/



































































































































Текст
ББК 34.61я2 С21
УДК 621.74.4 (035)
Рецензент канд. техн, наук А. М. Каминский
С21
Сафронов В. Я.
Справочник по литейному оборудованию. М.: Машиностроение, 1985, — 320 с., ил.
В пер.: 1 р. 90 к.
Приведены технические характеристики литейных автоматических линий, комплектов оборудования и машин; описаны конструкции основных агрегатов, механизмов и узлов оборудования; изложены сведения о фундаментах, присоединительных элементах, электро-, пневмо- и гидросистемах, а также смазочных системах.
Для инженерно-технических работников литейного производства и отделов материально-технического снабжения промышленных производственных объединений.
_ 2704020000-088 ИЕ и, ББК 34.61я2
С —038(01 6П4Л
© Издательство «Машиностроение», 1985 г.
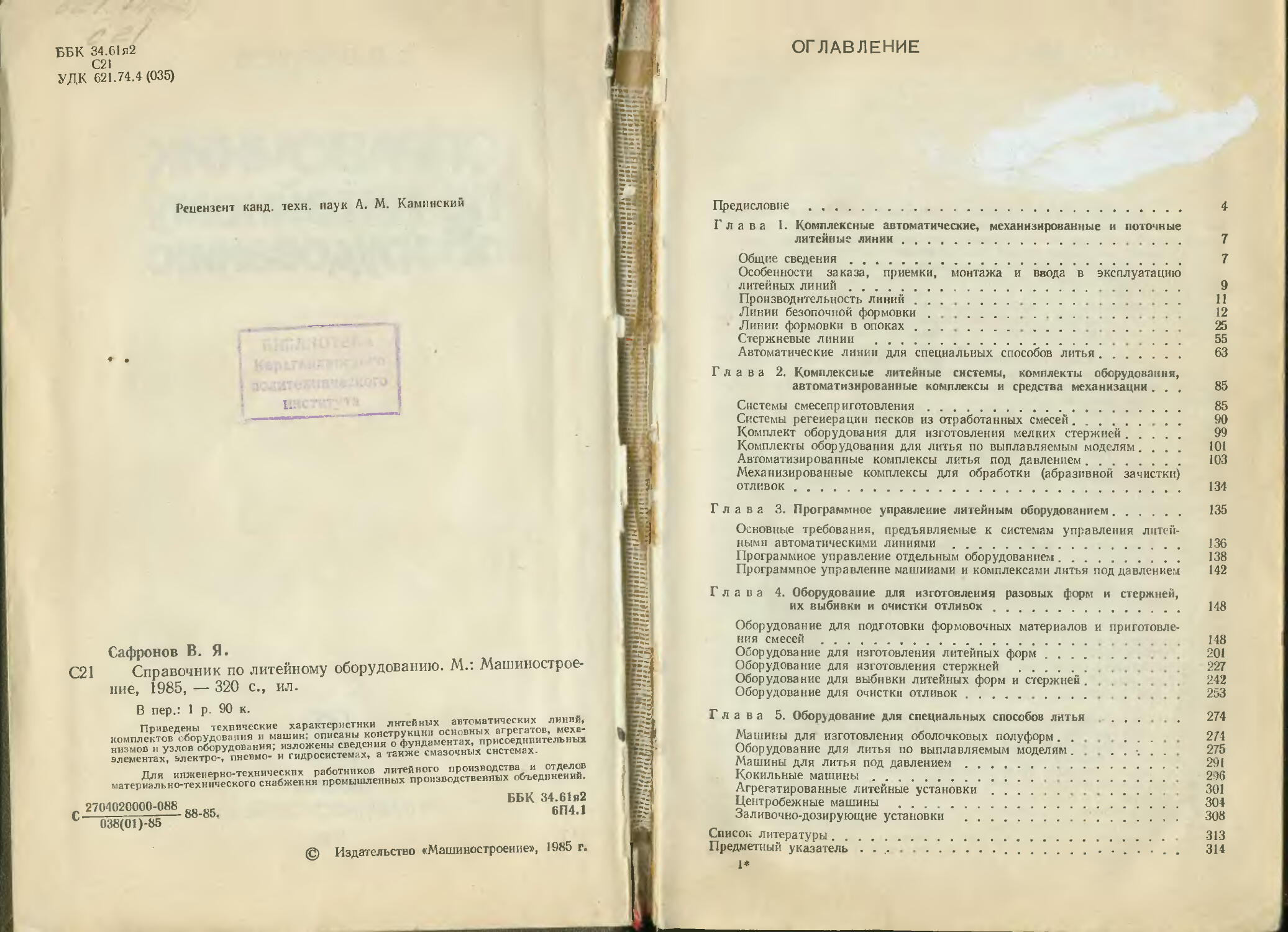
ОГЛАВЛЕНИЕ
Предисловие ........................................................... 4
Глава 1. Комплексные автоматические, механизированные и поточные литейные линии......................................................... 7
Общие сведения..................................................... 7
Особенности заказа, приемки, монтажа и ввода в эксплуатацию литейных линий..................................................... 9
Производительность линий........................................... 11
Линии безопочной формовки.......................................... 12
Линии формовки в опоках ... 25
Стержневые линии .................................................. 55
Автоматические линии для специальных способов литья................ 63
Глава 2. Комплексные литейные системы, комплекты оборудования, автоматизированные комплексы и средства механизации ... 85
Системы смесеприготовления......................................... 85
Системы регенерации песков из отработанных смесей.................. 90
Комплект оборудования для изготовления мелких стержней............ 99
Комплекты оборудования для литья по выплавляемым моделям.... 101
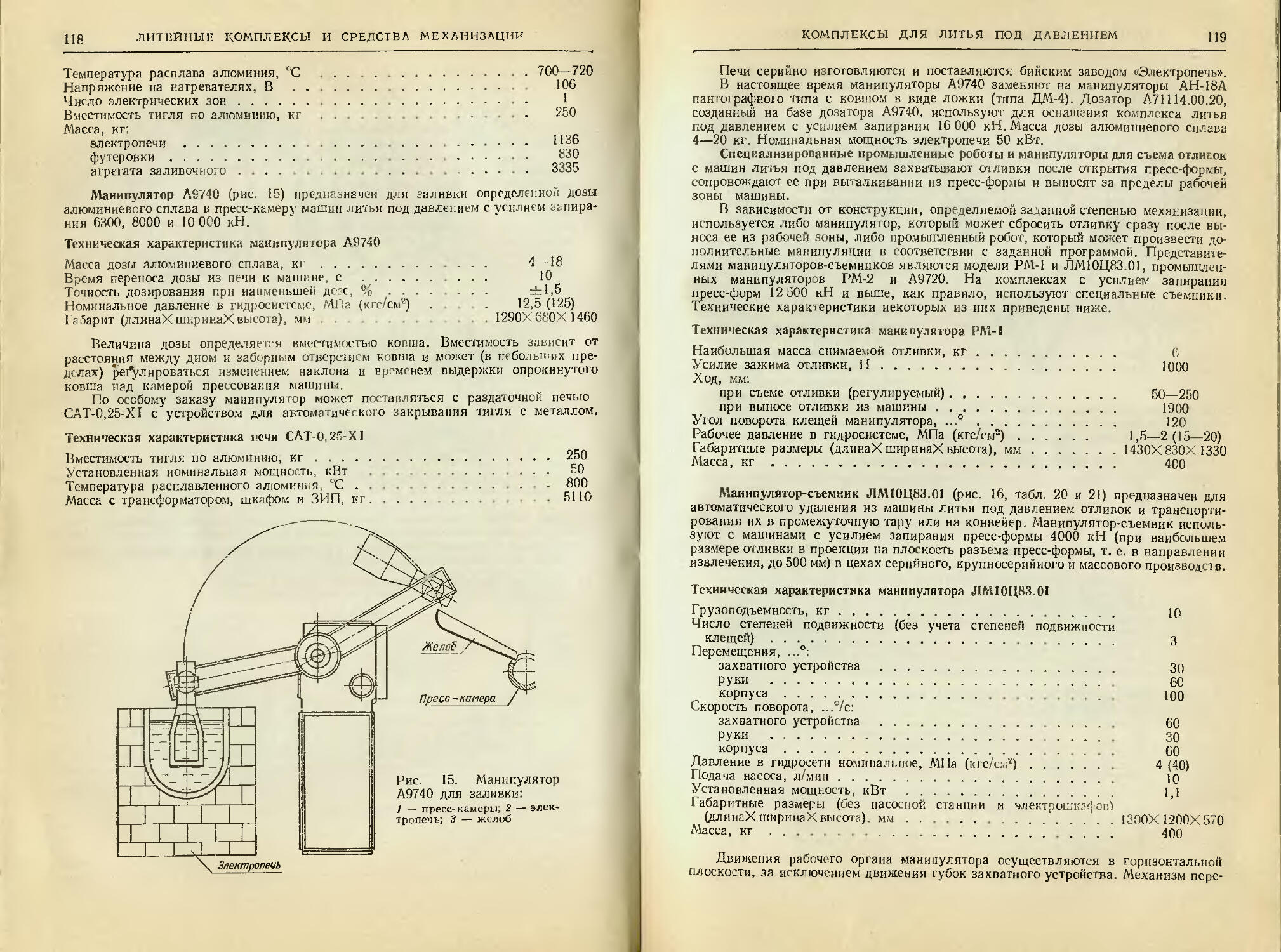
Автоматизированные комплексы литья под давлением................. 103
Механизированные комплексы для обработки (абразивной зачистки) отливок.......................................................... 134
Глава 3. Программное управление литейным оборудованием............... 135
Основные требования, предъявляемые к системам управления литейными автоматическими линиями ................................. 136
Программное управление отдельным оборудованием................... 138
Программное управление машинами и комплексами литья под давлением 142
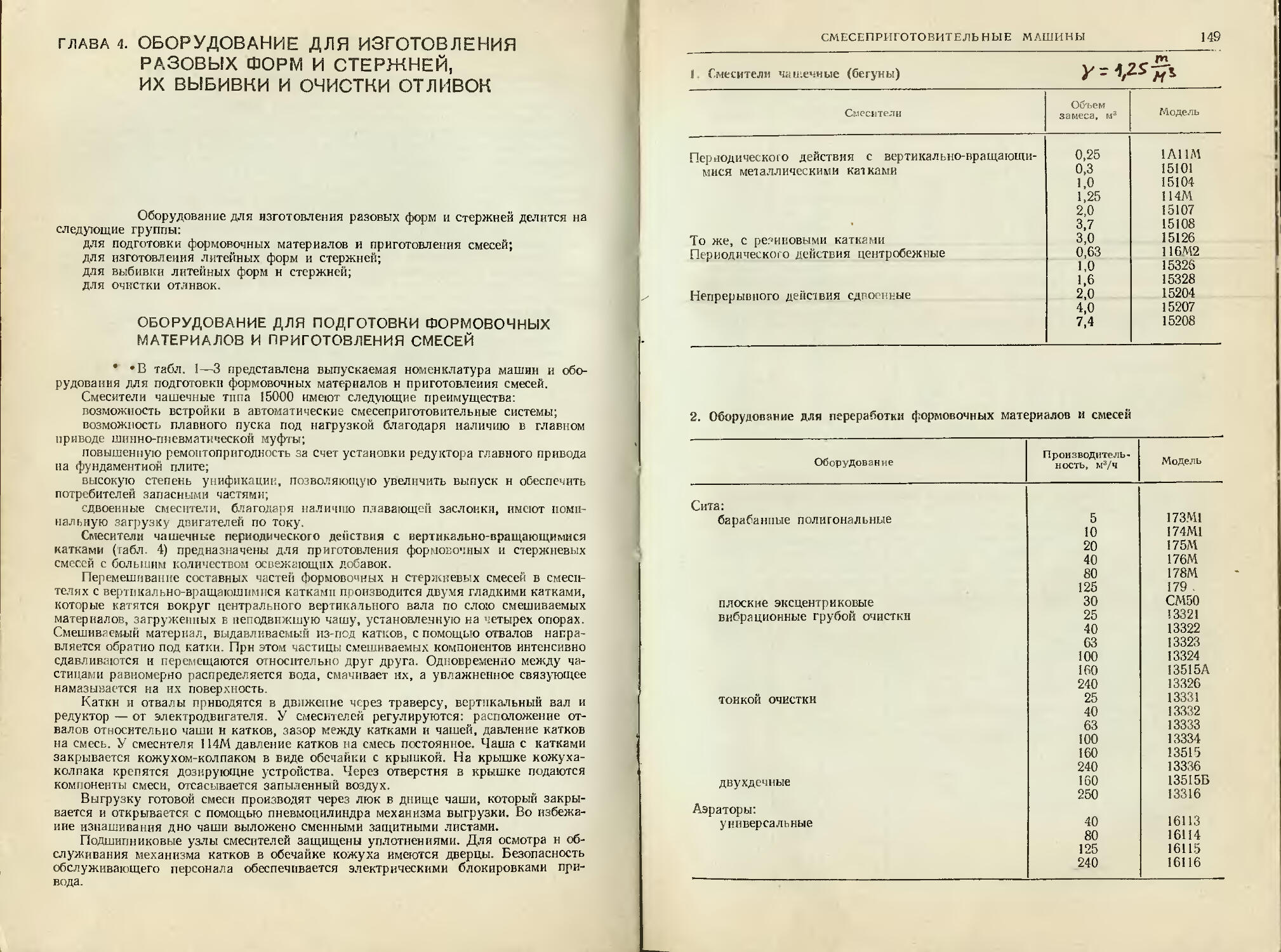
Глава 4. Оборудование для изготовления разовых форм и стержней, их выбивки и очистки отливок......................................... 148
Оборудование для подготовки формовочных материалов и приготовления смесей ...................................................... 148
Оборудование для изготовления литейных форм.................... 201
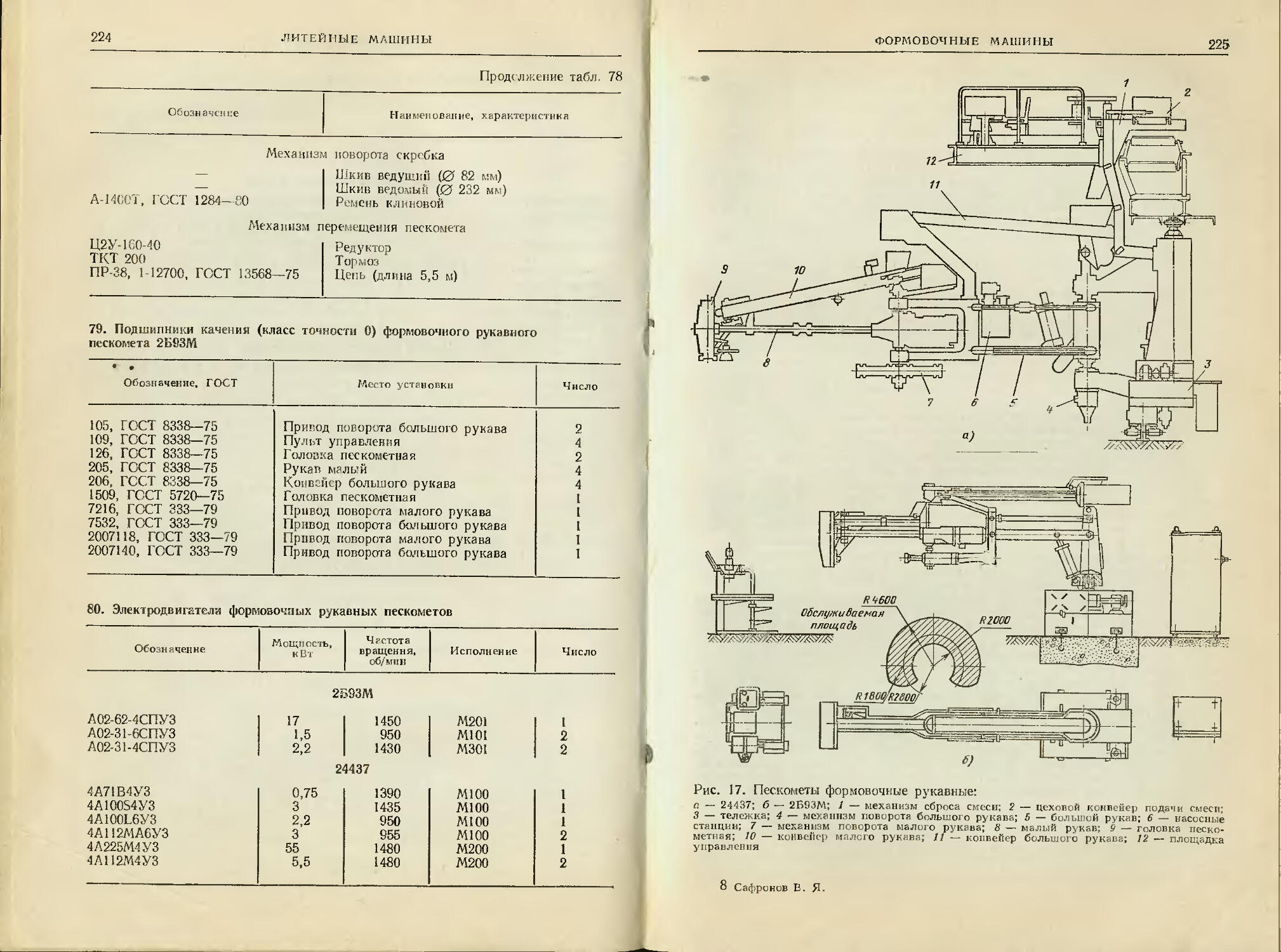
Оборудование для изготовления стержней ........................ 227
Оборудование для выбнвки литейных форм и стержней . , 242
Оборудование для очистки отливок......................... . . . 253
Глава 5. Оборудование для специальных способов литья ............... 274
Машины для изготовления оболочковых полуформ..................... 274
Оборудование для литья по выплавляемым моделям..........•. . . . 275
Машины для литья под давлением................................. 291
Кокильные машины............................................... 296
Агрегатированные литейные установки.............................. 301
Центробежные машины ............................................. 304
Заливочно-дозирующие установки .............................. . 308
Список литературы.................................................... 313
Предметный указатель . . .................................. ....... 314
1*
ПРЕДИСЛОВИЕ
Разнообразное оборудование, используемое в литейных цехах различных отраслей промышленности, подразделяют на оборудование общего применения и специальное, называемое технологическим оборудованием для литейного производства. Различают следующие группы технологического оборудования
1 — для подготовки формовочных материалов и приготовления смесей; 2 — для изготовления литейных форм и стержней; 3 — для выбивки литейных форм и стержней; 4 — для очистки отливок; 5 — для литья в оболочковые формы; 6 — для литья по выплавляемым и выжигаемым моделям; 7 — для литья под давлением; 8 — для литья в кокиль; 9 — для центробежного литья; 10 — для модифицирования, дозирования и заливки черных и цветных сплавов; 11 — прочее оборудование.
К оборудованию общего применения условно отнесены различные типы конвейеров, монорельсовый транспорт, крановое хозяйство, подъемники, системы бункеров, питатели, магнитные сепараторы, печное хозяйство, вентиляционные, калориферные, фильтровальные установки и т. д.
Сложившаяся ранее система производства оборудования в основном обеспечивала литейные цехи общепромышленным оборудованием. Технологическое же оборудование для литейного производства выпускалось небольшими партиями и незначительной номенклатуры, что не могло удовлетворить потребностей развивающейся заготовительной базы промышленности. Например, не выпускалось такое оборудование, как установки для приготовления жидких и пластических самотвердеющих смесей, смесители для приготовления холоднотвердеющих смесей, охладители, элек-трогидравлические выбивные и магнитодинамические заливочные установки, вибро-очистные машины н средства околомашинной механизации.
Предприятия литейного машиностроения изготовляют более 350 типоразмеров типажного и специального литейного оборудования, и эта номенклатура продолжает рационально развиваться. В специальных конструкторских бюро при заводах литейного машиностроения с учетом технологических возможностей этих заводов создают литейные машины, линии и комплекты оборудования в соответствии с постоянно изучаемыми потребностями народного хозяйства, а также разрабатывают по заявкам заказчиков специальное литейное оборудование, учитывающее специфические эксплуатационные требования.
Технологическое оборудование для литейных цехов разрабатывают и изготовляют с учетом специфических условий его работы — запыленности, загазованности, высокой влажности и повышенной температуры окружающей среды. Большое значение придают технике безопасности. Учитывают требования эргономики, эстетики внешнего вида и интерьера, определенные дизайнерами для промышленного оборудования.
В настоящее время создано значительное число машин для осуществления новых технологических процессов с применением жидких, пластических и холоднотвердеющих смесей, электрогидравлпческой выбивки, литья под низким давлением. Повышена надежность литейного оборудования, возрос срок его службы до первого капитального ремонта. Улучшено также качество изготовления машин. В настоящее время около половины всего литейного оборудования выпускают с государственным Знаком качества. Это стало возможным благодаря проведенному переоснащению предприятий, широкому применению передовых технологических процессов в заготовительных, металлообрабатывающих и сборочных цехах. Привычными стали в цехах заводов литейного машиностроения установки с программным управлением для плазменной резки металла при раскрое, различное автоматическое сварочное
ПРЕДИСЛОВИЕ
5
оборудование, поэлементная штамповка, обрабатывающие станки с программным управлением, станки высокой и особо высокой точности.
Стабильно высокое качество изготавливаемого литейного оборудования обеспечивают также использованием наиболее передовых форм организации производства: предметно-замкнутых участков обработки и изготовления деталей типа тел вращения — валов, втулок, фланцев; участков поузловой сборки с промежуточными испытаниями на специальных стендах; специализированных производств резинотехнических изделий, гуммирования; участков сборки и испытаний гидроаппаратов, гидроцилиндров, электрошкафов, пультов управления, отладки систем управления.
В справочнике приведены характеристики серийно выпускаемых, вновь осваиваемых и перспективных моделей литейного оборудования в соответствии с типажом литейного оборудования.
Одну из основных задач нашей промышленности — создание и развитие автоматизированных производств — в литейном производстве решают за счет создания и эффективного использования высокопроизводительных автоматических литейных линий. В настоящее время в промышленности используют свыше 800 литейных линий, и темпы их внедрения продолжают расти, расширяются области их применения.
В гл. 1 и 2 справочника приведен материал о наиболее прогрессивном оборудовании и новейшей технике — комплексных литейных автоматических линиях, смесс-приготовительных системах, комплексах литейного оборудования и универсальном оборудовании с программным управлением.
В начале глав помещены сводные классификационные таблицы видов, типов и моделей, а также сводные технические характеристики схожих по конструктивному исполнению моделей машин; приведены особенности конструктивного исполнения каждой модели, позволяющие более точно определить возможность использования оборудования для того или иного процесса получения литья.
Для обозначения моделей литейных машин принята пятизначная система индексации, например: 42223, где 4 — технологическая группа, 2 — технологический вид, 2 — конструктивный тип, 23 — типоразмер.
Нумерация технологических групп приведена в начале предисловия. Технологические виды пронумерованы в пределах групп, например: 11 — охладители смесей, 12 — резервный номер, 13 — сита всех видов, 15 — смесители чашечные или 22 — машины формовочные, 23 — машины стержневые и т. д. Однако с появлением новых видов оборудования стройность индексации несколько нарушается.
Для обозначения модификаций машин применяют буквы русского алфавита, например: 711А08, 711Б08 или 23225А1А и 42213М. Автоматизированные комплексы чаще обозначаются по базовой машине с простановкой буквы перед индексом, например А711А08.
Некоторые модели приведенного в справочнике оборудования сняты с производства, ио входят в состав действующего парка, поэтому данные по ним могут помочь при заказе запасных частей или замене этого оборудования на новое.
Обозначения некоторых комплектующих изделий приведены в том виде, в каком они были даны в технической документации на оборудование в момент составления справочника.
Для отдельных однотипных машин в технической документации встречается некоторое разнообразие в названиях; например, в формовочных машинах встречаются названия: «перекидной стол» и «поворотная плита», «механизм встряхивания» н «встряхивающий механизм» и т. д.
В технических характеристиках оборудования не указаны частота и напряжение электрического тока и давление сжатого воздуха в пиевмосистеме, так как для всех моделей оборудования приняты общепромышленные параметры этих видов энергоносителей:
Род тока питающей сети.............................. Переменный трехфазный
Напряжение тока, В ....................................... 380
Частота тока. Гц........................................... 50
Рабочее давление сжатого воздуха, МПа............. 0,6—0,7
В сложных системах параметры энергоносителей изменяют до требуемых значений с помощью трансформаторов, редукторов и другой аппаратуры.
6
ПРЕДИСЛОВИЕ
В справочнике использованы следующие сокращения:
JKCC — жидкоподвижные самотвердеющие смеси;
ПСС — пластические самотвердеющие смеси;
ХТС — холодно (химически) твердеющие смеси;
ЭГУ — электрогидравлическая установка;
АЛЛ — автоматическая литейная линия;
СМНУ — специальное монтажно-наладочное управление;
КЭП — командный электропневматический прибор;
D — диаметр;
Оу — условный диаметр проходного сечения;
z — число зубьев шестерен, зубчатых колес, звездочек;
ш, ms,
тп, mts — модуль зуба;
К — коническая резьба;
t — шаг резьбы, иарезки червяка, червячного колеса, зубьев, звездочки, цепи;
р — давление рабочее;
р? — давление условное;
Л4кр — крутящий момент;
1 — передаточное отношение;
КПД — коэффициент полезного действия.
Автсф выражает глубокую благодарность всем специалистам, оказавшим по-, мощь в подборе материалов и подготовке настоящего издания.
ГЛАВА 1. КОМПЛЕКСНЫЕ АВТОМАТИЧЕСКИЕ, МЕХАНИЗИРОВАННЫЕ И ПОТОЧНЫЕ ЛИТЕЙНЫЕ ЛИНИИ
ОБЩИЕ СВЕДЕНИЯ
Линии для изготовления отливок можно разделить на группы: для изготовления отливок в разовых песчаных формах, специальными способами (в том числе в постоянных и полупостоянных формах) и вспомогательных и смежных переделов (рис. 1). Линии группируются также по назначению, т. е. по выполняемым на них переделам. Если число переделов литейного производства два или более, линия является комплексной. Такие линии преобладают в цехах, в которых отливки изготовляют в разовых песчано-глинистых формах. На линии можно выполнить операции формовки, заливки, охлаждения и выбивки форм. В настоящее время наметилась тенденция включать в формовочные линии также и индивидуальную систему смесе-приготовления, так как практика подтвердила, что в этом случае процесс изготовления отливок наиболее стабилен и лучше поддается автоматизации.
Комплексные литейные линии, состоящие из большого числа разнообразного оборудования и транспортных систем, при поставке и эксплуатации подразделяют на самостоятельные функциональные линии или участки.
Линии классифицируют также по определяющим признакам выполняемого на них технологического процесса, например линии для изготовления стержней с тепловой сушкой или для изготовления стержней из ХТС.
Несколько специфичен передел получения отливок литьем по выплавляемым моделям, развитие которого привело к значительному расширению номенклатуры используемого оборудования. Каждая линия включает смесеприготовительное (приготовление, хранение и транспортирование модельного состава и суспензий), формовочное (изготовление многослойных керамических покрытий, их прокалка, зафор-мовка блоков в опоки с наполнителем перед заливкой), выбивное и очистное оборудование. Для охвата перечисленных минипеределов созданы линии с различной степенью автоматизации.
В зависимости от степени автоматизации различают:
автоматические линии — комплексы оборудования, расположенные в технологической последовательности, связанные транспортом и объединенные системой управления, обеспечивающей автоматическое выполнение переходов и операций технологического процесса под контролем операторов;
автоматизированные линии — в отличие от автоматических линий некотор >я часть технологических операций может выполняться не в автоматическом режиме;
механизированные линии — все операции технологического процесса выполняются механизмами, но не в автоматическом режиме;
поточные линии — операции технологического процесса осуществляют вручную в заданной последовательности на потоке, организуемом с помощью транспортных средств.
В связи с тем, что четкое разграничение степени автоматизации и механизации провести не всегда представляется возможным, на практике используют различные сочетания упомянутых терминов, позволяющие оттенить особенности той или иной линии.
Оптимальным местом расположения литейных комплексных автоматических линий являются вторые этажи современных производственных зданий литейных цехов. При этом первые этажи рационально использовать для размещения средств транспортирования всех видов смесей (свежих, отработанных и просыпей или отходов) и отливок. Здесь же размещают вентиляционные установки, с тем чтобы помещение второго этажа было максимально освобождено от эстакад и вентиляционных труб.
8
ЛИТЕЙНЫЕ ЛИНИИ
В старых одноэтажных цехах для этих целей используются подвалы и траншеи. Линии для производства крупных и тяжелых отливок размещают на первых этажах.
Для непрерывной уборки просыпей некоторые механизмы линий устанавливают над провальными решетками на специальных опорах. Источники возникновения просыпей:
соударение опок с остатками отработанной смеси;
заполнение опок смесью перед формовкой;
случайные обвалы во время протягивания или кантовки опок с недостаточно качественной смесью или по другим причинам;
срезание излишков смеси с контрлада,
естественная осыпь с движущихся по роликовым конвейерам и соударяющихся полуформ;
соскабливание смеси подопечной плитой при установке на неё формы, очистка опок щеткой и т. д.
Для сбора, сепарации и удаления просыпей в цехе необходимо предусмотреть специальную уборочную систему. Мощность транспортных средств уборки просыпей должна быть рассчитана на непрерывное удаление 10—12 % смеси, поступающей на линию. Необходимо учитывать также случайные перегрузки от разрушения полуформ. Наличие решеток в этих случаях хорошо выравнивает пиковые нагрузки конвейера.
При проектировании вентиляционной системы следует выбрать оптимальный вариант прокладки вентиляционных труб по потолку первого этажа или подвала. Системы вентиляции и трубы не должны мешать обслуживанию механизмов линии и движению подъемно-транспортных средств. При этом общий вид всех систем должен создавать единый ансамбль, удовлетворяющий требованиям эстетики
Целесообразно предусматривать на линиях возможность поузлового ремонта, т. е. замену вышедших из строя узлов и агрегатов на заранее подготовленные и проверенные отдельно от линии, что значительно сократит простои линии. Для проведения такого ремонта, для обеспечения качественных профилактических осмотров, для изъятия дефектных, например, сварившихся опок все механизмы линии должны обслуживаться подъемно-транспортными средствами соответствующей грузоподъемности.
Освещенность помещения должна быть не менее 150 лк на уровне 1 м от пола. Необходимо также периодически очищать светильники с минимальными затратами времени и сил.
ПОРЯДОК ПРИЕМКИ И МОНТАЖА
9
ОСОБЕННОСТИ ЗАКАЗА, ПРИЕМКИ, МОНТАЖА И ВВОДА В ЭКСПЛУАТАЦИЮ ЛИТЕЙНЫХ ЛИНИЙ
От момента выбора литейной линии до ее освоения в производственных условиях, как правило, проходит несколько лет. Накопленный опыт показал необходимость выполнения в этот период целого ряда мероприятий, изложенных в РТМ2 Л2О-2—80 «Линии автоматические и комплексно-механизированные для литейного производства. Порядок заказа и сдачи в эксплуатацию». Наиболее важны из них следующие.
Заказчик, после ознакомления по каталогу и проспектам с основными техническими характеристиками и конструктивными особенностями типовых линий и линий, освоенных в производстве, после консультаций со специалистами ВНИИЛИТМАШа п разработчиками линий, подготавливает заявку с приложением всех исходных требований, необходимых для проектирования новой или обоснования применения одной из типовых или освоенных линий. Чтобы уменьшить затраты времени и средств на новое проектирование, целесообразно прежде всего рассмотреть возможность применения типовых или освоенных линий. Заявка должна содержать все исходные требования, предусмотренные ГОСТ 15.001—73. Уточненная форма изложения исходных требований к заявке высылается изготовителем по запросу заказчика.
Действующий маршрутно-операционный технологический процесс изготовления отливок или другой продукции должен быть пересмотрен заказчиком применительно к использованию намеченной линии, по возможности проверен на аналогичном оборудовании или стендах и утвержден.
Для формовочных линий при значительной номенклатуре продукции выбирают, например, три детали-представителя, из которых первая характеризует наиболее массовую группу бесстержневых отливок, вторая — группу отливок с применением стержней (для определения номенклатуры стержней), третья — наиболее сложная — технологические возможности линий. Одновременно определяются требования к применяемым формовочным смесям.
При подготовке заявки заказчиком должны быть документально подтверждены намеченные сроки проектирования нового или подготовки документации на реконструкцию действующего литейного цеха, сроки проведения строительно-монтажных работ, ввода новых мощностей и освоения их проектной величины.
При оформлении заявки подписями должностных лиц должны быть зафиксированы сроки и объем выдаваемых разработчиком линии заказчику исходных данных для проектирования цеха, фундаментов, коммуникаций, размещения смежного оборудования, сроки поэтапного согласования проекта линии, сроки промежуточных и конечной поставок и укрупненная комплектность поставки линии, условия испытаний линии и сдачи ее в эксплуатацию. Оформленная в установленном порядке заявка является основным документом для заключения договора на проектирование, изготовление и поставку линии и для планирования ее изготовления.
При проектировании нового или реконструкции действующего цеха, где намечено размещение литейной линии, заказчиком должны быть предусмотрены и согласованы с изготовителем вспомогательные площади для хранения модельно-опочной оснастки, стержней, запасных частей п материалов; должны быть также выделены площади для организации рабочих мест обслуживающего персонала, обеспечены средства связи с диспетчером и вспомогательными службами.
При необходимости длительного хранения оборудования линии заказчик обеспечивает условия хранения в соответствии с технической документацией изготовителя, сохранность оборудования, особенно электрооборудования, шкафов, пультов, своевременную переконсервацию оборудования.
Все работы по подготовке монтажа линии необходимо закончить к моменту поступления оборудования: изготовить фундаменты и закладную арматуру, провести разводку внешних коммуникаций, обеспечивающих линию энергией, сжатым воздухом, водой и т. д.; предусмотреть подъемно-транспортное оборудование необходимой грузоподъемности для осуществления монтажа, смонтировать необходимые коммуни
10
ЛИТЕЙНЫЕ ЛИНИИ
кации (освещение и связь), подготовить пути подачи оборудования на монтаж, создать условия для работы монтажников.
На весь период монтажа, отладки, испытаний и сдачи линии в эксплуатацию заказчиком из состава его работников должны быть назначены мастер или начальник линии и его помощники, ответственные за организацию и координацию работ.
Ответственный представитель заказчика должен вести монтажный журнал, в котором отмечают сроки начала монтажа, фиксируют объем работ, выполненный за каждый день, обнаруженные дефекты и меры по их устранению, сроки выполнения намеченных мероприятий, срок окончания монтажа и те же данные при отладке линии до сдачи ее в эксплуатацию.
Передача линии в монтаж должна быть оформлена соответствующими актами о сохранности оборудования, о готовности фундамента к установке оборудования, а также актом по форме № М-25, утвержденной ЦСУ СССР. Монтаж оборудования проводят в соответствии с требованиями инструкции по установке линии на фундамент, составленной разработчиком линии; производство и приемка работ по монтажу должны отвечать строительным нормам и правилам (СНиП Ш-31-74). Указания шефинженеров изготовителя, основанные на требованиях проекта, технических условий и технической документации на линию, СНиП и ГОСТов, для монтажной организации обязательны.
Обучение персонала заказчика необходимо проводить уже в период монтажа, для чегЪ "Гасть сотрудников отдела главного механика и ремонтной службы цеха включают в монтажную бригаду. Заказчик и шефинженер изготовителя в соответствии с технической документацией проверяют правильность установки оборудования линии на фундамент. Результат проверки оформляют составлением соответствующего акта.
.Испытание оборудования на прочность и герметичность, на холостом ходу и под нагрузкой и составление соответствующих актов считается окончанием монтажа. После этого также по актам рабочая комиссия принимает оборудование для проведения пуско-наладочных и приемо-сдаточных работ.
К началу наладки линии заказчик обязан назначить постоянный состав операторов, наладчиков, энергетиков, слесарей, мастеров, начальника участка и других работников, число и квалификация которых должны соответствовать штатному расписанию на обслуживание и эксплуатацию линии. Одновременно на согласованные детали-представители должны быть разработаны и изготовлены в необходимом количестве модельно-опочная и другие виды оснастки согласно полученным от изготовителя требованиям.
Наладку линии у заказчика проводят специалисты -наладчики изготовителя при участии специалистов заказчика. После обеспечения стабильной работы всех систем в соответствии с технической документацией в наладочном и автоматическом режимах на холостом ходу и под нагрузкой наладку считают законченной.
После наладки линии в период приемо-сдаточных испытаний линию обслуживает закрепленный состав специалистов заказчика под руководством специалистов-наладчиков изготовителя. Заказчиком должны быть обеспечены: бесперебойная подача энергии и энергоносителей, эксплуатационных материалов (формовочной или стержневой смеси, стержней, жидкого металла и т. д.) и оснастки- работа смежного оборудования; хронометраж работы линии; контроль качества продукта и технических характеристик линии. Приемо-сдаточные испытания завершаются предъявлением линии рабочей комиссии и подписанием акта о сдаче линии в эксплуатацию по установленной форме.
При проведении монтажно-наладочных работ заказчик обязан провести приемосдаточные испытания входящих в комплексную линию самостоятельных линий или участков по мере их предъявления представителем изготовителя, при этом неготовность всей комплексной линии не может служить основанием для отказа от подписания актов приемки в эксплуатацию по предъявленным и прошедшим испытания линиям или участкам. Наличие у заказчика пожеланий по дальнейшему усовершенствованию линии, ие предусмотренному согласованной и утвержденной технической документацией, также не может служить основанием для отказа от приемки линии в эксплуатацию.
ПРОИЗВОДИТЕЛЬНОСТЬ ЛИНИЙ ц
. .Перечисленные мероприятия выполняются при проведении монтажа наиболее сложных автоматических литейных линий и соответственно трансформируются при проведении работ по простым линиям.
Монтажные и пуско-наладочные работы в зависимости от подготовленности заказчика осуществляются за 3—9 месяцев
ПРОИЗВОДИТЕЛЬНОСТЬ линий
Различают следующие виды производительности литейных линий: технологическую, цикловую (теоретическую), паспортную, машинную, техническую, расчетную, действительную (фактическую) и др.
Для заказчика (потребителя) важна фактическая производительность — фактическое число Пф годных изделий, выпускаемых линией за единицу времени с учетом времени простоев,
/набл
гДе /иабл — общее время наблюдения, включающее время работы линии /раб и время простоев; здесь и далее время t принято в секундах.
Различают простои вследствие неисправности оборудования линии и прочие простои. Первые называют простоями по техническим причинам /тех, прочие простои /проч можно подразделить на технологические, организационные, из-за остановок смежного оборудования и т. д.
/пабл = ^раб 4” /тех + /проч-
Для выявления возможностей собственно линии в любом конкретном производстве, где одинаковые линии из-за разного уровня обслуживания, подготовки и организации производства могут иметь значительные расхождения по фактической производительности, введено понятие технической производительности <?т (изде-лий/ч), по которой можно судить о конструктивном совершенстве линии, о надежности ее узлов и механизмов независимо от организационного уровня конкретного производства:
п _ ЗбООлф
чт — ~j---"Г—-----•
* раб j 1 тех
Разработчики линии, исходя из циклограммы срабатывания механизмов, определяют цикловую производительность Од (изделий/ч), которая характеризует потенциальные возможности линии при ее реальном конструктивном воплощении и условии бесперебойной работы, т. е. при отсутствии простоев:
„ __ 3600
ч'ц — —, 'ц
где /ц — промежуток времени между дв>мя последовательными выдачами изделия, т. е. рабочий цикл линии.
Во всех случаях изделием называют то, что производится за один цикл работы линии, например форму или группу (куст) отливок, размещенных в одной форме, стержень или группу стержней, получаемых в одном стержневом ящике, и т. д.
При создании нового производства на базе автоматических литейных линий нельзя точно определить ни фактическую, ни техническую производительность из-за отсутствия данных о возможном времени простоев, поэтому разработчики при расчетах используют коэффициенты, определенные из практики статистическим методом
Коэффициент загрузки К3 учитывает все простои: технические, организационные, из-за неисправности смежного оборудования. Отсюда
Q<S> = K3Qh. (1)
12
ЛИТЕЙНЫЕ ЛИНИИ
Коэффициент технического использования линии КТ. и отражает простои только по техническим причинам и характеризует надежность линии;
Qt — Кт, иРц-
Годовой расчетный выпуск отливок N (т/г) определяют по формуле (1) с учетом средней массы Р отливок в форме и действительного годового фонда времени Фд работы линии при двухсменной работе:
N = Р(?цК3Фд.
Аналогично определяют годовой выпуск других изделий. Для уточнения К3 ВНИИЛИТМАШем рекомендованы следующие нормы времени простоев:
Время простоя, отнесенное
Простои к фонду времени,
%
По вине: формовочного участка .......................................... 7,5
модельно-опочиого хозяйства..................................... 0,5
выбивного комплекса................................ ... 2,0
литейного конвейера............................................. 1,0
смесеприготовительного отделения, включая участки переработки и регенерации отработанной смеси, пылеудаления и систему транспорта по раздаче смесей по бункерам и уборке просыпей ................................................. 6,0—12,0
плавильно-заливочного отделения........................... 4,0—6,0
стержневого отделения........................................... 1,0
системы транспорта отливок ..................................... 2,0
технологии................................................ 2,0—3,0
организационных причин.................................... 4,0—5.0
Всего......................................................... 30—40
Для учета брака форм и отливок принимается нормативный коэффициент 0,94.
С учетом приведенных выше данных общий коэффициент загрузки принимают равным 0,55—0,7, при этом меньшее значение оказывается предпочтительным, как наиболее реальное.
ЛИНИИ БЕЗОПОЧНОЙ ФОРМОВКИ
Линии безопочной формовки подразделяют:
по виду сборки форм (брикетов) — на горизонтально-стопочные, вертикально-стопочные и с парной сборкой;
по числу формовочных потоков — на однопоточные и двухпоточные.
Вид линии определяют преимущественно по конструкции формовочного автомата и транспортной системе для форм. Наиболее освоенными являются линии безопочной формовки со сборкой форм в горизонтальную стопку. Основные преимущества изготовления форм и отливок на автоматических линиях безопочной формовки со сборкой в горизонтальную стопку по сравнению с опочной формовкой на автоматических линиях:
отсутствие опочной оснастки;
отсутствие транспортных средств и механизмов для перемещения и манипуляций с пустыми опоками;
простота устройств для выбивки безопочных форм;
сравнительная простота автоматизации процесса изготовления форм, их сборки и выбивки;
отсутствие устройств, нагружающих формы во время их заливки и кристаллизации металла;
улучшение вентиляции форм на протяжении всего процесса их заливки в связи с вертикальным расположением разъема форм;
ЛИНИИ БЕЗОПОЧНОЙ ФОРМОВКИ
13
улучшение условий вентиляции стержней, располагаемых как правило, парал лельно плоскости разъема форм;
высокая производительность;
экономия производственных площадей.
Кроме того, подача смеси в камеру прессования пескодувным способом позволяет одновременно дозировать смесь и предварительно уплотнять ее. При двустороннем прессовании получают равномерную плотность (твердость) обоих отпечатков формы. Используют также подогрев моделей до температуры на 10—15 °C выше температуры смеси, что предотврашает конденсирование влаги на моделях и прилипание к ним формовочной смеси.
Комплексные автоматические линии КЛ2002 и АЛ23714 (рис. 2, табл. 1) безопочной горизонтально-стопочной формовки, сборки, заливки и выбивки предназначены для изготовления мелких и средних стержневых и бесстержневых отливок из черных и цветных сплавов в условиях массового и крупносерийного производства.
В пескодувных узлах линий клапаны вдува и сброса выполнены раздельно, что позволяет экономнее расходовать воздух при вдуве смеси в формовочную камеру.
Управление заливочной машиной осуществляется с ее пульта, который связан световой сигнализацией с пультом управления линией.
Автоматическая линия АЛ2002 (см. рис. 2) безопочной горизонтально-стопочной формовки входит в комплексную автоматическую линию КЛ2002, предназначена для изготовления разовых литейных форм для мелких и средних стержневых и бесстержневых отливок из черных и цветных металлов и сплавов в условиях массового и крупносерийного производства.
Техническая характеристика линии АЛ2002
Габаритные размеры формы (брикета) в плане, мм . 600Х 450
Высота формы в стопке, мм.................... ................... 180—300
Производительность цикловая, форм/ч.......................... ... 300
Металлоемкость формы наибольшая, кг . .............. 25
Цикл работы, с................................... . . . . 12
Давление прессования, МПа (кгс/см2) ................................ До 4 (40)
Установленная мощность, кВт..................... . . . 85,6
Общая мощность нагревателей, кВт ............... . . . . 7,2
Число:
нагревателей........................... . . .... 24
электродвигателей .... . . . . .......... 3
Вместимость гидробака, л..................................... ... 2070
Потребное количество металла при наибольшей металлоемкости, т/ч 10
Основой линии является шестипозиционный карусельный стол, поворот которого осуществляется от привода через мальтийскую передачу. На каждой позиции стол жестко фиксируется. Спрессованная форма прижимается к ранее изготовленным формам, в результате чего образуется горизонтальная стопка безопочных форм с вертикальной плоскостью разъема.
Технологический цикл изготовления отливок включает следующие операции: дозирование и подачу формовочной смеси в бункер, засыпку дозы смеси в гильзу пескодувной головки, обдув и опрыскивание модельного комплекта, надув смеси в формовочную камеру, двустороннее прессование, вытяжку моделей, осмотр формы и простановку стержней, выталкивание формы и сборку горизонтальной стопки, заливку форм, охлаждение и транспортирование их к выбивной решетке, выбивку отливок.
Оператор, обнаружив на рабочих позициях бракованную форму, имеет возможность передать ее на холостую позицию и вытолкнуть в специальный приямок для возврата в систему смесеприготовления.
Дистанционное управление линиями сосредоточено на центральном пульте. Дозатор подключен к системе управления специальным переключателем, размещенным в шкафу управления дозатора. Выбивающими решетками управляют как с местного.
Рис. 2. Комплексные автоматические линии КЛ2002 (а) и АЛ23714 (б) безопочной горизонтально-стопочной формовки сборки, заливки и выбивки:
/ — дозатор ленточный 10613; 2 — бункер: 3 пескодувная головка; 4 — ресивер: 5 — формовочный автомат: 6 — поворотный стол1 7 гидроагрегат; 8 гидроаккумулятор УГ.210 ООО: 9 — стержнеукладчнк: 10 — шаговый конвейер: 11 — цепной конвейер; 12 — ленточный конвейер; 13 — заливочная машина 4126А; 14 — роликовый конвейер заливочной машины; 15 — заливочный ковш; 16 — выбивающая вибрацнонно-ннерцнонная решетка 31222; 17 — выбивающий барабан 31312; 18 — пульт управления линией
ЛИТЕЙНЫЕ ЛИНИИ ЛИНИИ БЕЗОПОЧНОЙ ФОРМОВКИ
16
ЛИТЕЙНЫЕ ЛИНИИ
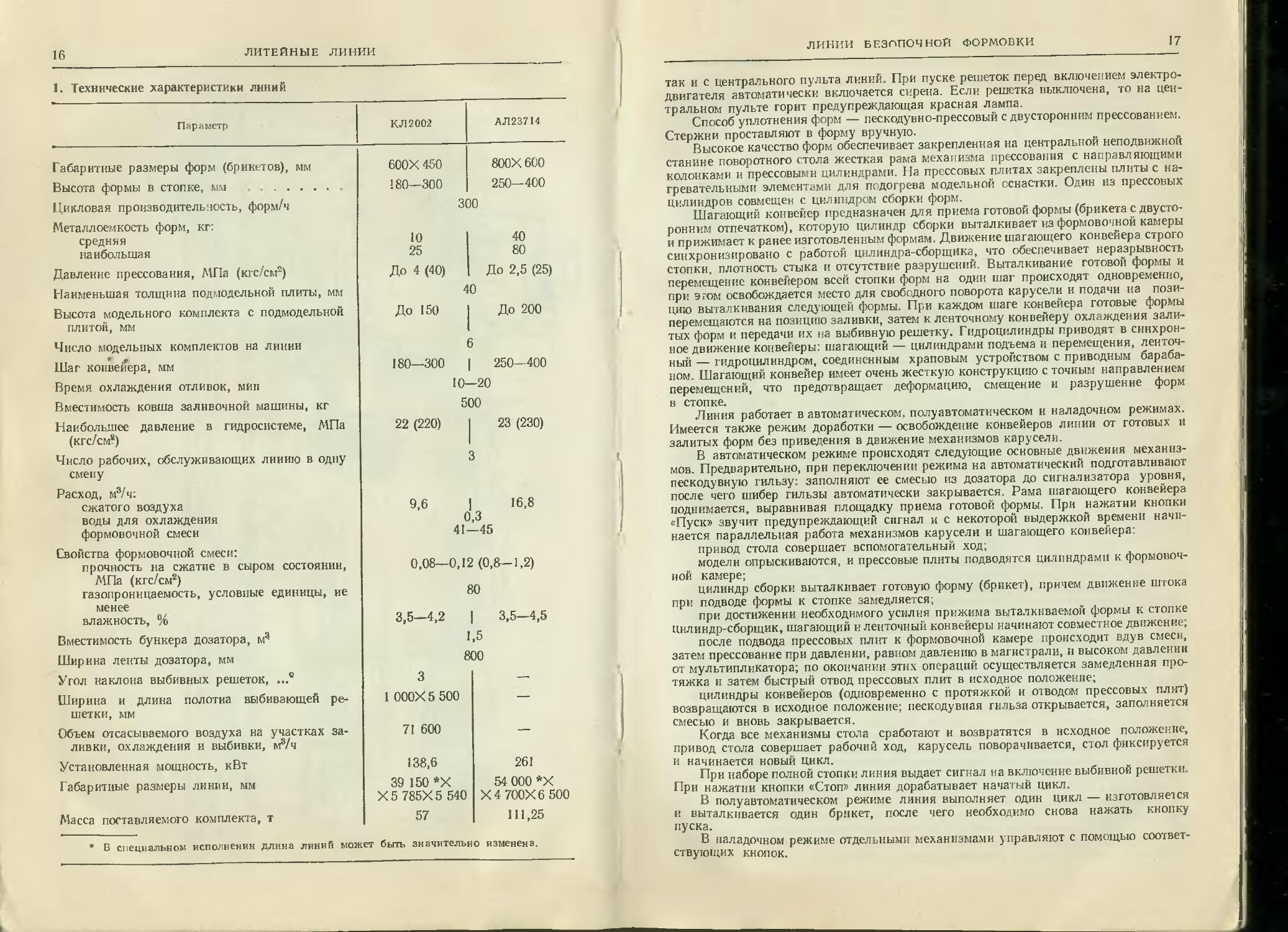
1. Технические характеристики линий
Параметр КЛ2002 ЛЛ23714
Габаритные размеры форм (брикетов), мм 600Х 450 800Х 600
Высота формы в стопке, мм 180—300 250—400
Цикловая производительность, форм/ч 300
Металлоемкость форм, кг:
средняя 10 40
наибольшая 25 80
Давление прессования, МПа (кгс/см2) До 4 (40) До 2,5 (25)
Наименьшая толщина подмодельной плиты, мм 40
Высота модельного комплекта с подмодельной До 150 До 200
плитой, мм
Число модельных комплектов на линии 5
Шаг конвейера, мм 180—300 250—400
Время охлаждения отливок, мин 10- -20
Вместимость ковша заливочной машины, кг 500
Наибольшее давление в гидросистеме, МПа 22 (220) 23 (230)
(кгс/см“)
Число рабочих, обслуживающих линию в одну 3
смену Расход, м8/ч: 16,8
сжатого воздуха 9,6
воды для охлаждения 0,3
формовочной смеси 41- -45
Свойства формовочной смеси:
прочность на сжатие в сыром состоянии, 0,08—0,12 (0,8—1,2)
МПа (кгс/см2)
газопроницаемость, условные единицы, ие 80
менее
влажность, % 3,5—4,2 3,5—4,5
Вместимость бункера дозатора, м3 1,5
Ширина ленты дозатора, мм 800
Угол наклона выбивных решеток, ...® 3 —
Ширина и длина полотна выбивающей ре- 1 000X5 500 —
шетки, мм
Объем отсасываемого воздуха на участках за- 71 600 —
ливки, охлаждения и выбивки, м3/ч
Установленная мощность, кВт 138,6 261
Габаритные размеры линии, мм 39 150 *Х Х5 785X5 540 54 000 *Х X 4 700X6 500
Масса поставляемого комплекта, т 57 111,25
* В специальном исполнении длина линий может быть значительно изменена.
ЛИНИИ БЕЗППОЧНОЙ ФОРМОВКИ
17
так и с центрального пульта линий. При пуске решеток перед включением электродвигателя автоматически включается сирена. Если решетка выключена, то на центральном пульте горит предупреждающая красная лампа.
Способ уплотнения форм — пескодувно-прессовый с двусторонним прессованием. Стержни проставляют в форму вручную.
Высокое качество форм обеспечивает закрепленная на центральной неподвижной станине поворотного стола жесткая рама механизма прессования с направляющими колонками и прессовыми цилиндрами. На прессовых плитах закреплены плиты с нагревательными элементами для подогрева модельной оснастки. Один из прессовых цилиндров совмещен с цилиндром сборки форм.
Шагающий конвейер предназначен для приема готовой формы (брикета с двусторонним отпечатком), которую цилиндр сборки выталкивает из формовочной камеры и прижимает к ранее изготовленным формам. Движение шагающего конвейера строго синхронизировано с работой цилиндра-сборщика, что обеспечивает неразрывность стопки, плотность стыка и отсутствие разрушений. Выталкивание готовой формы и перемещение конвейером всей стопки форм на один шаг происходят одновременно, при этом освобождается место для свободного поворота карусели и подачи на позицию выталкивания следующей формы. При каждом шаге конвейера готовые формы перемещаются на позицию заливки, затем к ленточному конвейеру охлаждения залитых форм и передачи их на выбивную решетку. Гидроцилиндры приводят в синхронное движение конвейеры: шагающий — цилиндрами подъема и перемещения, ленточный — гидроцилиндром, соединенным храповым устройством с приводным барабаном. Шагающий конвейер имеет очень жесткую конструкцию с точным направлением перемещений, что предотвращает деформацию, смещение и разрушение форм в стопке.
Линия работает в автоматическом, полуавтоматическом и наладочном режимах. Имеется также режим доработки — освобождение конвейеров линии от готовых и залитых форм без приведения в движение механизмов карусели.
В автоматическом режиме происходят следующие основные движения механизмов. Предварительно, при переключении режима на автоматический подготавливают пескодувную гильзу: заполняют ее смесью из дозатора до сигнализатора уровня, после чего шибер гильзы автоматически закрывается. Рама шагающего конвейера поднимается, выравнивая площадку приема готовой формы. При нажатии кнопки «Пуск» звучит предупреждающий сигнал и с некоторой выдержкой времени начинается параллельная работа механизмов карусели и шагающего конвейера:
привод стола совершает вспомогательный ход;
модели опрыскиваются, и прессовые плиты подводятся цилиндрами к формовочной камере;
цилиндр сборки выталкивает готовую форму (брикет), причем движение штока при подводе формы к стопке замедляется;
при достижении необходимого усилия прижима выталкиваемой формы к стопке цилиндр-сборщик, шагающий и ленточный конвейеры начинают совместное движение;
после подвода прессовых плнт к формовочной камере происходит вдув смеси, затем прессование при давлении, равном давлению в магистрали, и высоком давлении от мультипликатора; по окончании этих операций осуществляется замедленная протяжка и затем быстрый отвод прессовых плит в исходное положение;
цилиндры конвейеров (одновременно с протяжкой и отводом прессовых плит) возвращаются в исходное положение; пескодувная гильза открывается, заполняется смесью и вновь закрывается.
Когда все механизмы стола сработают и возвратятся в исходное положение, привод стола совершает рабочий ход, карусель поворачивается, стол фиксируется и начинается новый цикл.
При наборе полной стопки линия выдает сигнал на включение выбивной решетки. При нажатии кнопки «Стоп» линия дорабатывает начатый цикл.
В полуавтоматическом режиме линия выполняет один цикл — изготовляйся и выталкивается один брикет, после чего необходимо снова нажать кнопку пуска.
В наладочном режиме отдельными механизмами управляют с помощью соответствующих кнопок.
18
ЛИТЕЙНЫЕ ЛИНИИ
2. Подшипники качения (класс точности 0), использованные в механизмах липни АЛ2002
Подшипник гост Место установки Число иа механизм
204 8338—75 Шагающий конвейер 12
212
20
1308 5720—75 10
ШМ-25 3635—78 2
Ленточный конвейер 1
205 8338—75 216
1214 5720-75 4
220 8338—75 Редуктор 1
313 2
8213 6874—75 2
8224 1
46124 331—76 1
11689/1060 Нестандартизованный Поворотный стол 1
В механизмах линии использованы подшипники качения, типы которых приведены в табл. 2.
Система смазывания оборудования линии — централизованная автоматическая. Масло в систему из гидробака подается предназначенным для этого насосом через каждые четыре цикла. В течение последующих четырех циклов через маслораспреде-литель смазочный материал поступает к точкам смазывания. Для изменения цикличности подачи смазочного материала необходимо изменить электросхему управления системой. В качестве смазки используют рабочую жидкость гидросистемы.
Основные элементы смазочной системы: насос Г12-33 (подача — 35 л/мин, давление 6,3 МПа) и маслораспределители С32-42.
С помощью пневмосистемы смесь вдувают в формовочную камеру, приводят в движение (от пневмоцилиндра) шибер пескодувной гильзы, а также опрыскивают модели.
Гидросистема линии предназначена для перемещения механизмов: прессовых плит, закрывающих формовочные камеры перед вдувом смеси; прессования после вдува смеси; протяжки моделей; отвода плит в исходное положение; механизма сборщика форм; шагающего и ленточного конвейеров, перемещающих залитые формы; выталкивателя бракованных форм; поворота стола.
Движение прессовых плит сопровождается значительным расходом масла, который компенсируется использованием масла аккумулятора и наполнительного бака. Высокое давление прессования (до 10 МПа) достигается с помощью мультипликатора. Для синхронной работы сборщика форм и конвейеров поршневая полость сборщика через гидросистему связана с гидроцилиндрами транспорта.
ЛИНИИ БЕЗОПОЧНОЙ формовки
19
3. Основное оборудование гидросистемы линии АЛ2002 (рабочее давление 5 МПа)
Оборудоаанне Обозначение Подача, л/мин Число в гидросистеме
Насос пластинчатый Г12-25М 140 2
П2-26АМ 200 1
Гидромотор Г15-25 (МГ-155А) 140 1
Гидробак АЛ 2002.66.00.100 — 1
Баллон 160X 200 — — 1
Вспомогательный ход поворота стола происходит при давлении в системе 0,5— 1,0 МПа, рабочий ход— при давлении 3,5—4,0 МПа.
Рабочая жидкость гидросистемы — турбинное масло Т22 ГОСТ 32—76. Для фильтрации и охлаждения масла предусмотрен отдельный насос. Оборудование, используемое в гидросистеме, приведено в табл. 3.
Электросистема управления линией построена на транзисторных логических элементах «Т» системы бесконтактных элементов «Логика». Система может работать при значительных колебаниях напряжения питающей сети, в условиях сильной запыленности воздуха и влажности до 98 %, при изменениях температуры окружающей среды в пределах — 40<—|-50°С и значительных вибрационных и ударных нагрузках. Все элементы системы собраны в блоки и размещены в отдельном шкафу.
Для контроля положения механизмов на специальном мнемощите имеется схематическое изображение линии. Сигналы, поступающие от расположенных на механизмах бесконтактных путевых выключателей типа БВК-24, включают подсветку соответствующих участков изображения В наладочном режиме работает часть мнемощита, соответствующая налаживаемому механизму. В электросхеме управления предусмотрен также контроль исправности путевых выключателей.
Назначение блоков логических элементов:
БЛ1 — согласование инверсного сигнала выхода БВК-24, работающих при напряжении 18 В постоянного тока, с входами логических элементов; при неисправности любого БВК-24 через элемент Т106 сигнал поступает в схему логики;
БЛЗ — пуск линии в автоматическом и полуавтоматическом режимах работы;
БЛ4 — контроль работы механизмов и электросхемы линии; выходные цепи усилителей Т402, триггеров ТЮЗ предназначены для коммуникации сигнальных ламп КМ24-35. В блоке заложена цепь подачи импульсных сигналов от генератора импульсов блока БЛЗ на входы элементов Т101 в цепь контроля исправности сигнальных ламп через входы элементов ТЮ6 и Т402;
БЛ5 (блок тиристорных усилителей) — коммутация электромагнитов, пускателей, контакторов переменного тока с катушками на напряжение 110 и 220 В;
БЛ6 — основной логический блок, имеющий восемь логических цепей, обеспечивающих построение логической схемы, и один элемент времени; выход логических цепей осуществляется через элементы Т402, обеспечивающие подключение сигнальных ламп, тиристорных усилителей и других логических цепей.
Основное силовое электрооборудование линии — электродвигатели 4А200М6УЗ (22 кВт, 2 шт.) и 4А20046УЗ (30 кВт, 1 шт.).
Силовая и логическая электрическая аппаратура размещена в различных шкафах в целях увеличения помехозащищенности системы управления.
Фундамент линии — сложный, глубина приямков для уборки просыпей и отработанной смеси от выбивных решеток — до 3 м.
Выбивающие устройства допускается устанавливать иа сварную металлоконструкцию.
При монтаже линии необходимо учитывать массу монтажных частей (табл. 4).
Модельная оснастка. Размеры подмодельных плит и моделей по высоте выбирают такими, чтобы между подвижными частями формовочного блока (фор-
20
ЛИТЕЙНЫЕ ЛИНИИ
4. Масса монтажных частей линии АЛ2002
Монтажная часть Обозначение Масса, кг
Стол поворотный АЛ2002.06.000
Механизм прессования АЛ2002.05.000 14 100
Механизм выталкивания бракованных форм АЛ2002.08.000 —
Конвейер шагающий АЛ2002.01.000 10 000
Конвейер ленточный АЛ2002.50.000 12 000
Гидрошкаф А Л2002.81.000 2 000
Гидроагрегат АЛ2002.80.000 2 000
Установка аккумулятора АЛ2002.84.000 940
Установка мультипликатора АЛ2002.83.000 250
Электрошкаф АЛ2002.99.000 281
Пульт управления А Л2002.97.000 65
Мнемощит АЛ2002.98.000 55
Воздухосборник (ресивер) — 400
5. Высота, мм, модельного комплекта линии АЛ2002 (см. рис. 3)
Левый комплект Правый комплект Левый комплект Правый комплект
А -|- Б в -1- г А + Б в -1- г
40+ 105 60+ 85 40+ НО 60+ 90 80+ 65 100+ 45 80+ 70 100+ 50
Примечание. Л п В — размеры подмодельных плит; Б н Г — размеры модели.
мовочнои камерой поворотного стола и механизмом прессования) были обеспечены минимально необходимые зазоры (5—10 мм).
Схема расположения элементов механизма прессования показана на рис. 3. Для левого цилиндра сумма размеров А и Б должна быть равна 145 мм, для правого цилиндра сумма размеров В и Г — 150 мм (табл. 5). Различным высотам моделей соответствуют различные высоты подмодельных плит. Во избежание поломок механизмов категорически не допускается устанавливать модели и подмодельные плиты, размеры
которых превышают указанные.
При конструировании модельного комплекта необходимо соблюдать следующие условия:
только на правой подмодельной плите располагают: модели чаш; модели с «болваном»; увеличенную знаковую часть модели, удерживающую стержень;
Рис. 3. Схема расположения элементов механизма прессования линии АЛ2002:
1 — плита прессования левая; 2 — формовочная камера; 3 •— плита прессования правая
ЛИНИН БЕЗОПОЧНОЙ ФОРМОВКИ
21
Рис. 4. Дозатор ленточный 19613:
1 — установка сигнализатора уровня: 2 — бункер: 3 — барабан приводной; 4 — скребок; 5 — привод; 6 основание; 7 — ролик; 8 — барабан
на моделях в местах затрудненного заполнения формовочной смесью пескодувным способом и на всех болванах необходимо устанавливать венты.
Минимально допустимые размеры от края формы до модели устанавливаются в зависимости от металлоемкости формы, но не менее 40—50 мм.
Подмодельиые плиты, планки и элементы литниковой системы изготовляют из алюминиевых сплавов, модели — из чугуна.
Дозатор ленточный 19613 (рис. 4) входит в комплексную автоматическую линию КЛ2002 и предназначен для дозирования и подачи формовочной смесн в формовочный блок линии
Техническая характеристика дозатора 19613
Производительность, м3/ч .......... 140
Вместимость бункера, м3.................. . 1,5
Скорость ленты, м/с .... 0,3
Ширина ленты, мм........... . . . ... 800
Установленная мощность, кВт .................. 1.7
Габаритные размеры, мм.......................... . 3950X1590X2085
Масса, кг.................................... 2060
Дозатор представляет собой ленточный конвейер с установленным над ним бункером с сигнализатором верхнего и нижнего jровней смесн. Дозатор приводится в действие от электродвигателя через втулочно-пальцевую муфту, червячный редуктор и открытую цепную передачу (табл. 6). Приводной барабан конвейера футерован транспортерной лентой. Основание выполнено в виде сварной рамы. Оба барабана имеют возможность перемещаться в основании дозатора для натяжения ленты и цепи. В опорах барабанов и роликов конвейера использованы подшипники качения (табл. 7). Для предотвращения поломок привода в звездочке приводного барабана встроен контрольный срезной штифт. Для регулирования толщины слоя выдаваемой смеси на бункере установлен шибер с винтовым приводом.
Дозатор крепят восемью болтами М20 на формовочном блоке линии над надувной гильзой.
Машина заливочная 4126А (рис. 5) входит в комплексную автоматическую линию КЛ2002, предназначена для механизированной заливки расплавленного металла.
22
ЛИТЕЙНЫЕ ЛИНИИ
6. Элементы привода конвейера дозатора 19613
Оборудование Обозначение Характеристика
Эл ектр одв и га тел ь Муфта втулочно-пальцевая Редуктор червячный Звездочка Цепь втулочно-роликовая Предохранительный штифт Приводной барабан Концевой барабан 4А13256УЗ 19613.04.20 19613.07.100 19613.07.000 19613.05.000 1,7 кВт, 920 об/мин г = 29; t = 25,4 мм 0 400 0 400
7. Подшипники качения (класс точности 0), использованные в механизмах ленточного дозатора 19613
ПоДШиЛН и« гост Место установки Число в механизме
205 8338—75 Ролик 34
1214 5720—75 Барабаны концевой и приводной 4
Техническая характеристика заливочной машины 4126А
Габаритные размеры заливаемых форм, мм...................
Вместимость ковша при футеровке толщиной 50 мм, кг.
Минимальное число ковшей ................................
Цикл работы при металлоемкости формы до 25 кг в пооперационном режиме, с.................................... .
Длина хода машины вдоль литейного конвейера, мм.
Скорость перемещения, м/мин..............................
Поперечное перемещение ковша, мм . ....
Наибольший угол наклона ковша ............... ...........
Скорость подвода и отвода ковша, м/мии...................
Рабочее давление в системе, МПа (кгс/см2): продольного перемещения ковша............................
опрокидывания ковша ..... ...................
поперечного перемещения ...... ........
Ширина колен тележки, мм.................................
База тележки, мм................ ........................
Установленная мощность, кВт..............................
Габаритные размеры машины, мм . . . . ........
Масса, кг......... ................... ..................
600Х 450Х 300 500
2
12
1300
0—15 200 66° 30'
8,8
4 (40)
10 (100)
3 (30) 950 2100
7,3
4350Х 2800Х 3545 5600
Перемещение тележки вдоль и поперек фронта форм и опрокидывание ковша осуществляются гидроцилиндрами. Три роликовых конвейера: тележки, подводящий и отводящий — приводные и работают от электродвигателя. Ролики конвейеров приводятся во вращение через втулочно-пальцевую муфту, редуктор, кулачковую муфту и цепную передачу. Подшипники качения, используемые в механизмах заливочной машины, приведены в табл. 8. Для облегчения монтажа все агрегаты заливочной машины размещают на фундаментной сварной раме.
ЛИНИИ БЕЗОПОЧНОЙ ФОРМОВКИ
23
Рис. 5. Машина заливочная 4126А:
/ металлоконструкция тележки; 2 « механизм опрокидывания ковша; 3 — роликовый конвейер тележки; 4 — кабина; 5 — привод тележки; 6 — устройство поперечного перемещения механизма опрокидывания ковша; 7 — ковш заливочный с редуктором; 8 — роликовые конвейеры
Управление машиной ручное от рукояток на гидропульте.
Подшипники и передачи смазывают периодически. Замену смазочного материала проводят не реже одного раза в шесть месяцев. Картеры редукторов приводов заполняют цилиндровым маслом 52 (ГОСТ 6411—76). Уровень масла контролируют масломерной иглой. Подшипники при сборке набивают универсальной тугоплавкой смазкой УТ1 (ГОСТ 1957— 73). Эту же смазку используют для осей колес тележки (скатов), в муфтах и осях серег гидроцилиндров.
В гидросистему тележки входят: гидростанция, пульт управления и маслопроводы.
Гидростанция представляет собой смонтированный на гидробаке вместимостью 120 л комплекс гидрооборудованпя, в который входит насосная установка, состоящая из спаренного лопастного насоса (типа 8БГ12-23А) и электродвигателя (А02-42-4); соединенных упру-
гой муфтой, напорных золотников, манометров, пластинчатого фильтра. Первый насос (подача 8 м/мин, давление 8—10 МПа) снабжает маслом цилиндры опрокидывания ковша и его поперечного перемещения, второй насос (подача 25 л/мин, давление 4 МПа) — цилиндр перемещения тележки. В качестве рабочей жидкости
8. Подшипники качения (класс точности 0), использованные в механизмах заливочной машины 4126А
Подшипник гост Место установки Число в механизме
205 8338—75 Привод тележки 4
206 8338—75 Ролик рольганга 36
1310 5720—75 Скат тележки 8
1207 5720—75 Ролик приводной рольганга 6
24
ЛИТЕЙНЫЕ ЛИНИИ
используется турбинное масло Т22 (ГОСТ 32—74). Первая замена масла проводится через 8 ч обкатки машины.
На пульте управления установлены три реверсивных золотника, два из которых, управляющих поперечным перемещением и опрокидыванием ковша, приводятся в действие с помощью механической передачи от одной рукоятки. Вторая рукоятка связана с золотником, управляющим перемещением тележки.
На маслопроводах установлена соответствующая необходимая контрольно-регу-лирующая аппаратура. В целях исключения самопроизвольного опрокидывания ковша при различных случайных ситуациях на сливе цилиндра опрокидывания напорным золотником поддерживается давление 3 МПа.
Электрооборудование заливочной машины можно подразделить на силовое — электродвигатели насоса гидростанции А02-42-4 (5,5 кВт, 1450 об/мин, исполнение М101 — 1 шт.) и приводов роликовых конвейеров 4АХ71А (0,55 кВт, 1500 об/мин, исполнение М100 — 3 шт ) — и для включения и отключения электродвигателей и сигнализации.
Фундамент машины разрабатывают совместно с фундаментом линии КЛ2002 и другого смежного оборудования. Глубина заложения зависит от свойств грунта. Фундамент заглублен на 133 мм от нулевого уровня для закладки фундаментной сварной рамы, облегчающей монтаж и увязку агрегатов заливочной машины. Ниже приведена масса монтажных частей заливочной машины 4126А:
Масса, кг
Металлоконструкция тележки ... . ... 1360
Роликовый конвейер.............................................. 685
Механизм опрокидывания ковша . . 640
Ковш заливочный .......... . . . . . 365
Кабина . . . 215
Выбивающая вибрационно-инерционная решетка 31222 входит в комплексную автоматическую линию КЛ2002, предназначена для выбивки отливок из формы при безопочной формовке.
Техническая характеристика решетки 31222
Производительность, т/ч 45
Грузоподъемность, кг............... 1300
Размеры выбивающего полотна, мм . 5500Х 1000
Частота вращения вибратора, об/мин 800
Угол наклона полотна, ..° . . . 3
Установленная мощность, кВт.......................................... 22
Вместимость масляной ванны вибратора, л . 60
Габаритные размеры, мм:
длина . 3580
ширина 2227
высота 1890
Масса, кг . . . . 5670
Решетка выбивающая представляет собой сварную металлоконструкцию с встроенным инерционным вибратором расположенным в нижней части решетки. Рабочее полотно решетки состоит из четырех колосниковых сменных панелей, которые опираются на приваренные к боковым стенкам уголки и сверху прижаты подпружиненными болтами. Решетка имеет четыре пружинные опоры.
Вибратор двухвальный направленного действия. Валы связаны косозубон передачей. Вращение от электродвигателя на один из валов передается через клиноременную передачу (i = 1 22) В опорах вибратора использованы четыре подшипника качения 3620 (ГОСТ 5721—75) нулевого класса точности. В корпус вибратора заливают индустриальное масло И-20А (ГОСТ 20799—75), уровень которого не должен быть ниже риски на маслоуказателе.
ЛИНИИ ФОРМОВКИ В ОПОКАХ
25
Привод вибратора осуществляется от электродвигателя АОП-72-6 (мощность 22 кВт, частота вращения 970 об/мин'.
Глубина заложения фундамента решетки зависит от свойств грунта. В фундаменте необходимо предусмотреть приямок глубиной не менее 1900 мм, в котором размещают оборудование для уборки выбитой смеси.
ЛИНИИ ФОРМОВКИ В ОПОКАХ
Выпускаемые линии формовки в опоках предназначены для изготовления широкой номенклатуры отливок из черных и цветных сплавов массой 1—4000 кг в серийном и массовом производстве. Диапазон размеров опок в свету 500X400— 4000Х 2500 мм. С учетом изменения высоты в указанном диапазоне насчитывают более 30 типоразмеров опок.
Заданный технологический процесс, требуемая производительность, развес литья, наличие площадей для установки линии, расположение площадей и смежного оборудования, иными словами, конкретные условия заказчика определяют конструктивное и планировочное решение каждой линии.
Линии для крупносерийного и массового производства литья более автоматизированы, комплексно охватывают все основные операции изготовления отливок. Базовыми формообразующими агрегатами в таких линиях являются, как правило, высокопроизводительные формовочные автоматы или установки, задающие темп производства. При переходе этих линий на другую отливку необходимо перенастроить весь комплекс механизмов, тщательно отработать конфигурацию и конструкцию оснастки, а также технологический процесс. Для этого в цехе устанавливают формовочный автомат, идентичный использованному в линии, на котором проводят предварительную отработку технологического процесса и оснастки.
В конструкции линии серийного и мелкосерийного производства предусмотрена возможность либо быстрого перехода на литье другой детали, либо получения литья разной номенклатуры одновременно в процессе работы линии. Линии формовки в опоках получили наибольшее распространение в литейных цехах и имеют развитую классификацию (рис. 6).
Планировка линий в подавляющем большинстве случаев определяется расположением транспортирующих устройств. Понятие «транспортные литейные линии» появилось после того, как в литейных цехах на базе развитой системы роликовых конвейеров начали формировать поточное производство форм. В связи с этим транспортные литейные линии отнесены к формовочным.
Разнообразие классификационных признаков линий затруднило их централизованную индексацию. Разработчики и изготовители линий присваивают им номер модели согласно системе, сложившейся на данном предприятии. В табл. 9 некоторые наиболее распространенные модели выпускаемых литейных линий расположены по упрощенной классификационной схеме, в которой выделены пять характерных типов
Конкретную привязку линий к какому-либо предприятию обозначают: числом, стоящим перед индексом модели, или буквой русского алфавита, стоящей после индекса модели; например, индексы линий: до привязки Л22821, после привязки 17Л22821 или индекс линии до привязки ИЛ225, после привязки ИЛ225Е. В обозначение других линий входят характеристики основного формообразующего агрегата, данные по типовой планировке, размерам опоки, а в последующее буквенное либо буквенно-цифровое обозначение — символ конкретного заказчика
В табл. 9 приведены восемь основных размеров опок. Стандартизация размеров опок в свету для автоматических линий дала возможность отобрать минимальное число агрегатов для линий, повысить надежность .этих агрегатов, отработать их конструкцию с целью повышения технологичности в изготовлении и облегчения обслуживания при эксплуатации, организации снабжения потребителя запасными частями.
Отработка конструкций позволила накопить опыт и дать обоснованные рекомендации заказчикам по организации работы, техническому обслуживанию и ремонту, по подбору и обучению персонала, по особенностям разборки, сборки и регу-
26
ЛИТЕЙНЫЕ ЛИНИИ
Рис. 6. Классификация основных типов линий формовки в опоках
ЛИНИИ ФОРМОВКИ В ОПОКАХ
27
9. Модели наиболее распространенных линий формовки в опоках
Стандартизованные размеры опок в свету, мм Формообразующий агрегат Транспортные линии
Автомат или машина челночного типа с плавающей оснасткой Пескомет, установки ЖСС, ПСС, ХТС, СО2
500Х 400 Л22821 «
800Х 700 КЛ91265СМ*1 — — — —
1000Х 800 ИЛ225 *2 -— — ИФЛ70С —
1200X1000 — Л450 (КВ301) **. *2 Л 651 ИФЛ71С —
1600Х 1200 Л013 НЛ453С Л653Н ИФЛ72С *? ИФЛ73ЛС Т002 *2 Т003А
2000Х 1600 Л015 *2 НЛ453С1 *2 Л653С *2 Л653С1 *2 Ф665С *2 Т005А
2500Х 2000 — — Л665 *2 Л666 Т665Л *2
3000Х 2500 — — — ЛН218 ЛН240 ЛН218
41 Линии с тележечным конвейером.
Размеры в свету опок, применяющихся
иа линии, отличаются от приведенных
лированию, подбору смесей и изготовлению оснастки, по расчету ремонтной сложности, межремонтных циклов и трудоемкости обслуживания и ремонта, по ускорению освоения проектной мощности.
Применение некоторыми заказчиками опок нестандартного размера в целях экономии формовочных и связующих материалов приводит к резкому увеличению расхода средств и времени на проектирование, освоение в производстве новых конструкций, наладку и отработку эксплуатационных параметров. Из-за увеличения номенклатуры линий усложняется организация производства запасных частей на снабжение ими потребителя. Иными словами, возрастают другие статьи эксплуатационных расходов.
Возможность применения той или иной линии, одного из самых дорогостоящих видов литейного оборудования, должна быть тщательно проработана.
28
ЛИТЕЙНЫЕ ЛИНИИ
Рис. 7. Одна из типовых планировок линии 4Л22821 с двумя блоками:
1 — автоматический формовочный блок; 2 — перестановщик; 3 — литейный конвейер; 4 — нагружатель форм; 5 — заливочная площадка; 6 — конвейер роликовый; 7 — установка выбивки
Комплексные автоматические линии типа Л22821 (рис. 7, табл. 10) предназначены для изготовления мелких стержневых отливок с большим перепадом высот сложной конфигурации, для которых наиболее целесообразно получать формы методом встряхивания с одновременной или последующей подпрессовкон.
Линии построены по блочному принципу и могут включать один, два или три формовочных блока, объединенных замкнутым непрерывно движущимся литейным конвейером* Оптимальное число блоков — два.
Литейный конвейер в комплект поставки не входит.
Применение блочного принципа, а также блоков правого и левого исполнения позволяет проводить формовку изделий различной номенклатуры, монтировать ли-
10. Технические характеристики линий типа Л22821
Параметр Число блоков в линии
I 2 3
Размеры опок в свету, мм Высота опок (верх/низ), мм Производительность цикловая, форм/ч 150 500Х 400 150/150 300 450
Средняя металлоемкость формы, кг Число рабочих, обслуживающих линию в одну 4 14 6 8
смену (без заливщиков) Давление прессования, А1Па (кгс/см2) 0,3—0,4 (3- 4)
Расход формовочной смеси, м3/ч 13,5 27 41
Свойства формовочной смеси: прочность на сжатие в сыром состоянии, МПа 0,03- -0,06 (0,3 -0,6)
(кгс/см2) газопроницаемость сырого образца, единиц влажность (массовая доля), % Число: комплектов (верх + низ) опок на линию 180 80—100 3,5-4,5 240 300
моделей, одновременно участвующих в работе 2 4 6
Рабочее давление в гидросистеме, МПа (кгс/см2) Расход сжатого воздуха, м3/ч 75 4 (40) 150 225
Установленная мощность, кВт 40,9 81,8 122
Габаритные размеры линии, мм: длина 36 200 72 000 90 000
ширинаХ высота 1 000X3 000
Заглубление линии, мм Масса поставляемого комплекта, т 40,2 860 68 133,8
ЛИНИИ ФОРМОВКИ В ОПОКАХ
29
нии в стесненных условиях действующих цехов, обеспечивает высокую технологическую гибкость и надежность работы линий.
Технологический цикл изготовления отливок на линии включает следующие операции: сталкивание комплекта пустых опок с тележек непрерывно движущегося литейного конвейера; разъединение (распаровку) комплекта опок; последовательную формовку верхней и нижней полуформ; вытяжку моделей; установку полуформ на спутниковый конвейер для простановки стержней; сборку форм передачу собранных форм на литейный конвейер; нагружение форм грузами; заливку, охлаждение и выбивку форм.
Простановку стержней и заливку форм из-за отсутствия достаточно надежных, отработанных для данных линий заливочных устройств, проводят вручную. Линии целесообразно использовать комплектно с автоматизированной смесеприготовительной системой производительностью 40 м3/ч. Применяемая формовочная смесь — единая песчано-глинистая. Метод дозирования смеси — объемный, с помощью челюстного дозатора. Формовочный автомат блока — карусельный четырехпозиционный.
Уплотнение форм встряхиванием с амортизацией ударов и одновременной или последующей подпрессовкой, верхняя вытяжка моделей позволяют получать глубокие полости и «болваны», максимальная высота выступающей части которых над ладом опоки — 80 мм. При формовке верхней опоки в ней выполняют литниковую воронку диаметром до 75 мм и глубиной до 70 мм. Грузоукладчик — цепной, выбивка форм вибрационная.
Линии имеют электрическую, гидравлическую, пневматическую п смазочную системы. Дистанционное управление линией осуществляется с центрального и вспомогательного пультов, расположенных на участках. Логическая часть системы управления выполнена на бесконтактных элементах.
Комплексные автоматические линии типа КЛ91265СМ (табл. 11) предназначены для изготовления форм сложной конфигурации с большим перепадом высот в стале-и чугунолитейных цехах серийного производства при часто меняющейся номенклатуре отливок.
11. Техническая характеристика линии типа КЛ91265СМ
Параметр Числе 1 блоков в линии
2 3
Размеры опок в свету, мм Высота опок (верх/низ), мм Производительность цикловая, форм/ч G0 800Х 700 300/300 120 180
Металлоемкость формы, кг Число рабочих, обслуживающих линию в одну з 30—50 5 7
смену Давление прессования, МПа (кгс/см2) Расход формовочной смеси, м3/ч: общий 22,3 0,52 (5,2) 44.6 67
облицовочной 0,8 1 6 2,5
наполнительной 21,5 43 64,5
Число комплектов (верх + низ) опок на линию 160 240 320
Число модельных комплектов на линию 1 2 3
Рабочее давление в гидросистеме, МПа (кгс/см2) Установленная мощность, кВт 46,9 4 (40) 53,9 82,4
Габаритные размеры линии, мм: длина 27 300 52 620 64 100
ширина высота Масса поставляемого комплекта, т 82 9 750 4 800 150 214
30
ЛИТЕЙНЫЕ ЛИНИИ
Рис. 8. Типовая планировка линии 1КЛ91265СМ с одним блоком. Участки линии: / -*•- фор-» мовки; II —« заливки форм; III — охлаждения; IV — выбивки
Линии бывают моноблочные, двухблочные и трехблочные. Блоки объединены замкнутым непрерывно движущимся тележечным литейным конвейером. Оптимальное число блоков — два, исполнение блоков левое и правое. Типовая планировка моно-блочнон»линии (с одним блоком) приведена на рис 8. Линии отличаются планировочными решениями, которые определяют расположение трассы конвейера формовочных блоков.
Основой линии является проходной однопозиционный автомат. Встряхивающий механизм работает с амортизацией ударов и обеспечивает режимы: встряхивания с последующим прессованием либо встряхивание с одновременным прессованием. Формы изготовляют в опоках специальной конструкции без шпон с применением облицовочной и наполнительной формовочных смесей.
Наличие двух или трех автоматических блок-линий на одном литейном конвейере позволяет одновременно формовать два или три наименования отливок, специализировать блоки на производстве определенных отливок и накапливать для них комплекты стержней, планировать равномерное распределение трудоемкости при простановке стержней.
Технологический цикл изготовления форм включает следующие операции: сталкивание комплекта пустых опок с непрерывно движущегося литейного конвейера, разъединение (распаровку) опок; последовательную заформовку верхней и нижней полуформ, вытяжку моделей, установку полуформ на спутниковый транспортер для простановки стержней; сборку форм; передачу собранных форм на непрерывно движущийся конвейер; нагружение форм грузами; заливку, снятие грузов, охлаждение и выбивку форм.
Наличие роликового конвейера подачи пустых опок, являющегося их накопителем, и установки возврата опок, обеспечивает гибкую связь формовочных блоков с литейным конвейером. Эти устройства и агрегаты при задержке работы на формовочных участках позволяют организовать обращение пустых опок иа литейном конвейере.
Спутниковый конвейер для подачи форм на простановку стержней и последующую их сборку, а также склизы для передачи собранных форм на литейный конвейер позволяют обеспечить сохранность форм, исключив их обрушивание и подрывы от вибрации и ударов при использовании других подъемно-передающих или транспортирующих систем.
Автоматические дозаторы позволяют работать либо на облицовочной и наполнительной смесях, либо на единой, сводя потери смесей при заполнении опок к минимуму. Метод дозирования — объемный регулируемый. Максимальная высота выступающей части «болвана» над ладом опок — до 170 мм. Выполняемая литниковая воронка имеет диаметр 80 мм, глубину 120 мм. Простановка стержней в форму и заливка форм — ручная. Грузоукладчик — цепной. Выбивка форм — вибрационная.
Дистанционное управление линией производят с центрального и вспомогательного пультов, расположенных на участках. Логическая часть системы управления
ЛИНИИ ФОРМОВКИ В ОПОКАХ
31
выполнена на бесконтак ных элементах. Линия имеет электрическую, гидравлическую, пневматическую системы и систему смазывания.
При проектировании вентиляции рекомендуется предусматривать отсос, м3/ч: 20 000 — от пресса выдавливания; 20 000 — от выбивной решетки; не менее 450 от каждого блока на позиции обдува и опрыскивания. Конструкции камер, варианты отвода отсосов определяются проектировщиком цеха и выполняются заказчиком.
Зона линии, в которой размещены основные технологические агрегаты: блок формовки, механизм нагружения форм, участок выбивки, должна по всей длине и ширине обслуживаться цеховым краном грузоподъемностью не менее 5 т. Дополнительно на участках смены моделей и простановки стержней размещают кран-балки грузоподъемностью не менее 250 кг, обеспечивающие подачу стержней и моделей к рабочим местам из зон, находящихся вне контура линии.
В линии использован литейный конвейер типа П100-125-2 (ГОСТ 5938—73).
Техническая характеристика литейного конвейера П100-125-2
Размеры площадки (длинаХ ширина), мм........................... 1000X1000
Радиус закруглений, мм............................................. 2000
Шаг, мм............................................................ 1260
Грузоподъемность тележки, кг............................ . . . 2000
Высота над уровнем пола, мм....................................... 550
Скорость движения, м/мин: в двухблочной линии........................................... 2,4
в трехблочной линии ....................................... 3,78
Конвейер, как правило, в комплект поставки не входит и приобретается заказчиком отдельно.
Комплексная автоматическая литейная линия типа ИЛ225 и ее модификации предназначены для изготовления отливок из чугуна и стали в сырых одноразовых песчано-глинистых формах в условиях крупносерийного и массового производств. Планировка типовой линии приведена на рис. 9.
Техническая характеристика линии типа ИЛ225
Размеры опок, мм: в свету ............................................
высота .........................................
габаритные в плане........................... ,
Производительность цикловая, форм/ч......... . . .
Наибольшее усилие прессования, кН...................
Давление прессования, МПа (кгс/см2)............. .
Наибольшая металлоемкость формы, кг.................
Скорость движения опок по роликовым конвейерам, м/мин Время охлаждения формы, мин ........................
Число:
комплектов опок ................................
комплектов подопочиых плит .....................
Расход сжатого воздуха, м3/мии......................
Общая установленная мощность, кВт...................
Расход формовочной смеси, м3/ч......................
Число операторов....................................
Габаритные размеры линии, мм .......................
Заглубления линии, мм...............................
Общая масса линии, т................................
900X 600 125; 150; 175; 200; 250 * 1 120X800
240
2 350 До 4 (40) 70 4—6,75 30—90 *
100 *
90 * НО * 115 * 75—110 * 5
65 200 *Х 9 300 *Х 6 855 * 755
220 *
• Параметры уточняют в зависимости от типа изготовляемых отливок и планировки линии.
Формы изготовляют методом верхнего прессования при нижнем расположении модельного комплекта на пневморычажных формовочных автоматах, которые яв-
32
ЛИТЕЙНЫЕ ЛИНИИ
Рис. 9. Планировка комплексной автоматической линии типа ИЛ225:
I — формовочный автомат нижних полуформ; 2 — формовочный автомат верхних полуформ: срезания излишков смеси; 7 — сборщнк форм; 8 — отсекатель; 9 — унифицированный толка 12 —.механизм опускания подоночных щитков; 13 — установка выдавливания форм из опок; низм очистки опок; 18 — переходной мостик; 19 — секции роликового конвейера. Участки выбивки
ляются базовым формообразующим агрегатом для линий данного типа. Равномерность уплотнения смеси в форме обеспечивается использованием дифференциальной многоплунжерной головки и дополнительной вибрацией.
Привод основного технологического оборудования линии — пневматический, наиболее надежный в работе для условий литейных цехов. Роликовые конвейеры, нижние щетки механизма очистки, механизм срезки излишков приводятся в движение от электродвигателей.
Линия разделена на пять технологических участков, каждый из которых управляется автономно от собственной станции управления.
Транспортирующие роликовые конвейеры, связывающие участки и агрегаты линии, являются накопителями и позволяют этим участкам и агрегатам работать независимо друг от друга, так как скорость движения перемещаемых предметов по роликовым конвейерам (опок, подопечных плит, полуформ и форм) примерно в 4,5 раза выше технологически необходимой скорости потока. Поэтому обработанные на предыдущем агрегате предметы быстро сосредоточиваются перед последующим агрегатом, создавая межоперационный задел
Длина линии зависит от требуемого времени охлаждения отливки н обеспечения размещения минимальных межоперационных заделов на участках Оптимальная длина линии для размещения надлежащих межоперационных заделов должна быть не менее 62—65 м. При длине линии 48 м основное ее достоинство — независимая работа участков — практически исчезает, связь между участками становится жесткой.
Технологический цикл изготовления отливок на линии типа ИЛ225 включает следующие операции: раздельную формовку нижних и верхних полуформ, кантовку нижних полуформ на 180°, срезание излишков смесн с контрлада нижних полуформ, простановку в нижние полуформы стержней, двукратную кантовку верхних полуформ, сборку форм, укладку форм на подопечные плиты, прижим собранных пслу-форм перед заливкой, заливку, охлаждение форм, снятие форм с подопечных плит, выдавливание кома из опок, выбивку отливок, разъединение (распаровку) комплекта пустых опок, очистку опок от остатков смеси и подачу их на участок формовки.
Роликовые конвейеры линии набирают из отдельных унифицированных секций. Секции изготовляют длиной 4, 5 и 6 м (основная длина). Это позволяет компоновать участки с точностью до I м и соответственно подбирать необходимую длину участков и всей линии.
ЛИНИИ ФОРМОВКИ В ОПОКАХ
33
3 — кантователь нижних полуформ; 4 и 5 — кантователи верхних полуформ; 6 — механизм тель; 10 — механизм подъема подопочных плит; 11 — механизм прижима форм при заливке;
14 — распаровщнк; 15 — механизм подъема опок; 16 — кантователь нижиих опок; 17 — меха-линии: / — формовки: 11, 111 — сборки форм; IV — заливки; V —охлаждения; VI —
В линии использованы кромочные приводные и неприводные роликовые конвейеры. Ролики диаметром 300 мм соединены попарно валами, размещенными с шагом 750 мм. На приводных роликовых конвейерах каждый вал приводится во вращение от общего цепного привода секции через фрикционную муфту и червячный редуктор от электродвигателя. Последние три элемента скомпонованы в приводную станцию рольганга. На каждом валу на шпонке укреплены фрикционные диски, между которыми с помощью тарельчатых пружин и гаек зажаты приводные звездочки. При остановке перемещаемого предмета (опоки, формы, подопечной плиты) у жесткого упора ролики под остановившимся предметом не вращаются и не изнашивают его, в то же время остановившиеся фрикционные диски пробуксовывают по вращающейся звездочке. Секции роликового конвейера охлаждения выполнены двухъярусными. По нижнему ярусу происходит возврат подопочных плнт к позиции заливки.
Для перемещения грузов по непрпводным роликовым конвейерам применен кулисно-рычажный толкатель, имеющий плавный разгон в начале и замедление движения в конце хода кулисы; величина хода — до 1220 мм.
Задержка опок, форм и подопочных плнг на роликовых конвейерах производится отсекателями, рычаги-упоры которых поворачиваются в горизонтальной плоскости и перекрывают путь движения.
В линии использован кантователь опок барабанного типа.
В конструкции механизмов линии широко применяют реечно-поршневой привод, состоящий из расположенных друг против друга цилиндров с плавающими поршнями, соединенными общей шток-рейкой, приводящей во вращение шестерню.
Применяемые смазочные материалы — индустриальное масло Г1-20А (ГОСТ 20799—75) и солидол С (ГОСТ 4366—76).
При монтаже линии допустимый уклон закладных балок в продольном направлении не более 1 : 1000 мм и разновысотность в поперечном направлении не более 1 мм. Транспортные пути линии выставляются в горизонтальной плоскости с точностью 1 : 3000 мм, в вертикальной плоскости — с точностью до 1 : 1000 мм. Высота двух смежных роликовых конвейеров не должна отличаться более чем на 0,3 мм.
Механизированные линии типа Л013, Л015А (рис 10) предназначены для изготовления стального и чугунного литья с использованием серийных формовочных машин.
2 Сафронов В. Я.
