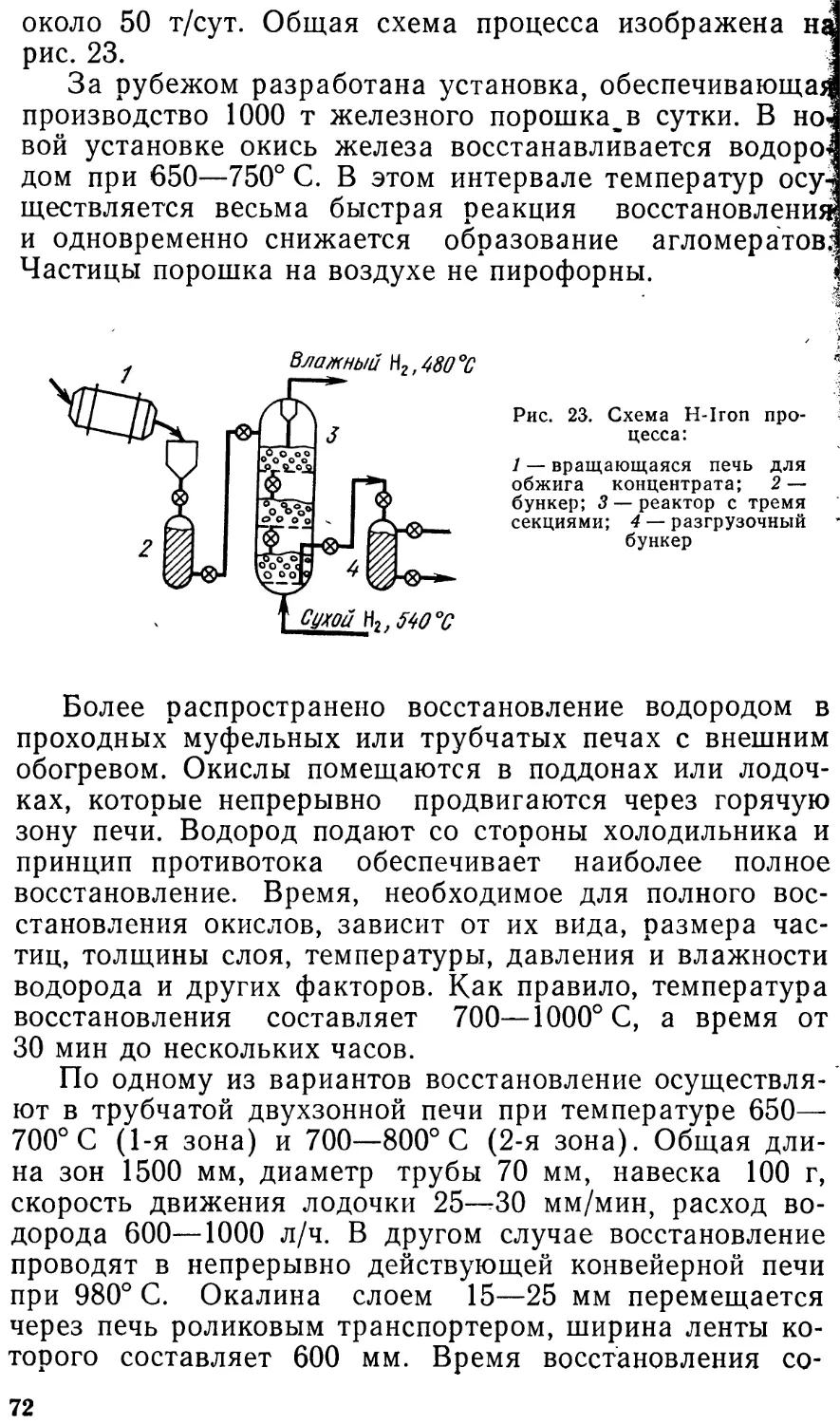
/



































































































































































































































































































































































































































































Текст
С. С. Кипарисов, Г. А. Либенсон
ПОРОШКОВАЯ МЕТАЛЛУРГИЯ
Издание второе,
переработанное и дополненное
Допущено управлением кадров и учебных заведений
Министерства автомобильной промышленности СССР
в качестве учебника для машиностроительных техникумов
по специальности «Порошковая металлургия
и производство твердых сплавов»
Москва «Металлургия» 1980
УДК 621.762
УДК 621.762
Порошковая металлургия. Кипарисов С. С., Л и б е и -
сон Г. А. М., «Металлургия», 1980. 496 с.
Рассмотрены общие и специальные вопросы порошковой метал-
лургии и порошкового металловедения. Изложены теоретические
основы и практика процессов производства порошков, спеченных
материалов и изделий. Приведены конструкции типовых аппаратов
и сведения по охране труда и технике безопасности.
Книга является учебником для учащихся техникумов, специали-
зирующихся в области порошковой металлургии, и может быть по-
лезна инженерно-техническим работникам металлургического и ма-
шиностроительного производства, а также студентам соответству-
ющих вузов. Ил. 190. Табл. 24. Библиогр. список: 31 назв.
31009—108
К------------ 76—80. 2604000000
040(01)—80
© Издательство «Металлургия», 1980
ПРЕДИСЛОВИЕ
В 1977 г. отмечалось стопятидесятилетие со времени
превращения порошковой металлургии в производствен-
ный метод, ставший неотъемлемым составным элемен-
том научно-технического прогресса.
Практически в любой из отраслей современной про-
мышленности применяют те или иные материалы и из-
делия, полученные методом порошковой металлургии.
Необходимость развития производства металличе-
ских порошков, спеченных1 материалов и изделий выте-
кает из задач, поставленных XXV съездом КПСС перед
наукой и промышленностью.
В докладе на XXV съезде КПСС Председатель Со-
вета Министров СССР тов. А. Н. Косыгин говорил: «Сре-
ди направлений научно-технического прогресса, игра-
ющих особую роль в десятой пятилетке и определяющих
перспективы долгосрочного развития экономики, можно
выделить:
в совершенствовании технологических процессов —
развитие прогрессивной малооперационной технологии
(например, бездоменной металлургии...) и технологии,
максимально экономящей исходное сырье, топливо, ма-
териалы и обеспечивающей охрану окружающей среды;
в производстве материалов — ...производство синте-
тических материалов с заранее заданными свойствами...
... Для снижения материалоемкости продукции во
всех отраслях предусматривается серьезный поворот в
конструкциях и технологии к материалосберегающему
направлению...
В плане предусмотрено также расширение выпуска
заготовок и другой продукции в виде, не требующем
значительной последующей обработки»2.
Решению поставленных задач активно содействует
порошковая металлургия.
В свою очередь это требует расширения выпуска и
1 Термин «спеченный» заменил широко ранее употреблявшиеся
термины «металлокерамический» и «металлокерамика».
2 Материалы XXV съезда КПСС. М., Политиздат, 1976, с. 126—
128.
I* 3
улучшения качества подготовки специалистов в области
порошковой металлургии.
Первое издание настоящего учебника, вышедшее в
1972 г., получило положительную оценку и в определен-
ной степени выполнило задачу обеспечения учебной ли-
тературой учащихся техникумов, специализирующихся
по производству металлических порошков, спеченных
материалов и изделий. Однако за прошедшие годы по-
явилось много новых сведений о физико-химических ос-
новах процессов порошковой металлургии и техноло-
гической практике их осуществления, что потребовало
при подготовке второго издания уточнить изложение
большинства рассматриваемых вопросов.
Учебник написан в соответствии с программами кур-
сов «Порошковая металлургия» и «Производство спе-
ченных изделий» для средних специальных учебных за-
ведений по специальности 0419 «Порошковая металлур-
гия и производство твердых сплавов».
Материал изложен таким образом, что книга может
быть полезна и студентам вузов, изучающим порошко-
вую металлургию по общему и специальному курсам.
Авторы стремились излагать материал с учетом новей-
ших достижений в области порошковой металлургии
Советского Союза, а также наиболее развитых зарубеж-
ных стран. -
Термины и определения, касающиеся порошковой
металлургии, приведены в соответствии с ГОСТ
17359—71.
ВВЕДЕНИЕ
Порош ковойметаллургией взывают „область техни-
ки, охватывающую совокупность методов изготовления
порошков металлов и металлоподобных соединений^ло-.
луфабрикатов и изделий из ни^или их^смесей с неме-
таллическими порошками без расплавления основного
компонента.
В данном определении укаааны важные_отличитель-
пые черты порошковой металлургии: исходным материа-
лом является порошок — вещество в своеобразном_агре-
гатном состоянии, а его превращение в спеченный
материал или изделие происходит без расплавления осно-
вы (металла или наименее тугоплавкой составляющей
основы в случае нескольких разнородных компонентов).
Среди имеющихся разнообразных способов обработ-
ки металлов порошковая металлургия занимает особое
место, успешно конкурируя с литьемг обработкой дав-
лением, резанием и другими методами, дополняя’или
заменяя их.
По образному. выражению известного советского уче-
ного М7Ю. Бальшина порошковая металлургия — столь
же древнее творение человека, как и египетские пира-
миды, и вместе с тем она столь же современна, как и
реактивный самолет.
Действительно, находки археологов свидетельствуют,
что порошки ’золота, меди и бронзы применяли как
краски и использовали для декоративных целей в кера-
мике и живописи, а также для украшения лица во все
известные нам времена. А это означает, что еще в брон-
зовом веке имелся опыт производства некоторых порош-
ков и ковки нагретой порошковой массы, по крайней ме-
ре, при изготовлении украшений.
Именно эта технология изготовления изделий при-
близила и сделала возможным наступление века желе-
за. Нс умея расплавить чистое железо (для этого нужна
температура порядка 1550°С и пройдут тысячелетия,
пока ее достижение станет делом обычным), древние
металлурги в Ираке и Египте уже за 3000 лет до н.э.
научились производить окомкованное железо и многие
орудия из него. В гробнице египетского фараона Тутан-
5
хамона, жившего в XIV в. до н.э., лежали кованые кин-
жалы, украшенные порошковым золотом, и амулет из
железа. Примерно в это же время впервые было полу-
чено железо из руд на территории нашей страны. Зна-
менитый памятник Индии — колонна в г. Дели (415 г.
н.э.)—выполнен из весьма чистого железа (99,72% Fe),
весит около 6,5 т, имеет высоту 7,3 м при диаметрах у
основания 41,6, а у верха 29,5 см. Исследования совет-
ских археологов показывают, что во времена Киевской
Руси из железа изготавливали различные предметы бы-
та, оружие и т. п.
Все это стало возможным благодаря кричному мето-
ду получения железа и ковке в нагретом состоянии.
Сначала в горнах при температуре порядка 1000° С вос-
становлением богатой окисленной железной руды полу-
чали крицу в виде губчатой массы, а затем ее проковы-
вали в нагретом состоянии. Для уменьшения пористости
откованное железо повторно нагревали в горне, а иногда
проковывали еще раз. Правда, рассмотренный метод,
строго говоря, не есть порошковая металлургия в совре-
менном нашем представлении. Однако приведенные при-
меры позволяют обозначить исторические вехи на пу-
тях зарождения нового метода обработки металлов.
Честь и заслуга возрождения порошковой металлургии и
превращения ее в особый технологический доетод при-
надлежат русским ученым Петру Григорьевичу Соболев-
скому (1782—1841 гг.) и Василию Васильевичу Любар-
скому (1795—1854 гг.), которые 26 мая 1826 г. изгото-
вили первые промышленные изделия, применив прессо-
вание и спекание платинового порошка.
Предоставим слово самому П. Г. Соболевскому:
«Способ сей заключается в следующем: очищенную пла-
тину в губчатом виде (ее получали химической обра-
боткой природных соединений — прим, авт.) набиваем
мы холодную весьма плотно в толстую, железную коль-
цеобразную форму произвольной величины, сдавливаем
ее сильным натиском винтового пресса и, вынув из фор-
мы, получаем плотный кружок, имеющий металлический
блеск. В сем состоянии платиновый кружок не имеет
ковкости, а сила сцепления частиц между собой не про-
тивостоит в нем сильным ударам; оный ломается и кро-
шится. Для обращения таких кружков в ковкую плати-
ну надлежит только нагреть их до белого раскаления и
при сей степени жара подвергнуть давлению того же
6
пресса. От одного удара кружок платины вовсе изменя-
ет вид свой; зернистое сложение его становится плотным
п оный делается совершенно ковким... После такого об-
жатия кружки проковываются в полоски или прутки же-
лаемого вида обыкновенным образом».
Организовав выпуск платиновых монет, тиглей и
других изделий, П. Г. Соболевский и В. В. Любарский на
два года опередили англичанина Волластана, предло-
жившего в 1828 г. аналогичный способ получения ком-
пактной платины.
Вскоре, всего через 20—30 лет, развитие печной тех-
ники сделало возможным достижение сравнительно вы-
соких температур и привело к освоению производства
изделий из платины и некоторых других тугоплавких
металлов литьем. И о порошковой металлургии забыли
вплоть до начала нашего века, ознаменовавшегося бур-
ным развитием электротехники, потребовавшей мате-
риалов (таких, как проволока из вольфрама и молибде-
на, медно-графитовые щетки и др.), которые нельзя было
изготовить обычными для того времени методами. По-
рошковая металлургия с успехом преодолела возникшие
трудности, а затем появились спеченные магнитные и
контактные материалы, самосмазывающиеся подшипни-
ки, твердые сплавы и т. д.
В нашей стране развитие порошковой металлургии
началось фактически после победы Великой Октябрь-
ской социалистической революции и неразрывно связано
с организацией производства редких металлов. В 1918 г.
на втором заседании Горного Совета при ВСНХ рас-
сматривался вопрос о добыче вольфрама и молибдена,
а при Главхиме ВСНХ была организована Комиссия
по редким металлам, превратившаяся в 1921 г. в «Бю-
рэл» — научно-техническое бюро по промышленному
применению редких элементов. Исследования «Бюрэл»
послужили основой создания в СССР с применением
методов порошковой металлургии промышленного про-
изводства тугоплавких металлов, твердых сплавов и ту-
гоплавких соединений редких металлов. Освоение тех-
нологии изготовления различных порошков дало толчок
развитию работ в области производства спеченных из-
делий конструкционного назначения. Помимо техноло-
гических разработок, были проведены обширные иссле-
дования в области создания научных основ порошкового
металловедения и порошковой металлургии.
7
В настоящее время в СССР имеется несколько сот
научных организаций и специализированных произ-
водств, активно участвующих в развитии порошковой
металлургии. Среди них крупнейшими являются Цент-
ральный научно-исследовательский институт черной ме-
таллургии (ЦНИИчермет), Всесоюзный научно-исследо-
вательский институт электромеханики (ВНИИЭМ),
Всесоюзный научно-исследовательский и проектный ин-
ститут тугоплавких металлов и твердых сплавов
(ВНИИТС), Научно-исследовательский’ институт авто-
мобильной промышленности (НИИтавтопром), Инсти-
тут проблем материаловедения АН УССР, Государст-
венный научно-исследовательский институт никелево-
кобальтовой промышленности (Гипроникель), Научно-
исследовательский институт порошковой металлургии
(НИИПМ), Московский и Броварский заводы порошко-
вой металлургии, Кинешемский завод «Электроконтакт»,
Кировоградский и Днепровский заводы твердых спла-
вов, Узбекский комбинат тугоплавких и жа-
ропрочных металлов, цех пористого проката
Выксунского металлургического завода, цех’ порош-
ковой металлургии ВАЗа, Норильский горно-ме-
таллургический комбинат, Мончегорский комбинат «Се-
вероникель», Сулинский металлургический завод, На-
учно-производственное объединение «Тулачермет», Днеп-
ровский и Волгоградский алюминиевые заводы, Запо-
рожский титано-магниевый комбинат и многие другие.
Основные направления развития порошковой метал-
лургии связаны с преодолением затруднений в осуще-
ствлении процесса литья тугоплавких металлов (воль-
фрама, молибдена, тантала), с возможностями производ-
ства спеченных материалов и изделий со специфическими
свойствами, недостижимыми другими технологическими
способами (например, литьем с последующей меха-
нической обработкой), типа псевдосплавов (W—Си,
W—Ag), твердых сплавов на основе карбидов, пористых
подшипников, фильтров и т. д.
Методами порошковой металлургии можно изго-
тавливать некоторые типы изделий (например, детали
автомобилей, фасонные изделия, калибры и т.п.) из
обычных материалов и с достижением обычных свойств,
но с более высокими технико-экономическими показате-
лями производства по сравнению с литьем и последую-
щей обработкой резанием. В частности, методы порош-
8
новой металлургии позволяют в ряде случаев сущест-
венно сократить расход металлов для производства тех
или иных изделий. Если потери при изготовлении дета-
лей машин и механизмов обычным путем на основе ли-
тых материалов с последующей станочной обработкой
достигают 60%, а иногда и более, то при использовании
метода порошковой металлургии потери не превышают
7—10%.
Наконец, важной отраслью порошковой металлургии
является производство металлических порошков, пред-
назначенных для непосредственного использования (кра-
ски, пиротехнические и -взрывчатые смеси, катализато-
ры, цементаторы для гидрометаллургии цветных метал-
лов, сварочные материалы и т. д.).
В принятых XXV съездом КПСС «Основных направ-
лениях развития народного хозяйства СССР на 1976—
1980 годы» указано: «Значительно увеличить произ-
водство... железных порошков и порошков из легирован-
ных сталей и сплавов, прецизионных сплавов, а также
металлокерамики... Освоить в промышленных масштабах
технологию получения железа из руд методом прямого
восстановления... Развивать производство полупровод-
никовых, особо чистых и специальных материалов для
электронной, электротехнической промышленности и
других отраслей. Освоить производство новых вы-
сокостойких твердых сплавов, углеродной и
другой продукции. Значительно увеличить выпуск высо-
коточных пластин из твердых сплавов для металлоре-
жущего инструмента».
Высокие темпы роста производства спеченных мате-
риалов и изделий показывают, насколько широко их
применение во всех областях техники. В металлообраба-
тывающей' промышленности — это твердосплавные ин-
струменты; в горнодобывающей и нефтяной промышлен-
ности— наплавочные и армирующие твердые сплавы и
алмазно-металлические композиции, применяемые для
оснащения бурового инструмента; в металлургической
промышленности — присадочные порошковые металлы
и ферросплавы — модификаторы, твердые сплавы (для
прецизионной прокатки и волочения). В свароч-
ной технике порошки применяют для наплавки,
специальной резки и изготовления обмазок. В
машиностроении, приборостроении, транспортном ма-
шиностроении, автомобилестроении и авиации метод по-
9
рошково металлургии используют для изготовления
различных износостойких деталей машин и механизмов,
изделий с высокими антифрикционными и фрикционны-
ми свойствами и т. д.
В современной электротехнике трудно указать при-
бор или устройство, в которых не находили бы примене-
ния спеченные изделия, идет ли речь о тончайших элек-
тронных приборах или крупнейших энергетических со-
оружениях и печных агрегатах.
Технологический процесс производства^злелий~ме-
тодом порошковой металлургии состоит из следующих
основных операций: получение порошка металла или
смеси порошков разнородных материалов, формование
заготовок, спекание (нагрев), окончательная обработка
(доводка, калибровка, уплотняющее обжатие, термо-
обработка.).
Естественно, что в производственной и исследователь-
ской практике нередко встречаются отклонения от этих
типичных элементов технологии. Например, процессы
формования и спекания можно совместить в одной опе-
рации, спеченный пористый брикет пропитывают расплав-
ленным металлом. Могут быть и другие отклонения от
указанной схемы, однако использование исходной по-
рошкообразной шихты и спекание при температуре ниже
точки плавления основного компонента остаются неиз-
менными.
Число технологических операций при производстве
изделий порошковой металлургии исчерпывается в рам-
ках одного предприятия двумя — тремя основными опе-
рациями даже для изделий сложной формы и состава,
при этом существенно уменьшается применение дорого-
стоящего станочного парка и рабочей силы высокой
квалификации. Изготовление тех же изделий из литых
материалов требует десятка и более производственных
операций, рассредоточенных к тому же на предприятиях
различных профилей и ведомственного подчинения, а
также значительных затрат труда рабочих высокой ква-
лификации.
Однако на пути развития порошковой металлургии
встречаются и трудности, которые в известной степени
ограничивают масштабы производства спеченных мате-
риалов и изделий. Прежде всего следует указать на
сравнительно высокую стоимость исходных порошков и
инструмента для формования заготовок, что делает эко-
10
номически выгодным лишь крупномасштабное произ-
водство (как правило, десятки и даже сотни тысяч из-
делий одного типоразмера). Правда, это обстоятельство
в основном справедливо по отношению к производству
различных машиностроительных деталей на основе же-
лезного порошка. Во многих же других случаях уни-
кальные свойства спеченных изделий обеспечивают тех-
нико-экономические преимущества методу порошковой
металлургии и при значительно меньших масштабах
производства.
Тем не менее одной из важных проблем современной
порошковой металлургии является разработка совер-
шенных методов производства высококачественных и де-
шевых металлических порошков и в первую очередь же-
лезного. /
Нельзя забывать и о трудностях, связанных с дости-
жением узких размерных допусков при производстве
спеченных деталей.
С развитием техники все чаще и чаще появляется
потребность в материалах с особыми, специфическими
свойствами. В ряде случаев, например для линий даль-
них электропередач, систем управления работой атомных
электростанций, автоблокировки железнодорожного
транспорта, необходимы контактные устройства, обеспе-
чивающие возможность безотказно и многократно раз-
рывать токи с напряжением до сотен тысяч вольт и си-
лой в десятки тысяч ампер. Это означает, что такие
контактные материалы должны обладать комплексом
свойств: высокой теплопроводностью и электропровод-
ностью, хорошей тугоплавкостью, высокой степенью
электроэрозионной устойчивости и прочности в условиях
ударных нагрузок. Для примера можно указать, что се-
ребряные контакты в таких условиях работы выходят из
строя при одном срабатывании. Кроме того, материалу
зачастую необходимо придать очень сложную форму.
Порошковая металлургия с успехом решает такие
задачи, обеспечивая электротехническую промышлен-
ность изделиями, которые не могут быть получены изли-
тых материалов.
Высокие давления, которые приходится использовать
при прессовании металлических порошков, все еще огра-
ничивают размер деталей, получаемых методом порош-
ковой металлургии. Низкая текучесть порошков затруд-
няет прессование изделий сложной конфигурации, что
в известной степени на протяжении ряда лет сдерживает ;
развитие порошковой металлургии. 1
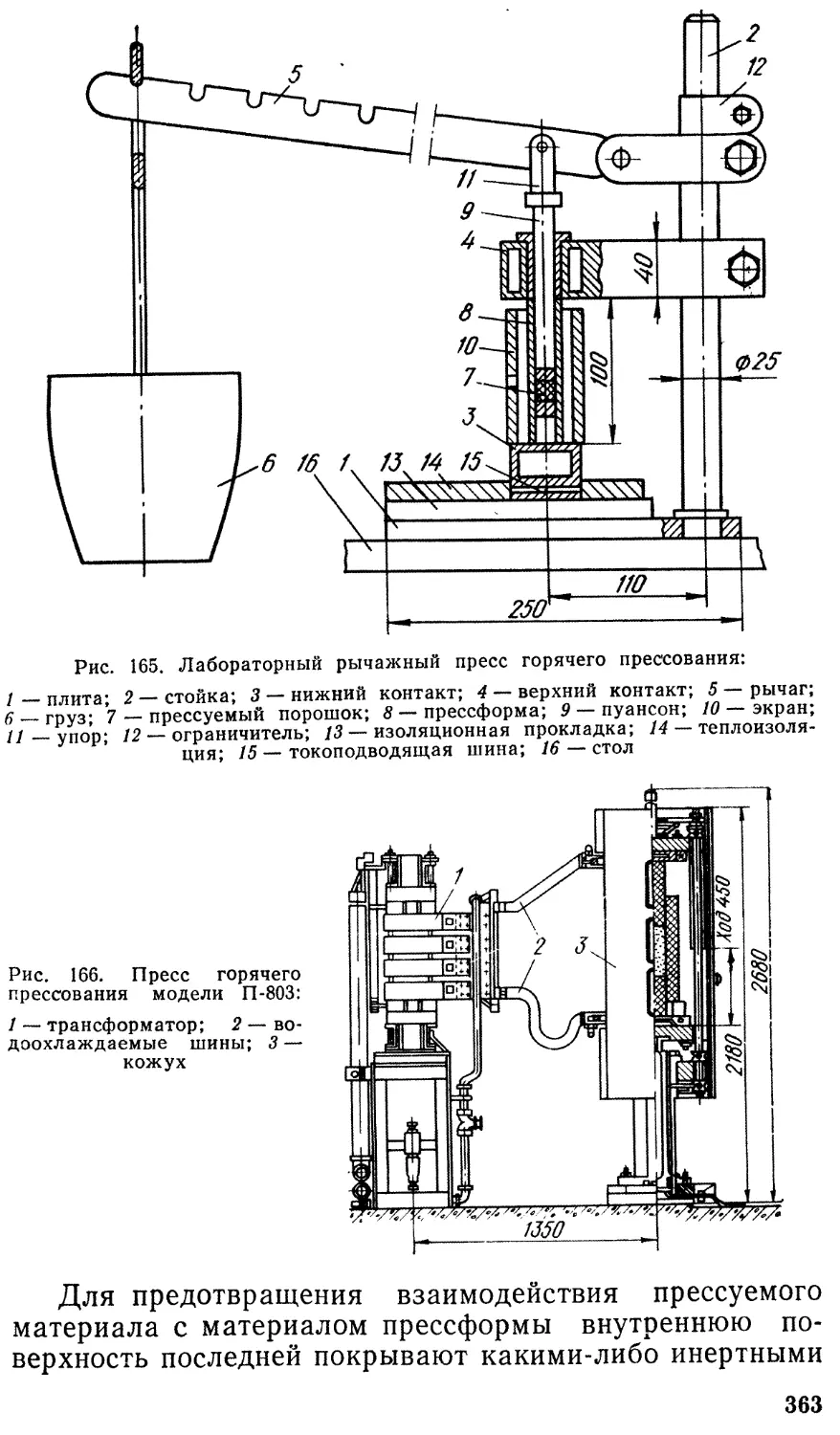
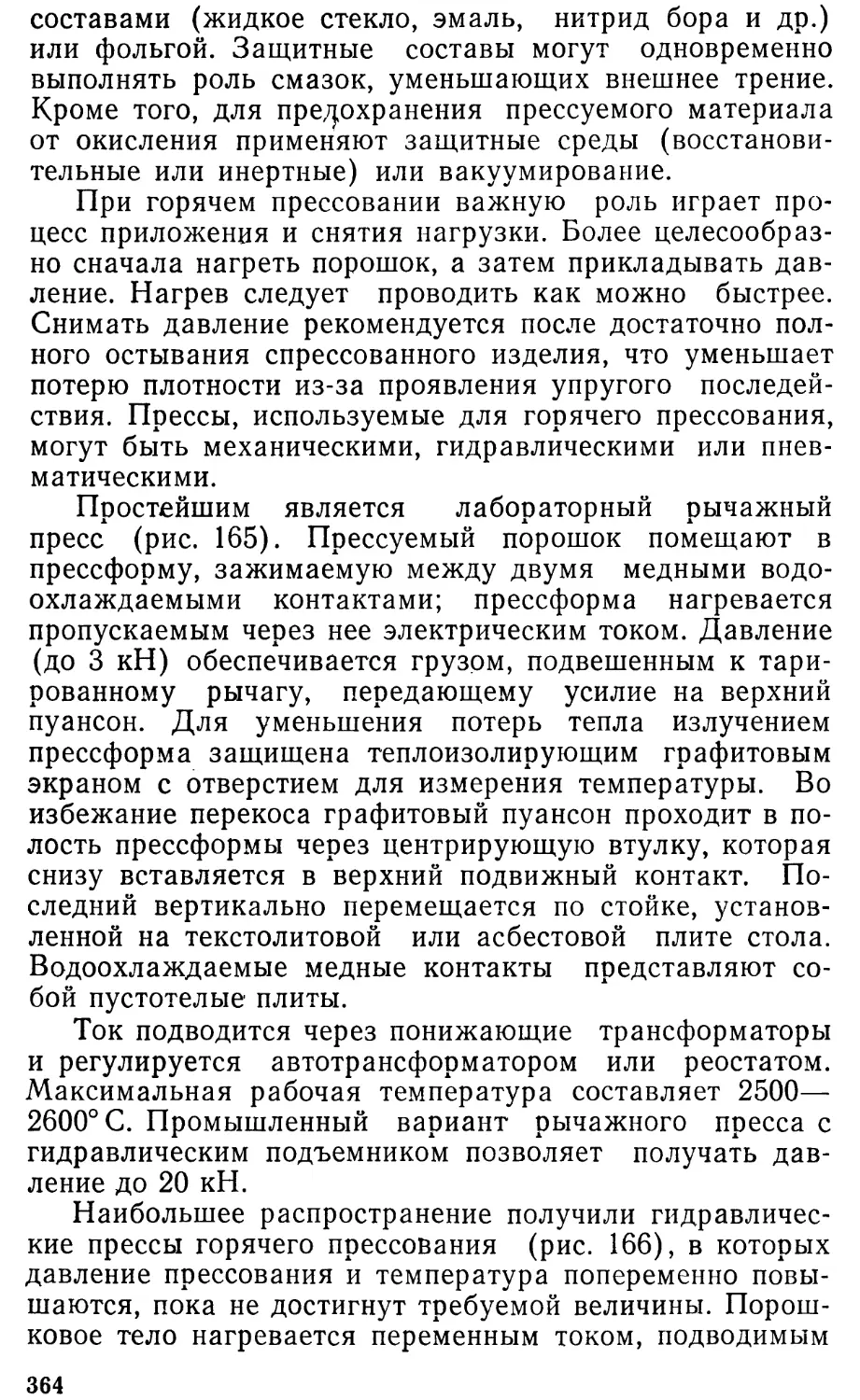
Новые задачи современного машиностроения опреде-
лили и новые направления изысканий в порошковой ме-
таллургии с использованием разнообразных вариантов
горячего прессования, всестороннего (или, как принято
говорить, изостатического) прессования, пропитки жид-
кими металлами пористых заготовок, так называемое
шликерное формование, динамическое прессование, в
том числе с помощью энергии взрыва, и т. д. На пути
этих изысканий возникла и проблема прокатки порош-
ков, ныне успешно решенная как в СССР, так и за ру-
бежом.
Успешно преодолеваются трудности, связанные с
прессованием из порошков изделий больших раз-
меров. С одной стороны, этому способствует исполь-
зование метода изостатического прессования, позволя-
ющего прессовать изделия массой в несколько ты-
сяч килограммов, а с другой — развитие техники прес-
сования идет и по пути изготовления более мощных
прессов.
Много новых проблем возникло перед порошковой
металлургией в связи с использованием в технике таких
металлов, как титан, цирконий, рений, торий и др. По-
лучение этих металлов, сплавов на их основе и тем более
изделий из них обычным путем встречает значительные
трудности. Для решения многих современных технологи-
ческих задач необходимы изыскания и применение но-
вых рациональных подходов.
В СССР за последние двадцать лет проведены ши-
рокие теоретические исследования, направленные на ре-
шение основных задач порошкового металловедения.
Работы Г. И. Аксенова, А. Б. Альтмана, Р. А. Андриев-
ского, Б. А. Борока, М. Ю. Бальшина, Я. Е. Гегузина,
Ю. Г. Дорофеева, В. П. Елютина, В. Н. Еременко,
Г. М. Ждановича, В. А. Ивенсена, О. П. Колчина,
Г. С. Креймера, М. С. Ковальченко, Г. А. Меерсона,
Б. Я. Пинеса, В. С. Раковского, И. Д. Родомысельского,
О. В. Романа, Г. В. Самсонова, В. В. Скорохода,
И. Н. Францевича, Я. И. Френкеля позволили решить
многие вопросы теории и практики процессов порошко-
вой металлургии. Большую помощь в изучении физиче-
ских основ технологии порошковой металлургии оказа-
ли работы П. А. Ребиндера и В. И. Лихтмана, Р. И. Гар-
12
бера, С. И. Герцрикера, а также физико-химиков,
занимающихся изучением равновесий в системах, обра-
зованных тугоплавкими составляющими: И. И. Корни-
лова, Я. С. Уманского и других.
Значителен вклад в развитие порошковой металлур-
гии зарубежных ученых, среди которых необходимо от-
метить Айзенкольба, Хауснера, Джонса, Петрдлика, Ку-
чинского, Ленеля, Зауэрвальда, Кингери, Ристича и др.
Такова в общих чертах характеристика современно-
го состояния порошковой металлургии и путей ее даль-
нейшего развития. Более детальное рассмотрение от-
дельных вопросов дано в соответствующих разделах
книги.
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
Либенсон, Г. А. Знакомьтесь — порошковая металлургия. М., «Метал-
лургия», 1976. 56 с. с ил.
Часть первая
ПРОИЗВОДСТВО ПОРОШКОВ
Технология изготовления спеченных материалов и из-
делий начинается с процесса получения металлических
порошков. Свойства металлических порошков, их струк-
тура и состав зависят от способов их получения и от при-
роды соответствующих металлов. Очень часто порошок
одного и того же металла резко изменяет в зависимости
от метода производства некоторые из своих свойств, оп-
ределяющих применимость его для той или иной цели.
Например, медные порошки, получаемые электролизом,
вследствие дендритной формы частиц обладают очень
низкой кроющей способностью и не могут быть исполь-
зованы в полиграфической или красочной промышлен-
ности. Но эти же порошки являются прекрасным мате-
риалом для производства различных электротехнических
изделий методом порошковой металлургии.
В практике металлические порошки принято харак-
теризовать по физическим, химическим и технологиче-
ским свойствам.
Под физическими свойствами порошков обычно под-
разумевают преобладающую форму частиц и грануло-
метрический состав порошка. К физическим свойствам
относят также состояние частиц порошка, связанное с их
предварительной обработкой (например, отожженный
порошок, наклепанный и т. д.).
Под химическими свойствами в первую очередь под-
разумевают содержание основного металла, примесей и
загрязнений. Содержание газов в химически связанном
(в виде окислов), адсорбированном или растворенном
состоянии оказывает также существенное влияние на
химические свойства порошков.
Под технологическими свойствами порошков понима-
ют массу единицы объема порошка при свободной на-
сыпке (насыпная плотность), текучесть порошка, прес-
суемость и формуемость порошка, т. е. способность по-
рошка под влиянием внешнего усилия приобретать и
удерживать определенную форму и размеры. В некото-
рых специальных случаях приходится иметь в виду и
другие показатели.
14
Разнообразие требований, предъявляемых ft порош-
кам в зависимости от области их применения, а также
свойства самих металлов объясняют существование раз-
личных методов производства. Физические, химические и
технологические свойства порошков находятся в непо-
средственной зависимости от метода получения порошка.
Порошки одного и того же химического состава, но с
различными физическими характеристиками обладают
резко выраженными различными технологическими свой-
ствами, что влияет на условия дальнейшего превраще-
ния порошков в готовые изделия и на их свойства.
Но не только качественные характеристики порошка
лежат в основе выбора метода получения порошков. Не
менее важными при оценке метода производства порош-
ков являются вопросы экономики — себестоимость по-
рошка, размер капиталовложений, стоимость дальней-
шей переработки порошка в изделия. Поэтому выбор
способа получения порошка имеет очень большое зна-
чение. Металлические порошки нельзя производить без-
относительно к областям последующего применения.
Все способы получения порошков, которые встреча-
ются в современной практике, можно условно разделить
на две большие группы: механические и физико-химиче-
ские. Иногда с целью повышения экономичности процес-
са или улучшения характеристик продукта применяют
комбинированные методы получения порошков. Так, при
получении порошков распылением расплавленный ме-
талл сначала гранулируют, а затем отжигают в токе во-
дорода или в случае электролиза сначала получают плот-
ные, но хрупкие отложения некоторых металлов, кото-
рые затем размалывают.
Механические методы получения порошков — это
такие технологические процессы, при которых исходный
материал в результате воздействия внешних сил измель-
чается без существенного изменения химического со-
става.
Дробление и размол — метод измельчения, распрост-
раненный не только как самостоятельный способ полу-
чения порошков, но и как дополнительная операция в
производстве порошков, основанном на физико-химиче-
ских методах: наибольшая эффективность размола на-
блюдается в тех случаях, когда в качестве сырья для по-
лучения порошка используют отходы производства —
стружку, обрезки и т. п.; этим методом получают порош-
15
ки железа, меди, марганца, хрома, магния, алюминия,
стали и сплавов на основе железа. к
Распыление расплавленного металла — один из наи-
более производительных методов, с помощью которого
получают порошки алюминия, свинца, цинка, олова,
бронзы, латуни, меди, ферросплавов, стали и железа.
Грануляция — способ литья металла в воду, позво-
ляющий получать грубые порошки железа, меди, сереб-
ра, свинца, олова, цинка.
Обработка металлов резанием — способ получения
порошков магния, стали, латуни, бронзы, малокремнис-
того чугуна и т. п.
Под физико-химическими методами подразумевают
технологические процессы, обеспечивающие получение
порошкообразных материалов посредством глубоких фи-
зико-химических превращений исходного материала. При
этом конечный продукт — порошок, как правило, отли-
чается от исходного материала по химическому составу.
Восстановление окислов или солей — один из наи-
более распространенных и самых экономичных способов,
особенно когда в качестве исходного материала исполь-
зуют руды, отходы металлургического производства
(прокатную окалину) и другие дешевые виды сырья; наи-
более широко применяется для получения порошков же-
леза, меди, никеля, кобальта, вольфрама, молибдена,
тантала, циркония и различных сплавов; позволяет лег-
ко регулировать при изготовлении размер и форму час-
тиц порошка; порошки хорошо прессуются и спекаются.
Электролиз водных растворов и расплавленных
сред — второй по значению (после способа восстановле-
ния) способ; можно получать порошки почти всех метал-
лов; получаемые порошки являются весьма чистыми бла-
годаря очистке от примесей в процессе электролиза, од-
нако стоимость получаемых порошков очень высока из-за
недостаточной производительности и больших затрат
электроэнергии; получают порошки железа, никеля, ме-
ди, тантала, титана, тория, бериллия, серебра, хрома,
марганца и различных сплавов на основе железа, нике-
ля, меди.
Диссоциация карбонилов характеризуется тем, что
получаемые порошки обладают высокой чистотой, но
чрезвычайно дороги; применяют для производства кар-
бонильных порошков железа, никеля, кобальта, хрома,
молибдена, вольфрама и легированных порошков железа
16
или никеля; в настоящее время проводят работы по уде-
шевлению получаемых порошков.
Конденсация — метод, пригодный только для произ-
водства порошков металлов с невысокой температурой
испарения, например порошков цинка, магния, кадмия;
заключается в конденсации испаряемого металла на хо-
лодной поверхности; порошки содержат большое коли-
чество окислов и являются очень тонкими, в связи с чем
имеют ограниченное применение.
Межкристаллитная коррозия — метод, применяемый
в ограниченных размерах; наиболее разработан для по-
лучения порошков из нержавеющих и хромоникелевых
сталей; заключается в растравлении межкристаллитных
прослоек, в результате чего кристаллиты теряют связь
между собой.
Термодиффузионное насыщение — метод получения
легированных порошков или различных сплавов; наибо-
лее эффективен не как самостоятельный способ получе-
ния порошков, а как способ создания поверхностных по-
ш крытий на различных металлах.
< Можно было бы указать еще и другие способы полу-
> чения порошков, но они не являются промышленными и
представляют в настоящее время интерес только для ла-
бораторных исследований.
Из многочисленных способов производства порошков
в промышленном масштабе применяют лишь несколько
основных методов: восстановление окислов и других со-
единений металлов, электролиз, термическую диссоциа-
цию летучих соединений, размол твердых металлов в
шаровых, вибрационных, струйных и вихревых мельни-
цах, распыление жидких металлов.
МЕХАНИЧЕСКИЕ МЕТОДЫ
ПОЛУЧЕНИЯ ПОРОШКОВ
§ 1. ИЗМЕЛЬЧЕНИЕ ТВЕРДЫХ МЕТАЛЛОВ
Механическое измельчение компактных металлов ши-
роко распространено в порошковой металлургии. Этим
способом можно превратить в порошок любой из ме-
таллов.
2—268
17
Под измельчением понимают уменьшение начального
размера частиц материала путем разрушения их под
действием внешних усилий, преодолевающих внутренние
силы сцепления. Измельчение дроблением, размолом
или истиранием, являясь старейшим методом перевода *
твердых веществ в порошкообразное состояние, может
быть или самостоятельным способом получения метал-
лических порошков, или дополнительной операцией при
других способах их изготовления. Наиболее целесооб-
разно применять механическое измельчение при произ-
водстве порошков хрупких металлов и сплавов, таких
как кремний, бериллий, сурьма, хром, марганец, ферро-
сплавы, сплавы алюминия с магнием и др. Размол вяз- -
ких пластичных металлов (цинк, медь, алюминий и т. п.)
затруднен, так как они в большей степени расплющива-
ются, а не разрушаются. Наибольшая экономическая эф-
фективность достигается при использовании в качестве ?
сырья отходов, образующихся при обработке металлов.
При измельчении комбинируются раздавливание и |
удар (при получении крупных частиц), истирание и удар !
(при тонком измельчении). При дроблении твердых тел !
затрачиваемая энергия расходуется на упругую и плас- j
тическую деформации, на теплоту и образование новых !
поверхностей, которое и является конечной целью раз-
мола. Процесс деформации твердых тел заключается в
том, что под действием внешних сил в наиболее слабых
местах тела образуются замкнутые или начинающиеся
на поверхности мельчайшие трещины. При прекращении
внешнего воздействия трещины под действием молеку-
лярных сил могут смыкаться («самозаживляться») и те-
ло подвергается лишь упругой деформации. Разрушение
наблюдается в том случае, когда трещины настолько
увеличиваются, что пересекают твердое тело по всему
его сечению в одном или нескольких направлениях. В мо-
мент разрушения напряжения в деформирующемся теле
превышают некоторое предельное значение (предел
прочности материала), упругая деформация сменяется
деформацией разрушения и происходит измельчение.
Согласно теории дробления, предложенной П. А. Ре-
биндером, работа, затрачиваемая на измельчение, в об-
щем случае является суммой двух энергий. Первое сла-
гаемое oAS представляет собой энергию, расходуемую на
образование новых поверхностей раздела при разруше-
нии твердого тела. Эта энергия равна удельной поверх-
18
ностной энергии а (т. е. энергии, приходящейся на еди-
ницу поверхности тела), умноженной на происходящее
при измельчении приращение поверхности AS, равное
разности между величинами поверхностей тела после и
до разрушения. Второе слагаемое ЛАУ выражает энер-
гию деформации, равную работе К упругой (и пластиче-
ской) деформации на единицу объема твердого тела, ум-
ноженной на часть объема тела АУ, подвергшуюся де-
формации. При крупном дроблении величина вновь
образующейся поверхности невелика, так как получае-
мые частицы значительны по размеру. В связи с этим
оА5<СКАУ и расход энергии на дробление приблизи-
тельно пропорционален объему разрушаемого тела. При
тонком измельчении вновь образующаяся поверхность
очень велика и оА53>КАУ. Поэтому расход энергии на
измельчение приблизительно пропорционален вновь об-
разующейся поверхности. К сожалению, сама величина
работы диспергирования всегда исчезающе мала, так
как почти вся энергия измельчающего устройства затра-
чивается на деформацию разрушаемого тела и на обра-
зование теплоты. Коэффициент полезного действия лю-
бого из них очень низок.
Операцию механического измельчения часто совме-
щают с операцией приготовления смесей порошков. Сре-
ди рассматриваемых механических методов получения
порошков наибольшее распространение получили два:
обработка металлов резанием с получением мелкой
стружки или опилок; дробление металла в шаровых, мо*
лотковых, вихревых и других типах мельниц.
Предусмотренное по первому из этих способов спе-
циальное получение стружки или опилок для дальней-
шего изготовления из них изделий невыгодно и поэтому
на практике используется крайне редко. Однако обра-
зующиеся при обработке металлов резанием отходы в
виде мелкой стружки и опилок целесообразно исполь-
зовать для дальнейшего измельчения в шаровых, вихре-
вых и других аппаратах.
Мелкую стружку железа, стали и чугуна размером
около 1 мм (стружка сверления, фрезерования и др.)
можно использовать для изготовления изделий без до-
полнительного дробления. В отдельных случаях приме-
нение этого метода для получения металлических по-
рошков почти неизбежно. Прежде всего это относится к
тем металлам, которые весьма активны по отношению к
2*
19
кислороду, особенно в состоянии высокой дисперсности.
Иллюстрацией этому может служить получение магние-
вого порошка.
Порошок магния с хлопьевидными частицами можно
получить при царапании компактного магния стальны-
ми щетками. Применяемая для этих целей так называе-
мая кратцмашина представляет собой металлический
вращающийся барабан, на поверхности которого укреп-
лена царапающая лента. Барабан диаметром 200 мм
вращается с окружной скоростью на поверхности около
17 м/с. Магниевая плита шириной 350 и толщиной 40 мм
подается в установку через специальное отверстие и при-
жимается к царапающей ленте. Равномерность истира-
ния достигается применением непрерывного возвратно-
поступательного движения плиты. Крупность порошка
может регулироваться диаметром щетки, числом и тол-
щиной зубьев на ней, а также скоростью подачи магние-
вой плиты. В зависимости от крупности порошка суточ-
ная производительность такой машины составляет
30—40 кг. Минимальный размер частиц магниевого по-
рошка, получаемого на такой машине, составляет
220 мкм. Если требуется более тонкий порошок, то при-
меняют дополнительное измельчение в специальных ша-
ровых мельницах в среде углекислого газа.
Порошок магния можно получить обработкой ком-
пактного магния на фрезерных станках специальной кон-
струкции. Примерная схема технологического процесса
получения порошка магния с использованием фрезерных
станков изображена на рис. 1. Основной операцией тех-
нологического цикла является процесс фрезерования на
станках, заключающийся в комбинированном снятии
мелкой стружки сразу двумя фрезами — вертикальной и
горизонтальной. Конструкция станка позволяет вести
фрезерование при больших скоростях (порядка 30—
40 м/с) и обеспечивает получение порошка со степенью
измельчения до 90 мкм в довольно широких пределах в
зависимости от режима работы станка. Порошок, полу-
ченный после фрезерования, не требует дополнительного
измельчения в шаровой мельнице, что значительно упро-
щает всю технологию производства. Сырьем для произ-
водства порошка служит чушковый магний марок МГ-1
и МГ-2, содержащий соответственно 99,9 и 99,8% магния.
Станок приспособлен для фрезерования только ци-
линдрических заготовок (наружный диаметр 460, внут-
20
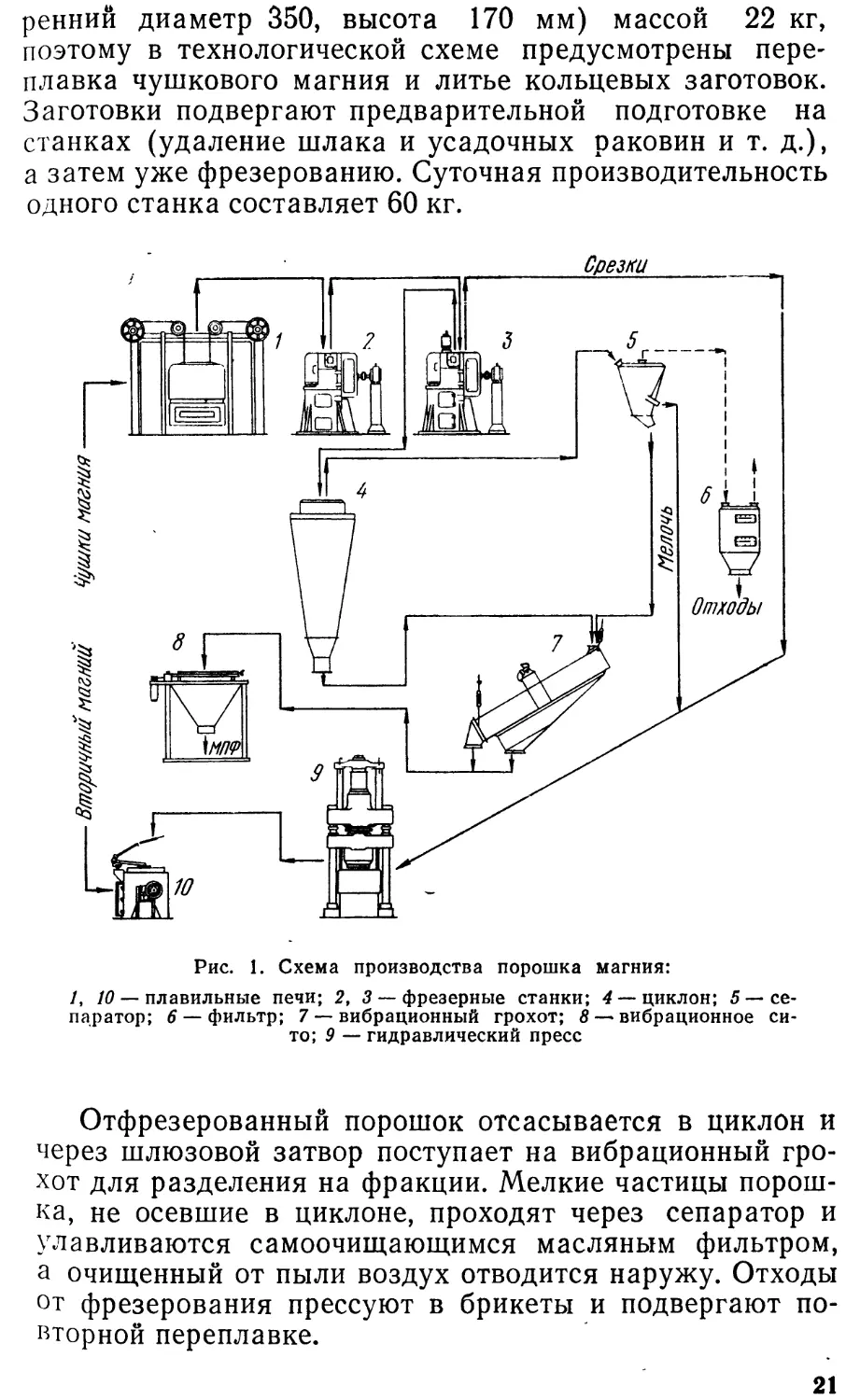
ренний диаметр 350, высота 170 мм) массой 22 кг,
поэтому в технологической схеме предусмотрены пере-
плавка чушкового магния и литье кольцевых заготовок.
Заготовки подвергают предварительной подготовке на
станках (удаление шлака и усадочных раковин и т. д.),
а затем уже фрезерованию. Суточная производительность
одного станка составляет 60 кг.
Соезки
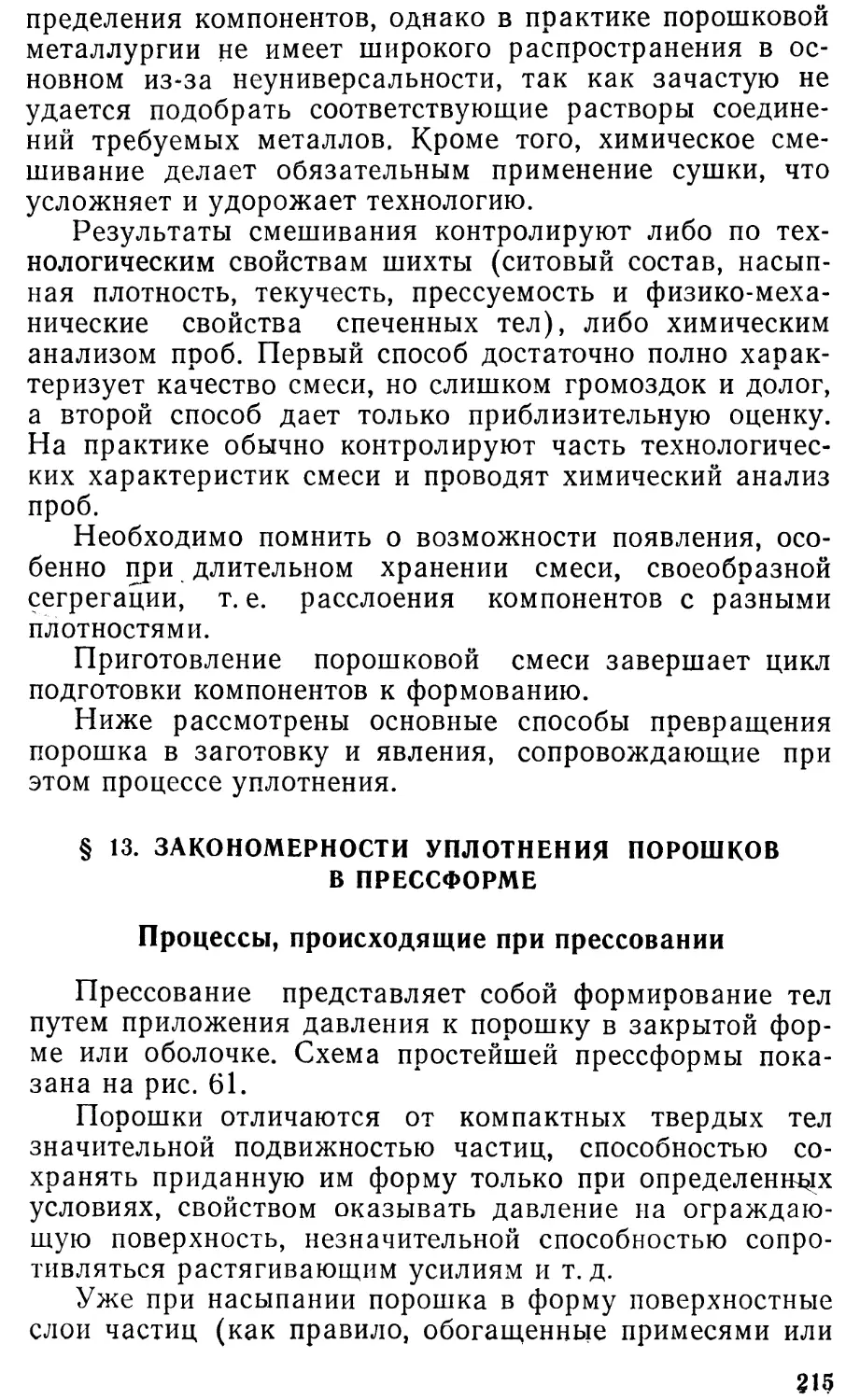
Рис. 1. Схема производства порошка магния:
/, 10 — плавильные печи; 2, 3 — фрезерные станки; 4 — циклон; 5 — се-
паратор; 6 — фильтр; 7 — вибрационный грохот; 8 — вибрационное си-
то; 9 — гидравлический пресс
Отфрезерованный порошок отсасывается в циклон и
через шлюзовой затвор поступает на вибрационный гро-
хот для разделения на фракции. Мелкие частицы порош-
ка, не осевшие в циклоне, проходят через сепаратор и
улавливаются самоочищающимся масляным фильтром,
а очищенный от пыли воздух отводится наружу. Отходы
от фрезерования прессуют в брикеты и подвергают по-
вторной переплавке.
21
Для получения порошков по второму способу приме-
няют различные типы молотковых, шаровых, вихревых и
других мельниц, толчеи и т. п.
Измельчение в шаровых вращающихся мельницах '
Измельчение дроблением, размолом и истиранием
может быть или самостоятельным способом превраще-
ния материала в порошок, или дополнительной опера-
цией при других способах его изготовления. Выбор ап-
паратуры и режим работы определяются как свойствами
и состоянием измельчаемого металла, так и требуемой
формой и размером получаемых металлических частиц.
Простейший аппарат для измельчения — шаровая
вращающаяся мельница, которая представляет собой
металлический цилиндрический барабан, внутри которо-
го находятся размольные тела, чаще всего стальные или
твердосплавные шары. При вращении мельницы раз-
мольные тела поднимаются с барабаном (вследствие
трения о его стенки) в направлении вращения до тех пор,
пока угол подъема не превысит угол естественного от-
коса, после чего они скатываются или падают вниз и
производят измельчение материала, истирая и раздраб-
ливая его между поверхностями мельницы и шаров. Со-
отношение между дробящим и истирающим действием
шаров в мельнице в значительной степени определяется
отношением диаметра D барабана к его длине L. При
отношении D : Л^34-5 преобладает дробящее действие
шаров, при D : L<Z3— истирающее. На этом основании
выбор габаритов барабана производят следующим обра-
зом: для измельчения твердых и хрупких материалов
отношение D : L должно быть больше трех, а для из-
мельчения пластичных материалов это отношение долж-
но быть меньше трех.
Но не только конструкция мельницы оказывает влия-
ние на интенсивность и механизм размола. Решающую
роль здесь играют скорость вращения мельницы, число и
форма размольных тел, объем загруженных материалов,
продолжительность и среда размола.
С увеличением скорости вращения мельницы в связи
с ростом центробежной силы и с увеличением угла подъ-
ема шары будут падать вниз с большей высоты, произво-
дя главным образом дробящее действие. При дальней-
шем увеличении скорости вращения центробежная сила
22
может настолько возрасти, что шары будут вращаться
вместе с мельницей и материал, следовательно, будет
измельчаться незначительно. Скорость, при которой раз-
мольные тела под действием центробежных сил будут
вращаться вместе с барабаном, называется критической
скоростью. Рассмотрим поведение одного шара (рис. 2).
Одиночный шар весом Р
в мельнице на поверхности
барабана, вращающегося со
скоростью v м/с, в точке m
будет находиться под дейст-
вием центробежной силы
инерции, равной Pv2/gR, где
g — ускорение силы тяже-
сти, R — внутренний радиус
барабана мельницы.
При угле подъема а си-
ла собственного веса шара
может быть разложена на
силу, направленную по ра-
диусу, Р sin а, и на каса-
Рис. 2. Схема к расчету критиче-
ской скорости вращения барабана
шаровой мельницы
тельную Р cos а.
Не принимая во внимание трение, можно установить,
что одиночный шар будет удерживаться на стенке бара-
бана до тех пор, пока
(Pv2!gR) Р sin а или (v2/gR) sin а.
Если скорость вращения такова, что в момент про-
хождения шара через зенит, при котором угол а=90°,
шар тоже останется в равновесии на стенке барабана,
то при а=90° и sin 90° = y2/g/? = l или v2=gR. При чис-
ле оборотов барабана мельницы п (об/мин)
nDn
"бо”’
поэтому
л2 D2 п2 D
(60)2 ё~2'
где D — внутренний диаметр барабана мельницы, м;
Отсюда находим
И
g 60 __ 42,4 _
2"2VF УБ КР’
Фактически при этом числе оборотов шар еще не бу-
дет двигаться вместе с барабаном мельницы вследствие
своего скольжения относительно стенки и проскальзы-
23
вания одного ряда шаров относительно другого. В свя-
зи с этим рассчитанное по приведенной формуле икр на-
до понимать как условную величину, в долях которой
удобно выражать число оборотов мельницы, характери-
зующее принятый режим размола. ,
Для повышения эффективности измельчения на
практике обычно берут скорость вращения барабана
мельницы, равную 75—80% от критической.
На процесс измельчения большое влияние оказывают
также масса шаров и соотношение между размерами ша-
ров и кусков измельчаемого материала.
Из практики известно, что при скорости вращения
барабана 0,75 пкр оптимальная масса стальных шаров
составляет 1,7—1,9 кг/л объема мельницы. Количество
загружаемого на размол материала должно быть тако-
во, чтобы после начала измельчения его объем не пре-
вышал объёма пустот (зазоров) между размольными
телами. Если материала будет больше, то часть его, не-
вмещающаяся в зазоры, измельчается менее интенсив-
но, так как в каждый данный момент она не подвергает-
ся истирающему воздействию размольных тел. Кроме
того, уменьшается объем свободного пространства в ба-
рабане и затрудняется свободное падение размольных
тел, что также снижает интенсивность измельчения.
Обычно соотношение между массой размольных тел и
измельчаемого материала составляет 2,5—3. При интен-
сивном измельчении это соотношение увеличивается до
6—12 и даже большей величины. В случае, когда плот-
ности измельчаемого материала и размольных тел близ-
ки (например, размол стальной стружки стальными ша-
рами), указанное соотношение должно составлять 5—6.
Коэффициент заполнения ф мельницы не должен пре-
вышать 0,4—0,5, так как при больших значениях ф ша-
ры сталкиваются друг с другом, теряя энергию, и не
производят достаточно эффективного измельчающего
действия. При меньшей загрузке резко снижается эф-
фективность измельчения.
Диаметр шаров также оказывает влияние на про-
цесс размола и по весьма приближенной оценке его мак-
симальная величина должна быть в пределах d^D/18~
+DJ24, где D — внутренний диаметр барабана мельни-
цы. Интенсивность измельчения с уменьшением размера
шаров возрастает до тех пор, пока усилие от воздейст-
вия каждого из них оказывается достаточным для раз-
24
рушения частиц размалываемого материала или нару-
шения целостности их поверхности.
Производительность шаровых мельниц во многом
зависит от их размеров и от характера измельчаемого
материала. Чтобы интенсифицировать процесс размола,
особенно в случае измельчения хрупких материалов,
размол производят в жидкой среде, которая препятству-
ет распылению материала и обратному слипанию тон-
ких частиц за счет диэлектрических свойств. Кроме то-
го, проникая в микротрещины, жидкость создает боль-
шое капиллярное давление, что способствует измельче-
нию.
Жидкость также уменьшает трение как между шара-
ми, так и между частицами размалываемого материала,
благодаря чему интенсифицируется их перемещение от-
носительно друг друга. Жидкой средой обычно служат
спирт, ацетон, жидкие масла, вода, некоторые углево-
дороды и пр. Полезный эффект от размола в жидкости
усиливается при добавке к ней поверхностно активных
веществ (ПАВ). Количество жидкости должно быть та-
ким, чтобы она смогла закрыть верхний уровень шаров
в мельнице, обычно оно составляет 0,15—0,25 л жидко-
сти на 1 кг размольных тел.
Длительность размола колеблется от нескольких ча-
сов до нескольких суток. Для предотвращения быстрого
износа стенок барабана и загрязнения в результате это-
го размалываемого материала применяют футеровку
внутренних поверхностей мельниц износостойкими ма-
териалами: марганцовистыми сталями, твердыми спла-
вами, наплавочными материалами и т.п.
В практике порошковой металлургии в большинстве
случаев используют шаровые мельницы с периодичес-
кой загрузкой и разгрузкой, вращение которых осуще-
ствляют либо непосредственно от электродвигателя, ли-
бо путем установки барабанов на валки (рис. 3). Изве-
стны также мельницы (рис. 4) с центральной разгрузкой
через полую цапфу, с торцовой разгрузкой через диа-
фрагму— поперечную решетку, установленную у разгру-
зочного конца барабана, или с периферической разгруз-
кой через щели в барабане и окружающее его цилиндри-
ческое сито. Шаровые мельницы, для которых отношение
D: £=0,54-1, часто работают по замкнутому циклу
совместно с классификатором, отделяющим недоизмель-
ченный продукт после выхода из мельницы и возвраща-
25
ющим его на повторное измельчение. Производитель-
ность мельницы при этом увеличивается, а расход элек-
троэнергии на измельчение уменьшается.
Для рассмотренных шаровых вращающихся мельниц,
соотношение средних размеров частиц порошка до и по-
сле измельчения, называемое степенью измельчения, со-
ставляет 50—100.
Рис. 3. Валковая мельница:
/ — барабаны; 2 — подшипники; 3 — электродвигатель; -/ — ре-
зиновые валики; 5 — станина
Рис. 4. Шаровые вращающиеся мельницы:
а, в — с центральной разгрузкой через цапфу; б — с торцовой разгрузкой
через диафрагму; г — цилиндро-коническая; д — с периферической разгрузкой
через сита
Измельчение в шаровых мельницах наиболее удобно
применять для твердых и хрупких материалов, напри-
мер чугунной стружки, углеродистой стали, ферроспла-
вов. Иногда хрупкость придается измельчаемому мате-
риалу искусственным путем, например насыщением же-
лезного порошка водородом при электролизе, приготов-
лением специальных хрупких сплавов (например, лига-
турные сплавы Fe—Al, Ni—Al) и т.п.
Форма частиц, получаемая в результате размола в
шаровых мельницах, обычно осколочная, т. е. непра-
вильная. Порошки обладают слабо развитой поверхно-
стью и большой насыпной плотностью.
2^
Во ВНИИТС была проведена большая и важная ра-
бота по интенсификации размола твердосплавных сме-
сей. При получении весьма тонко измельченных мате-
риалов с величиной частиц порядка 1 мкм размол путем
дробления частиц падающими шарами становится мало-
эффективным. В таких случаях (например, в производ-
стве графитовой массы для карандашей и в производст-
ве некоторых видов керамики) применяют режим пере-
катывания шаров, при котором они не падают, а подни-
маются вместе с вращающейся стенкой мельницы и
затем скатываются по наклонной поверхности массы ша-
ров (рис. 5,6). Измельчение материала здесь происхо-
Рис. 5. Схема движения шаров в барабане мельницы:
а — режим скольжения;
б — режим перекатывания; в — режим свободного
падения; г — движение шаров при «кр
дит в основном в результате его истирания между ша-
рами при скатывании их по наклонной плоскости. Такой
режим размола наблюдается тогда, когда число оборо-
тов барабана мельницы не превышает 60% от критиче-
ского числа оборотов.
Наконец, может быть создан еще один вариант ре-
жима размола, получивший название режима скольже-
ния. При использовании мельниц с гладкой внутренней
поверхностью барабана и при небольшой относитель-
ной загрузке шаров размольные тела не совершают цир-
куляции внутри барабана мельницы. Вся масса шаров
скользит по поверхности вращающего барабана и вза-
имное перемещение шаров почти отсутствует. Измельче-
ние материала при таком способе размола малоэффек-
тивно, так как происходит путем истирания, его лишь
между внешней поверхностью массы шаров и стенкой
барабана.
Наличие перекатывания или скольжения размалы-
вающих тел при вращении барабана шаровой мельницы
27
зависит (при равных прочих условиях) от относитель-
ной загрузки барабана размалывающими телами. При
загрузке большого количества шаров (или размольных
тел другой формы) происходит перекатывание, а при
малой загрузке — скольжение. В практике размола ве-
личина загрузки размалывающих тел иногда определя-
ется местными условиями (например, наличием загру-
зочного люка в торцовой стенке мельницы или необхо-
димостью размола, малого количества материала).
Изменяя величину загрузки мельницы, можно получать в
Рис. 6. Направление силы
тяжести и ее составляющих
при наклонном положении
массы шаров во вращаю-
щемся барабане мельницы
одних случаях режим перекатывания, в других режим
скольжения, причем в зависимости от устанавливающе-
гося режима эффективность размола будет различной. :
Для управления процессом размола необходимо знать
условия перехода режима скольжения в режим перека-
тывания (и обратно).
Рассмотрим поведение шаров в мельнице, работаю-
щей по режиму скольжения. В не-
подвижной мельнице в состоянии
покоя шары занимают положе- I
ние внизу барабана (рис. 5, в). |
При вращении барабана ша- |
ры под влиянием силы трения |
продвигаются в направлении 1
вращения барабана. Для после-
дующих расчетов удобно счи- i
тать, что объем, занимаемый ша- ;
рами, ограничен плоской поверх- i
ностью (из дальнейшего будет яс- ।
но, что явления будут одинако- ;
выми при любой форме этой по- 1
верхности). Тогда при постоян-
ной и не слишком высокой скоро-
сти вращения барабана поверх- ;
ность шаров займет наклонное
положение (рис. 6).
Угол наклона поверхности совокупности шаров опре-
деляется равенством моментов двух сил: силы трения,
перемещающей шары из положения покоя в направле-
нии вращения барабана, и силы тяжести, препятствую-
щей подъему шаров вместе со стенкой барабана. Вра-
щающий момент силы трения равен произведению силы i
трения на радиус цилиндрической стенки барабана ,
мельницы (влиянием трения шаров о торцовые стенки
28
барабана пренебрегаем). Сила трения в первом прибли-
жении не зависит от площади скольжения и определя-
ется лишь общей нагрузкой и коэффициентом трения.
Если вес шаров равен Р, коэффициент трения f и радиус
внутренней поверхности барабана мельницы /?, то мо-
мент сил, увлекающих шары во вращательное движе-
ние, равен
М, = fPR.
При скольжении взаимное перемещение шаров отсут-
ствует, поэтому мы можем рассматривать совокупность
шаров как жесткое тело и считать, что сила тяжести
приложена к центру тяжести всех шаров. Момент сил,
препятствующих вращению шаров вместе с барабаном
мельницы, равен произведению составляющей силы тя-
жести (Pi), направленной перпендикулярно радиусу,
проходящему через центр тяжести шаров, на длину от-
резка ОД, равного расстоянию от центра тяжести до оси
вращения барабана мельницы (см. рис. 6).
При неподвижном барабане мельницы поверхность
шаров горизонтальна и центр тяжести шаров лежит на
вертикали, проходящей через горизонтальную ось вра-
щения барабана мельницы. После пуска мельницы по
мере увеличения наклона поверхности шаров и отдале-
ния центра тяжести шаров от вертикали, проходящей
через ось вращения, возрастает составляющая силы тя-
жести Pi (при отсутствии вращения барабана мельницы
она равна нулю). Таким образом, с увеличением накло-
на поверхности шаров растет момент сил, препятствую-
щих вращению шаров вместе с барабаном. Наклон бу-
дет увеличиваться до тех пор, пока момент сил, препят-
ствующих вращению шаров, не станет равным моменту
сил трения. Наклон шаров, соответствующий равенству
моментов сил, будет оставаться постоянным при непре-
рывном вращении барабана с постоянной скоростью.
Фактически при режиме скольжения шары совершают
колебания около положения равновесия, а наклон об-
щей совокупности шаров колеблется около среднего по-
ложения, определяемого равенством моментов сил.
Момент сил, препятствующий вращению шаров вме-
сте с мельницей, согласно сказанному, равен
m2 = p1z,
где / — длина отрезка О А.
29
Рис. 7. Схема к определению
зависимости угла а от отно-
сительной загрузки бараба-
на вращающейся мельницы
Длина отрезка ОА может
быть выражена через величи-
ну радиуса барабана мельни-
цы и угол а (рис. 7). Сегмент
BFC соответствует доле объе-
ма мельницы, заполненного
шарами. Если через центр тя-
жести провести хорду DE, па-
раллельную хорде ВС и деля-
щую площадь сегмента BFC
пополам, то угол а будет равен
углу половины дуги, отсекае-
мой хордой, проходящей через
центр тяжести. Из построения,
показанного на рис. 6 и 7, сле-
дует
I = R cos a, Pi = Р sin (3 и Af2 = PR cos а sin (3.
При установившемся наклоне шаров моменты и
М2 равны, или
fPR = PR cos a sin [J,
откуда sin p = f/cos a. (1.1)
Таким образом, устанавливающийся при вращении
барабана мельницы наклон поверхности шаров зависит
только от двух величин: коэффициента трения и угла а,
который в свою очередь зависит только от относитель-
ной загрузки барабана мельницы шарами. По мере уве-
личения загрузки шаров угол а увеличивается от 0 до
90°, а cos а уменьшается от 1 до 0.
Отсюда следует, что sin р и р возрастают по мере
увеличения загрузки шаров. Из-за формального требо-
вания sin р не может быть больше единицы. Следова-
тельно, угол а определяется величиной f из условия
f/(cos a)<C 1.
Формула (1.1) говорит о том, что наклон поверхно-
сти скользящих шаров должен непрерывно возрастать
по мере увеличения относительной загрузки барабана
мельницы. Практически же наклон поверхности шаров
не может возрастать беспредельно. При некотором на-
клоне шары уже не будут удерживаться на наклонной
поверхности, они будут срываться и скатываться вниз.
зо
Способность сыпучего материала удерживаться на на-
клонных поверхностях определяется углом естественно-
го откоса данного материала, равным наибольшему углу
наклона, при котором еще не происходит осыпания ма-
териала. Увеличение наклона шаров (или других разма-
лывающих тел) по мере возрастания загрузки шаров
сможет происходить лишь до тех пор, пока угол наклона
не достигнет угла естественного откоса для массы ша-
ров. При дальнейшем увеличении загрузки шаров на-
клон не будет возрастать, так как скатывающиеся шары
будут обеспечивать сохранение наклона, соответству-
ющего углу естественного откоса шаров. Основное усло-
вие сохранения скольжения массы шаров при этом будет
нарушено. Из-за недостаточной величины наклона ша-
ров (угла р) момент силы тяжести в этих условиях не
может быть равным моменту сил трения, а будет мень-
ше последнего. Вследствие этого скольжение шаров пол-
ностью прекратится, все шары будут подниматься вме-
сте со стенкой барабана мельницы и скатываться вниз
по наклонной поверхности шаров.
Из сказанного следует, что режим скольжения или
режим перекатывания размалывающих тел в мельнице
будет устанавливаться в зависимости от того, будет ли
угол наклона поверхности размалывающих тел, соответ-
ствующий равновесию моментов сил (трения и тяжести),
меньше или больше угла естественного откоса размалы-
вающих тел. В первом случае устанавливается наклон,
соответствующий равенству моментов сил, и происходит
скольжение размалывающих тел, во втором случае рав-
новесие нс может быть достигнуто, благодаря чему бу-
дет наблюдаться перекатывание размалывающих тел.
Если известны угол естественного откоса и коэффициент
трения шаров о стенку барабана мельницы, то можно
рассчитать ту их критическую загрузку, при превыше-
нии которой начинается перекатывание размалываю-
щих тел.
Таким образом, угол естественного откоса является
важной характеристикой размалывающих тел, опреде-
ляющей (наряду с коэффициентом трения о стенку ба-
рабана мельницы) поведение размалывающих тел при
той или иной относительной загрузке мельницы.
Для выполнения расчетов по формуле (1.1) необхо-
димо знать также коэффициент трения размалывающих
тел о стенку барабана. Удобнее всего этот коэффициент
31
находить экспериментально для данных размалывающих
тел и барабана мельницы. Определив экспериментально
угол наклона поверхности размалывающих тел при не-
большой относительной загрузке барабана, заведомо
обеспечивающей скольжение размалывающих тел, мож-
но рассчитать коэффициент трения и, используя его зна-
чение, определить наклон при любой относительной за-
грузке мельницы или по углу естественного откоса раз-
малывающих тел определить величину критической
загрузки мельницы.
Результаты сравнения интенсивности размола ^или»
иначе, скоростей изменения свойств, размалываемого
материала) при разных режимах показывают, что ре-
жим перекатывания обеспечивает более высокую интен-
сивность размола, чем режим скольжения. Применение
режима перекатывания вме-
сто режима скольжения не
только позволяет резко
увеличить загрузку мельни-
цы размалываемым мате-
риалом, но и приводит так-
же к ускорению процесса
размола. Преимущество ре-
жима перекатывания пред-
ставляется естественным,
так как при этом режиме в
работе истирания участвуют
все шары, в то время как
Рис. 8. Аттритор!
1 — размольная емкость; 2 — ру-
башка охлаждения; 3 — мешалка;
4 — уровень размалываемого мате-
риала; 5 — размольные тела; 6—ло-
пасть мешалки
при режиме скольжения ра-
ботает лишь небольшая до-
ля шаров (шары, соприка-
сающиеся со стенкой бара-
бана).
Знание условий перехода
режима скольжения в режим перекатывания позволяет
избежать при разработке новых режимов размола слу-
чайного установления режима скольжения, снижающего
эффективность размола и повышающего износ стенок
барабана.
Одной из разновидностей шаровых мельниц являют-
ся так называемые аттриторные устройства (рис. 8).
Размольные тела загружают в вертикально расположен-
ный неподвижный барабан, внутри которого со скоро-
стью 100 и более оборотов в минуту вращается верти-*
32
кальная лопастная мешалка. Гребки, наклонно укреп-
ленные на лопастях мешалки, обеспечивают циркуляцию
размольных тел и истирание измельчаемого матери-
ала. Аттриторные мельницы конструктивно просты,
удобны в эксплуатации и позволяют вести процесс из-
мельчения непрерывно. В результате размола получают
материал с более равномерным распределением частиц
по размерам, нужная дисперсность достигается в не-
сколько раз быстрее, чем в обычных шаровых вращаю-
щихся мельницах. Аттриторы весьма эффективны в слу-
чае приготовления ультратонкой порошковой смеси раз-
нородных компонентов.
Измельчение в шаровых вибрационных мельницах
В практике порошковой металлургии все более широ-
ко используют вибрационные мельницы, обеспечиваю-
щие быстрое и тонкое измельчение материалов. В част-
ности, весьма эффективным оказывается их примене-
ние для измельчения карбидов титана, вольфрама, крем-
ния, хрома, ванадия и бора, для производства твердых
сплавов.
Вибрационным измельчением можно получить тонко-
дисперсные бронзу и алюминий, причем размол алюми-
ния следует вести в жидкой среде во избежание взрыва.
Принципиальная схема вибрационной мельницы показа-
на на рис. 9. Дебалансный вал 5 приводится во враще-
ние от электродвигателя 1 через эластичную муфту 2.
Неуравновешенные массы вала (дебалансы) при враще-
нии вызывают круговые колебания с амплитудой 2—
Рис. 9. Вибрационная мельница:
1 — электродвигатель; 2 — упругая (эластичная) соединительная муфта с
ограждением; 3 — стальной корпус; 4 — загрузочный люк; 5 — вал с деба-
лансами; 6 — спиральные пружины; 7 — неподвижная рама
3—268
33
4 мм корпуса 3 мельницы, загруженной размольными
телами и измельчаемым материалом. Корпус опирается
на пружины 6, амортизирующие действие инерцион-
ных сил. Траектория любой точки корпуса, совершающе-
го круговые колебания, лежит в плоскости, перпенди-
кулярной оси вибратора.
Загрузка мельницы, состоящая из размольных тел и
измельчаемого материала, получая частые импульсы от
стенок корпуса, совершает сложное движение. Размоль-
ные тела подбрасываются, соударяются, вращаются и
скользят по стенкам мельницы.
Большое число импульсов, воспринимаемых размоль-
ными телами в единицу времени, и их сложное движе-
ние определяют характер их воздействия на измельчае-
мый материал. На частицы измельчаемого материала во
всех зонах мельницы действуют в различных направле-
ниях ударные, сжимающие и срезывающие усилия пе-
ременной величины.
Ударный импульс отдельного размольного тела по
сравнению с таковым в обычной шаровой мельнице от-
носительно невелик. Однако большое число размольных ;
тел в единице объема и высокая частота вибраций обе- i
спечивают интенсивное измельчение обрабатываемого
материала.
Суммарное число импульсов т, сообщаемых размоль-
ным телам в единицу времени, можно определить, вос-
пользовавшись следующей формулой:
т = VkqnzB,
где V — емкость мельницы, дм3; k — число размольных
тел, которые могут разместиться в 1 дм3 объема; <р —
коэффициент заполнения мельницы размольными тела- <
ми; п — число оборотов вала в минуту, обычно состав- j
ляет 1000—3000 об/мин; z — число импульсов, сообщае- '
мых каждому из размольных тел корпусом, мельницы за ।
одно круговое качание; В — коэффициент, учитывающий
дополнительное число импульсов, сообщаемых за один
оборот вала каждому размольному телу соседними раз-
мольными телами. j
Если условно принять, что km 1250 шт/дм3 (при сред- |
нем диаметре размольных тел 10 мм), <р=0,8, п= |
= 1500 об/мин, z=l (за один оборот вала вибратора |
каждому из размольных тел сообщается только один им- 1
пульс), В = 1 (т.е. не учитывается увеличение частоты ]
34
воздействий за счет импульсов, дополнительно сообща-
емых каждому шару соседними телами), то число им-
пульсов, сообщаемых размольным телам в мельнице
объемом 200 дм3, составит т = 200 • 1250 -0,8-1500 =
= 300 000 000 импульсов в минуту. Ясно, что частное от
деления этой цифры на число частиц измельчаемого ма-
териала дает частоту воздействия в минуту на каждую
частицу.
Результаты микроскопического анализа продуктов
размола говорят о наличии большого числа округлых
частиц, что свидетельствует о существенной роли исти-
рающего действия размольных тел при виброразмоле.
Предположительно можно считать, что благодаря вы-
сокой частоте воздействий размольных тел на измельча-
емый материал релаксация (самозаживление трещин
под действием сил молекулярного сцепления) измель-
чаемого материала проявляется в значительно меньшей
мере, чем в других размольных аппаратах, создается
режим усталостного разрушения обрабатываемого ма-
териала и процесс его измельчения протекает поэтому
значительно быстрее. Эффективное участие всех раз-
мольных тел в измельчении в сочетании с круговым пе-
ремещением обрабатываемого материала обеспечивает
полное использование рабочего объема и, как правило,
хорошее смешивающее действие.
Существуют вибромельницы различных типов и кон-
струкций, отличающиеся главным образом по техноло-
гическим и конструктивным признакам. По технологи-
ческим признакам их прежде всего подразделяют по
типу помола (сухое измельчение или мокрое) или харак-
теру действия (периодические или непрерывные). К кон-
структивным признакам относят тип возбудителя коле-
баний, форму корпуса мельницы, тип ее опоры и т. д.
Основные показатели режима виброразмола, такие
как коэффициент заполнения объема мельницы размоль-
ными телами и измельчаемым материалом, соотношение
между ними, тип помола (сухой или мокрый), обычно
устанавливают экспериментально с учетом свойств из-
мельчаемого материала и требуемой тонины помола.
Наиболее рациональной формой размольных тел для
целей порошковой металлургии являются шары или ци-
линдрики небольшой длины. Материалом для размоль-
ных тел чаще всего служат сталь или твердые сплавы.
Барабан мельницы заполняют размольными телами
3* .
обычно на 75—85%. Объем измельчаемого материала
не должен превышать объема пространства между ша-
рами.
Измельчение в вихревых мельницах
Для превращения в порошок ковких металлов пред-
ложен процесс, основанный на том принципе, что основ-
ные ударные и истирающие усилия возникают при со-
ударении частиц измельчаемого материала. При этом
существенно уменьшается загрязнение порошка матери-
алом рабочего органа и стенок
Рис. 10. Вихревая мельница:
1 — рабочая камера; 2 — пропеллеры; 3 —
бункер; 4 — насос; 5 — приемная камера;
6 — отсадочная камера
мельницы, а также уст-
раняются явления, свя-
занные с приваривани-
ем к стенкам мельни-
цы юбкованных, но не
измельченных частиц.
Мельница (рис. 10)
состоит из рабочей ка-
меры 7, в которой друг
против друга располо-
жены пропеллеры или
билы 2, вращающиеся
в противоположных
направлениях при вы-
соких (порядка 3000
об/мин), но обязатель-
но равных скоростях.
Эти пропеллеры созда-
ют при вращении два
противоположно на-
правленных воздуш-
ных или газовых пото-
ка, которые увлекают
за собой частицы по-
рошка. Сталкиваясь
друг с другом, частицы
измельчаются. В кон-
струкции вихревой мельницы предусмотрены приспо-
собления для загрузки металла, собирания и клас-
сификации порошка. Первоначально в бункер 3
мельницы загружают обрезки проволоки из плас-
тичного металла, которые затем поступают в рабочую
камеру, где подвергаются измельчению, Насосом 4 в ра-
зе
бочую камеру нагнетается воздух или газ, с помощью
которого уже измельченные частицы удаляются из рабо-
чего пространства и направляются в приемную каме-
РУ 5.
Скорость воздушного или газового потока регулиру-
ют с таким расчетом, чтобы из рабочей камеры удаля-
лись частицы определенных размеров, чаще всего в пре-
делах 50—350 мкм. В приемной камере крупные частицы
оседают на дно и затем вновь возвращаются в рабо-
чую камеру, где подвергаются повторному измельчению.
Мелкие же частицы направляются в большую отсадоч-
ную камеру 6, откуда периодически выгружаются в бач-
ки. Перед загрузкой металла в питающий бункер его
необходимо измельчить до достаточно мелких кусков.
Чаще всего это достигают резкой проволоки диаметром
около 1,5 мм на длины 6—15 мм. Изменяя скорость на-
гнетания в рабочую камеру воздуха или газа, можно ре-
гулировать размеры и форму частиц порошка. Частицы
могут быть получены осколочной, хлопьевидной или ша-
рообразной формы. Во многих случаях на поверхности
частиц образуются характерные углубления, отчего фор-
ма частиц получила название тарельчатой.
Для измельчения стружковых отходов металлообра-
батывающей промышленности предложено заменить
пропеллеры одним центральным валом со специальными
билами.
В результате вихревого измельчения можно полу-
чать весьма тонкие и пирофорные порошки, например
железные. В целях предохранения порошка от самовоз-
горания в рабочую камеру вводят инертный газ, к кото-
рому добавляют до 5% О2 для образования на части-
цах порошка защитных окисных пленок.
Часовая производительность вихревых мельниц мощ-
ностью 30 кВт составляем?—15 кг, расход электроэнер-
гии 2,5—3 кВт-ч/кг порошка. Более эффективны и про-
изводительны струйные мельницы, обеспечивающие
сверхтонкое измельчение материала за счет энергии, со-
общаемой частицам струями сжатого газа (воздуха,
азота и т.п.) или перегретого пара, поступающими в ра-
бочую камеру из сопел со звуковой и даже сверхзвуко-
вой скоростью. Одновременно в рабочую камеру вводят
измельчаемый материал, частицы которого захватыва-
ются струями газа или пара и при вихревом движении
внутри камеры испытывают многократные соударения,
37
приводящие к их интенсивному истиранию до размера
1—5 мкм. Когда сила струи превысит инерционные си-
лы, действующие на частицу, последняя будет вынесена
из рабочей камеры в классификатор.
Размол в молотковых мельницах
Для дробления губчатых материалов, например спек-
шихся железных порошков, полученных восстановлени-
ем, или некоторых типов электродных осадков, часто
используют молотковые мельницы. В такой мельнице
размол осуществляется за счет удара молотков (бил),
укрепленных шарнирно на валу, вращающемся в рабо-
чей камере с высокой скоростью (например, 1500 об/
/мин). Кинетическая энергия вращающихся молотков
определяется из выражения
Е = Gv2/2gi
где v — окружная скорость молотков, м/с; G — вес мо-
лотка, кг; g — ускорение силы тяжести, м/с2.
Схема молотковой мельницы представлена на рис. 11.
Исходный кусковой материал загружают в приемный
бункер, откуда он поступает в рабочую камеру, в ниж-
ней части которой имеется отверстие, закрытое сеткой;
после размола частицы проваливаются через сетку в
Рис. И. Молотковая мельница:
/ — станина; 2 — электродвигатель; 3— муфта; 4 — подшипник; 5 — корпус
мельницы; 6 — била; 7 — кусковой материал; 8 — защелка; £ — вал; 1Q — сц-
то; 11 — готовый порошок
38
сборник. Размол в молотковой мельнице происходит в
течение нескольких минут, порошок почти не наклепы-
вается, что исключает необходимость в дополнительном
отжиге. Более тонкое измельчение обеспечивают быстро-
ходные бесколосниковые молотковые мельницы, рабо-
чим органом которых является ротор с шарнирно за-
крепленными на нем тонкими пластинчатыми молотка-
ми. Загрузка и выгрузка в мельницах этого типа
производится шнеком.
При производстве железного порошка на Днепров-
ском алюминиевом заводе и Броварском заводе порош-
ковой металлургии для размола губчатого железа ис-
пользуют шахтные аксиальные мельницы типа ШМА
производительностью до 6 т/ч. Ротор диаметром 1000 мм
с билами, количество которых зависит от его длины,
вращается со скоростью порядка 1000 об/мин при ок-
ружной скорости бил 51 м/с. В процессе измельчения
частицы требуемого размера выносятся из рабочего про-
странства мельницы потоком воздуха, создаваемым экс-
гаустером.
Размол в щековых и валковых дробилках
Щековые дробилки, так же как и молотковые мель-
ницы, применяют для размола спекшейся губки, элек-
тродных осадков, хрупких материалов и т. п. Размол
Рис. 12. Щековая дробилка
39
материала в Щековых дробилках до размера частиц 1—-
4 мм происходит за счет раздавливания материала меж-
ду щеками [неподвижной и подвижной (качающейся с
нижней или верхней осью подвеса)]. На рис. 12 пред-
ставлена схема щековой дробилки, имеющей верхнюю
ось подвеса подвижной щеки.
Внутри станины /, изготовленной из чугуна или
стального литья, находится неподвижная щека 2 в виде
рифленой плиты из износостойкого материала. Такая же
плита 4 укреплена на подвижной щеке 5, качающейся
вокруг оси 6. Сбоку рабочее пространство дробилки ог-
раничено гладкими плитами 5. Качание подвижной ще-
ки осуществляется при помощи вертикального шатуна
8 (шатун может быть горизонтальным; в некоторых слу-
чаях для создания сложного качания применяют колен-
чатый вал), сидящего на главном (эксцентриковом) ва-
лу 7. Шатун соединен шарнирно с подвижной щекой
посредством распорных плит 9. Коленчатый рычаг,
при помощи которого наибольшее усилие создается у
верхнего конца щек, раздробляет наиболее крупные кус-
ки материала. Натяжение в движущейся системе (щека,
распорные плиты, шатун) и обратное движение щеки
осуществляются при помощи тяги 10 и пружины 11. Ши-
рину выпускной щели регулируют перемещением одного
из клиньев 12 по другому с помощью винта. На концах
главного вала имеются маховики 13.
Теоретическую производительность (Q, т/ч) щековой
дробилки определяют по формуле
Q = 0,15 MSbdcpny,
где М — коэффициент разрыхления измельченного ма-
териала, равный 0,2—0,65 (в среднем 0,4); S— длина
хода щеки, м; b — длина выпускной щели, м; dCp— сред-
ний диаметр кусков измельченного материала, м; dCp=
= (2e+S)/2, где е — минимальная ширина выпускной
щели, м; п — число оборотов вала дробилки в минуту;
у — плотность измельчаемого материала, кг/м3.
Мощность W, кВт, расходуемая на дробление мате-
риала, зависит от его прочностных свойств, степени из-
мельчения и числа полных качаний подвижной щеки,
равного числу оборотов вала дробилки. Приближенно
ее можно определить по формуле
а2пб(^-^р)
2 340 000 Е ’
40
где а — предел прочности материала при сжатии, мПа;
b — длина выпускной щели, см; Е — модуль упругости
материала; dH, dcp— соответственно диаметр наиболь-
ших и средних кусков исходного материала, см.
Наибольшая производительность дробилки достига-
ется при максимально допустимом числе оборотов в ми-
нуту вала дробилки
Л==66,5]/0Ж.
При превышении указанного предела нарушится сво-
бодное выпадение измельченного материала из выпуск-
ной щели дробилки. Измельчение материала до крупно-
сти 0,5—1 мм обеспечивают валковые дробилки, один
или оба валка которых имеют возможность совершать
возвратно-поступательное движение по направляющим
вдоль оси опорной рамы. Оба валка вращаются друг на-
встречу другу от отдельных приводов с окружной скоро-
стью 2—4 м/с, причем разность их скоростей обычно не
превышает 2%. В случае дробления вязких материалов
разность скоростей вращения валков может доходить до
20%. Эффективность работы валковых дробилок в боль-
шой степени зависит от условий подачи материала, в
особенности от непрерывности его поступления в щель
между валками и равномерности распределения по их
ширине. Валки могут быть гладкими, рифлеными или
зубчатыми.
Теоретическая производительность Q, т/ч, валковой
дробилки составляет
Q = 0,235 MLDdcp пу,
где L — длина валка, м; D — диаметр валка, м; п —
число оборотов валков, об/мин.
Мощность, потребляемая валковой дробилкой при
измельчении материала средней твердости, приблизи-
тельно оценивают по формуле
__ LPn, / । В* \
35 300 \ 2 24 000 / ’
причем все линейные размеры должны быть в см. Пре-
дельное число оборотов валков дробилки в минуту
/1=6161/-1°^,
Г ydHD
гДе f — коэффициент трения измельчаемого материала
о валок (/^0,2), а линейные размеры du и D в м.
41
Размол в планетарных центробежных
и гироскопических мельница^
В последнее время для измельчения металлических
и неметаллических порошков начали применять плане-
тарные центробежные мельницы (ПЦМ), которые рань-
ше использовали для измельчения различных строитель-
ных материалов.
Использование ПЦМ позволяет производить тонкое
измельчение трудноразмалываемых материалов во мно-
го раз быстрее, чем в обычных шаровых, вихревых и
вибрационных мельницах. На рис. 13 представлена схе-
ма одного из вариан-
тов ПЦМ. Мельница
имеет корпус-шкив с
обоймами /, основание
2, электродвигатель 3
с кронштейном, ко-
жух 4 с крышкой и де-
ревянную подставку 5.
Корпус-шкив представ-
ляет собой сварную
конструкцию с цент-
ральной осью, вокруг
которой расположены
шесть гнезд для под-
шипников обойм и три
для крепления осей
промежуточных зубчатых колес. На концах осей
обойм расположены зубчатые колеса, соединенные с
промежуточными зубчатыми колесами, и противове-
сы, обеспечивающие более равномерное распределе-
ние нагрузки на подшипники. Ось корпуса-шкива
вставлена в сидение на неподвижном стакане цент-
рального подшипника. На шпонке этого стакана укреп-
лено неподвижное зубчатое колесо. Оси промежуточных
зубчатых колес в корпусе-шкиве закреплены неподвиж-
но. Каждое промежуточное колесо соединено с зубча-
тыми колесами двух соседних обойм и передает им вра-
щение от центрального неподвижного колеса.
Вращение на барабаны передается следующим обра-
зом. Электродвигатель через клиноременную передачу
приводит во вращение корпус-шкив, оси промежуточных-
зубчатых колес и обоймы. Закрепленные в обоймах баЧ
42 j
рабаны вращаются вместе с корпусом-шкивом и одно-
временно вокруг своей оси. При установке на электро-
двигатель малого шкива центры барабанов получают ус-
корение 20g; а при установке большого шкива 35g; при
этом измельчение происходит быстрее.
Во время движения барабана размольные шары рас-
полагаются по сегменту, форма и положение которого
не изменяются во времени. При вращении барабана
около его стенки образуется движущийся массив шаров.
Кроме того, каждый шар движется по окружности, цент-
ром которой является ось барабана. По достижении
«зоны отрыва» шары начинают перекатываться в сег-
менте и вращаться вокруг центров, что вызывает из-
мельчение материала за счет истирания. Аналогично ус-
ловиям «отрыва» массива загрузки в шаровых мельни-
цах «отрыв» в ПЦМ наблюдается при неравенствах
£Q2>rco2 + g (1.2)
или А>(1 ±А)2 + _^.). (1.3)
где R— расстояние от оси ведущего вала до оси рабо-
чего барабана; г — радиус рабочего барабана; Q — уг-
ловая скорость ведущего вала; со — угловая скорость
вращения барабана; k — передаточное отношение; g—
ускорение силы тяжести.
В приближенном виде неравенство (1.3) имеет вид
(Я/г)>(1 ±6)2. (1.4)
Следовательно, определяющими параметрами в не-
равенстве являются /?, г и k. Однако изменение R и г
приводит к изменению ускорения центров барабанов,
процента заполнения и массы загрузки, поэтому для оп-
ределенной конструкции экспериментально подбирают
оптимальное передаточное отношение k.
Наиболее интенсивное измельчение происходит при
условии, когда наблюдается противоположно направлен-
ное вращение. В этом случае неравенство (1.4) примет
вид
(1—6)2 — R/r. (1.5)
При постоянных параметрах барабана и площади
сегмента мощность на валу W пропорциональна массе
загрузки, приходящейся на единицу площади сечения.
43
При увеличении угловой скорости вала Q и постоян-
ных остальных параметрах мельницы и загрузки мощ-
ность на валу пропорциональна Q3.
Таким образом, при правильном подборе R, г и k мо-
жно производить размол в ПЦМ при любых значениях
Q, что позволяет теоретически неограниченно ускорять
процесс размола и уменьшить удельные затраты энергии
при тонком измельчении. Например, для измельчения
карбида бора исходной крупностью частиц 150—200 мкм
до их среднего размера менее 1 мкм в шаровой вращаю-
щейся мельнице требуется около 70 ч, в то время как в
ПЦМ такого результата можно достичь всего за 6—
9 мин.
В последние годы созданы устройства, получившие
название гироскопических мельниц. Размольный бара-
бан вращается одновременно относительно как горизон-
тальной, так и вертикальной оси. Мелющие тела, нахо-
дящиеся внутри барабана, приобретают сложное дви-
жение, аналогичное движению в ПЦМ. Оптимальное от-
ношение скоростей вращения барабана относительно
вертикальной и горизонтальной осей составляет от 1 : 1
до 1:5.
Одним из существенных недостатков размола в ПЦМ
и гироскопических мельницах является значительное на-
тирание на частицы измельчаемого материала приме-
сей от стенок барабанов и размольных тел.
Измельчение ультразвуком
Как известно, ультразвук представляет собой распро-
страняющиеся в какой-либо среде (например, жидкости
или газе) упругие волны, образующиеся при периодиче-
ском чередовании сжатия и разрежения частиц этой сре-
ды с частотой выше 16 000 колебаний в секунду. При
этом в среде, где распространяются ультразвуковые ко-
лебания, возникает давление звуковой волны, избыточ-
ное по отношению к атмосферному давлению. Такое
звуковое давление достигает десятков атмосфер. В жид-
кой среде разрежение, создаваемое звуковой волной,
приводит к возникновению кавитации, т. е. образованию
разрывов из-за действия на жидкость растягивающих
усилий. Реальные жидкости разрываются уже при дав-
лениях, равных или близких давлению упругости их па-
ров, что объяснено наличием в них примесей, в том чис-
44
ле газовых пузырьков и твердых частичек. Если радиус
газового пузырька R, см, меньше частного от деления
0,328 на частоту звука, кГц, то вначале в момент растя-
жения жидкости он будет стремительно расти, а затем
мгновенно захлопнется (сомкнется) в фазе сжатия зву-
ковой волны. При таком захлопывании будут генериро-
ваться ударные волны силой до 1000 МПа, что вполне
достаточно для механического разрушения близлежа-
щих твердых поверхностей. Таким образом механизм
ультразвукового диспергирования состоит в расклини-
вающем действии кавитационных ударов. В первые
5 мин ультразвукового воздействия срабатываются все
оголенные стыки между зернами, что и приводит к мак-
симальному разрушению материала. Определенный
Рис. 14. Ультразвуковая уста-
новка для диспергирования под
давлением измельченных мате-
риалов:
1 — корпус преобразователя; 2—
пакет преобразователя; 3 —
трансформатор упругих колеба-
ний; 4 — излучатель; 5 — водо-
охлаждаемая камера; 6 — рабо-р,
чий объем камеры; 7 — вентили Б*
для впуска и выпуска газа дляЕ
регулировки давления; 8 — ма-а?
нометр; 9— распределительная^,
головка; 10 — предохранитель-
ный клапан; 11 — баланс со&
сжатым газом р
вклад в измельчение твердых частиц вносят их соударе-
ние друг с другом и трение о жидкость, так как под воз-
действием ударной волны они приобретают весьма зна-
чительное ускорение, начиная двигаться в жидкости со
сверхзвуковой скоростью.
На рис. 14 представлена схема установки типа
УЗВД-6 для измельчения под давлением. Камера 5 гер-
метизирована, что позволяет вести обработку ультразву-
ком при внешнем давлении на суспензию. Дном камеры
служит торец излучателя ультразвука, соединенного с
типовым магнитострикционным преобразователем
45
ПМС-15А. Сжатый газ (азот) из баллона 11 создает в
рабочей камере давление 0,5—0,6 МПа. Предохрани-
тельный клапан 10 отрегулирован на давление 10 МПа.
Объем рабочей камеры 1,1 л. Диспергирование ведут в
воде, спирте и других жидкостях. Полученные порошки
не имеют существенных химических загрязнений, ноча-<
стицы содержат больше микроискажений, чем после из-
мельчения в шаровой мельнице.
§ 2. РАСПЫЛЕНИЕ И ГРАНУЛЯЦИЯ
_ ЖИДКИХ МЕТАЛЛОВ И СПЛАВОВ
Распыление расплава находит все большее приме-
нение. В частности, методы распыления широко исполь-
зуют для получения порошков алюминия, свинца, цин-
ка, некоторых ферросплавов, железа, стали, а также
ряда других металлов и сплавов, в том числе тугоплав-
ких.
Совершенствование технологии распыления привело
к тому, что многие страны стали наращивать мощности
по производству порошков в основном за счет сооруже-
ния распылительных установок. Так, если в 1950 г. в
США и Канаде практически не производили распылен-
ных порошков, то уже в 1960 г. 25%, а в 1970 г. 60%
суммарных мощностей по производству порошков желе-
за и сталей приходилось на долю распыления.
Такое быстрое наращивание объема выпуска объяс-
няется возможностью получения распыленных порошков
(часто называемых гранулированными) высокой чисто-
тьц^рАНОродцого состава, с заданным набором частиц
по размерам и требуемой 'фбрмри/Кроме того, установ-
ки для распыленияймёЮт большую производительность,
а удельные капиталовложения относительно невелики.
В результате стоимость распыленного порошка при до-
статочно большом объеме производства лишь незначи-
тельно превосходит стоимость исходного металла.
Сущность измельчения расплава состоит в дробле-
нии струи жидкости механическим путем или с помощью
энергоносителя (газа или воды) высокого давления. При
грануляции струя разрушается в результате сливания
ее в жидкую среду, например воду.
К грануляции прибегают сравнительно редко и лишь
для получения порошков металлов или сплавов с тем-
пературой! плавления примерно до 1000° С. Например,
46
гранулируют алюминий, подавая струю расплава с тем-
пературой 750° С и диаметром 1,5—2,5 мм в емкость с
проточной водой. Образующиеся дискообразные грану-
лы диаметром 2—20 мм используют в качестве цемента-
торов при выделении галлия из алюминатных растворов,
в черной металлургии и др.
Схема распыления механическим дроблением струи
расплава показана на рис. 15. Жидкий металл заливают
в тигель /, который предварительно нагревают до 700—
750° С. Струя метал-
ла из тигля через
отверстие вставного
стаканчика поступа-
ет в камеру распы-
Вода
Рис. 15. Схема (а) и общий вид (б) установки получения порошка центро-
бежным распылением жидкого металла:
— тигель с электронагревателем; 2 — кольцо с трубками для подвода воды;
— камера распыления с наклонным дном и выходным патрубком; 4 — вер-
тикальная стойка с вращающейся крыльчаткой; 5 — электродвигатель; 6 —
рама установки
ления 3, где и разрушается ударами лопаток вращаю-
щейся крыльчатки 4 на мелкие частицы. Образующийся
порошок вместе с водой, подаваемой в камеры распыле-
ния по специальному кольцу с трубками 2, падает на на-
клонное дно и через выходной патрубок поступает в при-
емник. Давление воды колеблется в пределах 0,35—
0,4 МПа, расход ее составляет 4 л на 1 кг жидкого ме-
47
40
Рис1. 16. Влияние числа ударов в секунду лопаток о струю
металла при центробежном распылении на гранулометриче-
ский состав порошка:
/— 1000; 2— 1200; 3— 1400; 4—1600
талла. Вода вытекает таким образом, что при выходе из
конусообразного кольца принимает форму воронки,
внутри которой находится струя жидкого металла. Та-
кое конструктивное оформление водного узла установки
позволяет предохранить струю жидкого металла от ее
преждевременного разрушения водой.
Величина частиц порошка в основном зависит от чис-
ла ударов лопаток о струю металла, удельной подачи
металла и его вязкости. В данной установке скорость
вращения крыльчатки можно изменять от 2800 до
4000 об/мин, варьируя тем самым гранулометрический
состав порошка. Как видно из кривых распределения
порошка по фракциям (рис. 16), процентное содержание
мелких фракций возрастает более интенсивно с увеличе-
нием числа ударов лопаток о струю металла в пределах
до 1400 в секунду и практически остается неизменным
при дальнейшем увеличении. На вращающийся диск
можно направить струю металла, расплавленного в
плазме. В зависимости от скорости вращения порошок
будет состоять из частиц того или иного размера.
Более интересен метод распыления с торцовой ’по-
верхности вращающегося электрода, изготовленного из
материала, порошок которого хотят получить. Такой
расходуемый вращающийся электрод является анодом,
а дугу постоянного тока создают с помощью второго не-
подвижного нерасходуемого электрода. При вращении
расходуемого электрода расплавленный металл под воз-
действием центробежной силы разбрызгивается в виде
капель.
48
Рис. 17. Схема распыления
жидкого металла газом:
1 — сопло; 2 — струя жидкого
металла; 3 — струя газа
Зону плавления можно создать с помощью бомбар-
дировки поверхности катода потоком электронов или
направленной низкотемпературной (5000—10 000° С)
плазменной струей инертного газа.
Обычно число оборотов вращающегося электрода
составляет до 20 000 в минуту. С увеличением числа
оборотов и диаметра расходуемого электрода уменьша-
ется размер образующихся капель, так как возрастает
линейная скорость отрыва их от зоны плавления. Рас-
пыление ведут в герметичной камере, заполненной инер-
тным газом (аргоном, гелием), получая порошки титана,
никеля, легированных сталей и жаростойких сплавов
высокой химической чистоты.
Наибольшее распространение в настоящее время
получило распыление расплавов газообразным энергоно-
сителем, схематично представ-
ленное на рис. 17.
Разрушение струи металла
происходит за счет кинетиче-
ской энергии сжатого газа
(воздуха, азота, аргона и др.),
который подается в установку
от общей компрессорной ма-
гистрали. Оси сопел, подаю-
щих газ, обычно расположены
под углом 60° к оси струи рас-
пыляемого металла. Дробле-
ние струи расплава происхо-
дит в зоне активного конуса.
Механизм разрушения весьма
сложен, так как по выходе из
отверстия в дне металлоприем-
ника на струю действуют по-
верхностное натяжение рас-
плава, внешнее трение и дав-
ление, создаваемые энергоносителем, неоднородное внут-
реннее трение в струе расплава, колебательные воздей-
ствия потока энергоносителя.
Вначале струя расплава под воздействием совокуп-
ности перечисленных факторов приобретает волнистую
форму, теряет устойчивость и разделяется на пряди, ко-
торые затем распадаются на капли и происходит форми-
рование частиц. Установлено, что распыление начинает-
ся при скоростях газа около 100 м/с. Для интенсифика-
4—268
49
ции процесса применяют скорости околозвуковые поряд-
ка 300 м/с, а в последнее время и сверхзвуковые вплоть
до 1000 м/с. При таких скоростях энергоносителя в ак-
тивном конусе распыления первичные капли разбива-
ются на большое число мелких вторичных частиц,
причем такое диспергирование может иметь взрывной
характер.
Чем больше скорость газа, тем в меньшей степени
сказывается влияние на процесс разрушения струи по-
верхностного натяжения и вязкости металла. В общем
случае получению более мелких частиц способствуют
уменьшение коэффициента вязкости и величины поверх-
ностного натяжения металла, повышение степени перегре-
ва его выше точки плавления (обычно перегрев состав-
ляет 100—150°С), уменьшение диаметра струи металла
и повышение параметров энергоносителя. Кроме того,
существенное влияние оказывает и конструктивное
оформление форсуночного устройства. Оптимальные
значения диаметра струи составляют для металлов с
температурой плавления до 1000° С 5—6 мм, с темпера-
турой плавления до 1300° С 6—8 мм, для более ту-
гоплавких металлов 8—10 мм. При диаметрах мень-
ше указанных возникает опасность затвердевания ме-
талла при проходе через отверстие в металлоприемнике,
во время которого температура расплава всегда не-
сколько уменьшается, а при диаметрах больше указан-
ных возрастает масса металла, поступающая в активный
конус, и увеличивается количество крупных частиц в по-
рошке. Наиболее эффективно вести процесс распыления
при температуре газового потока, совпадающей с тем-
пературой расплава, так как при этом исключается его
переохлаждение, а вязкость и поверхностное натяжение
не изменяются. Однако создать такие условия в случае
расплавов с температурой 1500—1700° С не представля-
ется возможным из-за сложности нагрева газового
дутья, низкой эрозионной стойкости форсуночных уст-
ройств и существенного усложнения и удорожания рас-
пылительных установок.
На рис. 18 схематически представлена полупромыш-
ленная установка для распыления металла часовой про-
изводительностью 500 кг. Струя жидкого металла рас-
пыляется воздухом под давлением 0,5—0,6 МПа. Рас-
ход воздуха на 1 кг порошка равен 0,25—0,30 м3, а
расход воды 1,5 л.
50
рис. 1£. Полупромышленная
установка для распыления ме-
талла:
1 — ковш; 2 — манометр; 3 —
форсунка; '4 — водоструйное
устройство; 5 — газоотводы; 6 —
зкран; 7 — расплав; 8 — регуля-
тор зазора; 9 — газоподвод; 10—
крышка; 11 — корпус; 12 — на-
клонное днище; 13 — штуцер от-
качки воды; 14 — крышка люка
выгрузки порошка; 15 — прием-
ный бункер
Жидкий металл за-
ливают в предвари-
тельно подогретый до
1250—1300° С металло-
приемник 1, Через от-
верстие стаканчика
из высокоогнеупорной
массы металл попада-
ет в камеру распыл'
частицы порошка, имеющие достаточно высокую тем-
пературу, охлаждаются водой в момент полета для пре-
дохранения их от спекания. Образующийся порошок
вместе с водой поступает на наклонное днище 12. Угол
наклона днища к горизонтальной оси составляет 45°.
Далее порошок вместе с водой попадает в приемный
бункер 15, который может быть секционным. В этом
случае максимально устраняются потери мелких фрак-
ций порошка, уносимых водой.
На рис. 19 изображена зависимость влияния давле-
ния воздуха при распылении на размер частиц порош-
ка чугуна. Как видно из графика, процентное содержа-
ние (указанное на оси ординат) мелких фракций возра-
стает более интенсивно с увеличением давления воздуха
в пределах до 0,5 МПа и практически остается неизмен-
ным при дальнейшем повышении давления.
Механизм и основные закономерности распыления
расплава водой идентичны рассмотренным при исполь-
зовании газа. Наиболее существенное отличие заключа-
ется в необходимости применения более высоких давле-
ний для придания нужной скорости потокам воды, так
как ее вязкость значительно больше вязкости любого из
вышеуказанных газов. Поэтому обычно давление распы-
4*
51
ляющего потока воды составляет 3,5—20 МПа. Учиты-
вают также, что из-за парообразования на контактах
вода — расплавленный металл диспергирование образу-
ющихся капель металла идет более интенсивно.
Форма образующихся при распылении частиц мо-
жет быть как сферической, так и неправильной. В мо-
мент отрыва от струи расплава капля сравнительно не-
правильной формы под действием поверхностного натя-
жения стремится сфероидизироваться. Этот процесс
успеет совершиться, если время охлаждения капли до
0,8 0,7 0,6 0,5 0,4 0,5 0,2 O,f О
Размер частиц, мм
Рис. 19. Влияние давления воздуха при распылении на гра
нулометрический состав порошка:
1 — 0,2 МПа; 2 — 0,3 МПа; 3 — 0,4 МПа; 4 — 0,5 МПа
обходимого для сфероидизации. Поэтому в случае рас-
пыления газом получают обычно частицы сферической
формы, а при распылении водой большая часть частиц
имеет неправильную форму из-за ускоренного охлажде-
ния капель. Частицы неправильной формы можно полу-
чить и при газовом распылении, если существенно пони-
зить поверхностное натяжение расплава, введя поверх-
ностно активные вещества или повысив его вязкость,
например, за счет присадок элементов типа алюминия,
образующих тугоплавкие окислы, пленки которых на по-
верхности капель тормозят их сфероидизацию. Пониже-
ние температуры расплава также затрудняет процесс
сфероидизации. Для ускорения охлаждения капель при-
меняют орошение металло-газового факела водой, как
это показано на рис. 18. При распылении водой, умень-
шив скорость ее потока и повысив температуру распла-
52
ва, можно обеспечить образование большего количества
частиц сферической формы. Выбирая распыляющий
агент, учитывают возможность его химического взаимо-
действия с расплавом. Например, порошки железа, не-
которых никелевых сплавов, бронз получают, распыляя
расплав воздухом, водой, паром, тогда как распыление
расплавов высоколегированных сталей или жаропроч-
ных сплавов, содержащих легкоокисляющиеся элементы,
проводят очищенным аргоном или азотом. Конструкция
распыляющих устройств во многом определяется ти-
пом энергоносителя и требованиями, предъявляемыми к
форме и размерам образующихся частиц.
После распыления порошок — сырец, содержащий
кислород в виде окислов, углерод и другие примеси,
подвергают отжигу в восстановительной атмосфере, что
приводит к улучшению его химического состава и тех-
нологических свойств.
Практика распыления
Алюминий. Исходным сырьем служат первичный
алюминий марок А5, А6 и А7 (ГОСТ 11069—64) или от-
ходы и лом чистого алюминия по ГОСТ 1639—48, если
по своему составу они не ниже марки А5. Расплавление
предварительно просушенного и подогретого алюминия
производят в отражательной печи с газовым обогревом
под слоем солевого флюса (KCl+MgCl2 или КС1+
+NaCl+CaF2) при температуре 740±20°С. В расплав
погружают сифонную трубку из легированного чугуна,
входная часть которой (ниппель) с отверстием 4—6 мм
выполнена из талька. Расплав по сифонной трубке (вы-
сота засасывания 100—120 мм) поступает в форсунку,
где распыляется воздухом, разбавленным азотом до со-
держания кислорода 5—10%, или инертным газом с со-
держанием кислорода до 10% (объемн.) при давлении
0,8—1 МПа. Скорость газа на выходе из форсунки со-
ставляет 200—300 м/с. Кислород, имеющийся в газе,
окисляет частицы порошка с поверхности, предотвращая
его самовозгорание.
Температура внутри пылеосадителя при пульвериза-
ции алюминия инертным газом не должна превышать
250° С, а при распылении сжатым воздухом 180° С.
В случае превышения указанных температур пульвери-
зационные форсунки должны автоматически отключать-
53
ся. Во время работы форсунки запрещается производить
чистку форсуночной плиты, раструба и пылеосадителя.
Перед пуском установку для распыления надо продуть
инертным газом до содержания кислорода в ней не бо-
лее 10% (объемн.). Полученный порошок содержит
0,5—1,5% Ог и состоит из частиц равноосной, неправиль-
ной формы размером 100—200 мкм. Такой порошок под-
вергают дальнейшему размолу в шаровой вращающей-
ся мельнице в среде инертного газа (например, азота) с
добавкой 2—8% О2. Как и при распылении, кислород
обеспечивает создание на частицах алюминия защитной
окисной пленки [6—13% (объемн.) А12О3]. Размол ве-
дут при добавке к порошку 0,5—2,5% стеариновой кис-
лоты, препятствующей конгломерации (слипанию) час-
тиц в процессе измельчения, благодаря созданию на их
поверхности адсорбированного слоя толщиной 2,5—3 нм.
Частицы приобретают при размоле форму чешуек (ле-
пестков) толщиной в сотые доли микрона и средним раз-
мером в несколько микрон. В зависимости от назначе-
ния измельченный порошок алюминия может быть под-
вергнут некоторым дополнительным видам обработки:
комкованию, полированию, выделению мелких фракций
для целей пиротехники и др.
Железо. Исходным материалом служат чугун или
сталь как в виде отходов, так и непосредственно после
выплавки, что позволяет в последнем случае повысить
чистоту порошка и снизить его стоимость. В случае чугу-
на температура расплава составляет 1350—1400° С, тог-
да как при распылении стали температура должна
составлять порядка 1700°С (температура плавления уг-
леродистой стали выше, чем чугуна). Применяют рас-
пыление воздухом или азотом при давлении 0,4—
0,8 МПа, водой при давлении до 10 МПа и центробеж-
ное. Для устранения переохлаждения металла в сливном
канале диаметром 6—12 мм металлоприемник нагрева-
ют перед заливкой в него металла до 900—1100° С. Це-
лесообразно применять газовое дутье с температурой
порядка 600° С. В процессе распыления происходит вы-
горание углерода, взаимодействующего с кислородом,
которое, однако, не является полным. В связи с этим
образующаяся при реакции окись углерода придает ча-
стицам ноздреватость, а сами частицы содержат приме-
си кислорода (3—4%) и углерода (0,5—1%). При рас-
пылении водой окисленность полученных частиц порошка
существенно меньше (1—2%), так как скорость окис-
ления невелика из-за их быстрого охлаждения. Отжиг в
водороде проводят в печах непрерывного действия при
800—1000° С. Содержание углерода снижается до 0,1—
0,2%, а кислорода до 0,5—1%.
Нержавеющие стали. Расплав соответствующего со-
става с температурой 1650—1700° С распыляют возду-
хом или азотом при давлении 0,3—2 МПа, а также во-
дой высокого давления. Полученный порошок в зависи-
мости от крупности частиц содержит 0,2—1%, до 0,5%
и до 0,25% О2. При наличии в расплаве легирующих
добавок кремния, молибдена, меди окисленность частиц
существенно уменьшается. Малые (до 2—3%) количест-
ва кремния способствуют получению частиц сферичес-
кой формы, так как, раскисляя расплав, кремний пони-
жает его вязкость. При большем содержании кремния
вязкость расплава повышается и форма полученных ча-
стиц отличается от сферической.
Бронза. Порошок получают распылением расплава
воздухом при давлении 0,15—0,3 МПа. В присутствии
фосфора формирование сферических частиц облегчает-
ся, так как происходит раскисление расплава и умень-
шается его вязкость, а также снижается толщина окис-
ных пленок на поверхности капель. Порошок состоит в
основном из частиц размером 0,1—0,4 мм. С уменьшени-
ем диаметра струи и увеличением давления дутья коли-
чество мелких частиц возрастает.
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
1. Плановский А. В., Рамы В. М., Коган С. 3. Процессы и аппараты
химической технологии. М., «Химия», 1968. 848 с. с ил.
2. Третьяков В. И. Основы металловедения и технология производст-
ва спеченных твердых сплавов. М., «Металлургия», 1976. 528 с.
с ил.
3. Грацианов Ю. А., Путимцев Б. Н., Силаев А. Ф. Металлические
порошки из расплавов. М., «Металлургия», 1970. 2.48 с. с ил.
4. Колпашников А. И., Ефремов А. В. Гранулированные материалы.
М., «Металлургия», 1977. 240 с. с ил.
Глава II
ФИЗИКО-ХИМИЧЕСКИЕ МЕТОДЫ ПОЛУЧЕНИЯ
МЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Физико-химические методы — это такие технологиче-
ские процессы, при использовании которых получение
порошка связано с изменением химического состава ис-
ходного сырья в результате глубоких физико-химичес-
ких превращений. По сравнению с механическими мето-
дами физико-химические более универсальны. Некото-
рые требования к металлическим порошкам, особенно
по химическому составу и структуре, могут быть удов-
летворены только при использовании физико-химических
методов.
§ 3. ПОЛУЧЕНИЕ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ
МЕТОДОМ ВОССТАНОВЛЕНИЯ ХИМИЧЕСКИХ СОЕДИНЕНИЙ
Восстановлением различных соединений могут быть
получены практически все металлы. С технико-экономи-
ческой точки зрения этот способ наиболее целесообраз-
но применять при использовании в качестве исходного
материала хорошо обогащенных рудных концентратов,
отходов производства (например, прокатной окалины),
продуктов химической переработки природного сырья.
