/






















































































































































































































Автор: Кипарисов С.С. Падалко О.В.
Теги: технология обработки без снятия стружки в целом: процессы, инструмент, оборудование и приспособления металлургия оборудование порошковая металлургия
ISBN: 5-229-00068-6
Год: 1988



Текст
с. С. КИПАРИСОВ, О. В. ПАДАЛКО
£ s~a
S
ОБОРУДОВАНИЕ ПРЕДПРИЯТИЙ
ПОРОШКОВОЙ МЕТАЛЛУРГИИ
Допущено Министерством высшего и среднего специального
образования СССР в качестве учебника для студентов
вузов, обучающихся по специальностям «Композитные
и порошковые материалы, покрытия»
и «Физико-химические исследования
металлургических процессов»
8
9
19
21
25
25
31
38
41
41
48
55
56
61
64
70
72
72
78
82
82
84
94
94
100
105
106
112
118
130
133
142
144
Н* .ь >технивеская
библиотека
К' Мб; ста ОГЕеуНОрО!
149
151
168
185
193
201
210
212
218
218
229
238
238
246
МОСКВА «МЕТАЛЛУРГИЯ» 1988
3
УДК 621.762.06.07
Рецензенты: кафедра порошковой металлургии и технологии материалов
Белорусского политехнического института и докт. техн, наук проф. Л. Б. Неже-
венко
УДК 621.762.06.07
Оборудование предприятий порошковой металлургии. Учебник для вузов. Кипа-
рисов С. С., Падалко О. В. М.: «Металлургия», 1988. 448 с.
Рассмотрено оборудование для получения порошков распылением расплавов
струей жидкости или газа, измельчением твердых материалов, методом испарения-
конденсации, восстановлением оксидов и галогенидов, синтезом соединений из
элементов, разложением карбонильных соединений, а также электрохимическими
и электрофизическими методами. Даны основы расчета, проектирования и эксплу-
атации оборудования для смешивания, сепарирования и формования порош-
ков, спекания порошковых прессовок, обработки порошковых заготовок давле-
нием, складирования и транспортирования порошков, порошковых заготовок
и изделий.
Учебник предназначен для студентов химико-технологических, машинострои-
тельных и металлургических вузов, обучающихся по специальностям «Компо-
зитные и порошковые материалы, покрытия» и «Физико-химические исследо-
вания металлургических процессов». Ил. 309. Табл. 76. Бпблиогр.
список: 57 назв.
v 2604000000—188„„
К ~040(01)-—88 М-88
ISBN 5-229-00068-6
© Издательство «Металлургия», 1988
ОГЛАВЛЕНИЕ
Предисловие........................................................ 5
Глава I. Диспергирующее оборудование
§ 1. Распылители расплавов.......................................... 8
Газоструйные распылители ......................................... 9
Жидкоструйные распылители ....................................... 19
Центробежные распылители......................................... 21
§ 2. Дробилки...................................................... 25
Щековые дробилки................................................. 25
Молотковые дробилки ............................................. 31
Вибрационные конусные дробилки .................................. 38
§ 3. Мельницы . ................................................... 41
Барабанные мельницы ............................................. 41
Вибрационные мельницы ........................................... 48
Аттриторы........................................................ 55
Глава 11. Химические и массообмеииые реакторы
§ 1. Плазмохимические реакторы .................................... 56
§ 2. Реакторы металлотермического восстановления................... 61
§ 3. Реакторы разложения — восстановления химических соединений . . 64
§ 4. Гидрометаллургические реакторы-автоклавы . ... <........... 70
§ 5. Газофазные реакторы (испарители-конденсаторы)................. 72
Реакторы для получения порошков.................................. 72
Реакторы для нанесения покрытий на частицы порошков.............. 78
§ 6. Сушильное оборудование........................................ 82
Сушилки периодического действия.................................. 82
Сушилки непрерывного действия ................................... 84
§ 7. Смесительное оборудование..................................... 94
Смесители периодического действия................................ 94
Смесители непрерывного действия................................. 100
§ 8. Сепарирующее оборудование ................................... 105
Вибрационные сепараторы ........................................ 106
Пневматические сепараторы....................................... 112
Гидравлические сепараторы ...................................... 118
Магнитные сепараторы............................................ 130