34
ЛИТЕЙНЫЕ ЛИНИИ
Рис. 10. Планировки механизированных линий:
а _ типа Л013; б » типа Л015А; 1 — машины формовочные 234М (с) и 235М (б); 2 и 3 —• роликовые конвейеры; 4 ~ стол поворотный; 5 — кантователь полуформ «верха»; 6 — сборщик форм; 7 выбивная установка; S пульт управления
I
ЛИНИИ ФОРМОВКИ В ОПОКАХ
35
Технические характеристики линии
Л013 Л015А
Размеры опок в свету, мм...............
Высота опок, м.................. . . .
Производительность цикловая форм/ч, для опок:
высотой 500 мм.....................
высотой 700 мм.....................
Средняя масса отливок, кг ..........
Число: формовочных машин......................
рабочих, обслуживающих линию в одну смену .............................
Расход формовочной смеси, м3/ч.........
Скорость перемещения опок и форм по роликовым конвейерам, м/мин..............
Число:
комплектов опок (верх + низ) на линию, ие менее .....................
поддонов ..........................
Время охлаждения форм, мин.............
Расход сжатого воздуха на полуформу, мэ
Установленная мощность, кВт............
Габаритные размеры, мм.................
Заглубление линии, мм .................
Масса поставляемого комплекта (с поддонами), т ..............................
1 600Х 1 200 1 700Х 1 500; 1 600Х 1 500
500 500, 700
10
— 4
300 1 000
2 7
9 10
10 15—25
7,13
28 20
30 80
100 120
— 18
130 400
40 000Х 21 000Х 63 000Х 44 000Х
Х4 500 ХЗ 700
1 200 1 400
260 655
В механизированные линии могут входить роликовые конвейеры с простой замкнутой планировкой (Л013) и сложные с многоветьвевым транспортом (Л015А) Компоновки линий могут быть и иными.
В качестве базовых формовочных агрегатов в этих линиях используют серийно выпускаемые пневматические встряхивающие формовочные машины с перекидным столом и вытяжным механизмом, обеспечивающим глубокую вытяжку.
В линии Л013 обеспечиваются следующие технологические операции: формовка на машинах; передача полуформ на приемные роликовые конвейеры и установи i нижних полуформ на поддоны — «крановая» операция; кантовка «верха»; сборка форм; транспортирование на заливку; охлаждение.
В линии Л015А кантовка «верха» и сборка форм являются «крановыми» операциями. Для обеих линий перестановка форм на выбивную установку, подача пустых опок к машинам и установка на машины также «крановые» операции, т. е. выполняемые с помощью мостового крана или иного цехового грузоподъемного устройства.
Комплексные автоматические линии типа Л450А (рис. 11) предназначены для крупносерийного и массового производства отливок в разовых песчано-глинистых формах в сталелитейных и чугунолитейных цехах.
Техническая характеристика линии Л450А (КВ301)
Размеры опок в свету, мм ................................... 1 100X750
Высота опок, мм ............................................. 300
Производительность цикловая, форм/ч . . . 240
Средняя масса отливок, кг............................ 50
Число рабочих, обслуживающих линию в одну смену ... 6
Усилие прессования, кН............... 1 250
Давление прессования, МПа (кгс/см2): на площадь опоки............................................. 1,5 (15)
на площадь колодок...................................... 1,97 (19,7)
2*
36
ЛИТЕЙНЫЕ ЛИНИИ
Расход формовочной смеси, м3/ч......................... 200
Свойства формовочной смеси:
прочность на сжатие в сыром состоянии, МПа (кгс/см2) 0,16—0,18 (1,6—1,8)
прочность на срез в сыром состоянии, МПа (кгс/см2) 0,03—0,04 (0,3—0,4)
влажность, % .................................. . 2,6—3,6
Число:
комплектов (верх -р низ) опок на ливню ............
грузов....................................... . , ,
тележек конвейера..............................
Рабочее давление в гидросистеме, МПа (кгс/см2) . . . .
Подача насосной станции, л/мин .................. . . .
Вместимость, л:
баков насосной станции . . ..........
гидроаккумулятора . ...
Расход:
сжатого воздуха на одну форму, м3.....
охлаждающей воды, м3/ч ... ...
Установленная мощность, кВт . . . .
Шаг пульсирующего конвейера, мм . ..........
Габаритные размеры линии, мм...............
Масса поставляемого комплекта оборудования, т .
175
60
140 5—5,5 (50—55) 3 200
15 000
200
0,5
12
450
1 575
105 000X16 800X6 300
710
Поставляемые составные части линии: формовочная линия (3017)— 1 шт.; линия гранспоргнровки, выбивки и охлаждения (3018) — 1 шт.; установка формовочная (3019) — 2 шт.
Технологический цикл изготовления отливок на линии включает следующие операции: разъединение (распаровку). комплекта пустых опок, раздельную формовку верхних и иижних полуформ, срезание излишков смеси с контрлада нижних полуформ, кантование полуформ на 180° и механизированную простановку стержней, накалывание вентиляционных каналов в верхних полуформах и продувку литниковых чаш, кантование верхних полуформ для осмотра, сборку форм н нагружение, заливку форм, охлаждение форм, выдавливание кома смеси (брикета) с отливками из опок, интенсивное охлаждение брикета, очистку опок н тележек от остатков смеси, выбивку и отделение отливок.
Трехпозициониые челночные формовочные установки обеспечивают уплотнение смеси следующими способами: встряхиванием с последующим прессованием, встряхиванием с одновременным прессованием, предварительным встряхиванием с последующим одновременным встряхиванием и прессованием, только прессованием. Прессование осуществляется многоплунжерной дифференциальной головкой. Для формовки применяют единую формовочную смесь с объемным дозированием.
В качестве рабочей жидкости гидросистемы используют гидравлическое масло ВНИИНП-403 (ГОСТ 16728—71).
Дистанционное управление производят с центрального и вспомогательных пультов, расположенных у отдельных агрегатов. Логическая часть системы управления выполнена на бесконтактных элементах. Режимы работы ливни — наладочный и автоматический.
Комплексные автоматические линии типа НЛ453 (рис. 12) моделей НЛ453С и НЛ453С1 (табл. 12) предназначены для изготовления стальных и чугунных отливок в сырых одноразовых песчано-глинистых формах при мелкосерийном и серийном производстве отливок. Линии созданы на базе челночных трехпозиционных формовочных установок и роликовых конвейеров.
Типовая планировка линии приведена на рис. 12.
Линии поставляют в виде самостоятельных частей — линий: формовки (НФ453С, НФ453С1), выбивки (НВ343С, НВ343С1), транспортирования, сборки, заливки и охлаждения (НТ313С, HT313CI) и установки формовочной (Н2453С, Н245.3С1).
Технологический цикл изготовления отливок на линии включает следующие операции: последовательную формовку верхних и нижних полуформ, кантование нижней полуформы, фрезерование литниковой чаши в верхней полуформе, установку нижней полуформы па поддон, сборку формы, нагружение форм грузами, заливку,
ЛИНИИ ФОРМОВКИ В ОПОКАХ
37
Начало 26 27 23 1 6 цикла
38
ЛИТЕЙНЫЕ ЛИНИИ
ЛИНИИ ФОРМОВКИ В ОПОКАХ
39
12. Технические характеристики лииий
Параметр НЛ453С НЛ453С1
Размеры опок, мм:
в свету 1 600Х 1 200 1 600Х 1 300
высота 500
Производительность цикловая, форм/ч 25 14
Средняя масса отливок, кг 300
Число рабочих, обслуживающих линию в одну 6
смену
Давление прессования:
по контуру опоки, МПа (кгс/см2) 2,5 (25)
в центре опоки, МПа (кгс/см2) 2 (20)
Расход формовочной смеси, м3/ч 60—65 40—45
Число комплектов (верх + низ) опок на линию 100 80
Рабочее давление в гидросистеме, МПа (кгс/см2) 6,3 (63)
Установленная мощность, кВт 580 510
Габаритные размеры линии, мм 109 200Х 99 600Х
Х21 400Х Х21 400X
X 10 300 X 10 3Q0
Заглубления линии, мм 3 200
Масса поставляемого комплекта, т 1 550 1 350
снятие грузов, охлаждение, снятие формы с поддона, выдавливание кома и разъединение комплекта опок, подачу кома на выбивку и отделение отливок от смеси, очистку внутренних поверхностей опок от остатков смеси, кантовку нижней опоки и подачу опок на формовку.
Единая песчано-глинистая смесь повышенной прочности уплотняется в формовочной установке методом предварительного встряхивания с последующим одновременным встряхиванием и прессованием (с помощью дифференциальной многоплунжерной головкн).
Дистанционное управление выполняют с центрального и вспомогательных пультов линий, расположенных на участках. В систетмах управления использована аппаратура общепромышленного применения. Логическая часть системы выполнена на бесконтактных логических элементах отечественного производства. Режимы работы линии — наладочный и автоматический.
Комплексные автоматические линии типа Л651 (рис. 13) предназначены для изготовления отливок в сырых одноразовых песчано-глинистых формах в сталелитейных и чугунолитейных цехах мелкосерийного и серийного производства. Линии созданы на базе одной многопозишюнноп формовочной установки с «плавающей» модельной оснасткой и роликовыми конвейерами.
Техническая характеристика линии типа Л651
Размеры опок, мм: в свету ................ ................... 1 200Х1 000
высота............................. . . 400
Производительность цикловая, форм/ч ... . . . 80
Средняя масса отливок, кг ..... . . 160
Число рабочих, обслуживающих линии в одну смену 5
Давление прессования, МПа (кгс/см2) .......................... До 1,6 (16)
Расход формовочной смеси. м3/ч............... . . 160
Рабочее давление в гидросистеме, МПа (кгс/см2) . . 6,3 (63)
Подача насосов (200X 8), л,мин................................. 1 600
Количество масла, заливаемого в гидросистему, л ... 9000
40
ЛИТЕЙНЫЕ ЛИНИИ
Расход сжатого воздуха, м3/мин . . ................ 650
Скорость перемещения форм по роликовым конвейерам, м/мин:
на ветке охлаждения ...................................... 6,3
на сборке и заливке.......................... . 13,2
Установленная мощность, кВт ................ 585
Габаритные размеры линии, мм . ............ 96 340X27 100X5 820
Масса поставляемого комплекта, т ............................. 900
Линия разделена на четыре самостоятельных участка: формовки, выбивки, транспортировки на заливку и охлаждение, формовочной установки.
Технологический цикл изготовления отливок включает следующие операции: последовательную формовку верхних и нижних полуформ, фрезерование литниковой чаши в верхней полуформе, кантование верхней полуформы, сборку формы, установку форм на поддон и нагружение грузами, заливку, снятие грузов и уборку поддонов, охлаждение, выдавливание кома, передачу кома на выбивку и отделение отливок от смеси, разъединение комплекта опок, очистку внутренних поверхностей опок от остатков смеси, кантование нижней опоки и подачу опок на формовку.
Формовочная установка обеспечивает предварительное встряхивание с последующ! м одновременным встряхиванием и дифференциальным прессованием.
В линии предусмотрена возможность использования двух смесей — облицовочной и наполнительной, а также изменения дозы формовочной смеси и режима уплотнения индивидуально для каждой модели в цикле работы, что обеспечивает изготовление одновременно различных по сложности отливок.
Применение до восьми комплектов «плавающей» модельной оснастки расширяет возможность изготовления мелких серий отливок и повышает технологическую гибкость линии. Предусмотрена также возможность установки литниковой чаши в формах в трех различных местах.
Дистанционное управление линией осуществляется с центрального пульта и вспомогательных пультов, расположенных на участках. Логическая часть системы управления выполнена на бесконтактных логических элементах отечественного производства. Режимы работы линии — наладочный, автоматический.
Комплексные автоматические линии типа Л653 (табл. 13) (с привязкой к конкретным условиям заказчика: Л653С, Л653С1, Л653Н) предназначены для изготовления стальных и чугунных отливок в песчано-глинистых формах в условиях мелкосерийного и серийного производства. На линиях предусмотрена возможность использования двух смесей: облицовочной и наполнительной. Линии компонуют на базе формовочной установки с «плавающей» оснасткой и роликовых конвейеров. Одна из планировок этого типа линии Л653С приведена на рис. 14.
Линии поставляют по участкам: формовки; выбивки; транспортирования, заливки и охлаждения и формовочную установку.
13. Краткие технические характеристики линий
Параметр Л653Н Л653С Л653С1
Размеры опок, мм: в свету 1600Х 1200 1800Х 1300
высота 500 550
Производительность цикловая, форм/ч Давление прессования, МПа (кгс/см2) Металлоемкость формы, кг 50 35 40
Д До 800 э 1,6 (16) 2- 700
Рабочее давление в гидросистеме, МПа (кгс/см2) Установленная мощность, кВт 858 6,3 (63) 1019
Габаритные размеры линий в плане, м 116Х 25 140Х 34 120X84
Масса линий, т 1100 1500 1203
ЛИНИИ ФОРМОВКИ В ОПОКАХ
41
42
ЛИТЕЙНЫЕ ЛИНИИ
CU ’-1 io
10 — механизм встряхивания и прессования; 11 — механизм очистки и распаровки опок; 12 — дозатор формовочной смеси; 13 — кантователь опок; 14 — механизм сборки опок с моделью; 15 — дозатор облицовочной смеси; 16 — механизм установки полуформ на поддоны; 17 «— механизм фрезерования отверстия для чаши; 13 —« рольганги; 19 = механизм сборки форм
ЛИНИИ ФОРМОВКИ В ОПОКАХ
43
Рис. 15. Планировка комплексно-механизированной линии ИФЛ72С:
1 — переставовгцик опок; 2 — вибростол; 3 — механизм срезания излишков смеси; 4 — поворотно-вытяжная машина; 5 — сборщик форм; 6 — стол передаточный; 7 — механизм очистки подоночных плит; 8 — роликовая пригрузка; 9 — стол подъемный; 10 — выдавли-ватель кома; 11 — выбивная установка; участки линии: 1 — формовки; 11 — простановки стержней; Ill — сборки форм; IV — заливки; V — выбивки
На линиях в зависимости от устанавливаемых технических требовании могут выполниться операции: очистка внутренней поверхности опок; очистка штырей, втулок, лада и контрлада опок; покрытие модельного комплекта облицовочными (в том числе жидкостекольными) смесями; сборка модельного комплекта с опокой; наполнение опоки формовочной смесью; уплотнение смеси; удаление излишков формовочной смеси с контрлада опок; кантовка собранной опоки с подмодельной плитой; вытяжка модели с поворотом полуформ ладом вверх; кантовка подмодельной плиты; установка нижней полуформы на поддон; сверление литниковой чаши или площадки под нее; кантовка верхней полуформы; сборка формы; транспортирование форм под заливку; охлаждение залитых форм; съем залитой формы с поддона; очистка поверхности поддона; распаровка форм; выдавливание кома из нижней опоки; отделение смеси от отливки на выбивной решетке; кантование нижней опоки.
В формовочной установке смесь уплотняется встряхиванием с последующим прессованием. Встряхивающий механизм имеет амортизацию ударов. Применение «плавающей» оснастки обеспечивает одновременное использование до восьми ее комплектов. В линиях такой конструкции обеспечена «полярность» опок, т. е. их движение только базовой стороной вперед.
Система управления линией построена на программируемых комплексах КМ3412 с современной элементной базой и предусматривает два режима работы: основной автоматический и вспомогательный «местный», предназначенный для производства ремонтных и наладочных работ, а также для установки механизмов в исходное положение, необходимое для включения автоматического режима.
Управление линией может осуществляться с местных пультов, установленных в непосредственной близости от управляемых ими механизмов. Отказ в работе того или иного механизма автоматически фиксируется и высвечивается на дисплее комплекса КМ3412.
Комплексно-механизированные линии типа ИФЛ70С (рис. 15, табл. 14) предназначены для изготовления отливок из стали, чугуна и цветных сплавов в формах из самотвердеющих смесей в условиях единичного и мелкосерийного производства.
Линии компонуют на базе унифицированных агрегатов и роликовых конвейеров.
Для удобства поставок линии, как правило, разбивают на самостоятельные участки, объединенные общей системой управления. В линию могут быть включены формообразующие агрегаты и установки, в которых используют ХТС, ЖСС, ОЖСС
44
ЛИТЕЙНЫЕ ЛИНИИ
14. Технические характеристики линии типа ИФЛ70С
Параметр Модель
ИФЛ70С ИФЛ71С ИФЛ72С ИФЛ73С
Размеры опок, мм: в свету 1000Х 800 1200Х 1000 1400Х 1000 1600Х 1200
высота 350 400 400 500
Цикловая производитель- 25 15 20 10
ность, форм/ч Развес литья, кг Скорость перемещения форм 1,5—100 8,4 — 10—500
по роликовым конвейерам, м/мин Грузоподъемность вибросто- 1500 — 2500
ла, кг Установленная мощность, 665 400 760
кВт Габаритные размеры линии 44Х 14,1 137.5Х 13,2 64,8X17,1 137,5Х 13,2
в плайе,* м Масса линий, т 417 800 480 805
или другие самотвердеющие смеси. Возможна также установка двух агрегатов — для облицовочной и наполнительной смесей. В состав линий входят агрегаты: вибростолы, кантователи, механизмы срезки излишков смеси, поворотно-вытяжные машины, перестановщики опок, выбивные устройства и др.
Использование «плавающей» оснастки дает возможность формовать на линии последовательно более десяти наименований отливок, а набор накопительных ветвей на заливке обеспечивает сортировку форм по маркам заливаемых сплавов.
Такие линии, как ИФЛ71С и ЙФЛ73С, имеют вертикально-замкнутую компоновку транспортирующих устройств, что позволяет основные операции производить на втором этаже литейного цеха, а охлаждение залитых форм — на первом этаже.
Механизированные линии типа Л660 (мод. Ф665С, Ф665, Л666 и Л666Р) предназначены для изготовления крупных отливок из чугуна и стали в условиях единичного и мелкосерийного производства (табл. 15). Линии созданы на базе унифициро-
15. Краткие технические характеристики линий типа Л660
Параметр Ф665С Ф665 Л666 Л663Р
Размеры опок, мм: в свету 1800Х 1400 2250Х 1600 2500X2000
высота 250—600 300—600 700 400—700
Цикловая производитель- 6 10 2 6
ность, форм/ч Скорость перемещения форм по роликовым конвейерам, м/мин Габаритные размеры линии 14,8 52,2Х 23,7 41,6X15,5 8,15 80,2X15,7 121,4X50,1
в плане, м Масса линии, т 306 156 410 1050
ЛИНИИ ФОРМОВКИ В ОПОКАХ
45
Рис. 16. Планировка механизированной линии Ф665:
1 — установка ХТС; 2 — виброустановка; 3 — поворотно-вытяжная машина; 4 — переда-, точная тележка; 5 — рольганг;, 6 — механизм срезания излишков смесн
ванных роликовых конвейеров и формовочных установок с использованием пескометов и установок ХТС и ЖСС. Одна из характерных планировок линии Ф665 приведена на рис. 16.
В качестве примера приводится технологический цикл изготовления форм на линии Ф665, который состоит из следующих операций: приготовления жидкой холоднотвердеющей смеси, установки модельных плит и спаривания их с опоками, заливки ХТС, твердения смеси, срезания излишков смеси, поворота полуформ и вытяжки моделей. Число механизированных операций может быть увеличено или уменьшено в зависимости от экономической и технической целесообразности. Дистанционное управление линиями осуществляют с центрального и местных вспомогательных пультов.
Комплексно-механизированные линии типа ЛН218 и ЛН240 предназначены для производства крупных чугунных и стальных отливок в условиях единичного и мелкосерийного производства. Линии созданы на базе унифицированных роликовых конвейеров и формообразующих агрегатов: пескометов, установок ОЖСС, ЖСС и ПСС Приведенная на рис. 16 планировка линии типа Ф665 характерна и для линий типа ЛН218 и ЛН240.
Техническая характеристика линий типа ЛН218 и ЛН240 приведена ниже, особенности исполнения различных моделей этого типа линий — в табл. 16.
Техническая характеристика комплексно-механизированных линий типа ЛН218 и ЛН240
Размеры опок, мм:
в свету..................................................... 3 ОООХ 2 500
высота ................................. .... 300Х 900
Производительность цикловая, форм/ч . . 5
Наибольшая масса формы, кг . . . . .15 000
Средняя масса отливок, кг ........................... 2 000—4 000
Скорость перемещения форм по роликовому конвейеру, м/мин . . 7,2; 8,15
На линиях выполняют следующие технологические операции: установку подмодельных плит и спаривание их с опоками, обдув и опрыскивание модельных комплектов, засыпку облицовочной смеси, набивку наполнительной смеси, срезание
46
ЛИТЕЙНЫЕ ЛИНИИ
16. Особенности исполнений различных моделей линии типа ЛН218 и ЛН240
Параметр ЛН218А ЛН218Б ЛН218В ЛН218Г ЛН240А
Габаритные размеры линии, мм:
длина 83 000 70 000 92 500 184 500 39 100
ширина 25 640 6 200 26 800 38 185 12 800
высота 4 750 6 450 4 900 7 130
Установленная мощность, кВт Число рабочих, обслуживаю- 320 135 240 1 400 70 5
щих линию в одну смену
Заглубление линии, мм 1 600 1 200 1 400 1 660
Масса, кг 370 240 326 587 160
Параметр ЛН240Б ЛН240Е ЛН240М ЛН240Т ЛН240Т1
Габаритные размеры линии, мм:
длина» 43 500 102 200 41 100 60 000 66 430
ширина 18 100 14 000 30 000 7 760
высота 7 130 5 280
Установленная мощность, кВт Число рабочих, обслуживаю- 90 190 5 270 3
щих линию в одну смену
Заглубление линии, мм 1 660 1 607 1 410
Масса, кг 180 203 200 150 148
излишков смеси, поворот полуформ и вытяжку моделей, отделку и поверхностную подсушку полуформ, сборку форм, их заливку и охлаждение. В зависимости от комплекта поставки и формообразующего агрегата первые операции могут варьироваться.
Дистанционное управление линиями и агрегатами осуществляют с центрального и вспомогательных пультов и кнопочных станций, установленных непосредственно на рабочих местах.
Поточно-механизированные транспортные линии типа ТООО (табл. 17) предназначены для транспортирования пустых опок, для охлаждения форм и подачи их на выбивку при единичном и мелкосерийном производстве отливок.
Транспортные линии компонуют на базе унифицированных роликовых конвейеров с дополнительным включением некоторых других унифицированных агрегатов: передаточных и поворотно-передаточных тележек, поворотных столов и т. д.' Первоначально транспортные линии изготовляли лишь для крупных опок и присваивали им индекс модели — ЛН218. В настоящее время с помощью линии типа ТООО транспортируют опоки с размерами в свету от 1200Х 1000 мм и более. В дальнейшем индексация линий для крупных опок будет также выполняться в пределах ряда линий типа ТООО.
Предусматриваются следующие модификации линий типа ТООО для опок с размерами в свету, мм:
1200X1000..................Т001
1600X1000 . . . Т002
1600X1200............. . . Т003
2000X1200..................Т004
2000X1600..................ТООэ
2500X1600..................Т006
2500Х 2000 . Т007
3000x 2500 ................Т008
Технические характеристики четырех модификаций транспортных линий типа ЛН218 приведены в табл. 18, входящее в них оборудование — в табл. 19.
ЛИНИИ ФОРМОВКИ В ОПОКАХ
47
17. Основные параметры и конструктивные особенности некоторых моделей транспортных литейных линий
Параметр Модель линии
Т002 T003A * Т003В Т003Г Т005А Т005Б Т665Л, Т665Л1
Размеры опоки, мм: в свету высота 550 160С 600 Х1200 500 2 00ОХ 1 600 600 2 250Х XI 600
Производительность цикловая, опок/ч — — 34 2 0 10
Масса отливки, кг — 1000 (наибольшая) 800 (средняя) 1 500 (наибольшая)
Наибольшая масса транспортируемого груза, кг — — — 12 000 -— 20 000
Рабочее давление в гидросистеме, МПа — •— — - 10 — 5-10
Скорость перемещения груза по роликовым конвейерам, м/мин 8,15 6,37 6,8 9,25
Число поддонов — 90 — 48 — 46 —
Установленная мощность, кВт Габаритные разме- ры линии, м: 190,3 315,8 80 68,2 317 67,4 221
в плане по высоте 72, IX X 16,2 1,65 пох X 15,6 0,9 юзх XII 50Х 2,7 0,7 117,8Х XI8.6 48,1X3,1 2,1 106X13 5,2
Масса поставляемого комплекта, т 289 510 140 128 428 122 270
Исполнение линии Одноэтажное Двух-этажное Одноэтажное Двухэтажное Одноэтажное
В зависимости от объема поставки линии могут быть разбиты на технологические участки: сборки, заливки и охлаждения.
Дистанционное управление агрегатами осуществляют с центрального пульта.
Автоматическая линия АЛ1012М стопочной формовки (рис. 17) предназначена для изготовления мелких стержневых и бесстержневых отливок в вертикальных стопочных формах.
Техническая характеристика линии АЛ1012М
Размеры опок, мм:
в свету ..................................................... 500X 400
высота...................................................... 40—100
Наибольшая высота стопки опок, мм............................... 800
48
ЛИТЕЙНЫЕ ЛИНИИ
Номинальное число стопок опок . . . ............... 43
Необходимое число: опок . . l . . . .......................... 348
поддонов ..... .................................................. 49
Производительность цикловая, форм/ч................................... 600
Давление прессования, МПа (кгс/см2)................................1,5 (15)
Наибольшая металлоемкость формы, кг................................... 25
Шаг стопок на конвейере, мм...................... ... . 100
Высота конвейера над уровнем пола, мм......................... . . 700
Расход формовочной смеси, т/ч .................................... 26
Расчетная периодичность, с, движения конвейера при изготовлении стопки форм высотой 800 мм: с двумя работающими автоматами.................................... 38
с одним работающим автоматом.................................. 76
Рабочее давление, МПа (кгс/см2): в гидросистеме...................................................... 5 (50)
на выходе мультипликатора...................................... 20 (200)
механизма выдавливания кома ................................... 20 (200)
Суммарная подача насосов, л/мин . .............................. 820
Подача насоса охлаждения, л/мин.................. ................ 200
Суммарная вместимость гидробаков, м3 ............................. 2,7—3
Маневровый объем аккумулятора, л ... .................... 25
Установленная мощность, кВт . . ........................... 140
Число электродвигателей........................................... 8
Габаритные размеры линии, мм: длина ... 28 130
ширина . . 5 570
высота ... 4 670
Размеры участка размещения гидрооборудования, мм: длина............................................................... 8 000
ширина.......................................................... 5 000
высота.......................................................... 2 500
Размеры участка размещения электрооборудования, мм: длина .... .............. ... .... 9 000
ширина .... .... . ........................... 2 800
высота......... ...... ............ .............. 2 200
Масса линии, т ...... ... ........................... 72,8
18. Технические характеристики транспортных линий типа ЛН218
Параметр ЛН218К ЛН218Л ЛН218ЛА ЛН218Т
Размеры опок, мм: в свету высота Масса, кг: формы максимальная отливок средняя Установленная мощность, кВт Габаритные размеры линии, мм Заглубление линии, мм Масса линий, i 3 000Х 2 500 300—900 15 000 2 000 77 45 630Х Х14 100Х Х940 115 2 200Х 1 200 450 7 000 1 000 92,5 54 200Х XI 100Х Х860 200- 198,7 2 250Х 1 600 1 100 10 000 2 000 255 85 000Х X 23 500Х XI 185 -300 300 3 000Х 2 500 600—900 15 000 3 000 217 124 140Х Х14 600Х Х940 325
ЛИНИИ ФОРМОВКИ В ОПОКАХ
49
о
Рис. 17. Планировка автоматической линии АЛ1012М стопочной формовки:
/ — автомат стопочной формовки; 2 — штанговый пульсирующий конвейер; 3 — механизм выдавливания кома; 4 — механизм нагружения форм; 5 — механизм подачи пустых опок; 6 — механизм выдачи стопочных форм; 7 — насосная станция; 8 — электрооборудование линии: участки линии: I — формовки. II — заливки, III — охлаждения залитых стопок
50
ЛИТЕЙНЫЕ ЛИНИИ
18. Число единиц оборудования, входящего в транспортные линии тина ЛН218
Оборудование, модель ЛН218К ЛН218Л ЛН218М ЛН21ВТ
Роликовые конвейеры: ЛН293М 16 9 64 58
ЛН294М 2 16 2 —
Передаточная тележка ЛН295М 2 — 4 2
Стол поворотный, НТ314С — 5 — —
Пульт управления 1 — 1
Линия скомпонована на базе трех автоматов стопочной формовки, изготовляющих формы методом двустороннего прессования. Один из трех автоматов является резервным. На линии автоматически выполняются следующие технологические операции: подача п}стых опок в автомат стопочной формовки; изготовление стопки форм на автомате; выдача стопок форм из автомата на конвейер; транспортирование стопок форм и пустых опок по замкнутой трассе конвейера; нагружение стопок форм при заливке; выдавливание кома смеси с отливками из стопки на выбивную решетку. Простановку стержней и заливочных чаш, если это необходимо по технологическому процессу, выполняют вручную, формы заливают также ручным способом из управляемого подвесного ковша.
Горизонтально-замкнутый штанговый конвейер связывает в технологической последовательности агрегаты и механизмы линии. Весь конвейер состоит из замкнутых в единую транспортную систему четырех конвейеров. Темп работы конвейеров задается специальным переключателем с центрального пульта управления линией в зависимости от числа автоматов стопочной формовки.
Одновременно с выдавливанием кома осуществляется отделение отливок от стояка с помощью кольцевого ножа, расположенного в центральной части стола механизма выдавливания. На боковых поверхностях плиты выдавливания установлены щетки для очистки внутренних стенок опок от остатков формовочной смеси.
Под механизмом выдавливания кома на расстоянии 850—900 мм отего основания по высоте рекомендуется устанавливать выбивную решетку, которая может быть расположена под любым углом к продольной оси конвейера в зависимости от расположения транспорта уборки смеси и отливок. Выбивная решетка должна иметь характеристики, аналогичные характеристикам решетки 31222.
В механизмах линии использованы подшипники качения (табл. 20).
20. Подшипники качения (класс точности 0), используемые в механизмах линии АЛ1012М
Подшипник ГОСТ Место установки Число в механизме
ШМ-30 3635—78 Механизм нагружения форм Механизм выдавливания кома 4 1
Поперечная секция конвейера 2
ШМ-40 Приводная секция конвейера 2
205К 8338—75 Механизм нагружения форы 16
Конвейер 756
206К Механизм выдавливания кома 8
ЛИНИИ ФОРМОВКИ В ОПОКАХ
51
21. Насосные установки гидросистемы линии АЛ1012М
Параметр Установка
низкого давления высокого давления подачи масла на охлаждение
Насос: тип модель частота вращения, об/мин подача, л/мин наибольшее давление, МПа (кгс/см2) Мощность электродвигателя, кВт Рабочая жидкость Г12-26А 200 6,3 (63) 30 Минерально< Пластинчаты НА-16/320 1000 20 32 (320) 15 масло Т22 ( 1 Г12-26А 200 1 (Ю) 5 5 'ОСТ 32—74)
Гидропневмооборудование. С помощью гидросистемы (табл. 21) на линии осуществляют следующие движения: перемещение участков штангового конвейера и стопки опок на позицию выдавливания, выдавливание кома, прижим стопки опок.
Насосную станцию гидросистемы и аккумуляторную установку размещают в отдельном помещении. В насосную станцию входят четыре насосные установки низкого давления, выходы которых объединяют общим коллектором, насосная установка высокого давления и установка для подачи масла на охлаждение.
Нагружение стопок осуществляется с помощью пневматики.
Замена масла проводится через месяц после первого пуска установки и затем через каждые три месяца работы линии. При замене допускается использовать смесь нового и регенерированного масел одной марки в соотношении 1:1.
Электрооборудование линии. Бесконтактная система управления на транзисторных элементах «Логика-Т» обеспечивает работу линии в течение 40 000 ч при температурах — 40-Ь -[-50 °C, влажности воздуха до 98 % и значительной его запыленности. Силовая часть электрооборудования выполнена на контактной аппаратуре. В качестве датчиков контроля положения механизмов и наличия стопок опок используют бесконтактные конечные выключатели типа КВП-8, включенные по инверсной схеме. Включение электромагнитов и реле, работающих в цикле, осуществляется тиристорными усилителями.
Управление механизмами и пуск линии осуществляются с центрального пульта и местных пультов — выбивки, гидростанции и заливки. Конвейерами и механизмами нагружения форм управляют с местных постов управления (кнопочных станций).
Профилактические осмотры аппаратуры силовых цепей — контактных аппаратов — проводят не реже 1 раза в месяц. Бесконтактные элементы осматривают 1 раз в три месяца.
Основные элементы электрооборудования — электродвигатели с частотой вращения 1000 об/мин: 4А13256УЗ (мощность 5,5 кВт)— 1 шт; 4А132М4УЗ (мощность 11 кВт) — 1 шт.; 4А200Б6УЗ (мощность 30 кВт) — 4 шт.
Фундамент линии и ее монтаж. Транспортные пути линии выверяют в горизонтальной плоскости с точностью 1 : 3000, в вертикальной плоскости — с точностью 1 : 1000 Высоты двух смежных секций конвейеров, измеренные по контактным точкам роликов кромочного конвейера, не должны различаться более чем на ±0,3 мм. Механизмы нагружения форм и выдавливания кома монтируют так, чтобы в конце рабочего хода конвейера отклонение от симметричности расположения стопки относительно главной оси механизма выдавливания не превышало ± 2 мм, а отклонение от симметричности расположения направляющих кареток, перемещающих стопку форм на позицию выдавливания, относительно оси конвейера не превышало ±0,5 мм. Несовпадение осн стопки опок, выданной на конвейер автоматом формовки, с продольной осью конвейера должно находиться в пределах ±0,5 мм.
52
ЛИТЕЙНЫЕ ЛИНИИ
Ниже приведена масса монтажных частей линии АЛ1012М, кг:
Поперечная станция штангового конвейера: приводная........................................ ............ 1198
неприводная . . . ................................. 766
Электрошкаф силовой ... .... 400
Пульт . . . 60
Электрошкаф управления . ............................. 350
Установка насосная ...... 460
Установка аккумулятора ............................. 950
Блок управления.................................................. 750
Шкаф навесной . . . ....................... 40
Бак....................... . ........ 1200
На рабочих местах должна быть установлена приточная вентиляция с подачей 6000м®/ч воздуха по всей длине заливочной площадки. Скорость воздуха на рабочем месте не должна превышать 3—6 м с. В местах залнвки форм на конвейерах устанавливают местные отсосы в виде наклонной панели по всей длине участка заливкн. Объем отсасываемого воздуха 2000 м®/ч на 1 м длины участка. Скорость 0,7—1,5 м/с. Объем отсасываемого воздуха от механизма выдавливания — 2000 м®/ч, от участка охлаждения — 15 000 м3/ч. На участке охлаждения залитых стопок форм для отсоса рекомендуется использовать сплошной навесной зонт. Позицию обдува и опрыскивания моделей со стороны механизма подачи опок оборудуют местным отсосом. При определении объема отсасываемого воздуха скорость выбирают 0,5—0,6 м/с.
Автомат 1012М стоночной формовки (рис. 18) входит в автоматическую линию АЛ1012М, предназначен для изготовления вертикальных стопочных форм при серийном или массовом производстве мелких стержневых и бесстержневых отливок.
Автомат встраивают между транспортными ветвями.
Рис. 18. Автомат стопочной формовки 1012А\:
I _ станина; 2 -г пресс; 3 — устройство для засыпки смеси; 4 — средний пояс металло-
конструкции; 5 — сборщик форм; 6 — разборщик опок; 1 — питатель; S — смазочная система
ЛИНИИ ФОРМОВКИ В ОПОКАХ
53
Техническая характеристика автомата 1012М
Размеры опок в свету, мм.................... 500X400
Высота опок, мм ....................................... 40—100
Наибольшая высота стопки опок, мм . .......... . . 800
Производительность цикловая, форм/ч........... . 330
Металлоемкость формы наибольшая, кг ... . 25
Давление прессования, МПа (кгс/см2) .......... ... До 1,5 (15)
Рабочее давление гидросистемы, МПа (кгс/см2).............. 5 (50)
Давление на выходе мультипликатора, МПа (кгс/см2) 20 (200)
Подача насоса, л/мин.................... 200
Вместимость гидробака, л........................ . . . . 1 500
Маневровый объем аккумулятора, л 25
Вместимость аккумулятора, л . . . . 160
Расход охлаждающей воды, л/мин............ 160
Потребность в формовочной смеси, т ч . 13
Установленная мощность, кВт............................... 60
Габаритные размеры автомата без отдельно стоящего гидро-
и электрооборудования, (длинаХ ширинах высота), мм. . . 4 700X3 430X4 370
Масса автомата, кг.............................................. 19 500
Автомат выполняет комплекс операций — от приема с транспортной ветви стопки пустых опок до выдачи готовой стопочной формы на другую транспортную ветвь. При этом исключаются какие-либо ручные технологические операции, кроме установки стержней в форму для получения стержневых отливок.
Автомат является многопозиционной формовочной машиной проходного типа. Назначение позиций:
I (исходная) — стопка пустых опок находится на транспортной ветви у автомата;
II (промежуточная, или ожидания) — накопитель на одну стопку опок;
III — разборка стопки;
IV — формовка;
V — простановка стержней;
VI — сборка заформованных опок в стопочную форму;
VII — (промежуточная, или ожидания) — накопитель на одну стопочную форму перед выдачей ее на транспортную ветвь нагружения и заливки.
Перечень технологических операций, выполняемых на автомате 1012М: подача стопки пустых опок с подводящей транспортной ветви в автомат, перемещение стопки на позицию разборки, подача поддона на позицию сборки форм в стопку, разборка стопки, подача каждой опоки из стопки на формовку, обдув верхней и нижней моделей, опрыскивание моделей, подача смеси в дозатор, заполнение смесью опоки с наполнительной рамкой, уплотнение формы, протягивание моделей передача заформованной опоки на позицию установки стержней, при необходимости установка стержней (вручную), передача заформованной опоки на позицию сборки стопки, сборка стопочной формы, выдача формы на промежуточную позицию, передача формы на отводящую транспортную ветвь.
Формовка осуществляется методом двустороннего прессования. В процессе отработки технологии формовки уточняют оптимальный параметр влажности формовочной смеси и поддерживают его с отклонениями, не превышающими 0,1 %. В противном случае резко ухудшаются условия заполнения опок смесью и изменяется уровень верхнего лада формы
Устройство для засыпки смеси размещено поперек движения опок по автомату, имеет дозатор коробчатого типа, промежуточный бункер с датчиками верхнего и нижнего уровней смеси, задвижку для удаления непригодной для формовки смеси из дозатора и промежуточного бункера. Питатель, устанавливаемый над засыпоч-ным устройством, имеет реверсивное движение ленты, с помощью которой удаляют непригодную для формовки смесь. Модели обдувают в каждом -цикле изготовления формы, время обдува регулируется.
Опрыскивание верхней и нижней модельных плит смачивающей жидкостью можно производить одновременно, или раздельно только верхнюю или только
54
ЛИТЕЙНЫЕ ЛИНИИ
22. Подшипники качения (класс точности 0), используемые в автомате 1012М
Обозначение, ГОСТ Место установки Число ПОДШИПНИКОВ
1313, ГОСТ 5720—75 Питатель Барабаны: 8
приводной 2
натяжной 2
ПНЗО, ГОСТ 3635—78 Гидроцилиндры:
станины 2
среднего пояса 2
устройства для засыпки смеси 1
203К, ГОСТ 8338—75 Ролики:
питателя 18
206К, ГОСТ 8338—75 тележки 16
дозатора 8
нижнюю плиту. Исходя из технологических требований, опрыскивание выполняют 1 раз за цикл, два цикла, четыре Цикла и восемь циклов.
В качестве смачивающей жидкости рекомендуется применять раствор олеиновой кислоты в керосине. Модельные плиты перед началом и в процессе работы подогревают до температуры 40—45 °C.
Автомат работает в автоматическом, полуавтоматическом и наладочном режимах. В полуавтоматическом режиме цикл работы автомата ограничен изготовлением одной формы, т. е. одной опоки. При необходимости изготовления одной стопки опок с последующей остановкой в исходном положении автомат переводят на автоматический режим. В его работе предусматривается плановый останов.
При эксплуатации автомата используют опоки только одинаковой высоты. Первоначальную его настройку на определенную высоту опоки осуществляют на заводе—изготовителе в соответствии с техническим заданием заказчика.
В опорах валов и осей автомата использованы подшипники качения (табл. 22).
Почти все механизмы поступательного движения имеют гидравлический привод. Исключение составляют два пневматических цилиндра, являющихся приводом захватов сборщика и устройства точной установки опок. С помощью сжатого воздуха обеспечивают также обдув и опрыскивание моделей, работу пневмоамортизаторов.
Централизованная проточная автоматическая смазочная система связана по времени с циклом работы автомата. В качестве смазки используют рабочую жидкость гидросистемы. Подшипниковые опоры качения периодически смазывают пластичным смазочным материалом.
Система управления автоматом выполнена бесконтактной на транзисторных элементах серии «Логика-Т» с путевым и технологическим контролем работы механизмов, осуществляемым бесконтактными путевыми выключателями типа КВП-8.
Электромагниты гидро- и пневмозолотников управляются тиристорными усилителями. Оперативные и силовые цепи длительно работающих электродвигателей и нагревателей, постоянно включенных и связанных с логической схемой электромагнитов, выполнены на контактной аппаратуре переменного тока.
Электроаппаратура смонтирована в двух шкафах—силовом и логики; в кассетах последнего размещены блоки:
Число блоков
Число блоков
БЛ-1 .................. 3
БЛ-3 .................. 1
БЛ-4.................... 5
БЛ-5 ................... 4
Б Л-7 .............. 12
Питания БПВ-2... 2
Питания БПВ-4 ... I
СТЕРЖНЕВЫЕ ЛИНИИ
55
Назначение блоков: БЛ-1—для согласования инверсного сигнала выхода бесконтактных конечных выключателей с входами логических элементов;
БЛ-3 — для пуска систем и механизмов в полуавтоматическом и автоматическом режимах, а также для подачи импульсных сигналов в схему сигнализации, обеспечения включения механизма опрыскивания через заданное число циклов, контроля и сигнализации исходного положения механизмов автомата перед пуском;
БЛ-4—для контроля срабатывания механизмов и элементов электросхемы;
БЛ-5 — тиристорные усилители;
БЛ-7 — основной логический блок — имеет восемь логических цепей, обеспечивающих построение логической схемы.
Для проверки напряжения на входах и выходах логических элементов на станции управления имеется специальный вольтметр.
Монтаж. Автомат стопочной формовки поставляют в шести ящиках. Его устанавливают на перекрытии, оборудованном провальными решетками, течками и транспортом для уборки просыпей смеси.
Отклонение автомата от горизонтальной плоскости при монтаже нивелируется по рабочей плоскости нижней подвижной траверсы и не должно превышать 0,2 мм.
На позиции обдува и опрыскивания автомат оборудуется местными отсосами в виде наклонных панелей, локализующими вредные выделения смачивающей жидкости. Объем отсасываемого воздуха— 1000 м3/ч, скорость — 0,7—1,5 м/с.
Ниже приведена масса (кг) монтажных частей автомата 1012М:
Автомат................... 12 000
Шкаф управления............ 2 500
Питатель ................... 850
Устройство для засыпки смеси..................... 650
Установка насосная . . . 460
Установка аккумуляторная 950
Бак...................... 1200
Электрошкаф силовой . . 400
Электрошкаф логики . . . 350
Пульт управления .... 60
СТЕРЖНЕВЫЕ ЛИНИИ
В литейных цехах при мелкосерийном, серийном и массовом производстве широкое применение находят стержневые линии, так как использование стержневых машин лимитируется дефицитностью смол для высокопроизводительных процессов холодного и горячего твердения, а для крупных стержней (массой более 100 кг) стержневые машины не изготовляют.
Распространенные процессы получения стержней требуют определенного времени для приобретения стержнями (особенно крупногабаритными) необходимой прочности. В линиях это время используют для транспортирования стержней к месту проведения следующей операции. Совмещаются по времени и другие операции.
На большинстве линий стержни изготовляют в «вытряхных» стержневых ящиках, которые либо унифицированы по наружным размерам, либо закреплены на транспортных плитах с унифицированными размерами. Применение унифицированных транспортных плит позволяет использовать стержневые ящики различной формы и с размерами, изменяющимися в пределах, установленных технической характеристикой линии. Стержневые линии просты по конструкции и в обслуживании. Проведенные внутри видовая и межвидовая унификации агрегатов и узлов линий дали возможность оперативно создавать необходимые заказчику компоновки и технологические планировки.
Линии для изготовления стержней имеют буквенно-цифровой индекс, например ЗЛ600Ж, где 3 — номер конкретной привязки линии; Л — индекс линии; 600 — наибольшая масса получаемого стержня; Ж — индекс технологического процесса получения стержня.
1 ехнологические процессы получения стержней условно обозначают буквами: 1 песчано-глинистые смеси к тепловая сушка; С — связующие на жидком стекле и продувка для отверждения СО2; X — используются смесители ХТС; Ж — нсполь-
56
ЛИТЕЙНЫЕ ЛИНИИ
23. Модели стержневых линий, отличающиеся видом основного технологического процесса изготовления стержней и массой получаемого стержня
Масса стержня, кг Габаритные размеры стержневого ящика, мм Изготовление стержней
из песчано-глинистой смесн с тепловой сушкой в сушиле из жидко стекольной смеси с твердением при продувке СО2 в ящике с использованием смесителей ХТС с использованием установок ЖСС
горизонтальном верти-кальном обычном специальном
16 630Х 500Х Х(300-445) лют (Л9128Б5) (ЛП013) ЛЮС (1Л9128Б5) — Л16Х (ЛП046) —
40 800Х 630Х Х(320-495) Л40Т (Л9128Б7) — Л40С (1Л9128Б7) — Л40Х (ЛП061) —*
100 ЮООх 800х X (380— 555) ЛЮ0Т (Л9128Б9) (ЛП051) люос (1Л9128Б9) (ЛП043) 1250Х X1060X х(бзо— 850) люох (ЛП031, ЛП048, ЛП053, ЛП060, ЛП053А, ЛП032, ЛП047, ЛП038)
250 1250Х X ЮООХ X 555 Л250Х (ЛП059)
600 ISOOx X 1200Х Х750 — — — — Л600Х (1468 спец.) ЮООХ X 1250Х Х600 лбоож (ЛП011, ЛП034, ЛП035, ЛП036, 1334, 794М)
До 1000 ЮООХ X 1400Х X 1000 — — — — — люоож (ЛП052)
До 2000 Л2000Ж (ЛП037) 1900Х X 1400Х X 1200
Примечания: 1. В скобках указана существовавшая ранее маркировка.
2. В маркировке номер конкретной привязки не указан.
зуются установки ЖСС. Ранее линии маркировались по базовой пескодувной стержневой машине или им присваивался порядковый номер конкретной привязки с буквенным индексом ЛП.
Стержневые линии классифицируют по виду технологического процесса изготовления стержней и наибольшей массе (табл. 23).
В табл. 24 приведены технические характеристики стержневых линий, на рис. 19 — примеры планировок типовых линий.
В целях удобства управления и обслуживания линии разделены на технологические участки (в зависимости от числа основных операций изготовления стержней). Назначение этих участков:
подготовка стержневых ящиков: их осмотр, очистка, продувка, установка закладных частей, а для крупных стержней— каркасов;
заполнение ящиков смесью — надув с teen на стержневой машине, заполнение из смесителя ХТС или из установки ЖСС; при заполнении ящика ХТС или ЖСС его устанавливают на вибростол для уплотнения смесн;
СТЕРЖНЕВЫЕ ЛИНИИ
57
нические характеристики стержневых линий различных моделей
090П1Г ФВОШГ ФИШ1Г 11ЯШ1Г 100 30 2,0 8 18 50 19 060 5 300 GO
190II If 40 800X X 630 320— 495 50 1,5 4 51,5 45 23 000 5 180 ,s
910 ПК 16 630x X 500 300— 445 ) 1,3 66,5 40 20 720 4 260 39,3
ЕИШ1Г 00 1 250X X 1 060 630— 850 9 6,0 1 - 18 1 134 .8 42 12 270 7 450 41,5
6gssi6iri 1 ЮООх X 800 380— 555 6,7 8 8 180 1 40 8040 5130 32,5
Z98216Ifl 40 800X X 630 320— 495 100 4,5 0 1,5 200 10 37,6 6680 4 530 25,5
SS8S16EI 16 630x X 500 300— 445 120 2,1 10 1 33 1 162 4,8 24,5 5800 4345 24
I SO НЕ 100 1 000X X 800 380— 555 60 6,0 5 30 4— 10 ' 120 60 14 000 10 500 37
eionir 16 630X X 500 3 DO-445 10 ( 18 1 192 91,7 20 500 19 620 69
698616 If 100 1000X X 800 380— 555 c 6,5 20—25 1 1 70 32,8 7000 4820 27,3
Z986l6If 40 800X X 630 320— 495 100 4,1 5 2 21 31 6050 4300 21
S982I6If 16 63 Ox X 500 300— 445 120 2,1 18 1 120 | 5100 4100 18,7
Пар аметр Масса стержней (при плотности 1,5 кг/дм3), кг: наибольшая Габаритные размеры стержневого ящика, мм: в плайе по высоте Производительность цикловая, съемов/ч Расход стержневой смеси, м3/ч Число: стержневых ящиков сушильных плит Продолжительность поворота и вытяжки, с Рабочее давление в гидросистеме, МПа Расход, м3/ч: сжатого воздуха углекислого газа Установленная мощность, кВт Габаритные размеры линии, мм: в плане ; длина i ширина Масса поставляемого комплекта, т
58
ЛИТЕЙНЫЕ ЛИНИИ
!родолжение табл. 24
ZEOHIf 2 000 350 560 2 000X X 1 500 1.5 8-10 70,4 10 700 6 000 35
SSOULT 1 000 345 1 600X X 1 200 25 M 154,4 76 900 27 380 200
Wfr6Z 50 00 1 500X X 1 200 750 IX 450 OX 70 16 35 15—50 1,3 118 55 200 21 100 213,5
H£l 2 1 1 750X X 1 200 620 100 X 1 000 500X 1 201 10—20 5— 6 3 143 48 300 17 500 178
9E0UIT 600 1 2 1 H 30 0,48 155 58 850 11 300 210
scaujf >0 10 < 1 200 50 X 450 IX 90 14 — -50 25 140 50 350 IS 750 170
, HO Ulf 1 500: 7 IX 1 200 ЭХ I 20C 1 20 15-0, 148,1 36 000 9 000 196,5
, IIOHIT 170 I 40 | 1 500 1 501 12,5 30 1,3 136 13 750 4 690 205 1
89И — I 600X X 1 250 600 1 600X X 1 250 20 2,6 18 20 18 25,3 55 500 18 000 ,0
6S0UIf 250 — 1 250X X 1 058 380— 555 1 250X X 1 058 15 2,5 9 50 1 790 13 200 I
SEOUIf 00 - X 80 10 ,0 18 51 60 20 100 15 900 52
ZHUIf •geouir 00 000X 8 380—55 — 1 OOX 800 2 11 55,8 19 200 5 300 67
VESOHIf 1 = 1 1 ~1 0 60 4,0 15 9 60 19 200 5 300 52
Линии имеют двухэтажное исполнение.
СТЕРЖНЕВЫЕ ЛИНИИ
59
продувка и отверждение стержневой смеси (при использовании связующих иа основе жидкого стекла, ХТС или ЖСС; первые продувают СО2 на специальной установке; ХТС и ЖСС отверждаются за определенное время при транспортировании по участку);
кантовка и вытяжка стержней; участок оснащается унифицированными поворотно-вытяжными машинами; для крупных стержней применяют специальные кантователи; на этом же участке на стержневой ящик устанавливают сушильную или транспортную плиту, переворачивают ящик с плитой, протягивают уплотненный или отвердевший стержень, и стержневой ящик возвращается в исходное положение и на первый участок;
отделка и окраска стержней — финишный участок.
Крупные стержни после отделки и окраски могут быть дополнительно подсушены. Стержни из песчано-глинистых смесей сушат в горизонтальных или вертикальных сушилах.
В качестве межоперационного транспорта на участках в основном используют роликовые конвейеры. Однако имеются линии со штанговыми, пластинчатыми и ленточными конвейерами.
Унифицированный приводной роликовый конвейер состоит из двух картеров и двух стоек, связанных в жесткую раму. К одному из картеров крепят мотор-редуктор привода. На каждом картере устанавливают ряд приводных роликов, валы которых попарно связаны приводной цепью, охватывающей звездочки. Один из валов цепью соединен со звездочкой привода. Через промежуточный вал и две муфты с резиновыми пальцами вращение передается на ролики второго картера. Опоры валов роликов выполнены с подшипниками качения. Нижняя ветвь каждой цепи, звездочки и подшипники смазываются индустриальным маслом И-20А по ГОСТ 20799—75, залитым в картеры. Схема привода с короткими цепями, охватывающими только две соседние звездочки, обеспечивает высокую надежность привода; так как такие цепи меньше вытягиваются, исключена возможность их заклинивания и обрывов, а при профилактическом обслуживании их легко заменить.
Штанговый конвейер представляет собой ряд неприводных роликовых конвейеров, между роликами которых в направляющих совершает возвратно-поступательное движение от пневмоцилиндра штанга с убирающимися упорами. Длина штан-гн равна длине конвейера. При прямом ходе упоры толкают по роликам размещенные на конвейере стержневые ящики или транспортные плиты. При обратном ходе упоры убираются, проходят под транспортируемым грузом. Движение штанги продолжается до тех пор, пока ящик или плита не будут поданы на следующую за конвейером позицию, если она свободна. Скорость перемещения регулируется пневмодросселями.
Сушильные плиты очищаются в специальной камере, смонтированной на раме приводного роликового конвейера. Внизу камеры имеется воронка, в которой собираются продукты очистки, вверху камеры — патрубок для вытяжной вентиляции.
На боковых стенках установлены ползуны с вращающимися щетками, имеющие возможность перемещаться по вертикали. В камере установлен пневмоцилиндр для принудительного перемещения сушильных плнт под щетками, так как усилия трения роликов приводного рольганга недостаточно. Привод щеток осуществляется от электродвигателя с помощью клиноременной передачи с натяжным устройством (на случай растяжения ремней или изменения положения щеток по высоте). Крепление щеток на валах с помощью конусов облегчает их замену.
На рис. 20 показаны стержневой ящик и сушильная плита для наиболее распространенных линий типа Л16Х и Л40Х.
Автоматические гидромеханические стержневые лилии. Предназначены для изготовления из жидких самотвердеющих смесей на основе кварцевых песков и специального связующего стержней секций котлов. Стержневая смесь уплотняется гидромеханической запрессовкой в заранее нагретые стержневые ящики.
Свойства смеси: влажность — 3,5—5,0 %, прочность на растяжение в сухом состоянии не менее 1,8 МПа, объемная масса 0,75—0,9 кг/дм3. Положительное свойство смеси — при затвердевании усаживаться к наружной поверхности стержня — создает условия для формирования прочной, плотной и чистой поверхности и
о
ЛИТЕЙНЫЕ ЛИНИИ J СТЕРЖНЕВЫЕ ЛИНИИ
Рис. 19. Типовые планировки стержневых линий:
а — Л16С (1Л9128Б5); б — Л16Т (Л9128Б5); 1 — стержневой пескодувный полуавтомат; 2, 3, 5, 7 12 — роликовые конвейеры: 3 — стол передаточный; 4 — установка для продувки стержней углекислым газом; 6 — поворотно-вытяжная машина; участки линии: / - подго’ тонки стержневых ящиков; II — надува смеси; III — продувки и отверждения стержней; IV — вытяжки стержней; V - съема стержней-в — Л16Х (ЛП046): 1 — смеситель; 2, 3, б, 7, 9 — роликовые конвейеры; 4 — штанговый конвейер; 5 — камера очистки сушильных плит* 8 — поворотно-вытяжная машина; 10—вибростол; 11 — стол передаточный; технологические участки стержневой линии мод. Л16Х(ЛПО46): 1,11— отделки и отверждения стержней; III — кантования и вытяжки стержней: IV — съема стержней; V — очистки сушильных плит; г — мод. Л600Ж (ЛП011): 1 — установка для приготовления ЖСС; 2—8, 10 — 12, 14 — 20 - рольганги; 9 — поворотно-вытяжная машина; 13 — монорельс с электроталью; 21 — укладчик сушильных плит; 22' — сушило вертикальное: участки линии: 1 — подготовки стержневых ящиков; II — приготовления и заливки ЖСС; III — отверждения н вытяжки стержней; IV — передачи стержней в вертикальное сушило; V — отделки и окраски стержней
62
ЛИТЕЙНЫЕ ЛИНИИ
Рис. 20. Размеры (мм) стержневых ящиков и сушильных плит для линий: Л16Х — LxBx//=630x540x(300-i-445)l В1==500; й=22;
Л40Х — LxBxW=800 x 685x(320h-495)j В1=630; А=37
рыхлой, пористой, отличающейся хорошей газопроницаемостью сердцевины. Высокая прочность стержня исключает его нежелательный прогиб и, как следствие, — разностенность у отливок секций котлов.
Технологический цикл изготовления стержня включает следующие операции,: приготовление смесн, запрессовка смеси в нагретый стержневой ящик, герметизация стержневого ящика, отверждение смеси, разъем стержневого ящика и выдача смеси, обдув и подача стержня на комплектацию; очистка, нагрев и возврат стержневого ящика для повторения цикла.
Стержневые ящики выполняют с го-
ризонтальным разъемом.
Каждая линия состоит из трех технологических участков, связанных между собой системой транспортных средств (роликовыми и цепным конвейерами). К сети сжатого воздуха линии подключают через установку с химическими поглотителями влаги. На участках работы технологического оборудования линии обязательна вытяжная вентиляция.
Технические характеристики линий
Наибольшая масса стержня (при плот ности смеси 900 кг/м3), кг ....
Производительность, стержней/ч . . .
Габаритные размеры стержневого ящика мм ................................
Число стержневых ящиков............
Температура нагрева стержневого ящи ка, °C.............................
Расход:
сжатого воздуха, м3............
воды, м3/ч.....................
Установленная мощность, кВт . . .
Габаритные размеры линии, мм . . .
Заглубления линии, мм.......... .
Масса поставляемого комплекта (без электропечи), т............
Стержни
средние крупные
15 22,5
1000 80
350Х 650Х 300 1 550X700X400
12 11
220 250
0,1 0,5—0,8
0,05
253 413,2
5 800Х 5 500Х 3 500 16 500Х 4 400Х 5 000
2 020 2 040
20
35
Дистанционное управление линией осуществляют с двух пультов, расположенных непосредственно на технологических участках. Привод линии комбинирован-, ный — электрический, гидравлический и пневматический.
ЛИНИИ ДЛЯ СПЕЦСПОСОБОВ литья
63
АВТОМАТИЧЕСКИЕ ЛИНИИ ДЛЯ СПЕЦИАЛЬНЫХ СПОСОБОВ ЛИТЬЯ
Специальные способы литья — исторически сложившийся термин, с помощью которого основной промышленный способ получения отливок в разовых песчаных формах отличали от других способов, применявшихся для изготовления отдельных отливок или их партий очень редко. Постепенно развиваясь, специальные способы литья получили широкое распространение. В настоящее время специальными способами получают более 20 % всего литья в народном хозяйстве. Объем выпуска отливок, полученных специальными способами, постоянно растет за счет перевода на эти способы сложных металлоемких отливок массового производства, таких как станины электродвигателей, блоки цилиндров, коленчатые и распределительные валы двигателей внутреннего сгорания, ступени эскалаторов, буксы вагонов и др.
Специальными способами изготовляют отливки повышенной точности, с улучшенными свойствами материала, с минимальными припусками на обработку, и, как правило, эти способы значительно более производительны по сравнению с литьем в песчано-глинистые формы.
Наиболее широко специальные способы литья распространены в цехах и на предприятиях цветного литья, где достаточно эффективно использование отдельных автоматическихих и полуавтоматических одно- и двухпозиционных машин пли мцогопозиционных карусельных установок. В отечественной практике специальные способы литья используются также и для получения отливок из черных сплавов.
Преимущества специальных способов литья наиболее полно реализуются в условиях комплексной механизации и автоматизации. Достижением отечественного литейного машиностроения является создание, налаживание производства и эксплуатация литейных автоматических линий для получения чугунного и стального литья некоторыми из специальных способов: литьем в кокиль, в оболочковые формы, методом горизонтального непрерывного литья, литьем по выплавляемым моделям. В связи с тем, что в линии литья под давлением в мировой практике, помимо машины литья под давлением, средств околомашинной механизации, пресса для удаления литника и облоя, включают агрегаты для дальнейших финишных операций (пропитки, сушки, испытания, иногда окраски и упаковки), более целесообразно рассматривать отечественные линии литья под давлением, не включающие перечисленные выше агрегаты и устройства для финишных операций, как автоматизированные комплексы.
Линии для литья в кокиль. Созданию современных автоматических линий кокильного литья черных сплавов предшествовали отработка технологии и разработка, изготовление и ввод в эксплуатацию ряда линий узкоспециального назначения для конкретных отливок, например для различной арматуры, фитингов, стоек плугов из высокопрочного чугуна, подшипниковых щитов и станин электродвигателей. Кокильное литье черных сплавов не получило еще широкого распространения вследствие образования на рабочей поверхности кокиля трещин разгара и последующего выкрашивания его стенок, что значительно снижает стойкость кокиля. Кроме того, в чугунных деталях, отлитых в кокиле, появляется отбел (особенно в тонких стенках), из-за чего возникает необходимость в последующем отжиге литья.
Проблема повышения стойкости кокиля и ликвидации отбела была решена в НИИСЛе, где было предложено наносить пескодувным способом на рабочую поверхность нагретого кокиля термоизоляционную облицовку толщиной 3—8 мм из песчано-смоляной смеси. Эта облицовка дает также возможность управлять процессом кристаллизации сплава.
На базе процесса литья в кокиль с термоизоляционной облицовкой разработан ряд линий, состоящих из унифицированных агрегатов и позволяющих получать литье широкой номенклатуры.
Специальная поточная линия А117 литья в кокиль (рис. 21) предназначена для изготовления литых станин электродвигателей серии 4A-I32 в стальных водоохлаждаемых кокилях.
64
ЛИТЕЙНЫЕ ЛИНИИ
Рис. 21. Планировка специальной поточной линии А117 лнтья в кокиль:
1 — машина кокильная однопозицнонная 59С19; 2 — транспортный роликовый конвейер? 3 — приемный стол; 4 — толкатель; 5 — пульт управления кокильными машинами; 6 — шкаф управления гидроагрегатом; 7 — пульт управления системой рольгангов и толкателем; 8 — цеховой монорельс подачи жидкого металла; 9 — печь отжига; 10 — ограждение? 11 — ножной выключатель НВ701
Техническая характеристика линии А117
Габаритные размеры кокиля, мм ............................. 640X 630X 450
Производительность, цикл/ч...................................... 60
Металлоемкость кокиля, кг....................................... 40
Число:
рабочих, обслуживающих линию в одну смену ... 3
кокильных машин в линии...................................... 5
Рабочее давление в гидроприводе, МПа (кгс/см2)......... 5 (50) : 10 (100)
Установленная мощность, кВт . ................ 74
Габаритные размеры линнп (без отдельно расположенных гидроагрегатов), мм .................................. 15 600X 3 060X 2 800
Заглубление линии, мм.......................................... 350
Масса комплекта оборудования, т........................ 64
Однопозиционные гидравлические кокильные машины разработаны под оснастку (кокили) с вертикальной плоскостью разъема. Технологический цикл изготовления отливок станин на этих машинах включает следующие операции: смазывание полости кокиля и металлического стержня; ввод стержня в полость кокиля и сборку кокиля; подачу и заливку жидкого металла; выдержку отливки в кокиле; извлечение стержня и размыкание кокиля; извлечение отливок и передачу их на приемный стол; транспортирование отливок по роликовым конвейерам в печь отжига. Металл в кокили заливают поочередно.
Режим работы линии — наладочный и полуавтоматический.
Необходимое число кокильных машин для такой или аналогичной линии можно рассчитать по формуле
____АпМ0ГЛ
”кокм-(2КоК.мФдК3’
где Ки — коэффициент, учитывающий брак литья и другие потери; NOT11 — годовое количество отливок данной группы по массе, шт.; QKOK. м — часовая производительность одной кокильной машины, съемов/ч; Фц— действительный годовой фонд времени работы машины, ч; К3 — коэффициент загрузки кокильных машин; для однопозиционных машин К3 = 0,64-0,9, для многопозиционных Кв = 0,64-0,8.
В комплект поставки линии А117 не входят монорельс подачи жидкого металла н печь отжига.
ЛИНИИ ДЛЯ СПЕЦСПОСОБОВ литья
65
25. Технические характеристики линий А82М, А120М, AS6
Параметр А82М А12СМ А96
Габаритные размеры полукокиля, мм:
длина 1 000 1 400
ширина 1 000 1 200
высота 200 250
Наибольшая металлоемкость кокиля, кг 100 150 250
Производительность, цикл/ч 45 50 45—50
Число:
комплектов кокилей 26 —
модельных комплектов 2
пескодувных головок 4
рабочих, обслуживающих линию в одну 8
смену
Вместимость, кг:
бункера для смеси 600 4 000
ковша заливочной машины 350 630 —
Расход смеси наибольший, кг/ч 480 —
Скорость перемещения кокилей, мм/с 32- -130 60—75
Время остановки для заливки, с 8,3 9 16
Усилие выдавливания отливки, кН 50 80 200
Рабочее давление в гидросистеме, МПа (кгс/см2) 4; 25 (40; 250) 4; 8; 12
(40; 80; 120)
Установленная мощность, кВт 146 624 822
Габаритные размеры линии, мм:
длина 49 740 49 600 82 300
ширина 9 500 10 000 13 400
высота 4 660 6 400 8 460
Заглубление линии, мм 1 620 1 700 3 000
Масса комплекта оборудования, т 196 222 500
Линии литья в облицованные кокили моделей А82М, А120М, А96 (рис. 22, табл. 25), предназначены для изготовления широкой номенклатуры отливок повышенной точности из черных сплавов в литейных цехах серийного и массового производства.
На линиях можно одновременно изготовлять отливки двух наименований. Разъем кокилей — горизонтальный. Основные операции, выполняемые на линии: обдув и опрыскивание модельного комплекта; установка кокиля на модельную плиту; надув слоя облицовки в зазор между моделью и кокилем; снятие облицованного кокиля; отверждение облицовочного слоя; очистка тыльной стороны полукокилей; отверждение облицовочного слоя в нагревательной печи; визуальный контроль качества нанесенного слоя и установка стержней; сборка кокилей и смыкание замков (вместо нагружения); заливка; кристаллизация и охлаждение отливок в кокиле; раскрытие кокиля; прошивание вдувных отверстий и извлечение отливок; очистка полу кокилей or горелого слоя облицовки; подогрев кокилей в термостате; двукратное кантование кокилей; начало нового цикла.
Облицовку с поверхностей разъема кокилей удаляют механическим скалыванием заостренными роликами, облицовку с формирующих поверхностей — обдувкой струей сжатого воздуха и двукратной кантовкой.
Линий, как правило, разделены на автономные технологические участки! например, в линию А120М входят участки: нанесения облицовки (А120.10.00.000), сборки кокилей (А120.20.00.000), заливки (А120.30.00.0С0), разборки форм и удаления отливок (А120.40.00.000), очистки и охлаждения (А 120.50.00.000) и термостат (А125.60.00.000). Число участков может изменяться.
3 Сафронов В Я.
сот
а)
5
от X х S ОТ
х
X
X
X X
В)
Рис, 22. Линии литья в облицованные кокили:
а - А82М; б — А120М; 1 — карусельно-пескодувный агрегат; 2 — манипулятор загрузки кокилей ПУ409; 3 — подъемник загрузки кокилей; 4 — манипулятор съема кокилей ПУ401; 5 — подъемник съема кокилей; 6 — механизм очистки надувных отверстий; 7 — манипулятор сборки; 8, 11 — рольганги; 9 — заливочная машина Л746; 10 — термостат; 12 — сталкиватель-отсекатель; 13 — подъемный стол; 14 — манипулятор разборки кокилей; 15 — манипулятор прошивки низа; 16 — приемный стол; 17 — устройство очнеткн кокилей; 18 — камера охлаждения; 19 — кантователь; 20 — гидрооборудование; в — А96: 1 — агрегат нанесения облицовочного слоя; 2, 4, 7, 10, 13, 15, 17, 18, 20, 25, 27, 28, 29, 32, 34 и 35 — рольганги; 3, 8, 22, 24 и 30 — кантователи; 6 — щетка для очистки полукокнлей; 6 — нагревательная печь для отверждения облицовочного слоя; 9 — агрегат сборки кокилей; 11 и 16 — подъемные столы; 12 — портал; 14, 19 — термостаты-накопители; 21 —« агрегат разборки кокилей; 23 — arpci ат прошивки нижних полукокилей; 26 — агрегат очистки; 31 — агрегат дополнительной очистки; 33 — подъемник-кантователь; 36 — пульты. Участки линий: 1 — нанесения иа кокиль термоизоляционного слоя; 11 — сборки кокилей; 111 — заливки: IV — кристаллизации расплава и поддержания температуры кокиля; V — разборки и очистки кокилей; VI — охлаждения кокилей; VII — канговкя и под!отовки кокилей; VI11 <— очистки кокилей; IX — охлаждения кокилей; X дополнительной очистки кокилей
а
X от Г п X О 8 ОТ о
X от а
о
68
ЛИТЕЙНЫЕ ЛИНИИ
Рис. 23. Планировка специальной линии А87 для отливки корпуса буксы железнодорожных вагонов в облицованные кокили:
1 — карусельно-пескодувный агрегат; 2 — агрегат загрузки; 3 — агрегат выгрузки; 4, 7— 9 — роликовые конвейеры; 5 — агрегат сборки; 6 агрегат запирания замков кокилей; 10 — машина заливочная; 11 — агрегат отпирания замков; 12 — агрегат кантовки кокилей на 90°; 13 — агрегат разборки; 14 — агрегат выбивки; 15 — камера охлаждения; 16 — агрегат кантовки на 180°; участки линии: /, Л— нанесения иа кокили термоизоляционного покрытия и сборки кокилей; III — ааливки; /V — разборки и очистки кокилей; V кантовки и подготовки кокилей
Участки одновременно выполняют функцию накопителей. Между ними имеется обратная связь — предыдущий участок прекращает работу, если последующий (накопитель) заполнен. Включение в работу каждого участка производится пришедшим на позицию кокилем с помощью конечных выключателей.
Специальная автоматическая линия А87 (рис. 23) предназначена для отливки корпуса буксы железнодорожных вагонов в облицованные кокили.
Техническая характеристика линии А87
Габаритные размеры полукокиля, мм ... . . . . . 1 300X 700X 250
Металлоемкость кокиля наибольшая, кг . . . . 200
Производительность, цикл/ч................... . 50
Число: отливок в кокиле...................... ... . . 2
комплектов кокилей ........... ....................... 28
модельных комплектов . . 2
рабочих, обслуживающих линию в одну смену 9 *
Вместимость бункера для смеси, кг ... 700
Расход смеси наибольший, кг/ч . . .................. 600
Расход сжатого воздуха, м3/ч.................................... 230
Рабочее давление в гидросистеме, МПа (кгс/см2) . - 4; 5; 7,5; 25
(40; 50; 75; 250)
Установленная мощность, кВт.................. . 548
Габаритные размеры линии, мм:
длина.................................... . .... 52 000
ширина ............................... ... ... 8 250
высота над уровнем пола ... . . 5 600
Масса комплекта оборудования, т. . . . . 158
* Без заливщиков и установщиков стержней.
Кокили при нанесении облицовки располагаются горизонтально, при заливке — вертикально.
Линия 53414 изготовления оболочковых форм (рис. 24) предназначена для изготовления оболочковых форм из сухих термореактивных смесей на синтетической фенольной смоле в условиях серийного н массового производства.
ЛИНИИ ДЛЯ СПЕЦСПОСОБОВ литья
69
Рис. 24. Линия 53414 из! отопления оболочковых форм:
1 —машина 51214 для изготовления оболочковых полуформ; 2 —установка 51514 для сборки и склеивания оболочковых полуформ ; 3 и 4 — гидроагрегаты; 5 — приемник оболочковых полуформ; 6 — электрошкаф; 7 — пульт управления
Техническая характеристика линии 53414
Размеры изготовляемых форм, мм: основные . . ........ 800Х 630
дополнительные ....................................... 800Х 600; 630Х 400;
600Х 400
Наибольшая высота, мм: формы 400
модели .................................... . . . 200
Производительность, форм/ч:
для форм с размерами в плане, м: 800X630 (800X 600)........ 35
630X 400 (600X 400). .... 70
Число: рабочих, обслуживающих линию в одну смену 3
электродвигателей........................... 3
гидронасосов................................ 2
Рабочее давление в гидросистеме, МПа (кгс/см2) 4 (40); 8 (80)
Расход, м3/Ч; охлаждающей воды .......................................... 3,6
70
ЛИТЕЙНЫЕ ЛИНИИ
сжатого воздуха............................................. 27,5
газа .................................................. 45
Масса загрузки бункера для смеси, кг....................... 1 000
Установленная мощность, кВт . . ....................... 15,4
Габаритные размеры линии (без вспомогательного оборудова-
ния), мм:
длина..................................................... 12 900
ширина................... . . ................. 5 200
высота............................................... 4 0С0
Масса, т.................... . . . . 25,3
Формирование оболочковых полуформ осуществляется гравитационным способом С помощью поворотного бункера с шиберным секторным затвором. Технологический цикл изготовления оболочковых форм включает следующие оперши: изготовление верхних и нижних полуформ; транспортирование их к склеивающему устройству; автоматическое нанесение клея; кантовка нижних полуформ; наложение верхних полуформ на нижние; склеивание; выдача на приемный рольганг готовых форм.
Оснастку нагревают газом. За 30—40 с формируется оболочка толщиной 10— 14 мм. Приводы липни электрический и гидравлический. Дистанционное управление осуществляют с пультов машины и установки для сборки и склеивания полуформ.
В гидросистему входят две насосные станции (гидроагрегаты) высокого и низкого Давления, оснащенные пластинчатыми двухпоточными насосами (табл. 26).
26. Технические характеристики гидроагрегатов линии 53414
Гидроагрегат
Параметр НИЗКОГО давления ВЫСОКОГО давления
Давление, МПа (кгс/см2) Подача насоса, л/мин: 1,25 (125) 6,3 (63)
первый поток 50 25
второй поток 18 25
Вместимость бака, л 400 250
Рис, 25. Линия А99 непрерывного литья заготовок:
1 — агрегат кристаллизации; 2 — ролик поддерживающий; 3 — кожух; 4 — ролик иа
ЛИНИИ ДЛЯ СПЕЦСПОСОБОВ литья
71
Рабочая жидкость гидросистемы — промгидрол П-20М1 (ТУ 6-02-1140—78).
Смазочная система имеет ручной привод; вместимость резервуара — 1 л; смазочный материал — ЦИАТИМ-203 (ГОСТ 8773—73) или УТ-2 (ГОСТ 1957—76).
Линия А99 непрерывного литья заготовок (рис. 25) предназначена для получения методом непрерывного горизонтального литья чугунных заготовок для деталей гидро- и ппевмоаппаратуры, направляющих станков, прессов и другого оборудования, втулок различного назначения в условиях крупносерийного и массового производства.
Техническая характеристика линии А99
Размеры сечения заготовок, мм: диаметр описанной окружности ............................. 400
высота наибольшая ... ..... 250
высота наименьшая............ . .......... 20
Длина заготовки, мм....................................... 1 000—3 000
Скорость вытягивания заготовки, м/мин ... 0,15—2,5
Шаг вытягивания, мм ....................................... 10—75
Усилие вытягивания наибольшее, кН . ....................... 50
Полезная вместимость миксера при высоте заготовки, кг: наименьшей...... . 1 200
наибольшей ................................................ 1 050
Вместимость, кг; полная миксера ................................................ 1 700
«болота» миксера....................................... 200
Число: ручьев наибольшее.............................................. 4
рабочих, обслуживающих линию в одну смену ............. 2
Усилие при ломке заготовок, кН........................ 800
Рабочее давление в гидросистеме, МПа (кгс/с№) ... . . 3,5 (35); 20 (200)
Расход, м3/ч; воды на охлаждение............................................ 50
природного газа ....................................... 2,5—3,5
сжатого воздуха ............................................. 700
Установленная мощность, кВт ..................................... 125
Габариты линии, мм: длина.......................................................... 24 930
ширина ................................................... 4 500
высота............. , , ,............................ 2 425
Масса комплекта оборудования, т............. .............. 30
правляющий; 5 — клеть тянущая; 6 — агрегат надрезки; 7 — агрегат ломки заготовок
72
ЛИТЕЙНЫЕ ЛИНИИ
Технологический цикл изготовления заготовок включает следующие операции:
установку кристаллизатора и затравки в кристаллизатор; заливку и затвердевание первой порции чугуна в кристаллизаторе вытягивание заготовок, надрезку и ломку заготовок на мерные длины Заливают расплав в миксер и убирают отлитые заготовки от линии с помощью цеховых средств.
Непрерывное горизонтальное литье чугунных отливок обеспечивает мелкозернистую структуру и чистую поверхность отливаемых заготовок, высокую плотность и герметичность отливок, снижение трудоемкости механической обработки вследствие минимальных припусков, отсутствия пригара и окисных пленок, возможность изготовления литьем заготовок большой протяженности, выход годного литья в пределах 85—90 %, чего нельзя достичь при литье обычными методами.
Линия позволяет получать заготовки из различных марок чугунов, в том числе из высокопрочного и легированного.
Дистанционное управление линией осуществляют с центрального пульта и пультов, расположенных на технологических участках.
Линии литья по выплавляемым моделям Сущность процесса литья по выплавляемым моделям состоит в следующем. Из легкоплавких модельных составов в специальных пресс-формах изготовляют модели деталей и литниковой ситемы. Их соединяют в блоки (елочки) и в несколько слоев наносят на них суспензионно-жидкое облицовочное покрытие, состоящее из огнеупорной основы и связующего раствора. Каждый ’слЪй суспензии обсыпают сухим песком и просушивают, вследствие чего на модели образуется оболочковая форма. Далее модель выплавляют, форму прокаливают и заливают металлом. После кристаллизации и остывания металла форму разрушают, отливки отделяют от литниковой системы (стояка), через которую они были связаны в блок, и окончательно очищают их от остатков оболочковой формы.
Основное преимущество процесса литья по выплавляемым моделям — возможность изготовления сложных отливок высокой точности с чистой поверхностью при минимальной толщине стенок и массой от нескольких граммов до 100 кг и более.
Многоступенчатый и сложный процесс литья по выплавляемым моделям осуществляется на различном оборудовании (около двадцати наименований). В линиях литья по выплавляемым моделям механизированы и автоматизированы наиболее важные и трудоемкие технологические процессы, такие, как изготовление моделей, керамических блоков (форм); формовка блоков в опоки, прокаливание, заливка и охлаждение отливок.
Полуавтоматическая линия 6А50 (рис. 26) приготовления модельной пасты и изготовления моделей предназначена для автоматического заполнения пресс-форм модельной пастой (средние и мелкие модели изготовляют в ручных' пресс-формах) и регулируемого охлаждения каждой пресс-формы. Линию используют в мелкосерийном и серийном производстве литья по выплавляемым моделям.
Линия работает следующим образом. Расплавленный модельный состав (после ванн выплавки илн термостата) поступает в плавильный агрегат, через люк которого загружают твердые добавки модельного состава (20—30 % расходуемого). Далее расплав, проходя через шестеренный смеситель шприц-ма-шины 659А и смешиваясь в определенной пропорции с воздухом, превращается в модельную пасту, которая поступает в головку шприца.
Рис. 26. Планировка линии 6А50:
1 — шприц-машина; 2 — установка для изготовления моделей; 3 — стол; 4 — аппарат управления; 5 — насосно-иагреватель-ная станция
ЛИНИИ для СПЕЦСПОСОБОВ литья
73
Техническая характеристика линии 6А50
Наибольшая производительность: по модельному составу, л/ч .... . 32
по числу запрессовок в час..............................32; 125; 250 *
Наибольшие размеры, мм, пресс-форм при установке оборудования:
на одном уровне......................................... 350X250X200
на разных уровнях....................................... 350X 250X 300
Наименьшая высота, мм, пресс-форм при установке оборудования: на одном уровне......................... 60
на разных уровнях................ . 160
Наибольший объем одной запрессовки, л . 4
Скорость заполнения пресс-форм, л/с . Не менее 0,2
Давление запрессовки, МПа (кгс/см2) . ..........0,1—0,5 (1—5)
Температура модельного состава, °C, на выходе из шестеренного смесителя: для ПС50-50 ........................................... ..... 42—45
для Р-3............................. 48—52
для других модельных составов . 40—55
Число электродвигателей.......... 6
Установленная мощность, кВт . . . 16,55
Расход: сжатого воздуха, м3/ч .................................. .... 1
пара при давлении 0,1—0,12 МПа. кг/ч . .......... 15
воды, м3/ч................... .......................... 5,5
Габаритные размеры линии, мм: длина............. 4300
ширина........................................................ 3500
высота................................................. . 2300
Масса линии, кг . . 6400
* Устанавливается в зависимости от сложности пресс-формы и необходимого темпа работы.
Операторы, каждый за своим столом, вручную подготовляют пресс-формы и устанавливают их иа фиксатор свободного столика карусели установки 6А54. При повороте карусели пресс-формы подаются на позицию запрессовки, и по команде от кулачкового механизма привода стола шприц прижимается к пресс-форме. По окончании заполнения пресс-формы шприц автоматически (по сигналу датчика давления) отводится, и карусель, поворачиваясь, перемещает пресс-форму на позицию охлаждения. Столики карусели на позициях охлаждения с помощью копиров автоматически погружаются в ванну с охлаждающей водой. Поворотом рукоятки оператор может исключить погружение столика. В этом случае охлаждение происходит на воздухе. Команда на отвод шприца после заполнения пресс-формы может быть также подана оператором при нажатии на специальную педаль.
С помощью насосно-нагревательных станций поддерживается заданная температура в рубашках емкостей и магистралях с модельным составом: одна станция поддерживает температуру 70—90 °C, другая — 42—45 °C для состава ПС50-50 и 48—52 °C для состава Р-3 или иную заданную температуру.
Автоматическая линия 668 изготовления керамических блоков (рис. 27) предназначена для нанесения на модельные блоки и воздушной сушки трех— шести слоев огнеупорного покрытия, приготовленного на основе этилсилнката, на модельные блоки и выплавления из этих блоков модельного состава при производстве литья по выплавляемым моделям. Линию используют в условиях многономенклатурного серийного производства. Возможно получение многослойного покрытия и на основе других материалов с аналогичными свойствами.
74
ЛИТЕЙНЫЕ ЛИНИИ
Рис. 27. Планировка липни 668; участки линии:
/ — установки модельных блоков; // — нанесения из блоки суспензии; III — сушкн по* крытнй; IV — выплавки модельного состава и съема готовых форм
Техническая характеристика линии 668
Размеры блока наибольшие, мм: длинЯ...................................... 500
диаметр при шаге подвесок 640 мм . . . 400
диаметр при шаге подвесок 320 мм ... . . 250
Производительность цикловая, блоков/ч, при шаге подвесок на конвейере, мм: 640.................................................. 25
320......... ................................. 50
Масса модельного блока с керамической формой, кг . 6,5
Время сушки одного слоя, мин.......................... . 130
Время выплавки модт тьного состава, мин . 15
Температура выплавки, °C: в воде...................................... . 85—95
в модельном составе..................... . 120
Скорость движения конвейера, м/с 0,032
Расход:
пара (при t— 160 °C), кг/с . 0,089
сжатого воздуха, м3/с .... 0,054
воды охлаждения, м/3с ... 0,007
горячей воды, м3/с .... 0,056
Установленная мощность, кВт 14,4
Габаритные размеры, мм .... . . . . 15 750X 9 050X 5 060
Масса линии, кг...................................... 46 800
Линия состоит из двух автоматов 6Б67 нанесения огнеупорного покрытия, установки 6А81 для воздушно-аммиачной сушки блоков и установки 6А71 выплавки модельного состава. Горизонтально-замкнутый конвейер транспортирования модельных блоков состоит из трех конвейеров типа ЦПК-80Р; приобретается заказчиком отдельно.
Линия объединяет комплекс устройств, обеспечивающих:
послойное нанесение на блоки суспензии и обсыпку их в «кипящем слое» кварцевого песка (мод. 6Б67);
послойную сушку огнеупорного покрытия в установке воздушно-аммиачной сушки (6А81);
выплавку модельного состава из керамического блока (6А71);
подрезку чаши после нанесения каждого слоя покрытия;
смазывание цепи конвейера;
хранение и подачу огнеупорной суспензии;
удаление песка из ванны «кипящего слоя»;
ЛИНИИ ДЛЯ СПЕЦСПОСОБОВ литья
75
отделение от воды выплавленного модельного состава и его сбор.
Особенность линии состоит в том, что на одном подвесном горизонтально-замкнутом конвейере, охватывающем все входящие в линию агрегаты, при использовании одной камеры воздущной сушки выполняется многократное нанесение слоев покрытия, их сушка и выплавка модельного состава, что исключает необходимость перевешивания подвесок после сушки каждого слоя.
Линия выполнена с жестким программированием режимов нанесения покрытий для разных партий блоков и работает следующим образом.
Предварительно собранные на стояке модельные блоки вручную навешивают на подвески конвейера. Диск адресователя устанавливают на заданное число слоев огнеупорного покрытия. При взаимодействии адресователя с адресоносителем, размещенным на конвейере впереди каждой партии блоков, последние при движении конвейера автоматически заходят в первый автомат для нанесения первого слоя огнеупорного покрытия, обходят второй автомат и направляются в установку для сушки. Последующие слои наносятся во втором автомате, куда блоки направляются адресователем после сушки каждого слоя. Слои покрытия наносится путем последовательного погружения вращающегося блока в огнеупорную суспензию и в «кипящий слой» кварцевого песка.
После высыхания последнего слоя партия блоков автоматически подается конвейером в установку выплавления модельного состава, которое происходит либо в воде, либо в модельном составе. Во время выплавления модельного состава конвейер автоматически останавливается для выдержки блоков в установке в течение 11 мин, после чего включается привод конвейера, блоки копиром выводятся из ванны, готовую керамическую оболочку и стояк снимают, а на их место навешивают новый модельный блок.
Опрокидывание ванны кипящего слоя, очистку и замену песка проводят во время остановки конвейера при введении очередной партии блоков в установку для выплавки модельного состава.
Автоматическая линия 6Б60 изготовления керамических блоков (рис. 28) предназначена для послойного нанесения на модельные блоки огнеупорного покрытия
Рис. 28. Планировка линии 6Б60:
1 — установки 6А82 воздушно-аммиачной сушки блоков; 2 — автоматы 6А67 нанесения огнеупорного покрытия; 3—установка 672 для выплавки модельного состава; участки линии:
Установки модельных блоков; // и III — соответственно обмазки и сушки блоков^ IV мойки и обмазки стояков; V — выплавки модельного состава и съема готовых фор>|
76
ЛИТЕЙНЫЕ ЛИНИИ
27. Составные части конвейера линии 6Б60
Составная часть Обозначение Число на конвейер
Цепь разборная (1100 м) Устройство поворотное: Р2-80-106 (ГОСТ 589—74) —
на звездочке А80-143 6
на блоке А8О-14о 29
на звездочке А80-173 12
на блоке А80-17б 30
Примечание. Другие узлы конвейера поставляют по опросному листу.
на основе этилсиликата, воздушно-аммиачной сушки покрытия и выплавки модельного состава из форм. Линии используют при крупносерийном и массовом производстве отливок.
Линия поставляется в разобранном виде, крупными блоками. Составные части конвейера линии приведены в табл. 27.
Техническая характеристика линии 6Б60
Наибольшая длина блоков, мм.................................. 500
Диаметр подвесок, мм, при шаге, мм: 640...................... ............. 400
480........................................................ 250
320......................................................... 200
Производительность цикловая, блоков/ч 200
Масса модельного блока с керамической кг 6,5
Число наносимых слоев .......... . . 5
Скорость конвейера, м/мин .... . ... 2,13; 1,42; 1,069
Время сушки, мин: на воздухе........................................... . 42; 63; 84
в среде аммиака......................................... 11; 16,5; 22
Время вывода блока из аммиачной камеры и удаления остатков аммиака, мин ............................................ 13; 19; 26
Общее время нанесения и сушки одного слоя, мни ... 67; 100; 133
Температура в ванне выплавки, °C: воды............................................. . . 60—80
модельного состава . . . . 120
Пар: давление, МПа (кгс/см2) 0,6 (6)
температура, °C ... . ......... 120
расход, кг/ч........... ........................... 1 000
Расход, м3/ч: сжатого воздуха ... 350
горячей воды ... ... 4
холодной воды . . ...... 40
аммиака............ ...... . До 10
Число электродвигателей: на линии ............................ ... 32
на насосно-нагревательной станции ................. 6
Установленная мощность, кВт: электродвигателей ..... ... . 51
электронагревателей . ... 12
Габаритные размеры линии, мм....................... ... 34350X19000X5000
Масса поставляемого комплекта, кг...................... 150 000
ЛИНИИ для СПЕЦСПОСОБОВ литья
77
28. Технические характеристики линий изготовления керамических форм
Параметр Модель
64001 64001-05 64001-14 64001-15
Способ нанесения наполнителя В кипящем слое В падающем
Число слоев огнеупорного покрытия 4 5 потоке 4
Шаг подвесок конвейера, мм Наибольшие размеры блока, мм: длина диаметр при шаге, мм; 320 480 640 Скорость конвейера, м/мин Производительность цикловая в зависи- S0; 320; 4 5 2 2 4 1,67 120 80; 640 00 00 50 00 0,96 150; 180 200; 300
мости от шага подвесок и скорости конвейера, блоков/ч Время сушки одного слоя в зависимости от скорости конвейера, мин Расход, м3/ч: сжатого воздуха 490 120 610 210 5 5
воды 3,2 4,0 3,2 4,0
Число вентиляторов 18 24 18 24
Установленная мощность, кВт 24 30,3 32,5 36,1
Габаритные размеры, мм: длина 19 970 20 460
ширина 13 150 16 240 13 145 16 225
высота Масса линии, т 116 6 но 500 170 150
Огнеупорное покрытие наносится при последовательном погружении вращающегося модельного блока в огнеупорную суспензию и «кипящий слой» кварцевого песка. Партию блоков навешивают и снимают вручную. Линия позволяет также наносить огнеупорные покрытия из четырех слоев, из которых три являются покрытиями на основе этилсиликата и один на основе жидкого стекла.
Линия состоит из пяти технологических участков, связанных между собой единым цепным пространственно-замкнутым конвейером. Технологический цикл изготовления керамических блоков в основном аналогичен циклу линии 668.
Установка для выплавки модельного состава выполнена двухсекционной. В зависимости от состава жидкой среды технологический процесс протекает в ней по одной из технологических схем:
I — комбинированной; в правой секции находится расплав модельного состава, в левой секции — горячая вода;
II — обе секции заполнены расплавом модельного состава;
III — в обеих секциях горячая вода.
Дистанционное управление линией осуществляется с центрального пульта и с пультов управления, расположенных непосредственно на технологических участках.
Автоматическая линия 64001 изготовления керамических форм (табл. 28 и 29) предназначена для послойного нанесения и сушки огнеупорного покрытия (с возможностью закрепления одного слоя алюмохлоридом) при многономенклатурном крупносерийном и массовом производстве литья по выплавляемым моделям.
Конструкция линии не исключает возможности применения других разовых моделей, например выжигаемых (газифицируемых) или растворяемых’ моделей, так как в линии не предусмотрена установка для удаления из форм материала моделей.
78
ЛИТЕЙНЫЕ ЛИНИИ
29. Составные части линий изготовления керамических форм
Наименование Обозначение Число составных частей или комплектов для модели
64001 64Г01-05 64001-14 64001-15
Автомат нанесения 64.104.00.000 — — 4 4
огнеупор ного по-
крытия
То же 64.105.00.000 4 5 — ——
Станция приводная 64.001.01.000 1 1 1 1
Башня 64.001.02.000 4 5 4 5
Металлоконструкция 64.001.03.000 1 — 1 —
» 64.001.03.000—05 -— 1 — 1
Секция приводная 64.001.04.000 — 1 —— 1
Ванна алюмохлорида 64.001.05.000 — — — 1
Настил 64.001.06.000 3 4 3 4
Подвеска в сборе 64.001.07.000 3350 4000 3450 4050
Механизм подрезки 64.001.08.000 4 5 4 4
чаш
Станция приводная- 64.001.09.000 1 1 1 1
натяйная
Электрооборудование 64.001.80.000 1 1 1 1
Автомат обмазки кол- 6А82.08.000 1 1 1 1
пачков
Линии выпускают в четырех исполнениях, отличающихся по способу нанесения наполнителя и числу слоев огнеупорного покрытия в керамической форме. В зависимости от исполнения линии на ней можно изготовить как самые дешевые отливки с применением жидкостекольного и алюмосиликатного покрытий, так и отливки с повышенными требованиями к их качеству.
Подвесной грузонесущий конвейер ЦПК-80Р (ГОСТ 5946—79Е) приобретается заказчиком самостоятельно (табл. 30).
30. Число составных частей конвейера ЦПК-80Р
Наименование, обозначение Модель линии
64001 64001-05 64001-14 64001-15
Устройство поворотное: 22
80-17б 23 21 21
80-178 25 31 25 31
80-14б 20 22 20 22
80-143 8 10 8 10
Устройство натяжное 80-Зб 1 1 1 1
Стык раздвижной 1-10-250 2 2 2 2
Редуктор КДВ-250М1-1У 1 1 1 1
Натяжка грузовая прямая:
80-6 4 5 4 5
80-5 I 1 1 1
Цепь тяговая Р2-80-106 ГОСТ 589—74 1040 * 1250 * 1045 * 1255 *
Каретка Н80-65 3350 4000 3450 4050
Длина цепи, м.
ЛИНИИ ДЛЯ СПЕЦСПОСОБОВ литья
79
Рис. 29. Схема основной части трассы конвейера линии 64001
Важный элемент линии — пространственный грузонесущий подвесной конвейер, связывающий все агрегаты линии и обеспечивающий выполнение всех технологических операций по изготовлению керамических форм по заданной циклограмме.
Конвейер имеет большею длину (определяется временем сушки каждого слоя огнеупорного покрытия), поэтому привод его осуществляется от нескольких звездочек. При сушке четырехслойного покрытия конвейер располагается четырьмя секциями; в каждой секции имеется своя приводная звездочка; синхронное вращение всех звездочек обеспечивает приводная станция. При сушке пятислойного покрытия к приводной станции может быть добавлена еще одна звездочка, выделенная в приводную секцию, представляющую собой конический редуктор со звездочкой на тихоходном валу, соединяемый с одним из конических редукторов приводной станции с помощью трансмиссионного вала.
