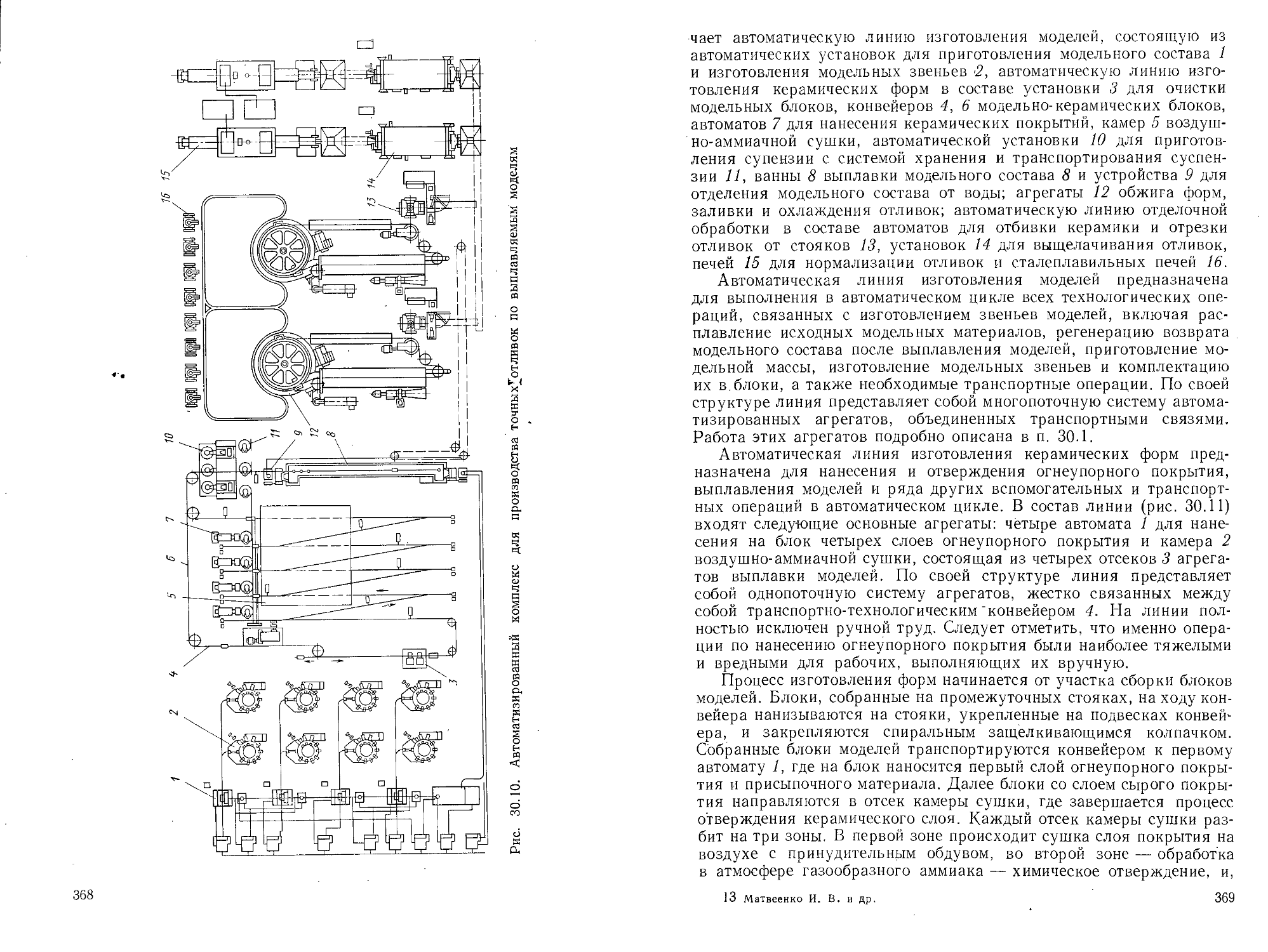
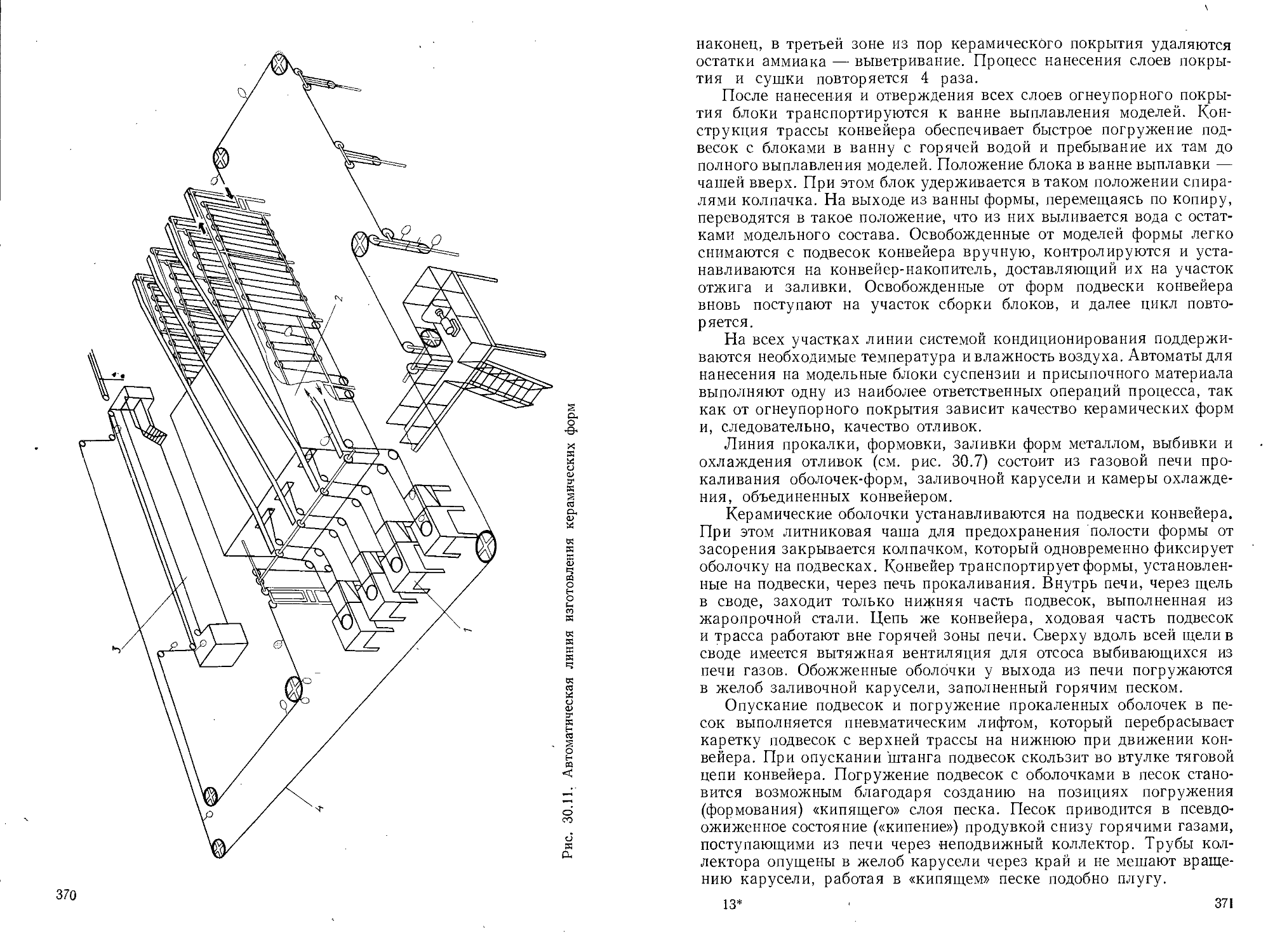
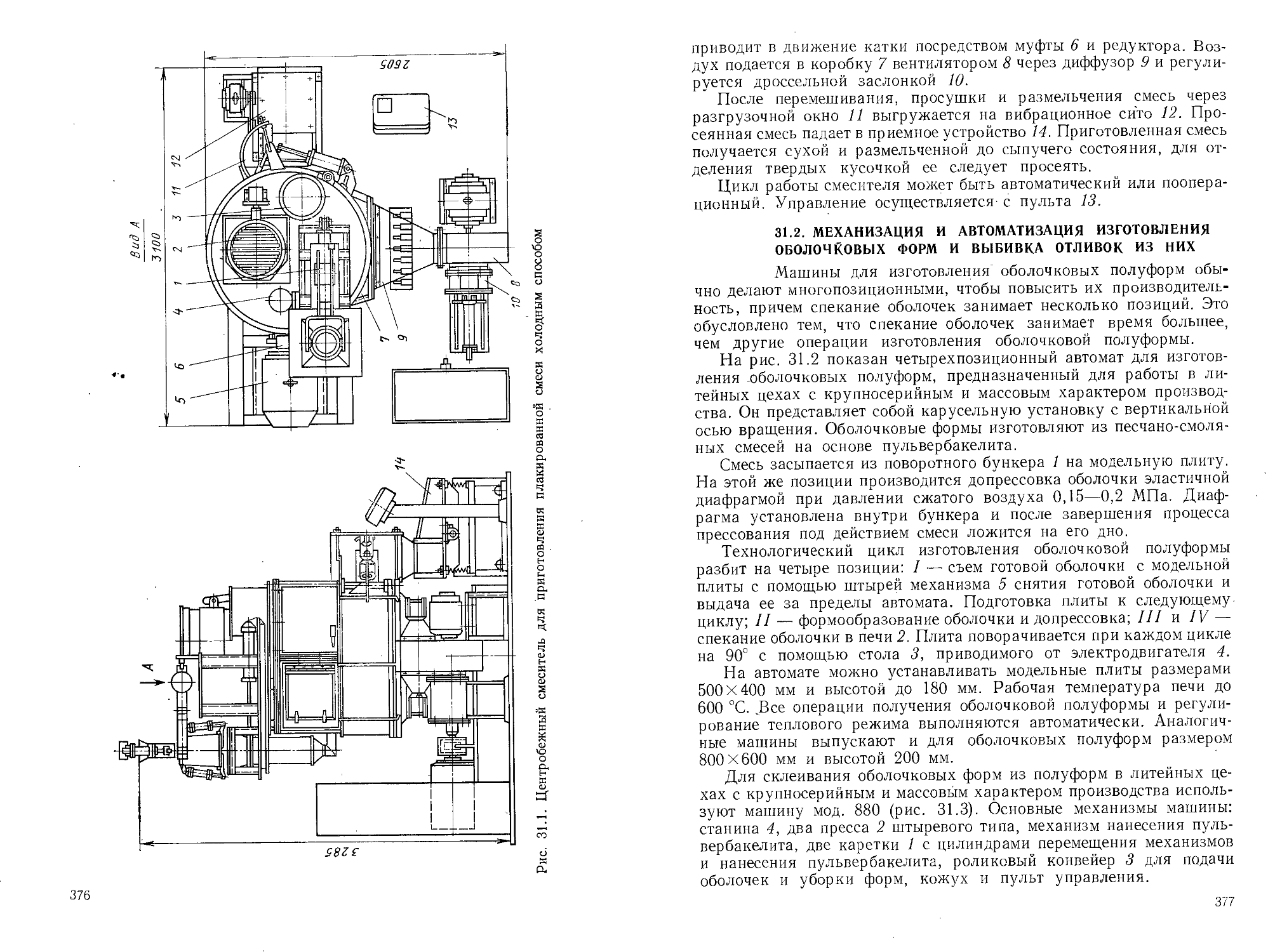
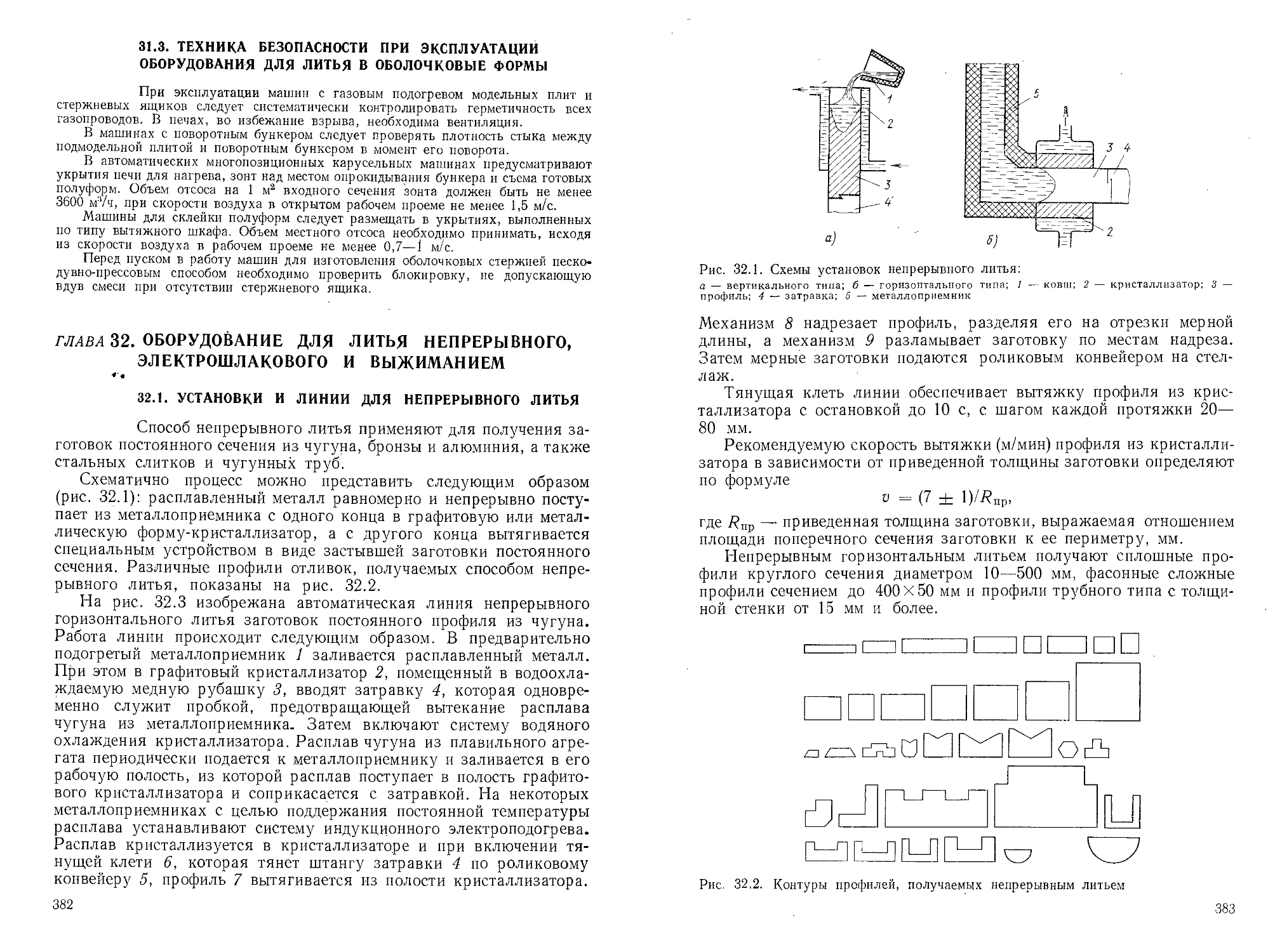
/
























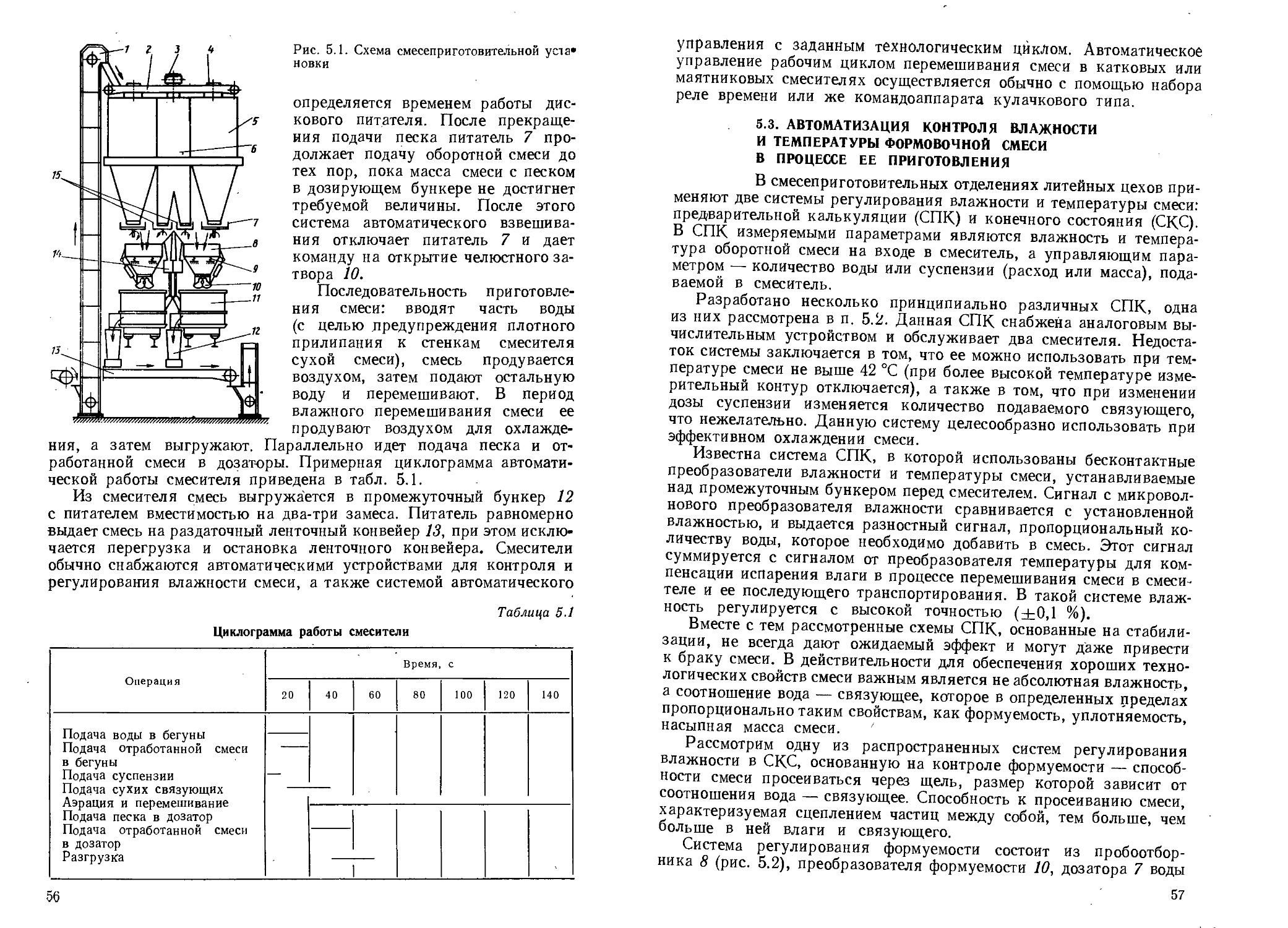












































































































































Текст
ДЛЯ ТЕХНИКУМОВ
И.В. Матвеенко
В. Л. Тарский
ОБОРУДОВАНИЕ ЛИТЕЙНЫХ
ЦЕХОВ
'х. = »-• .
Второе изд^ие, переработанное и дополненное
Допущено Министерством высшего и среднего специального образования СССР в качестве учебника для учащихся средних специальных учебных заведений
МОСКВА
«МАШИНОСТРОЕНИЕ» 1985
ББК 34.61 МЗЗ
УДК 621.74.06 (075.3)
Рецензент канд. техн, наук доц. Э. Ч. Гини
БИБЛИОТЕКА 1 Карзгжмдвнског»! пол итехинчс скоте’ инстнтуто
Матвеенко И. В., Тарский В. Л.
МЗЗ Оборудование литейных цехов: Учебник для учащихся средних специальных учебных заведений — 2-е изд., перераб. и доп. —М.: Машиностроение. — 1985. — 400 с., ил.
В пер.: 1 р. 30 к.
Описано оборудование литейных цехов, приведены сведения по его выбору, проектированию участков и отделений литейных цехов. Уделено винмание технике безопасности н охране окружающей среды.
В отлнчне от 1-го издания (1976 г.) в учебнике описаны оборудование для изготовления форм по новым методам, новые автоматические линии формовки и методы расчета оборудования.
2704020000-086 о„ о_ ББК 34.61
038 (01)-85 86’85 6П4.1
© Издательство «Машиностроение», 1976 г.
© Издательство «Машиностроение», 1985 г. с изменениями.
ВВЕДЕНИЕ
В «Основных направлениях экономического и социального развития СССР на 1981—1985 годы и на период до 1990 года», принятых XXVI съездом КПСС, указано: «Поднять техническую вооруженность труда; всемерно внедрять комплексную механизацию и автоматизацию производственных процессов, неуклонно сокращать во всех отраслях численность работников, занятых ручным трудом, особенно на вспомогательных и подсобных работах». Указанные задачи в литейном производстве могут быть решены только на основе комплексной механизации и автоматизации.
Внедрение комплексной механизации и автоматизации в производство позволяет в 3—4 раза увеличить производительность труда при одновременном повышении точности и физико-механических свойств отливок и улучшении санитарно-гигиенических условий в литейных цехах.
В литейном производстве, являющемся сложным и многооперационным, приходится иметь дело с материалами во всех агрегатных состояниях: твердом, жидком и газообразном. Процессы зачастую происходят при высоких температурах, высоком уровне шума, пыле-и газовыделения. Все это обусловливает особую специфику конструкции и эксплуатации разнообразных видов литейного оборудования.
Для получения отливок используют литейное технологическое оборудование, а также специальное транспортное и технологическое оборудование, относящееся к другим отраслям, но приспособленное для нужд литейного производства, и, наконец, транспортное и технологическое оборудование общего назначения. Технологическое оборудование для литейного производства разделяется на следующие основные группы: для приготовления формовочных материалов; для изготовления литейных форм и стержней; для выбивки литейных форм и стержней; для очистки отливок; для литья в оболочковые формы, по выплавляемым моделям, под давлением, в металлические формы — кокили; для центробежного литья; плавильное.
Оборудование, входящее в первые четыре группы, относится к переделам литья в разовые песчаные формы, а входящее в пять последующих групп — к специальным способам литья.
Имеется также ряд малораспространенных специальных способов литья, оборудование для которых выпускается небольшими пар’ тиями.
К специальному оборудованию, применяемому в литейных цехах, относится дробильно-размольное, электротермическое, транспорт-
1* ' 3
ное, вентиляционное, компрессорное, которое по своему характеру не является литейным технологическим, но приспособлено к требованиям литейного производства.
При изучении и эксплуатации литейных машин специалисту приходится сталкиваться с их большим разнообразием. Для упорядочения обозначений их моделей принята определенная система маркировки.
Применяется пятизначная система для обозначения моделей машин, в которой первая цифра определяет технологическую группу, вторая — технологический тип, третья — конструктивный тип и две последние цифры показывают типоразмер оборудования.
Для обозначения групп оборудования приняты следующие цифры: .
1 — для приготовления формовочных материалов; '
2 -т- для изготовления форм и стержней;
3 — для выбивки литейных форм и стержней:
4 — для очистки отливок;
5 — для литья в оболочковые формы;
6 — для литья по выплавляемым моделям;
7 — для литья под давлением;
8 — для кокильного литья;
9 — для центробежного литья.
Например, машина формовочная встряхивающе-прессовая без поворота полуформ с размерами опок в свету 800 х700 мм имеет Обозначение мод. 22113, где первая цифра 2 — группа; вторая 2 — машина формовочная; третья 1 — тип машины — встряхивающе-прессовая без поворота полуформы и 13 характеризует размер применяемых опок 800 x700 мм.
Другой пример: машина для литья под давлением с горизонтальной холодной камерой прессования с усилием запирания 1600 кН имеет обозначение мод. 71107. Здесь первая цифра 7 — машина для литья под давлением, первая 1 — принадлежность к унифицированной гамме, вторая 1 — машина с горизонтальной холодной камерой прессования, и, наконец, последние 07 характеризуют типоразмер — усилие запирания — 1600 кН.
Отечественным литейным машиностроением выпускается литейное оборудование по всем технологическим группам и переделам литейного производства. До 80 % выпускаемого оборудования — автоматы и полуавтоматы. Растет выпуск поточных и автоматических линий. К концу 11 -й пятилетки на них будет изготовляться ~20 % всех отливок, выпускаемых в СССР.
Современное развитие литейного машиностроения позволяет создать комплексно-механизированный или автоматизированный комплект оборудования для любого участка или отделения литейного цеха. Более высокий уровень механизации и автоматизации в большей степени свойствен и экономически целесообразен в цехах с круп-4
несерийным и массовым характером производства, с большими масштабами производства. Такие цехи составляют по числу большинство отечественных литейных цехов.
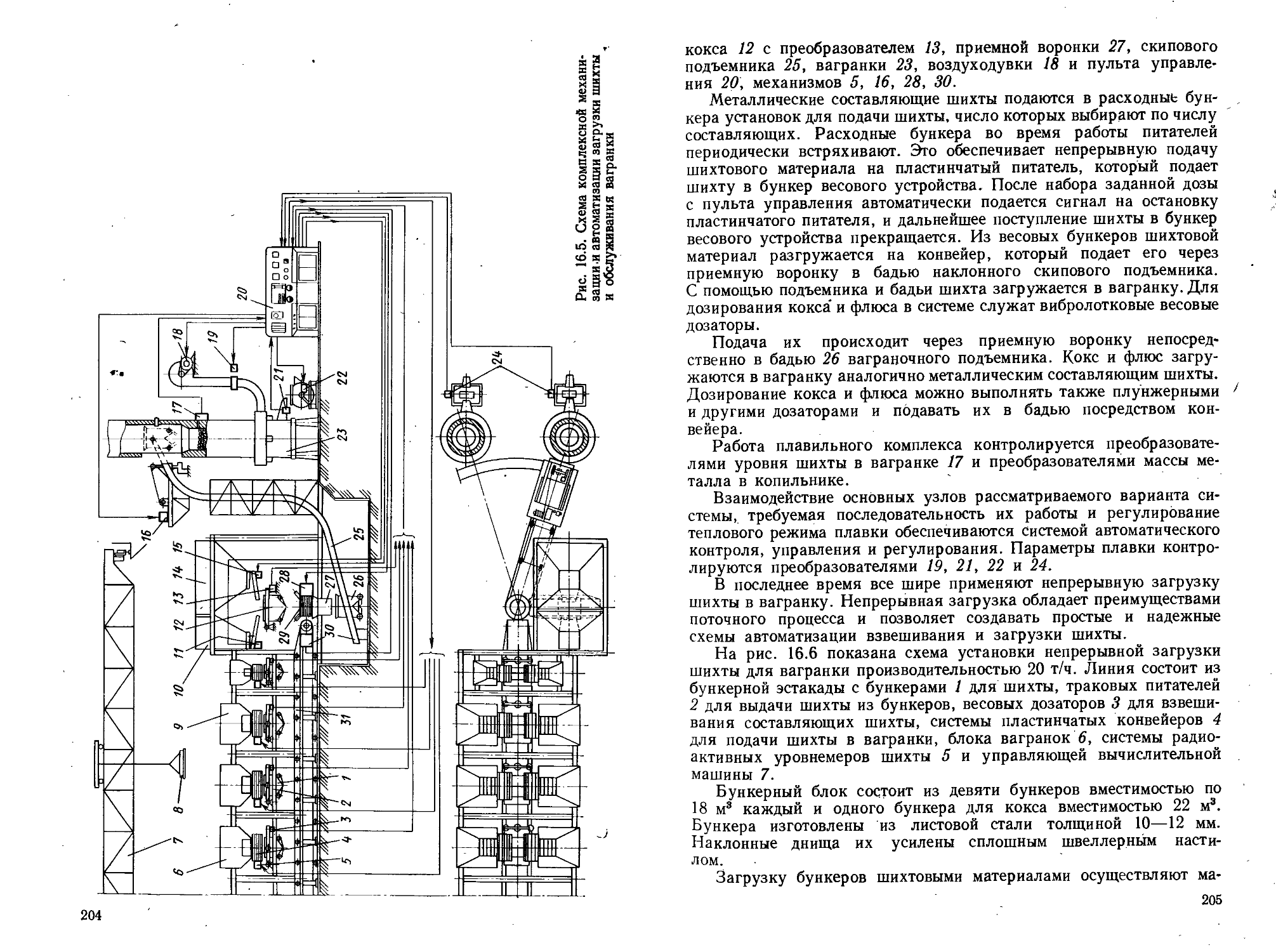
В целях механизации и автоматизации плавильных отделений разработано большое число удовлетворительно действующих устройств, которые дают возможность шихтовать и загружать вагранки и вести контроль плавки на них автоматически.
Разработаны комплексы оборудования для высокопроизводительных автоматических смесеприготовительных систем, позволяющие в непрерывном цикле подготовлять формовочные и стержневые смеси со стабильными физико-механическими свойствами. Созданы разнообразные по применяемому технологическому процессу и размерам формы, формовочные линии со скользящей и многопозиционной оснасткой, линии безопочной формовки, линии и автоматы для изготовления стержней, затвердевающих в ящиках,, что позволяет расширить область применения механизации и автоматизации при формовке и изготовлении стержней.
Информация о потребности формовочной смеси и транспортировании ее в формовочные, и стержневые отделения может быть передана в центральное помещение главного распределителя, откуда один человек может управлять всеми смесеприготовительными участками. Применение новых типов смесей — жидких самотвердеющих, пластичных самотвердеющих — позволяет распространить механизацию и автоматизацию формовки и изготовления стержней на мелкосерийное ^единичное производство.
При очистке отливок серийность также не является главным показателем возможности механизации и автоматизации, особенно, если есть возможность разбить отливки по группам.
Труднее поддаются автоматизации операции обрубки и зачистки, ввиду индивидуального характера дефектов. В условиях автоматизированной формовки отклонения от массы отливок составляют 1,5 %, а при формовке на обычных формовочных машинах — 5 %. Таким образом, определяется взаимозависимость механизации и автоматизации производственных операций всех отделений и участков литей-ного’цеха.
Для очистки отливок наряду с традиционным процессом дробе-метной очистки внедряются в производство установки с программным управлением и оборудование на основе электрофизических и электрохимических процессов.
Внедрение автоматизации на любом участке литейного цеха способствует стабилизации массы й размеров отливки. Таким образом, автоматизация на одном участке облегчает ее применение на другом, чем определяется взаимозависимость механизации и автоматизации производственных операций всех отделений и участков литейного цеха.
Создание автоматизированного оборудования различного назначения приближает к практическому осуществлении) КРМРлексно-
5
автоматизированного литейного производства. Такое производство будет включать:
единый непрерывно действующий комплекс оборудования, обеспечивающий получение отливок из исходных материалов и состоящий из нескольких автоматических линий, выполняющих операции по литейным переделам и связанных транспортными средствами с системами автоматического адресования;
постоянный контроль качества исполнения всех операций и получения отливок с автоматической корректировкой технологических параметров, позволяющей исправить нарушение технологического процесса, а также автоматически вывести его на оптимальные режимы;
логический анализ некоторых видов брака отливок с помощью ЭВМ с целью объективного определения причин возникновения брака и подачи соответствующих команд на их устранение;
автоматическую систему кондиционирования с поддержанием комфорта на рабочих местах по заданной программе.
Дальнейшее повышение производительности труда при уменьшении числа занятых на производстве рабочих и значительном уменьшении доли ручного труда может быть достигнуто путем коренного переоснащения промышленных, предприятий на базе комплексной автоматизации технологических процессов с широким применением робототехнических средств и вычислительных машин (в основном линии с микро-ЭВМ), а также машин и линий гибко ’переналаживаемых при изменении технологии, при модернизации и смене изготовляемой продукции (в основном гибких переналаживаемых модулей и систем).
Раздел первый
МЕХАНИЗАЦИЯ СКЛАДИРОВАНИЯ, ПОДГОТОВКИ ФОРМОВОЧНЫХ МАТЕРИАЛОВ И ПРИГОТОВЛЕНИЯ СМЕСИ
ГЛАВА 1. ОБОРУДОВАНИЕ СКЛАДОВ ФОРМОВОЧНЫХ МАТЕРИАЛОВ
1.1. СХЕМА МЕХАНИЗИРОВАННОГО СКЛАДА ФОРМОВОЧНЫХ МАТЕРИАЛОВ
К формовочным материалам относятся: формовочные пески и глины (бентониты), молотый каменный уголь, графит, древесные опилки, различные связующие материалы — жидкое стекло, сода, смолы, катализаторы и др.
Вместимость склада для хранения формовочных материалов и средств механизации зависит от их количества, потребляемого цехом. Запас материалов на складах определяют в календарных сутках в зависимости от климатического пояса, в котором размещен литейный цех, и от вида транспорта, доставляющего материалы.
Склады формовочных материалов размещают обычно в закрытых отапливаемых помещениях (не ниже +10 °C).
Для заводов, имеющих несколько литейных цехов, хранение и подготовку формовочных материалов организуют в общезаводских базисных цехах (складах). Для Заводов с одним литейным цехом склад формовочных материалов проектируют непосредственно в литейном цехе.
Для подачи сухого песка со склада формовочных материалов в смесеприготовительное отделение используют систему ленточных конвейеров, для подачи порошкообразных материалов —• пневмотранспорт.
Сырые пески поступают на склад в саморазгружающихся полувагонах (8—12 шт.) 60, 90 или 125 т грузоподъемностью. Такой состав разгружается специальной установкой (рис. 1.1), оснащенной бурорыхлительной машиной 6 для рыхления смерзшегося песка, виброзачистной плитой 2 для зачистки стенок вагонов, люкоподъем-никами 1, пневмоустройством для очистки ходовой части вагонов от песка, устройством 8 для передвижения состава в процессе разгрузки и пультом управления 5. Песок из вагонов поступает в подземные емкости с ножевыми рыхлителями 3, затем вибропитателями 4 подается на ленточные конвейеры 7, подающие песок в бункера отапливаемого склада формовочных материалов. Производительность установки по разгрузке мерзлого песка составляет 160—180 т/ч. Разгрузочную установку обычно размещают в отдельном здании рядом со складом.
Склад для хранения сырого песка представляет собой блок железобетонных или металлических бункеров с тарельчатыми питателями.
7
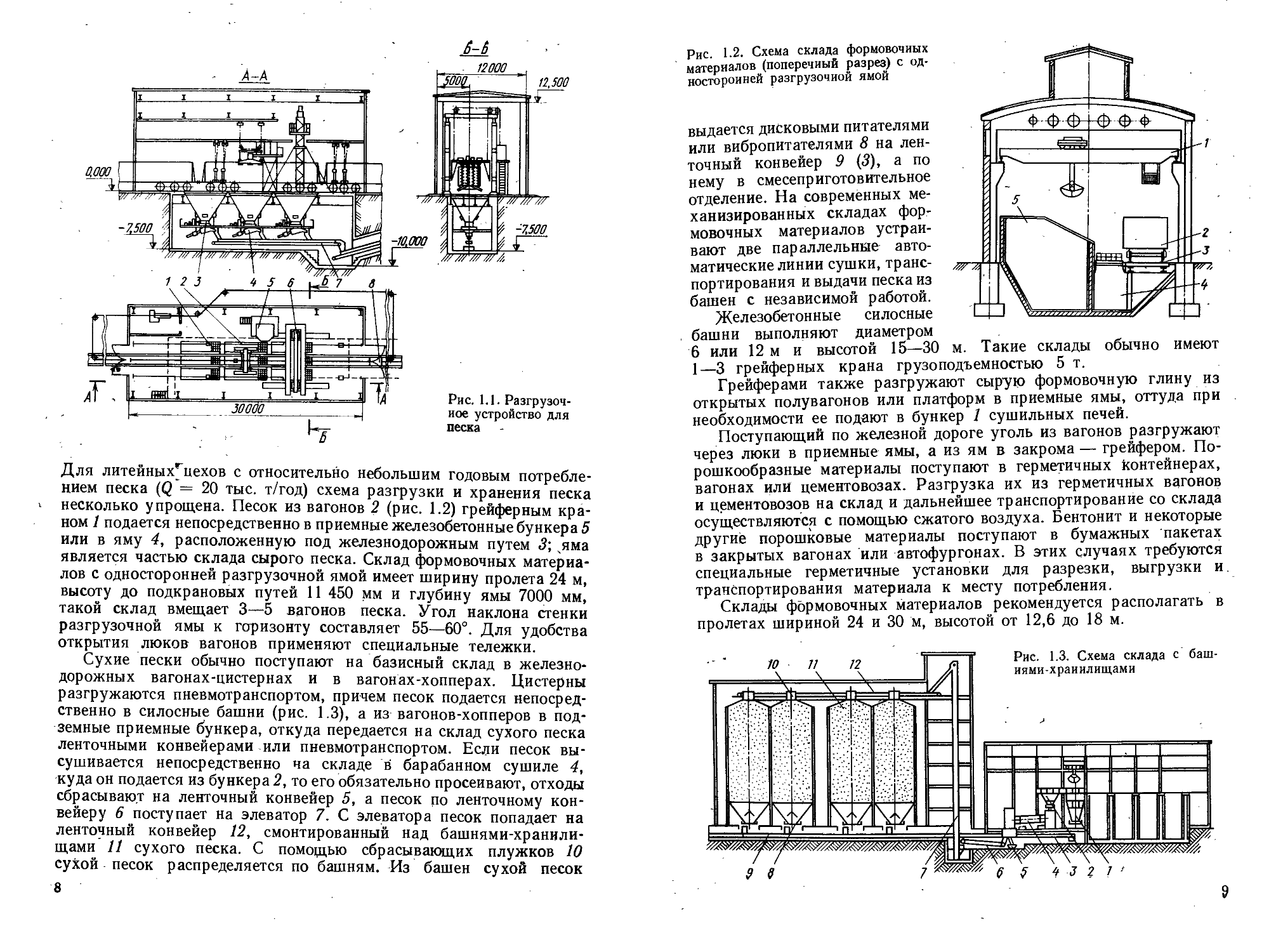
Для литейных^цехов с относительно небольшим годовым потреблением песка (Q = 20 тыс. т/год) схема разгрузки и хранения песка несколько упрощена. Песок из вагонов 2 (рис. 1.2) грейферным краном 1 подается непосредственно в приемные железобетонные бункера 5 или в яму 4, расположенную под железнодорожным путем 3\ яма является частью склада сырого песка. Склад формовочных материалов с односторонней разгрузочной ямой имеет ширину пролета 24 м, высоту до подкрановых путей 11 450 мм и глубину ямы 7000 мм, такой склад вмещает 3—5 вагонов песка. Угол наклона стенки разгрузочной ямы к горизонту составляет 55—60°. Для удобства открытия люков вагонов применяют специальные тележки.
Сухие пески обычно поступают на базисный склад в железнодорожных вагонах-цистернах и в вагонах-хопперах. Цистерны разгружаются пневмотранспортом, причем песок подается непосредственно в силосные башни (рис. 1.3), а из вагонов-хопперов в подземные приемные бункера, откуда передается на склад сухого песка ленточными конвейерами или пневмотранспортом. Если песок высушивается непосредственно на складе в барабанном сушиле 4, куда он подается из бункера 2, то его обязательно просеивают, отходы сбрасывают на ленточный конвейер 5, а песок по ленточному конвейеру 6 поступает на элеватор 7. С элеватора песок попадает на ленточный конвейер 12, смонтированный над башнями-хранилищами 11 сухого песка. С помощью сбрасывающих плужков 10 сухой песок распределяется по башням. Из башен сухой песок
8
Рис. 1.2. Схема склада формовочных материалов (поперечный разрез) с односторонней разгрузочной ямой
м. Такие склады обычно имеют
выдается дисковыми питателями или вибропитателями 8 на ленточный конвейер 9 (3), а по нему в смесеприготовительное отделение. На современных механизированных складах формовочных материалов устраивают две параллельные автоматические линии сушки, транспортирования и выдачи песка из башен с независимой работой.
Железобетонные силосные башни выполняют диаметром 6 или 12 м и высотой 15—30
1—3 грейферных крана грузоподъемностью 5 т.
Грейферами также разгружают сырую формовочную глину из открытых полувагонов или платформ в приемные ямы, оттуда при необходимости ее подают в бункер 1 сушильных печей.
Поступающий по железной дороге уголь из вагонов разгружают через люки в приемные ямы, а из ям в закрома — грейфером. Порошкообразные материалы поступают в герметичных контейнерах, вагонах или цементовозах. Разгрузка их из герметичных вагонов и цементовозов на склад и дальнейшее транспортирование со склада осуществляются с помощью сжатого воздуха. Бентонит и некоторые другие порошковые материалы поступают в бумажных пакетах в закрытых вагонах или автофургонах. В этих случаях требуются специальные герметичные установки для разрезки, выгрузки и транспортирования материала к месту потребления.
Склады формовочных материалов рекомендуется располагать в пролетах шириной 24 и 30 м, высотой от 12,6 до 18 м.
9
В отделениях подготовки формовочных материалов выполняют просев влажного песка через сито с ячейками 40 х40 мм, сушку его при температуре 200—6О0 °C до влажности 0,5 % и охлаждение до 30 °C, просев сухого песка через сито с ячейками 5x5 мм; измельчение комковой глины на куски до 70 х70 мм, сушку ее при температуре до 400 °C до влажности 3—5 % и размол частиц до 1 мм.
1.2. ГРЕЙФЕРНЫЕ МЕХАНИЗМЫ
Грейфер —раскрывающийся ковш грузоподъемного крана, служащий для захвата и транспортирования сыпучих и мелкокусковых грузов. По конструктивным признакам грейферы разделяют на одноканатные, двухканатные и моторные.
Одноканатные грейферы можно подвешивать к крюку любого подъемного механизма, для их работы не требуется лебедки специальных конструкций. Они характеризуются небольшой производительностью. Применяют эти грейферы в основном для уборочных работ.
Двухканатные грейферы (рис. 1.4) в отличие от одноканатных имеют специальную двухбарабанную лебедку, устанавливаемую обычноИш тележке мостового крана. Один барабан лебедки служит для замыкания челюстей грейфера, а другой для подъема и опускания грейфера.
Двухканатный грейфер состоит из двух челюстей 1 и 9, четырех тяг 2, полиспаста 3, замыкающего 4 и поддерживающего 7 канатов. Поддерживающий канат одним концом закреплен на верхней траверсе 8, а замыкающий вместе с верхними и нижними блоками образует полиспаст.
Грейфер работает следующим образом. Для захвата материала замыкающий канат сбегает с барабана 5, благодаря чему нижняя траверса с блоками под действием силы тяжести опускается вниз,
Рис. 1.4. Схема двухканатного грейфера
Рис. 1.5. Схема съемного грейфера:
а — сомкнутый грейфер; б — зачерпывание материала; 1 — челюсти грейфера; 2 — подъемный (грузовой) карат; 3 — кабель; 4 — электродвигатель замыкающей лебедки; 5 — основной (грузовой) барабан тележкн крана; 6 — подвижный полиспаст
10
и челюсти раскрываются. Затем одновременно начинают вращаться с одинаковой скоростью барабаны 5 и 6 лебедок; грейфер опускается на материал, и челюсти частично погружаются в него. Груз зачерпывается при неподвижном барабане лебедки 6 подъема, в то время как замыкающий канат 4 наматывается на барабан 5, поднимая на некоторую высоту траверсу 8 и замыкая челюсти 1 и 9. При подъеме закрытого грейфера с грузом оба каната с одинаковой скоростью наматываются на барабаны 5 и 6 лебедок. Разгрузка материала из грейфера происходит при неподвижном барабане лебедки 6 и размотке замыкающего каната 4 с барабана лебедки 5.
В цехе иногда целесообразно иметь уборочный кран, который должен быть снабжен крюком для подвешивания магнитной шайбы, транспортирования тары и других грузов и одновременно мог бы работать как грейферный. В таких случаях в пролете цеха устанавливают уборочный кран, а при необходимости на крюк навеши^ вают съемный приводной грейфер (рис. 1.5), т. е. грейфер, имеющий приводную замыкающую лебедку непосредственно на верхней траверсе. Челюсти приводного грейфера замыкаются при подтягивании полиспаста 6 к барабану приводной замыкающей лебедки.
В случае применения уборочного крана для работы с магнитной шайбой на тележке крана должен быть приводной барабан для намотки кабеля, питающего магнитную шайбу постоянным током. Вместимость грейферов, применяемых на складах формовочных материалов, обычно 1—2 м3.
ГЛАВА 2. ОБОРУДОВАНИЕ ДЛЯ ПОДГОТОВКИ ИСХОДНЫХ ФОРМОВОЧНЫХ МАТЕРИАЛОВ
. 2.1. СУШИЛА ДЛЯ ПЕСКА И ГЛИНЫ
Для сушки песка используют сушила трех типов разной производительности: барабанные, 5—40 т/ч; трубные или сушила в пневмопотоке, 3—25 т/ч; сушила псевдокипящего слоя, 6— 25 т/ч. Барабанные й трубные сушила просты и надежны, но для их установки требуются значительные площади и высоты. Например, для трубного сушила необходимо помещение высотой до 25 м. Производительность сушил всех типов рассчитана на начальную влажность песка 10 %, конечную—0,5 %, для глины соответственно 25 и 3 — 5 %.
Одноходовое горизонтальное барабанное сушило для сушки песка и глины (рис. 2.1) состоит из топки 1, загрузочной воронки 2, барабана 6, механизма вращения печи, смонтированного на раме 10, опорных роликов 3, разгрузочной камеры 8 и вытяжной вентиляционной системы. Барабан наклонен к линии горизонта на 3—6°, частота вращения п = 2-=-10 об/мин (0,03—0,15 с-1). Механизм вращения барабана состоит из электродвигателя 9, редуктора 7, уравнительной муфты 5, шестерни 11 и зубчатого колеса 4. Частоту вра-
11
Рис. 2.1.-Схема одноходового барабанного сушила для сушки песка и глины
щения барабана устанавливают путем перестановки сменных шестерен. Осевое перемещение барабана ограничивается опорными роликами 3, имеющими реборды.
„Песок или глину загружают в распределительную часть барабана,
где имеются винтовые лопатки, которые распределяют материал по продольным ячейкам. Пересыпаясь с ячейки на ячейку, материал перемещается благодаря наклону барабана и уже просушенный попадает в разгрузочную камеру 8. Длина барабана до 10 м, диаметр 2—2,5 м.
В качестве топлива для сушил применяют природный газ.
Барабанные сушила обеспечивают параллельное движение топочных газов и просушиваемого материала. В этом случае наиболее горячие газы соприкасаются с более влажным песком, и находящаяся в песке глинистая составляющая защищена от перегрева испаряемой
влагой, чем обеспечивается высокое качество сухого песка.
Из этих соображений глинистые жирные пески и глину сушат только в барабанных сушилах. Кварцевые пески сушат при температуре до 600 °C, глинистые — до 200 °C.
Трехходовое барабанное сушило (рис. 2.2) состоит из топки 3, загрузочной воронки 1, трехходового барабана 2, разгрузочного
3 Ч 5
желоба 5 и механизма вращения 4 барабана. Барабан 2 состоит из корпуса, представляющего собой три усечённых конуса, вставленных друг в друга. Благодаря такой конструкции путь перемещения материала при сушке в барабане в 3 раза больше его длины, а значит,
Рис. 2.2. Устройство трехходового барабанного сушила для сушки песка
12
Рис. 2.3. Установка. ДляСушкй (охла-ждй,;.; *,')йска в кипящем слое:
/ — загрузочная воронка; 2 — слой песка;
3 — перфорированная решетка; 4 — нагнетающий воздухопровод; 5 — газопровод; 6 — дутьевой вентилятор; 7 — газовые двухпроводные горелки; 5 — камера сжигания; 9 — камера смешнваиня; 10 — фурмы; 11 — желоб; 12 — регулирующая заслонка; 13 — камера сушки; 14 — трубопровод отходящих газов; 15 — тяга регулирующей заслонки
одна и та же производительность достигается при меньших габаритных размерах.
Процесс сушки в барабанных сушилах зависит от следующих факторов: влажности и размера кусков исходных материалов; температуры то-L почных газов и скорости их
Сдвижения; объема и конструкции барабана (длина, диаметр, кон-। струкция ячеек, угол наклона и частота вращения); эффективности работы вытяжной вентиляции.
Для современных конструкций барабанных сушил исходные куски глины должны быть размером в поперечном сечении 70 X Х70 мм. Конечная влажность высушенной глины составляет 3—5 %.
На практике, особенно при сушке глины, сушило, часто не обеспечивает заданную производительность и влагосодержание просушенного материала. В этом случае следует проверить крупность исходных кусков глины, температуру топочных газов, эффективность вытяжной вентиляции, частоту вращения барабана и привести их в соответствие с паспортными данными.
Установки для сушки и охлаждения песка в псевдокипящем слое. Сущность процесса сушки песка в псевдокипящем слое заключается в следующем. Слой песка 2 (рис. 2.3), лежащий на перфорированной /решетке 3, продувается горячими топочными газами с температурой 500—700 °C, в результате чего образуется «кипящий» слой песка. Благодаря большой скорости многочисленных струй горячих топочных газов и омыванию ими почти каждой песчинки, расположенной на решетке, слой песка почти мгновенно высыхает. Сухие, зерна песка «всплывают» кверху и через верх регулирующей заслонки 12 перетекают в желоб И, а сырые частицы, комья песка, мелкие камни и кусочки глины опускаются вниз к горячей решетке, к более горячим топочным газам. Попавшие на решетку комья сырого песка быстро переходят в псевдокипящее состояние и поднимаются вверх, а мелкие камни и кусочки сухой глины движутся по наклонной решетке и через щель между решеткой и регулирующей заслонкой 12 удаляются из кипящего слоя.
Установка работает непрерывно: по мере сушки и удаления сухого песка через желоб И сырой песок добавляется через загрузочную воронку 1. Установка представляет собой сварной вертикаль-
13
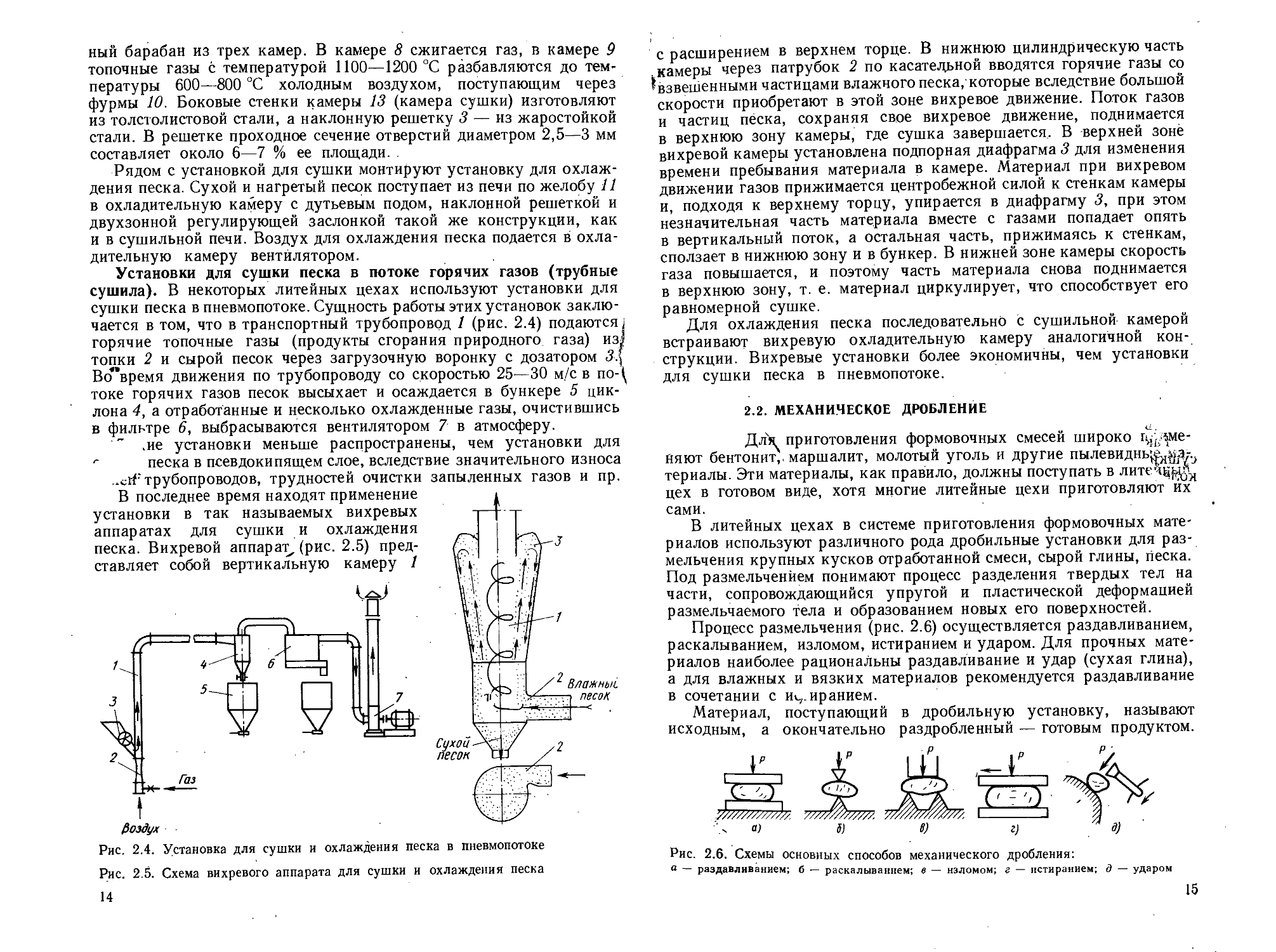
ный барабан из трех камер. В камере 8 сжигается газ, в камере 9 топочные газы с температурой 1100—1200 °C разбавляются до температуры 600—800 °C холодным воздухом, поступающим через фурмы 10. Боковые стенки камеры 13 (камера сушки) изготовляют из толстолистовой стали, а наклонную решетку 3 — из жаростойкой стали. В решетке проходное сечение отверстий диаметром 2,5—3 мм составляет около 6—7 % ее площади. .
Рядом с установкой для сушки монтируют установку для охлаждения песка. Сухой и нагретый песок поступает из печи по желобу 11 в охладительную камеру с дутьевым подом, наклонной решеткой и двухзонной регулирующей заслонкой такой же конструкции, как и в сушильной печи. Воздух для охлаждения песка подается в охладительную камеру вентилятором.
Установки для сушки песка в потоке горячих газов (трубные сушила). В некоторых литейных цехах используют установки для сушки песка в пневмопотоке. Сущность работы этих установок заключается в том, что в транспортный трубопровод 1 (рис. 2.4) подаются^ горячие топочные газы (продукты сгорания природного газа) из! топки 2 и сырой песок через загрузочную воронку с дозатором <?.( Во время движения по трубопроводу со скоростью 25—30 м/с в по-( токе горячих газов песок высыхает и осаждается в бункере 5 циклона 4, а отработанные и несколько охлажденные газы, очистившись в фильтре 6, выбрасываются вентилятором 7 в атмосферу.
,ие установки меньше распространены, чем установки для ' песка в псевдокипящем слое, вследствие значительного износа ..erf" трубопроводов, трудностей очистки
В последнее время находят применение установки в так называемых вихревых аппаратах для сушки и охлаждения песка. Вихревой аппарат, (рис. 2.5) представляет собой вертикальную камеру 1
запыленных газов и пр.
.:. Газ П*- —----
! воздух
Рис. 2.4. Установка для сушки и охлаждения песка в пневмопотоке
Рис. 2.5. Схема вихревого аппарата для сушки и охлаждения песка 14
с расширением в верхнем торце. В нижнюю цилиндрическую часть камеры через патрубок 2 по касательной вводятся горячие газы со ^взвешенными частицами влажного песка, которые вследствие большой скорости приобретают в этой зоне вихревое движение. Поток газов и частиц песка, сохраняя свое вихревое движение, поднимается в верхнюю зону камеры, где сушка завершается. В верхней зоне вихревой камеры установлена подпорная диафрагма 3 для изменения времени пребывания материала в камере. Материал при вихревом движении газов прижимается центробежной силой к стенкам камеры и, подходя к верхнему торцу, упирается в диафрагму 3, при этом незначительная часть материала вместе с газами попадает опять в вертикальный поток, а остальная часть, прижимаясь к стенкам, сползает в нижнюю зону и в бункер. В нижней зоне камеры скорость газа повышается, и поэтому часть материала снова поднимается в верхнюю зону, т. е. материал циркулирует, что способствует его равномерной сушке.
Для охлаждения песка последовательно с сушильной камерой встраивают вихревую охладительную камеру аналогичной конструкции. Вихревые установки более экономичны, чем установки для сушки песка в пневмопотоке.
2.2. МЕХАНИЧЕСКОЕ ДРОБЛЕНИЕ
Дл'я^ приготовления формовочных смесей широко г^^ме-Няют бентонит,, маршалит, молотый уголь и другие пылевиднь^^щ-.^ териалы. Эти материалы, как правило, должны поступать в литечн^я цех в готовом виде, хотя многие литейные цехи приготовляют йх сами.
В литейных цехах в системе приготовления формовочных материалов используют различного рода дробильные установки для размельчения крупных кусков отработанной смеси, сырой глины, песка. Под размельчением понимают процесс разделения твердых тел на части, сопровождающийся упругой и пластической деформацией размельчаемого тела и образованием новых его поверхностей.
Процесс размельчения (рис. 2.6) осуществляется раздавливанием, раскалыванием, изломом, истиранием и ударом. Для прочных материалов наиболее рациональны раздавливание и удар (сухая глина), а для влажных и вязких материалов рекомендуется раздавливание в сочетании с и^.иранием.
Материал, поступающий в дробильную установку, называют исходным, а окончательно раздробленный — готовым продуктом.
Рис. 2.6. Схемы основных способов механического дробления:
° — раздавливанием; б — раскалыванием; е — изломом; г — истиранием; д — ударом
15
Соотношение поперечных размеров исходного материала и готового продукта называют степенью измельчения: •
i = Did,
где D — диаметр куска исходного материала; d — диаметр готового продукта.
Дробильное оборудование разделяют на дробилки и мельницы, в зависимости от степени измельчения в них материала. Дробилки измельчают материал до размера кусков d = 15-4-25 мм при i = = 3-4-12 (грубое измельчение). Мельницы измельчают материал до размера зерен d < 0,1 мм при i = 200 и выше (тонкое измельчение).
В зависимости от характера воздействия на измельчаемый материал и конструктивных признаков различают следующие типы дробилок: щековые, молотковые, валковые, И типы мельниц: шаровые, молотковые, вибрационные и др.
Физические основы процесса размельчения. Процесс размельчения материалов чрезвычайно сложен. Наиболее достоверной из известных гипотез процесса размельчения является так называемый обобщенный закон разрушения твердых тел, предложенный П. А. Ребиндером. Сущность этого закона в следующем. При механическом разделении твердого куска на части внешние силы преодолевают силы внутреннего сцепления между частицами, образуя новые поверхности. Поверхностные слои частицы обладают некоторым избытком свободной энергии или поверхностной энергией. Это объясняется тем, что частицы кристаллической решетки материала, расположенные на его поверхности, в отличие от частиц, расположенных внутри, взаимодействуют односторонне — со стороны тела.
Таким образом, для перевода энергии внутренних частиц на поверхность (размельчение) требуется затратить определенную работу, которая, будучи отнесенной к единице поверхности, называется удельной поверхностной энергией.
Для разделения тела на части и удаления их друг от друга на расстояние, при котором прекращается взаимодействие между ними, потребуется энергия, которая называется внутренней.
Следовательно, обобщенный закон разрушения твердых тел выражается полной работой (Дж)
А = оПОв AF + ав AV/(2£), (2.1).
где оПОв AF — работа, перешедшая в свободную энергию поверхности AF, Дж (при расчете дробилок первым членом можно пренебречь); Ов AV7(2£j — работа упругих и пластических деформаций в объеме тела ДУ, пропорциональная этому объему, Дж (при расчете мельниц вторым членом можно пренебречь); сгпов — удельная поверхностная энергия, Дж/м2; AF — поверхность, образующаяся при разрушении материала, м2; гтв — временное сопротивление материала, Па; ДУ — часть объема теда, подвергшаяся деформации, м3,
16
Рис. 2.7. Щековая дробилка (а) и схемы устройства с простым (б) и сложным (в) качанием
2.3. ДРОБИЛКИ
Щековые дробилки применяют для дробления кусков сухой и мерзлой глины, а также отработанной смеси (рис. 2.7). Они могут быть с простым и сложным качанием.
Дробилка с простым качанием щеки (рис. 2.7, б) состоит из неподвижной 1 и подвижной 2 щек,* эксцентрикового вала
с маховиком 3, шатуна 4 и двух распорных плит 5 и б. При вращении эксцентрикового вала шатун, воздействуя на распорные плиты, изменяет угол наклона и создает качание подвижной щеки, благодаря чему происходит дробление кусков материала, находящегося между щеками. Материал загружают через приемную воронку в рабочее пространство клиновидной формы, заключенное между неподвижной и подвижной щеками.
В дробилках со сложным качанием (рис. 2.7, в) подвижная щека 2 подвешена на эксцентрике главного вала с эксцентриситетом е и, таким образом, служит одновременно главным шатуном. В нижней части качающаяся щека поддерживается распорной плитой 5.
В дробилках с простым качанием угловые перемещения и усилия по длине подвижной щеки различны: чем ближе к оси вращения, тем меньше перемещения, а усилия, создаваемые давлением на материал, наоборот, будут больше. Это обеспечивает в верхней части камеры дробления большие усилия, а в нижней — меньшие, что очень важна при дроблении крупных кусков с повышенной прочностью материала. Недостаток дробилок с простым качанием — малая ве-личийа'-Хода подвижной щеки в верхней части, поэтому захват крупных кускор ненадежен,
17
Рис. 5.8. Схема действия сил при дроблении материала в щековой дробилке
Дробилки со сложным качанием просты по конструкции и компактны. В таких дробилках щека не только качается благодаря повороту распорной плиты, но и получает сложное плоское движение, аналогичное движению шатуна кривошипно-шатунного мехайизма. Каждая точка рабочей поверхности щеки описывает замкнутые траектории, наверху — приближающиеся к окружности, а внизу —овальные, вытянутые тем больше, чем ниже от оси вращения находится точка. Таким образом^ материал здесь не только раздавливается, но и частично истирается. Дробилки со сложным
качанием более выгодны для получения материала с большей степенью измельчения, чем дробилки с простым качанием щеки.
Осцрвными параметрами, определяющими возможность и экономичность работы щековой дробилки, являются угол захвата а между неподвижной и подвижной щеками; оптимальная частота вращения эксцентрикового вала п (с-1), производительность дробилки П (м3/ч); требуемая мощность электродвигателя N (кВт).
Угол а (рис. 2.8) должен быть такой, чтобы при нажатии качающейся щеки дробимый кусок не выскочил из камеры дробления вверх. Кусок материала, находящийся в камере дробления, подвергается со стороны качающейся щеки действию силы Р, а со стороны неподвижной — действию реактивной силы /*!. Обозначив через f коэффициент трения куска материала о поверхность плит, получим из условия равновесия сил
= 0 илл Pi — fP sin а — Р cos а = 0;
= 0 или Р sin а — fP± — fP cos а = 0.
Решив эти уравнения, найдем
tg а = 2//(1 —/).
Так как коэффициент трения f = tg ср, где <р — угол трения, получим
tg а = 2 tg <р/(1 —tg2 <р) = tg (2<р) и а < 2<р.
Рекомендуется принимать а — 15-4-22°. При этом глубина Н камеры дробления должна быть в 2—2,5 раза больше ширины ее приемной части. Диаметр D куска материала при этом должен составлять 0,80—0,85 этой ширины.
Если принять а = 20°, что соответствует стальным щекам, то п = (0,604-0,65)// s, где s — ход качающейся щеки, м.
18
DK=2r
Рис. 2.9. 'Устройство валковой дробилки:
; — загрузочная воронка; 2 — валок с подвижными подшипниками; 3 — пружина; 4 — установочные прокладки; 5 — валок с неподвижными подшипниками
Рис. 2.10. Схема работы валковой дробилки
Валковые дробилки (рис. 2.9) применяют для мелкого и среднего дробления различных материалов: глины, отработанных смесей и др. Куски дробятся вращающимися навстречу один другому валками; помимо дробления, они отчасти и истираются.
По конструктивному исполнению валковые дробилки различают с жестко закрепленными валками; с одним подвижным валком (наиболее распространены); с двумя подвижными валками. Благодаря подвижным валкам исключается поломка дробилки при попадании недробимых предметов. Степень измельчения регулируется изменением зазора 2е между валками с помощью сменных прокладок 4. Валки бывают гладкие, рифленые и зубчатые.
Рассмотрим, какова связь между диаметром валков и размером дробимого материала. Плоскости ОМ и ON (рис. 2.10), касательные к поверхностям гладких валков в точках соприкосновения с куском материала, образуют между собой угол 0 = 2а (а — угол захвата). По аналогии со щековой дробилкой, где а < 2ф, для захвата куска материала воображаемыми плоскостями ОМ и ON валковой дробилки получаем
а < <р, где ф = arctg f — угол трения кусков материала о валки; f — коэффициент трения кусков материала о валки; для угля f = 0,3 и а < < 16° 42', для глины и известняка f = 6,30н-0,35 и а 18°.
Для эффективной работы валковой дробилки при а < ф и расстоянии 2е между валками необходимо, чтобы диаметр куска DK, поступающего в дробилку, удовлетворял следующему условию:
DK « (1/19) Дв + 2е. - (2.2)
При сдвинутых валках (2е = 0)
DK = (1/19) £>в. (2.3)
Для рифленых валков принимают DK = (1/10-5-1/12) DB, для зубчатых валков DK = (1/2-5-1/4) DB. Степень измельчения дробилок
19
Рис. 2.11. Устройство молотковой Дро- ' билки !
с гладкими валками i — 3-н5, с/ рифлеными i = 7-^8.
Молотковые дробилки в литейных цехах применяют для дробле-]
ния сухой глины, кусков отрабо- • тайной смеси, боя стержней и т. д. j
• В молотковых дробилках мате- 1
риал размельчается под действием-
удара быстровращающихся молотков 5, укрепленных на роторе 3 с помощью шарниров 4 (рис. 2.11), а также под действием удара материала о броневые плиты 6. Куски материала, подлежащего дроблению, через загрузочный же-
лоб 1 попадают в рабочую камеру 2 дроф^лки, где, подвергаясь ударам молотков 5, дробятся и просыпаются вниз через отверстия колосниковой решетки 7. Размеры продукта дробления определяются как шириной щелей в колосниковой решетке, так и радиальным зазором между молотками и решеткой, равным 3—5 мм.
Окружная скорость молотков v = 25н-55 м/с, степень измельчения i = 1 0-*-15. У молотковых однороторных дробилок отношение длины дробилки к ее диаметру составляет 0,5—0,85. Преимущества молотковых дробилок: простота и надежность, малая масса, большие производительность и степень измельчения. К недостаткам следует отнести быстрое изнашивание молотков и решеток, невозможность дробления вязких и влажных материалов.
2.4. МЕЛЬНИЦЫ
В литейных цехах для тонкого измельчения сухой глины, угля и других материалов широкое распространение получили шаровые мельницы.
Шаровые мельницы могут быть с периодической и непрерывной загрузкой и разгрузкой.
Мельницы с периодической загрузкой и разгрузкой наиболее просты по конструкции, но менее производительны и труднее поддаются автоматизации.
Мельницы с непрерывной загрузкой представляют собой барабан 5 (рис. 2.12) с днищами 3, в которые встроены полые цапфы 1. В барабан загружаются стальные шары диаметром 50—80 мм. Через левую цапфу материал непрерывно загружается, а через правую разгрузочную цапфу измельченный материал удаляется самотеком или с помощью воздушного потока, создаваемого вентилятором, в приемное устройство 4. Привод мельницы осуществляется от электродвигателя через редуктор и зубчатую передачу 2.
20
Рис. 2.12. Устройство шаровой мельницы
При вращении барабана шары поднимаются на определенную высоту, достигнув которой вместе с материалом падают и измельчают его. Падение шаров происходит по некоторой параболической траектории (рис. 2.13). Такое движение шаров называют водопадным. Это наиболее оптимальный режим работы мельницы, так как получается наибольшая полезная работа при наименьшем износе
шаров.
При малой частоте вращения барабана шары поднимаются на небольшую высоту, а затем скатываются вниз или скользят по поверхности футеровки (см. рис. 2.13). Такое перемещение шаров называют каскадным. При этом полезная работа незначительная, так как измельчение материала происходит только путем его истирания. При большой частоте вращения барабана мельницы шары под действием центробежной силы не могут оторваться от футеровки барабана и вращаются вместе с ним. В этом случае не происходит никакого измельчения материала. Рис. 2.13. Схема движения шаров в шаровой мельнице:
а — движение крайнего внешнего ряда шаров; б — скольжение шаров по внутренней поверхности барабана
21
Наименьшую частоту вращения, при которой нет свободного падения шаров, называют критической. Очевидно, оптимальной частота вращения барабана будет в том случае, когда шары движутся вдоль стенки .барабана и, отрываясь от стенки, падают подобно свободно падающему телу (см. рис. 2.13). Оптимальная частота вращения (с-1) шаровой мельницы определяется зависимостью
п = (4,54-5,2)//D, (2.4)
где D — внутренний диаметр мельницы.
В мельницу следует загружать такое количество шаров, чтобы во время ее работы шары каждого ряда совершали движение по своей траектории, не сталкиваясь с шарами других рядов. Величина загрузки мельницы шарами характеризуется коэффициентом заполнения. Коэффициентом заполнения называют отношение площади Fr загрузки шарами поперечного сечения неподвижной мельницы ко всей площади F ее сечения:
Ч\ = FJF = F^nR2).
Коэффициент заполнения Ч\ = 0,2ч-0,35 в зависимости от условий работы мельницы.
Полную загрузку мельницы G (кг) шарами при принятом коэффициенте Ч^ подсчитывают по формуле
G = л^^ч^рч;
где R — внутренний радиус футерованного барабана мельницы, м; L — длина барабана, м; р — плотность шаров, р = 3,5-н4,0 т/м3; Чг — коэффициент разрыхления загружаемого материала, Чг =, = 0,5н-0,6.
С увеличением массы загружаемого материала производительность шаровой мельницы повышается, но удельная производительность на 1 кВт мощности уменьшается. Перегрузка мельницы шарами недопустима, так как вызывает перерасход электроэнергии и ускоренное изнашивание шаров и. футеровки. При малой загрузке мельницы шарами производительность ее уменьшается.
Молотковые мельницы (рис. 2.14) конструктивно во многом похожи на молотковые дробилки. Главное отличие молотковых мельниц от молотковых дробилок состоит в том, что мельницы не имеют решетки в нижней части мельничной камеры, а продукт помола с помощью встроенного вентилятора 7 уносится из мельницы воз-" душйым потоком.
На приводном валу 8 жестко посажен ротор 4, на котором с помощью шарниров, так же как и в дробилках, подвешены в три ряда молотки, измельчающие материал. Для регулирования подачи материала в мельницу служит звездчатый питатель 2, вращение которому передается цепной передачей (на схеме не показана) от привода.
Тонкость помола и производительность мельницы регулируются частотой вращения звездчатого питателя и изменением зазора между ножами крестовины 10 и стенкой мельницы. Частота вращения 22
Рис. 2.14. Устройство молотковой мельницы:
1 — загрузочная воронка; 2 — звездчатый питатель; 3 — воздухозаборный патрубок; 4 — ротор; 5 — молотки; 6 — корпус мельницы; 7 — вентилятор; 8 — вал; 9 — приводной шкив; 10 — регулирующая крестовина; 11 — редуктор
главного вала мельницы регулируется сменным шкивом в пределах 17—25 с-1 в зависимости от сопротивления пневмотранспортной системы передачи молотого продукта.
Продукт помола уносится из мельницы воздухом по транспортному трубопроводу в циклоны-осадители, где осаждается и выдается через затвор в приемный бункер, а отработанный запыленный воздух возвращается в мельницу. Часть воздуха из замкнутой рециркуляционной системы пневмотранспорта выбрасывается через фильтр в атмосферу, и такое же количество свежего воздуха, обычно'подогретого, вводится в систему извне.
Производительность таких мельниц, как правило, невелика: для глины 1 т/ч и для угля 0,6 т/ч, но продукт помола получается высокой степени измельчения. Мельницы такого типа положительно зарекомендовали себя в эксплуатации, но пневматическая система отбора продуктов помола работает ненадежно.
Работа молотковой мельницы почти ничем не отличается от работы молотковой дробилки.
Вибрационные мельницы применяют для тонкого помола кварцевого песка,огнеупорной глины, угля, кокса и других материалов. В отличие от шаровых мельниц и бегунов в вибромельницах материал разрушается в результате ударного и истирающего воздействия
23
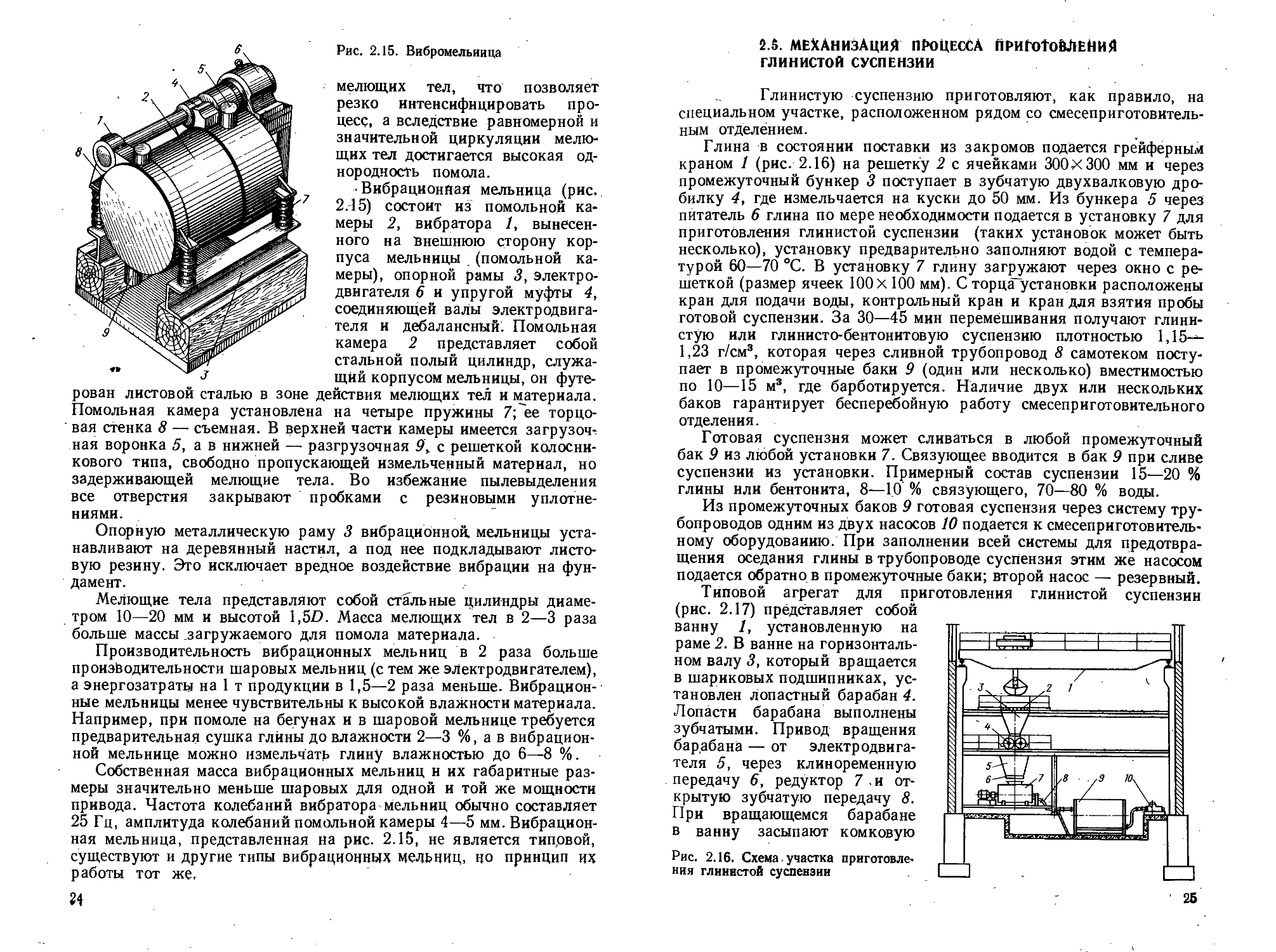
Рис. 2.15. Вибромельиица мелющих тел, что позволяет резко интенсифицировать процесс, а вследствие равномерной и значительной циркуляции мелющих тел достигается высокая однородность помола.
• Вибрационная мельница (рис. 2.45) состоит из помольной камеры 2, вибратора 1, вынесенного на Внешнюю сторону корпуса мельницы (помольной камеры), опорной рамы 3, электродвигателя 6 и упругой муфты 4, соединяющей валы электродвигателя и дебалансныи. Помольная камера 2 представляет собой стальной полый цилиндр, служащий корпусом мельницы, он футе
рован листовой сталью в зоне действия мелющих тел и материала. Помольная камера установлена на четыре пружины 7;'ее торцовая стенка 8 — съемная. В верхней части камеры имеется загрузочт ная воронка 5, а в нижней — разгрузочная 9, с решеткой колосникового типа, свободно пропускающей измельченный материал, но задерживающей мелющие тела. Во избежание пылевыделения все отверстия закрывают пробками с резиновыми уплотнениями.
Опорную металлическую раму 3 вибрационной, мельницы устанавливают на деревянный настил, а под нее подкладывают листовую резину. Это исключает вредное воздействие вибрации на фундамент.
Мелющие тела представляют собой стальные цилиндры диаметром 10—20 мм и высотой 1,52?. Масса мелющих тел в 2—3 раза больше массы загружаемого для помола материала.
Производительность вибрационных мельниц в 2 раза больше производительности шаровых мельниц (с тем же электродвигателем), а энергозатраты на 1 т продукции в 1,5—2 раза меньше. Вибрационные мельницы менее чувствительны к высокой влажности материала. Например, при помоле на бегунах и в шаровой мельнице требуется предварительная сушка глины до влажности 2—3 %, а в вибрационной мельнице можно измельчать глину влажностью до 6—8 %.
Собственная масса вибрационных мельниц и их габаритные размеры значительно меньше шаровых для одной и той же мощности привода. Частота колебаний вибратора мельниц обычно составляет 25 Гц, амплитуда колебаний помольной камеры 4—5 мм. Вибрационная мельница, представленная на рис. 2.15, не является типрвой, существуют и другие типы вибрационных мельниц, но принцип их работы тот же,
24
2.5. МЕХАНИЗАЦИЯ ПРОЦЕССА ПРИГОТОВЛЕНИЯ ГЛИНИСТОЙ СУСПЕНЗИИ
Глинистую суспензию приготовляют, как правило, на специальном участке, расположенном рядом со смесеприготовительным отделением.
Глина в состоянии поставки из закромов подается грейферным краном 1 (рис. 2.16) на решетку 2 с ячейками 300 x 300 мм и через промежуточный бункер 3 поступает в зубчатую двухвалковую дробилку 4, где измельчается на куски до 50 мм. Из бункера 5 через питатель 6 глина по мере необходимости подается в установку 7 для приготовления глинистой суспензии (таких установок может быть несколько), установку предварительно заполняют водой с температурой 60—70 °C. В установку 7 глину загружают через окно с решеткой (размер ячеек 100X 100 мм). С торца~установки расположены кран для подачи воды, контрольный кран и кран для взятия пробы готовой суспензии. За 30—45 мин перемешивания получают глинистую или глинисто-бентонитовую суспензию плотностью 1,15— 1,23 г/см3, которая через сливной трубопровод 8 самотеком поступает в промежуточные баки 9 (один или несколько) вместимостью по 10—15 м3, где барботируется. Наличие двух или нескольких баков гарантирует бесперебойную работу смесеприготовительного отделения.
Готовая суспензия может сливаться в любой промежуточный бак 9 из любой установки 7. Связующее вводится в бак 9 при сливе суспензии из установки. Примерный состав суспензии 15—20 % глины или бентонита, 8—10 % связующего, 70—80 % воды.
Из промежуточных баков 9 готовая суспензия через систему трубопроводов одним из двух насосов 10 подается к смесеприготовительному оборудованию. При заполнении всей системы для предотвращения оседания глины в трубопроводе суспензия этим же насосом подается обратно в промежуточные баки; второй насос — резервный.
Типовой агрегат для приготовления глинистой суспензии (рис. 2.17) представляет собой ванну 1, установленную на раме 2. В ванне на горизонтальном валу 3, который вращается в шариковых подшипниках, установлен лопастный барабан 4. Лопасти барабана выполнены зубчатыми. Привод вращения барабана — от электродвигателя 5, через клиноременную передачу 6, редуктор 7 . и открытую зубчатую передачу 8. При вращающемся барабане в ванну засыпают комковую
Рис. 2.16. Схема. участка приготовления глинистой суспензии
25
Рис. 2.17. Устройство агрегата для приготовления глинистой суспензии
глину и заливают горячую воду. Глину загружают через бункер с решеткой 9, которая служит для задерживания крупных кусков. Готовая суспензия сливается через сливной кран 10 в специальную емкость.
Особенность агрегата заключается- в возможности изготовления суспензии из комковой глины, а не из сухой молотой, что позволяет освободиться от операций сушки и размалывания глины. В резуль^ z тате этого значительно снижается расход глины.
2.6. БУНКЕРА ДЛЯ ФОРМОВОЧНЫХ МАТЕРИАЛОВ И СМЕСЕЙ
Для хранения и раздачи формовочных материалов при-
меняют бункера. Вместимость бункеров различна (от 2 —3 до 100 м3) в зависимости от их назначения.
Бункера бывают прямоугольной, цилиндрической и конической формы с вертикальными или наклонными стенками. Угол наклона а стенок бункеров к горизонту должен быть больше угла естественного откоса материала на 5—10° для нормального опорожнения бункера.
В целях уменьшения зависания материала в бункерах применяют следующие меры: на бункерах устанавливают вибраторы (на 1/3 высоты бункера, считая от нижнего основания); стенки бункеров выполняют вертикальными; внутренние поверхности бункеров покры-
вают специальными лаками или облицовывают синтетическими или коррозионно-стойкими материалами; применяют бункера с эластичными стенками. Материал бункеров в этом случае — прорезиненная или синтетическая ткань, обладающая высокой прочностью и пластичностью;
Рис. 2.18. Эпюра давлений на стенки бункера:
Ру — давление на вертикальные стенки; Рн — нормальное давление иа наклонную стенку бункера
26
Рис. 2.19. Секторный затвор между стенками бункеров и материалом вдувают воздух, уменьшая тем самым трение материала о стенку бункера.
На практике хорошо зарекомендовали себя бункера с вертикальными стенками, у которых зависание материала полностью исключено.
Давление (Па) материала в бункере на горизонтальную площадку (рис. 2.18)
Ру = РУ> (2-5)
где р — плотность материала, кг/м3; у — глубина погружения площадки от уровня поверхности материала, м.
Давление (Па) материала на вертикальные стенки бункера рх = "iz/p,
где т — коэффициент сыпучести материала, т = (1 — sin <р)/(1 + sin <р),
b а
здесь <р — угол естественного откоса материала в покое.
Нормальное давление (Па) на наклонную стенку бункера
Ря — Ру (cos2 « + tn sin2 а). (2.6)
Ha практике с учетом жесткости бункера и коррозии металла толщину листа обшивки бункера принимают в пределах 4—8 мм. Материал листов обшивки — стали Ст2, СтЗ. Конструкция бункеров — сварная.
Затвор — устройство для периодической выдачи материала из бункера в необходимом количестве. Затворы бывают секторные, челюстные и шиберные.
Секторный затвор (рис. 2.19) представляет собой цилиндрическую секторную задвижку 1, вращающуюся в'шарнире 2 вокруг нижней части коробки 3 затвора. Открывается и закрывается затвор либо вручную посредством рычага 4, укрепленного на щеке секторной задвижки, либо с помощью пневмоцилиндра. Для облегчения открывания затвора на рычаге 4 закрепляют противовес 5. Недостаток секторного затвора — смещение выпускаемой из бункера струи материала при открывании или закрывании. Усилие F на рычаге при открывании затвора должно быть не более 200 Н. Необходимую длину рычагов а, b и вес груза противовеса Gr определяют из уравнения моментов сил, действующих в затворе относительно оси вращения сектора (без учета угла наклона рычага):
Fa « PR^ + (Р + Gq) (d/2)f3 + Grb, (2.7)
27
7
2.20. Челюстной затвор с пневмоприводом
Рис. 2.21. Шиберный затвор
Рис.
где PR fa — момент силы трения материала по секторной задвижке,! Н-м; (Р + Go) (d/2)fa — момент силы трения в цапфах сектора, Н-м;| Grb — момент, создаваемый противовесом, Н-м; Р — вертикальная! сила давления столба материала, действующая на затвор, Н; Go —I собственный вес сектора, Н; Gr — вес груза противовеса, Н; R —| плечо силы трения, м; а, b — плечи рычага управления и противо-| веса, м; d — диаметр цапфы сектора, м; fa — коэффициент трения | сектора по материалу, fa = 0,6-?-Г,2; fa — коэффициент трения? в цапфах сектора, fa = 0,25. j
Подставив В уравнение (2.7) значение F = 200 Н и другие из-1 вестные значения,- определяют вес (Н) груза противовеса. Значе-] ния a, b, R, d, Go создаются конструктивно. 1
Челюстной затвор (рис. 2.20) состоит из двух цилиндрических > секторные задвижек 1, соединенных между собой зубчатыми секто- ; рами 2, открывающимися либо рычагом вручную, либо одним или1 двумя пневмоцилцндрами 3. Челюстные затворы более распростра-i йены, чем секторные, так как они обеспечивают центральное истечение материала из бункера. Кроме того, у них ход штока пневмо-j цилиндра или рычага приблизительно в 2 раза меньше, чем у секторного затвора.
Шиберный затвор (рис. 2.21) состоит из плоской задвижки < плоских направляющих 2 или роликов. Приводом служит пневмо-: цилиндр или зубчатая рейка 5 с шестерней 4, вращение которой передается от цепного блока 3. В литейных цехах шиберные затворы применяют реже, чем челюстные, так как они менее надежны в эксплуатации-
2.7. ПИТАТЕЛИ И ДОЗАТОРЫ
Питатели — это устройства, служащие для равномерной и непрерывной выдачи материала из бункеров (рис. 2.22). Питатели бывают ленточные, пластинчатые, шнековые, лотковые, тарельчатые, лопастные или звездчатые.
28
Ленточный питатель (рис. 2.22, а) состоит из ленты 1 шириной 1000—1200 мм, приводного 2 и натяжного 3 барабанов, поддерживающих роликов 4. Прост и надежен в эксплуатации. Количество выдаваемого материала регулируется заслонкой 5 в передней стенке бункера.
Пластинчатый питатель (рис. 2.22, б) представляет собой полотно 1, состоящее из металлических пластин. Зазоры между пластинами перекрываются, чтобы предотвратить просыпание материала. Полотно с пластинами прикрепляют к двум тяговым цепям 2. На оси цепей насажены ролики 3. Ширина полотна 300—1000 мм, скорость движения полотна питателей 0,1—0,2 м/с. Количество выдаваемого материала регулируется заслонкой 4.
Шнековый питатель (рис. 2.22, в) состоит из желоба 1 и двух, трех и более горизонтально расположенных винтов 2. В результате такой конструкции материал перемещается по всему большому сечению дна бункера, что исключает зависание материала. Количество выдаваемого материала регулируется частотой вращения винта. Шнековый дозатор менее надежен в работе, чем, например, ленточный, так как винт и желоб быстро изнашиваются.
Лотковый питатель (рис. 2.22, г) состоит из лотка 1, пружинящих пластин 4, жестко скрепленных с желобом и металлической рамой 5, ЛОТОК совершает возвратно-поступательные колебания
89
Рис. 2.23. Объемные дозаторы периодического действия
о
с. частотой 50 Гц и амплитудой 2 мм с помощью электромагнитного вибратора 3. Во время хода вперед лоток на пружинах поднимается. Вследствие этого материал, находящийся на лотке, прижимается к дну лотка и перемещается вместе с ним. При ходе назад материал по инерции проскальзывает в лотке в направлении транспортирования. Лоток при этом опускается, что способствует меньшему сцеплению материала и желоба. Количество выдаваемого материала регулируется изменением амплитуды колебаний и заслонкой 2.
Тарельчатый питатель (рис. 2.22, 5) представляет собой диск 1, вращающийся вокруг вертикальной оси. Из бункера материал поступает на этот диск и снимается с него скребком 2. Для предотвращения просыпания материала с диска служит металлическое кольцоЗ с прорезиненной уплотнительной манжетой. Выдача' материала регулируется путем подачи скребка 2 вдоль его продольной оси, а также изменением зазора между кольцом 3 и диском 1.
Лопастный питатель (рис. 2.22, е) представляет собой корпус 1, внутри которого вокруг горизонтальной оси вращается ротор со встроенными лопатками 2. Изменением частоты вращения ротора можно регулировать количество выдаваемого из бункера мате-’ риала.
Дозаторы — это устройства, служащие для точного дозирования заданного количества компонентов сухих и жидких формовочных материалов и смесей. Различают дозаторы объемные и весовые.
Объемные дозаторы могут быть непрерывного действия и периодического. Заданное количество компонента у дозаторов непрерывного действия определяется временем выдачи или частотой вращения вала дозатора. У дозаторов периодического действия заданное количество сухого компонента определяется их вместимостью. Функции объемных дозаторов непрерывного действия могут выполнять 30
рассмотренные выше питатели. Объем дозы в этом случае определяется длительностью работы дозатора, например с помощью реле времени.
Объемные дозаторы непрерывного действия с дозировкой материала по времени легче встраиваются в автоматический цикл работы установки. Из них наибольшее распространение получили тарельчатые, многошнековые и ленточные, как наиболее надежные.
К объемным дозаторам периодического действия относятся бункерные, коробчатые, поворотные, шиберные (рис. 2.23).
Бункерный дозатор (рис. 2.23, а) состоит из промежуточной емкости 1 (бункер малой вместимости) с челюстным затвором 2 и пневматическим цилиндром 3.
При открывании челюстного затвора 4 основного бункера 5 материал пересыпается в малый бункер 1. Затем затвор 4 основного бункера 5 закрывается, и открывается затвор 2 бункера-дозатора. Доза определяется объемом бункера-дозатора.
Коробчатый дозатор (рис. 2.23, б) представляет собой коробку 1, расположенную под бункером и передвигающуюся от него к месту разгрузки пневмоцилиндром 2. Дном коробки является неподвижная плита 3. Доза регулируется перестановкой задней стенки коробки.
Поворотный дозатор (рис. 2.23, в) состоит из поворотного короба / и пневмоцилиндра 2. Дозатором легко управлять, обеспечивая точное дозирование. Доза определяется объемом короба. '
Шиберный дозатор (рис. 2.23, г) представляет собой трубу / прямоугольного сечения или мягкий рукав и два шибера 2, которые перемещаются пневмоцилиндрами 3. Доза определяется объемом трубы, заключенной между шиберами.
Серьезным недостатком дозаторов периодического действия (см. рис. 2.23) является то, что у них почти невозможно изменять дозу, по крайней мере без остановки агрегатов. Поэтому такие дозаторы применяют все реже.
Весовые дозаторы бывают периодического и непрерывного действия. Весовые дозаторы периодического действия конструктивно представляют собой обычные рычажные весы. Рычажная весовая система связана с циферблатным указателем, на котором фиксируется доза материала. Задание взвешивающему механизму и его настройка обеспечиваются перемещением гирь на коромыслах. Точность дозировки весовых дозаторов выше, чем объемных, цо они менее надежны. Весовые дозаторы непрерывного действия сочетают в одном агрегате устройства для взвешивания и регулирования подачи материала; применяют их в основном в автоматизированном производстве.
глава 3. оборудование для регенераций бывшей В УПОТРЕБЛЕНИИ ФОРМОВОЧНОЙ СМЕСИ
Регенерация — совокупность технологических операций, связанных с восстановлением физико-механических свойств отработанных формовочных и стержневых смесей. -
Известно, что на 1 т годных чугунных отливок расходуется примерно 6—10 т формовочной и 0,6—0,7 т стержцевой смеси. Почти 95 % всех смесей — это смеси, свойства которых в процессе заливки металлом не изменяются. В результате резкого изменения свойств около 4—7 % смеси выбрасываются в отвал. Для компенсации этого количества смеси ежегодно на доставку свежих материалов, их хранение и переработку затрачиваются значительные средства. В связи с этим важной проблемой становится обеспечение многократного использования формовочных материалов благодаря восстановлению первоначальных свойств песчаной основы смеси, т. е. ее регенерации.
Существуют следующие способы регенерации отработанных формовочных смесей: механическая (сухая), гидравлическая (мокрая) и термическая. Наиболее простой процесс — сухую (воздушную) регенерацию — применяют для оборотных песчано-глинистых и самотвердеющих смеуей (ХТС), так как большая часть связующего разрушается или выгорает под воздействием теплоты залитого в форму металла-и поэтому относительно легко удаляется. При использовании в качестве связующего жидкого стекла, которое при твердении образует на поверхности песчинок нерастворимую пленку, или при переработке сухих отвальных смесей применяют гидравлическую регенерацию, а в некоторых случаях термическую, т. е. смесь, прокаливают при температуре 700—900 °C с целью полного удаления оболочек.
3.1. ОБОРУДОВАНИЕ МЕХАНИЧЕСКОГО СПОСОБА РЕГЕНЕРАЦИИ
(
При современной технологии и высокой степени автоматизации производства отливок в песчано-глинистых формах требуется непрерывный контроль физико-механических свойств формовочных смесей в процессе их приготовления. Это возможно при • отсутствии посторонних включений, а также стабильности влажности и температуры оборотной смеси перед поступлением ее в сме- 9 сители. В современных литейных цехах, особенно массового производства, в системе транспортного потока оборотной смеси (от выбивки отливок из формы до бункеров над смесителями) устанавливают оборудование для отбора металлического скрапа, размола комьев и просева, оборудование для гомогенизации и охлаждения отработанной смеси, регенерации и сепарации.
