕЩЕННЫХ
В ОДНОРОДНОЕ ПОЛЕ, ПРИ ГЛУБИНАХ
ПРОНИКНОВЕНИЯ, БОЛЬШИХ И МЕНЬШИХ
РАЗМЕРОВ ТЕЛА
2-1, ЭКВИВАЛЕНТНЫЕ СХЕМЫ ИНДУКЦИОННОГО НАГРЕВА
Во всех почти трудах по индукционному нагреву1,
а также и в первых статьях автора2, посвященных это-
му вопросу, дается представление системы индукцион-
ного нагрева в виде двух индуктивно связанных конту-
ров. Нагреваемый объект рассматривается как вторичная
обмотка трансформатора, индуктор — как первичная.
При этом нагреваемый объект наделяется некоторым
активным сопротивлением R, индуктивностью L, и в рас-
чет вводятся еще взаимная индуктивность М, переход-
ный множитель А и коэффициент связи К между нагре-
ваемым объектом и индуктором.
Необходимо здесь подчеркнуть, что такие эквива-
лентные схемы не только не имеют физического смысла,
но и не приносят пользы при расчете процессов индук-
ционного нагрева.
Удобство всех формул и расчетов, оперирующих
с сосредоточенными3 сопротивлением и индуктивностью,
основано на 'том, что эти величины не зависят от абсо-
лютного значения Е и /, а также от значения производ-
ных de/dt и di/dt. При точных расчетах цепей, содержа-
щих ферромагнетики или сегнетоэлектрики, часто отка-
1 М. В. Боярский, Электрические индукционные печи. ОНТИ
СССР, М.—Л., 1932; С. Фарбман и И. Колобнев, Индукци-
онные электропечи. ОНТИ, 1936; В. П. Вологдин, Поверхностная
закалка индукционным способом. Госметаллургиздат, 1939.
2 Г. И. Баб ат и М. Г. Лозинский, Закалка стали путем
нагрева токами высокой частоты. «Электричество» № 7, стр. 24—34.
рис. 20, 1938.
3 По самому своему определению самоиндукция и активное
сопротивление суть величины точечные. Уже введение понятия
о распределенных самоиндукции и сопротивлении при расчете длин-
ных линий является до некоторой степени искусственным матема-
тическим приемом.
4* 51
зываются от понятий L и С, так как они меняются
в зависимости от тока и напряжения, и оперируют более
общими формулами.
При индукционном нагреве количество выделяемого
тепла зависит от dijdt. Ежесекундно выделяемое тепло
и энергия, запасаемая в электромагнитном поле систе-
мы, т. е. величины характеризующие в схемах с точеч-
ными R, L и С коэффициент мощности, представляют
собой некие сложные функции от частоты электромаг-
нитного поля.
Поместим массивный стальной шар в катушку, пи-
таемую током низкой частоты. Измерительные приборы
покажут, что индуктивность катушки увеличилась. Если
придерживаться концепции связанных контуров, то «ин-
дуктивности» шара следовало бы приписать отрица-
тельное значение. При высоких частотах, наоборот, вве-
дение стального шара внутрь катушки уменьшает ее
индуктивность.
«Активное» же сопротивление тела, нагреваемого ин-
дукционным путем, растет с повышением частоты сна-
чала пропорционально /2, затем пропорционально ]/f.
Замена системы индукционного нагрева двумя свя-
занными контурами представляет собой не «эквивалент-
ную схему», а, точнее выражаясь, «суррогатную схему».
Но так как при электрическом расчете всей установ-
ки индукционного нагрева приходится рассматривать
систему индуктор — нагреваемый объект как одно
из звеньев схемы, состоящей из сосредоточенных и мало
зависящих от частоты самоиндукций и емкостей, то не-
обходимо знать, какого характера нагрузку создает
в этой схеме нагревательный индуктор.
Величины, поддающиеся непосредственному измере-
нию при индукционном нагреве, суть: мощность, выде-
ляющаяся в нагреваемом объекте, мощность, выделяю-
щаяся в индукторе, и полное сопротивление (импеданс)
системы индуктор — нагреваемое изделие. Поэтому
формально можно рассматривать систему индуктор —
объект как комбинацию двух активных и одного индук-
тивного сопротивлений.
Такая эквивалентная схема проще схем со связанны-
ми контурами и меньше искажает физическую сущность
явления. Из возможных суррогатов выбранный — наи-
более приемлем.
52
Все три элемента схемы (два сопротивления и ин-
дуктивность) можно включать различными способами,
как это показано на рис. 2-1 и 2-2. Различным будет
лишь вид окончательных формул для к. п. д. и cos <р;
удобства расчета одни и те же при всех вариантах.
Чтобы на чем-нибудь фиксировать мысли, выберем схе-
му рис. 2-1, в которой все три элемента включены по-
следовательно.
Не надо лишь забывать при всех расчетах, что вели-
Рис. 2-1. Эквивалентная схема ин-
дукционного нагрева и кривая из-
менения к. п. д. в зависимости от
отношения множителя мощности
нагреваемого объекта к мно-
жителю мощности индуктора
рению омметром или мостиком Витстона на постоянном
токе, а полученные вычислительным или эксперимен-
тальным путем на переменном токе «множители мощно-
сти», величина и отношение которых к L зависят от ча-
стоты.
Обозначим индуктивность в случае, когда внутри
индуктора нет нагреваемого объекта, L,-Ha4. После вне-
сения нагреваемого объекта в индуктор индуктивность
системы будет Live3. Примем, что 1нРез=£1нач(1—&), где
k — некий коэффициент, зависящий как от геометрии
системы, так и от частоты. Для объектов из ферромаг-
нитных материалов k монотонно изменяется с частотой
от отрицательных значений, могущих быть и больше
единицы по абсолютной величине (пределом их при
/—О и тесном расположении объекта и индуктора яв-
ляется величина —ц), до некоторого предельного (при
/=оо) положительного значения, всегда меньшего еди-
53
ницы. Для немагнитных материалов 0<&<1. С повыше-
нием частоты независимо от материала нагреваемого
объекта Lipe3 стремится к некоторому предельному зна-
чению, зависящему исключительно от геометрических
соотношений системы. Оно может быть аналитически
вычислено методами электростатики и магнитостатики
(см. гл. 3). Кроме того, это предельное значение £,рез
(внешняя индуктивность), являющееся весьма важной
Рис. 2-2. Варианты эквивалентных
схем индукционного нагрева.
характеристикой системы индукционного нагрева, мо-
жет быть довольно точно найдено путем измерения на
моделях в электролитической ванне.
Отношение множителя мощности нагреваемого объ-
екта Ra к множителю мощности индуктора Ri также ме-
няется с частотой по некоторому сложному закону.
Когда нагреваемый объект и индуктор выполнены из од-
ного и того же материала, то с повышением частоты
это отношение стремится к предельному значению, кото-
рое, как и Live3, зависит только от геометрических соот-
ношений индуктора и нагреваемого объекта. Будем обо-
значать в дальнейшем отношение мощности, выделяю-
54
щейся в объекте, к мощности, теряющейся в индукторе,
при бесконечно высокой частоте и при ра = Pi и ц.а =
= jii=d через 7?a0/J?,o.
(При весьма высокой частоте у поверхности металла
существует одна только тангенциальная составляющая
магнитного поля Ht. Мощность, выделяющаяся на эле-
менте поверхности dS индуктора или объекта, будет
равна [см. также формулу (1-26)]:
dP^^PdS=^l,2-10-4H2yp^fdS. (2-1)
Чтобы получить полную мощность, необходимо проин-
тегрировать величину dP по всей поверхности интересую-
щего нас тела:
P==l,24O-4KptfJ^s- (2-2)
Следовательно,
Ri° [HjdSt ’
Значительная часть этой главы, а также гл. 3 и 4 по-
священа вычислению и измерению на моделях величи-
ны Rao/Pio для типовых случаев индукционного нагрева:
одиночная токонесущая лента над бесконечно протяжен-
ной плитой (рис. 3-10), шар в цилиндрическом индукто-
ре (рис. 4-13—4-14), цилиндры и втулки конечной дли-
ны (см. серию графиков рис. 4-17—4-27), индукторы
изкруглого и прямоугольного проводника (рис. 4-7—
4-8).
В большинстве случаев величина Rao/Ri0 меньше еди-
ницы. Она может быть больше единицы только тогда,
когда нагреваемой объект имеет очень развитую по-
верхность Sa активного нагревания *.
Зная величину Ra(>IRi0, легче вычислить истинное рас-
пределение мощностей и к. п. д. нагрева. При высоких
1 Активная поверхность нагревания велика у дробленой ших-
ты, состоящей из совокупности изолированных друг от друга ча-
стиц (например, шаров или цилиндров), а также у объектов, имею-
щих многочисленные и глубокие впадины и выступы, направлен-
ные поперек линий вихревых токов (в некоторых пределах увели-
чивают величину Rao также выступы и впадины, идущие вдоль ли-
ний тока).
55
частотах, когда глубина проникновения z значительно
меньше размеров тела, для получения Ra/Ri достаточно
умножить RajRt,* на КРаР'/Рь При нагреве холодного же-
леза в медном индукторе этот множитель лежит в преде-
лах от 20 до 40. При температуре. железа выше точки
Кюри величина множителя будет 7,—8. Наконец, при на-
греве серебра он несколько меньше единицы.
Зная отношение Ra/Ri, можно по формуле т] =
=—j определить к. п. д. нагревательного индукто-
ра
ра (см. кривую к. п. д. на рис. 2-1).
2-2. НАГРЕВ КРУГЛОГО ЦИЛИНДРА
Рис. 2-3. Нагрев совокуп-
ности цилиндров.
функции, таблицы их
Рассмотрим безгранично протяженный в аксиальном
направлении цилиндр радиуса га, помещенный в цилин-
дрический соленоид радиуса г,, также безгранично про-
тяженный в длину. Оси индукто-
ра и цилиндра параллельны.
Эту задачу независимо от то-
го, коаксиальны ли цилиндр и
индуктор, можно рассматривать
как проникновение в металл без-
гранично протяженной в ради-
альном направлении волны-
Распределение токов и маг-
нитных потоков в цилиндриче-
ских телах при этом описывается
функциями Бесселя нулевого по-
рядка, аргументом которых яв-
ляется отношение радиуса к глу-
бине проникновения токов rjz.
Функции Бесселя не получили
еще такого широкого распрвстра-
нения в технике, как экспоненци-
альные и тригонометрические
ie всегда имеются под руками, и
написание символа /(r/z) или I(rtx) не создает обычно
достаточно образной картины. Многие авторы: Бёрч и
Дэвис, Стрэт, Вевер и Фишер, Эсмарх, Рибо и др., изу-
чавшие задачу о нагреве цилиндров, предлагали для
расчетов разного рода приближенные формулы и гра-
фики.
56
При малых значениях аргумента (г/г<1) при низкой
частоте функция Бесселя может быть выражена при по-
мощи быстросходящегося ряда. Если ограничиться
одним первым членом, то выражение для мощности, вы-
деляющейся в отрезке цилиндра радиусом га и длиной
1 см, находящегося в поле интенсивностью Н, а/м
(рис. 2-3), имеет вид:
(2//2р,2г4
Р = 7,5 10 -16-, вт/см3, (2-4)
при rjz < 1.
Можно ввести понятие о средней мощности на еди-
ницу объема цилиндра:
f2/72n2r2
Р'=2,4• 10-1в -—^-5-, emlcM3, (2-5)
при rjz < 1.
Таким образом, когда вектор Н направлен вдоль оси
цилиндра, при уменьшении радиуса последнего мощ-
ность на единицу объема стремится к нулю *.
Когда же вектор Е направлен вдоль оси цилиндра
(см. гл. 1, § 1-5), то при уменьшении радиуса мощность
на единицу объема стремится к величине Е2/р.
При больших значения аргумента (r/z>l) при вы-
сокой частоте функция Бесселя /о(r/z) асимптотически
приближается к экспоненциальной. Мощность, выде-
ляющаяся на 1 см длины цилиндра, не зависит от того,
как направлены векторы Е и Н, и может быть вычисле-
на как для плоского случая [см. формулы (1-25) и
(1-26)].
При бесконечно длинных индукторе и цилиндре на-
пряженность поля Н одна и та же у поверхности ци- .
линдра и индуктора. При r>z будут равны и настилы
тока J в цилиндре и индукторе. (Будем продолжать
здесь пользоваться термином «настил тока» вместо
применяемого иногда для цилиндрических индукто-
ров термина «намагничивающая сила на единицу
длины».)
1 Формулами (2-2) и (2-3) пользуются для определения потерь
на вихревые токи в сердечниках трансформаторов, составленных
из проволок.
57
Следовательно, при r/z>l
Р = 1,25 • 10 “ VJ2 Ур;лД вт/см,
или
Р = 0,75• 10-3г№ j/pp./, emjcM. (2-6)
Берч предложил пользоваться формулой (2-6) при
любых отношениях г/г, исправляя ошибку на неточное
соответствие функции Бесселя экспоненте путем введе-
ния в формулу (2-6) поправочного коэффициента, зна-
чение которого для разных r/'z было им вычислено и
представлено в виде графика рис. 2-4. 'Верхняя кривая
относится к расчету потерь >в индукторе, нижняя —
к расчету мощности, выделяющейся в цилиндре.
Таким образом, на единице длины нагреваемого ци-
линдра выделяется мощность
(2-7)
\ J
А на единице длины индуктора
Pj 1,25• IG^riPy'ptfFi emjcM. (2-8)
Отношение мощности, выделяющейся
к мощности, выделяющейся в индукторе:
в цилиндре,
(2-9)
Формула (2-9) написана в предположении, что вит-
ки индуктора плотно прилегают друг к другу. Когда
имеется зазор между витками индуктора, сопротивление
его, а следовательно, и потери будут больше. Зависи-
мость потерь в индукторе от отношения зазора между
витками к шагу обмотки будет рассмотрена в гл. 4 [см.
формулу (4-3)].
При низкой частоте тока потери в индукторе намно-
го превышают полезную мощность, выделяющуюся
в цилиндре. С повышением частоты обе функции
Fi(rilZi) и Fa(ralza) стремятся к единице и отношение
мощностей стремится к пределу
liinl^ (2-10)
I Pi f-><x rt Г Pi v ’
58
Из графиков рис. 2-4 следует, что уже при г/г>5ч-10
к. п. д. индукционного нагрева цилиндра приближается
к своему предельному значению.
До развития поверхностной закалки формула
z <0,2т была единственным критерием для выбора ча-
стоты, обеспечивающей достаточно высокий к. п. д. ин-
дукционного нагрева. Ее часто записывали в виде
Цасмисю 1V1 cl 1 а цплпи-
Рис. 2-5. Коэффициент k
для вычисления индук-
тивности электромагнита
дра гр, необходимо учиты-
вать размагничивающее дей-
ствие концов. В § 2-5 (см.
также гл. 3, § 3-6) будет
показано, что в ферромаг-
нитных телах, размер кото-
рых в направлении вдоль си-
ловых линий магнитного по-
тока ненамного превышает
размеры в направлениях,
перпендикулярных силовым
с сердечником в зависи-
мости от отношения ра-
диуса- сердечника к глу-
бине проникновения тока
в материале сердечника.
В верхнем' графике (для
ц=100) положительные и
отрицательные значения k
построены в различных
масштабах.
59
линиям магнитного потока, к. п. д. нагрева перестает
улучшаться с повышением частоты лишь при частотах,
в ц1 2 раз больших, чем это следует по формуле (2-11).
Следовательно, распространение этой формулы на все
случаи индукционного нагрева будет ошибочным *.
Для вычисления индуктивности на единицу длины
бесконечно длинного соленоида радиуса гг с числом вит-
ков на единицу длины п, внутри которого помещено N
стержней радиуса га, можно пользоваться следующей
формулой:
Li = 40(г—kNr2a)n2, см.
На рис. 2-5 показана зависимость k от rjz.
При весьма высокой частоте магнитный поток может
проходить только в воздушном зазоре между индукто-
ром и цилиндром:
k — 1, = 40 [л — Nr2 ] п2, см. (2-12)
Чтобы иметь возможность вычислить индуктивность
при низкой частоте, надо задаться радиальным разме-
ром проводника индуктора и. Предположим, что и г,,
тогда
^=1-р., LZf^ = 40[^ + Nr>-l)]п\ см. (2-13)
Из графика рис. 2-5 видно, что существует частота,
при которой k=Q — индуктивность соленоида не меняет-
ся при введении внутрь его железного цилиндра.
2-3. НАГРЕВ СОВОКУПНОСТИ ЦИЛИНДРОВ
На основании формулы (2-7) можно вычислить мощ-
ность, приходящуюся на единицу цилиндра:
Р' = 0,25П0-3^Кр^Л,/М , вт/см3. (2-14)
'а \^а J
Анализ формулы (2-14) показывает, что максималь-
ная мощность на единицу объема весьма протяженного
1 Эта недопустимая примитивизация проведена в книге проф.
Вологдина «Поверхностная закалка», стр. 10, формула (1).
60
круглого цилиндра, помещенного в однородное поле за-
данной интенсивности, получается при глубине проник-
новения za, равной 0,57 радиуса цилиндра га.
Предположим, что в просторный индуктор, частота
и ток в котором поддерживаются постоянными, поме-
щен металлический цилиндр, у которого ra za. При
этом в цилиндре выделяется некоторая мощность. По-
местим теперь в индуктор два цилиндра, имеющие ту же
общую массу, что и первый. Радиусы их будут в]/2раза
Рис. 2-6. Мощность, выделяющаяся в со-
вокупности цилиндров в зависимости от
числа цилиндров (при постоянной общей
массе и при неизменных частоте и токе
в индукторе).
меньше радиуса первого цилиндра, а суммарная мощ-
ность, выделяющаяся в них, будет в J/2 раза больше
[см. (2-6)].
Продолжая процесс дробления цилиндра, мы заме-
тим, что в соответствии с формулой (2-14) мощность,
выделяющаяся в пучке цилиндров, будет расти первое
время как корень квадратный из их числа; Р=const]/?/.
Далее рост мощности замедлится. При радиусе единич-
ного цилиндра, равном 1,75 глубины проникновения za,
получится максимальная мощность. А затем мощность,
выделяющаяся в пучке цилиндров, начнет быстро па-
дать с возрастанием их числа. Как следует из форму-
мы (2-5), мощность будет падать как 1/7V. На рис. 2-6
приведен пример, иллюстрирующий эту зависимость.
61
Такой же характер зависимости мы бы получили,
если бы расслаивали нагреваемое тело не на цилиндры,
а на пластины с плоскостями, 'параллельными силовым
линиям магнитного потока. Здесь также мы 'получим
при определенном соотношении толщины отдельных
пластинок и и глубины проникновения z максимум вы-
деляемой мощности, а именно: этот максимум соответ-
ствует U/’Za:'2,5.
2-4. ДВЕ ОБЛАСТИ ДЕЙСТВИЯ ВИХРЕВЫХ ТОКОВ
Рассмотренная в предыдущем разделе зависимость
мощности, выделяемой вихревыми токами, от .r/z указы-
вает на существование двух различных областей дейст-
вия вихревых токов.
1. Когда глубина проникновения значительно
меньше размеров металлического проводника, про-
низываемого переменным магнитным потоком, внутрен-
ние участки металла почти совершенно свободны
от электромагнитного поля. Током и магнитным пото-
ком нагружены лишь поверхностные слои. Настил
вихревого тока определяется исключительно на-
пряженностью магнитного поля Н у поверхности метал-
ла и не зависит от удельного сопротивления р и магнит-
ной проницаемости п проводника. Величина настила
тока не зависит также и от частоты. С изменением ча-
стоты при заданных р, ц и Н меняется лишь плотность
тока у поверхности металла (пропорционально ]^ [)
Мощность, выделяемая вихревыми токами на едини-
цу поверхности, пропорциональна Н2(/рц/. Это—
область поверхностного эффекта.
Желая при работе в этой области снизить потери,
мы применяем материалы с высокой электропровод-
ностью и уменьшаем насколько можно поверхность ме-
талла, подверженную действию переменного магнитного
потока.
2. Когда глубина проникновения больше разме-
ров проводника, проводник, внесенный в переменное
поле, не нарушает его первоначального распределения.
Вихревые токи, пронизывающие теперь всю толщу ме-
талла, во много раз менее интенсивны, чем в первом
случае, при одной и той же напряженности магнитного
62
поля Н. Величина их определяется омическим сопро-
тивлением металла и частотой тока. Плотность тока
в каждой точке металла пропорциональна f.
Мощность, выделяемая вихревыми токами в единице
объема, пропорциональна £-^-/ •
В этой области можно уменьшать потери, вызывае-
мые вихревыми токами, применяя материалы с возмож-
но более высоким удельным электросопротивлением и
конструкции, состоящие из отдельных изолированных
друг от друга листов или нитей.
Понятно, повышать электросопротивление можно
лишь в тех деталях конструкций, которые нагружены
исключительно магнитным потоком *.
В токонесущих деталях это недопустимо: одновре-
менно с уменьшением потерь от вихревых токов будут
возрастать потери от рабочего тока. Здесь единствен-
ный путь — увеличивать расщепление проводников.
Кривая потерь на вихревые токи в зависимости от
отношения г/г (рис. 2-6) напоминает кривую Пашена1 2 —
кривую зависимости пробивного напряжения от вели-
чины отношения d/<k.
Когда Л — свободный пробег электрона между дву-
мя соударениями с молекулами — во много раз меньше
расстояния между электродами d, можно сколь угодно
повышать электрическую прочность аппарата, увели-
чивая расстояние между электродами или повы-
шая плотность окружающего газа (свободный пробег
X обратно пропорционален плотности газа). На этом
принципе основаны конденсаторы и кабели со сжатым
газом.
1 Удельное электросопротивление железа, идущего на изготов-
ление магнитопроводов переменного тока, доводится до
50 • ГО-6 ом • см путем присадки до 4% кремния.
Примером того, что через проводник с достаточно высоким
удельным сопротивлением переменный магнитный поток проходит
без больших потерь, могут служить моторы молекулярных насосов,
у которых ротор, помещенный в вакууме, отделен от статора нихро-
мовым цилиндром.
2 Подробнее по этому вопросу см., например, А. Энгель и
М. Ш т е н б е к, Физика и техника электрического разряда в газах,
т. 2, Свойства газовых разрядов. Технические применения, Москва,
1936, стр. 60.
63
Когда X значительно больше расстояния
между электродами, электрическая прочность также мо-
жет быть велика, но чтобы ее еще повысить, надо
уменьшать плотность газа и расстояние между элек-
тродами. В этой части кривой d/A работают электрова-
куумные приборы высокого напряжения (рентгеновские
трубки, генераторные лампы, газотроны, ртутные вы-
прямители).
Наконец, когда величина свободного пробега А одно-
го порядка с расстоянием между электродами d, элек-
трическая прочность имеет минимум. Достаточно на-
пряжения в несколько сотен вольт, чтобы вызвать раз-
ряд между электродами, удаленными друг от друга на
десяток сантиметров. В этой части кривой Пашена
вблизи ее минимума работают разного рода разрядни-
ки, назначение которых — как раз и быть самым ела*
бым звеном в электрической цепи.
Электрический аппарат высокого напряжения может
работать либо в крайней правой, либо в крайней левой
части кривой Пашена.
Аналогичные соображения надо иметь в виду при
конструировании электрического аппарата, который дол-
жен иметь минимальные потери в переменных электро-
магнитных полях. Такой аппарат должен работать в край-
них частях любой из областей действия вихревых токов.
Либо он по возможности не должен иметь никаких
щелей и завитков — быть полностью «обтекаемым» для
магнитного поля, либо же он должен быть подразделен
на отдельные столь тонкие нити, чтобы стать совершен-
но «прозрачным» для электромагнитной волны.
Расщеплением токонесущих проводников и магнито-
проводов можно свести потери на вихревые токи
к сколь угодно малой величине. Для медных проводов
можно совершенно пренебречь потерями на вихревые
токи, если толщина отдельного проводника мень-
ше -—= , мм. Железные сердечники обычно не расщеп-
3 1
ляют на листы тоньше - , мм .
Vf
1 Когда потери на вихревые токи становятся меньше потерь
иа гистерезис, дальнейшее увеличение расслоения не способно уже
значительно уменьшить суммарные потери в железе. При f=50 гц
и индукции 10 000 гс суммарные потери в железе равны 1—2 квт/т.
64
В электрических машинах и аппаратах, работающих
при частотах распределительных сетей (50—>60 гц),
всегда применяется принцип расслоения проводников:
при толщине отдельных проводников до 10 мм и желез-
ных магнитопроводов до 0,5 мм потери на вихревые
токи совершенно ничтожны.
В качестве примера индукцион-
ного нагревательного устройства,
в котором проведен принцип рас-
щепления проводников, на рис. 2-7
показан индуктор для нагрева
стальной трубы током 50 гц-
Индуктор намотан из плоской
медной шины. Каркасом для ин-
дуктора служит катушка из тонкой
листовой меди, снабженная про-
дольным разрезом, чтобы не пред-
ставлять собой короткозамкнутого
витка. Стенки катушки—-двойные,
охлаждаемые водой1 * * * 5, Такой медно-
водяной экран защищает проводни-
ки от воздействия раскаленного ме-
талла. Добавочных потерь он не
вносит, будучи при частоте 50 гц со-
вершенно прозрачным для электро-
магнитной волны.
Когда в нагреваемом объекте
требуется выделить больше несколь-
ких десятков ватт на квадратный
сантиметр, мощность, теряемая
в меди индуктора, возрастает настолько, что охлажде-
ние посредством каркаса оказывается недостаточным.
Возникает необходимость уносить тепло с самих мест его
зарождения, делать проводник полым и применять водя-
ное охлаждение. При этом, понятно, несколько ухудшает-
ся к. п. д.: место, через которое течет вода, могло бы
быть занято медью, несущей полезную нагрузку. На
Рис. 2-7. Многослой-
ный индуктор/ намо-
танный из медной ши-
ны на охлаждаемом
водой медном каркасе.
1 Такие конструкции предлагались впервые А. Лодыгиным — см.
русский патент № 21412 по классу 21 А 18 от 11 декабря 1907 г.
«Электрический индукционный прибор для нагревания и плавления
металлов и других тел».
5 Г. И. Бабат. де
рис. 2-8 показан многовитковый индуктор с водяным
охлаждением1.
При поверхностной закалке, где требуется сосредо-
точивать выделение тепла в тонком слое металла, при-
меняются частоты до 106 гц. iB принципе и тут мож-
но было бы получить весьма малые потери в индук-
торе, выполняя его из отдельных тоненьких транспони-
рованных проводничков. Но, чтобы потери на вихре-
вые токи были малы, диаметр каждого проводничка
не должен превышать глубины
проникновения тока. При радио-
частотах это означает, что про-
воднички должны иметь диаметр
порядка десятых долей милли-
метра.
Токи в проводниках высоко-
частотных закалочных установок
измеряются десятками и сотнями
ампер. Система может рабо-
тать лишь с воздушным охлаж-
дением, а чтобы получить в ме-
ди плотность тока не выше
3 a/мм2 * *, при которой еще можно
удовлетвориться воздушным ох-
лаждением, пришлось бы иметь
кабели, сплетенные из многих ты-
сяч жил.. Такой кабель очень
Рис. 2-8. Многослойный
индуктор, выполненный
из медной трубки, охлаж-
даемой водой (конструк-
ция допустима лишь при
условии, что размеры
трубки и и g меньше глу-
бины пронииновения то-
ка z).
дорог. Разделка его и напайка к нему наконечника —
сложная трудоемкая работа. Кабель должен находить-
ся в тесном соседстве с охлаждающими устройствами,
из которых брызжет вода или масло. А замыкание не-
скольких жилок внутри кабеля может повести к его пол*
ной порче.
Кроме того, такой кабель должен иметЪ внешние
размеры значительно большие, чем у оплошного провод-
ника. Следовательно, и расчетный зазор между кабелем
и объектом будет больше, чем у оплошного проводника.
Это обстоятельство могло бы свести на нет весь вы-
1 С аналогичными индукторами работал Н. М. Родигин — см.
патент № 30776 от 24 июня 1932 г. «Электрическая индукционная
печь для термической обработки металлических изделий» и № 45367
от 11 февраля 1935 г. «Электрическая индукционная печь».
66
игрыш в к. п. д., получаемый за счет равномерного рас-
пределения тока по сечению кабеля.
Поэтому для нагревательных индукторов, работаю-
щих при частотах выше 104 гц, путь расщепления про-
водников практически 'неприменим1. Такие индукторы
должны работать во второй области действия вихревых
токов — в области поверхностного эффекта.
При конструировании индукторов, в которых жела-
тельно иметь малые потери, ни в коем случае нельзя
останавливаться где-то посредине между двумя обла-
стями действия вихревых токов.
Индукторы, выполненные из недостаточно мелко рас-
щепленных проводников или имеющие недостаточно
расслоенные железные сердечники, могут вызвать зна-
чительно большие потери, чем выполненные из массив-
ных проводников и не снабженные вовсе железными
магнитопроводами.
Если, например, в катушку, питаемую током частоты
106 гц, поместить сердечник, составленный из изолиро-
ванных друг от друга листов трансформаторной стали
толщиной 0,35 мм, то окажется, что такой сердечник
поглотит мощность, во много раз большую, чем массив-
ный кусок стали таких же внешних габаритов. На этой
частоте допустим лишь такой железный сердечник, раз-
меры отдельных частиц которого не превышают не-
скольких микрон.
С этой точки зрения совершенно недопустимо приме-
нение индуктора типа рис. 2-8 при столь высоких часто-
тах, что Гси<и и zcu<g'. Внешний слой витков при этом
будет греть не шихту печи, а внутренний слой витков2.
На внешней стороне витков этого внутреннего слоя воз-
1 Для индукционных плавильных печей расщепленные провод-
ники также оказываются непрактичными даже при сравнительно
низких частотах (500 гц). В 1930 г. Фирма Siemens пыталась по
патенту Эсмарха строить индукторы из транспонированных провод-
ников. Опыт кончился неудачей. Весь индуктор выходит из строя
при порче изоляции в одном месте. Ремонт такого индуктора труд-
но осуществим. После непродолжительной эксплуатации все эсмар-
ховские индукторы были заменены индукторами из простой медной
трубки.
2 Ток распределялся бы по поверхности витков равномерно и
они не влияли бы один на другой, если бы аксиальный ра и ра-
диальный рг зазоры между витками превышали бы значительно
размеры проводников и и g.
5* 67
никнет вихревой ток, проходящий в сторону, обратную
рабочему току, а плотность тока на внутренней стороне
этих витков возрастет вдвое. При работе в области по-
верхностного эффекта допустимы лишь индукторы типа,
представленного на рис. 2-3.
Одно время для плавильных печей предлагались ин-
дукторы, выполненные из ленты, свернутой подобно ча-
совой пружине. Ширина ленты равняется высоте печи.
При высокой частоте, когда толщина ленты больше глу-
бины проникновения тока, плотность тока на внутрен-
нем витке в число витков раз больше, чем на внешнем.
Таким образом, в этих индукторах суммарные потери
не удается сделать меньшими, чем в простом индукторе
в виде цилиндрической спирали (рис. 2-3).
Улучшение «обтекаемости» проводников индуктора
не может снизить потери в них в той мере, как их рас-
щепление. В области поверхностного эффекта мощность,
выделяющаяся в объекте Ра, будет относиться к мощ-
ности теряемой в индукторе, как
Ра №2adS 1/1Z
р‘ $HidS г р(ро‘
(2-15)
Интенсивность магнитного поля На у поверхности
объекта всегда будет меньше интенсивности магнитно-
го поля Hi у поверхности проводников индуктора. Сле-
довательно, когда индуктор работает в области поверх-
ностного эффекта, можно повышать к. п. д., лишь
увеличивая активную поверхность нагревания объекта
(снабжая его выступами и впадинами). Однако при по-
верхностной закалке, например, этот путь не может
быть использован, так как объект являётся заданным.
Когда объект «обтекаем» для магнитного потока и
тока, т. е. не имеет ни выступов, ни впадин, то опти-
мальное отношение мощностей будет:
Pt г PiP*a
В случае нагрева, например, стального изделия при
температурах выше 800° С принципиально нельзя полу-
чить потери в индукторе, сделанном из массивной меди
68
(или из медной трубки), меньше 15%’ от полезной мощ-
ности.
Когда и индуктор, и нагреваемый объект должны ра-
ботать в области поверхностного эффекта, формула
(2-15) является универсальным критерием для сужде-
ния об электрическом к. п. д. нагрева. В последующих
разделах мы приведем еще несколько частных формули-
ровок этого общего принципа, чтобы облегчить выбор
частоты тока и конструкции индуктора в отдельных кон-
кретных случаях.
2-5. НАГРЕВ ПРОВОДЯЩЕГО ШАРА В БЫСТРОПЕРЕМЕННОМ
ЭЛЕКТРОМАГНИТНОМ ПОЛЕ
Эта задача подробно разобрана М. А. Дивильков-
ским *. В дальнейшем изложении будем придерживать-
ся его метода.
Предполагается, что однородный шар радиуса г на-
ходится в пучности магнитного поля стоячей электро-
магнитной волны. Расчеты проводятся для случая,
когда размеры шара малы по сравнению с длиной вол-
ны в воздухе: г/Д<<:1, и поэтому можно считать, что шар
помещен в однородное поле, меняющееся во времени по
закону синуса с амплитудой Но.
Решение волнового уравнения для шара может быть
записано в виде бесселевых функций порядка(п Д-
аргументом которых будет отношение rfz радиуса шара
к глубине проникновения1 2.
Магнитный момент шара
М = — О ~/)] ехР(/®0> (2-16)
1 М. А. Д ив ил ько в с к и й, Задача о шаре, помещенном
в однородное переменное магнитное или электрическое поле.*ЖТФ,
т. IX, вып. 5, стр. 433, рис. 4, 1939. А также М. А. Дивильков-
ский, К теории индуктивного нагревания. ЖТФ, т. IX, вып. 4,
стр. ^1302—1314, 1939.
См. франк и Р. Мизес, Дифференциальные и интеграль-
ПЫ а УРавнения математической физики. ОНТИ, 1937, стр. 892, § 4.
Дифракция от шара и от других тел.
69
где
'^.[т <-/>]
= 1 Зр. — Г~Т т п
У'-/)'. [у(1-/)]+(р-1)^[т(!-/)]
2 2
(2-17)
Обозначим действительную и мнимую часть этой
функции соответственно Re и Jm.
Как и для цилиндра, в случаях когда г <^.z или,
наоборот, r>z, бесселевы функции с достаточной сте-
пенью точности можно заменить более элементарными
выражениями.
При р,= 1 получаем следующие приближения:
когда г (низкая частота),
о 8 f г \*
—315 ( z )
(2-18)
когда же z << г (высокая частота),
Re=l-|-b
(2-19)
Когда р. 1, выражения для Re и Jm
сколько сложнее.
При „низких* частотах (z > г)
получаются не-
Р _______9/р- — 1____б_ р.(р. + 9) /ду). \
>+2 175' (р-+2)3 г) /’
в , Ч. (2’2°)
Jra— 6 Iх /гу 5
5 0 + 2)2 I • )
70
При «высоких* частотах (г << г)
Re =
(2-21)
Jm =
поля вокруг ферро-
рис. 2-9, 2-10.
Распределение магнитного
магнитного шара представлено на
Рис. 2-9. Электромагнитное поле вокруг желез-
ного шара радиусом г. Случай, когда pz<r.
Для большей наглядности показано не однородное
безгранично-протяженное поле, а поле одиночного вит-
ка. Рисунок 2-9 соответствует «высокой частоте»,
рис. 2-10 — «низкой».
71
Величина Im показывает, как изменяется мощность,
приходящаяся на единицу объема шара, если при неиз-
менной частоте и интенсивности магнитного поля менять
радиус шара.
Величина Re показывает, как меняется в этих же
условиях степень экранировки пространства внутри ша-
ра от магнитного потока.
Рис. 2-10. То же, что и на рис. 2-9. Случай,
когда Д2>г.
На рис. 2-41 и 2-12 показаны функции Re и Jm для
немагнитного, а также для ферромагнитного шаров.
Из этих кривых видно, что в шаре из немагнитного
материала удельная мощность имеет максимум при
Рис. 2-11. Графики функций намагни-
чивания для металлического шара
в зависимости от отношения его ра-
диуса к глубине проникновения
(р=1).
72
r[z—2,4*. Это условие относительно близко сходится
с условиями максимума мощности для бесконечно про-
тяженного цилиндра (^=11,75) и для пластинки
(Д/2х= 1,25).
Для шара из ферромагнитного материала максимум
удельной мощности получается, лишь когда величина
Рис. 2-12. То же, что и на рис. 2-11
(ц=100).
r/z становится сравнимой с ц; например, при ц= 100
максимум наступает при rfz~70. Надо также отметить,
что максимум этот выражен у ферромагнитных мате-
риалов менее резко, чем у немагнитных.
Полная мощность, выделяющаяся в шаре, может
быть выражена * 1 через функцию Jm:
rr2
pa=-±^fm. (2-22)
Можно придать формуле (2-19) несколько иной вид.
Для этого обозначим:
2 f г У
Jm = <pf^-Y (2-23)
□у» \ Z у
* Частота, соответствующая максимуму мощности, выделяемой
в шаре, меняется обратно пропорционально квадрату его радиуса.
Для медного шара радиусом 1 см она равна 1 000 гц, при ра-
диусе 10 см (=10 гц, а для шара радиусом 6 000 км (земной шар)
эта частота была бы 1 период в миллион лет.
1 См. М. А. Дивильковский, К теории нагревания, фор-
мула (4).
7
Если выразить все величины в практических единицах,
то мощность в ваттах будет равна:
Ра = 6РЯ>^).
(2-24)
На рис. 2-13 и 2J14 представлен график функций
q>(r/z) для немагнитных и ферромагнитных материалов.
ДЛЯ 1Ц=1.
Эти графики в общих чертах напоминают график
рис. 1-11, дающий ход потерь для бесконечно протяжен-
ного цилиндра.
Однако в цилиндре потери зависели лишь от величи-
ны rfz. Никакой разницы между немагнитными и ферро-
Рис. 2-14. То же, что и на
рис. 2-13 (р=100).
магнитными материала-
ми не было.
Графики же рис. 2-11—
2-14 показывают, что для
шара ход кривой мощно-
сти очень сильно зависит
от величины ц. Для фер-
ромагнитных шаров надо
считать, что область по-
верхностного эффекта на-
чинается не при г<г,
а при значительно более
высоких частотах, когда
pz<r.
74
Для немагнитйых материалов уже при г/г )> 1 функция
Ф (г/г) приближается к выражению ---1.
Для ферромагнитных материалов только при рь
/ г \ г
Эти рассуждения можно распространить на ферро-
магнитные тела любой формы, если только их размеры
в направлении вдоль магнитного потока не превышают
размеров в направлениях, перпендикулярных магнитно-
му потоку..
У таких тел при г/г<ц напряженность магнитного
поля у поверхности ослаблена по сравнению с напря-
женностью поля в пространстве при отсутствии тела.
Если взять железный цилиндр, у которого длина во
много раз превышает радиус, выбрать частоту тока
так, чтобы г/г<ц, и расположить ось цилиндра перпен-
дикулярно магнитному потоку, то он будет поглощать
значительно меньшую мощность, чем при расположении
оси цилиндра в направлении потока. При более высо-
ких частотах, когда 1/'/г>ц, соотношение мощностей бу-
дет обратным.
При нагреве шара формула (2-11) оказывается не-
действительной, минимальная допустимая частота долж-
на здесь определяться выражением
/>4-108-^. (2-25)
Это условие необходимо, но еще недостаточно для
получения высокого к. п. д. нагрева. Как следует из
формулы (2-15), к. п. д. зависит еще и от конструкции
индуктора. В частности, например, индукторы, представ-
ленные на рис. 2-9 и 2-10, не могут обеспечить высокого
к. п. д., так как потери в них будут велики (см. об
этом подробнее в § 3-6).
Для получения возможно более высокого к. п. д. ин-
дуктор целесообразно выполнять в виде соленоида, вы-
сота которого примерно равна диаметру. Если дей-
ствующее значение настила тока в индукторе /д, то
мощность, выделяющаяся в шаре, будет равна:
Ра=5 • 10 " 'fjr* Jm (Y вт, (2-26)
75
йлй
Pa=:i9pjV?^), вт. (2-27)
На рис. 2-15 и 2-16 показан ход зависимости к. и. д.
от частоты для железа при температуре 20° С (кривые
а) и при температурах выше 800° С (кривые у), а также
для меди (Си) и графита (С). Мощность, теряемая
Рис. 2-16. То же, что и на
рис. 2-15.
10
10г Ю3 Юv 10s 10е гц
Рис. 2-15. Коэффициент по-
лезного действия нагрева-
тельной установки в зависи-
мости от частоты.
а — (р = 10’», у, — 100); г — (р=
= юч Н=1); С —(р = 5-104
ц =1); Си — (р = 1,7- 104 ц = 1).
в индукторе, подсчитана
лась по формуле (2-6)-
При нагреве .массивно
го медного шара индук-
тором, работающим в области поверхностного эффекта
в случае, когда температура шара и индуктора равны,
к. п. д. не может превысить бОУо1. При повышении темпе-
ратуры шара удельное сопротивление его возрастает, и
к. п. д. нагрева повышается.
Это обстоятельство существенно для работы бессер-
дечниковых индукционных печей для цветных металлов.
Самоиндукция системы шар — нагревательный
индуктор зависит от многих факторов: соотношения
между размерами шара и индуктора, а также от того,
является ли индуктор одновитковым или многовитковым
и каков зазор между витками.
При практически встречающихся размерах шара и
индуктора можно считать, что при весьма высоких ча-
стотах введение шара в индуктор может уменьшить
индуктивность системы до '5О°/о! от ее начального значе-
ния. При низких частотах, когда 1, индуктивность
76
I
может увеличиться в 3—4 раза по сравнению С ее на-
чальным значением. Когда индуктивность не ме-
няется при введении шара.
2-6. НАГРЕВ СОВОКУПНОСТИ ШАРОВ
При нагреве совокупности бесконечно протяженных
цилиндров, помещенных в бесконечно протяженный
индуктор (рис. й-3), распределение токов в каждом от-
дельном цилиндре определяется исключительно отноше-
нием г/z и не зависит ни от общего количества ци-
линдров, ни от их располо-
жения — распределение то-
ков одно и то же и в ци-
линдрах, находящихся во
внутренней части пучка, и
во внешних цилиндрах.
В этом случае не требо-
валось делать никаких спе-
циальных предположений
относительно числа цилинд-
ров и их расположения.
При нагреве же сово-
купности шаров каждый
шар влияет на своих сосе-
дей. М. А. Дивильковский
решил задачу1, пользуясь
усреднениями, применяемы-
Рис. 2-17. Графики функции
намагничивания для совокупно-
сти шаров в зависимости от от-
ношения радиуса отдельного
шара к глубине проникновения
тока при магнитной проницае-
мости материала шаров р=1.
ми в теории электромагнит-
ного поля для среды, наполненной полярными молеку-
лами. Для этого приходится сделать предположение,
что число шаров велико, а размеры их малы.
Пространство, заполненное шарами, можно предста-
вить в виде среды, обладающей комплексной магнитной
проницаемостью р=ц/ + г’р". Помимо характеристик ма-
териала величина р зависит от того, как плотно упако-
ваны шары. Когда центры шаров расположены в виде
кубической решетки, занимаемый ими объем составляет
л/6=0,5‘2 от всего пространства. При наиболее тесном
расположении шаров они занимают 0,74 всего объема.
На рис. 2-117 и 2-18 показано, как меняются величины
ц' и р," в зависимости от r[z для случая, когда центры
1 См. сноску к стр. 69.
77
шаров расположены в виде кубической решетки и шары
занимают 0,52 всего объема. <
Величина р/характеризует магнитную проницаемость
совокупности шаров, у" — поглощаемую ими мощность.
При ц=11 величина у' с увеличением r/z падает от 1
до-~0,38. Величина у" имеет максимум при r[z^2,2.
Рис. 2-18. То же, что и рис. 2-17
(у =100).
Рис. 2-19. Коэффициент по-
лезного действия нагрева
дробленой шихты в зависи-
мости от частоты.
При у. = 100 величина у' падает от значения 4,1 при
r/z< 1 до 0,38 при r/z^> 1. При низких частотах совокуп-
ность ферромагнитных шаров является парамагнетиком,
при высоких — диамагнетиком. При ir/z=115 у/=11.
Величина у" имеет максимум, равный 0,79 при
4-=25.
Мощность, выделяющаяся в совокупности шаров, вы-
числяется в предположении, что шары не влияют друг
на друга. Следовательно, здесь можно пользоваться
формулами (2-24), а также (2-26) и (2-27), подставляя
в них отношение r/z для единичного шара и умножая
полученную мощность на число шаров.
На рис. 2-19 показана зависимость к. п. д. от частоты
при нагреве тела, имеющего форму шара диаметром
30 см и состоящего из 17-103 отдельных шаров диамет-
ром 1 см. Центры шаров приняты расположением в ви-
де кубической решетки. *
78
Этот графи^ показывает, что при индукторе, рабо-
тающем в области поверхностного эффекта, можно зна-
чительно повысить к. п. д. нагрева, дробя шихту и уве-
личивая ее активную поверхность нагревания. Даже при
нагреве медных шаров можно получить к. п. д., близкий
к единице.
Для каждой частоты тока существует оптимальный
размер зерен шихты, при котором мощность, выделяю-
щаяся на единицу объема, имеет наибольшее значение.
Эти значения приведены в табл. 2-1.
Таблица 2-1
Л гц Р = 1,7Х Х10'6 ojW’Cjw, И= 1 р = 50Х Х10'в ОМ'СМ, р= 1 р = юох Х10“® ом-см, и= 1 р = юх Х10"в ом-см, |Л= 100
50 4,4 см 24 см 34 см 32 СМ
500 1,4 . 7,6 , 10,7 . 9,9 ,
2 000 0,7 . 3,8 . 5,4 . 5 ,
104 0,31 . 1,7 , 2,4 » 2,3 .
10® 1 мм 5,7 мм 8 мм 7,2 мм
10е 0,3 , 1,8 . 2,5 . 2,3 .
2-7. РАСПРЕДЕЛЕНИЕ ВИХРЕВЫХ ТОКОВ В ТЕЛАХ
РАССЛОЕННЫХ И В ТЕЛАХ, СНАБЖЕННЫХ ВЫСТУПАМИ,
ВПАДИНАМИ И ЩЕЛЯМИ
Быстрее всего затухает электромагнитная волна,
распространяющаяся из сферической полости в метал-
лический массив. Движение этой волны можно прибли-
женно описать цилиндрической функцией К(х) порядка
п + -у, где п=)1, 2, 3.... Волна, распространяющаяся
из цилиндрического канала (рис. 1-7), описывается ци-
линдрической функцией /<(х) нулевого порядка. Она
затухает уже несколько медленнее, но все же на рас-
стоянии ее амплитуда уменьшается более
чем в е раз. Плоская волна, принятая нами за эталон
для всех измерений, затухает по экспоненте. В пластин;
ке затухание поля следует закону гиперболического ко-
синуса. Далее идут тела, центры кривизны которых ле-
жат внутри металла и затухание в которых происходит
еще медленнее. В бесконечно протяженном цилиндре
движение волны описывается цилиндрической функцией
79
/
I (х) нулевого порядка. Наконец, медленнее всего зату-
хает поле в шаре, следуя цилиндрический функции / (х)
порядка п+-^~- Аргументом х всех этих функций будет
отношение расстояния к глубине проникновения. Если
выписать их в порядке уменьшения крутизны, то полу-
чится следующая последовательность:
К ! (х); К0(.х); ехр(л); сй(л);
П+2
/0 (х); Z , (х).
« + г
Эти функции приведены на графике рис. 1-8 (за ис-
ключением первой и последней).
Выше высказанные положения следует иметь в виду
при рассмотрении проникновения волны в сложную по-
верхность, имеющую кривизну разного знака в отдель-
ных своих участках.
Но этого еще мало: щели и выступы в объекте влия-
ют по-разному на распределение вихревых токов и
магнитного потока в зависимости от того, направлены
лй они вдоль или поперек линий вихревого тока.
Тонкая щель в направлении, перпендикулярном
магнитному потоку, не меняет распределения вихревых
токов, воздушный зазор не прерывает магнитного пото-
ка. Значительное количество толстых щелей, перпенди-
кулярных магнитному потоку, вызывает в немагнитных
телах эффект, аналогичный повышению удельного со-
противления р. Ток вынужден сосредоточиться на вер-
шинах выступов. Стопка медных дисков отделенных
друг от друга изоляционными прокладками (например,
асбестовыми), помещенная внутрь индуктора, при такой
частоте тока, что поглотит больше мощности, чем
сплошной медный цилиндр тех же наружных габаритов:
плотность тока на краю дисков будет больше плотности
тока на поверхности сплошного цилиндра.
В ферромагнитных телах щели, перпендикулярные
потоку, создают эффект, эквивалентный уменьшению ц..
Когда щели направлены перпендикулярно направле-
нию токов, они, естественно, меняют распределение по-
следних: ток через воздушный зазор пройти не может.
80
На рис. 2-20 и 2-21 представлено распределение
вихревых токов, проходящих перпендикулярно высту-
пам, имеющимся на нагреваемом объекте. Если вдоль
выступов тело настолько протяженно, что составляющая
поля в этом направлении равна нулю (задачу можно
Рис. 2-20. Распределение вихревых токов
в толще плиты, снабженной выступами и
впадинами. Размеры выступов и впадин
больше глубины проникновения.
рассматривать как двухмерную), то выяснить распреде-
ление токов и тепла сравнительно просто.
На тех участках поверхности, для которых центры
кривизны лежат вне металла
магнитная волна затухает
быстрее, чем в плоскости. На
участках, центры кривизны ко-
торых лежат внутри металла,
наоборот, волна затухает мед-
леннее.
В плоскопараллельном по-
ле величина настила тока дол-
жна быть одинаковой вдоль
всей поверхности металла. Та-
ким образом, один и тот же
вихревой ток проходит на вы-
пуклых участках в более тол-
стом слое, чем на вогнутых.
Поэтому на вогнутых участках
металла выделяется больше тепла на единицу поверх-
ности, чем на выпуклых-
Это явление тем резче выражено, чем мень-
ше радиус кривизны поверхности. При радиусах же кри-
визны, больших, чем примерно пятикратная глубина
6 Г. И. Бабат. g[
(в воздухе), электро-
Рис. 2-21. То же, что и
рис. 2-20. Толщина выступов
и впадин меньше глубины
проникновения. Ток в высту-
пы не заходит, высота их не
влияет на распределение
токов.
проникновения токов, разница в количестве выделяемого
тепла становится незначительной.
С другой стороны, когда толщина выступа становит-
ся меньше примерно двукратной глубины проникновния,
количество выделяемого в нем тепла резко падает.
Вихревой ток перестает заходить в выступы рис. 2-21.
При нагреве рифленых цилиндров, например, можно на-
блюдать, как свечение начинается «под шерстью» изде-
лия: сначала нагреваются корни выступов, затем лишь
за счет теплопроводности — их вершины.
Таким образом, делая на металлической поверхности
надрезы, отделенные друг от друга расстоянием, боль-
шим пятикратной глубины проникновения, можно уве-
личивать количество тепла, выделяющееся в данном
участке. Наоборот, нарезая какой-либо участок более
мелко, можно уменьшить выделение тепла на нем.
Этим способом регулирования выделяемой мощности
можно, например, пользоваться для выравнивания тем-
пературы по поверхности электродов электровакуумных
приборов при применении индукционного нагрева для
обезгазования их во время откачки ’.
Вышеперечисленные закономерности намечены в ре-
зультате рассмотрения объектов, помещенных в беско-
нечно протяженные однородные поля.
Практику индукционного нагрева интересует больше
распределение токов в телах, находящихся в неоднород-
ных полях нагревательных индукторов. Этот вопрос бу-
дет рассмотрен в гл. 10.
2-8. О НАХОЖДЕНИИ ОПТИМАЛЬНЫХ РАЗМЕРОВ
ВЫСОКОЧАСТОТНЫХ ФИДЕРОВ
При передаче электрической энергии током высокой
частоты, когда задана конструкция и внешние габариты
фидера, можно найти оптимальное соотношение разме-
ров фидера, при которых потери в нем минимальны.
1 См. авторское свидетельство Г. И. Бабат и В. С. Мановский
№ 45006 класса 21 д 13 от 14 марта 1935 г. «Электрод для электрон-
ных и ионных приборов».
В некоторых частных случаях задача о равнотеплом теле, т. е.
о теле, на каждом участке поверхности которого выделяется оди-
наковая мощность, может быть решена аналитически. Например,
таким равнотеплым телом (в однородном поле) является диск,
толщина которого от центра к периферии уменьшается обратно
пропорционально радиусу.
82
Вопросы определения оптимальных размеров высо-
кочастотных фидеров были разобраны в обстоятельной
статье Грина, Либе и Кертиса1. Ниже дадим некоторые
основные выводы.
а) Коаксиальный фидер
Затухание высокочастотного тока в фидерной линии
может быть вычислено по приближенной формуле:
_ 1/ С . G Л L
а—~2Г ~Г~Г~2Г ~С
(2-28)
где \R, L, G и С обозначают соответственно сопротивле-
ние, индуктивность, утечку и емкость на единицу длины.
Если внутренний диаметр внешней трубы фидера
Рис. 2-22. Увеличение потерь в коаксиальном фидере
при отклонении отношения диаметров внутреннего и
внешнего проводников от оптимального значения 3,6.
считать заданным, то существует оптимальный внешний
диаметр внутреннего проводника, при котором затуха-
ние фидера имеет наименьшее значение.
Если внешний и внутренний проводники выполнены
из одного материала и если утечкой G можно прене-
бречь, то для получения наименьшего затухания
диаметр внутреннего проводника фидера должен быть
в 3,6 раза меньше диаметра внешнего проводника. На
рис. 2-22 показано, на сколько увеличивается затухание
1 Е. I. Green, F. A. iLeibe and Н. Е. Curtis, The Propor-
tioning of Schielded Circuits for Minimum High-Frequency Attenua-
tion, The Bell System Technical Journal, t. 15, № 2, апрель 1936,
стр. 248—283, рис. 18.
6* 83
(в процентах) при отклонения отношения диаметров от
оптимума. Рисунок показывает, что нет необходимости
очень точно выдерживать отношение диаметров и коак-
сиальность проводников.
б) Фидер из двух параллельных цилиндрических
проводников
2h
Рис. 2-23. Попереч-
ное сечение двух-
проводного
фидера.
На рис. 2-23 представлено расположение проводни-
ков в пространстве. На рис. l-ill был дан график, из ко-
торого следует, что при высокой частоте сопротивление
на единицу длины цилиндрического проводника, уеди-
ненного от других токонесущих проводников, равно
р /2лгх. В двух проводниках, несущих
разно направленные высокочастотные
токи, плотность тока на обращенных
друг к другу участках поверхности
увеличивается, а на противоположных
падает (эффект близости), активное
сопротивление с уменьшением рас-
стояния между проводниками возра-
стает. Для учета этого возрастания
сопротивления Херсоном1 было пред-
сопротивление уединенного проводника
на поправочный коэффициент
1
ложено множить
Предположим, что в фидере задано расстояние
между центрами проводников 2h, тогда с увеличением
радиуса каждого из проводников будет падать величина
р /2лг2, но одновременно будет возрастать керсоновский
поправочный множитель.
Наименьшее затухание будет, когда /?/<г=2,27.
В статье Грина и других разобран еще ряд примеров
конструкций высокочастотных проводников. Проанали-
зированы конструкции из расщепленных транспониро-
ванных проводников (литцендрата), а также случаи,
когда прямой и обратный провод имеют разные харак-
теристики.
1 I. R. Carson, Wave Propagation Over Parallel Wires. The
Proximity Effect. Phil. Mag., vol. 41, April 1921, p. 627.
84
ГЛАВА ТРЕТЬЯ
АНАЛИТИЧЕСКИЙ РАСЧЁТ РАСПРЕДЕЛЕНИЯ
НАСТИЛА ВИХРЕВЫХ ТОКОВ В ПРОВОДНИКАХ,
НАХОДЯЩИХСЯ В НЕОДНОРОДНЫХ полях
В предыдущих разделах при составлении эквива-
лентных схем (рис. 1-14) и при выводе формул для
к. п. д. мы рассматривали индукционный нагрев с ма-
кроскопической, если так можно выразиться, точки зре-
ния. Нас интересовал интегральный эффект-—общее
количество тепла, которое выделяется в нагреваемом
изделии. Мы не касались топографии поля, не задава-
лись, например, в гл. 2, § 2-3 и 2-4 вопросом, как рас-
пределяются токи по поверхности шаров, находящихся
в быстропеременном поле, и какое количество тепла вы-
деляется на каждом отдельном участке поверхности
шара.
Такая трактовка вопроса вполне достаточна при рас-
смотрении плавильных индукционных печей.
При нагреве же под закалку необходимо знать рас-
пределение выделяющегося тепла по поверхности изде-
лия.
У разных деталей требуется закалка различных
участков их поверхности: у коленчатых валов должна
быть закалена только поверхность шеек, у шестерен —
только подвергающаяся истиранию рабочая поверх-
ность, у матриц вырубных штампов должны быть зака-
лены только режущие кромки, у цилиндров двигате-
лей — лишь их внутренняя поверхность.
Обеспечить требуемый нагрев можно, лишь совер-
шенно точно зная, какое распределение вихревых токов
по поверхности вызывается тем! или иным электро-
магнитным полем,— зная микрокартину поля.
3-1. ВЫЧИСЛЕНИЕ РАСПРЕДЕЛЕНИЯ НАСТИЛА ВИХРЕВЫХ
ТОКОВ МЕТОДАМИ МАГНИТОСТАТИКИ
а) Постановка задачи
Для частот выше Ю4 гц, наиболее часто применяе-
мых в практике индукционного нагрева, особенно для
поверхностной закалки, глубина проникновения магнит*
кого потока и вихревых токов во всех металлических
85
проводниках не превышает миллиметров или даже до-
лей миллиметра (см. табл. 1-1, 2-1, З-'l, гл. 1).
При размерах нагреваемого объекта в несколько де-
сятков или сотен миллиметров толщина слоя, в котором
сосредоточена основная мощность, выделяемая вихре-
выми токами, весьма мала по сравнению с размерами
объекта. Во всем остальном объеме обрабатываемого
металла магнитное 1поле и вихревые токи исчезающе
малы.
Электромагнитное поле, созданное индуктором, омы-
вает нагреваемое изделие подобно водяному потоку,
омывающему пористый камень. При малых размерах
пор можно смело пренебречь тем количеством воды, ко-
торое в них просачивается, и при расчете обтекания не
принимать этих пор во внимание.
Если мы захотим при глубине проникновения токов
z, значительно меньшей, чем размеры обрабатываемого
изделия, вычислить распределение магнитного поля, то
не будет большой ошибкой предположить, что внешнее
магнитное поле полностью отражается поверхностным
слоем металла, несущим ток, и не проникает в толщу
изделия.
При частотах до 106 гц длина электромагнитной вол-
ны в воздухе — несколько сотен метров. Так как индук-
торы и нагреваемые участки поверхности объекта имеют
в большинстве случаев размеры максимально в десятки
сантиметров, то вполне можно пренебречь излучением
электромагнитной энергии в пространство и можно рас-
сматривать индуктор как участок цепи с сосредоточен-
ной самоиндукцией, т. е. считать, что фаза тока одина-
кова по всей длине индуктора.
Эти положения позволяют избежать необходимости
применять полностью уравнения Максвелла для нахож-
дения распределения электромагнитного поля и токов.
Можно решать задачу как своеобразную магнитоста-
тическую *, предположив, что объем нагреваемого прово-
дящего объекта заполнен неким гипотетическим мате-
риалом, сквозь который не проникают линии магнитно-
го поля, т. е. магнитная .проницаемость которого равна
1 Хотя магнитостатика как полная теория магнитных явлений
давно отжила свой век, как вычислительный прием она отнюдь не
потеряла своей ценности.
86
нулю (ц=0). Или можно, наоборот, предположить, что
все окружающее пространство заполнено материалом
с весьма большой магнитной проницаемостью, а индук-
тор и нагреваемый объект представляют собой «пеще-
ры», проделанные в этом материале.
б) Общие приемы решения электростатических
и магнитостатических задач
В потенциальном статическом поле линейный интег-
рал напряженности поля, т. е. работа, производимая при
перемещении единичного заряда по любому замкнутому
пути, равен нулю. Поэтому работа переноса заряда
в любую точку не зависит от пути, по которому в нее
был перенесен заряд. При этом каждая точка поля мо-
жет характеризоваться скалярной величиной — потен-
циалом U.
Для нахождения распределения поверхностной плот-
ности электрических зарядов на металлических телах,
находящихся в электростатическом поле, необходимо
решить уравнение Лапласа:
d*U iW
dxs 'dys dzs
Этому уравнению может удовлетворять любая ана-
литическая функция, следовательно, решение его сво-
дится к нахождению функции, которая бы удовлетворя-
ла пограничным условиям {/ — const на поверхности про-
водников.
Если пытаться рассматривать магнитное поле как
поле потенциальное, то приходится констатировать, что
значение линейного интеграла напряженности поля Н
по замкнутому пути будет равно нулю только в том слу-
чае, когда этот путь не охватывает тока. Если же сквозь
обведенный нами контур проходит ток /, то $Hdl будет
равен 4л/. Трактовка потенциала как величины, опре-
деляемой работой, затрачиваемой на перенесение еди-
ничного магнитного заряда из бесконечности в данную
точку, становится неудовлетворительной. В зависимости
от того, охватывает ли путь перенесения заряда ток /
или нет, потенциалы данной точки будут отличаться
на 4л/.
87
и
к
Рис. 3-1. Подобные магнитные
и электростатические поля. По-
ле кольцевого тока (слева). По-
ле двойного электрического
слоя (справа).
Чтобы иметь возможность решать магнитные задачи
теми же методами, что и электростатические задачи,
часто оперируют понятием о так называемом двойном
магнитном слое или магнитном листке. Это понятие 'было
введено Ампером, который экспериментально и теоре-
тически показал, что распределение магнитного поля
в пространстве вокруг маленькой плоской цепи тока
такое же, как вокруг маленького постоянного магнита,
ось намагничения которого перпендикулярна плоско-
сти цепи.
Таким образом, заменяя
токи двойными магнитными
листками, рассекая много-
связное поле на отдельные
участки, можно свести вих-
ревое поле тока к потенци-
альному полю постоянного
магнита. Такая замена яв-
ляется очень удобным мате-
матическим приемом, облег-
чающим вычисления. Для
плоскопараллельных (двух-
мерных) полей при этом мо-
жет быть применен в пол-
ной мере весь мощный,
тонко разработанный аппарат конформных отображе-
ний.
Необходимо только помнить, что сведение задач
отыскания распределения вихревых токов к магнито-
статике есть формальный вычислительный прием и
в каждом отдельном случае надо проверять законность
такой замены.
На рис. 3-1—3-2 показаны примеры подобных полей
тока и электростатических полей. Сердечники в двух
правых магнитных полях имеют проницаемость [i>l.
На рис. 3-3 представлены индукторы, могущие слу-
жить для нагрева плоской плиты. Когда индуктор со-
стоит из одиночной широкой токонесущей ленты, поле
его полностью соответствует полю плоского конденса-
тора— поверхностная плотность тока на краях ленты
значительно выше, чем в средней ее части. В много-
витковом индукторе плотность тока на поверхности
крайних витков также больше, чем на поверхности сред-
88
них. Это парадоксальное на первый взгляд явление
(ведь все проводники включены последовательно и ток
в них должен быть одинаков) объясняется тем, что
в крайних проводниках ток под влиянием полей сосед-
них проводников перераспределяется, причем на участ-
ках, обращенных к плите и к краю индуктора, плотность
Рис. 3-2. Примеры сложных подобных электрических и магнитных
полей. (Briiche и Scherzer, «Geometrische Elektronenoptik», Berlin,
1934).
тока возрастает, а с обратной стороны она падает и
может даже принять отрицательное значение.
Когда расстояние между индуктором и нагреваемой
плоскостью а меньше ширины индуктора g (а этот имен-
но случай и соответствует практике индукционного на-
грева), общая картина поля такая же, как при индукто-
ре в виде весьма тонкой ленты, совпадающей с обра-
щенной к плите поверхностью проводника индуктора
(так как именно на этой поверхности сосредоточен весь
ток индуктора), причем распределение тока в ленте —
равномерное. Такому расчету посвящены § 3-1—3-6.
В § 3-8 будут разработаны формулы для расчета индук-
тора при g < а. В § 3-9 рассмотрим те поправки, кото-
89
вОМШИИ1Й1Й1
t— 2с —1
Рис. 3-3. Схематический вид индукто-
ров для закалки плоских предметов.
рые надо внести в этот расчет при многовитковых ин-
дукторах в .зависимости от отношения зазора между вит-
ками индуктора к расстоянию от индуктора до плиты.
3-2. РАСПРЕДЕЛЕНИЕ НАСТИЛА ВИХРЕВЫХ ТОКОВ
В БЕСКОНЕЧНО ПРОТЯЖЕННОЙ ПЛИТЕ, НАД КОТОРОЙ
НАТЯНУТ ОДИНОЧНЫЙ ТОНКИЙ ПРОВОД
Предположим, что параллельно плите натянут про-
вод, несущий ток радиус провода г значительно
меньше расстояния а от поверхности плиты до провода.
На рис. 3-4 и 3-5 даны две картины поля токонесУ’
щего провода, расположенного над стальной плитой
(р. > 1). При низких частотах (a<zp,) стальная плита
как бы втягивает в себя магнитные силовые линии.
С понижением частоты тока и с увеличением р, плиты
форма магнитных силовых линий приближается к ова-
лам Кассини.
; При высоких частотах (a>pz), наоборот, плита от-
ражает магнитное поле. Этот случай и представляет
наибольший интерес для практики индукционного на-
грева, и мы рассмотрим его подробнее.
90
Результирующее магнитное поле в пространстве
вокруг плиты можно рассматривать как сумму первич-
ного поля Hi, создаваемого током Ц, и вторичного поля
Рис. 3-4. Распределение магнитного поля
вокруг одиночного тонкого провода, на-
тянутого над стальной плитой, когда за-
зор между проводом и плитой мал по
сравнению с глубиной проникновения
вихревых токов в сталь г.
Н2, создаваемого токами, проходящими в поверхностном
слое плиты.
Силовые линии первичного магнитного поля Hi
представляют собой концентрические круги. Если при-
Рис. 3-5. То же, что и на рис. 3-4,
когда зазор между проводом и пли-
той значительно превышает глубину
проникновения тока,
91
нять, что начало координат лежит на поверхности пли-
ты под проводом, ось х направлена по поверхности
плиты (перпендикулярно направлению провода —
см. рис. 3-6), а ось у — перпендикулярно ее поверхности,
то составляющие этого поля будут:
LJ __ (Д у) . гг _______ 2/ iX /0 ч \
"1*—Х2+(Я _г/)2> п1У— хг+(а_у}2. (0-1)
Вторичное поле, создаваемое токами плиты, полно-
стью компенсирует магнитное поле внутри плиты и
складывается с. первичным полем снаружи плиты.
Дабы результирующее поле внутри плиты было
равно нулю, вторичное поле при у<0 должно быть рав-
но по величине и обратно по знаку первичному полю.
Вторичное поле вне плиты (г/>0) должно быть симме-
трично со вторичным полем внутри плиты.
Поэтому для у<0 (внутри плиты) 1
„ __ 2/< (д +1 у I) , и _ 21 tx „
2Ж ^+(д+|л|)2’ гУ *а+Р+ Ы)2‘ (
Для у > 0 (вне плиты)
гг __ 2Z < (д -|~ г/) . ____21 jX___
8Ж— х* + {a -J- уу ’ х* + (а +уУ ’
Складывая уравнения (3-1) и (3-3), получим следую-
щее выражение для результирующего поля вне плиты:
/у — о/ Г -_—~ ______I____а + У___"I. /о
х [_1ха + (« — УУ х2 + (Д + */)2 J’
X
хг+(а +уУ
Линии магнитной индукции этого поля являются
окружностями, центры которых расположены по оси у.
У самой поверхности плиты (при у = 0)
= 4Л нау = 0. (3-5)
1 В формуле (3-2) |г/| —абсолютное значение у.
92
Нормальная составляющая магнитного поля равна
нулю, линии магнитной индукции стелются вдоль по-
верхности плиты.
Выделим вокруг некоторого участка поверхности
плиты линейный контур в виде прямоугольника, две сто-
роны которого длиной Дх параллельны поверхности
плиты и размещены одна над поверхностью, другая —
под ней, а две другие стороны длиной Ду перпендику-
лярны к поверхности плиты.
Если Ду<^Дх, а Дх настолько мало, что Нх в преде-
лах Дх можно считать постоянным, то линейный
интеграл напряженности магнитного поля вдоль выде-
ленного контура будет §НШ=На^Х-
Будем считать, что весь вихревой ток сосредоточен
в очень тонком слое г<Ду. Тогда наш контур будет
охватывать весь ток, проходящий в толще металла на
ширине Дх. Изменение настила тока 7Я в пределах Дх
можно считать ничтожно малым.
Следовательно, . ,
ф Hdl = НахЬх = 4п/хЛх,
отсюда
(3-6)
Настил вихревого тока /х равен тангенциальной со-
ставляющей магнитного поля, поделенной на 4л*.
Строго говоря, такой расчет справедлив только для
плиты из материала с бесконечно большой проводи-
мостью. В таком материале переменное магнитное поле
полностью отражается поверхностным токонесущим
слоем, имеющим бесконечно малую толщину.
В материале с конечной проводимостью распределе-
ние токов тем меньше отличается от идеального, чем
меньше отношение величины p.z к расстоянию а между
проводом и плитой. При pz=0,l мм и а=40 мм ошибка
составляет всего 1 % **•
При неодинаковые проводимость и магнитная
проницаемость различных участков плиты (обусловлен-
* Такое же выражение было получено для плоскости, находя-
щейся в однородном поле [см. уравнение (1-20)].
** Более строгий разбор распределения токов дан в статье
Г. А. Разоренова «О распределении тока при «эффекте близости»,
Журнал техн, физ., 1944 г., т. XIV, в. 10—И, стр. 582.
03
ные, например, неоднородным нагревом плиты) не ока-
зывают влияния на общую картину распределения то-
ков ’.
Подставляя в уравнение (3-6) значение Нах из урав-
нения (3-5), получаем:
(3’7)
3-3. ОДИНОЧНАЯ ТОКОНЕСУЩАЯ ЛЕНТА, ПАРАЛЛЕЛЬНАЯ
ПОВЕРХНОСТИ ПЛИТЫ
Чтобы вычислить поверхностную плотность тока в
плите, необходимо разбить проводник, натянутый над
плитой, на отдельные нити, подсчитать по формуле (3-7)
элементарный вихревой ток, создаваемый каждой нитью,
а затем просуммировать все эти элементарные токи.
Наиболее простой случай — это одиночная тонкая
лента, ток в которой (обозначим его /{) примем рас-
пределенным равномерно. Ширину ленты обозначим 2g,
расстояние между лентой и плитой а (рис. 3-6 и 3-7).
Разобьем ленту по ширине на элементарные нити
шириной dg. Ток в каждой нити будет равен: dli =
Согласно (3-7) элементарный настил вихревого тока
в плите dlx от одной нити, проходящей через точку
х=& у=а, равен:
dIx = [(Л -$)2 + й2] ‘ (3‘8)
Настил тока в плите от всей ленты будет равен:
£=+£ +£
/ — f di С _
“ J Х 2ng J (X ----------5)2 4-а2
t=-s -в
[arCtg “ arCtg ] • (3’9)
Величина Iif2g есть настил тока в ленте Ц. Второй
множитель в формуле (3-9) можно назвать функцией
распределения настила тока в плите.
1 Явление -полосатого нагрева и неравномерное распределение
токов будет рассмотрено в гл. 5, § 5-5,
94
Рйс. 3-6. Распределение поверхност-
ной плотности тока в бесконечно про-
тяженной плите, над. которой натяну-
та одиночная лента с равномерно
распределенным током. Масштабные
единицы: по оси абсцисс — половина
ширины ленты, по оси ординат — по-
верхностная плотность тока, в ленте.
Рис. 3-7. То же, что и на рис.
3-6, но за масштабную едини-
цу по оси абсцисс принято
расстояние между плитой и
лентой.
95
В формуле (3-9) можно принять за основной пара-
метр либо величину g, либо величину а.
В первом случае функция распределения настила то-
ка будет иметь вид:
х -f-g , х — g i
-/-arctg-^] =
=4arct&
(3-10)
Во втором случае
(3-11)
На графиках рис. 3-6 и 3-7 даны функции распреде-
ления настила тока, вычисленные по формулам (3-10)
и (3-1'1). Рисунок 3-7 дает семейство кривых распреде-
ления настила тока, получающегося, если при неизмен-
ной ширине ленты менять ее расстояние от плиты.
Кривые рис. 3-6 получаются, когда при заданном рас-
стоянии между плитой и лентой изменяется ширина по-
следней.
Тепло, выделяемое вихревыми токами, пропорцио-
нально квадрату интенсивности магнитного поля Н
у поверхности плиты только в немагнитных материалах.
В ферромагнитных материалах величина р зависит от
Н, и, кроме того, часть тепла (меньшая) выделяется за
счет потерь на гистерезис.
Поэтому полное тепло пропорционально не квадра-
ту, а какой-то более низкой степени Н (см. гл. 2, § 2-2).
Нижеприводимый расчет является вполне точным для
немагнитных материалов. Для ферромагнитных же его
надо рассматривать как первое приближение.
Выделим на поверхности плиты элементарную по-
лоску с толщиной, равной глубине проникновения тока
96
z, шириной dx и длиной 1 см. Омическое сопротивление
этой полоски равно $a]zdx, а выделяющаяся в ней
мощность
dPa= f ^-dx.
а х г
Тепло, выделяющееся в полосе шириной 2х за еди-
ницу времени,
я 2 х
с [of4; 4V (3‘12)
J Za x gZa J [ g ’ g J J V )
0 0
Квадрат функции распределения тока назовем функ-
цией распределения мощности.
Значение интеграла от этой величины обозначим Q.
Величина Q полностью определяет влияние взаимного
расположения ленты и плиты на величину мощности,
выделяющейся в плите, и на распределение этой мощ-
ности по поверхности.
В том случае, когда токонесущая лента выполнена
из того же материала, что и плита, множитель, стоя-
щий перед интегралом в формуле (3-12), будет пред-
ставлять собой не что иное, как мощность, выделяю-
щуюся в самой ленте (в половине ленты). Поэтому ве-
личина Q представляет собой отношение мощности,
выделяющейся в данном участке плиты, к мощности,
теряющейся в токонесущей ленте, если они выполнены
из одного материала. Дабы получить отношение мощ-
ностей в том случае, когда плита и лента сделаны из
разных материалов, достаточно величину Q помножить
на корень квадратный из отношения р материала пли-
ты к р материала ленты. Когда верхняя граница
интеграла в формуле (3-12) равна бесконечности, Q
представляет собой отношение всего тепла, выделяюще-
гося в плите, к теплу, выделяющемуся в активной части
индуктора, т. е. то, что в гл. 2, § 2-1 (см. также эквива-
лентную схему рис. 2-1) мы обозначали PaolPio-
Г) ___Rae
Rio
На рис. 3-8 и 3-9 представлены кривые изменения
величины Q для различных соотношений между расстоя-
7 Г, И. Бабат. Q7
нием ленты от плиты и шириной ленты. Интеграл фор-
мулы (3-12) не имеет табличного решения. График
рис. 3-7 был построен путем планиметрирования кривых
распределения мощности (пропорциональных квадратам
кривых распределения плотности тока).
Рис. 3-8. Кривые распределения Q-мощ-
ности, выделяющейся в поверхностном
слое плиты, при индукторе в виде оди-
ночной плоской ленты с равномерно рас-
пределенным током. Масштабные едини-
цы: по оси ординат — полное количество
тепла, выделяющегося в токонесущей
ленте (при р материала ленты, равном р
материала плиты); по оси абсцисс — пол-
ширины ленты.
Для вычисления полного количества тепла выде-
ляющегося во всей плите, можно использовать то об-
стоятельство, что при jc/g> 10
а эту последнюю функцию можно с достаточной сте-
пенью точности свести к одному из табличных интегра-
лов. Чаще всего этим интегралом можно было бы вовсе
пренебречь, так как оказывается, что тепло, выделяю-
щееся при значениях x/g от 10 до оо, ничтожно мало
по сравнению с остальной частью тепла. Таким образом,
достаточно доводить планиметрирование до x/g 10.
98
Из кривых рис. 3-6—3-9 видно, насколько сильно
влияет на распределение плотности тока и тепла в плите
величина отношения ширины ленты к расстоянию от
ленты до плиты.
Когда ширина ленты в 8—40 раз превышает ее рас-
стояние до плиты, почти весь ток сосредоточивается
в участке плиты, расположенном непосредственно под
лентой, и поверхностная плотность вихревого тока
______ей
Рис. 3-9. 'Го же, что и на
рис. 3-8, но за масштабную
единицу по оси абсцисс при-
нято расстояние между пли-
той и лентой.
Рис. 3-10. Отношение
множителя мощности
плиты к множителю
мощности ленты индук-
тора в зависимости от
отношения ширины лен-
ты к. ее расстоянию от
плиты.
в плите почти равна поверхностной плотности тока
в ленте.
При уменьшении ширины токонесущей ленты или
при увеличении расстояния между лентой и плитой
плотность тока в плите резко падает и ток как бы «раз-
мазывается» по поверхности плиты.
Отсюда видно, что для получения высокого к. п. д.
индукционного нагрева необходимо иметь отношение
g/a возможно большим. Только при большом отношении
g/a основная часть тепла будет выделяться в участках
плиты, расположенных непосредственно под токонесу-
щей лентой.
На рис. 2-1 была дана эквивалентная схема индукци-
онного нагрева. На рис. 3-10 дано отношение множителя
мощности в плите к множителю мощности в индукторе,
соответствующее этой схеме.
3-4. ПЕТЛЯ, ПАРАЛЛЕЛЬНАЯ ПОВЕРХНОСТИ ПЛИТЫ
На рис. 3-11 и 3-12 показана петля, состоящая из
двух параллельных лент, равноудаленных от поверхно-
сти плиты. Расстояние между центрами лент обозначим
2с. Выражение для тока в плите мы напишем на основа-
Рис. 3-11. Распределение поверхностной плот-
ности тока в плите, нагреваемой индуктором из
двух равноудаленных от нее лент с равномер-
но распределенными токами. Масштабные еди-
ницы: по оси ординат — поверхностная плот-
ность тока в ленте, по оси абсцисс — половина
ширины ленты.
нии формул (3-9) и (3-10), применив принцип суперпо-
зиции:
(3-13)
100
Из кривых рис. 3-111 и 3-12 следует, что изменение
расстояния между лентами (2с) сравнительно мало
влияет на величину плотности тока в плите. В основном
плотность тока в плите зависит от соотношения между
шириной ленты и ее расстоянием до плиты.
Надо все же сказать, что графики рис. 3-11 и 3-12
не вполне точно отображают реальное распределение
токов в плите, создаваемое индуктором в виде плоского
Рис. 3-12. Графики функции распределе-
ния тока Ф и функции распределения
тепла Ф2 для плиты, нагреваемой индук-
тором рис. 3-11. Масштабная единица по
оси абсцисс — расстояние между плитой
и лентой.
витка. Токи в прямом и обратном проводнике будут
стремиться сблизиться, и распределение плотности тока
в индукторе может довольно значительно отклониться
от равномерного. На внутренних краях лент плотность
тока возрастет, на внешних краях упадет. Максимумы
плотности токов в плите сблизятся между собой. Полное
количество тепла, выделяющегося в плите, будет мень-
ше, чем это следует из графиков рис. З-М и 3-12. Чем
меньше расстояние от лент до плиты по сравнению
с величинами с и g, тем точнее отображает формула
(3-13) истинное распределение токов.
101
3-5. ПЕТЛЯ, ПЛОСКОСТЬ КОТОРОЙ ПЕРПЕНДИКУЛЯРНА
плоскости плиты
Кривые распределения поверхностной плотности
вихревого тока для этого случая получаются путем вы-
читания двух кривых для одиночных лент, расположен-
ных друг над другом.
— arctg —
1
(3-14)
На рис. 3-13 показано распределение настила тока
для этого случая. Максимальная .плотность тока в пли-
Рис. 3-13. Распределение поверхностной
плотности тока в плите, нагреваемой ин-
дуктором из двух лент, расположенных
одна над другой, несущих равномерно
распределенные токи.
102
те получается под серединой ленты. За краем ленты
плотность тока очень быстро падает до нуля и затем
принимает отрицательные значения. В средней части
плиты ток проходит в одном направлении, во всей ос-
тальной плите— в обратном. Вторичные максимумы вих-
ревого тока в несколько раз меньше основного макси-
мума. Выделяющаяся в этих максимумах мощность
составляет всего несколько процентов от мощности, вы-
деляющейся в участке плиты под серединой ленты.
Координаты точек плиты, в которых плотность тока
равна нулю, можно определить из формулы (3-14):
л = ^/ ab^g2. (3-15)
На основании формулы (3-14) можно вычислить от-
ношение максимального значения настила тока в плите
к настилу тока в ленте (рис. 3-14):
Когда обратный провод удален от плиты на расстоя-
ние, в 10—20 раз большее, чем прямой провод (Ь> 10а),
то распределение тока в плите почти такое же, как если
бы она сама служила обратным проводником.
Как и для одиночной ленты, для случая двух лент,
расположенных одна над.другой, были вычислены функ-
ции распределения мощности и подсчитаны интегралы
от этих функций — величины Q, показывающие отноше-
ние тепла, выделяющегося в плите, к теплу, теряющему-
ся в ленте —см. рис. 3-15. Из этих кривых видно, что
Для получения достаточно высокого к. п. д. нагрева не-
обходимо не только, чтобы ширина ленты была велика
по сравнению с расстоянием ближайшей ленты от пли-
ты, но и чтобы расстояние b от обратной ленты до пли-
ты было бы не меньше 5—10-кратного расстояния а.
Дальнейшее увеличение расстояния между плитой и
обратным проводником невыгодно, так как с ростом
расстояния возрастает индуктивность, что вызовет удо-
рожание конденсаторной батареи.
юз
104
i
3-6. ОПРЕДЕЛЕНИЕ МИНИМАЛЬНОЙ ЧАСТОТЫ,
ДОПУСТИМОЙ С ТОЧКИ ЗРЕНИЯ ЭЛЕКТРИЧЕСКОГО К. П. Д.,
ПРИ НАГРЕВЕ ПЛОСКОЙ ПЛИТЫ И ЦИЛИНДРИЧЕСКИХ
ОБЪЕКТОВ
В гл. 2, § 2-4 были изложены общие условия [см. фор-
мулу (2-15)], которые необходимо соблюдать, чтобы по-
лучить высокий к. п. д. индукционного нагрева, когда и
индуктор, и объект работают в области поверхностного
эффекта. Напряженность магнитного поля у поверхно-
сти объекта На не должна быть значительно меньше
напряженности магнитного поля у поверхности индук-
тора Hi.
Кривые рис. 3-6—3-110 показывают, что применитель-
но к случаю нагрева плиты током весьма высокой часто-
ты условие хорошего к. п. д. можно записать:
а< (0,2—0,5)g.
Формула (2-15) позволяет также определить нижний
предел частот, после которого начинается резкое ухуд-
шение к. и. д.
При понижении частоты тока глубина проникнове-
ния z возрастает. Магнитный поток, проходящий в ме-
талле, увеличивается и становится сравнимым с пото-
ком, проходящим в воздушном зазоре [см. формулу
(1-21)].
Это явление до некоторой степени эквивалентно слу-
чаю, когда бы частота тока оставалась постоянной,
а увеличивался бы зазор между индуктором и объ-
ектом.
Магнитная проводимость воздушного промежутка
между индуктором и объектом пропорциональна вели-
чине а, а магнитная проводимость стальной плиты про-
порциональна величине цг/К2 [см. формулу (1-21)].
Следовательно, если в формулы (3-12) и (3-14) вме-
сто фактического зазора а подставить расчетный зазор
а = а + то этими формулами в первом прибли-
жении можно пользоваться и для низких частот.
Возьмем случай, когда а=0. Тогда кривые рис. 3-6—
3-10 показывают, что к. п. д. перестает быстро возрас-
тать, когда
ё-
(3-17)
105
Глубина проникновения вихревых токов в материал
плиты, помноженная на магнитную проницаемость пли-
ты, должна быть меньше ширины индуктора. При более
низкой частоте, чем получающаяся по формуле (3-17),
максимальная интенсивность магнитного поля (при
Р1 1) окажется не между токонесущим проводником и
плитой, как это следует из рис. 3-5, а с обратной сторо-
ны проводника, как показано на рис. 3-4.
Некоторые авторы делают грубую ошибку, утверж-
дая, что при нагреве плоских предметов можно приме-
нять сколь угодно низкую частоту, и приводя картины
распределения поля при индукционном нагреве, напоми-
нающие рис. 3-4. Из формулы (3-1'2) следует, что сколь
угодно низкую частоту можно применять только при
бесконечно широком индукторе. Распределение поля,
соответствующее рис. 3-4, имеет место в устройствах,
преобразующих электрическую энергию в механическую
и обратно (моторах и динамомашинах). При индукцион-
ном же нагреве линии магнитного поля не втягиваются
в глубь нагреваемого металла, а, наоборот, отталкива-
ются от него'.
В гл. 2, § 2-20 [см. формулу (2-11)] мы выяснили, что
при нагреве бесконечно протяженного цилиндра в бес-
конечно протяженном индукторе к. п. д. перестает ощу-
тимо улучшаться, когда глубина проникновения стано-
вится меньше одной пятой радиуса цилиндра.
При нагреве же ограниченного участка боковой по-
верхности цилиндра большой высоты (рис. 4-10) этот
критерий, как следует из формулы (3-17), оказывается
недостаточным. Здесь необходимо еще, чтобы высо-
та индуктора была больше глубины про-
никновения тока, помноженной на маг-
нитную проницаем ос ть материала ци-
линдра.
Если же нагреваемый объект имеет вид диска, вы-
сота которого меньше диаметра (рис. 3-16), то интен-
сивность магнитного поля На у боковой поверхности
диска будет в меньшей степени зависеть от высоты ин-
дуктора, а в основном будет определяться отношением
радиуса диска к глубине проникновения тока z. Здесь
1 См. также гл. 7, § 7-6. Механические усилия при индукцион-
ном нагреве.
.106
можно пользоваться правилом, выведенным для нагрева
шара (см. формулу (2-19)].
Радиус диска должен быть в несколько
раз больше величины цг.
Рис. 3-16. Распределение магнитного поля и
плотности вихревых токов в металлическом
цилиндре 1 и нагревательном индукторе 2.
3-7. АНАЛИЗ ПОЛЯ ИНДУКТОРА МЕТОДОМ ИЗОБРАЖЕНИИ
С первых лет возникновения учения об электричестве
и магнетизме физики занимались вопросами отыскания
распределения силовых и эквипотенциальных линий по-
ля при разных конфигурациях электродов, создающих
это поле.
В 1848 г. Томпсон (лорд Кельвин) предложил метод
изображений для решения электростатических задач,
в которых приходится учитывать влияние пограничных
поверхностей, разделяющих две среды.
Позднее (1896—1898 гг.) Сирль, Джинс, Д. Д. Том-
сон, Уокер и др. распространили этот метод на магнит-
107
йые поля токов1. Они выяснили, при какйх усЛойийх
поле линейного проводника с током, расположенного
в зазоре между железными поверхностями, эквивалент-
но полю системы проводников, являющихся как бы зер-
кальным изображением первоначального тока в окру-
жающих его железных массах2.
Применим метод изображений для изучения полей
индукторов с железными магнитопроводами.
Попытаемся определить, насколько железный сердеч-
ник может улучшить работу нагревательного индуктора.
Начнем анализ с несколько идеализированной схемати-
ческой конструкции.
На рис. 3-17 показано магнитное поле весьма тонкого
токонесущего проводника, находящегося на расстоянии
а от нагреваемой плоскости. На рис. 3-1'7,а магнитопро-
вод расположен позади проводника на расстоянии а. На
рис. 3-17,6 магнитопровод придвинут вплотную к про-
воднику.
В магнитных полях постоянного тока, к которым до
сих пор применялся метод изображений, приходилось
иметь дело только с двумя средами: воздух (ц=1) и
железо (ц > 1).
Несколько сложнее обстоит дело в нагревательных
индукторах с магнитопроводами из расслоенного желе-
за. Рассматривая рис. 3-17, можно убедиться, что в этом
случае имеются три среды: воздух — среда с ц=1, рас-
слоенный магнитопровод — среда с p>il и, наконец, на-
греваемый объект, отражающий магнитный поток,—
среда сц->0. Проводник, находящийся в воздухе, отра-
жается в среде с ц>1 с одинаковым знаком, в среде
с 11 = 0 — с обратным знаком.
Если строго подойти к вопросу, то ни магнитопровод
из расслоенного железа, ни тем более нагреваемый объ-
ект нельзя считать идеальными зеркалами. Чем ниже
частота тока, т. е. чем больше глубина проникновения z
по сравнению с расстоянием а между токонесущим про-
водом и нагреваемой поверхностью, тем мутнее стано-
вится зеркало с ц->0, тем более туманными и размы-
1 См. Mirrors of Magnetism, Phil. Mag. 5-я серия, т. XXXIX,
стр. 213—215, 1895.
2 Большое количество задач, решенных методом изображений,
описано в превосходной книге Хэга «Электромагнитные расчеты»,
Энергоиздат, 1934.
108
тыми 'Становятся токоотображения в нагреваемом объ-
екте. Но не будем пока вдаваться в эти детали. Уже и
первое приближение позволяет сделать практические
выводы.
Рис. 3-17. Распределение линий магнит-
ного поля линейного проводника, поме-
щенного в зазоре между двумя плоско-
параллельными стенками из массивного
и расслоенного железа.
а —* токонесущий проводник расположен на
расстоянии а от расслоенного железа; б — то-
конесущий проводник расположен вплотную
к расслоенному железу.
На рис. 3-18 показаны токоотображения, которыми
можно заменить нагреваемый объект и магнитопровод.
Для обоих вариантов получается знакопеременная сет-
ка проводников, различие — только в порядке чередова-
ния знаков.
109
Г-
8а ®D,
Рис. 3-18. Прямолиней-
ный токонесущий провод
в воздушном зазоре меж-
ду двумя плоскопарал-
лельными стенками.
Перекрестная штрихов-
ка — расслоенное железо
р=оо, косая штриховка—
массивное железо р=0
Токоотображения, экви-
валентные массам же-
леза.
Известно ’, что комплексный потенциал ср сетки, со-
стоящей из одинаково заряженных весьма тонких прут-
ков, расположенных по оси у на расстоянии k друг от
друга (один из прутков лежит в начале координат),
равен:
?=lln(sin1 2™ +sh2^-). (3-18)
Когда магнитопровод из рас-
слоенного железа расположен
в непосредственной близости от
индуктора, система проводников,
получающаяся в результате от-
ражений, может быть разбита на
две сетки (см. левую часть
рис. 3-18). Проводники А и Ai
принадлежат к одной сетке со
знаком плюс. Проводники В и В\
принадлежат ко второй сетке,
имеющей обратный знак2.
Когда провод индуктора по-
мещен в середине зазора между
магнитопроводом и нагреваемой
плоскостью, система токоотобра-
жений будет состоять не из двух,
а из комбинации четырех сеток
(см. правую часть рис. 3-18).
Первая сетка со знаком плюс—
это проводники А—Дь вторая
сетка со знаком минус — провод-
ники В—Bi, третья сетка также
со знаком минус — проводники С—С, и, наконец, чет-
вертая сетка со знаком плюс — проводники D—Di.
Наиболее выгодное расположение магнитопровода
соответствует рис. 3-17,6, когда магнитопровод придви-
нут вплотную к индуктору.
Анализ формулы (3-18) для этого случая показы-
1 Е. В ruche und О. Scherzer, Geometrische Elektronenop-
tik, Verlag Julius Springer, Berlin, 1934, см. стр. 63, рис. 45.
2 Такая система двух разнозаряженных сеток хорошо известна
в электровакуумной технике под названием «копланарной сетки».
В данном случае расстоянию k соответствует учетверенное расстоя-
ние между объектом и магнитопроводом 4 h.
вает, что тангенциальная напряженность поля у поверх-
ности металла почти в 2 раза больше, чем без магнито-
провода.
Следовательно, и величина настила тока 1Х будет
в 2 раза выше, чем вычисленная по формуле (3-7).
Однако такое повышение напряженности поля и на-
стила тока получается лишь в том случае, когда токо-
несущий проводник является бесконечно тонкой нитью.
Если проводник имеет вид ленты, то чем больше ши-
рина последней 2g по сравнению с расстоянием от ленты
до плиты а', тем меньше влияет магнитопровод, поме-
щенный за лентой, на конфигурацию магнитного поля
в зазоре между лентой и нагреваемой плитой. Когда
gla'>5, наличие железного магнитопровода способно
увеличить напряженность поля у поверхности плиты
лишь на доли процента.
Таким образом, самая идеальная железная цепь
(р.оо) может улучшить только плохой индуктор, т. е.
индуктор, имеющий отношение ширины к расстоянию
от нагреваемого объекта меньше пяти, или индуктор,
работающий на слишком низкой частоте, так что рг>£.
При работе с узким индуктором и низкой частотой
можно добиться некоторого улучшения к. п. д., окружая
провод индуктора расслоенной железной цепью. Этим
путем можно заставить вихревой ток в плите сосредо-
точиться в более узкой полосе. Заметим, что при индук-
торе с железной цепью распределение линий тока в пли-
те будет зависеть уже от конфигурации железной цепи,
а не от того, как расположен обратный провод. При
П-образной железной цепи распределение токов будет
такое, как показано на рис. 3-29 и 3-30.
В отдельных случаях железная расслоенная цепь мо-
жет найти применение в качестве экрана, для того что-
бы отвести магнитный поток от неподлежащих нагреву
участков поверхности объекта.
Хороший индуктор с g>5(a + pz) в железной цепи
не нуждается. В таком индукторе добавление железной
цепи не может уже больше повысить к. п. д.
Из гл. 2, § 2-3 следует, что потери в железном сердеч-
нике будут невелики, лишь когда толщина отдельных
листов, из которых он составлен, будет меньше мм.
Следовательно, практически железные сердечники при-
менимы лишь до частот 104 гц.
111
3-8. ПРИМЕНЕНИЕ МЕТОДА КОНФОРМНЫХ ОТОБРАЖЕНИИ
ДЛЯ ВЫЧИСЛЕНИЯ РАСПРЕДЕЛЕНИЯ НАСТИЛА
ВИХРЕВЫХ ТОКОВ
а
а
Рис. 3-19. После двух лент, не-
сущих разнонаправленные токи.
Внизу — распределение настила
тока по поверхности ленты.
Методом электрических и магнитных изображений
может быть решено сравнительно ограниченное коли-
чество задач.
Значительно более общим и широким является метод
конформных отображений.
В 1868 г. Гельмгольц впервые указал, что распреде-
ление силовых и эквипотенциальных линий поля плоско-
го конденсатора из двух
пластин конечной ширины,
но бесконечной длины мо-
, жет быть изучено путем при-
менения функций комплекс-
ного переменного; однако он
I не довел решения до чис-
/ ленных результатов.
В 1893 г. Д. Д. Томсон
в своей книге «Recent Rese-
arches in Electricity and
Magnetism» предложил
функцию E/K2, при помощи
которой
вывать
плоского
ле двух
и дал большое количество
числовых примеров расчета
таких полей.
Практического примене-
ния эти расчеты не нашли-
Первым инженером, применившим конформные пре-
образования для решения практических задач электро-
техники, был F. W. Carter, который, начиная с 1900 г.,
в течение четверти века систематически исследовал раз-
личные поля в электрических машинах и дал большое
количество формул для расчета зубчатых якорей и по-
люсных наконечников *.
можно преобразо-
поле идеального
.конденсатора в по-
конечных пластин,
1 F. W. Carter, The Magnetic Field of the Dynamoelectric Ma-
chine, Journal of the Institution of Electrical Engineers, vol. 64, 1926.
112
Цель настоящего раздела — показать на немногих
примерах, каким образом огромный арсенал задач из
области электростатики и магнитостатики, решенных
методом конформных отображений, может быть исполь-
зован для анализа плоскопараллельных полей систем
индукционного напрева. На рис. 3-Г9 показано поле, ко-
торое, если назвать силовыми сплошные линии, будет
соответствовать двум токонесущим лентам, а если сило-
выми линиями считать нанесенные
плоскому конденсатору.
Величина настила вихревого то-
ка Л соответствует напряженности
поля у поверхности конденсаторной
пластины. При этом можно считать,
что максимальная величина настила
тока на краю ленты пропорцио-
нальна напряженности поля на
краю конденсаторной пластины, за-
кругленном (загнутом) под радиу-
сом, равным щг.
Когда требуется вычислить рас-
пределение настила тока в двух
прямоугольных шинах (рис. 3-20),
можно пользоваться формулами,
выведенными для поля двух полю-
сов
пунктиром, то —
Рис. 3-20. Распределе-
ние настила тока в
двух прямоугольных
шинах.
Покажем теперь, как можно вычислить индуктив-
ность между двумя лентами или индуктивность между
лентой и бесконечно протяженной плитой, пользуясь
формулами, выведенными для определения емкости
плоского конденсатора1 2.
Когда расстояние 2а между двумя токонесущими
лентами значительно меньше их ширины 2g, то индук-
тивность на единицу длины будет равна:
L = 4n~-, см. (3-19)
С увеличением расстояния между лентами эта фор-
мула становится все менее и менее точной.
1 И. М. Асиин, Расчеты электромагнитных полей, издание
ВЭТА, Ленинград, 1939, стр. 118.
2 Harlan В., Palmer, The Capacitance of a Parallel-Plate
Capacitor by the Schwarz-Christoffel Transformation, Electrical Engi-
neering, vol. 56, № 3, 1937, p. 363.
8 Г. и. Бабат. 113
На рис. 3-21 сс' и dd' изображают след, оставляемый
в плоскости двумя заданными токонесущими лентами.
Пунктирная ломаная линия ecabdf представляет со-
бой вырожденный многоугольник, одна из вершин ко-
торого лежит в бесконечности.
К этому многоугольнику может быть применено пре-
образование Кристоффеля-Шварца. Функция, произво-
дящая такое преобразование, является комбинацией
Рис. 3-21. К расчету ко-
эффициента самоиндук-
ции двух параллельных
лент.
Рис. 3-22. Зависимость ко-
эффициента самоиндукции
между двумя шинами от от-
ношения расстояния между
шинами к их ширине.
эллиптических интегралов первого и второго рода. Та-
ким образом может быть найден поток линий магнитной
индукции в пространстве между лентами. Отношение
этого потока к создавшему его току и будет коэффи-
циент самоиндукции системы.
Таким путем был вычислен график, показанный на
рис. 3-22.
По оси абсцисс этого графика отложено отношение
ширины ленты к расстоянию между лентами. По оси
ординат — индуктивность на единицу длины в санти-
метрах.
На этом же графике приведена прямая линия, соот-
ветствующая приближенной формуле Д = 4л-^-. Этот
график показывает, что при g>5a ошибка в подсчете
индуктивности по приближенной формуле становится
114
ничтожной и, наоборот, при a>5g истинная индуктив-
ность может отличаться от вычисленной более чем
в ГО раз.
3-9. РАСПРЕДЕЛЕНИЕ ПОВЕРХНОСТНОЙ ПЛОТНОСТИ ТОКА
В ПЛИТЕ, НАГРЕВАЕМОЙ МНОГОПРОВОДНИКОВЫМ
ИНДУКТОРОМ
$
До сих пор мы заменяли индуктор, состоящий из ря-
да проводников, несущих одинаково направленные токи,
одной сплошной лентой, равной по ширине такому мно-
гопроводниковому индуктору.
Этим путем была получена
общая, но грубо приближенная
картина электромагнитного по-
ля—монотонное спадание насти-
ла вихревого тока в нагреваемой
плоскости по направлению от оси
ленты к ее краям. Теперь можно
заняться более тонкими деталя-
ми. Очевидно, настил вихревого
тока в плите под серединой про-
водника /амакс должен быть боль-
ше, чем под серединой зазора
Лии». Подсчитаем соотношение,
Лшакс//амин В зависимости от гео-
метрических размеров индуктора.
Эквипотенциальные линии
магнитного поля в большинстве
своем оканчиваются на сторонах
проводников индуктора, обра-
щенных к плите, и на их боковых
Рис. 3-23. Распределение
магнитной индукции у
плоской поверхности, на-
греваемой многовитко-
вым индуктором.
сторонах (см. также
рис. 4-7). Поэтому для простоты вычислений можно при-
нять провод индуктора бесконечным в направлении, пер-
пендикулярном плоскости плиты, и воспользоваться
формулами, выведенными для учета влияния зубцов
в якорях электрических машин Г
На рис. 3-23 показано неравномерное распределение
магнитной индукции В, создаваемое расположенным
1 Roeterink, Eine theoretische und experimentelle Untersu-
chung des Nutenfeldes einer unbelasteten elektrischen Maschine,
Arch. f. Elektr,, Bd VII, 1919.
Gans, Der magnetische Widerstand eines gezangten Ankers,
Arch. f. Elektr., Bd IX, 1922.
8* 115
Ц.
над плитой индуктором (или зубчатым якорем). На
рис. .3-24 показана схема поля, принятая для расчета.