Секции сушки каждого слоя покрытия включают башни, выполненные из сварных рам, несущих поворотные и натяжные устройства и обеспечивающих, с целью сокращения занимаемой площади, удлинение конвейера на участке сушки в высоту на три уровня. Схема основной части трассы конвейера приведена на рис. 29.
Обводной участок конвейера служит для транспортирования блоков от места окончания сушки последнего слоя огнеупорного покрытия к участку выплавки. В случае применения ванны 672 выплавки модельного состава блоки транспортируют через ванну к участку съема блоков, затем подвески подаются к модельному участку, где на конвейер навешиваются подготовленные модельные блоки, и к автомату нанесения первого слоя огнеупорного покрытия.
Приводная-натяжная станция обеспечивает движение конвейера на обводном участке. Она состоит из электродвигателя и редуктора с приводной звездочкой, связанных клиноременной передачей, поворотного и натяжного устройств, объединенных в один блок.
Клииоременная передача при смене шкивов позволяет изменять скорость конвейера и соответственно время сушки и производительность.
Трасса конвейера и агрегаты размещены на металлоконструкциях с эстакадами для обслуживания механизмов конвейера и установки вентиляторов.
Расположение приводной-натяжной станции, колонн и поворотов обводного участка трассы конвейера проектируется заказчиком в зависимости от расположения смежных участков. При этом длина конвейера обводного участка не должна превышать 200 м. Если обводной участок конвейера расположен на одном уровне или сопротивление перемещению конвейера на этом учас ке не превышает 2 кН, то при-водную-натяжную станцию допускается не использовать.
Модельный блок, собранный на специальном стояке, через байонет соединяется С подвеской, закрепленной на каретке конвейера, и перемещается по трассе.
80
ЛИТЕЙНЫЕ ЛИНИИ
31. Подшипники качения, использованные в конвейере ГН-80Р
Подшипник гост Место установки Число подшипников для линии
64001 64001-05 64001-14 64001-15
202 205 8338—75 Башня 16 16 20 20 16 16 20 20
220 Блок приводной 4 5 4 5
46220 831—75 звездочки 16 20 16 20
60203 7242—70 Подвеска в сборе По одному на каждой подвеске
При плуатацин м е ч а и и е. Остальные подшипники выбирают на комплектующие изделия. согласно инструкциям по экс-
Подвеска устроена так, что позволяет с помощью копиров, размешенных на трассе, осуществлять манипуляции с блоком: вращение, перенос через края ванн и емкостей, движение в горизонтальном и наклонном положении и т. д. Стояк имеет резьбовой наконечник (колпачок), удерживающий модельные звенья и керамическую форму после выплавления модельного состава. После нанесения каждого слоя до его сушки специальный механизм, размещенный в каждой секции, подрезает торец чаши.
Резьбовой наконечник обмазывается тремя слоями модельного состава в автомате обмазки колпачков последовательным окунанием его в три небольшие ванны, расположенные в обог реваемой горячей водой емкости с расплавленным модельным составом. Каждая ванна имеет пневмоцилиндр подъема. Подвеска, проходя над ванной, нажимает на ролик пневмозолотника, направляющего сжатый воздух в поршневую полость цилиндра подъема, и ванна, наполненная модельным составом, поднимается, а колпачок погружается в нее. После этого ванна сразу опускается.
Линия заменяет установку 6А82 с пятью автоматами 6А67 нанесения огнеупорного покрытия, при этом производительность увеличивается с 200 до 300 блоков/ч, а занимаемая площадь сокращается в 1,3 раза.
В механизмах линии использваны подшипники качения (табл. 31).
Пневмосистема предназначена для привода цилиндров подъема ванночек механизма обмазывания колпачков.
Электроаппаратура управления и защиты устанавливается на панели электрошкафа, электропитание поступает к оборудованию через этот же шкаф. Для ввода в шкаф применяют кабели или провода, сечение которых выбирают исходя из мощности приводов. Кроме электрошкафа, имеются пульты управления и сигнализации, кнопочные посты и ящики управления автоматами нанесения покрытия, кнопочные посты аварийной остановки конвейера, устанавливаемые на каждой секции у приводной станции.
В каждой секции линии устанавливают также конечные выключатели: три — на подъеме конвейера и два — иа натяжных станциях. Конечные выключатели введены в цепь управления конвейером и служат для его отключения при обрывах цепи. Приводная-натяжная станция управляется автоматически тремя конечными выключателями. Четыре конечных выключателя служат для отключения линии в аварийных ситуациях. При пуске конвейера предварительно включают звуковую (на 7—10 с) и световую сигнализации. На пульте сигнализации размещены сигнальные лампы (по числу групп вентиляторов). В случае отключения одного из вентиляторов лампа группы загорается. Типы используемых электродвигателей приведены в табл. 32.
Вентиляция камеры сушки должна обеспечивать пятикратный обмен воздуха за час. Отсос воздуха из камер должен быть равен его притоку. При нанесении
ЛИНИИ ДЛЯ СПЕЦСПОСОБОВ литья
81
32. Число электродвигателей, используемых на линии 64001
Электродви гатель Обозначение Число на линию
Приводной станции В100Б4-У2 1
Приводной-натяжной станции В90Б4-У2 1
Пескосыпа В100Б4-У2 5
Ванны обмазки В90Б4-У2 5
Бака хранения огнеупорного покрытия ВАО-41-6 1
комбинированного покрытия секции сушки слоев разделяют перегородками и в каждую подается воздух с соответствующими параметрами (табл. 33).
Для случаев выхода из строя основной вентиляции предусматривается аварийная вентиляция. Приточная труба располагается не ниже 6,5 м от нулевой отметки, а отсасывающая — не выше 0,5 м этой отметки (по возможности на разных концах камеры). Допустимая скорость воздуха в рабочих проемах 1,5—4 м/с.
От остального оборудования линии обеспечивается отсос воздуха в следующих количествах, мв/ч:
Пескосып..................................... 2500
Установка «кипящего слоя».... . . 5000
Ванна обмазки............................ . . 1500
Глубина заложения фундамента зависит от грунта. Проектирование фундамента выполняется с учетом нагрузок на опоры металллоконструкций трассы конвейера. Основная часть фундамента под опоры металлоконструкций и башен сушильной камеры для пятислойиого покрытия увеличена на одну секцию по сравнению с фундаментом камеры для нанесения четырехслойного покрытия. Размеры по осям опор остаются неизменными. Максимальная вертикальная нагрузка на фундамент башни — 160 кН, на опору — 25 кН.
В зависимости от способа нанесения покрытия и типа автомата часть фундамента линии под автоматами существенно изменяется. Изменяется также расположение опор трассы конвейера. У автоматов вертикальная нагрузка на опору трассы конвейера составляет 5 кН, горизонтальная нагрузка на отметке +1500 мм — 16 кН, опрокидывающий момент — 24 кН-м.
При использовании в линии пескосыпов рекомендуется предусматривать под ними канал шириной 1200 мм и глубиной не менее 600 мм для конвейера уборки отходов.
Монтаж линии рекомендуется начинать с установки башен, затем колонн-опор приводной станции и закрепления самой станции. После этого монтируют остальные колонны и балки металлоконструкций сушильной камеры и трассы конвейера. Особое внимание обращается на стыки пути конвейера и прямолинейность трассы между поворотами. По окончании монтажа сушильной камеры ведется монтаж обводного участка трассы и автоматов нанесения покрытии.
33. Параметры воздуха при сушке покрытий
Покрытие Температура, °C Отн осительн ая влажность, %
На основе этилсиликата с органическими рас- 24—28 50—70
творителями На основе жидкого стекла 26—32 До 40
62
ЛИТЕЙНЫЕ ЛИНИИ
Л-Л
камера охладительная; 6 — разделитель опок;
7 — циклон для пневмотранспорта; 8 — эстакада бункерная; 9 — затвор; 10 — вытаскива-тель; 11 — транспортер толкающий; 12 — толкатель; 13 — площадка; 14 — лоток; 15 — гидросборудоваиие; 16 — электрооборудование; 17 — подставка
Наладка линии сводится к проверке трассы конвейера и установке по имитаторам копиров, обеспечивающих технологические перемещения блоков.
А1еханизированная линия АВА730Л формовки, прокалки, заливки блоков и охлаждения отливок (рис. 30) предназначена для получения отливок из черных и цветных сплавов методом литья по выплавляемым моделям в крупносерийном и массовом производстве.
Техническая характеристика линии АВА730Л
Производительность, опок/ч........................................ 7
Время прокаливания, ч............................................. 8
Температура прокаливания, ®С............................. 1000—1100
Габариты опок, мм........................................ 680X350X500
Число опок в линии ............................................. 140
Расход сжатого воздуха, м3/ч .................................... 2,5
Давление гидросистемы, МПа (кгс/см2)............................ 3 (30)
Число электродвигателей .......................................... 3
Установленная мощность, кВт...................................... 18
Габариты линии, мм........................................ 18 560X 8 770X 600
Масса линии, кг ............................................... 30 000
Агрегаты, входящие в линию, позволяют выполнять следующие операции! установку керамических форм в опоки и заформовку их наполнителем, уплотнение наполнителя в опоках, прокаливание керамических форм в газовой печи, заливку форм жидким металлом, охлаждение опок с залитыми блоками до 50—80 °C, рас-формовку опок и удаление металлических блоков, возврат наполнителя в бункер-накопитель, межоперационное транспортирование опок.
При этом опока перемещается по замкнутому пути, последовательно проходя перечисленные операции. В прокалочную печь опоки заталкиваются в два ряда, причем последующие опоки проталкивают через печь предыдущие опоки и таким образом проталкивается вся стопка опок.
Для обеспечения проталкивания гидроцилиндр развивает усилие 150 кН. Через охладительную камеру опоки также проталкиваются в два ряда,
ЛИНИИ ДЛЯ СПЕЦСПОСОБОВ литья
83
34. Элементы гидросистемы линии АВА730Л
Элемент Обозначение Число в гидросистеме
Станция гидропривода 26МЛГ 48-84 (8Г49—33) Г12-24 А02-52-6 1
Клапан предохранительный ,МКП 20-100-1-11 1
Гидрораспределитель Р102-АЛ44-Т-А220-50 5
Регулятор потока Гидроцилиндры: МПГ55-24 5
подъема заслонки печи — 2
выталкивателя АВА82.ОЛ.08.00.000 1
охладительной камеры АВА81.0Л.04.00.000 2
за та л кива тел я АВА82.ОЛ.09.00.030 2
Рабочая жидкость Индустриальное масло И-20А
Расформовка опок производится в кантователе барабанного типа.
Шаговый транспортер, выталкиватель, толкатель охладительной камеры, разделитель опок, толкающий транспортер и кантователь приводятся в движение пневматикой, имеют независимые пневмосистемы и управляются от пневмозолотников и кранов вручную.
Пневмоцилиндр кантователя имеет шток-рейку, входящую в зацепление с малой шестерней приводного вала, несущего на концах две большие шестерни, которые вацепляются с зубчатыми венцами, закрепленными на периферии по краям кантователя. Опирается кантователь на четыре ролика, расположенные снизу. От горизонтальных перемещений его удерживают два ролика, расположенные сверху.
Заталкивание очередной опоки впечь производится после вытаскивания крайней опоки, прошедшей прокаливание. Сигнал на заталкивание подается сигнальной лампой, включаемой оператором со стороны заливки. О произведенной загрузке также сигнализируется.
Заталкпватель, выталкиватель, заслонки печи, тележки охладительной камеры имеют гидравлический привод (табл. 34).
Пластинчатый конвейер, элеватор и насос гидростации имеют электродвигатели. Пластинчатый конвейер соединен с электродвигателем через клиноременную передачу, цилиндрический редуктор и открытую пару шестерен.
35. Электрооборудование линии АВА730Л
Электрооборудование Обозначение Характеристика Число на линию
Электр одв игатель Выключатель путевой конечный 4А112МА6УЗ 4А16ОМ8УЗ Л1ТНКН2-6 ВПК 2111 вк-зоо 3 кВт; 1000 об/мин 11 кВт; 1000 об/мин 4,5 кВт; 900 об/мин 1
10 3
84
ЛИТЕЙНЫЕ ЛИНИИ
Пневмоаппаратура и пневмоцилиидры смазываются от маслораспылителей, которые заливаются до контрольной точки индустриальным маслом И-20А и периодически по мере расхода масла пополняются. Остальное оборудование смазывается согласно таблице смазки, имеющейся в руководстве по эксплуатации.
В табл. 35 приведено основное электрооборудование линии АВА730Л.
Глубина залегания фундамента зависит от грунта, но она не должна быть меньше 250 мм. При монтаже отдельные агрегаты выверяют по направляющим опок в продольном и поперечном направлениях с помощью уровня. Отклонение не должно превышать 0,75 мм на длине 1000 мм в обоих направлениях. Окончательно выверенные агрегаты подливают бетоном, а после его затвердевания — крепят фундаментными болтами.
На предварительно подготовленный фундамент оборудование монтируют в следующем порядке: печь для прокалки форм, заталкиватель опок и транспортер шаговый, кантователь и транспортер толкающий, охладительная камера, конвейер пластинчатый, вытаскиватель опок с направляющими и толкатель, обвязка трубопроводами, разводка электромагистралей, вентиляционная система.
Использование линии АВА730Л позволяет снизить потери блоков при прокалке, а также уменьшить брак литья с 30 до 5 % за счет закрепления блоков в опорном наполнителе.
Газовая печь для прокалки форм и элеватор ЛК-06 в комплект и стоимость поставки линии не входят н приобретаются заказчиком самостоятельно.
Линуя может изготовляться с электрической прокалочной печью (мощность 360 кВт) —* исполнение линии АВА740Л.
ГЛАВА 2. КОМПЛЕКСНЫЕ ЛИТЕИНЫЕ СИСТЕМЫ, КОМПЛЕКТЫ ОБОРУДОВАНИЯ, АВТОМАТИЗИРОВАННЫЕ КОМПЛЕКСЫ И СРЕДСТВА МЕХАНИЗАЦИИ
Наряду с литейными автоматическими линиями предприятия литейного машиностроения изготовляют и поставляют автоматизированные комплексы и комплекты литейного оборудования, а также комплексные литейные системы.
Автоматизированны.» комплексом называют, как правило, базовую литейную машину с комплектом средств околомашиниой механизации, например машину литья под давлением с манипуляторами и устройствами, автоматизирующими процесс литья.
Под комплектом оборудования понимают набор технологического литейного оборудования, входящего в систему машин и агрегатов, автоматизирующих или механизирующих определенный передел, например, приготовление формовочной смеси или регенерацию песка.
Комплексная литейная система может включать несколько линий, систем либо линий и систем, взаимосвязанных технологическим процессом получения отливок.
Укрупнение комплексности поставок вызвано требованием ускорения ввода мощностей литейных цехов в эксплуатацию и получения от них максимальной отдачи в минимальные сроки.
Организация комплексных поставок позволяет потребителю предусмотреть и решить заранее ряд технических и организационных вопросов при создании нового или реконструкции действующего производства. Заявка, заказ, оформление поставки, наладка и пуск в эксплуатацию комплексов, комплектов и систем осуществляются также, как и автоматических линий.
СИСТЕМЫ СМЕСЕПРИГОТОВЛЕНИЯ
Автоматизированные системы смесеприготовления предназначены для получения единых, наполнительных и облицовочных смесей в смесеприготовительных отделениях литейных цехов. Они состоят из комплекта технологического смесе-приготовителыюго оборудования, бункеров, транспорта и вентиляции, объединенных системой централизованного управления.
Основу каждой системы составляет комплект технологического смесеприготовительного оборудования (рис. 1, позиции 1—10), который поставляется централизованно. Транспорт, бункера и вентиляцию для конкретных условий цеха заказчик приобретает отдельно. На оборудовании систем приготовляют смеси с пределом прочности на сжатие по сырому 0,03—0,2 МПа При обеспечении смесью автоматических литейных линий одна система обслуживает одну линию.
Для согласования применения системы смесеприготовления и выбора комплекта технологического смесеприготовительпого оборудования, заказчик должен иметь следующие сведения:
размеры в свету ннжней и верхней опок и их высоту (размеры брикета для без-опочных линий);
цикловую производительность линии, блока, оборудования формовки;
число блоков и единиц формовочного оборудования;
число рабочих смен;
наименование сплава оттивок;
число модельных комплектов, используемое в течение одной смены, и время их замены;
наибольшую и наименьшую массу заливаемого в форму металла;
86
ЛИТЕЙНЫЕ КОМПЛЕКСЫ И СРЕДСТВА МЕХАНИЗАЦИИ
Рис. 1. Схема смесепрнготовителыюн системы для облицовочной и наполнительной смесей (при приготовлении единой смеси ветвь облицовочной смеси исключается): 1 — смеситель чашечный непрерывного действия; 2 — смеситель чашечный периодического действия; 3 — аэратор готовой смеси; 4 — сито грубой очистки; 5 — аэратор использованной смеси; 6 — сито тонкой очистки; 7 — смешивающий охладитель; 8 — вибрационный охладитель; 9 — установка охлаждения; 10 — аэратор просыпи; 11 — магнитный сепаратор; 12 — электромагнитный шкив; 13 — весоизмеритель ленточный; 14 — сигнализатор уровня смеси; 15 — бункер использованной смеси; 16 — расходный бункер использованной смеси; 17, 18 и 19 — расходные бункеры соответственно песка, бентонита и прочих Добавок; 20 — промежуточный бункер; 21 и 22 — бункера-отстойники соответственно облицовочной н наполнительной смесей; 23 п 24 — расходные бункера соответствен но облицовочной и наполнительной смесей; 25 — бункер непринятой смеси; 26 — бункер-накопитель выбитой смеси; 27 — приемный бункер формовочного автомата; 28 — расходный бункер угля; 29 — система ленточных конвейеров; 30 — единый пульт управления на базе комплекса Гера»
время (наибольшее и наименьшее) охлаждения отливок в форме, начиная с момента заливки и до выбивки;
способ выбивки и число выбивных устройств;
число опок, заформованных до зоны заливки;
степень уплотнения смеси в форме пли вид уплотнения;
характеристику расходного бункера н дозатора смеси у формовочных машин; массу стержней в форме;
рецептуру и свойства формовочной смеси;
длину конвейеров от смесителей до формовочных автоматов;
месторасположение экспресс-лаборатории формовочных материалов (предусматривается проектом);
перечень контрольных операций.
Основной технической характеристикой смесеприготовительной системы является ее производительность по разрыхленной смеси.
Q= LB (/Щ-йг) 1,1 -1,2(2^!,
где Q — производительность, м8/ч; Л и В — размеры опок в свету, мм; hi и h2 — соответственно высота верхней и нижней опок, мм; QI( — цикловая производительность формовочного оборудования; 1,1 — коэффициент, учитывающий 10 %-иый запас смеси; 1,2 — коэффициент, учитывающий наличие просыпей (до 20 %); Qi и — насыпная плотность соответственно разрыхленной и уплотненной форме-
СИСТЕМЫ СМ ЕСЕ П Р И ГО ТО В Л Е Н И Я
87
1. Выбор типа охладителя отработанной формовочной смеси
Охладитель ^см/^мет
5—6 6—8,5 8.5-10
Смешивающий + + —
Вибрационный + — —
Струйный (встроен в смеситель) — — +
вочных смесей; принимают: — 1,2 т/м3; <?2 = 1>6 т/м3; при уплотнении смеси методом прессования с высоким давлением ?2 = 1.75 т/м3.
Тип охладителя выбирают в зависимости от отношения массы смеси вформеОсм к массе залитого в форму металла Сыет (табл. 1).
В системе смесеприготовления с встроенным охладителем необходимо предусмотреть ленточный конвейер, позволяющий транспортировать смесь в период пуска системы минуя охладитель. Применение охладителей позволяет снизить температуру отработанной смеси до 40 °C. При GCM/GMeT > 10 температура отработанной смеси будет не более 40 °C, и охладитель в этом случае не требуется.
Все ленточные конвейеры должны оборудоваться устройствами для очистки ленты от налипшей смеси (скребками Е1-202-60 по нормали ЦП1\Б «Союзпроммеха-низация» № 1—64, часть VI) и датчиками (УПДС или ДМ-2 Днепропетровского завода шахтной автоматики) контроля скорости движения и целостности левты.
Для обеспечения вентиляции линейную скорость воздуха в вентиляционных патрубках выбирают в диапазоне 15—20 м/с. Для балансирования вентиляционной системы и регулирования процесса удаления пылевидных частиц каждое ответвление трубопровода системы снабжается задвижками.
Ориентировочная производительность отсосов вредных веществ (пыли, газов) от мест их выделения:
Место выделения вредных веществ
Пересыпание смеси с конвейера на конвейер...........
Воронка сбора просыпей на конвейер..............
Плужки сбора сухого песка и отработанной смеси . . .
Бункер сухого песка.....................
Ленточный конвейер.......................... . . . .
Бункер отработанной смеси ....
Производительность, №/ч
2 500
8 000
1 300
10 000
2 500 *
20 000
* На каждые 9 м конвейера должны быть установлены вытяжные кожухи; производительность отсоса указана на каждый кожух.
Централизованное управление смесеприготовительной системой на базе комплекса «Гера» (рис 2) обеспечивает:
контроль состояния технологического оборудования;
контроль уровней материалов в бункерах;
учет расхода смеси в ветвях смесеприготовления;
автоматический пуск и останов технологического оборудования;
аварийное автоматическое отключение технологического оборудования и транспорта по заданной программе;
дистанционное управление технологическим оборудованием.
88
ЛИТЕЙНЫЕ КОМПЛЕКСЫ И СРЕДСТВА МЕХАНИЗАЦИИ
2. Перечень оборудования типовой экспресс-лаборатории смесеприготовительного отделения литейного цеха
Позиция на рис. 3 Оборудование Хар актери ст в к а Число единиц оборудования
1 Печь для определения содер- /тах — ЮОО °C; мощность 1
2 жания горючих веществ в формовочной смеси — муфель МП-2 УМ десятппозп-циониый Шкаф сушильный лаборатср- 2,6 кВт; габаритные размеры 500X 400 мм Мощность 1,6 кВт; /таУ = 1
3 ный СНОЛ-2,5-2,5/2М-ДЮ1 Прибор 062М для ускоренного = 250 СС; габаритные размеры 515Х455Х Х490 мм; масса 20 кг Мощность лампы 500 Вт; 1
4 • определения влажности смеси * ’Делитель проб * габаритные размеры 300X210X430 мм; масса 6,5 кг 1
б Накопитель-эксикатор — 1
6 Эксикатор — 1
7 Контейнер со стаканчиками для — 2
8 образцов формовочной смеси Быстродействующие квадрант- Погрешность измерения 1
9 ные весы ВЛК-500С/10 ТУ 25-08-778—71 Набор гирь Г-1-1110-1 ±30 мг, габаритные размеры 370X210X320 мм Габаритные размеры у па- 1
10 2-го класса ГОСТ 7328—73 Базовые сита для испытания ковки 210X110X81 мм; масса 2 кг 2
11 на газопроницаемость Высокоточная копровая гильза, — 2
12 приспособления для ее заполнения и очистки Копер лабораторный 5033 * Габаритные размеры 315Х 1
13 Прибор 5037 для определения Х255Х 740 мм; масса 66,4 кг Габаритные размеры 342Х 1
14 газопроницаемости * Пневмогидравлический полуав- X 320X205 мм; масса 12 кг Габаритные размеры 575Х 1
15 тематический прибор 084М2 для испытания формовочных смесей на прочность * Емкость для дистиллята X 310x580 мм; масса 80 кг 1
16 Дистиллятор 737 Мощность 36 кВт, габарит- 1
17 МРТУ 42-1642—62 Панель дистиллятора ные размеры 240Х240Х Х700 мм 1
18 Прибор определения глины метиленовым голубым: штатив микробюретка бутыль Вместимость 500 мл Вместимость 0,5 л 1 1 1
СИСТЕМЫ СМЕСЕПРИГОТОВЛЕНИЯ
89
Продолжение табл. 2
Позиция на рис. 3 Оборудованне Характеристика Число единиц обору^ дования
стакан из коррозионно-стойкой стали Вместимость 250 мл 2
двухпроцентный тетрана-триевый пирофосфатный раствор — 1
размельчитель тканей РТ-1 МРТУ 421505—13 Мощность 50 Вт; частота вращения 800 об/мпи; диаметр 200 мм 1
19 Телефон — 1
20 Ультразвуковая установка УЗУ-01 для определения глины метиленовым голубым Мощность 0,18 кВт; габаритные размеры: генератора 320X220 мм, ванны 324 X 232 мм; масса 15 кг 1
21 Прибор 406621 для определения глинистой составляющей Габаритные размеры 170Х X122X300 мм; масса 3,5 кг 1
22 Весы — 1
23 Короб с песком — 1
24 Ведро — 1
25 Лабораторный чашечный смеситель 018М * Масса замеса 4 кг; мощность 0,6 кВт; габаритные размеры 640 Х410Х Х436 мм; масса смесителя 75 кг 1
26 Аппарат 01412 (029М2) для определения зернового состава песка Мощность 0,12 кВт; габаритные размеры 542 X X 305x585 мм; масса 30 кг 1
* Изготовитель — Усманскнй завод литейного оборудования.
Рис. 2. Внешний вид управляющего комплекса «Гера:
90
ЛИТЕЙНЫЕ КОМПЛЕКСЫ И СРЕДСТВА МЕХАНИЗАЦИИ
Рис. 3. Типовое размещение оборудования экспресс-лаборатории смесеприготовительного отделения
В состав комплекса входят: пульт управления, шкаф управления, печатающее устройство, универсальные технологические конструктивы, элементная база «Спектр». Габаритные размеры составных частей комплекса «Гера»: пульта управления 1600 Х800 Х1100 мм; шкафа управления 800 X 650 X 2200 мм; печатающего устройства 800 X 930 X 800 мм. В состав комплекса не входят кабели для внешних соединений, датчики, магнитные пускатели и прочие элементы КИП и силовой аппаратуры.
Помещение, в котором располагается комплекс, должно соответствовать требованиям, предъявляемым к аппаратуре четвертой группы исполнения по ГОСТ 12997—76.
В каждом смесеприготовительном отделении оборудуют экспресс-лабораторию (рис. 3, табл, 2) для определения качества смесей и их исходных компонентов. Наиболее рациональным считается размещение лаборатории и пультов управления системой в одном застекленном помещении с виброизолированным фундаментом.
СИСТЕМЫ РЕГЕНЕРАЦИИ ПЕСКОВ ИЗ ОТРАБОТАННЫХ СМЕСЕЙ
Регенерация песков — это обработка использованной смеси с целью возврата песков в производство, повторное применение которых не должно снижать качества смеси. Процесс регенерации состоит из предварительной подготовки отработанной смеси, заключающейся в ее дроблении или разминании комьев, магнитной сепарации и просеивании, и основной операции —отделения от зерен песка инертных пленок шамотизированной глины или других крепителей и обеспыливания песка. Различают регенерацию мокрую (гидрорегенерацию), сухую (механическую или пневматическую) и термическую. Наиболее универсальной и эффективной для на^ родного хозяйства [12] является гидрорегенерация, которая позволяет сэкономить до 90 % свежего песка. АГэханическая регенерация менее эффективна. Так, в ПСС замена более 30 % свежего песка на регенерированный приводит к ухудшению качества смеси и нестабильности технологического процесса.
Аналогичное явление наблюдается при использовании регенерированных песков в ЖСС. В отдельных случаях при минимальном расходе (3—4 %) жидкого стекла, отверждаемого органическими отвердителями, возможна замена регенератом до 50 % свежего песка.
Применение регенерированного песка в ХТС на синтетических смолах (например, на высококачественных фурановых смолах с содержанием в них фурилового спирта более 70 %) дает возможность заменить до 90 % свежего песка механическим регенератом. Простота процесса механической регенерации и компактность оборудования, несмотря на использование дорогостоящих смол в качестве связующего, предопределяющих хорошую регенерируемость, привели к широкому распространению установок механической регенерации. Однако проведение в одном литейном цехе разнообразных технологических процессов изготовления форм с использованием связующих и добавок различной химической природы при общих выбивной решетке и системе переработки выбитой смеси приводит к тому, что механическая регенерация песков становится невозможной. При отсутствии в цехе единого про
СИСТЕМЫ РЕГЕНЕРАЦИИ ПЕСКОВ
Р1
цесса изготовления форм необходимо максимально разделять технологические потоки с целью получения замкнутых автономных систем выбивка форм—механическая регенерация — смесепригитовление—изготовление форм.
Метод пневматической регенерации применяют в основном в сталелитейных цехах при использовании облицовочных и наполнительных песчано-бентонитовых смесей. В связи с небольшим обьемом производства стального литья в сырые формы применение метода пневматической регенерации ограничено. Термическая регенерация песков отличается значительной дороговизной из-за использования вращающихся многоподовых барабанных печей и печей «кипящего слоя», а также из-за высокой стоимости установок для нейтрализации и утилизации отходящих газов. Термические регенерационные установки практически не применяются.
Применение в литейных цехах регенерационных систем приводит к снижению расхода песка, что, в свою очередь, позволяет экономить природные ресурсы, уменьшать затраты на транспорт, сокращать отвод земли под карьеры, обогатительные фабрики и отвалы, а также сокращать загрязнение окружающей среды промышленными отходами.
Системы гидравлической регенерации. Гидраелическая регенерация — это многоступенчатый интенсивный процесс промывки отработанной смеси в воде, оттиркн песков в спиральных классификаторах и оттнрочных машинах. Процесс позволяет перерабатывать сложные по составу многокомпонентные отработанные смеси. Важным преимуществом гидрорегенерации является возможность получения регенерированных песков, близких по гранулометрическому составу к обогащенным пескам, с низким содержанием активных примесей. Гидрорегенерации (табл. 3) подвергают сухие отработанные смеси и смеси, вымываемые в гидрокамерах. Системы (рис. 4) обеспечивают осветление оборотных вод и сгущение шлама, а также могут использоваться для очистки вентиляционных стоков. Режим работы системы—двухсменный; крупность поступающих кусков — до 200 мм; выход регенерата — до 85 % от загрузки.
3. Технические характеристики некоторых моделей систем гидрорегенерации
Параметр I46I1 14612 14613 14614 14615 14616
Производительность по загружаемой обработанной смеси, т/ч (тыс. т/год) 5(20) 10 (40) 20 (80) 30 (120) 40 (160) 60 (240)
Среднее количество твердой фракции смеси, поступающей на регенерацию от гидрокамер, 3 3 6 6 9 9
Количество поступающих на регенерацию сухих отработанных смесей, т/ч 2 7 14 24 31 51
Общее количество оборотной воды, подвергаемой реагентной очистке, м3/ч 115 160 310 400 560 720
Количество осветленной воды, поступающей к гидрокамерам, м3/ч 70 70 140 140 210 210
Число гидрокамер 1 1 2 2 3 3
Используются при выпуске литья, тыс. т/год До 20 15—40 30—80 50—120 60—160 100-240
92
ЛИТЕЙНЫЕ КОМПЛЕКСЫ И СРЕДСТВА МЕХАНИЗАЦИИ
Осветленная вода к гидрокаперам
Рис. 4. Принципиальная схема технологического процесса гидрорегенерации песков
С помощью системы гидрорегенерации (рис. 5) получают:
сухой регенерированный песок с температурой 30 С и содержанием глинистой составляющей до 0,5 о/, с гранулометрическим составом, соответствующим зерновой основе используемых свежих песков, и с низким содержанием пылевидных фракций;
оборотную воду глубокого осветления с содержанием взвешенных веществ до 0,2 г/л, pH = 6,5-г-6,9, используемую для промывки песка и питания гидрокамер;
металлические отходы, реализуемые как вторичное сырье;
кусковые неметаллические отходы с размером частиц более 5 мм и пылевидные отходы в виде сгущенного шлама с влажностью до 50 %, вывозимые на свалку.
СИСТЕМЫ РЕГЕНЕРАЦИИ ПЕСКОВ
93
Рис. 5. Схема типовой системы гидравлической регенерации:
1 — железоотделитель подвесной: 2 — шкив электромагнитный; 3 и 7 — грохоты вибрационные; 4 — дробилка; 5 — бункер накопительный; 6 — питатель ленточный; 8 — чан для перемешивания пульпы; 9 — классификатор конусный; 10 — классификатор спиральный; 11 — оттирочиая машина; 12 — закром дренажный; 13 — сушилка барабанная; 14 — бак слнвной; 15 — песколовка; 16 — Дозатор реагентов; 17 — осветлитель; 18 — бак чистой воды; 19 — участок приготовления реагентов; 20 — центрифуга
Состав комплектов технологического оборудования, поставляемого по участкам, технические характеристики основного оборудования участка осветления воды и основные технологические параметры работы оборудования па участках осветления воды и обезвоживания шлама приведены в табл. 4—6.
Для регенерации песков используют различные модели оттирочных машин. Техническая характеристика одной из них приведена ниже.
Техническая характеристика оттирочиой машины 14811
Производительность машины по твердому при среднем времени оттирки 15—20 мин, т/ч ..................................................... До 25
Крупность обрабатываемого материала, мм .......................... 0—3
Полезный объем одной ячейки, м3...................................... 2
Плотность обрабатываемой пульпы, % 70—80
Окружная скорость импеллеров, м/с .................................. 6,2
Скорость вращения импеллеров, об/мин................................. 130
Мощность привода, кВт .............................................. 30
Габаритные размеры, мм: длина.......................................................... 3419
ширина.......................................................... 1655
высота......................................................... 2778
Масса, кг.......................................................... 3000
Оттирочная машина состоит из двух камер, снабженных вертикальными валами с верхним и нижним импеллерами. Лопасти импеллера имеют разный угол наклона,
94
ЛИТЕЙНЫЕ КОМПЛЕКСЫ И СРЕДСТВА МЕХАНИЗАЦИИ
4. Число единиц технологического оборудования, используемого на участках подготовки отработанных смесей и регенерации песка
Оборудование Обозначение 14611 14612 14'613 14614 14615 14616 Завод-изготовитель
Участок подготовки отработанной смеси
Железоотделитель подвесной само-разгружающий-ся Шкив электромагнитный Дробилка крупного дробления Дробилка мелкого дробления Грохот* * Сепаратор электромагнитный барабанный Чан для перемешивания пульпы (диаметр 1,5 м, высота 1,8 м) Классификатор: конусный песковый спиральный нерудный (диаметр 1200 мм) Оттирочная машина: двухкамерная четырехкамерная шести Камерна я Бункер дренажный: Диаметр, Высота, м м 2,5 3,5 3 4,0 ЭПР-120В ШЭ-100-80В СМД-85 СЛАД-75 СМД-85 СЛАД-75 ГВ-06 ГИЛ-32 ЭБМ80/170 Учасп ККП-2,4 1-КСН-7,5 1-КСН-10 2 1 2 1 1 ок р 1 3 1 4 2 1 2 1 1 егене) 1 3 1 4 2 1 1 1 2 1 2 оацш 1 3 1 2 1 1 1 2 1 2 i пес 1 3 1 2 1 1 1 3 1 4 1:а 2 6 2 2 1 1 1 3 1 4 2 6 2 Ворошиловград-ский завод им, Пархоменко То же Выксунский завод дробильно-размольного оборудования То же Карагандинский завод им. Пархоменко Ворошиловград-скнй завод им. Пархоменко Волковысский завод литейного оборудования Новосибирский завод «Труд» Владивостокский завод «Металлист» Иркутский завод тяжелого машиностроения Волковысский завод литейного оборудования Нестандартное оборудование — ... ....... ?.
СИСТЕМЫ РЕГЕНЕРАЦИИ ПЕСКОВ
95
Продолжение табл. 4
Оборудование Обозначение 14611 14612 14613 14614 14615 14616 Завод-изготовитель
Сушилка банная: Диаметр, м бара- Высота. м — Бердичевский завод «Прогресс»
1,2 6,0 1 — — — — —
1,6 8,0 — 1 — — — —
1,6 12,0 — — 1 — 2 —
2,2 12,0 — — — 1 — 2
Чап для перемешивания пульпы (диаметр 1,5 м, высота 1,8 м) — 1 1 1 1 2 2 Волковысский завод литейного оборудования
Охладитель (производительность 5 т/ч) — 1 2 3 5 6 10 То же
5. Технические характеристики систем гидрорегенерации участка осветления воды
Параметр 14611 14612 14613 14614 14615 14616
Количество осветляемой воды, м3/ч:
при неработающих центрифугах 110,0 150,0 300,0 380,0 540,0 690,0
при работающих центрифугах 136,0 177,2 328,0 411,0 571,0 753,0
Диаметр песколовки, м 3,5 4,0 5,0 6,0 5,0 6,0
Площадь песколовки, м- 9,6 12,6 19,6 28,2 19,6 28,2
Число песколовок 1 1 1 1 2 2
Расчетная скорость восходящего потока в песколовках, мм/с 4,0 3,9 4,6 4,0 4,0 3,7
Число смесительных камер 1 1 1 1 2 2
Диаметр смесительной камеры, м 1,0 1,0 1,5 1,5 1,5 1,5
Площадь осветлителя, м? 12,5 19,6 28,2 38,5 28,2 38,5
Диаметр осветлителя, м 4,0 5,0 6,0 7,0 6,0 7,0
Число осветлителей 2 2 2 2 4 4
Расчетная скорость восходящего потока в осветлителях, мм/с 1,51 1,25 1,60 1,49 1,41 1,35
96
ЛИТЕЙНЫЕ КОМПЛЕКСЫ И СРЕДСТВА МЕХАНИЗАЦИИ
6. Технические характеристики оборудования иа участках осветления воды и обезвоживания шлама систем гидрорегенерации
Участок осветления воцы
Количество образующегося шлама
Шламовый бак
Шламовый насос
Участок обезвоживания шлама
Центрифуга
Общая производитель -н ость по твердой составляющей, т/ч
Количество бугата, поступающего на песколовки, ма/ч
14611 0,55 3,25 3,47 12 30 0,47
14612 1,10 6,50 6,94 20 1 30 0,94 1
14613 2,30 14,0 14,92 30 1 30 2,0 I
14614 3,30 19,5 20,71 40 40 2,08
— ——
14615 4,25 27,0 28,78 30 о 30 1,92 о
14616 6,65 28,9 41,56 40 Z 40 2,08 Z
4,8 26,0
4,8 1 27,2
4.6 1 28,0
6,35 31,0
9,3 О 47,0
12,8 Z 63,0
благодаря чему в камере создаются гидродинамические условия работы, при которых между импеллерами образуются мощные встречные потоки пульпы. Частицы песка соударяются, и происходит абразивная очистка зерен. При этом интенсифицируются процессы отделения водорастворимых примесей.
Состав регенерированных песков зависит от времени очистки и числа оттирочнопромывочных операций. Так, например, очистка в оттирочной машине в течение 15—L0 мин с последующей промывкой песка позволяет снизить в регенерированном песке класса ЗК содержание глинистой составляющей с 0,6 до 0,3 % и органических загрязнений — с 1,2 до 0,7 %. Повторение цикла оттирка—промывка позволяет довести содержание глинистой составляющей в регенерированном песке до 0,1 % и органических загрязнений —до 0,4 %. Полученный в результате такой обработки регенерат соответствует требованиям ГОСТа на пески класса 2К и является их полноценным заменителем в смесях на связующих: жидкое стекло, КО, СБа
Техническая характеристика чана для перемешивания пульпы 14913
Полезный объем корпуса, м3 . . . ....................... 2,6
Окружная скорость импеллера, м/с ............................ 5—5,4
Мощность привода, кВт......................................... 4,5
Плотность пульпы по твердому, %........................... 10—30
Габаритные размеры, мм (длинах ширинах высота).......... 1800X 1500X2600
Масса, кг...................................................... 1000
Системы механической регенерации. Сухая механическая регенерация заключается в перетирании отработанной смеси в валковых или роторных дробилках, при котором пленки связующего отделяются от зерен песка и превращаются в пыль, удаляемую из смеси интенсивным отсосом воздуха. Согласно рекомендациям НПО «ВНИИЛИТМАШ» системы механической регенерации (табл. 7) должны применяться в литейных цехах для регенерации песков из использованных единых формовочных и стержневых холоднотвердеющих смесей на синтетических смолах или жидком
СИСТЕМЫ РЕГЕНЕРАЦИИ ПЕСКОВ
97
7. Технические характеристики систем механической регенерации
Параметр 14311 14312 14313 14314 14315 14316
Производительность по переработке использованной смеси, т/ч 5 10 20 30 40 60
Число линий регенерации 1 1 1 1 2 2
Расход электроэнергии, кВт/ч Количество, тыс. м3/ч: 250 300 350 550 700 1100
отсасывающего воздуха 70 80 115 145 230 290
воды, находящейся в обороте 7 14 28 42 56 84
Площадь системы, м2 Выпуск отливок, тыс. т/год, литейными цехами, в которых использованы системы механической регенерации при отношении металл/форма: НО 125 200 250 400 500
1/8 2,5 5 10 15 20 30
1/4 5,0 10 20 30 40 60
8. Число единиц технологического оборудования, входящего в системы механической регенерации песков
Оборудование Обозначение Система механической регенерации песков Завод-изготовитель
1431 1 14312 14313 14314 14315 14316
Магнитный сепаратор Дробилка однороторная крупного дробления Дробилка однороторная мелкого дробления Грохот Классификатор Охладитель ЭПР-120 СМД-85 СМД-75 СМД-85 СМД-75 ГИЛ-32 ГИЛ-42 ГИЛ-52 14711 11511 2 ! 1 1 ! 1 2 1 1 I 2 2 2 1 I I 4 4 2 1 1 1 6 6 4 2 2 2 8 8 4 2 2 2 12 12 Ворошил овградский завод угольного машиностроения им. Пархоменко
Выксунский завод дробильно-размольного оборудования
Карагандинский завод им. Пархоменко
Волковысский завод литейного оборудо. вания
4 Сафронов В. Я
98
ЛИТЕЙНЫЕ КОМПЛЕКСЫ И СРЕДСТВА МЕХАНИЗАЦИИ
Охлаждение Воды
Очистка Возвуха
Запыленный i Воздух
*---Х/////////Х ПеРВся стадия
Вода
стадия
f Вода на очистку
Очищенный Воздух В атмосферу
Вода
1 нагретая
Y777777"'/г7\ Охлаждение
V////////Л естественное
[ а А~—“Охлаждение
I/ \х \Z \! искусственное
I
Вода холодная
В циркуляцию
Рис. 6. Принципиальная схема технологического процесса механической регенерации
стекле. Режим работы системы двухсменный. При изготовлении смесей используют 30—90 % регенерата при крупности поступающих кусков до 200 мм.
Схема технологического процесса механической регенерации приведена на рис. 6. Ориентировочный состав системы механической регенерации дан па рис. 7 и в табл. 8. Технические характеристики воздушного классификатора 14711 и охладителя 11511, используемых в системах механической регенерации песков, приведены ниже.
КОМПЛЕКТ СТЕРЖНЕВОГО ОБОРУДОВАНИЯ
99
Рис. 7. Схема типовой системы механической регенерации:
1 — решетка выбивная; 2 — питатель виб-рационный; 3 — железоотделигель подвес-НОЙ: 4 — дробилка; 5 — грохот вибрационный: 6 — бункер накопительный; 7 — охладитель; 8 — насос камерный; 9 — классификатор; 10 — бункер для регенерированного песка; 11 — бункер для свежего песка; 12 — смеситель шнековый; 13 — участок для охлаждения воды; 14 — камера разгрузочная; 15 — циклон; 16 —. скруббер; 17 вентилятор
Техническая характеристика воздушного классификатора 14711 Производительность, т/ч.......................................... 5
Количество отсасываемого воздуха, м3/ч ....................... 3300
Мощность привода вентилятора, кВт.............................. 17
Габаритные размеры (длинаХ ширинах высота), мм........... 3500X 2400X 6000
Масса, кг...................................................... 3820
Техническая характеристика охладителя 11511 Объем холодильной части, м3 ..................................... 1
Температура регенерата, °C: на входе.................................................. 90
на выходе ................................................... 25
Производительность, т/ч.......................................... 4,5
Габаритные размеры, мм................................... 1650X1300X2810
Охладитель.................................................... Трубчатый
Охлаждающая жидкость............................................ Вода
Масса, кг....................................................... 1925
КОМПЛЕКТ ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МЕЛКИХ СТЕРЖНЕЙ
Комплект УС-6 оборудования для изготовления мелких стержней из ХТС (рис. 8, табл. 9) предназначен для изготовления в стержневых отделениях литейных цехов стержней из сыпучих самотвердеющих смесей для производства отливок из черных и цветных сплавов в мелкосерийном и серийном производствах. Техническая характеристика комплекта приведена ниже.
Техническая характеристика комплекта УС-6
Масса стержня наибольшая, кг........................................ 6
Размеры стержневого ящика (предпочтительные), мм................. 200X400X150
Производительность, т/ч ...................................... До 1
Размеры комплекта в плане, мм .................................. 11 800Х 8 500
Масса комплекта, кг........................................... 9 700
Очистку и сборку стержневых ящиков, нанесение разделительного покрытия, засыпку и уплотнение смеси, разборку стержневых ящиков, извлечение и отделку стержней выполняют вручную иа каруселях, являющихся межоперационным транс-
4*
100
ЛИТЕЙНЫЕ КОМПЛЕКСЫ И СРЕДСТВА МЕХАНИЗАЦИИ
Рис 8, Комплект УС-6 оборудования для изготовления мелких стержней из ХТС
Я. Состав комплекта УС-6
Позиция на рнс. 8 Оборудование Обозначение Число единиц оборудования
1 Смеситель непрерывного действия для 19611.00.000 1
приготовления ХТС
2 Установка карусельная КС6.00.000 2
3 Стабилизатор температуры песка СП 6.00.000 1
4 Бак для связующего БС 6.00.000 1
5 Бак для катализатора БК 6.00.000 1
6 Затвор дифференциальный ЗД 6.00 000 1
7 Контейнер для песка КП 6.00.000 1
8 Этажер ка-тележка ЗТ 6.00.000 3
9 Стеллаж для бочек СБ 6 00.000 1
10 Стеллаж для оснастки СО 6.00.000 1
11 Излучатель И 6 00.000 1
Г2 Стол передаточный ПС 6.00.000 1
13 Шкаф управления СП 6.21.000 1
БС 6.21.000 1
14 Площадка обслуживания ПО 6.00.000 1
КОМПЛЕКТЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
101
портом. Стержневые ящики засыпают из смесителя ХТС, смесительная камера которого с окном выдачи смеси может поворачиваться на 190°. С помощью стабилизатора температуру песка можно повысить на 20 °C и поддерживать ее в определенных пределах. Дозирование песка и регенерата в любом заданном соотношении проводят дифференциальным затвором.
Бак для связующего материала представляет собой расходную емкость, в которой предусмотрена система автоматического поддержания заданной температуры связующего и его перемешивания В баке для катализатора предусмотрена световая сигнализация верхнего и нижнего допустимых уровней. Соприкасающиеся с катализатором поверхности изготовлены из кислотостойких материалов.
КОМПЛЕКТЫ ОБОРУДОВАНИЯ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Для производства литья по выплавляемым моделям выпускают оборудование (табл. 10), позволяющее формировать его в комплекты с учетом уровня механизации, специфичности технологических решений, имеющихся производственных площадей и типа производства:
Мелкосерийное ........................
Серийное и мелкосерийное........................
Серийное .............. ........................
Массовое ... .... ..................
Выход годного литья, т/год
100—250
250—500 500—1000
1000—2000
Последовательное осуществление работ по автоматизации операций, выполнявшихся ранее вручную, позволило создать комплекс машин для приготовления модельной пасты и изготовления моделей без применения ручного труда. В этом комплексе автоматизированы операции расплавления, фильтрации и отстоя жидкого модельного состава; выравнивания температуры и подачи состава к мазеприготовительному агрегату; охлаждения модельного состава, насыщения его воздухом и превращения в пасту; подачи модельной пасты под давлением к шприцу автомата для изготовления моделей; поддержания постоянной температуры модельной пасты,подаваемой к шприцу; запрессовки модельного состава в пресс-форму; охлаждения моделей в пресс-форме; очистки и смазывания пресс-форм; удаления питателя; транспортирования пресс-форм и удаления моделей; поддержания постоянной температуры модельного состава во всех емкостях, трубопроводах и механизмах; контроля расхода охлаждающей мешалку воды, давления пара и сжатого воздуха. Остаются немехаиизированными лишь контроль качества моделей и сборка их в блоки («елочки»).
Решению проблемы механизации изготовления модельного блока в значительной мере способствовала возможность прессования в автоматах модельных звеньев с втулкой, которую используют при надевании звеньев па стояк. Таким образом втулка облегчает сборку звеньев в блоки. В комплект входит оборудование для прокатывания блоков в ваннах обмазки в «кипящем слое» наполнителя под углом 15—30°, что позволяет исключить появление воздушных пузырей и необмазанных мест. Благодаря такому оборудованию решился вопрос автоматизации одной из наиболее трудоемких и ответственных операций.
В барабане выщелачивания, разделенном на три отсека, без вмешательства оператора детали кипятятся в щелочи, промываются, а из бака удаляется шлам.
Другие агрегаты комплекта, предназначенные для выплавления модельного состава, формовки и выбивки литья, отделения керамики от отливок, выполнены таким образом, что ручными остаются только операции загрузки и выгрузки.
102
ЛИТЕЙНЫЕ КОМПЛЕКСЫ И СРЕДСТВА МЕХАНИЗАЦИИ
10. Оборудование, используемое в комплектах для литья по выплавляемым моделям
Об орудование Назначение Производительность, т/год
1000— 2000 500— 1000 250-500 125—250
Установки:
651 Приготовление модельно- — + — —
652А го состава + —— — ——
Линия 6А50 Приготовление модельного состава и изготовление моделей — +
Шприц-машина 659 — — — +
Установка 6А54 Изготовление моделей + + —
Автомат 653 Изготовление модельных звеньев + — —
Агрега*г 662А Приготовление огнеупорного покрытия + — — —
Установка 661 Приготовление огнеупорного покрытия — + + +
Автомат 6А67 Нанесение огнеупорного покрытия + — — —
Полуавтомат 6А63 Нанесение многослойного огнеупорного покрытия — — + +
Установка 6А82 для сушки огнеупорного Воздушно-аммиачная сушка покрытия + + — —
покрытия
Линия 64001 для нанесения и сушки огне- Воздушная сушка покрытий + + — —
упорного покрытия
Установка 683 Вакуумио-аммиачная сушка огнеупорного покрытия — — + +
Установка 672 для выплавки модельного со- Для автоматизированного производства + — — —
става
Установка 671 для выплавки модельного со- Для механизированного производства — + + +
става
Линия формовки, заливки и охлаждения Получение готовых блоков отливок + + — —
66001 (АВА 75 ОЛ)
Формовочный стол 673 Формовка и выбивка опок — — + +
Установка 674 выбивки — — + — —
ОПОК
Установка 6А92 для отделения керамики Очистка литья и отделение отливок от стояка + + + +
Пресс 6А93 Отделение отливок + + — —
Автомат 6Б95 для выщелачивания остатков Очистка поверхности литья от остатков формы + + + —
керамики
КОМПЛЕКСЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
103
АВТОМАТИЗИРОВАННЫЕ КОМПЛЕКСЫ ЛИТЬЯ
ПОД ДАВЛЕНИЕМ
Процесс литья под давлением — один из наиболее производительных, он дает возможность получать детали сложной конфигурации с минимальными припусками на обработку [8]. Сущность процесса заключается в том, Что расплавленньй металл с определенной скоростью принудительно подается в форму и выдерживается под заданным давлением до окончания кристаллизации.
В автоматизированные комплексы литья под давлением входит оборудование с различной степенью механизации от машин, имеющих средства механизации для одной-двух околомашинных операций до машин с комплектом средств для полной автоматизации процесса литья, включая выдачу готовой отлнвки в тару.
В комплексах литья под давлением автоматизируются:
дозирование и заливка сплава из раздаточной печи в камеру прессования машины;
цикл операций, выполняемых машиной литья под давлением, включая раскрытие пресс-формы и работу выталкивателя;
захват отливки;
вынос отливки за пределы рабочей зоны машины после открытия пресс-формы и выталкивания отливки из нее;
охлаждение отливки;
перенос отливки к прессу и укладка в ориентированном положении в штамп для удаления литника и облоя;
удаление отливки из штампа в тару;
обдув и смазка пресс-форм перед каждой заливкой или через определенное заданное число циклов;
смазывание пресс-камеры и пресс-поршня;
определение полноты извлечения отливки;
контроль и подрегулирование основных технологических параметров;
поддержание заданного температурного режима пресс-формы;
разогрев пресс-формы в начале работы;
операции по обеспечению безопасности работающих;
управление всеми механизмами, обеспечивающими выполнение перечисленных операций.
Соответственно в состав автоматизированного комплекса одновременно с базовой машиной литья под давлением входят: дозатор или манипулятор-залившик с раздаточной печью; робот универсальный или манипулятор для уборки отливок из рабочей зоны и других манипуляций; смазчик пресс-формы в передвижном или стационарном исполнении; смазочные устройства пресс-камеры и пресс-плунжера; пресс обрубной для обрубки литниковой системы и облоя; устройство охлаждения отливок; установка термостатирования пресс-формы; специальный комплект измерительных средств; вспомогательный агрегат с блокирующей площадкой обслуживания ; управляюще-диагностическая система.
Комплектность поставки в каждом конкретном случае должна согласовываться между заказчиком и изготовителем. Изучение опыта по внедрению и эксплуатации выпущенных с 1973 г. комплексов литья под давлением с различной комплектностью и различным конструктивным исполнением средств механизации показало, что состав комплекта средств механизации и их исполнение зависят от номенклатуры и серийности выпуска отливок. Так, манипуляторы могут иметь различное исполнение, включая исполнение с программным управлением. Дозаторы могут быть пневматические магнитодинамические, механические рычажные. Смазывание осуществляется либо передвижным блоком форсунок, либо при помощи стационарно закрепляемых форсунок.
Включение пресса в состав комплекса рационально лишь в массовом производстве при соизмеримых производительностях по литью и обрезке. В случае, если производительность пресса значительно превосходит производительность комплекса, экономически более целесообразно иметь один пресс на несколько комплексов и устанавливать его отдельно. Также необходимо уточнять целесообразность комплекте-
104
ЛИТЕЙНЫЕ КОМПЛЕКСЫ И СРЕДСТВА МЕХАНИЗАЦИИ
11. Оборудование, входящее в автоматизированные комплексы литья под давлением,
Комплекс Наибольшая масса отливки, кг Базовая машина Усилие запирания, кН Выполняемые
Дозирование и заливка сплава Удаление отливки из рабочей зоны машин ы Обдувка, смазывание пресс-формы
А втомат изированные ком пл ексы Т ираспол ьско
А71107 2,1 71107 1 600 Д63М (пневмодозатор) Сталин ватель вертикального хода
А711А07 7I1A07 ЛМЗ 1.25 (механический дозатор) — Стационарные форсунки
А71108 3,6 71103 2 500 ДМ1 (механический дозатор) Механизм сброса
АЛ71108 71108 Подъемно-поворотная крестовина с заливаемыми пальцами
А711 А08 711А08 ЛМЗ 1.25 (механический дозатор) —
АЛ711Б08 711Б 08 ДМ3 (механический дозатор) РМ2 (манипулятор ун и версального типа) Блок подвижных форсунок поворотный (кольцо)
А711А09 6 7 П 09 4 000 ДМ! (механический дозатор) РМ1 (манипулятор-съемвик напольный) Стационарные форсун ки
АЛ711А09 711А09 У н и вере ал ьн ый манипулятор (башня) Стационарн ые форсунки
А711Б09 711Б09 ДМ-1 (механический дозатор) Навесной манипулятор-еъемннк А711Б 09.35.000 Повороты ЫЙ блок (кольцо) А711Б09.55.000
Автоматизированные комплексы Но
А711А10 У7ПА10И 10 71 1 А10 71 1 А 10 6 300 А9740 I мех ан и че ск и й дозатор с печыо CAT-0.25-XI) А9720 (универсальный манипулятор-башня) А9760 (блок подвижных форсунок)
А71111 13 7! Ill 8 000
A711I2 18 711 12 10 000
А71113 24 71113 12 500 Манипулятор специальный
КОМПЛЕКСЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
105
и основные параметры комплексов
— операции Параметр комплекса
Обрезка Литника и облоя Контроль параметров технологического процесса Прочее оборудование Габаритные размеры, мм Масса, кг
го завода литейных машин им. С. М. Кирова
« Бак охлаждения, пластинчатый конвейер с мотор-редуктором МРАШ-08/25 5 530X3 900Х 1 900 12 400
— 5 490Х 2 080Х 1 700 8 900
5 850Х 2 450Х 1 950 11 560
Пресс горизонтальный Емкость охлаждения, механизм (клещи) снятия остатка с пальцев 7 000х 4 500Х 2 325 14 000
— — 5 950Х 1 250Х 1 900 10 500
П16 (пресс вертикальный) Комплект приборов Бак охлаждения, устройство термостати-рования на шесть точек 6 630Х 4 580Х 2 325 30 000
— — Устройство охлаждения с подъемным лотком 7 050X4 650Х 2 700 19 300
Пресс горизонтальный с усилием 250 кН Узел регистрации А7! 1 Б09.29.000 Е м кость для охл аж де - НИЯ 7 055X 4 200X 3 100 24 000
— Устройство смазкн камеры прессования 7 255Х 2 450Х 2 380 17 560
во сибирского завода «Сиблитмаш»
К13004 (вертикаль-ный пресс) Измерительи ый комплект приборов Устройства смазывания камеры прессования, охлаждения отливок, термостатирования пресс формы 8 900х 6 200Х 4 360 40 530
3 450Х 6 320Х 4 360 65 530
10 000Х 6 400Х 4 360 70 530
П60 (вертикальный пресс)
106
ЛИТЕЙНЫЕ КОМПЛЕКСЫ И СРЕДСТВА МЕХАНИЗАЦИИ
Комплекс Наибольшая масса отливки, кг Б азовая машина Усилие запирания, кН Выполняемые
Дозирование и заливка сплава Удаление отлнвкн из рабочей зоны машины Обдувка, смазывание пресс-формы
А71114 32 71114 16 000 А71114.00.020 (механический дозатор) А171 14.00.030 — манипулятор специальный 711УС1 (стацион арные форсунки 12 шт.)
А71115 42 71115 20 000
A7II17 42,5 7Ш7 30 000 МДН-6А-04 (магнитодинамический насос) Специальный съемник Стационарные форсунки
А7И18 71118 35 000
вания специальным комплектом измерительных средств. Комплектность поставки согласуется между заказчиком и изготовителем не позднее чем за 12 месяцев до начала поставки.
Заказчик к моменту получения комплекса должен наметить и выполнить ряд технических и организационных мероприятий, включающих:
подготовку фундамента и грузоподъемных средств;
обеспечение комплекса оснасткой (пресс-формами, штампами), эксплуатационными материалами (рабочей жидкостью для гидросистемы, смазочными материалами для машины, пресс-формы, пресс камеры и др.);
подвод энергосистем, водоснабжения и вентиляции;
обеспечение бесперебойной подачи жидкого металла в раздаточную печь, контроля его температуры и свойств;
подбор удобных мест хранения сменных деталей, оснастки, запасных частей и быстроизнашиваемых деталей;
обеспечение удаления готовых отливок и отходов;
обучение обслуживающего персонала;
оснащение рабочего места средствами безопасности согласно руководству к комплексу.
Опыт показывает, что весь технологический процесс получения готовой отливки должен быть тщательно проверен на безотказность в условиях его реализации на автоматизированном комплекте, т. е. конструкция отливки с литниковой системой должна обеспечивать возможность ее захвата и манипуляций с ней, а конструкция пресс-формы, смазочный материал, литейные уклоны — легкий выход стержней, выталкивание отливки без заеданий.
Автоматизированные комплексы литья под давлением классифицируют;
по базовой машине (усилие запирания, горизонтальная либо вертикальная холодная камера прессования, горячекамерная, универсальная, специальная);
по любому из средств механизации (манипулятор, дозатор, пресс горизонтальный, вертикальный);
по объему охвата операций средствами механизации (частичный, полный);
по управлению (цикловое, программное).
В настоящее время осуществлена разработка и проверка на практике полного комплекта средств механизации автоматизированных комплексов литья под давлением (табл. 11). Обозначения средств механизации даны на момент начала выпуска.
КОМПЛЕКСЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
107
Продолжение табл. 11
операции Параметр комплекса
Обрезка литника и облоя Контроль параметров технологического процесса Прочее оборудование Габаритные размеры, мм Масса, кг
П60 (вертикальный пресс) 711ИП (измеритель параметров) 7 ИСТ (система термо-стати роваиия) — —
А71П4.00.040 — транспортно-охлаждающее устройство 14 570X7 480Х 5 000 135 000
— Система термостатиро-вания 13 700X7 710X 4 250 14 000Х 9 000Х 4 600 До 200 000
Механизация операций заливки металла, смазывания пресс-формы и пресс-поршня повышает производительность в среднем на 15—17 %. Использование роботов или манипуляторов теоретически не повышает производительность машин литья под давлением, а в некоторых случаях действия рабочего даже быстрее. Однако манипуляторы не нуждаются в перерывах и отдыхе, не подвержены снижению работоспособности от утомления,поэтому в конечном итоге реальная производительность комплекса оказывается несколько выше.
Механизация и автоматизация процесса получения литья с использованием дозатора и роботов стабилизируют время переходов и технологические параметры, ч.о является определяющим фактором, влияющим на качество отливок. По опытным данным брак снижается иа 30—50 %, что равноценно повышению производительности оборудования на 2—3 %. Внедрение комплекта измерительных средств на надежной электронной базе с автоподналадкой оборудования сокращает время па регулирование и и .стройку и дает реальное повышение производительности комплекса еще па 2—3 %.
За счет сокращения потерь времени на подогрев пресс-форм в начале смен и после перерывов внедрение установок термостатирования повышает производительность на 5—10 %. Стабилизация теплового режима повышает стойкость дорогостоящей оснастки.
Таким образом, внедрение автоматизированных комплексов лнтья под давлением при правильной эксплуатации позволяет повысить производительность в целом на 22—30 %.
На рис. 9—12 даны планировки некоторых из выпушенных комплексов. Технические характеристики комплексов определяются базовой машиной и используемыми средствами механизации. Римскими цифрами на рисунках обозначены следующие основные операции: I—дозирование и заливка металла; II—-захват, съем и удаление отливки; III — охлаждение отливки; IV — обрубка отливки; V — выдача отливки.
Комплекты средств околомашинной механизации моделей КОМ-1,25; КОМ-2,5; КОМ-5 Большое число машин литья по давлением, действующих в народном хозяйстве, наличие средств механизации околомашинных операций и недостаток рабочих кадров в литейных цехах выдвинули на первый план задачу ускорения механизации и автоматизации действующих производств не только заменой отдельных машин на комплексы литья под давлением, но и оснащением действующего парка машин средствами механизации (изготовляются Пинским производственным объединением по выпуску литейного оборудования).
108
ЛИТЕЙНЫЕ КОМПЛЕКСЫ И СРЕДСТВА МЕХАНИЗАЦИИ
Рис, 9. Комплексы литья под давлением А71107 (а) и А711А07 (6)
Рис. 10. Комплексы литья под давлением АЛ71108 (а), А71108 (б) и АЛ711Б08 (в)
ПО ЛИТЕЙНЫЕ КОМПЛЕКСЫ И СРЕДСТВА МЕХАНИЗАЦИИ
КОМПЛЕКСЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
Ш
12. Тип машин литья под давлением, используемых в различных комплектах оборудования
Комплект Тип машины литья под давлением Усилие запирания пресс-форм, кН
КОМ-1,25 71107 71108 1 600 2 500
КОМ-2,5 71108, 71109 2 500; 4 000
КОМ-5 71109, 711А10 4 000; 6 300
А-97 711А10, 71111 71112 6 300; 8 000 10 000
Средства механизации и автоматизации (по согласованию между заказчиком и изготовителем) могут поставляться как в комплекте, так и по составным частям. В комплекты входят манипуляторы и устройства предназначенные для работы с машинами литья под давлением определенного типоразмера (табл 12).
Для машин с усилием запирания пресс-формы более 10 000 кН средства механизации выбирают из имеющихся специальных средств, либо их проектируют для конкретной отливки по заявке заказчика.
Манипуляторы в комплексах и комплектах литья под давлением. Наиболее конструктивно отработаны и серийно выпускаются литейные манипуляторы (промышленные роботы) для механизации и автоматизации литья под давлением. В целях систематизации дальнейших работ по совершенствованию конструкций и расширению номенклатуры приняты следующие их типы:
для заливки металла в камеру прессования (манипуляторы-дозаторы, манипуляторы-заливщики);
для съема отливок (манипуляторы-съемники);
для смазывания прссс-форм (манипуляторы-смазчики).
Рис. 11. Комплексы литья под давлением АЛ71109, А711С9 и А711Б09
112
ЛИТЕЙНЫЕ КОМПЛЕКСЫ И СРЕДСТВА МЕХАНИЗАЦИИ
КОМПЛЕКСЫ для ЛИТЬЯ ПОД ДАВЛЕНИЕМ
113
Условное обозначение манипуляторов — буквенно-цифровое. Например, манипуляторы, изготовленные до 1981 г., обозначаются ЛМ10Ц82.04, где буквы и цифры имеют следующее значение: Л — литейный; М — манипулятор; 10 — грузоподъемность, кг; Ц — цикловая система управления; 82 — компоновочная схема; 04 — конструктивная модификация. Исключение составляют условные обозначения, присвоенные манипуляторам заводами-изготовителями. Условное обозначение манипуляторов, разработанных после 1981 г., также буквенно-цифровое, например: МА5Ц31.01, где М — манипулятор; А—агрегатный; 5—грузоподъемность, кг; Ц — цикловая система управления; 31 — компоновочная схема; 01 — конструктивное исполнение.
Основные параметры типовых манипуляторов к машинам литья под давлением приведены в табл. 13—15.
В зависимости от грузоподъемности различают манипуляторы для обслуживания машин литья под давлением легкой (свыше 1 до 10 кг) и средней серий. Система программного управления — цикловая с ограниченным числом точек позиционирования.
С помощью манипуляторов механизируют самую монотонную и обязательную операцию — заливку металла в камеру прессования машины литья под давлением. Манипуляторами-заливщиками заменили используемые ранее для этой цели пневматические дозаторы, так как эти манипуляторы обеспечивают более высокую точность и стабильность дозирования малых доз металла (до 6 кг). Большие дозы металла (20—50 кг) по-прежнему заливают пневмодозаторами.
Надежны манипуляторы ДМ-1, ДМ-3, в работе которых учтены особенности процесса заливки: плавность движений, выдержка над зеркалом металла для слива излишков и др. Асботермосиликатные стаканы для набора и переноса дозы металла обеспечивают необходимую стойкость в среде расплавленного алюминия и несма-чиваемость. Недостатки схем: с изменением температуры масла в гидроприводе изменяются характеристики плавности хода; конструкция основного элемента для забора дозы металла в виде стакана ие позволяет достаточно полно использовать весь обьем тигля раздаточной печи; низкая ударная прочность асботермосиликата, что вызывает необходимость организации у потребителей специального производства по изготовлению стаканов.
Электромеханический привод, пантографнып механизм переноса и ковш типа «ложка» использованы в манипуляторах-заливщиках ДМ-4 и AFI-18.
Рис. 12. Комплексы литья под давлением:
а — типовые А711АЮ, А7 1111 и А71112; б — специальный А71117; в — специальный А71118
114 ЛИТЕЙНЫЕ КОМПЛЕКСЫ И СРЕДСТВА МЕХАНИЗАЦИИ
13. Технические характеристики типовых манипуляторов для заливки металла в камеру прессования
Параметр ЛМ1,25Ц82.01 ЛМ5Ц82.04 ЛМ10Ц82.04 ЛМ20Ц82.С5
Усилие запирания пресс-формы в обслуживаемой машине, кН Доза алюминиевого сплава, кг: наибольшая наименьшая Производительность, за-ливок/ч, не менее Масса, кг 1600—2500 4000 6 300— 10 000
3,6 0,2 5 10 1 20 3
250 220 170 120
120 360 405 480
Модель прототипа ЛМЗ 1,25 ДМ 4 — АН-18
Примечание. Номинальная точность дозирования манипуляторов 2 %.
14. Технические характеристики манипуляторов для съема отливок
Параметр ЛМ5Ц83.01 (РМ-1) МА10Ц31.01 ЛМ10Ц83.01 МА5П91.01 (РМ-2) 10Т9ПОШ1Г ЛМ20Ц91.01 (А9720М)
Окончательная операция манипулятора Сброс отливки в тару Укладка отливки в пресс
Усилие запирания пресс-формы обслуживаемой машины, кН 1600; 2500 4000 2500 4000 6 300— 10 000
Грузоподъемность, кг 5 1 0 5 10 20
Число степеней свободы 3 5 3 — 5 —
Радиус обслуживания, мм — — 1050 1775 — 1 250
Масса, кг 600 500 630 1 750
Примечание. В скобках даны модели имеющихся прототипов манипуляторов.
КОМПЛЕКСЫ ДЛЯ ЛИТЬЯ под ДАВЛЕНИЕМ
110
13. Технические характеристики манипуляторов для смазывания пресс-форм
Параметр ЛМС 63 ЛМС 80 ЛМС 100
Усилие запирания пресс-формы обслуживаемой машины, кН Ход блока форсунок, мм Регулирование исходного положения блока форсунок, мм: по горизонтали по вертикали Число форсунок Alacca, кг 1600; 2500 4000 6 300—10 000
630 800 1 000
280 200 300 280
5 7 9
260 280 350
Примечание. Скорость перемещения блока форсунок 0.5 м/с.
Дозатор-манипулятор ДМ-4 (рис. 13, табл 16) предназначен для набора расплавленного металла из печи и транспортирования его с последующей заливкой в камеру прессования машины литья под давлением (усичие запирания пресс-формы 2500 и 4000 кН).
Техническая характеристика дозатора-манипулятора ДМ-4
Доза алюминиевого сплава, кг:
наибольшая..................................... ... 6
номинальная.................................................. 3,6
наименьшая ................................................. 0,2
Точность дозирования, %......................................... ±2
Время переноса дозы, с ................................ . 3—6
Габаритные размеры, мм......................................1500X600X1400
Масса, кг........................................................ 600
16. Составные части манипулятора ДМ-4
Позиция на рис. 13 Составная часть Обозначение
1 Привод ДМ4.10.000
2 Датчик ДМ4.20.000
3 Кронштейн ДМ4.30.000
4 Датчик уровня металла ДМ4.35.000
5 Кулиса ДМ4.40.000
— Электрошкаф ДМ4.81.000
— Кронштейн ДМ4.30.000-01 *2
•* К машине с усилием запирания пресс-формы 2500 кН.
*а К машине с усилием запирания пресс-формы 4000 кН.
116
ЛИТЕЙНЫЕ КОМПЛЕКСЫ И СРЕДСТВА МЕХАНИЗАЦИИ
Рис. 13. Схема движения дозатора-манипулятора ДМ-4
Ковш перемещается от раздаточ» ной печи к машине с помощью рычажного (пантографного) механизма — кулисы. Размеры рычагов выбраны из условия оптимальной траектории движения ковша. Привод рычажного механизма осуществляется от электродвигателя постоянного тока через червячный редуктор. Опрокидывание ковша производится посредством цепной передачи через червячный редуктор от электродвигателя постоянного тока. Элементы кинематики приведены в табл. 17.
В манипуляторе использованы подшипники качения (табл. 18).
В дозаторе-манипуляторе ДМ-4 . . примененыэлектродвигатели:ПБВ100М
(0,75 кВт; 1000 об/мин) для перемещения ковша и СЛ-661М (0.23 кВт; 2400 об/мин)
для его поворота.
В манипуляторе предусмотрено применение трех сменных мерных ковшей (рис. 14, табл. 19).
Для предохранения ковша от воздействия расплава и для придания его внутренней поверхности свойства несмачиваемости расплавом на эту поверхность наносят специальное покрытие состава, %: 20 окиси цинка (ГОСТ 10262—73); 5 кремнекислого натрия (ГОСТ 4239—62); 75 воды. Поверхности ковша предварительно считают или подвергают дробеструйной обработке. Затем ковш нагревают до 50—60 С и наносят краску в три слоя с промежуточной просушкой каждого слоя.
Механическая установка заливки и дозирования алюминиевого сплава — агрегат заливочный МЗ-1 объединяет дозатор-манипулятор ДМ-4 и электропечь сопро-
17. Элементы кинематики манипулятора ДМ-4
Элемент Обозначение ГОСТ Число в манипуляторе
Редуктор РЧУ-63А-80-1-1-2 13563—80 1
Звездочка 2=11 4
Цепь ПР-12,7-1820-2 13568—75 2
Редуктор РЧУ-100А-80-1-1-2 13563—80 1
Шестерня 2 = 18, т = 2 мм — 1
Колесо г = 54, т = 2 мм — 1
18. Подшипники качения (класс точности 0) кулисы манипулятора ДМ-4
Подшипник ГОСТ Число в кулисе Подшипник ГОСТ Число в кулисе
205 8338—75 7 60206 7242—70 2
207 8338—75 2 60207 7242—70 2
60205 7242—70 5
КОМПЛЕКСЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
117
тивлепия ЭСТ250 (техническая характеристика приведена ниже), оснащенную устройством для автоматического открывания и закрывания специальных створок тигля, позволяющих стабилизировать температуру металла, уменьшить окисление зеркала, повысить пожаробезопасность комплекса.
19. Основные размеры и характеристики сменных ковшей
11омер сменного Обозначение Масса подаваемого алюмин не во го Размеры, м м Я а ей О
сплава КГ
ковша Интервал Номинальная 1, ^2 1. 6 га га S а
1 ДМ4.00.002 0,2—3,5 2 45 154 184 36 80 206 5,1
2 ДМ4.00.002-01 3—5 3,6 46 178 216 52 92 218 5,9
3 ДМ4.00.002-02 5—7 6 46 224 254 86 109 254 7,3
Примечан и е. Материал ковша — серый чугун СЧ 15 по ГОСТ 1412—70.
Техническая характеристика печи ЭСТ250
Мощность, кВ-А:
установленная . . ......................... . . 63
номинальная .... ................................. 44,5
допустимая ................................................... 48
118
ЛИТЕЙНЫЕ КОМПЛЕКСЫ И СРЕДСТВА МЕХАНИЗАЦИИ
Температура расплава алюминия, СС ................................ 700—720
Напряжение на нагревателях, В .................................... 106
Число электрических зон......................................... . 1
Вместимость тигля по алюминию, кг........................... . . . 250
Масса, кг: электропечи .................................................... 1136
футеровки........................................................ 830
агрегата заливочного.............................................. 3335
Манипулятор А9740 (рис. 15) предназначен для залнвки определенной дозы алюминиевого сплава в пресс-камеру машин литья под давлением с усилием запирания 6300, 8000 и 10 000 кН.
Техническая характеристика манипулятора А9740
Масса дозы алюминиевого сплава, кг........................ ... 4—18
Время переноса дозы из печи к машине, с ..................... 10
Точность дозирования при наименьшей дозе, %.................. ±1,5
Номинальное давление в гидросистеме, МПа (кгс/см2) . . 12,5 (125)
Габарит (длинах ширинаХвысота), мм 1290X680X1460
Величина дозы определяется вместимостью ковша. Вместимость зависит от расстояния между дном и заборным отверстием ковша и может (в небольших пределах) ретинироваться изменением наклона и временем выдержки опрокинутого ковша над камерой прессования машины.
По особому заказу манипулятор может поставляться с раздаточной печью САТ-0,25-Х1 с устройством для автоматического закрывания тигля с металлом.
Техническая характеристика печи CAT-0.25-XI
Вместимость тигля по алюминию, кг......................................250
Установленная номинальная мощность, кВт ................... 50
Температура расплавленного алюминия, СС . ...................800
Масса с трансформатором, шкафом и ЗИП, кг........................... 5110
КОМПЛЕКСЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
119
Печи серийно изготовляются и поставляются бийским заводом «Электропечь».
В настоящее время манипуляторы А9740 заменяют на манипуляторы АН-18А пантографного типа с ковшом в виде ложки (типа ДМ-4). Дозатор А71114.00.20, созданный на базе дозатора А9740, используют для оснащения комплекса литья под давлением с усилием запирания 16 000 кН. Масса дозы алюминиевого сплава 4—20 кг. Номинальная мощность электропечи 50 кВт.
Специализированные промышленные роботы и манипуляторы для съема отливок с машин литья под давлением захватывают отливки после открытия пресс-формы, сопровождают ее при выталкивании пз пресс-формы и выносят за пределы рабочей зоны машины.
В зависимости от конструкции, определяемой заданной степенью механизации, используется либо манипулятор, который может сбросить отливку сразу после выноса ее из рабочей зоны, либо промышленный робот, который может произвести дополнительные манипуляции в соответствии с заданной программой. Представителями манипуляторов-съемников являются модели РМ-1 и ЛМ10Ц83.01, промышленных манипуляторов РМ-2 и А9720. На комплексах с усилием запирания пресс-форм 12 500 кН и выше, как правило, используют специальные съемники. Технические характеристики некоторых из них приведены ниже.
Техническая характеристика манипулятора РМ-1
Наибольшая масса снимаемой отливки, кг....................... 6
Усилие зажима отливки, Н..................................... 1000
Ход, мм; при съеме отливки (регулируемый)............................. 50—250
при выносе отливки из машины............................. 1900
Угол поворота клещей манипулятора, ...с...................... 120
Рабочее давление в гидросистеме, МПа (кгс/см2)........... 1,5—2(15—20)
Габаритные размеры (длинаХ ширинах высота), мм................1430X 830X1330
Масса, кг.................................................... 400
Манипулятор-съемник ЛМ10Ц83.01 (рис. 16, табл. 20 и 21) предназначен для автоматического удаления из машины литья под давлением отливок и транспортирования их в промежуточную тару или на конвейер. Манипулятор-съемник используют с машинами с усилием запирания пресс-формы 4000 кН (при наибольшем размере отливки в проекции на плоскость разъема пресс-формы, т. е. в направлении извлечения, до 500 мм) в цехах серийного, крупносерийного и массового производств.
Техническая характеристика манипулятора ЛМ10Ц83.01 Грузоподъемность, кг......................................... 10
Число степеней подвижности (без учета степеней подвижности клещей).......................................................... 3
Перемещения, ...°: захватного устройства ......................................... 30
руки .......................................................... 60
корпуса.............................................. . 100
Скорость поворота, ...°/с: захватного устройства ......................................... 60
руки ........................................ ........... 30
корпуса............................................... . 60
Давление в гидросети номинальное, МПа (кгс/см2).............. 4 (40)
Подача насоса, л/мин............................................... 10
Установленная мощность, кВт ...................................... 1,1
Габаритные размеры (без насосной станции и электрошкафов) (длинаХ ширинах высота), мм................................1300X1200X570
Масса, кг......................................................... 400
Движения рабочего органа манипулятора осуществляются в горизонтальной плоскости, за исключением движения губок захватного устройства. Механизм пере-
120
ЛИТЕЙНЫЕ КОМПЛЕКСЫ И СРЕДСТВА МЕХАНИЗАЦИИ
Рис. 16. Манипулятор-съемник ЛМ10Ц83.01 отливок
мещеиия («предплечье»), рука («локоть») и захватное устройство («кисть») поворачиваются вокруг вертикальных осей. Губки захватного устройства установлены на рычагах, имеющих горизонтальные оси поворота для удерживания отливки за пресс-остаток. Механизм перемещения и рука приводятся в движение гидроприводом, фиксация схвата и движение губок — пневмоприводом.
В комплект гидрооборудования входят: централизованно выпускаемая станция СВ1А-40-1Н-1,Г10, гидропанель с распределителями серии Р102, исполнительные плунжеры и гидроцилиндры. Станция при-
вода оснащена пластинчатым гидронасосом, маслоохладителем и необходимой коитрольно-регулирующей аппаратурой. На сливной магистрали гидропанели установлен компенсатор утечек, обеспечивающий надежное заполнение гидросистемы и плавность движений маннпу-
20. Составные части манипулятора-съемника ЛМ10Ц83.01
Позиция на рис. 16 Составная часть Обозначение
1 Механизм перемещения ЛМ10Ц83.01.01.000
2 Рука ЛМ10Ц83.01.02 000
3 Захватное устройство (клещи) для 055 мм ЛМ10Ц83.01.03.000
4 Выталкиватель ЛМ10Ц61.01.60.000
5 Станция гидропривода СВ1А-40-1Н-1.1-10
6 Электрошкаф с аппаратурой ЛМ10Ц61.01.80 600
7 Пульт управления ЛМ10Ц61.01.80.500
— Блок подготовки воздуха ЛМ10Ц83.01.70.000
21. Подшипники качения (класс точности 0), используемые в манипуляторе ЛМ10Ц83.01
Подшипник ГОСТ Место установки Число в манипуляторе
202 Механизм перемещения, захватное устройство 6
208 8338—75 Механизм перемещения 4
7000107 Механизм перемещения 2
7202 333—79 Захватное устройство 8
КОМПЛЕКСЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
121
лятора. Компенсатор утечек представляет собой пружинный аккумулятор, в поршне которого встроен управляемый от упора крайнего положения обратный клапан.
В комплект пневмооборудования входят блок подготовки воздуха, пневмопанель и коммуникации. Блок подготовки, имеющий типовую систему запорной, контрольно-регулирующей и специальной аппаратуры, не устанавливают при наличии аналогичной системы на обслуживаемой манипулятором машине.
С помощью электросхемы осуществляются наладочный и рабочий режимы работы манипулятора. Управление в наладочном режиме проводится переключателями пульта управления. При этом выполняются операции: общий останов, ввод—вывод руки, подвод руки, расфиксация кисти и зажим отливки. В рабочем режиме механизмы манипулятора включаются по команде из машины; осуществляются следующие движения: ввод рычага в разъем пресс-формы, подвод захватывающего устройства к отливке, зажим отливки и расфиксация кисти, выталкивание отливки гидровыталкпвателем машины (команда подается через 0.5 с после расфиксации кисти), отвод захватного устройства с отливкой от подвижной части пресс-формы, фиксация кисти, вывод рычага с отливкой из разъема пресс-формы и рабочей зоны машины, сброс отливки, перевод рычага в исходное положение.
Манипулятор монтируют на неподвижной плите машины литья под давлением на специально привариваемой плате. Электрошкаф устанавливают за машиной рядом с манипулятором.
Манипулятор-съемник (промышленный робот) РМ-2 (рис. 17, табл. 22) предназначен для захвата готовой отливки, выноса ее за пределы рабочей зоны машины и укладки в штамп обрезного пресса.
Техническая характеристика манипулятора-съемника РМ-2
Грузоподъемность, кг.......................................... .... 6,3
Точность позиционирования, мм ... .... ±0,5
Число степеней свободы ............... ..................................5
Ход захватного устройства, мм: вдоль оси машины ......................... ... 320
по высоте............................. ... 400
вперед-назад....................................... . .... 800
Угол поворота стойки с захватным устройством, ...“ . . . 90±5
Габаритный размер руки с захватным устройством, мм.......................1820
Давление в гидросистеме, МПа (кгс/см2) ..................................3 (30)
Высота, мм...............................................................1735
Масса без отдельно устанавливаемого электрооборудования, кг..............980
Каретка манипулятора перемещается вдоль оси машины литья под давлением. На ней расположены механизмы подъема и поворота, а также механизм клещей. Гидроцилиндр перемещения кареткн встроен в основании робота. Для обеспечения одновременности начала перемещения каретки и выталкивания отливки каретка снабжена регулировочным узлом, который позволяет компенсировать свободный ход штока гидровыталкивателя машины до момента его соприкосновения с плитой толкателей пресс-формы.
Поворот руки манипулятора осуществляется от гидродвигателя типа Г15-23 и передается с помощью червячной передачи. Величина поворота определяется 22. Составные части манипулятора-съемника РМ-2
Позиция на рис. 17 Составная часть Обозначение
1 Каретка РМ2.10.000СБ
2 Механизм поворота РМ2.20.000СБ
3 Механизм клещей РМ2.22.000СБ
4 Механизм подъема РМ2.30.000СБ
122
ЛИТЕЙНЫЕ КОМПЛЕКСЫ И СРЕДСТВА МЕХАНИЗАЦИИ
жесткими упорами. Плавное торможение в конце поворота обеспечивают осевые дроссели, точность углового позиционирования — регулировочные винты.
Основанием механизма клещей является гильза, внутри которой расположен стакан со штоком. На переднем торце штока установлены клещи с цилиндром зажима, на заднем торце — механизм поворота (ротации) клещей. Благодаря демпфирующим устройствам остановка клещей в крайних положениях происходит без удара. Губки клещей выполнены съемными, их конфигурация должна соответствовать форме захватываемой части детали или пресс-остатка.
Механизм подъема крепится к планшайбе механизма поворота, представляет собой рамную конструкцию, состоящую из двух направляющих колонок и гидро-ци :индра подъема, шток которого закреплен на поперечине, а гильза — иа обойме. Крайние положения при подъеме и опускании определены с помощью конечных выключателей и обеспечиваются гидроаппаратурой управления. Приводом рабочих органов манипулятора служит насос БГ12-24 с электродвигателем 4А112М4 (мощность 5,5 кВт, частота вращения 1500 об/мин).
Техническая характеристика насоса БГ12-24 Подача, л/мин ...................................................... 70
Давление, МПа (кгс/см2): номинальное ...................... ............................. 12,5 (125)
используемое................................................ 3 (30)
КОМПЛЕКСЫ ДЛЯ ЛИТЬЯ под ДАВЛЕНИЕМ
123
Зажим, поворот и выдвижение клещей вперед-назад осуществляется пневмоцилиндрами.
Основание манипулятора крепится к фундаменту четырьмя болтами М20 с расстоянием между осями 750 X 600 мм.
Промышленный робот А9720 (рис. 18) предназначен для захвата и выноса готовой отливки из рабочей зоны машин 711А10, 71111 и 71112 литья под давлением с усилием запирания пресс-форм соответственно 6300, 8000 и 10 000 кН.
Техническая характеристика промышленного робота А9720
Грузоподъемность, кг.................................................. 20
Число степеней свободы................................................. 5
Радиус обслуживания, мм.............................................. 2415
Ход, мм: захвата......................................................... 1250
каретки.......................................................... 420
Вертикальное перемещение башни, мм.................................. 340
Ротация захвата, ...° ................................................ 90
Поворот башни, ...°................................................ 100±5
Скорость поступательного перемещения захватного устройства в радиальном направлении, м/с ......................................... 0,5
Угловая скорость поворота башни, ...с/с............................. 40
Наименьшая высота захвата от пола, мм................................ 1205
Габаритные размеры в плане без пульта управления, мм............. 2545X840
Высота, мм:
со светильником.................................................. 1780
без светильника.................................................. 1425
Масса без отдельно стоящего электрооборудования, кг ................ 1750
Последовательность перемещений относительно осей координат и движения зажима задается набором программы на пульте управления в зависимости от конфигурации пресс-формы, способа подхода захвата к отливке и желаемых манипуляций с отливкой за пределами машины. Величины ходов регулируют жесткими упорами п электрическими конечными выключателями.
Наиболее сложной из осуществляемых программ работы является следующая:
ввод клещевого захвата в разъем пресс-формы;
захват отливки за пресс-остаток;
ход одновременно и синхронно с выталкиванием отливки вдоль оси машины;
вывод захвата с отливкой за пределы машины;
ротация захвата на 90° вокруг горизонтальной оси;
поворот башни робота для ввода отливки в установку охлаждения;
ввод отливки в установку охлаждения;
Рис. 18. Промышленный робот А9720
124
ЛИТЕЙНЫЕ КОМПЛЕКСЫ И СРЕДСТВА МЕХАНИЗАЦИИ
ввод в разъем штампа для обрезки литников и облоя;
укладывание отливки в штампе (ход вниз), разжим захвата (освобождение отливки);
возврат захвата в исходное положение для осуществления следующего цикла.
Исключая отдельные движения или группу движений, получают более простые программы. При отсутствии пресса может выполняться сброс отливок в тару или на ленточный конвейер, а также навешивание их на конвейер.
Техническая характеристика гидрооборудования промышленного робота А9720
Тип насоса .............................................. Г12-22А (18Г12-33)
Подача насоса, л/мин.................................... 12
Номинальное давление, МПа (кгс/см2).......................... 6,3 (63)
Число насосов........................................... 1
Электродвигатель привода ......................... .... АОЛ41-6
Вместимость аккумулятора, л............ 16
Давление в гидросистеме, МПа (кгс/см2) ... .... 5 (50)
Рабочая жидкость........................................Турбинное масло Тгз
(ГОСТ 32—74)
Тип фильтра грубой очистки................................. Магнитный ФАГ4
Число фильтров ......................................... 1
Расход воды на охлаждение рабочей жидкости, л/мии. . . 10
Техническая характеристика специального манипулятора для уборки отливок
(обозначение А71114.00.030)
Грузоподъемность, кг................................. . ............ 42
Усилие, кН: цилиндра осевой каретки ................. ...........................7
цилиндра захвата............................................... ... 4,5
перемещения поперечной каретки ... . . . 7
Поворот головки захватного устройства, ...с . . 90
Время двойного хода, с: поперечной каретки ............................................... ... 14
наименьшее регулируемое осевой каретки . . . ... 4
захвата отливки.............................. ..................... 1
Техническая характеристика манипулятора-съемника отливок для комплекса А71117
Грузоподъемность, кг............................................. 50
Крутящий момент привода руки, Н-м ИЗО
Угол поворота руки, ...° .... 180
Усилие, Н: цилиндра-сбрасывателя . . . 800
цилиндра подъемного стола 7000
Ход, мм: сбрасывателя.................... - 370
подъемного стола............ •
Время двойного хода руки, с. . .13
Габаритные размеры, мм ... 4200X2320X2320
Масса, кг................... • 1490
Техническая характеристика манипулятора-съемника отливок
комплекса А71118
Грузоподъемность, кг........................................... 50
Усилие, кН:
перемещения поперечной каретки - 6,3
цилиндра осевой каретки..................................... 2,0
КОМПЛЕКСЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
125
захвата ............. . . . 4,0
Ход, мм:
поперечной каретки . . 2600
осевой каретки.......... ... 330
Время, с:
двойного хода поперечной каретки ............................. 13
наименьшее двойного хода осевой каретки . . ........ 5
Габаритные размеры, мм.................................... 4025X725X2240
Масса, кг....................................................... 2600
Промышленный робот ЛМ10Ц61.01 (рис. 19, табл. 23) предназначен для автоматического выполнения следующих операций на машинах литья под давлением с усилием запирания пресс-формы 4000 кН при наибольшем размере отливки в проекции на плоскость разъема в направлении извлечения до 500 мм: съем и удаление отливки, перенос отливки к специальному устройству для контроля на полноту извлечения, охлаждение отливки окунанием ее в охлаждающую жидкость, установка отливки в штамп обрубного пресса. Робот применяют в цехах и на участках литья под давлением серийного и крупносерийного производства.
Техническая характеристика робота ЛМ1СЦ61.01 Грузоподъемность, кг.............................................. 10
Число степеней свободы (без захвата) ..................... 5
Перемещение поступательное руки наибольшее, мм............ 630
Наибольшая скорость поступательного перемещения руки, м/с 0,8
Поворотное перемещение относительно неподвижной оси наибольшее, ...° ............................................. НО
Скорость поворотного перемещения относительно неподвижной оси наибольшая, ...°/с................................. 60
Наибольшее поворотное перемещение относительно осн, изменяющей свое положение в пространстве, ...°................. НО
Наибольшая скорость поворотного перемещения относительно оси, изменяющей свое положение в пространстве. ...°/с. . . 60
Наибольшее поворотное перемещение кисти, компенсирующее угловое смещение руки при выталкивании, ...°............... 10
Наибольшая скорость перемещения кисти, ...°/с............. 30
Номинальное давление в гидросети, МПа (кгс/см2) ................ 6,3 (63)
Габаритные размеры робота без насосной станции и электрошкафов, мм.................................................. 1730X 1155X1775
Масса, кг................................................. 750
23. Составные части робота ЛМ10Ц61.01
Позиция на рис. 19 Составная часть Обозначение
1 Портал ЛМ10Ц61.01.01.000
9 Механизм поворота ЛМ10Ц61.01.02.000
3 Рука ЛМ10Ц61.01.03.000
4 Захватное устройство ЛМ10Ц61.01.04.000
Механизм схвата ЛМ10Ц61.01.05.000
6 Гпдропаиель ЛМ10Ц61.01.07.000
7 Станция гидропривода СВПА-40-ЗН-3-5/12
8 Электрооборудование ЛМ10Ц61.01.80.000
S Электрошкаф ЛМ10Ц61.01.80.100
10 Электрошкаф ЛМ10Ц61.01.80.500
11 Электропульт наладочный ЛМ10Ц61.01.80.600
126
ЛИТЕЙНЫЕ КОМПЛЕКСЫ И СРЕДСТВА МЕХАНИЗАЦИИ
дельную оси машины.
Компоновочная схема
Рис. 19. Промышленный робот ЛМ10Ц61.01
Промышленный робот раз-мещают с задней стороны машины литья под давлением. В качестве опорной базы используют неподвижную плиту машины и опирающийся иа нее портал. Особенность компоновки робота — необходимость расположения оборудования (устройства для контроля полноты извлечения отливки, резервуара охлаждения отливок, обрубного пресса), обслуживаемого роботом в линию, парал-средств механизации с роботом
приведена на рис. 20.
Корпус и ось зубчатого колеса механизма поворота робота, а также оси рычагов и клифоцрй механизм схвата установлены на подшипниках качения (табл. 24).
В качестве приводного гидроагрегата гидросистемы применена централизованно выпускаемая станция гидропривода СВПА-40-ЗН-3-5/12. Рабочая жидкость —- турбинное масло Т22 (ГОСТ 32—74). Подача сдвоенного пластинчатого насоса 5/12 л/мин, установленная мощность электродвигателя 3 кВт. Станция привода оснащена необходимой контрольно-регулирующей аппаратурой и маслоохладителем; монтируется отдельно от робота. В гидросистеме робота использована контроль-ио-регулируюшая и распределительная аппаратура, входящая в комплекс «Миниатюрная гидроаппаратура», выпускаемый отечественной промышленностью серийно.
На сливной магистрали гидросистемы установлен компенсатор утечек, обеспечивающий необходимое для равномерного движения механизмов противодавление, а также восполняющий внешние утечки при длительном отключении привода. Ком-
Рис, 20. Компоновочная схема размещения средств механизации с промышленным роботом ЛМ10Ц61.01:
1 — контейнер для отливок; 2 — обрубной пресс; 3 — контролирующее устройство; 4 — машина лнтья под давлением; 5 — промышленный робот; 6 — резервуар для охлаждения отливок; 7 раздаточная печь; 8 — газовые баллоны аккумулятора
КОМПЛЕКСЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
127
24. Подшипники качения (класс точности 0), использованные в роботе ЛМ10Ц61.01
Подшипник гост Место установки Число
7211 333—79 Механизм поворота 4
7202 333—79 Схват 4
202 8338—75 » 2
пенсатор выполнен в виде пружинного аккумулятора с управляемым обратным клапаном.