Установлено, что в 1 м3 оборотной формовочной смеси находится до 10 кг ферромагнитных включений (застывшие брызги металла, крючки, шпильки и т. д.), поэтому процесс удаления скрапа является одним из главных звеньев переработки отработанной смеси.
32
От степени очистки оборотной смеси от скрапа зависит качество отливок и надежность работы технологического оборудования,
В литейных цехах для очистки оборотной смеси от скрапа применяют шкивные, барабанные и ленточные магнитные железоотде-лители.
Наибольшее распространение получили шкивные и барабанные магнитные железоотделители, так как их легко встраивать в технологическо-транспортный поток. Шкивной или барабанный железо-отделитель обычно • одновременно служит и приводным барабаном ленточного конвейера, транспортирующего оборотную формовочную смесь. Так как один магнитный железоотделитель не может обеспечить полное удаление металлических включений, то обычно в транспортном потоке оборотной смеси их устанавливают два или даже три. Если в транспортной системе невозможно установить большое число шкивных или барабанных железоотделителей (один ленточный конвейер), а также для более надежного отделения включений над конвейером устанавливают ленточные магнитные железоотделители.
Последовательно за магнитными железоотделителями устанавливают валковые дробилки (реже щековые) для дробления комьев спекшейся смеси, остатков стержней и оборудование для их просева. Наиболее часто для просева оборотной формовочной смеси используют барабанные пирамидальные (полигональные) сита. Они просты по конструкции, надежны в работе, имеют достаточно высокую производительность, почти бесшумны и легко вписываются в транспортный поток.
Влажность и температура оборотной смеси не постоянны. Температура оборотной смеси в среднем составляет 80— 100 °C, а допустимой должна быть температура 25—30 °C. Поэтому после просева оборотную смесь подвергают гомогенизации и охлаждению. Под гомогенизацией понимают процесс усреднения смеси по влажности и температуре. В гомогенизационных установках (барабанах) оборотную смесь перемешивают и добавляют влагу. Влажность смеси после гомогенизации становится несколько выше по сравнению с влажностью готовой формовочной смеси, но вместе с тем она равномерно распределена по всему объему. Температура смеси после гомогенизации хотя и высокая, но также усреднена по всему объему. Избыток влаги, искусственно вводимой в гомогенизатор, удаляется в системе охлаждения отработанной смеси.
После гомогенизатора смесь поступает в установку для охлаждения. Наиболее распространены установки, основанные на паровоздушном способе охлаждения. В них воздух под давлением подается через слой смеси снизу и образует обильное выделение пара. Благодаря испарению затрачивается большое количество теплоты, которая отбирается от смеси; смесь охлаждается. Вместе с воздухом и паром в систему очистки уносятся и мелкие частицы смеси. Затем смесь поступает в бункера-отстойники или непосредственно в бункера над смесителями.
2 Матвеенко И. В. н др. 33
3.2. МАГНИТНЫЕ ЖЕЛЕЗООТДЕЛИТЕЛИ
Шкивной электромагнитный многокатушечный железо-отделитель /рис. 3.1, а) состоит из вала 1, метагллических сердечников 2, намотанных на них катушек 3, двух токоподводящих катушек 4 и 5. Генератор — двигатель 6 служит для питания постоянным током электромагнитного шкива. Направление витков и тока в катушках обеспечивает чередование полярности сердечников. Катушки пропитывают и заливают тепЛЪпроводящим изолирующим соетавом, а для предохранения от повреждений закрывают латунными кольцами. _
Шкивные электромагнитные железоотделители используют в качестве ведущего шкива ленточного конвейера. Отработанная смесь при движении через электромагнитный шкив разделяется: магнитные включения притягиваются к шкиву и выводятся из зоны действия электромагнитного поля (см. рис. 3.1, а).
На рис. 3.1, б показана схема более современного (магнитного) шкива, отличающегося от описанного выше (многокатушечного) тем, что у него длина катушки 1 равна ширине межполюсного воздуш-ного^азора. Это позволяет магнитопровод 2 выполнить цельноли-
Рис.' 3.1. Схемы электромагнитных железоотделителей 34
Рис. 3.2. Схема ленточного электромагнитного железоотделители
тым, катушку наматывать непосредственно на магнитопровод, исключив трудоемкое изготовление каркаса. Конструкция такого шкива и его изготовление значительно проще, магнитная сила в 1,5—2 раза
катушечных. Распределение магнитного поля по длине шкива
более соответствует характеру распределения смеси по -ширине
ленты.
На ферромагнитное тело, перемещающееся в слое отработанной формовочной смеси, действуют сила тяжести смеси, магнитная сила железоотделителя и сила сопротивления движения; направление последней противоположно направлению двух первых сил.
Сила тяжести не постойнна и зависит от угла между направлением действия магнитной силы и вертикальной осью. Магнитная' сила всегда действует в направлении радиуса шкива, а ее значение зависит от ряда постоянных и переменных величин. К постоянным величинам, влияющим на магнитную силу, относятся: магнитная проницаемость вакуума и магнитная восприимчивость извлекаемого тела, напряженность магнитного поля на поверхности шкива, а также объем извлекаемого тела и конструкция шкива. Чем больше эти величины, тем больше магнитная сила. Однако чем больше расстояние от извлекаемого тела до поверхности шкива, тем меньше на него действует магнитная сила.
Одна и та же магнитная сила, действующая на извлекаемое тело при данных условиях, может совершать различную работу в зависимости от силы сопротивления движению этого тела. Сила сопротивления движению зависит от ряда факторов: угла естественного откоса материала, из которого извлекается тело, геометрической формы извлекаемого тела, его коэффициента трения и напряжения сдвига.
Барабанный железоотделитель (рис. 3.1, в) отличается от магнитного шкивного только тем, что у него магнитная система 1 неподвижна на валу, а вращается барабан 2. В работе барабанные железоотделители более надежны, но менее производительны, чем шкивные.
Ленточный магнитный железоотделитель (рис. 3.2) представляет собой короткий ленточный конвейер 1, между верхней и нижней ветвями ленты которого помещен плоский электромагнит 2. Железоотделитель размещают над основным ленточным конвейером 3 перпендикулярно его оси. Металлические частицы, движущиеся по лейте конвейера 3, притягиваются электромагнитом 2 к ленте 1 железоотделителя.
Выйдя из зоны действия магнитного поля, они падают в короб или на ленту специального конвейера.
2*
35
3.3. СИТА ДЛЯ ФОРМОВОЧНЫХ МАТЕРИАЛОВ
Сито — это устройство для разделения по фракциям измельченного сыпучего материала, проходящего через отверстия жесткой плоскости.
По конструкции сйта разделяют на плоские, барабанные и вибрационные. Плоские механические сита могут быть горизонтальные и наклонные. Барабанные сита — цилиндрические, конические и пирамидальные, причем все они могут быть как горизонтальные, так и наклонные. В литейных цехах для просеивания свежего песка и отработанных(/формовочных смесей наибольшее распространение получили плоские .механические, барабанные пирамидальные и вибрационные сита.
Плоское механическое сито (рис. 3.3) состоит из рамы 1, корпуса 3 с укрепленными на нем решеткой 2 и эксцентриковым валом 4. Корпус представляет собой жесткую сварную конструкцию, лежащую на четырех резиновых амортизаторах 5, которые установлены на
Рис. 3.3. Плоское механическое сито
2
Рис. 3.4. Механическое сито (разрез):
1 — рама; 2 — полотно-решетка; 3 — корпус сита; 4 — эксцентриковый вал; 5 — загру< эочная воронка; б, 7 — роликовые подшипники
36
Рис. 3.5. Сито барабанное полигональное: 1 — привод; 2 — рама; 3 — барабан; 4 — кожух.вытяжной; 5 — воронка загрузочная; 6 —. конвейер подачи смеёи; 7 — конвейер отвода просеянной смесн; 8 — конвейер отвода отходов
раме. Эксцентриковый вал (рис. 3.4), установленный в роликовых подшипниках 7, смонтированных
на раме, проходит через подшипники 6, установленные в, корпусе. Решетка сита представляет собой металлический лист с просверлен
4 3
10—20 мм. в зависимо-
ными в шахматном порядке отверстиями диаметром Угол наклона сита регулируется в пределах 8—14°
сти от количества комьев в просеиваемом материале посредством перестановки на корпусе кронштейнов амортизаторов.
Просеивание сыпучих материалов, подаваемых на полотно сита, происходит благодаря сложному движению сита относительно
материала, вызываемого вращением эксцентрикового вала с амплитудой 5—6 мм. "
Эксцентриковый вал получает вращение от электродвигателя че-
рез клиноременную передачу.
Барабанные полигональные сита применяют главным образом для просеивания отработанных смесей. В литейных цехах они получили наибольшее распространение.
Основные узлы барабанного полигонального сита (рис. 3.5) — привод 1 и рама 2, на которой смонтирован восьмигранный пирамидальный барабан 3, закрытый кожухом 4. Грани барабана выполнены в виде сменных полотен сита; с торцов барабан открыт. К барабану крепят приемную воронку 5 для поступающего материала и патрубок для присоединения вытяжной вентиляции цеха (отсос пыли, образующейся при просеивании). В стенках кожуха имеются закрывающиеся крышки—окна для смены полотен сита. Конструкция сита позволяет при необходимости установить внутри барабана дополнительный барабан (набранный из прутков) для предварительного отбора крупных комьев, которые могут порвать полотно сита.
Подлежащий просеиванию сыпучий материал непрерывно поступает с ленточного конвейера 6 через приемную воронку 5 внутрь вращающегося барабана (через-его малый торец). Внутри барабана материал пересыпается с грани на грань, при этом мелкие частицы просеиваются и падают вниз. Часть крупных комьев разбивается и также просеивается; уцелевшие комья скатываются к большому торцу барабана и выпадают из барабана в специальный бункер.
Размеры ячеек барабанных сит для отработанной смеси 10— 20 мм по ширине и 20—50 мм по длине. Основное преимущество этих сит — надежность в эксплуатации, а недостаток —’громоздкость. Частоту вращения (с-1) барабана, при которой -материал не при-
37
Рие. 3.6. Расчетная схема наклонного качающего сита:
Ри — сила инерции; G — сила тяжести: G sin а — составляющая силы тяжести, направленная вдоль полотна снта; G cos а — составляющая силы тяжести, направленная перпендикулярно к полотну снта; РТр — сила трениям г — радиус кривошипа ...
жчмается к стенкам, а производительность максимальна, находят по формуле
га = (0,174-0,25)/]/Я, (3.1)
где R — радиус вписанной окружности барабана, м.
Основы теории работы плоского механического сита. Эффективность просеивания оценивается коэффициентом
8 = mlnio,
где ж — масса зерен, прошедших через сито, кг; т0 — масса зерен, размер которых меньше, чем размер отверстий сита, но не прошедший через них, кг.
Значение 8 зависит от направления перемещения просеиваемого' материала относительно полотна сита. Наиболее благоприятным для просеивания будет направление движения материала, перпен-дикулярное к полотну сита; менее эффективное просеивание будет при движении материала вдоль полотна. Скорость движения материала вдоль полотна сита также существенно влияет на эффективность просеивания: при скоростях, больших или меньших оптимальной, эффективность снижается.
Наиболее благоприятная скорость (м/с) для просеивания на плоском горизонтальном сите
v = 2,36 i/~d, (3.2)
где d — диаметр наибольшей части просеиваемого материала, d <=& Q,8D, м; D — диаметр отверстия в сите.
_ При плоских наклонных ситах скорость просеивания меньше, чем 2,ЗбК^. С целью повышения коэффициента эффективности просеивания отверстия в полотне сита выполняют овальной формы, располагая отверстия большего размера в направлении движения материала.
Для нормальной работы плоского сита с углом наклона а и качанием вдоль наклонной плоскости (рис. 3.6) необходимо, чтобы сумма силы инерции Ри и составляющей силы тяжести материала G sin а вдоль сита была больше силы трения Ртр материала по ситу. В этом случае материал не будет проскальзывать и ссыпаться самопроизвольно по ситу. Это условие математически выражается следующим образом;
(G/g) а + (G/g) sin а 5» (G/g)f cos а, (3.3)
33
рис. 3.7. Вибрационное сито
1
где G — вес частицы просеиваемого материала, кг; g — ускорение свободного падения, м/с2; а — ускорение движения частицы по ситу, м/с2; f — коэффициент трения просеиваемого материала по ситу.
Так как а — со2г исо = пп (где со — угловая скорость кривошипа,
рад/с; г — радиус кривощипа, м; п минимальная частота вращения, с-1, кривошипа, при которой обеспечивается движение материала по лотку сита вниз), то после подстановки этих равенств в уравнение (3. Заполучим
п. > V (f cos а — sin а)/г.
Угол наклона.а сита выбирают таким, чтобы во избежание само-скольжения материала он был бы меньше угла трения материала по лотку.
Вибрационное сито (рис. 3.7) состоит из рамы 1, опирающейся на пружины 2, и двух неуравновешенных валов 3, вращающихся в противоположных направлениях. Это создает направленные вертикальные колебания при горизонтальном расположении сита. Такие сита более производительны, экономичнее плоских механических и имеют более высокий коэффициент просеивания.
Недостатки — значительный шум при работе, повышенное изнашивание и передача части энергии колебаний на опорные конструкции.
Наиболее оптимальный режим работы вибрационного сита будет в том случае, когда период собственных колебаний сита равен периоду вынужденных колебаний.
Для этого случая масса (кг) возмущающих грузов
б/И0 = Мса/е,
где Мс — масса сита и материала, лежащего, на нем, кг; а —- амплитуда колебаний сита, м; е — эксцентриситет или плечо дебаланса, м.
Исходя из конструктивных соображений принимают амплитуду а == 14-5 мм. Частоту колебаний (Гц) Сита принимают равной частоте вращения электродвигателя (п = 254-50 с-1). Производительность вибрационных сит зависит также от размеров ячеек (величина которых 0,1—100 мм) и колеблется в пределах 5—20 м3/ч.
Мощность привода вибрационного сита (кВт) зависит от массы сита, материала, частоты и амплитуды колебаний сита и выражается зависимостью
У =/Ис/г3а2/(337-104).
Из формулы видно, что мощность зависит главным образом от частоты вращения приводнрго вала и амплитуды колебаний.
39
3.4. УСТАНОВКИ для гомогенизации и охлаждения ОБОРОТНЫХ СМЕСЕЙ
Основными узлами установки для гомогенизации и охлаждения (рис. 3.8) служат: барабан 3, служащий для увлажнения и усреднения отработанной смеси; охладительный конвейер 8 с перфорированной металлической лентой и напорной вентиляционной установкой 11, служащей для продувки слоя отработанной смеси, движущейся по конвейеру 8; система конвейеров 1, 6, 12 и контрольноизмерительная и регулирующая аппаратура.
Установка работает следующим образом. Как только по конвейеру 1 начинает проходить отработанная смесь, преобразователь 2 наличия смеси дает команду. на открытие водопроводного крана, и вода поступает в гомогенизационный барабан 3: Ось барабана из коррозионно-стойкой стали консольно установлена на двух роликоподшипниковых опорах под углом 18° к горизонту. Во вращение она приводится электродвигателем мощностью 25’кВт, частотой вращения п = 0,44 с-1.
Поток смеси, падающий во внутреннюю часть барабана, опрыскивается водой из специального устройства 15. Это обесценивает равномерное увлажнение отработанной смеси. Увлажненная смесь пересыпается через борт барабана на конвейер. Чтобы влажная смесь не прилипала к стенкам холодного барабана, его стенки и днище нагреваются инфракрасными излучателями 5.
В зависимости от влажности смеси в барабане меняется приводная мощность на его валу, а вследствие этого и в зависимости от температуры поступающей в барабан смеси автоматически добавляется необходимое количество воды. •
Пройдя по конвейеру 6, смесь поступает на охладительный пластинчатый конвейер 8 с множеством отверстий диаметром 2 мм, где
Рис. 3.8. Схема установки для гомогенизации и охлаждения отработанной формовочной смеси:
1, 6, 12 — ленточные конвейеры; 2 — преобразователь наличия смеси; 3 — гомогеннзацион-ный барабан; 4 — электрообогреватель; 5 — инфракрасные излучатели; 7 — ворошитель;
8 — охладительный пластинчатый конвейер; 9, 10 — дроссельные заслонки; 11 « вентилятор; 13 — циклон; 14 — отсасывающий вентилятор; 15 — опрыскиватель
40
ворошитель 7 равномерно распределяет ее по конвейеру. Вентилятор // нагнетает воздух в короб, расположенный под конвейером 8. Проходя через отверстия в конвейере, нагнетаемый воздух пронизывает слой горячей и увлажненной оборотной смеси. Смесь «закипает» и охлаждается благодаря интенсивному отбору паров, значительно обеспыливается, а отработанный воздух уходит в циклоны и фильтры. Очищенный воздух и пары влаги выбрасываются после фильтров в атмосферу. На выходе из охладителя оборотная смесь имеет влажность 2 % и температуру 30—40 °C.
Охлажденная смесь с конвейера 8 падает на конвейер 12 и далее поступает в смесеприготовительное отделение по системе ленточных конвейеров.
Кроме рассмотренного комплекса гомогенизатора и охладителя применяют конструкции, в которых процессы гомогенизации и охлаждения совмещены; их обычно называют смешивающими охладителями. Это по существу сдвоенные катковые смесители (бегуны) непрерывного действия, в которых катки заменены лопастями, перемешивающими смесь. Одновременно смесь продувается воздухом и частично охлаждается. Такой смешивающий охладитель применяется в тех случаях, когда соотношение массы смеси к массе залитого металла в форме <6, а при этом соотношении >6 смесь нагревается достаточно сильно, и необходимо дополнительно устанавливать конвейерный охладитель, аналогичный описанному выше. -
3.5. МЕХАНИЗАЦИЯ МОКРОЙ РЕГЕНЕРАЦИИ ПЕСКА
На участок регенерации поступают оборотные и отвальные формовочные смеси, содержащие глину, и жидкое стекло. Эти смеси поступают в виде пульпы, образующейся при удалении стержней в гидравлических камерах или электрогидравлических установках. В результате регенерации получают сухой регенерированный песок, по качеству соответствующий свежему песку (до 1 % глинистой составляющей); оборотную воду (<0,5 г/л взвешенных частиц); металлические и неметаллические сухие отходы с размером частиц >4 мм и мелкие пылевидные.отходы в виде сгущенного шлама. Подготовленная пульпа, поступающая из узла переработки смеси или из гидравлических камер, проходит пульпоотделитель 1 (рис. 3.9) и поступает на промывочные линии, в каждой из которых промывается и обезвоживается сначала на конусных 2, а затем на спиральном 3 классификаторе, после чего попадает в оттирочную машину 4 уже с соотношением жидкого к твердому 3:1. Наиболее важным оборудованием этого узла является оттирочная машина, в которой удаляются оболочки, плотно приставшие к зернам песка.
Очищенный песок после промывки его чистой водой в агитчане 5 вновь подвергается классификации и обезвоживанию последовательно в двух спиральных классификаторах 3 и направляется в дренажные закрома 6 для удаления оставшейся воды. Перед употреблением регенерированный песок влажностью 6—8 % необходимо подвергать сушке в сушилах, установленных в регенерационном отде-
41
териалов или в отдельном здании. В
Рис. 3.9. Схема узла регенерации песка:
А — пульпа; Б.— осветленная - вода; В — сливная вода; Г — регенерат на сушку; / — пульпоотделитель; 2 — конусные классификаторы; 3 — спиральные классификаторы; 4 — оттирочиая машина; 5 — агитчаи; 6 — закрома; 7 — бак; 3 — насос
лении, либо в сушилах для сушки свежего песка. Сливные и дренажные воды с содержанием <1 %, твердых составляющих собираются в баке 7 и насосом 8 перекачиваются в узел осветления воды, который размещается на складе формовочных ма-этом узле вода сначала от-
стаивается, где происходит ее предварительное осветление, затем часть воды может быть направлена в узел переработки отвальных смесей, а остальная вода проходит через камеру реакции и поступает на реагентную очистку.
Полностью осветленную воду можно использовать для выбивки стержней в гидрокамерах и для промывки регенератора на последних стадиях классификации. В качестве реагентов, очищающих воду, применяют сернокислый алюминий и полиакриламид.
Твердые частицы, удаляемые в виде шлама из песколовки осветлителей с соотношением жидкого к твердому 7 : 1, транспортируются в узел осветления воды.
Шлам из песколовок сгущается в спиральном. классификаторе, а шлам из осветлителей смешивается с раствором полиакриламида, поступающим из узла осветления, и обезвоживается в шнековой центрифуге. Весь сгущенный шлам из песколовок и осветлителей влажностью до 50 % собирается в общий закром и вывозится в отвал.
3.6. МЕХАНИЗАЦИЯ ТЕРМИЧЕСКОЙ РЕГЕНЕРАЦИИ
При термической регенерации отработанная смесь прокаливается при 550—800 °C в специальных печах с последующим охлаждением и воздушной сепарацией. На рис. 3.10 в качестве примера показана схема установки для термической регенерации с использованием теплоты ваграночных газов.
Отработанная смесь подается в вертикальную колонну круглого сечения из листовой стали, выложенную жароупорным кирпичом. Колонна состоит из двух камер — верхней обжигательной 3 и нижней — охлаждающей 4. Через верхнюю камеру постоянно протекают горячие газы, отсасываемые из вагранки 2 вентилятором 9 через патрубок, которые и нагревают отработанную смесь. В нижней камере смесь охлаждается воздухом, поступающим от вентилятора 5 через камеру 4 и воздуховод 1 к фурменному поясу вагранки.
42
рис. 3.10. Схема установки для термической регенерации отработанных смесей
Нагретый при охлаждении смеси воздух, таким образом, вновь используют для ваграночного дутья. Камера охлаждения заканчивается бункером с затвором 6, через который смесь поступает либо на ленточный конвейер 7, либо для повторной обработки элеватором 8.
Существуют и другие типы печей для термической регенерации.
Термический способ регенерации экономически малоэффективен, так как требует больших затрат энергии на нагревание смеси, ее охлаждение и обеспыливание. Кроме того, при термической обработке приходит в негодность часть активной глины,
которая могла бы быть использована в смеси как формовочный материал. Зато при регенерации смесей на жидкостекольных и не которых смоляных связующих этот способ единственный.
3.7. УСТАНОВКА ПНЕВМАТИЧЕСКОЙ РЕГЕНЕРАЦИИ
Установки пневматической регенерации устанавливают в технологическом потоке регенерации оборотной песчано-глинистой или холоднотвердеющей смеси (ХТС), где также имеются и железо-отделители, и дробилки, и сита. В установках пневматической регенерации происходит одновременно обеспыливание и охла?кдение песка.
Установки для пнедматической регенерации (рис.’3?11) просты и компактны. В этих установках воздух используется как движущая сила, а зерна песка благодаря их абразивности, соприкасаясь в движении, очищаются от неактивной пленки.
Воздух от вентилятора высокого давления подается к соплу 1, на выходе которого он приобретает высокую скорость истечения. В результате этого песок вместе с воздухом эжектируется (увлекается) в трубу 2, где его скорость еще возрастает. Благодаря столкновению песчинок друг с другом в процессе движения по трубе 2, а также в результате удара песчинок о конический экран 3 происходит срыв неактивной оболочки связующего с поверхности зерен песка. Частично регенерированный песок из коллектора 4 разделяется на два потока: один направляется по желобу 5 в следующую аналогичную. камеру (их может быть последовательно соединено от 2 до 8), а другой в нижнюю часть коллектора 4 и опять увлекается воздухом в трубу 2. Одновременно с перетеканием песка в последующую ка-
43
I’hc. 3.11. Схема пневматического регенератора
меру идет непрерывная загрузка нерегенерированного песка.
В установке предусмотрена возможность регулирования производительности й силы удара песчинок о Конический экран путем изменения давления воздуха в трубе. В ней имеется классификатор песка каскадного типа и вращающееся сито.
Пневматические регенерационные установки обычно снабжены мощными эффективными пылеочи: стными вентиляционными установками. Благодаря простоте конструкции и надежности в эксплуатации пневматические регенерационные установки находят все большее применение. Недостаток этого способа регенерации в том, что происходит частичное дробление песка.
СЕПАРАЦИИ МЕЛКОДИСПЕРСНЫХ
3.8. УСТАНОВКА ДЛЯ МАТЕРИАЛОВ
В литейных цехах при подготовке исходных формовочных материалов значительное место занимает процесс сепарации, т. е. разделения мелкодисперсных материалов по фракциям. Например, при помоле глины или песка неотъемлема сепарация продукта помола; при переработке и подготовке отработанных смесей также широко используют сепарацию — удаление мелких фракций песка. При сепарации отработанных формовочных смесей, в отличие от регенерации, не восстанавливается качество исходного материала (не удаляется инертная пленка с поверхности песчинок), а только обеспечивается их обеспыливание.
Наиболее распространены способы сепарации отработанных смесей — пневматический и электрический.
В пневматическом сепараторе (рис. 3.12) мелкодисперсный ма- z териал вместе с воздухом по трубопроводу 1 вдувается со скоростью 18—20 м/с в пространство между наружным 2 и внутренним 3 конусом, Вследствие значительного увеличения проходного сечения скорость воздушного потока снижается до 4—6 м/с, и крупные частицы смеси выпадают из него и отводятся через патрубок 6. Мелкие частицы, продолжая движение в воздушном потоке, поступают внутрь конуса 3 и, проходя на своем пути тангенциально установленные лопатки 4, ударяются о них, переходя во вращательное движение. При этом возникают центробежные силы инерции, под действием которых про-
44
Рис. 3.12. Схема пневматического сепаратора
Рис. 3.13. Схема устройства и работы электрического сепаратора
исходит вторичное отделение крупных частиц, выпадающих в патрубок 6.
Тонкие частицы вместе с воздухом через патрубок 5 выходят из сепаратора и направляются либо в фильтр для очистки воздуха, либо во второй сепаратор для отделения второй более мелкой фракции. Регулировать процесс сепарирования по размеру частиц можно путем изменения положения лопаток 4. -
Один из главных недостатков пневматических сепараторов — потребность в фильтрах для очистки воздуха.
Электрический сепаратор обеспечивает более высокую эффективность. Сущность электрического способа сепарации заключается в изменении траектории адйижения частиц под действием электрического поля (рис. 3.13). Частица Л4, попадая в электрическое поле напряженностью Е между коронирующим электродом К и осади-тельйым О, заряжается и под действием силы F движется по траектории, отклоненной от вертикали на угол а. Угол а зависит от отношения электрической силы Fe, действующей на частицу, к ее силе тяжести G и обратно пропорционален размеру частицы. Поэтому мелкие частицы отклоняются больше, а крупные — меньше. Если на пути отклоняемых частиц поставить перегородку П, то таким способом можно отделить зону I с мелкими частицами от зоны // с крупными частицами.
В целях повышения производительности и качества сепарации сепарационную установку выполняют многосекционной: секции
45
располагаются одна над другой, через них просыпается поток частиц. Габаритные размеры этих секций напряженностью Е постоянного тока (до 50 кВ), подаваемого на электроды, зависят от физических свойств частиц материала (размер, плотность, диэлектрическая постоянная) и технологических требований к процессу сепарации (степень обеспыливания материала или частота заданной фракции по крупности частиц).
Электронные сепараторы конструктивно просты. Например, ко-ронирующий электрод К представляет собой профильный угольник с заостренными полками (материал — сталь СтЗ). Такие угольники закрепляют к вертикальным стойкам из профильной стали на расстоянии 6-—10 см друг от друга в количестве от двух до шести. Осадительный электрод О представляет собой стальной лист толщиной 2—5 мм либо наклонно расположенные стальные полосы в виде жалюзи для улавливания крупных частиц. Все эти элементы собирают в секции шириной 0,5—0,7 м такой же длины и высотой 0,4—0,6 м.
ГЛА&А 4. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ СМЕСЕЙ
4.1. КЛАССИФИКАЦИЯ СМЕШИВАЮЩИХ УСТРОЙСТВ
Технологические свойства формовочных смесей зависят от равномерности распределения связующего по объему смеси, а также от того, насколько равномерно зерна песка покрыты оболочкой связующего. Чем равномернее составляющие распределены в смеси по ее объему, тем более высокими технологическими свойствами обладает формовочная смесь. Равномерность распределения составляющих смесей и создание оболочек связующего вокруг зерен песка достигаются в процессе смешивания.
Процесс смешивания формовочных материалов условно можно разделить на два этапа: смешивание составляющих смеси и обволакивание зерен песка связующим»
В процессе смешивания Механизм смесителя создает по всему объему' организованный поток составляющих смесей. Внутри этого потока отдельные частицы, соударяясь, движутся беспорядочно. При таком движении отдельные составляющие смеси распределяются между собой более или менее равномерно в зависимости от времени смешивания, конструкции смесителя, скорости их движения и т. д.
В смешивающих бегунах при движении катков и плужков происходит не только перемещение смешиваемых компонентов относи^ тельно друг друга, но и уплотнение смеси под катками и последующее разрушение уплотненных слоев, что создает обволакивание зерен песка связующим.
Большое значение для обволакивания зерен песка связующим имеет проскальзывание Катков относительно днища чаши, что соз* дает деформации сдвига в уплотненной зоне. Последовательное уплот-46
некие и разрушение вследствие сдвига уплотненных структур с последующим разрыхлением смеси и перебрасывание ее плужками смесителей способствуют равномерному нанесению слоя связующего на зерна песка, повышению прочности смеси, ее пластичности и формуемости.
В каждой смесеприготовительной установке основным агрегатом является смеситель. По характеру работы смесители подразделяют на периодического действия и непрерывного действия.
В смесителях периодического действия материал смешивается отдельными порциями (замесами). Каждая новая порция может быть загружена в смеситель лишь после выгрузки из него предыдущего замеса. В смесителях непрерывного действия загрузка, смешивание и выгрузка готовой смеси ведутся одновременно и непрерывно. Эти машины более производительны и экономичны по сравнению со смесителями периодического действия. Такие смесители наиболее полно отвечают требованиям полной автоматизации про,-цесса приготовления смеси.
По конструктивным признакам смесители подразделяют на кат-к} ковые, цейтробежные (маятниковые), лопастные, барабанные. Для получения песчано-глинистых смесей наиболее часто применяют катковые (бегуны с вертикальными катками) и центробежные смесители. Для получения холоднотвердеющих смесей чаще используют лопастные или шнековые смесители.
4.2. КАТКОВЫЕ смесители
Катковые смесители (бегуны) умеют неподвижную чашу 1 (рис. 4.1) и два гладких катка 2 (посаженных на оси 4), которые катятся по слою смешиваемого материала вокруг центрального вертикального вала 3. С помощью плужков 5 и 6 смешиваемый материал направляется под катки. Катки смонтированы на кривошипах таким образом, что при попадании под них случайных твердых предметов
могут приподниматься и пропускать последние. Между катками и днищем
чаши имеется регулируемый зазор (до 25 мм), который предотвращает дробление катками песчаных зерен смеси. Готовый замес выгружается из смесителя через окно 7 в днище чаши. Загрузка исходных материалов и выгрузка смеси осуществляются периодически.
В зарубежной практике распространены катковые смесители с резиновыми катками с пневматической камерой.
Рис. 4.1. Схема смесителей с вертикальными катками
47
Срок службы таких катков и обычном металлическом исполне;
Рис. 4.2. Схема каткового смесителя непрерывного действия
Днище и борта чаши также облицовывают резиновыми пластинами. Такое исполнение дает хорошее смешивание в результате большого коэффициента трения резины и высокую производительность, чаши больше, чем катков в
Смесители непрерывного действия (рис. 4.2) состоят из двух смежных чаш 1 и 2, имеющих общую полость в месте сопряжения. Механизмы смешивания в чашах синхронно вращаются в противоположные стороны, перемешивая материалы и передавая их из одной чаши в другую. Составляющие смесь материалы непрерывно загружают в правую чашу, где они подхватываются вращающимися . плужками 3 и перемещаются к каткам 4 и далее плужками 5 подаются к«боковой поверхности чаши. Под действием центробежных хил < .в месте сопряжения обеих чаш смесь переносится в левую чашу смесителя, а затем возвращается в правую и т. д. Однако из левой чаши в правую смесь возвращается в несколько меньшем количестве. Количество смеси, поступившей и не возвращенной за каждый оборот смешивающего механизма, поступает через постоянно открытый люк в днище чаши. Благодаря непрерывнощзагрузке и выгрузке, высокой производительности, высокому качеству получаемой смеси, а также компактности эти смесители широко применяют в автоматических линиях массового производства для приготовления единой формовочной смеси.
Смесители с одним вертикальным катком и центробежным рыхлителем (рис. 4.3) — это обычные бегуны, но с одним катком. Вместо второго катка устроен рыхлитель. Рыхлитель представляет собой; вертикальный вал 1 с диском 2, на котором вертикально закреплены восемь штырей 3. Рыхлитель вращается от вертикального вала бегунов через клиноременную передачу. Штыри рыхлителя получают сложное движение вследствие совмещения двух движений — вращения вала бегунов и вала рыхлителя.
Таким образом, в результате интенсивного ворошения смеси, а также благодаря давлению со стороны катка получается смесь хорошего качества при значительной производительности бегунов.
Основы теории работы катковых смесителей. Из расчетной схемы каткового смесителя, представленной на рис. 4.4, видно, что перека- . тывание катка по слою смеси hi, расположенному на днище смесителя, возможно при определенном соотношении его диаметра DK к высоте слоя смеси й»; при малом значении hi будет низкая производительность бегунов, а при очень большом значении каток будет сдвигать смесь перед собой, не перекатываясь через нее. Сила трения (сцепления) между катком и смесью также влияет на параметры и Лг.
48
Рис. 4.3. Схема смесителей с одним вертикальным катком и центробежным рыхлителем
Рис. 4.4. Расчетная схема каткового смесителя
Соотношение этих параметров определяют из схемы сил, действующих на границе каток—смесь.
t В точке А я&лстъукп две основные силы: сила нормального дав» 1ения катка на смесь N, направленная по радиусу, и перпендикуляр» ная ей сила трения Т между катком и смесью, определяемая соотношением
Т = fN, 44.1)
где f — коэффициент трения между катком и смесью, f = 0,6-ьО,7. Разложим по правилу параллелограмма силы N и Т, тогда из полученных прямоугольников будем иметь
Mr = Msina;j Тг = Т cos a, f
где Nr — горизонтальная составляющая силы нормального давления; а — угол захвата; Тт — горизонтальная составляющая силы трения.
Каток будет захватывать смесь и перекатываться по ней только в том случае, если
Тт > Мг. (4.3)
Путем подстановки в (4.3) значений Тт, NT и Т из (4.1) и (4.2) получим
fSstga. (4.4)
Приняв f = 0,7, получим а < 35°. Зная угол а, путем простого геометрического построения легко найдем и высоту слоя
Л2 (1 — cos a) (DJ2), ' (4.5)
откуда
Ок 2^/(1—cos а). (4.6)
При а = 35° DK (11. -И 2) Л2.
Толщину слоя обычно принимают равной 20—25 мм.
Мощность привода Смесеприготовительных машин зависит от массы замеса, свойств приготовляемой смеси, площади чаши, расположения и числа плужков, размеров катков и места их установки,
49
частоты вращения вертикального вала и других факторов. Мощность привода катковых смесителей (бегунов) обычно выражается зависимостью
^ = Мх.к + (^пл + МкаЧ+^ск)/[1/(1-₽иот)1, (4-7)
где Ух. х — мощность холостого хода, определяемая КПД электродвигателя и потерями на трение в механизмах машины; для серийно выпускаемых бегунов Ух. х « 2,5 4-3 кВт; Мпл—мощность, необходимая для перемещения плужков, ..кВт, Мпл = 3 -s-4 кВт; Укач — мощность, необходимая для качения катков по смеси, Мкач = 154-30 кВт; . Мск — мощность, необходимая для преодоления трения скольжения катков по смеси, NCK = 1,5-5-3,0 кВт; 0ПОТ — коэффициент относительной мощности дополнительных потерь, пропорциональных нагрузке, рекомендуется принимать 0ПОт = 0,03 4-0,05.
4.3. ЦЕНТРОБЕЖНЫЕ (МАЯТНИКОВЫЕ) СМЕСИТЕЛИ
Центробежные смесители (рис. 4.5) имеют неподвижную чашу 1, .ротор 2, закрепленный на вертикальном приводном валу,«#^ На обеде ротора 2 под разными углами к горизонту установлены pa-i бочие плужки 4, а на кривошипных валах 6 катки 5 с вертикально» осью вращения. Цилиндрическая поверхность катков и внутренние стенки чаши облицованы резиной 7. При вращении ротора катки
отклоняются под действием центробежной силы к борту чаши.
Зазор между катками и чащей По мере изнашивания облицовки
Загрузка
регулируется эксцентриками 8. чаши эксцентрики поворачивают для обеспечения требуемого зазора.
В случае попадания в перемешиваемую смесь твердых комьев каток отжимается к центру ротора, пропуская комья между ободом катка и бортом чаши. Компоненты смеси, загружаемые в бегуны, попадают на верхний диск вращающегося ротора и сбрасываются центробежной силой в кольцевое пространство между ротором и бортом чаши. Рабочие плужки поднимают смесь со дна чаши и отбрасывают ее к резиновой поверхности борта под катки, которые перекатываются по ней. Смеситель продувается воздухом
Рис. 4.5. Устройства центробежных смесителей непрерывного действия
50
от вентилятора, что способствует охлаждению и обеспыливанию смеси. Готовый замес выгружается через разгрузочное окно 9 в днище чаши. Продолжительность замеса 1—3 мин.
4.4. ЛОПАСТНЫЕ (ШНЕКОВЫЕ) СМЕСИТЕЛИ
Для изготовления стержней и форм из холоднотвердеющих (ХТС) и жидких (ЖСС) самотвердеющих смесей применяют лопастные (шнековые) смесители моделей 4727, 4731, 4732, 4737 АМД-6 и АМД-15.
Смеситель мод. 4727 (рис. 4.6) представляет собой стационарную установку с пультом управления 1. Сухой кварцевый песок из основного стационарного бункера, расположенного над установкой, поступает в приемный бункер 6 машины, откуда через шиберный Дозатор 5 кварцевого песка в шнековый смешивающий механизм 2 с индивидуальным приводом 7. В шнеке песок смешивается с катализатором, который подается насосом 8 из специальной емкости, расположенной в нижней части станины 9, по одному из шлангов 10 ч?рез разбрызгивающую трубку 4. Одновременно из емкости, также расположенной в нижней части станины, аналогичным образом подается смола в'шнек через разбрызгивающие трубки 3. По мере вращения шнекового механизма все компоненты смеси смешиваются и пе-
ремещаются к разгрузочному патрубку 11, откуда попадают в стержневой ящик. - -
51
Рис. 4.7. Автоматизированная установка для приготовления жидкостекольных самотвердеющих смесей
Обычно такой смеситель может работать как индивидуально, так и в комбинации с пескометом. Так, сочетание шнекового смесителя непрерывного действия, подающего приготовленную смесь в пескометную головку с 12-позиционной каруселью и механизмом -разборки ящиков и выдачи готовых стержней позволяет использовать полуавтоматическую непрерывного действия машину для изготовления стержней массой до 40 кг.
Если для технологического процесса требуется применение разных смесей (ХТС, ЖСС и др.) с различными физико-механическими свойствами, то применяют не шнековый смеситель, где шаг винта постоянный, а лопастный, в котором возможно изменение угла установки лопастей, а следовательно, и скоростщперемещения материала вдоль смесителя. Непрерывность действия смесителей позволяет легко автоматизировать весь комплекс смесеприготовительных операций.
Лопастные смесители другой разновидности рассмотрим на примере автоматизированной установки для приготовления жидкостекольных смесей (рис. 4.7). Установка состоит из двух независимых узлов для приготовления смеси, каждый из которых имеет лопастный смеситель 13. Кроме того установка имеет сдвоенный бункер 3 для песка с питателями 16, бункера 5 со шнековыми питателями для древесного пека, бункера 6 для отвердителя, дозаторы 10 связующего, общие конвейеры 1, 15 для подачи сухого песка и транспортирования стержневых ящиков (форм) 14, а также общий промежуточный бак 12 для связующего. Оба узла смешивания имеют единый узел подготовки связующего на основе жидкого стекла, в состав которого входят баки 9 дл'я жидкого стекла, распределители 11, баки 7, 8
52
для поверхностно-активных веществ й соды с дозаторами 10 и бак* мешалка 12.
Жидкая композиция, приготовленная в баке-мешалке 12, через промежуточный бак 2 и дозатор 4 поступает в лопастный смеситель 13, в который подается и твердая композиция — песок из бункера 3 и пек из бункера 5. После смешивания жидкая самотвердеющая смесь заливается в стержневые ящики путем поворота смесителя на некоторый угол. Конвейер 15 бывает реверсивным или замкнутым. Диаметр смесителя d = 600А-800 мм, длина 1000 мм. Скорость вращения вала п = 0,5 с-1. Время замеса 2—3 мин.
4.5. РАЗРЫХЛИТЕЛИ
Формовочная смесь из бункеров-отстойников или непосредственно из смесеприготовительного отделения системой ленточных конвейеров подается в бункера формовочных машин. В системе транспорта формовочной смеси на этом участке устанавливают разрыхлители с целью улучшения ее формуемости.
Разрыхлители бывают стационарные и передвижные. Наибольшее распространение получили стационарные; к ним относятся лопастные разрыхлители (аэраторы) и дезинтеграторы.
Лопастный разрыхлитель мод. 1А32 представлен на рис. 4.8. Основанием машины служит сварная рама 8, на которой установлены подшипники вала ротора 1 и электродвигатель 3, передающий вращение ротору через клиноременную передачу 2. На роторе 1 смонтировано шестнадцать пар державок, на каждой из которых закреплена сменная лопатка. В средней части сварного защитного кожуха 6 свободно подвешены в два ряда цепи 7. Левая часть кожуха имеет в верхней части загрузочную воронку 4 с двумя заслонками для регулирования потока смеси, а в правой части кожуха имеется вентиляционный патрубок 5 для отсоса пыли.
Обе части кожуха имеют люки для доступа в рабочее пространство машины. Через левый люк производится замена изношенных лопаток, а через правый — очистка внутренних стенок кожуха. Для осмотра цепных подвесок служат боковые люки, закрытые щитками.
53
Рис. 4.9. Дезинтегратор
Люки сблокированы конечными выключателями таким образом, что при открывании их выключается электродвигатель привода ротора.
Смесь подается равномерно и только во время работы машины. Из воронки смесь попадает на быстро вращающиеся лопатки, которые с силой отбрасывают
ее на цепи 7. Ударяясь о цепи, комья смеси дробятся. Разрых-
ленная смесь падает вниз на конвейер и выносится из-под разрыхлителя в бункера формовочных машин.
Производительность лопастного разрыхлителя мод. 1А32 50 м3/ч.
Дезинтеграторы или дисковые рыхлители (рис. 4.9) состоят из двух вращающихся навстречу друг другу дисков 1 и 2, на которых закреплены пальцы 3. Привод дисков индивидуальный, а приводные валы могут располагаться либо с одной стороны установки, либо с двух сторон, как показано на рис. 4.9. Пальцы каждого ряда для увеличения жесткости соединены между собой кольцами 4. Материал для разрыхления подается через воронку 5 в центральную
часть установки.
Комья смеси при падении на пальцы внутреннего ряда под действием удара разбиваются и падают вниз на последующие ряды пальцев. В результате многократных ударов смесь разрыхляется, просыпается вниз, обычно на конвейерную ленту.
ГЛАВА 5. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ СМЕСЕПРИГОТОВЛЕНИЯ И СМЕСЕРАЗДАЧИ
5.1. СМЕСЕПРИГОТОВИТЕЛЬНЫЕ СИСТЕМЫ
Механизация и автоматизация приготовления и транспортирования формовочных и стержневых смесей имеет первостепенное экономическое значение, а также улучшает санитарно -гигиенические условия труда и обеспечивает необходимое высокое качество смесей.
Смесеприготовительные системы включают:
а) оборудование для предварительной подготовки оборотной формовочной смеси (дробилки для разминания комьев, магнитные сепараторы для извлечения металла, сита для грубого и тонкого просеивания, установки для гомогенизации и охлаждения смеси);
б) группы бункеров, расположенных над смесителями (для оборотной смеси, сухого и сырого песка, различных добавок);
в) дозаторы (питатели) сухих и жидких компонентов (весовые или объемные);
54
г) смесители непрерывного или периодического действия;
д) систему транспортных машин для подачи исходных материалов и раздачи готовой смеси (ленточные конвейеры,- элеваторы, пневматический транспорт);
е) аэраторы или дезинтеграторы в системе раздачи смеси. Как правило, все эти машины объединены в автоматизированные блоки, которые между собой также связаны в единую автоматизированную систему.
В современных литейных цехах массового производства, где установлены автоматические формовочные линии, каждая такая линия имеет свою полностью автоматизированную смесеприготовительную систему.
В цехах с мелкосерийными или единичным производством с большой номенклатурой по составу смесей строят единое центральное смесеприготовительное отделение. При организации центральных смесеприготовительных отделений учитывают влияние смешивания оборотных смесей на качество выпускаемых отливок в данном цехе.
Центральные смесеприготовительные системы (или группы установок) обычно располагают рядом с формовочным отделением, но изолированно от него. Расположение смесеприготовительных систем ближе к местам потребления сокращает путь готовой смеси при транспортировании ее в насыпном состоянии и уменьшает степень ее высыхания.
5.2. СХЕМА СМЕСЕПРИГОТОВИТЕЛЬНОЙ УСТАНОВКИ И АВТОМАТИЗАЦИЯ УПРАВЛЕНИЯ СМЕСИТЕЛЯМИ
Смесеприготовительные установки по составу входящих в них устройств и по своему конструктивному исполнению весьма разнообразны. Каждая из смесеприготовительных установок состоит из смесителя, бункеров и дозаторов для сухих компонентов, емкостей и дозаторов для жидких компонентов и транспортных устройств. В качестве примера рассмотрим упрощенную схему смесеприготовительной установки для формовочных смесей, изображенную на рис. 5.1.
Установка состоит из центробежных смесителей 11 периодического действия (устройство и работа этих смесителей рассмотрены в гл. 4), бункеров 5 для отработанной смеси, бункера 6 для песка с тарельчатыми питателями 7 и 15, дозирующих бункеров 8, дозаторов 14 воды и суспензии, промежуточных бункеров 12 с питателями, раздаточного ленточного конвейера 13, элеватора 1 и системы ленточных конвейеров 2 и 3 с плужковыми сбрасывателями 4, обеспечивающих подачу в бункеры исходных материалов.
Оборотная смесь и песок подаются из бункеров 5 и 6 тарельчатыми питателями 7 и 15 в весовые бункерные дозаторы 8 вместимостью 2 м3. Весовые бункерные дозаторы имеют опоры с тензометрическими преобразователями 9 системы автоматического взвешивания и снабжены челюстными затворами с пневмоприводом. Смесь и песок подаются в весовой бункер одновременно, причем доза песка
55
ния, а затем
выгружают.
Рис. 5.1. Схема смесеприготовительной уста» новки
определяется временем работы дискового питателя. После прекращения подачи песка питатель 7 продолжает подачу оборотной смеси до тех пор, пока масса смеси с песком в дозирующем бункере не достигнет требуемой величины. После этого система автоматического взвешивания отключает питатель 7 и дает команду на открытие челюстного затвора 10.
Последовательность приготовления смеси: вводят часть воды (с целью предупреждения плотного прилипания к стенкам смесителя сухой смеси), смесь продувается воздухом, затем подают остальную воду и перемешивают. В период влажного перемешивания смеси ее продувают воздухом для охлажде
Параллельно идет подача песка и от-
работанной смеси в дозаторы. Примерная циклограмма автоматической работы смесителя приведена в табл. 5.1.
Из смесителя смесь выгружается в промежуточный бункер 12 с питателем вместимостью на два-три замеса. Питатель равномерно
выдает смесь на раздаточный ленточный конвейер 13, при этом исключается перегрузка и остановка ленточного конвейера. Смесители обычно снабжаются автоматическими устройствами для контроля и регулирования влажности смеси, а также системой автоматического
Циклограмма работы смесители
Таблица 5.1
Операция Время, с
20 40 60 80 100 120 140
Подача воды в бегуны Подача отработанной смеси в бегуны Подача суспензии Подача сухих связующих Аэрация и перемешивание Подача песка в дозатор Подача отработанной смеси в дозатор Разгрузка —
56
управления с заданным технологическим циклом. Автоматическое управление рабочим циклом перемешивания смеси в катковых или маятниковых смесителях осуществляется обычно с помощью набора реле времени или же командоаппарата кулачкового типа.
5.3. АВТОМАТИЗАЦИЯ КОНТРОЛЯ ВЛАЖНОСТИ И ТЕМПЕРАТУРЫ ФОРМОВОЧНОЙ СМЕСИ
В ПРОЦЕССЕ ЕЕ ПРИГОТОВЛЕНИЯ
В смесеприготовительных отделениях литейных цехов применяют две системы регулирования влажности и температуры смеси: предварительной калькуляции (СПК) и конечного состояния (CKQ. В СПК измеряемыми параметрами являются влажность и температура оборотной смеси на входе в смеситель, а управляющим параметром — количество воды или суспензии (расход или масса), подаваемой в смеситель.
Разработано несколько принципиально различных СПК, одна из них рассмотрена в п. 5.2. Данная СПК снабжена аналоговым вычислительным устройством и обслуживает два смесителя. Недостаток системы заключается в том, что ее можно использовать при температуре смеси не выше 42 °C (при более высокой температуре измерительный контур отключается), а также в том, что при изменении дозы суспензии изменяется количество подаваемого связующего, что нежелательно. Данную систему целесообразно использовать при эффективном охлаждении смеси.
Известна система СПК, в которой использованы бесконтактные преобразователи влажности и температуры смеси, устанавливаемые над промежуточным бункером перед смесителем. Сигнал с микроволнового преобразователя влажности сравнивается с установленной влажностью, и выдается разностный сигнал, пропорциональный количеству воды, которое необходимо добавить в смесь. Этот сигнал суммируется с сигналом от преобразователя температуры для компенсации испарения влаги в процессе перемешивания смеси в смесителе и ее последующего транспортирования. В такой системе влажность регулируется с высокой точностью (±0,1 %).
Вместе с тем рассмотренные схемы СПК, основанные на стабилизации, не всегда дают ожидаемый эффект и могут даже привести к браку смеси. В действительности для обеспечения хороших технологических свойств смеси важным является не абсолютная влажность, а соотношение вода — связующее, которое в определенных пределах пропорционально таким свойствам, как формуемость, уплотняемость, насыпная масса смеси. 7
Рассмотрим одну из распространенных систем регулирования влажности в СКС, основанную на контроле формуемости — способности смеси просеиваться через щель, размер которой зависит от соотношения вода — связующее. Способность к просеиванию смеси, характеризуемая сцеплением частиц между собой, тем больше, чем больше в ней влаги и связующего.
Система регулирования формуемости состоит из пробоотборника 8 (рис. 5.2), преобразователя формуемости 10, дозатора 7 воды
57
Рис. 5.2. Схема регулирования формуемости с термокомпенсацией и самонастройкой с каналами грубого 3 и точного 4 дозирования (большого и малого расхода) и шкафа управления 9. Дозатор снабжен регулирующим вентилем 6 и резервным клапаном 5. Количество воды, подаваемой в смеситель 2, регулируется по сигналам от фотопреобразователей 11, контролирующих просыпание смеси через щели в лотках. При повышении температуры смеси сигнал с преобразователя температуры 1 после усиления и сравнения с заданием уменьшает амплитуду вибрации вибролотка преобразователя формуемости, смесь в сборном лотке движется медленнее, ее уровень повышается, что приводит к увеличению количества поданной в смеситель воды и переувлажнению смеси. Предел регулирования влажности 2—6' %, точность регулирования ±0,3 %.
5.4. АВТОМАТИЗАЦИЯ КОНТРОЛЯ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ ФОРМОВОЧНЫХ СМЕСЕЙ
При автоматизации процесса смесеприготовления для получения формовочных смесей высокого качества недостаточно иметь только автоматизированный контроль влажности и температуры отработанной смеси. Важно также, чтобы в процессе смесеприготовления проводился непрерывный контроль и регулирование физико-механичесКих свойств формовочных смесей.
Измеряемыми параметрами, кроме указанных выше температуры и влажности смеси, являются газопроницаемость, пределы прочности при сжатии и срезе образца, а управляющим воздействием — количество связующей добавки — пылевидного бентонита или глины, подаваемого в смеситель.
Рассмотрим схему автоматизации контроля физико-механических свойств формовочных смесей с обратной связью, осуществляемого в процессе их приготовления в смесителях непрерывного действия (рис. 5.3).
58
9
Рис. 5.3. Системы автоматического контроля физико-механических свойств формовочной смеси в процессе ее приготовления в смесителе
Смесь, поступаемая с бегунов 1, периодически сбрасывается плужком 2 с ленточного конвейера на виброжелоб 3 и попадает сначала в аэратор. 4, а затем в автомат 5 контроля влажности, где в гильзе диаметром 50 мм формуется образец двусторонним прессованием. При этом температура и влажность на торце образца смеси измеряются преобразователями, вмонтированными в верхний пуансон. Затем проводится испытание образца в гильзе на газопроницаемость путем продувки через него воздуха, после чего образец подвергается испытанию на сжатие или срез с измерением прочности и деформации. Наконец, образец выталкивается из прибора, освобождая место для следующей пробы смеси.
По результатам контроля прочности смеси автоматически корректируется дозирование связующей добавки в смеситель. Для этого (при отклонении от нормы трех из пяти показаний прочности) контролирующий автомат — компьютер 6 включает серводвигатель 7, который начинает вращаться в ту или иную сторону. С серводвигателем электрически соединен другой такой же серводвигатель 8, вращающийся синхронно с первым и меняющий скорость вращения тарельчатого питателя бункера 9 связующей добавки. Диапазон изменения дозирования добавки ограничивается пределами, устанавливаемыми на регуляторе компьютера.
5.5. АВТОМАТИЗАЦИЯ РАСПРЕДЕЛЕНИЯ ФОРМОВОЧНОЙ СМЕСИ
Бесперебуйная и правильно организованная смесераздача в расходные бункера повышает производительность формовочного оборудования в 1,5—2 раза и снижает расход смесей, при этом частично или полностью отпадает необходимость в обслуживающем
59
Рис. 5.4. Схема флажкового сигнали« затора
персонале. Для распределения смеси по бункерам служат ленточные конвейеры. Включение сбрасывающих плужков над лентой конвейера осуществляется электромагнитом или пневмоцилиндром при опорожнении бункеров.
Основные элементы системы смесераздачи — сигнализаторы уровня формовочных материалов в бункерах. Чаще всего в каждом раздаточном бункере устанавливают два сигнализа-
тора уровня, которые контролируют нижний и верхний уровни смеси и подают сигнал на включение исполнительного механизма плужкового сбрасывателя.
На рис. 5.4 изображена схема наиболее простого флажкового сигнализатора. При достижении некоторого уровня смеси в бункере флажок 1 отклоняется вправо и перемещает золотник пневмоклапана 2. В результате этого сжатый воздух из сети поступает в пневмоцилиндр 3, который поднимает плужок 4, при этом прекращается поступление смеси с ленточного конвейера 5 в бункер. При падении уровня флажок возвращается в исходное положение, и пневмоклапан 2 выпускает сжатый воздух из силового цилиндра в атмосферу. Плужок опускается на ленту, и смесь снова заполняет бункер.
Этот сигнализатор имеет ряд недостатков: заклинивание и повы
шенное изнашивание шарнирного соединения вследствие попадания пыли, невысокая точность регулирования уровня смеси и др.
На практике применяют и более совершенные сигнализаторы: электронные, фотоэлектронные и др. Исполнительным механизмом плужкового сбрасывателя обычно служит пневмопривод (поршневой или мембранный).
В зависимости от последовательности включения плужковых сбрасывателей существует несколько систем смесераздачи.
При независимой системе смесераздачи плужковый сбрасыватель, находящийся над расходным бункером формовочной машины, включается на сброс смеси с ленточного конвейера, как только ее уровень в бункере опустится ниже чувствительного элемента, независимо от наличия смеси в других бункерах. Бункер наполняется. Когда смесь в бункере достигнет верхнего уровня, преобразователь верхнего уровня включает плужок, который приподнимается, и наполнение бункера прекращается.
Недостаток этой системы в том, что бункера заполняются неравномерно, первые по ходу ленточного конвейера «перехватывают» смесь с ленты.
60
Система поочередного или последовательно-пр ину дител иного снабжения бункеров смесью заключается в том, что расходные бункера включаются на заполнение смесью поочередно. Пока наполняются все последующие бункера, данный бункер может опорожняться. Вместимость бункера должна быть рассчитана так, чтобы смеси хватило на цикл загрузки бункеров всей линии. Если в очередном бункере уровень смеси выше нижнего чувствительного элемента, то автоматическое устройство срабатывает на проверку последующего бункера. Если и в этом бункере смесь ниже чувствительного элемента, то он будет пополняться смесью. Если окажется, что в каком-то п-м предыдущем бункере уровень смеси ниже преобразователя уровня, то сбрасывающий плужок этого бункера не опустится до тех пор, пока автоматическое устройство последовательно не проверит все бункера, расположенные до бункера п + 1-, т. е. до тех пор, пока не подойдет его очередь на заполнение. -
Таким образом, по этой системе в любой момент может быть опущен только один плужок, что относится к преимуществу данной системы по сравнению с независимой. Недостаток принудительно-последовательной системы — значительный простой бункеров в начале смены при большом их числе.
При принудительно-последовательно-временной системе бункера заполняются принудительно-последовательно, но количество подаваемой смеси в каждый бункер определяется временем, которое тем меньше, чем больше бункер стоит на очереди для заполнения.
Если число «пустых» бункеров мало, то выдержка может оказаться больше, чем длительность фактического заполнения бункера до верхнего уровня, и тогда заполнение будет определяться временем от начала заполнения до момента срабатывания верхнего уровнемера.
Эта система более совершенна, но менее надежна, чем две предыдущие системы, так как она выполнена на обычных телефонных реле, контакты'1 которых в условиях литейного цеха быстро выходят из строя. Втнастоящее время для схем автоматической смесераздачи используют бесконтактные логические элементы, что упрощает схему и повышает надежность автоматических систем смесераздачи.
5.6. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ЭКСПЛУАТАЦИИ СМЕСЕПРИГОТОВИТЕЛЬНОГО ОБОРУДОВАНИЯ
При конструировании и эксплуатации машин для подготовки формовочных материалов и приготовления смесей необходимо соблюдать нормы предельно допустимых концентраций пыли, вредных газов и паров, а также нормы освещения, шума, вибрации и др.
В установках для сушки песка и глины следует предусматривать устройства, ограничивающие тепловыделение в рабочее помещение. Температура нагретых поверхностей оборудования должна быть не более 45 °C.
Установки для сушки песка и глины, а также дробильно-размольное оборудование, при работе которых могут выделяться пары, газы и пыль сверх допустимых санитарных норм, следует оборудовать вентилируемыми укрытиями. Необходимо обеспечивать работу технологического оборудования с одновременной работой местных вытяжных вентиляционных установок. Должна быть предусмотрена подача соответствующего сигнала в случае аварийной остановки вентилятора.
61
Для управления установками нужно использовать кнопочные станции выносного типа или установленные непосредственно на машинах, причем необходимо обеспечить хороший обзор рабочей зоны. Конструкция кнопочной станции должна исключать возможность случайного пуска установки. Аварийные и рабочие кнопки «Стоп» следует дублировать в местах частого нахождения обслуживающего персонала и в наиболее опасных местах.
Установки для сушки песка и глины, а также дробильио-размольное и смесеприготовительное оборудование должны иметь предохранительные устройства, предупреждающие перегрузки и несовместимые одновременные движения механизмов.
В конструкциях установок для приготовления материалов и смесей должны быть предусмотрены предохранительные устройства, фиксирующие узлы и механизмы неработающей машины от самопроизвольного перемещения, а также от перемещения в результате случайного внешнего воздействия.
Все вращающиеся части механизмов (цепные, клиноремениые и др.), доступные для случайного прикосновения, следует ограждать сплошными или сетчатыми кожухами.
Детали или узлы установок, совершающие возвратно-поступательные или вращательные движения и представляющие опасность для обслуживающего персонала, следует ограждать перилами или кожухами. Защитные кожухи должны обеспечивать полную безопасность обслуживающего персонала.
В конструкции бункеров нужно предусматривать средства, предотвращающие Зависание в них формовочных материалов. Для обслуживания элементов машин, располагаемых на высоте 2 м, необходимы рабочие площадки с перилами высотой не менее 1 м, имеющими дверь, открывающуюся внутрь площадки; настил площадок должен быть сплошной, из стальных рифленых листов.
Магнитные железоотделители должны иметь кожухи с проемами (для пропуска ленты), уплотненными фартуками и отсосами в верхней части. Объем отсасываемого воздуха выбирают в зависимости от скорости воздуха в открытых проемах, равной полуторной скорости движения ленты конвейера. Во избежание подсоса воздуха соединение кожуха в нижней части с опорными конструкциями должно быть герметичным.
В электронных сепараторах электроаппаратуру высокого и низкого напряжения внутри кабины необходимо размещать в отдельных отсеках. Открывание дверей высоковольтной кабины и дверей лазов камеры электронных сепараторов должно быть сблокировано с рубильником, выключающим высокое напряжение. Двери высоковольтной кабины, лазов камеры, панели управления и аппаратуры должны иметь запорные замки.
Барабанные цилиндрические и полигональные сита следует закрывать сплошными защитными кожухами с отверстием (проемом) только для загрузочного желоба. К верхней части кожуха, близ загрузочных отверстий, необходимо присоединять отсасывающий патрубок. В барабанных ситах должна быть предусмотрена блокировка, исключающая их работу при открытом люке в защитном кожухе.
Плоские вибрационные сита должны иметь сплошные кожухи с боковыми люками и отверстиями. В верхней части кожуха необходим патрубок для присоединения к вытяжной вентиляционной сети. Объем отсасываемого воздуха должен быть 1500 адЗ/ч на 1 м2 поверхности сита.
В конструкции смешивающих бегунов следует предусматривать блокировку закрывания чаши, пылезащитные колпаки с патрубками для присоединения к цеховой системе вытяжной вентиляции. В защитном кожухе бегунов необходимо иметь смотровой люк с блокировкой, не допускающей включения привода бегунов при открытом люке. Смешивающие бегуны должны быть оборудованы системой безопасного отбора проб. В бегунах периодического действия необходимы механизмы для безопасного открывания и закрывания люков при выгрузке готовой смеси.
Аэраторы и дезынтеграторы должны иметь защитные кожухи, плотно прилегающие к корпусу машины, с патрубками для присоединения к вытяжной вентиляционной системе.
Объем отсасываемого воздуха следует принимать, исходя из скорости в открытых проемах не менее 0,7 м/с.
В защитных кожухах аэраторов и дезынтеграторов необходима блокировка, исключающая их работу при открытом люке.
Раздел второй
ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ
ГЛАВА 6. ПОНЯТИЯ ОБ УПЛОТНЕНИИ ФОРМОВОЧНЫХ СМЕСЕЙ
6.1. ТРЕБОВАНИЯ К ЛИТЕЙНОЙ ФОРМЕ
Одним из наиболее распространенных способов получения отливок является литье в песчано-глинистые формы, изготовленные методом уплотнения смеси в парных или в съемных опоках. Все большую известность получают способы изготовления форм и стержней из ХТС, которые во многих случаях также уплотняют. Поэтому к литейной форме, получаемой уплотнением, предъявляют высокие требования по прочности, плотности и поверхностной твердости, газопроницаемости, а также по равномерности распределения этих параметров по всему ее объему.
Прочность формы, ее плотность и поверхностная твердость должны быть достаточно высокими, чтобы она не разрушалась при извлечении модели, кантовке, транспортировании, сборке, заполнении жидким металлом и под действием гидростатического напора жидкого металла. В то же время высокая плотность формы оказывает значительное сопротивление усадке отливки и вызывает появление в ней внутренних напряжений и трещин.
Прочность формы для получения отливок из тяжелых сплавов (медных, стали, свинца) должна быть выше прочности формы для-алюминиевых отливок, так как такие сплавы в жидком состоянии оказывают большое давление на стенки формы, что может вызвать их деформацию и появление такого дефекта отливок, как раздутие. Чем больше масса, размеры (особенно высота) отливки, тем большее давление должны воспринимать стенки формы и тем выше должна быть ее прочность.
От плотности и поверхностной твердости формы зависят точность отливки и шероховатость ее поверхности. Технологически необходимая плотность формы лежит в пределах 1,6-—1,8 г/см3 (плотность разрыхленной смеси обычно составляет 0,9—1,0 г/см3), а поверхностная твердость в пределах 70—90 ед.
Плотность, поверхностная твердость и газопроводность формы, а также их распределение по ее объему зависят главным образом от свойств смеси, способа уплотнения и режима работы формовочной машины. Обычные песчано-глинистые формовочные смеси для встряхивающих формовочных машин имеют прочность при сжатии во влажном состоянии 50—60 кПа, влажность 4—5 %. В современных автоматических линиях применяют высокопрочные смеси с пониженным содержанием влаги (прочность при сжатии во влажном состоянии
63
160—200 кПа, влажность 2,8—3,5 %). Такая высокая прочность смеси достигается введением в ее состав бентонита Вместо каолиновой глины, а также некоторых других связующих. " i
6.2. СВОЙСТВА ФОРМОВОЧНОЙ СМЕСИ КАК МАТЕРИАЛА « ДЛЯ ЛИТЕЙНОЙ ФОРМЫ !
Неуплотненная формовочная смесь состоит из отдельных ! частиц кварцевого песка, покрытых оболочками связующего вещества, jj комков — конгломератов и пор, заполненных воздухом. |
Под воздействием внешней уплотняющей нагрузки формовочная/ смесь претерпевает структурные изменения, зависящие от вели-J чины и характера приложенной, нагрузки, а также от ее деформаций онных (реологических) свойств: упругости, вязкости, пластичности,-! ’ Прочность смеси зависит от молекулярных сил притяжения, действующих между отдельными песчинками и пленками связующих (силы3 Ван-дер-Ваальса), и сил капиллярного давления. Кроме того, в про-; цессе уплотнения имеет место механическое зацепление зерен друг; за друга.
Hg разных стадиях уплотнения смесь ведет себя по-разному? В первый период уплотнения, когда песчинки сближаются и ликвй*% дируются поры, смесь ведет себя как пластическое тело, а затем,.я по мере повышения ее плотности, происходит деформация связу-3 ющих оболочек, и смесь ведет себя как вязкопластическое тело.- , При дальнейшем нагружении частицы песка приходят в соприкосно- 3 вение друг с другом, наступает их упругая деформация, а в некоторых ’ случаях и разрушение отдельных зерен. В этот период проявляются упругие свойства смеси. •
Таким образом, при уплотнении смесь ведет себя как упруго- ' вязкопластическое тело. В зависимости от нагрузки упругие свойства Т формовочной смеси проявляются в разной степени. Например, при! давлении прессования 0,2—0,25 МПа упругие деформации незначи- я тельны и составляют лишь 0,2—0,3 % общей деформации; при дав-1 лении прессования 2,4 МПа — 0,9—1,3 %. 1
При проектировании формовочных машин и при их эксплуатации очень важно согласовывать физико-механические свойства смеси, с рабочими режимами машины, чтобы с наименьшими энергозатратами получить качественную форму.
6.3. ТРЕБОВАНИЯ К МОДЕЛЬНО-ОПОЧНОЙ ОСНАСТКЕ ПРИ МАШИННОЙ ФОРМОВКЕ
При машинной формовке _предъявляются повышенные требования к точности размеров и шероховатости поверхности модельной и опочной оснастки; конфигурация и размеры отливок должны приближаться к конфигурации и размерам готовой детали.
При массовом и крупносерийном производстве отливок модельную оснастку изготовляют из алюминиевых сплавов, бронзы, чугуна и некоторых пластмасс, а при мелкосерийном — из дерева (сосны, березы, липы и др.).
64
При машинной формовке применяют следующую опочиуЮ оснастку: опоки, жакеты, наполнительные рамки, направляющие и спаривающие штыри, а также приспособления для скрепления полуформ перед заливкой.
Опоки бывают цельнолитые, сварные и сварнолитые, выполненные из стали. Для машинной формовки необходимы опоки парные, взаимозаменяемые, с хорошо обработанными плоскостями, кроме того, они должны точно центрироваться с помощью штырей.
При формовке в съемных опоках последние имеют коническую форму с уклоном стенок 5° с хорошо обработанными внутренними поверхностями. Эти опоки, как правило, выполняют из алюминиевых сплавов. Размеры опок и конструктивные элементы их должны соответствовать ГОСТу. К опоке предъявляют следующие требования^ они должны иметь высокую прочность и жесткость; хорошо удерживать стенками формовочную смесь; точно спариваться с другими опоками.
В массовом производстве широко применяют сварные толстостенные стальные опоки с ребрами и без крестовин, а также литые коробчатого типа. Жесткость их чрезвычайно высокая. Упругая деформация 'таких опок находится в пределах 0,1—0,3 мм при значительно высоких давлениях прессования. Для удержания уплотненной смеси в этих опоках при их транспортировании стенки их делают с обратным уклоном.
В массовом производстве опоки скрепляют^скобами^лиДгутем наложения специального груза.
Если форма перемещается по роликовому конвейеру, то нижнюю полуформу устанавливают на специальный (подопочный) щиток, который выполняют из дерева, алюминиевых сплавов или сваривают из листовой стали. Для прохода газов в щитках предусматривают вентиляционные отверстия. Размеры подопочных щитков должны соответствовать наружным размерам опок. Наполнительные рамки применяют в основном при уплотнении формовочной смеси прессованием.
6.4. СПОСОБЫ МАШИННОЙ ФОРМОВКИ
Существует три основных способа машинной формовки: в парных опоках, в опоках для стопочной заливки, в съемных опоках.
В парных опоках формы изготовляют обычно на двух формовочных машинах с односторонними модельными плитами: одна для нижней и другая для верхней полуформы.
При формовке в опоках для стопочной заливки формы изготовляют чаще всего по двусторонним модельным плитам.
Часто в одной опоке (рис. 6.1) совмещаются функции двух полуформ: отпечаток нижней полумодели 3 с одной стороны и верхней 2 с другой.
Вся стопка форм имеет общий литниковый стояк 1, через который расплавленный металл заливают в формы. Высота стопки форм обычно 800—1000 мм.
3 Матвеенко И. В . и др.
65
Широкое распространение в настоящее время получает Способ? изготовления форм в съемных опоках («безопочная формовка»).^ Если при формовке в опоках для стопочной заливки рационально’ используется производственная площадь, то при формовке в съем-; ных опоках не требуется дорогостоящий парк опок, уменьшается производственная площадь, а процесс легко поддается автоматиза-^ ции, особенно при использовании прессового и пескодувно-прессовогц| способа уплотнения. На рис. 6.2 представлены формы в съемных опо-| ках с вертикальным разъемом, собранные на конвейере автоматиче-Я ской линии. • f
При формовке в съемных опоках формы изготовляют также и| с горизонтальным разъемом.
Известно большое разнообразие способов уплотнения песчаных форм и стержней и конструкций машин для их реализации. Наиболее! распространенные из них: встряхивание с последующим уплотне-1 нием верхних слоев формы ручной или пневматической трамбовкой;! прессование; встряхивающе-прессовый; пескодувный; пескодувно-;< прессовый; пескометный; импульсный; вакуумно-пленочный; химиче- j ского отверждения и др. J
П{шктика показывает, что получение форм высокого качества! обеспечивается, как правило, при применении комбинированных| методов уплотнения. Например, «чистое» прессование в отдельности i не обеспечивает равномерное уплотнение смеси по всей высоте сред-4 них и высоких опок. Однако, применяя перед прессованием в ка-1 честве предварительного уплотнения, например, встряхивание, над- * дув смеси, вибрацию, получим форму с исключительно высоким качеством уплотнения. В этих случаях основным энергетическим фактором уплотнения является прессование, а задача предварительного уплотнения — равномерное распре- деление структуры смеси по всему объему будущей формы.
Рис. 6.1. Установка форм для стопочной’’заливки:
1 — стояк: 2 — отпечаток верхней полумодели; 3 — отпечаток нижней полумодели; 4 —> литниковая чаша; 5 — грузы
Рис. 6.2. Безопочиая форма с вертикальным разъемом:
1 — «ком>; 2 — прорезиненная лента
66
Вместе с тем и высокоэнергетические (импульсные) способы уплотнения — воздушно-импульсный^, газовая формовка взрывом — хотя и создают высокую равномерность распределения плотности смеси по высоте формы, но для верхних слоев требуется допрессовка. Такие методы формообразования, как уплотнение вакуумом, замораживание, химическое отверждение, обеспечивают чрезвычайно прочные формы, не требующие дополнительного силового воздействия. Однако, если не применять предварительного уплотнения, например вибрацию, то получаемые отливки будут иметь повышенную шероховатость, пригар вследствие пористой структуры отвержденной песчаной формы. Таким образом, наиболее перспективные способы уплот? нения — комбинированные.
6.5. СПОСОБЫ ИЗВЛЕЧЕНИЯ МОДЕЛЕЙ ИЗ ФОРМ
Различают следующие способы извлечения моделей из формы вытяжкой: на штифтах, рамкой, с.поворотом, с перекидкой.
Схема вытяжки на штифтах показана на рис. 6.3. Опока 1 с уплотненной формовочной смесью находится на модельной плите 2. Формовочная машина оснащена четырьмя штифтами 3, расположенными по углам. Штифты кинематически жестко связаны между собой строго на одном уровне., Специальным механизмом штифты поднимаются и, упираясь в углы опоки, снимают ее с модели. Вытяжку на штифтах применяют только при формовке по простым по конфигурации и невысоким моделям. При формовке по высоким моделям сложной конфигурации модели извлекают с помощью вытяжной рамки (рис. 6.4). В этом случае на Модельную плиту 4 устанавливают рамку 2 (рис. 6.4, б). При вытяжке модели штифты 3 поднимают полуформу одновременно с рамкой 2. '
При использовании весьма сложных моделей можно применять комбинированный способ (рис. 6.5). В этом случае вытяжка модели осуществляется в два этапа. Вначале проводится вытяжка подвижной части 4 модели опусканием ее вниз. Вытяжной рамкой здесь служит неподвижная часть 2 модели. Оставшуюся невысокую часть 2
Рис. 6.3. Схема вытяжки модели иа штифтах:
-а — положение до вытяжки; б — положение после вытяжки; I — опока; 2 — модельная плита; 3 — штифт
Рис. 6.4. Схемы вытяжки модели рамкой:
а — положение до вытяжки; б — положение после ВЫТЯЖКИ; I — смесь; 2 — вытяжная рамка; 3 — штифты; 4 — модельная плита
3*
67
Рис. 6.5. Схема комбинированной вытяжки модели:
а — положение до вытяжки; б — положение после вытяжки; 1 — модельная плита; 2 — неподвижная часть модели; 3 — смесь;
4 — подвижная часть модели; 5 — штифты
вытяжки модели с поворотом:
до вытяжки; б, г — положения после вытяжки
Рис. 6.6. Схемы а, в — положения ♦w
модели извлекают путем вытяжки на штифтах. При этом способе извлечения модели исключен обвал болвана. Такую схему применяют относительно редко, так как необходимо свободное место под столом машины, где обычно расположен прессовый или встряхивающий цилиндр.
На рис. 6.6 показаны схемы извлечения модели вытяжкой с поворотом. После уплотнения смеси в опоке 4 (рис. 6.6, а) полуформа надежно закрепляется на поворотной плите 2, на которой закреплена Модельная плита 3. Для вытяжки модели 1 поворотную плиту вместе с полуформой поворачивают на 180° (рис. 6.6, б) и поднимают приемный стол 4 до соприкосновения с опокой; снимают крепежные соединения опоки с поворотной плитой и приемный стол с полуформой опускают, извлекая при этом модель из формы. Затем поворотную плиту вместе с модельной плитой возвращают в исходное положение.
На рис. 6.6, в показана другая схема вытяжки модели с поворотом, отличающаяся от предыдущей тем, что поворотные цапфы расположены по одну сторону стола. По этой схеме полуформа 1 вместе с модельной плитой, встряхивающе-прессовым механизмом 2 и прессовой
плитой 4, прижатой к смеси, поворачивается на 180° в цапфах 3 вокруг горизонтальной оси. После опускания прессовой плиты 4 с полуформой (рис. 6.6, г) модель извлекается, полуформа удаляется, а встряхивающе-прессовый механизм возвращается в исходное положение.
/
Рис. 6.7. Схема вытяжки модели с по» мощью перекидного стола
68
При изготовлении форм с массивными или высокими болванами применяют способ извлечения модели из форм (рис. 6.7) с помощью перекидного стола (вытяжка с перекидной). Опоку 1 и модельную плиту 2 закрепляют на перекидном столе 3 пневмозажимами. С помощью специального поворотного механизма 4 перекидной стол 3 вместе с полуформой поворачивают на 180° и полуформу устанавливают на приемное устройство 5 формовочной машины. После снятия крепления с полуформы включается подъемный механизм приемного устройства, которое вместе с полуформой опускается, модель из формы извлекается, а перекидной стол возвращается в исходное положение.
6.6. ВИБРАТОРЫ
Вибратор совершает 2000—3000 ударов в минуту. Создаваемые вибратором высокочастотные ударные импульсы передаются на стол формовочной машины и установленную, на нем модельную оснастку. Благодаря этому при извлечении модели из формы значительно уменьшается трение между моделью и уплотненной формовочной смесью. В формовочных машинах чаще всего применяют пневматические вибраторы — поршневые, инерционные, центробежные.
На рис. 6.8 представлена схема пневматического поршневого вибратора. Корпус 1 закрыт двумя крышками 2 и 3. Внутри корпуса движется плунжер 6. Сжатый воздух при впуске проходит через отверстие в корпусе, канал 4 плунжера 6 и попадает в левую поршневую полость. Под действием давления сжатого воздуха плунжер движется вправо, ударяется в крышку 3, сжимая пружину 7. В этот момент канал 4 совпадает с выпускным отверстием т, и сжатый воздух из левой полости уходит по каналу п в атмосферу. При этом канал 5 совмещается с впускным отверстием k, и сжатый воздух поступает в правую полость, а из левой полости уходит в атмосферу по каналам 4 через отверстие /и; плунжер опять перемещается влево и ударяется в левую крышку 2, и цикл повторяется. Пружина 7 всегда ставит плунжер в рабочее положение впуска, не допуская оста* новки его между выточками.
На рис. 6.9 показана принципиальная схема турбовибратора, ко* торый более эффективен, чем пневматический. Турбовибратор состоит из ротора 1, масса которого неуравновешена, и корпуса 3; вал ро-
Рис, 6,8. Схема пневматического вибратора Рис. 6,9, Схема турбовибратора
69
1 2 3
/ / /
Рис. 6.11. Электромагнитный вибратор
тора вращается в шарикоподшипниках 2. Ротор выполнен в виде турбинного колеса, так что поступающий тангенциально сжатый воздух вращает его с частотой 80—100 с-1. Пр и .этом вследствие неуравновешенной массы создаются колебания, образующие значительную возмущающую силу. Такой вибратор работает со значитель-тельно меньшим уровнем шума, чем поршневой.
Центробежные шариковые вибраторы (рис. 6.10) основаны на тех же принципах, что и турбовибраторы. Возмущающая сила соз-дается»в них вследствие вращения неуравновешенной массы (шарика).
Корпус 1 вибратора имеет замкнутый кольцевой паз 2, в котором свободно перемещается стальной шарик 3. В корпусе имеется сопло 4 и штуцер 5 для подсоединения шланга для сжатого воздуха. В боковых стенках вибратора предусмотрены отверстия для выхода отработанного воздуха в атмосферу.
Сжатый воздух, проходя через сопло 4 и приобретая большую скорость, заставляет шарик вращаться по кольцевому пазу. Шарик -прижимается к наружной стенке канавки, точка касания его все время перемещается по кругу, создавая таким образом колебания вибратора£с’частотой 150—1702с"1. Частота колебаний шарикового вибратора*зависит от давления сжатого воздуха и массы шарика.
Электромагнитный вибратор (рис. 6.11) представляет собой соле-
' ноид, по которому протекает переменный ток частотой 50 Гц. Электромагнит 1 втягивает якорь 3, который производит удар и возвращается пружиной 2 в исходное положение.
Для уменьшения трения при извлечении модели чаще всего применяют поршневые вибраторы, а для обрушения сводов зависшей формовочной смеси в бункерах используют обычно турбовибраторы или шариковые вибраторы, как более мощные и создающие меньше шума.
6.7. КЛАССИФИКАЦИЯ ФОРМОВОЧНЫХ МАШИН
Формовочные машины классифицируют по следующим-признакам:
по способам уплотнения формовочной смеси — на прессовые, вибрационные, встряхивающие, пескодувные, пескометные и комбинированные (вибропрессовые, встр'яхивающе-прессовые, встряхивающее с допрессовкой, пескодувно-прессовые и т, д.);
.70
по методам извлечения модели из форм — на формовочные машины со штифтовым съемом, рамочным съемом и протяжкой моделей; формовочные машины с поворотом полуформы, перекидным столом и поворотной плитой;
по роду привода механизма уплотнения — на пневматические, гидравлические, механические, электромагнитные и комбинированные (пневмогидравлические, пневморычажные и т. д.);
по типу системы управления — с ручным пооперационным управлением, полуавтоматические и автоматы;
по числу позиций — на одно-, двух-, трех-, четырех-, пяти-, шести- и многопозиционные;
по методу перемещения опок в машине — на проходные, челночные и карусельные.
Формовочные машины имеют маркировку. По ранее разработанной системе марка каждой машины состоит из трех цифр. Например, марка 243 означает: 2 — группа, т. е. машина формовочная; 4 — тип, т. е. машина пневматическая встряхивающая со штифтовым съемом; 3 — типоразмер, т. е. машина для опок с определенными размерами в свету. Все машины для изготовления форм и стержней относятся ко второй группе.
Однако формовочные и стержневые машины, разработанные предприятиями разных министерств, могут иметь свою индексацию, например формовочные машины С-127 — Горьковского автозавода, стержневые машины 348 и 345 — НИИТавтопрома, стержневой автомат АЦИС-10 — НИИтракторосельхозмаша и т. д.
ГЛАВА 7. ПРЕССОВЫЕ ФОРМОВОЧНЫЕ МАШИНЫ
7.1. ПРОЦЕСС УПЛОТНЕНИЯ СМЕСИ ПРЕССОВАНИЕМ
Как отмечено выше, формовочную смесь можно представить как упруговязкопластическое тело, свойства которого иа разных стадиях приложения внешней нагрузки проявляются различно. На первом этапе уплотнения прессованием наблюдается пластическая деформация смеси вследствие сближения отдельных песчинок и их конгломератов, вытеснения внутрипорового воздуха и уменьшения пористости.
Структура смеси в процессе уплотнения становится все более плотной и однородной, и в какой-то момент произойдет почти полное соприкосновение твердых частиц смеси. Так как пластическая деформация на данном этапе уплотнения практически закончится, то дальнейшее сближение отдельных песчинок будет происходить благодаря вязкоупругим деформациям глинистых оболочек и упругим деформациям самих песчинок.
Экспериментально установлена зависимость средней плотности р смеси от давления прессования р (уравнение Н. П. Аксенова), которая имеет вид
р = 1 + с/?0-25, (7.1)
71
ИСр,г1смг
Рис. 7.1. Изменение средней плотности смеси в опоке в зависимости от давления прессования
Рис. 7.2. Схема прессования (а) и изменение вертикальных сжимающих наприжений в смеси по высоте формы (6):
1 — опока; 2 — смесь; 3 — прессовая колодка ;
где с — коэффициент уплотняемости смеси, с = 0,6-4-0,8 в зависи-1 мости от свойств смеси и размеров прессуемой формы.
Уравнение (7.1) справедливо в пределах давления 0,1—0,5 МПа. <
На рис. 7.1 показано изменение средней плотности смеси в опоке . при приложении внешней уплотняющей нагрузки (давления и рее- < сования).
В начальный период действия уплотняющей нагрузки средняя плотность по высоте опоки увеличивается очень быстро, а затем с увеличением нагрузки плотность растет очень медленно.Это происходит, например, при давлении прессования свыше 5 МПа. Как высокая , (> 1,8 г/см3), так и низкая (<1,4 г/см3) плотность смеси в форме мо- • жет привести к браку отливки: при высокой плотности — вследствие плохой газопроницаемости, а при очень низкой — вследствие «раздутия» формы.
С увеличением осевого напряжения возрастает и боковое давление на стенки опоки и модели. Кроме трения между отдельными частицами смеси (внутреннее трение) уплотнению противодействует внешнее трение — о стенки опоки и модели. Вследствие трения верхние слои смеси, находящиеся под прессовой колодкой, уплотняются больше, чем нижележащие слои; неравномерность уплотнения возрастает с увеличением высоты опоки.
Теоретически найдено, что снижение внутреннего вертикального сжимающего напряжения (рис. 7.2), а значит, и плотности смеси происходит по экспоненте независимо от давления прессования:
Рг = Рке~аг> (7.2)
где рг — текущее значение вертикального сжимающего напряжения в форме; z — глубина рассматриваемого слоя;
a =t$ (u/F)-,
72
здесь g — коэффициент бокового давления; f — коэффициент трения смеси о стенки опоки, f = 0,64-0,7; и — периметр опоки; F — площадь опоки.
Степень уплотнения формовочной смеси по высоте опоки при прессовании соответствует приведенному на рис. 7.2, б характеру распределения вертикальных сжимающих напряжений pz. Вследствие сил трения смеси о прессовую колодку и модельную плиту образуются некоторые более плотные объемы смеси в зонах, прилегающих к ним. Часто эти зоны называют конусами деформации. Боковое давление на уровне основания конусов незначительно, а по мере удаления от них растет. Экспериментально установлено, что боковое давление смеси на стенки опоки при прессовании достигает максимального значения в средней части высоты опоки и составляет 30— 40 % давления под колодкой. ’
Горизонтальные поверхности модели препятствуют вертикальному перемещению смеси, вследствие чего образуются переуплотненные конусы деформации. Справа и слева от этих конусов, т. е. в зазорах между стенками опоки и модели или между моделями, смесь уплотняется плохо, появляется рыхлость. Уплотнение между моделями в значительной степени зависит не только от состояния их поверхности, но и от расстояния между ними и глубины кармана, т. е. геометрических размеров модельной оснастки и их соотношений.
Основной недостаток прессования —• относительно низкая равномерность уплотнения высоких форм. С повышением давления прессования равномерность уплотнения повышается, но при этом уменьшается газопроницаемость. В силу этих недостатков чистое прессование применяют для относительно низких опок (И = 2004-250 мм).
7.2. СПОСОБЫ ПРЕССОВАНИЯ
По способу относительного движения системы модель — смесь прессование можно подразделить на верхнее и нйжнее. При верхнем прессовании смеси (рис. 7.3, а) на столе 1 прессовой машины монтируют плиту с моделью 2. На модельную плиту устанавливают опоку 3 и наполнительную рамку 4. Выше наполнительной рамки находится траверса 5 с прессовой колодкой 6. Высота прессовой колодки равна высоте наполнительной рамки. При подъеме стола прессовая колодка 6 входит внутрь наполнительной рамки, вытесняя из нее формовочную смесь в опоку. Нижняя плоскость колодки в конце прессования доходит до. уровня верхней кромки опоки. На некоторых прессовых машинах опускается траверса с прессовой колодкой, а стол машины остается на месте.
При нижнем прессовании смеси (рис. 7.3, б) стол J с модельной плитой и моделью 2 перемещается вертикально относительно наполнительной рамки 4. Модель 2 перед прессованием располагается ниже верхней плоскости рамки 4, на которую устанавливают опоку 3. Снизу опоки предусматривается некоторый объем формовочной смеси для прессования, определяемый высотой слоя И и площадью опоки. После заполнения опоки формовочной смесью над ней устанавливают
73
Рис. 7.3. Схемы верхнего (а) и нижнего (б) прессоваиия ’>
траверсу 5. При подъеме стола смесь из рамки 4 впрессовывается в опоку снизу. Формовочная смесь в опоке прессуется моделью 2^ при ее движении вверх. Ход стола должен быть равен высоте И слоя j смеси, для того чтобы в конце прессования плоскость модельной пли-1 ты совпала с плоскостью разъема опоки. J
Наиболее широко применяют верхнее прессование и верхнюю подпрессовку форм, так как при нижнем прессовании вследствие попадания формовочной смеси между столом 1 и рамкой 4 быстро изнашиваются трущиеся поверхности. Кроме того, затрудняется переналадка формовочных машин на другой размер опоки. Для полу-; чения заданной плотности формы необходимо подобрать соответствующую высоту наполнительной рамки.
При данных размерах опоки объем наполнительной рамки определяется ее высотой, которую можно найти из равенства массы смеси до и после уплотнения.
Так, высоту наполнительной рамки для опоки без модели определяют из соотношения
(И + h) p0F = НрЕ, (7.3)
откуда
h —Н (р/ро — 1).
При прессовании опоки с моделью высота наполнительной рамки будет
h = (Я - VM/F) (р/р0 - 1), (7.4)
где И — высота опоки; р0 — начальная плотность смеси; р — конечная средняя плотность смеси; Ум — объем модели; F—площадь опоки.
Рис. 7.4. Схема прессования смеси в опоке профильной колонкой: 1 — прессовая траверса; 2 — профильная колодка; 3 — наполнительная рамка; 4 — опока; 5 — смесь; 6 — модель; 7 — модельная плита
74
Существует ряд способов уплотнения смеси прессованием. Для повышения равномерности уплотнения следует применять способы прессования: профильной и многоплунжерной колодками; гибкой диафрагмой; с предварительным профилированием смеси; последовательное прессование.
Сущность этих способов заключается в раздельном уплотнении частей формы в каждом из вертикальных столбов смеси, что обеспечивает большую равномерность уплотнения.
При прессовании профильной колодкой (рис. 7.4) конфигурация колодки близка к контуру модели. Вследствие этого выступы прессовой колодки позволяют почти равномерно уплотнить формовочную смесь на различных высотах.
Высоту уступов профильной колодки для каждого участка модели находят по формуле
х = (1 - р0/р), (7.5)
где HMi— высота модели на i-том участке. '.
После определения высоты всех уступов профильной колодки строят профиль прессовой колодки.
Предварительное профилирование смеси заключается в том, что после засыпки ее в опоку в тех местах, где имеется выступ модели, смесь выгребают, т. е. уменьшают высоту ее слоя над моделью. Предварительное профилирование применяют при использовании плоской прессовой колодки.
Аналогичным образом, также на основании условия о сохранений массы смеси до и после прессования находят высоту уступов профильной засыпки смеси для каждого участка модели.
При прессовании гибкой диафрагмой (рис. 7.5) смесь уплотняется давлением сжатого воздуха, находящегося
Рис. 7;5. Схема прессования смеси в опоке гибкой'диафрагмрй:
/ — модельная плита; 2 — смесь; 3 — модель; 4 — опока; 5 — наполнительная рамка; 6 — диафрагма; 7 — корпус головки
Рис. 7.6. Схема прессования смеси в опоке миогоплуижериой прессовой головкой: / — смесь; 2 — модель; 3 — модельная плита; 4 — опока; 5 — колодка плунжера; 6 — наполнительная рамка; 7 — поршень; 8 — масло; 9 — корпус головки
75
между гибкой резиновой диафрагмой и корпусом головки. Давление прессования в этом случае равно давлению сжатого воздуха в сети р = 0,5-Ю,6 МПа.
Многоплунжерная прессовая головка (рис. 7.6) состоит из множества плунжеров, которые под давлением масла или воздуха независимо друг от друга прессуют формовочную смесь в опоке, что обеспечивает ее равномерную плотность.
7.3. КЛАССИФИКАЦИЯ ПРЕССОВЫХ ФОРМОВОЧНЫХ МАШИН, ИХ КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
Современные прессовые, а также вибропрессовые и прес-сово-встряхивающие формовочные машины по своему конструктивному оформлению бывают либо одноколонные с С-образной станиной, либо четырехколонные.
Одноколонные формовочные машины применяют в том случае, когда давление прессования (давление прессовой колодки на смесь) относительно низкое (/? = 0,3-Ю,5 МПа). Эти формовочные прессовые машины имеют механизмы для предварительного уплотнения встряхиванием или вибрацией. Если давление прессования среднее или высокое (2—4 МПа), то прессовую формовочную машину выполняют четырехколонной. Это обычно прессовые или прессово-встряхи-вающие формовочные автоматы. Прессовые формовочные машины по типу агрегатирования бывают как Однопозиционные, так и многопозиционные. Их выполняют как с нижним, так и с верхним расположением прессового цилиндра.
Машины с расположением прессового цилиндра внизу на станине наиболее распространены. Такие машины по характеру процесса прессования выполняют как с верхним, так и с нижним прессованием.
Машины с верхним расположением прессового цилиндра на траверсе применяют реже. Это объясняется тем, что при значительных размерах опок прессовый цилиндр, особенно пневматический, получается громоздким. Следовательно, данная схема пригодна главным образом для машин с гидравлическим приводом.
Рис. 7.7. Схема многоплунжерных прессовых головок:
а — положение до прессования; б, в — положения в конце процесса прессования; 1 — стол;
2 — модельная плита; 3 — модель; 4 — смесь; 5 — опока; 6 — наполнительная рамка; 7 — колодка; 8 — плунжер
76
Рис. 7.8. Йлунжер активной многоплунжерной прессовой головки
По использованию силы, развиваемой прессовым цилиндром, прессовые машины можно разделить на машины с простым прессовым цилиндром, с мультипликатором и с рычажным механизмом. В современных прессовых формовочных машинах в качестве энергоносителя используется масло под давлением 5—6 МПа; в мультипликаторах (усилителях) и в пневмо-рычажных механизмах — сжатый воздух под давлением 0,6 МПа.
Прессующие элементы прессовых машин могу быть самой разнообразной конструкции: плоская жесткая колодка, профильная колодка, гидропластмассовая колодка, резиновая гибкая диафрагма, многоплунжерная колодка и др.