Глава 111. Электролизеры
§ 1. Электролизеры для электролиза растворов ................. 133
§ 2. Электролизеры для электролиза расплавов ................. 142
§ 3. Технологический расчет электролизеров........................ 144
Глава IV. Формообразующее оборудование
§ 1. Прессы ...................................................... 149
Механические прессы............................................. 151
Гидравлические прессы........................................... 168
§ 2. Молоты....................................................... 185
§ 3. Расчет технологических характеристик прессов и молотов .... 193
§ 4. Импульсные машины............................................ 201
§ 5. Экструдеры .................................................. 210
§ 6. Прокатные станы ............................................. 212
§ 7. Изостаты .................................................... 218
Изостаты холодного прессования ................................. 218
Изостаты горячего прессования................................... 229
Глава V. Формообразующий инструмент
§ 1. Пресс-формы для холодного прессования порошков. ...... 238
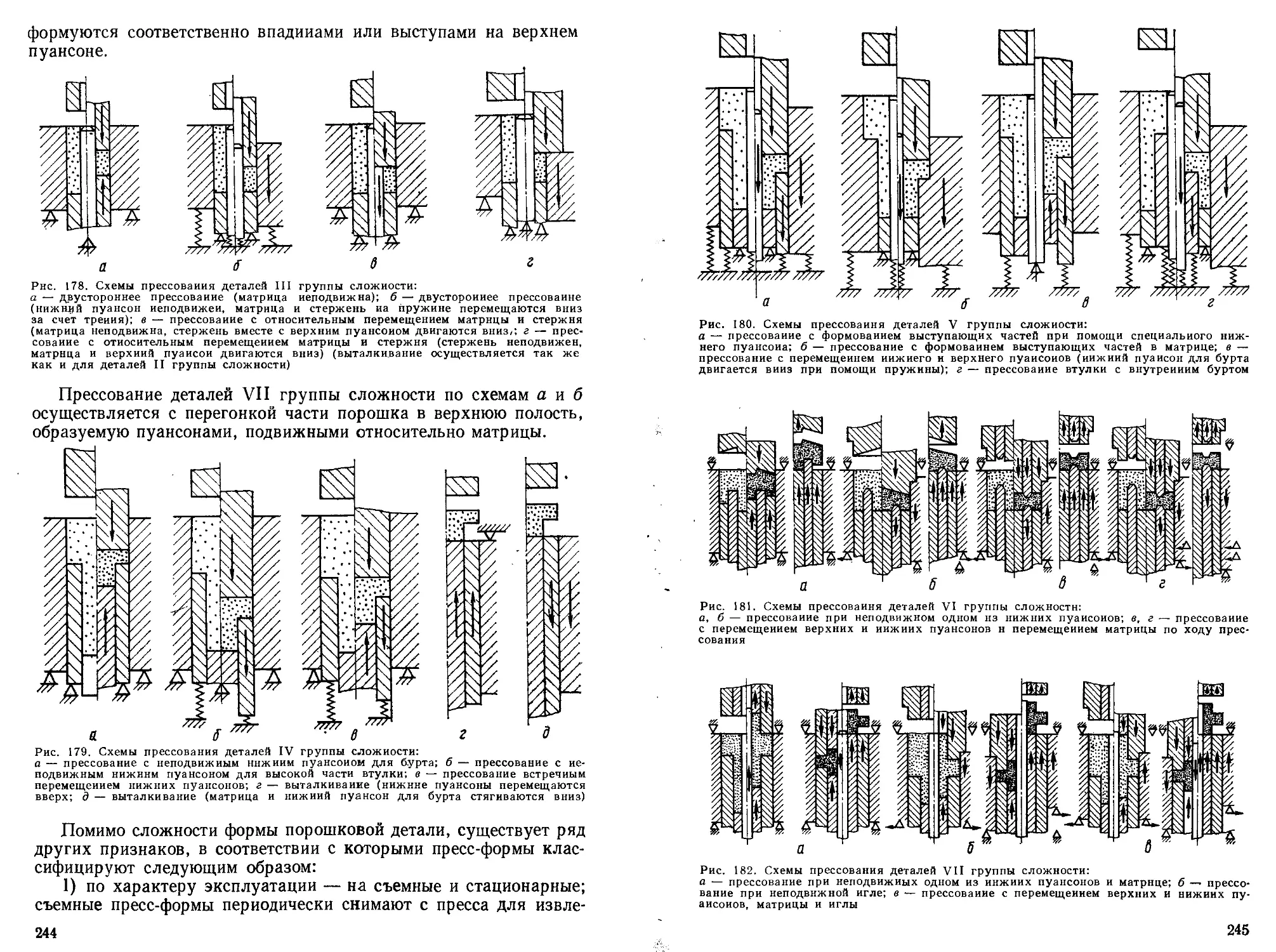
Классификация и схемы применения ............................... 238
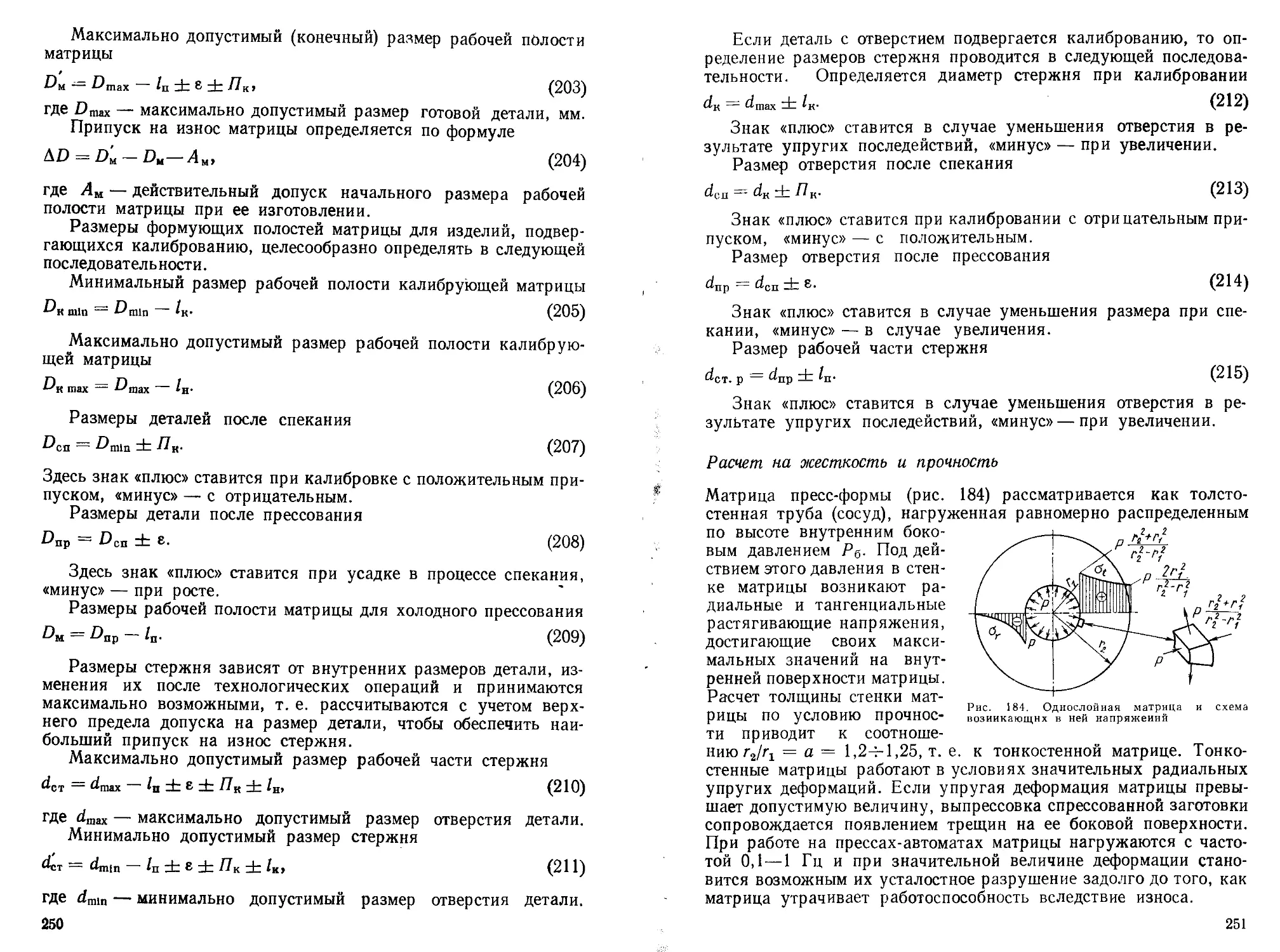
Материалы и методы расчета ..................................... 246
1* 3
Проектирование и изготовление пресс-форм......................... 256
§ 2. Пресс-формы для калибрования и допрессовывания спеченных за-
готовок ........................................................... 266
Классификация и схемы применения ................................ 266
Материалы и методы расчета....................................... 271
§ 3. Пресс-формы для горячего прессования порошков................. 273
§ 4. Оболочки для изостатического прессования...................... 275
§ 5. Штампы для горячей штамповки порошковых заготовок .... 281
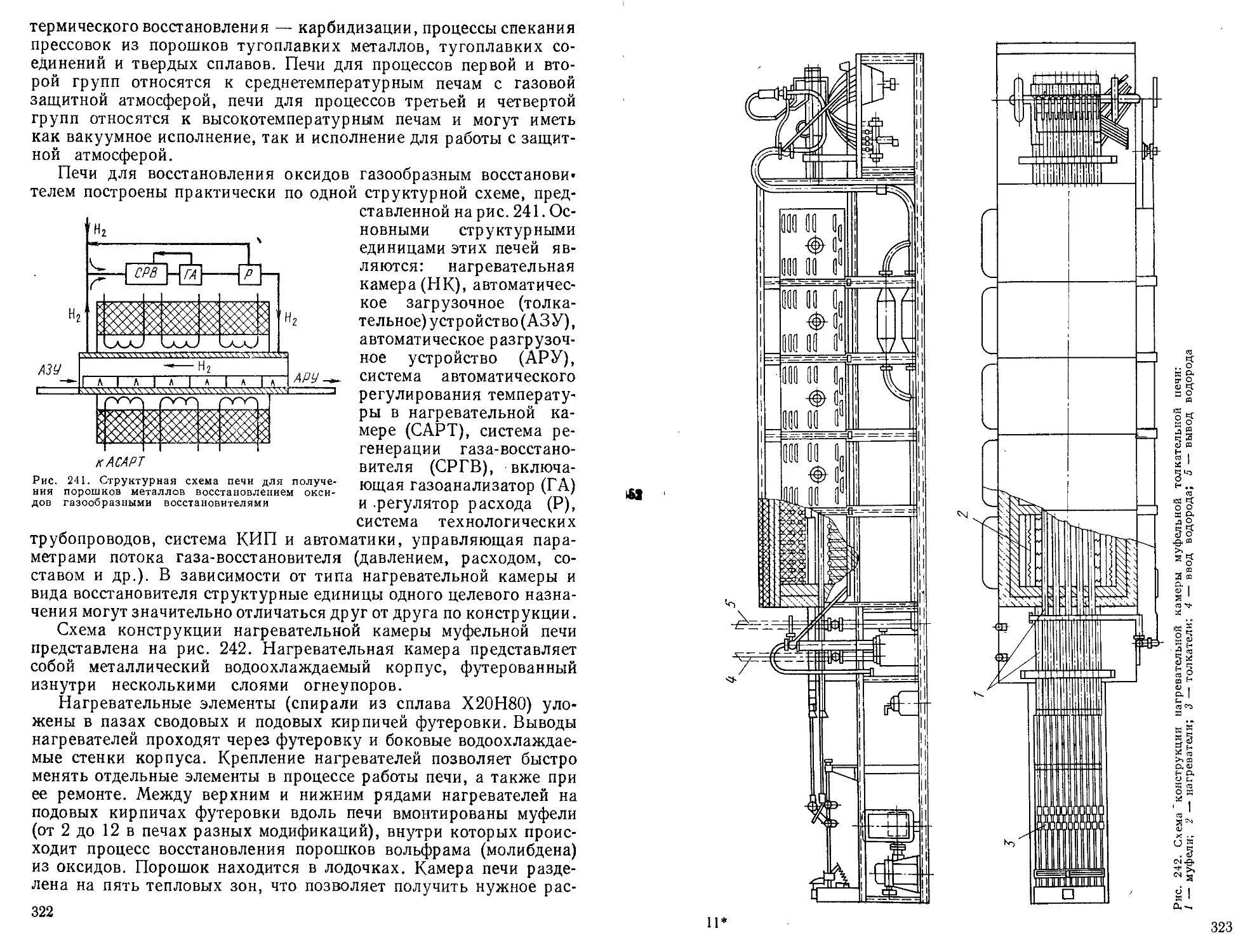
Глава VI. Нагревательное оборудование
§ 1. Печи с электрическим нагревом................................. 287
Печи для нагрева сопротивлением ................................. 290
Печи для индукционного нагрева................................... 360
Автоматизация электрических печей................................ 368
§ 2. Печи с газовым обогревом ..................................... 379
Глава VII. Газоприготовительное и газорегеиерирующее оборудова-
ние
Глава VIII. Складское и транспортирующее оборудование
§ 1. Складское оборудование ....................................... 397
Оборудование для складирования порошков ......................... 397
Дозаторы ........................................................ 403
Оборудование для складирования тарно-штучных грузов.............. 411
§ 2. Транспортирующее оборудование................................. 418
Гравитационные самотечные устройства ............................ 418
Аэрожелобы....................................................... 420
Ленточные конвейеры.............................................. 421
Шагающие конвейеры............................................... 425
Подвесные грузонесущие конвейеры................................. 426
§ 3. Основные компоненты автоматизированных транспортно-техноло-
гических систем.................................................... 427
Устройства автоматического адресования грузов.................... 427
Манипуляторы и роботы ........................................... 430
Рекомендательный библиографический список ......................... 443
Предметный указатель............................................... 446
ПРЕДИСЛОВИЕ
Одной из основных задач экономического и социального развития
СССР на период до 2000 года, намеченных XXVII съездом КПСС,
является повышение темпов и эффективности развития экономики
на базе ускорения научно-технического прогресса, технического
перевооружения и реконструкции производства, интенсивного
использования созданного производственного потенциала, со-
вершенствования системы управления, хозяйственного механизма
и достижение на этой основе дальнейшего подъема благосостоя-
ния советского народа.
Решение указанной задачи предусматривает разработку, со-
вершенствование и широкое внедрение ресурсосберегающих тех-
нологий и оборудования. Среди таких технологий одной из наи-
более эффективных является порошковая металлургия.
Основными направлениями экономического и социального
развития СССР на 1986—1990 годы и до 2000 года в черной метал-
лургии предусмотрено увеличить выпуск металлических порош-
ков более чем в 3 раза; в цветной металлургии опережающими тем-
