/



















Текст
В. К. Могилев ПИ. Лев
1 СПРАВОЧНИК
1 ЛИТЕЙЩИКА
Одобрено Ученым советом Государственного комитета СССР по профессионально-техническому образованию в качестве справочника для профессионального обучения рабочих на производстве
Г
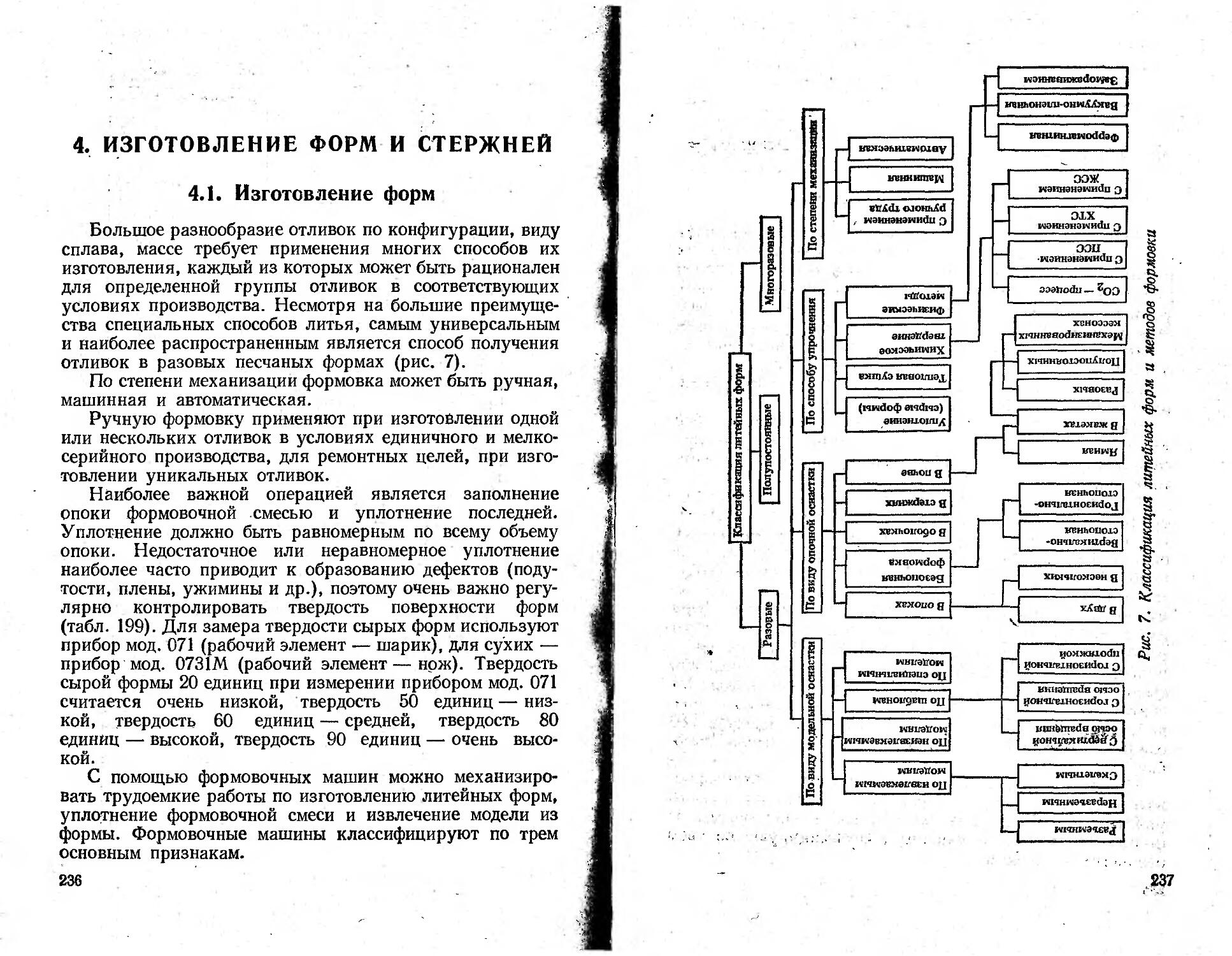
Москва. «Машиностроение» 1988
ЛЛ7У 1
ББК 34.61
М74
УДК 621.74 (035)
Рецензенты: канд. техн, наук доц. Б. К. Святкин, канд. техн, наук доц. В. П. Мигай
Г БИБЛИО1ЕКА 1
Караганппнского и »'^технического
- " ’П*а
"¥
Могилев В. К., Лев О. И.
М74 Справочник литейщика: Справочник для профес сионального обучения рабочих на производстве. —; Мл Машиностроение, 1988. — 272 с.: ил.
ISBN 5-217-00242-5
Приведены основные сведения о металлах и литейных спла вах, плавильных агрегатах и технологии плавки. Дана хг рактеристика формовочных материалов к типовых формово» ных и стержневых смесей, противопригарных покрытий и др проанализированы вопросы проектирования технологии изг< товления отливок.
Представлены основные сведения о прогрессивных те? нологических процессах, средствах их механизации и автомг тизации.
Может быть полезен учащимся СПТУ, мастерам технологам литейного производства.
2704020000—224
М 038 (01)—88 224—88
ББК 34.(
ISBN 5-217-00242-5
@ Издательство «Машиностроение», 191
Разработанная XXVII съездом КПСС стратегия уско- / рения научно-технического прогресса предусматривает/' ' В числе основных и первоочередных задач коренную neper стройку машиностроения в целях повышения его эффективности и качества выпускаемой продукции. Решение этой задачи тесно связано с развитием и совершенствованием технологии литейного производства, поскольку более 40 % заготовок получают литьем.
Анализ новых разработок свидетельствует об успешном и динамичном развитии теории и практики литейного производства, о его больших потенциальных возможностях. Например, на предприятиях Минавтопрома при увеличении выпуска отливок в 11 пятилетке на 10% рост их производства с применением прогрессивных способов литья составил 20—35 %. В 1985 г. на автоматических литейных линиях было изготовлено 40 % чугунных и стальных отливок; литьем под давлением — 36% отливок из цветных сплавов; в электрических печах было выплавлено 35 % чугуна.
В планах дальнейшего развития литейного производства большое внимание уделяется снижению материалоемкости и трудоемкости изготовления отливок, экономии топливно-энергетических ресурсов, применению малоотходных и безотходных технологий. На многих предприятиях имеется опыт рационального использования различных отходов производства. В производство внедряются новые технологические процессы, среди которых можно выделить технологию изготовления стержней с отверждением газообразными катализаторами, получение крупных отливок высокой точности по газифицируемым моделям, литье в сухие стопочные формы, вакуумно-пленочную формовку. Создаются управляемые заливочные установки, манипуляторы для установки стержней в формы, съема и межоперационного перемещения отливок, многоцеле-
1* 3
выё робототехнологические комплексы и другие средс'.>Б| околомашинной механизации. Ведутся работы- по совершенствованию средств механизации и автоматизации финишных операций. Для очистки мелких отливок предполагается создать автоматизированные комплексы с адаптивной системой управления, а для зачистки крупных корпусных отливок — автоматизированные комплексы с дистанционным управлением.
Для повышения надежности литейного оборудования предусматривается создание конструкций по блочно-модульному принципу на базе отработанных узлов и агрегатов. К 1990 году доля литейного оборудования на основе блочно-модульных и базовых конструкций в общем объеме его выпуска составит 45—50 %. Планируется 60—70’% основных агрегатов оснастить встроенной микропроцессорной техникой, автоматические линии и комплексы обеспечить системами диагностики и автоматического поиска неисправностей, а также программным управлением. Решение столь сложных задач требует повышения квалификации рабочих и инженерно-технического персонала.
Гл. 1—4 написаны канд. техн, наук В. К. Могилевым, гл. 5—6 — инженером О. И. Львом.
Авторы считают своим долгом выразить благодарность инженерам Сердюк Н. Г. и Быковой Л. Г. за помощь, оказанную при подготовке рукописи.
1. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО/ ПРОЦЕССА ИЗГОТОВЛЕНИЯ ОТЛИВОК
При разработке литейной технологии очень важен обоснованный выбор наиболее рациональных приемов, обеспечивающих необходимые эксплуатационные свойства литых деталей и высокие технико-экономические показатели производства: получение качественных отливок при минимальной их стоимости; высокая производительность; экономия металла в результате уменьшения припусков на обработку; экономия топлива, электроэнергии и вспомогательных материалов; максимальное использование имеющегося оборудования и оснастки.
Проектирование технологического процесса изготовления отливки включает разработку необходимой технологической документации: чертежей, расчетов, технологических карт и др. Объем технологической документации зависит от типа производства (единичное, мелкосерийное, серийное, массовое). В условиях единичного и мелкосерийного производства все технологические указания наносят непосредственно на чертеж детали. При серийном и массовом производстве на основании анализа технических условий на деталь и ее конструкции, расчетов и справочных данных разрабатывают чертеж отливки, чертежи моделей, стержневых ящиков, модельных плит И т. д.
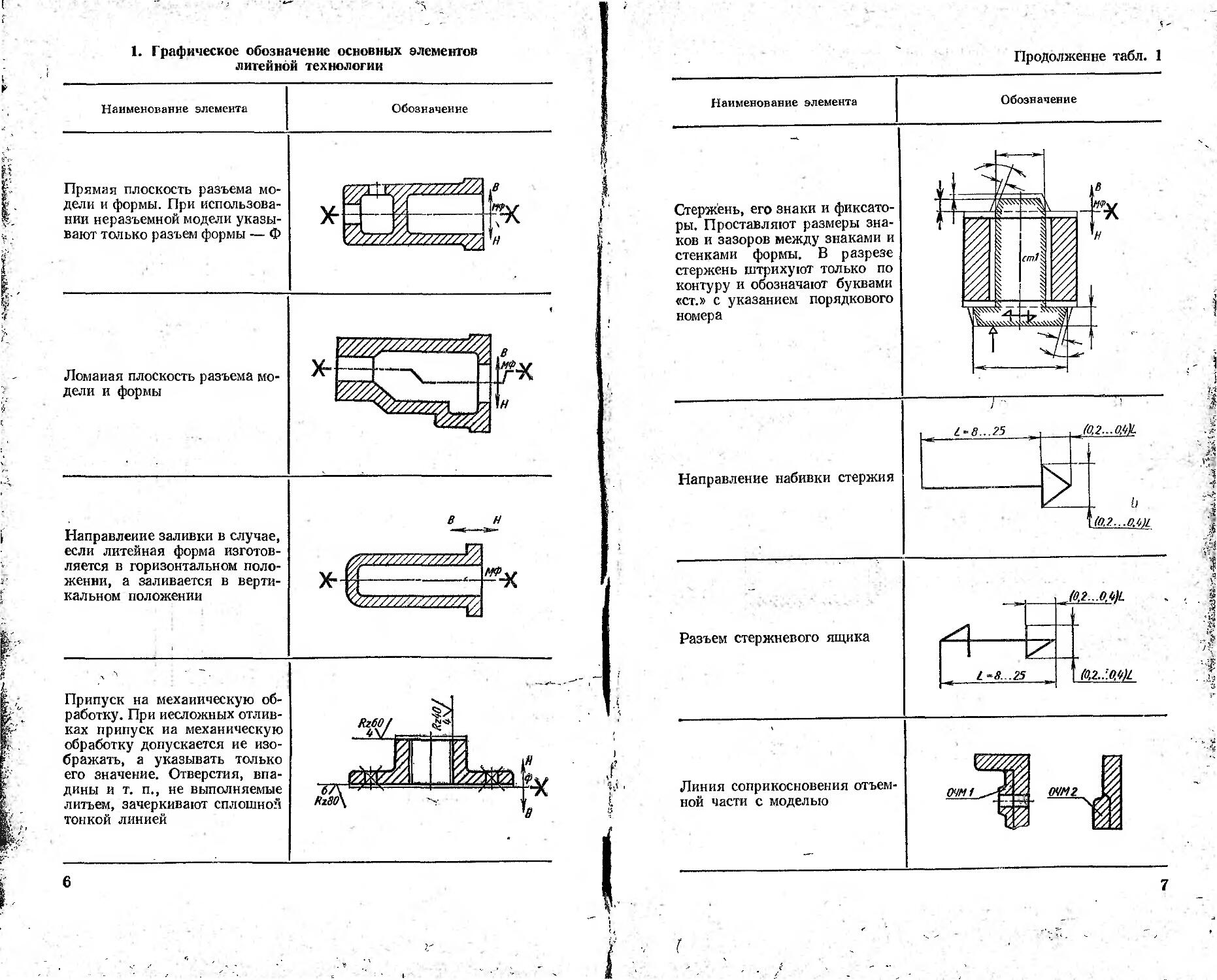
Правила выполнения чертежей элементов литейной формы и отливки установлены ГОСТ 2.423—73 (табл. 1, 2).
1.1. Анализ заказа
Прежде чем приступить к проектированию технологии изготовления отливки, необходимо оценить возможности и целесообразность выполнения заказа на данном предприятии, руководствуясь техническими возможностями различных способов литья (табл. 3—6), общими принципами классификации отливок по их характерным
б
Наименование элемента
Обозначение
1. Графическое обозначение основных элементов литейной технологии
Прямая плоскость разъема модели и формы. При использовании неразъемной модели указывают только разъем формы — Ф
Ломаная плоскость разъема модели и формы
Направление заливки в случае, если литейная форма изготовляется в горизонтальном положении, а заливается в вертикальном положении
Припуск на механическую обработку. При несложных отливках припуск иа механическую обработку допускается ие изображать, а указывать только его значение. Отверстия, впадины и т. п., не выполняемые литьем, зачеркивают сплошной тонкой линией
V77Z777Z77777&. _____________
6
Продолжение табл. 1
Наименование элемента
Обозначение
Стержень, его знаки и фиксаторы. Проставляют размеры знаков и зазоров между знаками и стенками формы. В разрезе стержень штрихуют только по контуру и обозначают буквами «ст.» с указанием порядкового номера
(О,2...ОЛ}1.
Z-<?...25
Направление набивки стержня
Разъем стержневого ящика
Линия соприкосновения отъемной части с моделью
(0,2...О,QL
Продолжение табл. 1
Наименование элемента
Обозначение
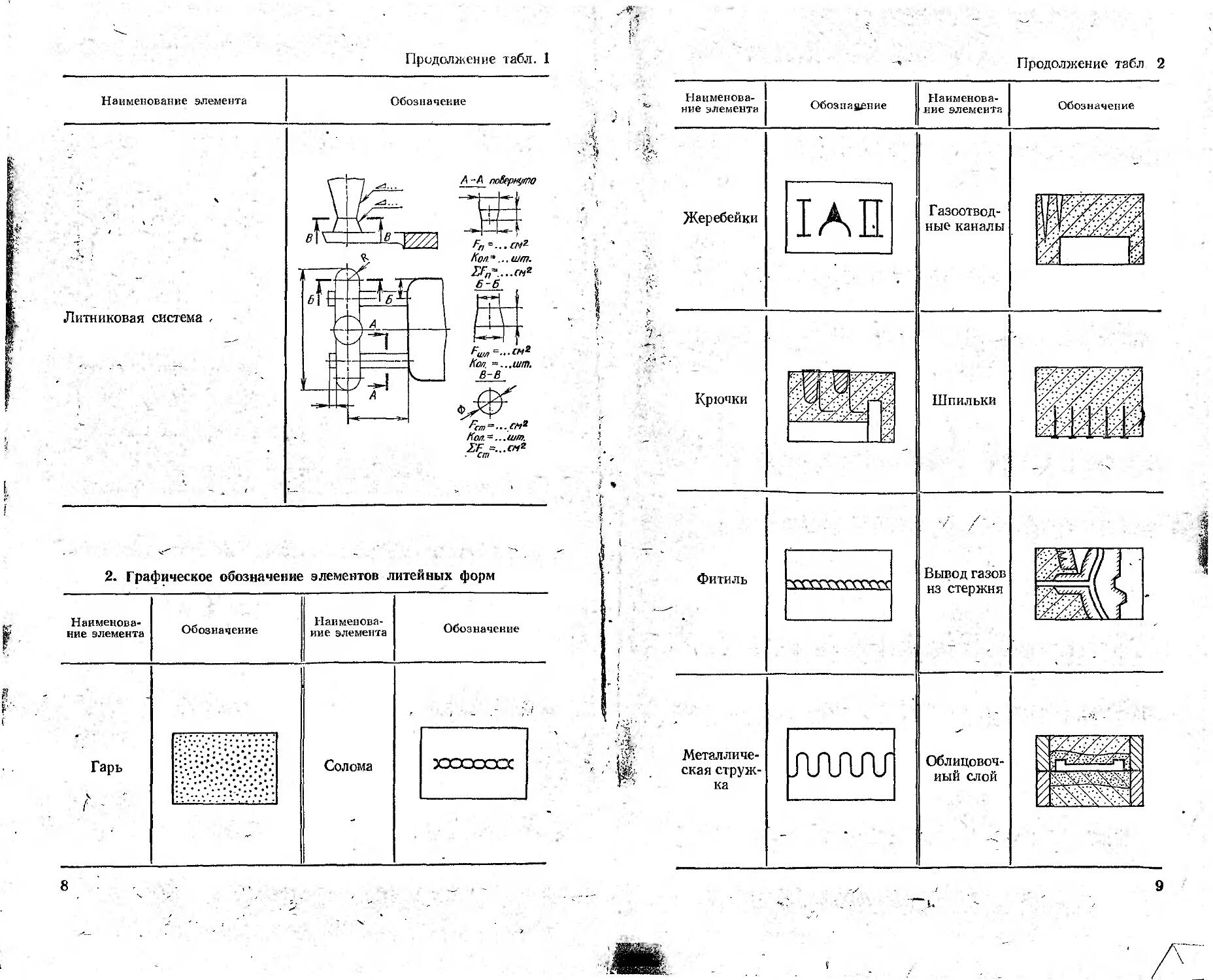
Литниковая система ,
2. Графическое обозначение элементов литейных форм
Наименование элемента Обозначение Наименование элемента Обозначение
Гарь ’•’••I**»*»*.»* . Солома ~ /Г XDOQOCOC
%.
8
Продолжение табл 2
Наименование элемента Обозначение
Жеребейки 1АП
Крючки .V//
Фитиль
Металлическая стружка JWWJ г
Наименование элемента Обозначение
-
Газоотвод-
ные каналы
Шпильки — ' X
=-•/ / .
Вывод газов
нз стержня
Облицовоч-
иый слой
9
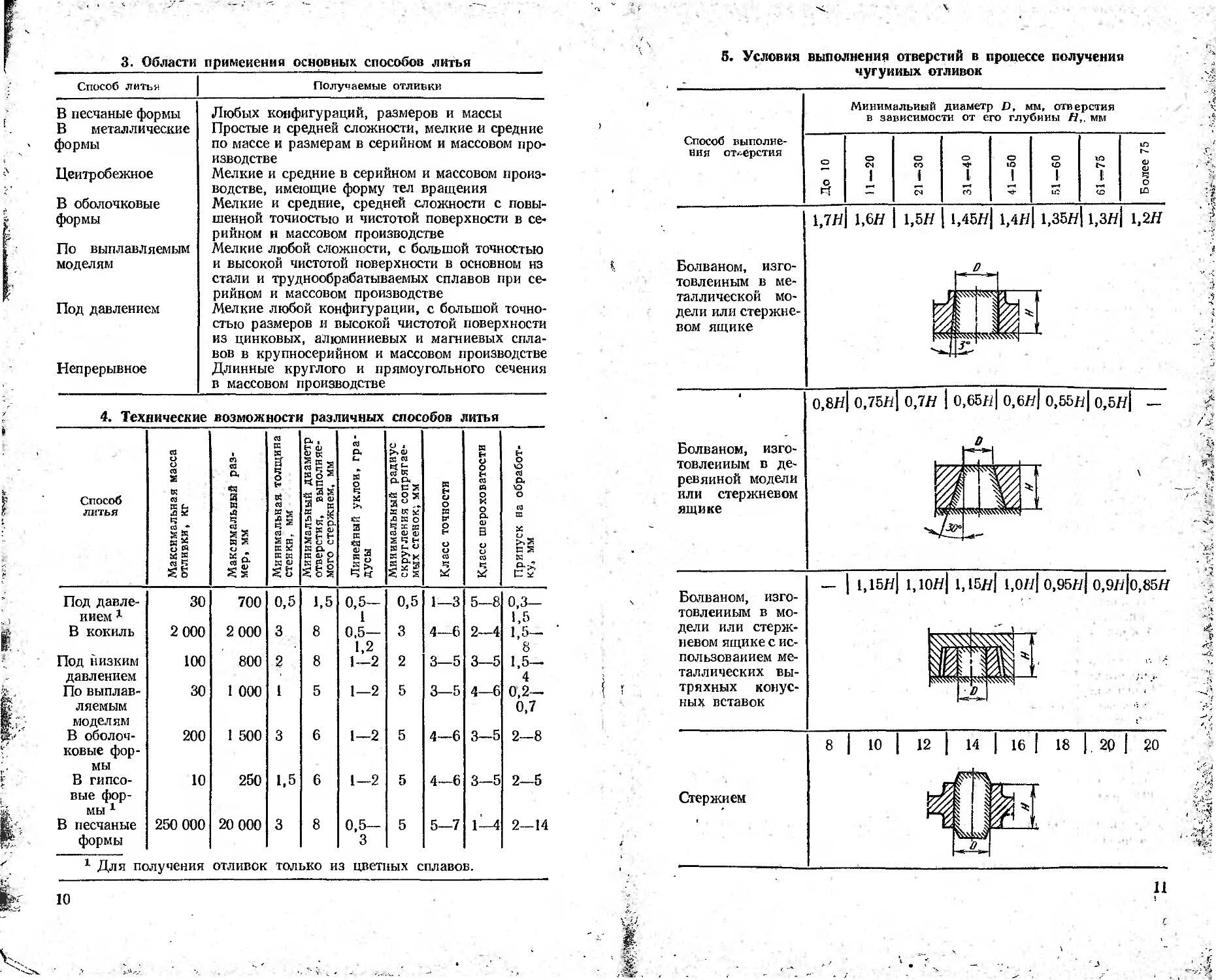
3. Области применения основных способов литья
Способ литья
В песчаные формы
В металлические формы
Центробежное
В оболочковые формы
По выплавляемым моделям
Под давлением
Непрерывное
Получаемые отливки
Любых конфигураций, размеров и массы
Простые и средней сложности, мелкие и средние по массе и размерам в серийном и массовом производстве
Мелкие и средние в серийном и массовом производстве, имеющие форму тел вращения
Мелкие и средние, средней сложности с повышенной точностью и чистотой поверхности в серийном н массовом производстве
Мелкие любой сложности, с большой точностью и высокой чистотой поверхности в основном нз стали и труднообрабатываемых сплавов при серийном и массовом производстве
Мелкие любой конфигурации, с большой точностью размеров и высокой чистотой поверхности из цинковых, алюминиевых и магниевых сплавов в крупносерийном и массовом производстве Длинные круглого и прямоугольного сечения в массовом производстве
4. Технические возможности различных способов литья
Способ литья Максимальная масса отливки» кг Максимальный размер, мм « ЕЕ £ с ь в с; S г к Б П s 1 | стен кн, мм Минимальный диаметр отверстия, выполняемого стержнем, мм Линейный уклон, градусы Минимальный радиус скругления сопрягаемых стенок^ мм Класс точности Класс шероховатости । Припуск на обработ- ку, мм
Под давлением 1 30 700 0,5 1,5 0,5— 1 0,5 1—3 5—8 0,3— 1,5
В кокиль 2 000 2 000 1 8 0,5— 1,2 3 4—6 2—4 1,5— 8
Под низким давлением 100 800 2 8 1—2 2 3—5 3—5 1,5— 4
По выплавляемым 30 1 000 5 1—2 5 3—5 4—6 од-од
моделям
В оболоч- 200 1 500 6 1—2 5 4—6 3-5 2—8
ковые формы
В гипсо- 10 250 1,5 6 1—2 5 4—6 3—5 2—5
вые фор-
мы 1
В песчаные формы 250 000 20 000 8 0,5— 3 5 5—7 1—4 2—14
1 Для получения ОТЛИВОК только из цветных сплавов.
10
S. Условия выполнения отверстий в процессе получения чугунных отливок
в
Болваном, изготовленным в металлической модели или стержневом ящике
0,8Н| 0,75й| 0,77/ | 0,65й| 0,6//| 0,55й| 0,5//| —
Болваном, изготовленным в деревянной модели или стержневом ящике
Болваном, изготовленным в модели или стержневом ящике с использованием металлических вытри ХНЫ X конусных вставок
— | 1,15Н| 1,10Я| 1,15//| 1,07/| 0.957/J О,9н|о,85/7
Стержнем
8 | 10 | 12 | 14 | 16 | 18 |. 2Q | 20
11
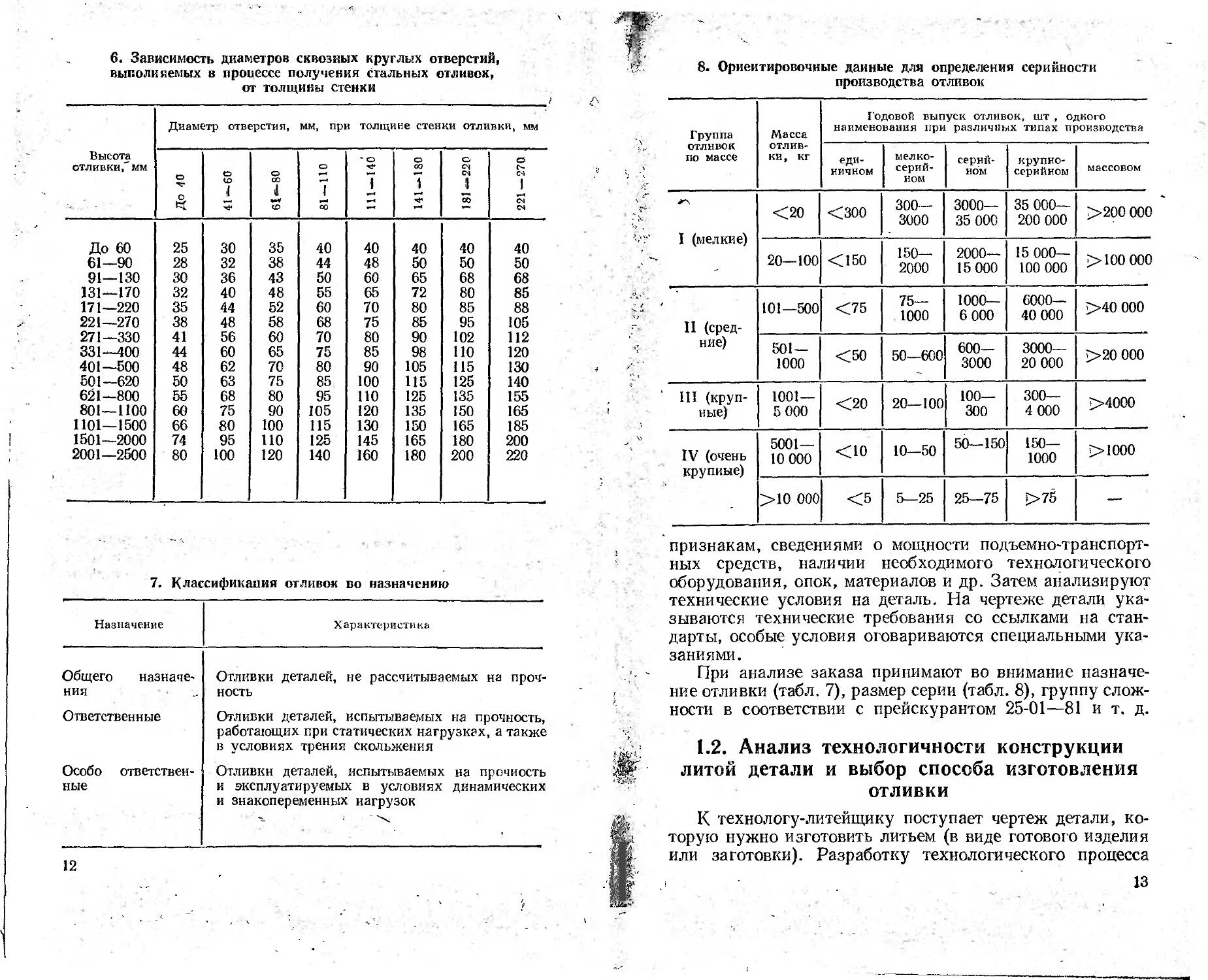
6. Зависимость диаметров сквозных круглых отверстий, выполняемых в процессе получения стальных отливок, от толщины стенки
Диаметр отверстия, мм, при толщине стенки отливки, мм
Высота отливки," мм До 40 О to 11 О Q0 д 81 — 110 111 — 140 141 — 180 0SS” 181 221 —270
До 60 25 30 35 40 40 40 40 40
61—90 28 32 38 44 48 50 50 50
91—130 30 36 43 50 60 65 68 68
131—170 32 40 48 55 65 72 80 85
171—220 35 44 52 60 70 80 85 88
221—270 38 48 58 68 75 85 95 105
271—330 41 56 60 70 80 90 102 112
331—400 44 60 65 75 85 98 НО 120
401—500 48 62 70 80 90 105 115 130
501—620 50 63 75 85 100 115 125 140
621—800 55 68 80 95 НО 125 135 155
801—1100 60 75 90 105 120 135 150 165
1101—1500 66 80 100 115 130 150 165 185
1501—2000 74 95 110 125 145 165 180 200
2001—2500 80 100 120 140 160 180 200 220
7. Классификация отливок во назначению
Назначение Хара ктернети ка
Общего назначе-НИЯ Отливки деталей, не рассчитываемых на прочность
Ответственные Отливки деталей, испытываемых на прочность, работающих при статических нагрузках, а также в условиях трения скольжения
Особо ответственные Отливкн деталей, испытываемых на прочность и эксплуатируемых в условиях динамических и знакопеременных нагрузок
12
8. Ориентировочные данные для определения серийности производства отливок
Группа отливок по массе Масса отливки, кг Годовой выпуск отливок, шт , одного наименования при различных типах производства
единичном мелкосерийном серийном крупносерийном массовом
I (мелкие) <20 <300 300— 3000 3000— 35 000 35 000— 200 000 >200 000
20—100 <150 150— 2000 2000— 15 000 15 000— 100 000 >100 000
II (сред-ние) 101—500 <75 75— 1000 1000— 6 000 6000— 40 000 >40 000
501— 1000 <50 50—600 600— 3000 3000— 20 000 >20 000
III (крупные) 1001— 5 000 <20 20—100 100— 300 300— 4 000 >4000
IV (очень крупные) 5001 — 10 000 <ю 10—50 50—150 150— 1000 >1000
>10 000 <5 5—25 25—75 >75 —.
признакам, сведениями о мощности подъемно-транспортных средств, наличии необходимого технологического оборудования, опок, материалов и др. Затем анализируют технические условия на деталь. На чертеже детали указываются технические требования со ссылками на стандарты, особые условия оговариваются специальными указаниями.
При анализе заказа принимают во внимание назначение отливки (табл. 7), размер серии (табл. 8), группу сложности в соответствии с прейскурантом 25-01—81 и т. д.
1.2. Анализ технологичности конструкции литой детали и выбор способа изготовления
отливки
К технологу-литейщику поступает чертеж детали, которую нужно изготовить литьем (в виде готового изделия или заготовки). Разработку технологического процесса
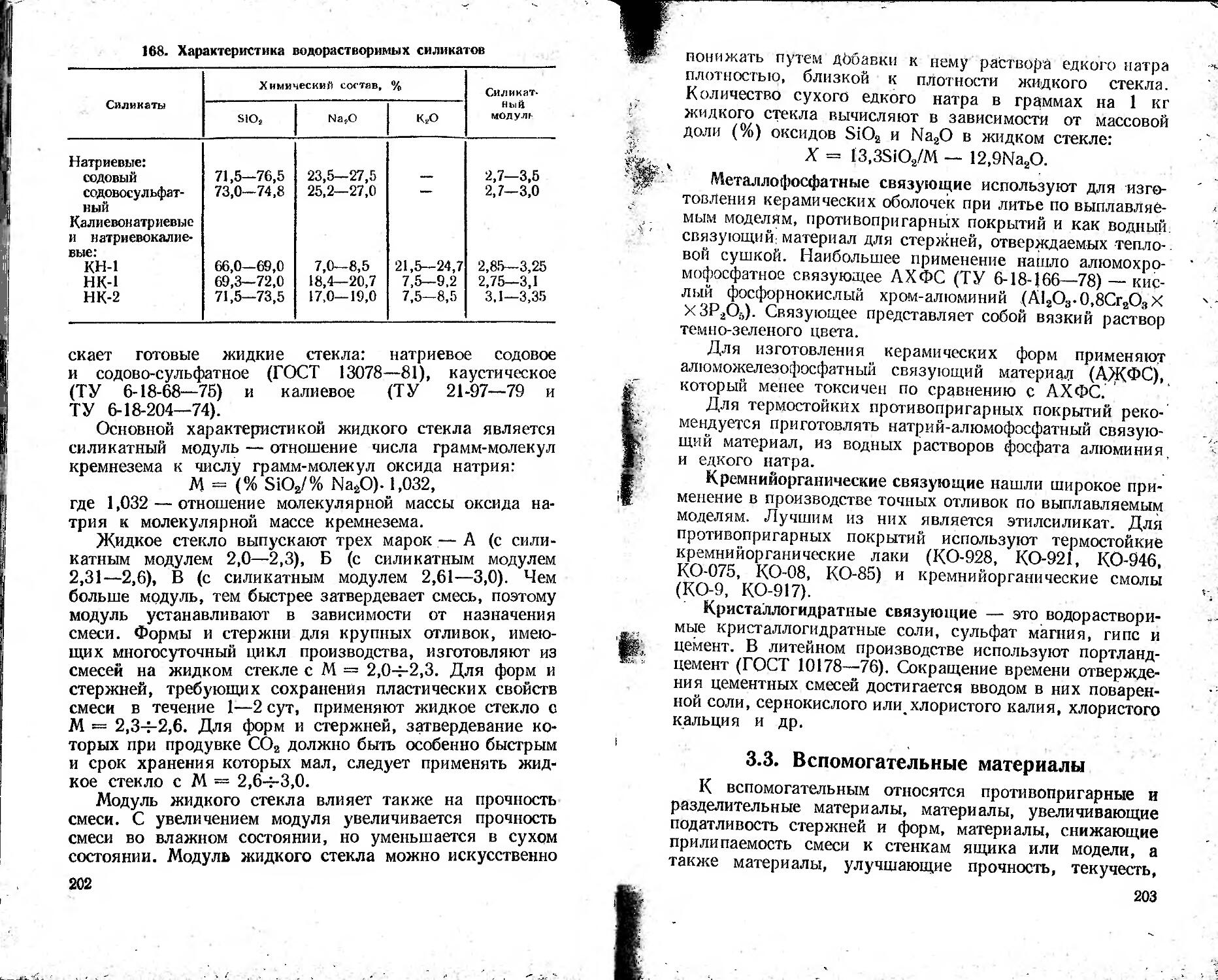
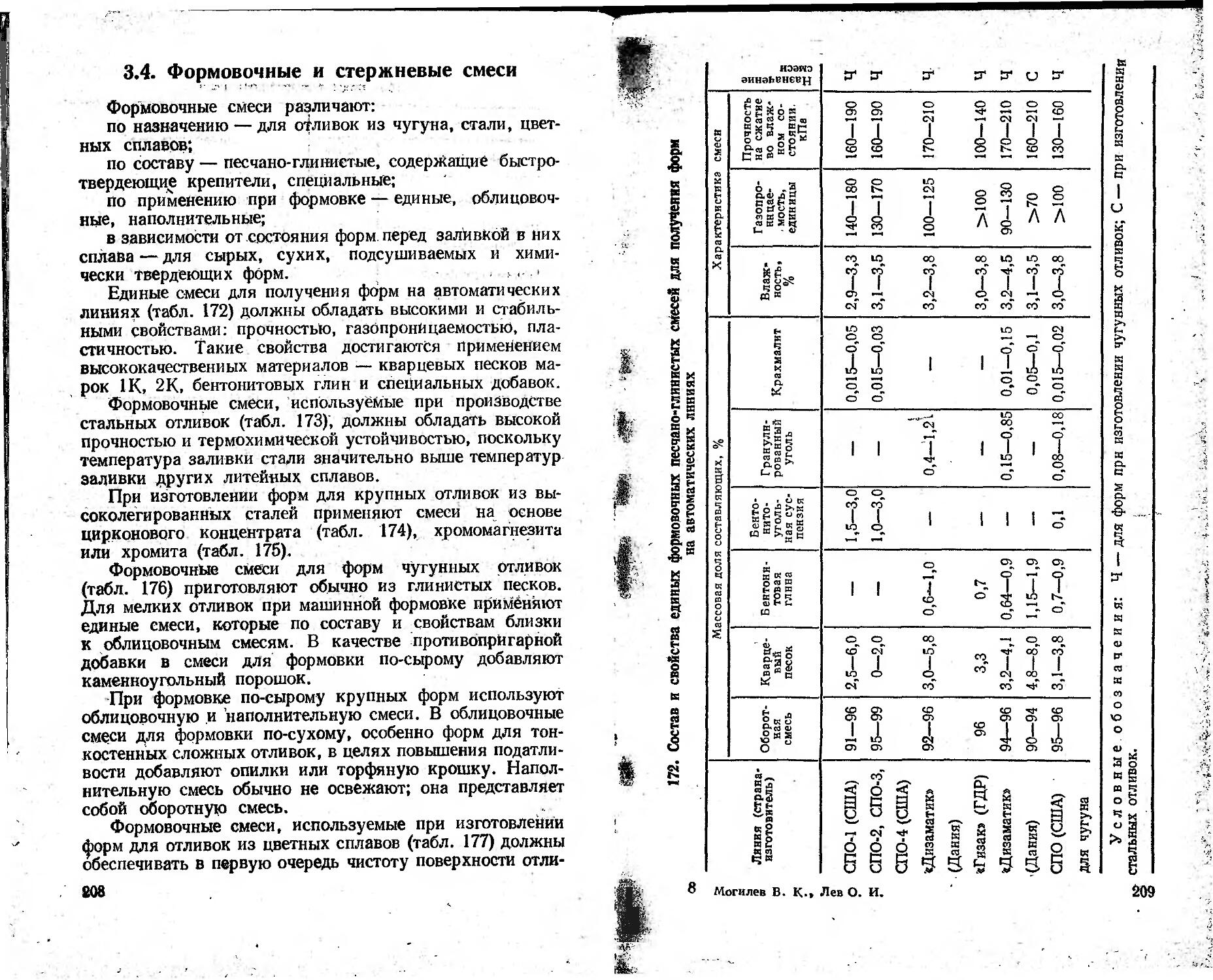
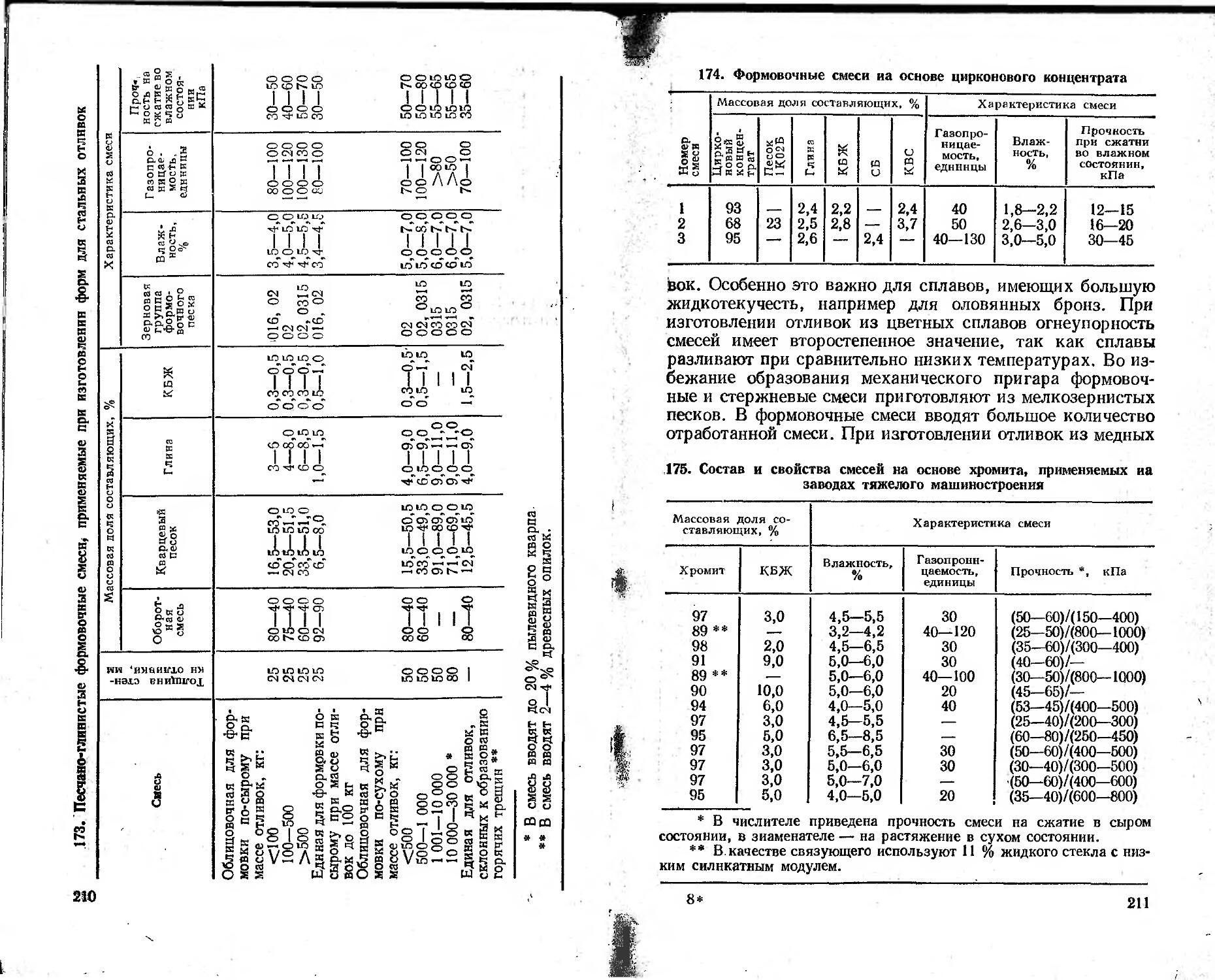
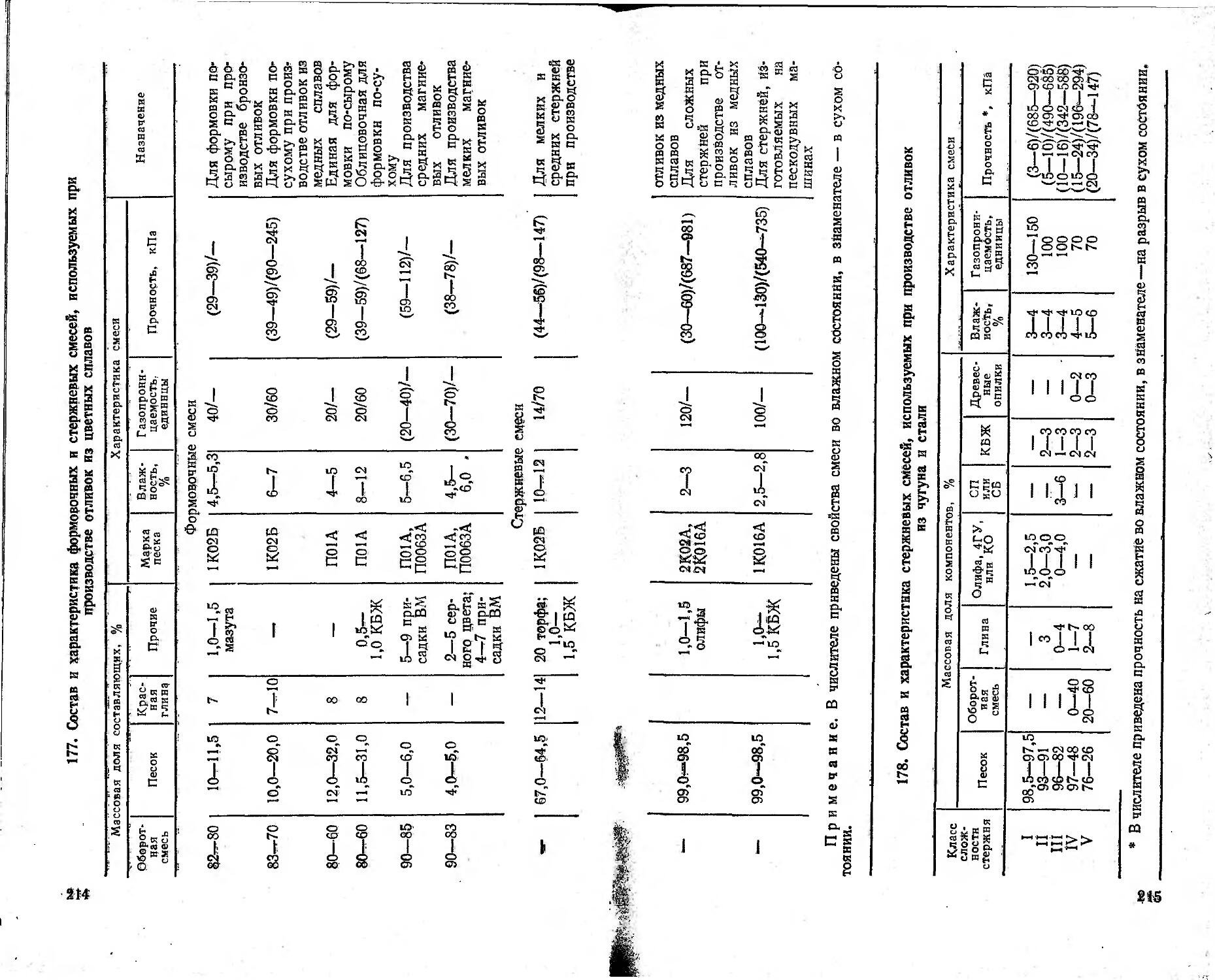
13
изготовлений отливки начинают с анализа технологичности конструкции детали.
Технологичной называют такую конструкцию изделия или составных ее элементов (деталей, узлов, механизмов), которая обеспечивает заданные эксплуатационные свойства продукции и позволяет при данной серийности изготовлять ее с наименьшими затратами. Технологичная конструкция характеризуется простотой компоновки, совершенством форм. При наличии отклонений от указанных требований должен быть поставлен вопрос о внесении в конструкцию детали необходимых изменений.
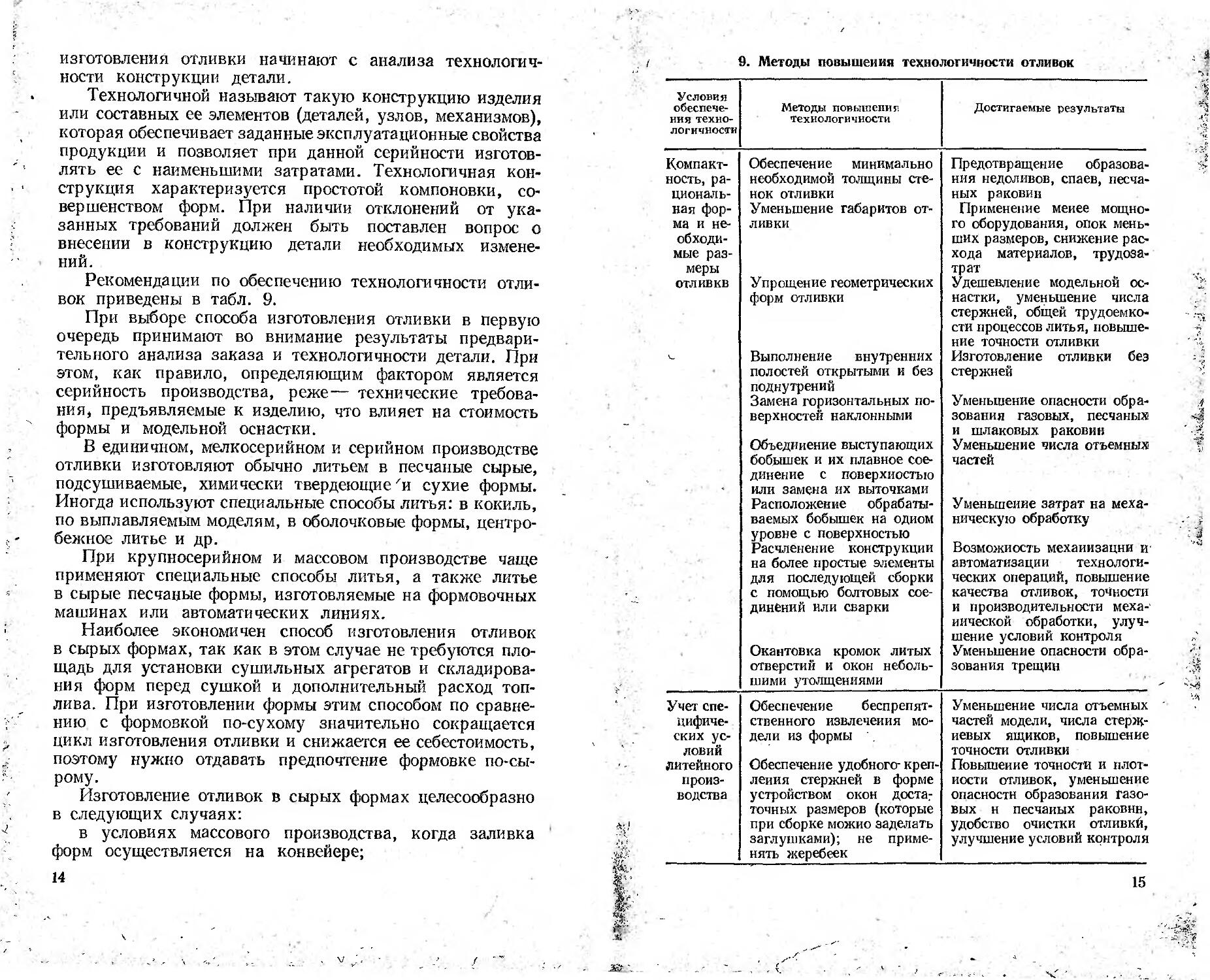
Рекомендации по обеспечению технологичности отливок приведены в табл. 9.
При выборе способа изготовления отливки в первую очередь принимают во внимание результаты предварительного анализа заказа и технологичности детали. При этом, как правило, определяющим фактором является серийность производства, реже— технические требования, предъявляемые к изделию, что влияет на стоимость формы и модельной оснастки.
В единичном, мелкосерийном и серийном производстве отливки изготовляют обычно литьем в песчаные сырые, подсушиваемые, химически твердеющие хи сухие формы. Иногда используют специальные способы литья: в кокиль, по выплавляемым моделям, в оболочковые формы, центробежное литье и др.
При крупносерийном и массовом производстве чаще применяют специальные способы литья, а также литье в сырые песчаные формы, изготовляемые на формовочных машинах или автоматических линиях.
Наиболее экономичен способ изготовления отливок в сырых формах, так как в этом случае не требуются площадь для установки сушильных агрегатов и складирования форм перед сушкой и дополнительный расход топлива. При изготовлении формы этим способом по сравнению с формовкой по-сухому значительно сокращается цикл изготовления отливки и снижается ее себестоимость, поэтому нужно отдавать предпочтение формовке по-сырому.
Изготовление отливок в сырых формах целесообразно в следующих случаях:
в условиях массового производства, когда заливка форм осуществляется на конвейере;
14
9. Методы повышения технологичности отливок
Условия обеспечения технологичности Методы повышения технологичности Достигаемые результаты
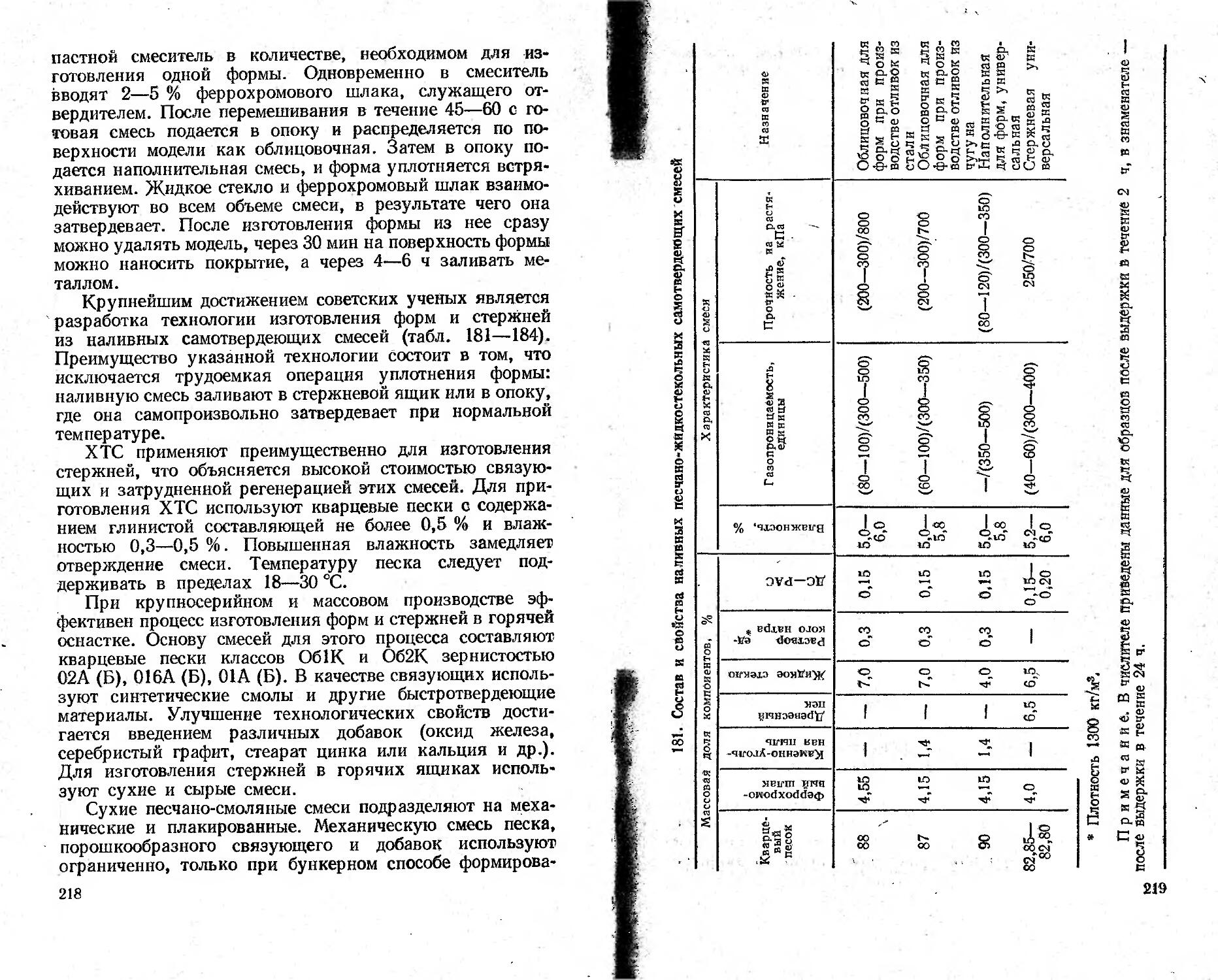
Компакт- Обеспечение минимально Предотвращение образова-
ность, ра- необходимой толщины сте- ния недоливов, спаев, песча-
циональ- нок отливки ных раковин
ная фор- Уменьшение габаритов от- Применение меиее мощно-
ма и необходимые размеры ливки го оборудования, опок меньших размеров, снижение расхода материалов, трудозатрат
отливки Упрощение геометрических форм отливки Удешевление модельной оснастки, уменьшение числа стержней, общей трудоемкости процессов литья, повышение точности отливки
Выполнение внутренних полостей открытыми и без поднутрений Замена горизонтальных поверхностей наклонными Объединение выступающих бобышек и их плавное соединение с поверхностью или замена их выточками Расположение обрабатываемых бобышек на одном уровне с поверхностью Расчленение конструкции на более простые элементы для последующей сборки с помощью болтовых соединений или сварки Окантовка кромок литых отверстий и окон небольшими утолщениями Изготовление отливки без стержней Уменьшение опасности образования газовых, песчаных и шлаковых раковин Уменьшение числа отъемных частей Уменьшение затрат на механическую обработку Возможность механизации и автоматизации технологических операций, повышение качества отливок, точности и производительности механической обработки, улучшение условий контроля Уменьшение опасности образования трещин
Учет спе- Обеспечение беспрепят- Уменьшение числа отъемных
цифиче- ственного извлечения мо- частей модели, числа стерж-
ских ус- дели из формы иевых ящиков, повышение
ЛОВ ИЙ точности отливки
литейного Обеспечение удобного- креп- Повышение точности и плот-
произ- леиия стержней в форме иости отливок, уменьшение
водства устройством окон достаг точных размеров (которые при сборке можно заделать заглушками); не применять жеребеек опасности образования газовых н песчаных раковин, удобство очистки отливкй, улучшение условий контроля
15
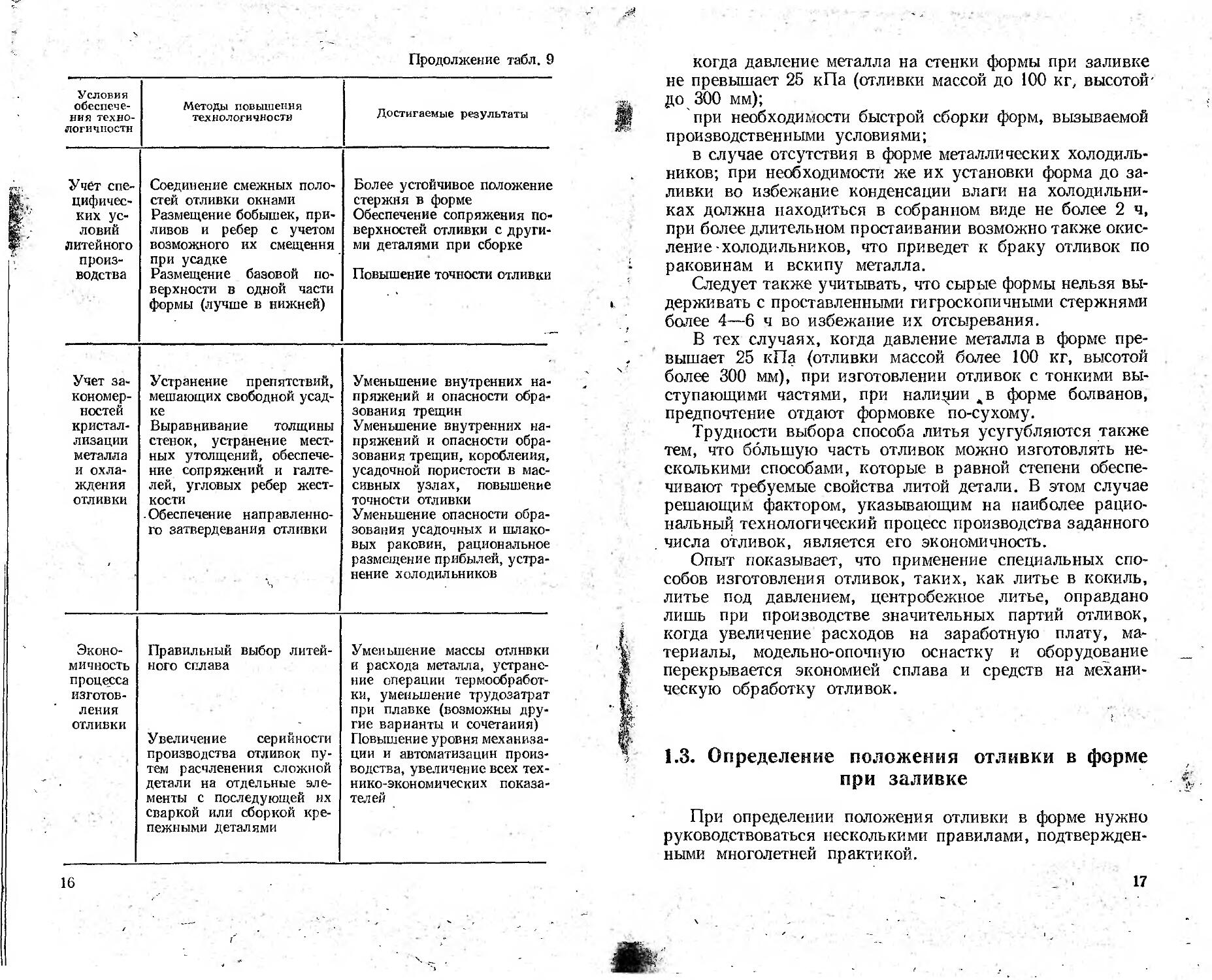
Продолжение табл. 9
Условия обеспечения технологичности Методы повышения технологичности Достигаемые результаты
Учет спе- Соединение смежных поло- Более устойчивое положение
цифичес- стей отливки окнами стержня в форме
ких ус- Размещение бобышек, при- Обеспечение сопряжения по-
Л О ВИЙ ливов и ребер с учетом верхностей отливки с други-
литейного произ- возможного их смещения при усадке ми деталями при сборке
водетва Размещение базовой поверхности в одной части формы (лучше в нижней) Повышение точности отливки
Учет за- Устранение препятствий, Уменьшение внутренних на-
кономер- мешающих свободной усад- пряжений и опасности обра-
ностей ке зования трещин
кристал- Выравнивание толщины Уменьшение внутренних на-
лизации стенок, устранение мест- пряжений и опасности обра-
металла ных утолщений, обеспече- зования трещин, коробления,
и ох л а- ние сопряжений и галте- усадочной пористости в мае-
ждения лей, угловых ребер жест- сивных узлах, повышение
отливки КОСТИ .Обеспечение направленного затвердевания отливки точности отливки Уменьшение опасности образования усадочных и шлаковых раковин, рациональное размещение прибылей, устранение холодильников
Эконо- Правильный выбор литей- Уменьшение массы отлнвки
мичность процесса изготовления него сплава и расхода металла, устранение операции термообработки, уменьшение трудозатрат при плавке (возможны дру-
отливки Увеличение серийности производства отливок путем расчленения сложной детали на отдельные элементы с последующей их сваркой или сборкой крепежными деталями гие варианты и сочетания) Повышение уровня механизации и автоматизации производства, увеличение всех технико-экономических показателей
16
когда давление металла на стенки формы при заливке не превышает 25 кПа (отливки массой до 100 кг, высотой до 300 мм);
при необходимости быстрой сборки форм, вызываемой производственными условиями;
в случае отсутствия в форме металлических холодильников; при необходимости же их установки форма до заливки во избежание конденсации влаги на холодильниках должна находиться в собранном виде не более 2 ч, при более длительном простаивании возможно также окисление-холодильников, что приведет к браку отливок по раковинам и вскипу металла.
Следует также учитывать, что сырые формы нельзя выдерживать с проставленными гигроскопичными стержнями более 4—6 ч во избежание их отсыревания.
В тех случаях, когда давление металла в форме превышает 25 кПа (отливки массой более 100 кг, высотой более 300 мм), при изготовлении отливок с тонкими выступающими частями, при наличии дв форме болванов, предпочтение отдают формовке по-сухому.
Трудности выбора способа литья усугубляются также тем, что большую часть отливок можно изготовлять несколькими способами, которые в равной степени обеспечивают требуемые свойства литой детали. В этом случае решающим фактором, указывающим на наиболее рациональный технологический процесс производства заданного числа отливок, является его экономичность.
Опыт показывает, что применение специальных способов изготовления отливок, таких, как литье в кокиль, литье под давлением, центробежное литье, оправдано лишь при производстве значительных партий отливок, когда увеличение расходов на заработную плату, материалы, модельно-опочную оснастку и оборудование перекрывается экономией сплава и средств на механическую обработку отливок.
1.3. Определение положения отливки в форме при заливке
При определении положения отливки в форме нужно руководствоваться несколькими правилами, подтвержденными многолетней практикой.
17
1. Наиболее ответственные рабочие части, плоские поверхности большой протяженности, места, подлежащие механической обработке, нужно, по возможности, располагать внизу; в крайнем случае— вертикально или наклонно. При вынужденном расположении обрабатываемых поверхностей вверху нужно обеспечить такие условия, при которых песчаные и газовые раковины могли бы образоваться только в удаляемых при обработке частях отливки.
2. Формы для отливок, имеющих конфигурацию тел вращения (гильзы, барабаны, шпиндели и др.) с обрабатываемыми наружными и внутренними поверхностями, лучше заливать в вертикальном положении или центробежным способом. Иногда целесообразно формовку выполнять в одном положении, а заливать форму, в другом.
3. Для отливок, имеющих внутренние полости, образуемые стержнями, выбранное положение должно обеспечивать возможность проверки размеров полости формы при сборке, а также надежное крепление стержней.
4. Для предупреждения недоливов тонкие стенки отливки следует располагать в нижней части формы, желательно вертикально или наклонно, причем путь прохождения металла от литниковой системы До тонких стенок должен быть кратчайшим.
5. Отливки из сплавов с большой усадкой располагать в положении, удобном для питания их металлом верхних или боковых отводных прибылей.
6. Формы для станин, плит и других отливок с большим числом ребер должны быть при заливке расположены так, чтобы имелась возможность направить металл вдоль стержней и выступов формы.
Важным является определение оптимального числа отливок в форме. В условиях единичного и мелкосерийного производства отливок в песчаных формах желательно в форме размещать одну отливку. Для повышения металлоемкости формы практикуется размещение в ней нескольких различных по конфигурации и размерам отливок. При крупносерийном и массовом изготовлении песчаных форм на машинах, а также при использовании специальных способов литья необходимо стремиться к максимальной металлоемкости формы (рационально располагать' модели на плите, применять стопочные литейные формы, разделительные стержни й т. д.). На металлоем
18
кость форм влияют правильный выбор и рациональное размещение элементов питания отливки.
Выбор поверхности разъема формы подчинен выбору положения формы при заливке. При определении поверх-Й? ности разъема формы необходимо руководствоваться сле-Ц дующими положениями:
форма и модель, по возможности, должны иметь одну поверхность разъема, желательно плоскую горизонтальную, удобную для изготовления и сборки формы;
модель должна свободно извлекаться из формы;
; всю отливку, если позволяет ее конструкция, нужно располагать в одной (преимущественно в нижней) полуформе в целях исключения перекосов;
при формовке в парных опоках следует стремиться к тому, чтобы общая высота формы была минимальной.
При машинной формовке выбор поверхности разъема формы зависит также от -типа формовочных машин.
1.4. Определение участков поверхности отливки, выполняемых стержнями
Предварительно необходимо определить возможность выполнения отверстий в процессе получения отливки (см. табл. 4, 5) и тех частей отливки, которые не могут быть получены с помощью модели. Число стержней, служащих для оформления полостей отливки, ее отдельных элементов и элементов литниковой системы, определяют с учетом серийности выпуска отливок. В единичном и мелкосерийном производстве целесообразно получать отливки с использованием минимального числа стержней или вовсе без иих, имеющиеся выступающие части оформ-{ лять с помощью отъемных частей, внутренние полости — ] с помощью болванов, а мелкие отверстия, пазы и выемки 1 получать при последующей механической обработке. При I замене стержня сырыми болванами последние распола-:j гают в нижней полуформе, если BIH < 3, и в верхней полуформе, если В/Н > 3 (В и Н— соответственно ши-'« рина и высота болвана). > й При крупносерийном и особенно массовом производ-' стве, когда окупаются затраты, связанные с изготовлением оснастки, целесообразно расчленение сложных стержней на части, так как это способствует повышению производительности машинной формовки и обеспечивает более высокое качество отливок.
19
При определении участков поверхности отливки, выполняемых стержнями, нужно руководствоваться следующими правилами.
1. Обеспечивать минимальные затраты на изготовление стержневых ящиков.
2. Обеспечивать удобную установку стержней в форму и контроль всех размеров полостей в ней.
3. Учитывать конфигурацию и габаритные размеры отливки, определяющие расход смесей на изготовление стержней. Повышенная прочность смесей в сухом состоянии позволяет изготовлять пустотелые стержни вместо сплошных. При этом улучшается их газопроницаемость, сокращаются продолжительность сушки и расход смеси. Высокую чистоту поверхности обеспечивают пустотелые оболочковые стержни из смесей на основе кварцевых или цирконовых песков и пульвербакелита в качестве связующего.
4. Если отливка имеет две полости, соединенные каналом, эти полости надо оформлять двумя стержнями. При использовании одного сложного стержня обычно происходит его поломка в месте тонкой перемычки.