В промышленной практике наибольшее распростра-
нение получили методы восстановления окислов (как
природных, так и искусственно полученных), галогени-
дов и других соединений при использовании в качестве
восстановителей водорода, углерода или более активных
металлов.
Физико-химические основы восстановления
Реакцию восстановления металла из его соединения
МеХ в общем виде можно выразить уравнением
МеХ + А = Ме + АХ, (II.1)
где А — восстановитель.
Приведенная реакция идет в сторону получения ме-
талла Me в том случае, если при данных условиях (тем-
пературе, давлении) высвобождается свободная энергия,
т. е. изменение изобарно-изотермического потенциала
AGJ, реакции имеет отрицательную величину. В ряде
56
случаев реакция восстановления сопровождается обра-
зованием промежуточных соединений, т. е. описывается
суммарной реакцией. Тогда сформулированное выше ус-
ловие относится к последней стадии процесса, т. е. к по-
следней реакции, по которой выделяющийся металл мо-
жет находиться при определенных условиях в равновес-
ном сосуществовании с соединением, из которого он
непосредственно получается. Константа равновесия по-
следней реакции связана с изменением изобарно-изо-
термического потенциала уравнением
ДО°г = -ЯТ1п/<р
где /Ср — константа равновесия.
Когда реагенты не находятся в стандартном состоя-
нии
до; == — яппАГр + ятчпс = до; + ят\пс,
где /Ср — отношение произведений концентраций продук-
тов реакции и исходных реагентов в заданном состоянии.
Восстановителем может быть только то вещество, ко-
торое при температуре реакции обладает более высоким
химическим сродством к кислороду, хлору, фтору или
другим элементам, входящим в состав восстанавливае-
мого соединения. От химического сродства восстанови-
теля, с одной стороны, и восстанавливаемого металла к
элементу X, с другой, будут зависеть интенсивность и
полнота реакции восстановления.
Сродство элементов в данном соединении оценивает-
ся величиной изменения изобарного изотермического
потенциала Дб;, которым сопровождается образование
химического соединения из элементов. Например, срод-
ство к кислороду определяется изменением изобарного
изотермического потенциала Дб; при образовании окис-
ла из элементов, в соответствии с чем при восстановле-
нии должны быть сопоставлены величины Дб; для двух
реакций:
2Л1е + О2- 2 Me О (II.2)
и 2Х + О2 = 2X0. (П.З)
Сродство элементов в данном соединении оценивает-
ся величиной изменения изобарно-изотермического по-
тенциала Дб;, которым сопровождается образование
химического соединения из элементов, поэтому условие
57
йроТеканйя реакции MeO-\-X=Me-\-XQ в сторону вос-
становления окисла металла' определяется неравенст-
вом, согласно которому AG^ по реакции (П.З) должно
быть меньше (по абсолютной величине больше), чем по
реакции (П.2).
На рис. 20 приведена зависимость величин \G°T об-
разования окислов от температуры, отнесенных к поло-
вине моля кислорода.
Рис. 20. Сродство металлов к кислороду
Однако надо Иметь в виду, что выводы термодинами-
ки позволяют судить о возможности или невозможности
реакции, но не определяют, какая реакция пойдет до
конца и с какой скоростью. Например, при сопоставле-
нии величин сродства получаемого металла и восстано-
вителя к кислороду (в случае восстановления окислов)
58
нельзя решать вопрос о возможности прохождения реак-
ции до конца по величине AG°T образования высшего
окисла восстанавливаемого металла. Так, на рис. 20 ли-
ния, соответствующая AG°T образования ТЮг, в зависи-
мости от температуры расположена намного ниже ли-
нии AG°T образования MgO. Тем не менее это не озна-
чает, что магний способен полностью восстановить TiC>2
до титана. Это значит лишь то, что магний обладает
сродством к кислороду, большим, чем титан к кислоро-
ду в TiO2. На том же рисунке показана линия AG ^обра-
зования низшего окисла титана TiO. Видно, что сродст-
во титана к кислороду в TiO значительно выше, чем в
ТЮ2. Расположение линий показывает, что сродство
магния к кислороду выше, чем сродство титана к кисло-
роду в ТЮ2, тем не менее из этого еще не следует, что
магний способен восстановить TiO до чистого титана.
Известно, что титан растворяет в себе кислород до
12,5% (по массе) [30% (ат.)]. Сродство кислорода к ти-
тану в этом твердом растворе увеличивается с умень-
шением концентрации растворенного кислорода и, на-
пример, при 6,6% (ат.) [2,3% (по массе)] кислорода
сродство последнего к титану при 1000°С оценивается
величиной AGi273 =—470 кДж на Р/2 моля О2, т. е. ста-
новится равным AGj273 образования MgO. Это указыва-
ет на то, что при 1000° С магний не способен восстано-
вить окислы титана до чистого бескислородного титана,
а лишь до твердого раствора с содержанием 6,6% (ат.)
кислорода в титане. Следовательно, для оценки возмож-
ности восстановления какого-либо металла из его сое-
динений надо учитывать термодинамическую прочность
соединения данного металла с рассматриваемым эле-
ментом (в рассматриваемом случае с кислородом), из
которого металл непосредственно восстанавливается и
с которым он сосуществует в равновесных условиях.
При растворении, например, кислорода в металле сле-
дует учитывать величину сродства кислорода к восста-
навливаемому металлу в этом твердом растворе в зави-
симости от его концентрации.
Приведенные на рис. 20 данные показывают, что на-
ибольшей термодинамической прочностью обладает
окись кальция и, таким образом, кальций способен вос-
станавливать металлы из всех перечисленных окислов.
Кроме кальция, высоким сродством К кислороду об-
59
ладают магний и алюминий, которые также могут быте
использованы для восстановления некоторых окислов!
Однако при этом надо иметь в виду, что в некоторых
случаях, например при использовании в качестве восстав
новителя алюминия, могут образовываться его сплав^
(интерметаллиды) с восстанавливаемым металлом. |
Одним из наиболее распространенных восстановите^
лей, даже для окислов с высокой термодинамической
прочностью, является углерод, так как его сродство к
кислороду при образовании окиси углерода увеличивав
ется с температурой, в то время как сродство металл^
к кислороду уменьшается с температурой. 1
Для восстановления окисла любого металла можнд
подобрать достаточно высокую температуру, при кото-
рой сродство углерода к кислороду в окиси углерода бу^
дет выше сродства данного металла к кислороду. Одна-j
ко такой путь не всегда приемлем, так как при высокие
температурах создаются условия для науглероживаний
восстанавливаемого металла с образованием карбидов^
что имеет место, в частности, при восстановлении окис-
лов титана, циркония, ванадия и некоторых других ме-
таллов.
Окислы таких металлов, как медь, железо, никель^
кобальт, вольфрам, молибден, рений, обладают относи-
тельно небольшой термодинамической прочностью (при
образовании низших окислов высвобождается AG°293<
<294 кДж на 1/2 моля О2). Удобным восстановителем
для таких окислов является водород, который способен
восстанавливать указанные металлы из их окислов при
относительно невысоких температурах (ниже 1000°С).
Последнее обстоятельство способствует получению их в
мелкозернистом порошкообразном состоянии.
Для получения металлов в порошкообразном илй
губчатом состоянии, кроме окислов, можно использовать
и другие соединения, в частности галогениды метал-*
лов — хлориды и фториды железа, вольфрама, молибден
на, ниобия, тантала, титана, циркония, которые восстав
навливаются либо водородом, либо активными металла^
ми, такими как натрий и магний. ;
Использование галогенидов в качестве исходных ма-^
териалов представляет большой практический интерес
в связи с наметившимся за последние годы широким
развитием хлорной металлургии ряда металлов, низки*
ми температурами кипения хлоридов тугоплавких ме-*
60
таллов, возможностью получения хлоридов в высокочи-
стом состоянии, например, с использованием ректифика-
ции; применение фторидов некоторых тугоплавких
металлов (вольфрама, молибдена) создает определенные
преимущества в связи с низкой температурой их кипе-
ния. Некоторые комплексные (двойные) фториды туго-
плавких металлов (тантала, ниобия, циркония) с фто-
ридами щелочных металлов легко очищаются перекри-
сталлизацией, негигроскопичны, удобны для восстанов-
ления натриетермическим методом при относительно
невысоких температурах (около 1000°С). Побочные про-
дукты реакции (фториды натрия, калия) легко отделя-
ются от восстановленных порошкообразных металлов
растворением в воде.
Когда в реакции участвуют газообразные вещества,
например при восстановлении твердых окислов или хло-
ридов водородом:
MeO + H2^Me + H2O.
или Me С1х + х!2 Н2 Me + х НС1,
развитие и направление реакции определяется не толь-
ко температурой, но и отношением парциальных давле-
ний газообразных реагентов. Константы равновесия для
приведенных выше реакций будут обозначаться
к _ рн2о Tf __ Рнс1
Др-------- ИЛИ Др — —
рн2 РЙз
В том случае, когда число участвующих в реакции
молекул газа-восстановителя и газа — продукта реак-
ции, например для реакции
FeCl2 + Н2 = Fe + 2НС1
неравно, равновесие изменяется не только с температу-
рой, но и с изменением общего давления в системе (по-
вышение давления сдвигает реакцию в сторону умень-
шения общего объема газообразных реагентов).
Зависимость константы равновесия от температуры
выражается приближенным уравнением
1 ДЯ° . . 1 ДЯ° .
In д D =-----h С шГи ш д D ---------F с,
р RT р 4,575Т
где Д/7° — изменение теплосодержания при стандартных
условиях.
61
Приближенность данного уравнения объясняете!
предположением условия независимости теплового эф<
фекта реакции от температуры, т. е. если изменение
теплоемкости при реакции близко к 0 или если рассмат-
ривается относительно небольшой интервал температур]
В тех случаях, когда участвующие в реакции конден!
сированные фазы (как твердые, так и жидкие) имею-й
переменный состав с определенной областью гомогенно-
сти, например твердые растворы, условия равновесия ijpn
данной температуре и давлении определяются не толь-
ко парциальными давлениями газообразных участников
реакции, но и изменяющимся составом конденсирован-
ной фазы. Ниже мы это проиллюстрируем на пример^
восстановления закиси-окиси железа водородом или
окисью углерода. 1
Термодинамические условия и температурная зави-
симость константы равновесия определяют возможность
протекания реакции в нужном направлении. Реальные
условия осуществления процесса, в особенности для ге!
терогенных реакций, к которым, в частности, относятся!
процессы восстановления металлов, определяются кине|
тическими факторами. При получении металлически!
порошков большое влияние на кинетику процесса ока|
зывают поверхностные явления в связи со значительной
удельной поверхностью образующихся порошков и ис|
ходных соединений (например, окислов), а иногда ивос|
становителей (твердый углерод). К числу таких явлений
следует отнести адсорбцию, хемосорбцию, химически!
взаимодействия в адсорбированных слоях, каталитиче|
ское. действие развитых и контактных поверхностей, де|
сорбцию газообразных продуктов реакции, диффузио^
ные процессы и т. д. j
Механизм восстановления окислов металлов газооб^
разными восстановителями, в качестве которых чащ(
всего используют водород или окись углерода, основы^
вается на адсорбционно-автокаталитической теории
предусматривающей следующую последовательности
основных элементарных актов гетерогенной топохимич©
ской реакции, т. е. реакции, которая сопровождаете?
превращениями в твердом состоянии и в течение которо1
твердое вещество с одной кристаллической решетко?
исчезает, а образуется твердый продукт с другой крис*
таллической решеткой. i
1. Адсорбция газа-восстановителя на поверхности
62 \
окисла. Адсорбция газа приводит к активизированию ад-
сорбированных молекул и газа-восстановителя за счет
воздействия на них силового поля кристаллической ре-
шетки окисла. Это в свою очередь приводит к деформа-
ции молекул адсорбированного газа, созданию активных
комплексов, отрыву от них отдельных атомов или их
групп и т. д.
2. Отдача электронов атомов адсорбированного вос-
становителя в решетку окисла путем заполнения элек-
тронных вакансий с образованием положительных ионов
восстановителя: Нг—2е—2Н+.
3. Анионы кислорода отрываются от поверхности
окисла на энергетически наиболее выгодных местах (де-
фектных) с образованием НгО или СО2.
4. Образующиеся молекулы НгО или СОг десорби-
руют.
5. Образующиеся при отнятии с поверхности окисла
кислорода ионы металла частично расходуются на обра-
зование и достройку кристаллов металла с присоедине-
нием электронов, а также диффундируют в глубь ре-
шетки низшего окисла и восстанавливают высшие или
промежуточные окислы до низшего окисла. Одновремен-
но происходит встречная диффузия ионов кислорода
внутри решетки окисной фазы к ее наружным поверхно-
стям.
Процесс зарождения кристаллов новой фазы в ре-
зультате кристаллохимической перестройки исходной
окисной фазы по мере пересыщения ее ионами металлов
требует преодоления определенного энергетического
барьера, что проявляется в замедленном развитии про-
цесса в его начальном периоде. Образование достаточ-
ного количества металлической фазы действует автока-
талитически и процесс ускоряется. Когда внешняя диф-
фузия газов, адсорбция восстановителя, десорбция га-
зовых продуктов проходят с . достаточной скоростью, что
имеет место при повышенных температурах, диффузия
ионов через слои твердых. продуктов реакции и внутри
кристаллов окисных фаз может лимитировать суммар-
ную скорость всего процесса.
В зависимости от температуры, характера пористо-
сти и газопроницаемости шихты суммарный процесс мо-
жет лимитироваться диффузией газов как восстановите-
ля, так и продуктов реакции, через слой образовавше-
гося металла и исходного окисла.
63
На скорость процесса восстановления окислов газо-
образными восстановителями важное влияние оказыва-
ет концентрация паров воды или углекислого газа в ре-
акционной зоне. Присутствие паров воды или углекис-
лого газа в реакционной зоне будет оказывать сильное
замедляющее действие за счет адсорбции их на поверх-
ности окислов, препятствуя развитию реакций. Црини-
мая во внимание большую поляризуемость и деформи-
руемость молекул Н2О и СО2 и, как следствие, их более
высокую адсорбционную способность по сравнению с
Н2 и СО, на практике следует стремиться к снижению
концентрации Н2О и СО2 в реакционной зоне, что будет
положительно влиять на скорость процесса восстанов-
ления.
Из изложенного следует, что кинетические исследо-
вания имеют важное значение для разработки рацио-
нального технологического процесса.
Для выяснения механизма реакции важное значение
имеет исследование влияния температуры на изменение
скорости реакции, которое выражается уравнением Ар-
рениуса:
1пА =----— + Inc,
RT
где k — константа скорости реакции; с — постоянная;
Е — энергия активации, т. е. тот избыток энергии, кото-
рым должны обладать молекулы или атомы, чтобы
вступить в реакцию, по сравнению со средней их энер-
гией при данной температуре.
На графике уравнение Аррениуса изображается пря-
мой линией, отклонения от прямолинейной зависимости
свидетельствуют об изменении механизма процесса. По
величине энергии активации можно составить представ-
ление о преобладающем механизме процесса —химиче-
ском, диффузионном и т. п.
Получение порошка железа
из окисного сырья
Железный порошок — один из основных материалов
порошковой металлургии. За последние годы потребле-
ние железного порошка для производства спеченных из-
делий самого различного назначения значительно уве-
личилось. Вместе с тем до настоящего времени стои-
мость железного порошка, выпускаемого как у нас, так
64
и за рубежом, значительно превышает цену проката из
черных металлов. Это обстоятельство ограничивает еще
более широкое применение спеченных изделий на ос-
нове железа в различных отраслях промышленности.
К тому же качество железных порошков в действу-
ющих производствах еще недостаточно высокое и од-
нородное.
Для получения железного порошка при-меняют разно-
образные методы, что объясняется поиском технологии
многотоннажного производства дешевого порошка повы-
шенной чистоты, различных марок, отличающихся по
гранулометрическому составу, содержанию примесей и
технологическим свойствам в зависимости от назна-
чения порошка для тех или иных областей приме-
нения.
С точки зрения стоимости наиболее дешевым сырьем
для производства железного порошка является про-
катная окалина, образующаяся в больших количествах
на металлургических заводах при нагреве и охлаждении
железных, стальных и чугунных слитков. Окалина со-
стоит из смеси Fe3O4 с небольшим количеством Fe2O3
с общим содержанием железа около 72%.
Другим крупным и дешевым источником сырья для
производства железного порошка являются природные
окисленные железные руды в виде высокообогащенного
концентрата, содержащего около 71% железа. В таких
концентратах железо содержится в виде гематита Fe2O3,
магнетита Fe3O4, лимонита HFeO2, сидерита FeCO3
и других химических соединений.
В обоих указанных источниках сырья содержится
определенное количество загрязняющих примесей. Так,
в окалине наибольшее количество из всех примесей при-
ходится на марганец, содержание которого доходит до
0,3—0,4%. Вредной примесью, сказывающейся на каче-
стве получаемого железного порошка, является крем-
ний. Содержание кремния в окалине достигает 0,2—
0,3%. При восстановлении часть кремния образуется из
SiO2 и растворяется в железе.
В промышленных масштабах для получения желез-
ного порошка восстановлением окисного сырья исполь-
зуют несколько методов: восстановление водородом, вос-
становление твердым углеродом, комбинированный
способ восстановления конвертированным природным
газом (ЗН2+СО) и твердым углеродом.
5—268
65
Восстановление окислов железа водородом
В соответствии с диаграммой состояния системы^
Fe — О (рис. 21) существуют три окисла железа^
Ре20з — окись железа, или гематит, РезО< — закись-н
окись железа, или магнетит, и FeO — закись железа.
Закись железа FeO должна содержать 22,27 0/окислоро-'
да. Однако соединение такого состава не существует, а-
Содержание кислорода, % (ат.}
Рис. 21. Диаграмма состояния системы Fe—О
на диаграмме равновесия системы Fe — О имеется ши-
рокая область гомогенности на основе FeO, называемая
«вюстит», с большим содержанием кислорода, чем это
должно быть по формуле FeO, которую условно можно
представить как твердый раствор FeO — РезО4, обычно
записываемый как FexO при х(<1. При температурах
66
ниже 572° С вюстит неустойчив и распадается на a-Fe
п Fe3O4:
Fex О a-Fe + Fe3O4.
В области высоких температур по линии солидуса
границы гомогенности вюстита соответствуют содержа-
нию кислорода 23,18% [51,26% (ат.)] при 1371° С и
25,6% [54,57% (ат.)] при 1424° С. При 1000° С границы
гомогенности вюстита соответствуют23,1 % [51,2% (ат.)]
и 24,0% [52,5% (ат.)].
Кроме того, существует определенная растворимость
кислорода в железе:
Температура, °C......... 1550 1300 900 20
Растворимость кислорода, % 0,18 <0,08 0,03 Ничтожно
мала
Это важно, так как при охлаждении нагретого желе-
за наблюдается эффект старения и охрупчивания, свя-
занный с выделением субмикроскопических частиц FeO
или Fe3O4. Однако при обсуждении условий восстанов-
ления окислов железа водородом влияние этой неболь-
шой растворимости обычно не учитывается.
Процесс восстановления Fe2O3 до железа происхо-
дит по трехступенчатой (выше 572° С) Fe2O3->Fe3O4->
->FeO->Fe или двухступенчатой (ниже 572° С) Fe2O3->
->Fe3O4->Fe схемам, что соответствует принципу после-
довательности восстановления А. А. Байкова.
Восстановление можно описать следующими хими-
ческими реакциями:
2Fe2°3(тв) +Н2(г) = 2Fe3°4(TB)+H2°(r)+7-14 КДЖ> (П-4)
Fe3°4(TB) + H2(r) = 3Fe0(TB) + Н2°(г) — 63 КДЖ> (П-5)
FeO(TB) + Н2(г) = Fe(TB) + Н2О(Г) - 3.0,24 кДж, (П.6)
^(тв, + 4Н2(г) =3Fe(TB) +4Н2О(г)-224,14 кДж. (II.7)
Первая реакция восстановления водородом экзотер-
мична, а остальные — эндотермичны. Принимая неиз-
менными упругости паров твердых фаз постоянного со-
става, константы равновесия этих реакций можно выра-
зить уравнением
~ Рн2о^н2-
Как отмечалось, в отличие от других реакция (II.4)
экзотермична, в силу чего с ростом температуры равно-
5*
67
весная газовая фаза обедняется парами воды и обогаща- 1
ется водородом. Значения констант равновесия этой J
реакции настолько велики, что можно без особых по-
грешностей говорить о необратимости восстановления ‘
окиси железа в смысле практически полного отсутствия i
водорода в равновесной газовой фазе. '
По реакции (II.5) сначала образуется вюстйт, насы-
щенный кислородом при данной температуре, ^атем в
процессе восстановления вюстит обедняется кислородом '
до нижней границы его области гомогенности при дан-
ной температуре, а затем по реакции (П.6) образуется <
железо. j
На рис. 22, изображающем равновесный состав га- ;
зовой фазы в системе Fe — О — Н в зависимости от тем- J
Рис. 22. Кривые равновесия восста-
новления окислов железа водоро-
дом
пературы, имеются четыре
кривые и четыре области, i
соответствующие существо-
ванию определенных окис- .
лов. Кривая 1 соответствует
равновесию Fe2O3 — Fe3O4,
кривая 2 — равновесию.
Fe3O4 — FeO, кривая 3 — \
равновесию FeO— Fe и кри- <
вая 4 — равновесию Fe3O4—
Fe. Область А соответствует
существованию окисла Fe2O3 ।
область В — существованию j
окисла Fe3O4, область С — |
существованию окисла FeO
и область D — существова- >
нию а- и у-железа. ]
В соответствии с эндотермичностью реакций (II.5),
(II.6) и (II.7) их константы равновесия увеличиваются •
с температурой, т. е. восстановительная активность водо- j
рода повышается, его равновесная концентрация пони- >
жается. Для завершающей реакции (превращения вюс- j
тита в железо) равновесный состав газовой фазы следу- j
ющим образом зависит от температуры:
Температура, °C ... . 600 700
Содержание, %:
Н2.......................71,1 67,3
Н2О................... 28,9 32,7
800 900 1000
64 60,6 57,7 <
36 39,4 42,3 ,
непосредственное \
Из рис. 22 видно (кривая 4), что
восстановление Fe3O4 до Fe может произойти только
68
ниже температуры точки а, соответствующей сосущест-
вованию FeO, Fe и Fe3O4.
Все предыдущие рассуждения справедливы для слу-
чая идеальной системы Fe — О — Н. При переходе к
реальным твердым фазам системы железо — кислород
приходится учитывать ряд особенностей и в первую оче-
редь факт образования твердых растворов, что вызыва-
ет и соответствующее изменение констант равновесия.
Например, для реакции восстановления магнетита до
закиси железа с учетом образования твердых растворов
уравнение константы равновесия должно принять вид
„ = Рнго1реО1
₽ РнДРе3О4] ’
где [Fe3O4] и [FeO] — концентрации соответствующих
окислов в их взаимном твердом растворе.
На значения констант равновесия реакций восстанов-
ления окислов железа водородом в реальных условиях
оказывает влияние также дисперсность фаз. Например,
для мелкодисперсного железного порошка Лр реакции
3Fe+4H2O = Fe3O4+4H2 при температуре 444° С состав-
ляет 1875, а для компактного металла Др=5, что свиде-
тельствует о значительном избытке свободной энергии
у мелкодисперсного порошка.
Практика восстановления окислов железа водородом
Относительно высокая стоимость железного порошка,
полученного восстановлением окислов водородом, огра-
ничивает распространенность этого метода для промыш-
ленного применения. Его используют только при получе-
нии железного порошка высокой чистоты, а также в тех
случаях, когда водород является отходом химического
(или другого) производства. Водород высокой чистоты
получают в больших масштабах электролизом воды
(с небольшой добавкой растворенной щелочи или кис-
лоты для повышения электропроводности) при сравни-
тельно высокой стоимости порядка 20 коп. за 1 м3.
Более дешевый, но менее чистый водород можно по-
лучать в результате конверсии природного газа или как
отход некоторых химических производств, а в смеси
с азотом — диссоциацией аммиака.
В промышленной практике водород используют как
для восстановительного отжига (довосстановления окис-
69
лов железного порошка, полученного более дешевыми
способами — восстановлением углеродом или углерод-
содержащими газами или распылением расплава), так
и для первичного восстановления из прокатной окали-
ны, рудного концентрата или окиси железа, порученной
химическим путем.
Существует процесс получения железногсу порошка
прямым восстановлением окисленных железных руд,
так называемый Н-Iron процесс. Исходным сырьем для
получения железного порошка по этому процессу служат
рудные концентраты. Измельченная до крупности 3 мм
руда подвергается магнитогравитационному обогащению
с получением рядового концентрата, содержащего 67%
Fe, из которого выделяют тонкие классы крупностью ме-
нее 0,5 мм; из них повторным гравитационным обогаще-
нием готовят богатый концентрат (71% Fe). Путем
дальнейшего измельчения материала в шаровых мель-
ницах до крупности 0,15 мм и магнитной сепарации по-
лучают концентрат высшего качества с 99,7% FesCU, что
соответствует содержанию 72% Fe.
Концентрат высшего качества предварительно на-
гревают до 480° С во вращающейся печи и затем с по-
мощью азота переправляют в загрузочный бункер, куда
под давлением 3,5 МПа подается водород, с помощью
которого концентрат транспортируется в реактор, пред-
ставляющий собой вертикальный металлический ци-
линдр высотой 29 и диаметром 1,7 м.
Восстановление протекает в три стадии на трех гори-
зонтальных подовых решетках: предварительное восста-
новление (высших окислов) на верхней и средней решет-
ках и окончательное (до металлического железа) — на
нижней. Ступенчатость процесса восстановления позво-
ляет более эффективно использовать газ-восстановитель.
Загрузка свежих порций руды в верхнюю часть реакто-
ра, а также пересыпание частично восстановленного ма-
териала с решетки на решетку и разгрузку восстанов-
ленного железа в нижней части реактора производятся
периодически. Процесс восстановления проводят при
температуре ниже 540° С, что исключает укрупнение
частиц железного порошка по сравнению с исходным
концентратом за счет спекания.
Осушенный 97%-ный водород, подогретый до 540° Сг
под давлением 2,8 МПа нагнетают в нижнюю часть ре-л
актора. Скорость подачи водорода регулируют из расче^
та поддержания частиц руды во взвешенном состоянии
на всех трех подовых решетках; таким образом, процесс
осуществляется в кипящем слое. Влажный водород пос-
ле реакции подвергают очистке, осушке и затем возвра-
щают в реактор вместе со свежими порциями водорода.
Восстановленный порошок железа под давлением во-
дорода поступает из реактора в разгрузочный шлюз, от-
куда уже с помощью азота выдается для дальнейшей
переработки.
Восстановление ведут при низких температурах, по-
этому конечная продукция обладает повышенной пиро^
форностью; для предохранения полученного порошка от
последующего окисления его нагревают до 800° С в сре-
де защитного газа при атмосферном давлении, в резуль-
тате чего он теряет свою пирофорность. Из концентрата
высшего качества получается порошок, содержащий, ,%:
Fe 98,5; SiO2 0,2; С 0,05; следы S и Р. Потеря массы
этих порошков после прокаливания в водороде состав-
ляет 0,5%.
По физическйх свойствам порошок подразделяют на
два сорта — с пониженной и нормальной насыпной плот-
ностью (табл. 1).
Таблица 1
Содержание различных фракций (%) при пониженной
и нормальной насыпной плотности порошка
Насыпная плотность, г/см3 Теку- честь, г/с Ситовый состав, мм
-0,17+ +0,15 —0,15+ +0,07 -0,07+ +0,04 -0,04
1,6 (пониженная) 3,0 5 35 30 30
2,3 (нормальная) 3,5 1 29 35 35
Порошок с пониженной насыпной плотностью может
быть использован для изготовления фрикционных мате-
риалов, а порошок с нормальной насыпной плотностью—
Для других изделий. При наличии источников дешевого
водорода описанным способом получают губчатое же-
лезо сравнительно низкой стоимости, которое может
быть использовано в порошковой металлургии. Проект-
ная мощность установки Н-Iron процесса составляет
71
около 50 т/сут. Общая схема процесса изображена на
рис. 23. :
За рубежом разработана установка, обеспечивающая
производство 1000 т железного порошка^в сутки. В но<
вой установке окись железа восстанавливается водород
дом при 650—750° С. В этом интервале температур осу-
ществляется весьма быстрая реакция восстановления
и одновременно снижается образование агломератов!
Частицы порошка на воздухе не пирофорны. I
Рис. 23. Схема Н-Iron про-
цесса:
1 — вращающаяся печь для
обжига концентрата; 2 —
бункер; 3 — реактор с тремя
секциями; 4 — разгрузочный
бункер
Более распространено восстановление водородом в
проходных муфельных или трубчатых печах с внешним
обогревом. Окислы помещаются в поддонах или лодоч-
ках, которые непрерывно продвигаются через горячую
зону печи. Водород подают со стороны холодильника и
принцип противотока обеспечивает наиболее полное
восстановление. Время, необходимое для полного вос-
становления окислов, зависит от их вида, размера час-
тиц, толщины слоя, температуры, давления и влажности
водорода и других факторов. Как правило, температура
восстановления составляет 700—1000° С, а время от
30 мин до нескольких часов.
По одному из вариантов восстановление осуществля-
ют в трубчатой двухзонной печи при температуре 650—
700° С (1-я зона) и 700—800° С (2-я зона). Общая дли-
на зон 1500 мм, диаметр трубы 70 мм, навеска 100 г,
скорость движения лодочки 25—^30 мм/мин, расход во-
дорода 600—1000 л/ч. В другом случае восстановление
проводят в непрерывно действующей конвейерной печи
при 980° С. Окалина слоем 15—25 мм перемещается
через печь роликовым транспортером, ширина ленты ко-
торого составляет 600 мм. Время восстановления со-
72
ставляет около 5 ч при производительности печи 90 кг/ч.
Применяют трехкратный избыток водорода. В такой
печи получают сравнительно чистый порошрк при отно-
сительно небольшой стоимости передела.
Наиболее существенным недостатком восстановления
окислов железа водородом в муфельных (трубчатых)
печах является низкая производительность печей, так
как для равномерного восстановления требуется неболь-
шой слой шихты. Процесс не может быть ускорен за
счет существенного увеличения температуры восстанов-
ления (>1000° С), так как порошок спекается в брикет,
который трудно затем измельчить в порошок.
В промышленных масштабах чаще всего восстанов-
ление окислов железа или окалины осуществляют гене-
раторным или другим газом, содержащим, помимо водо-
рода, окись углерода, т. е. восстановление ведут сразу
несколькими восстановителями; технология этого про-
цесса будет рассмотрена ниже.
Восстановление окислов железа окисью углерода
и твердым углеродом
Получение железного порошка восстановлением
окислов железа имеет большое практическое значение.
На практике восстановление окислов железа углеродом
проводят при температурах выше 1000° С. В этих усло-
виях преобладающий механизм реакций восстановления
заключается в образовании в реакционном пространстве
окиси углерода и восстановлении окислов железа с ре-
генерацией окиси углерода по одновременно протекаю-
щим реакциям:
Me О + СО = Me + СО2 (II.8)
С + СО2 = 2СО (II.9)
Me О + С = + СО. (II. 10)
Как указывалось выше, процесс развивается на ос-
нове адсорбционно-каталитического механизма. Непо-
средственное взаимодействие твердых окислов с углеро-
дом развивается слабо в связи с ничтожно малой по-
верхностью соприкосновения твердых веществ в шихте.
Аналогично рассмотренным реакциям восстановле-
ния окислов железа водородом можно написать и реак-
73
ции для случая использования в качестве восстановите*
ля окиси углерода: |
3Fe2O3(TB)+CO(r)=2Fe3O4(TB)+CO2(r)+48,3 кДж, (II. 1
РезО4(тв) + С0(г) = 3Fe0 + С02(г) - 21>84 КДЖ> (IL12|
FeOTB + CO(r) = Fe + СО2(Г) + 10,92 кДж, (II. 1з|
Fe3O4(TB) + 4C0(d = 3Fe+4CO2(r) +17,22 кДж. (П.14|
Реакция (П.14) возможна лишь при условии искус^
ственного поддерживания в реакционном пространств^
повышенной концентрации СО, например, продуванием?
ее через печь.
Многое из того, что было сказано относительно воЫ
становления окислов железа водородом, справедливо и
при восстановлении их окисью углерода. Восстановле-
ние окиси железа до магнетита проходит легко вследст-
вие. 24. Зависимость К-& реак-
ций восстановления окислов же-
леза окисью углерода от тем-
пературы
вие высокой упругости дис-
социации окиси железа на
РезО4 и Ог, а константа
равновесия реакции (II.11)
Рис. 25. Равновесие реакций восста-
новления окислов железа окисью угле-
рода
^Р=Рсо2 /Рсо с Р°стом температуры уменьшается
(рис. 24, кривая /). При восстановлении по реакции
(11.12), кривая 2, образуется не закись железа, а твер-
дый раствор FeO — FesC^, т. е. вюстит; система двух-
фазная (вюстит и газовая фаза) и величина константы
равновесия реакции зависит не только от температуры,
но и от концентрации твердого раствора. Реакция
74
(11.13) восстановления закиси железа (точнее твердого
раствора на ее основе), кривая 5, с ростом температуры
требует большей концентрации окиси углерода. Реакция
(11.14) восстановления магнетита до железа, кривая 4,
возможна лишь при температурах ниже 572° С, когда
закись железа термодинамически неустойчива и выпол-
няется указанное выше условие поддержания в газовой
фазе избыточной концентрации СО.
В приведенных рассуждениях не учитывалась ре-
акция ’
2СО(Г) СО2(Г) + С (графит). (II. 15)
Практически окислы металлов не восстанавливают
чистой окисью углерода; последняя обычно образуется
как продукт реакции горения твердого углерода, вводи-
мого в состав шихты:
с + О2 СО2, СО2 + С г 2СО.
Содержание окиси углерода в газовой фазе опреде-
ляется при этом только равновесием реакции СО2+С^
^2СО (рис. 25). Из графика видно, что с увеличением
температуры содержание СО2 в равновесной смеси СОф-
+СО2 снижается и при температурах выше 900° С ста-
новится исчезающе малым.
Реакции восстановления окислов железа твердым
углеродом можно записать следующим образом:
3Fe2O3 + С = 2Fe3O4 + СО,
6Fe2O3 + С = 4Fe3O4 + СО2,
Fe3O4 + С = 3FeO + СО,
2Fe3O4 + С = 6FeO + СО2,
FeO + С = Fe + СО,
2FeO + С = 2Fe + СО2,
Fe3O4 + 4С = 3Fe + 4СО,
Fe3O4 + 2С = 3Fe + 2СО2
Обычно окислы восстанавливают твердым углеродом
при 900—1000° С или выше, в связи с чем почти не об-
разуется двуокиси углерода. Кривая реакции (11.13)
пересекает кривую реакции 2СО^СО2+С при 690° С,
а реакции (11.12) —при 650° С. Эти точки пересечения
являются единственными равновесными точками для
указанных реакций,
75
Процесс восстановления Fe3O4 при температуре вы<
ше 650° С и FeO при температуре выше 690° С идет до?
конца, т. е. до исчезновения углерода или соответствую-
щего окисла. Практически производство железного по-?
рошка возможно только при температуре выше 690° С
(при рсо+Рсо. = 0’1 МПа) и концентрации СО в преде-;
л ах 60—100%.
До сих пор предполагалось, что твердый углерод
прЦсутствует в системе в виде самостоятельной фазы.
В действительности он образует с железом твердые рас-
творы переменной концентрации, а также карбиды, в
частности Fe3C.
Хотя в условиях металлургических процессов карбид
Fe3C термодинамически неустойчив, медленный распад
его при температуре ниже 1100° С заставляет считаться
с ним как с возможным соединением данной системы,
так как при этом может изменяться равновесный состав;
газовой фазы. С точки зрения термодинамики углерод"
при растворении в железе снижает свою активность. На-
оборот, активность углерода, входящего в состав термо-
динамически неустойчивого цементита Fe3C, выше, чем
активность графита, и равновесное содержание окиси;
углерода, полученной в результате обратимой реакций’
окисления цементитного углерода углекислым газом:
Fe3C + СО2 -> 2СО + 3Fe,
выше равновесной концентрации СО по реакции (11.15).
Образование твердых растворов углерода в железе
при восстановлении окислов с помощью СО затрудняет’
производство' железных порошков, так как загрязнение
порошков углеродом осложняет проведение последую-;
щих операций прессования и спекания. j
Практика восстановления окислов железа углеродом ;
Восстановление твердым углеродом. Восстановление'
окалины или богатой железной руды твердым углеро- =
дом — один из распространенных и эффективных спосо-!
бов получения железного порошка. Впервые этот способ j
был применен шведской фирмой Хэгенес. Аналогичное?
производство губчатого железа налажено у нас на Су-]
линском металлургическом заводе. Сырьем служит чис-|
тая от примесей окалина прокатного цеха завода, вос-1
76 1
становителем — термоштыб, являющийся отходом про-
изводства местного термоантрацитового завода.
Шихту, состоящую из высушенных и измельченных
окисного сырья и углерода, засыпают несмешивающи-
мися вертикальными концентрическими кольцевыми
слоями в тигли (капсели) из карбида кремния. Сырье
располагается в форме трубчатого слоя, внутри и сна-
ружи которого засыпают термоштыб, смешанный с из-
вестняком, необходимым для связывания содержащейся
в нем серы. Примерный состав шихты: окисное сырье
69%, термоштыб 25%, известняк 6%. В один капсель
с внутренним диаметром 350 и высотой 1500 мм входит
около 200 кг окисного сырья.
Тигли закрывают крышками и по 16 шт. загружают
на вагонетки, которые продвигают при помощи конвейе-
ра или толкателями вдоль горизонтальной туннельной
печи, обогревают сжигаемым природным газом. Туннель
может иметь различную длину, например около 120 м,
и поперечный размер около 3,3 м. В этом случае зона
печи с максимальной температурой имеет длину около
35 м, остальное приходится на входную подогревную
зону и выходную зону охлаждения. В высокотемпера-
турной зоне температуру поддерживают в пределах
1180—1200° С, внутри капселя температура на 100—
150° С ниже. В горячей зоне вагонетки с капселями на-
ходятся около 40—50 ч. Общая продолжительность пре-
бывания тиглей в печи около 130 ч. После выгрузки
остывших капселей из них извлекают спеченные порис-
тые трубы восстановленного железа в виде губки. Же-
лезную губку механическим способом очищают от при-
ставших кусочков термоштыба, разрезают на куски и
подвергают в несколько стадий дроблению и измельче-
нию в порошок нужного размера частиц и рассеву на
фракции по крупности в зависимости от требований
ГОСТ 9849—74.
В зоне охлаждения, а также при измельчении проис-
ходят некоторое окисление и наклеп губки и порошка,
поэтому последний подвергают кратковременному вос-
становительному отжигу в атмосфере водорода при
750—800° С. Эта операция позволяет снизить остаточ-
ное содержание кислорода до 0,1—0,2%.
Содержание углерода в порошке разных марок ко-
леблется от сотых долей процента до 0,1—0,12%. Коли-
чество основной загрязняющей примеси — кремния зави-
77
сит от его содержания в исходном сырье. По ГОСТу в
железном порошке допускается от 0,1 до 0,25% Si в за-
висимости от марки.
Если разрезать капсель, который не прошел полного
цикла восстановления в горячей зоне, то в вертикальном
разрезе спеченной губки можно обнаружить слои раз-
личного состава: к слою термоштыба прилегает восста-
новленное железо, далее идет слой вюстита, содержание
кислорода в котором повышается от границы, прилега-
ющей к железному слою, к границе с внешним слоем,
состоящим из Fe3O4.
Исследование кинетики перемещения границ между
слоями при заданной температуре показало, что она
удовлетворяет уравнению gn=k%, где g— толщина на-
растающего восстановленного слоя железа; т —
время.
Параболический закон перемещения границ между
слоями свидетельствует, что лимитирующей стадией,
определяющей скорость процесса, являются диффузион-
ные процессы. Восстановление происходит окисью угле-
рода, образующейся по реакции СОг+С=2СО. Сум-
марная скорость процесса восстановления зависит от
скорости диффузионного проникновения молекул СО и в
обратном направлении молекул образующейся СОг че-
рез поры и каналы в шихте, которые особенно мелки в
формирующемся спеченном слое железной губки. По
мере нарастания этого слоя его диффузионное сопротив-
ление возрастает, что и обусловливает параболическое
замедление скорости процесса.
Из изложенного видно, что механизм рассматривае-
мого способа основан на восстановлении окислов газо-
образной СО, генерируемой термоштыбом, а не твердым
углеродом, как об этом часто упоминают в литературе.
Таким образом, термин «восстановление твердым угле-
родом» не соответствует сущности процесса, а чисто
формально связан с тем, что в качестве исходного вос-
становителя в тигель (капсель) вводят твердый углерод.
Комбинированный способ восстановления. Институ-
том проблем материаловедения АН УССР был разрабо-
тан технологический процесс производства железного
порошка методом восстановления прокатной окалины
природным конвертированным газом.
Так как метан не является активным восстановите-
лем, был применен метод его конверсии с водяным па-
78
ром, в результате которой получается газ, содержащий
75% Н2 и 25% СО, в соответствии с реакцией.
СН4 + н2о - со + зн2.
На рис. 26 показана печь, которую можно использо-
вать для конверсии газа. Природный газ, проходя через
насадку скруббера, орошаемого водой, насыщается па-
Рис. 26. Печь для получения конвертированного газа:
/ — кусковой катализатор; 2 — карбофраксовый реактор; 3 —
сердечник (в порах отложен никель)
рами воды. Температура насыщения, обеспечивающая
отношение Н2О : СН4, равное 1:1, составляет 84—84,5° С
и поддерживается автоматически. Паро-газовая смесь
поступает в печь конверсии, где при 1100° С в присутст-
вии никелевого катализатора образуется газ, содержа-
щий, %: Н2 75—76, СО 22—23, СН4<0,4, СО2 1—2,
Н2О 1—1,5 и N2<1.
Стоимость конвертированного газа в несколько раз
ниже стоимости водорода.
Результаты опытов, проведенных с целью сравнения
длительности и степени восстановления окалины газо-
вым и комбинированным (газом и сажей) методами,
показали, что совместное восстановление газом и твер-
дым углеродом более производительно, чем восстанов-
ление одним газом, и обеспечивает получение высокого
содержания железа в губке.
79
Это объясняется тем, что скорость процесса восста-
новления в основном тормозится скоростью циркуляции
газа через слой восстанавливаемых окислов. Процесс
восстановления протекает на границе раздела твердой
и газообразной фаз и зависит от величины поверхности
твердой фазы, соприкасающейся с газом.
Количество твердого углерода в шихте эквивалентно
примерно 60% содержания кислорода в окалине, осталь-
ные 40% кислорода удаляются за счет действия восста-
новительных газов, подаваемых в печь. Углерод вводят
в виде сажи или какого-либо малозольного сорта угля,
например измельченного нефтяного кокса или древесно-
го угля.
Шихта имеет следующий примерный состав, %: из-
мельченная окалина (можно использовать также и су-
перконцентрат) 76,8, сажа 7,4, каменноугольный пек
(связующее) 7,4, возвратный измельченный железный
порошок 8,4. Компоненты шихты перемешивают в сме-
сителе, обогреваемом паровой рубашкой до 80—100° С
для размягчения связующего пека. В шихту добавляют
также небольшое количество воды для улучшения про-
цесса брикетирования на брикетировочной машине. Бри-
кетирование применяют для повышения теплопроводно-
сти шихты, что ускоряет ее нагрев в восстановительной
печи, а также для уменьшения занимаемого ею объема,
что в свою очередь положительно сказывается на повы-
шении производительности печи. С помощью ленточно-
го транспортера брикеты подают в бункера печного от-
деления и весовыми дозаторами загружают в стальные
поддоны, которые толкателями продвигают вдоль гори-
зонтальных муфелей восстановительной печи. Печные
муфели снаружи обогревают пламенем природного га-
за, подаваемого через форсунку в кожух печи в смеси
с воздухом. Восстановительные печи имеют разную кон-
струкцию. Один из вариантов имеет два параллельных
муфеля длиной 11 м, сечением около 800X400 мм.
Нагрев осуществляется таким образом, чтобы обес-
печить три температурные зоны: в I зоне ИЗО—1150° С;
во II 1230—1250° С и в III 1250—1300° С. Внутри муфе-
ля температура примерно на 100° С ниже.
Через горячие зоны печи поддоны проходят за 5 ч и
через последующую зону охлаждения в атмосфере кон-
вертированного газа — за 4 ч. Полученное в результате
восстановления губчатое железо подвергают дроблению
80
на молотковых дробилках, а затем, например, в шахт-
ной аэрационной (вихревой) мельнице. Порошок выно-
сится из мельницы потоком воздуха и осаждается в си-
стеме циклонов, после чего порошок рассеивают на раз-
ные фракции по крупности. Во избежание окисления
порошка при измельчении целесообразно подавать в
мельницу азот, который может циркулировать в замкну-
том цикле.
Механизм процесса восстановления заключается в
том, что образующиеся в результате взаимодействия
мелких частиц сажи и окисного сырья СО2 и НгО раз-
лагаются в порах шихты с регенерацией окиси углерода
и водорода, что способствует сохранению пористой
структуры брикетов на протяжении процесса восстанов-
ления. Это в свою очередь благоприятствует проникно-
вению водорода и окиси углерода, подаваемых в печь в
составе конвертированного газа. Наличие частиц твер-
дого углерода в порах брикетов отличает механизм вос-
становления данным способом от описанного ранее вос-
становления твердым углеродом (при чередовании сло-
ев термоштыба и окислов) тем, что на большей части
процесса отсутствует диффузионное сопротивление тол-
стых слоев окисной шихты и образующегося железа
против проникновения в них восстановительного газа и
выхода газообразного продукта реакции.
Лимитирующей стадией процесса в области темпера-
тур до 1000—1100° С являются реакции генерации СО
и Н2О, а при более высоких температурах, когда эти
реакции идут достаточно быстро, процесс лимитирует
скорость реакции восстановления окислрв железа водо-
родом или окисью углерода.
Мелкий железный порошок, который вводят в шихту,
играет роль катализатора, устраняя «инкубационный»
период и ускоряя тем самым скорость процесса восста-
новления.
Комбинированный процесс обеспечивает получение
порошка с меньшим содержанием кислорода и углерода
(менее 0,1%) по сравнению с процессом восстановления
твердым углеродом; это объясняется тем, что восстанов-
ление завершается активным восстановительным газом
с преобладающим содержанием водорода, а также и ос-
тыванием железной губки в этом же газе.
Имеется несколько вариантов аппаратурного оформ-
ления комбинированного процесса. Например, в цехе
6—268
81
железного порошка Днепровского алюминиевого завода
для осуществления комбинированного процесса исполь-
зуют измельченный древесный уголь и шахтные электри-
ческие печи с вертикальным муфелем из жаропрочной
стали. Брикеты загружают в перфорированные стаканы
из легированной жаропрочной стали, которые продвига-
ют сверху вниз. Вдоль муфеля пропускают конвертиро-
ванный газ.
Однако как горизонтальные, так и вертикальные
муфельные печи обладают конструктивными недостат-
ками, не позволяющими существенно увеличить их раз-
меры и повысить производительность. Так, в горизон-
тальных печах вследствие большого сопротивления
трения при проталкивании поддонов ограничены их раз-
меры; в вертикальных печах ограничена величина ста-
канов, так как при большой высоте может произойти
их деформация. К тому же электрический нагрев в вер-
тикальных печах дороже газового обогрева в горизон-
тальных печах.
Анализируя существующие схемы производства же-
лезного порошка восстановлением окисного сырья, мож-
но вполне определенно заключить, что состояние про-
изводства требует коренного усовершенствования как
самой технологии, так и оборудования с целью повыше-
ния его производительности, снижения себестоимости
продукции и повышения производительности труда.
В частности, рассматривается возможность применения
более совершенных печей: с шагающим подом, что ис-
ключает применение толкателей, кольцевой печи с вра-
щающимся подом, агломерационной конвейерной печи с
заменой подачи окислительного газа на восстановитель-
ный и др. Гипроникелем и Институтом газа АН УССР
предложены весьма перспективные шахтные печи с гра-
нулированной в окатыши самодвижущейся сверху вниз
шихтой, подачей снизу вверх восстановительного газа,
нагретого до нужной температуры в конверторе, где при-
родный газ конвертируется с кислородом по реакции
. 2СН4 + О2=-4Н2 + 2СО.
Данный вариант отличается простотой транспорти-
ровки материала без применения металлических конст-
рукций в горячей зоне и экономичным способом само-
разогрева восстановительного газа, равномерно прогре-
вающего брикет по всему сечению движущейся шихты.
82
С целью снижения себестоимости железного порошка
в Институте газа АН УССР проведено исследование
двустадийного процесса восстановления. Первая стадия
восстановления пористых гранулированных окатышей
может осуществляться в промышленной шахтной печи,
применяемой в сталелитейной промышленности, до сте-
пени восстановления 95—96%. Эта стадия происходит
со значительной скоростью. Продукт первой стадии под-
вергают измельчению и цоследующей магнитной сепара-
ции для дополнительного уменьшения содержания SiO2
и других неметаллических примесей. После этого осуще-
ствляют вторую стадию процесса, во время которой про-
исходит довосстановление измельченного продукта в пе-
чах специальной конструкции.
Двустадийное восстановление экономически выгодно,
так как первая стадия осуществляется с большой произ-
водительностью, а наиболее медленная (конечная) ста-
дия (восстановление до содержания железа 99,5—
99,8%) заметно ускоряется — довосстановлению подвер-
гается измельченный порошок после первой стадии
с большой удельной поверхностью и свободным досту-
пом восстановительного газа к оставшимся окисным
включениям.
Проведенными в НПО «Тулачермет» исследованиями
по изучению кинетики восстановления окисных окаты-
шей на конвейерной машине также показано, что после
96 %-ной степени восстановления скорость процесса за-
метно замедляется, поэтому более экономично прервать
процесс на 95—97%-ной степени восстановления, из-
мельчить окатыши и подвергнуть измельченный продукт
магнитной сепарации.
Восстановление «сажистым железом». Рядом инсти-
тутов (ЦНИИчермет, Институт газа АН УССР, Гипро-
мез) разработан способ восстановления окисного же-
лезного сырья активным восстановителем — «сажистым
железом», которое можно получить либо разложением
природного газа на поверхности и в порах железной
губки при 700—900° С, либо восстановлением окалины
или магнетитового концентрата неконвертированным
природным газом. Установлено, что оптимальное содер-
жание углерода в «сажистом железе» составляет^20—
40%. Дисперсные, разветвленной формы частицы сажи
прочно сцеплены с поверхностью частиц железа и не мо-
гут быть отделены механическим или магнитным спосо-
6*
83
бами. «Сажистое железо» после измельчения используют
в качестве восстановителя как для способа восстановле-
ния окисного сырья твердым углеродом, так и для ком-
бинированного способа. При получении сажистого желе-
за разложением природного газа над железной губкой,
играющей роль катализатора, высвобождается водород,
который после очистки пригоден для окончательного'
восстановительного отжига железных порошков высших
марок, а также для спекания различных изделий.
При получении сажистого железа восстановлением
окисного сырья отходящий газ содержит Н2, СО, приме-
си СО2, СН4, Н2О и может использоваться как топливо.
Лабораторные исследования и производственные
опыты показали, что использование сажистого железа
ускоряет процесс восстановления, повышает производи-
тельность печи в полтора раза и одновременно позволя-
ет снизить температуру процесса на 100—200° С. Это
предположительно можно объяснить весьма высокой ак-
тивностью частиц сажи, ускоряющей процесс регенера-
ции окиси углерода, а также и водорода, если он входит
в состав восстановительного газа. Поверхность частиц
железа в «сажистом железе», вероятно, также активи-
руется при взаимодействии с метаном в процессе разло-
жения последнего в результате низкотемпературного
восстановления окисных пленок, а также возможного
диффузионного неравномерного поверхностного наугле-
роживания. Указанные процессы могут привести к повы-
шению активности железа в составе «сажистого желе-
за» как катализатора реакции взаимодействия окислов
железа с газообразными восстановителями (Н2, СО).
Принимая во внимание изложенное выше, можно
предполагать, что «сажистое железо»,,.полученное низ-
котемпературным восстановлением метаном окисного
сырья, должно быть более активным катализатором, чем
полученное разложением метана над предварительно
восстановленным железом. К тому же «сажистое желе-
зо», восстановленное из окисного сырья, дешевле, чем
полученное из железной губки.
Предварительные технико-экономические расчеты
показывают, что применение «сажистого железа» в ка-
честве восстановителя позволяет на 20—30% снизить
себестоимость железного порошка при существенном
снижении капитальных затрат и повышении производи-
тельности труда.
84
Содовый способ
В ряде организаций (ЦНИИчермет, Ереванский по-
литехнический институт и др.) опробован способ произ-
водства железного порошка повышенной чистоты добав-
лением 10—20% Na2CO3 в исходную шихту при восста-
новлении окалины или суперконцентрата. Содержащие-
ся в сырье примеси, такие как SiC>2, AI2O3 и другие, при
восстановлении образуют с окисью натрия растворимые
силикаты, алюминаты, которые можно затем растворить
при обработке водой измельченного восстановленного
железа. Кроме того, сода ускоряет как процесс газифи-
кации углерода в результате внедрения ионов натрия в
межбазисные пространства кристаллической решетки
графита, так и процесс восстановления за счет взаимо-
действия ионов натрия с поверхностью кристаллов окис-
лов. Если в данную технологию включить магнитную
сепарацию, то можно получать железный порошок вы-
сокой чистоты при некотором повышении его себестои-
мости.
По технологии Ереванского политехнического инсти-
тута мокрое измельчение продукта восстановления соче-
тается с мокрой магнитной сепарацией, что позволяет
отделять не только растворимые, но и образовавшиеся
нерастворимые силикаты и другие неметаллические при-
меси. Такая технология позволяет существенно сокра-
тить расход соды и, таким образом, снизить себестои-
мость железного порошка. При этом соду целесообраз-
но вводить в шихту в форме водного раствора в процес-
се предварительного окомкования в пористые гранулы
перед восстановлением.
Восстановленный и измельченный продукт после от-
мывки и сушки требует кратковременного восстанови-
тельного отжига, после чего содержит 99,8—99,9% Fe.
Хлоридный способ получения порошка железа
Ряд отраслей промышленности все в большей степени нуждается
в железном порошке высокой чистоты, что вынуждает как в СССР,
так и за рубежом вести разработки технологии, обеспечивающей
возможность получения в достаточном количестве железного порош-
ка высокой чистоты при невысокой стоимости. Весьма перспективен в
этом отношении метод восстановления хлористого железа водородом.
На рис. 27 представлена технологическая схема процесса.
В герметичный реактор 1 с кислотостойкой футеровкой загружа-
ют стальной или чугунный скрап или железную губку, полученную
одним из известных методов восстановления.
85
Добавка
раствора НС1
Р-р НС1
F-p НС1
2
Очистка Н2
Растворение
н2
5
Фильтр
Отвал
Периодический
вывод маточного
раствора
Кристаллизация
FeCl2-4H20
Центрифуга
Отстойник Пары
воды
Упаривание
Маточный
р-р FeCl2
Компрес
сор
3
9 J I/Z7
брикети-
рование
-Ч7П
нг
Н:
Кристаллы feClgZM
или FeCl2
Восстановление -
ЗЕ
Вода
Нг
12 Н2-НШ|—।
,, Пылеуловитель
Железный порошок
~*~н2
Р-р НС1
Адсорбция НС1
Подпитка
сбежим Н2
I Ю I
Рис. 27. Технологическая схема получения железного по-
рошка хлоридным способом
Затем в реактор заливают 15—20%-ный раствор соляной кисло-
ты. Выделяющийся при растворении железа водород пропускают
через очистители 2 для улавливания НС1, H2S и после сушки 3 с по-
мощью компрессора 4 направляют в восстановительную печь 12. Рас-
твор хлорида железа сливают в отстойник 5 и через фильтр 6 на-
правляют в упариватель 7. Насыщенный горячий раствор сливают в
кристаллизатор 5, где при охлаждении выпадают кристаллы FeCl2X
Х4Н2О. Примеси, содержащиеся в исходном сырье, остаются в от-
вальном кеке после фильтрования раствора, а небольшое количест-
во некоторых примесей, перешедших в раствор (Са, Mg и др.), оста-
ется в маточном растворе после выкристаллизовывания FeCl^*4H2O.
Выпавшие кристаллы хлорида после центрифуги 9 обезвоживают в
сушильной камере 10 до FeCl2-2H2O (или до FeCl2), брикетируют на
прессе 11 и направляют в восстановительную печь 12.
Хлорид железа плавится при 673° С, поэтому восстановление ве- j
дут подогретым водородом при 600—650° С. По описанной техно- *
86 =
логии восстановление проводят в шахтной печи периодического дей-
ствия с загрузкой большого количества брикетов.
Константа равновесия р для реакции
HG1 Но
FeCl2 + Н2 = Fe + 2НС1
при температурах процесса восстановления имеет небольшую вели-
чину. При 600—650° С равновесное парциальное давление водорода
приблизительно в 7—8 раз выше парциального давления хлористого
водорода, что вынуждает подавать водород в печь с большим из-
бытком по отношению к количеству образующегося в единицу вре-
мени хлористого водорода. Восстановлению подвергается сбрикети-
рованная шихта, поэтому это требование усугубляется необходи-
мостью обеспечения нужной скорости диффузионногб проникновения
водорода в поры брикетов и вытеснения из пор хлористого водорода.
Пористую, слабо спеченную массу кристаллического желе-
за, являющуюся продуктом восстановления, подвергают измель-
чению в молотковой или вихревой мельницах в мелкозернистый по-
рошок.
Избыточный водород и пары хлористого водорода, выходящие из
восстановительной печи 12, поступают в водяной скруббер 14, где
хлористый водород поглощается водой. Раствор соляной кислоты
перекачивают в напорный бак с соляной кислотой, расположенный
над реактором 1. Водород, выходящий из скруббера, поступает по
трубам через осушитель 3, присоединяется к очищенному водороду,
выходящему из реактора 1, и подается в восстановительную печь 12.
Таким образом, чистые соляная кислота и водород образуются и ре-
генерируются в замкнутом цикле. Некоторые потери водорода и
соляной кислоты компенсируют подачей свежих порций в систему.
В кристаллизаторе накапливается маточный раствор, который
через центрифугу возвращается в упариватель 7; чтобы избежать
накопления примесей, небольшую часть маточного раствора перио-
дически выводят из цикла и подают на распыление в горячую рас-
пылительную камеру, где в результате окислительного гидролиза при
высокой температуре регенерируется соляная кислота и выделяется
твердый продукт — пигментная красная окись железа или черная
закись-окись РезО4 в зависимости от состава горячего газа (продук-
тов сгорания природного газа), подаваемого в распылительную ка-
меру. Содержание кислорода в порошке зависит от условий хранения
и составляет около 0,1%; углерода — не более 0,015%; хлора — не
более 0,005%; кремния — не более 0,006%.
Восстановление проводят при низкой температуре, поэтому поро-
шок получается мелкозернистым, но не пирофорным и отличается
хорошей прессуемостью, что позволяет прокатывать порошок в бес-
пористые листы.
Получение порошка вольфрама
Порошкообразный вольфрам — основной материал
для производства компактного вольфрама, а также спе-
ченных твердых сплавов. Исходным материалом для
производства вольфрамового порошка чаще всего слу-
жит вольфрамовый ангидрид WO3.
87
В качестве восстановителя для получения порошка
вольфрама используют водород или углерод. Чаще ис-
пользуют водородное восстановление, так как при угле-
родном восстановлении возможно загрязнение порошка
углеродом, что приводит к образованию примесей карби-
дов, придающих хрупкость компактному вольфраму и
препятствующих его последующей обработке давлением
или ухудшающих качество твердых сплавов.
Восстановление вольфрамового ангидрида водородом
Принцип стадийного восстановления А. А. Байкова
хорошо иллюстрировать на примере восстановления во-
дородом спрессованного брикета из WO3. Если восста-
новление идет не до конца, то в сечении брикета наблю-
дается ряд слоев, соответствующих различным окислам
вольфрама, которые довольно сильно отличаются по
цвету. Установлено существование следующих четырех
окислов вольфрама: WO3 (а-окисел)—желтого цвета;
W02,9o или W10.O29 (р-окисел)—синего цвета; WO2,72 или
W25O68 (у-окисел) — фиолетового цвета; WO2 (б-оки-
сел) —. коричневого цвета.
Кроме того, установлены три кристаллические моди-
фикации WO3: одна устойчивая ниже 720° С, вторая — в
интервале 720—1100° С, третья — выше 1100° С.
Суммарная реакция восстановления
WO3 + ЗН2 W + ЗН2О (II.16)
складывается из четырех реакций:
wo3 + 0,1 Н2 WO2>90 + 0,1 Н2О,
WO2 qn + 0,18 Н2 WO2 72 + 0,18 Н2О,
WO, „ + 0,72 Н2 WO„ + 0,72 Н2О,
WO2 + 2Н2 W + 2Н2О.
Эти реакции обратимы, и условия протекания их оп-
ределяются значением константы равновесия
^ = ₽к>н.. (11.17)
где рн ирно — равновесные парциальные давления во-
дорода и паров воды.
88
Для этих реакций ниже приведены зависимости
1g КР от 1/Т, графически изображенные на рис. 28:
1g АГр(1> = — 3266,9/Т + 4,0667,
lg/Ср (2) = — 4508/7’ + 5,10806,
1g Лр(3) = — 904,83/7 + 0,90642,
lg/Cp(4) = -2325/7+ 1,650.
Из графика зависимости величин констант равнове-
сия от температуры можно определить наиболее благо-
приятные условия восстановления окислов вольфрама.
Рис. 28. Зависимость констант рав-
новесия от температуры в системе
W—О—Н для четырех стадий вос-
становления:
/-WO,-WO2 90 ; 2-WO2 9r
->W°2 72 : 3-WO2i72 —WO,; 4-
6 — WO2-*W (по данным различных
авторов)
Прямые, соответствующие второй и третьей ступеням
восстановления, пересекаются при 585° С. Следователь-
но, ниже этой температуры восстановление \УОг,9о идет
сразу до WO2, минуя WO2J2. Из графика также следует,
что с повышением температуры равновесие для каждой
из рассматриваемых реакций сдвигается в сторону вос-
становления. Все это согласуется с принципом Ле-Ша-
телье, так как реакции восстановления эндотермические,
например
WO2 + 2Н2 = W + 2Н2О — 66,36 кДж.
Определенному значению 1g /Ср реакции соответствует
определенное соотношение паров воды и водорода в сме-
си газов. Для того чтобы сдвинуть реакцию в сторону
восстановления, необходимо снизить содержание паров
воды. Таким образом, при каждой температуре в зави-
симости от состава газовой фазы, т. е. соотношения па-
89
ров воды и водорода, в устойчивом состоянии может на-
ходиться вольфрам или какой-либо из его окислов.
Для того чтобы в производственных условиях обес-
печить наибольшие скорости процессов, следует прово- •
дить восстановление при возможно более высокой тем-
пературе и наименьшей концентрации паров воды в ре- .
акционном пространстве. Но при выборе режима не -
следует сосредоточивать главное внимание только на j
скорости проведения процесса, а надо иметь в виду влия- j
ние различных факторов на величину частиц получаю- :
щегося вольфрамого порошка. В настоящее время в про-
изводственных условиях восстановление вольфрама ве- ;
дут в основном в муфельных или трубчатых печах путем
непрерывного проталкивания лодочек с вольфрамовым
ангидридом с определенной скоростью вдоль муфеля ,
(трубы) печи. Навстречу лодочкам с ангидридом пропус-
кают водород.
Температура вдоль муфеля распределяется неравно-
мерно, постепенно повышаясь в направлении продвиже-
ния лодочек. При этом лодочки с вольфрамовым ангид-
ридом перемещаются, следовательно, в сторону более
высоких температур и уменьшающихся концентраций ;
паров воды. Таким образом, создаются наиболее благо-
приятные условия для последовательного восстановле-
ния окислов вольфрама WO3->W2,90->WO2)72->WO2->W,
так как прочность химической связи кислорода с воль-
фрамом возрастает от высшего окисла к низшему. Силь-
ное влияние на механизм процесса восстановления и ка-
чество получающегося порошка оказывает влажность
водорода. Наличие в газе-восстановителе водяного
пара значительно увеличивает летучесть окислов вол$- "
фрама.
Специальные исследования и производственный опыт
показывают, что в зависимости от условий восстановле-
ния как из крупнокристаллического, так и из мелкого по-
рошка WO3 можно получать как мелкие, так и крупные
порошки вольфрама. Установлено, что решающее влия-
ние на размеры частиц порошка вольфрама оказывают
размеры зерен образующейся двуокиси вольфрама
(W02), так как из одного зерна WO2, как правило, по-
лучается одно зерно W.
Изучение механизма образования зерен WO2 и W ;
разной величины позволило установить две основные i
группы явлений — перенос через газовую фазу, а также *
90
кристаллохимичёскйе и топохимические превращения в
твердых фазах.
Так, при определенных условиях восстановление мел-
козернистого вольфрамового ангидрида может приво-
дить к образованию крупных порошков WO2 и W, что
объясняется переносом окислов через газовую фазу. Де-
ло в том, что окислы WO3, W02,9o, особенно в присутст-
вии паров воды, заметно сублимируют при температурах
ниже 600° С с образованием соединений типа \УОз-хН2О
и W02,9o-*H20, которые обладают высоким давлением
паров. В связи с этим часть WOs> не успевая полностью
восстановиться в низкотемпературных зонах печи, по-
падает в зону высокой температуры и улетучивается в
форме соединений WO3-xH2O или W02>9o-xH20, которые
при избытке водорода восстанавливаются на поверхнос-
тях первично образовавшихся зерен WO2 (которые дей-
ствуют каталитически), увеличивая их размеры.
В ряде случаев для специальных марок твердых спла-
вов требуется крупнозернистый порошок вольфрама.
Его получают одностадийным высокотемпературным вос-
становлением при 1000—1200° С, при этом пары WO3 и
WO2 могут восстанавливаться и непосредственно на по-
верхностях кристаллов восстановленного вольфрама,
увеличивая их размеры.
Получению крупнозернистого порошка вольфрама
способствуют следующие технологические факторы: вы-
сокая температура восстановления и быстрый ее подъем
по длине печи; высокий слой WO3 в лодочках; повышен-
ная влажность водорода; малая скорость подачи водо-
рода; большая скорость продвижки лодочек с WO3 че-
рез печное пространство.
Высокий слой ангидрида в лодочках, а также повы-
шенная влажность водорода и малая скорость его по-
дачи в печь задерживают процесс восстановления WO3
в низкотемпературных зонах и увеличивают его количе-
ство, попадающее в высокотемпературные зоны, что по-
вышает концентрацию образующихся паров WO3-xH2O
и WO2,90-xH2O.
Рост частиц WO2 возможен также в результате окис-
лительно-восстановительного переноса паров окислов в
порах порошка. Скорость восстановления вольфрамового
ангидрида лимитируется диффузией газов (Н2 и Н2О) в
порах порошка. Быстрое развитие реакции восстановле-
ния на разветвленных поверхностях частиц окислов в
91
слое порошка создает в значительной части пор концен- <
трацию влаги, близкую к равновесной для реакции
WO2 9 + 0,9 Н2 WO2 + 0,9 Н2 О. j
Однако для самых мелких, первично образовавшихся |
частиц WO2, обладающих более высокой поверхностной ?
химической активностью по сравнению с более крупными *
частицами, концентрация паров воды в некоторых порах
может оказаться выше равновесной, отчего мелкие час-
тицы WO2 будут окисляться с образованием летучих па- '
ров W02j9o-xH20 и WO3-xH2O. На поверхностях более
крупных частиц WO2, для которых константы равнове-
сия Кр=рн2о/рн2 указанной реакции имеют несколько
большее значение, чем для мелких частиц WO2, пары •
высших окислов будут восстанавливаться, увеличивая
размеры частиц WO2.
При нагреве порошка металлического вольфрама в
сухом водороде заметного укрупнения зерен не наблю-
дается вплоть до 1200° С. Однако если прокаливание
проводится в водороде с примесью паров воды, концен-
трация которых несколько ниже равновесной для реак-
ции
WO2 + 2Н2 W + 2Н2О,
то при температуре выше 1000—1050° С происходит за-
метное укрупнение зерен порошка вольфрама. Это явле-
ние объясняется тем, что в некоторых порах порошка
создается достаточная концентрация влаги для окисле-
ния самых мелких частиц вольфрама, обладающих более
высокой поверхностной энергией, чем крупные частицы.
Образующаяся WO2 при температуре выше 1200° С воз-
гоняется (возможно, в виде WO2-xH2O) и восстанавли-
вается водородом на поверхностях крупных кристаллов
вольфрама, увеличивая их размеры. Следует также отме-
тить, что в опытах с небольшими навесками в струе
увлажненного водорода одновременно с началом укруп-
нения зерен вольфрама наблюдалась и некоторая поте-
ря порошка в результате частичного уноса образующих-
ся паров WO2 струей водорода за пределы лодочки.
Таким образом, перенос через газовую фазу, умень-
шая удельную поверхность порошков, образующихся
WO2 и W, понижает общий запас свободной поверхност-
ной энергии системы, что и направляет процесс в сторо-
ну укрупнения частиц.
92
Специальные исследования условий восстановления
крупнозернистого WO3, полученного прокаливанием
крупных кристаллов паравольфрамата аммония, показа-
ли, что по мере удаления атомов кислорода из ортором-
бического кристалла WO3 происходит деформация крис-
таллической решетки с преобразованием ее в близкую
по строению моноклинную решетку синей окиси WC>2,90,
и из одного кристалла WO3 образуется один кристалл
WO2,9> сохраняющий форму первого. Дальнейшее уда-
ление атомов кислорода увеличивает количество кисло-
родных вакансий в кристаллической решетке, что созда-
ет дефектную решетку неустойчивого твердого раствора
вычитания на основе WO2.9- Ниже 585° С в равновесных
условиях, а в кинетических условиях реального процес-
са вплоть до 650° С из WO2)9 непосредственно образуется
WO2.
При повышенной концентрации паров воды восста-
новление крупного кристалла синей окиси начинается в
нескольких, наиболее активных дефектных местах его
поверхности, где образуются зародыши WO2, и далее
формируется конгломерат ее зерен.
Повышение концентрации влаги, адсорбируемой на
наиболее активных участках поверхности, уменьшает
число дефектных мест на кристаллах WO2,9, имеющих
запас энергии, достаточной для образования зародыша
WO2, поэтому количество зародышей уменьшается и
тем самым размеры образующихся зерен WO2 увеличи-
ваются. Концентрация паров воды, образующихся в по-
рах порошка, зависит от температуры и скорости ее
подъема на первой стадии восстановления, скорости по-
дачи водорода в печь, толщины слоя порошка, его газо-
проницаемости, что связано с удельной поверхностью и
насыпной плотностью, химической активностью исходно-
го WO3, зависящей от условий его получения.
Повышение температуры или быстрый ее подъем на
стадии образования синей окиси приводит к ускоренно-
му удалению из нее атомов кислорода, т. е. к повыше-
нию концентрации дефектов в кристалле и увеличению
числа центров образования WO2. Поэтому при достаточ-
ной скорости подачи водорода и невысоком слое порош-
ка, т. е. при ограничении концентрации влаги в его по-
рах, повышение температуры или увеличение скорости
ее подъема на первых стадиях восстановления может
привести к измельчению образующихся кристаллов WO2.
93
Зная влияние перечисленных факторов, можно разраб
ботать режим восстановления, позволяющий, например^
из WO3 с размером кристаллов 10—15 мкм и выше по*
лучать порошки WO2 и W со средним размером частш
2—3,5 мкм.
Следовательно, достижение требующейся зернистой
сти порошка вольфрама зависит от сложного сочетаний
многих физико-химических факторов, определяемых yd
ловиями восстановления, а также от структуры исходу
ного WO3. Чтобы получить порошок заданного грануло-
метрического состава, для того или другого конкретного
применения необходима строгая регламентация всех па-
раметров технологических режимов начиная от условий
получения осадков вольфрамовой кислоты или параволь-
фрамата аммония, их прокаливания до WO3, и кончая
режимом восстановления WO3 по стадиям до W.
Следует также отметить, что размер частиц восста-
новленного водородом порошка вольфрама весьма чув-
ствителен к примесям. Некоторые примеси, такие ка»
мышьяк и сурьма, ускоряют восстановление, а фосфор
в виде фосфорной кислоты заметно повышает требуе-
мую температуру восстановления.
Таким образом, изменяя перечисленные факторы
можно регулировать как среднюю величину зерен по-
рошка вольфрама, так и набор зерен по величине.
Практика восстановления
вольфрамового ангидрида водородом
При производстве порошкообразного вольфрама наи-
большее распространение получили многотрубчатые пе-
чи с электрическим обогревом. Трубы диаметром 50—
75 мм, изготовленные, как и лодочки, из нержавеюще?
стали, монтируют в одном кожухе. В последние годы длу
продвижки лодочек используют гидравлические или ме-
ханические толкатели, а печи снабжены автоматически
ми регуляторами температуры; по длине печи обычнс
предусмотрены две или три регулируемые температур
ные зоны.
На рис. 29 показана одна из конструкций таких пе
чей. Трубы расположены в два ряда, в нижнем ряд}
шесть труб, в верхнем пять. Под трубами и над ними на-
ходится слой фасонной керамики, в пазах которой рас
положены спиральные нагреватели из нихромовой про
94
4Y V —V- -1
Рис. 29. Одиннадцатитрубная печь для восстановления WO3 водородом:
1 — рабочие трубы; 2 — нагреватели; 3 — толкатели; 4 — труба для подачи водорода; 5 — вывод водорода
волоки. Мощность печей составляет 30—50 кВт. На за- '
грузочном конце на специальном столе смонтирован
механический толкатель, состоящий из коробки скоро-
стей, винта, каретки и электродвигателя. Скорость про-
движки лодочек можно изменять в пределах
5—30 мм/мин. На разгрузочном конце расположен хо-
лодильник для охлаждения .лодочек, выходящих из пе-'
чи. Водород в печь подают со стороны разгрузки. Отра-
ботанный водород из труб собирают в коллекторе с за-
грузочного конца, регенерируют и затем возвращают в
процесс.
На рис. 30 показан один из вариантов схемы регене-
рации водорода. Водород из печи 1 поступает в коллек-
тив. 30. Схема регенерации водорода
тор 2, откуда через ловушку 3 проходит в холодильник 4.
Ловушка представляет собой емкость, частично запол-
ненную водой, в которую погружен патрубок от коллек-
тора. В ловушке частично конденсируются пары воды;
полная конденсация завершается в трубчатом холодиль-
нике 4, который охлаждается водой. Выходящий из хо-
лодильника водород смешивается с подаваемым, из сети
свежим, предварительно очищенным от кислорода водо-
родом и поступает в осушительную башню 5. Для
осушки удобнее использовать силикагель (гранулиро-
ванная высушенная кремниевая кислота), обладающий
96
высокой поглотительной способностью. Силикагель реге-
нерируется нагреванием до 180° С, в результате чего уда-
ляется поглощенная им вода.
Увлекаемые струей газа частицы влагопоглотителя
улавливаются рукавным фильтром 6, откуда водород по-
ступает в компрессор 7, который создает необходимое
избыточное давление в системе. Далее водород для бо-
лее глубокой осушки поступает в сушильную башню 8
с резервуаром для воды 9. После окончательной осушки
водород попадает во взрывогасители 10 и через них в
печь. Взрывогасители предназначены для гашения взры-
ва и отключения печи от водородной сети. Они представ-
ляют собой два металлических баллона, заполненных
вольфрамовой проволокой. В процессе восстановления
WO3 до W объем загрузки лодочки уменьшается более
чем вдвое, поэтому на практике с целью лучшего исполь-
зования объема лодочек восстановление WO3 проводят
в две стадии: в печах первой группы вольфрамовый ан-
гидрид восстанавливают до WO2, который затем в печах
второй группы восстанавливают до металлического воль-
фрама. Двухстадийное восстановление облегчает также
получение порошка с нужным набором зерен, необходи-
мым для изготовления так называемой «непровисаю-
щей» вольфрамовой проволоки. Для этих целей на вто-
рую стадию восстановления в лодочки загружают смесь
окислов WO2 и WO3. Ниже приведен примерный режим
получения мелкозернистого порошка вольфрама:
Стадия I Стадия II
Температура, °C:
в 1-й зоне ........................
во 2-й зоне....................
Скорость продвижки лодочек, мм/мин
Время восстановления, ч............
Количество подаваемого водорода на
1 трубу, л/ч.......................
Количество шихты в лодочке, г . .
Насыпная плотность вольфрама, г/см3
Адсорбция паров метанола порошком
вольфрама, мг/г....................
700—720 800—820
750—770 800—820
25 12,5
2,5 5,0
1650—2000 1650—2000
500 450
— <2,5
>0,12-0,25
Для производства некоторых твердых сплавов повы-
шенной вязкости требуется грубозернистый порошок
вольфрама с большой насыпной плотностью
(9—10 г/см3) и небольшой удельной поверхностью (ве-
личина адсорбции паров метанола 0,002—0,003 мг/г).
7-268
97
Получение порошка с такими характеристиками требует
восстановления при высокой температуре (1150—
1200° С) и в одну стадию.
Производительность трубчатых горизонтальных пе-
чей зависит от принятого технологического режима, диа-
метра и числа труб. Так, при производстве мелкозернис-
того порошка в трубах небольшого диаметра производи-
тельность составляет около 300 г/ч с одной трубы. При
получении порошка средней зернистости в печах с му-
фелями прямоугольного сечения (до 200 мм шириной)
производительность составляет около 4 кг/ч с одного
муфеля.
Восстановление трехокиси вольфрама водородом от-
носится к гетерогенным реакциям типа
^тв + Вг-> Ств + Dr.
Именно это обстоятельство ограничивает высоту на-
сыпки ангидрида в лодочки для восстановления и тем
самым снижает производительность печей.
В последнее время в различных странах для произ-
водства порошкообразного вольфрама с высокой произ-
водительностью испытываются различные типы печей не-
прерывного действия. Одним из вариантов такого типа
агрегатов являются непрерывно действующие барабан-
ные вращающиеся электропечи. Эти печи отличаются
большой производительностью, меньшим расходом элек-
троэнергии на единицу продукции, почти полным исклю-
чением ручного труда. На рис. 31 показана печь с вра-
щающейся трубой. Эта печь представляет собой трубу
диаметром 400 мм и длиной 4 м, выполненную из не-
ржавеющей стали. Труба опирается на два опорных ро-
лика и вращается от электродвигателя с помощью си-
стемы передачи. Во внутренней полости трубы располо-
жены диафрагма с отверстиями по центру и продольные
ребра из уголкового железа, приваренные к трубе. Диаф-
рагма и продольные ребра способствуют лучшему пере-
сыпанию материала при движении через трубу, отчего
улучшается контакт твердых частиц с водородом. Тру-
ба заключена в нагревательную камеру. Корпус печи из-
готовлен из малоуглеродистой стали и футерован уль-
тралегковесным кирпичом. В продольных пазах кладки
корпуса с четырех сторон расположены нихромовые спи-
рали с регулируемыми сводовыми и подовыми нагрева-
телями. Корпус печи установлен на станине из уголцо-
Рис. 31. Печь с вращающейся трубрй для восстановления WO3 водородом:
4 — продольные полочки; 2 — редуктор; 3 — фасонная керамика; 4 — загрузочный бункер; 5 — диафрагмы; 6 — разгрузочный»
бункер; 7 — разгружатель
feoro Железа с углом наклона 2—4° в сторону разгрузок!
ного конца. Печь по длине делится на четыре тепловый
зоны, температура в каждой из них регулируется авто^
матически. В передней части печи находится бункер d
разрыхлителем и шнековым питателем; непрерывная за-"
грузка печи обеспечивает герметичность загрузочного^
шнека.
Водород подают в печь через разгрузочный бункера
печи, затем он проходит через трубу навстречу материал
лу, выходит через верхнюю головку печи и поступает на
регенерацию. Скорость вращения трубы печи около'
2 об/мин, расход водорода 18—20 м3/ч. Суточная про-
изводительность печи на первой стадии восстановления
достигает 2 т.
На некоторых заводах твердосплавной промышлен-
ности нашли применение четырехмуфельные печи
(рис. 32).
Рис. 32. Четырехмуфельная
печь для восстановления
WO3 водородом (попереч-
ный разрез)
Ширина сечения муфеля из жароупорной стали 160
или 300 мм, а его высота соответственно 40—50 и 70 мм;
максимальная температура нагрева 950° С; число Тепло-
вых зон 3; потребляемая мощность 40 кВт; расход све-
жего водорода 16 м3/ч; расход циркулята 104 м3/ч.
По сравнению с одиннадцатитрубными печами вос-
становления производительность четырехмуфельных пе-
чей в 4 раза выше, а удельный расход электроэнергии в
3 раза меньше. Лодочки поступают в печь через боковое
загрузочное окно с плотно закрывающейся дверцей на
резиновой прокладке, охлаждаемой водой. Продвижку
лодочек осуществляют при помощи гидравлического или
100
пневматического толкателей. Скорость продвижки
лодочек может изменяться в пределах 10—
1000 мм/мин.
В последние годы освоен метод восстановления W из
WO3 в одну стадию при прямоточной подаче водорода в
печь (т. е. в направлении продвижки лодочек с WO3 че-
рез печь). При этом достигается понижение концентра-
ции паров воды на первых стадиях восстановления от
WO3 до WO2, что ускоряет прохождение этих стадий в
низкотемпературных зонах и способствует получению
более мелких порошков WO2 и, следовательно, W.
Техника безопасности при работе с водородом
При работе с водородом необходимо соблюдать
меры, предотвращающие возможность образования
взрывчатой смеси водорода с воздухом (гремучей
смеси).
Холодная печь предварительно должна быть продута
водородом до полного вытеснения из нее воздуха. Для
проверки отсутствия в объеме печи гремучей смеси на-
бирают пробу газа, выходящего из печи, в пробирку, рас-
положенную вертикально вверх дном, и подносят ее к
пламени газовой горелки или спички в стороне от печи.
Хлопок указывает на наличие горючей смеси в пробирке,
а спокойное, постепенное сгорание водорода, находяще-
гося в ней, указывает на возможность включения печи на
разогрев.
Трубопроводы, подводящие водород по цеху, необхо-
димо периодически проверять на отсутствие утечки, на-
пример, смачиванием мыльной водой всех соединений,
муфт, переходников, кранов. Трубопроводы должны
иметь небольшие уклоны во избежание застаивания в
них воды, сконденсировавшейся из паров, и соответст-
вующие спускные краны.
Над возможными местами выделения водорода, на-
пример над загрузочными и разгрузочными концами пе-
чей, следует располагать вытяжные зонты.
Во избежание накапливания водорода в помещении
необходимо в самых верхних точках под потолком или в
специальных фонарях располагать выходные вентиляци-
онные отверстия.
101
Восстановление вольфрамового ангидрида углеродом
Метод восстановления вольфрамового ангидрида уг-
леродом применим только в том случае, если в вольфра-
ме допускается примесь углерода, например при произ-
водстве твердых сплавов. Если смесь вольфрамового
ангидрида со стехиометрическим количеством сажи под-
вергнуть прокаливанию при температуре выше 1000° С,
то происходит восстановление ангидрида до металла по
суммарной реакции:
WO3 + ЗС = W + ЗСО. (II. 18)
В действительности восстановление протекает с учас-
тием газовой фазы по схеме
wo3 + зсо = w + ЗСО2
3 (СО2 + С = 2СО)
wo3+ ЗС = W + 3CO.
Реакция восстановления углеродом, как и в случае
восстановления водородом, проходит через ряд стадий,
соответствующих существованию нескольких окислов
вольфрама, причем последней стадией является восста-
новление низшего окисла:
WO2 + 2СО W + 2СО2. (IIЛ 9)
Константа равновесия реакций восстановления выра-
жается отношением парциальных давлений газов СО
и СО2:
Kp-PcoJPco- (П.20)
Рис. 33. Равновесные составы га*
зовой смеси СО+СО2 в зависимости
от температуры для систем СО—
СО2—С и СО—СО2—WO2—W:
1 — С-СО2^2СО; ^2 — WO2+2CO^t
7^W+2CO2
Из рис. 33 следует, что при температуре ниже 730° С
окисел WO2 не может быть восстановлен до металла уг-
леродом, так как происходит распад СО по реакции
2СО^СО2+С и, следовательно, невозможно достиже-
102
ние такой концентрации СО, которая необходима для со-
существования металлического вольфрама и окисла
WO2.
Для того чтобы обеспечить высокую концентрацию
СО в газовой среде, сдвигающую реакцию (11.19) в сто-
рону образования вольфрама, а также для ускорения
восстановления необходимо проводить процесс при вы-
соких температурах (выше 1000° С), когда газовая фаза
практически состоит почти целиком из окиси углерода.
Практика восстановления
вольфрамового ангидрида углеродом
Как уже говорилось выше, порошок вольфрама, по-
лученный углеродным восстановлением, используют
главным образом в производстве твердых сплавов, где
предъявляют строгие требования к зернистости вольфра-
мового порошка. Требования к зернистости исходного
вольфрамового порошка диктуются конечными свойст-
вами готовых твердых сплавов. Для производства твер-
дых сплавов, обладающих повышенной твердостью и
износоустойчивостью, но несколько уменьшенной удар-
ной вязкостью, требуются порошки вольфрама зернисто-
стью 1—4 мкм. В случае же изготовления сплавов с по-
вышенной ударной вязкостью, главным образом идущих
на оснащение буровых инструментов, требуются грубо-
зернистые порошки вольфрама (до 10 мкм).
Как и при восстановлении вольфрамового ангидрида
водородом, в данном случае зернистость вольфрамового
порошка определяется технологическим режимом. Одна-
ко, как показали исследования и производственная прак-
тика, в отличие от условий восстановления водородом
при углеродном восстановлении мелкозернистые порош-
ки получаются даже при температуре 1400—1500° С..
При этом возможна быстрая продвижка шихты WO3+C
в высокотемпературную зону печи.
Время восстановления, т. е. время пребывания шихты
в высокотемпературной зоне печи, определяют опытным
путем. Длительное пребывание шихты в горячей зоне пе-
чи не допускается, так как при этом наблюдаются спе-
кание и рост соприкасающихся частиц восстановленного
вольфрама. При получении мелкозернистого вольфрама
в исходную шихту вводят небольшой избыток сажи по
сравнению с количеством, необходимым по реакции,
103
•Я
с целью исключения спекания и роста частиц при таких
высоких температурах, как 1500° С и выше. Образование
мелкозернистого порошка в таких условиях объясняется
наличием мелкодисперсных частиц сажи, являющихся м
весьма хорошим адсорбентом. Поэтому пары WO3 и дру- ;
гих окислов вольфрама, образующихся при высоких тем-
пературах, восстанавливаются в первую очередь на по- .
верхностях частиц сажи, а не на поверхностях первичных :
кристаллов восстановленного вольфрама или его низших |
окислов. Хотя при температурах порядка 1500° С концен- j
трация СО2 в реакционном пространстве вообще мала,
минимальной она будет у частиц сажи; в то же время j
концентрация СО здесь наибольшая, что также будет 1
способствовать восстановлению паров окислов вольфра-
ма именно на дисперсных частицах сажи. Так как количе- '
ство частиц сажи очень велико, кристаллы вольфрама,
восстанавливаемые из газообразных окислов, выделяют- '
ся в большом числе и небольших размеров. i
Когда требуется получить крупнозернистый порошок, ]
в шихту не вводят избыточного количества сажи и про- {
цесс ведут при еще более высокой температуре (1700—
1900° С).
Восстановление вольфрамового ангидрида углеродом ;
удобнее всего проводить в угольно-трубчатых печах, кон-
струкция и схема питания током которых подробно опи- J
саны в литературе. Суточная производительность уголь-
но-трубчатых печей достигает 200 кг.
За последнее время разработаны автоматические
угольно-трубчатые печи. На рис. 34 представлена схема
печи конструкции В. В. Яковлева, обеспечивающая пол- 1
ную автоматизацию загрузки лодочек, проталкивания их ’
через печь, выгрузки и размола восстановленного воль- :
фрама и возвращения пустых лодочек под загрузку. Тех-
нические данные печи следующие: максимальная тем-
пература нагрева 1700°С; потребляемая мощность 25 кВт;
суточная производительность 350—380 кг.
По лотку 1 пустая лодочка поступает в кожух 2 и, <
нажимая на контакт, включает гидроцилиндр 3, который
заталкивает в приемную камеру 4. Другой гидроци-
линдр 5 поворачивает приемную камеру на 90° и уста-
навливает против загрузочного отверстия. Одновременно
с этим включаются два вибратора 16 и смесь вольфрамо- <
вого ангидрида с сажей поступает из бункера 3 емкостью j
0,3 м3 в загрузочную воронку. Ячейковый питатель на- ]
104 J
полняется смесью, после чего гидроцилиндр 7 проталки-
вает его на загрузочное отверстие, через которое смесь
высыпается в лодочку. Питатель отходит в первоначаль-
ное положение и включает гидроцилиндр прессования 9,
который уплотняет смесь. Цикл питания и уплотнения
повторяется три раза. После отключения электромагни-
та 6 гидроцилиндр 5 возвращает приемную камеру в ис-
ходное положение, а гидроцилиндр 17 проталкивает
загруженную лодочку в печь. Лодочка с восстановлен-
Рис. 34. Автоматическая печь для восстановления вольфрамового ангидрида
углеродом:
/—лоток; 2 — кожух; 3, 5, 7, 12—14, /7 — гидроцилиндры; 4 — приемная ка-
мера; 6 — электромагнит; 8 — бункер; 9 — гидроцилиндр прессования; 10 —
печь; // — приемная камера; 15 — труба; 16 — вибратор; 18 — электромагнит
ным вольфрамом поступает в приемную камеру 11, где
нажимает на контакт и включает гидроцилиндр 12, кото-
рый продвигает лодочку на разгрузку, осуществляемую
гидроцилиндром 13. Гидроцилиндр 14 проталкивает уже
пустую лодочку на лоток для очередной загрузки. Для
размола вольфрама предусмотрено устройство, состоя-
щее из двухвалковой мельницы, редуктора и двигателя.
Вольфрам поступает через трубу 15 на валки, размалы-
вается и через течку ссыпается в тару.
Порошки вольфрама, получающиеся при температу-
рах до 1500° С, имеют зернистость 1—4 мкм при насыпной
плотности более 3 г/см3. Крупнозернистый порошок воль-
фрама, полученный при температурах 1700—1900° С,
105
имеет насыпную плотность 5—7 г/см3 и зернистость
4—10 мкм.
Когда для получения порошка используют шихту без
избытка сажи (для крупнозернистого порошка), содер-
жание остатка углерода удается снизить до 0,5%, а
кислорода в форме окислов до 0,1—0,15%.
В тех случаях, когда не предъявляются жесткие тре-
бования по зернистости, как, например, при выплавке
специальных сортов стали порошкообразный вольфрам
получают из технически чистого вольфрамового ангидри-
да восстановлением сажей в больших графитовых или
шамотных тиглях при производительности до 20 т порош-
ка в сутки.
Восстановление галогенидов вольфрама
и других тугоплавких металлов водородом
Возможность получения низкокипящих хлоридов и
фторидов вольфрама, молибдена, рения, ниобия и танта-
ла высокой чистоты делает их весьма подходящим исход-
ным материалом для получения металлов повышенной
чистоты. Для реакции
МеГх += Ме + хНГ, где Г — С1 или F,
константа равновесия в тех случаях, когда галогенид
находится в парообразном состоянии, выражается сле-
дующим образом:
/г — Рнг
„х/2 „ *
Рн2 РМеГх
Значение Лр и ее зависимость от температуры можно
рассчитать из термодинамических параметров реакции
на основе уравнения
AG°T= -RT 1пЛГр.
В расчетах необходимо уточнять, с каким из галогени-
дов данного металла фактически находится образующий-
ся металл в равновесном сосуществовании вместе с во-
дородом в данной области температур и давления в систе-
ме, т. е. из какого именно галогенида, высшего или како-
го-либо из низших непосредственно получается металл.
В производстве компактных пластичных заготовок из
тугоплавких металлов требуются исходные порошки вы-
106
сокой чистоты. Такими свойствами обладают гранулиро-
ванные порошки, состоящие из крупных гладких частиц,
обладающих небольшой удельной поверхностью, что
сводит к минимуму загрязнение порошков примесями
окисных пленок и адсорбированных газов. Гранулирован’
ные порошки удобнее всего получать восстановлением
из паров их хлоридов или фторидов в псевдоожиженном
слое порошка данного металла.
На рис. 35 представлена принципиальная схема уста-
новки для восстановления в кипящем слое. В нижней ча-
Рис. 35. Установка для восста-
новления галогенидов вольфра-
ма водородом в кипящем слое:
1 — испаритель галогенида; 2 —
трубка для выгрузки порошка
металла; 3 — насосы; 4 — реак-
тор кипящего слоя; 5 — фильтр;
6 — теплообменник; 7 — осуши-
тельные колонки; 8 — скруббер;
9 холодильник
сти реактора 4, покрытого внутри металлом, который
получают, расположены металлическая сетка из мате-
риала, стойкого к реагентам, или слой мелких осколков
(1—5 мм) данного тугоплавкого металла, или пористая
подина, спеченная из крупного порошка металла.
На пористую подину через вводную трубку подают в
виде затравки мелкий порошок металла, который обычно
получают измельчением крупного порошка в вихревой
мельнице. Под подину вводят водород или смесь водоро-
да с инертным газом с линейной скоростью газового по-
тока, необходимой для приведения порошка в псевдо-
ожиженное состояние (например, 5—10 см/с и выше в
зависимости от соотношения Аг: Нг в газе, плотности
восстанавливаемого металла и задаваемой предельной
крупности его частиц). После этого реактор разогрева-
ют до нужной температуры. Можно, кроме того, нагре-
вать и смесь аргона с водородом. Из испарителя 1 в ниж-
нюю часть реактора подаются пары галогенидов данного
металла, Скорость подачи паров галогенидов регулируют
107
пропусканием смеси аргона с водородом через испари-
тель.
В ряде аппаратов подачу паров хлорида из испари-
теля в реактор осуществляют током аргона. Образую-
щийся хлористый (или фтористый) водород улавливает-
ся в адсорбере, отходящая смесь водорода и аргона про-
ходит осушитель и разделяется пропусканием через на-
гретую титановую губку, которая поглощает водород.
Аргон возвращается в систему. Насыщенная водородом
титановая губка периодически дегидрирует с выделени-
ем чистого водорода. Таким образом, достигаются реге-
нерация и использование всех отходящих газов.
Через патрубок 2 образующиеся крупнозернистые
гранулы периодически или непрерывно выгружают. Тем-
пературу в испарителе устанавливают в соответствии с
температурной зависимостью давления паров данного
галогенида.
Например, температуру пентахлорида молибдена под-
держивают равной 180—200° С, так как при более высо-
кой температуре происходит термическая диссоциация
пентахлорида молибдена с образованием трихлорида с
небольшим давлением пара. Гексахлорид вольфрама ис-
паряют при 300—350° С. Удобно работать с гексафтори-
дом вольфрама, находящимся в баллоне-испарителе в
жидком состоянии (темпеоатура плавления WFe равна
2°С).
При восстановлений вольфрама и молибдена обычно
используют порошки крупностью 40—60 мкм. Более мел-
кие порошки (2—3 мкм) непригодны, так как их трудно
перевести в псевдоожиженное состояние из-за уноса пото-
ком газа. Реакция восстановления может проходить на
поверхности частиц, а также в объеме газа. Энергия
активации взаимодействия веществ в адсорбированном
состоянии на поверхности частиц меньше, чем в газовой
фазе, а это значит, что на степень осаждения метал-
ла на частицы порошка должна сильно влиять темпе-
ратура.
Проведенные исследования показали, что при восста-
новлении вольфрама из гексахлорида при 800—850° С
общая степень восстановления вольфрама достигает
98—99%, а степень осаждения на порошок 96—97%. Не-
большая часть мелких кристаллов вольфрама образуется
в объеме реактора и выносится с отходящими газами.
При повышении температуры процесса до 900° С прекра-
108
щается «кипение» частиц вольфрама, что объясняется
развивающимся процессом спекания частиц.
Оптимальный состав паро-газовой смеси, обеспечи-
вающий максимальный выход вольфрдма в порошок,
составляет Н2: WCle=304-40, Н2: Аг около 1,75. Содер-
жание кислорода в порошке меньше 0,01%.
Пары гексафторида вольфрама восстанавливаются
в кипящем слое порошка вольфрама с начальными раз-
мерами частиц 10—50 мкм при 550—660° С. При моляр-
ном отношении в паро-газовой смеси H2:WF6= 15-7-18
(в 5—6 раз больше теоретически необходимого) обес-
печивается* практически полное восстановление гекса-
фторида. Для поддержания псевдоожиженного состоя-
ния порошка вплоть до образования частиц размерами
400—500 мкм требуется дополнительно подавись аргон
при молярном отношении Ar:WF6>50. Порошок полу-
чается в виде плотных и гладких сферических кристал-
лов. Общее содержание примесей меньше 0,01%, в том
числе фтора 0,002—0,005%.
При восстановлении пентахлорида молибдена водо-
родом в кипящем слое при 550—600° С достигается
степень осаждения около 85% при общей степени восста-
новления до 98%. При температуре выше 600°С проис-
ходит частичное спекание, а при 780—800° С прекраща-
ется кипение порошков.
Оптимальные условия проведения процесса со сте-
пенью осаждения металла до 88%: температура 600° С,
концентрация пентахлорида в паро-газовой смеси 4—
5% (объемн.) молярное отношение водород: хлорид —
не менее 30 : 1.
Получение порошков методом
металлотермического восстановления
Металлотермический метод получения металлов и
сплавов путем восстановления их из химических соеди-
нений (окислов, солей) основан на большем сродстве
металла-восстановителя к кислороду, хлору, фтору или
другому неметаллическому элементу соединения, чем
восстанавливаемый металл.
Этот способ, получивший широкое распространение
в металлургии для получения в чистом виде ряда ред-
ких металлов (Ti, Zr, Та, Nb, U, Be и др.), легких ме-
таллов (Rb, Cs, Mg, Ba), а также различных металли-
109
ческих сплавов (особенно на основе Fe и А1), служит
основой крупной отрасли металлургии — производства
ферросплавов, используется в пиротехнике и т, п.
Впервые метод металлотермии был осуществлен в
1865 г. русским химиком Н. Н. Бекетовым на примере
вытеснения алюминия из криолита магнием. Кроме это-
го, Н. Н. Бекетовым были получены барий, калий и ру-
бидий путем восстановления их окислов алюминием.
В общем виде металлотермическое восстановление
может быть выражено уравнением
МеХ + Me9 Me + Ме'Х ± Q, (11.21)
где МеХ — восстанавливаемое соединение; Мех — вос-
становитель; Q — тепловой эффект реакции.
Реакции металлотермического восстановления, как
правило, экзотермичны.
Восстановителями могут служить только такие ме-
таллы, образование соединений Ме'Х которых сопро-
вождается значительной убылью свободной энергии:
_ ag; = дя—tas,
где А//— разность теплот образования соединений, или
теплота реакции; Т — абсолютная температура реакции;
AS — алгебраическая сумма энтропий компонентов ре-
акции.
При этом имеется в виду, что для окислов, образую-
щихся с большими тепловыми эффектами TAS^Q,
приближенной мерой их прочности удобно полагать
соответствующий тепловой эффект реакции. Это допус-
тимо для реакций, протекающих в конденсированных
системах, когда теплоемкости исходных и конечных про-
дуктов реакции различаются на очень малую величину.
На рис. 20 и 36 приведены зависимости свободной
энергии образования окислов и галоидных солей от тем-
пературы. Из сопоставления приведенных величин сле-
дует, что наибольшей убылью свободной энергии сопро-
вождается образование соединений кальция, магния,
алюминия, натрия, циркония и бериллия. Перечислен-
ные элементы, кроме двух последних, используют для
металлотермических реакций восстановления. Высокое
сродство циркония к кислороду используют главным
образом в пиротехнике. Выбор восстановителя зависит
не только от термодинамических условий, но и от его
летучести, которая при проведении металлотермическо-
110
Рис. 36. Сродство металлов к хлору (а) и фтору (б)
го процесса при атмосферном давлении должна быть
минимальной.
При использовании низкокипящих восстановителей
процесс восстановления часто приходится проводить
при повышенном давлении, создаваемом аргоном или
другими инертными газами, что в свою очередь ведет
к некоторому усложнению аппаратуры для восстанов-
ления и условий выполнения металлотермического про-
цесса.
Например, восстановление кальцием таких химичес-
ки прочных окислов, как TiO2, ZrO2 и др., обычно про-
водят при температуре порядка 1000° С, когда упру-
гость паров кальция сравнительно велика и достигает
примерно 1466 Па. Чтобы избежать возгонки и конден-
сации кальция на крышке аппарата, в реакционное
пространство вводят инертные газы (аргон или гелий)
под некоторым избыточным давлением.
Если требуется получить восстанавливаемый металл
высокой степени чистоты, то нужно, чтобы восстанови-
тель не образовывал с восстанавливаемым металлом
устойчивых соединений, сплавов и твердых растворов и
111
чтобы избыток восстановителя, а также побочный про-;
дукт реакции полностью отделялись от восста^бвленно- j
го металла (отмывкой, отшлаковыванием, отгонкой^
и т. п.). *
Наконец, одним из важных факторов йри выборе^
восстановителя и восстанавливаемого соединения явля- t
ется технико-экономическая характеристика процесса: j
степень извлечения восстанавливаемого металла в го- О
товый продукт, качество последнего, стоимость восста- ••
новителя и величина других расходов в пересчете на
единицу готового продукта. !
В ряде случаев в качестве восстановителей исполь- .
зуют не сами металлы, а их гидриды, т. е. соединения ,.:
Ме'Н, и реакция восстановления межет быть представ-
лена так: '
МеХ + Ме'Н^Ме + Ме'Х + НХ ± Q
или МеХ + МеН + Ме'Х ± Q.
В процессе реакций гидрид-восстановитель может
разлагаться с выделением водорода, который создает
восстановительную атмосферу процесса, а в ряде слу-
чаев может вступать в реакцию с соединением МеХ.
Указанным методом можно получить и гидриды метал-
лов, разлагающиеся при нагреве с выделением водо-
рода и образованием тонкого металлического порошка
(МеН^7Ие+Н2).
При разработке металлотермического процесса сле-
дует иметь в виду, что во время восстановления того
или иного соединения до металла реакция иногда про-
ходит через промежуточные стадии, например, с обра-
зованием низших окислов, химическая прочность кото-
рых (т. е. свободная энергия образования на 1 г-атом
кислорода), как правило, значительно выше, чем хими-
ческая прочность высшего окисла. Поэтому при отсут-
ствии данных, характеризующих химическую прочность
промежуточных окислов, может произойти ошибка, если
расчет реакции вести по характеристикам химической
прочности высшего окисла.
Например, как уже указывалось раньше, если срав-
нить химическую прочность ТЮ2 и MgO, то можно прий-
ти к ошибочному заключению, что металлический титан
может быть восстановлен магнием из TiO2. На самом
деле это не верно, так как низший окисел титана TiO
112
при содержании ^2,3% (по массе) О обладает боль-
шей химической прочностью, чем ТЮ2 и MgO.
Для успешного хода металлотермического процесса
необходима определенная разность теплот образования
соединений МеХ и Ме'Х, т. е. определенный тепловой
эффект реакции восстановления. Для самопроизвольно-
го поддержания протекания реакции ее тепловой эф-
фект Q должен быть достаточно большим. Количество
тепла приходящееся на единицу массы шихты, назы-
вают термичностью процесса. Очевидно, что термичность
процесса максимальна при стехиометрическом соотно-
шении компонентов (МеХ и Me'), а при избытке любо-
го из компонентов термичность снижается из-за расхо-
да тепла на нагрев и расплавление избытка вещества,
не участвующего в реакции.
Для реакции (II. 21)
ММеХ + АМе'
где Ммех — молекулярная масса восстанавливаемого
соединения; Аме*—атомная масса металла-восстанови-
теля.
Например, при восстановлении алюминием для ме-
таллов группы Делеза термичность составляет не ме-
нее 2,3 кДж на 1 г суммарной массы реагирующего ма-
териала (руда, концентрат, окислы, восстановитель) и
шлакообразующих присадок.
Для окислов трудно восстанавливаемых металлов
(Та2Об, TiO2, Nb2Os) величина термичности ниже
2,3 кДж/г, а для окислов легко восстанавливающихся
металлов она составляет 2,3—4,2 кДж/г (табл. 2).
Таблица 2
Расчетная термичность восстановления
некоторых окислов алюминием
Окисел Термич- ность, кДж/г Окисел Термич- ность, кДж/г Окисел Термич- ность, кДж/г
Т1О2 1,596 Сг2О3 2,562 Fe2O3 3,99
Та2О, 1,604 wo3 2,759 CuO 4,053
ZrO2 2,016 NiO 3,150 МоО3 4,2
Nb2O6 2,259 v2o6 3,360 Мп2О3 4,212
8—268
ИЗ
Следует также иметь в виДу, что ЁеЛичйна/Мйнй-
мально необходимой термичности зависит не только от
теплового эффекта реакции и абсолютной м/ссы ших-
ты, но и от ряда дополнительных факторов, £ частности ^
от размера частиц реагирующих компонентов, степени!
окисленности восстанавливающего металла, качества
смешивания шихты, относительной поверхности тепло-
отдачи реагирующей шихты. Для приближенного рас-
чета температур (°C) металлотермических процессов
можно применять уравнение
=?2—91 Д-
+
где qi — теплота образования восстанавливаемого сое-
динения (Л1еХ), Дж/г-экв; q2— теплота образования
соединения металла-восстановителя- (Ме'Х), Дж/г-экв;
31 — эквивалентная масса восстанавливаемого соедине-
ния, г; Э2 — эквивалентная масса образующегося сое-
динения восстановителя, г; К — коэффициент, учиты-
вающий тепло, идущее на нагрев реакционной массы
до температуры плавления и на ее расплавление, а так-
же потери тепла за время от начала реакции до нача-
ла отделения металла от шлака; например, для алюмо-
термических реакций коэффициент К = 13,23.
В некоторых случаях тепловой эффект реакции на-
столько велик и она идет настолько бурно, что это мо-
жет привести к выбросу части шихты из реактора (если
он не герметичен) или к разрушению реактора (если он
герметичен).
Чтобы в таких случаях замедлить процесс, в исход-
ную шихту добавляют флюсы, которые поглощают часть
выделяющегося тепла. Иногда флюсы добавля-
ет с целью получения легкоплавкого шлака для
защиты образующегося металла от окисления при вы-
соких температурах и для частичного или полного раст-
ворения в легкоплавком флюсе образующихся туго-
плавких соединений металла-восстановителя (например,
СаО), препятствующих образованию крупных частиц
порошка восстанавливаемого металла. Это важно в тех
случаях, когда восстанавливаемый металл в мелкозер-
нистом состоянии может заметно окисляться при после-
дующей отмывке порошка от побочных продуктов вос-
становления водой или водными растворами кислот.
Наоборот, в некоторых случаях бывает, что удель-
114
ного Теплового эффекта реакции недостаточно для ее
самопроизвольного протекания. В таких случаях либо
применяют печной подогрев контейнера с шихтой, либо
в шихту вводят подогревающие добавки, состоящие из
комбинаций активных окислителей с металлами (обыч-
но основным металлом — восстановителем шихты).
В качестве окислителей используют нитраты
Ba(NO3)2, Sr(NO3)2, KNO3, NaNO3; хлораты KC1O3,
Ва(С1О3)2; перхлораты КСЮ4, NH4CIO4; перекиси ВаО2,
Na2O2; сульфаты CaSO4, Na2SO4 и др.
Для металлотермического процесса выбирают вос-
становитель, удовлетворяющий следующим требованиям:
1) металл-восстановитель должен обеспечивать наи-
более полное восстановление при возможно меньшем
подводе тепла извне;
2) образующийся шлак, а также избыток восстано-
вителя должны легко отделяться от получаемого метал-
ла (путем отмывки, отгонки в вакууме, отшлаковыва-
ния);
3) восстановитель должен быть высокой чистоты,
чтобы избежать загрязнения получаемого металла при-
месями;
4) восстановитель должен мало растворяться в по-
лучаемом металле и не образовывать с ним устойчивых
химических соединений;
5) восстановитель должен быть относительно деше-
вым и не дифицитным.
В табл. 3 приведены температуры плавления и ки-
пения наиболее распространенных металлов-восстанови-
телей и их соединений,
Таблица 3
Температуры плавления и кипения восстановителей
и их соединений, °C
Элемент 1 Металлы Окислы Хлориды Фториды
^пл ^кип ^пл ^пл ^кип ^пл ^кип
Na 97,7 914 1000 800 1465 992 1704
Са 851 1480 2570 782 2027 1418 2507
Mg 650 1126 2800 714 1418 1262 2227
Al 659 2330 2045 192,4 447 1040 1272
8*
115
Ниже рассмотрены некоторые примеры металлотер-
мических процессов, которые имеют наиболее /Важное
практическое значение.
Восстановление двуокиси титана кальцием
Титан отличается высоким сродством к кислороду,
поэтому для восстановления двуокиси титана из всех
имеющихся восстановителей применяют наиболее ак-
тивный — кальций.
При этом следует иметь в виду, что кальций отлича-
ется высоким сродством к азоту, в результате чего ме-
талл, изготовленный или отлитый на воздухе, содержит
значительное количество азота (^1%). Еще большим
по сравнению с кальцием сродством к азоту обладает
титан. Поэтому при восстановлении титановых соедине-
ний азотированным кальцием содержащийся в нем
азот переходит в титан. В связи с этим для металлотер-.
мического восстановления двуокиси титана следует при-
менять кальций высокой чистоты с содержанием азота
0,05—0,15%, что достигается дистилляцией в вакууме.
Восстановление двуокиси титана кальцием проходит по
суммарной реакции
TiO2 + 2Са = Ti + 2СаО + 360 кДж.
Для того чтобы обеспечить достаточную полноту вос-
становления, применяют избыток кальция (25—100%)
по сравнению с требуемым по реакции. Термичность ре-
акции равна примерно 2,2 кДж/г, поэтому для успешно-
го проведения реакции необходим внешний подогрев. На
практике используют температуры порядка 1000—1100° С.
При этих температурах кальций находится в достаточно
жидкоподвижном состоянии, что обеспечивает хороший
контакт с частицами восстанавливаемого окисла. Этому
также способствует и большая упругость паров кальция
при указанных температурах процесса (при 1000° С рса ~
~1466 Па).
Во время реакции вместе с .кристаллами титана об-
разуется окись кальция, препятствующая образованию
крупных частиц металла, в результате получается мел-
кий порошок титана с размерами зерен 2—3 мкм.
При последующей отмывке водой или слабой кисло-
той от окиси кальция и избыточного кальция такой мел-
козернистый порошок заметно окисляется и содержание
116
титана в нем не превышает 96—98%. Исходя из этих
соображений, стараются вести процесс таким образом,
чтобы в результате восстановления получился крупно-
зернистый порошок, который значительно более стоек
против окисления. Для этих целей в исходную шихту в
качестве флюса чаще всего добавляют хлористый каль-
ций (температура плавления 782°С), который при тем-
пературе реакции расплавляется и растворяет окись
кальция, частично или полностью переводя последнюю
в расплав. При таком варианте процесса удается полу-
чить крупнозернистый порошок титана с размерами
зерен 10—15 мкм и более. Такой порошок при отмывке
от продуктов реакции окисляется значительно меньше.
Титан, полученный кальциетермическим методом,
характеризуется следующим составом, %: Т1 98,5—99,0;
N 0,03—0,15; О 0,2—0,3; Н 0,01—0,03; Si 0,1—0,2; С
0,01—0,05; Fe 0,10—0,25; Al 0,05—0,15; Са 0,1—0,3;
Mg<0,03: Си 0,01—0,1.
Действие СаС12 не ограничивается растворением
окиси кальция. Оказывается, при температурах реакции
возможно частичное растворение двуокиси титана с об-
разованием небольших количеств TiCl4 и низших хлори-
дов титана. Например TiO2 + 2CaCl2 = TiCl4+2CaO.
Но как бы ни мала была равновесная концентрация
образующегося в расплаве TiCl4, эта реакция может
все время сдвигаться вправо, так как TiCl4, встре-
чаясь в расплаве с кальцием, непрерывно восстанав-
ливается:
TiCl4 + 2Са - Ti + 2СаС12.
Чтобы избежать возможного окисления и нитриро-
вания образующегося титана, восстановление осущест-
вляют в герметичном реакторе (бомбе) из нержа-
веющей жароупорной стали (рис. 37). После загруз-
ки шихты и откачки воздуха реактор заполняют ар-
гоном.
Если вести процесс в вакууме, то разрежение будет
способствовать частичному (а при наличии холодной
верхней крышки реактора и значительному) удалению
газообразного кальция из сферы реакции. Кроме того,
при наличии вакуума усложняется конструктивная за-
дача герметизации крышки реактора.
Шихту в реактор загружают обычно в брикетирован-
ном видег что улучшает контакт между реагентами и
117
увеличивает вместимость реактора. Для нагрева чаще
используют тигельные печи с силитовыми нагревате-
лями.
После выдержки при 1000—1100° С в течение 1 ч ре-
актор выгружают из печи и после остывания из него
вынимают застывший плав с вкраплениями металла.
Плав измельчают и обрабатывают большим избытком
холодной воды во избежание сильного разогрева в про-
цессе «гашения» окиси кальция и затем его промывают
разбавленной кислотой (уксусной, соляной или азотной)
Рис. 37. Аппарат для восстановле-
ния двуокиси титана кальцием:
1— корпус (реторта); 2 — стальной
тигель; 3 — брикеты шихты; 4 —
крышка; 5 — теплоизолирующая за-
сыпка; 6 — электропечь; 7 — уплот-
нение; 8 — патрубок для присоеди-
нения аппарата к насосу или источ-
нику аргона
до полного растворения хлористого кальция, гидроокиси
кальция и избытка металлического кальция. После от-
мывки порошок подвергают сушке в вакуумном шкафу
при 40—50° С.
С целью снижения расхода дорогостоящего восста-
новителя предложен комбинированный процесс: перво-
начально восстановление TiO2 осуществляют магнием,
а затем после отмывки образующейся окиси магния
полученный продукт восстанавливают кальцием. Если
восстановление магнием производить при 1000—1100°С
и атмосферном давлении в инертной среде, то восста-
новление протекает в основном до получения титана с
содержанием растворенного в нем кислорода порядка
2—2,3% (по массе):
TiO2 + Mg->Ti[Ol + MgO.
Дальнейшее восстановление Ti[O] до титана произ-
водят кальцием. Это позволяет сократить расход каль-
ция примерно вдвое. В переплавленном виде кальцие-
118
термический тйтай отличается повышенной твердостью
и может применяться непосредственно в нелегиро’ван-
ном виде, без присадок, повышающих твердость.
Порошки титана, полученные восстановлением дву-
окиси титана кальцием или комбинированным мето-
дом, используют для изготовления титановых сплавов,
для получения титана высокой чистоты по методу тер-
мической диссоциации иодида титана или электролити-
ческим рафинированием, а также для изготовления спе-
ченных изделий.
Восстановление двуокиси титана
и двуокиси циркония гидридом кальция
Разновидностью кальциетермического метода полу-
чения металлов является восстановление гидридом
кальция. Особенность этого метода заключается в по-
лучении порошков гидридов, а не чистых металлов. По-
рошки гидридов при водной и кислотной обработках
окисляются меньше, чем порошки металлов. В этом их
преимущество как исходных материалов для получения
компактных металлов методами порошковой металлур-
гии.
В одном из исследований на примере получения ком-
пактного ковкого циркония методом порошковой метал-
лургии показаны отличия в поведении при спекании по-
рошка гидрида от порошка металла. Спекание в ваку-
уме брикета, спрессованного из порошка гидрида
циркония, идет более активно, чем спекание брикета из
порошка металлического циркония. Из гидрида полу-
чался компактный металл с большой плотностью и плас-
тичностью и с большим сопротивлением коррозии. Эти
отличия объясняются меньшим содержанием. примесей
азота и кислорода в гидриде по сравнению с порошком
металла, а также тем, что при спекании гидрида вслед-
ствие его диссоциации в вакууме создаются контакты
между частицами по свежим, активным металлическим
поверхностям.
Важно также отметить, что в некоторых случаях ги-
дриды таких металлов, как цирконий, титан и др., на-
ходят и непосредственное техническое применение, на-
пример, для раскисления при изготовлении некоторых
сплавов, при пайке неметаллических материалов друг
с другом и с металлами (в частности, при пайке крем-
119
ниевых деталей в полупроводниковой технике), в каче-
стве источников чистейшего водорода в некоторых при-
борах, электровакуумной технике и т. д.
Следовательно, выбор в качестве восстановителя
окисла данного металла кальция или гидрида кальция
иногда диктуется условиями применения продукта вос-
становления, а иногда решение этого вопроса связано
только с теми или иными преимуществами метода вос-
становления.
Гидрид кальция получается при действии сухого и
чистого водорода на кальций при 400—600° С. Он пред-
ставляет собой хрупкое солеподобное соединение ион-
ного типа, легко измельчающееся в порошок. При тем-
пературах выше 800° С гидрид разлагается с образова-
нием кальция и водорода: СаН2—^СаЧ^Н.
, Образующийся атомарный водород тотчас же соеди-
няется в молекулы водорода. Равновесное давление
молекулярного водорода при 970° С достигает 0,1 МПа.
Суммарная реакция восстановления, например, двуоки-
си циркония гидридом кальция
ZrO2 + 2СаН2 = ZrH2 + 2СаО + Н2.
Ряд исследователей считали, что в процессе восста-
новления химически прочных окислов тугоплавких ме-
таллов IV и V групп элементов гидридом кальция наи-
более активное участие принимает атомарный водород
как весьма энергичный восстановитель, образующийся
в первый момент при диссоциации гидрида кальция.
Однако сопоставление восстановительной активности
гидрида кальция и выделяющихся прщ его термической
диссоциации кальция и атомарного водорода, выполнен-
ное Г. А. Меерсоном и О. П. Колчиным путем термоди-
намических расчетов реакций восстановления и про-
ведением специальных экспериментов, показало, что
убыль свободной энергии при взаимодействии атомар-
ного водорода с окислами циркония и титана меньше,
чем при восстановлении их кальцием в атмосфере мо-
лекулярного водорода, даже если исходить из предпо-
ложения о возможности метастабильного существова-
ния атомарного водорода при его парциальном давле-
нии, равном 0,1 МПа. В реальных же условиях процесса
парциальное давление атомарного водорода ничтожно
мало, что резко снижает его восстановительную актив-
ность.
120
Восстановление двуокиси титана и двуокиси цирко-
ния гидридом кальция производят примерно при тех же
температурах, что и восстановление кальцием (900—
1100° С) с использованием аналогичной аппаратуры. Пос-
ле откачки воздуха реактор заполняют тщательно очи-
щенным и осушенным водородом, в атмосфере которого
осуществляется процесс восстановления и остывания
продукта реакции после удаления реактора из печи. По-
рошки гидридов титана и циркония от продуктов реак-
ции отмывают таким же образом, как и при использо-
вании в качестве восстановителя кальция. Зернистость
порошков составляет 3—5 мкм, содержание металла и
водорода в отмытом и высушенном продукте составляет
99,5%, остальное главным образом кислород в виде пле-
нок окислов.
Восстановление хлорида титана натрием
Среди галоидных солей титана наибольшее значение
имеет тетрахлорид (TiCl4), являющийся дешевым и не-
дефицитным продуктом. Четыреххлористый титан полу-
чают хлорированием рудных концентратов рутила, иль-
менита или продуктов их первичной обработки (напри-
мер, шлаков, карбидов).