В большинстве современных прессовых машин прессовая головка выполнена в виде отдельных плунжеров. Рабочие полости плунжеров прессовой головки (рис. 7.7) соединены между собой и образуют единый сообщающийся объем, заполненный маслом. Прессование происходит при движении стола с модельно-опоч-
ной оснасткой и смесью в сторону прессовой головки. В зависимости от степени сопротивления смеси на отдельных участках формы плунжеры изменяют свое положение по высоте, масло при этом перетекает из полости одних плунжеров в полости других, а его давление остается одинаковым, что и обеспечивает равномерную плотность смеси в форме. Такая многоплунжерная головка называется пассивной (рис. 7.7, б). В некоторых прессовых формовочных машинах прессование осуществляется многоплунжерной головкой при неподвижной модель-но-опочной оснастке. Такую прессовую головку называют активной (рис. 7.7, в). Масло под давлением подается в общее для всех цилиндров рабочее пространство над их поршнями, и каждый поршень прессует смесь независимо от других. Иногда поршни объединяют в несколько групп, в каждую из которых можно подавать-масло под различным давлением. В этом случае плунжеры каждой группы выполняю! прессование раздельно по времени. Такое поочередное прессование обеспечивает лучшие условия перетекания смеси и повышает равномерность уплотнения.
На рис. 7.8 представлена конструкция плунжера активной прессовой головки. Плунжер состоит из башмака 1, штока 2, направляющей втулки 3, расположенной в корпусе 4 головки, пружины 5, направляющего пальца 6 квадратного сечения,, неподвижно скрепленного с крышкой 7 корпуса головки. При прессовании масло под давлением поступает по каналу А в полость плунжера и воздействует
77
на торец направляющей втулки 8, сжимая при этом пружину 5. Происходит прессование смеси. Плунжер движется до тех пор, пока сила прессования не уравновесится силой сопротивления смеси.
Пружина 5 служит для возврата плунжера после прессования в первоначальное положение. Палец 6 квадратного сечения предохраняет плунжер от поворота вокруг оси.
Сила'(Н) прессования
Р = (7.6)
Так как размер башмака плунжерной колодки в плане достаточно большой (150 X 150 мм и более), а зазор между моделями 50— 100 мм, то эффективность многоплунжерной головки невысокая. Уменьшение размера башмака до 50—100 мм выполнить конструктивно трудно.
7.4. ПНЕВМАТИЧЕСКИЙ ПРИВОД ПРЕССОВЫХ ФОРМОВОЧНЫХ МАШИН
Пневматический привод прессовой формовочной машины представляет собой обычный пневмоцилиндр большого диаметра, имеющий малый ход (рис. 7.9, а). Делаются попытки.применить пневмоцилиндр со сдвоенным поршнем (рис. 7.9, б), тогда при одном и том же диаметре поршня и давлении воздуха усилие увеличится вдвое. Пневматический привод прессовой формовочной машины, так же как и пневматический привод'любой машины, должен иметь
на входе узел подготовки воздуха, в состав которого входят влаго-отделитель и маслораспылитель. Кроме того, пневматическая фор-
мовочная машина должна быть оборудована контрольно-регулирую-щей аппаратурой (регуляторы давления, реле давления и другие устройства, обеспечивающие необходимое давление в пневмосистеме и защиту пневмопривода от снижения давления).
Регуляторы давления предна-
значены для регулирования и | 4 1/7 т
Рис. 7.9. Схемы поршневых приводов:
а — пневмоцилиндр большого диаметра; 1 —силовой поршень с цилиндром; 2 — подвижная модельная плита; 3 — модель; 4 — смесь; 5 — опока; 6 — опорная плита; б — сдвоенный нневмоцилиидр
Рис. 7.10. Индикаторная диаграмма прессового мехавизма 78
давления контролирует давление сжатого воздуха в системе. В случае снижения давления ниже заданного резко нарушается режим работы формовочной машины, что может привести к браку отливок.
Если в сети, вследствие аварии или разрыва трубы, резко снизится давление, то поднятый поршнем стол с модельно-опочной оснасткой и смесью начнет быстро опускаться, что может привести к несчастному случаю и к поломкам машины. Поэтому на подводящем трубопроводе должны быть установлены обратные клапаны, которые свободно пропускают воздух”в одном направлении и не пропускают в противоположном.
При проектировании приводов прессовых машин, а также в период их эксплуатации используют индикаторные .диаграммы.
Индикаторная диаграмма — это график изменения давления р в полости цилиндра в зависимости от пути s поршня (рис. 7.Ю).
Индикаторные диаграммы снимают с помощью специальных приборов — индикаторов давления, как при стендовых испытаниях машин, так и в период их эксплуатации.
Площадь индикаторной диаграммы — это работа, совершаемая механизмом, записанная в соответствующем масштабе. По площади индикаторной диаграммы и по ее форме не только судят о полезно затраченной работе, нои определяют характер неисправностей в данной машине. Если на вертикальной оси в некотором масштабе отложить путь s поршня, а по горизонтальной —‘Давление р в полости цилиндра, то изображенные на индикаторной диаграмме точки и участки обозначают определенные моменты работы машины. Участок 1—2 соответствует моменту движения поршня, когда устраняется зазор z между прессовой плитой и наполнительной рамкой. Давление в этот период постоянно и равно массе поднимаемых частей машины с полезной нагрузкой и силе трения, отнесенной к площади поршня. Площадь диаграммы (/—да—4—5—1) равна работе трения.
Участок 2—2а соответствует моменту внедрения прессовой колодки в смесь. Некоторое время колодка неподвижна, но давление нарастает. Как только давление станет выше сопротивления смеси, колодка начнет двигаться, и на участке 2а—3 (ход h) давление будет расти до величины рпр по некоторому нелинейному закону. На участке 3—4 прессовый цилиндр переключается на выхлоп до конечного давления ра, и это давление сохраняется до полного перемещения поршня в первоначальное положение (участок 4—5). На участке 5—1 цилиндр опять наполняется воздухом. Ордината $0 означает приведенную высоту вредного пространства, S — полный ход поршня, а ра — атмосферное давление. Работа прессования выражается на индикаторной диаграмме площадью 2—2а—3—За—2, а работа трения — площадью 1—За—4—5. Чем больше работа прессования по отношению к работе трения, тем совершеннее машина.
- Основным параметром прессового механизма является площадь F поршня. Площадь поршня зависит от заданного давления прессования рпр, которое воспринимает смесь со стороны прессовой_колодки,
79
от давления сжатого воздуха в сети р0, от силы трения в поршневой паре R и от массы поднимаемых частей машины Q:
F = (Pnpfon + Q + R)lp0, (7.7)
где Fon — площадь опоки.
В предварительных расчетах принимают массу поднимаемых частей машины с полезной нагрузкой и силой трения (Q + R) — = (0,1-i-0,15) PnpFon, силу трения R == 0.25Q. .
Таким образом, главным фактором, влияющим на размер поршня при заданном давлении прессования, является давление воздуха (масла).
Пример. Спроектировать пневматическую прессовую машину для опок размером 700X 800 мм с давлением прессования рПр = 0,6 МПа при давлении сжатого воздуха р = 0,5 МПа. Определить усилие, развиваемое^пневмоцилиндром, и диаметр поршня.
Площадь опоки FOn = 0,7 X 0,8 == 0,56 м2.
Необходимое усилие прессования
Fnp = ЛшРпр = 0,56 м2-600 кН/м2 = 336 кН.
Принимаем
«» Q + R = 0,15рпрТоп = 50,4 кН.
По формуле (7.6) определяем площадь поршня
f - КН »0.77
500 кН/м2
Диаметр поршня
D = /4F/rt = /4-0,77/3,14 « 1 м.
Из приведенного примера видно, что для заданных условий полученный диаметр поршня слишком велик и по конструктивным данным неприемлем. Целесообразнее в данном случае вместо пневмопривода применять гидропривод с более высоким давлением жидкости. Таким образом, пневмопривод в прессовых формовочных машинах можно применять для уплотнения небольших опок и при невысоком давлении прессования.
7.5. ПНЕВМОГИДРАВЛИЧЕСКИЙ ПРИВОД ПРЕССОВЫХ ФОРМОВОЧНЫХ МАШИН
Для получения повышенных (1—2 МПа) и высоких (2—4 МПа) давлений прессования используют пневмогидравлические усилители или мультипликаторы (рис. 7.11).
В цилиндр 1 под давлением сжатого воздуха из сети подаётся масло из бака 8 (кран 6 открыт, а кран 7 закрыт), которое давит на поршень 2 и поднимает его, перемещая при этом вверх стол с мо-дельно-опочной оснасткой и смесью. По достижении поршнем определенной высоты, соответствующей моменту соприкосновения прессовой колодки со смесью в наполнительной рамке и некоторому ее уплотнению, открывается кран 7 и закрывается кран 6. Воздух из сети попадает в полость 5, давит на поршень 4, который, перемещаясь вниз, оказывает через плунжер 3 давление на масло В цилиН’ 60
Рис. 7.11. Схема пневмогидравлического усилителя (мультипликатора)
дре 1. Так как масло практически несжимаемо, то давление на пор шень 2 увеличится пропорционально отношению площадей поршня 4 и плунжера 3. Плунжер 3 погрузится в масло на небольшую высоту. Объем масла, вытесненного плунжером при погружении, будет равен дополнительному объему, который получится в результате дальнейшего движения смеси в наполнительной рамке и окончательного ее уплотнения. Таким образом, конечное давление масла
рк (nd2/4) = р0 (лО2/4) или
рк = р0 (D2/d2) = Vo- (7-8)
где р0 — начальное давление масла, равное давлению воздуха в магистрали; d — диаметр плунжера; D — диаметр вспомогательного цилиндра; ky — коэффициент усиления, ky — D2/d2.
Усилие прессования
Т’пр = РК W/4) - poky (лПГ/4). ' (7.9)
Пневмогидравлические усилители рациональнее применять при небольших по высоте перемещениях стола машины.
Пневмогидравлический привод без усилителя нашел также широкое применение в литейных машинах, например в механизмах поворота стола формовочных машин, в кантователях, механизмах протяжки модели и т. д. Главное его преимущество в том, что применение масла в качестве рабочей жидкости обеспечивает плавность операции и точность остановки. Кроме того, не требуется насосной станции, что делает этот привод простым и надежным в эксплуатации.
81
7.6. ГИДРАВЛИЧЕСКИЙ ПРИВОД ПРЕССОВЫХ ФОРМОВОЧНЫХ МАШИН
С целью уменьшения габаритных размеров машины и повышения плавности хода стола очень часто в прессовых формовочных машинах применяют индивидуальный гидропривод с давлением масла 5—10 МПа.
Гидропривод прессовой формовочной машины состоит из гидронасоса 1, гидроцилиндра 2 и системы маслопроводов 3 (рис. 7.12, а).
Работа гидропривода прессовых формовочных машин характеризуется переменной нагрузкой в процессе рабочего цикла. После включения гидропривода прессовая плита сначала проходит свободный участок sx без внешнего сопротивления, а затем производит прессование на глубину sn. При прохождении участка привод не испытывает большого сопротивления. Только в конце процесса ! уплотнения нагрузка резко увеличивается, давление в гидросистеме и мощность, развиваемая приводом, также возрастают. Процесс уплотнения заканчивается, когда давление в системе и мощность достигнут номинальных значений. Продолжительность процесса прессования для данного случая
t = s/v = (sx + sn) F/(QHno). (7.10)
где v — скорость движения прессовой колодки; F — площадь поршня; QH — объемная подача насоса; т]0 — объемный КПД, г)0 = 0,8ч-0,9.
Мощность привода N =pBQB, как это видно на схеме (рис. 7.12, б), ' на большей части пути прессования используют незначительно (заштрихованная область характеризует неиспользованную мощность привода). Для повышения коэффициента использования установленных мощностей применяют схемы с несколькими ступенями
Рис. 7.12. Схема гидропривода прессовой формовочной машины (а) и нагрузочный график (б)
82
б) s
Рис. 7.13. Схема гидропривода прессовой формовочной машины с двуми насосами: 1 — насос низкой производительности; 2 — насос высокой производительности; 3 — система управления; 4 — бак для масла; 5 — гидроцилиндр; 6 — стол формовочной машины или прессовая плита
Рис. 7.14. Характеристики работы гидропривода прессовой формовочной машины с двумя насосами:
а — степень использования мощности насосов; 6 — скорость прессовой плиты в зависимости от пути перемещения
изменения скорости. Когда нагрузка мала, скорость рабочего органа увеличивают, а при увеличении нагрузки скорость уменьшают. Таким образом, мощность привода в начале прессования повышается вследствие увеличения скорости прессования. Такое регулирование скорости обеспечивается приводом с двумя насосами разной подачи (рис. 7.13).
У насоса 2 большая подача Qb2 и низкий напор р1г а у насоса 1 — малая подача QH1 и высокий напор р2. Сначала в прессовый цилиндр площадью F подают жидкость оба насоса, сообщая высокую скорость Uj (м/с) прессовой плите (см. рис. 7.14, б):
fl = (Qhi + Qb2) ЧоА (7.11)
где т]01 — объемный КПД насосов при совместной работе на первом участке прессования; F — площадь прессового поршня.
С такой скоростью плита пройдет путь sx (рис. 7.14, а). При достижении напора рг насос 2 (см. рис. 7.13) отключится на слив. Дальнейшее прессование на пути s„ до конечного напора р2 осуществляется только насосом 1 с меньшей скоростью (рис. 7.14, б):
va = (Qsi/F) Лог, (7-12)
где т]02 — объемный КПД насоса 1 на втором участке прессования.
83
При такой работе привода степень использования его повышается (заштрихованная область на рис. 7.14, а составляет небольшую часть площади над кривой нагрузки в отличие от такой же области на рис. 7.12, б). В этом случае продолжительность процесса прессования также уменьшается:
^2 = M7[(Qal “Ь Qh2) "noil + ^/((ЗнгПог). (7-13)
Минимальная продолжительность процесса достигается в том случае, если напор и подача насосов выбраны из условия
X = [Qhi/(Qhi + Qh2)] (П1Л12) = Pi/Pt = 0,14-0,2. (7.14)
Существуют также насосы, у которых напор и подача регулируются плавно по закону
PhQh = const. (7.15)
При малом напоре насос развивает высокую подачу (начало прессования), а при повышении напора подача насоса, а значит, и скорость прессовой плиты уменьшаются.
Пример расчета гидропривода прессовой формовочной машины. Исходными данными для расчета параметров машины являются: размер опок, продолжительность прессовгшия, продолжительность обратного хода, масса поднимаемых частей, зазор между прессовой плитой и опокой, начальная и конечная плотность смеси.
При проектировании определяют площадь плунжера (поршня), конечное давление прессовании, подачу насосов, мощность приводного электродвигатели и выбирают тип насосов.
1. Наиболее важным параметром при расчете ивляетси давление рПр в конце процесса прессовании, которое обеспечивает заданную плотность р формы.
Подставлии в одно из уравнений прессовании, например р = р0 + ср^5, значения плотности — начальной ри и конечной р, находим рПр-
2. Площадь поршни определием по формуле (7.6).
Давлением рабочей жидкости в гидросистеме обычно задаютси в пределах 5— 10 МПа.
Полученное значение площади поршня (диаметра) округляют до ближайшей величины по ГОСТ 6540—68.
3. Ход прессового стола
S = Sx + йо> где Sx — зазор между прессовой плитой и опокой; Лд — высота наполнительной рамки.
Высоту наполнительной рамки находим по формуле (74).
4. Если времи t рабочего хода задано (обычно оно задается циклограммой), то подачу насоса (м3/с) определием по формуле
<2н = sF/(/r]0), а скорость движении прессовой плиты по формуле v = sit.
5. Мощность привода насоса
N = рн(?н, где рн = (1,1-*-1,2) р — давление насоса.
По полученным значениим рн, <?н, N из каталогов выбираем тип насоса и электродвигатель" к нему.
Расчет гидропривода с двуми насосами проводит аналогично.
7.7. КОНСТРУКЦИИ ПРЕССОВЫХ ФОРМОВОЧНЫХ МАШИН
Прессовая формовочная машина мод. ПФ-5. На рис. 7.15 представлена схема пневматической поршневой прессовой формовочной машины ПФ-5 челночного типа с нижним прессованием. 84
Машина предназначена для изготовления полуформ сравнительно малой высоты. Верхние 1 и нижцие 7 траверсы соединены колонками 6 и гайками 2 в замкнутую жесткую раму. Нижние траверсы установлены на фундаменте. Прессовый цилиндр 8 жестко соединен с нижними траверсами и горизонтальными направляющими балками 5, на которых смонтирована пара направляющих рельсовых путей 4 для перемещения столов 3 и 17. Поршень 9 скреплен с промежуточным столом 10, на который опираются два пустотелых стакана 12 подвижных столов. Перемещение столов 3 и 17 осуществляется пневмоцилиндрами 19. Опока 16 и наполнительная рамка 14 фиксируются направляющими штырями 15.
При подаче сжатого воздуха под прессовый порйиень 9 промежуточный стол 10 совместно со стаканами 12, модельной плитой 13 и моделью движутся вверх. Происходит перемещение формовочной смеси из наполнительной рамки 14 в опоку 16, т. е. прессование.
По окончании прессования подвижной стол 3 с полуформой уходит вниз, и стол садится на рельсы 4. Подвижный стол продолжает, опускаться, извлекая при этом модель из готовой полуформы.
После протяжки модели стол 3 уходит влево, готовая полуформа снимается, за это время стол 17 с опокой 16 и смесью устанавливается на позицию прессования и протяжки модели. Далее цикл повторяется. В то время, когда формовщик снимает готовую полуформу ^8 с правого стола, обдувает модель, устанавливает на него опоку и засыпает смесь, на левом столе прессуется вторая полуформа. Плотность формы регулируют путем изменения высоты слоя смеси. Для этих целей служат специальные упорные болты (на схеме не показаны), ограничивающие положение модельной плиты 13 по отношению к наполнительной рамке.
85
В зависимости от высоты опок верхняя траверса 1 может перемещаться вверх или вниз с помощью гаек 2. Ход прессовой плиты регулируется гайками 11. Величину хода прессования устанавливают с таким расчетом, чтобы плоскость модельной плиты при прессовании не доходила до плоскости лада опоки на 0,2—0,3 мм во избежание образования заливов по разъему спаренных опок.
Формовочно-прессовый пневморычажный автомат. На рис. 7.16 показан формовочный однопозиционный автомат, предназначенный для изготовления литейных форм из песчано-глинистых смесей в опоках 600 x 900 мм и высотой 175—250 мм методом верхнего прессования с давлением 4 МПа. Усилие, развиваемое прессом, равно 1980 кН, производительность 180 полуформ в час.
На' нижней плите 1 пресса установлены четыре квадратные колонны 9, на которых сверху смонтирована плита 11. На верхней плите крепится пневматический цилиндр 13, шток 14 поршня которого соединен с рычажным механизмом 10. Нижние концы рычагов
механизма 1U шарнирно соединены
Рис. 7.16. Схема устройства и работы
с подвижной плитои о. па круглых колоннах 6, движущихся в направляющих верхней и нижней плит, укреплена наполнительная рамка 5. Механизм перемещения наполнительной рамки, расположенный в верхней плите, состоит из двух рабочих цилиндров 12' и двух цилиндров обратного хода (на схеме не показаны), штоки поршней которых через зубчатую передачу (на схеме не по
формовочно-прессового автомата
86
казаны) связаны кинематически с колоннами 6. В. нижней плите 1 размещены механизмы протяжки 2, обдува и опрыскивания модели. С нижней плитой 1 пресса стыкуется основание 21, на котором установлен бункер 15, Под бункером расположен коробчатый дозатор 16, который перемещается горизонтально по опоре 17 пневматическим цилиндром 19. На основании расположен ресивер 22 для питания сжатым воздухом главного цилиндра прессования 13. Под цилиндром 19 привода дозатора установлен цилиндр 20, служащий для выкатывания из автомата модельной плиты при ее замене.
При работе автомата опока 4 проталкивается толкателем по полозьям наполнительной рамки 5. Одновременно модельная плита 3 обдувается и опрыскивается. Рабочие цилиндры 12 опускают колонны 6 с наполнительной рамкой 5, и опока ложится на модельную плиту 3, центрируясь по штырям (схема 11). Верхний уровень наполнительной рамки 5 оказывается ниже дозатора 16. Дозатор, заполненный смесью, штоком поршня цилиндра 19 перемещается в положение над наполнительной рамкой. При этом шибер 18, соединенный с дозатором 16, закрывает бункер. Смесь из дозатора пересыпается в опоку и наполнительную рамку, а дозатор с остатком смеси возвращается в исходное положение. Сжатый воздух направляется в верхнюю полость прессового цилиндра 13, и шток его поршня рычажным механизмом 10 опускает подвижную плиту 8. Прессовая плита 7 входит в наполнительную рамку и уплотняет смесь (схема Ill).
Шток прессового поршня жестко соединен с системой рычагов типа двойного рычага Эйлера. При движении штока вниз рычаги 10 расходятся в стороны, а рычаги, соединенные с плитами 8 и 11, поворачиваются, занимая вертикальное положение. Соответственно увеличивается усилие, передаваемое на прессовую плиту, т. е. передаточное отношение, которое в конце хода достигает значения 1 : 10.
Давление прессования можно уменьшать путем повышения давления в штоковой полости цилиндра 13 в момент прессования. Для плавной остановки прессового поршня в крышках его цилиндра установлены дроссельные клапаны 23 и 24.
_При обратном ходе прессового поршня плита 8 поднимается, штыри протяжного механизма 2, двигая вверх полумуфту, вытягивают модель. Специальные цилиндры, расположенные на верхней плите (на схеме не показаны), поднимают наполнительную рамку 5, вместе с ней полуформа перемещается в исходное положение.
Автомат широко применяют для изготовления литейных форм в массовом производстве.
Автомат с рычажно-усилительным механизмом работает надежно и бесшумно. Однако наряду с преимуществом он обладает недостатками. Один из них — невозможность получения форм деталей со значительным перепадом высот. Этот недостаток устранен в модификации автомата, где прессование плоской колодкой заменено многоплунжерной дифференциальной колодкой.
87
ГЛАВА 8. ВСТРЯХИВАЮЩИЕ И ВСТРЯХИВАЮЩЕ-П^ЕССОВЫЕ ФОРМОВОЧНЫЕ МАШИНЫ
8.1. ФИЗИЧЕСКИЕ ОСНОВЫ УПЛОТНЕНИЯ ПЕСЧАНЫХ ФОРМ ВСТРЯХИВАНИЕМ
При уплотнении смеси на встряхивающей формовочной машине (рис. 8.1, а) рабочий стол 2 с поршнем вместе с лежащими на нем модельной плитой 3, моделью 4, опокой 5 и смесью 6 под действием сжатого воздуха, поступающего через окно А, поднимается на некоторую высоту h = 504-80 мм (рис. 8.1, б), где автоматически открываются выхлопные окна. После выхлопа воздуха через окно- Б стол под действием силы тяжести падает и ударяется о станину 1; скорость стола, а также скорость модельно-опочной оснастки снижается до нуля, в то время как формовочная смесь в опоке, продолжая двигаться вниз по инерции, уплотняется. Кинетическая энергия, полученная смесью во время ее движения вниз, переходит в работу уплотнения.
Таким образом, режим уплотнения смеси на встряхивающих машинах характеризуется следующими факторами: скоростью стола до и после удара; жесткостью удара (определяется жесткостью упругой прокладки между станиной и столом); числом ударов, необходимых дйя уплотнения одной полуформы при заданных физико-механических свойствах смеси.
Скорость стола в момент удара для обычных встряхивающих формовочных машин лежит в пределах и = 0,8-?-1,0 м/с, а для машин с амортизацией ударов v = 0,54-0,6 м/с. При скоростях меньше ука-'занных возникающие в уплотняемой форме из песчано-глинистой смеси силы инерции не мопут уплотнить смесь до технологически необходимой плотности. Увеличение скоростей удара выше рекомендуемых приводит к значительным ударным нагрузкам и к быстрому разрушению машины, а также к уровню шума выше допустимых норм (санитарная норма уровня шума — менее 80 дБ).
Для получения плотной формы необходимо, чтобы энергия удара максимально переходила в работу уплотнения смеси, а это возможно, если удар будет достаточно жестким.
Между жесткостью с упругой прокладки, ее площадью F и высотой h существует зависимость
с = EyFlh, (8.1)
где Еу — модуль упругости материала прокладки.
Рассмотрим влияние числа ударов стола формовочной машины и частоты ударов на процесс уплотнения встряхиванием.
Очевидно, что чем большее число ударов п сделает стол формовочной машины, тем форма будет плотнее, так как будет произведена большая работа
А = riQc^n, (8.2)
где т] — коэффициент использования энергии сжатого воздуха, для встряхивающих формовочных машин т] = 0,34-0,7; Qg — масса фор? мовочной смеси; h — высота подъема стола.
88
Рис. 8.1. Схема встряхивающего механизма без амортизации ударов
Обычные пневматические встряхивающие формовочные машины на уплотнение одной формы затрачивают 20—80 ударов.
Не менее важное значение при использовании встряхивающих формовочных' машин имеет
без амортиза-
частота ударов. Так, встряхивающие механизмы
ции ударов делают примерно 100—120 ударов в минуту, а с амортизацией 500—600 ударов в минуту. Скорость стола и частота
ударов при встряхивании зависят как от количества сжатого воздуха, подводимого к машине, так и от его давления. Плотность смеси в форме при уплотнении встряхиванием распределяется неравномерно. Около модельной плиты смесь более уплотнена, чем в верхней части формы. Верхние слои формы совсем не уплотняются. Такое распределение плотности происходит потому, что при ударе каждый вышележащий слой воздействует на нижележащий. При одном и том же ускорении стола и модельной плиты прилегающий к модельной плите слой будет испытывать максимальную силу инерции (вся масса смеси), а на слой, расположенный близко от поверхности, будет действовать малая сила (малая масса смеси). Чем больше высота уплотняемой формы, тем лучше и быстрее уплотняются нижние слои формы. Это одно из важнейших преимуществ встряхивания перед прессованием.
К недостаткам встряхивания следует отнести длительность процесса, значительный шум во время работы, неуплотнение верхних слоев смеси в форме. Чтобы избежать этих недостатков или некоторых из них, в современной практике встряхивающие механизмы конструктивно выполняют в комбинации с механизмами допрессовки.
8.2. КЛАССИФИКАЦИЯ, УСТРОЙСТВО И РАБОТА ВСТРЯХИВАЮЩИХ МЕХАНИЗМОВ
Основным узлом встряхивающей формовочной машины является встряхивающий механизм. Встряхивающие механизмы подразделяют по следующим признакам: по роду привода, по степеням свободы, по характеру рабочего процесса, по типу распределения воздуха.
По роду привода встряхивающие механизмы делят на пневматические и электромеханические. Благодаря простоте управления, надежности и безопасности в эксплуатации чаще всего применяют пневматические встряхивающие механизмы. В пневматическом механизме энергия сжатого воздуха преобразуется в работу уплотнения смеси только частично. Большая же часть энергии при ударе столом поглощается станиной, фундаментом и т. д. Встряхивающие механизмы, у которых удар непосредственно передается на фундамент, называют машинами без амортизации ударов (см. рис. 8.1). Большое
89
Рис. 8.2. Схема встряхивающего механизма с амортизацией ударов
накапливается, а в период Это позволяет за относител
распространение получают машины с амортизацией ударов.
Машина с амортизацией ударов имеет под станиной (или ударником) упругие элементы, например пружины, пневмобаллоны, в результате сжатия которых в период впуска воздуха энергия опа преобразуется в работу удара, юроткое время ввести в цилиндр
большее количество энергии, а значит, и обеспечить значительно большую полезную работу, т. е. повысить мощность встряхивающего механизма.
Большинство современных встряхивающих механизмов с амортизацией ударов выполняют в комбинации с прессовыми механизмами. Такие встряхивающе-прессовые механизмы работают в Нескольких режима?: встряхивание с последующим прессованием; встряхивание с одновременным прессованием; встряхивание с последующим одновременным встряхиванием и прессованием.
Схема встряхивающёго механизма с амортизацией ударов представлена на рис. 8.2, а. Стол-поршень 4 вместе с лежащей на нем модельио-опочной оснасткой опирается на цилиндр-ударник 3. Цилиндр-ударник через пружину 2 (или несколько пружин) покоится на фундаментной плите 1.
При работе встряхивающего механизма (рис. 8.2, б) сжатый воздух через окно А поступает в полость П цилиндра-ударника 3, в результате стол-поршень 4 вместе с модельно-опочной оснасткой и смесью поднимается вверх, а цилиндр-ударник 3, сжимая пружину 2, движется вниз. После переключения воздуха на выпуск через окно Б воздух из полости П цилиндра-ударника 3 уходит в . атмосферу, стол-.поршень 4 движется вниз, а цилиндр-ударник 3 под действием энергии сжатой пружины — вверх; при их ударе смесь уплотняется.
Энергия удара в этом механизме, так же как и в предыдущем, не передается на фундамент. По этой причине такие машины часто называют безударными.
По характеру рабочего процесса встряхивающие механизмы бывают с отсечкой и без расширения воздуха, с отсечкой и с расширением воздуха, без отсечки и расширения воздуха.
Механизм, в котором после закрытия впускных отверстий (отсечка воздухоподачи) мгновенно открываются выпускные отверстия, называют механизмом с отсечкой и без расширения воздуха. Механизм, в котором после закрытия впускных отверстий выпускные открываются после прохождения поршнем некоторого пути, называют механизмом с отсечкой и расширением воздуха, а этот участок пути — ходом расширения.
90
Рис. 8.3. Встряхивающий механизм с распределением воздуха перекидным двухседельным клапаном:
а — нижнее положение поршня; б — верхнее положение поршня; Лв — ход встряхивания; hi — ход предварения впуска
В механизмах без отсечки и расширения воздуха в рабочую полость цилиндра из сети непрерывно подводится сжатый воздух. При подъеме поршня-стола выше выхлопных окон происходит выхлоп. Вследствие выхлопа давление воздуха в рабочей полости снизится настолько, что стол под действием силы тяжести начнет двигаться вниз, и произойдет удар его о станину. Как видно, в данном механизме отсутствует отсечка воздуха и его расширение.
Встряхивающие механизмы без отсечки и расширения неэкономичны, но просты в эксплуатации.
По типу распределения воздуха встряхивающие механизмы бывают; с поршневым, клапанным и золотниковым механизмами.
Поршневое распределение воздуха во встряхивающем механизме осуществляется движением поршня, который во времы работы открывает или закрывает впускные или выпускные отверстия (см. рис. 8.1). Механизмы с таким распределением воздуха широко применяют благодаря их простоте и надежности в работе; недостаток — невозможность регулирования высоты встряхивания.
На рис. 8.3 приведен пневматический встряхивающий механизм с распределением воздуха перекидным двухседельным клапаном. Нижняя тарелка 7 клапана (рис. 8.3, а) открывает отверстие, по которому сжатый воздух входит во встряхивающий цилиндр. Верхняя тарелка 6 клапана открывает выхлопное отверстие, сообщающее Встряхивающий цилиндр с атмосферой. В нижнем положении встря-
91
хивающего поршня 3 клапан под действием давления сжатого воздуха находится в верхнем положении. Выхлопное отверстие закрыто, а отверстие для впуска воздуха открыто. Встряхивающий поршень 3 со столом поднимается. По мере подъема встряхивающего стола за ним следует плунжер 2, находящийся в клапане. Этот плунжер перемещается вверх под действием давления сжатого воздуха на его нижний торец. Плунжер 2 все^время. упирается верхним торцом в регулирующий винт 1, ввернутый во встряхивающий стол.
Когда встряхивающий поршень пройдет путь наполнения 7^, сжатый воздух по нижнему каналу в плунжере поступит в пространство 4 над поршнем 5 клапана, и клапан опустится в нижнее положение, закрыв впускное отверстие и открыв отверстие для выхлопа. При ходе встряхивающего стола вниз (рис. 8.3, б) выхлопное отверстие будет открытым до тех пор, пока до конца хода не останется некоторое расстояние h2 (предварение впуска), при котором пространство 4 над поршнем 5 клапана сообщится с атмосферой через верхний канал в плунжере. В этот момент воздух из пространства 4 уйдет в атмосферу, и клапан снова поднимется в верхнее положение, закрыв выхлопное и открыв впускное отверстие.
Данное распределение воздуха легко регулируется перемещением регулирующего винта 1. При ввертывании винта в корпус зазор между его головкой и плунжером 2 увеличивается, а высота встряхивания уменьшается, и наоборот.
8.3. ПРОИЗВОДИТЕЛЬНОСТЬ И МОЩНОСТЬ ВСТРЯХИВАЮЩИХ МЕХАНИЗМОВ
Производительность формовочной машины зависит от суммарного времени изготовления формы. Это суммарное время включает основное время — время уплотнения формы — и вспомогательное, затрачиваемое на дозировку или просто засыпку смеси, протяжку модели, кантовку полуформы, установку и съем опоки. Наиболее длительной и вместе с тем наиболее ответственной технологический операцией является операция уплотнения смеси. На автоматических формовочных машинах эти операции часто выполняются одновременно на разных позициях. И тем не менее уменьшение во времени наиболее длительных операций при формовке —- одна из важнейших задач интенсификации производства. Сказанное в первую очередь относится к интенсификации процесса уплотнения встряхиванием.
Если обозначить буквой А суммарную работу, затраченную на уплотнение полуформы за время Т, то выражение
N = А/Т (8.3)
Представляет собой среднюю мощность встряхивающего механизма. Время уплотнения одной полуформы можно представить как
Т = nt, (8.4)
где п — число ударов стола на одну полуформу; t — длительность времени от удара до удара, с, 92 .
Тогда, подставляя зависимости (8.2) и (8.4) в уравнение (8.3), имеем
N = 'nQc/i®, (8.5)
где <в = lit — частота ударов встряхивающего механизма.
Из формулы (8.5) видно, что мощность встряхивающего механизма зависит от высоты и частоты встряхивания.
Большинство встряхивающих механизмов для изготовления средних и мелких полуформ (размер стола не более 1000 X 800 мм) — механизмы с поршневым воздухораспределением. Эти механизмы нерегулируемые по высоте встряхивания h и частоте ударов К параметрам, влияющим на h и относятся давление и количество подаваемого в полость цилиндра сжатого воздуха. Так как расчет встряхивающих механизмов ведут на максимальное давление в сети (р = 0,6 МПа), то регулировать можно уменьшением высоты и частоты встряхивания путем дросселирования на входе.
Повышение мощности встряхивающих механизмов с поршневым воздухораспределением, т. е. увеличение высоты встряхивания и частоты ударов стола, возможно только путем увеличения количества воздуха, подаваемого в полость цилиндра за единицу времени, т.; е. уменьшением длины и увеличением диаметра воздухоподводящего трубопровода, а также снижением местных сопротивлений. Чем меньше длина трубопровода и больше его диаметр и чем меньше поворотов и число элементов запорной арматуры на трубопроводе, тем лучше будет работать встряхивающая формовочная машина.
Сказанное в полной мере относится и к встряхивающим механизмам с клапанным воздухораспределением, хотя в них предусмотрена возможность регулирования высоты h встряхивания. Однако с увеличением h у этих механизмов падает и для ее повышения также необходимо обеспечить подачу в машину за то же время наибольшее количество воздуха.
8.4. ИНДИКАТОРНАЯ ДИАГРАММА ВСТРЯХИВАЮЩЕГО МЕХАНИЗМА
Различают индикаторную и эффективную мощность встряхивающего механизма. Индикаторная мощность —• мощ-
ность, развиваемая внутри цилиндра. Эффективная мощность N9 —• мощность, передаваемая модельно-опочной оснастке и смеси; она меньше индикаторной на величину потерь на трение и противодавление воздуха NT в момент удара (предварение впуска):
Na = Nt -
Для определения N3, и NT на практике используют метод индикаторных диаграмм.
Рассмотрим индикаторную диаграмму встряхивающего механизма без амортизации ударов, рабочий процесс которого протекает с отсечкой воздуха и без расширения (рис. 8.4).
По вертикальной оси отложено абсолютное давление воздуха в полости цилиндра, по горизонтальной оси — ход поршня s и ха —
93
Рис. 8.4. Индикаторная диаграмма встряхивающего механизма
высота «вредного» пространства. Рассмотрим индикаторную диаграмму установившегося процесса. Линия 1—2 -— движение поршня .от н. м. т. вверх (ход впуска) при давлении воздуха, равного давлению в магистрали рм, линия 2—3 — движение поршня вверх при выпуске воздуха из цилиндра в атмосферу. Линия 3—4 — движение поршня вниз и продолжение выпуска воздуха в атмосферу. Линия 4—5 — движение поршня вниз при атмосферном давлении воздуха р.л в цилиндре. Линия 5—1 — впуск сжатого воздуха в цилиндр при движении поршня вниз (ход предварения впуска).
Площадь ft, образованная точками 1—2—3—З'-^Г—1 индикаторной диаграммы, — это полная удельная работа (на 1 см2 площади поршня) сжатого воздуха за цикл или индикаторная работа.
Индикаторная работа встряхивающего механизма
Nt = fiFnKnl{^ppPs).
Площадь образованная точками 1—5—4—3—3'—1'—1 индикаторной диаграммы, — это работа, затраченная на трение и противодавление воздуха при впуске:
— fiFfiKn/(bOppps],
где Цр, р» — масштабы соответственно давления и пути; Кп — постоянная планиметра (прибора для измерения площадей).
Эффективная работа встряхивающего механизма
= (/?-/< )ГпКп/(60рРМ-
На индикаторной диаграмме эффективная работа определяется заштрихованной площадью, образованной точками 1—2—3—4—5—1. Если эту работу разделим на длительность цикла, то получим эффективную мощность.
Таким образом, чем больше заштрихованная площадь на индикаторной диаграмме, тем при прочих равных условиях мощность механизма больше.
На практике с помощью индикаторных диаграмм определяют не только мощность встряхивающего механизма, но и характер его неисправностей. Например, если требуется увеличить энергию единичного удара, то нужно: несколько уменьшить величину воздушной 94
Рис. 8.5. Йзменеиие эффективной мощности встряхивающего механизма в зависимости от безразмерной нагрузки
подушки, т. е. предварительный впуск воздуха осуществить в точке 5' (см. рис. 8.4); на выхлопе установить дроссель, обеспечивающий медленный выпуск воздуха, а следовательно, обеспечить ' расширение воздуха. Тогда остановка поршня будет не в точке 3,
а в точке 3", высота встряхивания увеличится, а значит, увеличится и энергия удара. На мощность встряхивающего механизма,
помимо трения и противодавления воздуха в цилиндре, решающее влияние оказывает величина полезной нагрузки. На рис. 8.5 представлен график изменения эффективной мощности Ne от безразмерной нагрузки
П = P/(PmF)-, здесь Р — внешняя нагрузка (поршень со столом, модельно-опочная оснастка со смесью), Н; рм — давление воздуха в магистрали, Па; F — площадь поршня, м2.
Максимальная эффективная мощность Ne лежит в пределах безразмерной нагрузки т]0ПТ = 0,6 4-0,8. Из рис. 8.5 видно также, что незначительное увеличение нагрузки свыше т]0ПТ приводит к резкому падению мощности и даже к остановке машины (Ne = 0).
8.5. РАСЧЕТ ВСТРЯХИВАЮЩИХ МЕХАНИЗМОВ С ПОРШНЕВЫМ ВОЗДУХОРАСПРЕДЕЛЕНИЕМ
Исходные данные для расчета:
. а) расчетная схема встряхивающего механизма~(рис. 8.6);
б) исходные параметры (табл. 8.1) стандартного ряда опок для встряхивающих с амортизацией механизмов формовочных автоматов (по данным ВНИИЛИТмаша);
в) безразмерные оптимальные конструктивные параметры встряхивающих механизмов с амортизацией и поршневым воздухораспределением (табл. 8.2). В табл. 8.2 приведены четыре варианта безразмерных параметров встряхивающего механизма, имеющих нримерно одинаковую эффективность по £ или X. Расчет можно вести по любому варианту, ность и относительно
Механизмы по вариантам 3 и 4 имеют большую быстроход-слабый ударный импульс. Механизмы по вариантам 1 и 2 ' имеют более мощный удар и относительно, низкую быстроходность. Первая строка каждого порядкового номера относится к режиму «чистого» встряхивания, а вторая — к режиму встряхивания с одновременным прессованием. Давление сжатого воздуха и соответственно атмосферного принимают согласно ГОСТ 7020—75 рм = 700 кПа, ра = Ю0 кПа. Технологическая суммарная скорость стола находится в пределах v — 0,5-е- 0,7 м/с. Суммарную скорость До = 0,5 м/с принимают в случае низкопрочных смесей (оСж= 54-60. кПа) и До = 0,64-0,7 м/с при Осж = 1504- 200 кПа.
Рис. 8.6. Расчетная схема встряхивающего механизма с поршневым воздухораспределением
95
Таблица 8.1
Исходные параметры для расчета встряхивающих механизмов
Параметры Обозначение Размер полуформы, мм
500Х 400Х .Х200 600Х 500Х Х250 800Х 700Х Х300 1000Х 800Х Х350 1200Х X 1000Х Х400 V 1
Грузоподъемность (при р = z = 0,6 МПа), кг Q 200 400 700 1200 2000
Масса поднимаемых при встряхивании частей машины, кг м0 Г20 200 500 600 1000
Общая масса, поднимаемая при встряхивании, кг 320 600 1200 1800 3000
Таблица 8.2 J
„Безразмерные конструктивные параметры встряхивающих механизмов
Xs варианта и Q X П а ^вх '‘вых £ ДС Ат
1 7,0 2,75 0,28 0,58 0,73 0,12 1,18 1,30 0,259 10,464 0,406 1,57
1,13 1,25 0,315 0,565 0,385 1,22
2 5,63 4,16 0,38 0,66 0,75 0,12 1,24 1,35 0,265 0,451 0,501 1,90
1,09 1,20 0,240 0,410 0,419 1,96
3 8,13 5,28 0,24 0,32 0,64 0,11 1,09 1,20 0,251 0,529 0,334 1,33
1,15 1,25 0,289 0,610 0,358 1,24
4 7,25 5,94 0,21 0,41 0,71 0,15 1,20 1,35 0,246 0,456 0,339 1,38
В расчете принимают безразмерные величины из табл. 8.2 (по любому варианту) U, й, х, у, Г], а, йвх, йвых> £. Д£> Дт, а также значение из табл. 8.1
в соответствии с заданным размером опоки:
1) площадь (м2) встряхивающего поршня
F = Л41/[(т] — palpm) Рм1;
2) высота (м) «вредного» пространства
х0 = А»2 (Л — Ра/Рм)/(й12)>
где g — ускорение свободного падения, м/с2;
3) ширина (диаметр) (м) впускного и выхлопного окон
Йвх = Йвых = owe;
4) координата иижией кромки впускного окна (м)
Д1 = йвх^>;
5) координата иижией кромки выхлопного окна (м)
Д2 = ЛвыхЛ«;
6) эффективное проходное сечение впуска (м2)
f9 = (i/F/760) /pMF^g/A4i;
96
7) диаметр (м) воздухоподводящего трубопровода (р = 0,3)
d= /4/эв/(лр);
8) диаметр (м) выхлопного трубопровода (р = 0,3)
= if 4/эвй/(лрв);
9) суммарная жесткость (Н/м) пружин амортизации с = УРмР/ха-,
10) интервал (с) между двумя соударениями
М = Ат /MiX0l(pwFg) ;
11) частота ударов (Гц)
п = 1/(Д/);
12) масса ударника, кг
Мг = xMi,
13) показатель эффективности, Н
Z = РмК.
8.6. РЕГУЛИРОВАНИЕ СТЕПЕНИ УПЛОТНЕНИЯ ФОРМОВОЧНОЙ СМЕСИ И РЕЖИМОВ РАБОТЫ НА ВСТРЯХИВАЮЩИХ ФОРМОВОЧНЫХ МАШИНАХ
Качество формы во многом зависит от ее плотности. Плотность форм в процессе их изготовления все время должна быть постоянной. Однако давление воздуха в сети значительно колеблется; свойства смеси (зерновой состав, влажность и пр.) также изменяются в широких пределах. Все эти факторы приводят к тому, что средняя плотность форм за одно и то же время уплотнения может резко меняться.
Для регулирования плотности форм в процессе их изготовления предложены авторегуляторы различных способов. Наиболее известные из этих способов основаны на определении плотности: по числу ударов; по времени встряхивания; по электросопротивлению смеси; по сопротивлению, оказываемому уплотненной смесью вращающимся в ней плужкам и др. Большинство из этих способов авторегулирования не нашли практического применения. .
При регулировании степени уплотнения числом ударов на формовочной машине устанавливают счетчик ударов, который при достижении заданного числа ударов останавливает машину. Число ударов подбирают опытным путем.
При регулировании степени уплотнения по времени встряхивания на воздухоподводящей линии машины устанавливают электрическое или пневматическое реле времени, которое по истечении заданного времени перекрывает подачу сжатого воздуха в полость цилиндра, и встряхивание прекращается.
Регулирование степени уплотнения по числу ударов и по времени встряхивания относится к косвенным способам. Способы, при которых непосредственно определяется плотность смеси в процессе ее уплотнения, называют прямыми..
4 Матвеенко И. В. и др.
97
Рис. 8.7. Схема прибора Для непосредственного замера плотности формы в процессе уплотнения
Рассмотрим прямой способ регулирования степени уплотнения смеси по сопротивлению внедрения вращающихся плужков (рис. 8.7). На модельной плите 4 жестко закрепляется регулятор плотности 3, который устроен таким образом, что при каждом ударе его верхняя часть (колпачок) 1 поворачивается на небольшой угол. На колпачке имеется два плужка 5, которые могут свободно поворачиваться, если смесь 2 слабо уплотнена. Как только сопротивление смеси про-
ворачиванию плужков возрастет настолько, что колпачок остановится, автоматически произойдет отключение сжатого воздуха, питающего встряхивающий механизм.
8.7. КОНСТРУКЦИИ ВСТРЯХИВАЮЩИХ ФОРМОВОЧНЫХ МАШИН
Встряхивающие механизмы с амортизацией ударов. Этот механизм (рис. 8.8) состоит из стола 1, жестко соединенного с поршнем 3, ударника 4, амортизационной пружины 6, на верхний торец которой опирается фигурный фланец 5, а внизу пружина опирается на вспомогательный поршень 10; трубопроводов воздухоподводящего 13 и воздухоотводящего 8. В начале цикла встряхивания сжатый воздух подается по каналу г под вспомогательный поршень 10, который через пружину 6 и фигурный фланец 5 поднимает ударник 4, стол с поршнем 3 и модельно-опочную оснастку на некоторую высоту. Затем воздух по трубопроводу 13 через впускные окна а в гильзе ударника и окна б в поршне стола попадает в полость I цилиндра, перемещая встряхивающий стол 1 с поршнем 3 вверх, и сжимает через фигурный фланец 5 пружину 6. Одновременно с фланцем 5 опускается под действием силы тяжести ударник 4 до тех пор, пока не перекроются впускные окна а и б и не откроются выпускные окна в. Тогда сжатый воздух из полости I цилиндра уйдет по каналу 7 и трубопроводу 8 в атмосферу. Стол вместе с модельно-опочной оснасткой и смесью падает под действием силы тяжести, а ударник идет вверх под действием сжатой пружины. Происходит удар по столу 1 ударника- 4 через упругую прокладку 2.
При одновременном встряхивании и прессовании масло под давлением 5 МПа подается по каналу А в поршневую полость II малого сечения, и благодаря этому вся система, включая детали 9, И, 16, и весь механизм встряхивания поднимаются вверх, ликвидируя зазор между опокой и прессовой плитой и осуществляя незначительное прессование смеси. При этом зазор х ъиежщ столом 1 и гильзой 16 будет полностью устранен.
98
Рис. 8.8. Механизм встряхивания с пружинной амортизацией в комбинации с прессовым цилиндром
Дальнейшее прессование происходит при большом усилии и малом ходе вверх всего встряхивающе-прессового узла, кроме станины (детали 12, 14, 15), в результате подачи масла под таким же давлением в поршневую полость III большого сечения по каналу Б.
Одновременно с прессованием работает встряхивающий механизм. Но в этом случае режим его работы совершенно иной; так, стол 1 уже неподвижен, а возвратно-поступательное движение совершает только один ударник 4, но со значительно большей амплитудой, чем в режиме чистого встряхивания.
Для нормальной работы встряхивающего механизма в режиме встряхивания с одновременным прессованием необходимо пружину 6 ослабить. Для этого сжатый воздух удаляется из полости вспомогательного поршня 10, и он садится полностью на днище цилиндра 11. Пружина при этом несколько разжимается, а ее усилие на ударник
4* 99
Рис. 8.9. Механизм встряхивания с пневматической амортизацией
снижается. Ударник имеет возможность совершать колебания с большей амплитудой, чем ранее.
Механизм встряхивания с пневматической амортизацией ударов (рис. 8.9) состоит из станины 7 и неподвижной направляющей колонны 9, на которую свободно насажен стол 3. В нерабочем состоянии машины ударник 5 под действием силы тяжести опускается на фланец 10; при этом объем полости 11 противодавления
сокращается до минимума. При подаче сжатого воздуха по каналу 1 в подость 11 ударник мгновенно поднимается и прижимается к столу
3; в полости 11 давлением сжатого воздуха создается воздушная по-
душка, служащая амортизационной пружиной. При встряхивании сжатый воздух подают в рабочую полость 8 по каналу 4 в столе 3 и каналу 6 в ударнике 5. Так как площади поршней рабочей полости 8 и полости 11 противодавления равны, то усилия на стол и ударник
от давления сжатого воздуха уравновешиваются, и, ударник под действием силы тяжести опускается; давление же в полости 11 остается все время постоянным (воздушная подушка), так как полость соединена с магистралью. Ударник будет двигаться вниз до тех пор, пока не откроются выхлопные окна 12 и воздух из полости 8 не уйдет в атмосферу. Стол 3 падает, а ударник под действием сжатого воздуха движется вверх; происходит удар, и цикл'повторяется.
Пружины 2 в рабочем процессе механизма встряхивания непосредственно не участвуют, а лишь предотвращают излишне двойные удары стола о фланец станины 7 при его движении вниз.
Встряхивающая с подпрессовской формовочная машина мод. 266М (рис. 8.10) состоит из станины, служащей одновременно прессовым цилиндром 10, поршня 11, служащего одновременно цилиндром для встряхивающего поршня 5. Ход прессового поршня 11 ограничен гайками 6 двух ограничителей 7, что исключает выброс прессового поршня 11 при включении механизма прессования с отведенной в сторону траверсой. Одновременно ограничители 7 фиксируют положение поршня относительно вертикальной оси цилиндра. То же назначение для встряхивающего поршня 5 имеет направляющая 20, верхний конец которой закреплен в столе, а нижний размещен в направляющей втулке цилиндра фиксации, расположенного на станине.
К встряхивающему столу внизу прикреплены два'вибратора 18. Прессовый поршень уплотнен двумя резиновыми саморазжимающи-
100
Рис. 8.10. Встряхивающая с подпрессовкой формовочная машина мод. 266М
мися кольцами, встряхивающий — тремя разъемными металлическими кольцами.
На верхней плоскости станины установлены четыре цилиндра 8 подъема протяжной рамки 4. Станина имеет два прилива — в одном установлена колонна 3 с регулировочными винтами 1 с опорными брусьями 2, в другом — стойка 13. В верхней части колонны на радиальных подшипниках вращается траверса 15 с прессовой плитой. Траверса может быть установлена на требуемой высоте с помощью трех регулировочных (разъемных) колец 17, которые размещают как снизу, так и сверху траверсы и скрепляют стяжками 16. Высоту траверсы над уровнем стола машины можно изменять в пределах 150 мм.
Для предотвращения изгиба колонны на другом конце траверсы закреплена тяга 19 с гайкой 14 на конце. При повороте траверсы в рабочее положение тяга 19 заходит в вертикальный паз верхнего упора стойки 13, а гайка 14 своим верхним торцом упирается в нижнюю плоскость упора. Поэтому при прессовании формы усилие прессования воспринимается как колонной 3, так и стойкой 13.
Поворот траверсы в рабочее положение и обратно производится пневматическим цилиндром. Приборы и краны управления машиной расположены на пульте управления 12.
Модельная плита с моделями устанавливается на стол встряхивающего поршня (рис. 8.11). После установки на модельную плиту опоки и засыпки в нее смеси поворачивается кран управления, и воздух по каналам а, б, в в прессовом поршне направляется к выточке г встряхивающего поршня, откуда через отверстие в стенке
101
откроет выпускные отверстия
Рис. 8.11. Схема устройства встряхивающего механизма формовочной машины мод. 266М
поршня — во внутреннюю полость поршня и затем через нижнее отверстие — в отверстие д. Отсюда воздух проходит в каналы е и ж прессового поршня, а затем под встряхивающий поршень. Поршень со столом и опокой начинает подниматься. Подача воздуха под поршень прекратится в тот момент, когда отверстие д полностью перекроется стенкой прессового цилиндра. Встряхивающий поршень продолжает подниматься; в тот момент, когда торец встряхивающего поршня з в теле прессового поршня, про
изойдёт выпуск воздуха, падение последнего и удар стола о прессовый поршень, после этого цикл повторяется.
По окончании процесса встряхивания пневмоцилиндр устанавливает траверсу в рабочее положение, и сжатый воздух подается под прессовый поршень, который поднимается, и смесь в опоке, упираясь в прессовую колодку траверсы, уплотняется.
После уплотнения смеси протягивают модель. Для этого под поршни 9 (см. рис. 8.10) подается масло. Поршни 9 воздействуют через направляющие штыри на протяжную рамку 4 и поднимают ее в верхнее положение. Затем воздух из-под прессового поршня выпускается, и последний вместе со столом машины и модельной плитой начинает опускаться. Опока своими бортами садится на протяжную рамку, и происходит вытяжка модели. Для облегчения отделения модели от смеси в процессе вытяжки автоматически включаются вибраторы, закрепленные на столе машины. Затем траверсу отводят, снимают готовую полуформу и опускают протяжную плиту. После этого цикл повторяется.
Встряхивающая формовочная машина с перекидным столом мод. 235 (рис. 8.12) предназначена для изготовления полуформ, требующих глубокой вытяжки, в единичном и мелкосерийном производстве.
Машина состоит из встряхивающего механизма /, перекидного стола 2, укрепленного на рычажном механизме поворота; вытяжного механизма 5 с приемным столом 4 и механизма поворота 6. При формовке опока ставится на модельную плиту, закрепленную на перекидном столе 2. После уплотнения смеси встряхиванием и последующей подтрамбовкой верхних слоев смеси на опоку накладывается подопочный щиток, который прижимается зажимами, установленными на перекидном столе, и последний вместе с модельной плитой и опокой рычагами 3 механизма поворота 6 переворачивается и уста-102
Рис. 8.12. Встряхивающая формовочная машина с перекидным столом^мод. 235
навливается в перевернутом положении над приемным столом 4 вытяжного механизма 5, как показано на рис. 8.12.
Приемный стол поднимается, балки нивелирующего механизма упираются в полуформу и фиксируются, зажимы расходятся, и при опускании приемного стола с подуформой происходит вытяжка модели. При полном опускании стола вытяжного механизма полуформа устанавливается на роликовый конвейер и сталкивается пневмоцилиндром на стационарный конвейер.
Встряхивающий механизм (рис. 8.13) состоит из цилиндра ,2, который вмонтирован в станину 3, поршня /, закрепленного болтами к столу 6. В верхней «щсти станины по углам крепятся восемь направляющих щек 5. Зазор между щеками и столом равен 0,3—0,5 мм. Удары встряхивающего стола передаются на станину через стальные буфера 7, опирающиеся на резиновые прокладки 4 из маслобензо-Стойкой резины, помещенные в гнездах станины. На корпусе станины предусмотрены два болта 8, служащие для ограничения хода стола. Встряхивающий механизм имеет воздухораспределение с помощью двухседельного перекидного клапана.
Механизм поворота перекидного стола (рис. 8.14) состоит из горизонтального гидравлического цилиндра 3 одностороннего действия, выполненного как одно целое со станиной 9, поршня 5 и кривошипно-шатунного механизма 1, 4. Для поворота перекидного стола в правую полость цилиндра по трубопроводу 7 подается масло, и поршень 5, перемещаясь влево, толкает шатун 1 и кривошип 4. Последний поворачивает на 90° по часовой стрелке ведущий вал 10 рычаж-
103
Рис. 8.13. Встряхивающий механизм формовочной машины мод. 235 с перекидным столом
Рис. 8.14. Механизм поворота формовочной машины мод. 235 с перекидным столом 104
Рис. 8.15. Встряхивающе-прессовая формовочная машина мод. 22111
кого механизма и закрепленные на его концах рычаги, которые совместно с тягами поворачивают на 180° перекидной стол. Для обеспечения более плавного хода механизма поворота в конце хода предусмотрено тормозное устройство, состоящее из корпуса И, жестко соединенного с поршнем 5 штока с конической пробкой 8. Масло под поршень 5 подается из корпуса тормозного устройства. В конце хода поворота стола пробка 8 входит в отверстие крышки 6 цилиндра, по
степенно уменьшая сечение, по
которому масло поступает в цилиндр, благодаря чему скорость поворота плавно уменьшается. В конце хода поршень 5 сжимает пружины 2, которые после вытяжки модели обеспечивают обратный
ход перекидного стола.
Машина формовочная пневматическая встряхивающе-прессовая без поворота полуформ мод. 22111. Машина предназначена для изготовления верхних полуформ, а при использовании кантователей — и нижних полуформ.
Встряхивающе-прессовый механизм 1 (рис. 8.15), расположенный внутри станины, выполняет следующие операции: встряхивание с одновременным прессованием, встряхивание с последующим прессованием, вытяжку модели.
Стойка 2 представляет собой стальную литую пустотелую отливку, к которой крепятся механизм встряхивания и поворотная траверса 3, смонтированная в верхней части.
Поворотом рычага «Пуск» на пульте управления 4 подключают формовочную машину к магистрали сжатого воздуха. При этом прессовая траверса 3 отведена с рабочей позиции. После установки на столе машины модельно-опочной оснастки устанавливают наполнительную рамку и наполняют опоку смесью. Нажимают на рычаг «Встряхивание», смесь в опоке начинает уплотняться, после чего наполнительную рамку снимают. Дальнейшие технологические операции выполняются в автоматическом режиме. Рычаг режима работы переводят в положение «Автомат». Прессовая траверса поворачивается в рабочее положение. Происходит встряхивание с одновременным прессованием, включение вибраторов и вытяжного механизма. Прессовый цилиндр с встряхивающим столом опускается, и готовая полуформа остается на штырях протяжного механизма.
105
Рис. 8.16. Встряхивающе-прессовый механизм (мод. 22111):
1 — станина; 2 — стол; 3 — ударник; 4 — штифты; 5 — поршень подъема; 6 — пружины амортизации; 7 — прессовый поршень
Траверса поворачивается в исходное положение. На этом автоматический цикл работы машины заканчивается. Готовая полуформа снимается со штырей протяжного механизма. Переключив тумблер «Вытяжка вниз», вытяжной механизм возвращают в исходное положение.
Схема встряхивающего механизма с амортизацией ударов формовочной машины мод. 22111 представлена на рис. 8.16.
При встряхивании сжатый воздух подается по каналам а через кольцевую проточку и ряд впускных отверстий б, располо
женных кольцеобразно в цилиндрической втулке стола 2, в подпоршневое пространство в. При этом стол 2 с рабочим поршнем идет вверх, а ударник 3, сжимая пружину 6, опускается вниз. Когда встряхивающий поршень и ударник расходятся, то сначала перекрываются впускные отверстия б, а затем донный срез встряхивающего поршня открывает выхлопные отверстия г, находящиеся в верхней части цилиндрической втулки стола. Сжатый воздух, находящийся в подпоршневой полости, через выхлопные отверстия г и д уходит в атмосферу. Рабочий стол с опокой под действием силы тяжести начинает двигаться вниз, а ударник под действием пружины амортизатора идет вверх. Происходит отсечка выхлопа, в результате чего подпоршневое пространство в отключается от атмосферы, а затем открываются впускные отверстия б. В момент встречи ударника и рабочего стола происходит удар, в результате которого формовочная смесь в опоке уплотняется. После удара рабочий стол и ударник отскакивают друг от друга. Поскольку сжатый воздух непрерывно поступает из магистрали по каналу а через отверстия б в подпоршневое пространство, снова заполняя его, то цикл встряхивания повторяется.
После того как встряхивающий механизм совершил необходимое число ударов и формовочная смесь в опоке предварительно уплотнилась, его работа переключается в режим прессования с одновременным встряхиванием (комбинированное уплотнение). Для этого сжатый воздух по каналу е подается под прессовый поршень 7, и последний начинает подниматься. Когда опока, находящаяся на столе, достигает прессовой колодки (на рисунке не показано), начинается процесс прессования смеси; при этом встряхивание продолжается, но отличается от чистого встряхивания, описанного 106
Рис. 8.17. Формовочная машина мод. 22411
107
выше. Так как стол через опоку и смесь прижат К прессовой траверсе и его движение вверх незначительное (только на величину деформации уплотняемой смеси), то ударник вынужденно отводится вниз существенно больше, т. е. на весь ход встряхивания.
Таким образом, при комбинированном уплотнении встряхивание осуществляется более мощными ударами по почти неподвижному столу.
Формовочная машина мод. 22411. Формовочная машина пневмогидравлическая с поворотом полуформ. (рис. 8.17) предназначена для изготовления полуформ в опоках с размером в свету 1200 X 1000 мм. Применяют ее в цехах единичного и мелкосерийного производства, а в составе поточно-механизированных линий — для серийного и крупносерийного производства отливок. Основные механизмы машины: встряхивающий стол 1, правый и левый механизмы поворота 3, стол протяжки 4, поворотно-рычажный механизм 5, опокодержа-тели 2, механизм допрессовки 6, каретка 7 перемещения механизма допрессовки.
При работе формовочной машины на плиту встряхивающего стола 1 устанавливают модельную оснастку и закрепляют ее. На стол 4 подается опока на поддоне. Поворотом рычажного механизма 5 на 180° модельная плита устанавливается над столом 4 с опокой. Стол протяжки поднимает опоку вверх, она захватывается и скрепляется с модельной плитой опокодержателями 2. Рычажный механизм вместе с модельно-опочной оснасткой поворачивается в исходное положение, опока засыпается формовочной смесью. Включается встряхивающий стол /, и происходит уплотнение смеси в опоке.
После уплотнения встряхиванием включается привод механизма допрессовки 6, который передвигает каретку 7 на опоку. Цилиндр производит допрессовку прессовой плитой (на схеме не показано) верхнего слоя формы, и каретка 7 перемещается в исходное положение. Срабатывает поворотно-рычажный механизм 5, который поворачивает комплект модельная плита — опока на 180°, стол протяжки 4 поднимается с поддоном вверх и прижимает его к контрладу опоки. Опокодержатели 2 отпускают опоку, и при ходе вниз стола 4 происходит оттяжка полуформы. В момент протяжки обеспечивается вибрация модели. На стол 4 подается пустая опока, и цикл повторяется.
ГЛАВА 9 ПЕСКОМЕТЫ
9.1. КЛАССИФИКАЦИЯ, УСТРОЙСТВО, РАБОТА И КОНСТРУКЦИИ ПЕСКОМЕТОВ
Пескомет — формовочная машина, выполняющая две функции: наполняет опоку формовочной смесью и уплотняет ее. Основной рабочий орган пескомета — метательная головка (рис. 9.1) имеет кожух 3, в котором на приводном валу 1 жестко посажен ротор 6 с ковшом-лопатой 4. В кожух непрерывно подается формовочная смесь ленточным конвейером 5. Смесь, захватываемая и увлека-108
113 4 5
Рис. 9.1. Метательная головка пескомета
емая вращающимся ротором с ковшом, под действием инерционных сил прижимается к направляющей дуге 2, расположенной между кожухом и ковшом, несколько уплотняется, образуя «пакет», и. выбрасывается из головки в опоку.
Для лучшего обслуживания всей площади опоки метательная головка пескомета монтируется на двух «рукавах», а смесь подводится к .головке системой ленточных конвейеров. Смесь подается в головку либо в тангенциальном, либо в осевом направлении. При тангенциальной подаче ось ленточного конвейера, подающею смесь в головку пескомета, расположена перпендикулярно оси ротора; смесь с конвейера подается по касательной к окружности ротора. При радиальной подаче ось ленточного конвейера расположена параллельно оси ротора, а смесь подается через окно, расположенное в торцовой стенке ротора. Радиальная подача конструктивно выполняется проще, но потери энергии больше, чем при тангенциальном направлении.
Большой рукав 1 (рис. 9.2), соединенный с поворотной колонной 2, вращается вокруг вертикальной оси в тумбе 3, а малый рукав 7 шарнирно закрепляется на большом рукаве и имеет поворот относительно него на угол до 270—280°. Поворотная колонна вращается вместе с большим рукавом относительно вертикальной оси на угол до 180° в упорно-опорных подшипниках. Привод поворота рукавов обычно гидравлический реечного типа. Ленточные конвейеры 4 и 5 имеют независимые приводы. Электродвигатель 9 и метательная головка 6 соединены общим валом, но удалены друг от друга на некоторое расстояние с целью равновесия относительно вертикальной оси поворота 8 малого рукава 7.
109
Рис. 9.2. Двухрукавный пескомет «•»
Производительность современных пескометов по уплотненному объему смеси до 50 м3/ч при диаметре ротора метательной головки 400—800 мм.
Ротор имеет 1—3 лопатки; при частоте вращения до 25 с-1 абсолютная скорость вылета пакета до 60 м/с.
Главное преимущество пескометов — высокая и равномерная плотность набивки формы любой высоты и площади. Однако при пескометной формовке из формовочной смеси следует особо тщательно удалять все металлические включения во избежание заклинивания ротора скрапом и его поломки.
По своей конструкции пескометы разделяются на подвесные,, стационарные консольные с дистанционным управлением, передвижные консольные с дистанционным управлением, мостовые с программным управлением.
Подвесной пескомет или качающийся стол представляет собой метательную головку, шарнирно подвешенную к металлоконструкции здания. Формовочная смесь из бункера дисковым питателем подается по желобу в метательную головку, а из нее смесь выбрасывается через направляющий кожух в опоку.
Благодаря тангенциальной подаче смеси в метательную головку подвесного пескомета им потребляется относительно мало электроэнергии. Подвесные пескометы моделей 2А90, 2Б90 выпускаются производительностью от 3 до 6 м3/ч.
Стационарные двухрукавиые пескометы выполняют с дистанционным управлением в двух вариантах: мод. 24337 производительностью 25 м3/ч при плотности уплотненной смеси 1,6 т/м3 и мод. 2Б93М производительностью 12,5 м3/ч. Пескомет формовочный стационарный консольный с дистанционным управлением изображен на рис. 9.2.
ПО
Пескометы рукавные передвижные с дистанционным управлением могут быть велосипедные, тележечного или мостового типа.
Передвижной консольный пескомет мод. 296М2 предназначен для набивки крупных опок шириной до 4500 мм. Он передвигается вдоль стены пролета на тележке по одному рельсу, уложенному на полу цеха, и по верхнему опорному пути, подобно велосипедному крану.
Пескомет имеет два рукава с общим вылетом 7500 мм. Формовочная смесь подается в бункер пескомета ленточным конвейером с помощью сбрасывающего скребка.
Все движения рабочих органов пескомета автоматизированы и управляются с пульта дистанционно. Тележка, метательная головка и ленточные конвейеры рукавов приводятся от электродвигателей, а поворот рукавов в горизонтальной плоскости, подъем и опускание большого рукава осуществляются с помощью гидропривода и реечной передачи. Диаметр метательной головки 620 мм, мощность электродвигателя привода головки 42 кВт й частота вращения 24 с-1, при этом скорость вылета смеси из головки о = 47,3 м/с. Производительность пескомета 20—25 м3/ч.
Передвижные пескометы выпускают как со стационарным, так и со сменным бункером. Они предназначены для уплотнения форм размером 6—7 м.
Пескометы формовочные мостовые с программным управлением мод. 24512 (Н2033) имеют производительность 50 м3/чи скорость вылета пакетов смеси 62 м/с. Эти пескометы подобно мостовому крану перемещаются вдоль пролета цеха со скоростью 0,24 м/с, а тележка со скоростью 0,4 м/с и имеет ход вдоль моста до 3 м. Мощность привода пескомета до 85 кВт. Пескометы применяют для уплотнения форм крупногабаритных изложниц.
9.2. ФИЗИЧЕСКИЕ ОСНОВЫ ПРОЦЕССА УПЛОТНЕНИЯ ПЕСКОМЕТОМ
Скорость конвейера v (м/с) должна быть согласована с числом ковшей i на роторе, шириной ковша Ь (мм) и частотой вращения п (с-1) ротора следующим образом:
v = bni/103. (9.1)
При этих условиях ковши полностью будут заполняться смесью на всю их ширину, не будет недогрузки и перегрузки головки.
Угол отклонения боковой стенки ковша со стороны конвейера определяется равенством
Фк = arctg (v/u), (9.2)
где и — окружная скорость ротора на радиусе г встречи ковша с потоком смеси, м/с.
Струя смеси, попавшая в ротор с быстро вращающимся ковшом, под действием центробежных' сил прижимается к направляющей дуге, образуя пакет с различной по длине плотностью. Плотность слоя смеси, примыкающего непосредственно к направляющей дуге,
111
будет наибольшей, так как на него действует давление лежащих’ выше слоев пакета.
Степень уплотнения смеси в пакете зависит of расположения пакета от центра вращения ротора. Чем больше это расстояние, тем больше центробежная сила, тем больше давление испытывает слой, а следовательно, плотность пакета будет выше.
Для обеспечения более благоприятного направления выхода смеси с лопатки ковша ее закрепляют на роторе под углом у = 20°.
Теоретические и экспериментальные исследования показали, что пакет смеси сходит с лопатки ротора пескомета практически как одно целое тело. При встрече пакета с моделью или с ранее уложенными слоями смеси поднимается давление, которое уплотняет смесь в опоке, причем сам пакет при этом также уплотняется под действием сил инерции, возникающих при ударе, и внедряется в уплотненную смесь.
Найдена экспериментальная зависимость между плотностью (кг/м3) и энергией падающего пакета:
р = 1 + се0-08, (9.3)
где с коэффициент уплотняемости смеси, с = 0,4 4-0,6; е — кинетическая энергия пакета, Дж, е = т&12\ т — масса одного пакета, кг; v — абсолютная скорость схода пакета, м/с.
Приведенное уравнение справедливо для скоростей схода v = = 30 4-35 м/с.
Из уравнения (9.3) видно, что главным фактором, влияющим на плотность смеси, является абсолютная скорость движения пакета: чем она больше, тем выше плотность.
На плотность смеси в пакете влияет также и скорость перемещения головки пескомета над опокой. Оптимально^ значение этой скорости находится в пределах 0,4—0,6 м/с. При более низких скоростях пакеты падают друг на друга, смесь образует конус в месте падения и течет по нему в стороны. При этом смесь частично разрыхляется, плотность и твердость смеси снижаются. При скоростях перемещения головки выше оптимальной степень уплотнения практически не повышается. По высоте опоки степень уплотнения смеси пескометом почти одинакова. Некоторое уменьшение плотности смеси наблюдается в верхней части опоки, что объясняется смягчающим действием лежащих ниже слоев смеси и наличием крестовин в опоке.
Набивку формы пескометом следует производить, не прекращая равномерного перемещения головки над опокой; так, смесь дополнительно уплотняется под крестовинами благодаря боковому давлению рядом лежащих объемов уплотненной смеси. При уплотнении вертикальных щелевых карманов формы, например промежутков между моделью и стенками опоки, хорошее уплотнение получается при ширине щели не менее 50 мм.
С увеличением расстояния от метательной головки до плоскости набивки плотность смеси при прочих равных условиях несколько уменьшается. Это объясняется снижением скорости пакета вследствие U2
сопротивления воздуха. Расчеты показывают, что с увеличением расстояния от верхнего уровня смеси в опоке до головки более 5 м скорость пакета уменьшается от 2 до 5 %.
Таким образом, главными факторами увеличения степени уплотнения при пескометной формовке являются скорость схода пакета смеси с ковша-лопатки и скорость горизонтального перемещения головки относительно уплотняемой формы.
Мощность (кВт), потребляемая метательной головкой, расходуется на кинетическую энергию полета пакетов или полезную мощность; трение между пакетами и направляющей дугой; преодоление ротором сопротивления воздуха внутри кожуха; преодоление трения в подшипниках ротора, учитываемого КПД.
Расход мощности на трение пакетов смеси о направляющую дугу составляет 0,4—0,5 суммарной мощности привода ротора.
ГЛАВА 10. МАШИНЫ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ
10.1. КЛАССИФИКАЦИЯ, УСТРОЙСТВО И РАБОТА СТЕРЖНЕВЫХ МАШИН
Для изготовления стержней применяют машины: пескодувные (пескострельные); встряхивающие; вибропрессовые; прессовые; пескометы; мундштучные.
Для изготовления стержней наиболее широко распространено применение пескодувных (пескострельных) машин, в которых заполнение стержневого ящика и уплотнение смеси осуществляются сжатым воздухом.
Поскольку теория и расчет встряхивающих машин и пескометов для изготовления стержней в принципе не отличаются от расчета соответствующих формовочных машин, рассмотренных выше, то настоящая глава посвящена изучению только пескодувных (пескострельных) машин.
Как пескодувная, так и пескострельная стержневая машина имеет практически одни и те же основные узлы, кроме рабочих резервуаров. На рис. 10.1 показан пескострельный полуавтомат для изготовления стержней массой 16 кг. Основные узлы машины: рабочий резервуар 3, траверса 2, насадка с вдувной плитой 4, стол 5 с гидроцилиндром для зажима стержневого ящика, ресивер 7, бункер 1 с питателем, станина 6.
В пескодувном резервуаре 1 (рис. 10.2) сжатый воздух подводится к верхней или боковой поверхности столба загружаемой смеси. Для разрыхления смеси в процессе надува и разрушения образующихся кратеров в случае применения смесей повышенной прочности в сыром состоянии в корпус резервуара встраивают приводные мешалки 2. Надувная плита 3 плоская, с одним или несколькими выходными отверстиями. После надува воздух из стержневого ящика 4 уходит через специальные щелеобразные устройства,
113
пропускающие воздух и задерживающие смесь, — венты 5 — в атмосферу (верхняя вентиляция). Венты встраивают и в стержневом ящике (нижняя вентиляция).
В пескострельном резервуаре 3 (рис. 10.3) имеется гильза 2 с узкими вертикальными прорезями 1 в ее нижней части и горизонтальными прорезями 6 в верхней, через которые поступает сжатый воздух. Нижняя часть резервуара представляет собой коническую насадку 9 с профильным выходным отверстием (круглым, щелевым, крестообразным и др.) значительных размеров.
Как и в пескодувном резервуаре, надувная плита 10 является универсальной и, помимо отверстий для надува смеси, имеет вентиляционные отверстия 11 для отвода воздуха.
После подачи смеси в резервуар 3 из бункера 5 шибер 4 закрывается, а клапан дутья 7 открывается. При этом большая порция сжатого воздуха мгновенно перетекает из ресивера 5«в рабочий резервуар и своим давлением выталкивает
7
2
10.1. Пескострельный автомат
Рис. 10.3. Схема пескострельного механизма
10
11
12
Рис. 10.2. Схема пескодувного механизма
4.
3
Рис.
114
дозу смеси через вдувное отверстие в стержневой ящик 13. Отработанный воздух через венты 12, расположенные в ящике, и отверстия 11 в надувной плите уходит в атмосферу.
Как в пескодувной машине, так и в пескострельной в период надува смеси стержневой ящик 13 должен быть прижат к надувной плите силой Р, в 1,5—2 раза превышающей силу давления воздуха на стержневой ящик.
Таким образом, в конструкции пескострельной машины в отличие от пескодувной предусмотрены: высокая гильза с вертикальными прорезями для прохода воздуха; впускной быстродействующий клапан и выпускное отверстие, имеющее большое поперечное сечение; встроенный ресивер. Благодаря этим конструктивным особенностям обеспечивается чрезвычайно высокая скорость пескострельного процесса по сравнению с пескодувным.
10;2. УПЛОТНЕНИЕ СМЕСИ ПЕСКОДУВНЫМ (ПЕСКОСТРЕЛЬН ЫМ) СПОСОБОМ И ВЫБОР ОСНОВНЫХ ПАРАМЕТРОВ МАШИНЫ
Рабочий процесс в пескодувном или пескострельной резервуаре состоит в истечении загруженной в гильзу смеси через выдувное отверстие и последующем формировании стержня в стержневом ящике. Истечение смеси из резервуара происходит в результате перепада давлений, возникающих при фильтровании сжатого воздуха через смесь в гильзе.
Оптимальным считают режим истечения смеси при неизменной ее плотности, поскольку в этом случае обеспечивается непрерывное истечение смеси и более медленное снижение давления воздуха в процессе надува, что позволяет получить стержень максимальной плотности.
Время рабочего процесса в пескострельной машине примерно в 10 раз меньше, чем в пескодувной, и составляет 0,1—0,2 с. Это главное отличие пескодувного процесса от пескострельного.
Процесс уплотнения стержней пескодувным (пескострельным) способом включает два этапа: заполнение стержневого ящика с предварительным .уплотнением смеси под действием кинетической энергии струи и перепада давлений и уплотнение смеси путем выдавливания прессующего кома из насадки в стержневой ящик, которое происходит вследствие разности давлений в рабочем резервуаре и ящике.
В течение первого этапа пескострельный резервуар практически служит питателем, причем питание стержневого ящика сопровождается некоторым уплотнением смеси. Истечение смеси через насадку начинается через 0,02—0,06 с после открытия надувного клапана, когда давление сжатого воздуха над столбом смеси составляет лишь 40—50 кПа. Предварительное заполнение ящика заканчивается до достижения максимального давления воздуха. Следовательно, ударное действие сжатого воздуха на столб смеси крайне мало. Фильтрация воздуха через стержень в период заполнения ящика, вследствие перепада давлений, является основным фактором, обеспечивающим требуемое уплотнение стержня.
115
Ё течение второго этапа формирований стержня происходи! выдавливание дополнительной порции смеси из насадки в предварительно заполненный стержневой ящик.
Смесь, поступающая в ящик, принимает форму кома, прессующего как лежащие ниже слои смеси, так и боковые. Объем кома ' тем больше, чем больше начальное давление сжатого воздуха в ресивере и чем медленнее оно снижается в процессе истечения смеси. Плотность стержня зависит от конструктивных параметров машины: вместимости ресивера, площади сечения надувного клапана, размеров прорезей в гильзе, размеров выходных и вентиляционных отверстий, размеров гильзы и стержневого ящика. Большое значение имеют также состав и свойства надуваемой смеси.
Для пескодувных машин используют стержневую смесь с пределом прочности во влажном состоянии 8—10 кПа.
Наличие в пескострельных машинах выходных отверстий большой площади дает возможность применять стержневые смеси более высокой прочности (до 50 кПа).
Исходный*» параметр при проектировании пескострельных машин — заданная масса стержня. Массу стержня, рабочие размеры и ход ЛЪла, расстояние от стола до надувной плиты и производительность машин регламентирует ГОСТ 8907—79.
Диаметр гильзы (мм) определяют по формуле
D = (904г 100)
где тс — заданная масса стержня, кг.
Высоты нижней части гильзы Нп с вертикально расположенными прорезями и верхней части гильзы НБ с горизонтально расположенными прорезями будут
Ян = (1,54-1,8) D; Нв = (0,44-0,6) D. (10.1)
Диаметр сечения вдувного клапана
4л = (0,2ч-0,5) D. (10.2)
Площадь сечения F и ширину Д прорезей в гильзе определяют по формулам:
для верхней части гильзы
4 = (0.3-^-014)/:’кл; Дв = 0,84-1,0 мм, (10.3)
для нижней части гильзы
Fa = (0,8-н1,2) Гкл; Дн = 0,3-0,5 мм, (10.4)
где FK11 — площадь поперечного сечения вдувного клапана.
Диаметр выходного отверстия насадки
4ых = (0,3-0,5) D. (10.5)
Если насадка имеет несколько выходных отверстий, то их суммарная площадь FBbIX л<11ых/4, а суммарная площадь вентиляционных отверстий
Евенг = (0,5-1,0)Гвых. (Ю.б)
116
Объем ресйвера VpeC принимают приближенно в завйсйМосФЙ 01 объема гильзы Vr и массы стержня:
>рес = (104-20) Уг, (10.7)
где меньшее значение в скобках для машин с массой стержня т — = (404-200) кг, большее — для машин с т < 40 кг.
Требуемое усилие прижима стержневого ящика к надувной плите определяют по формуле
Р = (0,55н-0,60) pFящ, (10.8)
где р — давление сжатого воздуха в сети; Гящ — максимальная площадь стержневого ящика в плане.
10.3. ПРИМЕРЫ КОНСТРУКЦИЙ СТЕРЖНЕВЫХ МАШИН
Пескострельный стержневой полуавтомат мод. 2Б83 предназначен для изготовления средних по массе стержней из песчаных смесей с пределом прочности во влажном состоянии до 30 кПа.
На колонне станины 1 (рис. 10.4) смонтирован механизм дутья 5 с вибропитателем 6. Стержневой ящик с вертикальным или горизонтальным разъемом ставится на стол 2, предварительно отрегулированный на нужную высоту.
При включении машины стержневая смесь, находящаяся в виб-рируемом лотке вибропитателя 6, сползает в приемную воронку механизма дутья 5 и заполняет гильзу, установленную внутри механизма дутья. Затем нажимается пусковая кнопка, расположенная на пульте управления 7, вибратор питателя включается, и шибер механизма дутья 5 перекрывает впускное отверстие гильзы. Одновременно зажимы 3 соединяют стержневой ящик (при вертикальном разъеме ящика), а стол 2 прижимает его к насадке 4. Далее в гильзу со смесью подается сжатый воздух, и смесь через вдувное отверстие в насадке «выстреливается» в стержневой ящик.
После заполнения ящика и уплотнения смеси подача воздуха прекращается, а оставшийся в гильзе воздух выбрасывается в атмосферу. Затем стол опускается, ящик разжимается, шибер открывает отверстие гильзы, и начинается подача смеси в механизм дутья. Стержневой ящик снимается со стола машины, из него извлекается стержень, и цикл повторяется.
Прижимной стол (рис. 10.5) при регулировании его высоты поднимается с помощью маховика /, посаженного на червяк 2. При вращении маховика червяк поворачивает колесо 4 и винт 3, который, выходя из неподвижной гайки станины (на.чертеже не показано), поднимает стол. Стол при этом не вращается, так как он зафиксирован относительно станины специальным выступом и направляющими планками.
Для прижима стержневого ящика воздух подается по трубе, проходящей внутри полого винта 3, под мембрану 6. Мембрана поднимает поршень 7 и плиту 8 относительно корпуса на высоту до 15 мм. Максимальный ход прижима зависит от положения гайки на винте 5.
117
Рйс. 10.4. Пескострельный полуавтомат мод. 2Б83
А
Рис. 10.5. Прижимной стол пескострельиого полуавтомата мод. 2Б83 118
Основой механизма дутья (рис. 10.6) служит траверса /, устанавливаемая на колонне станины. Сверху на траверсе крепится крышка 2, закрывающая механизм шибера 3 и прижимающая к нему круглый резиновый амортизатор 4. К амортизатору сверху хому-том_5 крепится горловина питателя. На нижней части траверсы монтируется фланец 10, к которому крепится насадка 4 (см. рис. 10.4). Во внутренней полости траверсы устанавливается гильза 11 (рис. 10.6) с прорезями, верхнее отверстие которой перекрывается секторным шибером 3 с отверстием для загрузки. Шибер поворачивается вокруг оси 6, между верхней 8 и нижней 2 крышками, стянутыми между собой болтами 7. В кольцевой канавке нижней крышки 2 установлено резиновое кольцо, прилегающее к шиберу 3 при вдуве смеси благодаря подаче под него сжатого воздуха через каналы в траверсе и нижней крышке.
Сбоку траверсы 1 установлен клапан надува и выхлопа, состоящий из собственно клапана 12, укрепленного на полом штоке 14, диафрагмы 16, зажатой между корпусом 15 и и крышкой 17, поршня 18 и крышки 9. В исходном положении клапан 12 прижат к седлу пружиной 13 и сжатым воздухом, находящимся в полости траверсы. Поршень 18 находится в правом положении, и полость гильзы 11 через внутренний канал штока 14 сообщается с атмосферой. При подаче воздуха в левую полость диафрагмы 16 шток 14 резко отводит клапан 12 вправо, при этом воздух из полостей траверсы и из соеди-
119
7
Рис. 10.7. Устройство насадки пескострельного резервуара полуавтомата мод. 2Б83
ненной с ней колонны-ресивера устремляется в полость, где находится гильза 11, и по прорезям в последней попадает внутрь нее, захватывает смесь и выбрасывает ее из сопла насадки. Происходит надув смеси. Одновременно воздух поступает в полость за поршнем 18 и прилбймает его к правому концу штока 14, предотвращая этим выхлоп. Для прекращения надува достаточно снять давление с диафрагмы 16 и поршня 18, и вся система придет в исходное положение.
Насадка (рис. 10.7), через которую смесь направляется в стержневой ящик, надевается на фланец траверсы и крепится к нему винтами 1 и представляет собой корпус 2, скрепленный с вентиляционной плитой 3. Внутри корпуса вмонтированы конус 7 и втулки 4 и 5. В вентиляционной плите 3 расположены венты 6, через которые воздух из полости стержневого ящика выбрасывается в атмосферу.
Мундштучные машины для изготовления стержней. На мундштучных машинах изготовляют прессованием стержни постоянного профиля по длине (цилиндрические, овальные, прямоугольные и др.) в массовом и серийном производстве.
Рис. 10.8. Схема стержневой мундштучной машины
120
Стержневая мундштучная машина (рис. 10.8) состоит йз кор* пуса 5,.верхняя часть которого представляет собой приемный бункер для смеси; мундштука 3, соединенного с корпусом накидной гайкой 4; подвижного полого плунжера 6; неподвижного прутка 8, приводного кривошипно-шатунного механизма 7; основания 11, двух опорных кронштейнов 9, 10 и приемного стола 1.
При работе машины плунжер 6 заталкивает стержневую смесь в мундштук 3. Вследствие трения смеси о стенки мундштука 3 и о пруток 8 в задней части мундштука создается зона подпора, благодаря которой происходит прессование и формирование стержня 2. При выходе из мундштука стержень поступает на приемный стол 1 или непосредственно на сушильную плиту. Стержни, изготовленные на мундштучных машинах, имеют внутренний вентиляционный канал, образуемый неподвижным прутком 8. Движение плунжеру 6 передается кривошипно-шатунным механизмом 7. Форма и размеры сечения стержня определяются формой и размером мундштука. Круглые стержни изготовляются диаметром 20—100 мм. Производительность мундштучных машин — примерно 10—12 стержней в час.
10.4. ИЗГОТОВЛЕНИЕ СТЕРЖНЕЙ ПО НАГРЕВАЕМОЙ ОСНАСТКЕ И ОБОРУДОВАНИЕ
Технологический процесс изготовления стержней по нагреваемой оснастке заключается в том, что стержневая смесь, заполнившая полость предварительно нагретого стержневого ящика, в течение 15—60 с отверждается. Полученный стержень не требует дополнительной сушки, а его прочность достаточна для транспортирования и простановки в форму. Особенность этого технологического процесса в том, что получаемые стержни обладают высоким качеством (повышенная геометрическая точность и гладкая поверхность).
Нагрев модельной оснастки на машинах может быть газовый или электрический, а в случае применения в оснастке больших съемных частей в виде болванов используют комбинированный нагрев — газовый и электрический.
Опыт эксплуатации оборудования показал сложность и неэко-. номичность применения электрического нагрева, особенно для сложной по конструкции и большой по размерам оснастки.
Газовый нагрев оснастки имеет следующие преимущества: относительно низкую стоимость природного газа; быстрый и равномерный нагрев оснастки; высокую надёжность работы газогорелочных устройств и простоту конструкции системы нагрева.
Пескострельные головки современных машин для изготовления стержней по нагреваемой оснастке принципиально не отличаются от рассмотренных выше, но они имеют и некоторые особенности. Так, хорошо зарекомендовали себя для этого процесса машины, у которых пескострельные головки перемещаются с позиции загрузки смеси на рабочую позицию, а затем, в момент надува смеси, прижимаются к ящику. Это исключает необходимость шиберного устройства в головке и тем самым значительно повышает надежность работы пескострельной машины.
121
Рис. 10.9. Устройства для съема готовых стержней: а — вилочное; б, в — мягкие конвейеры для съема соответственно с нижней и верхней половины ящика; 1 — стол; 2 — нижняя часть стержневого ящика; 3 — нижний толкатель; 4 — стержень; 5 — верхняя часть стержневого ящика; 6 — верхний толкатель; 7 — виды съемного устройства; 8 — механизм перемещения съемного устройства; 9, 30 — конвейеры
Для 'удаления готовых стержней из машины применяют различные по конструкции устройства (рис. 10.9, а—в): вилочное; мягкие конвейеры для съема с нижней и с верхней половин ящика.
Для очистки рабочей поверхности ящика и покрытия ее разделительным составом почти все машины имеют специальные устройства. Эти уб'Гройства представляют собой перемещающиеся форсунки, которые при движении вперед обдувают сжатым воздухом рабочую поверхность раскрытого ящика, а при движении назад покрывают ее разделительным составом.
В настоящее время выпускается много разнообразных машин для изготовления стержней по нагреваемой оснастке. В основном это полностью автоматические однопозиционные или многопозиционные машины, имеющие вертикальный или горизонтальный разъем оснастки с размерами стержневого ящика, доходящими до 1620 X X 1020 X 450 мм. Кроме того, выпускаются специальные машины для изготовления сложных пустотелых центровых стержней, таких,
Рис. 10.10. Схема работы стержневой пескострельной машины по нагреваемой оснастке
122
Рис. 10.11. Стержневая однопозиционная машина по нагреваемой оснастке
Рйс. 10.12. Механизм сборки и протяжки
как стержни блока цилиндров автомобильных и тракторных двигателей и т. д. Эти машины, как правило, имеют гидравлический или пневматический привод. Аппаратура управления машин пневматическая.
На рис. 10.10 показана, схема работы стержневой пескострельной машйны по нагреваемой оснастке с горизонтальным разъемом. Работа машины начинается со сборки нагретого до рабочей температуры ящика 1 (рис. 10.10, а). Распаривающее устройство 3 ящика и устройство нагрева 2 верхней его части передвигаются вперед; при этом пескострельная головка 4 с позиции загрузки смесью переходит на рабочую позицию. Затем следуют операции: подъем ящика, поджим головки к нему и надув смеси (рис. 10.10, б); подъем головки и спускание ящика (рис. 10.10, в); перемещение верхнего нагревательного и распаривающего устройств на рабочую позицию (рис. 10.10, г); перемещение головки на позицию загрузки смеси, отверждение стержня; раскрытие ящикц и выталкивание стержня из верхней половины ящика (рис. 10.10, д); выталкивание стержня из нижней половины (рис. 10.10, е) и удаление готового стержня съемником (при этом стержни при раскрытии ящика остаются в нижней его половине) и мягким конвейерным съемником (в этом случае стержни остаются в верхней половине ящика).
Машина стержневая одиопозиционная по горячей оснастке. Стержневая однопозиционная машина (рис. 10.11) предназначена для изготовления из влажных смесей стержней, отвержденных в нагреваемой ж оснастке с горизонтальной плоскостью разъема. Машина состоит из следующих узлов: механизма сборки и протяжки 7, механизма крепления верхней полуформы 2, резервуара пескодувного 3, верхней траверсы 4, механизма подпрессовки и протяжки 9, меха-
123
Рис. 10.13. Механизм прижима—надува—выхлопа
низма прижима — надува — выхлопа 6, вибробункера 5, ресивера 7, механизма перемещения 8. .
Основные операции, выполняемые на машине: нагрев стержневого ящика*'* надув стержня; отверждение стержня; разборка ящика и извлечение стержня.
Принцип работы машины основан на пескодувном заполнении горячего стержневого ящика быстротвердеющей стержневой смесью. Для управления машиной служат кнопки и тумблеры, расположенные на панели пульта управления (наладочный режим), и конечные выключатели, расположенные непосредственно у механизмов (автоматический и полуавтоматический режимы).
Механизм сборки и протяжки (рис. 10.12) предназначен для установки нижней половины стержневого ящика, поджима нижней половины к верхней, запирания ящика во время надува и протяжки стержня из нижней половины ящика. Он состоит из цилиндра сборки и разборки 1 с ходом 400 мм и встроенного в него цилиндра протяжки 2 с ходом 250 мм. При разборке ящика цилиндр опускается вниз, и встроенный в нем цилиндр протяжки 2 также опускается вниз; стержень протягивается при подъеме цилиндра 2 вверх. Для предотвращения перекашивания стола цилиндра разборки на нем закреплены две направляющие штанги 3, перемещающиеся во втулках 4.
Механизм прижима — надува — выхлопа (рис. 10.13) предназначен для подачи воздуха в пескодувный резервуар; он состоит из цилиндров вдува 1, выхлопа 6 и прижима 3 с прижимной плитой 4, закрепленной на пустотелом штоке 5, корпуса 2 и глушителя 7.
Подача воздуха в резервуар осуществляется так. Цилиндром ’прижима 3 надувная плита 4 прижимается к пескодувному резервуару. Клапан цилиндра выхлопа 6 перекрывает выхлопное отверстие в корпусе 2. Клапан цилиндра вдува 1 открывает впускное отверстие, и сжатый воздух из ресивера по пустотелому штоку 5 поступает в воздушные каналы 8 прижимной плиты 4 и далее в рабочую полость резервуара. Из последнего воздух со стержневой смесью поступает 124
Рис. 10.14. Резервуар пескодувный
в стержневой ящик. После заполнения ящика смесью клапан цилиндра вдува 1 перекрывает впускное отверстие, а клапан цилиндра выхлопа 6 открывает выхлопное отверстие, через которое отработанный сжатый воздух выбрасывается в глушитель 7, а из него в атмосферу.
Резервуар пескодувный (рис. 10.14) предназначен для приема, транспортирования и вдува смеси в стержневой ящик. Он состоит из каретки 1 с роликами, резервуара 2, пневмопружины 4, насадки 5 и гильзы 3, надувной плиты 6.
К нижней плите насадки 5 прикреплена водоохлаждаемая надувная плита 6, на которой закреплены надувные сопла с резиновыми наконечниками 7.