5. Газоотводные каналы стержней должны иметь выходы в верхних знаках или образовывать общую вентиляционную систему с другими стержнями, знаки которых соприкасаются с формой. Газоотводные каналы должны быть размещены так, чтобы исключалось попадание в них жидкого металла.
6. Поверхность стержня со стороны набивки должна быть достаточно большой для удобства работы.
7. Разъем ящика и опорная поверхность стержня при сушке должны быть, по возможности, плоскими (особенно при единичном производстве); в массовом производстве выполнение этого условия не обязательно, так как применяют специальные сушильные плиты. Создание сложных неплоскостных разъемов при отсутствии сушильных плит допускается в случае использования химически твердеющих смесей.
8. Опорные поверхности стержней должны быть достаточными, чтобы исключить деформацию стержня под действием силы тяжести.
Если невозможно использовать нижние знаки в качестве опорных элементов, следует предусмотреть боковые знаки, которые обеспечили бы установку стержня в су-
20
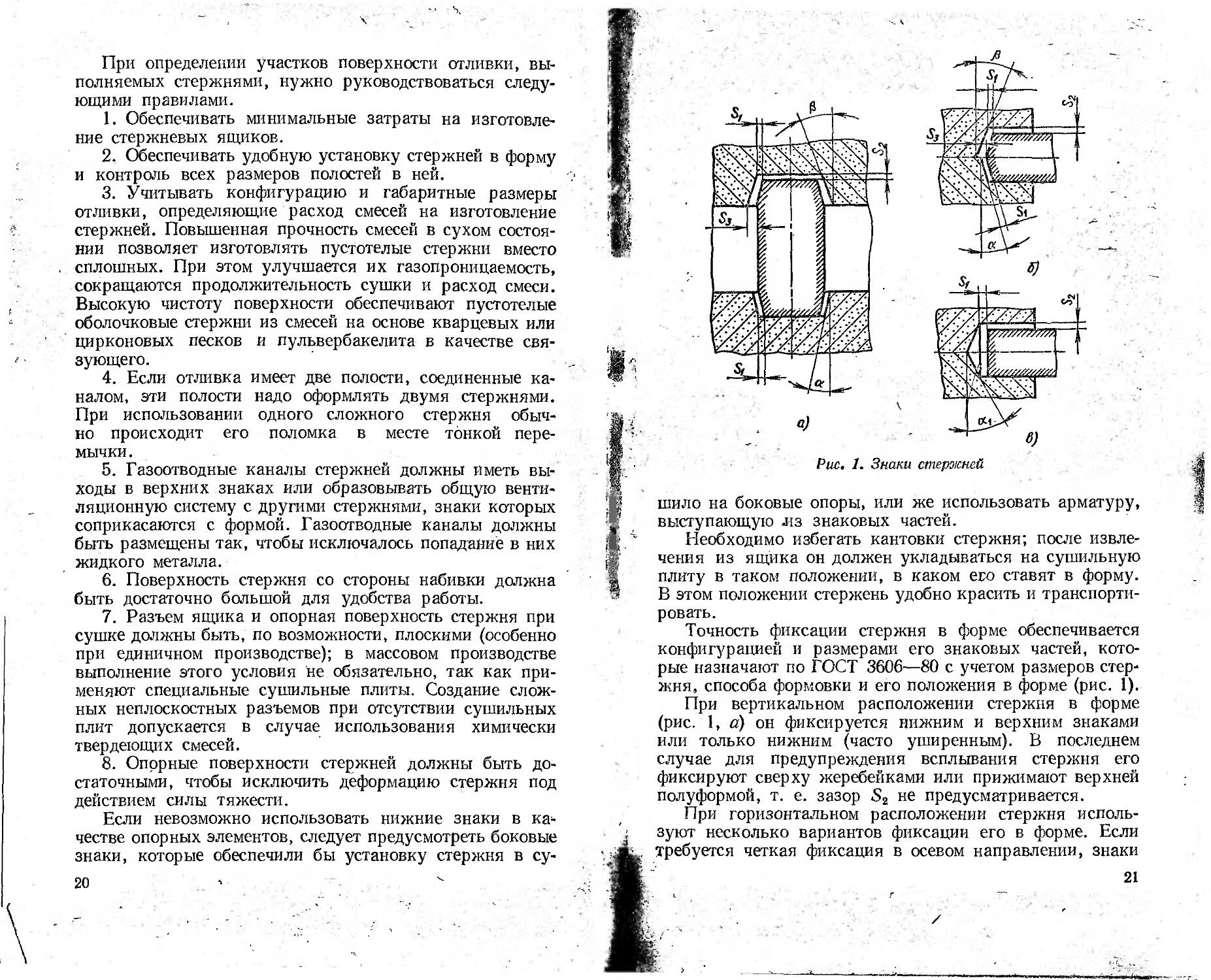
Рис. 1. Знаки стержней
шило на боковые опоры, или же использовать арматуру, выступающую лз знаковых частей.
Необходимо избегать кантовки стержня; после извлечения из ящика он должен укладываться на сушильную плиту в таком положении, в каком его ставят в форму. В этом положении стержень удобно красить и транспортировать.
Точность фиксации стержня в форме обеспечивается конфигурацией и размерами его знаковых частей, которые назначают по ГОСТ 3606—80 с учетом размеров стержня, способа формовки и его положения в форме (рис. 1).
При вертикальном расположении стержня в форме (рис. 1, а) он фиксируется нижним и верхним знаками или только нижним (часто уширенным). В последнем случае для предупреждения всплывания стержня его фиксируют сверху жеребейками или прижимают верхней полуформой, т. е. зазор S2 не предусматривается.
При горизонтальном расположении стержня используют несколько вариантов фиксации его в форме. Если требуется четкая фиксация в осевом направлении, знаки
21
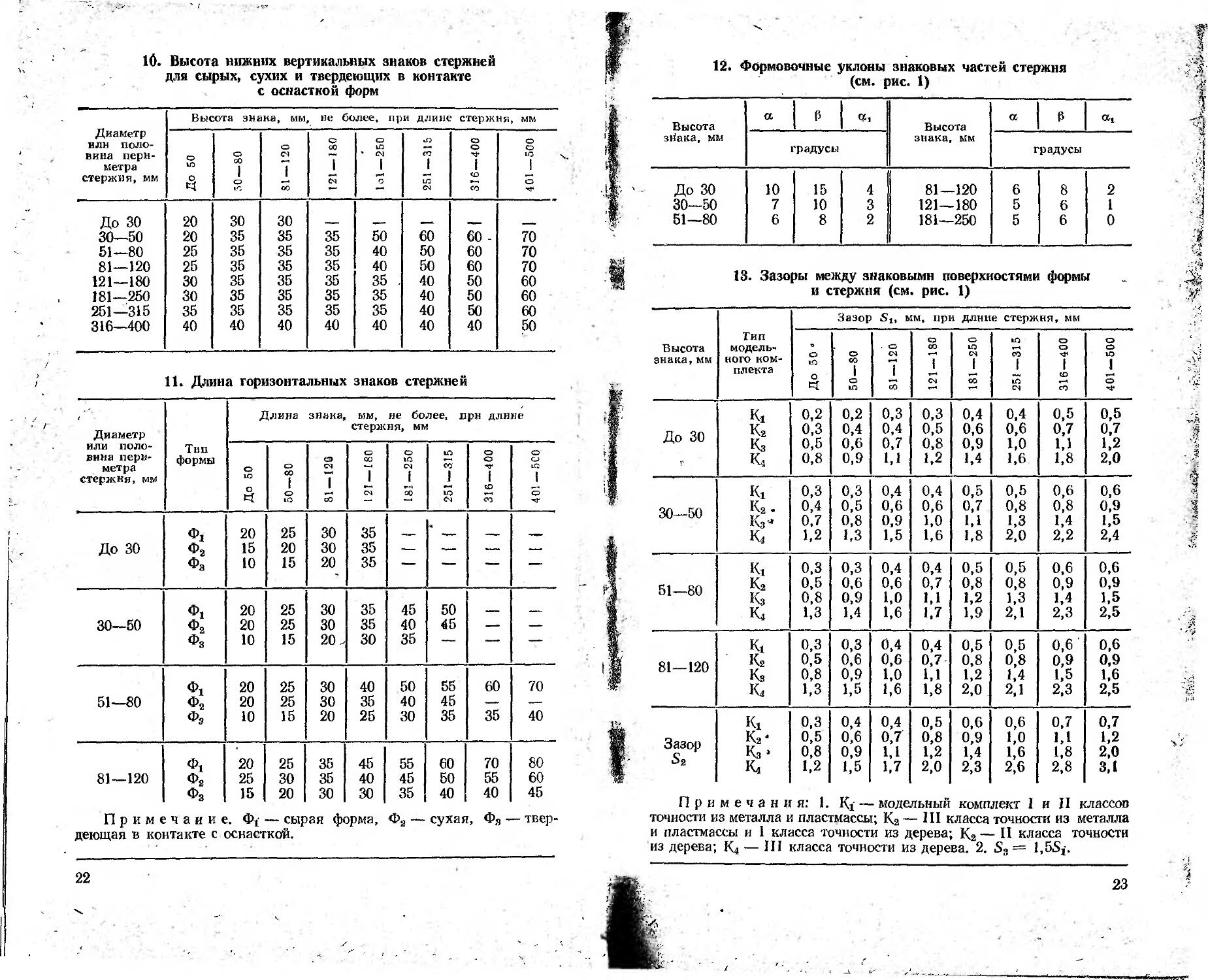
10. Высота нижних вертикальных знаков стержней для сырых, сухих и твердеющих в контакте с оснасткой форм
Высота знака, мм, не более, при длине стержня, мм
Диаметр нлн половина периметра стержня, мм 0S 00 1 о 81 — 120 121 — 180 lol—250 J3 CQ 1 ю О) 316—400 401—500
До 30 20 30 30 ,— — —
30—50 20 35 35 35 50 60 60 - 70
51—80 25 35 35 35 40 50 60 70
81—120 25 35 35 35 40 50 60 70
121—180 30 35 35 35 35 . 40 50 60
181—250 30 35 35 35 35 40 50 60
251—315 35 35 35 35 35 40 50 60
316—400 40 40 40 40 40 40 40 50
11. Длина горизонтальных знаков стержней
Диаметр или половина периметра стержня, мм Тип формы Длина знака, мм, не более, прн длине стержня, мм
До 50 50—80 81 — 120 121 — 180 181—250 251—315 316—400 401 — 500
Ф1 20 25 30 35 __ — —
До 30 ф2 15 20 30 35 — — — —
ф3 10 15 20 35 — — — —
Ф1 20 25 30 35 45 50 —
30—50 ф’ 20 25 30 35 40 45 -— —
ф8 10 15 20- 30 35 — — —
Ф1 20 25 30 40 50 55 60 70
51—80 ф2 20 25 30 35 40 45 1 —
ф8 10 15 20 25 30 35 35 40
Ф1 20 25 35 45 55 60 70 80
81—120 ф. 25 30 35 40 45 50 55 60
Фз 15 20 30 30 35 40 40 45
Примечание. Фг — сырая форма, Ф2 — сухая, Ф3 — твердеющая в контакте с оснасткой.
22
12. Формовочные уклоны знаковых частей стержня (см. рис. 1)
Высота а ₽ «1 Высота а ₽ а.
знака, мм градусы знака, мм градусы
До 30 10 15 4 81—120 6 8 2
30—50 7 10 3 121—180 5 6 1
51—80 6 8 2 181—250 5 6 0
13. Зазоры между знаковыми поверхностями формы и стержня (см. рис. 1)
Высота знака, мм Тип модельного комплекта Зазор Slt мм, при длине стержня, мм
До 50 • 50 — 80 81 — 120 121 — 180 181—250 251—315 316—400 401—500
Ki 0,2 0,2 0,3 0,3 0,4 0,4 0,5 0,5
До 30 Кг 0,3 0,4 0,4 0,5 0,6 0,6 0,7 0,7
Кз 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2
р Кд 0,8 0,9 1,1 1,2 1,4 1,6 1,8 2,0
Ki 0,3 0,3 0,4 0,4 0,5 0,5 0,6 0,6
К2. 0,4 0,5 0,6 0,6 0,7 0,8 0,8 0,9
oU—bU Кз- 0,7 0,8 0,9 1,0 1,1 1,3 1,4 1,5
к, 1,2 1,3 1,5 1,6 1,8 2,0 2,2 2,4
К1 0,3 0,3 0,4 0,4 0,5 0,5 0,6 0,6
51—80 Кг Кз 0,5 0,8 0,6 0,9 0,6 1,0 0,7 1,1 0,8 1,2 0,8 1.3 0,9 1,4 0,9 1,5
к4 1,3 1,4 1,6 1,7 1,9 2,1 2,3 2,5
К1 0,3 0,3 0,4 0,4 0,5 0,5 0,6 0,6
К2 0,5 0,6 0,6 0,7 0,8 0,8 0,9 0,9
ol—IzU Кз 0,8 0,9 1.0 1,1 1,2 1.4 1,5 1,6
к, 1,3 1,5 1,6 1,8 2,0 2,1 2,3 2,5
К1 0,3 0,4 0,4 0,5 0,6 0,6 0,7 0,7
Зазор С Кг- 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2
Кз- 0,8 0,9 1,1 1,2 1,4 1,6 1.8 2,0
С-Я К4 1,2 1,5 1.7 2,0 2,3 2,6 2,8 3,1
Примечания: 1. Кт — модельный комплект 1 и II классов точности из металла и пластмассы; Кг — Ш класса точности из металла и пластмассы и 1 класса точности из дерева; Кг — П класса точности из дерева; К4 — III класса точности из дерева. 2. S« = 1,55].
23
имеют торцовые фиксаторы (рис. 1, б) с соответствующими зазорами. Для предотвращения углового сдвига в конструкции знака предусматривают нижний клиновидный или прямоугольный фиксатор, оставляя в торце зумпф (рис. 1, в), служащий для предупреждения разрушения кромки знака при сборке.
Высоту нижних знаков стержней круглого сечения назначают в зависимости от его длины и диаметра, а стержней прямоугольного сечения— от половины периметра (табл. 10). Высоту верхних вертикальных знаков принимают равной не более 0,5 высоты нижних знаков. Допускаются нижние и верхние знаки одинаковой высоты при массовом и крупносерийном производстве стержней. Длину горизонтальных стержневых знаков назначают с учетом способа формовки (табл. 11).
Формовочные уклоны на знаковых частях назначают по ГОСТ 3606—80 (табл. 12) в зависимости от высоты знака и его расположения в форме (низ или верх относительно разъема). ,
Зазоры между знаковыми поверхностями форм и стержней назначают в соответствии с ГОСТ 3606—80 в зависимости от высоты знака и типа модельного комплекта (табл. 13).
1.5. Выбор материала для изготовления модельного комплекта
Основные виды оснастки, применяемые при изготовлении литейных форм из песчано-глинистых смесей,— модели и стержневые ящики, которые классифицируют по следующим признакам:
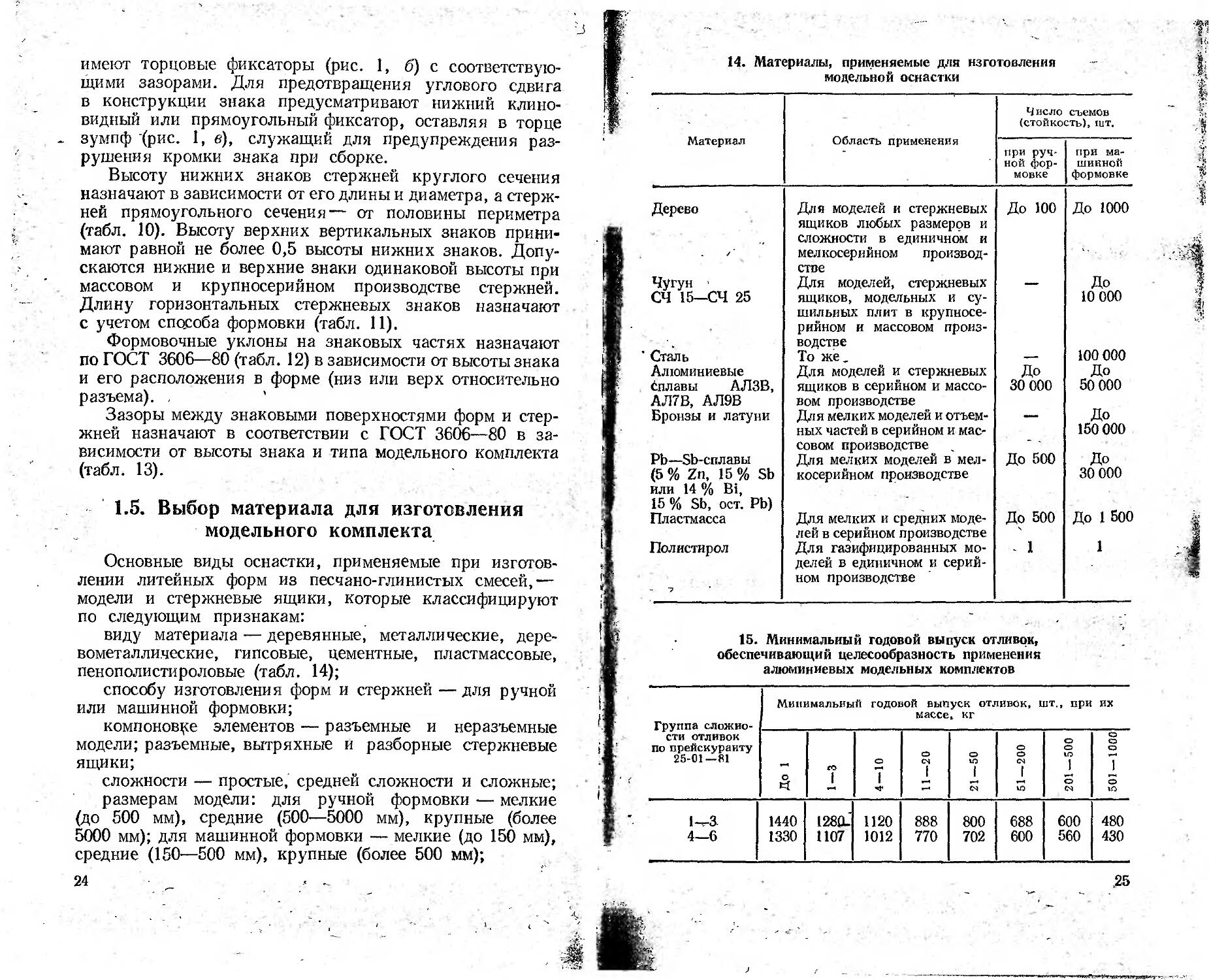
виду материала — деревянные, металлические, деревометаллические, гипсовые, цементные, пластмассовые, пенополистироловые (табл. 14);
способу изготовления форм и стержней — для ручной или машинной формовки;
компоновке элементов — разъемные и неразъемные модели; разъемные, вытряхные и разборные стержневые ящики;
сложности — простые, средней сложности и сложные;
размерам модели: для ручной формовки — мелкие (до 500 мм), средние (500—5000 мм), крупные (более 5000 мм); для машинной формовки — мелкие (до 150 мм), средние (150—500 мм), крупные (более 500 мм);
24
14. Материалы, применяемые для изготовления модельной оснастки
Материал Область применения Число съемов (стойкость), шт.
при ручной формовке при машинной формовке
Дерево Для моделей и стержневых ящиков любых размеров и сложности в единичном и мелкосерийном производстве До 100 До 1000
Чугун СЧ 15—СЧ 25 Для моделей, стержневых ящиков, модельных и сушильных плит в крупносерийном и массовом производстве До 10 000
Сталь То же. — 100 000
Алюминиевые Для моделей и стержневых До До
бплавы АЛЗВ, АЛ7В, АЛ9В ящиков в серийном и массовом производстве 30 000 50 000
Бронзы и латуни Для мелких моделей и отъемных частей в серийном и массовом производстве До 150 000
РЬ—Sb-сплавы (5 % Zn, 15 % Sb или 14 % Bi, 15 % Sb, ост. Pb) Для мелких моделей в мелкосерийном производстве До 500 До 30 000
Пластмасса Для мелких и средних моделей в серийном производстве До 500 До 1 500
Полистирол Для газифицированных моделей в единичном и серийном производстве - 1 1
15. Минимальный годовой выпуск отливок, обеспечивающий целесообразность применения алюминиевых модельных комплектов
Группа сложно-сти отливок по прейскуранту 25-01—81 Минимальный годовой выпуск отливок, шт., При ИХ массе, кг
о tl 1-3 4 — 10 11—20 21—50 51—200 201—500 501 — 1000
1-г-З 1440 1280l 1120 888 800 688 600 480
4—6 1330 1107 1012 770 702 600 560 430
.25
конструктивному исполнению— объемные, пустотелые, скелетные модели и шаблоны;
точности изготовления — модели I, II и III классов точности;
прочности — модели 1, 2 и 3 классов прочности.
Отношение ориентировочной стоимости модельных комплектов из дерева, алюминиевых сплавов, чугуна, стали 1:8:12: 15.
В табл. 15 приведены данные, обусловливающие целесообразность изготовления модельного комплекта из алюминиевых сплавов в зависимости от сложности, массы и годового выпуска отливок.
Все большее применение находят пластмассовые модели на основе эпоксидных смол, которые имеют высокую механическую прочность и точность, не подвергаются короблению, разбуханию, усушке, коррозии, обладают малым коэффициентом прилипаемости и незначительной силой сцепления с формовочной и стержневой смесями. Пластмассовые модельные комплекты изготовляют двух ' классов прочности: 1 — для крупносерийного и серийного производства отливок, 2 — для мелкосерийного и единичного производства отливок. Пластмассовые модели получают несколькими способами: литьем с армированием и .без армирования, контактным наслаиванием наполнителя из стеклоткани, прессованием (из акриловых самотвердеющих составов). Наиболее часто для изготовления моделей используют эпоксидные смолы ЭД-16, ЭД-20, «Эпокси 2100», «Эпокси 2200».
Основные конструктивные размеры пластмассовых модельных комплектов практически не отличаются от конструктивных размеров аналогичных модельных комплектов из алюминиевых сплавов.
1.6. Конструкции и размеры модельных комплектов
Для определения конструктивных размеров модельных комплектов в первую очередь необходимо установить припуски на механическую обработку, припуски на усадку и формовочные уклоны.
Припуски на механическую обработку назначают по ГОСТ 26645—85. Этот ГОСТ распространяется на отливки из черных и цветных металлов и сплавов и регламентирует допуски на размеры, массу и припуски на 26
механическую, обработку. Стандарт соответствует международному стандарту ИСО 8062—84.
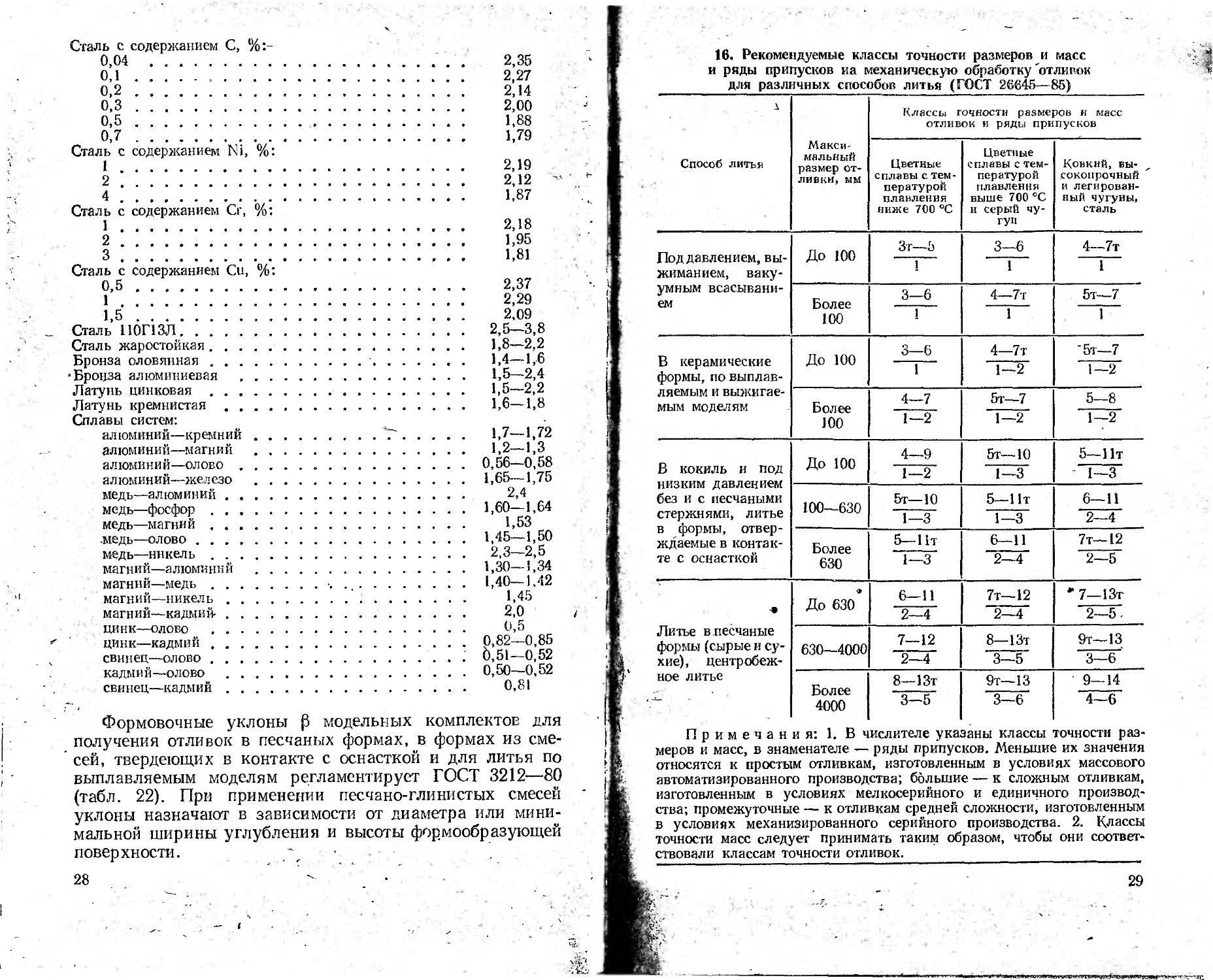
Классы точности размеров и масс отливок и ряды припусков на механическую обработку отливок, полученных различными способами литья, приведены в табл. 16.
Допуски линейных размеров отливок должны соответствовать указанным в табл. 17. Верхние предельные отклонения массы приведены в табл. 18.
Основные припуски на механическую обработку (на сторону) в зависимости от допусков на размеры отливок следует устанавливать дифференцированно для каждого элемента отливки (табл. 19). Меньшие значения припуска устанавливают при более грубых квалитетах точности обработки отливок, большие значения припуска устанавливают при более точных квалитетах (табл. 20).
Дополнительный припуск, компенсирующий отклонение расположения элементов отливки: коробление, смещение по плоскости разъема, погрешность расположения обрабатываемой поверхности относительно базы обработки, следует назначать, если наибольшее из предельных отклонений расположения превышает половину допуска на соответствующий размер отливки. Общий припуск на механическую обработку следует устанавливать равным сумме основного и дополнительного припусков.
В технических требованиях на чертеже отливки или детали указывают: класс точности размеров, класс точности массы, степень коробления и ряд припусков на механическую обработку. В технических требованиях на чертеже детали допускается не указывать степень коробления и ряд припусков на механическую обработку.
Условное обозначение точности отливки 8-го класса точности размеров, 7-го класса точности массы, 5-й степени коробления и 4-го ряда припуска на механическую обработку: точность отливки 8—7—5—4 (ГОСТ 26645—85).
Припуски на литейную усадку обычно определяют в зависимости от вида сплава, массы и размеров отливки (табл. 21). При разработке технологии изготовления сложных отливок можно использовать приведенные ниже значения линейной усадки сплавов по спиральной пробе, %:
Серый чугун ....................................
Белый чугун............................... . . .
Высокопрочный чугун........................ . .
Аустенитный чугун...............................
Чугаль (18—25 % А1).............................
0,6—1,3
1,6—2,3
1,5—2,0
1,3—2,0
2,4—2,7
Сталь с содержанием С, %:
0,04 ..................................... . 2,35
0,1.............................................. 2,27
0,2.............................................. 2,14
0,3.............................................. 2,00
0,5.............................................. 1,88
0,7.............................................. 1,79
Сталь с содержанием Ni, %: 1 2,19
2 2,12
4 1,87
Сталь с содержанием Сг, %: 1 2,18
2................................................ 1,95
3................................................ 1,81
Сталь с содержанием Си, %: 0,5............................................. 2,37
1 2,29
1,5............................................. 2,09
Сталь 110Г13Л.................................... 2,5—3,8
Сталь жаростойкая................................ 1,8—2,2
Бронза оловянная................................. 1,4—1,6
Бронза алюминиевая ............................. 1,5—2,4
Латунь цинковая.................................. 1,5—2,2
Латунь кремнистая................................ 1,6—1,8
Сплавы систем: алюминий—кремний................................. 1,7—1,72
алюминий—магний ............................. 1,2—1,3
алюминий—олово...............................0,56—0,58
алюминий—железо ............................. 1,65—1,75
медь—алюминий..................................... 2,4
медь—фосфор.................................. 1,60—1,64
медь—магний...................................... 1,53
медь—олово................................... 1,45—1,50
медь—никель.................................. 2,3—2,5
магний—алюминий .............................1,30—1,34
магний—медь................-. .............. 1,40—1,42
магний—никель.................................... 1,45
магний—кадмий-.................................... 2,0
цинк—олово ....................................... 0,5
цинк—кадмий...................................0,82—0,85
свинец—олово................................. 0,51—0,52
кадмий—олово ................................0,50—0,52
свинец—кадмий.................................... 0,81
Формовочные уклоны |3 модельных комплектов для получения отливок в песчаных формах, в формах из смесей, твердеющих в контакте с оснасткой и для литья по выплавляемым моделям регламентирует ГОСТ 3212—80 (табл. 22). При применении песчано-глинистых смесей уклоны назначают в зависимости от диаметра или минимальной ширины углубления и высоты формообразующей поверхности. *
28
16. Рекомендуемые классы точности размеров и масс | и ряды припусков иа механическую обработку 'отливок 1 для различных способов литья (ГОСТ 26645—85)
А Способ литья Максимальный размер отливки, мм Классы точности размеров и масс отливок и ряды припусков
Цветные сплавы с температурой плавления ниже 700 °C Цветные сплавы с температурой плавления выше 700 °C и серый чугун Ковкий, высокопрочный и легированный чугуны, сталь
Под давлением, выжиманием, ваку-умным всасыванием До 100 Зт—5 1 3—6 1 4—7т 1
Более 100 3—6 1 4—7 т 1 5т—7 1
В керамические формы, по выплавляемым и выжигаемым моделям До 100 3—6 1 4—7 т 1—2 ‘5т—7 1—2
Более 100 4—7 1—2 5т—7 1—2 5—8 1—2
В кокиль и под низким давлением без и с песчаными стержнями, литье в формы, отверждаемые в контакте с оснасткой До 100 4—9 1—2 5т—10 1—3 5—Пт - 1—3
100—630 5т—10 1—3 5—11т 1—3 6—11 2—4
Более 630 5—Нт 1—3 6—11 2—4 7т—12 2—5
Литье в песчаные формы (сырые и сухие), центробежное литье До 630 6—11 2—4 7т—12 2—4 * 7—13т 2—5.
630—4000 7—12 2—4 8—13т 3—5 9т—13 3—6
Более 4000 8—13т 3—5 9т—13 3—6 9—14 4—6
Примечания: 1. В числителе указаны классы точности размеров и масс, в знаменателе — ряды припусков. Меньшие их значения относятся к простым отливкам, изготовленным в условиях массового автоматизированного производства; большие — к сложным отливкам, изготовленным в условиях мелкосерийного и единичного производства; промежуточные — к отливкам средней сложности, изготовленным в условиях механизированного серийного производства. 2. Классы точности масс следует принимать таким образом, чтобы они соответствовали классам точности отливок.
29
17. Допуски линейных размеров отливок 1 /Г
Номинальный размер, мм Допуски размеров отливок, мм, не т
1 2 Зт 3 4 5т 5 6 7т 7 г
До 4 4—6 7—10 11—16 17—25 26—40 40—63 64—100 101—160 161—250 251—400 401—630 631—1 000 1 001—1 600 1 601—2 500 2 501—4 000 4 001—6 300 6 301— 10 000 0,06 0,07 0,08 0,09 0,10 0,11 0,12 0,14 0,16 0,08 0,09 0,10 0,11 0,12 0,14 0,16 0,18 0,20 0,10 0,11 0,12 0,14 0,16 0,18 0,20 0,22 0,24 0,28 0,32 0,12 0,14 0,16 0,18 0,20 0,22 0,24 0,28 0,32 0,36 0,40 18. 0,16 0,18 0,20 0,22 0,24 0,28 0,32 0,36 0,40 0,44 0,50 0,56 Bepxi 0,20 0,22 0,24 0,28 0,32 0,36 0,40 0,44 0,50 0,56 0,64 0,70 0,80 1не пр 0,24 0,28 0,32 0,36 0,40 0,44 0,50 0,56 0,64 0,70 0,80 0,90 1,00 едель 0,32 0,36 0,40 0,44 0,50 0,56 0,64 0,70 0,80 0,90 1,00 1,10 1,20 1,40 ные о 0,40 0,44 0,50-0,56 0,64 0,70 0,80 0,90 1,00 1,10 1,20 1,40 1,60 1,80 2,00 гклоне 0,50 0,56 0,64 0,70 0,80 0,90 1,00 1,10 1,20 1,40 1,60 1,80 2,00 2,20 2,40 3,20 НИЯ 1
Номинальная масса, кг Верхнее предельное отклонение массы,
1 2 Зт 3 4 5т 5 6 7т 7 8
До 0,10 0,10—0,25 0,26—0,63 0,64—1,0 1,01—2,50 2,51—6,30 6,31—10 11—25 26—63 64—100 101—250 251—630 631—1 000 1 001—2 500 2 501—6 300 6 301— 10 000 10 001— 25 000 Более 25 000 ^-252-0- 1 1 1 1 1 1 1 1 1 1 1 1 О <£> OJ QO Ю 111111111 1 1 оГ —г о О О * 1 ' ’ ' ' ' ’ 1 ' I I 1 I 1 1 I I 1 1 1 1 1 1 1 1 1 1 1 1 СИ О 00 О № О С5 4^ 3,0 2,4 2,0 1,6 1,2 1,0 0,8 0,6 0,5 4,0 3,0 2,4 2,0 1,6 1,2 1,0 0,8 0,6 0,5 5,0 4,0 3,0 2,4 2,0 1,6 1,2 1,0 0,8 0,6 0,5 6,0 5,0 4,0 3,0 2,4 2,0 1,6 1,2 1,0 0,8 0,6 0,5 8,0 6,0 5,0 4,0 3,0 2,4 2,0 1,6 1,2 Н,0 0,8 0,6 0,5 10,0 8,0 6,0 5,0 4,0 3,0 2,4 2,0 1,6 1,2 1,0 0,8 0,6 0,5 12,0 10,0 8,0 6,0 5,0 4,0 3,0 2,4 2,0 1,6 1,2 1,0 0,8 0,6 0,5 16,0 12,0 10,0 8,0 6,0 5,0 4,0 3,0 2,4 2,0 1,6 1,2 1,0 0,8 0,6 0,5
30 . i 1
(на сторону), мм (ГОСТ 2£645—85)
более, для классов точности
»- 1 9т 9 10 И7 11 12 13т 13 14 15 16
0,64 0,8 1,о 1,2 1,6 2,0 - . — .
0,70 0,9 1,1 1,4 1,8 2,2 2,8 — —. —. -
0,80 1,0 1,2 1,6 2,0 2,4 3,2 4,0 5,0 — —
0,90 1,1 1,4 1,8 2,2 2,8 3,6 4,4 5,6 7 — —
1,00 1,2 1,6 2,0 2,4 3,2 4,0 5,0 6,4 8 10 12
1,10 1,4 1,8 2,2 2,8 3,6 4,4 5,6 7,0 9 11 14
1,20 1,6 2,0 2,4 3,2 4,0 5,0 6,4 8,0 10 12 16
Г,40 1,8 2,2 2,8 3,6 4,4 5,6 7,0 9,0 11 14 18
1,60 2,0 2,4 3,2 4,0 5,0 6,4 8,0 10,0 12 16 20
1,80 2,2 2,8 3,6 4,4 5,6 7,0 9,0 и,о 14 18 22
2,00 2,4 3,2 4,0 5,0 6,4 8,0 10,0 12,0 16 20 24
2,20 2,8 3,6 4,4 5,6 7,0 9,0 11,0 14,0 18 22 28
2,40 3,2 4,0 5,0 6,4 8,0 10,0 12,0 16,0 20 24 32
2,80 3,6 4,4 5,6 7,0 9,0 11,0 14,0 18,0 22 28 36
3,20 4,0 5,0 6,4 8,0 10,0 12,0 16,0 20,0 24 32 40
3,60 4,4 5,6 7,0 9,0 11,0 14,0 18,0 22,0 28 36 44
— 5,0 6,4 8,0 Ю,0 12,0 16,0 20,0 24,0 32 40 50
— — 8,0 10,0 12,0 16,0 20,0 24,0 32,0 40 50 64
массы отливок (ГОСТ 26645—85)
%, для классе® точности массы отливок
—Г 9т 9 10 11т 11 12 13т 13 14 15 16
20,0 .— — — — — — — — — —
16,0 20,0 — — — — •—
12,0 16,0 20,0 — — — *— — — — —
10,0 12,0 16,0 20,0 -— — — — — — *
8,0 10,0 12,0 16,0 20,0 — — — — —
6,0 8,0 10,0 12,0 16,0 20,0 — — — — —
5,0 6,0 8,0 10,0 12,0 16,0 20,0 — — — ч
4,0 5,0 6,0 8,0 10,0 12,0 16,0 20,0 — -— —
3,0 4,0 5,0 6,0 8,0 10,0 12,0 16,0 20,0 — —-
3,0 4,0 5,0 6,0 8,0 10,0 12,0 16,0 20,0 —
*2,0* 2,4 3,0 4,0 5,0 6,0 8,0 10,0 12,0 16,0 20,0
1,6 2,0 2,4 3,0 4,0 5,0 6,0 8,0 10,0 12,0 16,0
1,2 1,6 2,0 2,4 3,0 4,0 5,0 6,0 8,0 10,0 12,0
1,0 1,2 1,6 2,0 2,4 3,0 4,0 5,0 6,0 8,0 10,0
0,8 1,0 1,2 1,6 2,0 2,4 3,0 4,0 . 5,0 6,0 8,0
0,6 0,8 1,0 1,2 1,6 2,0 2,4 3,0 4,0 5,0 6,0
0,5 0,6 0,8 1,0 1,2 1,6 2,0 2,4 3,0 4,0 5,0
— 0,5 0,6 0,8 1,0 1,2 1,6 2,0 2,4 3,0 4,0
31
Допуски размеров отливок, мм
До 0,12 0,13—0,16 0,17—0,20 0,21—0,24 0,25—0,30 0,31—0,40 0,41—0,50 0,51—0,60 0,61—0,80 0,81—1,00 1,01—1,20 1,21—1,60 , 1,61—2,00
2,01—2,40 2,41—3,00 3,01—4,00 4,01—5,00 5,00—6,00
6,01—8,00
8,01—10,00
10,10—12,00
12,10—16,00
16,10—20,00
20,10—24,00
24,10—30,00
30,10—40,00
40,10—50,00
S. 50,10—60,00
Могилев В. К». «Лев О.
19. Основные припуски на механическую обработку отливок (ГОСТ 26645—85)
Основной припуск, мм , ^не более, для рядов
1 2 3 4 5 6
0,2—0,4 — — — — —
0,3—0,5 0,6—0,8 — — — —
0,4—0,6 0,7—1,0 1 >0—1,4 — — —
0,5—0,7 0,8—1,1 , 1,1—1,5 — — —
0,6—0,8 0,9—1,2 1,2—1,6 1,8—2,2 2,6—3,0 —
0,7—0,9 1,0—1,3 1,4—1,8 1,9—2,4 2,8—3,2 —
0,8—1,0 1,1—1,4 1,5—2,0 2,0—2,6 3,0—3,4 —
0,9—1,2 1,2—'1,6 1,6—2,2 2,2—2,8 3,2—3,6 —
1,0—1,4 1,3—1,8 1,8—2,4 2,4—3,0 3,4—3,8 4,4—5,0
1,1—1,6 1,4—2,0 2,0—2,8 2,6—3,2 3,6—4,0 4,6—5,5
1,2—2,0 1,6—2,4 2,2—3,0 2,8—3,4 3,8—4,2 4,8—6,0
1,6—2,4 2,0—2,8 2,4—3,2 3,0—3,8 4,0—4,6 5,0—6,5
2,0—2,8 2,4—3,2 2,8—3,6 3,4—4,2 4,2—5,0 5,5—7,0
2,4—3,2 2,8—3,6 3,2—4,0 3,8—4,6 4,6—5,5 6,0—7,5
2,8—3,6 3,2—4,0 3,6—4,5 4,2—5,0 5,0—6,5 6,5—8,0
3,4—4,5 3,8—5,0 4,2—5,5 5,0—6,5 5,5—7,0 7,0—9,0
4,0—5,5 4,4—6,0 5,0—6,5 5,5—7,5 6,0—8,0 8,0—10,0
5,0—7,0 5,5—7,5 6,0—8,0 6,5-8,5 7,0—9,5 9,0—11,0
6,5—9,5 7-,0—10,0 7,5—11,0 8,5—12,0 10,0—13,0, j
— — 9,0—12,0 10,0—13,0 11,0—14,0 12,0—15,0
— — 10,0—13,0 11,0—14,0 12,0—15,0 13,0—16,0
— — 13,0—15,0 14,0—16,0 15,0—17,0 16,0—19,0
— — — 17,0—20,0 18,0—21,0 19,0—22,0
— — — 20,0—23,0 21,0—24,0 22,0—25,0
— — — — 26,0—29,0 27,0—30,0
— — — — — 34,0—37,0
— — — — 42,0
1 — — — - — 50,0
Примечание. Значение основных припусков относятся к поверхностям отливки, находящимся при заливке снизу или сбоку, припуск на верхние поверхности допускается увеличивать до значения, соответствующего следующему ряду.
20. Классы точности размеров отливок в зависимости от квалитетов точности размеров обработанных деталей (ГОСТ 26645—85)
Класс точности размеров отливок 1 —Зт 3 —5т 5-7 7 —9т 9-16
Квалитет точности размеров деталей, получаемых механической > обработкой СО ОО 1Т9 и грубее 1Т8 и точнее 1Т10 и грубее 1Т8—1Т9 1Т11 и грубее 1Т9—1Т10 1Т12 и грубее 1Т9—1Т11 1Т13 и грубее 1Т10—1Т12
А?,' , 2-?,, 4-й--, Л fc . \ У. -УХ’ «,' \ .
21. Рекомендуемые значения литейной усадки сплавов для отливок различной сложности и размеров
। Материал Характеристика дтливок Основные размеры отливин, мм Литейная усадка, %
Толщина стенки Длина
Углеродистая сталь Простые (без стержней) 30—100 Более 100 До 500 500—2 000 2,0 1,8
Средней сложности (с ребрами, выступами, полостями, выполняемыми стержнями) 30—100 Более 100 30—65 65—100 65—100 500—3 000 5 000—6 500 5 000—6 500 6 500—10 000 Более 10 000 1,5 1,2 0,9 0,8 0,7
Сложные типа решеток 20—40 20—40 30—50 До 2 000 2 000—6 000 10 000—15 000 0,8 0,5 0,3
Серый чугун Простые (без стержней) 20—40 50—100 Более 100 До 500 500—1000 Более 1000 1,0 0,9 0,7—0,8
Сложные коробчатой формы 20—65 20—65 До 500 Более 500 0,8—0,9 0,5—0,7
Медные сплавы Простые Сложные До 20 20—40 До 100 Более 100 1,2—1,5 1,0—1,3
Алюминиевые сплавы Простые Сложные До 15 15—35 До 100 Более 100 1,4—1,6 0,8—1,2
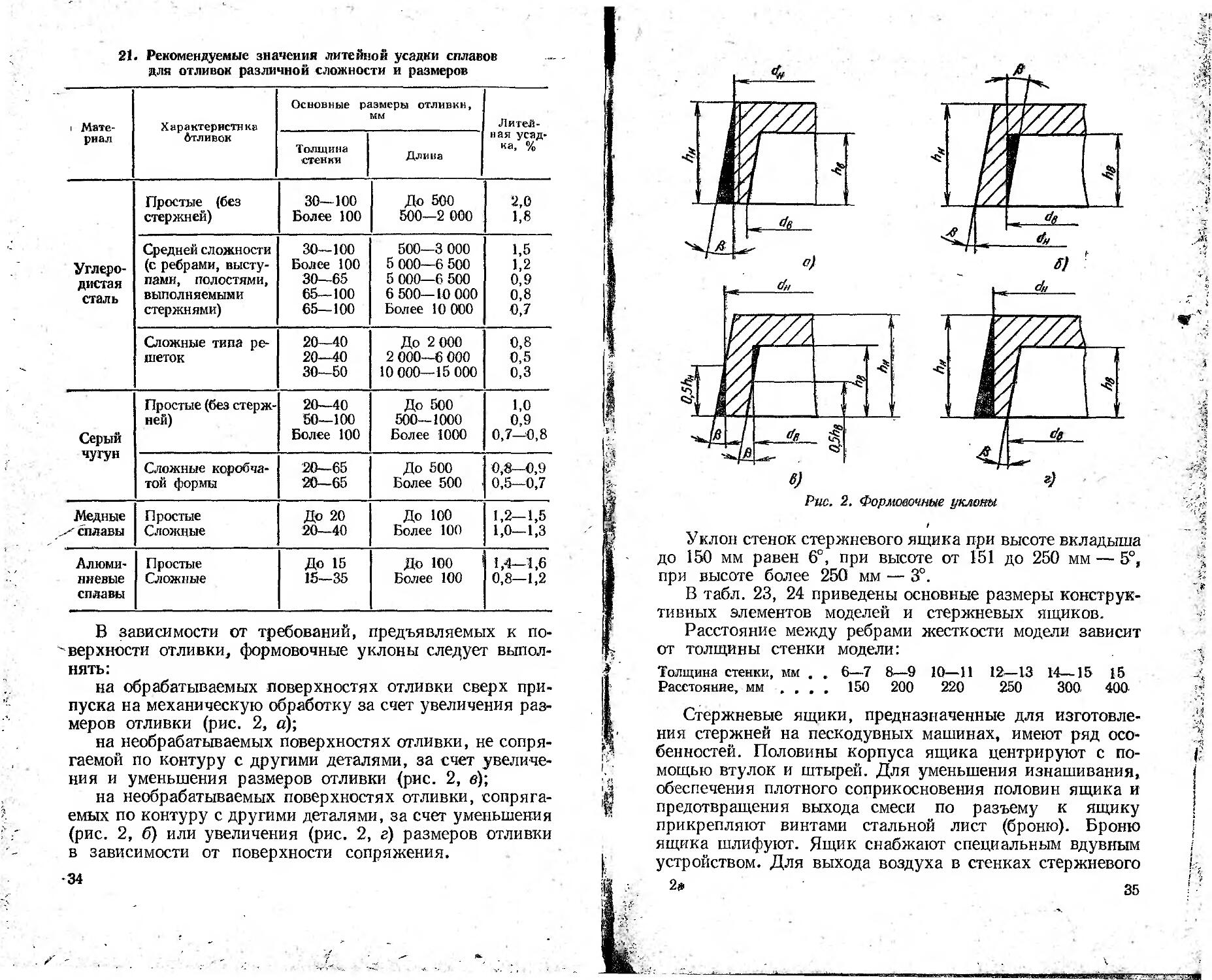
В зависимости от требований, предъявляемых к поверхности отливки, формовочные уклоны следует выполнять:
на обрабатываемых поверхностях отливки сверх припуска на механическую обработку за счет увеличения размеров отливки (рис. 2, а);
на необрабатываемых поверхностях отливки, не сопрягаемой по контуру с другими деталями, за счет увеличения и уменьшения размеров отливки (рис. 2, в);
на необрабатываемых поверхностях отливки, сопрягаемых по контуру с другими деталями, за счет уменьшения (рис. 2, б) или увеличения (рис. 2, а) размеров отливки в зависимости от поверхности сопряжения.
•34
6) г)
Рис. 2. Формовочные уклоны
Уклон стенок стержневого ящика при высоте вкладыша до 150 мм равен 6°, при высоте от 151 до 250 мм — 5°, при высоте более 250 мм — 3°.
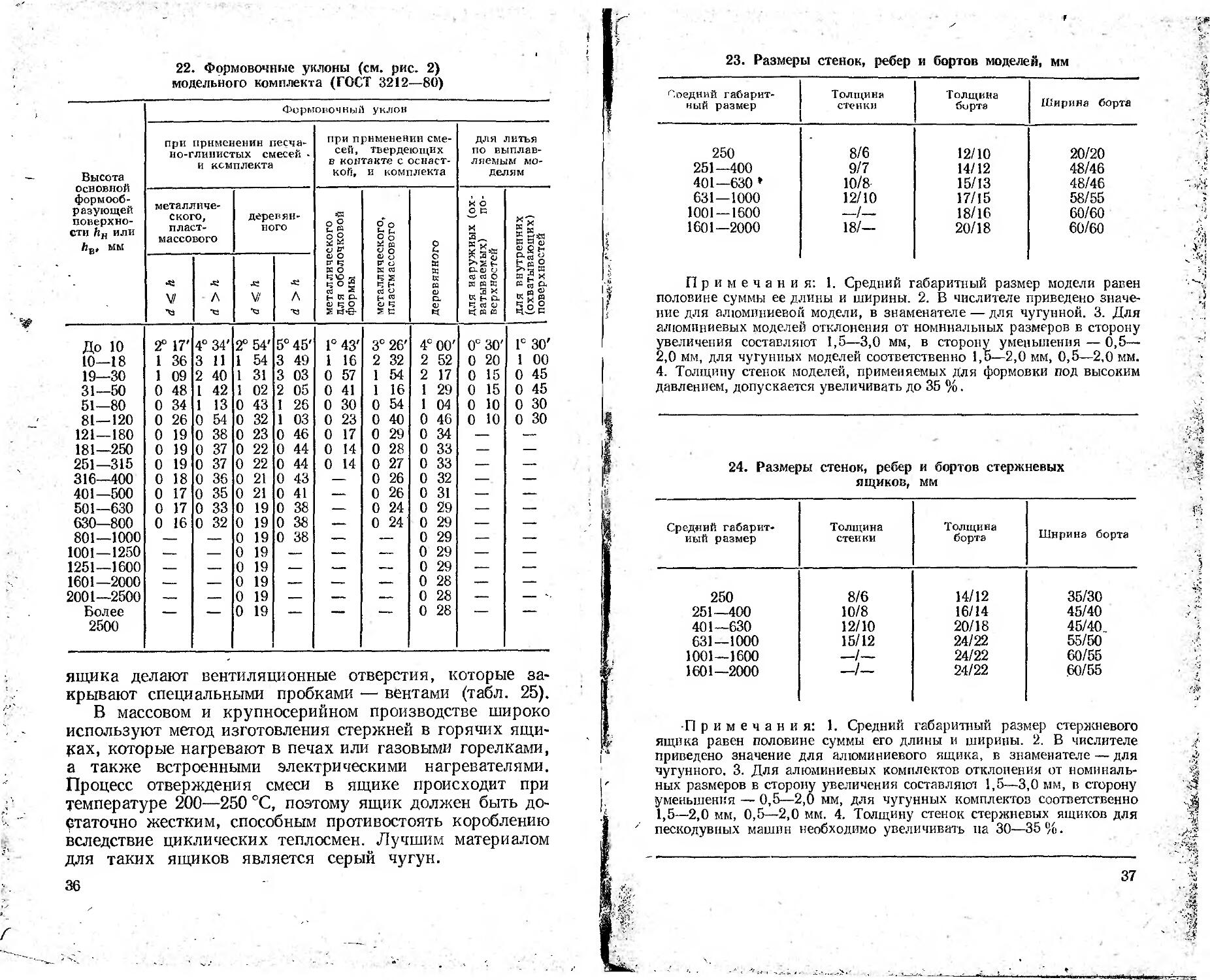
В табл. 23, 24 приведены основные размеры конструктивных элементов моделей и стержневых ящиков.
Расстояние между ребрами жесткости модели зависит от толщины стенки модели:
Толщина стенки, мм , , 6—7 8—9 10—11 12—13 14—15 15 Расстояние, мм .... 150 200 220 250 300 400
Стержневые ящики, предназначенные для изготовления стержней на пескодувных машинах, имеют ряд особенностей. Половины корпуса ящика центрируют с помощью втулок и штырей. Для уменьшения изнашивания, обеспечения плотного соприкосновения половин ящика и предотвращения выхода смеси по разъему к ящику прикрепляют винтами стальной лист (броню). Броню ящика шлифуют. Ящик снабжают специальным вдувным устройством. Для выхода воздуха в стенках стержневого 2» 35
22. Формовочные уклоны (см. рис. 2) модельного комплекта (ГОСТ 3212—80)
— Высота ОСНОВНОЙ формообразующей поверхности lift или йе, мм Формовочный уклон
при применении песчано-глинистых смесей • и комплекта при применении смесей, твердеющих в контакте с оснасткой, и комплекта ДЛЯ литья по выплавляемым моделям
металлического, пластмассового деревянного металлического для оболочковой формы S металлического, пластмассового | деревянного для наружных (охватываемых) поверхностей для внутренних (охватывающих) поверхностей
V чз А V/ чз А
До 10 10—18 19—30 31—50 51—80 81—120 121—180 181—250 251—315 316—400 401—500 501—630 630—800 801—1000 1001—1250 1251—1600 1601—2000 2001—2500 Более 2500 2° 17' 1 36 1 09 0 48 0 34 0 26 0 19 0 19 0 19 0 18 0 17 0 17 0 16 4° 34' 3 11 2 40 1 42 1 13 0 54 0 38 0 37 0 37 0 36 0 35 0 33 0 32 2° 54' 1 54 1 31 1 02 0 43 0 32 0 23 0 22 0 22 0 21 0 21 0 19 0 19 0 19 0 19 0 19 0 19 0 19 0 19 5° 45' 3 49 3 03 2 05 I 26 1 03 0 46 0 44 0 44 0 43 0 41 0 38 0 38 0 38 1°43' 1 16 0 57 0 41 0 30 0 23 0 17 0 14 0 14 3° 26' 2 32 1 54 1 16 0 54 0 40 0 29 0 28 0 27 0 26 0 26 0 24 0 24 4° 00' 2 52 2 17 1 29 1 04 0 46 0 34 0 33 0 33 0 32 0 31 0 29 0 29 0 29 0 29 0 29 0 28 0 28 0 28 . , о о о о о о 11II 1 II1 11 1 1 1 ООСЛСЛОО 1° 30' 1 00 0 45 0 45 0 30 0 30
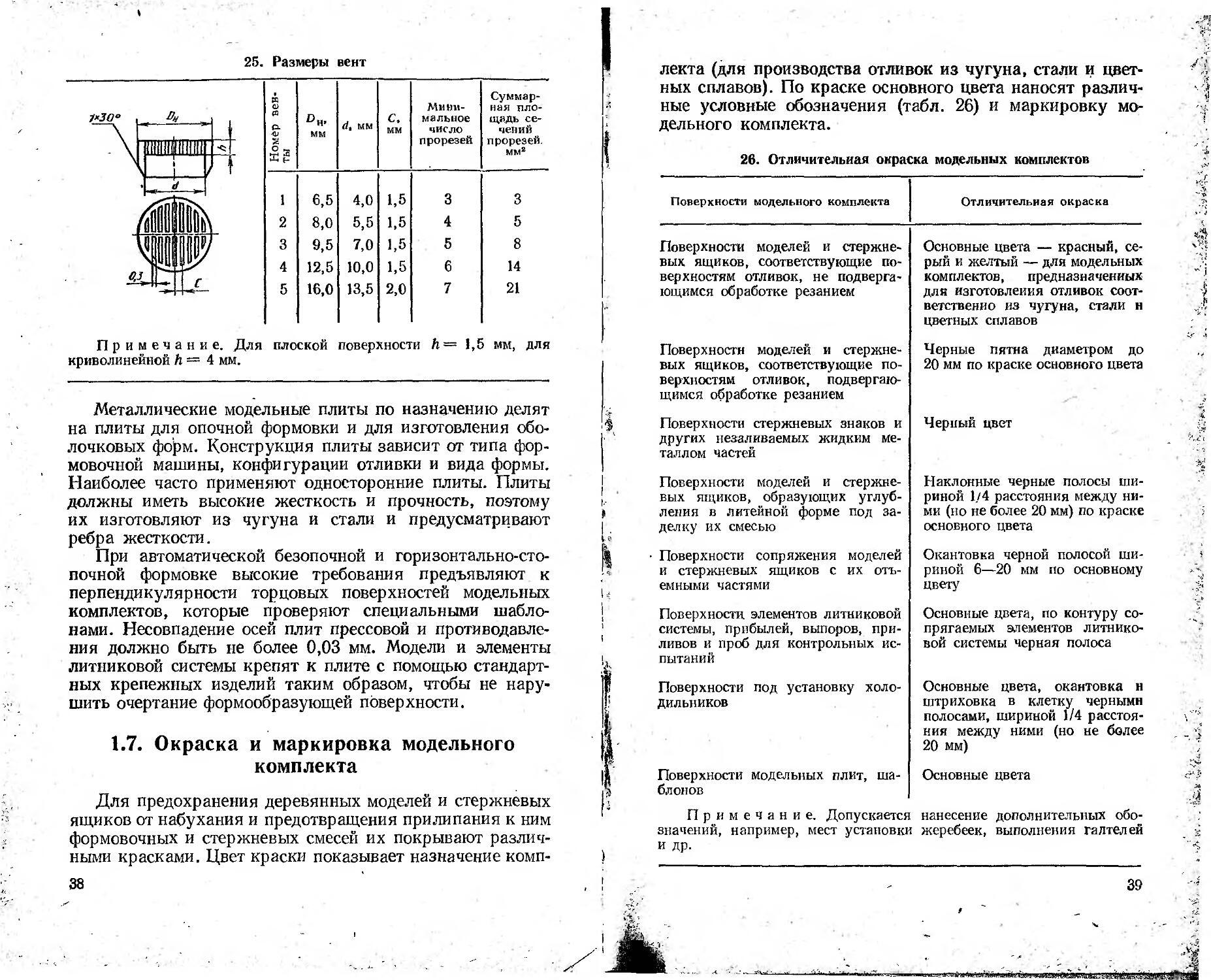
ящика делают вентиляционные отверстия, которые закрывают специальными пробками — вентами (табл. 25).
В массовом и крупносерийном производстве широко используют метод изготовления стержней в горячих ящиках, которые нагревают в печах или газовыми горелками, а также встроенными электрическими нагревателями. Процесс отверждения смеси в ящике происходит при температуре 200—250 °C, поэтому ящик должен быть достаточно жестким, способным противостоять короблению вследствие циклических теплосмен. Лучшим материалом для таких ящиков является серый чугун.
36
23. Размеры стенок, ребер и бортов моделей, мм
Соедний габаритный размер Толщина стенки Толщина би рта Ширина борта
250 8/6 12/10 20/20
251—400 9/7 14/12 48/46
401—630 ♦ 10/8 15/13 48/46
631—1000 12/10 17/15 58/55
1001—1600 —/— 18/16 60/60
1601—2000 18/— 20/18 60/60
Примечания: 1. Средний габаритный размер модели равен половине суммы ее длины и ширины. 2. В числителе приведено значение для алюминиевой модели, в знаменателе — для чугунной. 3. Для алюминиевых моделей отклонения от номинальных размеров в сторону увеличения составляют 1,5—3,0 мм, в сторону уменьшения—0,5— 2,0 мм, для чугунных моделей соответственно 1,5—2,0 мм, 0,5—2,0 мм. 4. Толщину стенок моделей, применяемых Для формовки под высоким давлением, допускается увеличивать до 35 %.
24. Размеры стенок, ребер и бортов стержневых ящиков, мм
Средний габаритный размер Толщина стенки Толщина борта Ширина борта
250 8/6 14/12 35/30
251—400 10/8 16/14 45/40
401—630 12/10 20/18 45/40.
631—1000 15/12 24/22 55/50
1001—1600 —/— 24/22 60/55
1601—2000 -/- 24/22 60/55
Примечания: 1. Средний габаритный размер стержневого ящика равен половине суммы его длины и ширины. 2. В числителе приведено значение для алюминиевого ящика, в знаменателе — для чугунного. 3. Для алюминиевых комплектов отклонения от номинальных размеров в сторону увеличения составляют 1,5—3,0 мм, в сторону уменьшения — 0,5—2,0 мм, для чугунных комплектов соответственно 1,5—2,0 мм, 0,5—2,0 мм. 4. Толщину стенок стержневых ящиков для пескодувных машин необходимо увеличивать па 30—35%.
37
25. Размеры вент
Примечание. Для криволинейной h = 4 мм.
DH.
ММ
dt мм
Минимальное число прорезей
Суммарная площадь сечений прорезей. мм2
1
2
3
4
5
6,5
8,0
9,5
12,5
16,0
4,0
5,5
7,0
10,0
13,5
1,5
1,5
1,5
1,5
2,0
3
4
5
6
7
3
5
8
14
21
плоской поверхности h— 1,5 мм, для
Металлические модельные плиты по назначению делят на плиты для опочной формовки и для изготовления оболочковых форм. Конструкция плиты зависит от типа формовочной машины, конфигурации отливки и вида формы. Наиболее часто применяют односторонние плиты. Плиты должны иметь высокие жесткость и прочность, поэтому их изготовляют из чугуна и стали и предусматривают ребра жесткости.
При автоматической безопочной и горизонтально-стопочной формовке высокие требования предъявляют к перпендикулярности торцовых поверхностей модельных комплектов, которые проверяют специальными шаблонами. Несовпадение осей плит прессовой и противодавления должно быть не более 0,03 мм. Модели и элементы литниковой системы крепят к плите с помощью стандартных крепежных изделий таким образом, чтобы не нарушить очертание формообразующей поверхности.
1.7. Окраска и маркировка модельного комплекта
Для предохранения деревянных моделей и стержневых ящиков от набухания и предотвращения прилипания к ним формовочных и стержневых смесей их покрывают различными красками. Цвет краски показывает назначение комп
38
лекта (для производства отливок из чугуна, стали и цветных сплавов). По краске основного цвета наносят различные условные обозначения (табл. 26) и маркировку модельного комплекта.
26. Отличительная окраска модельных комплектов
Поверхности модельного комплекта Отличительная окраска
Поверхности моделей и стержневых ящиков, соответствующие поверхностям отливок, не подвергающимся обработке резанием Основные цвета — красный, серый и желтый — для модельных комплектов, предназначенных для изготовления отливок соответственно из чугуна, стали и цветных сплавов
Поверхности моделей и стержневых ящиков, соответствующие поверхностям отливок, подвергающимся обработке резанием Черные пятна диаметром до 20 мм по краске основного цвета
Поверхности стержневых знаков и других незаливаемых жидким металлом частей Черный цвет
Поверхности моделей и стержневых ящиков, образующих углубления в литейной форме под заделку их смесью Наклонные черные полосы шириной 1/4 расстояния между ними (но не более 20 мм) по краске основного цвета
Поверхности сопряжения моделей и стержневых ящиков с их отъемными частями Окантовка черной полосой шириной 6—20 мм по основному цвету
Поверхности элементов литниковой системы, прибылей, выпоров, приливов и проб для контрольных испытаний Основные цвета, по контуру сопрягаемых элементов литниковой системы черная полоса
Поверхности под установку холодильников Основные цвета, окантовка и штриховка в клетку черными полосами, шириной 1/4 расстояния между ними (но не более 20 мм)
Поверхности модельных плит, шаблонов Основные цвета
Примечание. Допускается нанесение дополнительных обозначений, например, мест установки жеребеек, выполнения галтелей и др.
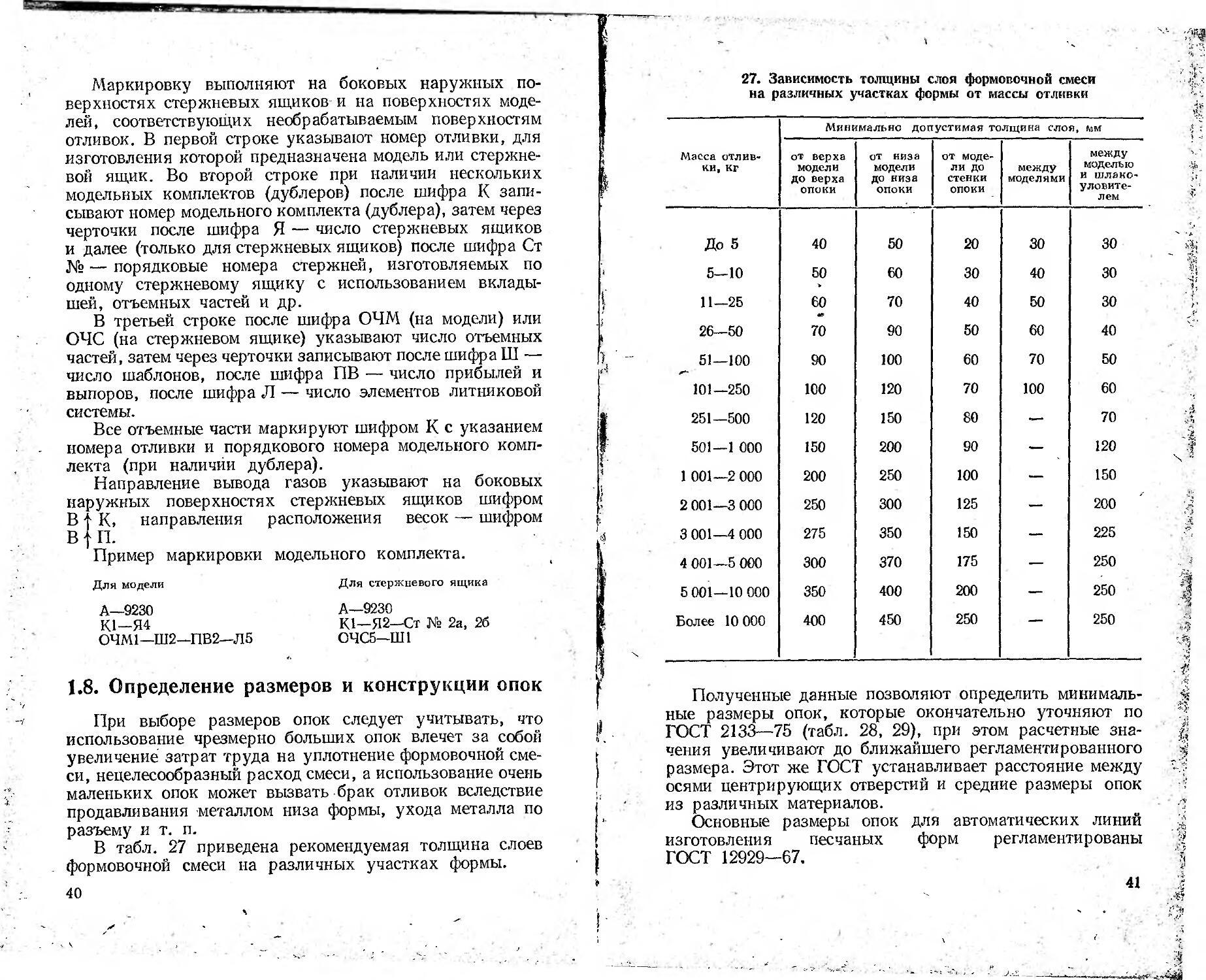
Маркировку выполняют на боковых наружных поверхностях стержневых ящиков и на поверхностях моделей, соответствующих необрабатываемым поверхностям отливок. В первой строке указывают номер отливки, для изготовления которой предназначена модель или стержневой ящик. Во второй строке при наличии нескольких модельных комплектов (дублеров) после шифра К записывают номер модельного комплекта (дублера), затем через черточки после шифра Я — число стержневых ящиков и далее (только для стержневых ящиков) после шифра Ст № — порядковые номера стержней, изготовляемых по одному стержневому ящику с использованием вкладышей, отъемных частей и др.
В третьей строке после шифра ОЧМ (на модели) или ОЧС (на стержневом ящике) указывают число отъемных частей, затем через черточки записывают после шифра Ш — число шаблонов, после шифра ПВ — число прибылей и выпоров, после шифра Л — число элементов литниковой
системы.