пами развивать вольфрамо-молибденовую, редкометалльную про-
мышленность и производство металлических порошков.
В Основных направлениях перестройки высшего и среднего
специального образования указывается, что квалификация, ком-
петентность кадров и их высокая гражданская ответственность
во многом определяют масштабы и темпы научно-технического
прогресса, интенсификации народного хозяйства.
Воспитание кадров, способных обеспечить революционные
преобразования в технике, технологии и организации производ-
ства, многократный рост производительности труда, требует
создания комплекса учебно-методической литературы, в первую
очередь учебников по профилирующим дисциплинам.
Предлагаемый учебник является частью указанного выше ком-
плекса в области порошковой металлургии.
Специалистов по порошковой металлургии готовят в вузах
различного профиля: политехнических, металлургических, ма-
шиностроительных, химико-технологических. В соответствии
с профилем вуза в рамках общетехнических дисциплин изучаются
и некоторые виды универсального оборудования, широко приме-
няемого в порошковой металлургии. Так, в металлургических
вузах большое внимание уделяется изучению конструкций и ме-
тодов расчета печей, в химико-технологических — реакторов раз-
личного назначения и т. д. При такой ситуации для студентов
отдельных вузов часть материала, излагаемого в учебнике, явится
повторением ранее изучавшегося материала. Основываясь на
опыте преподавания соответствующих курсов в Московском ин-
ституте тонкой химической технологии им. М. В. Ломоносова и
Московском институте стали и сплавов, авторы, тем не менее,
сочли необходимым наряду со специальным и специализиро-
5
ванным включить в состав изучаемого некоторые виды оборудова-
ния общетехнического назначения по следующим соображениям:
во-первых, ни в одном вузе студент не получает представления
о всем комплексе такого оборудования, применяемого в порошко-
вой металлургии; во-вторых, в рамках общетехнических дисцип-
лин будущий специалист не получает сведений о специфике при-
менения универсального оборудования в «своей» области техники
и о возможности модификации такого оборудования примени-
тельно к требованиям этой области. Именно на эти моменты акцен-
тировано внимание учашихся в соответствующих разделах
курса.
Определяя объем и уровень изложения материала, авторы ис-
ходили из того, что оборудование изучается студентами после
изучения теории процессов получения порошков и порошковых
изделий, перед изучением основ проектирования производствен-
ных подразделений. В связи с этим элементы теории, используе-
мые в расчетах характеристик оборудования, рассматриваются
как известные студенту. Вопросы создания технологических ком-
плексов (модулей, линий, участков и др.) из отдельных видов обо-
рудования также рассматриваются в ограниченном объеме, по-
скольку эти вопросы решаются в процессе технологического про-
ектирования производственных подразделений.
Одной из задач, решаемых в процессе обучения, является вос-
питание у инженера образного мышления, благодаря которому
любая машина уже на стадии ее «заочного» изучения должна пред-
ставать перед будущим специалистом не только как совокупность
принципиальной, кинематической, конструктивной и других
схем, но и как материальный объект, характеризуемый массой,
размерами, мощностью, производительностью и другими мате-
риальными характеристиками. Для того чтобы помочь решению
этой задачи, а также для того, чтобы сделать возможным сопоста-
вительный анализ технического уровня машин однотипного наз-
начения и использование учебника при курсовом и дипломном
проектировании, авторы снабдили его таблицами технических
характеристик конкретных моделей отечественного и лучшего
зарубежного оборудования. Введение такого материала представ-
ляется необходимым еще и потому, что в отечественной и мировой
литературе нет доступного студентам справочника по оборудова-
нию для порошковой металлургии.
В литературе по порошковой металлургии имеется ряд моно-
графий, обзоров, справочников, в которых рассматриваются те
или иные вопросы создания и эксплуатации оборудования, специ-
фичного для порошковой металлургии, или заимствуемого из
других областей техники. Основной объем информации по обо-
рудованию для порошковой металлургии рассеян в журнальной
и патентной литературе, нормативных материалах, каталогах и
других труднодоступных студенту источниках, что затрудняет
преподавание и изучение соответствующего курса в высших учеб-
6
ных заведениях. Восполнению этого пробела в учебной литературе
и призван послужить предлагаемый учебник.