Многоугольник, который требуется отобразить на полу-
плоскость ф, имеет одну вершину в плюс бесконечности
оси jy (точка В), вторую—в начале координат, третью—
в плюс бесконечности оси х (точка С) и четвертую —
Рис. 3-24. к расчету степени неравномерности
магнитного поля у плоской поверхности, нагревае-
мой многовитковым индуктором.
f=е*/7
*6
/7
в точке А. Преобразующую функцию выбирают таким
образом, чтобы точки ф=0, ф=11 и <р=оо перешли в точ-
ки 2 = 0; г— С и г = В. Эта функция имеет вид:
9
2 = Л,
О
—А
d<f>.
(3-20)
После ряда преобразований1 можно найти, что ин-
дукция у поверхности плиты будет иметь наибольшее
значение при х=оа в точке С, которой соответствует
точка ф=4. Наименьшее же значение индукции будет
в точке х=0, которой соответствует точка ф=О.
Вмин
const
R _____р const
Омаке— ~
рconst
1^а2 + р2’
1 См. разбор задачи о поле зубчатого якоря в книге Ленина
«Расчеты электромагнитных полей», стр. 147—153.
116
Отношение Минимальной индукции к максимальной
будет:
Змив & : /ъ ой
-5----— — . = sin а. (3-21)
^5макс у#2 р2
Из формулы (3-20) видно, что когда зазор между
витками индуктора в 4—5 раз меньше расстояния меж-
ду индуктором и нагреваемой плоскостью, неравномер-
ность распределения токов в последней составляет все-
го 1%:
^^=0,99.
D м акс
В тех местах, где между витками индуктора имеются
зазоры, магнитный поток, стелющийся вдоль плиты, не-
сколько расширяется. Поэтому индуктивность многопро-
водникового индуктора будет несколько больше, чем
в случае сплошной токонесущей ленты. Увеличение ин-
дуктивности можно учесть, подставляя в формулу (3-49)
и в график рис. 3-22 вместо величины а несколько боль-
шую а\.
Если продолжать придерживаться аналогии между
многовитковым индуктором и зубчатым якорем динамо-
машины, то для определения а\ можно применить эмпи-
рическую формулу проф. Осанна1:
т + 10а
а, — а —4—г-ту-.
1 т — 2р + 10а
(3-22)
Практически это увеличение обычно весьма незначи-
тельно. Например, при т=25 мм, «=40 мм и 2р=5 мм,
«1=4,04 а.
3-10. ЭКВИДЕНСНЫЕ ЛИНИИ ПЛОСКОПАРАЛЛЕЛЬНЫХ
ПОЛЕЙ
j Нагрев под поверхностную закалку часто происходит
настолько быстро, что теплообмен между отдельными
участками поверхности незначителен и распределение
температур довольно точно повторяет распределение
плотности вихревых токов. В первом приближении мож-
но считать, что линии одинаковой плотности вихревых
1 См. К. И. Шенфер, Дииамомашины постоянного тока. Энер-
гоиздат, 1932, стр. 46.
117
1
токов — эквиденсы (densite— плотность)—являются й
изотермами, т. е. линиями одинаковых температур1.
Поэтому представляет интерес рассмотреть эквиденс-
ные линии для наиболее типичных электромагнитных
полей. Для электростатических и магнитостатических
полей эквиденсы — это линии равной напряженности по-
ля. Для некоторых простейших полей, например для
поля единичного точечного заряда или для поля двух
коаксиальных цилиндров, эквиденсы совпадают с экви-
потенциальными линиями. В более сложных полях ход
эквиденс отличен от хода силовых и эквипотенциальных
линий.
Рассмотрим поле между двумя бесконечно протя-
женными нитями для двух случаев:
1) нити несут равные разноименные заряды;
2) нити несут равные заряды одного знака (или оди-
наково направленные токи равной величины).
Расстояние между нитями обозначим 2а.
Первый случай представлен на рис. 3-26. Эквипотен-
циальные и силовые линии в этом случае являются, как
известно, системой ортогональных окружностей.
Положим начало координат посредине между нитя-
ми и выберем точку с координатами х и у. Провод с по-
ложительным зарядом создает в этой точке поле, со-
ставляющие которого равны:
р, __ х + а ч
х (х + я)2 + У2 ’
„ (3-23)
r-i f у I
Д у==<7 (л+а)2 +г/2 • !
Второй провод создает поле:
(3-24)
х 4 (х — а)2 + у'1 ’
21 4 (Х-О.Г- + У2 •
1 Граница закаленного слоя не совпадает точно с какой-нибудь
изотермой, так как окончательная структура материала после закал-
ки зависит не только от температуры нагрева, но также от длитель-
ности нагрева, а паче всего от условий охлаждения. Например,
в узких щелях, несмотря на достаточный нагрев, можно совсем не
получить закалки из-за затрудненного к ним доступа охлаждающей
среды. Построить теоретическим путем «эквиструктурные» линии
почти невозможно.
118
Эквиденса — это кривая, для которой абсолютная
величина напряженности электрического (или магнит-
ного) поля является постоянной величиной. На основа-
нии (3-23) и (3-24) уравнение эквиденсы будет:
(£\ + Е"ху + (Е'у + E"vy = const (3-25)
или
I {х + «)2 + у2 (х — аУ + уг J “Г
+ [ (х + я)2 + У2 (х - /)2 + У2 ] =COnst- (3-26)
После преобразований получаем:
4#2
[(х-«)з + Уз][(х + «)3 + рз]=const- (3-27)
Стоящие в знаменателе уравнения (3-27) члены
в квадратных скобках суть не что иное, как расстояния
от заряженных проводников до данной точки. Следова-
тельно, эквиденсы поля двух разноименно заряженных
нитей — это геометрические места точек, для которых
произведение расстояний от двух данных точек являет-
ся постоянной величиной.
Эти кривые (овалы Кассини) и представлены в ниж-
ней части рис. 3-25.
Цифры, написанные на эквиденсных линиях, соответ-
ствуют относительной напряженности поля.
В начале координат поле не равно нулю — эквиден-
са, проходящая через начало координат, представляет
собой лемнискату.
Когда оба проводника одинаково заряжены
(рис. 3-26), то эквипотенциальными линиями поля бу-
дут овалы Кассини. Уравнения эквиденс для этого поля
можно написать по аналогии с уравнением (3-26), лишь
вместо минуса перед вторым членом в квадратных скоб-
ках будет стоять плюс:
Г х — а____।_____х -\-а Is |
[ (х — «)2 + ^ (х + а)3 + У2 ] "Г
+ [ (х — ау + р2 +' (х +а)2 +У3 ] = const- (З'23)
119
Преобразование этого уравнения дает:
х2+ г/2
[(х_а)г + ^][(л+д)г+г/2] —Const.
(3-29)
Семейство кривых, соответствующих этого уравнению
4-й степени, представлено в нижней части рис. 3-26.
В отличие от предыдущего случая напряженность поля
Рис. 3-25. Эквипотенциальные линии и ли-
нии магнитной индукции (вверху) и экви-
денсные линии (внизу) между двумя нитя-
ми, несущими равные разноименные заряды.
в начале координат равна нулю. При некотором значе-
нии постоянной, а именно при const= решение
уравнения (3-29) дает две окружности с центрами
в точках х = а и х=—а и с радиусом г = а^2. На
Ю
рис. 3-2'6 эти линии соответствуют Относительной напря-
женности поля 1, 2 единицы.
При меньших напряженностях поля уравнение (3-'29)
дает две замкнутые кривые второго порядка. При весь-
ма малой напряженности поля одна из этих кривых об-
Рис. 3-26. Эквипотенциальные линии,
линии магнитной индукции и экви-
денсные линии в поле двух нитей
с равными одноименными зарядами.
ращается в окружность бесконечно большого, другая —
бесконечно малого радиуса, обе с центром в начале
координат.
На рис. 3-27 в верхней части показаны эквипотен-
циальные и силовые линии, созданные плоской лентой.
В нижней части рисунка показаны эквиденсы этого
поля.
121
Эквипотенциальные и силовые линии поля бесконечно
тонкой ленты являются системой софокусных эллипсов
и гипербол. Линии равной^ напряженности поля в этом
рлучае — геометриче-
ские места точек, для
которых произведение
расстояний от двух фо-
кусов является вели-
чиной постоянной, т. е.
так же, как и для поля
двух разноименно за-
ряженных нитей, экви-
денсы поля тонкой ли-
нии являются овалами
Кассини
Линии, ортогональ-
ные к эквиденсам, яв-
ляются направлениями
максимального приро-
ста поля; при изучении
распределения тепла
они представляют ма-
ло интереса, поэтому
на рис. 3-25—3-28 они
не нанесены.
Когда аналитиче-
ское выражение ис-
следуемого поля слиш-
ком сложно или же
когда система эквипо-
Рис. 3-27. Эквипотенциальные линии, тенциальных и сило-
линни магнитной индукции и экви- вых линии данного по-
денсные линии, создаваемые плоской ля получена экспери-
лентой- ментальным путем (на-
пример, в результате
измерений, проведенных на модели в электролитической
ванне), эквиденсные линии могут быть построены гра-
1 Представленные на рис. 3-25—3-28 линии равной плотности
поля очень легко получить и экспериментальным путем. Для этого
надо взять тонкий чистый лист железа и приложить к нему в со-
ответствующих местах массивные медные электроды. При пропуска-
нии тока достаточной силы на поверхности листа возникнут цвета
побежалости, образующие соответствующие фигуры.
122
фическим методом. Для этого надо иметь достаточно
густую ортогональную сетку силовых и эквипотен-
циальных линий. Равновеликие клетки этой сетки лежат
на одной эквиденсе.
3-11. РАСПРЕДЕЛЕНИЕ ПЛОТНОСТИ ВИХРЕВОГО ТОКА
В ПОПЕРЕЧНЫХ СЕЧЕНИЯХ ПРИЗМАТИЧЕСКИХ ТЕЛ
И КАНАЛОВ
В гл. 2 (рис. 2-20 и 2-21) мы выяснили, что в телах
с выступами и впадинами вихревые токи имеют неоди-
наковую плотность на вогнутых и на выпуклых участ-
ках поверхности.
Рис. 3-28. Линии вихревых токов и экви-
денсные линии в поперечных сечениях
прямоугольного бруса и прямоугольного
отверстия в толще металла.
На рис. 3-28 представлены поперечные сечения приз-
матического металлического тела рис. А и а, а также
призматического канала рис. Bab, проделанного в тол-
ще металлического массива. Вихревые токи образуют
замкнутые контуры в плоскости сечения, как показано
123
в верхней части рисунков1 * * * * * * В. Такое распределение вихре-
вых токов в металлической призме получается, если по-
местить последнюю в цилиндрический индуктор так,
чтобы ось индуктора была параллельна оси призмы.
Для возбуждения вихревых токов в толще металла,
окружающего призматический канал, необходимо
внутрь канала поместить индуктор так, чтобы ось ин-
дуктора совпадала с осью канала (призмы и индуктор
предполагаются бесконечно протяженными в аксиаль-
ном направлении).
В нижней части рисунка нанесены эквиденсные ли-
нии. Ограниченные ими зоны 1, 2 и 3 заштрихованы,
причем зоны с большей интенсивностью нагрева показа-
ны более густой штриховкой.
Таким образом, если начать нагревать под поверх-
ностную закалку прямоугольный брус в поле цилиндри-
ческого индуктора, то первой нагреется зона 1, т. е.
середина широкой стороны бруса, затем зоны 2 и 3.
Понятно, что в реальных условиях явление теплопро-
водности также как-то наложится на эту картину, и кон-
фигурация закаленного слоя (вернее даже не закален-
ного, а только подготовленного под закалку) не будет
точно соответствовать эквиденсам.
Если бы вихревые токи в телах, показанных на
рис. 3-28, были направлены перпендикулярно плоскости
чертежа, т. е. вдоль граней, мы получили бы совершен-
но иное распределение эквиденс. В брусе максимальная
плотность вихревых токов получилась бы по углам.
1 Когда частота тока настолько низка, что поле вихревых то-
ков еще мало искажает первоначальное поле, распределение ли-
ний токов в призматических и цилиндрических проводниках может
быть точно и сравнительно просто вычислено при помощи пред-
ложенного Стреттом метода [см. М. 'Strut t, Das magnetische Feld
im Innern ferromagnetischer I.eiter von rechteckigem, dreickigem und
elliptischem Querschnitt, Arch. f. Elektr., Bd XVIJII, S. 190—194, 11927.
В интересующем нас случае, когда глубина проникновения то-
ков меньше размеров призм, можно построить только схематическую
приближенную картину поля, как на рис. 3-28. Метод точного ана-
лиза распределения токов в призматических объектах намечен в ра-
боте А. М. Эфроса — см. ЖТФ, т. X, вып. 6, 1940, стр. 467.
Прим, ред.:
Обзор теоретических и экспериментальных работ в области то-
кораспределения в шинопроводах различного поперечного сечения
дан в книге Ю. Л.. Мукосеева «Распределение переменного тока
в токопроводах», Госэнергоиздат, 1959.
124
В призматическом же канале (к нему ток должен быть
подведен при помощи внутреннего проводника, как по-
казано на рис. 1-7) максимальная плотность вихревых
токов получилась бы в средней части широкой стороны
канала.
3-12. РАСПРЕДЕЛ ЕНИЕ ТЕПЛА ПОД ПЛОСКИМ ИНДУКТОРОМ
На рис. 3-29 представлен индуктор для нагрева плос-
кой поверхности. Вертикальной штриховкой на этом ри-
сунке показан обт>ем материала, нагретый под закалку.
В этом индукторе g=2,5a; g'=l5a; b = l!la; i/=42g.
Рис. 3-29. Вид сбоку и поперечный разрез индуктора
для нагрева плоской поверхности.
На рис. 3-30 представлена циркуляция вихревых то-
ков в поверхностном слое металлической плиты в слу-
чае, когда над ней расположен индуктор соответственно
рис. 3-29. Для целей ориентировки на рис. 3-30 осевым
пунктиром нанесены размеры индуктора — его ширина
2g и длина /{.
Вихревые токи образуют интенсивный поток непо-
средственно под проводником индуктора, затем линии
тока разворачиваются и замыкаются на участках по-
верхности плиты, расположенных по обе стороны от ин-
дуктора. Симметричное расположение линий вихревых
токов получилось за счет того, что обратные проводники
индуктора расположены точно над активными провод-
никами. Для уменьшения потерь в обратных проводни-
ках последние сделаны более широкими-—примерно
вдвое, чем активные проводники
1 С увеличением ширины обратного проводника индуктора
уменьшается не только его ваттное сопротивление, но и его индук-
тивность (последний фактор уменьшает киловольт-амперы конден-
саторной батареи),
125
Плотность вихревого тока в каждом участке поверх-
ности плиты обратно пропорциональна расстоянию меж-
ду двумя смежными линиями вихревых токов. По ли-
ниям АВ и А'В' плотность вихревого тока равна нулю
[см. формулу (3-15)] — АВ и А'В' суть линии токораз-
дела.
На рис. 3-31 нанесены эквиденсные линии, вычислен-
ные на основании рис. 3-30 и графика рис. 3-13. Наи-
большая интенсивность нагрева получается под осью
Рис. 3-30. Линии вихревых токов
в поверхностном слое плоскости,
над которой расположен индуктор
рис. 3-29. АВ — линии токораз-
дела.
Рис. 3-31. Эквиденсные линии
в поверхностном слое плоско-
сти, над которой расположен
индуктор рис. 3-29.
симметрии индуктора. Эта интенсивность условно приня-
та за 100 единиц. Следующие линии равной плотности
тока, соответствующие интенсивности 95 и 90 единиц,
образуют замкнутые контуры вокруг линии 1'00. За пре-
делами линии 90 плотность вихревого тока очень быстро
спадает. Затем на рис. 3-31 можно отметить вторичные
максимумы плотности вихревого тока; этим максиму-
мам соответствуют эквиденсы интенсивности 2, окружен-
ные эквиденсами 1, 5. Интенсивность вторичного макси-
мума зависит от соотношения расстояний активного и
обратного проводов от нагреваемой поверхности: чем
больше отношение b/а, тем меньше интенсивность вто-
ричных максимумов. При указанном на рис. 3-28 соот-
ношении размеров плотность тепла, выделяемого во вто-
ричных максимумах, составляет всего 0,004 от плотно-
126
стн тепла, выделяемого под центром индуктора. Поэтому
зона нагрева, создаваемого индуктором рис. 3-29, бу-
дет иметь вид полосы, как показано штриховкой на
рис. 3-29.
Если построить эквиденсные линии для индуктора,
состоящего из двух лент, расположенных рядом
(рис. 3-11 и рис. 3-12), то оказалось бы, что зона на-
грева имеет вид двух полос, разделенных холодным
промежутком.
ГЛАВА ЧЕТВЕРТАЯ
МОДЕЛИРОВАНИЕ ПОЛЕЙ ВИХРЕВЫХ ТОКОВ
Из предыдущей главы видно, что даже в относитель-
но простых случаях индукционного нагрева аналитиче-
ский расчет распределения настила токов достаточно
сложен. Уже для цилиндра конечной длины не сущест-
вует методов аналитического расчета. А о том, чтобы
найти аналитическим путем распределение настила то-
ков, например, в зубчатом колесе, нечего и мечтать.
Измерение настила вихревого тока в натуре невоз-
можно (о величине настила тока можно только прибли-
женно судить по температуре).
Между тем, зная распределение настила токов, можно
решить большое количество задач индукционного на-
грева: выбрать наилучшую конфигурацию нагреватель-
ного индуктора и его расположение относительно обра-
батываемого изделия при поверхностной закалке; опре-
делить в плавильных печах такое соотношение между
высотой индуктора и высотой садки, при котором полу-
чается наивысший к. п. д.; выбрать для нагревательных
индукторов сечение проводника, дающего наименьшие
потери, и т. д.
Поэтому возможность изучения на моделях распре-
деления вихревых токов представляет определенный
практический интерес.
4-1. ВЫБОР МЕТОДА МОДЕЛИРОВАНИЯ
Очень многие, различные по своей природе физиче-
ские явления имеют одинаковые функциональные зави-
симости и, следовательно, описываются одними и теми
127
же уравнениями. Это позволяет получать численные
значения для одних явлений, производя измерения на
других.
Можно, например, моделировать процесс просачива-
ния воды через плотины при помощи электрических
схем. Можно моделировать движение газов в пламен-
ных печах при помощи водяных потоков. Высокочастот-
ное электромагнитное поле вокруг металлического ци-
линдра подобно гидродинамическому полю ламинарного
потока жидкости, омывающей цилиндр подобных разме-
ров.
Применение методов моделирования, однако, целесо-
образно лишь в тех случаях, когда они экономят время
и деньги, когда постройка модели и изучение на ней
явления проще, дешевле и быстрее, чем производство
измерений в натуре, или когда измерение на модели по-
зволяет изучить тонкости, недоступные непосредствен-
ному наблюдению явления.
Можно было бы, например, изучать распределение
вихревых токов, продувая обрабатываемое изделие и
индуктор в специальной аэродинамической трубе и за-
меряя скорости воздушного потока у разных участков
поверхности моделей, но, очевидно, такой способ вряд
ли был бы проще и вряд ли дал бы более детальную
картину, чем непосредственные измерения электрических
полей или визуальные наблюдения процесса нагрева.
В плоскопараллельных полях для определения вели-
чины настила вихревого тока может быть применен ме-
тод резиновой мембраны
Если натянуть на большом кольце тонкую резиновую
перепонку и вдавить в нее модели срезов проводников,
то тангенсы углов между плоскостью среза и резиновой
мембраной будут пропорциональны настилу вихревого
тока на данном участке. Ток надо считать проходящим
перпендикулярно плоскости мембраны. Модели срезов,
несущих одинаково направленные токи, располагаются
по одну сторону от мембраны, разно направленные то-
ки— с двух противоположных сторон мембраны.
1 О методе резиновой мембраны см. Стретт, Современные
многосеточные электронные лампы. Оборонгиз, 1940. См. также
А. Надин, Пластичность. ОНТИ, 1936.
128
Этот метод моделирования хорош своей простотой
и наглядностью, но для точных количественных измере-
ний непригоден.
Для объектов, в которых линии вихревого тока цир-
кулируют в плоскостях, перпендикулярных оси симмет-
рии, метод резиновой мембраны неприменим.
Из возможных методов моделирования полей вихре-
вых токов мы выбрали электролитическую ванну. Мно-
голетний опыт эксплуатации этой ванны в лаборатории
завода «Светлана» показал, каким мощным инструмен-
ш-том она является при изучении электростатических и
магнитостатических полей.
4-2. ИЗУЧЕНИЕ ЭЛЕКТРОСТАТИЧЕСКИХ ПОЛЕЙ
В ЭЛЕКТРОЛИТИЧЕСКОЙ ВАННЕ
Поместим систему электродов, между которыми
имеется разность потенциалов, в однородную проводя-
щую жидкость. Во всем объеме жидкости возникнут то-
ки проводимости. Если удельное сопротивление мате-
риала электродов значительно меньше удельного сопро-
тивления жидкостито распределение потенциалов
будет таким же, как если бы электроды находились
в вакууме или однородном диэлектрике. Линии тока
проводимости будут всегда перпендикулярны поверхно-
сти электродов, а плотность тока проводимости — соот-
ветствовать поверхностной плотности электрических за-
рядов для случая системы электродов, помещенных
в вакуум или однородный Диэлектрик.
Существует значительное число методов изучения
объемного распределения токов в электролитической
ванне. Можно, например, наполнить ванну не чистой во-
дой, а какой-нибудь металлической солью (например,
CuSCh) и в течение некоторого времени производить
электролиз. При рассматривании объекта видны цвет-
ные кольца Ньютона, по которым определяют толщину
осадка. По толщине осадка можно судить о плотности
тока в данном месте1 2.
1 Это справедливо для любых металлических электродов, поме-
щаемых в обыкновенную воду.
2 См. Франк и Мизес, Дифференциальные и интегральные
уравнения математической физики. ОНТИ, 1937, стр. 760. «Явление
цветных колец Нобили».
9 Г. И. Бабат. 129
Практичйёё всего Производить йзучёйиё распределе-
ния токов в электролитической ванне при помощи зон-
да. Задав зонду некоторый потенциал и перемещая его
в ванне, можно найти такую точку, в которой на зонд
не будет ответвляться ток. Потенциал этой точки равен
потенциалу зонда. Путем последовательных перемеще-
ний зонда находятся все эквипотенциальные ему точки
и строится эквипотенциальная поверхность. Задавая на
Рис. 4-1. Принципиальная схема вклю-
чения электролитической ванны для
снятия электростатических и магнито-
статических полей.
зонд все новые и новые потенциалы, можно определить
положение ряда эквипотенциальных поверхностей, т. е.
изучить все поле.
На рис. 4-1 показана принципиальная t дхёма элек-
тролитической ванны. Питание электродов ванны про-
изводится от источника переменного тока, чтобы избе-
жать электролиза и поляризации, изменяющих прово-
димость в различных частях ванны и переходное сопро-
тивление между электродами и жидкостью. Потенциал
зонда определяется сопротивлениями и Rz- Опреде-
ление эквипотенциального положения зонда может про-
изводиться по минимуму звука в телефоне. Катушки
взаимоиндукции М служат для устранения -сдвига фаз
и позволяют получать более отчетливый минимум.
130
В лаборатории завода «Светлана» часто применя-
лась автоматическая схема для снятия полей: зонд
жестко связывается с металлическим штифтом, который
перемещается по натянутому на раму полотну, смочен-
ному раствором фенолфталеина. Когда ток, ответвляю-
щийся на зонд, становится равным нулю, срабатывает
чувствительное тиратронное реле, включенное в цепь
зонда, и через металлический штифт, движущийся по
Рис. 4-2. Обший вид объемной электролитической ванны.
полотну, пропускается импульс тока; фенолфталеин под
штифтом разлагается, и в этом месте появляется крас-
ная точка. Таким образом, если двигать зонд в ванне
зигзагами так, чтобы его путь все время пересекал
предполагаемую эквипотенциальную линию, тона полот-
не получится ход этой линии в виде точечного пунктира.
Затем на зонд задается новый потенциал и снимается
следующая эквипотенциальная линия.
На рис. 4-2 показана большая электролитическая
ванна, построенная специально для изучения полей на-
гревательных индукторов. Ванна изготовлена из листо-
9* ’ 131
вой 2-мм меди и укреплена в каркасе из углового желе-
за. Вместимость ванны — около 1 м3.
Весьма часто изучаются поля, не имеющие составля-
ющей по одной из осей координат (поле между электро-
дами, бесконечно протяженными в направлении этой
координаты). Такое поле может быть очень легко изучено
в так называемой плоской или двухмерной ванне. На
плоском дне ванны, изготовленном из диэлектрика, рас-
полагается срез электродов1. Ванна заливается таким
слоем воды, чтобы высотой мениска можно было пре-
Небречь по сравнению с
толщиной слоя. Практи-
чески достаточно иметь
слой воды толщиной
2—3 см.
Если система электро-
дов двухмерного поля
состоит из ряда периоди-
чески повторяющихся
элементов, то нет необ-
ходимости строить весь
ряд, чтобы, найти рас-
пределение поля в систе-
ме. В такой сложной си-
стеме обычно можно
найти плоскости симмет-
рии, параллельные либо
Рис. 4-3. Выделение одного эле-
мента из сложного многосвязного
электростатического или магнито-
статического поля.
перпендикулярные линиям тока. Плоскости, параллель-
ные линиям тока, можно заменить барьерами из диэлек-
трика, перпендикулярные — металлическими пластина-
ми. Таким образом из сложного поля вырезается один
элемент. На рис. 4-3 показано выделение одного элемен-
та из сложного поля. В верхней части рисунка — два
примера расположения электродов в электронных лам-
пах. Осевым пунктиром намечены линии, по которым
происходит выделение элемента поля. В нижней части
рисунка показано расположение электродов в ванне.
Жирными линиями показаны проводники, линиями с ко-
сой штриховкой — диэлектрики.
1 Между дном и моделями не должно быть никаких щелей.
В противном случае часть тока ответвится в эти щели и картина
поля будет искажена. Часто дно ванны заливают после установки
моделей тонким слоем парафина.
132
Линии тока проводимости всегда ортогональны
эквипотенциальным линиям. Поэтому в двухмерной ван-
не в случае односвязной области можно заменить все
проводники диэлектриками и наоборот. Тогда в полу-
чившемся новом поле эквипотенциальные линии будут
Рис. 4-4. Замена проводников диэлек-
триками и наоборот для одновремен-
ного снятия эквипотенциальных линий
и линий магнитной индукции в пло-
ской электролитической ванне.
соответствовать линиям тока первоначального поля и,
следовательно, экспериментально можно построить всю
ортогональную сетку поля. Такая замена диэлектриков
проводниками показана на рис. 4-4. Жирные линии со-
ответствуют проводникам, штрихованные — диэлектри-
кам. В левой части рис. 4-4 показана такая замена, про-
веденная для поля, в
котором имеются толь-
ко два потенциала.'
В правой части пока-
зана замена в случае
многопотенциаль н о г о
поля.
Большей частью
желательно наносить
эквипотенциальные и
силовые линии так.
чтобы они образовы-
вали квадратную сет-
ку (из криволинейных
квадратов). Предполо-
жим, что сначала мы
снимали поле, пока-
занное в верхнем левом
задавалось напряжение
каждый вольт. Если теперь перейти к нижнему полю,
то, чтобы получить квадратную сетку, необходимо за-
дать между электродами BD иное напряжение, чем то
было между электродами А и С, или наносить линии не
через один вольт, а через какой-то другой интервал.
Обозначим сопротивления между электродами А — Си
В — D соответственно RAc и Rbd- Если в обоих случаях
желательно наносить линии через один и тот же интер-
вал, то должно быть:
углу рис. 4-4; между электродами
Вас, и линии наносились через
(4-1)
133
Когда имеется большое число пар «проводник-ди-
электрик», как показано в правой части рис. 4-4, то для
определения потенциалов, которые должны быть заданы
при замене, необходимо составить систему уравнений1.
4-3. ИЗУЧЕНИЕ ПОЛЕЙ СИСТЕМ ИНДУКЦИОННОГО
НАГРЕВА В ЭЛЕКТРОЛИТИЧЕСКОЙ ВАННЕ
Рассмотрим условия, которые должны быть соблю-
дены при моделировании в электролитической ванне тех
магнитостатических полей, которыми мы заменяем вих-
ревые поля систем индукционного нагрева. Основное
свойство этих полей — у поверхности индуктора и на-
греваемого объекта нормальная составляющая магнит-
ного потока равна нулю. В непосредственной близости
от индуктора и нагреваемого объекта существует только
тангенциальная составляющая магнитного поля. Настил
вихревого тока, как было выяснено в гл. 3 [см. форму-
лу (3-6)], пропорционален этой тангенциальной состав-
ляющей:
(«)
Таким образом, пограничные условия в полях вихре-
вых токов существенно отличаются от пограничных
условий «натуральных» магнитостатических полей.
В этих последних (примером их могут служить поля
между полюсными наконечниками и ротором электри-
ческих машин, поля между сердечником и якорем реле,
поля грузоподъемных электромагнитов и т. п.) силовые
линии перпендикулярны электродам, ограничивающим
поле. Наше же условие: линии поля касательны к ин-
дуктору и нагреваемому объекту.
В ванне линии токов проводимости направлены нор-
мально к поверхности токоподводящих электродов и не
имеют нормальной составляющей лишь у поверхности
диэлектриков. Следовательно, модели индуктора и на-
греваемого объекта должны изготовляться из диэлек-
трика (мы применяли обычно парафин или эбонит).
1 Подробнее о применении метода электролитической ванны
см. докторскую диссертацию В. С. Лукошкова «Моделирование ис-
точников поля в электролитической ванне при решении задач мате-
матической физики». Отчет завода «Светлана».
134
Токопроводящие электроды устанавливаются на Ме-
сте двух эквипотенциальных поверхностей магнитного
поля. Когда исследуемые системы имеют хоть одну
плоскость симметрии, являющуюся одновременно экви-
потенциальной 'поверхностью магнитного поля, то на ме-
сто этой плоскости и ставится токоподводящая медная
пластинка (рис. 4-9 и 4-11). Для тел, у которых плоско-
сти симметрии не перпендикулярны магнитному потоку
или вообще отсутствуют, исследование моделей несколь-
ко менее удобно.
Если для такой системы, состоящей из медных пере-
городок и парафиновых моделей, снять совокупность
эквипотенциальных линий, то все они будут оканчивать-
ся на поверхности диэлектриков, т. е. моделей индукто-
ра и нагреваемого объекта. Напряженность (тангенци-
альная) электрического поля у поверхности модели Et
обратно пропорциональна расстоянию между двумя со-
седними эквипотенциальными линиями. Следовательно,
и величина настила вихревого тока обратно пропорцио-
нальна этому расстоянию. Если нас интересуют только
настилы токов, а не все поле, то достаточно снимать не
эквипотенциальные линии полностью, а лишь их «ко-
решки» у моделей (таким образом и были вычислены
все нижеприводимые настилы токов).
В случае плоскопараллельного магнитостатического
поля модели индуктора и нагреваемого объекта1 могут
быть изготовлены и из проводников, так как согласно
изложенному в § 4-1 в плоскопараллельных полях
можно заменять проводники диэлектриками и наоборот.
Эта возможность несколько облегчает снятие картины
поля: нет нужды заранее отыскивать эквипотенциальные
линии. К срезу модели индуктора присоединяется один
полюс источника переменного тока, к срезу модели на-
греваемого объекта — второй полюс. Эквипотенциальные
линии, -снятые таким образом, будут линиями магнитной
индукции. Настил вихревого тока в этом случае обрат-
но пропорционален расстоянию между электродом и
ближайшей эквипотенциальной линией.
Таким образом, для вычисления настила тока доста-
точно снять только две эквипотенциальные линии: одну
у индуктора, другую у нагреваемого объекта.
1 Для плоскопараллельных полей модели изготовляются в ви-
де срезов высотой 2—3 см (см. рис. 4-5).
135
I
У
Б
4
п
л
Б
Л
X
И
д
г
т
При изготовлений моделей систем иВДукцйоййого йй-
грева естественно желание сделать эти модели возмож-
но большего размера, чтобы точнее производить изме-
рения. При этом не следует забывать, что стенки ванны
могут искажать действительную картину поля. Прово-
дящие стенки ванны как бы всасывают в себя линии то-
ка проводимости. Если же, наоборот, стенки сделаны из
диэлектрика, то они отражают линии тока. В плоской
ванне часто удается использовать боковые стенки в ка-
честве линий симметрии. В объемной ванне это не всег-
да удается, поэтому модели для объемной ванны не
должны быть слишком велики
Когда в обычной электролитической ванне изучаются
объемные поля, даже обладающие цилиндрической сим-
метрией (плоскомеридианные поля), то производить за-
мену проводников диэлектриками нельзя.
Это следует из того, что для объемных полей не при-
меним аппарат конформных отображений.
Если бы жидкость, наполняющая объемную электро-
литическую ванну, обладала неодинаковой во всех точ-
ках проводимостью, а именно: на оси симметрии прово-
димость была бы максимальной и дальше линейно па-
дала бы с увеличением расстояния от оси, то в такой
ванне можно было .бы заменять проводники диэлектри-
ками и наоборот для полей цилиндрической симметрии.
Электролит, обладающий переменной проводимостью,
осуществить довольно затруднительно, но ванну, обла-
дающую переменной проводимостью, можно построить.
Для этого надо сделать дно ванны из диэлектрика и
выгнуть его по гиперболе. В такой гиперболической ван-
не сопротивление будет меняться по закону: Rx — kx,
где х — расстояние от оси симметрии, a k — масштабный
множитель. Изготовление электродов для такой ванны
было бы сопряжено с известными затруднениями, поэто-
му практически мы такой ванны не осуществляли,
а применили объемную ванну с моделями из диэлек-
трика.
Выше говорилось о нахождении силовых и эквипо-
тенциальных линий поля. Для выяснения распределения
тепла необходимо иметь эквиденсные линии — см. гл. 3,
CJ
1 О влиянии стенок ванны см. также Е. Briiche и. О. Scher-
zer, Geometrische Elektronenoptik, Berlin, 1934, стр. 75.
136
§ 3-10; их также можно получить непосредственным из-
мерением в электролитической ванне. Для этого необхо-
димо лишь изменить конструкцию зонда. Он должен
быть выполнен из диэлектрика и снабжен на конце дву-
мя иголками, находящимися на расстоянии 1—2 мм
друг от друга ’. От иголок идут вверх два проводника,
оканчивающиеся на двух контактных кольцах. Если
привести такой зонд во вращение, то он будет представ-
лять собой своеобразный реостатный генератор. Напря-
жение, возникающее на контактных кольцах, будет за-
висеть только от абсолютного значения напряженности
поля в данной точке электролитической ванны. От ско-
рости вращения зонда оно не будет зависеть. Подав это
напряжение на какой-нибудь измерительный прибор,
можно построить линии равных напряжений на зонде.
Это и будут эквиденсные линии.
[Указанный метод снятия эквиденс может найти себе
применение, помимо индукционного нагрева, и в других
областях. Например, электролитическая ванна иногда
применяется как метод моделирования для изучения
механических напряжений взамен оптических методов
или методов лаковых покрытий (метод Висхома). Вра-
щающийся зонд позволил бы при таком моделировании
снимать непосредственно линии равных механических
напряжений.]
4-4. ПРИМЕРЫ МОДЕЛИРОВАНИЯ ПЛОСКОПАРАЛЛЕЛЬНЫХ
ПОЛЕЙ
В Шестернях большого модуля закалка рабочей по-
верхности производится путем нагрева каждого зуба
в отдельности. Индуктор имеет вид петли, внутрь кото-
рой вдвигается зуб (рис. 12-27 и рис. 13-5).
Необходимо так расположить проводники индуктора,
чтобы нагреву подвергался только один зуб, а на смеж-
ных с ним зубцах выделялось возможно меньше тепла.
Когда высота шестерни превышает ее модуль более чем
1 Аналогичные опыты проводил Аткинсон: он пользовался при
.изучении в электролитической ванне полей в высоковольтном трех-
фазном кабеле двумя зондами, укрепленными на рамке пантографа,
^хема Аткинсона позволяла определять также и фазу напряжен-
ности поля. Atkinson, Die Feldverteilung in elekfrischen Hochspan-
mrngskabeln. Ref. ETZ, .1922, p. 205. ' ' ’ '
137
в 10 раз, поле вблизи значительной части зуба можно
рассматривать как плоскопараллельное.
На рис. 4-5 показан общий вид модели для плоской
ванны. Нас интересовала шестерня диаметром da=
= 180 мм, высотой /га=435 мм, с числом зубьев 17 и мо-
дулем М=10,4. Модель была изготовлена в виде плос-
кого среза высотой 30 мм, увеличенного в 5 раз по
сравнению с натурой.
На рис. 4-5 А — часть тела шестерни, 1 и 2 — про-
водники индуктора. Модели проводников были укреплены
Рис. 4-5. Модель для .снятия поля в двухмерной ванне.
А — часть шестерни большого модуля; 1—2 — проводни-
ки индуктора для нагрева одного зуба.
на винтах, так что их можно было передвигать относи-
тельно зуба. Таким образом, можно было найти, какое
максимальное расстояние допустимо между зубом и ин-
дуктором без того, чтобы на смежных зубцах выделя-
лось значительное количество тепла.
Модель рис. 4-5 была изготовлена из эбонита. Поле
было снято в двух вариантах1. Один раз между зубцом
и проводниками индуктора были поставлены две целлу-
лоидные перегородки, соответствующие эквипотенциаль-
ным линиям магнитного поля. Перегородки эти были
снабжены обкладками из фольги, выведенными к зажи-
мам К и К': к зажимам К подавался один полюс ис-
точника напряжения, к зажимам ТС —второй полюс.
1 Снятие полей было произведено инж. Т. И. Тамаридз^,
138
Второй рай модели зуба и индуктора были окЛеёйь!
фольгой, а перегородки сняты. Оба проводника индук-
тора были присоединены к одному полюсу, зубец —
к другому.
На рис. 4-6 показаны линии магнитной индукции это-
го поля. Плотность тока на поверхности зуба обратно
пропорциональна расстоянию от этой поверхности до
ближайшей линии.
В гл. 2 [см. формулы (2-7) и (2-8)], а также в гл. 3
(см. график рис. 3-10) было вычислено отношение по-
Рис. 4-6. Картина поля, снятая на модели рис. 4-5.
терь в индукторе к мощности, выделяющейся в объекте,
когда индуктор имеет вид широкой токонесущей ленты.
В практике часто встречается случай, когда индук-
тор состоит из отдельных проводников, отделенных друг
от друга определенным зазором.
Проводники могут быть как круглого, так и прямо-
угольного сечения. В электролитической ванне было об-
следовано распределение токов и потерь в таких индук-
торах.
Предположим, что индуктор состоит из большого чи-
сла одинаковых проводников, расположенных на рас-
стоянии а от неограниченно протяженной плоскости;
расстояние между центрами двух смежных проводников
обозначим т. Поле такой системы будет состоять из
большого числа повторяющихся элементов, поэтому для.
139
проведения исследования Достаточно выделить один
элемент поля, как показано на рис. 4-3.
На рис. 4-7,а и б показано распределение эквипотен-
циальных силовых линий магнитного поля вблизи круг-
лого и прямоугольного проводника (для случая, когда
б)
Рис. 4-7. Магнитное поле в средней части многовитково-
го индуктора.
а — индуктор выполнен из прямоугольного проводника; б — то
же из круглого проводника.
ширина прямоугольного проводника взята равной диа-
метру круглого проводника 27?). На рис. 4-7 представ-
лен случай, когда ширина проводника индуктора состав-
ляет 0,74 т.
Рассмотрение\рис. 4-7,а показывает, что током на-
гружена только сторона проводника индуктора, непо-
140
следственно обращенная к объекту. Такое распределе-
ние тока оправдывает методику вычисления неравно-
мерности поля, принятую нами в гл. 3, § 3-3.
В индукторе из прямоугольного проводника при ши-
рине проводника, равной шагу индуктора, отношение
множителя мощности в объекте к множителю мощно-
сти в индукторе Rao/Rio='l', с уменьшением отноше-
ния ширины проводника g к шагу т это отношение па-
дает.
Величина Rao/Rio зависит от соотношения трех не-
зависимых переменных: шага индуктора т, зазора меж-
ду индуктором и объектом а и ширины проводника g
(или его диаметра йг в случае круглого провод-
ника) .
Нам пока не удалось найти универсальной форму-
лы, охватывающей все возможные варианты соотноше-
ний этих величин.
При a<^g величина RaolRio не зависит от шага меж-
ду витками.
Каждый виток работает независимо от других.
Практику часто интересует случай, когда а>х, так
как только при этом условии (см. формулу (3-20)] мож-
но получить достаточно однородное поле у поверхно-
сти нагреваемого объекта. При а>т
следовательно, надо стремиться к возможно более ма-
лым зазорам между витками.
При круглом проводнике соотношения получаются
несколько хуже. Когда витки намотаны вплотную (диа-
метр витка равен шагу), отношение Rao/Rio = 0,9, т. е.
на 10% хуже, чем для проводника прямоугольного се-
чения. С увеличением шага индуктора (при а>т) от-
ношение Rao/Rio при круглом проводнике также падает
примерно пропорционально g/x.
При этом для круглого проводника отношение
Rao/Rio всегда на 5—40% хуже, чем для прямоуголь-
ного. Таким образом, применение прямоугольного про-
водника в индукторах выгоднее круглого, но разница,
очевидно, не так уж велика.
На рис. 4-8 даны линии поля одиночного провод-
ника, расположенного над неограниченно протяженной
141
й'Лбскостью. ft пространстве вблизи плоскости это поле
отличается от поля у крайнего витка многопроводнико-
вого индуктора.
Рис. 4-8. Магнитное поле вблизи индуктора в форме
одиночного витка.
а — индуктор выполнен из прямоугольного проводника; б — то
же круглого проводника.
Сравнение рис. 4-7 и рис. 4-8 показывает сущест-
венную разницу в распределении потерь в крайнем и
среднем витках индуктора.
В крайнем витке теряется мощность значительно
большая, чем в среднем. Эта разница будет тем больше,
чем больше отношение a/g.
142
Из рис. 4-7,а следует, что когда индуктор состоит из
большого количества проводников, распределение тока
на проводниках и на объекте не зависит от радиального
размера проводника (обозначим его и).
Когда же объект нагревается однопроводниковым
индуктором (рис. 4-8), то увеличение этого размера вы-
зывает увеличение потерь в проводнике и, следовательно,
уменьшение величины RavIRio-
Для изготовления нагревательных индукторов часто
пользуются трубкой прямоугольного сечения, согнутой
на ребро. Такое выполнение допустимо только в много-
витковых индукторах, где h^u. При таком соотношении
величина и на потери в индукторе мало влияет. Когда
же < и, то с увеличением и потери значительно воз-
растают.
Единственной причиной, вызвавшей изготовление ин-
дукторов из согнутой на ребро трубки, является то, что
такая трубка оказывает меньшее сопротивление водяно-
му потоку. Однако имеется и другой способ облегчить
прохождение охлаждающей воды через индуктор — это
создать ряд параллельных путей для водяного потока,
снабдить индуктор рядом промежуточных водоподводя-
щих и водоотводящих трубок.
Поэтому надо стараться во всех конструкциях цилин-
дрических индукторов избегать применения трубки, со-
гнутой на ребро, тем более, что и с производственной
точки зрения такой индуктор более сложен в изготовле-
нии, чем индуктор из согнутой плашмя трубки.
4-5. МОДЕЛИРОВАНИЕ РАСПРЕДЕЛЕНИЯ ТОКОВ
В ОБЪЕМНОЙ ВАННЕ
Чаще всего в практике индукционного нагрева встре-
чаются цилиндрические объекты.
В лаборатории завода «Светлана» было проведено
детальное обследование распределения настила вихре-
вых токов в цилиндрических телах. На рис. 4-9 представ-
лена фотография одной из моделей, служивших для сня-
тия полей в объемной электролитической ванне. Модели
нагреваемого объекта и индуктора были наборные из
эбонитовых полуколец. Всего было заготовлено свыше
400 полуколец восьми разных диаметров (по 50 полуко-
143
лец каждого диаметра) толщиной 10 мм. Внешний диа-
метр наибольших колец был равен 450 мм.
Такой набор полуколец дал возможность осущест-
вить разнообразные сочетания размеров нагреваемого
объекта и индуктора как для случая нагрева сплошного
цилиндра, так и для случая нагрева внутренней поверх-
ности втулки.
Рис. 4-9. Модель для снятия
магнитостатического поля
в объемной ванне.
1 и 2— электроды; 3—4— эбони-
товые ^полуцилиндры.
Эбонитовые полукольца
крепились при помощи латун-
ных 8-мм шпилек к гетинак-
совой пластине, служившей
основанием для всей системы.
Чтобы шпильки не искажали
картины распределения поля,
концы их тщательно залива-
лись парафином. Парафином
заливались также все щели
между отдельными эбонитовы-
ми полукольцами. Всего в про-
цессе исследования было сня-
то и просчитано свыше ста по-
лей. Эта огромная эксперимен-
тальная и расчетная работа
была проведена в основном инженерами В. Л. Герусом
и Н. Т. Гофманом.
Рис. 4-10. Распределение поверхностной плотности тока
в бесконечно длинных цилиндре и трубе.
144
На рис. 4-10 показано распределение настила вихре-
вых токов в бесконечно протяженных цилиндре и трубе.
Оно напоминает распределение настила токов от одиноч-
ной токонесущей ленты, натянутой над бесконечной
плоскостью (см. рис. 3-6 и 3-7). При равных диаметрах
цилиндра и отверстия в трубе и при одинаковом зазоре
между ними и индуктором величина настила токов на
внутренней поверхности трубы меньше, чем на боковой
поверхности цилиндра.
При нагреве внутренней поверхности трубы большое
значение имеет радиальный размер проводника индук-
Рис. 4-11. Распределение поверхностной плот-
ности тока в цилиндре конечной длины, поме-
щенном в одновитковый индуктор.
а—высота ‘индукто.ра больше высоты цилиндра;
б — высота индуктора меньше высоты цилиндра.
тора. Чем этот размер больше и чем меньше, следова-
тельно, внутренний диаметр индуктора, тем меньше ве-
личина настила токов на поверхности трубы.
На рис. 4-11 и 4-12 показано распределение настила
токов по поверхности цилиндра и цилиндрической втул-
ки при разных соотношениях размеров индуктора и на-
греваемого объекта. Из этих рисунков отчетливо видна
тенденция вихревых токов сосредоточиваться на краях
цилиндра.
Но плотность вихревых токов у краев цилиндра мо-
жет превышать плотность тока в средней части его бо-
ковой поверхности лишь тогда, когда магнитное поле
в точках расположения краев цилиндра при его отсут-
1Q г. и. Бабат, 145
ствии равно или незначительно меньше поля в средней
части.
Однако если поле, создаваемое индуктором, слабее
у краев цилиндра, чем в его средней части (при цилин-
дрическом индукторе это будет иметь место, когда вы-
Рис. 4-12. Распределение поверхностной плотно-
сти тока в цилиндрической втулке, внутрь кото-
рой помещен одновитковый индуктор.
а — высота индуктора больше высоты втулки; б — вы-
сота индуктора меньше высоты втулки.
сота индуктора /г, меньше высоты объекта ha минус
2 а — удвоенный зазор а между индуктором и объек-
том), то эффект сосредоточивания вихревых токов на
краях цилиндра выражен весьма слабо (рис. 4-11,6).
Можно говорить о подборе индуктора такой формы,
который бы создал на боковой поверхности цилиндра
почти равномерное распределение настила вихревых то-
ков *.
Форма такого индуктора будет напоминать форму
обкладок так называемых конденсаторов Петерсона
(цилиндрический вариант конденсатора Роговского).
Напомним здесь вновь, что распределение токов, сня-
тое в электролитической ванне, соответствует случаю
весьма высокой частоты. Плотность вихревых токов
распределяется аналогично плотности электрических
зарядов в металлическом объекте, помещенном в элек-
тростатическое поле, лишь при условии г>цг. С пониже-
нием частоты истинное распределение тока отличается
от измеренного в электролитической ванне.
1 См. Бабат и Лозинский, Закалка стали путем нагрева
токами высокой частоты, «Электричество» № 7, 1938, см. также
гл. 10, рис. Щ-1 и 10-2.
14S
В частности, для цилиндра: чем больше вёлИчийа
рг приближается к радиусу цилиндра, тем слабее вы-
При нагреве цилиндра
часто наблюдается значи-
тельное повышение темпера-
туры на его краях. Это объ-
ясняется не только началь-
ной неравномерностью в рас-
пределении настила тока, но
вытеснения токов
Рис. 4-14. Отношение множите-
ля мощности шара к множите-
лю мощности индуктора в зави-
симости от отношения диаметра
шара к диаметру индуктора.
Ра = Р£.
также явлением бокового
(см. § 5-5 «Полосатый нагрев», гл.
5)
и пониженной теплоотдачей в глубь металла на высту-
пающих краях.
На рис. 4-13 показано распределение настила тока
по поверхности шара, помещенного в цилиндрический
индуктор. Как и следовало ожидать, максимальная
плотность тока получается на экваторе. По направлению
к полюсам плотность тока постепенно спадает. Когда
h{>2ra и, следовательно, поле внутри индуктора в от-
сутствии шара может считаться равномерным, холодные
пятна на полюсах простираются примерно до 50° широ-
ты. При меньшей высоте индуктора (ср. также рис. 2-9
и 2-10) холодные пятна захватывают большую поверх-
ность.
На рис. 4-14 дана зависимость отношения множите-
лей мощности Rao/Rio от dijda для индуктора, у которо-
го высота равна его диаметру d{.
Представляет еще интерес задача о распределении
токов по внутренней поверхности шаровой полости, ко-
10*
147
1'Да в середину ее помещен ийДуктор. Ограничимся ука-
занием, что мощность, выделяемая на поверхности по-
лости, обратно пропорциональна ((ЩЛаУ,
4-6, РАСПРЕДЕЛЕНИЕ МОЩНОСТИ В ЦИЛИНДРИЧЕСКИХ
ИНДУКТОРАХ И ОБЪЕКТАХ
При нагреве цилиндра распределение плотности то-
ков на его поверхности и отношение Ra к R-; являются
функцией пяти величин: диаметра и высоты цилиндра,
диаметра, высоты и радиального размера индуктора.
При нагреве внутренней поверхности трубы распределе-
ние токов и отношение R;i к Ri, зависит от шести вели-
чин: трех размеров трубы и трех размеров индуктора.
В обоих случаях один из размеров можно взять за еди-
ницу измерения, тогда при нагреве цилиндра придется
считаться с четырьмя, а при нагреве трубы — с пятью
независимыми переменными.
Такое обилие независимых переменных затрудняет
построение графиков в относительных единицах, поэто-
му на всех графиках рис. 4-17 — 4-27 указаны размеры
моделей в миллиметрах.
В цилиндрических телах, охваченных индуктором,
ось симметрии которого совпадает с осью цилиндра,
количество тепла, выделяющегося на торцах, весьма ма-
ло по сравнению с теплом, выделяющимся на боковой
поверхности цилиндра. Поэтому при моделировании
вместо сплошного цилиндра (из соображений удобства
крепления и сборки) бралась труба.
Толщина стенки этой трубы, понятно, никакого зна-
чения не имела.
Радиальная толщина модели индуктора во всех слу-
чаях бралась равной 20 мм, за исключением полей, по-
казанных на рис. 4-15 и 4-16, когда радиальный размер
модели индуктора был 25 мм.
На рис. 4-15 и 4-16 приведены четыре типичных по-
ля, снятых в объемной электролитической ванне. Чтобы
не затемнять рисунков, показаны лишь оси симметрии
системы А—А' и следы пересечения индуктора и объ-
екта с плоскостью рисунка. При снятии полей потенциал
одного из электродов был принят за нуль, другого — за
100 условных единиц (применительно к рис. 4-9 это бу-
148
дут электроды 1 и 2). Соответствующие цифры найесё-
ны и на эквипотенциальных линиях.
Сравнение рис. 4-15 и 4-16 вскрывает весьма сущест-
венную разницу между нагревом внутренних и внешних
Рис. 4-15. Линии магнитной индукции и экви-
потенциальные линии электромагнитного поля
индукторов для нагрева изнутри (вверху) и
снаружи (внизу) при малом зазоре между ин-
дуктором и объектом.
поверхностей. Когда зазор между индуктором и объек-
том мал по сравнению с их диаметрами (рис. 4-15), наи-
большая напряженность поля получается в обоих случа-
ях нагрева именно в этом зазоре. С увеличением зазора
(рис. 4-16) напряженность поля в нем значительно резче
149
naftaet При внутреннем йндуктбрё, чеМ при вйешйём.
Когда зазор между индуктором и объектом превышает
половину внутреннего радиуса индуктора, то при нагре-
ве изнутри максимальная напряженность поля полу-
Рис. 4-16. То же, что на
рис. 4-15, но при большом зазо-
ре между индуктором и объек-
том.
чается уже не в зазоре, . Я
а во внутренней части ин- Я
дуктора. В этой части и Я
будет выделяться наи- 1
большая мощность 1По-
этому, чтобы получать |
высокое значение Rao/Rio |
при нагреве внутренних Ц
поверхностей, необходи-
мо не только всемерно Я
уменьшать зазор между
индуктором и объектом, 1
но и стараться иметь воз- 1
можно больший внутрен- 1
ний диаметр индуктора, 1
т. е. возможно меньший ’I
радиальный размер его
стенок. J
Все результаты изме-
реНИЙ ВеЛИЧИНЫ RaolRiO 'I
сведены в одиннадцать |
графиков. Семь из них
относятся к нагреву Я
внешних поверхностей, |
четыре — к нагреву внут-
ренних. 1
Четыре графика, пока-
занные на рис. 4-17—4-20, дают отношение мощности,
выделяющейся в объекте, к мощности, теряемой в ин- \
дукторе, в зависимости от halhi. При одном и том же 1
значении ha/hi величина Ra0/Rio может иметь разные
значения в зависимости от диаметров индуктора и объ- |
екта. На графиках рис. 4-17—4-20 заданной является Ч
высота индуктора hit а переменной величиной — высота 3
объекта ha- 1
1 Настил тока на каждом участке поверхности объекта и ин-
дуктора обратно пропорционален расстоянию между двумя смеж-
ными эквипотенциальными линиями.
150
152
На рис. 4-21 и рис. 4-22 независимой переменной яв-
ляется высота индуктора Л,, а остальные четыре разме-
ра заданы.
Все рис. 4-17 — 4-22 показывают, что максималь-
ная мощность выделяется в объекте, ко-
гда высота его меньше высоты индук-
Рис. 4-21. Отношение множителя мощности
цилиндра к множителю мощности индукто-
ра в зависимости от высоты индуктора при
заданной высоте цилиндра.
тора. Чем меньше высота индуктора по сравнению
с его диаметром, тем этот максимум менее выражен.
Когда высота индуктора близка к его диаметру, то
для объекта, высота которого ha= (0,6—0,7)й,, отноше-
ние Rao/Rio в 1,3 раза выше, чем у объекта, у которого
ha Hi.
В плавильных печах, где распределение тепла по вы-
соте садки не играет существенной роли, для получения
максимального к. п. д. нагрева желательно делать вы-
соту индуктора в 1,5—1,6 раза больше высоты садки.
При поверхностной закалке высота индуктора вы-
бирается в соответствии с требуемой конфигурацией за-
153
кайёййого слоя, й тйм этот способ повышения к. п. Д. йё
может быть использован.
На то обстоятельство, что некоторое увеличение вы-
соты индуктора способно повысить к. п. д. плавильной
печи, указывал французский физик Рибо1. Однако
Рис. 4-22. То же, что и на рис. 4-21.
лишь применение электролитической ванны позволило
получить точные количественные представления.
На рис. 4-17 — 4-22 видно, что когда задана высота
индуктора, то при изменении высоты объекта от нуля
до бесконечности величина RaolRio растет от нуля до не-
которого максимума, затем начинает падать, асиптоти-
чески приближаясь к некоторому значению, процентов
на 10 — 20 меньшему максимального.
Если же задана высота объекта, а меняется высота
индуктора от нуля до бесконечности, то величина
Rao/Rio растет от нуля, проходит максимум и затем сно-
ва стремится к нулю.
На рис. 4-23 дано изменение Rao/Rio в зависимости
от отношения диаметра индуктора к диаметру объекта.
1 Journal de Physique et Radium (VI), IV, № 6, 1923. Zeitschrift
fur Metallkunde, Heft II, 333, 1926.
154
В гл. 2 § 2-2 мы показали, иго три безгранично про-
тяженных цилиндре и индукторе Рао1Рго = da/di {см. фор-
мулу (2-8) с уменьшением высоты индуктора и объекта
г> ? о / ^-а
зависимость принимает вид лао/Кго— (щГ) > где показа-
тель степени п может достигнуть 3.
Рис. 4-23. Отношение множителя мощности ци-
линдра к множителю мощности индуктора в за-
висимости от соотношения диаметров индукто-
ра и объекта.
Рисунки 4-24 — 4-27 посвящены нагреву полого ци-
линдра индуктором, помещенным внутрь. В этом слу-
чае также максимум мощности получается, когда вы-
сота нагреваемого объекта несколько
меньше высоты индуктора. Но этот максимум
не так резко выражен, как в предыдущем случае.
При нагреве изнутри мощность падает с увеличени-
ем отношения daldi значительно быстрее, чем при нагре-
ве внешней поверхности (рис. 4-27). Когда индуктор и
труба бесконечно протяжены в аксиальном направлении,
удельная мощность АР пропорциональна (dt[do}\ а от-
ношение Пропорционально {dildo}3,
155
Рис. 4-24. Отношение множителя мощно-
сти втулки к множителю мощности ин-
дуктора в зависимости от высоты втулки.
Рис. 4-25. То же, что на рис. 4-24.
Рис. 4-26. То же, что на рис. 4-24.
Рис. 4-27. Отношение множителя мощно-
сти втулки к множителю мощности ин-
дуктора в зависимости от соотношения
диаметров втулки и индуктора.
Когда высота индуктора или трубы мала, то RadR-to
и АР падают пропорционально еще более высоким сте-
пеням di/da.
Поэтому нагрев внутренних поверхностей, особенно
поверхностная закалка их, требующая больших удель-
ных мощностей, является более трудной задачей, чем
нагрев внешних поверхностей.
4-7. ИЗМЕРЕНИЕ КОЭФФИЦИЕНТА САМОИНДУКЦИИ
ПРИ ПОМОЩИ ЭЛЕКТРОЛИТИЧЕСКОЙ ВАННЫ
Для определения индуктивности системы индуктор—
объект (той индуктивности Дрез, которую мы назвали
«внешней» в § 2-1) необходимо измерить сопротивление
магнитному потоку в пространстве между индуктором и
объектом.
Сопротивление магнитному потоку — это сопротивле-
ние, взятое по замкнутому пути. В электролитической
же ванне можно измерить омическое сопротивление
между двумя электродами. При этом ток может прохо-
дить по двум параллельным путям. Произвести пере-
счет с параллельного соединения сопротивлений на по-
следовательное не всегда представляется возможным.
Измерения индуктивности можно просто произвести,
если выполнить токоподводящие электроды в форме
амперовского двойного магнитного листа (в данном слу-
чае это будет двойной электрический листок).
Для этого надо взять тонкий лист эбонита и оклеить
его с обеих сторон фольгой; листок устанавливается на
место одной из эквипотенциальных поверхностей маг-
нитного поля, а места стыка его с моделями индуктора
и объекта тщательно заливаются парафином, чтобы из-
бежать утечек тока вокруг листка. Поместив затем та-
кую систему в электролит, можно непосредственно из-
мерить сопротивление магнитного пути.
Дабы найти связь между индуктивностью системы и
омическим сопротивлением, измеренным между двумя
обкладками амперовского двойного листка, достаточно
написать соотношения:
Lmod '— , СМ,
tcp
Rmod= ОМ.
Оср
(4-4)
158
В этих формулах SCp— средняя площадь сечения пу-
ти магнитного потока, /Ср— длина средней линии на
этом пути, р—удельное сопротивление электролита У
Например, в случае весьма длинного соленоида мы по-
лучим для индуктивности и для сопротивления соответ-
ственно выражения:
Отсюда получаем:
Lmod = ^~~, см. (4-6)
Ajnod
Обычно модель имеет размеры, увеличенные в т раз
по сравнению с реальными индуктором и объектом.
В том случае, когда моделирование производится
в плоской ванне, электрическое сопротивление системы*
не зависит от масштаба моделирования. Поэтому для
плоской ванны
Li рез= L mod'
В объемной ванне проводимость между электродами
возрастает пропорционально величине т. Поэтому для
объемной ванны
Li рез — 4тс —.
Например, при измерении одной из моделей (пока-
занной на рис. 4-9) мы получили электрическое сопро-
тивление между внешним и внутренним медными элек-
тродами 100 ом. Так как путь линии тока между внеш-
ним и внутренним медными электродами равен только
половине полного пути линии магнитной индукции, то
для получения полного сопротивления магнитному по-
току модели величину 100 ом надо было бы удвоить. Но,
с другой стороны, наша модель представляет собой
только половину системы индукционного нагрева. Сле-
довательно, величину 100 ом надо считать полным со-
противлением модели.
1 Особенности определения «средних» значений I, S одинаковы
для R и L и поэтому в данном случае не играют роли.
159
Удельное сопротивление воДы, наполнявшей ванну,
было 1 000 ом -см.
Отсюда индуктивность нашей модели равна:
, л 1 000 1 on
—4ic - • 120 см.
Так как модель была сделана в масштабе 5:1, то
индуктивность нагревательного контура
Li рез —• у Lmod'—24 СМ.
Для многовитковых индукторов этот метод не может
быть применен с большой точностью, так как модель
приходится делать в виде одного витка, а затем изме-
ренную индуктивность умножать на квадрат числа вит-
ков.
ГЛАВА ПЯТАЯ
ОСОБЕННОСТИ ИНДУКЦИОННОГО НАГРЕВА
СТАЛИ
5-1. ОСНОВНЫЕ ЭЛЕКТРИЧЕСКИЕ И МАГНИТНЫЕ
ХАРАКТЕРИСТИКИ СТАЛИ
В гл. 1, § 1-4 мы выяснили, что в случае, когда раз-
меры нагреваемого объекта значительно больше глуби-
ны проникновения вихревых токов, то мощность, отби-
раемая этим объектом из электромагнитного поля, про-
порциональна величине КРИ1- названной коэффициентом
поглощения мощности, а толщина слоя, в котором со-
средоточено основное выделение тепла, пропорциональ-
на
Для малоуглеродистой стали удельное сопротивле-
ние р при 20°С имеет значение 10- 10-6 ом-см. С ростом
температуры р монотонно увеличивается, достигая при
800-—900°С ом-см. Таким образом, в интервале
температур 20 — 800°С удельное сопротивление возрас-
тает примерно в 10 раз.
Углерод повышает омическое сопротивление стали
только тогда, когда он находится в состоянии твердого
160
в
(при темпе-
зависимости
различных
увеличивая
раствора. Когда углерод присутствует в стали в виде
карбида железа, его влияние на электросопротивление
весьма незначительно. Поэтому электросопротивление
простых углеродистых сталей, содержащих до 1,2% С
в отожженном состоянии (пластинчатый или зернистый
перлит), мало отличается от электросопротивления чи-
стого железа. В закаленном состоянии сопротивление
этих сталей несколько выше.
стали (0,9%' С) электросо-
противление при 20° С имеет
величину 30-ГО-6 ом-см.
Остальные легирующие
элементы также повышают
электросопротивление ста-
ли. Н!а рис. 6-1 дан график,
показывающий, как меняет-
ся удельное электросопро-
тивление стали
р ату ре 20° С) в
от содержания
элементов.
Однако,
удельное сопротивление ста-
ли, легирующие элементы
в то же время уменьшают ее
температурный коэффици-
ент. У сплавов, имеющих вы-
сокое начальное сопротивле-
ние, оно мало возрастает
с повышением температуры,
значения сопротивлений чистого железа и различных ста-
лей сближаются. При температурах выше точки магнит-
ного превращения (800—900° С) все сплавы на железной
основе имеют сопротивление (120— 130) • 10~6 ом • см.
В отношении магнитной проницаемости различных
сортов стали наблюдается значительно большая пестро-
та значений, чем для электросопротивления. Кроме то-
го, величина магнитной проницаемости в очень сильной
степени зависит от интенсивности магнитного поля. На
рис. 5-2 дано изменение магнитной проницаемости ц
в зависимости от напряжения поля для малоуглероди-
стой стали. Из этого графика видно, что для малоугле-
родистых сталей магнитная проницаемость в полях
11 Г. И. Бабат. 161
закаленной эвтектоидной
элемента
Рис. 5-1. Влияние некоторых ле-
гирующих элементов на удель-
ное электросопротивление при
комнатной температуре
(Stablein, Kruppsche Mntschr,
192J8, стр. 188).
При высоких температурах
Средней интенсивности колеблется от 100 до 1 000. Над
изучением зависимости магнитной проницаемости от
частоты работало много исследователей; по наиболее
достоверным данным (к ним, в частности, можно отне-
Рис. 5-2. Зависимость магнитной прони-
цаемости |ц от напряженности поля Н
для двух сортов стали.
7 — 1,03% Si; 0,25% С; 0,09% Мп; 2 —
0,04% Si; 0,23% С; 0,18% Мп (по число-
вым данным книги Меськина и Кусмана
«Die ferromagnetischen Legierungen»,
Berlin, 1932).
При изменении температуры магнитная пронипае-
ч мость меняется, как это видно из рис. 5-3 и 5-4. Точка,
после которой |Л=1, носит название температуры Кюри;
Интенс
Рис. 5-3. Изменение интенсивности намагничения мягкого желе-
за в функции от температуры при различной напряженности поля.
Кюри, «Труды Пьера Кюри», стр. 312; Gauthier Villard, 1908).
Кривые 2, 3, 4 и 5 даны с ординатами, увеличенными в 10, 100,
1 000 и 5 000 раз.
162
в дальнейшем будем ее всюду обозначать через 0. Для
мягкого железа обычно считают 0 = 768°С. Для эвтекто-
идной стали (0,9% С) р=4 при 721° С. Цементит теряет
Рис. 5-4. Интенсивность намагничивания Ре, Со и Ni
в зависимости от температуры. (Tammann, G., Lehr-
buch der Metallkunde, 2. Bd, Leipzig, 1932, перевод
с нем. под ред. доц. А. С. Займовского, ОНТИ, 1935).
магнитные свойства уже при 256° С. Магнитные свойст-
ва некоторых ферромагнитных металлов и их сплавов
даны в табл. 5-1. Значения 0 для некоторых других
Рис. 5-5. Зависимость коэффициен-
та поглощения мощности от темпе-
ратуры для разных сортов стали
(температура одинакова во всем
объеме металла).
1 — сталь У8—У12; 2 — хромистая сталь
типа ЭХ; 3 — нержавеющая сталь 18%
Сг и 8% Ni,
163
Таблица 5-1
ферромагнитных материалов даны также на графике
рис. 5-4.
В высокоуглеродистых и легированных сталях вели-
чина магнитной проницаемости очень сильно зависит от
предшествовавшей термообработки. В аустенитном со-
стоянии все стали немагнитны. Магнитная проницае-
Рис. 5-6. Зависимость глубины проникнове-
ния тока от температуры для разных сортов
стали (температура одинакова во всем объе-
ме металла).
1 — сталь У8—У12; 2 — хромистая сталь типа ЭХ;
3 — .нержавеющая сталь 18% Сг и 8% N1.
мость цементита значительно меньше проницаемости
феррита. Поэтому в зависимости от содержания в стали
карбидов и остаточного аустенита ц может иметь то или
иное значение.
На рис. 5-5 и 5-6 показан характер изменения величин
j/pp. и У р/р. в зависимости от температуры.
5-2. ИНДУКЦИОННЫЙ НАГРЕВ МАТЕРИАЛА
С ЭЛЕКТРИЧЕСКИМИ И МАГНИТНЫМИ
ХАРАКТЕРИСТИКАМИ, МЕНЯЮЩИМИСЯ В ЗАВИСИМОСТИ
ОТ ТЕМПЕРАТУРЫ
Начальные участки (до точки Кюри) кривых изме-
нения коэффициента поглощения мощности (рис. 5-5)
можно приближенно заменить прямой линией, т. е. счи-
тать:
/рЙГ=К№П+«Г-7’о)]» (5-1)
165
164
Т — температура в градусах Цельсия, р0 и ц0— зна-
чения удельного сопротивления и магнитной проницае-
мости при температуре То, а а — температурный коэф-
фициент поглощения мощности1.
В дальнейшем в этой главе, а также в гл. 6 началь-
ную температуру будем принимать 0°С и вместо Т—То
писать просто Т. Всякие другие начальные условия бу-
дут каждый раз особо оговариваться.
Рассмотрим адиабатический (без учета теплообме-
на) 2 процесс нагрева тела, у которого множитель по-
глощения мощности меняется согласно уравнению (5-1).
Обозначим интенсивность магнитного поля Н. Тогда
количество тепла, выделяющегося в теле за время dt,
будет равно JtH2 j/poPo (1+W)^. где k'—коэффициент
пропорциональности.
Если С — теплоемкость тела, то уравнение теплового
баланса будет:
kH2 (1 + аТ) dT CdT.
(5-2)
Решение этого уравнения:
kH2a j/'pop.»
С
(5-3)
Будем нагревать до одной и той же температуры при
одном и том же значении Н два материала, имеющие
соответственно константы: р01, р.О1, Сг, и р02, р02, С2, а2.
Время, за которое нагреется первый материал, обо-
значим /], второй—/г- На основании формулы (5-3) эти
времена будут относиться как
11 __С1^2^ЦРо2Цо2_1П_Ц1^_+_12
^2 С2а1 V"ро 1Р*01 In («а/1 + 1)
(5-4)
Отсюда видно, что если КРо^о и а для одного мате-
риала в несколько раз меньше, чем для второго, то дли-
тельность нагрева первого материала до заданной тем-
пературы будет в несколько раз больше, чем для вто-
1 Не следует смешивать а с температурным коэффициентом со-
противления.
2 Это близко соответствует режимам нагрева под закалку.
16§
рого (если их Поместить в магнитное поле одинаковой
интенсивности).
Например, для нагрева прутка диаметром 8 мм из
стали 0,8% С до 7=900° С в цилиндрическом индукторе
с настилом тока 400 а! см при частоте 4- 105 гц требуется
2 сек. При нагреве в этом же индукторе прутка из стали
ЭХ пройдет 4 сек, прежде чем он дойдет до температуры
800° С, при нагреве стали аустенитного класса, например
марганцовистой стали Г-12 (стали Гадфильда) или хро-
моникелевой нержавеющей стали, время нагрева будет
12 сек.
В практике индукционного нагрева часто говорят,
что легированные немагнитные стали «вяло» греются
в высокочастотных полях.
5-3. НАГРЕВ СТАЛИ В НЕОДНОРОДНЫХ
ЭЛЕКТРОМАГНИТНЫХ ПОЛЯХ ПРИ ОТСУТСТВИИ
ПЕРЕРАСПРЕДЕЛЕНИЯ ТОКОВ В ПРОЦЕССЕ НАГРЕВА
Весьма часто нагревательный индуктор создает у по-
верхности стали неравномерное распределение магнит-
ного поля и настила тока (см. гл. 3, § 3-9). Естественно,
в местах, где настил тока имеет большую величину, бу-
дет выделяться большая мощность и эти места будут
нагреваться сильнее. Так как р и ц зависят от темпера-
туры, то неравномерный нагрев может вызвать наруше-
ние первоначального распределения токов. Токи будут
стремиться сосредоточиться в участках,'имеющих мини-
мальное р И (1.
В этом разделе мы рассмотрим, какую неравномер-
ность температур создает неравномерность распределе-
ния настила тока в предположении, что первоначальное
распределение токов в процессе нагрева не меняется.
Как и во многих предыдущих случаях, провести точ-
ный математический анализ не представляется возмож-
ным. Поэтому рассмотрим упрощенный схематизирован-
ный пример, с тем чтобы выяснить качественную сторо-
ну вопроса и порядок величин.
На рис. 5-7 представлен нагрев бесконечно протя-
женной плиты в неоднородном электромагнитном поле.
В верхней части рисунка показано распределение по-
верхностной плотности тока. В нижней части дан попе-
речный разрез плиты. Расстояние между двумя ближай-
шими максимумами вихревого тока обозначено 2А.
167
Разобьем верхний слой плиты на полоски шириной Д
и толщиной 8 (8 — толщина нагретого слоя). Ток, прохо-
дящий в полоске В, обозначим /, а ток в полоске А —
Следовательно, в полосках В будет выделять-
ся мощность /г/2|Арр., а в полосках А—k (/ -ф- dl'f j/pp..
С изменением температуры величина множителя мощ-
ности (рис. 5-5) меняется по некоему сложному закону.
Рис. 5-7. к нагреву плиты в неоднород-
ном электромагнитном поле.
Ограничимся первой степенью приближения и прирав-
няем:
РоР-о (1 ~Ка-О- (5-5)
Коэффициент теплоотдачи из полоски в окружаю-
щий материал обозначим %; теплоемкость полоски — С.
Тепло, выделяющееся в полоске В в интервал време-
ни dt, будет равно:
/2(Т+аГ)/^; dt.
Это тепло частью уйдет в окружающий материал
(yTdt), частью пойдет на повышение температуры по-
лоски (CdT).
Следовательно, для определения температуры полос-
ки можно составить следующее уравнение:
kP (1 + яГ) l/рЛ dt = cdt + f.TdT
168
или
С = k (/2<х /Ро1хо - х) Т + kP j/PolV (5-6)
Примем, что в начальный момент времени ^=0 тем-
пература также равна нулю. Тогда решение уравнения
(5-6) будет:
С
Т = И2 Г j __ f X----^2« /РоР-0 Л1. (5.7)
x-W2«Kp.p0 L г У|
На рис. 5-8‘ представлен график изменения температуры
от времени при разных соотношениях между % и /г/2а|/роро.
Рис. 5-8. Графики нарастания темпе-
ратуры в зависимости от времени.
На основании уравнения (5-7) можно определить,
какая неравномерность температур dT возникает в двух
смежных полосках, если токи в этих полосках разнятся
на dl и в процессе нагрева не происходит перераспре-
деления токов.
Сначала рассмотрим случай, когда нагрев идет при
весьма большой удельной мощности и теплопередача не
влияет на распределение температур:
А:/2а/ pofxo>x.
Тогда уравнение (5-7) можно переписать:
Т =4- [ехр(^Л^ t) — 1
(5-8)
169
Дифференцируя это уравнение по I, получаем:
dT = — ехр ( k/2a Ур0^- t) 2k/di.
« г \ с J с
После преобразований этого уравнения получаем:
₽ 2 (1 + In (аГ + 1)4- (5-9)
Таким образом, при отсутствии теплообмена между
неодинаково нагреваемыми участками длительность
нагрева и удельная мощность не влияют на неравномер-
ность распределения температур. Как бы быстро ни
производился нагрев, неравномерность температур опре-
деляется только величиной аТ.
Когда аТ=0, т. е. когда мощность, отбираемая ме-
таллом из электромагнитного поля, не меняется с изме-
нением температуры, множитель, стоящий перед dl/I
в формуле (5-9!), равен 2. __
Иными словами, когда не зависит от темпера-
туры, то в самом неблагоприятном случае нагрева (при
отсутствии выравнивающего действия теплообмена) пре-
вышение плотности тока в одном каком-нибудь месте на
1% вызывает относительное повышение температуры
в этом месте на 2%.
То, что неравномерность в распределении температур
при аГ=0 равна удвоенной неравномерности в распре-
делении тока, можно было бы вывести и без написания
формулы (5-6). При адиабатическом нагреве тела с ну-
левым температурным коэффициентом температура про-
порциональна квадрату тока. Следовательно, прираще-
ние температуры равно удвоенному приращению тока.
На рис. 5_-5 были даны графики, показывающие из-
менение с температурой. Наибольшие изменения
имеют место для углеродистой стали — кривая /. Эту
кривую можно разбить на три участка. В интервале темпе-
ратур от 0 до 768° С мощность растет с температурой. Для
этого интервала величина аТ равна примерно 4— 5.
Затем незначительному приросту тёмпературы соответ-
ствует резкое падение мощности. В этом интервале аТ
надо считать отрицательным. Численное значение аТ=
=—(0,7-ь0,8). Далее вплоть до расплавления отбирае-
мая мощность очень медленно растет с повышением
1?0
температуры: аТ~О. Для немагнитной стали (см. кри-
вую 3 на рис. 5-5) при нагреве от 0°С до расплавления
аТ=0,5-И.
На рис. 5-9 построена кривая изменения функции
р (а7) = 2 (аУ 1) в зависимости от величи-
ны о-Т. Из этого графика видно, что даже при больших
Рис. 5-9. Зависимость степени неравномерности
температуры по поверхности стали от величи-
ны аТ.
лишь в 4—5 раз превышает неравномерность в распреде-
лении тока. При отрицательных же значениях аТ про-
исходит даже выравнивание температуры. Неравномер-
ность температур получается меньшей, чем неравномер-
ность в распределении тока.
График рис. 5-9 показывает, таким образом, что яв-
ление полосатого нагрева не может быть объяснено од-
ной начальной неравномерностью магнитного поля,
а связано с перераспределением токов и мощностей при
нагреве.
Формула (5-9) была выведена без учета теплопро-
водности вдоль нагретого слоя, выравнивающей распре-
деление температур. Таким образом, эта формула ука-
зывает наибольшую возможную неравномерность тем-
ператур, которую может создать неравномерность элек-
тромагнитного поля нагревательного индуктора, если
в процессе нагрева распределение этого поля не меня-
ется.
•171
Формула (5-9) показывает, что нет необходимости
стремиться к особо высокой степени равномерности по-
ля, создаваемого индуктором. Неравномерность электро-
магнитного поля индуктора, измеряемая десятыми доля-
ми процента, уже никак не скажется на ходе нагрева,
а в гл. 3, § 3-8 мы вычислили, что в случае многовитко-
вого индуктора для получения такой степени равномер-
ности поля достаточно, чтобы шаг витков индуктора т
был меньше зазора а между индуктором и нагревае-
мым объектом.
Рассмотрим теперь влияние теплопроводности вдоль
нагретого слоя.
Когда расстояние 2iA между двумя максимумами
плотности тока меньше, чем толщина подготавливаемо-
го под закалку слоя д, то перепад температур между
участками с максимальной и минимальной плотностью
тока будет ничтожен при любой степени неравномерно-
сти распределения токов, так как теплопроводность
вдоль слоя выравнивает температуру в той же мере,
в какой это выравнивание происходит от поверхности
в глубь металла.
Поэтому при нагреве под закалку таких изделий, как
дисковые фрезеры, у которых толщина закаленного слоя
превышает его высоту, нет необходимости заботиться
о равномерности распределения токов и подбирать для
данного изделия специальную форму индуктора'. Тепло-
проводность вдоль слоя обеспечит требуемую равномер-
ность температур и однородность толщины слоя, подго-
тавливаемого к закалке, независимо от высоты индук-
тора и зазора между индуктором и обрабатываемым
изделием.
5-4. НАГРЕВ НЕГОМОГЕННОЙ СМЕСИ С РАЗЛИЧНЫМИ
ЭЛЕКТРИЧЕСКИМИ И МАГНИТНЫМИ ХАРАКТЕРИСТИКАМИ
КОМПОНЕНТ
Негомогенную среду можно представить состоящей
из отдельных кусочков материала, имеющих разные
значения магнитной проницаемости и удельного сопро-
тивления, например, в виде смеси стальных и угольных
шариков. Отдельные компоненты могут быть либо элек-
трически соединены между собой, либо изолированы
друг от друга.
172
Когда имеется смесЬ Шариков одинакового раДиусй
г, изолированных и удаленных друг от друга на доста-
точно большое расстояние, чтобы поле вокруг каждого
шарика не зависело от токов, циркулирующих в смеж-
ных шариках, то решение задачи находится очень про-
сто.
Предположим сначала, что оба сорта шариков вы-
полнены из немагнитных материалов, например меди
(р= 1,8 • 10“6 ом • см) и графита (р =50 • 10-6 ом • см).
В том случае, когда частота тока в индукторе, созда-
ющем поле вокруг шариков, весьма низка и глубина
проникновения токов в материалах шариков значитель-
но больше их радиусов: гСц>г и zc>r, интенсивность
магнитного поля будет одинаковой и в меди, и в графите.
Одинаковой будет и напряженность электрического
поля, пропорциональная dH/dt. Следовательно, плотно-
сти тока в меди и графите будут относиться обратно
пропорционально их удельным сопротивлениям, а так
как мощность на единицу объема пропорциональна ве-
личине (dH/dt)2/?, то мощность, выделяющаяся в меди,
РСи будет относиться к мощности, выделяющейся в гра-
фите, Рс как pc/pGu- При низкой частоте РСп/Рс 30.
Когда частота тока весьма высока (zCu < г и гс<^г),
настилы тока в меди и в графите должны быть одинаковы
[см. гл. 1, уравнения (1-19) и (1-20)], но мощность на еди-
ницу поверхности пропорциональна квадрату настила тока,
помноженному на корень квадратный из удельного сопро-
тивления. Мощность, выделяющаяся в меди, будет отно-
ситься к мощности, выделяющейся в графите, как РСи/рс-
При высокой частоте РСи[Рс ~ 0,2.
На рис. 5-10 показан ход изменения кривой отноше-
ния Рси/Рс в зависимости от изменения отношения r/z.
Если при изменении частоты поддерживать мощность,
выделяющуюся в меди, все время постоянной, то мощ-
ность, одновременно выделяющаяся в графите, будет из-
меняться в 130 раз.
Если один из сортов шариков немагнитен, а другой
имеет магнитную проницаемость, равную ц (соответст-
венно введем два индекса а и Fea), то при низкой ча-
стоте согласно формулам (2-18) и (2-20) мощность, вы-
173
Являющаяся в немагнитных частйцах, будет относиться i
к мощности, выделяющейся в магнитных частицах, как i
Ра __ 1 (Р + 2)а PFe а 1П\ ’(
Д> 9 ц.2 ' р • -
'Fe а i* га
При большом р. эту формулу можно переписать: )
Рис. 5-Ю. Изменение отношения
мощностей, выделяющихся в мед-
ных частицах (р = 1,8 • 10-6 ом • см)
и в графитовых частицах (р = 50Х
Х10у6 ом-см), в зависимости от
отношения размера частицы к глу-
бине проникновения тока. (Для
смеси, состоящей из большого ко-
личества частиц одинакового раз-
мера, беспорядочно расположен-
ных и изолированных друг от
друга).
При высокой частоте, когда zFe я < г и za < г, мощ-
ности будут относиться как
Fe а
Ра в
И PFe а
(5-12)
В меди, например, будет выделяться мощность, в 24
раза меньшая, чем в железе (при р.= 100).
На рис. 5-11 показан ход соответствующих кривых1.
1 При построении графика рис. 5-11, а также графика рис. 5-14
потери на гистерезис не принимались во внимание.
174
Рассмотрим, как распределяется мощность в пучке
изолированных друг от друга магнитных и немагнитных
проволок (или пластин), когда линии магнитного по-
тока направлены вдоль них. При низкой частоте маг-
нитный поток на единицу сечения магнитного материала
будет в ц раз больше, чем магнитный поток ® немагнит-
ном материале. Согласно формулам (2-4) и (2-5) потери
в меди будут относиться к по-
терям в железе .как
-13)
2
Ра _____ ^aPFe а
' 2
Fe а „
(5
Таким образом, при низкой
частоте в меди будет выде-
ляться почти в 2 000 размень-
Рис. 5-11. То же, что и на
рис. 5-10, для смеси, состоя-
щей из немагнитных частиц
Си (р = 1,8-10-6 ом-см) и
С(р= 100 • 10-6 ом см) и же-
лезных частиц (||1=100, р=
= 10-10~6 ом-см).
шая мощность, чем в железе.
(Это обстоятельство может
быть использовано для усиле-
ния охлаждения сердечников
в трансформаторах: между
листами железа прокладыва-
ются медные листы, отсасы-
вающие тепло наружу. В са-
мих медных листах потери ничтожны].
Остановимся теперь на распределении мощностей
в негомогенном теле, состоящем из отдельных волокон,
в случае, когда линии магнитного потока перпендику-
лярны направлению волокон.
На рис. 5-12 представлена неограниченно протяжен-
ная плита, на расстоянии а от которой расположена то-
конесущая лента шириной 2g. Плита составлена из пла-
стин двух разнородных материалов: магнитного, обо-
значенного индексом а, и немагнитного с индексом у.
Толщина отдельных пластин А.
Линии вихревых токов в плите направлены перпен-
дикулярно плоскости рисунка. Поэтому распределение
токов в пластинах не зависит от того, изолированы ли
пластины друг от друга или нет.
При весьма низкой частоте (zFea>A) изменения дВ]д t
имеют одинаковую величину и в магнитных, и в немагнит-
ных волокнах; следовательно, при этих частотах токи
175
будут распределяться обратно пропорционально величи-
нам р. При pFea = pFel мощности/выделяющиеся в маг-
нитных и немагнитных волокнах, будут равны. При весьма
высоких частотах (zFe < Д) настилы тока в магнитных
Рис. 5-12. Распределение магнитного поля у поверх-
ности плиты, состоящей из отдельных магнитных а
и немагнитных у волокон.
Рис. 5-13. Примеры негомогенных тел.
и немагнитных волокнах должны быть равны и, следова-
тельно, в магнитных волокнах выделяется в j/p. раз боль-
шая мощность.
Однако существует некоторая промежуточная частота,
когда аре и •< Д < 2^ • При этой частоте магнитное поле
заходит значительно гл^же в немагнитные волокна, чем
в магнитные. Поэтому суммарный ток, проходящий через
магнитное волокно, будет меньше тока, проходящего через
немагнитное. Следовательно, в последнем может выде-
ляться мощность, значительно большая, чем в магнитном
волокне. Заметим, что здесь нам приходится говорить не
о мощности, выделяющейся на
единицу объема или поверхности,
а о суммарной мощности, прихо-
дящейся на целое волокно.
На рис. 5-18 показаны приме-
ры нагрева слоистых объектов,
которые также могут быть отне-
сены к категории тел, у которых
волокна идут перпендикулярно
линиям магнитного поля. В пра-
вой части рисунка показан про-
вод, состоящий из отдельных маг-
нитных и немагнитных сегментов
Вдоль провода проходит ток.
В левой части рисунка показано
цилиндрическое тело, составлен-
ное из разнородных дисков.
На рис. 5-14 показаны кривые
изменения распределения мощно-
стей в волокнистых негомогенных
телах в зависимости от отноше-
ния толщины волокна А к глуби-
не проникновения тока z.
Из этих кривых видно, что
при нагреве волокнистых тел
в магнитном поле, линии которо-
Рис. 5-14. Изменение от-
ношения мощности, вы-
деляющейся в полоске
немагнитного материала,
к мощности, выделяю-
щейся в полоске маг-
нитного материала, при
нагреве слоеной плиты
(рис. 5-13), совокупности
дисков или секторов
(рис. 5-12).
1 — р магнитной и немагнит-
ной компонент одинаково;
2 — магнитная компонента
имеет большее р, чем немаг-
' нитная; 3 — магнитная ком-
понента имеет меньшее р.
р, чем немагнитная.
го перпендикулярны волокнам, можно говорить о се-
лективном нагревании. При некоторой частоте
тока, когда zFe а < Д <С2Fe 7, мощность, поглощаемая
в немагнитных волокнах, больше мощности, поглощае-
мой в магнитных.
При более высокой частоте в магнитных волокнах
выделяется большая мощность. При более низких ча-
стотах мощности не зависят от ц и распределяются об-
ратно пропорционально удельным омическим сопротив-
лениям волокон.
12 Г. Ц. Бабат,
177
В тедах рис. 5-13 явление селективного Нагрева мо-
жет проявиться в полной мере, ..когда толщина дисков Д
весьма мала по сравнению с диаметром da (левая часть
рисунка) или когда велико'число сегментов, на кото-
рые разделен цилиндр (правая часть рисунка).
Когда в слоистом теле (рис. .5-13) толщина дисков боль-
ше их диаметра: Д>с/а (в этом случае правильнее их назы-
вать не дисками, а цилиндрами), ход кривой T’Fe7/jDFea
будет больше соответствовать ходу кривой для совокуп-
ности изолированных шариков (рис. 5-11).
Вполне очевидно, что явление селективного нагре-
вания может проявиться только тогда, когда первона-
чальное электромагнитное поле достаточно однородно
в пределах нескольких волокон. Для рис. 5-12 это оз-
начает, что ширина индуктора должна быть значитель-
но больше толщины волокна: 2g>A. Для рис. 5-13 это
условие будет: Л^>А. Когда индуктор настолько узок,
что создаваемое им поле ослабевает уже в пределах
одного волокна (2g<Л или /ч<Д), то ни о каком се-
лективном нагревании говорить нельзя, так как нагре-
вается лишь одно волокно или даже только часть во-
локна, непосредственно расположенная под индук-
тором.
5-5. ЯВЛЕНИЕ ПОЛОСАТОГО НАГРЕВА
Поместим в нагревательный индуктор цилиндр из
магнитной стали таким образом, чтобы зазор между
цилиндром и индуктором был велик и вся боковая по-
верхность цилиндра была доступна наблюдению. Уста-
новим режим генератора, питающего индуктор, так, что-
бы на цилиндре выделялась достаточно большая мощ-
ность (ниже дадим численное выражение для величины
этой мощности), и включим ток. Начнется нагрев. Бле-
стящая поверхность стали потемнеет. На ней промельк-
нут цвета побежалости. Затем начнется темное свече-
ние, и вдруг на общем фоне вишнево-красного свечения
вспыхнут яркие оранжевые полосы. Температура их мо-
жет отличаться от температуры промежутков между
ними на 100—200° С. В этот момент общий вид поверх-
ности изделия напоминает шкуру тигра или зебры. За-
тем светлые полосы расширяются. Темные промежутки
между ними утончаются, распадаются на отдельные
Пятна, удлиненные в ^.аПрайЛёнии линий вихревЫх ТО-
ков, и, наконец, совсем пропадают. Вся поверхность рав-
номерно светится (температура примерно 850° С). При
радиочастотах (10s—106 гц) все это явление протекает
весьма быстро. От момента появления полос до момента
их полного размывания проходит не более 2—3 сек.
Рис. 5-15. Схематический вид
стального цилиндра в момент по-
явления полосатого нагрева.
Рис. 5-16. Макро-
структура стальной
втулки, закаленной
до момента исчез-
новения полосато-
го нагрева.
На рис. 5-15 схематически представлен вид стально-
го изделия в момент появления полос. Из этого рисун-
ка видно, что полосы направлены вдоль линий вихре-
вых токов. Если, например, стальной цилиндр располо-
жить в индукторе наклонно, то полосы будут парал-
лельны направлению витков индуктора. На рис. 5-16 дан
макрошлиф втулки, закаленной до пропадания поло-
сатого нагрева.
При нагреве призматических объектов в случае, ког-
да направление магнитного потока совпадает с осью
призмы (см., например, рис. 10-14), на боковых ребрах
12* 179
выделяется меньше тепла, чём На^среДних частях граней
(см. также рис. 3-28). При этом на поверхности изделия
вместо замкнутых полос видны отдельные удлиненные
пятна на гранях. На ребрах полосатость незаметна.
Когда же при нагреве призматических объектов ток
Рис. 5-17. (По М. А. Д и-
вильковскому). Ци-
линдр из железа Армко
диаметром 1 мм в момент
появления полосатости.
(Выдержка ’/ss сек). Ин-
дуктор из одного витка.
Частота тока (=477 кгц.
Рис. 5-18. То же, что и на
рис. 5-17 при частоте тока
( = 242 кгц.
направлен вдоль оси, осо-
бо ярко вспыхивают именно
ребра.
Иногда можно наблюдать несколько иную картину
полосатого нагрева. В момент своего возникновения
светлые полосы очень узкие и яркие. Ширина их раз
в 10, 20 меньше расстояний между ними.
Потом они начинают расширяться. Тогда темпера-
тура средней части светлых полос.падает. Эти середи-
ны как бы притухают, а ярче светятся края светлых
полос, размывающие темные промежутки.
Явление полосатого нагрева наблюдается только в ма-
териалах с высокой магнитной проницаемостью. Ярче
всего полосатый нагрев выражен у мягкого железа (же-
180
лезо Армко — см. рис, 5-17—5-20). Затем идут углеро-
дистые стали ферритного и перлитного класса. У сталей,
имеющих невысокую магнитную проницаемость, а так-
же малую величину аТ1 (например, у хромистых инстру-
Рис. 5-19. Изменение интенсивности светового излучения вдоль
поверхности цилиндра из железа Армко в момент появления по-
лосатого нагрева (по М. А. Дивильковскому), Частота
тока у=242 кгц.
ментальных сталей типа ЭХГ, ЭХ, ЭХМ), полосатость
нагрева выражена значительно слабее. Кроме того, по-
лосатый нагрев зависит от предшествовавшей термооб-
Рис. 5-20. То же, что и на рис. 5-19. Частота тока ( = 477 кгц.
1 Определение величины аТ — см. формулу (5-5).
181
работки Стали, от того, находится ли ойа в закаленном
или в отпущенном состоянии.
При нагреве немагнитных материалов, например
аустенитных сталей или графита, полосатое свечение со-
вершенно не наблюдается.
Явление полосатого свечения объясняется перерас-
пределением токов в процессе нагрева. При этом мож-
но различить «вынужденный полосатый нагрев» и «ес-
тественный полосатый нагрев».
Многовитковый индуктор создает на поверхности
стали неравномерное распределение тока. В § 5-3 мы
вычислили получающуюся при этом неравномерность
температур. Однако, как уже указывалось, расчет был
произведен в предположении отсутствия перераспреде-
ления тока при изменении р и ц в отдельных участках
металла. Последнее положение верно только в макро-
скопическом масштабе. Если расстояния между участ-
ками с максимальной и минимальной плотностью тока
(то, что в § 5-3 было обозначено 1Д) значительно больше
величины pz, то общая картина поля не нарушается
даже при больших изменениях р и ц. В пределах же
более узкой полосы металла может происходить значи-
тельное перераспределение токов. Участки стали, распо-
ложенные под средними частями проводников индук-
тора, первыми достигают температуры Кюри. В этот
момент их результирующее 'сопротивление становится
значительно меньше, чем у окружающего металла.
В эти полоски собирается ток с окружающих участ-
ков. Величина настила тока в них резко возрастает.
Удельная мощность в них может превосходить в несколь-
ко раз удельную мощность в окружающем металле.
На поверхности стали как бы отпечатывается светящее-
ся изображение индуктора.
При этом можно говорить о «вынужденном полоса-
том нагреве». Расстояния между полосами равны шагу
индуктора. При дальнейшем течении нагрева, когда вся
поверхность стали перейдет в состояние у-раствора, вос-
становится первоначальное распределение тока. При
этом полосы пропадут, и степень неравномерности тем-
ператур будет того же порядка, что и степень неравно-
мерности магнитного поля, создаваемого индуктором.
Однако полосатый нагрев может проявиться и при
совершенно однородном поле индуктора. Рассмотрим
182
безгранично протяженную стальную плиту, настил
тока в которой всюду одинаков. Вследствие неизбежной
неоднородности материала всегда какой-нибудь один
участок поверхности первым перейдет точку Кюри и
в него вытеснятся линии токов из окружающего метал-
ла. Зона уменьшения настила тока может распростра-
няться по обе стороны от нагретой полосы на расстояние
порядка глубины проникновения токов в нагретой стали
при данной частоте. В этой зоне нагрев металла замед-
лится. Следующие светлые полосы возникнут по краям
этой зоны.
Таким образом, вся поверхность металла расцветит-
ся светлыми и темными полосами. Будет иметь место
картина, аналогичная нагреву негомогенной плиты
(рис. 5-12). Это — «естественный полосатый нагрев».
Расстояние А между двумя смежными _полосами долж-
но определяться равенством A=const/КА Величина кон-
станты зависит как от тепловых и электрических
характеристик стали, так до некоторой степени и от вели-
чины удельной мощности. Опыт показывает, что в боль-
шинстве случаев расстояние между двумя смежными
светлыми полосами равно 2 000/К/ мм, т. е. при часто-
те 106 гц оно равно 2 мм, а при частоте 104 гц — 20 мм.
Такая полосатость с одинаковой интенсивностью про-
является и в одновитковых, и в многовитковых индук-
торах.
Полосатый нагрев может существовать лишь при
столь больших значениях удельной мощности на поверх-
ности стали, что теплопроводность вдоль слоя не спо-
собна выравнять разности температур, получающейся
в результате перераспределения токов. Для этого теп-
ловой поток от поверхности в глубь металла должен
быть в 5—10 раз больше, чем поток вдоль поверхности
стали, стирающий явление полосатости. Тепловой поток
вдоль поверхности обратно пропорционален расстоянию
между полосами. Следовательно, мощность, необходи-
мая для наблюдения полосатого нагрева, должна опре-
деляться из неравенства AP>const КА
Для большинства сортов стали, как показывает
опыт, это условие напишется:
^>(1Н2)/А вт/см2- (5-14)
183
При частоте i/=406 гц для полосатого нагрева необ-
ходима удельная мощность 1—2 кет] см2, а при частоте
f= ГО4 гц — всего лишь 100—200 вт/см2 *.
Полосатый нагрев будет виден в течение времени,
необходимого для того, чтобы в 'немагнитное состояние
перешел поверхностный слой толщиной порядка удво-
енной глубины проникновения токов в нагретой стали.
Зная, что для нагрева 1 см3 стали от Т=20°С до Т=
800° С надо затратить около 5 000 вт-сек, и приняв во
внимание, что удельная мощность, подводимая к стали,
выражается формулой (5-14), можно вычислить, что
продолжительность существования полосатого нагрева
может быть:
t . ioBt Сек. (5-15)
При частоте 10® гц полосатый нагрев будет виден
лишь в течение 0,5—2 сек. При частоте же 104 гц поло-
сатый нагрев можно наблюдать от 50 сек до 3 мин.
Дабы на поверхности стали могло появиться несколь-
ко светлых и темных полос, одновременный более или
менее равномерный нагрев должен захватывать зону не
уже 10—20-кратной глубины проникновения. На поверх-
ности стали должно существовать «температурное пла-
то» шириной не меньше -^5 ^_10^ • 103 мм (для частоты
106 гц зона равномерного нагрева должна быть не уже
5—10 мм, для частоты 104 гц — 50—100 мм).
Когда ширина индуктора g меньше 5—6-кратной
глубины проникновения тока в нагретой стали zp , под
серединой индуктора может появиться только одна свет-
лая полоса, которая при дальнейшем своем расширении
будет темнеть посредине и ярче светиться у краев* 1.
Для такого режима нагрева формулы (5-14) и (5-15)
уже непригодны, длительность существования полос
может быть и большей, и меньшей, чем это следует из
формулы (5-15).
* Иногда удается наблюдать полосатый нагрев при меньших
удельных мощностях, нагревая предварительно сталь насквозь до
температуры 700° С.
1 Такое соотношение между шириной индуктора и глубиной
проникновения тока имеет место, например, при нагреве шеек ав-
томобильных коленчатых валов при частоте тока 2 000 гц.
184
В цилиндрических телах Полосатый нагрев может
проявиться, только когда da>?F (см. также сказанное
по поводу рис. 5-12).
При последовательной закалке, когда нагреватель-
ный индуктор равномерно перемещается относительно
стального изделия, в зоне действия индуктора имеется
монотонный подъем температуры от набегающего края
индуктора к сбегающему и, следовательно, нет доста-
точно широкого участка с температурами, близкими
к температуре точки Кюри, на котором мог бы про-
явиться полосатый нагрев.
Только при индукторе шириной больше 1006* (ско-
рость его перемещения была бы 100/6, мм/сек) можно
было бы заметить некоторую полосатость в месте на-
чала свечения стали; но так как последовательную за-
калку применяют для уменьшения установленной мощ-
ности генератора, то практически такие широкие индук-
торы не применяются.
Полосатый нагрев при последовательной закалке
может появиться только в том случае, если нагрева-
тельный индуктор движется рывками. Тогда во время
его остановок кривая распределения температур под ин-
дуктором может успеть принять столообразную форму* 1.
На рис. 5-21 и 5-22 показаны отдельные моменты
нагрева стальной поверхности под закалку при удель-
ной мощности, большей 2 у/f, btIcm2.
Эти картинки, конечно, не могут претендовать на
исчерпывающее количественное объяснение явления по-
лосатого нагрева. Возможно, процесс протекает слож-
нее, чем я его выше описал. Например, цементит, явля-
ющийся структурной составляющей многих сортов стали,
переходит в немагнитное состояние уже при 215° С.
У таких сталей должно происходить 2 раза перераспре-
деление токов. Правда, перераспределение, имеющее
место при 215° С, визуально не может быть обнаружено.
Очень трудно провести грань между «вынужденным»
и «естественным» полосатым нагревом.
* б — толщина слоя, нагреваемого под закалку.
1 Аналогичное явление можно наблюдать, если мы будем оплав-
лять конец проволоки на широкопламенной горелке. Если подавать
проволоку рывками, то она перед расплавлением может распадать-
ся на отдельные куски.
185
Трудно также отличить «тонкую структуру» поло-
сатого нагрева (одна полоса расщепляется на .две и се-
редина ее темнеет) от режима, при котором одновремен-
но возникает ряд полос.
Все же рис. 5-21 и 5-22 вполне раскрывают качест-
венную сторону явления полосатого нагрева: они пока-
зывают, что неравномерность температур, наблюдаемая
Рис. 5-21. Распределение настила тока 7, плотности тока / и
температуры Т по поверхности стали.
Вертикальной штриховкой показаны участки, перешедшие
в у-раствор. Ширина индуктора больше глубины проникнове-
ния тока в стали, нагретой выше 800° С.