Все отъемные части маркируют шифром К с указанием номера отливки и порядкового номера модельного комплекта (при наличии дублера).
Направление вывода газов указывают на боковых наружных поверхностях стержневых ящиков шифром В f К, направления расположения весок — шифром В|П.
Пример маркировки модельного комплекта.
Для модели
А—9230
К1—Я4
ОЧМ1—Ш2—ПВ2—Л5
Для стержневого ящика
А—9230
К1—Я2—Ст № 2а, 26
ОЧС5—Ш1
1.8. Определение размеров и конструкции опок
При выборе размеров опок следует учитывать, что использование чрезмерно больших опок влечет за собой увеличение затрат труда на уплотнение формовочной смеси, нецелесообразный расход смеси, а использование очень маленьких опок может вызвать брак отливок вследствие продавливания металлом низа формы, ухода металла по разъему и т. п.
В табл. 27 приведена рекомендуемая толщина слоев формовочной смеси на различных участках формы.
40
27. Зависимость толщины слоя формовочной смеси на различных участках формы от массы отливки
Минимально допустимая толщина слоя, мм
Масса отливки, кг от верха модели до верха опоки от низа модели до низа опоки от модели до стенки опоки между моделями между моделью и шлакоуловителем
До 5 40 50 20 30 30
5—10 50 60 30 40 30
11—25 60 70 40 50 30
26—50 70 90 50 60 40
51—100 90 100 60 70 50
101—250 100 120 70 100 60
251—500 120 150 80 — 70
501—1 000 150 200 90 — 120
1 001—2 000 200 250 100 — 150
2 001—3 000 250 300 125 — 200
3 001—4 000 275 350 150 — 225
4 001—5 000 300 370 175 — 250
5 001—10 000 350 400 200 — 250
Более 10 000 400 450 250 — 250
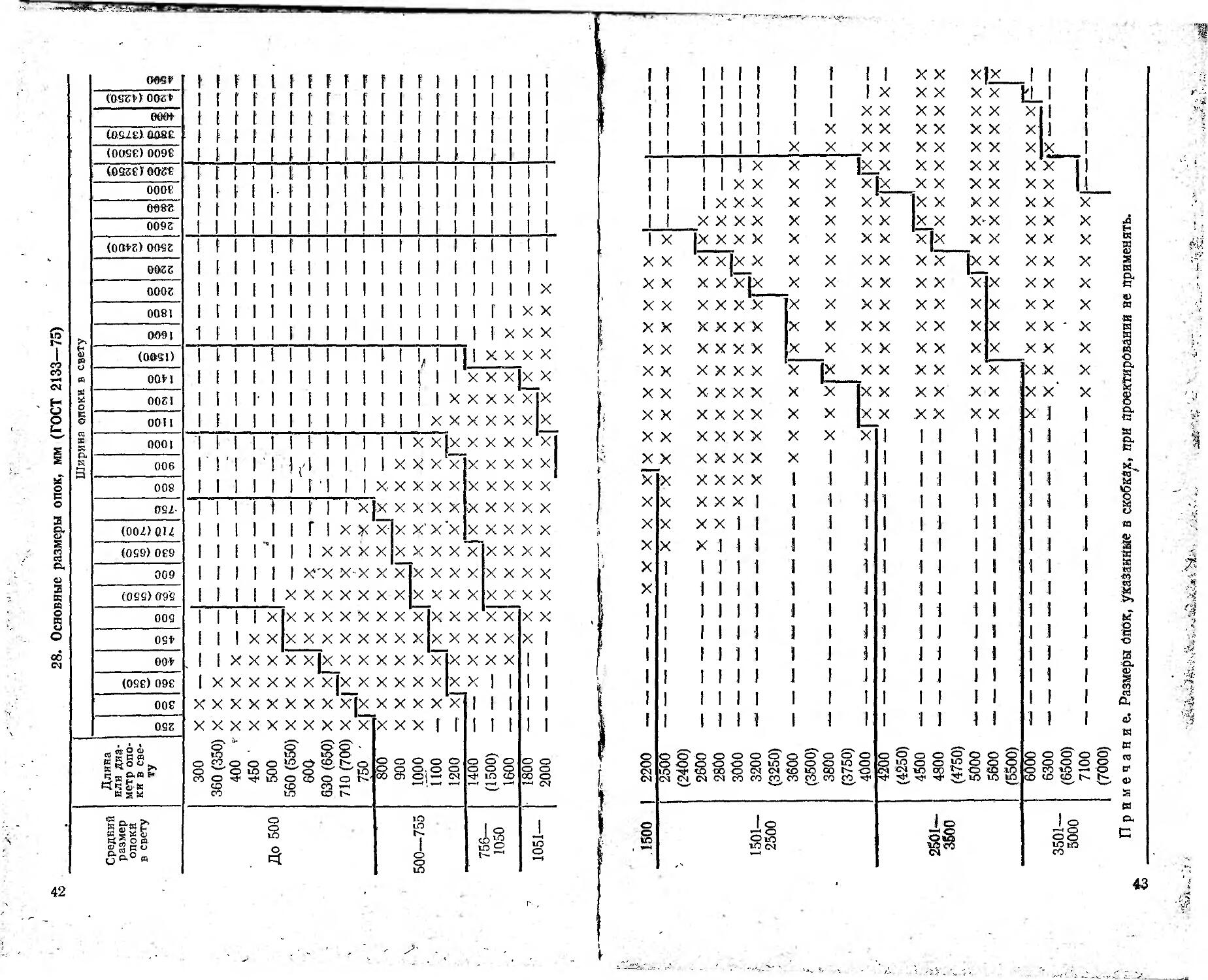
Полученные данные позволяют определить минимальные размеры опок, которые окончательно уточняют по ГОСТ 2133—75 (табл. 28, 29), при этом расчетные значения увеличивают до ближайшего регламентированного размера. Этот же ГОСТ устанавливает расстояние между осями центрирующих отверстий и средние размеры опок из различных материалов.
Основные размеры опок для автоматических линий изготовления песчаных форм регламентированы ГОСТ 12929—67,
41
28. Основные размеры опок, мм (ГОСТ 2133—75)
Средний размер опоки в свету Длина или диаметр опоки в свету Ширина опоки в свету
О ю СМ 300 1 360 (350) ф <s> о ю о о ib 56.0(550) I о СО 630 (650) 1 о о С? 10 о о со 1000 1 1100 I 1200 I I 1400 I о V? Q g | 0081 | ооог | © ©> СЧ см 1 2500(2400) 2600 2800 I 3000 1 1 3200(3250) j 3600 (3500) © Г 8 ю Г5 1 годен оозг j i
300 X X
360 (350) X X X — — — — —* —. — — — —— —, — иг— г — -я- —«W — — —— я—— TU ' еч- —4W
400 * X X X X
450 ' X X X X X —«ж
До 500 500 X X X X X X 1Я—
560 (550) 600 X X X X X X X X X X lx X X X X — —1 —» — — — — ,— — —. — —
630 (650) X X X X X X X X X Я-ЧЧ
710 (700) х_х| х X X X X X X X
750 ' X X X X X X X X X -X X
800 900 X X X X X X X X X X X X X X X X X * X X X X —-т- —ч -“—И
500—755 1000 X X X X X X X X X X X X X X — — — — — — — — — — — — — —— ~~ * -г-
1100 X X л. X X X X X X X X X X X —
1200 — X X X X X X X X X X X X X X X
756— 1050 1400 — —— X X X X X X X X X X X X X X X
(1500) — — — X X X X X X X X X X X X X X X
1600 — — — X X X X X X X X X X X X X X X X —
1051— 1800 — — — — X X X X X X X X X X X X X X X X —
2000 — X X X X X X X X X Iх X X X X X X —
1500 2200 ХХХХХ Х| ХХХХХ ХХХХХ
2500 -ХХХХХХХХХ (2400) 2600 ХХХХХХХХХ 2800 — ХХХХХХХХ 3000 X X X X X X X 3200 — ХХХХХХ (3250) X X X X X X X X X X X XXX X х|х XX X X х|х X X XXX х| X. X X X X t XXXI 1 — — —й — — —
1501— 2500 X — X X -
3600 — — — X у у X (3500) 3800 X X ХГх (3750) 4000 — — :—и и XI X X X хххххххх хххххххх хххххххх X X X X _Х|Х х XX XXX
2501— 3500 4200 — — X X X (4250) 4600 — — - у X X 4800 - * — — X X X (4750) 5000 — — -х X X X XX X X XX X X XX X X XX X Я X X X X х|х X X X х| X X X х| X х'х X X X X X X ХХХХ- ХХХХХ ХХХХХ X X X х_х
5600 — —.м— X X (5500) хххххххх X X XXX XIX
3501— 5000 6000 — . X X X 6300 — — —- “"* =“*“* X X (6500) 7100 < — X X (7000) Хххххххх хххххххх хххххххх X X X X 1 1 1 и_1 I XII 1 X 1 1 х|х 1
Примечание. Размеры бйбк, указанные в скобках, при проектирований не применять.
1.9. Проектирование и расчет литниковой системы
Литниковая система — система каналов и устройств для подвода в определенном режиме жидкого металла в полость литейной формы, отделения неметаллических включений и обеспечения питания отливки при затвердевании. Литниковую систему размещают по разъему литейной формы и вне разъема.
44
Правильная конструкция литниковой системы должна обеспечивать непрерывную подачу расплава в форму по кратчайшему пути; спокойное и плавное ее заполнение; улавливание шлака и других неметаллических включений; создание направленного затвердевания отливки; минимальный расход металла на литниковую, систему; не вызывать местных разрушений формы вследствие большой скорости и неправильного направления потока металла.
Литниковая система включает, как правило, следующие элементы:
стояк — вертикальный канал, соединяющий литниковую чашу (воронку) со шлакоуловителем;
шлакоуловитель — горизонтальный трапецеидальный канал, соединяющий стояк с питателями и задерживающий шлак и неметаллические включения из потока заливаемого сплава;
питатель — горизонтальный канал, соединяющий шлакоуловитель с полостью формы;
выпор — вертикальный канал, расположенный на самой верхней части полости формы или соединенный с нею боковым каналом (отводной выпор), служащий для вывода газов из формы, а также для наблюдения за ходом заливки формы;
прибыль — элемент литниковой системы для питания отливки жидким металлом в период затвердевания и усадки;
литниковую чашу (воронку) — элемент литниковой системы для приема жидкого металла и его направления в стояк или непосредственно в литейную форму.
В зависимости от места подвода металла в форму различают следующие литниковые системы: '
горизонтальную — с питателями, расположенными в горизонтальной плоскости разъема литейной формы;
вертикальную — с питателями, расположенными в вертикальной плоскости разъема литейной формы по положению при заливке (к вертикальным относятся вертикально-щелевые и ярусные литниковые системы);
верхнюю — систему подачи жидкого металла в полость литейной формы сверху;
дождевую — систему подачи металла в форму через большое число тонких питателей (разновидность верхней литниковой системы);
сифонную — систему подачи металла в форму снизу через один или несколько питателей.
45
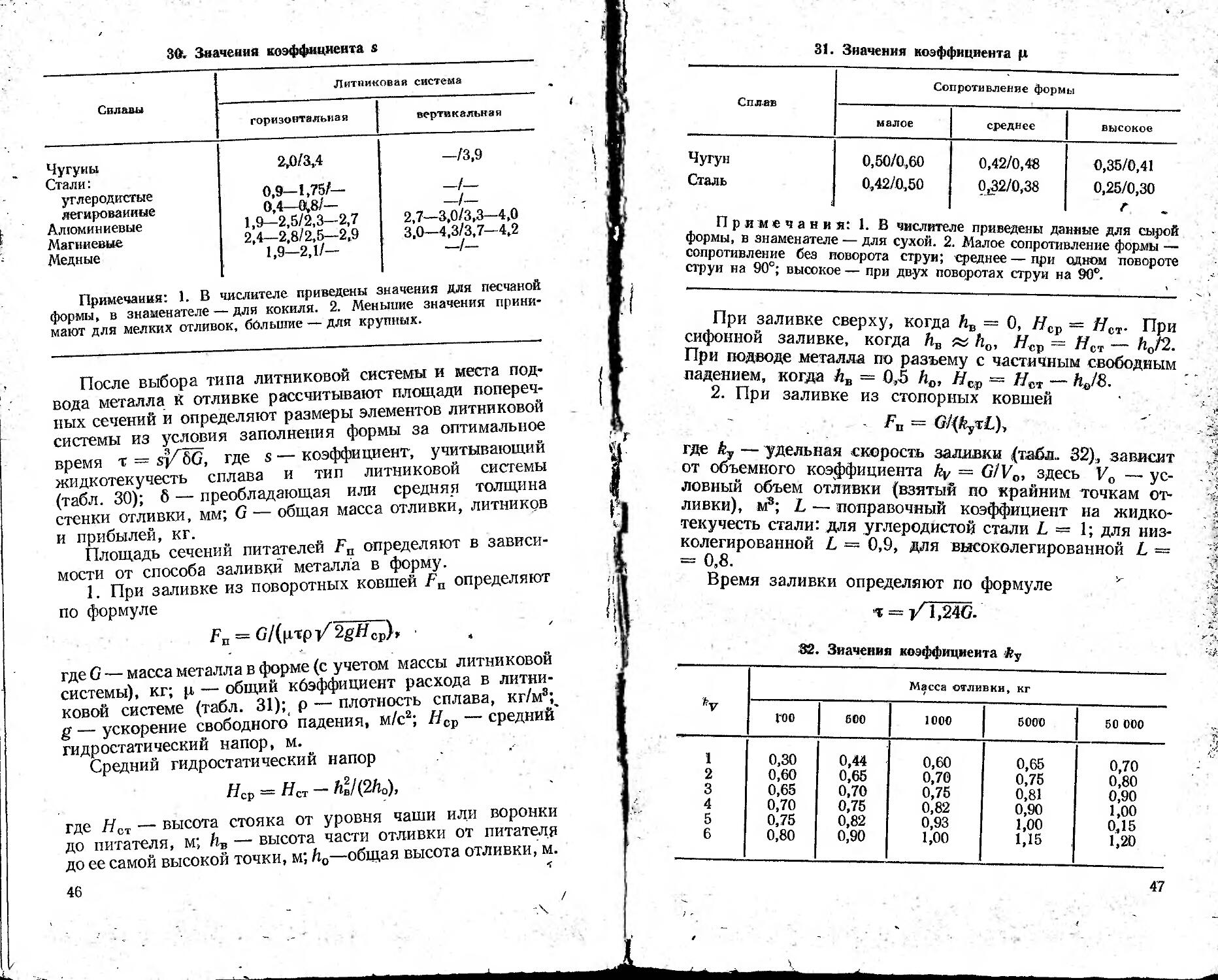
30. Значения коэффициента s
Снлавы Литниковая система
горизонтальная вертикальная
Чугуны Стали: углеродистые легированные Алюминиевые Магниевые Медные 2,0/3,4 0,9—1,75/— 0,4—0,8/— 1,9—2,5/2,3—2,7 2,4—2,8/2,5—2,9 1,9—2,1/— —/3,9 —/— -/- 2,7—3,0/3,3—4,0 3,0—4,3/3,7—4.2 -/-
Примечания: 1. В числителе приведены значения для песчаной формы, в знаменателе — для кокиля. 2. Меньшие значения принимают для мелких отливок, большие — для крупных.
После выбора типа литниковой системы и места подвода металла К отливке рассчитывают площади поперечных сечений и определяют размеры элементов литниковой системы из условия заполнения формы за оптимальное время т = 6G, где s — коэффициент, учитывающий
жидкотекучесть сплава и тип литниковой системы (табл. 30); б — преобладающая или средняя толщина стенки отливки, мм; G — общая масса отливки, литников и прибылей, кг.
Площадь сечений питателей Fn определяют в зависимости от способа заливки металла в форму.
1. При заливке из поворотных ковшей FB определяют по формуле
/п = С/(ртр/2^/7Ср),
где G — масса металла в форме (с учетом массы литниковой системы), кг; р — общий коэффициент расхода в литниковой системе (табл. 31); р — плотность сплава, кг/м3,ч g — ускорение свободного" падения, м/с2; II ср — средний' гидростатический напор, м.
Средний гидростатический напор
Нср — Нст — Лв/(2/10),
где 7/ст — высота стояка от уровня чаши или воронки до питателя, м; hB — высота части отливки от питателя до ее самой высокой точки, м; h0—общая высота отливки, м.
46
31. Значения коэффициента Ц
Сплав Сопротивление формы
малое среднее высокое
Чугун 0,50/0,60 0,42/0,46 0,35/0,41
Сталь 0,42/0,50 0,32/0,38 0,25/0,30
Примечания: 1. В числителе приведены данные для сырой формы, в знаменателе — для сухой. 2. Малое сопротивление формы — сопротивление без поворота струи; среднее — при одном повороте струи на 90°; высокое — при двух поворотах струи на 90°.
При заливке сверху, когда йв = 0, Яср = /Уст. При сифонной заливке, когда йв as ho, — Hct — hof2. При подводе металла по разъему с частичным свободным падением, когда Лв = 0,5 ho, НК9 — — ho/8.
2. При заливке из стопорных ковшей
- F„ = С%.т£),
где ky — удельная скорость заливки (табл.. 32), зависит от объемного коэффициента kv — G1VO, здесь Vo — условный объем отливки (взятый по крайним точкам отливки), м8; L — поправочный коэффициент на жидкотекучесть стали: для углеродистой стали L == 1; для низколегированной L = 0,9, для высоколегированной L — = 0,8.
Время заливки определяют по формуле
<г = т/Т24О.
32. Значения коэффициента ky
ку Масса отливки, кг
гоо 600 1000 5000 50 000
1 0,30 0,44 0,60 0,65 0,70
2 0,60 0,65 0,70 0,75 0,80
3 0,65 0,70 0,75 0,81 0,90
4 0,70 0,75 0,82 0,90 1,00
5 0,75 0,82 0,93 1,00 0,15
6 0,80 0,90 1,00 1,15 1,20
47
33. Соотношения площадей питателей, шлакоуловителя и стояка
Рекомендуемые отношения Область применения
: FC T =1:1,1: 1,5 Для мелких и средних отливок из серого чугуна и медных сплавов
ДП:ДШ:ДСТ = 1:1.2: 1,4 Для крупных отливок из серого чугуна и медных сплавов
СМ ~ 5 <м °4 ” о со II Ilf II II Щ ft? 2 й? й.3 й? кЭ й а II ей Ьч и. || Ц, Для мелких стальных отливок Для средних и крупных стальных отливок Для отливок из алюминиевых сплавов Для отливок из магниевых сплавов
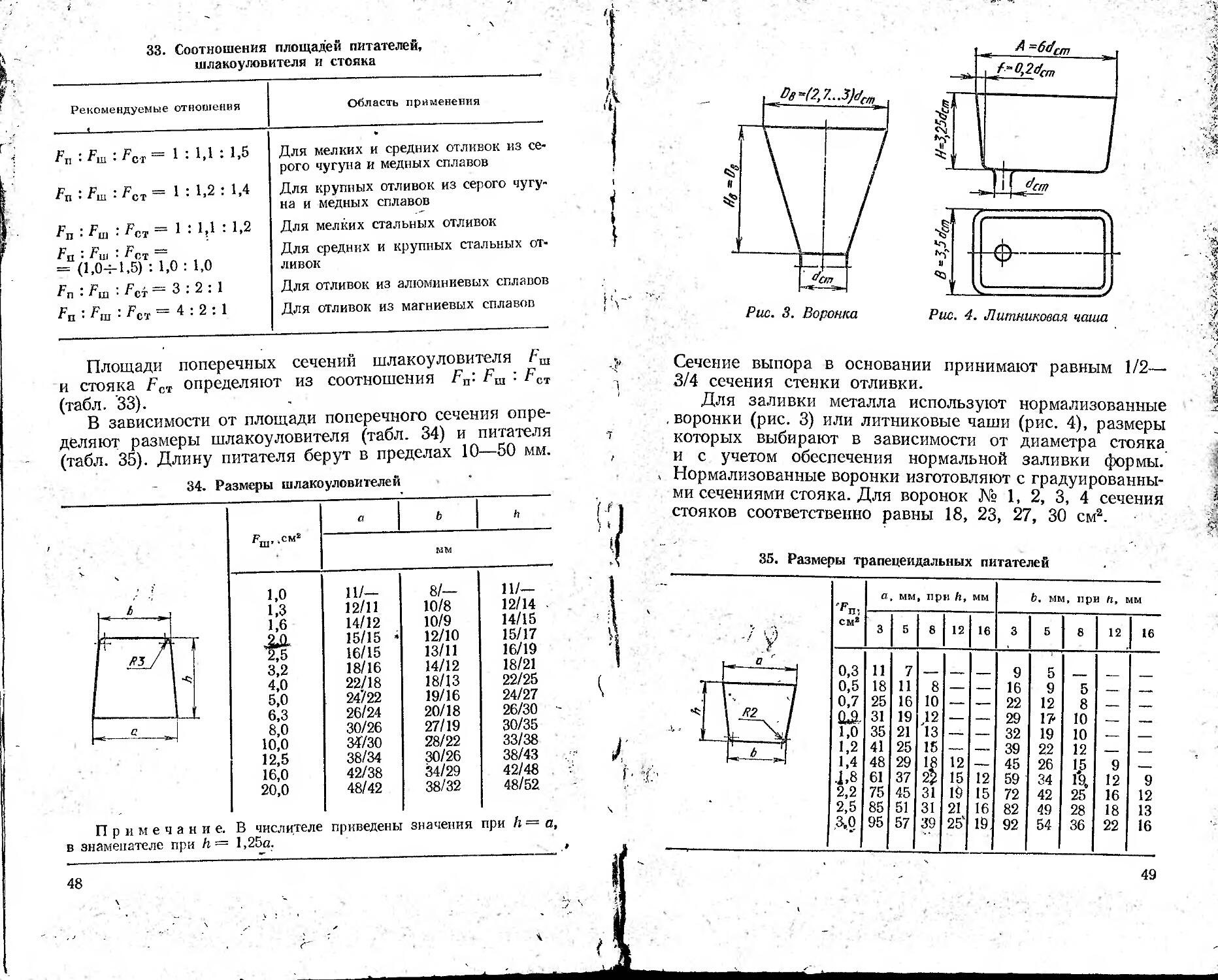
Площади поперечных сечений шлакоуловителя и стояка FCT определяют из соотношения F„: /?ш : FCT (табл. 33).
В зависимости от площади поперечного сечения определяют размеры шлакоуловителя (табл. 34) и питателя (табл. 35). Длину питателя берут в пределах 10—50 мм.
34. Размеры шлакоуловителей
а ь h
Fui- CMl
мм
ч
1,0 11/- 8/— 11/-
л ,, 1,3 12/11 10/8 12/14 •
1,6 14/12 10/9 14/15
4 Л ; 15/15 • 12/10 15/17
/>5 /1 и 16/15 13/11 16/19
3,2 18/16 14/12 18/21
4,0 22/18 18/13 22/25
5,0 24/22 19/16 24/27
L_I 6,3 26/24 20/18 26/30 -
С J 8,0 30/26 27/19 30/35
10,0 34/30 28/22 33/38
12,5 38/34 30/26 38/43
16,0 42/38 34/29 42/48
20,0 48/42 38/32 48/52
Примечание. В числителе приведены значения при h = а,
в знаменателе при h = 1,25а.
48
\ \ ! « ’
\ д А <
Сечение выпора в основании принимают равным 1/2— 3/4 сечения стенки отливки.
Для заливки металла используют нормализованные , воронки (рис. 3) или литниковые чаши (рис. 4), размеры которых выбирают в зависимости от диаметра стояка и с учетом обеспечения нормальной заливки формы. , Нормализованные воронки изготовляют с градуированными сечениями стояка. Для воронок № 1, 2, 3, 4 сечения стояков соответственно равны 18, 23, 27, 30 см2.
35. Размеры трапецеидальных питателей
а, мм, при h, мм
6. мм, при Л, мм
3 5 8 12 16
3 5 8 12 16
0,3 0,5 0,7
1,0 1,2 1,4 1,8 2,2 2,5 3*0
11
18
25
31
35
41
48
61
75
85
95
7
11
16
19
21
25
29
37
45
51
57
8 10
12 '13 15 ч 31 31 39
12
15
19
21
25"
12
15
16
19.
9
16
22
29
32
39
45
59
72
82
92
5
9
12
1?
19
22
26
34
42
49
54
5
8
10
10
12
15
19, 25
28
36
9
12
16
18
22
9
12
13
16
49
36. Соотношения основных размеров прибылей
^ок ^пр/^ок Лир/Ьпр ^ОК ^лр/^ок ^прДпр
До 50 1,8—2,5 1,8—1,2 251—300 1,25—1,5 1,25—1,0
50-100 1,6-2,5 1,6-1,2 301—500 1,2—1,5 1,1—0,95
101—150 1,5—2,0 1,5—1,2 501—750 1,2—1,3 0,9—0,8
151—200 1,3-1,6 1,5—1,1 751—1000 1,1—1,25 0,85—0,7
201—250 1,3—1,5 1,4—1,1
Примечание. 5пр — ширина основания прибыли; Лпр — высота прибыли.
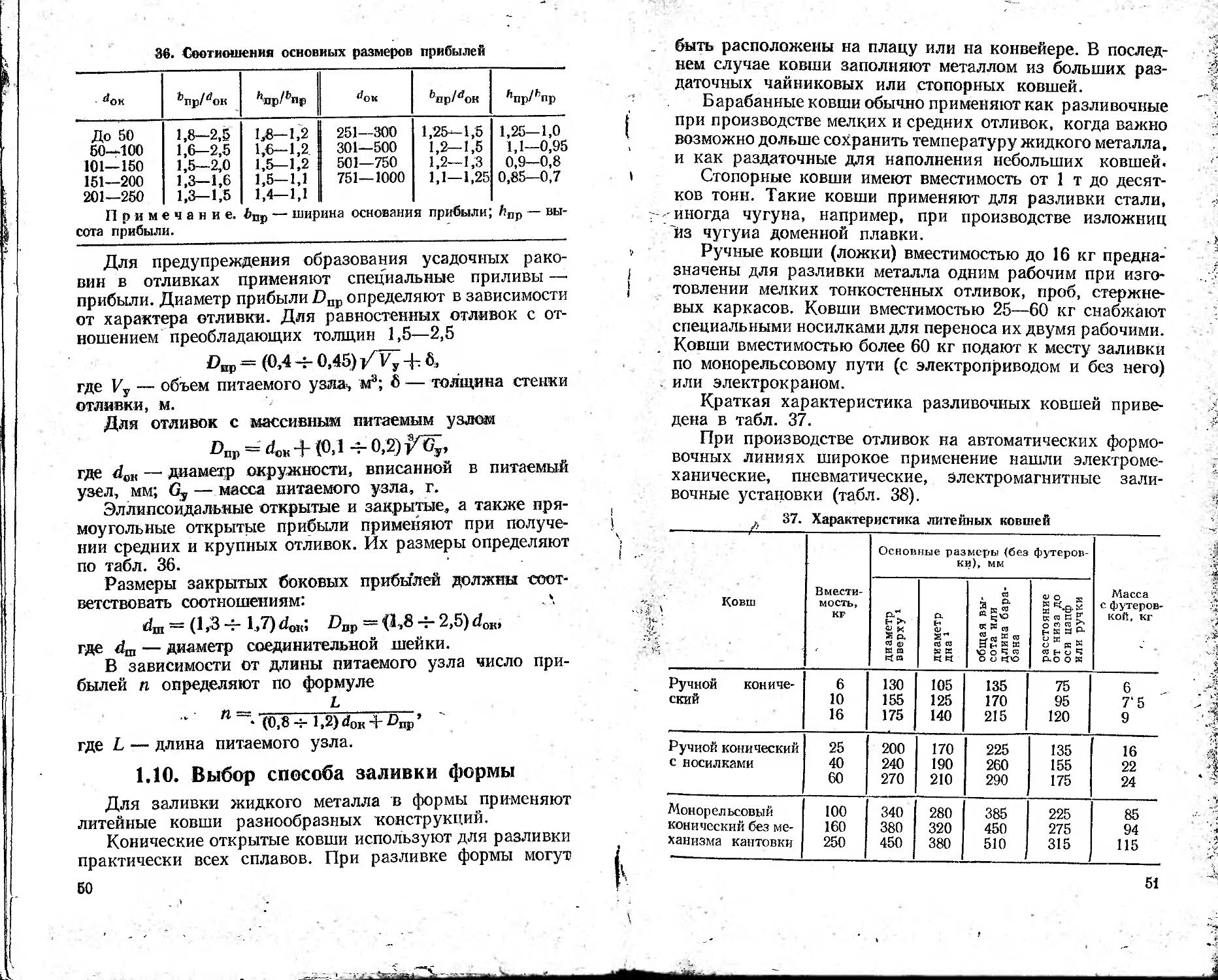
Для предупреждения образования усадочных раковин в отливках применяют специальные приливы — прибыли. Диаметр прибыли £>пр определяют в зависимости от характера отливки. Для равностенных отливок с отношением преобладающих толщин 1,5—2,5
£>пр = (0,4 4-0,45)/V; -Цб, где — объем питаемого узла., м3; 6 — толщина стенки отливки, м.
Для отливок с массивным питаемым узлом 1>пР-Ли+(0,1^0,2)^,
где d0K — диаметр окружности, вписанной в питаемый узел, мм; Gy — масса питаемого узла, г.
Эллипсоидальные открытые и закрытые., а также прямоугольные открытью прибыли применяют при получении средних и крупных отливок. Их размеры определяют по табл. 36.
Размеры закрытых боковых прибылей должны соответствовать соотношениям: . »
= (1,3 4-1,7) dOJI', ДдР — fl-,8 4- 2,5) dOK, где dm — диаметр соединительной шейки.
В зависимости от длины питаемого узла число прибылей и определяют по формуле
L
(0,8 =1,2)d0K+ '
где L — длина питаемого узла.
1,10. Выбор способа заливки формы
Для заливки жидкого металла в формы применяют литейные ковши разнообразных конструкций.
Конические открытые ковши используют для разливки практически всех сплавов. При разливке формы могут 60
быть расположены на плацу или на конвейере. В последнем случае ковши заполняют металлом из больших раздаточных чайниковых или стопорных ковшей.
Барабанные ковши обычно применяют как разливочные при производстве мелких и средних отливок, когда важно возможно дольше сохранить температуру жидкого металла, и как раздаточные для наполнения небольших ковшей.
Стопорные ковши имеют вместимость от 1 т до десятков тонн. Такие ковши применяют для разливки стали, иногда чугуна, например, при производстве изложниц из чугуна доменной плавки.
Ручные ковши (ложки) вместимостью до 16 кг предназначены для разливки металла одним рабочим при изготовлении мелких тонкостенных отливок, проб, стержневых каркасов. Ковши вместимостью 25—60 кг снабжают специальными носилками для переноса их двумя рабочими. Ковши вместимостью более 60 кг подают к месту заливки по монорельсовому пути (с электроприводом и без него) или электрокраном.
Краткая характеристика разливочных ковшей приведена в табл. 37.
При производстве отливок на автоматических формовочных линиях широкое применение нашли электромеханические, пневматические, электромагнитные заливочные установки (табл. 38).
37. Характеристика литейных ковшей
Ковш Вместимость, KF Основные размеры (без футеровки), мм Масса с футеровкой, кг
диаметр вверху 1 диаметр дна 1 <Я « СЬ £ S и ю 4х3 К S л И м ЕС СЯ EagsS Ю о П о о tto расстояние от низа ДО оси цапф или ручки
Ручной кониче- 6 130 105 135 75 6
ский 10 155 125 170 95 7‘5
16 175 140 215 120 9
Ручной конический 25 200 170 225 135 16
с носилками 40 240 190 260 155 22
60 270 210 290 175 24
Монорельсовый 100 340 280 385 225 85
конический без ме- 160 380 320 450 275 94
ханизма кантовки - ______ 250 450 380 510 315 115
51
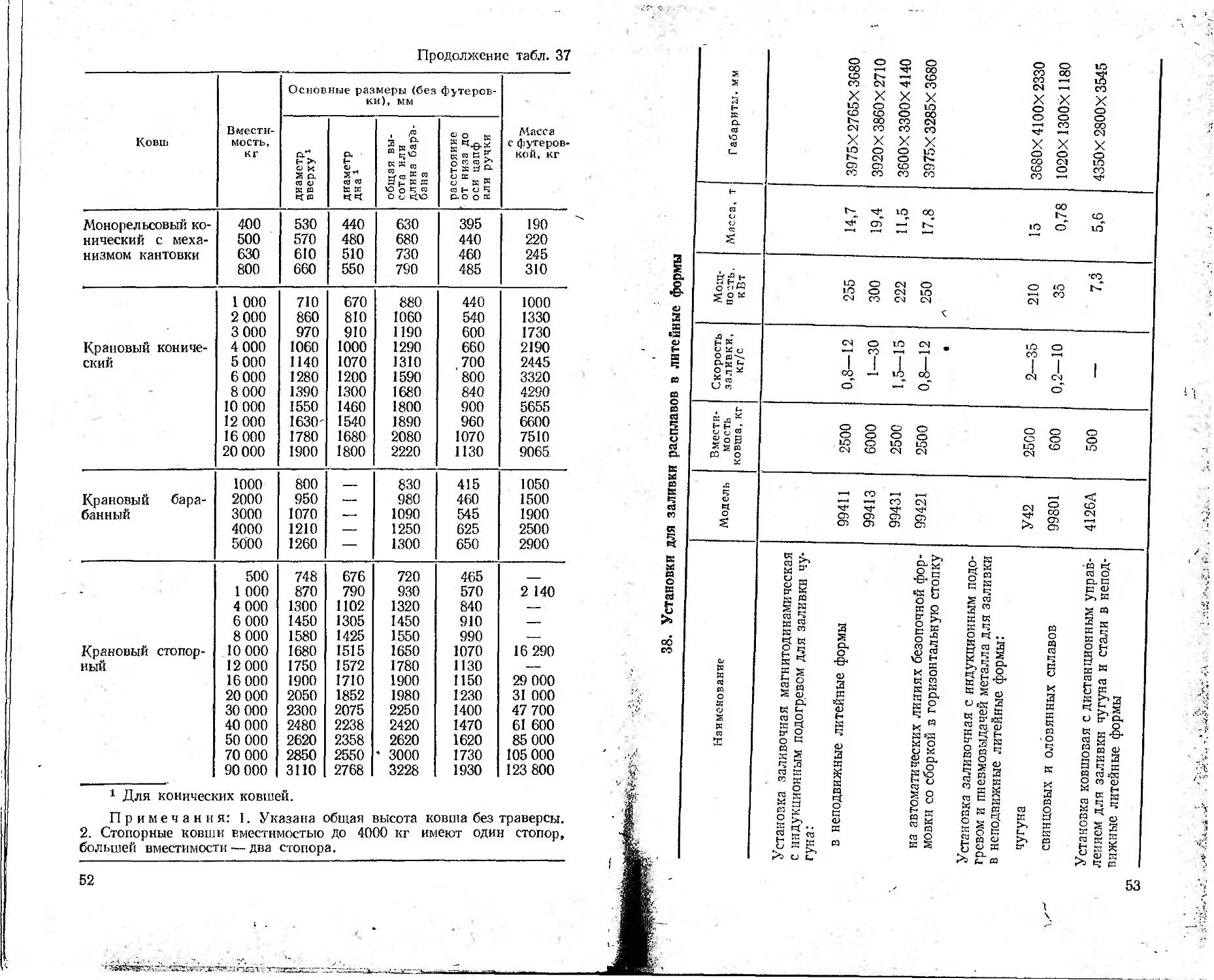
Продолжение табл. 37
Ковш Вместимость, кг Основные размеры (без футеровки), мм Масса с футеровкой, кг
1 диаметр вверху 1 диаметр дна 1 , общая высота или длина бара- бана расстояние ' от низа до оси цапф или ручки
Монорельсовый ко- 400 530 440 630 395 190
нический с меха- 500 570 480 680 440 220
низмом кантовки 630 610 510 730 460 245
800 660 550 790 485 310
1 000 710 670 880 440 1000
2 000 860 810 1060 540 1330
3 000 970 910 1190 600 1730
Крановый кониче- 4 000 1060 1000 1290 660 2190
ский 5 000 1140 1070 1310 700 2445
6 000 1280 1200 1590 800 3320
8 000 1390 1300 1680 840 4290
10 000 1550 1460 1800 900 5655
12 000 1630' 1540 1890 960 6600
16 000 1780 1680 2080 1070 7510
20 000 1900 1800 2220 ИЗО 9065
1000 800 — 830 415 1050
Крановый бара- 2000 950 — 980 460 1500
банный 3000 1070 — 1090 545 1900
4000 1210 — 1250 625 2500
5000 1260 — 1300 650 2900
500 748 676 720 465
- 1 000 870 790 930 570 2 140
4 000 1300 1102 1320 840 —
6 000 1450 1305 1450 910 —-
8 000 1580 1425 1550 990 .—.
Крановый стопор- 10 000 1680 1515 1650 1070 16 290
ный 12 000 1750 1572 1780 ИЗО —
16 000 1900 1710 1900 1150 29 000
20 000 2050 1852 1980 1230 31 000
30 000 2300 2075 2250 1400 47 700
40 000 2480 2238 2420 1470 61 600
50 000 2620 2358 2620 1620 85 000
70 000 2850 2550 • 3000 1730 105 000
1 Для коничест 90 000 сих ковше 3110 й. 2768 3228 1930 123 800
Примечания: 1. Указана общая высота ковша без траверсы. 2. Стопорные ковши вместимостью до 4000 кг имеют один стопор, большей вместимости — два стопора.
62
53
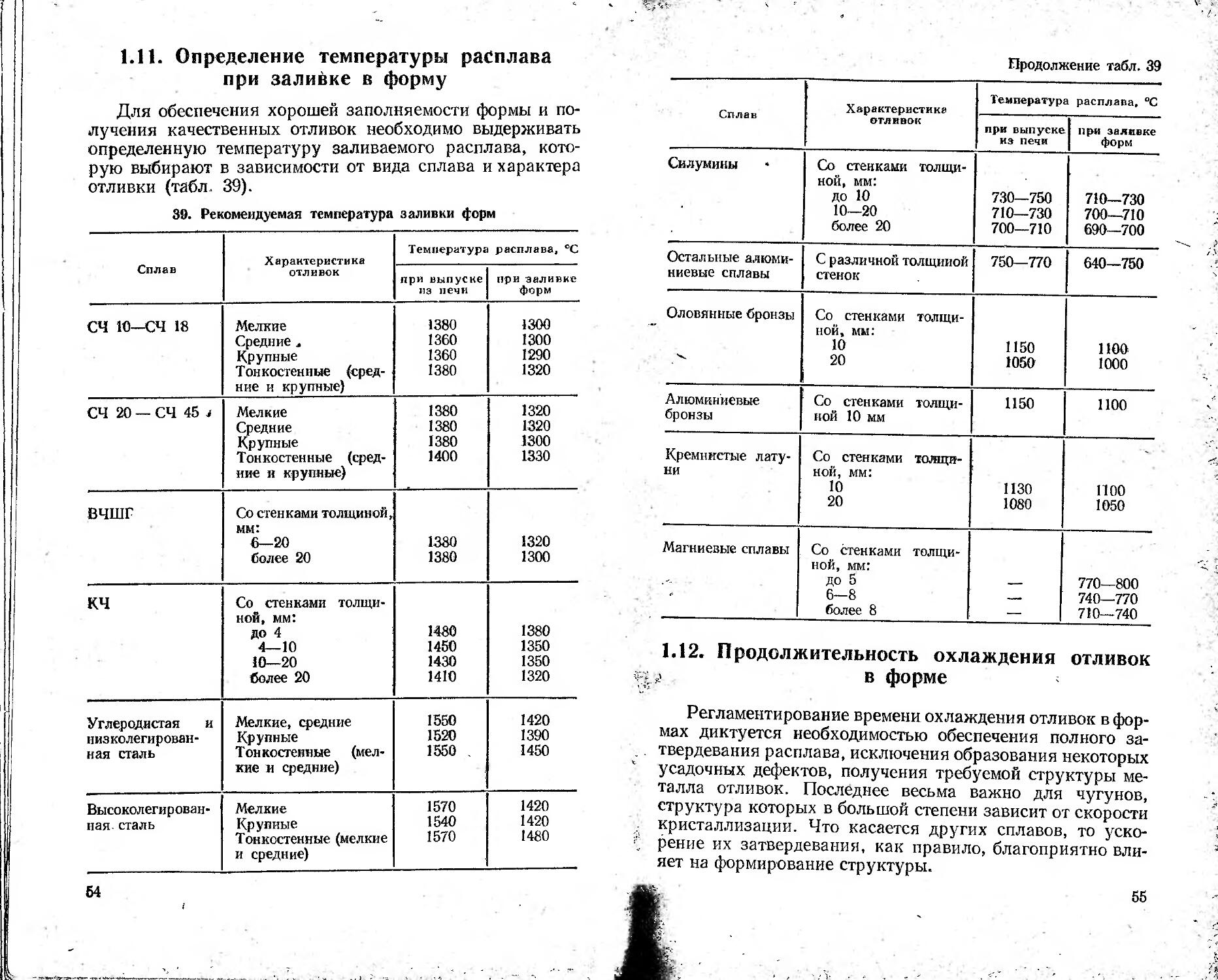
1.11. Определение температуры расплава при заливке в форму
Для обеспечения хорошей заполняемости формы и получения качественных отливок необходимо выдерживать определенную температуру заливаемого расплава, которую выбирают в зависимости от вида сплава и характера отливки (табл. 39).
39. Рекомендуемая температура заливки форм
Сплав Характеристика отливок Температура расплава, °C
при выпуске из печи при заливке форм
СЧ 10—СЧ 18 Мелкие Средние . Крупные Тонкостенные (средние и крупные) 1380 1360 1360 1380 1300 1300 1290 1320
СЧ 20 — СЧ 45 i Мелкие Средние Крупные Тонкостенные (средние и крупные) 1380 1380 1380 1400 1320 1320 1300 1330
ВЧШГ Со стенками толщиной, мм: 6—20 более 20 1380 1380 1320 1300
КЧ Со стенками толщиной, мм: до 4 4—10 10—20 более 20 1480 1450 1430 1410 1380 1350 1350 1320
Углеродистая и низколегированная сталь Мелкие, средние Крупные Тонкостенные (мелкие и средние) 1550 1520 1550 . 1420 1390 1450
Высоколегированная сталь Мелкие Крупные Тонкостенные (мелкие и средние) 1570 1540 1570 1420 1420 1480
64
Продолжение табл. 39
Сплав Характеристика отливок Температура расплава, °C
при выпуске из печи при заливке форм
Силумины Со стенками толщиной, мм: до 10 10—20 более 20 730—750 710—730 700—710 710—730 700—710 690—700
Остальные алюминиевые сплавы С различной толщиной стенок 750—770 640—750
Оловянные бронзы Со стенками толщиной, мм: 10 20 1150 1050 1100 1000
Алюминиевые бронзы Со стенками толщиной 10 мм 1150 1100
Кремнистые латуни Со стенками толщиной, мм: 10 20 ИЗО 1080 1100 1050
Магниевые сплавы Со стенками толщиной, мм: до 5 6—8 более 8 1 1 1 770—800 740—770 710—740
1.12. Продолжительность охлаждения отливок в форме
Регламентирование времени охлаждения отливок в формах диктуется необходимостью обеспечения полного за-. твердеваиия расплава, исключения образования некоторых усадочных дефектов, получения требуемой структуры металла отливок. Последнее весьма важно для чугунов, структура которых в большой степени зависит от скорости кристаллизации. Что касается других сплавов, то уско-? рение их затвердевания, как правило, благоприятно влияет на формирование структуры.
55
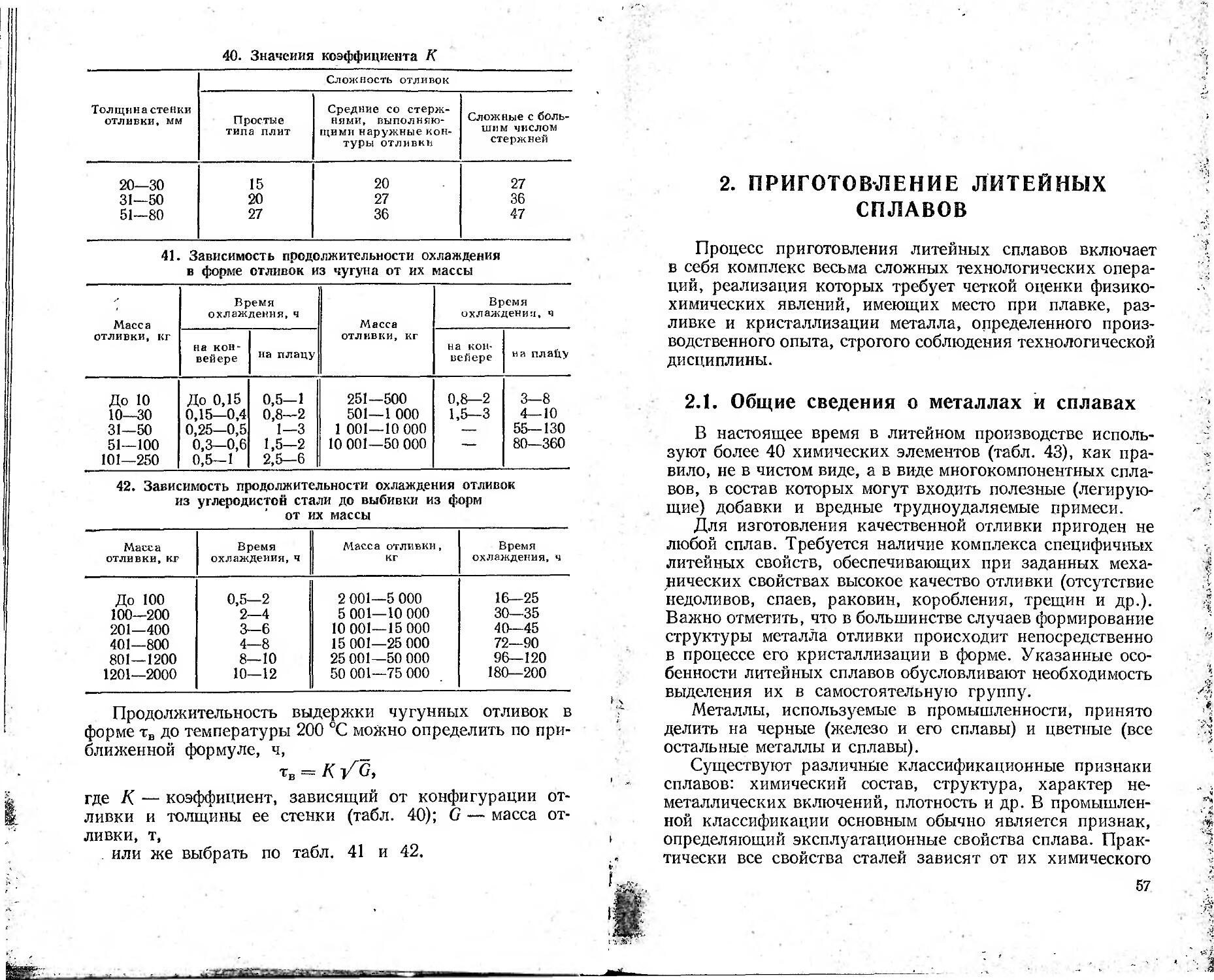
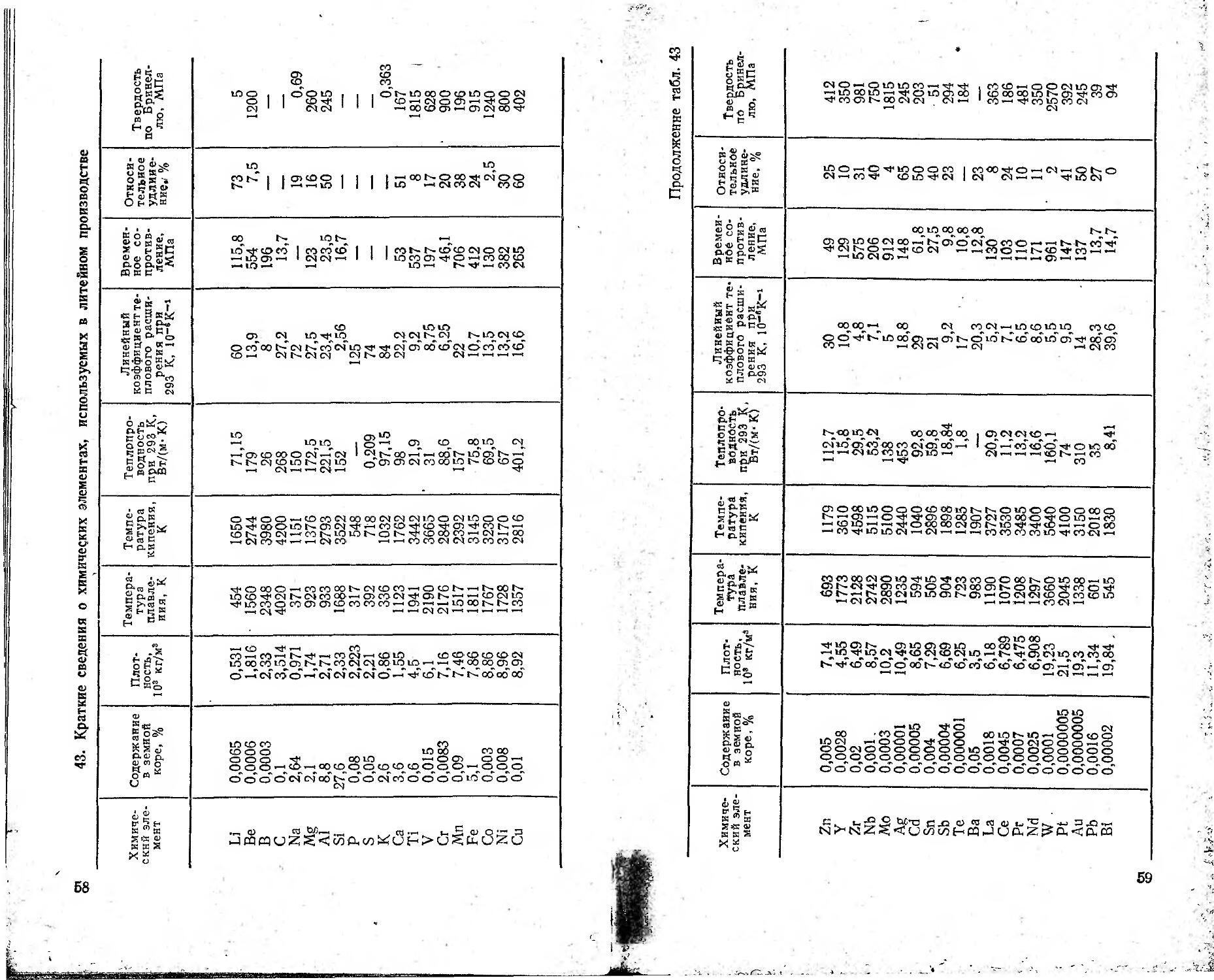
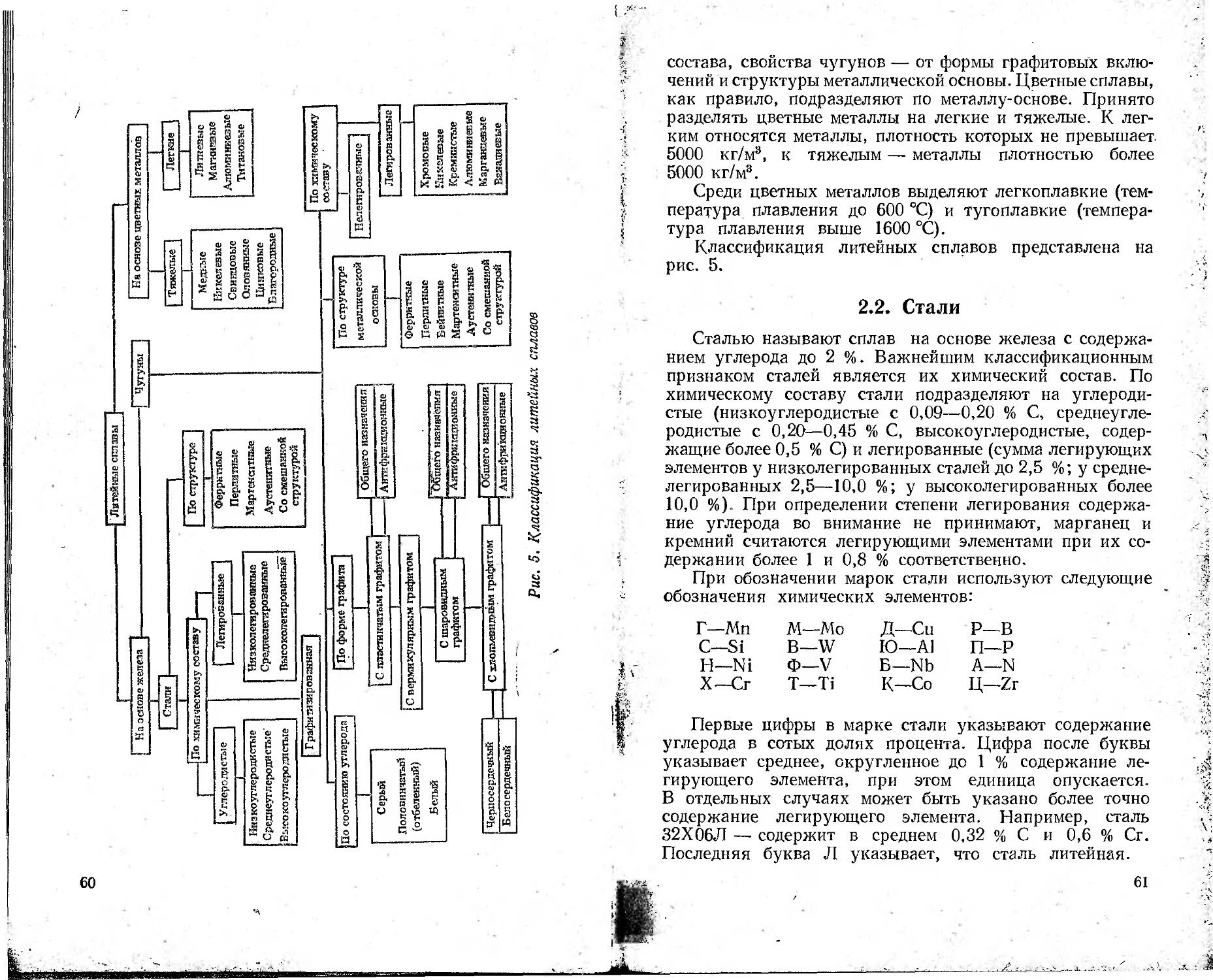
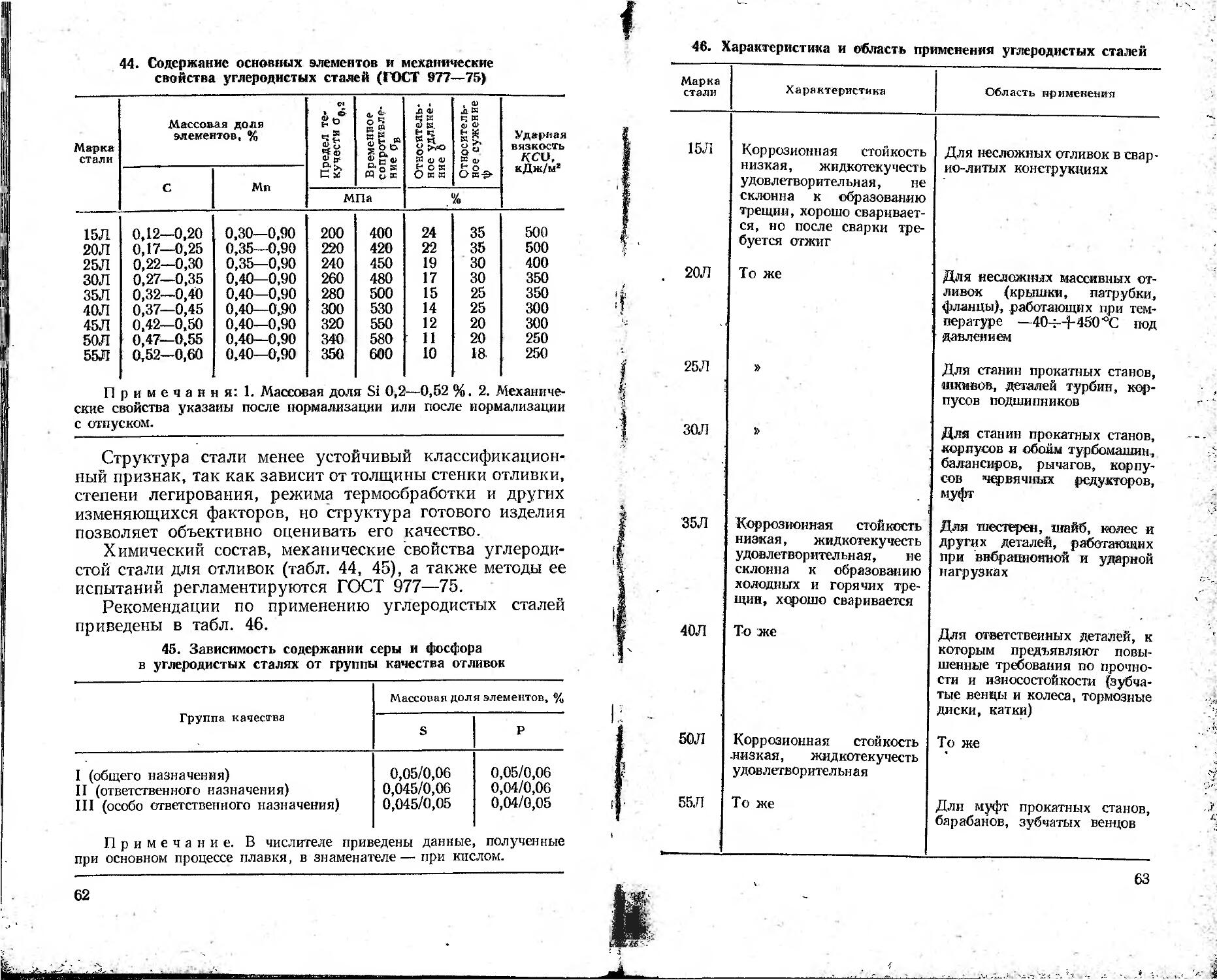
40. Значения коэффициента К
Толщина стенки отливки, мм Сложность отливок
Простые типа плит Средние со стержнями, выполняющими наружные контуры отливки Сложные с большим числом стержней
20—30 15 20 27
31—50 20 27 36
51—80 27 36 47
41. Зависимость продолжительности охлаждения в форме отливок из чугуна от их массы
Масса отливки, кг Время охлаждения, ч Масса отливки, кг Время охлаждения, ч
на конвейере иа плацу на конвейере на плаЦу
До Ю До 0,15 0,5—1 251—500 0,8—2 3—8
10—30 0,15—0,4 0,8—2 501—1 000 1,5—3 4—10
31—50 0,25—0,5 1—3 1 001—10 000 — 55—130
51—100 0,3—0,6 1,5—2 10 001—50 000 —* 80—360
101—250 0,5—1 2,5—6
42. Зависимость продолжительности охлаждения отливок из углеродистой стали до выбивки из форм от их массы
Масса отливки, кг Время охлаждения, ч Масса отливки, кг Время охлаждения, ч
До 100 0,5—2 2 001—5 000 16—25
100—200 2—4 5 001—10 000 30—35
201—400 3—6 10 001—15 000 40—45
401—800 4—8 15 001—25 000 72—90
801—1200 8—10 25 001—50 000 96-120
1201—2000 10—12 50 001—75 000 180—200
Продолжительность выдержки чугунных отливок в форме тв до температуры 200 °C можно определить по приближенной формуле, ч, _
тв = К ifG,
где К — коэффициент, зависящий от конфигурации отливки и толщины ее стенки (табл. 40); G — масса отливки, т,
. или же выбрать по табл. 41 и 42.
2. ПРИГОТОВЛЕНИЕ ЛИТЕЙНЫХ СПЛАВОВ
Процесс приготовления литейных сплавов включает в себя комплекс весьма сложных технологических операций, реализация которых требует четкой оценки физико-химических явлений, имеющих место при плавке, разливке и кристаллизации металла, определенного производственного опыта, строгого соблюдения технологической дисциплины.
2.1. Общие сведения о металлах и сплавах
В настоящее время в литейном производстве используют более 40 химических элементов (табл. 43), как правило, не в чистом виде, а в виде многокомпонентных сплавов, в состав которых могут входить полезные (легирующие) добавки и вредные трудноудаляемые примеси.
Для изготовления качественной отливки пригоден не любой сплав. Требуется наличие комплекса специфичных литейных свойств, обеспечивающих при заданных механических свойствах высокое качество отливки (отсутствие недоливов, спаев, раковин, коробления, трещин и др.). Важно отметить, что в большинстве случаев формирование структуры металла отливки происходит непосредственно в процессе его кристаллизации в форме. Указанные особенности литейных сплавов обусловливают необходимость выделения их в самостоятельную группу.
Металлы, используемые в промышленности, принято делить на черные (железо и его сплавы) и цветные (все остальные металлы и сплавы).
Существуют различные классификационные признаки сплавов: химический состав, структура, характер неметаллических включений, плотность и др. В промышленной классификации основным обычно является признак, определяющий эксплуатационные свойства сплава. Практически все свойства сталей зависят от их химического
57
.4*
s-Йг
з
§S 43. Краткие сведения о химических элементах, используемых в литейном производстве
Химический элемент Содержание в земной коре, % Плотность, 103 кг/м5 Температура плавления, к Температура кипения, К Теплопроводность при 293 К, Вт/(м- К) Линейный коэффициент теплового расширения при 293 К, Временное сопротивление, МПа Относительное удлинение., % Твердость по Бринеллю, МПа
Li 0,0065 0,531 454 1650 71,15 60 115,8 73 5
Be 0,0006 1,816 1560 2744 179 13,9 554 7,5 1200
В 0,0003 2,33 2348 3980 26 8 196 — —
С 0,1 3,514 4020 4200 268 27,2 13,7 —
Na 2,64 0,971 371 1151 150 72 — 19 0,69
Mg 2,1 1,74 923 1376 172,5 27,5 123 16 260
Al 8,8 2,71 933 2793 221,5 23,4 23,5 50 245
Si 27,6 2,33 1688 3522 152 2,56 16,7 —
P 0,08 2,223 317 548 — 125 — —
S 0,05 2,21 392 718 0,209 74 — —
К 2,6 0,86 336 1032 97,15 84 — 0,363
Ca 3,6 1,55 1123 1762 98 22,2 53 51 167
Ti 0,6 4,5 1941 3442 21,9 9,2 537 8 1815 |
V 0,015 6,1 2190 3665 ' 31 8,75 197 17 628
Cr 0,0083 7,16 2176 2840 88,6 6,25 46,1 20 900
Mn 0,09 7,46 1517 2392 157 22 706 38 196
Fe 5,1 7,86 1811 3145 75,8 10,7 412 24 915
Co 0,003 8,86 1767 3230 69,5 13,5 130 2,5 1240
Ni 0,008 8,96 1728 3170 67 13,2 382 30 800
Cu 0,01 8,92 1357 2816 401,2 16,6 265 60 402
Продолжение табл. 43
Химический элемент Содержание в земной коре,% Плотность. 10’ кг/ма Температура плавления, К Температура кипения, К Теплопро-ввднссть при 293 К, Вт/(м- К) Линейный коэффициент теплового расширения при 293 К, Ю-^"1 Временное сопротивление, МПа Относительное удлинение, % Твердость по Бринеллю, МПа
Zn 0,005 7,14 693 1179 112,7 30 49 25 412
Y 0,0028 4,55 1773 3610 15,8 10,8 129 10 350
Zr 0,02 6,49 2128 4598 29,5 4,8 575 31 981
Nb 0,001, 8,57 2742 5115 53,2 7,1 206 40 750
Mo 0,0003 10,2 2890 5100 138 5 912 4 1815
Ag 0,00001 10,49 1235 2440 453 18,8 148 65 245
Cd 0,00005 8,65 594 1040 92,8 29 61,8 50 203
Sn 0,004 7,29 505 2896 59,8 21 27,5 40 51
Sb 0,00004 6,69 904 1898 18,84 9,2 9,8 23 294
Те 0,000001 6,25 723 1285 1,8 17 10,8 184
Ba 0,05 3,5 983 1907 -— 20,3 12,8 23
La 0,0018 6,18 1190 3727 20,9 5,2 130 8 363
Ce 0,0045 6,789 1070 3530 11,2 7,1 103 24 186
Pr 0,0007 6,475 1208 3485 13,2 6,5 ПО 10 481
Nd 0,0025 6,908 1297 3400 16,6 8,6 171 11 350
W . 0,0001 19,23 3660 5640 160,1 5,5 961 2 2570
Pt 0,0000005 21,5 2045 4100 74 9,5 147 41 392
Au 0,0000005 19,3 1338 3150 310 14 137 50 245
Pb 0,0016 11,34 601 2018 35 28,3 13,7 27 39
Bi 0,00002 19,84 . 545 1830 8,41 39,6 14,7 0 94
Рис. 5. Классификация литейных сплавов
60
состава, свойства чугунов — от формы графитовых включений и структуры металлической основы. Цветные сплавы, как правило, подразделяют по металлу-основе. Принято разделять цветные металлы на легкие и тяжелые. К легким относятся металлы, плотность которых не превышает. 5000 кг/м3, к тяжелым — металлы плотностью более 5000 кг/м3.
Среди цветных металлов выделяют легкоплавкие (температура плавления до 600 °C) и тугоплавкие (температура плавления выше 1600 °C).
Классификация литейных сплавов представлена на рис. 5.
2.2. Стали
Сталью называют сплав на основе железа с содержанием углерода до 2 %. Важнейшим классификационным признаком сталей является их химический состав. По химическому составу стали подразделяют на углеродистые (низкоуглеродистые с 0,09—0,20 % С, среднеуглеродистые с 0,20—0,45 % С, высокоуглеродистые, содержащие более 0,5 % С) и легированные (сумма легирующих элементов у низколегированных сталей до 2,5 %; у среднелегированных 2,5—10,0 %; у высоколегированных более 10,0 %). При определении степени легирования содержание углерода во внимание не принимают, марганец и кремний считаются легирующими элементами при их содержании более 1 и 0,8 % соответственно.
При обозначении марок стали используют следующие обозначения химических элементов:
Г—Мп М—Мо Д-Cu Р—В
С—Si В—W Ю—Al П—Р
Н—Ni Ф—V Б—Nb A—N
X—Сг Т—Ti К—Со Ц—Zr
Первые цифры в марке стали указывают содержание углерода в сотых долях процента. Цифра после буквы указывает среднее, округленное до 1 % содержание легирующего элемента, при этом единица опускается. В отдельных случаях может быть указано более точно содержание легирующего элемента. Например, сталь 32Х06Л — содержит в среднем 0,32 % С и 0,6 % Сг. Последняя буква Л указывает, что сталь литейная.
61
44. Содержание основных элементов и механические свойства углеродистых сталей (ГОСТ 977—75)
Марка стали Массовая доля элементов, % Предел текучести Временное сопротивление ав Относительное удлине- ние 0 Относительное сужение •ф Ударяая вязкость кДж/м2
с Мп
М Па .%
15Л 0,12—0,20 0,30—0,90 200 400 24 35 500
20Л 0,17—0,25 0,35—0,90 220 420 22 35 500
25Л 0,22—0,30 0,35—0,90 240 450 19 30 400
ЗОЛ 0,27—0,35 0,40—0,90 260 480 17 30 350
35Л 0,32—0,40 0,40—0,90 280 500 15 25 350
40Л 0,37—0,45 0,40—0,90 300 530 14 25 300
45Л 0,42—0,50 0,40—0,90 320 550 12 20 300
50Л 0,47—0,55 0,40-0,90 340 580 11 20 250
55Л 0,52—0,60 0,40—0,90 350 600 10 18 250
Примечания: 1. Массовая доля Si 0,2—0,52 %. 2. Механические свойства указаны после нормализации или после нормализации с отпуском.
Структура стали менее устойчивый классификационный признак, так как зависит от толщины стенки отливки, степени легирования, режима термообработки и других изменяющихся факторов, но структура готового изделия позволяет объективно оценивать его качество.
Химический состав, механические свойства углеродистой стали для отливок (табл. 44, 45), а также методы ее испытаний регламентируются ГОСТ 977—75.
Рекомендации по применению углеродистых сталей приведены в табл. 46.