Авторы надеются, что материал учебника может быть исполь-
зован при создании учебных пособий по отдельным разделам курса,
задачника и лабораторных работ по оборудованию для порошко-
вой металлургии — комплекса учебно-методической литературы,
обеспечивающего высокое качество подготовки специалистов.
Являясь первым опытом создания учебника по оборудованию
для порошковой металлургии, книга безусловно не свободна от
недостатков, и авторы заранее признательны тем, кто сочтет
нужным внести предложения по углублению и совершенствова-
нию учебника.
Авторы приносят глубокую благодарность рецензентам —
кафедре порошковой металлургии и технологии материалов
Белорусского политехнического института (заведующий кафе-
дрой докт. техн, наук проф. О. В. Роман) и докт. техн, наук
проф. Л. Б. Нежевенко за ценные замечания и предложения,
сделанные при рецензировании, а также С. Д. Родионовой за
помощь при оформлении рукописи.
Глава I
ДИСПЕРГИРУЮЩЕЕ ОБОРУДОВАНИЕ
Основным физико-химическим процессом в рабочей зоне диспер-
гирующего оборудования является процесс разрушения сплош-
ной среды, жидкой или твердой, на фрагменты, которые стано-
вятся частицами порошка, пройдя стадию затвердевания (конден-
сации) в случае разрушения жидких сред или непосредственно
после разрушения — в случае разрушения твердых сред (тел).
§ 1. РАСПЫЛИТЕЛИ РАСПЛАВОВ
Работа распылителей расплавов основана на разрушении струи
расплава струей газообразного или жидкого энергоносителя, под
действием центробежных, вибрационных, электростатических или
Рис. 1. Принципиальные схемы устройств для распыления расплавов:
1 — струей энергоносителя; 2 — из вращающегося тигля; 3 — с поверхности оплав-
ляемого электрода; 4 — лопастями высокоскоростной турбинки; 5 — экстрагированием
из ваины с жидким металлом; 6 — из перфорированного стакана; 7 — с помощью плазмы
электродинамических сил, импульсного нагрева, при совмест-
ном использовании двух или нескольких из перечисленных спо-
собов внешнего воздействия на расплав (рис. 1). В промышлен-
ности реализованы схемы 1—3, остальные находятся в стадии
экспериментальной отработки.
8
Газоструйные распылители
Типовая технологическая (структурная) схема газоструйного
распылителя расплавов [на примере машины газоструйного рас-
пыления сплавов модели МРС (г)-3800] представлена на рис. 2.
Рис. 2. Структурная схема машины распыления МРС (г)-3800:
1 — плавильная печь; 2 — форсунка; 3 — металлоприемник; 4 — буферный баллон;
5 — устройство охлаждения порошка; 6 — вакуумный насос; 7 — порошкосборник;
8 — компрессоры; 9 — фильтр тонкой очистки газа; 10 — шлюзовая камера; 11 —
фильтр грубой очистки газа; 12 — теплообменники; 13 — камера распыления
9
Распылитель (машина) включает в себя плавильное оборудо-
вание, камеру распыления, систему газового питания и рецир-
куляции, гидро- и пневмопривод, систему водоохлаждения, кон-
трольно-измерительную аппаратуру, аппаратуру управления. Все
подсистемы распылителя (машины) связаны между собой схемой
электроуправления, что позволяет распылителю (машине) рабо-
тать в полуавтоматическом режиме.
Плавильное оборудование состоит из двух специализирован-
ных сталеплавильных плазменных печей. Печи снабжены футеро-
ванными крышками, обеспечивающими выплавку и разливку
металла в защитной атмосфере плазмообразующего газа и умень-
шающими тепловые потери металла при подготовке к сливу и
сливе его в металлоприемник. Печи установлены на подвижной
платформе, что позволяет осуществлять выплавку металла при
отводе печи от камеры распыления на расстояние 3000 мм, что
обеспечивает безопасность и удобство работы на машине распы-
ления.
Камера распыления является основным агрегатом машины,
в котором осуществляются процесс разливки металла, формиро-
вание металлической струи и ее распыление высокоскоростными
газовыми потоками, кристаллизация распыленных частиц, их
охлаждение и сбор порошкового продукта.
Камера распыления представляет собой конструкцию, состоя-
щую из четырех двустенных водоохлаждаемых обечаек, верхней
крышки и смонтированных в нижней части камеры узла вторич-
ного охлаждения и шлюзовой камеры. Три обечайки образуют
цилиндрическую часть камеры с внутренним диаметром 2100 мм,
четвертая обечайка предусмотрена конической и является пере-
ходной частью к узлу охлаждения. Внутренняя стенка обечаек
выполнена из нержавеющей стали толщиной 12 мм, а наружная —
из листовой малоуглеродистой стали толщиной 6 мм. На наружной
стенке предусмотрены компенсаторы температурных деформаций.
На верхней крышке камеры распыления, выполненной водо-
охлаждаемой, смонтированы верхний герметизирующий клапан
и форсуночное устройство, в центральной горловине крышки
устанавливается металлоприемник.
Верхний герметизирующий клапан предназначен для гермети-
зации камеры распыления в периоды между распылениями и обес-
печения возможности обслуживания форсунки и смены металло-
приемника без разгерметизации камеры. Герметизирующий кла-
пан (рис. 3) представляет собой одноплечий рычаг, посаженный
на шлицевом валу, связанном с гидроцилиндром поворота клапана.
На свободном конце рычага, выполненном в виде вилки, смонти-
рована свободно вращающаяся ось, на которой оппозитно друг
к другу закреплена шаровая опора и подвешен противовес. На
шаровой опоре установлена тарелка клапана, на верхней плос-
кости которой закреплена обойма с уплотнительным эластичным
кольцом трапециевидной формы. В рабочем положении клапан
10
эластичным кольцом прижимается к уплотнительному кольцу
форсункодержателя, а в нерабочем — к водоохлаждаемому, так
как при повороте рычага за счет противовеса клапану обеспечи-
вается плоскопараллельное движение и его уплотнительное кольцо
всегда обращено кверху.
Рис. 3. Конструктивная схема узла установки форсунки
и верхнего герметизирующего клапана:
1 — форсунка; 2 форсункодержатель; 3 ~ тарелка кла-
пана; 4 — приводной вал; 5 — рычаг; 6 — противовес
Машина распыления МРС (г)-3800 укомплектована тремя ти
памп форсунок различной конструкции: ограниченного слива
с кольцевым соплом, свободного слива с дискретными круглыми
соплами и с дискретными щелевыми соплами.• Форсунки монти-
руются в ступенчатом держателе, установленном в сопряженной
ступенчатой расточке в верхнем фланце. Через полость, образуе-
мую ступенями форсункодержателя и расточки фланца, проходит
тракт подачи на форсунку рабочего газа-распылителя. Под дей-
ствием его давления форсункодержатель стремится подняться
вверх, прижимая форсунку к металлоприемнику, монтируемому
11
над форсункой. Этим обеспечивается уплотнение разъема между
форсункой и металлоприемником. Такое конструктивное испол-
нение позволяет также осуществлять съем металлоприемника (сов-
местно с форсункой) в тех случаях, когда при распылении металл
застывает в металлоприемнике и металлопроводефорсунки и прочно
соединяет их вместе.
Металлоприемник рассчитан на единовременный слив в него
, металла (стали) массой до 700 кг. Он устанавливается по оси фор-
суночного устройства. В центральной части дна металлоприем-
ника зафутерован дозатор с калиброванным отверстием, через
которое расплав подается в форсунку. Для уменьшения захола-
живания расплава в металлоприемнике он оборудован поворот-
ной футерованной крышкой. При подготовке к сливу металла
металлоприемник нагревается газовой горелкой до 1573 К.
К нижней (переходной) обечайке камеры распыления присты-
кован узел вторичного охлаждения порошка. В нем уже закри-
сталлизовавшиеся распыленные частицы порошка охлаждаются
до температуры ниже 373 К. Этим исключается спекание порошка
в порошкосборнике в конгломерат и интенсивное окисление по-
рошка при разгерметизации порошкосборника.