Электрооборудование выполнено в контактном варианте с применением реле общепромышленного исполнения. Управление обеспечивает автоматический, полуавтоматический и наладочный режимы работы.
Манипуляторы для смазывания пресс-форм. На соприкасающиеся с жидким металлом поверхности пресс-форм наносят смазочные материалы (разделительные составы), различные по составу п консистенции. В целях автоматизации этой операции разрабатывают и внедряют жидкие смазки, наиболее легко поддающиеся распылению и нанесению на поверхности механизированным способом. Для распыления используют форсунки типовых конструкций, одна из которых показана на рис. 21. Для смазывания простых пресс-форм форсунки устанавливают стационарно, закрепляя их на специальных штативах в пазах плит-формодержателей машин литья
под давлением.
Для смазывания сложных пресс-форм блок форсунок вводится в разъем пресс-формы манипулятором смазки. Один из манипуляторов, нашедший широкое применение в комплексах с усилием запирания пресс-форм машин 1600 и 2500 кН, приведен на рис. 22. Манипулятор закрепляют на верхней противоположной от оператора колонне, поэтому он может поворачиваться в вертикальной плоскости. В движение манипулятор приводится пневмоцилиидром.
Типовая схема манипулятора для смазывания пресс-форм приведена на рис 23. Манипулятор монтируют на неподвижной плите машины литья под давлением. Составные части манипуляторов ЛМС 63 и ЛМС 80 унифицированы (табл. 25). Угол наклона форсунок и их расположение в блоке могут в некоторых пределах регулироваться с целью охвата факелами смазочного материала всей поверхности пресс-формы.
Пресс-формы смазывают либо в каждом цикле работы машины литья под давлением, либо по счетчику циклов (оптимально через каждые шесть циклов). Смазывание и обдув сжатым воздухом пресс-форм выполняют одним из следующих способов: при ходе подвижного блока вверх или вниз пресс-форма обдувается, а распыление смазочного материала проводится во время остановки блока в нижнем положе-
нии; время смазывания регулируется;
смазывание проводится при ходе подвижного блока вниз, обдув — при его ходе вверх.
Во время пропуска циклов манипулятор может по заданию программы либо находиться в верхнем положении неподвижно, либо совершать ход вверх-вниз, обдувая пресс-формы. Для того чтобы избежать застоя смазочного материала в подводящих каналах и их засорения, в манипуляторе предусмотрена замкнутая смазочная система с непрерывной циркуляцией смазки. Кинематическая схема
Рис. 21. Типовая форсунка для смазывания пресс-форм
128
ЛИТЕЙНЫЕ КОМПЛЕКСЫ И СРЕДСТВА МЕХАНИЗАЦИИ
Рис. 22. Поворотный манипулятор для смазки пресс-форм
типового манипулятора смазки приведена на рис. 24, элементы кинематики —• в табл. 26,
В манипуляторе ЛМС 63 в качестве агрегата для подачи смазки использован красконагнетательный бачок БКР-40-4 вместимостью 40 л. Для манипуляторов ЛМС 80 и ЛМС 100 предусмотрен специальный агрегат подачи смазочного материала с насосом типа Г11-22 (подача 18 л/мии), приводимым во вращение электродвигателем АОЛ2-12-4 (0,8 кВт, 1440 об/мин).
Рис. 23. Типовая конструкция манипулятора для смазки пресс-форм
Рис. 24. Кинематическая схема манипулятора для смазки пресс-форм
КОМПЛЕКСЫ ДЛЯ ЛИТЬЯ ПОП ДАВЛЕНИЕМ
129
25. Составные части манипуляторов ЛМС 63 и ЛМС 80
Позиция на рис. 23 Составная часть Обозначение
1 Стойка ЛМС 80.01.000
2 Механизм перемещения ЛМС 63.01.000 ЛМС 80.02.000
3 Панель ЛМС 80.03.000
4 Форсунка * ЛМС 80.04.000
5 Рамка обдувиая ЛМС 80.05.000
6 Редуктор ЛМС 80.06.000
— Агрегат подачи смазочного материала ЛМС 63.61.000 ЛМС 80.61.000
— Пневмопанель ЛМС 80.62.000
— Узел подготовки воздуха ЛМС 80.63.200
— Электрошкаф ЛМС 80.80.000
* Для манипулятора ЛМС 63 используют пять форсунок, для ЛМС 80 — семь форсунок.
26. Элементы кинематики манипулятора смазки
Позиция на рис. 24 Элементы Характеристика Назначение
/; 2 3\ 4 5; 6 Конические шестерни реду ктора Винт—гайка стойки Шестери я—рен ка z — 30; т = 2 мм; ширина 14 мм Тг 32X6 г = 20 т — 2 мм; ширина 25 мм Регулирование стойки по высоте Регулирование вылета блока форсунок
Форсунки манипулятора соединены с агрегатом для подачи смазки системой трубопроводов н гибкими рукавами типа Г (1У)-10-20-У (ГОСТ 18698—73). В некоторых случаях манипулятор для смазывания пресс-форм объединяют с устройством для смазывания пресс-поршня. Например, в установке А9740 для машин литья под давлением с усилием запирания 6300, 8000 и 10 000 кН имеется наряду с системой смазки пресс-формы специальная независимая система смазки пресс-поршня.
Система смазки пресс-поршня включает: форсунки (2 шт.), емкость для смазочного материала (60 л), насос типа БГ11-11 [подача 8 л/мин, давление до 0,5 (5) МПа (кгс/см2)], электродвигатель АОЛ 41-6.
Прессы и другие элементы механизации. Прессы П16, К13004 и П60 (рис. 25, табл. 27) предназначены для обрезки литников и облоя у отливок, полученных литьем под давлением. Прессы предусматриваются в составе комплексов литья под давлением по особому заказу потребителя.
Прессы имеют вертикальное исполнение В нижней неподвижной плите предусмотрено окно для удаления отходов — обрезанного облоя и литников. Пресс П60 комплектуется платформой (П60-16-001) на колесах, которая закатывается под нижнюю плиту пресса с пустой тарой и выкатывается с заполненной отходами тарой. Отливки из верхней подвижной части штампа удаляются гидровыталкива-
5 Сафронов В. Я.
130
ЛИТЕЙНЫЕ КОМПЛЕКСЫ И СРЕДСТВА МЕХАНИЗАЦИИ
Рис. 25. Схема пресса для обрезки литников и облоя П16
Рис. 26. Типовая рующая) установка
спрейериая (души-
обрезки литников и облоя
27. Технические характеристики прессов для
Параметр П16 К13004 П60
Усилие, кН: запирания пресс-формы обслуживав- 2500; 4000 6 300; 8 000; 12 500;
мои машины 10 000 16 000;
номинальное обрезки 160 200 20 000 600
обратного хода — 70 100
гидрсиилиндров выталкивания 5 —- -—'
Расстояние между колоннами, мм 530X530 850X 850 1 200Х 1 000
Наибольшее расстояние между нижней и 850 950 1 200
подвижной плитами, мм Ход подвижной траверсы, мм 400 600 800
Габаритные размеры пресса, мм: длина 1700 2 030 3 325
ширина 900 2 160 2 260
высота 2400 4 360 5 000
Масса, кг 2600 — —
КОМПЛЕКСЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
131
телями (пресс П16) либо выталкивающим устройством штампа при возвращении подвижной плиты в верхнее положение. Для улавливания выталкиваемой отливки и сбрасывания ее в тару прессы имеют подвижные лотки.
Пресс К13004 изготавливается серийно Оренбургским заводом «Металлист». Подвижный лоток к прессу должен быть заказан потребителем особо. Ниже приводятся технические характеристики гидроприводов прессов П16 и П60.
Техническая характеристика гидропривода пресса П16
Насос низкого давления: тип........................ ................. .... . . БГ12-23
подача, л/мин................................................. 35
давление, МПа (кгс/см2): номинальное .... ... . ..............12,5 (125)
используемое .... .......... ..................... 3,5 (35)
Насос высокого давления: тип.................................................................НАГ 4/320
подача, л/мин.......................................... . . 5,25
давление, МПа (кгс/см2): номинальное ................... . . . . . .32 (320)
используемое................. . . .......... 20 (200)
Электродвигатель привода: тип.............................. ... . 4A1I2M4
мощность, кВт ................................................ 5,5
частота вращения, об/мин........... .............. . 1500
Общая установленная мощность, кВт . . ... . 10,5
Техническая характеристика гидропривода пресса НСО
Номинальное давление в гидросистеме, МПа (кгс/см2) . . . . 12,5 (125)
Давление мультипликации наибольшее, МПа (кгс/см2) . . 25 (250)
Общая вместимость гидросистемы, л .... 1300
Расход воды на охлаждение, л/мин ... .40
Установка спрейерная (душирующая) для охлаждения отливок к автоматизированным комплексам А711А10, А7П11 и А71112, машины литья под давлением которых имеют усилие запирания соответственно 6300, 8000 и 10 000 кН, представлена иа рис 26. Для охлаждения отливок окунанием используют обычные емкости, однако для их применения необходим манипулятор, имеющий специальное движение.
Установки термостатирования проектируют и изготовляют в зависимости от заданного числа точек подачи охлаждающей жидкости. Интенсивность подачи регулируется электромагнитными вентилями, получающими команды от термопар, расположенных в различных частях пресс-формы — зонах. Электромагнитные вентили имеют обводы с проходными вентилями малого сечения. Проходные вентили пропускают такое количество охлаждающей воды при котором не образуются пробки пара в каналах охлаждения пресс-формы. Получаемый от термопары сигнал в специальном электроустройстве преобразуется в дискретный сигнал, управл i-ющий вентилем. Как только температура пресс-формы станет выше допустимей, по сигналу включается магнит соответствующего вентиля и подача воды увеличивается, а при уменьшении температуры на 15—20 °C ниже допустимой магнит отключается, снижая подачу воды. Такими установками комплектуют средние и крупные комплексы. Так, для комплексов А711А10, А71111 и А71112 разработана и используется установка термостатирования, обеспечивающая регулирование температуры пресс-формы в шести точках за счет изменения интенсивности подачи охлаждающей воды. Температура пресс-формы контролируется термопарами и регулирующим набором с самописцем.
Установка термостатирования 711СТ разработана и используется с комплексе м 71114. Жидкий теплоноситель в замкнутом контуре имеет возможность охлаждаться 5*
J 32
ЛИТЕЙНЫЕ КОМПЛЕКСЫ
СРЕДСТВА МЕХАНИЗАЦИИ
и нагреваться. Максимальная температура теплоносителя 200 “С, общая мощность нагревателя 72 кВт, число точек термостатирования — шесть. Использование силиконовых жидкостей позволяет повысить рабочие температуры теплоносителей до 400 °C.
Блокировочная площадка включается в состав комплексов как средство повышения безопасности обслуживающего персонала. Площадок может быть несколько. Их располагают в зонах повышенной опасности, т. е. в зонах действия манипуляторов и у рабочей зоны машины. Наступая на блокировочную площадку, рабочий, обслуживающий комплекс, автоматически блокирует срабатывание механизма, создающего опасность, например закрытие пресс-формы или поворот робота.
В крупных и уникальных комплексах, для которых необходимы специальные, поднятые над уровнем пола площадки для обслуживания пресс-формы, блокировочные площадки, установки термостатирования и емкости других вспомогательных устройств компонуют в единый вспомогательный агрегат. Например, в комплексах А71117 и А71118 имеется вспомогательный агрегат с восьмью зонами охлаждения формы габаритными размерами 5250 X 2830 X 3680 мм и массой 3900 кг.
Приборы контроля и регулирования выполняют функции:
прямого автоматического управления отдельными операциями или параметрами технологического процесса (автоматическим включением ступеней прессования, автоматическим прерыванием цикла работы при превышении установленных усилий запирания либо при выходе из установленных режимов других важных параметров);
косйешюго управления, заключающегося в том, что регулирование параметров оператор выполняет после получения световых, звуковых или иных сигналов;
управления автоматизированным комплексом, когда приборы являются органами системы программного управления этим комплексом;
регистрации условий производства и степени воспроизводства заданных режимов, позволяющей вести корректировку процесса или организации всего производства с учетом накопленной информации за длительный период (сезон).
По согласованию между заказчиком и изготовителем определенные приборы могут быть объединены в измерительные комплекты (контрольно-информационные комплексы). В зависимости от сложности отливки комплект приборов может быть включен в единую систему автоматического управления одним комплексом литья под давлением. Если же из экономических соображений применение комплекта приборов для одного комплекса окажется нецелесообразным, в этом случае возможно использование одного измерительного комплекта для нескольких комплексов. С помощью штепсельных разъемов комплект измерительных приборов может быть связан на период отладки либо контроля технологического процесса с любым из обслуживаемых комплексов, для чего изготовляется в передвижном исполнении.
Допустимый диапазон параметра устанавливается цифровым задатчиком на лицевой панели комплекта приборов. При выходе параметра за установленный диапа-вон загорается сигнальная лампа, после чего может быть выдан блокировочный сигнал В комплект включают как стандартные, изготовляемые централизованно, так и специально разработанные приборы, датчики, устройства контроля и регулирования.
С помощью приборов контролируют и регулируют следующие операции, параметры и режимы автоматизированных комплексов литья под давлением:
перемещение и положение рабочих органов базовой машины и средств около-машннной механизации;
число отработанных циклов;
состояние важнейших элементов оборудования (температуру рабочей жидкости и подшипниковых узлов, подачу и наличие смазочного материала, работу фильтров, давление рабочей жидкости, смазочного материала, охлаждающей воды, в том числе смазывание пресс-формы, пресс-плунжера и охлаждение пресс-формы);
усилие запирания (натяжение одной из четырех или каждой колонны механизма запирания);
температуру заливаемого металла и ее колебания;
уровень металла в раздаточной печщ
температуру в заданных точках пресс-формы.
КОМПЛЕКСЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
13.3
Особое внимание уделяют измерению, регистрации и регулированию параметров механизма прессования базовой машины литья под давлением: перемещения пресс-поршня, скорости движения в каждой фазе, ускорения на всем пути движения, давления прессования, времени запрессовки и скорости включения мультипликации (допрессовки), если таковая имеется. Качество отливок в значительной мере зависит от стабильности воспроизведения механизмом прессования указанных параметров, так как процесс запрессовки металла в пресс-форму отличается высокой динамичностью, может происходить за доли секунды и даже для самых крупных отлнвок не превышает 2—3 с. Процесс кристаллизации отливки также кратковременен. Приближенно время кристаллизации определяют из условия—на затвердевание 1 мм толщины стенки отливки необходима 1 с (установлено экспериментально). Нестабильность выдержки механизмом прессования заданных режимов может привести к браку отливок по недоливу, пористости, некачественной и неоднородной структуре, массовой плотности, а следовательно, прочности и гидроплотности детали. Значительно может отличаться от требуемой шероховатость и качество поверхности, что отрицательно влияет на товарный вид отливки.
Комплект приборов автоматизированного комплекса У711А10И литья под давлением с усилием запирания базовой машины 6300 кН обеспечивает, например, измерение, регистрацию и выдачу показаний на специальные цифровые табло для визуального наблюдения и контроля, а при нарушении заданных пределов изменения параметров режимов — необходимую сигнализацию для регулирования следующих параметров: усилия запирания машины (500—20 000 кН), скорости прессования иа заданном отрезке пути пресс-плунжера (0,2—10 м/с), величины пути пресс-плунжера (1—1000 мм), времени нарастания мультиплицированного давления подпрессовки в цилиндре прессования машины (1—1000 мс), давления подпрессовки (5—40 МПа), кривой давления в цилиндре прессования. Значения параметров при необходимости могут быть выданы в АСУТП цеха.
Кроме того, комплекс снабжают приборами для измерения давления в цилиндре механизма прессования и аккумуляторах, счетчиком циклов, приборами автоматического контроля температуры охлаждения гидросистемы, контролем состояния фильтров, смазки, скорости прессования в момент прохода заливочного окна (0—2 м/с), температуры пресс-формы в заданных точках, температуры расплавленного металла в печи. Перечисленное оборудование, вспомогательные устройства и приборы связаны общей системой программного управления, базирующейся на бесконтактных электронных логических элементах, обеспечивающих стабильность заданных режимов и последовательность операции цикла.
Измерительный комплект приборов разработан на заводе «Сиблитмаш» для оснащения всего ряда выпускаемых комплексов литья под давлением.
Рис. 27. Механизированный комплекс для обработки (зачистки) отлнвок:
1 — рельсы; 2 — станина; 3 — головка шлифовальная; 4 — мост; 5 — привод моста; 6 — тележка; 7 — устройство для отсоса пыли; 8 — кантователь; 9 — пульт управления; 10 = площадка обслуживания; 11 и 12 — стойки
134
ЛИТЕЙНЫЕ КОМПЛЕКСЫ И СРЕДСТВА МЕХАНИЗАЦИИ
МЕХАНИЗИРОВАННЫЕ КОМПЛЕКСЫ ДЛЯ ОБРАБОТКИ (АБРАЗИВНОЙ ЗАЧИСТКИ)ОТЛИВОК
28. Технические характеристики комплексов
Параметр 99911 99913 99914
Техническая производительность (съем металла),
кг/ч, при скорости резания, м/с:
40 25
80 100
Наибольшие размеры обрабатываемых отливок, мм:
длина 1 200 2 000 3 000
ширина 800 1 С 00
высота 700 1 000
Наименьшие размеры отливок, мм:
длина 300 1 200 2 000
ширина 300
высота 300
Наибольшая масса обрабатываемых отливок, кг 1 600 3 350 5 000
Усилие прижима, Н 150—5 000
Установленная мощность, кВт, при скорости реза-
ния, м/с:
40 57,3 57,7
80 59,8 60,2
Габаршные размеры, мм:
длина 8 200
ширина 4 640 4 600 5 300
высота над уровнем пола 2 750 2 730
заглубление 1 475 — -
Масса, кг 13 850 12 020 12 370
Механизированные комплексы для обработки отливок 99911, 99913 и 99914 (рис. 27, табл. 28) предназначены для механизации зачистки чугунных и стальных отливок (удаления заливов, остатков литниковой системы, пригара) абразивными шлифовальными кругами в условиях мелкосерийного и серийного производства.
Каждый комплекс имеет сборно-сварную станину, установленную па тележке рамной конструкции. На время установки отливки на позицию обработки и съема обработанной отливки зачистная машина с помощью тележки перемещается на катках по рельсам в исходное положение. Приводом тележки служит гидроредуктор. В рабочем положении при включении вертикальной подачи круга прижимное устройство предотвращает опрокидывание зачистной машины. Шлифовальная головка приводится во вращение от двухскоростного электродвигателя через клиноременную передачу. Все подачи шлифовальной головки гидрофицпрованы. Оператор управляет подачами рукояткой, расположенной на пульте управления, без приложения значительных усилий. Управление остальными механизмами — кнопочное.
Вертикальное перемещение круга осуществляется при помощи качающейся балки, горизонтальные перемещения в двух направлениях — при помощи моста и тележки, несущих балку и перемещающихся взаимно перпендикулярно (см. рис. 27).
Отдельно устанавливают кантователь, подъемно-поворотный стол для комплекса 99911, площадку с пультом управления и устройство для отсоса пыли. Рабочее место оператора с пультом ограждено от зоны обработки прозрачным экраном из безосколочного небьющегося стекла. Подъемно-поворотный стол комплекса 99911 позволяет зачищать все шесть граней прямоугольной отливки.
ГЛАВА з. ПРОГРАММНОЕ УПРАВЛЕНИЕ ЛИТЕЙНЫМ ОБОРУДОВАНИЕМ
Программное управление является одним из типов систем управления отдельными машинами, комплексами, комплектами машин и линиями. Эти системы классифицируют по ряду признаков. Например, в зависимости от физической природы сигналов и команд различают пневматические, гидравлические, электрические электронные и комбинированные системы управления; по организационной и иерархической структуре линий — автономные, децентрализованные и централизованные системы управления; по природе и виду программы и программоносителя — управление от копиров и командоаппаратов, управление по времени, управление по пути, следящие, числового программного управления, адаптивного управления, самонастраивающиеся системы, с записью и автоматическим воспроизведением программы.
Под системами программного управления понимают системы управления ло легко и быстроизменяемой программе, поэтому системы управления, с помощью которых выдерживают однажды заданные, не изменяющиеся в процессе эксплуатации цикл и режимы работы оборудования, не могут быть отнесены к системам программного управления.
Наиболее распространены в машиностроении числовая (ЧПУ) и цикловая системы программного управления. В литейном производстве наиболее освоено цикловое программное управление (рис. 1).
Основное отличие цикловых систем управления от систем ЧПУ — отсутствие в их программе цифровой информации о заданных линейных и угловых перемещениях, поэтому цикловые системы имеют менее сложную структуру, конструкцию и схему элементов. Вместе с тем технологические возможности цикловых систем по сравнению с ЧПУ менее широки. При цикловом управлении программа содержит в цифровом виде только информацию о цикле и режимах операций, а пути перемещения рабочих органов задаются настройкой упоров, воздействующих на путевые переключатели. В сложные системы циклового программного управления может входить управление от копиров, командоаппаратов, по времени, по пути и некоторым другим изменяющимся параметрам, например давлению, температуре и высоте уровня металла, смеси и др. При этом замена программы может проводиться па бором ее части на пульте управления, частично заменой копиров, перестановкой упоров конечных выключателей или иной настройкой. Другой вид программного управления, довольно часто встречающийся в литейном оборудовании, — следящие системы, которые можно комбинировать с цикловыми системами.
За последнее время средн управляющих систем все большее распространение получают программируемые (перенастраиваемые) комаидоконтроллеры на базе мини-ЭВМ разного типа. Благодаря широким возможностям мини-ЭВМ такие коман-доконтроллеры позволяют вводом в них соответствующей программы использовать их для разнотипного оборудования. При этом унифицируется элементная база системы управления, исключается комплекс работ по составлению и выполнению в металле целого ряда монтажных схем, резко снижаются габариты систем, повышается их надежность, что особенно важно для сложных и развитых систем управления. В литейном оборудовании системы управления с программируемыми комаи-доконтроллерами отнесены к системам программного управления.
Остальные виды систем [адаптивные, самонастраивающиеся и имеющие автоматическую запись и воспроизведение (самообучающиеся) системы) в литейном оборудовании встречаются довольно редко.
Необходимыми условиями для изготовления качественных отливок являются контроль и регулирование технологических параметров процесса, состава и свойств эксплуатационных материалов и жидкого металла, состояния и работы основного
126
/ПРАВЛЕНИЕ ЛИТЕЙНЫМ ОБОРУДОВАНИЕМ
Рис 1 Функциональная схема цикловой системы программного управления
технологического оборудования, транспортных устройств и средств механизации. В условиях резкого повышения производительности, ужесточения требований к качеству отливок и соответственно повышения конструктивной сложности оборудования и систем управления рабочий или оператор не могут обеспечить оперативный контроль за возрастающим числом параметров, движений, ходом выполнения операций процесса, поэтому наиболее необходимы в настоящее время разработка, внедрение и освоение систем программного управления литейным оборудованием.
Все коммутационные аппараты с механическими переключающими элементами в литейных цехах подвержены интенсивному износу вследствие тяжелых условий работы (запыленности и загазованности воздуха). Поэтому срок службы аппаратов резко сокращается. Для поддержания постоянной работоспособности систем упра-ьлення необходимы частые осмотры и ремонт контактной аппаратуры, выполнение которых требует затрат времени и высокой квалификации обслуживающего персонала. Наибольший эффект в повышении надежности управления дает замена контактной аппаратуры на бесконтактную, не имеющую подвижных частей, изнашивающихся и подгорающих контактов. Частота включения и отключения безконтактных выключателей не оказывает существенного влияния на срок их службы. Замена контактных конечных выключателей, число которых в сложных автоматических литейных линиях может доходить до 250, на бесконтактные резко повышает надежность всей линии.
ОСНОВНЫЕ ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К СИСТЕМАМ УПРАВЛЕНИЯ ЛИТЕЙНЫМИ АВТОМАТИЧЕСКИМИ ЛИНИЯМИ
К системам управления литейными автоматическими линиями независимо от их типа предъявляются следующие основные требования:
обеспечения эффективной и безотказной работы линии во всех предусмотренных режимах;
возможности возобновления работы линии после внезапного отключения питания от энергоносителей с того положения машин, агрегатов и механизмов, в котором они находились в момент отключения питания;
наличия контрольно-сигнальных устройств, определяющих место повреждения и указывающих возможные их причины, а также подтверждающих правильность срабатывания механизмов и выдерживания заданных режимов работы;
возможности ручного управления линией (в случае отказа автоматики), а также ее отдельными агрегатами (при выходе из строя некоторых из механизмов линии);
ОСНОВНЫЕ требования К системам УПРАВЛЕНИЯ
137
предотвращения повреждений аппаратуры зашиты, передачи в систему управления ложных сигналов, сбоя в функционировании во всех режимах работы, при колебаниях давления, расхода, напряжения;
наличия защитных блокировок, предотвращающих попадание обслуживающего персонала в опасные зоны, а также возникновение аварийных ситуаций;
построения систем управления по агрегатному принципу из автономных функциональных блоков;
выделения силового привода и источников питания в автономные агрегатиро-ванные узлы;
доступности элементов и блоков системы для осмотра, замены и ремонта;
возможности включения дополнительных средств автоматического контроля и регулирования, а также связи и выдачи сигналов из системы управления линией в автоматизированную систему управления производством цеха и получения сигналов из нее.
В связи с этими требованиями важно иметь оптимально спроектированные пульты управления с мнемосхемами, световые табло с сигнальной аппаратурой, блоки автоматики, размещенные в функциональных шкафах, оптимальную коммутацию между датчиками, блоками управления, пультами и исполнительными механизмами.
Для сложных систем управления обязательно размещение основных пультов II функциональных шкафов систем в специальных пультовых помещениях.
Управление смесеприготовительными системами. Кроме общих требований, предъявляемых к системам управления, необходимо также предусматривать контроль и регулирование основного технологического оборудования; транспорта (отсутствие смещения лент конвейеров, наличие блокировки при обрывах конвейерных лент); температуры подшипников, особенно в напряженных подшипниковых узлах; влажности п газопроницаемости формовочной смеси; ее температуры и формуемости.
Остальные параметры (прочность на сжатие в сыром состоянии, предельные напряжение и сдвиг уплотняемость и т. д.) определяют в экспресс-лаборатории, находящейся либо в одном помещении с путьтовой, либо в соседнем с ней помещении, имеющем с пультовой оперативную связь.
Управление автоматическими формовочными опочными линиями состоит в контроле и регулировании следующих параметров: работы оборудования по циклограмме, определяющей последовательность срабатывания механизмов; информацию о нормальной работе оператор получает в виде сигналов на мнемосхеме;
уровня смеси, определяющего возможность работы линии в автоматическом режиме; при недостатке смеси автоматический режим исключен;
подачи и положения опок (во многих схемах управления при наличии опоки подается сигнал на срабатывание механизма; опока также может являться носителем информации, например включать кантователь только для опок верха);
температуры моделей (если она превышает на 10—15 °C температуру смеси, подаваемой на формовку, налипание смесей исключается);
времени встряхивания или числа ударов для предотвращения недоуплотнения смеси в форме и ее обвалов на последующих операциях, а также переуплотнения Смеси, снижающего газопроницаемость;
давления прессования, от которого (как и от встряхивания) зависит качество формы и соответственно отливки;
числа изготовленных форм, по которому определяют момент смены оснастки и переналадки линии на другую отливку.
Управление автоматическими формовочными безопочнымн линиями. При пескодувно-прессовом способе формовки и использовании соответствующих формовочных автоматов контролю н регулированию подлежат:
толщина формовочной камеры, определяемая правильной настройкой прессовых плит и остановкой их в заданном положении;
синхронизация работы автомата и шагового конвейера, исключающая разрыв между двумя полуформами и раздавливание форм;
вдув смеси, от времени и скорости которого зависит степень предварительного уплотнения смеси перед прессованием.
138
УПРАВЛЕНИЕ ЛИТЕЙНЫМ ОБОРУДОВАНИЕМ
ПРОГРАММНОЕ УПРАВЛЕНИЕ ОТДЕЛЬНЫМ ОБОРУДОВАНИЕМ
Программное управ тение мостовым пескометом Н2033. Особенность конструкции мостового пескомета состоит в том, что путь перемещения пескометной головки определяется двумя взаимно перпендикулярными движениями: тележки с пескометной головкой по мосту и моста по рельсам вдоль фронта набиваемых опок. В наладочном режиме оператор включает специальными рукоятками одновременно оба движения и, варьируя их скоростью, получает любой из требуемых путей обхода контура модели и опоки.
При набивке крупных опок или изложниц движения пескометной головки упрощаются и могут быть сведены к трем перемещениям (рис. 2): зигзагообразному вдоль опоки, зигзагообразному поперек опоки и по контуру опоки. Оператор вынужден проводить постоянные переключения: либо «мост вперед» на некоторую величину, затем перемещение тележки с головкой на всю величину опоки; либо «те
лежка вперед» на иекотору'ю величину, затем проход мостом на величину опоки; либо «мост вперед» на величину опоки, затем «тележка вперед» на величину опоки и, таким образом, обходит опоку по контуру. Программное управление позволяет автоматически выполнять любое из трех указанных перемещений, освобождая опе-
ратора ут монотонного и утомительного труда.
Управление обеспечивает три программы:
I — мост перемещается «шажками», тележка — челноком;
II—тележка перемещается «шажками», мост—челноком;
III —движение по контуру опоки.
Наличие на птацу различных по размерам в свету опок делает невозможны’--, использование конечных выключателей для фиксирования длины пути моста и тележки, гак как выключатели блокируют их лишь в крайних положениях.
В основу программного управления положен принцип однозначности соответствия утла поворота вала приводного двигателя тележки или моста их линейному перемещению. Угол поворота вала двигателя, а соответственно и величина его перемещения определяются числом импульсов, идущих от бесконтактного датчика. В паз датчика входят лепестки диска, закрепленного на валу двигателя. Функциональная схема программного управления приведена на рис. 3
Блок ввода программы определяет работу по одной из трех программ. Задается также размер шага моста или тележки. Датчик пути моста выдает число импульсов, пропорциональное пройденному мостом пути. Датчик пути тележки выдает число импульсов, пропорциональное расстоянию, пройденному тележкой. Счетчик вели
чины хода моста предназначен для счета импульсов пути моста, поступающих с датчика, и формирования сигналов положения моста: «Мост впереди» и «Мост сзади», имитируя датчики конечных положений. При наличии опок одного размера и возможности установки датчиков конечных положений блок счетчика величины хода моста может быть исключен из схемы. Счетчик величины шага в зависимости от введенной программы считает импульсы моста или тележки при движении их «шажками». При движении их по контуру вход счетчика величины шага блокируется. Датчики «Тележка впереди», «Тележка сзади» сигнализируют о наличии тележки в крайнем
Программа Г Програ мма П Програм на Ш
положении пути.
Схема управления в зависимости от поступающих на нее сигналов со счетчиков и датчиков наличия включает двигатели моста или тележки и управляет их реверсом. Исходные положения моста и тележки — крайние положения «сзади». В счетчиках вели-
Рис. 2. Схема работы пескомета Н2033 с программным управлением в автоматическом режиме
УПРАВЛЕНИЕ ОТДЕЛЬНЫМ ОБОРУДОВАНИЕМ
139
Рис. 3. Функциональная схема программного управления пескометом Н2033
чины хода моста записано число, соответствующее размеру опоки по ходу моста. Счетчик величины шага стоит на нуле. Схема управления подготовлена для пуска двигателя привода моста вперед.
В автоматическом режиме первым всегда начинает движение мост.
При включении программы 1 мост перемещается «шажками». Во время движения импульсы с датчика пути моста поступают в счетчик величины хода моста и через блок ввода программы — в счетчик величины шага. Как только мост пройдет расстояние, равное заданному шагу, со счетчика величины шага в схему управления поступит сигнал «Конец шага». По этому сигналу схема управления отключает двигатели привода моста, включает двигатели привода тележки вперед; счетчик величины шага устанавливается на нуль. Тележка сходит с датчика «Тележка сзади» и. пройдя путь, равный размеру опоки, достигает датчик «Тележка впереди». От этого датчика в схему управления поступает сигнал, по которому отключаются двигатели привода тележки, подготовляется включение двигателей привода тележки назад, включаются двигатели привода моста вперед. Мост делает второй шаг, по окончании которого тележка возвращается назад. Циклы повторяются до тех пор, пока счетчик величины хода моста не отсчитает полный ход моста, т. е. размер опоки по ходу моста независимо от сигнала «Конец шага». Со счетчика величины хода моста в схему управления выдается сигнал «Мост впереди», по которому отключаются двигатели привода моста, включаются двигатели привода тележки, счетчик величины шага устанавливается на нуль, схема управления подготавливает включение двигателей моста назад, счетчик величины хода моста устанавливается на нуль.
Циклы повторяются, причем мост перемещается «шажками» назад, тележка движется в челночном режиме (ход в одну сторону равен полному размеру опоки). По возвращении механизмов в исходное положение («Мост сзади», «Тележка сзади») Заканчивается набивка одного слоя смеси. По этой программе в автоматическом режиме пескомет будет набивать слой за слоем, пока оператор не отключит его или не переведет на программу II до прихода механизмов в исходное положение. Изменить одну программу на другую можно в любой момент времени работы механизмов, но программа переключится только при исходном положении механизмов.
При включении программы II мост начинает движение, и с датчика пути моста импульсы поступают в счетчик величины его хода. При перемещении моста на расстояние, равное полному размеру опоки, со счетчика величины хода моста в схему управления поступает сигнал на отключение двигателя привода моста, включение двигателя привода, перемещающего тележку вперед, занесение информации в счетчик величины хода моста и подготовку включения двигателей привода моста, перемещающего его назад.
140
УПРАВЛЕНИЕ ЛИТЕЙНЫМ ОБОРУДОВАНИЕМ
При движении тележки от датчика пути тележки через блок ввода программы в счетчик величины шага поступают импульсы пути тележки. При перемещении тележки на шаг счетчик величины шага выдает в схему управления сигнал «Конец шага». По этому сигналу отключаются двигатели привода тележки, включаются двигатели привода моста назад, счетчик величины шага устанавливается на нуле.
При включенной программе III («Контур») оба механизма перемещаются на расстояние, равное полному размеру опоки, так как счетчик величины шага заблокирован. При необходимости вместо счетчика можно установить два датчика: «Мост впереди» и «Мост сзади», что не влияет на функционирование системы. Аналогично, вместо двух датчиков наличия тележки впереди и сзади можно установить одни счетчик пути тележки. Точность ходов тележки и моста обеспечивают датчики, выдающие импульсы через каждые 2,5 мм. Одному обороту вала двигателя соответствует путь в 20 мм. Для увеличения точности системы на вал посажено восемь лепестков; таким образом, ошибка не превышает х/8 оборота вала двигателя.
Согласно таблицам триггеров в счетчики величины пути или шага может быть записан размер опоки или величина шага (мм) с учетом выбега моста или тележки после отключения двигателя. Для счетчика величины пути запись программы проводится согласно следующей таблице триггеров:
Триггер..................... А2 АЗ А4 А5 А6 А7 А8 А9
Путь, мм . . -........ 10 20 40 80 160 320 640 1280
При размере опоки 2000 мм и выбеге моста 50 мм в счетчик записывается число 2000 — 50 = 1950 мм, которое с учетом таблицы может быть записано как 1280 4-640 ф- 20 ф- 10 = 1950 мм. Таблица триггеров для счетчика величины шага:
Триггер......... Д11 Д12 Д13 Д14 Д15
Шаг, мм . . 10 20 40 80 160
В схеме заложены также значения наиболее часто используемых шагов — 150, 200 и 250 мм, задаваемых переключателем с пульта.
В системе предусмотрена коррекция траектории движения пескометной головки нажатием специальных кнопок крестовых переключателей, расположенных в подлокотниках кресла оператора, без переключения в наладочный режим. После коррекции заданной программой движение головки по заданной траектории продолжается с той точки, в которую головка была приведена во время коррекции. Информация в счетчиках при коррекции траектории не изменяется.
Дистанционное управление рукавным пескометом 2Б93М в следящем режиме применено с целью исключить ручное вождение пескометной головки, требующее значительных усилий и связанное с определенной опасностью. Управление осуществляется со специального пульта, представляющего собой отдельно стоящее кресло оператора, с правой стороны которого размещена рукоятка в виде уменьшенной модели системы рукавов пескомета, с левой панель с кнопками управления и кулачковыми переключателями — ключами.
В следящем режиме управление движением большого и малого рукавов пескомета осуществляется с помощью системы сельсинов, обеспечивающей синхронную подачу сигнала, сила которого зависит от угла рассогласования. Передачу осуществляют два индукционных двигателя переменного тока (сельсин-датчик ВБ-404А и сельсин-приемник БС-404А), обмотки роторов которых соединены в звезду. Обмотки сельсинов-приемников питаются через блок фазочувствительного выпрямителя (усилителя), который служит для выпрямления и усиления сигнала, возникающего при рассогласовании между рукояткой управления и действительным положением рукавов пескомета. При повороте рукоятки на пульте управления выпрямленный и усиленный сигнал о наличии угла рассогласования поступает в следящий золотник типа 12Г68-12, который управляет приводами поворота рукавов, обеспечивая уменьшение угла, т. е. слежение за рукояткой, управляемой оператором.
На том же принципе основана работа сельсинов скребка, обеспечивающего подачу смеси к пескометной головке. Датчик-сельсин (БД-404А) механически связан
УПРАВЛЕНИЕ ОТДЕЛЬНЫМ ОБОРУДОВАНИЕМ
141
Рис. 4. Схема устройства следящего золотника типа 12Г68-12:
I — магнит; 2 — катушка; 3 — игла; 4 — регулировочный винт; 5 и 11 — пружины; 6 — диафрагма; 7 — корпус; 8 — обратный клапан; 9 — золотник; 10 — турбинка; 12 — полость за дозатором; 13 — фильтр; 14 — дозатор (набор дроссельных шайб); 15 — крышка верхняя; 16 — пружина токопроводящая; 17 н 19 — радиальные отверстия; 18 — осевое отверстие; 20 — калиброванный паз; 21 — полость
со скребком, а электрически — с сельсином-приемником (БС-404А), укрепленным на панели пульта и конструктивно связанным со стрел кой-указателем положения скребка. Поворот стрелки влечет за собой соответствующий поворот скребка.
При настройке следящей системы необходимо регулирование усиления сигнала, так как рукава пескомета по инерции могут иметь
некоторое качание около согласо-
ванного положения, после того как рукоятка управления остановлена, особенно при наличии зазора в приводе поворота рукавов. При уменьшении коэффициента усиления качание рукава ликвидируется, однако при этом несколько снижается предельная скорость слежения и чувствительность системы. Положение рукавов пескомета относительно рукоятки управления легко регулируют следующим образом:
устанавливают большой рукав пескомета в среднем положении, поворачивая большой рычаг рукоятки управления;
ослабляют контргайку на винте, являющемся продолжением вала ротора сельсина-датчика большого рукава, и удерживают ротор сельсина от проворачивания, вставив отвертку в шлиц впита;
устанавливают рычаг рукоятки в положение, соответствующее положению рукава пескомета; контргайку затягивают;
поворачивают малый рычаг рукоятки управления, устанавливая малый рукав пескомета в одну линию с большим;
аналогичным предыдущему образом малый рычаг рукоятки устанавливают в одну линию с большим рычагом (в соответствии с положением рукавов пескомета), Удерживая ротор сельсина;
если большой пли малый рукав пескомета не занимает устойчивого положения покоя, необходимо, ослабив контргайку, быстро повернуть ротор сельсина на 180° в любом направлении и вновь произвести регулирование.
Система имеет ручной режим управления, отключающий следящую систему. Движение рукавов пескомета осуществляется приводом, управляемым от соответствующих ключей на пульте.
Следящий золотник 12Г68-12 двухступенчатого типа с электроуправлеиием является главным элементом, преобразующим электрические сигналы в соответствующие движения рукавов пескомета через приводные гидроцилиндры. Схема устройства золотника приведена на рис. 4. Первую ступень включает электромеханический преобразователь (магнит, катушка и игольчатый клапан), вторую— распределительный золотник, нагруженный пружиной 11 Подвижная система преобразователя развивает усилие, пропорциональное напряжению, подаваемому на клеммы его катушки и нагружающему игольчатый клапан, в результате чего создается приращение давления масла в системе управления.
Для управления игольчатым клапаном в статическом состоянии требуется сила, наибольшее значение которой не превышает 0,40 Н. Уравновешивание давле
142
УПРАВЛЕНИЕ ЛИТЕЙНЫМ ОБОРУДОВАНИЕМ
ния масла на иглу в нулевом положении (при обесточенной катушке), равного 0,6 МПа, осуществляется пружиной 5 очень малой жесткости, что позволяет считать это давление постоянным и не зависящим от положения катушки. Регулировочный винт предназначен для первоначального регулирования пружины 5. Игольчатый клапан выполнен без уплотнения для уменьшения трения, поэтому возможно только вертикальное расположение золотника.
Приращение давления, создаваемое в первой ступени, вызывает смещение золотника во второй ступени, причем пружина 11 обеспечивает пропорциональность мощности на выходе золотника мощности входного электрического сигнала. Золотник имеет по своим кромкам калиброванные пазы, размеры которых подбираются в зависимости от давления в системе, расхода масла н нагрузки рабочего органа.
Золотник подпирает пружина 11. На верхний торец золотника действует давление, возникающее при протекании масла через полость 21 и игольчатый клапан на слив. Золотник устанавливается в положении, в котором давление масла на его верхний торец и усилие пружины 11 уравновешены. При изменении давления в полости 21 золотник сдвигается, проходные сечения по пазам изменяются, между полостями рабочего цилиндра создается перепад давления, и скорость поворота рукава устанавливается пропорционально перепаду давлений.
Золотник имеет возможность вращаться. Это исключает односторонний прижим его к корпусу или засорение щелей, при котором работа золотника нарушается. При вращении чувствительность золотника возрастает, и его смещение становится про-поршдайльным изменению давления в полости 21. Золотник вращается от турбинки за счет энергии потока масла, поступающего в турбинку из сливной магистрали через радиальные 17 и осевые 18 отверстия и далее в противоположно направленные отверстия 19. Частота вращения турбинки 300 об/мин при потере давления 0,1 МПа. Расход масла через турбинку постоянен, поэтому создающийся крутящий момент не зависит от положения золотника.
Время перемещения золотника из среднего положения в крайнее составляет 0,06 с н уменьшается при увеличении диаметра иглы и соответственно увеличении расхода масла в цепи управления.
Техническая характеристика золотника типа 12Г68-12
Рабочее давление наибольшее, МПа (кгс/см2) ................. 6,3 (63)
Наибольший расход, л/мин (при перепаде давления на кромках золотника, равном 1/3 наибольшего давления)............ 20
Наибольшая мощность сигнала управления при недифференциро-
ванной схеме электрооборудования, кВт . . . 0,5
Расход масла в линии управления, л/мин ..... 1,8
Напряжение входного сигнала наибольшее, В . . . 7,5
Статическая нечувствительность, В........................... 0,03
Утечка масла по кромкам золотника (при наибольшем давлении
2 МПа и входном напряжении, равном нулю), л/мин . 2,0
Сопротивление обмотки катушки управления, Ом ... . 110+5
Частота тока при сдвиге по фазе на 90е, Гц . . 55 и более
Мощность на выходе питающего насоса, кВт . .Не менее 2,55
Масса, кг................................ 10
ПРОГРАММНОЕ УПРАВЛЕНИЕ МАШИНАМИ
И КОМПЛЕКСАМИ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
Впервые программное управление в литейном оборудовании было применено в машинах литья под давлением, при этом первоначально появились машины с предварительным набором последовательности срабатывания механизм- в машины и стержнеизвлекателей пресс-формы. Изменялся в основном порядок ввода стержней. Они вводились до смыкания половин пресс-формы, после смыкания нли оба эти способа комбинировались. В настоящее время программное управление машинами литья под давлением обеспечивает:
УПРАВЛЕНИЕ МАШИНАМИ И КОМПЛЕКСАМИ ЛИТЬЯ ПОД ДАВЛЕНИЕМ 143
самостоятельную работу машины в автоматическом режиме по любой из технологических программ или ее работу в составе комплекса;
возможность задания важнейших технологических параметров процесса с программного пульта управления;
автоматическое поддержание значения заданных параметров с заданной точностью в следящем режиме;
совместимость машин с цеховыми системами АСУ ТП с переходом в перспективе на автоматическое управление от ЭВМ, которые, исходя нз качества отливок и производительности, будут определять н устанавливать оптимальные режимы работы.
Программное управление комплексом литья под давлением АЛ711Б08. Система управления комплексом в целом предусматривает следующие элементы программы работы, при которых базовая машина может иметь нормальное (нижнее) расположение пресс-поршня или центральное расположение пресс-поршня с отрывом и выталкиванием пресс-остатка; дозатор может иметь два исходных положения: ковш над раздаточной печью или ковш в раздаточной печи; пресс-форма может быть со стержнями или без стержней. Одна нз наиболее сложных программ работы со стержнями позволяет осуществить последовательный ввод двух стержней (или групп стержней) до смыкания пресс-формы и одного стержня (или группы стержней) после смыкания пресс-формы. Для задания программы ввода-вывода стержней пли работы без стержней применена матрица с десятью штеккерами, которые вставляют в соответствующие гнезда. Комп текс имеет устройства и выходы для подключения к цеховой системе автоматического управления технологическим процессом АСУ ТП.
Программируют также по времени процесс подпрессовки на обоих уровнях (фазах) мультипликации, что особенно важно при широкой номенклатуре отливок и частой повторяемости нх производства. При получении команды на включение механизма запрессовки металла рабочая жидкость гидросистемы через соответствующий распределитель (Р102-ЕЛ574А-А110-50) и регулятор скорости (ПГ55-24) поступает в поршневую полость цилиндра прессования. Из штоковой полости этого цилиндра рабочая жидкость через сливной клапан и распределитель (Р202-АЕ574А-МА110-50) идет па слив. Осуществляется первая фаза прессования. По окончании первой фазы рабочая жидкость от аккумулятора через открытый клапан впрыска поступает в поршневую полость цилиндра прессования. Осуществляется вторая фаза запрессовки, скорость которой устанавливается с помощью дросселя. Одновременно с окончанием первой фазы включается реле времени, ведущее отсчет времени кристаллизации отливки, а при работе с центральным расположением пресс-поршня — и реле времени, ведущее отсчет времени кристаллизации пресс-остатка. Максимальное время настройки этих реле 60 с. Изменение давления в ци линдре прессования контролируется тензометрическим безынерционным датчиком ДД1, измерительный мост которого подключен на вход счетно-программного устройства управления процессом мультипликации через бесконтактный (оптический) путевой выключатель, устраняющий опасность преждевременного включения системы программного управления от случайного повышения давления.
Как только давление в цилиндре прессования достигнет заданного уровня, в работу включится программное устройство управления процессом мультипликации, которое через установленное время обеспечит подачу рабочей жидкости из аккумулятора, минуя дроссель, в поршневую полость мультипликатора и соответственно слив ее из штоковой полости мультипликатора. Начинается третья фаза прессования — подпрессовка.
Первоначально рабочая жидкость из штоковой полости мультипликатора поступает в цилнндр-компенсатор. Так как его обратная полость связана со сливом, то в это время в штоковой полости мультипликатора давления нет, что создает хорошие условия для разгона мультипликатора. Достаточный путь разгона обеспечивается регулированием объема цилиндра-компенсатора. После заполнения объема цилнндра-компенсатора рабочая жидкость через напорный золотник (ВПГ54-22) поступает на слив. Влияние инерционности золотника компенсируется диафрагменным аккумулятором малой емкости. Конструктивный объем аккумулятора и давление предварительной зарядки регулируются.
144
УПРАВЛЕНИЕ ЛИТЕЙНЫМ ОБОРУДОВАНИЕМ
Противодавление в штоковой полость мультипликатора, создаваемое напорным золотником, определяет значение первого уровня (фазы) мультипликации:
Р1 = КРа — (К — I) Рп, где /\ — коэффициент мультипликации; Ра — давление в аккумуляторе; Рп— противодавление в штоковой полости мультипликатора.
Через установленное время программное устройство управления процессом мультипликации соединяет штоковую полость мультипликатора со сливом через быстродействующий клапан. Устанавливается второй уровень мультипликации:
Рп » КРа.
При нижнем расположении пресс-поршня по окончании отсчета времени кристаллизации отливки пресс-форма раскрывается, подвижная плита отводится с заданной скоростью, которую можно регулировать включением насоса на соответствующем режиме, после чего пресс-поршень с мультипликатором возвращаются в исходное положение.
При центральном расположении пресс-поршня по окончании отсчета времени кристаллизации пресс-остатка выполняются операции: возврат мультипликатора в исходное положение, отрыв пресс-остатка, отвод пресс-поршня в исходное положение и выталкивание пресс-остатка. По окончании отсчета времени кристаллизации подается также сигнал на раскрытие пресс-формы.
Программное управление машинами 711П10 и 711П11 имеет следующие характеристики:
Число программ:
основных технологических ... 5
дополнительных ............................... ... 8
Число технологических параметров:
управляемых программной системой..................... 6
контролируемых программной системой.................. 9
Допустимый уровень отклонения технологических пара-
метров до их автоматической корректировки, % .... 5 или 10
Основные технологические программы:
I — работа машины без гидроуправляемых стержнеизвлекателей;
II —одновременный ввод н вывод стержней при открытой пресс-форме;
III —то же, при закрытой пресс-форме;
IV — поочередный ввод и вывод двух групп стержней при открытой пресс-форме;
V — то же, при закрытой пресс-форме.
Дополнительные технологические программы получают включением в цикл работы машины средств автоматизации внемашинных операций. К любой из программ (1—V) может быть дополнительно подключена программа:
А — работа с автоматическим заливочно-дозирующим устройством;
Б — работа с манипулятором для съема отливок (бесступенчатое выталкивание отливок);
В — работа с устройством для обдувки и смазывания пресс-формы;
Г — сочетание программ А и Б (К);
Д — сочетание программ А, Б и В (К), выполняется в автоматическом режиме;
II — сочетание программ Б, К и В;
Е — сочетание программ А и В;
К — программа Б со ступенчатым выталкиванием отливок.
Осуществляется управление следующими технологическими параметрами: усилиями запирания и прессования (подпрессовки), скоростью прессования (фазы I, II и III), временем подпрессовки. Параметры, задаваемые с программного пульта управления, автоматически настраиваются системой управления машины и автоматически корректируются в процессе работы машины.
Усилием запирания управляют с помощью привода подналадки. Для управления приводом подналадки используют индуктивный датчик типа ДД10, который
УПРАВЛЕНИЕ МАШИНАМИ И КОМПЛЕКСАМИ ЛИТЬЯ ПОД ДАВЛЕНИЕМ 145
в зависимости от деформации колонны управляет электродвигателем привода подналадки при работе машины в операционном и полуавтоматическом режимах. При расхождении значений фактического усилия запирания с заданным форма автоматически раскрывается и производится кратковременное срабатывание привода подналадки. Ограждение формы при этом ие раскрывается. После срабатывания привода подналадки форма автоматически закрывается. Работа привода подналадки возможна в двух режимах: наладки параметра и его автоматической корректировки.
При наладочном режиме операции раскрытия формы, срабатывания привода подналадки и закрытия формы повторяются до тех пор, пока фактическое и заданное значения усилия запирания (с учетом заданного допустимого отклонения 5 или 10 %) ие станут равны.
В автоматическом режиме осуществляется только один цикл операций. Если расхождение заданного и фактического усилий запирания не ликвидировалось, то форма раскрывается, машина останавливается, и загорается лампа, сигнализирующая об аварийном значении усилия запирания. Такой случай возможен, когда в разъем формы попадает посторонний предмет и при одной подналадке невозможно получить требуемое усилие запирания.
Усилием прессования управляют, регулируя давление в баллоне высокого давления с помощью датчика типа «Кристалл», установленного иа этом баллоне.
Устройство для зарядки баллона работает также в двух режимах — в режиме наладки параметра и в режиме его автоматической корректировки (при работе машины в операционном и полуавтоматическом режимах). В наладочном режиме зарядка или опорожнение баллона происходит до тех пор, пока не исчезнет расхождение между фактическим значением усилия прессования и заданным. В автоматическом режиме происходит зарядка или опорожнение баллона не более 3—4 раз (циклов), и если давление не достигло заданного значения, то регулирование прекращается и начинает мигать лампа большего или меньшего давления аккумулятора. Мигание прекращается после перехода на другой режим.
Управление временем подпрессовки осуществляется за счет регулирования хода клапана подпрессовки с помощью электромеханического привода. Электродвигатель постоянного тока через редуктор вр.1щает винт, который служит упором, ограничивающим ход клапана. Управлег i₽ этим приводом осуществляется в двух режимах: наладки параметра и его автоматической корректировки. Любой режим осуществляется при работе машины в операционном или полуавтоматическом режиме. При наладке параметра, т. е. изменении его значения па другое, за 3— 4 цикла работы машяяы настраивается нужное значение параметра времени подпрессовки (с учетол заданного допустимого отклонения 5 или 10 %).
В автоматическом режиме осуществляется автоматическая корректировка параметра, т. е. устраняется расхождение между фактическим и зада шым значениями подпрессозки (с учетом допустимого отклонения 5 или 10 %).
Ускоренная фаза I прессования осуществляется за счет клапана, ходом открытия которого управляет электродвигатель с регулируемым числом оборотов (375— 1500 об/мин). Задание ускорения производи ся косвенным образом через скорость после 100 мм хода. Переключатель точки измерения устанавливается в нужною позицию.
Управление данным приводом осуществляется в двух режимах: наладки параметра и его автоматической корректировки при любом режиме работы машины: операционном или полуавтоматическом. При наладке параметра за 3—4 цикла работы машины настраивается нужное значение скорости фазы 1 (на ходе 100 мм), а значит и ускорения за счет автоматического подрегулирования скорости вращения двигателя (с учетом допустимого отклонения 5 или 10 %). В автоматическом режиме осуществляется автоматическая корректировка параметра, т. е. устраняется расхождение между фактическим и заданны?., значениями скорости фазы I (на пути 100 мм) с учетом допустимого отклонения.
Управление скоростью фазы II прессования осуществляется за счет регулирования хода клапана с помощью электромеханического привода. Двигатель через редуктор вращает винт, который служит упором, ограничивающим ход клапана. Корректирование выполняется лишь после трехкратного подтверждения недопустимого отклонения скорости. Скорость фазы II контролируется через 100 мм пути
146
УПРАВЛЕНИЕ ЛИТЕЙНЫМ ОБОРУДОВАНИЕМ
с момента ее включения с помощью задатчика пути пульта программного управления.
Управление скоростью фазы III прессования осуществляется аналогично управлению скоростью фазы II. Кроме перечисленных параметров контролируется, но не управляется, ход пресс-поршня. При отклонении фактического хода от заданного более чем на ±10 мм загораются сигнальные лампы на программном пульте.
Общие сведения по программному управлению технологическими параметрами машин 711П10 и 711П11:
при отклонении параметров более чем на 5 или 10 % (от заданных значений) загораются сигнальные лампы на пульте программного управления;
прн отклонении параметров на величину, в 2 раза превышающую допустимое отклонение, загораются (мигают) лампы аварийного уровня; эти лампы мигают также при наезде приводов регулируемых клапанов на конечные выключатели — ограничители хода;
параметры машин задаются цифровыми переключателями и контролируются Цифровыми индикаторами;
1. Последовательность срабатывания механизмов при сборке и разборке кокиля при работе машины на разных программах
Номер программы
Операция I II III IV V VI VII VIII
Сборка кокиля
Смыкание двух боковых плит + + + — — — — —
Смыкание одной боковой плиты — + + — — +
Смыкание второй боковой плиты — .— — + + — — +
(от кнопки) Ввод верхнего стержня + .— — + 4- 4-
Возврат подрыва верхнего стержня + — — — -— + — 4-
Смыкание торцовой плиты (возврат подрыва) Смыкание двух боковых плит — — — — — — 4- 4-
— — — — — + + —
Заливка металла
Отвод двух боковых плит Подрыв боковых плит (выталкнва- — + + + + + 4- — — —
пне) Возврат подрыва боковых плит — 4- — + — — — —
Отвод двух боковых плит — — 4- — + — — —
Подрыв верхнего стержня 4- — — — — 4- — 4-
Подрыв торцовой плиты — — — — — — 4- +
Отвод торцовой плнты — -— — — — — 4- 4-
Поворотный подрыв боковых плит — — 4- — + — — —
(выталкивание) Возврат подрыва боковых плит — — — — + — — —
Подрыв боковых плит (выталкнва- — — — — — + + +
ние) Отвод верхнего стержня — — — — — + + +
Отвод двух боковых плнт 4- -— — — — + + +
Возврат подрыва боковых плит — — 4- — — + 4- +
Опускание склиза + 4- 4- 4- + + + +
Подъем склиза + 4- 4- 4- + + + +
УПРАВЛЕНИЕ МАШИНАМИ И КОМПЛЕКСАМИ ЛИТЬЯ ПОД ДАВЛЕНИЕМ 147
все измеряемые параметры могут быть введены в систему АСУ ТП в виде двоично-десятичного кода через штепсельные разъемы;
предусмотрена возможность набора программ и параметров двумя способами: переключателями и специальными платами;
предусмотрена возможность контроля скорости прессования на всем пути с помощью цифрового индикатора и путевого задатчика на фазу I прессования; при Замерах скорости в этом случае работа соответствующего двигателя не корректируется, т. е. переключатель точки измерения выведен из нулевой позиции;
предусмотрена возможность работы машины с блокировкой включения очередного цикла или без этой блокировки при отклонениях какого-либо технологического параметра, превышающих аварийный уровень;
предусмотрена возможность контроля давления подпрессовки в момент его пика и давления, установившегося после пика.
Программное управление карусельной кокильной машиной 81745 предназначено для получения в восьми кокильных секциях карусельной машины восьми различных отливок, в связи с чем каждая секция может иметь индивидуальные, отличные от других секций, параметры, такие как:
последовательность срабатывания механизмов при сборке и разборке кокиля; ход подрыва стержней и ход частей кокиля;
время кристаллизации, охлаждения и удаления отливки;
температуру и интенсивность подачи охлаждающей кокиль воды.
Схема программного хправления предусматривает возможность набора программы для каждой кокильной секции путем смены плат программ (табл. 1).
глава 4. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ РАЗОВЫХ ФОРМ И СТЕРЖНЕЙ, ИХ ВЫБИВКИ И ОЧИСТКИ ОТЛИВОК
Оборудование для изготовления разовых форм и стержней делится на следующие группы:
для подготовки формовочных материалов и приготовления смесей;
для изготовления литейных форм и стержней;
для выбивки литейных форм н стержней;
для очистки отливок.
ОБОРУДОВАНИЕ ДЛЯ ПОДГОТОВКИ ФОРМОВОЧНЫХ МАТЕРИАЛОВ И ПРИГОТОВЛЕНИЯ СМЕСЕЙ
* ’В табл. 1—3 представлена выпускаемая номенклатура машин и оборудования для подготовки формовочных материалов н приготовления смесей.
Смесители чашечные типа 15000 имеют следующие преимущества: возможность встройки в автоматические смесеприготовительиые системы; возможность плавного пуска под нагрузкой благодаря наличию в главном приводе шинно-пневматической муфты;
повышенную ремонтопригодность за счет установки редуктора главного привода на фундаментной плите;
высокую степень унификации, позволяющую увеличить выпуск н обеспечить потребителей запасными частями;
сдвоенные смесители, благодаря наличию плавающей заслонки, имеют поминальную загрузку двигателей по току.
Смесители чашечные периодического действия с вертикально-вращающимися катками (габл. 4) предназначены для приготовления формовочных и стержневых смесей с большим количеством освежающих добавок.
Перемешивание составных частей формовочных н стержневых смесей в смесителях с вертпкально-вращаюшпмися катками производится двумя гладкими катками, которые катятся вокруг центрального вертикального вала по слою смешиваемых материалов, загруженных в иеподвпжшую чашу, установленную на четырех опорах. Смешиваемый материал, выдавливаемый из-под катков, с помощью отвалов направляется обратно под катки. При этом частицы смешиваемых компонентов интенсивно сдавливаются и перемещаются относительно друг друга. Одновременно между частицами равномерно распределяется вода, смачивает их, а увлажненное связующее намазывается на их поверхность.
Катки и отвалы приводятся в движение через траверсу, вертикальный вал и редуктор — от электродвигателя. У смесителей регулируются: расположение отвалов относительно чаши и катков, зазор между катками и чашей, давление катков на смесь. У смесителя 114М давление катков на смесь постоянное. Чаша с катками закрывается кожухом-колпаком в виде обечайки с крышкой. На крышке кожуха-колпака крепятся дозирующие устройства. Через отверстия в крышке подаются компоненты смеси, отсасывается запыленный воздух.
Выгрузку готовой смеси производят через люк в днище чаши, который закрывается и открывается с помощью пневмоцилиндра механизма выгрузки. Во избежание изнашивания дно чаши выложено сменными защитными листами.
Подшипниковые узлы смесителей защищены уплотнениями. Для осмотра н обслуживания механизма катков в обечайке кожуха имеются дверцы. Безопасность обслуживающего персонала обеспечивается электрическими блокировками привода.
СМЕСЕПРИГОТОВИТЕЛЬНЫЕ МАШИНЫ
149
1 Смесителя чашечные (бегуны)
Смесители Объем замеса, м3 Модель
Периодического действия с вертикально-врагцающи- 0,25 1А11М
мися металлическими катками 0,3 15101
1,0 15104
1,25 114М
2,0 15107
3,7 15108
То же, с резиновыми катками 3,0 15126
Периодического действия центробежные 0,63 116М2
1,0 15326
1,6 15328
Непрерывного действия сдвоенные 2,0 15204
4,0 15207
7,4 15208
2. Оборудование для переработки формовочных материалов и смесей
Оборудование Производительность, м3/ч Модель
Сита:
барабанные полигональные 5 173М1
10 174М1
20 175М
40 176М
80 178М
125 179 .
плоские эксцентриковые 30 СМ50
вибрационные грубой очистки 25 13321
40 13322
63 13323
100 13324
160 13515А
240 13326
ТОНКОЙ очистки 25 13331
40 13332
63 13333
100 13334
160 13515
240 13336
двухдечные 160 13515Б
250 13316
Аэраторы 16113
универсальные 40
80 16114
125 16115
240 16116
150
ЛИТЕЙНЫЕ МАШИНЫ
Продолжение табл. 2
Оборудование Производительность, мэ/ч Модель
Аэраторы:
надленточные отработанной смеси 70 16132
100 16133
150 16134
200 16135
240 16136
готовой смеси 70 16142
100 16143
150 16144
200 16145
240 16146
Охладит ели:
конвейерные 80 16413
160 16415
250 16416
вибрационные 70 11412
140 11414
240 11415
смешивающие 70 11312
240 11315
3 Установки и смесители для приготовления плакированных (стержневых) и самотвердеющих смесей
Оборудование Производитель -ность, м3/ч Модель
Установки для приготовления плакированных смесей горячим способом: периодического действия 1 15411
непрерывного действия 3 15711
Установки для приготовления: >КСС периодического действия 8 19114М
ТЕСС непрерывного действия 1Q 19413
30 19415
жидкой композиции непрерывного действия 6 18113
ПСС периодического действия 20 19512
Смесители ХТС одножелобные одновальные: одноплечие 1 19611
двуплечие 4 4727
16 4732
двухвальные двуплечие 40 19639
0^ двухжелобные с вихревой головкой; одноплечие 1 19641
iWtyn чечие 2,5 19653
\ 6 19655
16 19657
СМЕСЕПРИГОТОВИТЕЛЬНЫЕ М АШИНЫ
151
4. Технические характеристики смесителей периодического действия с вертикально-вращающимися катками
Параметр 1A1IM 15101 15104 114М 15107 15108
Обьем замеса, м3 0,25 0,3 1,0 1,25 2,0 3,7
Внутренний диаметр чаши, мм 1500 1400 2016 2800 2 540 3 024
Высота чаши, мм 600 — 980 1200 1 220 1 066
Диаметр катка, мм 550 510 815 900 1 015 1 220
Ширина катка, мм 200 190 305 350 380 356
Частота вращения вертикального вала, об/мин 48 48 34 18 32,8 26
Усилие давления катка, кН 0,6-1,55 1,8 0—5,4 — 0—12 0-16
Давление катка, МПа — — —— 3,12 — -—
Расход сжатого воздуха, м3/ч 54 — До 2 — Io 2
Объем отсасываемого воздуха, м3/ч Габаритные размеры, мм: 2800 2000 6000 4200 6 000 9 000
длина 1680 1600 2525 3450 3 850 4 800
ширина 1570 1500 2058 2900 3 150 4 200
высота 2140 2450 2759 2735 3 250 3 800
Масса, кг 2500 2500 7334 9150 11 000 20 000
Примечание. Габаритные размеры и масса смесителей указаны без учета Дози« рующих устройств.
Смеситель 1А11М (табл. 4—8). В смесителе 1А11М используется трехступенчатый коническо-цилиндрический редуктор. Эластичная муфта соединяет редуктор с электродвигателем. Редуктор крепится к чаше смесителя снизу. В первых двух ступенях редуктора используются ведущие и ведомые зубчатые колеса главной передачи автомобиля ЗИЛ. Чаша смесителя литая. На наружной стенке каждого катка для улучшения перемешивания имеются штыри. Управление механизмами смесителя в наладочном режиме осуществляется от соответствующих кнопок на пульте управления, в автоматическом режиме — от командного электроприбора КЭП-12У.
Цикл работы смесителя предусматривает следующие основные операции, которые производятся при постоянном вращении траверсы и катков: последовательный впуск оборотной смеси, воды, жидких добавок, сухих добавок; перемешивание заданной длительности и одновременно загрузка дозаторов; выгрузка готовой смеси. Регулирование продолжительности цикла осуществляется настройкой редуктора КЭПа, длительность каждой операции внутри цикла и их последовательность регулируются установкой кулачков КЭПа.
В автоматическом режиме заданные циклы следуют непрерывно один за другим без дополнительного вмешательства оператора. Впуск и дозирование воды производятся с помощью электромагнитного бессальникового фланцевого вентиля 15кч888р (Оу = 25), установленного на магистрали подвода воды к смесителю. От вентиля вода поступает в бачок водораздачн, укрепленный на траверсе, и через его патрубки подается на смесь в зону отвалов.
Элементы кинематики, подшипники качения и основное электрооборудование смесителя 1А11М приведены в табл. 6—8.
Система смазки — комбинированная. Для смазывания зубчатых зацеплений, подшипников редуктора и вертикального вала, находящихся вне масляной ванны, применяют централизованную циркуляционную систему смазки. В качестве смазочного материала используют масло индустриальное И-20А (ГОСТ 20799—75), резер-
152
ЛИТЕЙНЫЕ МАШИНЫ
5. Составные части и комплект поставки смесителя 1А11М
Составная часть Обозначение
Смеситель в сборе, 1А11М
б том числе:
чаша 1А11М.00.016
редуктор 1А11М.01.000
вал вертикальный 1А11М.02.000
каток (2 шт.) 1А11М.06.000
водораздача 1 АП М.07.000
кожух 1А11М.09.000
отвал внутренний 1А11М.00.260
отвал наружный 15104.06.140
Пульт управления с пневмопанелью 1А11М.80.200
Шкаф автоматики 1А11М.80.100
6. Элементы кинематики смесителя 1А11М
Обозначение Наименование Характеристика
120-2^002020 120-24002020 130-2402110 130-2402120Б 1А11М.01.016 1А11М.00.017 Шестерня коническая ведущая Шестерня коническая ведомая Шестерня Колесо зубчатое Шестерня Колесо зубчатое г = 11, ms — 9 мм г — 25; tns — 9 мм г = 14; т = 6 мм г = 46; т — 6 мм г = 24; т = 6 мм г = 96; т = 6 мм
7. Подшипники качения (класс точности 0) смесителя 1А11М
Обозначение, ГОСТ Место установки Число, шт.
7610, ГОСТ 333—79 Каток редуктор 6
7611, ГОСТ 333—79 Редуктор 3
7613, ГОСТ 333—79 » 1
97515, ГОСТ 6364—78 Вал вертикальный 1
3615, ГОСТ 5721-75 » » 2
8. Основное электрооборудование смесителя 1А11М
Электрооборудование Обозначение Мощи ость, кВт Ч астота вращения, об/мин
Электродвигатель привода катков То же, привода масляного насоса Командный электропневматнческий прибор 4А132М4 ДПТ-24-4 КЭП-12У 11 * 0,25 1500 1500
* Для приготовления специальных смесей с длительным циклом перемешивания предуч сматривается двигатель мощностью 15 кВт; поставляется по особому заказу.
СМЕСЕПРИГОТОВИТЕЛЬНЫЕ МАШИНЫ
153
9. Составные части смесителя 15101
Составная часть Обозначение Составная часть Обозначение
Лоток Основание Траверса с отвалами Обечайка Каток — 2 шт. Листы защитные Механизм выгрузки 15101.00.100 15101.01.000 15101.02.000 15101.03.000А 15101.04.000 15101.05.000 15101.06.000 Пневмоцилиндр Реду ктор Вал вертикальный Система иодепитания Система смазки Пробоотборник 1412-100X200 1А1РМ.01.000 1 Al 1М.02.000 15101.12.000 1А11М.08.000 15101.11.000
вуаром для которого служит картер редуктора. Циркуляция масла осуществляется циркуляционным насосом БГ11-11 (производительность 8 л/мин) через сетчатый магнитный фильтр ФМ-1, что контролируется реле давления 23 (ГОСТ 19486—74).
Магнитный фильтр промывается не реже одного раза в месяц. Первоначальная замена масла в редукторе производится через 200 ч работы, последующие — через 800 ч.
Пневмосистема смесителя 1А11М предназначена для управления пневмоцилиндром разгрузки. В смесителе также предусмотрена возможность управления пиев-моцилиндрами дозаторов. Воздух подается в пневмоспстему смесителя от цеховой магистрали через запорный муфтовый вентиль 15ч8П2, фильтр-влагоотделитель 22-16 (ГОСТ 17437—81) и маслораспылптель В44-14. Далее через воздухораспределители ПВ64-23М (4152550111-06) в пиевмоцплиндр. Визуально давление контролируется по манометру МТП 60/3-10-4 (ГОСТ 8625—77).
Глубина заложения фундамента и траншеи под смеситель 1 Al IM устанавливается в зависимости от местного грунта. Фундамент и трапшея окантовываются угольником 60 X 60 X 6 мм. Угольники и закладные детали в комплект поставки не входят.
Смеситель 15101 (табл. 9) изготавливается в двух исполнениях: с объемными дозаторами для отработанной смеси, песка и глинистой суспензии и весовыми дозаторами. Отдельные элементы смесителя унифицированы с элементами смесителя 1А11М. Основной электродвигатель привода катков — 4A160S4Y3 (15 кВт, 1500 об/мин).
Смеситель 15104 (табл. 10—13). В смесителе 15104 используется двухступенчатый коническо-цилиндрический редуктор, закрепленный на фундаменте и соединенный с вертикальным валом смесителя через пластинчатую муфту, а с электродвигателем — через клиноременную передачу. Наружная поверхность, тумбы вертикального вала защищена от изнашивания сменными листами. Чаша — литая из серого чугуна. Обод катка изготовлен также литым из специального чугуна с отбелом по периферии на глубину свыше 20 мм для повышения износостойкости. На наружной стенке каждого катка для улучшения перемешивания смеси имеется шесть штырей. Бак водораздачи, из которого вода по двум патрубкам подается на смесь в зону отвалов, имеет объем 8 дм3.
На крышке колпака смесителя предусмотрен патрубок для присоединения к вытяжной вентиляции. На боковой поверхности колпака имеется патрубок с заслонкой, через который происходит подсос воздуха. Для удобства осмотра и проведения работ внутри смесителя установлена лампа местного освещения.
Управление механизмами смесителя в наладочном режиме осуществляется от соответствующих кнопок на пульте управления, а в автоматическом — переключателями и реле времени, при этом циклы следуют непрерывно один за другим без дополнительного вмешательства оператора. Цикл работы смесителя включает следующие основные операции, которые производятся при постоянном вращении траверсы и катков: последовательный впуск оборотной смеси н песка, воды, сухих добавок, жидких добавок; перемешивание заданной длительности и одновременно загрузка дозаторов, выгрузка готовой смеси.
154
ЛИТЕЙНЫЕ МАШИНЫ
10. Составные части и комплект поставки смесителя 15104
Составная часть Обозначение Составная часть Обозначение
Смеситель (частично разобранный) В том числе: лоток 15104 15104.00.100 В том числе: система смазки электрооборудование 15104.12.000 15104.20.000А
привод 15104.01.000Б пробоотборник И4М.22.000Б
вал вертикаль-ный 15104.02.000 дозатор весовой автоматический 6.033.АД-1600-2С
обечайка 15104.03.000А то же 6.039. АД-250-2Ж
основание 15104.04.000 » 6.038.АД-50-2П
механизм выгрузки траверса с отвалами листы защитные каток — 2 шт. 15104.05.000 15104.06.000 15104.07.000А 15104.08.000А автоматическая система регулирования влажности Запасные части: АСРВ-1
во/уоре зд а ча 15104.09.000 отвал внутренний 15104.06.100А
колпак 15104.10.000А скребок тумбы 15104.06.120
пневмоспстема 15104.11.000 отвал наружный 15104.06.140
11. Элементы кинематики смесителя 15104
Обозначение Наименование Характеристика
15104.01 031 Шкив ведущий Ремень клиновой (6 шт.) ГОСТ 1284—80 Диаметр 270 мм Тип «Г»
15104.01.021Б Шкив ведомый Диаметр 570 мм
15104.01.500 Муфта —
1I6M2.5.111А Вал-шестерня z = 10; mt = 10 мм
116А42.5. ЮЗА Колесо коническое г = 45; mt = 10 мм
15104.01.102Б Колесо г = 69; тп = 8 мм
15104.01.108Б Вал-шестерня г = 16; тп =8 мм
12. Подшипники качения (класс точности 0) смесителя 15104
Обозначение (ГОСТ 333—79) Место установки Число Обозначение (ГОСТ 333—79) Место установки Число
7613 Редуктор 1 7616А Редуктор 1
7614 Каток 4 7518А Вал верти- 2
7615 Редуктор 2 2007122 кальный Редуктор 2
СМЕСЕПРИГОТОВИТЕЛЬНЫЕ МАШИНЫ
155
13. Элементы пневмосистемы смесителя 15104
Наименование, характеристика Обозначение
Вентиль запорный муфтовый (£)у — 15 мм, ру = 1,6 МПа) — 3 шт. Фильтр-влагоотделитель Маслораспылитель Пневмораспределитель Пневмодроссель с обратным клапаном, 2 шт. Манометр Глушитель 15ч8п2, ГОСТ 18161—72 22-16, ГОСТ 17437—81 В44-14 4152550110-03 16-1, ГОСТ 19485—81 МТ-160Х 10, ГОСТ 8625—77 П-ГП 16/0,63
Реле времени обеспечивают своевременное включение операций и заданную длительность цикла. В системе управления имеется также режим одиночного цикла, при включении которого происходит только один полный цикл; для повторения цикла оператор должен нажать соответствующую кнопку. Для остановки цикла необходимо нажать кнопку «Цикл стоп». Для аварийной остановки смесителя имеется кнопка «Общий стоп».
Смеситель монтируется на металлической плите, залитой в фундамент или закрепленной на металлоконструкции. Плита, металлоконструкции и закладные элементы в комплект поставки не входят. Статическая нагрузка на плиту 780 Н, с учетом динамических усилий — 1560 Н.
Смеситель 114М (табл. 14—16). В смесителе 114M используется двухступенчатый коническо-цилиндрический редуктор, соединенный через клиноременную передачу с электродвигателем. Редуктор крепится снизу к чаше смесителя. Для получения проб смеси во время работы смесителя на обечайке чаши имеется пробоотборник. Смеситель снабжен объемными дозаторами.
Объем дозатора воды регулируется от 15 до 35 дм3. Заполнение его водой н выдача необходимой дозы в разбрызгивающее устройство смесителя производится поочередно открываемыми диафрагменными пневмоклапаиамн от управляющего воздухораспределителя.
Загрузочный бункер имеет объем 1,25 м3, по конструкции аналогичен бункеру смесителя 1AI1Л1/Дозатор глины и угля в качестве рабочего органа имеет расположенный под бункером вращающийся горизонтальный барабан, разделенный радиальными ребрами на восемь отсеков. Отсеки, находящиеся под бункером, заполняются глиной и углем, которые при вращении барабана высыпаются в чашу смесителей.
Дозатор песка с приемным бункером состоит из звездчатого дозатора с вертикальной осью вращения. Песок из приемного бункера попадает в полости звездочки, из которых выгружается смеситель, когда полость при вращении звездочки проходит над промежуточным патрубком.
Управление смесителем в наладочном режиме осуществляется от соответствующих кнопок на пульте в автоматическом режиме — от командного электроприбора КЭП-12У аналогично смесителю 1А11М. В смесителе предусмотрен также полуавтоматический режим, аналогичный режиму одиночного цикла смесителя 15104. Цикл работы аналогичен циклам предыдущих смесителей.
Система смазки смесителя 114М централизованная (циркуляционная жидкая) и ручная (периодическая густая). Первую применяют для смазывания зубчатых зацеплений и подшипников редуктора и вертикального вала. В качестве жидкого смазочного материала используется масло И-20А, резервуаром для которого служит картер редуктора. Циркуляция смазочного материала осуществляется шестеренным насосом БГ11-11 (производительность 8 Дм3) через сетчатый фильтр; контролируется реле давления 23. Замена масла в картере и промывка сетчатого фильтра производится не реже одного раза в месяц. В подшипники катков через отверстие со
156
ЛИТЕЙНЫЕ МАШИНЫ
14. Составные части и комплект поставки смесителя 114М
Составная часть Обозначение Составная часть Обозначение
Смеситель (частично разобранный) В том числе: чаша вертикальный вал 114М 114М.00.001 114МД 1.000 шкаф автоматики электродвигатель на салазках со шкивом ремни клино- 114M.80.800 4А250М8УЗ В 4500,
редуктор 114М. 10.000 вне — 10 шт. ГОСТ 1284—80
каток — 2 шт. стойка 114М. 12.000 114М.15.000А светильник Пр и на длежности: НСП 0,3X60
» » — 2 шт. 114М.16.000А 114М.17.000А ! бункер загрузоч- ный 114М.90.000
отвалы колпак 114М. 13.000 114М. 14.000 дозатор песка с бункером 114М.91.000
кожух» пульт управления с пневмо- панелью 114М. 19.000 114М.80.600 дозатор глины и угля с бункером дозатор воды 114М.92.000 114М.93.000
15. Элементы кинематики смесителя 114М
Обозначение Наименование Характеристика
Шкив Диаметр 224 мм
— » Диаметр 608 мм
114М.10.101Б Шестерня 2 -- 15; ms — 11 мм
114М.10.210Б Шестерня коническая 2 = 49; ms = 11 мм
114М. 10.204 Шестерня г = 18; т — 12 мм
114М.00.005 Колесо зубчатое 2 = 81, т = 12 мм
— Ремни клиновые (10 шт.), ГОСТ 1284—80 —
— Червяк двухзаходнын t = 3 мм
— Колесо червячное 2 = 56; t = 3 мм
— Шестерня z = 16; т = 4 мм
— Колесо зубчатое г — 45; т — 4 мм
— Шестерня г = 19; т = 3 мм
— Колесо зубчатое 2 = 102; т = 3 мм
РЧН80А Редуктор —
СМЕСЕПРИГОТОВИТЕЛЬНЫЕ МАШИНЫ
157
16. Подшипники качения (класс точности 0) смесителя 114М
Обозначение, ГОСТ Место установки Число
205, ГОСТ 8338—75 Дозатор песка 2
208, ГОСТ 8338—75 То же 2
210, ГОСТ 8338—75 » 2
309, ГОСТ 8338—75 Дозатор глины и угля 2
316, ГОСТ 8338—75 Каток 4
320, ГОСТ 8338—75 Редуктор 1
8104, ГОСТ 6874—75 Дозатор песка 1
8108, ГОСТ 6874—75 То же 1
8222, ГОСТ 6874—75 Редуктор 1
8230, ГОСТ 6874—75 Вертикальный вал 1
8320, ГОСТ 6874—75 Каток 2
3620, ГОСТ 5721—75 Редуктор 3
3630, ГОСТ 5721—75 Вертикальный вал 2
специальной пробкой, просверленное в ступице, первоначально заливается 0,3 дм3 масла в каждый каток.
Пневмосистема смесителя (табл. 17) предназначена для управления работой пневмоцилиндрами загрузочного бункера отработанной смеси, разгрузочного люка и диафрагменными клапанами дозатора воды.
Основной электродвигатель привода катков — 4А250М8УЗ (45 кВт, 750 об/мин).
Статическая нагрузка на фундамент 1500 Н. Глубина залегания фундамента и траншеи под разгрузочные устройства устанавливаются гипроорганизацией.
Смеситель 15107 (табл. 18—21). В смесителе 15107 используется двухступенчатый коническо-цилиндрический редуктор, прикрепленный снизу к чаше смесителя и соединенный с вертикальным валом через пальцевую муфту, а с электродвигателем — через клиноременную передачу и резинопневматическую муфту. Применение такой муфты позволяет значительно уменьшить нагрузки, возникающие при пуске электродвигателя, а также прекратить процесс перемешивания в чаше смесителя, не отключая электродвигатель. Применение резнно-пневматической муфты позволяет включать двигатель в тот момент, когда в чаше смесителя находится смесь.
Наружная поверхность тумбы вертикального вала защищена от изнашивания сменными листами. Чаша — литая из серого чугуна. Обод катка также литой из чугуна. На наружной стенке каждого катка для улучшения перемешивания закреплены шесть штырей. Бак водораздачи, из которого вода по двум патрубкам подается на смесь в зону отвалов, имеет объем 80 дм3. На боковой поверхности кол-
17. Элементы пиевмосистемы смесителя 114М
Наименование, характеристика Обозначение, ГОСТ
Вентиль запорный муфтовый (Dy = 15 мм, ру = 1,6 МПа) Фильтр-влагоотделитель Маслораспылитель Регулятор давления (р = 0,6 МПа) Манометр Воздухораспределитель — 3 шт. Глушитель Диафрагменный клапан — 2 шт. 15ч8п2, ГОСТ 18161—72 22-16, ГОСТ 17437—81 В44-14 БВ 57-14 МТП-60/3-10Х4, ГОСТ 8625—77 4152550111-06 П-ГП16/0.63 ДВ 15/ЗО-ОБ
158
ЛИТЕЙНЫЕ МАШИНЫ
18. Составные части и комплект поставки смесителя 15107
Составная часть Обозначение Составная часть Обозначение
Смеситель (частично разобранный) В том числе: лоток 15107 15107.00.100 система смазывания эл ектр ообор удо-ванне 15107.13.000 15107.20.000
привод вал вертикальный 15107.01.000Б 15107.02.000А дозатор весовой автоматический То же 6.034 АД-1600-2С 6.052 АД-125-2Ж
обечайка 15107.03.000 » 6.028 АД-125-2П
основание механизм вы- грузки траверса с отвалами 15107.04.000Б 15107.05.000А 15107.06.000 автоматическая система регулирования влажности Запасные части: АСРВ-1
листы защитные 15107.07.000 отвал внутренний 15107.06.100
каток — 2 шт. 15107.08.000 скребок тумбы 15107.06.120
водбрдадача 15107.09.000 отвал наружный 15107.06.140
пробоотборник колпак пневмосистема 114М.22.000Б 15107.11.000 15107.12.000 стержень — 12 шт. 15107.08.020
19. Элементы кинематики смесителя 15107
Обозначение Наименование Характеристика
ПМ-300Х100-П Муфта пневматическая MKV = 1500 Н-м
15107.01.001 Шкив ведущий Рра5 = U,3b Ml la
— Ремень клиновой — 8 шт., Тип Г
ГОСТ 1284—80
15107.01.051 Шкив ведомый —
15107.22.150 Муфта —
15107.01.102 Колесо 2 = 121; тп — 7 мм
15107.01.108 Вал-шестерня z = 21; тп = 7 мм
15107.01.115 Колесо коническое z = 63; niis = 8 мм
15107.01.116 Вал-шестерня 2=12; mts = 8 мм
20. Подшипники качения (класс точности 0) смесителя 15107
Обозначение, ГОСТ Место установки Число
7317, ГОСТ 333—79 Редуктор 2
7522, ГОСТ 333—79 » 2
7528, ГОСТ 333—79 Вал вертикальный 2
7616, ГОСТ 333—79 Каток 4
2007132, ГОСТ 333—79 Редуктор 2
3524, ГОСТ 5721—75 » 1
122, ГОСТ 8338-75 Привод 2
СМЕСЕПРИГОТОВИТЕЛЬНЫЕ МАШИНЫ
159
21. Элементы пневмосистемы смесителя 15107
Наименован не, характеристика
Обозначение, ГОСТ
Пневмосистема муфты привода
Вентиль (Dy — 15 км)
Влл гоотделптель
Реле давления — 2 шт. Воздухораспределитель Дроссель с обратным клапаном Глушитель
Пневмомуфта
Муфта подвода воздуха Манометр
Б-15-10, ГОСТ 18722—73
БВ41-14
В62-12
В64-24М
В77-14
П-ГП 16/0,63
ПМ-300Х100-П
15208.01.350
МТП 60/1, ГОСТ 8625—77
Пневмосистема механизма выгрузки
Вентиль (Dy = 15 мм)
Влагоотделитель
Маслораспылитель
Воздухораспределитель
Дроссель с обратным клапаном — 2 шт.
Манометр
Глушитель
Б-15-10, ГОСТ 18722—73
БВ41-14
В44-24
БВ64-14М
В77-14
МТП 60/1, ГОСТ 8625—77
П-ГП 16/0,63
пака смесителя предусмотрен патрубок с заслонкой, через который происходит отсос воздуха. Для удобства осмотра и проведения работ внутри смесителя предусмотрена лампа местного освещения.
Выполнение основных операций цикла и управление аналогично предыдущим смесителям.
Для удобства смазывания подшипников катка, втулок рычагов катков, подшипников вертикального вала пресс-масленки вынесены на отдельную панель.
Глубина залегания фундамента, расположение н размеры траншей от лки-а выгрузки, толщина стен, армирование устанавливаются гипроорганизацией в зависимости от местных условий. Статическая нагрузка на каждую из четырех площадок под опоры 30 Н, с учетом динамических усилии — 600 Н. Статическая нагрузка на площадку привода 80 Н, с учетом дю ампческих усилий — 160 Н.
Смеситель 15108 (табл. 22—25). В смесителе используется двухступенчатый коническо-цилиндрический редуктор, закрепленный на фундаменте и соединенный с вертикальным валом через упругую муфту, а с электродвигателем — через клино-ременную передачу и резпнопневматическую муфту. Наружная поверхность тумбы вертикального вала защищена. Траверса свободно надета на вертикальный вал. Крутящий момент на траверсу передается через срезной штифт и крестовину. На траверсе закреплены наружный плужок и ворошилка, внутренний плужок, скребок тумбы и два катка, конструктивно аналогичные каткам смесителя 15107.
Бак водораздачи, из которого вода по четырем патрубкам подается на смесь, имеет объем 18 дм3. Колпак смесителя устанавливают на верхней части обечайки и закрепляют путем обжима секциями обечайки посадочного пояса колпака. Стыки уплотнены пастой «Герметик». На боковой поверхности колпака имеется патрубок Для подсоса воздуха. Внутри смесителя предусмотрено местное освещение. Управление аналогично управлению предыдущих смесителей.
Пневмосистема смесителя (табл. 26) предназначена для включения пневмомуфты привода, открывания и закрывания разгрузочной двери механизма выгрузки и привода станции густой смазки.
160
ЛИТЕЙНЫЕ МАШИНЫ
22. Составные части и комплект поставки смесителя 15108
Составная часть Обозначение Составная часть Обозначение
Смеситель (частично разобранный) В том числе: лоток 15108 15108.00.100 дозатор весовой автоматический — 2 шт. 6.034. АД-1600-2С
привод с редуктором 15328.02.100В дозатор весовой автоматический 6.052.АД-125-2Ж
вал вертикальный обечайка основание механизм вы- грузки 15208.02.000А 15108.03.000 15108.04.000Б 15108.05.000А То же автоматическая система регулирования влажности Запасные части: 6.028. АД-125-2П АСРВ-1
траверса с отвалами 15108.06.000 штифт срезной плужок левый 15108.06.001 15208.07.200
листы защитные воДор^здача 15108.07.000 15108.08.000 башмак плужка левый 15208.07.250
каток — 2 шт. пробоотборник 15208.09.000 15107.10.000 плужок внутренний левый 15208.07.300
колпа к пневмосистема 15108.11.000 15108.12.000 скребок тумбы левый 15208.07.350
система смазки элекгр ообор удо-ваиие 15108.13.000 15108.20.000 стержень — 12 шт. 15208.09.016
23. Элементы кинематики смесителя 15108
Обозначение Наименование Характеристика
15108.01.090 Муфта пневматическая Мкь — Н00 Н м
15108.01.051 Д-5300 Т Шкив ведущий Ремень клиновой (7 шг.), Диаметр 500 мм
15108.01.061 РЧ5.1.0.00 РЧ5.1.1.0.09Рш РЧ5.1.2.0 02Рш РЧ5.1.2.0 01 РЧ5.1.3.0.01 15208.01.230 ГОСТ 1284.1—80 Шкив ведомый Редуктор Шестерня Венец зубчатый Вал-шестерня Колесо Муфта Диаметр 750 мм i = 25,17 г — 15; тп = 12,2705 мм г = 62; тп = 12,2705 мм г = 22; тп = 9 мм г = 134; тп = 9 мм
СМЕСЕПРИГОТОВИТЕЛЬНЫЕ МАШИНЫ
161
24. Подшипники качения (класс точности 0) смесителя 15108
Обозначение Место установки Число, шт.
7524, ГОСТ 333—79 Каток 4
7528, ГОСТ 333—79 Редуктор 2
7634, ГОСТ 333—79 » 2
7536, ГОСТ 333—79 Вал вертикальный 2
2007122, ГОСТ 333—79 Привод 4
2007148, ГОСТ 333—79 Редуктор 2
32624, ГОСТ 8328—75 » 1
205, ГОСТ 8338—75 Пневмосистема 2
25. Элементы смазочной системы смесителя 15108
Наименование, характеристика Обозначение
Станция смазывания То же Насос перекачивающий ручной Фильтр Клапан обратный — 10 шт. Микропереключатель — 2 шт. Панель управления — 2 шт. С-ЦС 3/63 ЕС 12001 НПГ 12.10 ГОСТ 6918—81 9360 МП 2302 ВСЦ.00.000 (ВСЦ-4)
26. Элементы пневмосистемы смесителя 15108
Наименование
Пневмораспределитель — 2 шт.
Влагоотделитель — 2 шт.
Регулятор давления — 2 шт.
Реле давления — 2 шт.
Воздухораспределитель — 2 шт.
Дроссель с обратным клапаном Манометр — 2 шт.
Вентиль запорный муфтовый (£)у — 15 мм, Ру — 1,6 МПа) — 4 шт.
Муфта подвода воздуха
Пневмомуфта
Маслораспылитель Воздухораспределитель Глушитель
Обозначение
16-21 (В71-24), ГОСТ 18467—73
БВ 41-14, ГОСТ 17437—81
БВ 57-14
21, ГОСТ 19486—74
ПВ64-24М
В77-14
МТП 80/1-10X2,5, ГОСТ 8625—77
15кч18п2, ГОСТ 18161—72
15208.01.350
15108.01.090
В44-24
ПБВ 64-1474
Г1-ГП 20/0,63
6 Сафронов В. Я.
162
ЛИТЕЙНЫЕ МАШИНЫ
Смеситель устанавливают на специальной металлической раме или плите, закрепленной на фундаменте. Раму (плиту) н фундамент изготовляют по чертежам, разрабатываемым гипроорганизацией в зависимости от местных условий.
Смеситель с резиновыми катками 15126. Основные узлы смесителя: кожух, рама, привод, корпус, дозаторы, дверца выгрузки, подмоторная рама, пневмооборудование, система смазки, электрооборудование.
Техническая характеристика смесителя с резиновыми катками 15126
Объем замеса, м3...................................... .......... 3
Размеры чаши, мм:
внутренний диаметр . ................................... 2 600
высота....................................................... 1 000
число катков................................................. 2
Размеры катка, мм:
диаметр...................................................... 1 028
ширина....................................................... 260
Частота вращения вертикального вала, Об/мин...................... 47
Число обслуживающих рабочих...................................... 1
Габаритные размеры, мм: длина......................................................... 5 220
шррцна . . ............................................. 4 880
высота..................................................... . 4 950
Масса, кг.................................................... . 17 140
Чаша смесителя включает литой корпус и обечайку, установленную на нем и состоящую из нижней и верхней частей. Нижняя часть в зоне смеси защищена стальным листом, над которым закреплен резиновый лист, предотвращающий прилипание смеси к стенкам обечайки.
В корпус встроен двухступенчатый редуктор, соединенный с вертикальным валом втулочно-пальцевой муфтой, а с электродвигателем — клиновыми ремнями. Механизм вертикального вала состоит из траверсы, к специальным приливам и кронштейнам которой крепятся внутренний и внешний отвалы и на торсионах — резиновые катки (пневмобаллоны). Давление катков на смесь зависит от количества смеси и установки торсионов. Оптимальный зазор между отвалами и поверхностью чаши 4 мм. Рабочие части отвалов покрыты специальными материалами с высокой износостойкостью.
Верхняя часть обечайки устанавливается на нижнюю и крепится болтами, верхняя часть является крышкой смесителя и служит основанием для установки дозатора отработанной смеси. В крышке обечайки имеются люки для подачи отработанной смеси н свежих добавок, а также для наблюдения за перемешиванием смесн. Там же имеется фланец для присоединения к вытяжной вентиляции.
Дозатор отработанной смеси дозирует количество земли с помощью указателя уровня. Секторный затвор дозатора работает от двух пневмопилиндров. Дозатор свежих добавок крепится болтами с помощью швеллера и уголка к дозатору отработанной смеси. Добавки, поступающие в дозатор, попадают на скребковый конвейер. Количество смеси на конвейере регулируется с помощью заслонок.
Выгрузка готовой смеси производится через разгрузочный люк, имеющийся в нижней части обечайки и закрывающийся дверцей при помоши пневмоцилиидра.
Электродвигатель привода AO3-355S-6 (160 кВт, 985 об/мин). Конструкция фундамента смесителя должна отвечать требованиям максимального гашения шума и вибраций. Для облегчения ремонта редуктора в фундаменте под смесителем рекомендуется предусматривать приямок с рельсовой поворотной тележкой, закрываемый рифлеными листами, выдерживающими нагрузку 8000 Н.