45. Зависимость содержании серы и фосфора в углеродистых сталях от группы качества отливок
Группа качества Массовая доля элементов» %
S Р
I (общего назначения) II (ответственного назначения) III (особо ответственного назначения) 0,05/0,06 0,045/0,06 0,045/0,05 0,05/0,06 0,04/0,06 0,04/0,05
Примечание. В числителе приведены данные, полученные при основном процессе плавки, в знаменателе— при кислом.
62
46. Характеристика и область применения углеродистых сталей
Марка стали Характеристика Область применения
15Л Коррозионная стойкость низкая, жидкотекучесть удовлетворительная, не склонна к образованию трещин, хорошо сваривается, но после сварки требуется отжиг Для несложных отливок в свар-ио-литых конструкциях
20Л То же Для несложных массивных отливок (крышки, патрубки, фланцы), работающих при температуре —40ч—’|-450'°С под давлением
25Л » Для станин прокатных станов, шкивов, деталей турбин, корпусов подшипников
ЗОЛ » Для станин прокатных станов, корпусов и обойм турбомашин, балансиров, рычагов, корпусов червячных редукторов, муфт
35Л Коррозионная стойкость низкая, жидкотекучесть удовлетворительная, не склонна к образованию холодных и горячих трещин, хорошо сваривается Для шестерен, шайб, колес и других деталей, работающих при вибрационной и ударной нагрузках
40Л То же Для ответственных деталей, к которым предъявляют повышенные требования по прочности и износостойкости (зубчатые венцы и колеса, тормозные диски, катки)
БОЛ Коррозионная стойкость .низкая, жидкотекучесть удовлетворительн ая То же
55Л То же Дли муфт прокатных станов, барабанов, зубчатых венцов
63
На формирование структуры в наибольшей степени влияет углерод. С повышением содержания углерода увеличивается интервал кристаллизации стали, что влечет за собой изменение всего комплекса литейных свойств: повышение практической жидкотекучести, увеличение склонности к образованию усадочных раковин и ликвации элементов, к возникновению термических напряжений и короблению отливок.
Кремний слабо влияет на структуру и механические свойства углеродистой стали, но как раскислитель он способствует улучшению литейных свойств.
Марганец является хорошим'десульфуратором и раскислителем стали, способствует повышению ее механических свойств и трещиноустойчивости. Оптимальное содержание марганца для обеспечения максимальной трещиноустойчивости рекомендуется определять по формуле, %, Мп = 0,5 % + 12S + 0,86/С,
где С и S — содержание в стали углерода и серы, %.
47. Влияние легирующих элементов на структуру и свойства стали
Характер влияния или свойство Ni Сг
Склонность к образо- — +
ванию карбидов Склонность к образо- 4-4- —
ванию феррита Склонность к увеличе- + —
нию зерна Прочность 4-4- 4-
Пластичность Прокаливаемость + 1 1 J 1
1 г 4- I г 4-4-
Износостойкость
Т рещиностойкость 0 —
Жаростойкость 4- 4-
Коррозионная стой- + ++
КОСТЬ
Хладостойкость +4- +
Жидкотекучесть 0 —
Склонность к образованию усадочных ра- + 4-
ковин
Мп Si W Мо V Ti Nb Си
+ — 4-4- 4-4- 4-4- 4-4- 4-4- —
— 4- — — — — — 4-
4- — — — — +
+ 4- 4- 4- 4- 4-4- 4- 4-
— 0 4- 4- 4- 4-
4-4- 4- -1—р 4-4- + — — 4-
++ 4- 4- 4- 0 4- 4- 4-
+ — — 4- — — 4-4-
+ 4- 4- 4- 4- 4- 4-4- 4-
+4- 4- 4- 0 4- 4- 4-
4- — 4- 4-4- 4- 4- 4- 4-
4- — — — 4- — — -1-4-
4- 4- 0 4- 0 0
Условные обозначения: + увеличивает, -|-+ сильно увеличивает, — уменьшает,-значительно уменьшает, 0 — не влияет.
64
48. Химический состав низколегированных сталей (ГОСТ 977—75) Массовая доля элементов, % (остальное Fe)
3 Могилев В. К., Лев О. И.
65
49. Характеристика и область применения
низколегированных сталей
Марка стали Характеристика Область применения
20ГЛ, 27ГЛ, 35ГЛ, 40ГЛ Высокие прочность, износостойкость и прокаливаемость при незначительном уменьшении пластичности (ври содержании Мп до 1,8%); высокая жидкотекучесть, хорошая свариваемость, развитая кристаллическая ликвация, крупнозернистая структура Для отливок, подвергаемых интенсивному изнашиванию и ударным нагрузкам (зубчатые колеса, звездочки, диски, детали дорожных машин и дробильно-размольного оборудования)
40ГФЛ Высокие прочность, пластичность, ударная вязкость, износостойкость и прокаливаемость; равномерность структуры Для деталей железнодорожного транспорта
32Х06Л, 40ХЛ, 70ХЛ Высокие прочность, про-кал иваемость и износостойкость, мелкозернистая структура, низкая пластичность ' Для деталей небольших сечений общего машиностроения, изготовляемых чаще всего литьем по вы- i пл являемым моделям
25ХГСЛ, ЗОХГСЛ, 35ХГСЛ (хромансилы) Высокие прочность, пластичность и прокаливае-мость, крупнозернистая структура, склонность к образованию трещин Для отливок со стенками толщиной 80—100 мм (шестерни, звездочки, подушки и др.)
20ГСЛ, ЗОГСЛ Более высокие прочность, износостойкость и прокаливаемость по сравнению с марганцовистыми сталями, низкие жидкотекучесть и трещи НОСТОЙкость Для лопастей - гидротурбин (с облицовкой коррозионно-стойкой сталью), ходовых колес, рычагов
27ГСТЛ Высокие прочность н пластичность, низкие прокаливаемость, жидкотекучесть и трещино-стойкость Для деталей тракторов и автотранспортных средств
66
Продолжение табл. 49
Марка стали Хара ктеристи ка Область применения
20ХМЛ, ЗОХМЛ, ' 35ХМЛ, 20ХВЛ, 35ХВЛ Высокие прокаливаемость, прочность, ударная вязкость, повышенное сопротивление ползучести, пониженная чувствительность к отпускной хрупкости, хорошая обрабатываемость Для отливок ответственного назначения со стенками толщиной до 120 мм
40ХНЛ, 35ХНЛ, ЗОХНМЛ, 35ХН2ВЛ, 40ХНТЛ Наилучшее сочетание ударной вязкости и прочности, высокая прокаливаемость, крупнозернистая структура, большая объемная усадка Для сильно нагруженных зубчатых венцов и колес, шестерен экскаваторов, прокатных станов и других ответственных отливок
08ГДНФЛ, 13ХНДФТЛ, 12ДН2ФЛ, 12ДХН1МФЛ Хорошая пластичность, высокие литейные свойства, хорошая свариваемость Для массивных или очень сложных отливок, используемых в основном в судостроении и авиастроении
В отечественной практике содержание марганца выдерживают в пределах 0,35—0,65 % в низкоуглеродистых сталях й 0,5—0,8 % в средне- и высокоуглеродистых. Многие зарубежные фирмы предпочитают иметь в углеродистых сталях 0,9—1,1 % Мп.
Фосфор и сера являются вредными примесями w со-держаниё каждого из Них в любой марке стали выше 0,03 % нежелательно (кроме некоторых специальных сталей).
Влияние основных легирующих элементов на свойства стали описано в табл. 47.
Увеличение выпуска отливок из легированных и особенно из низколегированных сталей является одной из важных задач перспективного развития литейного производства. Хотя себестоимость низколегированных сталей выше себестоимости углеродистых на 15—20 %, повышение прочностных характеристик позволяет значительно уменьшить массу изготовляемых конструкций и обеспечить экономию металла, которая намного перекрывает дополнительные расходы на легирование.
ГОСТ 977—75 определены химический состав, механические свойства и методы испытаний низколегирован-
.3* 67
g 50. Химический состав высоколегированных сталей со специальными свойствами (ГОСТ 2176—77)
Массовая доля элементов, % (остальное Fe)
Марка стали s 1 Р _ _ С Si Мп Сг NI Си Прочие
Не более
Мартенситный класс
20Х5МЛ 0,15—0,25 0,35—0,70 0,40—0,60 4,0—6,5 До 0,50 0,040 0,040 До 0,3 0,40—0,65 Мо
20Х5ТЛ 0,15—0,25 0,30—0,60 0,30—0,60 4,5—6,0 До 0,50 0,035 0,040 До 0,3 До 0,1 Т1
20Х8ВЛ 0,15—0,25 0,30—0,60 0,30—0,50 7,5—9,0 До 0,50 0,035 0,040 До 0,3 1,25—1,75 W
20Х13Л 0,16—0,25 0,20—0,80 0,30—0,80 12,0—14,0 До 0,50 0,025 0,030 До 0,3 -
10Х14НДЛ До 0,10 0,20—0,40 0,30—0,60 13,5-15,0 1,20— 0,030 0,030 1,2—1,6 —
1,60
09Х16Н4БЛ ‘ 0,05—0,13 0,20—0,60 0,30—0,60 15,0—17,0 3,5—4,5 0,025 0,30 До 0,3 0,05—0,20 Nb
09Х17НЗСЛ 0,05—0,12 0,80—1,50 0,30—0,80 15,0—18,0 2,8—3,8 0,030 0,035 До 0,3 —
40Х9С2Л 0,35—0,50 2,00—3,00 0,30—0,70 8,0—10,0 До 0,50 0,030 0,035 До 0,3 —
10Х12НДЛ До 0,10 0,17—0,40 0,20—0,60 11,5—13,0 1,0—1,5 0,025 0,025 0,8—1,1 —
20Х12ВНМФЛ 0,17-0,23 0,20—0,60 0,50—0,90 10,5—12,5 0,5—0,9 0,025 0,030 До 0,3 0,05—0,7 Мо;
0,15—0,30 V;
0,7—1,1 W
Мартенситно-ферритный класс
15Х13Л I До 0,15 | 0,20—0,801 0,30—0,80| 12,0—14,0| До 0,50 | 0,025 | 0,030 | До 0,3 | —
Ферритный класс
15Х25ТЛ | 0,10—0,20] 0,50~1,20| 0,50—0,80] 23,0—27,0] До 0,50 | 0,030 | 0,035 | До 0,3 | 0,40—0,80 Ti
Аустенитно-мартенситный класс
08Х14Н7МЛ ' | До 0,08 | 0,20—0,75] 0,30—0,90] 13,0—15,0] 6,6—8,5 | 0,030 [ 0,030 | До 0,3 [ 0,5—1,0 Мо
14Х18Н4Г4Л 1 До 0,14 | 0,20—1,00| 4,00—5,00] 16,0—20,о| 4,0—5,0 | 0,030 | 0,035 | До 0,3 | —
Аустенитно-феронтный класс
12Х25Н5ТМФЛ До 0,12 0,20—1,00 0,30—0,80 23,5—26,0 5,0—6,5 0,030 0,030 До 0,3 0,06—0,12 Мо, ' 0,07—0,15 V, 0,08—0,20 Ti, 0,08—0,20 N
35Х23Н7СЛ До 0,35 0,50—1,20 0,50—0,85 21,0—25,0 6,0—8,0 0,035 0,035 До 0,3 — .
40Х24Н12СЛ До 0,40 0,50—1,50 0,30—0,80 22,0—26,0 11,0— 13,0 0,030 0,035 До 0,3 —
20Х20Н14С2Л До 0,20 2,00—3,00 До 1,50 19,0—22,0 12,0— 15,0 0,025 0,035 До 0,3 —
16Х18Н12С4ТЮЛ 0,13—0,19 3,80—4,50 0,50—1,00 17,0—19,0 11,0— 13,0 0,030 о.озо До 0,3 0,4—0,7 Ti; О’, 13—0,35 А1
10Х18НЗГЗД2Л До 0,10 До 0,60 2,30—3,00 Аустенит 17,0—19,0 ный класс 3,0—3,5 0,030 0,030 1,8—2,2 —
07Х18Н9Л До 0,07 0,20—1,00 1,00—2,00 17,0—20,0 8,0—11,0 0,030 0,035 До 0,3
10Х18И9Л 0,07—0,14 0,20—1,00 1,00—2,00 17,0—20,0 8,0—11,0 0,030 0,035 До 0,3 —
12Х18Н9ТЛ До 0,12 0,20—1,00 1,00—2,00 17,0—20,0 8,0—11,0 0,030 0,035 До 0,3 0,8 Ti
10Х18Н11БЛ До 0,10 0,20—1,00 1,00—2,00 17,0—20,0 8,0—12,0 0,030 0,035 До 0,3 0,45—0,90 Nb
12Х18Н12МЗТЛ До 0,12 0,20—1,00 1,00—2,00 16,0—19,0 11,0-13,0 0,030 0,035 До 0,3 3—5 Мо, 0,8 Ti
55Х18Г14С2ТЛ 0,45-0,65 1,50—2,50 12,0—16,0 16,0—19,0 До 0,50 0,030 0,040 До 0,3 0,1—0,3 Ti
15Х23Н18Л 0,10—0,20 0,20—1,00 1,00—2,00 22,0—25,0 17,0— 20,0 0,030 0,030 До 0,3 —
20Х25Н19С2Л До 0,20 2,00—3,00 0,50—1,50 23,0—27,0 18,0— 20,0 0,030 0,035 До 0,3 —
18Х25Н19СЛ До 0,18 0,80—2,00 0,70—1,50 22,0—26,0 17,0— 21,0 0,030 0,035 До 0,3 ^0,20 Мо; ^0,2 V; 0,4 W; 0,2 Ti
45Х17ПЗНЗЮЛ 0,40—0,50 0,80—1,50 12,0—15,0 16,0—18,0 2,5—3,5 0,030 0,035 До 0,3 0,6—1,0 Al
15Х18Н22В6М2Л " о Ф — — 0,10—0,20 0,20—0,60 0,30—0,60 16,0—18,0 20,0— 24,0 0,030 0,035 До 0,3 2—3 Mo; 5—7 W; 0,01 В
<и
и
<L> £
§
с
в
Прочие 4,5—5,5 W; 0,05 В; 2,6— 3,2 Ti; 0,01 Се; ! 1,7—2,1 Al 1 7 n W. Л AC D э о 5 > 1 > 0,08—0,10 Nb 0,7—1,0 Nb; 0,9—1,2 Mo 0,2—0,3 Mo; 0,03—0,12 V; 0,025—0,05 N 1,0—1,5 Mo; 1,0-1,5 W; 0,2—0,5 Ti; 0,2—0,5 Nb 0,7—1,1 Nb
о О До 0,3 До 0,3 До 0,3 До 0,3 До 0,3 До 0,3 До 0,3 До 0,3 До 0,3
ц? Цч <и <и <и ч о О о o' 0,040 0,035 oom СЧ О СЧ о о o' 0,070 0,035 0,020*
о к л ч «о (Л Не ( ою‘о 0,035 0,030 оою ООО 0,050 0,020 0,025
о чС с4- О я Z 32,0— 35,0 С О 48,0 23,0— 25,0 До 1,0 До 1,0 9,5—11,0 До 1,0 8,0—10,0 11,0— 13,0
а доля элеме 6 15,0—18,0 С о о с с * 4Z , Ч* 17,0—20,0 До 1,0 1,5—2,5 16,0—18,0 1,0—1,5 18,0—20,0 17,0—19,0
со р о и OJ £ Мп О о о" СО О с ОС ’i с с До 1,50 11,5—15,0 11,5—14',5 3,50—4,50 12,5—15,0 0,80—1,50 ’ 0,50—1,00
(Л 0,20—0,50 с ОС с 1 с 2,00—3,00 0,30—1,00 0,30—ню До 0,60 До 0,60 До 0,80 До 0,55
о оо о о~ о ю с с 1 с о 0,30—0,40 0,90—1,40 1,00—1,40 До 0,12 1,20—1,40 0,26—0,35 До 0,12
Марка стали 08Х17Н34В5ТЗЮ2Л 20X21Н46В8Л 35Х18Н24С2Л 110Г13Л 120Г13Х2БЛ 10Х17Н10Г4МБЛ 130Г14ХМФАЛ 31Х19Н9МВБТЛ 12Х18Н12БЛ
51. Характеристика и область применения некоторых высоколегированных сталей со специальными свойствами
Марка стали Характеристика Область применения,
20Х8ВЛ Высокие механические свойства, теплостойкость, коррозионная стойкость в нефти Для деталей, работающих при температуре до 600 °C в установках нефтеперерабатывающей промышленности
15Х13Л Высокая коррозионная стойкость в воде и во влажном воздухе Для деталей с повышенной пластичностью, подвергающихся ударным нагрузкам (турбинные лопатки, арматура крекинг-установок)
15Х25ТЛ Высокая коррозионная стойкость, жаростойкость до 1100 °C, удовлетворительная стойкость к межкристаллитной коррозии Для деталей химического машиностроения, аппаратуры для дымящейся азотной и фосфорной кислот
10Х18НЗГЗД2Л Кавитационная стойкость к песчаной эрозии Для литых лопаток и сварно-литых деталей гидротурбин
110Г13Л Высокое сопротивление изнашиванию при одновременном воздействии ударных и ударно-абразивных нагрузок Для деталей дробильноразмольного оборудования, железнодорожных стрелочных, переводов, крестовин, гусеничных траков, козырьков драг •и др.
10X18Н9Л Высокая коррозионная стойкость, жаростой- кость до 750 °C Для арматуры, используемой в химической промышленности, деталей печной арматуры и насосов
20Х25Н19С2Л Высокая коррозионная стойкость, жаро- стойкость до 1100 °C Для репюр для отжига, деталей термических и металлургических печей, ящиков для цементации
70
71
52. Рекомендуемые режимы термической обработки стальных отливок
Марка стали Нормализация 4-отпуск Закалка-4-отпуск
Темперам гура, °C
нормализации отпуска закалки отпуска
15Л 910—930 670—690 —
ЗОЛ 880—900 610—630 860—880 610—630
55Л 840—860 600—630 790—810 580—600
ЗОГСЛ 870—980 570—660 920—950 570—650
20Х5МЛ 950 680—720 — —
09Х16Н4БЛ 1050 600—620 950—1050 600—620
20Х12ВНМФЛ 1050—1100 720—730 — —
15Х13Л ' 950 750 1050 750
15Х25ТЛ Без термической обработки
08Х14Н7МЛ 1090—1100 250—350
35Х23Н7СЛ Без термической обработки
110Г13Л — — 1050—1100
35Х18Н24С2Л — — 1150 —
ных сталей (табл. 48). Основные свойства и область применения низколегированных сталей приведены в табл. 49.
В связи с интенсивным развитием химической и пищевой промышленности, авиационной и космической техники расширяется производство отЛивок из высоколегированных сталей. Общие технические условия на отливки из высоколегированных сталей со специальными свойствами изложены в ГОСТ 2176—77 (табл. 50).
В табл. 51 приведена краткая характеристика основных марок сталей и области их применения.
Стальные отливки чаще всего подвергают термической обработке, рекомендуемые режимы которой приведены в табл. 52.
2.3. Чугуны
Чугун — это многокомпонентный сплав железа с углеродом (более 2,14 % С) и другими элементами. Доля чугунных отливок составляет 70—75 % общего выпуска литья. Широкое распространение чугуна в промышленности обусловлено оптимальным сочетанием технологических и эксплуатационных свойств, технико-экономическими показателями.
Классификация чугуна с различной формой графита производится по ГОСТ 3443—77. По специально разра-72
ботанным шкалам оценивают форму включений графита, их размеры, характер распределения и количество, а также тип металлической основы (дисперсность перлита, количество цементита, вид фосфидной эвтектики, размер эвтектического зерна и др.).
Серый чугун с пластинчатым графитом является наилучшим литейным сплавом. Благодаря высоким литейным свойствам из него можно получать отливки различных размеров, массы и конфигурации без прибылей или с малыми прибылями с наибольшим выходом годного литья.
Технология изготовления отливок из серого чугуна отличается простотой, высокими технико-экономическими показателями, не требует дефицитных материалов и больших энергозатрат.
Структура и свойства серого чугуна определяются процессом графитизации, от которого зависят не только количество и характер графитовых включений, но в значительной степени и структура матрицы. Сравнительная интенсивность влияния элементов на графитизацию характеризуется следующим их расположением:
Si, Al, С, Ti, NixCut Р, Zr | Nb | W, Мп, Сг, V, S, Mg, Се, Те, В.
Слева от Nb — графитизирующие, элементы, способствующие образованию графита и феррита, справа — карбидизирующие элементы (антиграфитизаторы), способствующие образованию карбидов, перлитизации структуры матрицы.
Структуру и свойства чугуна можно прогнозировать с помощью структурных диаграмм или расчетных формул, наиболее четкая интерпретация которых дана в работах Н. Г. Гиршовича.
Сведения о влиянии химических элементов на свойства графитизированных чугунов представлены в табл. 53. Механические свойства серого чугуна регламентируются ГОСТ 1412—85. В этом же стандарте указан химический состав каждой марки сплава (табл. 54).
Высокопрочный чугун с шаровидным графитом следует рассматривать как наиболее перспективный литейный сплав, с помощью которого можно успешно решать проблему снижения массы конструкций при сохранении их высокой надежности и долговечности.
73
53. Влияние химических элементов на структуру и свойства чугунов
Химический элемент Чугун
серый высокопрочный ковкий
с В наибольшей степени способствует графитизации чугуна, понижает прочность, повышает пластичность, улучшает литейные свойства Повышает механические и литейные свойства Увеличивает количество и размер графитовых включений, понижает прочность и пластичность, улучшает литейные свойства
Si Способствует графитизации чугуна, укрупняет графитовые включения, повышает механические свойства (при содержании более 3 % понижает пластичность), улучшает литейные свойства Способствует образованию ферритной структуры, улучшает литейные свойства, прн содержании более 2,3 % понижает ударную вязкость и хладостойкость В ферритном чугуне повышает прочность, но понижает ударную вязкость, в перлитном, наоборот, улучшает литейные свойства
Мп Нейтрализует вредное влияние серы, тормозит процесс графитизации, повышает склонность к отбелу, устойчивость аустенита, дисперсность перлита, прочность, ухудшает литейные свойства Уменьшает количество феррита (при содержании до 0,4 %), повышает прочность, пластичность, понижает хладостойкость Тормозит процесс графитизации, повышает прочность, твердость, износостойкость, понижает пластичность, способствует образова-ншр зернистого перлита
S Сильно тормозит графитизацию, способствует образованию горячих тре^ щин, понижает механические и литейные свойства Заметно тормозит процесс сфероидизации графита, понижает механические и литейные свойства Повышает прочность, твердость, понижает пластичность; при содержании 0,4 % способствует образованию в процессе отжига графита шаровидной формы в перлитной матрице, заметно повышая механические свойства
74
Продолжение табл, 53
«й к W Ф н Чугун
й Ф s S «я * <п серый высокопрочный КОВКИЙ
р В небольшой степени способствует процессу графитизации, повышает прочность, твер- дость, износостойкость, жидкотекучесть, понижает ударную вязкость и х ладостой кость При содержании более 0,08 % резко уменьшает пластичность, повышает прочность и твердость Понижает пластич» кость и хладостойкость
Ni Благоприятно влияет на выравнивание механических свойств в отливках со стенками различной толщины, повышает твердость, коррозионную стойкость и обрабатываемость резанием Способствует образованию перлита, повышает прочность, коррозионную стойкость, износостойкость, кавитационную стойкость Способствует графитизации углерода отжига, увеличивает количество перлита, понижает жидкотекучесть
Си Влияние подобно влиянию никеля При содержании более 2 % тормозит процесс сфероидизации графита, при содержании 1,0— 1,5 % повышает прочность, износостойкость и понижает пластичность Повышает проч- ность, коррозионную стойкость, жидкотекучесть, понижает пластичность
Сг Тормозит графитизацию углерода, измельчает графит, повышает дисперсность перлита, прочность, твердость, понижает пластичность и литейные свойства Повышает прочность, износостойкость, коррозионную стойкость, сопротивление эрозии, ухудшает литейные свойства При содержании более 0,06 % резко тормозит процесс отжига, понижает пластичность, повышает коррозионную стойкость
75
Продолжение табл. 53
Я <u t- Чугун »
и* Я я <v Я S Я £ ф серый высокопрочный ковкий
Ti При содержании до 0,05 % способствует графитизации углерода, при большем содержании тормозит этот процесс, повышает механические свойства При содержании более 0,04 % тормозит процесс сфероидизации графита Увеличивает скорость графитиза- ции, ухудшает форму графита, способ- ствует сфероидизации перлита в марганцевом чугуне
Mg При содержании до 0,01 % способствует графитизации, при большем содержании увеличивает отбел; нейтрализует вредное влияние серы При содержании 0,03—0,08 % способствует образованию графита шаровидной формы и повышает весь комплекс свойств чугуна При содержании 0,05—0,08 % изменяет форму графита отжига, приближая ее к шаровидной, способствует выравниванию структуры и свойств в отливках со стенками различной толщины, повышает механические свойства, увеличивает склонность к образованию усадочных раковин
54. Механические свойства и рекомендуемый химический состав серого чугуна (ГОСТ 1412—85)
Марка чугуна Массовая доля элементов, % (остальное Fe) Механические свойства
с Si Мп р S НВ
Не более МПа
СЧ 10 СЧ 15 СЧ20 СЧ 25 СЧЗО СЧЗб СЧ40 СЧ45 3,5—3,7 3,5—3,7 3,3—3,5 3,2—3,4 3,0—3,2 2,9—3,0 2,5—2,7 2,2—2,4 2,2—2,6 2,0—2,4 1,4—2,4 1,4—2,2 1,3—1,9 1,2—1,5 2,5—2,9 2,5—2,9 0,5—0,8 0,5—0,8 0,7—1,0 0,7—1,0 0,7—1,0 0,7^-i.l 0,2—0,4 0,2—0,4 0,3 0,2 0,2 0,2 0,2 0,2 0,02 0,02 0,15 0,15 0,15 0,15 0,12 0,12 0,02 0,02 100 150 200 250 300. 350 392 441 1430—2290 1630—2290 1700-2410 1800—2500 1810—2550 1970—2690 2070—2850 2290—2890
76
Отличительной особенностью чугуна с шаровидным графитом являются его высокие механические свойства (табл. 55), обусловленные шаровидным графитом, который в меньшей степени, чем пластинчатый графит в сером чугуне, ослабляет рабочее сечение металлической основы и, что еще важнее, не оказывает на нее сильного надрезывающего действия, благодаря чему вокруг включений графита в меньшей степени создаются концентрации напряжений. Чугун с шаровидным графитом обладает не только высокой прочностью, но и пластичностью. Поэтому его с успехом применяют для изготовления ответственных тяжелонагруженных деталей машин (коленчатые валы, зубчатые колеса, цилиндры и др.).
Получение шаровидного графита в чугуне достигается при модифицировании расплава реагентами, содержащими Mg, Са, Се, Y, Nd, Рг и др. (табл. 56, 57). Некоторые элементы препятствуют сфероидизации графита, поэтому их содержание в чугуне должно быть минимальным (0,009 % РЬ; 0,003 % Bi; 0,026 % Sb; 0,08 % As; 0,04 % Ti; 0,013 % Sn; 0,3 % Al). Вредное влияние указанных элементов частично или полностью устраняется добавками ремодификаторов, например Се и других редкоземельных металлов (РЗМ).
Введение магния в открытые ковши сопровождается сильным пироэффектом и бурным кипением с выбросами металла, поэтому обработка чугуна металлическим маг- нием ведется в специальных герметизированных ковшах или автоклавах (табл. 58). При использовании лигатур с низким содержанием магния (5—7 %). или сплавов, имеющих в своем составе РЗМ, чугун модифицируют в обычных ковшах.
В настоящее время известны и другие способы получения высокопрочного чугуна: продувка расплава порошкообразным или гранулированным магнием, обработка солями, применение брикетов, содержащих сфероидизирующие модификаторы, и др.
В последнее время получает распространение способ внутриформенного модифицирования. Сущность способа заключается в том, что в специально устроенной реакционной камере, являющейся частью литниковой системы, помещают модификатор, который по мере заливки формы растворяется в расплаве. В качестве модификаторов используют сплавы, гранулы, брикеты, механические смеси, содержащие сфероидизатор и графитизатор. Расход мо-
77
55. Механические свойства и рекомендуемый химический состав чугуна с шаровидным графитом (ГОСТ 7293—85) Массовая доля элементов, % (остальное Fe) I Механические свойства
Примечание. Содержание Р до 0,1 %, S до 0,02 %.
78
56. Лигатуры с РЗМ на железокремниевой основе (ТУ 14-5-136—81)
Марка лигатуры Массовая доля элементов, %
Сумма РЗМ Si Al
Класс А Класс Б
ФСЗОРЗМЗО 30—40 30—50 2—4 4—8
ФСЗОРЗМ2О 20—30 30—55 2—3 3-6
ФСЗОРЗМ15 15—20 30—60 2—6 6—10
ФСЗОРЗМЮ 10—15 30—60 2—3 3—6
ФСЗОРЗМ5 5—10 30—60 2—6 6—15
Примечания: 1. Во всех лигатурах массовая доля Mg до 1,5%, С до 0,5%, Си до 2,5%, Са 0,5—6%. 2. Повышение концентрации РЗМ в лигатурах всех марок выше верхнего предела и снижение концентрации Si ниже нижнего предела не является браковочным признаком, так как повышается качество лигатуры. 3. В марке ФСЗОРЗМ5 по соглашению с потребителем допускается содержание РЗМ менее 5 %.
57. Химический состав магяиевокальциевых модификаторов
Марка или название модификатора Массовая доля элементов, % (остальное Fe)
Mg Са Сумма РЗМ Si Al Прочие
ТУ 14-5-134—81
СМг2К2 СМг4К2 1,5—4 4—6 2—4 2—4 0,3—1 0,3—1 30—60 30—60 2,5 2,5 —
СМг7К0,3 6,5— 8,5 0,1—1 0,3— 0,8 45-55 1,5 —
СМгбКО.З 6—9 0,3— 1,5 0,3—1 45—60 2,5 —
СМг6К2 6—9 2—4 0,3—1 45—60 2,5 —
СМг9К2 9—12 2—4 0,3—1 45-60 2,5 —
ТУ 14-5-39—74
ЖКМК1 6—12 8—15 10 40—55 • —
ЖКМК2 3—6 8—15 10 40—55 -— 3—9 % Ва
Ж КМ КЗ 6—12 8—20 —- 40—55 — 3—9 % Ва
ЖКМК4 3—6 8—20 — 40—55 —— —
ЖКМК5 6—12 8—20 — 40—55 —- —.
ЖКМК6 3—6 8—20 "— 45—60 — —
79
Продолжение табл. 57
Марка или название модификатора Массовая доля элементов, % (остальное Fe)
Mg Са Сумма РЗМ Si Al Прочие
Зарубежные модификаторы
«Графидокс» «Термосил С» 5—7 5—7 0,5 50—55 61 ' 1,1 9—11 % Ti 10 % NaNO3
кИнокулон 63» —— 1,5—3 —*» 60—65 1—1,5 4—6 % Ba; 9—12 % Мп
«Суперсид» — — — 75 0,5 0,6- 1,0% Sr
«Инюбар 70» - 1—1,5 60—65 1.3—1,7 9—11 % Ba
«И носил» —.. 3—5 II* 75—80 1,3—1,7 —
«Эскалой» 0,5 5,5-6 — 36—44 1,7—1,8 —
«Инокарб» — 0,3— 0,6 — 30—33 0,6—0,8 4—6 % Ba
'«Инокулин 20» — 2 2 50 —. —
дификатора при таком модифицировании уменьшается в 1,5—2 раза.
Для обеспечения стабильности свойств металла отливки необходимо в процессе заливки формы обеспечить постоянную скорость растворения модификатора. Технологические параметры процесса связаны зависимостью f = G/(tF), где f— фактор растворения, G — масса металла, заливаемого в форму, кг; г — продолжительность заливки формы, с; F — площадь контакта расплава с модификатором, см2.
Стабильность процесса обеспечивается при f = 0,045-4-0,052. При f < 0,045 наблюдается перемодифицирова-
58. Техническая характеристика автоклавов для модифицирования чугуна магнием
Параметр Модель автоклава
99111 99112 99113 991 ИМ
Масса металла в ковше, т Производительность, ковши/ч 0,63 3,0 5,0 0,63
7—10 2—3 2—3 7—10
Размеры, мм 2430Х X 1940Х Х3030 2430Х Х2500Х Х2750 3600Х Х3100Х Х4145 0 2700Х Х3200
Внутренний диаметр камеры, мм 1000 1600 2200 1000
80
ние первых'порций металла, а при f > 0,052 первые порции металла оказываются недомодифицированными.
Чугун с вермикулярным графитом отличается от серого чугуна более высокой прочностью, повышенной теплопроводностью, большей стабильностью свойств по толщине стенки отливки. Этот материал перспективен для изготовления ответственных отливок массой от несколь
ких килограммов до нескольких тонн, работающих в условиях теплосмен (например, в моторостроении). Ниже для сравнения приведены некоторые физико-механические свойства чугунов, используемых для отливки поршневых колец.
С пластинча- С вермикуляр- С шаровидным
/ тым графитом ним графитом графитом
<тв, МПа............................ 365 575 780
Е, ГПа............................. 156,2 172 178
НВ, МПа............................. 2690 2690 2850
Теплопроводность, Вт/(м«°С) 49,6 46,4 36,2
Вермикулярный графит получают путем обработки расплава лигатурами, содержащими РЗМ. Оптимальное количество присадок составляет 0,5—0,8 %, остаточное содержание РЗМ 0,05—0,15 %. Эффективно также модифицирование лигатурами ЖКМК (1,1—1,5 %) в сочетании с алюминием (0,1—0,3 %). Для обеспечения стабильности процесса перед модифицированием проводят десульфурацию расплава 1,2—1,5 % (от массы жидкого чугуна) сланцевого карбида кальция или 1,8—2,2 % х технического карбида кальция.
Для предупреждения образования в чугуне структурно свободного цементита расплав полезно дополнительно модифицировать силикобарием (СБ20) в количестве 1—1,5 %,-причем этот интервал должен строго вы-
держиваться.
Ковкий чугун — менее перспективный материал из-за сложной технологии получения и длительности производственного цикла. Ковкий чугун получают путем отжига белого чугуна определенного химического состава, отличающегося пониженным содержанием графитизирующих элементов (2,4—2,9 % С и 1,0—1,6 % Si), так как в литом состоянии необходимо получить полностью отбеленный чугун по всему течению отливки, что обеспечивает формирование компактного графита в процессе отжига.
81.
59. Механические свойства и рекомендуемый химический состав ковкого чугуна (ГОСТ 1215—79)
Мерка чугуна Механические свойства Массовая доля элементов, % (остальное Fe)
ов. МПа 6. % НВ, МПа С Si Мн
Не менее
Ферритный чугун
КЧЗО-6 294 6 1000—1630 2,6—2,9 1,0—1,6 0,4—0,6
КЧ 33-8 323 8 1000—1630 2,6—2,9 1,0—1,6 0,4—0,6
КЧ 35-10 333 10 1000—1630 2,5—2,8 1,1—1,3 0,3—0,6
КЧ 37-12 362 12 1000—1630 2,4—2,7 1,2—1,4 0,2—0,4
Перлитный чугун
КЧ 45-7 441 7 1500—2070 2,5—2,8 1,1—1,3 0,3—1,0
КЧ 50-5 490 5 1700—2300 2,5—2,8 1,1—1,3 0,3—1,0
КЧ 55-4 539 4 1920—2410 2,5—2,8 1,1—1,3 0,3-1,0
КЧ 60-3 588 3 2000—2690 2,5—2,8 1,1—1,3 0,3-1,0
КЧ 65-3 637 3 2120—2690 2,4—2,7 1,2—1,4 0,3-1,0
КЧ 70-2 686 2 2410—2850 2,4—2,7 1,2—1,4 0,3-1,0
КЧ 80-1,5 784 1,5 2700—3200 2,4—2,7 1,2—1,4 0,3—1,0
Примечание. Содержание Р 0,10—0,18 %, S 0,06—0,20 %, Ст 0,06—0,08 %.
Различают черносердечный ковкий чугун, получаемый в результате графитизирующего отжига, и белосердечный, получаемый путем обезуглероживающего отжига в окислительной среде. В СССР применяют только черносердечный КЧ (табл. 59). Матрица КЧ, как и серого, может быть перлитной, ферритной или перлитно-ферритной в зависимости от режима отжига (табл. 60, рис. 6).
Для ускорения процесса отжига КЧ используют различные приемы: повышают температуру выдержки в период П2, предварительно закаливают небольшие отливки простой конфигурации, модифицируют и микролегируют чугун (0,01 % А1; 0,003 % В; 0,03 % Ti; 0,003 % Bi). Все эти приемы способствуют увеличению числа центров графитизации, снижению стабильности цементита и ускорению диффузии углерода.
Перлитный ковкий чугун может быть получен при сокращении цикла П4 до 4—5 ч или, что более эффективно, посредством легирования расплава марганцем, молибде-
82
Рис. 6> Режим отжига белого чугуна на ковкий
ном и другими элементами, способствующими стабилизации эвтектоидного цементита на стадии графитизации, а также путем специальной термической обработки.
Процесс отжига на перлитный белосердечный чугун практически сводится к длительной (60—70 ч) выдержке
60. Режимы отжига белого чугуна на ковкий
Период отжига (см. рис.6) Температура, °C Скорость нагрева или охлаждения, °С/ч Время, ч Примечание
начальная конечная
Пд 20—100 930—970 200—300 3—5 В интервале 300—600 °C полезна остановка на 30— 60 мнн или медленное повышение температурь! со скоростью не более 50 °С/ч
п2 950—970 950—970 0 6—12 — . .
Пя 950—970 740—760 50—65 3—4 В методических проходных печах отливки можно охлаждать в течение 10—30 мнн
740—760 700—720 До 5 8—15 Изменение структуры достигают варьированием Хж мнческого состава чугуна н скорости охлаждения. Сокращение пер йода приводит к получению перлитной основы
Пв 700—720 До 200 100—160 3—5 Медленное охлаждение в интервале 300—600 °C приводит к повышению Хрупкости чугуна
S3
61. Химический состав антифрикционных чугунов
(ГОСТ 1585—85)
Марка чугуна Массовая доля элементов, % (остальное Fe)
с Si Мп Р S- Прочие
АЧС-1 3,2—3,6 1,3—2,0 0,6—1,2 0,15— 0,40 <0,12 0,2—0,5 Сг; 0,8—1,6 Си
АЧС-2 3,0—3,8 1,4—2,2 0,3—1,0 0,15— 0,40 <0,12 0,2—0,5 Сг; 0,2—0,5 Ni; 0,03—0,10 Ti; 0,2—0,5 Си
АЧС-3 3,2—3,8 1.7—2,6 0,3—0,7 0,15— 0,40 =<0,12 <0,03 Сг; <0,3 Ni; 0,03—0,10 Ti; 0,2—0,5 Си
АЧС-4 3,0—3,5 1,4—2,2 0,4—0,8 <0,30 0,12— 0,20 0,04-0,4 Sb
АЧС-5 3,5—4,3 2,5—3,5 7,5— 12,5 <0,20 <0,05 0,4—0,8 Al
АЧС-6 2,2—2,8 3,0—4,0 0,2—0,6 0,5— 1,0 <0,12 0,5—1,0 Pb
АЧВ-1 2,8—3,5 1,8—2,7 0,6—1,2 <0,20 <0,03 <0,7 Си; 0,03—0,08 Mg
.АЧВ-2 2,8—3,5 2,2—2,7 0,4—0,8 <0,20 <0,03 0,03—0,08 Mg
АЧК-1 2,3—3,0 0,5—1,0 0,6—1,2 <0,20 <0,12 1,0—1,5. Си
АЧК-2 2,6—3,0 0,8—1,3 0,2—0,6 <0,25 <0,12 —
отливок в период П2 при температуре 1000—1050 °C в окислительной атмосфере (чаще всего в контейнерах с железной рудой). После охлаждения структура ковкого чугуна представляет собой перлитную матрицу с небольшим количеством графита. Такой чугун по составу и структуре аналогичен графитизированной стали.
Ковкий чугун используют для изготовления мелких и средних тонкостенных отливок ответственного назначения, работающих в условиях динамических знакопеременных нагрузок (детали приводных механизмов, коробок передач, шасси в автотракторном машиностроении, коллекторы, фитинги, рычаги и др.).
Антифрикционные чугуны представляют группу специальных сплавов, структура которых удовлетворяет правилу Шарли (включения твердой фазы в мягкой основе), способных работать в условиях трения, как подшипники скольжения.
ГОСТ 1585—85 включает шесть марок антифрикционного серого чугуна с пластинчатым графитом, две марки высокопрочного и две марки ковкого чугунов. Этим 84
* После нагрева до температуры 950—1000 °C, выдержки и закалки. Примечание. Распределение графита во всех чугунах Гр1—Гр3.
85
63. Режиму работы деталей нз антифрикционного чугуна в узлах трення (ГОСТ 1585—85)
Марка чугуна Давление, МПа Скорость скольжения, м/с Назначение
Не бо лее
АЧС-1 5,0—14,0 5,0—0,3 Для работы в паре с закаленным или нормализованным валом
АЧС-2 10—0,1 0,3—3,0 То же
АЧС-3 6,0 1.0 То же, но в паре с валом, не подвергающимся термической обработке
АЧС-4 15,0 5,0 Для работы в паре с закаленным или нормализованным валом
АЧС-5 20,0—30,0 1,0—0,4 Для работы в особо нагруженных узлах трення в паре с закаленным или нормализованным валом
АЧС-6 9,0 4,0 Для работы в узлах трения при температуре до 300 °C в паре с валом, не подвергающимся термической обработке
АЧВ-1 1,5—20,0 10,0—1,0 Для работы в узлах трения с повышенными окружными скоростями в паре с закаленным или нормализованным валом
АЧВ-2 1,0—12,0 5,0—1,0 То же, но в паре с валом, не подвергающимся термической обработке
АЧК-1 20,0 2,0 Для работы в паре с закаленным или нормализованным валом
АЧК-2 0,5-12,0 5,0—1,0 То же, но в паре с валом, не подвергающимся термической обработке
64. Механические свойства легированных чугунов (ГОСТ 7769—82)
Вид чугуна Марка чугуна Механические свойства Свойства отливок
ОВ °и НВ
МПа
Хромистый Низколегированный 4X1 ЧХ2 ЧХЗ чхзт 170 150 150 200 350 310 310 400 2030— 2800 2030— 2800 2230— 356Q 4400— 5860 Жаростойкие » Жаростойкие и износостойкие Износостойкие
86
Продолжение табл. 64
Марка чугуна Механические свойства Свойства отливок
Вид чугуна «и 1 НВ
МПа 1
Хромистый Высоколегированный ЧХ9Н5 ЧХ16 ЧХ16М2 4X22 4Х22С 4X28 ЧХ28П 4Х28Д2 4X32 350 350 170 290 290 370 200 390 390 700 700 490 540 540 560 400 690 690 4900— 6070 3900— 4400 4900— 6070 3330— 6070 2150— 3330 2150— 2640 2450— 3900 3900— 6350 2450— 3330 Износостойкие Износостойкие и жаростойкие Износостойкие » Коррозионно-стойкие и жаростойкие То же Стойкие в цинковом расплаве Износостойкие и коррозионно-стойкие Жаростойкие и износостойкие
Кремнистый Низколегированный 4С5 4С5Ш 150 290 290 1400— 2940 2230— 2940 Жаростойкие »
Высоколегированный 4С13 ЧС15 4С17 ЧС15М4 ЧС17МЗ 100 60 40 60 60 210 170 140 140 100 2940— 3900 2940— '3900 3900— 4500 3900— 4500 3900— 4500 Коррозионно-стойкие в жидкой среде То же » » »
Алюминиевый Низколегированный 4ЮХШ 390 590 1830— 3560 Жаростойкие №
87
I
Продолжение табл. 64
Вид чугуна Марка чугуна Механические свойства Свойства отливок
| ои | НВ
МПа
Алю-ми-ние-вый Высоколегированный ЧЮ6С5 ЧЮ7Х2 ЧЮ22Ш ЧЮЗО 120 120 290 200 240 170 490 350 2360— 2940 2540— 2940 2350— 3560 3560— 5360 Жаростойкие и износостойкие То же Жаростойкие и износостойкие при высокой температуре То же
Мар-ранцевый Высоколегированный ЧГ6СЗШ ЧГ7Х4 ЧГ8ДЗ 490 150 150 680 330 330 2150— 2540 4900— 5860 1760— 2850 Износостойкие » Маломагнитные износостойкие И
Никелевый Низко-' легированный чнхт чнхмд чнмш ЧН2Х 280 290 490 290 430 690 490 1960— 2800 1960— 2800 1830— 2800 2150— 2800 Коррозионно-стойкие в газовых средах двигателей То же » Износостойкие
Высоколегированный ЧН4Х2 • ЧН11Г7Ш ЧН15ДЗШ ЧН15Д7 ЧН19ХЗШ ЧН20Д2Ш 200 390 340 150 340 500 400 350 4600— 6450 1200— 2500 1200— 2500 1200— 2500 1200— 2500 1200— 2200 Износостойкие Жаропрочные маломагнитные То же Износостойкие маломагнитные Жаропрочные маломагнитные Жаропрочные, хладостойкие маломагнитные и и н и
88
Массовая доля элементов, % (остальное Fe)
си К ._ о Q £ 5 О о LQ -ч" О СЧ СЧ
О Р. Е 1 I I tl сч 1 lA I 1 1 J> 1 II 1 o'о* о ~ <52 <5$ zh < i ^<<< ООО LO ООСО СО О OL0 О О о о —ч" । о о о со ~ ь-Г сГ 1 1 1 J, III IIIII lOO о- ° ОО1ПО О О О О о Со" Сч" О LO LO
б оооо оооооооо ooq®4aWiO©©oV°.« о <=> —’ СЧ со СО СП —' —< СЧ СЧ СО СО СО со —’ О —’ СО 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 О ' О О О О О О О О О Ш о 1П ЧЧЧЧсХ^СО со о о LQ LQ in О О О О — О—-' СЧ СЧ —* —Я —, —. СЧ СЧ сч со
S, не более СЧСЧСЧСЧОЮЬОООООООООООООСЧСОГ'-Г'-ОГ'-ОСОСЧСЧ о о о о" о о о о о о" о о о о о о о о о о о о о"
сх 0000000000^0 СОСОСОСОО—'ООООООООООО ооооооооОо | о"°’'1" —."1"С?."са.СТ. V/ V/ V/ V/ V/ V/ V/ V/ V/ V/”- v/^° °°°°°°°°°
р S ю 1П1П ш ОООО ,—7 О г\Г сч" ООО qT „ - - - - 1 - | | < - -у О ОООО оо СО ОООО ОШ оо О wv/vAv/A^v/w^/o'o*o'°o'o""o‘°“'
W о о о о о оооошосч ш о ошютю о in ^г,гт,гтгХ'гхо о о СЧС0С0—<СЧСЧ—’—<^—<СЧ»-<СЧО1П—’СОСОСО 1 1 1 1 111 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 in О 00 Г'~СЧ1П1ПСЧО1П1П1П LQinmO’-’ O’-ч О О in in ^-Г СЧ сч" о —О О со о —о -ч СЧ со СО СЧ хг -ч"
о СОООООСОЮ 4*0 0 ООООСЧ СЧ СО хГ сП О tn <0 СО х^о со со со со со сТсО со «-Т-Л’со СОСО СО СО -ч" о о о о со сч"со 111 1111 11 1 11111111 11 1 1 1 ОООФООО’^'ФФЮСОСЧСОЮЬч о со ю со со О 00 1П СО со СО СЧ СЧ —сч сч" о О -ч" сч сч" сч" о о о о о со —сч"
СЧ СЧ
.£ £ О
Н4чОСОСЧСЧООООООСЧ
—> СЧСО СО СГ> —> —' СЧ О) О) СЧ СЧ СО щ ХХХХХХХХХХХХХО
бо<иоСС222
ЕЗ’ЕГЕГЕЗ’ЕГЕГЕГЕГЕГЕГЕГЕЗ’ЕЗ’ЕГгз-ЕУЕЗ’ЕЗ’^ЕГЕГЕЗ’ЕТ*
89
Примечание. При массовой доле Сг 13—16 % и 16—19 % рекомендуется массовая доля Мо- .соответственно 2,0—1,5% и 1,5—0,5%.
90
Г 66. Рекомендуемые виды термической обработки .. отливок из легированных чугунов (ГОСТ 7769—82)
t Термообработка и ее назначение Режим Виды чугунов
Температура, К Выдержка, ч Охлаждение
Высокотемпературный графитизирующий отжиг для 1 уменьшения твердо- сти и содержания структур но-свобод него цементита 1173—1223 6—12 С печыо Низколегированные всех видов за исключением износостойких
1133—1153 1—2 С печью Высоколегированные кремнистые
Г омогенизирующая выдержка с нормализацией для снижения магнитной проницаемости, твердости, а также повышения пластичности и прочности 1253—1313 4—6 На воздухе (в масле или жидком стекле) Высоколегированные марганцевые и никелевые, исключая марки ЧН4Х2 и ЧГ7Х4
Нормализация для повышения твердости отливок 1323—1373 1—2 На воздухе Высокох ром истые износостойкие
1133—1153 1—2 На воздухе Низколегированные хромистые, аЛюминиевые и никелевые, а также износостойкие ЧГ7Х4, ЧН4Х2
Отпуск или нормализация для снятия 1 внутренних напря- жений 473—523 2—3 С печыо Для всех видов, кроме высокохро-мистых и высоко-алюминиевых
793—833 3—4 С печью Для высоколегированных хромистых н алюминиевых
91
Продолжение табл. 66
Термообработка и ее назначение Режим Виды чугунов
Температура, К Выдержка, ч Охлаждение
Отжиг и высокий отпуск для снижения твердости и улучшения обрабатываемости 963—1023 6—12 С печью Высоколегированные
933—963 6—12 С печью Н изколегир ова н-ные
Отпуск для уменьшения ползучести жаропрочных чугунов (повышается магнитная проницаемость в результате выпадения мелкодисперсного цементита) 723—923 (на 30— 50° выше температуры эксплуатации) 4—6 С печью Высоконикеле-вые с шаровидным графитом
стандартом регламентируются химический состав (табл. 61), структура (табл. 62), режимы работы, в нем также содержатся рекомендации по применению антифрикционных чугунов (табл. 63).
Легированные чугуны со специальными свойствами являются жаростойкими, жаропрочными, износостойкими, коррозионно-стойкими и немагнитными (табл. 64). Химический состав (табл. 65), механические свойства при нормальных температурах и рекомендуемые виды термической обработки приведены в ГОСТ 7769—82 (табл. 66).
2.4. Медные сплавы
Медь и ее сплавы используют в различных отраслях промышленности в качестве конструкционных материалов,' обладающих высокими механическими свойствами, особенно пластичностью. Благодаря высокой электрической проводимости, теплопроводности, коррозионной стойкости, хладостойкости, отливки из меди в ряде случаев незаменимы в электротехнических установках, аппаратах криогенной техники, теплообменных устройствах агрегатов электрошлакового переплава, электронно-лучевых и плазменных печах.
92
67. Химический состав оловянных бронз (ГОСТ 613—79)
Марка бронзы Массовая доля элементов, % (остальное Си)
Sii Z1: РЬ Прочие Примеси, не более
БрОЗЦ7С5Н1 БрО5Ц5С5 БрО4С4С17 БрОЮЦ2 БрОЮФ! 2,5—4,0 4—6 3,5—5,5 9,0—11,0 9,0—11,0 6,0—9,5 4,0—6,0 2,0—6,0 1,0—3,0 3,0—6,0 4,0—6,0 14,0— 20,0 0,5—2,0 Ni 0,4—1,1 Р 1,3 1,3 1,3 Z 1,0 1,0
Медь — дорогостоящий и дефицитный металл, имеет низкие литейные свойства: большую линейную (2,1 %) и объемную (11 %) усадку, высокую склонность к поглощению газов и образованию трещин, низкую жидкотекучесть. Поэтому чистую медь используют редко, а чаще применяют медные сплавы.
Медные сплавы подразделяют на бронзы и латуни. Бронзы в свою очередь делят на оловянные (ГОСТ 613—79) и безоловянные (ГОСТ 493—79). Латуни представляют собой сплавы меди с цинком (простые или двойные) или многокомпонентные системы с добавками алюминия, кремния, марганца, никеля, железа, свинца.
Отливки из оловянных бронз производят по техническим условиям согласно ГОСТ 613—79 (табл. 67), из безоловянных бронз — по ГОСТ 493—79 (табл. 68), из латуней — по ГОСТ 17711—80 (табл. 69).
Медные сплавы обозначают буквами и цифрами, непосредственно определяющими наименование сплава и его химический состав. Так, оловянные литейные бронзы (ГОСТ 613—79) обозначают следующим образом: БрО5Ц5С5, где Бр — бронза, содержащая олово (О),
68. Химический состав безоловянных бронз (ГОСТ 493—79)
Марка бронзы Массовая доля элементов, % (остальное Си)
А1 Fe Прочие Примеси,. ие более
БрА9Мц2Л 8,0—9,5 —— 1,5—2,5 Мп 2,8
БрАЭЖЗЛ 8,0—10,0 2,0—4,0 — 2,7
БрА10Ж4Н4Л 9,5—11,5 3,5—5,5 3,5—5,5 Ni 1,5
БрСЗО — —’ 27—31 РЬ 0,9
S3
69. Химический состав латуней (ГОСТ 17711—80)
Марка латуни Массовая доля элементов, % (остальное Си)
Си Мп Прочие Примесн, не более
ЛЦ16К4 78,0—81,0 — 3,0—4,5 Si 2,5
ЛЦ40С 57,0—61,0 — 0,8—2,0 РЬ 2,0
ЛЦ23А6ЖЗМц2 64,0—68,0 1,5—3,0 2,0—4,0 Fe; 4,0—7,0 Al 1,8
цинк (Ц) и свинец (С), а цифры показывают среднее содержание этих элементов в процентах. Таким же образом обозначают и безоловянные бронзы (ГОСТ 493—79) и латуни (ГОСТ 17711—80).
Механические и технологические свойства наиболее часто используемых медных сплавов приведены в табл. 70.
Влияние химических элементов на свойства бронз и латуней описано в табл. 71.
70. Механические и технологические свойства бронз и латуней
Марка сплава Способ литья Механические свойства Усадка, % Жидкотекучесть, мм Плотность, кг/м3
«в, МПа 6. % НВ, МПа линейная объемная
Не менее
Оловянные бронзы
БрОЗЦ7С5Н1 К 206 5 588 1,5 4—4,5 400 8800
БрО5Ц5С5 П 147 6 588 1,6 4—4,5 400 8800
БрО4С4С17 К 200 5 600 1,5 4—4,5 450 9100
БрОЮЦ2 К 225 10 735 1,5 4—4,5 400 8700
БрО10Ф1 К 245 3 882 1,44 4—4,5 450 8800
Безоловянные бронзы
БрА9Мц2Л п, к 392 20 784 2—2,5 6—7,5 500 7600
БрАЭЖЗЛ п. к 392 10 980 2—2,5 6—7,5 800 7500
БрА10Ж4Н4Л П 587 5 1570 1,8—2 6—7,5 750 7500
БрСЗО К. 587 4 245 1,6 6—7,5 500 9400
Латуни
ЛЦ16К4 К 343 15 980 1,7 5—6 600 8300
ЛЦ40С П 215 12 686 2,2 5—6 580 8500
ЛЦ23А6ЖЗМц2 К . 700 7 650 1,6 5—6 560 8400
ЛЦ40МцЗЖ К 490 10 980 1,6 5—6 570 8500
ЛЦ38Мц2С2 п ' 245 15 784 1,8 5—6 400 8500
Условные обозначения: К — литье в кокиль; П — литье в песчаные формы.
94
71. Влияние химических элементов на свойства медных сплавов
Химический элемент Оловянные бронзы безоловянные бронзы Латуни
А) Снижает жидкотекучесть, механические свойства, коррозионную стойкость Снижает жидкотекучесть, плотность и механические свойства Повышает жидкотекучесть, механические свойства и коррозионную стойкость
Sn Уменьшает относительное удлинение, ударную вязкость и плотность, повышает коррозионную стойкость и антифрикционные свойства Снижает коррозионную стойкость марганцевых бронз, повышает прочность и твердость свинцовых бронз Повышает жидкотекучесть, механические свойства и коррозионную стой- кость, ио менее заметно, чем А1
Zn Уменьшает линейную усадку, а при увеличении содержания до 5 % повышает прочность, ж идкотеку честь, уменьшает плотность; при содержании более 5 % снижает коррозионную стойкость и а нтифрикционные свойства, повыша ет герметичность Повышает жидкотекучесть, улучшает антифрикционные свойства При содержании до 30 % понижает прочность, повышает пластичность; при содержании более 30 % повышает прочность, понижает пластичность. Улучшает жидкотекучесть, способствует получению плотных отливок
Pb Улучшает анти- Снижает меха- Улучшает антифрик-
фрикционные свой- нические и по- ционные свойства, по-
ства вышает антифрикционные свойства вышает жидкотекучесть алюминиевых и марганцевых латуней, ио ухудшает их механические свойства
Ni Измельчает структуру сплава, способствует изотропности свойств в различных сечениях отлнвки; повышает механические и антифрикционные свойства, плотность н коррозионную стойкость Снижает жидкотекучесть, понижает механические свойства кремнистых бронз, а свинцовых и сурьмя но-никелевых повышает; улучшает жидкотекучесть, повышает коррозионную стойкость сурьмянр-. никелевых бронз. Повышает механические свойства и коррозионную стойкость, улучшает жидкотекучесть
95
Продолжение табл. 71
Химический ! элемент Оловянные бронзы Безоловянные бронзы Латуни
р Повышает жидкотекучесть, коррозионную стойкость, механические и антифрикционные свойства Повышает жидкотекучесть Повышает твер- дость, снижает относительное удлинение и ударную вязкость
Fe Снижает жидкотекучесть, повышает прочность и твердость, уменьшает пластичность и плотность. Резко снижает коррозионную стойкость Снижает механические свойства свинцовых бронз, повышает жаропрочность, измельчает структуру и понижает коррозионную стойкость кремнистых бронз Снижает жидкотекучесть, измельчает структурные составляющие, повышая механические свой- ства; при содержании более 0,03 % придает сплаву магнитные свойства
Si То же Повышает жидкотекучесть, коррозионную стойкость, проч- ность и твер-дость к р е м-н истых бронз; снижает жидкотекучесть, механические свойства сурьмя но-никелевых бронз Повышает жидкотекучесть, прочность, коррозионную стойкость и антифрикционные свойства
S Снижает механические свойства Заметного влияния не оказывает Заметного влияния не оказывает
Мп То же Повышает механические и анти-фр и кц и о н н ы е свойства, коррозионную стойкость Снижает жидкотекучесть, повышает механические свойства и коррозионную стойкость; при наличии в сплаве свинца* повышает антифрикционные свойства
96
Продолжение табл. 71
Химический элемент Оловянные бронзы Безоловянные бронзы Латуни
Sb Снижает прочность Повышает проч- Уменьшает проч-
и пластичность 4 ность и твердость, снижает относительное удлинение и уменьшает линейную усадку сурьмя но-никелевых бронз, снижает механические свойства кремнистых бронз; на мар- . ганцевые бронзы заметного влияния не оказывает ность, относительное удлинение н ударную вязкость
Bi То же Снижает механические свойства, жаропрочность и коррозионную стойкость То же
As » То же Повышает твердость, снижает прочность, относительное удлинение н ударную вязкость
2.5. Алюминиевые сплавы
Алюминиевые сплавы широко применяют в авиационной, автомобильной, тракторной промышленности и других отраслях народного хозяйства. Они обладают высокой прочностью, хорошими литейными свойствами, коррозионной стойкостью, высокими теплопроводностью и электрической проводимостью. Из алюминиевых сплавов можно изготовлять сложные прочные и плотные отливки; легкие, с хорошей обрабатываемостью.
Алюминиевые литейные сплавы не имеют единой системы маркировки. В большинстве марок первая буква А указывает на принадлежность к металлу-основе (алюминиевый сплав), вторая буква Л обозначает, что сплав ли-
4 Могилев В. К., Лев О. И. 97
темный; за буквами стоят цифры, обозначающие нумерацию сплава, обычно не связанную ни с его химическим составом, ни с его свойствами. Например, АЛ2, АЛ4, АЛ9 и др. (А — алюминиевый сплав, литейный, номер 4). Другую группу алюминиевых сплавов обозначают буквами и цифрами, непосредственно определяющими наименование сплава и его химический состав. Например, АК7М2 (алюминиевый сплав, содержащий 7 % кремния и 2 % меди). В соответствии с химическим составом и свойствами различают пять групп алюминиевых сплавов (табл. 72).
Сплавы I группы образуют эвтектику с 11,6 % Si. Силумины, содержащие 9—14 % Si, близкие к эвтектическому составу, обычно модифицируют солями натрия и калия в ковше, что измельчает структуру и улучшает механические свойства сплава. Сплав АЛ2 применяют для изготовления сложных отливок в песчаных формах, кокилях и литьем под давлением. Сплавы АЛ4 и АЛ9 содержат магний и отличаются повышенной прочностью. Их применяют для изготовления крупных отливок, работающих в условиях больших нагрузок (картеров, блоков двигателей и т. д.).
Сплавы II группы на основе системы алюминий—кремний-медь с добавкой 0,2—0,8 % Mg и "0,2—0,9 % Мп с повышенной твердостью и прочностью применяют для изготовления отливок, сохраняющих постоянство размеров в процессе эксплуатации и имеющих высокую чистоту обработанной поверхности (корпуса приборов, детали авиационных, автомобильных и тракторных двигателей). Сплавы этой группы более жаропрочны, чем силумины.
Сплавы III группы содержат более 4 % Си, имеют пониженные литейные свойства и малую коррозионную стойкость. Сплав АЛ7 применяют для изготовления нагруженных, но простых по конфигурации отливок, сплав АЛ19 — для ответственных отливок.
Сплавы IV группы (>4 % Mg) легки, обладают высокой коррозионной стойкостью, их можно подвергать термической обработке для повышения механических свойств. Эти сплавы применяют для сильно нагруженных деталей. Однако они плохо работают при повышенных температурах вследствие распада твердого раствора при нагреве.
Сплавы V группы содержат кремний, цинк, никель, магний, марганец, обладают большой плотностью, хо-
98
72. Химический состав алюминиевых сплавов (ГОСТ 2885
Продолжение тябл. 72
73. Влияние химических элементов на свойства силуминов
Химический элемент Характер влияния
Be В Mg Си К, Li, Na Sn Zn Са Fe V, Cr, Мп, Co, Mo, Ni Ti Способствует рафинированию (удалению примесей), снижает отрицательное действие железа (примеси) на механические свойства Способствует рафинированию, измельчает структуру и повышает пластичность Повышает механические свойства, увеличивает пористость Повышает механические свойства, снижает коррозионную стойкость Способствуют измельчению структуры, резко увеличивают пористость и повышают вязкость Снижает коррозионную стойкость Повышает механические свойства и ухудшает литейные Восстанавливает алюминий из оксида, образуя оксид кальция, который снижает жидкотекучесть и механические свойства; повышает теплопроводность Резко снижает пластичность и повышает жаропрочность Резко снижают отрицательное действие железа (примеси) на механические свойства сплава, повышают жаропрочность и снижают пористость Измельчает структуру, повышает прочность
/4. Режимы термической обработки отливок из алюминиевых сплавов
Сплавы Обозначение режима Термообработка
Вид Температура нагрева, °C Время выдержки, ч Охлаждающая среда Назначение
АЛЗ, АЛ4, АЛ5, АЛ24 Т1 Искусственное старение 175—210 5—17 Воздух Повышение прочности и улучшение обрабатываемости резанием
Все сплавы Т2 Отжиг 250—300 8—10 Воздух Снятие или уменьшение термических напряжений, повышение пластичности
101
100
Продолжение табл. 74
Сплавы Обозначение режима Термообработка
Вид Температура нагрева, °C Кремя выдержки, ч Охлаж- дающая среда Назначение
АЛ9, АЛ 19, АЛ22, АЛ23, АЛ27, АЛ8, АЛЗЗ, АЛ34 Т4 Закалка * 430—535 5—20 Вода (20— 100 СС) Повышение прочности
АЛ1, АЛЗ, АЛ5, Т5 Закалка 515—580 2—6 Вода (20— 100 °C) Повышение прочности и сохранение повышенной
АЛ9, АЛ19, АЛ24, АЛЗЗ, АЛ34 Кратковременное (неполное) искусственное старение 175 3—5 Воздух пластичности
АЛ4, АЛЗЗ Тб Закалка Полное искусственное старение 535 175—200 2—6 5—15 Вода (20— 100 °C) Воздух Получение максимальной прочности при некотором снижении пластичности
АЛ1, АЛЗ, АЛ5, АЛ9 Т7 Закалка Стабилизирующий отпуск 515—535 225—230 2—6 3—5 Вода (20— 100 °C) Воздух Повышение прочности и стабильности структуры
Т8 Закалка Смягчающий отпуск 515—535 250—330 3—5 3—5 Вода (20— 100 °C) Воздух Получение повышенной пластичности и стабильности размеров отливок
* Для сплава АЛ8 охлаждающая среда — масло.
102
75. Технологические свойства алюминиевых сплавов
Марка сплава Жидкотекучесть *, мм Усадка, % Склонность к образованию горячих трещни по пробе ВИАМ, мм Герметичность * *
линейная объемная
АЛ1 270/— 1,35—1,45 6,4—6,2 27,5 3/9 (течь)
АЛ2 420/820 0,90—1,00 3,0—3,5 Не образуются 3/12 (разрыв)
АЛЗ 340/505 1,30—1,35 4,0—4,2 12—20 3/10 (разрыв)
АЛ4 360/800 1,00—1,10 3,2—3,4 Не образуются 3/20 (разрыв)
АЛ5 345/750 1,15—1,20 4,5—4,9 7,5 3/10 (разрыв)
АЛ6 300/650 1,20—1,30 4,8—5,0 10 —-
АЛ7 165/280 1,35—1,45 6,5—6,8 35 3/5 (течь)
АЛ8 325/600 1,30—1,35 4,8—5,0 22,5 1/1,2 (течь)
АЛ9 350/770 1,10—1,20 3,7—3,9 5 3/14 (разрыв)
АЛИ .— 1,20—1,40 4,0—4,5 5 3/15 (разрыв)
АЛ13 320/500 1,25—1,30 12,5 —
АЛ19 205/— 1,25 6,0 32,5 0,5/3,5 (течь)
АЛ 21 360/— 1,20 — 22,5 ——
1 АЛ22 380/650 1,20—1,25 4,7 17,5 0,5/0,5 (течь)
АЛ23 265/- 1,10 — 15 —
АЛ23-1 265/— 1,10 — 15 —
АЛ24 230/— 1,20 4,5—4,7 22,5 2/18 (течь)
АЛ25 425/— 1,15 — 5 .—.
4 АЛ27 270/— 1,10—1,20 — 16,5 0,5/3 (течь)
АЛ27-1 270/— 1,10—1,20 — 12,5 0,5/3 (течь)
АЛ28 310/— — — 17,5 (
АЛЗО 420/— 1,15 — 5 •—
V. АЛ32 380/— 0,95 — — —
АЛЗЗ 320/— 1,30 — 30
АЛ34 350/— 1,10 —. Не образуются «я—?
* В числителе приведены данные для прутковой пробы, полученной в песчаной форме, в знаменателе — для спиральной пробы, полученной в кокиле; температура заливки 700 °C. ‘
*’ В числителе — давление газа, в знаменателе — давление воды.
5 Герметичность характеризуется минимальным давлением, при котором 'х и дне стакана толщиной 4 мм появляется течь. Максимальное давление газа 3,0 МПа. Разрыв под давлением воды без течи характеризует гидропрочность.