Узел охлаждения рассчитан на двухстадийное охлаждение
порошка и состоит из двух смонтированных в корпусе и обращен-
ных друг к другу основаниями конусов. Верхний конус выполнен
крутым (угол при вершине 90°) и своим основанием образует с кор-
пусом концентрическую щель шириной ПО мм. Он распределяет
падающий на него порошок равномерно по периферии, подавая
его в щель, через которую навстречу порошку поступает азот.
В щели осуществляется первая стадия охлаждения порошка —
охлаждение в противотоке. Нижний конус выполнен пологим
(угол наклона образующей к горизонту 8—12°). Он изготовляется
из тканой металлической фильтровальной сетки. Под сетку по-
дается холодный азот, благодаря чему перемещающийся по ней
от периферии к центральной горловине тонкий слой порошка под-
вергается дальнейшему охлаждению в условиях поперечного
продувания.
Для обеспечения гарантированного перемещения не только
порошка, но и возможных крупных конгломератов, под сетку
нижнего конуса азот подается пульсирующим потоком, а сам ко-
нус подвешен на пружинных амортизаторах, благодаря чему
создается вибрация конуса. Под узлом вторичного охлаждения
монтируется шлюзовая камера, предназначенная для смены по-
рошкосборника без разгерметизации камеры распыления. В шлю-
зовой камере размещен нижний герметизирующий клапан камеры
распыления. На нижней горловине шлюзовой камеры установлен
гидроцилиндр прижима порошкосборника. Нижний герметизи-
рующий клапан принципиально отличается от верхнего только тем,
что его шаровая опора жестко закреплена на поворотном рычаге,
т. е. при повороте рычага осуществляется и поворот рабочей плос-
12
кости клапана. Гидроцилиндр прижима горловины порошко-
сборника выполнен с полым штоком, через который порошок по-
ступает в порошкосборник. Корпус цилиндра подвижен и связан
с вилкообразным захватом горловины порошкосборника.
Порошкосборник рассчитан на загрузку 1250 кг порошка стали.
Он имеет герметизированный корпус с двумя горловинами, на
которых установлены вакуумные затворы с ручным приводом.
Благодаря этому порошок в порошкосборнике Тиожет храниться
или передаваться дальше по технологии в вакуумированном со-
стоянии или в инертном газе без сообщения с атмосферой. Под
камеру распыления порошкосборник подается на самоходной те-
лежке.
Все обечайки и верхний фланец скреплены друг с другом струб-
цинами, третья сверху обечайка имеет Т-образные лапы для под-
вески камеры на опорной металлоконструкции, камера оборудо
вана лазами, гляделками, перископом и внутренней подсветкой,
для улучшения условий сброса горячего газа предусмотрена раз-
мещенная в камере водоохлаждаемая юбка. Подача газа на распы-
ление осуществляется автоматически по сигналам от радиацион-
ного пирометра, сфокусированного на выходной конец металло-
провода форсунки.
В качестве теплообменников установлены два вертикальных
кожухотрубчатых холодильника с суммарной поверхностью ох-
лаждения 90 м3. Охлаждаемый газ подается по трубам холодиль-
ника, а охлаждающая вода — по межтрубному простран-
ству.
Для очистки отработанного газа от металлических частиц
предусмотрены фильтры грубой и тонкой очистки. Фильтр гру-
бой очистки представляет собой набор помещенных в герметичный
корпус и собранных в «гармошку» колец из пористой нержавею-
щей листовой стали типа ПНС-10 толщиной 0,8 мм. Фильтр гру-
бой очистки имеет фильтрующую поверхность площадью 15,6 м2.
Номинальная пропускная способность фильтра 2500 м3/ч, тон-
кость фильтрации 99 % частиц более 5 мкм. В фильтре тонкой
очистки используется стандартный фильтрующий элемент А-17
с фильтрующим материалом ФПП-15-4,5. Его номинальная про-
пускная способность 2500 м3/ч, тонкость фильтрации 99,99 %
частиц более 0,1 мкм.
В машине предусмотрена газовихревая очистка внутренней по-
верхности камеры от осевшей металлической пыли, запитанная
от системы азотообеспечения.
Машина распыления МРС (г)-3800 предназначена для произ-
водства порошков инструментальных сталей и сплавов, магнит-
ных и наплавочных материалов, технического железа и цветных
металлов и их сплавов. Тип плавильного агрегата машины —
на базе плазменной сталеплавильной печи ПСП-0,6/0,7-И1 (уста-
новлена на подвижной платформе). Техническая характеристика
машины МРС (г)-3800 следующая:
13
Плавильный агрегат
Число плавильных агрегатов........................... 2
Вместимость плавильного тигля (по стали), кг......... 600
Максимальная температура расплава, К................. 2 073
Время расплавления и перегрева металла до 1923 К, ч 0,66
Установленная мощность плавильного агрегата, кВт ... 1 054
Плазмообразующий газ.................................... 50 % N2 +
. ,, + 50 % Аг
Расход плазмообразующего газа, м3/ч.................. 3
Перемещение подвижной платформы, мм.................. 3 000
Скорость перемещения платформы, м/мин ............... 6
Время слива металла из. печи в металлоприемник, мин . . 3
Масса плавильного агрегата, т........................ 30
Машина распыления
Метод распыления ...................................... Газоструйный
Рабочий газ................................................. Азот
Давление рабочего газа перед форсуночным устройством,
МПа........................................................ <:2
Расход рабочего газа на распыление, м3/мин........... 18—24
Расход рабочего газа на вторичное охлаждение порошка,
м3/мин............................................... 12—18
Суммарный расход рабочего газа на машине распыле-
ния, м3/мин................................................. 36
Производительность (по стали), кг/мин ..................... 30—40
Вместимость металлоприемника (по стали), кг................. 700
Температура разогрева металлоприемника перед сливом ме-
талла, К............................................. <2 073
Внутренний диаметр камеры распыления, мм ............ 2 100
Расстояние свободного пролета распыленных частиц, мм 7 000
Вместимость порошкосборника (по порошку стали), кг . . 1 250
Температура порошка в порошкосборнике, К ............ 5С373
Размеры машины распыления, мм:
в плане.................................................. 15 ОООХ 15 000
высота над уровнем пола............................ 15 000
Масса машины распыления (без плавильных агрегатов), т 120
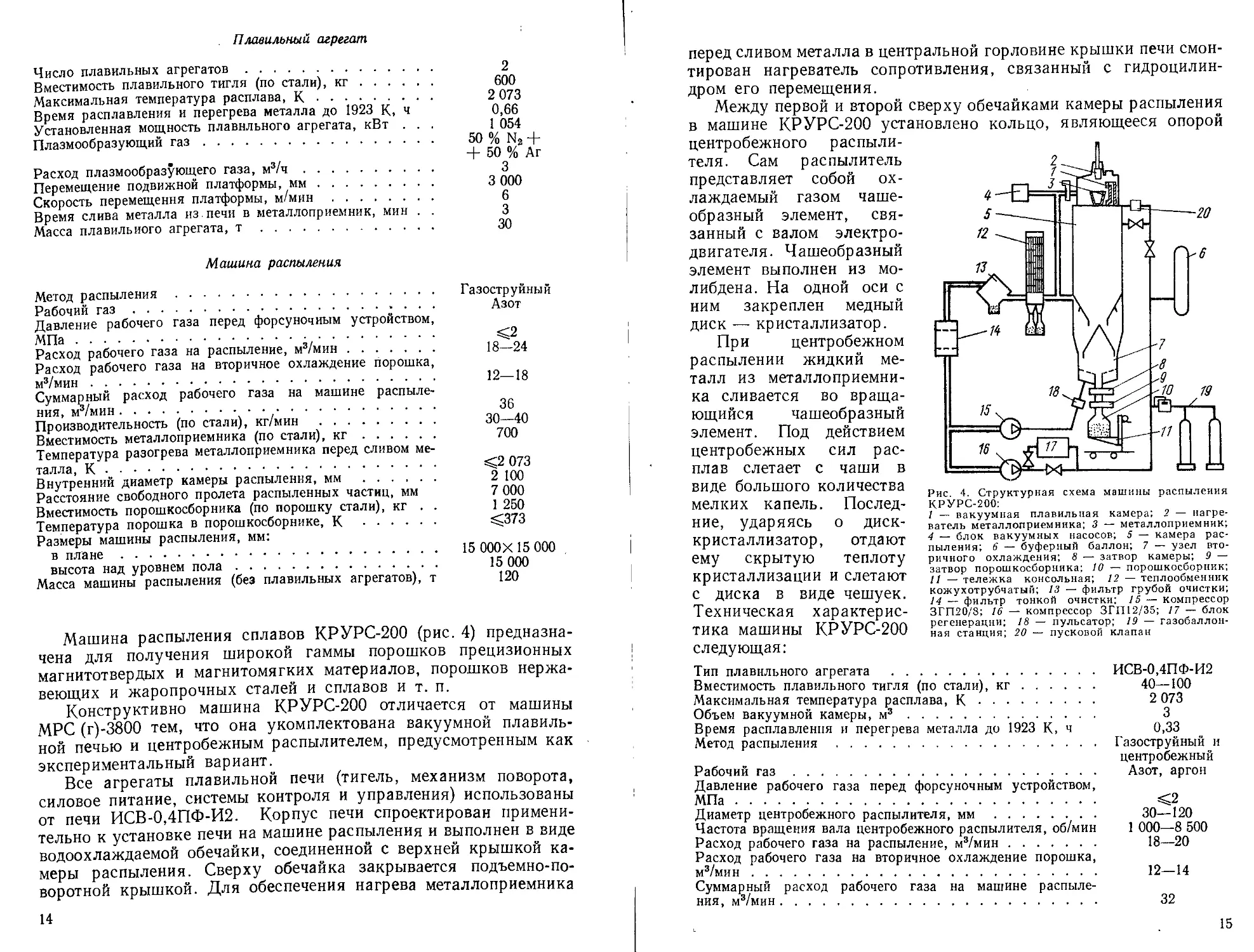
Машина распыления сплавов КРУРС-200 (рис. 4) предназна-
чена для получения широкой гаммы порошков прецизионных
магнитотвердых и магнитомягких материалов, порошков нержа-
веющих и жаропрочных сталей и сплавов и т. п.