Работа пескодувного резервуара на позиции надува стержневого ящика смесью осуществляется следующим образом. Прижимная плита 4 механизма прижима — надува — выхлопа (см. рис. 10.13) прижимается к верхнему фланцу резервуара (см. рис. 10.14), а последний, преодолевая усилие пневмопружин 4, вводит сопла с резиновыми наконечниками 7 в соответствующие вдувные отверстия стержневого ящика. После уплотнения всех поверхностей смесь вдувается в ящик. По окончании надува и выхлопа прижимная плита механизма прижима — надува — выхлопа (см. рис. 10.13) поднимается в верхнее положение, а пескодувный резервуар под действием пневмопружин 4 возвращается в исходное положение.
Когда резервуар 2 перемещается на позицию загрузки, происходит выхлоп воздуха из верхней полости пневмопружины 4, нижний поршень пневмопружин под действием сетевого давления сжатого воздуха поднимается вверх, и в отверстие верхнего фланца резервуара входит стакан вибробункера. После заполнения резервуара смесью
125
Рис. 10.15. Механизм подпрессовки—протяжки в верхнюю полость пневмопружин подается воздух, давление в полостях пневмопружин выравнивается, и под действием силы тяжести пескодувный резервуар опускается вниз. .
Механизм под прессовки — протяжки (рис. 10.15) предназначен для подпрессовки остатков стержневой смеси во вдувных отверстиях после надува и во время разборки протягивает стержень, сопровождая его с нижней половиной стержневого ящика. Механизм пред
ставляет собой тележку 2, на которой, кроме пескодувного резервуара 1 на двух пневмоцилиндрах 3, закреплена плита протяжки 4 с толкателями для выталкивания стержня из верхней половины стержневого ящика. Четыре кронштейна 5 служат для крепления газового коллектора 6. Плита протяжки с толкателями относится к оснастке.
Механизм съема (рис. 10.16) предназначен для приема стержня после протяжки из стержневого ящика и выдачи его за пределы машины. Механизм представляет собой жесткую сварную металлоконструкцию 1, на которой установлены цилиндр 2 перемещения тележки, рычаги 6 и 7, ползун 3, перемещающийся по направляющим 5. Для приема стержня штанги 4 цилиндром 2 вводятся под протянутый из полуформы стержень. После опускания стержня из стержневого ящика на штанги 4 цилиндр 2 выводит его за пределы машины.
На машине имеются позиция надува и отверждения стержня и позиция загрузки пескодувного резервуара стержневой смесью. На первой из них происходит прижим пескодувного резервуара к неподвижному стержневому ящику и нагрев верхней половины стержневого ящика, надув и протяжка стержня, а на второй — заполнение пескодувного резервуара стержневой смесью из бункера.
Для транспортирования пескодувного резервуара с позиции заполнения стержневого ящика на позицию заполнения резервуара стержневой смесью в машине имеется специальный механизм перемещения с пневматическим длинноходовым приводом. В машине предусмотрен также механизм обдува—опрыскивания, служащий для очистки полуформ и стержневого ящика от оставшихся частиц стержневой смеси и смазывания полуформ разделительным составом.
Для съема с пескодувного резервуара насадка с гильзой и надувной плиты в машине имеется специальный вспомогательный механизм.
126
Рис. 10.16. Механизм съема
Работа машины осуществляется следующим образом. Пескодувный резервуар, заполненный смесью на позиции загрузки, перемещается на позицию надува, прижимается к неподвижной нагретой верхней половине собранного стержневого ящика, после чего происходит вдув стержневой смеси в ящик. Затем пескодувный резервуар двумя пневмопружинами 4 (рис. 10.14) возвращается в верхнее положение и двумя цилиндрами механизма перемещения 8 (см. рис. 10.11) передвигается на позицию загрузки. По истечении времени отверждения стержня начинается разборка стержневого ящика. Нижняя половина стержневого ящика, закрепленная на столе механизма сборки и протяжки (см. рис. 10.12), опускается вниз. Цилиндр протяжки 2 своим столом связан с плитой 4 толкателей (см. рис. 10.15). После того как цилиндр протяжки закончил свой ход, стержень находится в верхнем положении между двумя половинами стержневого ящика. Только после этого в зазоры между толкателями вводят рычаги 7 (см. рис. 10.16) механизма съема. Цилиндр протяжки при обратном ходе оставляет стержень на штангах механизма съема, которые транспортируют стержень за пределы машины. Освобожденная от стержня нижняя половина стержневого ящика цилиндром сборки (поз. 2, см. рис. 10.12) возвращается в исходное положение, спаривается с верхней половиной стержневого ящика для очередного надува порции стержневой смеси.
10.5. ИЗГОТОВЛЕНИЕ ОБОЛОЧКОВЫХ СТЕРЖНЕЙ
Для изготовления оболочковых стержней в предварительно нагретый до 250—300 °C стержневой ящик, покрытый разделительным составом, вдувается мелкозернистая сухая плакиро-127
Рис. 10.17. Схема изготовления стержней (оболочковых) по нагреваемой оснастке с вертикальным разъемом
ванная смолой смесь. В результате расплавления смолы на нагретой металлической поверхности стержневого ящика или модельной плиты образуется прочный песчаный слой формы (стержня) толщиной 6—8 мм. Не использованный при образовании оболочки остаток смеси ссыпается обратно в бункер.
Иногда с целью упрочнения оболочкого стержня внутрь образовавшейся оболочки вдувают наполнительную смесь. Такой стержень отличается высокой прочностью, хорошей выбиваемостью, точностью; металл не затекает внутрь стержня. Наполнительная смесь обычно крупнозернистая и содержит минимум жидкого связующего (жидкое стекло, акриловые смолы и др.). Смолы, входящие в состав оболочкр-вых стержневых смесей, — новолачные (продукт конденсации фенола с формальдегидом). Для отверждения фенолформальдегидной смолы требуется незначительная теплота.
На рис. 10.17 представлена схема изготовления оболочковых стержней. Ящик нагревают до оптимальной температуры и его поверхность покрывают разделительным составом с целью свободного отделения оболочки от ящика, после этого в верхнюю часть последнего вдувают смесь (рис. 10.17, а) и ящик поворачивают на 180° (рис. 10.17, б). Избыток смеси, высыпающейся на мягкий конвейер, поступает на повторное использование. Затем смесь вдувают в другую часть ящика и удаляют избыток смеси из этой части (рис. 10.17,в).
После ^окончательного отверждения стержней (рис. 10.17, г) ящик разнимают так, чтобы стержни остались в одной его половине (рис. 10.17, д), которую поворачивают на 90° (рис. 10.17, е), и стержни удаляют мягким конвейером (рис. 10.17, ж). Конвейер со стержнями опускается (рис. 10.17, з), половина ящика возвращается в вертикальное положение, и стержни передаются на цеховой конвейер,
128
Рис. 10.18. Центробежная машина для изготовления оболочковых стержней:
1 — барабан с изложницами; 2 — нагревательные элементы; 3 — изложницы (стержневые ящики); 4 — нагревательная камера; 5 — дозатор смеси; б — желоб; 7 — стержень; 8 — приемник; 9 — конвейер; 10 — поршень толкателя; И — электродвигатель; 12 — толкатель; 13 — опрыскиватель
а рабочая поверхность ящика обдувается сжатым воздухом и покрывается разделительным составом (рис. 10.17, и). Затем ящик собирается (рис. 10.17, к).
Производительность такой машины 50—90 съемов в час в зависимости от реакционной способности используемой песчано-смоляной смеси.
Центробежная машина для изготовления оболочковых стержней. При массовом производстве оболочковых цилиндрических стержней, например стержней для отливок гильз блока цилиндров, станин некоторых электродвигателей и др., используют многопозиционные машины.
На рис. 10.18, а показана десятипозиционная центробежная машина конструкции НИИтракторосельхозмаша для изготовления оболочковых стержней для отливки гильз. Машина работает в пульсирующем режиме: поворот — передвижка на одну позицию, остановка для выполнения очередной операции, снова передвижка и т. д.
5 Матвеенко И. В. и др. 129 .
Изготовление стержней на десятйПозиционной машине производится в несколько последовательных этапов. На первом этапе в нагретую изложницу 3 вводят опрыскиватель 13 (рис. 10.18, б); при этом поршень 10, вытолкнувший стержень, возвращается в исходное положение, а опрыскиватель при обратном ходе наносит на поверхность изложницы разделительный состав. На втором этапе желоб 6 со смесью входит во вращающуюся изложницу (рис. 10.18, в), медленно поворачивается, и смесь центробежной силой равномерно наносится на стенки изложницы, образуя стержень. На последующем этапе (рис. 10.18, г) стержень отверждается и затем поршнем 10 с толкателем 12 удаляется из изложницы и поступает на приемник 8 (см. рис. 10.18, а) и далее на конвейер 9. На машине можно получать стержни длиной до 400 мм, диаметром 100 мм, с толщиной стенки 8—10 мм, массой до 2 кг. Производительность машины 200— 220 стержней в час. Все операции автоматизированы.
10.6. ИЗГОТОВЛЕНИЕ СТЕРЖНЕЙ ИЗ ХТС
Технологический процесс изготовления стержней и форм из ХТС основан на том, что сыпучая песчано-смоляная смесь, по-мещеццая в стержневой ящик или форму, при нормальной температуре способна отвердиться без нагрева. Основное преимущество этого технологического процесса по сравнению с процессом получения стержней по горячим ящикам заключается в том, что наряду с высокой размерной точностью получаемых стержней их можно изготовлять в ящиках практически из любого материала (дерева, алюминия, искусственной смолы и т. д.).
Этот процесс широко применяют в литейных цехах единичного и мелкосерийного производства. Время отверждения стержней из ХТС 0,5—1,5 ч. Для интенсификации процесса отверждения таких смесей используют различные катализаторы.
Быстрое развитие процесса началось после освоения специальных синтетических связующих.
Для смесей холодного отверждения целесообразно применение карбамидно-фурановых и фенолофурановых связующих. В качестве катализатора для карбамидно-фурановых связующих используют техническую ортофосфорную кислоту.
Холоднотвердеющие смеси приготовляют в лопастных смесителях (см. рис. 4.7) с частотой вращения 0,5—0,6 с-х. Применение катковых смесителей для этих целей нежелательно, так как в процессе смешивания в таких смесителях происходит некоторое повышение температуры песка, что увеличивает скорость отверждения стержня.
Стержни по способу холодного отверждения можно получать на обычных пескодувных (пескострельных) машинах с последующей продувкой смесью воздуха с распыленным жидким катализатором. При контакте с отвердителем катализатор почти мгновенно отверждает стержень. При этом важно, чтобы катализатор был равномерно распределен по всему объему стержня, что достигается применением игольчатых сопел и соответствующего количества вент 130
Рис. 10.19. Схема подачи катализатора при изготовлении стержней из ХТС
в стержневом ящике. На рис. 10.19 показана схема подачи катализатора при изготовлении стержней из ХТС. Жидкий катализатор из бака 1 генератора под давлением азота, поступающего из трубопровода, подается в пульверизатор 2, где смешивается со сжатым воздухом, а затем по трубопроводу 3 под давлением поступает через впускные отверстия в стержневой ящик 4. Из стержневого ящика 4 остатки катализатора, минуя венты выпускного отверстия, поступают в бак 6 с кислотой, где катализатор нейтрализуется, а воздух выходит через трубу 5 в атмосферу.
В некоторых случаях катализатор вводится в смесь непосредственно в процессе смешивания.
Широкое распространение получил процесс отверждения стержней продувкой углекислым газом. Так называемый СО2-процесс состоит в том, что стержневая смесь, приготовленная на жидкостекольных связующих, при продувке ее углекислым газом свободно отверждается при обычной температуре.
Машины для изготовления стержней по СО2-процессу отличаются от обычных пескодувных машин наличием устройств для продувки стержней, углекислым газом. Стержни продувают либо непосредственно на машинах, либо на специальных продувочных установках, работающих в паре с пескодувными машинами. Время продувки контролируется реле с диапазоном установки времени в широких пределах (обычно 1—60 с). Недостаток этого процесса — трудность удаления остатков стержней из жидкостекольных смесей при выбивке и очистке отливок.
10.7. ПЕСКОДУВНО-ПРЕССОВЫЕ МАШИНЫ
Пескодувно-прессовый метод широко применяют в автоматах для получения форм в съемных опоках (безопочная формовка). Автоматические линии безопочной формовки на базе пескодувнопрессового метода уплотнения имеют высокую производительность (более 300 форм в час), а получаемые отливки — высокую точность. Смеси, применяемые при пескодувно-прессовом методе уплотнения, имеют повышенную прочность при сжатии в сыром состоянии (стСж « » 0,2 МПа) и пониженную влажность (3—3,5 %). Давление прессования на поверхности формы обычно высокое {р » 2 МПа).
5* 121
Я 1
Рис. 10.20. Схема работы пескодувно-прессового автомата для изготовления без-опочных форм
Принцип работы пескодувно-прессового автомата для уплотнения сырых разовых безопочных форм с вертикальным разъемом показан на рис. 10.20. Прессовый цилиндр 1, расположенный гори-зонталвно, герметично соединен с пескодувным резервуаром 7. Одна половина модели 3 закреплена непосредственно к поршню 2, а другая половина 4 — на плите 5.
Смесь из пескодувного резервуара вместе с сжатым воздухом, поступающим из ресивера 8, вдувается в полость формы (рис. 10.20,а) и прессуется поршнем 2 (рис. 10.20, б). Затем корпус 6 перемещается влево, вместе с нйм уходит модельная плита 5, при этом происходит вытяжка модели 4. После отхода влево на определенное расстояние модель вместе с плитой 5 откидывается в горизонтальное положение (рис. 10.20, в). При следующей операции поршень 2 проталкивает готовую форму вперед. Полуформа (ком) соприкасается с ранее изготовленной полуформой, и весь ряд полуформ перемещается. Одновременно продолжается загрузка пескодувного резервуара (рис. 10.20, г). Затем следует возврат плиты в исходное положение главным цилиндром (рис. 10.20, д), после чего камера закрывается, и машина готова для повторения цикла (рис. 10.20, е).'
Последовательность операций осуществляется согласно циклограмме с помощью поворота плоского золотника, имеющего шесть фиксированных положений, соответствующих шести рабочим операциям машины. Поворот плоского золотника в положение следующей операции происходит автоматически.
Стержни проставляются специальной поворотной рамой, расположенной сбоку автомата. Стержни, предпочтительно оболочковые, оператор устанавливает в знаки макета формы, закрепленные на поворотной раме. В этом положении они удерживаются благодаря небольшому вакууму. При включении привода рама поворачивается на 180° и подходит к форме вплотную. Затем разрежение снимается, и через, каналы, использованные для создания вакуума, подают ежатый воздух, которым стержни прижимаются и фиксируются в знаках формы, 133
Размеры форм с вертикальным разъемом колеблются от 406 X X 508X300 до 600 x 775 x 400 мм. Смена модельных комплектов на автоматах механизирована.
В настоящее время как в нашей стране, так и за рубежом наблюдается тенденция к изготовлению пескодувно-прессовым и вибро-прессовым способом более крупных безопочных форм (до 1520Х X1220 мм).
ГЛАВА 11. НОВЫЕ МЕТОДЫ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ
11.1. ТРЕБОВАНИЯ К ПРОЦЕССАМ ФОРМООБРАЗОВАНИЯ
. В современном литейном производстве предъявляются высокие требования к методам формообразования песчаных литейных форм. Основные из них для метода уплотнения следующие; обеспечение технологически необходимой плотности по высоте формы;
высокая производительность процесса и хорошие санитарно-гигиенические условия труда;
низкая энергоемкость и высокий КПД устройств для формообразования;
низкая металлоемкость, компактность и простота обслуживания рабочего органа машины, легкость автоматизации;
технологическая надежность процесса.
Сравнительный анализ традиционных и новых методов уплотнения показывает, что ни один из них в полной мере не удовлетворяет поставленным требованиям. Этим требованиям удовлетворяют комбинированные методы уплотнения.
Метод уплотнения обусловливается технологией производства, номенклатурой отливок, серийностью и т. д.
Существует большое разнообразие как новых, оригинальных способов уплотнения, так и существующих. Рассмотрим те из них, которые в последние годы находят применение на производстве и представляются перспективными, а именно: вакуумно-пленочный процесс; импульсные (воздушный, газовый, механический); новые методы прессования (последовательное, гравитационное, лопастное), уплотнение ширококовшовым пескометом; виброударное уплотнение; получение форм замораживанием.
11.2. ВАКУУМНО-ПЛЕНОЧНЫЙ ПРОЦЕСС
Сущность вакуумно-пленочной формовки (ВПФ) изготовления сухих песчаных форм без связующего заключается в искусственном создании избыточного напряжения сжатия между песчинками, которое определяется величиной вакуума или разницей между атмосферным давлением и давлением в сыпучем огнеупорном наполнителе. Для реализации способа ВПФ применяют специальную
133
5 6
Рис. 11.1. Схема вакуумно-пленочного процесса
модельно-опочную оснастку и синтетическую пленку. Тонкая (0,05— 0,1 мм) синтетическая полимерная пленка изолирует лад и контр-лад формы от проникания в полость формы атмосферного воздуха. Изолированная полость формы вакуумируется, песок уплотняется, и создается прочная форма. Для выбивки достаточно снять вакуум, и форма разрушается, а песок почти полностью идет на повторное использование.
Процесс ВПФ выполняют в следующей последовательности (рис. 11.1):
модельную плиту 1 с моделью 2 монтируют на вакуумном поддоне 3, полость которого соединена сквозными каналами 4 с поверхностью модельной плиты и модели; затем газовым или электрическим нагревателем 6 нагревают синтетическую пленку 5 толщиной 0,05—0,12 мм до пластичного состойния (рис. 11.1, а);
размягченную пленку 5 накладывают на модельную плиту 1 и модель 2, а полость поддона 3 подключают к источнику вакуума; вследствие разности давлений пленка плотно облегает поверхность модельной плиты и модели, точно воспроизводя ее конфигурацию; затем на модельную плиту устанавливают опоку 7, которая через отсасывающие фильтры 8 и воздушный коллектор 9 сообщается с источником вакуума (рис. 11.1, б);
в опоку засыпают- сухой мелкозернистый наполнитель 10 (песок), уплотняют его кратковременной вибрацией, формуют литниковую чашу, накладывают на поверхность полуформы вторую синтетическую пленку и проводят окончательное уплотнение наполнителя вакуумированием объема опоки (рис. 11.1, в);
снимают готовую полуформу, при этом полость вакуумного поддона отключают от источника вакуума, что позволяет легко отделить цолуформу q пленкой от модельной плиты (рис. 11.1, г);
134
вторую полуформу изготовляют аналогичным образом; во время сборки, заливки и затвердения отливки полуформы остаются подключенными к источнику вакуума (рис. 11.1, д);
после заливки и охлаждения отливки форму подают на выбивную решетку, где опоки отключают от источника вакуума; отливка 11 остается на решетке, а наполнитель просыпается в бункер (рис. 11.1, е).
Преимущества вакуумно-пленочного процесса:
не требуется для изготовления формы связующее, следовательно, отпадает необходимость в смесеприготовительном оборудовании, дорогих связующих материалах;
получаемые формы — сухие, следовательно, можно изготовлять тонкостенные отливки с минимальным браком по газовым раковинам;
незначительный расход песка (~2 %);
высокая точность отливок, минимальные уклоны, а в некоторых случаях и с обратными уклонами.
К недостаткам можно отнести:
повышенный пригар отливок, что ведет к обязательной покраске формы; образование газовых раковин и засора при изготовлении плоских отливок;
повышенный расход энергии;
повышенную запыленность рабочего места при засыпке песком опоки и при выбивке форм.
Этот процесс применяют в основном в мелкосерийном производстве. Вместе с тем ведутся работы по созданию автоматических линий вакуумной формовки для массового производства.
11.3. ИМПУЛЬСНЫЕ МЕТОДЫ ФОРМОВКИ
Воздушно-импульсная формовка состоит в том, что на смесь, находящуюся в опоке, воздействуют кратковременным воздушным импульсом высокого давления. В результате смесь с большим ускорением перемещается в сторону модельнбй плиты. При встрече с моделью или модельной плитой смесь резко тормозится и уплотняется под действием давления лежащих выше слоев. Верхние слои смеси так же, как- и при встряхивании, не уплотняются. Рабочий орган машины — импульсная головка — представляет собой емкость 6 (рис. 11.2) с клапаном 10 внутри и крышкой 8. В нижней части емкости 6 размещен рассекатель воздуха 5 — решетка с большим числом отверстий диаметром 5—8 мм. Технологическая оснастка, как обычно, состоит из модельной плиты 1 и модели 2, опоки 3 и наполнительной рамки 4.
В исходном положении клапан 10 прижат пружиной 9 к седлу клапана, выпускное отверстие В перекрыто. После заполнения опоки и наполнительной рамки смесью импульсная головка прижимается к оснастке, и полость А наполняется сжатым воздухом с помощью распределителя 7. Когда давление в полости А достигает заданного, полость соединяется с подпоршневой полостью Б распределителем 7,
135
Рис. 11.2. Машина для возДушно-импульсной формовки
и сжатый воздух быстро поднимает клапан 10, открывая выхлопное отверстие В. Сжатый воздух вначале заполняет по- . лость рассекателя Г, а затем, проходя через отверстие рассекателя, равномерным потоком ' направляется на сМесь. Дефлектор 11 способствует равномерному распределению потока
воздуха, выходящего из отверстия В, в полости рассекателя Г. Большая часть отработанного воздуха из полости наполнительной рамки удаляется в атмосферу через специальный клапан 12, ' выполненный у нижнего фланца наполнительной рамки, а остальной воздух удаляется путем фильтрации через венты /<3, расположенные в оснастке.
Дзддение воздуха в ресивере Р и в полости А головки поддерживается специальным компрессором до 7—8 МПа, давление потока воздуха в момент встречи со смесью равно 1,0—1,5 МПа. При перемещении смеси резко увеличивается объем полости прессования, давление над смесью и в полости А снижается до 0,2—0,3 МПа. Длительность процесса 1—3 с.
При воздушно-импульсном способе достигается высокое и равномерное уплотнение смеси. Твердость формы со стороны модели составляет 90—95 ед., а на контрладе после удаления неуплотненного слоя смеси 20—40 мм твердость 70 ед.
Преимущества процесса — минимальное время уплотнения, хорошее качество уплотнения, универсальность. Недостатки — повышенный расход воздуха, значительный шум, необходимость специального компрессора й ресивера высокого давления.
Газовая (взрывная) формовка. Процесс уплотнения форм и стержней энергией горения газообразных смесей известен давно, но до сих пор не получил широкого распространения несмотря на существенные преимущества. В качестве горючих смесей применяют природный газ низкого давления в смеси с воздухом в соотношении 1 : 10. Начальное давление газовоздушной смеси в камере сгорания ра = 10 кПа, конечное рк = 0,34-0,5 МПа. ~
На рис. 11.3, а представлена схема газовой формовочной машины. Установка состоит из станины 1, представляющей собой четырёхколонную конструкцию. На верхней траверсе станины расположен прямоугольный бункер 8 для смеси, в нижней части которого имеется жалюзийный затвор 7, обеспечивающий герметичнрсть камеры.
В нижней части бункера 8 расположена наполнительная рамка 6. На нижней траверсе станины установлен гидравлический пресс для поджима модельной плиты и опоки к наполнительной' рамке 6.
136
Рис. 11.3. Схема варианта газовой формовочной машины
Усилие пресса обеспечивает надежную герметичность в системе модельная плита—опока—камера сгорания. На прессовом столе закреплена модельная плита с моделью 3.
Перед началом засыпки смеси пустая- опока 5 покоится на торцовых роликах 4. Сбоку от бункера расположена камера сгорания 10, имеющая в верхней части клапан 9, вентилятор 11, а в средней — запальную свечу 12.
Машина работает следующим образом. После подачи пустой опоки 5 на рабочую позицию (см. рис. 11.3, а) стол 2 поднимается вверх и поджимает опоку 5 к наполнительной рамке 6, затем открывается жалюзийный затвор 7 (рис. 11.3, б), и смесь заполняет опоку и наполнительную рамку. После чего жалюзийный затвор закрывается, одновременно закрывается и клапан 9. В камеру 10 подается газ (преимущественно метан) и вентилятором смешивается с находящимся в ней атмосферным воздухом (на рисунке это положение не показано). Газ с воздухом перемешивается 2—3 с, после чего включается зажигание, происходит мгновенное горение («взрыв») газовоздушной смеси (рис. 11.3, в) и выделение значительной энергии. В результате образуется мощный силовой импульс продуктов горения, который и сообщает смеси большую скорость в направлении модельной плиты.
При встрече с моделью или плитой смесь тормозится и уплотняется, причем в нижних частях уплотняется больше, чем в верхних.
На рис. 11.3, г показан момент опускания опоки на ролики, протяжка модели и вентиляция камеры сгорания.
Преимущества процесса: высокая производительность и хорошее качество уплотнения, низкий уровень шума (<50 дБ), небольшой расход энергии. Энергоемкость этого процесса формовки в 5—6 раз ниже, чем воздушно-импульсной.
Скоростное (ударное) прессование. Наиболее простой вариант этого процесса — единичный удар прессовой колодки по смеси, находящейся в опоке. Слоям смеси и отдельным частицам, так же как и при газовой И воздушно-импульсной формовке, сообщается достаточно высокая скорость движения -(6—8 м/с). В результате удара слои смеси и колодка под действием, сил инерции движутся
; 137
Рис. 11.4. Схема рабочего органа процесса скоростного прессования
с большой скоростью в направлении модельной плиты, что и приводит к более равномерному уплотнению, чем при статическом прессовании. Кроме того, при ударе' повышается давление воздуха, находящегося в порах смеси, образуются фильтрационные потоки в направлении вент в оснастке, что также способствует снижению внешнего и внутреннего трения и повышению равномерности плотности смеси.
Схема рабочего органа скоростного (ударного) прессова
ния представлена на рис. 11.4. Нижняя траверса 1 и верхняя 3 соеди-
нены четырьмя колоннами 2. На нижней траверсе устанавливается мо-дельно-опочная оснастка 10 со смесью, а на верхней—пневмоударник, состоящий из рабочего цилиндра 4 с поршнем 7. На нижнем конце штока 6 закреплена прессовая плита 8, удерживаемая от падения пневмозахватами 9. Рабочий цилиндр 4 встроен в ресивер 5, питаемый от сети сжатым воздухом р = 0,5 4-0,6 МПа. Впуск воздуха в ресивер производят через отверстие А до начала удара, одновременно открывается отверстие Б для свободного выхода воздуха из штоковой полости цилиндра в атмосферу. Затем захваты 9 отводятся в сторону. Под дей-
ствием давления воздуха в ресивере колодка ударяет по смеси и уплотняет ее. Процесс скоростного прессования обладает рядом преимуществ. Равномерность плотности смесй по высоте опоки намного выше, чем при статическом прессовании. Время уплотнения исчисляется сотыми долями секунды. Расход воздуха на уплотнение одной формы незначительный. Режим рабочего органа легко регулируется давлением воздуха в ресивере и ходом прессовой колодки. Колебания фундамента в 3—4 раза ниже, чем при встряхивании.
К недостаткам процесса следует отнести высокую чувствительность к режимам уплотнения, необходимость устройства вент как на модельной плите, так и в карманах моделей.
Пневматический ударный привод хотя и прост конструктивно, но скорость его ограничена (о = 10 -4-12 м/с), он имеет значительные габариты. Эти недостатки исключены в пневмогидравлическом
и магнитоимпульсном приводах, но их мало применяют.
11.4. НОВЫЕ МЕТОДЫ ПРЕССОВАНИЯ
Последовательное прессование основано на использовании принципа относительного перемещения элементов оснастки. Как видно из рис. 11.5, а, в состав модельного комплекта, кроме моде-
138
Рис. 11.5. Схема последовательного прессования:
1 — опока; 2 — смесь; 3 — основание; 4 — модель; 5 — протяжная
плита; б — толкатель
лей 4, входит протяжная плита 5. Если предположить, что полный ход моделей снизу вверх составляет hM, то при последовательном прессовании
/^М = ^1 ^2»
где hr — высота предварительного перемещения моделей относительно протяжной рамки; й2 — окончательное перемещение моделей.
Последовательность операций следующая: перемещение моделей над плоскостью протяжной плиты на высоту hr (рис. 11.5, б); подъем протяжной плиты до совпадения ее плоскости с плоскостью разъема моделей на высоту hr (-рис. 11.5, в); совместное перемещение моделей и протяжной плиты на высоту /г2 до совпадения с ладом опоки (рис. 11.5, г).
Последовательное прессование позволяет не только получать равномерное уплотнение смеси, но и регулировать его по высоте опоки. К недостаткам процесса относятся сложность конструкции модельной оснастки и механизмов; уменьшение числа моделей на модельной плите вследствие ослабления ее жесткости.
Гравитационное уплотнение. Сущность гравитационного уплотнения заключается в использовании сил земного тяготения. Схема установки для гравитационного уплотнения смеси показана на рис. 11.6. На стол 1 формовочной машины устанавливается мо-дельно-опочная оснастка (модельная плита 2 с моделью 3, опока 4). Смесь 9 из бункера 10 сначала поступает в дозатор 7. При этом жалюзийный затвор 8 открыт, а затвор 6 закрыт. Затем, когда мо-дельно-опочная оснастка уже установлена на столе, открывается затвор 6, и доза смеси свободно падает по направляющей трубе 5 в опоку. Ударяясь о модельную оснастку, смесь под действием сил инерции уплотняется. Причем по ладу формы плотность смеси достигает технологически заданной, а по контрладу не уплотняется, и ее срезают либо доуплотняют прессовой колодкой на следующей позиции. Высота падения смеси составляет 1,5—2 м, а скорость v = = 1 -^6 м/с. Этот способ конструктивно прост, но для установки требуется здание значительной высоты. Этот способ чаще всего применяют в комбинации с прессовым механизмом.
139
Рис. 1J.6. Схема установки для гравитационного уплотнения смеси
Рис. 1U-Z. Схема вакуумно-прессовой формовочной машины
' Прессование с одновременным вакуумированием. На рис. 11.7 представлена схема формовочной машины, уплотняющей смесь многоплунжерной прессовой головкой под вакуумом. Машина включает дозатор 1, герметичную вакуумную камеру 2, пассивную многоплунжерную прессовую головку 3, прессовый поршень 4 и станину 5. При открытии шибера смесь из дозатора 1 пересыпается в опоку 7 и наполнительную рамку 8. Модельная плита 6 и глубокие карманы моделей имеют венты, которые сообщены с вакуумной камерой 2, разрежение в последней постоянно поддерживается через ресивер Р вакуумным насосом Н. Перед началом прессования прессовая головка 3 перемещается влево в рабочее положение (шибер при этом закрыт). Прессование осуществляется при одновременном вакуумировании смеси, что увеличивает равномерность распределения плотности смеси по всему объему формы, при этом снижается влажность смеси и повышается прочность формы вследствие удаления мелкодисперсного и «защемленного» в порах воздуха.
Лопастное (шнековое) прессование. В формовочных машинах, основанных на лопастном прессовании, между бункером 1 и модельным комплектом 4 (рис. 11.8) имеется плита 3 с цилиндрическими отверстиями, в которых установлены уплотняющие лопасти 2, закрепленные на валу. При вращении вала уплотняющие лопасти захватывают формовочную смесь из бункера и дозируют ее в опоку. В последней смесь уплотняется до технологически необходимой плотности с достаточно высокой равномерностью.
Преимущества лопастного уплотнения следующие: совмещение операций засыпки и уплотнения формовочной смеси, благодаря чему отпадает необходимость в наполнительной рамке и дозаторе; бесшумность работы и легкость регулирования степени уплотнения
140
(’ис. 11.8. Схема формовочной машины Лопастного уплотнения
смеси по силе тока в электродвигателе привода уплотняющих элементов.
Применяемые в настоящее время лопастные формовочные машины предназначены для формовки в опоках высотой не более 180 мм. Число уплотняющих элементов колеблется от 12 до 16 штук; диаметр каждого 200— 260 мм. Время уплотнения одной полуформы 6—10 с.
Трение скольжения лопастей по смеси в значительной степени
увеличивает энергоемкость процесса и вызывает быстрое изнашивание лопастей.
С целью повышения" срока службы уплотняющих элементов, снижения осевых усилий и энергозатрат делаются попытки вместо лопастей применить конические ролики катки.
11.5. УПЛОТНЕНИЕ ШИРОКОКОВШОВЫМ ПЕСКОМЕТОМ
Щирококовшовый пескомет представляет собой центробежную метательную машину, которая, как и обычный пескомет, бросает формовочную смесь в опоку, одновременно наполняет ее и уплотняет смесь.
Такой пескомет конструктивно отличается от обычного тем, что ковш, ротор и в целом метательная головка имеют ширину, равную длине опоки. Загрузка смеси по лотку 3 в данном случае не осевая, а тангенциальная. На раме 7 (рис. 11.9) закреплены ленточный конвейер 1 малого рукава и метательная головка 4 с ковшом 6. Вал 5 метательной головки 4 и ось приводного барабана 2 ленточного конвейера 1 параллельны. Для уплотнения одной полу-формы требуется 10—12 с. За это время головка пескомета вместе с питающим ее ленточным конвейером совершает всего четыре возвратно-поступательных движения (два вперед , и два назад).
К преимуществам обычного пескомета в данном случае добавляется еще одно — высокая
Рис. 11.9. Схема ширококовшового пескомета
производительность. Ширококовшовый пескомет обеспечивает достаточно высокое качество уплотнения смеси. Однако в теневых местах около моделей смесь уплотняется несколько хуже, что можно отнести к недостатку.
141
Ширококовщовь1й пескомет потребляет значительное количество энергии и создает высокий шум. Несмотря на это, его применяют в промышленности.
11.6. ВИБРАЦИОННО-УДАРНОЕ УПЛОТНЕНИЕ
Сущность вибрационно-ударного процесса — колебание стола с модельно-опочной оснасткой с одновременным ударом за каждый полупериод, что приводит .к значительному повышению сил инерции, а значит, и уплотняющего воздействия. Этот процесс похож на встряхивание. При ударе оснастки о неподвижную преграду в спектре колебаний уплотняемого объема появляются гармоники более высокого порядка при использовании вибровозбудителей промышленной частоты (50 Гц). Это резко снижает внутреннее трение, и смесь переходит в псевдоожиженное состояние, легко уплотняется.
Существуют два вида вибрационных формовочных машин — вертикально-ударные и горизонтально-ударные.
Вертикально-ударные установки применяют при небольших размерах Технологических емкостей (<1000Х 1000 мм) и в основном для изготовления стержней из ХТС.
Горизонтально-ударные установки применяют для крупных опок (>1000X1000 мм) и уплотнения форм из ХТС (рис. 11.10). Установка состоит из вибровозбудителя 1 и упругих опор 4, амортизаторов и платформы 5, которая имеет скобу 2; на обеих внутренних поверхностях полости закреплены резиновые прокладки 3. Между ними и вибровозбудителем 1 имеются зазоры К- Вибрационноударный режим колебаний обеспечивается благодаря зазору К,
1
Рис. 11.10. Схема горизонтально-ударной вибрационной формовочной машины 142
определяемому расчетным путем. Зазор колеблется в пределах 3—5 мм.
При уплотнении ХТС вибрационно-ударными установками плотность смеси достигает 1,7—1,8 г/см3 почти на 3/4 высоты опоки. Верхние слои смеси не уплотняются, поэтому при вибрации на смесь накладывают грузовую плиту, обеспечивающую ее уплотнение.
Горизонтально-ударные установки имеют следующие преимущества по сравнению с вертикальными: вибровозбудитель полностью разгружен от массы колеблющихся частей; малая чувствительность к изменению массы формы; ниже уровень шума и проще конструкция.
11.7. ИЗГОТОВЛЕНИЕ ФОРМ ЗАМОРАЖИВАНИЕМ
Основным связующим при получении песчаных форм замораживанием является вода. При изготовлении замороженных форм используют жидкий азот.
Существуют два способа замораживания формы — после снятия ее с модели и до снятия с модели. При первом способе применяют смеси, содержащие глину, поэтому толщина стенок формы большая. При втором способе толщина стенок песчаной формы меньше, глинистой связующей в смеси почти нет; смесь охлаждают перед подачей в оснастку, а холод подводят через оснастку, которую также охлаждают до температуры ниже О °C.
На рис. 11.11 показана схема изготовления песчаных форм замораживанием по первому способу. Жидкий азот из изотермической передвижной емкости 1 через металлорукав 2 подают в теплоизолированный бак 3. Через загрузочное окно 5 форма 4 погружается в жидкий азот, образующиеся при этом холодные пары азота вентилятором 6 подаются к стеллажу для охлаждения собранных форм 7.
Схема получения стержней путем замораживания смеси представлена на рис. 11.12. К стержневому ящику 1 с уплотненным влажным песком прижимают коллектор 3, имеющий каналы 4 и прокладку 5 для герметичности. Внутренняя поверхность коллек-
Рис. 11.11. Схема оборудования для изготовления форм замораживанием
143
тора облицована теплоизоляцией. Стержневой ящик поворотом вентиля соединяют с вакуумным насосом 8. С помощью вакуумного насоса 8 через венты 2 производят вакуумирование песка и полости коллектора. Затем открывают вентиль 6. Под действием атмосферного давления сжиженный газ из емкости 7 через коллектор поступает к поверхности отверждаемого стержня, где испаряется, а образовавшиеся холодные пары под действием вакуума
Оснастка может быть металли-
фильтруются через стержень.
ческой, деревянной или пластмассовой.
В песчаной массе в обоих случаях содержание воды обычно колеблется в пределах 3—6 %, глины 0,5—1,0 %. Температура охлаждения формы (—40)-?(—50) °C. При таких параметрах прочность ^мороженной формы осж =(1-е-2) МПа.
Качество поверхности и точность отливок, полученных этим способом, выше, чем отливок, полученных в сырых песчано-глинистых формах.
На 1 т смеси расходуется в среднем 300 кг азота. Повышенные энергозатраты способа получения форм замораживанием компенсируются экономией энергии на других этапах технологического-процесса (смесеобразование, очистка и т. д.).
ГЛАВА 12. АВТОМАТИЗАЦИЯ УПРАВЛЕНИЯ ФОРМОВОЧНЫМИ МАШИНАМИ
Существует две системы управления сложным циклом: многоэлементная — оператор включает и выключает отдельные механизмы переключателями, расположенными на пульте; одноэлементная — оператор включает (нажимает кнопку) только одно управляющее устройство. Последовательность выполнения операций устанавливается в Соответствии с циклограммой.
Многоэлементная система управления имеет следующие недостатки: оператор во время работы должен определять не только моменты включения распределителей, но и их очередность; возможна ошибка оператора при переключении распределителей, что может привести к аварии.
12.1. МНОГОЭЛЕМЕНТНАЯ СИСТЕМА УПРАВЛЕНИЯ
Роликовый конвейер 1 для приема опок приводится в действие пневмоцилиндром Ц1, а прессовая плита 4 — цилиндром Ц4. Циклограмма работы механизмов за один цикл приведена на рис. 12.1, Все рабочие цилиндры машины управляются- соответ-144
Рнс. 12.1. Схема ручного управления формовочной машиной (а) и циклограмма работа (б)
ствующими главными распределителями Pl, Р2, РЗ и Р4, которые, в свою очередь, управляются соответствующими вспомогательными распределителями РВ1, РВ2, РВЗ и РВ4. Оператор определяет моменты включения механизмов, включает их с помощью вспомогательных распределителей, имеющих ручное управление.
Цикл работы начинается с опускания роликового конвейера 7 с пустой опокой и установки ее на модельную плиту. Для этого оператор переводит рукоятку распределителя РВ1 в положение II, и воздух, поступая в полость управления распределителя Р1, переключает его. Последний направляет сжатый воздух в штоковые полости цилиндров Ц1, и роликовый конвейер с опокой опускается. После заполнения опоки смесью оператор переводит распределитель РВ2 в положение //, воздух поступает в управляющую полость главного распределителя Р2. Поток сжатого воздуха направляется в цилиндр Ц2 встряхивающего стола 2. Для прекращения встряхивания необходимо перевести вспомогательный распределитель РВ2 в" исходное положение /. При этом подача сжатого воздуха в управляющую полость распределителя Р2 прекращается, и он, возвращаясь в исходное положение, перекрывает подачу воздуха во встряхивающий механизм.
Для подпрессовки необходимо перевести распределитель РВЗ в положение II. Воздух поступает в управляющую полость главного распределителя РЗ, который соединяет нештоковую полость цилиндра Ц4 с сетью, а штоковую — с атмосферой. Прессовую плиту 4 устанавливают над столом 2. Прессование начинается после перевода распределителя РВ4 в положение // и переключения распределителя Р4. Воздух из сети будет попадать в полость прессового цилиндра ЦЗ, в поршень 3 которого встроен встряхивающий механизм. При возвращении распределителя РВ4 в исходное положе-
Н5
ние / распределитель Р4 также возвращается в исходное положение. Полость цилиндра ЦЗ соединяется с атмосферой, и стол 2 опускается.
Отвод траверсы с прессовой плитой 4 происходит после переключения распределителя РВЗ в положение I. Распределитель РЗ возвращается в исходное положение и соединяет штоковую полость цилиндра Ц4 с сетью, а нештоковую — с атмосферой. Для вытяжки моделей необходимо перевести распределитель РВ1 в положение /, вследствие чего распределитель Р1 вернется в исходное положение, соединяя штоковую полость цилиндра. Ц1 с атмосферой, а нештоковую — с сетью. Роликовые конвейеры поднимаются и снимают готовую платформу с модельной плиты.
12.2. ОДНОЭЛЕМЕНТНАЯ СИСТЕМА УПРАВЛЕНИЯ
Одноэлементная система управления представляет собой командоаппарат шагового действия, включающий приводной цилиндр Ц5, храповое колесо X и многопозиционный распределитель РШ с цилиндрическим или плоским золотником (рис. 12.2). Центральный канал распределителя соединен с сетью, а семь выходных каналбб'— с рабочими цилиндрами машины и полостями управления вспомогательных распределителей.
Система управления (см. рис. 12.2) обеспечивает работу машины по заданной циклограмме. Для опускания кромочного роликового конвейера (начало цикла) необходимо нажать на кнопку вспомогательного распределителя ВР. В исходном положении обе полости цилиндра Ц5 сообщаются с сетью, и вследствие разности диаметров цилиндров соединительный шток находится в крайнем левом положении. При включении распределителя ВР правая полость цилиндра Ц5 соединяется с атмосферой, и поршень перемещается вправо. Одновременно собачка поворачивает храповое колесо X и распределитель РШ на один шаг. При подключении канала 1 распределителя РШ к сети сжатый воздух поступает в штоковую полость цилиндров Ц1, и кромочные роликовые конвейеры опускаются. После освобождения кнопки распределителя ВР сжатый воздух снова начинает поступать в правую полость цилиндра Ц5, и его поршень возвращается в. исходное положение. Для поворота храпового колеса на один шаг достаточно кратковременного нажатия на кнопку распределителя ВР.
Для включения встряхивающего цилиндра Ц2 вновь необходимо нажать кнопку распределителя ВР. Произойдет очередной поворот распределителя РШ на следующую позицию, ~и сжатый воздух из сети поступит по каналу 2 во встряхивающий механизм. Для подвода траверсы с прессовой колодкой необходимо вновь нажать кнопку распределителя ВР, и шаговый механизм переведет многопозиционный распределитель РШ в третье положение. В этом положении механизм встряхивания отключается, а воздух по каналу 3 поступает в правую управляющую полость распределителя Р, который переключается и подает сжатый воздух в нештоковую полость цилиндра Ц4. Шток цилиндра Ц4 устанавливает прессовую 146
Рис. 12.2. Одноэлементная система управления формовочной машиной плиту над формовочным столом. Затем оператор нажимает кнопку распределителя ВР. Распределитель РШ переходит в четвертое положение и подает сжатый воздух по каналу 4 в прессовый цилиндр ЦЗ. Происходит операция прессования. Канал 5 — нерабочий (резервный).
Для обеспечения давления в нештоковой полости цилиндра Ц4 в момент прессования необходима установка дополнительного распределителя Р с двусторонним управ
лением. Если эту полость подключить непосредственно к каналу 3 распределителя РШ, то при переходе шагового распределителя в четвертое положение канал 3 соединяется с атмосферой, и в нештоковой полости давление снижается. Это может привести к отходу траверсы от упора и, следовательно, к нарушению соосности прессовой плиты и опоки. При соединении правой полости распределителя с атмосферой его рабочий орган остается в прежнем положении до тех пор, пока не будет подан воздух в левую управляющую полость, что произойдет только' после очередного нажатия кнопки управления. При этом воздух по каналу 4 распределителя выходит из прессового цилиндра. Следующим нажатием кнопки распределителя РШ оператор соединяет левую полость распределителя Р через канал 6 с сетью сжатого воздуха. Распределитель Р срабатывает и подает воздух в штоковую полость цилиндра Ц4. Шток при ходе назад отводит траверсу с колодкой из зоны над прессовым столом.
Заключительный этап работы машины — вытяжка моделей — следует после седьмого нажатия кнопки управления, в результате распределитель РШ перейдет в положение 7 и подаст сжатый, воздух в нештоковые полости цилиндров Ц1 кромочных роликовых конвейеров.
12.3. АВТОМАТИЗАЦИЯ УПРАВЛЕНИЯ СТЕРЖНЕВОЙ ПЕСКОДУВНОЙ МАШИНЫ
На рис. 12.3 представлена стержневая однопозиционная пескодувная машина челночного типа с газовым обогревом стержневого ящика. Машина состоит из четырех блоков: пескодувного, разборки, удаления стержня, смены оснастки.
На позиции пескодувного блока расположены ресивер 1, бункер для стержневой смеси 2, подъемный стол 9 и пескодувная головка 10. На позиции блока разборки расположены подвижная рама 3, верхняя 4 и нижняя 7 нагревательные плиты, с толкателями и направляющие 8 нижней нагревательной плиты. Машина оборудована
147
Рис. 12.3. Стержневая пескодувная машина
горизонтальным вилочным съемником стержней (на схеме не показан). Стержневой ящик 5, состоящий из верхней и нижней половин, перемещается с позиции разборки на позицию пескодувного блока и позицию смены оснастки по направляющим 6. Путевой контроль и положение исполнительных механизмов осуществляются бесконтактными конечными выключателями. В машине реализована элек-троконтактная релейная система управления.
На рис. 12.4 представлены технологические схемы управления пескодувного блока, блоков разборки и удаления стержней. При поступлении стержневого ящика на позицию пескодувного блока (см. рис. 12.3) его положение фиксируется конечным выключателем Х5 (см. рис. 12.4). При закрытом положении шибера на выходе системы возникает сигнал Z6 и выключается электромагнит ЭМ6. При этом стол пескодувного блока со стержневым ящиком поднимается и прижимает последний к дутьевой головке. Степень прижима контролируется реле давления РД, которое формирует сигнал Х4.
На выходе системы управления формируется сигнал Z3, который включает ЭМЗ. Смесь из пескодувной головки вдувается в стержневой ящик. Через некоторое время, определяемое реле времени, по сигналу Z4 включается ЭМ4, происходит выхлоп сжатого воздуха через специальный клапан в атмосферу.
После закрытия клапана снимается сигнал Z6 и выдается на ЭМ5 сигнал Z5. Масло под давлением подается в верхнюю полость гидроцилиндра, и стол со стержневым ящиком опускается. Одновременно по сигналу Z2 открывается шибер (по Z1 — закрывается шибер), и пескодувный резервуар заполняется новой порцией смеси. 148
Рис. 12.4. Технологическая схема автоматического управления пескодувного блока
Рис. 12.5. Технологическая схема автоматического управления блоков разборки и удаления стержней
Длительность загрузки. контролирует реле времени. По истечении времени загрузки включается ЭМ1, воздух подается в левую полость пневмоцилиндра, шибер закрывается (при ЭМ2 шибер открывается). Цикл работы пескодувного блока заканчивается.
При опускании стола пескодувного блока срабатывает конечный выключатель ХЗ. Если механизм разборки ящика опущен, верхняя плита обогрева поднята, а на позиции блока разборки нет стержневого ящика, то на выходе системы управления возникает сигнал Z8. По этому сигналу включается электромагнит ЭМ8, сжатый воздух поступает в левую полость пневмоцилиндра, и стержневой ящик переходит на позицию блока разборки. В этом случае срабатывает конечный выключатель Х6 (рис. 12.5), и на выходе системы управления возникает сигнал Z11, который включает ЭМИ, и воздух подается в верхние полости пневмоцилиндров. Верхняя плита обогрева опускается.
Когда шток пневмоцилиндра сходит с конечного выключателя ХЮ, на выходе системы управления появляется сигнал, который подается в систему управления газового обогрева, ^включается клапан подачи газа для обогрева стержневого ящика. Температура нагрева контролируется контактным терморегулятором РТ.
При достижении определенной температуры стержневого ящика сигналом ХИ от терморегулятора прекращается подача газа и выдается сигнал Z10, который включает ЭМ10, масло под давлением подается в нижнюю полость гидр'оцилиндра, и механизм разборки поднимается. По сигналу Z9 включается ЭМ9, и механизм разборки опускается. Специальная конструкция механизма разборки стержневого ящика обеспечивает подъем только верхней половины ящика, а опущенная верхняя плита обогрева своими толкателями протягивает стержень.
Таким образом, стержень остается в нижней половине ящика, а верхняя половина с верхней плитой обогрева поднимается. Верх-
149
Неё положение механизма разборки фиксируется конечным выключателем Х9. По сигналу Z12 включается ЭМ 12 (по сигналу Z11 включается ЭМ10). Сжатый воздух поступает в нижние полости пневмоцилиндров, верхняя плита поднимается и фиксируется выключателем ХЮ. По сигналу Z14 включается ЭМ14, и в правую полость пневмоцилиндра подается воздух. Приемное устройство механизма съема стержней перемещается на позицию блока разборки, «вилы» приемного устройства подходят под стержень и захватывают его. Это положение приемного устройства фиксируется конечными выключателями Х12, Х13. На выходе системы управления возникает сигнал Z9, который включает ЭМ9. Под давлением масла в верхней полости гидроцилиндра механизм разборки ящика опускается до промежуточного положения Х8, и при этом сигнал Z9 исчезает, а сигнал Z13 включает ЭМ 13. Приемное устройство со стержнем выходит из позиции блока разборки. Блок механизма удаления стержня заканчивает свой цикл работы. С «вил» приемного устройства стержень снимают вручную.
При возвращении приемного устройства в исходное положение по сигналу Z9 вновь включается ЭМ9, механизм разборки опускаете#;* обеспечивая сборку стержневого ящика. Нижнее положение механизма фиксируется конечным выключателем Х7. Если стол пескодувного блока готов к приему стержневого ящика, то на выходе системы управления возникает сигнал Z7, включающий ЭМ7 (см. рис. 12.4), и стержневой ящик вновь поступает на позиции пескодувного блока.
12.4. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ЭКСПЛУАТАЦИИ ФОРМОВОЧНЫХ И СТЕРЖНЕВЫХ МАШИН
В конструкции формовочных и стержневых машин необходимо предусматривать блокировки, исключающие работу до тех пор, пока соответствующие элементы механизмов не будут находиться в фиксированном положении. Пусковое устройство для включения движущихся частей машины должно приводиться в действие обеими руками или находиться на некотором расстоянии во избежание кон--такта рабочего с движущимися частями машины.
У основания формовочных и стержневых машин в местах, где-неизбежно просыпание смеси, должны быть предусмотрены соответствующие траншеи, перекрытые металлическими решетками, и механизированная уборка просыпи.
Для снижения шума и вибрации машцн их следует устанавливать на виброизолирующие фундаменты.
Операции кантовки стержневых ящиков общей массой 6 кг и более следует механизировать. В формовочных машинах с поворотной траверсой необходима фиксация последней в рабочем положении. Поворот допрессовочных,траверс должен быть механизирован, если для этого требуется усилие более 49 Н. В машинах с поворотной плитой и тележкой для приема заформованных опок следует механизировать выкатку тележки из-под машины.
В вибропрессовых машинах дебалансы следует надежно закреплять к ротору вибратора.
В стержневых машинах необходимо предусматривать блокировки, не допускающие вдув смеси до полного поджима стержневого ящика (опоки) к вдувной плите и опускание стола до полного снижения давления в пескодувном резервуаре; защитные ограждения на случай выбивания смеси в зазор между стержневым ящиком и вдувной плитой. Корпус ресивера следует подвергать статическим и гидравлическим испытаниям.
150
В машинах для изготовления стержней по нагреваемой оснастке следует предусматривать отсосы вредных газов и паров при отверждении стержней. Скорость движения воздуха в рабочей зоне должна быть не меиее 1 м/с при объеме отсоса 3000 м3/ч на 1 м2 панели или 1 м2 зоита.
В стержневых машинах должна быть обеспечена безопасность обслуживания ящиков с высокой температурой нагрева; операцию извлечения стержней из ящиков следует механизировать и автоматизировать.
Столы для хранения и отделки стержней следует оборудовать колосниками с удалением воздуха из-под стола -в объеме 4000 м3/ч на 1 м2 поверхности стола. В машинах с газовым подогревом оснастки конструкция узла газового подогрева должна отвечать требованиям «Правил безопасности в газовом хозяйстве».
Узел газового подогрева необходимо снабжать устройством, отключающим подачу газа при прекращении подачи воздуха.
На машинах для изготовления стержней отверждения из ХТС следует применять герметичную систему продувки смеси парами катализатора через стержневой ящик. Отходящие газы должны очищаться. После продувки катализатором стержневой ящик следует продувать чистым воздухом под давлением 0,4—0,6 МПа для вывода остатков катализатора.
Изготовление стержней из ХТС без продувки катализатором на позиции отверждения стержня и засыпки смеси в стержневой ящик необходимо выполнять в укрытии с патрубками для подключения к цеховой вентиляции, удаляющей воздух в объеме, обеспечивающем его скорость в открытых проемах не менее 0,7 м/с.
На установках для изготовления стержней и форм из ЖСС следует предусматривать: удаление воздуха из бункеров в объеме, равном 1,5V, где V — объем материала, подаваемого в бункер в единицу времени; герметичность дозаторов с отсосом воздуха в зоне загрузки и выдачи материала со скоростью 0,5 м/с; герметичность смесителя с отсосом воздуха в объеме, обеспечивающем скорость воздуха в отверстиях 0,7 м/с.
Рабочие столы для изготовления оболочковых форм и стержней должны иметь наклонную панель равномерного всасывания воздуха по всей ширине рабочего места. Скорость движения воздуха нужно принимать не менее 1,5 м/с при объеме отсоса 3000 м’/ч на 1 м длины панели.
Объем удаляемого воздуха иа 1 м2 входного сечения зонта должен быть не менее 3600 м3/ч при скорости в открытом рабочем проеме не менее 0,5 м/с. Скорость движения воздуха следует принимать не меиее 1,5 м/с, а объем удаляемого воздуха 3000 м3/ч на 1 м длины панели.
В конструкциях пескометов следует предусматривать: выносной пульт управления; звуковую сигнализацию; надежную защиту электропроводки передвижных пескометов от механических повреждений; электрическую блокировку ограничения передвижения пескомета в конечных точках пути; виброизоляцию кресла оператора.
Раздел третий
ПОТОЧНО-МЕХАНИЗИРОВАННЫЕ И АВТОМАТИЧЕСКИЕ ЛИНИИ
ГЛАВА 13. ПОТОЧНО-МЕХАНИЗИРОВАННЫЕ
И АВТОМАТИЧЕСКИЕ ЛИНИИ ИЗГОТОВЛЕНИЯ ОТЛИВОК в РАЗОВЫХ .ФОРМАХ
13.1. ОСНОВНЫЕ понятия. КЛАССИФИКАЦИЯ ФОРМОВОЧНЫХ ЛИНИЙ. КОМПОНОВКИ
Изготовление отливок в разовых песчано-глинистых формах остается главным способом, которым получают около 80 % всех отливок, несмотря на совершенствование и развитие производства отливок в металлических формах, по выплавляемым моделям, в оболочковых формах из термореактивных смесей, непрерывным литьем и другими специальными способами. Это объясняется достижением высокого уровня технологии, а также механизации и автоматизации изготовления отливок в песчаных формах, что позволяет получать отливки необходимой точности при высокой производительности с соблюдением необходимых санитарно-гигиенических условий.
Поточно-механизированные и автоматические линии формовки, заливки, выбивки — основные технологические комплексы современного литейного производства, определяющие состав и номенклатуру всего оборудования цеха.
В зависимости от характера производства (единичное, серийное, массовое), сложности и -массы отливок, требований к физико-механическим свойствам и качеству поверхности отливок в литейных цехах применяют линии с различными формообразующими агрегатами, средствами транспорта и планировками.
Рассмотрим определения и термины, относящиеся к поточномеханизированным и автоматическим линиям.
Автомат — такая единица оборудования, на которой без непосредственного участия человека, т. е. автоматически, как минимум, осуществляется: ввод предмета в рабочую зону; выполнение всех операций по непосредственному воздействию на предметы труда на данном оборудовании; установка предметов труда; снятие предметов труда; удаление отходов из зоны обработки.
Циклы обработки на автомате повторяются непрерывно, без вмешательства человека. Если для повторения операций на данной единице оборудования требуется вмешательство человека, то ее называют полуавтоматом.
Поточная линия — комплекс основного, вспомогательного и подъемно-транспортного оборудования, машин и механизмов (состоящий, как минимум, из двух единиц основного оборудования для различных операций), в котором операции обработки или сборки, 152
выполняемые с участием Человека, ’закреплены за определенными рабочими местами. При этом оборудование или рабочие места расположены, как правило, в порядке выполнения операций.
Механизированная поточная линия — поточная линия, в которой большая часть операций производственного процесса выполняется механизмами, машинами и оборудованием других видов и, кроме того, механизированы процессы перемещения предметов обработки от одного рабочего места к другому.
Комплексная механизированная поточная линия — поточная линия, в которой все основные операции производственного процесса выполняются механизмами, машинами и оборудованием других видов с взаимно увязанной производительностью и, кроме того, механизированы процессы перемещения предметов обработки от одного рабочего места к другому.
Автоматическая линия — комплекс основного, вспомогательного и подъемно-транспортного технологического оборудования, машин и механизмов (состоящий, как минимум, из двух единиц основного оборудования, выполняющих различные операции), на котором без непосредственного участия человека в требуемой Технологической последовательности с определенным ритмом выполняются операции части производственного процесса. При этом имеется общее управление и автоматические транспортные устройства для перемещения предметов обработки от одного вида оборудования к другому, а человек выполняет только наладку и наблюдение за ходом процесса.
Комплексная автоматическая линия — такая автоматическая линия, на которой все операции производственного процесса осуществляются без участия человека.
В литейных цехах применяют линии всевозможного назначения и состава. Наряду с поточными формовочными линиями, на которых лишь часть операций формовки механизирована, имеются комплексные автоматические линии, где все процессы — от изготовления формы до получения охлажденной отливки и подачи ее на очистные операции — автоматизированы.
Формовочные . линии можно . классифицировать по следующим признакам:
по наличию опок — линии опочной и безопочной формовки;
по принятому технологическому процессу изготовления форм — встряхивающе-прессовые, прессовые, пескодувно-прессовые, пескометные, на основе химически твердеющих жидкоподвижных или сыпучих смесей и т. д.;
по типу применяемого автомата — однопозиционный, многопо-. зиционный; проходной, челночный, карусельный; изготовляющий форму целиком или только полуформу и т. п.;
по характеру применяемой модельной оснастки — с жестко-установленной оснасткой, с быстросменной оснасткой, со скользящей оснасткой и др.;
по схеме транспортного потока — конвейерные линии с заливкой и охлаждением на замкнутом конвейере с жесткой связью (с не-
153
® формовочный авто- О формовочный авто- IZHZ] ерузоукладчик мат низа мат верха и низа
® формовочный авто- 12 кантователь заливка
мат верха
Е1 выбивка КЗ сборщик @ очистка опок
Ш распароВщик Q перестанобщик
Рис. 13.1. Схемы компоновки комплексных автоматических и механизированных линий формовки, заливки, выбивки
прерывно движущимся или с пульсирующим перемещением конвейера) и с роликовым или тележечным перемещением форм (без жесткой связи); с расположением автомата вне или внутри конвейера.
На рис. 13.1 представлены схемы компоновки комплексно-механизированных и автоматических линий различного назначения.
Состав автоматических и комплексно-механизированных линий формовки—заливки—выбивки и их компоновка определяются их назначением. Решающее значение имеет характер производства (массовый, серийный, мелкосерийный) и вид отливок, получаемых на линиях (вид сплава, масса и конфигурация отливок, наличие или отсутствие стержней и др.).
Автоматическая линия мод. АЛ91265СМ на базе формовочных автоматических блоков (рис. 13.1, а) предназначена для изготовления мелких сложных отливок в условиях разносерийного производства
154
с широкой и часто меняющейся номенклатурой. В зависимости от требуемой производительности на линии может быть установлено различное число независимо работающих формовочных блоков. На каждом формовочном блоке с проходными автоматами форма изготовляется целиком. Такая "компоновка линии позволяет изготовлять формы на каждом блоке независимо друг от друга и отлаживать технологический процесс на одном из автоматов и производить ремонт и обслуживание одного блока без остановки другого. Для повышения технологических возможностей на автоматах предусмотрена двойная засыпка смеси — облицовочной, обеспечивающей высокое качество поверхности, и более дешевой наполнительной и верхняя вытяжка модели, которая позволяет изготовлять формы с высокими болванами.
На автоматах линии мод. АЛ91265СМ предусмотрена верхняя протяжка моделей.
Автоматическая линия мод. АЛ92265 (рис. 13.1, б) аналогична линии мод. АЛ91265СМ и отличается от нее системой возврата опок, которые здесь передаются непосредственно с литейного конвейера, а не с помощью дополнительной транспортной ветви.
На рис. 13.1, в представлена комплексная автоматическая линия мод. АЛ22914 для получения мелких отливок в условиях массового производства на базе двух челночных автоматов, раздельно изготовляющих нижнюю и верхнюю полуформы. Производительность линии около 200 форм в час. Крайне редкая смена оснастки на линиях для массового производства допускает тщательную отладку при нижней вытяжке, без поворота полуформы, что, в свою очередь, дает возможность повысить производительность формовочного автомата. Линии, показанные на рис. 13. 1, а—в, работают на базе встря-хивающе-прессовых автоматов. Первые две линии работают с обычным литейным тележечным конвейером непрерывного действия, линия мод. АЛ22914 — с конвейером, имеющим пульсирующее перемещение.
Комплексная автоматическая линия по типу мод. ИЛ-225 (рис. 13.1, г) предназначена для изготовления мелких отливок сравнительно простой конфигурации в условиях массового производства на базе двух прессовых автоматов. Производительность линии 180 форм/ч. Опоки и формы транспортируются приводными роликовыми конвейерами. Линию выпускают также с усовершенствованным автоматом, на котором предусмотрено прессование дифференцированными колодками, что повышает’ технологические возможности линии.
Комплексная автоматическая линия мод. Л450 для массового производства автомобильных и тракторных отливок на базе двух проходных встряхивающе-прессовых автоматов с раздельным изготовлением верхней и нижней полуформ представлена на рис. 13.1, д. На линии установлен литейный конвейер с пульсирующим перемещением.
Комплексная механизированная линия по типу Л651 для получения средних ртлирок в условиях крупносерийного и .серийного
155
2
Рис. 13.^. Поточная линия изготовления нижних полуформ производства на базе встряхивающе-прессовых проходных формовочных установок представлена на рис. 13.1, е.
Для изготовления мелких отливок все больше применяют автоматические линии безопочной формовки. Ввиду отсутствия на них дорогостоящей опочной оснастки, упрощения выбивки и системы транспортирования эти линии требуют меньше капиталовложений и-дешевле в эксплуатации.
Линия безопочной формовки с вертикальным разъемом форм мод. КЛ2002 (рис. 13.1, дас) позволяет получить до 300—360 форм/ч. Дальнейшее увеличение производительности ограничивается возможностями заливки. Для повышения производительности заливку ведут на двух потоках (рис. 13.1, з). Еще более высокая производительность может быть достигнута при укладке форм в вертикальные стопки. Линия мод. КЛ1012 (рис. 13.1, ы) такого типа позволяет достигнуть производительности 600 форм/ч.
Внедрение автоматизации в мелких литейных цехах при их реконструкции и техническом перевооружении иногда создает большие затруднения вследствие ограниченности площадей. В таких случаях положительный результат дает внедрение автоматических линий на основе формовочных машин и манипуляторов (рис. 13.1, к).
Приведенные схемы не исчерпывают все типы линий, применяемые в литейных цехах. Так, в схемах линий, приведенных' на рис. 13.1, а—г, могут быть применены карусельные автоматы. Карусельный автомат позволяет без смены моделей изготовлять одновременно различные формы. Четырехпозиционный — две, шестипозиционный — три.
В условиях мелкосерийного многономёнклатурного производства наибольший эффект дает применение механизированных поточных ЛИНИЙ, В таких ЛИНИЯХ верх И низ форму ИЗГОТОВЛЯЮТСЯ отдельно, 150
имеются участки отделки и сборки формы. Участок линии для изготовления нижних полуформ на базе проходного автомата со скользящей оснасткой показан на рис. 13.2.
Участок включает трехпозиционный формовочный автомат 1, поворотно-вытяжную машину 2, сталкиватель 5 готовых полуформ, а также механизмы перемещения и подъема оснастки и кромочные роликовые конвейеры для перемещения опок и плит. Простановка стержней выполняется на тележечном конвейере 3.
Последовательность работ на участке следующая: рабочий с помощью подъемника на специальной позиции 4 устанавливает пустую опоку на модельную плиту и направляет Плиту вместе с опокой в автомат. В автомате происходит уплотнение формы, после чего она вместе с плитой подается на поворотно-вытяжную машину. После протяжки модели , формы выталкиваются на участок простановки стержней литейного конвейера, а плита возвращается на позицию установки опок. Аналогично (без участка простановки стержней) изготовляют верхние полуформы. Специальный сборщик накрывает на литейном конвейере нижнюю полуформу с проставленными стержнями верхней полуформой.
На рис. 13.3 и 13.4 представлены различные компоновки комплексных автоматических линий формовки — заливки — выбивки.
Комплексная автоматическая линия (см. рис. 13.3) включает три замкнутые взаимосвязанные линии с дополнительными транспортными и технологическими участками: формовочно-заливочную, линию предварительного и линию окончательного охлаждения. На формовочно-заливочной линии установлен формовочный автомат 1, последовательно изготовляющий верхнюю и нижнюю полуформы. Нижняя полуформа передается на пульсирующий конвейер, на скруглении которого проставляются стержни. Далее она накрывается верхней полуформой и загружается с помощью специального вертикально-замкнутого устройства (грузоукладчика) 3, работающего синхронно с литейным конвейером. После заливки из ковшей 2 и предварительного охлаждения на специальной охладительной ветви конвейера 4 с формы снимается груз, и она поперечным вертикально-замкнутым конвейером 5 передается на участок выбивки.
После выбивки методом продавливания пустые опоки возвращаются к формовочному автомату. Выдавленный ком (так принято называть выдавленную из опоки смесь с отливкой) подается на вторую горизонтально-замкнутую ветвь конвейера 6 для дополнительного охлаждения. Охлажденный ком далее сбрасывается на выбивную вибрационную установку, на которой отработанная смесь отделяется от отливки и передается в систему регенераций, а отливка на вертикально-замкнутый конвейер 7, составляющий третью линию, где происходит окончательное охлаждение отливок, их промежуточное складирование и, наконец, передача на участок очистки.
Автоматическая линия, показанная на рис. 13.4, работает следующим образом. На карусельном четырехпозиционном формовочном автомате / последовательно изготовляются нижние и верх-
157
Си СО
Рис. 13.3. Компоновка комплексной автоматической линии изготовления отливок с отдельными линиями охлаждения кома и отливок и включенным в линию участком регенерации смеси
Рис. 13.5. Комплексная автоматическая линия безопочной формовки
160
ние полуформы, которые направляются в два различных потока. Нижняя полуформа проходит через кантователь 2 и передается на вертикально-замкнутый конвейер 5 с пульсирующим перемещением тележек. Здесь осуществляется простановка стержней, сборка формы, автоматическая заливка на установке 3 и предварительное охлаждение на нижней ветви конвейера, проходящей ниже уровня пола.
Верхняя полуформа на'специальной ветви конвейера проходит через два кантователя, что дает возможность проверить ее состояние, и передается на установку для сборки форм (сборщик 4). В линии предусмотрены три охладительные ветви 6 для длительного охлаждения отливок в форме. Охлажденные формы подаются на выбивную установку 7, где ком продавливается на вибрационную решетку 8, на которой смесь отделяется от отливок. Затем смесь направляется на регенерацию, а опоки по транспортной ветви 9 возвращаются к формовочному автомату.
В состав комплекта линии входят установка 10 охлаждения отработанной смеси и смесеприготовительная система 11.
На рис. 13.5 показана комплексная автоматическая линия безопочной формовки. В состав линии входит пескодувно-прессовый автомат 1 безопочной формовки челночного типа, который последовательно выдает формы на две горизонтально-стопочные транспортные ветви. На этих ветвях (участок заливки 2) заливаются формы и транспортируются отливки в галтовочные барабаны непрерывного действия (участок выбивки 4). Между участками заливки и выбивки находится участок 3 охлаждения форм.
После выбивки отливки в коробах подают на участок зачистки 5, а смесь на участок регенерации, входящий в систему смесепригото-вления 6.
Как видно из приведенных выше схем современных комплексных автоматических линий, все они составляют единую систему с автоматизированным смесеприготовительным отделением, которое предназначено специально для обслуживания этих линий.
13.2. АГРЕГАТЫ И УЗЛЫ АВТОМАТИЧЕСКИХ ЛИНИЙ
В' состав автоматических линий входят формовочные автоматы, сборщики, распоровщики, кантователи, устройства для передачи опок и форм, устройства загрузки форм, заливки и выбивки. Формовочные автоматы являются основными агрегатами литейной автоматической линии. Они задают темп изготовления форм и определяют ее производительность. В современных линиях применяются формовочные автоматы различных типов, конструкций и исполнений. Для уплотнения форм применяются разнообразные технологические процессы: прессование плоской и дифференциальной колодкой, встряхивание с допрессовкой, пескодувно-прессовый метод, пескометное уплотнение и др.
Простой по конструкции, надежный в эксплуатации однопозиционный прессовый автомат с пневморычажным приводом применен
6 Матвеенко И. В. в др. 161
A
Рис. 13.6._ Карусельный формовочный автомат с комбинированным процессом уплотнения:
а — разрез по позициям / и III’, б — разрез по позициям II и IV
в линии ИЛ-225 (см. гл. 7). Автоматы работают в линии попарно. Один изготовляет верхние полуформы, а другой — нижние.
Карусельный формовочный автомат с комбинированным уплотнением (рис. 13.6) входит в состав автоматической формовочной линии мод. КЛ22821. Автомат имеет четыре позиции. На позиции I происходит обдув и опрыскивание модели; на позиции 77 — засыпка смеси и предварительное ее уплотнение; на позиции 777 — уплотнение встряхиванием с последующим прессованием, а на позиции IV — кантование уплотненной’ полуформы.
Поворотный стол автомата состоит из корпуса, в котором расположёны гидравлический привод и механизм переключения привода. На валу стола смонтирована планшайба, опирающаяся на ролики. К планшайбе прикреплены четыре секции стола, состоящие из кронштейна и съемной плиты. Планшайба с секциями периодически поворачивается на 90°, перемещая секции последовательно
162
на позиции I, II, 111 и IV. На позиции 1 установлены форсунка опрыскивания 5 и сопло обдува 7, помещенные в камеру 4, где находится резервуар 6 для керосина.
Модель и съемная плита поступают на позицию 1 автомата без опоки. Подъемный стол 1 под действием силового цилиндра 2, расположенного в корпусе колонны 3, перемещается вверх и вводит модель в камеру обдувки 4. Здесь модель через сопла 7 обдувается сжатым воздухом, а через форсунки 5 опрыскивается керосином. Стол опускается, устанавливает сменную плиту на автомат, после чего модель перемещается на позицию 77.
На позиции 77 предусмотрен двухходовой стол 14. При ходе вверх стол поднимает вверх съемную плиту с подмодельной плитой, штырями подмодельной плиты фиксирует опоку, которая подается на позицию специальным транспортом, и прижимает ее к наполнительной рамке. При этом пневмо цилиндры 16 открывают челюстной затвор бункера 15, а захваты 17 освобождают опоку от плиты. Происходит наполнение опоки смесью. Далее челюстной затвор закрывается. Стол вместе с опокой совершает дальнейший подъем (второй ход), а закрытый челюстной затвор выполняет роль прессовой колодки, подпрессовывая смесь. Затем стол опускается, и съемная плита садится на позицию автомата и перемещается на позицию 777.
На этой позиции установлен встряхивающе-прессовый механизм. Он представляет собой прессовый поршень 8, в котором расположен промежуточный поршень 9, являющийся цилиндром для встряхивающего поршня 10. Поршень 9 опирается на амортизационную пружину 12. К станине прикреплена прессовая плита 13 с наполнительной рамкой, подвешенной на пружинных подвесках. Рамка служит для предохранения от проеыпи смеси при прессовании.
На позицию 777 опока поступает на стол 11 с предварительно уплотненной смесью. При подаче воздуха под прессовый поршень он вместе с промежуточным и встряхивающим поршнями поднимается вверх, поднимает съемную плиту и опоку. При подаче воздуха в полость А встряхивающий поршень вместе со столом и опокой поднимается, а промежуточный поршень опускается, сжимая амортизационную пружину. При удалении воздуха из полости А стол движется вниз, а промежуточный поршень идет вверх — происходит их соударение, в результате чего обеспечивается встряхивание. Прессовый поршень при ходе вверх прижимает опоку к прессовой плите, обеспечивая уплотнение дополнительным прессованием. После этого опока опускается вниз, и происходит ее поворот на позицию IV. Во время поворота механизм срезания, укрепленный на станине, срезает излишки смеси с контрлада полуформы.
На позиции IV предусмотрен манипулятор, - предназначенный для поворота полуформ. Манипулятор состоит из корпуса 20, прижимов 18 опоки сверху, прижимов 21 съемной плиты снизу и'гидро-цилиндра поворота 19.
При поступлении опоки на позицию IV происходит ее зажим и поворот всего комплекта на При этом стол приема цолуформ
6* 163
Рис. 13.7. Трехпоэиционный формовочный встрихирающе-прессовый челночный автомат
находится в верхнем положении. Затем опока освобождается, и стол приема полуформ опускается вниз, осуществляя протяжку модели. Манипулятор, возвращаясь в исходное положение, по пути устанавливает сменную плиту с подмодельной плитой на автомат. На этом цикл изготовления полуформы заканчивается.
На некоторых линиях в качестве основного формовочного агрегата применяют трехпозиционный челночный формовочный автомат. Автомат такого типа (рис. 13.7) имеет две боковые встряхивающе-•прессовые позиции II и центральную позицию I, на которой происходит засыпка смеси в опоку и вытяжка модели из готовой формы. Встряхивакице-прессовый механизм 3 формовочного автомата способен выполнять четыре режима уплотнения; встряхивание с по-164
следующим прессованием; встряхивание с одновременным прессованием; предварительное встряхивание с последующим одновременным встряхиванием и прессованием; только прессование, без встряхивания.
Прессование осуществляется многоплунжерными колодками 2, что дает возможность достигнуть равномерного уплотнения при разновысокой конфигурации модели. Давление отдельного пуансона регулируется в пределах (1—18)-10® Па.
Очищенные от остатков формовочной смеси опоки попадают через промежуточный роликовый конвейер на центральную подъем-, ную и наполнительную позицию автомата. После этого подъемным устройством опока опускается на модельную плиту, одновременно опускаются наполнительная рамка и. дозатор 1, так что на опоку устанавливаются наполнительная рамка и дозатор. Во время опускания модель продувается, опрыскивается и еще раз продувается с помощью автоматически работающего устройства обдува и опрыскивания. После опускания открывается шибер дозатора, и точная доза формовочной смеси подается в опоку и в наполнительную рамку. Шибер снова закрывается, срезая смесь выше наполнительной рамки. Модельная тележка передвигает наполненную смесью опоку на встряхивающе-прессовую позицию, причем находящаяся во время опускания и наполнения в другой прессовой позиции опока передается на подъемную позицию.
Встряхивающе-прессовая позиция начинает работать, и после встряхивания опока вместе с модельной плитой и наполнительной рамкой прессуется под стационарной нажимной плитой или под многоплунжерным прессовым устройством. Затем полуформа выталкивается последующей пустой опокой из подъемной позиции на промежуточный роликовый конвейер. Прежде чем опуститься (как описано выше) на модельную плиту, пустая опока очищается от формовочной смеси с помощью механизма обдува, затем опрыскивается и заново продувается. Далее начинается новый рабочий цикл.
В зависимости от необходимой производительности, а также от серийности выпускаемой продукции в линиях устанавливают pas*
Рис. 13.8. Механизм для установки и снятия опок с формовочного автомата в комплексно-механизированной линии:
1 — формовочный автомат; 2 — конвейер пустых опок; 3 — приемный стол; 4 — подъемный роликовый конвейер автомата; $ — кантователь полуформ; 6 — установщик форм На конвейер
165
Рис. 13.9. Участок подачи пустых опок от литейного конвейера к формовочному автомату.
личные по схеме автоматы, конструкция которых имеет высокую степень унификации, что позволяет заводам литейного машиностроения с минимальными затратами удовлетворять требования заказчиков.
Важное значение в работе линий имеют механизмы распаривания опок, сборки форм, подачи и приемки опок и форм на автоматы и уборки их с автоматов. В простейшем случае (рис. 13.8) — это роликовые конвейеры с подъемными столами, кантователи и установщики, которые работают в полуавтоматическом режиме и управляются оператором; в автоматических линиях — это системы механизмов, работающие в автоматическом режиме.
Рассмотрим работу участка подачи пустых опок к автомату, характерного для многих отечественных формовочных автоматических линий (рис. 13.9).
Для съема опок с конвейера служит захват 5 формовочного автомата, который опускается пневмоцилиндром 4 в нижнее положение до уровня специальных технологических приливов нижней опоки, находящейся на конвейере. В крайнем нижнем положении направляющие захваты вводятся под приливы нижней опоки (под действием боковых пневмоцилиндров 7) и затем, когда транспортируемая конвейером пара опок 8 располагается посередине направляющих, пневмоцилиндр поднимает их до уровня конвейера-наполнителя 11. После этого с помощью реечного механизма и пневмоцилиндра захваты вместе с парой опок поворачиваются до совмещения центровой оси опок с осью роликового конвейера. С направляющих захвата опоки пневмоцилиндром 6 сталкиваются на наклонный роликовый конвейер. Передняя (по отношению к автомату) пара опок и опоки, расположенные за ней, удерживаются отсекателем 10, который находится в нижней части конвейера. Роликовый конвейер обеспечн-166
Рис. 13.10. Кантователь дискового типа
вает синхронность работы литейного конвейера и формовочного автомата, имеющих самостоятельные электрические приводы. При получении команды отсекатель 10 освобождает переднюю пару опок, и они перемещаются на роликовый стол, который с помощью цилиндра 12 принимает &-это время наклонное положение. Остальные опоки 8 в спаренном состоянии удерживаются отсекателем на наклонном конвейере.
После установки пары опок на столе верхняя опока своими приливами располагается над захватами, после чего конвейер стола под действием пневмоцилиндра принимает горизонтальное положение. При опускании стола на 100 мм происходит разборка опок1, верхняя опока остается на роликах 2 захватов, нижняя опускается со столом. Пневмоцилиндр 3 перемещает верхнюю опоку на захваты к формовочному автомату 1, на позицию 14 установки опок. Для подачи нижней опоки стол поднимается (захваты в это время разведены). При подходе захватов 9 под приливы нижней опоки стол опускается, оставляя нижнюю опоку на роликах, и затем все one- -рации подачи нижней опоки повторяются в той же последовательности. Опока устанавливается на модельную плиту с помощью пневматического стола 13, который при подъеме принимает на себя опоку, а после разжима захватов опускает модельную плиту с опокой на формовочный автомат.
Рассмотрим устройство некоторых конкретных функциональных устройств и механизмов, применяемых в автоматических формовочных линиях.
167
Рис. 13.11. Сборщик с последовательным движением верхней и нижней полуформ
Кантователь дискового типа (рис. 13.10) имеет следующие основные узлы: реверсивный гидравлический двигатель 1, расположенный на правой опоре 8, гидроцилйндры с коническими фиксаторами 2, поворотные диски 3 с роликами 4, левую опору 6. Диски консольно укреплены соответственно в левой и правой опорах. Опоры на корпусах 7 крепятся к раме кантователя. Кантование полуформы происходит следующим образом. Полуформа 5 по роликам поступает в кантователь и зажимается коническими фиксаторами. Для фиксации в опоке предусмотрены глухие конические отверстия. После зажима полуформы подается команда, и в гидроцилиндр поворота под поршень направляется масло. При этом полуформа поворачивается на 180°. После кантования полуформа освобождается в результате отхода фиксаторов и по роликам транспортируется из кантователя на следующую позицию.
На рис. 13.11 представлен сборщик форм для конвейеров с последовательным движением верхней и нижней полуформ. Сборщик форм смонтирован на сварной конструкции, выполненной в виде рамы 1.
Верхняя и нижняя полуформы подаются на одном уровне последовательно — вначале верхняя полуформа 4, а затем нижняя 12. Полуформы перемещаются по приводным роликам 13 конвейера 2, приводимым в движение от электродвигателя 15 и через цепную передачу 14. Верхняя полуформа подается в сборщик ладом вниз, а нижняя — вверх. При остановке верхней полуформы конечный выключатель 16 дает команду на опускание захватного приспособле-
168
Рис. 13.12. Унифицированные подъемно-транспортные узлы автоматической формовочной линии
ния 6, которое перемещается вниз до тех пор, пока конечный выключатель 8 не дает команду на остановку штока 18 силового цилиндра 9 и на зажим полуформы захватами 5 и 17, приводимыми в движение горизонтально расположенными цилиндрами 19. При этом захваты действуют на конечные выключатели 7, которые дают команду в силовой цилиндр на подъем верхней полуформы. Полуформа перемещается вверх до тех пор,-пока не сработает конечный выключатель 10, который дает команду на остановку. Затем в сборщик подается нижняя полуформа и останавливается под верхней полуформой; последняя опускается, и в ее втулки входят центрирующие штыри 11 нижней полуформы.
После сборки формы захваты разводятся, и захватное приспособление перемещается вверх. Одновременно дается команда на поворот отсекателей. При этом собранная форма по роликам перемещается за пределы сборщика. Как только форма пройдет конечный выключатель 3, дается команда на возврат отсекателей и подачу следующих полуформ на сборку.
Подъемные и транспортные узлы и механизмы, входящие в состав современных комплексно-механизированных и автоматических линий, максимально унифицированы.
В комплект унифицированных подъемно-транспортных механизмов автоматической линии (рис. 13.12) входят: механизм 1 подъема и опускания опок на литейный конвейер, механизм 2 установки
169
и поворота полуформ, механизм 3 разборки опок, механизм 4 сборки форм, механизм 5 установки и снятия грузов при заливке форм, механизм 6 выдавливания форм из опок на выбивную решетку после охлаждения.
13.3. ПРИМЕРЫ РАБОТЫ АВТОМАТИЧЕСКИХ И КОМПЛЕКСНОМЕХАНИЗИРОВАННЫХ ЛИНИЙ
Рассмотрим примеры работы некоторых типовых линий. Автоматическая линия на базе прессовых автоматов предназначена для изготовления чугунных и стальных отливок в песчаных формах размером 900X600X300(400) мм методом прессования под высоким давлением в цехах с крупносерийным и массовым характером производства. Линия (рис. 13.13) включает следующие основные узлы и агрегаты: формовочный автомат 1 изготовления нижних полуформ, формовочный автомат 2 изготовления верхних полуформ, кантователь 3 нижних полуформ, кантователи 4 и 5 верхних полуформ, механизм 6 срезания излишка смеси, сборщик 7 форм, отсекатель 8, унифицированный толкатель 9, механизм 10 подъема подопечных плит, механизм 11 прижима форм при заливке, механизм 12 опускания *йодопочных щитков, установку 13 выдавливания форм из опок, распаровщик 14, механизм подъема 15, кантователь 16 нижних опок, механизм 17 очистки опок, переходный мостик 18, секции роликового конвейера 19.
Все операции на линии, кроме простановки стержней и заливки форм, выполняются автоматически. Для формовки используют единую песчано-глинистую смесь повышенной текучести. Применяют опоки жесткой конструкции без крестовин с постоянно закрепленными штырями и втулками. Линия представляет собой ряд технологических участков, связанных транспортом: формовки I, сборки 11, заливки ///, охлаждения IV и выбивки V. На линии установлено два автомата, работа которых подробно описана в гл. 7.
На рис. 13.14 показана другая автоматическая литейная линия, работающая на базе автоматических блок-линий формовки, предназначенная для изготовления отливок сложной конфигурации в литейных цехах с мелкосерийным и серийным характером производства.
В состав линии входят: автоматические блок-линии формовки 1 мод. АЛ91265СМ, установка выбивки 2, линия 3 транспортирования и возврата опок, литейный конвейер 4 и нагружатель форм 5, заливочная площадка 6 и кабины управления 7.
Работа линии начинается со сталкивания залитых и охлажденных форм с литейного конвейера на установку выбивки, где ком с отливкой отделяется от опок. Далее ком с отливкой падает на выбивную решетку инерционного типа, где отливка отделяется от отработанной смеси. Выбитые опоки сталкиваются на роликовый конвейер, по которому перемещаются к блок-линиям формовки. Роликовый конвейер, служащий одновременно накопителем опок, обеспечивает гибкую связь формовочных блоков с литейным конвейером.
U^Ulf
171
170
Если блок-линии формовки йе йрийймают пустые опоки, to йОсЛёД* ние через установку возврата направляются на литейный конвейер.
Пустые опоки, движущиеся по роликовому конвейеру, сталкиваются на наклонный роликовый конвейер (накопитель) блок-линии формовки. Опоки распариваются и поочередно, вначале верхняя, затем нижняя, принимаются на подмодельную плиту. Опоки засыпаются смесью. Затем включается встряхивающий стол, накатывается прессовая плита, и происходит процесс подпрессовки с одновременным встряхиванием. Далее прессовый стол опускается, и подмодельная плита с заформоварной опокой закатывается в кантовально-вытяжное устройство.
После процесса протяжки полуформы на подопечных щитках проходят по участку простановки стержней. Простановку стержней выполняют вручную. Далее верхняя полуформа заходит в сборщик, который поднимает и кантует ее, после чего в сборщик заходит нижняя опока, и происходит сборка формы. Собранная форма сталкивается на литейный конвейер, который доставляет формы на участок заливки. Перед заливкой опоки нагружаются грузами с помощью нагружателя форм. Нагружатель, приводимый в действие от привода литейного конвейера, передвигает груз над площадками литейного конвейера и движется синхронно с последним.
Как уже отмечалось, при изготовлении мелких отливок преимущества имеют линии безопочной формовки. На рис. 13.15 показана типовая комплексная линия изготовления отливок в безопоч-ных формах, предназначенная для крупносерийного и массового производства стержневых и бесстержневых отливок средней сложности из черных и цветных сплавов. Основные узлы линии: формовочный блок, транспортное устройство и каскад выбивных решеток.
Формовочный блок 1 линии включает пескодувный резервуар, механизм двустороннего горизонтального прессования, поворотный шестипозиционный стол с формовочными камерами, механизмы сборки форм в горизонтальную стопку и удаления бракованных форм. Транспортное устройство 2 представляет собой шагающий конвейер "специальной конструкции. Система электрооборудования выполнена на полупроводниковых элементах.
Работа линии основана на прогрессивном пескодувно-прессовом методе формообразования. Окончательное уплотнение происходит путем двустороннего прессования, обеспечивающего одинаковую твердость отпечатков формы на обеих сторонах брикета.
Бракованные формы удаляются по сигналу оператора автоматически, без остановки линии. Отливки выбиваются на специальных выбивающих решетках 3. Вместо решеток могут быть установлены барабаны.
Линии безопочной формовки *с успехом используют на заводах автомобильного, тракторного, сельскохозяйственного, химического и нефтяного машиностроения, в электротехнической промышленности, при изготовлении сантехнических изделий и др.
Для изготовления крупных и средних отливок в условиях мелкосерийного и единичного производства широко используют линии 172
Рис. 13.15. Комплексная автоматическая линия изготовления отливок в безопочных формах
173
Рис. 13.16. Схемы компоновки проходных'линий с мостовыми и рукавными пескометами
с формовкой на основе пескометов и установок для приготовления и раздачи различных самотвердеющих смесей. Промышленностью выпускается ряд модификаций пескометных линий, которые можно комплектовать рукавными или мостовыми пескометами, а также теми и другими вместе.
Примеры компоновки проходных линий с мостовыми и рукавными пескометами приведены на рис. 13.16. Такие линии, состоящие из унифицированных агрегатов, выпускаются отечественной промышленностью.
В состав линии входят: поворотно-вытяжная машина 1, механизм 8 для срезки излишков формовочной смеси, передаточные тележки 4, 5 и секционные приводные роликовые конвейеры 2, 3, 6, 7. В зависимости от конкретных условий производства линия может иметь различные планировочные решения.
На линии выполняются операции по подготовке модельных комплектов и их сборке с опоками, формовке с помощью пескомета мостового или консольного исполнения, кантовке и вытяжке, срезанию излишков смеси и транспортные операции. Готовые полуформы после отделки на роликовых конвейерах линии собираются с помощью крана и передаются под заливку, а модели после вытяжки с помощью крана или возвратной ветви роликового конвейера — на замену или повторную формовку.
На линии может быть применена единая или облицовочная и наполнительная смеси. В зависимости от этого линия оснащается пескометом или пескометом и питателем облицовочной смеси. Тип пескомета (рукавный 10 или мостовые 9, 11) выбирает заказчик, исходя из конкретных условий производства.
Известны пескометные линии с двумя рукавными пескометами (рис. 13.16, а), с рукавным и мостовым пескометом (рис. 13.16, б) и со сдвоенным мостовым пескометом (рис. 13.16, в).
При кантовке модельная плита надежно фиксируется специальными прижимами, а механизм вытяжки поджимает полуформы к мо-
174
Рис. 13.17. Автоматизированная формовочная линия на базе формовочных машин и манипуляторов
дельной плите. Благодаря кантовке перед вытяжкой й наличию нивелирующего устройства на механизме вытяжки на линии возможна работа по моделям с высокими вертикальными стенками и глубокими выемками.
Линия управляется с отдельных пультов, размещенных около технологического оборудования, а также кнопочных станций, установленных непосредственно на рабочих местах.
В условиях мелких литейных цехов с небольшими площадями, где нет возможности разместить комплексные автоматические линии, устанавливают формовочные полуавтоматические машины, связанные с литейным конвейером манипуляторами или средствами механизации. На рис. 13.17 дан пример такой линии с манипуляторами и формовочными машинами, расположенными внутри (см. рис. 13.17, а) и вне (см. рис. 13.17, б) литейного конвейера. В состав линйи входят: литейный конвейер 7, грузоукладчик 2, участок охлаждения форм 3, участок выбивки 4, формовочные машины 5, манипуляторы с поворотом 6 и без поворота 7 полуформ и роликовые конвейеры 8. В таких линиях расстояние между осями литейного конвейера 3,2 м для опок 500 X 400 мм и 4 м для опок 800 X 700 мм, что позволяет размещать их в узких пролетах литейных цехов.
При расположении формовочных машин внутри конвейера работа линии происходит следующим образом. Спаренные пустые опоки после выбивки движутся по литейному конвейеру до манипулятора 7, который снимает опоку верха с конвейера и устанавливает ее на формовочную машину, где она заформовывается. .Опока низа следует до манипулятора 6, где она снимается, переворачивается на 180° и также заформовывается. Заформованная опока низа другим.
175
манипулятором, также с поворотом на 180°, устанавливается на литейный конвейер. При движении этой полуформы она с помощью манипулятора, работающего без поворота полуформы, накрывается верхней полуформой. При движении опоки низа на конвейере до сборки в полуформу низа проставляются стержни. Далее собранная форма нагружается, заливается, охлаждается и подается на участок выбивки.
Приведенные примеры работы формовочных линий показывают, что автоматизация формовки возможна при изготовлении всевозможных отливок в условиях как крупносерийного и массового, так и мелкосерийного и даже единичного производства.
13.4. СИСТЕМЫ УПРАВЛЕНИЯ АВТОМАТИЧЕСКИМИ ЛИНИЯМИ
Автоматическая литейная линия компонуется из отдельных участков, включает большое число, узлов и занимает значительную площадь. В ряде случаев растянутая длина комплексных автоматических формовочных линий превышает километр. Технический уровень автоматической линии зависит от уровня примененной системы управления и ее эксплуатационной надежности.
Применяемые в современных линиях системы управления обладают высокой надежностью. Коэффициент готовности системы управления линий (отношение времени работы линии к времени работы плюс простой по вине системы управления) приближается к 1,0.
Носителями информации в автоматической формовочной линии являются опоки (формы). При передвижении от участка к участку они обеспечивают срабатывание систем автоматики, фиксирующих и зажимных устройств, воздействуют на конечные выключатели, вызывая подачу соответствующих команд. Ввиду большого числа перемещений опок и форм на линии и большого числа различных механизмов, связанных с их перемещением, на современных линиях устанавливают 100 и более конечных выключателей.
Для управления современными автоматическими литейными линиями используют главным образом электрические системы управления с релейно-контактными и бесконтактными элементами.
Широко внедряют в производство электронные системы управления с логическими элементами и с программным управлением с помощью ЭВМ.
Система управления современной линией достаточно сложна. В качестве примера рассмотрим управление работой участка выбивки — распаровки автоматической формовочной линии, приведенной на рис. 13.14. Электрическая схема управления участка выбивки — распаровки приведена на рис. 13.18.
Управление участком выбивки—распаровки осуществляется методом путевого контроля. С этой целью в определенных местах участка и командоаппарата установлены бесконтактные конечные выключатели (БВК).
Участок может начать работу, если формы размещены перед толкателем Т1 (срабатывает реле 4Р), пресс для выдавливания дома 170
177
находится в верхнем положении (реле 6Р и 7Р обесточены, их нормально закрытые контакты замкнуты), а механизм подъема МП1 — в нижнем (срабатывает реле 8Р), все механизмы и командоаппарат установлены в исходное положение (реле 1Р работает).