на поверхности стали, определяется не только конструк-
цией индуктора, ио и особенностью нагрева в электро-
магнитном поле материала с магнитной проницае-
мостью, зависящей от температуры.
Процесс подготовки стали к закалке может происхо-
дить так, что вся поверхность постепенно нагреется вы-
ше точки Кюри, только при малых удельных мощностях.
При больших мощностях широкая река вихревого тока
размывает в поверхности стали отдельные узкие русла
из участков, потерявших магнитную проницаемость. По-
ток, бывший до того однородным, разделяется на от-
дельные ручьи и рукава.
186
Если при нагреве стального изделия сразу же после
пропадания светлых и темных полос выключить ток вы-
сокой частоты, то при остывании поверхности стали
можно иногда заметить вновь возникновение более свет-
лых и более темных полос, правда, всегда значительно
более слабо выраженных, чем при нагреве. Это явление,
по-видимому, объясняется неодновременной рекалесцен-
цией поверхностного слоя. Участки, на которых твердый
Рис. 5-22. То же, что на рис. 5-21. Ширина индуктора
одного порядка с глубиной проникновения.
раствор у успел образовать более толстый слой, река-
лесцируют позже и поэтому вспыхивают более светлы-
ми полосами на темнеющем металле.
На рис. 5-21 и 5-22 представлено четыре стадии на-
грева стали под поверхностную закалку. Крайние ле-
вые столбцы — вся сталь находится при температуре
ниже точки Кюри. Второй и третий столбцы рисуют от-
дельные моменты образования твердого раствора. Край-
ние правые столбцы — окончание нагрева под закалку.
Отдельные столбцы на рис. 5-21 и 5-22 показаны не
через равные интервалы времени. Между моментом
возникновения первой полосы и последующих (столбцы
второй и третий рис. 5-21) интервал времени может быть
ничтожно мал, Визуально иногда кажется, что все по-
187
лосы возникают одновременно. На рис. 5-22 эти момен-
ты разнесены, чтобы разъяснить механизм возникнове-
ния полос.
Верхний ряд кривых на рис. 5-21 и 5-22 дает рас-
пределение настила тока. Пунктиром на всех рисунках
нанесено распределение настила при полностью гомо-
генном материале (когда вся сталь нагрета выше точки
Кюри, распределение настила такое же, как в холодной
стали).
Вертикальной штриховкой показаны зоны металла,
перешедшие в состояние у раствора.
Второй ряд кривых показывает распределение плот-
ности тока у поверхности стали. Максимум плотности
тока не совпадает с максимумом настила, так как по-
следний находится в месте, где потерявший магнитные
свойства слой металла имеет наибольшую толщину.
Периодичность кривой изменения плотности тока равна
двойной периодичности изменения настила тока.
Нижние кривые дают распределение температуры
по поверхности стали.
Рисунок 5-21 представляет случай, когда кривая тем-
пературы повторяет кривую настила тока.
На рис. 5-22 дана «тонкая структура» полосатого на-
грева—кривая температуры повторяет кривую плотно-
сти тока.
На основании рис. 5-21 и 5-22 можно судить, что чем
больше удельная мощность, прикладываемая к стали,
тем меньше успеет пройти зона у-раствора в глубь ме-
талла к тому моменту времени, когда отдельные свет-
лые полосы сомкнутся.
Когда на поверхности стали необходимо закалить
участок шириной порядка 2 000/)// мм, на глубину,
меньшую 600/)// мм, то соотношение между шириной
и глубиной закаленной зоны будет определяться не
только геометрическими размерами индуктора, но так-
же величиной удельной мощности и длительностью на-
грева. Чем удельная мощность выше, а длительность
нагрева меньше, тем большее отношение ширины слоя
к его глубине можно получить.
Если при закалке шеек коленчатых валов автодви-
гателей на частоте 2 000 гц вести нагрев при малой
удельной мощности, то получится слой большой глу-
188
бины, но значительно более узкий, чем индуктор. При
желании получить более широкий слой, доходящий до
галтелей, необходимо повысить удельную мощность и
сократить время нагрева. Практически трудно получить
при таком режиме нагрева отношение ширины слоя
к его глубине больше 10. При этом, пока 6<—^=- мм,
ширина слоя всегда будет меньше ширины индуктора.
Существенно отметить здесь, что при нагреве зоны
более узкой, чем 2 000/]/^ мм, толщина слоя, подготав-
ливаемого к закалке, плавно растет во времени. При
заданной удельной мощности можно в очень широких
пределах менять толщину закаленного слоя за счет из-
менения времени нагрева.
Иначе идет нагрев зоны, более широкой, чем
2 000 „
~^=- мм. Здесь у-раствор образуется в виде отдельных
полос, которые к моменту их смыкания успевают углу-
биться на определенную величину.
На рис. 5-16 показана макроструктура стального ци-
линдра, закаленного до момента исчезновения полоса-
того нагрева. Только отдельные участки поверхности
стали успели перейти в твердый раствор у, поэтому
после охлаждения закаленный слой имеет неоднород-
ную толщину.
Если попытаться построить график изменения тол-
щины слоя в зависимости от времени нагрева, то его
нельзя изображать в виде кривой, плавно начинающей-
ся от нуля. Сначала имеются отдельные полосы, а в тот
момент, когда они смыкаются, сразу образуется слой
какой-то определенной толщины. Затем уже этот слой
растет дальше вглубь.
Однако и после смыкания полос толщина слоя у-рас-
твора неоднородна. Окончательное выравнивание тол-
щины слоя может произойти исключительно за счет теп-
лопроводности, когда толщина слоя 6 будет больше
боо/КЛ
Поэтому мы считаем, что для поверхностной закал-
ки больших площадей желательно применять ток, ча-
2____________________________4
стота которого больше, чем • 10s гц (толщина слоя
6 берется в миллиметрах).
189
При более низких частотах можно нагревать под
закалку без всяких ограничений только узкую полосу
шириной не больше (4—6)zFer
Когда желательно нагреть под закалку на глубину,
меньшую, чем zFeT, площадь более широкую, чем
3 000
-^=г мм, то подводимая к объекту мощность должна
быть не меньше некоторой критической величины, для
того чтобы отдельные полосы у-раствора сомкнулись
в сплошной слой раньше, чем они чрезмерно углубятся
в толщу металла. При этом и время нагрева должно
быть не больше некоторого определенного значения.
Если при нагреве внешним источником тепла (это
соответствует индукционному нагреву при f—>оо) до-
пускать определенный перепад температур в пределах
подготавливаемого к закалке слоя, то время нагрева
должно расти как квадрат толщины слоя, а удельная
мощность падать обратно пропорционально первой сте-
пени толщины.
Чтобы с понижением частоты избежать полосатости
закаленного слоя, удельная мощность должна возра-
стать, а время нагрева уменьшаться. Характер зависи-
мости удельной мощности и длительности нагрева от
толщины слоя и частоты можно представить формулами:
ДР>^—~-в . , вт[см2:
t<c(b---, сек.
\ Vf)
(5-16)
Если слой д выражать в миллиметрах, удельную
мощность ДР в киловаттах на квадратный сантиметр,
а время t в секундах, то можно предложить следующие
значения для постоянных А, В и С; А =2—3; В = 100—
300; С=0,5—1,5.
На рис. 5-23 и 5-24 представлены графики, иллюст-
рирующие формулы (5-16).
Графики рис. 5-23 и 5-24 пригодны для углеродистой
стали и для малолегированных конструкционных и ин-
струментальных сталей,
190
По оси абсцисс рис. 5-23 отложена толщина слой,
подготавливаемого к закалке, в миллиметрах, по оси
ординат по левой шкале отложено время в секундах,
а по правой шкале — удельная мощность в ваттах на
квадратный сантиметр.
.Веер кривых, сходящихся по направлению к правому
верхнему углу графика, дает зависимость длительности
Рис. 5-23. Зависимость удельной мощности и
продолжительности нагрева от толщины нагрев
ваемого слоя.
нагрева от толщины слоя. Для этих кривых отсчет надо
делать по левой шкале.
Веер кривых, сходящихся по направлению к право-
му нижнему углу графика, дает зависимость удельной
мощности от толщины слоя. Для этих кривых отсчеты
делаются по правой шкале.
График составлен для названного нами «естествен-
нымй* течения нагрева, когда напряжение на индукторе
\ 191
в процессе нагрева мало меняется, а мощность, отби-
раемая сталью, изменяется соответственно с величиной
/рр. .
Более жирными линиями нанесены линии t = 82, сек,
. г., 2 200 , ,
и ДР Ь= —, вт[см*.
Эти линии соответствуют нагреву внешним источ-
ником тепла (бесконечно высокая частота). Однако -
Рис. 5-24. Зависимость длительности нагрева от
удельной мощности и частоты.
ими- нельзя пользоваться для расчета режимов закалки
при нагреве кислородно-ацетиленовым пламенем, так
как в этом случае график подвода мощности будет
иной, а именно: отдаваемая мощность будет примерно
постоянна в течение всего периода нагрева.
Явление полосатого нагрева затрудняет суждение
о распределении интенсивности магнитного поля на ос-
новании наблюдения интенсивности нагрева.. Если в од-
192
нороДНое поле Поместить Цилиндр из ферромагнитного
материала, то края цилиндра начнут ярко светиться,
в то время как средняя часть его боковой поверхности
и торцы будут холодными. В цилиндре же из немагнит-
ного материала повышение температуры на краях бу-
дет выражено значительно слабее.
При нагреве шара из ферромагнитного материала
в однородном поле можно наблюдать на экваторе ша-
ра весьма яркую полосу, хотя начальное распределение
настила вихревого тока (см. рис. 4-13) не имеет такого
резко выраженного максимума.
Явление полосатого нагрева может быть использо-
вано при закалке единичных изделий из углеродистой
стали, когда о достаточной подготовленности изделия
под закалку приходится судить только по температуре
нагрева поверхности. Если нагревательный индуктор не
слишком тесно охватывает обрабатываемое изделие, то
одень легко уловить на глаз момент, когда темные и
светлые полосы на поверхности изделия размоются и
сольются, — это и будет момент Начала перехода всего
поверхностного слоя в твердый раствор у. Для установ-
ления момента исчезновения полос не требуется такой
наметанный глаз, как при визуальном определении тем-
пературы. Определить момент исчезновения полос даже
легче, чем измерить температуру оптическим пироме-
тром.
ГЛАВА ШЕСТАЯ
ТЕПЛОВЫЕ РАСЧЕТЫ ПРИ ИНДУКЦИОННОМ
НАГРЕВЕ СТАЛИ ПОД ПОВЕРХНОСТНУЮ
ЗАКАЛКУ
6-1. ТЕПЛОЕМКОСТЬ И ТЕПЛОПРОВОДНОСТЬ СТАЛИ
Ввиду того, что нагрев производится электрическим
током, нам будет удобно все величины измерять в элек-
трических единицах — теплопроводность о—в ет/сл1-оС,
теплоемкость С — в вт- сек/г-°C. Для таких материалов,
как сталь, которые в -интервале температур нагрева пре-
терпевают фазовые изменения, необходимо различать
13 Г. И. Бабат. [93
две теплоемкости: среднюю теплоемкость в интервале
температур от нуля до данной температуры Т—ее бу-
дем обозначать Со — и дифференциальную теплоемкость
при данной температуре Т, соответствующую тому ко-
личеству тепла, которое приобретает вещество при на-
греве от температуры Т на 1 град.
На рис. 6-1 даны кривые изменения теплоемкости и
теплопроводности железа (0,1% С) в зависимости от тем-
Рис. 6-2. Зависимость теплопровод-
ности разных сортов стали от тем-
пературы. (М. S. Van Dusen and
S. M. Shelton, Bur. Stand. Res., 12
(1934), стр. 429—440).
ВысаколсгироВаи- Низколегированный стали
нывстали
— . .. -= _ ..._________
Рис. 6-1. Зависимость теплоем-
кости и теплопроводности желе-
за и меди от температуры.
пературы. Для сравнения
на этом же рисунке приве-
дены данные для меди.
Теплопроводность ста-
ли зависит не только от ее
химического состава и температуры, но и от предшество-
вавшей обработки. На рис. 6-2 и в табл. 6-1 приведены
данные для теплопроводности некоторых сортов стали
в зависимости от температуры (по Ван Дузену и Шель-
тону). Вообще говоря, относительная величина тепло-
проводности не определяется степенью легирования ста-
ли, но в большинстве случаев высоколегированные стали
имеют при 20° С теплопроводность, в 2—3 раза мень-
шую, чем углеродистая сталь. С повышением температу-
ры теплопроводность углеродистых сталей падает, а ле-
194
Химический состав,
EJ
S
е;
ю
н
13*
195
тированных растет1 *. Для температур 800—900° С будем
принимать в дальнейшем как среднюю цифру 0,25—
0,30 вт!сМ'°С.
Для дальнейших расчетов еще важно будет знать
полное количество тепла, которое необходимо затратить
для того, чтобы нагреть ,1 см3 стали от Т = 20°С до тем-
пературы закалки (850—1 000° С). Эту величину для
углеродистых сталей и малолегированных конструкци-
онных сталей можно считать лежащей в пределах
4 500—5 000 вт • секшем*.
6-2. ПРОЦЕСС ТЕПЛОПЕРЕДАЧИ ПРИ ВНЕШНЕМ ОБОГРЕВЕ
При высоких частотах, когда глубина проникнове-
ния токов грет мала по сравнению с толщиной подго-
тавливаемого к закалке слоя 6 и когда тепло выделяет-
ся только на поверхности объекта, распределение темпе-
ратур внутри нагреваемого объекта мало отличается от
такового при нагреве внешними источниками тепла.
При толщинах закаленного слоя, меньших, чем глу-
бина проникновения токов, необходимо учитывать теп-
ло, выделяющееся в самом слое. Рассмотрение явления
полосатого нагрева, проведенное в гл. 5, § 5-4, показы-
вает, что тепло выделяется в толще стали в высшей сте-
пени неравномерно. В момент начала образования твер-
дого раствора наибольшая плотность тока получается
в участках, первыми потерявших свою магнитную про-
ницаемость. Затем происходит перераспределение токов.
Отдельные участки поверхности стали то ярко вспыхи-
вают, то затухают. Строго говоря, нельзя рассматри-
вать эту задачу как плоскую, так как отдельные наи-
более нагретые участки имеют глубины того же поряд-
ка, что и ширина их. Распространение тепла происходит
в глубь металла и вдоль слоя.
Точного (хотя бы в первом знаке) аналитического
решения задачи о распределении температур в ферро-
магнитном материале, нагреваемом индукционным пу-
тем в интервале температур вблизи точки Кюри, не су-
ществует.
1 Интересно сравнить это выравнивание теплопроводности раз-
личных сталей при высоких температурах с выравниванием элек-
тросопротивлений различных сталей при температурах выше точки
Кюри — см. гл. 5, § 5-1.
196
Применим для всех расчетов хорошо известный и
сравнительно простой математический аппарат, разра-
ботанный рядом авторов для решения задач внешнего
обогрева *. Конечность слоя, в котором выделяется тепло,
будем учитывать эмпирическими поправками.
Когда тепло распространяется в однородной изо-
тропной среде, можно принять, что направление тепло-
вого потока совпадает с направлением градиента тем-
пературы. Если считать, что теплоемкость С и теплопро-’
водность о постоянны, то уравнение теплопередачи (для
плоского случая, когда Т от х и у не зависит) можно
записать:
дТ______а d2T
dt fC dz'1'
(6-1)
Коэффициент, стоящий перед правой частью форму-
лы (6-1) и представляющий собой отношение теплопро-
водности к объемной теплоемкости, называется коэффи-
циентом температуропроводности.
Для разных сортов стали величина его колеблется
в довольно широких пределах: от 0,03 до 0,15 см2!сек.
Большее значение температуропроводность имеет у ма-
лолегированных сталей при низких температурах, мень-
шее— у высоколегированных сталей.
В дальнейшем будем обозначать температуропровод-
ность буквой а. Следовательно, уравнение (6-1) можно
переписать:
dT_ _ d*T
dt dz2'
(6-2)
Это уравнение полностью совпадает с уравнениями
(1-6) и (1-7), описывающими распространение электро-
магнитного процесса в металле.
Когда температура на поверхности тела является
периодической функцией от времени, колеблясь вокруг
некоторой средней температуры Тст„
F(/) =А cos (1Д+Тср, (6-3)
1 Ф. Франк и Р. М и з е с, Часть третья, Теплопроводность
и диффузия, стр. 6)18, см. также Гл. Разоренов, О распро-
странении тепла при нагревании стального тела индукционным то-
ком. ЖТФ, т. IX, вып. 10, 1939, стр. 901—913, рис. 9,
197
решение уравнения (6-2) даст бегущую затухающую»
волну, аналогичную электромагнитной волне в метал.-
лическом проводнике:
Т = 7’ср + А ехр
(6-4)
По аналогии с электромагнитной волной величину
V 2а/со. можно назвать глубиной проникновения тепло-
вой волны. В дальнейшем будем обозначать ее буквой р.
При распространении на расстояние р амплитуда теп-
ловой волны изменяется в е раз. Для точек, где 2>/2,
температура остается неизменной и равной Тср.
Если выразить длительность периода тепловой вол-
ны т в секундах, то для разных сортов стали глубина
проникновения ее будет:
/^ = (0,1 ~ °>2) /т, см. (6-5)
Для красной меди глубина, проникнрвения тепловой
волны
/?Си = 0,6 /т, см. (6-6)
Сравнение этой формулы с формулой (1-14) пока-
зывает, что в меди тепловой процесс за одно и то же
время проникает на глубину, в 100 раз меньшую, чем:
электрический. Чтобы оба процесса проникли на одну
н ту же глубину, длительность периода тепловой волны
должна быть в 104 раз больше периода электрической
волны.
На рис. 6-3 показана зависимость р от т. Из графи-
ка видно, какие большие времена необходимы для того,
чтобы тепловой процесс проник на глубину 1 м даже
в относительно теплопроводные металлы *.
Если вычислить тепловой поток через единицу пло-
щади внешней поверхности, то окажется, что он также
будет изменяться по синусоиде, но сдвинутой относи-
тельно температуры вперед на угол, равный 45°.
1 В грунтах, например, тепловые волны распространяются еще
медленнее. Наружные колебания температур сказываются на глу-
бине 1,5—2 м через 1,5—2 месяца. На глубине 6—7 Л1 почва бывает
всего холодней в июле, а наиболее теплой в январе.
198
Аналогия между тепловыми и электромагнитными
волнами может быть продолжена значительно дальше:
для вычисления распространения тепловой волны в ци-
линдрических телах и в пластинках может быть исполь-
зован, например, график рис. 1-9.
В гл. 1 при рассмотрении проникновения электро-
магнитного процесса в металл мы ограничились случаем
синусоидальной волны.
Рис. 6-3. Глубина проникновения тепло-
вой волны в зависимости от длительно-
сти периода изменения температуры.
Однако периодически изменяющаяся внешняя темпе-
ратура— сравнительно редкий частный случай. Для
практических целей необходимо разобрать еще два ре-
жима теплопередачи при внешнем обогреве:
1) температура на поверхности тела поддерживается
постоянной;
2) тепловой• поток через поверхность тела имеет
постоянную величину.
199
Решение уравнения (6-2) как Для случая поддержгГ
ния постоянства температуры, так и при постоянном
тепловом потоке на поверхности может быть записано
в виде функции Крампа.
Примем за начальную температуру 0° С и обозна-
чим температуру на поверхности металла Т8.
В том случае, когда температура на поверхности под-
держивается постоянной: 7s='const, температура для
любой точки внутри металла определяется выражением
т=т3
(6-7)
Знак Ф обозначает интеграл Гаусса1.
На рис. 6-4 показано распределение температур че-
рез Г, 4' и 1(У после начала нагрева в стальной плите,
Рис. 6-4. Распределение тем-
ператур в бесконечно протя-
женной плите, нагреваемой
с одной стороны, при по-
стоянстве температуры у по-
верхности.
Рис. 6-5. Распределение темпера-
тур в разные моменты времени
в пластинке, нагреваемой с двух
сторон, при постоянстве температу-
ры у ее поверхностей.
температура у поверхности которой поддерживается
равной 1 000° С.
Когда нагреву подвергается пластинка толщиной и,
причем температура Ts с обеих.сторон пластинки под-
1 См. Я. Н. Ш п ил ьр ей н, Таблицы специальных функций.
ГТТИ, 1933, ч. 1, стр. 15.
200
держивается постоянной, то температура в толще метал-
ла определяется уравнением
Г=Г./1-4^ехр[
(2m -f- 1) 7с2<2
«2
(П
2m + 1) —
2m 4- 1
(6-8)
На рис 6-5 показано распределение температур
в пластинке.
В цилиндрическом теле распределение температур бу-
дет описываться набором функций Бесселя.
Из уравнения (6-7) можно получить градиент темпе-
ратуры у поверхности стали:
дТ Ts
(6-9)
Помножив эту величину на теплопроводность стали o’,
мы получим величину удельной мощности, которая долж-
на быть приложена к поверхности стали для поддержа-
ния постоянства температуры поверхности бесконечно
протяженной плиты:
дТ °Т о
дд=^Д0 =—(6-10
дг 2 / nat
Для углеродистой стали можно принять ЬР=.
Тч
= 0,55—=-> вшсм2.
ft
Полное количество энергии, прошедшей через единицу
поверхности в глубь металла, будет равно:
t t т
(6-11)
J Ум J 2 ft fnav
о о
Для углеродистой и малолегированных сталей примем:
Д^ = ~[,lTsyt, вт-сек/см2.
201
На рис. 6-6 дана кривая изменения подводимой мощ-
ности АР и полного количества энергии Aq в зависимости
от времени.
Из уравнения (6-10) следует, что в момент / = 0 необ-
ходима бесконечно большая мощность, чтобы иметь от-
личную от нуля температуру на поверхности стали. Та-
ким образом, режим нагрева ,при постоянстве внешней
температуры практически может быть осуществлен, толь-
ко начиная с некоторого времени которое тем меньше,
Рис. 6-6. Изменение во времени мощности ДР,
отводимой от поверхности в глубь металла, и
полной анергии Ас/, поглощаемой металлом,
при постоянстве температуры у его поверх-
ности.
чем больше максимальная удельная мощность АР, кото-
рой мы можем располагать.
Перейдем к режиму нагрева при заданной величине
мощности, выделяемой на поверхности.
При AP = consit решение уравнения (6-2) будет:
Здесь знак Ф, так же как и в уравнении (6-7), обо-
значает интеграл Гаусса,
202
На поверхности объекта (при 2=0)
Ts= • (6-13)
Для стали это выражение можно переписать:
Ts =(0,5—1,5) ДР /Г (6-14)
Примем для стали, как среднее значение коэффици-
ента, стоящего перед ДР в формуле (6-4), величину 0,7,
тогда на основании формулы (6-7) можно построить два
графика изменения температуры по времени и по коор-
Рис. 6-7. Зависимость температуры от координаты z и
времени t при внешнем нагреве с постоянной мощ-
ностью.
динате. На рис. 6-7 представлено распределение темпера-
тур для случая, когда удельная мощность AP=const =
= 500 вт]см?. Так как температура от мощности зави-
сит линейно, то из этого графика легко получить данные
для любой удельной мощности.
При нагреве под поверхностную закалку внешними
источниками тепла режим нагрева обычно соответствует
постоянству удельной мощности на поверхности стали.
При индукционном нагреве мощность, подводимая к
стали, может меняться в довольно широких пределах.
Значительную часть времени нагрев может идти по ре-
жиму, близкому к постоянству температуры на поверх-
ности. Подробнее графики подвода мощности будут
разобраны в § 6-4.
203
6-3. КОЛИЧЕСТВО ТЕЙЛА, НЕОБХОДИМОЕ
ДЛЯ ПОДГОТОВКИ ПОВЕРХНОСТНОГО СЛОЯ б К ЗАКАЛКЕ,
И КОЭФФИЦИЕНТ ИЗБЫТОЧНОГО ТЕПЛА
Теоретический минимум тепла, которое необходимо
затратить при поверхностной закалке на перевод мате-
риала закаливаемого слоя в твердый раствор, имеющий
температуру закалки, составляет примерно для углеро-
дистой стали при медленном нагреве 5 000 б джоулей
на каждый квадратный сантиметр поверхности из-
делия (6 — толщина закаленного слоя). Тепло, факти-
чески сообщаемое закаливаемому объекту, всегда
больше этой величины. При любом способе ведения на-
грева— при любой частоте тока и любом графике изме-
нения мощности во времени — тепло распространяется
за пределы слоя, подготавливаемого к закалке, Некото-
рые авторы называют отношение теоретического мини-
мума тепла к полному количеству тепла, проникшему в
обрабатываемое изделие, термическим к. п. д. поверх-
ностной закалки и считают эта величину основным кри-
терием для.суждения о правильности ведения процесса
нагрева под поверхностую закалку^ Такая трактовка
вопроса вряд ли правильна.
При термической обработке стали энергетика — лишь
служанка технологии. Для любого стального изделия
стоимость термообработки намного меньше стоимости
предыдущей и последующей механических операций. По-
этому количество энергии, затрачиваемой на термообра-
ботку — не столь существенный фактор, чтобы служить
мерилом превосходства того или иного метода нагрева.
Но даже если подойти к вопросу чисто формально и
попытаться определить, какая часть тепла является «бес-
полезной утечкой», то и тогда мы увидим, что тепло,
проникающее за пределы закаленного слоя, никак под
этот термин не подходит. Это тепло небходимо для пра-
вильного ведения технологического процесса и получе-
ния хороших результатов закалки.
Хорошая структура самого закаленного слоя еще не
определяет полностью качества поверхностной закалки.
Закаленный слой должен быть прочно связан с метал-
лом сердцевины посредством переходных структур. А пе-
реходный слой может быть создан лишь за счет тепла,
прошедшего за пределы того слоя, в котором требуется
204
Получить мартенситную структуру. Для большинства из-
делий, например для всех типов режущего и меритель-
ного инструмента, выдвигается еще требование отсут-
ствия внутренних напряжений1. Для этого толщина за-
каленного слоя и кривая распределения температур
внутри обрабатываемого изделия должны быть так по-
добраны, чтобы напряжения, возникающие вследствие
фазовых превращений, компенсировались температур-
ными напряжениями. Если бы даже был осуществим
процесс нагрева, дающий равномерную температуру
в пределах слоя, подготавливаемого к закалке, и скач-
кообразный спад к комнатной температуре в остальной
толще металла, то от такого процесса мы вынуждены
были бы отказаться, так как обрабатываемая деталь
треснула бы из-за термических напряжений уже в са-
мом процессе нагрева.
Кроме того, необходимо указать, что при коротких
временах нагрева (секунды и доли секунды) гомогени-
зация у-раствора происходит при более высоких темпе-
ратурах, и теоретический минимум тепла будет, следо-
вательно выше 5 000 б.
Стало быть, отношение полного количества тепла,
вводимого в обрабатываемое изделие, к величине 5 000 6
не является основным критерием для суждения о качестве
закалки или о совершенстве закалочной установки.
Это —некий коэффициент, который необходимо знать
для энергетического расчета закалочной установки, ко-
эффициент, задаваемый металлургами и металловедами,
но не энергетиками. В дальнейшем будем называть его
коэффициентом избыточного тепла (к. и.т.)
и обозначать буквой К.
Распределение температур от поверхности в толщу
металла к моменту окончания процесса нагрева дается
некоторой кривой T=f(z), как показано на рис. 6-8—
6-10.
Если бы теплоемкость стали была постоянной во всем
интервале температур и при переходе стали из одной мо-
дификации в другую не происходило ни выделений, ни
поглощений тепла, то полное количество тепла, введен-
ного в металл, было бы пропорционально J f (z) dz,
1 Внутренние напряжения, возникающие при поверхностной за-
калке, могут быть использованы лишь в некоторых специальных
случаях в качестве своеобразного автофретажа, повышающего проч-
ность изделия.
205
т. е. площади, ограниченной кривой распределения тем)
ператур и осями координат. На рис. 6-8 и 6-9 эта пло-'
щадь показана косой штриховкой. Теоретический мини-
мум тепла на этих рисунках соответствует площади, за-
штрихованной перекрестно.
В телах, у которых теплоемкость зависит от темпера-
туры, кривая распределения тепла может значительно
отличаться от кривой распределения температур
Рис. 6-8. Распределение тем-
пературы от поверхности
в глубь материала изделия
в случае, когда глубина про-
никновения тока в нагретой
стали больше толщины слоя,
подготавливаемого к закал-
ке: б<600/рлГ
Рис. 6-9. То же, что па рис. 6-8, в слу-
чае, когда глубина проникновения то-
ка в нагретой стали меньше толщины
слоя, подготавливаемого к закалке:
б >600/ VI.
(рис. 6-10). Истинный коэффициент избыточного тепла
получается меньше, чем вычисленный путем планимет-
рирования кривой распределения температур
Так как разные сорта стали имеют различные зави-
симости теплоемкости от температуры, то дать общее
аналитическое выражение для коэффициента избыточно-
го тепла невозможно.
1 Так, например, при отогревании промерзшего грунта тепло-
содержание оттаявшего слоя составляет свыше 3/4 всего тепла,
перешедшего в землю. Если же планиметрировать кривую спадания
температуры в глубь земли, то окажется, что площадь, соответст-
вующая оттаявшему слою, будет раза в 3 меньше, чем площадь,
ограниченная кривой температуры. Для стали, правда, разница не
столь разительна: скрытая теплота перехода а- в у-железо не так
велика по сравнению со средней теплоемкостью стали, как скрытая
теплота таяния льда по сравнению с его теплоемкостью,
206
) Для ориентировочных подсчетов при нагреве током
высокой частоты (рис. 6-9) поступим следующим обра-
зом: примем, что распределение
пределению температуры (этим
мы завысим величину К), и
аппроксимируем кривую рас-
пределения температуры пря-
мой линией (последнее пред-
положение дает ошибку в сто-
рону уменьшения К). Тогда на
основании простого геометри-
ческого построения можно вы-
вести:
к=1+йг+2-к-- (MS)
Например, при температуре
закалки 7^=900° С и перегре-
ве А7'=150°С коэффициент из-
быточного тепла Л=4.
тепла соответствует рас-
Рис. 6-10. Кривые изменения
температуры и теплосодер-
жания от поверхности
в глубь материала, претер-
певающего фазовое превра-
щение.
При «низких частотах»
коэффициент избыточного теп-
ла при том же перегреве АТ
может быть несколько меньше
(см. рис. 6-8, а также рис. 6-9).
Переходная зона при этом, по-
нятно, получается уже.
Практически К никогда не
Верхний предел К=(э—10.
бывает меньше 2,5—3.
6-4. ГРАФИКИ ПОДВОДА МОЩНОСТИ
Если бы при нагреве стали в высокочастотном поле
температура была одна и та же во всей толще металла
и если бы интенсивность электромагнитного поля остава-
лась неизменной в течение всего периода нагрева, то
кривые, представленные на рис. 5-5, могли бы служить
графиком изменения мощности, поглощаемой сталью.
Однако мощность, забираемая стальным изделием, зави-
сит еще от схемы и характеристики генератора, питаю-
щего закалочную установку.
Стальное изделие, подвергающееся нагреву, можно
рассматривать как включенное в схему переменное со-
.207
противление 7?=&]/рр., где k — некий постоянный ко-
эффициент. ’
Если электрическая схема установки составлена та-
ким образом, что проходящий через это сопротивление
ток неизменен в процессе нагрева, то потребляемая
сталью мощность будет меняться пропорционально это-
му сопротивлению:
Р = const (6-16)
Если же, наоборот, электрическая схема установки
так выполнена, что при нагреве остается неизменным
напряжение на зажимах сопротивления, то мощность бу-
дет меняться обратно пропорционально величине сопро-
тивления;
const
(6-17)
Можно, наконец, таким образом составить схему и
подобрать ее параметры, чтобы при изменении нагру-
зочного сопротивления в относительно широких преде-
лах выделяемая на сопротивлении мощность сохранялась
неизменной
Р = const.
(6-18)
Следовательно, в зависимости от схемы и параметров
установки индукционного нагрева возможны разные гра-
фики подвода мощности к стальному изделию:
1) после перехода точки Кюри, когда величина |/рр
падает, подводимая к изделию мощность падает;
2) после перехода точки Кюри подводимая к изде-
лию мощность возрастает;
3) мощность неизменна в течение всего процесса на-
грева.
Наибольшее распространение в Советском Союзе по-
лучили для нагрева под поверхностную закалку лампо-
вые генераторы с самовозбуждением с апериодическим
трансформатором в анодной цепи (см. схемы гл. 14). При
1 А. Е. Слухоцкий и С. Е. Рыскин делают по этому вопросу
замечание, что следует считать основным именно режим с постоян-
ной мощностью. См. А. Е. Слухоцкий и С. Е. Рыскин. Ин-
дукторы для индукционного нагрева машиностроительных деталей.
Машгиз, 1954.
208
такой схеме генератора ток в индукторе мало зависит от
параметров нагрузки, и потребляемая сталью мощность
меняется в соответствии с формулой (6-1'6).
Однако кривая потребления мощности не повторяет
точно кривую рр по ряду причин: при нагреве отдель-
ные участки поверхностного слоя стального изделия на-
греваются с разной быстротой (проходят через точку Кюри
в разные моменты времени).
Кроме того, в ламповом генераторе, работающем на
самовозбуждении, с изменением нагрузки от холостого
хода до максимально допустимого значения напряжение
на колебательном контуре, а следовательно, и на индук-
торе может изменяться На 10—20%' при неизменном
анодном напряжении питания (см. гл. 8).
Падения напряжения в анодном трансформаторе и
токоограничивающих сопротивлениях (резисторах) со-
ставляют обычно 4—6°/о'.
Вследствие этих факторов кривая изменения мощности,
отбираемой объектом, получается более сглаженной, чем
кривая изменения |/рр.. Когда j/pp. принимает максималь-
ное значение, напряжение на нагревательном индукторе
ниже, чем когда |/рр невелик.
На рис. 6-11 представлен типичный график измене-
ния мощности, потребляемой стальным изделием при
нагреве его от лампового генератора, работающего
с апериодическим трансформатором.
Начальную удельную мощность, отбираемую холод-
ной сталью, обозначим ДРо.
При температуре примерно 600° С мощность, отби-
раемая сталью, достигает максимума:
ЛРМакс~ (1,5-2) ДРо,
затем мощность начинает падать, и при температуре по-
верхности выше 800° С ДР=(0,2—0,3) ДР0. На довольно
значительном участке ход изменения ДР на рис. 6-11
схож с ходом изменения ДР на рис. 6-6, соответствую-
щем режиму нагрева при постоянстве температуры на
поверхности.
Представленный на рис. 6-11 график подвода мощно-
сти, при котором после перехода точки Кюри происходит
как бы самовыключение стального изделия из процесса
Ц Г. И. Бдбат. 209
нагрева, обеспечивает высокое качество закалки — от-)
сутствие пережогов и перегрева даже при нестрогом со-
блюдении требуемой для данного изделия начальной
мощности и длительности нагрева (рис. 6-12). Этот
график иногда называют графиком «натурального» на-
грева. На рис. 6-13 и 6-14 ему соответствуют области
«режимов нагрева без регулировки».
(При ламповом генераторе с промежуточным колеба-
тельным контуром возможны разные графики подвода
Рис. 6-11. Кривая изменения
мощности, выделяющейся
в стали в процессе нагрева
под закалку, при условии,
что б >600/ У/ и что часто-
та и ток в индукторе
остаются неизменными в те-
чение всего периода нагрева.
Рис. 6-12. Распределение темпе-
ратуры в стальном объекте
в момент, когда поверхность
достигает температуры Кюри, и
в момент окончания нагрева.
мощности: 1) когда катушка связи приключена парал-
лельно нагревательному контуру (см. схему рис. 9-1,а),
мощность меняется в соответствии с формулой (6-16),
т. е. так же, как и в схеме с апериодическим трансфор-
матором; 2) при последовательном включении катушки
связи (см. схему рис. 9-1,в) мощность определяется фор-
мулой. (6-17), т. е. в первый период нагрева стальное
изделие потребляет меньше мощности, «киснет» в индук-
торе, а затем после перехода точки Кюри начинает ин-
тенсивно нагреваться; 3) комбинируя последовательную
и параллельную связь или вводя в схему дополнитель-
ные индуктивности, можно осуществить режим нагрева
(6-18)—постоянство подводимой мощности вне зависи-
мости от изменения Ущ>- Заметим, что при больших
потерях в индукторе схема с последовательной связью
будет работать по режиму (6-16),
2'0
Режим (6-18) дает наилучшее использование, генера-
тора: позволяет получить при заданной мощности уста-
новки и толщине закаленного слоя наибольшую пло-
щадь одновременного нагрева, однако при этом режиме
всякие неточности в выдержке времени нагрева и в под-
Рис. 6-13. Длительность нагрева в зависимости от
толщины закаливаемого слоя.
водимой к изделию мощности будут сильно отражаться
на качестве закаленного слоя.
Заметим еще, что в машинных генераторах парамет-
ры схемы обычно таковы, что нагрев происходит с при-
близительно неизменной мощностью. Это давало иногда
повод говорить о различных режимах нагрева при «вы-
сокой частоте» и при «низкой частоте». Эти термины
можно до некоторой степени оправдать тем, что при
U* 211
Процесс нагрева стали под закалку можно разбить
на два этапа: нагрев до точки Кюри и нагрев после точ-
ки Кюри. Определим относительную продолжительность
.низкой4 частоте
600 \ , А ..... J
параметры Нагреваемого слоя
меньше изменяются к концу периода нагрева, нежели при
600 \
высокой частоте ( е> >—— .
Рис. 6-14. Зависимость средней удельной мощно-
сти от толщины закаливаемого слоя.
этих двух этапов. На рис. 6-12 представлено распределе-
ние температур в разные моменты нагрева. Кривая А
дает распределение температур в момент достижения
поверхностью стали температуры Кюри 0. К моменту
окончания всего процесса нагрева температура поверх-
ности превышает температуру точки Кюри на ЛТ. Обоз-
начим среднюю мощность, подводимую к объекту в те-
чение первого этапа нагрева, Раг, мощность, подводи-
мую в течение второго этапа нагрева (после точки Кю-
ри), обозначим Ра2. Если Pai~-Pa2, то распределение
температур к моменту окончания нагрева будет давать-
212
ся кривой Ё. Когда Ра2<Ра\, когда нагрев идет йр гра-
фику рис. 6-11, распределение температур будет идти
по более пологой кривой С.
Если бы нагрев происходил при постоянной мощно-
сти, то в первом приближении можно было бы принять,
что время нагрева до точки Кюри относится к времени
нагрева после точки Кюри, как площадь, ограниченная
осями координат и кривой А, относится к площади,
ограниченной кривыми А и В. (Когдамощности в первый
и второй периоды нагрева неодинаковы, необходимо
помножить отношение площадей на отношение мощно-
стей.
Для углеродистых и большинства малолегированных
конструкционных сталей время нагрева после точки
Кюри обычно в 2—4 раза больше времени нагрева до
точки Кюри.
6-5. ЗАВИСИМОСТЬ УДЕЛЬНОЙ МОЩНОСТИ
И ДЛИТЕЛЬНОСТИ НАГРЕВА ОТ ТОЛЩИН ЗАКАЛЕННОГО
СЛОЯ И ПЕРЕХОДНОЙ ЗОНЫ
Одну и ту же толщину закаленного слоя б можно по-
лучить при различных удельных мощностях ДР и дли-
тельностях нагрева t. Поэтому на основании одной вели-
чины б нельзя еще произвести выбора режима нагрева
под закалку.
Рассмотрим переходный слой между мартенситовой
зоной и сердцевинным металлом (на рис. 6-8 и 6-9 тол-
щина его обозначена буквой р). Внутренней границей
этого слоя будет поверхность температур Act. Нагрев
ниже Act не подготавливает сталь к термической обра-
ботке Внешней границей переходного слоя будет тем-
пература Дс3 в том случае, когда длительность нагрева
настолько велика, что твердый раствор, нагретый до Дс3,
успевает гомогенизироваться. При малых временах на-
грева верхней границей переходного слоя надлежит счи-
тать поверхность температур, несколько высших, чем Ас3.
В зависимости от состава стали и быстроты нагрева
разность температур на границах переходного слоя мо-
1 При закалке стали, предварительно термически обработанной
(например, сорбитизоваиной), понятие о внутренней границе пере-
ходного слоя становится довольно расплывчатым, так как в этом
случае нагрев и ниже Acj вызывает структурные изменения.
213
жеТ колебаться от §0 до 2006 С. В дальнейшем будем
обозначать температуру на границах переходного слоя Л,
и Г₽2.
К моменту окончания процесса нагрева под поверх-
ностную закалку переходный слой состоит из структур,
еще не полностью потерявших свою магнитную прони-
цаемость. Следовательно, даже при нагреве токами низ-
кои частоты, когда 6< глубина проникновения тока
в переходном слое получается меньше его толщины р.
Поэтому можно принять, что в переходный слой теп-
ло проходит в основном за счет теплопроводности. При
таком предположении можно определить ту удельную
мощность, которая должна быть приложена к объекту
в момент окончания нагрева, чтобы получить переход-
ный слой требуемой толщины,
ДР=
₽
(6-19)
Если считать заданными толщину переходного слоя р
и разность температур на его границах и Т^, то
можно аналитически определить коэффициент избыточ-
ного тепла:
________
2 (Tpi ~ Т&) б
(6-20)
При нагреве внешними источниками тепла, например
автогенными горелками, величина перегрева ДГ связана
с шириной переходной зоны соотношением
Поэтому при нагреве внешними источниками тепла
можно получить узкую переходную зону только за счет
значительного перегрева внешней поверхности. Чтобы
избежать перегрева, приходится часто мириться с чрез-
мерно размытой зоной и большими значениями К.
При индукционном же нагреве величина ДТ зависит не
только от Т^ — Тр2. Можно так выбрать частоту тока
и длительность нагрева, чтобы перегрев и при узкой пере-
ходной зоне был весьма мал.
214
вт •сек, то
вычислить
Когда график подвода мощности соответствует кри-
вой рис. 6-11, то мощность, вычисленная по формуле
(6-19), будет соответствовать ДРМии на рис. 6-11.
Если принять, что полное количество энергии, кото-
рое необходимо сообщить обрабатываемому изделию для
подготовки его к закалке, равно К-5 000 й
на основании формул (6-19) и (6-20) можно
продолжительность нагрева под закалку:
__ К-5 0005 К-5 0005
Д^ср а (Т Т 1 А —-
М дКков
(6-21)
Это уравнение можно приближенно записать:
5 ООО^Т, ~ 5. Ю3 —
_ т ,2 / \ (T'pi — 1 J2-
--гНа- (6'22)
~ ' В2->
t
Таким образом, длительность нагрева под поверх-
ностную закалку пропорциональна квадрату толщины
переходной зоны.
Если положить, что толщина переходной зоны долж-
на составлять 0,3—0,5 от закаленного слоя, то для угле-
родистых и малолегированных сортов стали можно со-
ставить графики режимов нагрева, показанные на
рис. 6-13 и 6-14.
Когда генератор снабжен устройством для регули-
ровки мощности в процессе нагрева, величина ДРср мо-
жет быть равна или даже меньше ДРкон- Из графиков
рис. 6-13 и 6-14 видно, что при таких режимах нагрева
можно за счет увеличения длительности процесса умень-
шать удельную мощность, требуемую для слоя данной
толщины.
6-6. РАСПРЕДЕЛЕНИЕ ТЕМПЕРАТУР В ЦИЛИНДРИЧЕСКИХ
ТЕЛАХ ПРИ ЦИРКУЛЯЦИИ ВИХРЕВЫХ ТОКОВ ТОЛЬКО
ПО БОКОВОЙ ПОВЕРХНОСТИ И ТЕПЛООТДАЧЕ С ТОРЦОВ
Найдем распределение температур по поверхности
диска рис. 6-15 при стационарном режиме, т. е. когда
ток в индукторе так отрегулирован, что на боковой по-
верхности диска поддерживается постоянная температу-
ра Т. Теплоотдачу с торцевой повехности диска примем
215
подчиняющейся так называемому закону Ньютона, т. е.
будем считать, что количество отдаваемого тепла про-
порционально температуре: д,=й7'. Перепад температур
по высоте диска не будем принимать во внимание.
На рис. 6-16 показан другой, во многом схожий
с рис. 6-15 случай индукционного нагрева. Нагреватель-
ный индуктор В расположен внутри отверстия радиу-
Рис. 6-15. Распределение
температур при нагреве бо-
ковой поверхности диска.
В — нагревательный индуктор.
Рис. 6-16. Распределение температур
при нагреве внутренней поверхности
отверстия в диске.
В— нагревательный индуктор.
сом г, проделанного в плоском диске, внешний радиус
которого равен г\ *. Боковая поверхность отверстия под-
держивается при температуре Т\. Теплоотдачу с осталь-
ной поверхности диска будем также считать подчиняю-
щейся закону Ньютона: q = kT. Теплопроводность мате-
риала o' будем считать не зависящей от температуры.
Выделим в диске рис. 6-15 кольцо радиусом х и со-
ставим для него баланс энергии.
Приход тепла от периферии диска будет равен:
х + Дх
Потери энергии на теплопередачу и излучение
q2 = 2~xhc -\-2™xb.xkT.
* В предельном случае Гу=оо.
?16
На основании Этих двух соотношений можно составить
уравнение теплопередачи:
(6-23)
dx!i 1 * х dx h<s 4
Совершенно такое же уравнение мы получим, если
составим баланс расхода тепла для диска, нагреваемого
изнутри (рис. 6-16).
В этом случае приход энергии будет равен: .
\ / X
а расход энергии на теплопередачу и излучение
д2 =— 2it (л-|- Дх) ha (~г-\ 4-2«Л Дл&Г.
\ ах Jх+Дх
Приравняв q^q^, получим вновь уравнение (6-23).
Обозначив величину х=ин введя эту новую пе-
ременную в уравнение (6-23), получим обычное уравнение
Бесселя нулевого порядка:
В теории бесселевых функций доказывается, что ре-
шением уравнения (6-18) является:
Т=С1/о(ы)+С2Ко(ы). (6-25)
Величины /о(п) и Ло(«) можно найти в специальных
таблицах1. Графики этих функций даны на рис. 1-8.
Произвольные постоянные С{ и С2 можно получить
из граничных условий. В определении Сг и С2 и скажет-
ся разница между двумя задачами рис. 6-15 и рис. 6-16.
Обозначим значения независимой переменной и при
х = 0; х=г и х=Г] соответственно через по=О; иг и «н-
Напомним еще, что первые производные от функций
/о(и) и Ко(и) равны соответственно 1\(и) и Л1(п), а так-
же, что /о(0) — 1, а Ло(О) = °°.
1 См. Я. Н. Шпильрейн, Таблица специальных функций, ч. 1,
ГТТИ, 1933, стр. 51 и 88.
217
Решим сначала уравнение (6-23) для случая рис. 6-15
(нагрев внешней боковой поверхности диска).
Из условий симметрии следует, что в центре диска
производная от температуры по координате равна нулю:
dT/du=0-, тогда на основании уравнения (6-25) можно
написать:
^-СЛ(0) + СЛ(0) = 0. (6-26)
Дабы температура в центре диска имела конечное
значение, коэффициент С2 при ЛДО) должен быть равен
нулю. Коэффициент Су можно определить, зная, что при
и=иг, Т~Т\. Окончательно получаем:
у____'Г /о (м)
— оа(«г)
(6-27)
На основании этого уравнения температура в центре
То равна температуре у края Т1У поделенной на
/ (if & г \
°\/ /
Перейдем к числовым расчетам. При температуре
1 000° С каждый квадратный сантиметр стального изде-
лия в зависимости от циркуляции воздуха вокруг него и
состояния поверхности может терять от 10 до 30 вт. По-
этому коэффициент k для ньютоновского закона тепло-
отдачи надо брать от 0,01 до 0,03 вт/см? >ОС. Теплопро-
водность стали примем 0,25 вт/см‘2-°С.
Следовательно, отношение коэффициента теплоотда-*
чи к коэффициенту теплопроводности k/cf будет лежать
в пределах 0,04—0,12 см-1, а корень квадратный из это-
го отношения 0,2—0,35 см-1/2.
Температура в центре диска будет связана с темпе-
ратурой у края диска уравнением
Л = Го/о[(0,2-0,35) (6-28)
Предположим, что разность температур между цент-
ром диска и краем его допускается 10°/о'. Для такого
812
соотношения аргумент функции Бесселя 1о(х) должен
быть не больше 0,6 (см. график рис. 1-8).
Следовательно,
/•2
-т-=4 — 9 см.
h
Если взять диск, у которого высота равна 0,1 г, то
радиус такого диска должен быть не больше 0,4—1 см
(в зависимости от интенсивности циркуляции воздуха
возле диска), чтобы температура центра не отличалась
от температуры края больше чем на 100° С.
Когда радиус диска весьма велик, функцию Бесселя
можно заменить экспонентой. Начало координат пере-
несем на край металла,тогда
Т == 7\ ехр
/k х
° Yh
(6-29)
Это уравнение определяет, какое соотношение между
высотой и шириной закаленной каемки можно получить
при нагреве стального диска или листа с одного края
в зависимости от отношения коэффициента теплоотдачи
в окружающую среду к коэффициенту теплопроводности
стали.
Весьма характерным в уравнениях (6-28) и (6-29)
является то, что в аргументе стоит отношение ширины
зоны к корню квадратному из ее высоты. При
увеличении толщины нагреваемого листа вдвое ширина
закаленной полосы (при одном и том же перепаде тем-
ператур между внешним и внутренним ее краем) может
увеличиться только в 1,4 раза.
При нагреве в воздухе уравнение (6-23) можно пере-
писать:
Г = Лехр Г-0,2 (6-30)
При температуре закалки 800° С возьмем перегрев
100° С. Отношение Т и Тг будет, следовательно, 0,9. Для
соблюдения этого условия аргумент экспоненты должен
быть не более 0,1 (см. рис. 1-8), следовательно,
^-=0,25 см.
h
219
Когда x='h, толщина закаленной кромки не может
быть получена более 2,5 мм.
Если же взять, например, толщину листа 1 мм, то
ширина закаленного слоя не может быть более 1,6 мм.
Если уменьшить коэффициент теплоотдачи с поверх-
ности стали, затруднив циркуляцию воздуха вокруг по-
верхности изделия или покрыв изделие специальным ас-
бестовым чехлом или обмазкой, то при том же перепаде
температур 100° С величина x2/h может достигнуть вели-
чины 10 мм. При нагреве изделия не в воздухе, а в сре-
де с большей теплопередачей, например в масле или
в воде, величина x2/.h может стать меньше 1 мм.
На основании уравнения (6-30) можно найти dT/dx
при х=0. Помножив эту величину на теплопроводность
стали, мы получим удельную мощность, которую можно
длительно прикладывать к боковой поверхности диска:
ДР = , вт)см2.
(6-31)
Для стали при нагреве в воздухе
ДР = 0,05^=, вт1см2.
(6-32)
Рассмотрим теперь решение уравнения (6-23) для
случая рис. 6-16. Внешний радиус диска обозначим
И, температуру на его внешнем крае Т2. Теплоотдача
с внешней боковой поверхности будет:
q2 = 2^RhkT2.
При этом условии решение уравнения (6-23) будет:
220
(6-33)
Подставив в эту формулу — получим тем-
пературу на краю диска Т2.
Значительно проще выглядит формула (6-33), когда
гг —> оо; тогда
Так как функция К0(и) идет круче, чем ехр(ы), и
тем более круче, чем /0(«), то при нагреве диска изну-
три спад температуры от нагреваемого края получается
более резким, чем при нагреве диска извне.
Следовательно, при одном и том же отношении /г/сг и
одном и том же допустимом перепаде температур на
слое, нагреваемом под закалку, в диске, нагреваемом
изнутри, отношение x2/h (считая х от нагреваемого
края) будет меньше, чем при нагреве диска извне.
Численные расчеты по формулам (6-33) и (6-34) можно
производить, пользуясь графиком рис. 1-8 и таблицами
бесселевых функций. При больших значениях г"|Лфунк-
ции Бесселя асимптотически приближаются к экспоненте.
Индукционный нагрев применяется иногда для
сплошной закалки. При этом обычно не удается полу-
чить равномерного распределения вихревых токов и
равномерного выделения тепла по всей поверхности
объекта. Отдельные участки будут нагреваться за счет
теплопередачи. Вышеприведенные расчеты показывают,
что равномерное распределение температур при этом
тем легче получить, чем меньше коэффициент теплоот-
дачи в окружающую среду. В воздухе, например, удает-
ся равномерно нагреть только объекты с размерами в не-,
сколько сантиметров, объекты больших габаритов при-
ходится нагревать в муфелях, внутренность которых
имеет температуру закалки.
221
В некоторых же случаях для получения зональной
закалки, наоборот, целесообразно преднамеренно усили-
вать теплоотдачу в окружающую среду.
' ' — ГЛАВА СЕДЬМАЯ
СООТНОШЕНИЯ МЕЖДУ ЧАСТОТОЙ ТОКА,
КОЭФФИЦИЕНТОМ МОЩНОСТИ, НАПРЯЖЕНИЕМ
НА ИНДУКТОРЕ, РАЗМЕРАМИ ИНДУКТОРА,
ПЕРЕДАВАЕМОЙ ИНДУКТОРОМ МОЩНОСТЬЮ
И ЕМКОСТЬЮ БАТАРЕИ КОНДЕНСАТОРОВ.
ДИНАМИЧЕСКИЕ УСИЛИЯ
7-1. КОЭФФИЦИЕНТ МОЩНОСТИ ПРИ НАГРЕВЕ
СПЛОШНЫХ ТЕЛ
Рассмотрим нагревательный индуктор в виде плоской
ленты длиной Ц, натянутой над плитой (рис. 7-1) или
обвивающей цилиндр, радиус которого значительно
Рис. 7-2. Цилиндрический
индуктор.
Рис. 7-1. Зигзагообразный индуктор
для нагрева плиты.
больше зазора а между ним и лентой (рис. 7-2). Шири-
ну проводника индуктора обозначим g.
Как в индукторе, так и в нагреваемом изделии плот-
ность тока падает от поверхности в глубь металла по
экспоненциальному закону. Исходя из эквивалентности
теплового эффекта, можно заменить этот ток током по-
стоянной плотности, проходящим в слое металла толщиной
222
• Слой этот имеет активное Сопротивление $
и некоторое собственное (внутреннее) индуктивное сопро-
тивление АвнЮ1.
-Как было отмечено в гл. 1, § 1-3, а также в гл. 3,
§ 3-1, внутри металла при высокой частоте независимо
от удельного сопротивления металла р и его магнитной
проницаемости ц, -фаза тока сдвинута относительно на-
пряжения на 45°, и внутренняя индуктивность токонесу-
щего слоя равна его активному сопротивлению: /? = LBiIio.
При «низкой частоте», когда размеры проводника ин-
дуктора меньше глубины проникновения тока, внутрен-
ний сдвиг фаз в индукторе будет меньше 45°. Однако
мы рассмотрим именно «высокочастотный» случай, так
как для нагреваемого индукционным путем объекта раз-
меры, как правило, больше глубины проникновения.
Чтобы найти полную индуктивность системы нагре-
ваемое изделие — индуктор, необходимо к внутренней
индуктивности токонесущего слоя добавить индуктив-
ность, обусловленную наличием магнитного потока меж-
ду деталью и активной поверхностью индуктора. Этот
магнитный поток пропорционален расстоянию а между
изделием и индуктором.
Если считать, что поле в воздушном зазоре одно-
родно, а напряженность поля в металле и в воздухе оди-
накова, что имеет место при g>pz, то внешний магнит-
ный поток будет в а)/ 2/гр. раз больше внутреннего маг-
нитного потока. Следовательно, в такое же число раз
внешняя индуктивность будет больше внутренней. Отсюда
мы получаем, что полное индуктивное сопротивление на-
шей системы в ( 1 j раз больше ее активного со-
противления.
Следовательно, коэффициент мощности нагреватель-
ного индуктора равен:
cos <р =
2
(7-1)
1 Внутренней будем считать, как и в предыдущих разделах,
индуктивность £вн, обусловленную магнитным потоком, пронизы-
вающим только токонесущий слой.
223
На оснований формулы (7-1) можно высказать сле-
дующие положения:
1. Каковы бы ни были частота питающего тока и
конфигурация нагревательного индуктора, коэффици-
ент мощности последнего не может превысить 0,7.
2. При высоких частотах, когда глубина проникнове-
ния тока значительно меньше зазора между индуктором
и изделием: цз < а, внутренней индуктивностью можно
пренебречь по сравнению с внешней и формулу (7-1)
можно переписать:
cos <р —
аУ 2
(7-2)
2 У2м У f ’
т. е. коэффициент мощности равен глубине проник-
новения магнитного потока, помноженной
на ц и поделенной на расстояние между
нагреваемым объектом ц индуктором.
Для заданной конструкции нагревателя и объекта
коэффициент мощности падает, как корень квадратный
из частоты.
Практически в установках индукционного нагрева
редко приходится иметь дело с коэффициентом мощно-
сти выше 0,3, а весьма часто cos ф бывает порядка
0,1—0,01.
Не следует забывать, что формула (7-2) применима,
лишь пока размеры индуктора малы по сравнению
с длиной волны в воздухе, что справедливо при часто-
тах, практически применяемых для индукционного на-
грева. При более высоких частотах необходимо учиты-
вать потери на излучение электромагнитной энергии
в пространство. С увеличением отношения размеров ин-
дуктора к длине волны эти потери значительно возра-
стают. Поэтому на основании формулы (7-2) нельзя де-
лать общего заключения, что отношение запаса колеба-
тельной энергии в системе к расходу энергии за один пе-
риод (т. е. величина, пропорциональная отношению
L/Д) непрерывно возрастает с повышением частоты
тока.
7-2. ОСОБЕННОСТИ НАГРЕВА ПОЛЫХ ТЕЛ
а) Нагрев цилиндрической трубы
Когда частота тока в индукторе настолько высока,
что глубина проникновения токов в материал полого
цилиндра (рис. 7-3) меньше толщины его стенок, на-
224
грев полого цилиндра ничем не отличается от нагрева
сплошного. При этом, сколь тесно ни расположены ци-
линдр и индуктор, к. п. д. нагрева не может превысить
величины
1
Т)макс —
1 +
1/ Р*Нч
Г РаР*а
(см. гл. 2). Если понизить частоту так, что глубина про-
никновения токов в цилиндре станет больше толщины
его стенок, то его актив-
ное сопротивление с изме-
нением частоты не будет
меняться, и поэтому рас-
чет токов, циркулирую-
щих в цилиндре, надо вес-
ти как для воздушного
трансформатора.
Обозначим взаимоин-
дукцию между цилиндром
и индуктором М, омиче-
ское сопротивление ци-
линдра Л а и индуктив-
ность его Lc
ре, будет равна:
Рис. 7-3. Нагрев полого цилиндра.
тогда мощность, выделяющаяся в цилинд-
/? (l)!>
^а+^а
Ра
Ra-
(7-3)
Если считать заданными частоту и ток в индукторе,
то, взяв в уравнении (7-3) производную по Ra и прирав-
няв ее нулю, получим, что максимальная мощность вы-
делится в обрабатываемом изделии при (£>La—Ra.
Для цилиндра конечной длины весьма трудно аналити-
чески вычислить соотношение между La и Ra ввиду не-
равномерности распределения тока по высоте цилиндра.
Когда высота цилиндра ha много больше его радиуса га,
то активное сопротивление отрезка высотой 1 см будет
2л/*
равно R'a = ра . где «— толщина стенки цилиндра.
Индуктивность цилиндра высотой 1 см будет L' а = ^г2а.
15 Г. И. Бабат. 225
Следовательно, условие получения максимальной мощ-
ности в тонкостенной длинной трубе можно записать:
2Л/.4^.10-'’ = Ра^. (7-4)
Таким образом, когда частота тока задана и для до-
стижения максимального 'к. in. д. нагрева остается варьи-
ровать толщину стенок нагреваемого цилиндра, опти-
мальная толщина определяется по формуле
«о = 2,5-10’ р-, см.
fra
(7-5)
Возможна иная формулировка задачи о нагреве по-
лых тел: размеры и удельное сопротивление нагревае-
мого изделия заданы, а выбрать надо частоту, при кото-
рой получится максимальный к. п. д. нагрева. Для ре-
шения этого вопроса уравнение (7-3) оказывается недо-
статочным. Необходимо еще условиться, как будут зави-
сеть потери в индукторе Р{ от частоты.
Если индуктор выполнен из столь тонких проводни-
ков, что его активное сопротивление от частоты не зави-
сит, то
(О2
const ---5----5,
+ Rl
(7-6)
Уравнение (7-6) максимума не имеет. С увеличением
и к. п. д. нагрева монотонно возрастает.
Когда же толщина проводника индуктора больше
глубины проникновения токов, то потери в индукторе Pi
будут пропорциональны /j/ы и, следовательно,
з
рТ — const
(О2
+ Ra
(7-7)
Максимальный к. п. д. получается при La® = Z3/?a,
т. е. при такой частоте тока, когда омическое сопротив-
ление нагреваемого тела в 1,73 раза меньше его индук-
тивного сопротивления.
Максимум этот нерезко выражен: в пределах 0,5 /?а<
<La со<2 Ра к. п. д. очень мало меняется с частотой.
226
Из уравнения (7-7) можно определить оптимальную
частоту для нагрева цилиндрических полых изделий:
f = 4,3-107(7-8)
ИГ д
[Формулой (7-8) можно, между прочим, пользовать-
ся для определения наивыгоднейшей частоты при про-
греве анодов радиоламп для их обезгазования. Предпо-
ложим, что анод сделан из никеля, его удельное сопро-
тивление в нагретом состоянии ра = 100 • 10-6 ом-см, ра-
диус 0,5 см, а толщина стенок 0,01 см, тогда
4.3-IO?-100-Ю-6 q 5
0,5-0,01 гЦ'
при толщине анода 0,1 см оптимальная частота будет
9 • 104 гц. Практически частоту тока в ламповых генера-
торах, предназначенных для прогрева анодов радиоламп,
берут 2 • 105 -= 106 гц.]
Из формулы (7-8) видно, что при га оптималь-
ная частота получается значительно ниже той, при кото-
рой глубина проникновения равна толщине стенки.
Например, при и=--0,01 га оптимальной является ча-
стота, при которой глубина проникновения в 4 раза
больше толщины стенки.
Вычислим, какой максимальный коэффициент мощ-
ности и к. п. д. можно получить при нагреве полого ци-
линдра.
Рассмотрим предельный случай, когда зазор между
цилиндром и индуктором мал и нач~Л4, т. е. ко-
эффициент связи близок к единице. Тогда переходный
множитель 4=0,707. Глубина проникновения токов
в меди индуктора при оптимальной частоте равна:
z
Си
5 000 Vpi
6,5-Ю3 У
следовательно, потери в индукторе относятся к потерям
в объекте, как __ _____
^- = 1,25/-^!/^. (7-9)
Га " • a f ра
На рис. 7-4 приведен график, иллюстрирующий фор-
мулу (7-9).
15* 227
Формула (7-9) и график рис. 7-4 показывают, что для
индукционного нагрева тонкостенных изделий в ряде
случаев можно применять с достаточно высоким к. п. д.
ток 50 гц.
Если отношение и/га достаточно мало, то даже при
нагреве весьма электропроводных материалов можно
получить малые потери в индукторе.
Рис. 7-4. Отношение мощности, выделяемой
в полом медном цилиндре, к мощности, теряе-
мой в нагревательном индукторе (также мед-
ном), в зависимости от частоты.
Радиальный размер ираводника индуктора ui больше
глубины проникновения тока в меди zGu при всех ча-
стотах. В аксиальном направлении и индуктор, и ци-
линдр безгранично протяженны.
d i — da
При вычислении коэффициента мощности системы
можно поэтому пренебречь сопротивлением индуктора:
7-4 Li нач 0,5 7-a=O,5 Li цач;
7?рез = О,5 Да>
т. е. при максимальном к. п. д. cos ср не может быть вы-
ше 0,7, так же как и при индукционном нагреве сплош-
ных тел.
228
При прогреве анодов радиоламп расстояние между
прогреваемым анодом и индуктором велико благодаря
стеклянному баллону, коэффициент связи между ними
мал и коэффициент мощности при этом обычно не пре-
вышает 0,1.
Вышеприведенные рассуждения об индукции в полом
теле могут быть применены и к разбору работы обычных
силовых трансформаторов с железным сердечником.
Если бы железный сердечник не имел никаких по-
терь, то максимальный к. п. д. такого трансформатора
(минимальные потери в его обмотках) получился бы при
рабочем токе, равном току намагничивания, т. е. при
cos<р='0,7. Из-за того, чтов сердечнике трансформатора
имеются потери (на гистерезис и токи Фуко), не завися-
щие от тока нагрузки, максимальный к. п. д. трансфор-
матора получается при токе нагрузки, превышающем ток
намагничивания. Кроме того, надо учесть, что при очень
близком к единице коэффициенте связи k между обмот-
ками кривая к. п. д. сначала довольно полого падает
с увеличением тока нагрузки, и, следовательно, требова-
ние соблюдения максимального к. п. д. несущественно.
Поэтому в трансформаторах с железным сердечником
нормальным режимом работы считается такой, когда
ток намагничивания — порядка 0,1 тока нагрузки и,
следовательно, при работе на чисто омическую нагрузку
коэффициент мощности трансформатора с железным
сердечником может быть выше 0,99.
б) Нагрев пластинки
В гл. 3, § 3-3—3-6 был рассмотрен нагрев плиты, тол-
щина которой много больше z. При этом распределение
настила токов определялось исключительно геометрией.
Когда толщина плиты (обозначим ее ы) становится мень-
ше z, распределение плотности тока в плите будет зави-
сеть от соотношения между ро, и и f.
Если считать толщину плиты заданной, то макси-
мальный к. п. д. нагрева получится при частоте, для ко-
торой \Ra =0,58 La го.
При производстве практических вычислений тут воз-
никают затруднения, так как река тока в пластинке не
имеет резко очерченного контура, и поэтому неизвестно
вообще, что считать индуктивностью и омическим сопро-
тивлением нагреваемого объекта.
239
Для случая рис. 3-6, когда сама плита является об-
ратным проводником, к. п. д. нагрева монотонно возра-
стает с уменьшением толщины пластины.
Для случая рис. 3-13 при условии, что a^g и b<g,
можно в первом приближении принять, что оптималь-
ная частота определяется из равенства
(7-10)
Z=p«-|-10’. (7-11)
7-3. СООТНОШЕНИЕ МЕЖДУ Et, f, JSP, ha
ПРИ НАГРЕВЕ СПЛОШНЫХ ТЕЛ
Возвратимся к рис. 7-1 и 7-2. Возьмем случай, когда
гар,<^а, и будем считать, что падение напряжения на
индукторе почти не зависит от его омического сопротив-
ления и определяется только его индуктивностью:
Дг ДДг (0.
(7-12)
Будем считать, что река вихревого тока в изделии
имеет ту же ширину g, что и лента индуктора, и длина
• средней линии вихревого тока приблизительно равна
длине индуктора Тогда множитель мощности (омиче-
ское сопротивление токонесущего слоя изделия) будет
равен:
(7-13)
Так как нагреваемая поверхность изделия Sa«glit
то формулу (7-13) можно переписать:
На основании формул (7-12) и (7-13) можно написать,
что выделяемая в изделии мощность равна:
(7-15)
230
Подставив вместо глубины проникновения za ее выра-
жение через ра, ра и f и произведя в формуле (7-15) не-
обходимые сокращения, получим:
£2 г2 J JL
Ра = -^-(Ра^2 f 2 (7-16)
Если расстояние а между изделием и индуктором ма-
ло по сравнению с шириной проводника индуктора g, то
индуктивность системы изделие—индуктор будет равна:
I __ 4r.ali
g ’
Поделим обе части уравнения (7-16) на нагревае-
мую площадь Sa. Тогда с левой стороны уравнения бу-
дет уже не полная мощность, а удельная мощность ДР,
вт/см2.
Уравнение (7-16) можно теперь представить в виде
£2/2 L-A
— f4nali\z 2 (PaFa) f • (7-17)
После необходимых сокращений получим:
^Р ~ 32п3(Щ,)2 (Ра1*а)
(7-18)
Эта формула дает взаимную связь между удельной
мощностью ДР, частотой тока f, напряжением на индук-
торе Е{, физическими характеристиками нагреваемого
металла ра и р.а и геометрическими размерами индукто-
ра а и Ц. Ширина индуктора g в эту формулу не входит.
При построении двухмерных графиков на основании
формулы (7-18) одна из входящих в нее величин долж-
на быть принята за искомую функцию, вторая — за не-
зависимую переменную, а все остальные величины — за
параметры.
Примем сначала за функцию частоту /, а за незави-
симую переменную — размеры индуктора alf, парамет-
ром будем считать отношение квадрата напряжения на
231
Рис. 7-5. Зависимость частоты тока от геометри-
ческих размеров индуктора для стали холодной
(сплошные линии а) и нагретой до 800° С (пунк-
тирные линии у). (Ej — в вольтах, — в ваттах
на квадратный сантиметр.)
индукторе Е2 к удельной мощности ДР. Тогда в практи-
ческих единицах формула (7-18) напишется:
2
/ \ з _1_ _ А
(РаНа)3(М 3- (7-19>;
Наиболее интересен для практики нагрев стали. Гра-i
фик рис. 7-5 построен для двух значений р и у-: сплош-
ные линии с индексом а относятся к углеродистой стала'
232 i
([л =—100 и p=40's ом-см), пунктирные линии с индек-
сом у относятся к стали в аустенитном состоянии (|* = 1
и р = 10~4 ом-c^t).
В первом случае (сталь в модификации а) формула
(7-19) приобретает вид:
2
/ с2 . Т _ ±
f = (м 3-
Во втором случае (сталь в модификации у) формулу
(7-19) надо записать:
2
/ р2 \ 3 _ ±
/ = 4,8-10® Ш (М 3,
В случае цилиндрического индуктора диаметром di
длина его проводника в этом случае формулу
(7-19) можно переписать:
/ = 2,1-10®
2 __4
^\3(dtan) 3
др J
(7-20)
Формулы (7-19) и (7-20) показывают, что с увеличе-
нием длины индуктора необходимо для сохранения
прежних значений АР и Е понизить частоту питающего
тока. При заданной частоте и удельной мощности напря-
жение на индукторе растет пропорционально величине
ka.
На рис. 7-6 приведен график формулы (7-19) в не-
сколько ином виде. В качестве функции взято напряже-
ние на индукторе E't при Ца= \ см2. Независимая пере-
менная здесь — удельная мощность АР, а параметр —
частота тока f. Уравнение, на основании которого по-
строен график рис. 7-6, выглядит так:
з _______1_ 1
Е'< = 1,8-10-74 (раИя) 4 ДР2. (7-21)
Значения р и [» на графике рис. 7-6, построенном по
формуле (7-21), опять равны р=10'5 ом-см и р,= 100
для стали а и р=10-4 ом-см; [л = 1 для стали у.
233
Рис. 7-6. Зависимость напряжения на единицу размера
индуктора от удельной мощности для стали холодной (ли-
нии а) и нагретой до 800° С (линии у) при разных часто-
. . тах тока.
Из графиков рис. 7-5 и 7-6 видно, что если при боль-
ших габаритах детали и большой мощности желательно
сохранить невысокое напряжение на индукторе, то не-
обходимо делать последний из нескольких параллельных
ветвей.
7-4. ЗАВИСИМОСТЬ ВЕЛИЧИНЫ КОНДЕНСАТОРНОЙ
БАТАРЕИ ОТ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ИНДУКТОРА
И ОТНОШЕНИЯ ДР/£<
Все типы генераторов — как машинные, так и гене-
раторы с электронными и ионными приборами — могут
работать с экономически приемлемым к. п. д. лишь при
условии, что коэффициент мощности нагрузки coscp не
ниже 0,7—0,5. Между тем, как следует из формулы
(7-2), коэффициент мощности нагревательного индук-
тора часто бывает меньше 0,1.
Единственный способ получить при таком cos ср ин-
дуктора хороший к. п. д. — это направить реактивную
энергию, запасаемую в индукторе, не в генератор, а в
конденсаторную батарею.
234
Реактивная мощность конденсаторной батареи, кото-
рая должна быть приключена к нагревательному индук-
тору, чтобы довести коэффициент мощности,.системы до
единицы, равна:
Рс = Ра tg ф.
Для значений ф, близких к 90°, Pc~Pa/cos ф.
Потери в бумажно-масляных конденсаторах состав-
ляют около 0,2—0,25%: от их реактивной мощности.
В слюдяных конденсаторах потери равны всего 0,05—
0,1%'. В воздушных конденсаторах потерями вообще
можно пренебречь.
Таким образом, несмотря на то, что реактивная мощ-
ность конденсаторной батареи может в 10—20 раз пре-
вышать активную мощность установки индукционного
нагрева, суммарные потери в конденсаторах невелики.
Обычно они бывают меньше 2%' от Ра.
Однако как по стоимости своей, так и по габаритам
конденсаторы занимают весьма существенное место
в установке индукционного нагрева.
Дабы иметь возможность правильно выбрать частоту
тока и параметры конденсаторной батареи, проанализи-
руем взаимную связь между данными индуктора и вели-
чиной конденсаторной батареи.
Почти всегда киловольт-амперы конденсаторной ба-
тареи должны быть больше киловольт-ампер нагрева-
тельного индуктора, так как, помимо реактивности ин-
дуктора, необходимо компенсировать еще реактивность
соединительных проводников и промежуточного транс-
форматора, а в случае машинного генератора — еще и
реактивность его обмоток. Но мы сначала проведем рас-
чет в предположении, что конденсаторы приключены не-
посредственно параллельно активной части индуктора.
Таким образом мы выясним теоретический минимум ем-
кости, которой должна быть снабжена установка индук-
ционного нагрева.
Когда конденсатор приключен параллельно индук-
тору, емкостное сопротивление конденсатора 1/Сы
должно быть равно Li со.
Следовательно,
£ ________
235
_ 3_ 3
Заменив в формуле (7-16) f 2 через (4тс2£гС)4,
можно переписать эту формулу:
з
__ 12С4
Р = /2^ (7-22)
SLi
Мощность, выделяемая в изделии, возрастает про-
порционально степени 3Д емкости батареи, приключен-
ной к индуктору, если напряжение на индукторе поддер-
живать неизменным и если частота генератора остается
равной собственной частоте контура индуктор — конден-
саторная батарея.
Увеличение же самоиндукции нагревательного индук-
тора вызывает уменьшение мощности, передаваемой из-
делию. Увеличение зазора между изделием и индукто-
ром вдвое вызывает падение мощности в (2)г74~2,4 раза
(если этот увеличенный зазор еще настолько мал, что
распределение поверхностной плотности тока в изделии
не. изменится; в противном случае мощность упадет зна-
чительно больше).
Если же, например, одновитковый индуктор заменить
двухвитковым (при одинаковых габаритах самоиндук-
ция возрастет вчетверо), а емкость батареи конденсато-
ров и напряжение на индукторе оставить неизменными
(при этом вдвое понизится частота и вдвое уменьшится
ток в индукторе), то подводимая мощность должна
упасть в 1,4 раза, так как при таком изменении формы
индуктора изменится в 1,4 раза величина /2/Ь5/4.
В установках, где индуктор включается посредством
длинных соединительных проводов или через промежу-
точный трансформатор, замена одновиткового индуктора
многовитковым может вызвать не уменьшение, а увели-
чение мощности, отдаваемой нагреваемому объекту, так
как с увеличением числа витков уменьшается падение
напряжения на соединительных проводниках и повыша-
ется напряжение на активной части индуктора. Кроме
того, из-за индуктивности соединительных проводов соб-
ственная частота контура падает с увеличением числа
витков индуктора значительно медленнее, чем величи-
на LT1/2.
236
( Заменим теперь в формуле (7-18) частоту f через Li
и С, тогда
Е2 хТ
др=^(4^) 4 (4) Gr) •
Примем в этой формуле за функцию С в сантиметрах
и выразим все остальные величины в практических еди-
ницах, тогда
С = 2-10<«(а/,) (-jr) (РЛ) • <7'24>
Формула (7-24) дает теоретический минимум емко-
сти, которая должна быть приключена параллельно на-
гревательному индуктору для компенсации реактивной
составляющей его тока.
Величина этой емкости прямо пропорциональна ши-
рине индуктора g. График рис. 7-7 построен для g, рав-
ного 1 см. Как и в предыдущих двух графиках рис. 7-5
и рис. 7-6, подсчеты произведены для двух значений р
и ц (для стали а и стали у).
При построении графика рис. 7-7 за независимую
переменную взята величина (a/,), a E2JkP принята как
параметр. Из этого графика видно, что чем больше на-
пряжение на индукторе и чем меньше удельная мощ-
ность, тем меньшая емкость может быть приключена
к нагревательному индуктору.
Вышеприведенные расчеты и три графика справедли-
вы только при весьма тесном расположении нагревае-
мого изделия и индуктора, так как только при этом ус-
ловии настил вихревого тока в изделии будет равен на-
стилу тока в индукторе, а при многовитковом индукторе,
обвивающем цилиндр, необходимо еще, чтобы зазор
между витками был мал по сравнению с шириной вит-
ка g. Для тонких дисковых изделий (например, шесте-
рен или дисковых фрезеров) эти графики не дают точ-
ных результатов '. Но ими все же удобно пользоваться
для определения порядка величин.
аЦ
1 Для таких объектов формула Г=4л— дает преувеличенные
значения L (подробнее см. рис. 3-22).
237
На основании графиков рис. 7-5—7-7 следует заклю-
чить, что при заданных габаритах изделия можно полу-
чить требуемую удельную мощность ДР на его поверхно-
сти при различных частотах тока, варьируя число витков
Рис. 7-7. Зависимость емкости батареи конденса-
торов от геометрических размеров нагревательно-
го индуктора (а—p = JO~s ом см; ц=100);
(у— р = 10-4 ом • см; ip = 1).
индуктора (т. е. длину его проводника Ц) и напряжение
на нем.
Если при варьировании числа витков индуктора за-
зор а между объектом и индуктором остается постоян-
ным, то величина £^/2 также не меняется. Следова-
238
тельно, и cos ср, и Рс от числа витков прямо не зависят,
а определяются величинами а и f.
Стоимости индуктора и промежуточного трансформа-
тора от частоты не зависят. Таким образом, стоимость
нагревательного контура будет минимальной при той ча-
стоте, при которой стоимость конденсаторной батареи
будет наименьшей.
Для бумажно-масляных и слюдяных конденсаторов
стоимость одного установленного киловольт-ампера сна-
чала падает пропорционально возрастанию частоты, за-
тем имеются некоторые пре-
делы, в которых стоимость
мало меняется. При даль-
нейшем возрастании часто-
ты начинают быстро возра-
стать потери в конденсато-
рах, и увеличение частоты
становится неэкономичным
при данном типе конденса-
торов.
Таким образом, как для
бумажно-масляных, так и
для слюдяных конденсато-
ров существуют свои обла-
сти оптимальных частот,
при которых стоимость эксплуатации батареи (т. е. про-
центы на- ее амортизацию плюс стоимость потерь элек-
троэнергии) получается наименьшей.
Как при более высоких, так и при более низких ча-
стотах эксплуатация батареи конденсаторов стоит до-
роже.
Для бумажно-масляных конденсаторов самые выгод-
ные частоты — это 500—2 000 гц, хотя, конечно, этот тип
конденсаторов применяется для частот и более низких
(до 50 гц) и более высоких (до 20 000 гц).
Слюдяные конденсаторы выгодны в диапазоне ча-
стот 5 • 104—5 • 105 гц.
На рис. 7-8 и 7-9 показаны батареи слюдяных кон-
денсаторов установок индукционного нагрева с лампо-
выми генераторами.
Помимо слюдяных, существуют и другие типы кон-
денсаторов с твердым диэлектриком. Таковы керамиче-
ские конденсаторы с изоляцией из титаносодержащих
-239
Рис. 7-8. Батарея конденсато-
ров на 171 ква с индуктором
для нагрева вручную.
материалов (рутил, титанат бария, керофар, тикопд
и др.) с высокой диэлектрической постоянной и конден-
саторы с изоляцией из серы. Однако у нас такие конден-
саторы пока применяются реже, нежели слюдяные.
Воздушные конденсаторы становятся выгодными при
частотах выше 106 гц. Верхнего предела частот для них
не существует. Чем частота выше, тем меньше стоимость
Рис. 7-9. Общий вид батареи конденсаторов номинальной
мощностью 16 800 ква, состоящей из 196 конденсаторов по
85,5 Ква каждый.
батареи воздушных конденсаторов для заданных индук-
тора и полезной мощности, выделяемой последним.
Таким образом, с электротехнической точки зрения
выбор частоты тока для установки индукционного нагре-
ва весьма прост. Зная размеры наименьших объектов,
подвергающихся нагреву, можно определить на основа-
нии изложенного в гл. 2, а также в гл. 3, § 3-6, при ка-
кой частоте к. п. д. нагрева перестает резко возрастать.
Эта частота сразу указывает на тип конденсаторов,
который может быть применен.
Дальнейшее повышение частоты допустимо обычно
в довольно широких пределах, его ограничивает лишь
возрастание напряжения на нагревательном индукторе.
Если со стороны технологии никаких особых требо-
ваний не имеется (например, в плавильных печах), то
можно выбирать частоту, соответствующую наименьшей
стоимости конденсаторной батареи. Однако технологиче-
ские требования могут сильно изменить выбор частот.
При поверхностной закалке — например, для получе-
ния тонкого слоя—-часто приходится применять частоты
значительно более высокие, чем это необходимо для хо-
рошего к. п.д. Вместо частот звукового диапазона, впол-
не достаточных для обеспечения высокого к. п. д., при-
ходится применять радиочастоты.
Выяснив диапазон частот, в котором должна рабо-
тать установка, можно на основании графиков рис. 7-5—
7-7 сделать заключение о конструкциях индукторов,
предназначенных для разных целей. При прогреве ано-
дов радиоламп и в плавильных металлургических печах
приходится иметь дело с относительно малыми удельны-
ми мощностями (часто меньше 10 вт[см?). Поэтому и
для печей, и для прогрева деталей радиоламп можно
применять многовитковые индукторы, не боясь из-за
большого ai{ чрезмерно повысить напряжение на индук-
торе. При многовитковых индукторах можно делать от-
носительно длинные соединительные провода между ин-
дуктором и конденсаторной батареей, так как отношение
потерь в соединительных проводах к потерям в индук-
торе равно отношению длины соединительных проводов
к длине провода индуктора, помноженному на отноше-
ние ширины провода индуктора g к ширине (или пери-
метру) соединительного провода. В индукционных печах
конденсаторы очень часто устанавливаются на расстоя-
нии 15—20 м от нагревательного индуктора.
При поверхностной закалке приходится выделять на
стали мощности до 1 000 вт/см?-, чтобы избежать чрез-
мерного повышения напряжения на индукторе, берут
малые значения аЦ *. При этом батарея конденсаторов
или переходный трансформатор должны быть установле-
1 Справедливость требует отметить, что иногда малая величи-
на all индукторов для закалочных установок обусловливается не
электрическими и не технологическими, а исключительно эксплуа-
тационными и конструктивными соображениями. Разъемные индук-
торы, например, легче всего делать одновитковыми. В неразъемных
индукторах одновитковое выполнение также имеет преимущества
перед многовитковым в отношении большей простоты изготовления,
возможности получить большую точность в размерах и т. д.
16 Г. И. Вабат. 241
ны в непосредственной близости от индуктора (для не-
которых конструкций индуктора — на расстоянии не
больше десятка сантиметров). В случае больших габа-
ритов изделия напряжение на зажимах индуктора полу-
чается порядка нескольких сотен вольт, даже если ин-
дуктор одновитковый.
7-5. ГРАНИЦЫ ПРИМЕНИМОСТИ РАСЧЕТНЫХ ГРАФИКОВ
При построении графиков рис. 7-5—7-7 было приня-
то, что глубина проникновения исчезающе мала по
сравнению с размерами индуктора и объекта. Проведем
теперь более точный расчет.
Рис. 7-10. Железные (а и у) н медный (Си)
шары радиусом 1 см в индукторе, ток в ко-
тором остается постоянным. Зависимость
мощности от частоты. Нижний ряд цифр —
напряжение на индукторе.
Вычислим количество энергии, выделяющейся в шаре
радиусом 1 см, помещенном в четырехвитковый индук-
тор диаметром 4 см и высотой 4 см *. Индуктивность
системы при весьма высокой частоте равна Li рез = 320 см.
Рассмотрим сначала зависимость выделяющегося тепла
* Будем для этого пользоваться формулами гл. 2.
242
Of частоты при Неизменной интенсивности поля внутри
индуктора. Для этого в нем должен поддерживаться по-
стоянный ток.
Расчет, проведенный при токе 100 а (напряженность
поля ~ 9 600 а/м), дает кривые рис. 7-10. Интересно отме-
тить, что для железного шара в очень широком диапа-
зоне частот мощность возра-
стает пропорционально первой
степени частоты и, лишь начи-
ная с />105 гц, мощность рас-
тет пропорционально fll<2.
На рис. 7-11 показано изме-
нение мощности с частотой при
постоянном напряжении на за-
жимах индуктора (ток с повы-
шением частоты будет падать).
При высоких частотах мощ-
ность падает с возрастанием
частоты, как f~312. С пониже-
нием частоты до некоторого
предела мощность возрастает.
До этого-то предела и можно
пользоваться графиками рис.
7-5—7-7.
При дальнейшем пониже-
нии частоты мощность, выде-
ляющаяся в шаре, начинает
падать, так как возрастает ин-
дуктивность системы и, кроме
того, резко увеличивается оми-
ческое падение напряжения на
Рис. 7-11. Железные (а и у)
и медный (Си) шары в ин-
дукторе, напряжение на за-
жимах которого остается по-
стоянным (100 в).
Зависимость мощности от
частоты. Нижний ряд
цифр — ток индуктора.
индукторе.
На рис. 7-12 показана зависимость мощности, выде-
ляющейся в шаре, от емкости конденсаторной батареи.
При высоких частотах формула (7-17) справедлива и
мощность возрастает пропорционально Сзм. Затем рост
мощности замедляется. Особенно заметно это у ферро-
магнитных материалов (железо а). Внутри некоторого
интервала мощность растет как С0’5; после этого имеет-
ся довольно большой участок, на котором изменение ем-
кости почти не отзывается на мощности, выделяющейся
в шаре. Это соответствует области частот, для которых
16* 243
При еще большем увеличении еМкосФи растут тблькб
ток индуктора и потери в нем. Мощность, выделяющая-
ся в шаре, уменьшается.
Понятно, что такой ход кривой зависимости Р от С
должен иметь место не только для шара, но и для тела
любой формы.
При нагреве ферромагнитных материалов можно про-
изводить регулировку мощности путем изменения емко-
Рис. 7-12. Зависимость мощности, выде-
ляющейся в шаре, от емкости батареи
конденсаторов, приключенной к индукто-
ру, при напряжении на индукторе 100 в.
Нижний ряд цифр по осн абсцисс — ча-
стота тока.
сти лишь при столь высоких частотах, когда не сказы-
вается размагничивающее действие концов нагреваемо-
го объекта. (Для шара это условие будет: pz < г, для
плоской плиты pZ g).
Часто индуктор приключается через промежуточный
трансформатор. В этом случае емкость, приключаемая
параллельно первичной обмотке понижающего транс-
форматора, должна быть в п2 раз (п — коэффициент
трансформации) меньше той, которая приключается не-
посредственно параллельно индуктору. Если, например,
взять коэффициент трансформации 50, то, чтобы выде-
лить в железном шаре, показанном на рис. 7-11, 1,5 кет,
244
параллельно индуктору необходимо приключить конден-
сатор емкостью 10 мкф, параллельно же первичной об-
мотке трансформатора достаточно приключить С =
= 4 000 см. Благодаря применению переходного транс-
форматора киловольт-амперы конденсаторной батареи
не уменьшаются, а даже несколько увеличиваются [см.
подробнее уравнение (9-13)]. Однако конструктивное вы-
полнение конденсатора на высокие напряжения и малую
емкость часто оказывается более легким, чем на низкое
напряжение и большую емкость.
В заключение следует указать, что сделанное в на-
чале этой главы предположение о пропорциональности
мощности квадрату напряженности магнитного поля
справедливо лишь для немагнитных материалов. В фер-
ромагнитных материалах мощность растет медленнее
Н2 из-за падения ц.
Поэтому в ферромагнитных материалах зависимость
мощности от С и Li будет выражаться более низкими
степенями, чем 3/4 и —5/4, даже при столь высоких ча-
стотах, при которых величина ц2 значительно меньше
размеров объекта и индуктора.
7-6. МЕХАНИЧЕСКИЕ УСИЛИЯ ПРИ ИНДУКЦИОННОМ
НАГРЕВЕ
Расчет механических усилий, действующих в системе
проводников, обтекаемых токами, можно вести двумя
путями. Первый, указанный еще Ампером, — это инте-
грирование взаимодействия бесконечно малых элементов
проводников.
Второй метод, развитый Максвеллом, основан на том
положении, что сила, действующая в некотором направ-
лении на контур с током, равна отношению величины
изменения электромагнитной энергии контура при его
перемещении в данном направлении к величине самого
перемещения. Так как электромагнитная энергия конту-
ра равна Lil2l2, то сила, действующая на контур, будет
равна производной от изменения индуктивности по коор-
динате, помноженной на квадрат тока.
Оба эти метода ведут к совершенно одинаковым ко-
нечным формулам, но обычно при пользовании вторым
методом выкладки получаются короче.
245
Кроме того, второй метод позволяет для определения
динамических усилий пользоваться моделированием
в электролитической ванне, как было рассмотрено
в гл. 4, § 4-7. Измерив индуктивность изучаемой системы
при нескольких взаимных положениях нагреваемого объ-
екта и индуктора, можно вычислить изменение индуктив-
ности по координате и таким образом найти направле-
ние возникающего динамического усилия и его величину.
Проанализируем связь между механическимй усилия-
ми, удельной мощностью и частотой тока. Вернемся для
этого к рис. 7-1 и 7-2, т. е. рассмотрим индуктор в виде
плоской ленты, ширина которой g значительно превы-
шает расстояние а между индуктором и нагреваемым
объектом. Индуктивность на каждый сантиметр такой
индуктивности по рас-
ленты будет 4tt —. Производная от
стоянию а будет 4it/g.
Ток в индукторе мы условились
кивающее усилие, испытываемое
индуктора, будет F — , дн/см. Следовательно, удель-
обозначать Оттал-
каждым сантиметром
ное давление на каждый квадратный сантиметр поверх-
ности нагреваемого объекта или индуктора
, дн/см*. (7-25)
Ток в индукторе Ц равен настилу тока Д, помножен-
ному на ширину индуктора. Поэтому формулу (7-25)
можно переписать;
= 4к/? дн^см2. (7-26)
Этот вывод может показаться несколько неожидан-
ным, так как большинство авторов дает зависимость
механических усилий от расстояния между токонесущи-
ми проводниками, в формуле же (7-26) удельное давле-
ние не зависит ни от расстояния между индуктором и
нагреваемым объектом, ни от ширины проводника ин-
дуктора, а только от настила тока в индукторе. Такой
результат получился вследствие предположения, что
L; = 4jt—. Тем самым было сделано неявное допущение,
246
что интенсивность магнитного поля между индуктором
и нагреваемым объектом зависит только от настила тока.
Это справедливо при -|->10. При меньшей величине от-
ношения g/a надо пользоваться для определения индук-
тивности графиком на рис. 3-22. Не будем пока делать
этого уточнения, так как формула (7-26) позволяет бо-
лее четко выявить соотношения между удельной мощно-
стью, частотой тока и удельным давлением.
Величину J2 можно выразить через удельную мощ-
Л п
ность, вспомнив, что последняя равна ДР =-----------
Подставив эти величины, выраженные в практических
единицах, в формулу (7-26), получим:
ДР = 6-10~4- , кг] см*. (7-27)
У РаМ
Для холодной стали р = 10~5 ом-см и у —100, сле-
довательно,
Д^ео = °>02^ ^м*. (7-28)
Для стали, нагретой выше точки Кюри, р =
= 10-4 ом-см, и р.= 1 и
ДРрет==0,06^, kz/cm3. (7-29)
Для меди удельные давления получаются несколько
больше, а именно
Ар
ДРСи = 0,45^, кг[см*. (7-30)
На рис. 7-13 показана зависимость удельного давле-
ния от частоты для холодной и нагретой части при
удельной мощности АР = 1 000 вт/см2.
График на рис. 7-13 пригоден только для столь вы-
соких частот, что ца2а<а. Интересно проследить, как ме-
няются усилия между стальным объектом и токонесу-
щим проводом во всем спектре частот. Когда частота
тока очень низка, сталь втягивает в себя силовые линии и
провод стремится приблизиться к объекту. Удельное уси-
лие при этом можно вычислить, считая, что за поверх-
247
ностью стали (получается зеркальное изображение про-
водника с током, (равным }-. Если ца велико и токо-
несущий проводник широк, то удельное усилие (а тем
более суммарное усилие на сантиметр) может быть зна-
чительным, оставаясь, однако, всегда меньше величины
\F—4nJt- Это объясняется тем, что при низкой частоте
«внутренняя индуктивность» токонесущего проводника
Рис. 7-13. Зависимость удельных усилий
от частоты при удельной мощности
ДР= 1 000 вт1с.м2.
(даже расположенного близко от стали) составляет зна-
чительный процент от полной индуктивности. Поэтому
при изменении расстояния между проводником и сталью
относительные изменения индуктивности (а следователь-
но, и усилия) значительно меньше, чем при весьма высо-
кой частоте, когда «внутренняя индуктивность» близка
к нулю.
С повышением частоты результирующее усилие меж-
ду токонесущим проводником и стальным объектом па-
дает. Легко сообразить, что оно должно перейти через
нуль при такой частоте, когда самоиндукция системы
не меняется при внесении стального объекта в сферу
действия индуктора. При более высокой частоте стальной
объект начинает отталкиваться от проводника с током.
Для ферромагнитного шара, помещенного вблизи ин-
дуктора, динамические усилия становятся равными нулю
при такой частоте тока, когда глубина проникновения
токов станет в ц раз меньше радиуса шара.
248
Для плоской плиты, над которой помещен одиночный
провод, динамические усилия исчезнут при pz, равном
расстоянию от провода до плиты (при весьма тонком
проводе) или ковда цг станет равным ширине провода g
(при «<<§). Существование частоты, при которой отсут-
ствуют динамические усилия между двумя токонесущи-
ми системами, представляет весьма любопытный с теоре-
Рис. 7-14. Удельные механические
усилия между токонесущей лентой и
плитой в зависимости от соотношений
между величинами а и q и глубиной
проникновения тока г.
тической точки зрения факт. Однако практического зна-
чения это явление не имеет.
На рис. 7-14 показано, как меняются механические
усилия между токонесущим проводником и стальной пли-
той при изменении расстояния между ними (все расстоя-
ния измеряются в единицах глубины проникновения).
Этот ход кривой и дал повод для суждения: «токи
низкой частоты тянут, но не греют, а высокочастотные
греют, но не тянут». Низкие частоты необходимы для
преобразования электрической энергии в механическую,
высокие хороши для преобразования электрической в те-
пловую.
На первый взгляд может показаться, что наличие ча-
стоты, при которой отсутствуют динамические усилия,
249
находится в противоречии с основным законом электро-
динамики, гласящим, что при падении на проводник
электромагнитной волны всегда возникают механические
силы.
Мы рассматриваем результирующее усилие, т. е. сум-
му всех усилий, усредненных во времени и в простран-
стве.
Это результирующее усилие ?а счет взаимного урав-
новешивания может быть равно нулю, несмотря на то
что мгновенные значения сил имеют конечные значения.
Механические усилия между индуктором и диамаг-
нитным или парамагнитным объектом всегда отталкива-
ющие. Эти усилия обычно падают с увеличением рас-
стояния между индуктором и объектом. Таким образом,
при помощи вихревых токов может быть осуществлена
статически устойчивая система, в которой металлический
объект (медный или алюминиевый) будет парить в воз-
духе над индуктором, не касаясь последнего 1 (как гроб
Магомета по арабским легендам).
Такие устройства применялись в качестве аттракцио-
нов 2; этот принцип иногда используется для создания
подпятников без трения. Например, на «электромагнит-
ном дутье» частично держится внутренняя сфера гидро-
компаса Аншюц 3.
В цилиндрических индукторах возникают растягива-
ющие усилия, стремящиеся разорвать проводник. Вели-
чину их можно вычислить аналогично тому, как вычис-
ляется усилие, действующее на стенки тонких цилиндри-
ческих оболочек, подвергающихся внутреннему давле-
нию.
Обозначим разрывающее усилие, приходящееся на
каждый сантиметр ширины индуктора, F':
F’ = LFdi = 6 • 10 -4 -, кг! см.
1 Archiv fiir Elektrot., Н. 3, S. 211, 1928.
2 Bedford В. D., Peer L. H. and Tonks L., The Electro-
magnetic Levitator, Gen. El. Review, vol. 42, № 6, June 1939, p. 246.
3 Электродинамические усилия между индуктором и нагревае-
мым объектом нашли полезное применение в устройствах для бес-
тигельной плавки химически активных металлов. См., например,
А. А. Фогель, Индукционные способы бестигельной плавки метал-
лов, «Вестник электропромышленности», 1960, № 4, 16—20.
[Прим, ред.]
250
При высоких частотах это усилие не достигает вели-
чин, опасных для меди индуктора, даже при больших
диаметрах нагреваемого объекта. В некоторых случаях
наличие динамических усилий может оказаться полез-
ным, так как они способствуют самоцентрированию на-
греваемого объекта 'в индукторе.
В индукторах более сложной .формы, обладающих
меньшей жесткостью, например .в петлевых (см. гл. 10,
рис. 10-23), динамические усилия могут вызвать смеще-
ние проводников друг относительно друга. Такие индук-
торы иногда приходится
снабжать вспомогатель-
ными креплениями.
Полная величина ме-
ханического усилия меж-
ду индуктором и нагре-
ваемым объектом зависит
от величины &F и нагре-
ваемой площади Sa. Од-
нако она не прямо про-
порциональна произведе-
нию 5o)AF. Например, при
нагреве боковой поверх-
ности длинных цилиндров
Рис. 7-15. Динамические усилия
между индуктором и жидким ме-
таллом прн различных взаимных
расположениях тигля и индук-
тора.
равнодействующая всех уси-
лий близка к нулю.
При поверхностной закалке при частотах 105—106 гц
динамические усилия почти всегда меньше веса обраба-
тываемых изделий, как следует из формул (7-28) и
(7-29). Столь малые динамические усилия не вносят ни-
каких осложнений в конструирование станков для по-
верхностной закалки.
В плавильных печах, где механические усилия при-
ложены к жидкому металлу, форма последнего может
изменяться. На рис. 7-15, заимствованном из статьи Норт-
рупа1, показано изменение мениска жидкого металла
в зависимости от взаимного расположения тигля и ин-
дуктора.
При заданной геометрии печи высота поднятия мени-
ска расплавленного металла обратно пропорциональна
корню квадратному из частоты.
1 The Iron Age, 318, 22, January 1931.
251
Большое поднятие уровня металла в средней части
печи требует увеличенного количества шлака для пред-
отвращения окисления металла. Повышенное же количе-
ство шлака вызывает ускоренный износ футеровки печи
и затруднения в ходе .металлургического процесса.
Поэтому и для плавильных печей выгодно выбирать
возможно высокую частоту тока.
ГЛАВА ВОСЬМАЯ
ГЕНЕРАТОРЫ ДЛЯ УСТАНОВОК
ИНДУКЦИОННОГО НАГРЕВА
ОБЩИЕ СВЕДЕНИЯ
Для индукционного нагрева используют электриче-
ский ток с частотой в диапазоне от 50 до нескольких де-
сятков миллионов герц.
В промышленной практике нашли применение четыре
типа генераторов высокой частоты:
1) машинные генераторы;
2) ионные преобразователи;
3) электронные генераторы;
4) искровые генераторы.
Ток промышленной частоты при индукционном нагре-
ве применяют для сквозного нагрева крупных заготовок
(с диаметром свыше 100 мм) для прокатки и ковки,
а также для закалки изделий, имеющих большие габа-
риты при толщине закаленного слоя 5—10 мм.
Машинные генераторы строятся на частотах от 500
до ГО 000 гц. Коэффициент полезного действия машинно-
го генератора колеблется в диапазоне 70—85°/о_. Коэф-
фициент полезного действия машинного генератора па-
дает с повышением частоты.
Данные по отечественным машинным преобразовате-
лям (генераторам) токов повышенной частоты приведе-
ны в табл. 8-1 [Л. 8-1].