Конструктивно машина КРУРС-200 отличается от машины
МРС (г)-3800 тем, что она укомплектована вакуумной плавиль-
ной печью и центробежным распылителем, предусмотренным как
экспериментальный вариант.
Все агрегаты плавильной печи (тигель, механизм поворота,
силовое питание, системы контроля и управления) использованы
от печи ИСВ-0,4ПФ-И2. Корпус печи спроектирован примени-
тельно к установке печи на машине распыления и выполнен в виде
водоохлаждаемой обечайки, соединенной с верхней крышкой ка-
меры распыления. Сверху обечайка закрывается подъемно-по-
воротной крышкой. Для обеспечения нагрева металлоприемника
14
перед сливом металла в центральной горловине крышки печи смон-
тирован нагреватель сопротивления, связанный с гидроцилин-
дром его перемещения.
Между первой и второй сверху обечайками камеры распыления
в машине КРУРС-200 установлено кольцо, являющееся опорой
центробежного распыли-
теля. Сам распылитель
представляет собой ох-
лаждаемый газом чаше-
образный элемент, свя-
занный с валом электро-
двигателя. Чашеобразный
элемент выполнен из мо-
либдена. На одной оси с
ним закреплен медный
диск — кристаллизатор.
При центробежном
распылении жидкий ме-
талл из металлоприемни-
ка сливается во враща-
ющийся чашеобразный
элемент. Под действием
центробежных сил рас-
плав слетает с чаши в
виде большого количества
мелких капель. Послед-
ние, ударяясь о диск-
кристаллизатор, отдают
ему скрытую теплоту
кристаллизации и слетают
с диска в виде чешуек.
Техническая характерис-
тика машины КРУРС-200
Рис. 4. Структурная схема машины распыления
КРУРС-200:
1 — вакуумная плавильная камера; 2 — нагре-
ватель металлоприемника; 3 — металлоприемник;
4 — блок вакуумных насосов; 5 — камера рас-
пыления; 6 — буферный баллон; 7 — узел вто-
ричного охлаждения; 8 — затвор камеры; 9 —
затвор порошкосборника; 10 — порошкосборник;
11 — тележка консольная; 12 — теплообменник
кожухотрубчатый; 13 — фильтр грубой очистки;
14 — фильтр тонкой очистки; 15 — компрессор
ЗГП20/8; 16 — компрессор ЗГП12/35; 17 — блок
регенерации; 18 — пульсатор; 19 — газобаллон-
ная станция; 20 — пусковой клапан
следующая:
Тип плавильного агрегата ............................
Вместимость плавильного тигля (по стали), кг.........
Максимальная температура расплава, К.................
Объем вакуумной камеры, м3...........................
Время расплавления и перегрева металла до 1923 К, ч
Метод распыления.....................................
Рабочий газ..........................................
Давление рабочего газа перед форсуночным устройством,
МПа..................................................
Диаметр центробежного распылителя, мм ...............
Частота вращения вала центробежного распылителя, об/мин
Расход рабочего газа на распыление, м3/мин...........
Расход рабочего газа на вторичное охлаждение порошка,
м3/мин...............................................
Суммарный расход рабочего газа на машине распыле-
ния, м3/мин..........................................
ИСВ-0.4ПФ-И2
40—100
2 073
3
0,33
Газоструйный и
центробежный
Азот, аргон
30—120
1 000—8 500
18—20
12—14
32
15
Производительность распыления (по стали), кг/мин . . .
Внутренний диаметр камеры распыления, мм ............
Расстояние свободного пролета распыленных частиц метал-
ла, мм ..............................................
Температура порошка в порошкосборинке, К ............
Установленная мощность, кВт .........................
Размеры машины распыления, мм:
в плане ...........................................
высота над уровнем пола ...........................
общая высота ......................................
Масса машины, т......................................
<30
2 500
4 500
<373
455
10 000X12 000
9 200
11 700
100
Для расчетного оценочного определения основных технологи-
ческих характеристик машин газоструйного распыления необхо-
димо знать: основные химические свойства расплава, в том числе
характер взаимодействия с огнеупорными материалами и газовыми
энергоносителями, основные физические характеристики рас-
плава (температуру плавления металла или сплава, температур-
ные зависимости величин вязкости, поверхностного натяжения,
плотности), требуемую форму частиц получаемого порошка, их
дисперсность, дисперсность элементов внутренней структуры ча-
стиц, производительность машины.
В зависимости от химических свойств, температуры расплава
и требований к чистоте получаемого порошка (прежде всего по
газовым и неметаллическим примесям) определяют тип плавиль-
ного агрегата и материал его футеровки, атмосферу, в которой
должен быть получен расплав, способ герметизации плавильного
агрегата и узла распыления (в случае невоздушной атмосферы),
распыляющий газ и требования к его чистоте.
Исходя из того, что машина должна обслуживаться не более
чем двумя плавильными агрегатами, их производительность выби-
рается либо равной производительности узла распыления (при
одном плавильном агрегате), либо вдвое меньшей (при двух агре-
гатах). Исходя из производительности определяется емкость
тигля плавильного агрегата, емкость металлоприемника, его
внутренние размеры и высота столба металла относительно ниж-
него торца металлопровода.
Зная высоту столба металла и требуемую часовую производи-
тельность (скорость истечения или массовый расход металла из
отверстия металлоприемника), определяют необходимую для обес-
печения требуемой производительности площадь сечения металло-
провода So по формуле:
/1-0
f Sdh/h
h=H
(1)
тц /2g
где Н — высота столба расплава в тигле относительно нижнего
среза металлопровода в начале истечения, м; h — текущая (умень-
шающаяся по мере истечения) высота столба металла, м; S —
площадь поверхности расплава в тигле, м2; т — продолжитель-
16
ность опорожнения тигля, с; а — коэффициент расхода; g — ус-
корение свободного падения, м/с2.