Чистый четыреххлористый титан представляет со-
бой при комнатной температуре бесцветную жидкость.
При загрязнении низшими хлоридами он приобретает
желтую окраску. Для получения чистого четыреххлорис-
того титана из технического продукта, изготовленного
прямым хлорированием природных титановых руд, не-
обходима его химическая очистка и фракционная дис-
тилляция.
Тетрахлорид титана — весьма устойчивое соединение
и поэтому его разложение по реакции
TiCl4-> Ti + 2С12
при AG*= 175,600—29,13 Т (Т — температура реакции,
К) возможно только при очень высоких температурах.
Четыреххлористый титан легко восстанавливается до
металла натрием, магнием или кальцием, сродство ко-
торых к. хлору выше, чем у титана; кроме того, они не
образуют соединений или сплавов с титаном.
Металлический титан был впервые получен в 1910 г.
путем восстановления тетрахлорида натрием. Порошок
121
титана, получающийся в результате натриетермического i
восстановления, недостаточно чист, поэтому его исполь- J
зуют главным образом для зажигательных и запальных <
смесей, для приборов вакуумной электротехники и т.п. |
По схеме, применявшейся одной из фирм Германии в 1
годы второй мировой войны, смесь равных частей сво- 1
бодных от кислорода хлористого натрия и хлористого ?
калия (^л = 660° С) покрывали слоем металлического
натрия и нагревали в закрытом железном тигле в инерт- <
ной атмосфере при 700—800° С. Для разогрева реакто-
ра использовали тигельную печь. Пары тетрахлорида
титана пропускали через слой расплавленных хлоридов
щелочных металлов вблизи дна тигля. Пузырьки паров
четыреххлористого титана, пробулькивая через солевой
расплав, поднимаются до соприкосновения с плаваю-
щим сверху слоем расплавленного натрия и реагируют с *
ним. Реакция между тетрахлоридом титана и натрием |
протекает экзотермически: \
TiCl4(ra3) + 4Na(}K) = Ti(TB) + 4МаС1(Ж) + 728,4 кДж.
Поэтому скорость поступления тетрахлорида в реак- j
ционную камеру для поддержания температуры на нуж-
ном уровне должна строго контролироваться. Если про-
цесс идет при атмосферном давлении, температура не
должна превышать точку кипения натрия.
По окончании реакции хлориды щелочных металлов
выщелачивают водой, подкисленной соляной кислотой,
Рис. 38. Аппарат для нат-
риетермического восстанов-
ления четыреххлористого
титана:
1 — реакционный чугунный
аппарат; 2 — стальной ци-
линдр; 3 — испаритель хло-
рида титана; 4 — сосуд с
жидким натрием; 5 — ме-
шалка
122
а чистки титан отфильтровывают и сушат в вакуумном
шкафу.
Порошок содержит около 98% Ti, основными приме-
сями являются кислород в форме пленок окислов и не-
большое количество железа. Размер зерен титана со-
ставляет 0,02—1 мм, а извлечение — около 90—93%.
Иногда применяют несколько другое аппаратурное
оформление (рис. 38), при котором расплавленный на-
трий подают в реактор после разогрева и расплавления
эвтектической смеси (NaCl + KCl). Из 85 кг TiCl4 и 46 кг
Na (10% избытка против теоретически необходимого)
получается около 30—35 кг порошка титана.
Существуют и некоторые другие разновидности на-
триетермического метода получения титана. В частно-
сти, в Англии разработан производственный процесс,
позволяющий получать натриетермическим методом ти-
тан в форме гранул довольно высокой степени чистоты.
В английских патентах описано предложение, по кото-
рому тетрахлорид титана восстанавливается пленкой
жидкого натрия на поверхности твердого хлорида нат-
рия. При этом титан получается в форме тонкого по-
рошка.
Восстановление четыреххлористого титана магнием
Если сопоставить различные методы получения ти-
тана, то в настоящее время, пожалуй, наиболее эконо-
мичным является восстановление тетрахлорида титана
магнием.
Применение магния для восстановления тетрахлори-
да титана было изучено Кроллем и описано в ряде ра-
бот. Точка кипения магния 1126° С, а точка плавления
его хлорида 714° С. Это температурное соотношение, а
также тот факт, что реакция между тетрахлоридом ти-
тана и магнием экзотермична, делают магний одним из
наиболее подходящих металлов для восстановления те-
трахлорида титана, тем более что магний можно полу-
чить в достаточно чистом виде, в большом количестве
и дешево. Реакция восстановления тетрахлорида тита-
на магнием интенсивно протекает при 800—900° С:
Т1С14(газ) + 2М§(Ж) = 2М§С12(ж> + Ti(TB) + 514,3 кДж.
Восстановление хлорида титана магнием обычно
осуществляют в стальных герметичных аппаратах, за-
123
йолнейных аргоном или гелием (рис. 39). После тщаЦ
тельной очистки аппарата в него загружают слитки магЯ
ния, откачивают воздух и заполняют инертным газомЯ
Медленным подъемом температуры тигель разогревают
до полного расплавления магния, после чего через!
впускную трубу в верхней крышке начинают вводить!
тетрахлорид титана. Так как реакция взаимодействия!
тетрахлорида титана с магнием идет с большим выделе-1
нием тепла, скорость подачи тетрахлорида строго кон-|
тролируют, обеспечивая температуру процесса в интер-1
вале 800—900° С. Во избежание возможного образованияI
низших хлоридов титана в реактор вводят на 10—15%^
меньше тетрахлорида, чем требуется по реакции восста-1
Рис. 39. Схема аппарата для магние-
термического восстановления четырех-
хлористого титана:
1—тигель; 2 — крышка; 3 — баллон с
аргоном; 4 —бак с TiCl4; 5 — трубка
для подачи TiCI4; 6 — обратная трубка
для выравнивания давления; 7 — пре-
дохранительный клапан; 8 — мерник
для TiCl4; 9 — манометр; 10 — термо-
пары; 11 — летка для слива MgCl2;
12 — система охлаждения летки
124
нбвления в расчете на связывание всёго жидкого Mai^
ния.
Если повысить температуру процесса до 1050° С, то
время, необходимое для процесса, можно сократить,
однако титановая губка при этом будет содержать по-
вышенное количество железа. Накапливающийся при
этом в реакторе хлористый магний периодически выпус-
кают через отверстие в нижней части аппарата (так как
по мере накопления MgCl2 расплавленный магний под-
нимается и может впитываться в образовавшуюся тита-
новую губку) и направляют на электролитическое вос-
становление до металлического магния. Продукты реак-
ции из тигля удаляют механическим путем и подают на
гидрометаллургическую обработку, вначале разбав-
ленной соляной кислотой для удаления остатков магния,
а затем водой для растворения хлористого магния. Об-
работанный таким образом продукт подвергают мокро-
му измельчению в шаровых мельницах, после чего его
опять отмывают раствором соляной кислоты от железа,
натертого во время размола.
Порошок титана, полученный этим методом, содер-
жит, %: Mg 0,4—0,5; Cl 0,01—0,15; Fe около 0,1; Н око-
ло 0,1; О 0,05—0,1; остальное титан. Если указанный
порошок подвергнуть вакуумной дистилляции при
1000° С, то содержание титана удается повысить до
99,5—99,7%, однако стоимость порошка при этом уве-
личивается.
В настоящее время восстановление тетрахлорида
титана проводят жидким магнием в герметичных сталь-
ных реакторах, охлаждаемых в период наибольших те-
пловыделений обдувом воздуха и нагреваемых под ко-
нец процесса. Количество тетрахлорида титана на 30—
40% меньше требуемого по реакции для взаимодействия
со всем введенным в реактор жидким магнием.
Можно заменить магний эвтектическим сплавом, со-
держащим 82% Mg и 18% Са и имеющим температуру
плавления около 500° С. Указанный сплав в виде по-
рошка или дроби подают в верхнюю часть продолгова-
той камеры, содержащей пары тетрахлорида титана.
В дисперсном состоянии сплав бурно реагирует с тетра-
хлоридом титана и при этом развивается высокая тем-
пература. Реакция протекает настолько быстро, что за
время опускания сплава на дно камеры она заканчива-
ется и ее продукты успевают охладиться. Титан образу-
125
ется в форме тонкого чистого порошка, так как прй
охлаждении он не соприкасается со стенками реактора.
По другому методу восстановление титана произво-
дят из газовой фазы в результате взаимодействия паров
четыреххлористого титана с парами магния, разбавлен- '
ными инертным газом, пропускаемым через перегретый '
магний. Продукты реакции переносятся потоком аргона
из реактора в зону быстрого охлаждения, откуда они '
выходят в виде свободно текущего порошка.
Если при способе Кролля считалось необходимым
избегать реакции в газовой фазе в связи с невозможно-
стью управлять ходом этой реакции, в результате кото-
рой получался чрезвычайно пирофорный тонкий поро-
шок титана, то в данном случае эта опасность устраня-
ется ведением реакции в атмосфере аргона, что дает
возможность контролировать температуру в реакцион-
ной зоне и, что особенно важно, вести процесс непре-
рывно, удаляя при помощи аргона продукты реакции.
Восстановление фторотанталата калия натрием
Восстановление фторотанталата калия (KsTaF7)
натрием является одним из распространенных и одним
из первых промышленных методов получения порошка
тантала. Распространенность этого метода в известной
степени объясняется тем, что при отделении тантала от
других элементов и примесей, сопутствующих ему в
рудном сырье, применяется плавиковокислотная пере-
работка смеси технических пятиокисей тантала и нио-
бия с последующим осаждением и перекристаллизацией
фторотанталата калия KsTaF7. Реакция восстановления
K2TaF7 + 5Na = Та + 5NaF + 2KF
сопровождается выделением около 1500 кДж/моль
КгТаР?, что соответствует 3 кДж на 1 г смеси соли с
восстановителем. Если смесь K2TaF7+5Na подогреть в
одном месте, то начавшаяся реакция быстро распрост-
раняется по всей шихте.
Восстановление производят в стальном тигле, куда
послойно загружают фтористую соль и натрий. Для
обеспечения полноты восстановления берут 50%-ный
избыток натрия по сравнению с теоретически необходи-
мым. Поверх шихты насыпают слой хлористого натрия,
который с фтористым натрием и фтористым калием,
126
получающимися в результате реакции, образует низко-
плавкую смесь, предохраняющую танталовый порошок
от взаимодействия с газами. Это обстоятельство делает
возможным проводить восстановление в железном тиг-
ле без герметизации и без применения защитного газа.
После окончания реакции и остывания шихты восста-
новленный металлический тантал находится в форме
мелких кристалликов размерами около 3 мкм. Эти кри-
сталлики вкраплены в застывший солевой расплав, в
котором находится также оставшийся неиспользован-
ным избыток металлического натрия. Всю эту массу
подвергают измельчению до мелких кусочков и затем
небольшими порциями при перемешивании загружают
в реактор с большим избытком холодной воды. Избы-
ток металлического натрия, взаимодействуя с водой,
превращается в раствор едкого натра с выделением во-
дорода. После этой операции следует промывка горячей
водой и разбавленной соляной кислотой, затем порошок
промывают опять водой, но уже дистиллированной, и
сушат в сушильном шкафу при 110—120° С.
Получаемые по этому методу порошки весьма мел-
козернистые. Зерен величиной до 1 мкм в этих порош-
ках содержится около 85%, в результате чего при от-
мывке происходит частичное окисление порошка. Со-
держание кислорода в танталовом порошке составляет
2—5%. Вследствие выделения водорода при взаимодей-
ствии натрия с водой во время отмывки мелкозернистый
порошок тантала поглощает заметное количество водо-
рода (до 0,15%).
Содержание щелочных металлов в порошке состав-
ляет около 0,1—0,15%, а извлечение тантала в отмытый
порошок 90—94%. Такой сравнительно низкий процент
извлечения связан с тем, что часть наиболее тонких фрак-
ций порошка уносится с промывными водами в процессе
отмывки. Качество порошка тантала может быть улучше-
но, если проводить процесс при нагреве тигля с шихтой
в печи, давая некоторую выдержку по завершении про-
цесса.
Восстановление фтороцирконата калия натрием
Если порошок циркония предназначен не для про-
изводства ковкого металла, а для непосредственного
использования в пиротехнике или в качестве геттера в
127
электровакуумной технике, то его можно получать вос-
становлением фтороцирконата калия Кг^гЕв натрием.
Фтороцирконат калия не гигроскопичен и поэтому
устойчив на воздухе. Фториды калия и натрия, которые
образуются при восстановлении фтороцирконата калия,
отмывают от циркония водой.
Удельный тепловой эффект реакции
K2ZrFe + 4Na = Zr + 4NaF + KF
составляет около 1100 кДж/кг шихты, поэтому требует-
ся ее дополнительный подогрев.
Обычно восстановление проводят при 20—-30%-ном
избытке натрия в герметичных^ стальных реакторах в
вакууме или в аргоне при 800—900° С. Оплавленную
солевую массу выбивают пневматическим молотком,
обрабатывают раствором NH4C1 для растворения остат-
ков натрия, измельчают в воде в шаровых мельницах
и выщелачивают KF и NaF водой в реакторах с мешал-
кой.
Во избежание возгорания остатков натрия и обра-
зующегося при отмывке водорода материал подают в
воду или в раствор хлористого аммония небольшими
порциями. ,
Для отмывки железа порошок обрабатывают раз*
бавленной соляной кислотой, промывают водой, фильт-
руют и сушат в вакууме при 60° С. Порошок склонен к
самовозгоранию, поэтому хранят мелкий порошок цир-
кония под слоем дистиллированной воды.
§ 4. ПРОИЗВОДСТВО МЕТАЛЛИЧЕСКИХ
ПОРОШКОВ ЭЛЕКТРОЛИЗОМ
Электролиз водных растворов
Производство металлических порошков методом
электролиза водных растворов в настоящее время с ус-
пехом конкурирует с другими методами, особенно в об-
ласти получения такого технически важного металла,
как медь. Это объясняется рядом преимуществ электро-
лиза по сравнению с другими методами производства
порошков. К числу этих преимуществ прежде всего мож-
но отнести высокую чистоту получающихся порошков
и хорошие технологические характеристики (прессуе-
мость и спекаемость). При использовании этого метода
128
сравнительно легко удается получать стандартную про-
дукцию, чего при других методах добиться значительно
сложнее. Этот метод можно использовать экономически
эффективно при больших и малых масштабах производ-
ства. Метод допускает возможность использования за-
грязненных исходных материалов (например, для про-
изводства железного порошка).
В настоящее время электролизом получают порошки
меди, серебра, железа, цинка, никеля, кадмия, свинца,
олова, сурьмы и некоторых редких металлов, а также
и их сплавов.
Электролитическое получение порошков заключается
в разложении водных растворов соединений выделяемого
металла или расплавленных солей при пропускании
через них постоянного электрического тока. Сущность
электроосаждения металлов состоит в разряде метал-
лических ионов на катоде Меп+-{-пе—(рис. 40).
Характер катодных осадков
при электролитическом выделе-
нии металлов зависит как от ин-
дивидуальных особенностей ме-
таллов, так и от состава раство-
ра и условий электролиза. Неко-
торые металлы, например, никель,
цинк, кобальт, образуют равно-
мерные плотные мелкозернистые
осадки почти независимо от при-
Рис. 40. Упрощенная схема
роды электролита. Другие, на-
пример серебро, кадмий, растут в
виде отдельных СИЛЬНО разветвля- процесса электролиза
ющихся кристаллов при электро-
лизе растворов простых солей, в то время как из рас-
творов комплексных цианистых солей эти металлы вы-
деляются в виде совершенно ровного гладкого слоя.
Большое влияние на качество получаемых осадков ока-
зывают концентрация, температура, плотность тока и
перемешивание электролита.
В зависимости от условий электролиза катодные
осадки, пригодные для производства порошков, можно
подразделить на три группы: твердые хрупкие осадки
в виде плотных слоев, чешуек или кристаллов, которые
затем подвергают размолу; губчатые мягкие осадки;
рыхлые (черные) осадки.
Твердые хрупкие плотные осадки получаются, как
9—268
129
правило, в тех случаях, когда электролиз ведут прм
незначительных концентрациях водородных ионов, повы<|
шенных содержаниях ионов выделяемого металла и низ-1
ких плотностях тока. При этих условиях получают хруп- ;
кие плотные осадки никеля, кобальта, железа и хрома.
Для получения хрупкого осадка используют смазку j
катода различными веществами или введение в раствор
специальных добавок.
Получение чешуйчатых осадков состоит в том, что
на катод слоями попеременно наносят два металла,
один из которых представляет подслой. Затем при обра-
ботке соответствующими реагентами подслой переходит 5
в раствор, а другой металл остается в виде отдельных J
чешуек. <
Губчатые мягкие осадки представляют собой скоп-|
ления отдельных мелких кристалликов, легко поддаю- J
шихся растиранию. Получению губчатых катодных осад-
ков способствуют сравнительно низкие плотности тока,
а также повышение pH раствора, уменьшение концент-
рации электролита, наличие примесей ионов более элект-
роположительных металлов (например, примесей мышь-
яка, меди, сурьмы и серебра — в случае выделения цин-
ка) и присутствие некоторых окислителей (перекиси во-
дорода, кислородсодержащего скипидара, нитратов
и др.).
Рыхлые или так называемые черные осадки явля-
ются высокодисперсными порошками, получающимися
в готовом виде непосредственно в процессе электролиза.
Способность к образованию черных осадков наблюда-
ется не только при электролизе водных растворов. В не-
водных растворах это явление выражено в еще большей
степени. Получению рыхлых осадков, как правило, спо-
собствует применение высоких плотностей тока и, по-
мимо этого, низких концентраций катионов выделяемого
металла, наличие некоторых примесей в электролитах
или осаждаемого металла в составе комплексного ани-
она.
Основные факторы, влияющие на размер, состав и
структуру электролитических порошков: плотность то-
ка, температура, кислотность и концентрация растворов.
Данные практики и экспериментальные работы говорят
о том, что размер частиц порошков и их гранулометри-
ческий состав определяются в первую очередь (при про-
чих равных условиях) плотностью тока; при этом, как
130
правило, повышение плотности тока способствует выде-
лению на катоде мелкозернистых осадков.
Однако это положение не является общим. Напри-
мер, при электролизе комплексных цианистых растворов,
в которых концентрация катионов выделяемого металла
ничтожно мала, следовало бы ожидать выделения по-
рошкообразных осадков, на самом же деле из циани-
стых ванн порошкообразные осадки не получаются да-
же при очень высоких плотностях тока и при одновре-
менном выделении водорода с осаждаемыми металлами.
Для установления математической зависимости меж-
ду плотностью тока, временем электролиза и концен-
трацией катионов О. Кудра и Е. Гитман исходили из
следующих соображений:
во-первых, выделение плотного слоя металла на ка-
тоде происходит до тех пор, пока концентрация С ка-
тионов у катода не снизится до какой-то определенной
величины Со, при которой уже начинает выделяться
рыхлый осадок (металл);
во-вторых, при включении тока выделяются сразу
только близлежащие к электроду ионы и притом распо-
ложенные не дальше определенного расстояния Л;
в-третьих, в момент выделения рыхлого осадка кон-
центрация катионов в прилегающем к катоду объеме
имеет постоянно возрастающее значение от величины
Со у самой поверхности катода до С на расстоянии h
от его поверхности;
в-четвертых, при данной плотностй тока и для опре-
деленной соли изменение концентрации dC/dh от Со до
С — величина постоянная, в связи с чем расстояние h
зависит от концентрации.
С возрастанием плотности тока возрастает и величи-
на dC/dh, так как концентрация при более быстром вы-
делении катионов у катода не успевает выравниваться.
Таким образом
; 'dCldh = Ni, (11.22)
где N — коэффициент пропорциональности; i — плот-
ность тока.
При работе с малыми плотностями тока Со обычно
не достигается, так как убыль ионов постоянно попол-
няется (главным образом за счет диффузии), вследствие
чего происходит выделение плотных осадков. Наоборот,
при больших плотностях тока концентрация катионов
9Ф 131
у катода резко падает и через короткое время достигает
значения Со, при которой и начинает выделяться рых-
лый осадок.
Рассмотрим процесс при высоких плотностях тока,
обозначив начальную концентрацию катионов через С.
Если выделить элементарную площадку S на катоде и
Рис. 41. Зависимость кон-
центрации катионов от рас-
стояния до катода
допустить, что при включении то-
ка выделяются лишь те катионы,
которые находятся вблизи элек-
трода и расположены не дальше
определенного расстояния Л, то
до момента образования рыхлого
осадка из прилегающего к пло-
щадке объема Sh их выделилось
бы (С— Co)Sh, если бы разность
концентрации (С—Со) во всем
объеме Sh была одинаковой. На
самом деле, она на всем протя-
жении h изменяется и постепен-
но убывает в направлении от ка-
тода. При постоянстве dddh в
пределах одной плотности тока
количество разрядившихся катио-
/Q_______________ Q\
нов составит -----— hS. Это ил-
2
люстрируется рис. 41, из которо-
го видно, что при постоянном падении концентрации по
линии Со—А убыль ионов определяется произведением
S на площадь треугольника САСо (в прямоугольнике
САВС0), т. е. -^~Со) hS.
2
По закону Фарадея должно иметь место равенство
-(-~Со) hS = -3- , (II.23)
где q — количество кулонов электричества, протекшего
через площадку S; п — валентность выделяемого метал-
ла; F — число Фарадея (96 500).
Уменьшение концентрации dC/dh, как отмечалось
выше, находится в прямой зависимости от плотности то-
ка L Зависимость между этими величинами определяет-
ся выражением (11.22), проинтегрировав которое
С Л
J dC = Ni J dh
C9 Q
132
получаем С — Со= Nih.
Подставив значение h в уравнение (11.23), получим
выражение
(C-CtfS _ д
2Ni nF ’
которое после подстановки q(q=iSr, где т — время)
приводит к уравнению
(C-C0)2 = -^i2r.
nF
Полагая, что Со<СС приходим к очень простой зави-
симости:
С = air0’5, где а = 1/ t
у nF
При выводе этой формулы вследствие незначитель-
ности прикатодного слоя пренебрегают изменением его
концентрации за счет диффузии, которое необходимо
учитывать при установившемся медленном процессе
электролиза.
Между плотностью тока и временем существует ги-
перболическая зависимость, означающая, что при лю-
бой, даже самой большой плотности тока вначале, хотя
и незначительное время, должен выделяться плотный
осадок. В связи с этим нельзя утверждать, что при дан-
ной плотности тока выделяется только рыхлый осадок.
Условно же можно принять, что если за одну секун-
ду после включения тока начнет выделяться рыхлый
осадок, то необходимая для этого плотность тока прак-
тически соответствует выделению рыхлого осадка. Для
этого случая зависимость плотности тока от концентра-
ции определяется выражением i=(l/a)C или i=KC.
Результатами многочисленных опытов доказано, что,
подбирая плотности тока, соответствующие наибольше-
му времени т, при котором еще выделяются рыхлые
осадки, трудно достичь т^204-25 с. Объясняется это
тем, что при таких плотностях’тока убыль катионов у
катода успевает постепенно пополняться за счет диффу-
зии, и появления рыхлых осадков не наблюдается. На
основании этого устанавливают предел, практически от-
вечающий выделению только плотных осадков, опреде-
133
ляющийся формулой
i = —— С или i = 0,2/fC.
5а
В табл. 4 приведены значения а и К для некоторых
Таблица 4
Числовые значения констант
Соль a К Соль a К
AgaSO4 1,87 0,53 CdSO4 1,87 0,53
AgNO3 1,73 0,58 CdCl2 1,63 0,61
CuSO4 1,87 0,53 ZnSO4 1,87 0,53
CuCl2 Cu(NOs)2 1,11 1,24 0,90 0,80 Zn (CH3COO)2 1,24 0,80
исследованных солей. Константы отнесены к плотнос-
тям тока в амперах на 1 см2 и концентрациям в молях
на 1 л.
Константы для различных солей, как это видно из
табл. 4, мало отличаются одна от другой, а для сульфа-
тов они вообще одинаковы. Это дает возможность для
грубых ориентировочных определений предела выделе-
ния плотных осадков любых солей пользоваться кон-
стантой (0,2 К) сульфатов.
Допустимая плотность тока при электролизе должна
удовлетворять выражению i^0,2KC, или, беря кон-
станту сульфатов, t^0,ll С,
Рис. 42. Диаграмма i— С:
I — область рыхлых осадков; II —
переходная зона; III — область плот-
ных осадков
е- приблизительно
=^0,1 С. Еще более на-
глядная картина полу-
чается при графичес-
ком изображении. Ес-
ли по оси абсцисс от-
ложить концентрации
С, а по оси ординат
плотность тока /, то по-
лученные пределы Ц =
=КС и i2=0,2 КС,
изображающие прямые,
проходящие через на-
чало координат, раз-
делят все поле на три
части (рис. 42).
134
Как следует из предыдущих рассуждений, переходйай
зона отвечает появлению рыхлого осадка в интервале
времени 1—25 с. Из этого же графика следует, что в от-
личие от плотных осадков рыхлые получаются из менее
концентрированных растворов. Если повысить концент-
рацию, то соответственно расширится область плотных
осадков и, наоборот, при снижении концентрации об-
ласть рыхлых осадков расширяется.
Важным является то обстоятельство, что повышение
концентрации электролита в пределах значений, соответ-
ствующих выделению рыхлых осадков, вызывает увели-
чение скорости поста кристаллов, т. е. осадок получается
более крупнозернистым.
В практике почти никогда
не встречаются металли-
ческие порошки с части-
цами одинакового разме-
ра, всегда наблюдается
набор зерен, различных по
величине, с преобладани-
ем той или иной фракции.
Поэтому очень важно
знать влияние основных
условий электролиза на
гранулометрический со-
став получающихся по-
рошков.
Установлено, что при
прочих равных условиях
между снижением разме-
ра частиц и увеличением
плотности тока существу-
ет прямая зависимость.
Оказалось, что если по
О 0,1 0,2 0,3 0,4 0,5
Усредненный размер частицам
Рис. 43. Влияние плотности тока на
гранулометрический состав порошка
меди (цифры у кривых — плотность
тока, А/дм2)
оси ординат отложить содержание фракций в процен-
тах по массе, а по оси абсцисс — средний размер
частиц, то для каждой данной плотности тока получают*
ся кривые гранулометрического состава с максимумом.
Максимум отвечает такому размеру зерен, который наи-
более типичен для данной плотности тока (рис. 43).
Температура электролита также влияет на процесс
электролиза. Очевидно, повышение температуры вызы-
вает возрастание концентрации ионов у катода, что в
свою очередь содействует получению плотных осадков.
135
Следовательно, для получения рыхлых осадков нужно 1
пользоваться, относительно низкими температурами. ;
На процесс электролиза оказывает влияние и состав
электролита. Наличие в электролите растворенного кис-
лорода, перекиси водорода и других окислителей вызы-
вает окислительные процессы на поверхности катода, в
результате чего она становится неоднородной, способст-
вуя тем самым образованию рыхлых осадков. Присутст-
вующие в электролите коллоиды и органические поверх-
ностно активные вещества в процессе электролиза
адсорбируются на поверхности растущих граней крис-
таллов и препятствуют их дальнейшему росту; осадок
получается рыхлым.
Получение медного порошка
Если сравнить различные методы получения медного
порошка (распыление расплавленного металла, восста-
новление различных соединений и др.) с электролитиче-
ским методом, то первые окажутся значительно менее
рентабельными, к тому же качество получаемого про-
дукта в отношении формы и размера частиц мало удов-
летворяет потребителя. Все это заставляет признать
электролиз наиболее целесообразным методом получе-
ния порошкообразной меди, тем более что положение
меди в ряду напряжений позволяет даже при примене-
нии не вполне чистых исходных материалов получать
однородную стандартную продукцию высокой степени
чистоты. Возможность регулирования величины частиц
и получение порошков различной насыпной плотности
(от 0,4 до 4 г/см3) делают электролиз незаменимым при
получении медных порошков.
В современной промышленности при получении мед-
ного порошка используют кислый раствор сернокислой
меди. Первый патент по этому методу был взят еще в
1865 г. Последующие работы в данной области связаны
с подбором рационального состава электролита (главным
образом концентраций медного купороса и серной кис-
лоты), а также детализацией условий и режима процес-
са. Типичная технологическая схема производства мед-
ного порошка приведена на рис. 44.
Исходными материалами для получения медного по-
рошка служат медные аноды и катоды марки Ml, мед-
ный купорос, содержащий ^89,2% CuSO4-5H2O, 0,06%
136
Аноды-------- Катоды г г
э I
. _ —Электролиз -*-----
Анодные ________ | ।
остатки I
Порошок и электролит
Фильтрация
Порошок
йГбГмзатр------~
---------► Стабилизация порошка
---------► Промывка порошка
Промытый порошок
„ I
Сушка порошка
Порошок сукой
.. I
Измельчение порошка
Отсевки --------Просев порошка
Контроль и упаковка
J
Готовый порошок
-Электролит
Регенерация
Подогрев
“Г
Электролит
Промводы на
цементационную
установку
Рис. 44. Технологическая схема производства медного порошка электролизом
Fe, ^0,015.% As, ^0,25% H2SO4, и H2SO4 с содержани-
ем моногидрида не менее 92,5%.
Одной из важных особенностей электролитического
способа получения порошка меди является зависимость
дисперсности и насыпной плотности от состава электро-
лита и условий электролиза. В свою очередь состав
электролита и режим электролиза оказывают сущест-
венное влияние на выход по току.
137
В производстве используют ванны различных типов,
например деревянные ванны прямоугольного сечения.
Внутри ванны выложены свинцом. Дно ванн имеет на-
клон к центральному отверстию диаметром 5 см, через
которое выгружается порошок. В таких ваннах исполь-
зуются свинцовые катоды, изготовленные в виде полых
сварных коробок. Имеются сведения об использовании
железобетонных ванн, выложенных внутри винипластом.
Срок службы таких ванн в 5—6 раз больше.
Однако в указанных электролизерах порошок с като-
дов на дно ванны очищают вручную, а затем вручную
выгружают. Межэлектродные расстояния при этом про-
извольно' изменяются от 35 до 80 мм, что приводит к
увеличению напряжения на клеммах электролизера и к
ухудшению качества порошка, нестабильности его фи-
зических свойств — дисперсности и насыпной плотности.
Это объясняется тем, что дисперсность порошка зависит
от времени его образования на катоде, а при ручном
съеме трудно выдержать установленное время съема,
что и приводит к образованию порошка различной зер-
нистости. При съеме и выгрузке порошка вручную за-
трудняется возможность непрерывной корректировки
состава электролита, что также снижает выход конди-
ционного порошка. Указанные недостатки устраняются
в полностью механизированном, автоматически действу-
ющем электролизере специальной конструкции. Несколь-
ко вариантов подобных конструкций к настоящему вре-
мени разработано.
На рис. 45 изображена принципиальная схема меха-
низированного электролизера. Съем порошка в механи-
зированных ваннах с вращающимся катодом произво-
дится либо периодическим проворачиванием катода,
либо при непрерывном вращении катодов. В последнее
время для механизации выгрузки порошка из ванн по-
следние делают с наклонным дном.
Порошок, очищенный с катодов, ссыпается по на-
клонному дну ванны в нижнюю ее часть, откуда в фор-
ме суспензии, взвешенный в электролите, он извлекается
отсасывающей трубой (вакуумной откачкой). В настоя-
щее время разрабатывают электроимпульсный метод
снятия осадка с катода без извлечения последнего из
ванны и без перерыва процесса. С помощью кратковре-
менного разряда между катодами и анодами большой
мощности при высоком напряжении, подводимом от
138
конденсаторной батареи, создается импульсная волна в
электролите, которая сбивает осадок с катода. Такую
импульсную обработку можно проводить через короткие
периоды, что стабилизирует гранулометрический состав
порошка в более узких пределах за счет сокращения
длительности его отложения на катоде между двумя
импульсами. Такой метод в сочетании с непрерывными
процессами дальнейшей обработки порошка может соз-
дать полный непрерывный процесс производства одно-
родного порошка меди электролизом.
Рис. 45. Механизированный электролизер с вращающимся дисковым катодом:
/ — корпус; 2 — окна в перегородках; 3 — вращающийся дисковый катод; 4 —
крышка; 5—катодная коробка; 6 — щетки для удаления порошка с катода;
7— вал катода; ^ — холодильники; 9 — аноды; 10 — отверстие для слива
электролита; 11 — диафрагма
Толщина катодов составляет 3—4 мм, а анодов обыч-
но не превышает 40 мм, так как при большей толщине
анодов по мере их срабатывания чрезмерно увеличива-
ются межэлектродные расстояния, в результате чего на-
рушается стандартность продукции по гранулометриче-
скому составу.
Рекомендуются следующий состав электролита и ре-
жим электролиза: катодная плотность тока 1200—
1800 А/м2; циркуляция электролита 20—40 л/мин; кон-
центрация ионов меди 9—13 г/л; концентрация H2SO4
130—170 г/л; температура 48—55° С; напряжение на
ванне 1,2—1,7 В.
По сравнению с рядом других производств в данном
случае мы имеем повышенные плотность тока и скорость
циркуляции электролита, обеспечивающие более высокий
выход по току.
139
Циркуляция и регенерация электролита. При элект-
ролизе подкисленного раствора сульфата меди на като-
де протекают реакции
Си2+ + 2е = Си и 2Н+ + 2е = Н2.
На аноде происходит растворение меди:
Си — 2е~ = Си2+
(в незначительном количестве образуются и ионы Си+).
Таким образом, прикатодное пространство обедняет-
ся медью и обогащается ионами SO^~, а прианодное
пространство обогащается ионами меди. Это компенсиру-
ется переносом катионов меди от анода к катоду и ани-
онов SO^~ от катода к аноду. Кроме того, выравнива-
ние концентрации электролита осуществляется системой
Рис. 46. Система циркуляции электролита:
/ — распределительная трубка; 2 — рожок; 3 — карман; 4— ванна; 5 — слив-
ной лоток; 6—сборная труба; 7 — сборный бак; 8 — циркуляционный насос;
9 — теплообменник; 10 — напорный бак; // — контрольная труба; 12— разво-
дящая труба; 13 — отбор электролита; 14 — ввод кислоты; /5 — добавление
воды; 16 — выход охлаждающей воды; 17 — ввод охлаждающей воды
непрерывной замкнутой циркуляции, при которой за
1 ч происходит примерно десятикратный обмен электро-
лита в каждой ванне (рис. 46).
На катоде, кроме меди, выделяется и водород, по-
этому выход меди по току составляет около 80%, а на
аноде происходит практически 100%-ный по току пере-
140
ход металла в электролит. Таким образом, происходит
непрерывное обогащение электролита ионами меди и
обеднение ионами водорода (т. е. уменьшение кислотно-
сти). Для выравнивания состава электролита в схему
включают каждую пятую ванну (в соответствии с 80 % -
ным выходом меди по току в обычных ваннах) со свин-
цовыми анодами (с присадкой до 1% Ag), нераствори-
мыми в сульфатных растворах. В этих регенеративных
ваннах на анодах происходит выделение кислорода и
регенерация серной кислоты по реакции
SC>4~ — 2е- = SO3 + 0,5О2;
SO3 + H3O = H2SO4.
Выделение меди на катодах в этих ваннах не компен-
сируется поступлением медных ионов с анода. Таким
образом, регенеративные ванны поддерживают задан-
ную концентрацию медного купороса и серной кислоты в
циркуляционной системе.
Кроме указанных реакций, происходит также и хи-
мическое растворение некоторого количества меди
вследствие развитой поверхности порошка, выделяюще-
гося на катоде:
Си + 0,5О2 + H2SO4 = CuSO4 + Н2О.
В результате этой реакции электролит также обога-
щается медью. При растворении медных анодов раство-
ряются и содержащиеся в них примеси, такие как никель,
железо, мышьяк, сурьма. Накапливаясь в электролите,
они загрязняют его, поэтому необходимо периодически
часть электролита выводить из системы циркуляции,
заменяя его свежеприготовленным электролитом.
В нашей стране производство медного порошка элек-
тролизом входит в состав медеэлектролитного завода,
производящего также и компактную катодную медь.
Это позволяет ежесуточно около половины циркулиру-
ющего электролита направлять в цех производства ка-
тодной меди, а вместо выводимого электролита 3—4 ра-
за в сутки вводить в систему циркуляции нужное коли-
чество воды и серной кислоты, необходимых для
сохранения заданного состава электролита.
Промывка и стабилизация порошка. Медный порошок,
счищенный с катодов, выгружают из ванны каждые
1,5—2 ч без ее отключения при помощи гидровакуумной
141
системы. Для удаления механически захваченного элек-
тролита порошок промывают горячей водой на нутч-
фильтрах или в аналогичных им по конструкции специ-
альных промывателях, в которых вода фильтруется че-
рез слой порошка, находящийся на перфорированном
днище из нержавеющей стали. Для качественной про-
мывки порция порошка должна иметь одинаковую
фильтрующую способность по всей высоте и поверхно-
сти слоя. Полнота отмывки определяется реакцией на
наличие меди в воде после промывки. Отсутствие окра-
шивания раствора желтой кровяной соли или 5%-ного
аммиака указывает на завершение промывки. Расход
воды составляет около 10 м3 на 1 т порошка. 1
Пленка воды на частицах порошка приводит к их
коррозии, изменяющей физико-химические и технологи-
ческие свойства порошка.
В связи ё этим применяют стабилизацию порошка,
промывая его после обработки горячей водой раствором
(400 г на 1 м3) хозяйственного мыла или мылонафта
(который получают в процессе очистки керосина; стои-
мость мылонафта в 10 раз меньше стоимости мыла).
На частицах создается гидрофобная пленка, защищаю-
щая от коррозии. Расход стабилизирующего раствора
составляет 6 м3 на1 т порошка. Затем избыток стабили-
затора удаляют промывкой порошка холодной водой.
Избыточное давление растворов и воды должно быть не
менее 0,5 МПа для слоя порошка высотой 1 м. После
промывки порошок обезвоживают ш сушат.
Обезвоживание и сушка порошка. При обезвожива-
нии удаляется большая часть влаги, что облегчает и
ускоряет последующую сушку. Самый простой способ
обезвоживания заключается в продувке порошка, все
еще находящегося на перфорированном днище, воздухом
под избыточным давлением 0,5—0,6 МПа в течение 10—
30 мин. Наиболее эффективно центрифугирование по-
рошка в какой-либо из промышленных центрифуг. При
этом остаточное содержание влаги в порошке составля-
ет несколько процентов против 25—30% после обработ-
ки сжатым воздухом.
. После обезвоживания порошок высушивают в ваку-
умном сушильном аппарате при температуре порядка
110° С в течение 10—12 ч или в специальном сушильном
котле с электроподогревом при температуре до 200—
350° С в течение 30—40 ч (вместе с охлаждением порош-
142
ка до 70—100°С). После загрузки в котел порошка
(500—700 кг) сверху помещают слой медных высевок
толщиной 80—100 мм, который, окисляясь, пропускает
в котел обедненный кислородом воздух. Тем не менее
сразу за слоем высевок некоторое количество порошка
все же оказывается окисленным. Нестабилизированный
порошок окисляется в большой степени, поэтому его вы-
гружают из котла при температуре не выше 70° С. Кро-
ме того, при промывке нестабилизированного порошка
применяют ряд веществ, делающих его менее чувстви-
тельным к окислению (винная кислота, таннин, жела-
тина).
В настоящее время ведут поиски более эффективных
методов сушки, в частности в печах с кипящим слоем,
распылением, в атмосфере восстановительных га-
зов и т. п.
Высушенный порошок измельчают в мельницах не-
прерывного действия, работающих в замкнутом цикле с
устройством для рассева порошка на фракции.
После просева и опробования порошка формируют
партию массой 500—600 кг путем смешивания отдель-
ных сравнительно небольших порций порошка с близки-
ми свойствами. Затем порошок (70—85 кг) насыпают в
товарные банки из оцинкованной стали толщиной 0,4—
0,6 мм с закатанными и пропаянными швами. Пробу
порошка из каждой банки анализируют в соответствии
с требованиями ГОСТ 4960—75.
Предусмотрено изготовление порошка марок ПМА,
ПМ — нестабилизированный, ПМС-1, ПМС-2 — стабили-
зированный (содержание меди не менее 99,5% и не более
0,02% Fe, 0,05% Pb, 0,005% As, 0,01% Sb и 0,01% SO4).
Для порошка марки ПМА допускается не более 0,45% О,
для остальных марок содержание кислорода не нормиру-
ется. Насыпная плотность медного порошка должна на-
ходиться в пределах 1,25—1,45 г/см3 для порошка марки
ПМА и 1,2—2,2 г/см3 для порошков марок ПМ, ПМС-1,
ПМС-2. Большая часть частиц порошка имеет размер
менее 45 мкм: фракции с размерами частиц выше 70 мкм
в разных марках составляют от 0,5 до 10,5%, а мельче
45 мкм — от 65 до 90%.
Порошок необходимо хранить в герметически закры-
той таре, в сухих закрытых складских помещениях при
температуре не выше 20° С, и отсутствии в окружающей
атмосфере окисляющих веществ.
143
Предприятие-изготовитель гарантирует качество по-1
рошка на уровне требований ГОСТ в течение 6 мес для ]
стабилизированных марок и 1,5 мес для нестабилизиро-
ванных марок, их отгрузка потребителю должна быть
произведена не позже семи дней после упаковки.
Получение никелевого порошка
Порошок никеля получают электролизом аммиачных
растворов сернокислого никеля. Электролит содержит
5—15 г/л никеля (Ni2+), 75—80 г/л сульфата аммония
и 2—3 г/л серной кислоты, а также 40—50 г/л хлористо-
го аммония и до 200 г/л хлористого натрия. Снижение
концентрации сернокислого никеля в электролите приво-
дит к уменьшению среднего размера частиц порошка
никеля, тогда как повышение его концентрации увеличи-
вает средний размер частиц порошка, одновременно
увеличивая и выход по току. Хлористый натрий обеспе-
чивает высокую электропроводность раствора, что поз-
воляет использовать при электролизе высокие плотности
тока, приводящие к повышению съема металла с едини-
цы площади катода. Хлористый аммоний в электролите
играет роль буферной добавки, поддерживающей тре-
буемое значение pH, но при его концентрации выше
50 г/л происходит уменьшение растворимости сульфата
никеля и снижение выхода по току. Ионы аммония слу-
жат комплексообразователями, связывающими ионы ни-
келя в комплексный ион, что позволяет устранить явле-
ние гидролиза сернокислого никеля у катода в условиях
интенсивного выделения водорода и значительного повьг
шения pH раствора. Ионы натрия, составляя значитель-
ную часть внешней обкладки двойного электрического
слоя на поверхности катода, затрудняют разряд катио-
нов никеля, что способствует образованию порошкооб-
разного осадка. Ионы хлора препятствуют пассивирова-
нию растворимых никелевых анодов, отливаемых из не-
сортового никеля (87,5—90% Ni, до 9% Со, до 6,5% С,
до 3% Fe, 0,6—0,7% S). Катодами служат пустотелые
коробки из меди или нержавеющей стали, охлаж-
даемые водой. Для улавливания порошка, осыпающе-
гося с катода, применяют фильтрующие катодные ди-
афрагмы.
Электролиз ведут при температуре электролита 35—
55° С, плотности тока 1000—3000 А/м2 и напряжении на
144
ванне 10—15 В. Выход по току составляет до 90—94%,
а расход электроэнергии порядка 2500 кВт-ч/т.
Можно вести электролиз с нерастворимым анодом из
графита.
Повышение плотности тока до 3000 А/м2 приводит к
обеднению прикатодного слоя электролита ионами нике-
ля, что измельчает осадок. Повышенная температура
электролита способствует более быстрой доставке ионов
никеля к катоду, что увеличивает выход по току, а также
повышает растворимость сульфата никеля в присутствии
хлористого аммония.
В соответствии с ГОСТ 9722—71 выпускают порошки
марки ПНЭ-1, ПНЭ-2 и ПНЭ-3. Порошок марок ПНЭ-1
и ПНЭ-3 содержит не менее 99,5% никеля в сумме с ко-
бальтом и не более: 0,5% Со, 0,02% С, 0,10% О,
0,20% Fe, 0,08% Си, 0,008—0,01% S, 0,03% Si. Порошок
ПНЭ-2 отличается допустимым содержанием основного
компонента не менее 99,3%, и не более: 0,04% С, 0,25%
Fe, 0,02% S,0,04% Si. Влажность порошков не более 0,2%,
причем промывка выгруженного из ванны порошка ни-
келя и его сушка не требуют особых мер предосторож-
ности, так как никель достаточно стоек против коррозии.
Насыпная плотность для порошка марки ПНЭ-1 не более
3,4 г/см3, марки ПНЭ-2 — не более 3,8 г/см3 и марки
ПНЭ-3 — не более 5 г/см3.
Масса партии порошка не должна превышать 500 кг.
Никелевый порошок упаковывают в металлические банки
или барабаны из жести и полиэтиленовые бутыли емко-
стью до 60 л, а также другие виды полиэтиленовой тары.
Крышки емкостей должны быть закрыты, запаяны или
закатаны. Порошок необходимо хранить в сухих закры-
тых помещениях.
Получение железного порошка
Среди существующих способов получения железных
порошков электролитический способ выделяется преиму-
ществами, которые особенно ценны при получении в мас-
совых масштабах продукта с определенными физико-хи-
мическими свойствами, удовлетворяющими требованиям
отдельных видов производств. Высокая дисперсность,
хорошо развитая поверхность и дендритообразная форма
частиц делают эти порошки пригодными для производст-
ва некоторых специальных сортов электротехнического
10—268
145
железа, пористых антифрикционных материалов и т. д.
Методом электролиза можно получить высокодисперсные
порошки (размер частиц 2—10 мкм) большой чистоты
(99,0% Fe), у которых отсутствует магнитный гистерезис.
Эти свойства делают такие порошки исключительно цен-
ными для изготовления сердечников высокочастотных
установок, магнитных сердечников для катушек в техни-
ке связи, для щеток переключателей, для индукционных
катушек и т. п.
Однако некоторые затруднения электролитического
получения железного порошка, вытекающие из особых
свойств железа, в определенной степени ограничивают
промышленное развитие этого метода.
Железо является электроотрицательным металлом,
поэтому из кислых растворов совместно с ним выделяет-
ся водород, что сильно снижает выход железного порош-
ка по току и ухудшает его качество в результате внедре-
ния водорода в осадок. В результате появляется необхо-
димость в дополнительной операции — отжиге. Наряду
с этим при повышенной склонности железа выделяться
из растворов в виде гидроокисей последние могут быть
причиной загрязнения порошка, что влечет за собой труд-
ности в получении стандартного продукта и в осущест-
влении непрерывного технологического процесса.
Наиболее широкое промышленное применение полу-
чил способ, при котором железо осаждается электроли-
тически в виде плотного мелкозернистого, хрупкого осад-
ка, который в дальнейшем измельчают и отжигают.
Исходными материалами для производства железного
порошка служат аноды железные (литье, обрезки желез-
ных листов, брикетированная стружка с содержанием
углерода не более 0,6%), техническая серная кислота
H2SO4, железный купорос FeSO4-5H2O.
Аноды, поступающие на электролиз, очищают на пе-
скоструйном аппарате от окисной пленки, которая может
вызывать пассивирование анода во время электролиза.
Затем анод помещают в мешки-диафрагмы из полотня-
ной ткани. Таким образом предотвращается засорение
электролита анодным шламом. В качестве катодов обыч-
но используют полированные листы из нержавеющей
стали.
Электролизные ванны, как и при электролизе медного
порошка, выполнены из железобетона и изнутри футеро-
ваны винипластом. Форма электродов прямоугольная,
146
причем размеры катодов несколько больше размеров
анодов. Например, размеры анодов 1000X350X40 мм, а
катодов 1050X375X4 мм. В одну ванну загружают 9 ано-
дов и 8 катодов.
Примерный состав электролита и режим электролиза
следующие: плотность тока 400—500 А/м2; температура
электролита 50—54° С; скорость циркуляции электролита
8 л/мин; содержание сульфата железа ПО—140 г/л;
содержание хлористого натрия 40—50 г/л; содержание
H2SO4 0,2—0,28 г/л; напряжение на ванне 1,5—1,7 В.
В электросеть ванны включены последовательно, в
систему циркуляции электролита — параллельно. Элек-
тролит поступает в ванны по трубопроводу из напорного
бака, расположенного на высоте 3 м. .Скорость подачи
электролита в ванны можно регулировать зажимом на
эбонитовых трубках, подводящих электролит к ванне.
Из ванн электролит стекает в сливной бак, находящийся
в подвале, из которого его кислотоупорным центробеж-
ным насосом перекачивают в напорный бак; отсюда
электролит после подогрева снова поступает в ванны.
В процессе работы вследствие гидролиза сернокисло-
го железа по реакции
FeSO4 + 2Н2О £ Fe (ОН)2 + H2SO4,
а также окисления двухвалентного железа до трехва-
лентного кислородом воздуха происходит, загрязнение
электролита гидроокисью железа, что ухудшает качество
осадка и обогащает раствор свободной серной кислотой.
Эти процессы протекают в системе при соприкосновении
электролита с воздухом и в напорном баке при нагреве.
Напротив, в ваннах под действием электрического тока
вследствие превалирования анодного растворения (90%)
над катодным осаждением (85%) электролит обогаща-
ется ионами железа и концентрация кислоты уменьша-
ется. Принятый режим электролиза предусматривает
балансирование этих противоположных процессов.
По условиям ведения процесса электролиза темпера-
тура электролита в ваннах должна составить 50—54° С.
В процесе циркуляции раствор охлаждается до 42—45° С,
а в напорном баке вновь нагревается до 54° С; кислот-
ность при этом увеличивается до 0,32 г/л.
Подача в ванны электролита с повышенной кислотно-
стью и температурой позволяет регулировать скорость
циркуляции, увеличивая ее при пониженных кислотности
10*
147
и температуре и уменьшая при перегреве ванны и повы-
шении кислотности. Для удаления гидратов и окислов
железа раствор электролита фильтруют на рамном
фильтрпрессе, расположенном в циркуляционной системе
выше напорного бака.
Присутствие хлористого натрия в растворе способст-
вует осаждению из него примесей сурьмы и висмута в
виде хлорокисей SbOCl и BiOCl; кроме того, хлор устра-
няет пассивацию анода. Цикл осаждения металлического
осадка длится 46 ч, причем для получения хрупкого и
слоистого осадка ванны отключают через каждые 6 ч
на 15—20 мин. После завершения цикла катоды с отло-
жившимися на них осадками извлекают из ванны при
помощи тельфера и подвергают промывке проточной
водой в специальных баках. С промытых катодов меха-
ническим сопособом (чаще всего вручную) снимают ка-
тодный осадок в виде пластин толщиной до 2 мм и на-
правляют на размол в шаровых мельницах. Размол про-
изводят в жидкой среде при отношении ж: т=2: 1. За
размолом следует промывка водой, подогретой до 60° С,
которая осуществляется в эксцентрично посаженных на
валу барабанах с полыми цапфами (отношение ж :‘т=
=4:1). Здесь происходит окончательная отмывка от
электролита. Промытую пульпу подвергают мокрому
просеву с разделением на две фракции. Фракцию
+0,15 мм возвращают на повторное измельчение, а
фракция —0,15 мм поступает в центрифуги для удале-
ния влаги. Сушку порошка производят при 150° С в бара-
банной печи. Полученный в результате сушки так назы-
ваемый «черный порошок» представляет собой окислен-
ное железо, содержащее 92—95% Fe и значительное
количество водорода, растворившегося в железе при
электролизе.
Полученный «черный порошок» отжигают во враща-
ющихся трубчатых печах при 680—720° С в атмосфере
генераторного газа, обогащенного водородом (до 20%).
Продолжительность отжига 1—3 ч.
Отожженный порошок поступает в шаровые мельницы
для измельчения, после чего его рассеивают на нужные
фракции.
Готовый железный порошок содержит 98,5—99,0% Fe,
0,02—0,04% С, 0,03% Si, ^0,03% S, следы марганца и
фосфора. Насыпная плотность порошка 1,8—2,2 г/см3.
Ситовый анализ дает следующий состав порошка: 35%
148
фракции —100+200 меш, 35% фракции —200+325 меш
и 30% фракции —325 меш. Расход электроэнергии
3500—4000 кВт-ч/т готового порошка.
Электролизом можно также получить железный поро-
шок из хлористых ванн. Подробно этот вопрос был иссле-
дован в 1935 г. М. Ю. Бальшиным, который установил,
что оптимальным является раствор, содержащий 30 г/л
хлористого железа. Большее содержание этой соли, по
данным автора, приводило к образованию плотных осад-
ков, меньшее —к образованию дисперсных порошков.
Кроме того, было показано, что добавление в электролит
хлористого аммония стабилизирует процесс получения
нужного осадка, делает его мало зависящим от измене-
ния основных условий электролиза. Оптимальной следует
считать добавку 100 г/л хлористого аммония, так как при
большем количестве осаждаются на катоде гидраты окис-
лов, а при меньшем — снижается электропроводимость
раствора. При температуре электролиза 80° С и плотно-
сти тока 1000 А/м2 расход электроэнергии составляет
2,7 кВт-ч/кг порошка, выход по току может достигать
95%, хотя в среднем он составляет около 70%.
Данные о влиянии состава электролита на количество
образующегося тонкого порошка приведены в табл. 5.
Таблица 5
Влияние состава электролита на выход тонкого порошка
Состав электролита, г/л Содержа- ние тон- кого по- рошка, %
FeCl, NH4C1 СаС12 MgCl2 борная кислота винная кислота
30 100 95
30 —- 80 — — — 87
30 — 80 — 3 — 68
30 — 80 — — 3 72
30 — — 80 — — 74
Электролизом можно получать порошок из бедной
железной руды. Железо из руды переводят в раствор со-
ляной кислоты. После электровыделения железного по-
рошка соляную кислоту из электролизной ванны снова
направляют на экстрагирование железа из руд. При этом
способе на производство 1 кг железного порошка расхо-
дуется только около 2 кВт-ч электроэнергии.
149
В настоящее время производство железных порошковЯ
электролизом водных сред в СССР сокращено до неболь^
ших масштабов в связи с их относительно высокой себе-!
стоимостью. Однако повышающиеся требования к noJ
рошкам высокой чистоты требуют тщательного сопостав-]
ления экономических показателей производства, качества *
и областей применения порошков железа, производимых
разными методами для того, чтобы установить целесо-
образные масштабы производства.
Электролитическое получение железного порошка из
водных растворов становится более выгодным при ком-
плексной гидрометаллургической переработке некоторых
видов сырья цветных металлов (меди, никеля) с попут-
ным получением чистых растворов железных солей.
Некоторое количество железных порошков в США и
Японии производят электролизом водных растворов.
Электролиз расплавленных сред
Процесс электролиза расплавленных солей в количе-
ственном отношении подчиняется закону Фарадея, по
которому количество веществ, выделяющихся на элек-
тродах, прямо пропорционально силе тока, времени про-
хождения его через электролит и электрохимическому
эквиваленту:
q = с/т,
где q — количество вещества, выделяющегося на любом
из электродов, г; / — сила тока, А; т — время, ч;
с — электрохимический эквивалент, зависящий от приро-
ды вещества.
Однако вследствие протекания вторичных и побочных
процессов, сопутствующих электролизу расплавленных
солей, количество выделяемого на катоде металла всегда
меньше теоретического.
Электролитами для получения большинства металли-
ческих порошков из расплавов являются хлориды; неко-
торые порошки получают из фтористых ванн.
При электролизе расплавленных солей структура
катодных осадков, так же как и при электролизе водных
растворов, зависит от условий их осаждения. При этом
большое влияние на характер выделяемых осадков ока-
зывают степень чистоты электролита, а также материал
и предварительная обработка катодов. При наличии нич-
150
тожных следов влаги осадки выделяются в виде губки,
а при содержании в электролите небольших примесей
железа или марганца металлы выделяются в виде черно-
го порошка.
Рыхлые порошкообразные осадки тугоплавких метал-
лов— циркония, тория, тантала получают чаще всего
электролизом расплавленных солей при температурах
ниже точек плавления соответствующих металлов. Отно-
сительно низкая температура процесса и получение
порошка, не требующего дополнительного измельчения,
являются существенными преимуществами этого способа.
Тем не менее электролиз в расплавленных средах имеет
и свои недостатки, к которым следует отнести в первую
Очередь трудности извлечения рыхлых осадков из ванн и
отделения их от расплавленного электролита. Кроме
этого, при электролизе расплавов встречаются трудности,
вызванные разложением электролита влагой воздуха и
появлением в катодных осадках более электроотрица-
тельных металлов, постепенно накапливающихся в элек-
тролите по мере ведения электролиза.
Наличие выделяющегося при электролизе у анода
хлора (при работе ванны с нерастворимым анодом) тре-
бует подбора диафрагм для предотвращения взаимодей-
ствия его с электролитом или с металлическим порошком,
что в свою очередь вызывает затруднения при подборе
пригодных для этих целей материалов. Одним из спосо-
бов освобождения порошков от массы электролита явля-
ется удаление последнего из ванны декантацией или
сифонированием; далее остатки электролита удаляют
прессованием или центрифугированием и, наконец, от-
мыванием.
Методы отмывания электролита зависят от свойств
расплава и металлического порошка. Например, порошок
не обрабатывают водой, если при этом разлагаются вхо-
дящие в расплав соли, и не промывают кислотами, ра-
створящими отмываемый металл. На выход по току при
электролизе расплавленных солей влияют следующие
факторы: температура, плотность тока, расстояние меж-
ду электродами, состав электролита.
Температура. С повышением температуры электроли-
та и металла выход по току снижается. Это объясняется
тем, что с увеличением температуры возрастает интен-
сивность химического взаимодействия металлов с соле-
вой фазой. Образующиеся продукты реакции — соедине-
151
ния металлов пониженной валентности — обладают высо-
кой упругостью паров, следовательно, с увеличением
температуры потери металлов возрастают и по этой при-
чине. Кроме того, с повышением температуры возрастает
циркуляция электролита, способствующая уносу раство-
ренных металлов в анодное пространство.
Исходя из этих соображений, электролитическое полу-
чение металлов следует осуществлять при возможно
более низкой температуре электролита. Однако чрезмер-
ное снижение температуры электролита тоже недопусти-
мо, так как это приводит к повышению вязкости электро-
лита, к механическим потерям металла и в конечном
итоге к снижению выхода по току. Оптимальной поэтому
является температура, при которой в наименьшей степе-
ни протекают вторичные и побочные процессы, снижаю-
щие выход по току, при сохранении постоянными других
физико-химических свойств электролита.
Часто для снижения температуры плавления электро*
лита вводят соли (обычно хлористые и фтористые соеди-
нения щелочных и щелочноземельных металлов), у кото-
рых катионы более электроотрицательные, чем выделяе-
мый металл. Оценивая в общем виде зависимость выхода
по току от температуры при электролизе расплавленных
солей, можно сказать, что она выражается кривой с мак-
симумом.
Плотность тока. Выход по току растет с увеличением
плотности тока. Основной причиной значительных откло-
нений выхода по току от закона Фарадея при электролизе
расплавленных солей являются потери металла вследст-
вие его растворения в электролите. Оптимальное значе-
ние плотности тока будет соответствовать наибольшему
выходу по току, при котором уменьшение потерь металла
вследствие растворения в электролите не будет сопро-
вождаться сильным повышением разряда катионов ме-
талла с более электроотрицательным потенциалом.
Слишком высокая плотность тока увеличивает паде-
ние напряжения в слое электролита и повышает расход
электроэнергии. Кроме этого, с увеличением катодной
плотности тока соответственно возрастает и анодная
плотность тока, при этом во многих электролитах уже
при относительно небольших анодных плотностях тока
на аноде возникает анодный эффект, нарушающий нор-
мальный ход электролиза. При высоких плотностях тока
возможно также протекание побочцых процессов — выде-
152
леййе на катоде наряду с основным металлом другого
металла, присутствующего в электролите.
При исследовании условий получения титанового
порошка электролизом треххлористого титана в эвтек-
тической смеси LiCl+KCl при 550° С обнаружено замет-
ное снижение выхода по току с увеличением плотности
тока выше 12 А/дм2, что, видимо, объясняется возмож-
ностью выделения на катоде наряду с титаном щелочных
металлов — лития и калия, присутствующих в электро-
лите.
Межэлектродное расстояние. При электролизе рас-
плавленных солей расстояние между электродами влияет
на выход по току, что объясняется растворимостью ме-
таллов в их солях. Потери металла при электролизе
вызываются растворением, переносом его от катода к
аноду и взаимодействием растворенного металла с газа-
ми, выделяющимися на аноде.
С увеличением расстояния между электродами пере-
нос растворенного металла от катода к аноду диффузией,
конвекцией и циркуляцией затрудняется вследствие уд-
линения пути перемещения металла, уменьшения гради-
ента концентрации растворенного металла в межэлект-
родном пространстве, а также из-за уменьшения скорости
циркуляции электролита при большом объеме расплава,
приводимого в движение одним и тем же количеством
анодных газов. В результате с увеличением межэлектрод-
ного расстояния абсолютные потери металла уменьша-
ются, а выход по току возрастает. Наоборот, при умень-
шении межэлектродного расстояния увеличивается веро-
ятность расходования растворенного металла у анода,
абсолютные потери его возрастают и при сильном сбли-
жении электродов выход по току может оказаться равным
нулю. Однако следует иметь в виду, что при чрезмерном
увеличении межэлектродного расстояния увеличивается
затрата электрической энергии и возможен перегрев
электролита, что отрицательно влияет на выход по току.
Состав электролита. Из всех факторов, влияющих на
выход по току, наиболее сильное влияние оказывает
состав электролита. Так как одной из основных причин
отклонения выхода по току от теоретической величины
является растворимость металла в электролите с после-
дующим окислением анодными продуктами, желательно
понижать растворимость металлов в электролите. Добав-
ки солей с более электроотрицательными катионами по
153
сравнению с выделяющимся металлом значительно пони*;
жают растворимость металла в расплавленной соли
этим повышают выход по току. |
Анодный эффект. Анодным эффектом при электролизер
расплавленных солей называется явление резкого возра*^
стания напряжения с одновременным падением силы
тока и появлением характерных искровых разрядов на
аноде. При появлении анодного эффекта электролит ока-
зывается отделенным от поверхности анода прослойкой
выделяющегося на аноде газа, т. е. наблюдается ухудше-
ние смачиваемости анода электролитом. Это обстоятель-
ство влечет за собой повышение плотности тока на аноде,
так как не вся поверхность погруженного в электролит
анода соприкасается с расплавом.
Увеличение концентрации в электролите поверхност-
но активных веществ, например хлоридов щелочных ме-
таллов или растворимых окислов (т. е. веществ, хорошо
смачивающих анод и имеющих небольшое поверхностное
натяжение на границе раздела электролита с анодом),
приводит к повышению величины критической силы тока,
вызывающей анодный эффект. Это обстоятельство осо-
бенно важно для такой конструкции электролизера, в ко-
торой анодом служит графитовый стержень относительно
небольшого диаметра, что создает повышенную анодную
плотность тока. Результаты исследования краевых углов
смачивания на контакте с графитом различных расплав-
ленных солей показали, что добавка растворимых окис-
лов в расплавленные фторидные соли резко уменьшает
краевой угол смачивания, т. е. улучшает смачиваемость
Графита расплавом (уменьшает поверхностное натяжение
на границе их раздела).
Получение порошка тантала
Порошок тантала получают при электролизе солево-
го расплава, состоящего из фторотанталата калия
КгТаР?, хлористого и фтористого калия, в котором рас-
творена пятиокись тантала.
Ниже приведен один из рекомендованных составов
электролита: 17,5% К2ТаР7, 55% КС1, 27,5% KF. Такой
электролит при 750° С достаточно жидкотекуч. Электро-
лиз ведут при концентрации Ta2Os в расплаве 2,5—3%.
Составные части электролита могут разлагаться при
электролизе с выделением на катоде тантала или калия,
154
а на аноде кислорода, хлора или фтора. Иногда исполь-
зуют и другой состав: 42% КС1, 43% KF, 10% IGTaF?
и 5% Та20з.
Известно, что напряжение разложения различных со-
единений при сравнимых концентрациях (при активно-
сти каждого из соединений, равной единице) зависит от
их химической прочности, т. е. от величины свободной
энергии, выделяющейся при образовании данного соеди-
нения:
Ет = — ,
nF
где Ет — напряжение разложение данного соединения
при температуре Т; — свободная энергия образова-
ния данного соединения при температуре Т; F — число
Фарадея; п — число зарядов (например, для Та20з рав-
но 10).
Напряжения разложения компонентов данного элек-
тролита при 750° С составляют, В: 1,65 Та20з; 2 TaFs;
3,4 КС1; 4,65 KF.
Из сопоставления приведенных данных следует, что
практически при электролизе происходит разложение
Та2Ов с выделением тантала на катоде и кислорода на
аноде:
4Та5+ + 2Ое-> 4Та и ЮО~2 — 2Ое-> 5О2.
В тех случаях, когда в качестве материала для анода
используют графит, электролитическое разложение
ТаОз сопровождается вторичным процессом на аноде,
а именно процессом частичного соединения выделяюще-
гося кислорода с углеродом анода, т. е. наряду с реак-
цией разложения Та20з, требующей затраты энергии, про-
ходят реакции с выделением энергии:
[О2 + С = СО2, О2 + 2С = 2СО.
Эти дополнительные реакции приводят к деполяриза-
ции анода и общему снижению количества энергии, тре-
бующейся для разложения Та20з, т. е. напряжение раз-
ложения пятиокиси тантала дополнительно снижается.
По мере протекания электролиза ванна обедняется
Та2С>5 и при некоторой концентрации возможно появле-
ние анодного эффекта. В связи с этим в электролит пе-
риодически добавляют Та20з, а также производят кор-
ректировку состава ванны и по другим компонентам.
155
Возможны различные варианты аппаратурного оформ- 1
ления процесса электролитического получения порошка |
тантала. Лучшие результаты были получены в случае, J
когда катодом служит тигель из нихрома, в центре ко- i
торого установлен графитовый анод. На рис. 47 показана .
схема такого электролизера.
Электролизер состоит из нихромового тигля, устрой-
ства для крепления и подъема анода, питателя, тепло-
изолирующего кожуха. В нижней конусообразной части
тигля имеется отверстие с притертой пробкой со стерж-
нем, служащим токоподводом. В центре тигля помещен ;
графитовый анод с отверстиями в стенках. Пятиокись
тантала подают в ванну через полый анод при помощи ?
автоматического питателя. Газы отсасывают через от- j
верстия в боковой стенке. К электролизеру подводят ре-
гулируемый постоянный ток. Электролиз проводят при ?
плотности тока на аноде 120—160 и на катоде 50 А/дм2. ।
Температура электролита 720° С. В результате электро- i
лиза на дне и стенках тигля осаждается тантал. Процесс 1
прекращают при заполнении катодным осадком 2/з объ- I
ема тигля. После этого анод поднимают и электролит |
вместе с катодным осадком охлаждают. ’
Частицы танталового порошка вкраплены в застыв-
ший электролит, который является своеобразной защи-
той порошка от окисления при остывании. Размер частиц
порошка 30—70 мкм. Для отделения порошка тантала
катодный продукт дробят в шаровой мельнице, работа-
ющей в замкнутом цикле с воздушным сепаратором.
Отделенная в процессе такой обработки сухая смесь
составных частей электролита может быть непосредст-
венно вновь использована для загрузки в электролитную
ванну. Дополнительное отделение оставшихся частиц
электролита от порошка производят на концентрацион-
ных столах в струе воды. После этого тантал обрабаты-
вают в фарфоровых реакторах горячей смесью соляной и
азотной кислот (в которой он не растворяется) с целью
отмывки примесей молибдена или железа, промывают
водой и высушивают.
В СССР разработан способ отделения порошка тан-
тала, который состоит в выплавлении основной массы со-
лей в атмосфере аргона с последующим удалением ос-
татков солей испарением в вакууме. Для этих целей скон-
струирована специальная установка, показанная на
рис. 48.
156
Рис. 47. Электролизер для получения тантала:
1 — полый графитовый анод с отверстиями в стенке; 2 — тигель-катод из ни-
хрома; 3 — теплоизолирующий стакан; 4 — пробка со стержнем для подвода
тока; 5 — штурвал для подъема анода; 6 — крышка; 7 — кронштейн с крепле-
нием для анода; 8 — бункер с питателем для подачи Та2О5; 9 — электромаг-
нитный вибратор питателя
Рис. 48. Установка для вакуум-термической очистки катодных осадков:
/—реторта; 2 — электропечь; 3 — конденсатор; 4— стакан для сбора электро-
лита; 5 — диффузионный насос; 3 —тележка для загрузки тигля-катода; 7 —
тигель-катод
Выплавку и вакуумную отгонку ведут в толстостенной
реторте 1 из жаропрочной стали или нихрома. В верхней
части реторты помещен тигель 7 с катодным осадком,
причем пробка, закрывающая отверстие в дне тигля, за-
менена фланцем с сеткой. К нижней части реторты на
фланцах присоединен охлаждаемый водой конденсатор 3,
158
в который вставлен стакан для сбора выплавленного
электролита 4. На реторту опускают электропечь 2. Ре-
торта присоединена к системе вакуумных насосов, позво-
ляющих создать разрежение порядка 10-1—10~2 Па, и к
баллону с аргоном. Реторту откачивают, заполняют ар-
гоном и нагревают до 1000° С.
При этом выплавляется электролит. Затем в реторте
создают разрежение и остаток солей отделяется испаре-
нием. На стенках тигля остаются слабо спекшиеся ден-
дриты тантала, которые снимают и легко превращают в
порошок при размоле. Выплавленный электролит воз-
вращают на электролиз.
Полученный электролитический порошок отличается
высокой чистотой, содержание тантала доходит до 99,8—
99,9%. Примесь кислорода в нем составляет 0,1—0,2%,
что в несколько раз меньше, чем в мелкозернистых по-
рошках натриетермического восстановления. Выход по
току составляет 80—83%, расход электроэнергии
2300 кВт-ч/т металла.
Танталовый порошок может быть получен при элек-
тролизе из ванн другого состава. Известно получение
черного порошка тантала, осыпающегося с катода на дно
ванны, электролизом с танталовым анодом расплавлен-
ной смеси TaCU+NaCl (в молекулярном отношении 1:1)
при плотности тока выше 0,5 А/дм2 и температуре 400—
500° С. На медном или железном катоде выделяется при
этом вначале тонкий слой плотного металла, на котором
сразу же появляется порошок.
Получение порошка титана
Выше отмечалось, что при производстве титана ме-
таллотермическими способами в себестоимости продук-
ции большую долю составляет стоимость восстановите-
лей — магния или натрия, которые получают электроли-
зом расплавов их хлористых солей.
Если металлотермию заменить прямым электролити-
ческим производством, то можно ожидать существенного
снижения стоимости титана. Однако пока еще не разра-
ботан электролитический способ производства титана,
который мог бы конкурировать с процессами, уже при-
меняемыми в промышленной практике для получения
порошка титана. Вместе с тем на некоторых заводах уже
применяют технологию электролитического рафинирова-
159
Ния титана и сплавов на его основе. В этом случае ано-
дом служит загрязненный примесями титан (некачест-
венная губка, отходы плавки титана), погруженный в
расплавленный электролит. В процессе электролиза ти-
тан переходит в расплав и затем выделяется на сталь-
ном катоде.
Электролитом служит расплав, состоящий из хлори-
дов щелочных металлов (NaCl или смесь NaCl+KCl),
в котором растворены низшие хлориды титана (TiCh,
TiCh). Электролит получают восстановлением четырех-
хлористого титана натрием или титановым скрапом в
расплаве хлоридов натрия и калия. Электролиз про-
водят при 800—850° С. При анодном растворении ти-
тан переходит в электролит в виде ионов Ti2+ и час-
тично Ti3+.
Обычная средняя валентность титана в электролите
2,2—2,3. Концентрация ионов титана в электролите
3—6%. Начальная катодная плотность тока 0,5—
1,5 А/см2. Анодная плотность тока должна быть в 4—8
раз меньше катодной.
В процессе электролиза примесь кислорода остается
в анодном шламе в форме окислов титана (TiO2, Ti2O3).
Углерод находится в свободном состоянии на поверхно-
сти электролита или в анодном остатке в виде карбида.
Азот содержится в анодном остатке в виде нитрида или
выделяется с анодными газами; кремний удаляется с
газами в виде SiCl4.
Электрорафинирование сплавов на основе титана яв-
ляется более трудной задачей. Отделение титана от ме-
таллических примесей основано на различии их элек-
тродных потенциалов.
Титан можно легко отделить от V, Cr, Fe, Мо, осо-
бенно если учесть, что содержание отдельных легирую-
щих металлов в титане колеблется от 1 до 10%. При этом
необходимо иметь в виду, что на степень очистки влияют
значительная поляризация, в основном определяемая пе-
репадом концентраций ионов титана в порах растущего
шламового слоя по мере выработки титана из анода,
а также уменьшение концентрации титана в поверхност-
ных слоях анода и экранирование анода шламовым слоем.
Это приводит при определенных степенях выработки ано-
да к растворению в электролите вместе с титаном и осаж-
дению на катоде более электроположительных примесей.
Отделить титан от марганца и циркония не удается.
160
Электролитическим рафинированием анодных мате-
риалов соответствующих составов можно получать и по-
рошки сплавов на основе титана, например сплавов
Ti—Al.
В настоящее время ведут исследования по использо-
ванию в качестве анодного материала электропроводных
продуктов восстановительного углетермического вскры-
тия титановых концентратов или шлаков (карбид, кар-
бонитрид, оксикарбид титана и т. п.). Получение тита-
на из таких материалов электролитическим рафинирова-
нием позволит исключить из технологии операции
хлорирования, очистки хлорида титана, его магниетерми-
ческого восстановления, вакуумной сепарации губки и
ряд других операций, что создает перспективы коренно-
го изменения всей технологии в металлургии титана с
большим технико-экономическим эффектом.
Получение порошка циркония
Электролизом галогенидов циркония в солевом рас-
плаве можно получить порошок циркония. На электро-
литах, содержащих Кг2гР6 в расплаве NaCl или КС1,
получены лучшие результаты. Напряжение разложения
КС1 выше, чем NaCl.y электролита на основе КС1 анод-
ный эффект на графитовых анодах возникает при боль-
шей плотности тока; смесь 70% KCl+30% Кг2гР6 пла-
вится при 730° С, что позволяет проводить электролиз при
невысокой температуре (750—800° С). Растворимость в
воде образующегося при электролизе KF больше, чем
NaF, что облегчает отделение электролита от цирконие-
вого катодного осадка.
У катода протекают реакции
ZrFl~ = Zr4+ + 6F~; Zr4+ + 4e = Zr.
У анода разряжаются ионы фтора, но элементарный
фтор реагирует с ионами хлора:
4F- + 4NaCl (КС1) — 4е = 4NaF (KF) + 2С12 f .
В результате протекающих реакций в ванне постепен-
но накапливается фторид калия или натрия, но этот
процесс протекает сравнительно медленно, так как зна-
чительное количество фторида увлекается из ванны с ка-
тодным осадком.
11—268
161
Оптимальная катодная плотность тока для электроли-
та K2ZrF6+KCl (70—75%) составляет 350—450 А/дм2.
Катодный осадок содержит около 30% порошка цирко-
ния с размерами частиц от 50 до 200 мкм; остальное —
соли электролита и, возможно, низшие фториды цир-
кония.
Когда требуется порошок циркония высокого качест-
ва, для электролиза необходимо использовать фтороцир-
конат и хлористый калий высокого качества, а процесс
проводить в атмосфере чистого аргона.
§ 5. ПОЛУЧЕНИЕ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ
ЦЕМЕНТАЦИЕЙ, АВТОКЛАВНЫМ ОСАЖДЕНИЕМ
И МЕТОДОМ МЕЖКРИСТАЛЛИТНОЙ КОРРОЗИИ
Получение порошков цементацией
Если расположить нормальные электродные потенциалы метал-
лов, измеренные при 25° С, в порядке возрастания их алгебраических
величин, то получается так называемый ряд напряжений. Каждый
металл, расположенный выше в ряду напряжений, способен вытес-
нять все нижестоящие металлы из их солей; при этом сам он пере-
ходит в раствор.
Если какой-либо металл погрузить в раствор соли более благо-
родного металла, то при таком «химическом коротком замыкании»
произойдет такой же процесс, как в гальваническом элементе: металл
с более отрицательным потенциалом вытеснит из раствора металл
с более положительным потенциалом, а сам при этом перейдет в рас-
твор. Например, если в раствор сернокислой меди погрузить цинко-
вую пластинку, то на ней начнет выделяться медь, а цинк будет пе-
реходить в раствор по реакции
Zn -Jr CuSO4 = ZnSO4 -j- Cu.
Протекающий при этом химический процесс состоит в переходе
электронов от одного элемента к другому:
Zn + СпЧ- = Zn2+ + Си.
Аналогично протекают реакции вытеснения из растворов меди
железом, кадмия и золота цинком, имеющие широкое практическое
применение.
Процессы, основанные на реакциях вытеснения из растворов бо-
лее благородных металлов менее благородными, называются цемен-
тацией, Часто такие процессы называют процессами контактного вос-
становления металлов из растворов.
Растворение и осаждение металлов из растворов регулируется
двумя противоположно действующими силами: электролитической
упругостью растворения и осмотическим давлением ионов раствора.
Например, растворение цинка и осаждение меди в системе
цинк — раствор его ионов и медь — раствор ее ионов протекает под
действием разности величин осмотического давления и электролити-
ческой упругости растворения. Эта разность создает потенциал (раз-
ность зарядов между двойным электрическим слоем у электрода и
162
общей массой раствора). У цинка электролитическая упругость зна-
чительно больше величины осмотического давления и значение раз-
ности будет отрицательным; следовательно, в этом случае цинк име-
ет электроотрицательный потенциал. У меди, наоборот, величина
упругости растворения меньше величины осмотического давления,
разность будет положительной и она при этом имеет электрополо-
жительный потенциал.
В процессе прохождения реакции замещения в растворе меди
цинком концентрация ионов цинка будет возрастать, а концентрация
ионов меди уменьшаться. Электроотрицательный потенциал цинка
вследствие увеличения осмотического давления ионов будет умень-
шаться; электроположительный потенциал меди также будет умень-
шаться (возрастает осмотическое давление ионов). Когда оба элек-
тродных потенциала сравняются по величине и по знаку, реакция
прекратится.
Связь между потенциалом электрода и концентрацией ионов его
материала в растворе выражается уравнением
RT
Е~Е° + nF 1ПС’
где Е — электродный потенциал, соответствующий данной концент-
рации ионов в растворе; £0 — нормальный электродный потенциал;
п — валентность металла; R — газовая постоянная; Т — абсолютная
температура; с — концентрация ионов, г-экв/л.
Скорость реакции замещения определяется скоростью, с которой
электроны удаляются с одного электрода и передаются другому. По-
следняя в свою очередь зависит от разности потенциалов электро-
дов. Чем меньше отличаются друг от друга потенциалы металлов,
тем меньше будет разность потенциалов, а следовательно, и скорость
цементации. На практике для цементации подбирают такие пары
электродов, у которых разность потенциалов была бы возможно
большей.
Электродный потенциал при 18° С после подстановки в уравне-
ние значения газовой постоянной и замены натурального логарифма
десятичным примет вид
0,058
Е = Ео +--------1g с.
п
Существует ряд других факторов, которые оказывают влияние
на ход и результат реакции цементации:
1. Цементирующий или восстанавливающий металл должен об-
разовывать растворимое соединение с анионом, который связан с за-
мещающим металлом. Например, железо не образует растворимых
комплексных соединений с аммиаком, поэтому оно не может заме-
щать медь в аммиачных растворах. Следовательно, железо не пере-
ходит в раствор, а образует Fe(OH)2 или Ре(ОН)з.
2. Восстанавливающий металл должен находиться в избытке в
твердой фазе, особенно в тех случаях, когда приходится осаждать
очень малые количества более электроположительного металла. Это
и понятно, так как реакции замещения протекают на поверхности
восстанавливающего металла, и чем больше эта поверхность, тем ско-
рее и полнее идет реакция.
3. При цементации меди из раствора железом часть или даже
вся поверхность последнего может покрыться выделившейся медью,
11*
163
вследствие чего эта поверхность становится инертной; поэтому мед-
ный раствор должен циркулировать вокруг железа с достаточно
большой скоростью или поверхность железа должна очищаться для
удаления рыхлого осадка меди встряхиванием или каким-либо дру-
гим способом.
Процессы цементации широко распространены в современной
гидрометаллургии. Особенно часто этим методом пользуются для вы-
деления меди из растворов, содержащих много примесей или мало
меди. Основная реакция метода — замещение железом меди в суль-
фате с выводом в осадок так называемой «цементной меди»:
C11SO4 -|- Fe == FeSO4 Си |
или в другой форме
Cu?+ + Fe = Си + Fe?+.
Осаждение меди железом практически полно протекает вправо,
особенно в отсутствии окислителей. Цементация как самостоятельный
метод получения металлических порошков большого практического
значения не получила. Иногда методом цементации пользуются для-
получения порошка свинца. Осаждение порошка ведут из растворов
хлористых солей цинком. Реакция протекает по уравнению РЬС12+
+ Zn=Pb+ZnC12. Основным характерным свойством осажденного
металла является его мелкозернистость (до 70% зерен имеют размер
около 2 мкм); недостаток такого порошка — загрязненность солями
и цинком. Восстанавливающий металл часто используют в форме по-
рошка, при этом его качество весьма сильно влияет на процесс, ха-
рактеризуя способность с той или иной активностью вытеснять элек-
троположительный металл из раствора.
Интенсивность реакции определяется потенциалом восстанавли-
вающего порошка по отношению к раствору, который зависит от со-
става порошка, его структуры и поверхностных пленок.
Присутствие в порошке более электроотрицательных примесей,
хорошо растворимых в применяемом растворе, способствует реакции.
Примеси более положительных металлов облагораживают потенциал
и затрудняют реакцию. Если контактное восстановление производят
с целью извлечения металла из раствора, то можно применять лю-
бые порошки достаточной активности, учитывая в случае необходи-
мости возможность регенерации раствора.
Количество порошка. Практически установлена необходимость
иметь избыток порошка в сравнении с теоретически требуемым. Это
объясняется тем, что в порошке часть металла присутствует всегда
в неактивной форме, неспособной к реакции вытеснения. Так как кон-
тактное восстановление — гетерогенная реакция, ее скорость и то со-
стояние, при котором наступает равновесие, определяются (при про-
чих равных условиях) размером реагирующей поверхности, т. е. ко-
личеством порошка.
Перемешивание. Перемещение разряжаемых катионов к реаги-
рующей поверхности осуществляется тремя путями: переносом током,
диффузией и перемешиванием или циркуляцией раствора. Первый
путь при контактном восстановлении имеет незначительное значение,
так как короткозамкнутые элементы контактного восстановления
охватывают ничтожную часть раствора. Роль диффузии также неве-
лика, так как диффузионная поверхность весьма мала.
Основную роль в переносе реагирующих ионов к поверхности
играет перемешивание или циркуляция раствора. Без этого, как уже
164
отмечалось, реакция очень быстро прекращается. Скорость процес-
са находится в прямой зависимости от интенсивности перемешива-
ния. Эффективным оказалось воздействие ультразвука на процесс
цементации.
Температура. Повышение температуры не только улучшает усло-
вия диффузии, но весьма часто снижает энергию активации реакции,
и процесс идет интенсивнее.
Время. Основная масса осаждаемого металла выделяется в пер-
вые 15—20 мин. Чем больше избыток порошка, тем выше скорость
процесса. Константа скорости реакции (для данного типа порошка)
возрастает прямо пропорционально количеству взятого порошка, что
объясняется пропорциональным увеличением реагирующей поверх-
ности.
Аппаратурное оформление процесса. Наиболее эффективным счи-
тается ведение процесса контактного восстановления по принципу
полного противотока. В настоящее время процесс контактного вос-
становления осуществляется двумя способами: перемешиванием рас-
твора с порошком и просачиванием раствора через слой порошка.
Второй способ наиболее соответствует принципу противотока,
что и является основным его преимуществом. В этом случае наибо-
лее концентрированный раствор соприкасается с наиболее отрабо-
танной частью порошка и тем самым повышается степень его ис-
пользования. Наиболее обедненный раствор реагирует со свежей
порцией порошка, что.и обеспечивает максимальную глубину очистки.
Однако при этом способе трудно добиться равномерного проса-
чивания раствора через слой порошка и в отдельных местах образу-
ются каналы с усиленной циркуляцией, в то время как в других
местах циркуляция раствора слабая и порошок реагирует не весь.
Это приводит к большому расходу порошка на непроизводительное
растворение.
При осуществлении процесса по способу перемешивания можно
добиться частичного противотока, применяя ряд последовательно
включенных аппаратов, причем свежий порошок загружают в аппа-
рат для окончательной очистки раствора.
Способ перемешивания более доступен для механизации и авто-
матизации процесса. Хотя, как говорилось выше, цементация и не
имеет большого практического значения для получения порошков,
этот метод заслуживает внимания при изготовлении легированных
порошков, так как позволяет распределять легирующую добавку в
виде тонкой пленки вокруг основных частиц.
Получение порошков автоклавным осаждением
В настоящее время все более широкое распространение получает
производство никелевого, медного и кобальтового порошков осаж-
дением соответствующего металла, вытесняемого в растворе из его
соединения водородом под давлением. Исходным сырьем служат
рудные концентраты: никель-кобальтовый, медно-цинковый, медно-
свинцово-цинковый, медно-цинковый скрап или отходы металлообра-
ботки. Соответствующий металл извлекают окислительным аммиач-
но-карбонатным выщелачиванием, которое проводят при повышен-
ном давлении в автоклавах. Полученный раствор комплексной
аммиачной соли металла очищают от примесей и подают в автоклав
на обработку водородом.
165
Чтобы водород перешел в этот раствор, сначала должна пройти
его ионизация, в результате которой образуется свободный электрон
по реакции
1/2Нз = Я+ + е.
Вытеснение иона металла из раствора идет по реакции
Меп+ + пе = Ме°.
Осаждение металла из раствора его соли водородом протекает,
если потенциал водорода электроотрицательнее потенциала ионов
металла относительно электрода из этого металла.
На практике для сдвига равновесия реакции в сторону выделе-
ния металла процесс проводят при повышенном давлении водорода
1,5—2,5 МПа (суммарное давление в автоклаве порядка 3,5—
4 МПа) и температуре 150—200° С, которая обеспечивает более бы-
строе протекание реакции вытеснения катиона металла из раствора
его соли.
Для регулирования размеров частиц металлического порошка
применяют введение в раствор небольшого количества затравки-ка-
тализатора (порошка осаждаемого металла) или органического по-
лимерного соединения — полиакриламида. Чем больше затравки,
тем мельче образующийся порошок металла.
Процесс автоклавного осаждения порошка может быть осу-
ществлен как непрерывный, хотя чаще его проводят как периодиче-
ский, например, в горизонтальных автоклавах емкостью около 25 м3
с паровыми рубашками и вертикальными мешалками. Съем порошка
с 1 м3 автоклава в 30—40 раз превышает съем порошка с 1 м3 элек-
тролизера при электролитическом способе получения медного порош-
ка, тогда как свойства получаемых порошков во многом идентичны.
После осаждения порошка пульпу из автоклава перекачивают
через дроссель, сбрасывающий давление, в реактор, где раствор
«вскипает» и выделяет растворенный водород; затем пульпу пере-
качивают через фильтр и промывной аппарат в емкость для обработ-
ки (осушки) порошка.
Себестоимость автоклавных порошков примерно в два раза ни-
же себестоимости электролитических порошков.
Получение порошков методом
межкристаллитной коррозии
Этот метод, основанный на растворении межкристаллитных
прослоек в сплавах специальными растворами, используют главным
образом для получения порошков металлов или сплавов, которые
трудно или невозможно получить другими известными методами. В
частности, метод межкристаллитной коррозии применим для полу-
чения порошков нержавеющей или хромоникелевой стали. В качест-
ве исходного сырья в таких случаях используют отходы производст-
ва в форме стружки, обрезков тонких листов и лент.
Чувствительность к межкристаллитной коррозии повышается со-
ответствующей термической обработкой (например, для стали закал-
ка с температуры 1150—1200°С и отпуск при 500—750°С). При тер-
мообработке хромоникелевых сталей по границам зерен выделяются
карбиды хрома, а области вблизи границ обедняются хромом. Для
обработки такой стали используют водный раствор, содержащий
166
11% CuSO4 й 1(7% H2SO4. Интен'сшнссть коррозии возрастает за
счет образования гальванических микроэлементов: области, обеднен-
ные хромом, являются анодом по отношению к центральным частям
зерна, богатым хромом, и растворяются. Медд, осевшую на части-
цах, отмывают азотной кислотой. Получаемы^ порошки нержавею-
щей стали находят применение в производстве спеченных фильтров
и конструкционных материалов. В случае двух или более металлов,
растворимых один в другом в жидком состоянии и обладающих или
полной взаимной нерастворимостью, или слабой взаимной раствори-
мостью в твердом состоянии, один металл удаляется из сплава,
тогда как другой остается в виде порошка. Этим методом можно-
получать легированные порошки, если несколько элементов раство-
римы один в другом и нерастворимы в каком-либо другом элементе.
Например, сплав, содержащий 72% Си, 25% Fe, 3% Сг, обраба-
тывают HNO3, медь при этом растворяется в кислоте, а порошок;
сплава Fe—Сг выпадает в осадок.
Затем порошок промывают водой и спиртом, сушат, в результа-
те получают тонкий порошок, содержащий около 12% Сг. Метод меж-
кристаллитной коррозии не нашел широкого промышленного приме-
нения.
§ 6. ПОЛУЧЕНИЕ ПОРОШКОВ МЕТОДОМ
ТЕРМИЧЕСКОЙ ДИССОЦИАЦИИ КАРБОНИЛОВ
При получении порошков с помощью термической
диссоциации используют летучие карбонильные соедине-
ния металлов, поэтому этот метод часто называют кар-
бонильным. Схематически карбонил-процесс может быть
представлен как
Меа Бъ + с СО -> ЬБ + | Меа (СО)с -> аМе + с СО.
*___________________________________________I
В первой фазе исходное сырье, содержащее металл в
соединении с балластным веществом, взаимодействует с
окисью углерода, образуя промежуточный продукт —
карбонил, который отделяют от балластной примеси и
собирают в чистом виде.
Во второй фазе промежуточный продукт (карбонил)
претерпевает термическую диссоциацию с выделением
чистого металла и окиси углерода, которую, как прави-
ло, возвращают для использования в первой фазе про-
цесса. Поэтому первую фазу карбонил-процесса называ-
ют обычно синтезом карбонила металла, а вторую фа-
зу — термическим разложением карбонила.
В промышленном масштабе метод применяют для
производства порошков никеля, железа, кобальта, метал-
лов шестой группы (хрома, молибдена, вольфрама) и
некоторых металлов платиновой группы. Технологически
167
карбонил-процесс основывается на обратимой реакции
аМе + с Со Меа (СО)с.
В первой фазе процесса (синтез) реакция идет сле-
ва направо с образованием карбонила металла и явля-
ется всегда экзотермической. Во второй фазе процесса
(термическое разложение) реакция идет справа налево
с образованием металла и окиси углерода и всегда эндо-
термична. При прямом синтезе карбонила по реакции на
поверхности исходного материала сначала происходит
адсорбция газообразных молекул окиси углерода. Физи-
ческая адсорбция молекул газа сопровождается относи-
тельно небольшим тепловым эффектом. Поглощенный
газ может быть десорбирован без особого труда.
Образующееся карбонильное соединение вначале
остается на поверхности металла, удерживаемое силами
ван-дер-ваальсового сцепления. Таким образом, на по-
верхности металла сначала возникает адсорбционный
слой из молекул окиси углерода (активированная ад-
сорбция), а затем в этом слое появляется все больше и
больше молекул карбонильного соединения (процесс фи-
зической адсорбции). Активированная адсорбция проте-
кает значительно медленнее физической, поэтому почти
весь адсорбционный слой постепенно заполняется моле-
кулами карбонила.
По мере заполнения адсорбционного слоя молекулами
карбонила доступ окиси углерода к поверхности металла
все более и более затрудняется. Может наступить мо-
мент, когда доступ окиси углерода совсем прекратится,
и тогда процесс образования карбонила останавливает-
ся. Реакция образования карбонила идет везде, где окись
углерода соприкасается с поверхностью исходного мате-
риала: снаружи твердого тела, в его трещинах и порах.
По мере извлечения металлов в карбонильную фазу тре-
щины и поры углубляются. Соответственно затрудняется
и доступ окиси углерода к обновляемой поверхности. Де-
сорбция молекул карбонила также происходит гораздо
легче с внешней поверхности, чем из глубокой и узкой
трещины или поры.
Таким образом, процесс образования карбонила ока-
зывается тесно связанным с диффузионными процесса-
ми: с диффузией окиси углерода из газовой фазы к по-
верхности твердого тела и молекул образующегоя кар-
бонила из твердого тела в газовую фазу.
168
Эффективная величина площади поперечного сечения
всех трещин и пор непрерывно увеличивается по мере из-
влечения металла со стенок пор и трещин в карбониль-
ную фазу. По тем же причинам при прочих равных ус-
ловиях она не останется равномерной по длине пути, бу-
дучи наибольшей у поверхности куска и наименьшей у
места, до которого проникла окись углерода в данный
момент. Изменение площади поперечного сечения пор во
времени зависит от многих причин: состава, термической
обработки, условий процесса.
Диффузия окиси углерода в глубь твердого материа-
ла распространяется, как правило, сплошным фронтом,
параллельным внешней поверхности кусочков твердого
материала. Это указывает на то, что скорость реакции
образования карбонила значительно превосходит ско-
рость диффузии и что скорость диффузии лимитирует об-
щий ход процесса. На образование карбонила большое
влияние оказывают температурные условия, а также на-
личие веществ, тормозящих или ускоряющих реакцию.
В некоторых случаях при взаимодействии окиси углерода
с твердым исходным материалом возможно одновремен-
ное образование нескольких карбонилов.
В табл. 6 приведены основные свойства некоторых
карбонилов.
Термическая диссоциация карбонилов на металл и
окись углерода в большинстве случаев наступает при от-
носительно невысокой температуре. Так, пары карбони-
ла никеля начинают распадаться на металл и окись уг-
лерода при температуре ниже температуры кипения это-
го соединения.
Распад молекул карбонила приводит в первый момент
к появлению атома металла и газообразных молекул оки-
си углерода. Дальнейшее формирование агрегатов всег-
да начинается с кристаллизации парообразного металла,
состоящей из двух этапов: образование зародышей и фор-
мирование металлической частички (агрегата, крис-
талла).
На скорость образования зародышей в единице объе-
ма и на скорость формирования металлических кристал-
лов влияют степень разрежения в аппарате, плотность
(концентрация) паров металла и главным образом тем-
пература. При относительно низкой температуре обра-
зуется значительно меньше зародышей, чем при повы-
шенной. Увеличение плотности пара металла и снижение
169
о
Основные свойства карбонилов
Таблица 6
Карбонил Химическая формула Цвет и состояние в нормальных условиях Температура, °C Плотность, г/см3 1 Продукты, на которые раз- лагается карбонил
плавления кипения (возгонки)
Пятикарбо- нил железа Fe (СО)5 Желтая жидкость —20 (замерзания) 103 1,47 (при 20°С) При освещении на Fe2(CO)g, выше 130°С на Fe и СО
Девятикар- бонил желе- за Fe2(CO)e Золотистые, желтые или оранжевые гек- сагональные кристал- — Разлагается при 95—100 2,085 (при 18,5СС) При 100° С на Fe(CO)s, Fe и СО, при 95° С на Рез(СО)12 и Fe(CO)s
Четырех - карбонил железа Fe3 (СО)12 лы Черно-зеленые пла- стинчатые кристаллы — Разлагается при 140 1,996 (при 18°С) При 150° С на Fe и СО
Карбонил никеля Ni (СО)4 Бесцветная легкопо- движная жидкость —25 (замерзания) 43 1,31 (при 20°С) При 0° С в вакууме и выше 50° С при 1 ат на Ni и СО
Карбонил кобальта Со2 (СО) 8 Оранжевые кристал- лы 51 Разлагается при 25—52 1,82 Выше 60° С на Со и СО
Четырехкар - бонил ко- бальта Со4 (СО)12 Черно-зеленое кри- сталлическое веще- ство — Разлагается при 60 — То же
Карбонил хрома Сг (СО)б Бесцветные ортором- бические кристаллы Возгоняется 150 1,77 При 200° С или освеще- нии на Сг и СО
Карбонил молибдена Мо (СО)б То же 148 155 1,96 Выше 130° С на Мо и СО
Карбонил вольфрама W (СО)б » 169 175 2,65 Выше 140° С на W и СО
вакуума в аппарате благоприятствуют образованию за-
родышей.
Условия развития зародышей весьма отличны от ус-
ловий их образования, хотя скорость роста кристаллов
также зависит от температуры процесса и от плотности
паров металла. В условиях глубокого вакуума образу-
ются настолько мелкие частицы, что они осаждаются в
виде блестящего металлического зеркала, причем крис-
таллы приобретают правильно сформированные грани.
В умеренном вакууме образуется смесь правильных крис-
таллов самых различных размеров, а в неглубоком ва-
кууме появляются дендриты.
Вначале при кристаллизации происходит адсорбция
паров металла на поверхности зародыша (частицы). За
счет выделяющейся теплоты адсорбции температура
внешней поверхности металлического зародыша-частич-
ки всегда выше температуры окружающей среды.
Адсорбированный металлический атом на поверхно-
сти металлического зародыша сохраняет подвижность по
двум направлениям. Чем выше температура адсорбцион-
ного слоя, т. е. поверхности зародыша, тем выше по-
движность адсорбированного атома и тем легче он до-
стигает свободного узла кристаллической решетки, тем
легче образует кристалл с правильными гранями.
В верхней зоне аппарата-разложителя субмикроско-
пическая частичка металла сталкивается в газовом пото-
ке со множеством атомов металла, молекул карбонила и
окиси углерода и адсорбирует их на своей поверхности.
Атомы металла, находясь в адсорбированном слое и со-
храняя свободу перемещения в двух направлениях, стре-
мятся занять свободные узлы в кристаллической решетке.
Молекулы карбонила в момент соударения с пере-
гретой поверхностью частички получают дополнитель-
ный тепловой импульс для немедленной диссоциации.
Молекулы окиси углерода на перегретой активной по-
верхности металлической частички находятся в услови-
ях, наиболее благоприятствующих их распаду по схеме
2СО->С+СО2 (железо действует как катализатор).
В итоге всех этих процессов кристаллик непрерывно рас-
тет, но рост этот носит скачкообразный характер и пере-
межается с отложением сажи и адсорбционных вклю-
чений. Этим объясняется строение частичек карбо-
нильных порошков, называемое «луковой кожурой»
(рис. 49).
171
Рис. 49. Частица карбонильного железа:
а — сферическая с правильно чередующимися слоями; б — конгломерированная
Средний размер частичек карбонильного порошка оп-
ределяется следующими факторами. В верхней зоне ап-
парата-разложителя зародыши-частички очень малы. По-
ступательная скорость частичек определяется общей ско-
ростью газового потока, движущегося обычно сверху
вниз. Однако истинный путь зародышей в сотни тысяч
раз больше пути газового потока и это создает благо-
приятные условия для столкновения между отдельными
зародышами-частичками и атомами металла, что приво-
дит к постепенному укрупнению металлического кристал-
ла. По мере укрупнения частички начинает сказываться
ее сила тяжести, направленная, как и общее движение
газового потока в аппарате, сверху вниз. Путь, проходи-
мый частичкой за единицу времени, начинает резко со-
кращаться. Следовательно, средний размер частички кар-
бонильного порошка зависит не только от температуры
и длины горячей зоны, но и от скорости газового потока,
от концентрации паров металла и зародышей и от соб-
ственной массы частички. Вероятно, что частичка, сво-
бодно падающая в данной среде под действием собствен-
ной массы, фактически более не увеличивается в разме-
ре, так как быстро уходит из реакционной зоны.
Кристаллизация металла может существенно изме-
ниться, если поверхность растущего кристаллика под-
вергнуть тепловым, химическим или физическим воздей-
ствиям. Например, если пары карбонила разложить в
атмосфере постороннего газа, то образующиеся пары ме-
талла (а затем и его зародыши) окажутся окруженными
молекулами этого газа-разбавителя. Формирующиеся
частички металла, сталкиваясь с огромным количеством
молекул постороннего газа, адсорбируют эти молекулы
на своей поверхности. Наоборот, столкновение частички
с парами металла и с молекулами карбонила в этих ус-
ловиях затрудняется, вследствие чего замедляется рост
зародышей металла и порошки получаются мелкими.
При разбавлении паров карбонила любым газом не-
обходимо иметь в виду физико-химическое воздействие,
которое разбавитель может оказать на формирующийся
кристаллик в горячей зоне разложителя. Поэтому инерт-
ные газы-разбавители следует различать не только по их
активности в отношении, например, степени измельче-
ния карбонильного металлического порошка, но также
по воздействию на форму частичек и внесению примесей
в готовый продукт.
173
Например, ввод в аппарат водорода приводит к раз-
бавлению газовой фазы и отсюда к значительному пони-
жению крупности получающегося металлического порош-
ка, но вместе с этим при наличии активного тонкораспре-
деленного металлического порошка в аппарате
создаются благоприятные условия для протекания ре-
акции
Me + СО + Н2-> Me С + Н2О
и анализ порошков, полученных при разбавлении газо-
вой фазы водородом, показывает повышенное содержа-
ние в них углерода.
Карбонильный метод имеет наибольшее практическое
значение для получения порошков железа и никеля. Кар-
бонилы никеля и железа (пятикарбонил) были получены
соответственно в 1889 и 1891 гг.
С 1901 г. началось промышленное производство кар-
бонильного никеля (метод Монда), при котором синтез
и термическое разложение карбонила осуществляют при
давлении, близком к атмосферному, и комнатной темпе-
ратуре. Исходным сырьем в процессе служит медно-ни-
келевый штейн, а конечный продукт — карбонильный ни-
кель Монда — представляет собой зернистый материал с
частицами сферической формы диаметром 5—10 мм, со-
держащий 99,5—99,8% Ni.
Более удачной оказалась технология, разработанная
в 30-х годах фирмой И. Г. Фарбениндустри в Германии и
пригодная для получения как никеля, так и железа; в ка-
честве исходного сырья здесь используют никелевый
файнштейн или губку железа. Принципиальная схема
этого процесса применительно к получению порошка ни-
келя показана на рис. 50. Реакционный газ (95% СО и
5% Н2) подают в колонну синтеза 4 (цилиндр высотой
Рис. 50. Схема получения
карбонильного никеля:
1 — газгольдер с СО; 2 —
компрессор; 3 — ресивер;
4 — колонна синтеза карбо-
нила; 5 — циркуляционный
насос; 6 — холодильник; 7 —
сборник сконденсированного
карбонила под высоким дав-
лением; 8 — сборник сыро-
го карбонила; 9 — ректифи-
кационная колонна; 10 —
сборник-испаритель готового
карбонила; 11 — разложи-
тель карбонила
174
9—12 и диаметром 0,7—I м со стенками толщиной 10—
15 см, вмещающий 18—20 т никелевого материала) по-
догретым. Начальное давление газа 5—10 МПа, но по
мере обеднения файнштейна никелем давление и темпе-
ратуру газа повышают.
Реакционный газ, проходя через колонну снизу, по-
степенно обогащается карбонилом и отводится в холо-
дильник 6, где карбонил конденсируется. Окись углеро-
да циркуляционным насосом возвращают в колонну син-
теза, куда периодически поступают и свежие порции
газа. Из холодильника сырой карбонил стекает последо-
вательно в ряд сборников, где давление постепенно по-
нижается до 0,5 МПа. Для удаления примесей (паров
воды, смазок от уплотнения компрессора и насоса) кар-
бонил подвергают дистилляции в ректификационной ко-
лонне 9. Диссоциация карбонила происходит в колоннах
разложения //, куда газообразный карбонил поступает
из змеевикового испарителя 10. Колонны разложения,
представляющие собой цилиндрические реакторы высо-
той 2,5—3 и диаметром 1 м, нагреты до 200—250° С.
При получении порошка железа в качестве исходного
материала используют губчатое железо, железный
штейн, некоторые окисные природные руды железа, желе-
зосодержащие отходы (скрап, стружку и т. п.) и др.
Дробленое железосодержащее сырье в виде кусков раз-
мером 10—25 мм загружают в колонну синтеза 1 (рис. 51)
и затем систему заполняют сжатой окисью углерода, по-
Жеяезосодержащее
сырье
Рис. 51. Схема синтеза пятикарбонила железа
175
ступающей в нижнюю часть колонны из сборника 2, где!
она хранится под давлением до 32,5 МПа. Окись углеро- 1
да для синтеза карбонила обычно получают газификаций
ей малосернистого кокса с применением кислородного '
дутья по реакциям
С + О2 - СО2 и СО2 + С = 2СО.
Перспективно использование промышленных газов,
являющихся отходами ряда производств (например,
бросовый газ фосфорного завода), содержание СО в ко-
торых достаточно велико (75—80%). После заполнения
системы окисью углерода до давления 5—10 МПа вклю-
чают циркуляционный насос <3, который обеспечивает
протекание реакционного газа через слой загруженного
в колонну железосодержащего сырья. По мере расходо-
вания окиси углерода на синтез производят периодиче-
скую подачу газа в систему из сборника 2. При поступ-
лении в реактор 1 циркулирующая окись углерода очи-
щается от масла в маслоотделителе 4 и подогревается до
150—200° С в теплообменнике 5.
Для более полного использования железосодержаще-
го сырья температуру в конце синтеза обычно повышают
до 220° С с одновременным увеличением в системе дав-
ления до 20 МПа. Образующиеся пары пятикарбонила
железа вместе с непрореагировавшей окисью углерода
очищаются от пыли в фильтре 6 и поступают в холодиль-
ник-конденсатор 7, где охлаждается реакционный газ и
конденсируется карбонил. Отделение жидкого карбонила
железа от циркуляционного газа происходит в сепарато-
ре <3, после которого окись углерода проходит через ло-
вушку в фильтр высокого давления и поступает на вса-
сывание в циркуляционный насос 3. Жидкий карбонил
железа из сепаратора 8 направляется в десорбер, где про-
исходит выделение растворенной в нем окиси углерода,
затем поступает в сборник 9, фильтруется и идет в ем-
кость продукта 10.
На рис. 52 показана принципиальная схема после-
дующей обработки полученного пятикарбонила железа.
Жидкий карбонил железа из напорной емкости 1 через
фильтрующее 2 и дозирующее 3 устройства направля-
ется в испаритель 4. Пары карбонила из испарителя че-
рез обогреваемый патрубок 5 направляются в аппарат
разложения 6, где в присутствии аммиака (способствует
образованию тонких сферических порошков) при 300—
176
350°С происходит термическая диссоциация Fe(CO)s с
образованием порошка карбонильного железа и окиси
углерода. Образовавшаяся окись углерода удаляется в
рукавный фильтр 7, увлекая с собой порошок карбониль-
ного железа. Около 80% порошка осаждается в прием-
нике аппарата разложения, 17—18% его задерживается
в фильтре и 2—3% улавливается в соединительном кол-
лекторе 8 и в конечном рукавном фильтре 9. Отходящая
Рис. 52. Схема получения порошка карбонильного железа
окись углерода на выходе из конечного фильтра посту-
пает на очистку от аммиака в скруббер 10 и далее на-
правляется на синтез пятикарбонила железа. При необ-
ходимости получения более мелких порошков часть от-
ходящей окиси углерода возвращают в аппарат
разложения.
С этой же целью в аппарат разложения подают жид-
кий пятикарбонил железа, распыленный при помощи
форсунок. В этом случае получают порошок железа, со-
держащий до 85% частиц размером до 1 мкм.
Карбонильные порошки, как правило, содержат при-
меси углерода, азота и кислорода, суммарное количество
которых может составлять 1—3%. Такое загрязнение по-
12—268
177
ротка связано с протеканием вторичных реакций между
активными частицами порошка и окисью углерода, угле-
кислотой, аммиаком. Для удаления этих примесей по-
рошки подвергают отжигу в атмосфере водорода при
300—400° С или нагревают в вакууме. Суммарное содер-
жание кислорода и углерода после термической обработ-
ки порошка снижается до нескольких сотых процента.
Карбонильный метод позволяет получать и полиметал-
лические порошки, например железо-никелевые, железо-
молибденовые, железо-кобальтовые, железо-никель-мо-
либденовые и др.
Термическому разложению подвергают смесь карбо-
нилов соответствующих металлов: при этом карбо-
нилы готовят отдельно. Сплавы можно получать и
в том случае, если в колонну разложения вводить
совместно с парами карбонила порошки другого
металла. Карбонил разлагается на поверхности частиц
и образуется сплав. Применение карбонильного метода
сдерживается высокой стоимостью получаемых по-
рошков.
§ 7. МЕТОД КОНДЕНСАЦИИ МЕТАЛЛОВ
Этим методом получают порошки металлов, отличающихся
большой упругостью паров при сравнительно низких температурах
(цинк, магний, кадмий и др.). Рассмотрим основные закономер-
ности процесса, заключающегося в испарении металлов и кон-
денсации паров на холодных поверхностях. В закрытом сосу-
де металл испаряется с нагретой до высокой температуры по-
верхности до тех пор, пока над ней не достигается определенное
давление пара.
Система будет находиться в равновесии, если скорость конден-
сации атомов на поверхности металла будет равна скорости испаре-
ния. Если же заставить пары металла конденсироваться на более
холодных поверхностях, то равновесные условия нарушатся и будет
происходить непрерывное испарение металла со скоростью, опреде-
ляемой упругостью его пара, давлением других газов или паров и
перепадом концентрации над поверхностью металла и поверхностью
конденсата. Однако скорость испарения, как правило, низка, что за-
трудняет и существенно ограничивает промышленное использование
процесса. Для получения порошка температура конденсатора (по-
верхности осаждения) должна быть ниже температуры плавления
металла.
Способ конденсации обеспечивает получение как крупных сфе-
рических (размер частиц 10—20 мкм), так и очень тонких порошков
(размер частиц менее 0,1 мкм) достаточной чистоты, хотя частицы
таких порошков и покрыты тонким слоем окисла получаемого ме-
талла.
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
1. Зеликман А. Н., Меерсон Г. А. Металлургия редких металлов. М.,
«Металлургия», 1973. 608 с. с ил.
2. Порошковая металлургия сталей и сплавов. М., «Металлургия»,
1978. 264 с. с ил. Авт.: Ж. И. Дзнеладзе, Р. П. Щеголева,
Л. С. Голубева и др.
3. Сыркин В. Г. Карбонильные металлы. М., «Металлургия», 1978.
256 с. с ил.
Глава III
СВОЙСТВА МЕТАЛЛИЧЕСКИХ ПОРОШКОВ
И МЕТОДЫ ИХ КОНТРОЛЯ
Металлические порошки характеризуются химичес-
ким составом, физическими и технологическими свой-
ствами. Химический состав порошков определяется
содержанием основного металла, примесей или загрязне-
ний и газов. Физические свойства порошков определя-
ются следующими характеристиками: формой частиц,
размером и распределением их по крупности, удельной
поверхностью, пикнометрической плотностью, микротвер-
достью. Технологические свойства порошков характе-
ризуются насыпной плотностью, текучестью, прессуе-
мостью и формуемостью.
Кроме того, в некоторых случаях появляется необ-
ходимость в характеристике порошков по специальным
свойствам, таким как коррозионная стойкость, химичес-
кая активность, адсорбционная способность, цвет, блеск
и т. п. Знание свойств порошков необходимо для пра-
вильной организации технологического процесса произ-
водства заготовок. Основные характеристики порошков,
обеспечивающие получение спеченных изделий с необ-
ходимыми свойствами, оговариваются ГОСТами или
техническими условиями (ТУ).
§ 8. ХИМИЧЕСКИЕ СВОЙСТВА
Химический состав порошков во многом зависит от
химического состава исходных материалов, а также ме-
тода производства порошков. Содержание основного ме-
талла в порошках бывает, как правило, не ниже 98—
99%. Такая чистота исходных порошковых металлов
12*
179
для получения большинства спеченных изделий являет-
ся удовлетворительной. Лишь для изготовления неко-
торых видов изделий, обладающих специальными свой-
ствами, требуются порошки более высокой чистоты.
Допустимое содержание примесей в порошках опреде-
ляется допустимым содержанием их в готовой продук-
ции, за исключением окислов, которые восстанавлива-
ются при спекании в восстановительной атмосфере. По-
этому большинство технических условий допускает
сравнительно высокое содержание кислорода в порош-
ке (0,2—1,5%), что соответствует содержанию окислов
порядка 1—10%. Большее содержание окислов обычно
снижает прессуемость и прочность прессовок, затруд-
няет спекание и ухудшает механические свойства спе-
ченных изделий.
Следует иметь в виду, что окислы, содержащиеся в
некоторых порошках, не всегда восстанавливаются при
существующих режимах спекания. Например, большая
часть примесей БЮг и МпО, находящихся в порошках же-
леза, полученного из окалины, при спекании изделий не
восстанавливается. Окислы в основном ухудшают тех-
нологические свойства порошков, в частности прессуе-
мость, и вызывают повышенный износ прессформ.
Однако иногда присутствие в порошке окислов, легко вос-
станавливаемых водородом (окислы железа, меди, ни-
келя, вольфрама и Др.), желательно из-за хорошей
спекаемости таких порошков.
Присутствие в порошках трудно восстанавливаемых
окислов (хрома, марганца, кремния, титана, алюминия
и др.) крайне нежелательно, так как затрудняет и прес-
сование, и спекание, за исключением тех случаев, когда
наличие указанных окислов придает специальные свой-
ства материалам (примеры таких материалов приведены
в соответствующем разделе книги).
Химический анализ металлических порошков прово-
дят по методикам, аналогичным общему анализу метал-
лов. Исключением является лишь определение кислоро-
да, которое может быть качественным (определяют по-
терю массы порции порошка при прокаливании в
атмосфере сухого водорода или пикнометрическую плот-
ность) или количественным (навеску порошка восста-
навливают чистым и хорошо осушенным водородом,
улавливают образующиеся пары воды пятиокисью фос-
фора, окисью кальция или каким-либо другим актив-
180
ным поглотителем и рассчитывают количество кислоро-
да по привесу поглотителя).
В последние годы широкое распространение получа-
ют методы нейтронно-активационного анализа. В метал-
лических порошках содержится значительное количест-
во газов (кислород, водород, азот и др.), как адсорби-
рованных на поверхности, так и попавших внутрь
частиц в процессе изготовления. Газообразные примеси
в порошках появляются также в результате разложения
при нагреве загрязнений и добавляемых смазок (ис-
пользуемых при прессовании). Присутствие большого
количества газа увеличивает хрупкость порошков, за-
трудняет прессование, а интенсивное их выделение при
спекании может привести к короблению изделий. Чем
мельче частицы порошка, тем больше количество ад-
сорбированных ими газов. Поэтому порошки зачастую
подвергают вакуумной обработке для отгонки газов.
Газовые пленки на поверхности частиц порошка об-
разуются самопроизвольно из-за ненасыщенности сило-
вых полей в поверхностных слоях. Например, на каж-
дом квадратном сантиметре поверхности металла обра-
зуется воздушная пленка массой 0,6-10~6 г и порошок
с размером частиц 10 мкм содержит около 0,05% (по
массе) О2.
Присутствие газа внутри порошковых частиц связа-
но с методом получения порошка. Восстановленные по-
рошки загрязнены газами-восстановителями и продук-
тами реакции, которые, не успев продиффундировать
наружу, остаются внутри частиц и находятся либо в
растворенном состоянии, либо в виде пузырей.
Электролитические порошки содержат водород, вы-
деляющийся на катоде совместно с осаждаемым метал-
лом. В карбонильных порошках присутствуют раство-
ренные кислород, окись и двуокись углерода, а в рас-
пыленных порошках — газы, механически захваченные
внутрь частиц. Содержание газов в порошках опреде-
ляют с использованием сложных методов, основанных
на нагреве и плавлении проб в вакууме.
Для некоторых порошков характерной особенностью
является их пирофорность, т. е. способность к самовоз-
горанию при соприкосновении с воздухом. Пирофор-
ность зависит от химической природы металла, степени
дисперсности и формы частиц порошков, состояния их
поверхности (окисные пленки уменьшают пирофорность),
181
чистоты и т. д. Большинство порошков Не является пи-
рофорными и в условиях изготовления не представля-
ет опасности самовозгорания. Однако тонкие порошки
железа, кобальта, циркония и некоторых других весьма
опасны, так как при соприкосновении с воздухом лег-
ко возгораются. Так, температура воспламенения (°C)
порошка со средним размером частиц менее 50—74 мкм
в слое и взвешенного в воздухе составляет соответст-
венно 397 и 330 для титана, 420 и 450 для магния, 500
и 320 для карбонильного железа, 350 и 300 для восста-
новленного железа, 420 и 630 для тантала, 530 и 720
для молибдена, 620 и 780 для вольфрама, 180 и 20 для
циркония (средний размер частиц 3—6 мкм).
Взвешенные в воздухе пылевидные частицы боль-
шинства металлов и сплавов могут вызвать взрыв из-за
сравнительно невысоких значений нижнего концентра-
ционного предела взрываемости, составляющего (г/м3),
например, 40 для циркония, 60 для титана, 25 для маг-
ния, 10 для алюминия, 105 для карбонильного железа,
66 для восстановленного железа, 200 для тантала.
Другой особенностью порошков является их токсич-
ность, так как практически пыль любого из металлов,
в том числе и совершенно безвредных в компактном со-
стоянии, может воздействовать на человека и вызвать
патологические изменения в организме. В связи с этим
предельно допустимые концентрации (мг/м3) аэрозолей
металлов и их соединений в окружающей атмосфере
достаточно малы и составляют, например, 0,001 для бе-
риллия, 0,1 для пятиокиси ванадия и окиси меди, 0,5
для окисей и металлических кобальта и никеля, 2 для
алюминия и хрома, 4—6 для окислов и металлического
железа, 6 для вольфрама.
Большое внимание при работе с порошками долж-
но быть обращено на строгое соблюдение специальных
мер, обеспечивающих безопасность работающих.
§ 9. ФИЗИЧЕСКИЕ СВОЙСТВА
Форма частиц
Важной характеристикой порошков является форма
частиц, которая в основном зависит от метода получе-
ния и может быть сферической, губчатой, осколочной,
тарельчатой, дендритной и плоской или чешуйчатой.
182
Первичная форма порошков, полученных тем или иным
способом, может несколько видоизменяться при после’
дующей обработке: отжиге, размоле, грануляции и т. д.
Зависимость формы частиц порошков от метода полу’
чения:
Сферическая...................
Губчатая .....................
Осколочная ...................
Тарельчатая ..................
Дендритная ...................
Плоская или чешуйчатая . . . .
Карбонильный, распыление
Восстановление
Измельчение в шаровых мель-
ницах
Вихревое измельчение
Электролиз
Измельчение в бегунах
Форму частиц обычно определяют при помощи ми-
кроскопа (оптического или электронного). При исполь-
зовании оптического микроскопа пробу порошка поме-
щают на предметное стекло, куда добавляют каплю
глицерина или скипидара. Пробу осторожно распреде-
ляют по стеклу для разрушения конгломератов и накры-
вают покрывным стеклом. Оценку соотношения разме-
ров частиц можно производить количественно с по-
мощью статистического среднего из отношений длины
частиц к поперечнику. Форма частиц оказывает влияние
на насыпную плотность, прессуемость и формуемость
порошка—на плотность, прочность и однородность прес-
совки. С формой частиц связана и их поверхностная
энергия, которая тем выше, чем больше поверхность час-
тиц. Наибольшую прочность прессовок дают частицы
дендритной формы, так как в этом случае наряду с си-
лами сцепления действуют и чисто механические причи-
ны: заклинивание частиц, переплетение выступов и от-
ветвлений. В технических условиях на порошки обычно
указывается требуемая форма частиц.
Размер частиц
и гранулометрический состав порошка
Размер частиц порошков, получаемых различными
методами, колеблется от долей микрона до 0,5—1 мм.