Во избежание повреждения резиновых катков (пневмобаллонов) смеситель должен включаться в систему смесеприготовления с магнитной сепарацией и тщательным просеиванием составляющих смеси, чтобы исключить попадание в чашу смесителя металлических и других твердых включений.
СМЕСЕПРИГОТОВИТЕЛЬНЫЕ МАШИНЫ
163
27. Технические характеристики чашечных смесителей периодического действия
Параметр 116М2 15326 15328
Объем замеса, м3 0,63 1,о 1,6
Внутренний диаметр чаши, мм 2 000 2 500
Высота чашн, мм 664 685
Число катков з 2 3
Диаметр катка, мм 830 —
Ширина катка, мм 8 6 —
Число отвалов, шт. 3 2 3
Частота вращения вертикального вала, об/мин 67 54,5 45
Мощность привода, кВт 100 НО 160
Мощность электродвигателя нагнетательной венти- — 15 —
ляции, кВт
Производительность нагнетающей вентиляции, №/ч — 17 500 20 000
Производительность вытяжной вентиляции, №/ч 17 500 — 25 200
Габаритные размеры, мм:
длина 4 000 4 550 5 700
ширина 3 700 3 580 3 875
высота 3 500 2 950 3 050
Масса, кг 9 100 8 400 14 600
Смесители чашечные периодического действия центробежные (табл. 27) предназначены для приготовления формовочных и стержневых смесей с незначительным количеством освежающих добавок.
Перемешивание составляющих формовочных и стержневых смесей в центробежных смесителях осуществляется воздействием на составляющие смесей вращающихся элементов смесителей (скребков и катков) и неподвижной обечайки чаши. В отличие от смесителей с вертикально-вращающимися катками центробежные смесители имеют горизонтально-вращающиеся катки и более высокую скорость вращения вертикального вала. Траверса выполняется в виде диска, к которому соответственно крепятся оси вращения катков и скребки (плужки)
Составляющие смеси, подающиеся на диск, отбрасываются центробежной силой на обечайку чаши, а горизонтально расположенные катки, связанные с диском, прокатываясь по обечайке, разминают образующиеся комья. Верхний скребок отделяет образующуюся смесь от обечаики, нижние — поднимают упавшие на днище чаши частицы и подают их снова на обечайку под катки.
Смеситель 116М2 (табл. 28—30). Чаша смесителя устанавливается на сварной раме, где также размещается привод смесителя, передающий вращение от электродвигателя через эластичную муфту, двухступенчатый коническо-цилиндрический редуктор и вертикальный вал иа траверсу (диск) с катками и скребками.
Днище и обечайка чаши облицованы резиной. Под днищем имеется воздушная камера, в которую специальным вентилятором нагнетается воздух. Из камеры воздух попадает в смеситель, где способствует аэрации смеси, охлаждает ее и удаляет пыль. Чаша с вращающимися элементами защищена кожухом, в крышке которого имеется отверстие для присоединения патрубка к цеховой вентиляции. На кожухе устанавливается загрузочный бункер определенного объема с челюстным затвором для подачи в смеситель оборотной смеси. В стенке кожуха имеется прикрытое поворотной заслонкой отверстие (в которое загружаются добавки опрокидывающимся при помощи пневмоцилиндра лотком), а также дверца для осмотра механизма катков. Зазор между катками, обечайкой чаши, скребками и днищем регулируется. Для выгрузки готовой смеси в обечайке чаши имеется закрывающийся люк.
Смазывание привода — принудительное централизованное. В качестве смазочного материала используется масло индустриальное И-20А, резервуаром для которого служит картер редуктора. Зубчатые зацепления и подшипники редуктора, 6*
164
ЛИТЕЙНЫЕ МАШИНЫ
28. Составные части и комплект поставки смесителя 116М2
Составная часть Обозначение
Смеситель смешивающий центробежный (частично разобранный) В том числе: 116М2.00.000
чаша 116М2-3-000СБ
привод 116М2-5-000СБ
рама 116М2-6-ОООСБ
диск 116М2-7-000СБ
система водопитания 116М2-8-000СБ
каток (3 шт.) 116М2-10-000СБ
Бункер загрузочный 116М2-1-000
Кожух 116М2-2-000
Система воздухопитания 116М2-4-000А
Шкаф автоматики 116M2-9-I00
Пульт управления с пневмопаиелыо 116М2-9-200
Запасные части — скребок (6 шт.) 116М2-7-001
29. Эле№еШы кинематики смесителя 116М2
Наименование Число зубьев (/71 = 8 мм) Наименование Число зубьев (т — 8 ММ)
Вал-шестерня 13 Вал-шестерня 18
Колесо зубчатое 56 Колесо зубчатое 92
30. Подшипники качения (класс точности 0) смесителя 116М2
Обозначение, ГОСТ Место установки Число Обозначение, ГОСТ Место установки Число
7613, ГОСТ 333—79 Редук- 1 7530, ГОСТ 333—79 Привод 2
тор 2324, ГОСТ 8328—75 Редук- 1
7616, ГОСТ 333—79 То же 1 тор
7519, ГОСТ 333—79 » 2 218, ГОСТ 8338—75 Каток 3
7524, ГОСТ 333—79 Привод 2 313, ГОСТ 8338—75 » 3
31. Элементы пневмосистемы смесителя 116М2
Наименование
Воздухораспределитель — 4 шт.
Глушитель
Манометр
Масл ©распылитель
Влагоотделитель
Реле давления
Вентиль запорный муфтовый (£>..= 15 мм, ру == 1,0 МПа)
Обозначение
ПВ 64-23М
ПГ 116.063
МТП-60/3-10Х 4, ГОСТ 8625—77
В44-24
БВ41-14
6С57-51
15-10 1548р, ГОСТ 18722—73
СМЕСЕПРИГОТОВИТЕЛЬНЫЕ МАШИНЫ
165
32. Элементы электрооборудования смесителя 116М2
Наименование, обозначение Мощность, кВт Частота вращения, об/мин
Электродвигатель АО2-92 4 100 1500
Электродвигатель привода вентилятора АО2-51-4 7,5 1500
Электродвигатель привода маслонасоса ДПТ-21-4 0.27 1500
Командоаппарат КЭП-12У (на 12 электрических це- — —
пей)
а также подшипники вертикального вала смазываются принудительно. Циркуляция жидкого смазочного материала осуществляется шестеренным насосом БГ11-11 (производительность 8 дм3, давление масла 0,5 МПа) через реле 0,5С55-51 контроля протока жидкости. Густой смазочный материал применяется для подшипников катков и осей дверцы выгрузки. В качестве смазочного материала применяется солидол Ж-2 (ГОСТ 1033—79). Замену жидкого смазочного материала рекомендуется производить через 700 ч работы привода, для чего следует спустить отработанное масло, промыть корпус редуктора, трубопроводы и фильтр, после чего залить свежее масло.
Пневмосистема смесителя (табл. 31) обеспечивает требуемый режим работы смесителя с помощью электроуправляемых воздухораспределителей (табл. 32).
Глубина залегания фундамента определяется гипроорганизацией в зависимости от грунта и местных условий. Статическая нагрузка на фундамент 910 Н, коэффициент динамических нагрузок 1,5. Фундамент окантовывается уголком 50 X 50 X 5. Из нижней части приямка предусматривается дренаж. Настил фундамента выполняется рифленой сталью толщиной 5 мм (ГОСТ 8568—77). Детали фундамента в комплект поставки не входят.
Смеситель 15326 (табл. 33—36). В смесителе используется двухступенчатый коническо-цилиндрический редуктор, коническая пара которого имеет круговой зуб, а цилиндрическая пара — косозубая. Редуктор крепится к основанию смесителя снизу и соединен с электродвигателем посредством упругой муфты. Вертикальный вал соединяется с траверсой через три срезных штифта. Эксцентриковые оси
33. Составные части и комплект поставки смесителя 15326
Составная часть Обозначение Составная часть Обозначение
Смеситель (частично разобранный) В том числе: короб 15326 15326.00.100А система воздухо питания система подачи воды 15326.06.000А 15326.07.000А
кожух 15328.00.200 система смазки 15326.08.000
стойка — 3 шт. стойка 15326.00.300А 15326.00.400 пульт управления 15326.10.000
основание приводная станция 15326.01.000 15326.02.000А электр ообор удо-вание Запасные части: 15326.11.000
вал вертикальный 15326.03.000 главный плужок — 2 шт. 15328.04.300
траверса с катками 15326.04 000Б плужок износа— 2 шт. 15328.04.400
колпак верхний 15326.05.000 нижний плу- жок — 2 шт. 15328.04.600
1Е6
ЛИТЕЙНЫЕ МАШИНЫ
34. Элементы кинематики смесителя 15326
Обозначенне Наименование Характеристика
15328.02.200СБ 15328.02.104А 15328.02.105А 15328.02.107А 15328.02.108А 15326.03.000 15326.04.000 15326.04.100 15326.04.102А Муфта упругая Вал-шестерня Колесо зубчатое Вал-шестерня Колесо зубчатое Вал вертикальный Траверса Каток — 2 шт. Ось эксцентриковая — 2 шт г = 12; тп = 9,96 мм г = 53; тп = 9,96 мм г = 24; т = 8 мм г = 121; т — 8 мм Эксцентриситет 18 мм
35. Подшипники качения (класс точности 0) смесителя 15326
Обозначение, ГОСТ Место установки Число, шт.
7522, ГОСТ 333—79 Редуктор 1
7530, ГОСТ 333—79 2
7624, ГОСТ 333—79 » 1
2007948, ГОСТ 333—79 £ 2
2007952, ГОСТ 333—79 Вал вертикальный 2
218, ГОСТ 8338—75 Каток 2
313, ГОСТ 8338—75 » 2
1205, ГОСТ 5720—75 Колпак 2
36. Элементы системы смазки смесителя 15326
Наименование, характеристика Обозначение, ГОСТ
Фильтр сетчатый Насос шестеренный (производительность 8 л/мин) Реле давления Ма ел ©распылитель 114M.40.200 БГ 11-11 28, ГОСТ 19486—74 В44-14
катков позволяют поддерживать минимальный зазор (12 мм) между стенками чаши и катками. Главный плужок и плужок износа расположены перед катками, ннжние плужки крепятся к низу траверсы. Оптимальный зазор между плужками и поверхностью чаши 4 мм. Крепление обода к основанию с помощью стяжек позволяет располагать дверь выгрузки готовой смеси в необходимом месте. Кожух состоит из правой и левой частей крышки. Правая часть имеет патрубок вытяжной вентиляции с заслонкой, управляемой пневмоцилиндром, левая — дверку-лаз. На крышке внутри кожуха закреплен коллектор для подачи воды.
Управление смесителем построено по той же схеме, что п у смесителя 15104, за исключением системы впуска воды, который осуществляется дважды: в течение первых 3—4 с для промывки дна чаши, затем — для увлажнения смеси. Траверса вращается внутри чаши против часовой стрелки.
СМЕСЕПРИГОТОВИТЕЛЬНЫЕ МАШИНЫ
167
37. Элементы пневмосистемы смесителя 15326
Наименование
Обозначение, ГОСТ
Пневмораспределитель — 4 шт.
Манометр
Ма с лор а сп ылител ь
Фильтр-влагоогделитель
Вентиль запорный муфтовый
Реле давления
Дроссель с обратным клапаном — 2 шт.
4152550111-06
МТП-60/5, ГОСТ 8625—77
В44-14
2216-404, ГОСТ 17437—81 15ч8п2
23, ГОСТ 19486—74
В77-13
Масляная ванна редуктора объемом около 130 дм3 заполняется до верхнею уровня нижнего маслоуказателя маслом индустриальным I4-20A. Уровень масла проверяется ежемесячно при неработающем ред_ кторе, при необходимости пополняется. Смена масла производится после первых 100 ч работы, впоследствии через каждую 1000 ч.
Пневмосистема смесителя (табл. 37) предназначена для управления пневмоцилиндрами разгрузочной двери, заслонки вытяжной вентиляции, заслонки системы воздухопитания.
Смеситель может быть смонтирован на фундаменте или на металлоконструкции, которые выполняются по чертежам, разрабатываемыми гппроорганпзацпей в зависимости от местных условий.
Смеситель 15328 (табл. 38). Основные узлы смесителя: основание, редуктор, обечайка, вертикальный вал с траверсой, катками и плужками, системы смазки, пневмо- и электрооборудования.
Двухступенчатый редуктор (одна ступень коническая со спиральными зубьями, другая цилиндрическая) установлен на фундаменте и соединен с вертикальным валом с помощью муфты. Обечайка состоит из двух частей, к основанию крепится скобами, что позволяет располагать дверцу выгрузки в необходимом месте. Внутренняя полость обечайки облкдоваиа резиной. Вертикальный вал смонтирован в специальной тумбе, которая крепится к основанию болтами. На верхнем конце вертикального вала установлена траверса с тремя катками и плужками. Вращение па траверсу передается через срезной штифт, который является предохранительным звеном в передаче усилий.
Для смазывания трущихся частей предусмотрены два вида смазочного материала: жидкий для редуктора и густой для вертикального вала, катков, шарниров.
38. Комплект поставки смесителя 15328
Комплект поставки Обозначение
Смеситель литейный смешивающий периодического действия (частично разобранный) Дозаторы весовые автоматические. для отработанной смеси и свежего песка—2 шт. для сухих добавок для жидких добавок Запасные части: главный плужок — 3 шт. нижний плужок — 3 шт. плужок износа — 3 шт. 15328 УЗ-2500-2С УЗ-125-2П УЗ-50-2Ж 15328.04.ЗООА 15328.04.600А 15328.04.400А
168
ЛИТЕЙНЫЕ МАШИНЫ
39. Комплект поставки смесителя 15204
Комплект поставки Обозначение
Смеситель сдвоенный непрерывного действия (частично разобранный) Запасные части: отвал внутренний скребок тумбы отвал наружный » внутренний » наружный скребок тумбы 15204 15204.06.100 15204.06.120 15204.06.140 15204.09.100 15104.06.140А 15104.06.120
Поставляются по особому заказу и за отдельную плату: дозатор весовой установка для дозирования сыпучих материалов непрерывного действия установка для дозирования сыпучих материалов непрерывного действия (2 шт.) 15204.11.000 ВД12.00.000 ВД12У.00.000
Статическая нагрузка на фундамент 180 000 Н, коэффициент динамических нагрузок — 1,5.
Смесители 15204 и 15208 непрерывного действия сдвоенные предназначены для приготовления песчаных смесей с пылевидными и жидкими добавками в смесеприготовительных системах литейных цехов преимущественно крупносерийного и массового производства. Схема сдвоенного смесителя в плане представлена иа рис. 1. Комплект поставки смесителя приведен в табл. 39.
Техническая характеристика смесителей непрерывного действия сдвоенных
15204 15208
Объем замеса, м3 . . ..... 2 7,4
Размеры чаш, мм. диаметр ... . 2 016 3 024
высота ... ....... ....................... 983 1 404
Число катков . .......................... 4 4
Размеры катка, \.м: диаметр . 815 1 220
ширина........... ......... . 305 356
Масса катка, кг........................................ ... — 1 600
Частота вращения вертикального вала, об/мнн . ... 38,6 33,7
Число обслуживающего персонала................................. 1 1
Мощность электродвигателя привода, кВт......................... 75 400
Расход сжатого воздуха, м3/ч.................................. 1,5 1,5
Производительность вытяжной вентиляции, м3/ч . . 12 000 18 000
Объем бака водораздачи, дм3 ................................... 80 —
Габаритные размеры без дозаторов, мм: длина . . ... 3 715 5 880
ширина . . ...... 3 975 5 400
высота ... . . . . .... 3 094 3 745
Масса без дозаторов, кг............ . ... 11 060 47 000
Габаритные размеры с дозаторами, мм: длина................................... . . . . 13 000 20 750
ширина................................................... 8 050 5 880
высота........................................ . . 7 400 10 065
Масса с дозаторами, кг.................................... 19 000 55 000
СМЕСЕПРИГОТОВИТЕЛЬНЫЕ МАШИНЫ
169
Рис. 1. Схема сдвоенного смесителя в плане
Конструкция сдвоенных смесителей непрерывного действия включает смесители периодического действия с вертикально-вращаюшимися катками, обрезанными в планепо сегменту таким образом, что объем чаш объединяется через открытый проем сегмента.
Вращающиеся элементы одного смесителя — траверса, катки, отвалы — располагаются относительно вращающихся элементов другого смесителя так, что при перемешивании обеспечивается передача части смеси из чаши загрузки в чашу выгрузки и обратно. При этом в чашу выгрузки передается несколько больше смеси, чем поступает обратно. Скапливающийся избыток готовой смеси в чаше выгрузки непрерывно выдается потребителям. Недостаток смеси в чаше загрузки пополняется из дозаторов компонентов.
Сдвоенные смесители максимально унифицированы со смесителями периодического действия.
Оба вертикальных вала приводятся во вращение от одною электродвигателя через пневмомуфту и коническо-цилиндрические редукторы, связанные муфтой, чем обеспечивается синхронизация вращения.
Пневмомуфта является как передающим, так и предохранительным звеном от перегрузок, возникающих при пуске смесителей и во время их работы. Редукторы устанавливаются на фундамент, и выходные валы их соединяются с вертикальными Балами при помощи упругих муфт. Основной режим работы — автоматический.
Установки непрерывного действия для охлаждения отработанных формовочных смесей. Отработанная формовочная смесь — основной компонент большинства формовочных смесей в литейных цехах поточио-массового производства с применением сырых литейных форм. В зависимости от того, ближе или дальше от отливки располагалась смесь в форме, температура ее будет значительно колебаться и достигать 80—120°С, а влажность — от 0 до 3 %. Поэтому необходимо усреднение влажности и охлаждение смеси до температуры, близкой к комнатной.
170
ЛИТЕЙНЫЕ МАШИНЫ
Основные типы и модели выпускаемых для этой цели установок приведены в табл. 2.
Охладители смешивающие 11312 и 11315 предназначены для понижения температуры отработанной формовочной смеси в смесеприготовительных отделениях литейных цехов.
Схема охладителя 11312 представлена на рис 2.
Техническая характеристика смешивающих охладителей
11312 11315
Производительность, м3/ч .................................... 70 240
Объем смеси, находящейся в охладителе, м3.................До 2 До 7,4
Температура отработанной смеси, °C: на входе в охладитель........................................ 85 85
на выходе из охладителя ................................. 50 50
Влажность смеси на выходе из охладителя, % ... 1,5—2,5
Размеры чаши, мм: длина.................................................... 3 950 7 210
ширина................................................ 2 470 4 370
высота .... .............. ..................... 825 1 450
Расстояние между осями вертикальных валов, мм........... 1 480 2 740
Частота вращения вертикального вала, об/мин.................. 63 35
Производительность нагнетательного вентилятора, м3/ч .... 18 000 75 000
Габаритные размеры, мм: дли'на................................................... 5 800 12 000
ширина................................................ 4 330 7 300
высота ............................................... 3 395 5 500
Масса, кг................................................. 8 000 26 000
Охладитель работает по принципу испарительного агрегата. Горячая отработанная смесь, поступающая в охладитель, увлажняется и охлаждается за счет скрытой теплоты парообразования, Процесс охлаждения интенсифицируется непрерыв-
СМЕСЕПРИГОТОВИТЕЛЬНЫЕ МАШИНЫ
171
вым перемешиванием и продувкой воздухом, удаляющим пары воды. Воздух одновременно выполняет роль хладоносителя.
Основные узлы охладителей: основание, чаша, валы вертикальные, левая и правая траверсы, привод, колпак, заслонка атмосферная, короб, разгрузочная дверь, заслонка, система подачи воды, система смазки, пневмосистема, электрооборудование.
Основание охладителя состоит из восьми стоек и литой чаши и крепится на фундаментной плите толщиной не менее 30 мм. Чаша состоит из двух сварных получащ, устанавливается на опорной плите. Каждая получаша имеет камеру для подвода воздуха от нагнетательного вентилятора к полости чаши через окна, закрытые накладками с отверстиями для прохода воздуха.
Два полностью унифицированных вертикальных вала устанавливаются в чаше и крепятся к опорной плите. Узел вертикального вала включает собственно вал, корпус, роликовые радиально-упорные подшипники и пластинчатую муфту для соединения с редуктором.
Левая и правая траверсы собраны на крестовпнах, на которых крепятся кронштейны, снабженные скобами со скребками и плужками. Для повышения износостойкости скребки наплавляются порошковой проволокой.
Привод охладителя состоит из электродвигателя, пневмомуфты, клиноремен-ной передачи и двух коническо-цилиндрических редукторов, соединенных между собой валом через зубчатую муфту для синхронизации вращения вертикальных валов с траверсами. Пневмомуфта является одновременно элементом, передающим вращение, и звеном, предохраняющим двигатель от перегрузок.
Колпак — сборная конструкция нз сварных узлов, к чаше крепится болтами. На колпаке имеются фланец дтя присоединения атмосферной заслонки, окно для загрузки отработанной смеси, две двери, снабженные конечными выключателями.
Атмосферная заслонка служит для сообщения полости охладителя с атмосферой. Короб соединяет нагнетательный вентилятор с охладителем.
Люк выгрузки охлажденной смеси, имеющийся в одной из получаш, закрывается дверцей, шарнирно подвешенной к верхней кромке люка. На дверце установлены два регулируемых противовеса. Дверца открывается и закрывается с помощью пневмоцилиндра.
Система подачи воды состоит из кранов, труб, коллектора с отверстиями, системы автоматического управления, обеспечивающей регулирование количества подаваемой в охладитель воты. Коллектор располагается под колпаком и закрепляется фланцем и скобами.
Смазывание охладителей осуществляется шприцеванием, а аппаратов и механизмов пневматики — от маслораспылителя. Пиевмосистема охладителя управляет работой муфты привода, цилиндром разгрузочной двери, цилиндром заслонки струйного охладителя и цилиндром отводного канала.
Электрооборудование обеспечивает работу охладителя в автоматическом и наладочном режимах. В охладитель загружается отработанная формовочная смесь, температура которой выше 60 °C Смесь проходит минуя охладитель, еелп температура смеси ниже 60 °C. Когда нагрузка на двигатель привода достигает 60 % от номинальной и датчики влажности закрываются смесью, включается система подачи воды и открывается заслонка нагнетательного вентилятора, после чего начинается процесс интенсивного охлаждения смеси. Система контроля влажности обеспечивает необходимую влажность смеси на выходе. Одновременное начало работы системы подачи воды и открытие заслонки нагнетательного вентилятора уменьшают потери песка через вытяжную вентиляцию.
При достижении нагрузки на двигатель 70 % от номинальной разгрузочная дверца занимает плаваюшее положение, а скорость разгрузки регулируется противовесами. Когда нагрузка достигает 90 % от номинальной, разгрузочная дверпа открывается полностью при помощи пневмоцилиндра. Таким образом, разгрузочная дверь поддерживает скорость разгрузки в зависимости от скорости загрузки отработанной смеси, а также обеспечивает желательный объем отработанной смеси в охладителе. Если нагрузка на двигатель достигает ПО % от номинальной, срабатывает штеВмомуфта, и охладитель останавливается, благодаря чему исключаются поломки агрегатов из-за перегрузок.
172
ЛИТЕЙНЫЕ МАШИНЫ
40. Комплект поставки охладителя 11312
Комплект поставки
Охладитель смешивающий (частично разобранный) Запасные части;
плужок — 2 шт.
скребок внутренний
» верхний — 2 шт.
» нижний — 2 шт.
скребок
Обсзн ачен ие
11312
11312.06.002
11312.06.200
11312.06.300
11312.06.500
11312.07.150
41. Техническая характеристика вибрационных охладителей
Параметр 11412 11414 11415
_
Производительность (при температуре отработан- 70 140 240
ной смеси на входе до 50 С и на выходе до 35 °C), м3/ч Размеры рабочей части транспортирующего полотна, мм:
длина 4 900 9 770 14 326
ширина 1 230 1 826
Высота слоя транспортируемого материала, мм До 70 140 До 120
Время охлаждения, с 50 — 50
Частота вращения эксцентрикового вала, об/мин Амплитуда колебаний корпуса, мм ^Мощность привода охладителя, кВт 7,5 470 11 15 30
11роизводительность нагнетательной вентиляции, м3/ч 13 000 25 000 41 000
^Мощность двигателя нагнетательной вентиляции, 17 55 100
кВт
Производительность вытяжной вентиляции, №/ч 22 000 44 000 75 000
[абаритныс размеры, мм;
длина 7 640 13 030 15 550
ширина 4 115 4 330 4 620
высота 3 660 5 200
Масса, кп
без балласта 9 040 15 060 36 000
с балластом 14 440 23 260 59 000
Охладитель устанавливают на металлической плите, закрепленной на фундаменте. Глубина его залегания и толщина стен устанавливаются в зависимости от грунта. Комплект поставки охладителя 11312 приведен в табл. 40.
Охладители вибрационные 11412, 11414 и 11415 (табл. 41) предназначены для охлаждения отработанной смеси в смесеприготовительных системах или отделениях литейных цехов.
Схема охладителя 11414 представлена на рис. 3. Охладитель представляет собой двухмассный виброконвейер с нижней и верхней воздушными камерами, разделенными перфорированным полотном и слоем охлаждаемого материала. Основные узлы: сварная рама, сварной корпус, рычаги, реактивные амортизаторы, привод, нагнетательная вентиляция, шкаф управления.
СМЕСЕПРИГОТОВИТЕЛЬНЫЕ МАШИНЫ
173
Рис. 3. Вибрационный охладитель 11414
Рама охладителя опирается на фундамент через пружинные амортизаторы. При монтаже н раму укладывается балластный груз. В процессе работы горячая отработанная формовочная смесь через загрузочную воронку попадает на наклонную плоскость охладителя, затем — на перфорированное полотно и в результате направленной вибрации транспортируется в зону выгрузки. Воздух, проходя из нижней камеры в верхнюю, продувает транспортируемый слой горячей формовочной смеси и уносит часть тепла, охлаждая смесь. Теплый воздух с частицами формовочной смеси попадает в установку пылеулавливания, в которой происходит сбор частиц и возвращение их в смесеприготовительную систему. Установка пылеулавливания (циклон и винтовой конвейер) поставляется по особому заказу за отдельную плату. Балласт в комплект поставки не входит, изготовляется и устанавливается заказчиком при монтаже.
Установки охлаждения отработанной формовочной смеси методом испарения 16413, 16415 и 16416 (табл. 42) предназначены для автоматического доведения направляемой в смесители отработанной формовочной смеси до определенных по влажности и температуре параметров путем ее увлажнения и охлаждения; применяются как в автоматизированных смесеприготовитсльных системах, так и самостоятельно — в линиях возврата отработанной смеси в литейных цехах.
Установки состоят из барабана увлажнительного, системы подачи воды, сбрасывателя, установки термопары, ленточного и пластинчатого конвейеров.
Увлажнительный барабан закреплен на валу редуктора, установленного на раме под углом 18°. Отработанная формовочная смесь после выбивки из опок, просеянная, но не охлажденная и не имеющая определенной влажности .ленточным желобчатым конвейером подается во вращающийся увлажнительный барабан. На конвейере установлены термопара и флажок, регулирующие влажность охлажденной смеси. Смесь, поданная в барабан, увлажняется водой, подаваемой через сопла во вращающемся барабане. Увлажненная отработанная смесь выдается из барабана на ленточный желобчатый конвейер, который направляет ее в охладитель. Количество подаваемой в барабан воды определяется температурой и влажностью отработанной смеси.
174
ЛИТЕЙНЫЕ МАШИНЫ
42. Техническая характеристика установок охлаждения отработанной формовочной смеси
Параметр 16413 16415 16416
Производительность, м3/ч Входящая отработанная смесь До 80 До 160 До 250
температура, °C влажность, % 40—130 0,5—3
Выходящая из установки смесь.
температура, °C (30—40) ± 5
влажность, % (2 -3) ± 0,2
Ширина ленты конвейера, мм 800 1 200
Установленная мощность, кВт Габаритные размеры установок, мм: До 87 До 138 До 165
длина 38 590 48 200 65 000
ширина 10 600 11 200 11 200
высота 6 500 6 700 6 700
Масса, кг 40 000 64 000 80 000
• •
Поставляется установка в разобранном виде в исполнении «Загрузка справа», в комплекте с перекачиым насосом типа НПГ-60, запасными частями, приспособлениями и технической документацией. По требованию потребителя завод-изготовитель ноже г поставить установку с загрузкой отработанной смеси слева (исполнение — 01).
Сита для просеивания формовочных материалов должны обеспечивать разрушение комьев и отделение от общей массы смеси кусков стержней, скрапа и других случайных предметов, попадающих в нее при выбивке форм. Просеивание можно считать совершенным, когда все частицы, размер которых несколько меньше размеров отверстий — ячеек в сите, просеиваются через него.
Эффективность (КПД) просеивания оценивается соотношением
ц = mJm,
где М — масса зерен, котс>рые могли бы пройти сквозь данное сито в единицу времени; Л40 — масса зерен прошедших сквозь сито за ту же единицу времени.
Для просеивания материала необходимо его перемещение по ситу. При этом, если материал движется перпендикулярно к плоскости сита, эффективность просеивания выше; если параллельно ей, — ниже (чем выше скорость движения зерен и чем ближе размер зерна к размеру ячейки сита, тем ниже эффективность). Через ячейку диаметром D может пройти частица размером d яэ 0,80.
Скорость (м/с) частиц вдоль полотна сита не должна превышать
v = 2,36 V"d.
Формула справедлива для плоских горизонтальных вибрационных или механических эксцентриковых сит. Прн наклонных ситах скорость просеивания может быть несколько меньше. В связи g этим, как правило, применяются сита с прямоугольными или овальными ячейками, у которых больший размер ячейки расположен в направлении перемещения материала.
Эффективность просеивания плоских вибрационных сит весьма высока и составляет ч = 0,94-0,98. Особенно эффективны такие сита при тонком просеивании, однако значительные динамические нагрузки и передача колебаний на опорные конструкции являются их недостатком.
СМЕСЕПРИГОТОВИТЕЛЬНЫЕ МАШИНЫ
175
Рис. 4. Плоское вибрационное сито 13316
Для обеспечения перемещения по ситу непросеивающихся частиц и отходов плоские вибрационные сита устанавливают с некоторым наклоном (15—25е) к горизонту. По укрупненным данным производительность плоских вибрационных сит имеет следующие значения в расчете на 1 м2 площади рабочего полотна: при размере ячеек 0,5— 2 мм производительность 3—5 м3, ч; при 2—5 мм — 5—10 м3/ч; при 5—12 мм — 10—20 м3/ч.
В литейных цехах для просеивания отработанной формовочной
смеси и свежих песков широко применяют барабанные сита, отличающиеся простотой конструкции и отсутствием динамических нагрузок. Эффективность просеивания барабантых сит несколько ниже, чем v плоских, и составляет г] = =- 0,6-5-0,75.
Многоугольные барабанные сита носят название полигональных. Они имеют несколько большую производительность по сравнению с цилиндрическими пз-за некоторого повышения интенсивности движения смеси при переваливании с грани на грань барабанного сита.
Типы и модели выпускаемых
сит приведены в табл. 2.
Сита плоские вибрационные 13315 и 13316 предназначены для одновременного размельчения и просеивания отработанной формовочной смеси после выбивки отливок из формы, а также для отделения от отработанной формовочной смеси посторонних металлических и неметаллических включений. Схема сита 13316 пред-
ставлена на рис. 4.
Техническая характеристика плоских вибрационных сит
13315 13316
Производительность, м3/ч ...................... ... 160 250
Угол наклона рабочего полотна, ...°............ ... 15
Частота вращения вала вибратора, об/мин . 925
Амплитуда колебаний, мм........................ . . 2,5—4
Число дек (рабочих полотен) ..................... . 2
Габаритные размеры верхней деки, мм: длина.................................................. . 4 950
ширина................................................... 1 750 2 150
толщина ........................................ 5
Размер ячейки верхней деки (диаметр), мм.......................... 40
Габаритные размеры нижней деки, мм: длина............................................................. 4 980
ширина................................................... 1 750 2 150
176
ЛИТЕЙНЫЕ МАШИНЫ
Диаметр проволоки полотна сита, мм ....... 5
Размер ячейки нижней деки, мм.................................. 20X20
Установленная мощность, кВт.............................. 15 18,5
Количество отсасываемого воздуха, м®/ч................... 14 000 16 500
Габаритные размеры сита, мм: длина.......................................................... 5 500
ширина............................................... 4 700 5 100
высота..................................................... 5 000
Масса, кг............................................ . . 11 955 13 100
Сито представляет собой сварной короб, в котором размещены два плоских просеивающих рабочих полотна — деки — одно над другим. Короб установлен наклонно на пружинных опорах и снабжен вибратором, расположенным между боковыми стенками короба.
Над верхней декой на двух перекладинах расположены разминающие кольца: у сита 13315 по 32 кольца на каждой, у сита 13316 по 40 колец. Над нижней декой, на перекладине, проходящей через корпус сита под верхней декой, находятся разминающие башмаки: у сита 13315— 14 шт., у 13316 — 18 шт. Зазор между кольцами и полотном регулируется.
Вибратор передает ситу колебательные движения в вертикальной плоскости. После пу;ска машины по ленточному конвейеру на верхнюю деку подается отработанная формовочная смесь. Под действием вибрации она движется вдоль короба сита по рабочему полотну к разминающим кольцам, одновременно просеиваясь на нижнюю деку, на которой происходит дальнейшее размельчение и просеивание смеси. Крупные комья смеси разбиваются кольцами и башмаками и просеиваются, посторонние неразрушаемые включения, отходы приподнимают кольца и башмаки, проходят под ними и попадают в воронку для отходов.
В автоматизированных системах смесеприготовления сито встраивается перед установками охлаждения. Передача вращения от электродвигателя к вибратору производится через клиноременную передачу. Вибратор вращается в подшипниках качения № 3626 (ГОСТ 5721—75).
Через заливочное отверстие в корпусе подшипника полость масляного резервуара вала вибратора заливается маслом И-20А до уровня контрольной пробки. Этот уровень контролируется ежесменно. Первая смена масла с промывкой полости производится через 40 ч работы, впоследствии — каждые полгода.
Электрооборудование сита обеспечивает необходимые блокировки, прием и выдачу сигналов в систему смесеприготовления с единым пультом управления. Снто оснащено электронным датчиком вибрации ДВО-1.80.000. При включении сита контакт включения должен удерживаться замкнутым в течение 3—4 с. После достижения ситом заданного режима колебаний электронный блок датчика удерживает контакт замкнутым, выдается сигнал на включение конвейера загрузки сита и на пульт системы. Для привода применяют следующие электродвигатели: для сита 13315 — 4A160S4Y3 (15 кВт 1450 об/мин), для сита 13316—4А160М4УЗ (18,5 кВт, 1450 об/мин); двигатели имеют исполнение 1М101 (ГОСТ 19523—81).
Сита монтируются на фундаменте или металлических конструкциях, изготавливаемых заказчиком по чертежам гипреорганизации.
Сита плоские вибрационные грубой очистки (13321, 13322. 13323, 13324, 13326) и тонкой очистки (13331, 13332, 13333, 13334, 13336) (табл. 43—45) предназначены для просеивания отработанной формовочной смеси и свежих формовочных материалов преимущественно в составе автоматических смесеприготовительных систем литейных цехов.
Схема сита вибрационного грубой очистки 13326 приведена на рис. 5.
Сита грубой и тонкой очистки конструктивно подобны за исключением сит грубой очистки большой производительности. Сита грубой очистки имеют более крупную ячейку и оснащены пневмодробилками, представляющими собой шарнирно закрепленные на специальной стойке стальные бруски с износостойкой наплавкой, «подпружиненные» пневмоамортизаторамп. Зазор между брусками и полотном сита постоянно регулируется. При работе сита комья смеси, попадая между брусками и
СМЕСЕПРИГОТОВИТЕЛЬНЫЕ МАШИНЫ
177
43. Техническая характеристика плоских вибрационных сит грубой очистки
13336 10 13 17° 30' 985 3,5 5 800 1 900 18,3 14 000 ооо 2 II о о о । х | | см —< о 1 - о о о
13326 2' 20 4° 45' 475 Н,1 11 600 1 525 30 30 000 14 300 2 610 5 700 16 000 5 600 7 140 65 700 83 000
13334 СО СО да “5 S S — о - °. “ со СО- ~ со ООО о II S см со 1 S га4 га4 о
13324 10 20 4° 45' 480 12,5 8 000 1 000 15 21 000 9 960 1 900 2 425 10 600 3 550 4 530 25 000 32 000
13333 3 12 2 240 1 120 7,5 14 000 ООО о II — со со [ см II Г- СМ СМ | СП со со со
13323 О ОО 2 000 ООО о о о ОО 3=5 000 ОСОО СО о См ОО CCO’t о со Ю — Ю CM L0 rf со СП
13332 40 13 17° 30' 985 3,5 2 240 710 5,5 14 000 ООО о । I со । о II О СО со | —- со со см со
13322 ОО О ООО 000 о о О О О *4 О СМ О СО СМ ОО ю СМ ОСО Г-2 О О СО ФЬ-Ф to СО СП см со со со со о
13331 5 13 1400 710 4 8000 2120 2110 2000 1650
13321 СМ о о _ о о ю о оооо о О 00*4 0 ^соо^юсм^о СМ СФ 1О о О О ОСОО см —« О М1 — СО СО СО см о
Параметр £ н га ш 2 С? а Я О Щ >, А -Г Ч Я Я Ч „ . ° а ° -г х _gS.. га ss £ 2 gi& £ S eg g В ° Т. § о. я о 2 о «И S с =Я О о о - О’ М - — S К »Д Х—х РЭ га га „ S а О CVS О о ° о Ё g § | е § S § § | § g ° в £I % s S 1 Я & £ ’§ О сЛ “ g,.. я § Я Л Я Ф я ю 3 3 R га и«й£оКк~оо § га S £ о К & о н к Во « га В £ S ы ч з< S г- г- § 3 m К s й tj * 3-^ ^t^tjdra Ю га °«§йЗе«з S йЪ е S У ё з cl< од га га S га о1 са га 2 С D. >1 Т < В. > О С-. и!
178
ЛИТЕЙНЫЕ МАШИНЫ
44. Элементы кинематики плоских вибрационных сит грубой очистки
Сито Диаметр шкива, мм Ремень клиновой Обозначение подшипников привода * (ГОСТ 5721 — 75) Эксцентриситет вала, мм
ведущего ведомого Тип Число
13324 200 400 в 4 3614 3618 10
13326 330 700 г 5 3618 3524 11,1
* Используется по два подшипника каждого типоразмера.
45. Электродвигатели привода плоских вибрационных сит грубой и тонкой очистки
Смто Электродвигатель *
Обозначение (ГОСТ 19523—81) Мощность, кВт Частота вращения, об/мпи
13321 4А112М4УЗ 5,5 1500
13322 4А13254УЗ 7,5 1500
13323 4А132М4УЗ 11 500
13324 4А160М6УЗ 15 980
13326 4А200Е6УЗ 30 980
13331 4А100Е4УЗ 4 1500
13332 4А112М4УЗ 5,5 1500
13333 4А13254УЗ 7,5 1500
13334 4А132М4УЗ 11 1500
13336 4А160М4УЗ 18,5 1500
* Для всех электродвигателей исполнение Ml00, К-3-1.
рабочим полотном, разбиваются. Неразбитые комья проходят, сжимая амортизатор, в воронку для отходов.
Сита грубой очистки 13324 и 13326 представляют собой вибрационный двухмассный конвейер лоткового типа с эксцентриковым приводом. Наклон лотка предусмотрен в сторону, противоположную перемещению просеиваемого материала. За счет направленных колебаний материал перемещается по ситу вверх. Каждый третий ряд полотна имеет возможность независимого увеличения утла наклона и создает подпор в просеиваемом материале, что способствует его дроблению и измельчению. Эти сита также оснащены пневмодробилками.
Смазывание сит—централизованное от стандартных станций смазки. На ситах 13321—13323 п 13332—13336 применена унифицированная панель 13336.40.100, на ситах 13324, 13326 — панель 13326.50.200, на сите 13331 — оригинальная панель 13331.40.100. Подшипники качения эксцентрикового вала сит, кроме 13324 и 13326, смазываются маслом И-40А, которое заливается в резервуар вала и впоследствии пополняется от станции смазки. Уровень масла контролируют ежесменно. Первая смена смазочного материала проводится через 40 ч работы сита,
СМЕСЕПРИГОТОВИТЕЛЬНЫЕ МАШИНЫ
179
Рис. 5. Плоское вибрационное сито 13326
180
ЛИТЕЙНЫЕ МАШИНЫ
46. Технические характеристики инерционных сит
Параметр 13515 1351 ЗА 13515Б
Производительность (при влажности смеси 160
4 %), м3/ч
Размеры рабочего полотна, мм:
длина 5 000
ширина 1 800
Число дек 1 1 2
Размеры ячейки деки, мм:
верхней 13Х 13 20X20 20X20
нижней — — 13X13
Амплитуда колебаний, мм 2.5—4
Частота колебаний, 1/мин 970
Угол наклона рабочего полотна, е 15
Габаритные размеры, мм:
длина 5300
ширина 3175
высота • 2600
Масса, кг 4150 4150 4550
последующие — 1 раз в шесть месяцев. Остальные трущиеся элементы набиваются густым смазочным материалом ЦИАТИМ-203 (ГОСТ 8773— 73). Этим же материалом смазываются трущиеся элементы сит 13324 и 13326.
Объем (дм8) масляного резервуара для подшипников эксцентрикового вала сит следующий:
13321 13322 13323 13331 13332 13333 13334 13336
4,5 4,5 9,6 3 4,5 7,5 5 9,6
Сита инерционные для грубой и /гонкой очистки 13515, 13515А и 13515Б (табл. 46) предназначены для очистки, просеивания и размельчения отработанной формовочной смеси и свежих формовочных материалов как в автоматизированных смесеприготовительных системах литейных цехов с различной серийностью производства, так и в маломеханизированпых литейных цехах.
Эти сита состоят нз унифицированных узлов. В зависимости от свойств смеси (гранулометрического состава, влажности, прочности) здесь имеется возможность устанавливать деку с ячейкой сита 13Х 13 мм для тонкого просева, или 20X20 мм — для грубого, или одновременно двух дек. При этом можно регулировать амплитуду колебаний, массу грузов-размннателей, подбирать наиболее оптимальный режим работы сига. В остальном принцип их действия не отличается от известных плоских вибрационных сит.
Опорная рама, площадка обслуживания, воронка, кожухи поставляются по особому заказу за отдельную плату.
Сито механическое СМ50 предназначено для просеивания сухой формовочной смеси или сухого песка в литейных цехах.
Техническая характеристика механического сита СМ50 Производительность, м®/ч ............................................... 30
Размер рабочего полотна, мм:
длина............................................................. 1300
ширина................................................. .... 800
Диаметр отверстий, мм ............... ................................ 15
СМЕСЕПРИГОТОВИТЕЛЬНЫЕ МАШИНЫ
181
Частота колебаний, 1/мин............................................. 970
Амплитуда колебаний, мм................................... . . . . . 6
Угол наклона полотна, ...° ................ .... . . . 8—14
Установленная мощность, кВт.......................... ...... 5,5
Габаритные размеры, мм: длина............................................... . .... 1965
ширина............................................................ 1885
высота ........................................................ 900
Масса, кг...............................................................790
Корпус и рама сита сварные коробчатые, регулирование наклона осуществляется перестановкой кронштейнов и амортизаторов. Колебания снта создаются эксцентриковым валом с эксцентриситетом 3 мм. Вращение от электродвигателя передается валу через клиноременную передачу. Электродвигатель типа 4А13256УЗ мощностью 5,5 кВт.
Эксцентриковый вал вращается в подшипниках качения № 3612 и № 3616 (ГОСТ 5721—75), расположенных попарно на подшипниковых шейках вала.
Смазывание подшипников производится через пресс-масленки один раз в смену солидолом Ж (ГОСТ 1033—79).
Сито монтируется на раме. Для поглощения вибраций и изоляции фундамента от передачи колебаний под раму в местах крепления устанавливают эластичные прокладки из листовой резины или другого материала, поглощающего вибрацию.
Сита барабанные полигональные 173М1, 174М1, 175М, 176М, 178М, 179 (табл. 47—50) предназначены для просеивания отработанных формовочных смесей и свежих песков в механизированных смесеприготовительных отделениях литейных цехов. Схема сита 179 представлена па рис. 6.
У сит 173М1, 174М1 и 175М просеивающие барабаны шестигранные, у остальных моделей восьмигранные. В конструкции привода сит 173М1 и 174М1 применяют серийно выпускаемые мотор-редукторы, а в остальных моделях епт — обычные цилиндрические редукторы (табл. 49). Кожухи сит 173М1 ц 174М1 имеют по одной дверце, через которые проводится осмотр и чистка решетных полотей барабана.
При работе сита через загрузочный конвейер или из элеватора на внутреннюю поверхность барабана подается просеиваемый материал. Выбранная частота вращения барабана обеспечивает за счет центробежной силы и силы трения подъем смеси на гранях барабана до угла 40—45° и соскальзывание ее вниз. Во время соскальзывания и перекатывания слоев смеси происходит частичное измельчение комьев и просеивание. Благодаря конической форме барабана иепросеившиеся комья смеси, а также инородные включения продвигаются вдоль оси барабана к противоположному его торцу и там выпадают отдельно от просеянной смеси, которая попадает на ленточный конвейер, расположенный под ситом.
Для нормальной работы сит рекомендуется просеивать материал с содержанием влаги не более 4 %, подачу просеиваемого материала производить во вращающийся барабан равномерно, следить, чтобы размеры комков были не более 40 мм, перед просеиванием производить магнитную сепарацию смеси.
Применяют следующие подшипники качения (по два на каждое сито): для сит 173М1, 174М1, 175М— 1310 (ГОСТ 5720—75); для 176М— 1316 (ГОСТ 5720-75); для 178М — 1317 (ГОСТ 5720—75); для 179 — 3620 (ГОСТ 5721—75).
Смазывание подшипников сит производится шприцеванием: сита 173М1 — солидолом С (ГОСТ 4366—76), остальных сит — солидолом Ж (ГОСТ 1033—79). У сит 173’41 и 174М1 смазывание проводится ежедневно, у остальных — один раз в неделю.
Для масляной ванны редукторов масла и периодичность их замены определяются технической документацией на соответствующие редукторы.
Аэраторы для разрыхления формовочных смесей (табл. 51—54). Для улучшения пластичности, формуемости приготовленных смесей с глинистыми связующими производится их доводка, заключающаяся в вылеживании смесей в бункерах-отстойниках и их разрыхлении перед выдачей в формовочные агрегаты. Аэраторы разрыхляют смесь либо при пересыпке с ленты на ленту, либо при движении на ленте конвейера. В табл. 2 первые аэраторы условно определены как универсальные, вторые — как
182
ЛИТЕЙНЫЕ МАШИНЫ
СМЕСЕПРИГОТОВИТЕЛЬНЫЕ МАШИНЫ
183
47. Технические характеристики барабанных полигональных сит
Параметр 173MJ 174М1 175М 176М 178М 179
Производительность *, м8/ч Диаметр описанной окружности барабана, мм: 5 10 20 40 80 125
наибольший 600 850 1 120 1 500 2 000 2 500
наименьший 450 600 850 1 120 1 500 2 000
Длина барабана, мм 1 000 1 320 1 800 2 350 3 150 4 250
Расстояние от верхнего уровня загрузочной воронки до оси сита, мм 225 300 425 550 750 1 000
Частота вращения барабана, об/мин Размеры загрузочной воронки, мм: 35 30 27 23 20 18
длина 400 550 700 809
ширина 160 200 300 40 0
Диаметр вентиляционного патрубка, мм 195 285 320 375 495 700
Объем отсасываемого воздуха, м*/ч 600 1500 5 000 7 000 8 500 16 000
Установленная мощность, кВт Габаритные размеры, мм: 1,1 1,5 3 5,5 7,5 11
длина 1 960 2 510 2 995 3 700 4 800 6 000
ширина 830 1 150 1 368 1 860 2 358 2 960
высота 795 1 065 1 325 1 700 2 235 2 820
Масса, кг 470 640 1 060 1 730 ** 3 120 ** 4 980 **
* Диаметр ячейки сита 1G мм.
** Масса указана без учета шкафов управления.
48. Сводная таблица составных частей барабанных полигональных сит
Составная часть 173М1 174М1 175М
Привод МЦ2С-80-35.5-ЦУЗ МП,2-50-28-УЗ 175М. 10.000
Рама 173М1.11 000 174М1 11.000 175М. 11.000
Кожух 173М1.12.000 174М1.12.000 175М. 12.000
Барабан 173М1.30.000 174М1.13.000 175М. 13.000
Загрузочный бункер 173М1.14.200 174М1.14.000 175М. 14.000
Эл ектр ообор удова н ие — — 175М.80.000
Составная часть 176М 178М 179
Привод 176M.20.000 178M.20.000 179.10.000
Рама 176М. 11.000 178M.il. 000 179.11.000
Кожух I76M. 12.000 178.12.000 179.12.000
Барабан 176M.30.000 178М.30.000 179.13.000
Загрузочный бункер 176М. 14.000 178М. 14.000 179 14.000
Электрооборудование 176М 80 000 178М.80.000 179 80 000
184
ЛИТЕЙНЫЕ МАШИНЫ
49. Редукторы барабанных полигональных сит
Редуктор Обозначение Сито
Мотор-редуктор МЦ-2С-80-35.5-ЦУЗ 173М1
(MPA-III AL Б)
То же МП,2-50-28К-УЗ (1,5 кВт) 174М1
Цилиндрический Ц2УН-160-31,5-21-ЦУ1 175М
» Ц2УН-200-31,5-1-ЦУ1 176М
» Ц2УН-250-31.5-12-ЦУ1 I78M
» Ц2У-315Н-31,5-12-УЗ 179
50. Типы электродвигателей привода барабанных полигональных сит
Ситсъ 9 Электродвигатель
Обозначение Мощность, кВт Частота вращения, об/мин
173М1 4А80В6РЗ-УЗ * 1.1 920
174М1 4АХ9О1..6РЗ-УЗ * 1,5 920
175М 4А10054УЗ 3 1500
176М 4А112М4УЗ 5,5 1500
178М 4А13254УЗ 7,5 1500
179 4А132М4УЗ 11 1500
* Электродвигатели входят в комплект поставки мотор-редуктора, остальные электродвигатели имеют исполнение Ml00, К-3-1 (ГОСТ 19523—81).
51. Техническая характеристика универсальных аэраторов
Параметр 16113 161 14 16115 16116
Производительность по разрыхленной сме- 40 80 125 240
си, №/ч Диаметр ротора, мм 560 710 900 1120
Число лопаток 24 32 40 48
Частота вращения ротора, об/мин 640 580 480 380
Размеры загрузочного окна, мм: длина 700 910 1210 1370
ширина 440 450 500 600
Диаметр отсасывающего патрубка, мм 300 375 500 600
Количество отсасываемого воздуха, ь?/ч 2000 2500 3500 7000
Установленная мощность, кВт 7,5 13 22 37
Габаритные размеры, мм: длина 2840 3580 4360 5340
ширина 1310 1500 1766 2125
высота 930 1200 1350 1600
Масса, кг 800 910 1550 2350
СМЕСЕПРИГОТОВИТЕЛЬНЫЕ МАШИНЫ
185
52. Техническая характеристика надленточных аэраторов
Параметр 16132 (16142) 16133 (16143) 16134 (16144) 16135 (16145) 16136 (16146)
Производительность по разрых- 70 100 160 200 240
ленной смеси, м3/ч
Ширина ленты конвейера, мм 650 800 1000 1200 1400
Диаметр гребенчатого вала 460 560
Число зубьев гребенки 6 9 12 6
Расстояние между зубом гребен- 10—35
чатого вала и конвейерной
лентой, мм
Частота вращения гребенчатого 570 530
вала, об/мин
Установленная мощность, кВт 7,5 11 22 30
Количество отсасываемого воз- 4500 5000 5500 5800 6000
духа, №/ч (600) (800) (1000) (1100) (1200)
Габаритные размеры, мм:
длина 2345 2480
ширина 1065 1290 1495 1732 1935
высота 2165 2385
Масса, кг 920 1080 1165 1535 1645
(905) (990) (1080) (1475) (1575)
53. Подшипники качения (класс точности 0) аэраторов *
Обозначение (ГОСТ 8545—75) Аэратор
11210 16132, 16133, 16134, 16142, ’5143, 16144
11312 16135, 16136, 16145, 16146
* Используется по два подшипника на аэратор.
54. Электродвигатели аэраторов
Аэратор
Обозначен не электродвигателя
16132, 16142
16133, 16134, 16143, 16144
16135, 16145
16136, 16146
4А13254УЗ
4А132М4УЗ
4А18054УЗ
4А180М4УЗ (А02-72-4)
186
ЛИТЕЙНЫЕ МАШИНЫ
°)
надленточные. Надленточные аэраторы подразделяются на аэраторы отработанной и готовой смеси.
Схемы аэраторов представлены на рис. 7.
Основные узлы аэраторов: сварная рама с установленными на ней подшипниками, в которых вращается ротор, сварной кожух, электродвигатель, шкаф электроаппаратуры, ограждение.
На валу ротора универсального аэратора смонтированы державки с четырьмя сменными лопатками. В кожухе над лопатками - загрузочная воронка с двумя заслонками для регулирования потока смеси. В верхней части кожуха расположен вентиляционный патрубок для отсоса пыли. Подача смеси должна производиться равномерно на вращающийся ротор, который отбрасывает лопатками смесь иа свободно подвешенные в кожухе ряд цепей. Ударяясь о цепи, комья дробятся, смесь взрыхляется и падает на конвейер, который выносит ее из аэратора. Крепление аэраторов на металлоконструкциях смесеприготоиите.пыюго от,телечия осуществляется болтами АП 6.
СМЕСЕПРИГОТОВИТЕЛЬНЫЕ МАШИНЫ
187
В сварном коробчатом корпусе, облицованном изнутри резиной, смонтированы на подшипниках качения гребенчатый вал, гребенка и отражательная перегородка. На гребенчатом валу закреплены серповидные зубья, смещенные относительно друг друга на 60°. Число зубьев гребенчатого вала у аэраторов:
отработанной смеси
16132 9 16133 14 16134 18 16135 21 16136 23
готовой смеси 16142 16143 16144 16145 16146
18 27 35 40 45
Вал с зубьями приводится во вращение от электродвигателя через клиноременную передачу, закрываемую кожухом. У корпуса предусмотрены крышка для осмотра рабочего пространства и вентиляционный патрубок для отсоса пыли.
Во время работы аэратора смесь подается ленточным конвейером под гребенчатый вал, захватывается его зубьями, с силой отбрасывается иа гребенку и отражательную перегородку, дробится, разрыхляется, падает вновь на конвейер и выносится из аэратора. Движение конвейера и направление вращения гребенчатого вала должны совпадать. Расстояние между зубом гребенчатого вала и лентой регулируется устанавливаемыми под корпуса подшипников вала сменными пластинами, входящими в комплект поставки.
К металлоконструкции ленточного конвейера в месте, предусмотренном проектировщиками, аэратор крепится посредством шести опор.
Средства малой механизации в смесеприготовлеиии и комбинированные смесеприготовительные машины. Для небольших литейных цехов, для маломехаинзн-рованных участков, где применение высокопроизводительной техники экономически нецелесообразно и где практикуется переработка готовых и отработанных смесей непосредственно на рабочем месте, применяют машины небольшой производительности — сеялки и смесеприготовители передвижные. Примером комбинированных смесеприготовительных машин является сито, совмещенное с аэратором.
Сеялка передвижная 171А предназначена для просеивания формовочной смеси непосредствеиио у рабочего места при отсутствии возможности подачи к последнему готовой смеси.
Техническая характеристика передвижной сеялки 171А
Производительность, м3/ч................ .......................... 3
Размеры рабочего полотна, мм: длина......................... . . 635
ширина............................ . . . ... 435
Размеры ячейки сита, мм . . . ’ОХ 10
Частота колебаний сита в минуту . . . 520
Мощность электропривода, кВт . 0,75
Габаритные размеры, мм: длина......................................................... 1450
ширина . . . 600
высота . .......... 850
Масса, кг......................... . . . . ПО
На сварном каркасе размещены сито, механизм качания, электродвигатель. Сито состоит из каркаса и плетеной проволочной сетки, прикрепляемой к нему болтами. Колебательные движения в горизонтальной плоскости сито получает от электродвигателя через ременную передачу, коленчатый вал и кривошип. Диаметр шкива электродвигателя 63 мм, диаметр ведомого шкива 315 мм, радиус кривошипа 20 мм.
Лоток, на который через воронку сита просыпается просеянная смесь, может быть наклонен как вправо, так и влево для выдачи смеси.
188
ЛИТЕЙНЫЕ МАШИНЫ
Рис. 8. Смесеприготовитель 126А
Подщигушки колеса, стоек, кривошипа, опор коленчатого вала смазываются через шприц-масленки ежедневно солидолом С (ГОСТ 1033—79).
Электродвигатель 4А71В4УЗ (АОП2-12-4). Частота вращения электродвигателя 1500 об/мии, исполнение М100.
Смесеприготовитель передвижной барабанный 126А предназначен для просеивания и разрыхления формовочной смеси, а также для извлечения из нее металлических ферромагнитных включений. Машину можно также использовать для очистки дроби от земли. Схема смесеприготовителя представлена на рис. 8.
Техническая характеристика передвижного барабанного смесеприготовителя 126А
Производительность, м3/ч ............................................ 7
Размеры просеивающего полотна, мм: длина........................... . . ............ 775
ширина............................................................ 575
Размеры ячейки сита, мм...............................................25X25
Частота колебаний сита в минуту ......................................270
Частота вращения барабана, об/мин; лопастного........................................................1000
магнитного........................................................ 44
Скорость выброса смеси, м/с........................................... 18
Мощность электропривода, кВт ............................ 3
Габаритные размеры, мм: длина................. .... .................1870
ширина.................................................. .... 1004
высота ............. ................ ...........................1330
Масса, кг..................... . . ... .... 577
Основные узлы: лопастный барабан, магнитный барабан, качающееся сито. Все основные узлы крепятся к стенкам корпуса смесеприготовителя, связанным между собой стяжками.
Формовочная смесь подается на колеблющееся сито, просеивается и попадает на магнитный барабан, с которого переходит на лопастный барабан — аэратор, подающий смесь иа разрыхляющие цепи. Ферромагнитные включения, отделенные па магнитном барабане, собираются в специальном ящике.
Сито и барабаны приводятся в движение от одного электродвигателя. На вал электродвигателя посажен лопастный барабан и ведущий шкив диаметром 70 мм, от
СМЕСЕПРИГОТОВИТЕЛЬНЫЕ МАШИНЫ
189
55. Подшипники качения (класс точности 0) передвижного барабанного смесеприготовителя
Обозначение, ГОСТ Место установки Число
206, ГОСТ 8338—75 Колесо, ролик 6
1206, ГОСТ 5720—75 Сито 2
11211, ГОСТ 8545—75 » 1
которого вращение с помощью ремня передается на промежуточный коленчатый вал с кривошипом, колеблющим сито. Диаметр ведомого шкива 240 мм. От промежуточного вала также ременной передачей вращение сообщается магнитному барабану; диаметры шкивов соответственно 70 и 400 мм. У барабана-аэратора лопасти сменные.
Магнитный барабан состоит из насаженных на неподвижный вал железных сердечников и намотанных на них катушек. Направления витков и тока в катушках чередуются, что обеспечивает необходимую полярность сердечников для получения устойчивого магнитного поля. Электромагниты неподвижны, вращается обечайка из немагнитного материала.
Подшипники (табл. 55) узлов сита, колес и натяжных роликов смазываются через пресс-масленки ежемесячно солидолом С. Электродвигатель — 4А112МА6УЗ (3 кВт, 1000 об/мин, исполнение М301).
Сито барабанное совмещенного действия 13413 предназначено для размельчения, аэрации, просеивания и частичного охлаждения отработанной формовочной смеси, а также свежего песка.
Техническая характеристика барабанного сита 13413 совмещенного действия
Производительность при влажности смеси 4%, м3/ч ... 63
Размеры сита, мм:
длина....................................................... ... 2800
диаметр......... . .... 1500
Размеры ячейки сита, мм ........ . 16Х 16
Частота вращения барабана, об/мин .... 18
Диаметр аэрирующего вала, мм . . . 460
Число зубьев аэрирующего вала................................... ... 27
Частота вращения аэрирующего вала, об/мин ... .........570
Количество отсасываемого воздуха, м3/ч, не менее ......... 8000
Установленная мощность, кВт............................. . . 9,5
Габаритные размеры, мм: длина................................... . . . . . .... 3950
ширина ... 1790
высота ......... .................. .... 1920
Масса, кг ........................... .... . . 2300
/Машина состоит из сито-барабана, аэрирующего гребенчатого вала, привода, вытяжного кожуха, воронки и электрооборудования. Сито-барабан выполнено в виде шестигранной призмы с торцовыми дисками, положенной горизонтально и опирающейся дисками на четыре опорных ролика, два из которых приводные. Для фиксации барабана в осевом направлении установлены два торцовых ролика. Барабан приводится во вращение от мотор-редуктора МЦ2С-100Н-90 через муфту и приводные ролики, связанные карданным валом. В парах вращения применены подшипники качения (табл. 56). Смесь попадает в сито-барабан через аэрирующее устройство — гребенчатый вал, приводимый во вращение от отдельного электродвигателя через клипоременную передачу. Продвижение смеси по длине сита обеспечивается наклонной (4—5°)его установкой. Для периодической (через 30—40 мин) очистки сетки барабана
190
ЛИТЕЙНЫЕ МАШИНЫ
56. Подшипники качения (класс точности 0) барабанного сита совмещенного действия 13413
Обозначение, ГОСТ Место установки Число
1309, ГОСТ 5720—75 Привод барабана 8
Вал гребенчатый 2
305, ГОСТ 8338—75 Привод барабана 2
от налипшей смеси предусмотрена продувка (в течение 2—3 мин) ячеек сжатым воздухом, подаваемым от цеховой магистрали в трубу с отверстиями, встроенную в кожух барабана.
Пневмосистема состоит из вентиля, фильтра-влагоотделителя 22-12-40 (БВ 41-13), ГОСТ 17437—81, воздухораспределителя Н215 и лневмораслределителя 4152550179-11.
Электросхема позволяет управлять включением сита от кнопок на шкафу управления — режим наладки и от центрального пульта системы или линии смесеприго-товленщг ,
Э ектродвигатели: привода барабана — 4А100Б4УЗ (4 кВт, 1420 об/мин); гребенчатого вала — 4А132Б6УЗ (5,5 кВт, 965 об/мин).
Оборудование для приготовления стержневых и самотвердеющих смесей. Приведенные в табл. 3 типы и модели оборудования обеспечивают приготовление трех основных типов смесей: горячеплакированных, жидких самотвердеющих, холоднотвердеющих и их разновидностей.
Горячеплакированные смеси используют для изготовления оболочковых форм и стержней (кронинг-процесс). Горячее плакирование протекает в ходе смешивания горячего песка с термопластичной (новолачной) смолой. Отбирая тепло у песка, смола плавится и покрывает зерна песка тонкой пленкой, которая связывается с поверхностью зерна действием адгезионных сил. Для приготовления таких смесей используют в основном фенолформальдегидные смолы с различными улучшающими добавками. При этом расход дорогостоящих смол значительно снижается по сравнению с другими способами, благодаря устранению выделения пыли улучшаются санитарно-гигиенические условия труда, повышается механическая прочность оболочек и стержней. Продолжительность приготовления смеси по сравнению с другими способами плакирования незначительна.
Жидкие самотвердеющие смеси (ЖСС) приготавливают из кварцевого песка, регенерата, феррохромового шлака, древесного песка и специальной жидкой композиции, приготовленной с применением жидкого стекла и пенообразователя. Эти смеси используют для приготовления крупных стержней и форм в разносерийном производстве. ЖСС не требует дополнительного уплотнения и благодаря высокой текучести хорошо повторяет форму модели. Иногда в качестве облицовочных смесей используют разновидность ЖСС — пластические самотвердеющие смеси (ПСС) в формах из обычных песчано-глинистых смесей, используемых как наполнительные. При небольшой вибрации ПСС обеспечивают качественный отпечаток и чистую поверхность.
Холоднотвердеющие смеси содержат наполнитель — кварцевый песок, синтетическое связующее — смесь смолы и фурилового спирта. Эти смеси используют для изготовления стержней в крупносерийном и массовом производстве отливок.
Все перечисленные смеси обеспечивают твердение стержней и форм в оснастке, что дает возможность избежать тепловой сушки, исключить их коробление и, следовательно, резко сократить время изготовления отливок, повысить качество литья, его размерную точность, снизить припуски иа обработку.
Смеситель центробежный периодического действия 15411 для приготовления плакированных смесей горячим способом предназначен для плакирования песка
СМЕСЕПРИГОТОВИТЕЛЬНЫЕ МАШИНЫ
191
Рис. 9. Смеситель центробежный периодического действия для приготовления плакированных смесей горячим способом 15411
фенолформальдегидной смолой СФ-015 (ГОСТ 18694—73) в смесеприготовительиых отделениях литейных цехов.
Схема смесителя представлена на рис. 9.
Техническая характеристика центробежного смесителя периодического действия 15411
Масса замеса, кг.................................................... 110
Производительность, т/ч ............................................... 1
Продолжительность никла работы, мин ................................... 6
Температура нагрева песка, СС .................................... 150—200
Давление газа, Па..................................................... 6
Частота вращения, об/мин: вала смесителя.................................................. 70
ротора нагревателя ............................................... 30
Установленная мощность, кВт ......................................... 22,64
Габаритные размеры без циклона, мм:
длина............................................................ 3S00
ширина.......................................................... 3200
высота........................................................... 4010
Масса, кг............................................................ 7000
В составе смесителя имеются нагреватель, емкости для храпения и дозаторы для выдачи смолы, уротропина и стеарата кальция. Для подачи охлаждающего воздуха смеситель оборудован вентилятором. Под выпускным окном смесителя установлены вибросито и охладитель. Агрегат смешивания представляет собой центробежные смесители с двумя катками на диске. Нагреватель песка состоит из камеры с помещенным внутри барабаном, вращающимся на горизонтальном валу. На внешней поверхности барабана смонтированы ковши, которые, захватывая песок внизу, в верхнем положении высыпают его. При падении песок проходит зону нагрева.
Установки непрерывного действия 15711 и 15712 для приготовления плакированных смесей горячим способом предназначены для приготовления плакированной
192
ЛИТЕЙНЫЕ МАШИНЫ
формовочной и стержневой смеси при литье в оболочковые формы в условиях серийного и массового производства.
Технические характеристики установок непрерывного действия 15711 н 15712
15 711 15712
Масса замеса, кг.......................................... 260 430
Производительность, т/ч................................... 3 5
Продолжительность цикла, мин ............................. 4,5
Температура нагрева песка, °C ............................ 120—180
Давление газа, Па ........................................ 5—6
Расход газа, м3/ч......................................... 30 48
Теплотворная способность газа, кДж/м8 ......................... 35 700
Расход сжатого воздуха, №/ч .............................. 5 8
Расход технической воды, дг.г3/ч............................ 2 000 3 200
Установленная мощность, кВт............................... 76 96
Число обслуживающего персонала............................ 2
Габаритные размеры, мм: длина........................................................... 6 220
ширина...................................................... 5 800
высота ..................................................... 7 600
Масса, кг.................................................. 21 200 28 000
Основные узлы установок: нагреватель песка, шлюз, смеситель, дозаторы для смолы, воды, уротропина и стеарата, разрыхлитель, вибросито, охладитель, гидро-, пневмо-, электро-, газооборудование, система смазки. Нагрев песка — газовый в псевдокипящем слое. Смеситель имеет форму корыта с лопастным горизонтальным валом, приводимым в движение от электродвигателя через клиноременную передачу.
Просеянный сухой песок из цехового бункера загружается в нагреватель до установленного уровня, где нагревается до заданной температуры, затем порциями через шлюз поступает в смеситель. Туда же из дозатора вводится смола. По окончании времени перемешивания подается вода для понижения температуры смеси, затем определенная доза водного раствора уротропина, а с целью снижения комко-образоваиия добавляется стеарат кальция. После перемешивания смесь попадает в разрыхлитель, где разбиваются комки и продолжается охлаждение, после чего смесь просеивается, окончательно охлаждается и подается в цеховую емкость-накопитель.
Режим работы — автоматический и наладочный.
Установка периодического действия 19114М дм приготовления жидких само-твердеющих смесей.
Техническая характеристика установки периодического действия 19114М
Производительность, т/ч ................................................ 8
Масса замеса, кг, не более ......................................... 750
Цикл замеса, мии ..................................................... 5,45
Частота вращения вала смесителя, об/мии............................... 40±2
Расход сжатого воздуха, м®/ч.......................................... 0,07
Установленная мощность, кВт .......................................... 55,4
Пределы регулирования жидкой композиции на замес, дм3...............10—100
Габаритные размеры, мм:
длина............................................................... 6 130
ширина............................................................. 4 650
высота.............................................................. 6 770
Масса, кг................. ........................... ............. 15 600
Установка представляет собой несущую металлоконструкцию с верхними и нижними рамами и площадками, на которых размещены емкости с уровнемерами для составляющих смеси, дозаторы, смеситель, трубопроводы для жидкой композиции горячей воды, пневмо- и электрооборудование.
СМЕСЕПРИГОТОВИТЕЛЬНЫЕ МАШИНЫ
193
57. Характеристика дозаторов
Параметр Для шлака Для пека
Производительность, кг/ч 1800 750
Диаметр шнека, мм 9 В
Шаг шнека, мм 85
Частота вращения шнека, об/мин 77 32
Мощность электродвигателя, кВт 3 2,2
Смеситель с приводом является основным агрегатом установки, он выполнен в виде сварного барабана, внутри которого вращается вал с лопастями, приводимый в движение от электродвигателя через клиноременную передачу, редуктор и зубчатую муфту. Смеситель имеет большой и малый люки для выдачи смеси, открываемые и закрываемые пневмоцилиндрами. Для направления потока смеси в форму или стержневой ящик снизу смесителя имеется поворотный лоток.
Дозатор песка и регенерата — ленточный с приводом от мотор-редуктора; производительность — до 50 т/ч. Для дозирования феррохромового шлака и древесного пека применены унифицированные шнековые дозаторы (табл. 57), различающиеся правым и левым исполнением.
Дозатор жидкой композиции — объемный, представляет собой сварной бак с герметичной крышкой. Необходимая доза размещается между сливным отверстием в днище дозатора и верхним концом переливного патрубка, который перемещается вверх и вниз с помощью выведенной наружу рукоятки.
В бункерах сухих составляющих размещены уровнемеры типа УКМ для контроля верхнего и нижнего уровней. В емкости жидкой композиции установлены уровнемеры типа ИКС-2Н. Между дозаторами шлака и пека и смесителем встроены приборы регистрации потока, включающие соответствующую сигнализацию в случае отсутствия подачи этих компонентов.
Полезные объемы емкостей по уровнемерам, м3: песка 2,5; древесного пека 0,6; регенерата 2,5; жидкой композиции 2,0; ферро.хромового шлака 0,6.
В наладочном режиме, который служит для отработки процесса приготовления смеси, все механизмы работают от нажатия соответствующих кнопок на пульте управления. В полуавтоматическом режиме установка работает в пределах цикла приготовления одного замеса — без вмешательства оператора. Все дозаторы и механизмы установки работают в последовательности, указанной в циклограмме. Привод смесителя включается отдельно и работает непрерывно. Открывание люков смесителя для выпуска готовой смеси производится оператором.
Заполнение емкостей песка, регенерата, жидкой композиции производится автоматически по командам нижних уровнемеров соответствующими конвейерами и по трубопроводу. Феррохромовый шлак и древесный пек подаются на установку краном в самораскрывающихся контейнерах. Характеристики электродвигателей, применяемых в установках, и подшипники качения приведены в табл. 58—59.
58. Электродвигатели установки
Обозначение Мощность, кВт Частота сращен ия, об/мин Место установки
4A250S6 45 1000 Привод смесителя
4AX90L4 2,2 1500 Питатель ленточный
4A100S4 3 1500 Дозатор шлака
4A100L6 2,2 1000 Дозатор пека
АОЛ2-32-4 3 1500 Шестеренный насос
7 Сафронов В. Я.
194
ЛИТЕЙНЫЕ МАШИНЫ
59. Подшипники качения (класс точности подшипников 0) установки 19114М
Обозначение, ГОСТ Место установки Число
207, ГОСТ 8338—75 Питатель 2
Ворошилки 4
Натяжное устройство 2
1210, ГОСТ 5720—75 Питатель 4
3616, ГОСТ 5721—75 Смеситель 2
36208, ГОСТ 831—75 Дозатор шнековый 4
Установки непрерывного действия 19413 и 19415 для приготовления жидких самотвердеющих смесей предназначены для приготовления и раздачи жидких само-твердеющих смесей при изготовлении форм и стержней в литейных цехах. Схема установки 19413 представлена на рис. 10.
Техничеекие характеристики установок непрерывного действия 18413 и 19415
19413 19415
Производительность, т/ч.............................
Число лопастных валов смесителя.....................
Рабочий угол поворота смесителя, ...°...............
Производительность ленточного питателя песка и регенерата, т/ч ........................................
Производительность дозаторов, кг/ч: шлака ..............................................
пека ...........................................
Диаметр шнека дозаторов шлака и пека, мм............
Производительность дозатора жидкой композиции, кг/ч
Установленная мощность, кВт.........................
Габаритные размеры установок в плане, мм: длина ..............................................
ширина..........................................
Масса (в зависимости от исполнения), т .............
5—10 20—30
2
90
4,4—8,8 17,6—26,4
230—460 920—1380
25—200 42,5—450
80 75
370—740 1480—2220
20,9 38
5605 7535
2585 6280
11,95—12,13 21,44—21,1
Основные узлы установок: металлоконструкция, смеситель, ленточный питатель-дозатор песка и регенерата, шнековые дозаторы для подачи феррохромовсто шлака и добавок, система дозирования жидкой композиции, бункера для составляющих, мешалка лопастная, насосная установка.
В конструкции установок применена высотная компоновка оборудования, при которой все исходные компоненты смеси транспортируются сверху вниз, последовательно проходя все операции. Дозирование всех компонентов объемное. Жидкая композиция дозируется через мерную шайбу. Загрузка всех исходных материалов в смеситель производится непрерывно.
Для предотвращения расслоения и выпадения осадка в готовой жидкой композиции, поступающей к установке, применена лопастная мешалка.
Смеситель представляет собой корытообразный удлиненный корпус, в котором размещены два лопастных вала, смонтированных иа подшипниках качения. Валы связаны цилиндрической зубчатой передачей и вращаются навстречу друг другу. Приводной частью смеситель установлен на опорно-поворотном устройстве. В этой части корпуса имеется приемная воронка и загрузочное окно.
Установки работают следующим образом. Нажатие?,; кнопки включается мешалка, перемешивающая жидкую композицию, которая с помощью насоса подается в бак. Уровень жидкой композиции в баке всегда постоянный. При наличии в емкостях всех компонентов сначала включается смеситель, затем питатель-дозатор песка,
СМЕСЕПРИГОТОВИТЕД’Ь НЫЕ МАШИНЫ
195
дозаторы шлака и добавок. Отдозированные сыпучие составляющие поступают через приемкую воронку в загрузочное окно корытообразного корпуса смесителя. В этой части корпуса происходит перемешивание составляющих в сухом виде, затем на некотором расстоянии от загрузочного окна через штуцер в смеситель вводится жидкая композиция и происходит перемешивание всех составляющих в течение 3—4 мни. Интенсивно перемешиваясь, смесь перемещается от загрузочного окна к выгрузочному люку и выгружается в стержневые ящики или формы, размещаемые в зоне поворота смесителя. При прекращении работы установки вначале отключается подача сыпучих, затем жидких компонентов. После выгрузки остатков смеси из корпуса производятся остановка смесителя, его промывка и чистка.
Металлоконструкция установки — разборная, состоит из отдельных балок, имеет три исполнения, различающихся высотой расположения несущих площадок и соответственно высотой нижнего среза лотка выдачи смесн от уровня пола (размер h на рис. 10: 1000, 1500 и 2000 мм). Установка поставляется в частично разобранном виде.
Установка стационарная периодического действия 18113 для приготовления жидкой композиции для ЖСС
Техническая характеристика стационарной установки периодического действия
Производительность регулируемая, т/ч.......................... 3—6
Диапазоны регулирования дозирования составляющих жидкой компо-
зиции, дм3: жидкого стекла............................................. 715—1670
воды...................................................... 253—748
мылонафта ................................................ 3—9
7*
196
ЛИТЕЙНЫЕ МАШИНЫ
Расход сжатого воздуха, №/ч .......................................... 0,2
Габаритные размеры, мм: длина (без шкафа управления).................................... 5147
ширина........................................................... 3985
высота .......................................................... 2747
Масса, кг............................................................ 3490
Установка представляет собой комплекс оборудования, состоящий из смесителя, резервуаров хранения компонентов жидкой композиции, дозирующих устройств, функциональных трубопроводов с запорной, исполнительной и сигнальной арматурой, пневмооборудования, а также электрооборудования с системой управления, сигнализации, блокировок.
Контроль за технологическим процессом приготовления жидкой композиции осуществляется по мнемосхеме с сигнальной арматурой.
Компоненты смеси в смеситель подаются дозированно в установленной последовательности с помощью предварительно отрегулированных дозаторов. Последовательность определяется настройкой командоаппарата. Перемешивание смеси происходит от интенсивного гидравлического барботирования при циркуляции, после чего смесь (жидкая композиция) перекачивается в установку ЖСС.
Режимы работы установки: наладочный, полуавтоматический и автоматический.
Уста: о&ка поставляется в частично разобранном виде и может монтироваться независимо от установки ЖСС. Связь между ними осуществляется трубопроводом.
Установка стационарная непрерывного действия 19512 для приготовления пластичных самотвердеющих смесей предназначена для приготовления и раздачи в формы пластичных самотвердеющих смесей, используемых в качестве облицовочных при изготовлении чугунных отливок.
Техническая характеристика стационарной установки непрерывного действия 19512
Производительность, т/ч......................................... 20
Размеры зоны охвата площади формовки, мм: длина...........................................................До 14 300
ширина...................................................... До 7000
Объем бункера базовой смеси, м3 ................................ 5
Объем бункера и контейнера шлака, м3 ........................... 0,9
Давление в i пдросистеме, МПа .................................. 5
Установленная мощность, кВт..................... ............... 35
Габаритные размеры, мм:
длина (в зависимости от псполиеиия) ...........................По 9 900
ширина...................................................... 5 550
высота ..................................................... 7 120
Масса, кг.......................................................До И 500
Основные узлы установки: металлоконструкция, смеситель с приводом, механизм поворота питателя, питатель поворотный, дозатор шнековый, бункер-контейнер, механизм открытия люка, механизм поворота смесителя.
ПСС приготавливают из двух компонентов: базовой смеси (кварцевого песка s жидким стеклом) и феррохромового шлака. Базовую смесь приготовляют отдельно вне установки. Компоновка установки аналогична компоновке установок для приготовления ЖСС. Смеситель выполнен в виде корытообразного желоба, в котором установлены на подшипниках качения два вала с лопатками. Радиус желоба 185 мм, шаг лопаток 300 мм, лопатки установлены под углом 45° к оси вращения вала. Частота вращения валов 80 или 160 об/мин. Для увеличения зоны охвата площади формовки смеситель оснащается различной длины питателями, отводящими смесь от разгрузочного люка смесителя и раздающими ее по форма?,!. Питатели имеют ширину ленты 400 мм, скорость — 2,7 м/с; привод поворота питателя обеспечивает его перемещение вокруг оси поворота с частотой вращения до 3 об/мин.
СМЕСЕПРИГОТОВИТЕЛЬНЫЕ МАШИНЫ
197
Рис. 11. Смеситель непрерывного действия для приготовления холоднотвердеющих смесей 19653
Установка поставляется в частично разобранном виде.
Лопастные смесители непрерывного действия 19611, 4727, 4732, 19639, 19641, 19653, 19655, 19657 предназначены для приготовления холоднотвердеющих смесей (ХТС) и заполнения ими литейных форм и стержней в разносерийном производстве отливок. Схема типового смесителя 19653 приведена на рис. 11.
Технические характеристики смесителей представлены в табл. 60.
Основным агрегатом лопастных смесителей непрерывного действия является
горизонтальный вал, вращающийся в корытообразном желобе—корпусе. При вра-
щении вала лопасти, закрепленные на нем, захватывают перемешиваемые материалы и перемещают их по окружности и вдоль корпуса смесителя. Благодаря постоянному ворошению, перебрасыванию, трению о лопасти и стенки корпуса материалы перемешиваются. Изменением угла установки лопастей и частоты вращения валов обеспечивается подбор режимов практически для всех существующих типов смесей.
В смесители непрерывного действия компоненты подаются в один конец желоба, а смеси выдаются через окно на другом его конце; при этом некоторые компоненты могут вводиться в разных зонах перемешивания по всей длине корпуса смесителя.
Лопастные смесители имеют один или два смешивающих вала в одном корпусе (одножелобные одновальные или одножелобные двухвальные), а также отдельные изолированные желоба для каждого вала при двухвальном исполнении. Последние оснащаются дополнительно пескометной (смеситель 19639) или вихревой головкой, располагаемой под окном выдачи смеси. Преимущество такой компоновки заключается в возможности ускоренного перемешивания многокомпонентных смесей. В каждом из желобов смешиваются не реагирующие между собой компоненты, например песок и связующее — в одном и песок и отвердитель — в другом. Окончательное смешивание происходит в вихревой головке. Значительно облегчается также последующая чистка смесителя и переход с одного состава на другой. Для очистки вихревой головки от налипшей смеси достаточно двукратной продувки сжатым воздухом через встроенный коллектор.
Лопастные валы монтируются иа подшипниках качения, состоят из трех частей: подающего и отбрасывающего шнеков и лопастной части между ними. Такая конструкция обеспечивает быстросъемность валов для очистки корпуса. Отбрасывающий шнек при вращении создает противоток смеси в конце желоба и защищает подшипник, находящийся у окна выдачи, от забивания смесью. Вращение валов осуществляется от мотор-редуктора. У двухвальных смесителей валы имеют встречное вращение, которое обеспечивает зубчатая пара, помещенная на их концах.
Смесители 19611, 19641 и 19655 приводятся в движение от мотор-редуктора типа МЦ 2С-80-112, смеситель 19657 — от МЦ 2С-125-71ЦУЗ. Для поворота корпуса смесителя при заполнении ящика или опоки служит опора, представляющая собой вертикальный полый вал, вращающийся в двух радиально-упорных и одном упорном подшипниках. Наличие двух поворотных плеч у большинства смесителей позволяет подавать смесь в любую точку площади, обслуживаемой смесителем, ограниченной наибольшим и наименьшим радиусами действия. У смесителя 19657 поворот производится с помощью встроенных гидродвигателен.
Вихревая головка представляет собой конический корпус, внутри которого вращается вертикальный вал с четырьмя шарнирно закрепленными лопатками и горизонтальный диск, несущий наклонные лопасти. К нижнему фланцу корпуса прикреплен шиберный затвор с пневмоприводом.
198
ЛИТЕЙНЫЕ МАШИНЫ
60. Технические характеристики лопастных смесителей непрерывного действия
Параметр 19611 4727 4732 19639
Производительность, т/ч 1 3,5 16 40
Радиус действия, мм: наибольший 1200 2250 2630 2950
наименьший — 1150 1380 1700
Угол поворота плеча, ...с: первого 190 320 240 240
второго — — 320 240
Установленная мощность, кВт 3,55 6,3 12 14,82
Габаритные размеры, мм: длина 2675 3500 ** 4212 3882
ширина 700 1200 950 1358 *
высота 2727 * 3090 3424 4.315
Масса, кг До 1287 * 2580 2280 3267
Параметр 19641 19653 19655 19657
Производительность, т/ч 1 2,5 6,3 16
Радиус действия, мм: наибольший 1200 2250 2410 2850
наименьший — 1015 1150 1600
Угол поворота плеча, ...с: первого 190 240 240 240
второго — — 320 240
Установленная мощность, кВт 6 6,93 8,73 23,62
Габаритные размеры, мм: длина 2857 ** 3745 3560 3795
ширина 700 700 750 800
высота 2155 3200 3524 4225
Масса, кг 1960 2520 * 2550 * 3315
* В зависимости от исполнения.
** Без учета размера и размещения электрошкафа.
Подаваемый песок проходит через дозатор, регулирующий поток песка изменением сечения проходного отверстия отклоняющимся лепестком. Для прекращения подачи песка имеется отсечной шибер с пневмоприводом.
Дозирование жидких компонентов производится шестеренными насосами, установленными в основании смесителя. Регулирование количества подаваемой жидкости осуществляется изменением частоты вращения иасоса. Для визуального контроля расхода подаваемой жидкости предусмотрены ротаметры. Подача компонентов осуществляется через трехлинейные клапаны, которые при кратковременных остановках машины выключают подачу и переключают систему на циркулирование.
Смесители выпускают следующих исполнений:
нормального — обеспечивает приготовление трехкомпонеитной смеси (песок, связующее, отвердитель);
А1 — имеется шестеренный насос-дозатор для жидких добавок;
А2 — имеется дозатор для сухих порошкообразных добавок;
СМЕСЕПРИГОТОВИТЕЛЬНЫЕ МАШИНЫ
199
А4 — предусмотрена двойная насосная система, позволяющая переключать работу смесителя с приготовления облицовочной смеси на приготовление наполнительной и обратно;
А5 — имеются насос-дозатор для жидких и дозатор для порошкообразных добавок;
А8 — имеются дозатор для порошкообразных добавок и двойная насосная система (см. исполнение А4);
А11 — имеются пескометная головка, дозатор порошкообразных добавок и двойная насосная система (см. исполнение А4).
Обозначение исполнения добавляется к обозначению смесителя нормального исполнения после цифрового индекса модели, например 19611А1. Из перечисленных исполнений для смесителей 19611, 19653 и 19655, кроме нормального, освоены также исполнения Al, А2 и А5; для смесителя 19639 — АН; для смесителя 19657 — А2, А4, А8.
Смесители хорошо встраиваются в автоматические формовочные и стержневые линии, где, как правило, используются в паре с вибростоламп. Подшипники качения и электродвигатели смесителей приведены в табл. 61—65.
Смазывание подшипниковых узлов механизмов смесителей производится один раз в месяц набивкой вручную солидолом С Узлы насосов смазываются жидким смазочным материалом. Пневмоцилиндры и пневмоаппараты смазываются от маслорас-пылителя.
Покупные изделия (электродвигатели, мотор-редукторы и др.) смазываются в соответствии с технической инструкцией на каждое из них.
При проектировании фундамента и монтаже смесителей необходимо учитывагь неустойчивость смесителей с опрокидывающим моментом относительно малой оси
61. Подшипники качения (класс точности 0) смесителей модели 19611
Обозначение. ГОСТ Место установки Число
19611 19611А1 19611А2 19611А5
201, ГОСТ 8338—75 Насос шестеренный 6 9 6 9
203, ГОСТ 8338—75 Насос шестеренный, дозатор сухих добавок 2 3 3 4
205, ГОСТ 8338—75 Дозатор сухих добавок — — 3 3
220, ГОСТ 8338—75 Опора 2 2 2 2
1309, ГОСТ 5720—75 Лопастный вал 2 2 2 2
8120, ГОСТ 6874—75 Опора 1 1 1 1
62. Подшипники качения (класс точности 0) смесителя 19641
Обозначение, ГОСТ Место установки Число
214, ГОСТ 8338—75 Привод вихревой головки 2
220, ГОСТ 8338—75 Опора 2
1307, ГОСТ 5720—75 Камера предварительного смешивания 4
6120, ГОСТ 6874—75 Опора 1
200
ЛИТЕЙНЫЕ МАШИНЫ
63. Подшипники качения (класс точности 0) смесителя 19655
Обозначение, ГОСТ Место установки Число
130, ГОСТ 8338—75 Труба поворотная 1
203, ГОСТ 8338—75 Дозатор сухих добавок 1 *
205, ГОСТ 8338—75 То же 3 *
210, ГОСТ 8338—75 Привод вихревой головки 2
1309, ГОСТ 5720—75 Камера предварительного смешивания 4
8208, ГОСТ 6874—75 Привод вихревой головки 1
8230, ГОСТ 6874—75 Рычаг поворотный 2
46130, ГОСТ 831—75 Труба поворотная, рычаг поворотный 5
* Только для модификаций смесителей I9655A2 и 19655А.5.
64. Подшипники качения (класс точности 0) смесителей 19657
Обозначение, Г ОСТ Место установки Число
19657 19657 А2 19657А4 19657А8
205, ГОСТ 8338—75 Дозатор сухих добавок 2 2
216, ГОСТ 8338—75 Камера смешивания 2 2 2 2
1213, ГОСТ 5720—75 То же 2 2 о 2
1214, ГОСТ 5720—75 » 4 4 4 4
8126, ГОСТ 6874—75 Дозатор песка 2 — 2 —•
8216, ГОСТ 6874—75 Камера смешивания 1 1 1 1
8230, ГОСТ 6874—75 Рычаг поворотный 2 2 2 2
3534, ГОСТ 5721—75 То же 4 4 4 4
1000926, ГОСТ 8338—75 Дозатор песка 2 — 2 —
65. Основное электрооборудование смесителей
Обозначенне Мощность, кВт Ч астота вращения, об/мин Смеситель
4A100S4P3 3 1500 19611, 19641, 19655
4А112МА8УЗ 2,2 750 19641
4А13288УЗ 4 750 19655
4А13254УЗ 7,5 1455 19657
4А160М8УЗ 11 730 19657
А02-42-6 4 1000 19657
ФТ-012/2 0,12 2800 19657
ЭТ 01Е1-2 0,1 1500—30 19611, 19641, 19655 (2 шт.)
ЭТ 01-3 0,1 1500—75 19611 (3 шт.)
ЭТ 02-07 0,8 1500—75 19611, 19655
ФОРМОВОЧНЫЕ МИШИНЫ
201
симметрии основания. Смесители следует устанавливать под цеховым бункером для сухого песка с емкостью, обеспечивающей непрерывную работу смесителя в течение всей смены. Во избежание давления столба песка на приемный лоток смесителя необходимо в цеховом бункере вварить две горизонтальные перегородки из листа толщиной 4—6 мм одна против другой на разной высоте, перекрывающие все сечение столба.
Смесители выставляются на фундаменте по уровню и крепятся анкерными болтами М24. Опрокидывающий момент для смесителя 19611 составляет 500 кН-м, для 19641 — 750 кН-м, для 19655 — 1275 кН-м, для 19657 — 2910 кН-м.
ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ
Оборудование для изготовления литейных форм поедназиачено для уплотнения формовочных смесей с целью достижения такой их плотности и прочности, при которых изготовленная литейная форма под влиянием статического, динамического и химико-термического воздействия заливаемого в нее металла определенный период сохраняет неизменными размеры и форму полости и обеспечивает получение заданной отливки с требуемой поверхностью.
Выделяют следующие основные методы уплотнения смесей при формообразовании: прессование, встряхивание, их комбинации, пескометанне.
При прессовании смесь в форме уплотняется в результате приложения значительного сжимающего усилия. Уплотнение в несколько упрощенном понимании происходит от изменения ориентации и улучшения упаковки зерен песка в единице объема, увеличения числа и площади их контактов в местах соприкосновения. Имеющееся в смеси связующее вследствие своей текучести заполняет промежутки между зернами песка. В процессе уплотнения смеси происходит ее перетекание из более уплотненных мест в менее уплощенные. При этом возрастает внутреннее сцепление частиц за счет увеличения и упрочнения адгезионных и когезионных связей. С ростом плотности смеси растет ее механическая прочность и поверхностная твердость. От увеличения коэффициента внутреннего трения смесн уменьшается ее подвижность н текучесть. Наибольшее уплотнение смесь получает непосредственно в месте приложения усилия, т. е. у прессовой колодки. По мере удаления от прессовой колодки степень уплотнения в слоях смеси падает, поэтому прессовый способ уплотнения применяется главным образом для изготовления форм по невысоким моделям сравнительно небольшой сложности, не имеющих больших перепадов высот. Для улучшения условий уплотнения смеси при изготовлении форм прессованием применяют различные модификации этого метода, при которых стремятся обеспечить одинаковое относительное сжатие различных областей формы и заставить смесь перетекать в необходимых количествах в нужном направлении. К таким способам относятся применение ступенчатой либо многосекциоиной (дифференциальной) прессовой колодки, диафрагменное прессование, использование подпружиненной модели, нижнее прессование и др. [2].
При встряхивании под действием ударных нагрузок, создающих в смеси сжимающие силы инерции, происходит уплотнение смеси. Установленные на встряхивающий механизм модельная плита с моделью и опока, наполненная смесью, поднимаются на определенную высоту, с которой затем падают вниз и ударяются о препятствие — неподвижные бойки или ударную поверхность. Модельная плита с моделью и опока внезапно останавливаются, в то время как формовочная смесь продолжает движение под действием сил инерции и уплотняется на некоторую величину. Для получения достаточной степени уплотнения необходимо многократное повторение ударной нагрузки. Наибольшее уплотнение получают нижние слои смеси, прилегающие к модельной плите и модели, так как на эти слои действует сила инерции массы вышележащей смеси. По мере удаления от плоскости модельной плиты вверх уплотнение смеси уменьшается. Как и при прессовании, с ростом степени уплотнения растет механическая прочность смеси, соответственно увеличивается коэффициент внутреннего трения, уменьшаются подвижность и текучесть смеси, в результате чего с увеличением числа ударов приращение степени уплотнения снижается. После некоторого
202
ЛИТЕЙНЫЕ МАШИНЫ
66. Сводная таблица моделей формовочных машин
Машины Модель Размеры опок в свету, мм
Встряхнвающе-прессовые с амортизацией ударов: без поворота полуформы 22111 500Х 400
22! 12 600X 500
22113 800Х 700
-22114 1000X800
с поворотом полуформы 22211 500Х 400
22212 600Х 500
Без амортизации ударов встряхивающие с допрессовкой: без поворота полуформы 22213 800Х 700
91271БМ 500Х 400
265МЗ 800Х 700
703М 1000X600
267М, 29514 1000X 800
с поворотом полуформы 254М 800Х 700
• • 255М 1000Х 800
без допрессовки, без поворота полуформы ВВФ 2,5 1200Х 1000
с поворотом полуформы 232М2 800X700
233М 1000Х 800
ВПФ 2,5 1200Х 1000
234М 1600Х 1200
235М 2000Х 1600
235CI 2500Х 1600
236С 2500Х 2000
числа ударов приращение уплотнения прекращается — наступает так называемая стабилизация уплотнения. Следовательно, для каждого конкретного случая можно определить оптимальное число ударов.