Интеграл может быть вычислен, если известен закон измене-
ния S в функции h.
Для цилиндрических тиглей
о 2SH
(2)
j42zZ//////z//A
2
2R
Рис. 5. Распылительный узел форсунки
со сверхзвуковым соплом и централь-
ным телом:
1 — диффузор внутренней камеры; 2 —
центральное тело сопла
,_с '1
Коэффициент расхода принимается равным 0,8 для цилиндри-
ческих металлопроводов и 1,2 — для металлопроводов типа диф-
фузивного насадка. Размер d0 первичных капель—продуктов
первичного распада струи расплава определяют по формуле d0 «
« 1,2RO, где Яо — радиус ме-
таллопровода. Зная размер пер-
вичных капель, определяют
критическую скорость газовой
струи цкр м/с, необходимую
для обеспечения их дальнейше-
го диспергирования
цкр = 1,25/ 16о/4рг, (3)
где о — поверхностное натяже-
ние расплава в момент встречи
с газовой струей, Н/м; d0—диаметр первичной капли, м; рг —
плотность распыляющего газа, кг/м3.
Определив величину М (число Маха) — отношение скорости
газа к скорости звука в этом газе, определяют давление Р, Н/м2,
в критическом сечении газового сопла по формуле
К-1
Р = Ро[1 + 0,5 (К - 1) М2] к , (4)
где Ро — давление в среде истечения газа (внутри камеры распы-
ления), Па; К — показатель адиабаты — отношение величины
теплоемкости газа при постоянном давлении Ср к теплоемкости
при постоянном объеме CD (для двухатомных газов К = 1,4).
Зная величину М, можно определить также размеры и конфи-
гурацию сопла (рис. 5)
-р- = (1 + 0,2М2)3/1,73М, (5)
*кр
где / — площадь выходного сечения сопла, м; FKp — площадь
критического сечения сопла, м.
Секундный расход газа Gr, кг, определяют по формуле
- ^KpFвРг- (6)
Среднюю дисперсность продуктов вторичного диспергирова-
ния определяют по формуле
1030г
(7)
На?-: =
17
С < А ' !j
где^Ср — диаметр продукта вторичного диспергирования — пряди
с длиной I = (5-4-10) dcp, м; рм — плотность расплава, кг/м3;
(7М — секундный расход расплава, кг/с; ц — динамическая вяз-
кость расплава, Па-с.
Если дисперсность частиц порошка, определенная по формуле
(7), более чем на 50% отличается от заданной, производят пере-
расчет технологических параметров, либо изменяя исходные дан-
ные (например, температуру перегрева расплава над температурой
плавления, что эквивалентно изменению величины поверхност-
ного натяжения), либо определяя технологические параметры
путем решения обратных задач.
Регулирование формы частиц осуществляют, изменяя соотно-
шение между продолжительностью сфероидизации частицы тСф,
с, и продолжительностью ее затвердевания т3, с. Продолжитель-
ность сфероидизации при оценочных расчетах определяют по
формуле
Тсф = -^(4ф-4р). (8)
где^Сф — диаметр шара, имеющего объем, равный объему пряди —
продукта вторичного диспергирования, м; т] — динамическая вяз-
кость расплава, Па-с.
Продолжительность затвердевания т3, с, определяют по фор-
муле:
Т3 — ^сф
смРм 1„ ^СР
аа tK — tcv ’
(9)
где см — теплоемкость расплава, Дж/К; а —• коэффициент тепло-
передачи, Вт/(м2-К), определяемый по формуле а = 0,62 х
X (Л.г/^сф) Re0-5; — теплопроводность газа, Вт/(м-К); Re =
= ДкрЛ’г) ^сф, vr — кинематическая вязкость газа, м2/с. Если
тсф > тз- частицы порошка будут иметь неправильную форму,
при тсф < т3 — сферическую.
Дисперсность элементов внутренней структуры частиц оцени-
вают обычно величиной дендритного параметра — расстоянием
между дендритными осями второго порядка. Для обеспечения за-
данной величины дендритного параметра находят соответствую-
щую ему скорость охлаждения va по кривым температурной за-
висимости этого параметра, после чего выполняют поверочный
расчет по формуле
у _ 6а Vi ~ ___________!_______ (1СП
^офсмРм In Ri ^а)/(^2 —^г) ’
где tr — температура расплава; — температура частицы в дан-
ный момент; tr — температура газа в данный момент.
18
Жидкоструйные распылители
Применение жидких энергоносителей для получения порошков
распылением расплавов обусловлено, в основном, их значительно
более низкой стоимостью, доступностью и более широкими воз-
можностями соответствующих установок при получении порош-
ков с частицами несферической формы. Такие порошки характе-
ризуются хорошей прессуемостью и спекаемостью и не требуют
использования гидро- и га-
зостатов для формования.
Распыление жидкими энер-
гоносителями позволяет в
широких пределах изменять
исходный состав расплава,
осуществляя, например, его
обезуглероживание (распыле-
ние расплава чугуна водой)
или науглероживание (рас-
пыление расплавов углево-
дородными жидкостями). Од-
ним из преимуществ жид-
коструйных распылительных
установок является то, что
струя жидкости сохраняет
свою скорость, давление и
разрушающую способность
на относительно более про-
тяженном участке, чем газо-
вая струя; это делает жидко-
струйный распылитель ме-
нее чувствительным к коле-
баниям давления и расхода
в системе обеспечения энергоносителем.
Типовая конструкция установки для распыления расплавов
водой представлена на рис. 6. Плавильное оборудование состоит
из двух индукционных печей 1 вместимостью 160 кг расплава
каждая. Камера 4 распыления цилиндрическая, диаметром 2 м,
общая высота 5,2 м. В нижней части камеры имеется приемник по-
рошка, оканчивающийся выпускным отверстием диаметром 100 мм
с запорным вентилем. В верхней части камеры располагают люки
для наблюдения за процессом распыления и доступа внутрь ка-
меры при ремонте, а также устройство для орошения водой сте-
нок камеры. Для предотвращения избыточного волнения поверх-
ности воды в камере устанавливают волногасящее устройство.
На верхней крышке камеры над форсункой 3 устанавливают ме-
таллоприемник 2, подогреваемый газовыми горелками до 973—
1173 К. Под металлоприемником на крышке камеры крепят
распыливающую форсунку 3, на выходе из которой формируется
19
струя воды под давлением 10 МПа. Установка снабжена насосом
высокого давления 9, трубопроводами и баком-отстойником 8.
Пульпу, выходящую из выходного отверстия, направляют в ги-
дроциклон 5, отделенный от воды порошок — в центрифугу 6
и сушилку 7, а воду — в бак-отстойник 8. Водяной туман отса-
сывают из верхней части камеры 4, сепарируют в циклоне 10.
За каждый цикл работы установки распыляется до 150 кг расплава,
общая производительность установки — до 6 т/ч. Конструкцией
установки предусмотрена система подвода воздуха под давлением
500 кПа, что позволяет осуществлять на ней распыление распла-
вов воздухом в воду.
Расчет технологических параметров жидкоструйных распыли-
тельных установок основан на модели распыления, предполагаю-
Рис. 7. Схемы соплового насадка (а) и насадка с прямоугольным отверсти-
ем (б):
1 — подводящий канал; 2 — переходный участок; 3 — критическое сечение;
4 — начальный участок струн
щей наличие следующих основных стадий: соприкосновение струи
жидкого энергоносителя с продуктами первичного распада струи
расплава (первичными каплями), испарение энергоносителя и
образование паровой рубашки вокруг первичных капель, дроб-
ление первичных капель на вторичные продукты — пряди под
действием газодинамического напора со стороны паровой рубашки,
которая вместе с дробимой каплей увлекается струей неиспарив-
шегося энергоносителя, охлаждение и сфероидизация капли.