При выполнении перечисленных условий переключатель ПУ включает реле исходных положений механизмов 13Р участка и автоматической работы РА командоаппарата. При нажатии на кнопку 5КУ замыкается цепь пускателя 1К (нормально закрытые контакты 14Р, 2Р и ЗР, замкнутый контакт РА, кнопки 4КУ, 5КУ, замкнутый контакт 1Р). Срабатывает электромагнит 1Э пневмоклапана, и на участок подается сжатый воздух.
При нажатии на кнопку 7КУ реле 14Р включается и подает команду на срабатывание магнитного пускателя 2К, если на участок подан воздух (замкнут контакт 1К), и на привод командоаппарата. Вал последнего начинает вращаться. Включение контролируется лампой светофора; она горит вполнакала, так как ток идет через сопротивление 7?.
Нормально замкнутый контакт 14Р в цепи пускателя 1К размы-кается^.благодаря чему с помощью реле 2Р и ЗР контролируется положение механизмов в середине цикла. При вращении вала командоаппарата поочередно срабатывают конечные выключатели 1БВК, 2БВК и ЗБВК. В момент включения 2БВК, а следовательно, и реле 2Р (на 5—6 секунде цикла) толкатель Т1 должен находиться в переднем положении (срабатывают выключатели 5БВК и реле 5Р), иначе цепь пускателя 1К разорвется и прекратится подача сжатого воздуха.
В момент включения выключателя ЗБВК и реле ЗР (на 14— 16 секунде цикла) пресс должен находиться р нижнем (включены реле 6Р и 7Р), а толкатель Т2 в переднем (включено реле 9Р) положении, иначе снова обесточится магнитный пускатель 1К. Если указанные условия не выполняются, воздух из механизмов сбрасывается в атмосферу, а вал командоаппарата вращается до исходного положения. При этом срабатывает реле 1Р, блокировочная цепь магнитного пускателя 2К разрывается, и командоаппарат останавливается.
При прекращении подачи воздуха отключается реле 14Р и загорается полным накалом лампа светофора. В случае аварии в цепи 1К и 2К срабатывает релейный прерыватель РП, одновременно включающий лампу ЛС на полный накал.
Толкатель ТЗ продольной секции конвейера включается нажатием кнопки 9КУ, в результате чего срабатывают магнитный пускатель ЗК и электромагнитный клапан 2Э, воздух подается в рабочую полость пневмотолкателя. При этом опоки должны находиться перед толкателем (работает реле ЮР), сам толкатель — в заднем (обесточено реле IIP), а кантователь — в исходном (работает реле 12Р) положении.
В случае аварии участок останавливают с помощью кнопки 1КУ (или нескольких кнопок — 2КУ, ЗКУ, расположенных в разных местах). Кнопкой 6 КУ осуществляют «Стоп» цикла, при этом по-178
дается сигнал на останов командоаппарата. Кнопкой 4КУ выключается подача воздуха на участок.
Работа механизмов контролируется лампами 1—12 светофоров, горящими вполнакала. Лампы расположены на щите мнемосхемы, что позволяет оператору контролировать работу линии.
Наладочный режим обеспечивается включением пневмоклапанов, установленных на панели командоаппарата.
13.5. МАНИПУЛЯТОРЫ И РОБОТЫ В ЛИТЕЙНОМ
ПРОИЗВОДСТВЕ
Промышленные манипуляторы и роботы применяют с целью повышения производительности оборудования и освобождения рабочего от выполнения монотонного, тяжелого и вредного труда. На базе автоматических машин и линий создаются комплексы, в состав которых включают промышленные манипуляторы и промышленные роботы.
Промышленным манипулятором называют машину для выполнения вспомогательных операций, связанных с изменением положения материала, заготовки или детали при их обработке или сборке (например, при простановке стержней в форму, подаче отливок к шлифовальному кругу для зачистки, передачи отливки с выбивной решетки на конвейер).
Манипулятор дистанционно управляется оператором или устройством по определенной программе.
Промышленным роботом называется автоматическая машина, представляющая собой совокупность манипулятора и перепрограммируемого устройства управления для выполнения в производственном процессе двигательных и управляющих функций, заменяющих аналогичные функции человека при перемещении предметов производства или технологической оснастки.
На рис. 13.19 дана структурная схема промышленного робота. В состав манипулятора входят захватное устройство ЗУ, звенья кинематической цепи ЗК, приводы П и измерительные преобразователи положения ИП звенья кинематической цепи.
В роботе имеются также система программного управления С и средства^общения человека с роботом СО, через которые передается программа работ (команды), а также осуществляется контроль функционирования роботов.
В последние годы промышленные манипуляторы и роботы используют при автоматизации литейного производства. Их применяют главным образом на следующих тяжелых и монотонных операциях: для съема выбитых отливок с выбивных решеток и передачи их на последующие операции, для зачистки отливок (для подачи отливок под инструмент и для обработки отливок по программе), при сборке опочных и безопочных форм на поточных линиях и при простановке стержней, при обдувке, окраске и подсушке форм, заливке металла в формы, при газовой резке отливок и при обслуживании оборудования для специальных способов литья.-
179
Рис. 13.19. Структурная схеМа ПромыШ-ленного робота
Наибольшее применение промышленные роботы в литейном производстве получили при литье под давлением на машинах с холодной камерой прессования, вместе ,с которыми они образуют робототехнический комплекс машина — робот.
Цех на основе таких комплексов работает иа КамАЗе.
В литейных цехах около 60 % всех манипуляторов и роботов используют для обслуживания 15 % на операциях обрубки и очи-
машин литья под давлением, стки, около 10 % на транспортных операциях и остальные при простановке стержней в формы, заливке металла на конвейерах, обслуЖйвании кокильных машин, оборудования для изготовления отливок по выплавляемым моделям и др.
Примеры применения промышленных манипуляторов на различных участках литейного производства, приведены на рис. 13. 11, 13.17, 13.20, 13.21, 13.22, 21.10, 29.9, 29.10, а автоматизированный комплекс на базе машины для литья под давлением робота и манипуляторов на рис. 29.11.
В литейных цехах применяют как универсальные, так и специальные манипуляторы и роботы. Универсальные роботы могут обслуживать различное оборудование и выполнять самые разнообразные, разнородные операции с широкой номенклатурой деталей, их можно перепрограммировать и переключать на другую работу в пределах технических возможностей робота. Значительное изменение характера работы вызывает лишь необходимость изменения захватного устройства.
Специальные роботы обладают малым числом степеней подвижности и выполняют определенную простую операцию. Они предназначены для обслуживания оборудования конкретной модели.
На рис. 13.20 показаны универсальные роботы и их рабочие зоны. Эти роботы используют для извлечения и подачи под пресс отливок при литье под давлением, а также при обслуживании металлорежущего, кузнечно-прессового оборудования и термопластавтоматов.
Универсальный промышленный робот ПР-4 (рис. 13.20, а) применяют для обслуживания машин для литья под давлением. В нем предусмотрено вращение рабочего органа вокруг вертикальной оси, вертикальное перемещение и качание вокруг горизонтальной оси. В универсальном промышленном роботе «Бриг- 10-ЗАЗ» (рис. 13.20,6) рабочий орган может вращаться вокруг вертикальной оси, перемещаться в горизонтальной и вертикальной плоскостях и поворачиваться на 180°.
180
Рис. 13.20. Схемы универсальных промышленных роботов, применяемых в литейном производстве:
J — пульт управления роботом; 2 — робот; 3 — машина литья под давлением; 4 — электрошкаф; 5 — обрезной пресс; 6 — бак охлаждения отливок
Промышленный робот А 97.20 (рис. 13.20, в) предназначен для съема и удаления отливок и пресс-форм машин для литья под давлением, переноса отливок в устройство охлаждения, установки их в штамп обрубного пресса и для удаления скрапа после обрубки отливок. Особенность универсального робота ЛМО 550С
181
Рис. 13.21. Принцип работы манипулятора-стержнеукладчика на линии безопочной формовки:
1 — формовочный автомат; 2 — горизонтальная стопка безбпочных форм; 3 — плита-кондуктор; 4 — стержни
(рис. 13.20, г) в том, что его подвешивают к монорельсу, благодаря чему высвобождается площадь цеха для размещения оборудования и обслуживающего персонала. Робот способен перемещаться в горизонтальной плоскости, а захватывающее устройство может перемещаться в горизонтальной и вертикальной плоскостях и поворачи-ватьс^,вокруг горизонтальной оси на 240°.
На рис. 13.20, д показан робототехнический комплекс на основе робота ЛМК-5 машины для литья под давлением и обрезного пресса.
Специальный манипулятор-стержнеукладчик (рис. 13.21) предназначен для работы с автоматической линией безопочной формовки с вертикальным разъемом формы. Манипулятор-стержнеукладчик имеет вертикальную плиту (кондуктор), в гнезда которой оператор вставляет стержни, удерживающиеся в них с помощью вакуума (/).
Рис. 13.22. Специальный промышленный робот для работы в робототехническом комплексе литья под давлением
.182
Затем кондуктор поворачивается вокруг горизонтальной оси и вводится в зону формы (II). Далее кондуктор передвигается в горизонтальном направлении, и стержни вкладываются в знаковые части формы, в этот момент вакуум • снимается и стержни остаются в форме (III). Затем кондуктор отодвигается от формы (IV) и поворачивается в исходное положение (V).
На рис. 13.22 показан специальный робот, предназначенный для установки на машине литья под давлением с горизонтальной холодной камерой прессования. Он предназначен для снятия отливок с машины, подачи их в охладительную ванну и затем под горизонтальный пресс.
Робот устанавливают на неподвижной плите 1 и верхней колонке 2 машины. Исполнительный орган 3 робота с захватывающим устройством 4 изначальной боковой позиции горизонтальным перемещением вводится внутрь открытой пресс-формы, захватывает отливку за пресс-остаток и, перемещаясь вдоль оси машины, вынимает ее из пресс-формы. Затем захватное устройство выводится из зоны машины и поворачивается вниз на 90° (положение А). При этом захватывающее устройство может разжаться, выбросив отливку в охладительную ванну 5 или на конвейер, или опуститься в ванну для охлаждения отливки (положение В). При необходимости обрубки на прессе захватывающее устройство поднимается вверх, поворачивается на 90° в сторону, противоположную машине, и подает отливку на горизонтальный обрубной пресс 6 (положение С). Размеры перемещений и состав цикла регулируются системой управления по установленной программе.
ГЛАВА 14. АВТОМАТИЧЕСКИЕ СТЕРЖНЕВЫЕ ЛИНИИ
14.1. КЛАССИФИКАЦИЯ И СОСТАВ СТЕРЖНЕВЫХ ЛИНИЙ
Линии для изготовления стержней характеризуются большим разнообразием схем и состава оборудования, ввиду большой номенклатуры изготовляемых на них стержней по форме и размерам, широкого разнообразия технологических процессов получения стержней и различного характера производства (массовое, серийное, единичное).
Стержневые линии можно классифицировать по следующим признакам: по технологическому процессу, по типу и конструкции стержнеобразующего агрегата, по составу и схеме взаимного расположения агрегатов линии.
Для изготовления стержней на автоматизированных линиях применяют следующие технологические процессы: пескодувное наполнение стержневого ящика с последующей тепловой сушкой или химическим твердением в нагреваемых или ненагреваемых ящиках (в зависимости от вида смеси); наполнение ящика сыпучей смесью холодного твердения с помощью шнекового смесителя и уплотнение на вибрационном столе; наполнение ящика жидкоподвижной само-
183
Рис. 14.1. Состав унифицированных автоматических линий изготовления стержней на базе пескодувных автоматов:
1 — базовая линия; 2 — линия для изготовления стержней в массовом производстве иа основе СО;-процесса; 3 — линия для изготовления стержней в единичном и мелкосерийном производстве с тепловой сушкой; 4 — линия для изготовления стержней в единичном и мелкосерийном производстве на основе С02-процесса; 5 — линия для изготовления стержней в нагреваемых ящиках при массовом производстве; А — пескодувный автомат; Л2 — пескодувный аодэмат изготовления стержней в нагреваемых ящиках; Б — поворотно-вытяжная машина; В — конвейер выдачи; Г — досылатель; Д — промежуточный конвейер; Е — установка для продувки С02; Ж — склад стержневых ящиков; Л — промежуточный роликовый конвейер; И — печь для нагрева стержневых ящиков; К — установка для продувки горячим воздухом
твердеющей смесью (ЖСС) на специальной установке; заполнение нагретого ящика смесью ЖСС под давлением вихревой головкой.
Известны отдельные модели линий, в которых в качестве агрегата для изготовления стержней использованы встряхивающие машины, пескометы и быстродействующие вихревые смесители.
Тип и конструкция стержнеобразующего агрегата, помимо применяемого технологического процесса, определяются характером разъема стержневого ящика (вертикальный, горизонтальный» сложный), характером закрепления оснастки (с постоянным ящиком, со сменными ящиками), по расположению позиций (однопозиционные, карусельные, челночные, многопозиционные линейные и другие стержнеобразующие агрегаты).
Указанные признаки, а также объем и характер производства определяют состав и схему стержневых линий.
Рассмотрим состав унифицированных стержневых линий на базе пескодувных автоматов (рис. 14.1).
Основные агрегаты, составляющие линии: пескодувный автоматЛ, поворотно-вытяжная машина Б, передающие механизмы, проме.-жуточные роликовые конвейеры для подготовки стержневых ящиков и для подачи зафбрмованных ящиков к поворотно-вытяжной машине, конвейеры выдачи В стержней на сушильных плитах или передачи их на цеховой транспорт и приемки сушильных плит. При выполнении на линии специальных процессов дополнительно устанавливают необходимое оборудование.
Стержневые линии, применяемые в различных условиях производства, значительно отличаются друг от друга составом и компоновкой. Так, линии 3 и 4, предназначенные для эксплуатации в мел-184
косерийном производстве, где номенклатура стержней, изготовляемых на одной машине, даже в течение одной смены достаточно велика, имеют специальный склад стержневых ящиков. На Линиях 2 и 4, где принят технологический процесс изготовления стержней из смеси, содержащей в качестве связующих материалов жидкое стекло и твердеющей при продувке углекислым газом, предусмотрены соответствующие установки. На линии 5 для изготовления стержней в нагреваемых ящиках для интенсификации процесса, кроме установки специальной печи для предварительного нагрева стержневого ящика, предусмотрена установка для продувки стержня горячим воздухом. Направление движения стержневых ящиков на линиях 1—4 — против часовой стрелки, на линии 5 — по часовой _ стрелке.
В качестве средств транспорта во всех линиях применены- роликовые конвейеры, которые обеспечивают перемещения оснастки во всех требуемых направлениях с необходимой скоростью и связь линии с цеховыми средствами транспорта. Для увязки линии со средствами цехового транспорта по высоте ла участке передачи стержня на цеховой конвейер предусмотрен роликовый конвейер с подъемным столом.
Рассмотрим агрегаты, входящие в состав линии. Пескодувный стержневой автомат (рйС. 14.2), предназначенный для изготовления
185
Стержней, выпускают трех конструктивно подобных типоразмеров для стержней массой до 16, 40 и 100 кг.
Основные узлы автомата: станина 1 с цилиндром прижима, траверса 3 с механизмом дутья и питатель 4.
Станина представляет собой конструкцию коробчатого сечения с укрепленными на ней четырьмя колоннами 6. Внутри станины установлен гидравлический цилиндр 2 со столом 7 для подъема и опускания стержневого ящика.
На станине закрепляется роликовый конвейер. На колоннах устанавливается механизм дутья, представляющий собой траверсу коробчатого сечения, разделенную на три сообщающиеся полости. В траверсу встроены два клапана дутья и один клапан выхлопа. Сверху рабочая полость закрывается шибером. Смесь в рабочую полость подается питателем, установленным на траверсе на специальных опорах с амортизаторами. Заполнение рабочей полости смесью контролируется электронным сигнализатором уровня смеси. В рабочую полость траверсы встроена гильза, которая распределяет сжатый воздух равномерно по всей поверхности смеси. Питатель снабжен вибратором 5, при включении которого смесь поступает в рабочэдо полость. Роликовый конвейер представляет собой сварную конструкцию с двумя рядами роликов, на которые ящик опирается до прижима к пескострельной головке.
Цикл работы машины: подъем и прижим стержневого ящика к пескодувной головке, надув смеси, опускание ящика и заполнение рабочего резервуара смесью из питателя. Питатель имеет автоматическое отключение подачи с помощью сигнализатора уровня.
ПовороТно-вытяжная стержневая машина, предназначенная для вытяжки стержней из стержневых ящиков, а также для наложения сушильных плит на заформованные ящики (рис. 14.3), выпускается трех типоразмеров для использования в линиях изготовления стержней массой до 16, 40 и 100 кг.
Основные узлы машины: нижняя рама 1, два механизма поворота 2, поворотная рама 3, два подвижных 4 и четыре неподвижных 5 кронштейна, гидростанция и электрооборудование.
Основанием машины служит нижняя рама, на которой смонтированы две стойки — опоры поворотных механизмов. На валы поворотных механизмов насажена поворотная рама, на ней смонтированы подвижные и неподвижные кронштейны. Неподвижные кронштейны снабжены роликами. Гидростанция включает гидробак, на крышке которого размещены насос и панели с гидроаппаратурой. Электрооборудование машины обеспечивает привод гидронасоса и управление пневмо-игидроаппаратурой.
Машина работает следующим образом. На неподвижный кронштейн подают ящик со стержнем, после чего включают машину.
< При этом на позиции / подвижный кронштейн с сушильной плитой опускается до упора в ящик 6, а на позиции II поднимается, зажимая пустой ящик. Происходит зажим стержневого ящика. При достижении в цилиндрах заданного давления срабатывает реле давления и подается команда на поворот рамы на 180°. При этом ящик со
186
Рис. 14.3. Поворотио-вытяжиая машина (а) и расположение позиций на ней (б)
Рис. 14.4. Типовая секция приводного роликового конвейера стержневой линии
4
830
Рис. 14.5. Типовая секция перемены направления движения роликового конвейера стержневой линий
стержнем переносится на позицию // в перевернутом положении, т. е. сушильной плитой вниз. В конце поворота рама нажимает на конечный выключатель, подавая команду на вытяжку стержня. При вытяжке подвижный кронштейн опускается вместе со стержнем на сушильной плите по циклу: медленно—ускоренно—быстро— замедленно—остановка. Одновременно с вытяжкой работает вибратор. На позиции / в это время раскрывается кронштейн, а на позиции // скатывается сушильная плита со стержнем и накатывается новая сушильная плита. На позиции / происходит накатывание нового ящика со стержнем. Далее цикл повторяется.
Важными элементами стержневых линий являются средства транс* порта для перемещения ящиков и стержией и перемены направления их движения. В отечественных линиях эти средства унифицированы, что позволяет компоновать линии различных схем на основе типо* вых элементов. На рис. 14.4 показана типовая секция приводного роликового конвейера. Она состоит из корпуса 1, установленного на тумбах 2.
В корпусе размещены электропривод (двигатель—редуктор) 3 и приводные ролики 4. В зависимости от необходимой длины перемещения конвейер собирают из соответствующего числа секций. Секция изменения направления движения (рис. 14.5) имеет две роликовые рамы, расположенные под углом 90°. Одна рама / неподвижна, а вторая 2 может. подниматься с помощью цилиндра 3. Работа секции происходит следующим образом. Стержневой ящик, вкатившийся на стол, нажимает концевой выключатель 4. Выключатель дает команду на подъем поперечной рамы, с которой ящик сталкивается толкателем.
188
В зависимости от принятого технологического процесса в состав линии включаются также агрегаты сушки (подсушки), продувки СОа, окраски и другие.
14.2. ПРИМЕРЫ ЛИНИЙ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ
На рис. 14.6 показана автоматизированная линия изготовления стержней массой до 16 кг из смеси на жидкостекольном связующем с продувкой углекислым газом. Линия выполнена на базе унифицированных машин и узлов, описанных в п. 14.1.
Технологический цикл изготовления стержней на линии включает следующие операции: подготовку стержневого ящика и подачу его на позицию надува стержневого автомата, надув и уплотнение смеси, продувку смеси углекислым газом и отверждение стержня, подачу стержневого ящика на позицию поворотно-вытяжной машины, поворот стержневого ящика, вытяжку стержня и укладку его на сушильную плиту, транспортирование стержня с дополнительным отверждением на сушильной плите, съем готового стержня, возврат
5800
Рис. 14.6. Автоматизированная линия изготовления стержней на жидкостекольиом связующем с продувкой углекислым газом
189
Фис. 14.8. Комплексно-механизированная стержневая поточная линия изготовления крупных стержней из жидких самотвердеющих смесей:
190
ящика к пескодувной Машине, а сушильной плиты — к поворотно-вытяжной машине.
Линия состоит из следующих машин и узлов: стержневого автомата 1, приемного роликового конвейера 2, стола передаточного 3, установок 4 для продувки углекислым газом, приемного роликового конвейера 5 с досылателем, поворотно-вытяжной машины 6, роликового конвейера 7, промежуточного конвейера подготовки стержневых ящиков 8, передающего конвейера 9, приемного конвейера 10, роликовых конвейеров 11, 12, пневмоцилиндров 13 и 16, гидростанций 14 и 15, пульта управления 17 и электрошкафа 18.
Линия работает в автоматическом режиме. Нажатием кнопки «Пуск линии» включаются электродвигатели промежуточных роликовых конвейеров, роликовых конвейеров выдачи и при опущенном-упоре промежуточного роликового конвейера подготовки ящиков—конвейера передающего механизма. Подготовленный стержневой ящик перемещается конвейером 9 на подъемный стол передающего механизма, нажимает рычаг конечного выключателя, стол поднимается, включается электродвигатель роликового конвейера пескодувного автомата 1, и стержневой ящик передается на стол полуавтомата. В конце этого хода ящик, продвигаясь над захватом досылателя, отклоняет его, после чего срабатывают цилиндры досылателя и упора и устанавливают ящик на стол автомата. В конце рабочего хода досылателя и упора выключается электродвигатель привода конвейеров автомата, и цилиндры возвращаются в исходное положение, что является командой на работу автомата.
По окончании опускания стола автомата поднимаются столы выдающих механизмов передачи автомата и поворотно-вытяжной машины 6. Заформованные ящики два: цикла выдерживаются на двух позициях на установках 4 для продувки углекислым газом.
Поднятые столы подают команду на включение всех приводных конвейеров (за исключением подающего конвейера к пескодувному полуавтомату), в том числе конвейеров полуавтомата и поворотно-вытяжной машины. Стержневые ящики и плиты со стержнями выдаются со столов машин на промежуточные конвейеры, и заформо-ванный ящик и сушильная плита подаются и устанавливаются на столах основного технологического оборудования в порядке, изложенном выше. Ящики и плиты со стержнями, выданные с основного оборудования, попадают на подъемные столы, опускаются, после чего передаются на промежуточные конвейеры выдачи.
Далее цикл повторяется, причем время цикла определяется временем подготовки ящика и числом ящиков,
191
находящихся в обороте.
Комплексная линия изготовления стержней из ХТС (рис. 14.7) предназначена для изготовления стержней с уплотнением вибрацией.
Линия выполнена на базе серийно выпускаемых смесителя и поворота о-вытяжной машины, связанных между собой типовыми транспортными секциями. В состав линии входят: смеситель 1, поворотно-вытяжная машина 8, вибростол 10, система роликовых конвейеров 2, 3, 6, 7, 9, штанговый конвейер 4, столы передаточные 11, камера очистки сушильных плит 5, а также электрошкаф 12, гидростанция 13, пневмошкаф 14 и пульт, управления 15.
Технологический цикл изготовления стержней включает следующие операции: подачу стержневых ящиков на вибростол; приготовление стержневой смеси и заполнение ею стержневых ящиков; уплотнение смеси; подачу стержневых ящиков на позицию поворотновытяжной машины; поворот стержневого ящика, вытяжку стержня и укладку его на сушильную плиту; транспортирование плит на роликовые конвейеры съема стержней и к камере очистки; возврат пустых стержневых ящиков на вибростол и сушильных плит на поворотно-вытяжную машину.
Дця дистанционного управления служат центральный пульт и панели управления, установленные у агрегатов. Аппаратура управления общемашиностроительного применения.
На рис. 14.8 показана схема комплексно-механизированной линии, предназначенной для изготовления стержней из ЖСС для крупного единичного и мелкосерийного производства. Работа этой линии основана на применении единого потока в процессе изготовления различных по габаритным размерам и массе стержней. На линии полностью механизированы и частично автоматизированы технологические операции приготовления смеси из ЖСС, заполнения ящика смесью, кантовки стержневых ящиков, протяжки стержней, сушки, краски и все транспортные операции.
Линия включает автоматизированную установку для приготовления ЖСС; комбинированную транспортную систему из конвейеров различных типов (пластинчатые, ленточные, роликовые) и механизмов изменения направления движения, которая обеспечивает рассчитанные по времени и ритму технологические операции на универсальных установках, отдаленных друг от друга; комплекс универсальных установок для необходимых технологических операций; систему подачи скомплектованных стержней на сборку.
Внедрение комплексной механизации позволило ликвидировать трудоемкие и опасные (по условиям техники безопасности) технологические операции, повысить производительность труда, улучшить качество отливок, увеличить стойкость оснастки.
Линия позволяет изготовлять 20 стержней в час массой до 3000 кг при размерах стержневого ящика 3000X1500X1000 мм.
Раздел четвертый
ОБОРУДОВАНИЕ СКЛАДОВ ШИХТЫ, ПЛАВИЛЬНО-ЗАЛИВОЧНЫХ ОТДЕЛЕНИЙ
ГЛАВА 15. ОБОРУДОВАНИЕ СКЛАДОВ ШИХТЫ
15.1. ТИПОВАЯ МЕХАНИЗАЦИЯ СКЛАДОВ ШИХТЫ
Склад шихты предназначен для приемки, хранения и подготовки к использованию в литейном цехе металлических шихтовых материалов, топлива для плавки, флюсов и огнеупорных материалов. В соответствии с назначением склада в нем располагают различные емкости для хранения материалов, а также необходимое транспортное и технологическое оборудование.,
На рис. 15.1 показан типовой механизированный склад шихты чугунолитейного цеха. Такой склад оборудуют в закрытом помещении в пролете шириной 18—24 м. Для удобства транспортирования шихтовых материалов склад непосредственно примыкает к плавильному отделению.
Внутри склада, вдоль его наружной стены, прокладывают же-' лезнодорожный путь, по которому подаются под разгрузку вагоны 14 с материалами. В пролет шихтового склада устанавливают магнитногрейферный кран 13, предназначенный для перегрузки материалов
Рнс. 15.1. Типовой механизированный склад шихты чугунолитейного цеха
7 Матвеенко И. В. и др. 193
в закрома основного запаса 11. В крупных складах с большим грузооборотом применяют два крана, работающих независимо: магнитный и грейферный. Магнитные краны, снабженные магнитной шайбой, предназначены для перегрузки магнитных материалов, а грейферные — для подъема и транспортирования сыпучих материалов (кокса, флюсов).
Для подготовки материалов склад оборудуют чушколомом для дробления чушек чугуна, дробилкой для флюса и копром, который устанавливают вне склада шихты для разбивки крупного лома.
Предварительно подготовленные материалы подаются в суточные (расходные) бункера для металлической шихты 10, кокса 5 и флюса полупортальными электрическими кранами 12. Из суточных бункеров подается в загрузочную бадью 1 заданное количество металлических материалов, кокса и флюса на одну колошу.
Составляющие шихты взвешивают на весах 9. Затем бадья 1 захватывается крюком 4 шаржирного крана 2 и через люк 6 в загрузочной площадке подается к шахте вагранки 3 и разгружается. Бадья с шихтой может подаваться в шахту вагранки также с помощью скипового подъемника. К подъемнику бадья перемещается по наклонным роликовым конвейерам 7 и 8.
15.2. МЕХАНИЗАЦИЯ ПОДГОТОВКИ ШИХТЫ
На шихтовых складах литейных цехов хранятся металлические шихтовые материалы, топливо для плавки, флюсы и огнеупоры. Операции, выполняемые с шихтовыми материалами на складах, разделяют на транспортные и технологические.
К транспортным операциям относится выгрузка материалов, прибывающих на склад со стороны. Основная часть материалов доставляется железнодорожным транспортом. В небольших цехах часть шихтовых материалов может доставляться автотранспортом. Материалы, поступившие на склад, разгружают мостовыми и консольными кранами внутри помещения и козловыми кранами на открытых площадках. Основным подъемно-транспортным оборудованием на складах шихты для перегрузки ферромагнитных материалов является мостовой. кран, на крюк которого подвешена электромагнитная шайба.
Электромагнитная шайба (рис. 15.2) представляет собой металлический корпус 2 из магнитного материала, внутри которого помещается обмотка 1. Снизу обмотка защищена плитой 5, выполненной из немагнитной стали, для предохранения от замыкания магнитного потока, который направляется через поднимаемый ферромагнитный материал.
К шайбе с помощью вилки 9 и розетки 10 подключается электрический кабель, который при подъеме и опускании шайбы сматывается и разматывается с дополнительного барабана 18 тележки мостового крана синхронно с тросом, наматываемым на барабан 17.
Помимо транспортных операций на складах выполняются операции по раскалыванию чушкового чугуна и крупного лома, по дроблению флюса и грохочению кокса.
194
Рис. 15.2. Устройство и схема подъема крановой магнитной шайбы:
а — магнитная шайба; б — схема механизма подъема шайбы; 1 — обмотка; 2 — магнитный корпус; 3, 4 — защитные прокладки; 5 — защитная плита из немагнитного материала; 6, 7 — стопоры крепления плиты; 8 — кожух коробки подвода кабеля; 9 — вилка включения шайбы; 10—розетка кабеля; 11 — втулка; 12 — корпус токоподвода шайбы; 13-^-16 — детали подвески шайбы; 17— грузовой барабан тележки; 18 — дополнительный барабан для кабеля; 19 — синхронизирующая передача; 20 — полиспаст магнитной шайбы; 21 — магнитная шайба; 22 — трос; 23 — электрокабель для включения магнитной шайбы
При использовании для плавки стружки собственных отходов ее также брикетируют на складе шихты. Металлические шихтовые материалы, топливо и флюсы, поступающие в литейные цехи, перед подачей в плавильное отделение подвергают предварительной обработке. Чушковый чугун, поступающий с металлургических заводов соединенным по три-четыре чушки, ломают на отдельные куски по пережимам. При плавке в малых и средних вагранках чушки ломают на более мелкие куски. Для механизаций этого процесса применяют чушколомы, которые представляют собой специальные пере-жимные прессы. Кинематическая схема чушколома показана на рис. 15.3.
Работа чушколома происходит следующим образом. Чушковый чугун 1 кладут на подъемный стол 2 с роликовьас конвейером. Стол устанавливают на требуемую высоту чушки поворотом эксцентрика 3. Маховик 4, приводимый с помощью электрического привода, через коленчатый вал 5 и шатун 6 приводит в движение механизм излома 7 чушки. Для фиксирования чушки служит упор 8, автоматически отодвигающийся после излома для свободного пропуска, и прижим 9.
7*
195
новлен блок для подъема
Рис. 15.3. Кинематическая схема чушколома
Для разбивания крупного чугунного лома оборудуют копровые цехи, в которых также очищают элементы литниковых систем от остатков формовочной смеси перед переплавкой и дробят крупные куски известняка. Копер представляет . собой пирамидальную башню высотой до 10 м, в верхней части которой уста-копровой бабы. В зависимости от
размера лома применяют бабы массой 500—3000 Кг.
Баба захватывается специальными клещами и на тросе электролебедкой поднимается ^верх. Рывком троса клещи открываются, и баба падает, разбивая лом. Для мелкого дробления флюса исполь-зуют»щековую дробилку. Дробилки размельчают куски до размера 12—40 мм. Для более мелкого дробления применяют молотковые дробилки и шаровые мельницы. Конструкция дробилок и шаровых мельниц аналогична конструкции этого оборудования, применяемого для дробления формовочных материалов (см. гл. 2).
Кокс сортируют на эксцентриковых или инерционных грохотах. На рис. 15.4 показан эксцентриковый грохот. На раме 1 установлено эксцентриковое сито 4. Через косынки, прикрепленные к ситу, проходит эксцентриковый вал 3, приводимый во вращение электродвигателем 2. При вибрации грохота крупные куски кокса проходят вдоль всей длины полотна грохота и в конце его сваливаются в короб или на конвейер. Мелкие куски проваливаются сквозь полотно
сита и затем передаются в отход.
Брикетирование металлической стружки производится на гидравлических прессах с давлением на материал более 40 ГПа, что . позволяет получить брикеты диаметром 75—100 мм при высоте 75—150 мм плотностью 5600—5900 кг/м8.
Рис. 15.4. Эксцентриковый грохот 196
15.3. ОБОРУДОВАНИЕ ДЛЯ ВЗВЕШИВАНИЯ ШИХТЫ
Загрузка шихтовых материалов в бадью должна происходить при точном их весовом дозировании. Шихту можно взвешивать непосредственно на тележке, или предварительно взвешенную шихту загружать в бадью, транспортируемую на тележке без весового устройства. Передвигаясь вдоль бункеров, бадья последовательно заполняется всеми элементами шихты, после чего доставляется к вагранке шаржирным краном или скиповым подъемником.
. На рис. 15.5 показана схема пружинных весов с гидравлическим успокоителем, применяемых при взвешивании шихты. На таких весах при взвешивании кускового материала удары передаются не пружинам 7, а воспринимаются маслом 8 (находящимся в цилиндре 9), которое через отверстия 10 перетекает в верхний поршень 11. Стол 1 весов по мере загрузки опускается, растягивая пружины, и нож & электроконтакта, соединенный со столом штифтами 2 и рамкой 5, замыкается с другим регулируемым контактом 5. В момент замыкания контактов подается команда на прекращение засыпки материала в бадью, стоящую на столе весов. Весы устанавливают на сварной станине 4.
Тележка для весового дозирования шихты (рис. 15.6) устроена следующим образом. Грузоподъемный механизм весов установлен на платформе 1 самоходной тележки с электрическим приводом 8. Платформа 7 механизма опирается на две замкнутые между собой шарниром 10 полурамы 9 и 12, опорные шарниры которых установлены на платформе 1. Между платформами 7 и 1 расположены упругие элементы 6, в качестве которых использованы винтовые цилин-дрические пружины сжатия. Число пружин и их параметры выбирают в зависимости от требуемой грузоподъемности весов и разрешающей способности весоизмерительной схемы. Для ограничения хода платформы 7 и защиты пружин от поломки при перегрузке установлены механические ограничители 13. На платформе укреплен роликовый конвейер 5, на который накатывается бадья 2. Для связи привода 8 и преобразователя //с пультом управления используется гибкий кабель 3, укрепленный на стойке 4.
Для точного дозирования известняка и ферросплавов непосредственно под днищем расходного бункера устанавливают ленточные и бункерные весовые дозаторы.
Ленточный дозатор непрерывного действия (рис. 15.7) состоит из электрови-
Рис. 15.5. Схема автоматических пружинных весов с гидравлическим успокоителем
9
8
WSSJSSSZAWj I! fSSSSSMWrSJ.
10 11 12
9
197
13 12 11 Ю 9
Рис. 15.6. Схема тележки весового дозирования шихты
брационного питателя 1, подвешенного на амортизаторах 2 к бункеру, и весового ленточного конвейера 3, установленного на платформе весов.
На платформе весов предусмотрен прибор 11, показывающий производительность дозатора. Управление дозатором дистанционное 198
с помощью дифференциально-трансформаторного прибора и потен-циал-регулятора с исполнительным механизмом. Необходимая производительность дозатора задается по шкале электронного прибора и может регулироваться во время работы дозатора.'
Дозатор работает следующим образом. Материал из бункера непрерывно подается на конвейер 3 электровибрационным питателем 1. Лента конвейера приводится в движение электродвигателем через червячный редуктор 4.
Усилия, создаваемые массой материала, действуют на платформу конвейера и передаются системе уравновешивания 8 через систему рычагов 9. Уравновешивание обеспечивается тарными грузами и пружиной 6, предназначенной для восприятия изменения нагрузки при работе дозатора. Эти изменения вызывают деформацию пружины, передаваемую через систему рычагов 5, и плунжер 7 нарушает равновесное состояние индукционного моста прибора и вызывает отклонение стрелки 10 от первоначального положения на величину, пропорциональную изменению нагрузки на ленту. При отклонении стрелки включается исполнительный механизм потенциал-регулятор а 12, изменяющего на катушках вибрационного привода напряжение постоянного тока, от которого зависят амплитуда вибраций лотка и производительность питателя.
Регулирование происходит до тех пор, пока дозатор не достигнет заданной производительности.
Бункерный дозатор (рис. 15.8) состоит из следующих основных узлов: дозировочного бункера 2, силоизмерительных элементов 8, включаемых в измерительную схему указывающего прибора, вибропитателя 1 и рамы 6 со стяжками.
199
Вибропитатель электромагнитного типа служит для равномерной подачи материала из расходного бункера в дозировочный. Вибропитатель подвешен к металлоконструкции на регулируемых амортизаторах 7. Дозировочный бункер снизу закрывается челюстным затвором 4, который приводится в движение пневмоцилиндром 5. Бункер на силоизмерительных элементах 8 подвешен к опорной раме 6. Открытие челюстных затворов регулируется концевыми выключателями 3.
Работа весового дозатора проходит следующим образом. После закрытия челюстного затвора включается вибропитатель, и материал поступает в бункер дозатора. По мере поступления материала удлиняются преобразователи в силоизмерительных элементах и изменяется их электрическое сопротивление. Вследствие этого нарушается равновесие моста измерительного прибора. По достижении подаваемой в бункер шихтой заданной массы срабатывает контактное устройство прибора и останавливаются вибропитатели. Далее подается команда на разгрузку, дозатор опорожняется, цикл взвешивания повторяется.
ГЛАВА 16. ОБОРУДОВАНИЕ ДЛЯ ОБСЛУЖИВАНИЯ ПЛАВИЛЬНЫХ АГРЕГАТОВ
16.1. ВЕНТИЛЯТОРЫ ДЛЯ ВАГРАНОК
Для ведения ваграночной плавки необходимо нагнетание большого количества воздуха. Воздушное дутье оказывает существенное влияние на ход плавки, так как производительность вагранки зависит от количества воздуха, поданного в шахту. Обычно при расчете вагранок количество подаваемого воздуха относят к 1 м2 поперечного сечения вагранки. В зависимости от условий плавки это количество колеблется в пределах 80—180 м3/мин на 1 м2 сечения вагранки. В современных вагранках большой производительности (20—30 т/ч) минутный расход воздуха может превышать 500 м3, а его давление 10 кПа.
Рис. 16.1. Центробежный вентилятор
200
Рис. 16.2. Схема воздуходувки с вращающимися поршнями
Для нагнетания воздуха в вагранку применяют центробежные вентиляторы высокого давления. Центробежный вентилятор (рис. 16.1) представляет собой лопастное колесо, которое заключено в спиральный кожух 1. В торцовой части кожуха имеется всасывающий патрубок 2. Привод вентилятора осуществляется или непо-
средственно от электродвигателя 3, или через ременную передачу.
Для получения напора до 10 кПа используют вентиляторы, а напора до 0,3 МПа — турбовоздуходувки. Большой расход воздуха можно обеспечить применением воздуходувки с вращающимися поршнями (рис. 16.2). Основные узлы воздуходувки — металлические поршни 1 и фасонный кожух 4. Поршни вращаются в противоположные стороны, находясь между собой в постоянном зацеплении и касаясь по всей длине внутренней поверхности кожуха.
При вращении поршней воздух,, попадающий внутрь кожуха через всасывающий патрубок 2, сжимается в боковых полостях кожуха и через нагнетательный патрубок 3 подается потребителю.
Технологические характеристики поршневых вентиляторов лучше, чем центробежных, так как у них значительно меньше колебания
подачи воздуха при изменении сопротивления шихты в шахте вагранки. Центробежные вентиляторы имеют эксплуатационные преимущества перед поршневыми — проще устройство, требуются мень-
шие затраты на уход и ремонт.
Для поддержания нормального хода плавки в вагранку должно подаваться количество воздуха, по массе соответствующее заданной производительности. Количество воздуха по массе зависит от его температуры и давления на входе в вентилятор. Для создания условий работы вентилятора, обеспечивающих подачу заданного весового количества воздуха независимо от изменений условий внешней среды, на вентиляторе устанавливают устройство автоматического регулирования. Это устройство (рис. 16.3) позволяет также программно увеличивать количество подаваемого воздуха по мере разгорания шахты вагранки и увеличения ее сечения.
Исполнительный орган системы регулирования — дроссельная заслонка, которая приводится в движение от реверсивного двигателя через червячный редуктор.
Положение заслонки регулируется с помощью электромагнитного реле в зависимости от мощности, развиваемой электродвигателем привода вентилятора. Эта мощность зависит от массы воздуха, подаваемого вентилятором. Устройство действует следующим образом. Соленоид 1 включен в электрическую цепь привода вентилятора. При изменении мощности, потребляемой электродвигателем привода, меняется положение сердечника 3.внутри соленоида. Сердеч-
201
Рис. 16.3. Схема устройства для регулирования весовой подачи воздуха в вагранку
ник, перемещаясь, меняет положение рычага, при этом нож рубильника 5 замыкает ножами 2 те или иные контакты 6, 7 реверсивного электродвигателя, с помощью которого открывается или закрывает^ заслонка. Для сохранения постоянной подачи воздуха по мере разгара шахты вагранки служит скользящий груз 8 (S'), который постоянно перемещается по направляющей 10 от специального электродвигателя 12 через редуктор 11 и ходовой винт 9. По мере перемещения скользящий груз изменяет условия равновесия коромысла вокруг оси 4 и постепенно увеличивает подачу воздуха в вагранку. Для регулирования условий равновесия на коромысле предусмотрен специальный регулировочный груз.
16.2. МЕХАНИЗАЦИЯ И ОСНОВЫ АВТОМАТИЗАЦИЙ ЗАГРУЗКИ ВАГРАНОК
Загрузка шихты в вагранки может быть периодической или непрерывной.
t .При периодической загрузке вагранки бадья на завалочную площадку подается скоповым подъемником или шаржирным краном.
5 Скиповые подъемники устанавливают на вагранках производительностью 2 т/ч и Выше, причем используют как один скиповый подъемник на блок из двух вагранок, так и отдельный подъемник для каждой вагранки. Применяют скиповые подъемники с опрокидывающейся бадьей — боковой завалкой (рис. 16.4, а) и раскрывающейся бадьей — центральной завалкой (рис. 16.4, б). При центральной завалке шихта более равномерно распределяется по сечению шахты вагранки.
Скиповые подъемники имеют сравнительно простую конструкцию. При их применении отпадает необходимость строительства специальных колошниковых площадок. Управление загрузкой производится снизу, что значительно улучшает условия работы для рабочих, обслуживающих вагранку.
Периодическая подача шихты в вагранку осуществляется также с помощью шаржирного крана (рис. 16.4, в). В этом случае бадья
202
Рис. 16.4. Схемы загрузки шихты в вагранку
поднимается внутрь шахты для разгрузки. При применении шаржир-ных кранов возможна только центральная загрузка шахты вагранки. Шаржирные краны используют для загрузки вагранок производительностью 5 т/ч и выше.
На рис. 16.5 показана система комплексной механизации и автоматизации процессов загрузки шихты и обслуживания вагранки, включающая дозирование, периодическую загрузку шихты,, а также установление оптимального теплового режима плавки металла в вагранках.
Комплексная механизация и автоматизация ваграночного процесса включает систему механизации, которая обеспечивает дозирование и загрузку шихты в вагранку; систему автоматизации, которая обеспечивает включение и выключение в определенном порядке соответствующих механизмов при выполнении технологического процесса в зависимости от поступающих сигналов системы автоматического управления и контроля; систему автоматического управления и контроля дозирования и загрузки шихты, а также регулирования дутья вагранки.
Система загрузки шихты основана на применении специализи-. рованных цифровых корректирующих и самонастраивающихся устройств. Она состоит из установок для подачи шихты, включающих магнитно-грейферные мостовые краны 7, 8, расходные б; нкера 6, 9 и пластинчатые питатели 4; весовых устройств 1—5; конвейера подачи металлической шихты 31; бункера для кокса 14, бункера для флюса 10, конвейера подачи флюса и кокса 29; вибропитателей для флюса 11 и кокса 15, весового раздающего бункера флюса и
203
кокса 12 с преобразователем 13, приемной воронки 27, скипового подъемника 25, вагранки 23, воздуходувки 18 и пульта управления 20, механизмов 5, 16, 28, 30.
Металлические составляющие шихты подаются в расходные бункера установок для подачи шихты, число которых выбирают по числу составляющих. Расходные бункера во время работы питателей периодически встряхивают. Это обеспечивает непрерывную подачу шихтового материала на пластинчатый питатель, который подает шихту в бункер весового устройства. После набора заданной дозы с пульта управления автоматически подается сигнал на остановку пластинчатого питателя, и дальнейшее поступление шихты в бункер весового устройства прекращается. Из весовых бункеров шихтовой материал разгружается на конвейер, который подает его через приемную воронку в бадью наклонного скипового подъемника. С помощью подъемника и бадьи шихта загружается в вагранку. Для дозирования кокса' и флюса в системе служат вибролотковые весовые дозаторы.
Подача их происходит через приемную воронку непосред-ственно в бадью 26 ваграночного подъемника. Кокс и флюс загружаются в вагранку аналогично металлическим составляющим шихты. Дозирование кокса и флюса можно выполнять также плунжерными 1 и другими дозаторами и подавать их в бадью посредством конвейера.
Работа плавильного комплекса контролируется преобразователями уровня шихты в вагранке 17 и преобразователями массы металла в копильнике.
Взаимодействие основных узлов рассматриваемого варианта системы, требуемая последовательность их работы и регулирование теплового режима плавки обеспечиваются Системой автоматического контроля, управления и регулирования. Параметры плавки контролируются преобразователями 19, 21, 22 и 24.
В последнее время все шире применяют непрерывную загрузку шихты в вагранку. Непрерывная загрузка обладает преимуществами поточного процесса и позволяет создавать простые и надежные схемы автоматизации взвешивания и загрузки шихты.
На рис. 16.6 показана схема установки непрерывной загрузки шихты для вагранки производительностью 20 т/ч. Линия состоит из бункерной эстакады с бункерами 1 для шихты, траковых питателей 2 для выдачи шихты из бункеров, весовых дозаторов 3 для взвешивания составляющих шихты, системы пластинчатых конвейеров 4 для подачи шихты в вагранки, блока вагранок 6, системы радиоактивных уровнемеров шихты 5 и управляющей вычислительной машины 7.
Бункерный блок состоит из девяти бункеров вместимостью по 18 м3 каждый и одного бункера для кокса вместимостью 22 м3. Бункера изготовлены из листовой стали толщиной 10—12 мм. Наклонные днища их усилены сплошным швеллерным настилом.
Загрузку бункеров шихтовыми материалами осуществляют ма-
205
204
Рис. 16.6. Автоматическая линия^непрерывной загрузки шихты в. вагранку
206
19500
с механическим открытием днища. Крановые загрузочные машины имеют грузоподъемность 1,5/10; 1,5/20; 3/10; 5/20 и 8/20 т. Первая цифра обозначает грузоподъемность машины на хоботе, вторая — грузоподъемность вспомогательной тележки.
Крановая загрузочная машина грузоподъемностью 5/20 т (рис. 16.8) состоит из следующих основных узлов: моста 8, главной (загрузочной) тележки 3 с шахтой 4, колонной 5, кабиной 6 и хоботом 7; вспомогательной тележки 1, а также механизмов: передвижения 2 моста, передвижения главной тележки, вертикального перемещения колонны, вращения колонны, вращения хобота, качания хобота и замыкания мульды.
Главная и вспомогательная тележки передвигаются по общему рельсовому пути, расположенному на верхнем поясе главных ферм моста. При загрузке электропечи крановая загрузочная машина перемещается вдоль пролета цеха для совмещения хобота с замком груженой мульды, размещенной на стеллаже балкона рабочей площадки. Мульду 9 замыкают на хоботе, поднимают и подают к рабочему окну печи поворотом колонны с кабиной 6 и хоботом относительно вертикальной оси на 180°. Движением главной тележки по мосту мульду вводят в печное пространство. При повороте хобота на 360° вокруг продольной оси шихта высыпается из мульды в печь. Обратным движением тележки мульду выводят из печи и поворотом хобота на 180° устанавливают на стеллаж, а хобот выводят из кармана мульды. С помощью вспомогательной тележки выполняют работы по ремонту печей и вспомогательные технологические операции в печном пролете.
Все механизмы машины снабжены электроприводами, за исключением механизма замыкания мульды, имеющего ручной привод.
Мост машины сварной конструкции состоит из двух главных и двух вспомогательных ферм и концевых балок, в которые вмонти;
209
Рис. 16.9. Напольная загрузочная машина
романы ходовые колеса. С одной стороны вдоль моста находятся токоведущие троллеи, по которым подается ток к электродвигателям механизма передвижения тележки, с другой — механизм- передвижения моста крана.
Механизм передвижения 2 моста состоит из электродвигателя, одноступенчатого цилиндрического редуктора и двух открытых зубчатых передач, установленных на приводных ходовых колесах.
Ввиду того, что крановые загрузочные машины установлены на тех же подкрановых путях, что и мостовые краны, они могут мешать друг другу выполнять те или иные технологические операции. Кроме того, рассмотренные выше машины кранового типа конструктт,э”о сложны, и ремонт их трудоемок. Поэтому в новых электростале'пла-вильных цехах используют напольные безрельсовые машины с гидроприводами механизмов, перемещающиеся по настилу рабочей площадки. Эти машины (рис. 16.9) компактны, автономны и имеют большую маневренность.
Машина состоит из следующих основных узлов: рамы 8, двигателя 5 внутреннего- сгорания, насосной установки 6, качающейся рамы 3 с мундштуком, с хоботом 2 и мульдой 1, неприводной пары колес 9, приводной пары колес 7 и кабины 4, а также механизмов вращения хобота, качания хобота, замыкания мульды, передвижения и поворота машины. Приводы всех механизмов гидравлические.
Крановые загрузочные машины, применяемые в мартеновских цехах, аналогичны загрузочным машинам, используемым в электросталеплавильных цехах.
Напольные загрузочные машины устанавливают в цехах с рельсовой системой подачи шихты. Основной характеристикой машины является ее грузоподъемность на хоботе, которая в зависимости от вместимости печи может составлять 7,5; 10; 15 т. Конструкция и компоновка механизмов машин в основном одинаковы.
Напольная загрузочная машина, кроме своей основной задачи — загрузки шихты, разравнивает шихту в печном пространстве, передвигает состав с мульдовыми тележками вдоль фронта печей, убирает шлак возле печи и выполняет операции при ремонтах печей.
210
16.4. МЕХАНИЗАЦИЯ МОДИФИЦИРОВАНИЯ ЧУГУНА МАГНИЕМ
Для модифицирования чугуна магнием при избыточном давлении воздуха на зеркало металла предназначены камеры-автоклавы.
Камера (рис. 16.10) состоит из корпуса 1, крышки 2, механизма 3 поворота крышки герметичности и механизма 4 ввода магния в расплав, клапанов регулирования давления, узла вентиляции, гидро-и электрооборудования. Камеры выполнены в виде сварного цилиндрического корпуса со сферическим днищем и крышкой, поворачивающейся на 90° для установки и извлечения ковша.
Для обработки чугуна магнием применяют ковши крановой разливки со съемной траверсой. Расстояние от зеркала металла до кромки ковша не менее 200 мм.
Для возможности свободной установки ковша в камеру расстояние между стенками камеры и максимально выступающими частями ковша должно.быть более 100 мм.
Обработка чугуна магнием проводится в следующей последова тельности: стакан с зарядом магния и ковш с жидким чугуном уста-
Рис;. 16.10. Камера-автоклав для модифицирования чугуна магнием
211
навливаются в камеру; камера закрывается, герметизируется, и в ней создается избыточное давление; стакан с магнием погружается в ковш; чугун модифицируется магнием при регулируемом давлении; стакан выводится из ковша, снимается давление и дегерметизируется камера; открывается крышка, извлекается ковш с чугуном и подается на заливку.
ГЛАВА 17. ОБОРУДОВАНИЕ ЗАЛИВОЧНЫХ УЧАСТКОВ
17.1. ЛИТЕЙНЫЕ КОВШИ
Для разливки жидкого металла в формы применяют ли-тейные ковши разнообразной конструкции. Конструкция ковша определяет его стойкость и безопасность эксплуатации.
Ручные ковши вместимостью до 16 кг предназначены для заливки металла одним рабочим при изготовлении мелких тонкостенных отливок, проб, стержневых каркасов.
KoBifib вместимостью 25—60 кг имеют специальные носилки для переноски и заливки двумя рабочими.
При применении ковшей вместимостью более 60 кг их подают к месту заливки по монорельсовому пути (рис. 17.1) или краном (см. рис. 17.2).
Монорельсовые ковши применяют вместимостью 100—800 кг. Для облегчения работы заливщика монорельсовые ковши снабжают приводами для перемещения по монорельсу и для винтового подъема и опускания.
Ковш 1, снабженный траверсой 2, подвешивается к обойме 3 додвески, которая в свою очередь находится на опорном подшипнике, закрепленном двумя серьгами 4 на конце грузового винта 5 (см. рис. 17.1). Винт проходит через корпус редуктора 6; внутри редуктора имеется гайка и пара шестерен. Выходной вал 9 через две эластичные муфты 10 и промежуточный вал 11 связан с электродвигателем 12, закрепленном на трубе 13, внутри которой проходит конец винта 5.
Винт имеет трапецеидальную резьбу с шагом 12 мм и шпоночную канавку шириной 15 мм по всей длине. В корпусе редуктора закреплена шпонка, предотвращающая проворот винта, а на двух противоположных концах паза крепятся кулачки, которые в крайних положениях винта нажимают на рычаги 17, и конечные выключатели 16 автоматически останавливают электродвигатель. На хвостовике вала двигателя смонтирован электротормоз 15, а на корпусе трубы закреплены пускатели и предохранители 14 системы электроуправления подвеской. К редуктору прикреплены рукоятки 8, на которых имеются две кнопочные станции 7, дающие возможность управлять работой подвески с обеих сторон. К валу 9 снизу прикреплен редуктор, а сверху вал свободно подвешен через двойной шарнир 25 к приводной каретке 24. Последняя состоит из двух щек 26 и 27, стяну-212
тых распорками 23; на щеках смонтированы четыре колеса 22, из них два приводные.
Привод перемещения подвески по монорельсу осуществляется от электродвигателя 18 через редуктор 19, подвод электропитания — через троллеи 21, расположенные сбоку монорельсового пути; токосъемник 20 роликового типа смонтирован сбоку каретки. Подвеску обслуживает один рабочий. Для наклона ковша при заливке служит рукоятка.
213
б)
Рис. 17.2. Крановые ковши:
а — открытый конический; б — стопорный конический; в барабанный; г — устройство стопорного механизма; 1 — кожух ковша; 2 — траверса; 3 — механизм поворота; 4 — стопорный механизм;
5 — стопор; 6 — рычажный механизм;
7 — шамотный ста-
кан
Крановые открытые конические (рис. 17.2, а) и конические стопорные (рис. 17.2, б) ковши применяют вместимостью 1, 2, 3, 4, 5, 6, 8, 10, 12, 16, 20, 25, 30, 40, 50 и 70 т.
Крановые барабанные ковши (рис. 17.2, в) применяют вместимостью I, 2, 3, 4 и 5т. Ковши крановые конические для заливки через носок используют ’ при разливке чугуна двумя рабочими. Подъем, опускание и транспортирование ковшей указанного типа выполняют с помощью электрокрана. Кожухи таких' ковшей изготовляют сварными, а пояса клепаными. Для поворота крановых конических ковшей вместимостью 8—70 т предусмотрены электрический привод и редуктор. В случае аварии ковш можно поворачивать вручную, используя соединительную муфту, которая отключается при работе электродвигателя.
Крановые конические стопорные ковши применяют при разливке стали. Из ковшей вместимостью 1—6 т сталь разливают через один стопор, а более 8 т—через два стопора.
Из стопорных ковшей металл выпускается через донное отверстие в шамотном стакане (рис. 17.2, г). Это отверстие закрывается огнеупорной пробкой, закрепленной на стопоре. Стопор представляет собой металлический стержень, на который надеваются огнеупорные трубки. Для подъема и опускания стопора и соответственно открывания и закрывания выпускного отверстия служит рычажный меха-214
Рис. 17.3. Схема системы взвешивании и дозировании жидкого металла на мостовом кране
низм. У стопорных ковшей вместимостью 1—12 т помимо стопорного устройства имеется механизм поворота — ручной привод с редуктором. Он служит для поворота ковша в случае аварии, при замерзании стопора, при сливе остатков металла и шлака, а также при ремонте. Из стопорных ковшей вместимостью 16—70 т, в случае необходимости, разливка металла через носок может быть осуществлена путем поворота ковша с помощью крана. Электропривод с редуктором позволяет плавно регулировать скорость поворота ковшей.
Основное преимущество барабанного ковша — минимальные потери теплоты жидкого металла при транспортировании. Футеровка таких ковшей более трудоёмка и сложна, но сохраняется дольше, чем у открытых ковшей. Форма барабанного ковша улучшает условия труда заливщиков, так как рабочий меньше подвергается воздействию расплавленного металла.
При заливке из ковша заливщик прекращает подачу металла в тот момент, когда он визуально видит, что форма полностью заполнена. Такой момент может быть определен при наличии у формы выпора, показывающего заполнение формы, или открытых прибылей. При заливке форм, не имеющих выпора, и объеме металла в ковше, не точно соответствующему объему металла в форме, применяют систему взвешивания и дозирования жидкого металла. Система (рис. 17.3) состоит из мостовых кранов 6, 8, несущих стопорный 4 или чайниковый 9 ковши. На каждом кране установлены высокочувствительные преобразователи 5, фиксирующие массу металла в ковше. Сигналы от преобразователей поступают к вторичным приборам 7 в кабину крановщиков. При работе двух кранов суммированный сигнал передается на суммирующее устройство 3. При заливке закрытой формы 2, например крупной отливки, получаемой центробежным способом, через заливочные воронки 1, крановщики своевременно получают сигнал на прекращение заливки при заполнении формы.
215
17.2. УСТРОЙСТВА ДЛЯ НАГРУЖЕНИЯ ФОРМ ПЕРЕД ЗАЛИВКОЙ
При заливке формы металлом возникает усилие, под действием которого верхняя полуформа поднимается. Чтобы избежать подъема верхней части формы при заливке и утечки металла по ее разъему, форму крепят с помощью грузов или специальных. устройств. Расчет усилия крепления может быть проведен с учетом определения усилия Р металла на подъем верхней полу фор мы.
Для форм без стержней
Р = Ю7^ [Я (Т'огл + Гдит) Ум — <?].
Для форм со стержнями
Р = Ю7£ [Я (Д,™ + Длит) Ум + (Ум — Уст) Уст — <?],
где Р — усилие металла на верхнюю полуформу, Н; k — коэффициент запаса, учитывающий гидравлический удар, k = 2-1-4; значение вберут тем больше, чем выше скорость заливки и крупнее отливка; Я — высота верхней полуформы, м; Fmn — площадь горизонтальной проекции отливки в плоскости разъема, м2; Fam — площадь литниковой системы в разъеме формы, м2; ум, уст — объемная масса жидкого металла и стержня, кг/м3; Уст — объем стержня без знака, м’; q = mg — сила тяжести верхней полуформы, Н.
Для нагружения форм, заливаемых на плацу или на роликовых конвейерах, устанавливают грузы с помощью кранов. Для заливки форм на непрерывно движущихся конвейерах с пульсирующим перемещением применяют специальные устройства. При заливке форм на -непрерывно движущемся конвейере формы нагружают с помощью горизонтально или вертикально замкнутых транспортных устройств, перемещающих грузы синхронно с перемещением опок. С помощью этих устройств грузы устанавливаются на формы в зоне заливки, а затем поднимаются, когда необходимость в нагружении форм отпадает.
На рис. 17.4 показана схема заливочного участка на непрерывно движущемся конвейере, на котором формы нагружаются с помощью горизонтально замкнутого транспортного-загрузочного устройства.
Конвейер и устройство для нагружения форм имеют синхронный привод, что обеспечивает установку грузов точно на форму.
На заливочных участках, где использованы конвейеры с пульсирующим перемещением, для нагружения форм применяют пере-становщики грузов. Перестановщики устанавливают груз перед участком заливки и снимают его после выхода формы из охладительного участка конвейера перед выбивкой.
Применяют’перестановщики, при которых установка и съем грузов выполняются одним механизмом, и схемы, где установка и съем грузов выполняются различными механизмами, а передача грузов со съемщика на загрузчик — специальным транспортом.
216
Рис. 17.4. ..Заливочный участок на непрерывно движущемся конвейере:
а — план; б — общий вид; в — схема позиции заливки
Схема нагружения форм на автоматической линии формовки, заливки, выбивки показана на рис. 17.5. Готовые формы, собранные на сборщике 6, поступают к перестано-вщику 8 грузов. Здесь формы автоматически нагружаются и следуют
Г на позиции заливки и охлаждения. Охлажденные формы на другой ветви конвейера вновь поступают к перестановщику, где груз снимается. Далее формы без грузов следуют на позицию выбивки 7.
Нагружение форм с помощью перестановщика осуществляется на автоматических линиях с пульсирующим перемещением конвейера. Такая система нагружения является составной частью автоматической линии формовки, заливки и выбивки и работает синхронно с остальными узлами линии. •
Грузоукладчик поперечного типа циклического действия, работающий в зависимости от цикла работы конвейера с пульсирующим перемещением, представлен на рис. 17.6. Грузоукладчик состоит из устройства для подъема грузов с залитых форм, устройства для опускания грузов на формы, уложенные на тележки конвейера с пульсирующим перемещением, и промежуточного поперечного роликового конвейера, по которому перемещаются грузы. Устройства для подъема и опускания грузов конструктивно унифицированы, расположены соответственно над заливочной и охладительной ветвями литейного конвейера. Они снабжены специальными грейферными подъемниками захватами. Последние имеют раздвижные ро-
217
218
Рис. 17.6. Грузоукладчик поперечного типа для автоматической линии с пульсирующим перемещением конвейера:
1 — рама устройства для нагружейия форм; 2 — гидроцилиидры подачи (сталкивания грузов); 3 — подъемный гидроцилиндр; 4 — роликовая балка; 5 — грейферные захваты; 6 — грузы; 7 — поперечный роликовый конвейер; 8 собранные формы; 9 — тележка пульсирующего конвейера
Рис. 17.7. Устройство для скрепления форм~при литье тонкостенных изделий
ликовые балки, по которым сталкиваютя грузы. Балки раздвигаются специальными гидроцилиндрами с малыми ходами поршня.
Для скрепления форм при изготовлении тонкостенных отливок с относительно коротким циклом затвердевания (в пределах рабочего такта конвейера) служит устройство для скрепления форм путем прижима друг к другу приливов, предусмотренных в опоках (рис. 17.7).
Устройство представляет собой опорную раму 1, посреди которой перемещаются тележки пульсирующего конвейера 2. При поступлении на позицию заливки форма взаимодействует с конечным выключателем, который дает команду на включение рабочих цилиндров 3. Последние приводят в движение направляющие каретки 4, снабженные износостойкими зажимами 5. На опоках 7, 8 предусмотрены приливы 6, упрочненные платиками также из износостойкого материала.
ГЛАВА 18. АВТОМАТИЗАЦИЯ ЗАЛИВКИ ФОРМ
Для комплексной механизации и автоматизации высокопроизводительных литейных поточных линий необходима автоматизация заливки.
I Заливка металла в форму связана с точным дозированием металла, выполняется в условиях повышенных тепло- и газовыделений. Рабочие-заливщики подвергаются воздействию интенсивного теплового излучения, вредных паров и газов, выделяющихся из форм прн заливке. Существует опасность выброса металла из форм. При механизации и автоматизации процесса заливкн металла основное внимание должно быть уделено выводу человека из опасной зоны, освобождению его от тяжелого физического труда и тепловой нагрузки.
219
2_
Главный вопрос при автоматизации заливки — обеспечение подачи точно отмеренной дозы металла в форму специальным заливочным устройством.
Автоматизированные заливочные установки можно классифицировать по следующим признакам: роду заливаемого металла (черные металлы, алюминий, легкоплавкие цветные металлы); характеру перемещения объекта заливки (непрерывное перемещение, пульсирующее перемещение, стационарная заливка); принципу дозирования (электромеханическое, воздействием на металл давления или вакуума, электромагнитное и комбинированное).
18.1. ЭЛЕКТРОМЕХАНИЧЕСКИЕ ЗАЛИВОЧНЫЕ УСТРОЙСТВА
Электромеханические заливочные устройства сравнительно просты по конструкции. В качестве подающих систем они содержат поворотные или стопорные ковши или заливочные желоба различных типов. Расход жидкого металла регулируют поворотом ковша или подъемом стопора. Наиболее простая по конструкции — двух- или трехпозиционная заливочная машина. Двухпозиционная заливочная машина (рис. 18.1) имеет основание 1, на котором установлена тумба 4 с колонной 5, защищенной кожухом 6, и гидроци-линдром поворота кассеты 19. На колонне монтируется поворотная рама 7, к ней крепятся консоли 8. На осях консолей поворачиваются кассеты 12 с установленными на них ковшами 11. К кассетам прикреплены секторы 13. В петле сектора зачален трос 9, который огибает сектор и блок 10 и крепится к раме. Блоки установлены на подъемных штангах 14. Рама вращается на вертикальной оси 15, опирающейся на опорный подшипник 17 тумбы 4. При ходе вверх гидро-цилиндра заливки его шток поднимает штангу с блоком. Последний вытягивает трос, и вследствие этого кассета с ковшом поворачивается.
В то время как на одной позиции машины металл заливают в формы, на противоположной меняют ковши — снимают опорожненный и устанавливают полный. Поворот машины для смены ковшей происходит во время передвижения формы на позицию заливки. Точность ' установки машины относительно формы регулируется болтами 2, 3, 16, 18.
Точность дозирования металла при заливке определяется соответствующим углом поворота ковша. В случае применения секторного ковша (рис. 18.2) этот угол постоянен при постоянной дозе заливаемого металла и поворота ковша вокруг оси, проходящей через точку О. Объем металла V, заливаемого за время поворота ковша на угол а, с достаточной степенью точностью можно определить по формуле
V — (/?2L/2) cos а, где — радиус футеровки ковша; L — длина ковша.
При заливке из конусного или барабанного ковша угол поворота ковша не является постоянным, но также легко определяется гео-220
метрическим построением в зависимости от соотношения размеров ковшей.
С целью точного дозирования заливаемого металла применяют также системы, когда вместимость ковша соответствует одной заливаемой порции металла. Такие системы используют при заливке форм на автоматических линиях массового и крупносерийного про»
221
о
Рис. 18.2. Схема для расчета объема металла, заливаемого из секторного ковша
изводства, когда . металлоемкость форм постоянна, и при заливке кокильных форм и пресс-форм при литье под давлением (см. гл. 29).
На рис. 18.3 показана автоматическая заливочная установка для
высокопроизводительной линии. Установка состоит из промежуточных раздаточных барабанных ковшей и заливочных автоматов с барабанными ковшами и весоизмерительными автоматами.
Жидкий металл электроталью подвозится к установке в ковшах вместимостью 1 т и заливается в раздаточные барабанные ковши вместимостью 1,5 т. Верхний и нижний уровни металла в промежуточном барабанном _ковше контролируются электроконтактными преобразователями.
Заливочное устройство (рис. 18.4) имеет следующую конструкцию. Промежуточный барабанный ковш 7 представляет собой горизон-тальныц.цилиндр со съемными основаниями. В этом цилиндре имеется
Рис. 18.8. Автоматическая заливочная установка:
1 — промежуточные ковш; 2 — стопорный механизм; 3 — металлоконструкция стенда для установки промежуточного ковша; 4 — литейный тележечный конвейер; 5 — лнтннковая чаша форм; 6 — рычаги поворота ковша; 7 — рычажные весы; 8 — ось поворота; 9 — барабанный ковш; 10 — консольная траверса; 11 — пневмогндроцилнндр поворота заливочного ковша; 12 — каретка; 13 — тяга; 14 — рейка; 15 — цепь; 15 — рельсовые пути верхней тележки; 17 — тележка; 18 — ось подвески реек; 19 — механизм подъема каретки; 20 — механизм горизонтального перемещения
222
Рис. 18.4. Конструкция заливочного устройства
пять отверстий: одно внизу (для установки стопорного гнезда, закрепляемого кольцом 5), два вверху (для прохода стопора с пробкой 6), открытое овальное размерами 300X200 мм (для дополнения промежуточного ковша жидким металлом); одно диаметром около 100 мм (для установки измерительного преобразователя максимального уровня металла) на боковой стенке со стороны заливного отверстия в верхней части ковша.
Стопор соединен со штоком пневмоцилиндра; в поршневой поло
сти которого имеется пружина 8 в момент закрытия подачи металла на стопор кроме сжатого воздуха действует усилие пружины. Это необходимо для предотвращения самопроизвольного вы-
ливания металла в случае прекращения подачи сжатого воздуха. Ковш футеруется шамотным кирпичом. Толщина футеровки 145— —150 мм. Стопорное отверстие промежуточного ковша находится вне литейного конвейера на случай прорыва металла.. Под сто-, порное отверстие подводится разливочный ковш 2.' Разливочный ковш цапфами 4 свободно опирается на крючки 3 выносных консолей заливочного автомата. К нижней части ковша с двух сторон прикреплены тяги 17, поддерживаемые серьгами. Консоль Г-образной формы подвешена к главной раме 16 на двух рычагах одинаковой длины. Она образует систему рычажного параллелограмма. Пневмогидравлический цилиндр /5 штоком связан с рамой, а поршневой крышкой — с консолью. Рама 16 осями 10 опирается на подшипники 11 тележки 12. Для поворота рамы относит ельно осей 10 служит цилиндр 14. Тележка колесами 13 опирается на рельсовый путь. Движение тележки осуществляется приводом, состоящим из электродвигателя и редуктора с пневмомуфгой сцепления. Скорость движения тележки при включенном собственном приводе в 3—5 раз больше скорости движения литейного конвейера. По центру тележки проходит цепь 9 привода механизма установки грузов литейного конвейера. Движение этой цепи строго синхронно движению литейного конвейера. Цепь 9 снабжена кулачками, расположенными строго по оси литейных форм. При выключенном приводе включается муфта, соединяющая тележку 12 с кулачком цепи 9, и тележка начинает двигаться синхронно с конвейером; носок ковша 2 при этом устанавливается по оси формы 1.
При наборе металла в разливочный ковш из барабанного ковша цилиндр 14 оттягивает раму 16 и устанавливает носок ковша 2 под стопорное отверстие. Цилиндр 18 весового устройства поднимает
223
Рис. 18.5. Установка заливки форм на автоматической линии с пульсирующим движением конвейера
весы, платформа которых поднимает ковш 2, освобождая его цапфы от кркяков 3. Происходит автоматическое взвешивание, и подается команда на подъем стопорного устройства. Металл из раздаточного ковша сливается,на носок заливочного, смывая при этом оставшийся от предыдущей заливки металл. Команда на прекращение заливки подается весовым преобразователем при достижении заранее установленного оператором веса. Далее весовое устройство опускается, включается собственный привод заливочного автомата, и он, обгоняя конвейер, подает ковш к незалитой форме. Носок раздаточного ковша совмещается с литниковой чашей, механизм опрокидывает ковш, и происходит заливка формы.
На рис. 18.5 показана установка для заливки форм на конвейере с пульсирующим перемещением автоматической формовочной линии.
Формы заливаются в момент остановки конвейера и тележки 9, подошедшей к позиции заливки. Установка может работать в полуавтоматическом и автоматическом режимах. Управление процессом заливки производится оператором с площадки 11. Установка представляет собой раму 1 с площадкой, на которую подается краном и устанавливается раздаточный ковш 3 с жидким металлом. Раздаточный ковш может наклоняться с помощью боковых силовых гидроцилиндров 2 для перелива металла в заливочный тигель 6. Тигель имеет заднюю расширенную часть и переднюю суженную, заканчивающуюся заливочным носком. Из плавильного отделения металл может доставляться одним или двумя раздаточными ковшами с помощью крана 4. Над позицией заливки расположен зонт вытяжной вентиляции 5.
По команде оператора тигель, стоящий на опоре 10, наклоняется, и заливочный носок входит в литниковую чашу формы 8. При этом заливается форма, на которую предварительно установлен груз 7. Команду на прекращение заливки формы подает фотоэлемент, пре-
224
Рис. 18.6. Заливочная установка с программным управлением:
1 — штоковый запорный аппарат; 2 — заливочный ковш; 3 — шкаф управления; 4 — распределитель сжатого воздуха; 5 — подвижная каретка; 6 — сифон; 7 — поворотное устройство; 8 — заливочный желоб; 9 — рама; 10 — гидроагрегат; 11 — ролик; 12 — рельс; 13 — площадка; 14 — индуктор; 15 — форма
дусмотренный в конструкции установки и нацеленный на выпор формы. Команда подается после появления металла в выпоре.
Помимо фотоэлемента команду на окончание заливки может дать и оператор. После заливки заливочный носок тигля поднимается вверх, а в заднюю расширенную часть тигля из раздаточного ковша переливается металл.
Для заливки форм применяют также установки мостового типа, которые располагают над конвейерами. Установка такого типа с программным управлением (рис. 18.6) представляет собой заливочный-ковш, укрепленный на тележке, благодаря чему он может передвигаться в поперечном и продольном направлениях относительно ветви литейного конвейера и заливаемых форм. Этим достигается точное регулирование заливочного отверстия над литниковой чашей. Заливка производится в момент остановки формы путем выпуска металла через заливочное отверстие, а прекращение заливки — путем его перекрытия специальным штоковым стопором. Дозированием управляет электронная система с программным управлением.
18.2. ПНЕВМАТИЧЕСКИЕ ЗАЛИВОЧНЫЕ УСТРОЙСТВА
Пневматические заливочные устройства широко применяют при литье как черных сплавов на автоматических линиях, так и цветных сплавов на кокильных машинах и машинах для литья под давлением.
8 Матвеенко И. В. и др. 225
Рис. 18.7. Автоматический дозатор алюминиевых сплавов (механизм наклона дозатора нё*йоказан)
На рис. 18.7 показан дозатор алюминиевых сплавов, предназначенный для работы при точно фиксируемом положении приемника металла, например с машиной для литья под давлением-или кокильной машиной в автоматическом режиме. Основные узлы дозатора: корпус 1 печи, крышка 3 печи с уровнемерами, труба сливная 6, механизм наклона, пневмо- и электрооборудование.
Корпус печи представляет собой сварной кожух, внутри которого находится футерованная ванна с электрическими обогревателями 4 для жидкого металла. Обогреватели поддерживают в печи температуру 850 °C. Для заполнения печи металлом, слива его и очистки ванны служит боковой люк 2, закрываемый герметично крышкой.
Крышка печи представляет собой сварной короб. Сквозь крышку проходят уровнемеры и термопары. Сверху на крышке расположены манометр, ручной кран и предохранительный клапан. Чугунная сливная труба 6, закрепленная к кожуху печи, состоит из трех частей, на которые надеты низковольтные подогреватели 5, закрытые теплоизоляцией. Наружная часть сливной трубы защищена металлическим кожухом. Перед сливным отверстием расположен измерительный преобразователь, связанный автоматически с системой создания напора и системой задания времени.
Механизм, служащий для наклона печи при сливе металла, представляет собой гидравлический домкрат.
Принцип работы дозатора следующий. При включении дозатора через трубопровод в печь поступает сжатый воздух, и давление на зеркало металла повышается. Под давлением металл поднимается по сливной трубе. По достижении металлом сливного отверстия игла-уровиемер подает команду для дополнительной подачи воздуха (создание Напора) и для включения реле времени, регламентирующего
226
Рнс. 18.8. Схема автоматической заливки форм на установке с подачей металла под действием избыточного давления на его зеркало:
а — заливка под давлением воздуха; б — прекращение заливки (давление снято)
заливаемую дозу металла. По истечении заданного времени открывается выхлопной клапан, давление воздуха снижается и подача металла прекращается.
Дозатор может быть подключен к системе управления машины для литья под давлением и работать с ней в едином цикле. Для слива остатков металла служит механизм наклона дозатора, соединяемый с корпусом с помощью серьги 7.
Выпускаемые отечественной промышленностью пневматические дозаторы позволяют заливать дозы металла от 0,2 до 50 кг.
Пневматические заливочные устройства подают в пресс-форму чистый от шлака металл, однако при этом способе заливки повышается газонасыщенность металла, а необходимость герметичности раздаточной печи усложняет условия эксплуатации таких устройств.
Пневматическое заливочное устройство для заливки чугуна на конвейере с пульсирующим перемещением автоматической формовочной линии показано на рис. 18.8.
Заливка осуществляется следующим образом: с момента, когда форма 6 с литниковой чашей останавливается под калиброванным отверстием 5 заливочного желоба машины, на зеркало металла, замкнутого под колпаком 4 машины, подается сжатый воздух, и металл по каналу 4 движется к калиброванному отверстию. После наполнения формы подача воздуха под давлением прекращается (см. рис. 18.8, .6), .и заливка прерывается. Доза регулируется временем подачи металла. Заливочная установка периодически дополняется жидким металлом из ковша 2 по каналу подачи металла 3.
18.3. ЭЛЕКТРОМАГНИТНЫЕ ЗАЛИВОЧНЫЕ УСТРОЙСТВА
Схема магнито динамической заливочной установки, показанная иа рис. 18.9, позволяет полностью автоматизировать процесс регулируемого закрытого транспортирования металла из плавильной печи к литейной форме. Работа установки основана'на взаимодействии тока, протекающего в жидком металле, с внешним магнитным полем. На жидкий металл, по которому протекает ток, действуют электромагнитные силы, вызывающие движение металла по соответствующим каналам.
8* . 281
Рис. 18.9. Схема магнитодинамической заливочной установки
Установка устроена следующим образом. С тиглем 1 сообщаются каналы 3, 5 и 8, часть из которых охвачена индукторами, представляющими собой, замкнутые магнитопроводы 4 с обмотками питания 2 и 6. Активная зона насоса находится в зазоре электромагнита, имеющего форму разомкнутого С-образного магнитопровода 7 с обмотками питания. Тигель снабжен съемной крышкой 9. Металл подается в сливной металл опровод 10.
При включении обмоток индуктора в сеть промышленной частоты в боковых каналах 5, как во вторичных обмотках трансформатора, индуктируется электрический ток, а при включении обмоток электромагнита в активной зоне возникает магнитное поле, направленное под прямым углом к току, протекающему в металле.
Элек'громагнитные силы, действующие на металл в активной зоне, вызывают движение металла из тигля по боковым каналам, через центральный канал и сливной металлопровод в форму. Металл движется только при одновременном включении обеих электромагнитных систем. Электромагнит выключается, когда -необходимо повысить температуру очередной дозы заливаемого металла при неизменной температуре металла, находящегося в тигле.
Пример использования магнитодинамической заливочной установки при работе с кокильной установкой приведен на рис. 18.10. На участке, кроме кокильной машины 1 и заливочной установки 3, соединенной с кокильной машиной металлопроводом 2, имеется плавильная печь 4 с вытеснителем металла 5. Установка может работать в полуавтоматическом и в автоматическом режимах.
В полуавтоматическом режиме работы программы заливки выполняются с помощью программного реле времени при нажатии кнопки «Цикл>. Команда к окончанию заливки может быть получена
Рис. 18.10. Схема компоновки магнитодинамической установки с кокильным станком 228
от реле времени или электроконтактного преобразователя уровня, фиксирующего появление металла в выпоре.
В автоматическом режиме работы команда «Цикл» может быть получена при закрытии формы в машине литья под давлением или кокильном станке. В случае применения формы, помещенной на карусель или конвейер, команда подается при совмещении литниковой чаши со сливным металлопроводом установки.
18.4. техника безопасности при эксплуатации ОБОРУДОВАНИЯ СКЛАДОВ ШИХТЫ, ПЛАВИЛЬНЫХ И ЗАЛИВОЧНЫХ ОТДЕЛЕНИЙ
При работе на шихтовых складах в плавильных и заливочных отделениях необходимо строго выполнять нормы и правила эксплуатации подъемно-траис-портного оборудования. Следует помнить, что особую опасность для рабочих представляют механизмы и устройства, непосредственно связанные с транспортированием расплавленного металла.
При'эксплуатации оборудования нельзя перегружать краны и другие подъемные., приспособления и транспортные средства сверх указанной на них нормы и эксплуатировать их сверх срока, установленного до очередной проверки.
Места разделки лома и копры необходимо ограждать, чтобы избежать разлета • осколков в окружающее пространство, эксплуатация их должна проводиться в строгом соответствии с установленными для них специальными правилами.
Температура в плавильных печах при их ремонте должна быть не выше 50 °C, для освещения при ремонте следует использовать только низковольтные лампы с бронированным проводом и защищающими сетками.
До нуска дутья в вагранку крышки фурм и металлическую лет.ку необходимо держать открытыми и перед пуском дутья давать сигнал. После пуска дутья надо поджигать газы вокруг днища и дверцев копильника. При каждой остановке дутья нужно открывать крышки фурм и держать их открытыми н течение 1—2 мин после пуска дутья. Воздухопровод должен быть снабжен предохранительным клапаном.
Перед пользованием ковшом для расплавленного металла следует удостовериться в исправном действии поворотного механизма и стопорного устройства.
Для разливки металла разрешается использовать только тщательно" просушенные и хорошо подогретые ковши. Крановые ковши должны иметь устройства, предохраняющие их от опрокидывания при переносе; центр тяжести наполненного ковша Должен быть несколько ниже оси вращения, но не более чем на 50 мм. Ковши вместимостью 0,5—1,5 т должны иметь самотормозящую червячную передачу, а.при большей вместимости — механический привод для поворачивания. л
При работе с электромиисерами и автоматическими заливочными установками с индукционным подогревом запрещается касаться электропроводов без соответствующих средств предосторожности, указанных в инструкциях, разливать металл при включенном токе.
При обнаружении неисправности, покраснении металлических кожухов или появлении жидкого металла с наружной стороны футеровки следует немедленно выключить печь и вылить металл из иее.
Необходим строгий контроль за состоянием изоляции между витками индуктора. Выпадение изоляции вследствие неправильного монтажа индуктора и неисправности в системе охлаждения может вызвать короткое замыкание.
Автоклавы для модифицирования чугува магнием должны удовлетворять «Правилам устройства, безопасности и эксплуатации сосудов, работающих под давлением», утвержденным Госгортехнадзором СССР, и иметь паспорт, свидетельствующий о своевременном проведении проверки.
В плавильных и заливочных отделениях следует уделять особое внимание соблюдению норм и правил пожарной безопасности. Нужно всегда помнить, что при тушении пожара, возникшего иа оборудовании, находящемся под электрическим напряжением, необходимо пользоваться углекислотвыми огнетушителями, так как пена других огнетушителей обладает электропроводимостью- Тушить магниевые сплавы следует песком.
Раздел пятый
ОБОРУДОВАНИЕ ДЛЯ ВЫБИВКИ, ОЧИСТКИ И ОТДЕЛКИ ОТЛИВОК
ГЛАВА 19. ОБОРУДОВАНИЕ ДЛЯ ВЫБИВКИ ОТЛИВОК ИЗ ФОРМ И УДАЛЕНИЯ СТЕРЖНЕЙ
ИЗ ОТЛИВОК
19.1. КЛАССИФИКАЦИЯ ВЫБИВНЫХ УСТРОЙСТВ, ПРОСТЕЙШИЕ ВЫБИВНЫЕ УСТРОЙСТВА
Выбивка форм из опок и выбивка отливок из форм — наиболее тяжелые операции из всего цикла изготовления отливок по своим санитарно-гигиеническим условиям, так как сопровождаются большим пыле-, газо- и тепловыделением и высоким уровнем шума. Ввиду большого разнообразия конструкций и технологических процессор изготовления форм, подвергаемых выбивке, в литейных цехах применяют различные типы оборудования для выбивки форм, удаления отливок из них и стержней из отливок.
В небольших литейных цехах единичного и мелкосерийного производства применяют простейшие выбивные устройства — подвесные вибраторы (вибрационные скобы) и вибрационные траверсы.
Подвесной вибратор (рис. 19.1) представляет собой литую скобу 1, к которой с помощью стяжек 13 и фланцев 3 прижат пневматический плунжерный вибратор 12. Подвесной вибратор можно переносить краном за кольца 4 и 2. При выбивке форм вибратор с помощью Крана скобой накладывается на стенку опоки или отливку. Форма или отливка подвешивается на поперечине, установленной на стойке. Через систему подвода воздуха, включающую вентиль 7, лубрикатор 8, манометр 6, систему шлангов 11 и 9, тройник 5 и пусковой клапан 10, осуществляется привод вибратора. Под действием вибрации, передаваемой через скобку на стенку опорки, форма разрушается, и отливка со смесью выпадает из опоки.
Вибрационная траверса (рис. 19.2) представляет собой коромысло 1, на которое в различных положениях, в зависимости от размеров опок, подвешиваются скобы с крюками 3. Опока за цапфы навешивается на крюки скобы. На каждой скобе установлен пневмо-йибратор 2, включаемый с помощью пусковой рукоятки 4. Применяют также траверсы, имеющие электромеханический привод, установленный непосредственно на балке коромысла. При выбивке траверсу подвешивают на крюк подъемника на пружинных подвесках. С помощью траверсы выбивают формы массой до 3 т.
К наиболее распространенному выбивному оборудованию, применяемому практически для выбивки форм любой массы в цехах е различным характером производства, относятся электромеханические вибрационные решетки эксцентрикового, инерционного И инер-цйонно-ударногр типа, подробно описанное ниже.
230
Рис. 19.1. Подвесной. вибратор (вибрационная скоба)
2900
Рис. 19.2. Вибрационная траверса
В последнее время, особенно на автоматических линиях, для удаления форм из опок, не имеющих крестовин, применяют установки, работающие методом «выдавливания». При этом методе опока удерживается каким-либо устройством, а форма вместе с отливкой выпрессовывается из нее. Затем выбитая формовочная смесь отделяется от отливки на вибрационном устройстве.
Для выбивки безопочных и опочных форм, предварительно выдавленных из опок, помимо решеток применяют специальные барабаны и вибрационные желоба.
К выбивающему относится также оборудование для удалениях стержней из отливок: вибрационные и электрогидравлические установки, гидравлические камеры, специальные выбивные установки.
19.2. РАБОЧИЙ ПРОЦЕСС И УСТРОЙСТВО ВЫБИВНЫХ РЕШЕТОК
Рабочий процесс выбивных решеток состоит в следующем. Выбиваемую форму в сборе или отдельную полуформу после предварительной разборки формы устанавливаюг на полотно решетки,
231
отливки отделяются от смеси.
Рис. 19.3. Принципиальная схема выбив-
ной эксцентриковой решетки
которому сообщается колебательное движение. От соударения блоки с вибрирующим полотном решетки форма разрушается, ком смеси с отливкой (отливками) выпадает на полотно, распадается, При соответствующем выборе па
раметров системы в момент, когда ее ускорение достигает значения ускорения свободного падения, происходит отрыв опоки от решетки, и дальнейшее движение системы сопровождается после-
довательными соударениями опоки о полотно решетки.
В момент соударений на опоку со стороны решетки действуют инерционные ударные силы, оказывающие разрушающее воздействие на уплотненную смесь в форме и обусловливающие эффект выбивки.
Для практической оценки разрушающего воздействия ударов на выбиваемую форму пользуются характеристикой «удельная энергия удара» Дт. е. энергия, приходящаяся на 1 кг массы формы).
Удельная энергия удара еу (Дж) связана с изменением скорости формы за время соударения с решеткой соотношением
еу = k — Utf/2,
где k — коэффициент пропорциональности; U2, U± — вертикальные составляющие скорости после и до соударения. .
Пропускная способность выбивных решеток зависит от степени уплотнения форм, состава формовочной смеси, размеров опоки, а в случае опок с крестовинами — от размеров ячеек.
Проведенный анализ работы выбивных решеток показал, что для наиболее легковыбиваемых сырых форм средней плотности с размерами опок в свету (или ячеек крестовин) более 500 x 400 мм достаточна удельная энергия удара еу — 0,15 -г-0,25 Дж.
Для наиболее прочных форм, изготовленных прессованием под высоким давлением, а также из смесей на основе жидкого стекла, необходима энергия удара еу = 0,35-5-0,4 Дж.
Выбивная эксцентриковая решетка (рис. 19.3) представляет собой корпус 1, имеющий сверху рабочее полотно, на которое устанавливаются опоки 2 с выбиваемой формой. Эксцентриковый вал 3, вращающийся в подшипниках 5 рамы 4, поднимает корпус решетки на величину эксцентриситета а. Вращение валу передается непосредственно от электродвигателя через муфту 8 или через клиноременную передачу. Амплитуда и частота колебаний корпуса определяются эксцентриситетом и угловой скоростью приводного вала. Амплитуда является постоянной величиной, равной двойному; эксцентриситету.
Дебаланс 7, устанавливаемый на эксцентриковом валу, служит для динамической балансировки и уменьшения нагрузки на подшипники рамы. При движении корпуса решетки вверх опока отрывается от него, а затем падает, соударяясь с рабочим полотном. 232
В результате соударения форма разрушается, и смесь просыпается сквозь отверстия в рабочем полотне, а отливка и 'опока остаются на нем. Удары корпуса решетки о фундамент смягчаются амортизаторами 6:
На рис. 19.4 показана конструкция типовой выбивной эксцентриковой решетки грузоподъемностью 1,6 т.
Основные узлы: полотно 14 решетки, эксцентриковый вал 5, рама 1 и электродвигатель 20.
Конструкция решеток выполнена следующим образом. Рабочее полотно решетки прикрепляется к сварной раме, установленной на каркасе 17 выбивной решетки, винтами 15. Каркас состоит из двух щек 13 (изготовленных из стального листа толщиной 15 мм), соединенных между собой сварным защитным кожухом 18 вала и двумя стяжками. ,В зависимости от условий эксплуатации раму с помощью болтов 12 можно установить ниже верхнего уровня щек (чтобы их выступающие части образовали направляющие борта) или-вровень со щеками.
В кожухе 18 на двух подшипниках 16 установлен эксцентриковый вал 5, несущий эксцентрик 4, и противовес 2 для гашения инерции решетки. Во избежание перегрева подшипников 6 на кожухе предусмотрены полости 3 с циркулирующей водой. В зависимости от условий эксплуатации выбивную решетку можно установить в горизонтальном или наклонном положении (угол наклона от 0 до 6°) с помощью специальных болтов 8. Амортизаторы решетки состоят из нижнего 9 и верхнего 11 амортизаторов, закрепляемых соответственно кронштейном 10 и скобой 7.
233
Рис. 19.5. Принципиальная схема выбив*
ной инерционной решетки
Для снижения действия вибрации решетки на электродвигатель последний устанавливают независимо от решетки и соединяют с эксцентриковым валом посреди ством эластичной муфты 19.
Выбивная инерционная решетка (рис. 19.5) представляет собой
корпус 1, установленный на пружинную подвеску 6 заданной же-
сткости, опирающуюся на раму 4. На вращающемся в подшипниках 7 инерционном валу 3 установлены закрепленные и переменные грузы 5, образующие дебаланс. Под действием центробежной силы, возникающей при вращении инерционного вала, и упругой силы подвески корпус решетки и выбиваемая форма получают колебательное движение. Действие вибрации на электродвигатель смягчается эластичной муфтой 8.
Выбивка на этих решетках, так же как и на эксцентриковых, происходит в результате соударений между опокой 2 и решеткой. Однако амплитуда здесь непостоянна и зависит не только от пара
метров решетки, но и от массы выбиваемой формы.
По сравнению с эксцентриковыми решетками инерционные имеют
следующие преимущества:
изменяя' величину дебаланса на инерционной решетке, можно легко изменять удельную энергию удара е0, что дает возможность установить его необходимое значение в зависимости от показателей выбиваемой формы (типа смеси, твердости и плотности формы, степени ее предварительной подсушки);
инерционные решетки можно устанавливать на более легком фундаменте, так как пружинная подвеска передает на него возникающие при выбивке усилия и выбрацию значительно ослабленными.
Решетки выбивные транспортирующие применяются для выбивки с одновременным транспортированием выбитых отливок к разгрузочному концу решетки. Транспортирующая выбивная решетка
Рис. 19.6. Принципиальная схема транспортирующей выбивной инерционной решетки
4
234
Рис. 19.7. Выбивающая установка на базе четырех инерционных решеток
(рис. 19.6) состоит из корпуса /, установленного на упругих пружинах (или резиновых) опорах 2, и вибровозбудителя 3, смонтированного в корпусе и приводимого во вращение электродвигателем. В верхней части корпуса укреплено полотно 4 решетки, скйозь щели которого проваливается при выбивке отделяемая от отливок формовочная смесь. Вибровозбудитель вызывает возмущающую силу
235
7 2
установки, состоящие из нескольких
Рис. 19.8. Принципиальная схема
выбивной инерционно-ударной ре-
шетки .
Р под углом у к вертикали. Вертикальная составляющая этой силы Ръ совершает работу выбивки, а горизонтальная составляющая Рг перемещает отливки.
При выбивке крупных и тяжелых форм применяют «ыбивных решеток. Эти ус
тановки позволяют более рационально использовать энергию, так как для выбивки форм малой массы можно включать >в работу часть решеток, составляющих установку.
Следует знать, что из-за несовпадения по фазе работы решеток, составляющих установку, ее суммарная грузоподъемность составляет примерно 75 % суммы грузоподъемности всех решеток установки.
Примером установки, состоящей из нескольких решеток, может служить^установка мод. 431И4 (рис. 19.7) на базе четырех выбивающих инерционных решеток мод. 428С грузоподъемностью 250 кН каждая.
Основные узлы установки: четыре выбивные секции 8, имеющие индивидуальный привод /, четыре бункера 5, несущая рама 3, рама бункеров 4, правое и левое перекрытия, настил-лестница 7, централизованная смазочная система, электрооборудование и передвижная защитная камера (на рисунке не показана).
Каждая секция двадцатью пружинами 2 опирается на несущую раму, заделанную в фундамент. Бункера приварены к самостоятельной раме, в их нижней части имеются отверстия для присоединения питателей 6. Из питателей выбитая смесь поступает на ленточные конвейеры.
Для предохранения воздушной среды литейного цеха от пыли установка снабжена передвижной защитной камерой телескопического типа. Камера имеет отверстия для подсоединения пылеотсасывающей установки и подсоса воздуха в камеру и снабжена души-рующим устройством для уменьшения пылеобразования при работе установки.