Машинные генераторы следует рекомендовать для
индукционных печей емкостью свыше 200 кг и для по-
верхностной закалки коленчатых валов, шестерен боль-
шого модуля, железнодорожных рельсов И т. д. »
252
Таблица 8-1
Номинальные данные машинных преобразователей
Тип преобразователя ПВ-50/2500 ПВС-100/2500-1 ПВВ-100/2500 ooos/ooi-gau 1 । ПВВ-30/8000
Мощность продолжи- тельная, кеа . . . Мощность, кет . . . 55 111 Генератор 111 111 33
50 100 100 100 30
Напряжение, в* . . . 750/375 750/375 750/375 750/375 380/190
Ток, а 74/148 148/296 148/296 148/296 88/176
Род тока Частота при синхрон- ной скорости вра- щения, гц .... 2 700 С 2 700 )днофазны 2 700 л 8 000 8 000
Коэффициент мощ- ности Возбуждение .... Напряжение возбуж- дения, в ..... 60 0,9 И 60 опережаю езависимс 60/120 щий) е 60/120 Q0/120
Ток возбуждения но- минальный, а . . . 5—6 6—7 7/3,5 12/6 7/3,5
Мощность, кет . . . Напряжение, в* . . . 60 Элек 125 тродвигат 120 ель 120 40
220/380 220/380 220/380 220/380 220/380
Ток, а 191/110 385/222 366/211 366/211 133/77
Род тока Частота, гц .... 50 Т 50 эехфазныг 50 50 50
Скорость вращения номинальная, об/мин 2 950 2 950 2 950 2 950 2 950
Соединение фаз . . . Д/А Д/А Д/А Д/А Д/А
Коэффициент мощно- сти 0,91 0,92 0,92 0,92 0,91
Коэффициент полез- ного действия пре- образователя . . . 0,75 - 0,75 0,75 0,75 0,60
Вес преобразовате- ля, кг ...... 2 100 3 000 4 000 4 000 3 115
* Двойное значение {апряжения у генерато ров и у дви гателей у казывает,
что машина может быть использована как для одного, так и для другого значе-
ния напряжения. Соответствующие переключения рабочих обмоток произво-
дятся на досках зажимов,
253
Наиболее высокий к. п. д. до 95% имеют ионные пре-
образователи. Это объясняется тем, что падение напря-
жения на ионных вентилях, применяемых в этого типа
преобразователях, не превышает 20—<30 в и практически
не зависит от величины анодного напряжения и нагруз-
ки. Они работают на частоте до 3 000 гц. Ионные преоб-
разователи серийно отечественной промышленностью не
выпускаются. Разработка схем и конструкций ионных
преобразователей проводится в Советском Союзе
в ЦКБ УВУ и Ленинградском политехническом инсти-
туте [Л. 8-2].
Подавляющее большинство изделий в промышленно-
сти требует для своей закалки более высоких частот, ко-
торые могут быть получены от ламповых или искровых
генераторов.
Искровые генераторы в нашей промышленности ши-
рокого распространения не получили, так как эти агре-
гаты имеют низкий к. п. д. по сравнению с ламповыми
или машинными генераторами. Они работают с к. п. д.
30—40%.
Наибольшее распространение в промышленности по-
лучили ламповые генераторы, которые имеют промыш-
ленный к. п. д. около 50%.
В дальнейшем из всех источников высокочастотной
энергии мы рассмотрим лишь высокочастотные генера-
торы с электронными лампами, как получившие наиболь-
шее распространение в промышленности.
8-1. ГЕНЕРАТОРНЫЕ ЛАМПЫ, ПРИМЕНЯЕМЫЕ
ДЛЯ ПРОМЫШЛЕННОЙ ЭЛЕКТРОТЕРМИИ
Наиболее важной частью лампового генератора яв-
ляются электронные лампы.
Генераторы для целей индукционного нагрева стро-
ятся исключительно с трехэлектродными лампами. Тет-
роды и пентоды не дают существенных преимуществ, но
усложняют схему и эксплуатацию установок.
Генераторные лампы малых мощностей (до 3 кет)
строятся с воздушным охлаждением анода.
Лампы средней и большой мощности (до 100 кет) вы-
пускаются как с обдуваемым воздухом анодом, на кото-
ром укрепляется ребристый радиатор, так и с водяным
охлаждением анода. Применение ламп с водяным охлаж-
254
дением анода для высокочастотных генераторов привело •
к созданию компактных конструкций последних. Водяная
линия, обслуживающая охлаждение нагревательных ин-
Рис. 8-1. Усредненные характеристики анод-
ного и сеточного токов лампы ГУ-10А.
---------анодно-сеточные;------------сеточные.
дукторов генератора, используется для охлаждения ано-
дов.
В табл. 8-2 приведены основные данные электронных
ламп, применяемых в схемах высокочастотных генера-
торов для электротермии.
На рис. 8-1 приведены характеристики генераторной
лампы типа ГУ-10А [Л. 8-3].
255
Таблица 8-2
Основные данные трехэлектродных генераторных ламп, применяемых
в установках электротермии
Обозна- чения Единицы измерения Тип ламп
ГУ-5А Г-450 ГУ-ЮЛ Г-452 ГУ-12А ГУ-23А ГК-ЗА
Полезная колебательная мощность кет 3,5 10 15 30 40 100 100
Мощность, рассеиваемая анодом Рь кет 3,5 10 10 20 20 60 60
Напряжение накала ив в 12,6 16,5 7 22 12,6 12 17
Ток накала I н а 231з 52 75+5 102+6 310+15 210+15 <460
Мощность накала Рв кет 0,290 0,85 0,525 2,2 3,906 2,52 <7,8
Наименьшее значение тока эмиссии Л а 6 7 15 12 30 60 50
Анодное напряжение кв 5 8 8 10 10,5 11 12
Анодный ток при С/я=0 1л а 0,8 0,6 2,3 1+0,25 9,5 5,2 —
Крутизна характеристики S ма'в 15±3 7 20+5 12±2 24+4,5 49+7 >35
Бабат.
Продолжение табл. 8-2
Обозна- чения Единицы измерения Тип ламп
ГУ-5А | Г-450 ГУ-10А | Г-452 ГУ-12А | ГУ-23А ГК-ЗА
Коэффициент усиления р- — 72,5+12,5 42 50+5 50+5 20+3 49,5+7,5 -40
Срок службы Т ч 1 000 1 250 1 000 2 000 1 000 1 500 2 000
Наибольшая частота при номинальном анодном напряжении f мгц 30 20 26 6 50 26 25
Междуэлектродные ем- кости:
Анод—сетка ^а-с рф 16 18 34 . 23 27 65 -65
Сетка—катод ^-с-к рф 19 14 40 25 41,2 100 -100
Анод—катод ^а-к рф 0,5 4,5 1,5 1,5 3 3 -3
Габариты:
высота мм 210 570 320 860 292 560 560’
мм 106 230 126 125 180 230 230s
На рис. 8-2 показаны внёшний вид и схематический
чертеж современной мощной генераторной лампы.
Катоды генераторных ламп изготавливаются из
вольфрамовой проволоки, которая во время работы на-
гревается до температуры 2 100—2 300° С. При разогре-
вании вольфрамового катода от 20 до 2 300° С его сопро-
тивление возрастает более чем в 10 раз. Поэтому вклю-
чать холодный катод на полное нормальное напряже-
ние накала не рекомендуется, так как ввиду большого
толчка тока между отдельными проводниками катода
развиваются значительные динамические усилия и лампа
может выйти из строя.
В типовых генераторах, выпускаемых для электрова-
куумной промышленности *, напряжение на накал лампы
поднимается постепенно с помощью автотрансформато-
ра, включенного в первичную обмотку трансформатора
накала лампы.
Автотрансформатор имеет блокировочные контакты,
которые соединяются последовательно с включающей ка-
тушкой магнитного пускателя цепи накала лампы. На-
пряжение на накал лампы может быть подано лишь
в том случае, если автотрансформатор находится в ну-
левом положении и блокировочные контакты замкнуты.
В процессе эксплуатации лампы желательно поддер-
живать напряжение накала постоянным, так как увели-
чение накала на 1°/о сокращает срок службы лампы на
13%.
В генераторах, разработанных ЦКБ УВУ и выпуска-
емых серийно Ленинградским заводом высокочастотных
установок, для питания катодов генераторных ламп при-
меняют феррорезонансные стабилизаторы. Они не только
обеспечивают стабилизацию подведенного к катоду на-
пряжения в пределах ±2% при изменении сетевого на-
пряжения в диапазоне + 10-=—15%, но и обладают свой-
ством плавно повышать свое выходное напряжение в мо-
мент включения.
Применяемые в лампах вольфрамовые катоды по-
требляют от 10 до 30%' мощности, отдаваемой лампой
в колебательный контур генератора.
В последние годы разработаны и успешно применя-
ются в лампах экономичные (оксидные, торированные)
Данные об этих генераторах будут приведены в гл. 14.
258
Рис. 8-2. Общий вид и продольный разрез
отпаянной трехэлектродной генераторной
лампы с водяным охлаждением анода.
17*
259
катоды. Они потребляют значительно меньшую мощ-
ность, чем вольфрамовые. Так, например, тарирован-
ный и карбидированный катод в лампе ГУ-5А потребляет
290 вт, т. е. 8,2% от мощности, отдаваемой лампой в ко-
лебательный контур. Оксидные и тарированные катоды
Рис. 8-3. Разборная генераторная лампа 500 кет.
а — внешний вид; б — лампа со снятым анодом; 1 — сет-
ка; 2 — сеточный фланец; 3 — нити накала катода; 4 —
фланец для подсоединения накальных нитей; 5 — паро-
струйный вакуумный насос; 6 — каркас; 7 —плита; 8 —
форвакуумный баллон; 9 — ротационный вакуумный на-
сос; /0 — двигатель ротационного насоса; 11— вакуум-
ные вентили [Л. 8-4].
работают с более низкими температурами, чем вольф-
рамовые.
В связи с тем, что в лампах с экономичными катода-
ми зазор между сеткой и катодом меньше, чем в лампах
с вольфрамовыми катодами, остаточное напряжение на
лампах также получается меньше, а следовательно, бу-
дут меньше и потери в лампах.
260
Генераторные лампы мощностью до 250 кет являют-
ся «запаянными приборами». В процессе изготовления из
них удаляются все газы, и лампы запаиваются.
Для генераторов с выходной мощностью 500 кет и
более целесообразно применять разборные лампы. В раз-
борных лампах можно легко заменить вышедшую из
строя деталь, однако разборные лампы сложнее в экс-
плуатации, так как Они должны снабжаться непрерывно
работающими вакуумными насосами.
Одна из конструкций разборной лампы мощностью
500 кет, изготовленная заводом «Светлана», показана на
рис. 8-3.
8-2. ВЫБОР СХЕМЫ ВОЗБУЖДЕНИЯ ЛАМПОВОГО
ГЕНЕРАТОРА
По способу возбуждения колебаний ламповые гене-
раторы делятся на две группы:
а) с независимым возбуждением;
б) с самовозбуждением.
Генераторы с независимым возбуждением строятся
главным образом для радиопередающих устройств, где
большую роль играет вопрос стабилизации частоты. Для
целей индукционного нагрева стабильность волны не
обязательна. Здесь основную роль должны играть:
а) начальные затраты;
б) удобство эксплуатации;
в) коэффициент полезного действия.
Схемы генераторов с самовозбуждением содержат
меньшее количество элементов, чем схемы генераторов
с независимым возбуждением.
Для генераторов с независимым возбуждением на-,
пряжение сеточной раскачки подается от вспомогатель-
ных маломощных генераторов. Наличие вспомогательных
элементов в генераторах с независимым возбуждением
приводит к увеличению их стоимости.
У генераторов с независимым возбуждением смена
нагревательных индукторов требует более длительной
перестройки режима, что приводит к удорожанию экс-
плуатации.
Коэффициент полезного действия отдельного каскада
генератора с независимым возбуждением выше, чем
к. п. д. генератора с самовозбуждением. Однако промыш-
261
ленный к. п. д. генератора с независимым возбуждением",,
если учесть мощность, потребляемую задающим генера-
тором, ниже, чем к. л. д. генератора с самовозбуждением.
Для целей индукционного нагрева схемы генераторов’-
с самовозбуждением имеют все преимущества перед схе-
мами генераторов с независимым возбуждением.
8-3. УСЛОВИЯ САМОВОЗБУЖДЕНИЯ И РЕЖИМЫ
РАБОТЫ ГЕНЕРАТОРОВ
Обозначим — приведенное сопротивление колеба-
тельного контура, измеренное между точками присоеди-
нения проводников, идущих от анода и катода генера-
торной лампы. Напряжение между этими точками UA.
Сеточное напряжение Ug также берется от колебатель-
ного контура (рис. 8-4 и 8-5). Отношение векторов этих
Рис. 8-4. Принципиальная схема и векторная диаграмма лампового
генератора с самовозбуждением с кондуктивной обратной связью.
напряжений, зависящее от схемы обратной связи, назы-
вают коэффициентом обратной связи ¥<=UgIUA.
Если средняя крутизна характеристики анодного тока
S и проницаемость лампы D, то колебания в контуре
будут устойчивы при условии
K = D+rz- (84>
Во всех схемах генераторов равновесие должно авто-
матически восстанавливаться при изменении нагруз-
ки Za.
Величины S и К изменяются таким образом, чтобы
удовлетворялась формула (8-1).
Рассмотрим случай, когда в сеточной цепи генератор-
ной лампы нет никаких сопротивлений и никаких источ-
262
ников постоянного смещения. С возрастанием амплитуды
анодного тока средняя крутизна характеристики анодно-
го тока падает. В таком режиме можно регулировать
колебательное напряжение на анодном контуре, -меняя
ток насыщения лампы (меняя накал катода). Однако
при таком режиме работы потери на аноде обычно пре-
вышают полезную колебательную мощность.
Для повышения к. п. д. генератора необходимо уменье
шать длительность прохождения импульса анодного то*-
ка — уменьшать угол отсечки. Для этого в сеточную цепь
генератора вводится отрицательное постоянное смещение
Рис. 8-5. Принципиальная схема и векторная диаграмма лампового
генератора с самовозбуждением с индуктивной обратной связью.
(для ламп, работающих с анодным напряжением 10—
15 кв, это смещение должно быть несколько сотен вольт).
При этом рабочая точка получается влево от начала
анодной характеристики. Если сеточное смещение дать
от источника постоянного тока (батареи или выпрямите-
ля), то колебания могут не возникнуть.
Поэтому в генераторах с самовозбуждением для соз-
дания отрицательного сеточного смещения всегда приме-
няют гридлик — пропускают постоянную составляющую
сеточного тока через омическое сопротивление, на кото-
ром и создается требуемое падение напряжения. Когда
в генераторе сеточное напряжение сдвинуто точно на
180° относительно анодного, электронный сеточный ток
возрастает с увеличением амплитуды сеточного и анод-
ного напряжений. При включении генератора рабочая
точка находится на обладающем большой крутизной уча-
стке характеристики анодного тока. По мере нарастания
амплитуды колебаний отрицательное сеточное смещение
увеличивается и рабочая точка сдвигается влево.
263
Правильно подобранный гридлйк обеспечивает высб*
кий к. п. д. генератора. Когда нагрузка генератора мала
(Z, велико), сеточный ток -велик, угол отсечки мал — ма-
ла, следовательно, и постоянная составляющая анодного
тока. Генератор работает в сильно перенапряженном
режиме. При увеличении нагрузки генератора (уменьше-
нии 7Э) сеточный ток падает, а анодный возрастает.
При -нагреве стали под закалку в схемах, работаю-
щих с неизменным током в сопротивлении нагрузки (фор-
мула (6-16))
Р = const У
(см. график на рис. 6-Ф1), можно судить по току сетки
о переходе точки Кюри. В этот момент мощность, отби-
раемая сталью, уменьшается (Z3 возрастает) и сеточный
ток увеличивается.
Для достижения высокого к. ,п. д. генератора необхо-
димо, чтобы анодный ток проходил через генераторную
лампу не'больше '/г—Уз части периода. Остальную часть
периода контур расходует запасенную в нем энергию.
В генераторах, применяемых для радиотехнических
целей, работающих на самовозбуждении, иногда ставит-
ся требование, чтобы энергия, запасаемая в емкости и
индуктивности колебательного контура, была в несколь-
ко раз больше активной мощности, расходуемой в тече-
ние одного периода (коэффициент мощности колебатель-
ного контура cos<p<0,l). Чем ниже cosqp колебательного
контура, тем легче получить стабильную частоту гене-
ратора. Это требование не следует механически перено-
сить на генераторы для термин. Условия самовозбуж-
дения удовлетворяются воднотактных схемах до cos ср <
< 0,2. Если же применить двухтактные схемы, в которых
энергия подводится к колебательному контуру дважды
в течение одного периода и в которых контур работает
«по инерции» меньше чем ’/з часть периода, то условия
самовозбуждения будут удовлетворяться при соэф=СО,4.
Принципиально можно создать схему, которая будет ра-
ботать при коэффициенте мощности, близком к единице.
У нагревательных же индукторов коэффициент мощно-
сти редко бывает выше 0,3.
Поэтому никаких специальных добавочных индуктив-
ностей и емкостей в колебательные контуры установок
264
индукционного нагрева включать не надо. Следует стре-
миться к тому, чтобы и нагревательный индуктор и про-
межуточный трансформатор обладали как можно мень-
шей индуктивностью —э то удешевит конденсаторную
батарею.
8-4. ВЫБОР СХЕМЫ ОБРАТНОЙ СВЯЗИ
В радиотехнике часто анализируют схемы генера-
торов с самовозбуждением с точки зрения стабильности
частоты. Для целей электротермии этот пункт несущест-
венен.
Основной и, пожалуй, единственный критерий, с кото-
рым надлежит подходить к выбору схемы обратной свя-
зи, это — насколько она обеспечивает высокий к. п. д.
установки.
Известно, что потери в генераторной лампе равны:
Ра=^ JЭти потери малы, если в те моменты вре-
мени, когда в анодной цепи проходит максимальный ток,
напряжение на аноде имеет возможно малое значение.
Иными словами, минимум потерь получается, когда
анодный ток сдвинут относительно анодного напряжения
точно на 180°. Рассмотрим фазировку генератора при
различных схемах обратной связи.
На рис. 8-4 показан генератор, работающий по трех-
точечной схеме.. На этом же рисунке построена вектор-
ная диаграмма для случая, когда величины стопорного
дросселя L' и разделительного конденсатора С' так по-
добраны, что генератор сфазирован.
На этой диаграмме Ц и h — токи в индуктивной и
емкостной ветвях анодного контура, 1А — анодный ток
генераторной лампы. Он складывается из тока колеба-
тельного контура 7К (который в свою очередь является
суммой токов 7] и 72) и безваттного тока I', проходяще-
го через стопорный дроссель L'.
Проходя по разделительному конденсатору С', ток
колебательного контура создает падение напряжения,
обозначенное на диаграмме вектором 1К/С'ы. Анодное
напряжение лампы является суммой напряжения на ко-
лебательном контуре UK и напряжения на разделитель-
ном конденсаторе 1К/С'а.
Таким образом, достигнуто состояние, когда напря-
жение на аноде сдвинуто точно на 180° по отношению
265
к напряжению на сетке U g и анодный ток 1а точно
совпадает по фазе с Ug.
Заметим, что чем ниже cos ф анодного колебательного
контура, тем меньше должны быть индуктивный ток
дросселя I' и емкостное падение напряжения на конден-
саторе С' для достижения фазировки генератора.
На рис, 8-5 приведена схема лампового генератора,
в котором сеточное напряжение подается от специаль-
ной катушки Lg, индуктивно связанной с катушкой коле-
бательного контура. При такой схеме необходимо для
фазировки генератора включить последовательно с ко-
лебательным контуром индуктивное сопротивление
(х=и1/), а параллельно лампе создать емкостную
утечку
В схеме рис. 8-5 параллельно стопорному дросселю
включается специальный конденсатор С', а последова-
тельно с разделительным конденсатором — специальный
дроссель L'. Обозначения на векторной диаграмме
рис. 8-5 такие же, как и на диаграмме рис. 8-4.
Помимо рассмотренных схем обратной связи, сущест-
вуют еще схемы, в которых пользуются межэлектродной
емкостью генераторной лампы (схема Кюна).
Схемы эти пригодны главным образом для коротких
волн. Для установок индукционного нагрева, работаю-
щих при частотах ниже 106 гц, такие схемы интереса не
представляют.
В колебательном контуре с индуктивной обратной
связью (рис. 8-5) очень трудно конструктивно выполнить
катушку связи Lg таким образом, чтобы она имела до-
статочно высокий коэффициент взаимоиндукции с ка-
тушкой колебательного контура и вместе с тем малую
собственную индуктивность. А при значительной собст-
венной индуктивности катушки Lg неизбежно возникает
падение напряжения на ней из-за сеточного тока и по-
явится сдвиг фаз между сеточным током и напряжением.
Точно определить и скомпенсировать этот сдвиг фаз
очень трудно.
Таким образом, в генераторах для индукционного на-
грева из всех схем обратной связи наиболее приемлемы
трехточечные схемы, в которых сеточное напряжение
берется или от части индуктивности анодного контура
(схема Хартлея) или от части емкости (схема Колпица).
266
Последнюю схему не всегда удается /Применить. Часто
из конструктивных Соображений бывает затруднительно
разбить конденсаторную' батарею колебательного кон-
тура на две группы, имеющие отношение емкостей, тре-
буемое схемой Колпица.
Практически наиболее часто применяют в генерато-
рах индукционного нагрева трехточечную схему Хартлея.
Когда при трехточечной схеме (рис. 8-4) cos ср колеба-
тельного контура меньше 0,1, точная фазировка генера-
тора путем подбора величин стопорного дросселя и
разделительного конденсатора лишь незначительно
улучшает к. п. д. установки по сравнению с режимом,
при котором падение напряжения на конденсаторе и ток
дросселя весьма малы.
Кроме того, точная фазировка генератора путем
подбора величин индуктивности стопорного дросселя и
разделительного конденсатора имеет место только при
какой-либо одной определенной частоте и определенном
затухании колебательного контура. При смене нагрева-
тельных индукторов собственная частота контура ме-
няется, следовательно, нарушается и фазировка.
Поэтому практически параметры разделительных кон-
денсаторов и стопорных дросселей приходится выбирать
такими, чтобы они возможно меньше влияли на режим
генератора. Индуктивность дросселя должна быть доста-
точно велика, чтобы при сймой длинной волне, на кото-
рой может работать генератор, через дроссель не ответ-
влялось больше одной десятой анодного тока.
Всякая катушка имеет некоторую собственную
•емкость. Поэтому у каждого дросселя существуют часто-
ты, при которых он является сопротивлением, значи-
тельно меньшим, чем coi. В установках индукционного
нагрева при смене индукторов и при регулировке мощ-
ности частота может меняться в пределах 1 : 5. Необхо-
димо проверить дроссель, чтобы во всем этом интервале
частот его сопротивление было достаточно велико. Иначе
при некоторых индукторах или некоторых позициях ре-
гулировки мощности будут наблюдаться провалы в гене-
рации.
Разделительный конденсатор выбирают такой емко-
сти, чтобы падение переменной составляющей на нем не
превышало 3—5% от анодного напряжения. Киловольт-
амперы разделительного конденсатора составляют не-
267
Сколько процентов от кйловоЛьт-ампер Конденсаторов
колебательного контура, но зато разделительный конден-
сатор должен выдерживать полное напряжение питания,
поэтому конструкция разделительных конденсаторов
обычно отличается от конструкции конденсаторов кон-
тура. В разделительных конденсаторах меньше внима-
ния уделяется охлаждению, больше изоляции.
8-5. СХЕМЫ АНОДНЫХ КОНТУРОВ
В радиопередатчиках почти всегда применяются
сложные схемы анодных контуров. Антенна ввязывается
с генераторными лампами посредством промежуточного
контура. Основное требование, предъявляемое к проме-
жуточному контуру, — это фильтрация гармоник. Радио-
передающая станция должна излучать только основную
волну. Гармоники анодного тока необходимо подавлять.
При индукционном нагреве фильтрация гармоник не
нужна. Гармоники могут производить такой же полез-
ный нагрев, как и основная волна.
При выборе между простой схемой с одним колеба-
тельным контуром и схемой со связанными контурами
необходимо учитывать: 1) начальные затраты, 2) к. п. д..
и 3) удобство эксплуатации.
Нетрудно построить промежуточный контур, потери
в котором будут составлять всего 5%' от передаваемой
мощности.
В генераторах с независимым возбуждением всегда
можно так настроить систему связанных контуров, чтобы
не было сдвига фаз между анодным током и напряже-
нием. В таких генераторах связанные контуры ухудшают
к. п. д. только на величину своих собственных потерь.
В генераторах с самовозбуждением, работающих по
сложной схеме (рис. 8-6,а), устанавливается частота ко-
лебаний, соответствующая так называемой частоте связи.
В анодной цепи лампы имеется сдвиг фаз между током
и напряжением; потери на аноде лампы велики, к. п. д.
может быть значительно.ниже, чем у генератора с про-
стой схемой.
Неприятное свойство генераторов с самовозбужде-
нием со связанными контурами — это явление затягива-
ния. При регулировании мощности, передаваемой нагре-
ваемому объекту, изменением связи между контурами
268
наблюдаются резкие скачки мбщностй й частоты. Иногда
в контурах существуют одновременно две частоты
связи.
Работа генератора с самовозбуждением несколько бо-
лее устойчива, когда запас колебательной энергии
в первом (анодном) контуре больше, чем в нагреватель-
ном контуре.
Но при этом суммарные киловольт-амперы конденса-
торов получаются примерно в три раза больше теоретиче-
ского минимума, определяемого конструкцией нагреватель-
ного индуктора. Между тем в схемах с апериодической
связью (схемы с трансформаторами и концентрато-
рами) удается получить возрастание киловольт-ампер
конденсаторов меньше чем в 1,5 раза по сравнению
с теоретическим минимумом [см. формулу (9-13)].
Ю. В. Вигдоровичем в 1948 г. была предложена схема
двухконтурного генератора [Л. 8-5], в которой явление
затягивания было ликвидировано. В этой схеме напря-
жение сеточной связи подается на лампу не с первого
контура (анодного), а со второго (нагревательного)
(рис. 8-6,6).
Позднее Ю. В. Вигдоровичем была предложена мно-
гоконтурная схема, изображенная на рис. 8-6,в, при ра-
боте которой также не наблюдается явления затягива-
ния. По этой схеме серийно выпускается ряд высокоча-
стотных генераторов для индукционного нагрева Ленин-
градским заводом высокочастотных установок. Анодный
к. п. д. таких генераторов достигает 70%.
В этой схеме сеточное напряжение (раскачка) на
лампу подается из первого контура. Его можно регули-
ровать путем взаимного перемещения катушек 14 и 15
сеточного трансформатора. Включение конденсатора 16
привело к возникновению в схеме трех резонансных
частот.
Исследования показывают, что схема устойчиво воз-
буждается на средней резонансной частоте.
Короткозамкнутая катушка 13 располагается коакси-
ально внутри катушки 6 и может перемещаться вдоль ее
оси. Перемещая короткозамкнутую катушку, можно из-
менять выходную мощность генератора.
В генераторах с простым колебательным контуром
анодное напряжение генераторной лампы меняется по
синусоиде. У современных ламп при этом не удается по-
269
лучить потери па аноде меньше 20%. Эти потери моЖНб
было бы снизить, введя в кривую анодного напряжения
третью гармонику. Тогда кривая анодного напряжения
примет уплощенную форму и во время прохождения им-
Рис. 8-6. Принципиальные схемы ламповых
генераторов с самовозбуждением колебаний.
/ — источник анодного питания; 2 — стопорный
дроссель; 3 — генераторная лампа; 4 — раздели-
тельный конденсатор; 5 — конденсатор анодного
контура; 6 — индуктивность -анодного контура;
7 — катушка связи; 8 — конденсатор нагреватель-
ного контура; 9— нагревательный индуктор; 10 —
нагреваемый объект; 11—12 — сопротивление и
конденсатор гридлика; 13 — короткозамкнутая ка-
тушка; 14 и 15 — катушки высокочастотного транс-
форматора связи; 16 — конденсатор цепи связи.
пульса анодного тока напряжение на аноде генератор-
ной лампы будет низким.
Чтобы придать анодному напряжению такую форму,
можно генератор собрать по схеме электронного инвер-
тора [Л. 8-6] или последовательно с основным колеба-
270
тельным контуром генератора включить второй, соб-
ственная частота которого должна быть в 6 раза выше
основной частоты. При этом мощность третьей гармони-
ки можно использовать, связав этот контур с нагрева-
тельным индуктором. Генераторы, выполненные по ука-
занным схемам, практического применения не получили,
так как были сложны по своей конструкции и вызывали
затруднения в эксплуатации.
8-6. СХЕМЫ ПИТАНИЯ ЛАМПОВЫХ ГЕНЕРАТОРОВ
В радиопередатчиках на аноды генераторных ламп
всегда подается постоянное напряжение. Допустимые
пульсации его не превышают нескольких долей процента.
Для целей электротермии несущественно, остается
ли мощность тока высокой частоты постоянной или она
пульсирует с частотой распределительных сетей (50 гц).
Выбор схемы анодного питания всецело определяется
экономическими соображениями.
На рис. 8-7 показано питание анодной цепи ламп пе-
ременным током. Каждая лампа при любом варианте
включения работает меньше полупериода. При перемен-
ном напряжении питания часть каждого периода лампа
работает в невыгодном, сильно перенапряженном ре-
жиме. Отношение потерь на аноде к полезной колеба-
тельной мощности значительно больше при питании пере-
менным током, чем при питании постоянным током. На
переменном токе от генераторной лампы в лучшем слу-
чае может быть получена лишь третья часть той полез-
ной мощности, которую она отдает на постоянном токе.
При современном состоянии электровакуумной про-
мышленности комплект выпрямительных вентилей с соот-
ветствующим вспомогательным оборудованием (транс-
форматоры накала, держатели) стоит дешевле одной
генераторной лампы с ее оборудованием (трансформатор
и регулятор накала, бак охлаждения, разделительный
конденсатор, анодный дроссель).
К этому надо добавить, что однофазные схемы пита-
ния анодов ламп создают несимметричную нагрузку сети.
Типовая мощность анодных трансформаторов получает-
ся при всех вариантах питания переменным током (и од-
нофазных, и трехфазных) больше, чем в случае примене-
ния выпрямителя,
271
а — однополупериодное питание от однофазной сети; б — двухполупериодное питание; в — трехфазное питание, / — анодный
трансформатор; 2 — стопорный дроссель; 3 — генераторная лампа; 4 — разделительный конденсатор; 5 — конденсатор колеба-
тельного контура; 6 — индуктивность анодного контура (первичная обмотка трансформатора); 7 — вторичный виток трансфор-
матора; 8 и 9 — конденсатор и сопротивление грндлика; Ул — анодное напряжение генераторных ламп; гк—ток колебатель-
ного контура.
272
Таким образом, и в отношении первоначальных за-
трат, и в отношении эксплуатационного к. п. д. все преи-
мущества имеют схемы генераторов с питанием постоян-
ным током от выпрямителя.
Схемы без выпрямителя можно применять только для
малых мощностей до 5 кет в тех случаях, когда жела-
тельно иметь установку, состоящую из возможно мень-
шего числа отдельных элементов.
В СССР в качестве выпрямительных вентилей полу-
чили применение газотроны и тиратроны. Наиболее вы-
Рис. 8-8. Схема лампового генератора с самовозбуж-
дением с анодным питанием постоянным током от
газотроиного выпрямителя.
годная схема их включения, представленная на рис.
8-8, — трехфазная схема Ларионова.
На рис. 8-9 показан внешний вид анодного выпрями-
теля на тиратронах, применяемого в высокочастотных
генераторах типа И060.012, И060.022 и И060.011.
При трехфазной схеме Ларионова пульсация выпрям-
ленного напряжения составляет 5,7%. Никаких фильтров
для сглаживания этой пульсации в установках для элек-
тротермии не применяют.
Вторичную обмотку силового трансформатора, пи-
тающего выпрямитель, желательно иметь соединенной
звездой с выведенным нулем: это дает возможность по-
лучать от выпрямителя также и половинное напряже-
ние (для регулировки мощности и для настройки генера-
тора) .
Линейное напряжение вторичной обмотки берется от
8 до 10 кв. Выпрямленное напряжение при этом полу-
чается от 10 до 13 кв.
18 г. и. Бабзт, 273
Источник анодного напряжения может быть либо
включен последовательно с колебательным контуром
(последовательная схема питания), либо цепь постоян-
ного тока и тока высокой частоты отделяются друг от
друга (параллельное питание).
В установках индукционного нагрева применяется
большей частью параллельное питание.
Рис. 8-9. Внешний вид тиратронного выпрямителя
для высокочастотных генераторов типов И060.012,
И060.022 и ИО60.011.
/ — тиратроны; 2 — трансформатор накала тиратронов; 3 —
ламповые панели; 4 — предохранители.
Требуемая для данной установки мощность не всегда
может быть получена от одной лампы. В этих случаях
применяют многоламповые генераторы. Лампы можно
либо включать все параллельно, либо делить на две
группы, анодные токи которых сдвинуты по фазе друг
относительно друга на 180° (пушпульные или двухтакт-
ные схемы).
В многоламповых генераторах каждая лампа отдает
обычно несколько меньшую полезную мощность, чем при
индивидуальной работе,
274
Для целей электротермии генераторы с числом ламй
больше четырех не строятся: чем больше ламп в уста-
новке, тем труднее их все поставить в наивыгоднейший
режим работы и избавиться от паразитных колебаний.
В многоламповых генераторах целесообразно каждую
лампу снабжать индивидуальным стопорным -дросселем
в цепи постоянного тока и индивидуальным разделитель-
ным конденсатором.
8-7. УПРАВЛЕНИЕ КОЛЕБАНИЯМИ ЛАМПОВЫХ
ГЕНЕРАТОРОВ
В этом параграфе мы рассмотрим способы включе-
ния и выключения высокочастотного тока в установках
поверхностной закалки.
В генераторах малой мощности можно производить
включения и выключения высокочастотных колебаний
контактором в первичной обмотке анодного трансфор-
матора. Вследствие значительной механической инерции
контактора такой способ не дает точной дозировки дли-
тельности нагрева, а для времен меньше 1 сек вообще
не подходит. В мощных ламповых генераторах часто
повторяющиеся включения и выключения анодного
трансформатора не допустимы: выключатели не выдер-
живают такого режима работы.
Когда анодный выпрямитель выполнен с управляе-
мыми вентилями, например тиратронами, можно пре-
кращать колебания, подавая запирающее напряжение
на сетки тиратронов.
Наиболее простой и дешевый, а вместе с тем доста-
точно точный и надежный способ управления колеба-
ниями— это подача отрицательного запирающего на-
пряжения на сетки генераторных ламп.
На рис. 8-10 приведена схема сеточного управления
ламповым генератором. При замыкании контактов маг-
нитного пускателя 19 в колебательном контуре возни-
кают колебания. При размыкании контактов конденсатор
16 заряжается: во-первых, сеточным током лампы и,
во-вторых, через газотронный вентиль 15 от маломощно-
го трансформатора 17. Прекращение колебаний проис-
ходит в течение сотых долей секунды. При замыкании
контактов запирающее напряжение становится равным
нулю, и колебания возникают вновь.
18* 275
Эта схема имеет следующие недостатки:
1) время срабатывания магнитного пускателя И ве-
личина постоянной слагающей сеточного тока лампы
в момент разрыва цепи не являются величинами посто-
янными и, следовательно, влияют на дозировку времени
нагрева;
2) при неисправности выпрямительного запирающего
устройства колебания могут возникнуть вновь и вызвать
Рис. 8-10. Схема сеточного управления ламповым генератором.
/ — анодный дроссель; 2 — разделительный конденсатор; 3 — генераторная лам-
па; 4— антипаразитное сопротивление; 5 — контурные конденсаторы; 6 и 7 —
первичная и вторичная обмотки высокочастотного трансформатора; 8 — нагре-
вательный индуктор; 9— обрабатываемая деталь; 10 — сеточный конденсатор;
// — сопротивление гридлика; /2 — сеточный дроссель; 13 и 14 — сопротивления
ограничительные; 15 — газотрон; 16— конденсатор разрядный; 17 — анодный
трансформатор; 18 — сопротивление разрядное; 19 — контакты магнитного пу-
скателя; 20 — трансформатор накальный.
ожоги у обслуживающего персонала, производящего сме-
ну деталей в индукторе;
3) минимальное время дозировки высокочастотного
тока не может быть меньше 0,05 сек (собственное время
срабатывания магнитного пускателя).
В промышленности работает ряд схем для управле-
ния высокочастотными колебаниями ламповых генера-
торов, основанных на запирании анодного выпрямителя,
выполненного на тиратронах.
На рис. 8-11 приведена схема управления анодным
выпрямителем лампового генератора типа ИО60.011.
При замыкании контактов выключателя ВК] конденса-
тор С4 заряжается с полярностью, указанной на чертеже.
276
На сётки тиратронов $4—Jte подаётся отрицательное
напряжение, которое запирает выпрямитель.
При выключении переключателя BKi на выходе вы-
прямителя устанавливается нормальное напряжение и
высокочастотные колебания в контуре генератора воз-
никают вновь.
Рис. 8-11. Схема управления анодным выпрямителем лампо-
вого генератора типа ИО60.011.
Tpi — анодный трансформатор; Тр2—Тръ — трансформаторы накала ти-
ратронов; Тре — трансформатор выпрямителя; Л\—Лв — тиратроны;
7?1—^з— сопротивления сеточные; R4 — сопротивление разрядное; С\—
С3 — конденсаторы сеточные; С4 — конденсатор фильтра; ВП} — выпря-
митель сеточный; BKi — выключатель.
В .высокочастотной установке для пайки деталей
электровакуумных приборов применена другая схема
для управления высокочастотными колебаниями.
Установка состоит из высокочастотного генератора
типа И060.011, концентратора и блока управления вы-
прямителем.
277
Выпрямитель высокочастотного Генератора Собран
На тиратронах (рис. 8-12). Нормально на сетки тира-
тронов подается отрицательное запирающее напряжение
от батарей гальванических элементов Бх—Б3. Время
пайки определяется продолжительностью импульса на-
пряжения, посылаемого от блока управления на сетки
тиратронов. Блок управления дает напряжение перемен-
Рис. 8-12. Схема выпрямителя высокочастотного генератора.
Тр\ — анодный трансформатор; Тр^—Трц — трансформаторы управления; Л\—
Л6 — тиратроны; Ci—С6 — конденсаторы фильтров; — сопротивления
фильтров; 51-—53 — батареи гальванических элементов.
ного тока 30 в, 2 кгц. Питание его осуществляется от
сети переменного тока 220 в. Время пайки может уста-
навливаться в пределах от 0,03 до 1,0 сек. Схема блока
управления представлена на рис. 8-13 и состоит из вы-
прямителя, мультивибратора и генератора, Включение
схемы на рабочий режим производится переключателем
спустя 2 мин (время, необходимое для прогрева
катодов ламп) после подачи напряжения на схему вы-
ключателем ВТС; Переключатель ПКЛ позволяет вклю-
чать блок управления на длительный и кратковременный
(импульсный) режимы работы.
278
Рис. 8-13. Схема электрическая блока управления выпрямителем высокочастотного генератора.
Tpi—трансформатор выпрямителя; Тр2 — выходной трансформатор усилителя; Л\ — лампа мультивибратора; Л2 — лампа генера-
тора; Л3 — лампа усилителя; Л4—Л5 — кенотроны; -Ri—К24 — сопротивления; Иг— — потенциометры; С)—Cw — конденсаторы;
Др\—индуктивность колебательного контура; Дрг — дроссель фильтра; — кнопка управления; BKi — сетевой выключа-
тель; — переключатель генератора; ПР\ — предохранитель?
279
В кратковременном режиме длительность подачи им-
пульсов определяется настройкой мультивибратора.
Выпрямитель блока управления собран по двухполу-
периодной схеме на двух лампах Л4 и Л5 (6Ц5С),
включенных параллельно. Для сглаживания пульсаций
выпрямленного напряжения применен П-образный
фильтр, состоящий из конденсаторов С9 и С10 и дросселя
Др2. Выходное напряжение выпрямителя 300 в при токе
75 ма.
Мультивибратор собран на лампе Л{ (6Н8С). Левая
половина лампы мультивибратора заперта, так как на
сетку подается отрицательное напряжению по отношению
к катоду. Величина этого запирающего напряжения рав-
на падению напряжения на сопротивлениях Ri5 и R2i. На
сетку правой половины лампы Л\ подается положитель-
ное напряжение с делителя R\& и R22 через потенцио-
метр 771 и сопротивление 7?ц. Падение напряжения на
делителе 7?ie и R22 возникает после включения
схемы выключателем ВК\ за счет тока, проходящего
через лампу Л3 (6ПЗС). Через правую половину лампы
Л\ будет проходить ток, который вызывает падение
напряжения на сопротивлении 7?3. Благодаря этому на
вторую сетку генераторной лампы Л2 (6Ж7) будет по-
даваться напряжение, равное 70 в по отношению к зем-
ле (переключатель ПК\ находится в положении «им-
пульсная подача»). Катод генераторной лампы
находится под потенциалом 80 в. Таким образом, гене-
раторная лампа будет заперта.
При нажатии кнопки КУ[ происходит понижение
величины напряжения на аноде левой половины лам-
пы Л\. Конденсатор С2 разряжается. Его разрядный
ток создает падение напряжения на сопротивлениях
Т?22, 7?ii и потенциометре ГД Сетка правого триода
получает отрицательный потенциал по отношению
к катоду. Уменьшается падение напряжения на сопро-
тивлении R2\. Мультивибратор опрокидывается. Через
сопротивления 7?3 и 7?3 на вторую сетку генераторной
лампы подается положительный потенциал, достаточный
для возникновения генерации. Время, в течение кото-
рого правая половина лампы Лх заперта, зависит при
постоянном значении емкости конденсатора С2 от со-
противления, включенного в цепь сетки правого трио-
да. Это время можно регулировать потенциометром 77(
280
й тем самым менять продолжительность импульса. По
мере разряда конденсатора С2 его разрядный ток умень-
шается. Наконец наступает момент, когда разрядного
тока уже недостаточно, чтобы поддерживать на сетке
правого триода отрицательное напряжение, большее
напряжения отсечки. Правый триод отпирается, его ток
вызывает дополнительное падение напряжения на со-
противлении Т?21, что приводит к запиранию левой поло-
вины лампы. Мультивибратор возвращается в исходное
положение. В этом положении он остается до тех пор,
пока не будет повторно нажата кнопка К.У\. Напряже-
ние на второй сетке генераторной лампы Л2 опять спа-
дает до 70 в. Генераторная лампа Л2 запирается. На сет-
ки тиратронов высоковольтного выпрямителя высокоча-
стотного генератора более не подаются отпирающие
импульсы и в последующую положительную полуволну
анодного напряжения тиратроны не зажигаются. Коле-'
бания тока в контуре высокочастотного генератора пре-
кращаются.
Генератор блока управления собран на лампах Л2
(6Ж7) и Л2 (6|ПЗС;). Обратная ёвязь подается с анода
лампы 6‘ПЗС через потенциометр П2 на управляющую
сетку лампы Л2 в отношении 1 : 100. Напряжение на
управляющей сетке лампы Л3 достигает максимальной
величины при резонансной частоте колебательного
контура, который образован емкостью С\ и индуктив-
ностью Др2. Усиленные лампой Л:> колебания через вы-
ходной трансформатор Тр2 подаются на сетки тиратро-
нов выпрямителя генератора.
Для непрерывной работы высокочастотного генера-
тора необходимо переключатель ДК] перевести в по-
ложение «непрерывная подач а».
8-8. ПАРАЗИТНЫЕ КОЛЕБАНИЯ В ЛАМПОВЫХ ГЕНЕРАТОРАХ
Установки для индукционного нагрева в магнитном
поле редко работают на частотах выше 106 гц. Следуя
радиотехнической терминологии, даже самые высокие
частоты, применяемые для индукционного нагрева ме-
таллов, надлежит относить к длинным или средним вол-
нам.
Электронная же лампа является настолько безынер-
ционным прибором, что способна возбуждать колебания
в любом присоединенном к ней контуре вплоть до ча-
281
стот 10й гц. Таким контуром, удовлетворяющим усло-
виям самовозбуждения, может явиться любой из участ*
ков проводки, соединяющей лампу с основным колеба-
тельным контуром или с источниками питания.
При включении генератора колебания с более ко-
роткой волной быстрее достигают своей полной ампли-
туды. Поэтому, когда с электронной лампой соединено
несколько колебательных контуров, легче возбуждается
контур с более высокой частотой. (Когда амплитуда
этих колебаний велика, они могут не дать возбудиться
колебаниям 'более низкой частоты.
Невозможно так рассчитать и выполнить монтаж ге-
нератора, чтобы исключить все паразитные высокоча-
стотные контуры, удовлетворяющие условию самовоз-
буждения. Например, соединительный проводник меж-
ду анодом и разделительным конденсатором уже может
оказаться контуром для волн длиной порядка десятка
метров.
Очень часто при первом включении генератора вме-
сто колебаний основной частоты появляются паразит-
ные колебания. Они могут вызвать порчу лампы, пробои
контурных и разделительных конденсаторов и дросселей,
возникновение нагревов в самых нежелательных местах.
Особенно много хлопот могут доставить паразитные
колебания в установках большой мощности (100—
500 кет).
Иногда паразитные колебания существуют одновре-
менно с основными колебаниями. Амплитуда их бывает
достаточно мала. Обнаружить их можно только специ-
альными измерениями.
Большей частью механизм паразитных колебаний
такой же, как и основной частоты. Они существуют бла-
годаря воздействию анодного тока на сеточное напряже-
ние (обратная связь).
Для подавления паразитных колебаний иногда пред-
лагают включать дополнительную емкость между сеткой
и катодом генераторных ламп. Этот способ не всегда
ведет к цели. В частности, в случае динатронных пара-
зитных колебаний добавочная емкость может даже ухуд-
шить дело.
Самое радикальное средство борьбы с паразитными
колебаниями —это включение безындукционного сопро-
тивления в цепь сетки лампы в непосредственной бли-
282
зости от сеточного вывода1. Сопротивление это не долж-
но быть слишком малым. Для ламп типа ГУ-12А его
обычно берут1 не менее 65 ом, для ламп типа ГУ-23А не
менее 22 ом и для ламп типов Г-450 и Г-452 не менее
100—120 ом.
Колебательный контур паразитных колебаний обыч-
но включает в себя межэлектродную емкость лампы.
Поэтому такое сеточное сопротивление оказывается
включенным непосредственно в паразитный колебатель-
ный контур. Затухание этого контура настолько возра-
стает, что условия самовозбуждения его нарушаются.
На колебания основной частоты такое сопротивле-
ние не оказывает почти никакого влияния. Падение на-
пряжения на нем не больше 200—300 в, что при сеточ-
ной раскачке 1,5—2 кв вовсе неощутительно. Чтобы еще
уменьшить падение напряжения, создаваемое основной
частотой, это сопротивление иногда шунтируют неболь-
шой индуктивностью.
8-9. ИСКРОВЫЕ ГЕНЕРАТОРЫ
От всех других типов генераторов искровые отли-
чаются тем, что энергия к колебательному контуру под-
водится в них не каждый период или полупериод тока
высокой частоты, а через интервалы во много десятков
или даже сотен периодов.
Подвод энергии осуществляется путем зарядки кон-
денсатора колебательного контура. После того, как на-
пряжение на конденсаторе достигнет определенной
величины, искровой промежуток, отделяющий индук-
тивность колебательного контура от конденсатора, ста-
новится проводящим. В контуре, состоящем из последо-
вательно включенных емкости, самоиндукции и искрового
промежутка, возникают затухающие колебания, продол-
жающиеся до тех пор, пока не исчерпается запас энер-
гии, первоначально подведенный к конденсатору. После
этого изолирующие свойства искрового промежутка
восстанавливаются, конденсатор вновь заряжается до
высокого напряжения, затем опять происходит пробой
1 Чаще всего такое сопротивление изготовляют, наматывая на
фарфоровый стержень две перекрещивающиеся спирали из нихромо-
вой проволоки.
283
искрового промежутка и в колебательном контуре вновь
возникают колебания.
В искровом генераторе мощность, расходуемая ис-
точником питания, равна энергии заряженного конден-
сатора, помноженной на число зарядов в секунду:
2
П.
Рис. 8-14. Принципиальные схемы
искровых генераторов.
а— с одним колебательным контуром; б —
со связанными -контурами.
До первой мировой войны искровые генераторы при-
менялись в дальней радиосвязи. Их питали от машин-
ных генераторов повы-
шенной частоты или
источников высокого
напряжения постоян-
ного тока (иногда при-
менялись аккумуля-
торные батареи на
10 000 в).
В искровых генера-
торах для электротер-
мии питание может
происходить только от
промышленной сети
50 гц. Такие генерато-
ры работают с многи-
ми разрядами в тече-
ние одного полуперио-
да питающего тока.
Максимальное на-
пряжение конденсато-
ров колебательных
контуров из конструк-
тивных соображений не превышает обычно 10 кв.
На рис. 8-14,а показана наиболее простая схема ис-
крового генератора. Искровой промежуток S включен
непосредственно последовательно с нагревательным ин-
дуктором Li. В этой схеме во все время существования
колебаний полный ток колебательного контура должен
проходить через искровой промежуток (рис. 8-15,а). По-
тери в искровом ’промежутке велики. Коэффициент по-
лезного действия такой схемы не превышает нескольких
процентов.
284
На практике часто применяют более сложные схе-
мы (рис. 8-14,6).
Искровой промежуток включен в первый колебатель-
ный контур. Второй колебательный контур образован
нагревательным индуктором
и отдельной конденсатор-
ной батареей. Эти контуры
соединяются индуктивной
или емкостной (как показа-
но на рис. 8-14,6) связью.
В первичном контуре с ис-
кровым разрядником энер-
гия совершает лишь неболь-
шое число колебаний
(рис. 8-15,6). При этом зна-
чительная часть энергии пе-
рекачивается во вторичный
контур. Искровой промежу-
ток 5 должен обладать ма-
лым временем деионизации.
Тогда обратная перекачка
энергии из второго контург
в первый, где вследствие на-
личия искрового промежут-
ка имеются большие потери,
не сможет произойти, и ко-
лебания будут продолжать-
ся во втором контуре, обла-
дающем сравнительно ма-
лыми потерями. При такой
схеме удается довести к. п. д.
искрового генератора до
30—40%'
Для получения макси-
мального к. п. д. оба конту-
ра должны быть соответст-
венно настроены. Поэтому
при смене нагревательных
индукторов приходится под-
бирать наивыгоднейшее зна-
Рис. 8-15. Кривые токов и на-
пряжений в искровых генера-
торах.
а— схема с одним контуром; б —
схема со связанными колебательны-
ми контурами.
чение параметров контура.
Искровой промежуток с малым временем деиониза-
ции был предложен еще Вином в конце прошлого сто-
285
летия и с тех пор не претерпел никаких принципиаль-
ных изменений. Такой промежуток состоит из большого
числа медных пластин, отделенных друг от друга слю-
дяными прокладками. Места, между которыми проис-
ходит разряд, серебрятся или же на них напаиваются
вольфрамовые диски.
Весь уход за генератором сводится к периодической
чистке пластин разрядного промежутка.
Благодаря своей подкупающей простоте искровой ге-
нератор удержался в промышленности до настоящего
времени.
Искровые генераторы используются в основном толь-
ко в США, где их выпускают некоторые фирмы.
В СССР искровые высокочастотные генераторы для
целей нагрева серийно не выпускаются.
8-10. ВЫСОКОЧАСТОТНЫЕ ГЕНЕРАТОРЫ НА ИМПУЛЬСНЫХ
ВОДОРОДНЫХ ТИРАТРОНАХ
Анодный к. п. д. высокочастотных генераторов на
электронных лампах, как показывают теоретические
подсчеты, не превышает 75—80%. Практически анод-
ный к. п. д. при промышленном использовании генера-
торов не превышает 65%. Главные потери в высокоча-
стотных генераторах приходятся на генераторную
лампу.
Вопрос о повышении к. п. д. высокочастотных гене-
раторов является крайне актуальным.
Еще в 1951 г. автором этой книги и инженером
К. И. Чамаровским был построен и запущен в эксплуа-
тацию высокочастотный генератор на импульсных водо-
родных тиратронах. Этот генератор работал по схеме
ударного возбуждения с питанием от выпрямителя.
Позднее эти работы были продолжены инженерами
В. Г. Серебряным и В. Я. Мастяевым.
Водородные тиратроны имеют малое падение напря-
жения в анодной цепи. Поэтому анодный к. п. д. высо-
кочастотных генераторов, построенных на водородных
тиратронах, значительно выше (85—90%), чем к. п. д.
генераторов, построенных на электронных лампах.
Схема генератора ударного возбуждения на водо-
родных тиратронах близка к схеме описанного выше
286
искрового генератора. В этой схеме вместо искровых
разрядников включены импульсные водородные тира-
троны.
На рис. 8-16 показана упрощенная принципиальная
схема высокочастотного генератора ударного действия
на водородных тиратронах [Л. 8-7]. Эта схема состоит
из следующих элементов: Тр}— трансформатора высо-
кого напряжения Езар1 и £зар2— зарядных индуктивно-
стей; Aupi — Спр1 и T.IJP2 — Спр2—промежуточных кон-
Рпс. 8-16. Упрощенная принципиальная схема преобразова-
теля [Л. 8-6].
туров; Л} и Лч — разрядных вентилей (водород-
ных тиратронов); Ск—LK — колебательного контура;
Тр2— высокочастотного трансформатора; Ьшя — индук-
тора; ЗГ— задающего генератора; Тр3 и Tpi— се-
точных трансформаторов; Ср—развязывающих емкостей.
При включении схемы происходит заряд емкостей
СПр1 И Спр2 через ИНДУКТИВНОСТИ £3ар1, ^зар2, Inpl и Z-np2
от напряжения, снимаемого со вторичной обмотки
трансформатора Трх.
Если на сетку тиратрона Л{ в данный момент вре-
мени, имеющего положительный потенциал на аноде,
подать отпирающий импульс от задающего генератора
ЗГ, то через тиратрон пройдет ток, при этом произойдет
перезаряд емкостей Cnpi, Спр2 и заряд емкости Ск. В ре-
287
зулйТате этого й емкости колебательного контура Ск
будет сосредоточен значительный запас электрической
энергии. В контуре возникнут затухающие высокочастот-
ные колебания. Частота этих колебаний fK 'будет опреде-
ляться индуктивностью и емкостью контура. После того
как колебания, возникшие в контуре, в результате про-
хождения через тиратрон единичного импульса тока за-
тухнут, на сетку тиратрона будет подан следующий от-
пирающий импульс и описанный процесс повторится.
При смене полярности напряжения на обмотке транс-
форматора на аноде тиратрона Л\ будет отрицательное
напряжение, а на аноде тиратрона Л2— положительное.
При подаче на сетку тиратрона Л2 отпирающего им-
пульса через этот тиратрон пройдет электрический ток
и в контуре снова возникнут затухающие колебания.
Характер колебательного процесса в контуре будет та-
ким 'Же, как и при работе искровых генераторов.
От выбранных величин емкости и индуктивности про-
межуточного контура зависит правильное использова-
ние тиратронов по мощности и напряжению. Рекомен-
дуется выбирать следующие соотношения между пара-
метрами схемы:
1) отношение Сцр/Ск=|0,5—0,7,
где
/-» __ Спр 1С?пр 2
• р ",
Ьпр 1 Т<>пр 2
2) отношение АПр/^к = 2—3, где £Пр=£Пр1+ЛПр2.
Мощность, отдаваемая промежуточным контуром
в колебательный, определяется из следующей формулы:
г п2
г>__СпРиспр г
7 -
где i/сяр — действующее напряжение на емкости про-
межуточного контура.
В электровакуумной промышленности по проекту
инженеров В. Г. Серебряного и В. Я. Мастяева был из-
готовлен опытный образец высокочастотного генератора
на импульсных водородных тиратронах.
На рис. 8-17 показан внешний вид опытного образца
генератора. Генератор имел выходную мощность 1 кет
при частоте тока в колебательном контуре 600 кгц.
288
Б
Принципиальная упрощенная схема опытного об-
разца генератора показана на рис. 8-18. Генератор со-
бран на водородных тиратронах типа ТГИ1 260/12.
В этой схеме от анодного трансформатора выведена
средняя точка. Это дает возможность объединить ин-
дуктивности промежуточного контура в одном дросселе
Рис. 8-18. Принципиальная упрощенная схема
опытного образца высокочастотного генератора на
водородных тиратронах.
Lnp. Катоды тиратронов присоединены к заземленному
проводу. Трансформаторы накала не требуют изоляции
высокого напряжения, как это было необходимо в схе-
ме рис. 8-16.
Испытания опытного образца показали, что к. п. д.
генератора по анодной цепи составляет 92%.
Мы полагаем, что высокочастотные генераторы на
водородных тиратронах в недалеком будущем найдут
широкое применение в промышленности.
ГЛАВА ДЕВЯТАЯ
ТРАНСФОРМАЦИЯ ВЫСОКОЧАСТОТНЫХ
КОЛЕБАНИЙ И СХЕМЫ ВКЛЮЧЕНИЯ
НАГРЕВАТЕЛЬНЫХ ИНДУКТОРОВ
В большинстве случаев напряжение на нагреватель-
ном индукторе бывает ниже напряжения генератора.
При поверхностной закалке напряжение на нагрева-
290
тельном индукторе не должно превышать 1 —1,5 кв1.
Это в несколько раз меньше, чем напряжение, отдавае-
мое ламповым генератором. При низких частотах
2 000—10 000 гц напряжение на нагревательном индук-
торе в некоторых типах закалочных установок (напри-
мер, для закалки коленчатых валов) составляет всего
несколько десятков вольт,
из-за того что индуктор дол-
жен быть разъемным, а разъ-
емный индуктор проще всего
изготовить одновитковым. По-
этому при машинном генерато-
ре также часто приходится
включать индуктор через про-
межуточный контур.
На рис. 9-1 показаны воз-
можные варианты соединения
нагревательных индукторов
с генератором. Рассуждая от-
влеченно, можно было бы за-
ключить, что выгоднее всего
должны быть схемы рис. 9-1,а
и б, таи как в них конденса-
тор, компенсирующий плохой
cos <р нагревательного индук-
тора, включен непосредственно
в цепь последнего и трансфор-
мировать приходится только
активную составляющую тока
индуктора. Однако включение
дуктора целесообразно только
на индукторе не ниже 1 кв; пр
Рис. 9-1. Схемы соединения
нагревательного индуктора
с генератором.
конденсатора в цепь ин-
тогда, когда напряжение
и более низких напряже-
ниях объем конденсатора, приходящийся (при данной
частоте) на единицу мощности, значительно возрастает,
индуктивность и активное сопротивление соединитель-
ных проводов становятся сравнимыми с таковыми индук-
1 При нагреве стальной детали до температуры 900°—1 000° С
пространство вблизи ее ионизуется, с загрязненных участков ее
поверхности начинается термоэлектронная эмиссия и при напряже-
ниях выше 1 000 в может произойти пробой между деталью и ин-
дуктором. Изолирующие перегородки не могут полностью устра-
нить это явление, так как разряд может поддерживаться емкостным
током.
19* 291
тора или даже превышают их. Кроме того, надо отме-
тить, что схема с апериодическим трансформатором
рис. 9-1,в имеет ряд эксплуатационных и конструктив-
ных преимуществ (см. § 8-5 и 9-6).
Рассмотрим поочередно все , представленные на
рис. 9-1 варианты схем включения нагревательных ин-
дукторов.
9-1. АПЕРИОДИЧЕСКИЙ ТРАНСФОРМАТОР. ЗАВИСИМОСТЬ
ЕГО РАЗМЕРОВ ОТ ВЕЛИЧИНЫ САМОИНДУКЦИИ
НАГРЕВАТЕЛЬНОГО ИНДУКТОРА
Первое, что требуется определить, — это отношение
тока индуктора и его напряжения к току и напряжению
первичной обмотки трансформатора. Как и в гл. 7, бу-
дем пренебрегать активным сопротивлением индуктора
и считать, что ток определяется его индуктивным со-
противлением. Обозначим суммарную индуктивность
активной части нагревательного индуктора и соедини-
тельных проводников Лз через £о = £<+£3.
Напишем общеизвестное выражение для тока в пер-
вичной обмотке трансформатора:
/ _____________________________
1 Г ( М \2 I •
Величину —г-т— часто называют переходным множи-
^2 Т ^0
телем и обозначают буквой А.
Электродвижущая сила во вторичной цепи трансфор-
матора
= /рпуИ.
Ток индуктора будет, следовательно, равен:
Г Ег ______ М
w (L2 -j- Lo) 1 La Lo
Отсюда токи в первичной и вторичной обмотках транс-
форматора относятся, как
J1 __ L2 -|- L,
М
(9-1)
292
а э. д с. относятся как
Ei L\ М L2Lt—Л/2 4~ LiLa fQ 2)
£?— М Г2+Д “ М(Ь2 + Ц) ' V ' >
Чтобы перейти от этих общих формул к числовым
расчетам, необходимо иметь конкретную конструкцию
трансформатора.
Требования, которым должна удовлетворять наилуч-
шая с точки зрения электрических характеристик кон-
струкция, можно сформулировать в одном коротком
тезисе: потери в обмотках и дополнительная емкость
для компенсации собственного реактивного тока транс-
форматора должны быть минимальными.
Кроме того, важные требования к воздушному транс-
форматору предъявляют производство и эксплуатация:
он должен быть дешев, а следовательно, прост в из-
готовлении, должен легко разбираться и ремонтиро-
ваться.
Всем этим требованиям наиболее полно удовлетво-
ряет трансформатор с коаксиально расположенными
цилиндрическими обмотками.
Делались предложения применять специальные кон-
струкции трансформаторов, в которых обмотка состоя-
ла бы из концентрических труб, помещенных одна в дру-
гой [Л. 9-1]. Но точные подсчеты показывают, что сколь-
ко-нибудь значительного улучшения электрических па-
раметров при этом не получается.
Практическое же осуществление конструкции натал-
кивается на почти непреодолимые трудности технологи-
ческого порядка.
Таким образом, для воздушных трансформаторов
можно считать наилучшей конструкцию, которая изо-
бражена на рис. 9-2.
В некоторых специальных случаях возможно приме-
нение конструкции, которая показана на рис. 9-3 и 9-4.
В воздушных трансформаторах, работающих при
столь высоких частотах, что глубина проникновения то-
ков в меди меньше размеров проводника, полные по-
тери пропорциональны квадрату первичного тока. На
первый взгляд может показаться, что потери во вторич-
293
Рис. 9-2. Воздушный трансформатор со вторичной обмот-
кой 2, расположенной поверх первичной 1.
d^— диаметр нагревательного индуктора; а — средний расчетный
зазор между индуктором и нагреваемым объектом; g — ширина
индуктора. Стрелками показано направление воды, охлаждаю-
щей индуктор.
ной обмотке трансформатора зависят от тока индукто-
ра. В действительности это не так. При высоких часто-
тах в силу эффекта близости токи на участках первич-
Рис. 9-3, Воздушный трансформатор
со вторичной обмоткой 2, располо-
. . женной внутри первичной /,
ной и вторичной обмо-
ток, расположенных
друг против друга, рав-
ны. Ток в индукторе
меньше тока вторичной
обмотки, и избыточная
часть тока вторичной
обмотки замыкается в
виде вихревого тока по
ее наружной части
(в конструкции рис.
9-2) или по ее внутрен-
ней части (в конструк-
ции рис. 9-3)
Плотность тока по
поверхности вторично-
го витка также нерав-
номерна (рис. 9-10).
На участках, лежащих
против средних частей
первичных витков, она
значительно выше, чем
294
на участках, лежащих против зазоров между вит-
К 3. М И •
Активное сопротивление обмоток трансформатора
пропорционально радиусу трансформатора у и обратно
Рис. 9-4. Воздушный трансформатор с чересслойным рас-
положением обмоток.
О — отверстия для крепления индуккгора.
пропорционально высоте его обмотки Н. Поэтому пол-
ные потери в трансформаторе пропорциональны:
Рт = const 4 -~-
или
Рт= constl\
Индуктивность трансформатора L2 = const следова-
тельно, на основании формулы (9-2) можно найти связь
между активными потерями и геометрическими размерами
трансформатора.
Возникает естественно вопрос: какие размеры дол-
жен иметь наилучший трансформатор?
[Называем в данном случае наилучшим трансформа-
тор, имеющий наивысший к. п. д.].
Для однозначного решения задачи необходимо сде-
лать еще какие-либо ограничивающие предположения,
например считать, что задана высота трансформатора Я,
295
а изменять можно только его радиус у или, наоборот,.'
считать, что радиус постоянен и варьировать можно,
лишь высоту трансформатора. Можно, наконец, счи-
тать, что при варьировании размеров трансформатора!
должен оставаться постоянным его- объем, пропорцио-
нальный величине Ну2.
Если высота Н постоянна, то при изменении радиуса
у индуктивность трансформатора будет меняться про-
порционально у2, а активное сопротивление — пропор-J
ционально первой степени у. Таким образом, активное!
сопротивление будет пропорционально Возьмем!
наиболее благоприятный случай, когда обмотки весьма!
тесно расположены и Тогда при постоянной вы-!
соте трансформатора потери в нем будут пропорцио-j
нальны величине I
'2 •
(9-3)
Минимум надо искау
Этот минимум имеет
При заданном
радиус и высота
------------- _
Cl ’’
° 5.
р а А « / - * ----- - е
размерены, чтобы ,у
° " . .. U
ричной обмотки
индуктивности
Исследование этого выражения показывает, чтонаи-)
меньшие потери будут при L2=QL0. ,
Следовательно, при заданной высоте транси
форматора радиус его должен быть по-|
добран таким образом, чтобы индуктив*
ность его вторичной обмотки равнялась!
утроенной индуктивности нагрузки. ,
Если заданным считать радиус у, то при уменьше!
нии высоты Н активное сопротивление трансформатора
будет возрастать пропорционально увеличению Ь2;
В этом случае потери пропорциональны
Л ,
(9-4|
н а Л
Расход меди в выс*
пропорционален не его
Если, варьируя радц 1
соту, сохранять неизменна
вие неизменных затрат м
активное сопротивление
меняться пропорционально,
от выражения
L
Jjl
ч
Это выражение имеет минимум при LO~LZ. Я
Следовательно, при заданном радиусе трансЯ
форматора высота его должна быть подоЯ
брана таким образом, чтобы индуктив-Я
ность его вторичной обмотки равнялас
индуктивности нагрузки. |
Наконец, если считать неизменным объем трансфор- 1
матора (пропорциональный величине У2Н), то его актив- ]
ное сопротивление будет изменяться пропорционально
г 3/4 1
• Я
минимум будет при
При заданном расходе*
диус и высота его должна^
индуктивность его второй1’
больше индуктивности jrf
Из всех возможных соОу,
чающихся из формул (Э-ЗУл
кие, когда высота меньшак
личине Н распределение
будет неравномерным и
дет вызывать возраст^
потерь в трансформаторе,
Делать также Д;
высокого сопротивления
ласть практически прим^
чена:
0.5/’
Т, .1^
Интересно отметить, ..(«
К. П. Д. в ВОЗДУШНОМ Др<^
236
индуктивную нагрузку, в корне отличаются от условий
максимального к. п. д. в трансформаторе, работающем
на активное сопротивление [см. формулу (7-3)]. Анали-
зируя формулу (7-3), мы выяснили, что при варьиро-
вании Ra максимальный к. п. д. получается, когда на-
магничивающий ток равен рабочему, а индуктивное со-
противление трансформатора a><L равно омическому со-
противлению нагрузки Ra. При этом не требовалось де-
лать никаких предположений о конструкции трансфор-
матора.
В случае же трансформатора, питающего нагрева-
тельный индуктор, понятие о намагничивающем токе
теряет свой смысл, так как ток нагрузки в основном так-
же реактивный. Величина индуктивности нагрузки Lo оп-
ределяет ток в системе, ноне характеризует величины по-
лезно потребляемой мощности. Поэтому от Ra нагрузки
наивыгоднейшая индуктивность трансформатора не за-
висит и может быть найдена лишь после того, как мы
зададимся каким-нибудь его геометрическим размером.
9-2. ВЫБОР ОПТИМАЛЬНЫХ РАЗМЕРОВ
ЦИЛИНДРИЧЕСКОГО ВОЗДУШНОГО ТРАНСФОРМАТОРА
Проведем более детальный расчет применительно
к конструкции, представленной на рис. 9-2.
Обозначим зазор между обмотками через Ь, число
витков первичной обмотки filt вторичной обмотки п2.
При H2='l, п1=п (п — коэффициент трансформации).
Когда вторичная обмотка помещена поверх первич-
ной, то, как видно из рис. 9-2, расчетный зазор b между
обмотками равен воздушному зазору между обмотками
плюс радиальная толщина первичной обмотки. Из этого
следует, что радиальный размер проводника обмотки
(обычно изготовляемой из профилированной медной
трубки прямоугольного сечения) следует выбирать воз-
можно меньшим’—не следует делать обмотку из труб-
ки, согнутой на ребро.
Если же первичная обмотка помещена поверх вто-
ричной (рис. 9-3), то расчетный зазор b равен воздуш-
ному зазору между обмотками плюс толщина вторич-
ного витка. Поэтому в конструкции (рис. 9-3) увеличе-
ние радиального размера проводника первичной обмот-
298
ки йе оказывает столь вредного влияния. Недостаток
конструкции, представленной на рис. 9-3, — относитель-
но длинные и тонкие соединительные проводники меж-
ду индуктором и вторичным витком трансформатора1.
Самоиндукцию обмоток трансформатора можно вы-
числить по формулам.
у 2 2
L, и. , см;
, (У + &)2
L, = т ' ' , см.
Коэффициент т (коэффициент Нагаока) зависит от
отношения радиуса обмотки к ее высоте у/Н, практи-
чески отношение yjH имеет значения 0,7—1,3. В этих
пределах величина т сравнительно мало меняется.
Если выразить самоиндукцию в сантиметрах, то для
нашего случая надо принять т = 20.
Величина воздушного зазора задается из соображе-
ний надежности изоляции. Обычно этот зазор имеет ве-
личину 0,5—1,5 см. Радиальная толщина обмотки редко
превышает 1 см, следовательно, b бывает порядка 1 —
3 см. Практически всегда должно быть у>10 Ь. Поэто-
му во всех дальнейших расчетах величиной Ь^/у2 будем
пренебрегать. Можно далее считать, что коэффициент
связи между обмотками равен К=1—2 — , а коэффици-
о2
ент взаимоиндукции /И = 20-—-, см.
г!
Индуктивность £0 определяется конструкцией ин-
дуктора, и, понятно, дать какую-нибудь универсальную
формулу невозможно. Чтобы все же как-нибудь фикси-
ровать мысли, предположим, как мы это делали в гл. 7,
что индуктор имеет вид ленты шириной g, длиной Ц, на-
тянутой на расстоянии а над плитой или обвивающей
цилиндр.
1 Длину соединительных проводников в конструкции на
рис. 9-3 можно несколько уменьшить, расположив трансформатор
таким образом, чтобы ось его была перпендикулярна оси индук-
тора.
299
Индуктивность такого индуктора в 1 см будет рав-
на * *:
0 g '
Подставив эти выражения для Ls, Lo и М в фор- ,
мулы (9-1) и (9-2) и произведя необходимые упрощения,
получим: . :
Г1 4-2— + (9-7) '
Ii п 1 у y2g J’ '
(9-8)
Формулы (9-7) и (9-8) показывают, как зависят со-
отношения между токами и напряжениями в трансфор-
маторе от его геометрических размеров.
Сопротивление первичной обмотки трансформатора
прямо пропорционально ее длине и обратно пропорцио-
нально аксиальному размеру проводника. Обозначим
коэффициент заполнения первичной обмотки через а*.
Тогда сопротивление первичной обмотки будет пропор-
ционально величине
R, — const nz.
1 На i
Из формулы (9-7) можно определить ток Д в зави-
симости от тока индуктора Следовательно, потери
в трансформаторе, равные Рт= 2/z пропорциональны
величине
1 + 2А+о,5
aliH T2 2ш/ ,2
y2g ] На
(9-9)
Как и следовало ожидать, потери не зависят от чи-
сла витков первичной обмотки трансформатора.
1 Для вычисления самоиндукции Lo надо брать величину
равную длине активной части индуктора плюс приведенная длина
соединительных концов. На рис. 9-2 и 9-3 эта приведенная длина
обозначена С.
* Под коэффициентом заполнения здесь подразумевается отно-
шение ширины проводника обмотки к шагу обмотки. Считать за
коэффициент заполнения отношение площадей здесь нельзя, так
как ток не распределяется по всему сечению проводника.
300
На основании формулы (9-9) можно сказать, что
наименьшие потери будет иметь трансформатор, у ко-
торого множитель, стоящий перед /•. будет иметь
минимальное значение. Величина а обычно лежит в пре-
делах от 0,5 до 0,8 и повысить ее до единицы нет воз-
можности. Поэтому остается варьировать радиус транс-
форматора у и его высоту Н. Простое рассмотрение
формулы (9-9) показывает, что если сохранять посто-
янным отношение у/Н и увеличивать абсолютное зна-
чение этих величин, то потери в трансформаторе будут
все уменьшаться.
При значительном увеличении у и Н размеры транс-
форматора при высоких частотах будут сравнимы с дли-
ной волны высокочастотных колебаний. Когда длина
первичной обмотки становится больше '/2о—'/ю длины
волны, к. п. д. трансформатора начинает падать; следо-
вательно, должно быть соблюдено условие, что радиус
трансформатора у <(0,01—0,05) —. Попытаемся на
/11
основании анализа формулы (9-9) дать ответ на вопрос,
какую величину должен иметь у при заданном Н или,
наоборот, Н при заданном у, чтобы получить трансфор-
матор с максимальным к. п. д. Для этого возьмем
в уравнении (9-9) производную по у (иди по Н) и при-
равняем ее нулю. Еслц считать, что 'задана высота
трансформатора Н, а произвольной переменной являет-
ся его радиус у, то в результате операций над уравне-
нием (9-9) получится уравнение 4-й степени, решение
которого дает:
Вторым членом можно пренебречь и считать:
(9-10)
Если бы вторичная обмотка состояла из ц2 витков, то
Р-П)
301
Вспомнив, что получаем из формул (9-10)
и (9-11)
£2 20 ~=гЗ£0 = 3(£3-{-£,),
т. е., как мы доказали в начале этой главы в общем
виде, в трансформаторе заданной высоты Н мини-
мальные потери получатся при условии, что индуктив-
ность вторичной обмотки в 3 раза больше индуктивности
нагревательного индуктора и 'соединительных прово-
дов.
Из формулы (9-10) следует, что радиус трансформа-
тора должен возрастать как корень квадратный из его
высоты. Однако при выводе формулы (9-9) мы услови-
лись, что отношение у к Н лежит в пределах 0,7—1,3.
Подставив это соотношение в формулу (9-10), можно
убедиться, что она действительна только до у <2^-.
При больших величинах у приходится отступать от
формулы (9-10) и придерживаться условия у>0,5Я,
так как при слишком большой высоте вторичного витка
по сравнению с его диаметром распределение токов по
витку будет очень неравномерным и потери в обмотках
будут значительно больше, чем следует по формуле
(9-9).
Поэтому при у>2 индуктивность вторичной об-
мотки трансформатора более чем в 3 раза (в 4—5 раз)
будет превышать таковую остальной части вторичной
цепи (нагревательного индуктора и соединительных
проводов).
На рис. 9-5 показана серия трансформаторов, имею-
щих наивыгоднейший диаметр при заданной высоте.
Надо подчеркнуть, что на рис. 9-5 представлена не серия
трансформаторов разных мощностей или для разных
частот. Это все трансформаторы, предназначенные для
работы с одним и тем же индуктором при одной и той
же полезной передаваемой мощности. Чем больше раз-
меры трансформатора, тем выше его к. п. д., но при
заданной высоте каждый из трансформаторов, представ-
ленных на рис. 9-5, имеет максимальный возможный
к. п. д.
302
Если по условиям экономии места нам задан радиус
трансформатора, то высоту его нельзя выбирать произ-
вольно. Если взять большую высоту, чем это следует из
вышеприведенных формул, то к. п. д. трансформатора
упадет, несмотря на уменьшение активного сопротивле-
ния обмоток, так как с увеличением высоты Н умень-
шается взаимная индуктивность обмоток и при одном
и том же токе индуктора Ц значительно возрастет ток
первичной обмотки Ц.
Рис. 9-5. Серия воздушных трансформаторов, имеющих наимень-
шие потери при заданной высоте обмотки (показаны только вто-
ричные обмотки).
Рисунок 9-6 показывает, что при заданной высоте,
как слишком малый, так и слишком большой диаметр
ухудшает к. п. д.
Правда, с увеличением диаметра к. п. д. падает очень
медленно. Поэтому менее вреден завышенный, чем за-
ниженный диаметр.
Отношение высоты трансформатора Н к ширине
индуктора g никогда не должно быть меньше 5. Чем это
отношение больше, тем меньше потери в трансформа-
торе.
При том соотношении у и Н, какое дается формулой
(9-10), ток в первичной обмотке будет относиться к току
в индукторе как
Г 1,33 + 2—1,
Л П L У J
т. е. первичные н. с. примерно в 1,5 раза больше вто-
ричных.
303
Отношение э. д. с. первичной и вторичной обмоток:
<г="[1 + 8~Н-
Отсюда следует, что киловольт-амперы батареи
конденсаторов, приключенной параллельно зажимам
трансформатора, должны быть больше киловольт-ампер
батареи, которую надо было бы приключить непосред-
ственно к зажимам индуктора (величины, определяемой
Рис. 9-6. Кривые изменения отноше-
ния потерь в воздушном трансформа-
торе (рис. 9-5) к потерям в индукторе
с изменением диаметра трансформато-
ра (при разных значениях высоты
обмотки).
по графику рис. 7-7 и названной нами «теоретический
минимум») в отношении
^ = (1.33 + 2А)(1 + 8А)=1.33+13-5-. (9-12)
Следовательно, даже в том случае, когда —
Р IV
киловольт-амперы конденсаторной батареи должны
превышать величину, вычисленную по формуле (7-24) и
графику на рис. 7-7, более чем в 2 раза.
Конденсаторы — одна из наиболее дорогих частей
установки индукционного нагрева. Исследуем же вопрос,
каковы должны быть размеры трансформатора, чтобы
увеличение киловольт-ампер конденсаторной батареи
[величина отношения (9-12)] было бы наименьшим. Это
304
будет вторая трактовка понятия «наилучший трансфор-
матор».
На основании формул (9-7) и (9-8)
#4^= Г1 + 2 — +0,5 (1 + 2 — +4 \
Eili \ 1 У 1 y2g J 1 У 1 altH j
(9-13)
Если в этой формуле при неизменном отношении Я/у
увеличивать абсолютное значение этих величин, то вели-
чина ЦЕ\ЩЕ1 будет все уменьшаться. В пределе при
весьма больших у кН мы получим наивыгоднейшее соот-
ношение (optimum1 optimorum):
. у bg
Edi ' H аЦ‘
(9-14)
Рассмотрев эту формулу, мы еще раз убеждаемся,
что не только высокий к. п. д. трансформатора, но и
малая емкость конденсаторной батареи определяются
рациональной конструкцией нагревательного индуктора
(большим соотношением li/g и малым а).
Для отыскания наилучшего соотношения между у и
Н возьмем в формуле (9-12) производную по у или
по Н, как мы это делали при исследовании выражения
(9-9), и приравняем ее нулю.
Оказывается, что минимальную величину батарея
конденсаторов будет иметь при
(9-15)
Если подставить это выражение в формулу (9-13) при
у~ Н, то мы получим:
г+40['Щ )=+1оД.
Eih 1 аЕ J 1 аЕ
Эта величина — «частный оптимум» — дает увеличе-
ние конденсаторной батареи большее, чем найденный
по формуле (9-14) optimum optimorum. Для хорошего
индуктора, у которого отношение li/g больше 20, а зазор
а между деталью и индуктором немного меньше расчет-
ного зазор® b между обмотками трансформатора, отно-
шение EyE/Eili будет не больше 1,25—1,5.
20 Г, И. Бабат. 305
Наоборот, при соотношении Ц и
ё(~
g
<( 5) киловольт-
амперы конденсаторной батареи могут быть во много
раз больше теоретического минимума.
Как и для формулы (9-10), верхним пределом при-’
менимости формулы (9-Г5) будет у ^=0,5 Н\ при этом
у = 0,1
а отношение
___У-Ст = 0,05
Упо тери мин
Приведем еще приближенную формулу для вычисле-
ния отношения потерь в трансформаторе к потерям в ин-
дукторе. Потери в индукторе пропорциональны величине
у- /Если поделить (9-9) на эту величину, то окажется,
о
что при #>2-^у- и при у одного порядка с Н отноше-
ние потерь в обеих обмотках трансформатора к потерям
индуктора равно:
^=--(10-5-20)-^-. (9-16)
При у , понятно, потери в трансформаторе
резко возрастают.
В том случае, когда вторичная обмотка состоит из
нескольких витков,
^ = ^(10ч-20)-^. (9-17)
Pi z ‘i
Из этой формулы с очевидностью следует, что вто-
ричная обмотка низкого напряжения воздушного транс-
форматора должна состоять из одного витка.
* Надо заметить, что при таком соотношении g и h выведен-
ные нами приближенные формулы уже становятся неточны-
ми и при вычислении отношения Е^ЩЕгЦ по формулам (9-12) и
(9-13) можно получить противоречивые результаты.
306
Это утверждение можно было бы, впрочем, доказать
и без вывода формул. Вспомним основные положения
теории трансформатора с железным.сердечником. Чем
меньше у такого трансформатора потери в железе, тем
большее сечение сердечника и тем меньшее число витков
надо брать для получения максимального к. п. д. В воз-
душном трансформаторе потери в «воздушном сердеч-
нике» равны нулю. Поэтому такой трансформатор надо
выполнять с минимальным возможным количеством
витков.
Отсюда видна коренная разница между расчетом
силовых трансформаторов с железным сердечником и
воздушных трансформаторов. В первых высокий к. п. д.
(порядка 96—98%) получается без всяких затруднений,
и все внимание конструктора направлено на то, чтобы
получить возможно более дешевый трансформатор. В за-
висимости от соотношения цен меди и железа варьи-
руется конструкция трансформатора. В целях получения
более легкого и более дешевого трансформатора часто
идут на сознательное ухудшение к. п. д.
В воздушных трансформаторах, как это следует из
формулы (9-12), часто приходится мириться с к. п. д.,
меньшим 50%, поэтому вопрос о стоимости самого
трансформатора отступает на задний план, так как вся-
кое улучшение к. п. д. позволяет удешевить генератор,
питающий установку.
Рассмотрим еще представленную на рис. 9-4 кон-
струкцию трансформатора с так называемым чересслой-
ным расположением обмоток. Обе обмотки выполнены
из медной шины при воздушном охлаждении или из
плоской медной трубки, охлаждаемой водой (такая
трубка может быть изготовлена путем сварки из медных
шин). Первичная обмотка представляет собой одну
сплошную спираль. Вторичная обмотка состоит из от-
дельных витков, расположенных в промежутках между
витками первичной обмотки и соединенных параллельно.
И для этого трансформатора справедлив закон, об-
щий для всех воздушных трансформаторов цилиндриче-
ской конструкции: для получения высокого к. п. д.
индуктивность его первичной обмотки должна быть не
меньше трехкратной индуктивности нагрузки.
Обозначим ширину витка трансформатора через р.
Ток в этом трансформаторе равномерно распределен по
20* 307
обеим сторонам всех проводников. Поэтому сопротивле-
ние первичной обмотки пропорционально величине
„ f , Р
2я [ У + ~2~ I «1
= const------—s.
1 2р
Высота трансформатора Н равна п^. Поэтому
" ( У + -f-) t
Rt = const 4 -----n\ .
Следовательно, сопротивление этого трансформатора
будет относиться к сопротивлению трансформатора, по-
казанного на рис. 9-2, как т/2 р. Величина шага обмотки т
может быть взята при первичном напряжении 10 кв
порядка 40—50 мм. Поэтому чересслойный трансформа-
тор становится выгоднее коаксиального при р>30 мм.
Желательно, чтобы р/«/<0,1. Таким образом, чересслой-
ный трансформатор становится выгодным применять
при у>300 мм.
На основании всех выше приведенных рассуждений
можно сделать следующие заключения о конструк-
циях воздушных трансформаторов (применительно
к рис. 9-2—9-4).
1. Чем больше габариты трансформатора, тем выше
его к. п. д. и тем меньше киловольт-амперы батареи
конденсаторов, если только при увеличении у и Н сохра-
няется неизменной величина расчетного зазора Ь.
Ухудшение показателей трансформатора с увеличением
его размеров начинается только после (/>0,01 —, каке*
вые размеры практически редко достижимы.
2. Весьма неэкономичны трансформаторы, у которых
п , (а1<У
у <2— или у <0,1 .
J R v ’ bgt
Поэтому делать трансформаторы меньших размеров
не рекомендуется. Но увеличение габаритов сверх ука-
занного предела очень мало улучшает к. п. д. *, так как
при этом мы вынуждены брать у^Н.
1 Надо также обращать внимание на то, чтобы при увеличе-
нии габаритов трансформатора не получить повышенных потерь
в металлической конструкции самого закалочного станка.
308
3. Наиболее выгодным является трансформатор,
обмотка низкого напряжения которого состоит из одно-
го витка.
Увеличение габаритов трансформатора выгодно еще
из тех соображений, что при этом уменьшается плот-
ность энергии, выделяющейся на поверхности обмоток.
В рационально сконструированном трансформаторе
можно довольствоваться естественным воздушным
охлаждением при мощностях до 5 кет.
При воздушном охлаждении обмоток линейные раз-
меры трансформатора должны возрастать как корень
квадратный из мощности, для того чтобы удельная
мощность на поверхности обмоток трансформатора оста-
валась не больше 0,1—0,2 вт/см2.
Относительно высокочастотных трансформаторов
с водяным охлаждением следует заметить, что их габа-
риты не зависят от мощности.
Водяное охлаждение обеспечивает отвод очень высо-
ких удельных мощностей вплоть до 100 вт1см2.
При у>2^~ охлаждаемая водой поверхность транс-
форматора получается значительно большей, чем охлаж-
даемая водой поверхность нагревательного индуктора.
Таким образом, в системе индуктор — трансформатор
предел повышения мощности ставится именно индукто-
ром, а не трансформатором.
Следовательно, при водяном охлаждении единствен-
ный фактор, определяющий габариты трансформатора,—
это индуктивность нагревательного индуктора.
Поэтому трудно дать какие-нибудь фиксированные
цифры относительно веса высокочастотных трансформа-
торов. Можно наметить лишь общую тенденцию: чем
выше к. п. д. трансформатора, тем он тяжелее.
Конструкции, выполненные в лаборатории завода
«Светлана», весили от 0,2 до 5 кг!квт.
В заключение необходимо указать, что к. п. д. воз-
душного трансформатора (при данном индукторе) не
зависит от частоты тока, пока толщина стенок его обмо-
ток больше трехкратной глубины проникновения вихре-
вых токов в медь. При более низкой частоте к. п. д.
воздушного трансформатора начинает резко падать.
Если, например, обмотка воздушного трансформа-
тора выполнена из медной трубки с толщиной стенок
309
1 мм, то такой трансформатор Должен работать при
частоте не ниже 50 000 гц.
При более низкой частоте потери в обмотках при той
же передаваемой мощности резко возрастают.
Утверждение, что отношение потерь в трансформа-
торе к потерям в индукторе не зависит от частоты, ка-
жется на первый взгляд стоящим в резком проти-
воречии с общими положениями теории трансформато-
ров.
В любом учебнике по трансформаторам можно найти
указания, что потери в меди трансформатора падают
с повышением частоты при одной и той же передавае-
мой мощности. Но это справедливо лишь в том случае,
когда ток равномерно распределяется по всему сечению
обмоток и, следовательно, джоулевы потери от частоты
не зависят.
Это правило можно было бы распространить на кон-
струкции на рис. 9-2—9-4 лишь в том случае, если бы и
первичная, и вторичная обмотки были сделаны из от-
дельных тонких транспонированных жилок. При часто-
тах 104 гц это практически не осуществимо, так как диа-
метр каждой жилки должен был бы быть порядка 0,1 мм
(см. гл. 2, § 2-4). Приходится делать обмотку из массив-
ной меди или из трубки, а в такой обмотке активное
сопротивление растет, как ]//.
Следовательно, несмотря на то что с повышением ча-
стоты при одной и той же передаваемой мощности ток
в обмотках падает, потери в трансформаторе остаются
без изменения.
9-3. КОНЦЕНТРАТОРЫ ВИХРЕВЫХ ТОКОВ
При нагреве боковой поверхности цилиндрических
изделий диаметр трансформатора (в случае применения
схемы с апериодическим трансформатором) часто дол-
жен быть больше диаметра d нагреваемого изделия [см.
формулы (9-10) и (9-15)]. Если при этом индуктор со-
стоит из одного витка, то его можно объединить со вто-
ричным витком трансформатора, как показано на
рис. 9-7. Эту конструкцию мы называем «концентрато-
ром вихревых токов».
Конструкция на рис. 9-7 является как бы модифика-
цией конструкции рис. 9-3, только вместо индуктора и
310
вторичной обмотки трансформатора, удаленных друг от
друга, имеется одна разрезная втулка, называемая
вкладышем концентратора. Вместо активной части ин-
дуктора в конструкциях на рис. 9-7 и 9-8 можно гово-
рить о «гребне» концентратора (ширина его в этих ри-
сунках обозначена g).
Тесное объединение вторичного витка трансформато-
ра с индуктором, как это показано на рис. 9-7, выгодно
тем, что соединительный участок между гребнем вкла-
дыша и тыльной его стороной имеет малую величину и,
следовательно, малые потери; кроме того, благодаря
расположению первичной многовитковой обмотки по-
верх вторичной расчетный зазор b между обмотками
равен только величине воздушного зазора и не зави-
сит от радиальной толщины проводника первичной об-
мотки.
Объединение вторичной обмотки трансформатора
с одновитковым индуктором возможно и при нагреве
внутренней поверхности цилиндрических изделий
(рис. 9-8). При достаточно малом зазоре а между нагре-
ваемым изделием и индуктором экономичный радиус
d I. * *
трансформатора у>2-^— получается меньше радиуса
нагреваемого цилиндрического изделия.
Расчетный зазор b в конструкции на рис. 9-8 равен
сумме воздушного зазора и радиальной толщины про-
водника первичной обмотки, следовательно, в этом от-
ношении конструкция на рис. 9-8 особых преимуществ
не представляет.
Для расчета всех соотношений между токами и на-
пряжениями в конструкциях, представленных на
рис. 9-7.и 9-8, можно пользоваться соотношениями, вы-
веденными в § 9-1 этой главы. Для определения полных
потерь может быть, например, применена формула
(9-16).
Возможен, однако, и другой подход к расчету кон-
струкций, представленных на рис. 9-7 и 9-8 [Л. 9-2].
Вкладыш концентратора можно рассматривать как
своеобразный экран, деформирующий магнитный поток
аЦ
* Понятно в тех случаях, когда величина 2 — получается
больше радиуса внутренней поверхности обрабатываемого изделия,
применение конструкции рис. 9-8 невыгодно.
311
многовитковой первичной обмотки и направляющий его
на подлежащие нагреву участки поверхности обрабаты-
ваемого изделия.
Как это было детально разобрано в гл. 3 и 4, метал-
лическое тело, помещенное в быстропеременное электро-
магнитное поле, отражает магнитные силовые линии, т. е.
как бы выжимает их из занимаемого им объема.
Рис. 9-8. Принципиальная кон-
струкция концентратора для на-
грева внутренней поверхности
цилиндрических изделий.
1 — первичная обмотка высокого на-
пряжения; 2 — вкладыш концентра-
тора; 3— нагреваемый объект; О] и
О2 — начало н конец первичной
обмотки.
Рис. 9-7. Принципиальная кон-
струкция концентратора для
нагрева боковой поверхности
цилиндрических объектов.
1 — первичная обмотка высокого на-
пряжения; 2 — вкладыш концентра-
тора; 3 — нагреваемый объект; Oi и
О2 — начало и конец первичной
обмотки.
Но так как линейный интеграл напряженности маг-
нитного поля по замкнутому пути (охватывающему про-
водники индуктора) §Hdl всегда равен н. с. индуктора,
помноженным на 4л, то выжимание поля из одной части
пространства, окружающего индуктор, неизбежно сопро-
вождается повышением интенсивности магнитного поля
в другой части пространства.
312
Вкладыш концентратора уменьшает живое сечение
магнитного потока вблизи нагреваемого участка поверх-
ности изделия и тем самым увеличивает тангенциаль-
ную составляющую напряженности магнитного поля Ht
вблизи этой поверхности.
Распределение поверхностной плотности тока во
вкладышеконцентратора и в нагреваемом объекте может
быть изучено путем измерений на модели в электроли-
Рис. 9-9. Распределение магнитного поля во-
круг концентратора.
1 — первичная обмотка высокого напряжения; 2 — раз-
резная втулка; 3 — нагреваемый цилиндр.
тической ванне. На рис. 9-9 показано распределение
магнитного поля в концентраторе, на рис. 9-10 — распре-
деление настила вихревых токов. Н'а боковой поверхно-
сти вкладыша концентратора можно отметить так назы-
ваемую линию токораздела А—В, вдоль которой плот-
ность вихревого тока равна нулю. На гребне концентра-
тора вихревые токи направлены в ту же сторону, что и
в многовитковом индукторе. На поверхности втулки кон-
центратора, обращенной к многовитковому индуктору,
вихревые токи циркулируют в обратном направлении.
При изучении распределения токов в электролити-
ческой ванне можно представить систему индукционного
нагрева с концентратором в виде эквивалентной схемы,
показанной на рис. 9-11.
313
Сопротивления Rt, RK и Ra— множители мощно-
сти, соответственно выделяющейся в многовитковом ин-
дукторе, вкладыше концентратора и нагреваемом изде-
лии.
Рис. 9-10. Распределение настила
вихревых токов в концентраторе
(вычислено на основании рис. 9-9).
Д—В-—линия токораздела. Чтобы уме-
стить штриховку, символизирующую на-
стилы токов, детали 1, 2, 3 разнесе-
ны в отдельные рамки.
2
Рис. 9-11. Эквивалентная схема
индукционного нагрева с кон-
центратором.
Измерив величину настила тока по всей поверхности
вкладыша концентратора, нагреваемого объекта и мно-
говиткового индуктора, можно определить соотношение
величин Ri, RK и Ra. Коэффициент полезного действия
нагрева равен:
________Ra
R{ +Л< 4-Яа *
При нагреве стали при
температурах ниже точки
Кюри к. п. д. может быть
порядка 80—90%'; при тем-
пературах выше точки Кюри
к. п. д. редко удается полу-
чить выше 60—70%.
Для определения резуль-
тирующей индуктивности
31-4
концентратора также лучше всего пользоваться электро-
литической ванной. Аналитический подсчет не может
дать большой точности. Измерения индуктивности на
выполненной конструкции концентратора надо произво-
дить только при рабочей частоте тока. Если
производить измерения при более низкой частоте, то
Рис. 9-12. Схематический вид концентратора
для нагрева шесте-
рен под закалку.
1—2 — выводы первичной обмотки; 3 —- эбонитовые стойки, на которых кре-
пится первичная обмотка; 4 — защитный кожух из листового материала;
5 — вторичный виток концентратора (листовая медь); 6 и 7 — верхняя и
нижияя крышки (гетинакс); 8 — сменный вкладыш; 9 — шток закалочного
станка; 10 — обрабатываемая шестерня; // — зажимное приспособление;
12 — стеклянная банка с влагопоглощающим веществам.
можно получить в несколько раз большую индуктив-
ность.
На рис. 9-12 показан концентратор, спроектирован-
ный в лаборатории завода «Светлана» инж. Н. А. Ро-
щиным.
В этом концентраторе гребень выполнен съемным,
поэтому концентратор может быть использован для за-
калки объектов различного диаметра и высоты.
315
Л ^Выпрямителя
ill!
К трансфор-
матору накала
К сеточному
управлению
Рис. 9-13. Схема лампового генератора с концентра-
тором. Обратная связь по Колпицу.
Рис. 9-14. Схема пушпульного лампового
генератора с концентратором.
Крепление гребня концентратора осуществляется
с помощью болтов. Таким образом, смена его при пере-
ходе от одного типа изделия к другому занимает всего
несколько минут.
На рис. 9-13 и 9-14 показаны схемы соединения кон-
центратора с генераторными лампами. Обмотка высоко-
го напряжения концентратора является индуктивностью
анодного колебательного контура. Чтобы согласовать
приведенное сопротивление Z3 этого контура с данными
генераторной лампы, можно либо менять емкость кон-
денсаторной батареи, либо включать последователь-
но с обмоткой концентратора переменную индуктив-
ность.
9-4. КОНСТРУКЦИЯ ВЫСОКОЧАСТОТНЫХ ВОЗДУШНЫХ
ТРАНСФОРМАТОРОВ И КОНЦЕНТРАТОРОВ
Основная линия, которой необходимо твердо придер-
живаться при разработке всех конструкций, это сведе-
ние к возможному минимуму количества твердых изоли-
рующих материалов. Основным изолирующим материа-
лом должен быть воздух.
Твердые диэлектрики не должны помещаться в обла-
сти сильных полей, а по возможности должны исполь-
зоваться как механическая несущая конструкция. Вооб-
ще чрезмерно щедрое расходование диэлектриков в
радиочастотных трансформаторах часто ведет к сни-
жению их надежности. Как можно меньше диэлектри-
ков и металлов — таков должен быть лозунг конструк-
тора.
На рис. 9-15 приведены общий вид и узлы высоко-
частотного трансформатора конструкции ЦКБ УВУ, вы-
пускаемого серийно Ленинградским заводом высокоча-
стотных установок.
Трансформатор имеет следующие габаритные разме-
ры: диаметр 570 мм, высота 330 мм.
Первичная обмотка имеет 13 витков, вторичная —
1 виток.
Первичная обмотка 1 выполнена из профилирован-
ной в виде прямоугольника медной трубки, охлаждае-
мой проточной водой. Охлаждающая вода подается через
резиновые шланги, чтобы избежать утечки тока. Об-
317
Рис. 9-15. Трансформатор высокочастотный конструкции ЦКБ УВУ.
а — внешний вид трансформатора; б — трансформатор в разобранном виде;
- вторичная обмотка; 2 — подставка для трансформатора; 3 — шланги для
подвода воды к вторичной обмотке; 4 — индуктор; 5 — шланги для подвода
воды К индуктору; 3 — первичная обмотка; 7 — стойки для крепления
первичной обмотки.
318
мотка крепится через фарфоровые изоляторы к дере-
вянным стойкам 7 при помощи медных шпилек, прива-
ренных к обмотке. Крепежные шпильки расположены
в шахматном порядке, чтобы затруднить скользящий
разряд между двумя смежными шпильками.
Вторичная обмотка выполнена из двух медных ли-
стов, согнутых в виде витка. Края листов сварены меж-
ду собой по всему периметру. Между листами циркули-
рует охлаждающая вода.
Индуктор 4 должен крепиться по возможности в цент-
ре вторичного витка.
При перемещении индуктора к краю ток неравно-
мерно распределяется по .вторичному витку, что увели-
чивает потери в трансформаторе.
В случае пушпульной схемы генератора при несим-
метричном креплении индуктора ко вторичному витку
(не к середине его), неравномерно будут нагружаться
плечи пушпульной схемы.
Никакие прокладки из твердых диэлектриков меж-
ду первичной и вторичной обмотками недопустимы. Хотя
их и можно сконструировать так, чтобы при рабочей ча-
стоте (105—10е гц) они не пробивались, но при первом
включении и при настройке лампового генератора всегда
возможно возникновение паразитных колебаний на ча-
стотах 107—108 гц, которые неизбежно повредят такую
изоляцию. Меньше семи-восьми витков в первичной об-
мотке трансформатора не рекомендуется делать, так как
иначе получаются слишком большие потери в соедини-
тельных проводниках между трансформатором и кон-
денсаторной батареей.
Предел увеличения числа витков первичной обмотки
ставится допустимыми габаритами трансформатора.
Первичная обмотка может быть только однослойной,
шаг ее трудно сделать меньше 10—12 мм, поэтому уже
при сорока витках высота трансформатора получается
свыше 40 см, а диаметр его соответственно будет около
метра.
В выполненных конструкциях высокочастотных транс-
форматоров число витков лежит в пределах от 8 до 40.
Иногда первичную обмотку трансформатора выпол-
няют из двух секций, которые для регулировки мощно-
сти можно включать либо параллельно, либо последо-
вательно. Вообще говоря, расщепление обмотки транс-
319
форматора на две ветви нарушает разобранное -в гл. 2, '
§ 2-4 условие получения минимальных потерь при высо- •
ких частотах.
Лишние поверхности проводников вызывают добавоч-
ные потери.
При водяном охлаждении трансформаторов и кон-
центраторов надо принять меры, для того, чтобы при ;
эксплуатации их в сыром помещении на поверхности <
медных трубок не конденсировалась влага, так как это 1 *
может повести к образованию крупных капель, замы-
кающих накоротко витки.
Отпотевание полностью устраняется, если применить
циркуляционную систему охлаждения и отрегулировать
температуру поступающей воды так, чтобы она была
выше точки росы.
При охлаждении проточной водой из водопровода
отпотевание несколько уменьшается, если смазать труб-
ки вазелином и снабдить установку электромагнитным
затвором, открывающим воду только в периоды на-
грева
Можно также кондиционировать воздух вокруг обмо-
ток трансформатора.
В 1 л воздуха при температуре 20° С при стопроцент-
ной влажности содержится 0,017 г воды (17 смг/м3).
Поэтому достаточно затруднить воздухообмен вблизи
обмоток трансформатора и поместить там какое-нибудь
влагопоглощающее вещество, например хлористый каль-
ций (подобно тому, как это делается в двойных окнах
жилых помещений), чтобы явление отпотевания трубок
(капеж) было полностью устранено. Полная герметиза-
ция обмоток трансформатора необязательна. Конструк-
ция эксикатора с влагопоглощающим веществом ясна из
рис. 9-12.
В нормальных производственных помещениях с невы-
сокой влажностью воздуха специальных мер для предот-
вращения отпотевания не приходится принимать.
Высокочастотному трансформатору в закалочной
установке приходится обычно работать не с одним ка-
1 Можно еще снабдить систему охлаждения небольшим тепло-
обменником так, чтобы отходящая вода подогревала вновь посту-
пающую выше точки росы.
320
ким-либо индуктором, а с целой серией таких индук-
торов.