J-------------------------------------------------------------------------
103
76. Механические свойства алюминиевых сплавов
Марка сплава Способ литья Вид термической обработки (см. Механические свойства
МПа б, % НВ, МПя
Не менее
АЛ2 П (М), О (М), К (М) 147 4 490
То же Т2 137 4 490
К — 157 4 490
Д — 157 1 490
К Т2 147 3 490
д Т2 147 2 490
АЛ4 П, О, в, к, д ' 147 2 490
к, д Т1 196 1,5 690
П (М), О (М), В (М) Тб 226 3 690
К, К(М) Тб 235 3 690
АЛ9 П, О, В, к —- 157 2 490
д — 167 1 490
П, О, В, к, д Т2 137 2 440
К(М) Т4 186 4 490
П, О, В Т4 177 4 490
К, К(М) Т5 206 2 590
П, О, В Т5 196 2 590
П (М), О (М), В (М) Т5 196 2 590
То же Тб 226 1 690
» Т7 196 2 590
» Т8 157 3 540
АЛ5 П, О, В, к Т1 157 0,5 638
П, О, В Т5 196 0,5 690
к . Тб 216 0,5 690
П, О, в Тб 226 0,5 690
п, о, в, к Т7 177 1 638
АЛ32 п Тб 245 1,5 590
к Т1 196 1,5 690
к Тб 264 2 690
д — 254 2 690
АЛЮ п, о, в Т4 295 8 690
То же Тб 335 4 885
АЛ8 п, о, в, к Т4 285 9 590
АЛ27 То же Т4 314 12 735
АЛ11 П, О, В — 196 2 785
АЛЗО К Т1 196 0,5 885
АК21М2,5Н2,5 К Т1 186 — 981
Условные обозначения способов литья: П — в песчаную форму, О — в оболочковую форму, К — в кокиль, Д — под давлением, В — по выплавляемым моделям; буква (М) указывает, что используемый сплав модифицирован.
104
рошими механическими свойствами. Сплавы АЛ1 и АЛ25 обладают жаростойкостью, их применяют для изготовления деталей, работающих при повышенных температурах (поршни двигателей внутреннего сгорания, головки цилиндров и т. п.).
Влияние химических элементов на свойства наиболее распространенных алюминиевых сплавов (силуминов) описано в табл. 73.
Отливки из алюминиевых сплавов во многих случаях подвергают термической обработке в камерных, шахт-? ных, конвейерных и других печах с электрическим обогревом и принудительной циркуляцией воздуха по режимам, приведенным в табл. 74.
Технологические и механические свойства основных алюминиевых сплавов приведены в табл. 75 и 76.
2.6. Магниевые сплавы
" Магниевые сплавы являются хорошим конструкцион-
ным материалом, так как магний в 4,5 раза легче железа и в 1,6 раза легче алюминия. Плотность магниевых сплавов 1750—1900 кг/м3; по удельной прочности они превосходят некоторые конструкционные стали, чугуны и алюминиевые сплавы, обладают хорошей демпфирующей способностью, что очень важно для авиации и транспорта, где их применяют наиболее широко.
Магниевые сплавы согласно ГОСТ 2856—79 обозначают буквами, указывающими йа принадлежность к основному металлу (М — магниевый) и назначение сплава (Л — литейный). За буквами стоят цифры, которые обозначают нумерацию сплава, обычно не связанную ни с его к химическим составом, ни с его свойствами.
Сплавы системы Mg—Al—Zn (МЛЗ, МЛ4, МЛ5, МЛ6), за исключением марки МЛЗ, относятся к числу высоко-А прочных. Они предназначены для производства высоко-нагруженных отливок, работающих в тяжелых атмосфер-* ных условиях (большая влажность).
%, Сплав МЛЗ используют при изготовлении отливок про-| стой конфигурации с повышенной герметичностью, пред-F назначенных для работы при средних статических и ди-Г намических нагрузках. Сплав МЛ4 используют для от-
S ливок, работающих при повышенных нагрузках; он имеет
высокую коррозионную стойкость. Отливки получают в основном в песчаных формах.
Й. 105
77. Химический состав магниевых литейных сплавов (ГОСТ 2856—79)
Марка сплава Массовая доля элементов, % (остальное Mg)
Al Мп Zn Zr Прочие Сумма примесей, %, не более
МЛЗ 2,5—3,5 0,15—0,5 0,5—1,5 __ — 0,5
МЛ4 5,0—7,0 0,15—0,5 2,0—3,5 — — 0,5
МЛ4пч 5,0—7,0 0,15—0,5 2,0—3,5 —— 0,13
МЛ5 7,5-Д0 0,15—0,5 0,2—0,8 —— — 0,5
МЛ5пч 7,5-=£о 0,15—0,5 0,2—0,8 — — 0,13
МЛ5он 7,5—9,0 0,15—0,5 0,2—0.8 •— — 0,7
МЛ6 9,0—10,2 0,1—0,5 0,6—1,2 —— — 0,5
МЛ8 —. —- 5,5—6,6 0,7—1,1 0,2—0,8 Cd 0,2
МЛ9 — — — 0,4—1,0 1,9—2,6 Nd; 0,2—0,8 In 0,35
МЛ 10 — — 0,1—0,7 0,4—1,0 2,2—2,8 Nd 0,2
МЛ 11 — — 0,2—0,7 0,4—1,0 2,5—4,0 РЗМ 0,2
МЛ 12 — .—. 4,0—5,0 0,6—1,1 — 0,2
МЛ 15 4,0—5,0 0,7—1,1 0,6—1,2 La 0,2
МЛ 19 —— —- 0,1—0,6 0,4—1,0 1,6—2,3 Nd; 1,4—2,2 Y 0,25
Сплав МЛ5 применяют для нагруженных деталей, используемых в условиях ударных нагрузок и вибрации. Удовлетворительные литейные свойства позволяют изготовлять отливки всеми способами. Сплав МЛ5 является основным литейным магниевым сплавом.
Общим недостатком сплавов этой группы, за исключением сплава МЛЗ, является широкий интервал кристаллизаций и в связи с этим склонность к образованию рых-лот.
Сплавы системы Mg—Zn—Zr (МЛ8, МЛ 12, ЛАЛ 15) также относят к числу высокопрочных. Они отличаются от других магниевых сплавов повышенными механическими свойствами и хорошей обрабатываемостью резанием. Эти сплавы используют для отливок, работающих при температурах 200—250 °C и высоких нагрузках.
Сплавы МЛ8, МЛ12 и МЛ15 обладают удовлетворительными литейными свойствами, имеют измельченное цирконием зерно, способны упрочняться в процессе термической обработки. Для них характерен более низкий уровень содержания примесей, в особенности никеля и 106
78. Влияние химических элементов на свойства
магниевых сплавов
Химический элемент Характер влияния
А1 - Повышает механические свойства сплавов системы Mg—Al—Zn, ио понижает прочность сплавов, содержа-
Be щих Zr Понижает окисляемость и прочность, повышает склон-
В Fe Cd ность к образованию горячих трещин Способствует измельчению структуры сплавов Снижает коррозионную стойкость Повышает механические свойства сплавов системы
К Mg—Zn—Zr Повышает окисляемость, снижает коррозионную стойкость
Са Понижает окисляемость, повышает жаропрочность сплавов системы Mg—Al—Zn, снижает их прочность и пластич-
Si ность при нормальной температуре Снижает коррозионную стойкость и механические свойства
La Li Мп Си сплавов, содержащих Zr Повышает жаропрочность сплавов системы Mg—РЗМ Повышает окисляемость, снижает плотность Повышает коррозионную стойкость При содержании свыше 0,1 % снижает коррозионную стойкость
Na Повышает окисляемость, снижает коррозионную стойкость
Nd Ni Ag Ti Th Cl Ce Zn Повышает жаропрочность сплавов, содержащих Zr Снижает коррозионную стойкость Повышает механические свойства Способствует измельчению структуры сплавов Повышает жаропрочность Резко снижает коррозионную стойкость Повышает жаропрочность Повышает механические свойства сплавов системы Mg—Zn—Zr
Zr Измельчает структуру сплавов системы Mg—Zn, Mg—Nd и повышает механические свойства. Способствует осаждению железа и кремния (примесей)
железа. Эти сплавы отличаются однородностью механических свойств в различных по толщине сечениях, они менее чувствительны к влиянию микрорыхлоты, но сложны в приготовлении.
Сплавы, легированные редкоземельными элементами (МЛ9, МЛ 10, МЛ11, МЛ 19), обладают высокой жаропрочностью и хорошей коррозионной стойкостью. Они предназначены для длительной работы при 250—350 °C и кратковременной — при 400 °C; детали могут надежно
107
79. Режимы термической обработки отливок из магниевых сплавов
оо Марка сплава Обозначение режима Вид термической обработки Закалка Старение (отжиг) Назначение
Первая ступень Вторая ступень Охлаждающая среда Температура, °C Время, ч
Температура, °C Время, ч Температура, °C Время, ч
МЛ12 МЛ15 Т1 Искусственное старение — -— — — 300 300 4—6 2—6 Повышение механических свойств
МЛ5 Т2 Отжиг — — — — — (350) (2-3) Снятие остаточных напряжений
МЛ5пч МЛ4 МЛ6 Т4 Закалка 415 380 360 12—24 8—16 21—29 , 410 ' 21—29 Воздух » » Повышение механических свойств
МЛ4пч МЛ5он МЛ6 МЛ8 МЛ9 МЛ 10 МЛ 19 Тб Закалка 380 415 360 420 540 540 535 8—16 12—24 3 1—3 8—12 8—12 4—8 410 490 21—29 5 Воздух » » Сжатый воздух' То же » » 175 175 190 165 200 205 205 16 16 4—8 24 6—12 12—18 8 Повышение сти прочно-
МЛ6 МЛ8 МЛ10 МЛ19 Т61 Закалка и старение 360 420 545 400 3 1—3 4—8 1—3 410 490 425 21—29- 5 8 Вода ' (80 °C) То же » » 190 165 205 130 4—8 24 12—18 48 Повышение ности проч-
80. Механические и технологические свойства литейных магниевых сплавов при литье в песчаные формы
Марка сплава Вид термообработки (см. табл. 79) <ТВ, МПа 6. % Усадка, % Жидкотекучесть по прутку, мм Склонность к образованию горячих трещин по пробе ВИАМ, мм
Не менее линейная объемная
млз — 160 6 1,5-1,6 5,0 215 42,5
МЛ4 — 159 3 1,2—1,4 3,4 245 37,5
Т4 220 5 1,2—1,4 3,4 245 37,5
Тб 230 2 1,2—1,4 3,4 245 37,5
МЛ5 — 147 2 1,0—1,2 3,8 290 30,0
Т2 147 2 1,0—1,2 3,8 290 30,0
Т4 225 5 1,0—1,2 3,8 290 30,0
Тб 225 2 1,0—1,2 3,8 290 30,0
МЛ5он — 147 2 1,0-1,2 3,8 290 30,0
Т4 215 5 1,0—1,2 3,8 290 30,0
Тб 225 2 1,0—1,2 3,8 290 30,0
МЛ6 — 147 1 1,1—1,2 3,6 330 27,5
Т4 215 4 1,1—1,2 3,6 330 27,5
Тб 215 1 1,1—1,2 3,6 330 27^5
Т61 225 1 1,1—1,2 3,6 330 27,5
работать при одновременном воздействии статических и усталостных нагрузок.
Эти сплавы имеют хорошие литейные свойства, высокую герметичность, малую склонность к образованию микрорыхлот и усадочных трещин, высокие и однородные механические свойства в сечениях различной толщины, хорошо свариваются аргоно-дуговой сваркой.
Химический состав литейных магниевых сплавов регламентируется ГОСТ 2856—79 (табл. 77). Влияние химических элементов на свойства магниевых сплавов' описано в табл. 78.
Магниевые сплавы подвергают термической обработке в целях упрочнения и снятия внутренних напряжений (табл. 79). Нагрев отливок ведут в электрических шахтных печах в защитной атмосфере, содержащей 0,5—1 % сернистого газа (циркуляция принудительная). Данные о механических и литейных свойствах магниевых сплавов приведены в табл. 80.
2.7. Сплавы на основе никеля, титана, ниобия
Никелевые сплавы (табл. 81) подразделяют на жаропрочные, жаростойкие, коррозионно-стойкие и специальные (с особыми физическими свойствами).
К жаропрочным относятся сплавы серии ЖС и ВЖЛ (ЖСЗ, ЖС6, ЖС6К, ЖС6У, ВЖЛ12 и др.), которые могут стабильно работать при температуре до 1100 °C. Из жаропрочных никелевых сплавов отливают рабочие лопатки, диски и камеры сгорания газотурбинных двигателей. Жаропрочные сплавы на никелевой основе помимо хрома, алюминия и титана, содержат еще шесть—восемь легирующих элементов, способствующих повышению жаропрочности, коррозионной и эрозионной стойкости сплавов.
Жаростойкие сплавы, как правило, имеют двухкомпонентную основу Ni + Сг. Сплавы никеля с хромом получили название нихромов. К ним относятся Х10Н90, Х20Н80, Х30Н70, Х40Н60, Х50Н50 и др. Из нихромов отливают детали печного оборудования, а также изготовляют нагревательные элементы.
Сплав НМЖМц 28-2,5-1,5 получил название «монель». Он обладает высокими коррозионными свойствами во многих средах и применяется в нефтяной промышленности, химическом машиностроении и судостроении.
111
по
81. Химический состав никелевых сплавов
Кремнистая монель обладает высокой износостой-| костью.
I Двойные никель-кремниевые сплавы обладают вы-
li сокой кислотостойкостью. Сплавы, содержащие около
л 30 % Мо и 5 % Fe, стойки в соляной кислоте любой концентрации при высоких температурах.
| Хорошей коррозионной и антифрикционной стойко-
I стыо в ряде агрессивных сред обладают детали, изго-| ч товлениые из двойных сплавов никеля с алюминием, i бериллием, титаном.
I Титановые сплавы характеризуются совокупностью
I свойств, выгодно выделяющих их из остальных сплавов.
I По прочности они не уступают сталям. Это позволяет В получать отливки с высокой удельной прочностью, что Г очень важно для таких отраслей техники, как авиация и | ракетостроение. Детали из титановых сплавов при оди-
I наковой массе с деталями из других конструкционных
1 ' сплавов, оказываются примерно в 2 раза прочнее. С уве-| личением температуры эта разница существенно возра-
. стает.
Титановые сплавы отличаются высокой химической стойкостью при температуре до 500 °C. Во влажном воздухе, морской воде, азотной кислоте они противостоят коррозии не хуже высоколегированных коррозионно-стойких сталей, а в соляной кислоте — во много раз лучше.
Химический состав и свойства некоторых титановых сплавов приведены в табл. 82.
Ниобиевые сплавы (табл. 83) применяют в основном для деталей турбин, работающих при температуре 1100— 1400 °C. Жаростойкость и жаропрочность ниобиевых сплавов выше, чем любых других известных в настоящее время.
Ниобий не взаимодействует с расплавленными натрием и висмутом, которые применяют в качестве теплоносителей в ядериых реакторах, не образует хрупких соединений s с ураном, имеет малое сечение захвата тепловых нейтро-| нов. Эти качества ниобия позволяют применять его для изготовления оболочек тепловыделяющих элементов в ядер ной энергетике.
: Наиболее существенно повышают прочность и жаро-
g стойкость ниобиевых сплавов цирконий, гафний, вольф-рам, ванадий.
В Известны сплавы ниобия с железом, хромом, титаном,
* алюминием, бериллием, кобальтом, никелем, кремнием
й ИЗ
112
82. Химический состав и свойства литейных титановых сплавов
Марка сплава Массовая доля элементов, % (остальное Ti) Механические свойства
Al V Mo Прочие Сумма примесей, не более
°в-МПа 6, %
ВТ1Л . 0,72 343 10
ВТЗ-1Л 5,3—7,0 — 2,0—3,0 0,15—0,40 Si; 0,8—2,3 Ст; 0,2—0,7 Fe 0,845 931 4
ВТ5Л 4,1—6,2 <0,5 <0,5 — 1,765 687 6
ВТ6Л 5,0—6,5 3,5—4,5 — — 1,065 834 5
ВТ9Л 5,6—7,0 — 2,8—3,8 0,20-0,35 Si; 0,8—2,0 Zr 0,675 931 4
ВТ14Л 4,3—6,3 0,9—1,9 2,5—3,8 — 1,535 883 5
ВТ20Л 5,5-7,5 0,8—1,8 0,5—2,0 1,5—2,5 Zr 0,815 883 5
и другими элементами, например сплав, содержащий 5—35 % Сг и 5—30 % Ti, при температуре 1000 °C имеет наибольшую окалиностойкость. Временное сопротивление этого сплава при 20 °C составляет 1650 МПа, а при 1300 °C — 740 МПа. Наибольшей жаропрочностью отличаются сплавы ниобия, содержащие 15 % W, 5 % Mo, 1 % Zr и 5 % Ti.
Литейные свойства ниобиевых сплавов удовлетворительны, но плавка их, как и других тугоплавких металлов,
83. Химический состав и механические свойства (при температуре 20 °C) ниобиевых сплавов
Марка сплава Массовая доля элементов, % (остальное Nb) Механические свойства
Мо Zr с Прочие °В’ МПа б, %
ВН2 3,8—5,2 0,05 — — ——
ВН2А 3,5—4,7 0,5—0,9 0,08 — — —
ВИЗ 4,0—5,2 0,8—2,0 0,08—0,16 — 780 18
ВН4 8,5— 1,0—2,0 0,25—0,50 0,01—0,05 Ti 810 16
10,5
ВН6 4,5—6,0 1,0 — 4,5—6,0 W 890 —.
5ВМц 1,7—2,3 0,7—1,0 0,02 4,5—5,5 W 450 30
114
сопряжена с большими технологическими трудностями. Из-за высокой химической активности ниобия в жидком состоянии плавку ведут в вакууме. Применение электронно-лучевых печей “обеспечивает эффективное жидкофазное рафинирование от примесей.
2.8. Сплавы на основе цинка, олова, свинца
Цинковые сплавы для отливок получают переплавом чушек (табл. 84), химический состав которых регламентируется ГОСТ 19424—74 и ГОСТ 21438—75, а также сплавлением компонентов шихты в соответствии с ГОСТ 25140—82 (табл. 85). Характерные свойства и рекомендации по их применению приведены в табл. 86.
Основными легирующими элементами цинковых сплавов являются алюминий, медь и магний. Алюминий повышает механические и литейные свойства, уменьшает прилипаемость расплава к поверхности пресс-формы. Медь повышает прочностные и антифрикционные свойства и коррозионную стойкость, но одновременно снижает пластичность сплава. Магний повышает прочность и твердость сплава, но его содержание не должно превышать 0,1 %, так как большая концентрация вызывает горяче-ломкость отливки. К числу наиболее вредных примесей относятся олово, свинец, кадмий. Даже тысячные доли процента этих элементов приводят к межкристаллитной коррозии и разрушению отливок без нагрузки. Железо и кремний резко ухудшают обрабатываемость и повышают хрупкость цинковых сплавов.
При плавке цинковых сплавов уделяют большое вни-мание рафинированию методом отстаивания, обработкой хлоридами, продувкой инертными газами, фильтрованием.
Цинковые сплавы имеют хорошую жидкотекучесть, что обеспечивает получение отливок с минимальной толщиной стенки 0,5 мм. Однако они склонны к образованию горячих трещин и большой зоны столбчатых кристаллов, а при заливке в песчаные формы — к укрупнению зерна и повышению пористости.
Отливки из цинковых сплавов используют в автомобиле-, приборе- и тракторостроении, в электротехнике и в бытовой технике. Цинковые сплавы заменяют оловянные бронзы при изготовлении подшипников, работающих при малых скоростях и высоком давлении (до 20 МПа).
115
84. Маркировка и химический состав цинковых сплавов в чушках
Примечание. Сплавы марок ЦАМ9-1,5Ч и ЦЛМЮ-5Ч используют как заменители оловянных бронз.
116
85. Химический состав и механические свойства цинковых литейных сплавов (ГОСТ 25140—82)
Марка сплава Массовая доля элементов, % (остальное Zn) Способ литья Механические свойства
Al Си Mg i Сумма примесей, не более МПа 6, % НВ, МПа
Н е мен ее
ZnA14A 3,5—4,5 - 0,02—0,06 0,150 к 196 1,2 700
ЦА4о 3,5—4,5 —» 0,02—0,06 0,153 д 256 1,8 700
ЦА4 3,5—4,5 — 0,02—0,06 0,162 д 256 1,8 700
ZnA14CulA 3,5—4,5 0,7—1,3 0,02—0,06 0,090 к 215 1,0 800
ЦА4М1О 3,5—4,5 0,7—1,3 0,02—0,06 0,093 д 270 1,7 800
ЦА4М1 3,5—4,5 0,7—1,3 0,02—0,06 0,102 — — — —
ЦА4М1в 3,5—4,5 0,6—1,3 0,02—0,10 0,172 к, д 196 0,5 650
ZnA14Cu3A 3,5—4,5 2,5—3,7 0,02—0,06 0,090 п 215 1,0 850
ЦА4МЗо 3,5—4,5 2,5—3,7 0,02—0,06 0,094 к 235 1,0 900
ЦА4МЗ 3,5—4,5 2,5—3,7 0,02—0,06 0,102 д 290 1,5 900
Условные обозначения способов литья: П — в песчаные формы; К — в кокиль; Д — под давлением.
86. Рекомендации по применению цинковых литейных сплавов (ГОСТ 25140—82)
Марка сплава Характеристика Область применения
ZnA14A, Хорошая жидкотекучесть, по- Для деталей прибо-
ЦА4о вышеиная коррозионная стойкость, стабильность размеров отливок ров, требующих стабильности размеров
ЦА4 Как для марки ЦА4о, но с меньшей коррозионной стойкостью То же
ZnA1.4CulA Хорошая жидкотекучесть, повышенная коррозионная стойкость, стабильность размеров при естественном старении Для корпусных, арматурных, декоративных деталей, ие требующих повышенной точности
ЦА4М1о Хорошая жидкотекучесть, хорошая коррозионная стойкость, ста ильность размеров при естественном старении То же
ЦА4М1 Как для марки ЦА4М1о, но с меньшей стабильностью размеров »
117
Продолжение табл. 86
Марка сплава X арактеристика Область применения
ZnA14Cu3A Хорошая жидкотекучесть, вы-, сокая прочность, хорошая коррозионная стойкость, изменяемость размеров до 0,5 % Для деталей повышенной прочности
ЦА4МЗо Хорошая жидкотекучесть, высокая прочность, хорошая коррозионная стойкость, изменяемость размеров до 0,5 % То же
ЦА4МЗ Как для марки ЦА4М2о, но с пониженной коррозионной стойкостью » »
87. Химический состав и свойства оловянных баббитов
(ГОСТ 1320—74)
Марка баббита Массовая доля элементов, % (остальное Sn) нв, МПа Температура заливки, °C
Sb Си Прочие Сумма примесей
Б88 7,3—7,8 2,5—3,5 0,8—1,2 Cd 0,15—0,25 Ni 0,260 270—300 380—420
Б83 10—12 5,5—6,5 — 0,559 270—300 440—460
Б83С 9—11 5—6 1,0—1,5 Pb 0,265 270—300 440—460
88. Химический состав оловянных сплавов для литья под давлением
Номер сплава Массовая доля элементов, % (остальное Sn)
Sb Си Pb Сумма примесей
1 9,5—11,5 2,25—3,75 24—27 0,18
2 14—16 1,5—2,5 17—19 0,15
3 12—14 4—6 — 0,45
4 6—7,5 5—5,65 —— 0,55
5 4-5 4—5 — 0,55
6 — 10 10 —
118
И
имический состав и свойства свинцовых баббитов
Эо *имаи1гве BdXxEdauwsx 480—500 лол лол > С ) ь К "d с S TW II V 480—500 450-460 1 И»7Л ОП D 0 Г D 1
ин ‘чхээь -ДяэхояНиЖ 540 о с 790 | 1
% ‘емИеэА БВНИЭИН1Г 0,55 0,55 ш io LO ь- о о о 1
eLlW ‘ЯН О о со СО С О СЧ CD С СО СО ~4 О) С 200 ООП D Ч 0
% ‘9 сч сч^ оо ь- О 1О о о сч —Г —Г о сч"
eLIW ‘НО К 2 5 Ё о о сч о о ь- о
ЭЭ1ГО9 ан *% уээаи -ибн вииАэ 0,66 0,35 л .ггб О СЧ~ СО со ю о о о о о
стальное РЬ) Прочие 0,6—1 As 0,05—0,2 Те 0,1—0,5 Ni; 0,5—0,9 As 0,7—0,9 Na; 0,05—0,2 Al 0,3—0,55 Са; 0,2—0,4 Na; 0,01—0,05 Mg
О) % ‘И01НЭ б to сч сч" ;А 0,1—0,7
! доля элем <3 1 1,5—2 9 К Я сс с > J с 0,7—1,1 1,5—2 1—1,5
Массовая й U 14—16 5.5—6.5 е т: 13—15 16—18
с со СС 1Г ю О 1С 1С V— 1 сг 11—6 1,5—21,1
Марка баббита 4D т-< СО ГЛ J£ СО О И Н ГС и: V 21 ЭЗ о и z
119
£
Оловянные сплавы используют в основном как антифрикционные материалы — баббиты (табл. 87) для изготовления вкладышей подшипников скольжёния и для изготовления фасонных отливок литьем под давлением (табл. 88).
Свинцовые сплавы, используемые в промышленности, делят на три группы: антифрикционные, типографские и припои. Для литейного производства представляют интерес антифрикционные свинцовые сплавы. ГОСТ 1320—74 предусматривает три марки свинцовых баббитов: Б16, БН и БС6. Кроме стандартных сплавов широко применяют свинцовые баббиты с мышьяком и кадмием (Б6) и теллуром (БТ). Кадмий и мышьяк образуют между собой твердое химическое соединение, которое снижает содержание хрупкой фазы, образуемой сурьмой. Теллур вводят для упрочнения свинцовой основы баббита. Для железнодорожного транспорта ГОСТ 1209—78 предусмотрен свинцовокальциевонатриевый сплав БКА.
Химический состав и свойства свинцовых баббитов приведены в табл. 89.
2.9. Шихтовые материалы для получения чугуна и стали
При плавке в качестве шихтовых материалов используют первичные (доменные чугуны, ферросплавы, лигатуры, чистые металлы) и вторичные (отходы, образующиеся в процессе производства и обработки заготовок, а также неисправимый брак изделий) материалы.
Доменные чугуны используют при выплавке чугуна и стали. Технологические требования на передельный чугун регламентирует ГОСТ 805—80. В зависимости от назначения передельный чугун изготовляют марок П1 и П2 для сталеплавильного производства, марок ПЛ1 и ПЛ2 для литейного производства; также получают фосфористый чугун марок ПФ1, ПФ2, ПФЗ и высококачественный марок ПВК1, ПВК2, ПВКЗ.
Химический состав передельных чугунов приведен в табл. 90.
Согласно ГОСТ 4832—80 производят нерафинированный литейный чугун шести марок и рафинированный магнием семи марок (табл. 91). По содержанию марганца литейные чугуны подразделяют на четыре группы, по содержанию фосфора — на пять классов, по содержанию 120
91. Химический состав литейного чугуна (ГОСТ 4832—80)
0,05 1
ее, дл1 рий со 0,04 1
не бол катего СМ со а с 0,010
<л - сч С G 0,005
ч С 1,20 1
ное Fe) классов и Д СО С 0,70 1
осталь для и СП С г- 0,30 1
) % с г; 0,12 До 0,12
ментов < с t: 0,08 До 0,08
доля эле О' с 1,50 1 .
кассовая я групп 1 111 д L? С О СП 0,51- 1,0
Мп дл д с* а 0,50 0,31— 0,50
- с ЕД 0,30 До 0,30
io 3,21—3,60 О СЧ со со СЧ С ОС с о , X Л 2,01—2,40 1,61—2,00 1,21—1,60 3 со СЧ со” о со д со оГ 2,41—2,80 2,01—2,40 1,61—2,00 1,21—1,60 0,81—1,20
и 3,4—3,9 сэ ю со” 3,6—4,1 3,7—4,2 3,8—4,5 3,9—4,4 CD со” 1 со" 3,5—4,0 3,6—4,1 3,7—4,2 3,8—4,3 3,9—4,4 4,0—4,5
внЛ.1 Ль bjicIbw 11? Л2 4 W SIT SIT J16 ЛР1 ЛР2 ЛРЗ ЛР4 ЛР5 ЛР6 ЛР7
122
92. Химический состав валкового чугуна
(ОСТ 1465—80)
Марка чугуна Массовая доля, % (остальное Fe)
с Si Мп S р Сг
Не более
ЧБ1 ЧВ2 3,7—4,4 3,7—4,4 0,1—0,5 0,5—1,0 0,2—0,6 0,2—0,6 0,03 0,03 0,15 0,15 0,04 0,04
серы — на четыре категории. Чугуны рафинированные магнием подразделяют на три группы, два класса и две категории.
Для производства прокатных валков согласно ОСТ 1465—80 предусмотрены две марки специального валкового чугуна (табл. 92).
При выплавке легированных чугунов в вагранках и электропечах используют чушковые титановые (0,3— 1,2 % Ti), титаномедистые (0,3—1,2 % Ti и 2,0— 3,0 % Си) и хромоникелевые (0,40—3,20 % Сг и 0,4— 1,0 % Ni) чугуны. Легированные чугуны в чушках поставляют по ТУ 14-15-4—74 и ТУ 14-15-3—74.
Ферросплавы — важные компоненты шихты, широко используемые при получении обычных и особенно легированных марок сталей и чугунов.
Ферросилиций (табл. 93) наиболее часто применяют при выплавке и виепечной обработке чугуна и стали для
93. Химический состав ферросилиция (ГОСТ 1415—78)
Массовая доля элеме нтов, % (остальное Fe)
Марка ферросилиция Si Al Мп Сг S р
Не более
ФС92 ФС90 ФС75 ФС75л ФС65 ФС45 ФС25 ФС20 ФС20л >92,0 >84,0 74,0—80,0 74,0—80,0 63,0—68,0 41,0—47,0 23,0—27,0 19,0—23,0 19,0—23,0 2,5 3,5 2,5 2,5 2,0 1,0 1,0 1,0 0,2 0,2 0,4 0,3 0,4 0,6 0,9 1,0 1,0 0,2 0,2 0,4 0,3 0,4 0,5 1,0 0,2 0,02 0,02 0,02 0,02 0,02 0,02 0,02 0,02 0,02 0,03 0,03 0,05 0,05 0,05 0,05 0,06 0,10 0,20
123
94. Химический состав ферромарганца
(ГОСТ 4755—80)
Массовая доля элементов. % (остальное е)
Марка ферромарганца Мп, с Si р S
не менее Не бо л ее
Низкоуглеродистый
ФМиО,5 85,0 0,5 2,0 0,30 0,03
Среднеуглер одистые
ФМн1,0А 85,0 1,0 1,5 0,10 0,03
ФМн1,0 85,0 1,0 2,0 0,30 0,03
ФМн1,5 85,0 1,5 2,5 0,30 0,03
ФМн2,0 75,0 2,0 2,0 0,35 0,03
Высокоуглеродистые
ФМн78А 78,0—82,0 7,0 2,0 0,05 0,03
ФМн78 78,0—82,0 7,0 2,0 0,35 0,03
ФМн78К 78,0—82,0 7,0 1,0 0,35 0,03
ФМн75АС6 75,0 7,0 6,0 0,45 0,03
ФМн75С4 75,0 7,0 4,0 0,45 0,03
ФМн75С9 75,0 6,0 9,0 0,45 0,03
ФМн75 75,0 7,0 1,0 0,45 0,03
ФМн70 70,0 7,0 2,0 0,55 0,03
отливок. Низкокремнистые марки используют для подшихтовки в процессе плавки, высококремнистые — для раскисления сталей и модифицирования чугунов.
При выплавке чугунов для подшихтовки и для раскисления сталей используют ферромарганец (табл. 94).
При выборе сплава с марганцем для целей легирования следует учитывать одновременно содержание углерода и фосфора. Для получения низкоуглеродистых сталей с низким содержанием фосфора вводят в шихту дорогостоящие низкоуглеродистые сплавы, вплоть до металлического марганца (табл. 95). При производстве комплекснолегированных сталей во многих случаях оказывается целесообразным использование силикомарганца (табл. 96). Силикокальпий (табл. 97) эффективен для раскисления сталей и модифицирования чугунов.
При производстве легированных сталей и чугунов используют ферросиликохром (табл. 98), феррохром (табл. 99), ферровольфрам (табл. 100), феррониобий (табл. 101), феррованадий (табл. 102), ферромолибден (табл. 103), ферротитан (табл. 104), феррофосфор, ферробор, силикобарий и др.
124
95. Химический состав марганца металлического (ГОСТ 6908—82)
ЕЕ менее 1 1 1 1 1 ООО О СО СО о о о о о о М'Ом^с'Г
| Al+Ca+Mg 1 1 1 О ООО 1 1 о" о о о о
О' СС </) со со о ОО— ООО Ю LO ТО ОО О^ ООО СО СО о О О ООО Ю lQ ю ю ю О ООО о О О ООО
доля элементе: IX Ю О о о о ООО ю г- т-оо о ООО о о—« — ООО ООО Ю ТО Г- г- г-о оо оо о о о о о
I Си более 1 1 1 со со со ООО о о о" 1 1 СО со со со со оо оо о ООО оо
«3 и о о о Z Не 1 1 1 СЧ СЧ СЧ ООО ООО 1 1 сч сч сч сч сч О ООО о оо о оо
g ЭД 1 1 1 СО ОО ОО счсч"сч 1 1 СО^СО СО ОО со сч сч" сч сч" сч"
1 Si 1 1 1 1 О' СОСО о-я Г 1 1 со со со со со о о —"
О СЧ О О О — ООО О ОТО ООО сч xf о оо-^ о" о" о о о о о о ООО о о
Мп, | не менее то СП СО г- О СП о О О СП ю ою ФЮ со О СП о ООО со" со сч О СП СП ТОЮ ООО сс с n d СО СП 00 СО СП
Способ производства 1 Электролитический с сглек. 1 ри тер ми че-СКИЙ 1 < ftO U 1 П р VD О. П П. С электролитического Азотирование электротермического
Марка марганца о о ООО СХ СХ СХ. £££ о —«сч — сх схсх с П с с с S i’ljJUVVl 1U МрООНб МрОНб <<[ДЩ to -d- СО О1 ЖЖЕЕЕ
Примечание. Марки Мр ООО и Мр 000Н6 применяются только в договорно-правовых отношениях.
125
06. Химический состав силикомарганца (ГОСТ 4756—77)
Марка си- Массовая доля элементов, % (остальное ре)
S
ликомар- Si Мп, с р
не менее Не более
СМн26 >26,0 60,0 0,2 0,05 0,03
СМн20 20,0—25,9 65,0 1,0 0,10 0,03
СМи 17 17,0—19,0 65,0 1,7 0,10 0,03
СМн 14 14,0—16,9 65,0 2,5 0,25 0,03
СМнЮ 10,0—13,9 65,0 3,5 0,35 0,03
97. Химический состав силккокальция (ГОСТ 4762—71)
Марка си-лнкокальция Массовая доля элементов, % (остальное Si)
Са Ге А1 С, не более р
скю 10,0—15,0 >25,0 1,0 0,2 0,02
СК 15 15,0—20,0 >20,0 1,0 0,2 0,20
СК20 20,0—25,0 ==515,0 2,0 1,0 0,40
СК25 25,0—30,0 sglO.O 2,0 0,5 0,04
скзо >30,0 s=6,0 2,0 0,5 0,04
98. Химический состав ферросиликохрома (ГОСТ 11861—77)
Марка ферросиликохрома Массовая доля элементов, % (остальное Fe)
Si Сг, не меиее с р S
Не юл ее
ФСХ13 10,0—16,0 55,0 6,0 0,04 0,03
ФСХ20 16,0—23,0 48,0 4,5 0,04 0,02
ФСХ26 23,0—30,0 45,0 3,0 0,03 0,02
ФСХЗЗ 30,0—37,0 . 40,0 0,9 0,03 0,02
ФСХ40 37,0—45,0 35,0 0,2 0,03 0,02
ФСХ48 >45,0 28,0 0,1 0,03 0,02
126
99. Химический состав феррохрома (ГОСТ 4757—79)
Массовая доля элементов, % (остальное Fe)
Марка феррохрома Сг, не менее с Si Р S
Низкоуглеродистые
ФХ001А 68,0 0,01 0,8 0,02 0,02
ФХ001Б 68,0 0,01 0,8 0,03 0,02
ФХ002А 68,0 0,02 1,5 0,02 0,03
ФХ002Б 68,0 0,02 1,5 0,03 олз
ФХ003А 68,0 0,03 1,5 0,02 0,03
ФХ003Б 68,0 0,03 1,5 0,03 0,03
ФХ004А 68,0 0,04 1,5 0,02 0,03
ФХ004Б 68,0 0,04 1,5 0,03 0,03
ФХ005А 65,0 0,05 1,5 0,03 0,03
ФХ005Б 65,0 0,05 1,5 0,05 0,03
ФХ006А 65,0 0,06 1,5 0,03 0,03
ФХ006Б 65,0 0,06 1,5 0,05 0,03
ФХ010А 65,0 0,10 1,5 0,03 0,03
ФХ010Б 65,0 0,10 1,5 0,05 0,03
ФХ015А 65,0 0,15 1,5 0,03 0,03
ФХ015Б 65,0 0,15 1,5 0,05 0,03
ФХ025А 65,0 0,25 2,0 0,03 0,03
ФХ025Б 65,0 0,25 2,0 0,05 0,03
ФХ050А ' 65,0 0,50 2,0 0,03 о;оз
ФХ050Б 65,0- 0,50 2,0 0,05 0,03
Среднеуглеродистые
ФХ100А 65,0 1,0 2,0 0,03 0,04
ФХ100Б 65,0 1,0 2,0 0,05 0,04
ФХ200А 65,0 2,0 2,0 0,03 0,04
ФХ200Б 65,0 2,0 2,0 0,05 0,04
Высокоуглеродистые
ФХ650А 60,0 6,5 2,0 0,03 0,06
ФХ650Б 60,0 6,5 2,0 0,05 0,08
ФХ800А 60,0 8,0 2,0 0,03 0,06
ФХ800Б 65,0 8,0 2,0 0,05 0,08
Азотированные
ФХН100А 60,0 0,06 1,0 0,02 0,03
ФХН100Б 60,0 0,06 1,0 0,03 0,03
ФХГ1400А 60,0 0,06 1,0 0,03 0,04
ФХН400Б 60,0 0,06 1,0 0,04 0,04
ФХН600А 60,0 0,03 1,0 0,03 0,04
ФХН600Б 60,0 0,03 1,0 0,04 0,04
127
'О' гсггссдя Ф». со to •— о Марка феррониобия 101. Химически! О О О в* G G W D3 D3 W W W & о -о -о со да О О О СП о о to to to Марка ферровольфрама 100. Химический состав ферровольфрама (ГОСТ 17293—82)
сл СП СИ СП О О СП сл Woooc О о ООО о о о о Nb + Та Массовая доля элементов, % (остальное Fe)
(X -о <! СО да о о о да о о о о о о о W, . не менее Массовая доля элементов, % (остальное Fe)
1,5 3,0 1,5 0,10 0,03 0,10 1,5 3,0 1,5 0,10 0,05 0,15 — 2,0 6,0 3,0 0,25 0,05 — 0,40 15,0 5,0 8,0 0,20 0,05 0,20 — 25,0 8,0 — 0,50 0,10 0,50 J Не более Si Al Ti С | S J д | Б -5 й состав феррониобия (ГОСТ 16773—71) 6 0 0,2 0,8 0,10 0,03 0,02 4,0 70 0,2 1,0 0,15 0,04 0,04 5,0 70 0,3 2,0 0,30 0,06 0,06 6,0 1 5 0,4 0,5 0,30 0,04 0,08 — 20 0,5 0,8 0,50 0,06 0,10 — 60 0,6 1,2 0,70 0,10 0,15 — Не более Мо Мп Si С Р S AI
Могилев Б. К., Лев О.
103. Химичёский состав ферромолибдена (ГОСТ 4759—79)
Массовая доля элементов, % (остальное Fe)
Марка ферромолибдена Мо, не менее Примеси, не более
W Si с Р S Си As Sn Sb Pb Zn Bi
ФМобО 60,0 0,3 0,8 0,05 0,05 0,10 0,5 0,02 0,01 0,01 0,01 0,01 0,01
ФМо58 58,0 0,5 1,0 0,08 0,05 0,12 0,8 0,03 0,02 0,02 0,01 0,01 0,01
ФМо55А 55,0 0,5 1,0 0,08 0,08 0,12 0,8 — 0,02 0,02 — ,—
ФМо55Б 55,0 0,8 1,5 0,10 0,10 0,15 1,0 0,05 0,05 . .
ФМо52 52,0 1,0 5,0 0,50 0,10 0,20 1,0 — — — — — —
104. Химический состав ферротитана (ГОСТ 4761—80)
Марка ферротитана Массовая доля элементов, % (остальное Fe)
Ti, не менее А1 Si с р S Си V Мо Zn Sn
Не более
ФТи68 ФТи65 ФТи40А ФТи40Б ФТи35 ФТиЗОА ФТиЗОБ ФТиЗО ФТи25А ФТи25Б ФТи20 ФТи20А 68,0 65,0 40,0 40,0 35,0 28,0—37,0 30,0 30,0 25,0 25,0 20,0 20,0 5,0 5,0 9,0 9,0 8,0 8,0 9,0 14,0 8,0 9,0 8,0 15,0—35,0 0,5 1,0 5,0 6,0 5,0 4,0 6,0 8,0 5,0 7,0 6,0 15,0—35,0 0,20 0,40 0,10 0,15 0,10 0,12 0,15 0,20 0,10 0,20 0,20 1,00 0,05 0,05 0,05 0,08 0,07 0,04 0,08 0,07 0,05 0,08 0,15 0,08 0,05 0,05 0,05 0,10 0,05 0,03 0,05 0,07 0,05 0,08 0,08 0,03 0,2 0,4 0.2 3,0 0,1 0,4 2,0 3,0 0,1 3,0 3,0 0,6 3,0 0,5 0,8 0,8 0,8 1,0 0,6 2,5 0,5 0,5 0,4 0,5 1,0 0,6 2,0 0,3 0,2 0,2 0,2 0,7 0,10 0,15 0,05 0,05 0,01 0,05 0,08
Примечание. Ферротитан марки ФТиЗОА высшей категории качества, остальные первой категории.
105. Химический состав алюминия вторичного для раскисления (ГОСТ 2S5—79Е)
Марка алюминия Массовая доля элементов, %
Al + Mg Примесн, не более
Всего, не менее В том числе магния, не более Си Zn Si Pb Sn Всего примесей
АВ 97 97,0 0,1 о,1 0,1 0,1 0,1 о,1 3,0
АВ 92 92,0 3,0 3,0 0,8 1,0 0,2 0,1 8,0
АВ 91 91,0 3,0 3,0 0,8 3,0 0,3 0,2 9,0
АВ 88 . 88,0 3,0 4,0 3,0 4,0 0,5 0,5 12,0
АВ 86 86,0 3,0 4,0 3,5 5,0 0,5 0,5 14,0
106. Вторичные черные металлы, используемые в качестве металлической шихты в плавильных агрегатах литейных цехов (ГОСТ 2787—86)
Категория Вид Номер вила Общее обозначение Плавильный агрегат
А, Б А, Б Л, Б А, Б А, Б А, Б А, Б А А А, Б А А, Б Стальные / Стальные лом и отходы № 1 Стальные лом и отходы № 2 Стальные лом и отходы № 3 Шихтовые слитки Брикеты из стальной стружки Пакеты Ns 1 Пакеты № 2 Пакеты № 3 Пакеты Ns 4 Стальные канаты и проволока Стальная стружка Ns 1 Стальная стружка № 2 лом 1 2 3 4 7 8 9 10 И 12 13 14 и отходы 1А, 1Б 2А, 2Б ЗА, ЗБ 4А, 4Б 7А,' 7Б 8А, 8Б 9А, 9Б 10А НА 12А, 12Б 13А 14А, 14Б дсп, ист, в дсп МП ДСП МП, ДСП, в МП, ДСП МП, ДСП МП, ДСП МП МП дсп, ист, ичт МП
130
Продолжение табл. 1-06
Категория Вид Номер вида Общее обозначение Плавильный агрегат
А, Б Чугунные Чугунные лом и отхо- ЛОМ 16 и отходы 16А, 16Б ИЧТ, в
А ды № 1 Чугунные лом и от- 17 17А ИЧТ, в
А ходы № 2 Брикеты из чугунной стружки Чугунная стружка 20 20А в
А, Б 21 21А, 21Б МП, ДСП, ИЧТ
У с л о в н ы е обозначения плавильных агрегатов: ’ ДСП — дуговая сталеплавильная печь; ИСТ — индукционная сталеплавильная тигельная печь высокой частоты; В — вагранка; МП — мартеновская печь; ИЧТ — индукционная чугуноплавильная тигельная печь промышленной частоты.
В качестве модификаторов для измельчения структуры чугуна обычно используют ферросилиций, силикокаль-ций, силикобарий и др. Для получения шаровидного графита в чугуне его модифицируют металлическим магнием или лигатурами, содержащими магний, кальций, РЗМ.
В ряде случаев, особенно при выплавке высоколегированных сталей и чугунов, находят применение чистые металлы (никель, медь, алюминий, магний и ДР-)-
Для раскисления сталей широко используют вторичный алюминий (табл. 105), который выпускают в виде чушек или гранул.
Вторичные черные металлы должны соответствовать требованиям ГОСТ 2787—86 (табл. 106). Их подразделяют:
на классы по содержанию углерода (стальные лом и отходы, чугунные лом и отходы);
на категории по наличию легирующих элементов (А — углеродистые, Б — легированные);
на 25 видов по показателям качества;
на 67 групп по содержанию легирующих элементов.
5 131
2.10. Шихтовые материалы для получения цветных сплавов
Для получения литейных сплавов цветных металлов используют лом и отходы, чистые металлы, сплавы в чушках, лигатуры.
Лом и отходы цветных металлов должны соответствовать требованиям ГОСТ 1639—78 (табл. 107). Их классифицируют по наименованиям металлов, физическим признакам (на классы), химическому составу (на группы и марки сплавов), по показателям качества (на сорта). Для каждого материала группа определяет предельное содержание основного элемента и количество примесей в ломе. Сорт определяет вид лома (проволока, обрезь, трубы, листы), степень его засоренности посторонними предметами (фарфор, черные металлы и др.), размеры и массу пакетов.
При приготовлении медных сплавов в качестве основных шихтовых материалов используют чистую медь
107. Лом и отходы цветных металлов и сплавов (ГОСТ 163S—78)
Металл Класс Группя Сорт
Алюминий и алюминиевые сплавы Магний и магниевые сплавы Медь и сплавы на медной основе А — лом и кусковые отходы Б — стружка Г — прочие отходы А, Б и Г — лом и отходы А — лом и кусковые отходы Б — стружка Г — прочие отходы I II, HI, IV, V VI, VII, VIII, IX X I—IX X I (подгруппы 1, 2, 3) I 11 111, IV V—VIII IX X—XII XIII I—XII XIII 1—3 1, 2, 2а, 3, За, 4 1, 2, 2а, 3 1. 2 1—4 1, 2 1—3 1—4 1—4 1—3 1. 2, 2а, 3, За, 4 1, 2, 2а, 3 1—4 1. 2, 2а, 3 1—3 1, 2 1—3
132
t
Продолжение табл. 107
Металл Класс Группа Сорт
Никель и никеле- А — лом и куско- 1 1—3
вне сплавы вые отходы II 1, 2, 2a, 3
III 1, 2, 2a, 3, 4
IV 1
Б — стружка 1—III 1—3
IV 1, 2
Г — прочие от- 1—3
ХОДЫ
Олово и оловян- А — лом и куско- 1 1, 2
носвинцовые вые отходы II 1—3
сплавы III 1
АК — лом и от- I 1, 2, 2a, 3, 3a
ходы белой жести II 1
и луженой тары
Б — стружка 1—11 1, 2
III 1
Г — прочие от- — 1—3
ХОДЫ
Свинец и свинцо- А — лом н куско- I 1, 2
вые сплавы вые отходы 11 1—3
III 1, 2
IV 1
АЛ — лом и от- I 1—4, 4a, 5
ходы свинцовых 11 1, 2
аккумуляторов
Б — стружка 1 1, 2
11 1
Г — прочие от- — 1, 2
ХОДЫ
Титан и титане- А — лом и куско- I—111 1, 2
вые сплавы вые отходы IV 1
Б — стружка I—III 1, 2
IV 1
3 — листовая об- 1—111 1—3
резь IV 1
Г — прочие от- —— —
ХОДЫ
Цинк и цинковые А — лом и куско- I—III 1, 2
сплавы вые отходы
Б — стружка I—II III 1, 2 1
Г — прочие от- I 1—3
ХОДЫ II 1, 2
III 1
Металлы всех ви- Лом сложный I, II, III, 1, 2
ДОС. IV
V 1
VI 1—3
Лом бытовой I-VI —
133
10S. Химический состав меди (ГОСТ 859—78)
Массовая доля элементов, %
Марка меди Cu + Ag, не менее Примеси, не более
Bi Sb As Fe Ni Sn Pb s o Zn P
МВЧк 99,993 0,0002 0,0006 0,0005 к 0,0005 катоды 0,0006 0,0005 0,0005 0,002 0,0007 0,0005
МООк 99,99 0,0005 0,001 0,001 0,001 0,001 0,001 0,001 0,002 — 0,001 0,001
МОку 99,97 0,0005 0,001 0,001 0,001 0,001 0,001 0,002 0,002 0,015 0,001 0,001
МОк 99,95 0,001 0,002 0,002 0,004 0,002 0,002 0,003 0,004 0,02 0,003 0,002
М1к 99,9 0,001 0,002 0,002 0,005 0,002 0,002 0,005 0,004 0,05 0,004 —
Слитки и полуфабрикаты
M006 99,99 0,0005 0,001 0,001 0,001 0,001 0,001 0,001 0,002 0,001 0,001 0,0005
M06 99,97 0,001 0,002 0,002 0,004 0,002 0,002 0,003 0,003 0,001 0,003 0,002
M16 99,95 0,001 0,002 0,002 0,004 0,002 0,002 0,004 0,004 0,003 0,003 0,002
Mly 99,9 0,0005 0,002 0,001 0,005 0,002 0,001 0,004 0,004 — 0,004 —•
Ml 99,9 0,001 0,002 0,002 0,005 0,002 0,002 0,005 0,004 — 0,004 —
Mlp 99,9 0,001 0,002 0,002 0,005 0,002 0,002 0,005 0,005 0,01 0,005 0,002—0,012
М1Ф 99,9 0,001 0,002 0,002 0,005 0,002 0,002 0,005 0,005 — 0,005 0,012—0,06
M2p 99,7 0,002 0,005 0,01 0,05 0,2 0,05 0,01 0,01 0,01 — 0,005—0,06
M3p 99,5 0,003 0,05 0,05 0,05 0,2 0,05 0,03 0,01 0,01 — 0,05—0,06
М2 99,7 0,002 0,005 0,01 0,05 0,2 0,05 0,01 0,01 0,07 — —
М3 99,5 0,003 0,05 0,01 0,05 0,2 0,05 0,05 0,01 0,08 — —
109. Маркировка и химический состав оловянных бронз в чушках (ГОСТ 614—73)
Марка бронзы Число и цвет маркировочных полос Массовая доля элементов, % (остальное Си)
Sn Zn Pb Ni Примеси *, не более
Al Si N’i Сумма
БрО5Ц6С5 Одна красная 4,1—6,0 4,5—6,5 4,0—6,0 0,05 0,05 1,0 1,3
Бр03Ц13С4 Одна зеленая 2,1—3,5 9,0—16,0 3,0—6,0 —— 0,02 0,02 2,0 1,3
БрОЗЦ8С4Н1 Одна черная 2,6—4,0 7,0—10,0 3,0—6,0 0,5—2,0 0,02 0,02 — 1,3
БрО4Ц7С5 Одна синяя 3,1-5,5 6,5—9,0 4,0—7,0 — 0,05 0,05 2,0 1,3
* В бронзах всех марок содержится до 0,15% As; до 0,08 % S; до 0,02 % Mg; до 0,5 % Sb; до 0,4 % Fe; ДО 0,1 % Р.
ПО. Маркировка и химический состав безоловянных бронз в чушках (ГОСТ 17328—78Е)
Марка бронзы Число и цвет маркировочных полос Массовая доля элементов, % (остальное Си)
А1" Fe Мп Примеси », не более
As Sn Ni Pb p Zn Mn Сумма
БрАЮЖЗр БрАЮЖЗ БрА10ЖЗМц2 Две черные и одна белая Одна черная и одна белая Одна черная и две белые 8,5—10,5 8,5—10,5 9,0—11,0 2,0—4,0 2,0—4,0 2,0—4,0 1,3—3,0 0,05 0,05 0,01 0,2 0,2 0,1 1,0 1,0 0,5 о,1 0,3 0,1 0,1. 0,1 0,03 1,0 1,3 1,1 0,5 0,5 1,7 2,4 1,7
« * В бронзах всех марок содержится до 0,05 % Sb; до 0,2 % Si,___________________________________________
111. Маркировка и химический состав литейных латуней в чушках (ГОСТ 1020—77Е)
Марка Число и цвет маркировочных полос Массовая доля элементов, % (остальное Zn)
Си Pl Si Mr Fe Ar Й О £• а> К g
лс Одна белая 56,0— 61,0 0,8— 1.9 —- — — — 2,0
ЛСд Две белые 57,0— 61,0 0,8— 1,5 — —— — — 1,5
лос* Белая, черная, белая 60,0— 75,0 1,0— 3,0 — — — — 1,6
ЛК1 Белая, красная, белая 78,0— 81,0 — 3,0— 4,5 — — — . 2,4
ЛК2 Белая и две красные 76,0— 81,0 — 1,9— 2,8 — — — 2,5
лкс Белая, красная, черная 76,0— 81,0 2,0— 4,0 2,5-4,5 — — — 2,0
ЛМцС Одна белая и одна синяя 56,0— 60,0 1,5— 2,5 — 1,8— 2,5 — — 2,2
ЛМцЖ Одна белая и одна зеленая 53,0— 58,0 — — 3,0— 4,0 0,5— 1,5 — 1,7
ЛА Одна белая и одна желтая 63,0— 68,0 — — — i 2,2— 3,0 2,6
ЛАЖМц Одна белая и одна коричневая 63,0— 70,0 — 1,5— 3,0 2,0— 4,0 4,0— 7,0 1,8
* Массовая доля Sn 0,5—1,5%,
136
112. Лигатуры, применяемые при планке медных сплавов
Лигатура Массовая доля элементов, % Температура плавления, °C
Медно-марганцевая 73 Си; 27 Мп 860
Медно-бериллиевая 85—93 Си; 15—7 Be 900
Медио-железная 90—95 Си; 10—5 Fe 1450
Медно-кремиистая 84 Си; 16 Si 75 Си; 25 Si 800 1000
Медно-су р ьм я ниста я 50 Си; 50 Sb 680
Медно-оловянная 50 Си; 50 Sn 780
Медно-никелевая 67—85 Си; 15—33 Ni 1050—1250
Медно-алюминиевая 50 Си; 50 А1 580
Алюмин и ев о-медно-марганцевая 50 А1; 40 Си; 10 Мп 650
Ал юм и ниево-медно-ни целевая 50 А1; 40 Си; 10 Ni 670
Алюминиевомедно-желез-ная 70 Al; 20 Си; 10 Fe 830
Медно-фосфористая 90—93 Си; 7—10 Р 900—1020
137
113. Маркировка и химический состав алюминия первичного (ГОСТ 11069—74)
Марка алюминия Число, цвет и расположение маркировочных полос Массовая доля элементов, %
Ai, не менее Примеси, не более
Fe Si Си Zn Ti Прочих примесей, каждой в отдельности Сумма
Алюминий особой чистоты
А999 А995 Не наносят 99,999 Алюмини 99,995 И высокой 0,0015 - чистоты 0,0015 - 0,001 0,001 0,001 — 0,001 0,001 0,005
Одна зеленая продольная и
А99 одна зеленая Две зеленые поперечная продольные и 99,990 0,003 0,003 0,003 0,003 0,002 0,001 0,01
А97 одна зеленая Три зеленые поперечная продольные и 99,970 0,015 0,015 0,005 0,003 0,002 0,002 0,030
А95 одна зеленая поперечная Четыре зеленые продольные 99,950 0,030 0,030 0,015 0,005 0,002 0,005 0,050
А85 и одна зеленая поперечная Одна голубая Алюмини 99,850 й тех ни чес 0,080 :кой чисто 0,060 ТЫ 0,010 0,020 0,010 0,020 0,150
А8 Две голубые 99,800 0,120 0,100 0,010 0,040 0,020 0,020 0,200
А7 Одна белая 99,700 0,160 0,160 0,010 0,040 0,020 0,020 0,300
А7Е Три белые 99,700 0,200 0,080 0,010 0,040 0,010 0,020 0,300
А6 Две белые 99,600 0,250 0,200 0,010 0,060 0 030 0,030 0,400
А5 Одна квасная 99,500 0,300 0,300 0,020 0,060 0.030 0,030 0,500
А5Е Одна желтая 99,500 0,360 0,120 0,020 0,040 0,010 0,020 0,500
АО Две красные 99,000 0,500 0,50 0,020 0,080 0,030 0,030 , 1,000
114. Маркировка н химический состав алюминиевых литейных сплавов в чушках (ГОСТ 1583—73)
Марка сплава Число и цвет вертикальных маркировочных полос или фйгур на чушках Массовая доля элементов, % (остальное А!)
Mg Si Мп Си Прочие Примеси, не более
АК7 Одна белая и одна красная 0,2—0,5 6,0—8,0 —. — — 3,6
АК7п Одна белая и две красных 0,2—0,5 6,0—8,0 — — —— 3,6
АК9 Одна белая и одна желтая 0,2—0,4 8,0—11,0 — — —— 2,4
АК9с Красный треугольник . 0,2—0,35 8,5—10,5 0,2—0,5 — — 1,35
АК12 Одна белая и одна коричневая — 10,0—13,0 — — — 3,8
АК4М4 Одна белая и одна синяя —- 3,0—5,0 0,2—0,6 3,5—5,0 — 3,8
АК5М2 Одна черная и одна синяя 0,2—0,8 4,0—6,0 0,2—0,8 1,5—3,5 — 1,8
АК5М2п Одна черная, одна синяя и одна красная 0,2—0,8 4,0—6,0 0,2—0,8 1,5—3,5 — 1,8
АК5М7 Одна черная и одна красная 0,3—0,6 4,5—6,0 — 6,0—8,0 — 2,6
АК6М7 Одна черная и одна зеленая 0,2—0,5 5,0—6,0 0,3—0,5 6,5—7,5 — 1,7
АК7М Одна черная и одна желтая 0,2—0,5 6,5—8,0 0,2—0,6 1,0—2,0 — 2,6
АК7М2 Две черные 0,2—0,6 6,0—8,0 0,2—0,6 1,5—3,0 — 1,6
АК7М2п Одна коричневая и одна красная 0,2—0,6 6,0—8,0 0,2—0,6 1,5—3,0 — 1,6
АК8МЗ Одна коричневая и одна синяя 0,2—0,6 7,0—8,5 0,2—0,5 2,5—4,5 — 2,4
АК9М2 Одна желтая и одна коричневая 0,2—0,8 8,5—10,5 0,2—0,5 1,0-2,5 — 2,5
АК4М2Ц6 Две синие — 3,6—5,5 0,4—0,7 1,6—3,0 — 2,1
АК12ММгН Две черные и одна белая 0,8—1,3 11,0—13,0 — 0,8—1,5 0,8—1,3 Ni 1,2
АК12М2МгН Одна белая и одна черная 0,8—1,3 11,3—13,0 0,3—0,6 1,5—3,0 0,8—1,3 Ni; 0,05—0,2 Ti 1,2
АК21М2,5Н6,5 Три черные 0,3—0,6 20,5—22,5 0,2—0,4 2,2—3,0 2,2—2,8 Ni; 0,1—0,3 Ti; 0,2—0.4 Cr 0,7
115. Маркировка и химический состав силумина в чушках (ГОСТ 1521—76)
Марка силумина Цвет маркировочной буквы «С» на торце чушки Массовая доля элементов, % (остальное А1)
Si Примеси не более
Fe Мп Са Ti
СИЛ-00 Синий 10—13 0,20 0,05 0,07 0,05
СИЛ-0 Белый 10—13 0,35 0,10 0,10 0,10
СИЛ-1 Красный 10—13 0,50 0,50 0,10 0,15
СИЛ-2 Черный 10—13 0,70 0,50 0,20 0,20
* В силуминах всех марок содержится до 0,03 % Си;до 0 ,08% ZnM
116. Лигатуры, применяемые при плавке алюминиевых сплавов
Лигатура Массовая доля элементов, % Г-е мп ер а тур a плавления, °C
Алюминиево-кремнистая 85—88 А1; 12—15 Si 620—660
Алюминиево-медная 50—55 Al; 45—50 Си 570—600
Алюминиево-магниеваи 89—91 Al; 9—11 Mg 560—640
Алюминиево-марганцевая 89—91 Al; 9—11 Мп 770—830
Алюминиево-бериллиевая 97—95 Al; 3—5 Be 700—800
Алюминнево-никелевая 89—91 Al; 9—11 Ni 680—730
Алюмнниево-железная 89—91 Al; 9—11 Fe 800—850
Алюминиево-титановая 97—95 Al; 3—5 Ti 680—720
117. Химический состав магния первичного в чушках (ГОСТ 804—72)
Марка магния Массовая доля элементов, %
Mg, не менее Примеси, не более
Fe Si Ni Си Al Мп С!
Мг96 99,96 0.004 0,005 0,0020 0,002 0,006 0,004 0,00 >
Мг95 99,95 0,004 0,005 0,0007 0,003 0,007 0,010 0,005
Мг90 99,90 0,040 0,010 0,0010 0,005 0,020 0,040 0,005
118. Лигатуры, применяемые при плавке магниевых сплавов
Лигатура Массовая доля элементов. % Температура плавлення. °C
Алюминиево-бериллиевая Ал юми н иево-магн иево-бе-риллиевая Магниево-марганиевая Магниево-кальциевая Ал юми н нево-ма рга н цева я 95—97 А1; 3—5 Be 62—65 Al; 32—35 Mg; 2—3 Be 96—98 Mg; 2—4 Мп 75 Mg; 25 Ca 89—91 Al; 9—11 Mn 700—800 600 700—800 550—600 770—830
140
142
122. Химический состав олова (ГОСТ 860—75)
Марка олова Массовая доля элементов, %
Sn, не менее Примеси, не более
As Fe Cu Pb Bi Sb s Сумма
О1 пч 99,915 0,01 0,009 0,01 0,0025 0,010 0,015 0,008 0,085
01 99,900 0,010 0,009 0,01 0,04 0,015 0,015 0,008 0,100
02 99,565 0,015 0,02 0,03 0,25 0,050 0,050 0,016 0,435
03 98,490 0,030 0,02 0,10 1,00 0,060 0,300 0,020 1,510
04 96,430 0,050 0,02 0,10 3,00 0,100 0,300 0,020 3,570
Примечание. Изготовляют также олово особой чистоты марки ОВЧ-ООО, в котором содержание примесей меньше на 1—2 порядка. В остальных марках ограничено содержание циика и алюминия по 0,002 % каждого.
123. Химический состав свинца (ГОСТ 3778—77Е)
Марка свинца Массовая доля элементов, % Марка свинца Массовая доля элементов, %
Pb, не менее Прнмеси, не более РЬ, не менее Примеси, не более
co 99,992 0,008 С2 99,950 0,050
C1C 99,990 0,010 СЗ 99,900 0,100
Cl 99,985 0,015 СЗС 99,500 0,500
C2C 99,970 0,030
(табл. 108) и стандартные сплавы в чушках: бронзы оловянные (табл. 109) и безоловянные (табл. ПО), латуни (табл. 111). Легирование медных сплавов чаще всего осуществляется лигатурами (табл. 112), реже — чистыми металлами.
Основными шихтовыми материалами для выплавки алюминиевых сплавов являются алюминий первичный (табл. 113), стандартные алюминиевые сплавы в чушках (табл. 114), силумины в чушках (табл. 115), лигатуры (табл. 116) и чистые металлы.
Магниевые сплавы приготовляют из первичного магния (табл. 117) с добавками лигатур (табл. 118) и других компонентов, но чаще используют стандартные магниевые сплавы (табл. 119), поставляемые заводами цветной металлургии.
Чистые металлы: никель (табл. 120), цинк (табл. 121), олово (табл. 122), свинец (табл. 123) — являются основой
143
при приготовлении соответствующих сплавов, а также при легировании многих цветных сплавов на основе меди, алюминия, магния и др.
2.11. Флюсы
Флюсы — это минеральные вещества или их смеси, добавляемые в шихту в целях удаления из металла остатков топлива, оксидов, вредных примесей в виде шлака,
а также понижения температуры плавления шлака, изменения его вязкости и жидкотекучести. В ряде случаев флюсы предохраняют металл от окисления, рафинируют его, способствуют регулированию образования шлака
в процессе плавки.
При плавке чугуна в вагранках в качестве флюсов чаще всего используют известняк и основной мартеновский шлак (табл. 124).
Для получения чугуна с повышенным содержанием фосфора применяют апатитонефелиновую руду [Са3(РО4)2].
Резкого понижения вязкости и температуры плавления
шлака можно достичь введением в шихту плавикового шпата марок ФК (флюорит кусковой сортированный), ФГ (концентрат гравитационный), ФО (окатыши обожженные). В зависимости от содержания CaF2 и SiO2 плавиковый шпат делят на три сорта:
Сорт.................................
CaF2, %, не менее ...................
SiO2, %, не более....................
I
92
5
Il III
82 25
20 Не лимитируется
124. Химический состав и кусковатость флюсов, применяемых при плавке чугуна в вагранке
Флюс Массовая доля компонентов, % Кусковатость, мм
СаО, не менее ° р
Не ( >о.пее
Известняк: 1-го сорта 52,0 1,75 0,02 25—100
2-го сорта 50,0 3,0 0,04 25—100
3-го сорта 49,0 4,0 0,04 25—100
Мартеновский шлак 40,0 * 25 0,9 —
* В сумме с оксидом магния.
Примечание.' Количество кусков размером менее 70 мм должно быть до 5 %, более 150 мм — до 5 %.
144
125. Состав покровных и рафинирующих флюсов для медных сплавов
Флюс Массовая доля компонентов, % Назначение
Покровный 41—47 SiO2; 25—32 МпО2; 10—15 Na2O; 11—14 А12О3 50 SiO2; 30 Na2B4O7; 20 CaO 10—30 SiO2; 90—70 Na2B4O7 50Na2CO3; 50 боя стекла 30 SiO2; 30 Na2CO3; 40 CaF 50 Na2CO3; 50 CaF2 Для оловянных бронз в печах с шамотной футеровкой То же Для оловянных бронз в печах с магнезитовой футеровкой Для алюминиевых бронз Для кремнистых и простых латуней То же
Рафинирующий 7 Na2B4O7; 60 Na2CO3; 33 CaF2 20 CaF2; 60 NaF; 20 Na3AlFe 6 Na2B4O7; 70 Na2CO3; 12 Na3AlFe; 12 K2CO3 Для оловянных бронз Для алюминиевых бронз То же
Покровно-рафиниру-ющий 50 CaF2; 50 MgF2 Для бронз и латуней
126. Состав рафинирующих флюсов, используемых при плавке алюминиевых сплавов
Номер флюса Массовая доля компонентов, %
NaC’ КС! N0aAlF„ CaF, MgCl2.KCl NaF
1 45,0 55,0
2 37,0 50,0 6,6 6,4 — —
3 35,0 50,0 15,0 — — —
4 — —— .—. .—. 100,0 ——
5 — — — 15,0 85,0 I
6 * —— — —. — 85,0 —
7 30,0 47,0 23,0 — — —
8 — — — 40,0 60,0 ——
9 47,5 47,5 5,0 — —— .—-
10 35,0 40,0 10,0 — —— 15,0
И 56,5 11,5 7,0 — 25,0
12 50,0 10,0 10,0 — — 30,0
* Содержит 15 % MgF3.
145
127. Состав флюсов для плавки магниевых сплавов
Флюс Массовая доля компонентов, % Назначение
ВИ2 38—46 MgCl2; 32—40 КС); до 10 СаС12; 5—8 ВаС12; 3—5CaF2; до 1,5 MgO; до 3 Н2О Для плавки в стационарных печах и тиглях
ВИЗ 33—40 MgCl2; 25—36 КС); до 7 СаС12; 15—20 CaF2; 7— 10 MgO; до 3 Н2О Для плавки в выемных тиглях
ФЛ5 25—42 MgC)2; 20—36 КС); 4— 8 ВаС12; 0,5—10 CaF2; 3— 11 MgF2; 1,8 В2О3 Для плавки и рафинирования
ФЛ10 20—35 MgC)2; 16—29 КС); 8— 12 ВаС12; 14—23 CaF2; 0,5— 8 В2О3 То же
№ 1 80 LiCl; 20 LiF Для рафинирования сплавов магния с литием
№ 2 14—21 NaC); 47—51 CaCl2; 26— 29 BaC)2; 2—5 CaF2; до 2 H2O Для рафинирования сплавов магния с РЗМ
№ 3 22—26 KC1; 17—20 NaC); 35— 39 CaCl2; 19—23 BaC)2; 2— 5 CaF2; до 2H2O То же
№ 4 55 KC1; 28 CaCl2; 2 CaF2 Для рафинирования сплавов магния с торием и цирконием
ФЛ1 13 CaF2; 32 MgF2; 40 A1F3; 15 B2O3 Для рафинирования (бес-хлоридный флюс)
ВАМИ1 3,5 CaF2; 23,5 A1F3; 40 B2O3; 33 Na3A)Fe То же
ВАМИ5 17,5 CaF2; 17,5 MgF2; 15 A1F3; 50 B2O3 »
Однако плавиковый шпат дефицитен, сильно разъедает кислую футеровку вагранки, поэтому его вводят не более 2 % массы топливной рабочей колоши.