В зависимости от размеров опок или массы форм, устанавливаемых для выбивки, электросхема позволяет включать в работу одновременно четыре секции, по две секции или каждую секцию по отдельности.
Установки подобного типа выпускают с шестью и восемью выбивными секциями. Грузоподъемность одной секции достигает 40 т, а наибольшая грузоподъемность установки 250 т.
Выбивная инерционио-ударная решетка (рис. 19.8) отличается от обычной инерционной решетки тем, что форма 2, подлежащая выбивке, устанавливается здесь не на рабочее полотно корпуса, а на опору 3, не связанную с решеткой. Корпус решетки /, приведен-
236
ный в Колебательное движение инерционным валом 4, ударяет по форме подобно молоту и разрушает ее. При работе такой решетки может быть применен привод меньшей мощности, чем у эксцентриковой и инерционной решеток.
19.3. АВТОМАТИЗИРОВАННЫЕ УСТАНОВКИ ДЛЯ ВЫБИВКИ ФОРМ
С целью освобождения рабочих от непосредственного участия в тяжелом и трудоемком процессе ъыбивки и вывода оператора из зоны повышенной запыленности используют автоматические установки для выбивки форм. В зависимости от способа формовки (без-опочная, опочная, без крестовин в нижней опоке, опочная с крестовинами в нижней опоке) применяют соответствующие типы выбивных установок.
Наиболее легко поддается автоматизации выбивка из безопочных форм, так как при этом не требуется удалять смесь и отливки из опок, а необходимо лишь обеспечить сброс форм с литейного конвейера на выбивное устройство, где происходит их разрушение и отделение отливок от смеси. В качестве устройства для сброса форм применяют установки с «отклоняющей шиной», с наклонной платформой и др.
В установках с отклоняющей шиной платформы конвейера имеют особые откидные на шарнирах щиты, которые с помощью роликов и «отклоняющей шины» поворачиваются на месте выбивки в наклонное положение, под углом 45° к горизонту. При этом формы соскальзывают на выбивающее устройство. Недостаток таких установок заключается в усложнений конструкции тележек конвейера.
В установках,с наклонной платформой на позиции выбивки вся тележка конвейера наезжает на платформу, которая наклоняется и сбрасывает форму на расположенный ниже вибрационный конвейер, где и происходит отделение отливок от смеси.
Для выбивки безопочных форм широко применяют барабаны.
Барабан для выбивки безопочных форм (рис. 19.9) представляет собой цилиндрическое сито 1, изготовленное из листового железа. Внутри барабана по винтовой линии закрепляется металлическая полоса, служащая для перемещения форм и отливок вдоль оси барабана. Цилиндрическое сито установлено на катках 2, которые приводятся в движение от электродвигателя 4 через редуктор.
Безопочные формы после охлаждения сталкиваются с конвейера через воронку 3 внутрь барабана, разрушаются в процессе вращения последнего. Смесь проваливается через отверстия в стенке барабана на ленточный конвейер, а отливки выходят из него и подаются далее в очистное отделение. Угол наклона барабана регулируется с помощью винтового устройства 5 в зависимости от необходимой скорости прохождения отливок внутри барабана, которая определяет его производительность.
Барабан закрыт герметично кожухом 7, от которого через патрубок 6 подключается цеховая система пылеотсоса.
237
Рис, 19.10. Автоматизированная установка для выбивки форм из опок без крестовин
238
239
Рнс. 19.11. Автоматизированная установка для выбнвкн форм нз опок с крестовинами
Для выбивки форм без крестовин в нижней опоке наиболее распространены установки, работающие напревал. При этом способе форма устанавливается на вибрирующую раму, расположенную над выбивной решеткой. Опока опирается на раму краями, отработанная смесь вместе с отливкой сквозь проем рамы проваливается на решетку, где и происходит их разделение. Для предохранения опок от разрушающего воздействия вибрирующей рамы на ряде установок применены прошивные механизмы, выдавливающие й&м (отливку со смесью) из опоки На разделительную решетку.
При наличии крестовин в нижней опоке выбивка напровал без распаровки невозможна, так как крестовины не позволяют удалять отливку вместе с формовочной смесью. В этом случае применяют установки для автоматизированной выбивки форм трех типов: с раздельной выбивкой верхней и нижней опок с предварительной распаровкой и извлечением отливки до выбивки; с раздельной вы
бивкой верхней и нижней опок с предварительной распаровкой и извлечением отливки после выбивки; для выбивки спаренных форм с последующей распаровкой и извлечением отливки.
Рассмотрим некоторые схемы автоматизированных выбивных установок, применяемых при различных типах формовочных линий.
Установки для выбивки опочных форм, работающие напровал, имеются в большинстве отечественных литейных цехов массового производства.
Установка (рис. 19.10) работает следующим образом. При движении на литейном конвейере 4 форма нажимает на рычаг конечного выключателя 6, включающего пневматический цилиндр 3 тележки стаскивателя 5. Форма 7 с литейного конвейера подается на выбивную раму 8, а опоки от ранее выбитой формы передним упором стаскивателя сдвигаются в распаровщик. Форма на раме под действием вибрации разрушается, и формовочная смесь с отливками провали-
24Q
С
Б-Б (увели чено)
вается на выбивную решетку 11, где также под действием вибрации смесь проваливается сквозь решетку на ленточный конвейер, а отливки по склизу подаются на пластинчатый конвейер. Выбитые опоки проталкиваются сталкиВателем 1. Верхняя опока доходит до упора 2. В этот момент срабатывает пневмоцилиндр распаровщика, который с помощью захвата на штоке перемещает нижнюю опоку на один niaf, вытаскивая ее из-под верхней опоки. Затем верхняя опока падает на направляющие 9 распаровщика, и при сталкивании следующей выбитой формы верхняя и нижняя опоки перемещаются еще на один шаг. Далее опоки подаются на ленточный конвейер 10, доставляющий их к участку формовки.
Установка с предварительной распаровкой и Извлечением отливки после выбивки показана на рис. 9.11.
При подходе тележки литейного конвейера 1 к сталкивателю 2 последний сталкивает спаренную форму на решетку 7 выбивки ниж-
241
них опок, а также дает команду манипулятору 3 на захват и подъем верхней опоки и включение решетки. После захвата и подъема верхней опоки 4 манипулятор автоматически переключается на передвижение и опускание ее на решетку 11. При опускании верхней опоки на решетку манипулятор дает команду на включение решетки, а сам, освободившись от опоки, автоматически возвращается в исходное положение.
Решетка после выбивки верхней опоки автоматически отключается, и включается сталкиватель <8, который подает опоку с решетки на роликовый конвейер 12. По наклонному конвейеру опока поступает на шагающий конвейер 10.
Решетка 7 с нижней опокой автоматически выключается, опока с отливкой сталкивателем автоматически подается с решетки на промежуточный стол 9. Со стола опока подается сталкивателем 5 на подъемный стол 6 с цилиндром. Рабочий включает стол с опокой на подъем, подвешивает отливку на подвесной охладительный конвейер, после чего стол опускается, и пустая опока со стола сталкивается на ленточный конвейер 13, который подает её на шагающий конвейер 10 пустых опок.
19.4. ОБОРУДОВАНИЕ ДЛЯ УДАЛЕНИЯ СТЕРЖНЕЙ ИЗ ОТЛИВОК
Операции выбивки отливок из форм и удаления стержней, из отливок имеют много общего, так как связаны с разрушением и удалением отработанной смеси. В технологической цепи они следуют одна за другой, а при применении стержней из легковыбиваемых смесей химического твердения иногда неразделимы. При использовании стержней с высокой остаточной прочностью (например, на основе жидкого стекла) в отливках остается значительное количе-
Рис. 19.12. Пневматическая вибрационная машина для выбивки стержней 242 .
Рис. 19.13. Гидравлическая выбивная камера:
а — общий вид; б — схема установки в цехе
7700
ство неразрушенных стержней, и необходимо специальное, оборудование для их удаления.
В условиях массового и крупносерийного производства для выбивки стержней из мелких и средних отливок применяют пневматические вибрационные машины. Машина (рис. 19.12) представляет собой раму 1, на которой установлены передняя 3 и задняя 2 бабки. Задняя бабка несет на себе упор 4, опирающийся на пружину 5. Передняя бабка имеет направляющие 7; на них установлен подвижный вибратор 8, щиток которого оканчивается зажимом 6. Перемещение вибратора по направляющим и зажимам отливки обеспечивается посредством: пневмоцилиндра 9.
Для выбивки стержня отливку устанавливают на станину или подвешивают на талях и зажимают между передней и задней бабками. Затем включают вибратор. Плунжер вибратора движется, вызывая сотрясение отливки, зажатой между упором задней бабки и передним зажимом, вследствие чего стержень разрушается.
Для выбивки стержней из средних и крупных отливок, как правило, массой не менее 400 кг применяют гидрокамеры, в которых стержни из отливок удаляются вследствие разрушения стержня струей воды и вымывания его из отливки. В зависимости от максимального давления воды все гидроочистные установки разбивают на три класса: низкого давления (5-Ю6—10-10® Па), высокого (10 X X 105—20-105 Па) и сверхвысокого (свыше 20-106 Па). При этом установки высокого и сверхвысокого давления могут быть дополнительно оборудованы насосной станцией низкого давления, используемой Для вымывания и гидротранспортирования разрушенных стержней.
На рис. 19.13 показана типовая гидрокамера с грузоподъемностью стола 30 т. Основные узлы камеры: металлический корпус 1, подъемные площадки 4 (или кабины гидромониторщиков) с гидромонито-
243
рами 2, гидропривод управлений мониторами, Прожектора 3 для освещения пространства внутри камеры, двери гидрокамеры 7, самоходная тележка (тележки) 5 с кабелеукладчиком, на которую загружаются отливки, подвергаемые обработке, перекрытие подвала, эстакады 6 с инерционным грохотом, сепаратор, резервуар для пульпы с мешалками, насосы, пневмооборудование, бак для воды, насосная станция высокого давления, электрооборудование. Откачиваемая из камеры пульпа подается в большинстве камер на установки для гидрогенерации отработанного песка и систему осветления оборотной воды.
На некоторых камерах установлейы кантователи с целью ускорения выбивки стержней путем поворота отлирок под струей гидромонитора.
В нашей стране серийно выпускаются гидрокамеры с грузоподъемностью стола до 100 т.
Гидрокамеры успешно применяют для удаления стержней прочностью не более 15 кН/м2. Для удаления стержней большей прочности используют электрогидравлические установки (ЭГ-установки).
Электрогидравлический способ выбивки стержней из отливок, применяемый в ЭГ-установках (рис. 19.14), основан на том, что при электрическом искровом пробое жидкости в ней возникают ударные волны и перемещения жидкости, вызывающие интенсивную вибрацию отливок в очень широком диапазоне частот. В результате различия модулей упругости и частоты собственных колебаний отливок и стержневых смесей на границе раздела металл — стержневая смесь возникают растягивающие напряжения, приводящие к разрушению стержня. Интенсивные перемещения жидкости в зоне разряда и вибрации отливок обеспечивают эффективное удаление остатков разрушенных стержней из отливок.
ЭГ-установку размещают в отдельном помещении, примыкающем к литейному цеху. Основные узлы агрегатов и систем установки: рабочий бак 4 с фундаментной рамой, механизм подъема контейнера 6, контейнер со съемными поддонами, самоходная тележка и рельсовый путь 3, подвижной мост 1 с его эстакадой, электрод 2 с механизмами горизонтального и вертикального перемещения, генератора импульсов тока 9 и системы блокировок, кабина оператора с пультом управления 7, система шламоудаления 5, система вентиляции 10 и система водопроводов 8.
Очищаемые отливки цеховыми грузоподъемными средствами загружаются в контейнер, установленный на самоходной тележке. Тележка накатывается на раму подъемника, находящегося над рабочим баком. Механизм подъема снимает загруженный отливками контейнер с тележки и опускает его в рабочий бак, заполненный водой. Специальный электрод, закрепленный на подвижном мосту, с помощью механизмов может перемещаться в горизонтальном и вертикальном направлениях, что позволяет ему находиться в любой точке рабочего бака по команде оператора. Между электродом и отливкой в воде происходит электрический разряд, сопровождаемый комплексом физических явлений, которые обеспечивают выбивку 244
ФП
Рис. 19.14. Электрогидравлическая установка для вы- ВТ бивки стержней из отливок: а — принципиальная электрическая схема: ВТ — выпрямитель-трансформатор; ФП — формирующий промежуток; РП — рабочий промежуток; Э — электрод; б — общий вид установки
стержней из отливок и очистку их от остатков смеси. Шлам, проваливаясь сквозь решетчатое дно контейнера, поступает в зумпфы бака и удаляется шламовыми насосами.
Для обеспечения благоприятных условий всасывания шлама насосами в зумпфах размещены трубопроводы системы барботажа.
Импульсы тока формируются в генераторах, состоящих из выпрямителя-трансформатора, импульсных конденсаторов и разрядника.
Управление установкой осуществляется с пульта оператора, на котором расположены планшет следящей системы положения
245
электрода относительно очищаемых отливок, кнопки и рычаг управления, а также электроизмерительные приборы.
Серийно выпускаемые установки для электрогидравлической выбивки имеют контейнер грузоподъемностью 2,5; 8 и ,25 т.
Для повышения производительности установок при работе в условиях массового и крупносерийного производства используют проходные и конвейерные установки.
19.5. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ЭКСПЛУАТАЦИИ ВЫБИВНОГО ОБОРУДОВАНИЯ
Температура сходящих с конвейера отливок должна быть ие выше 70 °C. Все участки выбивки следует оборудовать местной пылегазоотсасывающей вентиляцией, причем решетки площадью более 3 м2 должны иметь сплошной кожух — укрытие с отсосом. Объем отсасываемого воздуха должен составлять 1500 м^ч иа 1 м2 площади решетки. Запрещается выбивщикам находиться и допускать присутствие других лиц иа полотне работающей выбивной решетки.
Включение в работу выбивающих решеток со сплошным кожухом должно быть сблокировано с закрытием этого кожуха. Для снижения шума виутреииие поверхности кожухов облицовывают звукопоглощающими материалами, которые легко очищаются от грязи. Участки выбивки необходимо оснащать механизмами для установки и удаления опок, а также отливок. Вибровозбудители выбивающих решеток должны «быть закрыты кожухами. Дебалаисы следует надежно закреплять иа валу вибратора.
Вибрационные станки для выбивки стержней оборудуются местными вентиляционными отсосами: верхиебоковым и отсосом вниз под решетку. Объем отсасываемого воздуха следует принимать из расчета 4000 м®/ч иа 1 м ширины зоита и 4000 м3/ч иа 1 м ширины решетки.
Участки автоматической выбивки отливок из опок необходимо заключать в вентиляционное укрытие.. Объем удаляемого от укрытия воздуха следует принимать из расчета 1000 м3/ч иа 1 м выбиваемой смеси.
В гидроочистных камерах запрещается применение’открытых рабочих проемов. Место оператора во время работы должно находиться вие камеры.
Гидравлические камеры следует оборудовать местным отсосом из верхней части камеры с объемом отсоса ие менее 5000 м®/ч на камеру. Двери камер необходимо блокировать с работой: гидромонитора (при открытых дверях гидромонитор выключается).
Трубы и шланги с металлической оплеткой для подачи воды высокого давления к гидромониторам необходимо располагать изолированно от обслуживающего персонала и подсоединять к гидромониторам только с внутренней стороны камеры. Гидромонитор следует устанавливать в шаровой опоре или подвешивать и предусматривать амортизатор отдачи.
При эксплуатации установок для выбивки стержней из отливок с помощью электрогидроэффекта, помимо исполнения норм и правил эксплуатации электроустановок, необходимо соблюдение следующих положений.
Технологическую часть ЭГ-устаиовки, состоящую из ваииы для выбивки стержней и коммутирующего аппарата, защищают таким образом; чтобы ограничить проникновение в окружающее помещение шума, вибрации, электромагнитных излучений, озоиа, оксидов азота и др.
Если машины ие экранированы, в помещении следует предусматривать экранирующую сетку..
В помещении технологической части должна быть установлена электромагнитная блокировка, соединяющая выводы конденсаторов между собой и с землей через разрядные сопротивления при отключении установок или открывании дверей в помещение технологической части.
Разрядное сопротивление следует рассчитывать иа разряд полностью заряженной батареи конденсаторов. Двери, ведущие в помещение технологической части, оборудуют электромагнитным замком или дверным выключателем, сблокированным с электромагнитной блокировкой.
246
ГЛАВА 20. ОБОРУДОВАНИЕ ДЛЯ ОЧИСТКИ ОТЛИВОК
20.1. ГАЛТОВОЧНЫЕ БАРАБАНЫ
Выбор технологического процесса очистки отливок и оборудования определйется характером производства (единичное, серийное, массовое), и характеристикой очищаемых отливок (развес, состояние поверхности, форма). На выбор технологического процесса влияет также род покрытия, которое в дальнейшем будет наноситься на отливку (окраска, эмалирование, гальваническое покрытие и т. п.).
- В настоящее время наиболее распространены универсальные методы очистки отливок — в галтовочных барабанах, струей метал- -лических абразивов (дробеметная и дробеструйная) и вибрационная.
В отдельных случаях применяют химическую и электрохимическую очистку отливок.
Применяют галтовочные барабаны периодического и непрерывного действия.
Галтовочный барабан периодического действия (рис. 20.1) обеспечивает высокое качество поверхности отливок. Очистка отливок в галтовочном барабане происходит вследствие взаимных соударений и трения отливок о стенки барабана и специально, отливаемые Звездочки из белого чугуна, которые загружаются в барабан для повышения интенсификации процесса.
Одновременно с очисткой поверхности отливок в галтовочном барабане происходит выбивка стержней и отбивка литников.
Основные узлы галтовочного барабана: рама со стойками 7 и рабочая обечайка 2 барабана. Обечайка барабана подвешена на цапфах 4, которые входят в подшипники 3, установленные на стойках рамы.
В обечайке барабана имеется загрузочный люк, закрываемый крышкой 1 с замками. Пылеотсос обеспечивается через патрубок 5, подсоединяемый к цапфе барабана и к цеховой вентиляции. Привод барабана осуществляется от электродвигателя через^редуктор 6. Для загрузкиотливок барабан может быть оснащен скиповым подъемником 8. '
Управление барабаном и скиповым подъемником ведется с единого пульта. 7
При проектировании барабана в за- '
висимости от заданных параметров "Г\ Z
определяют скорость вращения бара- г |\ fl > |н
бана, мощность электродвигателя при- л 2 К I/ /I 1)1 вода вращения барабана, мощность \jggjjS [X Г/ электродвигателя привода скипового 5 Р’ \ |
подъемника, а. также проводят расчет б
, установленного на скиповом подъем- I® IX. s
нике тормоза. 7 К
Рис. 20.1. Очистной галтовочный барабан ne- ,
риодического действия
247
Рис. 20.2. Схема для расчета мощности привода галтовочного барабана периодического действия
Скорость вращения барабана обусловливает интенсивность относительного перемещения загрузки барабана, а следовательно, эффек-тивность очистки. По практическим данным, при оптимальной частоте вращения центробежная сила, действующая на отливку у поверхности барабана, составляет 50— 60 % массы отливок. Меньшую скорость применяют для барабанов диа-
метром более 0,7 м, большую—для барабанов диаметром менее 0,7 м.
Формулы для вычисления частоты вращения (с-1) барабанов соответственно имеют вид: при D 0,7 м
<об’< 3,14/|/£>;
при D < 0,7 м
аб < 3,4/0,
где D — внутренний диаметр обечайки барабана, мм.
Мощность электродвигателя привода вращения барабана можно определять по моменту, создаваемому загрузкой барабана (массой отливок и звездочек, загруженных в барабан) при его вращении^ Обозначения величин, принимаемых при расчете, приведены на рис. 20.2, где <р — угол откоса свободной поверхности загрузки относительно горизонтальной плоскости, <р = 40°; хс — смещение центра тяжести загрузки; G — масса загрузки барабана; с — центр тяжести загрузки барабана; е — расстояние от центра тяжестй с до центра круга, вычисляемое по формуле
е = 2D sin3 а/[3 (2а — sin 2а)],
где а — половина угла сегмента, рад.
Величина загрузки барабана определяется коэффициентом загрузки /С, равным отношению объема загрузки ко всему объему обечайки барабана. На основе опыта эксплуатации барабанов принимают К — 0,7-5-0,8.
Принимая, что загрузка барабана равномерно распределяется по длине, можно определить
, Д’ = sc/sH = (2а — sin 2а)/(2л),
где sc — площадь сегмента, образованного загрузкой; sa — площадь сечения барабана.
Рассматривая совместно формулы для е и К, получаем (мм)
е? = (1 — К) £>0,424.
248
Рис. 20.3. Галтовочный барабан непрерывного действия
Так как момент, создаваемый загрузкой относительно оси вращения барабана. М = xcG, а хс = е sin <р, то
Л4 = (1 — /0 D0,424 sin <p-G-HM.
Мощность (кВт) электродвигателя барабана
N5 — М<об/т] = [0,424 (1 — К) sin <рТ><об]/т), где т) — коэффициент полезного действия привода барабана, на основе практических данных принимают t] ч= 0,6)4-0,8.
В крупносерийном и массовом производстве для очистки литников и отливок, мало подверженных бою, например тормозных колодок, применяют галтовочные барабаны непрерывного действия.
Галтовочный барабан непрерывного действия (рис. 20.3) представляет собой обечайку, с обеих концов которой приварены конусы 1 для загрузки и выгрузки отливок. Ось обечайки имеет регулируемый наклон к горизонту под углом 4—10°. Благодаря наклону отливки при вращении обечайки продвигаются вдоль нее и очищаются в результате трения друг о друга. Вращающиеся части барабана закрыты кожухом 2, который патрубком соединяется с цеховой вентиляцией. Привод барабана осуществляется от электродвигателя 4 через червячный редуктор 3 и приводные катки. Обечайка расположена на приводных и свободно вращающихся опорных катках 5. Вдоль барабана проходит конвейер 6 уборки, который приводится в движение электродвигателем 7. Угол наклона обечайки регулируется с помощью механизма подъема 8.
20.2. ОБОРУДОВАНИЕ ДЛЯ ОЧИСТКИ ОТЛИВОК МЕТАЛЛИЧЕСКОЙ ДРОБЬЮ
В литейных цехах широко применяют оборудование, в котором используется струйная очистка. По характеру получения абразивной струй это оборудование делят на дробеструйное, в котором очистной материал подается струей воздуха, и дробеметное, в котором очистной материал Выбрасывается под действием центробежной ’ силы. Имеются установки, в которых абразивный материал направляется струей воды под низким или высоким давлением. От вида
249
Рис. . 20.4. Дробь техническая для очистки отливок применяемого очистного материала зависят качество поверхности отливок, пропускная способность и экономические показатели работы очистного оборудо вания.
Для струйной очистки применяют разнообразные^
очистные материалы.
ГОСТ 11964—81Е предусматривает пять видов дроби технической из чугуна и стали для дробеметной и дробеструйной очистки отливок. Это дробь чугуна литая ДЧЛ (рис. 20.4, а), дробь чугунная колотая ДЧК (рис. 20.4, б), дробь стальная литая ДСЛ, дробь стальная колотая ДСК и дробь стальная рубленая из проволоки ДСР (рис. 20.4, в).
В зависимости от вида и назначения предусмотрено 16 номеров дроби, отличающейся размерами. Самый малый № 01 предусматривает размер дробины до 0,1 мм, самый большой № 6 — от 5,5 до 8 мм. ' Для очистки отливок в зависимости от их размера рекомендуются следующие номера дроби: № 08 для мелких отливок; № 1; 1,2 и 1,5 для средних отливок; № 2; 2,5; 3; 3,5 и 4 для средних, тяжелых и особо тяжелых отливок. На выбор дроби влияет также необходимая шероховатость необрабатываемых поверхностей.
Помимо дроби из чугуна и стали применяют дробь из цветных сплавов (алюминиевых и медных), а также абразивные средства из неметаллов как минерального, так и органического состава. Из струйных методов очистки наибольшее распространение имеет дробе- ’ метный.
Существо дробеметной очистки состоит в направлении на очищаемую поверхность отливки струи дроби, разогнанной в дробеметной аппарате до скорости 40—100 м/с.
250
Рис. 20.5. Дробеметный аппарат: а — конструкция; б — принцип действия •
На рис. 20.5 показаны конструкция и принцип действия дробе-метного аппарата. Основные узлы дробеметного аппарата: электро^ двигатель привода 3, шпиндель, ротор 2, загрузочная воронка 11, распределительная коробка 10 и кожух 1.
Шпиндель предназначен для передачи вращательного движения от электродвигателя к ротору. Он включает вал 4, вращающийся в подшипниках 6, и шкив 5. Ротор служит для придания дроби необходимой скорости; ои состоит из двух дисков, радиально расположенных лопастей и крыльчатки (импеллера). Распределитель- J ная коробка имеет окно, положение которого можно изменить при
251-
Г 'I — абразив
РТЛ -воздух, с абразивов
а)
Рис. 20.6. Дробеструйный аппарат: а — принцип работы; б — конструкция двухкамерного аппарата; 1 — верхняя камера; 2 — клапан; 3 — средняя камера; .4 — сетчатый фильтра 5 — переключатель; 6 — трехходовой кран; 7 — трубка для подачн воздуха в камеры; 8—нижняя камера; 9 — крышка люка; 10 — водоотделитель; 11 — запорный кран; 12 — смесительная камера; 13 — бронированный резиновый шланг; 14 — труб* ка для продувки отверстия Подачн дроби в смесительную камеру; 15 — Сетка
повороте коробки и таким образом изменить направление струи дроби при вылете из аппарата. Загрузочная воронка служит для подачи дроби из сепаратора в полость крыльчатки. Кожух предотвращает вылет дроби во внешнюю среду; он состоит из корпуса и крышки. Корпус и крышка внутри облицованы сменными литыми щитами.
Дробь самотеком поступает в крыльчатку, разгоняется лопастями крыльчатки и под действием центробежной силы выбрасывается через окно распределительной коробки 9. Затем дробь подхватывается лопастями 7 дррбеметного аппарата, получает во время движения по ним высокую скорость и направляется в зону очистки. Лопасти крепятся к дискам специальными штифтами 8. Отливки, имеющие глубокие внутренние карманы и обширные полости, в которые трудно направить струю дроби из дробеметного аппарата, подвергают долбеструйной очистке, хотя энергетические затраты при ней' в несколько раз выше, а санитарно-гигиенические условия работы хуже.
Для придания скорости струе дроби используют всасывающие и нагнетательные дробеструйные аппараты (рис. 20.6). Аппарат имеет герметично закрываемый бак, в котором под давлением сжатого воздуха находится дробь. Под действием силы тяжести и давления
252
Рис. 20.7. Принципиальная схема дробемет-ной очистной машины сжатого воздуха, которое в баке выше, чем в смесительной камере, дробь подается в последнюю и увлекается оттуда через шланг к рабочему соплу. Для пополнения бака дробью перекрывают поток сжатого воздуха в полость и соединяют ее с атмосферой. При этом клапан опускается, и дробь из загрузочной воронки через верхнюю камеру под действием силы тяжести попадает в полость бака. Для обеспечения непрерывности работы аппарат делают двухкамерным.
'Дробеметные очистные машины состоят из однотипных элементов, к основным из которых ОТНОСЯТСЯ (рис. 20.7) дробеметные аппараты 2, система циркуляции дроби (шнековый ~ конвейер 6, ковшовый элеватор 7 и др.), система сепарации дроби (барабанное сито 8, воздуш
ный сепаратор 7), а также элементы ограждения и пылеотсоса 3, 4, но имеют различные устройства для подачи отливок под струю дроби (на схеме — это вращающийся стол 5). Метод подачи отливок под струю дроби и размещение очистных аппаратов определяют конструкцию дробеметного очистного оборудования, которое разделяют на барабаны, столы, камеры и специальные установки.
По характеру работы это оборудование бывает периодического и непрерывного действия.
В дробеметном ленточном барабане периодического действия отливки очищаются в рабочем пространстве, образуемом пластиича-. тым конвейером и торцовыми дисками.
Конвейер имеет два направления движения — рабочее, при котором отливки кантуются в рабочем пространстве, и обратное, предназначенное для выгрузки отливок. Над рабочим пространством устанавливают один или два дробеметных аппарата. Отливки в дробе-метный ленточный барабан обычно загружают скиповым подъемником. На рис. 20.8 показана схема барабана периодического действия, встроенного в непрерывный поток очистки. Отливки конвейером непрерывно подаются в промежуточный бункер-накопитель 2, из которого порциями перегружаются в ковш скипового подъемника. По мере очистки порции отливок (10—15 мин) скиповый подъемник загружает отливки в барабан 1. Очищенные отливки пластинчатым конвейером барабана подаются на пластинчатый конвейер выгрузки 3 и транспортируются на участок абразивной зачистки.
253
Рис. 20.8. Дробеметный очистной барабан периодического действия, встроенный в непрерывный поток очистки
. Отечественной промышленностью выпускаются барабаны для массы загрузки 500—3000 кг отливок. Для очистки отливок, подверженных бою, выпускаются барабаны, в которых металлический пластинчатый конвейер заменен резиновой лейтой.
Барабаны периодического действия имеют наиболее высокий коэффициент эффективного потока дроби, так как в них отливки постоянно находятся в зоне наиболее интенсивного .потока дроби. Барабаны допускают регулирование продолжительности очистки в зависимости от-вида отливок и требований к качеству обработки. Благодаря отмеченным преимуществам они получили наибольшее распространение по сравнению с другими очистными машинами при различном характере производства.
Барабаны непрерывного действия (рис. 20.9) применяют для. очистки отливок массой до 50 кг в поточных линиях очистки в сочетании с галтовочными барабанами предварительной очистки, выбивки стержней и отделения литников и прибылей. Основное преимущество барабанов непрерывного действия — сравнительно простая их загрузка и разгрузка.
Барабаны непрерывного действия изготовляют на основе как ленточных механизмов, так и обечаек. Барабан с обечайками имеет следующие основные части: барабан очистной 1, барабан отделительный 3, два дробеметных аппарата 2, воздушно-механический сепаратор 4, системы дробеобращения и пылеотсоса.
Очистной барабан цилиндрической формы имеет по торцам конусы, а снаружи два бандажа, которыми опирается на четыре катка, два из них приводные 5- Внутренняя полость барабана облицована. 254.
Рис, 20.9. Барабан очистной дробеметный непрерывного действия
сменн.ыми броневыми плитами. Для снижения уровня шума полость барабана между броневыми плитами й обечайкой заполнена резиной. Отделительный барабан служит для освобождения отливок от дроби.
Для очистки мелких тонкостенных отливок, подверженных бою при литье, имеющих тонкие выступающие части, а также отливок типа плоских дисков рекомендуется применять очистные столы.
Дробеметные очистные столы представляют собой плоскую карусель, часть которой закрыта и находится в зоне очистки, а другая часть выходит наружу для загрузки, разгрузки и перемены положе-
Рис. 20.10. Стол очистной дробеметный непрерывного действия
255
Рис. 20.11. Камера очистная дробеЬетиая периодического действия
Рис. 20.12. Камера очистная дробеметиая непрерывного действия
256
Рис. 20.13. Универсальная гидропескоструйиая камера:
1 — камера; 2 — окно для ввода длинномерных деталей; 3 — манометр давления пульпы; 4 — смотровое окно; 5 — манометр давления Воздуха; 6 — лазы для рук; 7 — загрузочная дверца; 8 — краны управления; 9 — растворонасос; 10 — вращающийся стол; 11 — вытяжной короб; 12 — верхний бункер; 13 — поворотно-передвижной экран; 14 — стеклоочиститель; 15 — струйный аппарат; 16 — барботер
ния отливок. У столов непрерывного действия карусель вращается без остановок, перемещая отливки под дробеметными аппаратами. В столах периодического действия отливки устанавливаются на специальные вращающиеся тарели, число которых на карусели в пределах 2—12.
При работе такого стола карусель периодически останавливается, а тарели вращаются в зоне очистки под потоком дроби. Для ускорения процесса загрузки и разгрузки тарели делают съемными.
На рис. 20.10 показан дробеметный очистной стол непрерывного действия. Вращающийся стол 4 приводится'в движение от электродвигателя 6 через фрикционный привод. Поток дроби направляется, на отливки, устанавливаемые на столе дробеметным аппаратом 5, расположенным на крыше кожуха 3. Дробь вместе с отходами элеватором 2 поднимается к сепаратору 7 и после очистки распределителем 1 подается в дробеметный аппарат.
Крупные и тяжелые отливки очищаются в камерах периодического действия (рис. 20.11). Отливки в таких камерах устанавливают на движущиеся столы 1, которые в большинстве случаев имеют вращающиеся платформы 2. Грузоподъемность столов достигает 500 кН и более. В рабочем пространстве 5 камеры отливка вращается на
9 Матвеенко И. В. н др. 257
платформе, подвергаясь воздействию потоков дроби от нескольких дробеметных аппаратов 3. Камеры обычно снабжают также дробеструйными аппаратами 4, с помощью которых очищают карманы и полости отливок.
В условиях крупносерийного и массового производства широко применяют камеры непрерывного действия (рис. 20.12). В этих камерах отливки закрепляются на подвесках 5, которые цепью подаются в зону очистки и вращаются там, подставляя отливки под потоки дроби, направляемые дробеметными аппаратами 1. Камеры оснащают мощными системами дробеочистки, включающими бункера 2, грохоты 3, элеваторы 4 и воздушные сепараторы 6, и системами транспортирования 7 очищенной дроби. Для очистки мелких отливок главным образом из цветных сплавов широко применяют универсальные гидропескоструйные камеры (рис. 20.13).
20.3. СПЕЦИАЛЬНЫЕ СПОСОБЫ ОЧИСТКИ
Для отливок, предназначенных для изготовления деталей, работающих, например, в гидро- и пневмосистемах, отливок с экранированными внутренними полостями, отливок, не позволяющих применять очистку дробью, и некоторых других дробеметная очистка не дает необходимое качество очищения поверхности отливок. Для этих случаев эффективна электрохимическая очистка.
Сущность электрохимической очистки (рис. 20.14) состоит в следующем. Отливки 2 погружают в ванну 1, заполненную расплавленным механическим каустиком, вследствие чего образующие пригар оксиды железа (Fe2O3, Fe3O4) и силикаты (SiO2, Fe2SiO4) вступают в химическое взаимодействие с основной средой ванны (Na КОН, NaOH, КОН). Для интенсификации химической реакции к ванне подводится постоянный ток. Сочетание химического воздействия с электрохимическим обеспечивает высокую степень очистки поверхности. Отливка соединена с по-
Рис. 20.14. Принципиальная схема ванны для электрохимической очистки отливок
Рис. 20.15. Схема вибрационной очистной машины 258
ложительным полюсом генератора Г посредством специальной контактирующей подвески 3, а стенки ванны с отрицательным полюсом. Плотность тока регулируется бесконтактным регулятором Б.
Для очистки мелких отливок от пригара и окалины и одновременного удаления тонких заливов, притупления острых кромок и заусенцев, особенно отливок из цветных сплавов, полученных в кокилях и литьем под давлением, все больше применяют вибрационную обработку свободным абразивом.
На рис. 20.15 показана схема вибрационной очистной машины. В контейнер 1 загружаются очищаемые отливки 2 вместе с абразивным материалом (специальные звездочки из белого чугуна или керамики, бой шлифовальных кругов, крупная дробь ит. п.). Контейнер, установленный на пружинах 3, приводится в вибрационное движение с помощью инерционного вибратора 4, вращаемого электродвигателем. Отливки и абразивный материал имеют различнук) массу, получают разные ускорения и перемещаются относительно друг друга. В процессе взаимного трения абразивного материала и отливок происходит очистка последних.
20.4. техника безопасности при работе на галтовочных
БАРАБАНАХ И ДРОБЕОЧИСТНЫХ МАШИНАХ
Крышки галтовочных барабанов и запоры на них должны быть особо прочными, надежность их необходимо тщательно проверять во избежание открывания под действием ударов отливок. Тормозные устройства должны надежно фиксировать положение барабана при загрузке и выгрузке.
Все установки для дробеметной и дробеструйной очистки отливок следует оборудовать местными вентиляционными устройствами и системой блокировок, исключающих работу установки при выключенной вентиляции. Необходимые объемы отсасываемого воздуха следующие: от укрытия барабана 3500 м3/ч при одном дробемет-ирм аппарате и по 2000 м^ч на каждый следующий аппарат; от элеватора дроби 800 м3/ч; от сепаратора дроби 1700 м3/ч. Последнюю величину нужно проверять, исходя из скорости движения воздуха в зоне сепарации- дроби 10—15 м/с.
В верхней части, дробеструйных камер следует предусматривать вытяжной патрубок. Объем воздуха, удаляемого из камеры системой местной вытяжной вентиляции из расчета на 1 ма площади внутреннего горизонтального сечения камеры, должен быть 1000 м’/ч при диаметре сопла 6 мм. 1700 и 3000 м®/ч при диаметрах сопла 10 и 14 мм соответственно.
Все дробеметиые и дробеструйные установки должны иметь ограждения, шторы и уплотнение, предотвращающие вылет дроби и пыли из их рабочего пространства. Со стороны проемов, предназначенных для поступления и выхода деталей, следует устанавливать завесу — диафрагму из листовой или полосовой резины.
В конструкции дробеочистиых установок необходимо предусматривать блокировки, исключающие возможность пуска дробеметиых или дробеструйных аппаратов и подачи дроби к ним при открытых дверях или Шторах.
Стеики дробеочистиых установок следует изготовлять звукоизолирующими, чтобы обеспечить максимальное снижение уровня шума.
Категорически запрещается обслуживающему персоналу иаходитьси внутри рабочего пространства при работе дробеочистиых установок.
9*
ГЛАВА 21. ОБОРУДОВАНИЕ ДЛЯ ОТДЕЛЕНИЯ ЭЛЕМЕНТОВ ЛИТНИКОВЫХ СИСТЕМ, ОБРУБКИ
И ИСПРАВЛЕНИЯ ДЕФЕКТОВ И ОКРАСКИ ОТЛИВОК
После очистки отливки подвергают ряду операций, к которым относятся: отделение элементов литниковых систем, удаление заливов, исправление поверхностных дефектов. Для выполнения этих операций применяют разнообразное оборудование, основанное на механическом (ударном, режущем и абразивном) и термическом воздействии на металл. К отделочным операциям относится окраска (грунтовка) отливок.
21.1. РУБИЛЬНЫЕ МОЛОТКИ
Пневматические рубильные молотки применяют при удалении с поверхности отливок заливов, элементов литниковых систем, перекосов, ужимин и т. п.
Для обрубки отливок используют главным образом молотки золотникового типа. Молотки с коротким ходом (до 100 мм) применяют для легкой обрубки тонких заливов и небольших дефектов отливок, а с длинным -ходом — для обрубки тяжелых приливов и заливов.
Рубильный молоток показан на рис. 21.1. В стволе 1 помещается ударник 2, который под действием сжатого воздуха совершает возвратно-поступательное движение, нанося удары по хвостовику рабочего инструмента 3 (зубила). Течение воздуха переключается автоматически золотником 4. Для пуска молотка следует нажать курок 5, находящийся на рукоятке 6. Шланг для подвода сжатого воздуха прикрепляется к молотку с помощью резьбового ниппеля и футорки, ввинчиваемого в отросток рукоятки молотка. Для исключения проникания в молоток вместе со сжатым воздухом грязи, пыли и посторонних примесей в футорку закладывают сетку, которая их задерживает. Проникание в молоток загрязненного сжатого
Рис. 21.1. Пневматический рубильиый_молоток 260
Рис. 21.2. Зубила дли обрубки отливок пневматическим рубильным молотком воздуха .снижает его работоспособность, вызывает повышенное изнашивание деталей.
Существенное значение для повышения производительности труда при обрубке отливок пневматическими рубильными молотками имеет выбор зубила. На рис. 21.2 показаны зубила, которыми пользуются квалифицированные обрубщики, достигая высокой производительности при обрубке стальных и чугунных отливок. Зубила 1, 2 и 5 применяют для очистки поверхности отливок от пригоревшей формовочной смеси и для вырубки пороков отливок -под заварку. Зубила 3 с уширенной рабочей частью применяют для обрубки стальных отливок после отжига. Зубила 4 имеют специальную загнутую рабочую часть для очистки внутренних сферических поверхностей.
Хвостовики зубил делают не только цилиндрическими, но и шестигранными в тех случаях, когда вращение зубила при обрубке недопустимо. Такие требо
вания предъявляются, например, при выполнении точных обрубных работ (зачистке заваренных мест на обработанной поверхности, обрубке холодильников и т. п.).
Высокую стойкость при работе имеют зубила из стали марок 4ХС, 6ХС. Рабочая кромка зубила должна иметь твердость HRC 58—61.
Уменьшение твердости а увеличение приводит к выкрашиванию его кромки. Для предохранения рабочей "кромки от выкрашивания рекомендуется немного притупить лезвие зубила, затачивая площадку шириной 0,3— 0,5 мм. „ ;
резко снижает стойкость зубила.
261
21.2. МЕХАНИЧЕСКОЕ ОТДЕЛЕНИЕ ЭЛЕМЕНТОВ ЛИТНИКОВЫХ СИСТЕМ ОТ ОТЛИВОК
Для отделения литниковых систем от отливок применяют разнообразное оборудование, принципы работы которого заключаются в механическом резании металла, обломе или вырубке и резке, основанной на выплавлении металла в месте реза под действием трения о быстродвижущийся инструмент.
Для отрезки прибылей стальных и чугунных отливок, особенно прибыльной части небольших слитков и болванок, используют ножовочные станки. На таких станках разрезку можно выполнять не только в плоскости, перпендикулярной оси заготовки^ но и под углом 45°. В целях повышения производительности применяют ножовочные станки с бесконечной лентой.
Ленточные пилы предназначены для отрезки литников и питателей отливок, главным образом из алюминиевых и магниевых сплавов. Отрезка ленточными пилами высокопроизводительна. Так для отрезки литника из алюминиевого сплава диаметром 50 мм требуется лишь 6—8 с; время отрезки магниевых сплавов на 10 % меньше.
Обрезка на пильных дисковых станках производится посредством медленно вращающихся круглых пил, которые автоматически подаются вперед по мере разрезания изделия. Этот способ применяют для обрезки прибылей мелких и средних стальных и чугунных отливок. Станки выполняются с вертикально расположенной пилой или с переменным положением пилы.
Станки обычно приспособлены для 'разрезки в вертикальном либо наклонном (до 45°) положении, для чего их головка, в которой закреплена пила, может быть повернута на нужный угол. Станки имеют несколько ступеней автоматической подачи, применяемых в зависимости от свойств разрезаемого материала.
Пилы состоят из стальных дисков, на которые насажены сегменты Станки имеют пилы диаметром 300— 1500 мм, что позволяет разрезать предметы толщиной до 1/3 диаметра пилы (100—500 мм).
Производительность пильных станков зависит от характеристики отливок, скорости подачи пилы и времени установки отливки на станке. При отрезке прибылей неотожженных стальных отливок скорость подачи пилы 10—20 мм/мин.
Разновидностью круглопильных станков являются так называемые^ пилы Геллера, специально предназначенные для обрезки отливок. :
При резке элементов литниковых систем на дисковых станках типа;
Рис. 21.3. Диск отрезного станка
из быстрорежущей стали.
361
Марса быстровращающийся тонкий стальной диск, давит на металл в месте реза, при этом вследствие трения выделяется большое количество теплоты; материал, нагретый до высокой температуры, становится пластичным и прорезается диском. На режущей поверхности диска выступающие части чередуются с углублениями. Диск точно центрирован, боковые поверхности его отшлифованы. Окружная скорость диска 100—120 м/с. Предусмотрено водяное охлаждение диска. Станки бывают с диском диаметром 500—1500 мм, что обеспечивает резание на глубину 30—120 мм.
Основное преимущество станков типа Марса — высокая производительность, а недостаток — небольшая глубина реза даже при очень большом диаметре диска. Отношение наибольшего диаметра отрезаемого изделия к диаметру диска составляет 6—8 %. Для круглопильных станков это отношение 30—35 %. Производительность станков типа Марса в несколько раз выше, чем круглопильных.
На рис. 21.3 показан диск отрезного станка типа Марса.
21.3. ОБОРУДОВАНИЕ ДЛЯ ОТРЕЗКИ ПРИБЫЛЕЙ И ЛИТНИКОВ АБРАЗИВНЫМИ КРУГАМИ
Абразивную отрезку выполняют как с помощью ручного механизированного инструмента, так и, главным образом, на специальных абразивных отрезных станках (рис. 21.4). При большом разнообразии конструкций отрезных станков их кинематика может быть с перемещением оси вращения О отрезного круга на рычаге L вокруг центра М (рис. 21.4, а) и с неподвижной осью шпинделя О и перемещением отливок (рис. 21.4, б).
К преимуществам абразивной отрезки относятся: сравнительно простое оборудование, слабый нагрев изделия, гарантированный прямой чистый рез без оплавления места реза, небольшой уровень шума.
В то же время абразивная отрезка отливок имеет существенные недостатки: значительное выделение абразивной и металлической пыли (необходимы специальные улавливающие устройства), сильный запах горелой резины (при употреблении кругов на вулканитовой связке), высокие требования по технике безопасности (необходимы специальные защитные кожухи, пылеотсаСывающие устройства ит. п.), невысокая скорость кругов. К недостаткам абразивных кру-
Рис. 21.4. Схемы отрезных станков с перемещением осей отрезного круга (•) отливки (6)
263
гов следует отнести невысокую скорость резания и малые диаметры отрезных кругов. Так даже новым (неизношенным) кругом можно отрезать элемент литниковой системы диаметром V
D < (dt — da)/2 — b,
где dt — диаметр отрезного круга, мм; dt — диаметр фланца, мм; b —, сумма величин выхода диска за обрабатываемое изделие и предохранительного расстояния от перерезаемого изделия до фланца, мм. Эта формула верна для любого дискового отрезного инструмента.
. Отрезные круги на синтетических связках обладают высокой прочностью. При их применении вместо фланца ставят прижимную шайбу и диапазон отрезных работ может быть значительно расширен.
21.4. ОБОРУДОВАНИЕ ДЛЯ ОБРУБКИ ОТЛИВОК МЕТОДАМИ ГАЗОВОЙ И ВОЗДУШНО-ДУГОВОЙ РЕЗКИ И УСТРАНЕНИЕ ДЕФЕКТОВ ОТЛИВОК
— Для отделения элементов литниковых систем применяют ацетилено-кислородную й воздушно-дуговую резку.
**Ацетилено-кислородную (газовую) резку используют главным образом для резки стальных отливок. Она является высокопроизводительным и вместе с тем простым и дешевым технологическим процессом, поэтому ее широко применяют почти во всех сталелитейных цехах вместо механической резки. Процесс газовой резки поддается механизации, что дало возможность создать большое число специальных машин и приспособлений. Прй газовой резке почти не происходит поломок или изнашивания инструмента, как это имеет место при механической резке.
Процесс газовой резки основан на интенсивном окислении металла в струе кислорода при высокой температуре. Для нормального протекания процесса резки металла необходимы следующие условия:
а) температура воспламенения металла должна быть ниже температуры его плавления; если это условие не удовлетворяется, то металл будет плавиться и переходить в жидкое состояние еще до того, как начнется его горение в кислороде;
б) температура плавления оксйдов, образующихся при резке металла, должна быть ниже температуры воспламенения и плавления металла; если это условие не удовлетворяется, то кислородная резка металла без применения специальных флюсов невозможна, так как образующиеся оксиды не будут находиться в жидком состоянии при температуре горения металла и их невозможно будет удалить из места реза.
Скорость резки зависит от толщины материала, его свойств, состава и температуры, а также температуры пламени, давления кислорода, формы режущей струи, скорости истечения ее из сопла и чистоты кислорода.
Примеси в кислороде уменьшают скорость резки примерно с 225 мм/мин при чистоте кислорода 99 % до 65 мм/мин при чистоте кислорода 81 %. Предварительный нагрев отливки повышает ско
264
рость резки. При нагреве стали до 200—370 *С скорость резки повышается на 50—100 %.
При оптимальных режимах резки колебание давления кислорода ±Ю5 Па дает повышение или понижение скорости резки на 25— 50 %. Чрезмерное повышение или понижение его давления отражается на качестве резки. На скорость резки также оказывают влияние марка стали и вид горючего. Скорость ручной резки углеродистой стали в значительной степени зависит от вида горючего (ацетилен, пиролизный газ, бензин или керосин). Скорость v (м/с)' ацетил ено-кислородной резки может быть определена по формуле
v = 60//,
где t — продолжительность резки, мин на 1 м, t = 6/8 + 0,86;-6 — толщина разрезаемого металла, мм.
Ацетилено-кислородная резка элементов литниковых систем и резка стальных отливок отличаются от резки проката. Процесс резки отливок затруднен вследствие недостаточной чистоты их поверхности, наличия приливов, пригара и песка. Внутренние дефекты отливок также затрудняют процесс резки. По сравнению с резкой низкоуглеродистой стали резку чугуна вследствие ряда технологических трудностей применяют мало. Для резки чугуна необходима горелка с ручным регулированием. Состояние поверхности чугуна после резки значительно хуже, а ширина реза больше по сравнению с состоянием поверхности и шириной реза после резки низкоуглеродистой стали. Это относится к большинству литейных чугунов. Исключение составляет чугун со сфероидальной формой, графита, который также легко поддается газовой резке, как и низко-: углеродистая сталь. Чугун со сфероидальной формой графита разрезают с помощью типовых резаков. Л
Для разделительной резки отливок используют и воздушно-* дуговой способ. Воздушно-дуговая резка, может быть применена для резки высоколегированных сталей, чугуна и цветных металлов. Сущность резки заключается в следующем: возбуждается сварочная дуга обратной полярности между угольным электродом и отливкой. Параллельно электроду из держателя подается струя сжатого воздуха, выдувающая расплавленный металл из сварочной ванны. По мере равномерного перемещения электрода относительно плоскости разрезаемого металла с одновременным выдуванием жидкой ванны в металле остается ровная и чистая канавка. Глубина и ширина канавки засисят от силы тока, диаметра электрода, скорости перемещения его и угла наклона электрода к плоскости разрезаемого металла.
Ширина реза зависит от диаметра электрода
В = d + (1 -г-2) мм, где d — диаметр электрода, мм.
Отрезка прибылей отливок толщиной до 40 мм за один проход затруднительна. При резке металла толщиной более 25 мм электроду при перемещении вдоль линии реза нужно придавать пилообразные
265
a) . f)
Рис. 21.5. Оборудование для заварки дефектов чугунных отливок:
в — электросварочный автомат с механической подачей электрода; 1 — держатель; 2 — направляющие каналы; 3 — подающие механизмы; 4 — бобины с порошковой проволокой; 3 — аппаратный шкаф; б — газовая горелка с двойной инжекцией; 1 — бункер для порошка;
3 — рычаг включения подачи порошка
колебания от верхних кромок реза к нижним, подобно тому как это делают при обычной дуговой сварке.
Для воздушно-дуговой резки металла необходимо иметь резак, источник электрической энергии, сжатый воздух и графитовые электроды. Наиболее часто используют электроды диаметром 6, 8 и 12 мм, длиной 250—300 мм.
Для выполнения работ по заварке дефектов чугунного литья применяет электросварочные полуавтоматы с механической подачей специальной порошковой проволоки (рис. 21.5, а) и специальные газовые горелки с двойной инжекцией (рис.' 21.5, б). Первая инжекция кислородной струи используется для подсоса порошка из бункера I, а вторая — для подсоса ацетилена.
Ввиду того, что для повышения технологических и эксплуатационных свойств отливок все мелкие отливки и значительная часть средних и тяжелых подогревают перед заваркой, на заварочных участках кроме сварочного устанавливают также оборудование для подогрева отливок. На рис. 21.6, а показайа планировка типового участка заварки мелкого чугунного литья, оборудованного двухрядной конвейерной печью с независимыми зонами нагрева отливок перед заваркой до температуры 650 °C (/) и замедленного охлаждения после заварки до температуры 200 °C (2), контейнерами 3 для транспортирования отливок, монорельсами 4 и 5 и рабочим столом 6.
При небольших количествах отливок, поступающих на заварку, участок может быть оборудован нагревательными горнами. На рис. 21.6, б дана планировка участка заварки среднего, крупного и тяжелого чугунного литья.
На участке размещены термическая печь 1 с размером пода 2,1 X X 4,3 = 9,0 м2 и термическая печь 2 с выкатными подами размером 1,5 X 3,48 = 5,2 м2 для нагрева отливок перед заваркой и при необходимости последующей термообработки после заварки. Для местного подогрева отливок установлены два газовых нагревательных горна 3 с размерами пода 3,0 х 2,7 = 8,1 м2, дляЧтодогрева крупногабаритных тяжелых отливок — ямная двухкамерная печь 4 с площадкой для промежуточного складирования съемных секций 5 свода.
Для горячей заварки дуговой сваркой предусмотрена площадка II, для холодной заварки — площадка /, а для горячей заварки 96в
Ряс. 21.6. План участков заварки мелких (а), средних, крупных и тяжелых (0 отливок
газовой сваркой площадка III. Пол участка горячей заварки выстлан чугунной плитой, поэтому, чтобы избежать повреждения отливок при кантовке, предусмотрена площадка, засыпанная гравием 6.
На участке расположены также кессон 7 для вертикальной установки отливок при заварке, газовый коллектор 8 для газопитания печей, пирометрический шкаф 9 для контроля режима работы печей, вентиляционные панели 10, места расположения электросварочного оборудования 11, полуавтоматы 12 для горячей механизированной заварки, системы питания газосварочных постов природным газом ' и кислородом 14.
21.5. ОБОРУДОВАНИЕ ДЛЯ ЗАЧИСТКИ ОТЛИВОК ШЛИФОВАЛЬНЫМИ КРУГАМИ
Шлифовальные круги используют для зачистки отливок, с целью удаления заливов, заусенцев, перекосов и неровностей, а также дефектов поверхности (удеимин, пригара, мест заварки и др.).. При зачистке отливок необходим правильный подбор характеристик применяемого шлифовального инструмента.
Известны два основных вида абразивных материалов, применяемых в шлифовальных кругах, — электрокорунд (глинозем Д12О3) и карбид кремния SiC. Первый уступает второму по твердости, но обладает большой вязкостью. Зерна карбида кремния имеют большую твердость, острые ребра и гладкие грани, но он плохо сопротивляется скалывающим усилиям.
Электрокорунд применяют для обработки различных сталей,' ковкого чугуна, наиболее вязких бронз, некоторых алюминиевых сплавов, а карбид кремния — для обработки хрупких твердых материалов, а также материалов с низким сопротивлением разрыву — серого и отбеленного чугуна, латуни и др.
Связка шлифовального инструмента имеет решающее значение для прочности круга и установления режима работы. При обработке отливок применяют шлифовальные инструменты на керамической, бакелитовой и вулканитовой связках. Для работ на скоростных
267
Рис. 21.7. Типы обдирочно-шлифовального оборудования для зачистки отливок: а — инструмент с гибким валом; 1 — шлифовальный круг; 2 — подставка для круга; 3 — кронштейн; 4 — рукоятка; 5 — гибкий вал; б — стационарный обдирочио-шлифовальиый станок; J — защитный кожух; 2 — круг; 3 — столик для упора отлнвок; в — подвесной станок; Т*— круг; 2 — подвеска; 3 — электродвигатель привода; г — ленточный абразивно-шлифовальный станок; 1 — натяжной шкнв; 2 — лента; 3 — привод
режимах резания используют также круги на специальных синтетических связках.
Круги на- керамической связке допускают при ручной подаче окружную скорость до 30 м/с, при механической до 35 м/с. Бакели-товая связка более упругая, чем керамическая. Круги на бакелитовой связке допускают работу с окружными скоростями до 40 м’/с, а при специальном армировании до 50 м/с. Для отрезки применяют круги на вулканитовой связке. Вулканитовая связка позволяет изготовлять круги толщиной 0,5 мм, допускающие окружные скорости до 50 м/с. Круги на специальных синтетических связках обладают высокой эластичностью и допускают окружные скорости до 200 м/с..
Стойкость и режущая способность шлифовального инструмента определяется его твердостью. При правильно выбранной твердости круга зерна выкрашиваются при затуплении их кромок. При слишком мягком круге зерна выкрашиваются, хотя их кромки еще не успели затупиться, а при слишком твердом удерживаются в круге, когда они уже утратили режущую способность. Чем мягче материал зачищаемой отливки, тем выше должна быть твердость круга.
Для зачистки отливок абразивными инструментами применяют механизированный инструмент (рис. 21.7, а, см. рис. 21.8); стационарные станки (рис. 21.7, б, см. рис. 21.9); подвесные станки (рис. 21.7, в); отрезные станки (см. рис. 21.4); ленточные обдирочнозачистные станки (рис. 21.7, г); автоматизированные установки и автоматические линии (см. рис. 21.10—21.12).
Механизированный инструмент по характеру привода выпускают трех типов: с пневматическим приводом, с приводом От электродви-268
гателя посредством гибкого вала и с приводом от встроенного электродвигателя. -
По характеру работы механизированный инструмент разделяют на горизонтальный для работы периферией круга, вертикальный и угловой для работы торцом круга и осевой для работы абразивными головками.
Пневматический инструмент (рис. 21.8) прост в эксплуатации. Имеет малую массу. Он работает от цеховой сети. К недостаткам инструмента относится большой шум, возникающий при выхлопе сжатого воздуха; а также невозможность использовать в . работе абразивные круги при наибольших частотах вращения вала инструмента. Это объясняется тем, что для предотвращения разрыва круга диаметр его выбирают, исходя из скорости вращения Инструмента на холостом ходу. При рабочем режиме скорость вращения пневматического-инструмента ниже, чем на холостом ходу, особенно при большом усилии прижатия круга.
При обдирке и зачистке отливок, когда требуется удалять большой объем металла, хорошо зарекомендовал себя инструмент с электроприводом посредством гибкого вала. Преимущество этого инструмента заключается в большой мощности электродвигателя при малой массе и в удобстве замены рабочих головок. Недостаток — в наличии гибкого вала, из-за малой гибкости которого затруднен доступ к внутренним поверхностям отливок.
Механизированный инструмент с встроенным электродвигателем имеет наиболее высокий КПД. Благодаря более устойчивой работе
электродвигателя и меньшей вибрации по сравнению с пневматическим инструментом удается достигать болер высокой производительности и малого расхода кругов. Электродвигатели нормальной частоты имеют большую массу. Этот недостаток можно преодолеть используя инструмент
'gZZZZZZZZZZZZZZ
шл
Рис. 21.8. Пневматический обднрочно-шли-фовальный инструмент:
1 — корпус; 2 — регулятор оборотов; 3 — пневматический роторный двигатель; 4 — затяжная гайка; 5 — шлифовальный круг; 6 — кожух; 7 — пусковой кран; 8 — рукоятка
269
Рис. 21.9. Стационарный обдирочио-зачнстной шлифовальный станок с бесступенчатым регулированием окружной скорости шлифовальных кругов:
1 — клиноременный бесступенчатый редуктор: 2 — шпиндель; 3 — шлифовальный круг; 4 — электродвигатель привода
с высокочастотным приводом (до 400 Гц), который по массе равен пневматическому. Стационарные обдирочно-зачистные станки выпускают с одними с двумя шлифовальными кругами. Наиболее эф-, фективны станки, в которых предусмотрено бесступенчатое (рис. 21.9) регулирование окружной скорости шлифовального круга по мере его износа. Наибольшее распространение получили стационарные обдирочно-зачистные станки с абразивными кругами диаметром 350— 750 мм и с окружными скоростями абразивных кругов 30—50 м/с.
Для зачистки средних, крупных и тяжелых отливок применяют подвесные обдирочно-шлифовальные станки и механизированные комплексы на основе этих станков. На подвесных станках устанавливают круги диаметром 300—600 мм, с окружными скоростями 30— 50 м/сЛМеханизированный комплекс для зачистки чугунных и стальных отливок (удаления заливов, остатков литниковых систем, пригара) в условиях мелкосерийного и серийного производства показан на рис. 21.10.
270
Ви) A
Рис. 21.10. Механизированный комплекс для зачистки отливок
Основные узлы комплекса: станина 5, головка шлифовальная 3, мост 4, тележка 6, пульт управления 2, площадка 1, кантователь 7, устройство для отсоса пыли.
Отливки зачищаются абразивным шлифовальным кругом, установленным на шлифовальной головке. Для установки и съема отливки с кантователей комплексов служит мостовой кран или местный подъемник. Все подачи шлифовальной головки гидрофицированы. Оператор управляет подачами без значительных физических усилий с помощью рукоятки, расположенной на пульте управления. Управление всеми остальными механизмами — кнопочное.
Применение одного комплекса позволяет увеличить производительность труда рабочего в 5—7 раз по сравнению с работой на подвесном обдирочно-очистном станке.
21.6. АВТОМАТИЗАЦИЯ ОБДИРОЧНО-ШЛИФОВАЛЬНОЙ ОБРАБОТКИ ОТЛИВОК
В литейных цехах крупносерийного и массового производства находят применение автоматизированные станки и линии для обдирки и зачистки отливок. Такое оборудование конструируют для обработки отливок, однородных по габаритным размерам, конфигурации и по местам снятия металла.
В автомобильной и тракторной промышленности работает ряд подобных станков. На рис. 21.11 показан полуавтомат, предназначенный для зачйстки торцов отливок типа тормозного цилиндра, крышки подшипника и т. п. Все операции, кроме установки отливки и снятия ее после обработки, выполняются автоматически. Производительность станка 500—1000 отливок в1[час. Число рабочих позиций — 2. г .
На рис. 21.12 приведена автоматическая линия зачистки отливок V-образного блока цилиндров автомобильных дизелей. Линия предназначена для зачистки двух типов блоков — шести- и восьмицилиндровых, без переналадки. Линия работает следующим образом. Отливка блока подается на направляющие шагового конвейера. Собачка конвейера передает блок на первую рабочую позицию,
271
go S S я g * w он© ь о к Л!5
к сх a «'Sy
К М • св О g « я g
дя , 3
я ч ь а я я В £ * 2
л Я. П Ч
о я Я S о и я о 5 У ь « н ч ч и
Рис. 21.11. Полуавтомат для обдирочно-шлифовальной обработки торцов отливок: 1, 2, S — шлифовальные головки; 3 — суппорт зажима; 4 — суппорт подачи; 6, 8 — коробки гидропривода; 7 — стаиииа с приводом
на которой блок останавливается, и с помощью специальной четырех-щпиндельной головки происходит зачистка левых отверстий гильзы. На концах шпинделей находятся- абразивные круги. При остановке блока шпинделя головки опускаются в отверстия, круги, вращаясь, совершают качание, зачищая верхний поясок, затем шпиндели опускаются ниже и выполняют такую же зачистку второго пояска. После этого головка возвращается в исходное положение. Четыре шпинделя рассчитаны на зачистку восьмицилиндрового блока. Когда зачищается шестицилиндровый блок, один шпиндель оказывается вне блока. После выхода шпиндельной головки из блока собачка перемещает его дальше, и абразивные круги на ходу зачищают наклонные плоскости.
При дальнейшем движении отливки происходит зачистка стальными дисками нижних плоскостей. Затем выполняется зачистка правых отверстий гильзы, аналогично зачистке левых. Далее отливка блока подается на позицию зачистки стальными дисками плоскостей под крепление крышек подшипников.
При последующем ходе конвейера отливка попадает в каретку для зачистки торцов. Каретка с отливкой совершает возвратно-поступательное движение, во время которого отливка проходит между двумя абразивными головками, зачищающими ее торцовые плоскости. Одна из этих головок подвижная, ее рабочее положение можно регулировать в зависимости от того, какой блок (шести-или восьмицилиндровый) подается на зачистку. После зачистки торцов каретка с отливкой возвращается в первоначальное положе-» ние, последующая отливка сталкивает очищенную на приемный роликовый конвейер и занимает ее место в каретке.
Все головки имеют электрический привод, а транспортные сред ства — гидравлический.
272
ао я к
273
11
10
9
Грунтовка .(окраска) отливок
Рис. 21.13. Пистолет-распылитель:
1 — стакан с краской; 2 — канал для краски; 3 — наконечник; 4 — кольце-* вое сопло для воздуха; 5 — сопло для краски; 6 — воздушные сопла для сплющивания струи; 7 — кольцевой канал для воздуха; 8 — рычаг; 9 — штуцер для шланга; 10, 11 — воздушные каналы
Производительность линии 52 блока в час. Максимальная высота удаляемых заливов 10 мм.
Автрматизированное оборудование для зачистки отливок работает на большинстве отечественных автомобильных, тракторных и других заводов.
21.7. ОБОРУДОВАНИЕ ДЛЯ ОКРАСКИ ОТЛИВОК
После обрубки и зачистки отливки подвергают грунтовке и сушке.
осуществляется одним из следующих способов: окунанием отливок в краску; нанесением слоя краски распылением и окраской в электростатическом поле.
Наиболее простой способ нанесения краски окунанием. Отливки,
помещенные в корзины с отверстиями, опускаются на подвесках в резервуар с краской. После извлечения из резервуара с краской отливки подаются в сушильную камеру и далее на склад.
Для окраски воздушным распылением используют пистолеты-распылители (рис. 21.13). Краска из стакана 1 попадает в канал 2, подхватывается воздухом, подаваемым через кольцевое сопло 4, и выбрасывается на отливки. Для расширения струи, т. е. увеличения окрашиваемой поверхности, струя подвергается воздействию воздуха через специальное сопло 6.
При окраске безвоздушным распылением краска Нагревается и нагнетается насосом в специальный пистолет, откуда выбрасы-
вается через сопло на окрашиваемую поверхность.
."22 Наиболее совершенный способ — нанесение краски в электро? статическом поле. При применении этого способа существенно улучшаются условия труда, получается равномерный слой покрытия при значительной экономии материалов. Процесс окрашивания в электростатической поле легко поддается автоматизации.
Сущность способа заключается в следующем. Заземленные отливки последовательно подаются в электростатическое поле, в это же пространство подается распыленная краска. Частицы краски, ионизируясь, движутся к отливке и оседают на ней. Процесс является
274
саморегулирующимся, так как чем тоньше в каком-либо месте слой краски, тем активнее следуют к нему ионизированные частицы.
Окрашенные отливки подвергают сушке в проходных камерах при температуре около 120 °C потоком горячего воздуха или инфракрасными лучами. При сушке инфракрасными лучами теплота к краске поступает от металла и просушка идет от внутренних слоев, причем краска застывает не разрываясь — это существенное преимущество перед сушкой в потоке горячего воздуха.
21.8. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ£ОБРУБК.Е
И ЗАЧИСТКЕ ОТЛИВОК
Стационарные обдирочно-шлифовальные станки оборудуются защитными кожухами-укрытиями, удовлетворяющими требованиям действующих ГОСТов на абразивные станки и инструмент. Кожухи-укрытия должны иметь отстойники для улавливания крупной пылн и патрубки для присоединения к вытяжной вентиляционной сети. Объем отсасываемого воздуха следует принимать из расчета создания в зазоре между кожухами и абразивным кругом скорости воздуха, равной 30 % ' окружной скорости круга, но не менее 2 м3/ч на 1 мм диаметра круга.
Для отсоса пыли подвесные обдирочно-шлифовальные станки должны быть оборудованы кожухами с гибким металлическим рукавом. Объем отсоса следует принимать не'менее 3 м3/ч иа 1 мм диаметра круга. Все абразивные круги перед установкой на станки необходимо проверить на прочность в соответствии с действующими ГОСТами.
Устанавливать непроверенные круги категорически запрещается.
Столы, предназначенные для-обрубки, оснащают колосниками (или роликами) с отсосом воздуха из-под стола в объеме 4000 м3/ч на 1 м3 поверхности стола. Место обрубки следует огораживать специальными шторами из стальной сетки высотой не менее 2,5 м от пола.
-Специальные станки для абразивной зачистки баковых поверхностей отливок необходимо размещать в укрытии с тамбуром со стороны подачи и выхода отливок длиной не менее 0,5 м. Объем воздуха, удаляемого из-под укрытия, не меиее 10 000 м3/ч.
Станки для электроконтактной зачистки отливок должны иметь защитные кожухи. Объем воздуха, удаляемого из кожуха, необходимо рассчитывать, исходя из скорости в рабочем проеме 5 м/с, но не менее 2500 м3/ч. Станки для зачистки отливок стальными дисками трения следует оборудовать вентиляционными укрытиями, как при электроконтактной зачистке.
Раздел шестой
ОБОРУДОВАНИЕ ДЛЯ ОЧИСТКИ ВОЗДУХА В ЛИТЕЙНЫХ ЦЕХАХ
ГЛАВА 22. ТРЕБОВАНИЯ К ОЧИСТКЕ ВОЗДУХА В ЛИТЕЙНЫХ ЦЕХАХ
22.1. ПРОЕКТИРОВАНИЕ ВЕНТИЛЯЦИОННЫХ СИСТЕМ
При проектировании уделяется исключительно большое внимание созданию нормальных санитарно-гигиенических условий труда. При строительстве литейных цехов 30—40 % всех капитальных затрат (эта доля затрат в дальнейшем будет возрастать) идет на установки и устройства, обеспечивающие нормальные условия труда. К ним относятся приточно-вытяжные агрегаты, установки для кондиционирования воздуха, сооружения для очистки шламовых вод, искусственное освещение ртутными и люминесцентными лампами и т. д.
Эксплуатационные расходы на обслуживание вентиляционных установок современного цеха также велики. Например, .в чугунолитейном цехе средней мощности постоянно выбрасывается из цеха отсасывающей вентиляцией примерно 30 млн. м3/ч отработанного воздуха и такое же примерно количество воздуха подают в цех кондиционирующие установки. Потребное количество электроэнергии всех вентиляционных систем в литейном цехе средней мощности составляет свыше 26 МВт. Температура воздуха в цехе зимой должна быть около 16 °C (при наружной — 30 °C) и летом около 28 °C (при наружной +24 °C).
Многие современные литейные цехи состоят из двух этажей. На втором этаже, как правило, размещается основное технологическое оборудование — плавильные агрегаты, литейные автоматические линии, индивидуальные (для. каждой линии) смесеприготовительные установки, стержневые машины. На первом этаже расположена выбивка отливок, переработка и транспортирование отработанных формовочных смесей и просыпей от формовочных машин. Высота первого этажа обычно 7—8 м, а второго — 10—11 м. * Таким образом, наибольшие очаги пыли сосредоточены на первом этаже, где наименьшее число работающих.
Все пылеобразующие места тщательно укрывают кожухами и отсасывающими зонтами. Зонты, расположенные на втором этаже, имеют нижний либо боковой отсасывающий трубопровод, опускающийся на первый этаж. По нижнему этажу вдоль колонн цеха прокладывают магистральные вентиляционные коллекторы большого сечения с многочисленными отводами к защитным кожухам. Мощные вентиляторы 2 всасывают запыленный воздух, который, пройдя через мокрые пылеочистные установки, поступает в выхлопные трубы 276
1 . 2 3
Рис. 22.1. Принципиальная схема размещения оборудования вентиляционных систем в здании современного литейного цеха
высотой 40—45 м, установленные, как правило, в центральной части здания цеха (рис. 22.1).
Приток воздуха осуществляется кондиционерами /, которые подают в рабочую зону цеха летом очищенный, увлажненный и ч охлажденный воздух, а зимой теплый. Кондиционеры 1 устанавливают как с боков здания, так и на крыше, что позволяет кратчайшим путем подать воздух к рабочим местам. Степень вентиляции зданий обычно оценивают кратностью обмена воздуха. Под кратностью обмена понимают отношение количества воздуха, подаваемого вентиляционной установкой в 1 ч в данное помещение, к его объему.
Кратность обмена воздуха непостоянна для различных зон цеха. Так, в нижней части второго этажа высотой 2—2,5 м (зона Л), где наибольшее число работающих, кратность воздухообмена 20—30, а в зоне Б, где почти нет работающих, 2—5. Такая вентиляция цеха обеспечивается с наименьшими затратами.
22.2. ИСТОЧНИКИ ПЫЛЕ- И ГАЗОВЫДЕЛЕНИЙ
В ЛИТЕЙНЫХ ЦЕХАХ
Обеспыливание литейных цехов — чрезвычайно сложная научно-техническая проблема, обусловленная особенностями производственных процессов и физико-химической характеристикой пыли. Для многих литейных процессов неизбежно выделение в больших количествах пыли и газов.
' ' 277
Таблица 22.1
Состав характерных для литейного цеха пылей
Источник пылевыделеийя Содержание пыли (% по массе) при размерах ее частиц, мкм
0—6 6—10 10-15 15—20 20—30 30—40 40 и более
Отработанные смеси Отходящие от электропечи газы 15,7 58 16,3 14 8,6 \ 8 13,5 4 16,8 6 14,9 2 14,2" 8
Предупреждение образования пыли в литейных цехах затрудняется также ее специфическими особенностями, к которым относятся: большая абразивность частиц; наличие мелкодисперсных фракций (требуется многоступенчатая очистка); высокая температура выбрасываемых газов и плохая смачиваемость пыли, В связи с этим необходима высокая надежность пылеулавливающих уст-ройств.*-.
Помимо средств пылеулавливания необходимо совершенствовать как сам технологический процесс, так и отдельные агрегаты, чтобы не допускать поступления пыли в окружающую среду, вести изыскания по применению новых технологических материалов, переработка которых не сопровождалась бы значительным пыле- и газовыделе-нием.
К основным процессам литейного производства,- выделяющим наибольшее количество газов и пыли, относятся: плавка в вагранке, С дуговых и индукционных печах, заливка металла, выбивка отливок, подготовка исходных формовочных материалов, особенно отработанных смесей, и очистка отливок. Интенсивность пыле- и газовыделе-ний зависит от производительности и конструкции агрегата, режима работы, технологического процесса и т. д.
Одни и те же агрегаты могут выделять различное количество пыли и газов в зависимости от периода рабочего процесса. Например, при плавке металла в электропечи наибольшее пыле- и газовыделение будет в период продувки металла кислородом. Интенсивность пыле* выделения электропечью зависит также от состава шихты и степени ^ее загрязненности. Для выбора методов очистки промышленных выбросов необходимо знать физико-химические свойства пыли и газов.
Пыль, выделяемая плавильными ацетатами, состоит из частиц материалов, используемых в процессе плавки чугуна и стали, к ко-'-торым относятся оксиды металлов, коксовая пыль, пыль флюсов ц, добавок. Следовательно, выделяемая пыль полидисперсна, так как состоит из частиц различных размеров и плотности.
Пыль, выделяемая при переработке отработанных формовочных смесей, в основном состоит из оксидов кремния SiOa и реже SiO.
Из табл. 22.1 видно, что процентное содержание пыли в зависимости от размеров ее частиц различно. Почти 60 % пыли в отходящих
278
от электропечей газах состоит из частиц размером менее 6 мкм; она чрезвычайно трудно улавливается фильтрами. Мелкодисперсная кремнеземистая пыль вредна для здоровья, так как в дыхательных органах человека она не растворяется и плохо удаляется, что вызывает тяжелое заболевание — селикоз. При вдыхании металлических соединений, таких, как оксиды железа и марганца, у человека возникают заболевания слизистой оболочки верхних дыхательных путей.
При плавке и разливке металла в формы выделяется значительное количество оксидов углерода, который, как известно, чрезвычайно вреден для человека.
Предельно допустимые нормы (мг/м8) концентрации вредных веществ, содержащихся в воздухе производственных помещений литейного цеха, согласно санитарным нормам:
Оксид' углерода.........................'.............
Аммиак................................................
Фенол . ..............................................
Формальдегид .........................................
Анилин ..................................... .........
Фурфурал .............................................
Оксид азота...........................................
Сернистые соединения .....'...........................
Оксиды:
20
20 5 0,5 0,1
. 10 5
Ю
железа............................................... 4
цинка ............................................ 5
марганца.......................................... 0,3
никеля . .............’............................ 0,5
Пыль: содержащая 70 % SiO2 ........................... 1
» 10—70% SiQs .............................. 2
» Ю % SiOa................................ 4
» глин, минералов (без SiO2) ............... 6
ГЛАВА 23. ОБОРУДОВАНИЕ ДЛЯ ОЧИСТКИ ВОЗДУХА ОТ ПЫЛЕ- И ГАЗОВЫДЕЛЕНИЙ
23.1. ВЫБОР СПОСОБА ОЧИСТКИ
При выборе очистного устройства учитывают физико-химические свойства выделяющихся вредных' веществ: состав, размер частиц, их плотность, количество, температуру и интенсивность выделяющихся газов и предельно допустимые концентрации их после очистки, возможности размещения очистного устройства в цехе и др.
При плавке металла выделяются газы и пыль с температурой до 900 °C. Выделяющаяся пыль содержит частицы различных размеров (от нескольких микрометров до нескольких миллиметров). По своему составу эта пыль весьма разнообразна, т. е. содержит частицы оксидов различных металлов, частицы. графита, флюсов и т. д. Одновременное выделение пыли и газов усложняет выбор
279
способа очистки. Например, мокрый способ, применяемый для улавливания пыли, непригоден Для очистки от оксида углерода. Каталитическое дожигание — эффективный способ освобождения от окиси углерода, но при наличии пыли в газах неэффективен, так как катализаторы в этом случае быстро загрязняются. Понижение температуры газов после очистки их от пыли с помощью воды снижает стойкость катализатора.
При использовании в качестве очистителей матерчатых фильтров и электрофильтров, требуется предварительное охлаждение газов до t < 280 °C. Однако температура газов после охлаждения не должна доходить до температуры точки росы во избежание образования конденсата, залипания фильтрующего материала и снижения эффекта очистки.
При выборе способа очистки от пыли необходимо также учитывать агрессивность и взрывоопасность газовых компонентов. Например, при промывке водой газов, содержащих сернистые соединения, образуются кислоты. Следовательно, в этом случае должны бытб~применены кислотоупорные материалы. При наличии в очищаемых цзах взрывоопасных компонентов нельзя допускать применения очистителей, в которых могут образоваться искры, так как последние могут вызвать взрыв.
Для очистки пыле- и газовыделеиий используют в основном два способа — сухой или мокрый. В литейных цехах наибольшее распространение получил мокрый способ очистки.
23.2. СУХИЕ ПЫЛЕУЛОВИТЕЛИ
Для улавливания пыли при сухом способе очистки применяют' инерционные пылеулавливатели (пылеосадочные камеры и циклоны), матерчатые фильтры, электрофильтры. Принцип действия устройств сухой очистки, основанный на инерционном осаждении частиц пыли в уловителе, заключается в изменении направления движения газов и уменьшении скорости их движения, Пылеосадочные камеры улавливают лишь частицы пыли размером более 200 мкм, что не удовлетворяет требованиям санитарных норм. Однако благодаря простоте сооружения и надежности в работе на практике их-все же применяют в качестве первой ступени очистки. Например, на рис. 23.1 показана схема очистки ваграночных газов от пыли в пылеосадочных камерах. Запыленные газы при выходе из вагранки 1 резко изменяют свое направление движения и проходят через камеру 3, где частицы пыли, потеряв скорость, выпадают в бункер 2. Затем газы направляются по газоходу 5 и, изменив направление, попадают в искрогасительную камеру 7, где также происходит осаждение пыли. Из камеры 7 газы направляются в камеру 6, вследствие снижения скорости движения происходит дополнительное осаждение пыли. Осевшая пыль из бункера 2 и камеры 6 удаляется соответственно через пылепроводы 8 и 4.
Гидравлическое сопротивление пылеосадочных камер незначительно (40—45 Па), поэтому оно преодолевается тягой, имеющейся 280
Рис. 23.1. Схема движения ваграночных газов в пылеосадочиых камерах
Рис. 23.2. Схема циклона
в вытяжной трубе вагранки. Мелкие частицы пыли этой системой не улавливаются.
Очистка ваграночных газов чаще всего осуществляется мокрым способом, так как. степень их очистки удовлетворяет требованиям санитарных норм. К более сложным конструкциям инерционных пылёотделителей относятся циклоны.
Циклон (рис. 23.2) состоит из входного патрубка 1, цилиндрической части 2 сварного листового корпуса, внутреннего цилиндра 3, выхлопного коллектора 5. Запыленный воздух, отсасываемый вентилятором, проходит тангенциально по входному расширяющемуся патрубку в цилиндрическую часть 2 корпуса, при этом скорость воздуха несколько уменьшается. Под действием центробежной силы более тяжелые частицы прижимаются к стенкам корпуса, теряют скорость и осаждаются в конической части 4. Далее поток воздуха делает резкий поворот и снизу входит во внутренний цилиндр. При этом уже более легкие частицы касаются конусной части корпуса и также осаждаются, а относительно чистый воздух через выхлопной коллектор 5 и вентилятор уходит в атмосферу либо проходит вторую ступень очистки,.например, матерчатый фильтр.
Непременное условие Нормальной работы циклона — исключение подсоса воздуха снизу конической части. Это обеспечивается установкой различных клапанов или затворов в нижией части конуса циклона, которые периодически или непрерывно высыпают осаждаемую в конической части циклона пыль. Коэффициент очистки циклоном при очистке воздуха от сухой кварцевой пыли диаметром частиц 5—20 мкм составляет 70—80 %. Пропускная способность одного такого циклона диаметром 500—600 мм 2500—3500 м8/ч
281
Рис. 23.3. Схема батарейного циклона
Рйс.'23.4. Схема устройства и работы рукавного матерчатого фильтра:
а — период очистки; б — период сброса пыли
воздуха. Циклоны диаметром более 1 м делают очень редко, так как они занимают большую площадь.
В целях компактности и повышения эффективности очистки циклоны группируют батареями по 4, 6, 8 шт. Схема батарейного циклона показана на рис. 23.3. Вход запыленного воздуха осуществляется через патрубок 1, выхлоп — через коллектор 2, сбор пыли — в бункере 4. В целях предупреждения конденсации паров при очистке горячих газов циклоны 3 и бункер должны иметь тепловую изоляцию.
Инерционные пылеулавливатели (пылеосадочные камеры, циклоны и т. д.) имеют низкую степень очистки газов. Поэтому их чаще всего используют в качестве первой ступени очистки.
Матерчатые фильтры используют в качестве второй ступени очистки. Коэффициент очистки матерчатыми фильтрами при улавливании даже пыли мелкой фракции доходит до 99 %. Матерчатые фильтры бывают рулонные и рукавные. Наиболее распространены рукавные фильтры.
В качестве фильтрующего материала в матерчатых фильтрах применяют различные тканевые и синтетические нетканые материалы. Наиболее эффективны нетканые синтетические материалы, изготовленные иглопробивным способом. Степень их очистки составляет свыше 98 %. Иглопробивные / материалы поддаются регенерации, при этом пылевадерживающие свойства их меняются незначительно. 282
Рис. 23.5. Схема очистки ваграночных газов рукавными фильтрами
Плотные хлопчатобумажные ткани, а также некоторые нетканые материалы не пригодны для очистки воздуха от минеральной пыли, так как быстро забиваются пылью и их сопротивление воздуху резко возрастает.
Рукавный фильтр (рис. 23.4) состоит из сварного листового кожуха, внутри которого помещается система фильтрующйх матерчатых рукавов 3, и электрического вибратора 8 для встряхивания фильтра во время его очистки от пыли. Загрязненный воздух подается через входной патрубок 2, а очищенный воздух выходит через камеру 7 в патрубок 6. По мере накопления пыли в фильтрах их очищают. Для этого через отверстие, закрываемое с помощью пневмо-цилиндра 4 крышкой с резиновым уплотнением 5, подается воздух в камеру 7, одновременно включается вибратор 8. Находящаяся в фильтрах пыль ссыпается в бункер 1. Пропускная способность таких фильтров в пределах 10—40 тыс. м8/ч. Диаметр рукавов 200— 250 мм, длина до 3 м, а их число ют 24 до 120. Коэффициент очистки достигает 99 %. Материал, рукавов — синтетическая или стеклянная ткань, выдерживающая температуру горячих газов до 250 °C.
В последнее время начали применять рукавные фильтры для очистки горячих газов от плавильных агрегатов. Схема такого пылеулавливающего устройства для очистки ваграночных газов показана на рис. 23.5. Горячие газы, отходящие от вагранки /, вместе с воздухом (t = 300"°C) дожигаются в камере сгорания, откуда по трубопроводу, пройдя грубую очистку в циклоне 2, попадают в рекуператор 3 и охладитель 4. В охладителе температура газов понижается с 1000 до 250 °C. Количество газов, проходящих через рекуператор, регулируется заслонкой в зависимости от их температуры. Газы 283
охлаждаются водой, подаваемой под давлением.
Охлажденный воздух по трубопроводу подается вентилятором 5 по распределительному каналу в трехсекционный матерчатый рукавный фильтр 7 пропускной способностью 20 тыс. м®/ч. Для регулирования потока воздуха перед вентилятором установлен^ автома-
тический. дроссельный клапан. В каждой секции имеется 32 рукавных фильтра диаметром 300 мм, длиной 7000 мм каждый. Общая площадь поверхности фильтров составляет 600 м8. Каждая секция имеет свой бункер. Запыленный воздух подается по распределительному каналу через патрубки в {верхнюю часть бункеров. Через каждые 5 мин фильтры очищаются. Для этого предусмотрена вибрация опорной рамы, несущей рукава. При включении вибраторов пыль, осевшая» на рукавах, ссыпается в бункера. Из бункеров пыль периодически выпускается в короб, установленный на тележке 6, и далее тележкой передается в зону действия грузоподъемных устройств для погрузки. и дальнейшего транспортирования. Коэффициент очистки газа 99 %. Материал рукдвов — графитизированная стеклянная ткань. Срок службы рукавов фильтра три — четыре года.* За рукавными фильтрами требуется тщательный уход.
Электрофильтры. В этих аппаратах запыленный газ проходит
через электрическое поле высокого напряжения, под действием которого газ ионизируется. Образующиеся ионы заряжают пылинки, находящиеся в газе. Заряженные пылинки, проходя через электрическое поле, притягиваются к образующим это поле электродам.
Электрофильтр (рис. 23.6) состоит из корпуса /, секций осадительных электродов 3, корбннрующего электрода 4, бункера 5 для сбора пыли, патрубка 6 для входа запыленного газа и патрубка 2 ' для выхода очищенного. Автоматически через каждые 2—4 мин осадительные электроды каждой секции встряхиваются от пыли, которая отводится в бункер 5. Электрофильтр работает иа постоянном токе напряжением до 100 кВ. Для. получения постоянного тока обычно электрофильтр оборудуют преобразовательной электрической подстанцией, в которой установлены регулятор напряжения 9, трансформатор 8 и выпрямители 7, преобразующие переменный ток напряжением 380 В в постоянный. Коэффициент очистки 98 %.
Для более эффективной очистки отходящих газов иногда в электрофильтр встраивают батарейные циклоны.
28.3. МОКРЫЕ ПЫЛЕУЛОВИТЕЛИ
Мокрый способ очистки основан на принципе улавливания частиц пыли распыленной жидкостью. Капли жидкости, соприкасаясь с твердыми частицами, уносят их из главного потока. За-284
Рис. 23.7. Схема центробежного скруббера .
Рис. 23,8. Схема устройства и работы мокрого пылеуловителя грязненная вода после осаждения из нее твердых частиц повторно используется в системе мокрой очистки. -
К мокрым пылеуловителям относятся: центробежные скрубберы; пенные фильтры; ротоклоны; турбулентные промыватели Вентури.
Центробежный скруббер (рис. 23.7) работает по принципу проти- , вотока: газы поступают -снизу цилиндрического резервуара а сверху из кольцевого коллектора 2 через форсунки 3 тангенциально под давлением подается вода в виде мелких брызг. Частицы пыли, поступающие вместе' с воздухом, смачиваются водой и падают вместе с ней вниз, откуда через гидрозатвор 4 шлам отводится в шламо-отстойник 5. '
Эффективность скрубберов невысокая, при этом Значительный расход воды и большая занимаемая площадь. Скруббер прост в изготовлении. ___
Искрогасители (мокрые пылеуловители) широко используют 7 в действующих вагранках для очистки отходящих газов. Искрогаситель (рис. 23.8) состоит из цилиндрического корпуса /, укрепленного иа трубе 7 вагранки с отводящим патрубком 2. В нижней части корпуса имеется наклонное днище 8 с патрубком 6 для отвода воды и шлама после очистки ваграночных газов. Внутри корпуса размещается обтекатель 3, представляющий собой полый усеченный конус с верхней и нижней коническими крышками. На нижней' крышке имеются винтообразные ребра 5, предназначенные для создания вращающегося пылегазового потока при выходе его из трубы вагранки. В искрогаситель через форсунки-распылители 4, расположенные кольцеобразно рядами в корпусе /, подается вода.
285
Обтекатель направляет пылегазовый поток к стенкам искрогасителя, который обильно орошается распыленной водой из форсунок.
Во вновь строящихся вагранках этот пылеуловитель не применяют.
Пенные фильтры (рис. 23.9) по сравнению со скрубберами имеют более высокий коэффициент очистки и несколько меньше расходуют воды. Очищаемый газ по подводящему патрубку 6 подводится в подрешетчатое пространство и направляется вниз на водную поверхность в бункере 1. Очищаемый газ входит в фильтр со скоростью 10—11 м/с, благодаря чему все крупные частицы улавливаются в бункере воДной поверхностью. Затем газ, освобожденный от крупных частиц, меняет направление на 180° и поднимается вверх, проходя последовательно две пенообразующие решетки 2, 3 и сепаратор 4, выполненный из металлических колец.
Постоянный уровень воды в бункере поддерживается следующим образом. Задвижка 10, находящаяся в нижней части бункера, устанавливается так, чтобы через переливную трубу 8 (без вентиля) все время происходило истечение воды в приемную воронку 9 небольшой струец^В противном случае возможно накопление воды в фильтре, которая* поднимется.до решеток 2, 3. Для подачи воды на решетки 2, 3 служит устройство 7. Контроль уровня воды в бункере в некоторых конструкциях фильтров поддерживается автоматически преобразователем уровня поплавкового типа и
исполнительным механизмом задвижки. Для очистки .сепаратора 4 от шлама сверху" через специальней коллектор 5 периодически подается вода. Запыленный воздух,
Очищенный, воздух
5
4
1
4
Рис. 23.9. Схема устройства и работы пенного фильтра .
Рис. 23.10. Схема устройства й работы ротойлойа 286
проходя через слой воды (со скоростью 10—11 м/с), находящийся над, каждой решеткой, образует водяную пену, благодаря которой запыленный газовый поток хорошо очищается. Диаметр отверстий в решетке ,5—10 мм, шаг 15—25 мм.
Коэффициент очистки колеблется в пределах 87—99,5 % в зависимости от физических свойств пыли. Преимущество пенного фильтра в том, что он не только очищает газ от пыли, но и растворяет различные газовые примеси благодаря хорошему контакту очищаемых газов с водой.
Ротоклоны широко применяют в литейных цехах для очистки воздуха от кварцевой пыли. Запыленный воздух засасывается через ротоклон (рис. 23.10) вентилятором 1, установленным на его корпусе, в приемную камеру 2 и далее проходит между двумя фигурными балками (импеллерами) 3, расположенными с обеих сторон корпуса попарно. .Нижняя часть корпуса ротоклона заполняется, водой, заданный уровень которой во время работы поддерживается автоматически. Благодаря создаваемому вентилятором разрежению воздуха уровень воды в центральной части понижается, а по краям (за импеллерами) несколько повышается, оставляя зазор между нижним выступом верхних импеллеров и поверхностью воды около 50— 60 мм. Воздух, проходя между импеллерами, неоднократно резко меняет направление движения, в результате чего часть воды увлекается воздухом, образуя таким образом сплошной водовоздушный вихревой поток. Частицы пыли, попадая в него, задерживаются водой и постоянно осаждаются на дно ротоклона в виде шлама. Скребковым конвейером 4 шлам периодически выгребается в шламо-сборник или в специальную коробку, а затем удаляется.
Коэффициент очистки запыленного воздуха от кварцевой пыли составляет 99,7 %, гидравлическое сопротивление 2,6-10® Па. Расход воды в ротоклонах незначительный и определяется возмещением потерь на испарение и с- удаленным шламом. Сравнительно мал расход энергии, так как нет необходимости распылять воду. Ротоклоны не требуют особого ухода и надежны в эксплуатации. Недостаток ротоклона — весьма трудоемкое изготовление импеллеров сложной конфигурации из коррозионно-стойкой стали.
Турбулентные промыватели Вентури. Дымовые газы от электропечей и вагранок, как уже указывалось выше, содержат пыль, размеры частиц которой колеблются от нескольких микрометров до миллиметра. Для очистки дымовых газов от электропечей и вагранок применяют турбулентные промыватели или трубы Вентури, так как применение пенных фильтров и ротоклонов не дает требуемой очистки вследствие наличия мелкодисперсных (<5 мкм), плохо смачиваемых частиц пыли. Главная особенность турбулентных промыва-телей заключается в том, что при прохождении через них мелкой пыли частицы последней коагулируют (укрупняются), это значительно облегчает очистку. В системе очистки может быть от одной до шестнадцати труб Вентури. Их число определяется количеством газа, начальным содержанием пыли и ее физико-химическими свойствами.
287
Рис. 23.11. Схема установки дли очистки ваграночных газов с помощью трубы Вентури
Скорость воздуха в поперечном сечении узкой части трубы-коагулятОоа в пределах 70— 100 м/с. ^Схема установки для очистки ваграночных газов с помощью труб Вентури показана на рис. 23.11.
Из закрытой вагранки 1 диа-
метром 1300 мм, производительностью 7—8 т/ч с герметичным загрузочным устройством газы отбираются через боковое отверстие под. загрузочным устройством, выше слоя шихты. Далее по короткому газоходу 2 они поступают в двухходовую орошаемую пылевую камеру <?. размерами 1600 X X 1400 мм в плане. Во второй, по ходу газов, половине камеры размещены два яруса форсунок 4 с отверстиями диаметром 6 мм. Охла-
жденные, увлажненные и частично очищенные от крупных частиц пыли £дзы попадают в турбулентный промыватель 5, узкая часть которого имеет диаметр 150 мм. Вода вводится через одну центральную форсунку в начальную сужающуюся часть трубы (конфузор). Далее газы следуют в инерционный круглый шламоотделитель 6 . диаметром 1100 мм и-выходят в каплеуловитель 8 диаметром 800 мм;
иа входе в него газовый поток получает вращательное движение благодаря направляющим лопаткам 7 с углом подъема 30°.