Самый широкий диапазон по размерам частиц наблю-
дается у порошков, получаемых восстановлением и
электролизом.
Размер частиц порошка в сочетании с его другими
свойствами определяет удельное давление при прессо-
вании, необходимое для достижения заданной пористос-
183
ти, усадку при спекании и механические свойства спе^
ченных изделий. 1
В практике никогда не встречаются металлически^
порошки с частицами одной крупности. Количественно^
содержание частиц в определенных фракциях (фракций
порошка — диапазон размеров частиц между их верх^
ним и нижним значениями) по отношению к общему ко*
личеству порошка называется гранулометрическим со-
ставом порошка. Гранулометрический состав обычно вы-
ражают либо в виде таблиц, либо графически — в виде
кривой зернистости.
В зависимости от крупности частиц для определения
гранулометрического состава используют различные
методы анализа: ситовый,
Рис. 53. Прибор для рассева ме-
таллических порошков на фракции
микроскопический, седимен-
тационный и др.
Ситовый анализ. Ситовым
называют гранулометриче-
ский анализ порошка с по-
мощью набора сит. Он наи-
более прост и распростра-
нен для определения грану-
лометрического состава по-
рошков с размером частиц
40 мкм и более. Ситовый
анализ проводят в специаль-
ном приборе с комплектом
сит с различной величиной
отверстий (рис. 53). В соот-
ветствии с ГОСТ 18318—73
механический встряхиватель
должен представлять собой
устройство, работающее по
принципу вращательного движения со скоростью враще-
ния 300±15 об/мин и при одновременном встряхивании
с равномерной частотой 180±10 в минуту. Допускаются
и другие режимы работы. Сита должны быть круглыми
с размерами, не менее: диаметр 100, глубина 25, высота
обечайки 40 мм. Выбранные сухие и чистые сита укла-
дывают по возрастающему размеру ячеек одно над дру-
гим; под нижним ситом помещают обечайку со сплош-
ным дном (поддон). Имеется несколько шкал сеток.
В СССР для определения гранулометрического со-
става принята стандартная шкала сеток (сит) с квад-
184
ратнЫмй ячейками по ГОСТ 3584—73. Каждый номер
сетки (сита) соответствует номинальному размеру сто-
роны ячейки в свету в микронах. Недостатком этой
системы является отсутствие определенной зависимости
между смежными ситами во всей серии.
В США (стандарт Тейлора) за основу принято сито
с размером отверстий в свету_ 0,074 мм. Различают ос-
новной ряд сит с модулем V 2= 1,414 и дополнительный
с модулем у 2 = 1,189 (модулем называют постоянное
отношение размеров отверстий двух сит, смежных в
наборе). Размер любого сита кратен 0,074 мм. Напри-
мер, размер следующего_за основным более крупного
сита составляет 0,074-]/2 = 0,104, затем 0,104- ]/2 =
= 0,147 и т. д. Для вычисления размера отверстий сит
дополнительного ряда пользуются модулем у 2 Диа-
метр проволоки d каждого сита равен размеру отвер-
стий а, который определяют по формуле
где т — число отверстий (меш) на 1 линейный дюйм
(25,4 мм) сита. Например, для сита 200 меш размер от-
верстий определяется как
а = 25,4/(2-200) = 0,0635_’мм = 63,5 мкм.
Для любой шкалы сеток зависимость между разме-
ром отверстия, диаметром проволоки, числом меш и жи-
вым сечением сетки (относительной площадью отверс-
тий) с квадратными отверстиями выражается как
т = -2^11; sc = 0,155 (25,4 - md)2-,
о “I- d
где т— число меш; а — размер отверстий, мм; d — диа-
метр проволоки, мм; Sc — живое сечение сита, %.
В табл. 7 приведены характеристики сит для сито-
вого анализа порошков, применяющихся в СССР, США
и Англии.
В нашей стране сетки ткут из мягкой отожженной
проволоки бронзовой марки Бр.ОФ6,5—0,15 с содер-
жанием фосфора 0,3—0,4% (сетки №004—016) и полу-
томпака марки Л80 (сетки №0071—1).
185
Таблица 7 j
Проволочные сита, принятые в СССР, США и Англии
СССР. ГОСТ 3584-73 США Англия
номер сетки размер сто- роны ячейки в свету, мкм диаметр про- волоки, мкм примерное число меш номер сетки размер сторо- ны ячейки в свету, мкм номер сетки размер сто- роны ячейки в свету, мкм
1 1000 400 18 — — — —
09 900 400 20 — — — —
08 800 300 23 — — — —
05 500 250 34 — — — —
045 450 200 30 — — — —
0315 315 160 53 — — — —
025 250 120 69 — — — —
018 180 120 85 80 159 — —
016 160 100 98 100 127 100 152
0125 125 80 124 115 ПО 120 124
01 100 60 159 140 91 150 104
008 80 50 196 170 75 170 89
0071 71 50 200 200 64 200 76
0063 63 40 216 230 55 240 66
0056 56 40 264 270 47 300 53
004 40 30 363 325 40 — —.
— — — — 400 32 — —
Взвешенную пробу (ее масса 100 г, если насыпная
плотность испытываемого порошка более 1,5 г/см3, или
50 г, если насыпная плотность меньше) высыпают на
верхнее сито набора сит и закрывают его крышкой. За-
тем приготовленный набор сит с пробой порошка поме-
щают на встряхиватель и включают его. Время рассева
пробы составляет 30 мин, если применяют сита с сетка-
ми №008 и менее. При сетках крупнее №008 время рас-
сева определяют из опыта и оно должно быть таким,
чтобы при контрольном просеивании в течение 2 мин
через самое мелкое сито набора проходило не более
0,5% массы взятой пробы. По окончании рассева отдель-
ные фракции высыпают из сит, начиная с сита с боль-
шими ячейками. Содержимое на сите осторожно стря-
хивают на одну сторону и пересыпают на глянцевую бу-
магу. Порошок, приставший к сетке или рамке сита,
осторожно протирают легкой кистью через сетку в сле-
дующее сито с меньшими ячейками. Фракцию, высыпан-
ную на глянцевую бумагу, взвешивают на лаборатор-
186
ных рычажных весах с точностью до 0,01 г. Такую опе-
рацию повторяют для каждого сита и поддона. Масса
всех фракций в сумме должна составлять не менее 99%
массы испытываемой пробы. Разницу между этой сум-
мой масс и массой пробы распределяют по всем анали-
зируемым фракциям пропорционально их массам.
Содержимое отдельной фракции X, %, вычисляют с
точностью до 0,1% по формуле
X = 100,
G
где Gn — масса данной фракции, г; G — масса испыты-
ваемой пробы, г.
Для каждого порошка ситовый анализ проводят не
менее двух раз. Расхождение между параллельными
определениями соответствующих фракций не должно
превышать 3%. За величину фракции принимают сред-
нее арифметическое результатов параллельных опре-
делений. Результаты ситового анализа записывают по
определенной форме. Например, фракцию порошка, ос-
тавшуюся на сите 01, но прошедшую через более круп-
ное сито 0125, обозначают — 0125+0,1 или —125+
+ 100 мкм; рядом указывают ее процентное содержание.
Если оно меньше 0,1%, то пишут «следы».
Более наглядную и полную характеристику зернис-
тости порошка дает графическое изображение грануло-
метрического состава. На горизонтальной оси такого
графика откладывают средний размер частиц в каждой
фракции rfcp. Упрощенно dcp определяют как среднее
арифметическое размеров отверстий плюсового и мину-
сового сит. Например, средний размер частиц фракции
125+100 мкм будет равен
, 125+ 100
dcp =----------= 112,5 мкм.
На вертикальной оси графика распределения откла-
дывают относительное количество частиц данной фрак-
ции.
Благодаря простоте и быстроте выполнения ситовый
анализ является основным методом контроля зернистос-
ти в порошковой металлургии. Существенным недостат-
ком этого метода является то, что минимальный размер
отверстия в сетках составляет 40 мкм, т. е. более мел-
кие порошки не поддаются ситовому анализу.
187
Форма частиц может внести ошибки в результаты
ситового анализа: тарельчатые частицы задерживают-
ся на сите с размером ячейки больше их поперечни-
ка, а вытянутые иглообразные частицы проходят через
сито с отверстиями меньше их длины. Поэтому ГОСТ
18318—73 на такие частицы не распространяется.
Микроскопический метод определения зернистости
заключается в том, что приготовленный препарат по-
рошка рассматривают в оптическом или электронном
микроскопах. При использовании оптического микро-
скопа в его тубус устанавливают окуляр-микрометр,
т. е. окуляр с нанесенной на нем шкалой. С помощью1
этой шкалы определяют размеры отдельных зерен, а
затем подсчитывают процентное содержание зерен оп-
ределенных размеров. Оптический микроскоп позволяет
измерять частицы размером 0,3—100 мкм.
Для определения размера частиц меньше 1 мкм
о
(вплоть до 10 А) применяют электронные микроскопы,
обладающие значительно более высокой разрешающей
способностью в сравнении с оптическими микроскопа-
ми. Исследуемый порошок вносят в электронный микро-
скоп на специальной пленке-подложке (кварц, колло-
дий, закись кремния, уголь и др.). Порошок либо нано-
сят на пленку-подложку, либо помещают в нее. Для
этого приготавливают суспензию из порошка в 1%-ном
растворе коллодия в амилацетате; каплю суспензии на-
носят на поверхность воды, в результате чего образу-
ется пленка с включенными в нее частицами. Иногда
готовят шлиф порошка, травят его и снимают с поверх-
ности реплику, которую изучают в электронном микро-
скопе.
Достоверные результаты определения размеров час-
тиц микроскопическим методом могут быть получены
только при изучении большого количества частиц (по-
рядка нескольких сотен). Точность микроскопического
метода зависит также от качества приготовленного пре-
парата. Важно, чтобы препарат был отобран из пробы,
достаточно характеризующей данный порошок. Микро-
скопический метод позволяет одновременно определять
степень конгломерированности порошка и форму зерен.
В случае равноосных частиц определяют размер одного
измерения, а для удлиненных частиц измеряют длину
и ширину. Микроскопический метод весьма трудоемкий
и длительный. Предпринимаются попытки автоматизи-
ровать методы микроскопического анализа.
В частности, в последние годы все большее распрост-
ранение получает применение сканирующих микроско*
пов. Такой микроскоп позволяет изображение объекта,
находящегося в его поле зрения, преобразовать в непре-
рывный ряд электрических сигналов, которые подвер-
гают машинной обработке. Сама операция сканирова-
ния заключается в последовательном определении
интенсивности светового потока в каждой точке исследуе-
мого препарата. При работе со сканирующим микро-
скопом приготовление высококачественного препарата
порошка с малым размером частиц оказывается доста-
точно сложным из-за комкования в связи с проявлени-
ем поверхностных сил взаимодействия.
Под седиментационным анализом понимают грану-
лометрический анализ, основанный на разделении по-
рошка по массе частиц при их осаждении в жидкости.
Измеряя скорость оседания частиц, можно определить
их радиус по закону Стокса:
г = 1ZO, 9tp . (Ш.1)
И 2 (уп — уж)я
где г — радиус частицы, см; v — скорость оседания час-
тицы в жидкой среде, см/с; уп — плотность материала
порошка, г/см3; уж — плотность жидкой среды, г/см3;
g — ускорение силы тяжести, см/с2; т) — вязкость жид-
кой среды, г/(см-с).
Дисперсионная среда должна хорошо смачивать по-
рошок и быть химически инертной к нему. Часто при-
меняют спирт (этиловый, бутиловый, изоамиловый),
ацетон, соевое масло, циклогексан. Скорость оседания
частиц в вязкой среде под действием силы тяжести мож-
но определить весовым, пипеточным или оптическим
методом, отмучиванием в восходящем потоке жидкости
или газа, центрифугированием и др., а остальные вели-
чины известны из условий опыта.
При весовом методе в сосуд с исследуемой суспен-
зией опускают одну из чашек весоизмерительного уст-
ройства и периодически или непрерывно фиксируют ко-
личество попавшего на нее порошка. Построив кривую
осаждения, характеризующую изменение привеса во
времени, несложно определить фракционный состав ис-
следуемого порошка.
189
Пробы суспензии с одной и той же высоты сосуда
можно периодически отбирать пипеткой: после филь-
трации, высушивания и взвешивания строят кривую
оседания, по которой рассчитывают распределение час-
тиц по размерам. ’
Для определения изменения концентрации твердой
составляющей в суспензии широко применяют оптичес-
кие методы с использованием визуальных или фотоэлек-
трических турбидиметров, оценивающих интенсивность
рассеянного в суспензиях света в соответствии с зако-
ном Бугера — Ламберта — Бера:
где /о — интенсивность света, проникающего через слой
суспензии толщиной /; Ц — интенсивность падающего
света; с — концентрация или количество частиц; х—
величина, пропорциональная удельной поверхности час-
тиц.
Наиболее эффективны фотоседиментометры с авто-
матической записью изменения оптической плотности
суспензии.
Отмучивание в восходящем потоке жидкости или га-
за приводит к достаточно быстрому фракционированию
порошков. Размер выделяемых частиц зависит от ско-
рости восходящего потока.
Для данного порошка и жидкой среды величины т),
Уп и уж являются постоянными, иными словами
1/"————- = const = к.
V 2(уп —
Подставив это значение в уравнение (III. 1), полу-
чим г=/С)А>. При стационарном движении u = const =
=Н/г, где Н — высота падения, а т — время, поэтому
в конечном виде будем иметь
г = ЛГКя7г. (III.2)
Уравнение Стокса применимо только для порошка
с частицами размером 1—100 мкм, так как при более
грубом порошке начинает заметно проявляться влия-
ние сил инерции среды, которое уравнением Стокса не
учитывается, а частицы размером менее 1 мкм оседают
очень медленно и практически не могут быть иденти-
фицированы. Варианты практического применения се-
диментационного анализа довольно многочисленны.
190
6 настоящее время для определения гранулометри-
ческого состава металлических порошков все более ши-
роко начинают применять разработанный сравнитель-
но недавно импульсный кондуктометрический метод. Он
основан на оценке изменения проводимости узкого ка-
нала, заполненного электролитом, при перетекании че-
рез него суспензии исследуемого порошка. Попадая в
такой канал через микроотверстие в нем, частица вы-
тесняет в электролите свой
собственный объем, что и
приводит к изменению про-
водимости в электроцепи
постоянного тока, состоящей
из источника постоянного
напряжения, сопротивления
нагрузки, двух электродов,
находящихся в узком кана-
ле, и суспензии соответствен-
но, и микроотверстия. Каж-
дое изменение сопротивле-
ния канала создает пропор-
циональный объему частицы
импульс напряжения, что по-
зволяет получать интеграль-
ные кривые распределения
частиц по размерам. Время
анализа одной пробы со-
ставляет 1—1,5 ч. Кондук-
тометрические датчики мо-
гут обеспечить оценку раз-
мера частиц от 0,2 мкм.
Графическое изображе-
ние результатов дисперсно-
го анализа, полученных ка-
ким-либо из известных ме-
Рис. 54. Распределение частиц по
размерам:
а — суммарные и частная кривые
распределения (/ — суммарная кри-
вая по минусу; 2— суммарная кри-
вая по плюсу; 3 — частная кривая
распределения); б — дифференци-
альная кривая распределения
тодов, может быть осущест-
влено несколькими способами.
Исходными данными для
этого служат результаты определения содержания раз-
личных фракций в исследованной пробе порошка. По
оси абсцисс при графическом изображении откладыва-
ется размер частиц, а по оси ординат — процентное со-
держание (рис. 54).
Данные по содержанию различных фракций пред-
ставлены на графике в виде суммарных кривых или в
191
Виде частник кривых, характёрйзуЮЩих содержание от-
дельных фракций. В первом случае каждая точка кри-
вой соответствует суммарному содержанию частищ
больших (суммарная по плюсу) или меньших (суммар-
ная по минусу) данного размера. Частные кривые в по-
рошковой металлургии имеют широкое распространение
и их строят в большинстве случаев на основании сред-
него в пределах данной фракции размера. Частная кри-
вая сходна по своему характеру с дифференциальной
кривой распределения (рис. 54, б), которая характери-
зует относительное содержание отдельных фракций по-
рошка в виде площадей, ограниченных кривой и осью
абсцисс. Каждую фракцию изображают в виде прямо-
угольника, основание которого равно интервалу разме-
ров данной фракции, а высота — содержанию фракции,
отнесенному к единице интервала радиусов частиц. Если
бы интервал в пределах каждой фракции был одинаков,
то частная и дифференциальная кривые полностью сов-
падали бы.
Удельная поверхность
Форма и размер частиц порошка определяют вели-
чину удельной поверхности, под которой понимают сум-
марную поверхность всех частиц порошка в единице
объема или массы. Величина удельной поверхности ме-
таллических порошков колеблется в пределах от
0,01 м2/г до нескольких квадратных метров на 1 г. Ве-
личина удельной поверхности зависит не только от раз-
мера и формы частиц, но и от степени развитости их
поверхности, которая определяется условиями получе-
ния порошков. С уменьшением размера частиц и увели-
чением степени развитости их поверхности величина
удельной поверхности возрастает. Определение удель-
ной поверхности порошков осуществляют несколькими
методами, обеспечивающими различную степень точнос-
ти, в частности адсорбционными или измерением газо-
проницаемости.
Наиболее точными и универсальными считаются ад-
сорбционные методы, в основе которых лежит предпо-
ложение, что молекулы адсорбируемого вещества на
поверхности твердых тел располагаются мономолеку-
лярным слоем. Среди адсорбционных методов наиболее
широко применяют адсорбцию паров азота при —195° С
192
(метод БЭТ: Брунауэра — Эммета — Теллера) и адсорб-
цию паров метанола СН3ОН при комнатной темпера-
туре.
В настоящее время в качестве газа-адсорбата ис-
пользуют криптон, аргон и некоторые другие. Среди
адсорбционных методов определения удельной поверх-
ности порошков выделяют статические (манометричес-
кие, весовые или с использованием калиброванного ка-
пилляра) и динамические, часто называемые хроматогра-
фическими. Среди статических более распространены ма-
нометрические методы, сущность которых заключается в
том, что навеску исследуемого порошка (10—20 г) поме-
щают в герметизируемую емкость, дегазируют в вакууме
и затем впускают в емкость соответственно азот или па-
ры метанола. Давление газа, зафиксированное ртутным
манометром, через некоторое время падает в результа-
те адсорбции паров на поверхности частиц порошка. По
разности равновесных давлений азота или метанола до
и после адсорбции рассчитывают согласно газовым за-
конам по известному объему прибора и температуре ве-
личину адсорбции (мг/г). Зная, что одна молекула в
плотном адсорбированном монослое в случае азота при
—195° С независимо от природы поверхности занимает
площадку 0,162 нм2, а в случае метанола при комнат-
ной температуре для многих металлов занимает пло-
щадку порядка 0,2 нм2, можно определить удельную по-
верхность порошка (м2/г). Существенная зависимость
размера площадки, занимаемой молекулой метанола, от
природы адсорбирующей поверхности значительно сни-
жает точность оценки удельной поверхности. Длитель-
ность оценки поверхности одной навески порошка по
адсорбции азота занимает порядка 5—6 ч, а по адсорб-
ции метанола 1—1,5 ч.
Хроматографические методы на порядок и даже бо-
лее чувствительнее статических, причем сами установки,
не связанные с использованием в них вакуумной аппа-
ратуры, просты в монтаже и при эксплуатации. Адсор-
батом служат азот, аргон или криптон, а время опреде-
ления поверхности одной пробы не превышает 30 мин.
Менее точны методы адсорбции из раствора и ад-
сорбции красителей (например, метиленовой сини). В
последнем случае количество адсорбированного вещест-
ва определяют колориметрированием частично или пол-
ностью обесцвеченного раствора.
13—268
193
точным является опреде-
по скорости фильтрации
порошка. Метод основан
газа или жидкости через
величина коэффициента
Рис. 55. Прибор В. В. Това-
ров а
В адсорбционных методах количество адсорбирован-
ного вещества (как правило, в миллиграммах), отне-
сенное к единице массы (г) или объема (см3) иссле-
дуемого порошка, прямо пропорционально его поверх-
ности.
Более быстрым, но менее
ление удельной поверхности
газа и жидкости через слой
на том, что при фильтрации
порошкообразные материалы
фильтрации зависит от размеров частиц порошка, от
пористости фильтрующего слоя и от вязкости среды.
Скорость, с которой среда фильт-
руется через слой материала с
определенной пористостью, об-
ратно пропорциональна квадра-
ту удельной поверхности фильт-
рующего слоя.
В практике порошковой ме-
таллургии чаще всего пользуют-
ся измерением газопроницаемости
при атмосферном давлении и в
условиях кнудсеновского режима.
Первый из этих методов удовле-
творительно применяется только
для порошков с размером частиц
больше 100 мкм. Для более мел-
ких порошков результат получа-
ется заниженным.
Среди аппаратуры для осуще-
ствления указанного метода наи-
более простым и распространен-
ным считается прибор В. В. То-
варова (рис. 55). Навеску иссле-
дуемого порошка помещают в
кювету с перфорированным дном.
С помощью гидравлического ас-
пиратора через слой порошка
просасывают воздух, количество
которого измеряют по объему
вытекающей из аспиратора во-
ды. Перепад давления при про-
сасывании воздуха через пробу
измеряют манометром, а удель-
194
ную поверхность S определяют из выражения.
s = ни-е> 1/~ (1—е>л/>
Тнас 0 Г
(III.3)
где 0 — относительная плотность слоя порошка, доли
единицы; А — поперечное сечение кюветы, см2; Р — по-
казания манометра, см; уНас— насыпная плотность
порошка, г/см3; q — объемная скорость воздуха
см3/с, определяемая как частное от деления объ-
ема воды, вытекающей из аспиратора (см3), на
продолжительность истечения (с); т) — вязкость возду-
ха при температуре опыта, г/(см-с); Н — высота слоя
порошка в кювете, см.
Метод измерения удельной поверхности по фильтра-
ции разреженного газа более точен; при этом разреже-
ние здесь должно быть
таким, чтобы длина
свободного пробега мо-
лекул газа была боль-
ше размера пор, благо-
даря чему соударения
молекул между собой
будут крайне редки по
сравнению с ударами
о стенки пор (кнудсе-
новскийрежим). Метод
проницаемости при
кнудсеновском режиме
был подробно разрабо-
тан Б. В. Дерягиным.
Схема прибора для оп-
ределения удельной по-
верхности порошков ме-
тодом фильтрации раз-
реженного газа показа-
на на рис. 56.
Исследуемый поро-
Рис. 56. Прибор для определения удель-
ной поверхности металлических порошков
методом газопроницаемости в условиях
кнудсеновского режима (по Б. В. Деря-
гину):
а — схема прибора (/ — реометр; 2 — ка-
пилляры; 3 — впускной кран; 4 — приспо-
собление для крепления образца; 5—ма-
нометр; 6 — кран для проверки наличия
кнудсеновского режима; 7 — трехходовой
кран; « — манометрическая лампа ЛТ-2);
б — приспособление для крепления образ-
ца (/, 4 — нижний и верхний штуцеры;
2 — накидная гайка; 3 — металлические
шайбы; 5 — резиновые уплотнения; 6 —
'резиновая шайба; 7 — исследуемый обра-
зец)
шок в виде спрессо-
ванных брикетов помещают в специальную головку
(рис. 56,6), которая состоит из двух половинок, скреп-
ленных резьбовым соединением. Резиновые уплотнения
обеспечивают надежную герметичность. Нижняя часть
головки соединяется с прибором с помощью шлифа. Оп-
ределение удельной поверхности состоит в измерении
13*
195
расхода воздуха по реометру и перепада давления на
образце по манометру. Величину S рассчитывают по
рабочей формуле
S = (Ш.4)
ЦНУнаа
где К — постоянная прибора.
Метод газопроницаемости по Б. В. Дерягину с успе-
хом можно использовать преимущественно для измере-
ния S порошков с округлой формой частиц, так как этот
метод не позволяет определять поверхности тупиковых
и узких извилистых пор.
Плотность
Для определения плотности порошка широко приме-
няют так называемый пикнометрический метод. Пикно-
метрическая (истинная) плотность металлических по-
рошков зависит от их внутренней пористости, дефектно-
сти кристаллической решетки, содержания окислов и т. п.
и отличается от плотности, вычисленной на основе рент-
генографических данных при определении параметров
кристаллической решетки материала порошка. При оп-
ределении пикнометрической плотности пробу порошка
помещают в тщательно высушенный и взвешенный пик-
нометр, представляющий собой мерный сосуд с извест-
ным объемом (10, 25, 50 мл). Пикнометр заполняют по-
рошком на две трети объема и взвешивают, после чего
оставшийся свободный объем заполняют пикнометричес-
кой жидкостью (бензиловый спирт, керосин), которая
должна хорошо смачивать порошок и одновременно
быть химически инертной к нему, обладать стабильной
плотностью и минимальными значениями упругости па-
ров, вязкости, поверхностного натяжения и размера мо-
лекул.
Пикнометр с жидкостью и порошком снова взвеши-
вают и пикнометрическую плотность ук определяют по
формуле
Т. = W . (П1.5)
Тж
где Pi — масса пикнометра, г; Р% — масса пикнометра
с порошком, г; Р3 — масса пикнометра с порошком и
196
жидкостью, г; V — объем пикнометра, см3; у»—плот-
ность пикнометрической жидкости, г/см3.
Для повышения точности определения применяют
вакуумные пикнометры, позволяющие вакуумировать
находящиеся в них порошки и жидкость. Иногда иссле-
дуемый порошок прессуют в брикеты пористостью 20—
30%, которые вакуумируют в течение 30—40 мин, а за-
тем пропитывают жидкостью с известной плотностью.
После этого брикеты взвешивают на воздухе и в воде.
Пикнометрическую плотность рассчитывают по фор-
муле
(III.6)
Y =-----------i------
Гк Р2-Рз Рг-Рх
Тв Уж
где Р\ и Рг — соответственно масса непропитанного и
пропитанного брикета, г; Рз — масса пропитанного бри-
кета в воде, г; ув — плотность воды, г/см3.
Наибольшее отклонение плотности от теоретической
наблюдается у восстановленных порошков, что объяс-
няется присутствием недовосстановленных окислов, на-
личием микропор и полостей, образовавшихся в услови-
ях восстановления.
Окислы в порошках существенно понижают величину
пикнометрической плотности. В связи с этим измерение
пикнометрической плотности металлических порошков
следует проводить на каждой партии порошка, так как
изменение технологических режимов получения и дли-
тельное хранение порошков могут привести к изменению
содержания кислорода.
Микротвердость
Различные металлы обладают различным сопротив-
лением деформации, определяемым строением их крис-
таллической решетки. Кроме того, один и тот же металл
может иметь различное сопротивление деформации в за-
висимости от предварительной обработки, изменяющей
его структуру, что в свою очередь связано с методом
получения порошка.
Деформируемость металла, в известной степени ха-
рактеризующаяся твердостью, имеет важное значение
для оценки технологических свойств металлических по-
рошков, главным образом их прессуемости. Пластич-
197
ность порошка в значительной степени определяет воз-
можность уплотнения при прессовании, прочность
брикетов, необходимую мощность прессового оборудова-
ния, возможность увеличения эксплуатационного вре-
мени использования прессформ и т. п.
Удобной мерой пластичности порошка является мик-
ротвердость его частиц, которую определяют измерени-
ем диагонали отпечатка при вдавливании алмазной пи-
рамидки (угол при вершине 136°) под действием
небольших нагрузок (0,5—200 г) в шлифованную по-
верхность зерна. Исследуемый порошок смешивают с
бакелитом или оргцементом типа АКР- Смесь прессуют
под давлением 1—2 т/см2 в небольшие брикеты, которые
затем нагревают до 100—140° С для полимеризации на-
полнителя. Затем брикеты с одного из торцов шлифуют
и полируют. Для замера микротвердости используют
приборы ПМТ-2 или ПМТ-3.
Микротвердость в значительной степени зависит от
содержания в основном металле различных примесей и
легирующих элементов и искаженности кристаллической
решетки. Разброс результатов измерения микротвердо-
сти порошковых частиц может быть довольно велик, что
объясняется наличием внутренних пор в частицах.
§ 10. ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
Насыпная плотность
Насыпная плотность представляет собой массу еди-
ницы объема свободно насыпанного порошка и является
объемной характеристикой. Насыпная плотность порош-
ка определяется действительной плотностью данного ме-
талла и плотностью укладки его частиц в данном объе-
ме, т. е. фактическим заполнением объема. Насыпная
плотность тем больше, чем крупнее частицы порошка и
чем более компактной и правильной формой они обла-
дают. Наличие выступов и неровностей на поверхности
частиц затрудняет их взаимное перемещение и поэтому
порошок с негладкой поверхностью обладает меньшей
насыпной плотностью. Большое значение имеет грануло-
метрический состав порошка, отражающий соотношение
частиц различных размеров.
Существенное влияние на насыпную плотность ока-
зывает наличие тонких фракций в порошке. Как прави-
198
ло^^увеладение их содержания уменьшает насыпную I
плотность изиза обр'атованияПпустбт7“Однако необходимо|
помнить, что мелкие фракции, заполняя промежутки 1
между крупными частицами, увеличивают насыпную \
плотность. Практически во всех случаях с увеличением
удельной поверхности порошков уменьшается их насып-_____}
ная плотность, и наоборот.
Знание насыпной плотности необходимо при конст-
руировании прессформ. Дозировку порошков при прес-
совании чаще всего осуществляют объемными методами,
поэтому соблюдение постоянства насыпной плотности
Рис. 57. Установка для определения
насыпной плотности порошков:
а — воронка (/ — штатив; 2 — ворон-
ка; 3 — стакан емкостью 25 см3); б —
волюмометр (/ — большая приемная
Воронка; 2—малая воронка; 3—съем-
ная крышка; 4 — опорная стенка кор-
пуса; 5 —съемная стенка корпуса;
6 — Направляющая воронка; 7 — ста-
кан емкостью 25 см3)
является при этом необходимым условием. С насыпной
плотностью порошка тесно связана усадка при спека-
нии, так как она отражает гранулометрический состав
порошка. Чем меньше насыпная плотность, тем больше
усадка.
Насыпная плотность как одна из важнейших харак-
теристик учитывается во всех технических условиях на
металлические порошки, и метод ее определения стан-
дартизован.
199
В соответствии с ГОСТ 19440—74 метод определения
насыпной плотности заключается в заполнении постоян-
ной емкости порошком через воронку (рис. 57, а) или
систему воронок с пластинками (волюмометр, рис. 57, б)
с последующим определением массы порошка в этой за-
полненной емкости. Перед определением проба должна
«быть подвергнута сушке при температуре 110±5°С до
постоянной массы в сушильном шкафу с последующим
•охлаждением в эксикаторе до температуры окружаю-
щей среды. Если порошки весьма мелкие или пирофор-
!ны, а также содержат добавки, не допускающие нагре-
ва до 100° С, режим сушки должен быть оговорен спе-
циально.
С помощью воронки определяют насыпную плот-
ность порошков, самопроизвольно истекающих через
^отверстие диаметром 5 мм. Если порошки самопроиз-
вольно не истекают из такой воронки, то используют
волюмометр. ^Избыток порошка в мерке снимается
^стеклянной или [металлической пластинкой, мерку взве-
шивают и чистый шее порошка делят на объем мерки.
Частное от деления выражает насыпную плотность
Г/СМ3,
где G{ — масса мерки, г; G2 —масса мерки с порош-
ком, г; У — объем мерки, см3.
Испытания проводят три риза и берут среднее ариф-
метическое.
Величину, обратную насыпной плотности, называют
насыпным объемом Гнас, см3/г:
^нас “ ^/Тнас* ” ’** **"'
Насыпной объем порошка всегда в несколько раз
больше удельного объема ‘ компактного металла и его
можно рассматривать как объем, состоящий из суммы
объемов частиц компактного металла и объема пор.
Другая объемная характеристика порошка — объем
утряски VyTp и плотность утряски ууТр. Объем утряски
определяют путем утряски определенной навески порош-
ка (10—50 г) до постоянного объема. Определение про-
изводят в мензурке с делениями путем непосредственно-
го отсчета объема, занятого порошком. Утряску произ-
водят легким постукиванием мензурки о стол до
установления постоянного объема, т. е. до прекращения
видимой усадки порошка. Утряску можно осуществлять
200
при помощи специальных вибраторов, например пневма-
тических.
Объем утряски (см3/г) рассчитывают после взвеши?
вания порошка
VyTP = WG,
где V — объем порошка в мензурке, см3; G — масса по?
рошка, г.
Плотность утряски представляет собой величину, об-
ратную объему утряски:
Тутр “ 1/^утР'
Плотность утряски на 20—50% больше насыпной
плотности вследствие лучшей укладки частиц при встря-
хивании, а объем утряски соответственно меньше. Зная
?нас, Унас и плотность материала порошка ук, можно
рассчитать другие объемные характеристики порошка:
относительный объем
Р = ~ ТУТнас*,
относительную плотность
® ~~ Тнас/Тк ~
пористость
П ~ О^нас ^кУ^нас = (Тк ТнасУТк ~ 1 Тнас/Тк>
где VK = 1/тк.
Относительный объем показывает, во сколько раз
насыпной объем порошка больше удельного объема
компактного металла. Относительная плотность харак-
теризует долю объема, занимаемого металлом порошка,
а пористость — долю объема, занимаемого порами в по-
рошке. Относительную плотность и пористость выража-
ют либо в долях единицы, либо в процентах (тогда от-
ношение соответствующих величин умножают на 100).
При необходимости увеличения насыпной плотности
применяют обкатку или гранулирование порошков, ис-
пользуя для этого вращающиеся конусные барабаны
или шаровые мельницы. Количество мелких фракций в
результате размола порошка при обкатке увеличивает-
ся, а поверхность порошковых частиц становится более
гладкой. С этой же целью проводят отжиг порошков
при достаточно высоких температурах, приводящий
к сглаживанию поверхности и изменению гранулометри-
ческого состава.
201
Однако целесообразнее регулировать насыпные ха-
рактеристики порошка не путем дополнительной обра-
ботки, а изменяя режимы его получения (варьируя
температуру и длительность восстановления, длитель-
ность и интенсивность размола, параметры электроли-
за и др.).
Текучесть
Текучесть порошка, т. е. способность с определенной
скоростью вытекать из отверстий, очень важна с произ-
водственной точки зрения для осуществления быстрой и
непрерывной подачи навески в прессформы и для хоро-
шего заполнения прессформ сложной формы. Особенно
важную роль играет текучесть при автоматическом
прессовании, когда скорость и сама возможность запол-
нения прессформы ограничивают производительность
пресса. " j
Текучесть порошка — сложная комплексная характе-
ристика, зависящая от очень многих факторов (плот-
ность, гранулометрический состав, форма и состояние
поверхности частиц и т. д.). Основным фактором являет-
ся трение и сцепление частиц между собой, затрудняю-
щее их взаимное перемещение. Остальные свойства по-
рошков влияют на текучесть, уменьшая или увеличивая
межчастичное трение и сцепление.
Текучесть обычно уменьшается при уменьшении раз-
меров частиц, так как тонкие порошки обладают боль-
шей удельной поверхностью. Увеличение шероховатости,
усложнение форм частиц также уменьшают текучесть.
Окисление порошков обычно повышает текучесть, так
как при этом снижается коэффициент трения и сглажи-
вается рельеф поверхности частиц. Значительно пони-
жает текучесть влажность порошка.
В соответствии с ГОСТ 20899—75 текучесть выража-
ют числом секунд, за которое 50 г порошка вытекает че-
рез калиброванное отверстие 2,5 мм конусной воронки
(рис. 58). Воронку укрепляют в штативе и устанавлива-
ют по уровню на горизонтальном основании, предохра-
ненном от встряхиваний и вибраций. Просушенную про-
бу порошка (50 г) засыпают в воронку, выходное от-
верстие которой закрыто пальцем. Затем открывают
калиброванное отверстие и одновременно включают
секундомер. Как только последние частицы порошка ьы-
202
Рис. 58. Воронка для определения текучести металлических
порошков
падут из отверстия, секундомер останавливают. Испыта-
ния проводят пять раз и берут среднее арифметическое.
Чем больше время истечения пробы через калибро-
ванное отверстие, тем худшую текучесть имеет порошок,
и наоборот. Повышать текучесть можно обкаткой, от-
жигом или изменяя технологические режимы изготовле-
ния порошка.
Прессуемость и формуемость
Прессуемость и формуемость порошков — важней-
шие технологические характеристики. Рассматривая
способность порошка к уплотнению, необходимо иметь
в виду, с одной стороны, способность к обжатию в про-
цессе прессования (прессуемость), а с другой — способ-
ность к сохранению формы после прессования — форму-
емость. Хорошая прессуемость облегчает и удешевляет
процесс формования (требуется меньшее давление),
хорошо формующиеся порошки дают прочные, неосыпа-
ющиеся прессовки. Прессуемость в основном зависит от
пластичности частиц порошка и в меньшей степени свя-
зана с величиной и формой частиц. Формуемость, на-
оборот, зависит в основном от формы и состояния по-
верхности частиц: частицы с развитой шероховатой
203
поверхностью дендритной формы дают порошки, обла-
дающие хорошей формуемостью.
При количественной оценке прессуемости либо опре-
деляют давление, необходимое для получения из испы-
тываемого порошка брикета с заданной плотностью (по-
ристостью), либо определяют степень уплотнения
порошка при определенном удельном давлении прессо-
вания, соответствующую отношению плотности брикета
к насыпной массе порошка. Наиболее широко для такой
оценки используют построение диаграмм прессования —
зависимостей плотности спрессованных брикетов от дав-
ления прессования.
Формуемость обычно определяют по брикету, полу-
ченному при испытании на прессуемость. Качественную
оценку формуемости порошка производят по внешнему
виду брикета — наличию или отсутствию трещин, со-
стоянию поверхности (блестящая, матовая, гладкая,
шероховатая и т. д.), состоянию кромок (осыпание, ос-
трота).
Хорошо формуемые порошки даже при небольших
давлениях прессования дают относительно прочные, не-
осыпающиеся брикеты. Количественной характеристи-
кой формуемости порошка может служить прочность
брикета. Брикет испытывают на сжатие при медленном
и плавном нагружении. Характеристикой формуемости
в этом случае служит отношение прочности брикета на
сжатие к удельному давлению прессования:
Ф ==
где Ф —показатель формуемости; осж — прочность на
сжатие; Руд — удельное давление прессования.
Другой метод оценки формуемости — так называе-
мая барабанная проба, характеризующая сопротивление
брикета истиранию и разрушению (осыпанию). Спрес-
сованные брикеты загружают в барабан, стенки которо-
го перфорированы (или сделаны из металлической сет-
ки). Барабан приводят во вращение и по истечении оп-
ределенного времени, например 15 мин, останавливают.
Брикеты взвешивают и определяют разницу в массе до
и после испытания.
Как правило, порошки с хорошей формуемостью об-
ладают невысокой прессуемостью, и наоборот. Чем вы-
ше насыпная плотность порошка, тем хуже (в большин-
стве случаев) формуемость и лучше прессуемость.
204
Прессуемость и формуемость порошков зависят от мно-
гих факторов, поэтому характеристики следует прове-
рять на каждой новой партии порошка с целью коррек-
тировки принятых условий прессования.
§ 11. ОТБОР И ПОДГОТОВКА ПРОБ
Достоверность оценки свойств порошка зависит от правильнос-
ти отбора и подготовки представительной пробы. От контролируемой
партии порошка отбирают общую пробу, представляющую собой со-
вокупность всех взятых разовых проб. Величина общей пробы
должна быть достаточной для приготовления из нее всех предста-
вительных проб для проведения необходимых испытаний плюс еще
некоторое количество. Обычно отбирают до 3% от массы порошка,
находящегося в емкости, из которой берут пробу.
Разовые пробы от потока порошка отбирают через равные про-
межутки времени, но не менее трех раз—в начале, середине и конце
разгрузки. В этом случае пробоотборник необходимо перемещать
поперек струи порошка с постоянной скоростью, которую выбирают
в зависимости от требуемой величины разовой пробы.
При отборе проб из единичных емкостей применяют погруж-
ные щупы двух типов: в виде вставленных одна в другую наружной
и внутренней трубок и в виде трубки с открытым концом. Щуп пер-
вого типа применяют для опробования пороЩков с хорошей теку*
честью* Наружная трубка имеет закрытый торец и щелеобразную
шлицу по всей длине Щупа. Внутренняя трубка также должна иметь
одну или несколько шлиц, расположенных таким образом, чтобы при
вращении трубок в разные стороны по отношению друг к Другу шли-
цы то открывались, то закрывались. Трубки должны свободно вхо-
дить одна в другую так, чтобы попадание между ними даже самых
крупных частиц не мешало вращению. Щуп вводят в емкость с по-
рошком до самого ее днища при закрытых шлицах. Затем шлицы
открывают и после заполнения щупа порошком закрывают. Содер-
жимое щупа высыпают в сборник для общей пробы. Щуп второго
типа предназначен для опробования порошков с плохой текучестью.
Диаметр трубки подбирают так, чтобы весь порошок, вдавившийся
в трубку при ее погружении, остался в ней при извлечении трубки
из емкости с порошком. Щуп медленно вводят вертикально до дни-
ща емкости. Затем щуп извлекают и содержимое высыпают в сбор-
ник для общей пробы. В случае порошка с очень плохой текучестью
щуп второго типа должен иметь щелеобразную шлицу по всей его
длине.
Точки отбора разовых проб должны располагаться не ближе Уз
радиуса от борта соответствующей емкости круглой формы или не
ближе Уб расстояния между противоположными стенками емкости,
форма которой не является круглой.
Масса разовой пробы зависит от способа отбора. При отборе
щупом массу пробы определяет его объем. При взятии пробы от
потока порошка ее масса зависит от объема и скорости перемещения
пробоотборника. В этом случае интервал между отсечками разовых
проб /, мин, определяют по формуле
60Q
Gn *
205
где Q — масса опробуемой партии порошка, кг; G — величина пото-
ка опробуемой партии порошка, кг/ч; п — требуемое количество ра-
зовых проб.
При отборе проб от легко окисляющихся или самовоспламеняю-
щихся порошков соблюдают все действующие для испытываемого
порошка правила безопасности. Не допускаются окисление, повы-
шение влажности и другие изменения состояния порошка. Хранение
отобранных проб должно гарантировать первоначальное состояние
порошка.
Отобранную общую пробу сокращают квартованием, подготав-
ливая представительную пробу для проведения требуемых испыта-
ний. Порошок насыпают на чистую плоскую поверхность в виде ко-
нуса. Конусообразную кучку уплотняют на ’Д исходной высоты
путем надавливания вертикально вниз на вершину конуса плоской
пластиной. Пластина должна быть больше верхней поверхности усе-
ченного конуса,- образующегося после уплотнения. Затем кучку де-
лят на четыре части с помощью жесткой крестовины с перпендику-
лярными ребрами, длина которых больше диаметра основания куч-
ки порошка. Крестовину накладывают центром на центр кучки, на
нее нажимают сверху так, чтобы ребра прошли через порошок до
опорной поверхности. Порошок из двух противоположных квадран-
тов используют для испытания. Если необходимо еще уменьшить
размер пробы, то операцию повторяют. В случае порошка с хорошей
текучестью сокращение общей пробы можно произвести также с по-
мощью желобчатого или вращающегося делителя. Приготовленную
представительную пробу делят на две части и помещают в отдель-
ные упаковки. Одна часть пробы предназначена для испытаний, а
другая часть является резервной пробой на случай повторных, арби-
тражных или других испытаний.
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
1. Физико-химические свойства элементов. Справочник под ред. Сам-
сонова Г. В. Киев, «Наукова думка», 1965. 808 с.
2. Паничкина В. В., Уварова И. В. Методы контроля дисперсности
и удельной поверхности металлических порошков. Киев, «Науко-
ва думка», 1973. 168 с. с ил.
3. Айзенкольб Ф. Успехи порошковой металлургии. Пер. с нем. М.,
«Металлургия», 1969. 542 с. с ил.
Часть вторая
ФОРМОВАНИЕ И СПЕКАНИЕ
Глава IV
ФОРМОВАНИЕ
В самом общем случае формование есть придание
заготовкам из порошка форм, размеров, плотности и
механической прочности, необходимых для последующе-
го изготовления изделий. Исходный объем сыпучего ма-
териала обжатием уменьшается и происходит консоли-
дация порошка, в результате которой формируется тре-
буемый брикет. Именно наблюдающееся изменение
первоначального объема сыпучего тела существенно от-
личает его деформирование от деформирования компакт-
ного тела, объем которого остается постоянным, хотя
геометрические размеры изменяются и во многих слу-
чаях значительно. Уплотнение порошка обеспечивают
прессованием в металлических прессформах, воздейст-
вием жидкостью или газом, шликерным формованием,
прокаткой и другими методами.
Формование более чем любая другая операция ли-
митирует технологические возможности порошковой ме-
таллургии. Сложность происходящих при этом явлений
делает необходимым проведение специальных операций
по подготовке порошка к последующему уплотнению.
§ 12. ПОДГОТОВКА ПОРОШКОВ
Процессы подготовки порошков к формованию за-
нимают весьма важное место в общей схеме производства
спеченных материалов и изделий. В практике порошко-
вой металлургии металлические порошки чаще всего
производят на специализированных заводах, поэтому
невозможно учесть все те требования, которые предъ-
являют к порошкам различные потребители в соответ-
ствии с техническими условиями на готовую продукцию.
Почти во всех случаях возникает необходимость в спе-
циальных операциях подготовки для придания порошку
определенных химических и физических характеристик,
207
обеспечивающих выпуск продукции с нужными конечны-
ми свойствами. Даже когда порошки производят непо-
средственно сами потребители, некоторые дополнитель-
ные операции перед прессованием порошков необхо-
димы.
Основные операции при подготовке порошков к прес-
сованию: отжиг, рассев и смешивание.
Отжиг. Этот вид обработки порошков применяют с
/
целью повышения их пластичности и, следовательно,
улучшения прессуемости и формуемости. При отжиге
главным ^образом снимается наклеп, т. е. устраняется'
искажение кристаллической решетки Металл а в припо-
верхностных слоях частиц, и происходит восстановление
окислов, оставшихся при получении порошка или обра-
зовавшихся в результате частичного окисления метал-
ла при длительном или неправильном его хранении.
грев осуществляют ^ защитной среде (восстановитель-
ная^ инертная или вакуум) “при температуре порядка
Д74—0,6 /пи металла порошка. Например, окисленный
медный порошок довосстанавливают при 350—400° С в
токе восстановительного газа, а окисленный железный
порошок отжигают при 650—750° С.
Наиболее часто отжигу подвергают порошки, полу-
ченные механическилГ ^мельчением, электролизом и
разложением карбонилов. Такие порошки содержат зна-
чительные количества окислов, растворенных газов, и
наиболее наклепаны. Порошки, полученные восстанов-
лением, подвергают отжигу только в тех случаях, когда
требуется повысить чистоту порошка или при необхо-
димости укрупнения мелких частиц, например для пред-
отвращения их самовозгорания.
Однако даже в тех случаях, когда металлический
порошок получен металлотермическим методом, целесо-
образно бывает подвергнуть такой порошок вторичному
довосстановлению.
Порошки отжигают в проходных печах, подобных
печам для восстановления и спекания. Для более тща-
тельной очистки порошков от различных примесей часто
используют атмосферы с галогенсодержащими добавка-
ми. Так, отжиг железного порошка в атмосфере смеси
водорода с хлористым водородом приводит к получению
порошков, более чистых по кремнию и марганцу (нали-
чие хлористого водорода способствует образованию и
испарению хлоридов кремния и марганца).
208
Рис. 59. Вибрационное сито:
1 — обечайка; 2 — полотно (сетка) си-
та; 3 — пружины; 4—электродвига-
тель; 5 — воронка; 6 — приемный бачок
Классификация. Под классификацией понимают раз-
деление порошков по величине частиц на фракции, ис-
пользуемые затем либо непосредственно для формова-
ния, либо для составления смеси, содержащей требуе-
мый процент частиц нужного размера. При этом порош-
ки некоторых фракций могут оказаться непригодными
для использования, поэтому их подвергают какой-либо
дополнительной обработке (укрупнению в случае мел-
ких фракций или размолу в случае крупных).
Порошки разделяют на фракции по величине частиц
обычно в аппаратах, применяемых в'химическом произ-
водстве и обогатитель-" - - -
ном деле. Чаще вселив
порошковой металлур-
гии применяют ситовую
классификацию порош-
ков с использованием
различных типов сит,
основными из которых
являются механические
сита с электромагнит-
ным или рычажным
(рис. 59) вибратором.
Обечайка, на которую
натянуто ситовое по-
лотно, укреплена на
подпружиненной раме.
Рама вибрирует благо-
даря вращению эксцен-
трикового валика, при-
водимого в движение электродвигателем через ременную
передачу. Просеиваемый порошок попадает в приемный
бачок через воронку. Сито должно быть помещено в ко-
жух с вытяжной вентиляцией.
Производительность такого рода сит довольно высо-
кая и зависит от диаметра обечайки. Сетки делают из
бронзовой или латунной проволоки, шелка или капрона
с размером ячеек, аналогичным тем, которые применяют
в ситовом анализе.
В последнее время для классификации порошков
часто применяют многодечные механические вибросита.
Движение сетчатых дек осуществляется от электродви-
гателя через клиноременную передачу.
В некоторых случаях вибросита снабжают электро-
14—268
209
магнитными сепараторами, обеспечивающими очистку
просеиваемого порошка от магнитных примесей.
При затрудненности свободного просева порошка ис-
пользуют протирочные.. ситовые устройства, в которых
специальноёприспособление с небольшим усилием да-
вит на порошок, способствуя его проходу через сетку.
Производительность таких протирочных сит значитель-
но меньше обычных вибрационных.
Классификацию порошков с размером частиц >енее
40—50 мкм производят с помощью воздушных сепарато-
ров, высаживающих твердые частицы из несущего газо-
вого потока под действием на них силы тяжести.
.В воздушно-проходном сепараторе разделяемый ма-
териал в потоке газа поступает в кольцевое пространст-
во, в котором скорость воздушного потока снижается в
несколько раз и крупные частицы под действием силы
тяжести выпадают из него и удаляются через патрубок.
Воздушный поток далее проходит через тангенциально
установленные лопатки, приобретая вращательное дви-
жение. В этот момент под действием центробежных сил
более крупные частицы отбрасываются на стенки кони-
ческого корпуса сепаратора, опускаются по ним и выво-
дятся через другой патрубок. Газовый поток с мелкими
частицами поступает в циклон.
-Весьма эффективными аппаратами для разделения
являются._цшжшля-сепараторы, _ конструкция
проста , а произво литрльнпсх^вполне достаточйЯГ В~ Rop-
пус циклона по касательной к окружносТтГДтангенци-
ально) вводят газовый поток, содержащий твердые час-
тицы, который приобретает вращательное движение.
На каждую твердую частицу действуют сила тяжести,
увлекающая ее вниз, центробежная сила, выталкиваю-
щая частицу в радиальном направлении, и сила давле-
ния потока, заставляющая частицу двигаться по окруж-
ности. В итоге частицы движутся по спирали, а достиг-
нув стенки корпуса, они перемещаются по конусу к
выпускному штуцеру. Мелкие частицы газом выносятся
из циклона и могут быть выделены в следующем цик-
лоне. Работа воллутттпыу ееппрятпров регулируется из-
мененцем-екористи i __
Отжиг и классификацию порошков целесообразно
проводить на заводах-поставщиках, где также должно
предусматриваться усреднение порошка, обеспечиваю-
щее стабилизацию его свойств,
210
Приготовление смесей. Смешивание порошков — од-
на из важных операций при изготовлении спеченных
изделий. Для развески компонентов, отличающихся
химическим и фракционным составом, используют тор-
говые или технические весы. Приготовление шихты
заданного состава проводят в специальных смеситель-
ных устройствах. Очень важно обеспечить однородность
смеси, так как от этого во многом зависят конечные
свойства изделий. Шихта считается однородной в том
случае, если произвольно взятая проба имеет химиче-
ский состав, отвечающий заданному. Однородность
шихты зависит от многих факторов: метода и продол-
жительности смешения, гранулометрического состава и
плотности порошков. Наиболее распространено механи-
ческое смешивание компонентов в шаровых мельницах,
идентичных применяемым при размоле, и смесителях.
При смешивании в шаровой вращающейся мельнице
качество смеси определяется скоростью вращения бара-
бана, соотношением массы размольных тел и шихты,
диаметром размольных тел и степенью заполнения ба-
рабана. Лучшие результаты достигают при скорости
вращения, составляющей ДО—40% от критической, со-
отношении шихты и шаров по массе 1 : 1 и диаметре
шаров 10—15 мм. При этом смешивание сопровожда-
ется одновременным измельчением компонентов.
В тех случаях, когда измельчение при смешивании
нежелательно, используют смесители различных типов:
барабанные, в том числе со смещенной осью, так назы-
ваемые «пьяные бочки», применение которых в настоя-
щее время ограничено из-за их недостаточной эффектив-
ности, шнековые и лопастные, центробежные, плане-
тарные, конусные и установки непрерывного действия.
Смешивание в смесителях чаще всего используют для
укрупнения партий одинаковых порошков или шихт,
полученных перемешиванием компонентов в небольших
по емкости аппаратах. Широко применяют двухконус-
ные смесители (рис. 60) емкостью 200—500 л и произ-
водительностью 50—350 кг/ч. Длительность перемеши-
вания 1—2 ч.
Смешивание в лопастных или шнековых смесителях
проводят при приготовлении пастообразных смесей или
увлажнении порошков. Такие смесители весьма эффек-
тивны при добавке к порошку различных веществ, улуч-
шающих процесс прессования, например раствора кау-
14*
211
чука в бензине, парафине или его раствора в бензине,
олеиновой кислоты.
Шнековые смесители широко применяют в твердо-
сплавной промышленности для приготовления смесей с
раствором каучука в бензине.
Производительность планетарного шнекового смеси-
теля конструкции МКТС составляет до 1000 кг/ч. Два
шнека обеспечивают сложное («планетарное») движе-
ние частиц шихты в смесителе и высокое качество сме-
шивания. Загрузка и выгрузка механизированы. Цент-
робежный смеситель конструкции МИХМ может быть
периодического и непрерывного действия. В последнем
случае смешиваемые порошки постепенно перемещают-
ся сверху вниз из одной вращающейся чаши смесителя
в другую.
Рис. 60. Конусный смеситель:
1 — редуктор; 2 — передача;
3 — подшипник; 4 — корпус;
5 — крышка люка; 6 — стой-
ка; 7— разгрузочный бун-
кер; 8 — тележка
" За рубежом и в нашей стране получил распростране-
ние смеситель типа «Турбула». Рабочий сосуд емкостью
до 400 л совершает вращение в трех измерениях, созда-
вая вихревое кружение находящихся в нем компонен-
тов. Это приводит к чередованию ускорения и замедле-
ния в процессе перемещения частиц порошка, что спо-
собствует быстрому и качественному перемешиванию
разнородных компонентов. Обычно перемешивание
300—500 кг шихты длится 5—10 мин.
Одной из весьма перспективных является конструк-
ция высокопроизводительной установки непрерывного
212
действия, позволяющей готовить смесь из четырех твер-
дых и одного жидкого компонентов. Влажность переме-
шиваемого материала может достигать 15—20%. Общий
цикл смешивания составляет 4—12 мин. Твердые мате-
риалы подают в узел сухого перемешивания шнековым
и тарельчатым питателями. Затем шихта поступает в
узел влажного перемешивания, где в смесь добавляют
жидкий компонент. Узлы перемешивания идентичны по
конструкции. Каждый представляет собой два вала,
снабженных чередующимися лопастями и витками
замкнутого шнека и помещенных в корытообразный
корпус. Вращающиеся валы проталкивают материал
с одного конца к другому при одновременном Переме-
шивании компонентов. Готовая смесь выдается непре-
рывно.
В цехе порошковой металлургии Волжского автомо-
бильного завода хорошо работает смеситель роторного
типа.
В общем случае равномерное распределение частиц
порошков в объеме смеси достигается тем легче и быст-
рее, чем ближе плотности смешиваемых компонентов.
Наибольшая интенсивность смешивания наблюдает-
ся в начальный момент и, наоборот, однородность смеси
почти не изменяется в конце процесса. Как общая про-
должительность процесса (т. е. время, необходимое для
получения вполне однородной смеси), так и время на-
чального периода перемешивания зависят от физичес-
ких свойств порошков, составляющих шихты, причем в
тем меньшей степени, чем ближе плотности составляю-
щих, мельче Иа частицы и чем меньше диэлектрическая
постоянная среды перемешивания (воздух, вода, спирт,
бензин и т. д.).
Наиболее часто встречающимися средами при сме-
шивании порошков являются воздух, какой-либо газ
(чаще всего инертный), жидкость (спирт, бензин, вода
и т. д.). В жидкой среде смешивание происходит значи-
тельно интенсивнее, чем в газовой. Это объясняется
прежде всего тем, что ввод жидкости в смесь способст-
вует уменьшению силы электрического притяжения
между частицами и, следовательно, лучшему распреде-
лению их в смеси. Кроме того, под действием капилляр-
ных сил в тонких щелях частиц создается повышенное
давление, которое способствует распространению тре-
щин или разъединению соединенных в агрегаты частиц и
213
приводит к доизмельчению компонентов. При смешива-
нии в жидкой среде подвижность частиц возрастает, что
в свою очередь способствует более интенсивному пере-
мешиванию. При смешивании в шаровых мельницах
жидкость препятствует распылению мелких частиц ших-
ты по всему объему мельницы, что также благоприятно
сказывается на результатах процесса.
Однако, несмотря на такие явные преимущества мок-
рого смешивания по сравнению с сухим, применение его
не всегда выгодно. Например, использование воды в ка-
честве жидкой среды вызывает необходимость примене-
ния либо вакуумной сушильной аппаратуры во избежа-
ние возможного окисления металлических порошков,
либо введения в технологический процесс дополнитель-
ного восстановительного отжига. И то, и другое услож-
няет технологию и повышает себестоимость продукции.
Использование же такой жидкости, как спирт, оправды-
вает себя только в отдельных случаях, например в про-
изводстве твердых сплавов, где основные материалы по
сравнению с ним значительно дороже.
При смешивании компонентов с резко различающи-
мися плотностями прибегают к особым приемам, улуч-
шающим процесс. Например, применяют раздельную за-
грузку компонентов по частям, перемешивая сначала
более легкие с каким-либо более тяжелым компонентом,
а затем к такой смеси добавляют остальные компонен-
ты. Хорошие результаты достигают при перемешивании
„таких компонентов в барабанном смесителе в вакууме.
В этом случае поведение компонентов не зависит от их
плотности и частицы внутри смесителя дгижутся с иден-
тичными скоростями, что обеспечивает высокую равно-
мерность объемного распределения компонентов в полу-
чаемой смеси.
В некоторых случаях, например при получении дис-
персно-упрочненных материалов, применяют химичес-
кий метод смешивания. Такое смешивание можно осу-
ществить различными путями: смешивают растворы со-
лей соответствующих металлов и затем кристаллизуют
эти соли упариванием объединенного раствора, осажда-
ют из раствора на поверхности частиц основного ком-
понента металл-добавку, выпаривают раствор соли
металла-добавки при одновременном интенсивном пере-
мешивании с порошком основного металла. Химическое
смешивание обеспечивает высокую равномерность рас-
214
пределения компонентов, однако в практике порошковой
металлургии не имеет широкого распространения в ос-
новном из-за неуниверсальности, так как зачастую не
удается подобрать соответствующие растворы соедине-
ний требуемых металлов. Кроме того, химическое сме-
шивание делает обязательным применение сушки, что
усложняет и удорожает технологию.
Результаты смешивания контролируют либо по тех-
нологическим свойствам шихты (ситовый состав, насып-
ная плотность, текучесть, прессуемость и физико-меха-
нические свойства спеченных тел), либо химическим
анализом проб. Первый способ достаточно полно харак-
теризует качество смеси, но слишком громоздок и долог,
а второй способ дает только приблизительную оценку.
На практике обычно контролируют часть технологичес-
ких характеристик смеси и проводят химический анализ
проб.
Необходимо помнить о возможности появления, осо-
бенно при длительном хранении смеси, своеобразной
сегрегации, т. е. расслоения компонентов с разными
плотностями.
Приготовление порошковой смеси завершает цикл
подготовки компонентов к формованию.
Ниже рассмотрены основные способы превращения
порошка в заготовку и явления, сопровождающие при
этом процессе уплотнения.
§ 13. ЗАКОНОМЕРНОСТИ УПЛОТНЕНИЯ ПОРОШКОВ
В ПРЕССФОРМЕ
Процессы, происходящие при прессовании
Прессование представляет собой формирование тел
путем приложения давления к порошку в закрытой фор-
ме или оболочке. Схема простейшей прессформы пока-
зана на рис. 61.
Порошки отличаются от компактных твердых тел
значительной подвижностью частиц, способностью со-
хранять приданную им форму только при определенных
условиях, свойством оказывать давление на ограждаю-
щую поверхность, незначительной способностью сопро-
тивляться растягивающим усилиям и т. д.
Уже при насыпании порошка в форму поверхностные
слои частиц (как правило, обогащенные примесями или
215
обладающие искаженной кристаллической решеткой, в
результате чего их физические свойства могут значи-
тельно отличаться от свойств основного материала)
воспринимают контактную нагрузку. Поверхность твер-
дых тел, даже отполированная до зеркального блеска,
характеризуется известной шероховатостью и наличием
микроскопических или субмикроскопических трещин.
В результате контакт между соприкасающимися твер-
Рис. 61. Прессформа:
/ — матрица; 2 — верхний пуансон; 3 —
нижний пуансон; 4 — порошок
дыми телами при отсутствии внешнего давления возмо-
жен только в отдельных точках. В связи с этим действи-
тельные величины контактных давлений в силу малости
величины начальных поверхностей соприкосновения
(0,001—0,01% от общей поверхности контактирующих
частиц) достигают таких значений, при которых возни-
кают пластические деформации или местные разруше-
ния, т. е. напряженное состояние частицы в окрестнос-
тях зоны контакта должно быть близким к предельному.
По имеющимся подсчетам, при среднем напряжении
в массе песка 0,1 МПа наибольшее контактное давление
составит 2000 МПа. При таких давлениях первоначаль-
ный точечный контакт переходит в контакт по некото-
рой очень малой поверхности.
Под контактной поверхностью имеют в виду ту часть
общей внешней поверхности всех частиц порошка или
брикета, которая характеризуется соприкосновением
частиц между собой и через которую передаются на-
пряжения. Контактная поверхность может быть иссле-
дована визуально (например, после разрушения образ-
ца по отпечаткам на частицах, особенно имеющих
сферическую форму) или же путем измерения электро-
сопротивления по формуле
Л
216
Где SH — номинальное сечение образца; SK — контакт-
ная поверхность в номинальном сечении образца; % —
удельная электропроводность (табличная или измерен-
ная для компактного беспористого тела); — контакт-
ная (реальная) удельная электропроводность пористого
образца.
Отношение величины контактного сечения SK к но-
минальному сечению SH образца называют относитель-
ным контактным сечением ак.
Сущность процесса прессования заключается в де-
формировании некоторого объема сыпучего порошкового
тела обжатием, при котором происходит уменьшение
первоначального объема и формирование брикета за-
данной формы, размеров и свойств. Наблюдающееся
при этом изменение первоначального объема сыпучего
тела существенно отличает его деформирование от де-
формирования компактного материала, объем которого
остается постоянным (изменяются только геометричес-
кие размеры).
Объем порошкового тела при прессовании изменя-
ется в результате смещения отдельных частиц, заполня-
ющих пустоты между ними, и за счет деформации ча-
стиц.
Зеелиг предложил использовать круглые резиновые
шайбы для рассмотрения процессов, происходящих при
прессовании. Как видим (рис. 62,а), при свободной за-
сыпке в замкнутом объеме полости матрицы между
шайбами сохраняются пустоты, обусловленные арочным
эффектом.
Под действием прикладываемых внешних сил пусто-
ты заполняются и достигается наиболее плотная уклад-
Рис. 63. Последовательные стадии
прессования частиц пластичных
металлов
Рис. 62. Модель прессования ме-
таллических порошков:
а — состояние свободной засыпки;
б — заполнение пустот частицами
217
ка шайб (рис. 62,б). В случае пластичных металлов
дальнейшее уплотнение будет происходить в основном
за счет деформации частиц (рис. 63), причем вначале
она ограничена приконтактными участками, а затем
распространяется в глубь частиц. При прессовании хруп-
ких материалов деформация проявляется в разрушении
и дроблении выступов на поверхности частиц. Если по-
строить график, на котором по оси ординат отложить
относительную плотность в процентах, а по оси абсцисс
давление прессования, тозави-
Рис. 64. Идеализированная кри-
вая процесса уплотнения по-
рошка
симость между этими величина-
ми в общей форме можно было
бы выразить идеализированной
кривой с тремя характерными
участками (рис. 64).
Из графика видно, что наи-
более интенсивное уплотнение
должно происходить на первой
стадии процесса, связанной с
перераспределением частиц и
их более плотной упаковкой
под действием прикладывае-
мых внешних сил. Однако это
перемещение частиц в объеме
прессовки происходит неравномерно. Частицы, находя-
щиеся в особо благоприятных условиях, перемещаются
в близлежащие пустоты в известной мере свободно, без
особого трения о поверхности соседних частиц, с кото-
рыми они слабо соприкасаются.
Перемещение других частиц, находящихся в менее
благоприятных условиях, может тормозиться значитель-
ным трением их о поверхности соседних частиц, с кото-
рыми они находятся в плотном контакте, и о поверх-
ность стенок прессформы. По окончании первой стадии
а процесса получается упаковка, близкая к максималь-
но плотной. Уплотнение на первой стадии связано, та-
ким образом, с разрушением так называемых арок и
происходит в результате свободного перемещения час-
тиц.
В связи с этим часто говорят о первой стадии как
о структурной деформации порошкового тела. Эта ста-
дия характеризуется также значительной ролью упругой
разгрузки некоторых из контактов, происходящей уже
в самом начале процесса уплотнения порошковой мас-
218
сы. Такая местная разгрузка части контактов уменьша-
ет силы связи между ними, а также приводит к сокра-
щению площади соприкосновения соответствующих
контактов между частицами и, следовательно, к возра-
станию напряжений. В результате облегчается взаимное
смещение частиц и реализуется возможность пластичес-
кого деформирования в области остаточных контактов,
что способствует ускорению нарастания плотности при
прессовании.
Вторая стадия процесса характеризуется тем, что
частицы порошка, упакованные максимально плотно,
оказывают определенное сопротивление сжатию, давле-
ние возрастает, а плотность при этом некоторое время
не увеличивается. На графике это отмечено горизон-
тальным участком б кривой. На второй стадии в силу
имеющей место упругой деформации частиц роль мест-
ной разгрузки контактов незначительна, а пластическая
деформация в приконтактной зоне носит ограниченный
местный характер. Наконец, когда давление прессова-
ния превысит сопротивление сжатию частиц цорошка,
начинается их пластическая деформация и процесс уп-
лотнения вступает в третью стадию (участок в на кри-
вой уплотнения). С этого момента пластическая дефор-
мация охватывает весь объем каждой частицы, смеще-
ние контактов фактически прекращается и они фиксиру-
ются.
На практике в процессе прессования происходит
взаимное наложение указанных стадий уплотнения, так
как протекают они одновременно. В связи с этим реаль-
ная кривая, характеризующая процесс уплотнения
большинства порошков, монотонна и в средней части
не имеет явно выраженного горизонтального участка.
Деформация отдельных частиц начинается уже при
малых давлениях, в то время как скольжение отдель-
ных частиц продолжается и при высоких нагрузках.
.Поэтому можно говорить о преимущественном значении
перемещения частиц на первой стадии и пластической
деформации частиц на последней стадии, причем чем
пластичнее металл, тем при более низких давлениях
начнется уплотнение в результате деформации частиц.
Для металлов с высоким пределом текучести началь-
ная и конечная стадии уплотнения резче разграничены.
Таким образом, энергия прессования расходуется на
преодоление трения между частицами и внешнего (меж-
219
ду частицами и стенками прессформы), и на деформи-
рование частиц. Если подвергнуть прессованию засыпан-
ные в цилиндрическую прессформу одинаковые по мас-
се и высоте слои порошка, разделенные прокладками из
тонкой фольги, то после уплотнения отдельные слои
будут отличаться один от другого по толщине и форме
(рис. 65). По вертикали в направлении от места прило-
жения давления каждый верхний слой оказывается
тоньше (т. е. плотнее) нижележащего. Частицы у стен-
ки внутренней полости матрицы прессформы продвину-
лись на меньшее расстояние, чем в центральной части
брикета.
Рис. 65. Схема распределения
плотности по вертикальному сече-
нию брикета, спрессованного при
одностороннем приложении давле-
ния сверху
Рис. 66. Распределение плотности ъ
никелевом брикете, спрессованном при
давлении 700 МПа (диаметр матрицы
20 мм, отношение высоты брикета к
диаметру 0,87)
В горизонтальном направлении в верхнем слое под
прессующим пуансоном плотность нарастает от центра
к периферии, а в нижнем слое наоборот—от периферии
к центру. На рис. 66 показаны результаты измерения
плотности по высоте и сечению брикета из порошка ни-
келя. Неоднородное распределение плотности по объему
брикета обусловлено затратой усилия прессования на
преодоление внешнего трения порошка о контактирую-
щие с ним поверхности элементов прессформы (стенка
внутренней полости матрицы и торцовые поверхности
верхнего и нижнего пуансонов).
Межчастичное трение, влияя на величину достигае-
мой при уплотнении плотности, не вызывает появления,
220
связана с формой и на-
очага деформации при
Расстояние от верхнего
пуансона, мн
градиента плотности по высоте и сечению брикета. Од-
на из причин наличия в средней части брикета зоны
большего уплотнения на некотором расстоянии по вер-
тикали от его верхней кромки связана с формой и на-
правлением распространения
приложении давления к по-
рошку. Другая причина та-
кого повышения плотности—
выдавливание порошка из
углов полости матрицы, зам-
кнутой прессующим пуансо-
ном, в направлении резуль-
тирующей сил трения по-
рошка о стенки матрицы и
торцовую поверхность пуан-
сона.
На рис. 67 показано из-
менение плотности по высо-
те брикета при одно- и дву-
стороннем (когда давление
к брикету прикладывается
одновременно сверху и сни-
зу) прессовании порошка меди. При двустороннем прес-
совании более плотными оказываются верхняя и нижняя
части брикета, тогда как в середине сохраняется зона
пониженной плотности.
Неравномерная плотность брикета может оказать
прямое влияние на искажение формы и размеров брике-
та при спекании, а также вызвать нежелательное изме-
нение свойств спеченного изделия.
Рис. 67. Изменение плотности по
высоте брикета:
1 — одностороннее прессование; 2 —
двустороннее прессование
Зависимость плотности брикета
от давления прессования
В теории прессования металлических порошков при
выводе основного уравнения прессования, связывающего
давление и плотность, существуют два основных на-
правления.
Первое из них характеризуется введением целого
ряда упрощающих допущений, которые позволяют ре-
шать ту или иную задачу элементарным путем, предла-
гая во многих случаях достаточно простые уравнения,
описывающие рассматриваемый процесс с удовлетворя-
ющей нужды практики степенью точности. Сюда входят
221
теории прессования, основанные на использовании гипо-
тезы сплошности, которая предполагает отсутствие
разрывов в уплотняемой среде, т. е. ее непрерывность,
что в целом противоречит представлениям о дискретном
строении порошковых тел.
Второе направление характеризуется большей мате-
матической точностью и физической обоснованностью
решения. Оно предлагает для описания процессов уп-
лотнения весьма сложные зависимости и далеко не
всегда приводит к результатам, которые могут быть ис-
пользованы в инженерной практике. К этому направле-
нию относятся теории, основанные на изучении контакт-
ных явлений при взаимодействии частиц.
Четко разграничить эти направления нельзя, так как
они зачастую взаимно дополняют друг друга.
Первая, оказавшаяся весьма плодотворной попытка
разработки количественной зависимостью плотности
брикета от давления прессования принадлежит
М. Ю. Балыпину, который вывел два уравнения:
lgp=-L(P-l) + lgpmax (IV.1)
И
lgp= —zzilgP + lgpmax (IV.2)
или
lg р = т 1g О + 1g pmax, (I V.3)
где p — приложенное давление прессования; pmax —
давление прессования, обеспечивающее получение бес-
пористой прессовки; L и т — постоянные, учитываю-
щие природу прессуемого материала и называемые со-
ответственно фактором и показателем прессования; 0
и 0 — соответственно относительный объем и относи-
тельная плотность прессовки.
Были сделаны следующие допущения:
1. Упрочнение при пластических деформациях мате-
риала в окрестностях контактной зоны отсутствует, что
обусловливает постоянство контактного давления ок.
2. Закон Гука, выражающий зависимость между
упругой деформацией и растягивающим или сжимаю-
щим нормальным напряжением в компактном металле,
согласно которому бесконечно малое приращение дефор-
мации пропорционально бесконечно малому прираще-
нию напряжения, справедлив и для пластической дефор-
мации.
222
3. Материал ПаСТиЦы в зойе контакта постоянно
находится в напряженном состоянии, близком к одноос-
ному сжатию.
4. Деформирование компактного и порошкового ма-
териалов происходит идентично, что предполагает от-
сутствие межчастичной (структурной) деформации.
Фактор прессования L связан с величиной контакт-
ного давления сук зависимостью
£ = 0,434 — .
СТК ^0
где k — постоянный коэффициент; Лк — приведенная вы-
сота прессовки, т. е. высота прессовки при плотности
100%; hQ — первоначальная высота порошка в пресс-
форме.
Следовательно, фактор прессования L может быть
постоянным только при Ок=const, так как Ак и hQ для
взятой навески порошка есть величины постоянные. На
самом деле Ок#= const и растет как за счет упрочнения
материала в процессе прессования, так и вследствие
изменения схемы напряженного состояния материала в
окрестностях зоны контакта.
Предложив уравнение прессования, М. Ю. Балыпин
отметил, что фактор прессования L значительно изменя-
ется даже в небольших интервалах давлений, в связи
с чем попытки дать уравнение прессования с постоянны-
ми коэффициентами для всех порошков и во всем ин-
тервале давлений обречены на неудачу. Однако в ряде
случаев можно получить уравнения с коэффициентами
более или менее постоянными в достаточно широком
интервале давлений.
Для идеального процесса прессования при отсутст-
вии внешнего трения формулы (IV.2) и (IV.3) примут
вид
Р₽т = Ртах = Рк = “«St (IV.4)
и
p/wm = ptoax = рк = const, (I V.5)
где рк — максимальное (критическое) давление прессо-
вания, соответствующее максимальному уплотнению и
равное по величине давлению истечения, т. е. напряже-
нию, при котором цилиндрический пуансон быстро по-
гружается в испытуемый металлический образец; чис-
ленно это твердость материала при максимальной сте-
пени его упрочнения.
223
ь. Показатель прессования т характеризует свойства
порошка и может быть определен опытным путем или,
ориентировочно, по формуле
т = 2 + О/Де-, (IV.6)
где ДФ=Ф— Фо, а Фо — относительная плотность иЬхоД-
Рис. 68. Логарифмическая
диаграмма прессования
ного порошкового тела до приложения нагрузки к нему.
Для многих порошков железа и меди величины по-
казателя прессования т сохраняют примерно постоян-
ное значение в довольно большом интервале давлений.
Для порошков олова электролитического, вольфрама
восстановленного и некоторых других показатель прес-
сования изменяется, возрастая с увеличением насыпной
плотности порошка и твердости исходного металла.
Для любых металлических порошков т^З.
Наиболее приемлемо для анализа поведения порош-
ков при прессовании уравнение (IV.2), вывод которого
может быть обоснован различными способами.
В графической форме (когда
oK=const) уравнение (IV.2) дает
прямую линию (рис. 68).
Тангенс угла наклона прямой
к оси абсцисс численно равен по-
казателю прессования т, а отре-
зок отсекаемой прямой от оси ор-
динат равен логарифму макси-
мального давления прессования
Ртах или в идеальном случае, т. е.
при отсутствии потерь на трение в
прессформе, он равен логарифму
максимального критического дав-
ления рк.
различных материалов часто на-
от прямолинейной зависимости
При прессовании
блюдают отклонения
lg Р по 1g р. Если кривая имеет изгиб выпуклостью вниз
(т. е. 1g р растет быстрее, чем это соответствовало бы
прямой линии), то в процессе прессования ак не оста-
ется постоянным, а растет с повышением р. Следует
иметь в виду, что указанное влияние наблюдается не
только вследствие повышения твердости контактных
участков в результате упрочнения, как объясняет это
М. Ю. Балыпин, но и еще по двум причинам: вследст-
вие увеличения эффекта трения между частицами (в
связи с увеличением размеров контактных участков),
224
тормозящего деформацию частиц при их взаимном сжа-
тии, а также вследствие усиления объемных напряже-
ний, накапливающихся в частицах по мере их деформа-
ции. Случай, когда кривая 1g 0 по 1g р имеет выпуклость
вверх (т. е. когда наблюдается замедление в росте 1g р),
объясняется тем, что наружные слои частиц порошка
оказываются более твердыми, чем внутренние (из-за
окисленности или по другим причинам). На рис. 69изо-
Рис. 69. Логарифмические диаграммы
прессования различных порошков:
1 — олово электролитическое, насыпная
плотность 1,02 г/см3; 2 — медь электро-
литическая, насыпная плотность
1,42 г/см3; 3 — вольфрам восстановлен-
ный, насыпная плотность 4,18 г/см3
lgJ3
бражены реальные логарифмические кривые прессова-
ния для олова, меди и вольфрама. Из уравнения (IV.4)
следует, что для получения 100%-ной плотности при
прессовании порошка необходимы давления, равные
наивысшему критическому рк-
Таблица 8
Сравнительные данные по давлению истечения и твердости
для различных металлов
Металл Давление истече- ния, МПа Твердость НВ неупрочненного металла Отношение давления истечения к твер- дости НВ
Свинец .... 100 3,5 29
Олово .... 140 5 28
Алюминий . . 420 20 21
Серебро . . . 760 35 22
Золото . . . 800 25 32
Медь .... 920—1090 49 19—22
Железо . . . 1260—1330 70 18—19
Вольфрам . . 4000 240 17
15—268
225
В табл. 8 приведены сравнительные данные по твер-
дости и давлению истечения различных металлов. Вид-
но, что для твердых металлов давление истечения пре-
восходит твердость ненаклепанного металла в меньшей
степени, чем для мягких, т. е. при наибольшей степени
деформации мягкие металлы упрочняются больше твер-
дых.
Из рис. 70, изображающего полулогарифмические
кривые прессования р — 1g р для медных порошков
разной насыпной плотности, видно, что давления, необ-
Относителъяый объем J3
Рис. 70. Логарифмические диаграм-
мы прессования порошков меди:
1 — медь электролитическая, на-
сыпная плотность 0,97 г/смэ; 2 —
то же, насыпная плотность 1,5 г/см8;
3 — медь гранулированная, насып-
ная плотность 4,5 г/см8
ходимые для достижения небольшой плотности прессо-
вок, у порошков большей насыпной плотности в не-
сколько раз меньше, чем у самого легкого порошка.
При дальнейшем увеличении степени уплотнения это
различие уменьшается и при 100%-ной плотности (р =
= 1) давления для всех порошков приблизительно оди-
наковы и равны давлению истечения меди. Следова-
тельно, такие физические характеристики, как величина
и форма частиц, насыпная плотность, наклеп, не оказы-
вают прямого влияния на максимальное давление прес-
сования, необходимое для получения 100%-ной плотно-
сти. Оно всегда равно давлению истечения металла и
зависит только от его химического состава.
При получении прессовок плотностью меньше 100 %
физические характеристики порошка оказывают весьма
сильное влияние на величину давления, необходимого
для этого. Для получения прессовки заданной плотности
необходимое давление увеличивается вместе с дисперс-
ностью порошка.
226
Уравнения прессования М. Ю. Балыпина не имеют
физического смысла при начальном условии прессова-
ния (свободно насыпанный порошок можно рассматри-
вать как спрессованный при удельном давлении, соот-
ветствующем его насыпной плотности) и справедливы
только для области средних и относительно высоких
значений давлений и плотности.
Т. И. Знатокова и В. И. Лихтман для описания про-
цесса уплотнения медно-графитовых композиций пред-
ложили уравнение
p = K^ — = K^ov. (IV.7)
00
Для критического краевого условия (р=рк, 0 = 1)
выражение (IV.7) приобретает вид
рк = К In Ро. откуда К = Рк / (in ро).
С учетом этого уравнение (IV.7) можно записать
так:
Р = РкТ1Г. (IV.8)
1п р0
К сожалению, простое уравнение (IV.8) описывает
процесс прессования в очень малом диапазоне плотнос-
тей при давлениях, близких к критическим.
Н. Ф. Кунин и Б. Д. Юрченко на основании опытных
данных показали возможность описания процесса уп-
лотнения через коэффициент прессования /£:
К=-^-=Кое~ар, (IV.9)
ар
где Ко — начальный коэффициент прессования (при
р=0); а — коэффициент потери сжимаемости, характе-
ризующий относительное уменьшение К при возраста-
нии давления р на единицу.
Интегрирование уравнения (IV.9) приводит к урав-
нению прессования вида
Т = Тпр---^2-е~ар, (IV.10)
ОС
где уПр — условная предельная плотность материала
при весьма большом давлении прессования, причем эта
условная плотность выше теоретической плотности
прессуемого материала.
15*
227
Все три константы Ко, а и упр характеризуют прес-
суемый порошок и должны быть найдены эксперимен-
тальным путем.
Уравнение прессования (IV. 10) выведено на основа-
нии гипотезы сплошности и с высокой точностью описы-
вает процесс уплотнения порошкового тела в широком
диапазоне давлений и плотностей.
А. Н. Николаев, используя предположение, что при
достаточно больших давлениях уплотнение материала
происходит в результате истечения его в поры, предло-
жил, по аналогии с известным уравнением, описываю-
щим при обработке металла давлением процесс выдав-
ливания из конического отверстия, следующую зависи-
мость:
p = CnTdln-^-, (IV.11)
1 — V
где С — коэффициент, определяемый экспериментально.
Уравнение (IV.11) не имеет физического смысла при
начальном и критическом краевых условиях прессова-
ния, так как р=0 только при -0=0,5, тогда как для
большей части металлических порошков Фо<О,5, а при
Ф->1 р->оо, тогда как в действительности р->рк.
Г. М. Жданович теоретически и экспериментально
доказал, что простой и достаточно точной интерполяци-
онной формулой уравнения прессования идеального
процесса уплотнения (без учета влияния внешнего тре-
ния) может быть принята зависимость
Фп —Фо
Р = Рн —— = рк----------- .
1-og
(IV. 12)
Показатель степени п зависит от всех основных
факторов, определяющих характер и особенности про-
цесса прессования металлических порошков. К таким
факторам относятся механические свойства материала
порошка От, Ов, Рк, коэффициент межчастичного трения,
относительная плотность насыпки порошка Фо. По мне-
нию М. Ю. Бальшина, среднее «интегральное» значение
п составляет
n = 1 + 2//70, (IV. 13)
где /70=1 — Фо.
228
Г. М. Жданович полагает, что между давлением
идеального и реального процессов прессования сущест-
вует зависимость вида:
при одностороннем прессовании
й, = ₽(1 + уЛ|>), (IV.14)
при двустороннем прессовании равными давлениями
р0 = р(1 +-уЛр). (IV. 15)
В этих выражениях А — постоянная величина:
= If (LH + LB) hK , (IV. 16)
•Sh
где LH, Lb — длины периметров или контуров соответст-
венно наружной и внутренней (если прессовка с отвер-
стиями) боковых поверхностей прессовки; f — коэффици-
ент внешнего трения; g — коэффициент бокового дав-
ления.
Боковое давление
Порошок, засыпанный в прессформу, во время прес-
сования в известной степени ведет себя аналогично
жидкости и стремится растекаться в стороны, в резуль-
тате чего возникает давление на стенки прессформы,
которое называют боковым.
Однако в отличие от жидкости, равномерно переда-
ющей приложенное к ней давление во всех направлени-
ях, в порошке наблюдается значительная неравномер-
ность его распределения. В результате степень сжатия
порошка в различных сечениях неодинакова, а на боко-
вые стенки прессформы передается значительно мень-
шее давление, чем в направлении прессования, в основ-
ном из-за трения между частицами, заклинивания и
других факторов, затрудняющих перемещение частиц в
стороны. В связи с этим важной характеристикой явля-
ется так называемый коэффициент бокового давления g,
представляющий собой отношение бокового давления
рг, т. е. давления порошка на единицу поверхности стен-
ки прессформы, к давлению прессования р:
? = рг/р<1. (IV.17)
В общем случае % может качественно характеризо-
вать пластичность уплотняемого материала. Для его
229
количественного определения рассмотрим упруго-напря-
женное состояние некоторого объема материала в сере-
дине брикета после того, как уплотнение закончилось и
перемещение частиц порошка прекратилось. В этот
момент брикет находится в стабильном состоянии и
сжат под действием приложенного давления прессова-
ния и реакции боковой стенки матрицы, равной боково-
му давлению. Каждая из этих сил вызывает сжатие по
координатной оси, совпадающей с направлением ее
действия, и растяжение по двум другим координатным
осям. Как известно, деформация упругого сжатия равна
частному от деления сжимающей силы (в нашем случае
р или рг) на модуль упругости материала Е, а упругое
расширение под влиянием упругого сжатия равно де-
формации сжатия по соответствующей координатной
оси, умноженной на коэффициент Пуассона v. Очевид-
но, что стабильность упруго-напряженного состояния
возможна в случае, если деформация упругого сжатия
по каждой из координатных осей равна сумме деформа-
ций упругого расширения под влиянием упругого сжа-
тия по двум другим координатным осям. Другими сло-
вами,
r2£_v+ Plv= (IV.18)
где (p/E)v —упругое горизонтальное расширение под
влиянием упругого вертикального сжатия от приложен-
ного давления прессования; (p,JE)v —упругое гори-
зонтальное расширение под влиянием упругого горизон-
тального сжатия от реакции боковой стенки матрицы;
pJE —упругое горизонтальное сжатие от реакции бо-
ковой стенки матрицы.
Или после несложного преобразования
pv = pr(l—v). (IV. 19)
Таким образом
—= 7^. (IV.20)
р 1 — V 4
Величина £ достаточно велика и обычно составляет
0,2—0,5, причем чем пластичнее материал, тем v, а сле-
230
довательно, и £ выше (например, для вольфрама |=0,2,
для железа 0,39, для меди 0,54, а для свинца 0,79).
В настоящее время можно считать доказанным вы-
сказанное около тридцати лет тому назад предположе-
ние М. Ю. Бальшина о зависимости коэффициента бо-
кового давления от плотности порошкового тела. Коэф-
фициент бокового давления растет с увеличением
плотности, но для разных материалов по-разному; чем
пластичнее металл, тем в большей степени величина В
связана с давлением прессования. Объясняется это от-
носительным уменьшением сопротивляемости контактов
сдвигу, что наблюдается с возрастанием как давления
прессования, так и пластичности прессуемого материа-
ла. Для малопластичных металлов (вольфрама) и для
хрупких материалов (карбид вольфрама) В несколько
растет в области низких давлений, а выше 200 МПа ос-
тается постоянным. Для мелкозернистого или окислен-
ного порошка данного металла коэффициент бокового
давления несколько понижается по сравнению с неокис-
ленным или более крупнозернистым порошком, что объ-
ясняется влиянием повышенного межчастичного трения.
На рис. 71 показана теоретическая зависимость ко-
эффициента бокового давления от плотности прессовок
Рис. 71. Зависимость коэф-
фициента бокового давления
от плотности брикетов из
порошка железа восстанов-
ленного
из железного порошка (точками обозначены экспери-
ментальные значения). Коэффициент бокового давления
зависит также от дисперсности и формы частиц, состоя-
ния их поверхности и химической чистоты порошка. Это
согласуется с представлениями о зависимости g от ве-
личины коэффициента межчастичного контактного тре-
ния, при уменьшении которого коэффициент бокового
давления возрастает. Боковое давление уменьшается по
высоте прессуемых брикетов, так как силы трения, воз-
никающие между перемещающимися частицами порош-
ка и стенками прессформы, уменьшают величину осево-
го давления прессования.
Трение. Давление выталкивания.
Упругое последействие
Как указывалось выше, различают трение внешнее и
межчастичное, причем только первое из них приводит к
неравномерному распределению плотности в объеме
брикета из-за потери усилия прессования на его преодо-
ление. Чтобы количественно определить эту потерю, не-
обходимо прежде всего вывести соотношение между бо-
ковым и вертикальным (прессующим) давлениями.
Допустим, что прессовка высотой h с относительной
плотностью 0 (относительная плотность есть отношение
фактической плотности прессовки к плотности компакт-
ного материала) находится в цилиндрической прессфор-
ме диаметром D при давлении прессования р. Тогда об-
щее усилие Р, оказываемое на прессовку, будет равно
Р = р. (IV.22)
В соответствии с уравнением (IV.17) давление на
1 см2 боковой поверхности прессовки рг можно предста-
вить как
= (IV.23)
Так как боковая поверхность цилиндрической прес-
совки равняется nDh, то суммарное усилие Рг на нее со-
ставит
Рг = nDhpv = tnDhp. (IV.24)
Потеря усилия ДР на трение частиц порошка о стенки
прессформы
ДР = fPr, (IV.25)
где f — коэффициент трения частиц порошка о стенки
прессформы.
Используя уравнение (IV.24), можно написать
ДР - fbiDhp. (IV.26)
Доля усилия, которая тратится на трение порошка
о стенки прессформы, определяется отношением ДР к
общему вертикальному усилию:
_ f&Dhp = да _Д_ лу 27)
Р (nD2/4)p D ' k ’ 7
232
Обработка многих экспериментальных данных пока-
зывает, что величина произведения 4fg является посто-
янной для данной площади поперечного сечения брике-
та, не зависящей от давления прессования. С ростом
последнего наблюдается увеличение что уже отмеча-
лось, и уменьшение f из-за выглаживания поверхности
частиц и их притирания друг к другу. Как правило, чис-
ленные значения произведения 4fg по мере возрастания
плотности брикета колеблются в пределах не более
±3 —5%, т. е. остаются примерно постоянными в ши-
роком интервале давлений прессования.
В связи с этим из уравнения (IV.27) следует, что до-
ля затрат усилия прессования на преодоление внешнего
трения прямо пропорциональна высоте брикета и обрат-
но пропорциональна его диаметру. Для данной навески
прессуемого порошка и размеров прессформы доля вер-
тикального давления, теряемого на трение, есть величи-
на постоянная, пропорциональная приложенному давле-
нию. Потери давления на преодоление сил трения меж-
ду частицами порошков и стенками прессформы могут
составлять 60—90% и даже 100% от усилия прессова-
ния. По этой причине вывод формулы (IV.27) не совсем
корректен, так как среднее усилие прессования всегда
меньше Р, принятого при расчете. Поэтому для опреде-
ления давления прессования в любом горизонтальном
сечении брикета с учетом имеющего место изменения
отношения АР/Р по высоте брикета и расстояния h до
соответствующего сечения брикета надо брать интегра-
лы в интервалах значений усилий прессования на торце
брикета под прессующим пуансоном Р и в соответству-
ющем сечении брикета Рл и высоты брикета от 0 (под
прессующим пуансоном) до h. Тогда
Ph = Pe-il^, (IV-28)
а = 1 — d (IV.29)
или In Р — In Ph = 4fg . (IV.30)
Межчастичное трение, коэффициент которого может
в несколько раз превосходить коэффициент внешнего
трения, при прессовании играет определенную роль, так
233
Рис. 72. Прессформа для исследования
внешнего и межчастичного трения:
1 — опорный диск; 2 — упорный шарикопод-
шипник; 3 — втулка упорная; 4 — рабочий
пуансон; 5 — прессовка; 6 — матрица; 7 —
нижний пуансон; 8 — подкладной диск
Рис. 73. Динамометрический ключ
'Рис. 74. Зависимость коэффициента внешнего трения от давления прессования
для железного восстановленного (а), медного электролитического (о) и сталь-
ного восстановленного (в) порошков:
1 — статический коэффициент трения; 2 — кинетический ко-
эффициент трения
234
как на его преодоление также затрачивается работа
прессования, но зато давление прессования не теряется.
В результате межчастичное трение не влияет на распре-
деление плотности в объеме брикета.
Важнейшим практическим следствием проявления
межчастичного трения следует считать затрудненность
течения порошка под прямым углом к направлению
прессования, в связи с чем невозможно получать высо-
кие плотности в соответствующих зонах брикета. Поэто-
му прессование изделий, профиль которых в направле-
нии прессования изменяется, затруднено, а часто вооб-
ще невозможно. Это, безусловно, один из важнейших
недостатков метода порошковой металлургии.
В общем случае потери усилия прессования на внеш-
нее трение должны зависеть от коэффициента трения в
паре материал прессуемого брикета — материал пресс-
формы, склонности к схватыванию в этой паре, качест-
ва обработки стенок прессформы, наличия смазки, вы-
соты насыпки прессуемого порошка (навески) и диамет-
ра прессформы.
На рис. 72 изображена установка для исследования
внешнего и межчастичного трения. Усилие пресса через
опорный диск передается на упорный широкоподшипник
и далее через втулку 3 на рабочий пуансон 4 (с глад-
ким или рифленым торцом), который находится в кон-
такте прессуемым порошковым телом. Пуансону 4 при
помощи чувствительного динамометрического ключа
(рис. 73) сообщается вращательный момент. Таким об-
разом, динамометрическим ключом измеряют момент
сопротивления вращению, примерно равный моменту
сил внешнего трения на торце пуансона Л1тр. Коэффи-
циент внешнего трения f рассчитывают по формуле
е _ 2,97Л1Тр
Pd '
где Р — усилие пресса; d — диаметр пуансона.
На рис. 74 представлены графические зависимости
коэффициента внешнего трения f от давления прессова-
ния порошков железа, меди и стали. Верхняя кривая
относится к коэффициенту статического внешнего тре-
ния fc (в момент начального окружного сдвига пуансо-
на), а нижняя кривая определяет коэффициент кинети-
ческого внешнего трения f (при установившемся сколь-
235
(б) и стального восстановленного (в)
порошков
жении). Коэффициент внешнего трения с ростом
давления прессования заметно уменьшается.
На рис. 75 представлены зависимости коэффициента
межчастичного трения fi от плотности прессовки из по-
рошков железа, меди и стали, согласно которым величи-
на fi с ростом давления прессования (плотности) не-
сколько уменьшается.
Внешнее трение прессуемого порошка о стенки пресс-
формы определяет усилие, необходимое для выталкива-
ния брикета после его спрессовывания и называемое дав-
лением выталкивания. Весьма важно знать величину
давления выталкивания для решения практических во-
просов прессования порошков, в частности для правиль-
ного расчета и конструирования прессинструмента. Дав-
ление выталкивания пропорционально давлению прес-
сования и зависит от коэффициента внешнего трения и
коэффициента Пуассона прессуемого порошка. Давление
выталкивания принимают равным 0,2—0,35 от давления
прессования и оно тем больше, чем выше прессуемый
брикет и меньше площадь его поперечного сечения.
Давление выталкивания всегда меньше (для мало-
пластичных материалов отличие больше) потерь давле-
ния на трение порошка о стенки прессформы, что свя-
зано с изменением (увеличением) объема спрессованного
брикета после снятия давления в результате дейст-
вия внутренних напряжений, возникающих в процессе
уплотнения порошка при прессовании. Такое изменение
объема вызывается в основном увеличением размера
брикета в направлении прессования.
Явление увеличения размера прессовки при снятии
давления прессования, а также при выпрессовывании
брикета из формующей полости прессформы называют '
упругим последействием.
236
В связи с этим целесообразно при прессовании вы-
держивать сформованную заготовку под нагрузкой в те-
чение от нескольких секунд до 2—3 мин, что приводит к
возрастанию плотности брикета.
Основная часть упругого расширения брикета при
выпрессовывании происходит почти мгновенно (в момент
выталкивания брикета из матрицы), а остальная часть
требует определенного времени, вплоть до нескольких
дней. По этой причине при изготовлении изделий точных
размеров срок хранения прессовок перед спеканием не
должен превышать нескольких часов.
Величина упругого последействия зависит от харак-
теристик прессуемого порошка (дисперсности, формы и
состояния поверхности частиц, содержания окислов, ме-
ханических свойств материала), давления прессования,
смазки, упругих свойств матрицы и пуансонов и других
факторов. Относительное изменение линейных размеров
изделий вследствие упругого последействия определя-
ют из выражения
6, = юо = юо%, (iv.31)
/о ^0
где 6i — величина упругого последействия; А/ — абсо-
лютное расширение брикета по длине или диаметру;
/0 — длина (диаметр) брикета, находящегося в пресс-
форме под действием давления прессования; Ц—дли-
на (диаметр) брикета после снятия давления прессова-
ния или выпрессовывания из прессформы.
Объемную величину упругого последействия опреде-
ляют по аналогичной зависимости
6 = ДК 100 = V1~V°. 100 %. (IV.32)
V V. v0
Эффект упругого последействия по высоте брикета
больше, чем в поперечном направлении, и составляет до
5—6%. Это связано с большей величиной осевого усилия
прессования по сравнению с боковым давлением, а так-
же с упругой деформацией матрицы прессформы, благо-
даря которой после снятия давления высота брикета
увеличивается. Кроме того, потеря давления прессова-
ния вследствие трения порошка о стенки прессформы,
приводя к неравноплотности брикета, также влияет на
изменение величины упругого последействия по его вы-
соте.
237
Упругое последействие частично снимает напряже-
ния на контактных участках, что приводит к уменьше-
нию их числа и суммарной площади. Разрыв контактов
между частицами на большом протяжении может вы-
звать нарушение целостности прессовок, называемое
расслоем, в том числе появление трещин, а иногда и раз-
рушение брикета. При переходе от свойств порошкооб-
разной массы к свойствам напряженного твердого тела
величина упругого последействия изменяется (табл. 9).
Таблица 9
Зависимость упругого последействия от давления прессования
Материал Давление прессования, МПа Увеличение раз- мера брикета, % । Материал Давление прессования, МПа Увеличение раз- мера брикета, %
по высо- те по диа- метру по высо- те по диа- метру
Медь 78 0,599 0,168 Железо 78 0,465 0,156
312 0,368 0,172 312 0,456 0,203
624 0,66 0,258 624 0,835 0,28
На рис. 76 и 77 показаны зависимости упругого по-
следействия в различных направлениях по отношению к
направлению давления прессования.
По мере увеличения давления прессования упругое
последействие сначала возрастает (в брикете происхо-
дит формирование и увеличение межчастичных контак-
тов), а затем снижается, так как прочность контактных
участков спрессованного брикета увеличивается. Величи-
на упругого расширения брикета зависит от взаимодей-
ствия упругого последействия и прочности брикета, по-
этому оно увеличивается под действием факторов, умень-
шающих прочность брикета (меньшая шероховатость
поверхности частиц порошка, увеличение содержания в
порошке окислов и примесей, высокая твердость прес-
суемого материала). Упругое последействие у брикетов
из порошков хрупких и твердых материалов больше,
чем у брикетов из мягких и пластичных порошков, так
как при одном и том же давлении прессования прочность
прессовки из более твердых материалов меньше и для
них возрастает роль упругой деформации по сравнению
с пластической.
238
Применение при прессовании смазок позволяет
уменьшить величину упругого последействия, особенно ,
в случае использования поверхностно-активных смазок \
(табл. 10).
Рис. 76 Зависимость упру-
гого последействия в ради-
альном направлении от дав-
ления прессования
Рис. 77. Зависимость упругого последействия в направлении прессования от
давления для различных порошков:
/ — распыленный свинец; 2 —вихревое железо; 3 — электролитическое желе-
зо (1,4% FeO); 4 — электролитическое железо (25,8% FeO)
Таблица 10
Влияние смазок на упругое последействие
при прессовании брикетов из порошков меди и олова
Материал Давление прессования, МПа Увеличение объема после выпрессовывания, %
без смазки со смазкой вазелиновым маслом со смазкой раст- вором олеиновой кислоты в бен- золе
Медь 1 250 1,15 1,10 0,25
400 1,20 1,10 0,35
Олово 50 0,91 0,88 0,12
100 0,96 0,89 0,08
239
Прессование со смазкой
Применение смазки при прессовании — один из луч-
ших способов уменьшения трения и улучшения процес-
са уплотнения порошка, в результате чего плотность
повышается и обеспечивается более равномерное рас-
пределение ее по объему брикета, коэффициент боково-
го давления увеличивается.
Смазки, снижающие трение между порошком и стен-
ками матрицы прессформы и не оказывающие какого-
либо существенного воздействия на порошок, получили
название инертных в отличие от активных смазок, ока-
зывающих влияние на трение между частицами и вы-
зывающих разрушение или облегчающих их деформа-
цию в результате адсорбционного понижения прочности.
Часто смазку применяют в виде раствора в ацетоне,
бензине, бензоле, четыреххлористом углероде и других
легколетучих органических средах. В этом случае техно-
логический процесс несколько усложняется, так как
возникает необходимость в удалении растворителей ис-
парением или нагреванием.
Эффект от применения смазок выражается в умень-
шении коэффициентов внешнего и межчастичного тре-
ния, снижении давления прессования, требуемого для
получения брикета заданной плотности, и давления вы-
талкивания, повышении равномерности распределения
плотности по объему брикета и уменьшении или предо-
твращении схватывания в паре прессуемый брикет —
матрица прессформы, а также в увеличении стойкости
прессформ. Смазка увеличивает усилие, передаваемое
на нижний пуансон при прессовании.
Наиболее существенное влияние на процесс прессо-
вания оказывают активные, точней поверхностно-актив-
ные смазки. При прессовании порошков железа, меди и
олова П. А. Ребиндером и В. И. Лихтманом было пока-
зано, что применение поверхностно-активной смазки,
например олеиновой кислоты в количестве 0,5% (по
массе), позволяет при одинаковом давлении прессова-
ния получать более плотные брикеты.
В качестве смазок используют следующие вещества
(в скобках указана температура плавления, °C): стеарат
цинка (130), стеарат магния (88), стеарат лития (221),
стеариновая кислота (69,4), бензойная кислота (122),
акравакс (140), дисульфид молибдена (1185), дисуль-
240
фид вольфрама (1250), капроновая кислота (101), мела-
мин (250), молибденовый ангидрид (795), паоафин.
(40 — 60).
Ниже приведены данные, характеризующие влияние
смазки на пористость прессовок (в числителе — без
смазки, в знаменателе — со смазкой раствором олеино-
вой кислоты в вазелиновом масле):
Давление прессования,
МПа.................. 50 100 200 300 400 500^
Пористость прессовок,
%, из порошков:
железа ............. — 42/36 34/30 27/23 21/17 18/1&’
меди.................— — 36/33 26/27 21/22 —/1&
олова..............29/16 17/6 — — — —
Это объясняется понижением прочности тонких по-
верхностных слоев металлических частиц при абсорби-
ровании на них смазки и проникновением ее в субмик-
роскопические трещины, поры и другие дефекты поверх-
ности, что облегчает деформирование и разрушение
частиц и способствует уплотнению.
Порошок, обработанный активными смазками, обла-
дает повышенной стойкостью против коррозии. Однако>
применение смазок, особенно поверхностно-активных,,
уменьшает прочность спрессованных брикетов и допусти-
мо только для порошков, брикеты из которых достаточ-
но прочны.
Порошки твердых и хрупких материалов прессуют
с применением клеящих и пластифицирующих добавок:
(камфара, парафин, каучук и др.), облегчающих сколь-
жение и обеспечивающих склеивание частиц порошка..
Большое значение имеет способ применения смазок:
добавка в прессуемый порошок, смазка стенок пресс-
формы или комбинированное применение этих двух спо-
собов. Промышленное применение второго способа тех-
нически затруднено и требует больших затрат ручного^
труда. Большее распространение имеет добавка смазки'
непосредственно в порошок, особенно в случае примене-
ния поверхностно-активных смазок, тогда как при ис-
пользовании инертных смазок добавка их в порошок или
смазка стенок прессформы примерно равноценны. Одна-
ко необходимо помнить, что при повышенных требовани-
ях к чистоте материала (например, в случае изготовле-
ния спеченных магнитов) особое внимание должно быть
16—268 241 -
обращено на отсутствие загрязнения после удаления
смазки. Количество смазки, вводимой в порошок, зави-
сит от его зернистости и составляет для поверхностно-
активных смазок 3—5 г на 1 кг порошка зернистостью
20—50 мкм и 1 г на 1 кг порошка зернистостью 100—
200 мкм и 0,5—1,5% для инертных смазок.
Чем больше высота прессуемых изделий, тем больше
при данном поперечном сечении нужно вводить смазок
в порошок. С увеличением давления прессования требуе-
мое количество смазки должно быть уменьшено. Необ-
ходимо подчеркнуть, что максимальная плотность бри-
кета достигается только при оптимальном содержании
смазки в прессуемом порошке. Большее по отношению к
оптимальному количество смазки, вводимой в порошок,
вредно, так как она сама занимает объем, препятствуя
достижению лучшей плотности, усиливается проявление
упругого последействия в связи с несжимаемостью жид-
ких смазок, а прочность брикета уменьшается из-за
замены части контактов металл — металл на контакты
металл — смазка. Применение неактивной (инертной)
смазки, нанесенной на стенки прессформы, не изменяет
величины g. При решении вопросов, связанных с выбо-
ром и применением смазки, учитывают ее влияние на
технологические свойства порошка (насыпную плотность
и текучесть) и на свойства спрессованных и спеченных
изделий.
Прочность прессовок
Прочность прессовок определяется как механическим
зацеплением и переплетением поверхностных выступов и
неровностей частиц порошка, так и действием межатом-
ных сил сцепления, степень проявления которых возра-
стает с увеличением контактной площади. Вполне понят-
но, что в зависимости от природы порошка, его физичес-
ких и химических свойств действие тех или иных сил
будет проявляться в большей или меньшей степени. Из-
вестно, что прочность компактных литых металлов дан-
ного состава растет с твердостью, т. е. вольфрам прочнее
железа, железо прочнее меди, а медь прочнее олова. Для
порошковых прессовок наблюдается противоположная
зависимость. Прочность, выраженная как в абсолютных
цифрах, так и в процентах от давления прессования,
растет не с твердостью, а с мягкостью и пластичностью
242
металла: прессовки из олова прочнее, чем прессовки из
меди, из меди прочнее, чем из железа, а из железа проч-
нее, чем из вольфрама. Это явление можно объяснить
тем, что у пластичных материалов в результате более
быстрого заполнения контактных микронеровностей в
непосредственный контакт вступает большее число ато-
мов совмещенных поверхностей, что способствует прояв-
лению атомных сил сцепления. После снятия давления и
выпрессовки у твердых материалов в результате упруго-
го последействия остаточная контактная поверхность
уменьшается и прочность прессовки будет определяться
в основном силами механического зацепления.
Рассматривая зависимость увеличения прочности
брикета от давления прессования, можно отметить три
этапа (рис. 78): на первом этапе (низкие давления прес-
ДаОле/ше лрессо&ания
Рис. 78. Зависимость проч-
ности спрессованных брике-
тов от давления прессования
Насыпная плотность,
г/см3
Рис. 79. Влияние насыпной плотности мед-
ного порошка на предел прочности при
сжатии спрессованных брикетов:
1 — одинаковая относительная плотность
(69%); 2 —одинаковое давление прессова-
ния (400 МПа)
сования) прочность возрастает быстрее давления, на вто-
ром этапе (средние давления) прочность возрастает про-
порционально давлению и на третьем этапе (высокое
давление) прочность возрастает медленнее давления.
Так как прочность пропорциональна контактной по-
верхности между частицами, она должна быть пропор-
циональна и давлению прессования. На первом этапе
прессования скорость роста прочности увеличивается в
результате резкого повышения плотности брикета. На
третьем этапе с увеличением давления плотность и пло-
щадки контактов увеличиваются незначительно, вслед-
16*
243
гтвие чего скорость роста прочности брикетов снижает-
ся. Во время второго этапа эти факторы нейтрализуют
один другой, вследствие чего прочность возрастает при-
близительно пропорционально первой степени давления
прессования.
При прочих равных условиях на прочность брикетов
значительное влияние оказывает гранулометрический со-
став порошка.
Большое влияние на прочность прессовок оказывает
насыпная плотность порошка уНас, точнее коэффициент
обжатия ^=уп/тнас. Чем больше k при данной плотности
прессовки уп, тем сильнее обжатие порошка и тем проч-
нее спрессованный брикет (рис. 79). Минимальное зна-
чение Z?, необходимое для получения прессовок достаточ-
ной прочности из порошков с сильно шероховатой и раз-
ветвленной формой частиц, составляет 1,7—1,8.
Прочность прессовок зависит от загрязнения порошков
и при значительном содержании окислов понижается.
Это объясняется увеличением твердости поверхности
слоя частиц при одновременном снижении их пластично-
сти и уменьшении металлической контактной поверхно-
сти.
Принято характеризовать брикеты прочностью на
сжатие и на изгиб, так как прочность на разрыв невели-
ка и обычно не превышает нескольких килограммов на
квадратный сантиметр. Прочность брикетов из порошков
пластичных металлов всегда выше прочности брикетов
из порошков хрупких металлов, что связано с их боль-
шей плотностью и более интенсивным ростом площади
контактов между частицами и меньшим упругим после-
действием у порошков пластичных металлов.
Брак при прессовании и факторы,
способствующие его появлению
Наиболее часто встречающийся и наиболее опасный
вид брака — поперечные или диагональные трещины.
Появление трещин обусловлено тем, что при вытал-
кивании спрессованного брикета из матрицы происходят
два противоположных процесса — расширение прессовки
по выходе из матрицы и постепенное расширение самой
матрицы (рис. 80). Разрушение (возникновение трещин)
происходит по границам действия деформаций, вызван-
ных указанными процессами. Наибольшее значение име-
244
ют следующие причины образования этого вида брака:
1. Условия прессования, способствующие уменьше-
нию прочности брикетов. К числу их можно отнести ис-
пользование гладких плоских частиц, заметаое__окисле-
ние и наклеп частиц, введение смазки в порошок в
количестве, большем оптимального, и т. п. t
12. Высокие давления прессования (особенно в случае
твердых материалов), так как упругие силы, вызываю-
щие растрескивание, растут пропорционально давлению.
Прочность же брикетов, препятствующая их растрески-
ванию, увеличивается не так
быстро, в результате чего при
некотором давлении прессова-
ния разрушающие упругие си-
лы превосходят прочность прес-
совок и появляются расслой-
ные трещины.
3. Неравномерное распреде-
ление в объеме брикета при-
месей или компонентов слож-
ной порошковой смеси, вызван-
ное плохим качеством смеши-
вания или использованием хи-
мически неоднородного мате-
Рис. 80. Схема изменения раз-
меров брикета и матрицы при
выпрессовывании
риала.
4. Неравномерный сброс давления при удалении бри-
кета из прессформы, вызванный ее неправильной конст-
рукцией или перекосом в процессе прессования и при
снятии давления.
5. Слишком медленное выпрессовывание и в особен-
ности остановки во время выпрессовывания. Для ускоре-
ния процесса выпрессовывания рекомендуется приме-
нять разъемные матрицы, обеспечивающие быстрое ос-
вобождение брикета от сжимающих горизонтальных
усилий и его одновременное всестороннее расширение.
Необходимо, чтобы конструкция разъемной матрицы
предотвращала сдвиг ее стенок в процессе прессования
или выталкивания брикета.
6. Наличие в прессуемом изделии тонких стенок или
резких переходов (рис. 81).
Часто при прессовании наблюдается неравномерная
плотность в отдельных местах детали или непропрессов-
ка, вызванные неравномерным распределением прессу-
емого материала по объему прессформы, низким давле-
245
нием прессования или неправильной величиной навески
порошка.
Кроме того, возможен также брак по размерам, свя-
занный с неправильной конструкцией или размерами
прессформы, неточностью дозирования порошка или на-
рушением режима прессования (завышение или заниже-
ние давления прессования).
Рис. 81. Примеры появления трещин при прессовании сложных по форме
изделий:
а — неравномерное распределение напряжений; Ь, с—неправильный ход верх-
него пуансона; d — использование плохопрессуемого порошка твердого мате-
риала; f — плохая смазка стенок прессформы; h — деформация матрицы при
прессовании
При браке необходимо установить причины его по-
явления и принять меры к их устранению с помощью
подбора соответствующих удельных давлений прессова-
ния, изменения размеров прессформы, варьирования тех-
нологических свойств порошка.
Брак при прессовании обычно составляет 2—3%.
Бракованные по тем или иным признакам изделия могут
быть возвращены в производство после соответствующе-
го дробления и измельчения. Иногда такой порошок не-
большими порциями подмешивают к исходному мате-
риалу. Однако при этом может наблюдаться некоторое
снижение механических свойств спеченных изделий.
§ 14. ПРАКТИКА ПРЕССОВАНИЯ
Процесс прессования металлических порошков, главной целью
которого является получение брикетов с размерами и формой,, не-
обходимыми для получения готовых изделий, складывается из сле-
дующих основных операций:
1) расчет навески и дозировка шихты;
2) засыпка шихты в матрицу прессформы;
3) прессование;
4) удаление брикета из прессформы.
Правильность выбора навески прессуемого порошка — одно из
важных условий изготовления деталей заданных размеров и формы.
246
При расчете навески пользуются формулой
<2 = УТкМГхКь (IV. 33)
где V — объем готового изделия; ук — плотность беспористого мате-
риала; 0 — относительная плотность изделия; /G — коэффициент,
учитывающий потери порошка при прессовании, равен 1,005—1,01
(в зависимости от точности изготовления деталей прессформы);
Яг — коэффициент, учитывающий потери массы при спекании в ре-
зультате восстановления окислов и выгорания примесей, равен
1,01—1,03.
При прессовании многокомпонентных материалов (порошковых
смесей) их плотность ук, г/см3, рассчитывают по правилу аддитивно-
сти:
100
ук =------------------------------- ,
«1/71 + а2/Тг Ч-------Ь «п/?п
(IV. 34)
где yi, Y2, \п — плотность отдельных компонентов, г/см3, а4, аг,
...» ап — содержание отдельных компонентов в шихте, % (по массе).
Расчет аддитивной плотности ук необходимо проводить и для
однокомпонентного материала, содержащего заметные количества
примесей. Вместо аддитивной плотности можно использовать данные,
получаемые прямым измерением истинной плотности материала пик-
нометрическим способом.
—' На практике дозировку осуществляют весовым либо объемным
способом, причем выбор способа определяется в основном типом
прессового оборудования.
Например, при неавтоматическом прессовании чаще прибегают к
весовой дозировке, а при автоматическом прессовании — к объемной.
При ручной весовой дозировке навеску взвешивают на техничес-
ких весах. Взятие навески и засыпку в прессформу в этом случае
производят обычно при помощи специальных жестяных совочков.
Понятно, что такая дозировка оправдывает себя при производстве
сравнительно крупных изделий или небольшого количества однотип-
ных деталей.
Автоматическую дозировку по массе осуществляют несколькими
способами. Например, прессуемый порошок засыпают в специальный
бункер, снабженный вибратором для обеспечения равномерного вы-
хода порошка. Под выходным отверстием бункера размещена дози-
ровочная емкость, являющаяся коромыслом весов. Электрическая
схема обеспечивает поступление в емкость из бункера заданного ко-
личества порошка. На рис. 82 приведена схема такого автоматиче-
ского дозатора коромыслового типа. При пустой чашке весов 8 зам-
кнут контакт 2 и питающий ток поступает к катушкам И и 12, обес-
печивающим сообщение вибрации бункеру 10 и открывание заслон-
ки 9 соответственно. После заполнения чашки заданным количест-
вом порошка рычаг опускается, разрывая контакт 2, поступление
тока в цепь заслонки прекращается и она под действием пружины
возвращается обратно, закрывая выходное отверстие бункера. Одно-
временно начинает срабатывать механизм опрокидывания чашки,
выполненный в виде кулачка арретира 7 и системы тяг 4, управляе-
мых электромагнитом 3. Освободившаяся от порошка чашка вместе
с коромыслом 5 весов под действием противовеса 1 возвращается в
первоначальное положение, контакт замыкается и цикл повторяется.
Дозатор пригоден для приготовления навесок от 5 до 500 г при про-
247
Рис. 82. Автоматический весовой дозатор:
/ — противовес; 2—контакты; 3 — электромагнит; 4 — система тяг; 5 — коро-
мысло; 6— стойка; 7—кулачок арретира; 8 — чашка; 9 — заслонка; 10 — пи-
тающий бункер; 11 — катушка вибратора; 12 — катушка заслонки
Рис. 83. Схема объемной автоматической дозировки:
а —засыпка прессформы порошком; б — прессование порошка; в — выпрессо-
вывание спрессованной заготовки; / — матрица прессформы; 2, 3 — пуансоны;
4 — плунжер пресса; 5 — плита пресса; 6 — прессуемый порошок; 7 — питатель
дозирующего приспособления
изводительности до 600 навесок в час. Точность дозирования состав-
ляет ±0,2—0,3%. Как правило, весовые дозаторы представляют со-
бой оригинальные конструктивные устройства, располагающиеся
отдельно от установки для прессования.
Более простой по своему оформлению, но менее точной являет-
ся объемная дозировка, при которой количество материала, подле-
жащее уплотнению, отмеряют специальной меркой или путем запол-
нения им полости прессформы, отрегулированной на определенный
объем. На рис. 83 схематически показан принцип работы автомати-
ческого дозирующего устройства. Питатель дозирующего устройства
248
полностью заполняет порошком полость прессформы и отводится
в сторону (рис. 83, а, б), а после выпрессовки брикета снова подает-
ся к полости прессформы для ее засыпки (рис. 83,в). Одновременно
питатель можно использовать и для удаления спрессованного бри-
кета из зоны прессования. Порошок в питатель поступает из загру-
зочного бункера.
Объемные дозирующие устройства выполняют со стационарным
или с передвижным бункером. В первом случае бункер с прессуе-
мым материалом укреплен стационарно, а перемещается и дозирует
порции порошка кассета-питатель (рис. 84), тогда как во втором
случае порошок дозируется непосредственно перемещением бункера
(рис. 85).. Объемное дозирование по первой схеме более распростра-
| нено. Движение кассеты-пита-
теля или подвижного бункера
позирующего устройства явля-
ется, как правило, возвратно-
поступательным и осуществля-
ется механическим, пневмати-
ческим, гидравлическим или
Рис. 84. Пневматический привод
кассеты-питателя:
а — заполнение полости прессформы
порошком; б — возвращение кассе-
ты-питателя под бункер с порошком
Рис. 85. Механический привод,
обеспечивающий поступательное
движение кассеты-питателя:
а — заполнение полости прессформы
порошком; б — прессование
электромагнитным приводом, работа которого согласуется с дви-
жением прессующих пуансонов или рабочего органа пресса, переда-
ющего нагрузку на пуансоны.
Успешное осуществление объемной дозировки, особенно автома-
тической, возможно только для порошков с высокой текучестью и
однородными технологическими свойствами. Для улучшения текуче-
сти применяют предварительное гранулирование прессуемого мате-
риала обкаткой его во вращающемся барабане, в том числе с увлаж-
нением (например, бензином).
В некоторых случаях порошок гранулируют другим способом:
порошок вначале прессуют в брикеты, которые затем протирают че-
рез сетку с достаточно крупными ячейками, например 20 или,40 меш.
249
Для улучшения текучести также применяют установку на пита-
ющих бункерах прессов вибраторов, что позволяет исключить из
технологической схемы прессования операцию грануляции и тем са-
мым сократить потери дорогостоящих материалов.
Важным фактором при заполнении, особенно при прессовании
сложных изделий, являются равномерное распределение порошка по
прессформе и горизонтальность его поверхности. Это достигают раз-
личными путями, например вибрированием прессформы (вручную
или механически) или применением специальных разравнивателей,
чаще всего в тех случаях, когда прессуют крупные брикеты. Вибри-
рование прессформы при заполнении ее порошком приводит к пе-
рераспределению частиц, их более плотной укладке, разрушению
арок, что в конечном счете благоприятно сказывается на равномер-
ности пропрессовки брикетов.