Для образования шлакового покрова, при плавке стали при основном процессе применяют известняк, све-жеобожженную известь, плавиковый шпат, формовочную смесь или шамотный бой, доломит, отвальные шлаки; при кислом процессе — кварцевый песок или формовочную смесь, шамотный бой, известь и кварцит.
Для электрошлакового литья стали используют стандартные флюсы (АФН-1, АФН-6 и др.), содержащие 70— 90 % CaF2, а также СаО и А12О3.
При плавке медных, алюминиевых и магниевых сплавов применяют флюсы, составы которых приведены в табл. 125—127.
146
2.12. Огнеупоры
К огнеупорам относятся материалы, деформация которых под действием силы тяжести начинается при температуре выше 1580 °C. Характеристика огнеупорных материалов, применяемых для футеровки плавильных печей, приведена в табл. 128.
Основу кислых огнеупоров составляет оксид кремния SiOg. Глиноземистые огнеупоры (основа А12О8) по своим свойствам близки к нейтральным. В смеси с кремнеземом они являются полукислыми. Основные огнеупоры содержат MgO, СаО и другие основные или амфотерные оксиды.
Для футеровки вагранок применяют шамотные и полу-кислые изделия, которые согласно ГОСТ 3272—71 в зависимости от химико-минералогического состава делят на марки (табл. 129).
Капитальный ремонт трубы вагранки выше завалочного окна при нормальной подготовке к работе производят не чаще одного раза в год, шахты — не чаще одного раза в квартал. Кладку выполняют следующим образом: трубу, искрогаситель и шахту футеруют кирпичом ШБВ или ПБВ, область фурм — только кирпичом марки ШАВ. Для швов используют шамотный мертель, толщина швов не более 1,5 мм. Эти положения должны соблюдаться и при текущих ремонтах. Между металлическим кожухом и футеровкой делают зазор толщиной 25—50 мм, который засыпают тощим или кварцевым песком. После капитального ремонта кладку сушат на воздухе не менее 24 ч, а розжиг длится на 0,5—1 ч больше, чем после текущего ремонта. При текущем ремонте для заделки выбоин используют массу, состоящую из 40 % огнеупорной глины и 60 % кварцевого песка. Толщина обмазки не должна превышать 25 мм.
Особенно тщательно необходимо производить набивку подины, строго соблюдая не только порядок работы, но и рекомендуемые размеры; при нормальной высоте горна (250—-300 мм) набивку производят составом из 50 % свежей формовочной смеси и 50 % оборотной смеси. При низком горне (150—250 мм) набивку производят кварцевым песком или оборотной смесью, сверху дают 40—50 мм свежей формовочной смеси и делают галтель у стенок. Применять глинистые пески для набивки подины категорически запрещается, так как они спекаются, растрески-
147
128. Классификация и характеристика огнеупоров, применяемых для футеровки плавильных печей
Тип Группа Массовая доля основных компонентов, % Огнеупорность, °C
Кремнеземистые Динасовые Кварцевые 93—96 SiO2 Более 98 S)O2 1680—1730 1750—1800
Алюмосиликатные Полукислые Шамотные Высокоглиноземистые 65—80 SiO2; 30—17 Al А 50—65 S1O2; 45—30 Al А 46—99 Al Al до 50 SIO2 1600—1700 1600—1700 1800—2000
Магнезиальные Магнезитовые (периклазовые) Доломитовые Форстеритовые Шпинельные 90—95 MgO 45—60 MgO; 30—35 CaO; 5—15 SiO2 50—55 MgO; 40—35 SiO2 25—30MgO; 65—60A1A 2300—2500 1750—1850 1800—1850 Более 2000
Хромистые Хромомагнезитовые Хромитовые 10—20 Cr2Os; 70—50 MgO 30—45 CrA Более 2200 2100—2200
Цирконосодержащие Цирконовые Циркониевые 60—65 ZrO2; 40—45 SiOs Более 90 ZrO2 Более 2000 Более 2400
Карборундовые Карборундовые 30—95 SiC —
129. Шамотные и полукислые изделия для футеровки вагранок (ГОСТ 3272—71)
Наименование Марка Огнеупорность, °C, не ниже Содержание АЦо#, %, не менее Назначение
Шамотные ШАВ-ЗЗ * 1730 33 Для горна, плавильного пояса, фурменной зоны
III АВ 1730 28 То же
ШБВ-30 * 1690 30 Для остальных зон вагранки
ШБВ 1670 28 То же
Полукислые ПБВ 1670 28’ Для остальных зон вагранки
* С государственным Знаком качества.
148
130. Состав огнеуторных материалов, применяемы.'» для футеровки индукционных печей при кислом процессе
Огнеупорный материал Массовая доля компонентов, %
ЫО, A.sO8 FePO( CaO MgO
Кварцит: 0,59
первоуральский 98,1 0,31 0,79 —
овручский 98,2 1,41 0,1 0,06 0,09
карельский 98,28 0,62 0,32 0,08 —
Шихта мартеновского динаса 97,08 1,42 0,23 0,36 0,53
Кварцевый песок Аникшяйского карьера 99,0 0,42 0,2 0,2 Следы
ваются, что влечет за собой прорыв подины. Общая толщина набивки должна быть 200—300 мм.
Высота горна от фурм до пода оказывает решающее влияние на степень науглероживания чугуна. С увеличением высоты горна количество углерода в чугуне повышается.
Уклон подины в направлении летки должен быть 5—7°. Увеличение уклона приводит к перемерзанию летки при поступлении первых капель холодного металла, уменьшение — затрудняет выпуск всего металла. Нижнюю металлическую летку делают на 20—30 мм выше подины; верхняя летка — выше нижней на 40—50 мм. Диаметр летки 12—30 мм, длина — не более 40 мм. Шлаковую летку диаметром 50—100 мм делают ниже фурм на 75 мм. Высота канала, находящегося между вагранкой и копильником, примерно равна толщине кирпича, поставленного на плашку (чтобы не проходили куски кокса).
При подготовке вагранки для работы без выбивки в течение педели и более футеровка фурм, горна, а также каналов, через которые протекают металл и шлак, должна быть выполнена высокоглиноземистым кирпичом ДВ-5, ДВ-6 (ГОСТ 10381—75), высокоглиноземистым мартелем марки ВТ-1, графитовыми блоками.
Для индукционных печей при кислом процессе применяют набивную футеровку, состоящую из кварцитов или кварцевых песков (табл. 130), смешанных с 1,5— 2,0 % борной кислоты. Основную футеровку в индукционных печах используют редко, главным образом, из-за очень низкой стойкости тиглей. Это объясняется большим коэффициентом линейного расширения основных
149
131. Состав магнезитовых огнеупоров
Магнезит Массовая доля компонентов, %
MgO SiO2 CaO Прочие
Спеченный порошок * (металлургический) Плавленый 85,0—89,0 94,0—97,0 3,5—5,5 0,9—1,5 3,0—4,0 0,5—2,0 2,0—5,5 1,0—1,5 0,3—0,4 0,2
* Изготовляют из обожженного магнезита.
футеровочных масс в исходном состоянии. Поэтому применяют обожженные или плавленые материалы (табл. 131), часто со специальными добавками (хромиты, кварцевые пески, кварциты и др.).
Футеровку подины кислых мартеновских печей выполняют из шамотного и динасового кирпича с наваркой из кварцевого песка. В основных печах подину футеруют магнезитовым кирпичом и наваривают магнезитовым или доломитовым порошком. Своды мартеновских печей выполняют из магнезитохромитового кирпича (основной) или динаса (кислый).
Под основной дуговой печи футеруется в стальном кожухе и имеет слой теплоизоляции (диатомит, пено-шамот), магнезитовую кладку и набивку из магнезитового порошка с обезвоженной каменноугольной смолой или жидким стеклом. Стойкость такого пода свыше 2000 плавок. Стены электропечей выполняют утолщенными к низу, где они интенсивно разрушаются под воздействием дуги и шлака. Внутренний профиль стен и подины должен быть близок к полусфере. Стены основных печей футеруют магнезитовым кирпичом, кислых — динасовым. Иногда стены делают набивными или из вставных блоков, изготовленных из магнезита, доломита и каменноугольной пыли.
Ранее своды основных и кислых печей выкладывали динасовым кирпичом, при этом их стойкость не превышала 50 плавок. Применение для этих целей хромомагнезитового кирпича позволило повысить стойкость сводов по сравнению со сводами из динасового кирпича в 2— 4 раза, кирпича из плавленого магнезита в 4—5 раз,
150
132. Состав г.абмвных футеровочных масс
Массовая доля компонентов, %
80 магнезитового порошка; 20 каменноугольной смолы
90 кварцевого песка; 10 жидкого стекла
50 кварцевого песка; 15 маршалита;
6 шамотного порошка; 10 глиноземистого цемента; 5 жидкого стекла; 14 воды
35 магнезитового порошка; 50 магнезитовой крошки; 5 сухой глины;
2 борной кислоты; 8 воды
Назначение
Для набивки пода основных электропечей
Для набивки пода кислых электропечей
Для приготовления кислого тигля в индукционных печах
Для приготовления основного тигля в индукционных печах
карборундового и силлиманитового кирпича — в 2— 3 раза. Во многих случаях, особенно при небольшой садке печи, эффективны набивные футеровки (табл. 132).
2.13. Источники тепловой энергии плавильных печей
В настоящее время в качестве источников тепловой энергии используют твердое (кокс, термоантрацит, угольная пыль), жидкое (мазут, нефть) и газообразное (доменный, коксовый, генераторный, природный газы) топливо, а также электрическую энергию. В будущем, вероятно, найдут применение новые источники тепловой энергии — солнечная и ядерная. Исследования в этом направлении проводятся, но пока не вышли за рамки лабораторных экспериментов.
Для плавки в вагранках наиболее часто применяют литейный каменноугольный кокс (табл. 133). Иногда литейный кокс заменяют литейным термоантрацитом, получаемым при термической обработке антрацита без доступа воздуха, или обычным антрацитом. Антрацит можно добавлять к коксу в определенном количестве, так как он растрескивается и мелкие куски запутываются в шлаке, что приводит к нарушению хода плавки. Менее качественным заменителем литейного кокса является доменный кокс восточных районов СССР. Его расход при ваграночной плавке по сравнению с расходом литейного кокса увеличивается, а температура перегрева
151
133. Кокс литейный каменноугольный (ГОСТ 3340—71)
Показатель Норма для марки
К Л-2 кл-з
Массовая доля общей серы, %, не более 0,60 1,00 1,40
Зольность, %, не более: для кокса с государственным Знаком каче- 11,0 11,0 11,0
ства для кокса I категории 12,0 11,0 12,0
Примечания: 1. Массовая доля влаги не более 5,0 %. 2. Выход летучих веществ не более 1,2%. 3. Размер кусков кокса всех марок регламентируется.
чугуна падает. Хорошим ваграночным топливом является синтетический (пекотощий) кокс, получаемый путем термической обработки брикетов, изготовленных на базе донецких тощих углей и каменноугольного пека. Пеко-кокс по качеству лучше, но дороже литейного кокса.
В пламенных печах и в некоторых тигельных (в производстве цветных металлов) применяют мазут (ГОСТ 10585—75) и природный газ (табл. 134). Природный и некоторые промышленные газы используют также в газовых и коксогазовых вагранках, в различных сушильных агрегатах.
134. Состав (средний) природных газов некоторых месторождений
Месторождение Объемная доля компонентов, % Теплота сгорания, кДж/м*
сн4 ЩИ. С,н, СчНщ Я о со2 N, HsS
Саратовское 98,7 0,35 0,12 0,06 0,1 0,67 35 826
Ставропольское 85,0 4,4 2,4 1,8 1,3 0,1 5,0 39 480
Волгоградское 98,5 0,5 0,1 — — — 0,9 — 35 826
Бугурусланское 81,7 5,0 2,0 1,2 0,6 0,4 8,5 0,6 36 834 .
Дашавское 98,3 0,3 0,12 0,15 — 0,1 1,03 — 35 784
Шебелинское 93,5 4,0 1,0 0,5 0,5 0,4 0,4 — 38 346
Тюменское 92,6 0,4 0,9 0,3 1,1 0,2 3,0 — 34 230
152
2.14. Плавка стали
Для плавки стали используют мартеновские печи, дуговые и индукционные печи и конвертеры.
Мартеновские печи установлены в цехах, производящих крупные и средние отливки, они подлежат замене при реконструкции. Основные их недостатки: необходимость добавления в шихту 30—40 % дорогостоящего передельного чугуна, большой расход топлива, трудность разливки металла малыми порциями, необходимость горячего простоя или отливки дорогостоящих слитков в условиях машиностроительного завода.
В отечественном литейном производстве используют в основном дуговые сталеплавильные печи с поворотным сводом вместимостью 0,5—50 т. Во вновь строящихся цехах устанавливают печи мод. ДСП-6, ДСП-12, ДСП-25 и ДСП-50 (табл. 135). В промышленности работают также много других сталеплавильных печей как отечественного, так и зарубежного производства.
Для выплавки стали используют индукционные печи повышенной и высокой частоты, работающие на пусковой шихте. Малые сталеплавильные печи лабораторного типа садкой от 100 г до 60 кг работают от ламповых генераторов (частота 66 и 440 кГц для ограничения радиопомех). Промышленные печи (табл. 136) питаются током повышенной частоты (500—2500 Гц).
Возможны два варианта плавки стали: плавка с окислением и переплав шихты.
135. Техническая характеристика дуговых сталеплавильных печей
Параметр ДСП-6 ДСП-12 ДСП-25 ДСП-50
Номинальная садка, т 6 12 25 50
Мощность' трансформатора, MBA Удельный расход электроэнер- 4,0- 8,0 12,5 20
500 470 460 440
гии, кВт-ч/т Годовая производительность, т/год, при работе: двухсменной 8 340 13 000
трехсменной 12 500 19 300 —. —
Продолжительность плавки, ч 2,8 3,6 4,7 5,7
153
136. Техническая характеристика индукционных тигельных печей
Параметр ИСТ-0,4 ИСТ-1 ИСТ-2,5 ИСТ-6 ИСТ-10
Мощность генератора, кВт Мощность приводного электродвигателя, кВт Напряжение генератора, В Частота тока, Гц Продолжительность плавки, ч Удельный расход электроэнергии, кВт-ч/т Производительность, т/ч 250 350 1500 2400 1,56 860 0,256 500 800 1500 1000 1,76 705 0,567 1500 2200 1500 500 1,43 655 1,75 1500 500 2,0 3,01 2X1500 2X 2000 1500 500 2,86 640 3.5
Плавку с окислением проводят в металлургическом производстве и в тяжелом машиностроении без жидкого чугуна (скрап-процесс, скрап-рудный, скрап-угольный процессы). В шихту добавляют 20—50 % передельного чугуна для повышения общего содержания углерода в исходных материалах. При плавлении и в окислительном периоде за счет кислорода атмосферы или добавок руды частично или полностью окисляются примеси (С, Si, Мп, а в основном процессе также Р и S) и обеспечиваются условия для энергичного окисления углерода, при этом пузырьки СО интенсивно перемешивают ванну, выравнивают ее температуру и химический состав, ускоряют реакции между металлом и шлаком, способствуют удалению растворенных газов и неметаллических включений. Кипение ванны прекращают вводом раскислителей.
Плавка с окислением может быть реализована в мартеновских и дуговых печах как с основной, так и с кислой футеровкой.
При основном процессе шлак формируется в результате окисления элементов, а также растворения пода и шлакообразующих добавок: известняка, извести, боксита и др. В конце процесса‘в шлаке обычно отношение СаО к SiO2 более 2, а содержание SiO2 равно 15—20 %. В кислой печи шлак кислый, с избытком кремнезема (содержание SiO2 составляет 50—55 %). В качестве шлакообразующих используют железную руду, формовочную смесь, иногда известняк, плавиковый шпат, бой шамота.
Кислый и основной процессы имеют свои особенности, определяющие их достоинства и недостатки.
154
При кислом процессе фосфор и сера практически не удаляются, поэтому содержание этих элементов должно быть минимальным. Такая шихта дороже обычной. Иногда для кислой плавки предварительно выплавляют в основной печи шихтовую болванку. При основном процессе хорошо удаляются фосфор и сера, поэтому нет ограничений по содержанию этих элементов в шихте. Шлак кислых печей имеет повышенную вязкость, его можно удалять с зеркала металла в ковше и производить разливку из поворотного ковша, что очень важно в условиях заливки на конвейере.
Качество металла, выплавленного в кислой печи, при одинаковом химическом составе выше, чем в основной печи; неметаллических включений в стали меньше, они имеют благоприятную форму. Насыщенность стали газами, особенно водородом, ниже, так как шлаки труднопроницаемы для водорода и азота. Длительность плавки в основной печи на 30—40 % больше длительности плавки в кислой печи.
Стоимость кислой футеровки на 1 т стали в 2,5 раза ниже, чем основной, удельный расход электроэнергии в кислой печи ниже на 13 %.
Переплав шихты — способ получения стали, позволяющий использовать отходы собственного производства (в среднем 40 % возврата, брака, шлаков), а также отходы кузнечно-прессовых и механических цехов, включая стружку. Для переплава шихты пригодны любые сталеплавильные печи обычно с кислой футеровкой.
Плавка стали в мартеновской печи состойт из следующих этапов: заправка печи после предыдущего выпуска, завалка шихты, расплавление, рафинирование, раскисление и выпуск металла. Заправка печи с помощью специальных машин продолжается 10—15 мин и осуществляется для восстановления оплавленных и разрушен- z ных мест футеровки.
Загрузка шихты производится в последовательности, при которой тугоплавкие материалы и материалы с низкой теплопроводностью (стружка, пакеты, легковесный лом) для повышения скорости нагрева шихты должны находиться внизу. В период загрузки шихты, ее нагрева и плавления в печь вводят максимальное количество топлива и воздуха в целях сокращения длительности плавки.
В период плавления происходит окисление компонентов шихты, формирование ванны жидкого металла и шлака. .
155
' к
I и окончании расплавления шихты происходит кипение ванны. При кипении ванны из жидкой стали выделяются пузырьки оксида углерода и вместе с ними пузырьки водорода и азота, а также неметаллические включения.
Раскисление стали осуществляется путем ввода в печь ферромарганца и доменного ферросилиция. Окончательное раскисление производят на желобе или в ковше высококремнистыми ферросплавами и алюминием.
Определяющим фактором основного процесса является высокая основность шлака (более 2), благодаря чему создаются благоприятные условия для удаления фосфора и серы. Для кислого процесса характерно протекание кремнийвосстановительной реакции (SiO2 + 2С = Si + + 2СО2), которая идет при высоких температурах и способствует удалению неметаллических включений и газов.
Плавка стали в дуговой печи имеет некоторые отличительные особенности. Шихту загружают в определенной последовательности: вначале легковесные материалы и стружка, затем крупные куски (под электроды), средние и сверху опять мелкие. Загружают шихту обычно с помощью бадьи. Расплавляется шихта при максимальной мощности печного трансформатора и занимает 50—60 % продолжительности всего периода плавки. При введении в расплав кислорода расплавление шихты ускоряется в среднем на 15 %, а расход электроэнергии сокращается на 12 %.
Окислительный период плавки определяет качество выплавляемой стали, поскольку в это время в стали окисляются примеси, понижается концентрация газов и неметаллических включений. Начиная с этого периода, ход плавки стали в зависимости от состава футеровки печи идет по-разному.
В печах с основной футеровкой для успешного удаления из расплава фосфора в конце расплавления наводят высокоосповный шлак, затем его частично удаляют и производят окисление углерода. Скачивание шлака производят, не оголяя зеркала жидкого металла, что уменьшает окисление расплава и его насыщение азотом из печной атмосферы. Удаление серы обеспечивается после тщательного раскисления стали и шлака.
Раскисление металла можно осуществить двумя способами: присадкой раскислителей непосредственно в металл (осадочное раскисление) и присадкой их на шлак 156
(диффузионное раскисление). При осадочном раскислении в ванну вводят ферромарганец, ферросилиций, кусковой алюминий. Процесс идет быстро, но продукты раскисления могут частично оставаться в металле. При диффузионном способе раскисляющие добавки (молотые кокс, ферросилиций, силикокальций) вводят на поверхность шлака. При этом в шлаке восстанавливается закись железа (ниже 0,5 %), закись марганца, оксид хрома. Продукты раскисления остаются в шлаке, металл ими не загрязняется. Но диффузионное раскисление идет медленно, поэтому на практике часто используют диффузионно-осадочное раскисление.
Плавка стали в индукционной печи применяется в основном для получения высоколегированных сталей. Преимущество индукционной плавки заключается в непрерывном перемешивании металла под воздействием магнитных силовых потоков, что способствует ускорению процессов дегазации и удалению неметаллических включений. В большинстве случаев приемлема кислая футеровка. Основная футеровка необходима при выплавке сталей с повышенным содержанием марганца, никеля, титана и алюминия.
Шихту составляют из крупных и мелких кусков, добиваясь максимально плотной укладки, но избегая заклинивания. Тигель не должен быть загружен выше индуктора. Особенностью плавки является наличие неактивного холодного вязкого шлака, что затрудняет протекание процессов дефосфорации, десульфурации и диффузионного раскисления. Это определяет высокие требования к чистоте шихты по сере и фосфору как при кислом, так и при основном процессах.
Для наведения шлака в кислой печи вводят следующие компоненты, %: 10 молотого стекла, 65 шамота и 25 извести. При плавке в тигле с основной футеровкой шлаковая смесь состоит из 60—65 % извести, 15—20 % магнезита и 20—25 % плавикового шпата.
Для получения высококачественной стали используют различные методы, обеспечивающие минимальное содержание в ней вредных примесей, наиболее благоприятную глобулярную форму неметаллических включений и требуемую структуру. Мощным средством является легирование. Рекомендуемый порядок введения легирующих компонентов в сталь и степень их усвоения приведены в табд. 137.
157
137. Условия введения в сталь легирующих добавок
Легирующая добавка Условия ввода Усвоение легирующего элемента, %
Ферромарганец В печь за 5—15 мин до выпуска стали (часть можно вводить в ковш) 70—80
Феррохром В восстановительный период после предварительного раскисления стали и шлака; выдержка до выпуска плавки 30—40 мин 95—98
Никель, кобальт Основную часть вводят в завалку; остальную — в окислительный период или в начале восстановительного периода 98—99
Медь В начале окислительного периода 99—100
Ферромолибден В окислительный период 99—100
Ферровольфрам В начале восстановительного периода; выдержка до выпуска плавки не менее 50 мин 90—95
Ферротитан В раскисленную сталь за 5—10 мин до выпуска из печи 50—60
Алюминий В виде чушек в самом конце плавки, после удаления восстановительного шлака 50—60
Хорошие результаты дают методы внепечной обработки стали: модифицирование, продувка инертными газами и пылегазовыми смесями, обработка синтетическими шлаками, внепечное вакуумирование. Наиболее высокое качество стали получают, применяя методы специальной металлургии: плавку в вакууме, плавку в плазменных печах с контролируемой атмосферой, электрошлаковый рафинирующий переплав.
2.15. Плавка чугуна
В литейном производстве чугун плавят в вагранках, индукционных и дуговых печах. Пламенные печи имеют ограниченное применение только для переплава крупногабаритного лома, например, в вальцелитейном производстве или для получения одновременно больших масс чугуна на некоторых заводах тяжелого машиностроения. В крупносерийном и массовом производстве отливок получили распространение так называемые полипроцессы плавки (дуплекс и триплекс), из которых наиболее часто
158
применяют дуплекс-процесс вагранка—индукционная
печь и дуговая печь — индукционная печь.
Основным и самым распространенным плавильным агрегатом является коксовая вагранка. В нашей стране в настоящее время действуют примерно 8000 вагранок различной производительности (табл. 138, 139).
При плавке в вагранке необходимо выдерживать основные параметры (табл. 140), но не менее важно соблюдать последовательность и четкость выполнения всех операций при подготовке печи к работе и в процессе плавки. Ниже даны соответствующие рекомендации применительно к пятитонной вагранке.
Очень важным при подготовке вагранки к работе является розжиг холостой колоши, для которой необходимо отбирать крупный кокс — кусками размером в поперечнике не менее 100 мм. Отверстие для розжига должно находиться на уровне пода вагранки. Начало розжига ведут при закрытых фурмах, но с открытыми отверстием в рабочем окне и чугунной леткой. Кокс холостой колоши загружают в два приема, что способствует более быстрому и равномерному горению. Когда первая порция кокса приобретет тускло-красный цвет, добавляют вторую порцию. После этого газовые горелки убирают. Как только кокс разгорится на уровне фурм, открывают фурменные задвижки, через которые поступает дополнительный воздух, способствующий интенсификации горения кокса. Весь процесс розжига следует вести при естественной тяге. Преждевременная подача дутья приводит к следующим нежелательным последствиям: оплавлению и растрескиванию футеровки вследствие интенсивного паровыделения; перерасходу кокса; пережогу искрогасителя.
После розжига подают дутье на 1—1,5 мин и проверяют высоту холостой колоши, которая должна находиться на 1.2—1,5 м выше уровня основного (нижнего) ряда фурм.
После розжига холостой колоши вагранку загружают полностью, дают прогреться шихте без дутья 10—30 мин, а потом подают дутье, сначала 50 % до появления первых капель металла у фурм (обычно через 8—20 мин), а затем выходят на рабочее давление. Дутье подается при одной-двух открытых гляделках, которые закрывают через 0,5—1 мин. После появления первых капель металла у фурм металлическую летку закрывают на всю длину (лучше всего песчано-глинистой смесью) без остановки дутья.
159
138. Производительность и размеры вагранок открытого типа Число фурм в каждом ряду ^^^СС>С£)СС>ОДОДОДО
1 Основные размеры, мм 1 Ширина и высота фурмы ** верхних ! (второго и । третьего) рядов соооооооос ХХХХХХХХХХ оюосюоюоою ^^О^^ОД^-ООДЬ
нижнего [ (первого) ряда О О сосооооооо Ь-Г-ОДГ-ОДСООДСО— ХХХХХХХХХХ ооосоооооо —«OlOJOltNOlCOCOOOCO
Расстояние (по высоте) между осями соседних рядов фурм оооооооооо ссоюююсссо СМС40КМСЧСЧСОСОСОСО
Высота горна вагранок вмин -чайной cap ССОООООООО оююсоююеос
моя -ИНЧ1ГИИОМ э оооооооссс ооююсоосос OJC4C<JC4COCOCOCOCOCO
* 1Ч1ХВ1П ооосоооооо о о о о о с с о о о О to 1О о о о ю ю о о COCOCOx^x^xT^X^lOtO
ВНИ1ТНГОХ сооооососо сосчсчююоооо C4C4C4C40JOJCOCOCOCO
ИЯ -войахАф вниПнгох оооооососо од од со со со со со со со со — —»СЧСЧС<1СЧСЧО1СМО1
ехАжоя dxawuKV осоооосоос О с 1О 10 VO Ю Ю Ю Ю to 0С N ОДСЛ
Внутренний диаметр шахты по футеровке оооооооооо оооооооооо lc е №С с с ош < •—< »—и •—и <
* Допускается отклонение: для вагранок производительностью 1,0—2,5 т/ч ±500 мм; для вагранок производительностью 2,5—4,5 т/ч от ±1000 до —500 мм, для остальных вагранок — 1000 мм.
** Угол наклона фурм первого ряда 10°, второго и третьего рядов — 15°.
160
139. Техническая характеристика вагранок и автоматизированных ваграночных комплексов «
закрытого типа
Агрегат Модель Внутренний диаметр шахты по футеровке. мм Производительность, т/ч 1 Расход дутья, 103/м3/ч : Масса, т Габариты, м
Вагранка коксовая водоохлаждаемая, с подогревом дутья, системой дожигания и очистки газов Автоматизированные ваграночные Комплексы 95111 95112 95113 95114 95115 95116 ВЛК1015 ВЛК2030 900 1100 1300 1500 1800 2100 4—6 6-9 9— 12,5 12,5— 17 17—25 25—36 10—15 20—30 2—4 3—6,5 5,5— 11 7—13 10—18 15—25 323,8 487,0 42Х42Х Х35 48Х42Х Х35
Следует обращать особое внимание на порядок загрузки вагранки. Высота коксовой рабочей колоши должна быть 150—200 мм при нормальной металлической колоше 400—500 кг. Порядок загрузки металлических составляющих шихты следующий: чушковый чугун, чугунный и стальной лом, возврат собственного производства. В первых четырех-пяти колошах долю металло-завалкн уменьшают на 20 %, для уменьшения содержания углерода в первых выпусках долю стали в этих колошах можно увеличить в 1,5—2 раза. В пятую колошу дают две порции кокса.
Опускание шихты ниже уровня завалочного окна на 1—1,5 м недопустимо, так как при этом дробится кокс и недостаточно подогревается шихта, что особенно опасно при использовании крупногабаритного лома. Обычно при понижении уровня шихты режим работы вагранки нарушается на 1—1,5 ч.
В зависимости от размеров кусков металлической шихты рекомендуется следующий расход воздуха:
Диаметр кусков шихты, мм ........... 100 150 200 250 300
Расход воздуха, м3/мии 140—150 130—140 120—130 100—110 90—100
6 Могилев В. К., ЛевО. И.
161
140. Основные технологические параметры плавки В вагранке
O‘i>I — 0’3 I 1400 * Ю 190 1100— 1400 С lC 9,5— 12,0
O‘ZI~0‘0l 1300 со 165 1000— 1200 lC С\ 9,0- 11,0
JT 0‘0l—6‘S 1200 140 850- 1000 С- 1 °-о о 00
s' s s a £X S'8—0'2 1100 0,95 из 700- 850 о 1 о °’
я Й Л Q 0‘Z—s‘s g 0,78 иО ОЗ i О о о о g; с со
s *3 <D S Kt о CQ m S О Q< B'S—s'» о о 0,63 ю ю ю с Jo о LQ
B't—S'£ s 0,50 1 I 09 375— 450 It- 4,5— 6,5
E s'£—B's о о 0,38 й 300— 350 Д,°-
S'z —S‘I о s 0,28 ю 200— 250 ш 1 <= « °1О оо
S‘l—0‘1 s 0,196 СЧ 150— 200 15 2,5— 4,5
Показатель Внутренний диаметр шахты по футеров- ке, мм Площадь поперечного сечения вагранки, м? Количество подаваемого воздуха (с учетом 20 % потерь) при температуре 0 СС, м3/мин Масса колошн, кг: металлы ческой рабочей коксовой Давление подаваемого воздуха, кПа
if if
162
При излишне интенсивном дутье возможны следующие нежелательные последствия: охлаждение кокса у фурменного сопла, что приводит к частому зашлаковыванию фурм; образование зон с пониженным содержанием кислорода из-за неравномерности распределения воздуха по сечению вагранки, в этих зонах идут реакции с неполным сгоранием кокса или с поглощением теплоты; неравномерное, местами очень интенсивное выгорание футеровки; ускорение схода шихты и снижение уровня зоны плавления, в результате чего сужается зона подогрева расплава, который в конечном итоге имеет низкую температуру. Нормальный сход шихты в пятитонной вагранке 25— 45 мин.
Равномерности распределения дутья по сечению вагранки способствует чистота фурм. Прочищать ломиком фурмы в ходе плавки нежелательно. Лучше на некоторое время приостановить дутье, а затем снова подать его. При этом настыли у фурм расплавляются, а не скапливаются, как это происходит в случае проталкивания их ломиком. Фурмы рекомендуется прочищать ломиком перед длительными остановками.
Перед остановкой вагранки за 30—40 мин следует подать удвоенную топливную колошу, выпустить чугун и шлак, закрыть все фурмы и летки, на верх шихты подать рабочую завалку мелкого кокса.
Допустимое время простоя вагранки без подачи дутья в первый час работы — 10 мин; во второй час — 30 мин; в третий и последующие — 1—1,5 ч.
Основные виды возможных неполадок в работе вагранок приведены в табл. 141.
Для интенсификации плавки чугуна в вагранках применяют подогрев дутья, вводят кислород, используют эле ктроэнер гию.
В последние годы ведутся интенсивные работы по замене кокса газообразным топливом. Созданы вагранки специальных конструкций с частичной или полной заменой кокса.
Коксогазовая вагранка отличается от обычной тем, что по ее периметру на высоте 1,1 м от основного ряда фурм установлены двухпроводные газовые горелки. Газ сгорает в специальных камерах-туннелях размером 600 X X 800 x 500 мм. Для равномерного распределения газового потока по всему сечению шахты ее периметр целесообразно выполнять эллиптическим. Внедрение коксо-
6*
163
141. Основные виды неполадок при плавке в вагранках
Неполадка 1 Причины возникновения Меры предупреждения Способ устранения
Замерзание металла в летке в начале плавки или после кратковременной остановки Низкая температура металла вследствие плохой подготовки вагранки, недостаточной высоты холостой колоши, неправильной заделки летки (не на всю длину) Применение для холостой колоши отборного кокса (куски размером 80—120 мм), повышение высоты холостой колоши. В начале плавки летку на всю длину заделать формовочной смесью; хорошо прогреть копильник. В кирпиче полезно иметь запасное отверстие Осторожная пробивка летки, при необходимости прожигание ее струей кислорода
Низкая температура металла Плохая подготовка вагранки и шихты; недостаток топлива или его плохое качество, перерывы в подаче дутья Строгое соблюдение правил по подготовке вагранки и шихты, устранение перерывов в подаче дутья Одна-две коксовые пересыпки или применение нескольких облегченных металлических колош; подбор более крупного кокса
Продолжение табл. 141
Неполадка Причины возникновения Меры предупреждения Способ устранения
Шлакование фурм Использование некачественного флюса, недостаточное или слишком завышенное его количество; плохой уход за фурмами; низкая температура вагранки, применение загрязненной шихты Применение флюсов, способствующих разжижению шлака (плавикового шпата, мартеновского шлака) Очистка отходов собственного производства в барабане, систематическое наблюдение за состоянием фурм и своевременная их прочистка, улучшение качества флюса (целесообразно применять мартеновский шлак в сочетании с известняком)
Зависание шихты Некачественный ремонт футеровки; использование нераз-деланной шихты (особенно литников) Качественный ремонт футеровки, разделка длинных кусков лома и литников Ослабление или выключение дутья, разрыхление шихты ломом и после этого одна-две пересыпки
Прорыв металла через под или в переходной летке Неправильная набивка пода, применение сухой смеси или смесн с повышенным содержанием глины; недостаточная высота пода Строгое соблюдение правил набивки пода, улучшение футеровки переходной летки Остановка дутья, заделка места прорыва глиной, обкладка кирпичами и укрепление их подпоркой
Взрыв газов Подача дутья при закрытых фурмах Подача дутья при открытых фурмах, закрытие их через Установка предохранительного клапана
газовых вагранок позволяет уменьшить расход кокса почти в 2 раза и получить значительный экономический эффект.
Поворотным пунктом в развитии способов плавки чугуна на газовом топливе явилось создание принципиально новых конструкций газовых вагранок в ПО «Пен-закомпрессормаш». Их отличительной особенностью по сравнению с другими шахтно-отражательными печами является наличие в вертикальной шахте уступов или перемычек, отделяющих камеру плавления от камеры перегрева. Созданы также вагранки с выносной камерой перегрева. Эффективны газовые вагранки с холостой огнеупорной колошей. В ее состав вместе с огнеупорным материалом вводят кокс или другой углеродистый материал. При этом снижается угар элементов, происходит науглероживание чугуна, предотвращается слипание кусков огнеупоров, окислительная способность газовой фазы уменьшается.
Плавка чугуна в газовых вагранках имеет следующие преимущества: минимальный выброс вредных веществ, понижение содержания серы в чугуне (0,02—0,05 %), повышение качества сплава и уменьшение его себестоимости. Недостатками являются более сложная футеровка и повышенный расход огнеупоров. Последние публикации свидетельствуют об успешном освоении и перспективности газовых вагранок. Так, в ПО «Пензакомпрессормаш» газовые вагранки с огнеупорной насадкой работают в две смены более 5 лет. Весьма заметны достижения в исследовании и использовании газовых вагранок за рубежом.
Высокопрочный модифицированный и легированный чугун получить в вагранке весьма трудно. Такне чугуны выплавляют в дуговых и индукционных печах. Дуговые печи используют при выплавке чугуна для отливок ответственного назначения, особенно тонкостенных и сложной конфигурации, легированных чугунов, а также модифицированного серого чугуна и высокопрочного чугуна с шаровидным графитом. В дуговой печи плавку можно вести на твердой завалке из стального лома с науглеро-живателем (электродный бой) и на шихте из чушкового чугуна и чугунного лома. При плавке с науглерожнвате-лем на под укладывают крупные куски стального лома, затем их засыпают коксом, древесным углем или же электродным боем и известью (при плавке в печи с основной футеровкой известняком).
166
Чугун переплавляют под кислым или основным карбидным шлаком. Кислый шлак состоит из 80 % SiO2 и 20 % СаО, а карбидный из 60 % СаО, 25 % CaF2 и 15 % молотого кокса. После расплавления ванну нагревают, шлак удаляют, а на поверхность ванны насыпают науглерожнватель (электродный бой) кусками не более 50 мм и металл тщательно перемешивают. После окончания науглероживания в ванну вводят кусковой ферросилиций и ферромарганец, чугун нагревают до необходимой температуры и выпускают.
Количество добавок рассчитывают в соответствии с табл. 142, 143.
В индукционной печи (табл. 144) можно получать чугуны практически всех марок, применяя в качестве шихты любые легковесные отходы.
При шихтовке следует учитывать, что содержание углерода в чугунной стружке всегда меньше, чем в обрабатываемой отливке, поэтому доводка выплавляемого чугуна по углероду обязательна. Осуществляется это присадкой углеродсодержащих материалов.
При ведении плавки в индукционной печи необходимо придерживаться определенной последовательности в загрузке составляющих шихты.
Пуск печи осуществляется с помощью пусковой болванки требуемого химического состава массой около 10—12 % общей емкости тигля, по форме, соответствующей форме тигля, но несколько меньшего диаметра. Болванку помещают в тигель и расплавляют. После этого приступают к загрузке составляющих шихты. В момент загрузки печь должна быть отключена. На зеркало расплавленного металла загружают электродную стружку, затем легковесные отходы металлообработки и в последнюю очередь — возврат собственного производства. После полного расплавления шихты в печь вводят ферросплавы. Металл в печи перегревают до температуры 1350—1400 °C. По достижении этой температуры печь выключают и отбирают пробы для анализов.
После корректирования доводят температуру металла до 1450—1470 °C и производят выпуск его в ковши. Во всех случаях в печи должен оставаться жидкий металл в количестве 25—50 % общей емкости, в который вновь загружают шихту. Остаток от предыдущей плавки, называемый зумпфом или болотом, необходим потому, что при использовании электрического тока промышленной 167
h
142. Изменение содержания химических элементов при выплавке чугуна
* От содержания в шихте.
** Угар элемента из ферросплава.
Примечание. Знак «—«показывает, что содержание элемента увеличивается.
168
143. Данные для расчета корректирующих добавок при плавке чугуна в электрических печах
Требуемое изменение химического состава Вводимые компоненты Расход компонента на 1 т металла, кг
Увеличение на 0,1 % содержания элемента: С Si Мп Уменьшение на 0,1 % содержания элемента: С Si Электродный бой, графитовая стружка или графит гранулированный Ферросилиций ФС45 Ферросилиций ФС75 Ферромарганец ФМн78 Стальные отходы Ферросилиций ФС75 Стальные отходы Электродный бой или другой карбюризатор 1,35/1,25 2,40/2,75 1,35/1,65 1,30/1,25 30,0/30,0 0,7/0,8 60,0/60,0 2,1/1,9
Примечание. В числителе приведены данные для кислого процесса, в знаменателе — для основного.
частоты в дискретных элементах шихты наведение вихревых токов малоэффективно.
Для работы в дуплекс-процессах с вагранками, дуговыми и тигельными печами предназначены индукционные канальные миксеры (табл. 145). Они позволяют повысить температуру чугуна перед заливкой, осуществить леги-
144. Техническая характеристика индукционных тигельных печей промышленной частоты
Показатель ИЧТ-1 ИЧТ-2,5 ИЧТ-6 ИЧТ-10
Вместимость тигля, т Мощность, кВт Производительность, т/ч Удельный расход электроэнергии, кВт-ч/т 1,0 360 0,56/0,39 638 2,5 1300 1,23/0,86 585 6,0 1300 2,26/1,58 547 10,0 2500 4,20/2,94 542
Примечание. В числителе приведена расчетная производительность, в знаменателе — фактическая.
169
145. Техническая характеристика индукционных канальных миксеров цч дуплекс-процесса
Вместимость, т Мощность печи. кВт Число индукционных единиц шт Производительность Т/Ч Исполнение
Плавильные
2,5 250 1 7 Шахтный
4 500 1 14 »
6 500 1 14 »
10 500 1 12 »
16 500 1 12 »
25 2000 4 55 Барабанный
25 1000 2 24 Шахтный
40 2000 2 55 Барабанный
40 1000 2 24 Шахтный
60 4000 4 115 Барабанный
60 2000 2 50 Шахтный
100 4000 4 115 Барабанный
100 2000 2 50 Шахтный
Раздаточные
0,4 60 1 1,4 —
0,6 60 1 1,35 —.
1,0 60 1 1,1 —
2,5 150 1 4,0
4,0 150 1 3,7 —
6,0 150 1 3,6 —
рование и модифицирование расплава. В последнее время эти плавильные агрегаты используют непосредственно для плавки чугуна.
2.16. Печи для плавки цветных сплавов
Плавильные печи могут использоваться для приготовления определенной группы сплавов, или они носят универсальный характер и применимы для плавки любых цветных сплавов.
Для приготовления медных сплавов широко применяют дуговые печи косвенного нагрева типа ДМК — дуговые медеплавильные качающиеся (табл. 146). Применение этих печей для плавки алюминиевых бронз и латуней нежелательно, так как местный перегрев приводит к загрязнению расплава оксидами и испарению летучих компонентов.
170
146. Техническая характеристика дуговых печей типа ДМК
Параметр ДМК-0,1 ДМК-0.25 ДМК-0.5 ДМК-1,0 ДМК-2,0
Вместимость ванны, т Мощность трансформатора, кВА 0,1 0,25 0,5 1,0 2,0
125 175 250 400 500
Диаметр электродов, мм Размеры плавильного пространства, мм: 75 75 100 100 100
диаметр 480 500 700 800 —
длина 600 840 1100 1140 —
Удельный расход электро- 350— 270— 240— 230— 180—
энергии, кВт-ч/т 450 350 300 290 230
Расход воды, м:1/ч 2,0 2,5 3,0 5,0 —
Производительность, кг/ч 140— 250— 450— 700— 1300—
170 320 570 900 1500
В маломощных литейных цехах для приготовления цветных сплавов, особенно магниевых, и лигатур используют тигельные стационарные и поворотные топливные печи.
Топливные отражательные печи (табл. 147), благодаря высокой производительности, большой вместимости и простоте обслуживания используют для плавки алюминиевых и магниевых сплавов в цехах с большим объемом производства отливок.
Для плавки алюмириевых, магниевых и медных сплавов применяют универсальные индукционные тигельные печи промышленной частоты (табл. 148). Тигли печей для алюминиевых и медных сплавов изготовляют путем набивки и спекания, а печи для плавки магниевых сплавов оснащают стальными сварными или литыми тиглями.
147. Техническая характеристика топливных отражательных печей
Параметр Печь для плавки сплавов
алюминиевых магниевых
Вместимость, т Производительность, кг/ч Длительность плавки, ч Габаритные размеры, м 3,5 800 4,0—4,5 7Х 3X3 1,5’ 400 3,5—4,0 7X3X3
171
Н|
ill
150. Техническая характеристика тигельных печей сопротивления
Q В" Q К
X 3 Е Л Ч £ СЗ Я й Си
< 1П vXo
со х он ООО О ю 1 X о <п о о оо> со
< СО о СО СЧ V
о X ’
< СЧ о 4,0 у Q А О П
X о о ) ГТ) о О СО СО
< СЧ ' J in О СЧ v
со сохХ
с >Л X 1500 244 350 5—4,0 ооох 2600 X <3160
' Q СО
X ООО 184 ю СЧ in д 40Х 100Х 3160
< CJ о СО ^со у ьОхх
Н-0.5А О сч О СЧ LQ —< S 5—3,0 3960 X Х2900Х X 3094
< © oF
САН-0,ЗА 300 92 125 ю СЧ 1 V- Хо Хас 00 О СЧ О)
2,0 О СЧ у со х
tG ш У
СЧ 28 092 1 СЧ Хою
САК-0 Ю 2,0— ООО о СЧ СЧ xf сч v ~1ХХ
Ю О 1800Х i Х1782Х Х2060
САК-0, 150 40 S 2,0—3
Л Б ММ
g э Л Л •3
Л Ч 0) О Е о к ь о я о S го я
та со та № о С мость, ляемая 0J я ₽< о си Я * , ч гные р
Я АО и я я
н <и О Си S О ь ь о Soma я 5 L О- Я О-я я я \о ьз оз
PC я С мС я U
174
I
Важными преимуществами по сравнению с другими обладают индукционные канальные печи (табл. 149): минимальная окисляемость и испаряемость металла, однородность химического состава получаемого сплава, высокий коэффициент полезного действия. Эти печи применяют в мощных литейных цехах для плавки алюминиевых, медных, никелевых и цинковых сплавов. Недостатком канальных печей является низкая стойкость футеровки и зарастание каналов при плавке алюминиевых сплавов, а также необходимость постоянно держать в печи сравнительно большое количество расплава; в противном случае футеровка растрескивается.
Электрические тигельные печи сопротивления применяют в цехах с небольшим объемом производства отливок из алюминиевых и магниевых сплавов. Эти печи выпускают трех видов: поворотные плавильные, стационарные плавильные и стационарные раздаточные (табл. 150).
Электрические огражательные печи сопротивления используют в качестве плавильных, плавильно-раздаточных и раздаточных (миксеров). Широко распространены плавильные наклоняющиеся электрические печи сопротивления типа САН для плавки алюминиевых сплавов и печи сопротивления, алюминиевые, камерные типа САК, которые обычно устанавливают на участках кокильного литья. Основные технические характеристики этих печей приведены в табл. 151.
2.17. Плавка медных сплавов
Качество меди и ее сплавов зависит прежде всего от а состояния шихты. Все шихтовые материалы, поступающие - в литейный цех, должны иметь сертификат с указанием химического состава. Отходы производства, литники, ' бракованные отливки должны быть очищены от формовоч- , я ной смеси. Литники с фильтровальными сетками, хо-1 лодильниками и шпильками отбирают и переплавляют * отдельно, а полученный из них сплав рафинируют в целях удаления железа и используют для производства малоот-ветственных отливок. Витая стружка, сильно загрязнён-£ ная эмульсией, с повышенным содержанием влаги и * стали, должна быть раздроблена, очищена в центрифугах, высушена и подвергнута магнитной сепарации для удаления частиц стали. Перед загрузкой в печь все ших-
175
I
товые материалы подогревают до 100—150 °C, а лигатуры, вводимые в расплав — до 200—250 °C.
Часто используют паспортные сплавы в чушках; при высоких требованиях по содержанию вредных примесей применяют чистые металлы и лигатуры. Отходы собственного производства составляют 25—80 % состава шихты.
Перед началом загрузки плавильную печь тщательно очищают от шлака и остатков металла, затем нагревают футеровку до 600—700 °C. Если в состав металла предыдущей плавки входили вредные для данного сплава примеси, то необходимо сделать промывную плавку.
В расплавленную раскисленную медь обычно вводят тугоплавкие, а затем легкоплавкие составляющие. Железо лучше подавать в расплав после марганца и алюминия.
Плавка большинства медных сплавов сопровождается окислением, насыщением водородом и активным взаимодействием расплава с сернистым газом, футеровкой, шлаками, флюсами. Эти процессы усиливаются при повышении температуры, следовательно, перегрев расплавов сверх необходимых пределов нежелателен (табл. 152).
Плавку меди и ее сплавов ведут на воздухе под, покровными материалами, в среде защитных газов и в вакууме. В качестве покровных материалов чаще всего используют древесный уголь (ГОСТ 7657—84) и флюсы. Поверхность расплава должна быть покрыта слоем древесного угля толщиной 150—200 мм. Расход флюсов составляет 2—2,5 % массы металла.
При плавке бескислородной меди в качестве защитных средств применяют генераторный и нейтральные (аргон,
152. Рекомендуемая температура перегрева медных сплавов
Сплав Температура перегрева, °C Сплав Температура перегрева, °C
Медь: при плавке в от- 1170—1250 сурьмяные бериллиевые 1150—1180 1150—1200
крытых- печах при плавке в ваку- 1300—1350 кремнистые кремовые 1250—1300 1350—1400
уме «Латунь Бронзы: оловянные алюминиевые 1000—1050 1180—1200 1100—1200 Медно-н и кел евы е сплавы 1350—1450
176
азот) газы. Сплавы высокой чистоты получают в вакуум, ных индукционных тигельных печах.
Растворенный в меди кислород удаляют с помощью раскислителей. При получении меди повышенной чистоты по кислороду ее раскисляют углеродом. Применяют графит, древесный уголь марок А и Б, а также сажу марки ПМ15 (ГОСТ 7885—77Е), прокаленную при 700—800 °C. Однако раскисление меди углеродом проходит медленно. Наиболее широко применяемым раскислителем медных сплавов является фосфор, который вводят в виде фосфористой меди (7—10 % Р) в количестве 0,02—0,15 % при температуре расплава 1150—1200 °C.
Бор также является хорошим раскислителем меди, который образует жидкие продукты раскисления. Бор, как и фосфор повышает жидкотекучесть сплава, но не снижает электрической проводимости. Используют борид магния и борный шлак, состоящий из борной кислоты или буры и порошка магния в соотношении 95 : 5 (1—3 % массы сплава). Также используют кальций, натрий и магний в количестве 0,02—0,04 % (по массе).
Сплавы меди, содержащие цинк, алюминий, бериллий и кремний раскисляют бериллием, так как оксиды этих элементов не восстанавливаются фосфором.
Дегазацию медных расплавов осуществляют путем продувки инертными или нейтральными газами (азот, хлор, гелий, аргон), обработкой хлористыми солями (гексахлорэтан и др.), введением в расплав дегазирующих присадок, вакуумированием.
Продувку расплава температурой 1150—1200 °C ведут через огнеупорные трубки из графита, керамики и других материалов или через пористые вставки из вспененного магнезита, пористого шамота, которые монтируют в дне тиглей или ковшей. Расход газа на 1 т металла составляет 0,05—0,5 м3, длительность продувки при давлении газа 19,6—29,4 кПа составляет 5—10 мин. Хлористые соли вводят в количестве 0,1—0,2 % массы расплава при 1150—1200 °C с помощью колокольчиков.
Вакуумирование медных сплавов ведут при 1150— 1300 °C и остаточном давлении 0,6—1,3 кПа. Продолжительность обработки 10—25 мин. Вакуумирование недопустимо для латуней и нейзильберов, так как это приводит к большим потерям цинка.
Эффективным методом очистки от неметаллических включений сплавов, содержащих алюминий, титан, цир-
177
конпй и бериллий, является фильтрация через зернистые и сетчатые фильтры. В качестве зернистых фильтрующих материалов используют магнезит, алунд, плавленые фториды кальция и магния. Размер зерен фильтра 5—10 мм, толщина слоя 60—150 мм. Перед фильтрацией материалы прогревают до 700—800 °C. В качестве сетчатых фильтров применяют огнеупорные ткани из кварцевых или графитовых нитей или сетки из молибдена. Железо удаляют окислительным рафинированием купритом (Си2О), а оксид олова ошлаковывают обезвоженной содой (Na2CO3).
Наиболее высокими рафинирующими свойствами обладают фтористые соединения, в частности смесь фторидов кальция и магния. Перед рафинированием снимают шлак и на зеркало металла засыпают порошок переплавленного и измельченного флюса в количестве 1,5—2,0 % массы металла. Для лучшего отделения взвесей флюс перемешивают с металлом в течение 8—15 мин. Перед заливкой для более полного всплывания флюса расплав выдерживают в течение 10—15 мин.
Медные сплавы модифицируют титаном, ванадием, цирконием, бором, . молибденом, вольфрамом, которые вводят в виде лигатур в количествах 0,002—0,1 % массы металла (температура металла 1200—1250 °C). Модифицирование титаном, бором и вольфрамом эффективно только для сплавов, содержащих железо.
Плавку латуней можно производить в печах всех типов за исключением дуговых и вакуумных, в которых происходит повышенный угар цинка. При плавке латуней особое внимание необходимо уделять подбору защитных покровов. Цинк является хорошим раскислителем, поэтому при плавке двойных латуней медь после расплавления не раскисляют. Порядок выполнения остальных металлургических операций такой же, как описанный выше.
Плавку оловянных бронз, как правило, осуществляют в высокочастотных индукционных печах в графитошамотных или графитокарборундовых тиглях. Применять в шихте стружку не рекомендуется. В целях сокращения потерь олова продолжительность плавки должна быть минимальной. В отличие от других сплавов, для раскисления оловянных бронз используют фосфористую медь и цинк в соотношении 1 : 1 (примерно по 0,005 % массы сплава).
Плавку безоловянных бронз чаще всего ведут в дуговых и индукционных печах в форсированном режиме.
178
Алюминиевые бронзы весьма чувствительны к перегреву и активно поглощают газы. В связи с этим плавку проводят в окислительной атмосфере под слоем флюса, избегая перегрева выше 1200 °C.
Плавка свинцовых бронз сопряжена с определенными трудностями из-за ликвации компонентов сплава, поэтому применяют индукционные печи, в которых происходит интенсивное перемешивание расплава. Сплав легируют никелем (до 2,5 %), обеспечивая высокую скорость кристаллизации металла в форме.
Плавка бериллиевых и кремнистых бронз подобна плавке оловянных, но следует иметь в виду, что бериллий токсичен, поэтому плавку ведут в изолированных помещениях, оборудованных приточно-вытяжной вентиляцией.
2.18. Плавка алюминиевых сплавов
Алюминий и его сплавы легко окисляются в жидком состоянии, растворяют газы и вредные примеси, поэтому шихта должна быть сухой, без загрязнений маслом, мазутом, формовочной смесью и др. Все материалы перед загрузкой в расплав должны быть подогреты до 100— 150 °C. Некоторые флюсы перед использованием подвергают переплаву. В качестве шихтовых материалов применяют первичный алюминий, паспортные сплавы алюминия в чушках (силумин и др.), возврат, лом, лигатуры. Многие сплавы получают на базе двухкомпонентной шихты: паспортные сплавы в чушках и возврат собственного производства. При высоких требованиях к сплавам по содержанию неметаллических включений плавку ведут на свежих материалах (первичный алюминий и лигатуры). Материалы высокой чистоты необходимы для приготовления магнийсодержащих алюминиевых сплавов.
Процесс плавки алюминиевых сплавов не представляет особых трудностей. Оксидная пленка А12О3, образующаяся на поверхности расплава, защищает его в дальнейшем от насыщения кислородом и водородом из атмосферы печи. Однако нужно иметь в виду, что предохранительные свойства оксидной пленки могут изменяться под воздействием различных материалов. Щелочные и щелочноземельные металлы (калий, натрий и др.), а также цинк (0,05—0,1 %), хлор, гексахлорэтан, фториды бора и кремния разрыхляют пленку и увеличивают ее проницаемость для кислорода и водорода. Бериллий, фтор и
179
газообразные фториды (BF3, SFe и др.) уменьшают газопроницаемость оксидной пленки.
Во время плавки алюминий насыщается водородом, основным источником которого являются пары воды в атмосфере газовых печей, влага шихты и гигроскопичных флюсов. Медь и кремний уменьшают растворимость водорода в сплаве, а магний, титан, цирконий, литий, натрий, кальций, барий, стронций — увеличивают. Для предохранения алюминиевых расплавов от окисления и насыщения водородом плавку ведут в вакууме, в атмосфере инертных газов или в воздушной среде, содержащей фториды; применяют покровные флюсы или защитное легирование.
При плавке большинства алюминиевых сплавов в качестве покровного флюса используют смесь хлоридов натрия и калия (45 % NaCl и 55 % КО) в количестве 1—2 % массы шихты. Для магнийсодержащих алюминиевых сплавов наиболее приемлемыми флюсами являются карналлит (MgCl2-KCl) и его смеси с фтористым кальцием или фтористым магнием (по 10—15 %), так как хлориды натрия и калия плохо смачивают оксид магния.
Для рафинирования алюминиевых расплавов от растворенных металлических примесей (натрия, магния, железа, цинка), неметаллических включений (в основном оксидных плен) и растворенного водорода применяют продувку инертными и активными газами, отстаивание, обработку хлористыми солями и флюсами, вакуумирование. электрофлюсовую обработку и фильтрацию через сетчатые и зернистые фильтры. Часто достаточно одного из перечисленных приемов, например обработки препаратом «Дегазер», который состоит из 90 % гексахлорэтана и 10 % хлористого бария. Таблетки «Дегазер» вводят в расплав при температуре 720—750 °C в количестве 0,5 % массы расплава. Хлориды цинка и марганца вводят в количестве 0,05—0,2 % при температуре расплава 700—730 °C, гексахлорэтан — в количестве 0,3—0,7 % при 740—750 °C. Превышение указанных температур приводит к интенсивному окислению сплава.
Продувку азотом или аргоном ведут при 720—730 °C в течение 5—20 мин; расход газа 0,5—1 м8 на 1 т расплава.
Более высокий уровень очистки достигается при продувке хлором, но хлор токсичен. Длительность рафинирования расплава температурой 710—720 °C при давлении хлора 0,11—-0,12 МПа составляет 10—12 мин; расход хлора 0,3—0,5 м3 на 1 т расплава.
180
т 153. Состав модификаторов и параметры модифицирования алюминиевых сплавов
Номер Состав модификатора Количество Расчетное количество Температура МО-
фи катера модификатора, % модифицирующего элемента, % дифицирования, °C
1 Метал л и чес к и й натрий 0,05—0,1 0,05—0,1 750—780
2 Флюс (67% NaF, 33 % NaCl) 1,0—2,0 0,05—0,1 780—810
3 Флюс (62,5% NaCl, 25 % NaF, 12,5 % KCI) 1,0—2,0 0,05—0,1 730—750
4 Флюс (50% NaCl, 30 % NaF, 10% KCI, 10% Na3AlFJ 0,5—1,0 0,05—0,1 720—750
5 Флюс (35% NaCl, 40 % KCI, 10% NaF, 15% NasAIF6) 1,0—1,5 0,05—0,1 740—760
6 Лигатура Al—Zr (10 % Zr) 0,6—0,8 0,06—0,85 750—780
7 Лигатура Cu—P (9—11 % P) 0,5—1,0 0,05—0,1 790—820
8 t Смесь 20 % красного фосфора с 10% KsZrFe и 70% KCI 1,5—2,0 0,05—0,1 790—825
1 9 Смесь 58 % K2ZrFc с 34 % порошка алюминия и 8 % красного фосфора 0,3—0,4 0,05—0,1 790—825
10 Фосфорорганические вещества (хлорофос, трифенилфосфат) 0,04—0,6 0,05—0,1 760—780
I П р и м е ч а и и е. Модификаторы Ns 1—6 применяют для мо-
f дифицирования доэвтектических и эвтектических сплавов (АЛ2, АЛ4,
АЛ9 и др.), модификаторы № 7— 10 — для модифицирования заэв-
тектических силуминов.
Вредное влияние железа может быть нейтрализовано присадками марганца, хрома или бериллия (по 0,3— 0,4 %), для подавления вредного влияния натрия в сплаве АЛ23 вводят 0,2—0,3 % висмута или сурьмы.
Алюминиевые сплавы модифицируют в целях измельчения макрозерна и различных фаз, а также для придания последним благоприятной формы. Составы модифи-катеров и режимы модифицирования приведены в табл. 153. I
2.19. Плавка магниевых сплавов
Приготовление и разливка магниевых сплавов требуют особого внимания и осторожности, поскольку магний очень интенсивно окисляется, а при температуре 430—
181
600 °C сплавы могут воспламеняться. При плавке магнийториевых сплавов необходимы особые меры зашиты обслуживающего персонала, так как торий радиоактивен.
Для плавки магниевых сплавов созданы специальные печи с неохлаждаемым индуктором и с индуктором воздушного охлаждения в целях создания безопасных условий труда.
Наиболее распространенный способ защиты магниевых сплавов от окисления — применение покровных и покровно-рафинирующих флюсов. Основой большой части флюсов является карналлит (MgCLKCl) с различными добавками, например ВаС12 улучшает отделение шлака от металла, MgO сгущает шлак; CaF2 увеличивает рафинирующую способность флюса. Лучшими считают флюсы ВИ2 и ВИЗ.
Бесхлоридные флюсы рафинируют расплав от хлористых солей и надежно защищают его от воспламенения.
В настоящее время широко применяют метод бесфлю-совой плавки с защитной газовой средой — смеси сухого воздуха с SO2, BF4, SFe или чистый СО2. Безопаснее пользоваться смесью воздуха с 0,1 % SFfi, так как шестифтористая сера в отличие от фторида бора — не токсичный газ.
Для снижения окисляемости магния в расплав вводят бериллий и кальций (в чистый магний 0,006 % Be, в сплавы с содержанием до 10 % А1 — 0,07 % Be от массы сплава).
Магниевые сплавы в процессе плавки поглощают большое количество водорода (20—30 см3/100 г), значительно больше, чем алюминиевые (1—5 см8/100 г). Поэтому шихтовые материалы перед загрузкой в печь должны быть очищены и подогреты до температуры 120 °C. Непременным условием является использование переплавленных флюсов, которые хранятся в термостатах. Применяют известные способы рафинирования расплава (отстаивание, продувка аргоном, хлором, углекислым газом, гелием, четыреххлористым углеродом, обработка флюсами, фильтрование).
Плавка магниевых сплавов в зависимости от объема производства и массы отливок может производиться методом монопроцесса в тигельных печах (топливных или электрических) и дуплекс-процессом: пламенная печь — тигельная печь. При производстве мелких отливок плавку
182
ведут в стационарных тиглях, крупных отливок — в выемных тиглях.
Тигель подогревают до 400—500 °C, загружают в него флюс в количестве до 10 % массы шихты и металлические составляющие. Расплав нагревают до 700—720 °C, производят рафинирование и модифицирование, а после 10—15-минутной выдержки разливают.
Для предотвращения загрязнения металла отливок флюсом в тигле оставляют 20—30 % объема расплава. Оставшийся загрязненный металл разливают в изложницы и используют для приготовления предварительного сплава.
Используют два способа плавки магниевых сплавов: переплав марочного чушкового сплава с добавкой возврата и двухстадийную плавку, предусматривающую последовательное приготовление предварительного и рабочего сплава. При первом способе шихту расплавляют, предохраняя металл от окисления, доводят расплав до требуемой температуры, рафинируют и приступают к разливке. При втором способе сначала из свежих шихтовых материалов и сливных чушек готовят предварительный сплав, уделяя особое внимание рафинированию от неметаллических включений и вредных примесей, а затем методом переплава получают рабочий сплав.
Для измельчения зерна и повышения уровня механических свойств магниевые сплавы модифицируют двумя способами. Первый способ заключается в перегреве расплава до 850—925 °C, выдержке в течение 10—15 мин й быстром охлаждении до 680—720 °C. Второй способ модифицирования заключается во введении в расплав углеродсодержащих и других добавок (табл. 154) в количестве 0,3—0,6 % массы расплава.
Следует отметить, что даже сотые доли циркония полностью подавляют модифицирование углеродсодержащими веществами, цирконий применяют только для сплавов системы Mg—А1.
Раздачу сплава из печи и заливку форм необходимо производить, соблюдая следующие рекомендации;
инструмент и ковши обязательно промывать расплавленным карналлитом или флюсом ВИ2;
для предотвращения возгорания струю металла припиливать серным цветом или смесью серы и борной кислоты (1 : 1) из специального распылителя;
в ковше оставляп, 10—15 % сплава во избежание попадания флюса в форму.
183
154. Параметры модифицирования магниевых сплавов
Модификатор Количество модификатора % Размер кусочков. мм Температура модифицирования, °C Время, мин Примечание
замешивания отстаивания
Мел 0,5—0,6 Порошок 760—780 5—8 15—40 Перед введением
Мрамор 0,5—0,6 Крошка 760—780 5—8 15—40 Необхо-
Магнезит 0,3—0,4 10—25 720—730 8—12 15—40 ДИМС просушить
Гексахлор-этан 0,3—0,5 Порошок 720—760 8—12 15—40 Применять в сухом
Хлорное железо 0,4—0,5 То же 720—760 5—8 10—40 состоянии
Цирконий 0,5—0,8 — — — — Для сплавов, не содержащих алюминий
Магниево-цирко-ниевая лигатура (12 % Zr) 10,0 5—10 850—900 19—20 10—15
Фторцирко- нат калия 8,0—10,0 Порошок 930 20—30 20—30 -
Кальций 0,08— 0,15 — 770—780 — 10—15
3. ФОРМОВОЧНЫЕ МАТЕРИАЛЫ И СМЕСИ
Более 80 % всех отливок получают в разовых песчаных формах. От формовочных смесей в большой степени зависит качество отливок. Опыт показывает, что около 50 % брака получают в результате использования некачественных смесей. Следовательно, правильный выбор составов формовочных смесей, соблюдение технологии их приготовления являются важнейшими факторами снижения брака и улучшения качества отливок.
3.1. Зерновая основа формовочных смесей
Зерновой основой формовочных и стержневых смесей являются кварцевые пески, регенерат, оборотная смесь, высокоогнеупорные материалы (шамотные и хромитовые порошки, дитенсиллиманитовый концентрат и др.) и материалы высшей огнеупорности (магнезитовый и корундовый порошки, цирконовый песок и др.).
Формовочные пески содержат зерна кварца и глинистую составляющую (не более 50 %). В литейном производстве используют природные (необогащенные) и обогащенные формовочные пески.
В зависимости от содержания глинистой составляющей, кремнезема и вредных примесей формовочные пески делят на классы (табл. 155).
В зависимости от размеров основной фракции пески делят на группы (табл. 156).
Пески подразделяют на две категории — А и Б. К категории А относят песок с большим остатком основной фракции на крайнем верхнем сите (из трех смежных), к категории Б — пески с большим остатком на крайнем нижнем сите.
Кварцевые пески с рассредоточенной зерновой структурой делят на четыре группы: 1 — крупный КРК (сита № 04, 0315 и 02); 2 — средний КРС (сита № 0315, 02 и
185
155. Классы формовочных песков (ГОСТ 2138—84)
Класс Наименование Состав, %
Глинистая составля-юща я SiO2, не менее Вредные примеси, не более
Оксиды щелочно-земельных металлов Оксид железа (Fe,Os)
061 к Обогащенный =£0,2 98,5 0,40 0,20
О62К кварцевый =£0,5 98,0 0,75 0,40
ОбЗК =£1,0 97,5 1,00 0,60
1К =£2,0 97,0 1,20 0,75
2К Кварцевый =£2,0 96,0 1,50 1,00
зк =£2,0 94,0 2,00 1,50
4К =£2,0 90,0 — —
т Тощий 2,0—10,0 .— — -—
п Полужирный 10,0—20,0 — —— —
Ж Жирный 20,0—30,0 — — —
ож Очень жирный 30,0—50,0 — — —
Примечание. К глинистой составляющей относятся частицы размером менее 22 мкм.
016); 3 — мелкий КРМ (сита № 02, 016 и 01); 4 — с общей рассредоточенностью КРО (в основной фракции на трех любых ситах менее 60 %). Суммарный остаток на ситах для первых трех групп должен быть не менее 60 %.