В качестве каплеуловителей за турбулентными промывателямй устанавливают прямоточные скрубберы или циклоны. Газы протягиваются дымососом 9 по газоходу 10 в камеру дожигания оксида углерода, и охлаждаются в рекуператоре др 150—200 °C. Охлажденные в рекуператоре газы выбрасываются-в атмосферу через относительно невысокую трубу. (Турбулентный Промыватель и пылевая камера орошаются технической водой^З
Для получения высокого коэффициента очистки и остаточной запыленности в пределах 0,1—0,15 г/м8 и менее требуется перепад давления на промывателе 16 кПа и более. При переменном расходе газов постоянный перепад давления газов на промывателе цодлер-живается регулированием расхода подаваемой в него водьЦКоэффи-'"“Ьиент очистки газов турбулентным промывателем в зависимости от начальной запыленности и физико-химических свойств пыли колеблется в пределах 95—98 %. |
Турбулентный промыватёльГпотребляет значительное количество энергии вследствие высокого гидравлического сопротивления. Например, для расхода газа до 1000 м®/ч требуется электродвигатель мощностью 160 кВт.
ГЛАВА 24. УСТРОЙСТВА ДЛЯ ОТСОСА ЗАПЫЛЕННОГО ВОЗДУХА И ГАЗОВ ОТ ОБОРУДОВАНИЯ
' г
24.1. ВЕНТИЛЯТОРЫ
Вентилятор — устройство, служащее для сжатия и пере- ч мещения газов (воздуха). В промышленности для вентиляционных систем наибольшее распространение получили центробежные вентиляторы.
По развиваемому давлению центробежные вентиляторы подразделяют иа три вида: высокого давления 3—10 кПа; среднего давления 0,5—3 кПа; низкого давления 5•10s Па.
; , Центробежные вентиляторы всех видов широко используются' в литейных цехах. Например, вентиляторы высокого давления (ВВД) применяют главным образом для всасывающих систем пневмотранспорта сухих формовочные материалов, вентиляторы среднего давления — для местных вытяжных вентиляционных установок, а вентиляторы низкого давления — для систем общеобменной вентиляции, в отопительных приточных системах и кондиционерах.
Любой вентилятор может работать в режиме разрежения и в режиме избыточного давления (напора).
Центробежный вентилятор (рис. 24.1) состоит из корпуса 1, всасывающего 2 и напорного 3 патрубков и ротора 4, посаженного жестко на валу 5. При вращении ротора воздух поступает в осевом направлении, отбрасывается лопатками к периферии' и уходит в направлении выхлопного патрубка. В результате действия центробежной силы давление воздуха в вентиляторе повышается. Чем длиннее лопатки и больше частота вращения ротора, тем больше будет избыточное давление, развиваемое вентилятором.
Применяют лопатки рабочих колес прямые, загнутые вперед и загнутые назад.
Лопатки, загнутые вперед, применяют в вентиляторах низкого и среднего давления. Для высоконапорных вентиляторов применяют лопатки, загнутые назад. Лопатки прямые применяют в вентиляторах упрощенного типа (пылевые вентиляторы).
- Вентиляторы могут быть правого и левого вращения. Направление вращения определяется со стороны вала электродвигателя
(рис. 24.2). При эксплуатации вентиляторов необходимо следить за тщательной балансировкой ротора. При незначительной разбалансировке ротора наступает прогрессирующая вибрация, разрушение вентилятора и фундамента.
Рис. 24.1. Схема центробежного вентилятора
10 Матвеенко И. В. и др.
Рис. 24.2. Схемы^вращения^центробежиых вентиляторов:
а — правого вращення;Цб — левого вращения
В небольших и средних вентиляцион-, ных установках используют центробежные вентиляторы с лопастными коле-
*9 s' сами, консольно закрепленными на валу
электродвигателя. В больших вентиляционных установках с большим расходом воздуха и высоким перепадом давления применяют вентиляторы с валами на двух опорах, е приводом через эластич--ную муфту или с клиноременной передачей.
23.2. ТРУБОПРОВОДЫ, ВЫТЯЖНЫЕ ЗОНТЫ, КОЖУХИ
Трубопроводы отсасывающей вентиляционной установки должны быть выполнены таким образом, чтобы скорость воздуха в них была по возможности одинаковой на всех участках, так как любое ее изменение из-за внезапного увеличения или уменьшения сечения трубопровода вызывает энергетические потери. Необходимо избегать резких поворотов трубопроводов, имеющих большое аэро-, динамическое сопротивление. Ответвление трубопроводов делают под небольшим углом к оси основного трубопровода (не более 15°), чтобы избежать завихрений и застоев. Очень важно рассчитать оптимальную скорость воздуха в трубопроводах. При отсосе пыли нельзя допускать такие скорости движения воздуха, при которых возможно осаждение пыли в воздуховодах. Для отсасывающих трубопроводов промышленных установок в зависимости от массы и величины поверхности удаляемых частиц рекомендуются следующие скорости: для Кварцевой пыли 16—22 м/с, для металлической пыли 20—24 м/с и для металлической стружки 25—28 м/с.
Одно из основных требований к установкам для удаления пыли-— улавливание_пыли на месте ее образования. Степень улавливания в этом случае зависит как от количества отсасываемого
воздуха, так и от конструкции укрытия или вытяжного зонта. Всасывающее отверстие вытяжного зонта должно быть расположено
Рис. 24.3. Схема боковых вытяжных зонтов от выбивной решетки: / — аоит; 2 — выбивная решетка; 3 — отсасывающий воздухопровод
290
Рис. 24.4. Схема накатного устройства для отсоса запыленного воздуха от выбивных решёток
возможно ближе к источнику пылевыделения. Целесообразно вообще изолировать источники пылевыделения и держать их под разрежением. Например, пылеулавливание от выбивных решеток в зависимости от характера производства может быть решено по-разному. В условиях массового производства для небольших относительно выбивных решеток устраивают один или реже два боковых вытяжных зонта или экрана (рис. 24.3). При выбивке больших опок, когда четыре и более секций выбивных решеток 3, для эффективного отсоса пыли применяют накатное укрытие 1 с торцовой стенкой 2, через которую отсасывается запыленный воздух (рис. 24.4).
В качестве примера конструктивного исполнения заборных вентиляционных устройств и их расположения на рис. 24.5 представлена пылеулавливающая установка. Она состоит из вентилятора 12, мокрого скруббера 11, вытяжного зонта 1 сбоку выбивной решетки и системы заборных устройств от различных пылёобразу-ющих мест смесеприготовительной установки.
7
Рис, 24.5. Пылеулавливающая установка в системе смесеприготовлеиия:
/ — вытяжной аоит сбоку решетки; 2 — заборное устройство от приемной воронки выбитой ' смеси; 3 — заборное устройство на участке выдачи смеси на ленту; 5 — аабориое устройство иа участке передачи смеси с ленты иа ленту; 6 — заборное устройство иа участке перегрузки смеси в элеватор; 7 — заборное устройство на элеваторе; 8 — аабориое устройство иа полигональном сите; 9 — аабориое устройство от бункера отработанной смеси; 16 — аабориое ' устройство от смесителя; 11 — мокрый скруббер; 12 — вентилятор
10* 291
Рис. 24.6. Схема системы вытяжной вентиляции , от подвесных шлифовальных кругов:
7 — подвесной качающийся 'шлифовальный круг; 1 — пылезащитный кожух; 3 — поворотный стол; 4 — обрабатываемая отливка
Во многих случаях ставить зонт или укрытие невозможно по технологическим условиям, например, при газовой резке прибылей стальных отливок, заварке дефектов в отливках и т. д. В этих случаях применяют два способа удаления дыма — отсос с одновременным боковым сдувом; отсос
через щелевые каналы в полу. В первом х случае эффективность отсоса дыма повышается дополнительным сдувом факела дыма, поднимающегося вверх, горизонтальным потоком вентиляторного воздуха. Во втором случае, например при газовой резке металла, естественную направленность газового пламени и дыма используют для его улавливания мощной вентиляцией, расположенной под полом рабочего места; такой же принцип удаления запыленного воздуха заложен и в системе вытяжной вентиляции от подвесных шлифовальных кругов (рис. 24.6).
Для более надежного обеспыливания применяют так называемый «эффект пылеподавления» с помощью воздушно-механической пены. Эффект пылеподавления заключается в том, что к очагу наи-' большего пылеобразования (выбивка опок, пересыпка обработанной смеси из бункера выбивной решетки на ленточный конвейер и т. д.) через специальные щели в местном отсосе подается пена, состоящая из водного раствора с 3 %-ной добавкой пенообразователя ПО-1, широко используемого в пожарном деле и т. д. Пена получается в пеногенераторах, которые работают от сети сжатого воздуха при давлении 0,1—-0,2 МПа. Пеногенераторы работают по принципу, подсоса струей сжатого воздуха пенообразующей жидкости. Распыленная жидкость подается в диффузор, имеющий на выходе латунную сетку с ячейками размером 1 мм8.
Применение эффективных защитных кожухов с использованием эффекта пылеподавления в системах вытяжной вентиляции намного снижает запыленность воздуха, а также стоимость вентиляции.
24.3. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ЭКСПЛУАТАЦИИ ПЫЛЕ- И ГАЗООЧИСТНЫХ УСТРОЙСТВ
Новые системы вентиляции перед пуском в эксплуатацию следует испытать на санитарно-гигиеническую эффективность. При сдаче в эксплуатацию вентиляционной системы необходима инструкция и правила эксплуатации, согласованные с технической и санитарной инспекцией. Все вновь пускаемые, а также действующие вентиляционные системы должны иметь паспорта.
Анализы воздуха иа запыленность необходимо выполнять еженедельно по утвержденному графику. Места забора воздуха должны быть согласованы с технической и санитаркой инспекцией. .v
292
При эксплуатации электрофильтров, иа короиирующие электроды которых подается высокое напряжение, следует особое внимание уделять выполнению специальных правил техники безопасности по эксплуатации электроустановок.
"При эксплуатации рукавных фильтров нужно ежедневно при приемке смен& проверять исправность рукавов и их крепления, а также следить за своевременной очисткой бункеров-сборников пыли. Не допускать работу фильтра при неработающем механизме очистки. Необходимо следить за исправностью блокировок люка. • -
При эксплуатации фильтров мокрой очистки особое внимание должно быть обращено на исправность уровнемера воды и скребкового конвейера для выгрузки шлама.
Нельзя допускать повышенной вибрации вентиляторов, запрещается проверять вращение вентилятора после его пуска с помощью посторонних предметов; не допускается работать без оградительного кожуха иа муфте привода. вентилятора. Балансировку вентиляторов проводить только иа специально оборудованных стендах.
Не допускается на ходу вентилятора выполнение каких-либо работ по устранению йенсправиостей или извлечению посторонних предметов, попавших в него. Необходимо следить за герметичностью соединений трубопроводов и кожухов.
Раздел седьмой
ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
ГЛАВА 25. МАШИНЫ НЕПРЕРЫВНОГО ТРАНСПОРТА
В литейных цехах широко применяют разнообразные машины непрерывного транспорта для перемещения сыпучих и кусковых грузов (песка, глины, угля, формовочных и стержневых смесей, оборотной смеси и т. д.) непрерывным потоком без остановок для их загрузки и разгрузки.
В качестве непрерывного транспорта используют транспортирующие машины с тяговым органом, в которых груз перемещается вместе с последним, и без тягового органа. К первым машинам относятся конвейеры ленточные, пластинчатые, скребковые и элеваторы, ко вторым — гравитационные устройства, качающиеся'(инер-ционные и вибрационные) и винтовые конвейеры, пневматические л гидравлические транспортные устройства.
25.1. ЛЕНТОЧНЫЕ КОНВЕЙЕРЫ
Ленточные конвейеры (рис. 25.1) имеют тяговый орган 2, выполненный в виде бесконечной ленты, служащей одновременно и Несущим элементом конвейера; приводную станцию (электродвигатель, редуктор), приводящую в движение приводной барабан /; натяжную станцию с хвостовым барабаном 5 и натяжным устройством 6; опорные ролики 3 на рабочей ветви ленты и поддерживающие ролики 7 на холостой ветви ленты; загрузочное устройство 4 н устройство для очистки ленты 9. Все элементы конвейера смонтированы на металлической раме 8.
Ленточные конвейеры — наиболее распространенный вид транспортирующих машин литейных Цехов. Они бывают горизонтальные, наклонные и вертикальные. Конвейеры, установленные в вертикальной плоскости, называют элеваторами.
Для увеличения производительности конвейера часто опоры под ленту выполняют так, что лента под действием силы тяжести материала, расположенного на ней, принимает форму желоба (рис. 25.2).
Угол наклона конвейера к горизонту зависит от угла естественного откоса материала в движении. Обычно угол наклона конвейера принимают на 7—1(F меньше угла трения груза о полотно. Так, для гладкой ленты предельный угол наклона ленточного конвейера к горизонтали принимают: 0 = 204-22° для формовочной смеси и сырой глины, 0 = 17ч-18° для сухих формовочных материалов.
294
Скорость движения ленты для транспортирования формовочных материалов и смесей составляет 0,8—1,25 м/с, а для конвейеров с разгрузочными плужками до 0,5 м/с.
В ленточных конвейерах применяют ленты прорезиненные тек- . стильные, стальные, текстильные с вулканизированными в них стальными тросами. В конвейерах литейных цехов йирина ленты обычно составляет 800—1200 мм.
Наиболее распространено применение ленты текстильной прорезиненной, состоящей из нескольких слоев хлопчатобумажной ткани. Эти слои соединяют вулканизацией. Поверхность ленты покрыта слоем резины, предохраняющей ткань от истирания материалов. Толщина резинового слоя на рабочей стороне 3—6 мм, а на нерабочей — 2 мм.
Для конвейерных лент широко используют искусственные ткани из перлоновых, нейлоновых и лавсановых нитей.
Для транспортирования материалов через сушильные и нагревательные печи применяют ленты, изготовленные из стекловолокна с покрытием кремнийорганическим каучуком, или прорезиненные тканевые с покрытием из стекловолокна. Концы лент соединяют вулканизацией или заклепками.
Транспортируемый материал на ленту обычно загружают через -воронку. Чтобы материал не просыпался, в зазор между воронкой
Рис. 25.2. Ленточный конвейер (поперечный разрез):
1 — лента прорезиненная; 2 — опорные ролики; 3 — поддерживающие ролики; 4 — опорная металлоконструкция
Рис. 25.3. Схема разгрузки сыпучих материалов с ленты с помощью плужковых сбрасывателей
295
1 2 3
Рис. 25.4. Схемы устройств для натяжения ленты
и лентой закрепляют уплотнение из полос прорезиненной ленты. : Материал разгружается в момент огибания лентой приводного барабана (в конце конвейера), либо в средней части конвейера с помощью плужковых сбрасывателей (рис. 25.3). Плужковые сбрасыватели бывают двухсторонние 2 или односторонние /. Недостаток плужкового способа разгрузки — повышенное изнашивание ленты. Приводом подъема и опускания плужков служит обычно пневмоцилиндр или диафрагменный толкатель с электропневмати-ческим управлением. В рабочем положении плужок прижимается к ленте резиновой полосой, закрепленной в его нижней части болтами. Вместо опорных роликов в зоне действия плужка под лентой монтируется сплошной металлический стол.
Для обеспечения постоянного сцепления ленты с приводным барабаном в ленточных конвейерах применяют натяжное устройство винтового или грузового типа (рис. 25.4). Ось натяжного барабана натяжного устройства винтового типа (рис. 25.4, а) опирается на подшипники, установленные в корпусах 1, движущихся между неподвижными направляющими 2 с помощью винтов 3. Недостатком винтовых натяжных устройств является трудоемкость натяжения ленты. Натяжное устройство грузового типа (рис. 25.4, б) более совершенно, так как натяжение ленты происходит автоматически под действием силы тяжести груза.
25.2. ТЕЛЕЖЕЧНЫЕ КОНВЕЙЕРЫ
Тележечные литейные конвейеры служат основным транспортным устройством поточно-механизированных и автоматических формовочно-выбивных линий (рис. 25.5). По характеру трассы тележечные конвейеры могут быть горизонтально замкнутые и вертикально замкнутые непрерывного движения. Литейный конвейер, у которого движение периодическое,. пульсирующее, называют шаговым. Привод таких конвейеров периодически передвигает всю замкнутую цепь платформ на заданный шаг. Тяговым органом в тележечном конвейере является пластинчатая втулочно-роликовая цепь/
296
У тележечного конвейера тяговая цепь 1 жестко соединена с тележкой 2, которая передвигается на безребордных катках 5 по рельсам 6. На тележке горизонтально замкнутого конвейера смонтированы секции роликового конвейера 3, позволяющие переталкивать на них безостановочно грузы со стационарных сборочных конвейеров. Для предупреждения схода тележек с рельсов на скруглениях; пути в данной конструкции вместо ходовых катков с ребордами,, создающими большие сопротивления передвижению, применены специальные направляющие ролики 7, смонтированные на оси цепи, , соединенной с тележками и перемещающиеся между направляющими 8. С целью защиты направляющих роликов 7 от попадания на них смеси к торцам тележек приваривают фартуки 4, перекрывающие друг друга.
Рис. 25.7. Схема шагающего вертикально замкнутого литейного конвейера
- 297
1
г
б
I <w\\\v
Z
замкнутые).
25.7 изображена принципиальная схема шагающего замкнутого литейного конвейера. Он состоит из верх-расположенной на перекрытии второго этажа, и ниж-По этим ветвям перемещаются формы 3 и опоки, Пере-
ход в рамы
Рис. 25.8. Шагающий конвейер (поперечный разрез)
Втулочно-роликовая цепь (рис. 25.6) собирается из штампованных стальных пластин, внутренних 1 и внешних 2, валиков 3 и свободно на них надетых роликов 4. Наличие ролика позволяет уменьшить сопротивление при прохождении цепей по звездочкам и на поворотах в горизонтальной
плоскости. Кроме рассмотренных непрерывно движущихся конвейеров применяют' также шагающие (горизонтально замкнутые и вертикально На рис. вертикально ней ветви 2, ней ветви 6.
дача оигек или форм с верхнего этажа 8 на нижний и наоборот осуществляется двумя вертикальными гидравлическими подъемниками 4 н 7 на каретках 1 и 5.
. Конвейер (рис. 25.8) состоит из неподвижной металлоконструкции 3 н подвижной внутренней рамы 4. Подвижная рама покоится на роликах 6 Гидравлических домкратов 5, размещенных по длине конвейера с шагом, равным шагу конвейера. Формы 1 находятся на поддонах 2, которые опираются на металлоконструкцию 3. Для направления рамы 4 при ее движении служат направляющие ролики 7, установленные на металлоконструкции 3.
Передвижение форм 1 начинается с подъема подвижной рамы на высоту на 10—15 мм большую, чем зазор h по всей длине конвейера. Затем с помощью гидравлического толкателя (на схеме не показан) подвижная рама 4 вместе с поддонами и формами передвигается на один шаг конвейера по роликам 6. После этого рама опускается и, возвращаясь на один шаг, занимает исходное положение. Для следующего шага все движения повторяются.
Гидропривод шагающего конвейера обеспечивает замедленный начале и конце движения, и быстрый возврат подвижной в исходное положение. /
25.3. ПЛАСТИНЧАТЫЕ КОНВЕЙЕРЫ
Пластинчатые конвейеры применяют )для транспортирования крупнокусковых, тяжелых и горячих грузов. Основным преимуществом этих конвейеров является хорошая сопротивляемость изнашиванию. Однако вследствие относительно'высокой стоимости, сложности изготовления и требования тщательного ухода за ними из-за большого числа шарнирных соединений эти конвейеры используют только в самых необходимых случаях. Тяговым элементом
298
3
Рис. 25.9. Схема пластинчатого конвейера конвейера служат одна или две цепи, грузонесущим — настил-полотно.
Пластинчатый конвейер (рис. 25.9)^имеет две замкнутые тяговые цепи 1 с укрепленными на них поперечными пластинами 2, образующими сплошную чешуйчатую ленту, несущую загруженный на нее материал. Цепи приводятся в движение на одном конце конвейера приводными звездочками 3, получающими вращение от электродвигателя через редуктор. На другом конце конвейера цепи огибают звездочками 4, которые соединены с натяжным устройством винтового типа. Скорость движения настила обычно до 1 м/мин;
Пластины конвейера изготовляют плоскими или волнистыми из , листовой стали (толщиной 4—10 мм). При большой производитель- < ности конвейера пластины снабжают боковыми вертикальными бор-’ тами. Во избежание просыпания материала пластины перекрывают друг друга. Направление движения настила должно быть только односторонним, чтобы груз не мог попасть между пластинами. Волнистыми пластины делают для придания им большей жесткости и для возможности транспортирования материала под большим углом наклона конвейера (25—30°). Чаще всего пластинчатые конвейеры используют там, где применение ленточных ограничено; например, для перемещения горячих отливок в термообрубное отделение.
Скребковый конвейер (рис. 25.10) — разновидность обычного пластинчатого конвейера. Он отличается от пластинчатого специальными скребками 3, закрепленными на пластинчатой ленте. При движении ленты конвейера скребки опираются на желоб 6 днища бункера или' емкости, захватывают материал и транспортируют его по прямой или наклонной плоскости. Материал загру-
1 — натяжное устройство; 2 — тяговая цепь; 3 — скребка; 4 — приводные звездочки; S — разгрузочные люки; 6 — желоб днища
299
жается через люки 5 л Дне или в конце желоба. Конвейер может иметь две тяговые цени или одну при малой производительности и1 небольшой длине перемещения.
Скребковыми конвейерами материал может перемещаться как верхней, так и нижней ветвями, а в необходимых случаях и обеими. Скребковые пластинчатые конвейеры применяют для удаления; шлама из отстойников в сооружениях для очистки воды или в си* стемах гидравлической регенерации формовочных смесей.
25.4. ПОДВЕСНЫЕ КОНВЕЙЕРЫ
Подвесные конвейеры используют для непрерывного или периодического транспортирования различных штучных грузов. Например, горячие отливки после выбивки перемещаются в таре подвесного конвейера в термообрубное отделение. Стержни после изготовления иа машинах транспортируются для последующей окраски, сушки и хранения. Подвесные -конвейеры применяют В отделениях очистки и отделки отливок.
Подвесной конвейер (рис. 25.11) состоит из замкнутого тягового органа 3 с каретками 2, служащими для поддержки тягового органа и закрепления подвесок 4. Катки кареток с помощью тягового органа ^Перемещаются по замкнутому подвесному пути 1. В качестве тягового органа применяют цепи всех типов (пластинчатые, сварные, литые и т. д.), а также стальные канаты. Иногда цепи выполняют двухшариирными, оси которых расположены в двух перпендикулярных плоскостях, что обеспечивает большую гибкость цепи во всех направлениях. Трасса подвесного конвейера может быть горизонтально замкнутой или иметь сложный профиль с подъемами, спусками и поворотами. Эти конвейеры просты и надежны в эксплуатации.
. Подвесные конвейеры (рис. 25.12, а, б) бывают грузонесущие, в которых каретки с подвесками для грузов постоянно соединены
300
Рнс. 25.12. Схемы подвесных конвейеров: а — грузокесущего; б — толкающего
Рнс. 25.13. Устройство подвесного толкающего конвейера
с цепью, и толкающие, у которых каретки с подвесками для грузов не имеют постоянного соединения с цепью и движутся с помощью кулачков, закрепленных на цепи. Цепь с каретками и кулачками движется по вспомогательному подвесному пути, а тележки с грузом — по основному грузовому пути.
В подвесных толкающих конвейерах, наиболее легко поддающихся автоматизации (рис. 25,13), толкающие каретки 1, соединенные с тяговой цепью 4, передвигаются по рельсовому пути 3 на роликах 2. Грузовые тележки 5, не связанные с тяговой цепью 4, перемещаются по нижнему подвесному пути 6, расположенному под вспомогательным. На тяговой цепи (а в других конструкциях — на грузовых каретках) закреплены качающиеся упорные рычаги 7, которые упираются в грузовую тележку 5 (цли в выступ на тяговой цепи) и передвигают ее в заданном направлении.
Грузовые тележки не соединены непосредственно с тяговой цепью, поэтому, имея переводные стрелки, на пути перемещения грузовых тележек, можно вручную или автоматически отводить грузовые тележки с основного пути на линию обработки и затем снова возвращать на основную трассу для дальнейшего следования. Это позволяет объединить в одну полностью автоматизированную систему отдельные, даже различные по ритму, транспортные и технологические операции.
Подвесные толкающие конвейеры выполняют следующие операции: переводят тележки с грузом с одного конвейера на другой с помощью автоматических или дистанционно управляемых стрелок; автоматически распределяют грузы по складским стеллажам с одновременной их сортировкой; выдают грузы со складов в требуемом ритме по заданной программе.
На ряде заводов подвесные толкающие конвейеры выполняют все перечисленные операции, связанные с изготовлением стержней, их отделкой, окраской, сушкой, транспортированием на склад, поадресное хранение, выдачу со склада по заданной программе к автоматическим формовочно-заливочным линиям.
301
Одно из важных преимуществ подвесных толкающих конвейеров — возможность автоматического учета транспортируемых изделий по каждому наименованию, независимо от их количества. Учет может быть как в штуках, так и по массе. В последние годы широко применяются усовершенствованные системы подвесных толкающих конвейеров с автоматическим управлением и адресованием, груза, позволяющие механизировать трудоемкие работы.
Недостатки толкающих конвейеров: большая габаритная высота, чем у обычного грузонесущего подвесного конвейера, более высокая собственная масса конструкций на единицу длины пути, а также относительно высокая стоимость.
26.5. ЭЛЕВАТОРЫ
Элеватор — транспортирующее устройство, перемещающее материал в вертикальном направлении (рис: 25.14). Элеватор состоит из головки 1, башмака 5 и герметичного кожуха 3. Тяговым органом элеватора служит конвейерная лента 2 шириной 250— 600 мм или (реже) цепь. Лента огибает верхний приводной барабан и нижний натяжной. На ленте установлены ковши 4. Материал загружается в элеватор через загрузочную воронку. Койши при огибании нижнего барабана зачерпывают материал, поднимают его вверх и разгружаются на верхнем барабане.
Привод элеватора снабжен устройством, исключающем обратное движение ленты.
Для влажных материалов, например формовочной 4 смеси, применяют мелкие ковши (рис. 25.15, а), а для
Рис. 25.14. Схема устройства элеватора
Рис. 25.15. Схемы устройства и крепления ковшей к ленте элеватора: а — мелкнв ковш; б — глубокий ковш
302
сухих материалов (песок, молотая глина) — глубокие ковши (рис. 25.15, б).
Элеваторы хорошо работают при транспортировании сухих сыпучих материалов. Влажные материалы при транспортировании налипают на ковши, что приводит к потере производительности. При транспортировании обработанных смесей элеваторы также работают ненадежно, так как вместе со смесью попадают металлические включения, которые приводят к повреждению или к обрыву ленты. При проектировании современных литейных цехов для перемещения исходных формовочных материалов и смесей элеваторы стремятся не применять, а вместо них ставят наклонные ленточные конвейеры, если это возможно.
Скорость движения ленты элеватора для порошкообразных грузов 2—2,5 м/с, а для кусковых грузов 1—2 м/с.
25.6. ГРАВИТАЦИОННЫЕ УСТРОЙСТВА-И РОЛИКОВЫЕ КОНВЕЙЕРЫ
Простейшими гравитационными устройствами служат наклонные плоскость, желоб, труба, по которым скатывается транспортируемый груз. Угол наклона желоба определяется коэффициентом трения между его поверхностью и материалом и углом естественного откоса. Обычно угол наклона желоба больше угла внутреннего трения на 5—10°.
Иногда применяют спиральные спуски, в которых желоб выполнен по винтовой линии вокруг вертикальной оси.
К гравитационным устройствам для транспортирования грузов относятся роликовые конвейеры, в которых наклонная плоскость образована из ряда роликов, установленных на раме (рис. 25.16, а). Часто роликовые конвейеры делают приводными (рис. 25.16, б), в этом случае они не имеют наклона.
Иногда для перемещения грузов по горизонтальному роликовому конвейеру используют пневматические или гидравлические толкатели. Например, передача форм на заливочный конвейер и с конвейера на выбивное устройство осуществляется пневматическими толкателями по го? ризон^альному неприводному роликовому конвейеру, а движение отливок с выбивной решетки на пластинчатый
Рис. 25.16. Схемы роликовых конвейеров:
а — непр'нводного; б — приводного; 1 — редуктор; 2 — электродвигатель
303
J
конвейер или в тару подвесного конвейера происходит по наклонному желобу под действием силы тяжести. Приводные роликовые конвейеры, обычно выполняемые секциями длиной по 2—3 м, имеют единый групповой привод с конической зубчатой или цепной передачей. В ряде случаев цилиндрические ролики заменяют дисковыми. Такие ролики удобны при прохождении грузов по криволинейным в плане участкам.
26.7. КАЧАЮЩИЕСЯ КОНВЕЙЕРЫ
Качающийся конвейер представляет собой желоб, подвешенный на неподвижную раму. Желоб совершает колебательные движения, вследствие чего груз, находящийся в нем, перемещается. ' Качающиеся конвейеры могут быть с переменным и постоянным давлением груза на желоб. Качающийся конвейер с переменным давлением груза на желоб (рис. 25.17, а) состоит из стального желоба 1, совершающего колебательные движения на упругих стойках 2 под действием кривошипного механизма 3. Вследствие того, что опорные стойки установлены наклонно к желобу, последний с грузом при движении вперед несколько приподнимается, а при движении назад, опускается. Длину кривошипа выбирают малой по сравнению с длиной шатуна и длиной опорных стоек, вследствие чего закон изменения скорости желоба близок к синусоидальному, а само движение желоба можно рассматривать как прямолинейное.
Амплитуда колебания конвейеров с кривошипно-шатунным меха-йизмсЙХ Доставляет 30—40 мм при числе циклов 300—400 в минуту. Упругие опорные стойки желоба устанавливают с наклоном под углом а = 2ч-30° относительно вертикали в сторону, обратную движению груза. Средняя скорость движения груза v обычно составляет 0,15—0,20 м/с. Для наклонных конвейеров с увеличением угла наклона желоба в сторону подъема скорость движения груза резко уменьшается и угол наклона не превышает 15°.
Качающиеся конвейеры с постоянным давлением груза на желоб отличаются от конвейеров с переменным давлением тем, что желоб в них установлен на роликовых или шариковых опорах и он совершает продольное поступательно-возвратное движение под влиянием двойного кривошипного механизма (рис. 25.17, б). Этот механизм состоит из шарнирного четырехзвенника О АВС, в котором кривошип ОА вращается равномерно, а кривошип ВС, вращающийся неравномерно, передает колебательное движение желобу 1 через т^гу 2.
Рис. 25.17. Схемы качающихся конвейеров с переменным (а) и постоянным (б) давлением груза иа желоб
304
Высоту слоя материала в желобе принимают b = 504-100 мм; коэффициент заполнения желоба обычно составляет 0,5—0,6. Среднюю скорость передвижения груза в горизонтальном желобе принимают не выше 0,2 м/с. Амплитуда колебаний желоба составляет 50—100 мм, а частота 1—2 Гц.
26.8. ВИБРАЦИОННЫЕ КОНВЕЙЕРЫ
В отличие от качающихся конвейеров, в которых груз скользит по желобу, не отрываясь от него, вибрационные конвейеры (рис. 25.18) работают с такими ускорениями, вертикальная составляющая которых больше ускорения свободного падения. При. этом частица груза отрывается от желоба и движется в виде непрерывно следующих один за другим микрополетов. При таком Движении груз не дробится, не пылит и практически. не изнашивает желоб. Наиболее рациональное транспортирование сыпучих грузов будет в том случае, если в конце микрополета частица попадает на желоб в начале следующего периода колебаний. Желоб или трубу вибрационного конвейера обычно устанавливают на пружинных, подвесках. Частота колебаний вибрационного конвейера до 50 Гц при амплитуде менее 1 мм создается инерционными, электромагнитными, пневматическими и гидравлическими’вибраторами.
Инерционные вибраторы применяют в тех случаях, когдапри небольших габаритных размерах и массе привода необходимо получить значительные возмущающие силы. К инерционным относится вибратор с дебалансным электродвигателем (рис. 25.19, а).
Большинство из конструкций этих типов вибраторов рассчитано на одну постоянную рабочую частоту, но имеются и с регулируемой частотой. Возмущающую силу также можно регулировать. Благодаря меньшей частоте колебаний (15—25 Гц) питатели с дёбаланс-ным электродвигателем работают менее шумно.
вибратора*.
а — с дебалансным электродвигателем;
б — электромагнитного
305
Рис. 25.20. Схема вертикального виброконвейера
Наиболее совершенны электромагнитные вибраторы (рис. 25.19, б). В них нет трущихся и быстроизна-шивающихся деталей, предусмотрена возможность регулирования амплитуды колебаний без прекращения работы установки.
Усилие (Н), создаваемое электромагнитным вибратором,
Р = тпасо2 (А, — 1),
• где . т — масса перемещаемого материала; а — амплитуда колебаний; А, -- отношение собственной частоты колебания конвейера вместе с материалом соо к частоте колебаний привода (вынужденная частота) со,
А, = соо/со.
Основные преимущества вибрационных конвейеров: возможность трансйЪртирования груза в условиях полной изоляции от окружающей среды в закрытых желобах или трубах; возможность выполнения одновременно с транспортированием других технологических операций сушки, охлаждения, смешивания, просеивания и т. д.; малое Изнашивание несущего элемента (трубы или желоба); сравнительная простота конструкции машины; возможность промежуточной загрузки и разгрузки; малый расход энергии при установившейся работе.
Наряду с горизонтальными вибрационными конвейерами в литейных цехах все больше применяют вертикальные конвейеры для перемещения грузов по вибрационному желобу 2, идущему по винтовой линии вверх (рис. 25.20). Для этого желобу, установленному на пружины 3,. сообщают возвратно-вращательное движение вокруг вертикальной оси и колебательное движение вдоль той же оси с помощью вибраторов 1. Материал движется так же, как и в горизонтальном желобе, посредством микрополетов, но при вертикальном транспортировании эти полеты совершаются не по прямой линии, а по непрерывно изменяющейся касательной. Максимальная высота вертикальных вибрационных конвейеров достигает 8 м; отношение/ высоты к внешнему диаметру винтового желоба до 10. С наибольшей скоростью транспортируются мелкокусковые и зернистые грузы (кокс, шлак, руда, песок, глина); с более низкой скоростью пылевидные грузы (молотая глина, асбестовая крошка, молотый уголь, маршалит). При движении влажных нелипких грузов (например, сырой песок) создается более стабильный поток. При влажности более 12 % скорость движения резко понижается. Влажные липкие материалы (например, сырую глину) нельзя транспортировать вибрационными конвейерами. Скорость перемещения грузов горизонтальными вибрационными конвейерами находится в пределах 0,1—0,3 м/с.
306
Угол наклона желоба вертикальных вибрационных конвейеров обычно не превышает 15—20°.
^Вибрационные конвейеры значительно (в 3—4 раза) экономичнее ленточных, а вибрационные питатели^ например, экономичнее и легче ленточных, качающихся и тарельчатых питателей. Однако при транспортировании на расстояние более 50 м вибрационные конвейеры уступают ленточным конвейерам как по металлоемкости, тек и по расходу энергии. '
26.9. ВИНТОВЫЕ КОНВЕЙЕРЫ
Винтовой конвейер — устройство, служащее для перемещения материала по желобу с помощью вращающегося винта (рис. 25.21). Он состоит из неподвижного желоба 7, закрытого сверху крышкой 3, приводного вала 8 с укрепленными на нем витками транспортирующего винта, концевых 2, 6 и промежуточных 4 опор, привода 1, загрузочного 5 и разгрузочного 9 устройств. При вращении винта груз перемещается витками винта по желобу.
Винтовые конвейеры используют для транспортирования пылящих материалов (молотая глина, маршалит и т. д.); при этом легко обеспечивается герметичность. Винтовым конвейером можно транспортировать материалы не только по горизонтали, но и по наклонному и вертикальному желобам. Эти конвейеры нецелесообразны для перемещения крупнокусковых, абразивных или слипающихся грузов.
Шаг винта обычно равен его диаметру или несколько* меньше. Частота вращения винта зависит от плотности материала: для тяжелых материалов п = 0,8 с-1, а для легких п = 1,54-2,5 с-1.
26.10. ПНЕВМАТИЧЕСКИЕ ТРАНСПОРТНЫЕ УСТАНОВКИ
Пневматическим транспортированием называют перемещение грузов по трубам вследствие перепада давления воздуха. В смеси с воздухом транспортируют главным образом порошкообразные и зернистые материалы (глину, уголь, песок, опилки и т. д.), реже сухой песок и формовочные смеси на расстояние до 2 км и на высоту до 100 м.
Пневматические транспортные установки подразделяют на всасывающие, нагнетательные и комбинированные. •
Рис. 25.21. Схема винтового конвейера
307
Рис. 25.22. Схемы пневматических транспортных установок:
а — всасывающей; б — нагнетательная; 1 — всасывающий эжектор; 2 — транспортный трубопровод; 3 — циклон; 4 — шлюзовый затвор; 5 — фильтр; 6 — аакуум-иасос; 7 — воздуходувка; В — редукционный клапан; 9 — загрузочный бункер; 10 — влагоотделитель
воде о. 1 ранспортируемыи материал
Принцип работы всасывающих установок-основан на образовании разрежения воздуха в траиспортнОм трубопроводе (рис. 25.22, а).
Всасывающие установки малопроизводительны, так как создать большое разрежение (более 10 кПа) затруднительно. ’ Обычно же в литейных цехах работают всасывающие пневматические установки при разрежении не более 10 кПа для транспортирования пылевидных материалов на небольшие расстояния. Преимущества установок всасывающего типа в том, что материал можно забирать из разных мест, а*йроме того, в случае нарушения герметичности трубопровода пыль ие будет выделяться в цех.
' Нагнетательные установки работают под действием сжатого воздуха, подаваемого в транспортный трубопровод (рис. 25.22, б). Эти установки используют для транспортирования тяжелых пылевидных и кусковых грузов на большие расстояния. Недостаток нагнетательных установок — выделение пыли в цех при нарушении герметичности трубопроводов, повышенное изнашивание трубопроводов в коленах.
Для создания необходимого перепада давлений воздуха в трубопроводе в нагнетательных установках применяют компрессоры и воздуходувки, а во всасывающих системах — вакуум-насосы и вентиляторы высокого давления. В качестве питателей в пневмотранс-портных системах используют винтовые и камерные.
Винтовой питатель (рис. 25.23) — короткий винтовой (шнековый) конвейер, установленный на раме 1. Винт 4 питателя имеет переменный mart что позволяет во время работы уплотнять транспортируемый материал настолько, что постоянно сохраняется соответствующее давление сжатого воздуха в транспортном трубопро-из загрузочной вороики 3 винтом 4 подается в смесительную камеру 6. Степень уплотнения материала регулируется грузовым клапаном 5. В ииж-8 ней части смесительной камеры расположены, два Рис. 25.23. Схема винтового питателя
308
Рис. 25.24. Схемы камерного питателя: а — с ннжией выдачей [материала; б —с верхней выдачей материала
ряда фор.сунок 7, через которые вводится сжатый воздух. Воздух аэрирует материал и вводит его в транспортный трубопровод 8. Преимущество винтовых питателей — неболь-шйе габаритные размеры и простота в управлении, недостаток—большая потребляемая мощность электродвигателя 2 и быстрое изнашивание.
Камерный питатель (рис. 25.24, а, б) представляет собой цилиндри
ческий сосуд со сферическим верхним и коническим иижним днищами с верхней или нижней выдачей материала. Загрузка происходит через верхнюю горловину большого сечения с конической, герметично закрывающейся изнутри крышкой. Сжатый воздух, поступая от компрессора и проходя через материал в камере, стремится уйти через Транспортный трубопровод и увлекает за собой
материал.
Питатель с верхней выдачей материала обеспечивает лучшее рыхление материала, что-, способствует более производительному его транспортированию.
Чтобы предохранить колена трубопроводов от изнашивания, используют специальные защитные устройства, одно из которых -изображено на рис. 25.25. _ .
Нагнетательные установки используют ие только для перемеще
ния сыпучих материалов, но и для транспортирования штучных грузов (доставка образцов стали, формовочной смеси и других материалов в экспресс-лабораторию для анализа). Груз помещается
в специальные патроны, которые и перемещаются со скоростью 6—10 м/с в трубопроводах под давлением сжатого воздуха".
Разновидностью пневмотранспорта являются аэрожелоба, применяемые для транспортирования песка, молотого угля, молотой глины, маршалита и других порошкообразных материалов на небольшие расстояния (до 50 м). Аэрожелоб (рис. 25.26) для транспор-
тирбвания и охлаждения песка представляет собой наклонное корыто 9 с горизонтальным перфорированным полотном 3, на котором перемещается песок, поступающий по лотку 7. Воздух под давлением
А -А
ром 8 под полотно и в виде мельчайших струек проходит через песок и приводит его во взвешенное состояние. Благодаря наклону желоба и движению потока вентиляционного
Рнс. 25.25. Схема защитного устройства от изнашивания колена трубопровода
309
Рис. 25,26. Аэрожелоб воздуха в движение приходит и аэросмесь (смесь воздуха с материалом). В верхней части желоба, кроме вентиляционных трубопроводов 5, 6, имеется песколовуш-ка 4. Охлажденный песок поступает по лотку 2 в бункер 1.
Преимущества пневматического транспорта — возможность транспортирования по сложной
трассе и расположения трубопроводов в любом направлении; совмещение транспортирования материала с технологическими операциями (сушка, охлаждение, отбор мелких фракций и т. д.); почти полная автоматизация транспортирования. Недостатки — большой расход энергии; повышенное изнашивание . трубопровод Дов; необходимость тщательной очистки отработанного воздуха от пыли перед выбросом его в атмосферу; невозможность транспортирования влажных и липких грузов (готовая формовочная смесь); повышенное дробление транспортируемого материала (формовочный- песок).
Наибольшее распространение в литейных цехах получили всасывающие пневматические установки. В последнее время наблюдается тенденция к более широкому применению нагнетательных пневмотранспортных установок низкого давления, а значит, и малых скоростей движения материала. При этом уменьшается изнашивание трубопроводов, повышается надежность работы всей системы. Для того чтобы поддерживать давление воздуха постоянным по всей трассе, прибегают к промежуточной подаче воздуха в транспортный трубопровод.
25.11. БЕЗРЕЛЬСОВЫЕ ТРАНСПОРТНЫЕ МАШИНЫ
К безрельсовым транспортным машинам литейных цехов, относятся электрокары, автокары и автопогрузчики.
Электрокары и автопогрузчики — наиболее распространенный вид безрельсового внутрицехового транспорта в современных литейных цехах, особенно массового производства.
Электрокар (рис. 25.27) приводится в движение одним или несколькими электродвигателями постоянного тока, получающими питание от аккумуляторных батарей. Аккумуляторные батареи — наиболее ответственная часть электрокара, их устанавливают обычно рядом с местом Водителя. Электрокар прост в обслуживании и управлении, маневрен, безопасен в пожарном отношении. При его работе не выделяются отработанные газы, он не производит шума при движении, -пуске и остановке в помещениях.
Электрокар обычно имеет подъемные платформы и грузовые подставки, поэтому для погрузки и разгрузки не требуется применения физической силы. Для зарядки аккумуляторных батарей 310
Рис. 25.27. Электрокар
электрокаров специально оборудуют зарядные станции.
В целях безопасности тормозная система ходовой части электрокара выполнена таким образом, что при снятии ноги водителя с площадки управления электрокар мгновенно останавливается и обесточивается.
Автокары по внешнему виду почти ничем не отличаются от
электрокаров. Вместо электродвигателя и батарей питания автокар имеет обычный бензиновый двигатель.
Автокары выполняют в Цехе ту же работу, что и электрокары, но менее распространены. Это объясняется прежде всего тем, что они создают шум во время работы, сложнее в управлении и обслуживании, а отработанные газы загрязняют атмосферу цеха.
Для погрузки и перевозки крупногабаритных грузов как внутри цеха,, так и для межцеховых перевозок используют автопо-
грузчики.
Автопогрузчик смонтирован на базе автошасси, но расстояние между передними и задними колесами значительно меньше, чем у обычных автомобилей, что делает его весьма маневренным. Вместо кузова автопогрузчик снабжен двумя вертикальными колоннами-' направляющими для движения по ним тяговой цепи с вилочными захватами или специальной платформой для захвата, подъема и трайспортирования грузов.
25.12. НАПОЛЬНО-РЕЛЬСОВЫЙ ВНУТРИЦЕХОВОЙ ТРАНСПОРТ
Для перемещения тяжелых грузов между пролетами на небольшие расстояния во многих литейных цехах применяют самоходные напольно-рельсовые тележки, которые могут быть недривод-ными и приводными. Неприводные тележки перемещаются по рельсам с помощью специальной лебедки и канатов. Тяговая лебедка с барабаном для намотки каната, как правило, расположена в приямке ниже уровня пола. У приводной (самоходной) тележки с электромеханическим. приводом электродвигатель с редуктором находится на самой тележке, а питание электродвигателю подается по специальному кабелю или через троллеи, встроенные в приямке между рельсами. Приямок обычно закрыт съемными плитами, а для токосъемника оставляется, лишь узкая щель. Колея самоходных тележек обычно 1524 или 750 мм.
В новых цехах стараются избегать применения рельсового транспорта, так как он менее удобен, чем безрельсовый.
311
ГЛАВА 26. ПОДЪЕМНО-ТРАНСПОРТНЫЕ МЕХАНИЗМЫ
26.1. МОСТОВЫЕ ЭЛЕКТРИЧЕСКИЕ КРАНЫ, КРАН-БАЛКИ, ЭЛЕКТРОТАЛИ .
В литейных цехах для подъема и транспортирования штучных грузов широко применяют мостовые электрические краны различной грузоподъемности, консольные краны и электротали.
Мостовой электрический кран (рис. 26.1) представляет собой мост 11 с ходовЫмй колесами 3, установленными в концевых балках 4 моста. Колеса перемещаются по подкрановым путям 2, уложенным на выступах верхней части стены или колонн цеха. По верхнему поясу моста крана передвигается тележка 8, снабженная механизмом подъема 7 с крюковой подвеской. На тележке размещаются главный механизм подъема 7 и вспомогательный 6, если кран разливочный. Главный механизм подъема крана служит исключительно для транспортирования ковша с жидким металлом, а вспомогательный — для выполнения опрокидывания ковша при сливе шлака, ремонте и т. Д ,В кранах общего назначения, или, как их называют еще, «уборочных», имеется только один механизм подъема (один крюк). Механизм передвижения 13 установлен на мосту 11 крана, а механизм передвижения 12 тележки — непосредственно на тележке. Управление всеми механизмами совершается из кабины 1 крановщика. Для осмотра троллеев служит кабина 10.
Рис. 26.1. Мостовой электрический край 312
й Ч 5
Рис. 26.2. Схема устройства краи-балки
I — 'несущая балка; ]2 — коробка управления кран-балкой; 3 — электроталь; 4 — привод механизма Шередвнження кран-балкн; S — продольный вал иеханнзиа передвижения кран-балкк;_|й — приводные колеса; 7 — холостые колеса; 8 — трап; 9 — концевая балка
Ток для питания электродвигателей подается пр цеховым троллеям, расположенным вдоль стены здания. Для токоподвода. к тележке используют гибкий-кабель 5, подвешенный на натянутый трос 9. Механизм подъема состоит из электродвигателя, редуктора, барабана для подъемных канатов, полиспаста и уравнительных блоков, расположенных на верхней поверхности рамы тележки, тормоза и муфт. Механизмы передвижения моста и тележки имеют
Рис. 26.3. Устройство консольно-поворотного крана с переменным вылетом стрелы
313
Рис. 26.4. Схема тали с ручным приводом одинаковую конструкцию, состоящую из элект-родвигатёля, тормоза, редуктора, двух ведущих и двух холостых колес.
При совместном движений моста и тележки крана практически обслуживается вся площадь цеха. Мостовые краны могут снабжаться различными грузозахватными приспособлениями: крюками, подъемными электромагнитами, грейферами, спе-.циальными захватами и т. п.
Кран-балки одьр- и двухбалочные используют для подъема относительна небольших грузов (массой до 5 т) (рис. 26.2). Они представляют собой облегченный мостовой кран, у которого вместо крановой тележки использована электроталь. Управлять кран-балкой можно из кабины, но чаще управляют с пола с помощью ручных кнопочных панелей управления.
Консольные поворотные краны обслуживают определенную пло
щадь цеха в небольшом радиусе. Их устанавливают на колонне или закрепляют непосредственно к стене здания. Консольно-поворотные краны могут быть с постоянным или с переменным вылетом стрелы. Так, стрела 1 крана (рис. 26.3) кроме вращения относительно оси колонны 2, благодаря дополнительному шарнирному сочленению в средней части стрелы имеет возможность вращаться (подвижной частью 3) в горизонтальной плоскости, что обеспечивает переменный вылет стрелы. Механизм подъема консольного крана может быть электромеханический, пневматический или гидравлический.
Поворот стрелы в горизонтальном направлении осуществляют в основном вручную.
Для внутрицехового транспортирования грузов, обслуживания поточных и автоматических линий, отдельных машин в литейных цехах применяют подъемные электрические или ручные тали, устанавливаемые стационарно или на передвигающихся тележках.
На рис. 26.4 показана таль с ручным приводом, используемая при ремонтных работах. Ручную таль подвешивают за крюк 3. Привод состоит из замкнутой сварной цепи 1, соединенной с колесом 4. Поднятый груз удерживается с помощью храпового устройства 2.
Электроталь (рис. 26.5) имеет механизм подъема, состоящий из электродвигателя, редуктора, барабана блочной подвески и 314
Рис. 26.5. Электроталь
двух тормозов — колодочного электромагнитного и автоматического дискового.
Электротали изготовляют грузоподъемностью 0,25—1,5 т со скоростями подъема 5— 25 м/мин. В большинстве случаев электротали подвешивают к тележкам с ручным или электрическим приводом; ими можно управлять или с пала при скоростях передвижения до 32 м/мин, или (при большей скорости) из специальной кабины крана, перемещающейся вместе с электроталью по подвесному пути. В качестве грузозахватного приспособления
электротали может быть крюк, подъемный электромагнит илй специальный захват для массовых грузов. Все большее применение в литейных цехах получают тали с пневмоприводам. Это, по существу, пневмоцилиндр, подвешенный к тележке с ручным приводом, перемещающийся по монорельсу. К штоку цилиндра шар-
нирно прикреплено грузозахватное устройство.
Имеются тали, в корпусе которых размещен полиспаст, на барабан которого наматывается стальной канат. К одному концу каната подвешивают груз, второй конец закреплен неподвижно в корпусе тали. При подаче сжатого воздуха в цилиндр подвижные блоки отходят от неподвижных, в результате чего происходит подъем груза.
Однорельсовые пути, по которым перемещаются тележки с талями, иногда весьма большой протяженности и разветвленности. В этом’случае подвесные пути снабжают специальными поворотными устройствами и стрелками, позволяющими переходить однорельсовой тележке с электроталью с одного пути на другой.
Размыкающие участки подвесного пути, а также рельсы стрелок и поворотных кругов обычно оборудуют автоматически действующими фиксирующими устройствами, исключающими сход тележки с рельсового пути. Стрелка поворотных кругов переводится с помощью специального механизма, управляемого с пола или кабины грузоподъемной машины.
26.2. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ЭКСПЛУАТАЦИИ ВНУТРИЦЕХОВОГО ТРАНСПОРТА
Участки набегания ленты иа барабаны ленточных и пластинчатых конвейеров следует ограждать. Все ленточные конвейеры должны быть оборудованы так называемой тросовой защитой, принцип работы которой заключается в следующем. Вдоль всего конвейера, преимущественно вблизи от его металлоконструкции, протягивают тонкий трос, концы которого связаны с выключателем привода конвейера. В случае опасности (попадание в движущийся конвейер одежды и пр.) при легком нажатии иа трос рукой конвейер останавливается.
Ленты конвейера должны закрываться пылезащитным кожухом и снабжены отсасывающей вентиляцией. На наклонных пластинчатых конвейерах и элеваторах необходимы ловители ленты для случая ее обрыва.
Переходить через конвейеры нужно только по специальным мостикам. Расстояние от пола мостика До потолка галереи должно быть не менее 1,9 м. Вдоль коивейе-
315
ров необходимо сооружать проходные галереи шириной не меиее 1 м. Пол проходной галереи необходимо выполнять' из рифленого или перфорированного листа. Грузы натяжных станций конвейеров должны иметь ограждения.
Проходы под подвесными конвейерами в местах движения транспорта и людей следует поднимать на высоту 2,5 м от уровня пола и ограждать защитной сеткой.
Для обслуживания приводной части элеваторов и других транспортных устройств в случаях установки их выше 1,5 м от уровня пола необходима площадка с барьером И лестницей с перилами. Ширина проходов на площадке должна быть не менее 0,8 м, высота от уровня пола площадки до потолка — не менее 1,9 м.
Запрещается проводить уборку, чистку, смазывание и другие виды обслуживания и ремонта при работающих механизмах подъемно-транспортных устройств.
Обслуживающий и ремонтный персонал должен строго следить за исправностью блокировок и сигнализаций;. запрещается включать в работу механизмы в неисправном состоянии. .
Все резервуары аппаратов пневмотранспорта следует испытывать иа повышенное давление в соответствии с действующими- правилами испытания сосудов поД давлением. Трубопроводы, ведущие к резервуарам, должны быть снабжены манометрами. Фильтры, установленные в системах пневмотранспорта, необходимо периодически очищать и следить за их исправностью. \
Монтаж и техническое состояние мостовых и консольно-поворотиых электрических кранов и электроталей должны соответствовать действующим правилам Госгортехнадзора. Персонал, обслуживающий и управляющий электрическими Кранами, должен быть обучен по утвержденным программам и аттестован, а также проходить периодическую проверку знаний.
Раздал восьмой
ОБОРУДОВАНИЕ ДЛЯ СПЕЦИАЛЬНЫХ СПОСОБОВ ЛИТЬЯ
Основной способ изготовления отливок — литье в песчано-глинистые формы, в которых получают около 80 % общего выпуска отливок. Однако точность размеров, шероховатость поверхности и физико-механические свойства отливок, полученных в песчано-глинистых формах, во многих случаях не удовлетворяют современным требованиям.
В. целях максимального приближения отливки по форме и размерам к готовому изделию, а также повышения физико-механических свойств этих изделий применяют специальные способы: литье в кокиль, центробежное литье, литье под давлением, литье в оболочковые формы, литье по выплавляемым моделям и другие. Каждый из способов придает отливке те или иные свойства, повышающие ее качество по сравнению с отливками, полученными в песчано-глинистых формах. ,
Технологические процессы изготовления отливок специальными способами в значительной степени механизированы и автоматизированы, в результате чего повышена производительность труда, улучшено качество отливок, снижена их себестоимость и улучшены санитарно-гигиенические условия труда.
ГЛАВА 27. ОБОРУДОВАНИЕ ДЛЯ ЛИТЬЯ В КОКИЛИ
27.1. КЛАССИФИКАЦИЯ КОКИЛЬНЫХ МАШИН
Кокиль — металлическая форма, заполняемая металлом поддавлен ием гравитационных сил. В кокилях изготовляют отливки из цветных и черных сплавов самой разнообразной конфигурации и размеров.
Преимущества литья в кокиль’ по сравнению с литьем в песчаные формы следующие: повышается точность размеров отливок, уменьшается шероховатость поверхности, увеличивается плотность; процесс легко поддается механизации и автоматизации, удается снизить до Минимума, а Иногда и полностью исключить расход формовочных и стержневых смесей, что дает большую экономию в производстве отливок и в капитальных затратах при строительстве литейных цехов. Все.это позволяет широко использовать кокильное литье,
317
Рис. 27.1. Схемы расположения плит у кокильных машин различной конструкции: а — с одной подвижной и одной неподвижной плитой с вертикальным разъемом плит; б — с двумя подвижными плитами с вертикальным разъемом плит; в — с двумя подвижными плитами и поддоном; г — с четырьмя (тремя) подвижными плитами и поддоном; д — с двумя подвижными плитами, поддоиом и крышкой; е — с четырьмя (тремя) подвижными плитами, поддоном и крышкой; ж — с одной подвижной плитой (с последующим поворотом) с горизонтальным разъемом плит
особенно в серийном и массовом производстве. Для мелкосерийного и единичного производства применение кокильного литья ограничено вследствие высокой стоимости кокилей; при массовом производстве отливок из цветных сплавов больший экономический эффект во многих случаях дает литье под давлением.
При литье в кокиль могут быть механизированы следующие операции: раскрывание и закрывание кокилей, установка и удаление металлических стержней, удаление отливок из кокилей, покрытие внутренней поверхности кокиля термоизоляционной облицовкой, охлаждение и нагрев кокилей, заливка кокилей металлом.
В зависимости от сложности отливок, получаемых на кокильных машинах, требуется определенное количество разъемов кокиля и то или иное количество стержней, вводимых в форму с различных сторон.
На рис. 27.1 показаны схемы расположения плит на различных кокильных машинах, применяемых в зависимости от конфигурации получаемых отливок. Различают машины с вертикальным разъемом кокилей, которые бывают следующих типов: с одной подвижной и с одной неподвижной плитой, с двумя подвижными плитами, с тремя (четырьмя) подвижными плитами, с подвижными плитами, поддоном и крышкой для извлечения стержней и машины с горизонтальным разъемом кокилей.
Изготовляют также кокильные машины с наклонным и сложным разъемом кокилей, которые обычно предназначены для получения какой-либо конкретной отливки.
По роду привода кокильные машины бывают с механическим, пневматическим и гидравлическим приводом.
По числу позиций различают однопозиционные и многопозиционные, причем во многих случаях многопозиционные машины пред-318
ставляют собой группу однопозиционных машин, установленных на карусельный стол. Для многопозиционных машин наиболее важными классификационными признаками (помимо признаков входящих в них однопозиционных машин) являются положение оси вращения карусели (горизонтальное, вертикальное) и характер движения карусели (непрерывный, пульсирующий).
Кроме того, к важным параметрам кокильных машин относятся усилие смыкания (размыкания) кокиля и усилие извлечения металлических стержней.
Для количественной оценки усилия залитого металла на стенки кокиля можно использовать выражение
Р = 2gpHF,
где g — ускорение свободного падения; р — плотность заливаемого металла; Н - расстояние от поверхности литниковой чаши до центра тяжести отливки; F — площадь сечения отливки.
27.2. КОНСТРУКЦИЯ КОКИЛЬНЫХ МАШИН
Кокильная машина наиболее простой конструкции имеет одну подвижную плиту и одну неподвижную с вертикальной плоскостью разъема. На рис. 27.2 показана такая машина, работающая по схеме, приведенной на рис. 27.1, а.
Машина предназначена для изготовления отливок из черных и цветных сплавов в кокилях, состоящих из двух вертикальных частей. В ней предусмотрено перемещение элементов кокиля, выталкивание отливки и охлаждение кокиля. Разборка формы, выталкивание отливки, включение и выключение охлаждающей воды осуществляются автоматически по окончании заливки металла.
Подвижная половина кокиля (см. рис. 27.2) устанавливается на плите 2, которая перемещается с помощью гидроцилиндра 4 по двум диагонально расположенным направляющим скалкам 3, связывающим неподвижную плиту 1, на которой закреплена неподвижная половина кокиля, со стойкой цилиндра 5.
Усилия зажима и раскрытия кокиля воспринимаются через плиты скалками, несущими, если пренебречь массой подвижной плиты с частью кокиля, только осевые нагрузки (растяжение и сжатие).
Для разгрузки направляющих скалок к подвижной плите крепятся снизу два ролика 6, опирающиеся на рельсы станины. Для закрепления кокилей на подкокильных плитах в последних выполнены Т-образные пазы. Выталкивание отливок и возврат толкателей в подвижной половине кокиля происходит в крайних положениях плиты посредством перемещения тяг с регулируемыми гайками. Из неподвижной половины кокиля отливки выталкиваются с помощью рычажного механизма 8, который работает от самостоятельного гидроцилиндра 7, расположенного в станине.
Вытолкнутые из кокиля отливки через проем в станине попадают на конвейер.
319
Рис. 27.2. Кокильная машина с одной подвижной и одной неподвижной плитой
На рис. 27.3 показана более сложная машина, работающая по схеме, показанной на рис. 27.1, в. Машина предназначена для отливок из черных и цветных сплавов в кокилях с вертикальной плоскостью разъема, состоящих из двух подвижных частей и неподвижного поддона с нижним стержнем. Машина может быть использована в литейных цехах серийного и массового производства отливок.
Подкокильные плиты 1 (см. рис. 27.3) перемещаются по двум диагонально расположенным цилиндрическим направляющим 2, закрепленным в неподвижных стойках 3. Плита поддона 4 с механизмами нижнего стержня и выталкивателей монтируется в станине. Машина оснащена съемником 5 отливок. Привод машины — гидравлический. Пульт управления и золотниковые панели смонтированы на машине. Технологическое время, необходимое для выдержки отливки в период кристаллизации и охлаждения кокиля после выбивки отливки, устанавливается с помощью реле времени.
Схемой управления предусмотрена возможность подключения еще двух цилиндров для перемещения при необходимости металлических стержней.
320
3920
с вертикальным разъемом плит
На рис. 27.4 представлена сложная кокильная машина, которая работает по схеме, показанной на рис. 27.1, е.
Основные узлы машины (см. рис. 27.4): станина 7, два механизма основных плит 2, поддон с нижним стержнем 3, механизмы верхнего стержня 4 и торцовой плиты 5, съемник 6 отливок, а также смазочная система, гидрооборудование и электрооборудование.
Два механизма основных плит предназначены для перемещения плит и закрепления в них кокилей.
Поддон, расположенный в центре станины, служит для выталкивания отливки и извлечения нижнего металлического стержня.
На неподвижной стойке правого механизма основной плиты установлен механизм верхнего стержня, обеспечивающий подрыв и подъем верхнего металлического стержня, а также отвод плиты верхнего стержня из рабочей зоны для удобства обслуживания кокиля.
Механизм торцовой плиты установлен на кронштейне и закреплен с тыльной стороны станины. Он состоит из подвижной торцовой плиты, перемещающейся по двум направляющим с помощью гидроцилиндра.
11 Матвеенко И. В. и др. 321
18S0
Рис. 27Кокильная машина с двумя подвижными плитами с вертикальным разъемом и с поддоном
Рис. 27.4. Кокильная машина стремя подвижными плитами, поддоном и крышкой 322
Рис. 27.5. Кокильная машйна с горизонтальным разъемом плит
Съемник отливок, закрепленный на подвижной стойке механизма основной плиты, предназначен для удаления отливок из зоны кокильной машины.
Машина работает в полуавтоматическом и пооперационном (наладочном) режимах. Работой машины управляют с пульта. Процесс получения отливок на машине состоит из следующих последовательно выполняемых тех
нологических операций: очистки
кокиля и нанесения на его рабочие поверхности защитных покрытий, установки (при необходимости) песчаных стержней, смыкания (сборки) кокиля, заливки металла в кокиль, охлаждения кокиля и
кристаллизации отливки, подрыва и извлечения металлических стержней, раскрытия кокиля, выталкивания отливки, съема и передачи отливки на транспортирующее устройство или в приемный короб.
На рис. 27.5 представлена машина с горизонтальным разъемом плит, работающая по схеме, показанной на рис. 27.1, ею. Машина
предназначена для изготовления отливок из черных и цветных сплавов в кокилях с горизонтальным разъемом, состоящих из нижней неподвижной и верхней подвижной частей.
Верхняя подъемно-поворотная плита 2 имеет вырез для заливки металла в кокиль при центральном расположении литниковой чаши. Для поворота плиты после открытия кокиля предусмотрен специальный механизм 3.
Нижняя подкокильная плита 1 (поддон) закреплена в станине неподвижно. На ней смонтированы плита толкателей и цилиндр 4 для перемещения стержня. Машину можно поворачивать вокруг горизонтальной оси на угол до 20°.
На машине предусмотрена возможность подключения механизма съема отливок, а также цилиндров для привода дополнительных металлических стержней. Технологическое время, необходимое для выдержки отливки в период кристаллизации и охлаждения кокилей, устанавливается с помощью реле времени. На машине выполняются следующие операции: зажим и раскрытие частей кокиля, введение и извлечение металлических стержней, выталкивание отливок, охлаждение частей кокиля, заливка металла в кокиль.
Благодаря тому, что силовые нагрузки, возникающие при работе кокильных машин, воспринимаются их частями, для установки машины не требуется специальных фундаментов.
В технологическом процессе изготовления отливок в кокилях время их кристаллизации довольно значительно, и механизмы одно-
11*
323
00S2
324
позиционной машины простаивают это время, что существенно снижает их производительность. Такой недостаток исключен в карусельных машинах, которые, как отмечалось, часто состоят из группы однопозиционных машин, установленных на вращающемся карусельном столе. Примером может служить шестипозиционная карусельная кокильная машина, предназначенная для получения отливок стоек плуга из высокопрочного чугуна в кокилях с вертикальной плоскостью разъема (рис. 27.6).
Карусельная машина имеет общую систему управления с рядом вспомогательных механизмов и устройств: трехпозиционной заливочной машиной, рециркуляционной установкой для охлаждения кокилей, механизмом для обдувки и копчения сажей внутренней поверхности кокилей. Машина образует с ними автоматизированный агрегат, и ее можно встраивать в комплексно - механизированные линии кокильного литья.
На платформе 5 карусели размещены кокильные секции 1. В центре платформы расположено распределительное устройство 4, через которое к секциям передаются команды на перемещение узлов. На основании карусели под платформой закреплен механизм привода 6 карусели.
Каждая секция имеет индивидуальный механизм привода 2. Вода от непо-
325
движной колонны передается на вращающуюся карусель с помощью водяной колонки. На каждой секции установлен специальный привод для ввода и вывода металлического стержня 3.
Под каруселью расположены тележки с коробом для уборки выплесков металла и пластинчатый конвейер со своим приводом 7 для удаления отливок из машины.
Привод карусели пульсирующий на 1/6 окружности, т. е. на одну позицию. Схемой управления предусмотрена возможность реверса. Карусель обеспечивает в соответствии с циклограммой выполнение каждой установленной на ней машиной на определенных позициях следующих технологических операций: зажим кокилей, заливку металла, кристаллизацию отливок, раскрытие кокилей и выталкивание отливок, возврат толкателей, очистку, обдувку и копчение кокилей, установку стержней, охлаждение кокилей.
Карусель обеспечивает рециркуляцию воды для охлаждения кокилей и с помощью электроконтактных термометров осуществляет при необходимости автоматическую подачу холодной воды из водопровода для поддержания температуры воды в баке не выше 50 °C.
«• 27.3. АВТОМАТИЧЕСКИЕ И КОМПЛЕКСНО-МЕХАНИЗИРОВАННЫЕ КОКИЛЬНЫЕ ЛИНИИ
Высокий экономический эффект можно получить при выполнении всего технологического процесса получения отливок в металлические формы на комплексно-механизированных и автоматических линиях.
Примером такого комплекса может служить линия для получения отливок из серого или высокопрочного чугуна (рис. 27:7).
На линии изготовляются в кокилях отливки крышек электродвигателей.
Линия состоит из четырех участков: плавильного (блок вагра* нок 1 и устройство 2 для модифицирования чугуна магнием); за» ливочно-кокильного (двухпозиционная заливочная машина 3 и карусельная кокильная машина 4)-, термообработки (отжигательная печь 5) и очистки отливок (дробеметный барабан б непрерывного действия). Участки связаны между собой межоперацнонным транс* портом н манипуляторами.
На линии операции выполняются в технологической последовательности. Выплавление чугуна в вагранках, Нодача его в ковшах вместимостью 500 кг в камеру-автоклав, где он модифицируется магнием. Далее ковш транспортируется управляемыми электро-винтовыми подвесками по монорельсу и устанавливается на двухпозиционные заливочные машины. С помощью этих машин чугун заливается в кокили одной из двух поочередно работающих машин.
В линии установлены карусельные восьмипозиционные кокильные машины с манипуляторами для простановки металлических стержней.
Отливки, полученные в кокилях, извлекаются из них специальными манипуляторами и подаются в устройство автоматического отделения литников. После отбивки литников отливки поступают 326
Рие. 27.7. Автоматическая кокыыпя лике лая млучения Отливок из высоко-срЬчного чугуна
327
по конвейеру на приемный столик, где с помощью манипулятора укладываются на поддоны и подаются в печь для термообработки. Перемещение поддонов с отливками в печах, их разгрузка и возврат поддонов к манипулятору производится автоматически.
Отожженные отливки охлаждаются в водяной ванне и подаются в дробеметный барабан непрерывного действия на очистку. ' \
На плавильном участке размещены суточные бункера с пластинчатыми питателями, передвижная весовая тележка, две вагранки и три камеры-автоклава для модификации чугуна магнием.
Технологические операции на линии выполняются в следующей последовательности: заливка металла в кокиль; вывод металлического стержня из кокиля через 25—27 с после начала заливки металла; отвод подвйжной половины кокиля через 26—28 с после начала заливки металла; выталкивание отливки и передача ее в устройство для отбивки литников; обдувка, очистка знаковых гнёзд и окраска кокиля; установка стержня; смыкание кокиля. Операции смыкания и размыкания кокилей, извлечение отливок, отбивка литников, регулирование теплового режима кокилей, выдержка времени заливки осуществляются автоматически. Производительность плинии 12 000 т отливок в год.
27.4. АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК В КОКИЛЯХ С ТЕРМОИЗОЛЯЦИОННЫМ ПОКРЫТИЕМ
Для получения ответственных отливок, не допускающих отбела. поверхности и требующих снижения теплового удара, применяют кокили с термоизоляционным покрытием. Примером линии, где применены указанные кокили,-может служить автоматическая кокильная линия (рис. 27.8), которая предназначена для получения коленчатых валов дизеля в кокилях с термоизоляционным покрытием из сухой плакированной смеси.
На линии выполняются следующие технологические операции: нанесение термоизоляционного покрытия на кокили; сборка и Заливка форм; кристаллизация отливок; разборка форм и выбивка отливок; очистка кокилей от остатков несгоревшего покрытия; охлаждение кокилей.
Линия состоит из отдельных участков, имеющих автономное гидроэлектрооборудование: нанесения на кокиль термоизоляционного покрытия; сборки кокилей; заливки кокилей; разборки кокилей и извлечения отливок; очистки и охлаждения кокилей; .кантовки кокилей перед нанесением покрытия. Участки связаны между собой приводными фрикционными конвейерами-накопителями.
На участке нанесения на кокиль термоизоляционного покрытия расположены манипулятор загрузки, подъемник загрузки, карусельный пескодувный агрегат 1, манипулятор 2 съема полуформ, подъемник съема.
Нанесение покрытия на кокиль производится в следующем порядке. Кокиль по конвейеру подается до упора, подъемник загрузки поднимает его, а манипулятор загрузки подает под пескодувную головку карусельного агрегата’, На подъемных столиках четырех-328
Рис. 27.8. Автоматическая линия для литья коленчатых валов двигателей внутреннего сгорания из высокопрочного чугуна в кокили с термоизоляционным покрытием
позиционного карусельно-пескодувного агрегата смонтированы модельные комплекты верха и низа. При подъеме столика на позиции надува модель входит в гнездо кокиля и поднимает последний к пескодувным соплам. Происходит надув смеси в зазор между Моделью и кокилем. Тележка манипулятора загрузки освобождается и перемещается за пределы пескодувной головки. Столик с моделью и кокилем опускается. .
Полимеризация термоизоляционного покрытия происходит частично на /, II и III позициях карусели. На III позиции столик с моделью и кокилем поднимается. Кокиль захватывается манипулятором съема, столик опускается, и модель протягивается из кокиля. Тележкой манипулятора съема кокиль перемещается к конвейеру, кантуется на 180° и транспортируется на позицию сборки.
Участок сборки состоит из манипулятора 4 сборки, механизма разворота кокиля и приводного роликового конвейера 3. С помощью этих механизмов кокиль низа поднимается до контакта с кокилем верха; собранная форма подъемником опускается на конвейер и затем разворачивается на 180°.
На,участке 5 заливки механизмы зажима скрепляют половины кокиля* между собой, и происходит одновременная заливка трех форм.
Участок 6 разборки кокилей состоит из подъемного стола, стал-кивателя, манипулятора разборки и прошивки верха, манипулятора кантовки и прошивки низа, приводного фрикционного конвейера, сталкивателя, приемного стола, механизма скалывания покрытия. На участке происходит кристаллизация отливки, кантовка кокиля низа тыльной стороной вверх и извлечение отливки, прошивка надувных отверстий и обратная кантовка. Остатки смеси облицовочного слоя и отливки подают на склиз. Далее кокили проходят участок 7 предварительного нагрева и установку 8 очистки кокилей, где плоскости разъема кокилей и надувных бобышек очищаются вращающимися металлическими щетками. Затем кокили подаются в камеру охлаждения 9, где охлаждаются водовоздушной эмульсией, кантуются в манипуляторе 10 и вновь поступают в агрегат 1.
В форме располагается По две отливки коленчатых валов. Про* изводительность линии до 40 форм (80 коленчатых валов) в час. Линию обслуживают девять человек.
ГЛАВА 2^. МАШИНЫ ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ
28.1. КЛАССИФИКАЦИЯ МАШИН ЦЕНТРОБЕЖНОГО ЛИТЬЯ
Сущность центробежного литья состоит в том, что металл в процессе формирования отливки находится под действием центробежной силы, возникающей в результате вращения формы.
Разновидности центробежного литья и соответствующие машины характеризуются расположением оси вращения формы, которое 330
Рис. 28.1. Схемы получения отливок на различных центробежных машинах:
а — с горизонтальной осью вращения; б — с вертикальной осью вращения; 1 — изложница (форма); 2 — заливочная воронка; 3 — формирующаяся отливка; 4 — ковш с жидким металлом; в — методом центрифугирования; 1 — вращающийся стол; 2 — центральный вал;
3 — ковш; 4 — стояк; 5 — питатели; 6 — форма
может быть вертикальным, горизонтальным и наклонным (рис. 28.1). Имеются отдельные машины е переменным углом наклона оси вращения.
Машины отличаются также по положению центра тяжести отливки относительно оси вращения; он может находиться на оси вращения или в стороне от нее.
Машины с вертикальной осью вращения применяют’для получения колец небольшой высоты и фасонных отливок. Машины с горизонтальной (наклонной) осью вращения — пустотелых заготовок (втулок), труб И колец, водопроводных и канализационных труб, отливок типа гильз цилиндров двигателей внутреннего сгорания, цилиндрических изделий и т. п.
Машины для центробежного литья с горизонтальной осью вращений разделяют на машины для литья длинных и коротких заготовок, для получения сравнительно коротких заготовок (втулок) используют главным образом машииы шпиндельного типа, в кото* рых изложница консольно расположена на шпиндельном валу. В последнее время разработаны машины, где изложницы зажимают в центрах, одним нз которых служит глухая крышка, осуществляв ющая привод вращения изложницы, а другим — полая верхняя крышка, через которую заливается металл. Применение таких машин эффективно в мелкосерийном производстве, так как возможна быстрая смена изложниц.
‘ Для литья длинных заготовок, в том числе труб, используют машины, в которых изложницы расположены на роликовых опорах (опорных и приводных).
Существенный параметр машин для центробежного литья —• частота вращения изложницы. При малой частоте вращения металл оТливки недостаточно уплотняется. При завышенной частоте вра* щения Происходит ликвация, в отливке возникают продольные . трещины и наблюдается повышенная вибрация машины.
331
Частоту вращения изложницы можно определить по формуле n = kl]/~r,
где k — коэффициент, зависящий от вида сплава; г — внутренний диаметр отливки, см.
Можно принимать для стали k < 2000, для чугуна и бронзы k < 2500 и т. п.
Существует ряд специализированных машин для центробежного литья, которые применяют для заливки баббитом вкладышей подшипников, для литья роторов электродвигателей, двуслойных и многослойных изделий и др.
К машинам для центробежного литья относятся также машины для получения отливок в песчаных или металлических формах методом центрифугирования (рис. 28.1, в). При этом способе металл поступает во вращающиеся формы из центральной литниковой системы под давлением, которое возникает под действием центробежной силы и поддерживается весь период кристаллизации; в этом случае отливки получаются более плотными, чем при литье в неподвижные формы.
28.2. ЦЕНТРОБЕЖНЫЕ МАШИНЫ С ГОРИЗОНТАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ
Примером центробежных машин с горизонтальной осью вращения шпиндельного типа могут служить машины для отливки заготовок (втулок).
Все узлы машины (рис. 28.2) монтируются на литой чугунной станине 10 коробчатого сечения. Внутри станины на качающейся плите закреплен приводной электродвигатель 11 постоянного тока» Втулки изготовляют в изложнице 6, которая имеет сменные гильзы 5 и крепится к фланцу, расположенному на консольном конце ци* лиидра 9. Шпиндель вращается на двух роликовых подшипниках. Частота вращения шпинделя регулируется бесступенчато в пределах 8—15 с-1.
Последовательность операций при изготовлении втулок на машине:
1) подготовка изложниц к заливке: футеровка и сушка заливочного желоба 4, предварительный нагрев изложницы, нанесение на внутренние стенки и крышку изложницы противопригарного покрытия, установка ограничительной крышки 3 иа изложницу (закрывание двери кожуха 7), сообщение шпииделю необходимой частоты, рассчитанной в зависимости от внутреннего диаметра отливаемой Втулки. Для исключения открытия ограничительной крышки предусмотрены рычаги 1 с грузом;
-2) заливка металла в изложницу — подвод заливочного желоба, заливка металла до уровня бурта крышки изложницы, отвод заливочного желоба;
3) охлаждение изложницы — включение водяного охлаждения, контроль за кристаллизацией отливки, остановка машины, выключение водяного охлаждения;,
332
|Опж4а>4«1
Рис. 28.2. Машина для центробежного литья заготовок (втулок) с горизонтальной осью вращения: а — общий вид; б V- устройство машины
333
4) выталкивание отливки из изложницы — открывание двери кожуха, подвод к изложнице лотка для приема отливки; подача воздуха к цилиндрам подрыва и выталкивания отливки 2 с помощью выталкивателя 8, отвод лотка с отливкой в сторону и снятие отливки с лотка.
Для обеспечения бесступенчатого регулирования скорости вращения шпинделя привод его осуществляется через электродвигатель постоянного тока. Постоянный ток вырабатывается в системе электропривода машины по схеме: электродвигатель переменного тока— динамомашина—электродвигатель постоянного тока.
28.3. ЦЕНТРОБЕЖНЫЕ МАШИНЫ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ
Свободная поверхность жидкого металла при вертикаль-
ной оси вращения (рис. 28.3) определяется уравнением параболы:
Z = (i№l(2g),
где со — угловая скорость; г — радиус.
Подставив константы в последнее уравнение, приведем его к форме, удобной для расчетов:
Z = 5,55 - 10“а (п/100) 2г2,
где ft — частота вращения, с-1.
Как видно из уравнений, форма свободной поверхности является параболоидом вращения и не зависит от плотности жидкости, а зависит лишь от скорости вращения, так как tg а (а — угол между осью вращения и образующей свободной поверхности металла) не зависит от массы металла,
Ввиду того, что на машинах с вертикальной осью вращения внутренний диаметр полой отливки получается различным в зависимости от высоты, эти машины применяют для изготовления невысоких заготовок, а также фасонных отливок, центр тяжести которых не совпадает с осью вращения машины.
На рис. 28.4 показана центробежная машина с вертикальной осью вращения, предназначенная для отливки фасонных деталей в песчаную или металлическую форму при расположении форм по периферии и по возможности симметрично, т. е. мётодом центрифу-
гирования (см. рис. 28.1, в).
Машина состоит - из следующих основных узлов: станины 1, вертикального вращающегося вала 3, установленного в подшипниках 4, стола 5 для установки форм, кожуха 9, колонки с перемещаемым кронштейном И и заливочной
Рис. 28.3. Схема формы свободной поверхности металла при заливке центро; бежным способом с вертикальной осью вращений
РиС. 28.4. Машина для отливки форм методом центрифугирования с вертикальной осью вращения
воронкой 10, а также электродвигателя 7 постоянного тока. Передача к валу от электродвигателя осуществляется через шкив 6.
Стол имеет специальные струбцины 8 для крепления поддона, по которым собираются опоки. Воронка Для заливки может быть установлена на необходимую высоту путем перемещения кронштейна на колонке 2 с помощью маховичка 12, двух зубчатых Иолес 13 и 14 и винта 15.
28.4. ЦЕНТРОБЕЖНЫЕ МАШИНЫ ДЛЯ ОТЛИВКИ ТРУБ
Чугунные водопроводные и канализационные трубы • из серого чугуна изготовляют. главным образом на центробежных машинах. В соответствии с ГОСТом изготовляют канализационное трубы длиной 2 м, диаметром 50—100 мм при толщине стенок 4—5 мм и водопроводные трубы длиной-2—5 м, диаметром 50—1000 мм с толщиной стенок 7,5—30 мм.
Имеется несколько типов машин для центробежной отливки труб.
По типу применяемых изложниц различают машины с металлическими охлаждаемыми изложницами и с футерованными изложницами! По Характеру использования изложниц различают машины с постоянно установленной изложницей на машине и машины со сменными изложницами.
335
Рнс. 28.5. Центробежная машина для лнтья чугунных водопроводных, труб
336
В нашей стране наибольшее распространение получили центробежные машины для литья водопроводных труб с металлической интенсивно охлаждаемой изложницей с перемещением последней вдоль продольной оси при заливке из специального заливочного желоба. Преимущества машин этого типа — отсутствие в литейном цехе формовочной смеси и простота литейной технологии, недостаток — необходимость отжига труб для устранения хрупкости.
Примером машин этого типа может служить серийно выпускаемая^ центробежная машина для литья чугунных водопроводных труб (рис. 28.5).
На машине изготовляются раструбные трубы в металлических формах, интенсивно охлаждаемых водой. Контуры раструба выполняют стержнем, устанавливаемым на металлическом поддоне.
Основные узлы машины: М-образная чугунная станина 1 со сменными стальными направляющими 2, на которой смонтированы кан-товдтел^; пневмопанель; скаты 3 для труб; две направляющие 4 для поддержки труб; шарнирный механизм 9; гидроцилиндр перемещения корпуса и клещи 12 Для извлечения отлитых труб. Окаты и направляющие предназначены для уборки отлитых труб.
Полый корпус 6 с помощью четырех ходовых колес 5 перемещается по стальным направляющим станины. В корпусе предусмотрены три опоры для установки металлической формы.
На корпусе со стороны раструбной части металлической формы расположен механизм 7 установки стержней, а со стороны гладкой части формы на шарнирно закрепленной плите — электродвигатель 8 вращения формы. 4
Подвод воды в корпусе для охлаждения формы, а также подвод электроэнергии и отсос газов, образующихся в процессе работы, осуществляется с помощью шарнирного механизма, один конец которого закреплен на станине, а другой на корпусе. На раструбном конце металлической формы закреплена кулачковая группа для прижима стержня, на гладком конусе — коническая втулка, ограничивающая длину отливаемой трубы, и приводной шкив.
Для заливки чугуна на машине имеется заливочный стенд 10, представляющий собой жесткую сварную стойку с шарнирно закрепленной люлькой, на которую свободно устанавливается ковш. Два желоба И смонтированы на подвижной тележке. Ковш и желоба являются сменными. Частота вращения формы в пределах 10— 20 с"1.
Усилие извлечения трубы диаметром до 150 мм и длиной до 4000 мм составляет у машины 15 кН, а трубы диаметром до 300 мм и длиной до 5000 мм — 46 кН.
На машине можно отливать трубы диаметром 100, 125 и 150 мм и длиной 4000 мм.
Масса-отливаемых труб 89—156 кг в зависимости от их диаметра. Производительность машины около 30 труб в час.
Выпускается машина для изготовления труб диаметром 200, 250 и 300 мм, длиной 5000 мм. Частота вращения форм у этой машины в пределах 240—550 об/мин. Масса отливаемых труб до 490 кг.
12 Матвеенко И. В. и др. 337
ГЛАВА 29. МАШИНЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
29.1. КЛАССИФИКАЦИЯ МАШИН ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
Литье под давлением — высокопроизводительный способ получения отливок с высокой точностью и низкой шероховатостью . поверхности.
Сущность способа заключается в том, что в металлическую разъемную форму, установленную на машине, с высокой скоростью под давлением подается расплавленный металл. В форме металл кристаллизуется, и затвердевшая отливка выталкивается из нее.
/ Литьем под давлением изготовляют главным образом отливки из цветных сплавов — алюминиевых, магниевых, цинковых, медных и др. Начали получать цод давлением отливки из стали и титаца.
Формирование отливки при литье под давлением происходит целиком в форме. Ввиду того, что литьем под давлением получают такие сложные отливки, как V-образные блоки автомобильных двигателей, корпуса карбюраторов двигателей внутреннего сгорания, корпуса электродвигателей, ступени эскалатора метрополитена, детали*всевозможных приборов, фотоаппаратов, пишущих и печатных машин и т. п., формы, как правило, имеют сложную конструкцию.
В зависимости от способа, которым металл запрессовывается в форму (рис. 29.1), различают машины с горизонтальной холодной, вертикальной холодной и горячей камерой прессования.
' На машинах с холодной камерой прессования получают отливки из алюминиевых, магниевых и медных сплавов. На машинах с горячей камерой прессования — главным образом из более легкоплав-' ких сплавов на цинковой, свинцовой или оловянной основе.
На.рис. 29.2 показана схема технологического процесса получения отливок на машине с горизонтальной холодной камерой прессования.
Расплавленный металл заливается через окйо в прессовый цилиндр (позиция /) и прессовым плунжером Подается в предвари-’ тельно закрытую механизмом запирания форму (позиция //). После
Рис.' 29.1. Типы камер прессования:
а — холодная горизонтальная; б — холодная вертикальная; в — горячая; 1 — прессовый стакан; 2 — прессуемый металл; 3 — прессовый плунжер; 4 = неподвижная половина формы; 6 — подвижная половина формы; 6 — отливка
338
Рис. 29.2. Схема технологического процесса получения отливок на машине для литья под давлением с горизонтальной холодной камерой прессования:
1 — заливка металла; II — запрессовка металла; III — открытие формы; 1 — подвижная половина формы; 2 — неподвижная половина формы; 3 — жидкиЯ металл; 4 — прессовые плунжер; t — толкатели; 6 — прессовые стакан; 7 — отливка
затвердевания отливки форма открывается, отливка выталкивается из нее толкателями и удаляется из машины (позиция III).
На машине с вертикальной камерой прессования (рис. 29.3) металл заливается в прессовый цилиндр сверху (позиция /). При этом литниковые каналы, соединяющие прессовый цилиндр с формой, перекрыты нижним поршнем (пяткой) и открываются только после опускания последнего под давлением металла в момент прессования (позиция II). Такая конструкция механизма прессования исключает возможность попадания расплавленного металла в форму до начала прессования и позволяет получать отливки с центральным литником. Извлечение отливки из формы аналогично машине с горизонтальной камерой (позиция III).
В отличие от машин с холодной камерой прессования у машин -с горячей камерой прессования прессовый цилиндр опущен в тигель с расплавленным металлом и полость цилиндра соединена с тиглем (рис. 29.4). ,
Рис. 29.3) Схема технологического процесса на машине для литья под давлением с вертикальной камерой прессования:
I — залавка Металла; II — запрессовка металла; III — открытие формы:
1 — прессовый плунжер; 2 — жидкая металл; 3 — прессовый стакан; 4 — подвижная' половина пресс-формы; S — неподвижная половина пресс-формы; 6 — толкатели; 7 — отливка;
8 — пяпа; S — пресс-остаток; 10 — литник
12* 339
Рнс. 29.4. Схема машины для литья под давлением с горячей камерой прессования:
1 — прессовый цилиндр; 2 — прессовый плунжер; 3 — чугунный- тигель;
4 — отверстие для поступления ме» талла в прессовый стаиаи; 5 — прессовый стакан; 6 — гузнек; 7 — мундштук; 8 — пресс-форма
При подъеме прессового поршня выше заливочного, отверстия металл из. тигля, в котором ои поддерживается в расплавленном состояний, через отверстие
поступает в прессовый цилиндр. При опускании прессового поршня расплавленный металл по подогреваемому каналу, называемому гузнеком, под действием плунжера подается в форму. При новом подъеме поршня избыток металла сливается, и машина после затвердевания и выталкивания отливки' готова к очередному циклу.
В момент заполнения формы металлом он давит на стенки, стараясь ее; раскрыть. Особенно велико усилие, направленное на раскрытие формы в конечный момент ее заполнения, когда происходит гидравлический удар. При недостаточном усилии запирания формы, под давлением металла возможно ее раскрытие, й расплавленный металл через образовавшуюся щель может выплескиваться из формы. Для исключения разбрызгивания металла, что недопустимого условиям пожарной безопасности, техники безопасности и технологии, усилие запирания формы должно быть несколько больше, чем усилие, создаваемое металлом на раскрытие формы.
Для нормальной работы машины для литья под давлением необ-' ходимо выполнение условий, определяемых рядом зависимостей.
Усилие прессования (Н) прессового поршня под действием рабочей жидкости на металл можно определить по формуле
P=pfo,
где р — рабочее давление на прессовый поршень, Па; f0— площадь прессового поршня, см2.
Так как усилие, развиваемое прессовым поршнем, непосредственно передается прессовым плунжером иа расплавленный металл, усилие прессования (Н).
Р =qf, где q — гидростатическое давление на металл в камере прессования, Па; f — площадь прессового плунжера, см2.
Гидростатическое давление в машине на металл устанавливают в зависимости от материала отливки, ее конструктивных особенностей (степени сложности толщины стенки), плотности, шероховатости поверхности и др. Гидростатическое давлейие на металл обычно наз₽ начают для цинковых отливок в пределах 20—60 МПа, для алюминиевых 25—80 МПа, для медных 35—100 МПа.
340
Рис, 29.5. Запирающие механизмы машин:
а — гидравлический; б — гидрорычажиый; в — гидроклииорычажиый; г =• гидроклииовой
Минимальные гидростатические давления назначают для легкоплавких металлов, отливок несложных или неответственного назна-чения. Максимальные, наоборот, — для тугоплавких металлов, отливок сложных и ответственного назначения.
Усилие раскрытия формы, возникающее в~результате гидростатического давления на нее, определяют по формуле
Qo = qF,
где F — площадь отливки по разъему пресс-формы.
Для обеспечейия надежности работы машины усилию Q раскры.-тия формы должно противостоять усилие запирания пресс-формы с некоторым запасом.
Усилие запирания пресс-формы, обеспечиваемое механизме»» за-пиранйя машины, должно соответствовать
Q — Qok,
где k — коэффициент запаса, k = 1,14-1,25 (меньшее значение для крупных отливок; большее—для мелких).
В машинах для литья под давлением применяют механизмы запирания чисто гидравлического, шарнирно-рычажного, к линорычаж-нбго и клинового типа. В гидравлическом механизме запирания усилие запирания передается на подвижную плйту гидроцилиндром, в рычажно-шарнирном — системой рычагов, а в клиновом предварительно осуществляется закрытие пресс-формы гидроцилиндром, после чегр шарнирные части механизма запираются клином.
/В гидравлическом механизма (рис. 29.5, а) запирающее усилие создается только гидравлическим цилиндром 1 большого диаметра. К преимуществам его относится простота наладки по высоте формы,
341
отсутствие перекосов подвижной плиты, 4, а следовательно, получение более точной отливки, при этом температурные деформации не влияют на точность отливок. Недостаток этого механизма заключается в большом расходе рабочей жидкости, что вызывает необходимость увеличения бака гидроагрегата. Вследствие большой скорости в конце смыкания требуются дополнительные смягчающие устройства. Быстрое изнашивание уплотняющих манжет приводит к утечке рабочей жидкости.
В гидрорычажном механизме (рис. 29.5, б) запирающее усилие создается гидравлическим цилиндром 3 и системой рычагов 2, увеличивающих жесткость. Преимущества механизма: меньший объем необходимой рабочей жидкости по сравнению с гидравлическим запором, а следовательно, и меньшая масса машины; быстроходность, но с необходимым замедлением подвижной плиты 4 при закрывании формы; жесткость и надежность запирания формы; меньшие требования к гидроаппаратуре, а отсюда простота эксплуатации.
" К недостаткам этого механизма относится меньшая, чем у машин с гидравлическим механизмом, точность изделия вследствие тем-перат^грных перекосов плнт, сложность настройки по высоте формы,, малое-усилие обратного хода.
Существуют два способа настройки на определенную высоту формы. При первом способе это достигается перемещением неподвижной плиты 5 совместно с гидроцилиндром смыкания. При втором способе подвижная плита состоит из двух частей, соединенных винтом 6; при настройке их сближают или раздвигают; достигая нужной/ высоты.
В комбинированных механизмах (рис. 29.5, в, г) запирающие усилия создаются вследствие запирания подвижной плиты 4 клином 7. К преимуществам этих систем относится простота наладки на различный размер форм, отсутствие перекоса подвижной плиты 4, а следовательно, получение точной отливки и исключение влияния температурных деформаций на точность отливок. К недостаткам механизмов относится их сложность из-за большой массы машины, а также сложность изготовления клинового запора и быстрого его изнашивания.
Клиновые запирающие механизмы используют на машинах большой мощности.
Как отмечено выше, формирование отливок при лйтье под давлением целиком происходит в пресс-форме, стоимость которой для крупных сложных отливок приближается к стоимости машины. В целях повышения стойкости (увеличения числа съемов) и повышения качества отливок пресс-формы для литья под давлением изготовляют из легированной стали; они обладают высокой точностью и низкой шероховатостью рабочей поверхности.
При всем разнообразии и сложности форм для литья под давлением они имеют одинаковые элементы. В зависимости от назначения все узлы, детали и механизмы формы можно разделить на формообразующие, конструктивные и приводы механизмов формы.
. К формообразующим элементам формы относятся части формы, 342
йеПСЮредСТЬёМно соприкасающиеся с жидким Металлом, оформляющее кднтуры отливки.
К конструктивным элементам формы относятся ее частих которые несут на себе формообразующие элементы, обеспечивают взаимо-положение частей, а тйкже крепление формы к плитам машины. Приводы служат для раскрытия и закрытия формы, перемещения -стержней, толкателей и т. п.
Конструкция форм определяется конструкцией отливкц, свойСт- ' вами сплава, из которого отливка изготовляется,’ типом и конструкцией машины, характером производства и т. п.
Конструкция отливки обусловливает число стержней в форме. При наличии арматуры в отливке (например, получение корпуса или ротора электродвигателя с залитым железом, отливка корпусов с износостойкими втулками и др.) в формах необходимо предусмотреть специальные устройства для фиксации арматуры.