Преимущества обоих методов уплотнения смесей наиболее полно проявляются при использовании их в следующих комбинациях: встряхивай не с последующей допрессовкой; встряхивание с последующим подключением прессования без остановки встряхивания. Первая комбинация осуществляется на обычных встряхивающих формовочных машинах с допрессовкой, вторая — иа машинах с допрессовкой и амортизацией ударов при встряхивании.
Встряхивающий механизм машин с амортизацией ударов отличается от обычных тем, что во время встряхивания падающие части соударяются с массивным бойком, движущимся навстречу им снизу вверх х, Во время прессования смеси боек продолжает наносить удары. Этим процесс уплотнения смеси значительно интенсифицируется, повышается равномерность распределения плотности по объему формы.
Пескометанне заключается в скоростном перемещении определенных объемов смеси в опоку так, что смесь при этом одновременно заполняет опоку и уплотняется. Основным рабочим агрегатом при этом методе является центробежная пескометная головка, представляющая собой быстровращающийся ротор с лопаткой, заключенный в корпус. Смесь, подаваемая в корпус, собирается лопаткой (ковшом) в пакет и с большой скоростью выбрасывается из корпуса в опоку, где в результате удара о препятствие (модель либо предыдущие порции смеси) уплотняется сжимающими силами инерции. В результате высокой скорости вращения ротора промежуток времени между следующими друг за другом пакетами незначителен, поэтому создается сплошная струя смеси. Для осуществления прессования, встряхивания и их
1 Частота встряхивания при этом выше, а амплитуда меньше, чем у обычных астря» кивающих механизмов.
ФОРМОВОЧНЫЕ МАШИНЫ
203
комбинаций используются формовочные машины, автоматы и установки; для песко-метания — пескометы.
Формовочные машины широко распространены в средних и мелких литейных цехах где сложившаяся технологическая схема, экономическая целесообразность, условия эксплуатации либо другие причины не позволяют перейти к более совершенным и высокопроизводительным способам изготовления отливок на автоматических линиях.
В настоящее время формовочные машины с амортизацией ударов при встряхивании постепенно вытесняют традиционные типы машин.
Наиболее распространенные модели формовочных машин приведены в табл. 66.
Попытки встройки машин в автоматические формовочные линии без существенного изменения конструкции машин либо создание новых линий на их базе показывают, что при этом значительно усложняются средства околомашинной механизации п автоматизации, соответственно снижается надежность линий и систем их управления. Поэтому для автоматических формовочных линий созданы специальные формовочные автоматы и установки, обеспечивающие автоматическое выполнение большого числа операций с совмещением некоторых из них, а также одновременное использование в работе двух опок и более. Конструкция установок может изменяться в зависимости от предъявляемых заказчиком требований.
Как видно из таблицы, формовочные машины используют для изготовления форм в опоках с размерами в свету до 2500X2000 мм. В основном пескометы применяют для набивки опок с размерами в свету 3000X2500 мм и выше, изложниц в металлургии и для кессонной формовки.
Машины формовочные встряхивающе-прессовые с амортизацией ударов без поворота полуформ 22111, 22112, 22113, 22114 (табл. 67, 68) предназначены для изготовления верхних полуформ в условиях серийного и мелкосерийного производства отливок; при наличии вне машины устройств или приспособлений для кантовки они могут быть использованы для изготовления нижних полуформ.
67. Технические характеристики формовочных встряхивающе-прессовых машин с амортизацией ударов без поворота полуформ
Параметр 22111 22112 22113 22114
Размеры опок в свету, мм: длина 500 600 (630) 800 1000
ширина 400 500 700 800
Высота опоки, мм Грузоподъемность *, кг 200 До 250 300 —
200 400 700 1200
Производительность на- 145 140 НО 90
ибольшая цикловая, полуфор м/ч Рабочие размеры стола, мм: длина 600 800 1000 1120
ширина 450 560 750 850
Расстояние между столом и 350—480 400—590 450—650 660—820
прессовой плитой, мм Частота встряхивания, 600-700 550—650 До 600 До 600
1/мин Усилие прессования *, кН 42 65 120 180
Габаритные размеры, мм: длина 1380 1380 1860 1835
ширина 810 820 1220 1265
высота 1740 1875 2120 2435
Масса, кг 1700 2500 4300 5300
* Обеспечивается при давлении сжатого воздуха 0,6 МПа.
204
ЛИТЕЙНЫЕ МАШИНЫ
68. Подшипники качения (класс точности 0) формовочных встряхивающе-прессовых машин с амортизацией ударов без поворота полуформ
Обозначение (ГОСТ 8338—7Б) Машина Обозначение, ГОСТ Машина
204 22111 (12 шт.) 7612, ГОСТ 333—79 22111
22112 (7 шт.) 8316, ГОСТ 6874—75 22112
216 22112 8322 22113; 22114
217 22113; 22114 60212, ГОСТ 7242—81 22111
222 22113; 22114 60214 22112
Схема машины 22113 представлена на рис. 12, а.
Основные составные части машин: механизм встряхивающе-прессовый, траверса, стойка, пневмооборудование, пульт управления.
Изготовление полуформы на машинах производится после следующих подготовительных операций: последовательной установки модельного комплекта, опоки, наполнительной рамки; заполнения опоки формовочной смесью; предварительного встряхивания; пополнения опоки смесью; снятия наполнительной рамки.
Далее полуформа изготавливается в автоматическом режиме путем встряхивания с одновременным прессованием и последующей вытяжкой модели из формы с включением вибратора. В пооперационном режиме могут осуществляться также встряхивание с последующим прессованием, простое встряхивание и простое прессование.
Машины полностью пневматические и электрооборудования не имеют.
Амортизация ударов во встряхивающих механизмах машин происходит за счет встроенных тарированных пружин и соответствующего подбора соударяющихся масс встряхивающего стола и ударника; устойчиво работают на всех режимах.
Съем полуформ — штифтовой, скорость съема регулируется. Для механизации установки и съема опок возможно применение вместо штифтов роликовых планок.
Поворот прессовой траверсы к полуформе и в исходное положение осущест-вл 1стся автоматически с торможением в конце хода, скорость поворота регулиру-
Рпс. 12. Машины формовочные встряхивающе-прессовые с амортизацией ударов': а — ай.ПЗ; б 22213
ФОРМОВОЧНЫЕ МАШИНЫ
205
ется. Расстояние между нижней плоскостью прессовой плиты и плоскостью встряхивающего стола регулируется опусканием прессовой плиты с помощью винтового механизма. Для исключения поворота в горизонтальной плоскости стола встряхивания и прессовой плиты предусмотрены направляющие.
Зазор между опорными пластинами траверсы и стойки регулируется.
Встряхивающе-прессовый механизм и направляющие смазываются централизованно два раза в смену из пневмогидравлического бачка маслом И-20А. Смазывание остальных трущихся поверхностей производится через пресс-масленки, а также заправкой смазочного материала в полость подшипников или нанесением на зубья передачи солидола С (ГОСТ 1033—79) один раз в три месяца.
Глубина заложения фундамента зависит от грунта. При установке на фундамент отклонение плоскости встряхивающего стола от горизонтали по уровню не должно превышать 0,5 : 1000 мм. Пульт управления устанавливается не ближе 1,5 м от машины. Пневмопроводы укладываются ниже уровня пола.
Машины формовочные встряхивающе-прессовые с амортизацией ударов с поворотом полуформ 22211, 22212, 22213 (табл. 69, 70) предназначены для изготовления нижних полуформ в условиях серийного и мелкосерийного производства.
Схема машины 22213 представлена на рис. 12, б.
Основные составные части машины: механизм встряхивающе-прессовый, траверса, стойка, механизм поворота, рама, пневмооборудование, система смазки, пульт управления.
Изготовление полуформ на машинах с поворотом полуформ производится аналогично их изготовлению на машинах без поворота полуформ. После встряхивания одновременно с прессованием автоматически производится поворот стойки со встря-хивающе-прессовым механизмом, траверсой и уплотненной полуформой на 180® вокруг горизонтальной оси при помощи механизма поворота, при этом полуформа поворачивается ладом вверх и производится вытяжка модели с включением вибра-
69. Технические характеристики формовочных встряхивающе-прессовых машин с амортизацией ударов с поворотом полуформ
Параметр 22211 22212 22213
Размеры опок в свету, мм:
длина 500 600 (630) 800
ширина 400 500 700
Высота опоки, мм 200 250 300
Грузоподъемность *, кг 200 400 700
Производительность наибольшая цикло- 100 100 90
вая, полуформ/ч Рабочие размеры стола, мм:
длина 600 800 1000
ширина 450 560 750
Расстояние между столом и прессовой 370—500 600 660
ПЛИТОЙ, мм
Ход вытяжки, мм, не менее 200 220 250
Частота встряхивания, 1/мин До 700 До 650 До 600
Усилие прессования *, кН 50 65 120
Габаритные размеры, мм:
длина 2080 2210 2450
ширина 1090 1200 1250
высота 2045 2185 2525
Масса, кг 2500 3000 5500
* Обеспечивается при давлении сжатого воздуха 0,6 МПа.
206
ЛИТЕЙНЫЕ МАШИНЫ
70. Подшипники качения (класс точности 0) формовочных встряхивающе-прессовых машин с амортизацией ударов с поворотом полуформ
Обозначение, ГОСТ 8338—75 Машина Обозначение, ГОСТ Машина
206 22213 3528, ГОСТ 5721—75 22211
216 22211 3536, ГОСТ 5721—75 22213
217 22213 7316, ГОСТ 333—79 22211
220 22213 8322, ГОСТ 6874—75 22213
222 22213 60212, ГОСТ 7242—81 22211
Рис, 13, Машины формовочные встряхивающие « — 9127IBM; б — 703М; в — 295143
ФОРМОВОЧНЫЕ МАШИНЫ
207
тора. Возврат машины в исходное положение производится в пооперационном режиме.
На механизм поворота машин встряхивание не влияет. Скорость и плавность поворота стойки регулируются. В конце хода поворота стойки производится торможение для исключения инерционных ударов. Для передачи полуформы на последующие операции на траверсе устанавливаются роликовые планки. Транспортирование полуформы может быть осуществлено поворотом траверсы на 90° вокруг вер- ’ тикальной оси. В остальном конструктивное исполнение механизмов аналогично исполнению их в машинах без поворота полуформ и частично унифицировано. Аналогично выполняется смазывание механизмов машины и установка машины на фундамент.
Машины поставляются в сборе без фундаментной рамы, которую поставляют по особому заказу.
Машины формовочные встряхивающие с допрессовкой без поворота полуформ 91271БМ, 265МЗ, 703М, 267М, 29514 (рис. 13, табл. 71, 72) предназначены для формовки верхних и нижних полуформ в условиях серийного производства. Кантовка нижних полуформ производится вне машины перед сборкой
Машины значительно различаются по конструктивному исполнению за исключением машин одного типового ряда 265МЗ, 267М.
Машины производят следующие основные операции: встряхивание, подвод прессовой траверсы в рабочее положение, прессование, подъем штифтов (протяжной рамки), вытяжку, возврат траверсы в исходное положение, возврат штифтов (протяжной рамки).
с допрессовкой без поворота полуформ! г — 265МЗ; д — 267М
208
ЛИТЕЙНЫЕ МАШИНЫ
71. Технические характеристики формовочных встряхивающих машин с допрессовкой без поворота полуформ
Параметр 91271БМ 265МЗ 7 ОЗМ 267М 29514
Размеры опок в свету, мм: длина 500 800 1000 1000 1000
ширина 400 700 600 800 800
Высота опоки, мм, не более 150 300 * 250 350 250
Грузоподъемность **, т 0,16 0.7 0,9 1,2 1,0
Усилие прессования **, кН 62,5 185 90 300 140
Производительность наибольшая цикло- 100 60 — 45 —
вая, полуформ/ч Продолжительность цикла, с — — 80 — 45
Ход вытяжки, мм 160 310 230 325 300
Размеры встряхивающего стола, мм: длина 600 — 914 — —
ширина 500 — 714 — —
Размера протяжной рамки в свету, мм: длина — 1000 — 1120 —
ширина — 750 — 850 —
Высота встряхивания, мм 30 40—85 40 85, 40
Частота встряхивания, 1/мпн 210 130 130 105 130
Масса падающих частей кг 250 1070 1300 2400 1700
Ход прессования поршня, мм 170 345 — 400 —
Диаметры основных цилиндров, мм: прессового 380 630 — 800 —>
встряхивающего 105 250 — 330 —
вытяжного 70 80 —• 100 —
поворотного 75 100 — 125 —
Количество масла, заливаемого в резер- 4 50 — 30 —
вуары вытяжных цилиндров, дм3 Габаритные размеры, мм: длина 1760 2015 2000 2600 1800
ширина 1060 1486 1650 1750 1650
высота 1560 2490 1950 2900 2105
Ширина при отведенной траверсе, мм — 2026 — 2550 —
Масса, кг 1300 4500 2920 7000 3750
* Конструкция машины предусматривает возможность формовки опок высотой
до 350 мм. воздуха 0,6 МПа.
** Обеспечиваются при давлении сжатого
72. Подшипники качения формовочных встряхивающих машин без поворота полуформ
Обозначение, ГОСТ Место установки Число
205, ГОСТ 8338—75 Протяжная рамка 14
8114, ГОСТ 6874—75 Траверса 1
8228, ГОСТ 6874—75 » 1
4074928, ГОСТ 4657—82 » 2
ФОРМОВОЧНЫЕ МАШИНЫ
209
Для осуществления перечисленных операций все машины имеют встряхивающий и прессовый поршни, подвижную прессовую траверсу и механизм вытяжки.
Машина 91271БМ. Литая станина является цилиндром для прессового поршня, в центральной части которого запрессована гильза, которая служит цилиндром для встряхивающего поршня. Ход прессового поршня ограничен двумя стопорными шпильками. На развитой подошве станины размещен механизм вытяжки, состоящий из двух цилиндров, штоки которых связаны рамой. На последней расположены четыре вытяжных штифта. К встряхивающему столу прикреплен вибратор, автоматически включающийся в момент вытяжки. Прессовая траверса с механизмам поворота размещена на верхней части колонны, жестко связанной со станиной. Поворот осуществляется пневмоцилиндром, шток-рейка которого обкатывается вокруг шестерни, неподвижно укрепленной на оси колонны. Траверса вращается на шариковом упорном подшипнике 8117 (ГОСТ 6874—75). В машине регулируются продолжительность цикла встряхивания и прессования, скорость поворота траверсы, скорость вытяжки, продолжительность работы вибратора. Изменением длины штифтов регулируется высота вытяжки. Расстояние между штифтами может изменяться от 440X350 до 850X600 мм. Плавность вытяжки обеспечивается подачей масла в полость вытяжных цилиндров.
Встряхивающий поршень автоматически смазывается маслом И-50А из специального бачка, остальные трущиеся поверхности — солидолом С через колпачковые масленки и пресс-масленки.
Машина 265МЗ. В центре литой станины расположен цилиндр с прессовым поршнем, который одновременно является цилиндром для встряхивающего поршня. Прессовый поршень связан с двумя ограничителями хода. Кольцевые соударяющиеся поверхности встряхивающего и прессового поршней защищены сменными кольцами. К встряхивающему столу прикреплены два вибратора. Станина выполнена с двумя большими приливами, один из которых удерживает колонну с траверсой, другой — стойку-упор. Траверса поворачивается вокруг оси колонны пневмоцплинд-ром. На свободном конце траверсы расположена тяга, соединенная на момент прессования со стойкой-упором станины, образуя замкнутую раму. В центре траверсы размещена прессовая плита со сталкивателем опок. При повороте траверсы благодаря параллелограммной связи прессовая плита перемещается параллельно исходному положению, двигая сталкивателем заформованную опоку по роликам протяжной рамки за пределы машины.
На верхней части станины размещены четыре цилиндра подъема протяжной рамки, несущей два опорных бруса и две роликовые планки. Опорные брусья приподнимаются пневмоцилиндрами над роликовыми конвейерами и удерживают опоку при протяжке, разгружая ролики.
В машине регулируются продолжительность встряхивания и прессования, высота расположения прессовой плиты (около 150 мм), расстояние между ребордами роликов (840—1160 мм), скорость вытяжки.
Машина 703М. Машина имеет накатную прессовую траверсу, которая пневматическим толкателем перемещается по направляющим, закрепленным на верхней части двух специальной формы стоек, жестко связанных со станиной машины. Съем готовой полуформы производится четырьмя расположенными по углам встряхивающего стола штифтами, которые приводятся в движение двумя цилиндрами вытяжки. Стол встряхивания имеет встроенный вибратор. Для правильной работы машины сумма высот подмодельной плиты и опоки не должна выходить за пределы 300— 340 мм, при этом высота подмодельной плиты должна быть не менее 90 мм. В машине регулируются: торможение траверсы в конце хода, ее переднее положение, скорость подъема вытяжных штифтов, число ударов и высота встряхивания.
Машина 267М. Принципиальная конструктивная схема машины сходна со схемой машины 265МЗ, но нескапько упрощена из-за отсутствия ряда устройств роликовых планок и приемных брусьев на протяжной рамке, параллелограмма поворота прессовой плиты, тормозного цилиндра траверсы. Соответственно использованы только подшипники 8228 и 4074928. При монтаже между станиной машины и фундаментом помещается подушка, собранная из дубовых брусьев (толщина подушки из трех слоев брусьев 500 мм).
210
ЛИТЕЙНЫЕ МАШИНЫ
Машина 29514. Машина является конструктивным вариантом машины 703М, у которой накатная прессовая траверса заменена откидывающейся траверсой на штангах, качающихся с помощью пневмоцилиндров. Вытяжные штифты из откинутого (наклонного) положения пневмоцилиндром с помощью рычагов приводятся в вертикальное положение. Вытяжные штифты могут переустанавливаться в дополнительные отверстия станины. Таким образом, машина перестраивается на работу с опоками шириной 600 мм.
В полуавтоматическом режиме операции встряхивания, прессования, вытяжки проходят последовательно одна за другой в цикле работы машины. После уборки готовой полуформы, установки вытяжных штифтов в исходное положение, установки порожней опоки и заполнения ее формовочной смесью начинается новый цикл. В машине регулируются высота и время встряхивания, плавность подвода и отвода прессующей траверсы и вытяжных штифтов, скорость прессования.
Система смазки — комбинированная. Для смазывания поршневых поверхностей и вибраторов используются маслораспылители в пневмосистеме, которые ежедневно заполняются маслом И-20А или турбинным маслом Т22 ГОСТ 32—74. Остальные трущиеся пары еженедельно смазываются синтетическим солидолом через пресс-масленки. При монтаже необходимо между машиной и фундаментом установить подушку из дуба или других твердых пород дерева.
Фундаменты всех встряхивающих машин без амортизации ударов не должны иметь соединения с фундаментами других машин и сооружений, а также с настилом цехового *по!1 а. Точность установки машин по плоскости встряхивающего стола 0,5 : 1000 мм.
Машины формовочные встряхивающие с допрессовкой и поворотом полуформ 254М, 255М (рис. 14) предназначены для формовки нижних опок; возможна также формовка верхних опок с последующей кантовкой вне машины при сборке.
Техническая характеристика формовочных встряхивающих машин с допрессовкой и поворотом полуформ
254М 255М
Размеры опок в свету, мм: длина . 800 1000
ширина................................................... 700 800
Суммарная высота модельного комплекта и опоки, мм, не более 420 480
Производительность наибольшая цикловая, полуформ/ч ... 45 45
Ход вытяжки, мм ... ................... 250 300
Грузоподъемность*, кг................... ................ 600 1200
Усилие прессования *, кН..................................... 130 165
Высота роликового конвейера над уровнем пола, мм. 437 410
Ход пресс-поршня, мм......................................... 360 400
Масса падающих частей, кг...................... ......... 600 1870
Высота встряхивания, мм........................ ......... 80 70
Габаритные размеры, мм: длина...................................................... 2000 2600
ширина...................................... ...... 1200 1350
высота .................................................. 2830 3320
Масса, кг.................................................... 4000 6500
* Обеспечивается при давлении сжатого воздуха 0,6 МПа.
Основные узлы машины: встряхивающий механизм, прессующее устройство, поворотный механизм.
Встряхивающий механизм и прессующее устройство, смонтированные в станине, состоят из встряхивающего стола, отлитого вместе с поршнем, и прессового поршня, служащего одновременно цилиндром для поршня встряхивающего стола.
Поворотный механизм состоит из поворотного стола, стоек, серьги, рычага, пневмоцилиндра. Стойки прикреплены к станине. Стол поворачивается на 180°
ФОРМОВОЧНЫЕ МАШИНЫ
211
на цапфах, опирающихся на сухари, смонтированные в головках стоек. При встряхивании сухари скользят по направляющим планкам.
Для удаления излишка смеси с опоки по окончании встряхивания на левой стойке машины имеется скребок, приводимый в движение пиевмоцилиндром с системой рычагов. Для закрепления опоки иа поворотном столе и предохранения ее от падения при повороте служат пневмозажимы, вмонтированные внутрь поворотного стола.
Работа машин происходит следующим образом. На поворотном столе устанавливается подмодельная плита с моделью и направляющими штырями, после чего устанавливается опока, которая наполняется формовочной смесью. Включается встряхивание. Воздух из агистрали поступает под прессовый поршень и поднимает его вверх до упора в полукрышки. Вместе с пресс-поршнем поднимается встроенный в него встряхивающий стол, который, дойдя до поворотного стола, поднимает его на 5—15 мм п производит встряхивание. Продолжительность встряхивания регулируется пневматическим реле времени. По окончании уплотнения встряхиванием пресс-поршень со встряхивающим столом опускается в исходное положение. С помощью скребка машины удаляется излишек смеси, и скребок возвращается в исходное положение. На опоку укладывается подопечный щит и пневмозажимами прижимается к опоке. С помощью цилиндра поворота через рычаг и серьгу опока вместе со столом кантуется на 180°. Включается прессование с вибрацией. Усилие прессования через поворотный стол и щеки передается на стойки. Через 5—7 с после раскрытия зажимов производится вытяжка модели. В конце хода вытяжки опока укладывается на роликовый конвейер машины, откуда затем перемещается на цеховой роликовый конвейер. Стол возвращается в исходное положение.
Машины формовочные встряхивающие ВВФ 2,5 и ВПФ 2,5 предназначены для формовки верхних (ВВФ 2,5) и нижних (ВПФ 2,5) полуформ в условиях единичного и серийного производства. Они могут быть использованы и для формовки стержней. Машины конструктивно в значительной степени унифицированы: ВВФ 2,5 — только встряхивающая, ВПФ 2,5 — встряхивающая с поворотом полуформы. f
Технические характеристики
ВВФ 2,5 ВПФ 2.5
Размеры опок в свету, мм: длина.......................................................... 1 200
ширина..................................................... 1 000
Высота опоки, мм................................................ 400
Производительность наибольшая цикловая, полуформ/ч ... 25
Грузоподъемность *, кг................................... 2 500
Частота встряхивания, 1/мнн .................................... 115
Высота встряхивания, мм.................................. 40—50
Ход вытяжного цилиндра, мм...................................... 400
Масса падающих- частей машины, кг.............................. 4 500
Габаритные размеры, мм:
длина.................................................. 1 240 3 490
ширина................................................. 2 750 2 800
высота ................................................ 1 772 2 115
Масса, кг.................................................. 8 800 10 650
* Обеспечивается при давлении сжатого воздуха 0,6 МПа.
Машина ВВФ 2,5. Машина имеет механизмы встряхивания, вытяжки и пульт управления. В механизме встряхивания соударение происходит между двумя стальными калеными бойками, один из которых запрессован в торец поршня встряхивания, другой — в днище цилиндра.
Вытяжка производится двумя цилиндрами с использованием протяжной рамки. Для обеспечения плавности вытяжки цилиндры имеют оригинальную конструкцию и заполнены маслом И-20А или Т22 в количестве 104 дм3 (по 52 дм3 — в каждом). Уровень масла должен быть на 300—350 мм ниже крышек цилиндров.
ьо
ю
ЛИТЕЙНЫЕ МАШИНЫ ФОРМОВОЧНЫЕ МАШИНЫ
Рис 14. Машины формовочные встряхивающие с допрессовкой и поворотом полуформ: а — 254М; б — 255М
214
ЛИТЕЙНЫЕ МАШИНЫ
Машина выполняет следующие операции: уплотнение формовочной смеси встряхиванием; подъем протяжной рамки с полуформой; возврат протяжной рамки в исходное положение.
Конструкция клапана встряхивания (воздухоотсечки) позволяет регулировать жесткость удара.
Машина ВПФ 2,5. Встряхивающий механизм и цилиндры вытяжки полностью унифицированы с машиной ВВФ 2,5. Механизм поворота цепной. Для уборки перекантованной полуформы машина имеет тележку с пневмотолкателем, которая перекатывается по рельсам, имеющимся на станине и продолжающимися на цеховом полу. Опускание полуформы на тележку, протяжка модели осуществляются при включенном фиксаторе, исключающем поворот стола. Приемная тележка имеет нивелирующее устройство, регулирование которого осуществляется с помощью винтов.
Машина выполняет следующие операции: уплотнение формовочной смеси встряхиванием; подъем полуформы на поворотном столе и плавный поворот; подачу приемной тележки под полуформу; опускание полуформы на приемную тележку; протяжку модели с включением вибраторов и с замедлением в начале протяжки; откатывание тележки с готовой полуформой; обратный поворот стола с модельной оснасткой и опускание на встряхивающий стол.
Система смазки в машинах комбинированная. Смазывание встряхивающего поршня и направляющих штоков централизованное, под давлением от масляного бачка. При нажатии рычага клапана смазки сжатый воздух вытесняет масло из бачка к смазываемым точкам. В бачок заливается масло И-20А или Т22. Долив производится по мере необходимости. Направляющие планки, цапфы и сухари смазываются маслом, которое заливается в специальные полости, заполненные войлоком.
Глубина заложения фундаментов выбирается в зависимости от грунта, по не менее 2550 мм и не менее глубины соседних фундаментов. Фундаменты машин не должны соединяться с фундаментами другого оборудования и сооружений. Машины устанавливаются на подушки из дуба пли других твердых пород дерева. Отклонение от горизонтальности при монтаже не более 0,1 : 1000 мм.
Машины формовочные встряхивающие с перекидным столом 232М, 233М, 234М, 235’Л, 235С1, 236С (табл. 73) предназначены для изготовления полуформ, требующих глубокой вытяжки в условиях серийного и индивидуального производства.
Схемы машин 232М и 234М представлены на рис. 15.
Машины выполняют следующие операции: уплотнение формовочной смеси встряхиванием; подъем полуформы на перекидном столе, перемещение ее к механизму вытяжки и поворот иа 180е; подъем приемного устройства с нивелиром и прием полуформы; медленную и быструю протяжку модели с включением вибраторов, установку полуформы на приемный роликовый конвейер; обратный поворот перекидного стола с модельной оснасткой и установку его на встряхивающий механизм.
Для осуществления перечисленных операций машины имеют встряхивающий, поворотный, вытяжной и рычажный с перекидным столом механизмы. Привод поворотного и вытяжного механизмов — пневмогидравлический, встряхивающего — пневматический. Управление машиной производится от специальной колонки.
Машина 232М. Для снижения шрма при ударе между соударяющимися поверхностями встряхивающего поршня и цилиндра проложена фибровая прокладка. Встряхивающий цилиндр отделен от плиты-основания встряхивающего механизма виброизолирующей подушкой. Вытяжной стол имеет нивелирующие приемные брусья.
В машине регулируются время и высота встряхивания, скорость подъема и движения поворотного стола, скорость вытяжки, горизонтальность поворотной плиты в опрокинутом положении. В роликах конвейера применены 16 шарикоподшипников 205 (ГОСТ 8338—75).
Машина 233М. Внутри поворотной плиты встроены три вибратора. Удары стола о раму при встряхивании поглощаются резиновыми подушками, помещенными в гнездах рамы. Время и высота встряхивания, скорость поворота и вытяжки регулируются. Скорость медленной вытяжки установлена на заводе-изготовителе. Смазывание встряхивающего поршня производят маслом из специального бачка, в который пропускается сжатый воздух, вытесняющий масло, которое по специальным трубопроводам подается на смазываемые поверхности. Замена масла в резервуарах
ФОРМОВОЧНЫЕ МАШИНЫ
215
73. Технические характеристики формовочных встряхивающих машин с перекидным столом
Параметр 232М 233М 234М 235М 236CI 236С
Размеры опок в свету, мм: длина 800 1000 1 600 2 000 2 500
ширина 700 800 1 200 1 600 2 000
Высота опоки, мм 450 400 600 700 800
Грузоподъемность *, т Производительность наи- 0,6 1,3 3,0 5,0 6,0 10,0
40 20 17 12 10 8
большая цикловая, полуфор м/ч Рабочие размеры перекид- ного стола, мм: длина 1000 1250 2 000 2 500 3 100 3 150
ширина 710 1000 1 250 1 800 1 635 2 240
Ход вытяжки, мм — 400 500 630 — —
Высота встряхивания, мм Частота встряхивания, 1/мин 4 150 0 130 150 40- 75 -60 45 50
Масса падающих частей, кг — 2 600 4 915 8 217 11 240
Наибольшая масса модель- 240 — 950 2 100 2 500 5 000
ной оснастки, кг Расход воздуха па одну по- 1 1,5 4,5 12 18 26
луформу, м3 Количество заливаемого масла, дм3: в баллон механизма вы- 70 4 30 800
ТЯЖКИ в баллон механизма по- — 180 400 7 50 1 600
ворота Габаритные размеры, мм: длина 2500 3680 4 365 5 145 4 940 5 580
ширина 2000 2100 3 115 3 450 4 450 5 246
высота 2400 3110 3 330 3 700 5 800
Масса, кг 4000 7000 И 800 24 000 39 000 55 400
* Обеспечивается при давлении сжатого воздуха 0,6 МПа.
производится один раз в шесть месяцев. Число подшипников 205 в роликовых конвейерах 20 шт.
Машина 234М. Машина имеет 16 металлических бойков во встряхивающем механизме, оснащена цилиндром-сталкивателем готовых полуформ и счетчиком ударов при встряхивании, автоматически прекращающим выполнение операции при получении заданного числа ударов.
Машина 235М. Машина имеет два поворотных цилиндра и 22 металлических бойка во встряхивающем механизме. Колонка управления п счетчик удароз применены от машины 234М.
Машина 235CI. Поворотно-рычажный механизм имеет два главных и два дополнительных цилиндра поворота. Последние обеспечивают плавный возврат перекидного стола. Регулирование нивелирующих брусьев механизма вытяжки осуществляется вручную при помощи винтов и гаек-барашков. Секции рольгангов обеспечивают прием сразу двух опок, устанавливаемых на удлиненный стол. Четкость удара при встряхивании обеспечивается отбойной плитой. Машина не снабжена специальными воздухоочистительными устройствами, поэтому необходимо.
216
ЛИТЕЙНЫЕ МАШИНЫ
Рис. 15. Машины формовочные встря а — 232М‘
ФОРМОВОЧНЫЕ МАШИНЫ
217
кивающие с перекидным столом: б — 234М
218
ЛИТЕЙНЫЕ МАШИНЫ
чтобы воздух, подаваемый к машине, был предварительно пропущен через цеховую подготовительную воздушную систему.
Машина 236С. Механизм поворота состоит из двух главных и двух дополнительных цилиндров. В механизме встряхивания помещены 28 стальных бойков с резиновыми амортизаторами. Имеется сталкиватель готовых полуформ.
Фундаменты машин выполняют по чертежам, разрабатываемым в зависимости от местных условий с учетом рекомендаций изготовителя машины, которые выдаются в виде задания на проектирование и изготовление фундамента при оформлении заказа на оборудование или перед его поставкой. Фундамент машин не должен иметь соединений с фундаментами других машин и сооружений. Подземные конструкции следует отделять от фундаментов машин прокладками из досок толщиной не менее 50 мм. Фундаменты рекомендуется армировать сеткой из прутка диаметром 12 мм с размерами ячейки 100Х 100 мм.
Под встряхивающие механизмы машин изготовляют подушку из дуба или других твердых пород дерева. Подушку при монтаже покрывают листами кровельного толя, очищенного от песка, для компенсации небольших погрешностей поверхности и улучшения прилегания подушек к машине. Проемы фундаментов на уровне пола закрываются двухслойными щитами из досок толщиной 40—50 мм, соединенных в шпунт. Слои досок укладываются крест накрест. Между слоями прокладывается толь. Щиты подгоняются по месту, чтобы не было щелей между ними и машиной. Последующая подливка фундаментов не допускается.
При давлении воздуха в магистрали менее 0,5 МПа работать на машинах запрещается.
Автомат формовочный прессовый В440М1 предназначен для изготовления полуформ из песчано-глинистых смесей методом дифференциального верхнего прессования под высоким удельным давлением. Автомат создан для работы в составе формовочных литейных линий типа ИЛ225 различной компоновки. В линию, как пра-
вило, включаются два автомата: один для формовки опок верха, другой — опок низа.
Техническая характеристика формовочного прессового автомата В440М1
Размеры опок в свету, мм: длина...................... ................................ 900
ширина................................................... 600
Высота опоки, мм..............................................175; 200; 250
Усилие прессования наибольшее, кН............................ 2 350
Давление прессования, МПа ................................... До 4
Производительность цикловая, полуформ/ч...................... 240
Ход, мм: прессовой головки............................................. 716
наполнительной рамки.................................... 340—465
питателя................................................ 1 100
Расход формовочной смеси, м3/ч..................................... 80
Расход сжатого воздуха, м3/мин.................................. 12,5—16,5
габаритные размеры, мм: длина . 4 000
ширина ... 4 000
высота........................................................ 6 625
Масса, кг ................................................... 38 000
Основные узлы автомата: рама, цилиндр главный, плита подвижная, синхронизатор, наполнительная рамка, механизм подъема рамки, прессовая головка, вибратор, механизм засыпки, блок обдува и опрыскивания, площадка обслуживания.
Рама автомата состоит из двух плит, связанных между собой четырьмя квадратными колоннами. На верхней плите рамы установлен главный цилиндр, движение штока которого передается через рычажный механизм на подвижную плиту. Последняя перемещается между колоннами по направляющим. Между подвижной и нижней плитами рамы размещена наполнительная рамка, перемещающаяся вверх п вниз с помощью механизма подъема рамки. На нижней плите рамы установлен
ФОРМОВОЧНЫЕ МАШИНЫ
219
вибратор, на котором крепится модельный комплект. Автомат имеет механизм засыпки, состоящий из бункера и питателя, который служит для равномерного распределения смеси по всему объему опоки. Конструктивно он выполнен в виде сварного короба со встроенным цилиндром, перемещающим питатель на наполнительную рамку.
Прессовая дифференциальная головка состоит из верхней и нижней плит и 35 гидроцилиндров, на конце штока каждого находится колодка, прессующая формовочную смесь в опоке независимо от других.
Работа автомата происходит следующим образом. Опока с помощью толкателя поступает на направляющие наполнительной рамки. Рамка опускается вместе с опокой на модельный комплект. Одновременно происходит обдувание и опрыскивание модели разделительным составом. В собранный таким образом комплект (модель, опока, наполнительная рамка) питатель при ходе вперед подает и равномерно распределяет формовочную смесь по всему объему. Вернувшись в исходное положение, питатель дает сигнал на включение прессования. С помощью рычажного механизма подвижная плита с дифференциальной прессовой головкой опускается и уплотняет смесь. После прессования происходит процесс вытяжки модели, после чего толкатель пустой опокой выталкивает заформованную на рольганг линии.
Автомат имеет два электродвигателя общей мощностью 8 кВт. Поставляется автомат в разобранном виде с запасными частями, инструментами, принадлежностями и технической документацией отдельно от линии по особому договору.
Пескометы. Номенклатура выпускаемых пескометов в настоящее время ограничивается тремя моделями, мостовой пескомет 24512 (Н2033); стационарный рукавный пескомет 2Б93М; передвижной рукавный пескомет 24437.
Мостовой пескомет имеет универсальную конструктивную схему, которая в зависимости от требований потребителя позволяет изменять в модификациях высоту расположения пескометной головки и длину' хода. Измененные модификации разрабатываются на базе имеющихся, проверенных в эксплуатации моделей конструкции: моста, стоек, механизма перемещения моста, механизма перемещения пескометной головки, системы подачи смеси, самой пескометной головки и системы управления пескометом. Эти пескометы встраиваются в литейные линии для изготовления крупных форм, а также используются при плацевой и кессонной формовке.
Мостовой пескомет имеет портальную конструкцию моста.
Рукавные пескометы (стационарный н передвижной) имеют одинаковую конструктивную схему — большой и малый консольные рукава с размещенной па последнем пескометной головкой. С целью вывода оператора из зоны вибрации пескометы оснащены дистанционным управлением.
И мостовые и рукавные пескометы имеют механизм регулирования плотности набивки, что позволяет защитить от абразивного изнашивания модель и более эффективно вести набивку опоки по объему.
Пескомет формовочный мостовой 24512 (Н2033) (рис. 16, табл. 74—76) предназначен для изготовления крупных литейных форм в опоках с размерами в свету
74. Составные части формовочного мостового пескомета 24512
Наименование Обозначение Наименование Обозначение
Головка пескометная Тележка Механизм подсыпки Мост Площадка левая Площадка правая Н2033-01-002 Н2033-02-002 Н2033-03-001 H2033-04-G02 Н2033-05-001 Н2033-06-001 Опора (2 шт.) Тележка Механизм разгрузки Кабина Площадка Н2033-07-С01 Н2033-08-001 Н2033-09-001 Н2033-10-001 Н2033-11-001
220
ЛИТЕЙНЫЕ МАШИНЫ
Рис. 16. Пескомет формовочной мостовой 24512 (Н2033):
1 механизм разгрузки; 2 — цеховой транспортер; 3 — мост; 4 — тележка; 5 — приводная площадка; 6 — кабина оператора; 7 — опора
ФОРМОВОЧНЫЕ МАШИНЫ
221
75. Подшипники качения формовочного мостового пескомета 24512
Обозначение, ГОСТ Место установки Число
204, ГОСТ 8338—75 Механизм подсыпки 33
Мост 6
Механизм разгрузки 8
205, ГОСТ 8338—75 Механизм подсыпки 1
Мост 22
206, ГОСТ 8338—75 » 2
208, ГОСТ 8338—75 Тележка 12
209, ГОСТ 8338—75 » 8
306, ГОСТ 8338—75 » 8
Мост 2
1210, ГОСТ 5720—75 Механизм подсыпки 2
1213, ГОСТ 5720—75 Площадка левая 1
1213, ГОСТ 5720—75 Площадка правая 1
1609, ГОСТ 5720—75 Тележка 4
3520, ГОСТ 5721—75 Площадка левая 8
3616, ГОСТ 5721—75 Головка пескометная 2
46304, ГОСТ 831—75 Механизм подсыпки 2
46310, ГОСТ 831—75 То ?ке 2
76. Электродвигатели формовочного мостового пескомета 24512
Обозначение Мощность, кВт Ч астота вращения, об/мнн Место установки
4А2504УЗ 75 1480 Пескометная головка
ПБС-32 1,2 1500 Тележка (2 шт.)
4А112МА6УЗ 3 955 Приводной барабан
МТН-111-6 3 1000 Тележка моста (2 шт.)
4А71А4УЗ 0,55 1390 Механизм подсыпки
3000Х 2500 мм, высотой до 4000 мм и формовки в кессонах глубиной до 4000 мм в условиях единичного и мелкосерийного производства в стале- и чугунолитейных цехах.
Техническая характеристика формовочного мостового пескомета 24512
Производительность пескометной головки при плотности смеси
1,6 т/м®, м®/ч..............................................
Диаметр дуги пескометной головкн, мм..........................
Ширина ковша головки, мм .....................................
Скорость перемещения головки, м/с.............................
Скорость перемещения моста, м/с...............................
Ход тележки с головкой, мм....................................
Ход моста, мм.................................................
Скорость вылета пакетов смеси, м/с............................
50
800
160
0,2 -0,4
0,24
3 000
Не ограничен 60
222
ЛИТЕЙНЫЕ МАШИНЫ
Ширина колеи моста, мм............................................ 6 000
Число пескометных головок.................................... 1
Суммарная мощность электродвигателей, кВт ................... 87
Габаритные размеры, мм: длина............................................................ 7 630
ширина................................................... 3 850
высота ....................................................... 5 730
Масса, кг........................................................ 16 000
Основным рабочим органом пескомета является пескометная головка с приводом. Головка состоит из литого корпуса, в котором на подшипниках вращается ротор с ковшом. Ротор приводится во вращение от электродвигателя через упругую муфту. Пескометная головка смонтирована на тележке, которая может совершать возвратно-поступательные движения вдоль моста.
Мост пескомета состоит из сварной рамы с опорами на концах. Опоры устанавливаются на приводных площадках, перемещающих всю конструкцию по рельсам вдоль цехового транспортера, подающего смесь. В нижней части моста расположены ниши для электрооборудования. Для дополнительного освещения опоки при набивке имеется прожектор.
В системе питания пескомета формовочной смесью должна быть предусмотрена возможность тщательной очистки от металлических и других твердых включений. Неурайюв ^ценность ротора при статической балансировке пескометной головки — не более 10 г-м.
Режим работы — наладочный, автоматический с программным управлением, описание которого дано в соответствующей главе.
Пескомет устанавливается на рельсы типа Р50 (ГОСТ 7174—75), проложенные вдоль цеха. Привязка рельсов относительно цеха и их монтаж производятся потребителем. Длина рельсового пути не ограничивается. При проектировании фундамента под рельсы пескомета необходимо учесть нагрузку иа рельсы — от каждого из четырех колес до 5 т. Отклонение рельсов от горизонтальной плоскости — не более 1 мм на 1000 мм длины.
Масса транспортируемых частей при монтаже ограничивается следующими значениями: мост 8,5 т; тележка моста 1,63 т; кронштейн скребка 0,42 т; шкаф электрооборудования 0,7 т.
Пескол еты формовочные рукавные 2Б93М, 24437 (рис. 17, табл. 77—80) предназначены для набивки разовых литейных форм, а пескомет — 2Б93М — и для набивки стержней в литейных цехах с разносерийным характером производства.
77. Составные части формовочных рукавных пескометов
Составная часть 2Б93М 24437
Станина 2Б93М.01.000
Механизм сброса смеси — 24437-01-001
Тележка —— 24437-02-001
Привод (механизм) * поворота большого рука- 2Б93М.02.000 24437-10-001
ва Большой рукав 2Б93М.03.000 24437-06-001
Конвейер большого рукава 2Б93М.04.000 24437-08-001
Привод (механизм) поворота малого рукава 2Б93М.05.000 24437-09-001
Конвейер малого рукава — 24437-05-001
Рукав малый 2Б93М.06.000 24437-04-001
Головка пескометная 2Б93М.07.000 24437-03-001
Пульт (площадка) управления 2Б93М.08.000 24437-11-001
Электрообор удова ние 2Б93М.60.000 —
Опора транспортера — 24437-07-001
* В скобках даны соответствующие наименования для пескомета 24437*
ФОРМОЕОЧ Н Ь! Е М Л1ЕН Н Ь]
223
78. Некоторые элементы кинематики формовочных рукавных пескометов
Обозначение Паи мен окание, хар а ктеристи к а
Пескомет 2Б93М
Привод конвейера малого рукава
2Б93-06-00-401 Шкив ведущий 0 80 мм
2Б93-06-01-101 Шкив ведомый 0 215 мм
, — Приводной барабан 0 120 мм
2Б93-06-02-001 Холостой барабан 0 120 мм
Привод конвейера большого рукава
2Б93-04-00-401 Шкив вед\ ш.ий 0 90 мм
2Б93-04-03-101 Шкив ведомый 0 330 мм
2Б93-04-03-001 Приводной барабан 0 150 мм
2Б93-04-05-001 Холостой барабан 0 150 мм
Привод поворота малого рукава
2Б93-05-00-408 Рейка — 2 шт. (т — 7 мм; г = 18)
2Б93-05-00-401 Вал-шестерня (т — 7 мм; г — 17)
Привод поворота большого рукава
- Рейка — 2 шт. (/и — 8 мм; z = 24)
2Б93-02-00-403 Шестерня (иг — 8 мм; z = 33)
Пескомет 2 >437
Привод конвейера малого рукава
— Шкив ведущий 0 72 мм
— Шкив ведомый 0 2С2 мм
А-1000Т, ГОСТ 1284—80 Ремень клиновой
Привод конвейера большого рукава
А-1000Т, ГОСТ 1284—80 Шкив ведущий 0 72 мм Шкив ведомый 0 262 мм Ремень клиновой
Привод поворота малого рукава
— Рейка — 2 шт. (т — 10 мм; z — 20) Шестерня (т = 10 мм; z = 18)
Привод поворота большого рукава
= Рейка — 2 шт. (т = 10 мм; г = 19) Шестерня (т = 10 мм; г = 24)
Привод поворота головки
= Рейка — 2 шт. (т = 4 мм; г 21) Шестерня (т = 4 мм; г = 55)
Привод поворота плужка
= Рейка — 2 шт. (т — 4 мм; г = 10) Шестерня (т = 4 мм; г = 18)
224
ЛИТЕЙНЫЕ МАШИНЫ
Продолжение табл. 78
Обозначение
А-14С0Т, ГОСТ 1284—80
Наименование, характеристика
Механизм поворота скребка
Шкив ведущий (0 82 мм) Шкив ведомый (0 232 мм) Ремень клиновой
Механизм перемещения пескомета
Ц2У-160-40
ТКТ 200
ПР-38, 1-12700, ГОСТ 13568—75
Редуктор
Тормоз
Цепь (длина 5,5 м)
79, Подшипники качения (класс точности 0) формовочного рукавного пескомета 2Б93М
Обозначение, ГОСТ Место установки Число
105, ГОСТ 8338—75 Привод поворота большого рукава 2
109, ГОСТ 8338—75 Пульт управления 4
126, ГОСТ 8338-75 Головка пескометная 2
205, ГОСТ 8338—75 Рукав малый 4
206, ГССТ 8338—75 Конвейер большого рукава 4
1509, ГОСТ 5720—75 Головка пескометная 1
7216, ГССТ 333—79 Привод поворота малого рукава 1
7532, ГОСТ 333—79 Привод поворота большого рукава 1
2007118, ГОСТ 333—79 Привод поворота малого рукава 1
2007140, ГОСТ 333—79 Привод поворота большого рукава 1
80. Электродвигатели формовочных рукавных пескометов
Обозначенне Мощность, кВт Частота вращения, об/ мин Исполн ение Число
2; ;эзм
А02-62-4СПУЗ 17 1450 М201 l
А02-31-6СПУЗ 1,5 950 М101 2
А02-31-4СПУЗ 2,2 1430 М301 2
24437
4А71В4УЗ 0,75 1390 Ml 00 I
4А10054УЗ 3 1435 Ml 00 1
4А1001.6УЗ 2,2 950 Ml 00 1
4А112МА6УЗ 3 955 Ml 00 2
4А225М4УЗ 55 1480 M200 1
4А112М4УЗ 5,5 1480 M200 2
ФОРМОВОЧНЫЕ МАШИНЫ
225
Рис. 17. Пескометы формовочные рукавные:
п — 24437; б — 2Б93М; 1 — механизм сброса смеси; 2 — цеховой конвейер подачи смеси; 3 — тележка; 4 — механизм поворота большого рукава; 5 — большой рукав; 6 — насосные станции; 7 — механизм поворота малого рукава; 8 — малый рукав; 9 — головка пескометная; 10 — конвейер малого рукава; 11 — конвейер большого рукава; 12 — площадка управления
8 Сафронов В. Я-
226
ЛИТЕЙНЫЕ МАШИНЫ
Технические характеристики формовочных рукавных пескометов
Производительность пескометной головки при плотности смеси 1,6 т/м3, №/ч.................................
Диаметр ротора головки, мм..........................
Ширина метательного ковша, мм.......................
Число ковшей в головке..............................
Частота вращения ротора, об/мин.....................
Выходная скорость пакетов смеси, м/с................
Вылет (сумма длин) большого и малого рукавов, мм
Положение выходного отверстия головки пескомета над уровнем фундамента, мм..............................
Угол поворота, ...°: большого рукава ....................................
малого рукава ..................................
Радиус действия головки, мм: наибольший..........................................
наименьший .....................................
Скорость движения конвейерных лент, м/с: большого рукава ....................................
малого рукава ..................................
Ширин/I конвейерных лент, мм: большого рукава ....................................
малого рукава ..................................
Рабочее давление в гидросистеме, МПа................
Суммарная вместимость баков, дм3....................
Суммарная мощность электродвигателей, кВт...........
Суммарная производитель носи насосов, д№/мин . . .
Габаритные размеры при вытянутых рукавах, мм: длина ..............................................
2Б83М
24437
12,5 25
620 800
100 150
1
1450 1470
47,4 60
4600 7500
800—1600 600—2000
180
280 270
4600 7500
2000 —
— 2,4
— 3,3
300 400
200 300
5
400 300
29,5 77 2
24 90
5 585 9 530
ширина................................................. 1 220 5 300
высота ................................................ 3 150 5 200
Масса, кг...................................................... 5 960 13 000
Для качественного уплотнения формовочной смеси в поднутрениях и затененных частях модели головка пескомета 24437 может поворачиваться в плоскости вращения ротора на ±15°, изменяя угол вылета пакетов смеси.
Принцип действия пескометов одинаковый: формовочная смесь по цеховому конвейеру поступает к месту работы пескомета и механизмом сброса смеси направляется в приемную воронку конвейера большого рукава. По конвейерам большого и малого рукавов формовочная смесь направляется в пескометную головку, закрепленную на малом рукаве. Пескометной головкой смесь, сформированная в пакеты, выбрасывается в Опоку. На конвейере малого рукава перед пескометной головкой смесь может делиться на два потока, один из которых мимо пескометной юловки направляется под вылетающие из юловки пакеты. Изменением количества смеси в потоках, идущей в головку и мимо нее, регулируется плотность набивки.
Пескомет 2Б93М устанавливается на фундаменте или бетонной подушке с размерами 1500X1500 мм. Глубина залегания фундамента зависит от грунта и определяется гипроорганизанией. Статическая нагрузка на фундамент 59 900 Н, опрокидывающий момент, возникающий в колонне, 70 кН м. Фундамент выверяется по уровню, установленному на ползунке (отклонение не должно превышать 0,04 мм на длине 1000 мм в двух взаимно перпендикулярных плоскостях).
Пескомет крепится к фундаменту четырьмя фундаментными болтами М36, расположенными по квадрату, с размерами 1050Х 1050 мм между осями болтов. В случае прохода под фундаментом пескомета каналов необходимо, чтобы размер фундамента от нижнего торца болта был не менее 100 мм.
Пескомет 24437 устанавливается на опорный рельс Р50 (ГОСТ 7174—75). К моменту монтажа должны быть выполнены металлоконструкции для верхних опорных
СТЕРЖНЕВЫЕ МАШИНЫ
227
роликов. Расположение и крепление рельса и металлоконструкций определяет; .< гипроорганизацией в соответствии со схемой на, рузок, выдаваемой изготовителем пескомета.
ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ
Наиболее распространенный способ заполнения стержневого ящика смесью, реализованный в современных стержневых машинах, — пескодувный. Этот способ наиболее приемлем для различных стержневых смесей и достаточно производителен. Под действием сжатого воздуха смесь принудительно выталкивается из резервуара через выходное отверстие — сопло.
Пескострельный способ является разновидностью пескодувного. Подвод воздуха в резервуар со смесью при пескострсльном способе осуществляется через щели, расположенные по всей боковой поверхности резервуара — пескострельной гильзы. При этом за счет определенного расположения щелей создающиеся перепады давлений воздуха в смеси сосредоточиваются вблизи сопла, расположенного в нижней части гильзы. В верхней части гильзы перепады давлении незначительны, смесь не уплотняется, а, опускаясь, восполняет убыль смеси в нижней части. Истечение смеси из сопла при таком режиме происходит непрерывно и с большой скоростью. Машины с пескострельиыми гильзами в настоящее время практически вытеснили все другие типы пескодувных стержневых машин.
Применение для изготовления стержней смесей, твердеющих в нагреваемых ящиках, показало, что при этом значительно повышается точность стержней и соответственно точность отливок, улучшается чистота поверхности лнтья. Снижение литейных припусков позволяет снизить затраты на механическую обработку. Кроме того, отпадает необходимость в изготовлении каркасов, в громоздких, занимающих большие площади, сушильных агрегатах. Исключаются сушильные плиты-драйеры, площади дчя их хранения и ремонта. Производительность труда растет из-за автоматизации всех технологических операций и резкого сокращения цикла получения стержня (до I—5 мин). Простота управления автоматическим оборудованием не требует длительного обучения персонала. Однако использование нагреваемой оснастки выявило и некоторые недостатки необходимость применения металлических стержневых ящиков с высоким классом точности обработки и чистоты поверхности, выдерживающих высокие температуры нагрева.
Использование появившихся позднее смесей, твердеющих в оснастке при обычной температуре цеха, позволило избавиться от этих недостатков п дало возможность применять неметаллические стержневые ящики с пластмассовыми вставками. При этом конструкция оснастки упростилась, значительно снизились энергозатраты.
Большое разнообразие используемых на практике рецептур смесей и разновидностей процессов изготовления стержней побудило создателей и изготовителей стержневого оборудования разработать и освоить выпуск универсальных машин, обладающих при значительной конструктивной схожести и унификации элементов возможностями воспроизводства целого ряда основных процессов.
Созданные машины позволяют изготавливать стержни в нагреваемых и холодных ящиках, без продувки и с продувкой воздухом нормальной температуры и подогретым, с продувкой газовым катализатором, углекислым газом, в нагреваемой оснастке из сухих гермореактивных смесей. На машинах обеспечивается максимальная автоматизация технологических операций, в том числе удаление стержней за пределы рабочей зоны машины. Принятая конструктивная схема машин позволяет при выдаче стержня в большинстве случаев обеспечить укладку стержней на транспортирующие устройства нерабочей поверхностью; рабочая поверхность стержней остается доступной для визуального контроля. Высокая степень унификации стержневых машин позволяет организовать удовлетворительное обеспечение потребителей запасными частями.
Номенклатура стержневых машин, получивших наибольшее распространение, приведена в табл. 81. Дальнейшее развитие этого типа машин сдерживается недостатком крепителей и смол, обеспечивающих воспроизводство наиболее прогрессивных процессов изготовления стержней в промышленных масштабах. Рецептуры наиболее широко используемых смесей приведены в табл. 82.
8*
228
ЛИТЕЙНЫЕ МАШИНЫ
81. Машины для изготовления стержней
Машина Модель Наибольшие габаритные размеры стержневого ящика, мм Наибольший объем стержня, Дм3
Автоматическая с отверждением 232А21А1 400X290X320 2,5
стержней с нагреваемой осна- 23223А1 630Х 40СХ 400 4
стке однопозиционные с верти- 23225А1 800X 450X 630 10
кальным разъемом 23225А1А 900Х260Х 350 10
23227А1 1000X 800X 500 25
То же, с горизонтальным разъемом 23223А2 630Х 400Х 400 4
23223А2А 580X480X180 4
23225А2 80СХ 450X 630 10
23227А2 JOOOX8GCXBOO 25
23227А2А 1080Х 780Х 290 25
23229A2A 1600Х800Х 300 63
То же, двухпозиционная с горизон- 4705Б 830Х 320Х 220 10
тальиым разъемом
Автоматические карусельные 4532Б 200Х 80X110 0,63
4509А 400Х ЗСОХ 200 4
• • 4509С 600Х 400Х 200 10
Автоматическая для оболочковых 29113 760X500X500 20
стержней
Полуавтоматическая с последую- 2Б83 400Х320Х 400 4
щей сушкой стержня
То же, специальная 310 900Х 450Х 200 25
Машины стержневые однопозиционные 232А21А1, 23223А1, 23225А1, 23227А1, 23223А2, 23225А2, 23227А2, 23229А2А и их модификации 23223А2А, 23225А1А, 23227А2А (табл. 83—84) предназначены для изготовления песчаных стержней в нагреваемой оснастке с вертикальным и горизонтальным разъемами путем заполнения их термореактивной влажной стержневой смесью пескодувным способом.
машины 232А21А1, 23225А2, 23227А2А представлены на рис. 18.
Машина 232А21А1. Основные узлы: станина; колонна, траверса, механизм сборки и протяжки, механизм перемещения резервуара, механизм прижима—надува—выхлопа, подъемный стол, механизм съема, механизм обдува и опрыскивания. По внешнему виду и конструктивной схеме машина отличается от остальных машин данного типа.
После разогрева стержневого ящика и заполнения пескодувного резервуара смесью на позиции загрузки оператор включает машину на автоматический режим работы. Пескодувный резервуар с позиции загрузки смеси перемещается на позицию вдува, прижимается к оснастке, после чего происходит вдув в нее стержневой смеси; затем пескодувный резервуар возвращается в исходное положение, перемещается на позицию загрузки, поджимается к вибробункеру н заполняется стержневой смесью. По истечении времени отверждения стержня стержневой ящик раскрывается, подвижная половина его разворачивается плоскостью разъема вниз (на угол 90°), подъемный стол поднимает ленточный конвейер, который принимает стержень, протянутый из подвижной половины стержневого ящика. После опускания подъемного стола конвейер выносит стержень за пределы машины на приемный лоток. Освободившаяся от стержня подвижная половина стержневого ящика механизмом сборки возвращается в положение сборки (поворот на 90°) и подводится к его неподвижной половине, оставляя зазор, необходимый для обдува и опрыскивания стержневого ящика. После срабатывания механизма обдува и опрыскивания стержневой ящик собирают. Машина имеет пневмопривод и электрический нагрев оснастки.
СТЕРЖНЕВЫЕ МАШИНЫ
229
82. Рекомендуемые рецептуры смесей для изготовления стержней
Применение смесей Класс сложности стержней Содержание составляющих (массовые доли), % Текучесть исходная по методике ЗИЛ, % Предел прочности, МПа Живучесть смесн, ч
Связующие Катализаторы Добавки на сжатие сырых образцов на разрыв отвержденных образцов
в горячем состоянии в охлажденном состоянии
Для чугуна и стали I—III 4.0 % 20 %-кого раствора мочевины в феполо-спиртах — 0,15 % керосина или уайт-спирита 60 0,005 — 2,5 48
I1-III 3.0 % того же •— 0.1 % Рос 60 0,005 — 2,0 48
Для чугуна I—III 2,75 % КФ-90 2.5 % Фу-ритол-107 2.2 % ФПР-24 0.75 % ЛСФ-А пли К-41 0,75 % Ф-1С 0.С % ФС-26/6 0,7 % окиси железа 0,1 % стеарата кальция 0,1 % серебристого графита 0,1 % н рол а 0,4 % окиси железа, 0,15 % керосина илн уайт-спирита 60 60 50 0,004 0,005 0,005 0,25 0,25 0,3 1,6 1,6 1,8 4 4 3
Для стали I—III 2.5 % СФ-480 0,6 % М-1 — 50 0,005 0,3 1.8 3
Для алюминиевых сплавов I—III 1.0 % КФ-35 1.0 % Фурсотил НВ 2IA 2,5 % КФ ю 0,4 % 2137 0,6 % ЛСФ Б 0,1 % несла 60 60 0,004 0,004 0,25 0,3 1.8 1,8 4
1—IV 3,5 % М-3 или У КС 0.35 % борная кислота или 10 %-ный раствор щавелевой кислоты 0,1 % Рос 50 0,005 2,0 6
Примечания: I. Для приготовления смесей следует использовать сухие пески с температурой не выше 30 °C с содержанием глинистой составляющей не выше 0,5 %.
2. Для определения прочности па разрыв необходимо смеси для черных сплавов отверждать при температуре 250 °C, для цветных сплавов — при 220 °C в течение 30 с.
Рис. 18. Машины автоматические стержневые одн©позиционные с вертикальным разъемом:
ИТЕЙНЫЕ МАШИНЫ U СТЕРЖНЕВЫЕ МАШИНЫ
232
ЛИТЕЙНЫЕ МАШИНЫ
83. Технические характеристики стержневых машин с вертикальным разъемом стержневого ящика
Параметр 232А21А1 23223А1 23225AI 23225А1А 23227А1
Наибольший объем стержня, дм3 Габаритные размеры стержневого ящика, мм: 2,5 4 10 25
длина 400 630 800 900 1000
ширина вцсота 200 400 450 260 500
320 400 630 350 800
Цикловая производительность, съемы/ч Температура нагрева оснастки, °C Время разогрева оснастки, мин 150 130 120 180—270 30—60 80
Расход сиГатого воздуха, м®/цикл Расход технической воды, дм3/ мин Расход газа, м3/ч: 0,25 13—16 1—1,5 1,5-2 20—30 2,5—2,8 40—45
в режиме работы — 6—8 8—12 16—20
в режиме разогрева Установленная мощность, кВт Габаритные размеры машин, мм: 22 10—12 18 12—18 25—30 28
длина 3360 2500 2800 3600
ширина 1850 2700 2800 3300
высота 2370 3000 2810 2710 3600
Масса, кг 3100 5000 4500 4800 8000
84. Технические характеристики стержневых машин с горизонтальным разъемом стержневого ящика
Параметр 23223А2 23223А2А 23225А2 23227 А2 23227А2А 23229А2А
Наибольший объем стержня, дм3 Габаритные размеры стержневого ящика, мм: длина ширина высота Цикловая производительность, съемы/ч Температура нагрева оснастки, °C 4 630 400 400 1 580 480 180 28 10 800 630 450 120 18С 2 1000 800 500 8 —270 5 1080 780 290 0 63 1600 800 300 54
СТЕРЖНЕВЫЕ МАШИНЫ
233
Продолжение табл. 84
Параметр
Время разогрева оснастки, 30—50 40—60
МИН Расход сжатого воздуха, 1,2—1,5 0,8-1 2- 2,5 2,5-3
№/цикл Расход технической воды, дм3/мин Расход газа, м3/ч: в режиме работы 6-8 15- 8—12 -25 16- -20 20—25
в режиме разогрева 10-12 12—18 25- -30 30—40
Установленная мощность, 18 26 33 35
кВт Габаритные размеры машин, мм: длина 3 590 2 900 4 675 6 530
ширина 2 564 3 760 3 715 4 460
высота 3 132 | 2 932 3 923 4 210 3 950 4 600
Масса, кг 4 500 6 000 12 000 11 850 18 000
Машина 23223А2А. Описание конструктивных особенностей этой модели дается как пример для машин данного типа как с горизонтальным, так и- с вертикальным разъемом. Наименования и обозначения основных составных частей машин приведены в табл. 85.
На машинах имеются позиции надува стержня и загрузки пескодувного резервуара. На позиции надува производится прижим пескодувного резервуара со смесью к собранному стержневому ящику, надув смеси в ящик. На позиции загрузки пескодувный резервуар заполняется стержневой смесью из вибробункера.
Когда резервуар находится на позиции загрузки, над стержневым ящиком устанавливается механизм подпрессовки-протяжки, состоящий из газового коллектора для нагрева верхней половины стержневого ящика и плиты протяжки, которая при закрытом стержневом ящике подпрессовывает остатки смеси от надувных сопл и протягивает стержень из верхней половины ящика при его разборке. Разборка ящика начинается по истечении установленного времени отверждения стержня. Подвижная (нижняя) половина ящика, закрепленная на столе механизма сборки и протяжки, опускается вниз. Цилиндр протяжки, связанный с плитой толкателей, перемещает ее вверх и протягивает стержень. Толкатели устанавливают таким образом, чтобы в конце хода цилиндра протяжки стержень располагался на толкателях между верхней и нижней половинами ящика. Только после этого в промежутки между толкателями вводятся вилы механизма съема. Ходом вниз цилиндр протяжки убирает толкатели, оставляя стержень на вилах механизма съема, которые транспортируют стержень за пределы ящика и рабочей зоны машины.
На штангах вил смонтированы трубки для обдува стержневого ящика грн вводе вил и специальные сопла, через которые производится опрыскивание ящика разделительным составом при выводе вил.
После уборки стержня ннжняя половина стержневого ящика поднимается и соединяется с верхней, после чего машина подготовлена для очередного цикла.
Машины с вертикальным разъемом стержневого ящика, т. е. машины, у которых плоскость разъема ящика вертикальна, имеют двухколонный механизм, перемещающий Одну из половин ящика в горизонтальном направлении. После отвода подвиж-
234
ЛИТЕЙНЫЕ МАШИНЫ
85. Основные составные части однопозиционных стержневых машин
Составная часть 23225AI; 23225А1А 23227А1 23223А2; 23223А2А
Механизм сборки и 23225А 1.01.00.000 23223А2.01.00.000
протяжки Механизм протяж- — 23227А1.01.01.000 —
ки стояков Механизм прижи- — 23227А2А.05.00.000 23223А2.05.00.000
ма, надува-выхлопа Вибробункер 23227А2А.06.00.000 23223А2.06.00.000
Ресивер — 23227А2А. 10.00.000 23223A2.07.00.000
Патрубок — 23227А 1.18.00.000 23223А2.18.00.000
Механизм обдува и — — —
опрыскивания Шкаф газораспре- — — —
делительный Alexaнизы съема 23225А 1.20.00.000 23227А2А.09.00.000 23223А2.20.00.000
Станицу j-идропри- — — —
вода Шкаф автоматики 23225А1.00.01.000 — 23223А2.90.01 000 —.
ной половины ящика стержень остается в неподвижной, которая поворачивается плоскостью разъема вверх (на 90°). Протяжка и уборка стержня происходят так же, как у машин G горизонтальным разъемом.
Насадок пескодувного резервуара и надувная плита имеют водяное охлаждение. Надувные сопла оснащены уплотнительными резиновыми наконечниками. Плотность прижима резервуара обеспечивается пневматическими пружинами. Плита протяжки с толкателями, устанавливаемая на механизм подпрессовки-протяжки, относится к оснастке. Вибробуикер, принимающий стержневую смесь из цехового бункера, так же имеет водяное охлаждение.
Траверса и колонны машин выполнены сварными из проката. Перемещение пескодувного резервуара с позиции надува на позицию загрузки осуществляется отдельным механизмом, расположенным иа траверсе машины. Точность позиционирования резервуара обеспечивается фиксагорами. Для обеспечения съема пескодувного резервуара и замены насадки с гильзой и надувной плиты о соплами имеется механизм обслуживания с поворотным кронштейном.
Газовоздушная система обеспечивает разогрев и поддержание заданной температуры подвижной и неподвижной частей стержневого ящика в двух режимах: низкого и высокого пламени. Давление газа в системе 5 Па, давление газовоздушной смеси, подаваемой в горелки, 0,5—0,7 Па. Для разжигания горелок предусмотрена специальная горелка. При снижении давления газа или воздуха ниже допустимого система автоматически отключается.
Машины смазывают вручную штоковым шприцем один раз в месяц, Смазочный материал — солидол С.
Точность установки машин при монтаже на фундамент — 0,1 мм на 1000 мм. Для подачи смеси в вибробункер машин монтируется цеховой конический буикер объемом не менее 0,5 м9. Диаметр нижнего среза бункера 400 мм, угол образующей конуса 16°. Нижний срез бункера заглубляется в приемную горловину вибробункера на 20 мм.
Стержневой автомат для изготовления ленточных стержней 4705Б предназначен для изготовления ленточных стержней в нагреваемых стержневых ящиках с горизонтальным разъемом при крупносерийном и массовом производстве.
СТЕРЖНЕВЫЕ МАШИНЫ
235
23225А2 23227А2; 23227A2A 23229А2А
23225A2.0I.00.000 23227A2A.01.00.000 23229А2.01.00.000
23225А2.05.00.000 23227А2А.05.00.000 23229А2.05.00.000
23225А 1.06.00.000 23225А1.07.00.000 23227А2.07.00.000 23229А2.07.00.000
— 23227А2А.25.00.000 23229А2.25.00.000
23227 А2А.40.01.000 — —
23225А1.20.00.000 23225А2.84.00.000 23227А2А.20.00.000 23227А2А. 81.00.000 23229А2.20.00.000 23227A2A.8I 00.000
— 23227А2А.90.01.000 —
Техническая характеристика стержневого автомата
Наибольший объем стержня, дм3......................................... 10
Габаритные размеры стержневого ящика, мм: длина............................................................ 830
ширина................................................... .... 320
высота............................................................ 220
Цикловая производительность, съемы/ч.................................. 40
Расход сжатого воздуха, м3/цикл 0,45
Расход технической воды, м3/ч....................................... 0,25
Объем ресиверов, дм3 ................................................. 240
Установленная мощность, кВт.................................. .... 38
Габаритные размеры автомата, мм: длина......................................................... 3380
ширина..................................... . . ... 3020
высота..................... ... ... .................... 2750
Масса, кг . . .... ...................... 9500
Автомат состоит из основания, стола поджима ящиков к пескодувному резервуару, пескодувного резервуара с насадкой, двух ресиверных колонн, питателя для заполнения пескодувного резервуара стержневой смесью, верхней траверсы, механизма разборки, стола протяжки, поворотного стола, механической руки для удаления стержней.
Нагрев ящиков осуществляется встроенными электронагревателями. Передача ящика с позиции надува на позицию разборки и обратно производится поворотным столом. На позиции надува стержневой ящик прижимается столом поджима к насадке пескодувного резервуара при закрытом шибере.
Надув стержневых ящиков выполняется через систему плавающих сопл, само-устанавливающихся по вдувным отверстиям ящиков Сопла подводятся к телу стержня, что исключает для разъемных стервеней необходимость зачистки по плоскости надува. После иадува и сброса воздуха из пескодувного резервуара дается
236
ЛИТЕЙНЫЕ МАШИНЫ
86. Технические характеристики стержневых пескодувных восьмипозиционных машин
Параметр 4532Б 4509А 450SC
Наибольший объем стержня, дм3 Габаритные размеры стержневого ящика, мм: 0,63 4 10
длина 200 400 600
ширина 80 300 400
высота 110 200
Цикловая производительность, съемы/ч 240 100-150 100
Объем рабочего резервуара, дм3 3 25
Установленная мощность, кВт 24 140,5
Габаритные размеры машины, мм:
длина 2330 4 095 4 700
ширина 2300 3 440 3 850
высота 2295 2 996 2 900
Масса, кг 5800 13 000 14 000
выдержка»времени, после чего стержневой ящик опускается. Реле времени — пневматическое.
На позиции разборки по окончании цикла отверждения стержня дается команда на опускание поршня цилиндра разборки. Поршень с закрепленной на нем траверсой устанавливается в нижнее положение. Затем столом протяжки ящик поднимается, при этом винты нижней половины ящика достигают упоров механизма разборки. Подъем нижней половины ящика прекращается, верхняя половина ящика со стержнем с помощью системы толкателей и контртолкателей продолжает подниматься. После ее подъема вводятся защелки под соответствующие выступы, поршень цилиндра разборки поднимается.
Выталкивание стержней из верхней половины ящика в приемное устройство осуществляется самоустанавливающимися трубчатыми толкателями, что делает возможным получение сложных ажурных стержней. По окончании указанных операций механизмы занимают исходное положение.
Машины стержневые пескодувные восьмипозициониые автоматические 4532Б, 4509А, 4509С (табл. 86) предназначены для изготовления стержней различной конфигурация в горячих ящиках из быстротвердеюших термореактивных смесей в цехах серийного и массового производства.
Машина 4532Б состоит из карусельного стола с приводом, пескодувной головки, стержневого ящика, стола поджима и механизма съема стержней.
Между основанием автомата и траверсой, соединенных между собой осью привода и правой и левой стойками, расположены карусельный стол с восемью стержневыми ящиками, привод стола, механизм съема стержней и стол поджима. Стержневые ящики устанавливаются на опорных поверхностях кронштейнов. На траверсе размещены пескодувная головка, цилиндр толкателей и механизм зачистки.
Пескодувная головка состоит из литого корпуса, в передней части которого находится щелевая обечайка (пескострельная гильза), а в задней — полость с комбинированным клапаном надува и выхлопа, насадки, комбинированного шиберного затвора с пневмоцилиндром и вибролотка.
Стержневой ящик выполнен с вертикальной плоскостью разъема и состоит из неподвижной и подвижной половин, соединенных между собой скалками. Соединительные тяги с пружинами обеспечивают сжатие половин ящика. Для нагрева в каждой половине ящика имеются трубчатые электронагреватели. Температура нагрева контролируется термопарой, расположенной в верхней половине ящика. Нагрев производится до температуры 240—270 °C.
Стержневая смесь из вибролотка поступает в щелевую обечайку пескодувной головки, перекрывается шиберным затвором и под действием сжатою воздуха, по
СТЕРЖНЕВЫЕ МАШИНЫ
237
даваемого через клапаны, вдувается в рабочую полость стержневого ящика. Затем движением штока стола прижима стержневой ящик опускается на направляющие плоскости кронштейна и освобождается от скоб. Это выполняется на I позиции. II—VII — позиции отверждения стержней. VIII — позиция раскрытия ящика и выдачи готовых стержней: при переходе стержневого ящика на эту позицию шток цилиндра, перемещаясь в крайнее положение, раскрывает ящик. Одновременно срабатывает цилиндр толкателей — стержни выталкиваются из неподвижной половины стержневого ящика. Затем срабатывает цилиндр поворотного лотка, и оставшиеся в подвижной половине стержни выталкиваются на лоток, откуда поступают в тару или на ленту конвейера.
Переход стержневого ящика с позиции на позицию производится поворотом карусельного стола на 45° с помощью пневмогидроцилиндра, после чего стол фиксируется и во время остановки выполняются операции со стержневым ящиком. Все операции производятся автоматически, кроме периодической очистки и опрыскивания стержневого ящика разделительным составом.
Машины 4509А и 4509С аналогичны ио конструкции и принципу действия. Основные узлы: механизм надува, стол поворотный с приводом, кольцевая печь, узел разборки и выдачи стержней. Все узлы размещены на основании.
Механизм надува состоит из резервуара, закрепленного на двух стойках, в который встроены пескострельная гильза, клапаны вдува и выхлопа. Поворотный стол выполнен из восьмигранной литой тумбы, вращающейся на вертикальной стойке. К каждой грани тумбы крепятся кронштейны, иа которых размешаются стержневые ящики с горизонтальным разъемом. Печь состоит из пода и колпака с электронагревательными элементами. Под выполнен из огнеупора, колпак — сварной, заполненный теплоизоляционным материалом. Привод поворота стола пневмогидравлический, остальных механизмов — пневматический. Узел разборки и выдачи стержней состоит из следующих механизмов: подъема верхней половины ящика, выталкивания стержней из верхней и нижней половин ящика, выдачи стержней за пределы автомата. Последнее у машины 4509А осуществляется при помощи поворотного лотка, у 4509С — выдвижением нижней половины яшика на периферию.
Нагретый до температуры 180—270 °C в печи стержневой ящик подается на 1 позицию надува, прижимается к надувной плите, после чего производится надув смеси в стержневой ящик, который затем опускается на кронштейн поворотного стола. Одновременно открывается шиберный затвор, гильза загружается очередной порцией стержневой смеси. Поворотный стол подает ящик на II позицию/Эта позиция свободна и может использоваться для замены ящиков. III—VII’—позиции отверждения стержней в печи.
Машины не имеют фундаментов и устанавливаются на бетонном полу с помощью клиньев по рамному уровню с точностью 0,1 мм на 1000 мм в продольном и поперечном направлении.
Система управления машинами обеспечивает наладочный и автоматический режимы работы.
Машины поставляются в частично разобранном виде с комплектом запасных частей и технической документацией.
Машина стержневая пескодувная 29113 предназначена для изготовления оболочковых стержней из сухих песчано-смоляных смесей или плакированных песков в горячих ящиках с вертикальным разъемом
Техническая характеристика стержневой пескодувной машины 29113
Наибольший объем стержня, дм3........................................ 20
Габаритные размеры стержневого ящика, мм: длина............................................................ 760
ширина........................................................... 500
высота........................................................... 500
Цикловая производительность, съемы/ч................................. 103
Температура нагрева оснастки, °C ................................. 200—315
Расход воздуха, №/ч.................................................. 210
Расход газа при давлении 0,101 МПа (760 мм рт. ст.) н?/ч............. 12
Теплотворная способность газа, кДж/м3 .............................. 8 500
238
ЛИТЕЙНЫЕ МАШИНЫ
Установленная мощность, кВт ....................................... 14,1
Габаритные размеры машины без отдельно стоящих элементов, мм: длина........................................................... 4500
ширина . .... 2500
высота......................................................... 2710
Масса, кг.......................................................... 4525
Основные узлы машины: рама поворотная, станина, дозатор пескодувный, конвейер, система автоматического питания песком, привод рамы поворотной, гидро-, пневмо-, газо-, электрооборудование.
Рама поворотная представляет собой две траверсы, соединенные между собой четырьмя направляющими колонками, по которым вперед-назад перемещается суппорт. Рама монтируется в подшипниках станины так, что может вращаться вокруг продольной оси. Дозатор пескодувный закреплен на двух направляющих колонках рамы. Стержневой ящик крепится подвижной частью к суппорту, неподвижной к правой траверсе. Дозатор пневмоцилиндром может прижиматься к стержневому ящику. Суппорт имеет поворотную плиту, несущую подвижную половину стержневого ящика. Двумя гидроцилипдрами поворотная плита может поворачиваться так, чтобы подвижная половина стержневого ящика оказывалась плоскостью разъема вниз.
Kon₽ei|ep, состоящий из рамы, кронштейна, привода и ленты, имеет возможность по направляющим штангам станины перемещаться вверх-вниз.
Газовая система для нагрева стержневого ящика состоит из газораспределительной, контролирующей аппаратуры и соединительных линий.
Работа машины происходит следующим образом. При повороте рамы в позицию наполнения полость стержневого ящика заполняется смесью. При этом наполнение может осуществляться гравитационным способом и с помощью вдува. С момента заполнения полости стержневого ящика смесью, поступающей из дозатора, начинается процесс создания оболочки, продолжительность которого устанавливается реле времени. По сигналу реле рама поворачивается в исходное положение, излишняя смесь возвращается в дозатор, и осуществляется отверждение оболочки, по окончании которого автоматически дается команда на раскрытие стержневого ящика. Суппорт с подвижной половиной ящика и стержнем при помощи гидроцилиндра движется влево. Механические выталкиватели не позволяют стержню остаться в подвижной половине ящика. В крайнем левом положении срабатывают цилиндры поворотной плиты суппорта; одновременно начинает подниматься конвейер По окончании поворота плиты и подъема конвейера срабатывают выталкиватели подвижной половины стержневого ящика, готовый стержень укладывается на конвейерную ленту, которая перемещает его на один шаг, освобождая место для следующего стержня. Цикл работы машины повторяется.
Машина поставляется с системой автоматического питания песком, гидростанцией, шкафом автоматики, пультом управления, комплектом сменных и запасных частей и документацией.
Машина стержневая полуавтоматическая пескодувная 2Б83 предназначена для изготовления стержней пескодувным способом. Стержни могут изготавливаться в ящиках как с горизонтальным, так и с вертикальным разъемом.
Техническая характеристика стержневой полуавтоматической машины 2Б83
Наибольший объем стержня, дм3.......................................... 4
Габаритные размеры стержневого ящика, мм:
длина........................................................... 400
ширина.......................................................... 320
высота.......................................................... 400
Цикловая производительность, съемы/ч ................................ 300
Объем рабочего резервуара, дм3.................................... 8,5
Размеры рабочего стола, мм:
длина........................................................... 600
ширина.......................................................... 450
СТЕРЖНЕВЫЕ МАШИНЫ
239
Размеры надувной плиты, мм:
длина........................................................... 400
ширина.......................................................... 320
Расстояние от стола до надувной плиты, мм:
наибольшее ..................................................... 400
наименьшее ..................................................... 230
Ход стола, мм....................................................... 170
Расход сжатого воздуха, м3/цикл..................................... 0,6
Габаритные размеры, мм:
длина..................................................... .... ИЗО
ширина.......................................................... 765
высота........................................................ 2045
Масса, кг................................. . ..................... / 1300
Машина состоит из станины, механизма дутья, питателя, насадки, стола и пневмозажима. Колонна станины одновременно служит ресивером.
Подъем стола на высоту хода для регулирования размера по высоте стержневого ящика осуществляется с помощью пары винт—гайка Винт приводится во вращение от маховичка через червячную передачу, Поджим стола со стержневым ящиком к механизму дутья производится мембраной, которая при включении пневматики обеспечивает дополнительный подъем стола на 15 мм.
В механизме дутья сконцентрированы рабочий резервуар с пескострельной гильзой, шиберный затвор с пневмоцилиндром привода, клапан вдува и выхлопа, пульт управления, реле времени и манометр. Стержневая смесь в пескострельную гильзу подается через питатель с пневмовибратором. Снизу на фланец рабочего резервуара надевается насадка, поджим и крепление ее осуществляется тремя болтами. Имея набор сопл, конусов и втулок, можно получать различные типы насадок в соответствии с технологическими требованиями.
Кронштейны пневмозажима крепятся к Т-образным пазам стола с помощью сухарей, затягиваемых эксцентриком от поворота рукоятки, что позволяет легко и быстро переналаживать машину на новый размер стержневого ящика.
Полуавтоматический цикл работы состоит из следующих операций: зажима стержневого ящика; надува стержня; разжима стержневого ящика.
Для защиты оператора от выброса смеси при наладках по стыку ящика и насадки имеется автоматически опускающийся козырек. Конструкция машины позволяет в отдельных случаях получать стержни с объемом до 5,5 дм3.
Машина стержневая пескодувная специальная 310 предназначена для изготовления песчаных стержней с отношением длины к ширине не мете 2 : 1 из обычных
стержневых смесей в открытых и закрытых ящиках.
Техническая характеристика стержневой пескодувной машины 310 Наибольший объем стержня, дм3..................................... 25
Габаритные размеры стержневого ящика, мм: длина............................................................. 600—200
ширина........................................................... 450
высота........................................................... 200
Рабочие размеры поворотного стола, мм: длина........................................................... 980
ширина........................................................... 400
Расстояние от опорной базы для стержневого ящика до опорной плоскости крепления насадки, мм: наибольшее ....................................................... 570
наименьшее ................................................... 350
Расстояние от опорной поверхности протяжного стола до опорной базы
поворотного стола в перевернутом положении для протяжки, мм: наибольшее .... 525
наименьшее ..................................................... 225
Ход, мм: подъемного стола ............................................... 260
протяжного стола ................................................ 300
240
ЛИТЕЙНЫЕ МАШИНЫ
Цикловая производительность, съемы/ч.................................... 100
Габаритные размеры машины, мм: длина............................................................. 2000
ширина............................................................ 1620
высота . ... 2722
Масса, кг ............................................................. 6000
Основные узлы машины: надувная головка с шибером, станина с цилиндром поджима, тележка с поворотным столом, механизм передвижения тележки, механизм протяжки, питатель и система управления.
В станину коробчатой формы встроены пневмоцилиндр поджима н цилиндр передвижения тележки. К ней же крепятся рама механизма протяжки и четыре колонны, несущие надувную головку с двумя пескострельными гильзами. Емкость надувной головки одновременно является ресивером. Снизу к надувной головке крепится насадка, сверху пескострельные гильзы закрываются шибером.
На тележке, представляющей собой жесткую раму, перемещающуюся на роликах по направляющим, установлен поворотный стол с зажимами и вибратором. Механизм передвижения тележки состоит из цилиндра передвижения и рычагов, связанных между собой синхронизирующим валом. Поворот стола осуществляется ппевмоцилиндром.
Мйха'йизм протяжки представляет собой консольный литой стол, имеющий две регулируемые по высоте планки. Подвод воздуха в цилиндр механизма протяжки через дроссель обеспечивает замедленное опускание в начале и в конце хода.
Питателем стержневая смесь подается в пескострельные гильзы при открытом шибере.
Система управления — пневматическая путевая, режим работы — полуавтоматический.
При включении машины тележка со стержневым ящиком перемещается под надувную головку, срабатывает подъемный стол и прижимает стержневой ящик к насадке. Производится надув смеси, затем опускание ящика и откат тележки. Вручную на стержневой ящик накладывают сушильную плиту, включается кантователь. При этом зажимы прижимают сушильную плиту к стержневому ящику и удерживают ее во время поворота ящика со столом на 180°. Протяжной стол поднимается до сушильной плиты, включается вибратор, зажимы расходятся, происходит медленная протяжка стержня. В это время питатель заполняет пескострельные гильзы для повторения цикла.
Для изготовления сложных тонкостенных стержней повышенной прочности машина оснащена оригинальным реле выстрела-выхлопа, которое позволяет регулировать продолжительность надува и производить в автоматическом цикле от одного до трех выстрелов выхлопов
Машина поставляется в частично разобранном виде с пультом управления, комплектом запасных частей и документацией.
Столы вибрационные (вибростолы) с иеприводным роликовым конвейером 21422, 21423, 21424, 21425 и с приводным роликовым конвейером 21433, 21434, 21435 (табл. 87, 88) предназначены для уплотнения холоднотвердеющих смесей при изготовлении стержней. В основном используются в паре со смесителями ХТС и в составе литейных линий изготовления стержней. Возможно использование вибростолов для уплотнения форм.
Основные узлы вибростолов: основание, стол, вибратор, опора пневматическая (механизм подъема).
Основание и стол представляют собой сварные рамные несущие конструкции. Для повышения техники безопасности проемы у основания закрываются дверпами. Стол несет два вибратора. Вибратор — это асинхронный короткозамкнутый электродвигатель, на обоих концах вала которого установлены эксцентрики, являюшисся источником возмущающих сил. При вращении ротора эксцентрики вызывают круговые колебания конструкции, на которой установлены вибраторы. Вращение вибраторов направлено навстречу друг другу, поэтому складываются лишь вертикальные составляющие возмущающих сил, остальные взаимно гасятся, Значение
СТЕРЖНЕВЫЕ МАШИНЫ
241
87. Технические характеристики вибрационных столов с иеприводиым роликовым конвейером
Параметр 21422 21423 21424 21425
Грузоподъемность, кг 600 1250 2000 3000
Габаритные размеры стержневого ящика, мм:
длина 800 1000 1250 1600
ширина 630 800 1000 1250
Амплитуда колебаний, мм Частота колебаний, Гц Рабочее давление воздуха в опорах, МПа Масса колеблющихся частей, кг 194 0,1 45- 0,3- —1 -50 -0,35 620
Установленная мощность, кВт 0,7 — 2 3,2
Габаритные размеры стола без пульта, мм:
длина 1000 1200 1600 2050
ширина 800 1000 1250 1650
высота 650 670 675
Масса, кг 650 940 1440 1650
88. Технические характеристики вибрационных столов с приводным роликовым конвейером
Параметр 21433 21434 21435
Грузоподъемность, кг Габаритные размеры стержневого ящика, мм: 1250 2000 3000
длина 1000 1250 1550
ширина 800 1000 1250
Размеры транспортной плигы, м;
длина 1000 1250 1500
ширина 85b 1058 1250
Размеры стола, мм:
длина 1250 1600 2000
ширина 740 990 1060
Частота колебан ш, Гц 45—50
Амплитуда колебаний, мм 0,1—1
Рабочее давление воздуха в опорах, МПа Габаритные размеры вибростола без пульта, мм: 3—3,5 2—4 2—4,5
длина 1917 2500 2650
ширина 1563 2100
высота 684 700 710
Масса, кг 1400 1600 2500
возмущающей силы каждого вибратора регулируется установкой поворотных эксцентриков на различные углы относительно друг друга.
Подъем вибростола осуществляется пневматическими опорами, изготовленными из отрезков прорезиненного рукава с герметично заделанными концами. В опоры подводится сжатый воздух. При отсутствии давления в рукавах уровень плоскости стола находится ниже уровня плоскости роликов рольганга. При подаче давления рукава, наполняясь воздухом, поднимают стол выше роликов и выполняют роль амортизаторов, предотвращая передачу вибрации на основание.
242
ЛИТЕЙНЫЕ МАШИНЫ
Стержневой ящик накатывается по роликовому конвейеру на вибростол, стол поднимается вверх, принимая на себя массу ящика. Во время заполнения ящика смесью включаются вибраторы и происходит уплотнение смеси от вертикально направленных колебаний. По окончании заполнения ящика смесью и ее уплотнения вибраторы выключаются, воздух из рукавов выпускается, и заполненный смесью ящик ложится на ролики, с которых может быть передан для дальнейших операций.
Основой вибростолов является приводной роликовый конвейер, состоящий из двух роликоопор с электроприводом. Приводные ролики обеспечивают перемещение транспортных плит со стержневыми ящиками без применения внешнего воздействия. Плоскость стола выполнена в виде сплошной плиты. В остальном конструкция и принцип ее действия не отличаются от вибростолов с неприводными рольгангами.
Все вибростолы поставляются в сборе с комплектом запасных частей и документацией.
ОБОРУДОВАНИЕ ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ
Наиболее распространенным способом выбивки литейных форм и стержней в современных условиях продолжает оставаться выбивка на выбивных решетках. Залитая литейная форма, подлежащая выбивке, подается на выбивную решетку, которая либо колеблется непрерывно, либо включается на время выбивки. Колебания решетки передаются залитой форме. Сочетание масс решетки, выбиваемой формы, режим колебаний рассчитываются и подбираются таким образом, чтобы форма подбрасывалась вверх на некоторую высоту, а при падении соударялась с выбивной решеткой. Возникающие при этом ударные и инерционные импульсы вначале раскачивают и нарушают связи между отливкой, смесью, стержнями и опоками, если форма опочная, а затем в разделенных элементах из-за разности их масс создаются различные ускорения, появляются и увеличивается число соударений между ними. В этих условиях уплотненная смесь и стержни, имеющие меньшую прочность, чем металл, интенсивно разрушаются. Комья измельчаются как от соударений с решеткой, отливкой, опоками, так и от соударений друг с другом. Измельченная отработанная формовочная и стержневая смесь сквозь выбивную решетку проваливается на транспортер уборкя смеси. По окончании выбивки отливка и опоки остаются на решетке. Так как формы выбивают еще горячими, обилие пыли, газа, тепловое излучение и шум — постоянные спутники процесса выбивки. Наилучшим образом в таких условиях показали себя электромеханические решетки, отличающиеся при сравнительной простоте конструкции наибольшей универсальностью, эффективностью, надежностью и ремонтопригодностью.
Одним нз основных элементов электромеханических выбивных решеток является узел, вызывающий колебания: решетки имеют по одному или по два неуравновешенных инерционных вала с регулированием дисбаланса.
Наиболее распространенные модели выбивных решеток приведены в табл. 89, В автоматических литейных линиях выбивные решетки часто применяют в сочетании с устройствами для предварительного выдавливания кома смеси с отливкой из опок. Для использования в комплексных автоматических литейных линиях созданы вибротранспортирующие выбивные решетки, обеспечивающие при выбивке одновременное транспортирование отливок к участкам последующей обработки. Транспортирование осуществляется за счет создания направленных колебаний, т. е. колебаний, имеющих кроме вертикальной направленности еще некоторую горизонтальную составляющую, от величины которой зависит скорость транспортирования. Расчет выбивных решеток подробно рассмотрен в литературе {3—5].
Из отдельных выбивных решеток могут компоноваться выбивные установки для форм особо крупных размеров. Для тяжелых отливок, выбивка которых на выбивных решетках недостаточно производительна и не обеспечивает полного отделения смеси и стержней, применяют гидрокамеры или электрогидравлические установки. Первые основаны на разрушающем действии водяной струи высокого давления (20—60 МПа), вторые — на преобразовании энергии, выделяющейся при высоковольтном электрическом разряде в воде, в механическую энергию ударной волны, обладающей значительной разрушающей силой. Реже изготавливаются и применяются выбивные
ВЫБИВНЫЕ МАШИНЫ
243
89. Сводная таблица моделей выбивных решеток
Наименование Модель Грузоподъемность, Размер полотна, мм
Решетки двухвальные инерционные 31211 1 1250Х 1000
31212 1,6 1600Х 1250
31213 2,5 2000X1600
31214 4 2240Х 1800
31215 6,3 2500Х 2000
31216 10 3150Х 2500
31217 16 3550Х 2500
31218 25 4000X3150
Решетки одновальные вибрационные: 31219 40 4500Х 3550
эксцентриковые 421 1 1250X1000
422М 1,6 1600Х 1250
423 2,5 2000Х 1600
инерционная 424 4 2240Х 1800
инерционно-удариые 427У 16 1800Х 1800
ИР 120 7,5 185ОХ 1330
Установка выбивная четырехсекционная 431И4 100 7000Х 5000
барабаны, в основном в линиях безопочной формовки для обеспечения одновременно с разрушением кома смеси и выбивкой стержней дополнительного охлаждения отливок.
Решетки выбивные инерционные двухвальные 31211—31219 (табл. 90—92 предназначены для выбивки отливок из литейных форм и стержней из отливок в условиях единичного и мелкосерийного производства.
Схема выбивной решетки представлена на рис. 19.
Реше1ки состоят из корпуса, вибраторов, амортизаторов, рамы, двух приводов, шариковых муфт и рабочего полотна. Детали корпуса решетки изготовлены из листовой стали и сварены так, что создают систему ребер, обеспечивающих достаточную прочность всего корпуса, его жесткость и долговечность. В качестве амортизаторов применены пружины, установленные на направляющих пальцах, закрепленных в корпусе и на опорной раме. Рама сварена из швеллеров и листовой стали. Электродвигатели приводов устанавливаются на отдельных опорных подставках. Рабочее полотно состоит из секций, изготовленных из стального литья, которые крепятся к корпусу болтами.