§ 15. ПРЕССФОРМЫ
Одновременно с расширением ассортимента спеченных изделий
совершенствуется техника прессования и конструкция прессинстру-
мента. Современные прессформы имеют значительное число деталей,
однако основными являются три: стакан или матрица, обеспечива-
ющие формирование боковой поверхности прессовки и служащие
для размещения прессуемой навески порошка; подставка или ниж-
ний пуансон, формирующие нижнюю поверхость прессовки и предот-
вращающие высыпание порошка из прессформы; верхний пуан-
сон, служащий для формирования верхней части прессовки и обжа-
тия порошка.
Кроме того, в прессформах имеются различные вспомогатель-
ные детали и приспособления: детали крепления, пружины, приспо-
собления для засыпки и выталкивания, стержень для формирования
в брикете отверстия и т. д.
Прессформы, применяемые в порошковой металлургии, могут
быть классифицированы:
а) по эксплуатационным особенностям (стационарные и съем-
ные) ;
б) по принципу заполнения порошком полости матрицы (с объ-
емной и весовой дозировкой);
в) по принципу прессования (одно- и двустороннее);
г) по конструкции матрицы (со сплошной и разъемной матри-
цей);
д) по количеству формующих гнезд (одногнездные и много-
гнездные) ;
е) по роду применяемых прессов (для неспециализированных и
специализированных прессов);
ж) по методу прессования (для ручного, полуавтоматического и
автоматического прессования);
з) по количеству слоев в прессуемой детали (для однослойных
и многослойных деталей);
и) по конструкции прессформы, которая зависит от конфигура-
ции прессуемой детали и ее размеров, в частности от отношения вы-
соты детали к ее диаметру (поперечному размеру) или толщине
стенки.
При конструировании прессформ учитывают четыре основных тре-
бования: формование детали заданных форм и размеров; обеспечение
равномерной плотности во всех частях прессуемого изделия; обеспече-
250
ние возможности наиболее простого выпрессовывания изделия; на-
дежность, простота и экономичность конструкции и обеспечение
длительности срока службы.
Совершенно очевидна зависимость конструкции прессформы от
конфигурации и размера изготавливаемой детали, форму которой
стремятся максимально упростить.
Кроме того, невозможно получать изделия с боковыми впадина-
ми или отверстиями; их изготавливают дополнительной механичес-
кой обработкой.
Число изменений по толщине и диаметру должно быть мини-
мальным у прессуемой детали, причем указанные изменения не дол-
жны быть резкими, а сама толщина — достаточной (0,8 мм и более).
Деталь рекомендуется делать без узких и длинных выступов или
выемок, обратной конусности, острых углов и других форм, приво-
дящих к ослаблению конструкции прессформы. Необходимо преду-
сматривать небольшие площадки на концах скосов и углов, что
позволяет устранить острые углы на торцах пуансонов. При сопряже-
нии поверхностей следует предусматривать радиус закругления, рав-
ный не менее 0,25 мм.
На рис. 86 приведены примеры необходимого упрощения формы
деталей.
Рис. 86. Примеры конструирования спеченных изделий:
а — неправильно; б — правильно; 1, 5, 8—10 — при конструировании следует
избегать выточек и отверстий с острыми углами; 2, 3, 6, 7 — детали не могут
быть спрессованы в окончательном виде, в связи с чем после прессования
заготовок б необходима механическая обработка; 4 —деталь должна иметь
толщину стенки не менее 0,8 мм
251
Рис. 87. Прессформа с неподвижной
Рис. 88. Прессформа с подвиж-
ной матрицей для двусторонне-
го прессования:
матрицей для двустороннего прессова-
ния:
а — заполнение матрицы порошком;
б — прессование порошка; в — выпрес-
совывание спрессованного брикета;
1 — матрица; 2 — нижний пуансон
а —заполнение матрицы порошком;
б — прессование порошка; в — вы-
прессовывание спрессованного бри-
кета; 1 — матрица; 2 — нижний пу-
ансон; 3 — верхний пуансон; 4 —
спрессованный брикет
Рис. 89. Прессформа с плавающей матрицей для двустороннего прессования:
а —заполнение матрицы порошком; б — прессование порошка; в —выпрессо-
вывание спрессованного брикета; /—матрица; 2 — нижний пуансон; 3 —
верхний пуансон; 4 — спрессованный брикет; 5 — пружина; 6 — подставка
Рис. 90. Прессформа с переме-
щением матрицы относительно
стержня:
а — заполнение матрицы порош-
ком; б — прессование порошка
252
Все виды прессуемых деталей по сложности конфигурации мож-
но разделить на семь групп:
I группа — детали без отверстий с неизменным сечением по вы-
соте, ограниченные двумя параллельными плоскостями, перпендику-
лярными направлению прессования;
II группа — детали с неизменными сечениями по высоте, ограни-
ченные двумя параллельными плоскостями, с одним или нескольки-
ми отверстиями в направлении прессования с отношением высоты из-
делия к толщине стенки /i/б^ (84-10);
III группа — детали группы II, но с отношением Л/б> (84-10);
IV группа — детали с наружным или внутренним буртом и от-
ношением (64-8);
V группа — детали группы IV, но с отношением Л/б> (64-8);
VI группа — детали без отверстий, имеющие по высоте несколь-
ко сечений и переходов;
VII группа — детали с отверстиями, имеющие несколько наруж-
ных и внутренних переходов по высоте, и детали, ограниченные не-
параллельными плоскостями или криволинейными поверхностями.
Чем выше группа сложности, тем сложнее конструкция пресс-
инструмента.
Схема прессформы для получения изделий простой цилиндричес-
кой формы с отношением высоты к диаметру =С1 односторонним
прессованием приведена на рис. 61. Для выпрессовывания удаляют'
нижний пуансон, устанавливают специальную подставку с централь-
ным отверстием, и верхним пуансоном выталкивают изделие из-
прессформы. Если прессформа смонтирована в столе пресса, то вы-
талкивание изделия производят снизу или сверху соответственно
нижним или верхним пуансоном или специальным толкателем.
При необходимости прессования изделий с отношением высоты
к диаметру (поперечному размеру) более единицы используют пресс-
формы двустороннего прессования, схемы которых приведены на
рис. 87—92. В этом случае матрица может быть неподвижна (усилие
прикладывают к верхнему и нижнему пуансонам), подвижна или
«плавать», опираясь на пружины (усилие прикладывают к верхнему
пуансону).
При двустороннем прессовании и одновременном перемещении
верхнего и нижнего пуансонов или верхнего пуансона и матрицы ве-
личины их перемещения должны быть равными. Верхний пуансон, пе-
ремещаясь вниз, сильнее уплотняет слой порошка под пуансоном,
чем слои в противоположном конце прессуемого изделия. Поэтому в
верхней части между стенками матрицы и прессуемым порошком
возникают большие силы трения, чем в нижней части. Из-за разницы
этих сил происходит передвижение матрицы до тех пор, пока силы
трения внизу не превысят силы трения в верхней части. Тогда вновь
начинает перемещаться верхний пуансон. Такое поочередное переме-
щение верхнего пуансона и матрицы продолжается до тех пор,
пока не будет закончен процесс прессования.
Для прессования изделий очень сложной формы применяют
верхние и (или) нижние составные пуансоны с несколькими подвиж-
ными частями, количество которых соответствует числу переходов
(изменений размеров) по высоте изделия.
Схема указанной прессформы приведена на рис. 93. Матрица 2'
запрессована в обойму J, которая жестко связана при помощи тяг
6 с траверсой 11. Их перемещение вверх (или вниз) осуществляется
при помощи кривошипа /5, ролика 16, тяги 14 и регулировочного
25&
винта 12. Движение кривошипа синхронизирование с движением
верхнего пуансона 4. Неподвижный пуансон 7 закреплен в пуансоно-
держателе 8, а плавающие пуансоны <?, 5 при помощи шпилек 9 и
пружин 10 крепятся на траверсе И. Регулирование высоты засыпки
прессуемого порошка производят при помощи шпилек 9 и тяг 6 с
регулировочными гайками на конце. «Плавание» матрицы обеспечи-
вается пружиной 13, которая после снятия давления возвращает ее
в крайнее верхнее положение.
При прессовании составными
пуансонами изделий с неодинако-
выми размерами вдоль оси необ-
ходимо соблюдать принцип равен-
ства фактора обжатия для всех
вертикальных сечений изделия.
Это достигают установкой пуан-
сонов на различной высоте, обес-
печением независимого движения
каждого из пуансонов, их под-
пружиниванием и т. д.
На рис. 94 приведена схема
прессформы для получения изде-
лий с фланцем при использовании
Рис. 92. Автоматическая прессфор-
ма для прессования втулок с на-
ружным буртом посередине:
а — заполнение матрицы порошком;
Рис. 91. Прессформа для прессова-
ния втулок с наружным верхним
буртом:
1 — матрица; 2, 9 — составные эле-
менты нижнего пуансона; 3 — верх-
ний пуансон; 4 — кольцо; 5—винт;
6 — обойма; 7—упор; 5 — пружина
б — передвижение порошка в по-
лость верхнего пуансона; в — конец
прессования порошка; 1 — основа-
ние верхнего пуансона; 2 — пружи-
на; 3 — неподвижная часть верхне-
го пуансона; 4 — подвижная часть
верхнего пуансона; 5 — стержень;
6 — матрица; 7 — нижний пуансон
составных пуансонов и неподвижного стержня, формирующего цент-
ральное отверстие. Верхний пуансон (на рисунке не показан) дол-
жен перекрывать полость матрицы раньше, чем движение нижнего
пуансона вытолкнет из нее порошок.
Основные размеры пуансонов и внутренней полости матрицы
определяются размерами прессуемого изделия с учетом технологиче-
ских и физических свойств порошка, усадки при спекании, припусков
254
Рис. 93. Схема прессования изделия с тремя последовательными переходами
на пресс-автомате:
а — засыпка порошка; б, в — прессование порошка; а, д — выпрессовывание
изделия
255
Рис. 94. Схема прессования изделия с
фланцем при использовании составных
пуансонов
матрицы Яматр, мм, рассчитывают
(последействия) прессовки и усадк
на последующую обработку
(например, калибровку или ме-
ханическую обработку). Расче-
ту подлежат высота и диаметр
(поперечный размер) матрицы,
формирующей наружный габа-
ритный размер прессовки, диа-
метр стержня, формирующего
отверстие детали, или размеры
составных пуансонов, а также
высота верхнего и нижнего пу-
ансонов.
При проектировании пресс-
формы предварительно состав-
ляют ее эскизную схему с уче-
том направления и специфиче-
ских особенностей прессования,
а также типа пресса, который
будет использован. Высоту
с учетом упругого расширения
[ при спекании по формуле
Яматр = -— h + 21, (IV. 35)
Уна с
где уп — плотность спрессованного изделия, г/см3; унас — насыпная
плотность порошка, г/см3; h — высота спрессованного изделия по
плюсовому допуску с учетом упругого расширения (ДЛП) и усадки
(ДЛус) по высоте, мм (т. е. h=hmSs.—Д/1п±ДАуС, причем со знаком
«плюс», если при спекании размер уменьшается, и со знаком «минус»,
если этот размер увеличивается; /1тах=Лн4-Лл/2+^л, здесь Лн —
номинальная высота готового изделия, мм; Ah — допуск на размер
hH, мм; qh — припуск на дополнительную обработку, мм); I — высо-
та заходной части матрицы под верхний или нижний пуансон, обыч-
но равна 10—15 мм.
Если прессформу устанавливают на стол пресса, то расстояние
между плоскостью стола и плунжером пресса в верхнем положении
должно составлять ЗЯМатр+1504-200 мм. При определении размера
полости матрицы (диаметра или соответствующего поперечного раз-
мера) Яматр также учитывают упругое расширение (последействие)
и усадку, используя формулу
^матр — Мус 4“ 4d *
(IV. 36)
где Рматр — внутренний диаметр или соответствующий поперечный
размер полости матрицы, мм; DB — соответствующий номинальный
наружный размер изделия, формирующийся в данном месте полости
матрицы, мм; Ad — допуск на размер DH, мм; Д/п — величина упру-
гого последействия по размеру DH, мм; Д/ус — величина усадки при
спекании по размеру DH, мм (если при спекании размер уменьша-
ется, то будет знак «плюс», а если увеличивается, то знак «минус»);
qn — припуск на дополнительную обработку, мм.
Формулу (IV.36) используют также для определения размера
^ст, формирующего внутреннее отверстие изделия, причем за DH при-
J256
нимают соответствующий размер отверстия. Величины упругих пос-
ледействий при прессовании и усадки при спекании находят экспери-
ментально или по формулам:
<lv-37>
д/1ус=ЛБ5~* (JV.38)
6 Г)
Д/п=-^* <IV-39)
ФпР„
(IV.40)
где 6л и <рл — средние величины соответственно упругого последей-
ствия и усадки при спекании по высоте, %; Sd и фо — средние вели-
чины соответственно упругого последействия и. усадки при спекании
по поперечному сечению, %.
Высоту пуансона, к которому прикладывают прессующее усилие
и который одновременно служит для выталкивания изделия, можно
определить по формуле
Япуан = Яматр + L + (5 -н 10) мм, (IV. 41)
где L — высота, необходимая для крепления пуансона в пуансоно-
держателе, мм.
Высота второго пуансона в этом случае должна быть равна
высоте заходной части матрицы и составляет обычно 10—15 мм.
Если же пуансон, к которому прикладывают прессующее усилие,
не является одновременно и выталкивателем, то его высоту опреде-
ляют по формуле
Япуан = Яматр -h -1 + (5 -ь 10) мм, (IV. 42)
где Нштр, h и I имеют значения, указанные в формуле (IV. 35), а
высоту второго пуансона, служащего для выталкивания, рассчитыва-
ют по формуле (IV.41). Размер пуансонов по сечению меньше Рматр
на величину ходовых посадок второго или третьего класса точности
(порядка сотых долей миллиметра).
Зазоры между сопрягающимися деталями прессформы должны
обеспечивать выход воздуха из пор прессуемого изделия. Однако
в такие зазоры не должен просыпаться порошок, так как это может
привести к увеличению износа прессформы и уменьшению точности
изготовления изделий.
Основные детали прессформы (матрица, пуансоны и стержни) и
некоторые из вспомогательных деталей (подставки, ограничители,
пружины и другие) рассчитывают на прочность. Наружный диаметр
D2 цилиндрической матрицы можно определить по формуле
(IV. 43)
где Di — диаметр прессуемого изделия; [о] —допускаемое напряже-
ние на растяжение материала матрицы; р — максимальное давление
прессования; v — коэффициент Пуассона.
17—268 257
Формула (IV.43) приближенна, так как выведена на основании
предположения, что давление на стенки матрицы распределяется
равномерно, что на самом деле не так. На практике п®льзуются эм-
пирическими равенствами D2/Di = 2 при рг^200 МПа и D2/Di=3
при рг>200 МПа [надо помнить, что толщина стенки равна (D2—
-Я1)/2].
Прямоугольную матрицу рассчитывают по формуле
Рр МизГ г , /тхг
= (IV. 44)
где рР — растягивающая сила, равная произведению бокового давле-
ния на высоту спрессованного изделия и его длину; Мизг — изгибаю-
щий момент от распределенной на боковую поверхность прессуемого
изделия нагрузки, причем боковая стенка матрицы рассматривается
как прямоугольная плита с двумя защемленными сторонами; W —
момент сопротивления сечения стенки; F — площадь сечения стенки
вдоль оси прессования.
Однако расчетная толщина стенки должна обеспечивать матри-
це не только требуемую прочность на разрыв, но и достаточную
жесткость. В противном случае возникающие деформации будут на-
рушать правильную работу прессформы, что может привести к появ-
лению трещин в изделиях. В связи с этим после расчета толщины
стенки из условия прочности необходимо определить величину про-
гиба стенки, которая не должна быть более 0,2% от ширины прессу-
емого изделия. При большей величине прогиба в расчете надо исхо-
дить из условия достаточной жесткости.
В табл. 11 приведены значения относительной деформации 8
Таблица 11
Относительная деформация матрицы, %
Отношение Боковое давление рг, МПа
диаметров D, IDt 20 50 | 100 | 200 I 300 400 500
4,0 0,0143 0,0360 0,072 0,143 0,216 0,288 0,360
3,5 0,0148 0,0370 0,074 0,148 0,222 0,296 0,370
3,0 0,0155 0,0388 0,078 0,155 0,232 0,310 0,388
2,6 0,0165 0,0413 0,082 0,165 0,248 0,330 0,413
2,2 0,0182 0,0455 0,091 0,182 0,273 0,364 0,455
2,0 0,0196 0,0490 0,098 0,196 0,294 0,392 0,490
1,8 0,0213 0,0533 0,106 0,213 0,320 0,416 0,533
1,6 0,0258 0,0645 0,129 0,258 0,387 0,516 0,645
1,4 0,0338 0,0840 0,169 0,338 0,507 0,676 0,840
для различных значений бокового давления и отношения диаметров
£)2/Z)i; расчет вели по формуле
рг Г oj + P?
Е
+-V
(IV. 45)
258
Буртики матриц проверяют на срез, а величину опорной пло-
щади— на смятие. Пуансоны рассчитывают на сжатие и продоль-
ный изгиб, стержни — на продольный изгиб, а опорные детали —
на сжатие и смятие, пользуясь обычными формулами сопротивле-
ния материалов. На практике сначала из конструктивных соображе-
ний выбирают размеры этих деталей, а затем проверяют на проч-
ность.
Для изготовления прессформ применяют инструментальные и
износостойкие стали, легированные хромом, марганцем, вольфрамом
и другими элементами (табл. 12).
Таблица 12
Материалы, применяемые при изготовлении деталей прессформ
Деталь Марки стали Твердость HRC (после термо- обработки)
основная заменитель
Пуансоны и матрицы: У8А У10А 54—58
простой конфигурации
конфигурации средней 9ХС, 12Ф1 У8А, У10А 54—60
сложности сложной конфигурации, Х12Ф1, ХФГ ШХ15, ХГ 56-64
работающие с подогревом (не более 200° С) 9ХС, Х12Ф1 У10А 65—67
Матрицы (для прессования ЗХ2В8 (азо- — 85—93
высоких деталей из жёст- тированная) (по шкале А)
ких порошков) Ограничительные кольца У7А Сталь 45 40—45
Предохранительные кожу- Сталь 35 То же —
хи и обоймы Направляющие втулки 20Х (цемен- тированная) 40Х 56—60
Фиксаторы, упоры Сталь 45 У8А 40—45
Твердость пуансонов должна быть несколько ниже твердости
поверхности рабочей полости матрицы.
Для повышения износостойкости матрицы ее рабочие поверхно-
сти подвергают хромированию, сульфидированию и другим методам
упрочнения. Широкое распространение получили матрицы из твердых
сплавов. Так как твердые сплавы обладают высокой прочностью на
сжатие, но плохо работают на растяжение, матрицы из них всегда
стягиваются стальными обоймами.
§ 16. ПРЕССЫ
Прессы, используемые в настоящее время в порошковой метал-
лургии для одно- или двустороннего прессования, по типу привода,
направлению нагружения и степени автоматизации могут быть клас-
сифицированы следующим образом: гидравлические и механические,
вертикальные (верхнего и нижнего давления) или горизонтальные
(как правило, только гидравлические), автоматизированные и неав-
17*
259
томатизированные. В свою очередь механические прессы бывают
кривошипные, кривошипно-коленные, кулачковые и карусельные.
Прессы должны обеспечивать: достаточное давление в требуе-
мом направлении; возможность регулирования хода и скоростей
прессования и выталкивания; возможность регулирования наполне-
ния прессформы порошком; синхронизирование ходов составных пу-
ансонов; жесткость конструкции; износостойкость против абразив-
ного действия прессуемого материала; простоту систем смазки и
удобное расположение механизмов управления и регулировки.
Парк прессов, действующих на заводах, весьма многообразен.
Выбор типа пресса определяется количеством, качеством, формой и
размерами прессуемого изделия, в том числе требуемой плотностью
брикета и его поперечным сечением, конструкцией прессформы, а
также производительностью пресса и его пригодностью для выпол-
нения различных работ. При разработке прессов для порошковой
металлургии в нашей стране принята исходная шестизначная шкала
мощности: 0,01; 0,016; 0,025; 0,04; 0,063 и 0,1 МН. Умножив число
исходной шкалы мощности на 10, получают второй порядок мощно-
стей: 0,1; 0,16; 0,25; 0,4; 0,63 и 1 МН. Для получения третьего поряд-
ка мощностей умножают еще раз на 10:1; 1,6; 2,5; 4; 6,3 и 10 МН.
Дальнейший выбор мощности пресса при его проектировании произ-
волен (например, есть прессы с номинальным усилием 20 и 50 МН).
Для целей порошковой металлургии используют прессы как спе-
циализированные, так и иного назначения (например, для фармацев-
тической промышленности, производства пластмасс и др.), претер-
певающие соответствующую модернизацию (повышение скорости
прессования, увеличение усилия выталкивания и т? п.). Все более
широкое применение как в нашей стране, так и за рубежом находят
специальные съемные прессующие блоки, устанавливаемые на прес-
сах различных типов.
Гидравлические прессы
Действие гидравлического пресса основано на законе ги-
дростатического давления Паскаля (1698 г.), заключающегося
в том, что внешнее давление на жидкость передается ею во
все стороны равномерно.
Схема гидравлического пресса изображена на рис. 95.
Два цилиндра А и В с диа-
метрами d и D соединены ме-
жду собой и наполнены рабо-
чей жидкостью (водой или
маслом). Цилиндр малого диа-
метра снабжен поршнем, кото-
рый носит название плунжера,
и может оказывать давление
на жидкость при помощи ры-
чага L. Клапан V служит для
засасывания рабочей жидкости
в цилиндр плунжера, клапан
W — для подачи жидкости под
поршень цилиндра большого
диаметра.
Рис. 95. Гидравлический пресс
Очевидно, что давление F,
передаваемое плунжером на
260
жидкость, составляет
__ Р _ Р _ 4Р
~<$пл ” ^2/4 “ nd* 9
где Р — усилие, действующее
жера.
В соответствии с законом
метра действует усилие
4Р пР*
nd* ' 4
(IV. 46)
на плунжер; Snn — площадь плун-
Паскаля на поршень большого диа-
D2
(IV. 47)
где 5П — площадь поршня диаметром D.
При этом большой поршень проходит путь, во столько раз
меньший пути плунжера, во сколько раз его площадь больше площа-
ди плунжера.
Рис. 96. Пресс верхнего давле*
ния:
1 — рабочий плунжер; 2 — рабо-
чий цилиндр; 3 — стол; 4 — под-
вижная плита; 5 — неподвиж-
ная поперечина; 6 — колонна;
7 — гайка; 8 — выталкивающий
цилиндр; 9 — выталкивающий
плунжер; 10 — цилиндр обрат-
ного действия; // — плунжер
цилиндра обратного действия
Давление в цилиндре плунжера может быт весьма значитель-
ным, поэтому гидравлические прессы развивают громадные усилия.
Прессование металлических порошков на гидравлических прес-
сах обеспечивает возможность плавного уплотнения со сравнитель-
но малыми скоростями, что важно при прессовании тонких порош-
ков большими удельными давлениями, когда особенно вероятно по-
явление расслоя по плоскостям главных напряжений. Кроме того,
261
Рис* 97. Гидравлический
/ _ основной гидравлический цилиндр; 2 — дифференциальный плунжер; 3 —
ная плита; 7—лоток; 8 — бункер; Р —питатель; 10 — пневматический цилиндр;
питателя; 14 — щит управления; 15 — упоры верхнего выталкивателя; 16 —
резервуара; 19 — трубчатый теплообменник; 20 — манометр; 21 — соленоидный
выключатель питателя; 24 — кулачок для пуска лотка; 25 — маховичок регу-
27 — маховичок вентиля для пускания подвижной плиты; 28 — пускатель
лотка
262
пресс-автомат:
клапан предварительного заполнения; 4— резервуар; 5 —стол; б—-подвиж-
11 — электродвигатель; 12 — контрольные весы; 13 — гидравлический цилиндр
траверса нижнего выталкивателя; 17 — нижние выталкиватели; 18 — крышка
пневматический клапан; 22 — конечный выключатель лотка; 23 — конечный
лятора высокого давления; 26 — маховичок регулятора низкого давления;
электродвигателя; 29 — предельный верхний выключатель; 30 — тяга для пуска
263
при этом обеспечивается возможность любых выдержек прессуемой
заготовки под давлением прессования и регулирования режима
прессования.
В практике порошковой металлургии чаще всего используют
вертикальные прессы верхнего давления (рис. 96). На фундамент-
ных стойках расположена нижняя неподвижная плита (стол) 3. В
центре стола помещается цилиндр 8 с выталкивающим плунжером Р.
Плита 3 соединена колоннами 6 с верхней неподвижной плитой 5, в
которой закреплен рабочий цилиндр 2 с плунжером 1. Вдоль колонн
перемещается подвижная плита 4. В боковых приливах стола рас-
положены два цилиндра обратного действия 10 с плунжерами //,
соединенными с подвижной плитой.
Общий вид пресса этого типа показан на рис. 97. В прессе ниж-
него давления рабочий цилиндр расположен внизу, а верхняя плита
неподвижная.
Одно из важных требований, предъявляемых к прессам, — до-
статочность размеров окна (расстояние между плунжером пресса в
крайнем верхнем положении и плитой пресса) и хода плунжера.
Обычно используют прессы, у которых размеры окна в 4—5 раз, а
ход плунжера в 3—4 раза больше высоты матрицы прессформы.
Некоторые специальные конструкции прессов обеспечивают не
только вертикальное, но и боковое давление. Такие прессы удобно
использовать при работе с разборными прессформами, помещаемыми
на столе прессов (рис. 98). В станине 1 пресса закреплены верхний
2 и боковой 3 гидравлические цилиндры, к плунжерам которых при-
соединены соответственно горизонтальная 4 и вертикальная 5 под-
вижные плиты. Вначале замыкают прессформу горизонтальным
плунжером, затем загружают в нее порошок и опускают вертикаль-
ный плунжер, осуществляющий прессование. Усилие горизонтального
плунжера превосходит усилие вертикального примерно в 1,5 раза
для надежного закрытия прессформы.
Основной характеристикой гидравлического пресса является но-
минальное усилие, развиваемое плунжером рабочего цилиндра:
nD?
Рн = —Рж, (IV. 48)
где Рн — номинальное усилие пресса; рж — рабочее давление жидко-
сти; D — диаметр плунжера.
Действительное усилие можно вычислить по формуле
Рд = Рн-Ртр + Рпрот, (IV. 49)
где Ртр — потери усилия на трение в рабочем цилиндре и цилиндрах
обратного действия (РТр«0,15 Рн); Рпрот — противодавление в ци-
линдрах обратного действия.
Для перемещения плунжеров пресса используют рабочую жид-
кость— воду, масло или эмульсии. Хотя самой дешевой жидкостью
является вода, ее применяют редко, так как она легко проникает
через малейшие неплотности и, кроме того, вызывает корродирова-
ние аппаратуры. Наиболее распространено масло, особенно для прес-
сов с индивидуальным приводом. Эмульсии (смесь эмульгирующих
препаратов с водой) широко применяют в прессовых установках с
групповым приводом. Усилие пресса создается рабочей жидкостью
высокого (20 или 32 МПа) или низкого (0,8 МПа) давления, пода-
264
ваемой в гидравлическую систему горизонтальными или вертикаль-
ными насосами плунжерного типа, а также ротационными насосами.
Для обеспечения равномерного поступления жидкости применя-
ют гидравлические аккумуляторы, накапливающие рабочую жид-
кость в период ее уменьшенного расхода (холостой ход, выталки-
вание и т. п.) и подающие ее к прессам, когда расход превышает
производительность насосов (рабочее усилие прессования). Наиболее
часто используют грузовые и пневматические аккумуляторы. В гру-
зовом гидравлическом аккумуляторе избыточная рабочая жидкость
поднимает плунжер с прикрепленным к нему грузом, а при недостат-
ке рабочей жидкости плунжер опускается под действием груза.
Аккумулятор прост по устройству, но громоздок. Пневматический
аккумулятор, называемый также воздушнобеспоршневым, работает
с помощью сжатого воздуха.
На рис. 99 представлена типовая схема насосно-аккумуляторной
установки, работающей при давлении 0,8 и 20 или 32 МПа. Рабо-
чая жидкость высокого давления подается в сеть насосами /, один
из которых резервный. С линией высокого давления соединены ак-
кумулятор высокого давления 10 и дистрибутор //, управляющий
265
поступлением рабочей жидкости высокого и низкого давления в
пресс и из него. Жидкость из пресса поступает в сеть низкого дав-
ления, с которой соединены аккумулятор низкого давления 7 и
фильтры 5, очищающие рабочую жидкость от механических загряз-
нений (частицы уплотнения, окалина со стенок и т. п.).
Прессы могут иметь ручное (редко), полуавтоматическое и ав-
томатическое управление, осуществляемое при помощи шпиндель-
ных, золотниковых и клапанных дистрибуторов (распределителей).
На рис. 100 схематически показано регулирование распределения
рабочей жидкости по цилиндрам пресса соленоидными золотниковы-
ми распределителями. При включении электромагнитов 2С и ЗС зо-
лотник клапана 18 перемещается вправо, а золотник клапана 17
опускается. Жидкость нагнетается спаренными насосами 1 через
клапан 19 (сжимая в нем пружину), клапан 18 и клапан предва-
рительного заполнения 13 в рабочую полость цилиндра 11, а из што-
ковой полости этого цилиндра жидкость выдавливается в бак 12
Воздух
р=2ОМЛа
Рис. 99. Насосно-аккумуляторная установка:
/ — насосы; 2 — обводной вентиль; 3 — фильтр; 4 — обратный клапан; 5 — ре-
зервуар гидравлической жидкости; 6, 3 — предохранительные клапаны; 7 —
пневматический аккумулятор; 9 — запорный вентиль; 10 — пневматический
аккумулятор высокого давления; 11 — дистрибутор
через клапаны 18 и 2. Удельное давление жидкости в штоковой поло-
сти превышает удельное давление в рабочей полости и поэтому, по-
ступая через отверстие б в нижнюю часть клапана 13, жидкость
поднимает поршень клапана, открывая вход жидкости из бака 12 в
рабочую полость главного цилиндра 11, что ускоряет опускание ра-
бочего плунжера. С началом уплотнения масса подвижных частей
пресса — рабочего плунжера, подвижной плиты 9 и верхней части
прессформы (пуансона) — воспринимает прессуемый порошок, что
уменьшает давление масла в штоковой полости; клапан 13 закры-
266
вается и дальнейшее поступление масла обеспечивается только на-
сосом 1. Когда в гидравлической системе установится определенное
промежуточное давление, на которое отрегулирована пружина кла-
пана 16, последний открывается и нагнетаемое насосом масло сли-
вается в бак. Затем происходит выдержка при давлении прессова-
ния, величина которого регулируется пружиной клапана 15.
Рис. 100. Схема золотникового управления гидравлическим прессом!
а—в — отверстия; 1С—5С — электромагниты клапанов; 1 — спаренный лопаст-
ной насос; 2, 8, 13, 15—19 — клапаны; 3 — цилиндр выталкивателя; 4 — вы-
талкиватель; 5 — цилиндр питателя; 6 — плунжер питателя; 7 — дроссельный
вентиль; 9 — подвижная плита; 10 — главный (рабочий) плунжер; 11 — глав-
ный цилиндр; 12 — бак; 14 — трубопровод
По окончании выдержки включается электромагнит 4С, золот-
ник клапана 18 перемещается в левое крайнее положение, пропуская
жидкость от насоса в штоковую полость рабочего цилиндра через
отверстие а, причем масло из рабочей полости сливается в бак че-
рез клапаны 13, 18 и 2. Повышение давления в штоковой полости
вызывает поднятие поршня клапана 13 и масло из рабочей полости
передается непосредственно в бак 12. Когда рабочий плунжер под-
нимается в исходное положение, штоковая полость соединяется че-
рез отверстие б и трубопровод 14 с рабочей полостью и плунжер
останавливается. Для подъема выталкивателя выключается электро-
магнит 4С и включается электромагнит 5С, золотник 18 устанавли-
вается в среднем положении, а золотник 2 перемещается вправо.
Масло от насоса через клапаны 19, 18 и 2 поступает в рабочую по-
лость цилиндра выталкивателя 3, а масло из штоковой полости через
клапан 8 сливается в бак. Вытолкнутое из прессформы изделие сбра-
сывается сжатым воздухом, подаваемым через электроуправ л яемый
267
Рис. 101. Трехпозиционный гидравлический пресс:
/ — главный гидроцилиндр; 2 — вспомогательный цилиндр; 3 — нижняя тра-
верса; 4 — верхняя траверса; 5 — колонна; 6 — кронштейны; 7 — верхний
пуансон
клапан (на схеме не показан). Затем выключается электромагнит
5С, включается электромагнит 1С, рабочая полость цилиндра 3 сое-
диняется с насосом, а штоковая — со сливным баком, и выталкива-
тель опускается. Одновременно плунжер 6 перемещается влево, про-
изводя загрузку прессформы порошком. Дроссельный вентиль 7 слу-
жит для регулировки скорости перемещения плунжера. После за-
26$
269
Гидравлические прессы для порошковой металлургии
Техническая характе- ристика Специализированные Неспециализированные
П462Б П810 П812 Д1238 Д1240 1 Д1243 П999 П996 П474 П476 | П458 | П459 | П914С | П917С
Номинальное усилие, МН 0,25 1,6 2,5 6,3 10 20 50 100 1 1,6 3,1 6,3 10 20
Ход подвижной тра- версы, мм ... . 500 400 460 1000 1500 2000 1800 2100 550 600 600 650 900 900
Усилие выталкива- ния, МН 0,01 0,65 1,2 2,8 4 8 20 40 0,11 0,11 0,5 0,5 1 2
Число ходов в ми- нуту — —• 4 4 0,5 0,5 — — — — — —— — —
Скорость рабочего хода, мм/с .... 2,7 40 53 50 50 30 — — 1,08 1,0 1,25 0,62 3 3
Скорость холостого хода, мм/с .... 37 270 350 300 200 200 —- 50 50’ 50 50 — —
Мощность электро- двигателя, кВт . . . 2,8 55 81 160 160 160 — ПО 2,8 4,5 17 17 37,8 64,8
Габариты, мм: длина 780 2290 2950 4250 7600 10 000 — - — ИЗО 1400 1580 1700 3400 4380
ширина 1890 2220 2800 1900 1400 8 000 —— — 1390 1500 1550 1550 2280 3400
высота 2710 5460 6270 8850 10 700 12 500 —— — 3515 3890 4750 5500 7810 8350
Масса, т 3,45 14 28 50 123 150 250 345 4 6,4 10,6 19,3 68,35 130
грузки порошка выключается электромагнит 1С и плунжер питателя
возвращается в исходное положение.
Для повышения производительности современные мощные гид-
ропрессы оснащают вращающимися столами (рис. 101). В табл. 13
приведены основные технические характеристики некоторых гидрав-
лических прессов, применяемых в порошковой металлургии.
Механические прессы
Наиболее широкое применение в порошковой металлургии нахо-
дят механические прессы различных типов — от простейших винто-
вых с ручным приводом до современных механических прессов-авто-
матов, среди которых можно выделить кривошипные, кривошипно-
коленные, кулачковые и фрикционные прессы.
Рис. 102. Кривошипный пресс:
1 — главный кривошип; 2 — вспо-
могательные кривошипы; 3 — прес-
совая головка; 4—отжимные пу-
ансоны; 5 — матрица; 6 — нижний
пуансон
Кривошипные прессы представ-
ляют собой машины простого
действия, движение ползуна в ко-
торых осуществляется при помощи
обычного кривошипно-шатунного
механизма. Вращательное движе-
ние кривошипного звена осущест-
вляется зубчатым или ременным
приводом от электродвигателя.
Привод может быть одно и мно-
гоступенчатым. Усилия деформа-
ции при прессовании не должны
превышать допустимых усилий на
ползуне, определяемых из условий
прочности коленчатого вала и зуб-
чатого колеса. Кривошипные прес-
сы могут быть одно- и многоко-
ленчатые. В таком прессе (рис. 102)
рабочее давление создается пол-
зуном-пуансоном (прессовой голов-
кой) , который непосредственно свя-
зан с кривошипом. Выталкивание
брикета на данном прессе осуще-
ствляется боковыми пуансонами,
которые нажимают на корпус пресс-
формы, удерживаемой в нужном
положении при рабочем ходе глав-
ного пуансона специальными пру-
жинами. Мощность такого типа
пресса достигает 1 МН, а число
ходов в минуту 18. Максимальная
производительность прессов не-
большой мощности 40—50 прессо-
вок в минуту, обычная 10—20.
Кривошипно-коленные прессы (рис. 103) отличаются от криво-
шипных наличием между шатуном и ползуном-пуансоном добавоч-
ных звеньев в виде шарнирного треугольника; одно звено упирается
в неподвижную подушку станины, а другое связано с ползуном и
осуществляет его перемещение в направляющих станины. Коленча-
тый вал и шатун вынесены за ось ползуна. Благодаря такой схеме
270
рабочие скорости ползуна в конце хода значительно ниже ско-
ростей ползуна при обычном кривошипно-шатунном механизме;
имеется возможность получить большие усилия на ползуне в
конце хода при более легком приводе; увеличивается жесткость
пресса за счет передачи усилий на массивные звенья шарнирного
треугольника.
Механизм прессования состоит из шатуна /, верхнего 2 и ниж-
него 3 прессовых рычагов, приводимых в движение электродвигате-
лем через коленчатый вал и шатун. Верхний рычаг шарнирным соч-
ленением соединен с тягами 4, передающими возвратно-поступатель-
ное движение нижней раме 5 и нижним пуансонам 6. Верхний рычаг
Рис. 103. Коленно-рычажный пресс
осью 7 шарнирно соединен с нижним, сочлененным шарниром с пол-
зуном 5, на котором и закреплены верхние пуансоны 9. Нижний
прессовый рычаг 3 соединяется с осью 7 при помощи овального от-
верстия, поэтому на первой стадии прессования давление равно
только массе верхних пуансонов 9, ползуна 8 и нижнего рычага 3.
После окончания свободного хода оси 7 начинается сжатие порошка
верхними пуансонами с одновременным опусканием нижних пуансо-
нов в результате сжатия пружины 10.
Эта стадия прессования продолжается до того момента, когда
сопротивление порошка уплотнению и упругость пружины 10 уравно-
весят массу деталей прессующего механизма.
После этого тяги 4, подвижная рама 5 и нижние пуансоны 6
под действием верхнего прессового рычага свободно перемещаются
вверх до упора рамы 5 в заплечики 11.; С этого момента начина-
ются двустороннее прессование порошка и последующая выдержка
под давлением, которое практически одинаково снизу и сверху. По
окончании выдержки шатун пресса начинает двигаться влево, а
верхние пуансоны поднимаются вверх. Выталкивание брикета на
уровень стола 12 осуществляется специальными механизмами, состо-
ящими из рычагов 13, 14 и тяги 15, приводимыми в движение на-
271
жимом на ролик 16 профилирующей направляющей планки 17, за-
крепленной на приводном колесе 18. Прессуемый порошок из бунке-
ра при помощи каретки подается в прессформу 19. Питание пресса
осуществляется от электродвигателя через систему зубчатых колес,
приводящих в движение коленчатый вал 20. Кривошипно-шатунные
прессы развивают достаточно большую мощность (от 0,05—0,1 до
нескольких МН).
Кулачковые прессы отличаются независимым движением верх-
него и нижнего пуансонов, так как у них отсутствует постоянная
жесткая связь между главным валом и ползуном, как у кривошип-
ных машин. Ведущее звено у кулачковых машин — эксцентрик или
кривошип, выполняющий роль кулачка. Прессы подобного типа от-
личаются более длительным нагружением порошка при прессовании.
Так, угол поворота для рабочего хода кривошипного пресса состав-
ляет максимум 180°, а эксцентриково-кулачкового — около 200°,
что позволяет увеличить время выдержки прессовки под давлением
на 10%.
В эксцентриково-кулачковом прессе (рис. 104) пуансон 3 совер-
шает возвратно-поступательное движение по вертикали, передавае-
мое от электродвигателя 12 через клиноременную и зубчатую пере-
дачи, главный вал 4 и шатун 5. Через эксцентрики 6 и 7 главный
вал приводит в действие загрузочное устройство 9 и выталкиватель
8. Прессуемый порошок поступает в прессформу 1 из бункера 2 и
загрузочного устройства 9, после чего подвергается сж,атию опуска-
ющимся пуансоном. Брикет выталкивается и сбрасывается со стола
пресса устройством 9.
К группе кулачковых прессов относятся также ротационные ма-
шины (роторные пресс-автоматы), общий вид и схема которых пред-
ставлены на рис. 105 и 106. Ротор 16 (вращающийся стол пресса)
приводится во вращение от электродвигателя 1 через клиноремен-
ную передачу 20 и червяк 19. На окружности ротора расположены
матрицы прессформ (до 60 шт.), в которые засыпают прессуемый
порошок из двух бункеров. Над матрицами и под ними расположены
верхние 12 и нижние 10 пуансоны, скользящие по копирам. На уча-
стке копиров 7 и 9 происходит окончательная дозировка порошка,
на участке копиров 6 и 13 порошок уплотняется, а под давлением
пуансонов и роликов 4 и 14 прессуется в брикет, выталкиваемый
затем нижним пуансоном. Номинальное усилие роторных пресс-ав-
томатов невелико (0,05—0,1 МН), но производительность очень
большая (до 200 прессовок в минуту), что и обусловливает их ши-
рокое применение для массового производства (в основном неболь-
ших и не слишком сложных по форме изделий).
Фрикционные прессы (рис. 107) отличаются постоянной или на-
растающей скоростью прессования. Фрикционный механизм пресса с
нарастающей скоростью сжатия состоит из маховика 1, фрикцион-
ных дисков 2 и 3 и прессующего винта 4, связанного своим концом
(пятой) с ползуном 5, к которому крепятся верхние пуансоны 6.
Ползун 5 двигается по двум или четырем колоннам 7, соединенным
траверсой 8. На траверсе в подшипниках 9 расположен вал 10, на
который жестко посажены фрикционные диски 2 и 3. Вал 10 вместе
с указанными фрикционными дисками может перемещаться в осе-
вом направлении. При этом фрикционные диски попеременно входят
в контакт с маховиком 1, вращая его в ту или другую сторону и
осуществляя подъем или опускание верхних пуансонов. При опус-
кании пуансонов маховик контактирует с фрикционным диском на
272
Рис. 104. Кинематическая
схема эксцентриковой таб-
леточной машины:
1 — матрица; 2 — бункер;
3 — пуансон; 4 — главный
вал; 5 —шатун; 6, 7 —экс-
центрики; 8 — выталкива-
тель; 9 — загрузочное уст-
ройство; 10 — вал привода;
И — зубчатая передача;
12 — электродвигатель
Г71
// fO
/2 []
•268
27а
Рис. 106. Развернутая схема работы двухпозиционной ротационной таблеточ-
ной машины:
1 — электродвигатель; 2 — ыьхъвнк регулятора давления; 3, 15 — копиры вы-
талкивателя; 4, 14 — ролики; 5 — пружины; 6, 15 — прессующие копиры; 7,
9 — дозировочные копиры; 8 — маховик регулятора высоты таблеток; 10 —
нижний пуансон; 11 — распределитель порошка с барьером для сталкивания
спрессованных таблеток; 12 — верхний пуансон; 16 — ротор; 17 — червячный
венец; 18 — вал; 19 — червяк; 20 — клиноременная передача
Рис. 107. Фрикционный пресс
274
участке, все более удаляющемся от центра диска, что и вызывает
возрастание скорости по мере движения пуансонов вниз.
Управление работой пресса осуществляется автоматически с по-
мощью системы реле, контактного устройства, электромагнита и ры-
чага.
Подъем нижних пуансонов при выталкивании изделий осу-
ществляется при помощи траверсы //, соединенной тягами 12 с пол-
зуном 5. У фрикционного пресса с постоянной скоростью прессова-
ния маховик не совершает возвратно-поступательных движений вме-
сте с винтом. Ступица маховика вращается в подшипнике траверсы
без вертикального перемещения, благодаря чему осуществляется
подъем или опускание винта вместе с ползуном и пуансонами с по-
стоянной скоростью. При этом каждый фрикционный диск приво-
дится во вращение отдельным электродвигателем.
В табл. 14 приведены основные характеристики некоторых мо-
делей механических прессов, выпускаемых в нашей стране.
Таблица 14-
Основные характеристики некоторых механических прессов
Модель пресса Максималь- ное усилие, МН Насыпная высота, мм Число ходов в минуту
КВ-032 0,16 40 19
КО-622 0,16 40 17, 22
КО-62 0,25 80 9, 12, 15, 18, 23, 30
КО-624 0,25 80 10, 12, 16, 20, 25, 32, 40
КО-628 0,63 125 10, 12, 16, 20, 25, 32
К-8130 1 150 5, 6, 8, 10, 13, 16, 20, 25
§ 17. ВАРИАНТЫ ПРОЦЕССА ФОРМОВАНИЯ
Изостатическое прессование
Ограничение размеров и массы спеченных изделий
или заготовок на операции прессования, вызываемое от-
сутствием прессов требуемой мощности, продолжает еще
в известной степени сдерживать развитие порошковой
металлургии. Кроме того, качество больших изделий и за-
готовок, спрессованных в стальных прессформах, как
правило, оказывается недостаточно высоким. Один из
эффективных способов преодоления указанных труд-
ностей—применение изостатического прессования, пред-
ставляющего собой прессование порошка в эластичной
оболочке под действием всестороннего сжатия. Разновид-
ностью такого процесса является гидростатическое
прессование, первое сообщение о котором появилось в
1913 г. В практике порошковой металлургии СССР этот
18*
27К
метод начали применять с 1948 г. Сущность гидростати-
ческого прессования заключается в том, что порошок
засыпают в эластичную (например, резиновую) оболоч-
ку и помещают в рабочую камеру аппарата (рис. 108).
Крышку аппарата герметически закрывают и в камере
создают требуемое давление. Жидкость (масло, вода,
глицерин и т. п.) всесторонне и равномерно сжимает по-
рошок, обеспечивая формование изделия.
По сравнению с обычным прессованием в данном
случае трение частиц порошка о стенки оболочки неве-
лико. Характерно также различие в перемещении частиц
Рис. 109. Влияние давления прессо-
вания на относительную плотность
брикетов из порошка меди:
1 — гидростатическое прессование;
2 — обычное прессование в пресс-
форме
Рис. 108. Установка для гидроста-
тического прессования порошка:
1 — насос высокого давления; 2 —
камера прессования; 3 — порошок;
4 — эластичная оболочка; 5 — мано-
метр; 6 — крышка
порошка: при обычном прессовании оно происходит
вдоль стенки прессформы, а при гидростатическом прес-
совании частицы порошка, прилегающие к оболочке, пе-
ремещаются в основном вместе с ней (например, при
прессовании шара строго в радиальном направлении).
Таким образом, при гидростатическом прессовании поте-
ри давления на трение частиц порошка о стенки оболоч-
ки почти отсутствут. Так как сжатие в данном случае
является всесторонним и равномерным по величине во
всех направлениях, коэффициент бокового давления сле-
дует полагать равным единице. В свою очередь плотность
брикета практически однородна, хотя можно отметить
некоторое повышение пористости во внутренних обла-
стях сферических и цилиндрических изделий. Доказано,
что это явление в основном объясняется так называе-
те
мым «арочным эффектом» (при действии пересекаю-
щихся усилий в брикете образуются заметно упрочнен-
ные участки или «арки», не полностью передающие дав-
ление его внутренним областям).
При гидростатическом прессовании обеспечивается
не только равномерная плотность прессовок, но устра-
няется также анизотропия их структуры, связанная с
ориентированным расположением частиц при одноосном
сжатии (в прессформе) и проявляющаяся в неодинако-
вых значениях усадки, прочности, газопроницаемости в
различных направлениях.
Так как при гидростатическом прессовании порошок
на всех участках сжимается до одинаковой плотности,
можно, регулируя плотность различных участков исход-
ной засыпки или толщину слоя, получать изделия слож-
ной формы. При гидростатическом прессовании величи-
на удельного давления прессования и работа прессова-
ния для получения брикетов одинаковой плотности мень-
ше, чем при прессовании в стальных прессформах
(рис. 109).
Гидростатическое прессование проводят в резиновых
или других оболочках толщиной
0,1—0,15 мм (материал и толщи-
ну эластичных оболочек выбира-
ют исходя из требований их
прочности, износоустойчивости,
Рис. ПО. Схема гидростатического Рис. 111. Устройство для гидроста-
прессования цилиндрических брикетов тического прессования порошка;
в эластичных оболочках:
/ — винтовая крышка; 2—проклад-
/ — колпак; 2 — манжеты; 3 — порошок; ка; 3 — стальные трубки; 4 — ре-
4 — оболочка; 5 — перфорированная зиновая оболочка; 5 —контейнер;
стальная гильза 6 — порошок
277
конструктивных соображений и т. п.). Эластичную обо-
лочку вводят в перфорированную гильзу требуемой фор-
мы и края этой оболочки выводят на наружную поверх-
ность гильзы (рис. ПО). На нижний торец гильзы наде-
вают резиновый колпак, обтягивающийся резиновым ман-
жетом. После засыпки порошка верхний торец гильзы
закрывают аналогично нижнему и гильзу с оболочкой и
порошком помещают в рабочую камеру установки для
прессования. При прессовании трубчатых изделий внутрь
порошка помещают сердечник (сплошной или трубчатый),
центрируемый сверху и снизу (рис. 111). После прессо-
вания гильзу извлекают из камеры прессования, снима-
ют колпаки и вынимают спрессованный брикет.
Для обеспечения равномерной плотности засыпки
гильзу с порошком подвергают встряхиванию на специ-
альных виброустройствах (рис. 112). Гильзу 3 устанав-
ливают на диске 5 и прижимают сверху фланцем 2.
Между нижним торцом гильзы и диском 5 помещают
резиновую прокладку для предохранения от разрушения
резиновых деталей приспособления. Фланец 2 подвешен
к встряхивающему механизму 1 с электрическим (на
рисунке), пневматическим или другим приводом. Уплот-
нение порошка в гильзе происходит под действием удара
(100—120 циклов в минуту) ее о неподвижные плиты 6
и 7. По мере утряски в гильзу подсыпают порошок.
При гидростатическом прессовании воздух (газ) не
имеет выхода из герметично закрытой оболочки, поэтому
применяют предварительную дегазацию (вакуумирова-
ние) уплотняемого порошка, например, при помощи
тонкой иглы со сквозным каналом, вставляемой в обо-
лочку и подключаемой к вакуумной системе. Для
обеспечения плотного прилегания эластичной оболочки
к внутренней поверхности гильзы (одно из важных усло-
вий получения качественной заготовки) пространство
между ними вакуумируют. Благодаря этому оболочка
плотно прижимается к внутренней поверхности гильзы.
На рис. 113 приведена схема установки гидростатическо-
го прессования для промышленного производства круп-
ных заготовок.
Для герметизации канала пресскамеры применяют
специальные затворы с упруго расширяющимся коль-
цом. Верхний затвор 9 имеет проходящую через цент-
ральное отверстие втулки 6 штангу, на верхний конец
которой навернут рым-болт 3 с гнездом для присоеди-
278
3
2500
Рис. 112. Виброустройство для
утряски гильзы с порошком:
1 — встряхивающий механизм;
2 — фланец; 3 — гильза; 4 —
стойка; 5 — диск; 6, 7 — непод-
вижные плиты; 8 — вакуумный
насос; 9 — гибкий шланг
Рис. ИЗ. Установка для гидростатического
прессования:
1 — шпилька; 2 — гайка; 3 — рым-болт;
4—-гайка затвора; 5 — упорный подшип-
ник; 6 — упорная втулка; 7 — верхняя
плита; 8 — корпус пресскамеры; 9 — верх-
ний затвор; /0 —нижний затвор; // — опо-
ра; 12 — трубопровод высокого давления;
13 — нижняя плита
279
нения вентиля. При помощи гайки 4, опирающейся на
шарикоподшипник 5, производят предварительное уп-
лотнение затвора. К штанге нижнего затвора 10 присое-
динен трубопровод высокого давления 12. Корпус прес-
скамеры 8 выполнен в виде трехслойного скрепленного
цилиндра. Для запирания пресскамеры применена упор-
ная байонетная втулка 6, входящая в соответствующие
пазы верхней круглой плиты 7. Кольцо верхнего затво-
ра упирается во втулку 6, которая через байонетное
соединение передает усилие верхней плите 7, притяну-
той к корпусу 8 (так же, как и нижняя плита 13) при
помощи шпилек 1 и гаек 2.
Гидростатическим прессованием получают цилиндры,
штабики, трубы, шары и другие изделия как сравнитель-
но простой, так и весьма сложной формы массой от
нескольких сотен килограмм.
Другим вариантом формования при всестороннем об-
жатии является изостатическое прессование под дейст-
вием газа (гелий, аргон и др.), которое называют газо-
статическим. В большинстве случаев такому прессова-
нию подвергают не порошок, а предварительно получен-
ную тем или иным способом заготовку.
Рис. 114. Установка для газостатического прессования порошка:
а — принципиальная схема; б —рабочая камера; 1 — баллоны со сжатым га-
зом; 2 — фильтр; 3 — компрессор; 4 — холодильник; 5 — манометр; 6 — линия
подачи газа в рабочую камеру и выпуска газа из нее; 7, 12 — крышки; 3 —
экран теплозащиты; 9 — нагреватель; 10 — высокопрочный сосуд высокого
давления; 11 — порошок или заготовка
На рис. 114 приведены принципиальная схема и ра-
бочая камера установки горячего газового прессования
шведской фирмы ASEA. Газ (аргон) из баллонов 1 про-
ходит фильтр 2 и заполняет рабочую камеру 10, после
чего компрессор 3 повышает давление газа в ней. Дав-
ление свыше предельного рабочего давления компрессо-
280
ра создается в камере 10 в результате нагрева газа на-
гревателем 9. Давление газа в трубопроводе контроли-
руют манометром 5. По окончании выдержки под давле-
нием газ возвращают в баллоны 1, причем горячий газ
охлаждается автоматически в момент ухода из рабочей
камеры вследствие его расширения. Имеется дополни-
тельный охладитель 4 для снижения температуры газа
до комнатной. Выкачивание газа из рабочей камеры 10
и закачивание его в баллоны 1 прекращают, когда дав-
ление в камере 10 становится равным атмосферному.
После этого небольшой остаток газа из камеры 10 вы-
пускают в атмосферу. Трехзонный нагреватель 9 создает
длинную равномерную зону нагрева в рабочей камере
10 и обеспечивает быстрый нагрев газа до заданной тем-
пературы. Тиристорные регуляторы позволяют поддер-
живать в камере 10 температуру с высокой точностью.
Предусмотрена возможность непосредственного измере-
ния температуры прессуемой заготовки. Рабочая камера
10 имеет номинальные диаметр и высоту соответственно
до 1210 и 2150 мм и рассчитана на давление до 200 МПа
и температуру до 1450° С. Безопасность ее работы обес-
печивается применением цилиндра из высокопрочной
стали, обмотанного предварительно напряженной высо-
копрочной проволокой. Предварительная напряженность
настолько велика, что стальной цилиндр всегда сжат,
даже при максимальном давлении в рабочей камере 10.
Прессование порошков или заготовок проводят в метал-
лических оболочках, форма которых может быть как
простой, так и максимально приближенной к форме ко-
нечного изделия.
Используя указанную установку при температуре
1350° С и давлении 100 МПа, порошки молибдена, твер-
дого сплава ВКЮ, окиси алюминия и диборида цирко-
ния были спрессованы до плотности 99,8—99,9% от те-
оретической.
В нашей стране ВНИИметмашем разработана серия
газостатов, промышленный выпуск которых уже начат.
Еще одним вариантом изостатического прессования
служит прессование в эластичных оболочках, помещен-
ных в прессформу и подвергающихся одностороннему
(рис. 115) или двустороннему (рис. 116) давлению. Ма-
териал оболочки должен обладать способностью прини-
мать и сохранять определенную форму, соответствующую
форме изделия; вести себя подобно жидкости, что необ-
281
ходимо для равномерной передачи давления на порошок;
иметь определенную упругость, обеспечивающую возвра-
щение оболочки в первоначальное положение после
снятия давления; не склеиваться и не схватываться с по-
рошком; быть долговечным и дешевым, допуская много-
кратное использование. Оболочки можно изготавливать
Рис. 115. Схема изо-
статического прессо-
вания в оболочках:
1 — пуансон; 2 — эла-
стичная оболочка;
3 — порошок; 4 —
матрица; 5 — под-
ставка
Рис. 116. Схема двустороннего прессования
в эластичной втулке:
а — до прессования; б — после прессова-
ния; / — верхний пуансон; 2—матрица;
3 — резиновая пробка; 4 — порошок; 5 —
эластичная втулка; 6 — нижний пуансон;
7 — спрессованный брикет
из парафина, воска, водного раствора желатины с до-
бавками глицерина, эпоксидных смол и резиновой
массы.
Оболочка из массы на основе натурального каучука,
оказавшаяся наиболее эффективной (коэффициент Пу-
ассона равен 0,5, а |=1), позволяет прессовать до
1000 брикетов.
Водной из работ показано, что при всестороннем сжа-
тии стенок эластичной втулки при деформации объем по-
рошкового брикета и его поверхность сильно уменьша-
ются, а частицы перемещаются как в объеме брикета,
так и по его поверхности. В связи с этим оказалось су-
щественным влияние смазки на плотность брикетов из-
за уменьшения как внешнего (между порошком и обо-
лочкой), так и межчастичного трения (табл. 15).
Изостатическое прессование все шире внедряется в
практику производства спеченных изделий, хотя сам ме-
тод имеет и определенные недостатки: трудно выдержи-
282
Таблица 15
Влияние смазки резиновой втулки и добавок различных смазок
в железный и вольфрамовый порошки
на относительную плотность, %
и - &S Без смазки резиновой втулки Смазка резиновой втулки соли доло- графитовой смесью 1:1
Прессуемый материал « « 5s сухой поро- с добав- кой вазе- линового с добав- кой оле- иновой сухой поро- с добав- кой вазе- линового с добав- кой олеи- новой
се 5 «3 шок масла кислоты шок масла кислоты
Железный 150 62,7 64,4 66,9 68,4 69,8 72,1
порошок 300 68,2 73,4 75,8 76,6 81,2 84,2
450 73,4 75,1 78,2 81,2 83,7 85,9
Вольфрамо- 150 48,7 50,6 51,4 52,9 55,3 56,8
вый поро- 300 54,4 56,3 57,4 59,5 63,2 64,6
шок 450 57,6 60,3 62,0 64,7 67,9 69,1
вать размеры брикетов близкими к заданным и необхо-
димо применять механическую обработку при изготов-
лении изделий, точных по форме и размерам.
Шликерное формование
Шликерное формование (часто называемое шликер-
ным литьем) уже около 200 лет широко применяется к
керамической промышленности при производстве изде-
лий большого размера и сложных форм. Однако в прак-
тике порошковой металлургии это сравнительно новый
технологический прием, позволяющий проводить фор-
мование без приложения внешнего давления путем за-
ливки шликера, представляющего собой однородную
концентрированную взвесь порошка в жидкости, в пори-
стую форму с последующей сушкой.
В большинстве случаев шликером наполняют сухую
гипсовую форму, являющуюся негативом требуемой кон-
фигурации. После заполнения большая часть жидкости
впитывается гипсовой формой, частицы твердой фазы
подсыхают и прочно сцепляются одна с другой. Затем
форму открывают, подсохшую отливку извлекают и под-
вергают окончательной сушке и спеканию.
Использование шликерного литья в порошковой ме-
таллургии позволяет изготавливать трубы, сосуды и из-
283
делия сферической и других сложных форм, которые
трудно получить традиционными методами порошковой
металлургии (рис. 117). Исходным материалом для из-
готовления форм служит хорошо обработанный и обож-
женный гипс. Смесь гипса с водой, имеющую консистен-
цию крема, разливают по формам и выдерживают в них
до начала схватывания гипса. Изготовленную гипсовую
форму извлекают и сушат при 50—65° С до тех пор, пока
содержание влаги не составит 5—10% (по массе).
Рис. 117. Изделия, полученные методом шликерного фор-
мования
Чтобы подсохшая пульпа не прилипала к форме, по-
верхность гипса покрывают тонким слоем мыла, которое
вступает в реакцию с гипсом и образует олеат кальция.
Для этой же цели можно применять графит, мелкозер-
нистый песок, тальк, бентонитовую глину, бумагу и др.
Кроме гипса, при шликерном формовании используют
формы из бумаги, металлические перфорированные раз-
борные формы с внутренней прослойкой из бумаги и ке-
рамические формы.
Условия формования изделий зависят от их разме-
ров и сложности формы и свойств шликера, определяе-
мых свойствами и гранулометрическим составом взве-
шенных в нем твердых материалов. Скорость осаждения
твердой фазы на пористой форме постепенно снижается
с увеличением толщины слоя и плотности массы, отло-
жившейся на ее поверхности. В зависимости от толщины
стенок изделия и других факторов продолжительность
284
процесса формования составляет 1—60 мин. Если ско-
рость отложения массы на пористой форме слишком вы-
сока, то получение полых изделий с равномерной толщи-
ной стенок и гладкой внутренней поверхностью затруд-
нено.
Для приготовления шликера используют в основном
мелкозернистые порошки (до 5—10 мкм, преимуществен-
но 1—2*мкм), обладающие рядом преимуществ по срав-
нению с крупнозернистыми порошками. Дело в том, что
скорость осаждения порошков согласно закону Стокса
является функцией квадрата диаметра частиц и любая
суспензия из мелкозернистых порошков более однородна
и устойчива, чем суспензия из крупнозернистых порош-
ков. В упрощенном виде закон Стокса определяет соот-
ношение между отдельными переменными величинами
при шликерном формовании следующим образом:
v = ^С?к —Уж)я , (IV.50)
181)
где v — скорость оседания частиц порошка; d — диаметр
частицы; ук, у» — плотность частиц и жидкой среды со-
ответственно; т] — вязкость жидкой среды; g — ускоре-
ние силы тяжести.
Следовательно, на процесс шликерного формования
влияют плотности порошка и жидкости, их физические и
технологические свойства, характер взаимодействия и
другие факторы. Кроме порошка, в состав шликера вхо-
дят дисперсионная среда (вода, спирты, четыреххлорис-
тый углерод и др.) и добавки (дефлокулянты), препят-
ствующие скоплению частиц и способствующие созданию
устойчивых коллоидных суспензий и улучшению условий
смачивания как частиц порошка, так и стенок прессфор-
мы. В качестве дефлокулянтов используют кислоты (со-
ляную, уксусную и др.), щелочи (NaOH, КОН, NH4OH
и др.), альгинаты аммония или натрия, представ-
ляющие собой соли альгиновой кислоты, хлорное же-
лезо и др.
Шликер готовят либо путем размола твердого мате-
риала в дисперсионной среде, либо путем перемешива-
ния с ней предварительно размолотого порошка. Коли-
чество твердой фазы составляет 40—70%. При формова-
нии шликер наливают в форму до полного ее заполнения
(наливной способ) или заливают непрерывной ровной
струей (сливной способ).
28?
Механизм формования заключается в осаждении час-
тиц шликера на стенках формы под действием направ-
ленных к ним потоков жидкости. В результате впитыва-
ния жидкости в поры материала формы возникают вса-
сывающие силы, воздействующие на частицы твердой
фазы шликера (мелкие частицы перемещаются легче
крупных), укладывая их на поверхностях формы слоем
равномерной толщины.
Скорость наращивания твердого слоя зависит от ско-
рости впитывания жидкой фазы шликера формой, раз-
мера частиц, их распределения, соотношения между твер-
дой и жидкой фазами в шликере, количества и характе-
ра добавок. Эта скорость увеличивается с возрастанием
скорости впитывания, приближения размера частиц к
оптимальному (1—2 мкм), большей концентрации час-
тиц в шликере и при наличии добавок, не увеличиваю-
щих вязкость шликера.
Процесс шликерного формования может быть улуч-
шен при использовании вакуумированного, а в некото-
Рис. 118. Установка для шликер-
ного формования под вакуумом
рых случаях просто нагретого
шликера, обладающего улуч-
шенными технологическими
свойствами благодаря удале-
нию из него пузырьков газа и
понижению вязкости. В настоя-
щее время разработаны спосо-
бы шликерного формования
под вакуумом или давлением и
использованием центробежных
сил.
При шликерном формова-
нии под вакуумом (рис. 118)
используют форму из нержаве-
ющей стали, покрытую изнут-
ри бумажной прослойкой. Установка состоит из ва-
куумной камеры 1, снабженной патрубком с маномет-
ром 3 и сливным краном 4, и формы для литья 2. Камера
смонтирована на цапфах 5, облегчающих ее переворачи-
вание при удалении излишков шликера из формы. Фор-
му вставляют в отверстие в верхней части камеры, где
она удерживается при помощи прижимающего шипа и
скрепляющего обруча 6. Вакуумная камера снабжена
кожухом, к которому через патрубки 7 подводится горя-
чая вода (для ускоренной сушки заготовок в форме) .
286
При шликерном формовании под давлением (порядка
нескольких десятков атмосфер) используют разъемные
формы специальной конструкции со стенками из порис-
того материала (спеченный стеклянный порошок, плас-
тик), за которыми находятся полости для отвода вы-
давливающейся из шликера воды или иной жидкости,,
примененной для приготовления суспензии.
Метод центробежного шликерного формования при-
меняют для изготовления трубчатых и кольцеобразных
изделий. Приспособление (рис. 119) состоит из гипсо-
вой формы /, вставленной в цилиндр 2, который укреп-
лен на полом валу 3, заливочного устройства 4 и элек-
тродвигателя 5 с помпой 6 для перекачки шликера в ци-
линдр. Шликер из бункера 7 перекачивают помпой па
гибкому шлангу 3, присоединенному при помощи муф-
ты 9 к заливочному устройству, в полый цилиндр через,
четыре отверстия 10, соединяющие полость цилиндра с
полостью заливочного устройства. Заполнение гипсовой'
формы происходит через щель 11 в полом валу. Одна из
боковых стенок цилиндра 12 прозрачная и позволяет
следить за процессом литья. Приспособление смонтиро-
вано на токарном станке, включаемом после заполнения
гипсовой формы шликером. Под действием центробеж-
ной силы шликер распределяется равномерным слоем на
стенках формы. Жидкая фаза шликера удаляется вслед-
ствие ее отсоса гипсом и под действием центробежной
силы. Станок выключают как только жидкость исчезнет
с внутренней поверхности отливки.
Благодаря такому обезвоживанию изделие дает усад-
ку и отделяется от стенок формы, образуя зазор 0,1—
0,2 мм и больше.
После извлечения изделия из формы его подвергают
сушке (ПО—150° С) на воздухе, в сушильных шкафах
или в сушилках. Относительная плотность заготовки со-
ставляет 30—60%. Связь между частицами обусловлена
в основном механическим зацеплением. Спекание прово-
дят по режиму, зависящему от свойств материала из-
делия.
Разновидностью рассмотренного способа является
шликерное формование в неадсорбирующих формах с вы-
мораживанием жидкости (рис. 120). Формуемый поро-
шок смешивают с жидкостью и полученный шликер ва-
куумируют; далее заполненную форму помещают в ванну
из смеси бензина и твердой углекислоты и выморажи-
287
7
Рис. 119. Приспособление для центробежного шликерного формования
Рис. 120. Смешивание (а), деаэрация (б)
и отливка (в) шликера:
/ — вибратор; 2 —задвижка; 3 — кольцевой затвор; 4 —инжектор; 5 — пор-
шень; 6 — форма; 7 — лопатка
288
вают при —40° С в течение нескольких минут. Заморо-
женные отливки после извлечения из формы помещают
в вакуумную камеру и высушивают сублимацией, а за-
тем спекают.
Прокатка
Хотя первый патент на прокатку металлических по-
рошков был выдан около 75 лет тому назад, этот способ
начали применять широко только в последние 35—40 лет.
Прокатка представляет собой непрерывное формование
заготовок из порошков валками и позволяет получать
изделия с равномерной плотностью, длина которых су-
щественно превосходит их ширину при малой толщине.
Прокатка находит все большее применение при получе-
нии заготовок для конструкционных, электротехнических,
фрикционных и антифрикционных изделий (листы, лен-
та, проволока и др.), в производстве фильтров для очист-
ки разных сред, электродов электрохимического произ-
водства и других пористых изделий. Как правило, себе-
стоимость тонкой ленты, прокатанной из порошка,
в 2 раза ниже, чем при прокатке слитков, так как резко
сокращается число операций технологического цикла —
отпадает надобность в получении отливок и их подогре-
ве перед прокаткой, не требуется такого большого коли-
чества последовательных обжатий, которое необходимо
при обработке слитков. Прокатываемые порошки имеют
насыпную плотность 2—3 г/см3 (железо, медь, никель,
нержавеющая сталь) или 1 г/см3 (алюминий) и круп-
ность частиц до 100 мкм (преимущественно менее
40 мкм).
На рис. 121 представлены схемы прокатки порошка
и компактного металла. Сущность метода прокатки за-
ключается в подаче порошка из бункера в зазор между
двумя вращающимися с равными скоростями навстречу
один другому валками. Порошок силами трения между
ним и поверхностями вращающихся валков увлекается в
зазор и прессуется в полосу, достаточно прочную, чтобы
ее можно было перенести в печь для спекания.
Прокатку порошка в полосу по своей физической при-
роде следует рассматривать как непрерывное прессова-
ние, которое начинается в очаге деформации, определяе-
мом углом прокатки а, и кончается на выходе ленты из
зазора между валками.
19—268
289
В одной из первых отечественных работ по теории
процесса Г. И. Аксенов показал, что прокатка порошка в
полосу отличается от прокатки компактного металла и в
то же время имеет с ней много общего. Так, при прокат-
ке литого металла выполняется условие постоянства
плотности и объема до и после прокатки. В случае же
прокатки порошков это не так. До очага деформации по-
ристость и плотность порошкового тела не изменяются.
В очаге деформации происходит сближение частиц, по-
рошок уплотняется, плотность после прокатки может до-
Рис. 121. Схемы прокатки:
а — компактного металла; б — порошка; в — вертикальная; г — горизонталь-
ная с гравитационной подачей порошка; д — горизонтальная с принудитель-
ной подачей порошка; 1—валки; 2 — бункер для порошка; 3 — порошок; R —
радиус валка; а — угол прокатки; ан—угол подачи порошка; h—толщина
проката
стигать 50—90% от плотности компактного материала.
Таким образом, плотность и объем исходного порошка в
процессе прокатки изменяются, хотя объем, занимаемый
собственно частицами деформируемого материала, оста-
ется постоянным. Этот объем трудно измерить, однако он
может быть заменен массой, которая останется постоян-
ной до и после прокатки порошка.
290
Каждая частица порошка обладает свойствами ком-
пактного металла и способна при прокатке в зависимо-
сти от степени уплотнения деформироваться в упругой и
пластической областях. Пластическое деформирование
вносит элемент неопределенности, так как невозможно
точно учесть степень деформации отдельных частиц. Кро-
ме того, степень деформации частиц будет зависеть и от
их формы. Частицы шаровой формы будут меньше де-
формироваться, чем частицы дендритной или игольчатой
формы.
В свою очередь прочность полосы также зависит от
формы частиц, ибо механическое сцепление при их сбли-
жении играет существенную роль. Установлено, что при
прочих равных условиях полоса из порошка, состоящего
из частиц с сильно развитой поверхностью, обладает наи-
большей прочностью.
На процесс прокатки важное влияние оказывает сы-
пучесть порошка. Именно сыпучесть порошка определя-
ет скорость прокатки и чем лучше Чсыпучесть порошка,
тем легче вести процесс прокатки. При плохой сыпучести
и неправильной скорости прокатки (линейная скорость
поверхности валков больше скорости поступления по-
рошка в очаге деформации) порошок не прокатывается
в сплошную ленту. Поступление порошка в валки может
быть свободным (рис. 121, в, г) или под давлением
(рис. 121,5). В первом случае порошок поступает в очаг
деформации под действием собственной массы, тогда как
во втором случае порошок в валки подается принуди-
тельно.
Порошок можно прокатывать в вертикальной
(рис. 121, в) и горизонтальной (рис. 121,г,5) плоскостях.
Прокатка может быть периодической и непрерывной:
при периодической прокатке в бункер засыпают опреде-
ленную порцию порошка и получают полосу заданной
массы, а при непрерывной прокатке порошок в бункер
подается постоянно. Длина полосы при непрерывной про-
катке может достигать нескольких десятков метров.
Уплотнение порошка при прокатке вызывается силами
трения, которые характеризуются коэффициентом тре-
ния f. Угол прокатки а, ограничивающий зону прессова-
ния порошка, складывается из коэффициента трения f
и коэффициента бокового давления g:
+ (IV.51)
19*
291
При прокатке действуют направленное радиально
усилие, уплотняющее порошок, и усилие, стремящееся
вытолкнуть порошок из очага деформации по направле-
нию оси валков. В интервале скоростей прокатки от ну-
ля до критической, определяемой природой и свойства-
ми порошка, угол прокатки равен сумме коэффициентов
трения и бокового давления. При скоростях выше кри-
тической угол прокатки больше суммы этих коэффици-
ентов. Таким образом, угол прокатки а зависит от ско-
рости прокатки. В результате прокатки порошок уплот-
няется от унас до плотности прокатанной полосы ул,
а отношение этих плотностей называют степенью
уплотнения Z:
Z = . (IV.52)
Уна с
Степень уплотнения всегда больше единицы. Толщи-
на полосы h при диаметре прокатных валков 2R опреде-
ляется уравнением
h = (IV.53)
pZ—1 4
где ц — коэффициент вытяжки, равный отношению ско-
рости выхода полосы (ул) к скорости подачи порошка
(уп); учитывает происходящее при уплотнении пластиче-
ское деформирование частиц.
Плотность полученной при прокатке полосы опреде-
ляется уравнением
= Унас Л + \ . (IV.54)
Н \ Л /
Уравнение (IV.54) показывает, что плотность полосы
непосредственно зависит от насыпной плотности и коэф-
фициента вытяжки порошка. Для получения ленты с
максимальной плотностью следует применять порошки с
наибольшей насыпной плотностью.
В связи с трудностями определения коэффициента ц
А. Н. Николаев предложил равенство (IV.54) заменить
уравнением
(«2 р \
1 + ) t (IV.55)
где априв — приведенный или условный угол прокатки
при ц=1, определяемый экспериментально.
292
Ниже указаны значения приведенного угла прокат-
ки для различных порошков, которые прокатывали меж-
ду гладкими шлифованными горизонтально расположен-
ными валками без смазки при свободной подаче порош-
ка: железный порошок (различных марок) 8°20' — 9°40';
медный порошок 10°50'; никелевый карбонильный поро-
шок 12°40'; титановый порошок 12°20'.
Максимальный (допустимый) размер частиц прока-
тываемого порошка связан с параметрами, определяю-
щими условия прокатки, выражением
^=±±£^1, (IV.56)
п
где d — максимальный размер частиц порошка; п — чис-
ло частиц, укладывающихся по ширине сечения захвата.
Как следует из приведенных основных теоретических
положений, определяющими параметрами процесса про-
катки порошков являются отношение диаметра валков к
толщине ленты, соотношение скоростей ленты и порошка,
степень уплотнения порошка и угол прокатки а.
Толщина и плотность прокатанных полос зависят от
химического и гранулометрического состава порошка,
формы его частиц, конструкции бункера, давления по-
рошка на валки, состояния поверхности валков и скоро-
сти их вращения, направления прокатки и других фак-
торов. Такое обилие переменных факторов затрудняет
поиск обобщенной формулы прокатки, при помощи ко-
торой можно заранее рассчитать плотность получаемого
изделия. Процесс прокатки порошка от начала поступле-
ния его в валки и до выхода из валков можно разделить
на три периода: начальный неустановившийся, устано-
вившийся и конечный нестационарный.
В начальный неустановившийся период полоса имеет
переменные толщину и плотность, так как плотность по-
рошка, заполняющего зону деформации, изменяется по
высоте. При вращении валков в зазор между ними увле-
каются деформируемые частицы порошка, которые вызы-
вают расклинивающее действие, а в очаг деформации
поступают новые порции порошка. Когда процесс вовле-
чения и прессования порошка уравновешивается сопро-
тивлением стана упругим деформациям, наступает уста-
новившийся период прокатки, в котором выходящая по-
лоса имеет постоянную плотность, хотя плотность порош-
ка в зоне деформации переменна. В конечном периоде
293
происходят обратные явления в связи с разгрузкой вал-
ков стана.
В начальном и конечном периодах параллельно с из-
менением плотности меняется давление порошка на вал-
ки и в результате упругой деформации стана изменяется
толщина полосы. В связи с этим концевые участки про-
ката из порошка обычно неоднородны по плотности и
подлежат обрезке. Поэтому стремятся к максимальному
уменьшению длительности этих периодов. Кроме того,
при значительном переуплотнении порошка на отдельных
участках по ширине ленты возможно образование раз-
рывов на кромках, которое можно устранить калибров-
кой валков и повышением механических свойств проката.
Порошок можно прокатывать в холодном или горя-
чем состоянии. Прокатка при комнатной температуре
наиболее проста.
Г. И. Аксенов предложил следующие температурные
границы деформации, Тпл:
Область холодной деформации......... 0—0,25
Область между холодной и горячей дефор-
мациями ......................... 0,25—0,5
Область горячей деформации....... 0,5—1
Например, для железа область холодной прокатки
находится в пределах 20—25° С. Для вольфрама область
холодной прокатки 320—600° С. Прокатанные полосы
обычно спекают в печах непрерывного действия в атмо-
сфере водорода (рис. 122,/). Для полос из таких метал-
лов, как тантал, титан, применяют спекание в вакууме.
В некоторых случаях после спекания применяют ряд
повторных уплотняющих прокаток и спеканий, обеспечи-
вающих получение полосы с заданными свойствами
(рис. 122, II). Методом прокатки порошков можно полу-
чать многослойный прокат. Для этого различные порош-
ки или порошки и компактный листовой материал про-
катывают одновременно (рис. 123). Можно также сов-
местно прокатать две или больше ранее прокатанных
полос. Весьма эффективна прокатка в вакууме или инерт-
ной среде.
Иногда проводят горячую прокатку порошка, нахо-
дящегося в герметичном контейнере (оболочке). Приме-
нение оболочек или вакуума предупреждает загрязнение
порошка кислородом, азотом и другими газами и широ-
ко применяется при прокатке химически активных или
особо чистых материалов.
2294
Рис. 122. Схемы производства полосы из порошка:
/-транспортер-дозатор; 2, 3— бункер; 4— очаг деформации; 5, 13 — валки;
6—направляющий желоб; 7, 14—датчики натяжения; 3, 15—камера нагре-
ва; 9, /6 — холодильник печи; 10, /2 —ножницы; //—мерные рулоны ленты;.
Рис. 123. Схема прокатки полос и листов:
а, в — двухслойный прокат; б — трехслойный прокат
Для устранения основного недостатка метода прокат-
ки, связанного с получением полос малой толщины, пред-
ложен так называемый циклический способ прессования,
сочетающий возможности прокатки порошка с прессова-
нием в глухой прессформе.
295
Порошок, свободно насыпанный в движущемся жело-
бе, подвергается последовательному периодическому об*
жатию скошенным пуансоном (рис. 124). Повторением
такого обжатия удается получить прочные и длинные
бруски, ширина которых ограничивается только мощно-
стью пресса. На рис. 125 приведена последовательность
Рис. 124. Схема получения
полос большой толщины
Рис. 125. Последовательность операций
при получении полос большой толщины
непрерывным прессованием порошка:
I — исходное положение; II — прессование;
/// — подъем пуансона; IV — перемещение
плиты; V — прессование
выполнения операций при таком прессовании. Порошок
из бункера поступает в двусторонний желоб, который пе-
риодически продвигается в одном направлении под прес-
сующим пуансоном с горизонтальным участком нижней
поверхности, переходящим в наклонный.
В зависимости от профиля этой поверхности, движе-
ния пуансона и давления можно получать любую сте-
пень обжатия. Методом циклического прессования мож-
но получать изделия с толщиной, равной ширине, в том
числе многослойные.
Мундштучное прессование
В ряде случаев применяют формование заготовок из
смеси порошка с пластификатором путем продавливания
ее через отверстие в матрице (рис. 126), которое называ-
ют мундштучным прессованием. Можно продавливать
296
через отверстие в матрице предварительно спрессован-
ную заготовку, в том числе подвергнутую предваритель-
ной термообработке. В качестве пластификатора приме-
няют парафин, крахмал, декстрин и др. Его количество
обычно составляет 6—10%. Заготовки предварительно
нагревают; пористость после выдавливания близка к ну-
лю. Мундштучным прессованием получают прутки, тру-
бы, уголки и другие большие по длине изделия с равно-
мерной плотностью из плохо прессуемых материалов
(тугоплавкие металлы и соединения, твердые сплавы,
керметы на основе окислов и др.).
Рис. 127. Прессформа для
мундштучного прессования
труб
Рис. 126. Схема мундштучного прессова-
ния:
/ — плунжер пресса; 2—пуансон; 3 —
стальной стакан; 4 — конус; 5 —матрица;
6 — спрессованная заготовка; 7 — порошок
На рис. 127 показана прессформа для мундштучного
прессования труб на вертикальных или горизонтальных
гидравлических прессах.
В обойме 1 с мундштуком переменного сечения 2 уста-
новлена звездочка 4 с ввинченной иглой 3. Над обоймой
находится матрица 6, соединенная с ней гайкой 5. Ци-
линдрическую заготовку, предварительно опрессованную
в вакуумной прессформе, вставляют в матрицу и выдав-
ливают пуансоном 7 через зазор между иглой звездочки
и мундштуком.
297
Стержни прессуют в такой же прессформе, но без
звездочки с иглой. При прессовании труб и стержней
небольшого диаметра и сечения высота мундштука долж-
на быть в 2,5—4 раза больше диаметра его выходного
отверстия, называемого очком. Скорость выдавливания
материала через мундштук не должна превышать
5—10 мм/с. Применение более высоких скоростей прес-
сования приводит к появлению неравномерной пористо-
сти изделия, неравномерной усадке и короблению изде-
лий при последующем спекании. Давление прессования
при постоянной степени обжатия минимально при прес-
совании через мундштук с углом конуса 90°. Степень
обжатия прессуемого материала, которая должна состав-
лять не менее 90%, определяют по формуле
К = — 100%, (IV.57)
S
где S — площадь сечения матрицы прессформы; s — пло-
щадь сечения выходного отверстия (очка) мундштука.
После прессования изделия подвергают сушке (конечная
влажность должна составлять 4—6%) и, если требуется,
спеканию.
А. С. Фиалков и Я. С. Уманский исследовали мунд-
штучное прессование медных порошков с пластификато-
ром (парафин и стеариновая кислота). Приготовленные
смеси загружали в матрицу и выдавливали через мунд-
штук вхолодную или при подогреве смеси и контейнера
до температур 42 и 45° С соответственно. Было установ-
лено, что кривая прессования холодной смеси медного
порошка с парафином имеет относительно плавный ха-
рактер, а кривая истечения смеси со стеариновой кисло-
той характеризуется резко выраженными скачками дав-
ления. Подобный же характер истечения материала на-
блюдался при прессовании подогретой смеси медного
порошка с парафином. Авторы считают, что в случаях
выдавливания смесей медного порошка со стеариновой
кислотой и подогретой до 45° С смеси медного порошка
с парафином проявляется хрупкость вещества, в то вре-
мя как при выдавливании смеси медного порошка с па-
рафином при комнатной температуре вещество находит-
ся в пластичном состоянии.
Таким образом, пластическое состояние порошковой
смеси при выдавливании определяется пластифицирую-
щими свойствами связующей добавки (при неизменных
298
условиях истечения). При прессовании порошков в пресс-
формах наблюдаются потери давления на трение о стен-
ки прессформы, поэтому при уплотнении порошка, пред-
шествующем истечению, образуются отдельные слои
материала, отличающиеся по напряженному состоянию
и плотности. Эти различия в физическом состоянии
находящихся в матрице прессовок служат причиной
дефектов структуры у прессованных и спеченных изде-
лий.
Результаты исследования влияния предварительной
подпрессовки на свойства спеченных изделий показали,
что с повышением давления подпрессовки (в определен-
ных пределах) увеличивается необходимое давление ис-
течения и улучшаются характеристики спеченных изде-
лий. Оптимальным оказалось давление подпоессовки
200 МПа.
При применении предварительной подпрессовки на-
блюдалось также увеличение объемной массы выдавлен-
ных прессовок. Рост давления истечения с увеличением
нагрузки при подпрессовке объясняется увеличением у
выдавливаемых прессовок межчастичной контактной по-
верхности. Предварительная подпрессовка материала ак-
тивизирует усадку при спекании, снижает пористость
изделий после спекания и весьма значительно повышает
их механические свойства.
Таким образом, целесообразно разделение процесса
прессования выдавливанием на две стадии: предвари-
тельное уплотнение материала и формоизменение при
истечении. Мундштучное прессование без связки ши-
роко применяют для выдавливания нагретых металлов и
сплавов.
При относительно низких температурах экструзии (до
600° С) заготовку или порошок обычно нагревают вмес-
те с матрицей.
Такие металлы, как бериллий, цирконий, титан, уран,
торий, при температурах горячей обработки значительно
окисляются, что вызывает необходимость применения
защитных сред при их нагреве (защитные атмосферы, на-
грев в солевых ваннах), а также защитных оболочек при
прессовании. Оболочки могут быть стеклянные, графи-
товые (образовавшиеся после возгонки летучих состав-
ляющих графитовых эмульсий) и металлические из ме-
таллов или сплавов, не реагирующих с прессуемыми ме-
таллами.
299
Металлические оболочки особенно хорошо предохра-
няют от окисления прессизделия до момента их полного
охлаждения и служат одновременно смазками, улучша-
ющими процесс истечения и предотвращающими привар-
ку прессуемого металла к прессинструменту. Металли-
ческие оболочки должны отвечать определенным требо-
ваниям:
при температурах нагрева и прессования недопусти-
мо образование каких-либо продуктов взаимодействия
между прессуемым материалом и оболочкой; пластиче-
ские свойства и сопротивление деформированию обоих
металлов при прессовании должны быть по возможности
близкими друг к другу; при прессовании оболочка долж-
на обладать хорошими смазочными свойствами. Таким
требованиям в зависимости от свойств прессуемого ме-
талла могут удовлетворять медь, латунь, мягкая сталь,
биметалл в виде медно-железной фольги, если соприкос-
новение меди с прессуемым металлом недопустимо. Пос-
ле прессования оболочки чаще всего удаляют механиче-
ским путем, однако возможно также удаление травлени-
ем в растворах, не действующих на спрессованный
металл.
Рис. 128. Схема мундштучного прессования в металлических оболочках;
а — прессование прутков (/ — пуансон; 2 — промежуточная вставка; 3 — заго-
товка; 4 — металлическая оболочка; 5 — нагреваемый контейнер; 6 — матрица;
7 — матричная воронка); б — прессование труб (/—плунжер; 2—иглодержа-
тель; 3 — заготовка в оболочке; 4 — матрицедержатель; 5 — матрица; 6 —
игла; 7—матричная воронка; 8 — промежуточная вставка; 9 — контейнер)
Для прессования в оболочках чаще всего используют
метод прямого истечения через коническую матрицу с
применением промежуточных вставок из сравнительно
дешевых материалов (графит, медь), снижающих потери
на образование прессостатка (рис. 128). Для предупреж-
зоо
н - ’
дения возможного разрыва оболочки переднему концу
заготовки придают форму конуса матрицы. Конус мат-
рицы часто делают приставным и нагревают вместе с за-
готовкой до температуры прессования, что снижает
охлаждение металла в очаге деформации. Порошок, за-
груженный в оболочку, может быть подвергнут дегаза-
ции, например, вакуумированием.
Вибрационное формование
Вибрационное формование — относительно новый вид
уплотнения порошков, первые сведения о котором появи-
лись в конце 40-х годов. Было обнаружено, что примене-
ние вибрации при засыпке и утряске порошка в пресс-
форме или в процессе формования позволяет значитель-
но уменьшить давление прессования и повысить равно-
мерность плотности в деталях сложной формы. Положи-
тельное воздействие вибрации на процесс уплотнения
связано с разрушением начальных межчастичных свя-
зей (в частности, арок) и улучшением взаимоподвиж-
ности частиц, в результате чего достигается высокая
плотность их укладки (95% и выше от теоретически воз-
можной для данного гранулометрического состава по-
рошка). Наиболее эффективно вибрация сказывается
при уплотнении порошков, представляющих собой опре-
деленную совокупность фракций частиц различного раз-
мера. Способы вибрационного формования различают
по следующим основным признакам:
по характеру динамического воздействия на прессуе-
мый материал (вибрационное и виброударное формова-
ние);
по соотношению между статической и динамической
составляющими усилия прессования: вибрационное прес-
сование, когда возникающие между частицами порошка
силы трения препятствуют их относительному переме-
щению под действием вибрации; вибрационная укладка,
когда под действием вибрации частицы преодолевают
силы трения и сцепления между собой и заполняют пус-
тоты в порошке;
по характеру процесса: дискретное (прерывистое) ви-
брационное формование (в закрытом прессинструменте);
непрерывное вибрационное формование (в мундштучных
прессах, установках шликерного литья, прокатки порош-
ков и др.);
301
по циклограмме процесса: с предварительным вибра-
ционным уплотнением и последующим статическим прес-
сованием; с вибрационным или виброударным воздейст-
вием на формуемый порошок в течение всего процесса
прессования без выдержки под давлением; с вибрацион-
ным или виброударным воздействием на формуемый по-
рошок в течение всего цикла прессования, включая вы-
держку под давлением. Естественно, что при вибрацион-
ном формовании возможны различные варианты
процесса: прессование холодное или горячее, без смазки
или со смазкой, вакуумирование формуемого порошка
и т. п.
о
Рис. 129. Прессинструмент для статического (а—в) и вибрационного
(г—-т) прессования
302
На рис. 129 приведены схемы прессинструмента для
статического прессования (рис. 129, а—в) и вибрацион-
ного формования (рис. 129, г—т), различающиеся:
по способу передачи энергии вибрации прессуемому
порошку от элементов прессинструмента, непосредствен-
но соединенных с вибратором (вибрирующий элемент
обозначен стрелкой |);
по жесткости опоры матрицы (неподвижная, рис. 129,
з, з, м и «плавающая», рис. 129, д—ж, и—л, н—т) и сис-
тем передачи статического усилия прессования на верх-
ний пуансон (жесткая, рис. 129, г, д, о, р и упругая,
рис. 129, е—н, п, с, т) и энергии вибрации элементам
прессинструмента от вибратора (жесткое соединение
вибратора с пуансонами,
рис. 129,г—п и матрицей,
рис. 129, р, с, т и упругое
соединение вибратора с мат-
рицей, рис. 129, н);
по количеству прессую-
щих пуансонов (с одним,
рис. 129,г—и, м—т и двумя
рис. 129,к, л).
Вибраторы могут быть
пневматические, гидравли-
ческие, электромагнитные,
магнитострикционные, элек-
тромеханические и др.
На рис. 130 представле-
на схема виброустановки с
электромеханическим вибра-
тором. Наконечник вибрато-
ра 7 соединен с электродви-
гателем коротким (0,7 м)
гибким валом. Нижний пу-
ансон свободно опирается
на опору 4", а верхний под-
жимается опорой 4' через
пружины 3 и винтом /, вра-
щение которого создает дав-
ление на пуансоны. Эффек-
тивность вибрации при уп-
лотнении порошка зависит
от упругих свойств и формы
его частиц, параметров виб-
Рис. 130. Виброустановка:
1 — винт; 2 — станина; 3 — пру-
жины; 4, 4', 4" — подвижные
опоры пружин; 5 — прессфор-
ма; 6 — основание установки;
7 — вибратор
303
рирования, размеров прессуемого брикета, грануломет-
рического состава порошка и других факторов. Подробно
закономерности вибрационного уплотнения порошков
изложены в монографии И. Г. Шаталовой, Н. С. Горбу-
нова и В. И. Лихтмана, а мы кратко изложим основные
выводы.
Наиболее эффективно применение вибрации при
уплотнении малопластичных материалов (например, кар-
бидов или боридов металлов, для которых удается по-
лучить плотные 65—85% от теоретической плотности) и
прочные брикеты при небольшом статическом давлении
(0,3—0,6 МПа). Это объясняется тем, что вибрация, при-
давая частицам порошка высокую подвижность, способ-
ствует их наиболее плотной укладке, а небольшое дав-
ление обеспечивает заклинивание частиц в этом положе-
нии, в результате чего образуются сравнительно прочные
брикеты с незначительными внутренними напряжениями.
Для порошков различных металлов статическое дав-
ление, прикладываемое одновременно с вибрацией, обыч-
но составляет 0,5—5 МПа; отсутствие такого давления
может привести не к уплотнению, а к разрыхлению по-
рошка. Нагрузку создают пневматическими или гидрав-
лическими устройствами или же при помощи пружин.
Отметим, что плотность укладки частиц все же зависит
не столько от прикладываемого давления, сколько от па-
раметров вибрирования.
Импульсная энергия вибрирования расходуется как
на преодоление инерции и упругого сопротивления виб-
рирующей системы, так и на преодоление инерции и сил
трения и сцепления уплотняемого порошка.
Если уплотняемая масса порошка невелика, то основ-
ную роль будут играть инерция и упругие свойства сис-
темы (ее собственная частота колебаний). В связи с
этим для обеспечения наиболее выгодного режима уплот-
нения следует выбирать вынужденную частоту вибриро-
вания ближе к собственной частоте колебаний системы.
При уплотнении больших масс порошка все большую
роль будут играть собственная частота колебания слоя
частиц и силы связи между ними. Поэтому частоту виб^
рирования нужно выбирать ближе к резонансной или по
отношению к вибрирующей системе, или по отношению к
уплотняемой массе порошка. Режим вибрирования при-
нято характеризовать частотой, ускорением и ампли-
тудой.
304
На рис. 131 показаны кривые плотность — ускорение
и плотность — амплитуда для трех частот вибрирования
при уплотнении порошка молибдена со средним диамет-
ром частиц 2 мкм, давлении 2,1 МПа и длительности виб-
рирования 15 с. Для данного порошка при одинаковой
амплитуде плотность укладки частиц возрастает с повы-
шением частоты вибрирования (рис. 131* кривые 1—3).
Рис. 131. Зависимость плотности у
брикетов из порошка молибдена
от амплитуды А (1—3) и ускорения
(/', 2', 3') при различной частоте
вибрирования (колебаний в мину*
ту):
/, Г — 10 000; 2, 2' —15 000; 3, 3' —
20 000
Рис. 132. Зависимость плотности у*
брикетов из порошков титана (/),
борида титана (2)« и карбида тита-
на (3) от продолжительности виб*
рирования % с частотой 14 000 коле-
баний в минуту при оптимальных
для каждого порошка давлениях
пружин
При частоте 10 000 колебаний в минуту и амплитуде ко-
лебаний более 400 мкм скорость нарастания плотности’
уменьшается, что указывает, по-видимому, на преобла-
дание при повышенных значениях амплитуды процесса
разрыхления частиц над процессом уплотнения.
Однако для частоты 20 000 колебаний в минуту при
амплитуде, близкой к 400 мкм, заметного уменьшения
плотности не было обнаружено. Повышение плотности с
увеличением частоты вибрирования свидетельствует о~
приближении к резонансным значениям между частотой
вынужденных колебаний вибратора и собственных коле-
баний слоя порошка. Поэтому при 20 000 колебаниях в
минуту увеличивается подвижность отдельных частиц,
в то время как при 10 000 колебаниях в минуту частицы
перемещаются в основном группами (скоплениями), чем
и объясняется расслоение и разрыхление брикетов при
20—268
30$
данной частоте и отсутствие этих явлений при более вы-
сокой частоте.
Кривые зависимости плотность—ускорение (рис. 131,
кривые 2', 3') показывают большее влияние на плот-
ность ускорения колебаний, чем амплитуды, так как
плотность брикетов, полученных при трех значениях час-
тоты, при одинаковом ускорении изменяется меньше, чем
при одинаковой амплитуде. В связи с этим в области час-
тот, далеких от резонансных, плотность укладки частиц
определяется величной ускорения.
Уплотнение порошков под воздействием вибрации
происходит достаточно быстро в основном в первые не-
сколько секунд (рис. 132). Продолжительность укладки
частиц существенно зависит от их формы (чем компакт-
нее частицы и проще по форме, тем быстрее уплотняют-
ся) и гранулометрического состава порошка (частицы
одинакового размера уплотняются хуже, чем порошок,
содержащий частицы разного размера).
^ уменьшением размера частиц необходимо выбирать
более 'высокую частоту вибрирования, увеличивать уско-
рение и применять большую нагрузку на порошок^ кото-
рая должна возрастать с возрастанием шероховатости
поверхности и с уменьшением правильности формы час-
тиц. Для порошков с хрупкими частицами необходимо
выбирать более высокую частоту и меньшую амплитуду
вибрирования (при сохранении постоянной величины
ускорения). Для уменьшения сил трения между части-
цами в процессе вибрационного уплотнения применяют
смазки, количество которых не должно быть большим
(в противном случае произойдет падение прочности бри-
кета из-за разобщения частиц толстыми пленками смаз-
ки). Для неактивных и слабоактивных смазок (вазели-
новое масло, глицерин, поливиниловый спирт) оптималь-
ное количество смазки составляет 0,5—1,5% (объемн.)
при размере частиц порошка 1—5 мкм, а для поверхност-
но-активных смазок (олеат натрия, олеиновая кислота
и др.) это количество примерно в 10 раз меньше.
При правильном выборе параметров процесса и смаз-
ки плотность и прочность брикетов, уплотненных вибри-
рованием, выше, чем спрессованных статически при оп-
тимальных условиях. В настоящее время интенсивно ис-
следуют возможность совмещения вибрирования с
различными методами формования — статическим, изо-
статическим, непрерывным и т. п.
306
Высокоскоростное (динамическое) формование
Высокоскоростная обработка металлов с использова-
нием импульсных нагрузок получает в настоящее время
все большее распространение для решения технологиче-
ских задач обработки давлением порошкообразных ма-
териалов благодаря ряду преимуществ перед обычными
статическими методами обработки.
Определяющим и характерным признаком, отличаю-
щим новые методы деформирования от старых, являются
высокие скорости приложения нагрузки, обычно
5—10 м/с и выше. Процессы высокоскоростного дефор-
мирования обеспечивают высокие скорости преобразова-
ния энергии и продолжительность процесса уплотнения^
составляет несколько тысячных долей секунды.
Первый патент, касающийся высокоскоростного де-
формирования, был оформлен в Англии в 1898 г. В СССР
важные исследования в области высокоскоростного де-
формирования были выполнены в конце 40-х и начале
50-х годов. В промышленных масштабах высокоскорост-
ное деформирование применяют с 1950—1955 гг. (взрыв-
ная штамповка).
Преимущества высокоскоростного формования по-
рошков перед статическими методами: возможность соз-
дания чрезвычайно высоких давлений; площадь прессуе-
мого объекта при данном давлении не ограничивается
максимальным общим усилием прессования как в случае
применения пресса; возможность получения больших
плотностей прессовки, вплоть;до100%; значительное
уменьшение усадки при спекании ^а счет высоких исход-
ных плотностей прессовок; значительное сокращение от-
делочных операций благодаря получению поверхностей
высокой чистоты; возможность сращивания слоев разно-
родных материалов.
При высоких скоростях прессования теплота, выде-
ляющаяся в результате деформации частиц, межчастич-
ного и внешнего трения, не успевает распространиться от
брикета к прессинструменту, причем такая теплопереда-
ча тем меньше, чем выше скорость приложения нагрузки.
Это приводит к локальному нагреву контактных поверх-
ностей, что обеспечивает снятие в значительной степени
остаточных напряжений и наклепа.
При высокоскоростном нагружении порошкового те-
ла физические свойства материала частиц изменяются.
20*
307
Величины пределов текучести, прочности и давления ис-
течения чаще всего возрастают, в связи с чем сопротив-
ляемость порошкового тела деформированию при прес-
совании обычно увеличивается. Однако одновременно с
увеличением скорости деформирования значительно
уменьшаются коэффициенты внешнего и межчастичного
трения, что существенно облегчает процесс нарастания
плотности прессуемого порошкового тела.
В зависимости от вида источника энергии, обеспечи-
вающего высокую скорость приложения нагрузки, раз-
личают взрывное, электрогидравлическое, электромаг-
нитное и пневмомеханическое формование.
Взрывное формование. Возможны различные вариан-
ты создания нагрузки на порошковое тело: нагружение
пуансона летящим снарядом, непосредственное воздейст-
вие ударной волны на пуансон, передача давления через
жидкую среду.
В первом случае (рис. 133), пренебрегая затратами
энергии на упругие деформации брикета, снаряда и пу-
Рис. 133. Пороховая установка:
1 — ударный механизм; 2 — бо-
ек; 3 —затвор; 4 — втулка с
пороховым зарядом; 5 — шпиль-
ка; 6 — неподвижная часть за-
твора; 7 — снаряд; 8 — ствол;
9 — амортизаторы; 10 — верх-
ние плиты; // — колонки; 12 —
центрующая втулка; 13 — пресс-
форма; 14 — подставка; 15 —
опорные плиты; 16 — контакты
308
ансона, а также на теплообразование, расчетную вели-
чину сообщаемой порошковому телу кинетической энер-
гии можно определить следующим образом:
(IV .58)
где /Си — коэффициент, учитывающий потери энергии
при ударе; Мс — масса летящего снаряда; vc — его ско-
рость.
Во втором случае при прессовании порошков ударной
волной, которая образуется при взрыве, эквивалентную
или расчетную величину кинетической энергии, сообщае-
мую прессовке, можно определить по приближенной фор-
муле
(IV-59>
где /Си — коэффициент использования энергии взрыва,
который можно назвать коэффициентом полезного дейст-
вия взрывчатого вещества; обычно /Си=0,014-0,20, в том
числе при открытом взрыве /Си=0,14-0,06; q — удельная
теплота взрыва, Дж/кг; GB в — масса заряда взрывчато-
го вещества, кг.
При воздействии пороховых газов на жидкую среду
их давление можно определить по формуле Нобля —
Абеля:
Р = , (IV.60)
1 — аД '
где F — сила пороха, кгс-дм/кг; А — плотность заряжа-
ния (отношение массы пороха к объему камеры сгора-
ния), кг/дм3; а — коволюм, учитывающий долю объема,
занимаемого молекулами продуктов сгорания порохов в
камере сгорания, дм3/кг.
В такой установке (рис. 134) ударный механизм на-
калывает капсюль, который воспламеняет пороховой за-
ряд. Образующиеся пороховые газы срезают металличе-
скую мембрану и создают давление в рабочей полости
установки.
Для данного вида пороха F и а есть величины посто-
янные. Поэтому p=f(A). Как правило, р^О,54-0,7 ГПа,
так как получить большие величины Д трудно.
В Белорусском политехническом „институте созданы
установки с р^ 1,24-2 ГПа, в которых пороховые газы
давят на поршень, передающий это давление на жидкую
309
среду. Температура горения пороха в камере составляет
2400—2600° С.
Электрогидравлическое формование. Процесс заклю-
чается в превращении электрической энергии в механи-
ческую в жидкой среде, которое может быть осуществле-
но двумя методами: разрядом конденсатора через зазор
между двумя электродами, погруженными в жидкость,
и разрядом конденсатора через проволочку, перекрываю-
щую зазор между двумя электродами, погруженными в
жидкость.
Рис. 134. Установка для гидродинами-
ческого прессования порошков;
1 — ударный механизм; 2 — головка;
3 — капсюль-жевело; 4 — заряд пороха;
5 — металлическая мембрана; 6 — гай-
ка; 7 — корпус; 8 — прессуемый поро-
шок; 9 — динамометр
Разряд в виде электрической дуги вызывает быстрое
испарение жидкости, образование газового жгута и по-
явление ударных волн. В результате возникает давление,
которое может быть использовано для формования по-
рошков.
При разрядке конденсатора через зазор в жидкости
величина пробиваемого промежутка определяется не
только напряжением, но зависит также от проводимости
среды и формы электродов. Обычно используются напря-
жения 10—30 кВ.
Разряд конденсатора через проволочку позволяет осу-
ществлять лучшее по сравнению с предыдущим управле-
ние процессом, так как путь электрического разряда мо-
жет быть предопределен по направлению и форме. Кро-
ме того, этот метод обеспечивает более эффективное
превращение энергии и дает возможность снижать рабо-
чие напряжения, так как при наличии проволочки одно
310
и то же напряжение перекрывает большее межэлектрод-
ное расстояние, чем без проволочки. Недостаток метода
заключается в необходимости заменять проволочку после
каждого разряда.
Полезная работа, совершаемая при преобразовании
электрической энергии в механическую, составляет
10—40% выделенной энергии. Согласно эксперименталь-
ным данным при разряде батареи конденсаторов энерго-
емкостью 18 кДж (для емкости 1800 мкф и напряжения
4,5 кВ) через алюминиевую проволочку диаметром 1,1 мм
на расстоянии 25 мм от нее возникает давление 250 МПа.
Электромагнитное формование. Метод использует для
уплотнения порошков энергию мощного импульсного маг-
нитного поля. Техника прямого деформирования метал-
лов импульсными электромагнитными полями была раз-
работана в начале 60-х годов, когда было установлено,
что поле напряженностью 300 кЭ развивает давление по-
рядка 400 МПа, вполне достаточное для уплотнения
большинства металлических порошков. Для получения
магнитных импульсов различных конфигураций приме-
няют плоские, спиральные, соленоидные и другие индук-
торы. При прохождении тока через индуктор между ним
и формуемой массой создается магнитное поле высокой
интенсивности. Во время кратковременного импульса на-
веденные вихревые токи в пористом теле ограничивают
электромагнитное поле на его внешней поверхности и
взаимодействие магнитного поля и наведенных токов соз-
дает силы, прижимающие порошковое тело к матрице
прессформы.
Теоретически не существует предела энергии, которую
можно получить от установок для деформирования им-
пульсным магнитным полем.
Эффективность магнитноимпульсного формования за-
висит от удельного электросопротивления металла. Наи-
более подходящими для деформирования являются ме-
таллы с высокой электропроводностью, такие как золото,
серебро, медь, алюминий, малоуглеродистые стали
и др., имеющие удельное электросопротивление ниже
15 мкОм/см.
При обработке материалов с низкой электропровод-
ностью для создания нужных усилий используются спут-
ники из хорошо проводящих материалов, помещаемые
между заготовкой и индуктором, играющие роль «движи-
теля».
311
Большое значение имеет расстояние между индукто-
ром и порошковым телом. Наибольшая эффективность
достигается при зазоре между ними менее 1 мм.
Так как электромагнитное поле почти не взаимодей-
ствует с непроводниками, электромагнитный импульс мо-
жет быть сообщен формуемому порошковому телу через
непроводящую оболочку.
Кроме формования, электромагнитное поле использу-
ют для соединения металла с керамикой, калибровки де-
талей и других целей.
Пневмомеханическое формование. Для уплотнения
порошкового тела используется энергия, выделяющаяся
при адиабатическом расширении сильно сжатого газа.
Пневмомеханические высокоскоростные машины, явля-
ются одним из прогрессивных типов металлообрабатыва-
ющего оборудования и отличаются простотой действия.
Уплотнению подвергают порошок или предваритель-
но сформованный брикет. Деформирование осуществля-
ют между двумя подвижными частями машин, получаю-
щими ускорение за счет энергии расширяющегося газа
(воздух, азот и др.). Во время прессования наблюдается
очень высокая скорость нарастания усилия, действующе-
го на формуемый материал.
Энергия, затрачиваемая на полезное деформирование
порошкового тела при ударе, определяется из соотно-
шения
5К = 5К,[1-(РДВД (IV.61)
где Эк, — кинетическая энергия движущихся частей
прессующей машины до удара; FK — сила, действующая
на порошковое тело при ударе; Кд — сила, действующая
на движущиеся части прессующей машины при ударе и
не создающая полезной работы.
По данным Г. М. Ждановича, плотность заготовки,
полученной по одному из вышеуказанных способов, мо-
жет быть определена по формуле
О = 1 + , (IV 62)
L Рк *$н Ло J
где Дд — динамический коэффициент, равный отноше-
нию работы динамического прессования к работе стати-
ческого прессования; величина Кд может быть определе-
на из отношения пределов текучести материала частиц,
312
полученных при динамическом (от.д) и статическом (ат)
испытаниях, и находится в пределах 1^/Сд^от.д/от:
„.«[«-‘‘""'H'z-M (1V.63)
При динамическом формовании большое значение
имеет скорость нагружения порошкового тела. Установ-
лено, что с увеличением скорости нагружения растет до-
ля упругих деформаций контактов между частицами и на
40—50% увеличивается упругое последействие по сравне-
нию со статическим прессованием. Величина пластиче-
ской деформации, развитие которой требует некоторого
времени, уменьшается. При высокоскоростном нагруже-
нии возможно хрупкое разрушение материала в окрест-
ностях зон контактов.
Указанные обстоятельства могут привести к тому, что
брикет, полученный динамическим прессованием, будет
обладать меньшей величиной контактного сечения, чем
брикет из того же порошка, спрессованный с малой ско-
ростью нагружения и обладающий равной плотностью.
Однако эти же брикеты, полученные динамическим прес-
сованием, в большинстве случаев обладают более высо-
кими прочностными характеристиками. Так, при взрыв-
ном прессовании железного порошка прочность прессо-
вок оказалась на 10—15%, а с увеличением скорости
приложения нагрузки на 30% выше по сравнению с
прочностью брикетов, полученных при статическом прес-
совании. Эти факты объяснены влиянием давлений и тем-
ператур, развивающихся в зонах контактов частиц, ко-
торые при условии меньшей площади контакта способны
приводить к образованию металлической связи типа
сварки, обладающей высоким сопротивлением сдвигу
контактов частиц спрессованного брикета.
Имеющиеся экспериментальные данные показывают,
что динамическое формование тем выгоднее, чем больше
показатель прессования tn в уравнении М. Ю. Балыпи-
на, т. е. чем выше исходные плотность и твердость прес-
суемых частиц. После прессования наблюдается значи-
тельное искажение кристаллической решетки (напряже-
ния второго рода повышаются в 2—2,5 раза, плотность
дислокаций увеличивается в 4—6 раз), что заметно ска-
зывается на кинетике уплотнения при спекании: требуе-
мая плотность достигается за меньшее время выдержки
или при более низкой температуре спекания.
313
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
1. Жданович Г. М. Теория прессования металлических порошков.
М., «Металлургия», 1969. 264 с. с ил.
2. Меерсон Г. А., Рассказов Н. И., Чулков В. П.—«Порошковая
металлургия», 1970, № 1, с. 21—29.
3. Порошковая металлургия жаропрочных сплавов и тугоплавких
металлов. М., «Металлургия», 1974. 184 с. с ил. Авт.: В. С. Ра-
ковский, А. Ф. Силаев, В. И. Ходкин, О. X. Фатхуллин.
4. Прокатка металлических порошков. М., «Металлургия», 1969.
382 с. с ил. Авт.: Г. А. Виноградов, Ю. Н. Семенов, О. А. Катрус,
В. П. Каташинский.
5. Добровольский А. Г. Шликерное литье. М., «Металлургия», 1977.
240 с. с ил.
6. Радомыселъский И.Д., Печентковский Е. Л., Сердюк Г. Г. Пресс-
формы для порошковой металлургии. Киев, «Техшка», 1970.
172 с. с ил.
7. Дорофеев Ю. Г. Динамическое горячее прессование пористых по-
рошковых заготовок. М., «Металлургия», 1977. 216 с. с ил.
8. Шаталова И. Г., Горбунов Н. С., Лихтман. В. И. Физико-химиче-
ские основы вибрационного уплотнения порошковых материалов..
М., «Наука», 1965. 136 с. с ил.
9. Балыиин М. Ю. Порошковое металловедение. М., Металлургиз-
дат, 1948. 332 с. с ил.
Глава V
СПЕКАНИЕ
Спекание — процесс развития межчастичного сцепле-
ния и формирования свойств материала, полученного на-
гревом сформованного или свободно насыпанного порош-
ка или волокна без расплавления основного компонента.
Спекание—одна из основных технологических опера-
ций порошковой металлургии, в процессе которой проис-
ходит превращение брикета, спрессованного из порош-
ков, в прочное спеченное тело со свойствами, прибли-
жающимися к свойствам компактного материала.
Поэтому понятно, что из всех вопросов теории процессов
порошковой металлургии наибольший интерес специали-
сты проявляют именно к теории спекания.
Современное состояние теории процессов спекания
характеризуется наличием различных точек зрения на
процесс спекания и вместе с тем недостатком экспери-
ментальных данных, подтверждающих теоретические вы-
воды. Несмотря на довольно большое количество работ,
посвященных изучению процесса спекания, до сих пор
314
еще нет полной физической и математической теории
спекания однокомпонентных систем, не говоря уже о спе-
кании многокомпонентных систем или о спекании с об-
разованием жидкой фазы. Своеобразие современной по-
рошковой металлургии состоит в том, что технология ее
во многих случаях опережает теорию. Такие параметры
процесса спекания, как температура, продолжительность
и атмосфера, на практике часто принимаются эмпириче-
ски, без должного объяснения и обоснования.
Многие теоретические вопросы остаются до сих пор
еще не решенными. Так, можно предположить, что чем
ниже температура плавления металла, тем ниже и тем-
пература спекания. Однако для многих материалов этот
вывод не подтверждается и часто наблюдается обратное
явление. Например, температура спекания чистого желе-
за лежит в пределах 1000—1050° С, а температура спе-
кания нержавеющей стали — в пределах 1250—1300° С,
тогда как температура плавления железа равна 1539° С,
а температура плавления нержавеющей стали ниже.
Возможно, что эти аномалии обусловливаются, с од-
ной стороны, разницей в температуре рекристаллизации,
а с другой — более сложными связями кристаллической
решетки и, следовательно, менее интенсивным воздейст-
вием температуры на колебательные движения атомов.
Очень часто экспериментально полученные результа-
ты спекания интерпретируют с позиций частных геометри-
ческих моделей. При этом формальное согласование зна-
чений некоторых рассчитанных параметров для моделей
и реальных систем приводят как удовлетворительное до-
казательство для определения механизма спекания ре-
ального материала.
Значительное распространение получило условное
разделение сложного процесса спекания на три стадии,
исходящее из формальных позиций геометрии спекания.
При этом оказывается, что отдельные элементарные
процессы характерны как для начальной, так и для сред-
ней и поздней стадий спекания. Это осложняет решение
проблемы в целом, так как при этом часто не использу-
ется возможность сведения сложных процессов к элемен-
тарным.
Феноменологическая теория все еще занимает значи-
тельное место в науке о спекании, хотя целостные реше-
ния задачи о кинетике спекания не позволяют определить
конкретные механизмы процесса в предельных случаях.
315
До сих пор не было четко определено, начинается ли спе-
кание при нагреве прессовки из дисперсного порошка
или уже в процессе прессования.
Г. В. Самсонов отмечал, что развитие теории спека-
ния должно осуществляться в три этапа:
1) накопление экспериментальных данных;
2) разработка теории спекания на атомном уровне;
3) обобщение теории спекания на уровне электрон-
ного строения твердого тела.
Очевидно, мы в настоящее время находимся на вто-
ром этапе развития теории спекания, основоположника-
ми которого являются Я. И. Френкель, Б. Я. Пинес, Г. Ку-
чинский и некоторые другие как советские, так и зару-
бежные ученые. При этом необходимо отметить важную
роль в развитии теории спекания международного инсти-
тута науки о спекании, члены которого (Г. В. Самсонов
и М. Ристич) предприняли плодотворную попытку созда-
ния обобщенной теории спекания на субатомном, элек-
тронном уровне.
В последние годы М. Ю. Балыпиным предпринята
попытка разработки общих научных основ порошковой
металлургии, в том числе и спекания, исходя из немного-
численных принципов консолидации порошковых тел.
Мы не будем здесь рассматривать новых, еще полно-
стью не апробированных трактовок процесса спекания,
а рассмотрим этот процесс с позиций уже сложившихся
представлений о нем.
§ 18. ТВЕРДОФАЗНОЕ СПЕКАНИЕ
Процессы, происходящие при спекании.
Поверхностная и объемная диффузия
Рассмотрим возможную схему взаимодействия двух
соприкасающихся сферических частиц, иллюстрирующую
идеализированный элемент процесса спекания (рис. 135).
Если эти две частицы ввести в соприкосновение, нагреть
до некоторой температуры и выдержать в таком состоя-
нии, то они через некоторое время срастутся. Перенос ве-
щества д этом случае будет происходить от контактной
поверхности между частицами к поверхности образую-
щихся перемычек, как это показано стрелками. Частицы
сближаются, вызывая общую усадку всей системы. Ме-
ханизм увеличения контактной поверхности и сближения
316
частиц, т. е. усадка, при спекании по этой схеме объяс-
няется поверхностной диффузией атомов под влиянием
различий в изобарном термодинамическом потенциале.
Известно, что подвижность поверхностных атомов за-
висит от занимаемого ими места. Так, наименее подвиж-
ны атомы, лежащие внутри контактных участков. Затем
в порядке возрастания подвижности идут атомы на гра-
ницах контактных участков, атомы в углублениях и впа-
Рис. 135. Диффузионная модель спекания!
г—радиус сферы; р — радиус образовав-
шейся перемычки; (/ — разность между
диаметром сферы и центрами сблизивших-
ся сфер; х — радиус сечения контакта
между сферами
динах поверхности, атомы на ровных участках и, нако-
нец, атомы на выступах и в вершинах наружных углов.
Атомы на контактных участках менее подвижны (т. е. об-
ладают меньшим запасом свободной энергии), чем на
всех других участках поверхности, поэтому от свободных
неконтактных участков к контактным переходит значи-
тельно больше атомов, чем в обратном направлении.
В результате происходит расширение контактного участ-
ка (а следовательно, и упрочнение межчастичного сцеп-
ления) с одновременным сближением геометрических
центров соприкасающихся частиц, т. е. происходит
усадка.
Рис. 136. Схема увеличения контактных
участков и сфероидизации пор в ре-
зультате поверхностной миграции ато-
мов:
а — до спекания; б — после спекания
Однако одним из главных недостатков рассмотренной
схемы является то, что в ней не представлен основной
элемент структуры реального порошкового брикета,
а именно пора. Для того чтобы иметь возможность ис-
пользовать такую систему упрощенного изображения, не-
обходимо показать по меньшей мере три соприкасающие-
ся частицы (рис. 136). Число атомов, уходящих с выпук-
лых частей свободных поверхностей поры, равно числу
31Г
атомов, входящих в щели, которые прилегают к контакт-
ным участкам. Следовательно, под влиянием поверхност-
ной миграции атомов пора будет сфероидизироваться, не
изменяясь в объеме, т. е. усадки брикета при спекании не
произойдет. Сокращение объема поры может произойти
только в результате затекания металла в пору, т. е. в ре-
зультате объемной деформации частиц.
Вместе с тем в процессе увеличения прочности меж-
частичного сцепления (основной признак спекания) по-
верхностная миграция атомов играет очень важную роль,
так как вследствие поверхностной диффузии может про-
исходить увеличение межчастичных контактов и без
уменьшения суммарного объема пор. Поверхностная
диффузия атомов вызывает сглаживание поверхности со-
прикасающихся участков частиц, что увеличивает истин-
ную поверхность контакта, сфероидизацию пор, переме-
щение атомов с поверхностей крупных пор на поверх-
ность мелких (при сообщающихся порах), т. е. в
положение большей термодинамической устойчивости,
и т. п. Таким образом, даже в тех случаях или на тех
этапах спекания, когда усадка не наблюдается, поверх-
ностная диффузия приводит к увеличению и к упрочне-
нию межчастичных контактов. Средняя скорость, с кото-
рой атом покидает положение равновесия, равна
v = Ae~u/RT, (V.1)
где А — коэффициент, зависящий от природы материа-
ла; U — энергия активации, необходимая для смещения
атома из данного положения равновесия.