При маркировке песка на первом месте ставят обозначение класса, на втором — группы и на третьем — категории. Например, природный кварцевый формовочный
156. Классификация песков по размеру зерен основной фракции
Песок Труп-па Номера смежных сит, на которых остаются зерна основной фракции Песок Труп-па Номера смежных сит, и а которых остаются зерна основной фракции
Грубый 063 1; 063; 04 Мелкий 016 02; 016; 01
Очень крупный 04 063; 04; 0315 Очень мелкий 01 016; 01; 0063
Крупный 0315 04; 0315; 02 Тонкий 0063 01; 0063; 005
Средний 02 0315; 02; 016 Пылевидный 005 0063; 005 Тазик
186
157. Характеристика формовочных песков, поставляемых ВПО «Союзформоматериалы»
187
Продолжение табл. 157
Предприятие Марка песка Глинистая составляющая Массовая дол 5 SiO2 компонентов, % Огнеупорность, °C
Fe2O3 Оксиды щелочных и щелочноземельных металлов
Гомельский горно-обогатительный комбинат: Жлобин ский карьер 2К02А 0,1—0,4 94,1—94,7 0,3—0,9 0,7—2,0 1730
ЗКО2Б 0,1—0,4 94,3—95,7 0,2—0,6 1,1—3,0 172 0
4К0315Б 0,1-0,5 93,9—94,7 0,3—1,4 1,5—4,8 1710
обогатительная фабрика О63К0315А 0,2-0,4 97,7—98,0 0,2—0,4 1,1—1,3 1730—1750
«Ленино» О63К0315Б 0,2—0,3 96,5—97,6 0,3—0,4 1,1—1,2 1730
О63К02А 0,2—0,3 97,6—98,0 0,4—0,6 0,73—0,97 1730
О63К02Б 0,2—0,3 97,6—98,0 0,4—0,6 0,73—0,97 1730
Дарбазинский карьер: Дарбазинский участок 4КРМБ 1,2—1,3 93,1—93,6 0—0,2 2,3—3,6 1710
Джилгинский участок 4К016Б 0,6—1,9 91,4—93,8 0,1—0,3 0,9—7,8 1710
ЗКРМА 1,0—1,5 95,8 0,12 1,48 1720
Кичигинский гор но-обогатитель- 2К0315А 1,1—1,7 96,3—96,5 0,1—0,5 0,6—1,5 1740
ный комбинат 2К0315Б 1,4 96,4—96,7 0,3—0,4 0,8—0,'9 1730
Т0315А 3,0—5,0 96,3 1,1 0.5 1730
Т0315Б 3,0—5,24 96,9 0,8 0,7 1730
Луховицкое производственное объединение: Луховицкий карьер 2КРКБ 0,3—0,6 96,0—96,8 0,3—0,5 0,6—1,3 1740
2КРСА 0,4—1,1 96,0—96,8 0,1—0,4 0,42—1,23 1730
2КРСА 0,9—1,6 96,8 0,4 1,2 1730
Бурцевский карьер 2К016А 0,2—0,7 96,1—96,8 0,1—0,2 0,96—1,2 1710
Т016А 2,1—2,4 95,9—96,1 0,4—0,6 1,0—1,3 1710
Т016Б 6,0—8,0 95,8—96.1 0,5—0,7 1,0—1,3 1710
Продолжение табл. 158
Материал Массовая доля, % Огнеупорность, °C Область применения
основного компонента вредных примесей
Магнезито-хромитовые и хромо-магнезитовые порошки: ПМХТ пхмт 15,0— 25,0 Сг2О3; 55,0 MgO 30,0— 40,0 СгйО3 5,0 SiO2 55,0 MgO; 7,0 SiO2 2000— 2100 Для облицовочных смесей, противопригарных красок и паст при получении крупных стальных отливок, особенно из высоколегированных сталей, для торкретирова- ния стен и откосов мартеновских печей
Корундовые порошки До 98,5 А12О3 0,5 Fe2O3 2050 Для облицовочных смесей при производстве крупных стальных отливок
Цирконовые пески: Ц1 Ц2 97,0— 98,5 ZrSiO4 94,0— 96,5 ZrSiO4 1,5—3,0 примесей сопутствующих ми- нералов 3,5—6,0 примесей сопутствующих ми- нералов 2430— 2450 Для формовочных материалов при получении крупных, толстостенных отливок, когда смесь подвергается длительному воздействию высоких температур при высоком гидростатическом давлении металла
песок с сосредоточенной зерновой структурой класса 2К категории А будет иметь обозначение 2К063А. Кварцевый песок с рассредоточенной зерновой структурой класса 2К — обозначение 2КРО.
Наиболее крупные месторождения формовочных песков разрабатывает ВПО «Союзформоматериалы» (табл. 157), карьеры местного значения — предприятия-потребители.
Для стальных и тяжелых чугунных отливок кварцевый песок нельзя считать хорошим формовочным материалом вследствие его недостаточной огнеупорности и содержания таких примесей, которые могут взаимодействовать с оксидами железа. В результате такого взаимодействия на поверхности отливки образуется пригар.
190
Для тяжелых отливок целесообразно применять в сочетании с обычными песками или в виде самостоятельных компонентов специальные огнеупорные материалы — циркон, магнезит, хромистый железняк, олпвинитовые породы (табл. 158).
3.2. Связующие материалы
Связующие материалы (крепители) вводят в формовочные и стержневые смеси для придания им прочности во влажном и сухом состояниях.
В основе классификации связующих материалов, разработанной НПО ЦНИИТмаш (табл. 159), заложены два признака: природа материала (органический и неорга-
159. Классификация связующих материалов
1 а Характеристика Класс Группа Обозначение Связующие Удельная прочность» МПа/%
Органические неводные материалы А 1 А-1 Льняное масло, крепители П и ПТ, пульвербакелит 0,5
2 А-2 Крепители ГТФ, ЗИЛ, БП, СЛК, АЗ 0,3—0,5
3 А-3 Древесный пек, крепители КТ, СП, СБ, канифоль <0,3
Органические водные материалы Б 1 Б-1 МФ 17, М, ?ЛСБ 0,5
2 Б-2 Крепитель КВ, декстрин желтый, декстрин белый 0,3—0,5
3 Б-3 Патока, сульфитноспиртовая барда <0,3
Неорганические водные материалы В 1 В-1 Жидкое стекло 0,5
2 В-2 — 0,3—0,5
3 В-3 Цемент, формовочная глина <0,3
191
нический, водный — растворимый в воде и неводный — нерастворимый в воде) и характер затвердевания (необратимый, промежуточный, обратимый). Водные и неводные связующие не смешивают, так как это почти всегда понижает прочность смеси как' во влажном, так и в сухом состоянии, особенно если в качестве водного связующего используют формовочную глину.
Необратимо затвердевающие связующие при затвердевании претерпевают сложные химические превращения, обусловленные полимеризацией или поликонденсацией вещества. Обратимо затвердевающие восстанавливают свои свойства после охлаждения (битумы, пеки, канифоль) или при воздействии растворителя (декстрин, пектиновый клей).
Необратимо затвердевающие связующие придают наибольшую прочность сухим стержням (более 490 кПа/%), связующие с промежуточным характером затвердевания — среднюю прочность (294—490 кПа/%), обратимо затвердевающие— наименьшую прочность (294 кПа/%). В соответствии с этим связующие подразделяют по удельной прочности на разрыв в сухом состоянии на три группы.
Огнеупорная глина является основным связующим материалом в формовочных и стержневых смесях. Глиной принято считать частицы размером не более 22 мкм. Связующие свойства глины повышаются с увеличением ее дисперсности. Частицы размером до 10 мкм при смачивании водой переходят в желеобразное состояние (гель). Даже небольшое количество глины с большим содержанием коллоидной составляющей придает смеси высокую прочность. Для формовочных и стержневых смесей это очень важно, так как обычная глина, находящаяся в смеси в количестве, необходимом для получения определенных пластичности и прочности, одновременно снижает газопроницаемость и податливость. Поэтому в смесях должно быть минимальное количество глины, но, по-возможности, с высокими связующими свойствами. Формовочная смесь должна иметь определенную структуру: между зернами песка, покрытыми тонким слоем глины, должны оставаться зазоры для выхода газов.
В соответствии с ГОСТ 3226—77 формовочные глины классифицируют по нескольким признакам. В зависимости от минералогического состава формовочные глины делят на виды, указанные в табл. 160.
192
160. Виды формовочных глин
Вид ГЛИНЫ Основной ^породообразующий -. минерал
Наименован ир; Обозуд-‘ "чёнйе
Бентонитовая Каолиновая и каоли* ио-гидросл юдиста я Полиминеральиая Б К П Мойтморрилоннт (Al2O3-4SiO2-•пН2О) . .: Каолинит (Al2O3-2SiO2-2HjO) и каолинит с гидрослюдой > 1(Нг)О- А12О3- (2—3)SiO2 • пНаО.) Любой глинистый минерал
По пределу прочности при сжатии во влажном состоянии формовочные глины делят на группы, а в сухом состоянии на подгруппы (табл. 161)..
По сумме обменных катионов формовочные глины дёлят на группы с высокой, средней и низкой суммбй обменных катионов. По содержанию вредных примесей их делят на группы, указанные в табл. 162.
По коллоидальности формовочные глины делят на группы, указанные в табл. 163.
Выпускают следующие формовочные глины: бентонитовые (БП1Та, БП1Т8, БП2Та, БП2Т8, бпзт2, бпзт8, БС1Т2, БС1Т3, БС2Та, БС2Т8, БСЗТ2, БСЗТз, БМ1Т8, БМ1Т8, БМ2Т2, БМ2Т3, БМЗТ2, БМЗТ3), каолиновые и каолино-гидрослюдистые (КП1Т,, КП1Т2, КП2Т2, КПЗТГ, КПЗТ2, КС1Т1( КС1Т2, КС2Т„ КС2Т2, KC3Tt, КСЗТа, КМ2Т1, КМ2Т2, КМЗТ1( КМЗТ2), полиминеральные
161. Классификация глин по пределу прочности на сжатие
Групп» Предел прочности во влажном состоянии, МПа, не менее Подгруппа Предел прочности в сухом состоянии, МПа, не менее
Наименование Обозначение бентонитовой каолиновой, каолино- гндро-слюдн-стой н полнми-нераль- ной бентонитовой каолиновой, каолнно- гндро-слюдистой и поли минераль- ной
Прочиосвязующая п 0,13 0,01 1 0,55 0,45
Среднесвязующая Малосвязующая с м 0,11 0,09 0,8 0,6 2 3 0.35 0,3 0,3 0,2
7/Могилев В. К.» Лев О. И. 193
162. Классификация глин по содержанию вредных примесей
Группа глины Массовая доля вредных примесей, %, не более
Наименование Обозначен не Ре,О Na2O+Ks0 CiiO + MgO
С низким содержанием примесей Ti 2,5 1,5 2,0
Со средним содержанием примесей Тй 4,5 3,0 5,0
С высоким содержанием примесей Тя 8,0 5,0 8,0
(ПСГТЪ ПС1Т2, ПС2Т!, ПС2Та, ПСЗТЪ ПСЗТа, ПМ2ТР ПМ2Та, ПМЗТр ПМЗТ2).
Краткая характеристика формовочных глин некоторых месторождений СССР приведена в табл. 164. Бентонитовые глины используют в основном для изготовления разовых форм на автоматических линиях (табл. 165).
Органические связующие (табл. 166) используют, главным образом, для приготовления стержневых смесей,, иногда их добавляют в песчано-глинистые формовочные смеси для повышения их прочности и пластичности.
При изготовлении холоднотвердеющих смесей (ХТС) и смесей для производства оболочковых форм и стержней в горячей оснастке широкое применение получили синтетические смолы (табл. 167).
Жидкое стекло — наиболее распространенное связующее из всех неорганических. Оно представляет собой водный раствор силикатов натрия или калия переменного состава RaOn-SiO2, где R — натрий или калий (табл. 168).
Жидкое стекло получают, растворяя силикат-глыбу в автоклавах при давлении пара 400—800 кПа. Кроме силикат-глыбы отечественная промышленность выпу-
163. Классификация глин по коллоидальности
Группа глииы Коллоидальность глииы» %, не менее
Наименование Обозначение бентонитовой каолиновой и полиминеральной
Высококоллоидальная в 90 60
Среднеколлоидальная С 50 30
Низкоколлоидал ьная н 25 Не нормируется
104
164. Характеристика огнеупорных глин некоторых месторождений СССР
Месторождение Обозначение ГЛИНЫ Массовая доля, % Огнеупорность, °C, не менее
А18Оз, не менее FeaO3, не более
Апрельское АПО.С 31 3,0 1700
АППК 30 4,0 1670
Аркалыкское АРВ-1 49 .— —
АР В-2 — ——
АРО 35 —- —
Латнейское лто 39 1,5 1730
ЛТ1 37 1,5 1730
ЛТ2 33 2,0 1690
ЛТЗ 28 2,5 1670
ЛТПК1 23 Не норми- 1670
руется
ЛТПК2 17 То же 1670
Положское Г1ЛГ1 37 1,65 1750
ПЛГ2 33 2,0 1730
плгз 28 2,2 1670
плгпк 22 3,0 1670
Пятихатское ГП'О 37 1,6 1730
ПГ1 36 1,8 1730
ПГ2 35 2,0 1690
пгз 33 3,0 1670
пгзж 29 4,5 1670
Суворовское со 41 2,0 1750
С1 38 2,5 1730
С2 33 3,5 1670
сз 29 4,5 1670
СПК1 23 4,5 1670
СУ 33 3,0 1670
Часов-Ярское 40 33 1,3 1710
41 32 1,6 1690
42 30 2,3 1670
43 28 3,0 1630
4ПК1 20 Не норми- 1580
руется
4ПК2 13 То же 1580
Белкинское БК1 37 2,8 1730
БК2 33 3.5 1690
БКЗ 28 5,5 1670
БКУ 28 3,5 __Ж... .
7*
195
Продолжение табл. 164
Месторождение Обозначе-ние глииы Массовая доля, % Огнеупорность, °C, не менее
AigOs, не менее Fe2Oa, не более
Берлинское БР-1 36 3,5 1710
БР-2 34 4,0 1690
Б Р-3 32 5,0 1670
БР-4 28 5.5 1630
Борови чско-Л юбы- БЛСО, 40 2,5 1750
тинское БЛПСО БЛС1, 37 2,5 1730
БЛПС1 БЛС2, 32 4,0 1710
БЛПС2 влез, 28 5,0 1670
БЛПСЗ БЛП1 35 3,0 1710
БЗПЗ 28 5,0 1610
БЛПК1 23 3,0 1610
БЛПК2 18 5,0 1580
Кировоградское ко 44 1,3 1770
К1 41 1,5 1750
К2 38 2,0 , 1710
КЗ 35 2,0 1710
кпк 26 2,0 1670
Куманское КУО 34 2,5 1690
КУР 30 3,5 1670
КУПК 25 6,5 1580
165. Состояние бентонитовых глин при поставке
Месторождение Тип глины Состояние при поставке Огнеупорность, °C
Биклянвеков Черкасское Горбское Асканская группа Гумбринское Саригюхсков Огланлинское Кальциевомаг-ниевая Кальциевая » Натриевая Кальциевая Натриевая » Порошок в упакованном нли неупакованном виде Комовая Порошок » Комовая или порошок Комовая 1200— 1250 1270 1280— 1295 1400 1230— 1300
196
I
166. Характеристика наиболее распространенных органических связующих
• Связу- ющее Способ получения илл основные составляющие Плотность при 20 °C, кг/м! Прочность на разрыв технологической про- ^ы, кПа Область приме* нения смеси, содержащей связующее
4 Льняное масло Из семян льна 932 900 Для особо ответственных стержней I класса сложности. Применение ограничено
Олифа натуральна и Тепловая обработка льняного масла при 250 °C без доступа воздуха с добавкой сиккативов, ускоряющих высыхание масла 940 800 То же ч / '
Олифа-оксоль Раствор олифы в уайт-спирите (до 45 % уайт-спирита) 930 500
охм Отработанное хлопковое масло 970 2200 Для стержней I и II классов
g Раствор в бензине кубовых остатков, полученных от дистилляции синтетических жирных кислот 850 800 Для стержней I и II классов сложности, для формовочных смесей в целях повышения их теку-чести (применяют и \ сочетании с СДБ или ССБ) л
в-’ п Раствор окисленного петролатума (побочный продукт при изготовлении смазочных масел из нефти) в уайт-спирите 850 800 Для стержней I и II классов сложности f
пт де - Раствор окисленного петролатума и талового масла в уайт-спирите 850 1000 То же
4ГУ (п) Раствор сплава битума (25 %) и канифоли (25 %) в уайт-спирите (50%) 940 450
197
Продолжение табл. 166
Связу* ющее Способ получения или основные составляющие Плотность; при 20 °C, кг/м3 щ О О и к о W $ 3 п* О 3 Область применения смеси, содержащей связующее
4ГУ (в) Раствор сплава растительного масла или рыбьего жира (25 %) с канифолью (25 %) в уайт-спири-ге (50%) 920 650 Для стержней 1 класса
ГТФ Генераторная тяжелая фракция сланцевой смолы, получаемая при тепловой переработке эстонских сланцев 1020 560 Для стержней II и III классов
ЗИЛ-1 Нефтебитум (45%), уайт-спирит (35 %)-, лаколь (20 %) 950 700 Для стержней II и Ш классов при изготовлении чугунных отливок
ЗИЛ-2 Нефтебитум (40%), крепитель ГТФ (25%), уайт-спирит (35%) 950 700 То же
ЗИЛ-З Нефтебитум (25 %), крепитель ГТФ (55%), уайт-спирит (20%) 950 700 »
КБЖ Концентрат сульфита о-дрожжевой бражки (СДБ) с содержанием сухого остатка около 50 % (продукт переработки древесины после отделения спирта и сахаров) 1280 500 Для стержней ПЬ— V- классов при производстве отливок из чугуна, стали н цветных сплавов, для противопригарных красок (применяется в сочетании с другими связующими)
КБТ Концентрат сульфитно-дрожжевой бражки с содержанием сухого остатка не менее 76 % (растворяется в воде при температуре не выше 90 °C) 1400 500 То же
198
Продолжение табл. 166
Связующее Способ получения или основные составляющие , Плотность при 20 °C. кг/м« -odu -онх ей Область применения смеси, содержащей связующее
Прочность разрыв те | бы, кПя
СП Сул ьфитно-дрожжевая бражка (96— 97 %) и окисленный петролатум (3—4 %) 1180 500 Для стержней III— V классов сложности, быстр ©твердеющих формовочных смесей
СБ Сульфитно-дрожжевая бражка (88— 90 %) и крепитель ГТФ (10—12%) 1180 500 То же
Патока (меласса) Отход свеклосахарного производства 1300 300 Для стержней IV— V классов сложности (в сочетании с глиной), противопригарных красок
Декстрин Продукт неполного гидролиза крахмала, получаемый при нагреве крахмала с разбавленными минеральными кислотами 1400 300— 500 Для стержней III и IV классов сложности (в сочетании с другими связующими). Применение ограничено
Пектиновый клей Отход переработки плодов и овощей в присутствии разбавленных кислот 1300 1000 Для стержней V класса сложности, противопригарных красок (вместо декстрина)
УСК-1 Отход переработки сернистой нефти в виде остатков с добавлением 5 % асфальта и 40—50 % растворителя 850 800 Для стержней I и II классов сложности (в сочетании с СДБ)
БК Эмульсия, содержащая СДБ (73—75%), лак-энитоль (15— 17%) и ГТФ (10— 12%) 1200 700 Для стержней II и III классов сложно- сти
199
Продолжение габл. 166
Связующее Способ получения или основные составляющие 11лотиость при 20 °C, кг/м! Прочность на , разрыв технологи ческой про» 5ы, кПа Область применения смеси, содержащей связующее
кв Упаренная «кислая вода» газогенераторных станций 1280 1000 Для стержней 111— V классов сложности формовочных смесей (противопригарная добавка) при изготовлении тонкостенных чугунных ОТЛИВОК, приготовление противопригарных красок
квс Необесфеноленная растворимая смола 1300 700 То же .
167. Характеристика связующих иа основе синтетических смол
Связующее (ГОСТ. ТУ) Плотность. 103 КГ/М' Условная вязкость ПО ВЗ-4, с pH Коксовое число Область применения
Мочевииоформальдегидные
М-19-62 1,26 20— 7,2— 8,5 Для стержней прн
(ГОСТ 14231—78) 100 8,5 изготовлении отливок из чугуна и цветных сплавов
УКС(ГОСТ 14231—78) 1,26— 1,29 40—70 7,6— 9,0 6,7 То же
УКС-Л (ТУ 6-05-1336—76) 1,26— 1,29 40—70 8,0— 9,0 9,5 Для стержней при изготовлении чугунных отливок
УГТС 1,18— 1,22 50— 120 —- 19,0 То же
КС-58 (ГОСТ 14231—78) 1,24— 1,25 20—90 6,5— 8,0 8,0 Для стержней при изготовлении отливок из цветных сплавов
200
Продолжение габл. 167
'г?' Связующее ГОСТ. ТУ' Плотность, 10s кг/м’ Условная вязкость по ВЗ-4, с ОН Кокбовоь число Область применения
М-3 (ТУ 6-05-1596—72) 1,18— 40 7,2— 8—9 Для стержней При
1 1,25 \ 9,0 изготовлении отливок из цветных сплавов
ВК-1 (ТУ 6-05-111-205—75) 1,18— 1,26 20 7,2- 9,0 8—9 То же
Карбамидофурановые
БС-40 (ТУ 6-05-1750—76) 1,22— 1,24 20—37 6,5— 8,4 38,9 Для стержней при изготовлении чугунных отливок
КФ-107 1,20— 1,25 30—80 — 34,5 То же
КФ-90 1,22— 13—17 7,8— 25— »
(ТУ 6-05-1310—71) 1,24 9,0 35
КФ-40 (ТУ 6-05-1614—73) = 1,22— 1,24 25—60 7,8— 9,0 20 Для стержней для отливок из цветных сплавов
Карбомпдофенолофурановые
Фуритол-107 (ТУ 6-05-211-860—75) 1,2 30—90 5 — Для стержней при изготовлении стальных и чугунных отливок
Фуритол-125 (ТУ 59-121—77) 1,2 Фене 20—70 лофура 6,5— 8,5 новые То же
ФФ-1ФМ (ТУ 52-52—72) 1,3 5—120 —— ~~- Для стержней при изготовлении стальных и чугунных отливок
ФФ-1Ф (ТУ 6-05-211-849—73) 1.3 До 150 — — То же
ФФ-1СМ 1,3 30—90 — —. »
Фурфурол (I сорт) 1,16 7 — — Для стержней при изготовлении стальных отливок
КОФЧ ^;(ТУ 38-30257—76) Ч 70 >енольн ые То же
ОФ-1 (ТУ 6-05-1641—73) 1 1,18 | 150 1 — 1’ 1 9
201
168. Характеристика водорастворимых силикатов
Силикаты Химический состав, % Силикатный модуль
SIO, Na?O к,о
Натриевые: содовый 71,5—76,5 23,5—27,5 2,7—3,5
содовосульфат- 73,0—74,8 25,2—27,0 — 2,7-3,0
ный Калиевонатриевые и натриевокалие-вые: КН-1 66,0—69,0 7,0—8,5 21,5—24,7 2,85—3,25
НК-1 69,3—72,0 18,4—20,7 7,5—9,2 2,75—3,1
НК-2 71,5—73,5 17,0—19,0 7,5—8,5 3,1—3,35
скает готовые жидкие стекла: натриевое содовое и содово-сульфатное (ГОСТ 13078—81), каустическое (ТУ 6-18-68—75) и калиевое (ТУ 21-97—79 и ТУ 6-18-204—74).
Основной характеристикой жидкого стекла является силикатный модуль — отношение числа грамм-молекул кремнезема к числу грамм-молекул оксида натрия:
М = (% Si02/% Na4O). 1,032, где 1,032 — отношение молекулярной массы оксида натрия к молекулярной массе кремнезема.
Жидкое стекло выпускают трех марок — А (с силикатным модулем 2,0—2,3), Б (с силикатным модулем 2,31—2,6), В (с силикатным модулем 2,61—3,0). Чем больше модуль, тем быстрее затвердевает смесь, поэтому модуль устанавливают в зависимости от назначения смеси. Формы и стержни для крупных отливок, имеющих многосуточный цикл производства, изготовляют из смесей на жидком стекле с М = 2,04-2,3. Для форм и стержней, требующих сохранения пластических свойств смеси в течение 1—2 сут, применяют жидкое стекло с М = 2,34-2,6. Для форм и стержней, затвердевание которых при продувке СО2 должно быть особенно быстрым и срок хранения которых мал, следует применять жидкое стекло с М = 2,64-3,0.
Модуль жидкого стекла влияет также на прочность смеси. С увеличением модуля увеличивается прочность смеси во влажном состоянии, но уменьшается в сухом состоянии. Модуль жидкого стекла можно искусственно 202
понижать путем добавки к нему раствора едкого натра плотностью, близкой к плотности жидкого стекла. Количество сухого едкого натра в граммах на 1 кг жидкого стекла вычисляют в зависимости от массовой доли (%) оксидов SiO2 и Na2O в жидком стекле:
X = 13,3SiO2/M — 12,9Na2O.
Металлофосфатные связующие используют для изготовления керамических оболочек при литье по выплавляемым моделям, противопригарных покрытий и как водный связующий; материал для стержней, отверждаемых тепло-, вой сушкой. Наибольшее применение нашло алюмохро-мофосфатное связующее АХФС (ТУ 6-18-166—78) — кислый фосфорнокислый хром-алюминий (А12О3.0,8Сг2О3Х ХЗРД). Связующее представляет собой вязкий раствор темно-зеленого цвета.
Для изготовления керамических форм применяют алюможелезофосфатный связующий материал (А)КФС), который менее токсичен по сравнению с АХФС.
Для термостойких противопригарных покрытий рекомендуется приготовлять натрий-алюмофосфатный связующий материал, из водных растворов фосфата алюминия, и едкого натра.
Крсмнийорганические связующие нашли широкое применение в производстве точных отливок по выплавляемым моделям. Лучшим из них является этилсиликат. Для противопригарных покрытий используют термостойкие кремнийорганические лаки (КО-928, КО-921, КО-946, КО-075, КО-08, КО-85) и кремнийорганические смолы (КО-9, КО-917).
Кристаллогидратные связующие — это водорастворимые кристаллогидратные соли, сульфат магния, гипс и цемент. В литейном производстве используют портландцемент (ГОСТ 10178—76). Сокращение времени отверждения цементных смесей достигается вводом в них поваренной соли, сернокислого или.хлористого калия, хлористого кальция и др.
3.3. Вспомогательные материалы
К вспомогательным относятся противопригарные и разделительные материалы, материалы, увеличивающие податливость стержней и форм, материалы, снижающие прилипаемость смеси к стенкам ящика или модели, а также материалы, улучшающие прочность, текучесть,
203
живучесть, теплопроводность смесей, специальные экзотермические добавки и др.
Противопригарные материалы бывают органическими и неорганическими. К числу наиболее распространенных органических противопригарных материалов относятся гранулированный и пылевидный уголь (ТУ 12-1—76), мазут (ГОСТ 10585—75), кристаллический графит марок ГЛ1 и ГЛ2 (ГОСТ 5279—74), скрытокристаллический графит марок ГЛС-1 и ГЛС-2 (ГОСТ 5420—74), древесный уголь (ГОСТ 7657—84) и др.
Для приготовления противопригарных покрытий и противопригарных оболочек при литье по выплавляемым моделям используют огнеупорные пылевидные материалы неорганического происхождения (табл. 169).
Для регулирования теплофизических свойств формы применяют асбест (ГОСТ 12871—83Е), вспученный вермикулит (ГОСТ 12865—67), перлитовый вспученный песок (ГОСТ 10832—83), древесные опилки, чугунную и стальную дробь (ГОСТ 11964—81Е) и др.
Отвердители (табл. 170) благодаря их взаимодействию со связующими способствуют быстрому химическому отверждению смесей без тепловой сушки (наливных, сыпучих самотвердеющих и др.).
Катализаторы.— вещества, которые способствуют ускорению химических реакций только вследствие своего присутствия, сами же не претерпевают изменений. Например, в холоднотвердеющих смесях на смоляных связующих роль катализаторов выполняют органические и неорганические кислоты. Катализаторы, используемые для холоднотвердеющих смесей, подразделяют на дв.е группы: для стержней с нормальным циклом (20—30 мин) холодного отверждения (табл. 171) и для стержней с коротким (от 30 с до нескольких минут) циклом. Для сокращения цикла холодного отверждения увеличивают концентрацию сульфокислоты в растворе катализатора и уменьшают количество воды.
Пенообразователи используют в наливных самотвердеющих смесях (НСС). Наиболее широкое применение получили следующие пенообразователи: контакт черный нейтрализованный рафинированный (КЧНР) (ТУ 38-3022—74), детергент советский рафинированный; алкиларил-сульфонат (ДС-РАС или паста РАС); (ТУ 38-10764—75), нефтяное ростовое вещество (НРБ), сульфонол НП-1, КБЖ и др.
204
169. Огнеупорные пылевидные материалы
. i Материал (ГОСТ ТУ) Массовая доля основного компонента. %, не менее Область применения
Кварц молотый пылевидный КП1—КПЗ (ГОСТ 9077—82) 98 SiOa Для противопригарных красок при изготовлении отливок из углеродистых сталей, добавки в формовочные смеси для предупреждения пригара
Концентрат дистен-силлиманитовый пылевидный кдсп (ТУ 48-4-307—74) 75 Al20jj Для противопригарных красок при изготовлении отливок из чугуна и стали
Тальк молотый и талькомагнезнт (ГОСТ 21235—75) gu, 80 3Mg20x X 4SiO2H2O (прокаленный нерастворимый в соляной кислоте остаток) Для противопригарных красок и натирок при изготовлении тонкостенных отливок из чугуна и цветных сплавов
в Порошок корундовый спеченный тонкомолотый пкст (ТУ 14-8-165—75) 95 А12Од Для противопригарных красок при изготовлении крупных стальных отливок
Порошок цирконие-ВЫЙ р (РСТ УССР 655—70): 7
Ц03 63 (ZrO2+Hf2O) Для противопригарных красок при изготовлении отливок из стали и чугуна
Ц64 64 (ZrO2+ Hf2O) То же
Ц65 65 (ZrO2+ Hf2O)
Ц66 66 (ZrO2 + Ht2O) *
Порошок циркониевый плавленый (ТУ 14-8-88—73) 90 (ZrO2 + Hf,O) Для покрытия металлических поверхностей методом напыления
205
Г / • -
170. Отвердители для самотвердеющих смесей
Отвердитель (ГОСТ. ТУ) Способ получении н характеристика Область применений
Шлак сепарированный феррохромовый (ТУ 14-11-95—74) Отход производства феррохрома силико-термнческим способом; белый порошок с размером частиц менее 30 мкм; примерный химический состав, %: 48— 55СаО, 21—29 SiO2, 0,5—3,0 FeO,. 6-10 MgO, 5—12 А12О3, 3—4 Cr2O3 Для ПСС й жидко-, стекольных наливных самотвердеющих смесей
Шлам нефелиновый Побочный продукт производства глинозема из нефелиновых руд; примерный химический состав, %: 54—56 СаО, 29— 30 SiO2, 3,0—3,5 А12О3, 2,9—3,0 Fe2O3, 2,3— 3,0 (Na2O4- К2О) То же
Пропилен карбонат (ТУ 38102-51—72) Сложный эфир угольной кислоты Отверждение сыпучих самотвердеющих смесей преимущественно при изготовлении крупных отливок в единичном и мелкосерийном производстве
Бихромат калия (ГОСТ 2652—78Е) Отверждение лигносульфонатов в наливных самотвердеющих смесях с ССБ
Ангидрид хромовый (ТОСТ 3776—78) То же
Газ углекислый (ГОСТ 8050—76) Бесцветный газ тяжелее воздуха; получают при брожении пива, обжиге известняка, сжигании топлива и воздействии кислот на углекислые соли Отверждение форм и стержней, изготовляемых по СО2-процессу VjT) г ’О’*
206
Продолжение табл. 170
Отвердитель (ГОСТ, ТУ) Способ получения и характеристика Область применения
Спек глиноземный (ТУ 48-0115-5—76) Препарат коптильный (ТУ 81-05-122—78) Побочный продукт производства глинозема, содержит алюминат натрия, представляет собой пыль с количеством частиц размером до 1 мм ие менее 30 % Получают при термическом разложении проэкстрагиро-ванной осмольной щепы и дров смешанных пород в топке генератора; плот- ность при 20 °C 1270—1340 кг/м3 Отверждение ПСС о ССБ Отверждение цементно-органических смесей (взамен КВС)
171. Катализаторы для песчано-смоляных холоднотвердеющих смесей
Катализатор (ГОСТ. ТУ) Характеристика смеси Назначение
ок (ГОСТ 10678—76Е) АКО (ГОСТ 701—78, ГОСТ 10678—76Е) ДЖО (ГОСТ 411—77, ГОСТ 10678—76Е) БСККП БСК ПТСК (ТУ 6-14-12-4—74) ПХБСК Хлорное железо (ГОСТ 11159-76) Ортофосфорная кислота плотностью 1650—1670 кг/м3 Смесь азотной и ортофосфориой кислот в соотношении 3:4 Смесь азотнокислого железа и ортофосфор ной кислоты в соотношении 3 : 4 Смесь бензосульфокислоты и контакта Петрова плотностью 1260—1290 кг/м8 Бензосульфокислота плотностью 1250— 1300 кг/м8 Паратолуолсульфокислота Парахлорбензосульфокислота Для отверждения карбамидно-фурановых связующих То же » Для отверждения фенолофурановых связующих Для отверждения связующих всех классов То же Для отверждения смолы М19-62 (без фурилового спирта) и У КС
207
3.4. Формовочные и стержневые смеси
Формовочные смеси различают:
по назначению — для отливок из чугуна, стали, цветных сплавов;
по составу — песчано-глинистые, содержащие быстро-твердеющие крепители, специальные;
по применению при формовке — единые, облицовочные, наполнительные;
в зависимости от состояния форм перед заливкой в них сплава — для сырых, сухих, подсушиваемых и химически твердеющих форм. . >
Единые смеси для получения форм на автоматических линиях (табл. 172) должны обладать высокими и стабильными свойствами: прочностью, газопроницаемостью, пластичностью. Такие свойства достигаются применением высококачественных материалов — кварцевых песков марок IK, 2К, бентонитовых глин и специальных добавок.
Формовочные смеси, используемые при производстве стальных отливок (табл. 173), должны обладать высокой прочностью и термохимической устойчивостью, поскольку температура заливки стали значительно выше температур заливки других литейных сплавов.
При изготовлении форм для крупных отливок из высоколегированных сталей применяют смеси на основе цирконового концентрата (табл. 174), хромомагнезита или хромита (табл. 175).
Формовочные смеси для форм чугунных отливок (табл. 176) приготовляют обычно из глинистых песков. Для мелких отливок при машинной формовке применяют единые смеси, которые по составу и свойствам близки к облицовочным смесям. В качестве противопригарной добавки в смеси для формовки по-сырому добавляют каменноугольный порошок.
При формовке по-сырому крупных форм используют облицовочную и наполнительную смеси. В облицовочные смеси для формовки по-сухому, особенно форм для тонкостенных сложных отливок, в целях повышения податливости добавляют опилки или торфяную крошку. Наполнительную смесь обычно не освежают; она представляет собой оборотную смесь.
Формовочные смеси, используемые при изготовлении форм для отливок из цветных сплавов (табл. 177) должны обеспечивать в первую очередь чистоту поверхности отли-208
I
1
8 Могилев В. К., Лев О. И.
У сл о в иые. обоз на ч ей ия: Ч — для форм при изготовлении чугунных отливок; С — при изготовления стальных отливок.
209
210
174. Формовочные смеси иа основе цирконового концентрата
Номер смеси Массовая доля составляющих, % Характеристика смеси
Цирко-новый концентрат Песок 1К02Б Глина КБ Ж РЗ о квс 1 Газопроницаемость, единицы Влажность, % Прочность при сжатии во влажном состоянии, кПа
1 93 2,4 2,2 2,4 40 1,8—2,2 12—15
2 68 23 2,5 2,8 — 3,7 50 2,6—3,0 16—20
3 95 — 2,6 2,4 — 40—130 3,0—5,0 30—45
вок. Особенно это важно для сплавов, имеющих большую жидкотекучесть, например для оловянных бронз. При изготовлении отливок из цветных сплавов огнеупорность смесей имеет второстепенное значение, так как сплавы разливают при сравнительно низких температурах. Во избежание образования механического пригара формовочные и стержневые смеси приготовляют из мелкозернистых песков. В формовочные смеси вводят большое количество отработанной смеси. При изготовлении отливок из медных
175. Состав и свойства смесей на основе хромита, применяемых на заводах тяжелого машиностроения
Массовая доля составляющих, % Характеристика смеси
Хромит КБЖ Влажность, % Газопроницаемость, единицы Прочность *, кПа
97 3,0 4,5—5,5 30 (50—60)/(150—400)
89 ** — 3,2—4,2 40—120 (25—50)7(800—1000)
98 2,0 4,5—6,5 30 (35—60)/(300—400)
91 9,0 5,0—6,0 30 (40—60)/—
89 ** — 5,0—6,0 40—100 (30—50)/(800—1000)
90 10,0 5,0—6,0 20 (45—65)/—
94 6,0 4,0—5,0 40 (53—45)/(400—500)
97 3,0 4,5—5,5 .— (25—40)7(200—300)
95 5,0 6,5—8,5 — (60—80)/(250—450)
97 3,0 5,5—6,5 30 (50—60)/(400—500)
97 3,0 5,0—6,0 30 (30—40)/(300—500)
97 3,0 5,0—7,0 — (50—60)7(400—600)
95 5,0 4,0—5,0 20 (35—40)7(600—800)
* В числителе приведена прочность смеси на сжатие в сыром состоянии, в знаменателе — на растяжение в сухом состоянии.
* * В. качестве связующего используют 11 % жидкого стекла с низким силикатным модулем.
8*
211
176. Состав и характеристика песчано-глинистых смесей, используемых при производстве отливок из чугуна
Я rb £•5 ио МИ ’иянэхэ ВНИ1П1Г01
Характс стика п< 3 £ S К 0) К Св S Р О JM ‘ВЭЭЕЭД
ЕЦЯ ‘иинвохэ -03 ИОН ЖЕ 11*8 он эилежэ ви чхэоныиЗц
смеси гапиниЯа ‘чазои -aBXiHHodiioCBj
«J и и о к & •/ ‘ЧХЗОИЖВ1Г0
£ «J о, « X ЕЯЗЭИ ВИ -nAda KBHOHdag
% 'ЦЭ1ПО1В1Гввхэ -03 ^ОЛЭИННТГЛ OHHBMtdaVoo
s? 5 <и Momodon ^ннчтголЛ -ОННЭИЕ^
единой кшеийэх -ей анжанэ
тентов в см Оборотная смесь
компот НЯ1ГИИО anHOasadV
доля «К о к nomodon у1ЧИЧ1ГОЛК -ОИНЭИЕ>{
Массовая о И о я к *5 ’g Свежие материалы
чэаиэ ь в нюdоро
О 1.0 13 0 — СЧ СЧ о § 09 о о — со оо со оо
0 200 1 О 1 О . о о 8 1 о
9* 1 1 о о о о с Я о о
vJ, сч о о о —< сч о о о ю VA «S V 12 V сч —'
юссо СП ю н. оо 1111 to о о с сч ю о 70—100 100—200 100—130 60—80 80—100 50—70 50—70
1,0 1ОЮ о ю
to lO to СО сс г* Т J <©<о 77
Ю О 1О ю тГ XF 4 to to
>2-12
F z
W сплавов в смесь в качестве противопригарного средства i добавляют мазут.
Для алюминиевых сплавов стержни и формы должны И быть особенно податливы, так как при высоких темпера-турах прочность алюминиевых сплавов незначительна.
Магниевые сплавы отличаются большой химической ;! , активностью. В сырых песчаных формах магний разлагает свободную воду, а в сухих вступает во взаимодей-ствие с химически связанной водой. Для защиты магния от окисления в процессе заливки и последующего охла- ’ ждения в формовочную и стержневую смеси добавляют ' j 4—10 % фтористой присадки (смесь кислого фтористого Л 1 аммония NH4F-HF и борной кислоты Н3ВО3), серный цвет или чистую борную кислоту. J
,к. К стержневым смесям (табл. 178) предъявляют тре- х
Л бования более жесткие, чем к формовочным. Прочность ’
стержня в сухом состоянии и его поверхностная твердость -л
должны быть выше этих же параметров формы. Стержневые "
fc смеси должны иметь большую огнеупорность, податли- ;!
к < вость и небольшую гигроскопичность, особенно при фор- у
Ж- мовке по-сырому, высокую газопроницаемость и малую ?
« газотворную способность, хорошую выбиваемость. При |
Ж единичном и серийном изготовлении форм и стержней
широко применяют песчано-жидкостекольные смеси. Од- Л
' ной из причин широкого использования этих смесей ”?
Ж является возможность упрочнения изготовленных форм
Ж" и стержней без теплового воздействия. Упрочнение форм
«г и стержней может быть осуществлено как выдержкой ।
К '• , на воздухе (подвяливанием), так и продувкой углекислым Ж газом или введением в смесь химического реагента, вызы- Л
Ж J вающего аналогично углекислому газу коагуляцию жид- ?
Т кого стекла. Второй причиной является то, что благодаря
использованию тепловой сушки продолжительность про-цесса упрочнения этих смесей значительно меньше, чем S песчано-глинистых. Третьей причиной широкого приме- • Ж". нения данных смесей можно считать относительно низ- з
Ж’ кую стоимость жидкого стекла и простоту его изготовле- -
К. , ния. Однако эти смеси трудно выбиваются, плохо под- ’ Ж даются регенерации и дают повышенный пригар на чу- .
v гунных отливках. Состав и свойства быстротвердеющих
К смесей для СО2-процесса приведены в табл. 179.
£: Пластичные самотвердеющие смеси (табл. 180) при-
ft готовляют по двухстадийной технологии. Сначала делают ft- ! базовую смесь. На участке формовки она подается в ло-
К 213
177. Состав и характеристика формовочных и стержневых смесей, используемых при производстве отливок из цветных сплавов
Массовая доля составляющих, % Характеристика смеси Назначение
Оборотная смесь Песок Крас-. ная глина Прочие Марка песка Влажность, % Газопроницаемость, единицы Прочность, кПа
Формовочные смеси Для формовки по-сырому при производстве бронзовых отливок
82—80 10—11,5 7 1,0—1,5 мазута 1К02Б 4,5—5,3 40/— (29—39)/—
83—70 10,0—20,0 7—10 1К02Б 6—7 30/60 (39—49)/(90—245) Для формовки по-сухому при производстве отливок из медных сплавов
80—60 12,0—32,0 8 — П01А 4-5 20/— (29—59)/— Единая для формовки по-сырому
80—60 11,5—31,0 8 0,5— 1,0 КБ Ж П01А 8—12 20/60 (39—59)/(68—127) Облицовочная для формовки по-сухому
90—85 5,0—6,0 — 5—9 присадки ВМ П01А, П0063А 5—6,5 (20—40)/— (59—112)/— Для производства средних магниевых отливок
90—83 4,0—5,0 2—5 серного цвета; 4—7 присадки ВМ П01А, П0063А Ст 4,5— 6,0 - ержневьк (30—70)/— смеси (38—78)/— Для производства мелких магниевых отливок
W 67,0—64,5 99,0—98,5 99,0—98,5 12—14 20 торфа; 1,0— 1,5 КБЖ 1,0—1,5 олифы 1,0— 1,5 КБЖ 1К02Б 2К02А, 2К016А 1К016А 10—12 2—3 2,5—2,8 14/70 120/— 100/— (44—56)/(98—147) (30—60)7(687—981) (100—130)/(540—735) Для мелких и средних стержней при производстве отливок из медных сплавов Для сложных стержней при производстве отливок из медных сплавов Для стержней, изготовляемых на пескодувных машинах
Примечание. В числителе приведены свойства смеси во влажном состоянии, в знаменателе — в сухом со-тоянии.
178. Состав и характеристика стержневых смесей, используемых при производстве отливок из чугуна и стали
Класс сложности стержня Массовая доля компонентов, % Характеристика смеси
Песок Оборотная смесь Глина Олифа, 4ГУ, нли КО СП или СБ КБЖ Древесные опилки Влажность, % Газопроницаемость, единицы Прочность *, кПа
I 98,5—97,5 1,5—2,5 . — 3-4 130—150 (3—6)/(685—920)
II 93—91 — 3 2,0—3,0 — 2—3 —. 3—4 100 (5—10)/(490—685)
III 96—82 — 0—4 0—4,0 3—6 1—3 — 3—4 100 (10—16)/(342—588)
IV 97—48 0—40 1—7 — 2—3 0—2 4—5 70 (15—24)/(196—294)
V 76—26 20—60 2—8 — — 2—3 0—3 5-6 70 (20—34)/(78—147)
* В числителе приведена прочность на сжатие во влажном состоянии, в знаменателе—на разрыв в сухом состоянии,
179. Состав и свойства быстротвердеющих стержневых смесей
Номер смеси Массовая доля компонентов, %
Кварцевый песок Оборотная Смесь Жидкое стекло Раствор едкого натра Прочие
1 2 3 4 95,0—94,7 90,5—85,0 88,5—84,5 85,0—80,0 70,0—50,0 3-6 3—7 5—10 24—43 4,0—3,3 4,5—6,0 4,5 5,0 5,0 0,5—1,5 0,5—1,5 1.0 0,5—1,5 0,5 мазута 1,5 древесных опилок 3 боксита 5 асбеста 0,5 мазута
Характеристика смеси Назначение
Номер смеси Газопроницаемость, единицы Влажность, % Прочность * кПа
1 2 3 4 120 80 80 120 ' 80 3,0 3,0—4,5 3,3—4,2 2,8—3,0 3,5—4,5 (4—7)/(980—1470, (И—24)/(784—1176) (5—8)/(490) (10—15)/(490—784) (11—24)/(784—980) Для стержней, изготовляемых механизированным способом Для стержней, требующих повышенной податливости Для стержней с облегченной выбивкой из отливок То же
* В числителе приведена прочность на сжатие во влажном состоя* нии, в знаменателе — на растяжение после продувки СО2.
Примечание. Смесь № 2 используют при производстве отливок из чугуна, стали и цветных сплавов; остальные смеси — при производстве отливок из чугуна и стали.
216
180. Состав и свойства пластичных несчано-жидкостекольных
самотвердеющих смесей
Массовая доля составляющих* %
Кварцевый песок Формовочная глииа Каменноугольная пыль Жидкое стекло Раствор едкого натра * Феррохроме» вый шлак
87,5—80,5 85,5—80,0 89,5—80,0 2—4 4—5 3—4 0—4 6—8 5—7 4—6 0,5—1,5 0,5—1,0 0,5—1,0 4—6 2—3 4—6
Характеристика смеси Назначение
Влажность, % Ef ® ® Прочность, кПа
на сжатие на растяжение после выдержки, ч
gs (X К х О Ь СО с сз О сж с 3 tr до введения шлака после введения шлака 1 2 3
3,5—4,0 3,5—4,0 3,4—3,8 120 100 120 12 12 7 20 20 13 80 70 100 150 130 150 230 200 250 Облицовочная для форм при изготовлении стальных отливок Облицовочная для форм при изготовлении чугунных отливок Стержневая при изготовлении стальных и чугунных отливок
* Плотность 1300 кг/м®.
Примечание. При изготовлении формовочных смесей допу-скается замена части песка регенератом.
пастной смеситель в количестве, необходимом для изготовления одной формы. Одновременно в смеситель вводят 2—5 % феррохромового шлака, служащего отвердителем. После перемешивания в течение 45—60 с готовая смесь подается в опоку и распределяется по поверхности модели как облицовочная. Затем в опоку подается наполнительная смесь, и форма уплотняется встряхиванием. Жидкое стекло и феррохромовый шлак взаимодействуют во всем объеме смеси, в результате чего она затвердевает. После изготовления формы из нее сразу можно удалять модель, через 30 мин на поверхность формы можно наносить покрытие, а через 4—6 ч заливать металлом.
Крупнейшим достижением советских ученых является разработка технологии изготовления форм и стержней из наливных самотвердеющих смесей (табл. 181—184). Преимущество указанной технологии состоит в том, что исключается трудоемкая операция уплотнения формы: наливную смесь заливают в стержневой ящик или в опоку, где она самопроизвольно затвердевает при нормальной температуре.
ХТС применяют преимущественно для изготовления стержней, что объясняется высокой стоимостью связующих и затрудненной регенерацией этих смесей. Для приготовления ХТС используют кварцевые пески с содержанием глинистой составляющей не более 0,5 % и влажностью 0,3—0,5 %. Повышенная влажность замедляет отверждение смеси. Температуру песка следует поддерживать в пределах 18—30 °C.
При крупносерийном и массовом производстве эффективен процесс изготовления форм и стержней в горячей оснастке. Основу смесей для этого процесса составляют кварцевые пески классов О61К и О62К зернистостью 02А (Б), 016А (Б), 01А (Б). В качестве связующих используют синтетические смолы и другие быстротвердеющие материалы. Улучшение технологических свойств достигается введением различных добавок (оксид железа, серебристый графит, стеарат цинка или кальция и др.). Для изготовления стержней в горячих ящиках используют сухие и сырые смеси.
Сухие песчано-смоляные смеси подразделяют на механические и плакированные. Механическую смесь песка, порошкообразного связующего и добавок используют ограниченно, только при бункерном способе формирова-
218
181. Состав и свойства наливных песчано-жидкостекольных самотвердеющих смесей
* Плотность 1300 кг/м3.
Примечание. В числителе приведены данные для образцов после выдержки в течение 2 после выдержки в течение 24 ч.
219
182. Состав и свойства наливных песчано-сульфатных самотвердеющих смесей) используемых при изготовлении форм и стержней для стальных и чугунных отливок
Массовая доля компонентов, %
Номер смеси Песок 1К02, 1К0316 КБЖ ДС—РАС, КЧНР Феррохро-мовый шлак Хромовый ангидрид Прочие
1 92,56 6,0 0,4 — 1,о 0,0о стабилизатора ОП-7
2 92,53 6,0 0,4 — 1,0 0,02 серной кислоты; 0,05 стабилизатора ОП-7
3 90,0— 88,7 7,0— 7,5 0,4— 0,6 0,6— 0,7 — 2,0—2,5 жидкого стекла
4 93,2— 92,6 5,0 0,5 0,5— 1,0 — 0,2 медного купороса; 0,6—0,7 персульфата аммония
5 93,7— 93,5 5,0 0,5 — — 0,4—0,5 бихромата натрия; 0,4—0,5 медного купороса
Характеристика смесн
Номер смеси Влажность, % Текучесть по конусу, мм Живучесть, мин Г азопроницаемость, единицы Прочность иа сжатие *, кПа
1 3,0—3,5 330—350 2—3 200 310/700
2 3,0—3,5 330—350 2—3 200 460/700
3 3,0—3,5 95—105 4—6 200 130/1000
4 3,0—3,5- 105—110 3—6 200 200/1350
5 3,0—3,5 105—110 4—6 200 240/1350
* В числителе приведена прочность после выдержки в течение 1ч, в знаменателе — после выдержки в течение 24 ч.
'220
183. Состав и прочность наливных цементных самотвердеющих смесей с активаторами твердения
Массовая доля компонентов, %
Номер Смеси Кварцевый песок 1 Порт- i маидцк-мент Пенообразователь Вода Активатор
1 83,8—81,6 10,0 0,1— 0,5 4—5 1,5—2,0 углекислого калия; 0,6—0,9 алюмината натрия
2 87,4—86,4 7,4 0,2 4—5 0,5 хлористого магния; 0,5 ацетата алюминия
3 86,9—85,9 7,4 0,2 4—5 1,0 хлористого магния; 0,5 ацетата алюминия
4 84,6—83,6 8,0 0,2 5—6 0,2 едкого плексного натра; 2,0 ком. активатора *
5 84,3—82,3 9,0 0,1 3—5 0,6 обожженной извести; 3,0 патоки
Прочность на сжатие, кПа, после выдержки, ч
Номер смеси 1 3 12 24
1 150—200 300—400 — 900—1200
2 — 90 360 1100
3 — 200 630 1400
4 140—180 — 420—500
5 До 100 — — 1000—1200
* Комплексный активатор — продукт спекания ферритов и алюминатов натрия, двухкальцевого силиката и алюмосиликата с удельной поверхностью 350 м2/кг.
221
ьэ ЛЭ ю ' • - — 184. Состав и свойства песчано-смоляных холоднотвердеющих смесей
Массовая доля компонентов, % Характеристика смеси
Песок марок 061 к. Связующ Ив Катализатор Живучесть Время отверждения Прочность на сжатие *, кПа Область применения
062 К. 1К мин
97,6—96,8 97,4—96,6 96,8—96,1 97,4-96,6 96,5 96,1—95,9 97,0—96,9 97,3—97,2 97,5-97,4 97,3-97,2 2,0—2,5 ФФ-1ФМ 2,0—2,5 ФФ-1Ф 2,0—2,5 ОФ-1 2,0—2,5 СФ-3042 2,0 ОФ-1 2,5 ФФ-1Ф 1,9—2,0 БС-40 1,9—2,0 БС-40 1,9—2,0 БС-40 2,0 фуритола 107 0,4—0,7 БСК, ПТСК 0,6—0,9 БСК, ПТСК 1,2—1,4 БСК, ПТСК 0,6—0,9 БСК 1,5 БСКМ 1,4—1,6 БСКМ »* 1,1 ОК 0,8 ОК 0,6 ОК 0,7—0,8 ОК 10—12 5—6 8-9 5—8 0,1—0,2 0,1—0,2 2 3 5—8 5—8 15—30 10—15 35—40 40 0,5—0,7 0,5—0,7 4 10 35—-40 35—-40 (400—600)/(>3500) (1300—1500)/— (1000—1200)/(2400—2600) 600/2000 2100/2000 / 3300/(>4200) (900—1300)/(1100—1400) (800—1100)7(1200—1500) (600—800)/(1300—1600) (50—60)7(280—300) В мелкосерийном производстве отливок из чугуна и стали То же » В крупносерийном и массовом производстве отливок из чугуна и стали То же При производстве чугунных отливок массой до 40 кг То же, массой 41— 250 кг То же, массой 251— 1500 кг То же, массой более 1500 кг
Продолжение табл. 184
Массовая доля компонентов, % Характеристика емеси Область применения
Песок марок 061 К, О62К, 1К Связующие Катализатор Живучесть Время отверждения Прочность на сжатие*, кПа
МИЙ
97,5—96,9 2,0—2,5 ОФ-1, М-3, УСК 0,5—0,6 ОК 3—5 6—8 (150—250)7(500—600) При производстве отливок из сплавов цветных металлов
* В числителе приведена прочность после выдержки в течение 1 ч, в знаменателе—после выдержки в течение 24 ч ** Вводят в смесь с 0,2—0,4 % силана 112—23.
185. Состав и прочность сыпучих плакированных песчано-смоляных смесей для изготовления форм н стержней в горячей оснастке
Плакирование Массовая доля компонентов, % Прочность на растяжение после тепловой обработки, кПа Область применения
Кварцевый песок (зерновая группа) Связующее Растворитель *, Прочие
Холод- Й Н°е W. 92,9—92,8 (016,02) 6 ПК—104 1,1—1,2 — 2500—3500 При производстве отливок из чугуна н стали
Продолжение табл. 185
Область применения - о Я я с 13 г fl в р с t С медных сплавов При производстве отливок из алюминиевых сплавов j При производстве отливок из магниевых сплавов При производстве отливок из чугуна и стали
прочность иа растяжение после тепливии обработки, кПа 1800 2000—2500 2000—2500 О й I сч
| Массовая доля компонентов, % и я S' О X 0,5 борной кислоты • 0,5 борной кислоты / с с CD О 1 •чг с тропина ** 0,1 стеарата кальция
Раство- д ззг S о. о СО 1 ю оГ 1.1—1,2 1,1—1,2 1
связующее с С X > н 5 ПК—Ю4 С ь г 1Г Э ч 5 LC С 1 е с сс J
Кварцевый песок (зерновая группа) 93,0—91,5(01) 93,9—93,8 (01) 93,4—93,3 (01) 95,6—93,3 (016,02)
Плакирование 1 I8 3 и В £ 9ЭЬ
В качестве растворителя используют водно-спиртовой раствор (1 : 3) или ацетон.
Уротропин вводят в виде 30 %-ного раствора, в таблице приведена массовая доля твердого уротропина.
224
186. Состав смесей для изготовления стержней в горячих ящиках
Массовая доля компонентов. % ;
Номер ад 3 ф £ к о. . м i к ч А К W ‘ s S Ф л ф И Ч' Н
смеси Ф Я ~ О.* ф я «и Связующее Катализатор •й о Й м3 с, * и 5 в'Еад gag
Л щ О я t-OCJ и SfM
1 95,5 4,0 20%-ного рас- и ।» 0,5 | | ЯЩ
твора мочевины в фенолоспирте
2 96,5 3,0 50 %-него раствора СДБ в фено- — 0,5
лоспирте 0,5 ЛСФ-А
3 96,4 2,5 фурнтола 107 0,4 0,1 0,1
4 96,4 2,5 ФМС 0,5 М 0,4 0,1 0,1
5 96,4 2,5 КФ-90 0,5 ЛСФ-А 0,4 0,1 0,1
6 97,1 2,5 КФ-40 0,4 ЛСФ-Б —— — —
7 97,1 2,5 КФ-40 0,4 ЛСФ-В — — —
Примечание. Смесь № 1 предназначена для изготовления стержней II класса сложности, смесь № 2 — III, IV, V классов, остальные смеси универсальные.
ния оболочковых стержней, когда смесь находится в закрытом объеме и не происходит расслоения компонентов.
Более технологичны плакированные смеси (табл. 185). Они представляют собой сухой зернистый материал, зерна которого покрыты пленкой. В состав пленки входят связующее и добавки. Для нанесения пленки на зерна песка применяют холодный, теплый и горячий способы плакирования.
Основу песчано-смоляных стержневых смесей (табл. 186) составляют кварцевые пески. Для ускорения отверждения в них вводят катализаторы, а для регулирования технологических свойств — различные добавки. В качестве связующих используют синтетические термореактивные смолы и поливиниловый спирт.
3.5. Покрытия литейных форм
Противопригарные покрытия увеличивают поверхностную прочность, уменьшают осыпаемость и термохимическую стойкость форм и стержней, обеспечивая получение чистых отливок. Составы некоторых покрытий для форм и стержней приведены в табл. 187—191.
225
•став н плотность водных противопригарных красок с органическими связующими
V 1400—1450 1800—2000 1300—1350 1280—1300 О сч о о | 1350—1400 6 о § ф 5 сЗ Он
Плотность краски, кг/1
(KtfOfi) чкахий -00X31? d 20,0 СО со" 26,0 О со СЧ 26,0 1 26,0 с с п t ь с «3 со S И S ч
IlV ’’irax -ииэёу! 1 1 1 1 <Ю СЧ О й и о 2S к 2 а. с
ХИ1Г 1 1 1 сю о 1 1.2 п а р CU м 1 •S4 к § м м
еяохяц 1 1 *ф 1 1 1 г* 5 и 3
ЙМ яках -ииэйх 1 1 1 1 1 М с О РЗ с « * 3 м о о СЗ Си и
да НИЙ -X051QV 1 1 1 1 2,5 1 Й а
© S3 ф да ХИН -охнэд "ф сч 3,7 СО сч" <о 2,3 | Ч " ж ~ ! 2 о
© я •S о да R Ч О КБЖ 1,6-4,8 сч in 4 1 2,4 1 1 я— я С Р S 4= О гё •о 7 0* К •ss п к' •К и X о
И о Тальк 1 1 1 1 68,4 68,4 1 о й В £ СХ \0 се V % g •Ом О' W S Я!
S Графит ** ц । 7 62,1/- 66,1/2,4 4 4 Й и : Q й а S Э- Я 1
Циркон г J со счъ- •OQ ] 1 1 1 5J is С 1 * п 1 £ 4Ю <х ,с 5
Пылевидный кварц 1 оо °-оГ <О *" 1 I 1 1 1 <4 * 1 я 1 2 = я и Q 3 J S с R й <D
Марка пасты СТ ЦБ ГП-2 гп-1 ся с ТП-1 j Г с с. <и ' ё Я к * 3 Я’ ь * й й « К с ;зда си' с§
СХ . Ф V* ж « _ о р-5 Е да * 1С 2СЧ hS 44 g I П9 ;BQ » •*
cd д
188. Состав и плотность водных противопригарных красок с неорганическими связующими
Номер краски Состав. % Плотность, кг/мх
1 68 циркона; 5 жидкого стекла,- 27 водного раствора ПВС или КМЦ 1900—1950
2 68 циркона; 20 водного раствора сульфата алюминия; 2 бентонита; 10 воды 1950—2000
3 68 циркона; 15 водного раствора сульфата магния; 17 водного раствора ПВС или КМЦ 1900—1950
4 45 дистен-силлиманита; 15 водного раствора сульфата магния; 40 водного раствора ПВС или КМЦ 1450—1500
Б ; 63—73циркона; 15—20водногорастворатрипо-дифосфата натрия; 12—17 водного раствора ПВС или КМЦ 1900—1950
180. Состав и плотность самотвердеющих водных противопригарных красок
Массовая доля составляющих, %
Номер краем Циркон Пылевидный кварц Графит * ** 8 3 2 Техническая мочевина Оксид цинка Персульфат аммонця Растворитель (вода) ПлотнВсть, кг 1
1С 74 0— 63,5 — 8,0 0— 5,0 0—0,5 4,0 14—19 2000— 2200
2С 50 24,0— 13,5 -/- 8,0 0— 5,0 0—0,5 4,0 14—19 1800— 2000
34 — — (36,0— 25,5)/16,5 10,0 10—15 0—0,5 2,5 25—30 1350— 1400
44 — — (52,5— 42,0)/— 10,0 10—15 0-0,5 2,5 25—30 1350— 1400'
* С — для стальных отливок, 4 — для чугунных отливок.
** В числителе массовая доля графита скрытокристаллического, в знаменателе — кристаллического.
227
190. Состав и плотность самовысыхающих противопригарных красок с органическими связующими
Номер краски * Массовая доля составляющих, % Плотность» 1 кг/м8
Цирков Графит ** Тальк Древесный пек Нитролак Поливинилбутираль Растворитель 646 Этиловый спирт Уайт-спирит
644 68
1С 53 -/- — — 10 ,— — 37 — — 1800—1900
2С ' 60 -/- — — — — 2,5 — 37,5 — 1750—1850
34 — 37/13 — — — 37 — — — 13 1250—1300
44 — 30/12 — — — 41 — 17 — — 1250-1280
64 — 45/5 — 5,5 — — — — 44,5 — 1250—1280
64 10 35/— — — — — 2,5 — 52,5 — 1150—1250
7Ц — -/- 42 — — — 2,5 — 55,5 — 1750—1850
* С — для стальных отливок, для отливок из цветных сплавов.
** В числителе массовая доля в знаменателе — кристаллического.
Ч — для чугунных отливок, Ц —< графита скрытокристаллического,
191. Состав красок на фосфатных связующих
Номер краски Состав, %
1 5—10 глинистого связующего; 25—45 хром-алюминия фосфорнокислого (АХФС); остальное вода
2 9—12 пирофиллита; 9—12 талька; 7—10 АХФС; 0,8—1,2 борной кислоты; остальное вода
3 14—16 молотого асбеста; 11—12 каолина или формовочной глины 3—6 АХФС; остальное вода
4 2—3 бентонита; 40—45 водного раствора фосфата магния; остальное огнеупорный наполнитель
226
192. Состав противопригарных паст, используемых на заводах тяжелого маш иностроения
* Плотность 1320—1350 кг/м*.
** Плотность 1270 кг/м®.
Водные покрытия применяют обычно для форм и стержней, подвергаемых сушке. Эти покрытия приготовляют из паст, которые поставляются централизованно. Покрытие ГП-1 применяют для форм и стержней мелких, средних и крупных чугунных отливок, покрытие ГП-2 — для форм и стержней мелких и средних чугунных отливок, покрытие СТ — при изготовлении стальных отливок, покрытие ЦБ — при изготовлении массивных стальных и чугунных отливок.
Применение самовысыхающих и самотвердеющих покрытий позволяет исключить сушку формы или стержня. Их применяют для форм и стержней из самотвердеющих смесей.
Если жидкое покрытие не обеспечивает достаточной чистоты отливки, то для натирки или облицовки стержней применяют пасты (табл. 192). Однако наносят их вручную, поэтому используют редко, в основном при изготовлении крупных стальных отливок.
.229
3.6. Подготовка исходных материалов и приготовление формовочных смесей
Процесс приготовления смесей состоит из трех этапов: подготовки свежих формовочных материалов, подготовки отработанной смеси, перемешивания всех составляющих.
В современных крупных литейных цехах предварительную обработку свежих формовочных материалов не производят, так как эти материалы поступают в готовом виде — со склада или централизованно через ВПО «Союз-формоматериалы». Однако многие литейные цехи получают свежие формовочные материалы в сыром виде, поэтому проводят их предварительную обработку: песок и глину сушат и просеивают, глину и уголь измельчают в мельницах.
Для сушки песка и глины используют сушильные агрегаты различных типов (последние цифры в обозначении модели указывают на производительность по сухому продукту, т/ч):
барабанные сушила для песка мод. ПБ2-0,6; ПБЗ-3,2; ПБ1-3,0; ПБ1-6.0; ПБ1-15,0; ПБ1-24.0; ПБ1-43.0;
барабанные сушила для глины мод. ГБ1-0,6; ГБ1-1,2;
ГБ1-3,3; ГБ1-4.8; ГБ1-9,2;
трубные сушила для песка мод. ПТ-6; ПТ-12; ПТ-24;
установки для сушки песка в кипящем слое мод. ПКС-3; ПКС-6; ПКС-12; ПКС-24.
Для дробления и помола глины, угля и других материалов используют дробильно-размольное оборудование, выпускаемое ПО «Стройдормаш» (табл. 193). Это оборудование входит также в комплексные системы регенерации отработанных смесей. В общем количестве формовочных материалов отработанная смесь составляет примерно 90 %.
В маломощных немеханизированных цехах наполнительную смесь приготовляют непосредственно на формовочном участке, используя передвижные землесеялки мод. 171А и 126А, иногда магнитные сепараторы (табл. 194) или магнитные шайбы.
В проектах новых литейных цехов обязательно должна быть предусмотрена система регенерации отработанной смеси. Необходимость этой операции обусловлена требованиями к уменьшению загрязнения окружающей среды, рациональному использованию месторождений ценных кварцевых песков, снижению брака отливок.
230
193. Дробильно-размольное оборудование
Оборудование Модель Производительность ма/ч
Дробилка:
щековая СМД-116 7.8
СМД-108 18
СМД-109 30
роторная крупного СМД-85 55
дробления СМД-86 125
роторная среднего и мелкого дробления СМД-75 125
молотковая однороторная мел- СМД-112 24
кого дробления СМД-147 14
молотковая двухроторная СМД-114 27
щековая валковая СМД-115 6
шлаковая двухвальная ДШЗ-2Х250 5.8—15
шлаковая трехвальная ДШЗ-2Х 250X320 5,4—15
шлаковая инерционная ШД-12М1 12—60
конусная КИД-300 1
Мельница: КИД-600 13
шаровая МШЦ 900X 1800 3
МШЦ 900Х 1800 6
МШЦ 1500X 3000 8
МШР 1500X1600 4,5
стержневая МШР 1500X1600 4,5
МСЦ 900Х 1800 4
МСЦ 1500X 3000 8 ч
194. Техническая характеристика электромагнитных сепараторов
Модель Ширина леиты конвейера, мм Диаметр шкива, мм Толщина сепарируемого слоя Материала, мм Масса извлекаемых ферромагнитных предметов, кг Потребляемая мощность, кВт
ВМИ-П-50 500 Подвесные 0,05—15 1,7
ВМИ-П-65 650—800 0,02—20 4,4
ВМИ-П-120 1000—1200 0,05—30 17
ШЭ 65/63 650 Шкивн 630 ые 170 1,9
ШЭ 80/80 800 800 230 3,1
ШЭ 100/80 1000 800 250 — 3,1
ШЭ 120/100 1200 1000 300 — 4,4
231
195. Технологическое оборудование для регенерации отработанных смесей и песков
Оборудование Модель ’ Производительность (по загрузке), т/ч
Комплексы: 14611А 14612А 14613А
для гидравлической регенерации 5 10 20
14614А 30
для механической регенерации холод- 14311А 5
нотвердеющих смесей 14312А 10
1431 ЗА 20
14314А 30
для пневматической регенерации песча- 14111 6
но-бентонитовых (глинистых) смесей 14112 12
14113 24
14114 36
14115 48
14116 72
Машина оттирочная двухкамерная 14722 25
Чан агитационный для перемешивания 14913 ——
пульпы объемом 2,6 м? Классификатор воздушный каскадный 14711 5 -
противоточный Классификатор вибрационно-каскадный 14722 10
противоточный Охладитель бесконтактный трубчатый 11512 10
Пневморегенератор 14212 6
Процесс регенерации состоит из предварительной подготовки отработанной смеси, заключающейся в ее дроблении или разминании комьев, магнитной сепарации и просеивании, и основной операции — отделения от зерен песка инертных пленок шамотизированной глины или других крепителей и обеспыливания песка (табл. 195).