Рис. 19. Схема выбивных решеток 31211—31215:
1 — корпус; 2 — рабочее полотно; 3 — вибратор (инерционный вал); 4 — шариковая муфта; 5 — привод; 6 — рама; 7 — амортизаторы
244
ЛИТЕЙНЫЕ МАШИНЫ
90. Технические характеристики выбивиых решеток
Параметр 31211 31212 31213 31214
Грузоподъемность, т 1 1,6 2,5 4
Размеры рабочего полотна, мм:
длина 1250 1600 2000 2240
ширина 1000 1250 1600 1800
Размеры ячейки решетки, мм:
длина 170 140 126 170
ширина 6 0 62 80
Число секций рабочих полотен 2 6 8
Размеры пружин-амортизаторов,
мм:
наружный диаметр 90
высота 196
диаметр проволоки 16
Число пружин-амортизаторов 4 12
Расстояние между осями инерцион- 800 1090 1480 1540
ных валов? мм
Частота колебаний, 1/мин 1420 1400 1425 970
Амплитуда колебаний, мм 1,6 3
Установленная мощность, кВт 2,2 4,4 8 15
Габаритные размеры решеток, мм:
длина 1600 209! г 2455 2926
ширина 1270 1624 2032 2272
высота 675 770 1045
Масса, кг 1150 2400 3200 5200
Параметр 31215 31216 31217 31218 31219
Грузоподъемность, т 6,3 10 16 25 40
Размеры рабочего полотна, мм:
длина 2500 3150 550 4000 4500
ширина 2000 2 500 2 500 3150 3550
Размеры ячейки решетки, мм:
длина 170 175 170
ширина 60 8 0 60 | 80
Число секций рабочих полотен 8 16 18 4
Размеры пружин-амортизаторов,
мм:
наружный диаметр 160
высота 300
диаметр проволоки 32
Число пружин-амортизаторов 8 12 16 24
Расстояние между осями инерцион- 1740 5 >280 — 294С 3400
ных валов, мм
Частота колебаний, 1/мин 975 970 975 730
Амплитуда колебаний, мм 3,65 3,75 4,55 4,8
Установленная мощность, кВт 22 37 60 НО 180
Габаритные размеры решеток, мм:
длина 3170 3 850 4 040 5 072 5 660
ширина 2532 3 182 3 600 4 180 4 790
высота 1065 1 126 1 460 1 550 1 910
Масса, кг 6200 10 500 14 000 25 000 33 500
ВЫБИВНЫЕ МАШИНЫ
245
91. Подшипники качения узла вибратора (класс точности 0) выбивных решеток
Обозначение, ГОСТ Решетка Число Обозначение, ГОСТ Решетка Число
2611, ГОСТ 8328—75 31211 2 3622, ГОСТ 5721—75 31215 4
3611, ГОСТ 5721—75 31211 2 3622, ГОСТ 5721—75 31216 8
2616, ГОСТ 8328—75 31213 2 3636, ГОСТ 5721—75 31217 8
3616, ГОСТ 5721—75 31213 2 3628, ГОСТ 5721—75 31218 8
3622, ГОСТ 5721—75 31214 4 3636, ГОСТ 5721—75 31219 8
92. Электродвигатели выбивных решеток
Решетка Обозначение Мощность, кВт Частота вращения, об/мин
31211 АО2-21-4 1,1 1400
31212 4А90Г4УЗ 2,2 1425
31213 АО2-31-4 2,2 1400
31214 4А132М6УЗ 7,5 970
31215 4А16056УЗ 10 975
312/6 4А180М6УЗ 18,5 970
31217 4А180М6УЗ 18,5 970
31218 4A280S8V3 55 730
31219 - 4А280М8УЗ 75 730
Наличие двух самоснихронпзирующнхся неуравновешенных валов, размещенных вне зоны прохождения выбитой горячей формовочной смеси, исключает перегрев валов и подшипниковых узлов, повышает их работоспособность.
Основным элементом вибратора является неуравновешенный (эксцентриковый) вал, постоянный дисбаланс которого при вращении в подшипниковых опорах создает определенную возмущающую силу вибрации. На каждом конце вала вибратора решеток 31211—31216 насажены на шпонках по два неуравновешенных груза, которые имеют на посадочной поверхности шесть равномерно расположенных шпоночных пазов, что позволяет при регулировании получать шесть различных положений для каждого груза и таким образом изменять величину дисбаланса. Регулируемые грузы зажимаются на валу разрезными гайками. Решетки моделей 31217—31219 имеют спаренные дебалансы, связанные промежуточной муфтой.
Смазывание подшипниковых опор вибраторов осуществляется один раз в смену пластичной смазкой через пресс-масленки. Для решеток 31211—31215 применен смазочный материал УНИОЛ.
Смазывание шариковых муфт производится методом набивки в полости полумуфт смазочного материала 1-13. При каждом демонтаже муфты необходимо проверять качество смазывания и при необходимости заменять смазочный материал.
Решетки и привод устанавливаются на бетонном фундаменте и крепятся к нему фундаментными болтами. Глубина заложения фундамента зависит от грунта и определяется проектировщиками цеха. В фундаменте должен быть предусмотрен проем для удаления выбитой смеси. При монтаже решетка выверяется при помощи уровня в двух взаимно перпендикулярных плоскостях. Отклонение не должно превышать 0,5 мм на длине 1000 мм.
Решетки выбивные одновальные (табл. 93) выпускаются для восполнения действующего парка решеток, особенно решеток, работающих в блоках на выбивке крупных форм.
246
ЛИТЕЙНЫЕ МАШИНЫ
93 Технические характеристики одновальных выбивных решеток
Параметр 421 422М 423 424 ИР-120 427У
Грузоподъемноеть, т Размеры полотна, мм: 1 1,6 2,5 4 7,5 16
длина 1250 1600 2000 2240 1850 1800
ширина 1000 1250 1600 1800 1330 1800
Частота вращения вала, об,мин Эксцентриситет, мм Амплитуда колебаний, мм 800 830 3 3 880 595 28 735 30 15
Возмущающая сила, кН Число амортизаторов -8 - - 25 4 80 12
Установленная мощность, кВт Габаритные размеры, мм: 2,8 4,5 7,5 15,5 5,5 10
длина 1875 2260 2355 2820 2170 3000
ширина 1440 1900 2230 2375 2088 1800
высота 615 800 960 820 902 1017
Масса, кг 880 1100 2900 3400 2360 3900
Вибрация в инерционных и инерционно-ударных одновальных решетках создается за счет вращения неуравновешенного вала, от которого возникает круговая возмущающая сила. Специальные ограничители гасят горизонтальные составляющие возмущающей силы, преобразуя круговые колебания в вертикально направленные.
Инерционно-ударные выбивные решетки отличаются от инерционных тем, что они не воспринимают силу тяжести формы. Форма устанавливается на закладную раму, связанную с фундаментом. Инерционно-ударная решетка при вибрации не подбрасывает форму, а с каждым колебанием ударяет рабочим полотном по форме снизу, разрушая ком смеси в опоке и стержни в отливке.
В вибрационных выбивных решетках колебания создаются за счет вращения эксцентрикового вала, у которого опорные подшипники размещены на раме, связанной с фундаментом, а эксцентричные подшипники связаны с корпусом решетки. Решетки получают круговые колебания, амплитуда которых равна эксцентриситету вала. На валу установлен груз, который уравновешивает массу корпуса решетки, уменьшая нагрузку на подшипники.
Решетки выбивные инерционные эксцентриковые 421, 422М, 423 предназначены для выбивки форм с отливками нз опок и стержней из отливок на выбивных участках литейных цехов.
Основные узлы: собственно решетка, эксцентриковый вал, рама-основание, электр одв и гател ь.
Рабочее полотно решеток 421 и 422М состоит из отдельных секции, отлитых или сваренных из стали и имеющих высокие ребра. Секции крепятся к раме решетки, соединенной с каркасом. Каркас состоит из двух щек, изготовленных из листа толщиной 15 мм и соединенных между собой сварным кожухом и двумя стяжками. В зависимости от условий эксплуатации раму решетки с секциями рабочего полотна можно установить поверхностью заподлицо со щеками либо ниже верхнего уровня щек так, чтобы их выступающие части образовали борта. У решетки 423 рабочее полотно, устанавливаемое между боковинами, щеками корпуса, выполнено сварным из отрезков двутавровых балок.
Во избежание перегрева подшипников эксцентрикового вала от просыпающейся горячей отработанной смеси в кожухе вала имеется полость с циркуляцией охлаждающей воды.
Вращение эксцентриковому валу сообщается от электродвигателя через клиноременную передачу. Для привода применяют следующие электродвигатели: в решетке 421 электродвигатель АО2-32-4, в 422М — АО2-42-4, в 423 — АО2-52-6.
ВЫБИВНЫЕ МАШИНЫ
247
Решетки могут устанавливаться как в горизонтальном, так и в наклонном положении.
Решетка выбивная инерционная 424 предназначена для выбивки крупных литейных форм н опок, применяется на выбивных участках литейных цехов.
Основные узлы решетки: рабочее полотно, литая рама, каркас, рама-основание, амортизаторы, инерционный вал и привод.
Рабочее полотно решетки, выполненное отдельными секциями, крепится к литой раме, состоящей из двух плит, которая, в свою очередь, закреплена на сварном каркасе. Полотно и рама крепятся болтами и дополнительно привариваются. На раму-основаиие, сваренную нз швеллеров, на четырех пружинных амортизаторах установлен каркас. Основание привода — сварное из швеллеров, может крепиться к раме-основанию в двух вариантах. Решетка может устанавливаться в горизонтальном иля наклонном положении. Вращение от электродвигателя АОС-2-62-ОСПУЗ сообщается инерционному валу через клин временную передачу. Для охлаждения подшипников инерционного вала в их корпусах имеются полости с циркулирующей водой.
Решетки выбивные инерционно-ударные ИР-120, 427У предназначены для компоновки в блоки и выбивные установки для выбивки крупных литейных форм hi выбивных участках. Грузоподъемность блоков принимается равной 0,75—0,8 суммы грузоподъемности решеток, входящих в блок.
Основные узлы решеток: корпус, амортизаторы, привод, рама, ограничители.
Конструкция корпуса сварена из проката. Литое секционное рабочее полотно уложено и приварено к корпусу. При компоновке блоков специальная опорная рама для опок проектируется и изготавливается потребителем. Размеры рамы должны соответствовать размерам выбиваемых форм. Решетки устанавливаются так, чтобы между поверхностью опорной рамы и плоскостью полотна решетки оставался зазор до 2 мм.
Вращение инерционному валу у решетки ИР-120 передается от электродвигателя через клиноременную передачу, у решетки 427У — через эластичную муфту. У решетки 427У применен электродвигатель АО2-68-8СПУЗ.
Установка выбивная 431И4 выполнена в виде блока из четырех выбивных инерционных решеток и предназначена для выбивки крупных литейных форм.
Техническая характеристика выбивной установки 431И4
Грузоподъемность, т.................................................. 100
Размеры рабочего полотна, мм: длина............................................................ 7 000
ширина........................................................ 5 000
Наибольшие размеры выбиваемых опок в свету, мм: длина....................................'....................... 4 000
ширина........................................................ 2 500
Высота опоки, мм.................................................. I 000
Масса литья в выбиваемых формах, кг.............................. До 5 000
Грузоподъемность одной секции блока, т............................. 25
Число секций........................................................ 4
Частота вращения инерционного вала, об/мин......................... 700
Амплитуда колебаний, мм.............................................. 3—6
Установленная мощность, кВт....................................... 301,03
Габаритные размеры, мм: длина............................................................. 8 800
ширина........................................................ 10 350
высота общая.................................................. 4 740
высота над уровнем пола ......................................... 740
Масса, кг......................................................... 88 500
В состав установки входят выбивные решетки правого и левого исполнений с приводами, несущая рама, муфты, станция насосная. Рама бункеров, четыре бункера, перекрытия левые и правые, настнл н лестница проектируются и изготавливаются потребителем.
248
ЛИТЕЙНЫЕ МАШИНЫ
Каждая из четырех выбивпых решеток опирается 20 пружинами на несущую раму, которая заделывается в фундамент и крепится болтами. Корпуса решеток выполнены из стального литья Рабочее полотно каждой решетки разделено на четыре секции, крепящиеся к корпусу клиновыми упорами. Привод каждой решетки устанавливается на фундаменте отдельно, с двух сторон установки предусмотрены траншеи для обслуживания приводов. Над траншеями на перекрытиях закреплены рельсы накатного укрытия. Передача вращения от электродвигателя 4A280S6V3, ГОСТ 19523—81 инерционному валу осуществляется с помощью клиноременной передачи, промежуточного вала и шариковой муфты. Промежуточный вал разгружает клиновые ремни от ударных нагрузок. Подшипники инерционного вала — двухрядные роликовые сферические 3638 (ГОСТ 5721—75) — установлены по два с каждого конца вала и помещены в разрезные конусные стаканы, что позволяет ликвидировать зазоры в системе корпус—стакан—подшипник с помощью поджимного фланца. Система смазки подшипников — циркуляционная от насосной станции 428С1-51-001. Смазочный материал — масло турбинное Т22. Подшипники промежуточного вала и шариковая муфта смазываются пластичным смазочным материалом ЦИАтИМ-201 (ГОСТ 6267—74) путем закладки его в полость подшипника при профилактических ремонтах.
Бункера привариваются к раме бункеров, после чего рама заделывается в фундамент. Залитая форма устанавливается на первую позицию, затем накатывается укрытие, включается вентиляция и кратковременно включаются электродвигатели двух перилх.решеток, после чего укрытие откатывается и верхняя часть формы переставляется на вторую позицию Вновь накатывается укрытие и включаются все четыре решетки до окончательной выбивки.
При монтаже на фундамент рабочее полотно выбивной установки выверяется в горизонтальной плоскости с помощью уровня; отклонение не должно превышать 10 мм по всей длине полотна. Динамическая нагрузка на фундамент составляет 2800 кН. Наибольшая транспортируемая масса составляет 18 100 кг.
Выбивные транспортирующие решетки для комплексных автоматических литейных линий 31242, 31243—31245, 31253—31255 предназначены для отделения отливок от отработанной формовочной смеси и стержней в цикле работы автоматической литейной линии с одновременным транспортированием отливок вдоль полотна решетки с целью передачи их на дальнейшие операции. В процессе выбивки и транспортирования происходит также предварительное измельчение комьев отработанной смеси и стержней.
Схемы решетки представлены на рис. 20. Технические характеристики решеток приведены в табл. 94
Основные узлы решеток корпус решетки с рабочим полотном, вибровозбудитель, пружинные амортизаторы.
Решетка 31242 Особенностью ее конструкции является применение оригинального рабочего полотна и вибровозбудителя. Рабочее колосниковое полотно выполнено цельносварным и связано с корпусом решетки через упругие связи, что значительно повысило стойкость сварных соединений в условиях виброударных нагрузок Вибровозбудитель имеет два неуравновешенных вала, каждый из которых приводится во вращение отдельным электродвигателем, без кинематической связи между ними. Электродвигатели могут располагаться как с одной, так и с другой стороны решетки. Во время работы происходит самосинхронизация вращения валов. Решетка снабжена тиристорным электроприводом типа ЭКТ-63/380У4, позволяющим плавно регулировать скорость вращения валов. С целью повышения надежности соединений применено самоконтрящееся крепление.
Решетки 31243—31245, 31253—31255. Рабочее полотно решеток выполнено в виде литых съемных секций из износостойкой стали. Корпус решетки сборносварной с оригинальным самоконтрящимся креплением. Вибратор крепится к корпусу решетки сверху, что повышает его работоспособность и ремонтопригодность; набирается нз двух или трех унифицированных блоков, в подшипниковых опорах которых размещены по два эксцентриковых дебалансных вала, связанных через зубчатую передачу и вращающихся в противоположных направлениях. Ведущие валы блоков соединяются между собой и с электродвигателем с помощью эластичных муфт. Суммарная возмущающая сила вибратора направлена по ходу движения
ВЫБИВНЫЕ МАШИНЫ
249
Рис. 20. Выбивные транспортирующие решетки: а — 31242; 6 — 31243, 31244, 31245, 31253, 31254. 31255
84, Технические характеристики выбивных транспортирующих решеток
Параметр 31242 31243 31244 31245 31253 31254 31255
Грузоподъемность, т 2,5 4 6,3 10 4 6,3 10
Размеры полотна, мм: длина ширина 3150 1250 1 600 4 500 2 000 2 500 1 600 6 000 2 000 2 500
Скорость транспортирования отливок, м/мин Амплитуда колебаний в направлении возмущающей силы, мм Число колебаний в ми- 8 3,2 1000 970 Д< д< 985 6 6 970 985
нуту Установленная мощность, 8 37 4 5 37 40 45
кВт Габаритные размеры, мм: длина 3260 4< 310 4 932 6- 410 6 432
ширина 2543 3 890 4 410 5 208 3 783 4 358 5 208
высота 1430 2 812 2 820 2 980 2 812 2 820 2 980
Масса, кг 4000 22 400 24 700 28 100 24 500 28 240 30 620
250
ЛИТЕЙНЫЕ МАШИНЫ
S)
ВЫБИВНЫЕ МАШИНЫ
251
85. Технические характеристики электрогидравлических установок периодического действия
Параметр 36121А 36141 А 36214
Наибольшие габаритные размеры обрабатываемой отливки, мм:
длина 1 800 5 600 3 200
ширина 1 000 3 200 2 000
высота 700 2 000 1 250
Рекомендуемая масса обрабатываемой отливки, кг, 2 500 5 000 6 000
не более
Грузоподъемность, кг 2 500 25 000 10 000
Производительность, кг/ч:
по чугуну 3 000 6 500 9 000
по стали 2 000 4 000 5 000
Расход на 1 т литья:
ВОДЫ, м3 электроэнергии, кВт-ч 6 0,2—0,5 5 10
Занимаемая площадь, м2 58 155 8.0
Установленная мощность, кВт 65 70 107
Габаритные размеры, мм:
длина 8 Ю0 20 400 17 000
ширина 7 200 9 760 5 200
высота 4 720 9 140 —
Масса, кг 14 000 49 000 55 000
отливок под углом 45° к горизонтальной плоскости. Корпуса вибраторов имеют охладительную рубашку. Зубчатая передача и подшипники вибратора работают в масляной ванне.
В зависимости от требуемой длины транспортирования отливок выбивные решетки могут устанавливаться последовательно одна за другой в виде каскадов без изменения или с изменением направления транспортирования.
Электрогидравлические установки периодического действия 36121А, 36141А, 36214 предназначены для выбивки стержней с остаточной прочностью до 5 МПа из стальных, чугунных и цветных отливок в литейных цехах с единичным, мелкосерийным и серийным производством. Практика показала, что в электрогидравлических установках эффективно разрушаются керамические стержни, стержни из ЖСС и на жидком стекле.
Принципиальные схемы установок 36121А и 36141А даны на рис. 21, технические характеристики приведены в табл. 95.
Электрогидравлические установки состоят из следующих основных элементов: рабочего бака с водой, установленного на фундаментной раме, контейнера с поддонами, механизмов подъема и загрузки контейнеров с отливками в рабочий бак, механизмов перемещения электродов относительно обрабатываемых отливок, систем шламоудаления, вентиляции, ограждений.
Рис. 21. Принципиальные схемы электрогидравлических установок:
с — 36121 А: 1 — рабочий бак; 2 — кожух; 3 — блок со стопором; 4 — лебедка; 3 — крышка фундамента; б — система шламоудаления; 7 — тележка; S — поддон; 9 — контейнер; 10 — разрядник; 11 — механизм вертикального перемещения; 12 — механизм горизонтального перемещения; 13 — механизм подъема кожуха;
б — 36141 А; 1 — эстакада; 2 — отливка; 3 — электрод; 4 — контейнер; 5 — транспортная тележка; 6 — подъемная рама; 7 — бак; 3 — всасывающий патрубок; 9 — привод; 10 — пульт; 11 — генератор импульсов тока; 12 — система вентиляции
252
ЛИТЕЙНЫЕ МАШИНЫ
Рис. 22. Схема электрогидравлической установки 36214:
1 — рабочий бак; 2 — механизм перемещен и я электрода; 3 — контейнер для отливок; 4 — подъемная платформа; 5 — высоковольтное оборудование; 6 — ворота;
7 — рельсовый путь; 8 — самоходная тележка
Установка 36121А — тупиковая. Тележка вместе с контейнером, загруженным отливками, с помощью лебедки и системы тросов опускается в рабочий бак по наклонному пути. Кожух установки служит основанием для механизма перемещения электрода и других узлов, препятствует свободному доступу к зоне высоковольтного разряда и защищает обслуживающий персонал от воздействия шума. Механизм перемещения электродов выполнен по схеме консольного крана, на верхней тележке которого имеется механизм для вертикального перемещения электродов.
Установка 36141А — тупиковая. Отливки загружаются в контейнер, установленный на самоходной тележке. Тележка по горизонтальному рельсовому пути въезжает внутрь установки и накатывается на раму подъемника, расположенного над рабочим баком. Механизм опускания снимает контейнер с отливками с тележки, тележка откатывается, и контейнер погружается в рабочий бак, заполненный водой. Механизм перемещения электрода в продольном направлении выполнен по схеме козлового крана. На верхней тележке крана, перемещающей электрод в поперечном направлении, имеется механизм вертикального перемещения электрода.
Установка 36214 — проходная (рис. 22). Контейнер с отливками устанавливается на позицию загрузки. Ворота установки открываются, и контейнер перемещается в рабочую зону на подъемную платформу рабочего бака с водой, после чего платформа погружается в воду и производится обработка отливок. По окончании обработки платформа поднимает контейнер с обработанными отливками, после чего он перемещается на позицию разгрузки, а с позиции загрузки в рабочую зону поступает второй контейнер с неочищенными отливками; цикл повторяется. Установку можно встраивать в технологические линии. Для размещения установки требуется отдельное помещение, выполненное в виде сборно-разборного цельнометаллического звукоизолированного кожуха.
Обработка отливок основана на использовании комплекса физических явлений, получивших название электрогидравлического эффекта, возникающего в воде при высоковольтном разряде, проходящем между специальным электродом (положительный полюс) и поверхностью отливки (отрицательный полюс). Удельное сопротивление воды должно быть не менее 1500 Ом/см. В воде при разряде возникают мощные ударные волны, интенсивные нестационарные потоки со скоростями до сотен метров в секунду, развиваются мощные кавитационные процессы, в твердых телах появляются резонансные колебания. Каждый из этих факторов оказывает разрушающее действие на стержни и смесь, окружающую тело отливки; осуществляется взаимное отслаивание частиц друг от друга.
Механизмы перемещения электрода по трем взаимно перпендикулярным координатам позволяют ему проникать в полости отливок и разрушать стержни в таких зонах, которые недоступны для других методов.
Выбитая стержневая смесь, проваливаясь сквозь решетчатое дно контейнера, поступает в специальные отделения бака и удаляется из них шламовыми насосами. Для обеспечения благоприятных условий всасывания шлама в этих отделениях размещены трубопроводы системы гидравлического перемешивания стержневой смеси с водой.
ОЧИСТНЫЕ МАШИНЫ
255
86. Сводная таблица дробеочистных машин
Наименование Модель Наибольшие размеры очищаемых отлнвок (объемная диагональ), мм
Барабаны периодического действия: с металлическим подом без удаления стержней с резиновым подом без удаления стержней с металлическим подом и удалением стержней с предварительной регенерацией выбитой смеси Барабаны непрерывного действия Камера периодического действия: универсальная с подвесками без удаления стержней с удалением стержней непрерывного действия повышенной производительности Камеры с ручным управлением: дробеструйная гндропескоструйная Столы очистные 4221 ЗА) 42216,4 42223М 42233 42236 42322М 42313 42834 42815 42816 42817 42818 42825 42826 42827 42723 42724 42725 42733 42734 42735 44612 44712 345М 353М (470) (600) (450) (470) (600) (700) (850) 0 800X1100 0 1600X 2000 0 2000X 2500 0 2500X 3000 0 3000X4000 0 1600X2000 0 2000X2500 0 2500X 3000 0 800X1400 0 1000X1700 0 1200X2000 0 800X1400 0 1000X1700 0 1200X2000 500X500X300 500Х 500Х 300 450Х 400X300 0 900X600
87 Дробеструйные и дробеметиые аппараты
Аппарат । Модель Гроизводительн есть по дроби, кг/мин
Дробеструйный двухкамерный: с ручным управлением с автоматической пересыпкой, с одним соплом Дробеметный: правого вращения левого вращения 334М 44122 2М393 42115 42116 42117 2М392 42125 42126 42127 25 30 140 250 400 800 140 250 400 800
256
ЛИТЕЙНЫЕ МАШИНЫ
S8. Технические характеристики дробеметных аппаратов
Параметр 2M3&3; 2М392 42115; 42125 42116; 42126 42117; 42127
Производительность по дроби, кг/мин 140 250 400 800
Скорость вылета диоби, м/с 80 70—80
Частота вращения ротора, об/мин 2500 2250
Диаметр ротора, мм 500
Число лопастей 3
Ширина факела дроби на выходе, мм 60 100
Установленная мощность, кВт Габаритные размеры, мм: 17 22 40 55
длина 1295 1140 1170 1200
ширина 960 1115
высота 720 610
Масса без электродвигателя, кг 650 640 660 680
размещено рабочее колесо 7, установленное на валу шпинделя. Поворотным прижимным устройством 3 к корпусу крепится питатель 4. Сменные быстроизнашиваемые элементы, к которым относятся лопасти <8, импеллер 6, распределительная камера 2, устанавливаются в аппарате при демонтированном питателе 4. Поворотом кольца 1 со штифтом 5, находящемся в зацеплении с фланцем камеры 2, изменяется направление факела дроби в пределах 35°. Дальнейшее изменение направления факела при необходимости должно изменяться поворотом корпуса аппарата.
Во время работы аппарата дробь самотеком из питателя попадает в импеллер, вращающийся с рабочим колесом (ротором). Импеллер разгоняет попавшую в него дробь и через окно распределительной камеры, остающейся неподвижной, выбрасывает дробь па лопасти ротора. Под действием центробежной силы дробь скользит по лопасти от центра к периферии и выбрасывается с большой скоростью в виде веера (факела).
ОЧИСТНЫЕ МАШИНЫ
257
У нормальных дробеметных аппаратов шпиндель вращается по часовой стрелке, у аппаратов левого вращения — против, если смотреть на аппарат со стороны загрузочной воронки. Направление вращения указывается на корпусе стрелкой, и изменение его недопустимо. Рекомендуется отдавать предпочтение нормальным аппаратам.
Дробеметные аппараты предназначены для работы со стальным абразивом с размером фракции 0,8—2,5 мм, твердостью HRC 45—50; при работе с чугунной дробью износостойкость быстроизнашиваемых деталей (лопастей, импеллера, распределительной камеры, выполненных из высокохрсмпстого чугуна) уменьшается в три-четыре раза.
Для уменьшения вибрации передняя опора шпинделя выполнена с вибропоглощающим устройством. Шпиндель закреплен в опоре, положение которой определяется положением электродвигателя. Корпус аппарата изнутри облицован износостойкими плитами. Замена лопасти производится при уменьшении толщины ее на две трети в любом месте или при очаговой выработке до 8 мм. При замене одной лопасти на новую необходимо заменять также симметричную ей во избежание разбалансировки. Комплект лопастей для замены подбирается с разностью по массе одной лопасти от другой не более 20—25 г. Установка лопастей в ротор производится через его центральное отверстие.
В опоре применены два подшипника 3615 (ГОСТ 5721—75). Смазывание подшипников производится шприцами через пресс-маслснки через каждые 100 ч работы аппарата. Через каждые 2000 ч работы подшипники необходимо промыть и на две трети объема заполнить их полости новым смазочным материалом.
Профилактические осмотры аппаратов производятся каждые четыре часа непрерывной работы, профилактические малые ремонты не реже одного раза в три месяца.
Аппарат монтируется на металлической плите толщиной не менее 25 мм. Рекомендуется горизонтальное расположение оси шпинделя аппарата; допускается наклон оси шпинделя к горизонту до 30°.
Аппараты очистные дробеструйные двухкамерные 334,М и 44122 предназначены для очистки от пригара отливок различной конструктивной сложности; используются в качестве комплектующих изделий в составе дробеметных очистных камер. Эти аппараты применяются также в качестве самостоятельного оборудования для очистки от окалины поковок, проката, листового материала от коррозии, для снятия окисной пленки, очистки металлоконструкций после сварки, для художественной обработки стекла, камня и др.
Технические характеристики очистных дробеструйных двухкамерных аппаратов
334 М 44122
Производительность по выбросу дроби па одно сопло, кг/мнн 25 30
Радиус действия, м . . . ... 3 5
Объем камеры, м3 ............. ..... ... 0,14 0,035
Масса дроби, загружаемой в аппарат, кг . . 375 150
Число сопл ... ... .... ........... 2
Диаметр сопл, мм.......................................... 6—12 6—10
Расход свободного воздуха на одно сопло диаметром 8 мм, н№/мнн................................................... 4,2 5
Диаметр подводящего трубопровода, мм, не менее............ 50
Габаритные размеры, мм: длина........................................................ 1650 1010
ширина................................................... 840 600
высота .................................................. 2170 1530
Масса, кг.................................................... 750 500
Преимуществом аппарата 44122 по сравнению с аппаратом 334М являются автоматическая пересыпка дроби, дистыщнонное управление и возможность длительней непрерывной работы.
9 Сафронов В Я.
258
ЛИТЕРНЫЕ МАШИНЫ
Рис. 24. Камера очистная дрсбеметиая 42834:
1 — элеватор; 2 — подвеска; 3 — дверь; 4 — воздушно-механический сепаратор; 5 — площадка обслуживания; 6 — бункер;
7 — устройство сбора Дроби; 8 — дробе-мегиый аппарат; 9 — рабочая камера
Камеры аппарата 44122 жестко связаны между собой и с противовесом. Подвешенные на раме на призматических опорах они и противовес создают чувствительную рычажно-весовую систему. В зависимости от количества дроби в камерах рычажно-весовая система воздействует на трехходовой клапан — пневмодатчик, который дает сигнал на пополнение камер дробью.
Пополнение камер дробью производится через перепускные клапаны, разделяющие камеры.
У аппарата 334М имеется три отсека: верхний, средний и нижний. Верхний отсек соединен с атмосферой, средний попеременно соединяют с атмосферой и с сетью сжатого воздуха, нижний отсек во время работы находится под давлением сжатого воздуха. Дробь по мере надобности из верхнего
отсека подается постепенно в средний, а затем в нижний. Подача регулируется пневматическим открыванием и закрыванием конусных затворов. Сжатый возду?; из ма-
гистрали входит через дно аппарата в смесителып ю камеру, куда одновременно через отверстие поступает дробь из нижней камеры. Отсюда дробь подхватывается воздухом и по гибкому шлангу направляется в сопло.
Камера очистная дробеметная периодического действия универсальная 42834 (рис. 24) предназначена для очистки от пригара и окалины поверхностей отливок, поковок и штамповок, а также дтя создания на деталях поверхностного наклепа в цехах единичного, мелкосерийного и серийного производства.
Техническая характеристика очистной дробеметней камеры периодического действия
Грузоподъемность ij < нснортирующего устройства, кг: подвески..................................................... 630
стола ....................................................... 630
колокола .................................................... 400
Наибольшие размеры счищаемых от.тшюк, мм:
на подвеске ... .................. 0 800Х 1100
на столе.................................................... 0 1 200X650
Объемная диагональ отливки при очистке в колоколе................ 400
Масса дроби, выбрасываемой дробемет ными аппаратами при обработке деталей, кг/мин: на подвеске...................................................... 500
на столе н в колоколе........................................ 250
Продолжительность воздействия потока дроби на одну загрузку
при ечнетке отливок из серого чугуна, мин: на подвеске.................................................. 6
на столе...................................................... 12
в колоколе..................................................... 7
ОЧИСТНЫЕ МАШИНЫ
259
Производительность при очистке на подвеске отливок из серого чугуна, т/ч ................- - ...................... 3,8
Количество отсасываемого воздуха, м8 ч........................... 12 300
Установленная мощность, кВт ..................... 48,2
Габаритные размеры камеры при одной (левой) открытой двери, мм: длина............................................................ 3 900
ширина........................................................ 4 850
высота........................................................ 5 530
Масса без колокола и стола, кг................................... 13 000
Основные узлы камеры: рабочая камера; установки дробеметных аппаратов; система дрсбеобрашсння, включающая элеватор, воздушно-механический сепаратор, бункера; двери с грузонесущиыи устройствами; уст] ойства сбора дроби; площадка обслуживания.
Рабочая камера имеет загрузочный проем, к сторонам которого на шарнирах крепятся двери. Внутренняя часть камеры облицована литыми быстросъемкыми плитами. Предусмотрено три вида грузонесущих устройств; подвеска, стол и колокол. При этом каждое устройство может быть установлено на любую дверь. Внутри двери предусмотрена трансмиссионная передача вращения от привода к каждому грузо-несущему устройству. Двери открываются и закрываются вручную и в конечных положениях фиксируются захватами. В рабочей камере, элеваторе, сепараторе для отсоса воздуха предусмотрены патрубки.
Благодаря наличию трех видов грузонесущих устройств, дробеметных аппаратов высокой производительности камера обладает широкими технологическими возможностями, что делает ее универсальной, обеспечивающей очистку отливок любой конструктивной сложности, в том числе хрупких тонкостенных отливок. Камера позволяет очищать отливки с остатками формовочной смеси в стержней до 100 кг на 1 т литья.
Конструкция дверей и уплотнений проема обеспечивают безопасную работу обслуживающего персонала. Для навешивания отливки на подвеску используют специальное приспособление «передаточный крюк», с помощью которого легко осуществляется переиавешивание детали с крюка цехового крана пли тельфера на крюк подвески. Камеру устанавливают без заглублений в фундаменте. Поставляется камера в частично разобранном виде с одной дверью и подвеской, с комплектом запасных частей к дробеметным аппаратам и комплектом документации.
По особому заказу и за отдельную плату камера может быть укомплектована второй дверью, колоколом, стадом, второй подвеской, устройством сбора дроби, электротельфером для загрузки и разгрузки грузонесущих устройств камеры, индивидуальной системой вентиляции и пылеудаления.
Столы очистные дробеметные 345М и 353М предназначены для очистки ог пригара и окалины наружных поверхностей стальных и чугунных отливок и поковок. Отливки должны быть предварительно освобождены от стержней и формовочной смеси.
Технические характеристики очистных дробеметных столов
343М 353,4
Наибольшие габаритные размеры очищаемых деталей, мм:
длинаХ ширинах высота ....................... 450X400X300 —
диаметрХ высота............................. — 0 900X600
Общая масса деталей, одновременно установленных на стаде, кг ................................... 600 1 590
Наибольшая масса очищаемой детали, кг........... 150 530
Диаметр стола, мм.................................. 1 600 3 200
Диаметр тарелки, мм............................. — 1 300
Число тарелок................................... — 3
Число дробеметных аппаратов .................... 1 2
Производительность одного аппарата по дроби, кг/мин................................ 160 250
260
ЛИТЕЙНЫЕ МАШИНЫ
Количество отсасываемого воздуха, м®/ч . . . 6000 75 600
Грузоподъемность электротали, кг ... . — 1000
Установленная мощность, кВт Габаритные раз.мсры, мм: . . 23,3 —
длина 3 200 4 300
ширина 2 500 6100
высота , . 5 050 7 000
Масса, кг . . . 4 760 18 000
Ct/юл 345М Стол, на которым помещают очищаемые отливки, получает вращение от электродвигателя через вариатор. Резиновые шторы, свисающие с крыши стола, предотвращают вылет абразива. Отработанный абразив с продуктами очистки просыпается через отверстия стола в нижний бункер откуда шнековым транспортером подается в ленточный ковшовый элеватор, поднимается и очищается в воздушно-механическом сепараторе, откуда снова поступает в дробеметный аппарат.
Стол 353М. Стол имеет три зоны: две раоочнх и одну загрузочно-разгрузочную, оснащенную электроталыо Основной стол имеет на себе три вращающиеся самостоятельно тарелки. Обрабатываемые отливки устанавливаются в загрузочно-разгрузочной зоне на одну из тарелок, после чего основной стол поворачивается на 1/3 оборота, перенося отливку в зону очистки. Затем происходит загрузка второй тарелки, потаи третьей. Во время подачи третьей тарелки в зону очистки первая тарелка выходит.пз второй зоны очистки в загрузочно-разгрузочную зону. Таким образом обеспечивается непрерывность работы стола.
Барабаны очистные дробеметные конвейерные периодического действия 42213М, 42223М, 422216М, 42233, 42236 (табл. 99—102) предназначены для очистки от пригара и окалины поверхностей отливок и поковок, не подверженных бою и деформации при галтовке в условиях серийного производства.
На рис. 25 приведены схемы барабанов 42213.М, 42216М.
В дробеметных барабанах периодического действия пространство для размещения очищаемых изделий ограничивается двумя торцовыми дисками и горизонтальной цилиндрической поверхностью, образуемой резиновым или стальным пластинчатым подом (конвейером!, который охватывает торцовые диски примерно на 180°, таким образом, что при движении пода детали находятся как бы внутри цилиндра-барабана, вращающегося вокруг горизонтальной оси с небольшой (до 0,1 м/с) скоростью. Детали увлекаются поверхностью цилиндра в сторону вращения, поднимаются на определенную высоту и, свободно перекатываясь по нижележащим деталям, очищают друг друга — галгуются. Сторона, противоположная направлению движения конвейера в его нижней части и верх пространства цилиндра при таком конструктивном исполнении остаются свободными. Устанавливая в свободной верхней части пространства дробеметный аппарат, галтовку совмещают с дробеметной очисткой. Конвейер одновременно играет роль кантователя отливок; в этом случае дробью обрабатываются все поверхности изделий. При реверсе движения конвейера детали выгружаются из барабана.
Вся конструкция помещается в камеру с дверью, поднимающейся при загрузке и выгрузке барабана; оснащается системой дробеобращенпя, скиповым загрузчиком и системой автоматики, обеспечивающей строгую последовательность включения и выключения приводов механизмов, а также необходимые блокировки и сигнализацию.
В полуавтоматическом режиме производятся следующие основные операции: включение рабочего движения пода на очистку, загрузка изделий скиповым загрузчиком, закрывание двери барабана, включение, разгон дробеметного аппарата, включение подачи дроби, выдержка установленного времени очистки, прекращение подачи дроби, отключение, торможение до полного останова дробеметного аппарата, открывание двери, остановка и реверс движения пода, выгрузка очищенных изделий. Прекращение выгрузки и начало нового цикла производится оператором.
Рабочая зона камеры, места, подверженные прямому потоку дроби, и диски облицованы износостойкими плитами. Пластины конвейера изготавливают нз износостойкой марганцовистой стали. Внутренняя поверхность двери защищена резиновыми листами. В системе дробераздачи используются электромагнитные затворы,
ОЧИСТНЫЕ МАШИНЫ
261
практически не изнашивающиеся и отличающиеся высокой надежностью. В скиповый загрузчик устанавливается унифицированная тара по ГОСТ 14861—74.
Для обеспечения обработки более хрупких, подверженных бою деталей, барабан 42223М оснащен резиновым подом.
Воздушно-механический двухступенчатый сепаратор обеспечивает надежную очистку дроби с засоренностью до 15 % по сбщей массе и до 30 % по общему объему дроби.
Все барабаны, кроме 42223М, имеют унифицированный стальной под. Объем загрузки барабана 42216М увеличен за счет применения колоколообразных торцовых дисков.
В барабане 42233 одновременно с очисткой предусмотрена выбивка стержней с общей массой до */3 от всей массы литья, в 42236 — выбивка стержней и пред-
262
ЛИТЕЙНЫЕ МАШИНЫ
В9. Технические характеристики очистных дробеметных конвейерных барабанов периодического действия
Параметр 42223М 4 221ЗМ 42233 42216M 42236
Объем загрузки, м3 0,3 1 о
Наибольшая диагональ ечншае- 450 470 ООО
МОЙ отливки, мм
Наибольшая масса очищаемой 40 to 400 500
отливки, кг
Наибольшая масса загрузки, 500 С 90 JOO
КГ
Производительность очистки 3,7 5,1 1,5—3 10,5 5,4
деталей из серого чугхна
по ГОСТ 1412—74, т/ч
Число дробеметных аппаратов 1
Производительность аппарата 3( 0 250 too
по дроби, КГ/МИН
Количество отсасываемого воз- 12 200 15 000 20 600 18 000
духа,«-т.Л'ч
Установленная мощность, кВт 36,9 42 79,5 91
Габаритные размеры, мм:
длина 4 500 6 000
ширина 4 5С0 6 200 7 000
высота G 050 4 500 6 000
Масса, кг 11 7С0 17 100 17 500 ?4 000 37 000
J60 Элементы кинематики очистных дробеметных конвейерных барабанов периодического действия
Место установки Наименован ле 42213M 42216М
Обозначение, характеристика Число Обозначение, характеристика Число
Привод Редуктор РЦД-350-40-5 1 Ц2У-125-40-21 1
иода Звездочка вгду- г = 12; t = 2 г= 27 1
тая = 44,45 мм
Звездочка ведо- г = 56; / = 2 г= 32 1
мая = 44,45 мм
Звездочка спе- 2=8 2 2= 8 2
циальпая
Направляющие 0 300 мм 4 0 315 4
катки
Привод Редсктор 4-125-40-2-1-1 1 4-125-40-2-1-1 1
двери Барабан 0 170 мм 2 0 180 мм 2
Тормоз Т КГ-160 1 ТКГ-160 1
Ролик направ- 0 80 мм 4
ляющий
То же 0 55 мм 2
Привод Редуктор РЦД-250-40-5 1 Ц2У-250-40-13 1
скипо Тормоз ТКГ-160 1 ТКГ-160 1
вого Барабан 0 295 мм 2 0 279 мм 2
загруз- Звездочка z= 18; / = 2
чика = 25,4 мм
ОЧИСТНЫЕ МАШИНЫ
263
Продолжение табл 100
Место установки Наименование 42213М 42216М
Обозначение, характеристика Число Обозначение, характеристика Число
Привод Звездочка г = 54; t = 2
скипово- = 25,4 мм
го за- Ролик направля- — 0 220 мм 4
грузчика ющий
Блок — 0 300 мм 2
Ви кто- Мотор-редуктор МП 2-50-56 1 MPA III Б 1
ВОЙ
кон- Шнек 0 250 мм; t = 1 — —
вейер = 200 мм
Привод Мотор -реду ктор МРА Ц __ 100 1 МЦ2С-100Н-56Ц2У 2
элева-
тора Звездочка веду- г — 15; t = 1 г = 15 2
щая == 44,45 мм
Звездочка ведо- г= 13; / = 1 г = 13 2
мая = 44,45 мм
Шкив 0 500 мм 2 — —-
Привод Мотор-редуктор МП82-50-56 1 МЦ2С-100Н-56Ц2У 1
сепара- Звездочка веду- г= 19; / = 1 г — 19 1
тора щая = 25,4 мм
Звездочка ведо- г = 26; Т = 1 г = 26 1
мая — 25,4 мм
101. Подшипники качения (класс точности 0) очистных дробеметных барабанов периодического действия
Обозначение, ГОСТ Место установки Число
Барабан 42213М
207, ГОСТ 8338—75 Скиповый загрузчик 2
209, ГОСТ 8338—75 То же 8
308, ГОСТ 8338—75 Винтовой конвейер 1
1307, ГОСТ 5720—75 То же 4
1309, ГОСТ 5720—75 Дверь 2
1210, ГОСТ 5720—75 Скиповый загрузчик 2
1314, ГОСТ 5720-75 Нод барабана 6
7614, ГОСТ 333—79 Торцовые диски 4
11210, ГОСТ 8545—75 Сепаратор 2
Барабан 42216М
212, ГОСТ 8338—75 Скиповый загрузчик 4
210, ГОСТ 8338—75 Винтовой конвейер 2
412, ГОСТ 8338—75 Скиповый загрузчик 2
1309, ГОСТ 5720—75 Дверь, элеватор, скип 11
3516, ГОСТ 5721—75 Под барабана 4
3524, ГОСТ 5721—75 То же 2
11210, ГОСТ 8545—75 Сепаратор 3
264
ЛИТЕЙНЫЕ МАШИНЫ
102. Электродвигатели очистных дробеметных барабанов периодического действия
Электр од вп г атель Место установки
Обозначение Мощность, кВт Частота вращения, об/мин
Барабан 42213М
АО2-32-4 3 1430 Привод пода
АО2-41-8 2,2 720 Привод двери
АО2-32-4 3 1430 Привод скипа
Барабан 42216М
4А10054УЗ 3 1435 Привод пода
4AI12MA8 2,2 700 Привод двери
4А132М6 7,5 810 Привод скипа
паритетная регенерация смесей с общей массой смеси до 2/3 от всей массы литья.
Смазывание цепных передач всех видов производится ежемесячно солидолом С. Подшипники торцовых дисков, сепаратора, винтового конвейера привода двери 42213М, 42223 ежемесячно набиваются смазочным материалом ЦИАТИМ-203; подшипники элеватора, пода, ковша скипового загрузчика — тем же смазочным материалом раз в полгода. У барабана 42216М набивка производится смазочным материалом УНИОЛ-1. Электродвигатели, редукторы, мотор-редукторы, дробеметные аппараты и другие комплектующие изделия смазываются согласно техническим условиям на них.
Барабаны устанавливаются на плоскую бетонную подушку. Благодаря наличию места для размещения транспортирующих устройств в зоне выгрузки барабаны легко встраиваются в поточные линии.
Барабаны очистные дробеметные непрерывного действия 42322М, 42313 предназначены для встройки в автоматические и поточные линии. Обеспечивают очистку от пригара н окалины отливок и поковок нз черных сплавов.
Технические характеристики очистных дробеметных барабанов периодического действия
42322М 42313
Производительность при очистке отливок средней сложности из серого чугуна, т/ч ...................................... 5 10
Масса счищаемых отливок, кг.............................. 25 40
Наибольшая объемная диагональ отливок, мм .................. 700 850
Производительность дробеметных аппаратов по дроби, кг/мин 500 1 260
Число аппаратов ....................................... . 2
Количество отсасываемого воздуха, м3/ч ................... 17 000 33 400
Установленная мощность, кВт.......... ................... 65 148
Габаритные размеры, мм: длина...................................................... 7 600 8 370
ширина . . . . ... ................ 4 500 5 800
высота ............................................ . 7 100 8 490
Масса, кг................................................. 30 000 60 000
Барабан 42322М (табл. 103, 104). Барабан включает очистной и отделительный барабаны с приводами, дробеметные аппараты, винтовые конвейеры, площадки обслуживания, систему сепарации дроби, электрооборудование.
ОЧИСТНЫЕ МАШИНЫ
265
103. Элементы кинематики барабана 42322Л1
Место установки Наименование Обозначение Краткая характеристика
Очистной барабан Редуктор Бандаж Ц2У-315Н-40-21 i = 40 0 2100 мм, частота вращения переменная — 0,43/0,83/1,64 об/мин
Отделительный барабан Мотор-редуктор Бандаж МП32-50-22,4 Мощность 1,5 кВт, частота вращения 22,4 об/мин 0 1500 мм, частота вращения 5,97 об/мин
Конвейер винтовой, элеватор Мотор-редуктор МЦ2С-Ю0Н-56Ц-У2 Мощность 3 кВт, частота вращения 56 об/мин
104. Подшипники качения (класс точности 0) барабана 42322М
Обозначение, ГОСТ Место уста ног к и Число
310, ГОСТ 8338—75 Очистной барабана 4
310, ГОСТ 8338—75 Отделительный барабан 2
312, ГОСТ 8338—75 То же 6
320, ГОСТ 8338—75 Очистной барабан 4
1210, ГОСТ 5720-75 Винтовой конвейер 3
1309, ГОСТ 5720—75 Элеватор 4
3614, ГОСТ 5721—75 Очистной барабан 2
7311, ГОСТ 333-79 Вин говоп конвейер 6
11210, ГОСТ 8545—75 То же 2
Очистной барабан — 16-гранной формы, выстлан изнутри сменными броневыми плитами, по торцам имеет конусы для приема и выдачи отливок, па наружной поверхности — два бандажа, которыми опирается на катки и на них вращается во время очистки отливок. Барабан заключен в сварную коробчатую камеру, на торцовых стенках которой установлены два дробеметных аппарата.
Отделительный барабан состоит из двух цилиндрических обечаек — внутренней и наружной. Внутренняя обечайка перфорирована и снабжена изнутри винтообразными ребрами, с помощью которых отливки переворачиваются, высыпая дробь и продукты очистки. Барабан помещен в сварную коробчатую камеру и вращается на роликах; торцовые ролики удерживают его от осевых смещений. Камеры размещены на сварной раме. Привод осуществляется трехскоросгным электродвигателем через редукторы. Работа барабана происходит в автоматическом режиме. Система управления обеспечивает при пуске и останове барабана заданную последовательность включения и выключения приводов, а также стабильный технологический процесс дробеметной обработки за счет поддержания заданной производительности дробеметных аппаратов.
Система дробеобращения оснащена электромагнитными затворами и сигнализатором уровня дроби. Для контроля за состоянием машины и осуществления периодического обслуживания имеется счетчик моточасов.
Барабан 42313 состоит из двух дробеметных барабанов с пластинчатым стальным подом, связанных промежуточным барабаном и установленных на одной раме. В барабан должны загружаться изделия, имеющие толщину стенок и выступающих частей не менее 15 мм для чугуна и 10 мм для стали, не подверженные бою и дефор-
266
ЛИТРПНЫЕ машины
105. Технические характеристики очистных дробеметных камер непрерывного действия
Параметр 42723 42733 42724 42734 4272.' 42735
Грузоподъемность подвески, кг 315 630 1 250
Размеры обрабатываемых деталей, мм: диаметр условного цилиндра 800 1 000 1 200
высота (длина) I 400 1 700 2 000
Производительность при очистке 12,3 18,5 14 21,6 15 22.7
отливок средней сложности из серого чугуна, т/ч Число дробеметных аппаратов Производительность одного ап- 250 400 250 8 400 250 400
парата по дроби, кг/мип Установленная мощность, кВт 220 330,7 220 330,7 220 330,7
Количество отсасываемого воздуха, м3/ч Габартные ’размеры без конвейера, мм: длина ширина высота над уровнем пола 43 000 51 900 43 000 51 900 43 000 51 900
7 300 6 000 11 С 7 300 000 000 6 000 7 300 6 000
Глубина приямка, мм 2 700 2 400 2 700 2 400 2 700 2 400
Масса, кг 94 000 98 000 94 000 99 000 94 000 100 000
нации при галтовке. Отливки до поступления в барабан должны быть предварительно очищены от формовочной смеси и отделены от стержней.
Барабаны не требуют для установки сложных q ундамеитов с приямками. Заглубляются лишь каналы для разводки электрических проводов, место которых может быть изменено по усмотрению заказчика. При монтаже барабана 42322М необходимо предусмотреть, чтобы отклонение торна конуса очистного барабана от вертикали было не белее 10 мм.
Камеры очистные дробеметные непрерывкою действия 42723, 42724, 42725, 42733, 42734, 42735 (табл. 105) предназначены для очистки от пригара и окалины поверхности чугунных и стальных отливок, нековок и штамповок в цехах с массовым, крупносерийным и серийным характером производства.
Каждая камера собирается из унифицированных элементов и узлов по одной из четырех схем исполнения, представленных на рис. 26.
Для повышения безопасности камера-тамбур имеет Г-образную форму с несколькими рядами штор, обеспечивающими эффективную защиту от вылета дроби. Дробеметные аппараты расположены под углом к направлению движения очищаемых деталей, что обеспечивает очистку деталей при непрерывном движении конвейера по всей длине рабочей зоны и повышает эффективность использования факела дроби. Рабочая часть камеры отличается высокой жесткостью, особенно в местах установки дробеметных аппаратов. Электродвигатели аппаратов установлены на специальных кронштейнах. Эти конструктивные меры снижают вибрацию стенок камеры, при этом повышается надежность крепления дробеметных аппаратов и их привода, соответственно их стойкость и стабильность регулирования.
Скорость движения конвейера регулируется бесступенчато. Для предотвращения раскачивания подвесок на поворотах и при прохождении штор предусмотрена специальная цепь, одновременно уплотняющая прорезь в потолке камеры, по которой движутся подвески. Внутренняя поверхность рабочей зоны камеры защищена износостойкими плитами.
ОЧИСТНЫЕ МАШИНЫ
267
Исполнение 1
Исполнение Z
Испслеечие 3
Рис. 26. Схемы исполнении дробеметных камер непрерывного действия 42723—42725, 42733—42735
Камеры 42733, 42734, 42735 являются модернизацией камер типа 42720, в которых за счет установки дробеметных аппаратов следующего типоразмера повышена производительность. Для транспортирования дроби от рабочей камеры с продуктами счистки вместо шнекового конвейера применен виброконвейер. Конвейер транспортирования отливок с шагом 100 мм заменен на более мощный с шагом 160 мм. Проведенная модернизация повысила эффективность работы камер, надежность систем и работоспособность узлов.
Камеры очистные дробеметиые периодическою действия с вращающимися подвесками 42815, 42816, 42817, 42818, 42825, 42826 и 42827 (табл. 106) предназначены для очистки ст пригара и окалины поверхности отливок, поковок, штамповок в цехах с единичным, мелкосерийным и серийным характером производства. В камеры 42815— 42818 отливки должны поступать предварительно освобожденными на выбивных устройствах ст формовочной смеси и стержней. В камерах 42825—42827 одновременно с очисткой производится выбивка стержней с остаточной прочностью на сжатие до 1,5 МПа и с соотношением массы литья к массе стержней 1:1.
Основные узлы камер: основание, камера, ворота, дробеметиые аппараты, механизмы передвижения и вращения подвески, система дробеобращения, пневмо-и электрооборудование, площадки обслуживания, лестницы, ограждения.
268
ЛИТЕЙНЫЕ МАШИНЫ
106. Технические характеристики очистных дробеметных камер периодического действия с вращающимися подвесками
Параметр 42815 42816 42817 42818 42825 42826 42827
Грузоподъемность подвс- 1 250 2 500 5 0С0, 10 000 1 250 2 500 5 000,
ски, кг Наибольший размер, очищаемой отливки, мм: диаметр условного I 600 2 000 10 000 2 500 3 000 1 600 2 000 10 000 2 500,
цилиндра высота 2 000 2 500 3 000 4 000 2 000 2 500 3 000 3 000
Производительность при 10 12 9—12 11 2,5 4 5
очистке отливок из серого чугуна, т/ч Число дробеметных аппа- 3 1 3 4
ратов Суммарная производи- 1050 1 350 1 300 750 I 050 I 400
тель ность по дроби, кг/мин» ♦ Количество отсасываемого 22 300 34 300 22 ЗСО 40 000
воздуха, м3/ч Габаритные размеры, мм: длина (с монорельсом) ширина 8 000 | 6 950 17 000 9 700 8 000 7 000 17 000 9 700
высота над уровнем 6 150 7 100 8 050 6 150 7 050
пола Глубина приямка, мм 2 СО 2 500 2 IC0 2 500
Масса, кг 43 000 73 000 46 000 47 000 74 000
Каждая камера имеет двухстворчатые ворота с пневмоприводом с обеих сторон, что позволяет использовать камеру как в проходном, так и тупиковом варианте. Внутренняя поверхность камеры облицована съемными литыми плитами из износостойкой марганцовистой стали.
У камер 42815, 42816, 42825, 42826 монорельс выполнен консольным, у остальных — концы монорельса имеют опоры.
Камера 42818 является модернизацией камеры 42817. Эта камера поставляется по специальному заказу, вопросы поставки должны быть предварительно согласованы с изготовителем.
В камерах 42825—42827 имеется усиленная система сепарации дроби, обеспечивающая нормальную сепарацию при засоренности дроби до 15 %. Система дробе-обращения этих камер имеет два потока: основной и повторной сепарации. В первые минуты обработки отливки дробью, когда засоренность дроби смесью выбитых стержней резко увеличена, эта дробь после сепаратора попадает в отделение для засоренной дроби в бункере-накопителе. Через определенное время после выбивки стержней начинает идти дробь обычной засоренности, которая направляется после сепарации в отделение для сепарированной дроби в бункере-накопителе и оттуда снова к дробеметным аппаратам. По окончании очистки, в период смены подвески, когда дробеметные аппараты отключены, система дробеобращен ня повторно пропускает через элеватор и сепаратор дробь из отделения засоренной дроби, собирая ее в отделении для сепарированной дроби, после чего вся дробь может быть еще раз пропущена по потоку повторной сепарации. Система дробеобращения оборудована автоматическим устройством для пополнения системы дробью.
ОЧИСТНЫЕ МАШИНЫ
269
Камеры дробеструйная 44612 и гидропескоструйная 44712 (рис. 27) предназначены для очистки мелких отливок от пригара, поковок от окалины, штамповок, проката, различных деталей после термообработки от окисной пленки, ржавчины в ремонтных, инструментальных и термических цехах.
Технические характеристики дробеструйной и гидропескоструйной камер
44612 44712
Наибольшие размеры очищаемых деталей, мм: длина...................................................... 500
ширина....................................................... 500
высота .................................................... 300
Наибольшая масса очищаемых деталей, кг......................... 15
Наибольший диаметр длинномерных деталей, мм.................... 90
Производительность по площади обработки поверхности с про-
катной окалиной (СтЗ), см2/мин ........................... 220 185
Количество загружаемого абразива, кг......................... — 30—40
Количество заливаемой воды, м3............................... — 0,08
Расход сжатого воздуха, м3/ч ............................... 1470 1000
Установленная мощность, кВт.................................. — 6,8
Габаритные размеры, мм:
длина...................................................... 1840
ширина.................................................. 1755 1450
высота ................................................. 2135 2150
Масса, кг................................................... 800 880
Основные узлы камеры: камера (корпус), смотровое окно, пистолет двухканальный эжекционного типа повышенной производительности, пистолетодержатель, колокол, трубопровод; у камеры 44612 дополнительно каскад нижнего бункера, циклон; у камеры 44712— нижний и верхний бункера, насос с приводом, электронагреватель.
Детали, подлежащие очистке, укладываются на решетку камеры через боковые шарнирно-откндывающиеся двери. На правой двери имеется бункер. После закрытия дверей оператор, через фартук камеры, вручную, манипулируя деталями и пистолетом, производит очистку деталей, наблюдая за процессом через смотровое окно. Руки оператора защищаются резиновыми перчатками. Включение и отключение пистолета производится ножной педалью. Воздух, поступая в смесительную камеру пистолета, подхватывает абразив (камера 44612) или водоабразивную пульпу (камера 44712) и струей, направленной на деталь, производит очистку. Для удобства работы пистолет может быть закреплен в держателе Очищенные детали с решетки убираются в бункер на правой двери. Для очистки мелких деталей, которые неудобно держать в руках, па бункер двери может быть установлен колокол. Вращение колокола производится вручную. Рабочее пространство камеры освещается двумя светильниками, установленными на потолке камеры. Длинномерные детали могут перемещаться через рабочее пространство по специально устанавливаемым роликам.
Камера 44612. Отработанный абразив вместе с продуктами очистки через отверстия в решетке попадает на каскад нижнего бункера, где в струе воздуха происходит отделение абразива для дальнейшего использования. Загрязненный воздух отсасывается через вентиляционный короб и циклон, где пыль и продукты очистки осаждаются.
Камера 44712. В нижней части корпуса расположен бункер, заполняемый гидропесчаной пульпой, и насос с приводом, подающий пульпу в верхний герметичный бункер и из него в пистолет. Температура пульпы, необходимая для нормальных условий работы оператора, создается и поддерживается электронагревателем.
Машины очистные вибрационные с прямолинейной рабочей камерой ВМ-12М, ВМП-25, ВМ-100 и тороидно-винтовой рабочей камерой ВМПВ-200, ВМПВ-400 (табл. 107) предназначены для объемной виброобработки деталей: очистки от пригара отливок, удаления окалины, ржавчины, а также снятия заусенцев, притупления острых кромок, образующихся при штамповке и механической обработке.
Рис. 27. Камеры:
а — дробеструйная 44612; о — гидропескоструйная 44712
ЛИТЕЙНЫЕ МАШИНЫ ОЧИСТНЫЕ МАШИНЫ
272
ЛИТЕЙНЫЕ МАШИНЫ
107 Технические характеристики очистных вибромашин
Параметр ВМ-12М ВМП-25 ВМ-100 ВМПВ-200 ВМПВ-400
Объем рабочей камеры, дм3 12 25 100 200 400
Наибольшая масса загрузки, кг Размер обрабатываемой детали, мм: 25 50 200 300 600
наибольший 50 75 159 — —
наименьший Масса обрабатываемой детали, кг: — — 3 — —
наибольшая 0,25 0,5 1 — —
наименьшая — — 0,04 — —
Наибольшая амплитуда колебаний, мм 4,5 — 4 3 3,5
Частота колебаний (изме- 1000, 1100, 1000, 630, 800, 1000, 1250,
няется* ступенчато), 1/мип 1500, 2000 1500, 2250 1250, 1600, 2000 1600, 2000
Установленная мощ- ность, кВт Габаритные размеры, мм: 1,08 2,34 4,4 5,5 11
длина 1100 1820 1480 3000 3500
ширина 698 1000 1720 2800 3000
высота 1270 1550 2290 2250
Масса, кг 460 1695 2520 3000 4000
Основные узлы машины: станина, рабочая камера, вибратор, привод, оборудование для промывки, электрооборудование, у машин ВМ-12М, ВМП-25, ВМ-100 — виброрешето, у ВМП-25, ВМ-100 — магнитный барабан, у ВМ-100, ВМПВ-200, ВМПВ-400 — подъемник для загрузки
Виброобработка заключается в интенсивном перемешивании с помощью вибрации обрабатываемых деталей и абразива-наполнителя. Рабочая камера заполняется деталями н абразивом на 50—85 % объема. Соотношение деталей и абразива по объему в зависимости от вида операции может колебаться от 1 : 2 до 1 : 100. Направленность колебаний, частота и амплитуда подобраны таким образом, что перемещение деталей и частиц абразива относительно друг друга происходит в вертикальной плоскости (процесс, напоминающий процесс галтовки в барабанах, но более интенсивный). Продукты обработки удаляются промывкой деталей специальной рабочей жидкостью, активно влияющей на процесс обработки. Для предохранения от изнашивания рабочие камеры машин облицовываются резиной либо полиуретаном. Подбор состава, структуры, формы и размера абразива и рабочей жидкости, варьирование частотой колебаний позволяет получать при выполнении требуемой операции повышенный съем металла, необходимое качество поверхности.
Машина ВМ-12М. Прямолинейная рабочая камера имеет U-образную форму и расположена на раме, установленной на станине на четырех пружинах. Внутренняя поверхность рабочей камеры подобрана так, что исключает прилипаемость к ее стенкам тонких плоских деталей. К нижней плоскости рамы прикреплен вибратор, получающий возмущение от электродвигателя через клиноременную передачу, эластичные муфты и валы привода. Отделение деталей от абразива производится встроенным сепаратором либо с помощью виброрешета. Время цикла обработки 10—240 мин регулируется реле времени.
ОЧИСТНЫЕ МАШИНЫ
273
Машина ВМП-25. Компоновка и принцип действия аналогичны машине ВМ-12М. Часть электрооборудования вынесена в стандартный шкаф, установленный рядом с машиной.
В машинах применены следующие электродвигатели:
для привода вибратора машины ВМ-12М— 4АХ80А4 (1,1 кВт, 1500 об/мин); для привода вибратора ВМП-25 — П21 (1,3 кВт, 300—3000 об/мин);
для механизма разворота грузов ВМП-25 — ЛОЛ2-11-6 (0,4 кВт, 1000 об/мин): для привода магнитного сепаратора ВМП-25 — АОЛ0-12-2 (0,12 кВт, 3000 об/мин);
для привода виброрешета — ИВ-61 (0,4 кВт, 1400 об/мин);
для привода эмульсионного насоса — ПА-22 (0,12 кВт, 2800 об/мин).
Машина ВМ-100. Компоновка и принцип действия аналогичны машинам ВМ-12М и ВМП-25. На этой машине рекомендуется обрабатывать преимущественно детали из ферромагнитных сплавов. Изменение частоты колебаний рабочей камеры достигается сменой шкивов. Машина снабжена магнитным барабаном с приводом, предназначенным для выгрузки деталей после обработки. Загрузка деталей в рабочую камеру производится подъемником, имеющим редуктор и электродвигатель и оснащенным быстросъемной тележкой. Выгрузка и отделение от абразива неферромагнитных деталей и деталей с массой более 1 кг производится с помощью виброрешета.
В машине ВМ-100 применены следующие электродвигатели:
для привода вибратора — 4A100S4.Y3 (3 кВт, 1500 об/мин);
для привода магнитного сепаратора—4АА56А2УЗ (0,18 кВт, 3000 об/мин); для привода подъемника — 4A90LB8Y3 (1,1 кВт, 750 об/мин);
для привода насоса эмульсионного—Х14-22М (0,12 кВт, 3000 об/мин).
Машины ВМПВ-200, ВМПВ-400. Вся масса загрузки (абразив и детали) во время работы машин одновременно с перемещением в вертикальной плоскости (галтовкой) движется вдоль торондно-винтовой рабочей камеры, т. е. по винтовой линии с нижней части камеры до верхней, затем через имеющийся проем вновь попадает в нижнюю часть, после чего цикл повторяется. По окончании обработки, контролируемой реле времени, проем закрывается решетчатой заслонкой, и масса загрузки разделяется — наполнитель (абразив) возвращается в нижнюю часть рабочей камеры, а отработанные изделия выдаются в ковш-тележку подъемника. Загрузка и разгрузка машины могут осуществляться в несколько приемов.
Все вибромашины не имеют фундаментов и устанавливаются на ровном полу на стандартных виброопорах, входящих в комплект машин.
Виброрешето и приспособления для соединения его с машиной поставляются по особому заказу и за отдельную плату. Так же могут быть поставлены запасные рабочие камеры.
глава 5. ОБОРУДОВАНИЕ ДЛЯ СПЕЦИАЛЬНЫХ СПОСОБОВ литья
Оборудование для специальных способов литья условно подразделяют на следующие группы:
для литья в оболочковые формы;
для литья по выплавляемым и выжигаемым моделям;
для литья под давлением;
для литья в кокиль;
для центробежного литья.
МАШИНЫ ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ПОЛУФОРМ
Машины АОФ-4 и 51214 для изготовления оболочковых полуформ предназначены для изготовления оболочковых полуформ из песчано-смоляных смесей на основе термореактивных смол (пульвербакелита) в литейных цехах крупносерийного и массового производства.
Технические характеристики машин для изготовления оболочковых полуформ
АОФ-4 51214
Габаритные размеры оболочки, мм: длина................................... 400 800
ширина................................................ 00 600
высота................................................ : 80 200
П] о зводительиость, полуформ/ч:
в зависимости от толщины оболочки . . ...... 7Е—100 —
прн толщине оболочки 10 мм ... .............. — 75
Число позиций карусельного стола................................... 4
Давление в гидросистеме, МПа ............................ — 4
Мощность нагревательной печи, кВт....................... 54 —
Рабочая температура печи, СС ................................. 460 —
Давление газа, МПа: на входе ................................................. — 0,3
в системе нагрева..................................... — 0,003
Расход, №/ч: газа .................................................-. . — 45
сжатого воздуха....................................... 3,1 25
воды для охлаждения................................... 0,1 3,6
Габаритные размеры, х м длина..................................................... 2 700 5 880
ширина................................................ 2 600 4 470
высота................................................ 2 250 4 060
Масса, кг ... . .................................... 5 435 14 100
Машины состоят нз четырехпозиционного карусельного стола с приводом, поворотного бункера с приводом, печи, механизмов съема и выдачи готовых оболочек, систем пневмооборудования и электроуправления. Машина 51214 имеет также и гидропривод; газовые горелки установлены на каждой позиции стола. У машины ЛОФ-4 электрическая печь охватывает две позиции карусельного стола.
МАШИНЫ ДЛЯ ЛИТЬЯ по ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
275
Технология изготовления оболочковой потуформы заключается в нанесении термореактивной смеси на предварительно нагретую и покрытую противопригарным разделительным составом металлическую модельную рамку с моделью. Входящий в состав смеси пульвербакелит, нагреваясь на модельной рамке, расплавляется и спекается, после чего происходит его полимеризация в печи, в результате чего образуется плотная монолитная оболочка (корка), повторяющая контур модели. На карусель могут быть установлены модельные рамки для изготовления четырех полуформ, обеспечивающих получение двух различных отлявок.
Карусель обеспечивает перенос модельных рамок по позициям изготовления полуформ: на первой позиции—формование сырой оболочки, а также предварительное спекание и удаление избыточной смеси, на второй и третьей позиции — отверждение (полимеризация), на четвертой — съем готовой оболочки с модельной рамки и выдача ее за пределы машины, подготовка рамки к следующему циклу.
Формование оболочек производится бункерным способом, при котором подогретая модельная рамка с моделью прижимается к поворотному бункеру со смесью. Бункер опрокидывается, и смесь попадает на рамку с моделью. Через заданный период времени, в зависимости от требуемой толщины оболочки, бункер возвраща тся в исходное положение, и избыточная, не схватившаяся смесь удаляется (ссыпается) с начавшей затвердевать оболочки обратно в бункер.
Бункер машины 51214 оснащен шиберным затвором, обеспечивающим быстрое, одновременное и равномерное покрытие смесью всей поверхности рамки с моделью. Уплотнение смеси производится вибраторами Схватывание оболочки ускорят-гея в результате опускания газовых горелок. Поворотный бункер пополняется смы ыо при каждом цикле.
Машина АОФ-4 оснащена следующими электродвигателями приводов: дтя поворота стола — АО41-6 (1 кВт, 930 об/мин), для поворота бункера — АО51-6 (2,8 кВт, 950 об/мин).
ОБОРУДОВАНИЕ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
К модельным составам предъявляются следующие требования: температура плавления 60—100 °C, температура начала размягчения должна быть несколько выше температуры рабочего помещения;
минимальные и стабильные усадка при охлаждении и расширение при нагреве;
невысокая плотность (желательно менее единицы);
хорошая жидкотекучесть;
минимальное время затвердевания в пресс-форме;
точное воспроизведение конфигурации рабочей полости пресс-фочмы, а также отсутствие прилипания к ее поверхности и взаимодействия с материалом поверхности;
отсутствие растворяемости компонентов в связующих обмазки (облицовочной огнеупорной суспензии);
достаточная твердость и прочность в твердом состоянии;
хорошая свариваемость;
пригодность для многократного использования и регенерации;
хорошая смачиваемость обмазкой;
простота приготовления, безвредность, недефицитность и дешевизна; минимальная зольность, что особенно важно для выжигаемых моделей.
Перечисленным требованиям удовлетворяют широко используемые составы на парафиново-церезиновой основе.
Процесс изготовления керамической оболочки и формы, как и ранее, складывается из формирования оболочки на поверхности модели, удаления модели из оболочки, заформовывания оболочки в опорный наполнитель и прокаливания ее перед заливкой. Для образования керамической формы употребляются следующие основные компоненты:
связующие материалы—этилсиликат, жидкое стекло, глиноземистый цемент;
материалы основы — пылевидный кварц, кварцевый песок, молотый шамот, пылевидный тальк, магнезит, циркон,
276
МАШИНЫ ДЛЯ СПЕЦСПОСОБОВ ЛИТЬЯ
растворители и прочие материалы — этиловый спирт, ацетон, эфиральдегидная фракция, гидрозит, соляная кислота, дистиллированная вода.
Связующие материалы представляют собой коллоидный раствор этилсилнката в органических растворителях (спирт, ацетон) и водные растворы жидкого стекла. Первый приготовляют гидролизом этилсилнката. Сущность гидролиза состоит в переводе эфиров этилсилнката в неустойчивые кремниевые кислоты, переходящие в коллоидное состояние. При гидролизе должен быть получен гель кремниевой кислоты заданных состава и свойств. Этилсиликат и вода не растворяются друг в друге при смешивании, но хорошо растворяются в спирте, ацетоне, эфиральдегидной фракции и других жидкостях. Поэтому гидролиз этилсилнката производят в предварительно подготовленном водно-сппртовом или водно-ацетоновом растворе. Для ускорения реакции в качестве катализатора применяют соляную кислоту. В зависимости от количественного соотношения взятых для гидролиза материалов, а также от их состава можно получать различные по составу и свойствам коллоиды.
Жидкое стекло применяют для второго и третьего слоев обмазки. Жидкое стекло растворяется до заданной плотности, после чего из него приютовляют суспензии.
Приготовление суспензии состоит в перемешивании связующего раствора с пылевидным материалом (предварительно промытым, просушенным, прокаленным и просеянным) до получения однородной массы.
Все более широкое распространение получает способ литья по выжигаемым моделям, так как его применение значительно упрощает технологический процесс получения ‘отливок.
Установки 651 и 652А для приготовления модельного сос.ава (табл. 1, 2) предназначены для непрерывного приготовления модельного состава пз материалов с температурой плавления не выше 80 °C и подачи его к автоматам изготовления моделей при производстве литья по выплавляемым моделям.
1. Основные составные части установок для приготовления модельного состава 652А *
Составная часть Число ( оставляя часть Число
Плавильный агрегат Бак Мазеприготовптельный агрегат Насосно-нагревательная станция 1 4 4 8 Мазепровод Смесепровод Шкаф аппаратный Электр ооборудова ине 4 1 4 4
* Установка 651 состоит из перечисленных в таблице составных частей (по 1 шт.).
2. Электродвигатели приводов установок для приготовления модельного состава
Обозначение Мощность, кВт Ч астота вращения, об/мин Место установки Число на установку
651 G52A
4АХ80А4 1.1 1410 Насосно- нагревательна я станция 4 16
А 02-41-6 3 960 Мешалка мазепригото-вительного агрегата 1 4
4АХ80А2 1,5 2840 Плавильный агрегат 1 1
МАШИНЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
277
Технические характеристики установок для приготовления модельного состава
651 652А
Наибольшая производительность, л/ч ... . . 63 500
Наибольшее давление в мазепроводе, МПа ....... 1
Температура модельной пасты на выходе, С............... <0—60
Содержание воздуха в модельной пасте, %................ 0—20
Температура воды в насосно-нагревательной станции, °C 40—90
Давление пара, МПа ................................... .... 0,11—0,14
Температура пара, °C....................................... 100—ПО
Расход: пара, кг/ч .................................................... 25 50
сжатого воздуха, м3/ч...................................... 0,5 2
воды, м®/ч ................................................. 1 4
Мощность нагревателей, кВт...................................... 24 96
Установленная мощность общая, кВт ............................. 34,1 133,1
Габаритные размеры, мм: длина........................................................ 7 600 21 350
ширина................................................... 2 700 5 620
высота .................................................. 1 850 2 410
Масса, кг.................................................... 4 900 22 200
Плавильный агрегат предназначен для расплавления твердого модельного состава и подачи его в бак, состоит из плавильного бака, двух фильтров, сборника и центробежного насоса. Расплавление твердого модельного состава осуществляется паром, подаваемым в два коллектора. Стенки плавильного бака обогреваются паром, снаружи имеют теплоизоляцию. Сборник обогревается горячей водой.
Бак предназначен для накопления н стабилизации расплавленного модельного состава перед его подачей в шестеренчатую мешалку мазеприготовительного агрегата.
Мазеприготовительный агрегат предназначен для преобразования модельного состава в пастообразное состояние, а также для подачи готовой пасты под заданным давлением к установкам для изготовления моделей. Этот агрегат состоит из смонтированных на сварной раме шестеренчатой мешалки, сборника, блока раздачи, двух пневмонасосов двойного действия. Мешалка представляет собой десять попарно расположенных шестеренчатых насосов, причем каждая пара вращается в сторону, противоположную предыдущей. Наличие полостей в корпусе позволяет либо разогревать мешалку перед работой водой от насосно-нагревательных станций, либо охлаждать во время работы подачей холодной воды. Привод мешалки состоит из электродвигателя, клиноременной передачи и редуктора. Для получения различных режимов работы мешалки предусмотрены две пары запасных шкивов.
Насосно-иагрсвательная станция предназначена для нагрева воды до заданной температуры и подаче ее в обогревательные рубашки узлов и агрегатов установки с целью поддержания стабильной температуры модельного состава. Станция состоит из бака с теплоизолированными стенками, трубчатых электронагревателей и двух центробежных насосов.
Агрегаты в установках соединяются смесе- и мазепроводамн, состоящими из нескольких секций сваренных между собой двойных труб; по внутренней трубе перемещается модельный состав, а наружная образует рубашку для прохождения обогревающей воды.
Твердый (кусковой) модельный состав (10—30 % от общего расхода модельного состава) загружается в плавильный агрегат, расплавляется на паровых коллекторах и стекает через фильтры в сборник, куда в расплавленном состоянии поступает также возврат модельного состава. Далее центробежным насосом модельный состав перекачивается в бак, откуда самотеком поступает в мазеприготовительный агрегат, перемешивается с дозируемым с помощью ротаметра воздухом, после чего охлаждается до пастообразного состояния. Модельная паста накапливается в сборниках, откуда пневмонасосами через блоки раздачи подается к установкам для изготовления моделей.
27»
МАШИНЫ для СПЕЦеП«~:№Г>©В литья
3. Технические характеристики оборудования для изготовления моделей и модельных звеньев
Параметр 653 6А54 С 55
Размеры поверхностей для крепления пресс-форм, мм:
ширина 250 440 250
высота 250 200 250
Наименьшее расстояние между плитами, мм 250 250 * 250
Ход подвижной плиты, мм 160 — :бо
Производительность номинальная, запрессовок/ч 250 125 —
Производительность в дополнительных режимах, 190; 355 32; 250 —
запрессовок/ч
Число позиций 1 0 I
Усилие смыкания пресс-форм, Н 10 000 - 10 000
Температура охлаждающей воды, сС Установленная мощность, кВт 1,65 8—12 1,21
Габаритные размеры, мм:
длгГна’ 3 700 2020 Г 200
ширина 2 900 2020 985
высота 1 400 1600 I 275
Масса, к: 4 200 3650 280
* Приведено значение длины пресс-формы.
Установки управляются с пульта; все операции, кроме загрузки твердого модельного состава, автоматизированы.
Масса основных агрегатов установок имеет следующие значения, кг: плавильного агрегата 640, емкостного бака 480, насосно-нагревательной станции 425, мазе-приготовптельного агрегата 2320.
При монтаже установок над загрузочными и смотровыми люками плавильного агрегата и емкостного бака предусматриваются зонты вытяжной вентиляции. Мазе-проводы монтируются с уклоном прямых участков I : 500 в сторону плавильного и мазеприготовительного агрегатов.
Оборудование для изготовления моделей и модельных звеньев: автомат 653, установка 6А54 и стенд 655. Технические характеристики приведены в табл. 3.
Автомат 653 предназначен для изготовления модельных звеньев в крупносерийном и массовом производстве. Состоит из основания, на котором размещены десятнпозициоиная карусель (стол) с приводом, механизм прочистки, механизм обдува пресс-форм и электрошкаф. Водяной конвейер устанавливается отдельно в зоне раскрытия пресс-форм. На карусели (столе) закреплены десять равномерно расположенных механизмов смыкания, к подвижной и неподвижной плитам которых крепятся пресс-формы, имеющие механизмы выталкивания модельных звеньев и перемещения стержней.
Вращение карусели — прерывистое, сообщается от электродвигателя через клиноременную передачу, червячно-цилиндрический редуктор и мальтийский крест. В редукторе предусмотрены сменные шестерни, обеспечивающие дополнительные режимы вращения.
На первой позиции карусели происходит заполнение пресс-форм модельным составом, следующие шесть позиций пресс-формы проходят в закрытом состоянии (модельные звенья в это время охлаждаются и затвердевают). На восьмой позиции карусели пресс-формы раскрываются, и системой толкателей модельные звенья выталкиваются в водяной конвейер. На девятой позиции пресс-формы очищаются,
МАШИНЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛТВЛЯЕМЫМ МОДЕЛЯМ
279
обдуваются и смазываются соответственно механизмами прочистки и обдува; на десятой — смыкаются и подаются па новый цикл. Механизмы смыкания, прочистки и обдува приводятся в движение от пневмоцилнндров. Для охлаждения пресс-форм через отверстие в колонне карусели и распределительную муфту на каждую позицию автомата подается вода.
Установка 6А54 предназначена для изготовления моделей (модельных звеньев) в неавтоматизированных пресс-формах при мелкосерийном и серийном произво гстве. Состоит из основания, карусели с приводом, охладительного бака, кожуха и элек-трооборудова н и я.
Приводе десятипозиционным мальтийским крестом приводит карусель в прерывистое вращательное движение. Пресс-формы устанавливают вручную на столики карусели, перемещаемые при вращении карусели по вертикальным направляющим. Перемещение обеспечивается формой копира, обкатываемого роликом каждого столика при движении карусели. Благодаря этому пресс-формы после запрессовки пасты могут опускаться в охладительны!'! бак. При необходимости оператор установки может исключить вертикальное движение каждого конкретного статика.
Установка может встраиваться в полуавтоматические линии и позволяет изготавливать модели различных типоразмеров с применением простых пресс-форм. Установка может эксплуатироваться как с ручным шприцем, так и со шприц-машииой.
Стенд 655 предназначен для отладки и испытаний механизированных пресс-форм, а также для изготовления простых моделей в мелкосерийном производстве. Состоит из рамы, механизма смыкания, шприца, бака и пневмооборудования.
Механизированная пресс-форма крепится к плитам механизма смыкания (подвижной и неподвижной); к пресс-форме подводится охлаждающая вода.
При повороте рукоятки пневмокрана пресс-форма с помощью пневмоцилнпдра, перемещающего подвижную плиту, смыкается. Приготовленная модельная пас га подается под давлением к шприцу и при нажатии на его рукоятку заполняет пресс-форму. После остывания пасты пресс-форма раскрывается, модельное звено выталкивается и падает в бак с водой. После этого цикл повторяется.
Шприц-машина 659А предназначена для приготовления модельной пасты из готовых модельных составов с температурой плавления не выше 80 °C и запрессовки пасты в пресс-формы ручной сборки и разборки в мелкосерийном и серийном производстве.
Техническая характеристика шпрнц-машины 659А
Наибольшие размеры рабочего пространства для установки форм (в плане), мм:
при работе автономно..........................................1960X 720
при работе в составе линии 6А50 .............................. 350Х 250
при установке оборудования на разных уровнях.................. 350X 25)
Диапазон высоты форм, мм при работе автономно............................................ 160—300
при работе в составе линии 6А50 ............................ 60—200
при установке оборудования на разных уровнях................ 160—300
Наибольший объем запрессовки, л................................. 4
Наибольшая производительность, запрессовок/ч.................... До 250
Температура, °C: модельного состава на выходе............................... 3—16
воды........................................................ До 95
Расход воды, м3/ч............................................... До 1
Давление пара, МПа .............................................0,11—0,12
Расход пара, кг/ч......................................... , . . 15
Установленная мощность, кВт....................................... 15,34
Габаритные размеры, мм: длина.......................................................... 2025
ширина......................................................... 1785
высота ..................................................... 2300
Масса, кг . . .................................................. 2300
280
МАШИНЫ ДЛЯ СПЕЦСПОСОБОВ ЛИТЬЯ
Основные узлы шприц-машины: стол для установки форм с двумя насосно-нагревательными станциями, шприц, шестеренчатый насос, шестеренчатая мешалка, плавильный бак и бак-сборник.
В плавильный бак, обогреваемый водой, подается расплав модельного состава с добавлением кускового материала, откуда расплавленный модельный состав самотеком попадает в десятиступенчатую шестеренчатую мешалку. Все ступени мешалки собраны в общем корпусе, имеющем водяную рубашку. Проходя через мешалку, модельный состав смешивается с определенным количеством воздуха, охлаждаясь при этом до пастообразного состояния. Далее паста поступает в бак-сборник, где, перемешиваясь при постоянной температуре, накапливается до необходимого количества. Из бака-сборника шестеренчатым насосом паста подается к шприцу, а затем в форму. По достижении в форме заданного давления шприц автоматически отводится от формы в исходное положение и подключается к магистрали возврата пасты в бак-сборник.
Стабилизация температур во всех механизмах и магистралях осуществляется водой, поступающей от насосно-нагревательных станций. Шпрнц-мащнна может также эксплуатироваться в составе полуавтоматической линии 6А50.
Технические характеристики электродвигателей шприц-машины следующие: для привода шестеренчатой мешалки АОЛ2-31-6 — мощность 1,5 кВт, частота вращения 950 об/мин; для привода шестеренного насоса 4А80В6— 1,1 кВт, 950 об/црн^ для насосно-нагревательной станции 4А71А6 — 0,37 кВт, 1000 об/мин.
Установка 661 предназначена для приготовления огнеупорного покрытия (суспензии), состоящего из механической смеси жидких и пылевидных компонентов, в мелкосерийном и серийном производстве отливок по выплавляемым моделям.
Техническая характеристика установки 661
Объем загрузки, м3................................................. 0,063
Частота вращения крыльчатки, об/мин ................................ 2800
Расход воды для охлаждения, м8/ч .......................... 3
Наибольший угол опрок: дывания смесителя, °.......................... 100
Высота подъема крышки смесителя, мм.................................. 650
Установленная мощность, кВт ......................................
Габаритные размеры, мм: длина........................................................... 700
ширина............................................................ 940
высота........................................................... 2830
Масса, кг ... 775
Установка состоит из смесителя, подвешенного на шарнирах к раме, механизмов перемешивания, подъема крышки и поворота смесителя. Смеситель представляет собой бак с водоохлаждаемыми стенками, закрытый крышкой, служащей также основанием для корпуса механизма перемешивания. Вал с крыльчаткой механизма перемешивания установлен в корпусе на подшипниках качения и приводится во вращение от электродвигателя через муфту. Подъем крышки производится длинноходовым пневмоцилиндром, закрепленным на верхней поперечине рамы, поворот смесителя — гидроцилиндром, связанным с рычагом на оси опрокидывания. Масло поступает в гидроцилиндр из двух бачков, связанных со штоковой и поршневой полостями. Рабочая жидкость (масло И-20А) выдавливается из бачков с помощью пневматики. Уровень заполнения бачков контролируется щупом.
Через штуцер, ввернутый в отверстие в крышке, в смеситель заливаются жидкие компоненты (при наличии в зоне установки вытяжной вентиляции допускается заливка компонентов при поднятой крышке). После заливки включается перемешивание, из цехового дозатора или вручную, путем постепенной подачи необходимой порции при работающем механизме перемешивания загружается пылевидная составляющая (маршалит). После получения смеси необходимой вязкости поворотом рукояток пневмораспределителей приводится в действие механизм подъема крышки, при повороте смесителя готовая суспензия переливается в расходную емкость. Во избежание
МАШИНЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
281
затвердевания смеси не допускается задерживать готовую или полугодовую суспензию в баке смесителя более 3 мин при остановке мешалки. Электродвигатель привода мешалки— В90Е2У2-5 (3 кВт, 2800 об/мин).
Агрегат 662А предназначен для непрерывного приготовления огнеупорного покрытия (суспензии) в крупносерийном и массовом производстве литья по выплавляемым моделям.
Техническая характеристика агрегата 662А
Наибольшая производительность при способе приготовления, м3/ч: непрерывном..................................................... 0,125
цикличном....................................................... 0,08
Время дозирования жидких составляющих при цикличном способе, мин До 60
Время перемешивания, мин.............................................. 30—60
Общий объем смесителя, м3 .......................................... 0,18
Объем промежуточного бака, л......................................... 9,5
Наибольшие пределы регулирования дозаторов: маршалита, кг/ч .... ................................До 200
ацетона, л/ч...................................................... До 35
этилсиликата, л/ч ........................................... До 35
воды подкисленной, л/ч............................................ До 3
Объем бункера маршалита, м3 ............................... 0,06
Частота вращения мешалки, об/мин.................................. 1460
Расход воды на охлаждение и промывку, м3/ч........................ До 5
Расход воздуха, м3/ч............................................. До 5
Установленная мощность, кВт .................. ............ 16,87
Габаритные размеры, мм: длина............................................................ 5300
ширина........................................................ 4640
высота........................................................ 3355
Масса, кг......................................................... 3017
Агрегат состоит из бункера для загрузки пылевидного материала, дозатора, смесителя и панели дозирования жидких составляющих, размещенных в корпусе, а также четырех расходных бачков, электро- и пневмооборудовання.
Расходные баки установлены на подставке на такой высоте, чтобы жидкие составляющие могли поступать к панели дозирования самотеком. Расход жидкостей устанавливается по ротаметрам с помощью игольчатых кранов. Жидкие составляющие непрерывно поступают в промежуточный бак, где перемешиваются мешалкой с целью увеличения интенсивности реакции гидролиза этилсиликата, после чего поступают в смеситель. Одновременно из бункера в смеситель через дозатор подается пылевидный материал (маршалит), количество которого регулируется оператором вручную с помощью шибера с лимбом Смесь пылевидного материала с жидкостью интенсивно перемешивается в смесителе двумя мешалками и непрерывно поступает по трубопроводу в бак хранения суспензии.
Для получения отдельных порций суспензии (по 120—150 л) на пульте управления устанавливают цикличный режим работы и производят соответствующую настройку дозаторов в зависимости от того, какой вязкости и какого состава должна быть суспензия.
Агрегат имеет систему контроля верхнего и нижнего уровней жидких составляющих в расходных баках и пылевидного материала в бункере. Для поддержания необходимого температурного режима при гидролизе этилсиликата стенки промежуточного бака и смесителя охлаждаются водой.
Управление агрегата осуществляется с пульта.
Агрегат 666 предназначен для хранения готового к употреблению огнеупорного покрытия и подачи его в установку для нанесения огнеупорного покрытия на блок моделей при производстве литья по выплавляемым моделям.
282
МАШИНЫ ДЛЯ СПЕЦСПОСОБОЕ ЛИТЬЯ
Техническая характеристика агрегата 666
Объем одного бака хранения, м3 ................................... 0,2
Число баков ...................................................... 3
Частота вращения вала мешалки, об/мин................................ 113
Расход воздуха при транспортировании огнеупорного покрытия, м8/ч . , 1
Минимальное допускаемое давление воздуха, МПа...................... 0,2
Установленная мощность, кВт ......................................... 27
Габаритные размеры (без электрошкафа), мм: длина.......................................................... 5700
ширина.......................................................... 1000
высота.......................................................... 1150
Масса, кг........................................................... 1645
Агрегат состоит из трех одинаковых баков хранения, системы транспортирования огнеупорного покрытия, системы подготовки воздуха и предохранительных клапанов, установленных на крышке каждого бака. Бак представляет собой цилиндрический резервуар с водоохлаждаемыми стенками. На крышке бака смонтирована лопастная мешалка, приводимая в действие электродвигателем через клиноре-меиную передачу и редуктор, а также предусмотрены люки для осмотра бака и заполнения его суспензией, ниппель для подвода сжатого воздуха, сифонная трубка для подачи»суспензии и предохранительный клапан.
В режиме работы агрегата един из трех баков служит для приема готовой суспензии от агрегатов приготовления, второй — для пополнения баков хранения (или ванн) установок для нанесения огнеупорного покрытия; третий бак — резервный. В режиме хранения все три бака могут быть заполнены суспензией.
Из баков хранения суспензия вытесняется сжатым воздухом; работа мешалки предотвращает оседание твердых фракций суспензии.
Полуавтомат 6А63 и автомат 6А67 предназначены для послойного нанесения огнеупорного покрытия на модельные блоки и обсыпки их в «кипящем слое» песка при производстве литья по выплавляемым моделям.
Технические характеристики полуавтомата 6А63 и 6А67
6А63 6А67
Наибольшие размеры обрабатываемого блока, мм: диаметр................................................. 400
длина............................................. , 500
Производительность, покрытий/ч ................................. 200
Рабочий объем, л: ванны для суспензии ........................................ 160
ванны «кипящего слоя» ...................................... 460
бака хранения суспензии ................................... 150
Расход охлаждающей воды, л мин........................... 5—8
Температура охлаждающей воды, °C.......................... 10—20
Площадь зеркала ванны, м2: обмазки.................................................... 0.64
«кипящего слоя» ............................................. 1
Расход сжатого воздуха для песка фракции не более 1 мм и давления в сети 0,3 МПа, м'3/ч 107
Установленная площадь, кВт ................................. 4,4 3,6
Габаритные размеры, мм: длина...................................................... 4480 3825
ширина ................................................. 3840 2290
высота.................................................. 2100 1930
Масса, кг ... . 3730 2700
Без учета электрошкафа и пульта управления.
МАШИНЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
283
Основные узлы: ванна для суспензии, ванна «кипящего слоя», вентиляционный кожух, копир/ бак хранения и транспортирования суспензии, пневмо- и электрооборудование.
В машинах последовательно выполняются операции нанесения суспензии и обсыпочного материала на блоки моделей, предварительно собранные на стояках специальной конструкции и навешенные на подвески непрерывно движущегося конвейера. Полуавтомат 6А63 имеет собственный замкнутый конвейер с приводом. Автомат 6А67 устанавливается непосредственно в линии, собственного конвейера не имеет. Во время движения конвейера модельные блоки с помощью копира отклоняются от вертикального положения п под утлом 75—60° (от горизонтали 25—30°) вводятся сначала в ванну7 обмазки, а затем в ванну «кипящего слоя», где покрываются слоем огнеупорной суспензии и обсыпочным материалом (песком)- Во время прохождения ванн блоки вращаются, что способствует равномерному покрытию (без пузырей) блока и заполнению поднутрений. В полуавтомате 6А63 покрытый блок снимают с конвейера вручную и направляют на сушку.
Бак хранения и транспортирования суспензии обеспечивает ее непрерывнее перемешивание и пополнение ванны обмазки, куда суспензия подается под действием сжатого воздуха, подведенного в бак. Для охлаждения суспензии в рубашках ванны обмазки и бака циркулирует охлаждающая вода.
«Кипящий слой» создается за счет пропускания большого объема сжатого воздуха через пористое дно ванны с обсыпочным материалом. С помощью специального устройства загрязненный обсыпочный материал (капли, комья) периодически удаляется из ванны «кипящего слоя».
Отсос воздуха от ванн, загрязненного песчаной пылью, нарами ацетона и других летучих веществ, производится через общий вентиляционный кожух.
Установки сушки блоков 6А82 и 683 предназначены для послойного отверждения ц сушки огнеупорного покрытия на основе этилсилнката на модельных блоках.
Технические характеристики установок 6А.82 и 683
Наибольшие размеры обрабатываемых блоков, мм: диаметр...............................................
длина .............................................
Производительность, блоков/ч...........................
Номинальное число слоев покрытия.......................
Число переналаживаемых режимов сушки ..................
Время сушки одного слоя покрытия, мм ..................
Число секций (камер) сушки.............................
Скорость цепи конвейера, м/мин ........................
Шаг (мм) подвесок при блоках диаметром, мм: 400...................................................
250................................................
200................................................
Общая длина цепи конвейера, м .........................
Число блоков, размещаемых в одной камере, при диаметре блока, мм:
400................................................
250................................................
Установленная мощность, кВт............................
Габаритные размеры, мм: длина.................................................
ширина.............................................
высота.............................................
Масса, кг..............................................
6А82 683
400
500
До 200 До 12
До 5 4
- 3
67; 100; 133 15; 20; 30
5 3
2,13; 1,42; —
1,07
640 -
480 —
320 —
еоо —
12,0
27 900
19 000
5 000
116 000
4 g
22,6
6 600
1 870 3 400 4 500
Установка 6А82. Основные узлы: камера воздушной сушки, камера аммиачной сушки, камера выветривания, приводная станция, трасса конвейера, установка вен
284
МАШИНЫ ДЛЯ СПЕЦСПОСОБОВ ЛИТЬЯ
тиляторов, площадка обслуживания, автомат нанесения модельного состава на колпачки, электрооборудование.
Способ сушки — воздушно-аммиачный, Внутри камеры воздушной сушки расположено все основное оборудование за исключением электрошкафов и автомата обмазки колпачков. Для обеспечения интенсивного движения воздуха в камере воздушной сушки установлено 15 вентиляторов.
Камера аммиачной сушки состоит из собственно камеры и двух наклонных тамбуров, снабжена герметичными дверями. В зоне дверей имеется по три трубки для отбора проб газа. Со стороны передней эстакады имеется трубка для подачи аммиака.
Камера выветривания — отсек, расположенный между камерой аммиачной сушки и помещением, где на блоки наносится очередной слой покрытия.
Приводная станция выполнена в виде четырехсекционной двухэтажной эстакады, на верхней площадке которой установлен привод конвейера, состоящий из электродвигателя, ременной передачи и редукторов. В комплекте поставки предусмотрены сменные шкивы, позволяющие получать трн скорости движения конвейера.