Рассмотрим, в каких пределах будет меняться часто-
та генератора при переходе от одного индуктора к дру-
гому.
Самоиндукция рассеяния воздушного трансформато-
ра при соотношении b/у, лежащем в пределах 0,1—0,03,
составляет от 0,05 до 0,5 полной самоиндукции первич-
ной обмотки трансформатора. Поэтому при данной кон-
денсаторной батарее собственная частота контура мо-
жет меняться от короткого замыкания вторичной обмот-
ки до полного разрыва в 1,4 раза в .плохом трансфор-
маторе, в 4—5 раз — в хорошем.
При эксплуатации закалочной установки обычно воз-
никает вопрос: какие индукторы можно приключать
к данному трансформатору? Чем меньше величина alilg
по сравнению с радиусом трансформатора, тем выше
к. п. д. последнего. Поэтому в сторону уменьшения ве-
личины alilg индуктора никаких ограничений нет. Невы-
годно только приключение индукторов, у которых вели-
чина alilg значительно больше диаметра трансформа-
тора.
В выполненных конструкциях трансформаторов мы до
сих пор не делали диаметр вторичного витка больше
100 см. Поэтому такие трансформаторы должны. работать
только с индукторами, у которых -^-<100 см.
При индукторах, у которых -^->100 см, воздуш-
ный апериодический одновитковый трансформатор, по-
видимому, вообще неприменим.
Здесь либо надо приключать конденсаторную бата-
рею непосредственно в цепь индуктора, либо применять
трансформаторы с железным сердечником (если это до-
пускает частота тока).
Предельная мощность, которую можно получить от
трансформатора данной конструкции при водяном охлаж-
дении, лимитируется обычно не условиями охлаждения,
а частотой тока.
Повышение мощности при заданном индукторе и не-
изменном первичном напряжении трансформатора может
происходить только за счет понижения частоты (при уве-
личении емкости батареи конденсаторов). Если толщина
21 Г. И. Бабат. 091
стенок трубки, из которой намотан трансформатор, И мм,
то нельзя работать при частоте более низкой, чем ,
иначе потери в обмотках возрастут.
В сторону повышения частоты нельзя идти дальше
г__
' уп *
9-5. ВКЛЮЧЕНИЕ ИНДУКТОРОВ ПОСРЕДСТВОМ
НАСТРОЕННЫХ СВЯЗАННЫХ КОНТУРОВ
Необходимо сразу же оговориться, что схемы эти
применяются только с ламповыми генераторами.
В машинных генераторах напряжение редко превы-
шает 2 000 в. Плавильные печи приключаются без вся-:
ких промежуточных трансформаторов. Необходимость
трансформации напряжения возникает в машинных ге-
нераторах лишь при поверхностной закалке, когда для
данного типа изделия (например, коленчатого вала) не
удается сконструировать индуктор с достаточно большим
ali/g и напряжение на индукторе получается несколько
десятков вольт.
Но на такое низкое напряжение при современном
уровне техники невозможно построить экономичные кон-
денсаторы. Такие диэлектрики, как слюда и кабельная
бумага, выгодно используются только на более высоких
напряжениях.
Поэтому в машинных генераторах применимы ис-
ключительно апериодические трансформаторы.
На рис. 9-1,а и б представлены два варианта вклю-
чения нагревательных индукторов. В первой схеме ка-
тушка связи включена параллельно зажимам нагрева-
тельного индуктора. Во второй схеме — последовательно.
Из эксплуатационных и конструктивных соображе-
ний часто бывает выгоднее схема рис. 9-1,а с парал-
лельным включением катушки связи.
При последовательном включении катушки связи че-
рез последнюю проходит полный ток индуктора, соеди-
нительные проводники между катушкой и индуктором
также должны нести полный ток. Поэтому катушка
связи должна находиться в непосредственной близости
от нагревательного индуктора, что представляет в неко-
торых случаях значительное неудобство. Кроме того,
при последовательном включении конденсатора икатуш-
322
ки связи потери в ней обычно получаются больше, чем
при параллельном включении.
При параллельном включении конденсатора и катуш-
ки связи по соединительным проводам между катушкой
п нагревательным контуром проходит в основном только
активная составляющая тока индуктора, поэтому даже
при мощностях порядка сотен киловатт эти провода мо-
гут быть сделаны относительно тонкими, и нагреватель-
ный контур может быть без всякого ущерба для к. и. д.
удален от катушки связи на несколько десятков метров.
В настоящее время известно довольно значительное
количество конструкций катушек связи.
Часто применяются цилиндрические катушки: внеш-
няя неподвижная является катушкой промежуточного
контура, внутренняя катушка связи делается поворот-
ной (вариометр), либо перемещающейся в аксиальном
направлении.
Благодаря тому что в катушке связи и в катушке
промежуточного контура циркулируют сравнительно не-
большие токи, не представляет трудностей построить
при любой из перечисленных конструкций промежу-
точный контур с к. п. д. порядка 90—95%'.
Ввиду разнообразия конструкций катушек связи и
относительной легкости получения высокого к. п. д. мы
не будем приводить здесь методы аналитического опре-
деления наивыгоднейших размеров катушки связц.
Можно ограничиться указанием, что индуктивное со-
противление катушки связи при параллельном включе-
нии должно быть одного порядка с импедансом нагре-
вательного контура.
Не следует брать индуктивность катушки связи мень-
ше десятикратной индуктивности нагревательного ин-
дуктора. Слишком большая индуктивность (больше чем
пятидесятикратная нагревательного контура) также не-
выгодна.
Наличие катушки связи, приключенной безразлич-
но—параллельно или последовательно с нагреватель-
ным индуктором, заставляет увеличивать киловольт-ам-
перы конденсаторной батареи, приключенной к нагрева-
тельному индуктору, по сравнению с теоретическим
минимумом, найденным по графику на рис. 7-7 (за
счет повышения напряжения на конденсаторах при по-
следовательном включении или за счет увеличения
21* 323
емкости батареи при параллельном 'включении катушки
связи).
При индукторе с отношением-—>20 это повышение
киловольт-ампер конденсаторной батареи бывает поряд-
ка 20—30%.
При плохом с электрической точки зрения индукторе
(малое li[g) превышение киловольт-ампер конденсатор-
ной батареи может быть значительно больше.
В слюдяных конденсаторах потери обычно меньше
1 % от полезной мощности; tg д слюдяных конденсаторов
обычно не превышает нескольких десятитысячных. По-
пробуем оценить еще потери в соединительных провод-
никах. Представим для этого соединительные провод-
ники в виде двух лент высотой Нс и длиной /с и пред-
положим, что конденсаторы равномерно включены по
всей длине лент. Тогда ток в лентах будет линейно
падать, начиная от зажимов индуктора. Так как потери
в каждом участке лент пропорциональны квадрату тока,
то суммарные потери в обеих лентах будут пропорцио-
нальны I2.
ы1е г
Легко сделать ошиновку конденсаторов, в которой ’
Потери в индукторе пропорциональны величине
Поэтому отношение потерь в ошиновке к потерям
в индукторе будет-
(9-18)
Сравнение формулы (9-18) с (9-16) показывает, что
конденсаторная батарея, включенная непосредственно
параллельно индуктору, в отношении потерь выгоднее
апериодического трансформатора.
Однако в случае применения схем со связанными
контурами к ламповым генераторам с самовозбужде-
нием установка получается сложнее и требует более
квалифицированного ухода и потери на аноде генера-
торной лампы обычно получаются большие, чем при
одном колебательном контуре.
324
Поэтому в закалочных установках, выпускаемых про-
мышленностью применяются схемы с апериодическим
трансформатором.
9-6. РЕГУЛИРОВАНИЕ МОЩНОСТИ, ОТДАВАЕМОЙ
НАГРЕВАТЕЛЬНЫМ ИНДУКТОРОМ, В УСТАНОВКАХ
С ЛАМПОВЫМИ ГЕНЕРАТОРАМИ
Вопрос регулирования мощности особенно важен для
плавильных печей. При заданной частоте и токе в ин-
дукторе мелкая холодная шихта может поглощать
в 20—30 раз большую мощность (особенно в случае
ферромагнитного металла), чем металл, начавший
плавиться. Для сокращения времени плавки необходи-
мо, чтобы генератор отдавал печи все время максималь-
ную мощность. Этого можно добиться, меняя ток в ин-
дукторе.
В схемах с промежуточным контуром (рис. 8-6)
удобно осуществлять регулирование мощности только
в том случае, когда собственная -частота нагреватель-
ного контура не меняется. Тогда, изменяя связь между
катушками 6 и 7, можно регулировать мощность, пере-
даваемую объекту 10, в пределах от нуля до максимума,
который способна обеспечить генераторная лампа.
Когда же собственная частота нагревательного кон-
тура меняется, то осуществление 100%-ного регулирова-
ния мощности в схемах со связанными контурами не-
сколько усложняется: при всяких изменениях частоты
нагревательного контура необходимо соответственно
подстраивать к нему анодный (первичный) контур,
в противном случае генератор вообще не отдаст макси-
мальной полезной мощности.
В плавильных печах, всегда работающих с одним и
тем же индуктором, на частоту нагревательного контура
может влиять лишь изменение размеров шихты и ее
электрических' характеристик Ирл- При практически
применяемых соотношениях размеров индуктора и пла-
вильного тигля максимально получающиеся изменения
частоты столь малы, что подстройки анодного контура
не требуется и регулирование мощности изменением
связи получается простым и удобным.
Как показано на рис. 9-1,а и б; катушка связи может
быть включена как последовательно, так и параллельно
325
с нагревательным индуктором. Характеристики схемы
зависят от типа включения. Когда вторичный (нагрева-
тельный) контур настроен в резонанс, то при параллель-
ной катушке связи (рис. 9-1,а) заданным является на-
пряжение на индукторе (ток в нем).'Когда в процессе
плавки (например, стали) благодаря уменьшению актив-
ной поверхности шихты и уменьшению у/ рар.а по мере
нагревания садки приведенное сопротивление й?0 падает,
то для поддержания постоянства мощности необходимо
увеличивать напряжение на индукторе, т. е. увеличивать
связь.
При последовательной связи (рис. 9-1,6), наоборот,
заданным является напряжение на сумме активных
сопротивлений вторичной цепи (1/?а+^г=^2) и при паде-
нии Ra может иногда оказаться необходимым уменьшить
связь для поддержания прежней мощности.
В установках поверхностной закалки каждая смена
индуктора и объекта вызывает изменение собственной
частоты нагревательного контура. При связанных кон-
турах здесь подстройка неизбежна. Такая подстройка
генератора является довольно кропотливой операцией,
весьма усложняющей эксплуатацию установки.
Поэтому во всех промышленных закалочных установ-
ках, работающих в нашем Союзе, применяются схемы,
в которых нагревательный индуктор «жестко» связан
с колебательным контуром. Таковы схемы с апериоди-
ческим трансформатором.
Остановимся еще на регулировании мощности изме-
нением накала генераторной лампы. При уменьшении
тока насыщения уменьшается амплитуда напряжения
на анодном контуре и генератор переходит в недонапря-
женный режим работы (см. также гл. 8, § 8-3).
Однако такая регулировка может быть осуществлена,
только когда мощность, отдаваемая лампой, значительно
меньше, чем та максимальная мощность, на которую
лампа рассчитана. Коэффициент полезного действия
лампы при этом редко превышает 50%.
Кроме того, работа с пониженным накалом и в недо-
напряженном режиме вызывает обычно большую вто-
ричную эмиссию с сетки лампы. Опыт показывает, что
при регулировании мощности напряжением накала срок
службы электронных ламп иногда уменьшается. Этого
способа регулирования надо стараться избегать.
326
9-7, РЕГУЛИРОВАНИЕ АНОДНОГО КОНТУРА ЛАМПОВОГО
ГЕНЕРАТОРА В СХЕМЕ С АПЕРИОДИЧЕСКИМ
ТРАНСФОРМАТОРОМ ПРИ СМЕНЕ НАГРЕВАТЕЛЬНОГО
ИНДУКТОРА И ОБЪЕКТА
В гл. 7, § 7-4 показано (см. .формулу (7-22)], что мощ-
ность Ра, сообщаемая обрабатываемому объекту, может
быть приближенно выражена формулой
р. ~ VГрл,- (9-19)
При поверхностной закалке стали конструкция ин-
дуктора задается технологом. Она выбирается такой,
чтобы обеспечить требуемую конфигурацию зоны на-
грева.
Электрику приходится принимать длину активной
части индуктора /$, его индуктивность и площадь
нагрева Sa как заданное.
Задача регулирования, следовательно, может быть
сформулирована следующим образом: при заданных
Sa и Li обеспечить возможность передачи объекту любой
мощности в пределах от нуля до максимальной, допу-
стимой для данной генераторной лампы и источника
анодного питания.
Конечно, величины L, Sa и Lj не могут выбираться
совершенно произвольно.
Из рассмотрения формулы (9-19) следует, что при
всех изменениях L, За и А для установления требуемой
мощности Ра можно варьировать лишь две величины:
напряжение на индукторе и емкость батареи конден-
саторов С.
Поэтому в каждой закалочной установке имеется
некоторое предельное значение отношения s ^5/4, при
котором еще можно выделить максимальную мощность.
Если взять слишком большие L{ и Sa и^и слишком ма-
лое L, полной мощности, которую способен дать генера-
тор, на данном объекте не выделить. Но при уменьше-
нии величины Li или увеличении L надо иметь возмож-
ность восстанавливать равновесие, сводить отдаваемую
генератором мощность к любой заданной величине. Рас-
смотрим конкретный пример.
327
В индукторе с внутренним диаметром 200 мм произ-
водится нагрев дискового фрезера с внешним диаметром
170 мм. При этом получается такое эквивалентное со-
противление Za колебательного контура генератора, что
последний отдает полную мощность. Введем в этот же
индуктор дисковый фрезер диаметром 190 мм. Зазор
между фрезером и индуктором будет в 3 раза меньше,
чем в предыдущем случае. Примерно во столько же раз
изменится и индуктивность системы L,. Если емкость
конденсаторной батареи осталась та же, что и при
фрезере 170 мм, то собственная частота колебательного
контура повысится в 1,73 раза, Z3 упадет в (3)5/4~4 раза.
/, и S при названных цифрах, можно считать, не изме-
нятся. Объект «захочет» взять от генератора в 4 раза
большую мощность. При этом могут даже нарушиться
условия самовозбуждения для данной генераторной лам-
пы и колебания вообще не возникнут.
При переходе от одного типа изделия к другому ве-
личина ----может изменяться в 10 раз.
Для любого (лежащего в допустимых пределах) зна-
чения
Ц
SaLf4
индуктора мы должны
иметь возможность
так устанавливать приведенное сопротивление Za анодного
контура, чтобы объект получал положенную ему по техно-
логическому режиму мощность.
Для того чтобы при уменьшении величины Д повы-
сить Z3 до его начального значения, имеются три пути:
I)1 повысить частоту тока, уменьшая емкость С;
2) понизить одновременно частоту тока и напряже-
ние на индукторе путем включения добавочной индук-
тивности;
3) изменить величину анодной связи.
Все три споЛба регулирования показаны на рис. 9-16.
Изменение емкости, показанное на рис. 9-16, может
осуществляться в установках, работающих при частотах
выше 5- 105 гц, путем применения воздушного конденса-
тора переменной емкости. В установках, работающих
при более низкой частоте, переключают отдельные груп-
пы конденсаторной батареи с последовательного на па-
раллельное соединение.
328
На рис. 9-17 показано разделение конденсаторной
батареи на три группы для целей регулирования.
При регулировании мощности изменением емкости
необходимы относительно большие изменения величины
С для получения ощутимого эффекта. Практически мощ-
ность изменяется не как С3/4, а пропорционально более
низкой степени С (см. также график на рис. 7-12). Кро-
Рис. 9-16. Три способа регулировки мощности
в ламповом генераторе с апериодическим
трансформатором.
ме того, можно попасть на такой участок характеристи-
ки Pa — f(C), когда даже десятикратное изменение емко-
сти не изменяет передаваемой объекту мощности (при
V-.a^o^da). Для регулирования по второму способу прин-
ципиально можно включать добавочную индуктивность
как последовательно с самим нагревательным индукто-
ром, так и последовательно с первичной обмоткой транс-
форматора высокого напряжения. Однако эта добавоч-
ная индуктивность должна быть конструктивно так вы-
полнена, чтобы активные потери в ней были невелики.
Это легче осуществить при меньшей величине тока. По-
этому следует предпочесть включение индуктивности
329
именно в первичную обмотку трансформатора, как этой
показано на рис. 9-1'6.
При высоких частотах мощность падает несколько
медленнее, чем это следует по теоретической формуле
Ра = const Lc5/4, зато при более низких частотах
(l^Za^da) мощность начинает падать быстрее, чем
индуктивность Lr2. Максимальную мощность при таком
регулировании генератор, понятно, должен отдавать,
когда добавочная индуктивность равна нулю и к тран-
сформатору приложено полное напряжение.
С-1 г = 1
Ра-1 г-1
С=1,5 f=0,8Z С=3 С=0,58 С=9 С=0,32
Pa=i,3s z=i.i ра=г,ге г=1,з> Ра=5,г г-1.73
Рис. 9-17. Различные варианты включения конденса-
торной батареи, состоящей из трех отдельных групп.
Цифры дают теоретическое изменение результирую-
щей емкости С, частоты f, мощности выделяющейся
в объекте Ра и глубины проникновения г.
На рис. 9-16 внизу показан третий способ регулиро-
вания Z3 и Ра путем изменения величины анодной связи.
Напряжение на индукторе меняется обратно пропорцио-
нально числу витков трансформатора, включенных меж-
ду анодом и катодом генераторной лампы.
Желательно, чтобы на всех позициях регулирования
проводники к генераторной лампе (проводники а и d)
шли от той части индуктивности, по которой проходит
полный колебательный ток контура.
Нежелательно делать добавочные витки (витки вне
контура) и пользоваться ими для анодной связи.
Такие добавочные витки всегда будут иметь собст-
венную индуктивность рассеяния, которая вызывает
сдвиг фаз между анодным током и напряжением и, сле-
довательно, ухудшает к. п. д. генератора.
При переключении земляного конца желательно
одновременно переключать и сеточный (концы d и е),
чтобы на каждой ступени регулирования мощности се-
330
точное напряжение (раскйчка) было оптимальное для
данной лампы.
Когда Za одним из трех рассмотренных способов при-
ведено в соответствие с данными лампы (когда оно до-
ведено до величины, большей, чем минимально допусти-
мая для данной лампы), дальнейшее понижение мощ-
ности (если это требуется по технологическому процес-
су) может быть произведено либо путем уменьшения
анодного напряжения, либо (в более ограниченных,
правда, пределах) сеточным управлением — изменением
величины сопротивления гридлика:
9-8. О ПОДДЕРЖАНИИ ПОСТОЯНСТВА МОЩНОСТИ,
ОТДАВАЕМОЙ ЛАМПОВЫМ ГЕНЕРАТОРОМ, ПРИ НАГРЕВЕ
СТАЛИ ПОД ПОВЕРХНОСТНУЮ ЗАКАЛКУ
В процессе нагрева величины Ц, Sa, Ц, С остаются
неизменными. В схеме с апериодическим трансформато-
ром неизменным остается в процессе нагрева и напряже-
ние на индукторе Ei- Мощность, которую „хочет" погло-
тить объект Ра, меняется в ходе нагрева вследствие не-
постоянства величины у/рора (см. график на рис. 5-5).
Если Ei и С так установлены, что генератор отдает
наибольшую мощность, когда |/"рар.а имеет наибольшее
значение, то после перехода через точку Кюри в стали
будет выделяться мощность, примерно в 8—10 раз
меньшая (рис. 6-11).
Рассмотрим, как будет меняться мощность в сталь-
ном изделии, если схема генератора так составлена, что
Z3 не меняется в процессе нагрева и отдаваемая генера-
тором мощность все время имеет максимальное значение.
Для этого обратимся к эквивалентной схеме на
рис. 2-1, обозначим суммарное сопротивление всех потерь
в индукторе и трансформаторе через /?,, множитель мощ-
ности в стальном объекте при температурах ниже точки
Кюри Raa, а при температурах выше точки Кюри R
/ Е- \ 2
Мощность, подводимая к индуктору, равна (/?0 +
-1- Ri). Предположим, что регулирование мощности про-
изводится путем изменения напряжения на индукторе.
Чтобы генератор отдавал после точки Кюри такую же
мощность, что и до точки Кюри, напряжение в начале
331
нагрева Е-,л должно относиться к напряжению в конце
нагрева fi2 как
+ #аа
Ец у Ri + Ra^
(9-20)
Мощность, выделяющаяся в объекте после точки
Кюри, будет относиться к мощности, выделяющейся до
точки Кюри, как
Ла7___+ ^аа) ^a-j ___ Raa (ООП
рал (*«+*aT)*a« 1+м- •
В зависимости от сорта стали Яал = (2 — 10) R . Фор-
мулы (9-20) и (9-21) показывают, что мощность в сталь-
ном объекте будет мало меняться в процессе нагрева,
лишь когда сопротивление потерь R{ мало по сравнению
с множителем мощности стали. Например, при Ri^=
^=0,1^ и при Raa = bRai
-^=1,95; 2^1-= 0,73.
Д*1 ‘ао.
Практически приходится иметь дело с значительно
большими потерями.
Если, например, Ri = Ra^ то
1,3, а -^2—= 0,33.
“ан
Иными словами, хотя мощность, отдаваемая генера-
тором, остается неизменной, мощность, отдаваемая
стальному изделию, следует графику на рис. 6-11.
9-9. АВТОМАТИЧЕСКАЯ СТАБИЛИЗАЦИЯ КОНТУРНОГО ТОКА
ЛАМПОВЫХ ГЕНЕРАТОРОВ
Выше указывалось (гл. 2, § 2-5), что мощность, вы-
деляемая в изделии при индукционном нагреве, зависит
от величины и частоты контурного тока и электрических
и магнитных свойств нагреваемого изделия (р, у.). При
332
установившемся процессе частота тока, а также элек-
трические и магнитные свойства изделия практически
изменяются незначительно. Изменение температуры из-
делия зависит главным образом от изменения величины
контурного тока.
Для стабилизации тока в контуре высокочастотных
генераторов типа И060.012* канд. техн, наук Д. Б. Зво-
рыкиным и инж. В. С. Элентухом была предло-
жена схема, показанная на рис. 9-18. В этой
схеме стабилизация контурного тока производится путем
автоматического изменения напряжения накала генера-
торной лампы. Управление напряжением накала про-
изводится через трансформатор с подмагничивающим
шунтом Tpi.
Стабилизирующее устройство состоит из выпрямите-
ля Л2, подключаемого через трансформатор тока Тр2
к контуру высокочастотного генератора (С3, L4), источ-
ника опорного напряжения и трехкаскадного усилителя.
Ток от выпрямителя Л2, проходя по сопротивлению
ГЦ, создает на нем падениё напряжения ГЦ. Это напря-
жение сравнивается с опорным стабилизированным на-:
пряжением U2, которое снимается с потенциометра П2,
подключенного на выход (выпрямителя ВГЦ. Стабилиза-
ция опорного напряжения осуществляется с помощью
стабилитронов Л$ и Де-
Разность напряжений ГЦ—ГЦ подается на вход трех-
каскадного усилителя, собранного на лампах Л4, Л2 и
транзисторе Ц.
Схема работает следующим образом. При колебаниях
величины контурного тока будет изменяться разность
напряжений 1Ц—U2, подаваемая на вход усилителя.
Это приведет к изменению тока подмагничивания транс-
форматора Tpi, что повлечет за собой изменение на-
пряжения накала генераторной лампы, при этом вели-
чина контурного тока достигнет прежней величины.
Схема обеспечивает стабилизацию контурного тока
с точностью до 1 % при изменении напряжения сети
в диапазоне -4-10-=—'15%'. (Кроме того, схема позволяет
регулировать контурный ток потенциометром ГЦ в диа-
пазоне 10—100% через 0,3 %.
* Техническая характеристика генератора И060.012 приведена
в гл. 14.
333
Рис. 9-18. Принципиальная электрическая схема ста-
билизации контурного тока в высокочастотных гене-
раторах.
Tpi — трансформатор с подмагничивающим щувтом; Тр2 —
трансформатор тока; Трз — трансформатор выпрямителя ВП^
7'р4 — трансформатор выпрямителей ВП2 и В/7з; Л)—лампа
высокочастотного генератора; Л2 —лампа высокочастотного
выпрямителя; Лэ —лампа второго усилителя; Л< —лампа
первого усилителя; Л5 и Лб— стабилитроны; Т\— транзистор;
R) — антипараэитяое сопротивление высокочастотного генера-
тора; /?2 — сопротивление гридлика; /?з—R12 — ограничитель-
ные сопротивления; Я1—Л3 — потенциометры; С\ — конденса-
тор разделительный; С2 — конденсатор гркдлика; С3 — кон-
денсаторы контурные; С4—С7 — конденсаторы фильтров вы-
прямителей; L) — дроссель анодный; L2 — вторичная обмотка
трансформатора обратной связи; Дз — первичная обмотка
трансформатора обратной связи; 14 — нагревательный индук-
тор; ВП\ — ВП3 — выпрямители питания.
334
По этой схеме была разработана конструкция систе-
мы регулирования контурного тока в виде отдельного
блока типа ЖК 60.14 к высокочастотному генератору
И060.012.
Система регулирования контурного тока типа
ЖК60.14 нашла распространение в полупроводниковой
промышленности в вакуумных установках для напыле-
ния металлов, для получения монокристаллов и др.
Схема может найти применение и в других областях
промышленности.
9-10. СТАБИЛИЗАЦИЯ АНОДНОГО НАПРЯЖЕНИЯ
В ЛАМПОВЫХ ГЕНЕРАТОРАХ
Колебания напряжения в силовых промышленных се-
тях, происходящие при включении или сбросе нагрузки,
достигают величин порядка ±i1'0h- 15%. Эти колебания
напряжения питающей сети вызывают значительные из-
менения выходной мощности высокочастотных генера-
торов, что в свою очередь вызывает нестабильный на-
грев обрабатываемых деталей.
В выпускаемых промышленностью ламповых генера-
торах напряжение накала генераторных ламп, как пра-
вило, стабилизируется с помощью феррорезонансных
стабилизаторов.
Для автоматической стабилизации и регулирова-
ния анодного напряжения ламповых генераторов
ЦНИИТМАШ разработано устройство типа САН-3.
С помощью САН-3 можно регулировать анодное на-
пряжение от 10 до 100% и поддерживать его стабиль-
ным в диапазоне от 10 до 90%' номинального значения
с точностью ±1,5%' при изменении сетевого напряже-
ния в пределах ±40 % [Л. 9-3].
Электрическая схема автоматического стабилизирую-
щего устройства типа САН-3 приведена на рис. 9-19.
САН-3 состоит из выпрямителя высокочастотного гене-
ратора, блока фазировки напряжений и усилителя по-
стоянного тока.
Выпрямитель собран по двухполупериодной трехфаз-
ной схеме на шести тиратронах типа Тр 1-6/15 (Л/ — Лв).
Регулирование анодного напряжения генераторной
лампы осуществляется путем изменения фаз импульсов
напряжений на сетках тиратронов относительно фаз на-"
пряжений на их анодах, что приводит к изменению вре*
,335
мени горения тиратронов, а следовательно, и к измене-
нию величины выпрямленного напряжения.
Рис. 9-19. Принципиальная схема автоматиче
Тр\ —. анодный трансформатор; Тр2 — трансформаторы накала тиратронов;
ный трансформатор блока фазировки; Тр7 — трансформатор выпрямителя
усилителя тока; Л8 — лампа усилителя напряжения; Лд, Ли—стабилитроны;
блокировочные; С3—С5—конденсаторы сеточные; Св — конденсатор гридлика;
конденсаторы блокировочные; С12—С14 — конденсаторы фильтров; 7?i— /?3 — со
мостовых схем; R7— сопротивление гридлика; /^—сопротивление добавочное;
противления добавочные; потенциометр; Пр\—Пръ — предохрани
336
Изменение фаз импульсов на сетках тиратронов от-
носительно фаз напряжения на их анодах осуществляет-
ся с помощью блока фазировки напряжений.
Блок фазировки напряжений состоит из трех отдель-
ных индуктивных мостиковых фазорегуляторов, имею-
щих один трехфазный питающий трансформатор Трв.
Каждый мостиковый фазорегулятор составляется из
омического сопротивления в одном плече и
обмотки переменного тока (<?—4) дросселя насыщения
Др\—Др3 в другом плече. Остальные два плеча состав-
ского стабилизирующего устройства САН-3.
Тр~Тр-, — пик-трансформаторы; Тр$ — трехфаз-
Усилнтелей; Л г--Л в — тиратроны; Л7 — лампа
«^и и Л12 — кенотроны; СД и С2— конденсаторы
С7—— конденсаторы контурные; Cw и Сп —
противления сеточные; Rt—Re — сопротивления
^9—R ю — сопротивления делителя;- Rn—Ris — со-
тели; Л — амперметр; kV — киловольтметр.
22 Г. И. Бабат.
337
Рис. 9-20. Осцилло-
грамма напряжений
на тиратроне выпря-
мителя.
1 —' кривая .напряжения
на аиоде тиратрона; 2 —
кривая напряжения, по-
даваемого от пик-траис-
форматора на сетку ти-
ратрона.
лены из обмоток питающего трансформатора Тр& (обмот-
ки 6—5 и 5—4).
В диагональ моста включена первичная обмотка
(1—2) пик-трансформатора Тр3—Тр5, зашунтированная
конденсаторами С? — Сд.
При изменении тока подмагничивания /в обмотке
(1—2) дросселя насыщения изменяется его индуктив-
ность, что приводит к изменению
фазы (в диапазоне от 0 до 150°) на-
пряжения, снимаемого с обмотки
(3—4) пик-трансформатора, а сле-
довательно, и к изменению угла за-
жигания тиратрона.
Конденсаторы С?—Сд с обмотка-
ми (1—2) пик-трансформаторов об-
разуют параллельные резонансные
колебательные контуры, настроен-
ные на частоту 50 гц. В результате
резонанса значительно увеличивает-
ся ток в обмотках (/—2) пик-транс-
форматоров, а следовательно, и
магнитный поток в их сердечниках.
Обмотки (3—4) пик-трансформато-
ров находятся на стержнях с малым
сечением. В этих стержнях магнит-
ный поток достигает состояния на-
сыщения, вследствие чего происходит преобразование
синусоидального напряжения, подаваемого на первич-
ные обмотки пик-трансформаторов в импульсное, сни-
маемое с их вторичных обмоток.
Осциллограмма напряжений, подаваемых на анод и
сетку тиратрона выпрямителя, показана на рис. 9-20.
Усилитель постоянного тока собран на лампах Л%
(6Ж4) и Л7 (6ПЗС). Каскад, собранный на лампе 6Ж4,
является усилителем напряжения; каскад, собранный на
лампе 6ПЗС — усилителем тока. Этот блок предназна-
чен для управления током подмагничивания в обмотках
(1—2) дросселей насыщения Др\—Др$ в блоке фазиров-
ки напряжений.
Для питания усилителей имеется два выпрямителя,
собранные на лампах Лц и Л12 (ЙЦ4С).
На сетку лампы Ля (6Ж4) подается разность напря-
жений между стабилизированным опорным напряже-
338
нием, снимаемым с потенциометра ГЦ и напряжением,
снимаемым с делителя высокого напряжения 7?э—Rv>-
Потенциометр ГЦ подключен параллельно стабилитро-
нам Ла, (СГЗС) и (СГ4С).
При колебаниях напряжения в питающей сети или
изменении нагрузки генератора изменяется напряжение,
снимаемое с делителя Ад—Аю. Возникающая при этом
разность между напряжением, снимаемым с делителя
Ад—Аю и стабилизированным опорным напряжением,
снимаемым с потенциометра П1; подается на сетку лам-
пы 6Ж4 двухкаскадного усилителя.
Анодный ток выходной лампы Л^ питает обмотки
подмагничивания дросселей насыщения Др\—Дрз. Как
указывалось выше, изменение тока подмагничивания
дросселей насыщения вызывает изменение угла зажи-
гания тиратронов выпрямителя высокого напряжения,
что приводит к изменению величины его выпрямленно-
го напряжения.
При уменьшении напряжения в питающей сети сни-
жается падение напряжения на делителе Ад—Аю, увели-
чивается отрицательное смещение на лампе Л8, умень-
шается отрицательное напряжение на сетке лампы
Л7, увеличивается ток подмагничивания дросселей,
вследствие чего изменяется угол зажигания тиратронов,
а величина напряжения на выходе выпрямителя остает-
ся неизменной. При повышении напряжения в питающей
сети аналогичные изменения в режиме работы схемы
происходят в обратном порядке.
Изменяя величину опорного напряжения путем пере-
мещения движка потенциометра ГЦ, можно изменять ве-
личину выходного напряжения выпрямителя, как это
указывалось выше, в диапазоне от ГО до 100% его но-
минального значения.
Автоматическое стабилизирующее устройство типа
САН-3 может применяться для стабилизации и регули-
рования выходной мощности высокочастотных генера-
торов любого типа, имеющих анодные выпрямители, со-
бранные на тиратронах по схеме Ларионова.
Для стабилизации анодного напряжения в ряде типов
ламповых генераторов, выпускаемых Ленинградским за-
водом высокочастотных установок, применяется схема
«амплитудного» регулирования напряжения тиратронно-
го выпрямителя, предложенная А. В. Донским и
22* 339
Г. В. Ивенским (Л. 9-4]. Подробно эта схема рассмотре-
на в гл. 14 при описании схем высокочастотных генера-
торов, выпускаемых промышленностью.
9-11. ПРОГРАММИРУЮЩЕЕ УСТРОЙСТВО
ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ
ИЗДЕЛИЯ ПРИ ВЫСОКОЧАСТОТНОМ НАГРЕВЕ
Большинство технологических процессов, связанных
с применением высокочастотного нагрева, выполняется
с помощью ручного управления.
Рис. 9-21. Внешний вид агрегата пайки в вакууме
токами высокой частоты типа А308.10 (без гене-
ратора).
а — установка пайки деталей в вакууме током высокой
частоты типа А308.09; б — пульт управления типа
А623.26; / — электронный потенциометр ПСР1-01; 2 — дат-
чик программы; 3 — вакуумметр; 4 — пульт управления'
агрегатом; 5 —рабочая позиция; 6 — нагревательный
индуктор..
340
Рис 9-22. Внешний вид агрегата пайки в вакууме токами вы-
сокой частоты типа А308.10 с задней стороны (двери от- Рис. 9-23. Внешний вид генератора вы-
крыты). сокой частоты типа А624.17 со стороны
I — форвакуумные насосы; 2 — диффузионные насосы, передней панели.
341
Ё электровакуумной промышленности разработай
агрегат типа АЗО8.Ю, предназначенный для пайки в ва-
кууме детали электровакуумных приборов с помощью
токов высокой частоты по заданной программе1.
Рнс. 9-24. Внешний вид генератора высокой
частоты типа А624.17 со стороны блока фа-
зировки (дверь открыта).
1 — выпрямитель анодный; 2 — блок фазировки на-
пряжений; 3 — анодный трансформатор.
Агрегат состоит из трех установок:
1) установки пайки деталей в вакууме током высо-
кой частоты типа АЗ'08.09 (рис. 9-21 и 9-22).
1 Схема программирующего устройства разработана инженера-
ми А. В. Меньшиковым и Г. С. Беловым.
342
2) пульта управления типа А623.26;
3) генератора высокой частоты типа А624.17
('рис. 9--23 и 9-24)
Основные технические данные установки А308.09:
1. Число рабочих позиций........... 3 шт.
2. Максимальная температура нагрева
деталей................................ 1100° С
3. Время технологического цикла:
а) минимальное........................ 30 мин
б) максимальное................. 480 мин
4. Минимальное остаточное давление
под колпаком не выше................10~4 мм рт.ап.
5. Количество индукторов........... 1
6. Диаметр баллона................. 150 мм
7. Высота баллона.................. 450—500 мм
8. Перемещение индуктора;
а) вертикальное........................ Ручное
б) горизонтальное ................ Ручное
9. Подъем баллонов..................Пневматический
10. Напряжение питающей сети перемен-
ного трехфазного тока............... 380/220 в
11. Частота питающей сети ...... 50 гц
12. Максимальная потребляемая мощ-
ность .............................. 60 кет
13. Максимальный расход воды .... 25 л/мин
14. Максимальный расход воздуха ... 0,5 м?/мин
15. Габаритные размеры установки с
пультом управления (без генера-
тора):
длина............................ 1 170 мм
ширина ........................... 2 215 мм
высота........................... 2 628 мм
16. Вес установки с пультом управления
(без генератора) . . .......... ~ 1 500 кг
В агрегате использована описанная выше схема для
стабилизации и регулирования выходной мощности вы-
сокочастотных генераторов, разработанная ЦНИИТМАШ
(САН-3). Регулирование выходной мощности генерато-
ра в этой схеме, а следовательно, и температуры нагре-
ваемых изделий может производиться изменением сеточ-
ного напряжения лампы Л& в усилителе постоянного
тока.
На рис. 9-25 показана упрощенная схема программи-
рующего устройства агрегата. Основными элементами
схемы являются: 1) потенциометры Пх и П2; 2) делитель
1 Генератор высокой частоты типа А624.17 выполнен на базе
генератора ИО60.011 серийно выпускаемого промышленностью (см.
гл. 14).
343
напряжения, состоящий из сопротивлений —R4; 3) пе-
реключатель сопротивлений делителя напряжений ПЩ;
4) отрабатывающий потенциометр 773, встроенный в ав-
томатический электронный прибор ЭП типа ТЮР 1-01
(подвижный контакт потенциометра 773 укреплен на
подвижной каретке прибора П0Р1-01).
'Схема представляет собой уравновешенный мост, со-
ставленный из потенциометров Пг и П2 и отрабатываю-
щего потенциометра П3.
-^50гц,12Тв
Рис. 9-25. Упрощенная схема программи-
рующего устройства агрегата пайки в ва-
кууме токами -высокой частоты типа
А308.10.
Между движками потенциометров Пх и 772 подклю-
чен делитель напряжения, состоящий из сопротивлений
R\—Я4.
Потенциометры Щ — П3 соединены параллельно и
подключены к источнику постоянного тока с напряже-
нием U. Из схемы видно, что потенциалы напряжений
в точках а, б, в, г по отношению к земле соответствен-
но равны Ui, И2, С4 и U3.
При перемещении ползуна переключателя ПЩ по за-
жимам 1 — 5 потенциал точки в изменяется от величи-
ны Ui (точка а) до величины U2 (точка б).
344
Разность напряжений между точками г и в подается
на вход лампы Ла, стабилизатора и регулятора анодно-
го напряжения типа САН-3 (см. рис. 9-19) *. В зависи-
мости от величины и знака подаваемой разности напря-
жений на вход лампы 6Ж4 будет изменяться выходное
напряжение анодного /выпрямителя и мощность в коле-
бательном контуре генератора. Предположим, что пол-
зун переключателя ПЩ находится на зажиме 1, а движ-
ки потенциометров 771; П2 и 773—в крайнем нижнем поло-
жении. В этом случае: f(7j =U2—'U3=n4=Q, также равна
нулю и мощность, подводимая от генератора к нагре-
ваемому изделию.
Если переместить движок потенциометра Пу вверх, то
потенциал точки а будет равен некоторой величине ДСЛ.
Произойдет разбаланс мостовой схемы. На сетку лампы
Л3 будет подано отрицательное напряжение. Это при-
ведет к возникновению электрических колебаний в кон-
туре высокочастотного генератора. Начнет расти тем-
пература нагреваемого изделия. Движок потенциометра
П3 придет в движение. Равновесие в схеме наступит,
когда напряжение будет равно напряжению U3. Элек-
трические колебания в контуре генератора прекратятся.
При уменьшении заданной потенциометром П{ темпера-
туры изделия произойдет новый разбаланс схемы, в кон-
туре генератора снова возникнут колебания, и темпера-
тура изделия останется на заданном уровне.
Если движки потенциометров П{ и П2 будут установ-
лены в положениях, соответствующих температурам ti и
t2, а ползун переключателя будет перемещаться с опре-
деленной скоростью, то температура изделия будет изме-
няться по заданному закону.
В разработанной установке параллельно источнику
питания U включено не два потенциометра, как это по-
казано на упрощенной схеме, а шестнадцать. В качестве
переключателя ПЩ применен шаговый искатель. Ско-
рость перемещения ползуна шагового искателя опреде-
ляется установкой реле времени. Выдержка реле време-
ни может изменяться ступенями.
Макет разработанной установки эксплуатируется
около 2 лёт. Схема работает надежно.
* Проводник, идущий от делителя напряжения R3—Rw, дол-
жен быть в этом случае отключен от сетки лампы JIS.
345
Описываемая установка сконструирована с учетом
опыта эксплуатации макета.
Разработанная схема может найти применение для
программирования температуры изделий при высокоча-
стотном нагреве и в других областях промышленности.
ГЛАВА ДЕСЯТАЯ
НАГРЕВАТЕЛЬНЫЕ ИНДУКТОРЫ
10-1. ОБЩИЕ СООБРАЖЕНИЯ О ФОРМЕ ИНДУКТОРА
И СЛОЯ, НАГРЕТОГО ПОД ЗАКАЛКУ
При индукционном нагреве стали под закалку тока-
ми высокой частоты в термине «поверхностный нагрев»
слово «поверхностный» имеет несколько иной смысл,
с точки зрения металлурга, чем в терминах «поверхно-
стное азотирование», «поверхностное науглероживание»
и т. п.
Диффузия азота или углерода в толщу материала
идет по всей поверхности; после окончания процесса це-
ментации или нитрирования по всему изделию образует-
ся сплошная замкнутая (как кожура плода) науглеро-
женная или нитрированная корка. Чтобы на каком-либо
участке поверхности такая корка не образовывалась, не-
обходимо этот участок поверхности как-то защищать.
Например, при цементации те части поверхности, на ко-
торых необходимо избежать науглероживания, меднят
или покрывают специальными защитными пастами.
При индукционном нагреве величина настила вихре-
вых токов никогда не бывает одинаковой по всей поверх-
ности обрабатываемого изделия — струя вихревых токов
не может создать однородную замкнутую оболочку во-
круг всего объекта.
Лишь в случае объектов самых простых геометриче-
ских форм (цилиндр, шар), да и то применяя вращение,
можно получить равномерный нагрев всей поверхности
без холодных зон и полюсов. Чаще индуктор создает
нагрев только отдельных участков поверхности обраба-
тываемого изделия. Вообще говоря, требование всесто-
ронней поверхностной закалки предъявляется сравни-
тельно редко и такое свойство индукционного нагрева
относится скорее к его достоинствам, чем к недостаткам.
346
Для этого вида термообработки вихревыми токами
более уместен был бы термин «зональная закалка».
Поскольку термин «поверхностная закалка» уже прочно
утвердился, мы также его применяем. Будем лишь пом-
нить, что в слово «поверхностный» в нашем случае вкла-
дывается иное содержание, чем при описании процессов
химикотермической обработки стали.
Очень трудно систематизировать все возможные ва-
рианты зонального нагрева. Ниже рассмотрим наиболее
часто встречающиеся в практике поверхностной закалки
конструкции нагревательных индукторов в сочетании
с серией объектов таких геометрических форм, которые
могут служить как бы собирательными типами того или
иного класса машиностроительных деталей и инстру-
мента '.
Руководством для нахождения распределения вихре-
вых токов на поверхности нагреваемых изделий во всех
случаях могут служить следующие простые правила: ли-
нии вихревых токов всегда образуют на поверхности
изделия замкнутые контуры; линии вихревых токов стре-
мятся приблизиться к линиям токов в индукторе и про-
ходить параллельно им; линии вихревых токов взаимно
отталкиваются.
Если нагревательный индуктор имеет вид ленты, рас-
положенной над плоской поверхностью, и расстояние
между поверхностью и индуктором меньше ширины лен-
ты, то стремление линий вихревых токов приблизиться
к токам индуктора преобладает над их стремлением
взаимно «растолкнуться» и ширина основной части струи
вихревых токов равна ширине ленты индуктора. Направ-
ление потока вихревых токов следует за всеми изгиба-
ми токонесущей ленты.
В тех местах, где индуктор отходит от поверхности
объекта на большее расстояние, струя вихревых токов
разливается более широко и менее точно следует за из-
гибами индуктора.
Чем шире растекаются вихревые токи на поверхности
металла, тем меньше они выделяют тепла.
1 Например, объект, изображенный на рис.-: 10-15 и 10-17, со-
ответствует геометрическим формам цилиндрических протяжек и
прошивок, резьбовых калибров, червячных валиков. Объект
рис. 10-16 и 10-19 соответствует разверткам, сверлам, лентопротяж-
ным валикам и рифцилиндрам текстильных машин и т. д.
347
Конфигурация нагретого слоя металла зависит не
только от геометрических характеристик индуктора и на-
греваемого объекта, но также от частоты тока и от ре-
жима нагрева, т. е. от соотношения между удельной
мощностью и длительностью нагрева. При одном и том
же индукторе и даже при одной и той же частоте тока
Рис. 10-1. Форма закаленного слоя в зависимости от соотношения
размеров индуктора и нагреваемой детали.
можно получить совершенно различные очертания зака-
ленного слоя, варьируя лишь длительность нагрева. Ни-
же мы будем стараться по возможности рассматривать
совокупность всех факторов.
На рис. 10-1 приведены характерные примеры кон-
фигураций нагретых зон металла. На аксонометриях
рис. 10-1—ГО-32 тонкими линиями со стрелками показа-
но направление вихревых токов. На всех этих рисунках:
А — нагреваемое изделие, В — индуктор, С — нагретый
слой.
10-2. НАГРЕВ БОКОВОЙ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ
ОБЪЕКТОВ
Рассмотрим нагрев цилиндра, высота которого зна-
чительно превышает высоту индуктора (рис. ГО-2). Тогда
влиянием концов цилиндра на ход процесса нагрева
348
можно пренебречь. При нагреве током «низкой частоты»,
когда толщина нагретого слоя должна быть меньше глу-
бины проникновения тока zp , высота слоя обычно полу-
чается меньше высоты индуктора. Соотношение между
толщиной и высотой слоя очень сильно зависит от режи-
ма нагрева, как было отмечено в гл. 5, § 5-5.
При очень узком индукторе (когда a-\~p.zFe^^> hi) вы-
сота слоя даже при «низкой частоте» тока может полу-
читься больше высоты индуктора hi.
Для целей частичного отпуска, пайки, сварки и т. д.
часто требуется получить возможно более узкую и глу-
Рис. 10-2. Зависимость высоты нагретого слоя ме-
талла от радиального размера индуктора,
бокую нагретую зону на поверхности изделия. Для
этого уменьшают высоту индуктора hi. В целях уточне-
ния сказанного в гл. 3, '§ 3-6 относительно к. п. д. узких
индукторов укажем, что явление бокового вытеснения
тока при нагреве ферромагнитных материалов несколь-
ко повышает к. п. д. даже для индукторов, у которых
Р,2’рев Однако при сколь угодно узком индукторе не
удается получить глубину нагретого слоя большую, чем
половина высоты слоя. Последнюю же не удается полу-
чить меньше глубины проникновения тока в нагретой
стали.
При нагреве током «высокой частоты», когда толщи-
на нагретого слоя должна быть больше глубины про-
никновения тока, высота слоя обычно больше высоты
индуктора на величину зазора а между индуктором и
объектом.
349
Необходимо еще указать, что соотношение между вы-
сотой нагретого слоя и высотой индуктора зависит от
радиального размера индуктора. В несколько утриро-
ванном виде это показано на рис. 10-2. В левой части
рисунка показан тонкий индуктор. Высота закаленного
слоя h\ лишь немногим больше высоты индуктора hi.
В правой части рисунка показан индуктор, имеющий
такую же высоту hi и такой же зазор а, что и левый
индуктор, но толщина его больше толщины левого
индуктора: н2>“1. При этом и высота нагретого слоя
получится больше: [Напомним только, что
рис. 10-2 относится к режимам нагрева, когда глубина
проникновения токов в нагретой стали zFe7 меньше тол-
щины слоя 8, подготавливаемого для закалки. Только
при этом условии высота слоя получается больше, чем
высота индуктора.]
Когда нагретый слой должен занимать всю боковую
поверхность цилиндра, очень трудно получить однород-
ную его толщину по всей высоте.
На рис. 10-1 показана зависимость конфигурации на-
гретого слоя от соотношения геометрических размеров
индуктора при «высокой частоте», когда zFei<.S.
В левой части рис. 10-1 показан нагрев боковой по-
верхности цилиндра, в правой — нагрев внутренней по-
верхности цилиндрической втулки. Когда высота индук-
тора hi меньше высоты нагреваемого изделия йа на
удвоенную величину зазора а между изделием и индук-
тором: hf=ha—2а, нагретый под закалку слой получает-
ся приблизительно однородной толщины по всей высоте
изделия (рис. 10-1,а). При более высоком индукторе
(рис. 10-1,в, г) сильнее нагреваются края изделия, при
более низком — средняя часть изделия.
Такая неравномерность нагрева приводит к сегменто-
образной форме нагретого слоя металла в осевом сече-
нии цилиндра (рис. 10-1,6, 5). Если высоту индуктора
нельзя увеличить, то с неравномерностью нагрева мож-
но бороться, создавая неравномерный зазор между де-
талью и индуктором (рис. 10-3). При одновитковом
индукторе сужение зазора по краям создается расточ-
кой середины индуктора на глубину 2—3 мм или пло-
скими кольцевыми накладками на торцах индуктора
(рис, 10-3,а). Многовитковому индуктору в этом случае
350
либо придается бочкообразная форма, либо сообщается
неравномерная навивка с малым шагом витков на краях
(рис. 10-3,6, в).
Иные соотношения получаются при «низкой частоте».
Когда zPei>8, но ha^> 10zFe , явление полосатого на-
грева может создать сильную неравномерность формы
слоя, нагретого под закалку. При еще более низкой ча-
стоте, когда и /za<C10^Fe Y, можно получить
более равномерный слой. Но высота слоя при этом может
быть меньше высоты индуктора (рис. 5-22).
Рис. 10-3. Конструкции низких индукто-
ров, обеспечивающих равномерную тол-
щину нагретого слоя металла.
При таких низких частотах для получения равномер-
ного закаленного слоя на боковой поверхности цилиндра
приходится индуктор делать всегда выше, чем ha—2а,
а иногда и выше ha. Высота индуктора при этом должна
быть тем больше, чем меньше удельная мощность, под-
водимая к стали.
Если требуется очень высокая степень равномерности
толщины нагретого слоя по высоте цилиндра, то лучше
всего снабдить его с обоих концов насадками, сделан-
ными из того же материала. Одна и та же пара насадок
может быть использована для нагрева целой серии изде-
лий, например при закалке.
Когда нагревательный индуктор имеет форму прямо-
го соленоида и внутри него помещается цилиндрическое
изделие, то линии вихревых токов образуют окружности,
опоясывающие боковую поверхность цилиндра. Важно
знать, как распределяются вихревые токи, когда ось на-
греваемого стального цилиндра не совпадает с осью
351
индуктора. Это распределение зависит от соотношения
между высотой и диаметром индуктора и нагреваемого
объекта. На рис. 10-4,а представлен случай, когда высо-
та нагревательного индуктора значительно больше его
диаметра. Взаимное «расталкивание» вихревых токов на
участках, более отдаленных от индуктора, и стягивание
их на участках, более приближенных к индуктору,
в данном случае может проявиться в весьма слабой
степени и только вблизи краев индуктора. Поэтому, не-
смотря на эксцентрицитет,
изделие нагревается равно-
мерно.
Рис. 10-4. Нагрев цилиндра в индукторе.
а —t высота ,нагретого слоя больше едр диаметра; б — высота нагретого
слоя меньше его диаметра.
На стр. 10-4,6 представлен случай, когда высота на-
гревательного индуктора меньше его диаметра. При этом
эксцентрицитет детали вызывает резкое уменьшение
плотности вихревых токов на участке поверхности, более
отдаленном от индуктора, и нагрев получается неравно-
мерным.
Как видно из рис. ГО-4,б, в этом случае высота и
обрабатываемого объекта и нагревательного индуктора
невелика по сравнению с их диаметрами. Однако экс-
центрицитет сказывается и тогда, когда нагреваемое
изделие весьма длинно, но у индуктора высота невели-
ка по сравнению с диаметром (точнее говоря, по сравне-
нию с зазором между индуктором и объектом). Такое
соотношение размеров встречается иногда при последо-
352
вательной закалке. Эксцентрицитет влияет на распреде-
ление токов и при высоком индукторе в том случае, ког-
да нагреваемое изделие имеет вид плоского диска.
На рис. 10-5 показан нагрев трубы, снабженной от-
верстием. Линии вихревого тока омывают отверстие по-
добно струям воздушного или водяного потока, омываю-
щего цилиндр. Поэтому если провести через отверстие
два диаметра, то на концах диаметра перпендикулярного
направлениям линий вихревого тока мы отметим повы-
шенное выделение тепла, а на концах диаметра, направ-
Рис. 10-5. Нагрев трубы с боковым отвер-
стием в цилиндрическом индукторе.
ленного вдоль линий вихревых токов, полное отсутствие
выделения тепла [Л. 10-1].
Если неравномерность нагрева у краев отверстия не-
желательна, так как она может привести к оплавлению
боковых кромок, то перед нагревом следует плотно вста-
вить в отверстие медную пробку. Вместо омывания от-
верстия вихревыми токами (рис. 10-5,6) в этом случае
имеет место стягивание линий тока к медной пробке
(рис. 10-5,в) вследствие значительно меньшего удельного
сопротивления меди. Таким образом, все же незначи-
тельная, но уже обратная неравномерность нагрева
здесь сохраняется. Этой неравномерности нагрева можно
избежать, если вместо сплошной пробки применить за-
прессовку медных стружек или тонкой медной прово-
23 Г. И. Бабат. 353
ЛдКи в отверстие. Такое средство позволяет выравнять
сопротивление вихревым токам до получения практиче-
ски равномерного нагрева (рис. 10-5,г). Другой способ
борьбы с оплавлением кромок состоит в снабжении от-
верстия конической зенковкой, если это позволяет кон-
струкция детали.
Внутренняя поверхность трубы не нагревается при
показанном на рис. 10-5 расположении индуктора, так
как интенсивность магнитного поля, создаваемого индук-
тором во внутренней части трубы, а следовательно, и
плотность вихревых токов, циркулирующих по внутрен-
ней поверхности трубы, весьма малы.
10-3. КОНСТРУКЦИЯ ИНДУКТОРОВ для НАГРЕВА
ВНУТРЕННИХ ПОВЕРХНОСТЕЙ
На рис. 10-6 показан нагрев внутренней поверхности
стальной трубы. Линии магнитного потока образуют
замкнутые контуры вокруг витков индуктора. Количест-
во тепловой энергии, выделяемой вихревыми токами,
возбужденными магнитным потоком индуктора, тем
больше, чем более сжато сечение этого магнитного по-
тока вблизи данного участка поверхности. При нагреве
внешней поверхности изделий, как это показано на
рис. 10-1—10-5 и 10-13, 10-14 увеличение толщины
проводника индуктора в радиальном направлении не-
значительно ухудшает к. п. д. нагрева; при достаточно
малом зазоре между нагреваемым изделием и индукто-
ром минимальное сечение магнитного потока оказывает-
ся вблизи поверхности изделия. Иначе обстоит дело при
нагреве внутренней поверхности отверстия в стальном
изделий, как это показано на рис. 10-6. Малый зазор
между нагреваемой втулкой и индуктором — условие не-
обходимое, но недостаточное - для получения высокого
к. п. д. Необходимо еще обеспечить малое сопротивление,
а следовательно, большое сечение для магнитного потока
внутри индуктора. В противном случае большая часть
тепла будет выделяться не в стали, а на внутренней
поверхности витков индуктора.
На рис. 10-6,6 показан неправильный индуктор: он
изготовлен из трубки прямоугольного сечения путем на-
вивки «на ребро». Из-за большой ширины витков индук-
тора в радиальном направлении и чрезмерной ширины
354
вывода, проходящего внутри индуктора, сечение магнит-
ного потока сильно сжато внутри индуктора. При такой
неправильной конструкции основное количество тепла
будет выделяться на внутренней части витков и на выво-
де нижнего конца индуктора.
На основании рис. 10-6 можно сделать общее за-
ключение, что во всех случаях, когда нагрев изделия
производится во внешней части поля индуктора, сопро-
тивление магнитному потоку внутри индуктора должно
Рис. 10-6. Индукторы для нагрева внутренней по-
верхности втулки.
быть возможно меньшим, чтобы обеспечить малое выде-
ление тепла в самом индукторе.
Сравним случай индукционного нагрева наружной
и внутренней цилиндрических поверхностей.
Как указывалось выше (гл. 1, § 1-1), в результате
«катушечного эффекта» токи, проходящие в индукторе,
сдвигаются к его внутреннему диаметру. Если нагревает-
ся наружная цилиндрическая поверхность, то индуктиро-
ванные токи в детали располагаются под проводником
индуктора в непосредственной близости к нему и рас-
стояние между средними путями тока в детали и индук-
торе^почти равно величине зазора и может быть доведе-
но до 2—3 мм и меньше (рис. 10-7,a). В этом случае
к. п. д. нагрева детали достаточно высок.
Иная картина имеет место при нагреве внутренней
цилиндрической поверхности. Хотя геометрический за-
зор а (рис. 10-7,6) между поверхностью детали и индук-
тором может быть таким же, как в предыдущем случае,
расстояние между средними путями тока в детали и
23* 355
индукторе увеличивается почти на радиальную ширину
провода индуктора (сравните размеры Сн и Св).
Если нагреваемая деталь имеет большой внутренний
диаметр (более 80—100' о), то влияние «катушечного
эффекта» невелико и к. п. д. нагрева остается достаточ-
но высоким. При нагреве же детали с отверстием отно-
сительно небольшого диаметра (менее 80 мм )размер Св
может превышать размер Сн в 3—4 раза. Это обстоя-
тельство вызывает значительное снижение к. п. д.
Рис. 10-7. Влияние «катушечного эффек-
та» па расстояния между средними пу-
тями тока в индукторе и детали для
случаев нагрева наружной (а) и вну-
тренней (б) цилиндрических поверхно-
стей.
Для повышения к. п. д. следует по возможности
уменьшать зазор до 1—2 мм. Соответствующими конст-
руктивными приемами можно довести зазор даже до
0,5—0,8 мм. Другим средством повышения к. п. д. на-
грева внутренних поверхностей диаметром менее
100 мм является применение радиочастот, с помощью
которых достигается более хорошая магнитная связь
с объектом нагрева, т. е. более высокий к. п. д.
При низких частотах применяемого тока 50—10 000 гц
весьма эффективным средством повышения к. п. д.
является применение индуктора с магнитопроводом из
расслоенного железа [Л. 10-2 и 10-3] (рис. 10-8) *.
При радиочастотах магнитопроводы следует изготов-
лять из ферромагнитных металло-керамических масс
* О целесообразности применения индукторов с магнитопрово-
дами см. гл. 3, § 3-7.
356
типа ферритов и магнитодиэлектриков, хотя для малых
диаметров нагреваемых изделий металло-керамические
магнитопроводы'Полезны и при звуковых частотах.
Внутреннее сечение медной трубки, из которой де-
лается индуктор, не должно быть меньше 10 мм2, тол-
щина стенок трубки — не меньше 1—1,5 мм. Поэтому ми-
нимальный диаметр отверстия, внутрь которого может
быть помещен обычный нагревательный индуктор, ра-
вен 20—30 мм.
Однако это не означает, что индукционный нагрев
внутренних цилиндрических поверхностей малого диа-
Рис. 10-8. Индуктор с магнитопроводом
для внутренней цилиндрической поверх-
ности.
метра невозможен. Так, например, отверстия диаметром
15—18 мм с успехом можно нагревать при помощи пет-
левых индукторов, рассмотренных ниже (гл. 10,
рис. 10-20, 10-21). В том случае, если требуется нагреть
внутреннюю поверхность отверстия диаметром порядка
15—30 мм для закалки, то это легко осуществляется по
методу «подводного нагрева» (Л. 10-3]. Для этого про-
цесса индуктор изготовляется не из трубки, а из круг-
лой, прямоугольной или квадратной проволоки с пло-
щадью поперечного сечения 4—10 .и .и2. Из такой провоз
локи можно изготовить индуктор достаточно малого
диаметра — 8—10 мм. Проводник индуктора малого по-
перечного сечения подвержен большой тепловой нагруз-
ке, так как токи, проходящие .в поверхностных слоях
проводника, приобретают очень большую плотность. Во
избежание немедленного расплавления такой индуктор
необходимо эксплуатировать в ванне с водой или другой
охлаждающей жидкостью, которая одновременно являет-
ся закалочной жидкостью (рис. 10-9).
857
Наконец, отверстия самых малых диаметров, порядка
6—16 мм и даже ниже, можно нагревать по способу
«токоведущего стержня» [Л. 10-4]. В отверстие нагрева-
емой детали (рис. 10-10) вставляется стержневой индук-
тор—медная, охлаждаемая водой трубка В, к концам
которой прикрепляются токоведущие шины. Наиболее
Рис. 10-9. За- Рис. 10-10. Нагрев внутренних ци-
калка внутрен- линдрических поверхностей малого
них цилиндри- диаметра по способу токоведущего
ческих поверх- стержня.
ностей малого
диаметра под
слоем жидко- часто в таких устройствах приме-
сти. няются токи промышленной частоты.
Токи, проходящие по стержнево-
му индуктору, вызывают возникновение вихревых токов
в детали и, следовательно, ее нагрев.
Нагрев стержневым индуктором сопровождается не-
которыми технологическими затруднениями: во-первых,
в результате катушечного эффекта внутренняя поверх-
ность нагревается неравномерно. Максимальная плот-
ность индуктированных токов имеет место на той сторо-
не детали, которая обращена к источнику питания
(рис. 10-10,6). Для получения равномерного нагрева, если
это необходимо, деталь следует вращать вокруг своей
оси с довольно большой скоростью; во-вторых, для того
чтобы снять нагРеТуЮ деталь с индуктора, необходимо
^УуадаритеЛЬНО отсоединить токоподводящую шину и;
фитинг водоохла>кдейия индуктора. Даже при очень
удачном решении конструкции этих узлов выполнить эти
манипуляции достаточно быстро не удается, и обычно за
это время деталь успевает остыть. Поэтому если нагре-
вание детали требуется для закалки, то целесообразно
эту операцию выполнять по непрерывно-последователь-
ному способу, для чего в стенке трубки-индуктора про-
сверливаются отверстия, через которые вода, охлаждаю-
щая индуктор, поступает на нагретую поверхность для
Рис. 10-11. Непрерывно-последовательная
закалка внутренней поверхности втулки по
способу токоведущего стержня.
1 — деталь; 2 — трубка-индуктор; 3 — таковедущие
шииы; 4 — пружинящие опоры; 5 — устройство для
вращения детали; 6 —> изоляторы; 7—1 ванна.
ее закалки. Схематический пример такой установки при-
веден на рис. 10-11.
Из-за этих затруднений нагрев стержневым индукто-
ром имеет относительно неширокое распространение и,
по-видимому, наиболее целесообразен для массового и
крупносерийного производства.
Вообще говоря, если требуется закаливать внутрен-
ние поверхности различных цилиндрических изделий,
в особенности если длина закаливаемой поверхности
в несколько раз превышает ее диаметр и партии дета-
лей достаточно велики, то закалка по непрерывно-после-
довательному процессу -весьма целесообразна. В этом
случае издержки на изготовление сложных закалочных
головок, состоящих из индукторов, разбрызгивателей,
питающих фидеров и т. д., полностью окупаются высо-
кой производительностью труда и отличным качеством
закалки.
359
Рис. 10-12. Конструкция
индуктора из тонкой медной
ленты для последовательно-
непрерывной закалки вну-
тренних поверхностей (а);
схема проводников индук-
тора (б).
Ряд примеров таких зака-
лочных головок удачной кон-
струкции подробно рассмотрен
М. Г. Лозинским (Л. 10-3].
Схема простого индуктора
для непрерывно-последова-
тельной закалки приведена на
рис. 10-12. Здесь проводник
индуктора выполнен из тонкой
медной ленты, укрепленной по
окружности каркаса-изолятора
(керамика, асбоцемент, мика-
нит и т. д.). Индуктор охла-
ждается не непрерывно, а пе-
риодически путем подачи за-
калочной воды через его от-
верстия. Преимущество тако-
го индуктора еще состоит
в том, что у него увеличи-
вается сечение магнитного
потока во внутренней (не-
рабочей) части и, следова-
тельно, повышается к. п. д.
нагрева.
10-4. НАГРЕВ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ
Рисунки 10-13 и 10-14 приведены для иллюстрации
положения, что вихревые токи всегда образуют замкну-
тые контуры при любой конфигурации индуктора и на-
греваемой детали. На рис. 10-13 внутри цилиндрического
индуктора помещена труба, снабженная прорезью. Бла-
годаря прорези вихревые токи не могут замкнуться на
внешней поверхности трубы. Поэтому они проходят по
краям прорези и замыкаются на внутренней поверхно-
сти трубы1. На рис. 10-14 вихревые токи образуют замк-
нутые контуры вокруг прямоугольного бруска с пазами.
При изучении распределения .вихревых токов в из-
1 Иногда железные трубы применяют в качестве шин. При
частотах 50 гц и диаметрах труб несколько сантиметров щель, про-
резанная вдоль трубы, понижает ее сопротивление почти вдвое. При
больших диаметрах труб или более высоких частотах щель не бу-
дет влиять на раопредалание токов.
360
Рис. 10-13. Нагрев втулки с прорезью
в цилиндрическом индукторе.
Рис. 10-14. Нагрев прямоугольного бруска
с пазами в цилиндрическом индукторе.
361
делиях с выступами и впадинами можно выделить два
характерных случая: 1) линии вихревых токов направ-
лены вдоль выступов и 2) линии вихревых токов перпен-
дикулярны направлению выступов.
Ограничимся рассмотрением цилиндрических объек-
тов. При этом для индукторов, активные проводники ко-
торых направлены вдоль образующей цилиндра, будем
применять термин «петлевые индукторы» L
Рис. 10-15. Нагрев валика с выточ- Рис. 10-16. Нагрев шлицованно-
ками в цилиндрическом индукторе. го валика петлевым индук-
тором.
На рис. 10-1'5 и 10-16 представлен случай, когда ви-
хревые токи проходят вдоль выступов.
Ввиду того что линии токов в индукторе и нагревае-
мом изделии взаимно' протягиваются, максимальная
концентрация вихревых токов и максимальный нагрев
получаются на вершинах выступов. Дно впадин может
нагреваться только за счет теплопроводности. Как вид-
но из рис. 10-15 и 10-1'6, такая концентрация линий ви-
хревых токов на выступах происходит в равной мере и
при цилиндрическом- индукторе и при петлевом, если
только направление проводника индуктора совпадает
с направлением выступов.
1 Индукторы с активными проводниками, направленными по
образующим цилиндра, предлагались ранее, см., например, [Л. 10-5,
10-6]. В практику поверхностной закалки петлевые индукторы былц
введены автором совместно с М. Г. Лозинским,
362
При яагрёвё немагнитных материалов можно -Счи-
тать, что при всех частотах плотность тока на вершине
выступа больше плотности тока на дне впадины в
exp[m/z] раз, где т — высота выступа, a z— глубина
проникновения тока при данной'частоте.
В -ферромагнитных телах с выступами и впадинами
явление вытеснения тока протекает несколько сложнее.
При весьма низкой частоте ток равномерно распределен
по всему сечению объекта. По м.ере повышения частоты
ток вытесняется на поверхность. Однако, ввиду того что
магнитная проницаемость материала объекта значитель*
но выше магнитной проницаемости окружающей среды,
линии магнитного потока будут следовать за всеми из-
гибами изделия. Плотность тока, пропорциональная Ht
у поверхности металла, будет почти одинаковой на вы-
ступах и во впадинах. Если, например, направить ток
вдоль трубы, снабженной прорезью (нагрев такой трубы
показан на рис. 10-13), то он пройдет как по внешней,
так и1 по внутренним поверхностям трубы.
Лишь при столь высоких частотах, что у,гре« <Щ, ток
сосредоточивается на вершинах выступов.
На рис. 10-17 и 10-18 показаны примеры индукторов,
направляющих линии вихревых токов перпендикулярно
выступам, имеющимся на нагреваемом изделии. В этом
случае вихревые токи вынуждены следовать за всеми
изгибами изделия и выделение тепла происходит как на
вершинах выступов, так и на дне впадин.
Как было отмечено в гл. 2, § 2-7, в случае, когда
вихревой ток проходит поперек выступов и впадин, вели-
чина настила тока одинакова и на выпуклых, и на во-
гнутых участках поверхности металла, но на вогнутых
участках плотность вихревого -тока падает быстрее по
направлению в глубь металла, чем' на выпуклых.
Поэтому на выступах тепло будет выделяться в более
толстом слое, чем во впадинах, но количество тепла,
выделяющегося на выступающих участках, будет мень-
ше, чем во впадинах, так как средняя плотность вихре-
вого тока будет меньшая на выступах.
При быстром нагреве с большой удельной мощно-
стью, когда теплопередача мало влияет на распределе-
ние тепла, впадины нагреваются значительно интенсив-
нее, чем выступы. При медленном нагреве выступы мо-
гут нагреться до более высокой температуры, чем
363
впадины, благодаря тому что теплоотдача в глубь метал-
ла с выступов меньше, чем со впадин.
Из двух вышеизложенных правил нагрева изделий,
имеющих выступы и впадины, только первое не знает
исключений: когда проводники индуктора направлены
вдоль выступов, то последние всегда нагреваются
сильнее впадин. Во втором случае нагрева, когда про-
Рис. 10-17. Нагрев валика
с выточками петлевым
индуктором.
Рис. 10-18. Нагрев шлицованного
валика цилиндрическим индукто-
ром.
водники индуктора направлены поперек выступов, по-
вышенное выделение тепла во впадинах имеет место
только в том случае, когда ширина ин-
дуктора превышает глубину впадины (как
это показано на рис. 10-18).
Возможен вариант нагрева, когда ширина индуктора
меньше глубины впадины (рис. 10-19). При этом
линии тока на дне впадины будут взаимно «рассталки-
ваться» и течь более широкой струей, чем на вершине
выступа. Следовательно, на выступе будет выделяться
значительно больше тепла, чем во впадине.
364
При последовательной закалке Шлицевых валиков
цилиндрическим индуктором в случае, если высота на-
гревательного индуктора недостаточно велика, нагре-
ваться будут лишь вершины, выступов и закаленный
слой будет иметь такой же вид, как после нагрева пет-
левым индуктором (рис. 10-16).
Это обстоятельство надо иметь в виду и при нагреве
петлевыми индукторами валиков с выточками. Когда
ширина индуктора меньше глубины выточки, то закален-
Рис. 10-19. Нагрев шлицованного валика
в цилиндрическом индукторе при глубине
шлицев, большей, чем высота индуктора.
ный слой на валике, нагретом петлевым индуктором
(рис. 10-17), будет иметь такую же конфигурацию, как
и на валике, нагретом цилиндрическим индуктором
(рис. 10-15).
Петлевые индукторы могут применяться не только
для внешнего нагрева, но и для нагрева внутренней
поверхности отверстий в стальных изделиях.
На рис. 10-20 показана схема петлевого индуктора
для этой цели. Такие петлевые индукторы целесообраз-
но снабжать магнитопроводами для устранения «кату-
шечного эффекта» (см. предыдущий параграф). Изготов-
ление магнитопровода из расслоенного железа для от-
верстий малого диаметра затруднительно. Зато в этом
365
случае очень удобны магнитопрбвоДыиз магнитоДйэлей-
триков или .металло-керамики (например, типа оксифе-
ра, феррита и т. д.). Схематический эскиз конструкции
нагревательного устройства для нагрева внутренней по-
верхности втулки с петлевым индуктором, снабженным
магнитопроводом, представлен на рис. 10-21.
Рис. 10-21. Нагрев внутренней по-
верхности втулки при помощи пет-
Петлевые индукто-' левого индуктора с магнитопро-
ры, представленные на водом.
Пис KVIfi 10-17 10-20 Г —индуктор; 2 — магнитопровод; 3 —
уио. iu ю, I,, деталь; -/ — основная «лита приопособ-
И 10-21, создают нано- ления; 5 — ведущий ролнк.
верхности изделия уз-
кую нагретую полосу. Поэтому, для того чтобы про-
греть всю поверхность изделия, ' необходимо вращать
либо само изделие, либо нагревательный индуктор.
Обычно вращают изделие.
На рис. 10-22 показан нагрев изделия со впадинами
и выступами для случая, когда линии вихревых токов
направлены под углом к выступам. При этом, переходя
от выступов ко впадинам, линии вихревых токов испы-
тывают как бы «преломление» — выступы, более «про-
зрачные» для вихревых toicob, они пересекают под более
острым углом, чем впадины.
366
Поэтому плотность линий вихревых токов на высту-
пах больше, чем во впадинах, и выступы нагреваются
интенсивнее впадин.
Такую форму обычно имеют некоторые виды режу-
щего инструмента: спиральные фрезы, сверла, разверт-
ки, зенкера и др. Как правило, у этого инструмента
режущие кромки, находящиеся на выступах, должны
обладать более высокой твердостью, чем впадины. По-
Рис. 10-22. Нагрев валика со спиральны-
ми канавками в цилиндрическом индук-
торе.
этому более высокая плотность тока на режущих кром-
ках является благоприятным обстоятельством, способ-
ствующим достижению высокой твердости режущих кро-
мок инструмента, т. е. более высокому качеству закалки
при индукционном нагреве, нежели при других методах.
В конструкциях петлевых индукторов, показанных
на рис. 10-1'6, 10-17, 10-20, 110-'21, нагреваемое изделие
может иметь только одностороннее осевое перемещение.
Перемещение в другом направлении ограничивается пе-
ремычкой между отдельными ветвями индуктора. Такое
стеснение свободы перемещения обрабатываемого изде-
лия представляет значительное неудобство при конст-
руировании закалочных станков,
367
На рис. 10-23 показана конструкция петлевого ин-
дуктора, сквозь который нагреваемое изделие может
свободно проходить в обе стороны. Этот индуктор со-
Рис. 10-23. Петлевые индукторы для всесторонней закалки.
стоит из четырех прямых проводников, соединенных
дугообразными перемычками. Диаметр перемычек боль-
ше диаметра нагреваемого изделия. На рис. 10-23,а по-
казано направление токов
Рис. 10-24. Многопроводниковый
петлевой индуктор.
в индукторе, на рис.
10-23,6 — напрев одного
конца цилиндрического
изделия, на рис. 10-23,в—
всесторонний нагрев
стального ролика.
При больших диамет-
рах обрабатываемых из-
делий можно применять
индуктор, состоящий из
восьми проводников, как
это показано на рис.
10-24.
Этот индуктор своим
расположением провод-
ников напоминает обмот-
ки электрических машин
с неявно выраженными
полюсами (например,
однофазных двухполюс-
ных альтернаторов).
368
В тех петлевых индукторах, у которых перемычка
идет непосредственно под торцом изделия (рис. 10-16 и
10-17), в том случае, когда зазор между торцом и пере-
мычкой меньше радиуса цилиндра, самое нагретое ме-
сто получается в центре торца независимо от того, плос-
кий торец или закругленный.
При нагреве же изделий с плоским торцом в петле-
вых индукторах с дугообразными перемычками
(рис. 10-23—10-26) вихревые токи концентрируются на
краях нагреваемого ци-
линдра. В середине торца
может остаться холодное
пятно. Такое же холодное
пятно может получиться
и при нагреве цилиндров
с плоским торцом в ин-
дукторах (рис 10-16 и
10-17) в случае, когда
расстояние между торцом
и перемычкой больше ра-
диуса цилиндра.
В изделиях с закруг-
ленным нижним концом
равномерный закаленный
слой получается почти
при любых расстояниях
между торцом и пере-
мычкой.
Рис. 10-25. Петлевой индуктор.
Верхние перемычки сдвинуты одна
относительно другой для предот-
вращения перегрева границы за-
каленного слоя.
а — аксонометрия; б — прямоугольная
проекция.
На участках боковой поверхности изделия, располо-
женных против дугообразных перемычек, может иногда
наблюдаться более сильный нагрев, чем на остальной
поверхности. Для предотвращения этого явления мож-
но сдвинуть по высоте дугообразные перемычки, находя-
щиеся против боковой части объекта, одну относительно
другой, как это показано на рис. 10-25.
В некоторых случаях с успехом может быть исполь-
зован показанный на рис. 10-26 петлевой индуктор, у ко-
торого все дугообразные перемычки (верхние и нижние)
загнуты в одну сторону: При таком индукторе обраба-
тываемое изделие может после нагрева перемещаться
для охлаждения в боковом направлении, что дает боль-
шую свободу при выборе кинематики закалочного
станка.
24 г. И. 59б3т.
369
Кроме того, такой индуктор обеспечивает удобство
наблюдения за ходом нагрева, так как вся поверхность
обрабатываемого изделия оказывается доступной для
осмотра. Для нагрева боковой поверхности конических
изделий может быть применен многовитковый индуктор,
Рис. 10-26. Односторонний петлевой индук-
тор.
представленный на рис. 10-27, или одновитковый, пока-
занный на рис. 10-28,а, б,.
Для получения равномерного нагрева по всей высоте
конуса необходимо, чтобы плотность магнитного потока
Рис. 10-28. Нагрев ко-
нического объекта
одновитковым ин-
дуктором.
Рис. 10-27. Многовитковый
индуктор для нагрева кони-
ческих объектов.
370
вдоль поверхности конуса была всюду одинаковой, а для
этого зазор между конусом и индуктором у основания
конуса должен быть меньше, чем вблизи вершины. Д о-
ста точно равномерный нагрев получает-
ся, если произведение диаметра индук-
тора на зазор между индуктором и кону-
сом имеет одинаковое значение по всей
высоте конуса.
Если одновитковый нагревательный индуктор выпол-
нен таким образом, что зазор между ним и конусом
Рис. 10-29. Нагрев торцовой поверхности кольца.
а — зазор между индуктором и кольцом всюду одинаков, зака-
ленный слой толще у края отверстия; б —зазор больше у вну-
тренней части индуктора, закаленный слой имеет равномерную
толщину.
всюду одинаков, то вблизи вершины конуса будет про-
исходить сгущение силовых линий и этот участок будет
греться сильнее (рис. 10-28,а).
В многовитковом индукторе можно получить одина-
ковый нагрев по всей боковой поверхности конуса и
в том случае, когда зазор между индуктором и конусом
одинаков по всей высоте последнего; для этого надо
сделать шаг между витками индуктора большим у вер-
шины конуса, чем у его основания.
Если при нагреве торцовой поверхности плоских ко-
лец (рис. 10-29) желательно получить слой равномерной
толщины, то целесообразно придать индуктору слегка
коническую форму, так чтобы по .внутреннему диаметру
индуктора зазор между ним и кольцом был больше, чем
по внешнему.
24* 371
Иногда приходится закаливать поверхность цйлий-
дрической шейки, имеющей достаточно большие разме-
ры для того, чтобы нагревательный индуктор мог быть
помещен внутри шейки (рис. 10-30). Плотность магнит-
ного потока будет наибольшей в местах, где зазор наи-
а}
Рис. 10-30. На-
грев поверхно-
сти цилиндри-
ческой шейки.
Изменение ме-
стоположения
нагретого слоя
в зависимости
от соотношения
радиального и
аксиального за-
зоров между
индуктором и
нагреваемым
объектом.
меньший.
На рис. 10-30,а показан случай, когда
зазор между поверхностью шейки и ин-
дуктором меньше, чем зазор между ин-
дуктором и боковыми плоскостями шей-
ки. При этом больше всего будет нагре-
ваться цилиндрическая поверхность. Н'а
рис. 10-30,6 показан пример, когда мал
зазор между индуктором и боковыми
плоскостями. При таком расположении
поверхность шейки остается холодной,
а боковые плоскости нагреваются. Это
явление надо всегда иметь в виду при
конструировании индукторов для нагре-
вания шеек коленчатых валов.
При неправильно сделанном индукто-
ре (когда внутренний диаметр индуктора
значительно больше диаметра шейки,
а аксиальные зазоры между щеками ва-
ла и индуктором малы) нагреваться бу-
дут щеки вала, а шейка останется хо-
лодной.
В некоторых случаях удается изме-
нить распределение токов в требуемую
сторону, помещая нагреваемое изделие
эксцентрично относительно индуктора.
При помощи эксцентрицитета можно ме-
нять соотношение между радиальным и
аксиальным зазорами (равномерность обеспечивается
вращением).
На рис. 10-31,ои б показаны два варианта нагрева ва-
лика, снабженного шейкой, диаметр которой в несколько
раз меньше ее длины. Для того чтобы сохранить доста-
точно большое отношение Ц/g индуктора, последний сде-
лан многовитковым. Разъемный многовитковый индуктор
очень неудобен в изготовлении и эксплуатации. По-
этому индуктор, представленный на рис. 10-31, выпол-
нен неразъемным, при этом внутренний диаметр индук-
372
Тора НрйшЛосЬ сделать больше максимального Диаметра
обрабатываемого изделия. Когда последнее расположено
строго концентрично с индуктором, галтели остаются
холодными (они как бы заэкранированы выступающими
участками). Помещая изделие эксцентрично (вращая
его, разумеется, при этом), мы получаем плавный выход
нагретого слоя на галтель.
При таком расположении индуктора усложняется пе-
ремещение нагретого объекта из индуктора в охлаждаю-
щую среду. Это затруднение отпадает, когда нагрев про-
изводится внутри охлаждающей жидкости (например,
в масле).
Наиболее часто на практике для закалки шеек ко-
ленчатых валов двигателей внутреннего сгорания и ана-
логичных деталей серийного производства пользуются
одновитковыми разъемными индукторами. Обычно эти
индукторы снабжены разбрызгивателями для закалки
нагретой поверхности непосредственно после окончания
нагрева. Конструкции таких индукторов подробно рас-
смотрены в [Л. 10-3, 10-4].
К сложным случаям индукционного нагрева следует
также отнести нагрев трубки под ковку и сварку. Как по-
казал опыт, такие операции целесообразно выполнять
при помощи токов низкой частоты индукторами, снаб-
женными магнитопроводами. Применение железных сер-
373
дёчников возможно только в индукторах, работающих
при частотах ниже 10 000 гц*. В виде примера на рис.
10-3'2 показан индуктор с железным магнитопроводом
для нагрева концов труб под ковку, применявшийся Нор-
трупом [Л. 10-7] еще в 1933 г. (см. также (Л. 10-3, 10-8]).
Рис. 10-32. Индуктор с железным маг-
нитопроводом для нагрева под ковку
концов труб.
/ — витки индуктора из охлаждаемой водой
медной трубки; 2 — маг.иитопровод из U-образ-
иых листов трансформаторной стали; 3 — труб-
ки, подающие воздух для охлаждения магни-
топровода; -/ — обрабатываемая труба.
10-5. ЭКРАНЫ ДЛЯ ВИХРЕВЫХ ТОКОВ
Часто нагревательный индуктор удается выполнить
лишь таким образом, что магнитный поток омывает и
те участки поверхности объекта, которые нежелательно
* См. об индукторах с железным сердечником в гл. 3, § 3-7.
374
нагревать. Для защиты их от нагрева можно применять
экраны.
При одной и то же интенсивности магнитного поля
Ht на поверхности меди будет выделяться мощность,
примерно в 30 раз меньшая, чем на поверхности железа.
В некоторых случаях применение -медных экранов не
только предотвращает нежелательный нагрев соответст-
вующих участков поверхности, но и уменьшает беспо-
Рис. 10-33. Примеры применения индукторов с экранами.
а — нагрев внутренней поверхности муфты под закалку; б — твердая пайка
двух деталей; А — нагреваемый объект; В —индуктор; С — нагретый слой;
3 —экран; /7 — кольцо припоя.
лезные потери. Толщина
медного экрана должна быть
не меньше трехкратной
/200 \ *
в меди ( гт=, мм 1.
глубины проникновения токов
Такой экран всегда уменьшает
живое сечение магнитного потока, поэтому в каждом
конкретном случае, перед тем как применять экран, на-
до подсчитать, не возрастет ли интенсивность поля
у поверхности экрана настолько, что потери не умень-
шатся, а увеличатся.
На рис. 10-33,а показано применение медного экра-
на, защищающего от нагрева часть втулки, на которую
он надет.
Аналогичные экраны применялись в нашей практике,
например, при нагреве внутренней поверхности тормоз-
Напомним, что гСи
67
vr
375
ной камеры велосипедной втулки типа «Иди». Иногда
применяются медные экраны для защиты от нагрева щек
коленчатых валов.
На рис. 10-33,6 показан еще один пример примене-
ния экрана. Этот экран — плоское медное кольцо, пред-
ставляющее собой короткозамкнутый виток, прикреп-
ляется к индуктору с той стороны, где нагрев детали
нежелателен. Для крепления экрана применяются жаро-
стойкие изоляторы (керамика, асбоцемент, миканит
и т. д.). При закреплении экрана обязательно должно
быть соблюдено условие, чтобы зазор между экраном
и индуктором был больше зазора между индуктором и
нагреваемой деталью (6>а). Само собой разумеется,
что такие экраны могут иметь любую форму в зависи-
мости от формы участка детали, предохраняемого от на-
грева.
Можно также экранировать от нагрева участок по-
верхности, помещая между ним и индуктором магнито-
провод из расслоенного железа. Такой магнитопровод
уменьшает сопротивление магнитному потоку и тем сни-
жает напряженность поля Ht у защищаемой стальной
поверхности.
10-6. ТЕПЛОВЫЕ РЕЖИМЫ ИНДУКТОРОВ
Рассмотрим прежде всего индукторы, непрерывно
охлаждаемые проточной водой и предназначенные для
длительной работы (например, последовательная за-
калка) .
При самом благоприятном расположении индуктора
и нагреваемого объекта выделяемая на последнем удель-
ная мощность АРа связана с удельной мощностью, те-
ряемой на активной поверхности индуктора, следующим
соотношением:
ьра=ьр{У^- (Ю-1)
г Р<
Следовательно, при нагреве стали до точки Кюри
ДРа= (20-1-40) АР,-, а для стали, находящейся при темпе-
ратуре выше точки Кюри АРа = (7-^8)АР,.
Допустимая величина АР, определяется условиями
охлаждения индуктора.
Максимальная мощность, которая может быть пе-
редана от меди к охлаждающей воде, около 100 вт1см2,
37§
При больших удельных мощностях вода приходит
в сфероидальное состояние, у поверхности меди обра-
зуется паровая рубашка и медь начинает плавиться.
В нагревательных индукторах полезная, омываемая
водой поверхность не превышает удвоенной поверхно-
сти, на которой происходит выделение тепла.1 Поэтому
надо считать, что отвод более 200 вт/см2 с активной по-
верхности индуктора неосуществим.
Таким образом, максимальная мощность, которая
может быть выделена при длительном нагреве индукци-
онным методом на поверхности стали при температурах
выше 800° С, не превышает 1 —1,5 кет/см2.
В индукторах, которые в течение периода нагрева
не охлаждаются (обычно таковы разъемные индукто-
ры для закалки шеек коленчатых валов — в них вода,
охлаждающая индуктор и шейку вала, подается только
после окончания периода нагрева), допустимая удель-
ная мощность зависит от теплоемкости активной части
индуктора.
При коротких временах нагрева (в дальнейшем не
исключена возможность применения для электротермии
методов импульсного генерирования, разработанных для
радиолокации) мгновенная удельная мощность может
достигать очень больших значений.
Если считать средний к. п. д. в течение времени на-
грева 70—80% (пока температура стали ниже точки
Кюри, к. п. д. равен 90—95%, выше точки Кюри — 60—
70%), то к концу нагрева в меди индуктора должно вы-
делиться около 25% тепла, переданного стали.
Теплом, получаемым индуктором вследствие излуче-
ния с накаленной поверхности стали, а также теплом,
теряемым индуктором в виде излучения, можно прене-
бречь, так как оно составляет не более несколькит ватт
на квадратный сантиметр, а время нагрева не превы-
шает 20 сек.
1 В некоторых приборах, работающих с охлаждением электро-
дов проточной водой (например, в магнетронах), удается так скон-
струировать эти электроды, что омываемая водой площадь полу-
чается намного больше рабочей поверхности, на которой происхо-
дит выделение тепла. Иногда удается доходить до удельных на-
грузок 1 квт/см?. В нагревательных индукторах осуществить такие
конструкции до сих пор не удавалось.
377
Средняя теплоемкость меди почти в 2 раза меньшё
теплоемкости стали. Поэтому, чтобы температура индук-
тора не повысилась к концу периода нагрева более чем
на 100—200° С, надо делать толщину его активной ча-
сти порядка двукратной толщины закаленного слоя.
В индукторах, показанных на рис. 10-38, внутренняя
часть сделана из медной шины толщиной 4 мм; в шине
просверлены отверстия (d=l juju) для подачи охлажда-
ющей воды.
В узких индукторах (рис. 10-38,а) тепло запасается
не только в активной части проводника, но и отводится
в бока. В таких индукторах толщина стенки может быть
взята даже меньше толщины закаливаемого слоя. Это
обстоятельство очень важно учесть при изготовлении
индукторов, так как сверление в вязкой меди многочис-
ленных маленьких отверстий для подачи охлаждающей
воды является трудоемкой операцией. Чем меньше тол-
щина меди, тем легче сверловка отверстий.
10-7. ПРОЕКТИРОВАНИЕ НАГРЕВАТЕЛЬНЫХ ИНДУКТОРОВ
Для получения требуемой конфигурации закаленного
слоя необходимо подобрать как геометрические харак-
теристики индуктора, так и режимы нагрева и охлажде-
ния. Для проверки результатов производятся опытные
закалки образцов и изготовляются макро- и микрошли-
фы закаленных участков. Руководствуясь ими, вносят
все новые и новые коррективы в размеры и конструкцию
индуктора, режимы нагрева и охлаждения, пока, нако-
нец, не получаются вполне удовлетворительные резуль-
таты.
Для разрезки закаленной стали применяется ряд
технологических приемов. Наиболее старым из них яв-
ляется разрезка на специальных шлифовальных станках
при помощи тонких абразивных кругов на вулканитовой
связке. Современные методы обработки твердых метал-
лов, как, например электроискровая, анодно-механиче-
ская и ультразвуковая с успехом применяются для этой
цели. Наконец, резание закаленной стали сравнительно
легко осуществляется алмазными пилами, а также рез-
цами из твердых сплавов (см. например, [Л. 10-9]) или
даже вращающимся медным диском с водной кашицей
из абразивного порошка. Все же такие исследования
довольно дороги и трудоемки.
378
Закономерности, изложенные в предыдущих пара-
графах этой главы, позволяют значительно сократить
такой путь «проб и ошибок».
В ряде случаев перед изготовлением индуктора по-
лезно обследовать различные возможные варианты его
конструкции в электролитической ванне (см. гл. 4).
Правда, электролитическая ванна — довольно редко
встречающийся аппарат и, следовательно, пользование
ею не всегда доступно. Но всегда можно, перед тем как
производить пробную закалку, изучить распределение
температур на поверхности обрабатываемого объекта.
Для измерения высоких температур, имеющих место
при индукционном нагреве, практически пригодны толь-
ко два способа: измерение при помощи термопары или
измерение оптическим пирометром. В зависимости от
размеров и конфигурации нагреваемой детали предпоч-
тение отдается тому или иному способу. Так, если объ-
ект исследования достаточно велик и имеет сложную
конфигурацию, то снятие температурных полей лучше
всего произвести при помощи нескольких термопар, го-
рячие спаи которых размещаются в тех точках детали,
в которых измеряется температура. При этом важно
обеспечить хороший тепловой контакт спая термопары
с поверхностью детали. Обычно для этой цели в соответ-
ствующих точках детали засверливаются мелкие отвер-
стия, в которые вставляется спай термопары и закреп-
ляется зачеканиванием или уплотняется асбестовым
волокном, шамотной глиной и т. д. Часто применяется
также приваривание спая термопары к детали точечной
электросваркой. Для деталей небольших размеров и
в тех случаях, когда можно ожидать равномерного на-
грева, по-видимому, предпочтительны оптические пиро-
метры (подробнее об измерении температуры при ин-
дукционном нагреве см. в [Л. 10-3], а также в специаль-
ной литературе по измерениям высоких температур).
Контроль температуры при индукционном нагреве этими
двумя способами практически применяется только при
проведении научно-исследовательских работ и разра-
ботке технологических режимов.
Подобрав оптимальный тепловой режим процесса
и записав показания электроизмерительных приборов на
генераторе и время нагрева, можно всегда воспроизвести
этот тепловой режим, если соблюдаются неизменными
379
остальные условия. Таким образом, для серийного про-
изводства контроль температуры производится 1 раз для
серии или по крайней мере для партии деталей. Для
единичного производства или очень маленьких партий
можно подвергнуть нагреву просто хорошо отполирован-
ный стальной образец. Тогда о распределении темпера-
тур можно судить по цветам побежалости. Этот способ
хорош тем, что на одном и том же экземпляре изделия
можно опробовать целую серию индукторов. Зарисовав
или сфотографировав получившиеся цвета побежалости,
можно затем переполировать образец, и повторить
нагрев.
Когда закалке подвергаются отдельные сложные до-
рогие объекты, порча многих образцов недопустима.
Часто приходится вовсе отказываться от исследования
макроструктур и судить о качестве закалки лишь по на-
блюдению за ходом процесса нагрева и по твердости
поверхности изделия. Для этой цели очень удобны ши-
роко распространенные приборы для измерения микро-
твердости, например прибор ПМТ-3.
Чтобы выяснить распределение температур внутри
объекта, можно сделать образец его, состоящий из от-
дельных тонких пластин. Если плоскости расслоения
лежат перпендикулярно магнитному потоку, то распрег
деление вихревых токов будет такое же, как и в сплош-
ном образце.
После нагрева такой образец можно разобрать и
определить, как далеко вглубь прошло тепло. Таким пу-
тем можно, например, получить эквиденсные линии,
представленные на рис. 3-30, а также на рис. 12-23.
При конструировании нагревательных индукторов
часто происходит столкновение интересов электрика и
технолога. Требуемая конфигурация нагретой зоны не
всегда бывает совместима с хорошим к. п. д.
При нагреве изделий во внутреннем поле индуктора
к. п. д. всегда значительно выше, чем при нагреве во
внешнем поле. С электротехнической точки зрения вы-
годнее всего применять цилиндрические индукторы,
внутрь которых помещается нагреваемый объект
(рис. 10-34, 10-35), Кроме того, к. п. д. нагрева в таких
цилиндрических индукторах мало меняется с увеличе-
нием зазора между индуктором и нагреваемым изде-
380
лием, пока этот зазор мал по сравнению с диаметром
индуктора.
При обработке таких изделий, как дисковые фрезеры,
возможно применение одного и того же цилиндрического
индуктора для целой серии изделий различных диамет-
ров и высоты: закаленный слой тут имеет вид кольца,
радиальный размер которого больше аксиального, сле-
довательно, конфигурация слоя не зависит от соотно-
Рис. 10-34. Одновитковые индукторы. Левый и средний изготов-
лены из медной трубки 10X10 мм; правый паяный — из медной
шины.
шения между высотой изделия, высотой индуктора и за-
зором между ними,
Цилиндрические индукторы рекомендуется делать
одновитковыми, только к о г д а их высота меньше
радиуса (рис. 10-34), При большей высоте индуктора
желательно переходить к многовитковым конструкциям
(рис. 10-36), чтобы сохранить высокое значение отноше-
ния длины активной части проводника индуктора к его
ширине и тем обеспечить хороший к. п. д. на-
грева [см. также формулы (9-14) и (9-16)].
Для подбора требуемой конфигурации закаленного
слоя иногда приходится менять высоту индуктора.
В многовитковых индукторах (типа показанного на
381
Рис. 10-35. Многовитковые индукторы из медной трубки 10X10 мм.
рис. 10-35) высоту в некоторых пределах можно менять
за счет изменения зазора между витками.
Изменением зазора между витками можно также
влиять на толщину закаленного слоя; в тех местах, где
витки расположены гуще, прогрев происходит на ббль-
Рис. 10-36. Петлевой
индуктор.
Вертикальные проводни-
ки изготовлены из труб-
ки 10X10 мм, перемыч-
ки—из трубки 10X20 мм.
Шую глубину.
Не следует, однако, делать за-
зор между витками больше поло-
вины ширины проводника индук-
тора. При большем зазоре воз-
растают потери в индукторе (см.
§ 4-4). Кроме того, чем больше
зазор, тем больше неравномер-
ность поля индуктора [см. фор-
мулу (3-21)].
В цилиндрических индукторах
могут нагреваться объекты, и не
имеющие формы тел вращения,
например резцы, лопаточные
сверла, зубила, крейцмейсели
и т. д.
Но не всегда цилиндрический
индуктор дает требуемую конфи-
гурацию нагретой зоны. Очень
часто приходится применять пет-
левые индукторы (рис. 10-23 и
10-36). Коэффициент полезного
действия таких индукторов резко
падает при увеличении зазора
между индуктором и нагревае-
382
МЫМ изделием. Поэтому приходится изготовлять специ-
альные индукторы для каждого вида сравнительно мало
разнящихся между собой изделий.
Для изделий, имеющих неправильную геометрическую
форму, приходится изготовлять индукторы, которые не
могут быть отнесены ни к классу цилиндрических, ни
к классу петлевых индукторов. Некоторые примеры та-
ких специфических индукторов приведены на рис. 10-37.
Рис. 10-37. Индукторы: левый — для резьбовых плашек; сред-
ний— для внутренних отверстий дисковых фрез; правый —
для кулачков револьверного станка.
При конструировании многовитковых индукторов, как
цилиндрических, так и какой-нибудь сложной формы,
надо иметь в виду, что плотность вихревого тока, наве-
денного в нагреваемом объекте, резко падает при уда-
лении проводника индуктора от нагреваемой поверхно-
сти (см. рис. 3-6).
В многовитковых индукторах надо стремиться к тому,
чтобы все проводники были одинаково близки к нагре-
ваемой поверхности. Всякий удаленный завиток создает
только вредные потери.
С этой точки зрения совершенно недопустимы много-
слойные цилиндрические индукторы. Их внешние витки
будут нагревать не обрабатываемое изделие, а внутрен-
383
ние витки самого индуктора (см. сказанное о многовиТ-
ковых индукторах в гл. 2, § 2-3, рис. 2-7 и 2-8).
В многовитковых индукторах, предназначенных для
получения однородного слоя на большой поверхности,
допустимо, чтобы относительная неравномерность поля
Рис. 10-38. разъемные
индукторы для шеек ко-
ленчатых валов.
а, б„— индукторы для закал-
ки шеек разных диаметров
в мелкосерийном производст-
ве; в—индукторы для стан-
ков-автоматов.
достигала нескольких процентов. При толщине закален-
ного слоя, большей, чем глубина проникновения токов
в нагретой стали, такой индуктор вполне обеспечит
отсутствие колебаний в толщине слоя. Более тонкий рав-
номерный слой не получить и при идеальном индукторе
384
из-за явления полосатого нагрева, разобранного в гл. 5,
§ 5-5.
Индукторы для закалки шеек коленчатых валов вы-
полняются разъемными (рис. 10-38). Для упрощения
конструкции их делают одновитковыми. При этом полу-
чается иногда слишком малое отношение длины актив-
ной части индуктора к его ширине Для И1еек>
высота которых превышает диаметр, значительно выгод-
нее делать разъемные многовитковые индукторы, но они
сложны в изготовлении и неудобны в эксплуатации.
При малых отношениях (Idg) к. п. д. установки ни-
зок. Поэтому нельзя пользоваться, например индуктором
(рис. 10-38) как прототипом для изготовления неразъ-
емных индукторов; у последних всегда можно добиться
большего отношения k/g, выполняя их многовитковыми.
Как было показано на рис. 10-2, высота нагретого
слоя зависит от толщины индуктора. В одновитковых
индукторах наличие соединительных концов эквивалент-
но увеличению радиального размера индуктора в этом
месте. Поэтому при таких индукторах иногда наблюдает-
ся увеличение ширины нагретой полосы на участках из-
делия, расположенных против соединительных проводни-
ков (если отсутствует вращение в процессе нагрева).
В разъемных индукторах (рис. 10-38) иногда наблю-
дается увеличение ширины нагретого слоя против мест
разъема.
10-8. ИЗГОТОВЛЕНИЕ ИНДУКТОРОВ
Для изготовления нагревательных индукторов при-
меняется почти исключительно медь как наиболее элек-
тро- и теплопроводный материал. Если вместо меди
применить, например, латунь, то потери в индукторе воз-
растут в 2 раза. Серебро не имеет преимуществ, так как
оно лишь на несколько процентов более электропровод-
но, чем медь; вместе с тем оно менее прочно механиче-
ски и более легкоплавко (не говоря уже о его высокой
стоимости)1.
1 Серебро может быть использовано в некоторых случаях в ви-
де напаянных полосок или гальванического покрытия. Например, ко-
гда индуктор изготовляется из бронзовой или лагунной отливки,
его активную поверхность (обращенную к нагреваемому объекту)
полезно покрыть серебром. Серебрятся иногда контактные места
в разъемных индукторах.
25 г. И. Бабат. 385
Для обеспечения малых потерь в индукторе толщина
его проводника должна быть не меньше трех-четырех-
кратной глубины проникновения токов в медь, т. е. не
менее мм- При частотах порядка 10ь гц доста-
точна толщина 0,2 мм. Из соображений механической
прочности и теплоотвода стенки индукторов не следует
делать тоньше 1—2 мм.
Рис. 10-39. Влияние поперечного сечения трубки индук-
тора на форму нагретого слоя на поверхности металла
(Л. 10-3].