Поверхностная диффузия атомов не приводит к из-
менению суммарного объема пор. Однако может проис-
ходить коагуляция (коалесценция) пор, т. е. увеличение
объема крупных пор в результате уменьшения количест-
ва мелких пор. Известно, что атомы, расположенные на
поверхностях мелких пор (т. е. на поверхностях с малым
отрицательным радиусом кривизны), обладают меньшим
запасом свободной энергии, чем атомы, расположенные
на поверхностях крупных пор. При нагревании, т. е. при
условиях, благоприятствующих повышению подвижности
атомов, будет наблюдаться преобладающая диффузия
атомов от крупных пор к мелким. Другими словами, объ-
ем крупных пор будет возрастать в результате уменьше-
ния объема мелких пор, что в конечном счете может при-
вести к полному поглощению мелких пор крупными.
318
При наличии сообщающихся пор такое увеличение
объема крупных пор за счет мелких может происходить
путем поверхностной миграции атомов. В случае же изо-
лированных замкнутых пор миграция атомов от крупных
пор к мелким будет происходить с помощью объемной
диффузии атомов по вакансиям (или, что то же самое,
путем диффузии вакансий от мелких пор к крупным).
В кристаллической решетке в условиях термодинамиче-
ского равновесия не все узлы замещены атомами, вслед-
ствие чего имеются вакансии (дырки), концентрация ко-
торых с определяется соотношением
c^e~u*IRT, (V.2)
где UB — энергия образования вакансий.
Я. И. Френкель рассматривает перемещение атомов
в решетке как последовательное замещение ими вакан-
сий, при котором коэффициент диффузии D равен
D = cD\ (V.3)
где D' — коэффициент диффузии вакансий (D'xe—U&I
IRT); Ua— энергия активации движения атомов или ва-
кансий.
Межкристаллические границы в спекаемом брикете
существенно влияют на процесс коагуляции пор, так как
диффузия атомов по ним идет во много раз быстрее диф-
фузии по объему кристалла. Чем гуще сетка межкри-
сталлических границ, т.е. чем мельче частицы порошка,
тем быстрее происходит процесс коагуляции пор.
Механизм объемной деформации частиц
Спекание — довольно сложный процесс, во время
которого происходят удаление адсорбированных паров
и газов, восстановление и диссоциация окисных пленок,
диффузионное перемещение атомов, исправление дефек-
тов кристаллической решетки металлических порошков,
рекристаллизация, перенос металла через газовую фазу
и др.
Дефектами кристаллической решетки называют вся-
кое нарушение периодичности расположения ее струк-
турных элементов. Важнейшие виды дефектов:
1) узловые вакансии решетки, образующиеся вслед-
ствие перемещения атомов из их нормального, положе-
ния в междоузлия (дефекты по Френкелю);
319
2) узловые вакансии, образующиеся при перемеще-
нии атомов на поверхность кристаллов, так называемые
дефекты по Шоттки;
3) дислокации — области с подобными и периодич-
ными отклонениями в структуре кристаллов; в отличие
•от точечных дефектов по Френкелю и Шоттки дислока-
ции носят линейный характер.
Внешне спекание проявляется в изменении размеров
нагреваемого порошкового тела, причем в основном про-
исходит усадка./Поэтому большинство работ по изуче-
нию спекания пбсвящено выяснению механизма усадки.
Представляют интерес всевозможные модельные опыты
по изучению взаимодействия при повышенных темпера-
турах малых металлических тел правильной геометри-
ческой формы (шариков, проволоки и т. д.) при сопри-
косновении их друг с другом и с плоской поверхностью
того же металла. Использование тел правильной гео-
метрической формы удобно тем, что, наблюдая измене-
ние их профиля вблизи контактных участков в зависи-
мости от времени изотермического спекания, можно
выяснить закономерность кинетики деформации спекаю-
щихся таким образом тел.
Проводя аналогию между сферической порой в
сплошном теле и каплей испаряющегося вещества,
Б. Я. Пинес показал, что подобно тому, как равновес-
ная упругость пара повышена вблизи капли, так равно-
весная концентрация вакансий вблизи поры радиуса г
повышена на величину
дс==
с г RT °’
(V.4)
где о—поверхностное натяжение; Vo—объем элемен-
тарной ячейки; Cq — равновесная концентрация вакансий
вблизи плоской поверхности.
Возникший градиент вакансий приводит к их диффу-
зионному оттоку от поверхности поры в участки с мень-
шей концентрацией и происходит «диффузионное» за-
растание поры атомами. В случае припекания частиц к
плоской поверхности или частицы к частице в месте на-
ибольшей кривизны их контакта концентрация вакансий
будет повышена по сравнению с более плоской поверх-
ностью границ, в связи с чем здесь также будет возни-
кать диффузионный ток вакансий от места контакта к
границе и поверхности частиц. В результате места кон-
320
Рис. 137. Схема различных меха-
низмов взаимного припекания твер-
дых сферических частиц, контакти-
рующих при времени взаимодейст-
вия т=0 в точке (х —радиус сече-
ния контакта; AL — изменение рас-
стояния между центрами частиц):
а — вязкое течение; б — объемная
диффузия; в — объемная диффузия
при наличии стока в области кон-
такта; г — поверхностная диффузия;
д — перенос вещества через газовую
фазу; е— припекание под влияни-
ем прижимающих усилий
такта зарастают с образованием так называемого «мос-
тика» или «шейки», т. е. межчастичные (или открытые)
поры заполняются атомами.
На рис. 137 приведена схема различных механизмов
взаимного припекания твердых сферических частиц.
Я. Е. Гегузин приводит следующие возможные ме-
ханизмы роста площади контакта в области высоких тем-
ператур, когда диффузионная подвижность атомов и уп-
ругость паров достаточно велики:
1. Механизм вязкого течения (аналогичного наблю-
даемому в жидкости), когда вследствие направленного
перемещения атомов из объема частиц к контактному
перешейку увеличивается площадь контакта и сближа-
ются центры крупинок (рис. 137, а). Коэффициент вяз-
кости твердого материала, определяющий скорость
этого процесса, с коэффициентом диффузии атомов свя-
зан соотношением
2. Механизм объемной диффузии, когда стоком из-
быточных вакансий, возникающих вблизи вогнутой по-
верхности перешейка, является выпуклая поверхность
частиц. В этом случае в соответствии с направлением
диффузионных потоков рост площади контактов не со-
провождается сближением центров (рис. 137, б).
3. Механизм объемной диффузии, когда стоком из-
быточных вакансий является граница между частицами.
Рост площади контакта в данном случае сопровождает-
ся сближением центров крупинок (рис. 137, в).
21—268
321
4. Механизм поверхностной диффузии, когда перенос
вещества осуществляется вследствие диффузии атомов
по поверхности от выпуклых ее участков к вогнутому
участку поверхности перешейка (рис. 137,г).
5. Механизм переноса вещества через газовую фазу.
Перенос осуществляется под влиянием разности равно-
весных давлений пара вблизи вогнутых и выпуклых
участков профиля поверхности контактирующих частиц,
и его скорость определяется коэффициентом диффузии
в газовой фазе (рис. 137,5). В .двух последних случаях
увеличение площади контакта не сопровождается сбли-
жением центров частиц.
6. Кроме перечисленных механизмов «самопроиз-
вольного» (т. е. лишь под влиянием давления, обуслов-
ленного кривизной поверхности приконтактного пере-
шейка) припекания, этот процесс может происходить
также в тех случаях, если извне приложены силы, вызы-
вающие течение вещества в приконтактной области
(рис. 137, е).
Наиболее важным обстоятельством при спекании
является ползучесть (крип) кристаллических тел. При
прочих равных условиях (общий объем пор, их форма
и распределение по размерам, вещество и структура
спекаемого материала) кинетика уплотнения сущест-
венно зависит от механизма ползучести. При темпера-
туре, достаточно высокой для того, чтобы термически
активируемое диффузионное перемещение атомов осу-
ществлялось с надлежащей скоростью, различают непо-
роговые механизмы, которые определяют деформирова-
ние при сколь угодно малых напряжениях, и механизмы
пороговые, проявляющие себя только при напряжениях,
превосходящих некоторое предельное значение. В ус-
ловиях спекания действующими силами являются силы
избыточного капиллярного давления (так называемые
лапласовские силы), которые возникают на вогнутых и
выпуклых поверхностях и по порядку величины равны
a/г. На рис. 138 показаны капиллярные силы, возника-
ющие на стыках частиц и на поверхности пор.
Основываясь на идее о вязком течении кристалличес-
ких тел, вызванном направленным перемещением ато-
мов или вакансий, Я. И. Френкель указал на две стадии
спекания кристаллических порошков. На первой стадии
поверхность соприкосновения соседних частиц увеличи-
вается до тех пор, пока промежутки между ними «не
322
заплывут» настолько, что поры оказываются разобщен-
ными и приобретают различную форму (в простейшем
приближении сферическую). На второй стадии не со-
общающиеся одна с другой остаточные поры закрывают-
ся под действием сил поверхностного натяжения. Связь
между коэффициентами вязкости т] и диффузии D по
Рис. 138. Действие капиллярных сил
при спекании:
а — стык частиц; б — изолирован-
ная пора
а
аналогии с вязким течением аморфных тел принимается
по уравнению
1/т) = D6ART, (V.5)
где б — постоянная решетки кристалла (атомный диа-
метр).
Время т полного закрытия поры на первой стадии
может быть определено по уравнению
т = J- . , (V.6)
За
где М — молекулярная масса спекаемого вещества;
Го — первоначальный радиус поры при т = 0.
На втором этапе скорость процесса непрерывно па-
дает вследствие тормозящего действия газа, заключен-
ного в порах. Б. Я. Пинес показал, что для течения кри-
сталлических тел уравнение (V.5) надо заменить на
уравнение
± = (v 7)
Т) RTL2 ’ v
где L — некоторый линейный размер в рассматриваемой
системе (радиус шейки, образующейся при припекании
двух частиц, размер частицы или блока) или, как уста-
новлено в последнее время, характерный линейный раз-
мер между источниками (открытые поры, дислокации,
закрытые поры) и стоками вакансий.
21
323
Рис. 139. Схема диффузионных по-
токов в поликристаллическом об-
разце под нагрузкой:
1 — поток вакансий; 2 — поток ато-
мов
Диффузионная ползучесть (крип) состоит в направ-
ленном перемещении вакансий от поверхности, где при-
ложено давление, к свободным поверхностям (внешним
границам, границам блоков и зерен) и соответственно
обратном движении атомов (рис. 139). Такое направ-
ленное перемещение атомов, приводящее к макроскопи-
ческой деформации, обусловлено градиентом химическо-
го потенциала (или градиентом концентрации дефек-
тов). С точки зрения вязкого течения вещества р: чость
концентрации дефектов (Ас) связана с разность? апил-
лярных давлений АР:
ДС = ДрЧкСо. ' (V.8)
Таким образом, вязкое течение кристаллических тел
при малых нагрузках и диффузионное перераспределе-
ние вещества за счет градиента химического потенциа-
ла — идентичные процессы, в основе которых лежит ва-
кансионный механизм.
Б. Я. Пинес отмечает, что диффузионная ползучесть
у твердых тел наблюдается при всех видах напряжен-
ного состояния, за исключением равномерного всесто-
роннего сжатия или всестороннего растяжения, ибо в
этих случаях химические потенциалы всех точек тела
равны.
В процессе изотермического спекания текучесть ве-
щества не остается постоянной, а с увеличением време-
ни нагрева уменьшается, что связано с восстановлением
искажений кристаллической решетки. Поэтому повы-
шенная текучесть в начале спекания обусловливается
большой концентрацией дефектов, исправление которых
резко ускоряет диффузию, постепенно уменьшающуюся со
временем. В соответствии с этим скорость усадки при
изотермическом спекании, связанная с этим объемным
деформированием частиц и затеканием вещества в поры,
также замедляется. Изменение усадки при изотермичес-
ком спекании в -результате стабилизации кристалличес-
кой структуры, а также увеличение плотности спекае-
мого тела, сопровождающееся повышением макроско-
пической вязкости, оказывают влияние на кинетику
уплотнения.
Уплотнение при нагреве
В подавляющем большинстве случаев плотность
спекаемых тел при нагреве возрастает, причем порис-
тость изменяется за счет уменьшения объема открытых
пор в результате их зарастания. Зависимость изменения
плотности или усадки , от температуры графически изо-
бражена на рис. 140. Условно процесс усадки (уплотне-
ния) можно разделить на три последовательные стадии.
Рис. 140. Влияние температуры и дав-
ления р на усадку брикетов серебра
при нагреве:
1 — спекание без нагрузки; 2 — р=
=0,65 МПа; 3 — р=1,3 МПа; 4 - р=
= 2,3 МПа; 5 — р=3,4 МПа
Ранняя стадия. Плотность прессовки мала и
кинетика уплотнения в основном определяется процесса-
ми, происходящими в приконтактных областях, струк-
турное состояние и геометрия которых играют сущест-
венную роль. Скорость деформирования частиц, приво-
дящего к усадке прессовки, высока.
Промежуточная стадия. Плотность прессовки
достаточно велика и уменьшение объема каждой из пор
может происходить практически независимо, а пористая
матрица ведет себя как вязкая среда с соответствую-
325
щим коэффициентом к вязкости. Уплотнение пористого
тела происходит равномерно во всем его объеме (при
равномерном распределении пор). Коалесценция пор
может происходить лишь в случае их непосредственного
слияния.
Поздняя стадия. Прессовка содержит отдель-
ные изолированные поры, которые залечиваются в ре-
зультате диффузионного растворения в матрице. Про-
исходит диффузионное взаимодействие между порами,
благодаря которому возможен процесс коалесценсии,
когда поверхность пор уменьшается при их неизменном
суммарном объеме. Резкой и отчетливой границы меж-
ду этими тремя стадиями * нет, и на промежуточной ста-
дии уплотнение реальной прессовки может определять-
ся процессами, характерными для ранней и поздней
стадии.
В. А. Ивенсен показал, что при изотермическом спе-
кании любых металлических порошков снижение скоро-
сти сокращения объема пор закономерно связано с
уменьшением объема пор, причем связь эта выражается
простой функциональной зависимостью. Отношение ско-
ростей сокращения объема пор в два произвольно взя-
тых момента времени ti и т2 для данного изотермичес-
кого спекания равно
(dVldx\l(dVldx)2 = (VJVzY, (V.9)
где Vi и V2 — суммарные объемы пор в моменты времени
Ti и т2 соответственно.
Эта закономерность при постоянном значении п вы-
держивается на протяжении всего процесса спекания,
включая очень быстрое сокращение объема пор в нача-
ле спекания и медленное — в конце спекания. Указанное
соотношение оказалось действительным для изотерми-
ческого спекания продолжительностью 50 ч и более, а
также при спекании порошков различных металлов при
любых способах их получения. Из соотношения (V.9)
выведено уравнение кинетики изменения пористости:
__i
У = Ун(^т+1) т , (V.I0)
где V — объем пор через время т; VH — начальный объ-
ем пор при т = 0; т = п—1 [п — показатель степени в
уравнении (V.9), характеризующий интенсивность тор-
можения усадки в процессе спекания]; q=(dV!di) (1/
326
/VH) при т = 0, т. е. начальная относительная скорость
сокращения объема пор в момент начала изотермичес-
кого спекания.
Таким образом, весь ход уплотнения описывается
уравнением с двумя константами, одна из которых q
имеет значение скорости сокращения единицы объема
пор в начале изотермического спекания, а другая т ха-
рактеризует интенсивность падения скорости сокра-
щения объема во времени.
Такая зависимость усадки от времени спекания объ-
ясняется тем, что запас свободной энергии в единице
массы порошка определяется не только его дисперсно-
стью, но и в значительной мере состоянием поверхно-
сти и степенью дефектности частиц. Порошки с сильно-
развитой поверхностью и большей концентрацией де-
фектов в процессе выдержки при спекании уплотняются
с наибольшей скоростью, как обладающие большим за-
пасом свободной энергии. Затухание усадки связано с
происходящим в процессе изотермической выдержки
уменьшением свободной энергии порошкового тела.
Особенностью усадки порошковых брикетов является
то, что в случае дальнейшего повышения температуры
после длительного изотермического спекания, когда усад-
ка почти прекратилась, скорость усадки снова возрастает.
На рис. 141 показано влияние ступенчатого нагрева при
Рис. 141. Усадка при изотермичес-
ком спекании со ступенчатым подъ-
емом температуры (по В. А. Ивен-
сену):
а — 600° С; б — 740° С; в — 880° С
спекании на усадку брикетов из серебряного порошка
при трех температурах. Каждый подъем температуры
приводит к интенсификации процесса усадки, протека-
ющей на разных этапах примерно однаково.
Механизм усадки при спекании заключается в объ-
емной деформации частиц под влиянием поверхностного
натяжения, осуществляемой путем объемной самодиф-
фузии атомов по вакансиям (или, что то же самое, са-
327
модиффузией вакансий); при этом коэффициент само-
диффузии изменяется во времени вследствие уменьше-
ния первоначальной повышенной концентрации
искажений (дефектов) решетки.
Изменение усадки при изотермическом спекании в
результате стабилизации кристаллической структуры и
увеличение плотности спекаемого тела, сопровождаю-
щееся повышением микроскопической вязкости, влияют
на кинетику уплотнения. Влияние дефектов называют
структурным фактором (по М. Ю. Балыпину), а влия-
ние упрочнения (увеличение плотности пористого тела
уменьшает деформацию под действием одних и тех же
капиллярных сил за счет увеличения площади контактных
участков)—геометрическим фактором (по В. А. Ивен-
сену).
Для скорости уплотнения при вязком течении пред-
ложены следующие уравнения:
de = 3 /4л у/3 РП1/3 _ 2/3 01/з
dx 2 \ 3 J г] ' '
d(l—0) _ 3 о (1 — 0)(2 + 0)62
dx 2 /?т) 20 — 1
(V.11)
(V.12)
где 0 — относительная плотность; п — число пор в 1 см2;
R — начальный радиус частицы.
Уравнение (V.11) используют для описания усадки
брикетов, когда большинство пор превращается в изоли-
рованные сферы (пористость менее 7—10%), а уравне-
ние (V.12) —для случая существования открытых пор.
Эти уравнения дают общее описание кинетики уплотне-
ния независимо от механизма усадки.
При спекании порошковых тел иногда наблюдаются
случаи нарушения процесса усадки, выражающиеся в
недостаточной степени усадки или даже в увеличении
объема (росте) спекаемых изделий. Основные причины
таких нарушений: снятие (релаксация) упругих напря-
жений, возникших при прессовании; наличие невосста-
навливающихся окислов; фазовые превращения; выде-
ление газов.
Рост спекаемых тел наблюдается при образовании
закрытой пористости, когда общая пористость составля-
ет более 7%. В этом случае расширение газов, находя-
щихся в закрытых порах, препятствует уплотнению при
спекании и вызывает рост брикетов. Образованию за-
328
крытой пористости способствует наличие в порошке
окислов, восстановление которых в процессе спекания
интенсифицирует зарастание открытых пор. Пленка не-
восстанавливающихся окислов тормозит процессы диф-
фузии (объемной, граничной и поверхностной), препят-
ствуя усадке.
Рекристаллизация при спекании
Одним из важных явлений, наблюдающихся при спе-
кании, является рекристаллизация, под которой понима-
ют рост зерен в спекаемых* телах. Образование более
крупных по размеру кристаллов, чем исходные, протека-
ет так же, как и в литых металлах. Вместе с тем
процесс рекристаллизации в компактных металлах и
рост зерен в спекаемых порошковых телах нельзя пол-
ностью отождествлять, так как поведение и рост зерен
при спекании характеризуются рядом существенных
особенностей, обусловленных большой свободной по-
верхностью спекаемых частиц.
Крупные зерна образуются в результате переноса
вещества при общей границе с зерна малого размера на
зерно большего размера. Перенос вещества происходит
путем перемещения атомов через границу зерен в сто-
рону зерна с меньшей величиной свободной энергии и
поперек контактных участков. Движущая сила рекри-
сталлизации определяется стремлением системы перей-
ти в более равновесное состояние с меньшей суммарной
поверхностью границ. Изменение свободной энергии AF
зависит от кривизны границы между зернами и опреде-
ляется уравнением
AF = aV(l/rx 4- 1/г2), (V.13)
где сг— поверхностная энергия; V—молярный объем;
Г1 и г2 — радиусы кривизны границы между зернами.
Разница свободной энергии кристаллов по обе сторо-
ны границы между зернами определяет направление
движения границы к центру ее кривизны. Установлена
закономерность, согласно которой при рекристаллиза-
ции границы между зернами мигрируют к центру кри-
визны. Кристаллы, имеющие больше шести граней, бу-
дут расти до некоторого предельного размера, если же
этих граней меньше шести, то кристаллы будут умень-
шаться до полного исчезновения. Схема роста кристал-
329
лов приведена на рис. 142 (цифры обозначают число
границ кристаллов). Кристаллы с шестью и более гра-
нями в сечении образуют вогнутые поверхности, у кри-
сталлов с числом граней меньше шести они выпуклы.
Скорость роста зерен обратно пропорциональна радиу-
су кривизны границы и может быть выражена как
D — £)0 = /<т0’5,
(V.14)
Рис. 142. Схема роста кристал-
лов (стрелки указывают направ-
ление движения границ между
зернами)
где Dq — диаметр зерна (кристалла) до начала роста;
D — диаметр кристалла, выросшего за время т; К — ко-
эффициент, учитывающий природу материала.
С ростом межчастичных контактов границы зерен по-
лучают возможность передвигаться (прорастать) из
одной частицы в другую. Этот процесс называют меж-
частичной собирательной рекристаллизацией. Практи-
чески рост зерна продолжает-
ся не до образования монокри-
сталла, как это должно быть
теоретически, а задерживается
на некотором среднем размере
в связи с тормозящим влияни-
ем посторонных включений,
находящихся по границам зе-
рен: поры, пленки на поверх-
ности порошковых частиц (га-
зовые, окисные и др.), меж-
кристаллитное вещество и т. п.
Спеченные брикеты харак-
теризуются сравнительно не-
большими размерами зерен.
В связи с тем что поры препятствуют протеканию меж-
частичной собирательной рекристаллизации, последняя
в большей степени зависит от размера спрессованных
частиц, так как с его увеличением возрастает и размер
пор. При спекании брикетов из мелких порошков конту-
ры отдельных частиц исчезают раньше, чем в брикетах
из крупных порошков.
Кроме межчастичной собирательной рекристаллиза-
ции в процессе спекания наблюдается и рекристаллиза-
ция обработки, связанная с процессом роста зерен, де-
формированных перед спеканием. У пористых тел ре-
кристаллизация обработки проявляется значительно
меньше, чем у беспористых (например, литых) материа-
330
лов. В пористом теле при его обработке деформируют
прежде всего участки контактов между частицами.
Внутри частиц напряжения могут не изменяться сколько-
нибудь существенно, что и не приводит к значительному
воздействию предварительной обработки на структуру
спеченного материала. Для большинства порошков тем-
пература начала роста частиц и конечный размер зерен
не зависят от давления прессования. Это связано с тем,
что прессование не приводит к большому измельчению
структуры частиц. Рекристаллизация в пористых телах
в зависимости от температурного интервала спекания
имеет несколько фаз: поверхностная рекристаллизация
при 0,30—0,40 Гпл, объемная рекристаллизация при
0,40—0,45 Гпл, собирательная межчастичная рекристал-
лизация при 0,45 Тпл и выше. При 0,75—0,85 Тпл собира-
тельная межчастичная рекристаллизация протекает ин-
тенсивно.
Процесс рекристаллизации идет одновременно с
усадкой и другими явлениями, но она в значительной
степени зависит от них. Особенно зависит от усадки и
восстановления окислов собирательная межчастичная
рекристаллизация, которая не может протекать без
сближения частиц на расстояние межатомного взаимо-
действия. Роль межчастичной собирательной рекристал-
лизации в процессе спекания сводится к тому, что она
завершает перестройку структуры, подготовляемую
процессами прессования, восстановления окислов и усад-
кой.
Перенос атомов через газовую фазу
Явление переноса вещества через газовую фазу в
процессе спекания имеет существенное значение, осо-
бенно когда спекают металлы с восстанавливающимися
при этом окислами. В этом случае количество атомов
металла в виде пара над поверхностью частиц порошка
при нагреве в восстановительной атмосфере должно
быть большим, чем можно ожидать, исходя из упруго-
сти паров над поверхностью компактного металла. Это
связано с тем, что атомы металла, входящие в молеку-
лу окисла, покрывающего большую общую поверхность,
при восстановлении частично теряют связь с окружа-
ющей твердой фазой и обладают повышенной подвиж-
ностью, вследствие чего облегчается их переход в газо-
331
вую фазу. Перенос вещества через газовую фазу связан
с процессом его испарения при некоторой температуре
нагрева с поверхности одной частицы и конденсацией
на поверхности другой и обусловлен различием упруго-
сти пара над этими поверхностями. Такое различие в
упругости пара объясняется различием в кривизне по-
верхности соприкасающихся частиц. Частицы с боль-
шим и положительным радиусом кривизны имеют и
большую упругость пара. При образовании межчастич-
ного контакта возникает перемычка с участками, име-
ющими отрицательный радиус кривизны. Поэтому пере-
нос вещества идет в направлении межчастичного кон-
такта, увеличивая перемычку и соответственно ее радиус.
При этом разница в упругости паров постепенно умень-
шается (так же как и по мере роста частиц, на поверх-
ности которых конденсируется вещество), процесс за-
тормаживается и затухает.
Для осуществления переноса вещества через газо-
вую фазу необходима некоторая минимальная упру-
гость паров. Перенос атомов через газовую фазу, спо-
собствуя изменению формы пор, не оказывает влияния
на изменение плотности при спекании. Испарение и кон-
денсация атомов способствуют развитию межчастичных
контактов, причем изменение радиуса контакта подчи-
няется закону х7~т или где т — продолжитель-
ность спекания. Первая из этих зависимостей ближе к
реальным условиям спекания пористых тел (выведена
Б. Я. Пинесом, исходившим из замкнутого пространства
и принявшим, что все испаряющиеся с поверхности ато-
мы конденсируются в месте контакта), а вторая — к
условиям припекания частиц, исходя из незамкнутого
пространства (считая, что часть атомов не конденсиру-
ется в месте контакта). Кроме того, перенос атомов че-
рез газовую фазу вносит небольшой вклад в залечива-
ние поверхностных дефектов.
Роль переконденсационного механизма возрастает
с повышением температуры, а также в связи с про-
теканием химических реакций между спекаемым
телом и окружающей газовой средой (например,
окисления и восстановления, образования и диссо-
циации галогенидов при активированном спекании
и т. п.), которые обусловливают перенос атомов через
газовую фазу.
332
Влияние некоторых технологических параметров
на процесс спекания и свойства спеченных тел
Свойства исходных порошков. Условия получения металличес-
ких порошков во многом предопределяют их поведение при спека-
нии. Интенсивность процесса спекания увеличивается с ростом кон-
тактной поверхности. Следовательно, с увеличением дисперсности
порошка процесс спекания ускоряется. Так как поверхностная энер-
гия порошка тесно связана и с формой частиц, плотность и прочност-
ные свойства спеченных изделий возрастают с повышением шерохо-
ватости частиц порошка. При одной и той же плотности брикетов
механические и электрические свойства спеченных брикетов тем вы-
ше, чем дисперснее порошок. Интенсификации спекания способству-
ют окислы,} содержащиеся в большом количестве в мелких порошках
и восстанавливающиеся в процессе спекания. С увеличением удель-
ной поверхности порошка усадка прессовки при спекании возрастает.
Выступы и впадины на поверхности частиц активируют усадку в
результате образования микропор с малым радиусом кривизны на
стыках частиц. Содержание дефектов кристаллического строения в
этих выступах также повышенное, что способствует активированию
диффузионной подвижности атомов.
Структура изделий, спеченных из тонких порошков, отличается
большим числом крупных зерен, выросших в процессе спекания.
Усадка при спекании уменьшается, если порошок подвергнуть от-
жигу, при котором происходят сглаживание рельефа поверхности
частиц, их срастание и устранение несовершенств кристаллического
строения. В общем случае на изменение плотности и свойств прес-
совок при спекании влияют величина частиц и гранулометрический
состав порошка, состояние поверхности частиц, содержание окислов
и несовершенства кристаллического строения, зависящие в свою оче-
редь от условий изготовления порошка.
Давление прессования во многом определяет явления, протека-
ющие при спекании. С увеличением плотности прессовок объемные и
линейные усадки уменьшаются, т. е. относительное увеличение плот-
ности при спекании больше у брикетов, спрессованных при меньшем
давлении (рис. 143).
М. Ю. Балыпин показал, что между усадкой при спекании и ис-
ходной пористостью брикетов существует линейная (в довольно
большом интервале пористости) зависимость вида —0).
Брикеты с большей относительной плотностью характеризуются
большим коэффициентом вязкости, что и обусловливает меньшую
усадку. Так как плотность брикетов неодинакова по высоте, при
спекании после усадки часто наблюдается «талия» (усадка в сере-
дине высоты брикета больше, чем на его торцах, пористость кото-
рых после прессования меньше). Однако в случае спекания
мелкозернистых порошков наблюдается выравнивание пористо-
сти как между брикетами, спрессованными до разной плотности,
так и между местами с неоднородной плотностью у одной
и той же прессовки. Усадка в направлении прессования, как
правило, больше, чем в поперечном направлении, что связа-
но с различной величиной поверхностей контактов. Увеличение
давления прессования приводит к повышению всех показателей
прочности спеченных изделий — твердости, сопротивления разрыву
и сжатию и др.
333
Температура спекания оказывает существенное влияние на
плотность спеченных изделий, которая в общем возрастает с повы-
шением температуры спекания тем быстрее, чем ниже давление
предварительного прессования (рис. 144).
В области низких температур, характеризующейся наличием не-
металлического контакта между частицами, усадка незначительна
или отсутствует. Незначительное увеличение плотности в данном
случае связано с испарением влаги и удалением сорбированных га-
зов. Кроме того, на этом этапе начинается снятие напряжений прес-
сования, которое может полностью компенсировать малую'усадку.
Исходная пористость, %
Рис. 144. Влияние температуры спекания
на относительную плотность:
/ — свободно насыпанный порошок; 2 —
порошок, прессованный при малых давле-
ниях; 3 — порошок, спрессованный при
высоких давлениях; 4 — порошок, спрессо-
ванный при очень высоких давлениях
Рис. 143. Зависимость объ-
емной усадки от исходной
пористости брикетов меди
(температура спекания
800° С, время выдержки
45 мин)
'Затем начинается восстановление окислов при спекании, т. е. ка-
чественное изменение контакта. Этот процесс в некотором темпера-
турном интервале может протекать совместно с первым и характе-
ризуется чаще всего некоторым снижением плотности, причем
степень падения плотности возрастает с увеличением давления пред-
варительного прессования и содержания окислов и других примесей.
В области высоких температур происходят значительный коли-
чественный рост металлического контакта, уплотнение пор под дей-
ствием сил поверхностного натяжения и усадка брикета. Такое
подразделение процесса спекания на три температурных этапа
является условным и имеет много исключений.
Относительно четкое подразделение действия температуры на
этапы наблюдается для сравнительно тонких порошков. Надо иметь
в виду, что скорость подъема температуры оказывает значительное
влияние на процесс спекания. При быстром подъеме температуры в
крупногабаритных заготовках могут наблюдаться местные обособле-
ния усадки из-за местных различий в температуре, что в конечном
счете может привести к искажению их формы. Прочность, так же
как и плотность, обычно повышается с ростом температуры спека-
ния. Показатели пластичности материалов увеличиваются с повы-
шением температуры даже при падении плотности и прочности.
334
Изменение твердости, а также предела текучести при сжатии
при спекании несколько отличается от изменения других показате-
лей. С ростом температуры уменьшается величина остаточных на-
пряжений, вызванных прессованием (твердость снижается), и растут
плотность и вязкость порошкового тела (твердость увеличивается).
Это обстоятельство вызывает различное изменение твердости в
прессовках неодинаковой плотности. Так, брикеты с малой плотно-
стью, т. е. спрессованные при небольших давлениях, имеют незначи-
тельные остаточные напряжения и дают большие усадки при спека-
нии. Поэтому твердость таких прессовок .непрерывно растет с тем-
пературой. В брикетах, спрессованных при больших давлениях, в из-
вестном температурном интервале наблюдается падение твердости.
Продолжительность спекания. Выдержка спрессованных брике-
тов при постоянной температуре спекания вызывает сначала резкий,
а затем более медленный рост плотности (рис. 145). Свойства по-
рошкового тела изменяются с выдержкой приблизительно так же,
Рис. 145. Зависимость относительной Рис. 146. Изменение прочности (/) и
плотности брикетов от времени вы- относительного удлинения (2) в зави-
держки при изотермическом спека- симости от времени выдержки при
нии: изотермическом спекании
1 — средние температуры спекания;
2 — высокие температуры спекания
как и плотность (рис. 146). Максимальная прочность достигается за
довольно короткое время и при дальнейшем увеличении времени
выдержки она остается на том же уровне или даже несколько сни-
жается. Пластичность растет в течение более длительного времени,
что связано с необходимостью полного удаления кислорода при спе-
кании. На практике выдержку при спекании изменяют в довольно
широких пределах (от нескольких десятков минут до нескольких ча-
сов) в зависимости от состава и плотности материала, размеров из-
делий и величины нагрузки, защитной среды, конструкции печи и т. д.
Атмосфера и активирование спекания. Сравнение результатов
спекания, проводимого в различных средах, говорит о том, что при
спекании в восстановительной среде достигается большая плотность,
чем при спекании в нейтральной среде (рис. 147). Объясняется это
химическим воздействием восстановительной среды на окисные плен-
ки, приводящим к их уничтожению. Благодаря этому активируется
миграция атомов металла к контактным участкам не только по по-
верхности, но и в объеме, так как возникающая повышенная дефект-
335
ность поверхностных кристаллов распространяется в глубь частиц и
облегчает (активирует) объемную диффузию атомов, а тем самым и
объемную деформацию частиц под действием сил поверхностного на-
тяжения.
Очень полно и быстро проходит спекание в вакууме, которое по
сравнению со спеканием в нейтральной среде в большинстве случаев
начинается при более низких температурах и дает повышенную
плотность изделий (рис. 148). Влияние атмосферы спекания возрас-
тает, если к ней добавляют различные соединения (например, пары
галогенидов — преимущественно хлористые, реже фтористые соеди-
нения), активирующие процесс спекания. Под активированным спе-
канием понимают интенсификацию изменения свойств и плотности
изделий путем воздействия дополнительных факторов, например
реакций окисления-восстановления или диссоциации окислов, гало-
генидов и т. д. Изменение атмосферы спекания относится к химиче-
Рис. 147. Зависимость пористости бри-
кетов меди от продолжительности вре-
мени выдержки при спекании в водо-
роде и аргоне при 1000° С
Давление прессования, МПа
Рис. 148. Влияние условий спекания
в вакууме (/) и в аргоне (2) на
плотность бериллиевых брикетов'
ским способам активирования спекания. Широкое применение нахо-
дят и физические способы активирования спекания: циклическое из-
менение температуры спекания, воздействие ультразвука, спекание
облученных прессовок и т. п.
Активирование спекания путем изменения состава атмосферы—
один из наиболее простых и в то же время эффективных способов
упрочнения изделий и замены окисного контакта на металлический.
В этом случае при спекании создаются условия, смещающие равно-
весие в печи то в сторону окисления, то в сторону восстановления.
Атомы металла на выступах поверхности частиц как наиболее актив-
ные реагируют с соединениями, добавленными в атмосферу спека-
ния. Образующиеся соединения металла в свою очередь восстанав-
ливаются и атомы металла конденсируются в местах с минимальным
запасом свободной энергии (впадины на поверхности частиц, стыки
частиц и др.), благоприятствуя переносу вещества. Установлено, на-
пример, что оптимальная концентрация хлористого водорода в сме-
си с водородом составляет 5—10% (объемн.). Активированная ат-
мосфера может благоприятно влиять на процесс спекания и вследст-
вие удаления примесей и рафинирования спекаемого материала.
336
Однокомпонентные и многокомпонентные системы
Рассмотренные основные закономерности процесса
спекания в твердой фазе в полной мере относятся к спе-
канию однокомпонентных систем. Условия проведения
процесса (в первую очередь температура) определяют-
ся химическими и физическими свойствами порошков:
природой и чистотой металла порошка, размером и фор-
мой частиц, состоянием кристаллической решетки и т. п.
Как уже указывалось, частицы порошка покрыты ад-
сорбированными газами, пленками окислов и смазки или
связки, вводимых в шихту. Порошки трудновосстанав-
ливаемых металлов (хрома, алюминия, магния, и др.),
пленка окислов которых весьма устойчива, очень трудно
поддаются спеканию даже при относительно высоких
температурах.
Нагрев спекаемых брикетов сопровождается сначала
(100—150° С) увеличением их объема, так как происхо-
дят удаление паров, в том числе воды, и газов вследст-
вие десорбции, испарения или выгорания смазок (свя-
зок), и снятие упругих напряжений, приводящие к
уменьшению суммарной площади межчастичных кон-
тактов (рис. 149). С повышением температуры (до 0,4—
—0,5ТПл) заканчивается релаксация упругих напряже-
ний, продолжаются дегазация и выгорание смазок и
связующих веществ и происходит восстановление пле-
нок окислов, в результате которого неметаллические
контакты заменяются металлическими и увеличивается
их площадь. Электропроводность брикетов резко возра-
стает. На этой стадии спекания возникновение межча-
стичных контактов зависит не только от наличия на ча-
стицах окисных и других пленок, но и от взаимного рас-
положения частиц, внешней нагрузки и других факторов.
Заключительная стадия спекания совершается при
температуре 0,7—0,9ТПл металла порошка и характера
Рис. 149. Линейная усадка брикетов
железа, спрессованных при разных
давлениях и спеченных при 890° С (мо-
мент наступления изотермической усад-
ки обозначен на кривых кружочками;
р—давление прессования брикета):
р=400 МПа; 2 — р=600 МПа; 3 —
р = 800 МПа; 4—р-1000 МПа
22—268
337
зуется интенсивным повышением плотности брикета,
завершается восстановление окислов, контакты между
частицами становятся полностью металлическими и про-
исходят все основные процессы спекания — сглажива-
ние поверхности частиц, сфероидизация и коалесценция
пор, рекристаллизация и прежде всего упрочнение. Есте-
ственно, что такое постадийное разделение процесса
спекания является условным, так как все процессы при
спекании происходят одновременно.
К однокомпонентным системам могут быть также
отнесены гомогенные металлические сплавы и химиче-
ские соединения. Однако из-за меньшей диффузионной
подвижности атомов при нагреве сплавов и химических
соединений спекание происходит с меньшей скоростью,
а изделия получаются с большей пористостью. Кроме
того, в некоторых случаях при спекании брикетов на-
блюдается превращение гомогенного сплава в гетеро-
генный'. Такие превращения наблюдаются тогда, когда
атомы компонентов сплава обладают неодинаковой диф-
фузионной подвижностью, в результате чего поверхно-
сти пор и границы зерен обогащаются атомами одного
металла, подвижность которых меньше, а контактные
участки между частицами — атомами другого металла
с большей подвижностью.
В производстве спеченных материалов, как правило,
имеют дело с многокомпонентными системами, спекание
которых можно проводить с твердой или жидкой фазой.
Спекание порошковых смесей в твердой фазе имеет мно-
го общего со спеканием однокомпонентных систем. Раз-
личают спекание компонентов, обладающих полной
взаимной растворимостью, и спекание компонентов, об-
ладающих ограниченной взаимной растворимостью или
нерастворимых один в другом.
Решающей предпосылкой процесса спекания много-
компонентных систем, как и в случае спекания одноком-
понентных, следует считать уменьшение свободной по-
верхностной энергии, которая зависит не только от умень-
шения поверхности пор и исправления искажений крис-
таллической решетки, но и от протекания гетеродиффу-
зии (взаимодиффузии разнородных компонентов). Гете-
родиффузия способствует выравниванию концентрации
в системе, от скорости и полноты ее протекания зависят
кинетика уплотнения и физико-механические свойства
спекаемого брикета. В этой связи большое влияние на
338
процесс спекания оказывают дисперсность частиц порош-
ков и равномерность их перемешивания, удаление адсор-
бированных газов и окисных пленок, давление прессо-
вания и температура спекания.
Ход процесса спекания многокомпонентных систем в
значительной мере определяется характером диаграмм
состояния. В системах с неограниченной взаимной раст-
воримостью (Си—Ni, Fe—Ni, Со—Ni, Си —Au, W—Mo,
Cr—Mo, Co—Ni—Си, Fe—Ni—Al и др.) наибольшее зна-
чение имеет объемная диффузия. При спекании таких
систем усадка меньше суммы возможных усадок каж-
дого из компонентов и зависит от их концентрации.
Это объясняется более низкой
подвижностью атомов в твер-
дых растворах по сравнению с
чистыми металлами и невоз-
можностью получения при
смешивании абсолютно одно-
родной смеси, в результате че-
го при спекании наблюдается
большое количество контактов,
скорость диффузии через кото-
рые неодинакова. Так, в систе-
ме Си—Ni по мере повышения
содержания никеля в меди (или
наоборот) усадка уменьшает-
ся и даже наблюдается рост
образцов (рис. 150). Это свя-
зано с тем, что коэффициент
Рис. 150. Концентрационная 1g
зависимость усадки брике-^р
тов Си—Ni (температура у
спекания 1000° С, начальная
пористость 24—27%):
’ж; \
/ — 4 ч; 2—15 мин; 3—на- ’
грев и охлаждение , /
диффузии меди в никель боль-
ше, чем коэффициент диффузии никеля в медь, и поэто-
му в частицах меди образуются избыточные вакансии,
коалесцирующие в поры, а частицы никеля увеличивают-
ся в размерах из-за преобладания притока атомов меди
над оттоком атомов никеля. Характер протекания усадки
и степень гомогенизации спекаемых компонентов (т. е.
выравнивание состава сплава) определяют конечные
свойства таких спеченных материалов. Гомогенизация
шихты перед прессованием обеспечивает при спекании
более полную и однородную усадку, а также более од-
нородный состав и свойства изделий по всему объему.
Однако полная гомогенизация необходима не во всех
случаях, и часто достаточной оказывается частичная го-
могенизация. Больший эффект достигается при примене-
22*
339
нии вместо порошковой смеси порошка, представляюще-
го собой гомогенный сплав заданного состава.
Спекание систем с ограниченной растворимостью
(Fe—С, W—Ni—Си, Fe-Си, Fe-W, Ni-W, Мо —Ni-
Си, Co—Сг и др.) и смеси нерастворимых компонентов
(Си—W, Си—С, Си—Мо и др.) широко распространено
в порошковой металлургии.
Наиболее характерной особенностью спекания систем
с ограниченной растворимостью следует считать обра-
зование в них новых фаз, приводящее к росту брикетов.
Ход спекания и свойства изделия будут определяться в
основном компонентом, входящим в смесь в наиболь-
шем объемном количестве. Влияние других компонентов
сводится к изолированию частиц первого компонента от
их взаимного контакта и препятствованию протеканйя
диффузионных процессов. Свойства спеченных тел за-
висят от полноты гомогенизации в области ограниченных
твердых растворов, пористости, формы и количествен-
ного соотношения компонентов, состояния межфазных
контактов и т. п.
Наиболее изучена система железо — графит. В за-
висимости от температурных условий спекания графит
может вести себя как инертная добавка (до 800—
900°С) или как реагирующий компонент (выше 900°С).
Добавки графита к железному порошку несколько
уменьшают усадку брикетов при спекании вследствие
изолирующего действия включений графита.
Б. Я. Пинес, математически проанализировав спека-
ние порошковой смеси взаимно нерастворимых компо-
нентов, показал, что рост поверхности контакта между
частицами возможен при условии
’Л» < |°Л + <* <VJ4
т. е. поверхностная энергия образовавшейся межфазной
границы Gab должна быть меньше суммы поверхност-
ных энергий спекаемых компонентов. Возможны два
случая:
алв>|ад~ав| (V.16)
И
°АВ < |аА -- ав|- <VJ7)
Если выполняется условие (V. 16) (наиболее рас-
пространенный случай), то между частицами компонен-
тов А и В образуется «перешеек», заполненный обоими
340
компонентами, а сами частицы как бы «вдавливаются»
одна в другую. Полное уплотнение получить не удается.
В случае, когда нижняя граница величины оав задается
условием (V. 17), энергетически целесообразно покрытие
поверхности частиц вещества с большей поверхностной
энергией веществом с меньшей поверхностной энергией.
Сначала одно вещество обволакивает другое вследствие
поверхностной диффузии, а затем происходит спекание,
как и в случае однокомпонентных систем. Возможно
полное спекание, т. е. до беспористого состояния.
Рассмотренные случаи характеризуют припекание
разнородных частиц и состояние разнородных контак-
тов. Спекание однородных частиц (например, Си—Си в
системе Си—W или Си—Мо) происходит практически
во всех случаях, хотя для условия (V. 17) и существенно
затруднено компонентом, обволакивающим их.
§ 19. ЖИДКОФАЗНОЕ СПЕКАНИЕ
Для большого числа сплавов, получаемых из метал-
лических порошков, процесс спекания происходит в при-
сутствии жидкой фазы, образующейся* в результате
расплавления более легкоплавкого компонента или за
счет образования эвтектики. При этом механизм спека-
ния с участием жидкой фазы зависит от характера ди-
аграммы состояния спекаемой системы металлов.
Различают спекание с жидкой фазой, исчезающей
вскоре после ее появления вследствие растворения в
твердой фазе -или образования других более тугоплавких
фаз, а также спекание с жидкой фазой, присутствующей
до конца изотермической выдержки при нагреве, т. е.
когда весь период спекания протекает между ликвиду-
сом и солидусом системы.
И в том, и в другом случае количество образующей-
ся жидкой фазы должно быть меньше количества твер-
дой фазы, иначе при спекании может измениться форма
изделия, полученная* при прессовании. При жидкофазном
спекании возникает своего рода капиллярная система
(размеры частиц твердой фазы соизмеримы с размера-
ми пор), состоящая из твердой, жидкой и газообразной
фаз. В связи с этим большое значение приобретает сма-
чивание, мерой которого является величина краевого
угла -О' (рис. 151). При полном смачивании, необходи-
мом для максимального уплотнения, -0=0, в случае не-
341
смачивания '6’=180°. Чем луч-
( ше смачивание, тем большие
( /*? Гх количества жидкой фазы мо-
—г- гут удерживаться в брикете во
От* т время спекания, не вытекая и
не искажая его форму. При
Рис. 151. Равновесие жидкой ПЛОХОЙ СМаЧИВаеМОСТИ ($>
капли на твердой поверхности Ппо\ <
>90 ) жидкая фаза тормозит
спекание. Краевой угол смачи-
вания определяют из соотношения свободной поверх-
ностной энергии на трех межфазных границах раздела:
= т-~< (V.18)
tf'/K I
где ат, сгж, ат_ж — соответственно поверхностные энер-
гии на границах раздела твердое тело — газ, жид-
кость— газ и твердое тело — жидкость. Жидкие метал-
лы хорошо смачивают чистые металлические поверхно-
сти и поверхности тех неметаллических компонентов
(окислов, карбидов, боридов, нитридов, графита и др.),
с которыми они вступают в химическое взаимодействие
(с кислородом, углеродом, бором, азотом и др.), причем
переходные металлы смачивают поверхности карбидных,
боридных и других фаз лучше, чем непереходные ме-
таллы.
Наиболее характерной чертой спекания с участием
жидкой фазы является большая степень уплотнения по
сравнению со спеканием в твердой фазе. Процесс уплот-
нения происходит по стадиям. Сначала идет вязкое тече-
ние образовавшейся' жидкости, приводящее к перегруп-
пировке частиц, затем действует механизм растворения-
осаждения и на заключительном этапе происходит спе-
кание в твердой фазе с образованием жесткого скелета
(рис. 152). На первой стадии образуется жидкая фаза,
заполняющая поры с перегруппировкой твердых частиц,
Рис. 152. Разделение на эта-
пы кинетической кривой
усадки при наличии жид-
кой фазы:
1 — жидкое течение; 2 —
растворение и осаждение;
3 — твердофазное спекание
342
что обусловливает их плотную упаковку под действием
сил поверхностного натяжения.
Перегруппировка частиц наиболее отчетливо прояв-
ляется в системах, в которых компоненты не растворя-
ются. Этот процесс протекает очень быстро и он в ос-
новном и определяет усадку. При содержании жидкой
фазы 25—35% (объемн.) может быть достигнута теоре-
тическая плотность. При малом количестве жидкой фа-
зы [не менее 5% (объемн.)] в большей мере проявля-
ется действие механизма уплотнения, связанного с ра-
створением мелких частиц и осаждением вещества из
расплава на крупные частицы. Этот механизм спекания
наблюдается в системах, компоненты которых обладают
достаточной растворимостью (твердая тугоплавкая фа-
за хорошо растворяется в жидкой, состоящей из более
легкоплавкого компонента). Частицы могут растворять-
ся в жидкости либо по всей поверхности, либо наиболее
интенсивно в местах взаимного контакта. Последний
случай наиболее вероятен.
Важным условием для осуществления процесса рас-
творения-осаждения, так же как и процесса перегруп-
пировки, является проникновение жидкости между зер-
нами, которое происходит при небольших значениях
краевого угла смачивания. Может оказаться, что жид-
кость не затекает (или перестает затекать) в стыки
между частицами. Это характерно для медленного уплот-
нения на третьей стадии, когда происходит срастание
твердых частиц, подчиняющееся закономерностям твер-
дофазного спекания. Чем больше срастаются частицы,
тем более затруднено продвижение жидкости. В резуль-
тате срастания частиц в спекаемом брикете образуется
жесткий скелет либо в процессе уплотнения (в этом
случае жидкая фаза заключена в порах скелета), либо
после его завершения. Преобладание того или иного
механизма уплотнения зависит от природы спекаемых
компонентов, количества образующейся жидкости, раз-
мера частиц тугоплавкой составляющей и начальной
пористости брикета.
Спекание с образованием жидкой фазы,
исчезающей в процессе нагрева
Допустим, что смесь порошков состоит из тугоплав-
кого основного компонента А и более легкоплавкого
компонента В, причем последний расплавляется и в
343
жидком состоянии диффундирует в зерна компонента А
с образованием однородного твердого раствора. Тогда
первую стадию спекания можно рассматривать как спе-
кание в присутствии жидкой фазы. В этом случае, если
компонент А растворяется в жидкости В, при перекри-
сталлизации зерен А через расплав В зерна компонен-
та А стягиваются силами поверхностного натяжения с
соответствующей усадкой брикета. После исчезнове-
ния жидкой фазы спекание происходит далее в твер-
дой фазе.
Надо иметь в виду, что при спекании реальных тех-
нических порошков металлов всегда учитывают возмож-
ность образования жидкой фазы за счет имеющихся,
примесей. Даже при весьма малых количествах жидкой
фазы, присутствующей в системе в каждый данный мо-
мент, в течение всего процесса через нее могут прореаги-
ровать (или перекристаллизоваться) большие массы
твердой фазы. При этом скорость реакций (или роста
зерен) будет больше, чем если бы спекание происходило
только в твердой фазе.
Типичным примером спекания с образованием жид-
кой фазы, исчезающей в процессе нагрева, является про-
изводство постоянных магнитов из смеси порошков желе-
за, никеля и алюминия. Такой сплав обычно содержит
27—28% Ni, 13—14% Al, остальное железо, причем
алюминий вводят в форме измельченной лигатуры,
плавящейся примерно при 1150° С. При повыше-
нии температуры спекания до точки плавления ли-
гатуры последняя распределяется между твердыми
частицами железа и никеля и диффундирует в них
с образованием соответствующих тройных твердых рас-
творов.
Результаты металлографического исследования по-
добных сплавов говорят об изменении структуры спла-
ва, приводящем при температуре выше точки плавления
лигатуры к образованию совершенно однородного твер-
дого раствора.
Другим примером такого рода систем могут служить
бронзовые (Си—Sn) и бронзо-графитовые (Си—Sn —С)
композиции, которые широко применяют в технике для
производства антифрикционных материалов.
Спекание с образованием жидкой фазы,
присутствующей до конца изотермической
выдержки при нагреве
При спекании смеси порошков двух или нескольких
компонентов возможен случай, когда меньшая часть
расплавляется и растворяет часть более тугоплавкого
металла, причем растворимость твердой фазы в жидкой
сравнительно невелика.
Поэтому независимо от времени выдержки при дан-
ной температуре система остается гетерогенной и жид-
кая фаза присутствует в брикете до конца нагрева при
температуре спекания.
Пусть смесь состоит из двух компонентов — порошка
основного тугоплавкого компонента А и менее тугоплав-
кого компонента В. При нагревании прессовки из такой
смеси компонент А диффундирует в компонент В с обра-
зованием твердого раствора. Дальнейшее повышение тем-
пературы до точки плавления эвтектики А—В вызывает
образование жидкой фазы и перекристаллизацию компо-
нента А через жидкость В. При этом преимущественно
растворяются наиболее мелкие частицы компонента Л, а
на крупных частицах этого компонента выделяется веще-
ство А из насыщенного раствора Л и В; это приводит
к росту крупных частиц за счет мелких или к непрерыв-
ной перекристаллизации вещества компонента Л через
жидкую фазу. При этом частицы компонента Л не-
правильной формы приобретают форму или огранен-
ную (для случая, когда поверхностное натяжение ком-
понента Л невелико), или овальную, округлую (для слу-
чая очень высокого поверхностного натяжения компо-
нента Л).
Жидкая фаза легко заполняет поры и капилляры,
смачивает зерна компонента Л и наряду с процессом
перекристаллизации компонента Л через его раствор в
компоненте В происходит стягивание частиц Л расплав-
ленным компонентом В силами поверхностного натяже-
ния, приобретающими большое значение в связи со зна-
чительной величиной поверхности контакта Л и В. При
этом получается сплав, пористость которого близка к
нулю.
Примером может служить производство твердых
сплавов, содержащих, например, карбид вольфрама и
кобальт. В процессе спекания образуется жидкая фаза
345
на основе кобальта, через которую происходит перекри-
сталлизация карбида вольфрама.
Жидкая фаза может оставаться в брикете до конца
нагрева при температуре спекания и в том случае, если
компоненты А и В взаимно нерастворимы. Тогда рас-
плавившийся легкоплавкий компонент В затекает в поры
между частицами основного компонента Л, но в случае
образования при прессовании жесткого скелета соприка-
сающихся частиц А усадка под действием жидкости В
либо не происходит, либо она весьма незначительна.
§ 20. ПРАКТИКА СПЕКАНИЯ
Атмосферы спекания и защитные засыпки
Спекание изделий, спрессованных из порошков, проводят в среде
защитного газа или в вакууме. Применение защитных атмосфер не-
обходимо для предохранения спекаемых материалов от окисления в
процессе термической обработки, а также восстановления окисных
пленок, имеющихся на поверхности частиц.
Окисление при спекании крайне нежелательно, так как процесс
уплотнения и упрочнения спекаемых брикетов тормозится и даже
останавливается при образовании на поверхности частиц окисных
пленок. Спекаемые частицы могут окисляться кислородом, содержа-
щимся в защитной атмосфере, в спекаемом материале в виде окис-
Химический состав и сравнительная стоимость (стоимость водорода
применяемых в качестве защитной
Газ Химический
н2 о> N., н2о NH3 j 1 СО I
Водород >99,8 <0,2 — <0,5 — —
Диссоциированный аммиак 75 — 25 <0,01 <0,02 —
Экзотермический газ 15—16 — <73,5 — — 10
Эндотермический газ 38-40 — 38—42 — — 18—20
Конвертированный природный газ . . . 75-76 — 0—1 1-1,5 — 22—23
Азот — — 95* — — —
Окись углерода . . 0-1 <0,2 — — — 97
Генераторный газ . . 12—16 <0,2 <48 4-5 — 28-34
* Остальное — примеси (О2, Н2О и др.).
346
Таблица 16
принята за 100%) газов,
атмосферы при спекании
состав, % Сравнитель- ная стоимость, %
СО, CHt
— — 100
— — 30—50
<0,5 <1,5 3—10
<1,0 <1,0 5-20
1—2 <0,5 8—10
—— — 20—30
0-2 — —
4-8 <4,0 •—
лов, покрывающих частицы порошков, в порах спекаемого брикета,
а также кислородом воздуха, подсасываемого через неплотности пе-
чи. Материал не окисляется в защитном газе, в котором парциальное
давление кислорода меньше, чем упругость диссоциации окислов
спекаемого материала в интервале температур спекания.
Защиту от окисления особенно трудно осуществить при спека-
нии металлов, образующих трудновосстановимые окислы (хром, ти-
тан, алюминий), упругость диссоциации которых очень низкая. При
спекании таких металлов потребуется тщательная очистка защитного
газа от кислорода. Выбор защитной среды в значительной степени
зависит от состава спекаемых изделий, типа печей, экономических
факторов и т. п. Взаимодействие с атмосферой не должно приводить
к образованию соединений, ухудшающих свойства спеченных тел.
В целом атмосфера спекания влияет на десорбцию газов, рафиниро-
вание, восстановление и диссоциацию окислов, перенос металла че-
рез газовую фазу, образование устойчивых и неустойчивых соедине-
ний при взаимодействии с материалом спекаемого, тела, поверхност-
ную диффузию атомов и др.
В качестве защитной атмосферы при спекании применяют водо-
род, генераторный газ, диссоциированный аммиак, конвертированный
природный газ, инертные газы (аргон, гелий), азот, эндо- и экзо-
термические газы (табл. 16). Наиболее широкое распространение
получили водород, диссоциированный аммиак, конвертированный
природный газ, эндотермический газ и вакуум.
Чистый водород является одной из наиболее распространенных
газовых сред спекания. Получают его либо железопаровым способом
(реакция пористой железной губки с парами воды: Ре+НгО=РеО +
+ Н2), либо электролизом воды, точнее, разбавленных водных ще-
лочных или кислых растворов, при котором на катоде выделяется
водород (2Н++2е=2Н==Н2), а на
аноде—кислород (2ОН-—2е = V2O2+
+ Н2О). Электролиз проводят при
60—70° С, катодной плотности тока
400—600 А/м2 и напряжении 2,1 —
2,3 В.
Стоимость водорода высока —
порядка 20 коп. за 1 м3, в связи с
чем стремятся к его замене, особен-
но при производстве массовых спе-
ченных деталей. Кроме того, водо-
род взрывоопасен, что требует соблю-
дения при работе с ним специальных
правил по технике безопасности.
Диссоциированный аммиак — хо-
роший заменитель водорода, хотя
также относительно дорог. Диссоциа-
цию аммиака 2NH3=N2 + 3H2 осу-
ществляют при 600—650° С в специ-
альных ретортах (рис. 153). Жидкий
аммиак из баллона через фильтр 1
подается в испаритель 2 (существу-
ют установки и без испарителя). За-
тем газообразный аммиак проходит
маслоотделитель, регулятор давления,
регулирующий кран 3 и теплообмен-
347
Рис. 153. Установка для приготов-
ления богатой азотно-водородной
смеси из аммиака
ник 4 и направляется в реторту диссоциатора 5, заполненную ката-
лизатором (железная стружка, окислы железа). Реторта оснащена
внешним электрическим обогревом. Горячая смесь газов поступает
в теплообменник 4, где отдает часть тепла газообразному аммиа-
ку. Остальное тепЛъ утилизируется в испарителе и расходуется на
испарение жидкого аммиака. При обращении с аммиаком соблюдают
некоторые меры предосторожности: не применяют ртутных маномет-
ров или затворов (аммиак образу-
ет со ртутью взрывчатую смесь),
остерегаются ожогов жидким ам-
миаком и отравления при вдыха-
нии.
Эндотермический газ. Большое
распространение находят защит-
ные атмосферы, получаемые час-
тичным или полным сжиганием
таких газов, как пропан, метан,
бутан, природный газ и др. Если
при сжигании к газогенератору
подводят тепло, то вырабатывае-
мый газ называют эндотермиче-
ским. Исходный газ смешивают с
воздухом в соотношении 1 :2,5—3 и сжигают в присутствии катали-
затора (например, окись никеля, отложенная в пористой огнеупор-
ной насадке) при 950—1100° С. В случае применения метана, кото-
рый в природном газе содержится в количестве 93—98%, сначала
идет реакция
СН4 + 2О2 = СО2 + 2Н2О, (V. 19)
а затем избыточный метан взаимодействует с образовавшимся СО2
и Н2О, так как кислорода воздуха не хватает для полного сгорания:
СН4 + СО2 = 2СО + 2Н2, (V. 20)
СН4 + Н2О = СО + ЗН2. (V. 21)
При применении эндотермической защитной среды спекаемые
изделия не обезуглероживаются.
Экзотермический газ получается при сжигании углеводородных
газов без дополнительных затрат тепла. Применяют его сравнитель-
но мало, в частности при низкотемпературном спекании порошков
цветных металлов.
Исходный газ смешивают с воздухом в соотношении 1 : 4,5—9
и сжигают при 1000—1100° С в водоохлаждаемом газогенераторе.
Экзотермический газ активно обезуглероживает спекаемый материал
из-за содержания в нем двуокиси углерода.
Конвертированный природный газ. Перевод природного газа в
окись углерода и водород осуществляют реакцией с водяным паром:
СН4 + Н2О = СО + ЗН2. (V. 22)
Реакцию (V.22) проводят в круглом карбофраксовом реакторе
печи, внутри которого помещен сердечник из пористого шамота. Ка-
тализатором служит никель, отложенный в порах шамота. Паро-
газовую смесь для конвертирования получают насыщением природно-
го газа водяным паром в скруббере (рис. 154). Из бака 1 насос пе-
рекачивает смягченную воду в напорный бачок 10, оборудованный
348
водомерным стеклом и поплавком с реле для включения насоса.
При опускании уровня воды в бачке поплавок замыкает контакты 9
и включает насос. При достижении первоначального уровня воды в
бачке поплавок размыкает контакты, выключает насос и подача во-
ды из нижнего бака прекращается. Вода из бачка 10 поступает в
котел 8, где она предварительно нагревается газом до 93—98° С. Го-
рячая вода проходит через трубу 6, обогреваемую электрической
печью 7, и поступает в скруббер для орошения насадки. Скруббер
Рис. 154. Установка для конверсии природного газа
представляет собой цилиндрическую трубу с наклонным днищем,
внутри которой имеется решетка; на нее укладывается насадка,
состоящая из фарфорового боя, керамических колец и кокса. Из
скруббера вода вытекает в бак 1 через сифон 14. Электропечь 7
управляется контактным термометром 5, смонтированным в ловуш-
ке скруббера. Природный газ из сети по трубопроводу 12 поступа-
ет в скруббер, проходит через сетку 13 и насадку 11, подогревается
до заданной температуры и насыщается парами воды при 'оптималь-
ной температуре 84—84,5° С, обеспечивающей соотношение в смеси
СН4:Н2О=1 : 1.
Паро-газовая смесь из скруббера через трубку 6 поступает в
ловушку 3, где насыщенные газом капли воды стекают в бак 1 по
трубе 2. Температура паро-газовой смеси замеряется термометром 4,
установленным на выходе из ловушки. Далее смесь направляется
в подогреватель, нагревается в нем до 120—125° С и поступает в
реактор печи конверсии. Печь конверсии обогревается двумя горел-
ками бесфакельного типа. Конверсия происходит при 1100° С. Из
1 м3 природного газа получается 4 м3 конвертированного газа.
Очистка газов. В большинстве случаев применяемые защитные
газы перед подачей в рабочее пространство печи очищают от свобод-
349
ного кислорода и углекислоты и затем осушивают. Для очистки от
кислорода газ пропускают через нагреваемую в печи до 200—400° С
трубу с медной стружкой или пористой губкой в качестве катализа-
тора реакции взаимодействия кислорода и водорода. В результате
примеси кислорода, соединяясь с водородом, превращаются в пары
воды, которые затем удаляются на стадии осушки газа.
Более - высокая степень очистки газа от кислорода достигается
пропусканием его через нагретый до 900—1000° С пористый ферро-
марганец; ферротитан, ферросилиций или титановую губку. Можно
пропускать водород через специальный аппарат с палладиевым ката-
лизатором, обеспечивающим химическое взаимодействие кислорода
с водородом при комнатной -температуре; такие стандартные уста-
новки имеют производительность 6—60 м3/ч.
Удаление двуокиси углерода осуществляют при помощи водных
растворов этаноламинов,. которые энергично поглощают СО2.
Важной технологической задачей является осушка защитных га-
зов. Содержание влаги в газах обычно характеризуют точкой росы
или количеством воды в граммах или миллиграммах на 1 м3, а так-
же в объемных процентах. Пары воды, присутствующие в газе, по-
глощаются при его прохождении через адсорберы с силикагелем или
алюмогелем.
В зависимости от качества осушителя получают газ с точкой ро-
сы от —30 до —60° С. В лабораторной практике газ осушивают так-
же пропусканием через хлористый кальций, фосфорный ангидрид и
другие вещества, поглощающие влагу.
Для особо острой осушки, необходимой для спекания, например,
хрома и его сплавов, газ пропускают через сосуды с активированным
углем, помещенные в жидкий воздух или азот, а для очистки газа от
кислорода в качестве катализатора применяют палладий.
Газоанализаторы. Полный анализ газа осуществляют при помо-
щи газоанализаторов типа ВТИ-2. Анализ на содержание СО2, СО
и О2 можно вести также на приборе ОРСА.
Из известных способов периодического определения концентра-
ции кислорода в водороде и водородсодержащих атмосферах на
отечественных заводах распространен метод Мугдана, основанный на
реакции окисления аммиачных соедйнений одновалентной меди кис-
лородом, находящимся в анализируемом газе. При окислении обра-
зуются соединения двухвалентной меди, которые окрашивают рас-
твор в синий цвет. При сравнении полученной окраски с окраской
стандартных растворов, содержащих аммиак и различные количества
раствора C11SO4, определяется концентрация кислорода в исследу-
емой атмосфере. Имеются и другие газоанализаторы. Прибор
1П-5101М основан на принципе измерения теплопроводности анали-
зируемого газа. Чувствительный элемент газоанализатора — нагре-
вательный элемент из платиновой нити — непрерывно омывается во-
дородом, например, отходящим с электролизной установки. При
изменении теплопроводности газа, зависящей от содержания в нем
кислорода, меняются теплоотдача нити и, следовательно, ее темпера-
тура и электрическое сопротивление. Величина электрического со-
противления определяет концентрацию кислорода в водороде.
Стационарный газоанализатор ТКГ-4 непрерывного действия ав-
томатически измеряет содержание кислорода и других газов в раз-
личных атмосферах, в том числе в водороде.
Магнитные газоанализаторы непрерывного автоматического дей-
ствия МГК-2, МГК-ЗМ и МГК-14 также предназначены для опре-
350
деления содержания кислорода в различных атмосферах, в том чис-
ле в водороде. Принцип действия газоанализатора МГК-2 основан
на использовании явления термомагнитной конвекции исследуемого
газа, обусловленной парамагнитными свойствами кислорода. Прин-
цип действия приборов МГК-ЗМ и МГК-14 основан на взаимодейст-
вии в магнитном поле анализируемого и сравнительного газов, об-
ладающих парамагнитными свойствами.
Влажность газа определяют измерителями различных конструк-
ций. Влагомер типа КИВГ оценивает микроконцентрации влаги в
газах с помощью кулонометрического измерения влажности. Прин-
цип действия прибора основан на непрерывном извлечении влаги из
дозируемого потока анализируемого газа пленкой гигроскопического
вещества (фосфорного ангидрида) при одновременном количествен-
ном электролизе извлеченной влаги в толще пленки. Величина тока
электролиза служит мерой концентрации влаги, содержащейся в ана-
лизируемом газе. Существует модификация прибора КИВГИ в ис-
кробезопасном исполнении. К недостаткам прибора следует отнести
неточность показаний при измерении концентрации влаги водородсо-
держащей атмосферы.
По условиям техники безопасности установки для выработки за-
щитных газов и баллоны со сжатым газом размещают в отдельных
помещениях, удаленных от основного производства, а газ к печам
подводят по трубопроводам.
Защитные засыпки используют при укладке спрессованных изде-
лий в поддоны, короба или лодочки для спекания. В качестве засы-
пок применяют, как правило, кварцевый песок, окись алюминия, гра-
фитовую крупку, асбестовую мелочь и др.
Использование титановых сплавов в качестве защитной засыпки
предохраняет изделия не только от действия паров воды и кислоро-
да, но и от азота и окиси углерода при условии, если эти газы при-
сутствуют в небольших количествах. Спекаемые брикеты в этих слу-
чаях помещают в коробку или лодочку и сверху засыпают порошком
легкоокисляющегося материала. Температура плавления засыпки
должна быть выше температуры спекания, кроме того, засыпка не
должна взаимодействовать со спекаемым материалом.
Состав засыпки выбирают таким образом, чтобы г ее помощью
создать в непосредственной близости от спекаемого изделия наибо-
лее благоприятную атмосферу. Чаще всего применяют комбинирован-
ные засыпки, состоящие из разнородных компонентов (например,
окись алюминия с добавкой графитовой крупки, окись алюминия или
магния с добавкой хрома, кремния, феррохрома или ферросилиция
и т. п.).
Защитные засыпки способствуют также *более равномерному
прогреву спекаемых изделий и предотвращают их припекание друг
к другу.
Спекание в вакууме. Большая удельная поверхность порошков
обусловливает сильное поглощение ими газов. Удаление газов при
быстром нагреве заготовок, а также возрастание давления газов, за-
ключенных в закрытых порах, могут привести при спекании даже к
полному разрушению прессовок, не говоря уже о том, что десорбция
газов оказывает тормозящее воздействие на процесс спекания. Во
многих случаях эти явления не устраняются при спекании прессовок
в защитных атмосферах, так как защитные газы сами сорбируются,
а водород, кроме того, восстанавливая окислы на поверхности или
внутри частиц, образует пары воды.
351
Если же прессовки спекают в вакууме, то газы удаляются зна-
чительно легче и при более низкой температуре. При этом вакуум не
только предохраняет прессовки от взаимодействия с воздухом при
спекании, но в то же время способствует восстановлению окислов,
например, под действием примеси углерода, имеющейся в некоторых
порошках. Надо также отметить, что при спекании в вакууме легче
испаряются летучие примеси, содержащиеся во многих порошках,
например магний и хлориды из титана и циркония.
Удаление газов при спекании и восстановление или иногда ис-
парение окислов качественно изменяют поверхности контакта между
частицами, т. е. неметаллические контакты становятся металлически-
ми, что облегчает диффузию атомов металла к поверхности сопри-
косновения зерен. Наиболее заметно влияние вакуума проявляется
при спекании с жидкой фазой. Улучшая смачивание более тугоплав-
кой составляющей жидкой фазой, вакуум способствует более быст-
рому уплотнению и повышает равномерность распределения жидкой
фазы в спекаемом изделии. Оборудование для проведения спекания
в вакууме отличается определенной сложностью, а сам процесс ме-
нее производителен по сравнению со спеканием в печах с защитными
газовыми атмосферами.
Брак при спекании
Спекание является одной из конечных операций технологическо-
го процесса производства спеченных изделий, поэтому на этой опе-
рации может выявляться не только брак, вызванный неправильным
режимом спекания, но и брак предыдущих операций прессования,
смешивания и изготовления порошков. Поэтому к организации про-
цесса спекания следует подходить очень внимательно.
Особые трудности возникают при спекании систем с образова-
нием жидкой фазы. Дело в том, что при образовании значительных
объемов жидкой фазы замыкаются поры или каналы пор, чаще всего
в наружных слоях брикета, что затрудняет газовыделение. Такое яв-
ление наблюдается чаще всего при слишком быстром подъеме тем-
пературы и приводит оно к образованию пористой сердцевины. Для
устранения этого нежелательного явления предусматривают проме-
жуточные выдержки при температуре несколько ниже температуры
образования жидкой фазы, что обеспечивает возможность выделения
газов из спекаемого брикета. Ниже указаны наиболее часто встре-
чающиеся виды брака при спекании.
Скрытый расслой — проявление в спеченном изделии трещин,
имевшихся в прессовке в результате неправильного режима прессо-
вания в виде небольших нарушений сплошности, невидимых невоору-
женным глазом. Брак неисправим.
Коробление и искажение формы — нарушение требуемых геомет-
рических размеров изделия. Часто наблюдается в плоских изделиях,
толщина которых незначительна по сравнению с длиной, особенно в
случае изготовления изделий из мелкодисперсных порошков, дающих
значительную усадку при спекании. Появлению такого вида брака
способствуют плохое смешивание компонентов шихты, неравномерная
плотность прессовки и слишком быстрый подъем температуры при
спекании. Этот вид брака при соответствующих условиях может
быть исправлен последующей холодной или горячей обработкой дав-
лением. С целью предотвращения брака применяют спекание прессо-
вок под давлением.
352
Пережог — нарушение нормальной структуры спеченного изде-
лия при превышении заданной температуры спекания. Проявляется
в виде растрескивания, чрезмерного загрубления структуры или по-
вышения пористости изделия. Брак не поддается исправлению.
Недопекание— нарушение требований плотности и прочности
спеченного изделия при занижении заданных температур или време-
ни выдержки при нагреве. Этот вид брака можно исправить повтор-
ным спеканием.
Окисление — появление на поверхности спеченного изделия цве-
тов побежалости, окалины или коррозии. Это наиболее частый вид
брака, связанный с нарушением атмосферных условий спекания
(присутствие кислорода или газов, взаимодействующих с материа-
лом спекаемых изделий, подсос воздуха и т. п.). В ряде случаев этот
вид брака можно исправить повторным нагревом в восстановитель-
ной атмосфере. Однако при спекании компонентов, образующих труд-
новосстановимые окислы, этот вид брака неисправим.
Корочка — нарушение поверхностного слоя спеченного изделия,
выражающееся в изменении его структуры и свойств, например,
из-за разложения органических связок, вводимых в шихту для улуч-
шения прессуемости порошков. Брак неисправим. Для предотвраще-
ния его появления при спекании применяют медленный и равномер-
ный нагрев изделий, тщательное укрытие их засыпкой и достаточный
расход защитной газовой среды.
Вспучивание — образование пузырей на поверхности спеченного
изделия. Причина — интенсивное газовыделение при жидкофазном
спекании, местные перегревы из-за неравномерности нагрева прессов-
ки в печи, вызывающие расплавление компонентов при твердофаз-
ном спекании.
Выпотевание — выделение жидкой фазы на поверхности спекае-
мого изделия, например, из-за плохой или ухудшающейся смачива-
емости жидкой фазой тугоплавкой составляющей материала. Брак
неисправим.
Диффузионная пористость — пористость, возникающая при спе-
кании материалов, состоящих из компонентов с неодинаковыми коэф-
фициентами гетеродиффузии при температуре спекания.
Обезуглероживание — уменьшение содержания углерода в по-
верхностных слоях деталей. Брак связан с повышенным содержа-
нием окислителей, в основном Н2О и СО2, в горячей зоне печи. Как
правило, обезуглероживание больше у изделий, находящихся в верх-
нем слое загрузки в лодочке (поддоне). Для устранения избира-
тельного обезуглероживания верхнего слоя спекаемых изделий ло-
дочки (поддоны) закрывают металлическими или графитовыми
крышками, а также применяют защитные засыпки, содержа-
щие углерод. Слабообезуглероженные материалы можно испра-
вить, спекая их в углеродистой засыпке при минимальном токе
водорода.
Сажистый налет — образование на поверхности спекаемых де-
талей темного налета в результате разложения окиси углерода, мета-
на или других углеводородов; может появляться как результат на-
личия на поверхности деталей тяжелых масел и других материалов,
запекающихся с образованием углеродсодержащих налетов.
Сульфидная пленка — образование на поверхности спекаемых из-
делий налета, содержащего соединения серы.
Разъедание и шероховатость поверхности — нарушение цельно-
сти поверхности спеченного изделия в результате восстановления тех
23—268
353
окислов, которые были на поверхности заготовок до спекания или
же образовались при начале их нагрева в печи.
Брак при спекании, особенно неисправимый, существенно ухуд-
шает экономические показатели производства материалов и изделий
методом порошковой металлургии. В связи с этим при появлении
брака должны быть приняты немедленные меры по выяснению при-
чин его возникновения и последующего их устранения, в том чис-
ле на всех стадиях изготовления изделий, предшествующих спеканию.
Печи для спекания
Для спекания сформованных заготовок используют печи, раз-
личающиеся как по конструкции, так и по способу нагрева. Выбор
типа печи зависит от многих факторов, в том числе от свойств спе-
каемого материала, условий спекания (характера защитной среды,
температуры и выдержки при спекании, режима охлаждения), требу-
емой производительности, формы изделий и т. п. По принципу рабо-
ты печи могут быть периодического и непрерывного действия. В свою
очередь периодически работаю-
щие печи бывают колокольного
типа, муфельные и вакуумные.
Рис. 155. Колокольная печь:
а — основание; б — внутренний ко-
локол; в — нагреватели; г — кожух;
д — ввод газа; е — вывод газа
Рис. 156. Муфельная печь с молибде-
новыми нагревателями для спекания
крупных заготовок:
1 — молибденовые нагреватели; 2 —
огнеупорная футеровка; 3 — отверстие
для измерения температуры; 4 — теп-
лоизоляция; 5—спекаемая заготовка;
6 — водяная рубашка
Печь колокольного типа (рис. 155) имеет два колпака: внутрен-
ний герметичный "колпак (колокол), закрывающий спекаемые изде-
лия, в котором обеспечивается циркуляция защитной среды, и на-
ружный нагревательный колпак с электрообогревом. Наружный кол-
пак по окончании спекания снимают и надевают на другой (внутрен-
ний) колпак, заблаговременно подготовленный к спеканию. ДТечь
экономична благодаря малому расходу электроэнергии иан а гр ев из-
делий (150—200 кВт’Ч на 100 кг изделий), однако имеет ограничен-
ное применение _ из-за невысокой производительности 'и невозможно-
сти получения высоких температур.
354
При использовании муфельных печей (рис. 156) изделия для
спекания загружают в муфель из жароупорной стали, который пос-
ле закрепления крышки продувают защитным газом и нагревают по
заданной программе. Муфельные печи имеют низкую производитель-
ность из-за больших потерь времени на нагрев/и'охлаждение спе-
каемых заготовок—и. сравнительно высокий расход электроэнергии
(300—400 кВт-ч на 100 кг изделий).
Для низкотемпературного спекания (температуры до 1300° С)
используют печи типа ЦЭП-301 с предельным вакуумом 65 мПа и
нагревателем из молибденовой жести, внутри которого помещают
спекаемое изделие. Диаметр рабочего пространства печи 250, а вы-
сота 370 мм. Промышленность выпускает также печи типа СГВ
2-3/15-2 с двумя камерами нагрева, рабочей температурой до 1500° С
и вакуумом 13 мПа.
В настоящее время налажен серийный выпуск камерных вакуум-
ных печей сопротивления типа СНВЛ-1.3.1/16-М2, горизонтальное
рабочее пространство которых имеет равномерное распределение
температуры как по сечению (100Х100 мм), так и по длине (300 мм).
Мощность печи 44 кВт. Максимальная температура спекания 1600° С,
причем его можно проводить как в вакууме, так и в инертном газе.
Для улучшения равномерности распределения температуры внутри
печи вдоль рабочего пространства крайние секции расположенных
сбоку нагревателей (вольфрамовая проволока) выполнены с малым
шагом. Для контроля температуры в печи применена вольфрам-ре-
ниевая термопара. Корпус печи водоохлаждаемый и температура на
его поверхности при нагреве не превышает 70° С.
Для спекания при более высоких температурах служат вакуум-
ные печи типа ТВВ-4, являющиеся типично лабораторными, и ТВВ-5,
оснащенные вольфрамовыми нагревателями и имеющими соответст-
венно рабочее пространство диаметром 60 и 90 мм и высотой 120
и 400 мм. Взамен печей ТВВ-5 уже около 10 лет серийно выпуцкают
вакуумные печи типа СШВЛ-1.2.5/25 с максимальной температурой
нагрева 2500° С. Контроль температуры до 1900° С производят
вольфрам-рениевой термопарой, а выше — оптическим пирометром.
Вакуум 13 мПа создается диффузионным паромасляным насосом
Н-2Т и механическим форвакуумным насосом ВН-2МГ.
Высокотемпературные печи сопротйвления имеют ряд недостат-
ков, главные из которых недолговечность нагревателя и его высокая
стоимость, а также сложность системы электропитания печей и зна-
чительные энергопотери из-за наличия массивных водоохлаждаемых
контактов.
Более рациональным является лрименение индукционного нагре-
ва. На рис. 157 показана' вакуумная высокотемпературная индукци-
онная печь конструкции ЦНИИЧМ. Кварцевая труба 2 опирается
на цоколь 8 и закрывается крышкой /. Вокруг трубы концентрично
расположен индуктор 4, который, так же как и цоколь 5, смонтиро-
ван на текстолитовой плите 12. Внутри трубы 2 размещены вторая
кварцевая труба 7 и молибденовый цилиндр 5, между которыми за-
сыпана теплоизоляционная крупка из двуокиси циркония 5. Ци-
линдр 3 опирается на систему подставок 13. Заготовку устанавлива-
ют на столик 6, цилиндр закрывают крышкой 14, поверх которой
насыпают теплоизоляцию. Откачку печи производят снизу через пат-
рубок 10 и трубопроводы 9. Вакуум 13—26 мПа обеспечивается па-
ромасляным насосом БН-3 и ротационным насосом ВН-6. Для пре-
дотвращения миграции паров масла в рабочее пространство печи
23* 355
служат охлаждаемые экраны 11. В печи можно спекать заготовки
массой до 30 кг из сплавов на основе тугоплавких металлов при
температуре до 2500° С. При замене вакуум-проводов поддонами со
штуцерами, обеспечивающими проход газов, вакуумная печь превра-
щается в водородную высокотемпературную индукционную печь.
Правда, при этом максимальная рабочая температура печи не пре-
вышает 1850° С ввиду чувствительности кварца к перегреву в водо-
родной среде. Стойкость кварцевых труб становится недостаточной.
Рис. 157. Вакуумная индук-
ционная печь конструкции
ЦНИИЧМ
Рис. 158. Аппарат для сварки штабиков в
защитном газе:
1 — подводящие ток шины; 2 — токоподвод
к контактам; 3 — верхний неподвижный
контакт; 4—штабик; 5 — колпак; 6 —
щипцы (захваты); 7 — нижний подвижный
контакт; 8—плита; 9 — противогруз
Для спекания заготовок в среде водорода при температурах до
2300° С применяют печи, герметичный корпус которых образован
индуктором специальной конструкции. Рабочая камера печи может
иметь любые требуемые размеры. Надежность такой печи в эксплуа-
тации весьма высока, так же как и экономичность (расход электро-
энергии составляет при спекании молибдена порядка 10 кВт-ч на
1 кг). '
356
В производстве тугоплавких металлов, где требуется весьма вы-
сокая температура спекания (до 3000°С), широко используют так
называемые сварочные аппараты (рис. 158). Нагрев осуществляется
электрическим током, пропускаемым через спекаемое изделие, вер-
тикально закрепленное между двумя зажимными контактами, со-
стоящими из медных головок, в которые вмонтированы две скреплен-
ные пружиной вольфрамовые пластины — щипцы. В головках имеют-
ся канавки, по которым циркулирует охлаждающая вода. Ток к
нижнему подвижному контакту
подводится водоохлаждаемой мед-
ной трубой, проходящей через от-
верстие в стальной плите, имею-
щей кольцевой паз. В паз уложе-
но резиновое кольцо, на которое
опирается медный колпак, охлаж-
даемый водой. Защитный газ (на-
пример, водород) непрерывно по-
ступает под колпак в процессе
спекания. Для повышения произ-
водительности процесса в послед-
нее время применяют групповую
сварку сразу нескольких изделий,
одновременно находящихся под
одним и тем же колпаком (рис.
159). Сварочный аппарат может
быть выполнен вакуумным. В этом
случае пространство внутри кол-
пака соединяют с вакуумными на-
сосами.
Печи периодического действия
примеТВПот-^при небольшом или
мелкосерийном производстве. Для
спекания изделий массового про-
изводства наиболее широко ис-
пользуют методические печи ...ле-
цр^ьшн^го-^ействия, которые мо-
гут быть конвейерными, рольган-
говыми, с шагающим., людом, тол-
кательными.
В_ конвейерной лешМрис. 160)
спекаемые изделия укладывают на
специальные поддоны или непо-
средственно на конвейерную лен-
Рис. 159. Аппарат для групповой
сварки:
1 — перемычки; 2 — контактные го-
ловки; 3 — молибденовый экран;
4 — колпак; 5 — штабики; 6 — плита
ту и перемещают вдоль печи навстречу защитному газу, подаваемо-
му с противоположного конца. Скороеть движения ленты конвейера
2—Зм/ч.Футеррвкапечи обычно состоит из легковесного шамот-
ного кирпича. Рабочая температура печи в зависимости от нагре-
вательных элементов составляет 1000—1600° С.
-Печи_вто]эого типа .имеют большую производительность и обору-
дованы рольгангами для лршшшортирования коробов со спекаемыми
1гзлелия_ми (]]ис. НИ)._ Ролики рольгангов выполнены из легирован-
ной стали и имеют индивидуальный привод. На входе и выходе из
печи ролики вращаются с переменной скоростью, что обеспечивает
плавную и автоматическую подачи коробов на транспортер согласно
заданному циклу. Внутреннее пространство печи разделено на зоны
357
Рис. 160. Конвейерная печь:
/ — загрузочный конец; 2 — зона нагрева; 3 — зона выдержки; 4 — зона ох-
лаждения; 5 — вытяжка; 6 — подача газа; 7 —термопара; « — сопротивление
Рис. 161. Печь непрерывного действия с рольгангом:
/—зона загрузки; // — камера подогрева и очистки; /// — камера спекания
с двумя регулируемыми зонами нагрева; IV — изолированная камера охлаж-
дения; V — камера с водяным охлаждением; VI — зона разгрузки; / — нагре-
вающие элементы; 2 — дверь с механизированным приводом; « — термопары;
4 — отверстие для впуска защитного газа; « — промежуточная дверь с ручным
приводом; 6 — контролер движения рольганга; 7 — вентиль, управляемый со-
леноидом; 8—автоматический регулятор температуры охлаждающей воды;
9 — привод роликов, выгружающих короба с изделиями из печи; /« — регуля-
тор температуры в камере охлаждения; // — главный привод рольганга; 12 —
нагревающие электроэлементы; 13 — привод роликов, проталкивающих короба
с изделиями в печь
Рис. 162. Муфельная толкательная печь спекания типа ОБ-126
358
дверцами, которыми можно изолировать камеру спекания от входной
и выходной зон, предотвращая попадание наружного воздуха в го-
рячую зону. Дверцы автоматически открываются и закрываются син-
хронно передвижению коробов. Производительность печи более
100 кг/ч. Промышленностью выпускаются рольганговые печи типа
СРЗ, например CP3-4.3/12.
Печь с шагающим подом типа ОКБ-871 позволяет спекать за-
готовки при температурах до 1400° С и имеет рабочее пространство
размером 320X240X1840 мм. Производительность печи составляет
14—70 кг/ч при расходе электроэнергии 10,3—2,7 кВт-ч/кг.
Толкательные муфельные печи непрерывного действия (рис. 162)
наиболее просты ~по~ конструкции. Корпус печи 6 сварен из стально-
го листа толщиной 5—6 мм и уголка 50x50 мм; подставка 8 вы-
полнена из уголка 75X75 мм. Загрузочный 2 и разгрузочный 7 пат-
рубки сваривают из листа толщиной 4—5 мм. Продвижка лодочек
(поддонов) из графита или стали, в которые загружают спекаемые
изделия, производится механическим винтовым толкателем /, приво-
димым в действие электродвигателем через червячный редуктор.
Муфель 3 печи изготавливают из нержавеющей стали или алунда
(керамический муфель). Защитный газ поступает в печь со стороны
разгрузочного патрубка по принципу противотока, рабочая темпера-
тура печи достигает до 1300° Си_.контролируется^ термопарой^.
Нщрев^т^ш^ти^гут-бьгтъ'‘^таолнены из различного материала. Про-
изводительность печи порядка 20 кг/ч. '
—Существуют' безмуфельные"толкательные печи, например типа
ОБ-51, в которых поддоны со спекаемыми изделиями перемещаются
непосредственно по поду, выложенному из огнеупорного кирпича.
~ Печи непрерывного действия экономичны, обеспечивают равно-
мерное распределение температур в зоне нагрева и работают в авто-
матическом режиме, благодаря чему спеченные изделия имеют одно-
родные свойства. Рассмотренные печи спекания относятся в основ-
ном к электрическим печам сопротивления и оснащаются нихромо-
выми, силитовыми, молибденовыми и другими нагревателями.
Электропечи с нихромовыми нагревателями используют для на-
грева не выше 1100° С, с силитовыми (карборундовыми)—до
1300° С, а из дисилицида молибдена—до 1800° С, причем такие на-
греватели не требуют применения защитных сред. Для получения
более высоких температур применяют электропечи с нагревателями
из тугоплавких металлов: молибдена — до 1800—2000° С, тантала —
до 2500° С, вольфрама — до 3000° С. Эти нагреватели работают в за-
щитной среде или в вакууме (водород или вакуум для молибдена
и вольфрама и вакуум для тантала).
§ 21. ГОРЯЧЕЕ ПРЕССОВАНИЕ
Одновременное прессование и спекание порошков на-
зывают горячим прессованием, хотя по характеру явле-
ний этот процесс стоит ближе к спеканию под давлени-
ем. Горячее прессование представляет собой совмещен-
ный процесс прессования и спекания, проводимый при
0,5—0,9 Тпл основы формуемого материала.
Горячее прессование позволяет практически реализо-
вать наблюдаемое при повышении температуры увели-
359
чение текучести материалов и получать фактически бес-
пористые изделия, что особенно важно для хрупких ме-
таллов и соединений типа карбидов, боридов, силицидов
и др.
Уплотнение при прессовании металлических порош-
ков при высоких температурах обусловлено процес-
сами текучести, поэтому изменение плотности при горя-
чем прессовании связано с пластической деформацией,
нестационарным и стационарным диффузионным крипом.
Силы внешнего давления при горячем прессовании сум-
мируются с капиллярными давлениями, приводящими к
спеканию брикетов.
Каждой температуре горячего прессования соответ-
ствует вполне определенное минимальное давление, при
котором может быть получено малопористое изделие в
течение короткого времени.
Прессование при температуре выше комнатной, но
ниже температуры снятия наклепа металлических час-
тиц называют иногда «теплым». Наиболее существенны-
ми результатами горячего прессования следует считать
максимально быстрое уплотнение материала и получе-
ние брикетов с. минимальной пористостью при сравни-
тельно малых давлениях прессования.
Скорость уплотнения качественно может быть выра-
жена уравнением Маккензи и Шаттлворса:
---------- т, (V.23)
1—0 4 т) ' ’
где 0 — относительная плотность образца, полученного
горячим прессованием; 0Н — начальная относительная
плотность; т] — коэффициент вязкости; Р — давление го-
рячего прессования; т — время выдержки.
Количественные значения скорости уплотнения, рас-
считанные по уравнению (V.23), отличаются от экспери-
ментальных, хотя иногда и совпадают с ними.
В случае, когда напряжения, возникающие при при-
ложении нагрузки, выше предела текучести, усадка осу-
ществляется в результате пластической деформации.
Если же эти напряжения ниже предела текучести, то уп-
лотнение протекает за счет нестационарного (неотож-
женные порошки) или близкого к стационарному (отож-
женные порошки) крипа.
Механизм уплотнения идентичен наблюдаемому при
спекании: образование межчастичного контакта, рост
360
плотности с одновременным увеличением размеров час-
тиц и дальнейший рост частиц при незначительном до-
полнительном уплотнении.
Свойства горячепрессованных изделий существенно
зависят от условий прессования (рис. 163). Как правило,
такие изделия обладают более высоким пределом проч-
Рис. 163. Зависимость плотности, твердости и прочности при сжатии от тем-
пературы горячего прессования медного порошка:
/ — 80 МПа; 2 — 400 МПа; 3 — 780 МПа
Температура спекания, °C
пости, большим удлинением, повышенной твердостью,
лучшей электропроводностью и более точными размера-
ми, чем изделия, полученные путем раздельного прес-
сования и спекания. Кроме того, эти изделия отличают-
ся мелкозернистой структурой и нередко по механичес-
ким свойствам не уступают литым деталям. Горячим
может быть любой из известных способов формования:
в прессформах, изостатическое и мундштучное прессова-
ние, прокатка и др.
361
Для нагрева используют, как правило, электрический
ток (рис. 164), хотя прессформа с порошком или поро-
шок могут быть нагреты и иным способом до приложе-
ния давления к порошку. Наиболее распространенным
материалом для изготовления прессформ является гра-
фит, в том числе силицированный.
Рис. 164. Схемы двустороннего горячего прессования в прессформах:
а _ косвенный нагрев; б — прямой нагрев при подводе тока к пуансонам;
в — прямой нагрев при подводе тока к матрице; г — индукционный нагрев то-
ком высокой частоты графитовой матрицы; д — индукционный нагрев порошка
в непроводящей (керамической) матрице; / — нагреватель; 2 — порошок; <3 —
брикет; 4 — матрица; 5, 6 — пуансоны; 7 — изоляция; 8 — графитовый кон-
такт; 9 — графитовый пуансон; 10 — графитовая матрица; 11 — керамическая
прокладка; 12 — индуктор; 13 — керамическая матрица
При сравнительно низких температурах прессования
(до 900—1000° С) используют металлические прессфор-
мы из жаропрочных сплавов, например на основе нике-
ля или молибдена. В настоящее время все чаще приме-
няют прессформы из тугоплавких окислов, силикатов и
других химических соединений.
362
Рис. 165. Лабораторный рычажный пресс горячего прессования:
/ — плита; 2 — стойка; 3 — нижний контакт; 4 — верхний контакт; 5 — рычаг;
6 __Груз; 7 — прессуемый порошок; 8 — прессформа; 9 — пуансон; 10 — экран;
//—упор; 12 — ограничитель; 13 — изоляционная прокладка; 14 — теплоизоля-
ция; 15 — токоподводягцая шина; 16 — стол
Рис. 166. Пресс горячего
прессования модели П-803:
1 — трансформатор; 2 — во-
доохлаждаемые шины; 3 —
кожух
Для предотвращения взаимодействия прессуемого
материала с материалом прессформы внутреннюю по-
верхность последней покрывают какими-либо инертными
363
составами (жидкое стекло, эмаль, нитрид бора и др.)
или фольгой. Защитные составы могут одновременно
выполнять роль смазок, уменьшающих внешнее трение.
Кроме того, для предохранения прессуемого материала
от окисления применяют защитные среды (восстанови-
тельные или инертные) или вакуумирование.
При горячем прессовании важную роль играет про-
цесс приложения и снятия нагрузки. Более целесообраз-
но сначала нагреть порошок, а затем прикладывать дав-
ление. Нагрев следует проводить как можно быстрее.
Снимать давление рекомендуется после достаточно пол-
ного остывания спрессованного изделия, что уменьшает
потерю плотности из-за проявления упругого последей-
ствия. Прессы, используемые для горячего прессования,
могут быть механическими, гидравлическими или пнев-
матическими.
Простейшим является лабораторный рычажный
пресс (рис. 165). Прессуемый порошок помещают в
прессформу, зажимаемую между двумя медными водо-
охлаждаемыми контактами; прессформа нагревается
пропускаемым через нее электрическим током. Давление
(до 3 кН) обеспечивается грузом, подвешенным к тари-
рованному рычагу, передающему усилие на верхний
пуансон. Для уменьшения потерь тепла излучением
прессформа защищена теплоизолирующим графитовым
экраном с отверстием для измерения температуры. Во
избежание перекоса графитовый пуансон проходит в по-
лость прессформы через центрирующую втулку, которая
снизу вставляется в верхний подвижный контакт. По-
следний вертикально перемещается по стойке, установ-
ленной на текстолитовой или асбестовой плите стола.
Водоохлаждаемые медные контакты представляют со-
бой пустотелые плиты.
Ток подводится через понижающие трансформаторы
и регулируется автотрансформатором или реостатом.
Максимальная рабочая температура составляет 2500—
2600° С. Промышленный вариант рычажного пресса с
гидравлическим подъемником позволяет получать дав-
ление до 20 кН.
Наибольшее распространение получили гидравличес-
кие прессы горячего прессования (рис. 166), в которых
давление прессования и температура попеременно повы-
шаются, пока не достигнут требуемой величины. Порош-
ковое тело нагревается переменным током, подводимым
364
через водоохлаждаемые- контактные плиты к графито-
вым конусным пуансонам: на нижней плите устанавли-
вается прессформа. Контакт между плитой и графито-
вым пуансоном обеспечивается с помощью шести тарель-
чатых пружин, расположенных по окружности. Пресс
снабжен блокировкой, предохраняющей детали от рас-
плавления в случае прекращения подачи охлаждающей
воды. Развиваемое усилие достигает 400 кН, температу-
ра 2800° С.
Рис. 168. Установка для горячего прес-
сования полых изделий посредством
внутреннего гидростатического давле-
ния:
/ — верхняя опорная плита пресса;
2 — сжимающий плунжер; 3 — стальное
кольцо; 4 — матрица из сплава нимо-
ник; 5 — термопара; 6 — тонкостенная
стальная труба; 7 — конусная втулка
из сплава нимоник для выпрессовыва-
ния; 8 — нагреватель; 9 — спиральная
пружина, поддерживающая установку;
10 — нижняя опорная плита; 11 — жид-
кий свинец; 12 — прессуемый порошок
Рис. 167. Пресс для горяче-
го прессования порошка в
защитной атмосфере:
1 — индуктор; 2 — толкатель;
3—основание пресса; 4 —
золотники; 5 — сборник пес-
ка; 6 — отверстие; 7 — ре-
зервуар; 8 — скользящая
плита; 9 — графитовая мат-
рица; 10 — термопара; 11 —-
верхняя часть пресса
Для горячего прессования могут быть приспособлены
гидравлические прессы многих типов. При необходимос-
ти процесс проводят в защитной атмосфере. По одному
из вариантов (рис. 167) атмосфера в прессформе, нагре-
ваемой индукционным методом, во время прессования,
выталкивания и охлаждения состоит из водорода, кото-
рый вводят в полость прессформы через входную труб-
365
ку. Для охлаждения предусмотрен двухкамерный при-
емник с песочным затвором.
На рис. 168 показана установка для гидростатичес-
кого горячего прессования. Порошок уплотняется под
действием радиального сжимающего усилия, передавае-
мого расплавленным свинцом.
Конструкция пневматического пресса (рис. 169) раз-
работана М. Т. Васильевым. На плите 1 установлена
чугунная литая пустотелая станина 2, на верхней части
Рис. 169. Пресс системы
М. Т. Васильева:
1—плита; 2—станина; 3 — ко-
лонна; 4 — неподвижная попе-
речина; 5 — пневматический
цилиндр; 6 — поршень; 7 — пу-
ансон; 8 — подводящие ток ши-
ны; 9 — поршень; 10 — шток;
11 — пуансон; 12 — ограничитель
подъема матрицы; 13 — обрат-
ный клапан гидравлического ци-
линдра; 14 — поворотный стол;
15 — матрица; 16 — пост управ-
ления; 17 — поворотный махови-
чок; 18 — аккумулятор
которой расположены две стальные стойки 5, поддержи-
вающие траверсу 4. К плите 1 прикреплен пневматичес-
кий цилиндр 5, в котором под действием сжатого воз-
духа перемещается поршень 6. Шток поршня соединен
с пуансоном 7, который при ходе поршня вверх входит
в матрицу 15 и спрессовывает порошок. К пуансонам
присоединены шины 8 трансформатора. Пуансон 7 из-
нутри охлаждается водой, подводимой от водопровод-
ной сети при помощи гибкого шланга. Вода, пройдя по
продольным каналам пуансона, уходит в канализацию.
Чугунная литая траверса — пустотелая, внутренняя
ее полость служит резервуаром для масла. На траверсе
укреплен гидравлический упор 12 с поршнем 9 и што-
366
ком 10, несущим на своем конце верхний водоохлажда-
мый пуансон 11 со сменным наконечником, подбирае-
мым в зависимости от размера отверстия в матрице.
Гидравлический упор закрывает верхнее отверстие мат-
рицы, препятствуя перемещению порошка вверх при
прессовании его нижним пуансоном. На гидравлическом
цилиндре установлен обратный клапан 13, пропускаю-
щий масло из траверсы в цилиндр упора при опускании
верхнего пуансона и закрывающий входное отверстие
во время прессования порошка нижним пуансоном. При
выталкивании брикета из матрицы (вверх) отверстие
клапана открывается сжатым воздухом и масло вновь
вытесняется в траверсу. В гнездах вращающегося стола
14 одновременно помещают четыре матрицы 15, рабо-
тающие последовательно при поворотах стола на 90°.
Матрица состоит из внутренней рабочей части и на-
ружного кожуха. Рабочая часть матрицы высотой 600 мм
состоит из стальных колец, электрически изолирован-
ных одно от другого, вследствие чего электрический ток
проходит через смесь, засыпанную в матрицу. Для затя-
гивания колец матрицы при сборке служат верхняя и
нижняя гайки, навинчиваемые на кожух с винтовой резь-
бой на концах. Пространство между рабочей частью
матрицы и кожухом заполнено охлаждающей водой.
Матрица подвешена в гнездах стола свободно и мо-
жет подниматься вверх под действием сил трения, воз-
никающих между прессуемым порошком и стенками
матрицы. Подъем матрицы начинается в тот момент,
когда силы трения преодолевают массу самой матрицы,
и продолжается до тех пор, пока матрица не дойдет до
ограничителя ее хода или пока не закончится процесс
брикетирования. Для смягчения удара матрицы о стол
при обратном свободном ее падении в гнездо служит
воздушный амортизатор. Чтобы предупредить высыпа-
ние порошка из матрицы при повороте стола, ее снаб-
жают подвижным днищем. На правой стойке над сто-
лом укреплен сбрасыватель, который удаляет готовый
брикет со стола после его выталкивания из матрицы.
При работе пресса все перемещения происходят под
действием сжатого воздуха, поступающего из сети.
Средняя производительность пресса 90 брикетов в час,
мощность 250—350 кВт, максимальное давление на бри-
кет 60 МПа. Диаметр прессуемого брикета может до-
стигать 140, высота 120 мм.
367
Рис. 170. Пресс горячего прессования:
1 —* нагрузочное устройство; 2— стойка; 3 — крышка; 4 — корпус; 5 — патрубок
к насосу; 6 —нагреватель; 7 — теплоизолирующие экраны; 8 — токоподвод;
9— крышка; 10— резиновое уплотнение; 11—графитовая подставка; 12 — па-
трубок со смотровым стеклом; 13 — прессформа с порошком; 14 — прессующая
головка; 15 — шток; 16 — уплотнение; 17 — сальник; 18 — поршень; 19 — ма-
нометр
На рис. 170 приведена схема вакуумного пресса с
пневматическим нагружением, разработанного в Инсти-
туте проблем материаловедения АН УССР. Камера с
прессующим устройством представляет собой цилиндри-
ческий водоохлаждаемый корпус 4 с верхней и нижней
водоохлаждаемыми крышками 3 и 9. Корпус снабжен
патрубком 12 со смотровым стеклом для замера темпе-
368
ратуры оптическим пирометром и патрубком 5 для от-
качки газа. Внутри камеры находится графитовый нагре-
ватель 6 с водоохлаждаемыми токоподводами 8. Для
уменьшения потерь тепла на излучение, а также для
предотвращения перегрева корпуса и крышки камеры
и особенно мест стыков с резиновым уплотнением 10
предусмотрена система графитовых экранов 7.
Над камерой на стойках 2 смонтирован корпус прес-
сующего устройства 1. Давление сжатого газа, измеряе-
мое манометром 19, передается на поршень 18 и через
стальной шток 15 с графитовой головкой 14 на пуансон
графитовой прессформы 13 с прессуемым порошком и
далее на графитовую подставку 11.
Вакуумный уплотнитель 16 и сальник 17 обеспечива-
ют герметизацию отверстий в крышке 3 и плите корпу-
са /, через которые проходит шток 15.
Максимальная температура прессования составляет
2000° С, вакуум 1,3 мПа, усилие прессования 20 кН.
Несмотря на большие достоинства, горячее прессова-
ние распространено сравнительно мало из-за низкой
производительности и сложности оборудования, ограни-
ченности формы и размеров получаемых изделий.
Частным случаем горячего прессования является так
называемое электроискровое или электроразрядное спе-
кание, при котором через порошок с помощью электро-
дов-пуансонов пропускают сильный электрический раз-
ряд. Электроды-пуансоны изготавливают из графита или
металла (сталь, бронза, композит вольфрам — медь),
причем в случае графита процесс требует меньших
энергозатрат в связи с относительно быстрым разогре-
вом таких пуансонов по сравнению с металлическими.
Однако графитовые электроды-пуансоны довольно бы-
стро изнашиваются и выгорают, не выдерживая боль-
шого числа повторных циклов спеканий; необходимо
считаться и с возможностью карбидообразования при
контакте спекаемого материала с графитом.
Электроискровым (электроразрядным) спеканием
получают заготовки как из порошков отдельных метал-
лов (титан, никель, медь и др.), так и их смесей, гомо-
генизация которых при этом идет чрезвычайно быстро
и заканчивается во многих случаях за 1—2 мин.
С середины 60-х годов все большее распространение
получает динамическое горячее прессование (ДГП),
суть которого состоит в допрессовке пористых заготовок
24—268
369
при достаточно высокой температуре. При этом стано-
вится возможным прессовать как пуансонами, заходя-
щими в матрицу (обычная схема прессования), так и пло-
скими пуансонами, не заходящими в полость «плаваю-
щей» матрицы. Этот процесс прессования плоскими пу-
ансонами разработан в Новочеркасском политехничес-
ком институте. Уплотнение заготовок происходит прак-
тически при отсутствии внешнего трения, так как части-
цы, составляющие заготовку, вначале перемещаются в
условиях ее свободной осадки, а затем, соприкоснув-
шись со стенкой матрицы, как бы прилипают к ней и
продольное смещение относительно стенок матрицы от-
сутствует.
Все факторы, облегчающие пластическое деформи-
рование, способствуют уплотнению заготовок при ДГП.
На процесс уплотнения влияют температура ДГП, ха-
рактер и величина действующих напряжений, время их
действия, скорость приложения нагрузки и схема напря-
женного состояния.
Качество поверхности изготавливаемых методом
ДГП деталей определяется качеством рабочих поверх-
ностей матрицы и пуансонов, видом применяемых сма-
зок, выбранной схемой формования и выталкивания.
Можно получать детали с чистотой поверхности по 7—
8-му классу.
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
1. Гегузин Я. Е. Очерки о диффузии в кристаллах. М., «Наука»,
1974. 254 с. с ил.
2. Еременко В. Н., Найдич Ю. В., Лавриненко И. А. Спекание в при-
сутствии жидкой металлической фазы. Киев, «Наукова думка»,
1968. 123 с. с ил.
3. Дорофеев Ю. Г. Динамическое горячее прессование пористых по-
рошковых заготовок. М., «Металлургия», 1977. 216 с. с ил.
4. Самсонов Г. В., Ковальченко М. С. Горячее прессование. Киев.
Госиздат техн. лит. УССР, 1962. 212 с. с ил.
Часть третья
ОСНОВЫ ТЕХНОЛОГИИ
ПРОИЗВОДСТВА СПЕЧЕННЫХ
МАТЕРИАЛОВ И ИЗДЕЛИЙ
Глава VI
ПОРИСТЫЕ МАТЕРИАЛЫ И ИЗДЕЛИЯ
§ 22. ПОРИСТЫЕ ПОДШИПНИКИ
Пористые подшипники начали применять около 50
лет тому назад, и за это сравнительно короткое время
их производство достигло значительных размеров. На-
пример, годовой выпуск пористых подшипников только
в США составляет несколько сот миллионов штук и по
отношению ко всему объему продукции весьма значите-
лен. Такое широкое развитие производства пористых
подшипников объясняется рядом их преимуществ пе-
ред обычными литыми антифрикционными материалами.
Известно, что лучшими антифрикционными свойства-
ми обладают материалы с мелкозернистой структурой,
состоящей из твердых и мягких составляющих. Спечен-
ные пористые антифрикционные материалы наиболее
полно удовлетворяют этим требованиям. Метод порош-
ковой металлургии позволяет изменять химический со-
став антифрикционных материалов в широких пределах.
Наличие пор обеспечивает превосходную прирабатывае-
мость и позволяет с успехом использовать для подшип-
ников материалы, которые в компактном состоянии не
обладают антифрикционными свойствами, например же-
лезо. Кроме того, поры создают постоянный резервуар
масла, которое обеспечивает низкий коэффициент тре-
ния. Способность пористых подшипников самосмазывать-
ся (за счет выдавливания масла из пор на трущуюся
поверхность) позволяет в ряде случаев вообще отка-
заться от подвода масла извне, что очень важно для
труднодоступных узлов машин, а также в тех случаях,
когда возможен брак продукции вследствие попадания
в нее смазки от масленок, маслопроводов и т. п. (тек-
24*
371
стильная, кондитерская, фармацевтическая отрасли про-
мышленности).
Простота установки и эксплуатации спеченных пори-
стых подшипников/а также возможность получения их
калибровочным прессованием в виде готовых деталей
окончательных размеров являются важным преимущест-
вом (по сравнению с литыми подшипниками скольже-
ния). Кроме того, такие пористые подшипники в отли-
чие от шарикоподшипников работают бесшумно, а тех-
нология изготовления их исключительно проста.
Исходные материалы для изготовления спеченных
подшипников дешевле и менее дефицитны, чем для ли-
тых подшипников. Первоначально пористые подшипни-
ки по своему химическому составу повторяли литые
бронзы. В дальнейшем состав пористых подшипников
усложнился. В частности, в состав бронзовых пористых
подшипников стали вводить графит, который, смешива-
ясь с маслом, содержащимся в порах, образует высоко-
качественный маслографитовый смазочный препарат.
Коэффициент трения таких подшипников ниже, чем у не-
которых баббитовых сплавов, и износ в 7—8 раз мень-
ше. Такие подшипники почти не изнашивают шейки вала.
Затем в целях экономии цветных металлов, а также для
повышения прочности вместо бронзы применили порис-
тое железо и железографитовый материал с добавкой
некоторого количества меди.
В настоящее время наиболее широко используют по-
ристые спеченные железные, железографитовые (1 —
Таблица 17
Характеристики механических и эксплуатационных свойств
антифрикционных материалов
Материал Пористость, % Плотность, г/см3 Твердость, НВ Предел прочно- сти на растяже- ние, МПа pv, МПа м/с Средняя предель- ная нагрузка, МПа
Пористое железо . Железографит с 20 6,20 58 140 17 6,6
3% графита . . . 23 6,00 40—60 120—190 27 11
Бронза ОЦС 6—6—3 .... 6,82 60 150 12 4,5
Баббит Б-83 . . — 7,40 30 90 — 10,1
372
3% С, 99—97% Fe) и бронзографитовые (88—86% Си,
9—10% Sn, 2—4% С) подшипники. В зависимости от ус-
ловий прессования и режима спекания подшипники при-
обретают надлежащую прочность, твердость и порис-
тость. В табл. 17 приведены сравнительные характери-
стики механических и эксплуатационных свойств некото-
рых антифрикционных материалов.
Антифрикционные материалы на железной основе
Технологический процесс производства пористых же-
лезографитовых и железомедьграфитовых подшипников
заключается в смешивании исходных порошков, прессо-
вании и спекании прессовок в атмосфере защитного га-
за. Получаемые при этом пористые заготовки подверга-
ют затем дополнительной обработке, которая чаще все-
го ограничивается пропиткой маслом и калиброванием.
В ряде случаев после спекания заготовки подверга-
ют сульфидированию или оксидированию, что способст-
вует повышению эксплуатационных свойств готовых из-
делий. На рис. 171 приведена принципиальная техноло-
гическая схема производства железомедьграфитовых
пористых подшипников.
Для изготовления таких антифрикционных материа-
лов используют железные порошки, полученные одним
из рассмотренных ранее методов, электролитическую
медь и графит. Выбор того или иного сорта порошка же-
леза обусловливается прежде всего соображениями эко-
номичности, а также технологическими свойствами по-
рошков.
Графит используют карандашный марок ГК-2 и ГК-3
(ГОСТ 4404—73). Находят применение также графито-
вый концентрат и графит электроугольного производст-
ва. Перед вводом в шихту железный порошок подверга-
ют восстановительному отжигу для уменьшения содержа-
ния остаточного кислорода, а также для снятия наклепа,
что улучшает технологические свойства порошка.
Отожженный железный порошок, а также порошки ме-
ди и графита просеивают через сита № 025—018, после
чего засыпают в нужном соотношении в смеситель.
В производстве железографитовых изделий чаще всего
используют конусные смесители различной емкости.
В последнее время начали применять центробежные
смесители типа МИХМ, отличающиеся большой произ-
373
водительностью и лопастные (роторные) смесители. Для
улучшения качества перемешивания в смесь порошков
добавляют бензин или машинное масло в количестве до
2% (по массе). Продолжительность смешивания состав-
ляет 2—4 ч. Ввод масла в шихту наряду с улучшением
смешивания компонентов шихты и сокращением потерь
Порошок
железа
Порошок
меди.
Графит
Просев
Высевки
Размол
Олеиновая
кислота
Смешение
---ПРосе$
^Высевки
Размол
—m
Наело
Прессование
Спекание
Г“
— Пропитка
маслом
Защитный
г, аз
Калибрование
—I—
Готовая продукция
Рис. 171. Технологическая схема производства пористых
железомедьграфитовых подшипников
порошка в результате уменьшения распыления благо-
приятно сказывается на процессе прессования, но в то
же время ухудшается текучесть шихты. Поэтому в тех
случаях, когда прессование ведут на автоматических
прессах с объемной дозировкой шихты, где требуется
высокая текучесть, вместо масла в шихту добавля-
ют порошкообразный стеарат цинка в количестве
0,5-1%.
Чтобы обеспечить равномерное распределение стеа-
рата цинка в шихте, его вводят вместе с некоторым ко-
личеством железного порошка.
374
Прессование пористых втулок осуществляют в сталь-
ных прессформах на гидравлических или механических
прессах при давлении 300—800 МПа. Детали с опреде-
ленной остаточной пористостью получают обычно прес-
сованием при определенном удельном давлении или
прессованием с ограничителем высоты (т. е. прессова-
нием до упора).
Пористость спрессованных подшипников в зависимо-
сти от требований, предъявляемых к свойствам готовых
изделий, составляет 25—30%. Прессовки контролируют
по массе и размерам. Обычно контролю подвергают пять
прессовок от каждой партии. Размеры прессовок долж-
ны отличаться от чертежных на величину усадки при
спекании и припуска на калибровку.
Спекание пористых железографитовых втулок не
представляет каких-либо технических трудностей. Одна-
ко следует иметь в виду, что из-за большой пористости
втулки могут окисляться при спекании не только с по-
верхности, но и в объеме. Это обстоятельство вынужда-
ет применять при спекании защитную среду. В настоя-
щее время часто применяют печи конвейерного типа с
защитной атмосферой, состоящей из диссоциированного
аммиака или эндотермического газа. Эти печи отлича-
ются высокой производительностью. Температура спе-
кания в конвейерных печах 1100—1150° С. Прессовки
укладывают на поддоны из жаропрочной стали, которые
проталкивают вдоль печи навстречу защитному газу.
Находят применение и шахтные печи. В этом случае за-
готовки укладывают в специальный бак, изготовленный
из жаропрочной стали. Сверху бак закрывают плотно
подогнанной крышкой. Внутрь бака вставляют газопод-
водящую и отводящую трубки.
Физико-химические закономерности образования
структуры спеченных железографитовых материалов
изучены достаточно подробно.
Температура спекания железографитовых компози-
ций оказывает очень большое влияние на механические
свойства изделий, так как при повышении температуры
спекания увеличивается скорость процесса науглерожи-
вания металлической основы, что приводит к повыше-
нию прочности и твердости изделий.
Скорость охлаждения втулок после спекания также
оказывает большое влияние на свойства готовых изде-
лий.
375
Приведенные соображения явились основой для вы-
бора режима спекания и охлаждения в конвейерных пе-
чах, который состоит в следующем: быстрый нагрев до
700—800° С с выдержкой при этой температуре в тече-
ние 20—30 мин, подъем температуры до 1100—1200° С
с выдержкой 1 ч; охлаждение (в холодильнике печи) до
800—900° С с последующим охлаждением до температу-
ры, необходимой для формирования той или иной струк-
туры, причем общее время пребывания втулок в хо-
лодильнике печи при спекании не должно превышать
2 ч.
Присадка меди к спеченным материалам на желез-
ной основе благоприятно влияет как на технологию из-
готовления, так и на свойства готовых изделий. Прежде
всего следует отметить, что присадка меди улучшает
прессуемость и прочностные свойства брикетов, а также
стабилизирует размеры изделий при спекании, вызывая
увеличение размеров изделий и компенсируя противопо-
ложное действие усадки, стремящейся их сократить.
Легирование медью обеспечивает повышение прочно-
сти и твердости изделий от 30 до 60% в результате об-
разования твердых растворов и цементирования зерен
спеченной железной основы.
Сплавы железо — медь относятся к числу сплавов с
ограниченной растворимостью. Например, раствори-
мость меди в железе изменяется в пределах 3,5—0,35%
при понижении температуры от 833° С до комнатной.
Как известно, дисперсионное твердение, часто называе-
мое старением, наблюдается в сплавах, у которых рас-
творимость какого-либо элемента в твердом растворе
уменьшается с понижением температуры.
Для протекания процесса дисперсионного твердения
необходимо предварительно получить пересыщенный
твердый раствор. Это часто достигают закалкой, т. е.
быстрым охлаждением из области однофазного твердо-
го раствора. Пересыщенные растворы обычно бывают
неустойчивыми и могут распадаться уже при комнатной
температуре. В других случаях распад происходит толь-
ко при нагреве до повышенных температур.
При содержании меди до 5—7% обнаружить ее весь-
ма трудно в структуре сплава. Содержание свыше 7%
меди вызывает выделение медистой составляющей по
границам зерен, что снижает прочностные свойства
сплава.
376
Контроль спеченных железографитовых и железо-
медьграфитовых пористых изделий производят по мик-
роструктуре, плотности и твердости. Если масса втулок
превышает 100 г, то контроль производят на кольцевых
образцах, спеченных вместе со втулками. Пористость об-
разцов должна соответствовать пористости втулок.
На натравленном шлифе контролируют равномер-
ность распределения пор. Микроструктура железографи-
товых изделий, спеченных при 1050° С, должна представ-
лять перлитную основу с включениями графита, пор и
феррита. Микроструктура железомедьграфитовых изде-
лий, спеченных при 1150° С, имеет перлитную основу с
включениями графита, пор, меди и феррита. Содержа-
ние феррита не должно превышать 10—15%• Твердость
втулок измеряют на твердомере.
Плотность определяют расчетным способом или гид-
ростатическим взвешиванием на 2—3 втулках из партии.
Спеченные и термически обработанные пористые втул-
ки подвергают пропитке маслом, которое служит смаз-
кой в процессе их эксплуатации. Для пропитки исполь-
зуют масла, которые обычно применяют для смазки
подшипников. Масло в
ными силами, поэтому
размером (эффектив-
ным сечением) пор и
поверхностным натя-
жением масла.
Пористые изделия
можно пропитывать с
помощью нагрева в
масляной ванне в тече-
ние 2 ч при ПО—120° С
с последующим охлаж-
дением в холодном мас-
ле. Однако для наи-
более полного заполне-
ния пор маслом целе-
сообразно проводить
пропитывание в ваку-
уме. В этом случае со-
держание масла в из-
делиях увеличивается
на 25—27% по сравне-
нию с обычным мето-
порах удерживается капилляр-
необходимо соответствие между
Рис. 172. Установка для пропитки мас-
лом железографитовых изделий под
вакуумом:
1 — камера пропитки; 2—подставка;
3 — вакуумный насос; 4 — электропри-
вод; 5 — емкость с маслом; 6 — пори-
стая перегородка
377
дом пропитки, к тому же продолжительность операции
сокращается в 8—10 раз. Схема вакуумной установки
для пропитывания пористых изделий маслом представ-
лена на рис. 172.