Длямашин с горизонтальной и вертикальной камерой прессования применяет формы с различной системой подачи металла. В форме для машины с горизонтальной камерой прессования металл из литниковой.. втулки попадает в литниковый канал, расположенный выше литниковой втулки. Таким образом устраняется возможность попадания металла в форму до начала прессования. Для такой подводки металла литниковую втулку следует располагать на нижнем, уровне формы.
29.2. КОНСТРУКЦИЯ МАШИН
Машины для литья под давлением с холодными камерами прессования (вертикальной и горизонтальной) и с горячей камерой прессования изготовляют унифицированными по механизмам запирания. Они отличаются механизмами прессования. Наибольшее распространение получили машины с холодной горизонтальной камерой прессования. Это объясняется следующими их преимуществами: ' возможностью получения отливок из алюминиевых, магниевых, медных, свинцовых, цинковых сплавов и тугоплавких сплавов; коротким путем металла из камеры прессования в полость формы и прямолинейностью пути металла в форму, вследствие чего металл заполняет ее при высоком давлении;
сравнительной простотой автоматического регулирования режимов прессования (скорость и давление прессования) и в связи с этим расширением технологических возможностей машины; ‘
сравнительной простотой конструкции и высокой эксплуатационной надежностью (меньшее число деталей соприкасается с расплавленным металлом).
Современная машина для литья под давлением с горизонтальной холодной камерой прессования (рис. 29.6) представляет собой горизонтальный гидравлический пресс колонного типа с разъемом пресс-формы в вертикальной плоскости.
На станине /, которая служит одновременно основанием для крепления узлов и резервуаром для масла, размещаются подвижная 2
„343
344
6 01
и неподвижная 3 плиты, механизмы запирания 5 и прессования 9, гидронасос с приводом 6, а также электро- и гидроборудованйе и аппаратура. Для нагнетания рабочей жидкости в гидроцилиндры служит насосная установка 7, которая кронштейнами прикрепляется к торцу станины. Наличие гидрорычажного механизма запирания дает возможность жестко и надежно запереть форму, а гидропневматический аккумулятор 8 обеспечивает быстрый впрыск металла в форму и выдержку его на время кристаллизации отливки под необходимым давлением.
Гидравлическое оборудование машины в сочетании с электрооборудованием обеспечивает выполнение следующих операций в полуавтоматическом и наладочном режимах: запирание формы с регулируемым усилием; медленное перекрытие заливочного окна прессовым плунжером с регулируемой Скоростью; быстрый впрыск расплавленного металла в форму с регулируемой скоростью; выдержку отливок в форме под давлением во время кристаллизации (время кристаллизации автоматически регулируется с помощью реле времени); раскрытие формы на заданную величину; выталкивание стержней и отливки; выталкивание пресс-остатка; отвод прессового плунжера в исходное положение.
Настройка машины на требуемую высоту формы осуществляется перемещением механизма запирания по колоннам 4 и с помощью гаек, приводимых во вращение через редуктор с ручным приводом. Имеющаяся на машине система водяного охлаждения позволяет регулировать интенсивность охлаждения прессового плунжера, формы, неподвижной плиты.
В связи с разнообразием конструкций форм на современных машинах с горизонтальной холодной камерой прессования предусматривается два-три положения прессового стакана .10 по высоте, что дает возможность выполнять как нижнюю, так и центральную заливку металла в пресс-форму.
Для безопасности работы на машине предусмотрены необходимые блокировки, п^дотвращающие неправильное включение механизмов, и подвижйый щит, предохраняющий оператора от возможных выбросов жидкого металла по разъему пресс-формы.
Машины с холодной камерой прессования выпускают с усилием запирания от 0,4 до 35 МПа. На этих машинах получают отливки массой от нескольких граммов до 50 кг и более (из алюминиевых сплавов).
Машины с вертикальной холодной камерой прессования по сравнению с машинами с горизонтальной холодной камерой прессования имеют следующие преимущества: возможность получения отливок с центральным литником, лучшее предохранение от попадания пленок и окислов расплава в форму, так как отверстие мундштука очень мало по сравнению с камерой прессования. В то же время имеются существенные недостатки: большое число рабочих деталей, соприкасающихся с расплавленным металлом (два поршня, мундштук, наполнительный стакан), невозможность открытия формы до среза нижним поршнем пресс-остатка, что снижает производительность, и, главное,
345
Ф95 '
ФИО
Рис. 29.7; Механизм прессования машины с вертикальной холод* ной камерон прессования
Ф55
ФИО
<М60 У/
Ф100
увеличение пути металла и изменение его направления, что снижает давление и усложняет регулирование технологическим процессом. Механизмы запирания машин с горизонтальной и вертикальной холодными камерами прессования аналогичны.
На рис.. 29.7 показан разрез механизма прессования машины для литья под давлением с вертикальной холодной камерой прессования.
Машина работает следующим образом. После закрытия формы порция расплава заливается в стакан 1, и металл прессуется прессовым плунжером (пуансоном) 2, опускающимся под действием прессового механизма 3 в прессовый стакан. При этом под давлением металла нижний поршень (пятка) 4 опускается, и металл через литниковую втулку (мундштук) 5 подается в форму. После завершения кристаллизации нижний поршень срезает пресс-остаток, и форма открывается. Конструкция формы предусматривает удержание отливки на ее подвижной половике, и в момент открытия формы она выталкивается толкателями 6.
Машины с горячей камерой прессования по сравнению с машинами с холодной камерой прессования имеют следующие преимущества: небольшие потери сплава при изготовлении отливок вследствие более простой литниковой системы, стабильность технологического процесса, улучшение условий труда и создание хороших условий для автоматизации оборудования. В то же время имеются недостатки: затруднение применения машины для литья металлов, имеющих температуру плавления выше 500 °C, быстрое изнашивание прессующего поршня, находящегося в расплаве, повышенная пористость отливок.
Давление на металл в машинах с горячей камерой прессования устанавливается в пределах 15—30 МПа, в то время как на машинах с холодной камерой прессования оно бывает в пределах 30— 150 МПа. Механизмы запирания машины с горизонтальной камерой прессования и машины с горячей камерой прессования аналогичны.
На рис. 29.8 показан разрез механизма прессования м;ашины для литья под давлением с горячей камерой прессования.
Рабочий процесс на машине осуществляется следующим образом’. В тигельной печн 1 с газовым подогревом в чугунном тигле 2 Находится расплав на уровне выше отверстий 3 цилиндра 4. При верхнем положении Поршня 5 расплав заполняет нижнюю часть цилиндра и гузнека 6. Под действием прессового механизма 7 поршень опуска- -ется, перекрывает отверстия и под давлением направляет расплав : через гузнек и мундштук 8 в пресс-форму. После затвердевания отливки прессовый поршень 5 поднимается, остатки металла сливаются, отливка выталкивается из пресс-формы, и процесс повторяется.
Один из недостатков литья под давлением— пористость отливок, снижающая их плотность и препятствующая термообработке, Лак как газы, содержащиеся в порах, расширяются при нагреве и визы-, вают вспучивание отливок.
Для предупреждения образования пористости отливок и с целью повышения их физико-механических свойств на машинах для литья под давлением применяют различные устройства и приспособления. -
347
Рис. 29.8. Механизм прессования машины с горячей камерой прессования
В последние годы наибольшее распространение получили программирование ступеней давления и скорости прессования, вакуумирование формы, механизм прессования с двойным плунжером, когда внутри основного плунжера расположен дополнительный плунжер меньшего диаметра для допрессрвки, который дополнительно уплотняет металл в форме после образования корочки расплава на ее стенках.
29.3. АВТОМАТИЗАЦИЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
При автоматизации литья под давлением обеспечивается выполнение в автоматическом цикле следующих операций: работы всех механизмов машины; подготовки пресс-формы к очередной операции (обдувка и опрыскивание); подготовки, дозирования и заливки расплавленного металла; извлечения отливок из пресс-формы и уборки их из машины.
При комплексной автоматизации после удаления отливок из формы они охлаждаются, и остатки литниковой системы и заусенцев удаляются.
Машины литья под давлением приводятся в действие гидроприводом и управляются электрогидравлической системой. Выпускаются машины и комплексы с управлением с помощью микропроцес-348
Рис. 29.9. Манипулятор для обдува и опрыскивания пресс-форм машины литья под давлением
сора, допускающего программирование технологического процесса (регулирование ступеней скорости и давление прессования).
Для обдувки и опрыскивания форм на автоматизированные машины устанавливают специальные манипуляторы. Основные узлы такого манипулятора (рис. 29.9): стойка 1, механизм перемещения 2, блок форсунок 3, обдувная рамка 4.
Стойка служит для установки механизма перемещения с блоком форсунок и обдувной рамкой коммуникаций и средств установочного регулирования. Стойка закрепляется на неподвижной плите машины с горизонтальным механизмом прессования или на подвижной плите машины с вертикальным механизмом прессования и регулирует положение подвижного блока форсунок по двум координатам.
Механизм перемещения предназначен для ввода блока форсунок
в разъем формы и подачи к нему смазочного состава и сжатого воздуха. Он состоит из пневмопанели, пневмоцилиндра, направляющих скалок, блока форсунок и обдувной рамки. Подвижный блок в верхнем положении удерживается пневматическим фиксатором, управляемым от концевого переключателя. Ход подвижного блока регулируется установкой на скалках сменных втулок с шагом 100 мм. .
Форма смазывается либо в каждом цикле работы машины, либо по счетчику с пропуском до шести циклов.
Смазывание и обдувку сжатым воздухом формы выполняют одним из следующих способов:
смазыванием в движении: при ходе подвижного блока вниз — смазывание, при ходе вверх — обдувка формы; при ходе подвижного блока вниз — обдувка формы, при ходе вверх смазывание формы;
смазыванием во время остановки подвижного блока на нижнем упоре (время стоянки регулируется); в этом режиме при ходе вверх и вниз происходит обдувка формы.
Автоматическая подготовка и дозирование металла сравнительно легко выполняются на машинах с горячей камерой прессования, где автоматическое дозирование в процессе прессования присуще самой конструкции машины.
349
Для машин с холодной камерой прессования применяют специальные заливочно-дозирующие устройства механического, пневматического или электромагнитного типа. Механические устройства в большинстве случаев копируют движения ложки или заливочного ковша.
На рис. 29.10 показан манипулятор для автоматической дозированной заливки металла. Манипулятор предназначен для автоматической заливки алюминиевых, цинковых и медных сплавов в машины для литья под давлением с горизонтальной холодной камерой прессования и может быть применен для автоматизации заливки на кокильных машинах. Основные узлы манипулятора: стойка /, механизм перемещений 2, рычаг 3, ковш 4.
35Q
В исходном положении ковш находится над раздаточной печью. По команде, поступающей с машины, рычаг поворачивает ковш к заливочному окну (в конце хода скорость перемещения замедляется) и выливает металл в камеру прессования. В этол положении ковш выдерживается в течение времени, необходимого для слива остатков металла, после чего подается команда на прессование и обратней ход ковша и рычага. В конце хода скорость перемещения замедляется, и ковш опускается в металл на глубину ниже уровня металла в печи. Измерительный преобразователь уровня определяет глубину погружения ковша в металл независимо от изменения уровня металла ' в печи по мере ее опорожнения.
По команде, поступающей от реле времени, корш с замедленной скоростью поднимается из печи. При этом излишки металла сливаются обратно в печь, ковш останавливается над последней долосту-пления команда с машины на следующий цикл перемещения.
Преимущества манипуляторов: быстродействие; высокая точность дозирования; наиболее экономичная траектория транспортирования ковша с металлом; постоянство дозы и независимо от колебания уровня металла в печи; безопасность остановки ковша с металлом в любой точке траектории без выплеска металла; возможность работы со стандартными раздаточными печами, выпускаемыми промышленностью, а также с печами других типов; возможность слива металла из ковша в вспомогательную емкость или обратно в печь.
В механических дозаторах ковшового типа металл в Процессе заливки контактирует с атмосферой, что не позволяет, применять их при заливке магниевых сплавов.
Для дозирования металла при литье под давлением применяют , также пневматические и Магнитодинамические заливочные установки (см. гл. 17).
Комплексная механизация и автоматизация всех вспомогательных операций при литье под давлением возможна при применении промышленных манипуляторов (роботов).
Роботы способны не только извлекать отливки из форм, но также подавать их на охлаждение и ориентированно в штамп обрезного пресса, на контрольное приспособление и дальше в тару или на конвейер для последующей обработки. При этом робот не только манипулирует с отливкой, но и управляет всем смежным оборудованием и операциями, подавая в требуемые моменты соответствующие сигналы. Четко выдерживая цикл всех вспомогательных операций, он обеспечивает возможность работы машины с максимальным приближением к теоретической цикличности, что способствует получе» ' нию отливок с постоянными высокими физико-механическими свой-, ствами.
На .основе описанных устройств и автоматических машин для литья под давлением создаются автоматические комплексы и линии для литья под давлением.
Автоматизированный комплекс для литья под давлением, показанный на рис. 29.11, включает: автоматическую машину /, электро-шкаф 2, контрольно-измерительные приборы 3, устройство для тер- ;
> 351
Рис. 29.11. Автоматизированный комплекс на основе машины для литья под давлением
мостатирования пресс-формы 4. При необходимости комплекс оснащается системой программного управления и автоматического подграммного управления и автоматического поддержания параметров процесса на заданном уровне.
В состав комплекса входит гидропресс 5, установка 6 для охлаждения отливок, промышленный манипулятор (робот) 8 для выемки отливок из пресс-формы и подачи их на охлаждение и в гидропресс для "обрубки (на рисунке не показан), установка 9 для обдувки и смазывания пресс-форм, включающая устройства для выполнения этих Операций и их подготовки, устройство для смйзывания пресс-поршня, электропечь 11, манипулятор 12 для заливки металла и пульт управления 10. В зоне действия робота ограждена площадка безопасности 7. . '
В автоматизированном комплексе рабочий полностью освобожден от ручных и монотонных операций. Его функции сводятся к наблюдению за работой комплекса и его настройке. При этом один рабочий может обслуживать одновременно несколько комплексов.
29.4. ОБОРУДОВАНИЕ ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ
ИС ПРОТИВОДАВЛЕНИЕМ " ,
Для литья под низким давлением применяют установки, в которых перемещается металл под действием газового давления (рис. 29.12). Расплавленный металл загружается в тигель 10 элект-352
Рис. 29.12. Установка для литья под низким-zдавлением
ронагревательный индукционной печи 8. В металл сквозь крышку 5 тигля опускается нижним концом керамическая трубка (металлопро-вод) 7, которая снабжена электрическим нагревателем. Металлопровод подводится к металлической форме, устанавливаемой в верхней части установки. В полость печи по каналу 9 подается сжатый воздух под давлением, несколько большим атмосферного. Под давлением воздуха (на зеркало металла) металл поднимается в трубке и плавно заполняет форму. Форма состоит из верхней 1 и нижней 2 половин. Применяют также формы с вертикальным и сложным разъемом. В течение короткого
а в металлопроводе оста-
времени металл в форме затвердевает,
ется в расплавленном состоянии. В это время полость формы соединяется с атмосферой (посредством каналов 11 и 12). Металл опускается в металлопровод, а отливка извлекается из формы путем передвижения плиты 3 и упора толкателей, проходящих через нее, в плиту 4. Величину перемещения толкателей до упора можно per гулировать установкой плиты 4 с помощью винтов 6.
Повышение качества отливок при литье под низким давлением
достигается благодаря повышенной чистоте металла, который поступает в металлопровод из глубины ванны, а также плавному заполнению формы и кристаллизации металла под избыточным да-
влением.
Дальнейшее развитие метод литья под низким давлением получил в литье с противодавлением. Метод заключается в создании газового давления в форме перед заливкойх металла и заполнении ее металлом под несколько большим давлением, создаваемым в заливочной камере, аналогично процессу литья под низким давлением. Заполнение формы металлом и кристаллизация происходит при перепаде давлений, величина которого, так же как и перепад
температур, регулируется автоматически.
Еще более плотные отливки получают на установках, в которых используется новый отечественный метод литья под низким давлением с отсечкой и допрессовкой. При этом методе отливка после заполнения формы отсекается от металлопровода заслонкой, прибыльная часть отливки подвергается прессованию специальным поршнем, который поддерживает давление на расплав до завершения кристаллизации.
353
29.5. ОБОРУДОВАНИЕ ДЛЯ ЛИТЬЯ ВАКУУМНЫМ ВСАСЫВАНИЕМ
Метод вакуумного всасывания нашел наибольшее применение для получения сплошных и полых отливок постоянного сечения из цветных сплавов и стали. На рис. 29.13 показана схема процесса. - , ’
Отливки методом вакуумного всасывания получают следующим образом. Кристаллизатор 1 погружается на небольшую глубину в тигель 2 с жидким металлом и при открывании крана 3 соединяется с вакуумным аккумулятором. В вакуумном аккумуляторе 4 с' помощью вакуумного насоса постоянно поддерживается разрежение» что вызывает разрежение в кристаллизаторе. Под действием атмосферного давления металл подается в кристаллизатор. Для прекращения подачи металла поворотом крана 5 рабочую полость соединяют с атмосферой.х
При необходимости получения полой заготовки вакуум снимается после короткой выдержки, и излишки металла сливаются в тигель. Для приучения сплошной заготовки требуется более продолжительная выдержка.
На рис. 29.14 представлен водоохлаждаемый кристаллизатор.- Это тонкостенный стальной или медный цилиндр, омываемый охлаждающей водой. В верхней части цилиндра устанавливается штуцер, соединяющий его с вакуумным аккумуляторам. Высоту подъема металла в цилиндре кристаллизатора определяют по формуле Для определения рабочего вакуума (Па)
Рраб = 760 Фмет/13,6,
получения отливок вакуумным всасыванием
Рис. 29.13. Схема
Рис. 29.14. Водоохлаждаемый катализатор для литья вакуумным всасыванием: / *- разъемное кольцо; 2 — резиновая прокладка; 3 — колпак;, 4 — отводная трубка; штуцер; 6 — шпилька; 7 — сальниковое уплотнение; 8 — стадьцой цилиндр; 9 — кожух? 10 — труба
354
Фш'
Рис.29.15. Установка для изготовления фасонных отливок вакуумИым всасыванием
где I—высота подъема столба металла в кристаллизаторе,- мм; Рмет — плотность металла при температуре всасывания, г/см8; 13,6 — плотность ртути, г/см8.
. Литье вакуумным всасыванием применяют также для изготовления фасонных тонкостенных отливок. При этом способе выполняется более точная конфигурация отливок, лучше оформляются тонкостенные элементы, чем при литье в кокиль и под низким давлением. По сравнению с литьем под низким давлением отпадает необходимость герметичности ванны с жидким металлом, в связи с чем отсутствует инерционность пневмосистемы установки при заполнении формы. В то же время необходимо обеспечить надежную герметичность вакуумной системы (вакуумной камеры с формой и металлопровода с плитой).
' На рис. 29.15 показана вакуумная литейная установка, входящая в комплекс оборудования и для. вакуумного литья фасонных отливок. Установка состоит из камеры 9, запирающего механизма 5 и механизма {1 подъема камеры. Раздаточная электрическая печь 3 поднимается в рабочее положение плитой 2, для вертикального реверсивного перемещения которой служит гидравлический цилиндр 1. Форма 7 заполняется жидким металлом через металлопровод 4. Место соединения основания и камеры 9 уплотнено резиновой прокладкой 6. Разрежение вакуумной камеры создается с помощью вакуумного провода 12, а давление с помощью трубопровода 14. Кла-пан 8 служит для стабилизации давления в камере’ установки. За
355
данная температура жидкого металла поддерживается спиральными электронагревателями . 10, включаемыми контактами 13. Для добавления жидкого металла или замены тигля электропечь цилиндром I опускается на плиту-тележку 2 и выводится из-под основания.
На установке возможно автоматическое заполнение полости формы расплавленным металлом и регулирование его скорости.
29.6. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ЭКСПЛУАТАЦИИ МАШИН ДЛЯ ЛИТЬЯ в МЕТАЛЛИЧЕСКИЕ ФОРМЫ
Перед началом работы необходимо проверить точность установки и плотность смыкания частей металлической формы на машине. При нормальном состоянии металлических форм жидкий металл не должен вытекать или разбрызгиваться из формы в момент заливки (запрессовки).
Конструкция н состояние устройств для выталкивания отливок обеспечивают извлечение их из форм без применения ломиков или других подобных средств.
В машинах с разъемным кокилем исключается самосмыканне отдельных частей кокиля во время очистки, покраски, установки стержней и т. п.
Движущиеся части машин необходимо ограждать съемными щитами, обеспечивающими безопасность работы и предохраняющими от брызг металла; от брызг металла следует защищать гибкие трубопроводы.
Перед началом работы на машине для лнтья под давлением необходима проверка блокировки технологических операций. Блокировка полвостью исключает возможность запрессовки металла при незакрытой форме. Необходима также проверка защиты, исключающей возможность смыкания формы во время обслуживания рабочим открытой формы (очистка, смазывание и т. п.).
При работе машин в автоматическом и полуавтоматическом режимах необходима проверка работы реле времени, регулирующего время выдержки отливкв в форме после запрессовки во избежание травмирования рабочего в случае прежде» временного открытия формы.
Все зоны машин, из которых возможно случайное разбрызгивание металла, надежно закрываются защитными кожухами или щитами, снимать которые во время работы категорически запрещается.
При работе на центробежной машине с относительным перемещением изложницы и желоба необходимо следить за исправностью средств, исключающих возможность травмирования персонала движущимися частями.
До начала заливки металла необходима проверка блокировки, позволяющей проводить заливку металла только при вращении изложницы.
Перед установкой изложниц на машину следует проверять наличие акта о проведении предварительной балансировки изложниц. Установка изложниц иа машину без акта о балансировке не допускается.
Уплотнение вращающейся водоохлаждаемой формы не должно допускать попадания воды на заливочный желоб и в полость формы. Изложницы,, расположенные на роликовых опорах, во время вращения должны быть сверху прижаты предохранительным роликом.
Ограждения форм ео стороны заливочной воронки обеспечивают защиту от брызг металла.
ГЛАВА 30. ОБОРУДОВАНИЕ ДЛЯ ЛИТЬЯ
ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
30.1. КОМПЛЕКТ ОБОРУДОВАНИЯ ДЛЯ МЕХАНИЗАЦИИ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Изготовление отливок методом литья по выплавляемым моделям расширяется с каждым годом благодаря ряду преимуществ. Основное преимущество метода — возможность получения сложных отливок с толщиной стенок 0,5—1,0 мм, с высокой точностью размеров и низкой шероховатостью поверхности.
. Литьем по выплавляемым моделям получают отливки массой от нескольких граммой до 100 кг и более. Для многих отливок, полученных этим методом, не требуется последующая дополнительная обработка, что дает большой экономический эффект при оценке полной стоимости изготовления деталей, особенно сложной конфигурации.
Процесс изготовления отливок по выплавляемым моделям сложный и многоступенчатый. В него входит приготовление модельного состава и изготовление из него выплавляемых моделей для отливок и элементов литниковой системы, сборка моделей в блоки, приготовление материалов для керамических оболочек и нанесение оболочек на модели, сушка и прокаливание оболочек, удаление модельных составов из оболочек, засыпка оболочек, заливка форм, комплекс операции по удалению оболочек с отливок и очистка отливок и т. д. Для механизации и автоматизации процесса изготовления отливок по выплавляемым моделям требуется большое число разнообразного оборудования, объединяемого в комплекты в зависимости от серийности и объемов производства.
Для приготовления модельного состава используют установку (рис. 30.1), состоящую из плавильного и мазеприготовительного агрегатов.
Плавильный агрегат состоит из двух баков — верхнего 1 и нижнего 2. Верхний бак с крышкой, открывающейся с помощью рычажного механизма, служит для плавки возврата модельного состава и свежих материалов. Расплавляемый материал загружается на трубы, внутри которых, а также между стенками бака циркулирует горячая вода с температурой $0 °C. Нагрев и циркуляцию воды обеспечивает насосная станция 9. Расплавленный состав стекает между трубами через фильтр в нижний бак и оттуда с помощью центробежного насоса 3 по трубопроводу 4 подается в бак 5. .
Установка 6 для приготовления модельного состава состоит из двух поршневых мешалок и бака готовой пасты. Готовая паста сжатым воздухом выжимается из мешалок в бак, откуда поршневым насосом 7 по трубопроводу 8 подается к автоматам для изготовления модельных звеньев (рис. 30.2). Установленный на раме 7 карусельный стол 2 с помощью специального привода 1 вращается пульсируй юще, синхронно с работой автоматического шприца 5. Открывание пресс-форм, имеющих вертикальный разъем, выталкивание секций моделей и закрывание пресс-форм выполняются автоматически
' 357
0001
It 5
с помощью пневматических цилиндров 3, установленных на каждой позиции. «Пресс-формы охлаждаются циркулирующей в них 'проточной водой. Стол снабжен автоматическими устройствами для продувки 9 и прочистки 10 пресс-форм. Водяной конвейер 8 выполнен в виде желоба с проточной водой.
Управление автоматом производится с пульта. Автомат работает совместно с установкой приготовления модельного состава. Расплавленная смесь стекает в нижний бак плавильного агрегата, откуда центробежным насосом подается в бак. Из бака смесь порциями, равными объему одного замеса, поступает попеременно в две механические мешалки. После перемешивания в течение 25— 30 мин в среде с температурой 43—45 °C образуется мазеобразный состав, который выдавливается из мешалки сжатым воздухом в сборник.
Из сборника пневматическим насосом модельный состав подается по обогреваемому трубопроводу 6 в шприц, носред-’ ством которого нагнетается в пресс-формы, установленные на десятипозиционном столе. Пресе-формы охлаждаются проточной водой с температурой 8—12’С. Для поддержания постоянной температуры смеси (43—
358
Рис. 30.2. Автомат для изготовления модельных звеньев
45 °C) в системе мазеприготовления. и шприцевания циркулирует теплая вода. Рабочие позиции автомата защищены кожухом 4 и ограждением 11.
Десять позиций стола распределены следующим образом: I — шприцевание; II—VII—охлаждение; VIII — раскрытие пресс-форм и выдача готового модельного звена; IX — обдув пресс-форм; X — закрытие пресс-форм (позиции IV—VIII на рисунке не показаны).
359
Рис. 30.3. Каркас для сборки модельных блоков
- «
Готовые звенья моделей выбрасываются в водяной конвейер. После охлаждения звенья собирают в блоки. В крупносерийном и массовом производстве сборка блоков осуществляется на специальном каркасе (рис. 30.3). Каркас состоит из трубки 6, внутри которой находится стержень 4 с пружиной 5. На конце стержня установлена поперечная шпилька.2. Перед сборкой каркас надевают на металлическую трубку 9, затем надевают на него модель литниковой чаши 8, модельные звенья 7, кольцо 3 из модельной массы и нажатием на
каркас сжимают пружину. Сверху на стержень надевается колпачок 1, который затем поворачивается на 90°, причем шпилька 2 входит в пазы колпачка 1 и при повороте запирает его. Колпачок давит на модельные звенья и уменьшает зазоры между ними.
Керамическая оболочка образуется на выплавляемой модели из слоев суспензии, на каждый из которых наносится кварцевый песок. Суспензия состоит из наполнителя — искусственного или естественного пылевидного кварца, циркона, корунда или шамота. В качестве связующего используют главным образом гидролизованный этилсиликат — смесь эфиров кремниевых кислот.
fСуспензию наносят на восковую модель окунанием попеременно с обсыпкой кварцевым песком. Схема автоматической установки для обмазки и обсыпки модельных блоков приведена на рис. 30.4. Основные узлы автомата: бак 1 для окунания моделей, механизм передачи 2, пескосып 3, ограждение 4, элеватор 5, бункер 6, механические руки 7, механизм 8 барботирования суспензии, пульт управления 9, пневмоцилиндр 10 подъема и опускания руки и привод 11 механизма передачи.
Автомат работает следующим образом. Металлическйй стояк блока моделей надевается на руки механизма передачи. Рука опускает блок в бак с суспензией, а затем переносит в пескосып, где на
360
Я 10
модели наносится песчаный слой. Далее блок моделей снимается с руки и передается на конвейер для сушки покрытия.
Для лучшего нанесения покрытия на звенья модельного блока автомат поворачивает блок вокруг оси руки механизма передачи и вращает его вокруг собственной оси. В автомате предусмотрено регулирование времени обмазки и обсыпки блоков.
После нанесения каждого слоя керамической оболочки блок подвергается воздушно-аммиачной сушке. Число слоев определяют в зависимости от конфигурации и ответственности назначения отливки.
361
Рис. 30.5. Установка для выплавления модельного состава
Далее из оболочки удаляется выплавляемая модель. Для удаления моделей применяют специальные установки и ванны.
Установка для выплавления модельного состава (рис. 30.5) представляет собой бак 1 для воды с закрытым кожухом 2, имеющим загрузочно-разгрузочное окно. Внутри бака имеется горизонтальный вал 3 с четырьмя радиальными прямоугольными рамками 4. Каждая рамка имеет специальные зажимы для пяти блоков, устанавливаемых после выемки металлического стояка.
Вода в баке нагревается паром, идущим по трубе, расположенной по внутреннему периметру бака; Заданная температура воды поддерживается автоматически. Для заполнения бака водой и поддержания ее необходимого уровня бак снабжен краном. При ремонте или очистке воду сливают через отверстие в дне бака, закрываемое пробкой.
Вал с рамками периодически поворачивается по часовой стрелке на 90°; остановка производится конечным выключателем. Время периода поворота вала с рамками на другую позицию изменяется с помощью реле времени. Две рамки с установленными на них блоками всегда находятся в горячей воде. Перемещение блоков в горячей воде способствует более полному удалению модельного состава.
Блоки ставятся литниковой чашей в сторону'оси вращения, что обеспечивает заполнение полости стояка водой во время передвижения на первую позицию.
362
Рис. 30.6. Формовочный стол
Жидкий модельный состав сдувается с поверхности воды сжатым воздухом и вместе с водой сливается через щель в специальный разделитель. Так как модельный состав легче воды, он всплывает, вода сливается через нижнее отверстие в дублирующий разделитель и затем уходит в канализацию, а жидкий модельный состав-через
' 363
Рис. 30.7. Агрегат прокалки, формовки, заливки металлом, выбивки и охлаждения отливок
верхнее отверстие — в приемную тару для дальнейшего использования.
- В литейных цехах с небольшим объемом производства для прокаливания оболочек и заливки форм используют специальные опоки, в которые оболочки устанавливают и засыпают сухим песком. Эта операция, называемая формовкой керамических блоков, выполняется на формовочном столе (рис. 30.6).
Стол работает следующим образом. Пустая опока подается по роликовому конвейеру 5 под верхний бункер 2. В опоку 1 помещаются предназначенные для формовки керамические блоки (чашей вверх). Для исключения попадания песка внутрь формы чаша закрывается. Открывается челюстной затвор 3 верхнего бункера, и песок засыпается-в опоку, заполняя промежутки между блоками и стенками опоки. Одновременно работают.вибраторы 6, уплотняя песок. Уплотненный песок, подпирая блоки со всех сторон, обеспечивает сохранение их вертикального положения. Заформованная опока сталкивается по конвейеру. Излишек песка ссыпается в нижний бункер 4, откуда элеватором 7 вновь подается в верхний бункер.
В цехах с большим объемом выпуска отливок керамические блоки в опоки не заформовывают.
Для обжига и заливки форм, а также охлаждения отливок служит; специальный агрегат. Агрегат (рис. 30.7) включает печь 1 с газовым подогревом проходного типа, где формы обжигаются, пере* 364
Э65
OSL£
Рис. 30.9. Установка для выщелачивания остатков керамики
366
мещаясь на подвесном конвейере 7, при температуре 950—100О °C в течение 20 мин, и заливочную карусель 3. Обожженные формы поступают на.карусель, где формуются песком в «кипящем слое», который образуется сжатым воздухом, подаваемым через форсунку 2, и после заливки охлаждаются в течение 10 мин. Заливка форм на карусели производится без опок. От карусели осуществляется интенсивная вытяжная вентиляция через патрубки 4 и 5. Охлаждение отливок ведется под кожухом 6.
В тех случаях, когда применяется формовка блоков в опоках, заливку выполняют после обжига форм на литейном конвейере или на специальной позиции при выходе из печи обжига.
При небольших объемах производства керамика отделяется от блоков с помощью вибрационных установок, а отливки отделяются от стояков на гидравлическом прессе. При значительных объемах производства эти операции объединяют в одну и выполняют на специальном полуавтомате (рис. 30.8).
В состав полуавтомата входят: установка / для отбивки керамики, гидравлический пресс II для отделения отливок от стояка и конвейер III. При его работе на призмы 5 тележки 3 конвейера укладывается блок отливок 4 с керамикой. Тележка перемещается по направляющим с помощью гидроцилиндра 6, при этом блок передается на позицию отбивки керамики. Керамику отбивают отбойным молотком 7, к которому блок прижимается цилиндром 8. Далее очищенный от керамики блок передается на гидравлический пресс, где стояк проталкивается через фильеру с помощью гидроцилиндра обрезки 1 и подпорного гидроцилиндра 2. Кромки фильеры скалывают питатели, отливки падают на наклонный конвейер и подаются на дальнейшую обработку.
Остатки керамики выщелачиваются из стальных отливок на автомате (рис. 30.9). Здесь они промываются в медленно вращающемся барабане (0,29 об/мин) сначала в растворе щелочи, подогретом газом до 125—130 °C, а затем в водяном растворе при температуре 60 °C. Производительность установки 350 кг/ч.
Внутри барабана отливки перемещаются в каждой зоне винтовыми спиралями 1 и 2, закрепленными внутри обечайки. Переход отливок из зоны в зону происходит по лоткам 3. Перед выгрузкой из барабана отливки дополнительно промываются с помощью водяного душа в промывочной части барабана 4.
30.2. АВТОМАТИЗАЦИЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Потребность народного хозяйства в точных заготовках вызвала необходимость создания высокопроизводительных автоматических линий изготовления отливок по выплавляемым моделям. На основе оригинальных отечественных разработок созданы автоматизированные производства мощностью до 7500 т отливок в год.
На рис. 30.10 показана схема полностью автоматизированного комплекса по производству точных отливок по выплавляемым моделям мощностью 2500 т в год (500 тыс. блоков в год). Комплекс вклю-
367
16 15
Рис. 30.10. Автоматизированный комплекс для производства точных^отливок по выплавляемым моделям
368
чает автоматическую линию изготовления моделей, состоящую из автоматических установок для приготовления модельного состава 1 и изготовления модельных звеньев 2, автоматическую линию изготовления керамических форм в составе установки 3 для очистки модельных блоков, конвейеров 4, 6 модельно-керамических блоков, автоматов 7 для нанесения керамических покрытий, камер 5 воздушно-аммиачной сушки, автоматической установки 10 для приготовления супензии с системой хранения и транспортирования суспензии 11, ванны 8 выплавки модельного состава 8 и устройства 9 для отделения модельного состава от воды; агрегаты 12 обжига форм, заливки и охлаждения отливок; автоматическую линию отделочной обработки в составе автоматов для отбивки керамики и отрезки отливок от стояков 13, установок 14 для выщелачивания отливок, печей 15 для нормализации отливок и сталеплавильных печей 16.
Автоматическая линия изготовления моделей предназначена для выполнения в автоматическом цикле всех технологических операций, связанных с изготовлением звеньев моделей, включая расплавление исходных модельных материалов, регенерацию возврата модельного состава после выплавления моделей, приготовление модельной массы, изготовление модельных звеньев и комплектацию их в.блоки, а также необходимые транспортные операции. По своей структуре линия представляет собой многопоточную систему автоматизированных агрегатов, объединенных транспортными связями. Работа этих агрегатов подробно описана в п. 30.1.
Автоматическая линия изготовления керамических форм предназначена для нанесения и отверждения огнеупорного покрытия, выплавления моделей и ряда других вспомогательных и транспортных операций в автоматическом цикле. В состав линии (рис. 30.11) входят следующие основные агрегаты: четыре автомата 1 для нанесения на блок четырех слоев огнеупорного покрытия и камера 2 воздушно-аммиачной сушки, состоящая из четырех отсеков 3 агрегатов выплавки моделей. По своей структуре линия представляет собой однопоточную систему агрегатов, жестко связанных между собой транспортно-технологическим "конвейером 4. На линии полностью исключен ручной труд. Следует отметить, что именно операции по нанесению огнеупорного покрытия были наиболее тяжелыми и вредными для рабочих, выполняющих их вручную.
Процесс изготовления форм начинается от участка сборки блоков моделей. Блоки, собранные на промежуточных стояках, на ходу конвейера нанизываются на стояки, укрепленные на подвесках конвейера, и закрепляются спиральным защелкивающимся колпачком. Собранные блоки моделей транспортируются конвейером к первому автомату 1, где на блок наносится первый слой огнеупорного покрытия и присыпочного материала. Далее блоки со слоем сырого покрытия направляются в отсек камеры сушки, где завершается процесс отверждения керамического слоя. Каждый отсек камеры сушки разбит на три зоны. В первой зоне происходит сушка слоя покрытия на воздухе с принудительным обдувом, во второй зоне — обработка в атмосфере газообразного аммиака — химическое отверждение, и,
13 Матвеенко И. В. и др.
369
3^0
наконец, в третьей зоне из пор керамического покрытия удаляются остатки аммиака — выветривание. Процесс нанесения слоев покрытия и сушки повторяется 4 раза.
После нанесения и отверждения всех слоев огнеупорного покрытия блоки транспортируются к ванне выплавления моделей. Конструкция трассы конвейера обеспечивает быстрое погружение подвесок с блоками в ванну с горячей водой и пребывание их там до полного выплавления моделей. Положение блока в ванне выплавки — чашей вверх. При этом блок удерживается в таком положении спиралями колпачка. На выходе из ванны формы, перемещаясь по копиру, переводятся в такое положение, что из них выливается вода с остатками модельного состава. Освобожденные от моделей формы легко снимаются с подвесок конвейера вручную, контролируются и устанавливаются на конвейер-накопитель, доставляющий их на участок отжига и заливки. Освобожденные от форм подвески конвейера вновь поступают на участок сборки блоков, и далее цикл повторяется.
На всех участках линии системой кондиционирования поддерживаются необходимые температура и влажность воздуха. Автоматы для нанесения на модельные блоки суспензии и присыпочного материала выполняют одну из наиболее ответственных операций процесса, так как от огнеупорного покрытия зависит качество керамических форм и, следовательно, качество отливок.
Линия прокалки, формовки, заливки форм металлом, выбивки и охлаждения отливок (см. рис. 30.7) состоит из газовой печи прокаливания оболочек-форм, заливочной карусели и камеры охлаждения, объединенных конвейером.
Керамические оболочки устанавливаются на подвески конвейера. При этом литниковая чаша для предохранения полости формы от засорения закрывается колпачком, который одновременно фиксирует оболочку на подвесках. Конвейер транспортирует формы, установленные на подвески, через печь прокаливания. Внутрь печи, через щель в своде, заходит только нижняя часть подвесок, выполненная из жаропрочной стали. Цепь же конвейера, ходовая часть подвесок и трасса работают вне горячей зоны печи. Сверху вдоль всей щели в своде имеется вытяжная вентиляция для отсоса выбивающихся из печи газов. Обожженные оболочки у выхода из печи погружаются в желоб заливочной карусели, заполненный горячим песком.
Опускание подвесок и погружение прокаленных оболочек в песок выполняется пневматическим лифтом, который перебрасывает каретку подвесок с верхней трассы на нижнюю при движении конвейера. При опускании штанга подвесок скользит во втулке тяговой цепи конвейера. Погружение подвесок с оболочками в песок становится возможным благодаря созданию на позициях погружения (формования) «кипящего» слоя песка. Песок приводится в псевдоожиженное состояние («кипение») продувкой снизу горячими газами, поступающими из печи через неподвижный коллектор. Трубы коллектора опущены в желоб карусели через край и не мешают вращению карусели, работая в «кипящем» песке подобно плугу.
13*
371
Рис. 30.12. Линия окончательной очистки отливок-
После погружения подвесок в желоб заливочной карусели, при дальнейшем движении конвейера, формы выходят из зоны «кипящего» песка и оказываются заформованными. По внеш
нему сектору вращающейся карусели заформованные оболочки за- ливаются металлом. Перед заливкой защитные колпачки, прикры-
вающие литниковые чаши, откидываются.
Залитые блоки, затвердевая и отдавая теплоту опорному материалу, движутся к камере охлаждения. У входа в камеру подвески с залитыми оболочками вертикально выдергиваются из песка пневматическим подъемником. При этом каретка подвески переставляется с нижней трассы на верхнюю.
Песок с подвески и блока отливок ссыпается обратно в желоб карусели, а подвеска с отливками, продолжая движение по конвейеру, попадав'? в камеру охлаждения. Отливки охлаждаются душированием сверху водой. Скорость охлаждения 100 °C в минуту. По выходе из
камеры охлаждения отливки снимаются с подвесок, а последние вновь поступают на рабочее место установки керамических форм.
Снизу, вдоль камеры охлаждения проходит конвейер, передающий смытый песок и отвалившиеся кусочки керамики из-под камеры общецеховой конвейер уборки отходов.
Автоматический комплекс отделочной обработки включает установку предварительной очистки блоков от керамики и отделения отливок от литниковой системы (см. рис. 30.8) и автоматическую линию окончательной очистки отливок от остатков керамики (рис. 30.12).
В состав линии входят: бункер-накопитель 1, вибрационный загрузочный лоток 2, рабочий барабан 3, ванна 4 с отсеками для щелочного раствора и промывочной воды, шламоотстойник 5, установка 6 для приготовления 40—55 %-ного раствора щелочи с насосом 7. Температурный режим агрегата поддерживается системой газового обогрева.
По команде от системы управления отливки из бункера поступают на загрузочный лоток, а с него в горловину вращающегося барабана 3. Барабан на одну треть погружен в ванну. Вода и щелочь поступает в рабочий барабан через отверстия в стенках. Размеры отверстий и их расположение обеспечивают активный обменТцелочного раствора и воды в обеих секциях рабочего барабана.
Секция барабана, в которой растворяются остатки керамики, имеет три отсека. Обрабатываемые детали перегружаются из одного отсека в другой по спиральным приемникам, расположенным’на торцовых перегородках секций, при изменении’направления вращения барабана, Команду на изменение направления вращения дает реле времени.
372
Для периодического удаления накопившегося на дне ванны шлама предусмотрена смывная система. При очистке ванны шлам смывается в шламоотстойник, откуда периодически удаляется.
Ванна с барабаном закрыта крышкой и снабжена вытяжной вентиляцией, что обеспечивает хорошее санитарное состояние участка.
Разработан новый метод получения точных отливок в керамических формах на основе пенополистироловых выжигаемых моделей. Комплект оборудования для получения отливок на основе этого метода более простой, так как не требуется приготовление модельной массы, ее выплавление и обработка. Пенополистироловые модели из-, готовляют на специальных прессах. В остальном метод изготовления точных отливок по выжигаемым моделям аналогичен получению литья по выплавляемым моделям.
30.3. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ ДЛЯ ЛИТЬЯ по ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Установки для изготовления огнеупорных покрытий (гидролиз этил-силиката) следует располагать в полностью закрытом кожухе, охватывающем бак для смешивания и мешалку, Объем местного вентиляционного отсоса должен обеспечивать скорость в открытом проеме не менее 0,5 м/с.
Ванны (баки) для приготовления модельных составов необходимо располагать в вытяжных шкафах с удалением воздуха из их верхней зоны. Максимально допустимая температура нагрева модельных материалов на 30—40 °C ниже температуры их воспламенения. Расплавлять модельный материал следует в сосудах, нагреваемых горячей водой, паром, маслом или электронагревателями.
На машинах для изготовления моделей и модельных блоков при запрессовке исключается разбрызгивание модельной массы в местах присоединения шприца к пресс-форме. Столы для изготовления моделей и литниковых систем, а также столы для отделки (зачистки) моделей и сборки их в агрегаты (елки) следует располагать в вытяжном шкафу. Объем удаляемого воздуха должен обеспечивать скорость 0,5 м/с.
Для припаивания моделей к стоякам допускается максимальная температура электропаяльников 50 °C.
Бак с этилсиликатом для нанесения покрытия на блоки моделей нужно располагать в вытяжном шкафу с местным отсосом,
Установки для обсыпки модельных блоков кварцевым песком или маршаллитом необходимо оборудовать местной вытяжной вентиляцией.
Для сушки модельных блоков в парах аммиака следует использовать вытяжные шкафы специальной конструкции, имеющие устройства для герметичного перекрывания поверхности испарения аммиака в периоды вентилирования шкафа, для отключения вытяжки от шкафа во время сушки моделей в парах аммиака, а также для поступления воздуха в нижнюю часть шкафа в периоды его вентилирования. Объем отсоса воздуха из верхней зоны шкафа следует принимать равным 400— 500 м3/ч на каждый кубический метр- объема шкафа.
Установки для выталкивания модельной смеси периодического действия и агрегаты конвейерного типа должны быть расположены в плотном укрытии с рабочими проемами минимального размера. Над загрузочным и разгрузочным отверстиями следует устанавливать вытяжные зонты-козырьки. Объем отсасываемого воздуха должен быть принят, исходя из его скорости в проемном отверстии зонта не менее 0,5 м/с.
Для тупиковых и проходных печей для прокаливания форм перед заливкой необходимо предусматривать вытяжные зонты-козырьки. Стенки, свод и поверхность дверки прокалочных печей покрывают теплоизоляцией.
Устройства для плавления металла, участки заливки форм, а также установки для выбивки форм должны быть оборудованы местной вытяжной вентиляцией. На заливочных площадках, конвейерах необходимы устройства, исключающие опрокидывание форм при заливке.
373
Установки для отделения керамики должны иметь вентиляционные звукоизолирующие кожухи, а прессы для отделения отливок от стояков — защитные ограждения рабочей зоны для предотвращения вылета отливок.
Установки для выщелачивания отливок в ваннах периодического действия, а также установки конвейерного типа необходимо оборудовать бортовыми отсосами. При ширине ванн до 600 мм следует использовать однобортные отсосы, при большей ширине — двубортные. Объем удаляемого воздуха следует принимать 2000 м3/ч на 1 м2 поверхности раствора в ваннах.
ГЛАВА 31. ОБОРУДОВАНИЕ ДЛЯ ЛИТЬЯ В ОБОЛОЧКОВЫЕ ФОРМЫ
Литье в оболочковые формы -— один из прогрессивных способов производства отливок, позволяющих получать отливки с повышенной точностью размеров и низкой шероховатостью поверхности.
Сущность технологического процесса литья в оболочковые формы состоит в следующем: предварительно нагретую одностороннюю плиту с металлическими моделями равномерно покрывают слоем формовочной смеси (плакированной), приготовленной из песка и термореактивной искусственной смолы (пульвербакелита). Слой смеси наносят путем засыпки из бункера или пескодувным способом. Под действием теплоты смола в слое смеси, прилегающем к модельной плите, плавится, и на последней образуется однородная полутвердая песчано-смоляная оболочка. После удаления избыточной незатвердевшей смеси модельная плита с образовавшейся на ней полутвердой оболочкой подвергается обжигу для отверждения оболочки.
Для уплотнения оболочки на ряде машин ее подпрессовывают эластичной диафрагмой до окончательного отверждения. Образовавшуюся твердую оболочку снимают с модельной плиты с помощью штифтов.
Точность отливок, полученных в оболочковых формах, достигает 0,3—0,5 мм на 100 мм длины, в отдельных случаях можно добиться точности 0,2 мм на 100 мм длины. Шероховатость поверхности отливок может быть получена на уровне Rz 40 мкм. Литьем в оболочковые формы получают чаще всего отливки массой 1—30 кг.
31.1. МАШИНЫ ДЛЯ ПРИГОТОВЛЕНИЯ ПЕСЧАНО-СМОЛЯНЫХ СМЕСЕЙ
Песчано-смоляная смесь, применяемая для изготовления оболочковых форм, может быть механической (неплакированной) или плакированной, обладающей прочностью при сжатии во влажном состоянии.
Механическая смесь состоит из сухого кварцевого песка, увлажнителя (керосин или масло) и порошкообразного связующего, а плакированная смесь — из зерен песка, на которые нанесена тонкая твердая пленка связующего.
Механическую смесь приготовляют путем последовательного перемешивания в смесителе сначала сухого кварцевого песка с увла-374
жнителем (2—3 мин), а затем образовавшейся смеси с порошкообразным связующим (4—5 мин). Для получения плакированных смесей применяют холодное, теплое или горячее плакирование.
Холодное плакирование выполняют двумя способами. При первом способе сухой песок тщательно перемешивают со связующим и в процессе перемешивания вводят растворитель. Затем смесь продувают холодным воздухом, при этом растворитель испаряется и оставшаяся смесь рассыпается на зерна, покрытые тонкой пленкой. Во втором способе сухой песок перемешивают с раствором связующего в спирте или другом растворителе.
Теплое плакирование отличается от холодного тем, что для ускорения удаления растворителя смесь продувается воздухом, нагретым до 100 °C. При этом происходит более полное удаление растворителя и снижается склонность смеси к слеживанию.
При горячем плакировании используют горячий воздух или песок. В первом случае горячий воздух пропускают через песок и нагревают его в процессе перемешивания до температуры 120— 130 °C. Затем в нагретый песок добавляют жидкую смолу с катализатором (уротропином). После кратковременного перемешивания смолы с песком горячее дутье прекращают и смесь быстро охлаждают путем ввода определенного количества воды. Затем смесь перемешивают до тех пор, пока она не станет сухой. Во втором случае к песку, нагретому до 160—180 °C, добавляют измельченные куски смолы, которая, расплавляясь, покрывает зерна песка тонкой пленкой. В процессе перемешивания температура смеси снижается до 90—80 °C, и в смесь вводят водный раствор уротропина.
Плакированные пески, изготовленные горячим способом, позволяют получать оболочковые формы и стержни высокого качества. Однако при их получении расходуется несколько больше смолы, чем при холодном способе.
На рис. 31.1 показан центробежный смеситель периодического действия для скоростного приготовления плакированной смеси холодным способом в условиях крупносерийного и массового производства.
Действие смесителя заключается в том, что материал, загруженный в смеситель, поднимается со дна чаши с помощью двух плужков и подбрасывается под катки, вращающиеся в горизонтальной плоскости и прижимающиеся под действием центробежной силы к бортам чаши. Вращение катков осуществляется от электродвигателя через редуктор. Материал, находясь во взвешенном состоянии, подвергается интенсивной продувке воздухом, подаваемым воздуходувкой через диффузор. Катки и борта чаши смесителя облицованы резиной. Вследствие значительной частоты вращения вертикального вала маятникового смесителя (75 об/мин) и катков (205 об/мин) интенсивность перемешивания компонентов смеси весьма высокая.
В этом смесителе компоненты песчано-смоляной смеси загружают через специальные дозаторы; кварцевый песок, поступает через дозатор 1, Мелкий песок — через дозатор 2, увлажнитель — через дозатор 3 и пульвербакелит — через дозатор 4. Электродвигатель 5
375
Рис. 31.1. Центробежный смеситель для приготовления плакированной смеси холодным способом
376
приводит в движение катки посредством муфты 6 и редуктора. Воздух подается в коробку 7 вентилятором 8 через диффузор 9 и регулируется дроссельной заслонкой 10.
После перемешивания, просушки и размельчения смесь через разгрузочной окно И выгружается на вибрационное сито 12. Просеянная смесь падает в приемное устройство 14. Приготовленная смесь получается сухой и размельченной до сыпучего состояния, для отделения твердых кусочкой ее следует просеять.
Цикл работы смесителя может быть автоматический или пооперационный. Управление осуществляется с пульта 13.
31.2. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ И ВЫБИВКА ОТЛИВОК ИЗ НИХ
Машины для изготовления’ оболочковых полуформ обычно делают многопозиционными, чтобы повысить их производительность, причем спекание оболочек занимает несколько позиций. Это обусловлено тем, что спекание оболочек занимает время большее, чем другие операции изготовления оболочковой полуформы.
На рис. 31.2 показан четырехпозиционный автомат для изготовления .оболочковых полуформ, предназначенный для работы в литейных цехах с крупносерийным и массовым характером производства. Он представляет собой карусельную установку с вертикальной осью вращения. Оболочковые формы изготовляют из песчано-смоляных смесей на основе пульвербакелита.
Смесь засыпается из поворотного бункера 1 на модельную плиту. На этой же позиции производится допрессовка оболочки эластичной диафрагмой при давлении сжатого воздуха 0,15—0,2 МПа. Диафрагма установлена внутри бункера и после завершения процесса прессования под действием смеси ложится на его дно.
Технологический цикл изготовления оболочковой полуформы разбит на четыре позиции: I — съем готовой оболочки с модельной плиты с помощью штырей механизма 5 снятия готовой оболочки и выдача ее за пределы автомата. Подготовка плиты к следующему циклу; II — формообразование оболочки и допрессовка; III и IV — спекание оболочки в печи 2. Плита поворачивается при каждом цикле на 90° с помощью стола 3, приводимого от электродвигателя 4.
На автомате можно устанавливать модельные плиты размерами 500X400 мм и высотой до 180 мм. Рабочая температура печи до 600 °C. Дее операции получения оболочковой полуформы и регулирование теплового режима выполняются автоматически. Аналогичные машины выпускают и для оболочковых полуформ размером 800X600 мм и высотой 200 мм.
Для склеивания оболочковых форм из полуформ в литейных цехах с крупносерийным и массовым характером производства используют машину мод. 880 (рис. 31.3). Основные механизмы машины: станина 4, два пресса 2 штыревого типа, механизм нанесения пульвербакелита, две каретки 1 с цилиндрами перемещения механизмов и нанесения пульвербакелита, роликовый конвейер 3 для подачи оболочек и уборки форм, кожух и пульт управления.
377
Рис. 31.2. ^етырехпозиционный автомат для изготовления оболочковых форм 378
1690 920.
Рис. 31.3. Машина для склейки оболочковых форм
Машина работает следующим образом. Полуформа устанавливается на раму одной из кареток на позицию загрузки оболочек и выгрузки форм. На поверхность полуформы, предназначенную для склеивания, наносят в определенных местах пульвербакелит. Собранная форма на каретке подается под пресс, который зажимает ее пружинными штырями. Время выдержки под прессом можно регулировать. По окончании цикла прессования каретка подает склеенную форму на исходную позицию. Каретки работают аналогично, со смещением времени выполнения операций. Размеры склеиваемых форм 500x400x200 мм. Подобные машины выпускают и для склейки форм размерами 800x600 мм.
Формы с вертикальной плоскостью разъема для предохранения от коробления и преждевременного разрушения при заливке устанавливают в опоке и упрочняют засыпкой дробью, сухим песком или зажимными устройствами. Особенно удобна засыпка чугунной литой дробью диаметром 2,5—4 мм.
Дробь обладает высокой газопроницаемостью, хорошо обтекает форму и в то же время в контейнере имеет небольшую подвижность.
379
1
Рис. 31.4. Схема установки для выбивки отливок из оболочковых форм
Дробь используют повторно. Для этого ее после выбивки освобождают от остатков оболочек и других примесей и охлаждают. Операция выбивки требует повышенного внимания во избежание повреждения отливок.
На рис. 31.4 приведена схема установки для выбивки отливок из оболочковых форм. Установка представляет собой барабан 4 с горизонтальной осью вращения, стенки которого выполнены из стальных прутьев, расположенных на расстоянии 25 мм друг от друга.
Барабан свободно опирается на четыре катка, два из которых приводные. Барабан закрыт кожухом, в котором предусмотрено подключение к отсасывающей вентиляции.
Выбивка производится следующим образом. Охлажденные., отливки 1 вместе с формами пневматическим толкателем сталкива-•ются с тележки 2 напольного конвейера на склиз 3. Если форма при заливке находится на подвесном конвейере, отливки с формами сбрасываются на склиз при повороте подвесной люльки.
По склизу отливки с формами попадают во вращающийся выбивной барабан, где формы разбиваются, и их куски проваливаются через щели барабана. Отливки, перемещающиеся благодаря небольшому наклону барабана, проходят через последний, падают по склизу 7 на пластинчатый конвейер 8 для транспортирования в обрубное отделение.
Под выбивным барабаном расположен бункер 5 для сбора отработанной смеси и ленточный конвейер 6 для подачи ее в отвал или на регенерацию.
Наиболее высокие технико-экономические показатели при производстве отливок в оболочковые формы достигаются при использовании автоматических линий.
380
Рис. 31.5. Автоматическая линия изготовления оболочковых форм
Автоматическая линия для изготовления оболочковых форм (рис. 31.5) включает следующие основные узлы: автомат / для изготовления оболочковых полуформ, установку 6 для сборки и склеивания оболочковых форм, электрошкаф 2, гидроагрегаты 3 и 4, приемник 5 готовых форм и щит управления 7.
Автомат изготовления оболочковых полуформ состоит из четырехпозиционного поворотного стола, который вращается вокруг неподвижной колонны. На каждой позиции стола установлены газовые печи. Формирование оболочковых полуформ осуществляется гравитационным способом с помощью поворотного бункера с шиберным секторным затвором.
Автомат снабжен загрузочным бункером и съемником для съема полуформ с модельной плиты, их кантовки и укладки на приемный стол тележки автомата для сборки и склеивания. Пресс для склейки форм состоит из тележки с тремя подъемными столами, на подпружиненных штырях которых полуформы перемещаются на один шаг за каждый цикл; дозатора для нанесения клея на разъем нижней полуформы; сборщика-кантователя и четырехпозиционного агрегата прессования карусельного типа. Для сжатия форм при с клейке, служат подпружиненные штыри. Стержни устанавливаются на специальной позиции во время остановки нижней полуформы. Готовые формы выталкиваются из агрегата прессования специальным устройством на приемник. С приемника готовая форма удаляется вручную.
Линия может работать в комплекте с автоматизированной системой подачи смеси в загрузочный бункер, а также совместно с автоматизированной системой транспортирования готовых форм на дальнейшие технологические операции.
Режим работы — автоматический, полуавтоматический и наладочный.
381
31.3. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ ДЛЯ ЛИТЬЯ В ОБОЛОЧКОВЫЕ ФОРМЫ
При эксплуатации машин с газовым подогревом модельных плит и стержневых ящиков следует систематически контролировать герметичность всех газопроводов. В печах, во избежание взрыва, необходима вентиляция.
В машинах с поворотным бункером следует проверять плотность стыка между подмодельной плитой и поворотным бункером в момент его поворота.
В автоматических многопозиционных карусельных машинах предусматривают укрытия печи для нагрева, зонт над местом опрокидывания бункера и съема готовых полуформ. Объем отсоса на 1 м2 входного сечения зонта должен быть не менее 3600 м3/ч, при скорости воздуха в открытом рабочем проеме не менее 1,5 м/с.
Машины для склейки полуформ следует размещать в укрытиях, выполненных по типу вытяжного шкафа. Объем местного отсоса необходимо принимать, исходя из скорости воздуха в рабочем проеме не менее 0,7—1 м/с.
Перед пуском в работу машин для изготовления оболочковых стержней пескодувно-прессовым способом необходимо проверить блокировку, не допускающую вдув смеси при отсутствии стержневого ящика.
ГЛАВА 32. ОБОРУДОВАНИЕ ДЛЯ ЛИТЬЯ НЕПРЕРЫВНОГО, ЭЛЕКТРОШЛАКОВОГО И ВЫЖИМАНИЕМ
32.1. УСТАНОВКИ И ЛИНИИ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ
Способ непрерывного литья применяют для получения заготовок постоянного сечения из чугуна, бронзы и алюминия, а также стальных слитков и чугунных труб.
Схематично процесс можно представить следующим образом (рис. 32.1): расплавленный металл равномерно и непрерывно поступает из металлоприемника с одного конца в графитовую или металлическую форму-кристаллизатор, а с другого конца вытягивается специальным устройством в виде застывшей заготовки постоянного сечения. Различные профили отливок, получаемых способом непрерывного литья, показаны на рис. 32.2.
На рис. 32.3 изобрежана автоматическая линия непрерывного горизонтального литья заготовок постоянного профиля из чугуна. Работа линии происходит следующим образом. В предварительно подогретый металлоприемник 1 заливается расплавленный металл. При этом в графитовый кристаллизатор 2, помещенный в водоохлаждаемую медную рубашку 3, вводят затравку 4, которая одновременно служит пробкой, предотвращающей вытекание расплава чугуна из металлоприемника. Затем включают систему водяного охлаждения кристаллизатора. Расплав чугуна из плавильного агрегата периодически подается к металлоприемнику и заливается в его рабочую полость, из которой расплав поступает в полость графитового кристаллизатора и соприкасается с затравкой. На некоторых металлоприемниках с целью поддержания постоянной температуры расплава устанавливают систему индукционного электроподогрева. Расплав кристаллизуется в кристаллизаторе и при включении тянущей клети 6, которая тянет штангу затравки 4 по роликовому конвейеру 5, профиль 7 вытягивается из полости кристаллизатора.
382
а)
Рис. 32.1. Схемы установок непрерывного а — вертикального типа; б — горизонтального профиль; 4 —- затравка; 5 — металлоприемник
литья:
типа; 1 — ковш; 2 — кристаллизатор; 3 —
Механизм 8 надрезает профиль, разделяя его на отрезки мерной длины, а механизм 9 разламывает заготовку по местам надреза. Затем мерные заготовки подаются роликовым конвейером на стеллаж.
Тянущая клеть линии обеспечивает вытяжку профиля из кристаллизатора с остановкой до 10 с, с шагом каждой протяжки 20— 80 мм.
Рекомендуемую скорость вытяжки (м/мин) профиля из кристаллизатора в зависимости от приведенной толщины заготовки определяют по формуле
v = (7 ± 1)/7?пр,
где 7?пр —• приведенная толщина заготовки, выражаемая отношением площади поперечного сечения заготовки к ее периметру, мм.
Непрерывным горизонтальным литьем получают сплошные профили круглого сечения диаметром 10—500 мм, фасонные сложные профили сечением до 400x50 мм и профили трубного типа с толщиной стенки от 15 мм и более.
Рис. 32.2. Контуры профилей, получаемых непрерывным литьем
383
Рис. 32.3. Схема автоматической линии непрерывного литья чугунных профильных заготовок
384
Для получения тонкостенных водопроводных труб применяют установки вертикального литья. При работе установки (рис. 32.4) жидкий чугун из поворотного ковша-дозатора 1 через литниковую систему поступает в узел формирования труб — катализатор 2. При достижении жидким металлом уровня 50—60 мм от верхней кромки формы включается привод движения стола и механизма возвратно-поступательного движения кристаллизатора 3. Это движение ослабляет силы сцепления формирующейся трубы со стенками кристаллизатора и облегчает вытягивание отливки из последнего.
Отливка вытягивается из формы-кристаллизатора с помощью поддона 4 с металлическим стержнем раструба, смонтированного на подвижном столе. Скорость вытяжки зависит от температуры, физических свойств и распределения жидкого металла в форме и достигает 2,6 м/мин и более.
Процесс литья продолжается до получения трубы нужной длины. Отлитые трубы снимают со стола и укладывают на стеллаж специальным кантователем 5, после чего их передают на отделку и контроль.
Установку располагают на двух этажах труболитейного цеха. На втором этаже устанавливают ковш-дозатор с механизмом поворо-
385
Рис. 32.5. Кристаллизатор установки непрерывного литья труб та, кристаллизатор, механизм возвратно-поступательного движения, пульт управления и др. На первом этаже размещают механизм уборки труб с системой управления, главный привод движения стола и подвеску стола.
Кристаллизатор (рис. 32.5) делится на наружную 1 и внутреннюю 2 (оправка) части. Наружный кристаллизатор разъемный . включает цилиндрическую и раструбную части. Раструбная часть 3 состоит из фасонной втулки, формирующей раструб трубы, и корпуса. Внутренний кристаллизатор (оправка) включает рабочую втулку, распреде
лительный стакан, направляющую головку и два патрубка для
подвода и отвода охлаждающей воды. Вода для охлаждения рабо-
чих втулок через патрубок 4 в оправке подается в направляющую головку, затем в распределительный стакан и дальше в выходной патрубок. Выходной патрубок 5 соединен -посредством гибкого шланга с раструбной частью наружного кристаллизатора, откуда вода поступает через закрытый штуцер в цилиндрическую часть и дальше в трубопровод, которым отводится от установки.
Так как корпус кристаллизатора в процессе работы практически не изнашивается, то срок службы его определяется главным образом стойкостью рабочих втулок.
32.2. ОБОРУДОВАНИЕ ДЛЯ ЭЛЕКТРОШЛАКОВОГО ЛИТЬЯ
Всем методам фасонного литья свойственно использование заранее приготовленного расплавленного металла, который затем заливается в полость литейной формы. В большинстве случаев жидкий металл во время заливки формы и заполнения ее полости взаимодействует с газами воздуха и внутри формы. Кроме того, он взаимодействует с материалом литейной формы. Эти и другие факторы, характерные для технологии получения литых изделий, во многих случаях оказывают решающее влияние на их конечное качество. Как правило, свойства металла литого изделия хуже свойств исходного металла. При электрошлаковом литье (ЭШЛ), получившем 386
Рис. 32.6. Схема процесса электрошлакового переплава
Рис. 32.7. Схемы электрошлакового литья с частичным и полным переливом жидкого металла из плавильной емкости в формирующую зону литейной формы
развитие на основе использования достижений электрошлакового переплава (ЭШП), такая зависимость свойств исходного металла и конечного продукта исключена.
ЭШЛ — это метод получения фасонных отливок в водоохлаждаемой металлической литейной форме (кристаллизаторе) на основе применения электрошлакового процесса плавления расходуемого электрода. Метод ЭШЛ обеспечивает получение металла высокого качества и отливок сложной формы. В отличие от других методов литья он основан на одновременном непрерывном приготовлении и расходовании жидкого металла в едином с литейной формой агрегате (рис. 32.6). Стальной расходуемый электрод 1, из которого приготовляется жидкий металл, для формирования отливки плавится теплотой, выделяющейся в электропроводящем шлаке 2 при прохождении через него электрического тока. Жидкий металл 3 с оплавляемого конца электрода, постоянно погруженного в шлаковую ванну, транспортируется, не соприкасаясь с воздухом, в водоохлаждаемую литейную форму 4, происходит приготовление жидкого металла и формирование отливки 5.
К числу преимуществ ЭШЛ можно отнести незначительное взаимодействие жидкого металла с материалом литейной формы. Шлаковая ванна, температура которой обычно на 150 250 °C выше температуры плавления металла расходуемого электрода, как и при ЭШП, служит активной рафинирующей средой и ассимилирует неметаллические включения, в первую очередь серу, азот, кислород, а при определенных условиях и водород. Та же шлаковая ванна служит надежной защитой жидкого металла от окисления во время его транспортирования в литейную форму.
В -зависимости от степени сложности отливки применяют две схемы ЭШЛ. В соответствии с одной из них металл, идущий на формирование отливки, приготовляется и кристаллизуется непосредственно в литейной форме, когда расходуемый металлический электрод соосен с отливкой (рис. 32.7, а). Согласно другой схеме процесс получения отливки ведут с частичным или полным непрерывным переливанием жидкого металла из правильной емкости в полость
387
Рис. 32.8. Установка для электро-шлакового литья
литейной формы (рис. 32.7, б). При этом плавильная емкость перемещается относительно неподвижной литейной формы по мере заполнения ее металлом отливки. В результате перелива удается повысить степень рафинирования жидкого металла, и в частности его дегазацию, включая удаление водорода. Перелив металла создает совершенно новые возможности получения отливок сложной и разнообразной формы. ЭШЛ с переливом металла практически снимает все ограничения, связанные с соотношением сечений расходуемых электродов и отливки.
Таким образом, ЭШЛ выгодно отличается от обычного литья. При его применении отпадает необходи-сме-
без прибыльной части,
мость плавильных печей, разливочных ковшей, формовочных сей, песчаных форм. Отливка выплавляется
так как условия ее выплавки и кристаллизации исключают возможность образования усадочных раковин и позволяют отказаться
от литниковых систем и литников.
Установка наиболее распространенного типа для ЭШЛ (рис. 32.8) представляет собой полую колонну 1 круглого или коробчатого сечения, по которой перемещаются две тележки, оборудованные электроприводами 4. Верхняя тележка 2 снабжена электрододержа-телем 3 для крепления в нем расходуемого электрода, подаваемого в процессе ЭШЛ в кристаллизатор 6, а нижняя 5 — кронштейнами, к которым прикрепляется кристаллизатор 6, и служит для подъема последнего при извлечении отливки. Установка имеет воздухоохлаждаемый поддон 7 и тележку 8 поддона. Масса тележки и электрода частично уравновешивается контргрузом, висящим внутри колонны. В комплект установки входит источник питания—электрический трансформатор и пульт управления механизмами установки и электрическим режимом переплава. С помощью пакета медных шин и водоохлаждаемых кабелей ток подводится от трансформатора к элект-рододержателю и поддону кристаллизатора. Процесс плавки регулируется автоматически по току плавки или вручную. Предусмотрена
388
возможность программирования режима (тока и напряжения) про* цесса переплава.
Методом ЭШЛ успешно получают ответственные отливки корпусов сосудов, работающих под высоким давлением, корпусов арматуры для тепловой и атомной энергетики, валков прокатных станов, шатунов и коленчатых валов судовых дизелей и др.
32.3. ОБОРУДОВАНИЕ ДЛЯ ЛИТЬЯ ВЫЖИМАНИЕМ
Способ литья выжиманием применяют для получения тонкостенных отливок больших габаритных размеров из алюминиевых и магниевых сплавов.
Схема работы машины дана на рис. 32.9. Металл, залитый в полуоткрытую металлическую форму, кристаллизуется тонким слоем на ее станках. Образовавшиеся пленки металла соединяются, излишки металла выливаются, и дальнейшая кристаллизация заканчивается в замкнутой металлической форме.
Рис. 32.9. Схема получения отливок а — заливка металла; б, в — постепенное
методом выжимания: смыкание; г — замыкание и слив металла
Рис. 32.10. Машина для литья выжиманием:
1 — рама; 2, 3 — соответственно подвижная и неподвижная створы (плнты); 4 — боковые щеки; 5 — вал металлоприемника; 6 — привод поворота подвижной створы
389
На рис. 32.10 показана машина для литья выжиманием крупногабаритных тонкостенных деталей панельного типа из алюминиевых сплавов на предприятиях с серийным и массовым характером производства. Подвижная и неподвижная створы состоят из четырех секций, соединенных между собой болтами. В створы вмонтированы пневмоцилиндры выталкивания отливки и электрические нагреватели. На подвижной створе установлены чугунные боковые щеки, имеющие два пневмоцилиндра подъема и два пневмоцилиндра поворота.
Рама машины сварная. Для предотвращения проворачивания тянущих винтов поворота подвижной створы на раме укреплены направляющие. Чугунный вал металлоприемника полый; он установлен на трех подшипниках скольжения из антифрикционного чугуна. Внутри вала помещаются электрические нагреватели.
Привод подвижной створы электромеханический. Он состоит из электродвигателя постоянного тока, электромагнитной муфты, редуктора, дифференциала с тормозным устройством, двух конических и двух винтовых пар. Редуктор обеспечивает быструю переналадку машины на любой из трех режимов работы. Дифференциал служит для плавного изменения скорости при смыкании створ в конце цикла работы.*
Машина работает в следующей последовательности: закрытие боковых щек, заполнение металлоприемника металлом, поворот подвижной створы (смыкание створ), при этом происходит выжимание металла вверх и заполнение формы, выдержка (кристаллизация металла), раскрытие щек, отвод подвижной створы (размыкание створ), выталкивание отливки из формы. Угол поворота подвижной створы 30° (угол между створами в раскрытом состоянии).
Отливку снимают с машины краном, обслуживающим участок. Перед новым циклом рабочие поверхности оснастки подготовляют (очищают и окрашивают).
Управляют машиной с пульта, расположенного со стороны подвижной створы. Режим работы машины полуавтоматический и наладочный. Машину обслуживают два человека.
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
Автоматические и комплексно-механизированные линии для литейного производства. Каталог. М.: НИИмаш, 1983. 59 с.
Аксенов Н. П. Оборудование литейных цехов. Учебник для вузов. 2-е изд. М.; Машиностроение, 1977. 510 с.
Вереш А. Очистка отливок. Пер. с венг. М.: Машиностроение, 1982. 256 с.
Зайгеров И. Б. Оборудование литейных цехов. Учебное пособие для вузов. Минск: Вышейшая школа, 1980. 440 с.
Матвеенко И. В., Тарский В. Л. Оборудование для литейных цехов. Учебник для техникумов. М.: Машиностроение, 1977. 440 с.
Немировский Р. Г. Автоматические линии литейного производства. Учебное пособие для вузов. Киев—Донецк: Вища школа, 1981. 208 с.
Робототехника./ Ю. Д. Андрианов, Э. П. Бобриков, В. Н. Гончаренко и др.; Под ред. Е. П. Попова, И. Е. Юревича. М.: Машиностроение, 1984 . 288с.
Степанов Ю. А., Баландин Г. Ф., Рыбкин В. А. Технология литейного производства. Специальные виды литья. Учебник для вузов. М.: Машиностроение, 1983. 287 с.
Титов Н. Д., Сергеев Л. Н. Основы автоматизации литейного производства и вычислительная техника. Учебное пособие для техникумов. М.: Машиностроение, 1983. 151 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Автокар 311
Автомат 152
— для изготовления модельных звеньев 357
— стержневой пескодувный 185
— формовочно-прессовый пневмо
рычажный 86
— формовочный 161
Автоматизация
— выбивки форм 237
— заливки форм 219
— контроля влажности 57
— контроля свойств формовочной смеси 58
— литья по выплавляемым моделям 367
— литья под давлением 348
— обдирочно-шлифовальной обработки отливок 271
— смесег?рчготовления 55 .
— смесераздачи 59
— управления формовочными машинами 144
— контроля влажности 57
— контроля свойств формовочной смеси 58
Автопогрузчик 311
Агрегат для приготовления глини-
стой суспензии 25
Аппарат
— дробеметный 251
— дробеструйный 252
Аэратор 53
©
Бадья 208
Барабан
— для выбивки безопочных форм 237
— очистной галтовочный 247
----непрерывного действия 249
----периодического действия 247
----расчет параметров 248
---- очистной дробеметный 253
----непрерывного действия 254
----периодического действия 253
Бункер 26
©
Вентилятор 289
— для вагранок 200
Вибратор
— подвесной 230
— поршневой пневматический 69
— центробежный шариковый 70
— электромагнитный 70
392
©
Головка прессовая многоплунжерная 77
Гомогенизация 40
Грейфер 10
Грохот эксцентриковый 196
Д
Диаграмма индикаторная 79, 93
Дробилка
— валковая 20
— молотковая 20
— щековая 17
Дробь техническая 250
Дозатор
— бункерный 31, 199
— весовой 31, 197
— коробчатый 31
— непрерывного действия 198
— поворотный 31
— шиберный 31
0
Железоотделитель магнитный 34
3
Заливочное устройство
— пневматическое 225
— электромагнитное 227
— электромеханическое 220
Затвор
— секторный 27
— челюстный 28
— шиберный 28
Зонт вытяжной 290
Изготовление стержней
— по нагреваемой оснастке 121
— из холоднотвердеющих смесей 130
— оболочковых 127
Изготовление форм
— вакуумно-плеиочным уплотнением 133
— вакуумно-прессовым методом 140 — газовым (взрывным) уплотнением 137
— замораживанием 143
— импульсным методом 135
— ширококовшевым пескометом 141
— шнековым прессованием 140
Искрогаситель 285
Камера
— автоклав для модифицирования
чугуна, 211
— гидравлическая выбивная 243
— гидропескоструйная 257
— дробеметная очистная 257
---непрерывного действия 258
---периодического действия 257
Кран
— консольно-поворотный 314
— мостовой 312
Кран-балка 314
Ковш литейный
— крановый 214
— ручной 212
Кокиль 317
Колодка прессовая многоплунжерная 75
Комплекс
— для литья по выплавляемым моделям 367
— для литья под давлением 351
— для очистки отливок 271
— механизированный для зачистки отливок 271
Конвейер
— вибрационный 305
— винтовой 307
— качающийся 304
— ленточный 294
— пластинчатый 298
— подвесной 300
— роликовый 303
— скребковый 299
— тележечный 296
Кристаллизатор установки для непрерывного литья 386
Л
Линия
— автоматическая 153
---безопочной формовки 172
— кокильная 326
— комплексная 154
— стержневая 183
— формовочная 153, 154
--- система управления 176
— изготовления отливок в кокилях с термоизоляционным покрытием 328 — механизированная поточная 153 Литье
— вакуумным всасыванием 354
— в оболочковые формы 337
— выжиманием 389
— непрерывное 382
— по выплавляемым моделям 357
— под давлением 338
— под низким давлением 352
— с противодавлением 353
— центробежное 300
--- тРУб 335
— электр ошлаковое 386
М
Манипулятор 179
Манипулятор 81
— для дозированной заливки металла 350
— для обдува и опрыскивания форм 349
Машина
— для литья выжиманием 389
— для литья под давлением
----с вертикальной холодной каме-
рой прессования 339, 345
----с горизонтальной холодной ка-
мерой прессования 338, 343
----с горячей камерой прессования
339, 347
— кокильная 319
— крановая загрузочная 209
— пневматическая вибрационная для
выбивки стержней 242
----мундштучная 120
----пескодувная (пескострельная)
113, 117
----по горячей оснастке 123
----стержневая
— формовочная 88
----без поворота полуформы 105
----встряхивающая с амортизацией удара 98
----встряхивающая с подпрессовкой 100
----пескодувно-прессовая 131
----прессовая 84
— — с перекидным столом 102
Мельница
— вибрационная 24
— молотковая 23
— шаровая 20
Механизм
— встряхивающий 89, 98
— грейферный 10
----двухканатный 10
----одноканатиый 10
— запирания машины для литья под давлением 343
— прессования машины для литья
под давлением 347
Молотки рубильные пневматические 260
О
Окраска отливок 274
Очистка
— воздуха, выбор способа 279
— отливок электрохимическая 258
П
Пескомет
—основы процесса уплотнения 111
— передвижной 111
----консольный 111
----мостовой 111
— подвесной 110
— стационарный 110
— устройство 108
Пистолет-распылитель 274
Питатель 29
393
— • винтовой 308
— камерный 309
Подъемно-транспортные машины 312
Привод формовочных машин 76
— гидравлический 82
— пневматический 78
— пневмогидравлический 80
Промыватель центробежный Вен-
тури 287
Пылеуловитель
— мокрый 284
— сухой 280
Р
Разрыхлитель
— дисковый 54
— лопастный 53
Расчет
— встряхивающего механизма 95
— мощности привода галтовочного барабана 248
— усилия крепления формы 216
Регенерация
— гидравлическая 41
— механическая 32
— пневматическая 43
— термическая 42
Резервуар пескодувный 125
Резка
— абразивными кругами 263
— воздушно-дуговая 265
— газовая 264
Решетка выбивная
— инерционная 233
— инерционно-ударная 236
— рабочий процесс 231
— транспортирующая 233
— эксцентриковая 232
Робот промышленный 179, 351
Ротоклон 287
С
Сбрасыватель плужковый 296
Сепарация 44
Система
— обозначения моделей машин 4
— смесеприготовительная 54
Сито
— барабанное 38
— вибрационное 39
— основы теории 38
— плоское 36
Скоба вибрационная 230
Скруббер 285
Смеситель
— для приготовления плакированных смесей 374
— катковый 47
— лопастный 51
— центробежный 50
394
Способы
— извлечения моделей из форм 67
— прессования 73
— уплотнения форм 65, 133
Стол очистной дробеметный 255 Сушило
— барабанное 12
— в кипящем слое 13
— в пневмопотоке 14
— одноходовое 11
— трехходовое 13
Т
Траверса вибрационная 230 Транспорт
— безрельсовый 310
— напольно-рельсовый 311
— пневматический 307 Турбовибратор 69
У
Установка
— выбивающая 235
— для выплавки модельного состава 357
— для выщелачивания остатков керамики 366
— для обсыпки и обмазки блоков 360
•— для приготовления жидкостекольных самотвердеющих смесей 52 — для приготовления модельного состава 357
— для электрошлакового литья 389 — транспортная пневматическая 307 — Электр огидравлическая для выбивки стержней из отливок 244
Устройство разгрузочное для песка 8
Ф
Фильтр
— матерчатый 282
---рукавный 283
ц
Циклон 281
Ч
Чушколом 195
Ш
Шайба магнитная 194 • Шихта
— взвешивание 197
— подготовка 194
— склады 193
Э
Элеватор 302
Электрокар 310
Электроталь 315
Электрофильтр 284
ОГЛАВЛЕНИЕ
Введение
3
Раздел первый
Механизация складирования, подготовки формовочных материалов и приготовления смеси
Глава 1. Оборудование складов формовочных материалов.................... 7
1.1. Схема механизированного склада формовочных материалов 7
1.2. Грейферные механизмы ................................. 10
Глава 2. Оборудование для подготовки исходных формовочных материалов 11
2.1. Сушила для песка и глины............................... И
2.2. Механическое дробление................................ 15
2.3. Дробилки ............................................ 17
2.4. Мельницы ............................................. 20
2.5. Механизация процесса приготовления глинистой суспензии 25
2.6. Бункера для формовочных материалов и смесей....... 26
2.7. Питатели и дозаторы".................................. 28
Глава 3. Оборудование Для регенерации бывшей в употреблении формовочной смеси......................................................... 32
3.1. Оборудование механического способа регенерации. ... 32
3.2. Магнитные железоотделители ............... 34
3.3. Сита для формовочных материалов....................... 36
3.4. Установки для гомогенизации и охлаждения оборотных смесей .................................................... 40
3.5. Механизация мокрой регенерации песка.................. 41
3.6. Механизация термической регенерации................... 42
3.7. Установка пневматической регенерации ................. 43
3.8. Установка для сепарации мелкодисперсных материалов . . 44
Глава 4 Механизация и автоматизация приготовления формовочных смесей ................................................................ 46
4.1. Классификация смешивающих устройств............. . 46
4.2. Катковые смесители.................................... 47
4.3. Центробежные (маятниковые) смесители .......... 50
4.4. Лопастные (шнековые) смесители........................ 51
4.5. Разрыхлители.......................................... 53
Глава 5. Механизация и автоматизация смесеприготовления и смесе-р аз дачи.............................................................. 54
5.1. Смесеприготовительные системы ........................ 54
5.2. Схема смесеприготовительной установки и автоматизация управления^смесителями..................................... 55
5.3. Автоматизация контроля влажности и температуры формовочной смеси ) процессе ее приготовления................. 57
5.4. Автоматизация контроля физико-механических свойств формовочных смесей........................................ 58
5.5. Автоматизация распределения формовочной смеси .... 59
5.6. Техника безопасности при эксплуатации смесеприготовительного оборудования ..................................... 61
395
Раздел второй
Оборудование для изготовления литейных форм и стержней
Глава 6. Понятия об уплотнении формовочных смесей.................... 63
6.1. Требования к литейной форме.......................... 63
6.2. Свойства формовочной смеси как материала для литейной формы..................................................... 64
6.3, Требования к модельно-опочной оснастке при машинной формовке.................................................. 64
6.4. Способы машинной формовки ........................... 65
6.5. Способы извлечения моделей из форм .................. 67
6.6. Вибраторы............................................ 69
6.7. Классификация формовочных машин....................... 70
Глава 7Прессовые формовочные машины................................... 71
7.1. Процесс уплотнения смеси прессованием................. 71
7.2. Способы прессования .................................. 73
7.3. Классификация прессовых формовочных машин, их конструктивные особенности .................................. 76
7.4. Пневматический привод прессовых формовочных машин . . 78
7.5. Пневмогидравлический привод прессовых формовочных машин..................................................... 80
« . 7.6. Гидравлический привод прессовых формовочных машин . . 82
7.7. Конструкции прессовых формовочных машин............... 84
Глава 8. Встряхивающие и встряхивающе-прессовые формовочные машины ................................................................. 88
8.1. Физические основы уплотнения песчаных форм встряхиванием ................................................... 88
8.2. Классификация, устройство и работа встряхивающих механизмов ................................................. 89
8.3. Производительность и мощность встряхивающих механизмов ................................................... 92
8.4. Индикаторная диаграмма встряхивающего механизма ... 93
8.5. Расчет встряхивающих механизмов с поршневым воздухораспределением ........................................... 95
8.6. Регулирование степени уплотнения формовочной смеси и режимов работы на встряхивающих формовочных машинах 97
8.7. Конструкции встряхивающих формовочных машин .... 98
Глава 9. Пескометы .................................................
9.1. Классификация, устройство, работа и конструкции пескометов ....................................................... 108
9.2. Физические основы процесса уплотнения пескометом. . . 111
Глава 10 Машины для изготовления стержней .............................. 113
10.1. Классификация, устройство и работа стержневых машин 113
10.2. Уплотнение смеси пескодувным (пескострельным) способом и выбор основных параметров машины..................... 115
10.3. Примеры конструкций стержневых машин.................. 117
10.4. Изготовление стержней по нагреваемой оснастке и оборудование ................................................... 121
10.5. Изготовление оболочковых стержней ................... 127
10.6. Изготовление стержней из ХТС.......................... 130
10.7. Пескодувно-прессовые машины .......................... 131
Глава 11. Новые методы изготовления литейных форм....................... 133
11.1. Требования к процессам формообразования........... 133
11.2. Вакуумно-пленочный процесс........................ 133
11.3. Импульсные методы формовки ....................... 135
396
11.4. Новые методы прессования........................... 138
11.5. Уплотнение ширококовшовым пескометом............... 141
11.6. Вибрационно-ударное уплотнение..................... 142
11.7. Изготовление форм замораживанием .................. 143
Глава 12. Автоматизация управления формовочными машинами........... 144
12.1. Многоэлементная система управления................. 144
12.2. Одноэлементная система управления ................. 146
12.3. Автоматизация управления стержневой пескодувной -машины ................................................... 147
12.4. Техника безопасности при эксплуатации формовочных и стержневых машин........................................ 150
Раздел третий
Поточно-механизированиые и автоматические линии
Глава 1О. Поточно-механизированные и автоматические линии изготовления отливок в разовых формах ........................................ 152
13.1 Основные понятия. Классификация формовочных линий.
Компоновки..................................... 152
13.2. Агрегаты и узлы автоматических линий.......... 161
13.3. Примеры работы автоматических и комплексно-механизированных линий................................... 170
13.4. Системы управления автоматическими линиями .... 176
13.5. Манипуляторы и роботы в литейном производстве . . . 179
Глава 14. Автоматические стержневые линии........................... 183
14.1. Классификация и состав стержневых линий............ 183
14.2. Примеры линий для изготовления стержней............ 189
Раздел четвертый
Оборудование складов шихты, плавильно-заливочных отделений
Глава 10. Оборудование складов шихты ................................ 193
15.1. Типовая механизация складов шихты.................. 193
15.2. Механизация подготовки шихты ...................... 194
15.3. Оборудование Для взвешивания шихты ................ 197
Глава 16. Оборудование для обслуживания плавильных агрегатов . . . 200
16.1. Вентиляторы для вагранок........................... 200
16.2. Механизация и основы автоматизации загрузки вагранок 202
16.3. Механизация загрузки сталеплавильных агрегатов . . . 208
16.4. Механизация модифицирования чугуна магнием. . . . 211
Глава 17 Оборудование заливочных участков ........................... 212
17.1. Литейные ковши..................................... 212
17.2. Устройства для нагружения форм перед заливкой .... 216
Глава 18. Автоматизация залнвки форм ................................ 219
18.1. Электромеханические заливочные устройства.......... 220
18.2. Пневматические заливочные устройства............... 225
18.3. Электромагнитные заливочные устройства............. 227
18.4. Техника безопасности при эксплуатации оборудования складов шихты, плавильных и заливочных отделений . . 229
Раздел пятый .
Оборудование для выбивки, очистки и отделки отливок
Глава 19. Оборудование для выбивки отливок из форм и удаления стержней из отливок........................................................ 230
397
19.1. Классификация выбивных устройств, простейшие выбивные устройства ........................................... 230
19.2. Рабочий процесс и устройство выбивных решеток. . . . 231
19.3. Автоматизированные установки для выбивки форм . . . 237
19.4. Оборудование для удаления стержней из отливок . . . 242
19.5. Техника безопасности при эксплуатации выбивного обо-
рудования .............................................. 246
Глава 20. Оборудование для очистки отливок............................... 247
20.1. Галтовочные барабаны................................... 247
20.2. Оборудование для очистки отливок металлической дробью 249
20.3. Специальные способы очистки ........................... 258
20.4. Техника безопасности при работе на галтовочных бара-
банах и дробеочистных машинах........................... 259
Глава 21 Оборудование для отделения элементов литниковых систем, обрубки и исправления дефектов и окраски отливок...................... 260
21.1. Рубильные молотки .......................'............. 260
21.2. Механическое отделение элементов литниковых систем
от отливок ..........................................• 262
21.3. Оборудование для отрезки прибылей и литников абразивными кругами .......................................... 263
21.4. Оборудование для обрубки отливок методами газовой и воздушно-дуговой резки и устранение дефектов отливок 264
21.5. Оборудование для зачистки отливок шлифовальными кругами................................................... 267
21.6. Автоматизация обдирочно-шлифовальной обработки отливок .................................................... 271
21.7. Оборудование для окраски отливок....................... 274
21.8. Техника безопасности при обрубке и зачистке отливок . . 275
Раздел шестой
Оборудование для очистки воздуха в литейных цехах
Глава Требования к очистке воздуха в литейном цехе.................... 276
22.1. Проектирование вентиляционных систем................ 276
22.2. Источники пыле- и газовыделений в литейных цехах . . . 277
Глава 23. Оборудование для очистки воздуха от пыле- и газовыделений 279 23.1. Выбор способа очистки........................................... 279
23.2. Сухие пылеуловители ................................ 280
23.3. Мокрые пылеуловители................................ 284
Глава 24. Устройства для отсоса запыленного воздуха и газов от оборудования ............................................................ 289
24.1. Вентиляторы......................................... 289
24.2. Трубопроводы, вытяжные зонты, кожухи................ 290
24.3. Техника безопасности при эксплуатации пыле- и газоочистных устройств ....................................... 292
Глава 25
Раздел седьмой
Подъемно-транспортное оборудование литейных цехов
Машины непрерывного транспорта........................... 294
25.1. Ленточные конвейеры................................ 294
25.2. Тележечные конвейеры .............................. 296
25.3. Пластинчатые конвейеры ........................... 298
25.4. Подвесные конвейеры ............................... 300
25.5. Элеваторы ......................................... 302
25.6. Гравитационные устройства и роликовые конвейеры . . 303
25.7. Качающиеся конвейеры............................... 304
398
25.8. Вибрационные конвейеры.......................... . 305
25.9. Винтовые конвейеры .................................. 307
25.10. Пневматические транспортные установки............... 307
25.11. Безрельсовые транспортные машины.................... 310
25.12. Напольно-рельсовый внутрицеховой транспорт .... 311
Глава 26. Подъемно-транспортные механизмы.............................. 312
26.1. Мостовые электрические краны, кран-балки, электротали 312
26.2. Техника безопасности при эксплуатации внутрицехового транспорта /........................................... 315
Раздел восьмой
Оборудование для специальных способов литья
Глава 27. Оборудование для литья в кокили............................ 317
27.1. Классификация кокильных машин ..................... 317
27.2. Конструкция кокильных машин ....................... 319
27.3. Автоматические и комплексно-механизированные кокильные линии................................................ 326
27.4. Автоматическая линия изготовления отливок в кокилях с термоизоляционным покрытием............................ 328
Глава 28. Машины для центробежного литья............................. 330
28.1. Классификация машин центробежного литья .......... 330
28.2. Центробежные машины с горизонтальной осью вращения 332
28.3. Центробежные машины с вертикальной осью вращения 334
28.4. Центробежные машины для отливки труб............... 335
Глава 29. Машины для литья под давлением............................. 338
29.1. Классификация машин для литья под давлением .... 338
29.2. Конструкция машин.................................. 343
29.3. Автоматизация литья под давлением ....... 348
29.4. Оборудование для литья под низким давлением и с про- тиводавлением...................................... 352
29.5. Оборудование для литья вакуумным всасыванием .... 354
29.6. Техника безопасности при эксплуатации машин для литья в металлические формы ................................... 356
Глава 30. Оборудование для литья по выплавляемым моделям........... 357
30.1. Комплект оборудования для механизации литья по выплавляемым моделям.................................... . 357
30.2. Автоматизация литья по выплавляемым моделям .... 367
30.3. Техника безопасности при эксплуатации оборудования для литья по выплавляемым моделям......................... 373
Глава 31. Оборудование для литья в оболочковые формы................... 374
31.1. Машины для приготовления песчано-смоляных смесей. . 374
31.2. Механизация и автоматизация изготовления оболочковых форм и выбивки отливок из них............................. 377
31.3. ’.Техника безопасности при эксплуатации оборудования для литья в оболочковые формы............................. 382
Глава 32. Оборудование для литья непрерывного, электрошлакового и
выжиманием ................................................ 382
32.1. Установки и линии для непрерывного литья............. 382
32.2. Оборудование для электрошлакового литья............. 386
32.3. Оборудование для литья выжиманием................... 389
Список рекомендуемой литературы........................................ 391
Предметный указатель................................................ 392
Иван Владимирович Матвеенко, Владимир Леонидович Тарский
ОБОРУДОВАНИЕ ЛИТЕЙНЫХ ЦЕХОВ
Редактор Г. Н. Соболева
Художественный редактор Е. А. Ильин
Переплет художника А. Н. Ковалева Технические редакторы? В. И. Орешкина, Н. В. Тимофеенко
Корректоры Т. В. Багдасарян и И. М, Борейша,
ИБ № 4189
Сдано в набор 24.09.84. Подписано в печать-04.01.85. Т-01835. Формат 60Х90*/1в. Бумага, типографская № 2. Гарнитура литературная.1 Печать высокая. Усл. печ. л. 25,0. Усл. кр.-отт.
25,0. Уч.-изд. л. 28,36. Тираж 18 000 экз. Заказ 254. Цена 1 р. 30 к.
Ордена Трудового Красного Знамени издательство «Машиностроение», 107076, Москва, Стромынский пер^, 4
Ленинградская типография № 6 ордена Трудового Красного Знамени Ленинградского объединения «Техническая книга» им. Евгении Соколовой Союзполиграфпрома при Государственном комитете СССР по делам издательств, полиграфии и книжной торговли.
193144, г. Ленинград, ул. Моисеенко, 10.