Большая часть типов индукторов может быть изго-
товлена из цельнотянутой медной трубки (рис. 10-34—
10-37). Трубка берется либо круглая, либо профилиро-
ванная на прямоугольное сечение.
Применение прямоугольной трубки часто обусловли-
вается конфигурацией нагреваемой зоны. Кроме того,
индуктор из трубки прямоугольного сечения иногда
имеет несколько более высокий к. и. д., чем индуктор
из круглой трубки.
В индукторах, изготовленных из трубок прямоуголь-
ного сечения, потери примерно на 10% меньше, чем
386
в таких же индукторах, но из круглой трубки. На
рис. 10-39 показан характер изменения во времени тем-
пературных полей на поверхности стального изделия
в зависимости от формы сечения трубки индуктора.
Индуктор из профилированной трубки (рис. 10-39,6)
обеспечивает более равномерный нагрев, чем индуктор
из круглой трубки '(рис. ГО-39,а).
В точках поперечного сечения проводника индуктора
возникает концентрация линий тока, обратно пропорцио-
нальная расстоянию от точки сечения проводника до на-
греваемой поверхности. Чем ближе точка индуктора
к нагреваемой поверхности, тем выше концентрация тока
в этой точке. Это о-бъясняется «явлением близости».
Из-за концентрации линий тока в индукторе увеличи-
вается удельная плотность тока; в свою очередь из-за
этого возрастают потери на джоулево тепло.
Для изготовления индукторов вполне пригодны пря-
моугольные трубки, выпускающиеся промышленностью,
например так называемые волноводные. Кроме того,
трубки прямоугольного сечения легко изготовляются
профилированием из круглой трубки при помощи просто"
го ручного приспособления — вальцов. Валки приспо-
собления снабжены канавками-ручьями соответствую-
щего профиля, сквозь которые пропускается предвари-
тельно отожженная круглая трубка. Полное профилиро-
вание достигается за несколько проходов с постепенным
сближением валков. Чаще всего в нашей практике при-
менялась трубка с внешним размером ГОХ 10 мм (прока-
танная из круглой трубки с внутренним диаметром
10 мм и внешним 13 мм) и трубка 10x20 мм (прока-
танная из круглой трубки размером 14X18 или 16X20).
Несмотря на высокую пластичность меди, некоторые
типы индукторов не удается выгнуть из медной трубки.
На рис. 10-40 показан индуктор, изготовленный из мас-
сивного куска меди. Из болванки был выточен спираль-
ный желоб. Поверх желоба была напаяна медная лента,
и таким образом получилась полая цилиндрическая
спираль прямоугольного сечения (см. рис. 10-6), к ко-
торой затем были припаяны выводные концы.
При эксплуатации закалочной установки со сменны-
ми индукторами надо следить за хорошим состоянием
контактов между индуктором и выводами трансформа-
тора. На практике наблюдались случаи, когда из-за пло-
2S* 3§7
хого контакта между индуктором и трансформатором
затухание анодного контура настолько возрастало, что
ламповый генератор вообще не самовозбуждался.
Для защиты от коррозии индукторы можно окраши-
вать или покрывать лаком. Индукторы, в которых нагрев
детали производится вручную, об-
Рис. 10-40. Индуктор
для нагрева внутрен-
ней поверхности ци-
линдрических изделий
(выточен из медной
болванки).
1 — индуктор; 2 и 3 — со-
единительные муфты; 4 —
концентрический фидер;
5 — насадка для охлади-
теля.
матываются асбестовой лентой, что-
бы предохранить обрабатываемые
изделия от подгорания при случай-
ном касании индуктора.
В установках со сменными ин-
дукторами необходимо, чтобы при-
соединение к ним шлангов с охлаж-
дающей водой не отнимало много
времени. Кроме того, во многих
практических случаях нагреватель-
ные индукторы перемещаются в од-
ном или нескольких направлениях.
При этом необходима гибкая элек-
трическая связь между генератором
токов высокой частоты и индукто-
ром. Существуют гибкие соединения
т разъемами, с помощью которых
замена одного индуктора другим
занимает лишь несколько минут.
На рис. 10-41 показан пример
конструкции такого разъема. На
концы индукторной трубки 1 на-
паиваются твердым или мягким
припоем конические наконечники 2
с предварительно надетыми накид-
ными гайками 3. Весь набор смен-
ных индукторов целесообразно
снабдить наконечниками и накид-
ными гайками. Во вторую половину
разъема, в резьбовой штуцер 5
впаивается гибкий медный мно-
гожильный провод 7 (для этой
цели лучше всего подходит
так называемый «литцендрат»). Второй конец это-
го провода впаивается в трубочку контакта 8, присоеди-
няющегося в дальнейшем к одному из зажимов генера-
тора ТВЧ. Перед запаиванием второго конца гибкого
388
провода на него нанизывается дюритовый или рези-
новый шланг 6 необходимой длины. Если связь должна
быть гибкой, например при ручном индукторе, то более
подходящим является резиновый шланг (толщина стен-
ки 2,5—3 мм), так как дюритовые шланги менее гибки.
Концы шланга надеваются на штуцер 5 и контакт 8 и
закрепляются на местах хомутиками или проволокой.
Как видно из рис. ГО-41, между шлангом и гибким про-
водом остается пространство, в котором циркулирует
Рис. 10-41. Гибкий водо- и токоведущий кабель-шланг
для соединения индуктора с генератором ТВЧ и во-
допроводом.
/ — индуктор; 2 — наконечник; 3 — накидная гайка; 4 — свин-
цовая прокладка; 5 — резьбовой штуцер; 6 — шланг; 7— гиб-
кий провод; S —контакт к генератору; 9 — шланг к водопро-
воду или сливу.
охлаждающая вода. Детали 2, 5 и 8 изготовляются из
латуни.
После присоединения индуктора к шлангам путем на-
вертывания накидных гаек на штуцера, конические кон-
цы последних входят в соответствующие углубления
в наконечниках 2. После затягивания резьбового соеди-
нения между наконечником и штуцером создается надеж-
ный контакт. Если конические поверхности наконечников
и штуцеров тщательно притереть друг к другу, то между
ними создается непосредственный хороший электриче-
ский контакт и водонепроницаемое соединение. В про-
тивном случае следует применять прокладку 4 из тон-
389
кого свинца или алюминия. Плоской свинцовой шайбе
(толщиной 1—1,5 мм) можно придать коническую фор-
му штуцером 5, которым пользуются как пуансоном.
Охлаждающая вода, поступающая из магистрали по
шлангу 9 внутрь канала в контакте S, попадает через
Рис. 10-42. Цилиндрический индуктор,
снабженный накладкой /, центрирующей
нагреваемое изделие.
многочисленные маленькие от-
верстия в пространство между
шлангом и гибким проводом,
омывает его и далее через та-
кие же отверстия в штуцере 5
и соединительный разъем про-
никает в индуктор и охлажда-
ет его. Отработанная вода из
индуктора через второй точно
такой же резьбовой разъем и
соединительный шланг проде-
лывает обратный путь и сли-
Рис. 10-43. Цилиндрический
индуктор с выбрызгиванием
охлаждающей жидкости че-
рез отверстия в стенке ин-
дуктора.
/ — нагревающий виток, выпол-
ненный из медной трубки, по
краю витка просверлены мелкие
отверстия; 2 — трубка, подводя-
щая охлаждающую жидкость;
3 и 4 — тоноведущие шины, от-
деленные одна от другой про-
кладкой из слюды. Этот индук-
тор может быть применен как
для одновременной, так и для
последовательной закалки.
вается через канал во втором
контакте 8 и второй шланг 9. Такие гибкие соединения
вполне надежны в эксплуатации и удобны. Необходимо
лишь следить за тем, чтобы во время работы резиновый
шланг не лежал на заземленных металлических предме-
390
тах, так как в таких случаях часто наблюдается сквозное
прожигание резины. Однако надо иметь в виду, что по-
тери на единицу длины такого гибкого проводника полу-
чаются выше, чем в сплошном проводнике или трубке
равного наружного диаметра.
Рис. 10-44. Индуктор для закалки шлицев гаек.
1 — трубка, подводящая охлаждающую жидкость, средняя часть ее имеет пря-
моугольное сечение и является прямым проводником, помещаемым внутрь за-
каливаемого шлица; 2 — обратный проводник; 3 — перемычка между обратны-
ми проводниками и токоиодводящей шиной 5; 4 —скоба, скрепляющая про-
водники 1 и 2; 5 и 6 — шнны, подключаемые к высокочастотному трансфор-
матору.
На рис. ГО-42—10-46 в виде примеров приведены кон-
струкции некоторых нагревательных индукторов, приме-
няющихся в производственной практике, спроектирован-
ных и построенных на станкостроительном заводе име-
ни С. Орджоникидзе под руководством В. Н. Кагнера.
391
Рис. .10-45. Индуктор для закалки внутреннего отверстия шестерни.
1 и 2 — основание индуктора, выполненное из изоляционного материала; 3—нагревающие витки; 4 — 'Изоляционная проклад
ка между токоподводящими шинами; 5 — токоподводящие шины, подключаемые к высокочастотному трансформатору; 6 — труб
ки для подвода воды, охлаждающей индуктор; 7 — трубки для подвода жидкости, охлаждающей шеотерлю после ее нагрева
’"'Чьк
392
Рис. 10-46. Приспособление для кондуктивного нагрева
и закалки впадины рычага.
/ — основание нз изоляционного материала; 2 и 3 — токоподводя-
щие шины; 4 — стойки, на которые опираются токоподводящие
проводники и закаливаемый рычаг; 5 — задняя стойка; 6 и 7 —
детали упора, прижимающего закаливаемый рычаг к токопод-
водящим шинам 2 и 3 для создания хорошего электрического
контакта; деталь 7 выполнена из керамики или асбоцемента;
8 — опора, фиксирующая закаливаемый рычаг; 9 — трубка, под-
водящая охлаждающую жидкость.
10-9. ПОДБОР ИНДУКТОРОВ С ПОМОЩЬЮ Q -МЕТРА
При прогреве арматуры радиоламп токами высокой частоты во
время обезгаживаиия применяют индукторы самой различной конфи-
гурации: цилиндрические, петлевые, двойные спиральные, двойные
плоские, спиральные и др.
Во время обезгаживаиия прогревают не всю арматуру радио-
лампы, а главным образом ее анод.
Аноды приемно-усилительных ламп изготавливаются из никеля,
молибдена и других металлов и имеют самую разнообразную форму:
цилиндрическую, коробчатую, пластинчатую и другую.
Подбор индукторов для прогрева арматуры приемно-усилитель-
ных ламп производится обычно практическим путем. Для этого изго-
тавливают несколько типов нагревательных индукторов, которые
393
включают в контур высокочастотного генератора. Генератор подклю-
чают к сети и определяют, какой тип индуктора наиболее интен-
сивно прогревает арматуру заданной радиолампы.
Эту задачу можно значительно упростить, если использовать для
этой цели Q-метр.
Добротность индуктора без изделия Q, представляет собой
отношение волнового сопротивления Р; к его активному сопротивле-
нию R; и выражается формулой
Pi Г,'
Qi‘==RT=~Rf- (10’2)
При внесении изделия в индуктор его добротность уменьшается
вследствие возникновения в нем некоторого активного сопротивле-
ния Ra и уменьшения индуктивности L(.
Ввиду того что арматура радиолампы заключена в стеклянный
баллон, индукторы, применяемые для прогрева ее токами высокой
частоты, имеют значительно больший диаметр по сравнению с разме-
рами анодов радиоламп. В связи с этим индуктивность индуктора
при внесении в него радиолампы изменяется незначительно.
Таким образом, добротность индуктора при внесении в него изде-
лия изменяется в нашем случае главным образом за счет вносимого
в него сопротивления.
Если с помощью Q-метра замерить добротность индуктора с ра-
диолампой Qa и без нее Q,, то по изменению добротности индуктора
AQ = Qa—Qi можно сделать заключение о возможности применения
того или иного индуктора для прогрева арматуры заданной радио-
лампы.
Для подбора индуктора с помощью Q-метра необходимо изгото-
вить из медной проволоки несколько индукторов различной конфигу-
рации, затем поочередно подключить их к зажимам Q-метра и заме-
рить их добротность с радиолампой и без нее. Коэффициент
полезного действия системы индуктор — изделие будет выше у того
индуктора, у которого будет наблюдаться наибольшее изменение доб-
ротности при внесении в него изделия. Этот тип индуктора и следует
выбрать для прогрева арматуры заданной радиолампы.
Поскольку индуктивность индукторов невелика (несколько еди-
ниц микрогеирн), при замерах их добротности на частотах в диапа-
зоне 100—1 000 кгц необходимо к зажимам конденсатора С] Q-метра
(рис. 10-47), имеющего переменную емкость порядка 450 пф, под-
ключить батарею керамических или слюдяных конденсаторов С2
общей емкостью до 300 000 пф. При этом замерять добротности ин-
дукторов следует при помощи лампового вольтметра типа ВКС-7Б,
дополнительно подключаемого к схеме, так как микроамперметр лам-
пового вольтметра Q-метра позволяет делать точный отсчет, начи-
ная со значения добротности 50 единиц и выше. Зная показания
лампового вольтметра ВКС-7Б, можно подсчитать значение величи-
ны Q. Для этого нужно разделить показание лампового вольтмет-
ра, выраженное в вольтах, на коэффициент 0,02. Этот коэффициент
легко можно вычислить, анализируя схему Q-метра.
При последовательном резонансе ток /к через замеряемый индук-
тор будет равен:
/к = Ri+Raj’ (10'3)
394
где Е — напряжение на сопротивлении £ Q-метра, равное 0,02 в.
Напряжение на конденсаторе Q-метра будет равно:
ы Ln
Uc=/K?a=E + ^-, (10-4)
где La—индуктивность индуктора с внесенным в него изделием.
Учитывая, что Qa = ;—б- , а Е = 0,02 в, имеем:
А г “Т- Ла
&а ~ 0,02’
На рис. 10-48 и 10-49 показаны графики изменения добротности
и индуктивности цилиндрического и петлевого индукторов в зависи-
мости от размеров и конфигурации вносимого в индукторы изделия.
Индукторы имели следующие размеры: диаметр 38 мм; высоту
50 мм; число витков 6. Индукторы с выбранными размерами при-
Рис. 10-47. Принципиальная схема Q-метра ти-
па КБ-1.
Г — градуированный по частоте генератор; М—термо-
амперметр с переключением на 0,25—0,5 a-, R — сопро-
тивление 0,04 ом; £а, (Я^+Яа) — нагревательный ин-
дуктор; Ct — конденсатор емкостью 450 пкф; С2— кон-
денсатор емкостью 300 000 пкф; 1V — ламповый вольт-
метр Q-метра; 2V — ламповый вольтметр ВКС-7Б;
Тр — трансформатор.
меняются на откачных автоматах для прогрева арматуры приемио-
усилительных ламп во время обезгаживания.
В качестве изделий были взяты полые медные цилиндры, имею-
щие следующие размеры: диаметр 10, 20 и 30 мм; высоту 40 мм;
толщину стенки 3 мм, и медные пластины с размерами 20X40X3 мм,
располагаемые в индукторах друг от друга на расстояниях 10, 20
и 30 мм.
Анализируя графики, можно сделать следующие выводы:
1) при внесении в цилиндрический индуктор цилиндрических
изделий добротность его изменяется значительно резче, чем при вне-
сении пластин;
2) при внесении пластин в петлевой индуктор добротность его
изменяется резче, чем при внесении в него цилиндрических из-
делий;
3) пластины в петлевом индукторе (при I <25 мм) можно на-
греть с меньшей затратой мощности от высокочастотного генератора,
чем в цилиндрическом;
4) цилиндрические изделия в цилиндрическом индукторе можно
нагреть с меньшей затратой мощности, чем в петлевом.
395
396
Следует заметить, что замеры изменения добротности индукто-
ров проводились при внесении в индуктор «холодной» арматуры
радиолампы. В реальных условиях при работе в индукторах нахо-
дится лампа с нагретой арматурой. Добротность индуктора в послед-
нем случае изменяется резче, чем при внесении в него «холодной»
лампы, но закономерности изменения добротности индуктора в обоих
случаях остаются теми же самыми.
Метод подбора индукторов с помощью Q-метра может быть ре-
комендован не только для прогрева арматуры радиоламп, но и для
других случаев, когда диаметр индуктора значительно превышает
диаметр прогреваемого изделия.
ГЛАВА ОДИННАДЦАТАЯ
НЕКОТОРЫЕ ОСОБЕННОСТИ ЗАКАЛКИ СТАЛИ
ПОСЛЕ ИНДУКЦИОННОГО ПОВЕРХНОСТНОГО
НАГРЕВА
Успехи современной металлопромышленности во мно-
гом обязаны замечательной особенности стали резко
менять свои свойства в зависимости от термообработки.
Весьма часто стальные изделия обрабатываются ин-
струментом, изготовленным из того же сорта стали,
только прошедшей иную термообработку (рис. 11-1).
Современная техника требует
от машиностроительных деталей
и инструмента высокой точности
в размерах. В серийном и массо-
вом производстве допуски часто
измеряются сотыми и тысячными
долями миллиметра.
Легко точно изготовить изде-
лие из сырой стали. Но большин-
ство изделий не может быть
пущено в эксплуатацию в сыром
виде,'для придания им достаточ-
ной износоустойчивости они дол-
жны быть закалены.
Объемные изменения, вызы-
ваемые сплошной закалкой,
большей частью не укладывают-
ся в пределы допусков.
Поэтому из сырой стали дета-
ли должны изготовляться с при-
Рис. 11-1. Закаленный
керн пробивает незака-
ленную 12-.IM1 плиту под
давлением гидравличе-
ского пресса. Керн выто-
чен из отрезка этой же
плиты (сталь 0,7% С;
0,75% Мп) (по(Л. 11-16]).
397
пусками. После закалки их приходится доводить до точ-
ного размера шлифовкой.
Между тем для большинства машиностроительных
деталей, для режущего и мерительного инструмента вы-
сокая твердость и износоустойчивость нужны лишь
в тех участках поверхностного слоя, которые должны
работать на истирание.
В ряде случаев применение зонального нагрева по-
зволяет избежать коробления при закалке и тем умень-
шить припуски на последующую обработку.
Но отсутствие коробления не есть специфическое
свойство зонального индукционного нагрева. Коробление
отсутствует лишь в том случае, когда объем нагретого
металла мал по сравнению с остальной массой изделия.
Тогда усилия, возникающие в изделии в результате тер-
мических напряжений и структурных превращений, не
в силах изменить его форму. Имеется, однако, большое
количество типов инструмента и машинных деталей,
имеющих настолько ажурную форму, что и в случае
применения токов высокой частоты не удается избежать
сплошного нагрева. Ясно, что при этом и коробление
будет такое же, как после нагрева в печи.
При неудачном соотношении между конфигурацией
закаливаемого слоя и частью изделия, остающейся сы-
рой, коробление может быть больше, чем при сплошной
закалке после нагрева в печи.
Особую ценность имеет зональный нагрев и закалка
для изделий, подверженных ударной и знакопеременной
нагрузке. Здесь этот способ дает возможность получить
прочную износоустойчивую корку при вязкой и пластич-
ной сердцевине.
11-1. ИЗМЕНЕНИЕ СВОЙСТВ СТАЛИ В ЗАВИСИМОСТИ
ОТ ТЕРМООБРАБОТКИ ’
На рис. 11-2 представлены предложенные Бэйном и Девенпор-
том (Bain & Devenport) S-образные кривые изотермических превра-
1 Поведение сталей при термической обработке посредством
индукционного нагрева, изменение их свойств, фазовые превраще-
ния в сталях и аналогичные вопросы являются отдельным само-
стоятельным предметом, который хорошо изучен в настоящее время,
хотя еще не с исчерпывающей полнотой. Рамки этой книги не по-
зволяют привести на ее страницах подробное изложение современ-
ных представлений по проблемам этого предмета, кроме того, это
не входит в задачи книги.
398
щений в стали (для простой углеродистой стали). На этом же рисун-
ке нанесено семейство кривых охлаждения стали. Из диаграммы
видно, что при скоростях охлаждения, больших 500° С/сек, имеет
место чисто мартенситное превращение. При скоростях порядка
30—100° С/сек частично успевает образоваться троостит и сорбит,
частично же мартенсит.
Наконец, при скоростях охлаждения порядка долей градуса в се-
кунду получается структура перлита.
Рис. 11-2. Диаграмма превращений в стали при
разных режимах ее охлаждения [Л. 11-5].
При закалке массивного стального изделия разные слои его
охлаждаются с разными скоростями. При самом энергичном охлаж-
дении скорость, необходимая для получения мартенситного превра-
щения, получается лишь в некотором слое, толщину которого приня-
то называть «прокаливаемостью» стали.
Критическая скорость охлаждения, необходимая для получения
мартенситного превращения, весьма сильно зависит от химического
состава стали. Для некоторых легированных сталей глубина про-
каливаемое™ достигает нескольких сантиметров. Но для большин-
ства конструкционных легированных сталей она значительно мень-
Читателю, которого интересуют тонкости термической
обработки сталей с помощью индукционного нагрева, следует обра-
титься к соответствующей специальной литературе и, в частности,
к книге И. Н. Кидина [Л. 11-1], к работам [Л. 11-2, 11-3, 11-4]
и др.
В настоящем разделе содержатся лишь некоторые основные све-
дения, которые помогут читателю оценить достоинства индукцион-
ного нагрева.
399
ше, чем для простых углеродистых сталей. Прокаливаемость простых
углеродистых сталей — несколько миллиметров.
Если при индукционном нагреве толщина слоя, переведенного
в состояние гомогенного у-раствора, больше глубины прокаливаемо-
сти данного сорта стали, то толщины закаленного слоя и переходной
зоны будут определяться условиями охлаждения.
Однако в практике поверхностной закалки более часты случаи,
когда конфигурация и толщина нагретого слоя таковы, что во всех
его точках могут быть обеспечены скорости охлаждения, большие,
чем критическая скорость, необходимая для мартенситного превра-
щения. При этом структуры переходной зоны уже будут определять-
ся не режимом охлаждения, а режимом нагрева. Характер структур
переходного слоя может здесь быть иной, чем в переходном слое,
зависящем от условий охлаждения.
Наиболее часты режимы поверхностной закалки при индукцион-
ном нагреве, когда взаимно накладывается влияние условий и нагре-
ва, и охлаждения.
Для того чтобы сталь могла принять полную закалку, она долж-
на быть переведена в состояние однородного твердого раствора у.
Когда время нагрева измеряется минутами или десятками минут,
для перевода стали в гомогенный у-раствор необходимо и достаточ-
но нагреть ее выше точки Ас3 классической диаграммы FeC. В ста-
рой практике термообработки считалось, что температура критиче-
ских точек Ас3 и Ас3 .зависит лишь от химического состава стали.
Исследованиями последних лет доказано, что температура, при
которой достигается полная гомогенизация у-раствора, в значитель-
ной степени зависит от скорости нагрева, от длительности выдержки
стали при данной температуре, а также от степени дисперсности
структурных составляющих стали, т. е. от предшествовавшей термо-
обработки.
Опыты А. С. Завьялова и 3. Н. Красилыцикова {Л. 11-6] пока-
зали, что при длительных выдержках порядка нескольких десятков
часов можно получить в доэвтектоидных сталях полную гомогениза-
цию у-раствора и последующую закалку на чистый мартенсит при
температурах нагрева ниже точки Ас3, определенной обычными ме-
тодами.
Опыты, проведенные в лаборатории завода «Светлана», показы-
вают, что при временах нагрева, измеряемых секундами или долями
секунд, для получения гомогенного у-раствора необходим нагрев
до температур, значительно превышающих величину Ас3, взятую из
классической диаграммы состояния FeC.
На рис. 11-3 показана кривая зависимости температуры поверх-
ности закаливаемого изделия от времени, снятая осциллографом.
В начале процесса скорость повышения температуры велика, но
после достижения точки Ас3 эта скорость резко уменьшается. Индук-
ционный нагрев вызывает повышение точки Ас3 с 723 до 750° С, при
этой температуре в стали происходит бурный рост количества аусте-
нита, сталь теряет свои магнитные свойства и дальнейшее повышение
температуры идет с небольшой постоянной скоростью. Как известно,
при нагреве стали под закалку не вся теплота, сообщаемая изделию,
вызывает рост его температуры; часть тепла расходуется на фазо-
вые превращения, поглощающие тепло. Таким превращением являет-
ся переход перлита в аустенит. Поэтому большое количество тепла,
развивающегося при индукционном нагреве непосредственно внутри
400
нагреваемой стали, вызывает значительно более быстрый переход
перлита в аустенит, чем при других, внешних способах нагрева.
Этим объясняется повышение температуры фазового превращения
перлита в аустенит. При такой повышенной температуре возникнове-
ние центров кристаллизации аустенита происходит значительно бы-
стрее роста образовавшихся кристалликов, благодаря чему образую-
щийся аустенит имеет мелкозернистое строение с меньшими разме-
рами верна, чем при обычной закалке. Аустенит с мелкозернистым
Рис. 11-3. Кривая изменения температуры углеродистой
стали при закалке посредством индукционного нагрева.
Разумеется, при нагреве той же стали до таких же температур
в печи получается крупнозернистый аустенит. Диффузные процессы
фазового превращения, протекающие в аустените, не развиваются
до конца из-за больших скоростей индукционного иагрева, и после
закалки полученный мартенсит отличается весьма мелкими неодно-
родностями с большой твердостью. Поверхность стали, подвергшая-
ся закалке после индукционного нагрева, имеет структуру скрыто-
кристаллического мартенсита и обладает высокой прочностью и
стойкостью против износа (рис. 11-4,а и 11-5,в).
Структура переходных слоев представляет собой мартенсит, за-
калочный троостит и феррит (рис. 11-4,6 и в). Сырая сердцевина ста-
ли имеет, естественно, начальную структуру перлита и феррита
(рис. 11-4,а и 11-5,а). При индукционном нагреве тепло выделяется
в самой толще металла. При этом вблизи интерметаллических вклю-
чений концентрация тепловой энергии выше, чем в местах, где ме-
талл гомогенен. Это обстоятельство послужило основанием для
утверждения Н. В. Гевелинга [Л. 11-7] о том, что нагрев электро-
током способствует гомогенизации твердого раствора. Согласно ги-
потезе Н. В. Гевелинга сталь, представляющая собой смесь феррита
или аустенита с карбидами, является электрически неоднородным
проводником. Сопротивление карбидов во много раз больше сопро-
26 Г. И. Бабат. 401
тивления феррита, поэтому ток, проходящий по пути наименьшего
сопротивления, т. е. по ферриту, огибает карбидные зерна. Таким
образом, плотность тока в промежутках между карбидными части-
цами, в особенности вдоль границ раздела электрически разнородных
фаз, резко возрастает, что влечет за собой увеличение интенсивности
нагрева в этих точках и как следствие этого — большую скорость
растворения карбида. Точки на границе раздела феррита и карбида
или других структурных составляющих обладают энергетическим
Рис. 11-4. Микроструктуры поверхностно закаленной развертки из
стали У10. Увеличение 450.
а — сердцевина —. зепиистый перлит; б—в — переходный слой; г — закаленный
' слой.
превосходством перед другими точками. Это явление даже получило
специальное название «гевелинг эффекта». Гипотеза Н. В. Гевелинга
вызвала оживленную дискуссию по вопросу о существовании «геве-
линг эффекта», и для исследования этого явления был поставлен ряд
экспериментальных работ.
Не углубляясь далее в тонкости этого вопроса, заметим, что не
следует слишком переоценивать этот фактор. Размеры отдельных
структурных составляющих стали — это микроны или максимум доли
миллиметра. Теплопроводность стали велика. Поэтому если даже
предположить, что на границе карбидного включения выделяется
мощность, в несколько раз большая, чем в прилежащем ферритном
402
или аустенитном участке (в действительности неравномерность
в выделении тепла имеет значительно меньшую величину), то и тогда
разность температур в несколько десятков градусов сможет суще-
ствовать лишь в течение тысячных или даже стотысячных долей се-
кунды. При временах же нагрева порядка нескольких секунд раз-
ность температур между отдельными структурными составляющими
не может быть больше долей градуса.
В нашей практике при нагреве объектов сложной конфигурации
мы не наблюдали существенной разницы в структурах закаленного
слоя между теми участками, которые нагревались непосредственно
Рис. 11-5. Микроструктуры по-
верхностно закаленного калиб-
ра. Сталь У10. Увеличение 450.
а — сердцевина — пластинчатый пер-
лит; б — переходная зона; н —зака-
ленный слой.
вихревыми токами, и теми, которые нагревались за счет теплопере-
дачи.
Поэтому надо с осторожностью относиться также к сообщениям
о том, что нагрев электротоком ускоряет диффузию и сокращает,
например, время цементации |[Л. 11-8, 11-9].
Индукционный нагрев надлежит в основном рассматривать как
весьма удобный способ введения тепла в металл.
Какого-либо особого специфического воздей-
ствия на структуру металла вихревой ток оказы-
вать не может.
Большие скорости растворения карбидов и фазовых превращений
в стали при индукционном нагреве связаны, по-видимому, со значи-
тельным перенагревом выше точки А]. Как известно, в результате
26* 403
перенагрева резко Возрастают скорость возникновения центров кри-
сталлизации новой фазы и скорость роста возникших зародышей.
Точные цифры, дающие связь между временем нагрева и темпе-
ратурой, необходимой для гомогенизации, для различных сортов
стали пока еще не получены. В настоящее время можно указать
только на порядок величин.
В простых углеродистых сталях, в которых, вообще говоря, все
фазовые превращения совершаются
точки Лс3 гари уменьшении времени
<5
довольно быстро, повышение
нагрева до 2—3 сек сравиитель-
ИГ
I
Рис. 11-6. Микроструктуры по-
верхностно закаленной резьбо-
вой пробки (рис. 12-9). Сталь
ХГ, закалка в масле. Увеличе-
ние 450.
а — сердцевина — мелкозернистый
перлит и такого же типа избыточ-
ные карбиды; б — переходная зона
через изменения соотношения между
трооститом и мартенситом; а — зака-
ленный слой — мартенсит и мелкие
карбиды.
/Го незначительно. Только при времени меньше 1 сек требуется по-
вышение температуры на 50—100° С.
Для легированных хромистых и хромоникелевых сталей повы-
шение температуры нагрева требуется уже при времени нагрева по-
рядка десятка секунд. При времени нагрева меньше секунды для
получения хороших результатов закалки необходим нагрев на
150—200° С выше температуры закалки при нагреве в печи.
Необходимо также указать, что ход S-образных кривых изо-
термических превращений в стали зависит не только от химического
состава последней, но также от степени гомогенизации твердого рас-
твора.
Для легированных сталей можно считать, что чем меньше сте-
пень гомогенизации, чем больше центров кристаллизации осталось
в твердом растворе, тем более влево сдвигаются S-образные кривые,
т. е. тем быстрее идут все превращения в стали.
404
Структура поверхностного слоя при закалке с помощью индук-
ционного нагрева определяется, таким образом, скоростью нагрева и
температурой. Выбор режимов индукционного нагрева для получения
желательной структуры закаленной стали значительно упрощают так
называемые «структурные диаграммы» |[Л. 11-10]. Эти диаграммы
строятся для разных сталей в координатах температура — скорость
нагрева и разделяются на зоны одинаковых структур. На рис. 11-7
и 11-8 приведены примеры таких диаграмм для сталей двух марок.
Бы
Бесструктурный мартенсит + цементитная_сетка
Мартенсит
+ перрит
Мартенсит+троостит
F
fts ST
1250
.1200
1150
1100
§ 1000
§ 1050
1.950
§ 900
| 850
$
£ 800
Игольчатый мартенсит
Мелкой голь чатыа мартенсит
~~ Т'—
. Бесструктурный мартенсит
700
—Интервал закалочных температур
при медленном нагреве,___________,_____________________
800 700 600 500 600 300 200 100град/еек
Скорость нагрева от точки магнитного превращения
Рис. 11-7. Структурная диаграмма для высокочастотной закал-
ки стали У12 [Л. 11-10].
При индукционном нагреве легированных сталей даже превыше-
ние температуры нагрева не обеспечивает еще полной гомогенизации
твердого раствора.
Поэтому для получения мартенситного слоя высокой твердости
после поверхностного индукционного нагрева обычно требуются бо-
лее резкие охлаждающие среды, чем при обычной закалке после
длительного нагрева в печи.
Например, для никелевых и хромоникелевых сталей весьма часто
применяется для охлаждения вода вместо масла.
Во многих случаях весьма целесообразно производить перед
поверхностной закалкой предварительное улучшение стали с целью
получить более мелкое зерно и более равномерное распределение
углерода. Особенно полезно это для сталей доэвтектоидных (феррит-
ного класса). В стали, предварительно улучшенной, процессы обра-
зования твердого раствора протекают значительно быстрее, чем в не-
подготовленной стали. При одном и том же режиме нагрева и охлаж-
дения в стали, предварительно улучшенной, получается закаленный
слой большей толщины и более однородной структуры.
405
1300
1250
1200
&1150
a'
*1000
‘рл?
I 000
850
785
800 700 600 500 400 300 200 100-
Скорость нагрева, град/сек
Недогрев Зона нормального нагоева Перегрев,..
Рис. 11-8. Структурная диаграмма для индукционной закалки ста-
ли марки 9ХС [Л. 11-10].
Рис. 11-9. Кривые изменения твердости от
поверхности в глубь изделия при разных
временах нагрева под закалку.
Сталь У-10-А; удельная мощность на поверхности
стали для всех кривых ДРоср = 0,32 квт/с.и2; часто-
та тока f=7 • 105 гц. Охлаждение — водой.
406
На рис. 11-4—11-6 приведены характерные структуры, получае-
мые при поверхностной закалке после индукционного нагрева.
На рис. 11-9—11-11 приведены типичные кривые изменения твер-
дости по сечению поверхностно закаленных изделий.
Механические свойства стали после поверхностной закалки при
индукционном нагреве были предметом изучения многих исследова-
телей. Изучались статические показатели механической прочности;
пределы пропорциональности, пределы текучести, пределы прочности,
Расстояние от поверхности, м
Рис. 11-10. Кривые изменения твер-
дости от поверхности стали в глубь
изделия при разных временах на-
грева под закалку. Сталь 50;
удельная мощность на поверхности
стали для всех кривых АРаср =
= 0,79 кьт/с.и2, f=7 105 гц
(охлаждение водой).
Рис. 11-11. Кривые изме-
нения твердости от по-
верхности в глубь изде-
лия при разных временах
нагрева под закалку.
Сталь 38ХСА (1,3%Сг,
l%Si). Удельная мощ-
ность для всех кривых
АГаср = 0,103 квт/ся?; ча-
стота тока /=7-105 гц.
пределы усталости и др., а также износоустойчивость и ударная вяз-
кость. Подробный критический обзор этих работ и результаты соб-
ственных исследований опубликованы И. Н. Кидиным [Л. 11-1], на
превосходную книгу которого обращаем внимание читателя. Во избе-
жание повторения укажем только, что подавляющим большинством
исследований доказано, что все механические свойства стали, под-
вергнутой поверхностной закалке при индукционном нагреве, превы-
шают свойства тех же сталей, но закаленных обычными методами.
В виде примера это положение иллюстрируется на рис. 11-12
диаграммой изменения механических свойств стали ЗОХГС. Эта диа-
грамма построена по данным А. И Тарусина [Л. 11-10], определив-
шего механические свойства стали ЗОХГС после закалки при индук-
ционном и печном нагревах.
Относительно результатов исследований механической прочности
поверхностно закаленных образцов надлежит сделать следующее
замечание.
Показатели механической прочности поверхностно закаленного /
изделия, которые обычно определяются на опытных образцах той
407
или иной формы, зависят не только от качества закаленного слоя
но и от того, как сочетается конфигурация закаленного слоя с кон-
фигурацией опытного образца или другого объекта исследования.
Границы закаленного слоя могут явиться очагами концентрации ме-
Температура закалки, °C
Рис. 11-12. Механические свойст-
ва стали хромансиль после закал-
ки и отпуска в зависимости от тем-
пературы нагрева [Л. 11-10].
<J0 3 — предел текучести, соответствую-
щий пластической деформации 0,2%;
ов — временное сопротивление растяже-
нию; ф — относительное сужение пло-
щади поперечного сечения образца при
разрыве; 6—относительное удлинение;
ан УДаРНая вязкость.
гтных напряжений весьма
большой величины. Естествен-
но, что при последующих ме-
ханических испытаниях эти
местные напряжения, наклады-
ваясь на напряжения опыта,
совершенно исказят истинную
картину и приведут к непра-
вильным выводам.1
Исследования влияния в. ч.
закалки на усталостную проч-
ность стали, проведенные
И. А. Одингом и Э. В. Шлейе-
ром [Л. 11-11], выполнялись на
опытных образцах Шенка (ци-
линдрический Стержень с кон-
цами увеличенного диаметра).
При поверхностной закал-
ке таких образцов очень труд-
но получить плавный выход
закаленного слоя со средней
части образца на галтель пе-
рехода к утолщенным концам.
Закаленный слой образцов,
применявшихся И. А. Одингом
и Э. В. Шлейером, имел рез-
кие границы без вывода на
галтель. В процессе испытания
на усталость таких образцов
разрушение всегда начиналось
на этой границе закаленного
слоя. Понятно, что в этих
испытаниях были получены за-
ниженные пределы усталости.
И. Н. Кидин, установив-
ший ошибку в эксперименталь-
ной методике И. А. Одинга и
Э. В. Шлейера, предпринял
проверку их выводов с сохра-
нением всех условий экспери-
мента, но с исправлением допущенных ошибок. В результате своей
работы И. Н. Кидин доказал, что в поведении усталостной прочно-
сти поверхностно закаленных сталей нет аномалии. У сталей с та-
кой термической обработкой предел усталости повышается подобно
1 Само собой разумеется, что это замечание справедливо не
только для опытных образцов, но и для любых поверхностно за-
каленных стальных деталей машин, подвергающихся действию ста-
тических и особенно динамических нагрузок.
408
'Другим механическим свойствам, и выводы И. А. Одинга И
Э. В. Шлейера являются ошибочными.
К тем же результатам пришел Л. С. Лившиц [Л. 11-1], который
в свою очередь предпринял проверку результатов работы И. Н. Ки-
дина. Ряд более поздних работ |[Л. 11-1, 11-12] также был посвящен
тому же предмету. Все эти работы подтвердили положительное и
благотворное влияние поверхностной закалки при индукционном на-
греве на усталостную прочность стали.
11-2. КОНТРОЛЬ РЕЖИМОВ НАГРЕВА ПОД ЗАКАЛКУ
При исследовательских работах в области поверх-
ностной закалки для определения температуры поверх-
ности стали пользуются чувствительными термопарами
или оптическим пирометром1 [Л. 11-13, 11-14].
Однако при массовой закалке контроль режима по
температуре неприменим. При подборе режима оконча-
тельным критерием являются макро- и микроструктуры.
Для получения требуемых результатов варьируют кош
с^рукцию индуктора, подводимую мощность и длитель-
ность нагрева.
После того как оптимальный режим подобран, со-
блюдение его для всей партии изделий данного типа
может быть обеспечено точной фиксацией взаимораспо-
ложения объекта и 'индуктора, а также отсутствием ко-
лебаний времени нагрева и подводимой мощности2. Для
обеспечения последних двух требований достаточно ста-
билизировать источники питания генератора закалочной
установки и применить точные реле времени.
Этим высокочастотные закалочные установки суще-
ственно отличаются от обычных печей, которые даже при
электрическом обогреве ввиду непостоянства тепловых
потерь нуждаются в приборе для контроля температуры
и не могут регулироваться исключительно по приборам
питающей сети.
Приведенная в гл. 6 (рис. 6-11) кривая показывает,
что мощность, отбираемая сталью из электромагнитного
поля, значительно меньше после точки Кюри, чем при
холодной стали. Это обстоятельство весьма облегчает
1 При пользовании оптическим пирометром лампочка последне-
го заранее накаливается до требуемой температуры.
2 Отсутствие колебаний мощности, понятно, надо понимать не
в том смысле, что мощность должна оставаться неизменной в про-
цессе нагрева единичного объекта, а что кривые изменения мощ-
ности в процессе нагрева должны быть идентичны для всех объ-
ектов данной партии.
409
контроль режима нагрева для тех сортов стали, у кото-
рых температура закалки лежит ненамного выше точки
магнитного превращения. В момент достижения
сталью температуры Кюри происходит
как бы «самовыключение» нагрева и даль-
нейший рост температуры замедляется.
Поэтому допустимы довольно значительные колеба-
ния в подводимой мощности и длительности нагрева без
ущерба для качества закалки. Для инструментальных
сталей У8, УГ2 вполне допустимы колебания подводи-
мой мощности и времени нагрева в пределах ±10%.
Такое самовыключение подводимой мощности вблизи
температуры закалки весьма выгодно отличает индук-
ционный нагрев от методов нагрева внешними источни-
ками тепла.
Для тех сортов стали, у которых температура закал-
ки лежит значительно выше температуры! Кюри, тре-
буется большая точность в осуществлении' режима на-
грева. Поэтому закалка, например, быстрорежущей
стали или заменителей представляет значительные за-
труднения по сравнению с закалкой простых углероди-
стых сталей.
В генераторах, не имеющих точной стабилизации
вводимой в изделие высокочастотной мощности, удовле-
творительная закалка быстрорежущей стали неосущест-
вима.
Теоретический расчет режима нагрева под закалку
может быть произведен только для тел простейших гео-
метрических конфигураций (безгранично протяженная
плита или цилиндр). Но и в этом случае, как уже было
отмечено в гл. 6 § 6-5, одну и ту же толщину закален-
ного слоя можно получить при самых разнообразных
удельных мощностях и временах нагрева.
Поэтому на практике оптимальный режим нагрева
приходится подбирать экспериментальным путем.
На рис. 6-13 и 6-14 приведены графики для наиболее
часто встречающихся режимов.
11-3. ПОСЛЕДОВАТЕЛЬНЫЙ НАГРЕВ И ЗАКАЛКА
ПРИ ВЗАИМНОМ ПЕРЕМЕЩЕНИИ ИЗДЕЛИЯ И ИНДУКТОРА
Последовательный сплошной прогрев может приме-
няться при обработке таких изделий, как лента, прово-
лока, авиационные профили и трубы. Для стальной про-
410
волоки, например, индукционный нагрев может с успе-
хом заменить операцию патентирования.
Последовательный поверхностный нагрев применяет-
ся при поверхностной закалке изделий больших габари-
тов с целью уменьшить установленную мощность генера-
тора.
В качестве объектов для последовательной закалки
можно назвать: железнодорожные рельсы, валки для
холодной прокатки, пальцы траков, большие ножи
гильотинных ножниц, рифленые цилиндры текстильных
машин и т. д.
При последовательной закалке цилиндрических объ-
ектов обычно применяются цилиндрические индукторы.
Для закалки плоских предметов чаще всего применяют-
ся индукторы в виде петли (см. рис. 3-3 и 3-29).
Охлаждающая вода обычно подается из специаль-
ного разбрызгивающего устройства. Иногда применяет-
ся подача охлаждающей воды через отверстия в самом
индукторе. Последний метод применим лишь при напря-
жении на индукторе порядка 100 в. При более высоких
напряжениях на индукторе наличие воды может вызвать
дуговой разряд между индуктором и объектом.
Распределение плотности тока и удельной мощности
по поверхности стали при непрерывно последовательном
нагреве носит различный характер в зависимости от
соотношения толщины нагретого слоя 6, глубины проник-
новения тока zFe.f и ширины индуктора g.
На рис. 11-13 схематически показан процесс последо-
вательно непрерывной поверхностной закалки при „высокой
частоте" (8>гР_).
Объект перемещается слева направо в направлении,
показанном стрелкой. На расстоянии а от него распо-
ложен индуктор, имеющий ширину g, на расстоянии b от
индуктора помещается охладитель О. Вертикальной
штриховкой показан слой металла, перешедший в со-
стояние у-раствора. Черным показан мартенситный
слой.
Кривая l=f(x) дает распределение настила тока.
Пунктиром показано распределение при неподвижном
индукторе, когда вся сталь под индуктором имеет оди-
наковую температуру. При последовательном же нагрв’
411
ве происходит вытеснение линий тока в сторону участ-
ков металла, потерявших магнитные свойства (в сторону
сбегающего края индуктора).
Кривые /, ДР, Т дают соответственно распределение
плотности тока у поверхности, удельной мощности и
О
Н—У—
температуры.
Когда толщина закален-
ного слоя значительно мень-
ше естественной прокали-
ваемости данного сорта ста-
ли, а обрабатываемый пред-
мет массивен, скорость
охлаждения, необходимая
для мартенситного превра-
щения, обеспечивается и без
применения водяного охла-
ждения. Однако такие усло-
вия встречаются редко, ча-
ще приходится работать
с водяным охлаждением.
Чтобы всякие случайные
отклонения струй воды из
охлаждающего приспособ-
ления не вызывали появле-
ния мягких пятен и колеба-
ний в толщине закаленного
слоя, ширина слоя, подго-
товленного под закалку
(аустенитный задел), долж-
на быть значительно боль-
ше его толщины. Практиче-
ски высокая степень одно-
родности достигается, когда
ширина аустенитного заде-
ла превышает его толщину
в 10 раз. Таким образом,
расстояние между сбегаю-
щим краем индуктора и
Рис. 11-13. Схема взаимного
расположения обрабатывае-
мого изделия, индуктора и
охладителя и кривые распре-
деления настила тока, плот-
ности тока, удельной мощно-
сти и температуры вдоль по-
верхности изделия при по-
следовательной закалке.
охлаждающим душем должно быть не меньше 106.
Заметим, что соблюдение условия &>10д желатель-
но не только при индукционном нагреве под последова-
тельную закалку, но и при любом другом методе после-
довательно-непрерывной поверхностной закалки.
412
При кислородно-ацетиленовом методе, например,
лучшие результаты получаются в случае применения
широкопламенных горелок.
При контактном методе (по проф. Гевелингу) трудно
получить однородный слой (даже в направлении движе-
ния ролика) именно из-за того, что очень узка нагретая
зона.
Скорость перемещения объекта относительно индук-
тора и охладителя должна быть достаточно высока,
чтобы за время продвижения нагретого участка от сбе-
гающего края индуктора до душа он не успевал осты-
вать и переходить через точку перлитного превращения.
Скорость охлаждения обратно пропорциональна
квадрату толщины нагретого слоя. Исходя из этого,
можно определить минимальную скорость перемещения,
допустимую при последовательно-непрерывной закалке.
Для большинства сортов стали можно считать:
Vмин — g » ММ)СвК
(толщина слоя б в миллиметрах).
При более низких скоростях и малых расстояниях
между охладителем и индуктором удовлетворительную
закалку получить затруднительно.
Верхнего предела для скорости перемещения при
последовательной закалке не существует. Чем больше
ширина индуктора g и установленная мощность питаю-
щего генератора, тем большая скорость может быть до-
стигнута.
Ширина нагревательного индуктора при последова-
тельно-непрерывной закалке зависит от частоты тока.
При «высоких частотах», когда нагрев идет за счет теп-
лопроводности, ширина индуктора должна быть в 2—3
раза больше расстояния между сбегающим краем индук-
тора и охладителем. При низких частотах, когда нагрев
может идти значительно быстрее, ширина индуктора
может быть даже меньше расстояния между ним и охла-
дителем. Таким образом, ширина индуктора при после-
довательно-непрерывной закалке обычно лежит в преде-
лах от пяти- до тридцатикратной толщины закаливае-
мого слоя.
Чем больше ширина индуктора, тем легче получить
однородный закаленный слой; при широком индукторе
413
случайные колебания расстояния между индуктором и
объектом меньше влияют на распределение температуры
вдоль поверхности объекта.
Кроме того, большая ширина индуктора повышает
к. п. д. нагрева, так как при этом уменьшается утечка
тепла в стороны.
Применение последовательно-непрерывной закалки
позволяет уменьшить установленную мощность генера-
тора только до определенного предела: площадь одно-
временного нагрева не должна быть слишком мала, ина-
че закаленный слой будет неоднородным.
Рассмотрим случай нагрева «высокой частотой», ко-
гда требуется наименьшая удельная мощность. Возьмем
обрабатываемый объект в виде круглого гладкого ци-
линдра с диаметром da (в сантиметрах).
Так как при «высокой частоте» ширина индуктора
должна быть не меньше 30S, то площадь одновременного
нагрева SMm = 100da6- Если принять, что средняя удель-
ная мощность равна 2/6 квт/см2, то мощность, которая
должна быть передана обрабатываемому цилиндру,
равна:
Ра = 30о!а, кет. (11-1)
При последовательно-непрерывной закалке цилиндри-
ческих изделий, у которых закаленный слой должен на-
чинаться от самого торца, приходится снабжать концы
обрабатываемого изделия насадками, имеющими одина-
ковый диаметр с обрабатываемым изделием и изготов-
ленными из этого же материала. Длина этих насадок
должна быть не меньше полуторной ширины индуктора
(1,5g).
При последовательно-непрерывной закалке объектов
сложной конфигурации можно пользоваться указаниями,
сделанными в гл. 10, § 10-4.
11-4. СРАВНЕНИЕ ИНДУКЦИОННОГО НАГРЕВА
С ДРУГИМИ МЕТОДАМИ НАГРЕВА ПОД ПОВЕРХНОСТНУЮ
ЗАКАЛКУ
Поверхностный нагрев под закалку может осуществляться самы-
ми разнообразными внешними источниками тепла '.
1 Обзор применяющихся на практике способов нагрева под по-
верхностную закалку см., например, в книге [Л. 11-10].
414
Соляные и свинцовые ванны, иногда применяющиеся для поверх-
ностного нагрева, совершенно не могут конкурировать с индукцион-
ным методом. Нагрев в ваннах применим лишь к объектам опреде-
ленных (простых) конфигураций. Расход энергии на закалку полу-
чается больше, чем при индукционном нагреве.
Со времени первой мировой войны в промышленной практике
применяется поверхностный нагрев кнслородно-ацетиленовым пла-
менем.
При помощи кислородно-ацетпленовой горелки может быть полу-
чена удельная мощность на поверхности стали до нескольких сотен
вт]см2, Таким образом, можно получать закаленные слои 2—3 мм и
толще *.
Основной недостаток кислородно-ацетиленового метода заклю-
чается в том, что горелку невозможно снабдить точными приборами
для поддержания заданного режима нагрева. Качество закалки
в значительной мере зависит от искусства рабочих, обслуживающих
установку.
Стоимость кислородно-ацетиленового нагрева обычно получается
выше, чем электронагрева. Поэтому надо полагать, что в дальней-
шем кислородно-ацетиленовый метод будет вытеснен индукционным.
Наконец, надо указать на возможность поверхностного нагрева
при помощи электрического разряда.
В конце прошлого столетия Поль Хохо предложил производить
нагрев под поверхностную закалку, создавая разряд между объек-
том и электролитом. Этот метод усовершенствован и доведен до
практического состояния инж. И. 3. Ясногородским (Л. 11-15].
Имеются также предложения производить нагрев поверхности
металла пучком электронов или ионов. В этих способах заманчивой
является возможность получения больших концентраций энергии, чем
при индукционном нагреве. ,В настоящее время эти способы посте-
пенно внедряются в производство, например, уже широко известны
сварка и плавка электронным лучом.
Рассмотрим в заключение пределы применимости индукционного
метода нагрева иод поверхностную закалку. Выясним, какая наи-
меньшая толщина закаленного слоя может быть получена. В гл. 7
были разобраны основные электрические соотношения для нагрева-
тельных индукторов. Из них следует, что если размеры индуктора
порядка нескольких сантиметров и напряжение на нем должно быть
не больше нескольких сотен вольт, то удельная мощность, необходи-
мая для поверхностной закалки тонких слоев порядка 1 квт/см2 мо-
жет быть выделена на поверхности стали лишь при частотах ниже
106 гц.
При этих частотах глубина проникновения тока ~ры около 1 мм.
Поэтому согласно сказанному в § 5-5 о полосатом нагреве методом
одновременного нагрева нельзя получить закаленные слои тоньше
1 мм.
1 То обстоятельство, что само пламя горелки имеет весьма вы-
сокую температуру (3 000° С), не имеет никакого значения для хо-
да процесса нагрева. Температура стали зависит от удельной мощ-
ности и длительности нагрева. Поэтому при правильно выбранном
режиме можно получать с кислородно-ацетпленовой закалкой весь-
ма удовлетворительные результаты.
415
Рис. 11-14. Индуктор, соз-
дающий нагретое пятно на
поверхности стали.
При последовательной закалке предел уменьшения толщины за-
каленного слоя ставит повышение удельной мощности (см. форму-
лу (6-19)].
Можно считать, что 0,5 мм— это наименьшая толщина закален-
ного слоя, практически достижимая индукционным методом. Верхний
предел толщины закаливаемого слоя определяется, понятно, лишь
прокаливаемостью данного сорта стали.
Быть может, новых успехов в деле получения тонких нагретых
слоев можно ожидать в случае применения импульсных методов ге-
нерирования больших мощностей.
Для ряда изделий применяется
индукционный нагрев методом раз-
вертывания. Индуктор наводит вих-
ревые токи только на ограниченном
участке обрабатываемой поверхности;
в процессе нагрева индуктор и объ-
ект перемещаются друг относительно
друга, благодаря чему выделяемое
тепло равномерно распределяется по
всей обрабатываемой поверхности.
В частности, метод развертыва-
ния очень часто применяется при
петлевых индукторах (см. рис. 10-16,
10-17, 10-23, а также рис. 12-10).
Если закаливаемая поверхность
Sa, а активная поверхность провод-
ника индуктора Sj, то удельная мощ-
ность на индукторе будет в SJSi
раз больше, чем в случае, если бы
индуктор наводил вихревые токи сра-
зу по всей обрабатываемой поверх-
ности. В гл. 10, § 10-6 было показано,
что практические конструкции на-
гревательных индукторов допускают
удельную мощность не больше
100 вт/см2.
Поэтому чем больше отношение Sa/St, тем более ограничена ми-
нимальная толщина закаленного слоя, который можно получить.
Индукционный метод неприменим, когда на поверхности стали
требуется создать нагретый участок очень ограниченных размеров.
Как следует из рис. 11-14, точечный нагрев индукционным путем
создать нельзя. Минимальная площадь, зоны, которую можно полу-
чить на поверхности стали индукционным методом, — это несколько
квадратных сантиметров. Нагретая зона меньшей площади может
быть получена либо контактным методом, либо посредством элек-
тронно-лучевого нагрева.
ГЛАВА ДВЕНАДЦАТАЯ
ПРАКТИКА ПОВЕРХНОСТНОЙ ЗАКАЛКИ
СТАЛИ ПРИ ИНДУКЦИОННОМ НАГРЕВЕ
12-1. ПОВЕРХНОСТНАЯ ЗАКАЛКА РЕЖУЩЕГО
И МЕРИТЕЛЬНОГО ИНСТРУМЕНТА
Зубцы режущего инструмента должны иметь максимально воз-
можную твердость. Весь инструмент в целом должен быть достаточ-
но вязким и пластичным, чтобы противостоять ударным нагрузкам,
так часто встречающимся в его эксплуатации. При обычяой сквозной
закалке для получения общей вязкости инструмента, снятия внутрен-
них напряжений и повышения предела упругости производится
отпуск. Инструменту, испытывающему при работе толчки и удары,
приходится давать отпуск при более высоких температурах и тем.
самым сознательно уменьшать твердость и износоустойчивость режу-
щих лезвий — лишь бы предохранить инструмент от поломок во вре-
мя эксплуатации. При сквозной закалке зубцы инструмента почти
никогда не имеют той максимальной твердости, которую способна
дать сталь, из которой инструмент изготовлен *.
Поверхностная закалка при помощи индукционного нагрева ,
отличается ридом достоинств по сравнению с другими методами.
Этими основными достоинствами являются [Л. 12-4]:
1. Отсутствие необходимости первичного разогрева печи и расхо-
да энергии и труда на эту операцию.
2. Возможность закаливания изделия на желательную глубину,
а также и возможность местной закалки только рабочих поверхно-
стей.
3. Возможность замены дорогих легированных сталей обыкно-
венными углеродистыми инструментальными сталями при сохранении
у изделий тех качеств, которые присущи изделиям из легированных
сталей.
4. Ускорение процесса закалки во много раз и как следствие это-
го повышение производительности труда и снижение стоимости тер-
мообработки.
5. Возможность механизации и автоматизации операций термо-
обработки с обеспечением строгого соблюдения режимов технологи-
ческого процесса.
6. Резкое сокращение брака на операциях термообработки за
счет уменьшения коробления и растрескивания изделий.
7. Повышение культуры производства. Отсутствие пыли, дыма и
копоти.
Поверхностная закалка позволяет придавать твердость одним
только режущим лезвиям, а сердцевину оставлять вязкой и пластич-
ной. При такой обработке удается значительно повысить стойкость
инструмента. Опыт ряда заводов показывает, что инструмент, поверх-
ностно закаленный после индукционного нагрева, имеет в 4—5 раз
более высокую эксплуатационную стойкость, чем инструмент, про-
шедший термообработку в печи. Поверхностно закаленный инстру-
1 На максимальную твердость закаливаются только напильники.
27 Г. И. Бабат. 417
Мент имеет и другие эксплуатационные преимущества. Поверхностно
закаленный метчик, сломавшийся в нарезаемом отверстии, легко мо-
жет быть удален высверливанием. При работе с поверхностно зака-
ленными тонкими прорезными фрезами можно дать большую подачу
и скорость резания, не опасаясь, что фреза треснет от случайного
толчка.
В отношении мерительного инструмента основное достоинство
поверхностной закалки состоит в уменьшении коробления. В нашей
практике при закалке, например, резьбовых калибров изменения фор-
мы были настолько малы, что не поддавались измерению. Такая
закалка позволяет сократить последующую доводку и тем удешевить
стоимость изготовления инструмента.
Рис. 12-1. Нагрев дисковой фрезы 0 160 мм
и высотой 10 мм одновитковым индуктором.
В некоторых случаях применением высокочастотного нагрева
удается закалить такой инструмент, который из-за сложности формы
не выносит сквозной закалки, почему его приходилось пускать
в эксплуатацию в сыром виде.
При выборе типа индуктора для нагрева инструмента под закал-
ку мы придерживаемся того принципа, что линии вихревого тока
должны быть направлены вдоль граней инструмента. При этом толь-
ко эти грани и подвергаются нагреву и закалке. Всесторонняя за-
калка в большинстве случаев излишня. Но, понятно, давать какие-
либо универсальные рецепты нельзя. Ниже рассмотрим наиболее ти-
пичные примеры закалки инструмента.
На рис. 12-1 показан нагрев под закалку дисковой фрезы в одно-
витковом индукторе. На рис. 12-2 показана макроструктура таких
фрез после закалки.
У тонких дисковых фрез с отношением диаметра к толщине не
меньше 20—30 закаленный слой имеет вид кольца, толщина которо-
го должна составлять 0,5—1,5 высоты зубца фрезы (считая от осно-
вания зубца). При более тонком закаленном слое может оказаться,
что последний будет снят при первой же заточке фрезы.
418
Однако нежелательно, чтобы толщина закаленного кольца зна-
чительно превышала высоту зубца фрезы, так как при этом возмож-
но ее коробление после закалки. При нагреве в воздухе фрез с вы-
сотой зубца 10—115 мм принципиально невозможно получить более
толстый нагретый слой, как бы долго ни греть фрезу [см. гл. 6, § 6-6,
формулу (6-26)]. Практически длительность нагрева под закалку
для фрез не превышает 10 сек. Для очень тонких фрез (высота
зубца которых меньше 1 лл) время нагрева должно быть меньше
1 сек. Но если нагрев ведется в воздухе, то и при коротком време-
ни толщина закаленного кольца может получиться значительно
больше высоты зубца фрезы, как это следует из уравнения (6-26).
Рис. 12-2. Макроструктуры дисковых фрез.
Твердость закаленного слоя /?с = 64—65.
Травлено реактивом Гейна. Диаметр 160 и
70 мм, толщина 3 мм. Закалены зубья.
Ограничить автоматически толщину кольца можно, производя на-
грев в среде с большей теплопередачей, чем у воздуха. Фрезы
тоньше 1 мм можно нагревать непосредственно в охлаждающей
жидкости (воде или масле). Для этого либо индуктор помещается
в жидкость, либо внутрь индуктора помещается банка из изоли-
рующего материала (фибры, фарфора), в которой и производится
нагрев и закалка. Можно также производить нагрев таких тонких
фрез- в воздухе, зажимая их между двумя массивными медными
шайбами, диаметр которых лишь немного меньше диаметра фрезы.
Для дисковых фрез нет никакой надобности в том, чтобы зака-
ленный слой повторял конфигурацию зуба. При таком облегченном
требовании соотношение между высотой индуктора и высотой фрезы
может меняться в довольно широких пределах без ущерба для каче-
ства закалки.
Вполне допустимо, чтобы высота индуктора /1; была примерно
в 10 раз больше высоты фрезы ha (такое соотношение обычно полу-
чается при закалке тонких фрез толщиной 1—2 леи). Нежелательно
27* 419
только, чтобы высота индуктора Л; была значительно меньше высо-
ты фрезы ha'. при ha>hi сильно ухудшается к. п. д. нагрева. Ра-
диальный зазор .между фрезой и индуктором может меняться в пре-
делах 5—30 мм. Поэтому при переходе от одного типа фрез к дру-
гому часто нет надобности менять индуктор. Делать зазор между
фрезой и индуктором больше 30 мм не рекомендуется, так как при
этом сильно падает к. п. д. нагрева и мощность генератора может
оказаться недостаточной. Вращение фрезы во время нагрева необяза-
тельно.
Охлаждение после нагрева обычно осуществляется путем погру-
жения фрезы в жидкость; в применении душа нет надобности,
Рис. 12-3. То же, что и на
рис. 12-2. Диаметр 160 мм,
толщина 10 мм; закалены
зубья и края внутреннего от-
верстия.
Рис. 12-4. Цилиндри-
ческая фреза диамет-
ром 60 мм и высотой
60 мм.
а подача воды из отверстий индуктора нерациональна. Поскольку
нагретый слой имеет вид тонкого кольца, нет нужды соблюдать
старые' рецепты закалки, требующие, чтобы фреза погружалась
в воду обязательно перпендикулярно. Мы производили погружение
дисковых фрез в воду и плашмя, и под углом и никогда не наблю-
дали ни малейших следов коробления, если только толщина зака-
ленного кольца была достаточно мала (не больше полуторакратной
высоты зубца фрезы).
Для фрез без шпоночной канавки требуется закаливать также
и Края 'внутреннего отверстия, для того чтобы фреза не проверты-
валась на оправке. Такие фрезы приходится калить в два приема.
Края отверстия нагреваются под закалку при помощи индуктора,
помещаемого внутрь отверстия. Макроструктура такой фрезы по-
казана на рис. 12-3.
Для закалки цилиндрических фрез можно применять многовит-
ковые индукторы (рис. 10-35). Обычно режущие кромки цилиндри-
ческих . фрез имеют относительно большой угол наклона. Поэтому
420
максимальная концентрация вихревых токов возникает именно на
режущих лезвиях (рис. 10-22). Макроструктуры фрезы, закаленной
после 3 сек нагрева в многовитковом цилиндрическом индукторе,
показаны на рис. 12-4. Резьбовые плашки можно закаливать двумя
способами. Плашки для резьб диаметром меньше 20 мм удается
поверхностно закалить, если они имеют разрез. Разрезная плашка
может быть нагрета в цилиндрическом индукторе как по наруж-
ной, так и по внутренней рабочей поверхности (рис. 12-5, 10-13).
Более крупные плашки (для резьб диаметром свыше 20—30 мм)
можно нагревать под закалку индуктором, помещенным внутрь
отверстия. Надо отметить, что такой нагрев требует относительно
Рис. 12-6. Макроструктуры матриц вы-
рубного штампа, закаленных после нагре-
ва внутренним индуктором. Правая зака-
лена и по наружной поверхности.
Рис. 12-5. Макрострукту-
ра разрезной плашки
М-18, закаленной после
нагрева в цилиндриче-
ском индукторе.
больших мощностей, так как из-за специфической формы плашки
(наличие больших выступов и глубоких вырезов) к. п. д. нагрева
низок.
На рис. 12-6 показаны шлифы матриц вырубного штампа, зака-
ленных после нагрева внутренним индуктором.
Для метчиков можно применить два способа нагрева. На
рис. 12-7 показаны разрезы метчика, закаленного после нагрева в ци-
линдрическом многовитковом индукторе (такой индуктор показан на
рис. 10-35). Ввиду сравнительно большой толщины закаленного слоя
на режущих перьях метчика вращения его во время нагрева не
требуется. Благодаря большому отношению высоты метчика к диа-
метру нет необходимости также в тщательной центровке при уста-
новке его в индукторе (рис. 10-4).
В цилиндрических индукторах удается поверхностно нагревать
метчики диаметром не меньше 10 мм. Метчики меньшего диаметра
обычно прогреваются насквозь.
Можно также нагревать метчики в петлевых индукторах. Если
расположение активных проводников петлевого индуктора не совпа-
дает с расположением перьев метчика, необходимо вращать послед-
ний в процессе нагрева.
421.
Когда же активные проводники индуктора расположены в со-
ответствии с перьями метчика (рис, 12-8), вращение необязательно.
Правда, при отсутствии вращения требуется более точная установка
метчика в индукторе.
Наконец, нагрев метчиков можно осуществлять непосредствен-
ным пропусканием высокочастотного тока, зажимая метчик между
двумя контактами. Максимальная плотность тока получается вдоль
перьев. Это явление можно еще усилить, если обратные проводники
сблизить с перьями.
При помощи петлевых индукторов и непосредственного пропу-
скания тока удается получить поверхностный нагрев метчиков диа-
Рис. 12-7. Поперечные разрезы, внешний вид
и продольный разрез метчика. Закален по-
сле нагрева в цилиндрическом индукторе
(рис. 10-35).
метром 5—6 мм. Более тонкие объекты практически не удается
нагревать поверхностно.
На рис. 12-9 показаны макроструктуры цилиндрических калиб-
ров, у которых закалена только боковая поверхность.
Для нагрева цилиндрического инструмента, у которого должна
быть закалена не только боковая, но и торцовая поверхность, приме-
няются петлевые индукторы, при этом нагреваемый объект обяза-
тельно должен вращаться.
На рис. 12-10 показан нагрев машинной развертки в петлевом
индукторе. В соответствии с высказанным в начале этого параграфа
4§2
общим Принципом Нагрева инструмента под поверхностную закалйу:
ток параллелен граням — для разверток наиболее целесообразны
именно петлевые индукторы. При таких индукторах токи сосредото-
чиваются на режущих кромках развертки. Эти кромки греются силь-
нее всего и приобретают наибольшую твердость. При обработке
машинных разверток петлевые индукторы обеспечивают нагрев тор-
цовой части (рис. 12-11). Кроме того, петлевые индукторы позволяют
получить у разверток тонкий закаленный слой и отсутствие прогрева
сердцевины при меньших подводимых мощностях, чем в случае ци-
линдрических индукторов. Это объясняется тем, что хотя к. п. д.
петлевых индукторов меньше к. п. д. цилиндрических, но при петле-
вых индукторах нагревается значительно меньшая масса металла.
Рис. 12-8. Схематический поперечный разрез пет-
левых индукторов для нагрева под закалку мет-
чиков.
Индуктор а отличается от аддуктора б расположением
перемычек между вертикальными активными проводни-
ками. Цифры у проводников означают последователь-
ность прохождения тока, изогнутые стрелки — направле-
ние подводящих контактов.
Длительность нагрева разверток в петлевых индукторах может быть
больше, чем в цилиндрических, без того, чтобы сердцевина прогре-
лась насквозь.
Макроструктуры инструмента, закаленного после нагрева в пет-
левых индукторах, показаны на рис. 12-12, 12-13. Спиральные сверла
можно нагревать под закалку и в петлевых и в цилиндрических
индукторах. Весьма эффективен высокочастотный нагрев для закалки
протяжек как цилиндрических, так и сложных профилей. И в этом
типе инструмента мы стремимся направить вихревой ток вдоль режу-
щих лезвий.
Когда обработку приходится вести на генераторе небольшой
мощности, нагрев может производиться маленьким одновитковым
индуктором так, что одновременно нагревается только одно режущее
лезвие; после нагрева каждого лезвия протяжка перемещается
в охлаждающую жидкость. Закалка всей протяжки может занять
примерно 15 мин. Если имеется в распоряжении генератор большой
мощности, то можно обрабатывать протяжки методом последователь-
но-непрерывной закалки, пропуская их через многовитковый индук-
423
Рис 12-9. Макроструктуры гладких и резьбовых калибров, закаленных после нагрева в ци
лиидрическом индукторе.
to
сл
р5
to
а
CD
Ьа
CD
W
О
Ж
к
а
«gel
§
а
Б/
S'
в
S
о
s«
Рис. 12-12. Поперечный разрез на- Рис. 12-'13. Поперечные
садной развертки 0 85 мм и высо- разрезы конических раз-
той 120 мм. Закалена после нагре- верток 0 18 мм (наи-
ва в петлевом индукторе. больший), высотой
272 мм, конусность 1 : 50.
Закалены после нагре-
ва в петлевом индук-
' торе.
Рис. 12-14. Последовательно-не-
прерывная закалка цилиндриче-
ской протяжки диаметром
30 мм.
1 — протяжка; 2 — нагревательный
индуктор; 3 — устройство для пода-
чи охлаждающей воды.
Рис. 12-15. Общий вид (а) и макрошлиф (б)
протяжки, закаленной последовательно-непре-
рывным способом.
тор, за которым расположено охлаждающее устройство, показанное
на рис. 12-14. На рис. 12-15 показаны внешний вид и макроструктура
протяжки, закаленной таким методом. Коробление после закалки
полностью отсутствует, так как сердцевина протяжки во время за-
калки совершенно не нагревается.
Рис. 12-16. Резьбовой калибр dHap=160 мм,
^внутр = 97,3 мм, высота 33 мм. Закален после
нагрева индуктором, помещенным внутрь. Про-
должительность нагрева 3 сек.
Рис. 12-17. Внешний вид шаблона, закален-
ного по рабочей кромке (шаблон после за-
калки не шлифовался, видны цвета побе-
жалости, характеризующие глубину про-
грева).
На практике применяется множество калибров (рис. 12-16) и
шаблонов неправильной геометрической формы (12-17). Для .них при-
ходится делать индукторы специальной формы, соответствующие
конфигурации закаленного слоя.
12-2. ПОВЕРХНОСТНАЯ ЗАКАЛКА ШЕЕК КОЛЕНЧАТЫХ
ВАЛОВ
Шейки коленчатых валов работают в подшипниках скольжения,
реже в роликовых или игольчатых подшипниках. В первом случае
наибольшее удельное давление и наибольший, следовательно, износ
имеют место в средней части подшипника. Все же желательно, что-
бы закаленный слой доходил до галтелей или даже несколько захва-
тывал их.
Однако вывод закаленного слоя на галтель является достаточно
трудной задачей. Кроме того, на границе закаленного слоя почти
428
\
всегда возникает концентрация остаточных растягивающих ИаИрЯ-
жений. „
Внешние рабочие усилия, действующие на шейках вала, создают
максимальные знакопеременные напряжения также и на галтелях.
Таким образом, если шейка вала закалена с выходом закаленного
слоя на галтель, то внутренние напряжения, действующие в этих
местах, будут являться суммой остаточных закалочных напряжении
Рис. 12-18. Закалочные рисунки на поверхности
закаленных деталей в результате струйного охлаж-
дения [Л. 12-1]
• а — спиральная кривая — результат последовательной
закалки с вращением детали; б — пятна, расположение
которых повторяет расположение отверстий в индукторе
(рисунки выявлены травлением).
и напряжений от внешних нагрузок. Эти напряжения уменьшают
усталостную прочность вала. Поэтому в настоящее время .поверхно-
стной закалке подвергается только средняя часть шейки. Обычно
между границей закаленного слоя и галтелью оставляется расстоя-
ние 4—8 мм. Во всех случаях рабочая поверхность шеек должна
иметь максимально возможную твердость, чтобы противостоять
износу. В зависимости от размеров шейки вала толщина закален-
ного слоя должна быть в пределах 1—5 мм.
' Для нагрева шеек многоколенных валов применяют разъемные
индукторы (рис. 10-38). Их обычно выполняют одновитковыми.
Многовитковые разъемные индукторы, более сложные в изготовле-
нии и менее удобные в эксплуатации, не применяются, хотя часто
они выгодны.
Охватывающий шейку вала индуктор предопределяет систему
охлаждения. Закалочная жидкость может подаваться исключительно
через отверстия, проделанные в индукторе.
Между моментом окончания нагрева и началом охлаждения
иногда делают небольшую выдержку (1—2 сек) для получения боль-
шей однородности слоя.
в Когда вал в процессе охлаждения неподвижен, в тех точках
шейки, которые расположены непосредственно против водоподающих
отверстий индуктора, могут образовываться закалочные трещины
429
Рис. 12-19. Микротрещины на шейке коленчатого вала
в местах падения закалочных струй. Выявлено травле-
нием персульфатом аммония (кружком обозначено ме-
сто, изображенное сверху при большом увеличении)
[Л. 12-1].
430
Рис. 12-20. Приспособление для закалки коленчатого вала.
(рис. 12-18 и 12-19 и {Л. 12-1]). При правильно выбранных темпера-
туре воды и длительности охлаждения (подачу воды целесообразно
прекращать до того, как шейка полностью охладилась до комнат-
ной температуры) трещинки эти вовсе отсутствуют или настолько
неглубоки, что могут быть сняты последующей шлифовкой.
Рис. 12-21. Продольный и поперечный мак-
рошлифы шейки коленчатрго вада,
431
.Лучшие результаты закалки могут быть получены, если обраба-
тываемый вал вращается во время охлаждения.
Для закалки шеек одноколенных вадов (валы звездообразных
авиамоторов) могут применяться многовитковые неразъемные индук-
торы. Охлаждающая вода и в этом случае подается через отверстия
в индукторе.
На рис. 12-20 показана экспериментальная закалка одноколен-
ного вала в лаборатории завода «Светлана». Обрабатываемый вал
опирается торцом шейки на конический центр и приводится во вра-
щение.
На рис. 12-21 даны разрезы шейки этого вала. Время нагрева
было 3,5 сек, потребляемая установкой мощность — 500 кет.
В отверстие для масла перед нагревом был вставлен штифт из
меди. Этим предотвращается концентрация линий тока по краям
отверстия (см. рис. 10-5).
Иногда для одноколенных валов применяется последовательная
закалка. При этом способе закаленный слой обычно не доходит до
галтели на 15—20 мм.
Для закалки шеек коленчатых валов в массовом производстве
применяются специальные станки и установки (см. гл. 13).
12-3. ПОВЕРХНОСТНАЯ ЗАКАЛКА ШЕСТЕРЕН
И АНАЛОГИЧНЫХ ДЕТАЛЕЙ МАШИН
Боковая поверхность зубьев шестерен1 работает на истирание.
Основание же зубьев должно быть прочным и вязким. Иногда можно
делать закаленный слой большей толщины, чем высота зуба
(рис. 12-22).
У шестерен желательно иметь закаленный слой равномерной тол-
щины, повторяющий очертания зубьев. Если модуль шестерни
М мм, то толщина закаленного слоя обычно должна лежать в пре-
делах 2И/4-г-Л1/2 мм. У шестерен большего модуля получаются отно-
сительно более тонкие слои.
Конфигурация закаленного слоя зависит от удельной мощности,
длительности нагрева, частоты тока, тепловых и электрических ха-
рактеристик материала шестерни, размеров шестерни и индуктора и,
наконец, от условий охлаждения. Всего можно насчитать добрый
десяток независимых переменных. Установление аналитической связи
между конфигурацией слоя и всеми перечисленными факторами —
задача сложнейшая и вряд ли поддающаяся точному решению. Рас-
смотрим поэтому лишь некоторые общие закономерности.
Если высота шестерни намного превышает ее модуль (такой
объект в сущности следует называть не шестерней, а шлицевым ва-
ликом), то аксиальные составляющие как электромагнитнбго, так и
теплового поля будут весьма малы по сравнению с радиальными и
задачу можно рассматривать как плоскопараллельную (двухмерную).
На рис. 12-23 показаны линии вихревых токов (вверху) и экви-
1 Для упрощения здесь и далее шестернями называются все
зубчатые колеса вообще, хотя, строго говоря, в машиностроении
шестерней называют меньшее зубчатое колесо сопряженной зуб-
чатой передачи, в отличие от большой зубчатки, называемой про-
сто колесом.
Рис. 12-22. Продольный и
поперечный макрошлифы
поверхностно закаленно-
го рифцилиндра текстиль-
ной машины.
Рис. 12-23. Распределение линий вихревых токов и экви-
денс в шестерне. Пунктиром показана одна из изотерм.
Слева f>'.l,5 • 106/А12, гц- справа /<1,5 • 10е/ЛР, гц (М—мо-
дуль зубчатки).
23 Г. И. Бабцт.
433
денсы (внизу) в поперечном сечении весьма7 высокой шестерни, по-
мещенной в цилиндрический индуктор. /
На рисунке показано распределение токов и тепла для двух ча-
стот. Густота штриховки площадей, очерченных эквиденсами, со-
ответствует интенсивности выделения тепла.
Нагретый под закалку слой, повторяющий очертания зубьев,
М „ 10е
можно получить только при zFeT<-2-. т- е- ПРИ
При более низкой частоте, как это следует из эквиденсов на-
грева, представленных в правой части рис. 12-23, можно зафиксиро-
вать либо момент, когда нагреты только впадины, либо момент,
когда весь зуб прогрет насквозь.
Рассматривая процесс нагрева шестерни как проникновение теп-
ловой волны в цилиндр с диаметром, равным толщине зуба, можно
установить, какое максимальное время /маКс может длиться нагрев,
чтобы сердцевина зуба оставалась холодной.
Глубина проникновения тепловой волны р (рис. 6-3) должна
быть меньше толщины зуба. Это условие можно записать:
акс
3
сек.
Для шестерен весьма малой высоты и цепных звездочек для полу-
чения слоя, повтор5уощего конфигурацию зуба, достаточно соблюде-
, 10°
ние условия f ; время нагрева может быть значительно
Л-Р
больше з сек. Нагретый слой будет иметь вид узкой каемки
вследствие теплоотдачи с торцов зубчатки (см. гл. 6, § 6-6).
Поэтому изучение поверхностной закалки тонких срезов шесте-
рен еще недостаточно для выработки режима поверхностной закал-
ки шестерен большой высоты. На тонком срезе можно получить
слой, хорошо повторяющий конфигурацию, при относительно малой
удельной мощности и большой длительности нагрева.
Когда высота шестерен одного порядка с модулем, линии тока
частично идут по боковой поверхности шестерни, частично выходят
на торцы. Форма нагретого слоя при этом зависит еще от соотноше-
ния между высотой шестерни и высотой индуктора. При неизменных
же размерах индуктора можно влиять на конфигурацию слоя, меняя
частоту тока.
Можно подобрать такую частоту, что толщина закаленного слоя
будет одинаковой и во впадинах и на вершинах зубцов. При более
низкой частоте будут нагреваться только впадины, при более высо-
кой частоте — только вершины зубцов.
Это явление положено в основу разработанного в последнее вре-
мя метода поверхностной закалки зубчатых колес при йомощи так
называемого двухчастотного нагрева (Л. 12-2]. Для закалки по этому
методу необходимо иметь два источника ТВЧ с разными частотами,
подобранными таким образом, что в результате нагрева токами обеих
частот нагретый слой будет точно повторять конфигурацию зубцов
шестерни. Нагрев цилиндрических зубчатых колес возможен при по-
434
Рис. 12-24. Индукторы для нагре-
ва цилиндрических шестерен.
а — простой цилиндрический иидуктор;
б — фасонный индуктор, повторяющий
форму шестерни.
мощи индуктора простого цилиндрического либо сложного, повто-
ряющего конфигурацию шестерни (рис. 12-24).
Для случая цилиндрического индуктора размерный параметр —
произведение Ца — имеет большую величину, чем для фасонного.
Из-за этого' требуется конденсаторная батарея несколько большей
мощности. Активные потери в цилиндрическом индукторе меньше,
чем в фасонном, так как у последнего больше активная поверхность.
Как видно из рис. 12-24, в случае, когда толщина шестерни мень-
ше высоты зуба, при простом цилиндрическом индукторе получается
концентрация токов на краях впадин. При фасонном индукторе мож-
но получить равномерное распределение токов, а следовательно, и
нагретого слоя во впадине.
Однако в большинстве
случаев целесообразнее при-
менять простые цилиндриче-
ские индукторы. Часто не-
большая неравномерность
закаленного слоя не являет-
ся недостатком.
Изготовление фасонных
индукторов сложно, каждый
индуктор применим только
для одного типа изделий.
Необходимость более точной
центровки шестерни услож-
няет ведение нагрева в фа-
сонном индукторе.
Экономия мощности кон-
денсаторной батареи не пря-
мо пропорциональна умень-
шению величины Ца, так как
нагревательный индуктор со-
единен с генераторной лам-
пой либо посредством про-
межуточного трансформато-
ра, либо с помощью связан-
ных контуров [см. формулу
(9-13) и следующие за ней].
В этом отношении пре-
имущества фасонного индук-
тора неощутимы.
На особенность распределения вихревых токов (во впадинах
глубина их проникновения меньше, чем на выступах, и, следователь-
но, выделение тепла во впадинах больше) фасонные индукторы ни-
какого влияния не оказывают. Увеличить равномерность нагрева
в этом отношении можно, только повышая частоту тока.
По этим причинам в промышленных условиях фасонные индук-
торы для нагрева зубчатых колес не применяются.
На рис. 12-25 показана макроструктура шестерни с модулем М =
= 3,5, закаленной после нагрева в цилиндрическом индукторе при ча-
стоте тока f=’105 гц, а на рис. 12-26 изображен в увеличенном виде
один зубец такой шестерни, на котором демонстрируется изменение
твердости от поверхностных до глубинных слоев.
28* 435
Рис. 12-25. Шестерня, закален-
ная после нагрева в цилиндри-
ческом индукторе (макрошлиф).
У шестерен с модулем Л'/>5
поверхностная закалка может быть
произведена путем последователь-
ной обработки рабочих поверхно-
стей отдельных зубцов — нагрев и
закалка «зубец за зубцом».
На рис. 12-27 показано распо-
ложение индуктора при нагреве
одного зубца цилиндрической ше-
стерни. В средней части зубца за-
зор между ним и индуктором
уменьшен по сравнению с торцовы-
ми участками. Это обеспечивает
равномерный нагрев. При неиз-
менной величине зазора торцовые
участки зубца нагревались бы
сильнее его средней части.
Чтобы предохранить от нагре-
ва поверхности зубцов, соседних
с обрабатываемыми, применяются
экраны из листовой меди или ла-
туни толщиной 1—1,5 мм. Эти экраны имеют вид чехлов, надеваемых
на защищаемые зубцы. При помощи планок из изолирующего мате-
риала эти экраны можно жестко соединить с индуктором. При этом
Рис. 12-26. Твердость слоев зуба шестерни (по Роквеллу — С)
после индукционной закалки. Увеличено, диаметр шестерни 70 мм.
436
экраны могут служить фиксаторами для точной установки Индуктора
по отношению к нагреваемому зубцу шестерни.
На рис. 12-28 показано влияние взаимного расположения индук-
тора и зубца шестерни на форму нагретого слоя.
Когда высота индуктора hi значительно превышает высоту зубца
шестерни (случай а), нагретый под закалку слой будет проходить и
по боковым поверхностям зубца и по его вершине. При индукторе,
а
Рис. 12-27. Схема располо-
жения индуктора для нагре-
ва одного зубца цилиндри-
ческой шестерни.
Рис. 12-28. Влияние взаи-
морасположения индук-
тора и зубца шестерни
на форму нагретого слоя,
в средней части зубца.
/ — индуктор; 2—зуб шестер-
ни; 3 — нагретый под закал-
ку слой; 4—защитный экран;
5 — нагретый слой на сосед-
них аубьях при отсутствии
защитных экранов.
высота которого значительно мень-
ше высоты зубца ^(случай б), на-
гретый слой не доходит до вер-
шины зубца. '
При отсутствии экранов (слу-
чай г) нагреву подвергается не
только охватываемый индуктором
зубец, но и два смежных с ним
зубца. Этот повторный нагрев уже
закаленных зубцов может повести
к их порче, поэтому при закалке
шестерен зубец за зубцом приме-
нение защитных экранов весьма
желательно.
Как видно из рис. 12-28, при закалке шестерен «зубец за зуб-
цом», во всех случаях граница закаленного слоя проходит по основа-
нию зубца. Как уже было указано выше, место выхода закаленного
слоя является местом концентрации закалочных напряжений. В дан-
ном случае эта концентрация возникает в опасном сечении детали,
каковым следует считать основание зубца, так как в этом сечении
действуют наибольшие напряжения от внешних рабочих нагрузок.
Поэтому во избежание уменьшения прочности зубчатых колес после
поверхностной закалки граница закаленного слоя не должна прохо-
дить по основанию зубца.
Для получения максимальной прочности шестерни наиболее
желательной является закалка по полному контуру зубца (по
437
Рис. 12-29. Индуктор для нагрева зубьев шестерен по впадине [Л. 12-2].
438
обводу) слоем равномерной толщины подобно той, которая полу-
чается методом двухчастотного нагрева. Однако этот метод имеет
свои недостатки: он применим только для относительно крупных
шестерен (с М ~5); по сравнению с другими методами он требует
значительно более сложного оборудования и технологической осна-
стки, более тщательной отработки технологии закалки, и поэтому этот
метод рационален только' для крупносерийного и массового производ-
ства. Из-за существующих трудностей закалка шестерен по контуру
пока не внедрена в производство. Поэтому более универсальным, по-
видимому, является метод закалки шестерен «по впадине», разрабо-
танный на московском заводе имени Лихачева [Л. 12-2]. По этому
методу закалке подвергаются боковые поверхности зубцов и дно
впадины, вершины же зубцов остаются незакаленными.
На рис. 12-29 схематически представлен индуктор для закалки
шестерни по впадине.
Отличается также перспективностью метод закалки шестерен под
слоем жидкости, предложенный С. М. Гамазковым [Л. 12-3].
ГЛАВА ТРИНАДЦАТАЯ
СТАНКИ И ПРИСПОСОБЛЕНИЯ
ДЛЯ ПОВЕРХНОСТНОЙ ЗАКАЛКИ
ПРИ ИНДУКЦИОННОМ НАГРЕВЕ
Все первые опыты по поверхностной закалке в лаборатории за-
вода «Светлана» проводились на вертикальном сверлильном станке,
который с полным основанием мог бы быть назван «универсальным
закалочным станком».
На сверлильном станке производилась обработка коленчатых ва-
лов, шестерен, дисковых и цилиндрических фрез, сверл, разверток,
метчиков, резьбовых колец, протяжных валиков текстильных машин
и т. п. (см. рис. 12-1, 12-10, 12-20).
На рис. 13-1 представлен такой станок, приспособленный для за-
калки внутренних цилиндрических поверхностей.
Однако такой способ обработки допустим только в лаборатории,
так как установка вручную изделия на сверлильном станке и снятие
его занимают много времени — высокая производительность не мо-
жет быть получена.
Наибольший же эффект высокочастотная закалка может дать
в массовом производстве, где количество обрабатываемых изделий
измеряется сотнями илн тысячами штук в смену.
При закалке таких объектов, для которых не требуется особо
точной установки в индукторе и не требуется вращения в процессе
нагрева, высокая производительность может быть получена при по-
мощи весьма примитивных приспособлений.
Например, при закалке дисковых фрез в лаборатории завода
«Светлана» был применен такой метод: было заготовлено несколько
десятков эбонитовых рукояток (fif=30 ад, /=250 ад), снабженных
439
на одном конце винтом с крупной резьбой и гайкой. Подсобный ра-
бочий закреплял на этих рукоятках дисковые фрезы и передавал их
калильщику. Последний вводил фрезу в индуктор и включал генера-
тор. Выключение генератора производилось при помощи реле време-
ни (время нагрева от 0,5 до 2,5 сек). После выключения генератора
калильщик закаливал фрезу в воде, оставлял ее и брал новую. Та-
ким образом, удавалось закаливать до 200—300 шт. в 1 ч.
Рис. 113-1. Сверлильный станок, приспособленный
для внутренней закалки [Л. ТЗ-З].
1 — шпиндель; 2—3 — держатели; 4 — закалочный бак;
5 — вырез для сохранения уровня воды; 6 — слнв; 7 — ин-
дуктор; 8 — штуцера охлаждения; 9 — шланг.
Подобным же путем может производиться закалка метчиков,
разверток и т. п. При такой ручной закалке в индуктор желательно
вставить центрирующий вкладыш из какого-либо жаростойкого изо-
лирующего (слюда, асбоцемент, микалекс). Вкладывание и вы-
нимание объектов из индуктора производится плоскогубцами
с изолированными ручками.
44Q
Большую производительность и высшее качество закалки мож-
но получить на специальных станках. Кроме того, большое количе-
ство типов изделий вообще не может быть закалено вручную.
Ценным свойством высокочастотного закалочного станка являет-
ся то, что он может быть установлен в общем потоке с механически-
ми станками.
В зависимости от назначения закалочные станки можно разде-
лить на два вида: универсальные и специальные.
Универсальными считаются те станки, на которых при помощи
простых приспособлений, или даже без них можно закаливать любые
детали сходной конструкции, если их размеры не превышают опреде-
ленной величины. Так, универсальные станки пригодны для закалки
тел вращения диаметром до 150—200 мм и длиной до 600—800 мм —
всевозможных втулок, пальцев,.валиков, роликов и т. д. Очень часто
на этих же станках можно закаливать детали более сложной фор-
мы— направляющие, кронштейны, картеры и т. п. Эти станки удоб-
ны для серийного производства, т. е. для большинства деталей сред-
него машиностроения, приборостроения и инструментального произ-
водства. Существуют также тяжелые универсальные станки для за-
калки больших, громоздких деталей, например длинных валов
[Л. 13-1]. Для массового, поточного производства строго опреде-
ленных деталей более рентабельны специальные закалочные станки.
В свою очередь универсальные и специальные станки можно разбить
по характеру ведения процесса нагрева на три основные группы:
а) станки однократного нагрева; б) станки многократного нагрева;
в) станки для последовательно-непрерывной закалки.
В станках первого типа применяется индуктор, нагревающий
одновременно весь подлежащий закалке участок поверхности изде-
лия. Цикл работы таких станков относительно прост. Обрабатывае-
мое изделие вводится в зону нагрева и выдерживается в ней опре-
деленное время. Для получения. требуемого распределения темпера-
тур по сечению изделия в процессе нагрева может производиться ре-
гулировка мощности или кратковременные выключения и повторные
включения генератора. Затем изделие охлаждается и в зону нагрева
вступает новое.
В станках второго типа (многократного нагрева) за один при-
ем подготавливается к закалке только часть всей поверхности, под-
лежащей обработке. Затем этот участок охлаждается и производит-
ся нагрев следующего участка. Нагрев всех отдельных участков мо-
жет производиться либо одним и тем же индуктором (тогда после
каждого нагрева обрабатываемое изделие и индуктор перемещают-
ся друг относительно друга), либо для каждого участка обрабаты-
ваемой поверхности имеется свой индуктор и после каждого нагре-
ва происходит переключение индукторов или питающих их транс-
форматоров.
По характеру охлаждения закалочные станки можно разбить на
два типа: 1) охлаждение путем перенесения изделия из зоны дейст-
вия индуктора в охлаждающую среду и 2) подача охлаждающей
жидкости через отверстия в индукторе.
Станки со вторым типом охлаждения желательно выполнять
с переключением индукторов или высокочастотных трансформаторов.
При отсутствии переключения генератор будет простаивать в период
441
Секунды ----►
Рис. 13-2. Цикл работы установки для
закалки кулачковых валиков (показаны че-
тыре шкафа первой группы и один шкаф
второй группы — вверху справа).
1 — время работы реле контроля (24,5 сек}; 2 —
цикл закалки кулачка (20 сек); начало цикла че-
рез 2,5 сек после включения реле контроля. На-
грев 4,5 сек; выдержка 8,6 сек; охлаждение водой
4,4 сек; 5—цикл закалки шестеренки: нагрев 3 сек,
выдержка 4 сек, охлаждение 3,5 сек; 4 — цикл за-
калки эксцентрика: нагрев 4,4 сек; выдержка
2 сек; охлаждение водой 5 сек; 5 — включение на-
жимных роликов, предотвращающих коробление
(через 9,5 сек после включения реле контроля);
6 — включение реле контроля следующего закалоч-
ного шкафа; 7— включение пневматического подъ-
емника, передвигающего трансформатор и индук-
тор; О — график загрузки генератора.
442
охлаждения объекта. Использование
генератора и производительность
станка будут низкими. В установках
массового производства закалочные
станки должны загружать генератор
не меньше чем на 50% всего времени.
В качестве примера диаграммы
загрузки генератора на рис. 13-2 при-
веден цикл работы установки фирмы
«Токко» для закалки кулачков рас-
пределительных валиков автодвигате-
лей. Такая установка состоит из двух
групп закалочных шкафов — по четы-
ре шкафа в каждой группе. Повыше-
ние коэффициента использования ге-
нератора достигнуто здесь за счет
того, что когда в одном из шкафов
происходит загрузка или перемеще-
ние индуктора, генератор переклю-
чается на другой шкаф, в котором
производится нагрев. На рис. 13-3
показан один такой шкаф.
Объем книги не позволяет опи-
сать все закалочные станки, приме-
няющиеся в современном производ-
стве.
В настоящее время в мировой
промышленности эксплуатируется
множество закалочных станков все-
возможных систем и конструкций, и
их число неуклонно растет с каждым
годом. Кроме закалочных, существует
еще множество станков для тех или
иных специальных операций, выпол-
няющихся с помощью индукционного
нагрева. Поэтому станки, описанные
в этой главе, следует рассматривать
как примеры конструкций, иллюст-
рирующие богатство технологиче-
ских возможностей индукционного
нагрева.
Читателю, специально интересую-
щемуся станками для индукционного
нагрева, следует обратить внимание
на [Л. 13-1—13-7] (см. также гл. 17).
Рис. 13-3. Закалочный шкаф
фирмы «Токко».
13-1. СТАНОК ДЛЯ ЗАКАЛКИ ЦИЛИНДРИЧЕСКИХ
И КОНИЧЕСКИХ ШЕСТЕРЕН, ДИСКОВ И АНАЛОГИЧНЫХ
ДЕТАЛЕЙ
На рис. 13-4 показан продольный разрез станка; на этом стан-
ке одновременному нагреву подвергается вся рабочая поверхность
Детали. Область применения станков этого типа ограничена деталя-
ми с цилиндрической поверхностью, не превышающей 500 см2.
443
Рис. 13-4. Продольный разрез станка для закалки
шестерен.
На рис. 13-4 цифра 1 обозначает обрабатываемую деталь; 2 —
зажимное приспособление; 3 — сменный вкладыш концентратора;
4 — первичная обмотка высокого напряжения концентратора; 5— бак
с охлаждающей жидкостью; 6—главный шток станка; 7—привод-
ную шестерню; 8 — электромагнитную муфту; 9 — приводной мотор;
10 — амортизатор; 11 и 12— конечные выключатели.
Станок этот работает по следующему циклу: когда шток 6 на-
ходится на уровне загрузки, мотор выключен, но электромагнитная
муфта включена и приводная шестерня сцеплена с валом редуктора.
Так как редуктор выполнен самотормозящимся, то шток непо-
движен.
После установки детали оператор нажимает кнопку «Пуск». Де-
таль поднимается на верхний уровень. По достижении верхнего уров-
ня срабатывает конечный выключатель. Установка детали в концен-
траторе должна быть относительно точной.
Поэтому конечные выключатели 11 и 12 должны точно регулиро-
ваться по высоте и должны быть надежными.
После установки шестерни на верхнем уровне включается высо-
кочастотный генератор, шестерня нагревается и реле ведет отсчет
времени нагрева.
После срабатывания этого реле генератор выключается, а также
размыкается обмотка электромагнитной муфты. Шток отцепляется от
редуктора и падает вниз. При этом деталь попадает в охлаждующую
среду.
Время выдержки в охлаждающей среде задается другим реле
времени, и после его срабатывания вновь включаются электромагнит-
ная муфта и мотор; деталь поднимается на уровень загрузки. Зака-
ленная деталь снимается и на ее место устанавливается новая.
В описанном станке время охлаждения объекта обычно в не-
сколько раз превышает время его нагрева. Коэффициент использо-
вания генератора при этом может быть меньше 10%’. Когда требует-
ся высокая производительность установки, можно от одного генера-
тора питать несколько станков и таким образом добиться высокого
коэффициента использования генератора.
13-2. ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАКАЛКИ ШЕСТЕРЕН
БОЛЬШОГО МОДУЛЯ
Высота зубчатых колес большого модуля (Л4>8 мм) бывает
обычно не меньше 100 мм. Рабочая поверхность одного зубца при
этом больше 50 см2. Для одновременного нагрева всех зубцов такой
шестерни потребовался бы генератор мощностью несколько тысяч
киловатт. Поэтому для таких больших шестерен применяется обра-
ботка «зубец за зубцом».
Показанное на рис. 13-5 приспособление для закалки шестерен
большого модуля является прототипом станка многократного на-
грева.
Индуктор для нагрева одного зубца имеет вид петли, охваты-
вающей обрабатываемый зубец с обеих сторон. В гл. 4 (см. рис. 4-6)
был частично разобран вопрос о том, какую форму должен иметь
нагревательный индуктор, для того чтобы не происходило вредного
выделения тепла на смежных зубцах.
При конструировании индуктора необходимо еще принять спе-
циальные меры, чтобы избежать перегрева торцовых частей зуба.
445
Токи, проходящие по обеим боковым сторонам зуба, замыкаются
на его торцах. Теплоотвод с торцов зуба меньше, чем со средней
части его боков. Чтобы торцы не перегревались, необходимо у.мень-
Рис. 13-5. Приспособление для последовательной
закалки шестерен «зуб за зубом».
/ — шестерня; 2 —сменная оправка; 3 — пружинящий фик-
сатор; 4 — направляющйе; 5 — станина; 6 — нагреватель-
ный индуктор; / — рукоятка; 8 — собачка; 9— электро-
магнит; 10—рычаг; 11— патрубок; 12— бак; /3 —трубка.
шить тепловыделение на них. Для этого перемычки, соединяющие
вертикальные части проводников индуктора, выполняются таким
образом, чтобы па торцах зубцов вихревой ток растекался по бо-
лее широкой поверхности (см. рис. 12-27 и 12-28).
446
Охлаждение зубца после нагрева может производиться либо пу-
тем погружения всей шестерни в бак с охлаждающей жидкостью,
либо путем подачи охлаждающей воды из отверстий в индукторе.
Представленное на рис. 13-5 приспособление работает следую-
щим образом: обрабатываемая шестерня 1 надевается на сменную
оправку 2 и зажимается пружинящим фиксатором 3. Оправка с ше-
стерней, укрепленная на направляющих 4, может перемещаться по
станине 5 вверх и вниз. Нагревательный индуктор 6 укреплен непо-
движно. На рис. 13-5 показано положение шестерни во время нагре-
ва, когда зуб ее находится внутри индуктора.
В верхнее положение для нагрева шестерня поднимается вруч-
ную рукояткой 7. Направляющие 4 удерживаются в верхнем поло-
жении собачкой 8. '
При подъеме замыкаются контакты, включающие ламповый ге-
нератор, питающий индуктор. После окончания нагрева генератор
автоматически выключается при помощи реле времени и на обмотку
электромагнита 9 подается импульс напряжения. Сердечник электро-
магнита притягивается, освобождает при помощи рычага 10 собач-
ку 8 и направляющие 4 вместе с шестерней перемещаются вниз. На-
гретая поверхность зуба охлаждается проточной водой, находящей-
ся в баке 12. Уровень воды регулируется патрубком 11. Вода подает-
ся через трубку 13.
Шестерня повертывается затем вручную на один зуб. Обработка
одного зуба занимает в среднем 5—6 сек. На перестановку шестерни
после закалки затрачивается около 2 мин.
На заводах тяжелого машиностроения встречаются автоматиче-
ские станки для последовательной закалки крупномодульных шесте-
рен. Обычно на этих станках шестерня периодически поворачивается
на один зуб, индуктор опускается на этот зуб и после закалки из
спрейерного устройства поднимается, чтобы не мешать повороту ко-
леса. Несколько таких станков завода «Уралмаш» описаны в книге
М. Г. Лозинского [Л. 13-3].
13-3. СТАНОК-ПОЛУАВТОМАТ ДЛЯ ЗАКАЛКИ
ДИСКОВЫХ ИЗДЕЛИИ
Станок 1 предназначен в основном для закалки дисковых фрез
и аналогичных деталей диаметром 200—220 мм (рис. 13-6). Согласно
нашей классификации его надлежит отнести к станкам однократного
нагрева. Обрабатываемое изделие 1 устанавливается на фиксаторе 3,
укрепленном на подвижном столе 2. На главном валу 6 станка
укреплены два кулачка 5 и 5а (второй кулачок на рис. 13-6 не ви-
ден). При ,помощи кулисы 4 кулачок сообщает столу 2 возвратно-
поступательное движение. Второй кулачок (5а) управляет перемеще-
нием вверх и вниз рабочего шпинделя 8 при помощи тяги 7.
1 Станок разработан в 1940 г. конструкторами машинострои-
тельного отдела завода «Светлана» А. А. Батуричевым, В. А. Ва-
сильевым, Н. А. Моффетом, Б. Н. Шустовым под руководством
автора этой книги и М. Г. Лозинского. Изготовлением станка ру-
ководил начальник конструкторского бюро А. И. Петухов. Испыта-
ние и наладка станка выполнены в высокочастотной лаборатории за-
вода «Светлана».