Хорошие результаты при пропитке дает применение
ультразвука, который способствует проникновению жид-
кости в поры деталей. Благодаря применению ультра-
звука пористые детали пропитываются машинным мас-
лом при 18—20° С в несколько раз быстрее, чем при
любых других способах. Простота и технологичность опе-
рации ультразвуковой пропитки позволяет легко вклю-
чать ее в поточную линию производства спеченных дета-
лей. По увеличению массы изделия после пропитки оп-
ределяют массовую и объемную масловпитываемость:
Ммасс = -100%,
/П1
где mi — масса изделия до пропитки, г; т2 — масса из-
делия после пропитки маслом, г;
Л40б ^масс/Тм»
где ум — плотность масла, г/см3.
Обычно контролируют 2—3 втулки выборочно из
каждой партии.
Коэффициент заполнения пор маслом определяют по
формуле
/г = Ю*
где К — коэффициент заполнения пор маслом, %; —
масса масла во втулке, г; V — объем втулки, см3; П —
пористость втулки, %.
Коэффициент заполнения пор маслом должен быть
не ниже 75% для втулок с пористостью ^20% и не ниже
95% для втулок с пористостью ^25%. Пропитанные мас-
лом втулки поступают на калибрование для получения
изделий с заданными конечными размерами. Калиброва-
ние обеспечивает получение деталей высокой точности
размеров (2-й класс) и чистоты поверхности (7-й класс
и выше). Кроме того, калибрование способствует улуч-
шению физико-механических свойств деталей вследствие
упрочнения материала детали и в особенности поверхно-
стного слоя.
Существует несколько способов калибрования спе-
378
ченных деталей, основными из которых можно считать
следующие: по наружной поверхности; по внутренней
поверхности; по наружной и внутренней поверхности.
Третий способ имеет две разновидности: калиброва-
ние на проход с выталкиванием детали вниз и калибро-
вание с выталкиванием детали вверх специальным вы-
талкивателем. Спеченные детали калибруют также и по
высоте. По схеме на рис. 173 одновременная калибровка
наружной и внутренней поверхностей осуществляется
благодаря применению незакрепленного самоустанавли-
вающегося (плавающего) пуансона.
Рис. 173. Калибрующая прессформа:
I—IV — циклы калибрования; 1 — пуансонодержатель; 2 — верхний пуансон;
3 — калибрующий пуансон; 4—матрица; 5 — подставка;,£—плита; 7, 8 — ка-
либруемые детали , ' \
При калибровке втулки последняя перемещается от-
носительно матрицы и в такой же степени относительно
плавающего пуансона. Пуансон удерживается в матри-
це калибруемой деталью и опорной плитой. Проталкива-
ние детали через калибрующее очко матрицы осуществ-
ляется давлением верхнего пуансона на следующую де-
таль, подлежащую калиброванию. Когда первая деталь
протолкнется вниз, плавающий пуансон удержится в
матрице второй деталью. Если плиту переместить на се-
бя, то прокалиброванная деталь упадет на подставку, а
при установке плиты в первоначальное положение де-
таль вытолкнется из прессформы. Вновь передаваемая
деталь ориентируется в прессформе шаровой поверхно-
стью пуансона и приемным конусом матрицы.
Чаще всего изделия калибруют на механических
прессах при давлении, составляющем 10—30% от давле-
379
ния прессования. Производительность калибровочных
прессов довольно высокая и составляет 2000—3000 и бо-
лее втулок в смену.
Бронзографитовые втулки
Технологическая схема производства бронзографито-
вых подшипников мало отличается от технологии изго-
товления железографитовых подшипников. Основные
различия состоят в режимах прессования и спекания.
Существуют два основных способа изготовления брон-
зографитовых подшипников: из порошка готовой бронзьК
и из порошков металлов, входящих в состав бронзы.
При использовании в качестве исходного материала
бронзового порошка, полученного распылением распла-
ва, его предварительно подвергают отжигу в восстано-
вительной атмосфере при 250—400° С в течение 0,5—
1ч.
Компоненты смешивают в конусных смесителях или
в центробежных смесителях типа МИХМ. В зависимо-
сти от состава смешивание компонентов продолжается
1,5—3 ч. Качество смешивания проверяют химическим
анализом проб, отобранных из разных мест шихты. Наи-
более распространен следующий состав бронзографито-
вых втулок: 1—4% С, 8—12% Sn, остальное медь.
Для прессования бронзографитовых втулок исполь-
зуют как гидравлические, так и механические прессы.
Втулки прессуют в стальных прессформах при давлении
200—400 МПа. Бронзографитовые втулки спекают в тех
же печах, что и железографитовые. Находят применение
и камерные печи с наклонным подом и пневматическим
толкателем. На спекание спрессованные заготовки по-
ступают обычно в коробках или тиглях из окалиностой-
кой стали. Втулки пересыпают крупкой из активирован-
ного угля или порошком из древесного угля. Темпера-
тура спекания бронзографитовых втулок обычно не
превышает 900° С, поэтому в качестве материала нагре-
вательных элементов используют нихром. Продолжи-
тельность спекания зависит от размеров изделий и ко-
леблется в пределах 1—2 ч.
По одним данным система медь — олово в процес-
се спекания должна рассматриваться как содержащая
жидкую фазу в довольно широком интервале темпера-
тур. После расплавления олово втягивается капилляр-
380
ными силами в микропоры между частицами меди, рас-
текается по поверхности этих частиц и обволакивает их
тонкой пленкой. В дальнейшем с повышением темпера-
туры спекания усиливается процесс диффузионного про-
никновения олова в медь, приводящий к образованию
новых фаз и в конечном итоге к образованию однород-
ного a-твердого раствора (при содержании олова в ших-
те до 14%). По другим данным такое представление не
отвечает действительности. Если при достаточно быст-
ром прогреве олово и сохранится до температуры плав-
ления, то образующая жидкая фаза немедленно обвола-
кивается тонким, но быстро растущим слоем твердой
т]-фазы, возникающей в результате растворения меди в
олове и препятствующей растеканию олова. Поэтому
сколько-нибудь длительное существование жидкой фазы
при температурах выше 232° С невозможно, так как т]-
фаза исчезает при 400° С, т. е. до ее температуры плав-
ления, и заменяется еще более тугоплавкими фазами 8
и б. Последние же разрушаются, образуя a-твердый рас-
твор при температуре около 600° С, т. е. опять-таки ни-
же температуры плавления этой фазы. Эти температур-
ные границы образования и разрушения новых фаз но-
сят условный характер, так как существенно зависят
от времени выдержки образца при заданной темпера-
туре.
Процесс спекания медно-оловянных композиций
вплоть до образования гомогенного твердого раствора
можно разбить на следующие четыре стадии по составу
фаз, участвующих в диффузионных процессах:
1) расплавление олова и исчезновение жидкой фазы
в результате растворения олова в меди или образования
твердой в этих условиях т]-фазы;
2) возникновение и развитие 8-фазы на границе ме-
жду трфазой и медью в результате продолжающейся
диффузии;
3) исчезновение 8-фазы, появление и развитие 6-фа-
зы на границе е-фазы с медью наряду с обогащением
оловом твердого раствора;
4) распад 6-фазы, обусловленный переходом всего
олова в твердый раствор, и гомогенизация твердого рас-
твора.
Графит при прессовании медно-оловянно-графитовых
смесей (10% Sn) значительно повышает плотность и
снижает прочность прессовок.
381
Влияние графита на процесс спекания проявляется в
механическом торможении диффузионных процессов в ре-
зультате экранирования контактных участков металл —
металл. Общий же характер процесса перехода от сме-
си индивидуальных частиц к однородному сплаву при
спекании остается в присутствии графита неизменным,
так как графит не взаимодействует ни с медью, ни с оло-
вом; при этом завершение отдельных стадий спекания
сдвигается в область более высоких температур.
Спеченные бронзографитовые втулки подвергают кон-
тролю, пропитке маслом, калиброванию и другим опера-
циям, аналогичным при производстве железографитовых
•втулок.
Свойства пористых подшипников
Основные свойства спеченных пористых подшипни-
ков, определяющиеся их эксплуатационными качества-
ми: самосмазываемость, хорошая прирабатываемость,
износостойкость и прочность. Самосмазываемость по-
ристых подшипников заключается в смазке трущейся
пары маслом, содержащимся в порах подшипника. При
вращении, особенно при малых скоростях, образуется
постоянная смазывающая пленка за счет масла, посту-
пающего из капилляров. Подача масла регулируется
автоматически. В начале работы подшипника в паре с
валом количество подаваемого на трущуюся поверх-
ность масла ограничивается капиллярными силами,
удерживающими смазку в порах. Однако с увеличением
скорости вращения вала температура подшипника повы-
шается, благодаря чему капиллярные силы уменьшают-
ся и смазка в большем количестве поступает на трущую-
ся поверхность.
Одной из важнейших эксплуатационных характери-
стик подшипников является произведение допустимой
нагрузки р на подшипник на скорость вращения v вала
или зависимость допустимой нагрузки от скорости.
Результаты сравнительных испытаний допустимых
нагрузок для пористых и литых подшипников показыва-
ют, что пористые подшипники при малых скоростях вра-
щения способны выдерживать большие нагрузки, чем
литые. Наоборот, при увеличении скорости допустимые
нагрузки возрастают для литых и снижаются для порис-
тых подшипников. Если к пористым подшипникам под-
382
вести дополнительную смазку, то при повышении скоро-
сти вращения вала значения допустимых нагрузок уве-
личиваются.
Такое различие в свойствах пористых и литых под-
шипников в известной степени можно объяснить с точки
зрения гидродинамической теории смазки. При пуске
машины и небольших скоростях вращения вала у литых
подшипников не может образоваться непрерывная мас-
ляная пленка. В результате этого возрастают силы тре-
ния и допустимые нагрузки должны быть минималь-
ными.
По-другому обстоит дело, если использовать порис-
тые подшипники. Здесь смазка к трущейся поверхности
подводится из многочисленных капилляров, что исклю-
чает наличие сухого трения и позволяет работать при
более высоких нагрузках на малых скоростях. Особенно
благоприятные результаты получаются в том случае,
если подшипники изготовлены из тонких порошков. При
повышении скорости вращения на поверхности литого
подшипника образуется непрерывная масляная пленка
и допустимые нагрузки на подшипники можно увели-
чить. В пористых подшипниках поры нарушают непре-
рывность поверхности и мешают образованию сплошной
масляной пленки. При более высоких скоростях враще-
ния и работе без дополнительной смазки запас масла в
порах истощается и допустимые нагрузки для нормаль-
ной работы подшипника приходится снижать, чтобы из-
бежать сильного разогрева вследствие сухого трения.
Кроме того, по механическим причинам пористая по-
верхность может выдержать меньшую нагрузку, чем
сплошная. Поэтому при больших скоростях вращения
значения допустимых нагрузок у пористых подшипников
ниже, чем у литых.
Гидродинамическая теория, несомненно, может объ-
яснить только часть явлений, наблюдаемых при работе
пористых подшипников. Следует учитывать также раз-
личия в теплопроводности, прирабатываемости и других
свойствах пористых и литых материалов. Отвод тепла
имеет большое значение, особенно при больших скоро-
стях вращения. Теплопроводность у пористых материа-
лов меньше, чем у литых. Вследствие этого величина
предельных нагрузок при больших скоростях снижается.
Прирабатываемость же, как будет показано ниже, у по-
ристых подшипников больше, чем у литых, даже при вы-
383
соких скоростях вращения. Поэтому при достаточно
обильной смазке, отводящей тепло, и соответствующей
пористости предельные нагрузки у пористых подшипни-
ков, очевидно, должны быть больше, чем у литых, даже
при очень высоких скоростях.
Прирабатываемость, определяемая временем, необ-
ходимым для снижения коэффициента трения между
подшипником и валом, у пористых втулок обычно хоро-
шая, что в известной степени объясняется умеренной
пластической деформацией. Однако при чрезмерном уве-
личении пористости прирабатываемость ухудшается, что
можно объяснить уменьшением связности и прочности
материала, приводящим к разрушению металла на по-
верхности трения и вызывающим выкрашивание частиц.
Материалы из крупных порошков прирабатываются
хуже, чем из мелких. Это объясняется как меньшей связ-
ностью и прочностью таких материалов, так и тем, что
деформируются неровности более крупных размеров.
Железографитовые втулки отличаются высокой изно-
состойкостью, определяемой наличием в их составе гра-
фита, а также образованием коллоидальной графито-
масляной смазки. Графит хорошо смачивается мине-
ральными маслами и адсорбирует их молекулы и, кроме
того, заполняет неровности сопряженных поверхно-
стей вала и втулки. С увеличением пористости втулок
коэффициент трения и износ резко возрастают (рис.
174), что, очевидно, связано с ухудшением сцепления
частиц и шероховатостью трущихся поверхностей. Проч-
ностные характеристики железографитовых материалов
определяются в основном их составом, пористостью и
крупностью частиц исходных порошков, главным обра-
Лористость, 7»
Рис. 174. Зависимость коэффициента трения и износа от пористости при ра-
боте втулок с 5% графита (в шихте) по незакаленной стали (Ст 4) при ско-
рости 40 м/с, давлении 2 МПа и наличии смазки (6,5 капель турбинного мас-
ла Н в минуту на 1 см2 поверхности трения):
1 — коэффициент трения; 2 — износ
384
Рис. 175. Зависимость механических
свойств втулок от содержания гра-
фита
зом железного (рис. 175). С повышением содержания
графита до 3—4% твердость, пределы прочности при
растяжении и изгибе возрастают, а затем происходит
резкое снижение прочности. Ударная вязкость, напротив,
с увеличением содержания графита непрерывно снижа-
ется. При этом снижение вначале происходит резко (до
2% С), а затем медленнее. Такой характер изменения
ударной вязкости объясня-
ется образованием (до со-
держания 3% С) структуры,
состоящей из тонкопластин-
чатого или сорбитообразно-
го перлита с включениями
графита.
Выше уже упоминалось,
что присадкой меди в шихту
удается повысить прочность
изделий. Оптимальная изно-
состойкость наблюдается у
образцов с 5—7% меди, что
объясняется как упрочнени-
ем, так и повышением теп-
лопроводности материала.
При большем содержании
медь налипает на вал и износостойкость материала
уменьшается.
Для повышения эксплуатационных свойств пористые
железные подшипники пропитывают расплавленной се-
рой. В этом случае они имеют высокое значение pv, мо-
гут работать при нагрузке до 2,5 МПа, скоростях до
80 м/с, допускают больший разогрев и являются полно-
стью самосмазывающимися. Очень хорошие результаты
получены при использовании в качестве смазки сульфи-
да молибдена и пропитке подшипников искусственными
смолами.
Улучшение антифрикционных свойств подшипников
при пропитке их серой основано не только на ее смазы,-
вающем действии, но и на образовании при этом слоя
сульфидов, возникающего как при пропитке, так и в про-
цессе работы.
Технология сульфидирования состоит из следующих
операций: подогрев обрабатываемых деталей до 100—
120° С, пропитка деталей в жидкой расплавленной сере
25—268
385
при 130—160° С, обжиг деталей в герметизированной пё-
чи при 550° С. Для защиты деталей от окисления в зону
обжига подают азотно-водородную смесь, а сернистый
газ и сероводород отсасывают.
Применяют и другие методы сульфидирования, на-
пример добавку серы или сульфидов металлов в шихту.
Добавка серы в пределах 0,2—1% (по массе) повышает
прочностные свойства материала, не вызывая ни рас-
трескивания, ни поверхностной коррозии изделий при
спекании. Относительная плотность этих материалов
весьма стабильна и составляет 84,5—86%. Увеличение
содержания серы выше 1% приводит к снижению проч-
ностных свойств, за исключением твердости, которая
вновь начинает расти с увеличением числа твердых суль-
фидных включений. Снижение прочности объясняется
увеличением количества сульфидной эвтектики, окружа-
ющей зерна металла.
При добавке феррофосфора в шихту пористых мате-
риалов на железной основе удается улучшить их меха-
нические свойства и увеличить износостойкость. Лучшие
результаты достигаются при содержании фосфора 0,1 —
0,5%. Часто для повышения износостойкости железогра-
фитовых подшипников последние подвергают оксидиро-
ванию, т. е. обработке водяным паром. При обработке
пористых материалов на железной основе паром при
500—600° С на поверхности частиц образуются окислы
железа по реакции
3Fe + 4Н2О = Fe3O4 + 4Н2.
Обработка паром значительно повышает коррозион-
ную стойкость и твердость. Повышаются и другие меха-
нические свойства, в том числе модуль упругости и пре-
дел текучести. Сопротивление разрыву и сжатию при
обработке паром несколько снижается.
Как правило, оксидная пленка увеличивает стойкость
пористых подшипников, почти не отражаясь на абразив-
ных свойствах.
Железографитовые изделия, обработанные паром,
применяют в качестве антифрикционного материала в
тех случаях, когда требуются большая твердость и по-
вышенное сопротивление деформации, коррозии и изно-
су. Их применяют также для работы при повышенных
температурах во влажной атмосфере, при резких коле-
баниях температуры и т. д.
386
§ 23. МНОГОСЛОЙНЫЕ АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
Наиболее важный антифрикционный трехслойный материал —
стальная лента с медно-никелевым и баббитовым слоями. Спеченный
антифрикционный сплав выгодно отличается от обычных высокооловя-
нистых или свинцовистых баббитов. Дело в том, что при заливке
коренных и шатунных подшипников современных двигателей бабби-
тами наблюдается их выкрашивание вследствие появления усталост-
ных трещин. Одним из путей снижения усталости баббитов является
снижение толщины слоя баббита. Однако ряд обстоятельств мешает
значительному уменьшению толщины слоя баббита (менее 500 мкм)
при обычной заливке на стальную или чугунную основу. Усталостные
трещины образуются в результате деформации вкладыша, работаю-
щего в условиях высоких скоростей и нагрузок. Возникающие на
поверхности баббитового слоя усталостные трещины распространя-
ются радиально, достигая границы связи баббитового слоя и сталь-
ной основы. Далее эти трещины развиваются параллельно границе
связи баббита со сталью; баббит отслаивается отдельными кусочка-
ми, которые, падая на шейку вала, прерывают масляную пленку,
создавая сухое трение. В местах сухого трения подшипник нагрева-
ется до выплавления отдельных участков баббитового слоя с образо-
ванием раковин на рабочей поверхности вкладыша. Наконец, при
износе тонкого слоя баббита обнажается стальная основа и под-
шипник выходит из строя.
Спеченный трехслойный антифрикционный материал, изготавли-
вают следующим способом. На стальную ленту, напрессовывают по-
ристый медно-никелевый слой, который после спекания пропитывают
свинцовистым баббитом, образующим над ним тонкий (20—75 мкм)
слой. Большая площадь контакта баббита со спеченным слоем обес-
печивает прочное механическое сцепление, а неровности рельефа
медно-никелевого скелета препятствуют распространению усталост-
ных трещин. Подслой (свинцовистая бронза) сам по себе является
материалом с исключительно высокими антифрикционными свойства-
ми. Указанные обстоятельства позволяют значительно снизить тол-
щину баббитового слоя — до 20 мкм, так как обнажение подслоя при
износе или вследствие прогиба вала не вызывает вредных послед-
ствий.
Спеченные вкладыши обладают повышенными антифрикционны-
ми свойствами благодаря содержащемуся в порах маслу, а также
присутствию в самой композиции некоторого количества твердой
смазки (графита).
Основной трудностью при разработке процесса изготовления
трехслойной композиции является получение прочно сцепляющегося
со стальной основой пористого слоя. Промежуточный пористый слой
должен иметь коэффициент термического расширения, близкий по
значению для стали и баббита, так как в противном случае контакт
материалов с различными коэффициентами термического расшире-
ния приведет к образованию внутренних напряжений и к отслаива-
нию соответствующего слоя.
Основные технологические операции при изготовлении трехслой-
пой ленты для вкладышей: засыпка и спекание порошка на стальной
ленте, пропитка спеченного пористого слоя расплавленным баббитом
и наплавление третьего баббитового слоя с последующей механиче-
ской обработкой его.
Спеченный медно-никелевый слой содержит 40% Ni и 60% Си.
25* 387
Стальную ленту перед нанесением медно-никелевого слоя подверга-
ют обработке, которая состоит из зачистки ленты стальными щет-
ками, обезжиривания 10%-ным водным раствором гидрата окиси
натрия, промывки водой и сушки. Качество спеченного слоя триме-
таллической ленты определяется операцией засыпки предварительно
смешанных порошков меди и никеля на подготовленную поверхность
стальной ленты и процессом спекания. Порошкообразную смесь на-
сыпают равномерным слоем толщиной 0,6—0,7 мм на движущуюся
ленту. Смесь порошков на стальной ленте спекают в атмосфере осу-
шенного водорода при 1195±5°С в течение 5—10 мин. После спека-
ния производят механическую обработку ленты, формование и про-
питку пористого слоя движущейся ленты баббитом.
В НИИТавтопроме разработана технология изготовления биме-
таллических дизельных вкладышей методом порошковой металлур-
гии. В основу разработанного технологического процесса положено
спекание металлических порошков в состоянии свободной насыпки.
Свободно насыпанный слой металлических порошков подвергают
спеканию, уплотнению, вторичному спеканию и вторичному уплотне-
нию. Образующаяся при этом контактная поверхность предохраня-
ется от попадания загрязнений и образования окислов, так как про-
цесс ведут в восстановительной атмосфере. Следовательно, благодаря
отсутствию на поверхности частиц пленки окислов границы между
участками металлического контакта не возникают и силы сцепления
поэтому возрастают.
Физико-химическая сущность процесса спекания свободно насы-
панного слоя порошков сводится к следующему. В свободно насы-
панном слое порошков из-за наличия окисных пленок нет металли-
ческого контакта между частицами. При нагреве в восстановитель-
ной атмосфере окисные пленки восстанавливаются, подвижность
атомов возрастает и поверхность контакта между частицами увели-
чивается вследствие стремления к уменьшению свободной поверх-
ностной энергии частиц.
При первой операции уплотнения происходит дальнейшее увели-
чение контактной поверхности. Вторичное спекание и уплотнение
приводят к еще большему увеличению контактной поверхности и, сле-
довательно, к повышению механических свойств спеченной свинцо-
вистой бронзы.
Разработанная НИИТавтопромом технология изготовления биме-
таллических вкладышей состоит - из следующих основных операций:
1) изготовление (вырубка) стальных заготовок соответствую-
щих размеров;
2) химическая подготовка поверхности для лужения;
3) лужение той поверхности заготовки, на которую наносят
смесь;
4) приготовление смеси порошков;
5) насыпка смеси на заготовку;
6) первое спекание;
7) уплотнение спеченного слоя;
8) второе спекание;
9) вторичное уплотнение спеченного слоя;
10) формовка (гибка) заготовок;
11) пропитка заготовок в-масле с коллоидальным графитом;
12) окончательная механическая обработка вкладышей.
Кратко остановимся на описании основных операций технологи-
ческой схемы.
388
Стальные заготовки вырубают на кривошипном прессе при помо-
щи вырубных штампов, используя листовую сталь марки 20.
Лужение, необходимое для обеспечения сцепления спеченного
антифрикционного слоя со стальной основой, производят в ванне рас-
плавленного олова. Эту операцию проводят в две стадии, так как
покрывать оловом надо только одну сторону заготовки. Первая ста-
дия — нанесение защитного покрытия на одну сторону заготовки,
вторая стадия — лужение заготовки в ванне расплавленного олова.
Подготовка поверхности состоит из промывки заготовок в горя-
чей воде, химического обезжиривания их в ванне и нанесения за-
щитного слоя на одну из сторон и торцы заготовки. В качестве за-
щитного покрытия применяют раствор жидкого стекла с алебастром.
Состав антифрикционного слоя следующий: 69,5% Си, 29% РЬ,
l%Sn, 0,5% С (графит). Указанную смесь порошков готовят тща-
тельным перемешиванием в конусном смесителе в течение 6 ч. Пер-
вичное прессование производится при давлении 150 МПа, вторич-
ное— при 300 МПа. Первичное и вторичное спекание производят в
печах конвейерного типа в лодочках. Температура первичного спека-
ния 700° С, вторичного 850° С, время выдержки при рабочей темпе-
ратуре 1,5 ч. В качестве восстановительной среды применяют дис-
социированный аммиак. Вкладыши формуют на кривошипном прессе.
В нашей стране разработана технология изготовления металло-
пластмассовой антифрикционной ленты для деталей, работающих в
условиях сухого трения. Используют стальную ленту (сталь марки
08кп), на предварительно омедненную поверхность которой напека-
ется сферический порошок бронзы Бр. 0-10. После спекания в восста-
новительной атмосфере поры полученного слоя заполняются фторо-
пластовой пастой, содержащей 25% (объемн.) мелкодисперсного
дисульфида молибдена. Фторопластовую пасту сушат и спекают,
после чего ленту калибруют пропусканием между валками в горячем
и холодном виде для получения качественного антифрикционного
слоя и придания ленте необходимой толщины. Срок службы деталей
из металлопластмассовой ленты примерно в два раза выше срока
службы деталей из других антифрикционных материалов. Кроме то-
го, здесь не требуется смазка, что значительно упрощает обслужива-
ние различных машин при их эксплуатации.
§ 24. ФИЛЬТРЫ
Фильтрация играет важную роль в производствен-
ных процессах многих отраслей промышленности (хими-
ческой, нефтяной, фармацевтической и др.), связанных
с переработкой и очисткой жидкостей и газов, регулиро-
ванием их давления и др. Фильтры необходимы в меди-
цине, при очистке воды, улавливании пыли, при очистке
топлива, в измерительной технике и т. д. Развитие атом-
ной энергетики и ракетной техники потребовало созда-
ния пористых материалов для тонкой очистки жидкоме-
таллических и газообразных теплоносителей, пороховых
газов, масел гидросистем высокого давления, для иони-
зации металлических паров в ионных ракетных двигате-
лях и т. п.
389
В промышленности применяют различные фильтрую-
щие приспособления, например гравийные, щелевые
фильтры, циклоны, электрофильтры, фильтры из кера-
мики и тканей и др. Все эти приспособления сложны в
изготовлении и в работе и не обеспечивают достаточно
хорошей фильтрации. Спеченные фильтры отличаются
от других фильтрующих материалов большой проницае-
мостью при высокой степени очистки, прочностью, пла-
стичностью, устойчивостью против тепловых ударов.
Они могут быть коррозионностойкими и жаропрочными.
Простота и экономичность изготовления, особенно тон-
копористых фильтров с равномерными порами заранее
заданной величины, выгодно отличают спеченные метал-
лические фильтры от других фильтрующих материалов.
Технология изготовления спеченных фильтров отли-
чается исключительно высокой воспроизводимостью та-
ких свойств, как проницаемость и фильтрующая способ-
ность, определяемых размерами пор. Преимущество спе-
ченных фильтров состоит также в простоте регенерации
загрязненных фильтров, простоте и удобстве их монта-
жа. Спеченные фильтры изготовляют из порошков пре-
имущественно коррозионностойких материалов, глав-
ным образом бронзы (92% Си, 8%Sn), нержавеющей
стали, а также никеля, серебра, латуни и др.
Требования новых отраслей техники, а также все
возрастающие запросы химической и металлургической
промышленности обусловили разработку пористых ма-
териалов на основе жаропрочных и коррозионностойких
никелевых сплавов, титана, вольфрама, молибдена и ту-
гоплавких соединений. Выпуск спеченных фильтров бы-
стро расширяется и их производство в настоящее время
выделилось в самостоятельную отрасль порошковой ме-
таллургии.
Спеченные фильтры характеризуются сквозной пори-
стостью, проницаемостью и эффективной величиной пор.
.Сквозная пористость определяет количество проходя-
щей через фильтр жидкости или газа и, следовательно,
скорость фильтрации. Эффективная величина пор опре-
деляет размеры улавливаемых фильтром частиц.
Общая пористость П спеченного изделия слагается
из-«наружной пористости» ГЦ (открытые капиллярные
поры) и «внутренней пористости» П2 (закрытые, изоли-
рованные поры):
П = /71 + /72.
390
Таким образом, в пористом теле не все поры явля-
ются проницаемыми. При общей пористости примерно
8% все поры превращаются в закрытые. Однако при по-
ристости порядка 20—30% содержание закрытых пор
невелико и по абсолютной величине составляет обычно
не более 1—2%.
В пористых образцах, изготовленных из порошка со
сферической формой частиц, закрытых пор, как прави-
ло, не наблюдается.
Следует иметь в виду, что наружная пористость Пх
слагается из сквозных пор 773 и несквозных, или «тупи-
ковых», пор /74:
/7Х = П3 + /74,
откуда П = П2 + П3 + /74.
Качество фильтра и его проницаемость для филь-
трующей среды определяются только наружной сквоз-
ной пористостью. Внутренняя пористость и наружная
несквозная пористость нежелательны, так как эти поры
не принимают участия в фильтрации, но снижают проч-
ность фильтра. Избежать пористости П2 и П4 полностью
не удается, но уменьшить ее в известной мере можно.
Пористость П2 измерить просто, но строго разграничить
два вида наружной пористости (/73 и /74) трудно. Мож-
но только косвенным путем судить о соотношении 773 и
774 на основе измерений проницаемости.
Проницаемость фильтра определяется расходом жид-
кости или газа (см3/мин) через 1 см2 фильтрующей пе-
регородки толщиной 3 мм при равномерном давлении
0,1 МПа. Для спеченных фильтрующих перегородок ре-
комендуется толщина 3 мм, так как при меньшей тол-
щине они не достаточно прочны, а при большей ухуд-
шается проницаемость.
Проницаемость возрастает при увеличении пористос-
ти, числа и размеров пор, числа сквозных пор по срав-
нению с числом несквозных при неизменной общей по-
ристости.
Предъявляемые к фильтрам требования высокой
проницаемости и хорошей степени очистки находятся
в очевидном противоречии. Чем больше размеры пор,
т. е. чем крупнее улавливаемые фильтром частицы, тем
выше проницаемость, и наоборот. Поэтому эффектив-
ность фильтра не может определяться только прони-
цаемостью или только степенью очистки. С помощью со-
391
ответствующих технологических мероприятии даже при
высокой степени очистки можно достигнуть довольно
хорошей проницаемости, и наоборот.
Наилучшие результаты получают при изготовлении
фильтров из частиц сферической формы. Такие порошки
отличаются хорошей сыпучестью и хорошей уплотняе-
мостью утряской. Порошки из частиц.сферической фор-
мы хуже спекаются, но при изготовлении фильтров это
превращается в технологическое преимущество, так как
позволяет получать изделия требуемой пористости. Су-
ществует несколько способов получения порошков со
сферической формой частиц.
Для изготовления фильтров можно использовать го-
товые порошки с формой частиц, близкой к сферичес-
кой, например порошки, полученные разложением кар-
бонилов, или порошки, полученные распылением.
Частицы сферической формы и по возможности с
гладкой поверхностью можно получить при применении
специальной технологии, например плавлением прово-
локи под водой. Пригодные для изготовления фильтров
порошки можно также получать дроблением стружки
или проволоки с насеченной поверхностью на частицы
определенного размера приблизительно сферической
формы.
Выбор способа изготовления спеченных фильтров
зависит от их назначения и предъявляемых к ним тре-
бований, главным образом от требуемой величины пор.
На технологию изготовления оказывают влияние разме-
ры фильтра, в частности его толщина.
Основными способами изготовления спеченных филь-
тров можно считать следующие: прессование и спека-
ние металлических порошков; спекание свободно насы-
панного порошка; прокатка пористых пластин или
полос из металлических порошков с последующим спе-
канием. По первому из них порошок в исходном состоя-
нии или после введения наполнителя прессуют в пресс-
формах при умеренном давлении (обычно 50—200 МПа).
Можно использовать гидростатическое или мундштуч-
ное формование.
Спекание — одна из основных операций изготовле-
ния фильтров. Дело в том, что при спекании не долж-
на уменьшаться пористость или происходить закрытие
пор. Если для предотвращения закрытия пор применя-
ют наполнители, разлагающиеся и частично улетучи-
392
вающиеся при нагреве, то целесообразно производить
спекание в две стадии. На первой стадии спекание ве-
дут при более низкой температуре и в это время произ-
ходит разложение наполнителя (часто для этого исполь-
зуют соли металла), который частично улетучивается,
а остающийся металл сплавляется с основным метал-
лом фильтра или диффундирует в него. Рассмотренный
способ применяют обычно при изготовлении тонкопо-
ристых фильтров умеренной проницаемости. Такие
фильтры имеют большое практическое значение, напри-
мер, для улавливания частиц размером менее 5—8 мкм
при очистке топлива для автомобильных дизелей.
В практике иногда требуется пропускать через
фильтр очень большие количества жидкости в едини-
цу времени, причем к степени очистки не предъявляет-
ся высоких требований. При изготовлении таких филь-
тров металлический порошок с частицами размером
0,2—0,8 мм насыпают в формы и для лучшего заполне-
ния пустот подвергают утряске. После утряски поро-
шок спекают непосредственно в формах. Формы изго-
тавливают из различных неорганических материалов,
чаще всего окислов, лучшими считаются керамические
формы. Никелевые фильтры можно изготовлять спека-
нием свободно насыпанного порошка в стальных фор-
мах. Для предотвращения припекания порошка к стен-
кам формы их обмазывают мелом или выкладывают
тонколистовым асбестом.
Добавка в порошок 0,5%Р снижает температуру
спекания. С никелем фосфор образует эвтектику, пла-
вящуюся при 880° С, что приводит к появлению жидкой
фазы и увеличивает прочность спеченных изделий. Спо-
соб ввода фосфора следующий: порошок никеля сма-
чивают водным раствором (NH4)2HPO4 и затем сушат
до полного удаления влаги.
Существует способ изготовления пористых металли-
ческих деталей с механически обработанной поверх-
ностью, применяемых при высоких температурах и ох-
лаждаемых циркуляцией жидкости через поры1. Способ
состоит в том, что спрессованную и предварительно спе-
ченную в защитной атмосфере пористую заготовку из
коррозионностойкого порошкового материала, например
нержавеющей стали, пропитывают погружением в лег-
1 Патент (США), № 2765524, 1956.
393
коплавкий жидкий металл, например свинец, висмут
или их сплав. После пропитки заготовки механически
обрабатывают до нужных размеров, а затем легкоплав-
кий металл удаляют испарением в вакууме. При этом,
получают изделие требуемой пористости.
Пористые фильтры изготовляют в виде чашечек,
цилиндров, втулок, конусов, свеч, дисков, плит и т. п. Хо-
рошая деформируемость пористого материала позволя-
ет при установке фильтров применять прессовую посад-
ку. Для очистки пористых фильтров от осадков их про-
дувают струей воздуха или пара (в направлении,
обратном фильтрованию), промывают жидкостью, прока-
ливают и т. д.
Как правило, срок службы спеченных фильтров зна-
чительно, больше, чем всех других известных фильтров.
Это объясняется тем, что в основном загрязнения осе-
дают в виде пленки на гладкой поверхности фильтра и
только часть их проникает в поры спеченного металла.
При использовании металлических фильтров в автомо-
бильных двигателях пленка загрязнений постоянно смы-
вается вследствие вибрации мотора и автомобиля, а
также движения жидкости в фильтре. Таким образом,
происходит самоочистка фильтра.
Спеченные фильтры лучше задерживают мелкие
твердые частицы, чем фильтровальная ткань, благода-
ря извилистому и многослойному расположению пор и
жесткому, фиксированному расположению металличес-
ких частиц. В спеченных фильтрах, в отличие от тканых,
бумажных и т. п., исключается засорение отфильтрован-
ной жидкости или газа материалом фильтра. Они так-
же отличаются значительно более высокой прочностью,
чем все другие, и могут работать при высоких темпера-
турах. Спеченные фильтры наиболее целесообразно при-
менять- для отделения незначительного количества твер-
дых частиц, загрязняющих большие количества
жидкости и газов. Одновременно такие фильтры отли-
чаются высокой проницаемостью фильтруемых жидкос-
тей и газов. Кроме собственно фильтрования, спечен-
ные фильтры применяют еще и для разделения смеси
жидких материалов (например, для разделения воды и
масла в эмульсиях и т. п.). Такое разделение основано
на различной проницаемости фильтров для материалов
с различной вязкостью и смачиваемостью.
Фильтры применяют также для регулирования ко-
394
личества протекающей жидкости или газа в измеритель-
ных и распределительных устройствах, а также для
смягчения толчков при пуске сжатого газа.
Регенерация фильтров, В процессе эксплуатации спе-
ченные фильтры, как и всякие другие, загрязняются
твердыми частицами фильтруемой среды, что приводит
к уменьшению проницаемости и прекращению работы
фильтра. Поэтому большое значение имеет возможность
очистки фильтра, т. е. их регенерация. Наиболее рацио-
нальным способом очистки считается такой, при кото-
ром фильтру полностью или в большей степени возвра-
щается его первоначальная производительность без
существенного изменения остальных свойств. При этом
не допускаются химические реакции с материалом
фильтра, которые способны вызвать внутреннюю кор-
розию. Регенерацию необходимо проводить без демон-
тажа оборудования и без большого расхода регенери-
рующего реагента, который должен' быть дешевым и
доступным.
По мере эксплуатации время между очередными очи-
стками сокращается и после снижения проницаемости
до 70—80% первоначальной величины фильтр обычно
заменяют новым.
Удаляемые при фильтрации примеси могут быть
металлическими частицами (стружка, окалина, ржав-
чина и пр.), неорганическими соединениями (окислы,
силикаты, песок) или органическими соединениями,
возникающими как в процессе приготовления фильтруе-
мой среды, так и при длительном хранении или в про-
цессе фильтрации.
Наиболее распространенным способом регенерации
является продувка воздухом или пропускание инертной
жидкости через фильтр в направлении, противополож-
ном потоку фильтруемой среды, при давлении 0,1—
0,2 МПа. Воздух или газ целесообразно продувать че-
рез фильтр, находящийся под слоем органической жид-
кости (ацетон, бензин, спирт, четыреххлористый угле-
род и др.), которая одновременно очищает поверхность
фильтра. При промывке можно применять химические
растворители; например, фильтры из нержавеющей ста-
ли очищают азотной кислотой умеренной концентрации.
Существует так называемая термическая очистка, при
которой фильтр прокаливают в газовой атмосфере, всту-
пающей с осадком в химическую реакцию. Однако при
395
такой регенерации фильтр приходится извлекать из аг-
регата, и поэтому указанный способ имеет ограничен-
ное применение.
Фильтры очищают также при помощи центробежных
сил (фильтр вращают), вибрированием и пр.
В результате регенерации степень очистки фильтруе-
мых сред ухудшается, так как средний эффективный
размер пор увеличивается. Это объясняется тем, что
мелкие поры засоряются легче, чем крупные, и при ре-
генерации полностью не очищаются.
§ 25. ДРУГИЕ ПОРИСТЫЕ МАТЕРИАЛЫ
Пластические свойства пористого железа используют в уплотни-
тельных прокладках, служащих для герметизации стыков труб, муфт
и фланцев.
Успешно применяют битуминированное пористое железо (зин-
терит) для зачеканки стыков трубопроводов. Такой уплотнительный
материал получают из грубозернистого железного порошка спекани-
ем при 1200—1350° С без предварительного прессования с последую-
щей пропиткой битумами для повышения коррозионной стойкости.
Зинтерит изготовляют в форме кусочков, скрепленных железной про-
волокой или бумажными полосами в ленту, которую удобно исполь-
зовать при зачеканке труб.
Пористые материалы находят применение и в авиации для борь-
бы с обледенением самолетов. Кромки крыльев, подвергающиеся об-
леденению, покрывают медно-никелевым пористым слоем. В порах
циркулирует жидкость (антифриз), препятствующая обледенению.
Такая система использования антифриза увеличивает его эффектив-
ность в пять раз. Масса всей установки вместе с насосом и запасом
антифриза составляет 0,6% от массы самолета.
В настоящее время большое внимание уделяют применению по-
ристых материалов для охлаждения «выпотеванием» (так называ-
емые «потеющие» сплавы). В «потеющих» деталях машин к нагре-
той поверхности этих деталей охлаждающую жидкость или газ по-
дают через поры. Например, температура пористых турбинных лопа-
ток может быть снижена в результате охлаждения воздухом до
600° С. Для изготовления таких турбинных лопаток успешно исполь-
зуют нержавеющие аустенитные стали.
Многие электрохимические процессы сопровождаются образова-
нием водорода, который обычно выделяется на катоде с большим пе-
ренапряжением. Поэтому при больших плотностях тока наблюдают-
ся повышенные затраты эт/ектроэнергии. Перенапряжение водорода
зависит от площади поверхности катода и ее активности. Методы
порошковой металлургии позволяют изготавливать пористые элек-
троды с развитой поверхностью, обеспечивающей на весь период
работы электрода устойчивое снижение величины перенапряжения.
Лучшие результаты для снижения перенапряжения достигают при
использовании электродов, изготовленных из высокодисперсного по-
рошка железа.
Из пористого железа можно изготавливать электроды аккумуля-
торов. При обычном производстве железоникелевых аккумуляторов
396
активная железная масса заключается в оболочки из перфорирован-
ной жести, что сильно усложняет технологический процесс их произ-
водства. При использовании спеченных электродов необходимость
заключения их в металлические оболочки отпадает; кроме дого, это
позволяет уменьшить габариты аккумуляторов и сократить расход
металла.
§ 26. ФРИКЦИОННЫЕ МАТЕРИАЛЫ
Фрикционные материалы — это материалы с высо-
ким коэффициентом трения (условно не менее 0,20 при
работе без смазки в паре с чугуном или со сталью и не
менее 0,05 при работе со смазкой), применяемые в тор-
мозных устройствах или устройствах, передающих кру-
тящие моменты.
Условия работы фрикционных материалов в совре-
менных скоростных машинах крайне тяжелые. Началь-
ная скорость торможения в них достигает 50 м/с при
давлении до 2,5 МПа без смазки и 100 м/с при давле-
нии 7 МПа (со смазкой). На трущихся поверхностях
при таких режимах торможения происходит мгновен-
ный нагрев до 1200° С. Для успешной работы в таких
тяжелых условиях фрикционные материалы должны
обеспечить плавное торможение при: а) высоком коэф-
фициенте трения, не изменяющемся заметно в широком
интервале температур; б) высокой износостойкости;
в) достаточной прочности; г) высокой теплопроводнос-
ти; д) хорошей прирабатываемости; е) высоком сопро-
тивлении заеданию; ж) высокой стойкости против кор-
розии.
Фрикционные материалы как на асбестовой основе
(типа ферродо), так и металлические (чугун, сталь,
бронза) не удовлетворяют этим требованиям.
При работе в тяжелых условиях фрикционные ма-
териалы на основе асбеста из-за низкой теплопровод-
ности вызывают сильный нагрев трущейся пары. Нали-
чие влаги в асбесте и органических веществ в смазке
(масло, битум, бакелит, каучук) приводит к непостоян-
ству коэффициента' трения и вызывает большой износ
при высоких температурах. При температурах выше
330° С происходит обугливание входящих в состав орга-
нических веществ, что вызывает быстрый износ фрикци-
онного материала.
Литые металлические тормозные материалы (чугун,
бронза и др.) также непригодны для тяжелых условий
397
работы вследствие резко выраженной склонности к зае-
данию и свариванию при высоких температурах, боль-
шого износа трущейся пары и низкого коэффициента
трения при легких условиях работы.
Таким образом, для того, чтобы обеспечить надеж-
ную работу в тяжелых условиях, фрикционные мате-
риалы должны сочетать комплекс разнообразных и, ка-
залось бы, взаимоисключающих свойств. Только порош-
ковая металлургия позволяет изготовить материал из
разнообразных составляющих, суммирование свойств
которых обеспечивает необходимые свойства готового
изделия.
Спеченные фрикционные материалы чаще всего со-
стоят из металлических и неметаллических компонен-
тов, при этом металлические составляющие обеспечи-
вают материалу высокую теплопроводность и прираба-
тываемость, а неметаллические (окись кремния, окись
алюминия, графит и т. д.) повышают коэффициент тре-
ния и уменьшают склонность к заеданию.
Все компоненты, входящие в состав спеченных фрик-
ционных материалов, можно условно разделить на три
основные категории:
1) компоненты основы, в качестве которых использу-
ют медь или ее сплавы для работы в условиях жидкого
трения в масле и других жидкостях при температурах
до 500—650° С, железо или его сплавы и никель или его
сплавы для работы в условиях сухого трения при раз-
вивающихся в момент тооможения температурах до
1000—1200° С;
2) компоненты, служащие в качестве смазки и
предохраняющие фрикционный материал от износа
(свинец, олово, висмут, сурьма, графит, сульфиды мо-
либдена, железа и меди, сернокислые соли бария и же-
леза, нитрид бора);
3) компоненты, придающие материалу высокие фрик-
ционные свойства (асбест, кварцевый песок, окись
хрома, окись алюминия, карбид бора, карбиды крем-
ния, титана или вольфрама и др.).
Добавка неметаллических компонентов вызывает по-
нижение прочностных свойств фрикционного материа-
ла и увеличение хрупкости. Поэтому тормозные элемен-
ты выполняют из биметаллического материала, состоя-
щего из спеченного фрикционного слоя и стальной
основы. Фрикционный слой соединяют со стальной ос-
398
новой в процессе изготовления, т. е. при прессовании
и спекании под давлением.
На рис. 176 показаны технологические операции при
изготовлении фрикционных изделий.
Фрикционные спеченные материалы в основном го-
товят на медной, железной и бронзовой основе.
Тормозные материалы на медной основе обычно со-
держат, %: Си 60—80; Sn 4—12; Pb 5—15; графита 4—
9; SiO2 до 8; Zn 0—15 и Fe 0—6. Смеси порошков прес-
суют под давлением 200—300 МПа в стальных формах.
Операция спекания совмещается с привариванием тон-
кого фрикционного слоя к стальной основе (для повы-
шения механической прочности) в печах колокольного
типа в инертной атмосфере при 750—850° С в течение
30—40 мин. Коэффициент трения такого материала сос-
тавляет 0,15—0,5 в зависимости от состава.
Недостатком тормозных материалов на медной и
бронзовой основах являются относительно невысокий
коэффициент трения, низкая рабочая температура вслед-
ствие низкой температуры плавления материала и де-
фицитность исходных материалов: меди, олова, свинца,
цинка. Этими недостатками не обладают фрикционные
материалы на железной основе, разработанные в СССР.
Примерный состав тормозного материала на железной
основе следующий: 9% графита; 3% окиси кремния; 3%
обожженного при 1100° С асбеста; 6% сернокислого ба-
рия и 15% меди; в других составах медь целиком или
частично заменяют свинцом. Такие материалы облада-
ют достаточно высокими температурой плавления и
прочностью.
В результате растворения графита в железе при спе-
кании и образования перлитных структур повышается
коэффициент трения и износостойкость.
Присутствие в составе тормозного материала графи-
та обеспечивает повышение износостойкости и сопро-
тивления заеданию при некотором снижении коэффи-
циента трения. Слоистая структура графита, представ-
ляющая собой наслоение шестигранников из атомов
углерода, слабосцепленных между собой, легко разру-
шается на тончайшие слои. В процессе трения чешуйки
графита отрываются одна от другой и покрывают тру-
щиеся поверхности, создавая устойчивую активную
пленку, которая предотвращает схватывание и заеда-
ние. С увеличением содержания графита в материале
399
26—268
Рис. 176. Обобщенная технологическая схема изготовления спеченных фрикционных изделий
коэффициент трения и износостойкость повышаются,
достигая максимума при 9%; дальнейшее увеличение
содержания графита приводит к постепенному сниже-
нию коэффициента трения и износостойкости материа-
ла. Образующийся за счет взаимодействия железа с
графитом перлит и структурно свободный цементит
нейтрализуют смазывающее действие графита и обес-
печивают достаточно высокие коэффициенты трения и
износостойкости. При содержании графита более 9%
коэффициент трения уменьшается, а износ увеличива-
ется вследствие преобладающего действия графита, на-
ходящегося в большом количестве на поверхности тре-
ния. Кроме того, здесь играет роль и снижение проч-
ности материала вследствие большей изоляции частиц
(частицы материала легко отрываются одна от другой),
что обусловливает в свою очередь постепенное по-
нижение коэффициента трения и износостойкости ма-
териала. При малом содержании графита повы-
шенный износ материала связан с наличием преиму-
щественно ферритной структуры, которая приводит к
схватыванию и глубинному вырыванию материала в про-
цессе трения.
Свинец повышает прирабатываемость, сопротивле-
ние заеданию и износу и способствует плавному тормо-
жению. При значительном разогреве во время торможе-
ния свинец расплавляется и служит своего рода метал-
лической смазкой. С увеличением содержания свинца
механические свойства снижаются, а коэффициент тре-
ния при этом незначительно повышается; износостой-
кость материала возрастает.
Медь, входящая в состав фрикционных материалов,
повышает теплопроводность. Взаимное частичное раст-
ворение меди и железа оказывает большое влияние на
уплотнение и упрочнение материала при спекании, если
медь находится в жидкой фазе. Жидкая фаза меди
обеспечивает более полное соединение частиц сплава,
сфероидизацию зерен железа и увеличивает усадку за
счет капиллярного воздействия жидкой фазы. С увели-
чением содержания меди в композиции железо — гра-
фит — асбест — окись кремния значительно повышают-
ся механические свойства, коэффициент трения и вели-
чина износа, что объяснено наличием жидкой фазы ме-
ди при спекании и ферритной структурой материала.
Жидкая фаза увеличивает прочность сцепления частиц
402
металлической основы, а ферритная структура мате-
риала обусловливает возможность частичного молеку-
лярного сцепления наряду с механическим зацеплением
при трении, что ведет к повышению коэффициента тре-
ния и износа вследствие схватывания и Лубинного вы-
рывания материала с поверхности трения. Присадка
свинца к сложной композиции, содержащей добавки
меди, вызывает значительное понижение износа при на-
личии ферритной структуры из-за устранения молеку-
лярного взаимодействия трущихся поверхностей в при-
сутствии свинца.
Такие' абразивные компоненты, как окись кремния
и асбест, вводят в состав тормозного материала для по-
вышения коэффициента трения и сопротивления заеда-
нию и для снижения износа самого материала. Эти до-
бавки не растворяются в заметных количествах в ком-
понентах фрикционного материала при спекании при
температурах до 1100° С.
Увеличение содержания окиси кремния приводит к
значительному повышению коэффициента трения и сни-
жению износа. Максимальное значение коэффициента
трения и минимальный износ получаются при содер-
жании 3—4% SiC>2. При более высоком содержании
окиси кремния наблюдается постепенное снижение ко-
эффициента трения при одновременном возрастании из-
носа. Содержание 3% SiO2 в сплаве повышает пример-
но в два раза коэффициент трения, а износ при этом
снижается в 3—4 раза по сравнению с составами, не
содержащими окись кремния.
Повышение коэффициента трения при добавке в
шихту окиси кремния объясняется образованием микро-
царапин на сопряженной поверхности. При этом износ
материала снижается благодаря медленному и посте-
пенному истиранию твердых Частиц окиси кремния. Од-
нако такое действие частиц окиси кремния наблюдает-
ся до тех пор, пока эти частицы прочно удерживаются
в материале. При содержании окиси кремния выше оп-
тимального при данном составе прочность закрепления
абразивных частиц снижается, что проявляется в уве-
личении износа без заметного изменения коэффициента
трения. Чрезмерно высокое (до 6%) содержание окиси
кремния приводит к снижению механической прочности
материала в 3—4 раза по сравнению с материалом, не
содержащим кремнезема.
26*
403
Присадки асбеста к спеченному материалу на же-
лезной основе повышают его фрикционные свойства —
коэффициент трения может увеличиться на 50%. Со-
четание окиси кремния и асбеста в материале обеспе-
чивает высокий коэффициент трения и высокую изно-
состойкость, плавность торможения и высокое сопро-
тивление заеданию. Такое влияние окиси кремния и
асбеста объясняется разной природой минералов, твер-
достью и формой частиц. Если зерна окиси кремния
имеют осколочную форму острыми углами и при тре-
нии оставляют царапины, то частицы асбеста имеют
закругленную и призматическую форму. Частицы с ту-
пыми углами, выступающими на небольшую высоту, не
режут, а скользят с большими усилиями по поверхнос-
ти трения, сглаживая и полируя царапины.
С целью улучшения стабильности коэффициента тре-
ния, уменьшения наволакивания фрикционного мате-
риала на поверхность трения и повышения термической
прочности в шихту вводят присадки сернистых соеди-
нений в виде сернокислого бария. В результате при спе-
кании в атмосфере водорода получают весьма сложную
систему взаимно реагирующих компонентов.
В частности, установлено, что при спекании серно-
кислый барий взаимодействует с железом, образуя низ-
коплавкую эвтектику сернистых соединений, плавящую-
ся при 800—850° С. Результаты металлографического
исследования указывают на значительное количество
включений сернистых соединений округлой формы, рас-
положенных преимущественно по границам зерен, бла-
годаря чему наблюдается значительное повышение из-
носостойкости материала.
Например, фрикционный спеченный материал МКВ-
50А содержит 9—11% Си, 2,5-^4 % асбеста, 8,5—11%
Собщ (в том числе 8% в виде графита), 3—4,3% Si (в
виде карбида кремния), 3—4,3% В (в виде карбида бо-
ра), 0,6—1,2% S (в виде сернокислого железа), осталь-
ное железо.
Результаты исследования влияния пористости на
свойства фрикционных спеченных материалов показа-
ли, что оптимальная пористость находится в пределах
13—20%. Отклонение от оптимальной пористости при-
водит к понижению «коэффициента трения и повышению
износа. Очевидно, при меньшей или большей плотности
материала происходит вырывание частиц с большими
404
размерами, т. е. продукты износа Менее дисперсны, Чем
при оптимальной пористости.
В производстве фрикционных материалов на основе
железа используют мелкие порошки, содержащие час-
тицы мельче 120 мкм. Изделия, изготовленные из таких
порошков, отличаются более высокими механическими
свойствами. Исходным материалом являются железный
порошок, полученный методом восстановления, и элект-
ролитический медный порошок. Графит используют ма-
лозольный. Порошок асбеста готовят прокалкой листо-
вого асбеста на воздухе при 1100° С. В процессе прокал-
ки при этой температуре в течение 2 ч из асбеста
удаляется кристаллическая вода и он становится хруп-
ким. ЛЭбожженный асбест и кварцевый песок размалы-
вают в шаровой мельнице, полученный продукт просеи-
вают через сито 200 меш.
Шихту смешивают в конусном смесителе, причем для
улучшения процесса в шихту добавляют 1% бензина,
Порошок прессуют в стальных закаленных прессформах
при давлении 300—400 МПа как на гидравлических, так
и на механических прессах. Фрикционные накладки из-
готовляют в виде пластин толщиной 3—5 мм.
Предложено три метода соединения фрикционного
слоя с основой: напрессовка фрикционного слоя на сталь-
ную основу; прессование фрикционного слоя, который
затем соединяется с основой при спекании под давлени-
ем; прессование фрикционного слоя и основы, состоящей
из металлических порошков.
Применение того или иного метода определяется в
основном размерами изделий. Так, для малогабаритных
изделий, когда упругое расширение не велико, целесооб-
разно напрессовывать фрикционный слой на стальную ос-
нову, причем сцепление лучше при грубой механической
обработке стальной основы. Наоборот, при изготовлении
крупногабаритных изделий, где в результате значитель-
ного упругого расширения происходит сдвиг фрикцион-
ного слоя по стальной основе, целесообразно применять
второй метод, т. е. фрикционный слой соединять с осно-
вой в процессе спекания под давлением.
Стальную основу предварительно подвергают, как
правило, восстановительному отжигу при 900—1000° С
для удаления поверхностных окислов или травлению и
никелированию. Никелирование обычно производят на
толщину слоя 0,03—0,05 мм. Для повышения прочности
405
соединения фрикционного слоя со стальной основой иног-
да наносят промежуточный слой из железного порошка
толщиной 0,1—0,2 мм.
Фрикционные материалы на железной основе спекают
в восстановительной атмосфере при 1110—1130° С в те-
чение 2—3 ч под давлением. При таком режиме спекания
получаются перлитные структуры с наличием цементита
и меди, расположенных в виде разорванной сетки по гра-
ницам зерен. Спекание под давлением обеспечивает бо-
лее плотное соединение фрикционного слоя с основой,
а также препятствует короблению изделий. Для спекания
спрессованные заготовки укладывают на плиту стопка-
ми, а для того, чтобы избежать приваривания, заготовки
отделяют одну от другой прокладками из асбеста и бу-
маги. Сверху на стопки укладывают плиту, которая пе-
редает давление изделиям от штока, снизу стопки под-
жимают клиньями.
Очень часто для спекания фрикционных материалов
используют печи колокольного типа. После спекания из-
делия охлаждают вместе с печью до 700° С. Дальнейшее
охлаждение производят вне печи в потоке воздуха, при-
чем для получения дисперсной перлитной структуры же-
лательно охлаждать изделия с максимальной скоростью
начиная с температуры 700° С.
На рис. 177 показана электрическая печь для спека-
ния фрикционных деталей. Печь рассчитана на макси-
мальную рабочую температуру до 1200° С и позволяет из-
готавливать в защитно-восстановительной атмосфере
(в водороде) спеченные фрикционные материалы как на
медной, так и на железной основах методом припекания
с предварительным диффузионным отжигом стальных ос-
нов, покрытых медью, никелем и др. Печь снабжена пнев-
матическим поджимным устройством с максимальным
усилием 28 кН, что позволяет получать при спекании дав-
ления до 2,5—3 МПа.
В современной технике находят также применение
фрикционные материалы на основе пластмасс и асбокау-
чуковые материалы (ретинакс ФК-16Л и ФК24А;
6КВ-10). По фрикционным свойствам пластмасса и ме-
таллические материалы относят к двум группам, харак-
теристики которых в ряде случаев противоположны.
Фрикционная пластмасса при низких температурах удов-
летворяет основным требованиям, предъявляемым к
фрикционным материалам. Недостатком пластмасс яв-
406
ляется их низкая термостойкость. При температурах
300—500° С происходят процессы разложения связую-
щего и горение. Образующийся в результате трения
пластмассы углерод легко взаимодействует при повы-
Рис. 177. Печь для спекания
фрикционных изделий под
давлением:
/ — стальной кожух; 2 —
футеровка; 3 — полочки из
высокоглиноземистого огне-
упора; 4 — электронагрева-
тели; 5 — поддон; 6 — створ-
ки крышки; 7 — шток пнев-
моцилиндра для перемеще-
ния направляющих; 8 —
пневмоцилиндр для пере-
мещения створок крышки;
9 — контейнер со спекаемы-
ми изделиями; 10—гидроци-
линдр прижимного устрой-
ства; // — пневмоцилиндр
возврата; 12 — тележка с
катками; 13—вытяжной
зонт
шейных температурах с железом контртела, что может
привести к свариванию трущихся поверхностей.
Металлические фрикционные материалы более тер-
мостойки и жаропрочны, но, как правило, плохо рабо-
407
тают при низких температурах, образуя с металлическим
контртелом прочные мостики схватывания. При высо-
ких скоростях и температурах коэффициент трения ме-
таллических пар резко снижается и поверхности сгла-
живаются. Попытка придать металлическим фрикцион-
ным материалам большую универсальность свойств
привела к созданию комбинированного металлопластмас-
сового фрикционного материала, обладающего стабиль-
ным коэффициентом трения в большом диапазоне тем-
ператур и скоростей. Изготовление такого материала
принципиально не отличается от изготовления спечен-
ного фрикционного материала и сводится к приготовле-
нию шихты, состоящей из смеси металлических порош-
ков и пластмасс, прессованию и термической обработке.
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
1. Мошков А. Д. Пористые антифрикционные материалы. М., «Ма-
шиностроение», 1968. 208 с. с ил.
2. Ермаков С. С., Вязников Н. Ф. Металлокерамические детали в
машиностроении. Л., «Машиностроение», 1975. 232 с. с ил.
3. Федорченко И. М., Крячек В. М., Панайоти И. И. Современные
фрикционные материалы. Киев, «Наукова думка», 1975, 336 с. с ил.
Глава VII
ЭЛЕКТРОТЕХНИЧЕСКИЕ МАТЕРИАЛЫ
Спеченные материалы находят большое применение
в электротехнической промышленности и промышленно-
сти средств связи. Внедрение в электротехническую про-
мышленность методов порошковой металлургии не толь-
ко повышает культуру труда и не только позволяет эко-
номить дорогие материалы при изготовлении различных
изделий, но и обеспечивает получение новых высокока-
чественных материалов с уникальными свойствами, оп-
ределяющими их применение в электротехнике, электро-,
машино- и аппаратостроении, автоматике и телемехани-
ке, радиотехнике и радиоэлектронике, телефонии и дру-
гих отраслях промышленности.
§ 27. ЭЛЕКТРИЧЕСКИЕ КОНТАКТЫ
Электрические контакты — один из основных компо-
нентов любых электрических схем; в связи с усложне-
нием этих схем растет количество и разнообразие типов
и форм контактов. Электрические контакты включают
или разрывают электрические цепи в самых различных
условиях. По условиям работы можно выделить четыре
группы контактов:
1) для слабых токов (миллиамперы), применяющих-
ся в технике связи, радио и других приборах;
2) для размыкания цепей постоянного и переменно-
го тока до 15 А;
3) для цепей с током до 100 А и напряжением до
440 В, предусматривающие гашение дуги;
4) воздушные или масляные выключатели, рассчи-
танные на значительные мощности.
К контактам этих типов предъявляют следующие
требования:
а) постоянство сопротивления в течение длительного
времени; это подразумевает устойчивость к атмосфер-
ной коррозии и образованию поверхностной пленки окис-
лов, несмотря на возникающие иногда дуги;
б) устойчивость материала к воздействию дуги, вы-
зывающему образование лунок и износ контакта;
в) для средненагруженных контактов с устройством
для гашения дуги важным качеством является механи-
ческая прочность; общее и контактное сопротивления
этих контактов должны быть низкими, поскольку пере-
грев их не допустим; такие контакты не должны также
привариваться друг к другу;
г) конструкции мощных выключателей должны обес-
печивать разрыв передачи огромных количеств энергии
(токов до 40 тыс. А при напряжении до 660 В); мате-
риалы таких контактов должны быть прочными и стой-
кими против приваривания в условиях действия высо-
ких температур на поверхности контактов.
Материалы, используемые в качестве контактных,
должны обладать следующими свойствами:
1) высокой электро- и теплопроводностью;
2) тугоплавкостью и коррозионной стойкостью;
3) высокой механической прочностью как при ком-
натной, так и при повышенных температурах;
4) хорошей прирабатываемостью;
409
5) высокой электроэрозионной устойчивостью;
6) незначительной склонностью к свариваемости и
прилипанию;
7) стабильностью в процессе работы контакта.
Для обеспечения таких свойств контакты обычно из-
готавливают из смесей различных материалов — метал-
лов, графита и других неметаллических веществ, а так-
же металлических псевдосплавов. По составу контакт-
ные материалы могут быть подразделены на металло-
угольные, псевдосплавные, металлические, карбидные,
металлоокисные.
В условиях эксплуатации износ контактов, как из-
вестно, в основном связан с дуговым разрядом, возни-
кающим между ними. Следовательно, те материалы,
у которых выше значения критической силы тока и кри-
тического напряжения при образовании дуги, будут об-
ладать более высокой устойчивостью в условиях экс-
плуатации.
В табл. 18 приведены значения критической силы то-
ка при дугообразовании для ряда материалов.
Таблица 18
Критическая сила тока при дугообразовании
для различных материалов, А
Материал Напряжение, В Материал Напряжение, В
25 | 50 по 220 25 50 по 220
Графит . . — 5 0,7 о,1 Бронза. 4 0,7 0,4 0,3
Молибден . 18 3 2 1,0 Золото . . 1,7 1,5 0,5 0,5
Вольфрам . 12,5 4 1,8 1,4 Платина . . 4,0 2,0 1,0 0,5
Никель . . — 1,2 1,0 0,7 Палладий . 3,5 1,5 1,0 0,5
Свинец . . 7,5 3 0,85 0,7 Кадмий . . 0,5 0,5 0,5 0,5
Медь . . . — 1,3 0,90 0,5 Цинк . . . 0,5 0,5 0,5 0,5
Серебро . . 1,7 1,0 0,6 0,25 Железо . . — 1,5 1,0 0,5
Данные, характеризующие износ различных мате-
риалов при дуговом разряде, представлены в табл. 19.
* Условия переноса вещества в дуге связаны с неко-
торыми физическими свойствами материала электродов:
твердостью, атомным объемом, характеристическим на-
пряжением дуги.
Существенное значение для характеристики износо-
стойкости различных контактных материалов имеют их
410
Таблица 19
Износ различных материалов при дуговом разряде
Материал Характеристи- ческое напряже- ние дуги, В Удельная потеря массы, мг/к Материал Характеристи- ческое напряже- ние дуги, В Удельная потеря массы, мг/к
Золото . . . 15 Никель . . . 14 0,02
Палладий . . 12 — Медь . . . . 12,3 0,045
Железо . . . 12—15 — Вольфрам . . 10 0,07
Углерод . . . 18 . 0,0013 Платина . . . 16 0,13
Молибден . . 17 0,01 Серебро . . . 11,5 0,17
Алюминий . . 14 0,014 Цинк . . . . 11 —
температура плавления и испарения, скрытая теплота
испарения и сублимации, упругость пара при данной
температуре, жароупорность и коррозионная стойкость.
Из данных, приведенных в табл. 18 и 19, следует, что
такие металлы, как вольфрам и молибден, казалось бы,
наиболее полно удовлетворяют требованиям, которые
предъявляются к контактным материалам. Они облада-
ют высокой температурой плавления, характеризуются
высокими прочностными параметрами, имеют весьма вы-
сокие значения температур испарения и сублимации,
а также критических сил тока и напряжения. Эти свой-
ства обеспечивают им малый износ в условиях дугового
разряда. Кроме того, эти материалы мало склонны к
мостикообразованию, а их окислы (в первую очередь
окисел вольфрама) летучи и электропроводны. Однако
показатели электропроводности и теплопроводности
вольфрама и молибдена низкие; для них характерно
высокое контактное сопротивление. Указанные недостат-
ки косвенно отрицательно влияют и на другие характе-
ристики износостойкости. Вместе с тем надо отметить,
что вольфрам уже давно вошел в промышленную прак-
тику и широко используется в разнообразных электри-
ческих системах контактного действия.
Литые сплавы на основе серебра, золота и металлов
платиновой группы (Pt, Pd, Os, Ir, Rh) также в извест-
ной степени удовлетворяют указанным выше требовани-
ям и, несмотря на высокую стоимость и дефицитность,
411
находят довольно широкое промышленное применение.
Из этих материалов изготавливают контакты для сла-
бо- и средненагруженных контактных систем, прежде
всего для аппаратуры связи. Однако указанные материа-
лы, несмотря на весьма низкие значения контактных со-
противлений и устойчивость во времени, химическую ста-
бильность и высокие электропроводность и теплопровод-
ность, отличаются значительной эрозией при дуговом
разряде, низкими значениями критических сил тока для
дугообразования, склонностью к образованию мостиков
и свариваемостью.
Метод порошковой металлургии позволяет создавать
такого рода композиции, в которых за счет сохраняю-
щихся неизменными свойств отдельных составляющих
могут быть суммированы все свойства, которыми должен
обладать контактный сплав. Известны, например, ком-
позиции: вольфрам — медь, вольфрам — медь — никель,
вольфрам — стареющие сплавы на основе меди, карбид
вольфрама — медь, вольфрам -- серебро, молибден — се-
ребро, вольфрам — серебро — никель, карбид вольфра-
ма—серебро, карбид вольфрама—кобальт, карбид воль-
фрама— кобальт — серебро, карбид вольфрама—осмий,
платина, иридий, родий, борид вольфрама — осмий и
другие благородные металлы, серебро — графит, сереб-
ро — никель, серебро — никель — молибден, серебро —
никель — кадмий, серебро — кадмий, серебро — железо,
серебро — окись кадмия, серебро — окись свинца, сереб-
ро — окись железа, серебро — окись олова, серебро —
окись меди, золото — графит, серебро — нержавеющая
сталь и многие другие. Спеченные контакты имеют об-
щий индекс КМК.
Наиболее широкое применение получили серебряно-
вольфрамовые и медно-вольфрамовые псевдосплавы с
содержанием вольфрама 30—70%.
Контакты из серебра и вольфрама отличаются вы-
соким сопротивлением износу, привариванию и сплав-
лению в условиях сильного дугообразования. Дугостой-
кость возрастает при увеличении содержания вольфрама,
однако при этом ухудшаются электрические харак-
теристики (растет электросопротивление) и пластиче-
ские свойства.
При высоком содержании вольфрама (больше 50%)
контакты применяют в высоковольтной электроаппара-
туре, а при низком содержании вольфрама — в низко-
412
вольтных приборах. Для улучшения некоторых свойств
в состав серебряно-вольфрамовых контактов вводят до
4% никеля, повышающего коррозионную стойкость, и не-
большое количество цинка, который улучшает гашение
дуги и повышает твердость сплава.
В некоторых случаях с целью повышения устойчиво-
сти против оплавления, приваривания и износа приме-
няют не чистый вольфрам, а карбид вольфрама, содер-
жание которого в сплаве составляет обычно 50—60%.
Контакты, содержащие карбид вольфрама, отличаются
очень высокой твердостью и более стабильным переход-
ным сопротивлением.
Медно-вольфрамовые контакты по износостойкости,
сопротивлению оплавлению и привариванию превосходят
серебряно-вольфрамовые, однако их большим недостат-
ком является более высокое электросопротивление, кото-
рое в полтора раза выше. В состав медно-вольфрамовых
контактов может входить никель. Медно-вольфрамовые
контакты применяют для изготовления контактов у ап-
паратов стыковой сварки, мощных масляных и воздуш-
ных выключателей.
Контакты из серебра и молибдена хорошо сопротив-
ляются износу и привариванию, имеют низкое электро-
сопротивление и достаточно высокую твердость. Счита-
ют, что серебро и молибден в какой-то степени взаимо-
действуют. Серебряно-молибденовые контакты применяют
в воздушных выключателях, выключателях бытовых
приборов реле, вибропреобразователях, дугогасящих
контактах.
Контакты из серебра и никеля обладают высоким
сопротивлением электрическому износу и отличаются
хорошей обрабатываемостью резанием. Вследствие их
высокой пластичности серебряно-никелевые контактные
материалы можно прокатывать, ковать и волочить, что
позволяет, широко использовать различные технологиче-
ские приемы изготовления. Недостаток этих контактов —
повышенная склонность к привариванию при больших
нагрузках.
Применяют эти контакты в различных автоматах, кон-
такторах, магнитных пускателях, реле особо тяжелого
режима, реле цепей сигнализации и автоматики, высоко-
вольтных выключателях небольшой мощности и т. д.
Серебряно-графитовые и медно-графитовые контакты
отличаются высокой электропроводностью и хорошим
413
сопротивлением привариванию. Серебряно-графитовые
применяют в различных автоматах, воздушных выклю-
чателях, реле сигнализации, переключателях диапа-
зонов радиоприемников; медно-графитовые — в ручных
выключателях.
Контакты серебро — окись кадмия содержат 10—15%
окиси кадмия. Они наиболее износостойки и хорошо
сопротивляются привариванию в условиях повышенных
нагрузок; отличаются большой электропроводностью,
хорошей пластичностью и механической обрабатываемо-
стью. Применяют их в контакторах, магнитных пускате-
лях, терморегуляторах, стартерах двигателей внутренне-
го сгорания, реле среднего и тяжелого режимов.
Контакты серебро — окись меди содержат 8—10%
окиси меди и при высоких нагрузках в условиях повтор-
но кратковременного режима по износоустойчивости и
сопротивлению приваривания превосходят контакты из
материала серебро — окись кадмия.
Спеченные контакты по сравнению с медными и сере-
бряными, а в отдельных случаях и с золотыми и платино-
выми обладают более высокими термостойкостью, меха-
нической прочностью и стойкостью против эрозии, а так-
же слабой привариваемостью. Это обеспечивает боль-
шую надежность и больший срок службы электрической
аппаратуры, а также значительную экономию драгоцен-
ных металлов.
В ряде случаев спеченные контакты вообще незаме-
нимы. Например, только с применением таких контакт-
ных изделий в дугогасящих устройствах и других эле-
ментах конструкции мощных выключателей открылась
возможность коммутирования токов огромной мощности
на линиях дальних передач, в электрооборудовании
контактного действия на крупных гидроэлектростанциях
и других объектах.
При изготовлении спеченных контактов применяют,
как правило, два варианта технологии. По одному из них
все порошкообразные компоненты (в качестве которых
используют стандартные порошки металлов и неметал-
лов) смешивают в смесителях в требуемых пропорциях.
Полученную шихту прессуют в стальных прессформах
при достаточно высоких давлениях (300—500 МПа, а
серебряно-вольфрамовые .и медно-вольфрамовые контак-
ты даже при давлении выше 1500 МПа). Прессовки
подвергают спеканию (например, Ag—W при 1000° С,
414
Си—W при 1100° С, Ag—CdO, Ag—CuO, Ag—Ni — прй
900—950°С); длительность спекания составляет 3—4 ч.
Спекание проводят в защитной атмосфере, которая дол-
жна обеспечивать получение высококачественной про-
дукции, быть экономичной, надежной, безопасной в эк-
сплуатации, а также универсальной, т. е. пригодной для
спекания различных материалов. Как правило, приме-
няют двойное прессование и отжиг после допрессовки.
По второму варианту изготавливают контакт из одно-
го тугоплавкого компонента, а затем пропитывают его
жидким металлом. Для улучшения качества пропитки
к порошку тугоплавкого металла перед прессованием
добавляют небольшое количество порошка того металла,
которым производят пропитку. Пропитку медью ведут
при 1200° С, а пропитку серебром — при 1100° С.
Скорость пропитки обычно составляет несколько
десятых миллиметра в секунду. Одно из важнейших
условий успешной пропитки — хорошая смачиваемость
материала заготовки жидкостью. Считают, что это усло-
вие выполняется, если краевой угол смачивания не пре-
вышает 90°.
Пропитку осуществляют следующим образом: на
изделия, спрессованные из вольфрама, молибдена или
других тугоплавких материалов, устанавливают кусочки
меди, серебра или их сплавов, и изделия загружают в
электрическую печь с атмосферой защитного газа.
Кусочки меди или,серебра расплавляются при достиже-
нии соответствующей температуры и расплав впитыва-
ется в поры. Количество легкоплавкой составляющей
берут из расчетного объема пор в пористой заготовке,
при этом удается избежать шлифовки для удаления
лишней части легкоплавкого компонента. По другому
варианту изделия пропитывают погружением их в ванну
с расплавленным материалом. Метод пропитки обеспечи-
вает наиболее благоприятные условия для изготовления
сложных по форме и составу контактных изделий для
электротехнической промышленности сильных токов.
В процессе изготовления можно оснащать контакты
припойным слоем или делать их многослойными — рабо-
чая дугостойкая поверхность переходит в теплопровод-
ный и высокоэлектропроводный сердечник из чистой
меди или серебра. Свойства контактов в значительной
мере зависят от структуры, которая может быть сущест-
венно улучшена, если эти материалы после спекания
415
подвергнуть глубокой пластической деформации допрес
совкой или прокаткой.
Если нужно получить псевдосплавы (серебро с воль-
фрамом, серебро с рением и т. д.) с очень тонкой струк-
турой, то порошковые смеси готовят восстановлением
металлов из растворов вольфрамата серебра или перре-
ната серебра и т. д. Следует также указать, что контакт-
ные свойства вольфрамовых, серебряно-никелевых и
других контактов значительно улучшаются, если в них с
помощью деформации создать волокнистую структуру,
О 50 100150 200250
Средний диаметр частиц,
мкм
Рис. 178. Удельный электрический
износ и твердость контактов типа
КМК-АЮМ с разной дисперсностью
структуры
ориентированную таким об-
разом, чтобы волокна были
направлены перпендикуляр-
но к рабочей поверхности
контактов.
Контакты на основе кар-
бида вольфрама, сцементи-
рованного кобальтом или
благородным металлом (Os,
Pt, Pd, Ir), обладают высо-
кой стойкостью против элек-
троэрозии при возникнове-
нии электрических дуг и при
искрении.
На рис. 178 показана
зависимость износа контак-
тов из серебра и окиси кад-
мия типа КМК-АЮМ с 15%
CdO от дисперсности струк-
туры. Видно, что с уменьше-
нием среднего диаметра ча-
стиц серебра от 300 до 0,5
мкм электрический износ уменьшается примерно в 6 раз.
В настоящее время осуществляют промышленный вы-
пуск контактов с мелкодисперсной структурой систем:
серебро — никель; серебро — окись меди; серебро — ни-
кель — графит; серебро — графит; серебро — вольфрам
и др.
Основные условия получения контактов из мелкодис-
персных смесей: размер частиц порошков не должен пре-
вышать 1 мкм, а сами частицы различных компонентов
должны быть равномерно распределены в смеси. Это
достигается тем, что необходимый химический состав
порошковой смеси получают при совместном осаждении
416
гидратов или карбонатов из водных растворов азотнокис-
лых серебра, кадмия и никеля; полученную" смесь подвер-
гают фильтрованию, промывке, сушке и прокаливанию.
Для получения смесей серебро — окись кадмия осажде-
ние проводят едким натром, так же как и в случае полу-
чения композиций серебро — окись меди. При получении
смеси серебро — никель осадителем служит бикарбонат
натрия.
Принципиальная схема получения контактов с мелко-
дисперсной структурой такая же, как и получение кон-
тактов с грубодисперсной структурой. Однако имеются и
особенности:
1) отсутствует операция механического смешения,
которое заменено химическим, что гарантирует хорошее
качество структуры и остальных свойств контактов;
2) температуры спекания примерно на 100° С ниже,
так как порошки обладают развитой активной поверх-
ностью;
3) перед прессованием необходима грануляция
мелкодисперсной шихты, так как мелкодисперсный по-
рошок имеет очень большой и нестабильный насыпной
объем и не обладает текучестью, в связи с чем затрудне-
но его прессование на пресс-автоматах; размер гранул
составляет 200—300 мкм;
4) в связи с повышенной усадкой при спекании (5—
10% и более) подслой формуют из более мелкого сереб-
ряного порошка, подвергнутого предварительной грану-
ляции.
Особым типом контактов являются так называемые
скользящие контакты (электрощетки), от которых тре-
буется хорошая износостойкость при высокой электро-
проводности и механической прочности. Характерная
особенность таких контактов — наличие в их составе
смазки, предотвращающей схватывание при непрерыв-
ном взаимном скольжении двух металлических поверх-
ностей. Такой смазкой, как правило, служит графит,
который препятствует налипанию и привариванию дета-
лей во время работы, снижает коэффициент трения и за-
щищает металлическую основу от окисления. В качестве
основы материалов для скользящих контактов исполь-
зуют серебро или медь.
Контакты из серебра и графита готовят по обычной
технологии (смешивание, прессование и спекание). Они
обладают малым контактным сопротивлением, высокой
27—268
417
электропроводностью и хорошей стойкостью против при-
варивания в условиях малого контактного давления.
Контакты работают либо сухими, либо полностью погру-
женными в масло. Рекомендуемая нагрузка на контакты
0,05—0,07 МПа при скорости не более 20 м/мин. Приме-
няют такие контакты в точных измерительных приборах.
Бронзо-графитовые контакты содержат 2—5% гра-
фита,' 70—80% меди, остальное — олово, железо, ни-
кель. Используют в пантографических коллекторах (пан-
тографах) для питания током двигателей электропоездов
и троллейбусов при скоростях до 1500 м/мин и воздейст-
вии сравнительно высоких давлений и ударов. Материал
контактов обеспечивает минимальное истирание токоне-
сущего провода и имеет хорошие электрические характе-
ристики.
Наиболее широко распространены медно-графитовые
контакты, которые применяют в виде щеток электродви-
гателей и динамомашин, в электролизных установках,
магнето и др. Электрощетки содержат 8—75% графита
и соответственно 92—95% меди, а также добавки свинца
или олова, образующие жидкую цементирующую фазу в
процессе спекания. Для обеспечения максимальной элек-
тропроводности материала необходимо, чтобы медь в
нем создавала сплошную матрицу. Это требование мож-
но выполнить несколькими способами.
По одному из технологических вариантов пористый
графит пропитывают расплавленной медью, что оказа-
лось экономически выгодным при содержании меди в
композиции более 50% (по массе). Пористый графит
должен иметь сквозную пористость 20—35% и быть
прочным. Пропитку медью осуществляют под давле-
нием. Наиболее распространен метод прессования и спе-
кания смеси порошка меди с различными углеродсодер-
жащими материалами. Многие медно-графитовые щетки
изготовляют из смесей порошков меди и природного гра-
фита, однако большая часть щеток содержит, кроме
графита, и другие углеродистые составляющие, которые
вводят для повышения прочности, улучшения их изно-
состойкости и снижения контактного сопротивления.
Такими добавками являются: пек (повышает прочность
и улучшает прессуемость смеси), сажа или коксовая
мелочь (увеличивает износостойкость), резина (повыша-
ет прочность). При использовании связующего и других
добавок важную роль играет операция смешивания ис-
418
ходных порошков, так как в конечном продукте медная
составляющая должна как можно лучше обволакивать
частицы углеродистой составляющей. Как правило, сна-
чала смешивают углеродистые компоненты, например
графит, сажу и пек. Для этого применяют смесители с
обогревом.
После охлаждения смесь истирают в порошок, мелочь
отсеивают и смешивают с медным порошком. Получае-
Графит
Графитизация
—I—
Просеивание.
Корректировка золы
Свинцовый
порошок
Просеивание
Просеянный
свинцовый
Прокорректированный
графитовый -
порошок
порошок
I
Смешивание
в Караване
Смешивание
Смола
каменноугольная
I
Уваривание
Уваренная
смола
вреакторе
“Г-
Протирка
Смесь
Прессование
блоки
I
Обжиг
Медный
порошок
Просеивание
Просеянный
медный
порошок
Бенбол
Обожженные блоки
I
Механическая
обработка
Медная проволока-------» Сборка
Готовые щетки
Рис. 179. Технологическая схема производства электрощеток со связующим
27* 419
мую шихту прессуют (200—400 МПа) в изделие или в
заготовку. Спекание проводят при 700—800° С в печах
непрерывного действия с защитной атмосферой. Если
в заготовках содержатся связующие добавки, то спека-
ние сводится к коксованию пека с образованием прочно-
го коксового скелета, в порах которого удерживаются
частицы металлических порошков. После спекания блоки
разрезают на отдельные щетки, а индивидуально спе-
кавшиеся щетки подвергают механической обработке и
армируют токоподводящими элементами. Можно изго-
Графит
Просеивание
Корректировка
золы
Прокорректированный
графитовый —
порошок
Оловянный
порошок
Просеивание
Просеянный
оловянный
порошок
I
- Смешивание
Просеивание
Смесь
Прессование
Заготовки
Медный
порошок
Просеивание
Просеянный
медный
порошок
Медная проволока
Прожженные
щетки
Механическая
овравотка
I
—► Сворка
~г
Гэто выв щетки
Рис. 180. Технологическая схема производства электрощеток без связующего
420
тавливать электрощетки из графита, покрытого медью
или его сплавами. В этом случае порошки графита, цин-
ка и свинца погружают в водные растворы CuSCh или
СиС12. При этом медь осаждается на поверхности гра-
фита и механически захватывается часть свинца. При
исследовании износа, твердости и прочности обнаружи-
ли, что оптимальное содержание свинца составляет 1-—
2%. Такие порошки спекаются уже при 400°С, т. е. на
250° С ниже, чем обычные смеси Си—С—РЬ. Результаты
металлографического исследования показали, что струк-
тура материала щеток, изготовленных предложенным
методом, сетчатая, что и обеспечивает высокую износо-
стойкость и хорошие электрические, термические и меха-
нические свойства.
На рис. 179 и 180 представлены типичные технологи-
ческие схемы производства электрощеток со связующим
и без него. Исходными матеоиалами служат порошки
графита (ГОСТ 4404—73), меди (ГОСТ 4960—75),
свинца (ГОСТ 16138—70) и олова (ГОСТ 9723—73).
§ 28. МАГНИТНЫЕ МАТЕРИАЛЫ
Интенсификация рабочих процессов в машинострое-
нии, металлургии, химии, добывающей промышленности
обусловила расширение автоматизации, телемеханики
и внедрение электрических машин и аппаратов в процес-
сы обработки материалов, а также развитие новых
электрических машин, коммутационной, регулирующей
и пусковключающей аппаратуры и специальных изме-
рительных приборов. Особо высокие требования в отно-
шении малогабаритности, надежности и больших удель-
ных нагрузок электрических машин, аппаратов и прибо-
боров предъявляют авиация, флот, автомобильный тран-
спорт, вычислительная техника.
Решающим фактором в развитии малогабаритного
приборостроения стало применение метода порошковой
металлургии для изготовления сложных по форме или
мелких магнитов массой от долей грамма до 20—30 г.
В соответствии с магнитными свойствами спеченные
магнитные материалы делят на магнитнотвердые (по-
стоянные магниты) и магнитномягкие.
Магнитномягкие материалы
Магнитномягкие материалы очень быстро намагни-
чиваются в магнитном поле и также быстро теряют маг-
нитные свойства при снятии этого поля, т. е. для них
характерны высокая магнитная проницаемость и низкая
коэрцитивная сила — узкая петля гистерезиса. Такие
материалы находят применение в трансформаторах,
генераторах, реле, измерительных приборах.
Свойства магнитномягких материалов сильно зависят
от дефектов, создаваемых загрязнениями, внутренними
напряжениями и искажениями решетки. Магнитномяг-
кими могут быть только материалы со структурой гомо-
генных твердых растворов. Этим обстоятельством, оче-
видно, и объясняется тот факт, что производство магнит-
номягких материалов методом порошковой металлургии
имеет меньшее значение, чем производство других групп
магнитных материалов.
Спеченные магнитномягкие материалы в принципе не
отличаются от материалов, полученных методами литья.
Тем не менее использование методов порошковой метал-
лургии для получения магнитномягких материалов вы-
годно прежде всего по экономическим причинам, а также
благодаря возможности получения более чистых и более
точных по составу магнитных сплавов. Важным преиму-
ществом методов порошковой металлургии является
также возможность перехода без особых трудностей с
лабораторной на промышленную технологию.
Методами порошковой металлургии удобно произво-
дить магниты из труднодеформируемых сплавов, таких,
например, как железоалюминиевые и железокобальто-
вые. В этом случае их обрабатывают в гетерогенном
состоянии (смесь порошков), а затем гомогенизируют
при температуре конечной термической обработки.
Наиболее широкое распространение получили такие
магнитномягкие материалы, как чистое железо, сплавы
железа с никелем (типа пермаллой), кремнием и алюми-
нием (типа альсифера), кобальтом и т. п. В качестве
исходных материалов используют порошки металлов,
полученных различными способами. Лучшими являются
порошки карбонильного железа и никеля, а также желе-
зоникелевого сплава, из которых довольно легко можно
удалить примеси углерода, кислорода и азота, отрица-
тельно влияющие на магнитные свойства сплавов.
422
Для уЛучшеййя прессуёмостй ЖеЛезных порошков,
Используемых при изготовлении магнитномягких мате-
риалов, необходимое количество порошка смешивают со
стеротексом (0,3—0,5%) и прессуют под давлением 500—
700 МПа. Заготовки укладывают в лодочки из окалино-
стойкой стали и для более равномерного нагрева и изо-
ляции друг от друга пересыпают окисью алюминия. Спе-
кают заготовки в восстановительной атмосфере при
1100—1150° С. Продолжительность спекания колеблется
в зависимости от размеров изделий в пределах 2—3 ч.
Спеченные изделия охлаждают в холодильнике печи в
токе восстановительного газа.
В ряде случаев для повышения магнитных свойств
после охлаждения и очистки от засыпки изделия подвер-
гают повторному прессованию (допрессовке) при давле-
нии 800—1000 МПа и продолжительному спеканию — от-
жигу (до 20 ч) при 1300° С.
Для чистого железа, обладающего низким электро-
сопротивлением, характерны большие потери на вихре-
вые токи. С целью снижения этих потерь применяют раз-
личные сплавы железа с кремнием, алюминием и други-
ми добавками. Исследование магнитных свойств железа
с различным количеством кремния показало, что лучшие
свойства достигаются при содержании кремния около
6,5%. Однако на практике по технологическим сообра-
жениям допустимое содержание кремния составляет
4%. Дело в том, что сплавы с большим содержанием
кремния отличаются высокой твердостью, повышенной
хрупкостью и плохой обрабатываемостью. Порошки
сплавов, содержащих 9—10,7% Si, 5—6,3% Al, осталь-
ное железо, плохо прессуются вследствие высокой твер-
дости частиц. Прессуемость порошков существенно
улучшается при введении до 1 % пластмассы.
При давлении 800 МПа получают достаточно прочные
брикеты. Во время спекания в водороде пластмассовая
смазка полностью удаляется и не оказывает влияния на
магнитные свойства. Спекание проводят в две стадии:
при 1050—1150° С в течение 0,5 ч и при 1150—1200° С в
течение 2 ч. Для повышения плотности изделий с помо-
щью спекания в присутствии жидкой фазы в сплав добав-
ляют фосфор. При этом плотность достигает 6,5 г/см3,
что соответствует пористости 12—13%.
При использовании смеси порошков и соответствую-
щей лигатуры прессуемость улучшается, что позволяет
423
обходиться без связки. В ряде случаев вместо прессова-
ния применяют прокатку порошка в лист с использова-
нием в качестве связки 1% пластмассы. Полученную
ленту спекают в две стадии в атмосфере водорода.
Магнитнотвердые материалы (постоянные магниты)
К материалам постоянных магнитов относят ферро-
магнитные сплавы, обладающие высокими значениями
коэрцитивной силы и относительной большой остаточной
индукцией. Эти материалы применяют в измерительных
магнитоэлектрических приборах, счетчиках, осциллогра-
фах, тахометрах, спидометрах, электрических генерато-
рах, магнето, осветительных машинах, репродукторах,
громкоговорителях, технике связи, индукторах, аппара-
туре звуковой записи и воспроизведения, электрон-
но-вычислительных машинах, магнитных линзах элект-
ронных микроскопов, магнитных плитах шлифовальных
станков, термостатах, фильтрах, магнитных муфтах,
подъемном оборудовании, медицинских инструментах,
искрогасительных устройствах, приборах для магнитной
записи быстро протекающих процессов, поляризованных
реле, компасах и т. д. Этот далеко не полный перечень
областей применения постоянных магнитов хорошо ил-
люстрирует их роль в современной науке и технике.
До 1905 г. единственным материалом, пригодным для
изготовления постоянных магнитов, была закаленная
углеродистая сталь, содержащая 1 —1,5% С. Затем в эту
сталь начали добавлять 5—6% W, а во время первой
мировой войны разработали магнитные хромистые стали
(1% Сг и 0,6% С и 3,5% Сг и 0,9% С). В 1934 г. был
создан промышленный сплав альнико: 18% Ni, 10% Al,
12% Со, 6% Си и 54% Fe.
В настоящее время наиболее широко применяют спе-
ченные дисперсионно твердеющие магнитнотвердые спла-
вы на основе системы железо — никель — алюминий.
Исходными материалами для изготовления таких посто-
янных магнитов могут служить как порошки из чистых
металлов, так и порошковые сплавы, полученные методом
совместного восстановления, распыления жидких сплавов
и т. п. Применение порошковых сплавов позволяет полу-
чать более качественные изделия, чем в случае примене-
ния порошков чистых металлов или порошковых лигатур.
При изготовлении спеченных магнитов сокращаются по-
424
тери и отходы (выход годного достигает 90—95%) при
минимальной дополнительной механической обработке.
Вместе с тем следует указать и на некоторые ограни-
чения, которые препятствуют в ряде случаев применению
порошковой металлургии для производства магнитов.
Эти ограничения в основном сводятся к трудностям
прессования магнитов, у которых нужно предусмотреть
пазы и отверстия, расположенные перпендикулярно к
направлению прессования, и у которых большое отно-
шение высоты к поперечному сечению.
На рис. 181 приведены зависимости основных харак-
теристик спеченных постоянных
ной силы, остаточной индукции и
максимальной магнитной энер-
гии) от объема пор.
Железоникельалюминиевые
магниты. Сплавы Fe—Ni—Al ши-
роко распространены в технике и
принадлежат к числу наиболее
важных магнитнотвердых мате-
риалов. Методом порошковой ме-
таллургии изготовляют из них не-
большие (до 100 г) магниты.
В качестве исходных матери-
алов используют чистые порошки
железа, никеля, кобальта и меди,
полученные электролизом или ме-
тодом восстановления окислов во-
дородом.
Алюминий вводят в виде по-
магнитов (коэрцитив-
Рис. 181. Зависимость
свойств постоянных магни-
тов от пористости
рошка железоалюминиевой или
никельалюминиевой лигатуры,
который получают размолом в
шаровой мельнице. Лигатуры для
введения алюминия в состав постоянных магнитов ре-
комендуется приготовлять с содержанием 48—53% А1. Та-
кие лигатуры плавятся при 1100—1200° С и легко под-
даются распылению в порошок.
Порошки смешивают в барабанах и прессуют в сталь-
ных или твердосплавных прессформах на гидравличес-
ких и механических прессах при давлении 1000—
1200 МПа. Для улучшения прессуемости в смесь в каче-
стве смазки вводят 0,3—0,5% стеротекса (цинковой
соли стеариновой кислоты). Прессованные магниты спе-
кают в электрических печах в атмосфере водорода.
425
Основное значение при спекании имеют температуры,
продолжительность и состав атмосферы в печи. Особен-
но большое значение имеет чистота атмосферы, примеси
кислорода и азота надо удалять. Температуру спекания
выбирают с учетом состава, а также формы и размеров
спекаемых магнитов. Обычно она составляет 1280—
1350° С, а продолжительность выдержки зависит от ее
величины. Например, если при 1300° С выдержка равна
2 ч, то при 1350° С она составляет приблизительно
30 мин. Термическую обработку спеченных магнитов
проводят по режимам, обычным для литых магнитов из
сплавов аналогичного состава.
В некоторых случаях, когда требуется обеспечить
низкую остаточную пористость, применяют метод дву-
кратного прессования и спекания. Однако при этом надо
иметь в виду, что нормально спеченные магниты Fe—
Ni—Al хрупки и прессовать их вторично нельзя, поэтому
первое спекание проводят при сравнительно низкой тем-
пературе (800°С). Полученные таким способом магниты
по остаточной индукции и магнитной энергии на 5—10%
превосходят обычные магниты. Однако при двукратном
прессовании и спекании технологический процесс менее
экономичен, чем в случае однократного прессования и
спекания.
Технология порошковой металлургии облегчает про-
изводство постоянных магнитов из железоникельалюми-
ниевых сплавов, прочно соединенных с железными
полюсными наконечниками. В этих случаях в одной пресс-
форме прессуют смесь порошков, необходимых для полу-
чения магнитнотвердого сплава, и порошок железа. Для
этих целей полость матрицы специальной вставкой разде-
ляют на отдельные секторы, которые затем заполняют
соответствующими порошками. После этого вставку вы-
нимают и осуществляют прессование, а затем и спекание.
Результаты металлографического исследования показа-
ли', что в результате диффузионных процессов получается
прочное соединение магнита с железным наконечником.
Постоянные магниты из тонких порошков. Среди но-
вых видов постоянных магнитов, изготовляемых методом
порошковой металлургии, большой интерес представля-
ют магниты из тонкодисперсных порошков железа и
железа с присадкой кобальта с величиной частиц 0,2—
0,3 мкм. Такие магниты выпускают в промышленном
масштабе во Франции, США, Англии. Они находят при-
426
менение в небольших электродвигателях, громкоговори-
телях, авиационных и автомобильных приборах и др.
Плотность магнитов из тонких ферромагнитных
порошков в два раза меньше, чем у литых сплавов, что
делает их особенно пригодными для подвижных магни-
тов, где большое значение имеет масса детали.
Полученный по специальным режимам мелкий поро-
шок железа обрабатывают бензолом для устранения
пирофорности и затем прессуют при давлении прессова-
ния 800—1000 МПа. Далее прессовки пропитывают ра-
створом бакелитовой смолы и затем нагревают для ее
полимеризации. Иногда прессовки перед пропитыванием
отжигают в водороде или вакууме при 300° С, что повы-
шает остаточную индукцию и механическую прочность
магнитов.
Добавка в железный порошок неферромагнитных
присадок — окисей кальция, магния, бария, натрия, алю-
миния в количестве 1—3%—приводит к значительному
повышению коэрцитивной силы.
.Магниты на основе редкоземельных элементов. Око-
ло 20 лет тому назад были начаты исследования по по-
лучению постоянных магнитов из сплавов кобальта с
редкоземельными элементами типа /?Соб, где R—Sm, Рг,
Gd, мишметалл и др. Лучшим в настоящее время явля-
ется интерметаллид SmCos; большое внимание уделяют
системе SmxPri-xCo5 при х^1.
Порошок требуемого интерметаллида получают дроб-
лением слитка, выплавленного обычными методами. Из-
мельчение слитка до крупности частиц 5—20 мкм прово-
дят в шаровой, вибрационной или струйной мельнице в
атмосфере, исключающей заметное окисление частиц
интерметаллида. С увеличением степени размола до не-
которого предела наблюдается рост коэрцитивной силы
частиц. Затем частицы интерметаллида покрывают ни-
келем или кобальтом с помощью неэлектрической галь-
ванизации, что предохраняет порошок от окисления. По-
сле этого порошок подвергают предварительному уплот-
нению в сильном магнитном поле для создания магнитной
текстуры, а затем прессуют в гидростате при давле-
нии 200—1400 МПа. Спекание' проводят при 1100—
1125° С в течение 0,5—1 ч в атмосфере аргона.
Магнитные характеристики очень сильно зависят от
колебаний состава материала и весьма чувствительный
самым незначительным изменениям режимов, изготовле-
ния магнитов.
427
Магниты из окислов железа и бария. Керамический
магнитный материал, состоящий из окислов железа и
бария, называют ферроксдюром. Химический состав та-
кого материала может быть представлен формулой
BaO-6Fe2O3. Этот материал прежде всего интересен тем,
что он не содержит дорогих или дефицитных компонен-
тов, таких как никель, кобальт и др. Технология произ-
водства такого материала состоит в следующем. Окись
железа Fe2O3 смешивают с окисью или солью бария.
Смесь в виде прессовки или просто порошка подвергают
предварительному спеканию, после чего размалывают до
порошкообразного состояния. Полученный после раз-
мола порошок прессуют до получения изделий конечной
формы, которые затем подвергают спеканию. Двойную
термическую обработку применяют для того, чтобы об-
легчить взаимную диффузию компонентов системы и
способствовать получению гексаферрита бария. Имен-
но это соединение обеспечивает высокие магнитные
свойства материала. Спекание осуществляют таким об-
разом, чтобы обеспечить диффузию компонентов и вмес-
те с тем избежать значительного роста зерна. Нагрев
производят на воздухе. При прессовании в магнитном
поле магнитные свойства изделий улучшаются и магни-
ты становятся анизотропными.
Изотропные магниты из окислов бария и железа ха-
рактеризуются высокой коэрцитивной силой при до-
вольно низкой остаточной индукции. Ферроксдюр харак-
теризуется очень высоким электрическим сопротивлением
и сравнительно небольшой плотностью. Эти особен-
ности наряду с экономическими преимуществами позво-
ляют применять его для магнитов громкоговорителей,
электрогенераторов, магнитномеханических муфт и т. д.
Магнитодиэлектрики
Магнито диэлектрики (металлопластические магнит-
ные материалы) представляют собой смесь ферромаг-
нитных порошков с вяжущими веществами, являющи-
мися изолятором. Эти материалы характеризуются
постоянством магнитной проницаемости, большим удель-
ным электросопротивлением, низкими потерями на вих-
ревые токи и на гистерезис. Своеобразие строения и
свойства магнитодиэлектриков позволяют использовать
их в электро- и радиотехнических устройствах для сер-
428
дечников катушек индуктивности и высокочастотных
трансформаторов, для лент звукозаписи.
Свойства магнитодиэлектриков зависят от свойств
исходных материалов. Магнитодиэлектрики могут быть
магнитномягкими и магнитнотвердыми. В качестве ис-
ходных материалов для магнитодиэлектриков использу-
ют порошки электролитического или карбонильного же-
леза, легированного или нелегированного пермаллоя,
железокремнийалюминиевых сплавов, железоникелько-
бальтовых сплавов, ферритов и других ферромагнети-
ков.
Наиболее распространенные диэлектрики: жидкое
стекло, бакелит, шеллак, полистирол, а также эпоксид-
ные, полиэфирные и другие смолы. Диэлектрик должен
хорошо покрывать частицы ферромагнетика и образовы-
вать на них сплошную изолирующую пленку достаточной
твердости, прочности и эластичности, чтобы предо-
хранять изделия от разрушения при деформации. В на-
стоящее время имеется ряд специализированных магни-
тодиэлектриков, обслуживающих весь диапазон частот,
применяемых в технике связи, вплоть до ультракорот-
ких волн.
Технология производства магнитодиэлектриков близ-
ка к производству спеченных изделий. Однако от других
спеченных материалов магнитодиэлектрики отличаются
тем, что после проведения всего технологического про-
цесса отдельные зерна порошка магнетика продолжают
оставаться в них изолированными друг от друга, пол-
ностью сохраняя свои первоначальные очертания.
Технологический процесс производства магнитоди-
электриков начинается с получения ферромагнитного
материала в порошкообразном виде. Порошки для про-
изводства магнитодиэлектриков должны обладать опре-
деленными магнитными свойствами в зависимости от
назначения, высокой дисперсностью, плотной структурой
и отсутствием конгломератов частиц, а также достаточ-
ной прочностью (отдельные зерна не должны разру-
шаться при давлениях прессования 1000—1500 МПа),
химической инертностью по отношению к воздуху и во-
дяным парам.
Порошок карбонильного железа наиболее полно
удовлетворяет требованиям, предъявляемым к ферро-
магнетикам, благодаря высокой дисперсности, сфери-
ческой форме частиц, высокой чистоте и плотной струк-
429
туре. Порошок карбонильного железа — незаменимый
материал для изготовления высококачественных сердеч-
ников.
Наиболее часто в качестве диэлектрика используют
полистирол благодаря его высоким электроизоляцион-
ным свойствам, химической инертности, водостойкости,
низкой плотности. Полистирол (продукт полимеризации
стирола) представляет собой очень тонкий порошок,
размягчающийся при температуре 150—200° С. Переме-
шивание ведут в фарфоровой шаровой мельнице с фар-
форовыми шарами в течение 4 ч. Смесь прессуют в из-
делие требуемой формы при давлении от нескольких
сотен до десятков тысяч атмосфер (в зависимости от на-
значения диэлектрика).
Спрессованные диэлектрики подвергают термической
обработке для снятия наклепа, полученного во время
прессования. После отжига проницаемость магнитоди-
электрика значительно возрастает. Во время отжига
происходит также полимеризация диэлектрика; молеку-
лы диэлектрика укрупняются, смола заполняет все поры
и брикет получается беспористым. Большое значение
имеет среда, в которой производят отжиг. Большинство
диэлектриков хорошо себя ведет в атмосфере водорода,
в то время как на воздухе они разрушаются.
В последнее время широкое применение нашел метод
производства магнитодиэлектриков способом литья под
давлением. В основе этого метода лежит предваритель-
ный подогрев массы до приобретения ею некоторой теку-
чести. Такая масса под действием внешнего давления
впрыскивается в охлаждаемую прессформу, в которой
сразу фиксируется требуемая форма.
Ферриты
Ферриты представляют собой класс магнитных ма-
териалов, состоящих из окислов железа и других метал-
лов (например, окислов никеля, марганца, магния, цин-
ка, бария и т. д.).
Наиболее известный магнитный материал — магне-
тит Fe3C>4, который можно рассматривать как монофер-
рит железа. В других ферритах закись железа частично
или полностью замещена окислами других двухвалент-
ных металлов (MgO, NiO, MnO, CuO, ZnO, CdO, CoO
и т. д.).
430
Из ферритов только два не ферромагнитны — фер-
риты цинка и кадмия. Ферриты между собой образуют
обширные области твердых растворов, в которых можно
найти магнитные материалы с очень широким диапазо-
ном свойств. Эти материалы могут быть магнитнотвер-
дыми и магнитномягкими. Применение и развитие про-
изводства ферритов началось в предвоенный период.
В Советском Союзе ферриты впервые были разработаны
и выпущены в 1955 г.
Большинство ферритов сильно диссоциирует в твер-
дом состоянии при температурах спекания или близких
к ним. Поэтому ферриты получают только спеканием
порошков, причем всегда стремятся максимально сни-
зить температуру спекания. При производстве ферритов
необходимо выполнять следующие условия:
1. Обеспечение максимальной плотности брикетов
при использовании возможно более низких давлений
прессования и температур спекания. Это связано с тем,
что пористость уменьшает проницаемость, хотя иногда
пористость создают умышленно; чем ниже давление
прессования и температура спекания, тем экономичнее
процесс производства.
2. Для получения гомогенных композиций при низ-
ких температурах спекания и гомогенизации необходимо
использовать возможно более активные порошки.
3. Для достижения высокой проницаемости ферритов
требуется высокая точность шихтовки и чистота исход-
ных компонентов.
4. При спекании компоненты ферритов должны со-
хранять свою степень окисления.
Процесс производства ферритов состоит из следую-
щих этапов: составление, смешивание, помол и отжиг
шихты; введение пластификаторов, второе смешивание
с помолом и протирка шихты; прессование и спекание
прессовок.
Составленная шихта подвергается измельчению и
смешиванию в шаровых мельницах мокрым способом в
течение 10—20 ч; после первого помола и смешивания
шихту помещают в термостат для удаления избытка
влаги. Для более полной гомогенизации, улучшения
магнитных свойств и уменьшения усадки при спекании
материал шихты брикетируют и подвергают обжигу в
воздушной среде при 900—1100° С в течение 4—5 ч.
После обжига брикеты измельчают в порошок в виб-
431
ромельницах сухим способом. Качество окончательного
помола и размер частиц ферритов оказывают очень
большое влияние на магнитные свойства изделий, так
как с увеличением дисперсности частиц улучшается
процесс ферритизации. Предел измельчения при раз-
моле ферритов связан с прессуемостью шихты, которая
при достижении частицами определенной степени дис-
персности начинает хуже прессоваться, что снижает
качество изделий. После второго измельчения и смеши-
вания шихту протирают через сито с отверстием 60 мкм,
смачивают пластификатором (10%-ным раствором по-
ливинилового спирта) в соотношении шихта: спирт 10: 1
и прессуют при давлении 50 — 250 МПа. При изготовле-
нии массивных изделий в качестве пластификатора при-
меняют парафин.
Ферриты спекают при 1100—1400° С в течение 1—3 ч.
В большинстве случаев применяют воздушную среду,
однако возможно спекание и в специальных средах (ва-
куум, инертная и др.). Иногда спекание проводят с нало-
жением магнитного поля. При необходимости спеченное
изделие подвергают механической обработке, например,
отделке, сверлению и т. д. Иногда с целью повышения
прочности ферриты подвергают пропитке синтетически-
ми смолами, а в некоторых случаях склеиванию или
придают им водонепроницаемость.
После каждого из указанных процессов изделия про-
веряют как по магнитным свойствам, так и по размерам,
прочностным и электрическим свойствам. По механи-
ческим свойствам ферриты подобны фарфору, т. е. они
обладают большой твердостью и хрупкостью. Электри-
ческое сопротивление ферритов составляет 10—107 Ом/
/см, в то время как у металлов оно не более 10-4 Ом/см.
Ферриты представляют собой соединения сложного
структурного строения. Наиболее распространены фер-
риты типа шпинели, у которых элементарные ячейки
идентичны природному минералу MgO-Al2O3 и относят-
ся к кубической системе (ферриты FeO-Fe2O3, MgO-
•Fe2O3, CuO-Fe2O3, CoO-Fe2O3, MnO-Fe2O3 и др.).
Имеются ферриты с гексагональной решеткой, называе-
мые ферритами типа магнетоплюмбита, строение кото-
рых идентично строению природного минерала Pb(Fe-
•Mn)i20i9 (ферриты Afe2+O-6Fe2O3), или ферриты с
гексагональной решеткой другого типа (ферриты бария,
стронция и др.). Кроме того, существуют ферриты типа
граната с элементарной ячейкой, подобной природному
минералу гранату (ферриты 3Af^l+O3-5Fe2O3, например
ферриты редкоземельных элементов), и ферриты типа
перовскита, идентичные по структуре природному мине-
ралу СаО-ТЮ2 (ферриты A14+O3-Fe2O3 или Me3+FeO3),
решетка кубической системы которого искажена в слу-
чае ферритов и принимает форму ромбической или орто-
ромбической системы (например, ферриты редкоземель-
ных элементов).
Ферриты находят широкое применение в телевизо-
рах, радиоприемниках, запоминающих и вычислитель-
ных устройствах, системах магнитной записи, при созда-
нии магнитных усилителей и в качестве важнейшего
конструкционного материала для построения элементов
связи.
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
1. Ермаков С. С., Вязников Н. Ф. Металлокерамические детали в
машиностроении. Л., «Машиностроение», 1975. 232 с. с ил.
2. Раковский В. С. Спеченные материалы в технике. М., «Метал-
лургия», 1978. 232 с. с ил.
3. Журавлев Г. И. Химия и технология ферритов. Л., «Химия», 1970.
192 с. с ил.
4. Несбитт Е., Верник Дж. Постоянные магниты на основе редко-
земельных элементов. Пер. с англ. М., «Мир», 1977. 168 с. с ил.
Глава VIII
КОНСТРУКЦИОННЫЕ
И КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
При изготовлении деталей тех или иных типов про-
изводится тщательное выяснение экономической целесо-
образности применения порошкового метода, которая
определяется масштабом производства, стоимостью
сырья и его передела в порошок. Влияние масштаба
производства на экономичность порошкового метода свя-
зано с высокой стоимостью «прессформ для прессования
заготовок, которая может окупаться только при макси-
мально допустимом износе прессформ (в среднем около
50 тыс. заготовок на одну прессформу). При меньшем
масштабе производства стоимость прессформ имеет
большой удельный вес в калькуляции себестоимости из-
28—268
433
делий и может явиться причиной нерентабельности ме-
тода.
Зависимость между масштабом производства и стои-
мостью изделий при использовании методов литья с по-
следующей станочной обработкой и порошкового метода
приведена на рис. 182. В установлении такого соотноше-
ния, помимо масштаба производства, важную роль игра-
ет сложность конфигурации изделий. Иногда рентабель-
ным производство становится даже при выпуске не-
4 скольких тысяч изделий в
ХоличеслМо из де/шй, шт.
Рис. 182. Зависимость себестоимо-
сти спеченных (2) и литых, меха-
нически обработанных (/) изделий
от масштаба производства
год, а иногда только при вы-
пуске 300—500'тыс. т в год.
Одновременно с вопроса-
ми экономического характе-
ра при планировании пере-
хода на производство того
или иного типа спеченных
изделий учитывают также
вопросы чисто технологиче-
ского порядка. К числу та-
ких вопросов следует отне-
сти сравнительно ограни-
ченные возможности в отно-
шении допусков, которые
редко могут быть достигнуты простыми средствами в бо-
лее узких пределах, чем ±2% по высоте и ±0,5% по
диаметру или ширине изделия. У спеченных изделий из
железа и стали, как правило, значения механических
свойств (твердость, предел прочности при растяжении,
относительное удлинение) несколько ниже, чем у литых.
Тем не менее в настоящее время экономически более вы-
годно производить детали из железа, стали и цветных
сплавов с некоторой степенью пористости, в пределах
5—20%, хотя их механические свойства и несколько ни-
же. Очень часто наличие некоторого процента пор, про-
питанных маслом, полезно, например, в шестернях, так
как снижаются трение и износ, улучшается прирабаты-
ваемость и уменьшается шум во время работы.
В настоящее время в СССР на долю конструкционных
деталей приходится около 20% от общего объема про-
изводства спеченных изделий. Их доля в общем выпуске
должна расти, так как увеличивается их применение в
автомобилестроении. Так, потребность в спеченных дета-
лях для автомобиля марки ГАЗ составляет 25—30 кг.
434
В США в 1965 г. на один автомобиль приходилось
несколько десятков деталей из порошков общей массой
около 4 кг, а в 1976 г. 10—11 кг.
В группу конструкционных изделий входят различные
детали машин и приборов из железа, бронзы, латуни,
алюминия и его сплавов, углеродистой и легированной
стали и других материалов. В настоящее время методом
порошковой металлургии изготавливают шестерни,
компрессорные лопатки, колпачки, заглушки, диски,
втулки, храповики, накидные гайки, фланцы корпуса
подшипников и другие детали.
При изготовлении конструкционных деталей методом
порошковой металлургии обеспечиваются получение
изделий заданной формы, уменьшение расхода основных
материалов, сокращение до минимума дополнитель-
ной механической обработки, возможность механизации
и автоматизации производственных процессов и сниже-
ние трудоемкости изготовления.
При производстве конструкционных деталей приме-
няют однократное прессование и спекание без образова-
ния жидкой фазы, двукратное прессование и спекание в
твердой фазе, прессование с последующим спеканием в
присутствии жидкой фазы, горячее прессование и про-
питку жидкими металлами пористой прессовки.
Как правило, спеченные конструкционные детали в
процессе изготовления подвергают химико-термической
обработке (закалка, отпуск, отжиг, цементация, азоти-
рование, хромирование, алитирование, титанирование,
силицирование, борирование, оксидирование и т. п.), ко-
торая обеспечивает получение изделий с повышенными
свойствами. Наличие пористости позволяет обрабатыва-
ющему реагенту проникать на большую глубину и вза-
имодействовать с частицами материала по всему объему
изделия. Наибольший эффект получают при совмеще-
нии химико-термической обработки со спеканием.
Часто на детали наносят гальванические и химиче-
ские покрытия. Для предотвращения внутренней корро-
зии, вызываемой проникновением электролита внутрь
изделия, применяют специальную обработку деталей с
пористостью выше 10%. Такие детали сначала обезжи-
ривают в бензине, а затем сушат и пропитывают
10%-ным раствором кремнийорганической гидрофобной
жидкости ГКЖ-94 в бензине. После этого деталь нагре-
вают при 120—140 °C в течение 1 ч, обеспечивая поли-
28*
435
меризацию раствора, в результате которой образуется
тончайшая пленка, закрывающая поры. Перед нанесе-
нием покрытия поверхность детали очищают песком или
дробью. Ниже приведены примеры изготовления неко-
торых конструкционных материалов и изделий из по-
рошков.
Производство шестерен. Изготовление таких деталей
обычными методами литья и станочной обработкой свя-
зано с потерей в стружку и с абразивной пылью до
60% материала; кроме того, изготовление шестерен с
точным эвольвентным профилем требует большой затра-
ты времени и труда квалифицированных рабочих.
Метод порошковой металлургии позволяет практиче-
ски устранить эти недостатки, а также обеспечить само-
смазываемость шестерен за счет пропитки пор маслом.
Плотность шестерен из железа с добавкой графита
достигает при однократном прессовании (давление 400—
800 МПа) и спекании (температура 1150—1200° С, вы-
держка 1—2 ч) 6—6,8 г/см3 (20—10% пор), содержание
общего углерода 0,4—1,4%, в том числе свободного 0,1—
0,5%, твердость HBQQ—85, предел прочности при растя-
жении 150—250 МПа и при сжатии 800—900 МПа. При
двукратном прессовании и спекании плотность повыша-
ется до 7—7,5 г/см3, твердость НВ до 150—200, а пре-
дел прочности при растяжении до 400—600 МПа;
относительное удлинение составляет 1,5—3%. Для боль-
шей точности формы и размера после спекания шестер-
ни можно подвергать калибровке и доводке.
Добавка к железным порошкам меди и графита по-
вышает прочность спеченного материала. При плотности
6,6 г/см3 и содержании 0,1% С предел прочности при
растяжении стальных спеченных шестерен равен 180
МПа. При добавлении в шихту 5% Си прочность повы-
шается до 320 МПа. Материал, содержащий 1% Си
5% Си, имеет при плотности 6,7 г/см3 предел прочности
при растяжении 560 МПа.
Высокое сопротивление износу спеченных шестерен
обусловлено низким содержанием феррита, высоким ка-
чеством поверхности и небольшой пористостью поверх-
ностного слоя. Благодаря наличию пор, пропитанных
смазкой, уменьшается износ и снижается шум при рабо-
те. Легирование спеченного железа никелем (1—5%),
молибденом (0,5—1%), хромом (1—3%) позволяет до-
стичь после термообработки прочности при растяжении
436
500—650 МПа при относительной плотности 85—90%.
Применяют и более сложное комплексное легирование.
Производство поршневых колец. Для увеличения
срока службы поршневых колец, а следовательно, и са-
мих двигателей применяют различные технологические
методы: пористое хромирование, легирование чугуна,
азотирование, изготовление колец и чугуна со сферо-
идальными графитом и из литой графитизированной ста-
ли. Установлено, что структура металла кольца должна
представлять собой мелкопластинчатый или сорбито-
образный перлит; допускается феррит в виде отдельных
зерен не более 5% поля зрения на шлифе; структурно
свободный цементит не допускается. Именно такая струк-
тура обеспечивает удовлетворение требований, предъяв-
ляемых к поршневым кольцам: высоких механических
свойств (сохранение формы кольца при надевании его
на поршень), достаточной упругости кольца, высоких ан-
тифрикционных свойств и сопротивления износу при ра-
боте в паре со стенками цилиндра. Производство литых
колец из чугуна с последующей механической обработ-
кой требует более десяти машинных операций, во время
которых до 90% металла теряется в стружку.
Спеченные поршневые кольца изготавливают из же-
лезного порошка с присадкой 1,1% графита и 1,5% ме-
ди. Тщательно смешанные порошки прессуют при давле-
нии 600—700 МПа в заготовки с пористостью 15—20%.
Спекание колец производят при 1110—1150° С в течение
1 —1,5 ч. После спекания вырезают замок и затем про-
водят допрессовку при давлении 600—900 МПа (пори-
стость при этом составляет 12—15%).
Термофиксацию колец, которая состоит в снятии на-
пряжений и стабилизации формы, производят путем на-
грева их на вставке при 600° С и выдержке 2—3 ч. Для
получения колец требуемой высоты и обеспечения необ-
ходимой чистоты торцовые поверхности шлифуют. Гото-
вые кольца при 120—130° С в течение 2—3 ч пропитыва-
ют маслом, что значительно улучшает условия смазки
в процессе эксплуатации . Масловпитываемость состав-
ляет 0,9—2,0% (по массе).
Характерная особенность спеченных колец — малая
остаточная деформация. Другая важная особенность
этих колец — большая долговечность и лучшая приспо-
собляемость к деформациям цилиндров. Для повышения
износостойкости колец их делают двухслойными: внут-
437
ренний слой по составу соответствует указанному выше,
а во внешний слой добавляют до 6% Сг, содержание
графита доводят до 3,5%.
Производство шаблонов. Шаблоны из спеченной ста-
ли обладают повышенной износостойкостью. Ими можно
измерить до 88 тыс. деталей вместо 62 тыс. в случае
обычных литых стальных шаблонов.
Технология изготовления спеченных шаблонов преду-
сматривает двойное прессование мерительных частей
для повышения их износостойкости. Вследствие этого
более пористая остальная часть является маслопитате-
лем мерительных частей. Кроме того, мерительные части
закаливают до твердости HRC 55—60. Высокая твер-
дость, а также наличие масла в порах шаблона увеличи-
вают его износостойкость и обеспечивают длительное
сохранение размеров.