Автомат для нанесения модельного состава на колпачки состоит из емкости для расплавленного модельного состава, обогреваемой горячей водой, и трех пневмоподъемников с ванночками, каждая из которых по команде от блока поднимается для нанесения слоя модельного состава на колпачок и по достижении верхнего положения сразу же опускается.
ТраЛа •конвейера связывает все узлы установки.
Собранный блок моделей, подвешенный на конвейер, автоматически транспортируется к позиции нанесения трех слоев модельного состава на металлический колпачок блока и далее к установкам нанесения огнеупорного покрытия. Послойное нанесение суспензии на блок моделей с последующей обсыпкой ее зерновым материалом (песок кварцевый, шамот и др.) осуществляется на конвейере. После нанесения каждого слоя производится зачистка края литниковой чаши блока и сушка покрытия — при прохождении трассы конвейера через камеру воздушно-аммиачной сушки. Число слоев покрытия определяется технологией процесса. Блок моделей с высушенным покрытием транспортируется конвейером к ванне выплавки модельного состава. От ванны выплавки чистые стояки передаются конвейером в модельное отделение цеха, где происходит съем пустых стояков и навешивание собранных блоков моделей.
Регулирование продолжительности сушки одного слоя покрытия (от одного до двух часов) производится изменением скорости движения конвейера. Установка позволяет наносить на блоки пятислойное покрытие на основе этилсиликата, а при незначительном переоборудовании установки — четырехслойное комбинированное покрытие, в котором четвертый слой жидкостекольный.
Установка 683. Основные узлы: камера, колокол, стол со штырями, командо-аппарат, система подачи аммиака, вакуумная система, пневмо- и электрооборудование.
Способ сушки — вакуумно-аммиачный. Установка состоит из трех независимых камер. В основании камер установлены стойки с травесой, на которой укреплен пневмоцплиндр для подъема и опускания колокола. Внутри каждой камеры размещен вращающийся стол со штырями, на которые при поднятом колоколе надеваются блоки с нанесенным покрытием.
При поднятом колоколе камеры вручную выгружают высушенные блоки, после чего загружают новые, колокол опускают. Все дальнейшие операции: отсос воздуха, впуск аммиака, отсею аммиака, впуск воздуха, подъем колокола осуществляются автоматически. Цикл операций задается командоаппаратом.
Оборудование для выплавки модельного состава: ванна 671М и установка 672.
Технические характеристики оборудования для выплавки модельного состава
671М 672
Наибольшие размеры обрабатываемых блоков мм: диаметр....................................................... 400
длина......................................................... 500
Наибольшая производительность, блоков/ч .......................До 50 До 200
МАШИНЫ для ЛИТЬЯ по ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
285
Размеры площадки для установки блоков, мм: ширина................................................... 400 —
длина................................................ 850 —
Рабочая температура выплавляющей среды, °C: воды................................................ . 90—98 95—98
модельного состава........................................ — 120
Рабочий объем ванны, ма..................................... 1,5 14
Расход пара (при 150 °C), кг/ч............................... 35 —
Частота вращения вала карусели, об/мин.......................0,9 —
Мощность нагревателей насосно-нагревательной станции, кВт . . — 12
Установленная .мощность, кВт ............................... 0,55 21
Габаритные размеры, мм:
длина ...... . . 1 740 17 530
ширина ... . .1 670 5 350
высоте . ... . 2 200 1 940
Масса, кг . . 1 050 20 500
Ванна 671М. Основные узлы: корпус, карусель, разделитель, сборник, привод карусели, кожух зонта, электрооборудование.
Внутренняя полость корпуса ванны заполняется водой, снаружи корпус теплоизолирован. В средней части корпуса размещена вращающаяся вокруг горизонтальной оси карусель с пятью подвесками (площадками), на которые загружаются модельные блоки. Привод, паропровод и разделитель смонтированы на стенке корпуса. Сборник размещен под разделителем. Нагрев воды осуществляется паром в трубе, размещенной в нижней части корпуса.
Блоки, уложенные на площадку карусели, на исходной позиции при повороте карусели погружаются в нагретую воду — происходит выплавка модельного состава. Расплавленный модельный состав вместе с водой сливается в разделитель, откуда вода сливается в сборник, где очищается от остатков состава и через души-рующую трубку снова перекачивается в корпус. Душирующая трубка обеспечивает удаление модельного состава с зеркала воды в месте выхода из нее подвески, что предохраняет керамические блоки от обволакивания модельным составом. По возвращении на исходную позицию керамические блоки снимаются с площадки, надеваются на душирующий стояк, вымывающий остатки модельного состава изнутри блока. После этого производится загрузка новых блоков, и цикл повторяется. Температура воды и время пребывания блоков в воде регулируются автоматически.
Установка 672. Установка используется в составе линии 6Б60 при массовом и крупносерийном производстве литья и состоит из двух равных по сбьему ванн (правой и левой). Над ваннами проходит трасса цепного конвейера, несущего блоки. Около каждой ванны установлены разделитель и сборник.
Блок, закрепленный на подвеске конвейера, при подходе к ванне выплавки с помощью входного копира переводится из вертикального в наклонное положение, переходит через стенку правой ванны и погружается в среду выплавки. Пройдя вдоль правой ванны, блок с помощью копира, расположенного в торце ванны, принимает наклонное положение и переходит в левую ванну, вновь погружаясь в среду выплавки. Одновременно с поступательным движением вдоль ванны блок вращается вокруг своей оси. В торце левой ванны выплавленный блок приводится еще раз копиром в горизонтальное положение, и керамическая оболочка снимается (вручную) со стояка. Освобожденный стояк проходит через устройство для мойки (душирова-ние) и далее через устройство для смазывания стояков.
Установка можег работать по трем схемам выплавки: модельный состав — вода; модельный состав — модельный состав; вода—вода.
Формовочный стол 673 предназначен для засыпки сухим опорным наполнителем опок с керамическими формами (блоками) перед обжигом и заливкой.
Техническая характеристика формовочного стола 673
Габаритные размеры опоки, мм;
длина................................................. . . 600
ширина....................................................... 270
286
МАШИНЫ ДЛЯ СПЕЦСПОСОБОВ ЛИТЬЯ
высота......................................................... 400
Наибольшая производительность (при двух блоках диаметром 250 мм в одной опоке), блок/ч............................................ 100
Производительность элеватора, т/ч .................................... 5,7
Объем бункера, м3; верхнего......................................................... 0,4
нижнего........................................................... 0,3
Число вибраторов ..................................................... 2
Мощность электропривода элеватора, кВт................................ 1,1
Габаритные размеры, мм: длина......................................................... .... 1075
ширина..................................................... ... 1068
высота......................................................... 2954
Масса, кг.......................................................... 700
Основные узлы стола: корпус, верхний бункер с челюстным затвором, нижний приемный бункер, элеватор, вибраторы и роликовый конвейер.
Корпус представляет собой металлоконструкцию, объединяющую все узлы. Ленточный ковшовый элеватор служит для подачи сухого наполнителя в верхний бункер из нижнего. Пустую опоку подают по роликовому конвейеру под затвор верхнего бункера. Поворотом рукава бункера и открытием затвора насыпают в опоку небольшой слой наполнителя. На слой наполнителя вручную устанавливают керамические формы (блоки), после чего окончательно засыпают опоки. Одновременно к опоке подключают вибраторы для уплотнения наполнителя, фиксирующего блоки в вертикальном положении при дальнейших операциях обжига и заливки.
Для загрузки наполнителя в установку в нижнем бункере предусмотрено специальное окно. Излишек наполнителя также ссыпается в нижний бункер.
Установка для выбивки опок 674 (табл. 4) предназначена для механизации удаления наполнителя из опок с залитыми керамическими формами и освобождения последних при серийном и мелкосерийном производстве.
4. Подшипники качения установки 674
Обозначение, ГОСТ 8338—75 Место установки Число
203 Привод сита * 1
204 Роликовый конвейер барабана 12
206 Привод сита 2
* Для привода сита применен электродвигатель типа АОЛ 2-12-6 (0,6 кВт. 910 об/мин).
Техническая характеристика установки для выбивки опок 674
Габаритные размеры опоки, мм: длина....................................................... 600
ширина ................................................ • 270
высота ....................................................... 400
Наибольшая производительность (при двух блоках диаметром 250 мм в одной опоке), блок/ч................................. 100
Цилиндр поворота: диаметр, мм................................................... 160
ход, мм....................................................... 260
усилие, Н ..................................... 8 000—10 000
Сито: диаметр ячеек, мм............................................... 7
число двойных ходов в минуту.............................• 303
МАШИНЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
287
Расход воздуха, м'Гцькл ......................................... 0,07
Установленная мощность, кВт ...................................... 0,6
Габаритные размеры, мм: длина........................................................ 1 340
ширина........................................................ 995
высота................................................... 1 740
•Масса, кг...................................................... 890
Основные узлы установки: каркас, барабан с приводом, цилиндр, сито с приводом, электрооборудование.
Опрокидь ватель барабанного типа (барабан) с роликовым конвейером для закатывания опок — основная составная часть установки. В опрокидывателе опока удерживается листами стальной обшивки, сверху ограничивается решеткой, препятствующей выпадению блоков при опрокидывании опоки. Ободами, размещенными на краях, барабан опирается на четыре опорных ролика, сверху поджимается двумя роликами. В средней части барабана закреплен зубчатый венец, связанный через пару зубчатых колес со штоком-рейкой пневмоцилиидра. Отделение от формовочного материала (скрапа, засоров, крупных спекшихся комьев) производит качающееся сито, которое через шатун и клиноременную передачу связано с электродвигателем. В нижней части каркаса, связывающего все узлы, имеется люк для выдачи просеянного наполнителя на конвейер; в верхней — фланец для присоединения цеховой вентиляции. Управление опрокидывателем осуществляется от трехходового крана.
Агрегат обжига, заливки и охлаждения 675А предназначен также для формовки керамических слок< в, выбивки и охлаждения огливок по выплавляемым моделям в массовом производстве.
Техническая характеристика агрегата 675А
Наибольшие размеры блока, мм: диаметр.......................................................... 250
длина............................................................. ЕГО
Наибольшая масса металла в блоке, кг ............................... 20
Производительность при непрерывной работе, блоков/ч................ i00
Режим обжига: температура, °C ................................................ 950
время, мнн ....................................................... 23
Тег. пература блока при заливке, СС................................... 800
Конвейер: скорость, м/мин.................................................. 0,6
шаг подвесок, мм ................................................. 4п0
число подвесок.................................................... 100
мощность электропривода, кВт.................................... 2,2
Средний диаметр заливочной карусели, мм ........................... 4 170
Наибольший радиус закругления заливочной площадки, мм ............. 3 475
Время охлаждения, мин: предварительного .................................................. 2
окончательного................................................. 10
Температура охлажденной отливки, СС ................. ............. 150—200
Расход, м3/ч: природного газа (32 000 кДж.м3).................................. 290
воды на охлаждение.............................................До 3,5
Скребковый конвейер: скорость, м/мнн ................................................. 4,2
ширина скребков, мм............................................... 440
Установленная мощность, кВт .......................................... 3,3
288
МАШИНЫ для СПЕЦСПОСОБОВ ЛИТЬЯ
Габаритные размеры, мм:
длина . . . ........................ . . . . . . 20 940
ширина .... ................... ... . 6 180
высота над уровнем вола.................................... 5 350
Масса, кг........... ... . ... .......... 90 ООО '
Агрегат состоит из проходной газовой печи обжига, заливочной карусели, камеры охлаждения, объединенных цепным конвейером, камеры сгорания, двух лифтов, скребкового конвейера, скрапоуловителя, металлоконструкций, электро-п пневмооборудования.
Керамические оболочки устанавливают вручную на подвески конвейера; литниковые чаши оболочек для предохранения полости оболочки ог засоров при формовке закрывают колпачком. Цепной конвейер транспортирует оболочки через газовую печь обжига; обожженные оболочки у выхода нз печи пневматическим лифтом погружаются в желоб заливочной карусели, заполненный горячим песком, приводимым в псевдоожиженное состояние («кипящий слой») продувкой снизу горячими газами. Подача газа производится через неподвижный коллектор из камеры сгорания. При дальнейшем движении конвейера оболочки выходят из зоны «кипящего слоя» заформованными, колпачки с них снимаются, производится заливка. При движении к камере охлаждения блоки отдают тепло опорному слою песка. У входа в камеру подвески с залитыми оболочками извлекаются из песка пневматическим лифтом. Песок с подвески и блока отливок ссыпается в желоб карусели, а подвеска с отливками перемещается в камеру охлаждения, при выходе нз которой отливки снимаются с подвесок; цикл заканчивается.
Потери песка возмещаются досыпанием его в желоб карусели из бункера. Удаление ссыпанного с блоков отливок песка и остатков керамики производится скребковым конвейером, расположенным внизу вдоль камеры охлаждения.
Установка для отделения керамики 6AS2 предназначена для разрушения остатков керамической формы и частичного удаления их с поверхности стального блока отливок, а в некоторых случаях и для отделения отливок от стояка блока.
Техническая характеристика установки для отделения керамики 6А92
Наибольшие размеры обрабатываемого блока, мм: диаметр ... .................... 400
длина.................................................. ... 500
Наибольшая производительность, блоков/ч:
по отделению керамики . . . .... ..... 100
по отделению отливок ...................................... 25
Цилиндр зажима: диаметр, мм 160
рабочий ход, мм ......... .............. 100
Наибольший расход воздуха, м3/мии ............................... 1,8
Количество отсасываемого воздуха, м3/ч ......................... 1200
Габаритные размеры, мм: длина . ..... ...... ............. 835
ширина............................................... ... 950
высота............................................... ... 2500
Масса, кг............................................... ... 1355
Установка состоит из сварной звукоизолирующей станины, внутри которой на двух штангах закреплен механизм отделения отливок, имеющий пневмоцилиндр с направляющими траверсами, грязесборник, отбойный механизм, регулируемый упор, плиту со сменными вставками. В качестве отбойных механизмов в установке использованы: молоток отбойный пневматический МО-44 пли лом пневматический ИП-4604.
Блок отливок устанавливается литниковой воронкой на плиту со вставкой, ориентируется по регулируемому упору. Боек отбойного механизма с помощью пневмоцилиндра прижимается к торцу стояка, при этом сжатый воздух подается в пневмоцилиндр поворотом ручки управления. При закрывании дверь установки нажимает на толкатель воздухораспределителя,после чего автоматически включается
МАШИНЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
289
подача воздуха в отбойный механизм и производится отделение керамики или отливок. Отделенные отливки и керамика по желобу в основании установки собираются в ящик или убираются цеховым конвейером через окно корпуса станины.
По окончании операции отделения оператор открывает дверь, при этом автоматически прекращается работа механизма отделения, поворотом ручки управления оператор освобождает стояк и удаляет его из рабочей зоны.
В установке регулируются сила зажима блока и удар отбойного механизма.
В режиме работы установка обязательно должна быть присоединена к вытяжной цеховой вентиляции.
Пресс гидравлический для отделения отливок от стояка 6А93.
Техническая характеристика гидравлическою пресса 6А93
Наибольшие размеры обрабатываемых блоков, мм:
диаметр ... .... ............................ 400
длина.......................................................... 500
Наибольшая производительность, блоков/ч ............................ 100
Наибольшее усилие, развиваемое цилиндрами, кН: верхним . ....................................................... 630
подпора ............................................. . . . . 50
Ход штоков цилиндров, мм: верхнего ... .................... ................... 500
подпора......................................................... 4-10
Наибольшая скорость перемещения блока, мм/с: вниз (срез отливок) ............................................. 40
вверх (выталкивание стояка) ...................................... 80
Установленная мощность, кВт .......................................... 30
Габаритные размеры, мм: длина:......................................................... 2150
ширина.......................................................... 1000
высота над уровнем пола ......................................... 2900
высота общая ................................................... 3350
Масса, кг............................................................ 5200
Пресс состоит из С-образной станины, верхнего рабочего цилиндра н нижнего цилиндра подпора, гидроеборудования и механизма управления. На станине имеется фильера для среза отливок и склиз, примыкающий к лотку для удаления срезанных отливок.
Блок отливок устанавливается нижней частью стояка в фильеру, после чего зажимается между штоками верхнего и нижнего цилиндров. Верхним цилиндром блок продавливается через фильеру, режущие кромки которой отделяют отливки, после чего нижний цилиндр возвращает стояк и шток верхнего цилиндра в исходные положения, где стояк разжимается и удаляется.
Наибольшее давление, обеспечиваемое гидросистемой, в верхнем цилиндре 32 МПа, в цилиндре подпора 6,5 МПа. Цилиндр подпора — одностороннего действия, зажим осуществляется при давлении 1 МПа, которое поддерживается отдельным напорным золотником. Это давление подается во все полости цилиндров, после чего блок зажимается за счет разности площадей поршневой и штоковой полостей верхнего цилиндра.
Электродвигатель насосной станции — типа АО2-72-4-62 (30 кВт, 1500 об/мин).
Установки для выщелачивания керамики 695 и 6Б95 предназначены для окончательной очистки отливок от остатков керамической оболочки в крупносерийном и массовом производстве отливок.
Технические характеристики установок для выщелачивания керамики
695 6Б95
Производительность при обработке отливок, кг/ч: типа шариков, цилиндров ..................................... 355 —
простой формы с незначительными углублениями .... 250 —
с развитой поверхностью и полостями...................... 125 —
10 Сафронов В. Я-
290
МАШИНЫ ДЛЯ СПЕЦСПОСОБОВ ЛИТЬЯ
Наибольшая производительность при массе партии отливок 80 кг и времени нахождения в щелочи 2 ч, кг/ч................... — 250
Средняя масса обрабатываемых отливок, кг..................0,01—0,6 —
Наибольший габаритный размер обрабатываемых отливок, мм 140
Частота вращения барабана, об/мин......................... 0,4—0,29 0,7
Температура, СС: щелочи.................................................... 125—130 150
воды для промывки..................................... 60 —
Время, мин: обработки в щелочи........................................ 100—140 120—180
промывки в горячей воде............................... 20—35 —
обработки полное ..................................... — 150—300
Расход: газа, н№/ч................................................ 18 27
воды, ь?/ч ........................................... 1 2
щелочи на 1 т литгя, кг .......................... 70 140
Рабочий объем отсека, м3: щелочного................................................. — 1,5
водного............................................... — 0,25
Установленная мощность, кВт.......................... 0,6 2,7
Габаритные размеры, мм: длина....................................................... 5 200 6 285
ширина.................................................. 1 800 2 520
высота ................................................. 2 720 2 800
Масса, кг................................................... 6 420 10 550
Основные узлы установок: рама, барабан, привод, узел загрузки, узел выгрузки, кожух, электро- и газооборудование.
Основной узел установок — барабан выполнен сварным, установлен на раме па две пары роликовых катков, два из которых являются ведущими, приводимыми во вращение электродвигателем через редуктор Барабан разделен на три отсека; выщелачивания, промывки и окончательной промывки. На внутренней поверхности барабана во всех его отсеках имеются винтовые спирали, с помощью которых отливки перемещаются вдоль всей длины барабана. Из отсека в отсек отливки передаются с помощью передающих устройств. Для подогрева раствора щелочи барабан помещен в теплоизоляционную камеру, внутри которой имеются газовые горелки. На входе в барабан размещено загрузочное устройство в виде воронки, на выходе — легок, по которому отливки выходят за пределы установки.
Шламосборник установки 695 размещен в третьей секции, установки 6Б95 — между отсеками выщелачивания и промывочным. В барабане установки 6Б95 партии разных плавок не перемешиваются; по усмотрению оператора можно регулировать время выщелачивания, выключение вращения барабана, оставив покачивание и избежав галтовки, и, наоборот, интенсифицировать галтовку
Газовая система установок имеет четыре горелки с регулированием инжектируемого воздуха дроссельными шайбами. Тепловой поток горелки 28 050 Вт, расход газа 3,3 нм3/ч, давление газа 1,3 Па; пределы регулирования расхода газа 0,64—3,87 н№/ч, давления газа 0,05—1,8 Па.
Подвод газа к установкам должен быть самостоятельным с возможностью регулирования давления в пределах, предусмотренных характеристикой горелок. К каждой горелке должен предусматриваться индивидуальный подвод газа.
Автомат 69213 предназначен для изготовления моделей ns пенополистирола при литье по выжигаемым моделям в крупносерийном и массовом производстве.
Техническая характеристика автомата 69213
Габаритные размеры устанавливаемых пресс-форм, мм: длина.......................................................... 370
ширина....................................................... 870
высота........................................................ 350
МАШИНЫ для ЛИТЬЯ ПОД ДАВЛЕНИЕМ
291
Объем изготавливаемых звеньев (моделей), см3 ..................... 25—625
Производительность, запрессовок/ч ............................... 100—280
Усилие запирания пресс-форм. кН .................................. 30
Расстояние между колоннами (в свету), мм.......................... 400
Наибольшее расстояние между подвижной и неподвижной плитами, мм 645 Ход подвижной плиты, мм..................................... ..... 300
Высота от пола до оси пресс-форм, мм ............................. 1300
Максимальная доза впрыскиваемого материала, см3 ..................5 —125
Шнек:
диаметр, мм................................................... 45
ход, мм.......................................................... 100
скорость вращения, об/мин .................................... 20—90
Скорость впрыска, см3/с, не менее ................................... 1S0
Давление на материал в цилиндре пластификации, МПа................ 140
Число зон обогрева ................................................... 4
Температура по зонам, °C:
первая........................................................110—130
вторая...................................................... 140—180
третья........................................................170-
Температура обогрева мундштука, °C................................ 220 'GO
Мощность нагревателей, кВт-
в каждой из трех зон ......................................... 1.5
в зоне обогрева мундштука..................................... 0,25
Температура охлаждающей воды, °C.................................. 8—10
Время охлаждения пресс-формы, с ..................................20—G0
Ход выталкивания моделей, мм...................................... 20—90
Объем бункера для пенополистирола, дм3............................ 30
Расход, м3/ч:
технической воды ................................................. 5
охлаждающей воды................................................. 0,3
сжатого воздуха ................................................ 0,04
Мощность электродвигателей привода, кВт............................ 13
Установленная мощность общая, кВт.................................. 17,75
Габаритные размеры, мм:
длина.......................................................... 4380
ширина.......................................................... 1975
высота.......................................................... 2100
Масса (без отдельно стоящего оборудования), кг..................... 7690
Основные узлы автомата станина, механизм впрыска, механизмы запирания (правый и левый), ограждение (правое и левое), система опрыскивания и охлаждения, цилиндр пластификации, бункер, система обогрева, гидро- и электрооборудование.
Для повышения производительности процесса автомат оснащен двумя запирающими механизмами. Механизм впрыска, поочередно поворачиваясь то к правому, то к левому механизму запирания, производит запрессовку дозы полистирола в пресс-форму. Цикл изготовления пенополистироловых моделей объемом до 40 см3 соответствует циклу изготовления выплавляемых моделей того же объема, более крупных — в 1,5—2 раза меньше Брак этих моделей (недолив, поломка и др.) в 2— 4 раза ниже, чем выплавляемых. На автомате можно устанавливать две пресс-формы, различные по объему впрыскиваемого материала.
МАШИНЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
Машины для литья под давлением являются основным базовым элементом для создания автоматизированных комплексов с различной степенью автоматизации.
По принятой классификации машины для литья под давлением делятся:
10*
292 МАШИНЫ ДЛЯ СПЕЦСПОСОБОВ литья
МАШИНЫ ДЛЯ литья ПОД ДАВЛЕНИЕМ
293
по конструкции и расположению камеры прессования — машины с горизонтальной холодной, вертикальной холодной и горячей камерой прессования;
по мощности машин — малые, средние, тяжелые и уникальные;
по степени универсальности — универсальные (типажные) и специальные.
Машины для литья под давлением с горизонтальной камерой прессования 711А06, 711А07, 711Б08, и 711Б09 (средние), 711А10, 71111, 71112, 71113, 71114, 71115 (тяжелые), 71116, 71117, 71118, 71119 (уникальные) предназначены для получения отливок из цветных металлов и их сплавов (алюминия, меди, цинка, магния) в це-ixax крупносерийного и массового производства.
Технические характеристики машин приведены в табл. 5.
Машины состоят из станины, механизмов запирания и прессования, насосной установки и аккумулятора, защитного ограждения. Крепление механизма прессования у тяжелых машин имеет жесткую рамную конструкцию, составленную из горизонтальных (станина, верхний соединительный брус) н вертикальных (неподвижная плита-формодержатель, стойка механизма прессования) элементов. У средних машин для связи стойки механизма прессования с неподвижной плитой используются две круглые стяжки, расположенные по горизонтали в диаметральной плоскости механизма; машина 711Б09 имеет более развитую стойку' и три стяжки, являясь как бы переходной к тяжелым машинам. Эти и другие различия в конструктивном исполнении отдельных механизмов предопределяются характером производства, производственными возможностями предприятий-изготовителей, их технологической оснащенностью.
Станина представляет собой сварную конструкцию коробчатой формы, во внутренней плоскости которой имеется резервуар для рабочей жидкости. На станине размещены основные механизмы запирания и прессования и другие узлы. У средних машин станина разгружена от основных усилий, возникающих в машине. Механизм запирания гидрорычажного типа отличается жестким и надежным запиранием форм, обеспечивает высокую скорость смыкания полуформ. Настройка на различную толщину формы осуществляется с помощью электродвигателя и специального редуктора.
Механизм прессования обеспечивает трехфазный впрыск сплава в пресс-форму. В период первой фазы пресс-поршень движется со скоростью 0,2—0,3 м/с в пределах заливочного окна пресс-камеры. При такой низкой скорости выплеск металла из окна камеры исключается, обеспечивается хорошее вытеснение из нее воздуха. В период второй фазы скорость движения пресс-поршня может регулироваться от нижнего до максимального предела; происходит заполнение пресс-формы. С момента окончания заполнения формы начинается третья фаза — подпрессовка, усилие которой также регулируется. Изменение расположения механизма прессования по высоте осуществляется с помощью гидроцилиндра после удаления связей с неподвижной плитой-формодержателем.
Выталкивание отливки из пресс-формы осуществляется гидровыталкнвателем, встроенным в механизм запирания по центру подвижной плиты (центральным выталкивателем). На тяжелых машинах выталкивание отлнвок можно также производить боковыми выталкивателями, не связанными с центральным либо совместным их действием.
Для установки крупногабаритных пресс-форм, отдельные элементы которых могут выходить за габариты плит-формодержателей, машины оснащены устройством для удаления одной или двух верхних колонн механизма запирания
В качестве рабочей жидкости насосной установки применяется трудновоспламе-няемая жидкость — промгидрол П20-М1 (ТУ 6-02-1140—78).
Для наиболее распространенных машин 711А07, 711Б08 и 711А10 в табл. 6—9 дополнительно приводятся данные об основных комплектующих изделиях.
Для смазывания механизма запирания машин 711А07 и 711Б08 применяется универсальный среднеплавкий смазочный материал С (ГОСТ 1033—79), для машины 711А10—ЦИАТИМ-203 (ГОСТ 8773—73)*.
На базе перечисленных машин изготавливают специальные машины и комплексы, учитывающие индивидуальные и специфические требования потребителей.
спи 40 000 о 700 ооз I 009 1 1
к S к СВ 3 я 8HIZ 35 000 м g S
сЗ СО о о О и S я ZITIZ 30 000 — о О 1
С 04 СО О
sX О £Х си 91IIZ 25 000 04 о со см ю 1
О X а о 6IIIZ ООО ОС ю — О 04 СО о 04
^5 СО
X о X И IIZ 1 6000 о> СО 1 180 1 320 009 000 1 1 500
оз X О СО CD 3 CD * 8HIZ О1 04 1 000 СО 530 006 1 200 1
S, о SI IIZ 10 000 СО 006 1 060 480 о о оо 950 250
S
X X си 111IZ 8 000 со о СО 950 СМ г- 800 О 04 со 1
под да г 01VIIZ 6 300 о 7 50 850 380 630 670 СМ Г-
ЛИТЬЯ 1 6091IZ ООО t <о 630 ОЗЕ 0ES 450 со Ь- ю
и для Средние 80 911Z 2 500 о 530 009 096 450 300 ю о СО
3 cd S Z0VIIZ 1600 см 450 500 04 380 СМ О
C7J
X 90VIIZ 1000 О1 380 420 2 320 СЧ СО ю СО
5. Технические характе Параметр Усилие запирания пресс-формы, кН Масса заливаемой пор- ции алюминиевого сплава *, кг Расстояние между ко- лоннами по горизон- тали и вертикали ! (в свету), мм Толщина пресс-формы, мм: наибольшая наименьшая Ход подвижной плиты-формодержателя, мм Усилие прессования наибольшее, кН Смещение второй пози- цни вниз от оси ма- шины, мм Наибольшая скорость холостого хода пресс-плунжер а вперед, м/с Расстояние выхода пресс-плунжера за плоскость плиты, мм
294
МАШИНЫ ДЛЯ СПЕЦСПОСОБОВ ЛИТЬЯ
[р одолжение табл.
6I1IZ 21 35 800 350 15 000 4 000 210 000
Уникальные 81IIZ ZIIIZ 27 25 25 27 170 ПО 500 200 33 200 75 13 700 | 14 000 3 900 4 600 167 000
911IZ 30 20 450 0 1 14 500 3 500 150 000
SIIIZ 32 21 63 0 25 13 200 3 100 4 500 130 000
MIIZ 50 17 155 95 530 235 21 65 12 350 2 950 3 800 1 00 000
<и х CIIIZ 145 85 50 210 27 00 12 000 2 450 3 500 .82 000
СК 1- с I И Z 63 15 140 75 3 246 23 21 63,5 10 000 2 400 3 350 60 000
IIIIZ 80 12 120 70 2 07 31 61 9 450 2 300 3 190 55 000
0IVIIZ 150 |Г 1 10 65 '’ОО 200 32 160 00.45 8 700 3 500 3 150 28 000
60 S11L 24 0 <23 30 7 400 1 650 1 900 19 300
0, X scaiiz 250 5 95 45 150 189 42 100 22 5 950 1 540 1 900 10 650
Cj о ZOVIIZ 80 36 1 12 197 4 С "0 18,5 5490 1470 1900 8340
lOVUZ зоо 3.6 15 4170 1290 1650 4870 i
Параметр Число холостых цшов при непрерывной работе, цикл/ч Время одного холостого никла, с, не более Диаметр наполнительных стаканов, мм: наибольший наименьший Усилие выталкивания отливки, кН Давление прессования, МПа: наибольшее наименьшее Наибольший ход гидровыталкивателя, мм Установленная мощность. кВт Габаритные размеры, мм: длина ширина высота Масса, кг
При давлении прессования 40 МПа.
МАШИНЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
295
6. Подшипники качения (класс точности 0) машин 711А07 и 711Б08
Обозначение, ГОСТ Место установки Число
7211, ГОСТ 333—71 Редуктор подналадки 2
7310, ГОСТ 333—71 То же 1
7606, ГОСТ 333—71 » 1
109, ГОСТ 8338—75 » 1
7000107, ГОСТ 8338—75 Механизм подналадки 10
60201, ГОСТ 7242—70 Защитная дверь 4
60206, ГОСТ 7242—70 Привод двери 1
7. Подшипники качения (класс точности 0) машины 711А10
Обозначение, ГОСТ Место установки Число
7206, ГОСТ 333—71 Редуктор-регулятор 2
46116, ГОСТ 831—75 То же 2
126, ГОСТ 8338—75 Привод подналадки 1
202, ГОСТ 8338—75 Защитное ограждение 8
213, ГОСТ 8338—75 Привод подналадки 1
215, ГОСТ 8338—75 То же 1
218, ГОСТ 8338—75 » 2
306, ГОСТ 8338-75 » 6
4074107, ГОСТ 8338—75 Ролики разгрузки 16
8. Основные элементы гидросистем машин 711А07, 711Б08 и 711А10
Насос Обозначение Производительность, л/мин Максимальное давление и а выходе, МПа Место установки
Лопастной сдвоен-
ный:
высокого давле- 18БГ12-23А 18—25 12,5 71IA07,
НИЯ 711Б08
низкого давле- 100Г12-25А 100 6,3 711Б08
НИЯ 70Г12-24 70 6,3 711А07
основной НАР74-224/320 200 32 711А10
Подпитки Г24 200 6,4 711А10
296
МАШИНЫ для СПЕЦСПОСОБОВ ЛИТЬЯ
9. Электродвигатели машин 711А07 и 711Б08
Наименование и назначение привода Обозначение Мощность, кВт Частота вращения, об/мин Место установки
Насос:
высокого давления 4А132М4 11 1500 711А07, 711Б08
низкого давле- 4А132М6 7,5 1000 711А07
НИЯ 4A160S6 И 1000 711Б08
Механизм подналад- ки 4A100L6 2,2 1000 711А07, 711Б08
Насос
главного привода 4А25056УЗ 45 — 711А10
подпитки АО2-41-6УЗ 3 — 711А10
Механизм подналад- АОЛ2-31-4УЗ 2,2 — 711А10
К И
Насос смазывания ме- ДПТ-21-4-С2 0,25 — 711А10
ханизма запирания
КОКИЛЬНЫЕ МАШИНЫ
Литье в кокиль применяют в основном при крупносерийном и массовом производстве. Применение лнтья в кокиль для простых алюминиевых отливок целесообразно при партии отливок не менее 1,5 тыс. шт., а сложных при 12—15 тыс. шт. Для чугунного лнтья это значение должно быть на порядок выше, так как стойкость кокилей при чугунном литье в 10 раз ниже, чем при литье алюминия.
Кокильные машины, применяемые для литья черных и цветных сплавов, приведены в табл. 10, 11.
Наиболее универсальной является конструкция машин V исполнения. Она состоит из станины, двух основных подвижных плит, поддона, торцовой подвижной плиты, плиты верхнего стержня, манипулятора для удаления отливок, гидроагрегата, системы смазки, коммуникаций для водяного охлаждения кокиля, электрооборудования и системы управления.
Машины IV исполнения имеют тот же состав за исключением торцовой подвижной плиты. Состав машин III исполнения отличается от состава машин V исполнения отсутствием торцовой подвижной плиты и плиты верхнего стержня. Практика не подтвердила необходимость серийного выпуска кокильных машин II исполнения, имеющих лишь две основные подвижные плиты. Наиболее простое исполнение машин — первое; в их состав входит только одна подвижная плита.
На кокильных машинах производят следующие технологические операции: очистку кокиля и нанесение на его рабочие поверхности защитных покрытий; установку песчаных стержней;
сборку кокиля (в зависимости от сложности конструкции кокиля в этой операции могут участвовать все подвижные элементы);
заливку металла в кокиль;
охлаждение кокиля для ускорения кристаллизации и охлаждения отливки; разборку кокиля и выталкивание готовой отливки;
съем и передачу отливки на транспортирующие устройства либо в тару.
За исключением обслуживания кокиля и установки песчаных стержней все операции могут выполняться в автоматическом режиме в последовательности, заданной технологическим процессом.
Все узлы и агрегаты кокильных машин третьего габарита (последняя цифра обозначения модели) монтируются на станине, представляющей сварную из листового проката конструкцию коробчатой формы, часть которой используется в качестве гидробака.
КОКИЛЬНЫЕ МАШИНЫ
297
Привод машин пневматический.
КОКИЛЬНЫЕ МАШИНЫ
11 Основные параметры и структура кокильных машин типа 82000 g Исполнение V Z0SZ8 МАШИНЫ ДЛЯ СПЕЦСПОСОБОВ ЛИТЬЯ So Ss g§ оёэ OOOOO 000000.10 ooog O'! О г; О ОСО О И 2 О О Я if) С IQ Ю ф О ifi щ ► xf СО С7Т w , — тГ —<DS4 — Г-
S09VZ8 800 630 800 630 630 500 500 400 630 : 320 50 500 200 40 160 : 160 120 320 160 55 5,5 3400 2000 3250 9200
80SVZ8 500 400 500 400 500 400 500 400 500 250 50 320 160 16 50 100 63 160 160 40 5,5 2700 1800 2300 4400
Исполнение IV Z0V58 1 250 1 000 1 250 1 000 1 000 800 800 400 100 530 100 250 250 160 500 50 7,5 3 400 2 570 3 960 И 120
«arvze 800 630 800 630 630 500 630 320 50 500 40 160 160 120 320 48 5,5 3400 1100 3250 8500
solves 500 400 500 400 500 400 •500 ; 250 50 320 16 50 100 63 160 34 5,5 2700 1200 2300 3800
Исполнение 111 1 Z0EZ8 1250 1000 1250 1000 800 400 100 100 250 250 160 40 7,5 3400 2570 3200 9520
908V28 800 630 800 630 630 320 50 40 160 160 120 35 5,5 3400 1100 2400 7300
еоЕугв 500 400 500 100 5UU 250 50 16 50 100 63 26 5.5 2700 1200 2000 3200
Исполнение 1 | zoize ОО о сэ 1 1 । 1 И ° 5 1 1 IS й 1 1 1 24 7,5 3800 1900 2800 4400
SO 128 оо ..о а gs 11 II 11з 3 III? «III 18 5,5 3400 1000 2500 2850
80(28 1 1 1 1 1 |§ 1 in ТГ * • 11 1 1 СП сП 1112 Sill 10 3,0 3000 1200 1300 2500
Параметр Размеры основных плнт для крепления кокиля, мм: ширина высота Размеры поддона, мм: ширина длина Размеры плиты для крепления верхнего стержня, мм: длина ширина Размеры торцовой ллнты, мм: длина ширина Наименьшее расстояние между основными плитами, мм Ход плит, мм: каждой из основных нижнего стержня верхнего стержня торцовой Металлоемкость кокиля для алюминия, кг Усилие отвода, кН: основных плит нижнего стержня выталкивателя верхнего стержня торцовой плиты Машинное время холостого цикла, с Установленная мощность, кВт Габаритные размеры, мм; длина ширина высота Масса, кг
У машин пятого и седьмого габаритов для повышения жесткости конструкции края станины более развиты вверх, что исключает необходимость использования отдельно изготавливаемых стоек, обеспечивающих работу подвижных плит у машин третьего габарита. У машин пятого и седьмого габарита самостоятельными отдельными элементами являются гидроагрегат и электрошкаф.
При сборке кокиля каждая из основных подвижных плит перемещается вдоль станины с помощью гидроцилиндра, закрепленного у машин третьего габарита в неподвижной стойке, а у машин пятого и седьмого габарита — в развитой верхней части станины. Точность сближения подвижных плит обеспечивается направляющими скалками, которые не выходят в зону расположения кокиля и не мешают его монтажу и эксплуатации. Во избежание изнашивания направляющих скалок и втулок, для разгрузки их от силы тяжести кокиля и подвижной плиты устанавливают опорные башмаки. Подвижные плиты, а у маши I исполнения и неподвижная плита имеют встроенные выталкиватели отливки.
Поддон расположен в нижней части пространства, занимаемого кокилем, предназначен для извлечения нижнего металлического стержня, если такой имеется, И выталкивания отливки из нижней части кокиля. Движения осуществляются с помощью гидроцилиндров, усилие которых передается через рычаги на соответствующие толкатели.
Механизм перемещения плиты верхнего стержня у машин третьего габарита установлен на правой стоике, а у машин пятого и седьмого габаритов — на правой части станины. При сборке кокиля он осуществляет ввод металлического верхнего стержня, после кристаллизации отливки — его извлечение, при осмотре и обслуживании — подъем и отвод стержня в сторону. Движения верхнего стержня осуществляются с помощью гидроцилиндров подрыва, подъема и поворота.
Торцовая плита имеет гидроцилиндры подрыва и перемещения, аналогичные плите верхнего стержня. Весь агрегат торцовой плиты крепится с тыльной стороны станины на кронштейне. Во избежание изнашивания направляющих элементов для разгрузки их от силы тяжести кокиля и торцовой плиты устанавливают опорный башмак.
В машины третьего габарита IV и V исполнений на левой стойке, у машин пятого и седьмого габаритов на левой части станины установлен манипулятор, удаляющий отливку из кокиля и из рабочей зоны машины.Манипулятор состоит из следующих механизмов: зажима, подъема и поворота отливки, осуществляющих операцию с помощью соответствующих цилиндров.
Коммуникации для охлаждения кокиля имеют коллектор и электромагнитный мембранный вентиль для периодического включения и выключения подачи воды в соответствии с заданным режимом. Подача воды осуществляется к элементам кокиля, а также к поддону и плите верхнего стержня. Расход воды для каждой части регулируется отдельным вентилем. Для охлаждения рабочей жидкости гидросистемы предусмотрен масляный водоохладитель.
Система смазки у машин исполнения I осуществляется двумя многоточечными лубрикаторами С17М-11. У остальных машин смазывание осуществляется централизованно маслом Т22. Периодичность смазывания устанавливается оператором на пульте.
Пневмосистема обеспечивает срабатывание пневмоцилнндра захвата манипулятора.
Гидроагрегат имеет гидропневматический аккумулятор с поршневым разделителем сред, обеспечивающий ускоренное перемещение исполнительных механизмов и снижение общей мощности насосной установки. Для подключения дополнительно двух гидроцнлиндров оснастки предусмотрена резервная гидроаппаратура.
Система управления машинами выполнена на блоках с интегральными микросхемами и имеет высокую помехоустойчивость. В качестве датчиков путевого контроля используются конечные выключатели с герметичными контактами. В схеме управления предусмотрена возможность работы машин в автоматическом режиме с заливочно-дознрующимн устройствами. При необходимости может быть исключено срабатывание любого из механизмов, несущих часть кокиля. Соответствующие блокировки и сигнализация обеспечивают безопасную эксплуатацию машин.
Основные элементы .привода кокильных машин приведены в табл. 12.
300
МАШИНЫ для СПЕЦСПОСОБОВ ЛИТЬЯ
12. Основные элементы привода кокильных машин
Электродвигатели Насосы Куда ВХОДИТ, обозиачение
Обозначение Мощность, кВт Частота вращения, об/мин Обозначение Давление, МПа Подача, л/мин
4A100S4 3 1500 8БГ12-22АМ 5,5 8; 12 82103
4А112М4 5,5 1500 РНАМ-32/320-5 16 44 82А303; 82А403; 82А5ОЗ; 82А405; 82A405J 82А505
Основным разъемом кокиля у перечисленных машин является вертикальный разъем.
При необходимости кокиль с горизонтальным разъемом может устанавливаться на машинех»1У и V исполнений, имеющих поддон и плиту верхнего стержня, охватывающие размеры (в плане) 500Х 400 мм — 1250Х 1000 мм
Карусельные кокильные машины 59К613, 59К815, f-1745 (табл. 13) предназначены для массового производства отливок из черных и цветных сплавов в кокилях с вертикальным разъемом.
Карусельные кокильные машины состоят из карусельного стола (платформы) с приводом, кокильных секций по числу позиций, устройств для обдувки и по-
13. Технические характеристики карусельных кокильных машин
Параметр 59К613 59К815 81745
Число позиций карусели 6 в
Размеры рабочего места на плитах для крепления
частей кокиля, мм:
ширина 500 800
высота 400 630
Наименьшее расстояние между плитами, мм 500 630
Ход, мм:
основной подвижной плиты (каждой) 400 500 250
торцовой — — 20
толкателей — — 50
верхнего стержня — — 600
Усилие, кН:
раскрытия кокиля 40 125 50
выталкивания отливки — — 50
подрыва стержня — ’— 150
Время поворота карусели на первой позиции, с 6 В
Наибольшая металлоемкость кокиля, кг:
для чугуна 40 70 80
для алюминия 10 20
Установленная мощность, кВт 21 48
Диаметр карусели, мм 4 С00 6 300 7 600
Высота машины, мм 2 S00 3 840 5 700
Масса, кг 25 000 39 500 62 J00
АГРЕГАТИРОВАННЫЕ ЛИТЕЙНЫЕ УСТАНОВКИ
301
краски рабочей поверхности кокиля, распределительной колонны, систем гидравлики, пневматики, смазки, охлаждения, управления и электрооборудования. В составе машин могут предусматриваться также заливочно-дозирующие устройства.
У машин 59К613 и 59К815 кокильные секции имеют одну основную подвижную плиту. Неподвижная плита секции находится на периферии карусели, а подвижная при закрытии кокиля перемещается от центра карусели к неподвижной плите по радиусу. Каждая технологическая операция выполняется на определенной позиции карусели, которая имеет прерывистое вращение. Для удобства обслуживания кокиля и при необходимости установки песчаных стержней кокильные секции у машины 59К613 наклоняются по копиру.
В отличие от предыдущих моделей у машины 81745 кокильные секции расположены по хорде. Каждая секция имеет две основные подвижные плиты, перемещающиеся перпендикулярно радиусу карусели, торцовую плиту с радиальным ходом и плиту верхнего стержня, двигающуюся вверх-вниз. Более широкая универсальность секций предопределяет расширение технологических возможностей всей машины. Кроме того, машина имеет программную систему управления (см. с. 146) и позволяет получать одновременно отливки в восьми различных кокилях, имеющих каждый свою последовательность сборки-разборки. Привод карусели позволяет осуществлять правое н левое вращения.
АГРЕГАТИРОВАННЫЕ ЛИТЕЙНЫЕ УСТАНОВКИ
Агрегатировапные литейные установки типа АЛУ являются дальнейшим развитием процесса литья в кокиль легких сплавов и одновременно с повышением качества отливок обеспечивают автоматизацию заливки и выдачи готовой отливки. Качество лнтья повышается за счет реализации в установках способа литья под низким давлением н под низким давлением с отсечкой и допрессовкой расплава в кокиле.
Встроенный агрегат заливки представляет собой герметичную печь, поддерживающую заданную температуру расплава. Агрегат соединен металлопроводом через специальное отсечное устройство с кокилем и включен в общую систему управления установки, что позволяет создавать необходимые режимы заполнения кокиля и кристаллизации сплава под повышенным давлением. Работа отсечного устройства дает возможность независимо от давления в печи повышать давление в кокиле в момент кристаллизации сплава.
Установки выпускаются одно- и двухпозициопнымн с вертикальным и горизонтальным разъемами кокиля. На базе основных установок разработаны и изготавливаются специальные установки для литья поршней, роторов электродвигателей, колес и др.
Установка двухпозициоииая с вертикальным разъемом кокиля АЛУ1М предназначена для получения отливок из алюминиевых сплавов с повышенными требованиями к прочности н плотности в цехах серийного массового производства. Благодаря наличию верхней плиты разъем кокиля может быть комбинированным.
Техническая характеристика двухпозиционной установки с вертикальным разъемом ЛЛУ1А1
Размеры рабочего места для крепления кокиля на плитах, мм: боковых .......................................................... 630Х 400
верхних ...................................................... 630X 400
Наименьшее расстояние между боковыми плитами (подвижной и неподвижной), мм.................................................... 400
Ход плит, мм: боковых ....................................................... 500
верхних ...................................................... 400
Металлоемкость одной формы (наибольшая по алюминиевому сплаву), кг............................................... ... 15
Машинное время холостого цикла, с.................................. 50
302
МАШИНЫ ДЛЯ СПЕЦСПОСОБОВ ЛИТЬЯ
Усилия, кН: закрытия боковых плит..........................................
выталкивания отливки из боковых плит.......................
подрыва кокиля боковой плитой .............................
закрытия верхних плит......................................
подрыва кокиля верхней плитой . ...........................
выталкивания отливки из верхней части......................
прижима агрегата заливки ..................................
Рабочее давление в гидросистеме, МПа:
высокое ...................................................
низкое ....................................................
Давление сжатого воздуха, МПа: в агрегате заливки ............................................
для допрессовки регулируемое ..............................
Масса алюминиевого сплава в агрегате заливки, кг...............
Установленная мощность, кВт....................................
Габаритные размеры, мм:
длина......................................................
ширина.....................................................
высота ....................................................
Масса, кг......................................................
200
150
200
120
300
10 2
До 0,065 До 0,4 320 38
4 500
1 700 3 420 13 000
Установка состоит нз станины, агрегатов горизонтальных и вертикальный перемещений, агрегата заливки, пневмо-, гидро- и электросистем.
Станина — сварная, коробчатой формы с жесткой массивной верхней плитой, на ней расположены все агрегаты установки за исключением электрошкафа.
Агрегат горизонтальных перемещений имеет вдоль станины две подвижные плиты и одну центральную неподвижную плиту между ними для крепления основных частей двух одновременно устанавливаемых кокилей.
Агрегат вертикальных перемещений служит для крепления верхних частей или стержней кокиля, расположен на плите, закрепленной над станиной на четырех вертикальных колоннах.
Агрегат заливки имеет два металлопровода, расположенных на расстоянии 60 мм друг от друга. В зависимости от технологии литья и программы работы агрегат может находиться в стационарном, постоянно прижатом к кокилю положении, либо прижиматься к кокилю снизу каждый цикл.
Гидропривод обеспечивается двумя быстросъемными гидроагрегатами, подающими рабочую жидкость к исполнительным цилиндрам.
Пневмо-, гидро- и электросистемы позволяют выбрать для работы одну из пяти программ. Во всех программах предусмотрена возможность работы с дополнительным стержнем
Кокпли с вертикальным разъемом выполняются с одной подвижной в горизонтальном направлении частью, а другой — неподвижной. Расстояние от плоскости неподвижной плиты установки до оси металлопровода должно составлять 200 мм; размер нижней плоскости кокиля, контактирующей с металлопроводом, — не менее 100Х 100 мм.
Установка однопозиционная с вертикальным разъемом кокиля АЛУОЗ предназначена для тех же целей, что и предыдущая.
Техническая характеристика однопозиционной установки с вертикальным разъемом АЛУОЗ
Размеры рабочего места для крепления кокиля на плитах, мм: боковых . .......................................................
верхней .....................................................
Наименьшее расстояние между плитами боковыми, подвижной и неподвижной, мм...........................................................
Ход плит, мм: боковой .........................................................
верхней......................................................
800Х 500
800Х 500
500
500
420
АГРЕГАТИРОВАННЫЕ ЛИТЕЙНЫЕ УСТАНОВКИ
303
Металлоемкость кокиля (наибольшая по алюминиевому сплаву), кг . . 25
Машинное время холостого цикла, с ..........................' . . . 45
Усилия, кН: закрытия боковой плиты......................................... 200
подрыва боковой плитой ......................................... 200
закрытия верхней плиты.......................................... 120
цодрыва верхней плиты........................................... 300
Вместимость агрегата заливки (для алюминия), кг . . ................ 320
Установленная мощность, кВт ........................................ 30
Габаритные размеры, мм: длина......................................................... 3020
ширина........................................................ 1600
высота......................................................... 2500
Масса, кг.......................................................... 9200
Установки однопозиционные с горизонтальным разъемом АЛУГ2 и АЛУГЗ предназначены для получения крупногабаритных и объемных отливок из алюминиевых сплавов с повышенной прочностью и плотностью в условиях серийного и массового производства
Технические характеристики однопозиционных установок с горизонтальным разъемом
АЛУГ2 АЛУГЗ
Размеры рабочего места для крепления частей кокиля на пли-
тах, мм: верхней и нижней.................................... 800X630 1250X1000
боковых............................................ 800Х 500 —
Наименьшее расстояние, мм: между верхней и нижней плитами ........................ 500 300; 500;
700 * между боковыми плитами................................. 650 —
Ход, мм: плиты верхней ... 630 700
плит боковых (каждой)................................. 300
подрыва верхней плитой ................................ 50 50
выталкивания отливки................................... 50 50
Металлоемкость кокиля (наибольшая для алюминия), кг 30 15
Машинное время холостого цикла, с ...................... 60 40
Усилия, кН: закрытия верхней плиты..................................... 60 82
открытия верхней плиты................................. 60 120
подрыва верхней плитой............................ 200 400
выталкивания отливки (из верхней части кокиля) . . 20 350
запирания боковых стержней ...................... 60 78
извлечения боковых стержней............................ 60 66
Вместимость агрегата заливки (для алюминия), кг ... . 320 300
Установленная мощность, кВт .............................. 35 38
Рабочее давление в гидросистеме, 2-1 Па: высокое.................................................... 10
низкое............................................ 4 3
Габаритные размеры, мм:
1 длина................................................. 4 700 3 300
ширина............................................... 2 700 1 850
высота .............................................. 4 640 3 700 .
Масса, кг.................................................. 18 100 10 500
Регулируется ступенчато.
304
МАШИНЫ ДЛЯ СПЕЦСПОСОБОВ ЛИТЬЯ
Установка АЛУГ2. Основные узлы: станина, механизм боковых плит (левой и правой), агрегат вертикальных перемещений, агрегат заливки, гидроагрегат, съемник, пневмо-, гидро-, электрооборудование.
Станина представляет собой сварную конструкцию с массивной верхней плитой. В левой нише станины размещается пневмооборудование, в центральной — агрегат заливки, в правой — система смазки и охлаждения. Справа от станины размещен гидроагрегат. К нижним швеллерам для выкатывания агрегата заливки приварен рельсовый путь, на центральном швеллере крепится цилиндр подъема агрегата заливки.
Агрегат вертикальных перемещений и боковые плиты служат для крепления и сборки-разборки кокиля. Движение плит осуществляется с помощью соответствующих гидроцилиндров. В отличие от предыдущих установок в конструкции АЛУГ2 заложено дополнительное движение агрегата вертикальных перемещений за пределы рабочей зоны по горизонтальным направляющим для автоматизации выдачи отливки, а также для упрощения обслуживания, монтажа и демонтажа частей кокиля.
Съемник отливок предназначен для приема отливки, вытолкнутой из верхней части кокиля, и передачи ее в приемный бункер нли на средства внутрицехового конвейера. В съемнике предусмотрено специальное приемное устройство, снабженное гасителем удара, которое регулируется по высоте в зависимости от особенностей и гаранта отливки.
Наличие боковых плит позволяет устанавливать кокили с комбинированным разъемом, но для автоматизации процесса получения отливки целесообразно иметь конструкцию кокиля, у которой отливка после его разборки остается в верхней части.
Установка АЛУГЗ. В состав машины входит механизм нижней плиты, установленный на основной колонне и имеющий возможность поворачиваться вокруг колонны на 110°, что создает максимальные удобства для установки и обслуживания формы, агрегата заливки п металлопровода.
Агрегат вертикальных перемещений имеет возможность переустанавливаться на 400 мм с шагом 200 мм, что позволяет изменять размеры наименьшего рабочего пространства между плитами при постоянном ходе верхней плиты.
Агрегат заливки опирается на ролики и имеет возможность поворота вокруг основной колонны на 90°.
Машина снабжена системой централизованной смазки, системой водяного охлаждения частей кокиля с визуальным контролем подачи воды, съемником отливок оригинальной конструкции. Гидроагрегат располагается на расстоянии не более 20 м от установки.
ЦЕНТРОБЕЖНЫЕ МАШИНЫ
Центробежным способом или способом литья во вращающиеся формы в большинстве случаев получают полые отливки в виде тел вращения (втулки, трубы) без применения стержней. Одним из основных преимуществ этого способа является направленность затвердевания металла. При центробежном литье весьма важен правильный выбор скорости вращения формы, так как от этого зависит характер получающейся структуры, распределение шлаковых включений, газовой и усадочной пористости.
Существует несколько способов расчета скорости вращения. Значения, близкие к принятым па практике, дает эмпирическая формула Константинова:
5520 п — —— , /рт
где п — частота вращения изложницы, об/мин; г — наружный радиус отливки, см; р — плотность сплава.
Машины для центробежного литья втулок 552-2 и 553-2 обеспечивают получение втулок из цветных металлов и сплавов (с плотностью не менее 7,5 т/м3 — латунь, бронза) и чугуна в серийном производстве.
ЦЕНТРОБЕЖНЫЕ МАШИНЫ
305
Технические характеристики машин для центробежного литья втулок
552-2 553-2
Размеры отливок, мм: диаметр .............................................. 80—200 200—320
длина............................................. До 320 До 500
Производительность, шт/ч.............................. До 14 До 9
Усилие выталкивания отливки, кН............................... 25
Частота вращения изложницы, об/мин.................... 500—1250 500—900
Расход воды на охлаждение, м3/цикл................ ... 0,53 0,62
Установленная мощность, кВт .......................... 28 36,2
Габаритные размеры, мм: длина.......................................... ...... 2500 2820
ширина ............................................... 1895 2015
высота................................................. 1400 1510
Масса, кг.................................................. 3300 4000
Основные узлы машины: станина, шпиндель, изложница, кожух, ограждение, система охлаждения, пневмо- и электрооборудование.
Все узлы машины монтируют на станине, представляющей собой литую чугунную деталь коробчатой формы. Внутри станины на качающейся плите закреплен приводной электродвигатель постоянного тока п выполнена разводка водяной и пневмосистем.
Изложница крепится к фланцу, расположенному иа консольном конце шпинделя, вращающегося в двух роликоподшипниках, установленных на станине. Частота вращения шпинделя с изложницей регулируется бесступенчато в установленных пределах.
Заливочный желоб предварительно должен быть футерован и высушен. На внутренние стенки и крышку изложницы каждый цикл наносится противопригарное покрытие. Выталкивание отливки производится на специальный поворотный лоток, удаляющий ее из зоны заливки.
Машина для центробежного литья роликовая с горизонтальной осью вращения 02111 предназначена для отливки заготовок (втулок) из черных и цветных металлов и сплавов в серийном производстве.
Техническая характеристика роликовой машины для центробежного литья с горизонтальной осью вращения 92111
Размеры отливок, мм:
диаметр ... ................ ............... .... 60—450
длина.......................................................... 60—450
Машинное время холостого цикла, с ................................. 130
Время переналадки, мин, не более .................................. 15
Усилие выталкивания отливки, кН . ........................ 25
Частота вращения изложницы, об/мин................................. 30—2000
Рабочее давление в гидросистеме, МПа............................... 5
Расход, м3/ч: воды на охлаждение........................................... ..... 1,8
сжатого воздуха........... ...... ................ 3
Установленная мощность, кВт ....................................... 44,07
Габаритные размеры (без отдельно устанавливаемых электрооборудова-
ния, гидростанции), мм: длина........................ . ............ 4 970
ширина . . 3 450
высота........................................................... 2 520
Масса, кг........................................................... 14 000
Основные узлы машины: станина с главным приводом л механизмом опорных катков, устройствами очистки и окраски изложницы и крышки, излечения отливки;
306
МАШИНЫ для СПЕЦСПОСОБОВ ЛИТЬЯ
приемно-заливочный манипулятор. Отдельно размещаются установка для приготовления и раздачи краски, устройство для дозирования краски, узел отсоса пыли, гидростанция, пульт и шкафы электроуправления.
Механизмами машины автоматически осуществляются следующие операции изготовления одной отливки:
обдув, очистка и окраска внутренней части изложницы и ее крышки, дозирование и режим подачи воздуха и краски;
разгон и поддержание заданных оборотов изложницы;
подача заливочной воронки к изложнице;
отсос газов при заливке;
выдержка режима вращения и времени кристаллизации;
выдержка режима охлаждения изложницы;
останов и захват отливки;
подача приемного стола и удаление отливки из изложницы. Начало каждого нового цикла осуществляет оператор.
Процесс переналадки машины на новую отливку почти полностью механизирован. Кинематика и независимый привод механизмов обеспечивают открывание верхней крышки, работу прижимных роликов, сближение и расхождение опорных роликов на расстояние, обеспечивающее заданную установку оси изложниц различного размера.
Смаэывдние машины обеспечивается в основном индивидуальной подачей смазочного материала типа солидола С в каждую трущуюся пару через пресс-масленки с помощью ручного шприца. Для смазывания винтовых пар механизма извлечения, фрикционной муфты привода и подшипников механизма поворота гаек изложницы применяют смазочный материал УТ2 (ГОСТ 1957—73*). В корпуса радукторов и маслораспылитель пневмоситемы заливается масло И-20А.
Привод гидроцилиндров обеспечивается от гидростанции СВ1А-40-1Н-2.2-18 с насосом Г12-32М. В качестве рабочей жидкости применяют лромгидрол П20-М1 (ТУ 6-02-1 ИО—78).
Основным приводом вращения изложницы является электродвигатель типа Д806 (32 кВт, 980 об/мин, 440 В, продуваемый, исполнение М). Для привода остальных механизмов используются индивидуальные электродвигатели (8 шт.). Использование тиристорного агрегата АТЕРЗ-200/460Р для основного двигателя позволяет иметь пять фиксированных программ вращения изложницы: при заливке сплава, при кристаллизации отливки, при очистке изложницы, при окраске изложницы и крышки, реверс при фиксации изложницы.
Выбор частоты вращения изложницы оператор осуществляет в зависимости от технологического процесса в пооперационном режиме управления; после перехода на полуавтоматический режим заданная частота вращения выдерживается уже без вмешательства оператора. Возможна работа машины без наличия механизмов очистки и окраски изложницы и крышки.
Для контроля положения механизмов применяют конечные выключатели оригинальной конструкции с применением герметичных контактов (герконов), управляемых постоянными магнитами. Система управления построена на интегральных схемах и печатных платах, скомпонованных в блоки.
Машины литейные центробежные ЛН102А и ЛШ04Б предназначены для центробежного литья чугунных напорных раструбных труб в металлическую интенсивно охлаждаемую форму в цехах массового производства.
Технические характеристики литейных центробежных машин
ЛН102А ЛН104Б
Размеры отливаемых тр}б, мм: диаметр..........................................
длина (строительная) ... ..................
Масса отливаемых труб, кг ..........................
Производительность расчетная, труб/ч................
Частота вращения металлической формы (изложницы), об/мин .............................................
Расход воды на охлаждение, м3/ч ....................
100; 125; 150 200; 250; 300
4 000 5 500
82—156 280—490
32—34 24—26
600—1 200 15
400—550
40
ЦЕНТРОБЕЖНЫЕ МАШИНЫ
307
Установленная мощность, кВт.........................
Габаритные размеры, мм: длина...............................................
ширина......................... ...
высота.................................. . .
.Масса, кг..........................................
88,7 171
13 700 23 000
3 380 7 000
2 650 4 500
40 000 90 000
Основные узлы машины: станина с устройствами для установки стержней, подвижной корпус со сменными металлическими формами, извлекатель отливок, заливочный стенд.
Станины машин — литые удлиненные полые коробчатого сечения со сменными стальными направляющими — устанавливаются на фундамент под углом 3,26° к горизонту (уклон 6 %). Станина машины ЛН104Б состоит из трех частей. На станине смонтированы устройства для простановки стержней, кантователь поддонов, поддержки труб, шарнирный механизм. Внутри станины помещен гидроцилиндр перемещения корпуса.
Корпус представляет собой полую стальную отливку прямоугольного сечения, опирается на направляющие станины четырьмя колесами. Со стороны раструбной части металлической формы на корпусе крепится механизм установки стержней. Со стороны гладкой части формы на шарнирно-закрепленной плите установлен электродвигатель вращения формы. Передача вращения — клиноременная. Металлическая форма вращается в корпусе на трех роликовых опорах, исключающих прогиб формы. На раструбном конце формы крепится кулачковая группа прижима стержня, на гладком конце — коническая втулка, ограничивающая длину отливаемой трубы, и приводной шкив Металлическая форма перед работой предварительно прогревается горячей водой либо перегретым паром.
Машины работают с применением пульвербакелнтового стержня, оформляющего раструб трубы. Для установки стержня в металлическую форму в полуавтоматическом режиме стержень укладывается на металлический поддон, после чего все операции по его установке производятся механизмами и устройствами машины.
Извлекатель отливок устанавливают на нижнем конце станины и представляет собой гидроцилиндр с двусторонним штоком. На переднем конце штока закрепляют головку со сменными губками для захвата трубы, на заднем — цилиндр разведения и сведения губок.
Подвод воды для охлаждения металлической формы осуществляется с помощью шарнирного механизма, один конец которого закреплен на станине, а другой на корпусе; этот механизм передает иа корпус электроэнергию, обеспечивает отсос газа.
Заливочный стенд представляет собой жесткую сварную стойку с шарнирно-закрепленной люлькой, в которую вставляется секторный ковш. Поворот люльки с секторным ковшом осуществляется с помощью электромеханического привода. Два желоба смонтированы на подвижной тележке. Ковш и желоба сменные.
Цикл изготовления отливок труб начинается с установки стержня раструба в металлическую форму и с покрытия ее внутренней поверхности разделительным составом. Привод вращения формы разгоняет ее до заданной частоты вращения. В секторный ковш заливается доза металла, которая по желобу попадает в форму. Заполнение раструбной части формы происходит при неподвижном корпусе, после чего с помощью гидроцилиндра корпус перемещается вдоль станины от заливочного стенда. Металл, стекая по желобу внутрь формы, образует ствольную часть трубы. После выхода желоба из формы корпус останавливается, оставшийся в желобе металл сливается в специальный сборник. Залитая форма вращается до полной кристаллизации металла. После окончания затвердевания трубы и остановки формы в раструбную часть трубы входит извлекатель, захватывает трубу и удерживает ее, пока корпус с формой не переместится в исходное положение. Извлеченная труба опирается на поддержки машины, выравнивается и по специальным покатам подается на цеховой транспорт.
В зависимости от исполнения машины (правого и левого) трубы могут подаваться как в одну, так и в другую сторону от машины. Левое исполнение обозначается ЛН102АЛ и ЛН104БЛ.
308
МАШИНЫ ДЛЯ СПЕЦСПОСОБОВ ЛИТЬЯ
ЗАЛИВОЧНО-ДОЗИРУЮЩИЕ УСТАНОВКИ
Повышение производительности процесса литья и увеличение массы отливок, получаемых на литейных линиях и автоматическом литейном оборудовании, требует дальнейшего расширения применения автоматических заливочно-дозиру-ющих установок, применение которых обеспечивает стабилизацию режима работы оборудования, ликвидацию тяжелой ручной операции, сокращение числа рабочих заливщиков, экономию металла за счет уменьшения сливов, сокращение брака литья.
Требования к эксплуатации различных заливочных установок следующие: температура жидкого сплава в установке должна поддерживаться постоянной; объем установки должен быть достаточным и согласованным по расходу металла с плавильным агрегатом и миксером;
точное попадание струи металла в литниковую чашу или заливочное окно, настройка на расположение места заливки должна осуществляться просто и быстро; минимальные потерн жидкого сплава при заливке;
минимальная продолжительность подготовки к заливке; не должно быть холостых ходов, создающих потери времени, скорость заливки должна регулироваться в широких пределах.
Выпускаемые заливочно-дозирующие установки по виду сплава подразделяют на установки для черных и цветных сплавов, по принципу действия — на механизированные ковшовые наклоняемые, электромагнитные и пневматические.
Призером механизированной ковшовой наклоняемой установки является заливочная машина 4126А (см. с. 22), используемая в составе линий безопочной формовки.
Установки заливочные магнитодинамические 99411, 99413 предназначены для поддержания температуры и дозированной заливки чугуна на пульсирующих конвейерах автоматических литейных линий в карусельные и кокильные машины, а также другие литейные агрегаты в литейных цехах массового, крупносерийного и серийного производства.
Технические характеристики магнитодинамичсских заливочных установок
99411 99413
Вместимость ванны, кг: общая......................... . 3 600 8 000
полезная.......................... ................... 2 500 6 000
Расход чугуна при заливке, кг/с ... ................0,8—12 1—30
Оптимальный развес отливок, кг............................ 5—150 50—350
Производительность питателя молотого модификатора, г/с . . 1,5—300
Ход, мм:
продольного перемещения..................................... 600
поперечного перемещения .................................. 600 800
Установленная мощность, кВт: полная....................................................... 250 300
индуктора ................................................ 160 240
электромагнита............................................. 80 40
Габаритные размеры (без кабины пультов, электрошкафов, узла
водоснабжения), мм: длина................................................... 3 975 4 200
ширина................................................ 2 765 3 950
высота ............................................... 3 680 2 650
Масса (без футеровки), кг . ............................ 14 700 22 000
Основные узлы установок: ванна, имеющая воронку для заливки металла, оснащенная индукционной единицей, магнитопровод механизм наклона, тележка, установка водоснабжения, питатель молотого модификатора, датчик уровня металла, электрооборудование, кабина оператора.
Машина осуществляет рабочий процесс заливки по схеме магнитодинамического насоса, образованного каналом ванны и магнитопроводом с катушками. Катушка индуктора, замкнутый П-образный магнитопровод и жидкий чугун в канале ванны
ЗАЛИВОЧНО-ДОЗИРУЮЩИЕ УСТАНОВКИ
309
в первом приближении могут быть представлены как трансформатор со вторичным короткозамкнутым витком. В этом витке при включении катушки индуктора возникает ток, благодаря чему жидкий чугун в канале нагревается. Тело чугуна в канале посредством нескольких одновременно происходящих процессов передается чугуну в ванне.
При включении катушки электромагнита возникает поле, которое, взаимодействуя с жидким чугуном в канале, являющимся проводником тока, выталкивает жидкий чугун (в соответствии с правилом левой руки) по вертикальному отводу канала на заливочный желоб.
Таким образам, катушка индуктора включена постоянно, а катушка электромагнита включается только во время заливки.
В процессе заливки уровень чугуна в ванне понижается, изменяя заливочную характеристику установки. Для сохранения постоянного значения этой характеристики служит механизм наклона ванны, корректирующий уровень чугуна по отношению к сливному отверстию.
Механизм наклона ванны представляет собой люльку со штырями для фиксации ванны, круговыми рельсами и двумя качающимися гидроцилиндрами. С помощью гпдроцилиндров люлька поворачивается вокруг воображаемой оси, проходящей через точку слива заливочного желоба. Благодаря этому положение струи расплава при заливке относительно стояка литейной формы при постоянном уровне чугуна над электромагнитом не изменяется.
Соединение люльки с плунжерными гидроцилиндрами в с кронштейном тележки выполнено в виде открытых призм, в результате чего возможен поворот люльки с ванной для слива чугуна в сторону, противоположную ее наклону при заливке.
Установка оборудована питателем для подачи дробленых модификаторов типа раскислителей на заливочный желоб с регулируемой и дистанционно управляемой скоростью.
Ванна имеет крышку с окном для заливки расплава, отверстие для размещения газовой форсунки, отверстие для шлака на боковой стенке, через которое можно осматривать устье канала, а при необхоимости полностью слить металл.
Кожух канала выполнен охлаждаемым и отъемным. В конструкции предусмотрена замена катушек индуктора и электромагнита без демонтажа остальных элементов. Катушки выполнены из трубок прямоугольного сечения; охлаждаются водой.
Верхняя поперечная и нижняя продольная тележки позволяют изменять положение славного носка относительно поперечной и продольной оси формы. Основные движения тележек производятся с помощью гидроцилиндров.
Уровень металла контролируется датчиком электромагнитного типа с мгновенным отрывом датчика от поверхности металла.
Гидрооборудование предназначено для привода всех исполнительных механизмов установки и включает гидроагрегат с электродвигателем 4А90Б4УЗ (2,2 кВт, 1500 об/мин, исполнение М300) и насосом БГ12-21,две гидропанели с контрольно-регулнрующей аппаратурой и систему гидрокоммуникацпи. Все узлы гидропривода монтируются непосредственно на машине. Для предохранения тележек от самопроизвольных перемещений предусмотрены специальные гидрозамки. Рабочая жидкость гидросистемы — промгидрол П20-М1.
Напряжение на индукторе, а следовательно, н его мощность могут регулироваться. Схема управления нагрева предусматривает возможность коммуникации четырех ступеней напряжения, но в случае необходимости число коммуникаций может быть расширено в соответствии с возможностями автотрансформатора нагрева. Схема управления заливкой позволяет выбрать наиболее оптимальный из четырех режимов заливки и регулировать ее скорость, корректировать уровень расплава в ванне, регулировать скорость наклона ванны, управлять положением ванны.
Окончание процесса заливки расплава в форму может быть осуществлено в одном из следующих режимов: пооперационном — отключается вручную, полуавтоматическом — по внешнему сигналу, полуавтоматическом — по реле времени.
Установка заливочная У42 с пневмовыдачей металла предназначена для механизации заливки чугуна в литейные формы на пульсирующих конвейерах автоматических формовочных линий, линиях безопочной формовки и других литейных агрегатах в цехах массового и серийного производства отливок.
310
МАШИНЫ для СПЕЦСПОСОБОВ ЛИТЬЯ
Техническая характеристика заливочной установки У42 с пневмовыдачей металла
Вместимость ванны, кг: общая ........................................................ 4 000
полезная.................................................... 2 500
Расход чугуна при заливке, кг/с................................. 2—35
Оптимальный развес отливок, кг.................................. 5—200
Производительность при работе в режиме, кг/ч-поддержания температуры ........................................ 16 000
нагрева на 100 СС (при 1450 °C) ............................ 4 300
Температура чугуна, заливаемого в ванну, сС .................... 1 250—1 500
Ход, мм: продольного перемещения................................... 300
поперечного перемещения...................................... 600
Установленная мощность, кВт: полная.......................................................... 210
индуктора ...................................... 200
Габаритные размеры (без кабины пультов, отдельно устанавливаемого электрооборудования, водоснабжения), мм: длина........................................................... 4 500
ширина...................................................... 3 700
высдга* . . .................................. ... 2 300
Масса, кг: без футеровки .................................................. 15 000
с футеровкой................................................ 21 000
Основные узлы установки: ванна, индукционная единица, тележки продольного и поперечного перемещения, кабина управления, узел водоснабжения, пневмо-, гидро- и электрооборудование.
Ванна представляет собой металлический резервуар сварной конструкции, рассчитанный на работу под избыточным давлением до 0,07 МПа. Сверху ванна закрыта герметичной крышкой, внутренняя ее поверхность футерована огнеупорным материалом. Вайна имеет два открытых сифона и герметизированное крышкой окно. Один сифон расположен выше другого и служит для наполнения ванны жидким металлом, другой — для выдачи металла к заливаемым формам (заливочный сифон). С последним с помощью клиньев стыкуется съемный носок, футерованный внутри огнеупорным материалом и имеющий огнеупорную втулку, через которую металл вытекает непосредственно в форму. Величина расхода металла зависит от диаметра отверстия во втулке и уровня потока. Герметизированное окно служит для очистки металла от шлака и при необходимости слива металла из ванны, для чего весь корпус ванны может поворачиваться относительно оси, перпендикулярной сливному отверстию. Уровень потока металла в заливочном сифоне контролируется специальным датчиком. Сжатый воздух, подаваемый в ванну, вытесняет металл через нижний сифон в сливной носок, откуда через втулку металл попадает в форму.
Индукционная единица состоит из верхнего и нижнего корпуса, футеровки, трансформатора и охлаждающей рубашки. Трансформатор включает катушку и магнитопровод. Катушка — двухслойная, выполнена из изолированного провода. Охлаждение катушки водяное и воздушное принудительное от вентилятора. В окне катушки устанавливается охлаждающая рубашка из немагнитной стали для водяного охлаждения футеровки.
Заливочная установка может работать на одном из трех режимов:
ручном с помощью рычага управленья;
автоматическом с помощью рычага управления и реле времени, включаемого от фотореле, срабатывающего при появлении металла в сливном носке;
автоматическом с помощью рычага управления и фотореле, срабатывающего при появлении металла в выпоре.
Насосная установка состоит из пластинчатого насоса БГ12-21А (максимальное давление 12,5 МПа, производительность 8 л/мин) с электродвигателем АО2-22-4 (1,5 кВт, 1500 об/мин). Рабочая жидкость — масло Т22.
ЗАЛИВОЧ НО-ДОЗИРУЮЩИЕ УСТАНОВКИ
311
14. Технические характеристики пневматических дозаторов алюминиевых сплавов
Параметр Д63М Д250 Д630М Д630М1
Вместимость ванны (по алюминию), кг:
рабочая 75 250 630 1000
общая 90 300 700 1200
Масса дозы, кг:
наибольшая 2 20 50
наименьшая 0,3 1 а
Время выдачи дозы, с 2—6 7—10 2,5 -20
Точность дозирования, % ±6 ±3
Наибольшая температура сплава, °C 800 900
Угол наклона печи, ...° 5 -
Время нагрева ванны, ч 6 8
Рабочее давление воздуха в ванне, МПа 0,035
Средний расход сжатого воздуха на цикл, 0,3 1.» 1,0 0,5
м3/цикл
Установленная мощность, кВт 10 21,6 0
Габаоитные размеры, мм:
длина 1900 1875 2400 2340
ширина 1630 1910 2045 1850
высота 1700 1925 2400 2360
Масса, кг:
без футеровки 1315 2190 2400 1600
с футеровкой 1800 2800 4285 3275
Воздух в пневмосистеме установки должен иметь влажность не более 80 %.
Дозаторы алюминиевых сплавов пневматические Д63М, Д250, Д630М, Д630М1 (табл. 14) предназначены для автоматизации заливки жидкого сплава в машины литья под давлением с холодной камерой прессования и в кокильные машины в крупносерийном и массовом производстве. Дозатор Д630М1 можно использовать и для валнвки цинкового сплава.
Основные узлы дозаторов: корпус печи, крышка с уровнемерами, сливная труба, механизм наклона, пневмо- и электрооборудование.
Корпус печи представляет собой сварной цилиндрический кожух, внутри которого находится футерованная ванна с электрическими обогревателями для жидкого металла. Для заполнения печи жидким металлом, очистки ванны и слива остатков металла из печи служит боковой люк, герметично-сварной цилиндрический, закрываемый крышкой. Сквозь крышку проходят два уровнемера и термопара. На крышке устанавливают манометр для контроля давления в печи, ручной кран и предохранительный клапан.У дозаторов Д250 и Д630М имеется по две термопары. Сливная чугунная труба, обогреваемая низковольтными электронагревателями, герметично крепится к корпусу. У дозатора Д250 труба состоит из трех частей, у Д630М — из двух.
/Механизмы наклона у перечисленных дозаторов отличаются друг от друга. Так, у Д63М он представляет собой червячную пару, у Д250 — используется гидродомкрат, у Д630М — пневмогидравлический цилиндр.
Камеры-автоклавы 99111 и 99113 предназначены для модифицирования чугуна магнием и графитизирующими модификаторами в ковшах при избыточном давлении на зеркало металла с целью получения высокопрочного чугуна с шаровидным графитом.
312
МАШИНЫ ДЛЯ СПЕЦСПОСОБОВ ЛИТЬЯ
Технические характеристики камер-автоклавов 99111 99113
Вместимость ковша, устанавливаемого в камеру, т............... 0,63 5
Производительность, ковш/ч..................................... 10 3
Наибольшее допускаемое давление в камере, МПа ................... 1
Число двойных ходов мешалки в минуту........................... 40 20
Расход воздуха на один ковш, м3............................... 5,2 33
Установленная мощность, кВт................................... 7,5 11
Габаритные размеры (без вспомогательного оборудования, с за-
крытой крышкой), мм: длина.................................................... 1 650 3 600
ширина............................................... 1 940 3 100
высота ................................................. 3 030 4 145
Масса, кг: без футеровки............................................... 5 140 17 100
с футеровкой 5 950 19 960
Основные узлы камер-автоклавов: корпус; крышка; механизмы поворота крышки, герметизации, перемешивания, ввода вторичных модификаторов, система охлаждения, пневмо-, гидро- и электрооборудование.
Кор fly с* камеры представляет собой сварной цилиндрический сосуд с днищем выпуклой эллиптической формы и двойными водоохлаждаемыми боковыми стенками. На верхнем торце корпуса имеется кольцевой выступ, по которому производится стыковка корпуса с крышкой. Форма верхней части сварной крышки выполнена аналогично форме днища.С целью предохранения крышки от теплового воздействия расплава (лучистая энергия, раскаленные газы и т. п.) внутренняя ее полость футеруется огнеупорным материалом и защищается отражателями из жаростойкой стали. На нижнем торце крышки имеется водоохлаждаемый фланец с резиновым уплотнением, по которому производится стыковка крышки с корпусом.
Механизм поворота крышки крепится на боковой стенке корпуса.
Механизм перемешивания состоит из кронштейна, рычага, горизонтального вала и гндроцилиндра. Вал расположен внутри камеры и выходит одним концом наружу, где соединяется с гидроцилиндром, который вращает вал вокруг горизонтальной оси на 76°. На другом конце вала крепятся бункер и мешалка в виде стержня, защищенного графитовыми трубками. При установке в камеру или извлечении ковша мешалка отводится в сторону.
Механизм ввода вторичных модификаторов состоит из бункера, закрепленного на крышке. Нижняя часть бункера выполнена в виде конуса с отверстием, которое закрывается пробкой, соединенной со штоком пневмоцилиндра
Система охлаждения предусматривает охлаждение корпуса камеры, уплотнительного кольца в крышке и рабочей жидкости в гидросистеме.
Работа камеры заключается в следующем. Оператор загружает навески магния и вторичного модификатора в бункера соответствующих механизмов. Ковш с расплавом устанавливается цеховым краном в камеру, траверса снимается, камера закрывается, герметизируется, в ней создается избыточное давление, после чего включается механизм перемешивания. После первичного модифицирования включается механизм ввода вторичных модификаторов, давление подает. По окончании модифицирования открывается клапан вентиляции, разгерметизируется и приоткрывается крышка, удаляются парообразные н пылевидные продукты модифицирования; затем крышка полностью открывается, и с помощью крана и траверсы ковш извлекается из камеры.
Камера-автоклав работает в двух режимах: наладочном (ручном) и полуавтоматическом (рабочем).
Интенсивное перемешивание чугуна сокращает время усвоения им магния. Ввод вторичных модификаторов позволяет исключить последующую термообработку отливок.
СПИСОК ЛИТЕРАТУРЫ
1. Автоматические, комплексно-механизированные, поточные линии и автоматизированные комплекты оборудования для литейного производства, выпускаемые заводами ВПО «Союзлитмаш»: Каталог. М.: НИИМАШ, 1979. 120 с.
2. Немировский Р. Г. Автоматические линии литейного производства. Киев— Донецк: Вища школа, 1981. 208 с.
3. Аксенов П. Н. Оборудование литейных цехов. М.: Машиностроение, 1977. 510 с.
4. Горский А. И. Расчет машин и механизмов автоматических линий литейного производства. М.: Машиностроение, 1978. 551 с.
5. Зайгеров И. Б. Оборудование литейных цехов. Минск: Высшая школа, Г 80. 368 с.
6. Заславский М. Л., Антонов В. А. Автоматизированные и программируемые комплексы литья под давлением. М.: НИИМАШ, 1982 . 56 с.
7. Красников В. Ф. Системы управления литейных автоматических линий. М.: НИИМАШ, 1981. 84 с.
8. Машины для литья под давленпем/Под ред. Б. Е. Розенберга, М.: Машиностроение, 1973. 288 с.
9. Основы проектирования литейных цехов и заводов/Л. И. Фан1алов, Б. В. Кнорре, С. И. Четверухпи и др. М.: Машиностроение, 1979. 376 с.
10. Проектирование машиностроительных заводов и цехов: Справочник. В 6-тн т. Т. 2/Под ред. Е. С. Ямпольского. М.: Машиностроение, 1974. 294 с.
11. Средства и системы автоматизации литейного производства/К- С. Богдан, В. Н. Горбенко, В. М. Денисенко и др. М.: Машиностроение, 1981. 272 с.
12. Технологический процесс регенерации песков, осветления воды и обезвоживания шлама в литейных цехах заводов-центролитов. Методические рекомендации. М.: НИИМАШ, 1976. 44 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Автомат для изготовления моделей из пенополистирола 290, 291
— ленточных стержней 234—236
Автомат стопочной формовки 52—56
— формовочный прессовый 218, 219
Агрегат для обжига, заливки и охлаждения керамических блоков 287, 288
— заливочный — Механическая установка заливки и дозирования алюминиевого сплава 116—118
Аппаратура бесконтактная 136
— контактная 136
Аппараты дробеметиые 254—257
— дробеструйные двухкамерные 255—257
— коммутационные — Эксплуатация в условиях литейных цехов 136
Аэраторы 181
Б
Барабаны очистные дробеметиые 260—264
— галтовочные 253, 254
— увлажнительные 173
Бегуны — см. Смесители чашечные
Блоки керамические. Изготовление — см. Агрегат для обжига, заливки и охлаждения керамических блоков
В
Встряхивание 201, 202
Выбивка литейных форм и стержней 242
— опок — см. Установка для выбивки опок
Выщелачивание керамики — см. Установка для выщелачивания керамика
д
Датчик индуктивный 144
— контроля скорости движения и целостности ленты 87
— тензометрический безынерционный 143
— типа «Кристалл» 145
Датчик-Сельсин 140
Дозатор ленточный 21
Дозатор-манипулятор 115—117
Дозаторы пневматические для алюминиевых сплавов 311
— шнековые унифицированные 193
3
Затвор дифференциальный 101
Звенья модельные — Оборудование для изготовления 278, 279
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Золотник напорный 143
— следящий 140—142
К
Камера автоклав 311
Камера гидропескоструйная 269—271
— для очистки сушильных плит 59
— дробеструйная 269, 270
Камеры дробеметиые очистные непрерывного действия 266, 267
— периодического действия с вращающимися подвесками 267, 268
— периодического действия универсальные 258, 259
Кантователь 134
Классификатор воздушный 98, 99
Ковши сменные 116, 117
Командокеитроллеры программируемые (переналаживаемые) 135
Комплекс автоматизированный 85
Комплексы для обработки отливок 134
— для литья под давлением автоматизированные 103, 106, 107 — Оборудование
104—106, 108—113 —Параметры 105, 106
Комплект оборудования — Понятие 85
— для изготовления стержней из холоднотвердеющих смесей 99—101
Комплекты оборудования для литья по выплавляемым моделям 101, 102
— средств околоыашинной механизации 107, 111
Конвейер грузонесущий подвесной 78—80
— литейный 31
Коэффициент загрузки линии 11, 12
— нормативный 12
— нормы времени простоев 12
— технического использования линии 12
Л
Линии автоматизированные 7
— автоматические 7
— безопочной формовки 12, 13
— для изготовления отливок — Группы 7
— комплексные 7
Линии комплексно-механизированные типа ИФЛ70С 43, 44
— inna ЛН218, ЛН240 45, 46
Линии комплексные автоматические типа КЛ91265СМ 29—32
— типа Л450А 35, 36
— типа Л22821 28, 29
— типа НЛ453 36—39
— типа Л651 39, 40
— типа Л653 40—43
Линии литейные — Виды 8 — Монтажно-наладочные работы 9—11 —Оформление заявки 9 — Расположение в цехе 7, 8
Линии литья в кокиль 63
— в облицованные кокилн моделей А82М, А120М, А96 65—68
— по выплавляемым моделям 72
Линии механизированные — Понятие 7
— типа /1013, Л015А 33—35
— типа Л660 44, 45
Липни поточио-механизироваииые транспортные типа Т000 46—48, 50
Линии поточные 7
Линии стержневые — Индексация 55, 56 — Межоперационный транспорт 59 — Модели 56 — Назначение 55 — Технические характеристики 57, 58
— гидромеханические автоматические Л11033, ЛП054 59—62
316
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Линии формовки в опоках 25—27
Линии формовочные безопочиые автоматические — Управление 137
— опочные автоматические — Управление 137
Линия автоматическая безопочной горизоитальио-стопочной формовки АЛ2002 13—21
— комплексная АЛ23714 13, 16
— комплексная КЛ2002 13—25
Линия автоматическая стопочной формовки АЛ1012М 47—52
6Б60 изготовления керамических блоков 75—77
— 668 изготовления керамических блоков 73—75
— 64001 изготовления керамических форм 77, 78, 80—82
Линия литейная комплексная автоматическая типа ИЛ225 31—33
— литья в кокиль специальная поточная А117 63, 64
— механизированная АВА730Л формовки, прокалки, заливки блоков и охлаждения отливок 82—84
— непрерывного литья заготовок А99 70, 71
— полуавтоматическая 6А50 приготовления модельной пасты и изготовления моделей 72, 73
— специальная автоматическая А87 68
— 53414 изготовления оболочковых форм 68—70, 72
Литье в.кокиль — Оборудование 297—304
— во вращающиеся формы (центробежное) — Оборудование 304—307 — Расчет скорости вращения 304
— по выплавляемым моделям — оборудование 102, 290, 291
— под давлением 7 —«Оборудование 111, 292—296
М
Манипулятор для заливки дозы алюминиевого сплава в пресс- камеру 118
— для уборки отливок 124
Манипулятор-съемник для удаления и транспортирования отливок 119—123
Манипуляторы в комплексах и копмлектах литья под давлением 111, 113, 119
— для заливки металла в камеру прессования 114
— для смазывания пресс-форм 115, 127—129
— для съема отливок 114
Материалы формовочные — Оборудование для подготовки 148
Машина заливочная 21—24
— оттирочная 93
Машины для изготовления оболочковых полуформ 274, 275
— для литья под давлением 111, 292—296
— для центробежного литья 304—307
— дробеметные очистные 254 , 255, 269—273
— кокильные 299—301 — Число машин в линии 64
— стержневые однопозициопные 228—234
— стержневые пескодувные 236—240
— смесеприготовнтельные комбинированные 187
Машины формовочные встряхивающие 202-—Описание конструкций 203—211
— модели ВВФ 2,5 и ВПФ 2,5 211, 214
— с допрессовкой 206—211
— с перекидным столом 214—218
— очистные вибрационные 261
Модели — Оборудование для изготовления 2/8, 279
Мультипликатор 143
Мультипликация 143, 144
О
Оборудование общего применения 4
— технологическое для литейного производства — Группы 4
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
317
Опоки — 25, 27
Осветление воды — Оборудование участка 95, 96
Отделение керамики — см. Установка для отделения керамики
Отливки — Расчетный годовой выпуск 12 — Способы очистки 253
Отсосы пыли и газов — Ориентировочная производительность 87
Охладители отработанной формовочной смеси 87, 98, 99 — Производительность 151
— вибрационные 172, 173
— методом испарения 173, 174
П
Паста модельная — Оборудование для изготовления 279, 280
Переключатель крестовый 140
Пески регенерированные 90 — Состав 96
Пескометаиие 22
Пескометы формовочные мостовые 138, 219—222
— рукавные 222—227 — Дистанционное управление 140—142
Печь раздаточная 118, 119
Плиты сушильные 59, 62
Площадка блокировочная 132
Покрытие огнеупорное — Изготовление — см. Установки для приготовления, хранения, нанесения, отверждения и сушки огнеупорных покрытий
— для внутренней поверхности разливочного ковша 116
Полуформы оболочковые — см. Машины для изготовления оболочковых полуформ Прессование 201
Прессы гидравлические для отделения отливок от стояка 289
— для обрезки литников и облоя 129—131
Приборы контроля и регулирования 132, 133
Привод подналадки 144, 145
Просыпи — Источники возникновения и способы удаления 8
Р
Распределители рабочей жидкости гидросистем 143
Регенерация песков 90 — Оборудование 94, 95
— гидравлическая 90—96
— механическая 96—98
— термическая 91
Регулятор скорости 143
Решетки выбивные вибрационные 24, 25
— инерционные двухвальные 243—245
— инерционные одновальиые 245—248
— транспортирующие для комплексных автоматических линий 248—251
Робот-манипулятор (для комплексов литья под давлением) 119
Роботы промышленные 121—127
С
Сельсин-приемник 140
Системы гидравлической регенерации 91—93, 96
— литейные комплексные 85
— механической регенерации 96—99
— программного управления 135
— следящие 135
— смесеприготовительные — Управление 137
— смесеприготовления автоматизированные 85—87, 89 — Производительность по разрыхленной смеси 86, 87
— управления литейными автоматическими линиями — Требования 136, 137
318
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
— управления — Классификация 135
— циклового программного управления 135, 136
Сита — Производительность 149
— барабанные полигональные 181, 184
— барабанные совмещенного действия 189, 190
— инерционные 180
— механические 180, 181
— плоские вибрационные 174—178
Скребки для очистки леиты конвейера от налипшей смеси 87
Смеси отработанные — Оборудование участка подготовки 94 — Приготовление — см. Установки для приготовления смесей — Охлаждение — см. Охладители
— горячеплакированные 190
— жидкие самотвердеющие 190
— плакированные (стержневые) — Установка для приготовления 150
— холоднотвердеющие 190
Смесители чашечные непрерывного действия сдвоенные 168, 169
— периодического действия с вертикально-вращающимися катками 148 — Описание конструкций 151 — 162
— периодического действия центробежные 163, 190 — Описание конструкций 163, 166, 167 — Схема 191 —Технические характеристики 163, 191
— с резиновыми катками 162
Составы модельные 275, 276 — Требования 275
— Установки для выплавки 284 , 285
— Установки для приготовления 276—278
Средства транспортные для уборки просыпей 8
— механизации 103, 187
Стержни — Рецептура смесей и способы изготовления 227, 229
Столы дробеметные очистные 259, 260
— формовочные 285, 286
Т
Триггер 140
У
Управление программное 135
— дистанционное рукавным пескометом 140—142
— кокильной машиной 147
— комплексом литья под давлением 143, 144
— машинами 144—147
— мостовым пескометом 138—140
Установка кокильная двух позиционная с вертикальным разъемом кокиля 301, 302
— однопозиционная с вертикальным разъемом кокиля 302, 303
— однопозиционная с горизонтальным разъемом кокиля 303, 304
Установка выбивки опок 286, 287
— выбивки стержней электрогидравлическая периодического действия 250—253
— выщелачивания керамики 289, 290
— заливочные 308—310
— отделения керамики 288, 289
— приготовления модельного состава 276—278
— приготовления, хранения, послойного нанесения, отверждения и сушки огнеупорных покрытий 280—284
— спрейерная (душирующая) 131
— термостатирования 131, 132
Установка для приготовления смесей жидких самотвердеющих 192—196— Характеристика дозаторов 193
— жидкой композиции 195
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
319
— плакированных горячим способом 190—192
— пластичных самотвердеющих 196
— холоднотвердеющих 197—201
Ф
Форсунка типовая для смазывания пресс-форм 127
Ч
Чан для перемешивания пульпы 96
Ш
Шлам — Оборудование для обезвоживания 96
Шприц-машина 279
Э
Экспресс-лаборатория типовая смесепркютовительного отделения литейного цеха — Перечень оборудования 88—90
Энергоносители — Параметры 5
Я
Ящик стержневой 62
Виктор Яковлевич Сафронов
СПРАВОЧНИК ПО ЛИТЕЙНОМУ ОБОРУДОВАНИЮ
Редакторы: Н. Е. К У з н е ц о в а, Т. Н. Леденева Художественный редактор С. С. В о д ч и ц
Переплет художника Л. С. Вен дрова
Технические редакторы: А. С. Давыдова, И. В. Тимофеенко
Корректоры: Л. П. С и з о в а. Л- Я- Ш а б а ш о в а
ИБ № 3917
Сдано в набор 10.10.84. Подписано в печать 21.06.85. Т-12835.
Формат 60Х901 А в- Бумага типографская № I. Гарнитура литературная. Печать высокая. Усл. печ. л. 20,0. Уел. кр.-отг. 20,0. Уч.-изд. л. 29,16.
Тираж 20 500 экз. Заказ 256. Цена I р 90 к.
Ордена Трудового Красного Знамени издательство «Машиностроение», 107076, Москва, Стромынский пер., 4
Ленинградская типография № 6 ордена Трудового Красного Знамени Ленинградского объединения «Техническая книга» нм. Евгении Соколовой Союзполнграфпрома при Государственном комитете СССР по делам издательств, полиграфии и книжной торговли.
193144, г. Ленинград, ул. Моисеенко, 10-