447
Рис. 13-6. Продольный разрез станка для закалки дисков.
448
На Конце шпинДеля Й укреплен элёктромагнитный патрон 5
с пружинным пальцем 10. Под столом станка помещается бак 11
с охлаждающей жидкостью, в котором находится наклонный кон-
вейер, вытаскивающий охлажденные детали из бака и сбрасываю-
щий их в ящик.
После установки закаливаемого объекта 1 на фиксатор 3 (в этот
момент стол 2 находится в положении загрузки, как показано на
рис. 13-6) ножной педалью включается магнитный пускатель элек-
тродвигателя станка.
При вращении главного вала машины стол 2 движется по на-
правлению к станине и останавливается так, что деталь оказывается
под индуктором И. Затем опускается шпиндель с электромагнитным
захватом. Объект захватывается и при последующем движении
шпинделя вверх втягивается в индуктор. Как только объект оста-
новится в середине индуктора, выключателем от главного вала
замыкается блокировочный контакт верхнего уровня.
Этот контакт включает релейную схему автоматического управ-
ления станком, которая подает высокочастотное напряжение на ин-
дуктор.
После того как нагрев детали закончен, ток питания в обмотке
электромагнитного патрона автоматически выключается и деталь про-
валивается через отверстие в столе в закалочный бак, а стол отхо-
дит назад в исходное положение (положение загрузки).
В электромагнитном патроне имеется блокировочный контакт,
который замкнут, только пока обрабатываемое изделие удержи-
вается электромагнитным патроном. Этот контакт предотвращает
включение генератора при отсутствии в патроне изделия. По исте-
чении заданной выдержки времени высокая частота автоматически
выключается.
При включенном все время электродвигателе главный вал стан-
ка делает полный оборот за 3 сек. Немногим больше 50% этого вре-
мени электромагнитный патрон находится в верхнем неподвижном
положении. Около 1 сек уходит на опускание патрона, притягива-
ние закаливаемой детали и подъем патрона в сферу действия индук-
тора.
Таким образом, на непрерывном ходу станок работает лишь при
закалке объектов, время нагрева которых не превышает 1,5 сек. При
объектах с более длительным временем нагрева мотор на время от-
ключается.
На главном валу двигателя имеется рычаг, замыкающий блоки-
ровочные контакты в тот момент, когда последующее вращение вала
вызывает опускание шпинделя вниз. Если к моменту замыкания бло-
кировочных контактов нагрев еще не окончился, цепь магнитного
пускателя автоматически размыкается и двигатель останавливается.
По окончании нагрева контакты реле размыкаются и двигатель
вновь запускается.
13-4. СТАНОК ДЛЯ ЗАКАЛКИ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ
По-видимому, ни для какой закалочной операции не создавалось
такого множества станков различных типов и конструкций, как для
закалки шеек коленчатых валов |[Л. 13-1, 13-3, 13-4].
На рис. 13-7 и 13-8 представлен общий вид одного из новейших
станков для этой цели, разработанного в НИИТВЧ имени Вологди-
29 Г. И. Бабат. 449
на. Это станок полуавтоматического типа; обязанность рабочего со-
стоит только в установке очередного валика на центры станка и сня-
тии его после закалки. Поочередный нагрев всех шеек валика и за-
калка производятся автоматически. Станок оснащен двумя высоко-
частотными трансформаторами, которые смонтированы в верхней по-
воротной головке. К вторичным обмоткам трансформаторов присо-
единены концы индукторов разъемного типа (рис. 10-38,в). Каждый
трансформатор обслуживает половину индукторов. Вторые половин-
Рис. 13-8. Внешний вид станка для закалки коленчатых валов, пред-
ставленного на рис. 13-8 [Л. 13-1].
ки индукторов (полукольца) шарнирно закреплены в стойках 6 и
замыкаются управляющими механизмами, расположенными в короб-
чатой станине станка. Управляющий механизм, состоящий из пневма-
тического цилиндра 2, системы тяг и рычагов, замыкает и размыкает
индукторы, подает воду для закалки шейки или прекращает подачу
ее.
Для установки валика на центры трансформаторная головка от-
кидывается в заднее положение, а после установки возвращается на-
зад в рабочее положение. При этом верхние половинки индукторов
охватывают «свои» шейки коленчатого вала с зазором около 3 мм.
Нижние половинки индукторов в это время опущены. После поворо-
та трансформаторной головки автоматический цикл работы станка
может быть начат, что осуществляется нажатием пусковой кнопки.
Управляющий механизм поднимает полукольцо первого индуктора и
29* 451
450
замыкает его, благодаря чему замыкается цепь тока и начинается на-
грев шейки. Нагрев продолжается около 4—6 сек, затем ток вы-
ключается и шейка закаливается водой, поступающей через отвер-
стия в индукторе. Одновременно с выключением первого индуктора
включается управляющий механизм индуктора второго трансформа-
тора, который замыкает индуктор и цепь тока этого индуктора. На-
чинается нагрев второй шейки, который протекает во время охлажде-
ния первой шейки. Затем включается второй индуктор первого транс-
форматора и т. д. Так, операции нагрева и охлаждения шеек выпол-
няются поочередно до тех пор, пока не будут закалены все шейки,
после чего станок выключается. Станок снабжен световой сигнализа-
цией, позволяющей в каждый момент времени видеть, какая опера-
ция выполняется. Станок позволяет обрабатывать валы длиной до
1 100 мм с диаметром шеек до 100 мм. Производительность станка
20—30 валов в час.
13-5. СТАНКИ ДЛЯ ПОСЛЕДОВАТЕЛЬНОЙ НЕПРЕРЫВНОЙ
ЗАКАЛКИ
Перемещение индуктора и нагреваемого объекта друг относи-
тельно друга может происходить как в горизонтальной, так и в вер-
тикальной плоскостях. В качестве горизонтального станка последо-
вательной закалки может быть использован токарный станок: на
суппорте крепятся нагревательный индуктор и охлаждающее при-
способление. В центрах станка укрепляется обрабатываемое изделие.
Станки вертикального типа надо признать более целесообразны-
ми; в них легче обеспечить равномерность охлаждения и организо-
вать правильный сток воды.
В станках, предназначенных для обработки изделий, вес кото-
рых не превышает нескольких сотен килограмм, предпочтительно де-
лать индуктор неподвижным и перемещать обрабатываемый объект.
При обработке более тяжелых или громоздких изделий приходится
делать подвижным индуктор (индуктор должен перемещаться вместе
с высокочастотным трансформатором).
На рис. 13-9 показан вертикальный закалочный станок, изготов-
ленный на заводе «Светлана» еще в 1940 г.
Обрабатываемый объект помещается в кабину 1. В полу и в по-
толке кабины имеются захваты, установленные на шариковых под-
шипниках. Нижний подшипник свободно вращается; верхний при по-
мощи червячного венца приводится во вращение со скоростью около
150 об/мин от мотора мощностью 0,5 кет, укрепленного на потолке
кабины. Таким образом, во время закалки обрабатываемое изделие
может вращаться.
Кабина передвигается по двум круглым направляющим, установ-
ленным в каркасе из углового железа высотой 9 м. Для удобства
обслуживания станка на каркасе сделаны две площадки „(марсы).
На этом станке могут обрабатываться изделия длиной до 4 м
как изнутри, так и снаружи.
' Для нагрева изделий изнутри применяются индукторы, показан-
ного на рис. 10-40 типа с концентрическим фидером (длиной до 4 л«).
В самой верхней части станка помещается конденсаторная батарея.
Для обработки внешней поверхности изделий имеется отдельная
конденсаторная батарея, устанавливаемая на нижней площадке стаи-
452
ка. Индуктор, охватывающий обрабатываемый объект, заводится че-
рез боковой проем, сделанный во внешнем каркасе и в кабине.
Кабина с обрабатываемым изделием подвешена на двух тросах
и перемещается небольшой лебедкой.
На рис. 13-10 представлена схема технологического процесса за-
калки внутренних поверхностей на станках для последовательной
внутренней закалки. Обычно это полуавтоматические станки.
Рис. 13-9. Станок для последовательной вну-
тренней и наружной закалки изделий длиной
до 4 м.
На рис. 13-10,а показан момент после закрепления изделия в па-
тронах станка. Индуктор находится наверху, а спрейериая головка
в нижней части закаливаемого цилиндра. Затем индуктор опускает-
ся вниз до соприкосновения со спрейером и в этом положении вклю-
чается ток.' Нагревай внутреннюю поверхность цилиндра, индуктор
медленно движется вверх; одновременно вверх с той же скоростью
453
Рис. 13-10. Технологиче-
ский процесс закалки вну-
тренних поверхностей цилин-
дрических деталей.
а—деталь установлена в патро-
ны стайка; б —индуктор опущен
вниз до упора в спрейериую го-
ловку; в — закалка детали, ин-
дуктор и спрейериая головка
движутся вверх; через каналы
спрейера подается закаливаю-
щая вода, деталь вращается
вокруг своей оси; г — последний
момент закалки, индуктор и
спрейер находятся вверху; из
спрейера еще поступает вода;
д — закалка окончена, спрейер
опущен, деталь можно снять.
движется спрейерная Соловка, Из которой тонкими струйками посту-
пает вода и закаливает нагретые поверхности. Для обеспечения рав-
номерности нагрева и закалки обрабатываемая деталь вращается во-
круг своей оси. Когда индуктор и вместе с ним спрейер поднимутся
до верхнего торца детали, процесс оканчивается, спрейер опускается
вниз, вращение детали прекращается и она может быть снята со
станка. Затем все повторяется сначала.
ГЛАВА ЧЕТЫРНАДЦАТАЯ
ВЫСОКОЧАСТОТНЫЕ УСТАНОВКИ С ЛАМПОВЫМИ
ГЕНЕРАТОРАМИ ДЛЯ ПЛАВКИ И НАГРЕВА
14-1. УСТАНОВКА ТИПА ЛЗ-13
Электропромышленность выпускает серийно для плавки и на-
грева следующие типы высокочастотных установок, технические дан-
ные которых помещены в табл. 14-1 [Л. 14-1].
Все приведенные в табл. 14-1 установки имеют устройства для
подавления радиопомех.
Установки могут работать при температуре окружающего возду-
да от +10 до +35° С при относительной влажности воздуха не вы-
ше 85%. В помещениях не должно быть кислот и токопроводящей
пыли.
Все установки имеют водяное охлаждение. Содержание в охлаж-
дающей воде растворимых примесей не должно превышать 0,47 г/л,
а электрическое сопротивление воды должно быть не менее
4 000 о.и • см; рекомендуемое давление воды 1,6±0,4 кг/с.и2.
Для высокочастотных установок мощностью 30 кет и выше не-
обходимо устройство маслосборной ямы под анодным трансформа-
тором [Л. 14-2].
Рассмотрим схемы и конструкции высокочастотных установок,
приведенных в табл. 14-1.
Установка типа ЛЗ-13. На рис. 14-1 приведена электрическая
схема высокочастотной установки типа ЛЗ-13.
Установка типа ЛЗ-13 предназначена для нагрева небольших ме-
таллических и графитоугольных объектов. С помощью этой установ-
ки можно производить закалку, пайку, плавку, прокаливание и дру-
гие виды термической обработки токопроводящих материалов.
Установка выполнена по одноконтурной схеме с индуктивной
обратной связью. В схеме применяется генераторная лампа типа
ГУ-10А. На выходе установки подключен высокочастотный трансфор-
матор Tps с нагревательным индуктором Гъ.
Внутри высокочастотного трансформатора размещается катушка
обратной связи 7-4, которая может перемещаться вдоль его оси. Ко-
лебания на сетку генераторной лампы подаются от катушки обратной
связи. Перемещая катушку обратной связи относительно обмоток
высокочастотного трансформатора, можно изменять выходную мощ-
ность установки.
455
СП
о»
Таблица 14-1
Технические данные высокочастотных установок, выпускаемых Ленинградским заводом
высокочастотных установок
Основные параметры и типы оборудования Типы установок
ЛЗ-13 ЛПЗ-37 ЛП-37 Л 3-37 ЛПЗ-67 ЛП-67 ЛЗ-67 ЛЗ-107 ЛЗ-207
Номинальная колебательная мощность, кет 10 30 30 30 60 60 60 100 200
Рабочая частота, кгц . . . г 300—350 60-74 60—74 60—74 60—74 60—74 60—74 60—74 60—74
Напряжение силовой питаю- щей сети, в 220/380 220 или 380 220 или 380 220 или 380 220 илн 380 220 или 380 220 или 380 220 или 380 380
3 3 3 3 3 3 3 3 3
Мощность, потребляемая от сети, ква*.
трехфазная 15 50 50 50 100 100 100 165 330
однофазная 2 ' 5 5 5 5 5 5 5 10
Номинальная мощность анод- ного трансформатора, ква 15 50 50 50 100 100 100 180 320
Тип анодного трансформа- тора . . . ТС-15/6 ЗТМ-50/6 ЗТМ-50/6 ЗТМ-50/6 ЗТМ-100/10 ЗТМ-100/10 ЗТМ-100/10 ЗТМ-180/10 3TM-320/35-
Количество генераторных 1 1 1 1 1 1 1 . 1 2
Типы генераторных ламп . . ГУ-10А ГУ-12А ГУ-12А ГУ-12А ГУ-23А ГУ-23А ГУ-23А ГУ-23А ГУ-23А
Охлаждение анода генера- торной лампы . Водяное Водяное Водяное Водяное Водяное Водяное Водяное Водяное Водяное
Продолжение табл. 14-1
Типы установок
Основные параметры _ . ________________________________________________________________________________
и типы оборудования Л3.13 | лпз_37 | лп.37 Л3.37 | ЛП3-67 | ЛП-67 | ЛЗ-67 | ЛЗ-107 | ЛЗ-207
^Анодное выпрямленное на- пряжение, кв 8 10 10 10 10,5 10,5 10,5 11 11
Тип выпрямительных ламп . ТР1-6/15 TP1-6/I5 ТР1-6/15 ТР1-6/15 ТР1-6/15 ТР1-6/15 ТР1-6/15 ТР1-6/15 ТР1-15/15 3 шт. и ВГ-163 4 шт.
"Количество выпрямительных ламп, шт. 6 7 7 7 7 7 7 7 7
Точность стабилизации анод- ного напряжения, % . . . — ±2,5 — ±2,5 ±2,5 — ±2,5 +2,5 ±2,5
Точность стабилизации на- пряжения накала, % ... ±2 ±2 ±2 ±2 ±2 ±2 ±2 ±2 ±2
Емкость батарёи конденса- торов анодного контура, пф 6 500 22 000 22 000 22 000 27 000 27 000 27 000 27 000 63 000
Емкость батареи конденса- торов нагревательного кон- тура, пф 81 000 ’ 81 000 81 000 144 000 144 000 108 000 144 000 288 000
Емкость тигля печи (по ста- ли), кг ... — 25 25 — 50 50 — — —
Время плавки, мин ..... — 60 60 — 60 60 — —
Расход охлаждающей во- ды, л[ч 1 200 3 440 3 240 3 360 3 940 3 340 3 700 7 000 9 200
Вес установки, кг | 850 3 100 2 900 2 800 3 400 3 200 3 100 3 500 6 000
458
Напряжение на накал генераторной лампы подается от стаби-
лизатора Tpi.
Анодный выпрямитель собран на тиратронах ТР1-6/15 по трех-
фазной схеме Ларионова. От нулевой точки анодного трансформа-
тора Тр} сделан отвод к переключателю ПК. Изменяя положение пе-
реключателя на выходе выпрямителя, получим напряжение Ином
ИЛИ Пном/2-
Конструктивно установка выполнена в виде металлического шка-
фа. В верхней части шкафа имеются два отсека. В левом отсеке раз-
мещается высокочастотная часть генератора (генераторная лампа,
Рис. 14-2. Габаритные размеры высокочастотной установки
типа ЛЗ-13.
1— ручка катушки обратной связи; 2 — зажим для подключения нагре-
вательного ивдуктора; 3 — ручка включения установки; 4 — место под-
вода питающего кабеля; 5 — трубы 0'//' для подачи и слива охлаж-
дающей вады [Л. 14-1].
колебательный контур и другие элементы). В правом отсеке распо-
ложены тиратроны выпрямителя высокого напряжения. В нижней
части корпуса находятся анодный трансформатор и стабилизатор на-
пряжения накала. На передней стенке корпуса размещены измери-
тельные приборы и ручки управления. Для осмотра и ремонта эле-
ментов схемы корпус имеет двери, которые связаны механической
блокировкой с рубильником Р. Любую из дверей можно открыть
только в том случае, если отключен рубильник Р. Таким образом,
осмотр и ремонт деталей схемы возможен лишь при снятом напря-
жении с установки. На рис. |14-2 показаны габаритные размеры вы-
сокочастотной установки типа ЛЗ-13.
459
14-2. УСТАНОВКИ ТИПА ЛПЗ-37, ЛП-37, ЛЗ-37, ЛПЗ-6?,
Л П-67, ЛЗ-67, Л 3-107 и ЛЗ-207 *
Установки ЛЗ-37, ЛЗ-67, ЛЗ-107 и ЛЗ-207 предназначаются для
индукционного нагрева металлических деталей в поле нагрева-
тельного индуктора; установки типо® ЛП-37 и ЛП-67 — для
плавки черных и цветных металлов; установки типов ЛПЗ-37 и
ЛПЗ-67 — для плавки металлов и индукционного нагрева металличе-
ских деталей.
Все генераторы собраны по единой схеме параллельного питания
с самовозбуждением. В качестве примера рассмотрим электрическую
схему высокочастотных установок типов ЛЗ-37, ЛПЗ-37, ЛЗ-67,
ЛПЗ-67 и ЛЗ-107 (рис. 14-3).
В схемах применяются генераторные лампы типов ГУ-12А и
ГУ-23А. Анодный колебательный контур составлен из самоиндукций
Д-з, ^4, Дз и емкостей Си и (^15.
Нагревательный контур индуктивно связан с анодным контуром.
Нагревательный контур имеет две батареи конденсаторов Сзг и Сю,
к которым параллельно подключается или высокочастотный транс-
форматор с нагревательным индуктором, или индуктор плавильной
печи. Батарея нагревательного контура С]6 подключается в том слу-
чае, если установка работает на плавку. Напряжение на нагреватель-
ном контуре контролируется киловольтметром (2 kV). Колебания на
сетку генераторной лампы снимаются с конденсатора Сю и вторичной
обмотки трансформатора обратной связи Ls. Напряжение на сетке ге-
нераторной лампы можно регулировать, перемещая вторичную обмот-
ку трансформатора обратной связи относительно его первичной об-
мотки Ls. Чтобы анодное напряжение постоянного тока при пробое
разделительного конденсатора Сю не оказалось на элементах нагре-
вательного контура, в схему включается дроссель безопасности Дю-
Особенно он необходим при работе установки на индуктор пла-
вильной печи.
Напряжение на накал генераторной лампы и тиратронов подает-
ся от феррорезонансного стабилизатора Tpg.
Управление колебаниями производится путем подачи запираю-
щего отрицательного напряжения от блока сеточного управления на
сетку генераторной лампы. Цепь сеточного управления состоит из ма-
ломощного газотронного выпрямителя Лц, трансформатора накала
газотрона Тр7, трансформатора сеточного управления Тр3 и контактов
магнитного пускателя ПМ3. .Если контакты магнитного пускателя в се-
точной цепи генераторной лампы разомкнуты, то на сетку подается
отрицательное запирающее напряжение, и несмотря на то что на
аноде лампы имеется положительное напряжение, колебания в конту-
ре возникнуть не могут. При замыкании контактов магнитного пу-
скателя ПМ3 снимается отрицательное запирающее напряжение с сет-
ки генераторной лампы и в контуре возникают высокочастотные ко-
лебания. Следовательно, включая и выключая магнитный пускатель
ПМ3, можно вызывать возникновение и срыв генерации высокоча-
стотных колебаний в контуре установки при включенном воздушном
автомате ABt.
* Обозначения типа установок расшифровываются следующим
образом: Л—ламповая, П — плавильная, 3 — закалочная; первая
цифра (или две первых) указывает на входную мощность в десят-
ках киловатт, последняя — частоту в десятках килогерц.
460
Анодный выпрямитель собран по схеме «амплитудного» ре-
гулирования, предложенной А. В. Донским и Г. В. Ивенским
[Л. 9-5].
Выпрямитель собран по трехфазной мостовой схеме с нулевым
вентилем. В качестве вентилей используются тиратроны. В анодной
группе сетки тиратронов Л2—Д-t соединены с катодами.
Регулирование величины выходного напряжения выпрямителя
производится изменением угла зажигания катодной группы тиратро-
нов (Л6—Лз).
В схему управления входят два выпрямителя, собранные на ке-
нотронах Лд и Лю (5Ц4С).
На сетку каждого вентиля катодной группы подаются одновре-
менно два напряжения: 1) положительное опорное напряжение от
выпрямителя Л1а, подключенного к питающей сети через автотранс-
форматор АТ2 и феррорезонансный стабилизатор Тр2. Значение опор-
ного напряжения не зависит от напряжения сети. Величину опорного
напряжения можно изменять с помощью автотрансформатора; 2) ре-
гулировочное напряжение, состоящее из двух составляющих: напря-
жения, получаемого от выпрямителя Лэ, и переменного напряжения,
подаваемого от трансформатора Тр±. В первичную обмотку транс-
форматора включен фильтр, состоящий из сопротивлений Rg, Rio н
Rn и емкостей С2$, C2S и С27.
Величина регулировочного напряжения изменяется прямо про-
порционально действующему значению напряжения питающей сети.
При увеличении или уменьшении сетевого напряжения соответст-
венно изменяется величина регулировочного напряжения. Это при-
водит к изменению угла зажигания тиратронов.
При этом величина выпрямленного напряжения остается прак-
тически неизменной.
Регулирование выпрямленного напряжения производится измене-
нием величины опорного напряжения.
Схема дает возможность регулировать выпрямленное напряже-
ние в пределах (0,5—1,0) Ином, где НПом — выпрямленное напряже-
ние при отсутствии регулирования и при номинальном напряжении
питающей сети.
Схема обеспечивает стабилизацию любой величины выпрямлен-
ного напряжения, лежащей в пределах (0,5—0,7)ПНОМ, при любом то-
ке нагрузки, но только не на холостом ходу (ток нагрузки равен
пулю).
Точность стабилизации составляет ±2,5% три колебании дейст-
вующего напряжения питающей сети в пределах ±10%.
На рис. 14-4 приведены габаритные чертежи высокочастотных
установок мощностью 30, 60 и 100 кет. Несмотря на различие мощ-
ностей, высокочастотные установки имеют одинаковые габаритные
размеры каркасов.
Корпус установок состоит из:
1) шкафа анодного трансформатора;
2) генераторного блока;
3) блока контуров.
С установками типов ЛП-37 и ЛП-67 поставляется индукционная
плавильная печь, с установками типов ЛЗ-37, ЛЗ-67, ЛЗ-407 — вы-
сокочастотный трансформатор. В комплект установок типа ЛПЗ-37 и
ЛПЗ-107 входит как высокочастотный трансформатор, так и индук-
ционная плавильная печь.
461
сопротивление антипаразитное; — конденсатор стабилизатора; С2—С4—
тор разрядный; Сю — конденсатор анодно-разделительный; Си — конденсатор
анодного контура; Сю — конденсатор цепи связи; С16, Сз2— конденсаторы на
торы блокировочные; С24~С27 — конденсаторы фильтра; С2з — конденсатор про
сель сеточный; L3 — индуктивность анодного контура; L4— катушка коротко
ричная обмотка трансформатора обратной связи; L7 — дроссель пусковой; L3 —
безопасности; ПШ{~ПШ3 — перемычки шинные; НП — разъединители; 1А —
накала; IkV — киловольтметр анодного напряжения; 2kV — киловольтметр на
душный; ПМ\—ПМ3 — пускатели магнитные; РВ—реле времени; РТ\— реле
реле промежуточное; 0’1—7(У6 — кнопки управления; BKi—ВК2— выключатели;
шкафа; ПР{—ПР7 — предохранители; Д — элек
Примечания: I. В закалочных установках типа ЛЗ отсутствуют Lg,
2. В установках типа ЛПЗ-37 отсутствуют С16 и ПШ3.
3. При работе установки ЛПЗ-67 на закалку перемычка ПШ3 снимается.
4. При напряжении сети 220 в шунтировать сопротивление Рл.
462
включение обмотан дросселя Ь7
при напряжении сети 2211в
I с—а/з !
Полажениел1времычек на зажимной
рейке стабилизатора при напряжении220б
Рис. 14-3. Электрическая схема высокочастотных установок типов
ЛЗ-37, ЛПЗ-37, ЛЗ-67, ЛПЗ-67 и ЛЗЛ07.
Tpt — трансформатор анодный; Тр2— стабилизатор напряжения накала; Трз—
трансформатор накала тиратронов; Тр4 — трансформатор 'Трехфазный; Трз,
Тр6 — трансформаторы кенотронных выпрямителей; Тр7 — трансформатор накала
газотрона; Гра — трансформатор сеточного управления; Тр9 — трансформатор
высокочастотный; АТХ — автотрансформатор; АТ2— автотрансформатор (регу-
лятор анодного напряжения); Лх — лампа генераторная; Л2—Л8— тиратроны;
Л9, Лю и Л12— кенотроны; Ли — газотрон; Л13—Л\7 — лампы сигнальные;
Л1—Лэ сопротивления добавочные; Лб—Ла — сопротивления сеточные; Лэ—Ли
и Л14—Л15 —сопротивления фильтров; Лю, Лю—сопротивления нагрузочные; Лю,
Лп — сопротивления ограничительные; Лю— сопротивление разрядное; Лю—Лг:
и Л24 — сопротивления добавочные; R22 — сопротивление смещения сетки; Лаз —
конденсаторы сеточные; Сз—С8— конденсаторы блокировочные; С9 — коиденса-
смещения сетки; С\2—С13 — конденсаторы блокировочные; Си — конденсатор
гревательного контура; Сп—С20 — конденсаторы делителя; С21—С23 — конденса-
ходиой; С2э—С31 — конденсаторы защитные; Li — дроссель анодный; L2 — дрос-
замкнутая; Lg — первичная обмотка трансформатора обратной связи; Ц — вто-
индуктор нагревательный; L3— индуктор плавильной печи; Сю — Дроссель
амперметр анодного тока; 2А — амперметр сеточного тока; IV — вольтметр
пряжения нагревательного контура; ЛВ1 — выключатель автоматический воз-
аиодиой защиты; РТ2 — реле сеточной защиты; РД— реле давления; РП\ —
Б1\— блокировка генераторного шкафа; БК.2 — блокировка контурного
тродвигатель вентилятора [Л. 14-1].
и П1Щ.
463
Рис. 14-4. Габаритные размеры высокочастотных установок типов
ЛЗ-37, ЛП-37, ЛПЗ-37, ЛЗ-67, ЛП-67, ЛПЗ-67 и ЛЗ-107.
I — шкаф анодного трансформатора; 2 — место подвода питающего кабеля;
3 — шкаф генератора; 4 — высокочастотный трансформатор; 5—шкаф контуров;
' 6 -печь (Л. М-J]. .
464
Примечание к рис. 14-4. Для установок типа ЛЗ-37, ЛП-37, ЛПЗ-37;
ЛЗ-67, ЛП-67, ЛПЗ-67: 4 = 1420 мм; 5=4 020 мм; В=1 010 мм. Для установок
ЛЗ-107: 4 = 1 720 мм; B=4iI20 мм; В=<1 100 мм.
Схемы установок типов ЛП-37, ЛП-67 и ЛЗ-207 нами не рассма-
триваются, поскольку они принципиально мало отличаются от схем,
описанных ныше.
В схемах высокочастотных установок типов ЛП-37 и ЛП-67 не
предусмотрены стабилизация анодного напряжения и реле для до-
зировки времени включения колебательного контура.
Рис. 14-5. Изменение режима работы лампо-
вого генератора типа ЛПЗ-67 в зависимости
от величины анодного тока (/о) при емкости
в нагревательном контуре Ск=108 000 пф и
трехвитковом индукторе 0=120 мм с на-
грузкой в виде стального калориметра
0 ПО .им 1Л. 14-31.
Схема установки типа ЛЗ-207 собрана на двух параллельно
включенных лампах типа ГУ-23А.
На рис. 14-5 на основании результатов испытаний высокочастот-
ной установки типа ЛПЗ-67 построены графики зависимости:
Р~ , Ра, Ро, Ра, Ла, 47K = /i(Zo).
где Р~— мощность в колебательном контуре;
Ра — потери мощности на аноде генераторной лампы;
Ро— мощность, отдаваемая выпримителем;
Ра — полезная мощность (отдаваемая в изделие);
Ла — анодный к. п. д.;
U„ — напряжение на нагревательном контуре;
/о — анодный ток.
При испытаниях к генератору был подключен закалочный транс-
форматор с трехвитковым индуктором 0 120 мм. В качестве нагруз-
ки использовался стальной калориметр 0 110 мм.
3Q Г. и. р^б^т.
На рис. 14-6 приведена диаграмма мощностей высокочастотной
установки типа ЛПЗ-67 при номинальной нагрузке.
Потери мощности на аноде генераторной лампы, в контурных
катушках, закалочном индукторе и в нагрузке (стальном калори-
метре) определялись калориметрическим способом.
Рис. 14-6. Баланс мощностей в высокочастотной уста-
новке типа ЛПЗ-67 1Л. 14-3].
Потери в конденсаторах определялись расчетным путем.
Потери в каркасе и на излучение рассчитать или определить экс-
периментально не удается. Эти два вида потерь отнесены к неучтен-
ным потерям.
466
14-3. ВЫСОКОЧАСТОТНЫЕ ЛАМПОВЫЕ ГЕНЕРАТОРЫ,
ПРИМЕНЯЕМЫЕ В ЭЛЕКТРОВАКУУМНОЙ
ПРОМЫШЛЕННОСТИ ДЛЯ ИНДУКЦИОННОГО НАГРЕВА
Для электровакуумной промышленности разработаны и серийно
выпускаются следующие типы высокочастотных помехозащищенных
генераторов (табл. 14-2).
Генераторы, технические характеристики которых приведены
в табл. 14-2, предназначены для питания высокочастотной энергией
автоматов откачки, откачных постов, установок отжига и пайки дета-
лей в вакууме, установок высокочастотной сварки стекла с металлом
н стекла со стеклом и других потребителей.
На рис. 14-7 приведена схема генератора И060.012. Генератор со-
бран по одноконтурной схеме с индуктивной обратной связью на лам-
пе Г-450 и имеет параллельное анодное питание. Катод лампы за-
землен.
Колебательный контур составляется из батареи конденсаторов
С16 и нагревательного индуктора £4.
В зависимости от величины индуктивности нагревательного ин-
дуктора н емкости батареи контурных конденсаторов генератор мо-
жет быть настроен на частоту в диапазоне 300—700 кгц.
Первичная обмотка трансформатора обратной связи L2 включе-
на параллельно колебательному контуру. Напряжение обратной свя-
зи подается на сетку генераторной лампы от вторичной обмотки
трансформатора обратной связи L3.
Вторичная обмотка трансформатора обратной связи может пере-
мещаться относительно его первичной обмотки. Цепь сетки лампы со-
стоит из антипаразитного сопротивления 7?ц, вторичной обмотки
трансформатора обратной связи L3 и гридлика (7?s, 7?э, i/?10 и С12).
Напряжение обратной связи на сетке генераторной лампы мож-
но изменять, перемещая вторичную обмотку трансформатора обрат-
ной связи относительно его первичной обмотки или подключая в се-
точную цепь лампы различное число витков вторичной обмотки транс-
форматора обратной связи.
' Выходная мощность генератора регулируется с помощью авто-
трансформатора АТ} изменением напряжения накала генераторной
лампы. Автотрансформатор подключен к феррорезонансному стаби-
лизатору напряжения Тр2.
Анодный выпрямитель собран по трехфазной двухполупериодной
мостовой схеме Ларионова на тиратронах типа ТР1-6/15. Для сту-
пенчатого регулирования анодного напряжения вторичная обмотка
трансформатора Tpi имеет анцапфы. Трансформатор имеет воздуш-
ное охлаждение. Он включается магнитным пускателем ПМ2, ка-
тушка которого Подсоединена к питающей сети через контакты пу-
скателя цепи управления ПМц. Таким образом, анодное напряже-
ние может быть подано на тиратроны только после того, как вклю-
чены трансформаторы накала тиратронов и генераторной лампы.
Селеновый выпрямитель ВП} подключен к сеткам тиратронов ка-
тодной группы и предназначен для запирания и отпирания высокого
напряжения выпрямителя. При включении выпрямителя отрицатель-
ное напряжение подается на сетки катодной группы тиратронов и за-
пирает выпрямитель высокого напряжения. При отключении выпря-
мителя сетки тиратронов через сопротивление соединяются с като-
дами, и выпрямитель будет открыт.
30* 467
468
I V4 >X I П П V
— ? 2 а *®дчс
— лН^'й.-Г'ЯЙ
2 о
3 ’-
я °
Ь S
со
§
^cj' 2 £ Is
j «О в; jg . I _
S -TQ* Я I- E Ч
ihi
S га
о. я
2
•§8
§ а.
p.f- 5 * s «
F « 2»-r ® f .
w Я 4S Ы ~
я £ Ss ч -£
g 5^“
о 2 “в s'4 S
S®*§7 К
о .. и .. о
aggj^g*
® S я ь 4* ± г? о
I’o.g" M § Ijj* о
й5 | о g | *&’ ..£
। ikf ®i dsl
£|<
&“5
ей Я
мЬ ।
4 <| g KCj *
S । •—.и ф
£ 1 3 О 4) 3
3 Д? я н о я
§Л g flИ O’
я ra ° g 2
S . и л « ф
* e.- я я °
о® я p.
а д о ф я ...
Р S g ч с 3
£ а»й я а
Я ₽2 Я О
С «
2 я
я Q
§
я
я
ф
S
ч я
Л Я
Я и
«*
S’ ч § S « a
A« « ~r ft F-
з§
I « чп?1 , § S.2 “ о S £
~ e« Latf
~ g | 2Й „ о Й 5 H “
S Lr7“eC c? . i
л
.> о
ед
3 я
»5
W M § p,p I
2S§*=Sfe
ф 2 S § 3 § gcq
3 S4? 0 5 X a
S S о д и ft°
;§ 5 = :
к ®
3®
e,o.~C««gSiag^ I
fh'hlps'il
U-o
® s*T4 ф a s £ 1A s4 7
га О.У . * 2 Й S *? ж
H-eSJ.„Ks й.-&5ч’ч
I О {мЕ? KHW^Sn^S^
1 sSlSggSsgSg
~ Я Н I Я«ИЙ5-К2Р|Я.»
р.ая^?,<и<иФои5сия
£з r*H M —г м Г? X2« *-~ л i
сч
о
od
Я
я
Я
Ч
Я ч
к
ч
я
« я
н
й 3 я s й
я
я
я
я 2
g =
В конструктивной отношений гене-
ратор представляет собой шкаф на ро-
ликовых опорах, в котором размещены
элементы схемы (рис. 14-8).
На лицевой стенке расположены
измерительные приборы и ручки управ-
ления. Панель предохранителей нахо-
дится за специальной крышкой.
Оправа и слева корпуса расположе-
ны двери для осмотра и ремонта эле-
ментов схемы. При открывании дверей
выключается питание генератора. Зад-
няя стенка глухая и крепится к каркасу
с помощью винтов. На крыше располо-
жен вывод для подключения кабеля
высокого напряжения ВК, идущего к
высокочастотному контуру, находяще-
муся вне корпуса генератора на рабо-
чей установке. Шкаф является одно-
временно и экраном, снижающим радио-
помехи от генератора.
На сетевом входе генератора уста-
навливается фильтр СФ для снижения
радиопомех в сети.
Уровень радиопомех, излучаемых
генератором, как по полю, так и по сети
не превышает величин, установленных
нормами.
Схемы генераторов типов И060.022
и И060.0Ы мало отличаются от схемы
генератора типа И060.012.
В схеме генератора типа И060.022
регулирование выходной мощности про-
изводится изменением анодного напря-
жения генераторной лампы. Плавное из-
менение анодного напряжения произво-
дится посредством узла поджигания ка-
тодной группы тиратронов высоковольт-
ного выпрямителя.
Эта же схема регулирования выход-
ной мощности принята в схеме генера-
тора И060.014.
В генераторе типа И060.017 для ре-
гулирования выходной мощности в пер-
вичную обмотку трансформатора анод-
ного напряжения включен автотранс-
форматор.
Первичные обмотки трансформато-
ров обратной связи в схемах генерато-
ров типов И060.017 и И060.014 включе-
ны последовательно с нагревательным
индуктором, а блок контурных конден-
саторов располагается внутри корпусов
генераторов.
469
к Вл оку
Рис. 14-8. Габаритные размеры высоко
1 — кнопки включения и выключения иакала; 2 — ручка
кнопки включения и выключения анодного напряжения;
иакала генераторной лампы; 7 — трансформатор обратной
10 — дроссель анодный; 11 — система водяного охлажде
/4 — предохранитель высокого напряжения; 15 — запираю
матор анодный; 1S — па
В этом случае первичные обмотки трансформаторов обратной
связи выполняются из медной трубки, охлаждаемой водой.
В схемах с последовательным включением первичной обмотки
трансформатора обратной связи на выходе генератора можно под-
ключать индуктор, имеющий любую величину индуктивности.
Генераторы типов И060.017 и И060.014 предназначаются для рас-
470
частотного генератора типа И060.012.
регулирования сеточного напряжения; 3 — панель приборов; 4 —
5 — главный выключатель; 6 — ручка регулировки напряжения
связи; 8— трансформатор накальный; 9 — генераторная лампа;
ння; 12 — феррорезонаисный стабилизатор; 13 — сетевой фильтр;
щий выпрямитель; 16 —t анодный выпрямитель; 17 — трансфор-
нель предохранителей.
пыления геттера в радиолампах. Индукторы, разогревающие геттер,
имеют малую индуктивность.
При подключении индуктора с малой индуктивностью к схемам
генераторов с параллельным включением первичной обмотки транс-
форйатора обратной связи генератор может не возбудиться, так как
индуктор зашунтирует первичную обмотку трансформатора обратной
связи.
471
Т а б л и ц а 14-2
Основные параметры оборудования Типы установок
И060.017 И060.014 И060.012 И060.022 И060.011
1 2 3 4 5 6
Номинальная колеба- тельная мощ£ ность, кет .... 0,75 3,5 8 15 25
Рабочая частота, кгц 1 500—2 500 600—900 300—440 300—490 300—490
Напряжение силовой питающей сети, в 220 220/380 535—700 220/380 220/380 220/380
Число фаз 1 3 3 3 3
Мощность, потребляе- мая от сети, кет'. трехфазная.... однофазная . . . } 2,3 } 9 } 19 } 32 } 60
Номинальная мощ- ность анодного трансформатора, кет 2 7.5 16 30 56
Тип анодного тран- сформатора . . . И500.329 И500.302 И500.087 И500.529 И500.148
Тип генераторной лампы ГУ-80 ГУ-5А Г-450 ГУ-10А Г-452
Количество генера- торных ламп, шт. 1 1 1 1 1
Охлаждение анода генераторной лампы Воздушное Водяное Водяное Водяное Водяное
Анодное выпрямлен- ное напряжение, ке ........ 2,5 5 8 8 12
Тип выпрямительных ламп ....... ГП-0,5/5 ТГЗ-2,5/10, ТР1-6/15 ТР1-6/15 ТР1-6/15
Количество выпрями- тельных ламп, шт. 6 ГГ 1-0,5/20 7 6 7 6
Точность стабилиза- ции анодного на- пряжения, % . . . — — — —
Точность стабилиза- ции напряжения накала, % . ±2 ±2 — ±2
Емкость батареи кон- денсаторов нагре- вательного конту- Ра 1 500 4 000 10 000 10 000 20 000
Расход охлаждающей воды, —. 900 600 1 500 1 680
Габаритные размеры, мм: длина 500 1 100 1 187 1 190 1 300
ширина. 675 880 873 970 1 312
высота 1 700 1 900 1 705 1 940 1 880
Вес установки, кг • . 160 500 720 800 1 300
47?
ГЛАВА пятнадцатая
механическая обработка металлов
ПРИ ИНДУКЦИОННОМ ПОДОГРЕВЕ
Почти у всех металлов сопротивление деформации при высокой
температуре во много раз меньше, чем при комнатной.
По данным Закса {Л. 15-1], временное сопротивление железа при
807° С в 13,5 раза меньше, чем при 20° С. Для стали при нагреве до
722° С временное сопротивление падает в 6,5 раза.
Некоторые сорта стали, имеющие прекрасные механические свой-
ства и дешевые в производстве, находят ограниченное применение
в промышленности из-за трудности их механической обработки. Как
на классический пример можно указать на аустенитную марганцови-
стую сталь с 1,2% С и 12% Мп (сталь Гадфильда, или сталь Г12)
[Л. 15-2]. Сталь эта обладает большой вязкостью и одновременно
большой устойчивостью против износа. Но именно из-за своей изно-
соустойчивости сталь Гадфильда с большим трудом поддается меха-
нической обработке и до сего времени применяется лишь в изделиях,
которые можно изготовить ковкой, литьем или путем наплавки.
Обработка снятием стружки применяется для ряда изделий ис-
ключительно потому, что методы нагрева изделий в печах не дают
возможности применить обработку давлением. Нагрев в печах связан
с образованием окалины, что затрудняет получение чистой поверхно-
сти и точных размеров. Запас тепла в объекте (особенно малых раз-
меров) недостаточен, для того чтобы обеспечить требуемую темпера-
туру в течение всего времени обработки.
Индукционный метод позволяет осуществлять нагрев объекта на
станке. Таким образом, открывается возможность создания новых
технологических процессов обработки металлов.
В лаборатории завода «Светлана» были проведены опыты по об-
точке стали при индукционном нагреве [Л. 15-3].
Для получения токов высокой частоты был использован генера-
тор (на трех ПОО-квт лампах (схема рис. I15J1).
Колебательный контур состоял из нагревательного индуктора,
добавочной катушки Ld и конденсаторной батареи суммарной ем-
костью 0,03 мкф (см. рис. 7-9).
Дли регулировки мощности, подводимой к обрабатываемой бол-
ванке, менялось напряжение питания генераторных ламп, а также
число витков катушки La, включенной последовательно с нагрева-
тельным индуктором. Частота тока при всех опытах была в преде-
лах 100—200 гц в зависимости от числа витков катушки Д/. (При
этом глубина проникновения вихревых токов в холодной стали
0,02 мм, в нагретой выше точки Кюри 0,5—0,6 мм.) Вообще схема
с добавочной индуктивностью, включенной последовательно с нагре-
вательным индуктором, невыгодна, так как она требует большой ем-
кости конденсаторной батареи и имеет низкий к. п. д. В нашем слу-
чае применение этой схемы было допустимо, так как генератор, быв-
ший в нашем распоряжении, имел большой запас мощности и емко-
сти батареи.
На рис. 15-2 дан эскиз взаимного расположения батареи конден-
саторов и токарного станка. Нагревательный индуктор был соединен
с батареей конденсаторов при помощи фидера из двух коаксиальных
473
МёДнЫх труб. Потери в фидере были невеЛйкй, несмотря на то что
по нему проходил полный контурный ток, и даже при длительной
работе он не нагревался выше 40° С. Один конец фидера мог пово-
рачиваться вокруг оси, укрепленной на опорном изоляторе, установ-
ленном на каркасе конденсаторной батареи, а другой свободно по-
коился на полукруглом вырезе в гетинаксовой стойке. Эта стойка и
Со
Рис. 15-1. Схема лампового генератора, применявшегося
для нагрева обрабатываемой детали в опытах по горя-
чей обточке.
Рис. 15-2. Взаимное расположение обрабатываемой детали,
нагревательного индуктора и конденсаторной батареи
в установке для электрообточки.
/ — катушка; 2—резец; 3 — батарея конденсаторов; 4 —фидер;
5 — индуктор; 6 — салазки суппорта стайка; 7 — водопровод;
8 — стойка.
474
нагревательный индуктор были укреплены на каретке суппорта то-
карного станка.
На рис. 15-2 нагревательный индуктор показан в открытом виде.
Для того чтобы при обработке изделия стружка не попадала на
витки индуктора и не замыкала их, последний должен накрываться
кожухом из негорючего изолирующего материала (асбоцемента, ми-
калекса). Температура поверхности стали устанавливалась от 800
до 900° С.
Обработке подвергалась болванка из осевой стали диаметром
170 мм и длиной 800 мм. Опыты показали, что при горячей обточке
удельное усилие резания равно 35 кГ!мм2, тогда как в холодном со-
стоянии оно равно 148 кГ]мм2.
Рис. 15-3. Схема опыта по горячей накатке шестерен.
1 — корпус приспособления; 2— накатываемая заготовка; 3 — калибрующая
шестерня; 4 — черновая накатка; 5 —салазки суппорта.
Помимо обточки, производились также опыты по накатке шесте-
рен.
Эти опыты доказали бесспорную реальность горячей накатки ше-
стерен, и примерно спустя 10 лет в производство была внедрена но-
вая прогрессивная технология изготовления зубчатых колес методом
горячей накатки [Л. 15-4]. По этому методу к заготовке зубчатого
колеса, нагреваемой вихревыми токами, прижимаются две диамет-
рально расположенные шестерни-накатки. Эти шестерни вращаются
в одном направлении и, кроме того, могут перемещаться в радиаль-
ном направлении (движение подачи). Заготовка и колеса-инструмен-
ты кинематически имитируют систему из трех сцепленных зубчаток:
скорости вращения сходственных элементов попарно равны. Колеса-
инструменты пригодны для накатки любой шестерни того же модуля
с диаметром, не превосходящим максимальное расстояние между
окружностями колес-инструментов. Преимущество этой технологии
состоит в уменьшении расхода металла, повышении производитель-
ности труда по сравнению с зуборезными операциями и в увеличе-
ний прочности зубцов. Течение металла при накатке шестерен на-
правлено вдоль профиля зубцов, поэтому точно так же ориентирова-
ны волокна металла. При накатке шестерен с модулем 1,5ч-6 приме-
няют ток частотой от 1 000 до 10 000 гц.
Эта технология успешно применяется на московском заводе
имени Лихачева [Л. 15-5].
Несколько другая технологическая схема выбрана Харьковским
тракторным заводом.
475
Согласно этому технологическому процессу лишь одно инструмен-
тальное колесо имеет зубцы, вторым инструментом является гладкий
цилиндрический ролик, обкатывающий вершины зубцов накатывае-
мой шестерни {Л. 15-6]. По этой схеме на Харьковском тракторном
заводе построен накаткой станок. Горячая накатка обеспечивает
изготовление шестерен 3-го класса точности. При введении дополни-
тельной холодной обкатки шестерни на том же станке удается повы-
сить точность изготовления колес до 2-го класса точности, причем
никакой обработки резанием не требуется. Станки для горячей на-
Рис. 15-4. Схема горизонтально-ко-
вочной индукторной машины.
Mi — неподвижная половина матрицы; М2—
подвижная половина матрицы; 77i, 772, Па —
пуансоны; И —• нагревательный индуктор,
на зажимы которого подается напряжение
высокой частоты; Ф — изолирующие пла-
стинки; О— заготовка (пруток).
катки шестерен построены и применяются на Челябинском трактор-
ном заводе, конотопском заводе «Красный металлист» и ряде дру-
гих.
Методом горячей накатки можно изготовлять' не только шестер-
ни, но и всё те детали, которые поддаются изготовлению методом об-
катки при обработке резанием: червячные колеса, червяки, шлицевые
валики, цепные звездочки и другие детали. Применение индукцион-
ного нагрева позволяет во многих случаях заменить обработку ре-
занием обработкой давлением.
На рис. 15-4 и 15-5 показано применение индукционного нагре-
ва в ковочных станках.
Эта идея нашла свое воплощение во множестве станков, приспо-
соблений и различных устройств как в ССОР, так и за границей. До-
476
стойно удивления, как быстро и широко распространилась техноло-
гия обработки давлением с помощью индукционного нагрева.
Ограничиваясь в этой главе рассмотрением нескольких примеров
этой технологии, обращаем внимание читателя на достаточно широ-
кую специальную литературу, посвященную ковке и штамповке с ин-
дукционным нагревом [Л. 15-5—15-8 и др.].
На заводе имени Лихачева горизонтальный высадочный пресс
переоборудован в высадочный автомат с индукционным нагревом для
ковки клапанов автомобильных двигателей (Л. 15-5]. На рис. 15-6
приведена схема устройства рабочих органов этой машины. Заготов-
ки клапанов — стальные цилиндрики загружаются в бункер 2 и мага-
зинный лоток 3, по которому они скользят вниз к направляющей
Рис. 15-5. Схема индукторного ротационно-ковочного автомата.
/ — нагревательный индуктор; 2 — корпус из жаростойкого изолятора; 3 — ме-
ханизм подачи заготовки (прутка); 4 — ротационная головка; 5 — бойки, фор-
мующие профиль изделия; 6—колодки; 7 —ролики; 8 — муфта для раздвиже-
ния бойков и колодок.
призме 5, где лежит последняя заготовка. Нижняя часть магазинного
лотка, содержащая 8—10 заготовок, размещается между ветвями
петлевого индуктора 4, поэтому заготовки, скользя по лотку внутри
индуктора, нагреваются до температуры ковки. Когда эта темпера-
тура достигается, толкатель двигает последнюю заготовку вдоль
призмы вперед, откуда транспортирующий захват переносит раска-
ленную заготовку в рабочее положение между матрицей 7 и пуан-
соном 8. Затем следует рабочий ход пуансона, вгоняющего заготов-
ку в матрицу, т. е. собственно рабочая операция высадки. Синхрон-
но с движением пуансона вперед происходит отход толкателя в на-
чальное положение, все заготовки скатываются по лотку вниз, и по-
следняя попадает на направляющую призму, после чего все переме-
щения повторяются. Выбрасывание готового изделия производится
после отхода пуансона в начальное положение. Благодаря тому, что
режим нагрева поддается точной регулировке и все заготовки нагре-
477
ваются за равные отрезки времени до одной и той же температуры,
работу этой машины удалось полностью автоматизировать. Произ-
водительность этого автомата равна 1 000 клапанов в час. Внедрение
в производство этого автомата дало только на заводе имени Лихаче-
ва годовую экономию в 7 000 руб. Большую экономию обеспечивает
индукционный нагрев также в объемной штамповке. Обычно рядом
со штамповочным прессом устанавливается небольшая печь — газо-
вая или на жидком топливе, рассчитанная на размещение 15—20 за-
готовок. Рабочий клещами берет заготовку, кладет ее на матрицу и
Рис. 15-6. Схема автомата для высадки кла-
панов автомобильных двигателей системы
завода имени Лихачева [Л. 15-51.
1— заготовки; 2—-бункер; 3 — магазин; 4—индук-
тор; 5 —« направляющая тризма; 6 — толкатель;
7 — матрица; 8 — пуансон; 9 — готовые изделия.
включает рабочий ход ползуна пресса и, следовательно, пуансона.
На освободившееся место в печн рабочий кладет новую заготовку.
Затем после подъема пуансона и удаления изделия все операции по-
вторяются. Эта «ручная» штамповка легко модернизируется путем
замены печного нагрева индукционным. На рис. 15-7 представлена
схема такой модернизации. Мерная заготовка вкладывается в индук-
тор 3, снабженный жароупорным диэлектрическим корпусом 2 (кера-
мика, асбоцемент и пр.) и опирается на заслонку 6. После включе-
ния в. ч. тока и выдержки для доведения температуры заготовки до
необходимой величины заслонка отодвигается в сторону и заготовка
проваливается в матрицу. С этого момента почти все манипуляции
рабочего совпадают с таковыми при печном нагреве. В приведенном
примере на рис. 15-7 для удаления отштампованного изделия следует
478
снять верхней кольцо матрицы. После модернизации кольцо матрицы
снимается вместе с прикрепленным к нему индуктором. Индуктор со-
единяется с генератором и водяной магистралью шлангами, внутри
которых проложены гибкие медные кабели (литцендрат, см.
рис. 10-41). Разумеется, возможны различные конструктивные ва-
рианты этого устройства. В книге В. Н. Богданова [Л. 15-6] приво-
дится целый ряд примеров автоматизации объемной штамповки с ин-
дукционным нагревом.
Постепенно успехи, достигнутые при обработке давлением мел-
ких и средних деталей с небольшим расходом мощности для нагрева,
Рис. 15-7. Горячая объемная штамповка с индукционным
нагревом заготовки.
1 — пуаисон; 2 —изолятор индуктора; 3— индуктор; 4 — штам-
пованная деталь; 5 — матрица; 6 — заслонка; 7—ручки верхней
половины матрицы.
позволили распространить эту технологию на обработку весьма круп-
ных объектов. На рис. 15-8, например, представлена двухпозицион-
ная установка фирмы «Токко», предназначенная для индукционного
нагрева хвостовых концов авиационных 200-кг бомб для последую-
щего придания им конусообразной формы путем обжимки на прессе.
Установка обслуживается одним оператором, цикл нагрева на уста-
новке 49 сек, температура нагрева 1 150°С. В установке применено
автоматическое регулирование температуры и времени нагрева, по-
этому все заготовки получают строго однообразный нагрев. На мно-
гих заводах в СССР и за границей созданы мощные кузницы для
крупных поковок, где нагрев металла осуществляется исключитель-
но индукционным методом. Такие «индукционные» кузнечные цехи
опрокидывают привычные представления о кузницах, как о закопчен-
ных, грязных, горячих цехах, где температура воздуха доходит до
479
бо6с и где приходился Принимать специальные меры от перегрева
тела рабочих этих цехов.
Современные кузницы с индукционным нагревом (рис. 15-9)
представляют собой светлые просторные помещения, облицованные
кафельными плитками, с оборудованием, окрашенным в светлые то-
на, и т. д. По температуре воздуха эти цехи уже ничем не отличают-
ся от обычных «холодных» цехов: механических, сборочных и др. Во
всяком случае отопительные системы для индукционных кузниц при-
ходится проектировать по нормам холодных цехов. Производитель-
Рис. 15-8. Сдвоенная установка фирмы «Токко» для нагрева кон-
цов авиационных бомб, подвергающихся затем обжатию на прес-
се для придания им «обратного конуса».
ность труда в индукционной кузнице при прочих равных условиям
примерно иа 30% выше производительности труда в кузницах с пла-
менным нагревом.
При индукционном нагреве значительна экономия металла за
счет малых потерь на окалину и связанного с этим многократного
увеличения срока службы штампов *, а также за счет уменьшения
припусков на последующую обработку поковок резанием, которая
доходит до 14% (Л. 15-9]. Высокая скорость нагрева обеспечивает
более высокую производительность нагревательных устройств и по-
зволяет заменить несколько пламенных печей одним генератором
ТВЧ, благодаря чему экономится производственная площадь.
1 Благодаря высокой скорости нагрева при индукционном ме-
тоде окалина практически не успевает образоваться.
480
Рис. 15-9. Кузнечный цех с высокочастотным нагревом 1Л. 15-91.
31 г. И. Бабат.
48)
ГЛАВА ШЕСТНАДЦАТАЯ
ПРИМЕНЕНИЕ ИНДУКЦИОННОГО НАГРЕВА
В ЭЛЕКТРОВАКУУМНОЙ ПРОМЫШЛЕННОСТИ
16-1. ОБЕЗГАЖИВАНИЕ
Успешная работа миллионов электронных ламп, ежедневно вы-
пускаемых электровакуумной промышленностью мира и получивших
столь важное значение в последнее 50-летие, возможна только в том
случае, если пучок электронов, испускаемый катодом лампы, совер-
шая свою полезную работу, не будет на своем пути встречать пре-
грады в виде посторонних частиц — молекул и атомов. Именно по-
этому электронные лампы являются вакуумными приборами; воздух
удаляется из них для того, чтобы молекулы атмосферных газов не
превратились в барьеры, на которые будет натыкаться электронный
поток. В вакуумной технике существует специальная величина,
характеризующая разреженность объема лампы, т. е. отсутствие
посторонних частиц, способных стать преградами на пути движения
электронов, — это длина свободного пробега: то расстояние, которое
пролетает любая молекула до соударения с другой молекулой или
атомом. Еще на заре электровакуумной промышленности было уста-
новлено, что одного удаления воздуха из колбы лампы недостаточно.
Обильным источником молекул газа служат оболочка и внутренняя
арматура лампы — в основном металлические детали. Из толщи и
с поверхности этих деталей, помещенных в вакуум, выделяется
огромное количество газов, повышающих давление в лампе настоль-
ко, что свободный пробег молекул становится катастрофически ма-
лым. Поэтому при откачке лампы вакуумными насосами необходимо;
также освободить от газов внутренние детали лампы и удалить вы-
делившиеся газы. Наиболее эффективно и быстро обезгаживание про-
исходит при нагревании деталей до максимально возможной темпе-
ратуры.
Первый, кто догадался применить для этой цели индукционный
нагрев, был Эрих Хут [Л. 16-1] *.
Единица поверхности тела, нагреваемого в вакууме, теряет мощ-
ность, пропорциональную четвертой степени абсолютной температу-
ры этого тела. Эта зависимость для вольфрама, никеля, графита и аб-
* В п. 3 формулы изобретения в патенте Хута содержится ха-
рактерная ошибка, которую вслед за Хутом повторяли многие ав-
торы. Хут предлагает так выбирать частоту генератора, чтобы в на-
греваемом объекте было R = L<n. Между тем, как было вычислено
в гл. 7, максимальный к. п. д. получается при омическом сопро-
тивлении, равном индуктивному лишь в том случае, когда частота
тока фиксирована, а наивыгоднейшие условия подбираются путем
изменения R нагреваемого объекта. Если же заданы определенные
L и R объекта, а меняется частота, то оптимум получается при бо-
лее высокой частоте, а именно, когда <oL=AJ3R. (При нагреве по-
лых предметов R и а являются независимыми переменными, по-
этому максимум к. п. д. при изменении R будет иной, чем при изме-
нении а.)
482
солютно черного тела графически представлена на рис. 16-1. Как
правило, детали внутренней арматуры электровакуумных приборов,
доводятся индукционным методом до температур, не превышающих’
1 000—1 500° С. Поэтому чаще всего приходится иметь дело с удель-
ными мощностями меньше 20 вт1см2. Вся поверхность внутренней
арматуры малых приемно-усилительных ламп, в основном анода, не-
велика и во всяком случае не превышает 10 см2.
Для нагревания таких объектов достаточны генераторы с мощ-
ностью в несколько сотен ватт. Значительно большие мощности тре-
Рис. 16-1. Зависимость температуры от удельной мощности для
разных материалов при нагреве в вакууме. (Числа на графике
соответствуют температуре в градусах Цельсия.)
буются для прогрева анодов мощных газотронов и тиратронов, по-
верхность которых может доходить до 1 000 см2. Для обезгаживания
таких приборов требуются генераторы мощностью около 25 кет и
выше. В СССР для этой цели применяются исключительно ламповые
генераторы.
Детали внутренней арматуры ламп можно считать цилиндрами»
поэтому действующая мощность (Ре), необходимая для их нагрева,
определяется по формуле
Ре =2,8.10-eGFVfM; (16-1)*
здесь G — коэффициент пропорциональности, зависящий от разме-
ров индуктора и нагреваемого тела и определимый по гра-
фику (рис. 16-2).
F — магнитодвижущая сила индуктора.
Так как обычно обезгаживаемые детали нагреваются примерно
до 800—1 000° С, т. е. до температуры, намного превышающей точку
Кюри ферромагнитных материалов, то всегда можно считать ц=1.
Благодаря большой магнитной проницаемости время нагрева соответ-
ственно уменьшается. В практике электровакуумной промышленно-
* В формулу (16-1) подставляются величины магнитной про-
ницаемости и удельного сопротивления обезгаживаемого материа-
ла при температуре обезгаживания.
31* 483
СТи для обезгаживания внутренней арматуры электронных ламп при-
меняются ламповые генераторы на частотах 3- 105=1 • 10s гц. Более
высокие частоты неблагоприятны, так как глубина проникновения
тока в металл с дальнейшим увеличением частоты становится малой,
зачастую меньше толщины металла
обезгаживаемого электрода, из-за че-
го обезгаживание становится недо-
статочно эффективным.
Если предположить, что полез-
ная электрическая мощность Ре рав-
на энергии, которую излучает нагре-
тая внутренняя арматура лампы Рт,
то можно определить, какой магнито-
движущей силой должен обладать
индуктор:
Рис. 16-2. Кривые зави-
симости коэффициента G
от размеров индуктора и
нагреваемого изделия для
подсчета полезной мощ-
ности нагрева цилиндри-
ческих деталей в вакууме
[Л. 16-4].
F = 103 1 / ---------==- .
у 2.8G 1-
(16-2)
Для электродов настолько «черных»,
что можно считать их излучение по-
добным излучению черного тела, Рч
определяется по формуле
Рч =5,75 • 10-2Г’Ч5Ч, вт, (16-3)
где Тч — температура излучающего
электрода, °К;
S4 — излучающая поверхность,
см2.
Однако подавляющее большин-
ство деталей внутренней арматуры
изготовляется из более или менее
«блестящих» металлов, их излучение
отлично ют излучения черного тела,
нагретого до той же температуры, и
равно той или иной части этого из-
лучения. В этом случае излучаемая
энергия определяется по формуле
Pv=ExP4, (16-4)
где Р«— излучаемая энергия для реальных тел при температуре 7\;
еу — коэффициент монохроматического лучеиспускания в про-
центах от излучения черного тела (см. табл. 16-1 и [Л. 16-2]).
В качестве индукторов, как правило, применяются катушки из
медной трубки диаметром от 3 до 12 мм с четырьмя—восемью вит-
ками. Если индуктор предназначается для обезгаживания арматуры
электронных ламп небольшого диаметра, обезгаживание которых
непродолжительно, то большей частью он закрепляется в ручном
держателе—стержне из диэлектрика (эбонита, текстолита и др.).
При обезгаживании оператор держит индуктор за ручку и, двигая
его возвратно-поступательно вдоль оси лампы, нагревает арматуру
484
Таблица 16-1 Значения ех-коэффициентов монохроматического излучения
Материал Ag Al Au Be Гладкий графит Шерохо- ватый графит Си
Тч, °к еХ> ’/о 1 213 4—5 18—28 1 273 15 1 533 50—60 1 523 75—80 Продолл 1 523 88—90 •сени.в та 1 203 16—17 5л. 16-1
Материал Fe Mo Mo Ni Ni Та Та
тч, °к ех- % 1 323 38—44 1 000 39 2 000 35 1 273 37 1 673 36 1 203 47 2 000 42
лампы до требуемой температуры (обычно 800—1 000° С). Так как
к индуктору присоединены шланги для охлаждающей воды и токо-
подводящие шины (см. также рис. 10-41), то оператор удерживает
ручку с силой, равной натяжению шлангов и шин и доходящей до
10—12 кГ. Продолжительная работа с ручным индуктором поэтому
утомительна и может привести к повреждению откачиваемой лампы.
Естественно, что следующим шагом к совершенствованию технологи-
ческого процесса было закрепление индуктора в приспособлении, ими-
тирующем работу оператора и разгружающем его руки. Таковы все-
возможные штативы — держатели индукторов. С увеличением раз-
меров откачиваемой лампы и особенно с увеличением массы ее вну-
тренней арматуры выросли также размеры индуктора и удлинилась
продолжительность обезгаживания. Индукторы для таких ламп уже
обязательно закрепляются в подъемном приспособлении и обычно
снабжаются изолирующими распорками, связками и даже каркасами
для ужестчения конструкции.
Обычно при помощи индукционного нагрева выполняется еще
одна операция технологического процесса откачки: обезгаживание и
«распыление» геттера '. Как правило, для этой операции применяют-
1 Геттерами или газопоглотителями называются небольшие ку-
сочки химически активного металла, способного жадно поглощать
газы. В стеклянных лампах обычно применяются геттерные таблет-
ки, спрессованные из порошка бария или смеси порошка бария
с другими компонентами. Перед окончанием откачки лампы геттер
слегка подогревается для обезгаживания, а затем нагревается до
температуры 900—1 300° С, при которой барий испаряется и кон-
денсируется на стенке колбы лампы, образуя активную пленку —
«геттерное зеркало». Эта пленка, энергично поглощая остаточные га-
зы, не удаленные насосом, а также газы, выделяющиеся из арма-
туры лампы во время ее работы, существенно снижает давление
внутри баллона и, таким образом, поддерживает рабочее состояние
лампы. Во многих случаях только благодаря геттерам удается до-
вести давление в лампе до предельно низкой величины, обеспечи-
вающей работоспособность лампы,
4 85
ся маленькие цилиндрические или плоские катушки, закрепляемые
в ручных держателях. Геттеры и их детали малы по сравнению
с остальными деталями внутренней арматуры, поэтому часто, желате-
лен остро локальный нагрев только геттера или его держателя. Эга
задача решается при помощи индуктора со встроенным магнитопро-
водом. Например, таким магнитопроводом отлично служит цилиндри-
ческий сердечник из магнитодиэлектрика, вставленный внутрь цилин-
дрического индуктора. Магпитопровод можно быстро сделать, на-
полнив стеклянную пробирку смесью из порошка железа (35%) и
мелкого сухого песка (65%).
В массовом производстве электронных ламп, особенно приемно-
усилительных (а в последнее время и генераторных), применяются
откачные полуавтоматы (см., например, '[Л. 16-3]). Обычно эти полу-
автоматы представляют собой машины карусельного типа, у которых
по окружности рабочего стола-карусели, периодически поворачиваю-
щегося на некоторый угол, расположены гнезда для откачиваемых
ламп (современные полуавтоматы имеют от 12 до 36 гнезд-позиций).
Технологический процесс откачки лампы разбивается на операции,
которые выполняются на соответствующих позициях полуавтомата.
В зависимости от продолжительности операции она выполняется на
большем или меньшем числе гнезд. Таким образом, полная продол-
жительность откачки лампы па полуавтомате (цикл откачки) равна
времени полного оборота карусели. Интервал между снятием двух
соседних ламп равен отрезку времени между двумя поворотами ка-
русели (такт откачки). Как правило, для обезгаживаиия внутренней
арматуры лампы индукционным нагревом отводится от шестой до
третьей части всех позиций откачного полуавтомата.
В зависимости от конструкции откачной машины применяются
три конструкции нагревательных индукторов. Это спиральный подъ-
емный, шинный и коридорный (или туннельный) индукторы
(рис. 16-3,а б, и s, г).
Спиральный подъемный индуктор можег быть выполнен весьма
точно, его диаметр лишь на несколько миллиметров может превы-
шать диаметр обрабатываемой лампы, благодаря этому такие индук-
торы наиболее экономичны. Однако использование спиральных индук-
торов в откачной машине означает существенное усложнение ее кон-
струкции за счет достаточно сложного механизма для периодическо-
го подъема и опускания индуктора. Это считается крупным недостат-
ком такого конструктивного решения. Спиральный индуктор целесо-
образно применять в том случае, если арматура лампы по конструк-
ции близка к цилиндру, коаксиальному оси лампы. Если внутренняя
арматура имеет другую конструкцию, отличающуюся от цилиндри-
ческой, то в ряде случаев удачное решение проблемы состоит в при-
менении коридорных индукторов с парными боковыми катушками
цилиндрической или плоской формы. Коэффициент полезного дейст-
вия таких индукторов ниже, чем у спиральных подъемных индукто-
ров, но зато откачные автоматы'освобождаются от сложных подъем-
ных приспособлений, в которых закрепляются индукторы. Значитель-
но упрощается также переналадка откачной машины при изменении
типа откачиваемого изделия. Обычно коридорный индуктор жестко
закрепляется на станке, и если при переналадке не требуется изме-
нить число позиций машины с индукционным нагревом, то на него
просто не обращают внимания. На рис. 16-3,6 представлен наиболее
современный тип индуктора — шинный,
486
a)
A
Рис. 16-3. Индукторы для откачных постов.
а__подъемный спиральный; б —шинный; в, г — коридорный (тун-
нельный).
487
Основное достоинство этого индуктора состоит в том, что он
обеспечивает постоянный нагрев откачиваемой лампы в течение всех
тактов индукционного нагрева, включая время перемещения изделия
с одной позиции на другую. Благодаря этому при прочих равных ус-
ловиях шинный индуктор позволяет уменьшить число позиций откач-
ной машины, на которых производится индукционный нагрев армату-
ры лампы. При применении индукторов других типов лампа во вре-
мя перехода с одной позиции на другую выходит из высокочастотно-
го поля индуктора и, следовательно, нагрев арматуры в эти периоды
прекращается. Шинный индуктор универсален: он пригоден для ин-
дукционного нагрева ламповой арматуры любой конструкции — ци-
линдрической, плоской. Этот индуктор, как и коридорный, обычно да-
же не трогают при переналадках автомата на новое изделие, следя
лишь за тем, чтобы активная часть индуктора располагалась на не-
обходимой высоте по отношению к нагреваемой арматуре. Еще одно
преимущество шинного индуктора заключается в том, что с его по-
мощью очень легко можно получить местный и перемещающийся на-
грев арматуры. Например, если анод лампы массивен и длинен на-
столько, что для одновременного нагрева всего анода недостаточна
мощность генератора, обслуживающего автомат, то, изгибая провод-
ники индуктора под углом к оси лампы, можно нагревать анод по-
степенно, перемещая место нагрева вдоль анода. На рис. 16-3,6 по-
казан такой шинный индуктор, предназначенный для выполнения
двух операций нагрева: во-первых, обезгаживания анода и, во-вто-
рых, обезгаживания и распыления геттера. Как видно из этого 'ри-
сунка, вначале производится нагрев анода, продолжающийся не-
сколько тактов, а затем на одной или двух позициях происходит
обезгаживание и испарение геттера. Прием соответствующего изгиба-
ния витков индуктора применяется во всех случаях, когда желатель-
на концентрация тепла в каком-либо месте внутренней арматуры
или наоборот, если нагрев какой-либо детали нежелателен.
Наряду с этими достоинствами шинный индуктор обладает круп-
ным недостатком: его к. п. д. низок, так как весьма велика индуктив-
ность рассеивания. Поэтому современные откачные автоматы с шин-
ными индукторами оборудуются относительно более мощными гене-
раторами токов высокой частоты (8—10 кет вместе 3—5 кет).
Несмотря на всю эту достаточно совершенную технику, обезга-
живание «на месте» — внутри колбы ЭВП — нерентабельно и может
быть терпимо только для небольших стеклянных приемно-усилитель-
ных ламп, где детали внутренней арматуры имеют небольшую массу
и у которых, следовательно, невелики газоотделения. Если же дело
касается производства мощных генераторных ламп, тиратронов, игни-
тронов, мощных цельнометаллических СВЧ приборов и аналогичных
им, то эта технология оказывается совершенно неэффективной: от-
качка таких приборов становится чересчур продолжительной. В та-
ких случаях принято применять предварительное обезгаживание де-
талей внутренней арматуры и, что особенно важно, деталей корпу-
са, часто массивных металлических цилиндров, колец, втулок и т. д.
Эти детали для ряда приборов достигают грандиозных (относитель-
но) размеров: диаметра до 300 мм, веса до 100 кг. Предварительное
обезгаживание состоит в нагреве деталей прибора в печах с атмосфе-
рой водорода или лучше в вакууме до максимально возможной вы-
сокой температуры, после чего они поступают на сборку. Для серий-
ного и массового производства приборов больших размеров обычно
488
строятся специальные мощные печи со-
противления, в которые сразу загру-
жается много деталей [Л. 16-4], но тре-
бованиям лабораторной практики и
мелкосерийного производства вполне
удовлетворяют вакуумные установки с
индукционным нагревом типа, показан-
ного на рис. 16-4 (см. также рис. 16-12
и 9-21).
Для увеличения производительности
таких установок идут по двум направ-
лениям: во-первых, увеличивают разме-
ры колпака, а во-вторых, строят уста-
новки с несколькими колпаками по схе-
ме рис. 16-5. Пока детали под первым
колпаком охлаждаются после прогрева
и обезгаживания, нагревается содержи-
мое второго колпака и т. д.
С операцией обезгаживания в ва-
кууме имеет много общего операция
вакуумного отжига. Дело в том, что
тугоплавкие' металлы: тантал, ниобий,
титан и др. — после проката на лист,
ленту и проволоку очень сильно нагар-
товываются. В качестве примера приве-
дем следующие данные для тантала,
заимствованные из [Л. 16-4] (табл. 16-2).
В подавляющем большинстве слу-
чаев из листового тантала и других ту-
гоплавких металлов изготовляются фа-
сонные детали путем вытяжки или вы-
давливания на токарном станке; это все-
возможные аноды: цилиндрические,
овальные, многогранные, очень часто
Рис. 16-4. Лабораторная
стеклянная печь для
индукционного обезгажи-
вания деталей в вакууме
[Л. 16-4].
1 — цилиндр нз тантала или
молибдена с деталями; 2 —
индуктор; 3 — колпачок печи
из тугопла-пкого стекла; 4 —
Щлнфное соединение; 5 — со-
суд Дьюара с жидким
азотом.
с ребрами жесткости; затем это детали
других электродов внутренней арматуры — цилиндры, чашечки,
колпачки обычно в виде различных тел вращения. Такие
детали, как правило, изготовить из нагартованного листового мате-
риала невозможно. Поэтому для придания танталу и неко-
Таблица 16-2
Некоторые механические свойства листового тантала
толщиной 0,25 мм
Нагартованный
Отожженный
Временное сопротивление разрыву,
' кГ/мм?................,...................... 77
Относительное удлинение, % ............... 1
Твердость по Роквеллу шкала Е . . . 95
35
40
60
41(9
торым другим тугоплавким металлам благоприятных механиче-
ских свойств их необходимо отжечь для рекристаллизации. На-
грев этих металлов до высоких температур на воздухе невозможен
из-за энергичной окисляемости этих металлов, их способности легко
соединяться с водородом, азотом и т. д. Поэтому любая термическая
обработка Та, Nb, Ti, Zr, Be, желательно также Мо и ряда их спла-
вов должна проводиться в вакууме.
Обычно листовой металл, подлежащий отжигу, свертывается
в тугой рулон, диаметр которого на 10—20 мм меньше внутреннего
диаметра колпака вакуумной установки (рис. 16-5), где будет произ-
Рис. 16-5. Схема установки для индукцион-
ного обезгаживаиия деталей в вакууме.
/ — цилиндр с деталями; 2 — колпак из кварцевого
илн тугоплавкого стекла; 3 — вакуумный вентиль,
4— индуктор; 5 — вакуумное уплотнение. Ци-
линдр 1 либо 'подвешивается на крюке, либо уста-
навливается на подставку.
водиться отжиг. Рулон связывается молибденовой проволокой во
избежание распружинивания и в таком виде помещается на подставку
под вакуумный колпак.. Дальнейшая технология нагрева ничем не
отличается от технологии нагрева при обезгаживании. Разумеется,
режим нагрева и степень разрежения выбираются в каждом отдель-
ном случае в зависимости от рода металла, см., например, [Л. 16-4].
Иногда рекристаллизационный отжиг совмещают с предварительным
обезгаживаннем, которое проводится в виде первой ступени отжига
(нагрев до температуры более низкой, чем температура отжига).
16-2. СПАИВАНИЕ МЕТАЛЛА СО СТЕКЛОМ
Почти все электронные лампы в виде обязательной части своей
оболочки содержат спаи стекла с металлом. Расплавленное или
сильно размягченное стекло, соприкасаясь с металлом, нагретым до
той же температуры, прилипает к нему, и если соблюдаются неко-
торые условия, то это соединение сохраняется после его остывания
до комнатной температуры и даже более низкой. Сцепление стекла
490
п металла оказывается вакуумноплотным и механически прочным.
Прочность такого соединения, которое принято называть «спаем ме-
талла со стеклом», во всяком случае не уступает прочности стекла.
В современных электровакуумных приборах приме'йЯется множе-
ство конструкций и размеров спаев металла со стеклом, однако по
конструктивным признакам их можно отнести к относительно не-
большому числу типов.
Для этой книги представляют интерес спаи стекла с металлом
тех типов, которые представлены на рис. 16-6. В течение многих
лет изготовление сложных спаев металла со стеклом было достоя-
нием высококвалифицированных стеклодувов. Спаи изготовлялись на
Рис. 16-6. Виды спаев металла со стеклом.
а — рантовый; б — лезвенный; в — окошечный;
г — дисковый; д — металло-стеклянная колба
кинескопа.
специальных станках для обработки стекла с газопламенным на-
гревом. Брак на операциях изготовления спаев был непомерно
высок и неудивительно, что эти операции всегда были предметом
пристального внимания технологов. Такое положение продолжалось
примерно до середины 40-х годов, когда А. П. Федосеевым для
спаивания металла со. стеклом был предложен индукционный на-
грев ;[Л. 16-5]. Предпочтительность индукционного нагрева всем дру-
гим видам была настолько очевидна, что этот способ очень быстро
вытеснил существовавшие методы спаивания. Принцип изготовления
спаев металла со стеклом при помощи индукционного нагрева по-
казан на рис. 16-7. Спаиваемые детали — металлический узел и
стеклянный цилиндр — устанавливаются коаксиально друг другу
с зазором между торцовыми поверхностями 1—2 лш в соответ-
ствующем приспособлении или на станке. Это приспособление позво-
ляет центрировать соединяемые детали с достаточной точностью.
Нагревательный индуктор, закрепленный в том же приспособлении,
устанавливают также коаксиально спаиваемым цилиндрам, охваты-
вая место будущего спая. После включения тока металлический
491
цилиндр довольно быстро нагревается до температуры 900—1 000° С;
стеклянная деталь перемещением вдоль оси приводится в сопри-
косновение с раскаленным металлом и за счет его тепла постепенно
начинает нагреваться. Нагрев стекла через теплопередачу продол-
жается относительно недолго, до достижения температуры, при ко-
торой оно становится электропроводящим. После этого в стекле
индуктируются вихревые токи и нагрев стекла ускоряется, доводя
его до размягчения. В этот момент или несколько ранее его опера-
тор легким осевым давлением на стекло добивается смачивания
металла размягченным стеклом. Процесс смачивания поддается ви-
зуальному наблюдению, и после получения «шва» нужной ширины
давление на стекло прекращается,
а спай выдерживается некоторое
время при постоянной температу-
ре для надежного «проварива-
ния», затем генератор выключает-
ся. Индукционный нагрев позво-
лил превратить спаивание метал-
ла со стеклом из мастерства ис-
кусных стеклодувов в ремесло ма-
локвалифицированных рабочих. В
массовом и крупносерийном про-
изводстве спаев металла со стек-
лом технологические режимы мо-
гут быть установлены весьма точ-
но по времени и по показаниям
приборов генератора. Благодаря
Металл
Глубина
проникновения
Рис. 16-7. Схема спаивания
металла со стеклом при
индукционном нагреве.
1 — стеклянный цилиндр; 2 —
металлический паяный узел; 3 —
индуктор; 4 — приспособление
для крепления и центровки де-
талей при спаивании.
Медь'; . . .
Сталь . .
Молибден
Ковар . .
2С„=етГ,/а
zFe=600 f~'b
ZMo=400 г'1'
2ков=500/~’/г
этому можно подобрать строго однообразный технологический
процесс и получать совершенно идентичные спаи, чего совершенно
невозможно добиться при спаивании на горелке. Выбор генератора
для изготовления спаев производится, исходя из рода металла, под-
лежащего спаиванию со стеклом, его массы и диаметра. Обычно
для этой цели пригодны генераторы мощностью от 3 до 25 кет.
Оптимальная частота для каждого отдельного случая может быть
определена из глубины проникновения тока по формуле (1-13).
Глубиной проникновения тока Z можно задаваться, руковод-
ствуясь тем соображением, что при спаивании тонкостенных трубок
и тонких дисков глубина проникновения может равняться или слег-
ка превышать толщину металла. При этом условии обеспечивается
высокая равномерность нагрева металла при грубой центровке
индуктора относительно металлического цилиндра,
492
Спаи типов рис. 16-6,в и & изготовляются аналогично описанно-
му. Выбор оптимального индуктора для спаев крупносерийного про-
изводства можно сделать на основании расчета. Однако лаборато-
рия или цех обычно располагают набором индукторов, и при освое-
нии новых спаев не представляет труда подобрать оптимальный
индуктор опытным путем.
Для изготовления спаев, показанных на рис. 16-6, на производ-
стве применяется соответствующее оборудование (Л. 16-6 и 16-7].
Эти станки просты, в основном их функции сводятся к закреплению
и центровке спаиваемых деталей и инструмента — индуктора. При
этом соединяемые детали, закрепленные в патронах станка, остают-
ся неподвижными. В некоторых случаях при изготовлении спаев
типа показанного на рис. 16-6,г применяются станки, на которых
спаиваемые детали приводятся во вращение вокруг оси во время
нагрева (см., например, (Л. 16-6]). Благодаря этому достигается
высокая равномерность нагрева металлической детали. Интересным
примером применения индукционного нагрева в современном обору-
довании электровакуумного производства служит полуавтомат для
впаивания стеклянных экранов в конические колбы металло-стеклян-
ных кинескопов рис. 16-6,д. Эта машина подробно описана в кни-
гах [Л. 16-6, 16-7].
16-3. ПАЙКА ТВЕРДЫМИ ПРИПОЯМИ
Пайкой называется процесс неразъемного соединения двух или
нескольких деталей путем заливки зазоров между соединяемыми
деталями расплавленным металлом с температурой плавления более
низкой, нежели температура плавления соединяемых металлов. На-
личие третьего, соединяющего металла, называющегося припоем,
является обязательным признаком, отличающим пайку от других ви-
дов неразъемной сборки — например сварки. Различают два основ-
ных вида пайки: мягкую, или пайку легкоплавкими припоями, и
твердую, или пайку тугоплавкими припоями. Припои для мягкой
пайки имеют температуру плавления в интервале от 50 до 400° С.
iK твердым относятся припои с температурой плавления выше
450° С. Верхний температурный предел для припоев выражается тем-
пературой 1 970° С (родий) — это припои для соединения деталей из
тугоплавких металлов: вольфрама, молибдена и др. Существует ряд
приемов и способов твердой пайки, отличающийся своими особен-
ностями. Подробное рассмотрение этих способов и сопутствующих
им проблем не входит в задачи этой книги. Поэтому читателя,
интересующегося вопросами твердой пайки, направляем к соответ-
ствующей литературе (см., например, |[Л. 16-4, 16-8, 16-9]). Здесь же
эти вопросы затрагиваются постольку, поскольку это требуется для
рассмотрения технологических приемов твердой пайки с помощью
индукционного нагрева.
Твердая пайка имеет особо важное значение в производстве
СВЧ электронных приборов, некоторых газоразрядных приборов,
масс-спектрометров, электронных микроскопов и всех цельнометал-
лических устройств, для нормальной работы которых необходимо
получение.и сохранение высокого вакуума. Если в обычном машино-
строении и приборостроении требования, предъявляемые к паяным
швам, ограничиваются механической прочностью и в редких слу-
чаях — герметичностью (для жидкостных резервуаров и аппаратов
493
высокого давления), ‘то для Вакуумных Швов необходимо удовле-
творение целому ряду специфических требований. Вот наиболее важ-
ные из них:
а) вакуумная плотность;
б) стойкость против окисления при нагревах на воздухе;
в) низкое давление паров припоя в вакууме;
г) отсутствие диффузии атмосферных газов сквозь слой припоя
в паяном шве внутрь вакуумного объема, особенно при нагреве
изделия до высоких температур.
Естественно, что не всякий металл или сплав даже с подходя-
щей температурой плавления способен удовлетворить этим требова-
ниям, поэтому для электровакуумной промышленности разработаны
специальные твердые припои [Л. ’16-4, 46-110]. Эти твердые
припои, как правило, представляют собой сплавы металлов Си, Ag,
Au, Ni, Pt и др. Они имеют вид проволоки, фольги или реже по-
рошка. Детали, подлежащие соединению в неразъемный узел, соби-
раются предварительно друг с другом в такие положения, которые
они должны занимать после пайки. Поэтому конструкция паяного
узла должна быть такова, чтобы детали при сборке устанавлива-
лись в определенные положения, предписанные конструкцией узла,
независимо от желания сборщика. Для этой цели очень удобны все-
возможные уступы, буртики, расточки и т. д., ограничивающие пере-
мещение детали, доводимой до упора в них. В зависимости от спо-
соба пайки возможны два вида внесения припоя в шов: 1) ручная
«подпитка» припоем в процессе пайки и 2) предварительное закла-
дывание припоя в узел во время сборки.
Оба способа достаточно широко применяются в электровакуум-
ном производстве, но второй, более совершенный, распространен
шире первого.
В зависимости от атмосферы, в которой производится пайка,
различают следующие три способа: пайка на воздухе, пайка в атмо-
сфере защитного газа и пайка в вакууме. Качество пайки всегда
зависит от атмосферы, поэтому па выбор ее должно быть обраще-
но особое внимание.
Пайка на воздухе мало применяется в электровакуумной про-
мышленности, во всяком случае детали вакуумной оболочки элек-
тровакуумных приборов 1 этим способом не изготовляются. Так как
в большинстве случаев при пайке на воздухе необходимо примене-
ние флюсов: смесей хлоридов, фторидов, буры, борной кислоты и
других веществ, присутствие которых даже в виде следов внутри
.ЭВП совершенно недопустимо, то становится очевидной нежелатель-
ность применения воздушной пайки. Поэтому пайка на воздухе
выполняется для соединения деталей внешней арматуры ЭВП, и
только в редких случаях встречается пайка вакуумных деталей.
Технология пайки на воздухе с индукционным нагревом в электро-
вакуумной промышленности ничем не отличается от общепринятой
технологии (см., например, (Л. 16-4, 16-8, 16-11]). Обычно на
воздухе вручную паяются детали крупных размеров, которые не по-
мещаются в печах и которые удобнее паять при индукционном
нагреве. После сборки деталей, подлежащих пайке, и нанесения
флюса на будущий шов, если это требуется, начинается нагрев
более массивной детали. Заполнение шва припоем производится из
494
прутка припоя, который оператор держит а рукаях, кйСаЯсь его
концом раскаленного металла (рис. 16-8). Расплавленный припой
разравнивают в шве «скребками» или «крючками» из проволоки,
добиваясь полного и равномерного заполнения шва без раковин и
пропусков. На концы прутков припоя и крючков насаживаются изо-
лирующие ручки во нзбежание ожогов при случайных прикоснове-
ниях к индуктору. По этому способу трудно получить вакуумно-
плотные швы из-за почти неизбежного окисления металла в зоне
шва. Значительно лучшие результаты получаются при усовершен-
ствовании этого способа путем заполнения внутренней полости
Рнс. 16-9. Ручная пайка узла с про-
дувкой защитного газа.
/ — паяемые детали; 2 — ип,дуктор; 3 — пру-
ток припоя с изолирующей ручкой;
4 — заглушки.
Рис. 16-8. Ручная пайка на
воздухе.
/ — паяемые детали; 2 — индук-
тор; 3 — пруток припоя с изоли-
рующей ручкой.
паяемого узла защитной газовой атмосферой: водородом, азотом,
их смесью или другими газами (рис. 16-9). Защитные газы прони-
кают в зазор между паяемыми деталями, омывают поверхности,
смачиваемые расплавленным припоем, восстанавливают окислы и
улучшают смачивание. Такой способ пайки является все же полу-
мерой, так как внешние поверхности шва не омываются защитным
газом. Они подвержены окислению, по крайней мере частичному,
из-за контакта нагретого металла с атмосферой. Устранив этот не-
достаток путем полного погружения паяемого соединения в камеру
с защитной атмосферой, мы получаем достаточно совершенный спо-
соб пайки (рис. 16-10). В зависимости от конкретных условий пай-
ки: величины партии и частоты ее повторения — решается вопрос
о конструкции камеры: от простейших вариантов (рис. 16-10,я и б)
до многоместного карусельного устройства (рис. 16-10,в). В камеру
во время пайки подается защитный газ, предпочтительно водород,
под небольшим избыточным давлением по сравнению с атмосфер-
ным. Детали устанавливаются предварительно через соответствую-
щие люки. Камера герметизируется обычно при помощи резиновых
495
прокладок, и после непродолжительной «продувки» защитным газом
начинается пайка. За ходом пайки можно наблюдать через окошеч-
ко, но при серийном производстве можно отработать процесс пайки
по показаниям приборов и по времени настолько объективно, что
визуальное наблюдение ие требуется. Загрузка и выгрузка камеры
производятся периодически после полного оборота карусели. Если
в качестве защитной атмосферы применяются газы тяжелее воздуха,
например аргон или углекислый газ, то пайка может вестись с не-
прерывной загрузкой и выгрузкой деталей на одной из позиций,
в то время как на другой позиции производится пайка.
X вакуум-насосу
Рис. 16-11. Пайка в контейнере
с защитной атмосферой.
/ — индуктор; 2 — паяемые детали;
3 — подставка; 4— контейнер; 5 —
песчаное уплотнение.
Рис. 16-12. Пайка под кол-
паком в вакууме.
1 —1 индуктор; 2 — колпак из
кварцевого или тугоплавкого
стекла; 3 —паяемые детали; 4 —
подставка; 5 пицеиновое уплот-
нение; 6 — охлаждаемый фланец.
496
На практике достаточно широко распространен еще один спо-
соб твердой пайки в защитной атмосфере, который можно отнести
к высокочастотной пайке только условно. Это пайки в контейне-
рах— стальных цилиндрических герметизированных камерах, в кото-
рые помещаются паяемые детали и создается защитная атмосфера
(рис. 16-11). Нагрев деталей для пайки осуществляется за счет
излучения стенок контейнера, нагреваемого индуктором. Таким обра-
зом, вихревые токи индуктируются ие в паяемых деталях, а в про-
межуточном теле — стенке контейнера.
Техника индукционной пайки в защитной атмосфере имеет мно-
го общего с пайкой в вакууме. Разрежение в 0,1 мм рт. ст. во мно-
гих случаях уже является удовлетворительным для успешной пай-
ки, обычно же применяется более высокий вакуум от 10~2 до
1(F6 мм рт. ст.
Для пайки в вакууме применяются камеры и контейнеры, ана-
логичные применяющимся для пайки в защитной атмосфере, но,
разумеется, с более высокой степенью герметизации. В лаборатор-
ной практике, где особенно часто требуется пайка в вакууме,
широко распространено устройство, показанное на рис. 16-12. Паяе-
32 г. И. Бабат. 497
МЫе деТали 3, собранные в то положение, которое они должны
иметь после сборки, со вложенными кольцами припоя устанавли-
ваются на подставке. Затем прозрачный колпак из тугоплавкого
или кварцевого стекла устанавливается на свое место в кольцевую
канавку, прорезанную в плите, которая заливается вакуумным
уплотнителем — пицеином, вакопластом и т. д. Пространство под
колпаком откачивается либо просто механическим вакуумным насо-
сом (разрежение до 5-10-3 мм рт. ст.), либо вакуумной системой
(разрежение до 5- 10-6 мм рт. ст.). После достижения необходимого
разрежения . включается индуктор и начинается нагрев паяемого
узла. Разумеется, сразу же вакуум под колпаком ухудшается из-за
выделяющихся из металла газов (см. § 16-1). В зависимости от
интенсивности нагрева и скорости повышения температуры давление
газов под колпаком возрастает и может дойти даже до недопусти-
мой величины. Атмосфера под колпаком в этом случае представляет
собой смесь газов: Со, Со2, О2, H2, :N2 и паров воды в различных
пропорциях. Присутствие значительных количеств О2 и Н2О неблаго-
приятно сказывается на качестве пайки, и в этих случаях говорить
о пайке в вакууме можно только условно. Поэтому обычно пайка
в вакууме начинается с обезгаживания паяемого узла. Узел нагре-
вается с такой скоростью повышения температуры, чтобы насосная
система успевала откачивать выделяющиеся газы и вакуум под кол-
паком оставался бы примерно постоянным. Такой прогрев ведется
до температуры приблизительно на 90—100° С ниже температуры
пайки до тех пор, пока выделившиеся газы не откачаются и дав-
ление под колпаком не приблизится к первоначальному; только
после этого температура доводится до точки плавления припоя и
производится пайка. Откачка продолжается в течение всего цикла
пайки от момента установки колпака до полного охлаждения изде-
лия. Так как охлаждение в вакууме происходит только за счет
лучеиспускания, то оно продолжается примерно в 4—5 раз дольше,
чем в газовой атмосфере при прочих равных условиях. По этой
причине, а также потому, что смачивающая способность припоев
в вакууме хуже, чем в газовой атмосфере, пайка в вакууме приме-
няется реже пайки в газах. Существует, однако, ряд случаев, когда
пайка в вакууме предпочтительнее других способов или даже един-
ственно возможна. Например, к таким случаям относятся:
а) Вакуумноплотная пайка хромоникелевых сталей и сплавов
с содержанием хрома выше 4% и титана выше 2%. Пайка таких
металлов в газовых атмосферах затруднительна.
б) Пайка низкосортной меди с большим содержанием раство-
ренных окислов; при пайке такой меди в восстановительной атмо-
сфере возникает так называемая «водородная болезнь»1.
в) Совмещение пайки узла с обезгаживанием его в вакууме,
после чего этот узел может быть смонтирован в электровакуумном
приборе.
г) Некоторые металлы можно паять только в вакууме — это
тантал, титан, ниобий, цирконий и др.
1 Водород легко диффундирует в нагретую медь и, встречая
на своем пути окислы меди, восстанавливает их. При этом обра-
зуются пары воды, которые, стремясь выйти из металла, вызывают
образование трещин, рыхлостей, раковин и т. д, Это явление назы-
вается «водородной болезнью».
498
д) В последние годы стали появляться металлы, выплавленные
в вакууме и, следовательно, не содержащие газов. Во избежание
насыщения газами такие металлы целесообразно паять в вакууме,
а не в газовой атмосфере. Кроме того, на практике встречаются ча-
стные задачи серийной или массовой сборки тех или иных узлов,
которые оказывается целесообразно решать методом пайки в ва-
кууме. Например, в |[Л. 16-8] описывается карусельный полуавтомат
для пайки в вакууме свечей зажигания к двигателям внутреннего
сгорания. Аналогичную или более сложную конструкцию могут
иметь станки для пайки других изделий.
16-4. ДИФФУЗИОННАЯ СВАРКА
Благодаря индукционному нагреву осуществлен один из наибо-
лее удивительных методов соединения материалов между собой —
это так называемая диффузионная сварка. Эта сварка основана на
явлении взаимной диффузии атомов металла (Л. 16-12], интенсив-
ность которой прямо пропорциональна
поверхностей, времени выдержки при
этой температуре и нормальному
давлению. Если две чистые гладкие
металлические поверхности сжать
некоторой силой и нагреть до темпе-
ратуры, равной 60—80% температу-
ры плавления соединяемых металлов,
то возникшее между поверхностями
взаимодействие атомных и молеку-
лярных сил приведет к неразъемному
и вакуумплотному соединению по-
верхностей. В вакууме взаимодиффу-
зия протекает наиболее интенсивно
благодаря невозможности возникно-
вения окисных пленок, препятствую-
щих непосредственному контакту со-
единяемых поверхностей (Л. 16-13].
На рис. 16-13 представлена схе-
ма установки для диффузионной
сварки. Установка состоит из прес-
са для сжатия свариваемых деталей
(обычно это гидравлический пресс
с усилием 10—15 Т), рабочей каме-
ры, генератора ТВЧ и вакуумной
системы для откачки камеры.
Технология диффузионной свар-
ки очень проста. Поверхности стыка
деталей, подлежащих соединению,
обрабатываются до 6—7-го классов
чистоты по ГОСТ и обезжириваются (иногда детали желательно
отжечь в вакууме или водороде). Затем детали собирают, поме-
щают в рабочую камеру и сжимают. После создания в камере раз-
режения порядка КН6 мм рт. ст. включается генератор и детали
постепенно нагреваются до 500—1 200° С в зависимости от рода со-
единяемых металлов. После непродолжительной выдержки при этой
температуре и охлаждения узла в вакуумной камере сварка закон-
чена.
температуре контактирующих
к насосу
Рис. 16-13. Камера для диф-
фузионной сварки.
1 — индуктор; 2 — свариваемые
детали; 3 — подставка; 4 — слю-
дяная прокладка; 5 — прижим;
6 — камера; 7 — сильфон; 8 —
резиновое уплотнение; 9 — плнта
пресса; 10 — ползун пресса;
32*
499
Неоценимым преимуществом диффузионной сварки является то
обстоятельство, что этим методом можно сваривать любые металлы
друг с другом в самых неожиданных комбинациях [Л. 16-13, 16-14].
Как выяснилось (Л. 16-15], этим методом можно сваривать ме-
таллы не только друг с другом, но н металлы с металлизированной
и даже неметаллизированной керамикой.
Диффузионная сварка с индукционным нагревом все шире и
шире внедряется в приборостроение и машиностроение. Для этой
технологии разработаны промышленные образцы специальных стан-
ков. Недостаток диффузионной сварки состоит в ограниченности
типов «сварочных швов». Это только торцовые плоскости или по-
верхности с очень малой кривизной.
16-5. НЕКОТОРЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
Велико многообразие технологических процессов, основанных
на индукционном нагреве металла в вакууме. Однако эти процессы
можно разбить на две группы: во-первых, это технология, связан-
ная с плавлением металла, и, во-вторых, это высокотемпературная
термическая обработка металлов для той или иной цели. Часть
технологических процессов той и другой группы уже рассмотрена
в этой главе. К первому виду технологии относится вакуумная ме-
таллургия, в значительной степени обязанная своим развитием
индукционным печам. Методами вакуумной металлургии произво-
дятся самые чистые современные металлы и сплавы, которые при-
обрели особо важную, революционизирующую роль для ряда отрас-
лей промышленности.
Объем книги не позволяет рассмотреть всех встречающихся на
практике случаев применения индукционного нагрева, особенно для
вакуумной металлургии; это самостоятельный предмет, имеющий
уже обширную литературу |[Л. 16-16], но в качестве иллюстраций
к возможностям индукционного нагрева здесь приводятся несколько
характерных примеров.
На рис. 16-14 представлена схема устройства, применяемого для
получения слитков бериллия методом центробежного литья в ва-
кууме. Следует заметить, что выплавка почти всех редкоземельных
и активных металлов возможна только методами вакуумной метал-
лургии. На рис. 16-15 и 16-16 схематически показаны печи для вы-
плавки титана и тория. .
Большой интерес представляет собой заливка медью антикато-
дов к рентгеновским трубкам (рис. 16-17). Трубчатая заготовка
антикатода, выточенная из специального сплава (Н29К18А, ферро-
хром, 1Х18Н9Т или др.) устанавливается под графитовым тиглем,
заполненным кусками бескислородной меди. В нижний конец заго-
товки вкладывается графитовая державка, к скошенному торцу ко-
торой привязывается вольфрамовая пластинка — будущее наклонное
вольфрамовое зеркало. В таком виде заготовка представляет собой
род «изложницы», куда стекает расплавленная медь.
В заключение на рис. 16-18 приводится весьма редкий случай
применения индукционного нагрева, это точечные источники света,
применяющиеся для освещения кино- и телестудий (Л. 16-4]. В этих
лампах источник света диаметром около 8 мм, сделанный из карби-
да тантала, располагается в центре колбы, наполненной нейтраль-
ным газом. Источник света — излучатель — нагревается токами вы-
сокой частоты до высокой температуры внешним индуктором,
500
2
Рис. 16-14. Установка для центробежного литья слитков
бериллия в вакууме [Л. 16-4].
/ — ротор (3 000 об/лшя); 2 — статор; 3—(Молибденовый тигель;
4, 5, 6 — разъемная форма из жаростойкой керамики (например,
ВеО); 7 — порошок или зерна бериллия; 8 — колпак из кварце-
вого или тугоплавкого стекла; 9— основание; 10 — уплотнение;
11 — индуктор.
33 Г. И. Бабат.
501
co
К насосу
Рис. 16-17. Заливка расплав-
ленной медью вольфрамово-
го зеркала в заготовке анти-
катода рентгеновской
трубки.
1 — тигель с ломом бескисло-
родной меди; 2— индуктор; 3—
заготовка антикатода; 4— воль-
фрамовое зеркало; 5—подстав-
ка; 6 — камера; 7 — уплотнение;
3 смотровой глазок; 9— основ-
ная плнта.
Рис. 16-18. Точечный источник света [Л. 16-4].
а — внешний вид; б — схематический чертеж; 1 —
источник излучения из карбида тантала; 2 — кон-
центратор; 3— система водяного охлаждения кон-
центратора; 4 — стеклянная колба, наполненная арго-
ном; 5 — плоское дно лампы; 6 — индуктор.
Рис. 16-21. График зависимости напряжения
старта и сварки от диаметра изделий при по-
стоянном зазоре между электродами и изде-
лием.
16-6. СВАРКА СТЕКЛЯННЫХ КОЛБ ЭЛЕКТРОННО-ЛУЧЕВЫХ
ТРУБОК ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ
Работы по сварке стеклянных колб электронно-лучевых трубок
с применением электрической энергии в отечественной электрова-
куумной промышленности впервые проводились в 1949 г., но эти
работы не были внедрены в производство, так как в то время
сварка производилась при отсутствии в трубке металлической арма-
туры близко расположенной к месту опая. Такую задачу можно
было легко решить с помощью газового пламени [Л. 16-47].
В последние годы разработаны новые типы электронно-лучевых
трубок, сварка которых производится с размещенной в них метал-
лической арматурой, близко расположенной к месту опая. При
сварке стеклянных колб таких трубок газовым пламенем происходи-
ло окисление и коробление металлической арматуры. Поэтому
возник вопрос об изыскании новых способов сварки стеклянных
колб электронно-лучевых трубок, в частности, основанных на приме-
нении электроэнергии.
а) Сущность метода
Возможны три основных способа электрического нагрева стекла:
1) контактный нагрев;
2) индукционный нагрев;
3) емкостный нагрев.