* Из многочисленных способов регенерации в промышленности нашли применение мокрый (гидравлический), сухой (механический или пневматический) и термический.
Способ мокрой регенерации применяют обычно в литейных цехах, имеющих гидравлические установки. Добавляя воду и растворитель, от зерен отделяют глину, соли натрия, фосфора. Промытый и обеспыленный песок сушат, просеивают (иногда классифицируют по фракциям)' и используют для приготовления формовочных смесей.
При механической регенерации поверхность зерен песка очищается от частиц глины и коксового остатка связующих в результате соударения песчинок в потоке 232
196. Смесители чашечные (бегуны)
Смеситель Модель Объем замеса, мэ
Периодического действия с вертикально- 1А11М 0,25
вращающимися металлическими катками 15102 СК * 0,5
15101 СК * 0,3
15104 СК * 1,0
15104М 1,0
114М 1,25
15107 2,0
15108 3,7
То же, с резиновыми катками 15126 3,0
Периодического действия центробежный 15326 1,0
15328 1,6 к
Непрерывного действия сдвоенный с вер- 15204 0,5X2
тикально вращающимися катками 15207 1,5X2
15208 2,0X2
15208А 3;7Х2
Непрерывного действия сдвоенный цен- 15804 160,0
тробежный 15806 240,0
* Со скиповым подъемником.
воздуха или их трения друг о друга. Для этого используют ударно-отражательные и молотковые мельницы, пневморегенераторы и др.
Термический способ регенерации эффективен для смесей на синтетических смолах и масляных связующих. Обработку осуществляют в печах с кипящим слоем или в виброжелобах, обогреваемых лампами инфракрасного излучения. Песок нагревают до температуры выше 900 °C, в результате чего пленки связующего теряют прочность и легко отделяются от поверхности зерен. Способ энергоемкий, требует сложного оборудования, поэтому широкого распространения не получил.
В табл. 196 и 197 приведены сведения об основных типах оборудования для приготовления песчано-глинистых, пластичных, наливных и холоднотвердеющих смесей.
В НПО ВНИИлитмаш создан комплекс технологического оборудования на базе чашечных смесителей периодического и непрерывного действия для автоматизированных смесеприготовительных систем массового и крупносерийного производства (табл. 198). Кроме смесителей в состав комплексов входят охладители смеси, аэраторы,
233
197. Установки и смесители для приготовления плакированных и самотвердеющих смесей
Установка или смеситель Модель Производительность, м!/ч
Установка: "
для приготовления плакированных смесей горячим способом:
периодического действия 15411 1
непрерывного действия 15711М 3
для приготовления ЖСС:
периодического действия 18103 6
19114М 8
непрерывного действия 19413 10
19415 30
для приготовления жидкой композиции не- 18113 6
прерывного действия для приготовления ПСС периодического 19512 20
действия
Смеситель:
литейный лопастный двухвальный 15912 5
непрерывного действия для приготовления 15913 10
ХТС 15914 20
- 15915 40
15916 80
15917 160
15918 320
непрерывного действия двухжелобные с вихревой головкой:
одноплечий 19641 1
двуплечий 19653 2,5
19655 6,3
19667 16
высокоскоростные с горизонтальной смесительной камерой для приготовления ХТС и смесей на жидком стекле:
одноплечий 19663 1—2,5
19665 2,5-6,5 '
двуплечий 19675 2,5—6,3
19677 6,3—16
19679 16—40
234
108. Комплексы для автоматизированных смесеприготовительных систем
Назначение ком плекса Модель Производительность, м3/ч
Для вновь строя- К16П, К16П-А 16
щихся цехов К25Н, К25П, К25НП-А, К25П-А 25
К40Н, К40П, К40НП-А, К40П-А 40
К63Н, К63П, К63НП-А, К63П-А 63
К100Н, К100П, КЮОНП-А, 100
КЮОП-А
К160Н, К160П, К160НП-А, 160
К160П-А
• К240Н 240
К400Н 400
Для реконструи- КР6,3; КР6.3-А 6,3
руемых цехов КРЮ; КР10-А 10
КР16; КР16-А 16
Примечание. В обозначении модели комплекса: К — комплекс, Р — для реконструируемых цехов; П —• оборудован смесителями периодического действия, Н — оборудован смесителями непрерывного действия; А — предназначен для приготовления облицовочных и наполнительных смесей (без буквы А для приготовления единых смесей)
сита грубой и тонкой очистки, железоотделители, система ленточных конвейеров с весовыми устройствами и плуж-ковыми сбрасывателями.
4. ИЗГОТОВЛЕНИЕ ФОРМ И СТЕРЖНЕЙ
4.1. Изготовление форм
Большое разнообразие отливок по конфигурации, виду сплава, массе требует применения многих способов их изготовления, каждый из которых может быть рационален для определенной группы отливок в соответствующих условиях производства. Несмотря на большие преимущества специальных способов литья, самым универсальным и наиболее распространенным является способ получения отливок в разовых песчаных формах (рис. 7).
По степени механизации формовка может быть ручная, машинная и автоматическая.
Ручную формовку применяют при изготовлении одной или нескольких отливок в условиях единичного и мелкосерийного производства, для ремонтных целей, при изготовлении уникальных отливок.
Наиболее важной операцией является заполнение опоки формовочной смесью и уплотнение последней. Уплотнение должно быть равномерным по всему объему опоки. Недостаточное или неравномерное уплотнение наиболее часто приводит к образованию дефектов (поду-тости, плены, ужимины и др.), поэтому очень важно регулярно контролировать твердость поверхности форм (табл. 199). Для замера твердости сырых форм используют прибор мод. 071 (рабочий элемент — шарик), для сухих — прибор мод. 0731М (рабочий элемент—нож). Твердость сырой формы 20 единиц при измерении прибором мод. 071 считается очень низкой, твердость 50 единиц — низкой, твердость 60 единиц — средней, твердость 80 единиц — высокой, твердость 90 единиц — очень высокой.
С помощью формовочных машин можно механизировать трудоемкие работы по изготовлению литейных форм, уплотнение формовочной смеси и извлечение модели из формы. Формовочные машины классифицируют по трем основным признакам.
236
РАЗИНЕ GHXedOJ^E
ХННЖЙЭХЭЙ
a
1 1 ? Е % & .
1 Многораэовые [
V i
8 g
я
нвяаэьш.екр1ну
нвннипгедо
sttXdi oaoHhXd ,. маинаиэиийн 0
ения [ 1ЧЙО10И аимээьиЕИф
5 аинЖйаех
1 еояээьииих
& 8 еящЛэ BEOOirnax
8 с (хчкйоф етчЛчэ) аииаш-опих
ashou g
XBMhOirogo fl
вяномйоф нвньоноЕэд
X8XOUOfl
нвш.инавиодс5эф
г~ □□ж маииэнаиийп 0
□IX гчаинзнзмиди 0
— □ЭИ •шоинанэмийц 0
u— aaahodu — *Х)0
хеноээам хмннвяоднЕИнехэде
Г-- - xi4HHKOioouAifon
- ХМаОЕЕД
ХВ1ЭЯВЖ Н
_ ивниц
BEHhOUOia
-OH^ifexHocndoj
KCHhOIIOlO
-owqirBMHidafl
хиичггохэен fl
vXcV fl
wBiratfow И1ЧНЧиЕИ110ЦЭ оц — MOXXOflOdH HOH4IfRXHCEKdoj 0
BHHaiireda оиэо HOH4WXHO€Hdoj 0
-| KEHOIf^Btn ОЦ
WHirattow КТЧИГЭВЯМГаЕИЭН оц BJEJatrreda о^кю уончггвяйхбй^ 3
РШШВОИ гтчк&вхзивЕН оц
ИПЧН1Э1С9Я0
WI4HW04£Ed3H
НУО1М9Ч£В^ *|
237
1. По виду привода (вид энергии для приведения механизмов машин в действие) различают машины с пневматическим, гидравлическим, пневмогидравлическим, механическим и электромагнитным приводом. Наибольшее распространение получили машины с пневматическим приводом.
2. По методу уплотнения смеси различают прессовые, вибропрессовые, встряхивающие, встряхивающе-прессо-вые и пескометы. Наиболее широко применяют встряхи-вающе-прессовые машины, позволяющие изготовлять формы в опоках размером от 500 x 400x150 до 3000 X X 2500X1500 мм.
3. По методу извлечения модели из полуформы — со штифтовым или рамочным подъемным механизмом, с протяжкой модели, с поворотом плиты или колонны машины на 180°, с перекидным столом.
Существуют также дополнительные классификационные признаки.
1. Конструктивная компоновка узлов и механизмов (с учетом методов перемещения опок и полуформ). Различают однопозиционные машины проходного типа, двухпозиционные челночного типа, многопозиционные проходного типа, многопозиционные карусельного типа.
2. Степень механизации — автоматы, полуавтоматы, машины с ручным управлением.
По ГОСТ 7020—75, начиная с 1978 г., выпускают пневматические формовочные машины грузоподъемностью до 10 т двух типов — без поворота полуформ, и с поворотом полуформ. Наряду с указанными выше пневматическими формовочными машинами с 1978 г. в нашей стране серийно выпускают формовочные пневмогидравлические
199. Рекомендуемые значения твердости формы
Масса отливки, кг Расстояние от низа формы до литниковой чаши, мм Твердость формы» единицы Масса отливки» кг Расстояние от низа формы до литниковой чаши, мм Твердость формы, единицы
сырой сухой сырой сухой
До 25 150 30—40 501—2000 1500 55—65 65—75
2001— 2500 — 70—80
26—100 300 35—45 — I 5000 Более Более 80—95
101—500 750 45—60 5000 2500
238
встряхивающе-прессовые машины с поворотом полуформы мод. 22411, 22412, 22413, 22414, рассчитанные на опоки с размером в свету от 1200x1000 до 2500 x 2000 мм. В последние годы начат выпуск пневмогидравлических механизированных установок У22410, У22411, У22412, на базе соответствующих машин.
На некоторых заводах автомобильного и тракторного машиностроения успешно используют высокопроизводительные прессовые машины с повышенным давлением прессования.
Техническая характеристика основных моделей формовочных машин представлена в табл. 200.
В табл. 201 приведены рекомендации по внедрению в-производство формовочных машин новых конструкций.
Для изготовления крупных форм эффективным и высокопроизводительным агрегатом является пескомет. Номенклатура выпускаемых пескометов в настоящее время ограничивается тремя моделями (табл. 202).
В современных литейных цехах все технологические операции (формовка, сборка, заливка, выбивка) выполняют одновременно, но на разных площадях. Литейная форма переходит .последовательно с одной операции на другую с помощью различных транспортных устройств: конвейеров, толкателей, кантователей и др. Многие поточные линии механизированы как в массовом, так и в мелкосерийном производстве. Причем основным условием для автоматизации является не унификация номенклатуры отливок, а унификация модельно-опочной оснастки, обеспечивающей быструю замену одной модели другой и быструю переналадку машин.
В литейных цехах применяют линии всевозможного назначения и состава. Наряду с поточными формовочными линиями, на которых лишь часть операций формовки механизирована, имеются комплексные автоматические линии, где все процессы — от изготовления формы до получения охлажденной отливки и подачи ее на очистные операции — автоматизированы.
Формовочные линии можно классифицировать по следующим признакам:
наличию опок —линии опочной и безопочной формовки;
принятому технологическому процессу изготовления форм: встряхивающе-прессовые, прессовые, пескодувно-прессовые, пескометные, на основе химически твердеющих, наливных или сыпучих смесей и др.;
£39
200. Формовочные машины
Наименование Модель Размер опоки в свету, мм
Встряхивающе-прессовая с амортизацией ударов: без поворота полуформы с поворотом полуформы Встряхивающая с допрессовкой без амортизации ударов: без поворота полуформы с поворотом полуформы Встряхивающая без допрессовки и амортизации ударов: без поворота полуформы с поворотом полуформы Встряхивающе-прессовая с поворотом полуформ 22111 22112 22113 22114 22211 22212 22213 91271БМ 265МЗ 703М 267М, 29514 254М 255М ВВФ2.5 232М2 233М ВПФ2.5 22505 22506 22507 22508 500X400 600X500 800X 700 1000X 800 500X 400 600X 500 800X 700 500X400 800X700 1000X600 1000X 800 800X 700 1000X800 1200X1000 800X 700 1000X800 1200Х1000 1600Х 1200 2000Х1600 2500X1600 2500X 2000
201. Рекомендации по внедрению в производство формовочных машин новых конструкций
Размер используемых Спок в свету, мм Модели формовочных машин
старых новых
500X 400 271, 91271, 91271Б 22111, 22211
600X500 231, 253М, 266М, 91266 22112, 22212
.800X700 232М, М242, 254М, 265МЗ 22113, 22213
1000X 800 233М, 255М, 267ЛА 22114, 22214А, У22410
1200X1000 243, 268, 845 22115, 22411, У22411
1600Х 1200 234А, 234М, 244, 846 22412, У22412
2000Х 1600 235М, 847 22413, 22506
2500Х 2000 235С1 22414, 22507
240
.,5.-202. Техническая характеристика формовочных пескометов
Параметр 24 512М Б93М 24437
Производительность пескометной 50 12,5 25
головки при плотности смеси 1600 кг/м3, мэ/ч Диаметр дуги пескометной головки, 800 620 800
мм Ширина ковша головки, мм 160 100 150
Скорость перемещения, м/с: головки 0,2—0,4 ___
моста 0,24 — —
Ход, мм: тележки с головкой 3000 —
моста Не огра- — —
Скорость вылета пакета смеси, м/с ничен 60 47,4 60
Радиус действия, мм: максимальный _ 4600 7500
минимальный — 2000 —
Габаритные размеры, мм 7630Х 5585Х 9530Х
Х3850Х X 1220Х Х5300Х
Х5730 Х3150 Х5200
Масса, кг 16 000 5960 13 000
203. Автоматические линии для безопочной формовки
Модель Размер формы, мм Производительность, >форм/ч Максимальная масса ОТЛИВКИ, КР
Сборка в горизонтальную стопку
7058 600Х 500Х (120—300) 280—300 5
7512 950Х 700Х (200—560) 250—275 50
АЛ23712 600Х 450Х (180—300) 300 20
Сборка в вертикальную стопку
АЛ28412 600Х 500Х(80—200) | 420—450 15
С парной сборкой
АЛ24112 600X500 320 20
21913 * 800Х700Х (400—600) 60 —
24012 ** 600Х 500Х (300—400) 160
* Машина. Автомат.
9 Могилев В. К., Лев О. И.
241
204. Автоматические и автоматизированные линии и комплексы для формовки в опоках
. Модель Размер опоки, мм Производительность, форм/ч Максимальная масса отливки, кг
Автоматические линии
Л450 1000X800X300 180 50
Л 451 1200Х 1000X350 150 75 '<.
Л453 1600Х 1250X400 120 100
В715 900X 600X 200 120 50
КЛ2301 700Х 650Х 250 300 50
Л650 1000X800X300 120 120
Л651 1250X1000X400 60 200
Л651М 1250X1000X400 80 200
Л653 1600Х 1250Х 500 40 320
Л653М 1600Х 1250X500 50 320
Блок-линии импульсной формовки
Л23813 800Х 700Х (200—400) 90 —
Л23815 1000Х 800Х (200—400) 80
Л23816 1250 X 1000 X (200—600) 60
Л23817 1600X1250X 000—600) 30 —
Автоматизированные линии и комплексы для изготовления форм вакуумно-пленочным способом
53313 1100X 900X 250 —
29604 1000X 800 8 —
29605 1200Х 100 6 —
29606 1600Х 1200 5 —
29607 2000Х 1600 4 —
типу применяемого автомата: однопозиционный, многопозиционный, проходной, челночный, карусельный, полностью изготовляющий форму или только полуформу и др.;
характеру применяемой модельной оснастки: с жестко-установленной оснасткой, с быстросменной оснасткой, со скользящей оснасткой и др.;
схеме транспортного потока: с заливкой и охлаждением на замкнутом конвейере (непрерывно движущемся или пульсирующем), с роликовым или тележечным перемещением форм, с расположением формовочного автомата вне или внутри конвейера.
Линии для безопочной формовки (табл. 203) подразделяют:
по виду сборки форм (брикетов): горизонтально-стопочные, вертикально-стопочные и с парной сборкой;
242
по числу формовочных потоков: однопоточныё и двухпоточные.
Выпускаемые линии для формовки в опоках (табл. 204) \ предназначены для изготовления широкой номенклатуры отливок из черных и цветных сплавов массой 1—4000 кг • серийном и массовом производстве в опоках размером I свету от 500 x 400 до 4000 x 2500 мм. С учетом изменения 1ысоты в указанном диапазоне используют более 30 типо-!азмеров опок.
4.2. Изготовление стержней
Производство отливок требует большого числа разнообразных стержней, отличающихся по массе (табл. 205), размерам, конфигурации, назначению и другим особенностям.
I По конфигурации стержни делят на пять классов -сложности.
Клтсс I. Наиболее сложные по форме стержни, имеющие большую площадь соприкосновения с расплавом и образующие в отливках узкие, недоступные для очистки внутренние полости. Малая площадь сечения знаковой части затрудняет вывод газов. Стержни должны иметь высокие прочность в сухом состоянии, огнеупорность, газопроницаемость, малую газотворную способность, легко разрушаться и извлекаться из полости отливки.
Класс II. Центровые стержни высокой и средней слож-j ности с наличием тонких частей в виде отдельных высту-i пов, переходов, с достаточно развитыми знаковыми ча-
I 205. Группы стержней
1 1 i Группа стержней | Объем стержня. дм8 Масса стержня, кг Размеры стержневого ящика, мм •
1 1 Мелкие 1 До 1,6 1,6—6,3 До 2,5 2,5—10 200Х 160Х 100— 630X 400X 400
i Средние 6,4—16 16,1—40 10,1—25 25,1—63 630X 400X 400— 1600Х 1000X 600
! Крупные i Особо крупные 40,1—100 100,1—250 Более 630 63,1—160 160,1—400 Более 1000 Более 1600X1000X600
9* 243
стями. Оформляют в отливке поверхности, подвергаемые и не подвергаемые обработке резанием; имеют высокую прочность в сухом состоянии.
Класс III. Наружные и внутренние стержни средней и низкой сложности, образующие ответственные необрабатываемые поверхности отливок. Эти стержни более массивны, чем стержни I и II групп; имеют высокую прочность в сыром состоянии.
Класс IV. Небольшие стержни, имеющие несложную форму. Образуют в отливках внутренние и внешние поверхности, обрабатываемые и не обрабатываемые резанием; знаковые части стержней имеют относительно большую площадь сечения.
Класс V. Массивные крупногабаритные стержни образуют полость отливок или наружные поверхности. В целях увеличения податливости стержни изготовляют с применением опилок, гари, керамзита или выполняют пустотелыми.
В зависимости от назначения стержни делят на центровые, наружные, литниковые, подкладочные и вспомогательные.
Центровые стержни предназначены для оформления в отливках внутренних полостей, углублений и отверстий.
Наружные стержни оформляют наружные поверхности отлийок: впадины, бобышки, приливы и т. п. Такие стержни упрощают модели и облегчают изготовление форм.
Литниковые стержни служат для оформления в форме элементов литниковых систем; литниковых и выпорных чаш, стояков, фильтровальных сеток, питателей, прибылей и т. п.
Подкладочные стержни предназначены для упрочнения формы в местах, испытывающих большое давление со стороны стержней, а также большое гидростатическое давление металла. Кроме того, такие стержни служат для упрочнения мест, подвергающихся длительному воздействию струи жидкого металла, заполняющего форму.
Вспомогательные стержни, как правило, не оформляют ни внутренних, ни внешних поверхностей отливок. Они служат для заделки весок и каркасов, отверстий в полых стержнях, выходных отверстий вентиляционных каналов.
По конструктивным особенностям различают неразъемные, сборные, объемные, облегченные и оболочковые стержни.
244
" Неразъемные стержни изготовляют в одном ящике й устанавливают в форму без дополнительных устройств.
Сборные стержни получают путем соединения различными способами нескольких отдельно изготовленных стержней. Соединяют их наложением одного стержня на другой, склеиванием, скреплением стяжками, болтами и другими способами, а иногда и заливкой в специальные отверстия в стержнях жидкого металла.
Оболочковые стержни имеют внутренние открытые полости. Толщина стенок стержня 6—12 мм. Часто открытые внутренние полости заделывают вспомогательными стержнями.
Армированные стержни — это, как правило, средние и крупные стержни, изготовленные из песчано-глинистых смесей; распространены в единичном и мелкосерийном производстве. Арматурой служат проволочные и литые каркасы различной сложности.
Специфика работы стержней заключается в том,, что при заливке они испытывают значительно большие термические и механические напряжения, чем сама литейная форма. Кроме того, в процессе формирования отливки стержни, как правило, окружены жидким металлом, поэтому они должны обладать следующими свойствами: высокой прочностью, в сыром состоянии, достаточной прочностью в сухом состоянии, высокой поверхностной прочностью, минимальными осыпаемостью и гигроскопичностью, высокой газопроницаемостью, хорошей податливостью, противопригарностью, минимальной газотворной способностью, достаточной прочностью в нагретом состоянии, хорошей выбиваемостью из отливок.
Стержни из песчано-глинистых смесей и смесей с органическими крепителями подвергают тепловой сушке, а при использовании НСС и ХТС — только поверхностной подсушке после нанесения водных красок.
Производство стержней может быть единичным, мелкосерийным, серийным, крупносерийным и массовым. Это и определяет метод их изготовления Стержни мелких серий больших размеров изготовляют обычно вручную с применением ранее описанных приемов формовки, основную же массу стержней изготовляют на различных машинах, автоматах и комплексных автоматических линиях.
Номенклатура стержневых машин, получивших наибольшее распространение, приведена в табл. 206.
245
206. Машины для изготовления стержней ^
Наименование Модель Максимальные размеры стержневого ящика, мм Максимальный объем стержня, дм’
Автоматическая однопозиционная (отверждение стержня в нагреваемой оснастке): 232А21А1 23223А1 400X 200X 320 630X 400X 400 2,5 4
с вертикальным разъемом
23225А1 23225А1А 23227А1 800X 450X 630 900X 260X 350 1000X 800X 500 10 10 25
с горизонтальным разъе- 23223А2 630Х 400Х 400 4
мом( 23223А2А 580Х480Х 180 4
23225А2 800Х 450Х 630 10
23227А2 1000X800X500 25
23227А2А 1080X 780X 290 . 25
Автоматическая двухпозиционная с горизонтальным разъемом (отверждение стержня в нагреваемой оснастке) Автоматическая карусельная 23229А2А 1600X 800X 300 63
4705Б 830X 320X 220 10
4532Б 200X 80X110 0,63
4509А 400X 200X 200 4
Автоматическая для оболочковых стержней 4509С 600X400X200 10
29113 760X 500X 500 20
Полуавтоматическая (отверждение стержня в процессе последующей сушки) 2Б83 400X 320X 400 4
То же, специальная 310 900X450X200 25
Для изготовления стержней из плакированных термореактивных смесей центробежным способом В150 Стержни диаметром 80— 140 мм и длиной 250— 550 мм с толщиной стенки 6—15 мм
ЦУОГ Стержни диаметром 300—1000 мм, длиной 150—1500 мм
В настоящее время в массовом, серийном и даже мелкосерийном производстве широкое применение находят стержневые линии, так как они дают возможность полнее и лучше реализовать прогрессивные технологические процессы холодного и горячего твердения.
На большинстве линий стержни изготовляют в вы-тряхных стержневых ящиках, которые либо унифициро-246
207. Автоматизированные линии и комплекс оборудования для изготовления стержней
Модель Максимальная масса стержня, кг Максимальные размеры стержневого ящика, мм П роизводитель-ность, съем/ч
Для изготовления стержней по СО£-процессу
Л16С 16 630Х 500Х 450 90
Л40С 40 800X 630X 500 90
Л100С 100 1000X 800X 560 80
Л250С 250 1250Х 1000Х 750 20
Для изготовления стержней из ХТС
Л16Х 16 630X 500X 450 60
Л40Х 40 800X 630X 500 50
Л100Х 100 1000X 800X 560 40
Л250Х 250 1250Х 1000X 750 20
Л600Х 600 1600X1250X 750 10
УС-6 * 10 630X 400X 400 120
Для изготовления стержней из ЖСС
Л600Ж 600 1500Х 1200X 750 10
Для изготовления стержней из жидкой смеси
путем запрессовки ее в нагретые ящики
лпок | 10 | 1280X700X445 | 60
* Комплекс.
ваны по наружным размерам, либо закреплены на транспортных плитах унифицированных размеров. Применение унифицированных транспортных плит позволяет использовать стержневые ящики различной формы и размеров, изменяющихся в пределах, установленных технической характеристикой линии.
Стержневые линии классифицируют по виду технологического процесса изготовления стержней и максимальной массе получаемого стержня (табл. 207).
5. СПЕЦИАЛЬНЫЕ СПОСОБЫ ЛИТЬЯ
К специальным обычно относят способы литья, отличающиеся от традиционной технологии изготовления литых деталей в разовых песчаных формах. Наибольшее распространение получили следующие способы литья: по выплавляемым моделям, в оболочковые формы, под давлением, кокильное литье и центробежное литье.
5.1. Литье по выплавляемым моделям
Сущность способа заключается в следующем: в пресс-форме изготовляют модель из легкоплавкого материала, покрывают ее огнеупорным составом, который после химического отверждения создает вокруг модели прочную оболочку; модель выплавляют, оболочковую форму прокаливают, устанавливают в контейнер, обсыпают песком или дробью для предупреждения разрушения и заливают расплавом.
Оболочковые формы получают путем многократного (3—6 раз) поочередного окунания модели в суспензию и обсыпки зернистым материалом.
Литьем по выплавляемым моделям можно получать отливки массой от 10 г до 100 кг из любых сплавов с минимальной толщиной стенки 0,5—0,7 мм. Этот способ эффективен в условиях крупносерийного и массового производства, иногда экономичен при изготовлении очень сложных отливок в условиях мелкосерийного и даже единичного производства, практически незаменим при получении художественных отливок.
Модельные составы приготовляют из органических и неорганических материалов. От модельного состава зависят точность, качество и себестоимость отливки, трудоемкость процесса ее изготовления. Краткая характеристика основных легкоплавких материалов, используемых
248
208. Характеристика легкоплавких материалов
Материал Способ получения Температура плавления, °C Плотность, кг/м8
Парафин Продукт возгонки пара- 50—52 900—950
Стеарин финовой нефти Продукт переработки 58 900—970
Полиэтилен животных жиров н растительных масел Синтетический полимер 104—115 920—950
Церезин Из озокерита (продукта 67—80 910—940
Канифоль нефтепереработки) и синтетическим путем Продукт возгонки смо- 66—68 1000—1200
Полистирол листых веществ хвойных пород деревьев Синтетический полимер 280—300 1050—1070
Карбамид (технн- Продукт белкового об- 129—134 1335
ческая мочевина) Натриевая селит- мена веществ Разработка месторож- 308 2100
ра Калиевая селитра дений То же 339 1900—2100
Дибутилфталат Синтетический полимер 160—165 1050
для приготовления модельных составов, приведена в табл. 208.
Рецептура некоторых наиболее распространенных модельных составов приведены в табл. 209.
Формовочные материалы, применяемые для изготовления оболочек, делят на основные материалы, связующие, растворители и добавки. В качестве основных огнеупорных материалов применяют пылевидный кварц (мар-шаллит), плавленый кварц, кварцевый песок, шамот, оливинит, циркон, электрокорунд, карбид кремния, ди-стен-силлиманит, магнезит, тальк и др.
Наиболее распространенным связующим материалом является этилсиликат [Si (ОС2Н6)4], который перед использованием подвергают гидролизу, в результате чего получают спирт и силикагель [Si (OH)4J. Спирт улетучивается с поверхности, а силикагель является хорошим связующим для зернистых материалов.
Так как этилсиликат не растворяется в воде, то при гидролизе необходимо вводить растворители: этиловый спирт, ацетон, бензин, изопропиловый спирт и др.
Удобным, не требующим предварительной подготовки, является связующее пексан — продукт конденсации про
249
изводных этилового эфира ортокремниевой кислоты. Но пексан — дефицитный материал.
. Для формирования наружных слоев оболочки часто используют жидкое стекло с модулем 2,5—3,0. Однако жидкое стекло по качеству значительно уступает этил? силикату. В качестве связующего рекомендуется также ацетоновый раствор кремниевой кислоты АКР-1.
Полезными добавками являются соляная кислота катализатор гидролиза этилсиликата; серная кислота, которая нейтрализует вредные примеси в маршаллите; борная кислота, упрочняющая и увеличивающая стойкость оболочек; аммиак, который ускоряет процесс гелеобразования при сушке слоев покрытия.
В настоящее время создано много весьма совершенного оборудования для механизации и автоматизации процесса литья по выплавляемым моделям.
209. Рецептура модельных составов
Модельный состав Массовая доля компонентов, %
Парафин Стеарин | Церезин | Полиэтиленовый Я О СО Полисти-1 я Канифоль Буро? угольный воск Торфяной воск | Карбамид Добавки
ПС псэ ПЦ ПП-15 РЗ * пт МВС-ЗА * БПС БПК БПТ БПТТЭ БПТК БКПЭТ кпсп КПСЦ МС 50 50 80 85 70 50—70 62 50 40—50 40—50 20 60 58 20 50 45 20 20 13 25 15 13 2 30 30 12—20 7—10 10 48 48 12 30 38—40 20—40 50 15-18 30 30—50 10—20 25 15 1 II III 1 1 1 1 1 1 1 5 этилцел-люлозы 5 кубового остатка 5 триэтаноламина 2 дибутил-фталата 20 нитрата калия
Illi 1 20 80
* Поставляют централизованно.
250
' 5.2. Литье в оболочковые формы
Способ изготовления оболочковых форм основан на способности синтетических смол необратимо затвердевать при нагреве. Изготовляют оболочки в следующем порядке. Нагретую до 220—280 °C модельную плиту укрепляют на бункере с песчано-смоляной смесью. Бункер поворачивают на 180°, смесь попадает на горячую модельную плиту и спекается. 'В зависимости от продолжительности выдержки (20—30 с) формируется оболочка толщиной 8— 15 мм. После выдержки бункер возвращают в исходное положение, и неспекшаяся смесь обратно падает в бункер. Модель с оболочкой снимают с бункера и подают в печь с температурой 300—350 °C для окончательного отверждения в течение 1—2 мин. С помощью толкателей оболочку снимают с модельной плиты, спаривают с другой половиной. После скрепления половин форма готова к заливке.
Для повышения чистоты поверхности оболочки применяют метод засыпки с вибрацией (время 2—5 с, частота колебаний 2500—3000 Гц), метод прессования с использованием головки диафрагменного типа (давление 0,7— 2,1 МПа) и метод надува (давление воздуха не менее 0,65 МПа).
Смеси для изготовления оболочковых форм состоят из огнеупорных зернистых наполнителей, термореактивных смол и различных добавок.
Применяют смеси двух видов: неплакированные ,и плакированные. Неплакированные смеси пригодны только для изготовления оболочек методом засыпки. Крепителем служит смесь тонкоизмельченной смолы марки 104 с 7—8 % уротропина (пульвербакелит марки ПК-104). Для пре-, дупреждения расслоения песка от пульвербакелита в смесь вводят увлажнитель (керосин или машинное масло с низкой вязкостью). Неплакированные смеси готовят следующим образом: сухой просеянный песок засыпают в смеситель и добавляют 0,4 % увлажнителя; после двух-трех-минутного перемешивания вводят 5 % пульвербакелита и продолжают перемешивание в течение 5 мин.
В массовом производстве оболочковые формы изготовляют, как правило, из плакированных смесей на пескодувных машинах. Метод плакирования заключается в том, что в смесь вводят 4—6 % жидкой смолы, которая равномерно обволакивает зерна песка в процессе перемешивания. После испарения растворителя пленка прочно
251
удерживается на зернах песка. Известно несколько способов плакирования.
При холодном плакировании песок и водоспиртовой раствор перемешивают в течение 15'—20 с, затем подают пульвербакелит и стеарат кальция, при необходимости борную кислоту и дибутилфталат. Все компоненты перемешивают в течение 1—2 мин, затем смесь продувают воздухом при постоянном перемешивании еще 3—4 мин. Готовую смесь просеивают и просушивают в кипящем слое в течение 10—12 мин. Этот способ наиболее простой, но требует повышенного расхода материалов и не обеспечивает необходимого качества смеси.
При горячем плакировании смоляная составляющая смеси расплавляется в результате соприкосновения с предварительно подогретыми до 150 °C песком или самим смесителем и покрывает песчинки. При горячем плакировании используют новолачные смолы марок 104 и 18 или бакелитовый лак с последующим введением в смесь уротропина для перевода термопластичной смолы в термореак-тивную. Уротропин вводят в виде 30 %-него водного раствора в количестве 9—11 % массы смолы. После перемешивания в течение 3—4 мин смесь выгружают, охлаждают и просеивают.
Способ горячего плакирования токами высокой частоты основан на способности материалов нагреваться в переменном высокочастотном электрическом поле. Смесь песка и смолы без катализатора подают на ленточный конвейер, движущийся между электродами генератора мощностью 30—60 кВт: С конвейера плакированный песок попадает в устройство, где он смешивается с катализатором, и затем подается к рабочим местам.
Способ теплового плакирования заключается в следующем. Песок нагревают только до 60 °C, а в смеситель во время приготовления смеси вдувают горячий воздух (до 150 °C) для более быстрого удаления растворителя. Время перемешивания сокращается в 2 раза, свойства смеси выше, чем при горячем плакировании.
Для предупреждения прилипания смеси к модельной плите используют разделительные покрытия, например эмульсии КЭ-60-09, КЭ-10-01, озокерит М-60, покрытие СКТ-Р (3—4 %-ный раствор каучука марки СКТ в уайт-спирите).
Для склеивания оболочек используют сухой пульвербакелит или жидкий клей, состоящий из 32,4 % пульвер-252
210. Оборудование для литья в оболочковые формы
Наименование Модель Размеры полуформы Наибольшая высота модели Производи** тельность, форм/ч (полуформ/ч)
мм
Автомат четырехпозиционный карусельный для изготовления оболочковых полуформ бункерным способом 51214 800X600; 600Х 400 200 (70—140)
Установка с четырехпо- 51513 600Х 400 200 80
зиционным прессом для сборки и склеивания оболочковых полуформ Автоматическая линия для изготовления оболочковых форм при производстве отливок массой, кг: 51514 800X 600 200 94
до 30 53413 600X 400 400 70
» 50 53414 800X 600 400 35
бакелита, 54, 1 % машинного масла и 13,5 % керосина. Связующим в клеях являются смолы УКС, М-60, КФ-60 и др. В качестве отвердителей в клеи вводят слабые кислоты. Добавка декстрина или молотой глины предотв-вращает проникание смолы в глубь оболочки.
В современных литейных цехах оболочковые формы изготовляют на полуавтоматических и автоматических установках и комплексных линиях. В любой комплект оборудования входят печь для нагрева модельных плит и отверждения оболочек, бункер для смеси, механизмы для нанесения смеси на плиту и съема оболочковых полуформ с плиты, транспортирующие устройства. Созданы также специальные установки для сборки и склеивания оболочковых полуформ (табл. 210).
5.3. Литье в кокиль
Литье в кокиль эффективно в условиях крупносерийного и массового производства. По сравнению с песчаными формами применение кокилей для получения отливок позволяет увеличить съем литья с 1 м2 площади цеха в 2—4 раза, повысить производительность труда в 3—4
253
раза, увеличить выход годного литья, Исключить применение формовочных смесей.
По конструкции кокили могут быть неразъемными (вытряхными) и разъемными с вертикальной, горизонтальной или сложной поверхностью разъема; одно- и многогнездными.
Для изготовления кокилей используют сталь; чугун, алюминий и медь. Мелкие кокили изготовляют из чугуна марок СЧ 20, СЧ 30, средние — из чугуна марок СЧ 15, СЧ 20, крупные — из стали 15'Л, 15ХМЛ, водоохлаждаемые — из алюминия и меди. Вставки и другие ответственные детали выполняют из высоколегированных сталей 45Х14Н14В2М, 40Х10С2М; подвижные стержни — из сталей У7, У8, У10, ЗОХГСА.
Рекомендуют следующие соотношения толщин стенок кокиля и отливки:
Толщина отливки, мм....... 10 15 30 50 Более 50
Толщина стенки кокиля, мм . . 25 30 40 60 60—80
Для предупреждения от разрушения рабочей поверхности кокиля и создания требуемого теплоотвода (что очень важно для чугунных отливок) применяют различные покрытия, облицовки и краски (табл. 211).
В современных литейных цехах при литье в кокиль механизированы операции раскрытия и закрытия форм, установки и извлечения стержней, удаления отливок из формы, нанесения покрытий и облицовок на поверхность кокилей и др. Создана гамма кокильных машин и автоматических линий (табл. 212, 213), обеспечивающих высокую производительность и благоприятные условия труда в цехе.
211. Составы покрытий для кокилей
Заливаемые сплавы Состав покрытия % г
Алюминиевые » Магниевые Чугун и сталь 50 оксида цинка; 10 графита 150 молотого мела; 40 жидкого стекла; 80 графита 100 талька; 65 борной кислоты; 35 жидкого стекла 100 маршалита; 50 жидкого стекла
* На 1 дм? воды.
254
л-i>' . 212. Оборудование для литья в кокиль
Наименование Модель Размер плиты для крепления кокиля» мм Продолжительность цикла, с
Машина с горизонтальной плоскостью разъема кокиля и с подвижными плитами: с одной 82103 500X 400 10
82105 800X 630 18
с двумя, с нижним стерж- 82А303 500X 400 23
нем 82А305 800X630 30
с двумя, без нижиего 82А403 82А405 82307 500X400 800X 630 1250Х 1000 36 40 30
стержня с двумя, с нижним и верх- 82407 1250X 450 52
ним подвижными стержнями с двумя, с нижним, верх- 82А503 500X 400 40
ним и торцовыми стержня- 82А505 800X 630 45
ми 82507 J250X 1000 60
Машина с горизонтальной и 82508 89263 1600Х 1250 500X 400 300 4,5
вертикальной плоскостями разъема Установка карусельная, ше-стипозициоиная: без программного управле- 59К613 500X 400 20
НИЯ с программным управле- 81745 800X 630 18
нием Установка многопозицион- 81764 0 630
ная для литья чугуна * Автоматизированный ком- А81733С 500X400 25
плекс для литья цветных сплавов Автоматизированный ком- А81745 800X 600 30
плекс с программным управлением Установка для отливки порш- УЛКП 15
ней (крепление кокиля в каретках) Автоматизированный ком- А82А303 500X 400 23
плекс Автоматизированная ** вось- А124 850Х 450 —
мипозиционная карусельная линия
* Производительность 30—50 отливок/ч.
** Производительность 125 отливок/ч.
255
213. Оборудование для изготовления отливок в облицованных кокилях
Наименование Модель Размеры полуко-кил я, мм (в плане) Высота полукокиля, мм Металлоемкость, формы. кг Цикловая . производительность, отливки/ч
Линия для изготовления отливок в об- А120М юоох хюоо 250 160 50
лицованных кокилях А87 1300Х Х700 250 200 50
А96 1400Х Х800Х Х630 250 250 45
Поточная линия для изготовления отливок типа корпусов вакуумных насосов А131 70
Линия автоматизированная с возможностью использования полукокилей различного сочетания высот А132 1300Х Х1200 55
Термостат для линии производства отливок в облицованные коки-ли (для поддержания температуры кокилей 200—250 °C при длительных простоях) А125—60 юоох X ЮООХ Х500 500 26 (количество загружаемых кокилей)
Карусельная линия для отливки гильз цилиндров 4937А 800X 450 (размеры кокиля) 240 33,5 50
5.4. Литье под давлением
Сущность способа литья под давлением заключается в том, что расплав заполняет металлическую форму под давлением. По уровню механизации, производительности, точности отливок и минимальной продолжительности технологического цикла литье под давлением превосходит все известные способы получения литых деталей высокой точности. Применение этого способа позволяет в ряде случаев в десятки раз снизить трудоемкость изготовления отливок при одновременном уменьшении их массы на 30—50 %.
256
Известно несколько разновидностей упомянутого способа:
литье под высоким давлением — расплав заполняет пресс-форму под давлением 44—98 МПа;
литье под низким давлением — расплав поступает в форму по металлопроводу из резервуара раздаточной печи под давлением воздуха или газа, равным 18—80 кПа;
литье с противодавлением — в резервуаре с металлом и в литейной форме, соединенных между собой металло-проводом, создается давление около 300 кПа, затем давление в форме понижается до 250—260 кПа. В результате этой разности давлений расплав плавно заполняет форму. Отливки получаются без пор и раковин, с повышенной плотностью и чистой поверхностью, поэтому не нарушается сплошность потока, и расплав постоянно испытывает давление. Необходимость герметизации формы и резервуара с расплавом требует усложнения конструкции оснастки и машины, что является причиной малой распространенности этого способа литья.
Низкая стойкость металлопроводов обусловливает ограниченное распространение литья под низким давлением, хотя в последние годы, благодаря созданию качественных огнеупоров, этот способ относят к числу перспективных.
Наибольшее применение нашел способ литья под высоким давлением (в технической литературе слово высокое обычно опускается; две другие разновидности в последнее время относят к способу литья под регулируемым давлением). Для литья под давлением применяют машины с горячей камерой прессования, находящейся непосредственно в расплаве, и с холодной камерой прессования, в которую расплав заливают мерным ковшом, затем поршнем запрессовывают в форму. Камеры располагают в машинах вертикально и горизонтально. В большей части конструкций машин применяют второй вариант как более простой в исполнении и удобный в работе.
Эффективность литья под давлением определяется в основном стойкостью пресс-форм, материал которых должен обладать высокой жаростойкостью, эрозионной .стойкостью, твердостью, минимальным.термическим расширением. Наиболее ответственные детали (матрицы, пуансоны, стержни, вставки, рассекатели, литниковые втулки) изготовляют из высоколегированных сталей ЗХ2ВФ, 3X13, 4Х5МФС, Х5НМ; втулки, выталкиватели,
257
214. Смазбчные материалы для пресс-форм
Заливаемые сплавы Состав смазочного материала, %
Цинковые Оловянно-свинцо-вые Магниевые и алюминиевые Медные Титановые 1 30 парафина, 70 моторного масла 100 машинного масла . >л 30 парафина, 30 церезина или буроуГольйого воска, 14 технического вазелина, 26 графита 92 машинного масла, 8 графита Спиртовой раствор коллоидального графита плотнрстью 900—920 кг/м3 или бакелитофто-ристая эмульсия
пальцы, рейки — из инструментальных сталей У8, У10; -остальные детали из высокоуглеродистых сталей.
Для повышения стойкости пресс-форм и облегчения удаления из них отливок рекомендуется применять смазочный материал (табл. 214).
215. Технологические режимы литья под давлением
Сплавы Давление прессования, МПа, при толщине стенок отливки, мм
До 3 3—6
Простые Сложные Очень сложные Простые Сложные
Цинковые Алюминиевые , Магниевые Медные 25 34 (30—40) 33 (50—60) 59 34 44 (40—50) 54 (60—80) 69 44 49 (50—60) 59 (70—90) 78 44 54 (6—10) 69 (20—30) 88 54 64 (10—20) 78 (30-50) 98
Сплавы Температура, °C Глубина вентиляционных каналов, мм
ааливки подогрева пресс-формы
Цинковые Алюминиевые Магниевые Медные Примечанг м/с. 390—500 590—700 600—680 850—960 е. В скобках у> 120—160 180—220 200—240 280—320 сазана скорость 0,08—0,12 0,1—0,12 0,1—0,15 0,15—0,2 впуска металла,
268
216. Оборудование для литья под давлением
Наименование Модель Наибольшая масса заливаемого металла, кг Продолжительность холостого цикла, с Расчетная производительность, отливки/ч
Машины с го- 711А06 1,4 4.8 1
. ризонтальной 711Б07С 2,5 5,0 —
холодной ка- А711Б08С 3,8 7,5 ——
мерой прес- А7ИБ07 2,5 5,0 —
сования А711Б08 4,0 6,0 —
А711Б09 6,0 9,5
711А10 10,0 11,8 —
71111 13,0 13,2 —
71112 18,0 15,0 —
: Автоматиче- АЛ711Б07 2,5 5,0
ские линии АЛ711Б08 3,6 6,5 —.
АЛ711Б09 6,0 9,5 '
АЛ711Б07С 2,5 5,0 —
ДУ711В08 3,6 6,5 180
А711А10 10,0 12,0 90
А71111 13,0 14,0 75
А7Ш2 18,0 15,0 62
А71ПЗ 24,0 16,0 52
А71114 32,0, 17,0 45
А71115 42,0 18,0 38
А71117 42,0 28,0 17
А7Ш8 50,0 . 30,0 15
Автоматизи- К71П0 10 12 90
рованные К71Н1 13 14 75
комплексы К71112 18 15 62
217. Оборудование для литья под низким давлением
Наименование Модель Наибольшая масса зали-ваемого металла, кг Продолжительность ХОЛОДНОГО цикла, с
Агрегативная литейная уставов- 83234 15 50
ка 83305 25 45
С регулируемым давлением 83103 15 40
Для поршней тракторных дви- 83104 — 32
АЛПМ 12 70
гателей с моноклинными стержнями То же, с пятиклинными стерж- АЛП5 12 70
ними Комплексы для отливки порш- КАП1 12 70
ней КАП5 12 70
259
Качество отлйвок зависит от температуры сплава, теплового и газового режима формы, давления прессования, скорости впуска металла и других технологических факторов (табл. 215),
Для литья под давлением созданы высокопроизводительные' машины и автоматизированные комплексы, снабженные дозирующими устройствами, специальными механизмами и манипуляторами сброса отливок, прессами для отсечки литников, современной контрольно-измерительной аппаратурой (табл. 216, 217).
5.5. Центробежное литье
Сущность способа центробежного литья заключается в том, что во вращающейся в вертикальной или горизонтальной плоскости цилиндрической изложнице под действием центробежных сил формируются внутренние и внешние очертания отливки.
Методом центрифугирования (в последнее время в технической литературе не выделяется) получают фасонные отливки в формах, расположенных на вращающейся планшайбе. Под действием центробежных сил форма заполняется расплавом, поступающим через вертикальный центровой стояк и сообщающиеся с ним горизонтальные питатели.
Качество получаемой отливки определяется частотой вращения изложницы. При вращении изложницы вокруг вертикальной оси частоту вращения определяют по формуле п = где К — коэффициент, зависящий от
наружного D и внутреннего d диаметров заготовки (табл. 218); Н — высота отливки.
218. Значения коэффициента К
D — d = 2 мм D — d — 5 мм D — d — 10 мм
D d К D d к D d К
10 8 1400 10 5 980 10 — 846
20 18 970 20 15 635 20 10 486
30 28 785 30 25 510 30 20 381
40 38 675 40 35 435 40 30 320
50 48 605 50 45 387 50 40 280
100 98 425 100 95 280 100 90 195
200 198 299 200 195 189 200 190 137
300 298 245 300 295 154 300 290 ПО
400 398 212 400 395 133 400 390 103
500 498 189 500 495 120 500 490 90
260
219. Оборудование для центробежного лнтья К
Наименование Модель Размеры отливки мм Максимальная масса, кг Производитель- ность, отливкя/ч
Диаметр • Максимальная длина
Машина автомата- 92111 450/— 1250 600 2 —10
ческая роликовая с горизонтальной осью вращения для литья втулок 92113 950/— 2000 3000 0,3—5
Установка для литья гильз 310103 —/— —’ 220
Машина для литья 552-2 200/80 320 50 4- -14
втулок 553-2 320/200 500 140 3—9
Машина для литья ЛН102А —/(100—150) 4000 96—156 32- -34
водонапорных чугунных труб ЛН104Б (200—300)/— 5500 257—531 26—34
Полуавтомат для бимета л л нз ации втулок с электро-дуговым расплавлением шихты У 77 —/(50—220) 330 65 3—10
* В числителе наружный, в знаменателе внутренний.
Для определения частоты вращения изложницы с горизонтальной осью вращения рекомендуют пользоваться формулой Константинова п = 5520 рг2, где 5520 — коэффициент, постоянный для всех сплавов; р — плотность металла; г2—внутренний радиус отливки.
При получении отливок методом центрифугирования частоту вращения планшайбы определяют по формуле п — 30п/(лг), где v — окружная скорость точки отливки, наиболее отдаленной от оси вращения, v = 3 ~ 5 м/с; г — расстояние от оси вращения до наиболее удаленной точки отливки.
Для предупреждения разрушения внутренней поверхности изложницы под действием расплава и создания требуемого режима охлаждения отливки ее покрывают противопригарной краской или наносят слой сухого песка, песчано-глинистой смеси, а также смеси с термореактивной смолой.
Характеристики некоторых машин, предназначенных для получения различных отливок, приведены в табл. 219.
261
6. ФИНИШНЫЕ ОПЕРАЦИИ
К числу финишных операций относят выбивку, очистку, обрубку, зачистку отливок, их термическую обработку, контроль и исправление дефектов.
Отметим, что трудоемкость финишных операций составляет более трети трудоемкости всего процесса изготовления отливки. Причем объем этих работ в большой степени зависит от качества формовочных материалов, качества форм и стержней, состояния модельно-опочной оснастки.
6.1. Выбивка отливок и удаление стержней
Выбивку отливок и удаление стержней в условиях мелкосерийного и единичного производства осуществляют вручную, с помощью накладных подвесных вибраторов или вибрационных коромысел. В механизированных цехах применяют специальное оборудование или комплексные механизированные и автоматизированные установки (табл. 220).
220. Техническая характеристика выбивных решеток
Решетка Модель Г рузоподъ-смность, т Размер полотна, мм
Двухвальвая инерцион- 31211 1,0 1250X1000
пая 31212 1,6 1600Х 1200
31213 2,5 2000Х 1600
Выбивная транспортиру- 31241 1,6 3150Х 1000
ющая 31242 2,5 3150Х 1250
31243С 4,0 3150Х 1600
31243 4,0 4500Х 1600
31244 6,3 4500X 2000'
31245 10,0 4500Х 2500
31253 4,0 6000X1600
... 31254 6,3 6000X 2000
• 31255 10,0 6000Х 2500
262
221. Техническая характеристика алектрогидравлических установок
Установка Модель Макси* мальная масса загрузки, т Максимальные размеры обрабатываемых отливок, мм Производи-тель-ность, т/ч
Тупиковая лериоди- 36121А 2,5 1800Х 1000X 700 3/2,5
ческого действия 36141А 25 5600X 3000X 2000 6,5/4
36213Б 5 2000Х 1250Х 1000 5/—
Проходная периодиче- 36213 5 2000Х 1250Х1000 8/5
ского действия 36214 10 3200X2000X1200 9/6
36215 20 5000X3200X2000 12/8
Конвейерная непрерывного действия (для работы с пластинчатым конвейером) 36313 315 1000X 800X 400 8/6
Конвейерные непре- 36412 315 1250Х 1000X 630 9/—
рывного действия (для 36413 315 1000X 800X 400 10/6,5
работы с подвесным 36414 630 1250X1000X 630 12,5/8
конвейером) 36415 1250 1600Х 1250X 800 16/13
Примечание. В числителе приведены данные для чугунных отливок, в знаменателе — для стальных.
Для удаления стержней из отливок и очистки их от остатков отработанной формовочной смеси применяют электрогидравлические установки (табл. 221) и гидравлические камеры (табл. 222).
222. Техническая характеристика гидравлических камер периодического действия с дистанционным управлением мониторами
Модель Внутренние размеры камеры, мм Грузоподъемность тележки, т : Диаметр поворотного стола, мм Производительность, т/ч
37113 4500X 4500 50 2000 3,0—6,6
37116 6000Х 6000 100 2900 3,6—9,0
37123 9000X 4500 50X2 2900 3,0—6,6
37126 1200X 6000 100X2 2900 3,6—9,0
263
6.2. Очистка отливок
' Для очистки отливок от стержней и пригара используют галтовочные барабаны, дробеметные барабаны, камеры и столы,-вибрационные очистные машины (табл. 223).
На основании анализа номенклатуры автомобильных чугунных отливок и возможных схем их взаимодействия с шлифовальным кругом разработана соответствующая классификация отливок и созданы полуавтоматические машины для зачистки плоских и цилиндрических поверхностей (табл. 224). Машины можно использовать для зачистки различных отливок, так как они оснащены
223. Техническая характеристика очистного оборудования
Оборудование Модель Максимальные размеры отливок *, мм
Барабан очистной галтовочный:
периодического действия 41114 1250X 600
41115 1500Х 710
непрерывного действия Барабан дробеМетный периодического действия: 41212 (700)
с пластинчатым ленточным 42213М (700)
конвейером 42216М (700)
с резиновым ленточным кон- 42223М (300)
вейером 42233 (700)
Установка дробеметная 42237 (1000)
42236 (5000)
Барабан очистной дробеметный 42232М (700)
непрерывного действия Камеры очистные дробеметные: 42234 (850)
периодического действия 42815, 42815М 0 800X1100
42816, 42816М 0 2000X2500
42817, 42817М 0 2500X3000
42825 0 1600X2000
42826 0 2000X2500
42827 0 2500X3000
универсальные 42834 -—
42846 0 2500Х 1300
Камера очистная конвейерная 42733 0 800Х 1400
непрерывного действия с вра- 42734 21 1000Х 1700
щающимися подвесками 42735 0 1200X2000
Машина очистная вибрационная: Объем рабочей камеры, л:
с прямой рабочей камерой ВМ-12М 12
а ВМ--25М 25
ВМ-100М 100
264
Продолжение табл. 223
Оборудование Модель Максимальные размеры отливок *, мм
с тороидно-винтовой рабочей камерой Обдирочно-шлифовальный станок ВМПВ-200 3E374 3E375 МЗ-48Л (П) МЗ-49Л (П) 200 Диаметр круга, мм: 400 500 600 750
Обди точно-шлифовальный барабанный полуавтомат периодического действия для одновременной обработки двух плоскостей ЗЗЛ43 600
Обдирочно-шлифовальный полуавтомат непрерывного действия ЗЗЛ32 600
Абразивно-отрезной станок для 82Л60 600
отрезки литников, выпоров и прибылей 82Л90 900
* В скобках указана объемная диагональ.
224. Техническая характеристика зачистных машин
Модель Зачищаемые отливки Производительность, отливки/ч Габаритные размеры, мм Масса, кг
Максимальный размер, мм Максимальная масса, кг
4590 70X50X50 0,5 2000 1820Х 1300Х 1830 2 700
4606 200X 70X100 1,5 2500 3200Х 2665Х 1946 5 300
4579 400X200X250 15 2000 3250Х 2665Х 1750 4 700
4626 500X 300X 300 25 250—350 5135X3340X2030 8 900
4614 630X200X250 20 175—300 5870 X 3770X 2820 7 234
4625 0 500 50 , 300 5310 X 3476X 3860 16 000
4580А 0 70X60 1 1200 1120X 1420X1800 2 090
4582 0 180X60 10 500—700 2560Х 1420Х 1760 3 100
4594 0 350 30 150—300 1400 X 2720 X 2300 4 680
4618 0 350 30 150—300 1400X 2720X 2300 4 680
4608 300 X 300X 300 20 20—50 1190Х1100Х 1400 969
265
225. Техническая характеристика механизированных 1 : комплексов для абразивной зачистки отливок , .
- Параметр Модель комплекса > t
99910 99911М 9991ЗМ 98516 *
Съем металла, кг/ч, при скорости резания, м/с: 40 25 25 25
80 100 100 100 —
Максимальные размеры обраба- 1000Х 1200Х 3000X 2000Х
тываемых отливок, мм Х700Х X 1000Х X 1000Х Х1200Х
Х700 Х1000 хюоо Х1200
Максимальная масса обрабаты- 250 5000 5000 —
ваемых отливок, кг Мощность, кВт 30,0 37/55 37/55 22,5
Масса, т • 13,8 13,0 15,0 6,0
* Можно использовать для обрезки литников диаметром до 150 мм»
специальной быстросменной оснасткой кондукторного типа с большим диапазоном регулирования.
Для обработки плоских поверхностей мелких и средних отливок предназначены машины мод. 4590, 4606, 4579, крупных отливок — 4625, 4626 (с ограниченными возможностями по переналадке); для обработки цилиндрических поверхностей — машины мод. 4580А, 4582, 4594, 4618; для зачистки отливок малых серий рекомендуется машина мод. 4608.
Разработаны переменно-контактный и постоянно-контактный технологические процессы обработки стальных и чугунных отливок шлифовальным кругом. Сущность переменно-контактного процесса заключается в том, что площадь контакта отливки с шлифовальным кругом в период обработки сначала возрастает от нуля до максимума, а затем уменьшается от максимума до нуля. При постоянноконтактном процессе обеспечивается постоянный контакт обрабатываемой поверхности отливки с кругом, поэтому этот процесс производительнее первого в 2,5—3 раза. Первый процесс применяют для удаления остатков литников высотой до 30 мм, второй рассчитан на срезание с отливок твердой корки толщиной до 2 мм. На базе разработанных технологических процессов было создано 266
11 типовых технологических схем оборудования для зачистки отливок;
Наиболее прогрессивным оборудованием для зачистки отливок являются механизированные комплексы (табл. 225), а также ряд специализированных установок.
В условиях единичного и мелкосерийного производства применяют рубильные пневматические молотки марок РМ-1, РМ-2 и РМ-3, пневматические шлифовальные ручные машины мод. ПШ-1М, ПШТ-3, ИП2009А, ИП2013, ИП2015, ИП2014А (прямые); ИП2203, ШРТМ, ИП2204А, ИП2206 (торцовые); ИП2102, ИП2103, УЗМ-100, УЗМ-150, УЗМ-200 (угловые); электрические шлифовальные машины мод. .ЭИ-2002, ЭИ-2003, ЭИ-2004А, ЭИ-2005, ЭИ-2007, ЭИ-2008 (прямые); ЭИ-2102, ЭИ-2103 (угловые). Для отрезки литников, выпоров и прибылей от отливок из цветных сплавов используют эксцентриковые пресс-ку-сачки, дисковые и ленточные пилы.
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
Абрамов Г. Г. Справочник молодого литейщика. 2-е изд., перераб. и доп. М.: Высшая школа, 1983. 207 с.
Васильев В. А., Васильев А. В. Справочник литейщика. 2-е изд., перераб. и доп. Донецк: Донбасс, 1983. 142 с.
Воздвиженский В. М., Грачев В. А., Спасский В. В. Литейные сплавы и технология их плавки в машиностроении. М.: Машиностроение, 1984. 432 с.
Волобуев В. Ф., Довгий И. М., Анкудинов Н. В. Заготовка и , переработка вторичных металлов. М.: Металлургия. 1980. 408 с.
Емельянова А. П. Технология литейной формы. 3-е изд., перераб. и доп. М.: Машиностроение, 1986. 224 с.
Зарапин Ю. А., Попов В. Д., Чиченев Н. А. Стали н сплавы в металлургическом машиностроении. М.: Металлургия, 1980. 144 с.
Липницкий А. М., Морозов И. В. Справочник рабочего-литейщика. Л.: Машиностроение, 1976. 344 с.
Производство отливок из сплавов цветных металлов/А. В. Курдюмов, М. В. Пикунов, В. М. Чурсин и др. М.: Металлургия, 1986. 416 с.
Сафронов В. Я. Справочник по литейному оборудованию. М.: Машиностроение, 1985. 320 с.
Сварика А- А. Формовочные материалы и смеси: Справочник. Киев: Техшка, 1983. 144 с.
Серебряков В. В., Фишкин Ю. Е. Механизированное изготовление стержней в литейном производстве. М.: Высшая школа, 1984. 184 с.
Справочник по чугунному литью. 3-е изд., перераб. и доп./Под ред. Н. Г. Гиршовича. Л.: Машиностроение, 1978. 758 с.
Титов Н. Д., Степанов Ю. А. Технология литейного производства. 3-е изд., перераб. и доп. М.: Машиностроение, 1985. 440 с,
W
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Автоклавы для модифицирования чугуна магнием 80
Бегуны 233
Бронзы 93, 94, 13
Вагранки газовые 166
— коксовые закрытого типа 161
-----открытого типа 161
— коксогазовые 163 166
Бента 36, 38
Влияние химических элементов на- свойства сплавов: алюминиевых 101 магниевых 107 медных 95—97 сталей 64, 67 чугунов 74—76
Воронка 45, 49
Выпор 45, 49
Газы природные 152
Глина огнеупорная 192—194, 195—196
Знаки стержней 21—24
Камеры гидравлические 264
Катализаторы 204 , 207
Классификация глин 193—194
— литейных сплавов 60
•----форм 237
• — методов формовки 237 '
• — отливок 12
— связующих материалов 191
• — стержней 243—245
• — формовочных линий 239, 242—243
-----машин 236, 238
Ковши литейные 50—52
Кокс литейный каменноугольный 152
Комплексы автоматизированные ваграночные закрытого типа 161 -----для изготовления форм вакуумно-пленочным способом 242 -----стержней 247 — для автоматизированных смесеприготовительных систем 23’ — механизированные для абразивной зачистки отливок 267
Краски противопригарные водные с неорганическими связующими 225
• органическими связующими 226
• самотвердеющие 227
-----самовысыхающие с органическими связующими 228
•— на фосфатных связующих 228
Латуни 94, 136
Лигатуры для алюминиевых сплавов 140
----- магниевых сплавов 140
-----медных сплавов 137
268
Линии автоматизированные для изготовления стержней 247
— автоматические для безопочной формовки 241
-------- формовки в опоках 242
Лом и отходы цветных металлов и сплавов 132—133
Материалы огнеупорные 189—190
— противопригарные 204, 205
---пылевидные 205
Машины зачистные 266
Машины для изготовления стержней 246
— зачистные 266
— формовочные 240
Металлы черные вторичные 130—131
Миксеры индукционные канальные 170
Модификаторы для алюминиевых сплавов 181
---магниевых сплавов 184
Оборудование для литья в оболочковые формы 253
----------- кокиль 255—256
-------- под давлением 259—260
--------центробежного 261
---приготовления плакированных и самотвердеющих смесей
---регенерации отработанных смесей и песков 232
— дробильно-размольное 231
— очистное 265—266
Отвердители 204, 206—207
Отверстия вентиляционные 36
Пасты противопригарные 229
Пенообразователи 204
Переплав шихты 155—157
Пески формовочные 185—188
Пескометы формовочные 241
Печи дуговые 153, 171
— индукционные 154, 167, 169, 172
--- канальные 173
— отражательные сопротивления 174
— тигельные сопротивления 174
— топливные отражательные 171
Питатель 45, 48, 49
Плавка стали с окислением 154—155
Покрытия для кокилей 254
Прибыль 45, 50
Режимы термической обработки отливок из алюминиевых сплавов 101—102
------------магниевых сплавов 108
— отжига белого чугуна на ковкий 82—83
Рецептура модельных составов 250
Решетки выбивные 263
Связующие кремнийорганнческне 203
— кристаллогидратные 203
— металофосфатные 203
— на основе синтетических смол 200—201
— органические 194, 197—200
269
Сепараторы электромагнитные 231
Смесители для приготовления плакированных и самотвердеющих смесей 234
— чашечные 233
Сплавы алюминиевые 97—105, 139, 140
— магниевые 105—111
— медные 92—97 . р ,
— никелевые 111—113
— ниобиевые 113, 114
— оловянные 118, 120 „ ,.. ]| ,. ...,
— свинцовые 119, 120 • г
— цинковые 115—118 ..., ,.т. .
Стали высоколегированные 68—71
— низколегированные 65—67 .
— углеродистые 62—63
Стекло жидкое 194, 202—203
Стояк 45, 48
Технологичность конструкции отливки 14, 15—16
Уклоны формовочные 28, 35, 36
Усадка линейная 27—28
— литейная 34
Установки для заливки форм 53
,— электрогидравлические 264
Ферросплавы 123—129
Флюсы для алюминиевых сплавов 145
--- магниевых сплавов 146
—; — медных сплавов 145
---чугуна 144
Чугун антифрикционный 84—86
— высокопрочный с шаровидным графитом 73, 77—80
— доменный 120—123
— ковкий 81—84
— - легированный со специальными свойствами 86—92
— с вермикулярным графитом 81
- г- серый 73, 76
Шлакоуловитель 45, 48
Шпат плавиковый 144, 146
СОДЕРЖАНИЕ
Предисловие ........................................ . 3
1. Разработка технологического процесса изготовления отливок 5
1.1. Анализ заказа ...................................... 5
1.2. Анализ технологичности конструкции литой детали и выбор способа изготовления отливки.................... 13
1.3. Определение положения отливки в форме при заливке 17
1.4. Определение участков поверхности отливки, выполняемых стержнями ....................................... 19
1.5. Выбор материала для изготовления модельного комплекта ................................................. 24
1.6. Конструкции и размеры модельных комплектов ... 26
1.7. Окраска и маркировка модельного комплекта. ... 38
1.8. Определение размеров и конструкции опок............ 40
1.9. Проектирование и расчет литниковой системы... 44
1.10. Выбор способа заливки формы....................... 50
1.11. Определение температуры расплава прн заливке в форму ............................................... 54
5.12. Продолжительность охлаждения отливок в форме. . . 55
2. Приготовление литейных сплавов . . . ,............ 57
2.1. Общие сведения о металлах и сплавах.............. 57
2.2. Стали ........................................... 61
2.3. Чугуны ......................................... 72
2.4. Медные сплавы ................................... 92
' 2.5. Алюминиевые сплавы.............................. 97
2.6. Магниевые сплавы ............................... 105
2.7. Сплавы на основе никеля, титана, ниобия........... 111
2.8. Сплавы на основе цинка,'олова, свинца. ....... 115
2.9. Шихтовые материалы для получения чугуна и стали 120
2.10. Шихтовые материалы для получения цветных сплавов 132
2.11. Флюсы............................................ 144
2.12. Огнеупоры ........................................ 147
2.13. Источники тепловой энергии плавильных печей. . . 151
2.14. Плавка стали...................................... 153
2.15. Плавка чугуна ................................. 158
2.16. Печи для плавки цветных сплавов................ 170
2.17. Плавка медных сплавов.......................... 175
2.18. Плавка алюминиевых сплавов..................... 179
2.19. Плавка магниевых сплавов....................... 181
3. Формовочные материалы и смеси...................... 185
3.1. Зерновая основа формовочных смесей.............. 185
3.2. Связующие материалы ........................... 191
3.3. Вспомогательные материалы...................... 203
271
3.4. Формовочные и стержневые смеси................ , .208
3.5. Покрытия литейных форм.......................... 225
3.6. Подготовка исходных материалов и приготовление формовочных смесей . ................................... 230
4. Изготовление форм и стержней............................ 236
4.1. Изготовление форм .. . . ;. . .. .................. 236
4.2. Изготовление стержней . 243
Б. Специальные способы литья............................. 248
5.1. Литье по выплавляемым моделям.................... 248
5.2. Литье в оболочковые формы....................... 251
5.3. Литье в кокиль.................................. ' 253
5.4. Литье под давлением............................. 256
5.5. Центробежное Литье................................ 260
6. Финишные операции . . . ........................... 262
6.1. Выбивка отливок и удаление стержней........... 262
6.2. Очистка отлнвок .............................. 264
Список рекомендуемой литературы........................... 267
Предметный указатель
268
Справочное издание
Могилев Владимир Кириллович, Лев Олег Исаакович
СПРАВОЧНИК ЛИТЕЙЩИКА
Редактор О. И. Скворцова
Переплет художника И. Н. Лыгина Художественный редактор А. С. Вершинкин Технический редактор Л. А. Макарова
Корректор Л. А. Ягупьева
ИБ № 5455
Сдано в набор 01.09.87. Подписано в печать 06.01.88. Т-04008.
Формат 84X108/32. Бумага типографская № 2. Гарнитура литературная.
Печать высокая. Усл. печ. л. 14,28. Усл. кр.-отт. 14,28. Уч.-нзд, л 15,38. Тираж 41000 экз. Заказ Кг 237. Цена 1р. 10 к.
Ордена Трудового Красного Знамени издательство «Машиностроение» 107076, Москва, Стромынский пер., 4
Ленинградская типография № 6 ордена Трудового Красного Знамени Ленинградского объединения «Техническая книга» им. Евгении Соколовой Союзполнграфпрома при Государственном комитете СССР по делам издательств, полиграфии и книжной торговли.
193144, г. Ленинград, ул. Моисеенко, 10.