Спеченный алюминиевый порошок (САП). Материал
из спеченного алюминиевого порошка состоит из частиц,
намного более мелких, чем кристаллы алюминия, полу-
чаемые при плавке и обработке давлением. Тонкость
частиц предотвращает кристаллическое скольжение и,
таким образом, увеличивает механическую прочность
материала. Испытания показали, что САП не теряет
прочности после нагрева до 550° С. При нагреве выше
660° С, т. & выше точки плавления алюминия, прочность
САП уменьшается до прочности алюминия. Однако при
этом частицы порошка’ не теряют свою форму, т. е. не
оплавляются. Даже при 1000° С частицы порошка сохра-
няют эту форму, если не подвергаются механическому
давлению.
САП можно обрабатывать давлением только при вы-
соких температурах (около 500°С). В соответствии с бо-
лее высокой теплостойкостью способность к деформа-
ции САП в несколько раз больше, чем у обычных алю-
миниевых сплавов. Обычный вид механической обработ-
ки САП — скоростное резание с использованием твер-
досплавных резцов. Можно также применять шлифова-
ние или полирование, химическое протравливание и ано-
дирование.
Области применения САП определяются главным об-
разом следующими свойствами: высокой прочностью,
сохраняющейся после продолжительного нагрева; высо-
кой прочностью при высоких температурах; высокими
электро- и теплопроводностью, а также механической
438
износостойкостью. САП представляет собой идеальный
материал для изготовления поршней, к которым предъ-
являют весьма жесткие требования, в особенности при
их применении в дизелях. Из САП можно получать по-
ковки, листовой материал и трубы. Трубы находят при-
менение в атомных реакторах в качестве оболочек ура-
новых стержней.
Исходным материалом является распыленный алю-
миниевый порошок, который подвергают окомкованию в
шаровых мельницах до тех пор, пока насыпная плот-
ность не достигнет ~ 1 г/см3.
Одна из основных задач технологии изготовления
САП — производство брикетов необходимых размеров,
отличающихся достаточно однородной плотностью, от-
сутствием трещин, микропор, микронарушений. В осно-
ве одного из процессов брикетирования алюминиевого
порошка лежит спекание под давлением нескольких
брикетов-шашек малой высоты в один брикет, так как
низкая насыпная плотность порошка не позволяет сра-
зу получить брикет нужной высоты. Применяют и другие
способы брикетирования, в частности гидравлическое
прессование, прессование в оболочках и т. д.
Практическое значение имеют две технологические
схемы спекания брикетов САП. Одну из них применяют
для крупйогабаритных брикетов, полученных методом
холодного брикетирования на гидравлических прессах.
Операцию спекания производят в колодцах гомогениза-
ции, оборудованных вентиляционными систе’мами.
Вторую схему примейяют для круглых брикетов, ис-
пользуемых в качестве заготовок для прессования труб-
чатых и сплошных деталей. Эти брикеты спекают в ва-
куумных печах по следующему режиму: нагрев вместе с
печью до 300° С; далее нагрев ступенчатый: 350°С, вы-
держка 1 ч; 450° С, выдержка 1 ч; 550° С, выдержка 1 ч;
600° С, выдержка 1 ч и 620±15°С, выдержка 6 ч. Ох-
лаждение производят вместе с печью до 300° С.
Материалы, армированные волокнами. Упрочнение
волокнами позволяет получать конструкционные мате-
риалы, сочетающие высокую прочность и тугоплавкость
арматуры с хорошей пластичностью металлической или
высокой жаростойкостью керамической матрицы. Арми-
рованные волокнами конструкционные материалы, полу-
чившие название композиционных, т. е. состоящих из
разнородных компонентов, отличаются высоким сопро-
439
тивлением пластической деформации и хрупкому разру-
шению в течение достаточно длительного времени, в том
числе при повышенных температурах.
Упрочнение волокнами заключается в создании двух-
фазной структуры, в которой деформация матрицы ис-
пользуется для передачи напряжения высокопрочным
волокнам силами сцепления на границе раздела волокно—
матрица. Если волокна имеют достаточную длину, то
при нагружении деформация волокон на большей части
их длины должна быть равна деформации матрицы и,
следовательно, волокна эффективно упрочняют ее. Кро-
ме того, волокна должны задерживать распространение
трещин и, таким образом, повышать не только проч-
ность, но и вязкость материала. Благодаря гетероген-
ной структуре, состоящей из прослоек сравнительно
пластичной, но недостаточно прочной матрицы, и прочных
волокон, композиционные материалы теоретически спо-
собны работать при температуре лишь на несколько
градусов ниже точки плавления матрицы при условии,
что она будет вести себя как несжимаемая жидкость.
Упрочнение в армированных волокнами системах за-
висит главным образом от свойств волокон (матрица
действует только как среда для передачи напряжения),
поэтому такие системы по своим высокотемпературным
характеристикам должны превосходить системы, упроч-
ненные дисперсными частицами. Для армирования ис-
пользуют волокна, усы или проволоку из железа, стали,
вольфрама, никеля, молибдена, титана и других метал-
лов, графита, окислов алюминия, бериллия или кремния,
карбидов, нитридов, боридов и других соединений туго-
плавких металлов.
Существуют два основных способа получения двух-
фазных композиционных материалов: волокна, усы или
проволоку получают отдельно, а затем их вводят в мат-
рицу; волокна или усы создают непосредственно в мат-
рице, например направленной кристаллизацией эвтекти-
ческих сплавов, используя контролируемое охлаждение
или эвтектоидный распад. Второй способ применяют при
производстве литых композиционных материалов, поэто-
му здесь его не рассматриваем. Способы производства
волокнистой компоненты композиционного материала
подразделяются на механические и физико-химические.
Механическими способами из всех технически важ-
ных металлов и сплавов готовят тонкую тянутую прово-
440
локу и металлическую структуру (шерсть), получаемую
при шабрении и шевинговании или других видах обра-
ботки на станках, дающих непрерывные пряди металла.
Шерсть можно также получать на станках путем обра-
ботки труб и металлических листов. Перед использова-
нием шерсть и проволоку режут на специальном приспо-
соблении на куски определенной длины. Волокна, полу-
ченные указанным образом, подвергают обезжириванию
в трихлорэтилене, перекиси натрия или гидроокиси ам-
мония.
Другой разновидностью механических способов яв-
ляется получение волокна из расплава. В этом случае
расплавленную массу выдавливают через отверстия за-
данного диаметра (50—90 мкм) или подают на быстро
вращающийся диск, на котором под действием центро-
бежной силы формируются волокна диаметром 4—
75 мкм. Существует также метод получения волокон из
расплавов эжекцией струи металла, увлекаемой мощным
потоком газа. Регулируя скорости подачи газа и метал-
ла, получают длинные или короткие волокна. Разновид-
ностью непрерывного способа получения тонкой и сверх-
тонкой проволоки (диаметром 50 мкм и менее) фонта-
нированием расплава является вытяжка волокон из кап-
ли жидкого металла, находящейся в стеклянной труб-
ке— капилляре, подвергаемой вытяжке в длинные нити.
Стеклянную оболочку с нити затем удаляют травлением.
Особого внимания заслуживает производство нитей
диаметром менее миллиметра продавливанием смеси по-
рошка исходного материала со связующим через тонкие
отверстия. Нити подвергают соответствующей обработ-
ке в зависимости от рода связующего с целью удаления
посторонних веществ. Указанным способом готовят нити
вольфрама, молибдена, циркония, бора, кремния, тита-
на. Нити можно также получать из окислов, карбидов
и других металлоподобных соединений.
Механические способы получения волокон получили
наибольшее распространение в металлургии волокна.
Хотя эти способы и не достигли еще совершенства в от-
ношении производительности и экономичности, все же
они вне конкуренции по сравнению с большинством дру-
гих известных способов.
Физико-химические способы находятся на стадии
лабораторных разработок, их применяют преимущест-
венно для получения совершенных нитевидных кристал-
441
лов высокой прочности. Среди этой группы способов
основным является метод получения усов восстановлени- \
ем различного рода соединений металлов. В качестве '
исходных материалов используют галогениды, сульфиды J
и окислы, восстанавливаемые газообразным или твер-
дым восстановителями.
Тонкие нитевидные кристаллы растут при определен-
ных условиях восстановления (температура, парциаль- '
ное давление восстанавливаемого соединения, свойства
восстановителя и т. п.), причем большинство кристаллов
при оптимальных условиях процесса получается гладки-
ми и прямыми, их диаметр 1—20 мкм. Так, температуры
восстановления галогенидов составляют для меди 650,
железа 730—760, никеля 740, марганца 940, кобальта
750° С. Повышение температуры восстановления сверх
оптимальной приводит сначала к возникновению плас-
тинчатых образований, а затем к росту крупных, хорошо
развитых кристаллов, тогда как усы не образуются.
Нитевидные кристаллы могут быть получены выра-
щиванием из пересыщенной газовой фазы. В этом случае
усы растут за счет притока атомов из газовой фазы,
поэтому с повышением температуры скорость роста и дит
аметр усов увеличиваются. Процесс проводят в предва-
рительно вакуумированном сосуде, по длине которого
создают перепад температур, зависящий от характера
материала получаемых усов. Испарением в вакууме с
последующей конденсацией паров получают усы цинка,
серебра, платины, бериллия, кремния и других металлов.
Усы железа, серебра, меди и некоторых других метал-
лов можно получить электролитическим осаждением.
Существует несколько методов выращивания усов в
твердой фазе. Например, установлено, что на поверхно-
сти листов многих металлов, таких как железо, медь, се-
ребро, платина, магний, вольфрам, латунь, при нагреве
образуются волокнистые кристаллы диаметром и дли->
ной 1—2 мкм. Наиболее интересен метод ускоренного
выращивания усов под давлением, так называемый ме-
тод Фишера. Стальную пластинку толщиной 0,3 мм по-
крывают электролитическим слоем олова толщиной 5 мкм
и зажимают между двумя жесткими стальными пластин-
ками. Края полученного образца шлифуют и полируют.
Под действием давления, приложенного к стальным
пластинкам, на полированных краях слоя олова проис-
ходит ускоренный рост усов, достигающих длины 5 мм
442
при 215° С. После удаления усов с поверхности их рост
начинается снова на прежних местах, что указывает.на
наличие фиксированных источников роста усов. Диаметр
получаемых усов равен 0,05—5 мкм.
Тонкие металлические волокна можно получать хи-
мическим травлением проволоки до нужных сечений.
Например, травлением медной проволоки в азотной кис-
лоте были получены волокна диаметром менее 1 мкм.
Для получения тонких вольфрамовых волокон с успе-
хом применяют метод электролитического травления 15—
20%-ным раствором едкого натра в поле переменного
тока.
Волокна, полученные любым из рассмотренных спо-
собов, вводят в матрицу. При изготовлении спеченных
армированных композиций готовят шихту из смеси по-
рошка матрицы и волокон, которую затем прессуют и
спекают. В процессе приготовления шихты важно обес-
печить равномерность распределения волокон в матри-
це, которая иногда нарушается из-за образования ком-
ков волокон в ходе перемешивания. Применяют меха-
ническое и химическое смешивание. Шихту можно
прессовать любым известным способом. Следует указать,
что при прессовании изделий в прессформах волокна
ориентируются в плоскостях, расположенных нормально
к сжимающим усилиям, в самих же плоскостях они ори-
ентированы хаотично. Экструзией и прокаткой можно
получить направленную структуру композиций, что яв-
ляется важным преимуществом этих методов формо-
вания.
Спекание спрессованной смеси исходных материалов
проводят при температуре 0,7—0,8 Гпл материала матри-
цы, чаще всего в атмосфере водорода, инертных газов
или вакууме. При спекании композиций наряду с процес-
сами сцепления, уплотнения и упрочнения может проис-
ходить и взаимное растворение компонентов. Для арми-
рованных систем важно ограничить спекание темпера-
турно-временными пределами, при которых достигается
достаточно прочное сцепление, а заметного растворения
не наблюдается.
После спекания изделия могут быть подвергнуты до-
полнительной обработке с целью повышения их физико-
механических свойств или придания окончательных раз-
меров и формы. Спекание сформованной смеси исходных
материалов может быть заменено пропиткой спрессован-
443
ных волокон расплавленным материалом матрицы. При
этом отпадает необходимость в приготовлении шихты.
Пропиткой можно получить беспористый материал, рав-
номерно распределять компоненты, изменять в широких
пределах объемное содержание арматуры, диаметр и
длину волокон, создавать нужную ориентацию, сохра-
нять исходную форму и размеры волокон, использовать
стандартное оборудование термических участков. Одна-
ко для получения хорошей композиции необходимо сма-
чивание волокон жидкой матрицей. Кроме того, при про-
питке жаропрочными материалами требуются высокие
температуры, что может вызвать разупрочнение и охруп-
чивание волокон.
Армированные материалы можно получать нанесе-
нием на подложку различной конфигурации чередую-
щихся слоев матрицы и арматуры. После нанесения
покрытия подложку удаляют (выжигают, растворяют,
выплавляют, удаляют механически и т. п.). В результате
получается изделие из армированного материала, повто-
ряющее геометрическую форму подложки.
Один из первых композиционных ^материалов была
медь, упрочненная вольфрамовыми и молибденовыми
волокнами. Армированная медь, приготовляемая в основ-
ном методом пропитки, наряду с повышенной кратковре-
менной и длительной прочностью обладает повышенным
сопротивлением усталостному разрушению при комнат-
ной температуре. Уменьшение диаметра волокон вызы-
вает повышение прочности композиции в целом. Извест-
на композиция медь —волокна бора, полученная горя-
чим прессованием.
Около тридцати лет тому назад в нашей стране на-
чались исследования по получению алюминиевых спла-
вов, армированных стальной проволокой. В настоящее
время для упрочнения алюминия также используют
вольфрамовую проволоку или волокна окиси кремния,
двуокиси циркония, окиси алюминия, бора, карбида
кремния и1 др.
Менее изучены армированные материалы на никеле-
вой основе. Один из способов получения на основе ни-
кельхромовых сплавов композиций, армированных уса-
ми окиси алюминия, предусматривает экструдирование
пластифицированной смеси с последующим спеканием.
Армированный никель изготавливают также методом
электролитического нанесения покрытий на волокна кар-
444
бида кремния или бора. Разработаны композиции на
никелевой основе, армированные однонаправленными
вольфрамовыми проволоками и сетками из них. Пакет,
набранный из чередующихся слоев тонкой никелевой
фольги и армирующей проволоки, подвергают горячему
динамическому прессованию, способствующему прида-
нию получаемому композиционному материалу повы-
шенной механической прочности.
Армирование железа окисью алюминия или воль-
фрамовыми волокнами, титана молибденовой проволо-
кой, кобальта вольфрамовым войлоком, магния волок-
нами бора позволяет в 3—5 раз повысить их прочность
по сравнению с неармированными материалами.
Существуют композиции, полученные различными
способами на базе керамической матрицы (А12О3, SiO2,
MgO, ZrO2 и др.) и различных волокон (W, Mo, Nb,
сталь, нихром, керамические волокна и т. д.). В них
нагрузка переносится с малопрочного материала матри-
цы на более прочный материал арматуры, увеличивает-
ся ударная вязкость и повышается стойкость к термо-
удару, что объясняется лучшим распределением меха-
нических усилий, а также ограничением распростране-
ния трещин в матрице армирующими волокнами. При
изготовлении армированных керамических материалов
в основном применяют горячее прессование, прессова-
ние с последующим спеканием и шликерное формо-
вание.
Композиционные материалы волокнистого строения
весьма перспективны для применения в различных об-
ластях науки и техники.
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
1. Ермаков С. С., Вязников Н. Ф. Металлокерамические детали в
машиностроении. Л., «Машиностроение», 1975. 232 с. с ил.
2. Шеламов В. А., Литвинцев А. И. Физико-химические основы про-
изводства полуфабрикатов из спеченных алюминиевых порошков.
М., «Металлургия», 1970. 278 с. с ил.
3. Колпашников А. И., Мануйлов В. Ф., Ширяев Е. В. Армирование
цветных металлов и сплавов волокнами. М., «Металлургия», 1974.
248 с. с ил.
4. Карпинос Д. М., Тучинский Л. И., Вишняков Л. Р. Новые компо-
зиционные материалы. Киев, «Биша школа», 1977. 312 с. с ил.
Глава IX
ВЫСОКОТЕМПЕРАТУРНЫЕ МАТЕРИАЛЫ
§ 29. ТУГОПЛАВКИЕ МЕТАЛЛЫ
Тугоплавкие металлы играют большую роль в со-
временной технике и особенно в новейших ее отрас-
лях— атомной и ракетной. Основное направление ис-
пользования — жаропрочные и коррозионностойкие
сплавы, а также сплавы с особыми физическими свой-
ствами. Все большее значение приобретает также ис-
пользование тугоплавких металлов в качестве эффек-
тивных легирующих добавок к различным сплавам.
Тугоплавкие металлы относят к числу переходных
элементов IVa—Via групп Периодической системы, у
которых при переходе от одного элемента к соседнему
происходит достройка внутренних электронных уровней
(так называемых d-уровней). Такими металлами явля-
ются титан, цирконий, гафний (IV группа), ванадий,
ниобий, тантал (V группа) и молибден, вольфрам
(VI группа). Эта особенность строения атомов опреде-
ляет высокую прочность кристаллической решетки рас-
сматриваемых металлов. Все металлы указанных групп
образуют весьма тугоплавкие, твердые и химически ус-
тойчивые соединения с рядом металлоидов, обладаю-
щих малыми атомными радиусами. К ним относят кар-
биды, нитриды, силициды и бориды, имеющие, как бу-
дет показано ниже, важное практическое значение.
Тугоплавкие металлы взаимодействуют со многими
другими металлами Периодической системы, образуя
твердые растворы и различные интерметаллические
соединения, что широко используется в технике при
производстве различных сплавов и высококачественных
сталей. Высокие температуры плавления тугоплавких
металлов определяют широкое использование метода
порошковой металлургии при их производстве, который
заключается в получении металла в форме порошка
с последующим его превращением в компактный ме-
талл путем прессования и спекания.
Близость свойств тугоплавких металлов определяет
общность многих областей их применения. Так, кроме
использования этих металлов в качестве легирующих
добавок к сталям, многие из них применяют в виде ту-
гоплавких твердых карбидов в составе твердых спла-
446
bob, а в чистом виде используют в электротехнике й
электровакуумной технике.
Вольфрам
Принципиальная технологическая схема производст.
ва спеченного вольфрама состоит из получения метал-
лического порошка, прессования заготовок, спекания и
обработки спеченной заготовки в изделия.
На заводах, производящих ковкий вольфрам, исход_
ним сырьем для его получения служат чистая вольфра-
мовая кислота или паравольфрамат аммония, которые
подвергают прокалке с получением WO3:
h2wo4-^wo3 + h2o
или
5 (NHJa О • 12WO3-X Н2о 12WO3 + 10NH3+(x+5)H2O.
Вольфрамовая кислота полностью теряет воду при
500° С; паравольфрамат аммония разлагается при тем-
пературе выше 250° С.
Для получения металлического вольфрама, помимо
чистоты вольфрамового ангидрида, важную роль играет
величина его частиц. Между температурой прокалива-
ния вольфрамовой кислоты и насыпной плотностью
WO3 существует определенная зависимость:
Температура прокаливания, °C . . . 550 600 700 800
Насыпная плотность, г/см3 .... 0,40 0,46 0,52 0,76
Вольфрамовую кислоту или паравольфрамат аммо-
ния прокаливают в электрических вращающихся или
муфельных печах. Температура прокаливания составля-
ет 600—800° С (в зависимости от требований, предъяв-
ляемых к зернистости порошка). Полученный вольфра.
мовый ангидрид далее поступает на восстановление,
причем для производства ковкого компактного вольф-
рама применяют исключительно водородное восстанов-
ление. Теория и практика процессов восстановления
WO3 водородом рассмотрена в разделе получения ме-
таллических порошков.
Полученный вольфрамовый порошок поступает На
прессование, которое проводят обычно в разборных
стальных прессформах на гидравлических прессах при
давлении 200—500 МПа.
447
Кристаллы вольфрама отличаются малой пластич-
ностью, поэтому в процессе прессования порошка они
практически почти не изменяют своей основной формы
и размеров и уплотнение порошка происходит главным
образом в результате относительного перемещения час-
тиц. Обычно пористость штабиков вольфрама после
прессования составляет 30—40%.
Для предотвращения расслоя к порошку перед прес-
сованием добавляют какое-либо улетучивающееся при
дальнейшем спекании склеивающее и смазывающее
вещество, например раствор глицерина в спирте, раст-
вор парафина в бензине и т. п. Эти растворы, выдав-
ливаясь при прессовании на стенки прессформы и сма-
зывая их, уменьшают трение частиц порошка о стенки
прессформ и тем самым способствуют более равномер-
ному уплотнению и распределению давления по объему
брикета.
Вольфрамовые штабики прессуют различных разме-
ров; наиболее часто встречаются следующие: 9X9X400,
12X12X400, 15X15X400 мм. Спрессованные из вольф-
рамового порошка брикеты подвергают спеканию, ко-
торое осуществляют в две стадии.
Первая стадия — предварительное спекание при
1150—1300° С с выдержкой штабиков при этой темпе-
ратуре в атмосфере водорода в течение 30—120 мин.
Для предварительного спекания используют печи
с алундовой трубой или муфелем с молибденовыми на-
гревателями. Штабики группами укладывают на тонкие
молибденовые подкладки в никелевые лодочки, которые
затем непрерывно проталкивают через печь при помо-
щи механического толкателя.
Предварительное низкотемпературное спекание про-
водят с целью повышения прочности спрессованных
брикетов, необходимой при последующем высокотем-
пературном спекании. Кроме того, при предварительном
спекании штабик имеет значительную пористость, что
облегчает диффузию водорода в брикет. Последнее
обстоятельство приводит к довосстановлению окисных
пленок, в результате чего улучшается металлический
контакт между частицами и повышается электропро-
водность штабика, необходимая для второй стадии спе-
кания (сварки).
Для достижения максимального уплотнения штаби-
ка и достаточного развития процесса роста зерен, обес-
448
печивающего создание необходимой структуры, послед-
нюю стадию спекания вольфрама нужно проводить при
температурах порядка 3000° С. Такую высокую темпе-
ратуру наиболее удобно создавать путем непосредст-
венного пропускания электрического тока через спрес-
сованный штабик, упрочненный предварительным спе-
канием. Эту стадию спекания — сварку — осуществляют
в специальных печах, известных под названием свароч-
ных аппаратов (см. рис. 158). Сварку штабиков, как и
предварительное спекание, проводят в атмосфере во-
дорода.
Режим спекания в производственных условиях конт-
ролируют обычно не' измерением температуры штаби-
ка, а по величине тока. Для этого первоначально на
нескольких образцах определяют ток, необходимый
для переплавки штабика. Например, для штабиков раз-
мером 9x9x400 мм ток переплавки составляет 2400—
2500 А.
При спекании через штабик пропускают ток (при-
мерно 90% от тока переплавки), который обеспечивает
нагрев штабика до 3000—3100° С. Плотность сваренно-
го штабика зависит от режима сварки, главным обра-
зом от максимальной температуры, от зернистости ис-
ходного порошка и отчасти от давления прессования.
Выдержка в течение 15 мин при силе тока 90% от тока
переплавки оказывается достаточной для того, чтобы
в основном были завершены процессы усадки и рекрис-
таллизации и было достигнуто кажущееся равновесие,
после которого дальнейшая выдержка при той же тем-
пературе только весьма медленно изменяет пористость
и величину зерна штабика. Усадка при спекании дости-
гает 15—18% по длине штабика и плотность становит-
ся равной 17—18,5 г/см3, что соответствует остаточной
пористости 15—5%.
Многочисленными наблюдениями установлено, что
штабик вольфрама, изготовленный из мелкозернистого
порошка (размер частиц в среднем 2 мкм), обладает
более плотной и более грубозернистой структурой, чем
штабик из крупнозернистого порошка (размер частиц
в среднем 4—5 мкм). Это обстоятельство указывает на
то, что при сварке штабика из мелкозернистого порош-
ка происходит более интенсивный рост зерен.
Практика показывает, что наилучшей обрабатыва-
емостью при последующей горячей ковке обладают
29—268
449
вольфрамовые сваренные штабики, характеризующиеся
однородной структурой с числом зерен 2000—5000 на
1 мм2, т. е. со средней величиной зерен 22—14 мкм.
Штабики с числом зерен до 8—10 тыс. на 1 мм2 также
удается проковывать, но при более высокой темпера-
туре.
В процессе сварки концы штабиков, находящиеся
в охлаждаемых зажимах-контактах сварочных аппара-
тов, оказываются не проваренными. Поэтому штабики
после сварки поступают на обрубку концов, которые
затем опять возвращаются в производство. Важной
операцией в производстве компактного вольфрама яв-
ляется ввод в него различных присадок, необходимых
для придания нужных свойств. Для более равномер-
ного распределения присадок их обычно добавляют
Рис. 183. Схема ротационной ковочной машины:
/ — станина; 2 — фасонный вал; 3—ролики; 4 — стальная обойма; 5 — ковоч-
ные плашки; 6 — стальные кольца для крепления обоймы
в форме растворов соответствующих соединений
(Th|NO3|4, K2SiO3, Na2SiO3 и т. п.) к суспензии WO3
или H2WO4 в воде.
Спеченные поликристаллические вольфрамовые за-
готовки хрупки и при деформации разрушаются по
межкристаллическим границам. Однако при 1300—
1400° С и выше они поддаются ковке, не разрушаясь.
В частности, в производстве прутков, которые обычно
служат заготовками для волочения проволоки, приме-
няют так называемые ротационные ковочные машины
(рис. 183). Рабочим инструментом таких машин служит
пара плашек с полуцилиндрическими рабочими поверх-
ностями, образующими при соприкосновении плашек
цилиндрический канал с входной и выходной конусны-
ми распушками. Плашки вращаются вокруг продольной
оси штабиков и под действием периферийных роликов
450
ударяют по нагретому штабику, продвигаемому вдоль
канала плашек с частотой 10—12 тыс. ударов в минуту.
Ковочная машина состоит из чугунной неподвижной
станины /, внутри которой в обойме расположены ро-
лики 3. В пространстве между роликами вращается вал
2, через центральный канал которого проходит штабик;
имеется также прорезь, в которой свободно сидят две
ковочные плашки. При вращении вала плашки центро-
бежной силой попеременно отбрасываются от центра
к периферии и выступающим роликом от периферии
к центру. На рабочей части ковочных плашек сделаны
выемки, отвечающие диаметру обрабатываемого стерж-
ня. Плашки изготовлены из быстрорежущей стали. Чис-
ло ударов в минуту зависит от количества роликов и
скорости вращения вала; при скорости 1000 об/мин и
10 роликах число ударов составляет 10 тыс. в минуту.
После ковки может быть применена дальнейшая обра-
ботка, например получение проволоки нужного сечения
волочением или листов (фольги) прокаткой.
Молибден
Рассмотренные на примере вольфрама физико-хи-
мические и технологические основы производства
в большой степени распространяются и на другие туго-
плавкие металлы, в частности на молибден. Порошок
молибдена получают восстановлением трехокиси мо-
либдена водородом в две, а иногда и в три стадии.
Первую стадию (МоО3—>МоО2) проводят при 550—
650° С, а вторую стадию — при 850—900 или 1000—
1100° С. Температура 1000—1100° С свойственна и тре-
тьей стадии восстановления, которую применяют, когда
вторую стадию проводят при 850—900° С. Молибдено-
вый порошок 99,95%-ной чистоты, восстановленный
водородом из молибденового ангидрида МоО3, более
мелкозернист, чем стандартный вольфрамовый по-
рошок.
Прессование проводят при давлении 200—400 МПа,
как правило, со смазкой. Штабики имеют размеры
14 X 14 X 600, 18 X 18X650, 30X30 X 650, 40X40 X 650,
60X60X650 мм.
После предварительного спекания в водороде при
Ю00—1100° С штабики подвергают сварке, в процессе
которой из-за мелкозернистого порошка усадка прохо-
дит с большой скоростью и завершается в довольно ко-
29*
451
роткие сроки (10—12 мин) при силе тока, составляю-
щей 90% от тока переплавки, что соответствует темпе-
ратуре 2200—2400° С. После сварки пористость штабика
снижается до 10—15%. Сварка крупных штабиков тре-
бует очень высокой силы тока, что создает большие за-
труднения, вызывает необходимость -в громоздких то-
коподводящих шинах и т. п.
Однако эти трудности удается успешно преодоле-
вать, применяя активирование процесса спекания мо-
либдена при сварке путем незначительного увлажнения
водорода, которое обеспечивается пропусканием его че-
рез воду при 20—40° С. Сварку в увлажненном водо-
роде проводят при 1600—1700° С.
При увеличении времени сварки (для крупных шта-
биков иногда до 2 ч) с целью выравнивания структуры
по сечению удается получить штабики плотностью по-
рядка 10 г/см3; такая плотность близка к плотности
беспористого металла (10,2 г/см3). Следует отметить,
что при этом получается крупнозернистая структура, .
которая в данном случае не вызывает особых затрудне-
ний, так как молибден отличается от вольфрама боль-
шей пластичностью, поэтому такие штабики хорошо
поддаются горячей ковке. Обычно специальные при-
садки в молибден, используемый для изготовления мо-
либденовых изделий, не требуются. Только при произ- >
водстве молибденовой проволоки, применяющейся в ра-
диоламповой промышленности, вводят небольшие
присадки окиси тория.
Хотя молибден и более пластичен, чем вольфрам, |
волочение проволоки больших диаметров и прокатку 1
толстых пластин проводят при подогреве. Большую |
часть спеченного молибдена используют для изготов- J
ления проволоки, предназначенной для обмоток элект- -1
ропечей, а также для производства лент и листов, при- ]
меняемых в радиолампах, электротехнике
раслях техники.
и других от-
Титан
Метод порошковой металлургии для производства
изделий из титана более экономичен по сравнению с J
с развивающимися современными методами получения <
компактного титана.
Порошок титана, полученный одним из рассмотрен-
ных ранее способов, может быть превращен в компакт- i
452
ный ковкий металл путем прессования и спекания в ва-
кууме. При этом следует иметь в виду, что наличие
значительного количества окисных пленок не позволяет
получать ковкий металл, так как при спекании окислы
растворяются в металле и сильно повышают его твер-
дость и снижают пластичность. Поэтому для получения
ковкого и компактного металла используют только чис-
тый титановый порошок.
Порошок или измельченную губку титана прессуют
в стальных прессформах при давлении 400—1000 МПа.
Полученные брикеты спекают в вакууме порядка
13 мПа при 1100—1250° С в течение 4—10 ч. Такая
длительность процесса спекания объясняется тем, что
подъем температуры производят постепенно, чтобы
максимальное количество примесей могло улетучиться
через открытые поры брикета на первых стадиях спека-
ния. При вакуумном спекании происходит удаление маг-
ния, хлорида магния, водорода и других летучих при-
месей, сопровождаемое усадкой брикета и закупорива-
нием пор. В результате усадки плотность спеченной за-
готовки достигает примерно 4,3 г/см3. Спеченные заго-
товки подвергают ковке с целью закрытия пор при сум-
марном обжатии до 15—20%, после чего заготовки от-
жигают в вакууме при 900—1000° С. Во время отжига
поры завариваются в процессе рекристаллизации. Полу-
ченные таким образом плотные и беспористые отожжен-
ные заготовки подвергают дальнейшей обработке дав-
лением с промежуточными отжигами.
Следует отметить, что в последнее время начали ши-
роко применять способы прокатки порошков, гидроста-
тического прессования для получения компактного ков-
кого титана, а также метод прокатки порошка в метал-
лических оболочках.
Использование метода горячей прокатки в оболочках
позволяет избежать применения вакуума при спекании.
Этим методом удается получить лучшие результаты в
отношении однородности и меньшей пористости материа-
ла по сравнению с методами обработки прессованных и
спеченных брикетов.
По рассматриваемой технологии порошок брикетиру-
ют в герметически закрытом, ковком и газонепроницае-
мом контейнере и нагревают до нужной температуры;
затем всю сборку подвергают горячей прокатке. Кон-
тейнер предупреждает загрязнение порошка газами
453
(кислородом и азотом) как во время нагрева, так и при
рабочих температурах прокатки. Частицы металла, на-
ходясь в тесном контакте в контейнере, при прокатке
подвергаются пластической деформации. Такой непо-
средственный контакт частиц и разрушение прежней
структуры зерна за счет пластической деформации, а
также подвижность атомов металла, вызываемая высо-
кой температурой, позволяют быстро протекать диффу-
зионным процессам. В результате получают твердый
беспористый металл, причем нет необходимости в дли-
тельном процессе спекания в глубоком вакууме или в
прессовании.
Недостатком указанного метода является исключе-
ние дополнительной очистки титана за счет удаления ле-
тучих примесей и газов, которая обычно наблюдается
при спекании или горячем прессовании заготовок в ва-
кууме.
В последние годы все более широкое распростране-
ние получает горячее прессование в вакууме изделий из
порошка титана при давлении 30—40 МПа, температу-
ре 1100—1200° С и времени выдержки 15—20 мин.
Тантал
Являясь химически активным, тантал реагирует пра-
ктически со всеми газами, кроме благородных, а исход-
ный танталовый порошок содержит значительное коли-
чество летучих примесей (окислы тантала, поглощен-
ный водород и др.).
На рис. 184 представлена примерная технологичес-
кая схема производства спеченного тантала. Тантало-
вые заготовки в зависимости от назначения прессуют
либо в форме пластин прямоугольного сечения, либо в
форме штабиков квадратного сечения. Обычно масса
одной прессовки равна нескольким килограммам. Тан-
таловый порошок, полученный методом натриетермиче-
ского восстановления, мелкозернист и благодаря боль-
шой удельной поверхности прессуется в достаточно проч-
ные заготовки при давлении 400—500 МПа. Следует
иметь в виду, что при прессовании порошка, полученно-
го электролизом, требуемое давление составляет 700—
800 МПа. Крупнозернистый порошок, как известно,
всегда содержит меньше окисных пленок. Высокое же
давление прессования, вызывающее сильную деформа-
цию частиц порошка, приводит к разрушению относи-
454
NaCl K2TaF7 Na
-------- - _ - Сушка
Загрузка тиглей ——----------
Восстановление
I------------Разгрузка и дробление
D < ---------Г-----------
Верхние слои Гашение
Гашение а отмывка водой Фильтрация ♦ Растворение в HF к Осаждение Фильтрация „ 1 Сушка 1 Размол и просеивание K2TaF7 Порошок тантала 1 Просеивание р 1 Размол 1 Сушка Фильтрация f Кислотная обработка Просеивание Отсевы Размол 1 f ^Гидрирование Отходы листового кускового тантала Мокрый размол Водная обработка Кислотная обработка Фильтрация 1 Сушка Размол 1 Просев Порошок тантала —* Шихтовка -* Порошок тантала 1 " с Просеивание Прессование—Просеивание 1 Спекание Срезка граней Отходы —► Размол Сварка — Ковка Отжиг п 1 Отожженные пластины Рис. 184. Технологическая схема производства ковкого тантала из порошка
455
тельно тонких окисных пленок и установлению метал-
лического контакта между частицами, необходимого
для обеспечения электропроводности штабика. Указан-
ные обстоятельства дают возможность проводить сварку
штабиков, минуя стадию предварительного спекания.
Перед прессованием в порошок тантала вводят раствор
глицерина в спирте или какую-либо другую вязкую жид-
кость, полностью удаляющуюся при спекании.
Танталовые штабики из мелких порошков предвари-
тельно спекают в вакуумных печах при 1400—1500° С.
В связи со значительным газовыделением в процессе
спекания танталовых брикетов нельзя допускать слиш-
ком быстрого подъема температуры, так как происходя-
щее при этом превращение открытой пористости в за-
крытую препятствует свободному удалению улетучива-
ющихся примесей.
Во время предварительного спекания давление в пе-
чи не должно превышать 700 Па. Спеченные штабики
охлаждают вместе с печью. Продолжительность охлаж-
дения обычно составляет 7 ч. После охлаждения в печь
впускают воздух и штабики выгружают.
Следует обратить внимание на следующее. Порошок
тантала всегда содержит какое-то количество окислов.
Чем их больше, тем больше угар при сварке, так как
низшие окислы тантала весьма летучи. Во избежа-
ние угара в шихту перед прессованием добавляют угле-
род в количестве, необходимом для связывания кислоро-
да окислов. В процессе предварительного спекания, как
указывалось, происходят значительная дегазация метал-
ла, а также небольшое разложение пятиокиси тантала;
при этом начинается ее взаимодействие с примесью уг-
лерода. Танталовые штабики сваривают в вакуумных
сварочных аппаратах. После установки штабика в аппа-
рат и создания необходимого вакуума (130 мПа) вклю-
чают электрический ток и при непрерывно действующих
вакуумных насосах силу тока постепенно повышают;
при этом соответственно повышается и температура
штабика. Режим сварки разрабатывают с таким расче-
том, чтобы обеспечить полное разложение и испарение
примесей. На начальном этапе сварки подъем темпера-
туры до 1000° С идет медленно, затем при 1000° С про-
изводят выдержку, пока вакуумметр не покажет резко-
го снижения давления, что указывает на завершение
первого этапа интенсивного выделения газов.
456
Последующий подъем температуры осуществляют
быстро и после улетучивания основного количества при-
месей температуру повышают до 2550—2600° С. На мак-
симальной температуре опять делают выдержку до пол-
ного удаления всех газов и достижения остаточного дав-
ления 130 мПа. Общая продолжительность сварки зави-
сит от количества примесей в тантале и иногда достига-
ет 8—12 ч.
Штабик после сварки остывает в вакууме. Плотность
сваренных штабиков составляет 14—15 г/см3, что соот-
ветствует 10—15% остаточной пористости. Сваренные
штабики проковывают на холоду с обжатием 15—20%,
в результате чего поры заковываются. Затем проводят
вторичное спекание (отжиг) в вакуумном сварочном ап-
парате. Отжиг проводится путем кратковременного
(в течение 1 ч) прогрева штабика при 2400° С. Во время
отжига происходят рекристаллизация тантала и завари-
вание пор. Второй этап ковки проводят с обжатием на
25%, после чего следует вторичный отжиг в вакууме.
В результате такой обработки получается беспористая
заготовка с плотной полиэдрической структурой. В даль-
нейшем такую заготовку прокатывают в листы или про-
тягивают в проволоку обычными методами обработки
давлением с промежуточными отжигами в вакуумной
печи.
Рассмотренные металлы, являясь тугоплавкими, все
же не обладают достаточно высокой жаропрочностью,
не говоря уже об их недостаточной окалиностойкости,
из-за чего приходится прибегать к различным защитным
покрытиям или заключать металлы в специальные за-
щитные «рубашки». Для улучшения указанных харак-
теристик применяют легирование тугоплавких металлов
специальными добавками и особую термообработку.
Как известно, недостаточная жаропрочность чистых
металлов объясняется отсутствием в их решетке устой-
чивых препятствий движению дислокаций и повышенной
скоростью самодиффузии атомов при высокой темпера-
туре. Процессы разупрочнения протекают в чистых ме-
таллах довольно интенсивно уже при нагреве до 0,3—
0,4 Тпл- При легировании происходит торможение и за-
крепление дислокаций или плоскостей скольжения, а
также затрудняется развитие разупрочнения, что объяс-
няется меньшим образованием новых дислокаций и
уменьшением скорости диффузии и самодиффузии в ре-
457
шетке металла. Легирующая добавка либо входит в ре-
шетку металла, образуя твердый раствор, либо являет-
ся инертной по отношению к основе (такие материалы
получили название дисперсно-упрочненных).
В первом случае эффективными оказываются те хи-
мические элементы, которые способны в наибольшей
степени увеличивать прочность межатомных связей и
тем самым снизить скорость диффузии и самодиффузии
атомов в^сплаве и повысить его модуль упругости. Леги-
рующие элементы, кроме того, не должны заметно сни-
жать температуру плавления сплава. Для каждого ме-
талла— основы можно подобрать сравнительно немного
элементов, обладающих указанными свойствами. К та-
ким элементам относятся главным образом те, у кото-
рых атомы по своей химической природе и по размерам
резко отличаются от атомов металла — основы, являю-
щегося растворителем.
Как правило, легируют не одним, а группой элемен-
тов, между которыми возникают дополнительные хими-
ческие связи, усиливая межатомные связи в решетке
сплава. Поэтому современные жаропрочные сплавы
представляют собой чрезвычайно сложные композиции,
содержащие, кроме металла — основы, еще две — три и
более легирующие добавки. Однако растворенные ато-
мы легирующих элементов — сравнительно слабое пре-
пятствие движению дислокаций, в связи с чем эффект
упрочнения наблюдается только до 0,5—0,6 ТПл.
Более эффективным оказалось упрочнение металлов ’
дисперсными включениями различных тугоплавких сое-
динений, позволившее создать множество жаропрочных |
дисперсно-упрочненных материалов. !
i
§ 30. ТВЕРДЫЕ СОЕДИНЕНИЯ i
В электротехнике, металлургии, химической промышленности и «
различных областях новой техники необходимы материалы, облада-
ющие высокой жаростойкостью и жаропрочностью, химической и
термической стойкостью, специальными свойствами, твердостью j
и т. д. Такими материалами, в частности, являются соединения туго-
плавких переходных металлов с металлоидами: карбиды, нитриды,
бориды и силициды.
Эти соединения в значительной мере определяют свойства разно-
образнейших сплавов начиная от углеродистых и легированных ста- ।
лей и кончая твердыми сплавами. Их используют в качестве абра-
зивных материалов, высокотемпературных специальных огнеупоров,
в электро- и радиотехнике и т. д.
458
Наиболее интересными свойствами обладают твердые соединения
переходных металлов. К числу переходных металлов относят химиче-
ские элементы, в атомах которых происходит заполнение недостро-
енных электронных уровней, т. е. элементы с порядковыми номера-
ми 21—28 (Sc, Ti, V, Сг, Мп, Fe, Со, Ni), 39—46 (Y, Zr, Nb, Mo, Тс,
Ru, Rh, Pd), 57—78 (La, редкоземельные металлы, Hf, Ta, W, Re^
Os, Ir, Pt) и 89—92 (Ac, Th, Pa, U), которые принадлежат III—
VIII группам Периодической системы. Среди них наибольшее значе-
ние имеют указанные выше тугоплавкие металлы.
Бор, азот, углерод и кремний в общем случае образуют с метал-
лами химические соединения, обладающие различной физической
природой. Соединения этих элементов с металлами переходных групп
не удовлетворяют законам химической валентности и имеют явно
выраженный металлический характер.
Металлоподобные твердые тугоплавкие соединения отличаются
следующими свойствами:
1) высокой температурой плавления, которая близка к темпера-
турам плавления углерода и таких тугоплавких металлов, как воль-
фрам (3380° С), рений (3180° С) и др., а в некоторых случаях пре-
восходит ее (например, для NbC 3500° С, HfC 3890°С, ТаС 3880° С);
2) очень высокой твердостью (по шкале Мооса занимают проме-
жуточное положение между твердостью корунда и алмаза, т. е. меж-
ду 9 и 10);
3) высокой химической стойкостью; сильнокоцентрированные
кислотные смеси и сильноокисляющие щелочные растворители при
комнатной температуре воздействуют на компактные материалы
очень медленно;
4) металлическим характером (блеск, термические и электриче-
ские свойства близки к свойствам металлов);
5) способностью к сверхпроводимости;
6) способностью сплавляться с металлами группы железа, при-
чем растворимость твердых тугоплавких соединений в этих металлах
сильно зависит от температуры и при комнатной температуре часто
оказывается небольшой;
7) весьма высоким модулем упругости.
Из группы карбидов наиболее важными являются карбиды воль-
фрама, титана, тантала, ванадия, ниобия и молибдена, цементирован-
ные кобальтом или никелем; они служат основой всех современных
твердых сплавов, используемых для резания, и износостойких мате-
риалов. Из группы боридов особое значение в технике имеют дибо-
риды титана и циркония, применяемые для различных износостойких,
коррозионностойких и жаропрочных деталей. Нитриды переходных
металлов в настоящее время играют весьма заметную роль; возмож-
но, в будущем большое значение приобретут и их твердые растворы
с боридами и силицидами.
Из силицидов применение нашли дисилициды молибдена, воль-
фрама и титана; благодаря исключительной окалиностойкости их
используют в качестве материалов для нагревателей, работающих в
воздушной среде при 1300—1700° С.
Характер структуры того или иного карбида, нитрида и борида
металла переходной группы почти всегда определяется по правилу
Хэгга соотношением атомных радиусов металла гМе и неметалла гх.
Если гх]гме<.0,59 (гме/гх>1,7), то образуется структура, очень по-
хожая на основную решетку атомов соответствующего металла, но
с неметаллическими атомами, расположенными в ее промежутках
459
(так называемые нормальные фазы внедрения), если Гх/гме>0,59,
то возникает хотя и металлическая фаза, но с более сложной ре-
шеткой.
Основные решетки почти всегда представлены структурами, ха-
рактерными для настоящих металлов, т. е. гранецентрированной ку-
бической и компактной гексагональной и иногда простой гексаго-
нальной или объемноцентрированной кубической решетками.
Типичными представителями фаз внедрения являются карбиды и
нитриды. При этом следует иметь в виду, что эмпирическое правило
Хэгга имеет исключения, например монокарбиды вольфрама и мо-
либдена и нитриды молибдена и тантала не являются фазами внед-
рения, хотя для всех этих соединений гх!гМе < 0,59.
Ниже приведены соотношения атомных радиусов для некоторых
металлов и неметаллов:
Неметалл и его атомный радиус, нм
Металл и его атомный В 0,087 С 0,076 N 0,071 0 0,060 Н 0,030
радиус, нм
Ti 0,147 0,59 0,52 0,48 0,41 0,20
V 0,134 0,65 0,57 0,53 0,45 0,22
Сг 0,127 0,69 0,60 0,56 0,47 0,24
Fe 0,126 0,69 0,60 0,56 0,48 0,24
Zr 0,160 0,54 0,48 0,44 0,38 0,19
Nb 0,146 0,60 0,53 0,49 0,41 0,20
Mo 0,139 0,63 0,50 0,51 0,43 0,22
Hf 0,159 0,55 0,48 0,44 0,38 0,19
Ta 0,146 0,60 0,53 0,49 0,41 0,20
W 0,139 0,63 0,55 0,51 0,43 0,22
U 0,152 0,57 0,50 0,47 0,39 0,20
К неметаллическим элементам с так называемым малым атом-
ным радиусом причислен бор, для которого значение гх = 0,087 нм
и является максимальным по сравнению с атомными радиусами уг-
лерода (0,076 нм), азота (0,071 нм) и водорода (0,030 нм). Поэтому
для боридов в большинстве случаев отношение гх1гМе равно или
больше критического (0,59). В связи с этим структура боридов дол-
жна несколько отличаться от структуры других твердых соединений,
что подтверждено экспериментальными данными.
В отличие от азота, углерода и бора кремний образует с метал-
лами твердые растворы не типа внедрения, а типа замещения. Это
связано с тем, что радиус атома кремния настолько велик (0,117 нм),
что отношение радиусов будет выше критического для всех силици-
дов переходных металлов и атомы кремния не могут внедриться в
межатомные промежутки простых металлических решеток.
Однако некоторые силициды с небольшим содержанием кремния
не только обладают металлическими свойствами, но и имеют типич-
ные металлические структуры (VaSi, CrsSi, MoeSi со структурой
Р-вольфрама). Эти силициды являются своеобразными аналогами
фаз внедрения с той только разницей, что в фазах внедрения атомы
неметалла размещаются в межатомных промежутках металлических
решеток, а атомы кремния участвуют в построении металлических
структур как «полноправные партнеры» атомов второго компонента.
Богатые кремнием силициды металлов переходных групп, сохра-
няя металлические свойства, имеют специфические (обычно слож-
ные) кристаллические решетки.
460
Карбиды
В самом общем случае карбиды могут быть получены взаимодей-
ствием углерода и его соединений с металлами или их соединениями
при соответствующих температурах с использованием в случае не-
обходимости защитной атмосферы. Среди большого многообразия
способов получения карбидов основными можно считать:
1) науглероживание порошков металлов (или окислов) твердым
углеродом;
2) науглероживание порошков металлов (или окислов) углерод-
содержащими газами, в ряде случаев в присутствии твердого угле-
рода;
3) осаждение из газовой фазы (метод наращивания);
4) электролиз расплавов соответствующих солей.
Наибольшее практическое значение имеют первый и второй мето-
ды. Получение карбидов из смесей металлов с углем, основанное на
прямом соединении металла с углеродом по реакции Ме+С—*МеС.
Большинство металлов и их окислов взаимодействует с углеро-
дом при температурах, значительно более низких, чем температура
их плавления, что дает возможность получать чистые неразлагаю-
щиеся карбиды уже при 1200—2200° С. Этот способ в настоящее
время наиболее распространен и используется для промышленного
производства карбидов вольфрама, титана, молибдена, тантала, ва-
надия и других, применяемых в производстве твердых сплавов.
Для получения карбидов по этому способу чаще всего применя-
ют порошки чистых металлов или их окислов, в отдельных случа-
ях — гидриды металлов. Углерод вводят преимущественно в виде
сажи, причем шихта составляется с 5—10%-ным избытком углерода
по сравнению с теоретически необходимым его количеством. Избыток
углерода вводят из тех соображений, что в металлических порош-
ках всегда содержится какое-то количество остаточного кислорода,
а также для компенсации частичного выгорания углерода в печи.
В тех случаях, когда карбиды получают из окислов металлов по
реакции Л4еО4-2С=МеС + СО, учитывают науглероживающее дей-
ствие образующейся окиси углерода. Здесь достаточно 80—90% то-
го количества углерода, которое соответствует указанному уравне-
нию. Этот способ обычно осуществляют в печах сопротивления с
графитовой трубой (рис. 185) в защитной среде или вакууме.
Печь состоит из графитовой трубы, являющейся одновременно
нагревателем. Труба имеет различные внутренние диаметры (130,
90 мм и др.), длину порядка 1,5 м и закреплена в охлаждаемых
водой контактных головках, через которые подводят ток. Вокруг
рабочей трубы расположена экранирующая труба, снижающая по-
тери тепла на излучение и служащая для создания пространства
между рабочей трубой и кожухом печи, засыпанного теплоизоля-
ционным материалом. Ток, пропускаемый через трубу сопротивления,
достигает 3000 А при напряжении 16—20 В. К контактным головкам
подсоединяют с одной стороны холодильник, а с другой — загрузоч-
ный патрубок.
Когда процесс получения карбида проводят в вакууме, удается
резко снизить температуру реакции восстановления и увеличить ско-
рость ее течения за счет удаления окислов углерода, т. е. смещения
реакции в сторону образования карбида. Надо также отметить, что
карбиды, полученные в вакууме, отличаются чистотой, особенно по
содержанию газов.
461
В качестве защитных газов применяют водород, окись углерода
и смеси этих газов. Если отсутствует опасность образования нитри-
дов (например, для WC и МоС), то в качестве защитной среды ис-
пользуют генераторный газ или диссоциированный аммиак.
Присадка к водороду углеводородов, галогеноводородов, хлор-
ных производных углеводородов и т. п. приводит к ускоре-
нию реакции карбидообразования. При этом удается также снизить
и температуру реакций.
Установлено, что при науглероживании окислов металлов в
графито-трубчатых печах экономится 15—20% теоретического коли-
Рис. 185. Графитотрубчатая печь сопротивления:
J— кожух; 2 — графитовая труба накала; 3 — экранирующая труба; 4—теп-
лоизолирующая засыпка (сажа или графитовая крупка); 5 — холодильник;
6 — контактные конусы; 7 — головки, подводящие ток к трубе накала; 8 —
люк для загрузки теплоизолирующей засыпки в кожух; 9 — шины, подводя-
щие ток к головкам
чества углерода, входящего в состав смеси. Эта экономия происхо-
дит за счет углеводородов, образующихся при реакции газа с го-
рячими стенками печи, например, при температуре выше 1300° С по
уравнению:
2С + Н2 = С2Н2.
Наряду с реакцией в твердой фазе происходит науглероживание
из газовой фазы, например
2Ме + С2Н2^2Л4еС + Н2,
2Ме О + С2Н2 2Ме С + Н2О.
Газовая карбидизация металлов происходит при более высоких
температурах. Науглероживание металлов из газовой фазы произ-
водится углеводородами, подаваемыми в печь или образующимися
в газовой фазе при взаимодействии водорода с углем, например
W + CH4zt WC + 2H2,
2W + CH4^ W2C + 2H2,
2WC + 2H2^ W2C + CH4.
Осаждение из газовой фазы в настоящее время используют для
получения тугоплавких карбидов, нитридов, боридов и силицидов
462
высокой степени чистоты. Осаждение карбидов происходит либо
в результате реакции взаимодействия паров галоидных соединений
с углеводородами и водородом, либо в результате разложения кар-
бонилов металлов. Карбиды образуются на раскаленной нити в виде
кристаллических отложений или монокристаллов.
Для получения карбидов электролизом используют расплавы,
содержащие борат щелочного металла, соду, фторид щелочного и
окисел тугоплавкого металла; состав полученного карбида
определяется щелочностью расплава (отношением МеОз:СОг). Эле-
ктролиз расплавленных солей производят в графитовых тиглях, слу-
жащих анодом, с графитовыми же катодами при 800° С, напряжении
на ванне порядка 3 В и силе тока около 20 А.
В настоящее время карбиды используют в качестве основы ог-
неупорных, коррозионностойких, электро- и радиотехнических, изно-
состойких и других материалов. Наибольшее распространение имеют
материалы на основе карбидов титана, хрома, вольфрама.
Бориды
Основные способы получения боридов:
1) спекание металла с бором (ниже температуры плавления);
2) взаимодействие окислов металла и бора (В2О3) в присутст-
вии алюминия, магния, кремния или углерода;
3) взаимодействие металла (или окисла, гидрида, карбида) с
карбидом бора, с присадкой или без присадки окисла бора (В20з);
4) электролиз расплавов;
5) выделение из газовой фазы (наращивание).
Основным является борокарбидный способ производства бори-
дов. В случае использования окисла исходного тугоплавкого ме-
талла в качестве борсодержащего реагента применяют один карбид
бора, в случае же использования самого тугоплавкого металла, его
гидрида или карбида для удаления углерода, связанного с карбидом
бора, в шихту дополнительно вводят еще борный ангидрид. Неудоб-
ство последнего варианта состоит в высокой летучести борного ан-
гидрида, что заставляет проводить реакцию в графито-трубчатых
печах сопротивления, работающих при атмосферном давлении, а это
вследствие высокой температуры процесса (1900—2000° С) неизбеж-
но приводит к неполному удалению углерода из продукта реакции
или к науглероживанию его до содержания 0,5—2% С.
Исходя из сказанного, Г. А. Меерсон и Г. В. Самсонов предло-
жили осуществлять этот процесс по реакции
4Ме О + В4С + ЗС + Ше В + 4СО,
т. е. в расчете на удаление углерода карбида бора с кислородом
окисла в форме СО и соединение бора с тугоплавким металлом с об-
разованием соответствующего борида. Вакуумно термический процесс
обеспечивает полноту прохождения реакции образования борида, а
также позволяет избежать азотирования и окисления полученного
продукта.
Дибориды титана, хрома и циркония, имеющие наибольшее
практическое значение, достаточно термостойки, жаропрочны и име-
ют хорошие теплофизические характеристики. Диборид циркония
применяют для изготовления деталей реактивных двигателей, огне-
упорных изделий, в частности лодочек и тиглей, используемых для
463
испарения материалов в вакууме. Из борида хрома и диборида цир-j
кония со связкой готовят детали, работающие при высоких темпера- :
турах. о i
Бориды металлов используют в качестве защитных покрытий по-^
верхностей деталей, подвергаемых воздействию агрессивных сред.-
Бориды переходных металлов хорошо сопротивляются окалинообра-
зованию при нагреве и обладают высокой химической устойчивостью;
в различных агрессивных, средах.
Нитриды
Нитриды переходных тугоплавких металлов можно получить,^
воздействуя азотом или азотсодержащими газами на металлы, их j
окислы, гидриды или другие соединения. Среди известных способов i
Таблица 20 -
Режимы получения некоторых тугоплавких нитридов
Нитрид г Темпера- тура азоти- рования, °C Время азоти- рования, мин Количество ме- у талла, % Количество азота, % Факти- ческая сумма Me + N
расчет- ное факти- ческое расчет- ное факти- ческое
TIN 1200 120 77,35 77,25 22,65 22,60 99,90
ZrN 1200 60 87,64 87,62 12,36 12,30 99,90
NbN 1200 120 86,99 86,90 13,01 12,92 99,80
TaN 1100 60 92,81 92,78 7,09 7,08 99,90
Некоторые свойства карбидов,
Микротвердость, МПа Удельное электросопротивление при 20°С, мкОм-см
Металл «j <Я <я <Я Ч сЯ <я 5
я я Ч я я
Я ХО а, си я хо Си
ь £ч Q, Си н
о <Я я а» О (Я я
ХО я я S хо Я я
Ti 34 800 30 000 21 000 55,0 9,0 68,2 11,1
V 28 000 20 940 — 26,0 22,7 156 85,9
Сг 22 000 13 000 — 15,3 30,0 —
Zr 21 900 28 360 19 830 41,0 9,7 63,4 13,6
Nb 25 900 20 550 — 13,1 25,7 74,0 200
Мо 23 500 14 790 — 5,2 26,0 97,5
Hf 22 500 28 300 — 30,0 10,6 109,0
Та 26 000 15 470 32 360 12,41 32,5 30,0 135
W 26 600 17 300 — 5,03 22,0 53,0 —
464
получения нитридов наибольший практический интерес ймекл следу-
ющие:
1) азотизация окислов металлов азотом или аммиаком в при-
сутствии углерода;
2) азотизация металлов или гидридов металлов азотом или ам-
миаком;
3) обработка хлоридов и оксихлоридов металлов аммиаком,
разложение аммонийных соединений;
4) осаждение из газовой фазы (метод наращивания).
Наиболее разработанным способом приготовления нитридов яв-
ляется способ, по которому порошки тугоплавких металлов подвер-
гают непосредственному азотированию. Наибольшие затруднения
при проведении этого в общем простого процесса встречаются при
предотвращении окисления порошков, так как сродство этих метал-
лов, в частности титана, циркония, ниобия и тантала, к кислороду
высоко. Для предотвращения окисления, приводящего к образованию
оксинитридных фаз, необходимы тщательная очистка азота от кис-
лорода, а также проведение мероприятий, предотвращающих попа-
дание кислорода в процессе азотирования в реакционную трубку.
В табл. 20 указаны примерные режимы получения* некоторых туго-
плавких нитридов при азотировании 10 г порошка соответствующего
металла.
В настоящее время нитриды применяет’для изготовления огне-
упоров, устойчивых при воздействии расплавленных металлов, в
качестве антикоррозионных покрытий, проводящих элементов не-
которых типов катодов и т. п. Видимо, перспективными могут ока-
заться материалы, представляющие собой сочетание нитридов с
другими твердыми соединениями и связками.
В табл. 21 приведены некоторые свойства карбидов, боридов и
нитридов.
Таблица 21
боридов и нитридов
Температура плавления, °C
металла борида карбида нитрида
1660 2980 3250 2950
1700 2400 2830 2050-2320
1800 2200 1895 1500
1930 3040 3175 2980
2500 3000 3500 2300 (раз- лагается)
2622 2200 2690 Разлагается
2230 3250 3890 3310
2850 3040 3880 3090
3377 2300 2600 —
Силициды
Для получения силицидов
можно использовать почти все
методы, которые применимы для
получения карбидов и боридов.
Это объясняется в известной сте-
пени тем, что кремний обладает
способностью восстанавливать
окислы металлов в тех же усло-
виях, что и углерод. Кремний со-
единяется с металлами только при
высоких температурах. Наиболее
распространены следующие спо-
собы получения силицидов:
1) спекание металла с крем-
нием при высоких температурах в
электродуговых печах, печах со-
противления с графитовой трубой
и индукционных печах в вакууме
или в аргоне;
2) восстановление окислов ме-
таллов кремнием при высоких тем-
пературах (более 1500° С);
30—268
465
3) взаимодействие окислов металлов с SiO2 и С; силициды по-
лучают в дуговых электропечах при высоких температурах;
4) алюминотермический метод, при котором восстанавливают
окисел металла алюминием или магнием в присутствии измельченно-
го кварца;
5) выделение из газовой фазы; пары галоидного соединения
кремния пропускают в присутствии водорода над порошком метал-
ла, нагретого до температуры 1100—1800° С, или над раскаленной
нитью, проволокой или стержнем;
6) электролиз расплавленных сред; разлагают расплав, состоя-
щий из щелочных фторсиликатов и соответствующего окисла или
фторида металла; при разложении силикатов образуется кремний,
тотчас же соединяющийся с металлом, выделившимся из окисла
вследствие восстановительного действия щелочи.
Поверхностное насыщение тугоплавких металлов кремнием по-
зволяет получать твердые поверхностные слои, имеющие высокую
стойкость против действия кислот, расплавленных солей и некото-
рых металлов, а также высокую жаростойкость.
Способы силицирования из газовой фазы, содержащей SiCh +
+ Н2, требуют специального оборудования и проводятся при доволь-
но высоких температурах в продолжение десятков и сотен часов.
При силицировании из твердофазной ванны в шихту вводят хло-
ристый аммоний для образования при реакции между Si и NH4CI
некоторого количества SiCh, который, разлагаясь на поверхности
металла с выделением активного кремния, ускоряет процесс диффу-
зии кремния в металл. Образующиеся при этом пары соляной кис-
Таблица 22
Режимы силицирования некоторых металлов
Металл Температура, °C Время, ч Толщина слоя силицидов, мкм Образующиеся фазы
Титан 900 4 46 TiSi, TiSi,
1100 4 70 TiSi, TiSi2
Тантал 1000 4 120 TaSi2
1100 4 180 TaSi2
1200 4 370 TaSi2
Молибден 800 4 40 Mo3Si2
900 4 51 Mo3Si2, MoSi2
1000 1 50 Mo3Si2
1000 2 74 Моз$1’2, MoSi2
1000 4 ПО Mo3Si2, MoSi2
1000 8 174 Mo3Si2, MoSi2
1100 4 127 Mo3Si2, MoSi2
1200 4 165 Mo3Si2, MoSi2
Железо 900 1 60
900 2 165 —
900 8 678 FeSi
1000 4 180 FeSi
1100 4 220 FeSi
466
лоты оказывают протравливающее действие на металл, также спо-
собствуя диффузии. '
Для проведения силицирования образцы или изделия помеща-
ют в слегка уплотненную засыпку из шихты Si+3% NH4CI в лодоч-
ку из жароупорной стали, загружают в муфель печи с защитной ат-
мосферой чистого аргона или водорода и нагревают в печи по ре-
жимам, приведенным в табл. 22.
Из материалов на основе силицидов готовят детали газовых
турбин, сопла пескоструйных аппаратов, штампы для горячей обра-
ботки давлением, нагревательные элементы и т. п.
Производство плотных изделий
Основной технологической особенностью твердых тугоплавких
соединений является их плохая прессуемость из-за высоких твердос-
ти и хрупкости. Поэтому получить плотные изделия обычными при-
емами порошковой металлургии не удается. Кроме того, высокие
температуры плавления этих соединений требуют и значительных
температур при спекании, что создает определенные трудности при
эксплуатации печного оборудования.
В связи с этим наиболее важным технологическим вариантом
получения изделий является горячее прессование с последующим го-
могенизирующим отжигом или без него. Температура горячего прес-
Таблица 23
Режимы горячего прессования некоторых
металлоподобных соединений
Соединение Температура, °C Давление, МПа Выдержка при темпера- туре, мин Остаточная пористость, %
TiB2 2330 12 5 0,6—1
ZrB2 2350 12 10 0
NbB2 2580 12 10 0
ТаВ2 2350 12 10 8—9
Мо2В5 2330 12 5 0,5—1
W2B5 2400 12 5 0,6—1
TiC 2500 12 2 0,4—1
ZrC 2500 12 5 0
NbC 2330 12 5 0
TaC 2350 12 5 5—6
Mo2C 2400 12 5 9—10
WC 2330 12 10 0
TiN 2330 12 15 1—2
ZrN 2150 12 5 0
TaN 2330 12 5 0
TiSi2 1400 25 2 0,2—1
ZrSi2 1750 25 10 5—6
NbSi2 1750 25 10 0
TaSi2 1750 25 10 0
MoSi2 1960 25 10 0
WSi2 1760 25 5 0
30*
467
сования составляет 80—90% от температуры плавления соответству-
ющего тугоплавкого соединения. В табл. 23 приведены режимы го-
рячего прессования изделий из порошков некоторых тугоплавких
твердых соединений. Широко применяют цементирование твердых
тугоплавких соединений различными металлами, например никелем,
кобальтом, железом и их сплавами. При интенсивном измельчении
порошков карбидов и боридов тугоплавких металлов удается полу-
чать малопористые изделия спеканием прессовок в вакууме при уме-
ренных (1600—1800° С) температурах^
В настоящее время рассматриваемые соединения находят все
большее применение в виде основы различных тугоплавких, износо-
стойких, жаропрочных и жаростойких композиций, без которых вряд
ли возможен дальнейший прогресс в науке и технике.
§ 31. ДИСПЕРСНО-УПРОЧНЕННЫЕ
ЖАРОПРОЧНЫЕ МАТЕРИАЛЫ
Вместе с развитием техники, в особенности авиаци-
онной, ракетной, космической и т. д., резко возросла
потребность в материалах, обладающих повышенной
прочностью при высоких температурах. Основными тре-
бованиями к такого рода материалам являются: высо-
кая стойкость против ползучести при повышенных тем-
пературах; малая плотность (для облегчения конструк-
ции и меньших центробежных усилий при работе
в качестве, например, лопаток турбин); высокая тер-
мостойкость; низкий термический коэффициент расши-
рения, который одновременно должен быть одинаковым
с термическим коэффициентом расширения материала,
служащего для крепления лопаток турбин; высокая
теплопроводность.
Наиболее характерная особенность данного класса
материалов — наличие в металлической основе тонко-
дисперсных включений фазы-упрочнителя, которые рав-
номерно распределены между металлическими зернами.
Пластические свойства, тепло- и электропроводность
в подобных сплавах обеспечиваются металлическим
компонентом.
При подборе материала матрицы необходимо учи-
тывать температуру рекристаллизации металла, его
пластичность, сопротивление коррозии и окислению,
кристаллическую структуру, физические и механичес-
кие свойства, а также возможность получения порошка
необходимой степени измельчения. Этим требованиям
удовлетворяют алюминий, серебро, медь, никель, же-
лезо, кобальт, хром, вольфрам, молибден и др. Требо-
вания к упрочняющей фазе следующие: высокая сво-
468
бодная энергия образования, т. е. высокая термоди-
намическая прочность, малая величина скорости
диффузии компонентов в матрицу, малая раствори-
мость составляющих дисперсной фазы в матрице, вы-
сокая чистота и большая поверхность частиц дисперс-
ной фазы. К упрочняющим фазам с указанными свой-
ствами можно отнести А12О3, SiO2, ThO2, Сг2О3, TiO2,
карбиды, бориды, интерметаллические соединения
NiAl3, МпА16 и различные тугоплавкие металлы. Рас-
стояние между частицами упрочняющей фазы ^0,01—
0,5 мкм, а их размер до 1 мкм, лучше 0,01—0,1 мкм.
Количество добавляемых частиц фазы-упрочнителя
обычно составляет 3—15% (объемн.). Основные спо-
собы получения дисперсно-упрочненных материалов:
механическое смешивание порошков основного метал-
ла и упрочняющей фазы; механическое смешивание по-
рошков окислов металла и упрочняющей фазы с после-
дующим восстановлением окислов основного металла;
химическое смешивание, предусматривающее совмест-
ное осаждение солей и их последующее после прокалки
восстановление с образованием металла и сохранением
окисла фазы-упрочнителя; поверхностное окисление по-
рошка основного металла; внутреннее окисление или
азотирование порошков.
При получении дисперсно-упрочненных материалов
механическим смешиванием порошки таких пластичных
металлов, как медь, никель, железо, платина и другие,
смешивают с тугоплавкими окислами, не взаимодейст-
вующими с металлической основой (А12О3, SiO2, ThO2,
ZrO2); после гидростатического или иного прессования
их обрабатывают давлением.
При упрочнении металлов тугоплавкими дисперсны-
ми окислами путем совместного осаждения в . водных
растворах солей хлоридов, нитридов, сульфатов основ-
ного металла (Си, Ni, Со, Fe, Mo, W, А1) и металла,
образующего тугоплавкий окисел (Al, Si, Mg, Be), рас-
пределение окисла в матрице более равномерное, чем
при механическом смешивании исходных материалов.
При добавлении к смеси растворов солей основного ме-
талла и металла упрочняющего окисла, едких щелочей,
карбонатов щелочных металлов, щавелевой или му-
равьиной кислот в осадок выпадает соответствующая
соль. Осадки промывают, фильтруют, сушат, смешива-
ют и нагревают до температуры, обеспечивающей их
469
разложение до окислов. Смесь окислов нагревают
в восстановительной атмосфере при температуре, доста-
точной для восстановления окисла основного металла.
После восстановления смесь прессуют, спекают и обра-
батывают давлением.
Метод упрочнения металла путем образования внут-
ри матрицы высокодисперсных частиц тугоплавкой фа-
зы при внутреннем окислении заключается в следую-
щем. Исходный материал — порошок сплава, представ-
ляющий собой твердый раствор металла, образующего
трудновосстанавливаемый тугоплавкий окисел, в метал-
лической матрице, окисел которой должен легко вос-
станавливаться, отжигают в окислительной среде. Если
металл матрицы не образует окислов, то уже на этой
стадии образуется трудновосстанавливаемый окисел
металла фазы-упрочнителя, и порошок после окисления
можно прессовать, спекать и обрабатывать давлением.
Если на поверхности матрицы образуется пленка окис-
ла, препятствующая диффузии кислорода внутрь час-
тицы, то после окисления порошок нагревают в инерт-
ной среде, и тугоплавкий окисел образуется за счет
кислорода окисла матрицы.
Для удаления неразложившихся окислов порошок
можно дополнительно обрабатывать в восстановитель-
ной среде. Скорость диффузии кислорода в матрице
должна быть возможно большей по сравнению со ско-
ростью диффузии атомов металла, образующего туго-
плавкий окисел, а энергия образования тугоплавкого
окисла по абсолютной величине должна быть значи-
тельно больше энергии образования окисла матрицы.
Рис. 186. Влияние содержания АЬОз на предел прочно-
сти при растяжении образцов из Fe—AI2O3
470
Только при таких условиях достигаются высокая дис-
персность частиц тугоплавкого окисла и равномерное
его распределение в металле. Полученную смесь по-
рошков основного металла и тугоплавкого окисла прес-
суют и спекают. Спеченные заготовки обрабатывают
давлением. Наиболее интересным примером дисперсно-
упрочненных материалов является САП, о котором го-
ворилось ранее. Большое распространение имеют ма-
териалы на основе порошка карбонильного железа и
окиси алюминия, свойства которых приведены на
рис. 186.
§ 32. КЕРМЕТЫ
Керамикометаллический материал (кермет) пред-
ставляет собой композицию из керамической [>50%
(объемн.)] и металлической составляющих, получае-
мую методами порошковой металлургии. Необходи-
мость в таких материалах возникла во время второй
мировой войны в связи с острой дефицитностью многих
металлов. Взамен некоторых специальных сплавов бы-
ли разработаны керметы на основе тугоплавких окис-
лов, которые оказались весьма перспективными для
применения в высокотемпературных деталях реактив-
ных двигателей и послужили началом дальнейших раз-
работок в этом направлении.
Одна из основных проблем в области создания кер-
метов состоит в трудности объединения по меньшей ме-
ре двух разнородных фаз. Системы металл — окисел
обычно характеризуются слабым связыванием и выпо-
теванием (вытеканием) металла из смеси в процессе
спекания, протекающего с образованием жидкой фазы.
Принято считать, что условием образования прочной
связи между цементирующим металлом и неметалли-
ческой фазой является взаимная полная или частичная
растворимость. Для улучшения связывания к материа-
лу добавляют какой-либо металлоид, например нитрид,
металл лучше связывается с металлоидами, чем с окис-
лами. Кроме того, можно также изменить взаимную
растворимость с целью увеличения химического связы-
вания под влиянием соответствующей атмосферы; на-
пример, при спекании железа, никеля или кобальта
с тугоплавким окислом в инертной атмосфере реакции
не протекают, если же изменить атмосферу на слабо-
471
окисляющую, то можно ожидать химического взаимо-
действия с образованием шпинели и других соединений.
Для улучшения связывания к материалу добавляют ле-
гирующий металл, например титан к системе никель —
окись алюминия.
Само по себе связывание в керметах есть результат
химического или электрического взаимодействия ато-
мов, располагающихся на поверхностях разнородных
фаз. Взаимодействие в твердой фазе в системах металл
—окисел весьма ограниченно, поэтому почти во всех
случаях спекание керметов ведут в присутствии жидкой
фазы, в связи с чем большое значение приобретают
вопросы смачивания. При угле смачивания больше .
90° при спекании будет происходить вытекание жидкой
фазы, что приведет к уменьшению прочности изделия.
Технологические приемы создания материалов типа
керметов в принципе идентичны основным приемам по-
рошковой металлургии. Особенности их изготовления
связаны с малой пластичностью смесей и плохим свя-
зыванием в системе металл — окисел. При производст-
ве изделий из керметов наиболее широко используют
шликерное формование, пропитку, спекание под давле-
нием с пропусканием электрического тока, представля-
ющее собой разновидность способа горячего прессова-
ния, и взрывное прессование, обеспечивающее равно-
мерное спрессовывание порошка до высокой плотности.
Наиболее широко распространены керметы типа
окись алюминия — металл. Такие керметы отличаются
благоприятным сочетанием тепловых, механических и
электрических свойств, причем в зависимости от соста-
ва любая фаза может быть непрерывной или прерыва-
ющейся. Хорошо исследованы композиции окись алю-
миния — хром. Исходные порошки окиси алюминия и
хрома с размером частиц менее 40 мкм смешивают
всухую или при увлажнении. Для получения заготовок
применяют шликерное формование, прессование в сталь-
ных прессформах при давлении 70—85 МПа без пласти-
фикатора, гидростатическое прессование при давлении
до 700 МПа или горячее прессование. Прессовки спека-
ют в атмосфере высокочистого водорода с добавкой не- I
большого количества паров воды для регулируемого :
окисления хрома. Образующаяся окись хрома вовлека- J
ется в механизм связывания — прочно сцепляется
с хромом и образует твердый раствор с окисью алю-
472
миния. Температура спекания составляет 1450—1500° С.
В качестве металлической составляющей используют
никель, кобальт, железо, а также сплавы, например
хромомолибденовый.
Кроме окиси алюминия, в качестве керамической
составляющей можно применять окислы магния, берил-
лия, циркония, титана, хрома, тория, никеля, кобальта
и других элементов, цементированные железом, нике-
лем, кобальтом, хромом, молибденом или вольфрамом.
В последние годы создано много керметных компо-
зиций на основе карбидов и боридов различных ме-
таллов.
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
1. Зеликман А. Н., Меерсон Г, А. Металлургия редких металлов. М.,
Металлургия», 1973. 608 с. с ил.
2. Порошковая металлургия жаропрочных сплавов и тугоплавких
металлов. М., «Металлургия», 1974. 184 с. с ил. Авт.: В. С. Ра-
ковский, А. Ф. Силаев, В. И. Ходкин, О. X. Фаткуллин.
3. Киффер Р., Бенезовский Ф. Твердые материалы. Пер. с нем. М.,
«Металлургия», 1968. 384 с. с ил.
4. Портной К. И., Бабич Б. Н. Дисперсно-упрочненные материалы.
М., «Металлургия», 1974. 200 с. с ил.
Глава X
ТВЕРДЫЕ СПЛАВЫ
Наиболее широко применяют спеченные твердые
сплавы, представляющие собой карбиды металлов, сце-
ментированные металлами железной группы. Материа-
лы этой группы сочетают большую твердость с высоким
сопротивлением износу и высокой прочностью. Совре-
менные спеченные твердые сплавы по назначению мож-
но разделить на следующие группы:
1) инструментальные твердые сплавы, применяющи-
еся для оснащения различного рода инструментов, ис-
пользуемых при обработке материалов;
2) конструкционные сплавы, применяющиеся для
изготовления износостойких деталей машин и приборов
с особыми свойствами;
3) жаропрочные и жаростойкие сплавы.
Применение твердых сплавов, особенно инструмен-
тальных, в ряде областей техники имеет огромное зна-
475
чение для народного хозяйства. Например, при обра-
ботке различных материалов резанием в несколько раз
повышаются скорости резания, увеличивается подача,
в итоге в несколько раз возрастает производительность
труда. Именно увеличение производительности труда
в отраслях, потребляющих твердые сплавы, и опреде-
ляет их огромное народнохозяйственное значение. Кроме
того, их преимущество заключается также в том, что
дорогостоящий вольфрам, являющийся основным компо-
нентом твердых сплавов, , в их составе дает гораздо
больший эффект, чем, например, в составе быстрорежу-
щей стали. Все большее значение в последнее время
приобретают твердые сплавы, применяемые в качестве
волок при производстве проволоки, при перфораторном
бурении, в качестве зубков врубовых машин и комбай-
нов и т. д., т. е. везде, где от используемых материа-
лов требуются прочность, твердость, стойкость.
В настоящее время в соответствии с ГОСТ 3882—
74 принято делить твердые сплавы в зависимости от
их состава на три основные группы:
1) вольфрамокобальтовые твердые сплавы WC—Со,
или ВК, состоящие из монокарбида вольфрама WC и
кобальта, причем некоторые марки сплавов этой груп-
пы содержат также небольшие добавки карбидов вана-
дия, тантала, ниобия;
2) титановольфрамокобальтовые твердые сплавы
WC—TiC—Со, или ТК, содержащие карбиды вольфра-
ма (основа) и титана и кобальт;
3) титанотанталовольфрамокоб альтовые твердые
сплавы WC—TiC—ТаС—Со, или ТТК, в состав кото-
рых входят монокарбид вольфрама (основа), карбиды
титана и тантала и кобальт.
Сплавы группы ВК являются наиболее прочными
по сравнению с твердыми сплавами других групп и со-
держат 3—25% (по массе) кобальта, в связи с чем ус-
ловно выделяют три подгруппы: малокобальтовые
(3—8%Со), среднекобальтовые (10—15% Со) и высо-
кокобальтовые (20—25%Со). К марке сплава добав-
ляется цифра, отвечающая содержанию в нем кобаль- j
та: ВКЗ, ВК4, ВК6 и т. д. Чем больше кобальта j
в сплаве, тем он прочнее, но менее износостоек. Поэто '
му для обработки материалов (в основном чугунов к
неметаллических материалов) резанием, для оснащения
волочильного инструмента и горного инструмента для
474
бурения относительно мягких пород применяют малоко-
бальтовые сплавы. Среднекобальтовые сплавы исполь-
зуют для бурения крепких и весьма крепких горных
пород, а в отдельных случаях и для оснащения инст-
румента для обработки металлов высадкой и штампов-
кой. Максимально прочными высококобальтовыми
сплавами оснащают штамповый инструмент, работаю-
щий в условиях значительных ударных нагрузок.
Сплавы группы ТК предназначены для оснащения
инструментов при обработке резанием сталей. Уступая
сплавам ВК в прочности, сплавы ТК выгодно отлича-
ются от них большей сопротивляемостью при высокой
температуре образованию «лунки» на передней поверх-
ности резца под воздействием непрерывно скользящей
по ней «сливной» стружки, что обеспечивает большую
стойкость резца и позволяет вести обработку с высоки-
ми скоростями резания. Применяют пять марок ТК:
Т5КЮ, Т5К12, Т14К8, Т15К6 и Т30К4. Первая цифра
означает содержание [% (по массе)] в сплаве карбида
титана, а вторая — содержание кобальта; содержание
карбида вольфрама — остальное до 100%. Наибольшей
прочностью обладают малотитановые марки, содержа-
щие максимальное количество кобальта, которые приме-
няют при тяжелых условиях резания (по корке, при силь-
ных ударных нагрузках, при строгании и т. п.). Средне-
титановые сплавы (Т14К8 и Т15К6) используют для то-
чения сталей в не очень тяжелых условиях эксплуата-
ции, тогда как высокотитановый сплав Т30К4 может
работать только в безударных условиях и при снятии
стружки малых сечений, т. е. при чистовом точении.
Сплавы группы ТТК применяют главным образом
для обработки сталей резанием. Благодаря наличию
карбида тантала, который улучшает свойства карбид-
ной основы и цементирующей фазы, свойства этих
сплавов выше свойств сплавов ТК. Наиболее распростра-
ненными марками являются ТТ7К12 (4% TiC, 3% ТаС),
ТТ8К6 (8% TiC, 2% ТаС), ТТ10К8-Б (3% TiC, 7% ТаС)
иТТ20К9 (8% TiC, 12% ТаС).
Для этих марок первая цифра соответствует сум-
марному содержанию в сплаве карбидов титана и танта-
ла, а вторая цифра — содержание кобальта; содержание
карбида вольфрама — остальное до 100%. Технологии
производства сплавов всех трех групп идентичны.
475
Спеченный твердый сплав является типичным изде-
лием порошковой металлургии. В качестве исходных
материалов используют трехокись вольфрама, получен-
ную прокалкой вольфрамовой кислоты или параволь-
фрамата аммония, двуокись титана, окись-закись ко-
бальта, порошок тантала и сажу. Иногда с целью удале-
ния летучих примесей сажу и двуокись титана подверга-
ют предварительной прокалке на воздухе при 700 и
800° С соответственно. Типовая технологическая схема
производства твердых сплавов предусматривает получе-
ние порошка вольфрама, карбидов и кобальта, приготов-
ление смеси, прессование изделий и их спекание. В по-
следнее время стремятся включить в типовую схему
еще и доводку (алмазную заточку) спеченных изделий
из твердого сплава.
Получение порошков вольфрама и кобальта. Физи-
ко-химические основы процессов восстановления окис-
лов водородом и углеродом были рассмотрены ранее
в соответствующем разделе. Поэтому здесь будут ука-
заны только некоторые особенности, характерные для
твердосплавной промышленности. В настоящее время
наибольшее распространение получило восстановление
окисло^ водородом, хотя существуют заводы, на кото-
рых восстановление вольфрамового ангидрида осущест-
вляют углеродом. Восстановление трехокиси вольфрама
водородом ведут, как правило, в две стадии: WO3->
WO2 при 600—800° С и W02->W при 800—950° С.
Однако для некоторых твердых сплавов специаль-
ных марок применяют одностадийное восстановление
вольфрамового ангидрида до металла при 1200° С.
Окись-закись кобальта восстанавливают при 500—600° С.
Восстановление ведут в трубчатых или муфельных пе-
чах. Сейчас все большее распространение получают
вращающиеся печи. Восстановление вольфрамового ан-
гидрида сажей в графито-трубчатых печах проводят
при 1400—1800° С. Образующиеся при этом брикеты
слегка спекшихся частиц вольфрама измельчают, чаще
всего в шаровых мельницах. Углеродное восстановле-
ние более экономично, так как сажа дешевле водорода.
Однако применение сажи приводит к загрязнению
вольфрама, что ухудшает качество сплавов. Кроме то-
го, водородный способ восстановления обеспечивает воз-
можность варьирования зернистости порошка вольфра-
ма в больших пределах и получать более однородную
476
по размеру зерен фазы WC структуру сплава, чем уг-
леродное восстановление. В целом водородное восста-
новление вольфрамового ангидрида предпочтительнее.
Полученные порошки вольфрама и кобальта просеи-
вают, после чего вольфрам направляют на карбидиза-
цию, а кобальт на приготовление твердосплавной сме-
си. Основные требования к порошкам вольфрама и
кобальта — максимальная чистота, минимальное содер-
жание кислорода и требуемая насыпная плотность, ко-
торая для вольфрама составляет 1,5—5 и для кобальта
0,6—0,8 г/см3.
Приготовление карбидов вольфрама и тантала. Мо-
нокарбид вольфрама WC получают в результате хими-
ческой реакции из порошка вольфрама и углерода по
уравнению W+C = WC. Механизм образования карби-
да заключается в том, что сначала на поверхности час-
тицы вольфрама образуется слой фазы WC, из которо-
го углерод диффундирует внутрь с образованием слоя
фазы W2C. Процесс науглероживания вольфрама осу-
ществляется в основном через науглероженную газовую
фазу. Механизм переноса атомов углерода из частиц
сажи через газ на частицы вольфрама при карбидиза-
ции был рассмотрен Г. А. Меерсоном. Реакции карбиди-
зации в зависимости от газовой атмосферы и темпера-
туры связаны с науглероживанием вольфрама при его
взаимодействии с СН4 (образуется при реакции водоро-
да с углеродом; температура менее 1300° С), с С2Н2
(температура 1300—1600° С) или с СО (образуется при
реакции Будуара).
В рассмотренных случаях равновесная концентра-
ция углеводородов или окиси углерода над углеродом
выше, чем над карбидом вольфрама, вследствие чего
образуется карбид.
Порошок карбида вольфрама получают из смеси
порошка вольфрама с сажей, взятой в расчете на тео-
ретическое содержание углерода в карбиде. Карбидиза-
цию осуществляют в графито-трубчатых печах в атмос-
фере водорода или CO+N2, образующейся при попада-
нии воздуха в печь. Температура карбидизации
составляет 1350—1600° С. Спекшийся брикет WC раз-
малывают. Следует указать, что зернистость WC прак-
тически всегда отличается от зернистости исходного
порошка вольфрама. В случае достаточно крупных ис-
ходных порошков вольфрама карбид получается более
477
мелким, что связано с растрескиванием зерен вольфра-
ма под влиянием напряжений, возникающих при диф-
фузии углерода внутрь зерен и при перестройке крис-
таллической решетки. Из более мелких порошков
вольфрама получают карбид, размер частиц которого
такой же или несколько больше из-за агломерации. Со-
держание свободного углерода в получаемом карбиде
вольфрама не должно превышать 0,1%.
Дарбид тантала получают нагреванием при 1600—
1800° С стехиометричной смеси порошка тантала или
его пятиокиси с сажей. Образующиеся при этом доста-
точно прочные брикеты размалывают в шаровых мель-
ницах.
Получение сложного карбида. При изготовлении
твердых сплавов типа ТК и ТТК отдельно приготовлен-
ный технический карбид титана, как правило, не ис-
пользуют, так как он содержит довольно большие
количества примесей кислорода, азота и свободного
углерода. При нагреве смеси такого TiC с карбидом
вольфрама или карбидами вольфрама и тантала про-
изойдет образование соответствующего твердого раство-
ра на основе TiC и дополнительное науглероживание
карбида титана — замещение примесных атомов кисло-
рода и азота атомами углерода'с одновременным выде-
лением газов (СО, N2), препятствующих уплотнению
изделия при спекании. Поэтому такой нагрев проводят
заранее, совмещая в одну операцию получение карбида
титана и образование твердого раствора (сложного
карбида) на его основе, в процессе которого и проис-
ходит почти полностью упомянутое газовыделение. Сле-
довательно, в последующем при спекании можно не
опасаться каких-либо неприятностей из-за обильного
выделения газов, препятствующего нормальному ходу
уплотнения и приводящего к повышенной пористости
во внутренних областях спеченного изделия.
Сложный карбид TiC — WC или TiC — ТаС — WC
получают прокаливанием при 2000—2200° С в водороде
или вакууме смеси двуокиси титана с сажей и соответ-
ственно карбидом вольфрама (вольфрамом) или карби-
дом вольфрама (вольфрамом) и карбидом тантала
(танталом). Шихту составляют из расчета получения
твердого раствора с содержанием 30% (по массе) TiC,
что отвечает составу однофазного твердого раствора,
насыщенного при температуре спекания (1450—
478
1550° С). В этом случае во время спекания изделий
почти не происходит ни распада такого твердого
раствора, ни дополнительного растворения в нем кар-
бида вольфрама.
Сложный карбид, выгруженный из печи карбидиза-
ции, представляет собой светло-серую спекшуюся мас-
су, которую размалывают, а порошок затем просеи-
вают. ;
Приготовление смесей. Существует несколько спо-
собов приготовления смесей карбидов с цементирую-
щим металлом: заливка раствором соли кобальта по-
рошка карбида, выпаривание этого раствора при раз-
мешивании и прокалка образующейся смеси карбида
с солью в токе водорода с получением смеси карбида
с металлическим кобальтом; смешивание одного кар-
бида или нескольких карбидов с порошком металли-
ческого кобальта.
Второй вариант нашел наиболее широкое промыш-
ленное применение.
Как правило, смеси по второму варианту готовят
размолом в шаровых мельницах в жидкой среде, в ка-
честве которой наиболее часто используют этиловый
спирт. Возможно использование ацетона, воды и других
жидкостей. Отношение Т: Ж=2,5-ь4,5 и отношение
шары: смесь составляет 2,5—3,5, а при приготовлении
смесей для специальных целей 5—6. Размер твердо-
сплавных шаров должен быть от 6—12 до 15—18 мм.
Длительность размола составляет 24, 48, а иногда и
120 ч. Шаровые мельницы, используемые при размоле,
представляют собой стальной барабан, футерован-
ный твердым сплавом. Смесь после размола проце-
живают через сито 325 меш и подвергают сушке в дис-
тилляторах (рис. 187) или вакуумных сушильных шка-
фах. Корпус дистиллятора и холодильника, вал
с мешалкой изготовляют из стали 1Х18Н9Т.
После высушивания в течение 9—14 ч смесь охлаж-
дают холодной проточной водой, поступающей в паро-
вую рубашку, вал и лопасти. Охлажденная смесь через
разгрузочный люк поступает на просев. После просева
смесь передают на прессование.
Прессование. Наиболее распространен способ прес-
сования в прессформах, хотя формовать смесь в заго-
товки можно любым известным способом. Особенность
этих смесей состоит в малой пластичности, в связи
479
с чем их прессуют только с пластификатором. Давлений
прессования обычно составляет 50—150 МПа. В качест*
ве пластификатора используют каучук, парафин, гли*
церин. Прессование осуществляют на автоматических^
механических или гидравлических прессах. После прес|
сования изделия ‘ подвергают сушке при 150—200° С;
Рис. 187. Дистиллятор:
а — горизонтальный, с загрузкой лодочек; б — вертикаль-
ный, с механизированной загрузкой пульпы
Схема установки для непрерывной сушки спрессован-
ных изделий приведена на рис. 188.
Камера сушки обогревается снизу нихромовыми на-
гревателями, закрытыми чугунными плитами и засы-
панными кораксом. Для сушки используют ламповые
4ЭД
31-268
Рис. 188. Сушильная установка с нагревом инфракрасными лучами:
1 — опорная рама; 2 — цепной конвейер; 3 — привод конвейера; 4 — подовый нагреватель; 5 — лампы инфракрасного излучения ;
6 — холодильник
генераторы инфракрасных лучей, расположенные
в шахматном порядке на своде сушила. Установка
снабжена приточной и вытяжной вентиляцией. Высу-
шенные изделия передают на спекание.
Спекание. Спекание твердых сплавов проходит
только в присутствии жидкой фазы. Механизм такого
спекания следующий: сначала происходит диффузия
в твердой фазе, затем с появлением жидкой фазы про-
исходит интенсивное уплотнение за счет перемещения
частиц жидкостью под
О 20 40 60 до 100
Содержание №0, %
Рис. 189. Разрез по линии СО—WC диа-
граммы состояния системы W—С—Со
действием сил поверхно-
стного натяжения, пере-
кристаллизация карбидов
через жидкую фазу и до-
полнительное уплотнение
за счет срастания зерен.
На рис. 189 приведен
упрощенный вид разреза
по линии Со—WC диа-
граммы состояния систе-
мы W—С—Со, из которо-
го видно, что в кобальте
растворяется около 5—
10% WC с образованием
у-фазы, представляющей собой однородный твердый рас-
твор кобальт — углерод — вольфрам, а при 35% WC
сплав дает эвтектику с температурой плавления 1300—
1370°С (по данным разных авторов). Температура спе-
кания при изготовлении технических сплавов WC—Со
обычно составляет 1350—1480° С.
Количество жидкой фазы зависит от состава сплава
и от температуры спекания. Чем больше состав сплава
приближается к эвтектическому и чем выше темпера-
тура нагрева, тем больше образуется жидкой фазы.
В заэвтектических сплавах, к которым относятся прак-
тически все существующие в настоящее время твердые
сплавы, при продолжительной выдержке в процессе
спекания между жидкостью и твердой карбидной фазой
устанавливается подвижное равновесие, сопровождаю-
щееся растворением мелких карбидных частиц в жид-
кости и одновременно ростом крупных кристаллов кар-
бидов. При этом крупные частицы карбида, имеющие
после размола острые выступы и углы, приобретают
форму хорошо ограненных кристаллов. При охлажде-
482
нии после окончания выдержки при температуре спе-
кания из жидкой фазы на основе кобальта выделяются
избыточные кристаллы WC. Затем по мере понижения
температуры в соответствии с диаграммой состояния
должна была бы начаться кристаллизация двойной эв-
тектики v+WC. Однако структура всех технических
сплавов WC—Со представлена кристаллами фазы WC
и участками кобальтовой фазы (рис. 190), Двух видов
Рис. 190. Структура сплавов WC—Со с содержанием кобальта 10%
[травление щелочным раствором КзГе(СЫ)6], Х1350:
кристаллов WC, т. е. кристаллов исходного порошка
и кристаллов, выпавших при охлаждении из жидкой
кобальтовой фазы, не наблюдается. Следовательно, вы-
падающий из расплава карбид вольфрама кристалли-
зуется на имеющихся в большом избытке исходных
кристаллах WC. На этих готовых центрах кристаллиза-
ции выделяется также карбидная составляющая WC
эвтектического раствора.
В окончательно охлажденном сплаве цементирую-
щая кобальтовая фаза содержит незначительное коли-
чество карбида вольфрама, обладает высокой вяз-
костью и прочно связывает карбидные зерна. Усадка
при спекании начинается от температур порядка
1200° С, однако наиболее интенсивно она проходит при
несколько более высоких температурах и достигает
31*
483
в зависимости от состава сплава 20—30% (линейная
усадка) или 40—50% (объемная усадка).
Процесс спекания сплавов ТК и ТТК аналогичен
рассмотренному, но температура изотермической вы-
держки выше и составляет 1450—1550° С.
Спекание проводят в водороде или вакууме. Для
спекания в водороде используют муфельные печи с ни-
хромовыми и молибденовыми нагревателями. При спе-
« кании применяют засыпки, предохраняющие спекаемые
изделия от обезуглероживания и окисления. Спекание
’ в вакууме осуществляют в индукционных печах перио-
г' дического действия или печах сопротивления непрерыв-
* ного действия. Время выдержки при температуре спе-
кания зависит от формы и толщины спекаемого изде-
; лия и колеблется от одного до нескольких часов.
4 После спекания изделия очищают в пескоструйных ап-
паратах. Затем их направляют на разбраковку в отдел
технического контроля. Разбракованные изделия мар-
кируют и отправляют потребителю.
За последние двадцать лет широкое распростране-
ние получил метод изготовления изделий из пластифи-
цированных твердосплавных заготовок. Сущность его
заключается в том, что сначала прессуют брикеты
простой формы, например пластинки, диски, цилиндры.
г затем пропитывают их расплавленным парафином и
( подвергают механической обработке с целью придания
".требуемой формы, получение которой прессованием за-
' Jчастую абсолютно исключено; после отгонки парафина
/ полученные заготовки спекают. Этим методом готовят
' изделия, например, для часовой промышленности. Раз-
новидностью метода пластифицирования является ме-
тод производства изделий со спиральной поверхностью,
например сверл; подогретую смесь продавливают через
фильеру, имеющую форму получаемого изделия. Улуч-
шение свойств твердых сплавов существующих марок
достигают в результате усложнения состава карбидной
составляющей твердых сплавов, а также усложнения
состава цементирующей составляющей твердых
сплавов.
Существуют сплавы на основе алюминия и карбида
титана, а также группа сплавов, имеющих в составе
двуокись циркония, окись бериллия, карбиды молибде-
на, циркония, ванадия и другие тугоплавкие соеди-
нения.
484
В табл. 24 приведены химический состав и физико-
механические свойства наиболее распространенных
твердых сплавов по ГОСТ 3882—74.
Таблица 24
Химический состав и физико-механические свойства
твердых сплавов
Марка Содержание основных ком- понентов в смеси порошков, % Физико-механические свойства
WC Tie ТаС Со аизг’ МПа (не менее) плотность, г/см3 твердость HRA (не менее)
Вольфрамовые сплавы
вкз 97 3 1100 15,0—15,3 89,5
вкзм 97 — — 3 1100 15,0—15,3 91,0
ВД4 96 — — 4 1400 14,9—15,2 89,5
ВК4В 96 — — 4 1400 14,9—15,2 88,0
ВК6 94 — — 6 1500 14,6—15,0 88,5
ВК6М 94 —. —. 6 1350 14,8—15,1 90,0
ВК6-ОМ 92 — 2 6 1200 14,7—15,0 90,5
ВК6В 94 — — 6 1550 14,6—15,0 87,5
ВК8 92 — — 8 1600 14я4_14,8 87,5
ВК8В 92 — — 8 1750 14,4—14,8 86,5
вкю 90 — — 10 1650 14,2—14,6 87,0
вкп-в 89 — — 11 1800 14,1—14,4 86,0
ВК15 85 — — 15 1800 13,9—14,1 86,0
ВК20 80 — — 20 1950 13,4—13,7 84,0
ВК25 75 — — 25 2000 12,9—13,2 82,0
Титановольфрамовые сплавы
Т30К4 66 30 — 4 950 9,5-9,8 92,0
Т15К6 79 15 — 6 1150 11,1—11,6 90,0
Т14К8 78 14 — 8 1250 11,2—12,6 89,5
Т5КЮ 85 6 — 9 1400 12,4—13,1 88,5
Т5К12 83 5 — 12 1650 13,1—13,5 87,0
Титанотанталовольфрамовые сплавы
ТТ7К12 81 4 3 12 1650 13,0-13,3 87,0
ТТЮК8Б 82 3 7 8 1450 13,5—13,8 89,0
ТТ8К6 84 8 2 6 1250 12,8—13,3 90,5
ТТ20К9 71 8 12 9 1300 12,0—13,0 89,0
Среди известных в настоящее время минералокера-
мических режущих материалов наибольшее значение
имеют так называемая оксидная керамика (97—99,5%
485
А12О3, остальное Сг2О3, Fe2O3, SiO2, MgOSiO2, MgF2)
и системы окисел металла — карбид металла, напри-
мер, А12О3—WC—Мо2С, А12О3—Мо2С и др., в которых
содержание карбидной фазы составляет 20—40%.
Хорошим минералокерамическим режущим материа-
лом является микролит ЦМ-332, состоящий из окиси
алюминия с добавкой 0,5—1% хлорида магния. Изделия
из микролита имеют белую окраску, которая может из-
меняться до слегка желтоватой; поэтому этот материал
часто называют белой керамикой. Исходный техничес-
кий глинозем, полученный обработкой боксита и со-
держащий 98,5—99,5% А12О3, обжигают при 1400 —
1600° С, а затем размалывают в шаровых мельницах
или других размольных установках до крупности 1 —
3 мкм.
Натертое при размоле железо можно удалить об-
работкой массы сильными минеральными кислотами.
К отмытому и хорошо высушенному глинозему в шаро-
вой или вибрационной мельнице примешивают порошок
хлористого магния крупностью 1—2 мкм.
Из приготовленной смеси прессованием при доста-
точно высоких давлениях получают пластинки требуе-
мых форм и размером. Спекание проводят при 1700° С
в окислительной или нейтральной атмосфере.
Изделия из минералокерамики ЦМ-332 отличаются
высокой теплостойкостью и износостойкостью; плот-
ность составляет не менее 3,8 г/см3, твердость HRA
90—93, пределы прочности при изгибе и сжатии равны
соответственно 300—500 и 3000 МПа, теплопроводность
0,016—0,0464 Вт/(м-К). Они находят применение при
резании металлов и неметаллических материалов, при
волочении и прессовании некоторых цветных металлов
и сплавов, а также для изготовления деталей, работаю-
щих в условиях интенсивного истирания. Высокая теп-
лостойкость и небольшая склонность минералокерами-
ки ЦМ-332 к свариванию со сталью и чугуном обеспе-
чивают значительно более высокие скорости резания
по сравнению с другими твердыми сплавами. Однако
эксплуатационная прочность ЦМ-332 намного ниже
прочности обычных твердых сплавов, что значительно
ограничивает возможности его применения для обра-
ботки металлов резанием.
Следует применять механическое крепление пласти-
нок в державках соответствующих конструкций, так
486
как минералокерамика практически не смачивается
металлами и поэтому плохо припаивается.
Технология изготовления оксидно-карбидных мине-
ралокерамических режущих материалов аналогична
описанной для минералокерамики ЦМ-332. Необходимо
более точное сохранение стехиометрического состава при
изготовлении карбидов металлов. Свободный углерод
(графит) должен по возможности отсутствовать. При
добавлении нескольких карбидов применяют их твер-
дые растворы, как и в производстве. твердых сплавов.
Давление при прессовании смесей составляет 100 МПа,
а спекание проводят при 1800—1950°С в востанови-
тельной или слабоуглеродистой атмосфере.
Минералокерамика расширяет диапазон применения
режущих материалов, дополняя возможности твердых
сплавов.
Существуют и другие безвольфрамовые твердые
сплавы, в частности износостойкие материалы на осно-
ве боридов хрома, титана, тантала, ниобия и других
тугоплавких металлов. Неплохие результаты получены
при замене карбида вольфрама другими карбидами ту-
гоплавких металлов, например карбидами титана,
циркония, гафния, тантала, молибдена и др., или их би-
нарными или тройными твердыми растворами. Созданы
твердые сплавы на основе карбида титана со связкой
металлом группы железа, карбида тантала и карбида
ванадия с никелевой связкой и др.
В Институте проблем материаловедения АН УССР
разработаны карбидохромовые твердые сплавы, содер-
жащие в качестве связки 10—40% Ni. Плотность этих
сплавов составляет 6,6—7 г/см3 при высокой твердости
(HRA 80—90); они не окисляются на воздухе при на-
греве до 1000—1100 °C, хорошо сопротивляются исти-
ранию, абразивному износу и не намагничиваются. Ма-
трицы для протяжки металлических труб методом хо-
лодной деформации из указанных сплавов в 40—50 раз
прочнее матриц из углеродистой стали. Шарики из кар-
бидохромового сплава, используемые на автомобиль-
ных заводах, практически не изнашиваются после ка-
либрования 20 тыс. отверстий эксцентрика, в то время
как стальные шарики приходят в негодность после
калибрования 1600 отверстий. Штампы для холодной
высадки серебряных заклепок выдерживают свыше
2 млн. операций, а изготовленные из твердого сплава
487
одной из марок ВК разрушаются вследствие схватыва-
ния с серебром после 80 тыс. операций. Прессформы,
изготовленные из карбидохромовых сплавов, отличают-
ся немагнитностью, противостоят коррозии и износу и
дают возможность получать свыше 500 тыс. прессовок
ферритов, а прессформы из нержавеющих аустенитных
сталей выдерживают всего 5—10 тыс. операций прес-
сования. Применение карбидохромовых сплавов для
изготовления деталей машин, и аппаратов дает значи-
тельный экономический эффект. От внедрения 1 т из-
делий из карбидохромовых сплавов взамен изделий из
высоколегированных и инструментальных сталей эко-
номия составляет 50—80 тыс. руб.
Среди бинарных карбидных сплавов особое техни-
ческое значение приобрели сплавы TiC—Мо2С, TiC—VC,
TiC—NbC и TiC—Cr3C2 с никелевой и никельхромовой
связками. Такие сплавы имеют прочность при изгибе бо-
лее 800 МПа и твердость HRA 89—91. Добавка к указан-
ным бинарным сплавам третьего карбида, например кар-
бида ниобия, тантала или молибдена, существенно по-
вышает их физико-механические свойства.
Расширяется выпуск твердосплавных изделий с по-
вышенной износостойкостью рабочей поверхности, до-
стигаемой в результате создания на ней слоя покрытия
толщиной 5—50 мкм из карбида, нитрида или карбо-
нитрида титана, окиси алюминия, а также других сое-
динений с высокой твердостью.
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
1. Третьяков В. И. Основы металловедения и технологии производ-
ства спеченных твердых сплавов. М., «Металлургия», 1976. 528 с.
с ил.
2. Металлокерамические твердые сплавы. М., «Металлургия», 1970.
352 с. с ил. Авт.: Н. И. Романова, П. Г. Чекулаев, В. И. Дусев
и др.
Глава XI
ОБЩИЕ ВОПРОСЫ ТЕХНИКИ БЕЗОПАСНОСТИ
Одно из необходимых условий успешного осуществления про-
изводственного процесса — проведение его с соблюдением всех тре-
бований техники безопасности. Каждый работающий должен вы-
полнять порученное ему дело без риска для себя и окружающих. Не-
488
соблюдение правил техники безопасностй, а также неосторожное^
могут повлечь за собой несчастный случай с нарушившим эти пра-
вила или с окружающими его людьми. В соответствии с этим к са-
мостоятельной работе допускаются лица не моложе 18 лет, имею-
щие медицинское заключение о пригодности, прошедшие специаль-
ное обучение непосредственно на рабочем месте и выдержавшие со-
ответствующий экзамен в квалификационной комиссии.
Недопустима самостоятельная работа без соответственным об-
разом оформленного инструктажа по технике безопасности, без
знания мер предосторожности и безопасных приемов труда, без
спецодежды и предохранительных средств там, где они полагаются
по условиям работы.
Необходимо знать и неукоснительно исполнять все действующие
инструкции по технике безопасности на рабочем месте и правила,
регламентирующие поведение в цехе, а также на территории пред-
приятия.
Каждая производственная операция требует определенных на-
выков и знаний безопасных приемов труда, поэтому каждый должен
выполнять только ту порученную ему работу, к которой он подго-
товлен. Недопустимо без разрешения старшего по смене подменять
работающих, хотя бы и смежной профессии, и такой же квалифика-
ции, по их просьбе.
Приступая к работе, прежде всего необходимо проверить ис-
правность оборудования и инструмента. Работать на неисправном
оборудовании или с неисправным инструментом категорически за-
прещается, так как это может привести к травме. Рабочее место
необходимо содержать в чистоте, рабочая зона (место выполнения
рабочих операций) должна быть хорошо освещена. Вращающиеся
части механизмов должны быть ограждены, а лестничные марши и
различные площадки иметь исправные перила (заграждения).
Нельзя очищать от остатков материалов, смазывать и ремонти-
ровать агрегаты на ходу, снимать, надевать или подтягивать при
этом приводные ремни, подсыпать под буксующие ремни какие-либо
материалы (песок, смолу, канифоль и т. п.). При необходимости
проведения указанных работ агрегат останавливают, снимают с него
напряжение (отключают кнопкой управления и вырубают рубильник
или выключают автомат, через которые подается электропитание от
силовой сети) и вывешивают плакат «Не включать, работают люди!»
Нельзя залезать на работающее оборудование и элементы ог-
раждений, используя их как подставку.
Накапливание металлической пыли может привести к ее возго-
ранию, поэтому необходимо своевременно (не реже одного раза в
смену) удалять пыль, применяя обдувку агрегатов сжатым воздухом
или используя щетки-сметки, лопаточки .и другие специальные при-
способления. При этом пыль из-под вращающихся элементов агре-
гатов разрешается удалять только после их полной остановки. Туше-
ние загоревшейся пыли или продукции производства проводят в со-
ответствии со специальной инструкцией, утвержденной главным ин-
женером предприятия.
Большое внимание п^и организации производства необходимо
обращать на максимальную герметизацию аппаратуры, используемой
при размоле, просеве, перегрузке, транспортировке и других опера-
циях. Различные люки, окна, дверцы, крышки работающих агрегатов
должны быть герметично закрыты. Это важно и с точки зрения пре-
дупреждения возможности попадания рук и других частей тела ра-
489
бочёго или его спецодежды в рабочую зону агрегата. Для предот-
вращения запыления помещения или прорыва газов запрещается
полностью вырабатывать материал из загрузочных бункеров, не име-
ющих герметичных крышек. Необходимо оставлять слой материала
толщиной не менее высоты выпускного отверстия.
Работа на печах восстановления, спекания, конверсии и др. до-
пускается только при исправной местной вентиляции, обеспечиваю-
щей удаление газообразных продуктов сгорания газов, а также пы-
ли и газов, поступающих из проемов (окон) печей. Температура
наружной поверхности теплоизоляции и экранов печи не должна
превышать 45° С.
Подачу защитного горючего газа (водорода, конвертированного
природного газа и др.) производят в холодную печь. Подача горюче-
го газа в разогретую печь допускается только после продувки ее ра-
бочего пространства инертным газом (азотом, аргоном и др.). Преж-
де чем поджечь газ при работе с открытым факелом, необходимо
провести пробирочный анализ на отсутствие хлопка при его загора-
нии.
При работе на печах запрещается одновременно открывать двер-
цы (люки) печи со стороны загрузки и выгрузки материала, а также
стоять против загрузочного или выгрузочного отверстий при их от-
крывании.
Рабочие предприятий порошковой металлургии обеспечиваются
индивидуальными средствами защиты: спецодеждой, спецобувью,
противопылевыми респираторами, защитными очками и противошу-
мами в соответствии с нормами, утвержденными ВЦСПС.
Рабочие, подвергающиеся воздействию пыли (восстановители,
размольщики, шихтовщики, дозировщики, прессовщики, браковщики
и др.), обеспечиваются головными уборами, закрытыми комбинезо-
нами или халатами, противопылевыми респираторами, противошу-
мами. Кроме того, работающие у печей должны быть обеспечены
спецобувью, защитными очками и рукавицами.
Рабочие получают спецпитание (молоко, кефир или сметану),
потребление которого является обязательным.
О всех отклонениях от нормальной работы агрегатов и их не-
исправностях необходимо сообщить мастеру (старшему по смене) и
сделать соответствующую запись в сменном журнале.
Запрещается хранить или принимать пищу и курить на рабочем
месте, так как это способствует попаданию порошковых частиц
внутрь организма и нарушает требования пожарной безопасности.
Перед приемом пищи мытье рук с мылом обязательно. После рабо-
ты положено принять теплый душ.
В случае травмы необходимо оказать первую помощь постра-
давшему, сообщить о ней мастеру (старшему по смене) и обратить-
ся в медпункт.
За невыполнение требований инструкций по техние безопгсности
каждый трудящийся в зависимости от характера нарушени!. несет
ответственность в дисциплинарном или судебном порядке.
УКАЗАТЕЛЬ ОПРЕДЕЛЕНИЙ
Анализ импульсный кондукто-
метрический 191
— микроскопический 188
— седиментационный 189
— ситовый 184
Аппарат сварочный 357
Вакансия 319, 320
Восстановление контактное 162
— окислов 16
— солей 16
Вспучивание 353
Выпотевание 353
Газ конвертированный 348
— экзотермический 348
— эндотермический 348
Гетеродифракция 338
Грануляция 16, 46
Гука закон 222
Давление боковое 229
— выталкивания 236
Дефект кристаллической решет-
ки 319
— по Френкелю 319
---Шоттки 320
Деформация твердых тел раз-
рушения 18
---'---упругая 18
Дислокация 320
Диссоциация карбонилов 16
Дробление 15
Железо кричное 6
Измельчение 18
Искажение формы 352
Карбонил-процесс 167
Кермет 471
Классификация 209
— прессов 259 *
— прессформ 250
Конденсация 17
Контакт скользящий 417
Коробление формы 352
Корочка 353
Коррозия межкристаллитная 17
Коэффициент бокового давле-
ния 229
Крип 324
Магнитоэлектрик 428
Материал композиционный 439
— фрикционный 397
Металлургия порошковая 5
Механизм усадки при спека-
нии 327
Модуль 185
Налет сажистый 353
Насыщение термодиффузион-
ное 17
Недопекание 353
Обезуглероживание 353
Объем насыпной 200
— относительный 201
— утряски 200, 201
Окисление 353
Отжиг 208
Паскаля закон 260, 261
Пережог 353
Перенос вещества через газо-
вую фазу 331, 332
Пленка сульфидная 353
Плотность насыпная 198
— относительная 201, 232
— утряски 201
Поверхность контактная 216
— пикнометрическая 196
— удельная 192, 195, 196
Показатель прессования 224
Ползучесть диффузионная 324
Получение порошка карбониль-
ное 167
----механическое 15
----физико-химическое 16, 56
Пористость 201
— диффузионная 353
— фильтра внутренняя 390
----наружняя 390
----общая 390
---- сквозная 390
Порошок железный 64
----черный 148
Последействие упругое 236
Потенциал электродный 162,
163
Пресс кривошипно-коленный
270
— кривошипный 270
— кулачковый 272
491
— фрикционный 272
Прессование 215, 217
— вибрационное 301
— газостатическое 280
— гидростатическое 276
— горячее 359
— динамическое 12
---горячее 369
— мундштучное 296
— циклическое 295
Приготовление смесей 211
Прокатка порошков 289
Проницаемость фильтров 391
Прочность химическая 112
Размер отверстия сита 185
Размол 15
Разъедание поверхности 353
Распыление 16 ;
Расслой 238 .
— скрытый 352
Реакция гетерогенная топохи-
мическая 62
Регенерация фильтров 395
Резание 16
Рекристаллизация 329
— межчастичная собиратель-
ная 330
— обработки 330 .
Ряд напряжений 162
Свойства порошков специаль-
ные 179
---технологические 14
---физические 14, 179
Сегрегация компонентов 215
Сечение контактное относитель-
ное 217
Сканирование 189
Скорость критическая измель-
чения 26
Смазка активная 240
— инертная 240
Состав порошка гранулометри-
ческий 184
Спекание 314, 352
— электроискровое 369
Сплав «потеющий» 396
— твердый 493
Степень измельчения 26
— уплотнения 296
Стокса закон 189
Текучесть порошка 202
Термичность процесса 113
Ультразвук 44
Фактор геометрический 328
— структурный 328
Фарадея закон 150
Феррит 430
Фишера метод 442
Формование взрывное 308
— пневмомеханическое 312
— порошков 207
— шликерное 12, 286.
— • электрогидравлическое 310
— электромагнитное 311-
Шихта однородная 211
Цементация 162
Электролиз водных растворов
16
— расплавленных сред 16
Электроосаждение 129
Эффект анодный 154
— арочный 277
Эффективность фильтра 391
СОДЕРЖАНИЕ
Стр.
Предисловие ............................................. 3
Введение ................................................. 5
Рекомендуемая литература.................................. 13
Часть первая
ПРОИЗВОДСТВО ПОРОШКОВ
Глава I. Механические методы получения порошков .
§ 1. Измельчение твердых металлов....................
§ 2. Распыление и грануляция жидких металлов и сплавов
Рекомендуемая литература ............................
Глава II. Физико-химические методы получения металличес
ких порошков..................................
17
17
46
55
56
§ 3. Получение металлических порошков методом восстанов-
ления химических соединений........................... 56
Физико-химические основы восстановления........... 56
Получение порошка железа из окисного сырья........ 64
Хлоридный способ получения порошка железа .... 85
Получение порошка вольфрама....................... 87
Получение порошков методом металлотермического вос-
становления ..........................................109
§ 4. Производство металлических порошков электролизом . 128
Электролиз водных растворов.......................128
"'Электролиз расплавленных сред.....................150
§ 5. Получение металлических порошков цементацией, авто-
клавным осаждением и методом межкристаллитной кор-
розии ................................................... 162
Получение порошков цементацией.................162
Получение порошков автоклавным осаждением .... 165
Получение порошков методом межкристаллитной коррозии 166
§ 6. Получение порошков методом термической диссоциации
карбонилов.........................................167
§ 7. Метод конденсации металлов....................178
Рекомендуемая литература.......................179
Глава III. Свойства металлических порошков и методы их
контроля...................................... 179
§ 8. Химические свойства................................ 179
§ 9. Физические свойства.................................182
Форма частиц.......................................... 182
Размер частиц и гранулометрический состав порошка . . 183
Удельная поверхность ................................. 192
Плотность ............................................ 196
Микротвердость........................................ 197
§ 10. Технологические свойства........................... 198
Насыпная плотность.................................... 198
Текучесть..............................................202
Прессуемость и формуемость.............................203
493
Стр.
§11. Отбор и подготовка проб.................................205
Рекомендуемая литература..................................206
Частьвторая
Г ФОРМОВАНИЕ И СПЕКАНИЕ
Глава IV. Формование . . .....................................207
§ 12. Подготовка порошков............................207
§ 13. Закономерности уплотнения порошков в прессформе . 215
Процессы, происходящие при прессовании...........215
Зависимость плотности брикета от давления прессования 221
Боковое давление ........................................ 229
Трение. Давление выталкивания. Упругое последействие . 232
Прессование со смазкой...........................240
Прочность прессовок..............................242
Брак при прессовании и факторы, способствующие его по-
явлению ..................................................244
§ 14. Практика прессования...........................246
§ 15. Прессформы.....................................250
§ 16. Прессы.........................................259
Гидр авлические прессы..........................260
Механические прессы..............................270
§ 17. Варианты процесса формования...................275
Изостатическое прессование................................275
Шликерное формование......................................283
Прокатка..................................................289
Мундштучное прессование.................................. 296
Вибрационное формование...................................301
Высокоскоростное (динамическое) формование .... 307
Рекомендуемая литература..................................314
Глава V. Спекание ........................................... 314
§ 18. Твердофазное спекание...................................316
Процессы, происходящие при спекании. Поверхностная и
объемная диффузия.........................................316
Механизм объемной деформации частиц.......................319
Уплотнение при нагреве .................................. 325
Рекристаллизация при спекании.............................329
Перенос атомов через газовую фазу.........................331
Влияние некоторых технологических параметров на про-
цесс спекания и свойства спеченных тел....................333
Однокомпонентные и многокомпонентные системы . % . 337
§ 19. Жидкофазное спекание....................................341
Спекание с образованием жидкой фазы, исчезающей в про-
цессе нагрева.............................................343
Спекание с образованием жидкой фазы, присутствующей
до конца изотермической выдержки при нагреве .... 345
§ 20. Практика спекания.......................................346
Атмосферы спекания и защитные засыпки................... 346
Брак при спекании.........................................352
Печи для спекания.........................................354
§21. Горячее прессование.....................................359
Рекомендуемая литература..................................370
494
Стр.
Часть третья
ОСНОВЫ ТЕХНОЛОГИИ
ПРОИЗВОДСТВА СПЕЧЕННЫХ
МАТЕРИАЛОВ И ИЗДЕЛИЙ
Глава VI. Пористые материалы и изделия...............371
§ 22. Пористые подшипники...............................371
Антифрикционные материалы на железной основе . . . 373
Бронзографитовые втулки..............................380
Свойства пористых подшипников........................382
§ 23. Многослойные антифрикционные материалы............387
§ 24. Фильтры ..........................................389
§ 25. Другие пористые материалы.........................396
§ 26. Фрикционные материалы.............................397
Рекомендуемая литература.....................’ . . . 408
Глава VII. Электротехнические материалы ..............408
§ 27. Электрические контакты . . . .................409
§ 28. Магнитные материалы...............................421
Магнитномягкие материалы.............................422
Магнитнотвердые материалы (постоянные магниты) . . 424
Магнитодиэлектрики...................................428
Ферриты..............................................430
Рекомендуемая литература.............................433
Глава VIII. Конструкционные и композиционные материалы 433
Рекомендуемая литература.............................445
Глава IX. Высокотемпературные материалы..............446
§ 29. Тугоплавкие металлы...............................446
Вольфрам.............................................447
Молибден.............................................451
Титан ...............................................452
Тантал...............................................454
§ 30. Твердые соединения................................458
Карбиды..............................................461
Бориды...............................................463
Нитриды..............................................464
Силициды.............................................465
Производство плотных изделий.........................467
§ 31. Дисперсно-упрочненные жаропрочные материалы . . . 468
§ 32. Керметы...........................................471
Рекомендуемая литература.............................473
Глава X. Твердые сплавы................................ 473
Рекомендуемая литература.............................488
Глава XI. Общие вопросы техники безопасности............488
Указатель определений.................................. 491
405