При контактном нагреве через стекло непосредственно пропу-
скается электрический ток. На рис. 16-19 показана схема прохожде-
ния тока п'ри контактном методе сварки стекла.
При комнатной температуре стекло является изолятором для
электрического тока с сопротивлением порядка 1013 ом см. Поэто-
му для разогрева стекла электрической энергией при указанной тем-
пературе необходимо к свариваемым изделиям подвести напряже-
ние, значительно превышающее напряжение электрической прочно-,
сти стекда.
505
Для уменьшения подводимого напряжения при разогреве стек-
ла электрическим током необходимо стекло предварительно нагреть
до температуры 550—600° С (для тугоплавких стекол эта темпера-
тура должна быть несколько выше), так как с повышением темпе-
ратуры удельное сопротивление стекла уменьшается и стекло стано-
вится проводником электрического тока.
При индукционном нагреве стекло помещается в индуктор, че-
рез который пропускается ток высокой частоты. При этом способе
нагрева стекло также долж-
но быть предварительно
прогрето, но до более высо-
кой температуры (900—
1 000°С), чем при методе
непосредственного пропуска-
ния тока. В связи с этим
этот метод практического
распространения не полу-
5 3 2 4 1
—ШЬ—
Рис. 16-22. Схематический чертеж
знакопечатающей запоминающей
трубки с видимым изображением
0 127 мм, с находящейся в ней
арматурой и покрытиями из аква-
дага.
1 — горло; 2 — стакан; 3 — покрытие из
аквадага; 4—-сварной шов; 5 — место рас-
положения арматуры.
необходимо тщательно экранировать
чил.
Расчеты показывают,
что для сварки стеклянных
колб с помощью емкостного
нагрева необходимо подве-
сти к рабочему конденса-
тору электрический ток ча-
стотой около 200 мгц.
При работе на генера-
торах частотой 100—200 мгц
как сам генератор, так и ра-
бочий конденсатор, так как излучение высокочастотного поля на
данных частотах вредно действует на организм человека. Генера-
торы на данную частоту работают с низким к. п. д. Поэтому этот
способ также не получил распространения.
Таким образом, для сварки стекла электрической энергией сле-
дует применять контактный метод.
б) Контактный нагрев стекла электрическим током
При контактном нагреве стекла электрической энергией прежде
всего нужно решить вопрос о выборе наиболее целесообразной ча-
стоты тока [Л. 16-18].
Возможны три варианта:
1) нагрев на промышленной частоте 50 гц;
2) нагрев на высокой частоте 100—500 кгц;
3) нагрев на повышенных частотах 10—60 мгц.
Наиболее простым вариантом является использование для кон-
тактного нагрева электрического тока промышленной частоты.
В этом случае не нужно иметь дорогостоящих преобразователей
(генераторов) частоты. Электрическое устройство состоит из транс-
форматора высокого напряжения и пусковой аппаратуры, но при
этом способе усложняется конструкция сварочного станка. Токо-
подводящие элементы и стеклянные изделия, через которые во вре-
мя сварки пропускается электрический ток высокого напряжения,
506
приходится тщательно экранировать от прикосновения обслуживаю-
щего персонала. При сварке исключена возможность формования
шва рабочим. Качественная сварка возможна лишь при жесткой
стабилизации энергетических параметров установки (напряжение,
ток) и малом разбросе в размерах свариваемых деталей.
Применение тока повышенной частоты (10—60 мгц) требует
изготовления специального преобразователя тока — генератора. Под-
вод электрической энергии к свариваемым деталям производится
через высокочастотный факельный разряд, который возникает на
электродах генератора. Факельный разряд направляется к месту
сварки деталей с помощью газового пламени или инертного газа
(аргон, гелий, азот). Газовое пламя или инертный газ, увлекая за
собой высокочастотный факел, образует проводящий мостик между
электродами и свариваемыми деталями. Через этот проводящий мо-
стик и подводится электрический ток от источника к свариваемым
деталям.
В этом диапазоне частот (10—60 мгц), электромагнитное поле,
создаваемое высокочастотной установкой, вредно воздействует на
организм человека. Поэтому нужна тщательная экранировка всей
высокочастотной установки.
Наиболее целесообразно, с нашей точки зрения, для целей элек-
тросварки стеклоизделий применять ток с частотой 100—500 кгц.
На этой частоте промышленность серийно выпускает высокочастот-
ные генераторы для электровакуумной промышленности.
Работа на частотах 100—500 кгц значительно менее опасна, чем
на промышленной частоте. Формовку шва осуществляет рабочий
специальной лопаточкой. Электрическую энергию с частотой тока
100—500 кгц следует рекомендовать для сварки стеклянных изделий.
Ниже описывается экспериментальная установка для сварки
колб электронно-лучевых трубок, работающая на частоте 100—
500 кгц.
в) Способы предварительного нагрева стекла
Предварительный разогрев стекла при электроконтактном нагре-
ве желательно производить лучистым потоком, а не газовым пламе-
нем, которое окисляет арматуру прибора. Процесс разогрева можно
производить быстрее, не опасаясь разрушения свариваемых де-
талей.
Излучателем для предварительного нагрева стекла может
с успехом применяться нихромовый нагреватель, который имеет
максимальную рабочую температуру до 1100° С. Излучатель из
нихрома прост в изготовлении и имеет длительный срок службы.
Нагрев его производится пропусканием по нему электрического тока
промышленной частоты.
Вместо нихрома можно применять сплав ОХ-23-Ю-5А (ЭИ-595),
имеющий максимальную рабочую температуру 1 350° С.
Для предварительного разогрева стекла при электроконтактной
сварке можно рекомендовать ленточной нагреватель из нихрома
или сплава ОХ-23-Ю-5А.
.507
г) Экспериментальная установка для высокочастотной
сварки
Установка для высокочастотной сварки состоит из высокоча-
стотного генератора и станка для сварки.
1. Генератор высокой частоты
Для установки высокочастотной сварки выбран генератор типа
И060.011. В схему генератора внесен ряд изменений. Выходная
мощность генератора регулируется не напряжением накала генера-
торной лампы, как это предусмотрено конструкцией, а изменением
анодного напряжения путем воздействия сеточным напряжением на
угол зажигания тиратронов анодного выпрямителя. Это дает воз-
можность плавно регулировать ток, проходящий через свариваемые
детали. Кроме того, измененная схема генератора не только обеспе-
чивает плавную регулировку анодного напряжения в диапазоне от
10 до 100% t/ном, но и стабильно поддерживает его с точностью
до ±'1,5%. Эта схема регулирования и стабилизации анодного на-
пряжения разработана в ЦНЙИТМАШ [Л. 9-3]. Для получения от
генератора высокого напряжения на его выходе установлен высоко-
частотный трансформатор высокого напряжения с коэффициентом
трансформации 1 : 4.
J 6 5 241
2. Станок для электросварки
Для проведения работ по электросварке был переоборудован
сварочный станок типа «Литон», предназначенный для сварки
стеклянных изделий газовым пламенем (рис. 16-20). На каретке,
перемещающейся вдоль станины
станка, укреплены два электрода
и нагреватель с отражателем.
Электроды располагаются по
диаметру свариваемого изделия.
В качестве материала для
электродов наиболее пригодным
оказался вольфрам.
Излучатель выполнен из ни-
хромовой ленты сечением 2X20мм
в виде кольца. Для большей кон-
центрации теплового потока и для
жесткости излучатель имеет во-
гнутый профиль в виде неболь-
шого желобка. Наименьший диа-
метр излучателя (в холодном со-
стоянии) выбирается на 1—2 мм
(больше диаметра свариваемого
прибора.
Для защиты рабочего-сварщика от теплового излучения и для
концентрации теплового потока над излучателем размещается экран,
изготовленный из никеля. Внутренняя поверхность экрана отполиро-
вана. Снаружи он имеет водяное охлаждение, выполненное в виде
медной трубки.
Отжиг сваренных изделий производился газовым пламенем
с помощью горелки «Пущка».
508
Рис. 16-23. Схематический чер-
теж трубки типа ,12ЛН1.
1 — горло; 2 — стакан; 3 — армату-
ра; 4 — покрытие из хлорного оло-
ва; 5 — место сварки; 6 — металли-
ческие выводы.
д) Технология сварки
1. Технология сварки стеклянных колб электронно-лучевых
трубок
На описанном выше оборудовании сваривались колбы (0 120—
127 мм) и ножки (0 32,52 и 58 мм) электронно-лучевых трубок из
стекла марки ЗС-5.
Была отработана технология сварки колб знакопечатающих
трубок с видимым изображением и сварки ножек высокочастотных
осциллографических трубок.
При отработке технологии необходимо было определить:
1) время предварительного разогрева стекла излучателем;
2) время перемещения
излучателя и подведения
электродов к месту сварки;
3) величину высокоча-
стотного напряжения «стар-
та» н «сварки»;
4) время отжига сва-
ренных стеклянных изделий
горелкой типа «Пушка».
В процессе отработки
технологии электросварки
было выяснено, что при
предварительном разогреве
стекла до температуры 550—
600° С ленточными нихро-
мовыми излучателями вре-
мя разогрева зависит от
температуры излучателя,
расстояния излучателя от
стекла, сорта стекла и тол-
щины колбы.
Практически время
предварительного разогрева
для колб и ножек состав-
ляет 1,5—2 мин, а время
подведения электродов к ме-
сту сварки после отвода
излучателя не должно пре-
вышать 5 сек.
Рис. 16-24. Внешний вид стеклянных
ножек, вваренных в горло электрон-
но-лучевых трубок.
1 - ножка 058 «; 2 — ножка 052 мм;
3 — ножка 032 мм.
Величина высокочастотного напряжения, подаваемого на элек-
троды, должна изменяться в процессе сварки. В начальный момент
для возникновения дугового разряда требуется значительно большее
напряжение 1(<7Ст), чем в процессе сварки /f/свар)-
Величина напряжения старта зависит от воздушного зазора
между электродами и свариваемыми стеклянными изделиями, а так-
же от диаметра и свойств материала последних. Напряжение
сварки зависит главным образом от диаметра изделий. На рис. 16-2'1
приведен график зависимости напряжений старта и сварки от диа-
метра изделий при постоянном зазоре между электродами и изде-
509
лием. На графике видно, что зависимость L/CT и £/Свар от диамет-
ра свариваемых изделий является линейной.
Время отжига стеклянных колб и ножек газовой горелкой типа
«Пушка» колеблется от 0,25 до 0,5 мин.
Сварка стеклянных колб без арматуры на данном станке не
представляет трудности.
Значительно сложнее сваривать стеклянные колбы с находя-
щейся внутри арматурой и покрытием из аквадага или хлорного
олова. При сварке таких приборов возможно возникновение элек-
трической дуги (пробоя) между электродами и арматурой прибора
или проводящим покрытием.
Рис. 16-25. Схематический чертеж положе-
ния ножки с выводами в горле трубки на
различных этапах сварки.
а — предварительный разопрев горла и иожки
излучателем; б — пропрев горла высокочастотным
током; в — совместный разогрев горла и иожки
током высокой частоты; / —металлическая арма-
тура; 2 — горло; 3 — иожка; 4— штенгель; 5 — вы-
воды; 6 излучатель; 7 —электроды.
510
Во избежание электрических пробоев ' между электродами и
арматурой была предложена следующая технология. Свариваемые
части стеклянных колб приборов укрепляли в патронах горизон-
тально-сварочного станка и центровали относительно излучателя и
электродов. Детали приводили во вращение со скоростью 80 об!мин.
Прогревали край одной половинки колбы, в которой не имеется арма-
туры или арматура в ней расположена на значительном расстоянии
от электродов, а затем через нагретый край колбы пропускали элек-
трический ток, который и
оплавлял его. Не снимая Таблица 16-3
напряжения с электродов,
обе половинки колбы сбли- -----------------------------------------
жали до соприкосновения и
с помощью электрического
тока разогревались до тем-
пературы сварки. Во время
Наименование операции
Продолжи-
тельность
операции,
мин
сварки с помощью лопаточ-
ки производилась формовка
шва. Отжиг осуществлялся
газовым пламенем.
Ниже описываются кон-
кретные примеры по свар-
ке некоторых типов элек-
тронно-лучевых трубок.
2. Твхнология сварки
стеклянных колб знакопеча-
тающих запоминающих тру-
бок с видимым изображе-
нием, 0127 мм '
Стеклянные колбы зна-
копечатающих запоминаю-
щих трубок изготавливают-
ся из стекла марки ЗС-5 и
имеют следующие размеры:
0 127 мм, толщину стенки
2 мм.
Разогрев ранта горла
излучателем (стакан
находится на значи-
тельном расстоянии
от горла)............
Разогрев ранта горла
током высокой часто-
ты ..................
Перемещение горла к
стакану .......
Сварка с разогревом
током высокой часто-
ты ............... . .
Отжиг газовой горелкой
типа „Пушка” . . . .
Продолжительность цик-
ла сварки ...........
1,5
0,25—0,5
0,25
0,5—0,75
0,5
3—3,5
Трубка сваривается вместе с арматурой и покрытиями из аква-
дага. На рис. 16-22 показан схематический чертеж, трубки с нахо-
дящейся в ней арматурой.
В стакане электронно-лучевой трубки вмонтирована арматура
с тонкими мелкоструктурными сетками.
Для сварки электронно-лучевых трубок этого типа была разра-
ботана следующая технология (табл. 16-3).
При сварке напряжение старта (£/Ст) равно 6,5 кв, а напря-
жение сварки (Псвар)—2 кв при токе 0,25—0,5 а.
Общая ширина зоны без аквадага 35 мм.
Установка работала в следующем режиме:
а) излучатель: ток максимальный—600 а, напряжение 7 в;
б) высокочастотный генератор (показания приборов на генера-
торе): Пв=19 е; Цан=5 кв; /ан=1,55 а, /с = 0,65 а.
.511
3. Технология сварки стеклянных колб знакопечатающих трубок
типа 12ЛН1 с видимым изображением
Электронно-лучевая трубка 12ЛН1 имеет диаметр стеклянного
баллона 120 мм и толщину стенки 1,8—2 мм (рис. 16-23). Баллон
изготовлен из стекла марки ЗС-5. На горловой части трубки нане-
сен слой хлорного олова, который удален на расстояние 25 мм от
места сварки.
В стеклянном стакане расположена металлическая арматура,
находящаяся на расстоянии 15 мм от места сварки. Технология и
режимы работы оборудования при сварке электронно-лучевых
трубок типа 12ЛН1 были те же, что и при сварке приборов, опи-
санных выше.
4. Технология сварки стеклянных ножек
электронно-лучевых трубок
Стеклянная ножка из стекла марки ЗС-5 (рис. 16-24) имеет сле-
дующие размеры: 0 горла 58 мм, толщину стенки 1,5—2 мм,
0 ножки 52 мм. В ножку вварено восемь выводов, расположенных
по окружности на расстоянии 5 мм от края.
Для .сварки разработана следующая технология (табл. 16-4).
На рис. 16-25 показано
Таблица 16-4
Наименование операции
Продолжи-
тельность
операции,
мин
Разогрев горла и ножки
излучателем ..........
Разогрев горла высоко-
частотным током (нож-
ка с выводами поме-
щена предварительно
внутрь горла на рас-
стоянии 20—25 мм от
его края)...........-
Совместный разогрев
горла и ножки током
высокой частоты (нож-
ка с выводами возвра-
щена в первоначаль-
ное положение) и фор-
мовка шва графитовой
лопаточкой ...........
Отжиг газовым пламенем
Отжиг в нагретом асбе-
стовом колпаке с про-
дувкой азотом ....
0,5
1
0,25
До полного
остывания
положение ножки с вывода-
ми в горле трубки при раз-
личных этапах технологиче-
ского процесса.
По этой технологии
можно сваривать ножки
других размеров.
Описанная технология
внедрена в серийное произ-
водство изготовления элек-
тронно-лучевых трубок.
Брак по сварке не превы-
шает 1—2%.
Испытание сваренных
колб и ножек электронно-
лучевых трубок на термо-
удар показало, что их тер-
мостойкость выше, чем но-
жек и колб, сваренных га-
зовым пламенем.
Применение способа
сварки электрическим током
колб и ножек электронно-
лучевых трубок повышает
качество приборов (отсут-
ствует окисление и дефор-
мация металлической арма-
туры) .
В настоящее время ра-
боты по внедрению данного
метода производятся с элек-
2
512
тройно-лучевыми трубками диаметром 300 мм. Получено несколько
штук сваренных колб указанного диаметра.
Можно считать, что данный способ сварки найдет широкое
применение в электровакуумной промышленности.
ГЛАВА СЕМНАДЦАТАЯ
НЕКОТОРЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ,
ОСНОВАННЫЕ НА ИНДУКЦИОННОМ НАГРЕВЕ
17-1. ТЕРМООБРАБОТКА СВАРНЫХ ШВОВ
Сварка массивных металлоконструкций, котлов, трубопроводов
и т. д. неизбежно связана с возникновением в зоне шва трещин
и коробления, которые ухудшают качество соединения и нередко
являются причиной забракования работы. Механизм этого явления
и возможные методы его устранения были предметом ряда иссле-
дований [Л. 17-1, 17-2]. Бесспорно, что одной из причин появления
сварочных трещин являются внутренние термические напряжения
в околошовной зоне и самом шве, возникающие из-за неравномер-
ного распределения температур свариваемой конструкции. Такие
напряжения в большинстве случаев снимаются термической обра-
боткой — отжигом сварного соединения. По действующим пра-
вилам Котлонадзора эта термообработка обязательна после сварки
котлов нз углеродистой стали при толщине стенки 25 мм и из ле-
гированной стали при толщине стенки более 10 мм. При сварке
других ответственных конструкций из толстого металла, работаю-
щих под резко динамической и знакопеременной нагрузкой, термо-
обработка также обязательна. В других случаях для улучшения
структуры металла сварного шва целесообразно подвергнуть его
нормализации. Кроме того, такая термообработка снимает или по
крайней мере значительно уменьшает напряжения, возникшие в шве
в процессе сварки.
Если речь идет о термообработке сварных швов у котлов, то
она обычно проводилась в пламенных печах, специально построен-
ных для этой цели. Такие печи представляют собой грандиозные
сооружения [Л. 17-3] и мыслимы только как отдельные, уникальные
устройства.
По инициативе проф. Рамзина в лаборатории завода «Светла-
на» была исследована термообработка сварных стыков груб пря-
моточных котлов.
Трубы были взяты двух размеров—диаметром 30/42 мм и диа-
метром 40/52 мм. Химический состав материала труб: С=0,15—
0,25%; Мп=0,15—0,3%; Сг=0,8—1,1%; Мо=0,4—0,6%; 5 <0,04%;
Р< 0,04%.
Обработка производилась на ламповом генераторе при частоте
тока /=600 кгц.
Температура нагрева (по оптическому пирометру) 870—920° С,
нагрев до требуемой температуры продолжался 7—10 мин, выдерж-
ки брались от 2 до 8 мин. Потребляемая мощность около 20 кет.
513
После обработки структура всех зо(-т сварного соединения
приобретает характер, нормальный для стали данного химического
состава (свойственный данному сорту стали после нормализации).
Применение высокочастотного нагрева представляет здесь то
преимущество, что высокочастотный трансформатор вместе с на-
гревательным индуктором и конденсаторной батареей можно вы-
полнить небольшого габарита и веса (порядка 20 кг). Соединитель-
ные провода между генератором и нагревательным контуром могут
быть тонкими и легкими. Поэтому такое устройство представляет
известные преимущества при обработке стыков на монтаже котла.
Эти успешные опыты, по-видимому, послужили толчком к про-
должению экспериментов по индукционной термообработке сварных
швов. Не считая, разумеется, этот предмет полностью исчерпанным,
можно, однако, утверждать, что результаты проводящихся работ
(см. [Л. 17-3]) с очевидностью показали, что в околошовной зоне
возникает наибольшее количество трещин, в особенности при свар-
ке легированных сталей. Напряжения в зоне шва, как показали
измерения, значительно уменьшаются или даже полностью снима-
ются после термической обработки. Проводившееся сравнение
[Л. 17-3] двух методов термообработки швов — печного и индук-
ционного показало, что индукционный нагрев обеспечивает умень-
шение внутренних остаточных напряжений в околошовной зоне
и сохранение прочности сварной конструкции.
17-2. СВАРКА ПРИ ИНДУКЦИОННОМ НАГРЕВЕ
Кузнечно-прессовая сварка — один из старейших; методов свар-
ки — также не избежал революционизирующего влияния индукци-
онного нагрева. Нагрев концы соединяемых кускбв металла до
сварочной температуры в печи или горне, кузнец затем сжимает
эти куски и проковывает место соединения вручную, на молоте или
обжимает на прессе. Естественно, что на природу молекулярных
сил, превращающих два соединяемых куска металла в одно нераз-
рывное целое, ни в коей мере не влияет способ нагрева металла
до необходимой температуры. Поэтому по мере распространения
индукционного нагрева, точнее в 40-х годах нынешнего столетия,
технология сварки пополнилась еще одним способом: прессовой
сваркой при индукционном нагреве. В специальный соответствую-
щей формы индуктор (разъемный, чтобы из него можно было
извлечь изделие после сварки) вставляются два соединяемых кус-
ка металла: трубы, прутки, сортовой прокат и т. д., при этом со-
единяемые поверхности касаются друг друга или между ними мо-
жет быть небольшой зазор. После нагрева до сварочной температу-
ры (для углеродистой стали 1 200—1 300° С) к свариваемому метал-
лу, перпендикулярно поверхности сварки прикладывается сжимаю-
щее усилие (порядка 2—4 кг/мм2), под действием которого про-
исходит сварка. Распространена сварка в стык труб, швеллеров и
другого сортового проката. Для этой цели применяются обычно
одновитковые разъемные индукторы с шириной проводника около
10 мм. Такую же примерно или несколько большую величину дол-
жен иметь зазор между индуктором и изделием. Зазор при ин-
дукционной сварке необходим из-за сварного шва — валика, кото-
рый увеличивает поперечное сечение сваренного изделия. Для свар-
ки в стык швеллеров, двутавров и аналогичного проката применя-
514
Рис. 17-1. Станок для сварки труб
греве [Л.
-1—4 — свариваемые трубы;
в стык при индукционном па-
17-4].
2 — индуктор; 3 — шов.
515
Рис. 17-Й. Ставок для изготовления сварных шовных труб при индукционном нагреве [Л. 17-4].
516
ются специальные сложные индукторы с магнитопроводами. Обя-
зательную часть установки для стыковой сварки составляет также
пресс или другая машина для создания сварочного сжимающего
усилия. Для серийной и массовой сварки труб в стык в НИИТВЧ
имени Вологдина разработана установка, состоящая из питающей
станции и сварочного станка (рис. 17-1) [Л. 17-4].
Питающая станция, в которую - входят высокочастотный пре-
образователь мощностью 100 кет, частотой 2 500 гц (тип ПВС
100/2 500—1), высокочастотный генератор и вспомогательная аппа-
ратура, может иметь стационарное или передвижное выполнение.
В последнем случае станция монтируется на автомобиле и допол-
няется собственной электростан-
цией. Сварочный станок позволяет
варить как вертикально, так и го-
ризонтально расположенные тру-
бы. Эта установка очень удобна
для эксплуатации при прокладке
магистральных трубопроводов.
Примерно в конце 40-х годов
нынешнего столетия как в СССР,
так и за границей начались раз-
работки способов изготовления
сварных труб из ленты с помощью
индукционного нагрева [Л. 17-4,
17-6]. Эти разработки увенчались
успехом и их итогом служит
ряд трубосварочных станков. На
рис. 117-2 изображен схематический
внешний вид такого станка. Стальная лента из рулона при по-
мощи системы направляющих, рихтующих и калибрующих роликов
свертывается. в цилиндрическую трубу и перемещается в зону
действия индуктора. Проходя через электромагнитное поле индук-
тора, кромки трубы нагреваются примерно до 1 400° С. Затем об-
жимные ролики сжимают раскаленные кромки свернутой трубы,
благодаря чему достигается сварка. Для нагрева кромок трубы при-
меняются два вида индукторов (рис. 17-3). По данным работы
[Л. 17-6] наиболее выгодно вести сварку труб током частотой
425 кгц. Высокая скорость нагрева металла благоприятно сказы-
вается на структуре сварного шва и околошовной зоны. Достигну-
тый уровень высокочастотной техники обеспечивает возможность
сварки. труб из любых сталей, алюминия, меди, латуни и многих
цветных сплавов. Этот метод применяется также в производстве
кабелей со сварной металлической оболочкой.
Рис. 17-3. Схемы конструкций
индукторов для сварки шовных
труб.
17-3. НАГРЕВ БАНДАЖЕЙ ЖЕЛЕЗНОДОРОЖНЫХ СКАТОВ
После того как износ бандажа превзойдет определенную вели-
чину, его необходимо снять со ската. Для этого иногда пользу-
ются мощными гидравлическими прессами, но можно также легко
снять бандаж, нагрев его примерно до 250° С.
Бандаж с колесом с точки зрения индукционного нагрева мож-
но трактовать как диск, высота которого значительно меньше диа-
метра. Поэтому согласно гл. 3, § 3-6 критерием для выбора мини-
мальной частоты тока должно служить неравенство ргре а <( d или
517
f > гц. При d^>100 см, таким образом, вполне допустимо
применение промышленной частоты f = 50 гц.
При частоте 50 гц вполне уместно выполнить индуктор из рас-
щепленного проводника (см. § 2-4). Такой индуктор' имеет более
высокий к. п. д., чем индуктор, работающий в области поверхно-
стного эффекта.
Индуктор на частоту 50 гц показан на рис. 17-4. Он предна-
значен для работы на напряжении 220 в и состоит из 20 витков
Рис 17-4. Нагрев бандажа железно-
дорожного колеса током 50 гц.
медной шины 50 X 5 мм. Обмотка эта размещена в два ряда на
охлаждаемом водой медном каркасе.
Коэффициент мощности был около 0,2 ква, сети .—120 ква,
полезная мощность 25 кет, ток сети до 600 а.
В течение 10—15 мин бандаж получал нагрев, достаточный для
его снятия.
Проводились также опыты по нагреву бандажа током высокой
частоты (60 000 гц). Для этого был применен индуктор, состоящий
из одного витка. К бандажу подводилась мощность около 30 кет.
При нагреве бандажей для их снятия применение тока радио-
частот никаких преимуществ не дает. Поэтому можно считать наи-
более эффективным в данном случае применение тока с частотой
50 гц.
17-4. ТЕРМИЧЕСКАЯ ОБРАБОТКА ПРИ ИНДУКЦИОННОМ
НАГРЕВЕ
Изучая проблемы термической обработки стали при индукцион-
ном нагреве, Кидин [Л. 17-7] исследовал также возможность про-
ведения высокочастотной закалки деталей, подвергшихся предва-
рительной цементации обычными методами. Как и следовало ожи-
дать, никаких препятствий к применению этой технологии не встре-
тилось. Более того, обнаружилось, что при высокочастотной закал-
518
ке цементированных деталей соблюдение некоторых технологиче-
ских режимов может быть не столь строгим, как при обычной за-
калке.
Несмотря на это обстоятельство, раздельная технология — це-
ментация в пламенной печи с последующей закалкой при индукци-
онном нагреве далека от совершенства и сама наводит на мысль
о возможном усовершенствовании процесса. Действительно, для
повторного нагрева цементированных деталей расходуется дополни-
тельная энергия, труд, занимают-
ся 'производственные площади.
Технологический опыт москов-
ского завода имени Лихачева по-
казал, что может быть разработа-
на более целесообразная техноло-
гия, если применить цементацию
в газовой среде: в природном го-
рючем газе, светильном газе, в па-
рах керосина, пиробензола и др.
[Л. 17-5, 17-8]. В газовых средах
возможно также проведение азо-
тирования и цианирования. Хими-
ко-термическая обработка стали
в газовой среде значительно упро-
щается, если применяется индук-
ционный нагрев. Выяснилось так-
же, что использование индукци-
онного нагрева позволяет осуще-
ствить скоростную химико-терми-
ческую обработку, так как толщи-
на слоя обработки прямо пропор-
циональна температуре процесса
(рис. 17-5).
Благодаря этим обстоятельст-
Рис. 17-5. Зависимость толщи-
ны слоя цементации на поверх
ности стали от времени и тем
пературы нагрева [Л. 17-5].
кет на частоте тока 2 000 гц.
вам инженерам московского заво-
да имени Лихачева удалось по-
строить автомат для газовой це-
ментации и последующей закалки
шестерен с индукционным нагре-
вом [Л. 17-5]. Мощность, потреб-
ляемая этим автоматом, равна 50
Интервал между выходами двух обработанных на автомате шес-
терен равен 3 мин. Продолжительность полного цикла цементации
при индукционном нагреве с глубиной цементации 0,8—1,2 мм со-
кращается в 8—10 раз.
Вполне аналогично можно проводить другие процессы химико-
термической обработки стали, или, как их еще называют, процессы
диффузионной металлизации, т. е. насыщение поверхности стали
алюминием, хромом, кремнием и др. Эти процессы могут почти
с одинаковым успехом протекать в твердой, жидкостной и газо-
образной средах (Л. 17-8]. Например, в [Л. 17-9] сообщается о раз-
работке технологии термодиффузионной обработки стали в жидкой
среде. Деталь, подлежащая обработке, нагревается индуктором
в ванне с раствором соли или другой жидкостью, содержащей тот
элемент, которым должна быть насыщена поверхность детали. В ре-
519
зультате диссоциации жидкости на горячей стали освобождается
элемент, который затем диффундирует в сталь. Например, проводи-
лось азотирование стали в растворе аммиака. После нагрева до
600° С и выдержки при этой температуре в течение 30 мин достига-
лось азотирование с толщиной слоя около 0,14 мм.
Представляет также интерес нанесение металлических покрытий
путем осаждения из газовой фазы. Автором этой книги совместно
с инж. Д. Л. Шутаком были проведены опыты по нанесению вольф-
рама, молибдена и хрома на сталь из паров карбонилов этих металлов
W(Co)6, Мо(Со)е> Сг(Со)6. Нагревая индукционным методом сталь-
ные детали, помещенные внутри стеклянной колбы с парами карбо-
нила, удавалось в течение нескольких минут получать осадки по-
рядка сотых долей миллиметра.
В заключение этого раздела остается уделить некоторое внима-
ние таким видам термообработки стали, как отпуск, нормализация,
отжиг. Подобно другим, уже рассмотренным видам термической
обработки в данном случае индукционному нагреву следует отдать
предпочтение перед другими способами нагрева.
Электроотпуск весьма благоприятно влияет на такие свойства
стали как твердость, ударная вязкость, отпускная хрупкость и др.
Превосходство электроотпуска тем выше, чем с более высокой ско-
ростью ведется нагрев [Л. 17-7]. Наиболее высокий эффект дости-
гается при комбинировании высокочастотной закалки, где достигает-
ся весьма мелкозернистая структура с отпуском при индукционном
нагреве, обеспечивающим снижение закалочной хрупкости; в сталь-
ных деталях, обработанных таким образом, наблюдается наиболее
выгодное сочетание твердости и вязкости.
В ряде случаев обычной закалки стальных деталей на практи-
ке применяется отпуск за счет тепла закаливаемой детали (само-
отпуск). Раскаленная деталь погружается в закалочную жидкость
не до полного охлаждения, а лишь кратковременно с таким расче-
том, чтобы внутренние слои нагретого металла сохранили высокую
температуру, за счет чего и производится отпуск. Разумеется, при
высокочастотной закалке также возможен самоотпуск. На москов-
ском заводе имени Лихачева в течение многих лет применяется
высокочастотная закалка коленчатых валов и кулачковых валиков
с самоотпуском [Л. 17-10]. Самоотпуск является дополнительным
источником экономии.
Нормализация стали, представляющая собой нагрев до темпера-
туры, лежащей выше верхней критической точки Ас3, с последую-
щим охлаждением в спокойном воздухе, применяется очень часто
с целью подготовки структуры к последующей закалке, для повы-
шения пластичности и вязкости стали и других целей. Естественно,
что теоретическое обоснование возможности применения индукцион-
ного нагрева для закалки и отпуска стали может быть распростра-
нено на нормализацию, а также на аналогичную термическую обра-
ботку — отжиг. Подобно тому, как это имеет место при других ви-
дах термической обработки, при нормализации индукционный нагрев
оказывает благотворное влияние на свойства стали по сравнению
с нормализацией в пламенных печах. Это улучшение свойств стали
достигается благодаря получению более мелкозернистого строения
стали по сравнению с обычной технологией. Получение мелкозерни-
стой структуры обеспечивается, если технология удовлетворяет двум
520
основным требованиям: нагрев должен иметь максимально возмож-
ную скорость и разность температур у поверхности заготовки и
в центре должна быть минимальна. Наиболее рационально ввиду
этих условий применение тока частотой около 2 500 гц. При высоко-
частотной нормализации возможно прекращение нагрева в более
широком интервале температур [Л. 17-7]. Для нормализации не тре-
буется специального оборудования, нагрев для нормализации
с успехом осуществляется при помощи индукторов и генераторов,
которые применяются при ковке и штамповке.
Почти все сказавное здесь о высокочастотной нормализации
в полной мере относится к похожей термической обработке — отжи-
гу. Назначение отжига состоит в снижении твердости, улучшении
обрабатываемости резанием, уменьшении внутренних напряжений
в отливках, поковках и сварных изделиях (см. § 17-1), повышении
пластичности и т. д. Разумеется, в зависимости от назначения су-
ществует целый ряд разновидностей отжига, отличающихся своими
технологическими процессами, но общим для всех отжигов является
нагрев изделия до некоторой температуры, выдержка при этой тем-
пературе и затем медленное охлаждение на воздухе, часто с печью.
Как это видно из вышеприведенных примеров, ничто не мешает
проведению этих операций с помощью индукционного нагрева.
В книге В. Н. Богданова [Л. 17-4] приводится ряд примеров высоко-
частотного отжига. Особенно удобно применять отжиг при индук-
ционном нагреве в массовом производстве каких-либо деталей, ко-
торые в процессе изготовления оказываются в состоянии наклепа,
что значительно снижает пластические свойства стали. В таких
случаях оказываются целесообразными разработка и применение
специальных станков-автоматов. Например, в работе [Л. 17-4] описан
станок-полуавтомат для отжига цилиндрических деталей, получен-
ных штамповкой-вытяжкой. Как известно, глубокая вытяжка вы-
полняется в несколько переходов-вытяжек с постепенным уменьше-
нием диаметра и увеличением длины заготовок. Для восстановления
пластичности металла заготовки после каждого или нескольких пе-
реходов подвергаются рекристаллизационному отжигу, который за-
ключается в равномерном нагреве заготовки до 650—750° С с после-
дующим медленным охлаждением.
Разработанный для этой операции индуктор представляет собой
многовнтковый «стакан» из медной трубки, навитой по цилиндриче-
ской винтовой линии с переходом в спираль Архимеда (2 витка)
на днище. Витки днища снабжены также магннтопроводом для
обеспечения нагрева дна заготовки. Главным рабочим органом стан-
ка является пятигранный барабан, периодически поворачивающийся
вокруг своей оси, расположенной горизонтально. На гранях бара-
бана укреплено по четыре оправки, на которые вручную насажи-
ваются отжигаемые детали в тот момент, когда грань с оправками
обращена к рабочему. В следующий такт барабан поворачивается,
оправки с деталями становятся в вертикальное положение, на них
опускается рама с укрепленными на ней четырьмя индукторами,
включается ток и заготовки нагреваются. В следующий такт рама
с индукторами поднимается, барабан поворачивается и вместе с ним
поворачиваются на 72° нагретые детали. В этой позиции они охлаж-
даются на воздухе до 400—500° С, а затем охлаждаются водой из
спрейерного устройства. В следующий такт оправки поворачивают-
ся на угол 144° по отношению к вертикали, и отожженные детали
34 Г. И. Бабат. 521
под действием собственного веса соскальзывают с оправок и падают
в ящик.
Рабочий такт станка длится 8—10 сек. Управление работой
станка, кроме загрузки, автоматизировано при помощи реле време-
ни. Индукторы станка, сменные и, равно как оправки, подбираются
для каждого конкретного вида отжигаемой детали. Удельный рас-
ход энергии составляет около 200 кет ч на тонну деталей.
В той же работе {Л. 17-4] описан еще ряд станков для индук-
ционного отжига.
17-5. ВЫСОКОЧАСТОТНАЯ МЕТАЛЛИЗАЦИЯ
Нанесение металлических пленок на твердые поверхности путем
распыления расплавленного металла известно сравнительно давно
[Л. 17-11] и широко применяется для самых разнообразных целей:
от металлизации бумаги для упаковки пищевых продуктов до на-
Рнс. 17-6. Принципиальные схемы распылительных голо-
вок высокочастотных металлизаторов [Л. 17-12].
а — концентр аторная; б — индукторная; / — распыляемая прово-
лока; 2 — механизм подачи проволоки; 3— индуктор; 4 — кон-
центрате®.
ращивания толстых слоев стали на поверхности изношенных дета-
лей для их восстановления. До недавнего времени расплавление
металла, подлежащего распылению, осуществлялось либо электриче-
ской дугой, либо газовым пламенем, и лишь в последние годы на-
чались эксперименты по разработке нового метода металлизации
522
с помощью индукционного нагрева и по созданию соответствующей
аппаратуры.
В настоящее время технология высокочастотной металлизации
разработана достаточно полно и, как показал практический опыт
[Л. 17-12], этот технологический процесс следует предпочесть элек-
тродуговой и газовой металлизации по следующим причинам.
При высокочастотной металлизации достигается высокая равно-
мерность покрытия при однородности размеров «капель» распыляе-
мого металла и малых потерях его. Процесс отличается высокой
стабильностью распыления металла, высокой производительностью
труда и многими достоинствами, недостижимыми при электродуго-
вой и газовой металлизации [Л. 17-12].
Схематическое представление об устройстве высокочастотных
рыспылительных головок двух типов дается на рис. 17-6. Работа
концентраторной головки (рис. 17-6,а) основана на 'использовании
действия концентратора вихревых токов (см. гл. 9, § 9-3). В отвер-
стие гребня концентратора с постоянной скоростью подается прово-
лока /, подлежащая распылению. Конец проволоки нагревается
в небольшом объеме с высокой концентрацией в нем высокочастот-
ного магнитного поля, благодаря чему он легко и быстро плавится.
Расплавленный металл выдувается наружу сквозь кольцеобразную
щель концентратора струен сжатого воздуха и распыляется.
Распылительная головка второго типа—индукторная (рис. 17-6,6)
представляет собой многовитковый спиральный индуктор, куда ме-
ханизмом подачи вдвигается конец проволоки, подлежащей распы-
лению. Конец проволоки при выходе из индуктора плавится и
распыляется сжатым воздухом аналогично предыдущему случаю;
По этим принципам в настоящее время разработаны1 три высоко-
частотных металлизатора: МВЧ-1, МВЧ-2, М'ВЧ-3, подробное описа-
ние устройства и эксплуатация которых дается в работе [Л. 17-12].
17-6. ПРОЧИЕ ПРИМЕНЕНИЯ
В заключение этой главы коротко рассмотрим несколько не-
обычных приемов применения индукционного нагрева для иллю-
страции богатых возможностей этой технологии.
Нагрев тонкой ленты. На практике бывает необходимо нагрева-
ние тонкой ленты, смотанной в рулоны. Эту операцию удобно про-
изводить во время движения ленты, которая сматывается с рулона
и наматывается на барабан. На участке прямолинейного движения
леяты между сматывающим и наматывающим механизмами распо-
лагается индуктор. Наиболее благоприятным для такого нагрева
оказался индуктор с поперечным магнитным полем (рис. 17-7). Этот
индуктор изготовляется из прямоугольной трубы, изгибается, как
показано па рис. 17-7,о, и на его проводники насаживаются маг-
нитопроводы. Движущаяся лента размещается между двумя поло-
винами индуктора, и в каждый данный момент токи в проводниках
половин индуктора имеют одинаковое направление, поэтому в про-
тивоположных зубцах магнитопровода создаются разнополярные
магнитные полюсы. Магнитный поток такого индуктора направлен
1 Разработка Запорожского филиала Всесоюзного научно-иссле-
довательского института электрификации сельского хозяйства
(ВИЭСХ).
34* 523
перпендикулярно плоскости ленты. Токн, индуктируемые таким
индуктором, имеют форму замкнутой петли или рамки, лежащей
в плоскости ленты (рис. 17-7,6), н так как лента движется, то
такое распределение обеспечивает нагревание всех точек ленты. Для
Рис. 17-7. Индуктор с поперечным магнитным полем для нагре-
ва тонких металлических лент [Л. 17-4].
а — расположение ленты в индукторе; б — направление магнитного по-
тока в магнитопр'оводах н индуктируемого тока в ленте.
нагрева таким методом ленты шириной от 100 до 600 мм пригодны
токи звуковой частоты 1 000—10 000 гц. По сравнению с нагревом
ленты в печах этот способ отличается рядом достоинств: получение
равномерной температуры ленты прн высокой скорости нагрева и
высоком к. п. д. индуктора, возможность применения простых ма-
шинных генераторов токов повышенной частоты и т. д. В книге
21.
В. Н. Богданова [Л. 17-4] приводятся примеры нескольких станков
для нагрева ленты по этому способу.
Упомянем также об устройствах для комбинированного индук-
тивного н радиационного нагрева, предложенных Нортрупом
(рис. 17-8 и 17-9) [Л. 17-13].
Эти нагреватели предназначены для обработки отдельных тон-
ких листов или непрерывно протягиваемой ленты.
Рис. 17-8. Устройство для косвенного индуктивного нагрева
[Л. 17-13].
/ — обрабатываемая лента; 2 — отливки нз жаростойкого сплава; 3 —
тепловая изоляция; 4 — индуктор из охлаждаемой водой медиой труб-
ки; 5 — подача защитного газа; б — концы индуктора.
В устройстве рис. 17-8 все тепло выделяется в сегментах, отли-
тых из жаростойкого сплава. Лента нагревается исключительно за
счет теплоизлучения н конвекции.
В устройстве рнс. 17-9 в нагревательных сегментах на внутрен-
ней стороне, обращенной к ленте, сделаны специальные прорезн.
Таким образом, эти сегменты являются своеобразными плоскими
индукторами. Линии вихревых токов в ленте направлены параллель-
но линиям тока в нагревателях. Направление магнитных потоков
показано пунктирными стрелками в нижней части рис. 17-9.
525
Представленную на рис. 17-9 конструкцию часто называют
полуиндукт.ивным нагревателем, так как часть тепла выделяется
в самой ленте, часть тепла передается ленте радиацией н конвек-
цией.
Нагрев проволоки. Специальные типы нагревателей необходимы
для нагрева тонких проволок. Если поместить круглую проволоку
в индуктор, ось которого параллельна оси проволоки, то отношение
мощности Ра, выделяющейся в проволоке, к мощности Pi, теряемой
в индукторе, в самом лучшем случае
(при весьма высокой частоте)
согласно формуле (2-10) бу-
дет равно:
Рис. 17-9. Полуиндуктивный нагрева-
тель для ленты [Л. 17-13].
- Радиус индуктора и
практически не может быть
меньше нескольких милли-
метров. Отсюда следует, что
для проволок с диаметром
2га меньше 1 мм получает-
ся совершенно ничтожный
к. п. д. нагрева.
Высокий к. п. д. при на-
греве проволок можно по-
лучить, направив высокоча-
стотный ток вдоль прово-
лок, подведя этот ток емко-
стным путем. Такие нагре-
ватели были предложены
автором [Л. 17-14]. Можно
полагать, что такие нагре-
ватели найдут применение,
например, в кабельной промышленности для сушки проволоки при
ее эмалировке.
Еще один способ индукционного нагрева проволоки для терми-
ческой обработки ее в процессе волочения описан в книге
В. Н. Богданова [Л. 17-4]. По этому способу через обычный много-
внтковый цилиндрический индуктор пропускается пучок параллель-
ных проволок, сматывающихся с бухт или катушек перед индук-
тором и снова наматывающихся после прохождения через индуктор
и ванну. Оптимальная частота тока подбирается в зависимости от
диаметра проволоки и числа проволок в пучке. Минимальный
к. п. д. индуктора при правильно подобранной частоте лежит в пре-
делах 60—70%. Все проволоки в пучке нагреваются до равных тем-
ператур независимо от того, находятся ли они в центре пучка или
на его периферии.
Наплавка и оплавление металла. Теплота, возбуждаемая в твер-
дом теле' индуктированием токов высокой частоты, может быть
использована для плавления металла, находящегося на поверхности
другого, более тугоплавкого металла. Таково, например, наплавле-
ние твердого сплава на стальные державки для изготовления
твердосплавного инструмента, бурильных головок и др. Наплавляе-
мый твердый спдав-порошок, из которого приготовляется паста или
526
брикеты, накладывается на поверхность стали и разогревается бла-
годаря теплу, излучаемому основанием — державкой инструмента.
Нагревание державки производится в индукторах обычных типов
[Л. 17-5].
Приемом наплавления металла пользуются на автомобильных
заводах для изготовления глухих подшипников скольжения с брон-
зовым вкладышем. Этот подшипник представляет собой цилиндри-
ческую стальную втулку с наплавленным на внутреннюю поверх-
ность слоем бронзы. Заготовка подшипника закрепляется на токар-
ном станке, приспособленном для этой операции, причем снаружи
втулку охватывает многовитковый индуктор. Внутрь втулки насы-
пается порошок бронзы, мелкие стружки. Втулка приводится во
вращение и нагревается токами высокой частоты. Бронза, более
легкоплавкая, чем сталь, расплавляется и под действием центробеж-
ных сил покрывает внутреннюю поверхность втулки равномерным
слоем. Для улучшения сцепления стали с бронзой к ней добавляет-
ся немного флюса. После охлаждения наплавленного слоя бронзы
втулки подвергаются расточке до окончательных размеров.
За границей применяются установки для оплавления при индук-
ционном нагреве слоя олова, нанесенного на листовое железо элек-
тролитическим путем. Такой метод производства луженой жести
дает значительную экономию олова по сравнению со старым спо-
собом протягивания железного листа через ванну с расплавленным
оловом.
Сушка лакокрасочных покрытий на металлических объектах
Сушка окрашенных металлических изделий является наиболее
продолжительной операцией производственного цикла. Если изделие
относительно невелико, то делу легко помогают сушильные шкафы
и печи. Если же изделием является, например, цельнометалличе-
ский железнодорожный вагон, то, естественно, что «сушка в печи»
неприемлема. Остроумное решение было найдено на Калининском
вагоностроительном заводе [Л. 17-5], где налажена сушка окрашен-
ных вагонов токами высокой частоты.
Установка представляет собой коридор, сквозь который по рель-
сам медленно прокатывается вагон, подвергающийся сушке. По
обе стороны вагона и над крышей по соответствующим направляю-
щим перпендикулярно движению вагона перемещаются специальные
индукторы. Продолжительность индукционной сушкн покрытия рав-
на 15—30 мин. Это время может быть еще сокращено, если позво-
лит лакокрасочный материал.
Дефектоскопия металла {Л. 17-15 и 17-16]
В последние несколько лет возникло и удивительно быстро рас-
пространилось еще одно применение вихревых токов: дефектоско-
пия металлов. Если катушка, в которой проходит переменный ток,
накладывается на поверхность металла или подносится к ней, то
в металле индуктируются вихревые токи. Эти токи в свою очередь
вызывают небольшие изменения напряжения в катушке, которые
можно измерить п использовать для суждения о состоянии поверх-
ности металла.
527
На вихревые токи, индуктируемые в металле, влияют очень
многие физические, химические и металлургические факторы, харак-
теризующие металл и состояние его поверхности,
, К этим факторам относятся:
1) химический состав металла;
2) 'состояние поверхности, нарушение сплошности ее; наличие
трещин, отверстий, рубцов, различных металлургических дефектов
и т. д.;
3) характер гальванического покрытия, его качество н толщина;
4) распределение в металле атомов легирующих или загрязняю-
щих примесей. На это распределение влияет термическая обработка
металла, поэтому по поведению вихревых токов в металле можно
судить о твердости, прочности, величине зерна, структуре металла
и т. д., т. е. о качестве термообработки;
5) у ферромагнитных металлов — наличие остаточных внутрен-
них напряжений и напряжений от внешних нагрузок;
6) качество сварных и паяных швов, и многие другие.
Для электроиндуктивной дефектоскопии как в СССР, так и за
границей разработано много приборов, предназначенных для тех или
иных конкретных целей. Электроиндуктивный прибор состоит из
электронного блока и щупа, связанного с блоком гибким шнуром.
На конце щупа укреплена измерительная катушка, конструкция и
размеры которой зависят от исследуемых свойств металла и при-
меняемой частоты переменного тока. Электронный блок, смонтиро-
ванный в небольшом переносном ящике, состоит из генератора, бу-
ферных усилителей, измерительной схемы, стрелочного индикаторно-
го прибора и других элементов. Генератор вырабатывает обычно
напряжение синусоидальной формы частотой 300—500 кгц. Разу-
меется, индуктируемые в металле токи очень малы и о нагреве
металла этими вихревыми токами не может быть речи.
Существует уже ряд методов дефектоскопии металлов с по-
мощью вихревых токов. Например, один из них основан на измере-
нии фазового сдвига между напряжением и током в измерительной
катушке. Другой метод состоит в определении глубины модуляции
напряжения в измерительной катушке, вызванной вихревыми токами
в металле. Для многих случаев метод вихревых токов является не-
заменимым, например для дефектоскопии поверхностей металличе-
ских деталей, закрытых слоем краски, гальванического покрытия,
тонкой обшивкой или для выявления очень тонких трещин, опреде-
ления глубины дефекта и т. д. .
ГЛАВА ВОСЕМНАДЦАТАЯ
НЕКОТОРЫЕ ТЕНДЕНЦИИ В ДАЛЬНЕЙШЕМ
РАЗВИТИИ ИНДУКЦИОННОГО НАГРЕВА
Применение токов высокой частоты (в. ч.) для промышленных
целей непрестанно расширяется. Особый прогресс надо отметить в об-
ласти нагрева полупроводников н диэлектриков.
Токи высокой частоты с большим успехом применяются для на-
грева пластмасс во время их штамповки. Материалы на основе про-
528
питанной синтетическими смолами древесины, спресованной при в. ч.
подогреве, имеют низкую стоимость и высокие качества. Представ-
ляют интерес стеклянно-пластмассовые композиции, изготовленные
при в. ч. нагреве.
Высокочастотный нагрев используется для сушки: табаков, тек-
стиля, древесины, бумаги, шерсти, керамики, а также для произ-
водства пищевых продуктов: консервов, хлеба и т. д.
В вышеперечисленных применениях нагрев происходит за счет
электрической составляющей быстропеременного электромагнитного
поля. Нагреваемые объекты помещаются между обкладками высоко-
частотного конденсатора.
Детальный разбор диэлектрического нагрева выходит за рамки
этой книги, которая, как следует из самого ее заглавия, посвящена
нагреву при помощи магнитной составляющей быстропеременного по-
ля. В настоящем разделе мы должны только отметить одну общую
для всех случаев в. ч. нагрева тенденцию — стремление сочетать воз-
можно более высокие частоты с большими мощностями.
Полезно установить некоторые общие для всех типов высокоча-
стотных устройств соотношения между частотой тока /, мощностью
Р устройства и отношением геометрических размеров устройства I
к длине электромагнитной волны Л.
Запас энергии в единице объема электрического поля равен
Е2е/8л. Если ввести понятие о средней напряженности электрического
поля Ео и среднем геометрическом размере конструкции 10 и огра-
ничиться для простоты случаем е=1, то полный запас энергии
Е2
в данной конструкции будет равен 1д.
8те
любого устройства равна произведению запаса энер-
тока:
Мощность
гии на частоту
/г2
/3f
8л 'о/-
обе части
Помножив
что \ = c/f, получаем:
этого
выражения на f2 и имея в виду,
с
—.-----/г2
8л °
Если выразить Р в ваттах, f— в герцах, а Ео — в вольтах на сан-
тиметр, то эту формулу можно переписать:
/I \3
Pf* = E% (-у- ) 1О’«
Отношение /0/Л определяет тип конструкции, структуру ее элек-
тромагнитного поля. В тех конструкциях, где электрическое и магнит-
ное поле отделено одно от другого (электрическое поле сосредото-
чено в конденсаторе, а магнитное в катушке самоиндукции), отноше-
ние 4А<1-
По мере перехода от конструкций с сосредоточенными постоян-
ными к конструкциям с распределенными постоянными отношение
Ш возрастает.
529
Если в заданном типе конструкции, сохраняя неизменной напря-
женность электрического поля Ео менять абсолютные размеры, то ве-
личина Pf2 остается неизменной.
От конструкции с заданной структурой электромагнитного поля,
увеличивая ее размеры, но сохраняя геометрическое подобие, можно
получить большую мощность лишь за счет понижения частоты тока.
Уменьшая размеры конструкции, можно получить более высокие ча-
стоты, но за счет понижения мощности.
Отдельно взятые ни мощность, ни частота не определяют типа
конструкции. Выбор конструкции зависит от комбинации мощности
и частоты — от произведения Pf2.
Обозначим логарифм величины Pf2 через В и назовем его частот-
но-энергетическим критерием:
В = 1g (Pf2) 21g Ео + 31g + 18-
На рис. 18-1 и 18-2 показана зависимость между В и /р/Х, а так-
же между Р и f.
Величина В и допустимая напряженность поля Еа однозначно
определяют тип конструкции.
В течение прошлых лет в высокочастотной электротехнике при-
менялись преимущественно конструкции с 10/к<.1. Лишь в отдельных
случаях, например в антеннах высокой направленности, использова-
лись конструкции с
Стремление сочетать высокие мощности с высокими частотами за-
ставляет применять большие градиенты Ео, сильные магнитные поля
и большие токовые нагрузки и, так как безгранично далеко идти по
этому пути нельзя, применять конструкции с (Л. Лв-Л]. Эти
конструкции так же резко отличаются от привычных в прошлые де-
сятилетия классических радиотехнических контуров с индуктивностя-
ми в виде медных спиралей и емкостями в виде -стопки пластин, как
резко отличаются, например, промышленные электромоторы и гене-
раторы с барабанным якорем, появившиеся в конце прошлого сто-
летня, от первых электрических машин, построенных во времена
Фарадея
Прототипом для многих сверхмощных сверхвысокочастотных
конструкций могут служить компенсированные высокочастотные ли-
нии [Л. 18-2].
На рис. 18-3 показана схема полностью компенсированной линии.
В ее провода последовательно включены конденсаторы, компенсирую-
щие индуктивное падение -напряжения, а параллельно проводникам
подключены индуктивности, компенсирующие емкостный ток между
проводниками.
Чем меньше расстояние между точками включения отдельных
конденсаторов н индуктивностей по сравнению с длиной волны К
тем меньше степень неравномерности тока в сети
Можно применить компенсацию распределенной емкостью, т. е.
такую конструкцию линии, в которой один из проводников (или оба
проводника) разбиты на отдельные изолированные один относитель-
1 Идея компенсации в настоящее -время получила широкое при-
менение й при передаче больших энергий в современных мощных
высоковольтных электропередачах. [Прим, редактора.].
530
‘ис. 18-1. По оси ординат — отношение среднего геометрического размера колебательной системы к длине элек-
тромагнитной волны, по оси абсцисс — частотно-энергетический критерий.
л
531
Но другого участки, так размещенные, что их емкость один относи-
тельно другого как раз достаточна для компенсации индуктивного
падения напряжения.
В тех случаях, когда сопротивление нагрузки ztt компенсирован-
ной линии равно ее волновому сопротивлению г,— то сум-
марная реактивная мощность дросселей PrL, включенных параллель-
Рис. 18-2, По оси ординат — мощность в ваттах, по осн
абсцисс — частота в герцах.
Линия В-23 соответствует полому колебательному контуру, работаю-
щему на гармонике; В-21 — полый контур на основной частоте;
В-19 — отрезок концентрического фндара; В-17 — полигональный
индуктор; В-15 — контур радиопередатчика; В-13—приемный контур;
В-11 — «низкочастотный контур*.
532
но линии, равна суммарной реактивной мощности конденсаторов,
включенных последовательно в проводники лннни. При этом прихо-
дящаяся на единицу длины линии реактивная мощность Рг равна
полезной передаваемой мощности Ра .поделенной на А/4. Когда же
сопротивление нагрузки не равно волновому сопротивлению ли-
нии, то
чг а
\ Za •
При сопротивлении нагрузки, значительно большем волнового со-
противления линии га^>зг, получается Ртс^Ртъ. В этих случаях во-
Рис. 18-3. Схема полностью компенсированной высоко-
частотной линии, а также кривые токов и напряжений
в этой линии.
обще можно часто обойтись без последовательно включаемых кон-
денсаторов и ограничиться одними параллельно включаемыми дрос-
селями. Такие соотношения имеют место в некоторых конструкциях
устройств для нагрева пластмасс и древесины в электрических по-
лях. Там добиваются эквипотенциальности больших по сравнению
с длиной волны А поверхностей пресса, подключая к этим поверх-
ностям во многих точках индуктивности.
Когда же сопротивление нагрузки много меньше волнового со-
противления ЛИНИН Za^Zi, ОТ PfL^PrC-
533
Такие соотношения могут иметь место в конденсаторах нагрева*
теля для тонких проволок. В этих случаях можно ограничиться од-
ной лишь последовательной компенсацией.
Как разновидность продольно компенсированных линий можно
рассматривать и предложенные автором этой книги полигональные
нагревательные индукторы.
Эти индукторы могут иметь частотно-энергетический критерий
порядка 17—18.
Прн помощи полигональных индукторов и полых колебательных
контуров автором проводились опыты ’ по введению индукционным
Рис. 18-4. Схемы конструкций одновиткового полигональ-
ного индуктора с высотой емкостной части, равной высоте
индуктивной.
а — индуктор с П-образными вибраторами; б — индуктор черепич-
ного типа; в — индуктор черепичного типа, в котором одна пара
вибраторов используется в качестве фидера; г — индуктор с двух-
слойным расположением вибраторов.
методом мощностей в газовую среду [Л. 18-3 и 18-4]. В воздухе при
атмосферном давлении удавалось возбуждать безэлектродные раз-
ряды мощностью в несколько десятков киловатт.
На рис. 18-4 показаны варианты конструкций полигональных ин-
дукторов. Возбуждаемый индукционным путем безэлектродный раз-
ряд в газе имеет перспективы применения для электрохимических ре-
акций, а также для обжига разного рода тугоплавких огнеупорных
материалов. Преимуществом такого безэлектродного пламени являет-
ся то,.-что.не существует предела для повышения его температуры
и, кроме того, легко по желанию сделать это пламя либо восстано-
вительным, либо окислительным, что бывает очень важно при обжи-
ге разного рода керамических изделий.
534
В высокочастотном газовом разряде максимальная температура
может быть получена по оси разряда. Периферические же части раз-
ряда могут быть более холодными.
Такое распределение температур, когда центральные зоны нагре-
ваемого объекта имеют более высокую температуру, нежели его пе-
риферия, может представлять интерес во многих случаях. Такое рас-
пределение может быть получено, когда проводимость нагреваемого
материала не является величиной постоянной, а возрастает с повы-
шением температуры.
На рис. 18-5 показано такое внутреннее нагревание. В левой ча-
сти а — нагревание магнитной составляющей при помощи цилиндри-
ческого индуктора L, а в правой части б — нагревание электрической
составляющей при помощи полого контура К-
Верхний ряд кривых дает изменение магнитного и электрическо-
го поля. Следующие кривые показывают изменение температуры,
а третьи сверху — изменение удельного сопротивления р (слева) или
электропроводности <т (справа). Прн построении этих кривых приня-
то, что при комнатной температуре ₽=оо, <т=0. При высоких же тем-
пературах электросопротивление и проводимость имеют некоторую
конечную постоянную величину.
Самые нижние кривые дают изменение вихревого тока в нагре-
ваемом объекте.
На рис. 18-6 показан ход кривых изменения мощности, отбирае-
мой внутренней нагретой частью цилиндра из электромагнитного по-
ля, а также потерь мощности на теплопроводность из этой нагретой
части в зависимости от ее радиуса.
При построении этих кривых принято, что электропроводность
резко меняется от нуля до конечного значения при достижении тем-
пературы Ткр. Мощность, потребляемая нагретой частью, растет пер-
воначально пропорционально квадрату радиуса, а затем пропорцио-
нально его первой степени. Кривая потерь мощности монотонно воз-
растает с увеличением радиуса нагретой части. При определенной ча-
стоте и интенсивности электромагнитного поля кривые получаемой и
теряемой мощности пересекаются в двух точках. Первая точка (бо-
лее близкая к началу координат) неустойчива, но вторая точка, соот-
ветствующая большему радиусу, стабильна. Заметим, что ход кривой
зависимости мощности от радиуса нагретой части определяется еще
характеристикой питающего высокочастотного генератора, Можно
добиться того, что по достижении определенного радиуса мощность
вовсе перестает возрастать. Таким образом, внутри относительно хо-
лодного материала можно получить весьма стабильный очаг высокой
температуры.
Эта замечательная разновидность высокочастотного нагревания
может быть использована, например, для приготовления специальных
сортов стекол. Такая «варка стекла в стекле» при самых тугоплав-
ких шихтах предотвращает опасность разрушения горшка, раство-
рения его в стекле.
Что касается частот, которые необходимы для такого внутренне-
го нагревания, то они зависят от размеров нагретого очага и от ве-
личины его удельного электросопротивления. Практически они могут
лежать от /=106 до f=108 гц.
Возвращаясь в заключение к перспективам дальнейшего развития
нагрева стали под закалку, надо констатировать, что для этой цели
535
и в дальнейшем будут, по-видимому, по-прежнему применяться ча-
стоты не выше 106 гц, ибо при таких частотах, как следует из гл. 7,
получаются удобные для эксплуатации электрические соотношения
между удельной мощностью и напряжением на индукторе. Более низ-
кие частоты требуются из технологических соображений.
Рис. 18-5. Схема внутреннего высокочастотного
нагрева.
До последнего времени самой дефицитной частью установок, ра-
ботающих на частотах 104—106 гц, были конденсаторы колебательно-
го контура.
Бумажно-масляные конденсаторы не могли применяться для это-
го типа установок, так как они могут работать только на частотах
104 гц, воздушные же конденсаторы целесообразно применять на бо-
лее высоких частотах, на более же
низких частотах воздушные конден-
саторы получаются громоздкими.
Для конденсаторов установок с
частотой 104—106 гц можно приме-
нять слюду. Но месторождения высо-
кокачественной слюды весьма огра-
ничены. Большой спрос на слюдяные
конденсаторы для радиосвязи и .ра-
диолокации заставил искать для нее
заменителей в установках в. ч. на-
грева.
Имеются предложения приме-
нять в установках для в. ч. термин
конденсаторы, наполненные газом
при давлении 6—10 ат. В качестве
газа может быть использован как
воздух, так и искусственно получае-
мые газы, имеющие повышенное про-
бивное напряжение (фреон, элегаз
и т. д.). Конденсаторы с газо-
образным диэлектриком имеют то
преимущество, что их легко выпол-
нить переменными. Это может обеспе-
чить регулирование мощности в уста-
новках 'в. ч. нагрева.
В последние годы для колеба-
тельных контуров высокочастотных
генераторов было организовано про-
изводство керамических конденса-
Рис. 18-6. Графики соотно-
шения между выделяемым
теплом н потерями мощно-
сти в зависимости от радиу-
са нагретой области.
1 — мощность, теряемая нагре-
той зоной; 2 — мощность, полу-
чаемая из электромагнитного
поля; г — устойчивый радиус.
торов.
Керамические конденсаторы горшкового типа применяются почти
во всех конструкциях генераторов, работающих на частотах 104—
106 гц.
Можно полагать, что в будущем высокочастотный генератор бу-
дет такой же неотъемлемой принадлежностью каждого завода, как
ныне токарный или фрезерный станок, или установка для контакт-
ной или дуговой электросварки.
Трудно предвидеть и перечислить все те разнообразные формы,
которые примет высокочастотный нагрев, и в заключение своей рабо-
ты мне хочется привести слова Ломоносова: «... «Натура тем паче
всего удивительна, что в простоте своей многохнтростна и от малого
числа причин произносит неисчислимые образы свойств перемен и
явлений».
35 г. И. Бабат.
ЛИТЕРАТУРА
А с к и н а з и Б. М. и Б а б а т Г. И., Обработка металлов то-
ками высокой частоты, «Вестник металлопромышленности», 1939,
№ 10 и 11, стр, 74—80.
Ленин И. М., Расчеты электромагнитных полей, изд. ВЭТА,
Ленинград, 1939.
Аркадьев В. Н., Электромагнитные процессы в металлах,
ОНТИ, 1936.
Баб ат Г. И., К вопросу о преобразовании постоянного тока
в переменный электровакуумными приборами и о способах повыше-
ния к. п. д. преобразовательных устройств, Известия электропро-
мышленности слабого тока, 1937, № 11, стр. 45.
Бабат Г. И., Искровые генераторы, «Вестник электропромыш-
ленности», 1943, № 3, стр. 13—18.
Бабат Г. И. и Лозинский М. Г., Закалка стали путем
нагрева токами высокой частоты, «Электричество», 1938, № 7,
стр. 24—34; Газотронный выпрямитель мощностью 600 кет, «Вест-
ник электропромышленности» 1939, № 8, стр. 38—41; Концентрато-
ры вихревых токов для зонального нагрева стальных изделий,
«Электричество», 1939, № 4.
Бабат Г. И. п М а новсхий В. С., Электрод для электрон-
ных и ионных приборов, Авторское свидетельство № 45006, кл. 21
д. 13 от 4/Ш 1935 г.
Б а р к г а у з е п Г., Электронные лампы и их применение в тех-
нике, т. III, Связьрадиоиздат, 1938.
Боярский М. В., Электрические индукционные печи, ОНТИ,
Москва — Ленинград, 1932.
В и дм ар И., Трансформаторы, ГНТИ, Москва — Ленинград,
1931.
Вологдин В. П., Поверхностная закалка индукционным спо-
собом, Госметаллургиздат, 1939.
Г е в е л и и г Н. В., Поверхностная электротермообработка,
ОНТИ, 1936.
Г уд рем о н Э., Учение о специальных сталях. Москва, 1937.
Денисов 10. Б., Трансформатор высокой частоты без само-
индукции рассеяния во вторичной обмотке, ЖТФ, т. IX, вып. 3,
стр. 222—225, 1939.
Д и в и л ь к о в с к и й М. А., К теории индуктивного нагре-
538
вания, ЖТФ, т. IX, вып. 14, стр. 1302—1314, 1939; Задача о шаре,
помещенном в однородное переменное магнитное или электрическое
поле, ЖТФ, т. IX, вып. 5, стр. 433—443, 1939.
Ладыгнн А., Патент № 21412 кл. 21h 18 от 11/XII 1907 г.
Электрический индукционный прибор для нагревания и плавления
металлов и других тел.
Лукошков В. С., Моделирование источников поля в электро-
литической ванне при решении задач математической физики, От-
чет завода «Светлана».
Лукошков В. С., «Применение электролитического метода
к изучению магнитных полей», Известия электропромышленности
слабого тока, 1940, № 4—5.
М а р к с К., Капитал, т. 1.
Меськин и Куссман, Die ferromagnetischen Legierungen,
Berlin, 1932.
Модель 3. И. и Н ев я же кий И. X., Курс радиопередат-
чиков, Связьиздат, 1938.
Мягких А. Г. и Александров А. Г., Генераторные и
модуляторные лампы, Обороигиз, 1939.
Н а д а и, «Пластичность», ОНТИ, 1936.
Одинг И. А., Прочность металлов, 3-е изд., ОНТИ НКТП
Л,—М,, 1937.
Слухоцкий А. Е., Р ы с к н н С. Е., Индукторы для индукци-
онного нагрева машиностроительных деталей, Машгиз, 1954.
Разоренов Г., К вопросу о высокочастотной закалке шесте-
рен и тому подобных тел сложной конфигурации, Известия Ленин-
градского электротехнического института, 1940; О распространении
тепла при нагревании стального тела индукционным током, ЖТФ,
т. IX, вып. 10, 1939, стр. 901—913.
Рейнер, Справочник по радиотехнике, изд. МВТУ, Москва,
1929.
Родигин Н. М., Патент № 30776 кл. 2111 18 от 24/VI 1932 г.,
Электрическая индукционная печь для термической обработки ме-
таллических изделий; патент № 45367 от 11/XI 1935 г., Электриче-
ская индукционная печь.
Стретт, Современные многосеточные электронные лампы,
Оборонгиз, 1940., пер. с нем. К. Л. Гребень.
Турлыгин С. Я., Энергетический процесс при поверхностной
закалке и электрические установки для его осуществления, «Вест-
ник электропромышленности», 1938, № 5.
Фарбман С. и Колобнев И., Индукционные электропечи,
ОНТИ, 1936.
Франк Ф. и Мизес Р., Дифференциальные и интегральные
уравнения математической физики, ОНТИ, 1937.
X э г, Электромагнитные расчеты, Эиергоиздат, 1934.
Ш ем бель Б. К., Эквивалентный импеданс нелинейного эле-
мента линейной системы, ЖТФ, вып. 6, 1939.
Шенфер К. И., Дипамомашины постоянного тока, Энергоиз-
дат, 1932.
Шпильрейн Я. И., Таблицы специальных функций, ГТТИ,
1933.
Энгель А. и Штенбек М., Физика и техника электриче-
ческого разряда в газах, ОНТИ, 1936, пер. с нем. под ред. Кап-
цова.
35* 539
Эфрос А. М., Вихревые Токи в цилиндре с разрезом, ЖТФ,
т. X, вып. 6, 1940.
Ясногородский, Новый метод электротермической обра-
ботки металлов, «Металлург», 1933, № 9.
Atkinson, Die Feldverteilung in elektrischen Hochspannung-
skabeln, iRef. ETZ, 1922, S. 205.
В e d f о r d B. D., (Peer L. B. and T о n k s L., The Electromag-
netic Levitator, G. E. R., vol. 42, № 6, June 1939, p. 246.
Briiche E. u. Scherzer O., Geometrische Elektronenoptik,
Verlag Julius Springer, Berlin, 11934.
Burch und Davis, An Introduction to the Theory of Eddy-
Current Heating, Bonn, 1928.
Carter F. W., The Magnetic Field of the Dynamoelectric Ma-
chine, Journal of the Institution of Electr. Engineers, vol. 64, 1926.
Carson J. R., Wave propagation over Parallel Wires. The Pro-
ximity Effect, Phil. Mag., vol. 41, April 1921, p. 627.
Cone E., Two New Applications of Inductive Heating, Metals
and Alloys, May 1937, vol. 8, p. 149—150.
Van Dusen M. S. and Schelton S. M., Bur. Stand. J.
Res., 112, 1934, p. 4291—440.
Esmarch W., Zur Theorie der kernlosen Induktionsofen, Wiss.
Verof. d. Siemens-Konzerns, 1931, Bd 10, № 2, S. 172—196.
Ewan, С. E. R., 1931.
Field A. B., Trans. Am. Inst. El. Eng., 1905, p. 659.
Fischer, Hochfrequenzt, u. Electroak., 11932, H. 6, S. 28.
Gans, Der magnetische Widerstand eines gezangten Ankers,
Arch, fur Elektr., Bd IX, 1922.
Green E. I., L e i b e F. A. and Curtis H., The Proportioning
of Schielded Circuits for Minimum High Frequency Attenuation, The
Bell System Technical Journal, vol. XV, № 2, April 1936, p. 248—283,
fig. 18.
Gumlich, Wiss. Abh. physik-techn. Reichsanst., 4, 1918.
Harlan B., Palmer, Electrical Engineering, vol. 56, № 3,
1937.
Hertz H., Uber die Induktion in rotierenden Kugeln, Gesam-
melte Werke, Leipzig, 1895, Bd 11; Schriften vermischten Inhalts,
S. 37—144, fig. 16.
H e w i s i d e O., Electrician, b884.
H о h о P., Phenomene calorifique produit par le courant elec-
trique en contact d’un solide et d’un liquide, La Lumiere Electrique,
52, 1894, p. 113, 165—169.
Jungbluth, Stahl u. Eisen, 1922, p. 1394,
Kernahan W., Heating for Forging by Induction, Heat Trea-
ting and Forging, May 1937, № 5, p. 219; реферат, Нагрев под ков-
ку токами высокой частоты, Мировая техника, 1937, № 7,
стр. 77—78.
Lagrange М. Е. etHoho Р., Bulletin de I’Academie Royale
de Belgique, 3-e serie, № Id, 1892; Comptes Rendus, mars 1893.
L о e b n e r F., Verof. geb. Nabhrichtentechnik, Bd 3, 1933, S. 253.
Northrup E. P., Practical Methods for Heating Solids by
Induction, Iron Age, 1933, vol. 131, Jan., p. 165; Febr. 23, p. 310—311;
World, 1933, vol. 101, Febr. p. 252—254; Iron and Steel Engineer,
vol. ,10, № 4, March 1933, p. 67—82.
Ring, Radio Engineering, June 1932, p. 17—20.
540
R i b a u d, Le Journal de Physique et Radium. (VI), № 6, 1923;
Zeitschrift fur Metallkunde, Heft 11, 333, 1926.
R о e t e r i n k, Eine theoretische und experimentelle Untersuchung
des Nutenfeldes einer unbelasteten elektrischen Maschine, Arch. f.
Elektr., Bd VII, 1919.
Rosenberg E., Wirbelstrome in massivem Eisen, ETZ, 1923,
Bd 44, № 22, Mai, S. 513—518.
S t a b 1 e i n, Kruppsche iMonatschrift, 1928.
Stans el N. R., Industrial Electric Heating, part XXII, Induc-
tive Heating, G. E. R., September 1936, p. 440.
S t e p h о n Wiedem. Ann., t. 41, s. 400.
Steinmetz С. P., Theory and Calculation of Transient Elec-
tric Phenomena and Oscillations, McGrow Hill Book Co., New York,
3d ed„ 1920. . '
Strutt M. J., Hochfrequenztechnik u. Electroakustik, № 2,
S. 62 u. 219, 1933; реферат, Скин-эффект в слоистом цилиндре,
«Электричество», № 2, 1936, стр. 55.
Das magnetische Feld im Innern ferromagnetischer Leiter von
rechteckigem, dreieckigem und elliptischem Querschnitt, Arch. f. Elektr.,
Bd XVIII, S. 190—194, 1927.
Thompson J., Recent Researches in Electricity and Magne-
tism, London, 1890.
Tocco (The Ohio Crankshaft Co.), Surface Hardening by High-
Frequency Electric Currents, Machinery (London), June 1936, vol. 48,
№ 1237, p. 397; New Process for Surface Hardening of Crankshafts,
Heat Treating and, Forging, Sept. 1936, vol. 22, №9, ip. 476; Announce
Process for Selective Surface Hardening Crankshafts, Steel, Sept. 1936,
vol. 99, № 12, p. 27.
Tompson B., Electrician, t. 25, p. 510, 1889; ETZ, 1890, p. 661;
Stephan Wiedem. Ann., t. 41, p. 400. '
Дополнительная литература
Литература к главе 8
8-1. Машинные преобразователи повышенной частоты, Каталог,
Всесоюзное объединение машиноэкспорт, № 1283.
8-2. Донской А. Б., Ивенский Г. В. и Борок А. М.,
Применение ионных инверторов в электротермии, «Технико-инфор-
мационный бюллетень», 1958, № 4.
8-3. Электровакуумные приборы, Справочник, Электровакуум-
ные приборы, Госэнергоиздат, '1956.
8-4. Л о з и нс к и й М. Г., Промышленное применение индук-
ционного нагрева, Изд-во АН СССР, 1958.
8-5. Вигдорович Ю. Б., Параметры *и схемы контуров
к ламповым генераторам для индукционного нагрева, сб. «Электро-
термия», 1948, № 2 и 3, изд. МЭП. К вопросу о работе двухконтур-
ных схем для индукционного нагрева при больших затуханиях в ко-
лебательном контуре, сб. «Электротермия», 1949, № 6, изд. МЭП.
8-6. Васильев А. С., С л у х о т с к и й А. Е., Ионные и элек-
тронные инверторы высокой частоты, Госэнергоиздат, 1961.
8-7. Серебряный В. Г. и Мастяев В. Я., Экономичный
преобразователь тока промышленной частоты в ток высокой часто-
ты на импульсных водородных тиратронах. Электровакуумная тех-
541
ника, Московский ордена Ленина и ордена Трудового Красного
Знамени электроламповый завод, Госэнергоиздат, 1962.
Литература к главе 9
9-1. Денисов Ю. В., Трансформатор высокой частоты без са-
моиндукциии рассеяния во вторичной обмотке, ЖТФ, IX, вып. 3,
стр. 222—225, рис. 5, 1939.
9-2. Б а б а т Г. И., Лозинский М. Г., Концентраторы вихре-
вых токов для зонального нагрева стальных изделий, «Электриче-
ство», № 4, 1939.
9-3. Описание автоматического стабилизатора-регулятора тока
типа САН-3, Министерство тяжелого машиностроения СССР,
ЦНИИТМАШ Центральное бюро поверхностной закалки, Москва,
1955.
9-4. Донской А. В., И венский Г. В., Стабилизированный
тиратронный выпрямитель с амплитудным регулированием, «Элек-
тричество», № 11, 1956.
Литература к главе 10
10-1. Гевелинг Н. В., Поверхностная электротермообработ-
ка, ОНТИ, 1936.
10-2. Глуханов Н. П., Физические основы высокочастотно-
го нагрева, Машгиз, 1957.
10-3. Лозинский М. Г., Промышленное применение индук-
ционного нагрева, Изд-во АН СССР, 1958.
10-4. Слухоцкий А. Е., Рыскин С. Е., Индукторы для
индукционного нагрева машиностроительных деталей, Машгиз, 1952.
10-5. Немецкий патент DRP № 537018 kl. 21h 18/10, 27/1 1931,
Heraeus W. G., CmbH, Spulenanordnung ftir kernlose Induktion-
sofen.
10-6. DRP № 520012 kl. 21h 18/10, Induktionsofen mil quader
oder wiirfeformigen Herd.
10-7. Northrup E. P., Practical Methods lor Heating Solids by
Induction, Steel, 1933, v. 92, March p. 21—24; March, p. 23—26.
10-8. Донской А. В, Индукционный нагрев трубопроводов
высокого давления при сварке, Машгиз, 1950.
10-9. Рез и иц к ий Л. М., Точение закаленной стали, Лениз-
дат, 1951.
Литература к главе 11
11-1. К и дин И. Н., Термическая обработка стали при индук-
ционном нагреве, Металлургиздат, 1950.
11-2. Садовский В. Д., Малышев К. А. и Сазо-
нов Б. Г., Структурный механизм фазовых превращений при бы-
стром иагреве стали, сб. «Промышленное применение токов высо-
кой частоты», ВНИТОМАШ, вып. 30, Машгиз, 1952.
11-3. Л о з и н с к и й М. Г. и Антипова Е. И., Рекристалли-
зация аустенита при высоких температурах, «Сталь», 1955, № 9.
11-4. Сборник под ред. Турлыгина С. Я-, Индукционный нагрев
и прочностные свойства стали при электротермообработке,
ЦНИИТМАШ, вып. 51, Машгиз, 1953.
11-5. Минке вич Н. А., Термическая обработка стали и чугу-
на, ОНТИ НКТП, 1935.
542
11-6. Завьялов А. С. и Красильщиков 3. Н., О пре-
вращениях в доэвтектоидных сталях при нагревании, «Металлург»,
1938, №11.
11-7. Гевелинг Н. В., Поверхностная электротермообработка,
ОНТИ, 1936.
11-8. Гудцов Н. Т., Сумин И. А., Ускорение цементации
путем использования электрического тока, «Металлург», 1937, № 4.
11-9. Гардин А. И., Поверхностная закалка током высокой
частоты, «Металлург», 1938, № 3.
11-10. Гуляев А. П., Термическая обработка стали, Машгиз,
1953.
11-11. Ш л е й е р Э. В. и Одинг И. А., Влияние поверхностной
закалки токами высокой частоты на механическую прочность кон-
струкционных сортов стали, «Вестник металлопромышленности»,
№ 7, 1940.
11-12. К осс ой М. С., Остаточные напряжения и циклическая
прочность конструкционной стали при поверхностной закалке, сб.
«Индукционный нагрев и электротермообработка», ЦНИИТМАШ,
вып. 39, Машгиз, 1950.
11-13. Лозинский М. Г., Промышленное применение индук-
ционного нагрева, Изд-во АН СССР, 1958.
11-14. Судаков П. М., Приборы и измерения при высокоча-
стотном нагреве, Машгиз, 1957.
11-15. Ясногородский И. 3., Нагрев металлов и сплавов
в электролите, Машгиз, 1943.
11-16. Jo h п s t о п J., Jour. Francl. Inst., v. 225, № 4,
Apr. 1938.
Литература к главе 12
12-1. Евангулова Е. П., Контроль качества поверхностной
закалки, Библиотека высокочастотника-термиста, вып. 5 Машгиз,
1957.
12-2. Лозинский М. Г., Промышленное применение индук-
ционного нагрева, Изд-во АН СССР, 1958.
12-3. Гамазков С. М. Закалка шестерен при нагреве токами
высокой частоты, сб. «Индукционный нагрев и электротермообработ-
ка», ЦНИИТМАШ, вып. 39, Машгиз, 1950.
12-4. Справочник машиностроителя, т. 5, Машгиз, 1955.
Литература к главе 13
13-1. Рыск ин С. Е., Закалочные станки. Библиотека высо-
кочастотника-термиста, вып. 11, Машгиз, 1957.
13-2. Рубанов О. М., Электрические индукционные печи для
поверхностной закалки, «Американская техника и промышленность»,
1938, № 12, стр. 591.
13-3, Лозинский М. Г., Промышленное применение индукци-
онного нагрева, Изд-во АН СССР, 1958.
13-4. Иванов В. А., Станки для высокочастотной закалки,
Машгиз, 1951.
13-5. Шепеляковский К. 3. и Рыск ин С. Е., Техника
применения индукционного нагрева, Машгиз, 1949.
13-6, Иванов В. А. и Чернышев В. В., Высокочастотная
закалка тракторных деталей, Машгиз, 1950.
543
13-7. Б о г д а н о в В. Н., Применение сквозного индукционного
Нагрева в промышленности, Библиотека высокочастотника-термиста,
вып. 12, Машгиз, 1957.
Литература к главе 14
14-1. Установки высокочастотные с ламповыми генераторами
для плавки и нагрева, Каталог, Центральный институт научно-тех-
нической информации электротехнической промышленности и при-
боростроения, 6364.
14-2. Техническая документация высокочастотных установок
ЛПЗ, ЛП и ЛЗ-37; ЛПЗ, ЛП и ЛЗ-67; ЛЗ-107, РСФСР, Ленин-
градский совет народного хозяйства, Управление электротехнической
промышленности, 1961.
14-3. Высокочастотная экранированная установка типа ЛПЗ-67.
Отчет об исследовании опытного образца, тема 142, шифр ЛФ-290,
п. 2, 1957.
Литература к главе 15
15-1. Одинг И. А., Прочность металлов, ОНТИ НКТП, 1937.
15-2. Справочник металлиста под ред. Н. С. Ачеркана, т. 3,
книга 1, Машгиз, 1959.
15-3. Аск ин аз и Б. М., Бабат Г. И., Обработка металлов
при индукционном нагреве токами высокой частоты, «Вестник ме-
таллопромышленности», 1939, № 10—11, стр. 74—80.
15-4. Шепеляковский К- 3., Перспективы применения то-
ков высокой частоты в автотракторостроении, «Автомобильная и
тракторная промышленность», 1956, № 3.
15-5. Л о з и н с к и й М. Г., Промышленное применение индук-
ционного нагрева, Изд-во АН СССР, 1958.
15-6. Богданов В. Н., Применение сквозного индукционно-
го нагрева в промышленности, Библиотека высокочастотника-тер-
мнста, вып. 12, Машгиз, 1957.
15-7. Шепеляковский К. 3., Производственное оборудо-
вание для индукционного нагрева в кузнечных цехах, «Вестник ма-
шиностроения», 1949, № 3.
15-8. А л е к с а н д р о в В. В., Индукционный нагрев стальных
заготовок под ковку и горячую штамповку токами промышленной
частоты, сб. «Индукционный нагрев и прочностные свойства стали
при электротермообработке», ЦНИИТМАШ, вып. 51, Машгиз, 1953.
15-9. Глушков В. Н„ Новый тип кузнечного цеха машино-
строительного завода, «Вестник машиностроения», 1952, № 8.
Литература к главе 16
16-1. Verfahren und Einrichtung zum Entgasen von Metallteilen
in Vakuumrohren, DRP № 308490 kl 21g. gr 13, Pat. 22 Juni 1917.
Dr. Erich Huth CmbH. in Berlin.
16-2. E s p e W., Methoden und Technik der Metallentgasung,
Vakuum-Technik, 1956, H. 3, S. 39—53, H. 4, S. 69—81.
16-3. Иориш A. E. и др., Основы технологии производства
электровакуумных приборов, Госэиергоиздат, 1961.
16-4. Эспе В., Технология электровакуумных материалов, т. 1,
Госэиергоиздат, 1962.
16-5. Федосеев А. .П., Применение высокочастотного на-
грева для рантовых спаев металла со стеклом, в брошюре «Сбор-
544
ник статей по вакуумной технике» Под ред. В. Гольцова, Госэнерго-
издат, 1948.
16-6. Любимов М. Л., Спаи металла со стеклом, Госэнерго-
издат, 1957.
16-7. А л е кс а н д р о в а А. Т„ Бродский Н. И. и др.,
Технологическое оборудование электровакуумного производства,
Госэиергоиздат, 1962.
16-8. В ологдин В. В., Пайка при индукционном иагреве,
Библиотека высокочастотника-термиста, вып. 13, Машгиз, 1957.
16-9. Брукер X. Р. и Б ит сон Е. В., Пайка в промышлен-
ности, Издательство оборонной промышленности, 1957.
16-10. Коль В., Технология материалов для электровакуум-
ных приборов, Госэиергоиздат, 1957.
16-11. Лозинский М. Г., Промышленное применение индук-
ционного иагрева, Изд-во АН СССР, 1958.
16-12. Бугаков В. 3., Диффузия в металлах и сплавах, Гос-
техтеориздат, 1949.
16-13. Казаков И. Ф., Сварка под давлением в вакууме раз-
нородных металлов, «Сварочное производство», 1958, № 8,
стр. 23—24.
16-14. Лебединский М. А., Технология электровакуумного
производства, ч. 11, ГоЬэнергоиздат, 1961.
16-5. Метелкин И. И. и М а к а р к ин А. Я. и др., Термо-
компрессиоиная сварка металла с керамикой, Авторское свидетель-
ство № 145436 от 117.2.1961, Бюллетень изобретений, № 5, 11962.
16-16. Пазу хин В. А. и Фишер А. Я-, Вакуум в металлур-
гии, Гостехиздат, 1956.
16-117. Лебедев Н. А., Павлов И. П., Сварка стеклянных
колб электронно-лучевых трубок токами высокой частоты, «Элек-
тротермия», вып. 33, 1964, стр. 32—35.
16-18. Чижов В. А., Исследование метода электросварки
оболочек электронно-лучевых трубок и разработка основных техни-
ческих рекомендаций для конструирования оборудования, Диссер-
тация на соискание ученой степени канд. техн, наук., 1959.
16-19. Высокочастотный плазменный факел. Экспресс-информа-
ция, Сварочное производство, 1960, № 11, реф. 33.
Литература к главе 17
17-1. Вологдин В. П., Деформации и напряжения при свар-
ке судовых конструкций, Оборонгиз, 1945.
17-2. Николаев Г. А. и Прохоров Н. Н., Напряжения
в процессе сварки, Изд-во АН СССР, 1948.
17-3. Александров В. В., Вашурова Т. А., Термообра-
ботка сварных швов индукционным методом, сб. «Индукционный
нагрев и электротермообработка» под ред. С. Я Турлыгина
ЦНИИТМАШ, вып. 39, Машгиз, 1950.
17-4. Богданов В. Н., Применение сквозного индукцион-
ного нагрева в промышленности, Библиотека высокочастотника-
термиста, вып. 12, Машгиз, 1957.
17-5. Лозинский М. Г., Промышленное применение индук-
ционного нагрева, Изд-во АН СССР, 1958.
17-6. Головкин Р. В., Лунин И. В., Радиочастотная свар-
ка прямошовных труб, Металлургиздат, 1961.
545
17-7. Кидин И. Н„ Термическая обработка стали при индук-
ционном нагреве, Металлургиздат, 1950.
17-8. Справочник машиностроителя, т. 5, Машгиз, 1955.
17-9. М о s г с z у n s k i A., Matyja Н., Obrobka cieploche-
miczna stall w osrodkaciekluch z zastosowaniem nagrewania induk-
cyjnego, «Przeglad mechaniczny», 0956, № 7.
17-10. Ac сонов А. Д., Опыт ЗИС по поверхностной закалке
коленчатых валов, «Вестник металлопромышленности», № 3, 1940.
17-11. Левинсон А. 3., Ратнов А. Ф., Металлизация рас-
пылением по способу Шоопа, ОНТИ,. 1935.
17-12. Власов А. П., Савинков К- П., Высокочастотная
металлизация, Машгиз, 1960.
17-13. Northrup Е. <Р_, Practical Methods for Heating Solids
by Induction, Electr. World, 1933, v. 101, Feb., p. 252—254,, Iron
and Steel Engineer, v. 110, № 4, March 1933, p. 67—82.
17-14. Бабат Г. И., Высокочастотный нагреватель, Авторское
свидетельство № 63262 кл. 21h гр. >18/30, 19/ХП 1940 г.
17-15. Химченко Н. В., Приходько В. Н., Контроль меж-
кристаллитной коррозии методом вихревых токов, «Химическое ма-
шиностроение», 1962, № 3, стр. 35—37.
17-16. Hochschild R., What Eddy Currents Reveal about Me-
tals, Control Engineering, 1960, v. 7, HI, № 3, p. 117.
Литература к главе 18
18-1. Бабат Г. И., Высокочастотная электротехника. Вестник
электропромышленности, № 4—5, 1945.
18-2. Бабат Г. И., Некоторые особенности передачи электро-
энергии при помощи токов высокой частоты, ЖТФ, 1946.
18-3. Бабат Г. И., Безэлектродные разряды и некоторые свя-
занные с ними вопросы, Вестник электропромышленности, № 2, 1942.
18-4. Бабат Г. И., Безэлектродные разряды, Техника моло-
дежи, № 7—8, 1942.
СОДЕРЖАНИЕ
Предисловие редакторов ко второму изданию.................. 5
Предисловие к первому изданию.............................. 7
Введение . •...................................... . . . 13
Глава первая. Распространение электромагнитных волн
в металлических проводниках .............................. 19
1-1. О применимости принципа наименьшего действия для
отыскания распределения вихревых токов ........... 19
1-2. Проникновение плоской волны в металл............. 23
1-3. Глубина проникновения тока.................. 28
1-4. Распределение тока и магнитного потока в однородной
проводящей плоскости.............................. 29
1-5. Распределение тепла . . . •................. 33
1-6. Проникновение электромагнитной волны в цилиндри-
ческие тела....................................... 37
1-7. Распределение высокочастотных токов в слоистом про-
воднике .......................................... 43
1-8. Распределение вихревых токов в пластинках . . . . 48
Глава вторая. Распределение вихревых токов в прово-
дящих телах, помещенных в однородное
поле, при глубинах проникновения, ббль-
ших и меньших размеров тела............................... 51
2-1. Эквивалентные схемы индукционного нагрева........ 51
2-2. Нагрев круглого цилиндра......................... 56
2-3. Нагрев совокупности цилиндров................• . 60
2-4. Две области действия вихревых токов............-. 62
2-5. Нагрев проводящего шара в быстропеременном электро-
магнитном поле . . ............................... 69
2-6. Нагрев совокупности шаров........................ 77
2-7. Распределение вихревых токов в телах расслоенных и
в телах, снабженных выступами, впадинами и щелями 79
2-8. О нахождении оптимальных размеров высокочастотных
фидеров.............................................. 82
547
а) Коаксиальный фидер.....................• . . . . 83
б) Фидер из двух параллельных цилиндрических про-
водников ....................................... • 84
Глава третья. Аналитический расчет распределения
настила вихревых токов в проводниках, находя-
щихся в неоднородных полях ........................... 85
3-1. Вычисление распределения настила вихревых токов
методами магнитостатики........................... 85
а) Постановка задачи . . 85
б) Общие приемы решения электростатических и маг-
нитостатических задач................................ 87
3-2. Распределение настила вихревых токов в бесконечно
протяженной плите, над которой натянут одиночный
тонкий провод..................................... 90
3-3. Одиночная токонесущая лента, параллельная поверх-
ности плиты . . ............................... 94
3-4. Петля, параллельная поверхности плиты............100
3-5. Петля, плоскость которой перпендикулярна плоскости
плиты ............................................102
3-6. Определение минимальной частоты, допустимой с точ-
ки зрения электрического к. п. д., при нагреве
плоской плиты и цилиндрических объектов...........105
3-7. Анализ поля индуктора методом изображений .... 107
3-8. Применение метода конформных отображений для
вычисления распределения настила вихревых токов 112
3-9. Распределение поверхностной плотности тока в плите,
нагреваемой многопроводниковым индуктором .... 115
3-10. Эквиденсные линии плоскопараллельных полей ... 117
3-11. Распределение плотности вихревого тока в поперечных
сечениях призматических тел и каналов............. . 123
3-12. Распределение тепла под плоским индуктором .... 125
Глава четвертая. Моделирование полей вихревых токов 127
4-1. Выбор метода моделирования...........•...........127
4-2. Изучение электростатических полей в электролитической
ванне..................................................129
4-3. Изучение полей систем индукционного нагрева в элек-
тролитической ванне....................... . . • ... 134
4-4. Примеры моделирования плоскопараллельных полей . . 137
4-5. Моделирование распределения токов в объемной ванне 143
4-6. Распределение мощности в цилиндрических индукторах
и объектах...................................... ^148
4-7. Измерение коэффициента самоиндукции при помощи
электролитической ванны............................158
Глава пятая. Особенности индукционного нагрева
стали.................................................. 160
5-1. Основные электрические и магнитные характеристики
стали..............................................160
5-2. Индукционный нагрев материала с электрическими и
545
магнитными характеристиками, меняющимися в зависи-
мости от температуры .............................165
5-3. Нагрев стали в неоднородных электромагнитных полях
при отсутствии перераспределения токов в процессе
нагрева................................•..........167
5-4. Нагрев негомогенной смеси с различными электричес-
кими и магнитными характеристиками компонент . . . 172
5-5. Явление полосатого нагрева.......................178
Глава шестая. Тепловые расчеты при индукционном
нагреве стали под поверхностную закалку .... 193
6-1. Теплоемкость и теплопроводность стали............193
6-2. Процесс теплопередачи при внешнем обогреве .... 196
6-3. Количество тепла, необходимое для подготовки поверх-
ностного слоя 8 к закалке, и коэффициент избыточного
тепла..................................................204
6-4. Графики подвода мощности.........................207
6-5. Зависимость удельной мощности и длительности на-
грева от толщин закаленного слоя и переходной зоны 213
6-6. Распределение температур в цилиндрических телах при
циркуляции вихревых токов только по боковой поверх-
ности и теплоотдаче с торцов ........................ 215
Г лава седьмая. Соотношения между частотой тока, коэф-
фициентом мощности, напряжением на индукторе,
размерами индуктора, передаваемой индуктором
мощностью и емкостью батареи конденсаторов.
Динамические усилия...................................222
7-1. Коэффициент мощности при нагреве сплошных тел. . 222
7-2. Особенности нагрева полых тел........224
а) Нагрев цилиндрической трубы....................224
б) Нагрев пластинки...............................229
7-3. Соотношение между Ei, f, ЬР, Ца при нагреве сплош-
ных тел ..........................................230
7-4. Зависимость величины конденсаторной батареи от гео-
метрических размеров индуктора и отношения kP/Ei 234
7-5. Границы применимости расчетных графиков..........242
7-6. Механические усилия при индукционном нагреве . . . 245
Глава восьмая. Генераторы для установок индукцион-
ного нагрева . . • . . . •...........................252
Общие сведения............•...............................252
8-1. Генераторные лампы, применяемые для промышленной
электротермии . ................................254
8-2. Выбор схемы возбуждения лампового генератора . . 261
8-3. Условия самовозбуждения и режимы работы генера-
торов ................................................262
549
8-4. Выбор схемы обратной связи.....................265
8-5. Схемы анодных контуров . •.....................268
8-6. Схемы питания ламповых генераторов.............271
8-7. Управление колебаниями ламповых генераторов . . . 275
8-8. Паразитные колебания в ламповых генераторах . . . 281
8-9. Искровые генераторы....................• . . . . 283
8-10. Высокочастотные генераторы на импульсных водород-
ных тиратронах.....................................286
Глава девятая. Трансформация высокочастотных коле-
баний и схемы включения нагревательных индукторов 290
9-1. Апериодический трансформатор. Зависимость его раз-
меров от величины самоиндукции нагревательного
индуктора.........................................292
9-2. Выбор оптимальных размеров цилиндрического воздуш-
ного трансформатора • ... •.......................298
9-3. Концентраторы вихревых токов ... . . . • • . . 310
9-4. Конструкция высокочастотных воздушных трансфор-
маторов и концентраторов • • • . .................317
9-5. Включение индукторов посредством настроенных свя-
занных контуров...............• . . •..........322
9-6. Регулирование мощности, отдаваемой нагревательным
индуктором, в установках с ламповыми генераторами 325
9-7. Регулирование анодного контура лампового генера-
тора в схеме с апериодическим трансформатором при
смене нагревательного индуктора и объема..........327
9-8. О поддержании постоянства мощности, отдаваемой
ламповым генератором, при нагреве стали под поверх-
ностную закалку...................................331
9-9. Автоматическая стабилизация контурного тока лампо-
вых генераторов...................................332
9-10. Стабилизация анодного напряжения в ламповых гене-
раторах ...........................................335
9-11. Программирующее устройство для автоматического
регулирования температуры изделия при высокочастот-
ном нагреве........................................340
Глава десятая. Нагревательные индукторы...................346
10-1. Общие соображения о форме индуктора и слоя, на-
гретого под закалку..........................346
10-2. Нагрев боковой поверхности цилиндрических объектов 348
10-3. Конструкция индукторов для нагрева внутренних
поверхностей .................................... 354
10-4. Нагрев изделий сложной конфигурации...............360
10-5. Экраны для вихревых токов.........................374
10-6. Тепловые режимы индукторов........................376
10-7. Проектирование нагревательных индукторов . . . . . 378
10-8. Изготовление индукторов ......................... 385
10-9. Подбор индукторов с помощью Q-метра....393
Глава одиннадцатая. Некоторые особенности закалки
стали после индукционного поверхностного нагрева 397
11-1. Изменение свойств стали в зависимости от термо-
550
11-2. Контроль режимов нагрева под закалку..........409
11-3. Последовательный нагрев и закалка при взаимном
перемещении изделия и индуктора .......... 410
11-4. Сравнение индукционного нагрева с другими методами
нагрева под поверхностную закалку...................414
Глава двенадцатая. Практика поверхностной закалки
стали при индукционном нагреве . . . . • ... 417
12-1. Поверхностная закалка режущего и мерительного
инструмента.............................................417
12-2. Поверхностная закалка шеек коленчатых валов . . . 428
12-3. Поверхностная закалка шестерен и аналогичных дета-
лей машин '.........................................432
Глава тринадцатая. Станки и приспособления для по-
верхностной закалки при индукционном на-
греве ..................................................439
13-1. Станок для закалки цилиндрических и конических ше-
стерен, дисков и аналогичных деталей . . . . • ... 443
13-2. Приспособление для закалки шестерен большого мо-
дуля ................................................445
13-3. Станок-полуавтомат для закалки дисковых изделий 447
13-4. Станок для закалки шеек коленчатых валов.......449
13-5. Станки для последовательной непрерывной закалки 452
Глава четырнадцатая. Высокочастотные установки с лам-
повыми генераторами для плавки и нагрева 455
14-1. Установка типа ЛЗ-13...............................455
14-2. Установки типа ЛПЗ-37, ЛП-37 и ЛЗ-37, ЛПЗ-67,
ЛП-67, ЛЗ-67, ЛЗ-107 и ЛЗ-207 ................. 460
14-3. Высокочастотные ламповые генераторы, применяемые
в электровакуумной промышленности для индукционно-
го нагрева......................................467
Г лава пятнадцатая. Механическая обработка металлов
при^индукционном подогреве ..................... 473
Глава шестнадцатая. Применение индукционного нагре-
ва в электровакуумной промышленности .... 482
16-1. Обезгаживание......................................482
16-2. Спаивание металла со стеклом....................490
16-3. Пайка твердыми припоями.........................493
16-4. Диффузионная сварка......................: . . . 499
16-5. Некоторые технологические процессы..............500
16-6. Сварка стеклянных колб электронно-лучевых трубок
токами высокой частоты...........................505
а) Сущность метода...............................505
б) Контактный нагрев стекла электрическим током 506
в) Способы предварительного нагрева стекла . . . . . 507
г) Экспериментальная установка для высокочастотной
сварки.......................................508
д) Технология сварки....................... о09
551
Глава семнадцатая. Некоторые технологические про-
цессы, основанные на индукционном нагреве 51д;
17-1. Термообработка сварных швов...........• .... 513*
17-2. Сварка при индукционном нагреве.................514
17-3. Нагрев бандажей железнодорожных скатов..........517
17-4. Термическая обработка при индукционном нагреве . . 518
8 17-5. Высокочастотная металлизация................... 522 :
17-6. Прочие применения............................. 523'
Глав Глава восемнадцатая. Некоторые тенденции в дальней-
бани шем развитии индукционного нагрева ............. 528
Литература.............................. ......... 538
Г ла
ГЛ1
550