Критическую скорость струи энергоносителя укр, м/с, необхо-
димую для дробления первичных капель диаметром dK, м, рассчи-
тывают по формуле
^кр = 4 /a/(dKp3), О О
где рэ —- плотность паров энергоносителя (с учетом ее зависимости
от температуры), кг/м3.
На рис. 7 представлены схемы соплового насадка форсунки
с круглым отверстием и истекающей из него струи (слева) и на-
садка с прямоугольным отверстием (справа).
Давление воды в камере форсунки, Па, и ее расход Q, м3/с,
определяют по формулам:
Н = vlpl^g), (12)
20
где <рх — коэффициент скорости истечения, являющийся функ-
цией геометрии насадка.
Q = <p2FKP/2iH. (13)
где ср2 — коэффициент расхода, являющийся функцией геометрии
сопла; FKp — площадь сопла в критическом сечении.
Длина начального участка струи Lo, м, на котором скорость
струи сохраняет значение v цкр, определяют по формуле
Lo = d0 (100 — 2,5-10— Re). (14)
Максимально допустимое расстояние от центра выходного се-
чения форсунки до зоны дробления I < O,8Lo, м.
Основным конструктивным элементом распылительных уста-
новок жидкоструйного распыления является многофорсуночный
узел.
Центробежные распылители
Получение порошков в центробежных распылителях основано на
разрушении массы расплава под действием центробежных сил.
Рис. 8. Технологическая схема установки с вращающимся тиглем:
/ — плавильная камера; 2 — оплавляемая заготовка-электрод; 3 — средства нагрева
оплавляемой заготовки; 4 — вращающийся тигель; 5 — экран; 6 — камера охлажде-
ния; 7 — емкость для сбора порошка; 8 — механический вакуумный насос; 9 — источ-
ник питания средств нагрева; 10 — паромасляный вакуумный насос; 11 — пульт упра-
вления; 12 — система водяного охлаждения
Основными типами центробежных распылителей являются:
тигельные, в которых расплавляемый расплав получают в пла-
вильном агрегате или оплавляют (электронным лучом, плазмен-
ной струей и т. д.) заготовку из соответствующего материала,
а затем периодически или непрерывно направляют расплав во
вращающийся тигель (см. рис. 1, схема 2); бестигельные, в ко-
21
торых распылению подвергают расплав, находящийся на торце
вращающейся заготовки, непрерывно оплавляемой внешним источ-
ником нагрева (см. рис. 1, схема 3); с перфорированным стаканом
(см. рис. 1, схема 6); экстракторы, в которых расплав извлекают
(экстрагируют) из ванны с помощью быстро вращающегося диска
(см. рис. 1, схема 5).
В качестве плавильных устройств используют, в основном,
индукционные, дуговые или электроннолучевые печи. Источни-
ками нагрева оплавляемых не-
подвижных или вращающихся
заготовок являются электрон-
ные пушки или плазмотроны.
Технологическая схема ти-
гельной установки с оплавля-
емой заготовкой представлена
на рис. 8.
Узел вращения тигля (рис. 9)
является наиболее сложным и
ответственным из-за высокой
частоты вращения (до 50 тыс.
об/мин). Базовой деталью этого
узла является полый вал/, вра-
щающийся в подшипниках, один
из которых, 2, показан на схе-
ме. На вал насажен с на-
тягом стальной корпус 3, в
тело которого запрессован
диск 4. Диск изготавливают
из высокопрочных высокоте-
плопроводных медных спла-
вов. В диске выполнена расточка, заполненная теплоизоля-
ционным материалом 5. Собственно тигель образован вкла-
дышем 6 из тугоплавкого листового материала с нане-
сенным на его поверхность жаростойким оксидным покрытием 7.
Внутри вала / проходит труба 8, подающая охладитель — воду
или воздух — к торцу диска 4. Вывод охладителя из полости
вала осуществляют через кольцевой канал 9. Приводом вращаю-
щегося тигля является высокоскоростная воздушная турбина,
размещаемая иногда в полости вала, или высокоскоростной элек-
тродвигатель. Благодаря тому, что тигель, изображенный на
рис. 9, теплоизолирован от корпуса 3, градиент температуры
в объеме распыляемого металла мал, весь металл находится в жид-
ком состоянии и в конце процесса распыления полностью уда-
ляется из тигля центробежными силами.
Установки тигельного типа используют для получения порош-
ков металлов и сплавов с температурой плавления до 1600 °C.
Установки бестигельного центробежного распыления вклю-
чают в себя те же основные узлы, что и тигельные, за исключением
22
плавильного агрегата. Бестигельные установки обеспечивают
получение высокочистых порошков и практически не имеют ог-
раничений по температуре плавления материала получаемого
порошка. Недостатком этих установок является необходимость
тщательной обработки поверхности и балансировки оплавляемых
заготовок для обеспечения работоспособности узла вращения
заготовки.
Кроме того, неоднородность оплавляемой заготовки по хими-
ческому составу наследуется порошком. Этот недостаток, хотя и
Рис. 10. Установка центробежного распыления с перфорированным
стаканом
в меньшей степени, присущ и тигельным установкам с оплавляе-
мой заготовкой.
Для получения низкодисперсных порошков легкоплавких ме-
таллов могут использоваться установки с перфорированным ста-
каном. Пример конструкции такой установки приведен на рис. 10.
Установка состоит из газораспределительного узла с каналом 1,
входных сопел 2, газовой турбины 3, соединенной осью 4 с перфо-
рированным стаканом 5, выходных сопел 6 и камеры охлаждения 7.
Газ под давлением порядка 10е Па при температуре 293 К из рас-
пределительного кольца 1 через сопла 2 поступает на лопатки
турбины 3. Турбина через вал 4 передает вращение стакану 5.
Расплав, заливаемый в стакан 5, диспергируется центробежными
силами при истечении из отверстий стакана. Отработанный газ,
охладившийся вследствие расширения до уровня 173 К, через
сопла 6 направляют в зону полета частиц. Скорость охлаждения
частиц составляет 105—10е °С/с. частота вращения стакана —
до 20 тыс. об/мин (лимитируется прочностью стакана).
23
Основными узлами установок экстракционного типа являются
ванна с расплавом и водоохлаждаемый диск-экстрактор. Вид
получаемого продукта (порошок, лента, проволока), его струк-
тура и дисперсность (толщина) определяются температурой ра-
сплава, условиями охлаждения расплава на диске, геометрией
экстрагирующей кромки диска, глубиной его погружения в ра-
сплав. Экстракция и распыление вращающимся диском могут
осуществляться и при падении струи расплава на диск сверху.
Технологический расчет центробежных распылителей преду-
сматривает определение основных параметров их конструкции —
диаметра и частоты вращения тигля, слитка или экстрагирующего
диска, размеров камеры охлаждения, в зависимости от заданной
дисперсности частиц порошка при известных физико-химических
свойствах расплава.
Средний диаметр частиц получаемого порошка dcp, м, в пер-
вом приближении связан с частотой вращения и радиусом тигля
(слитка, диска) соотношением
dcv = -тг— 1/^ (15)
ср 2пп V pR ’ v '
где п — частота вращения диска, 1/мин; а — поверхностное
натяжение расплава, Н/м2; р — плотность расплава, кг/м3; 7? —-
радиус отрыва капли от основной массы расплава (радиус тигля,
слитка, диска, стакана), м.
Учет влияния расхода расплава (производительности распыли-
теля) и его кинематической вязкости приводит к более точной за-
висимости
, С ,0,25 / о \о,125
4p“(2nn/?)°-5(Qp'V) \pg) ’ (6)
где Qp — расход расплава, м3/с; v — коэффициент кинематической
вязкости расплава, м2/с; g — ускорение свободного падения, м/с2.
В случае распылителя с вращающимся тиглем (слитком)
можно предположить, что отрыв капель происходит не только
с периферии тигля (слитка), но и в точках с радиусами 7?1>2j , п <
< R. В этом случае гранулометрический состав порошка может
быть найден на основании следующих соотношений:
с _ А2 В / 1 1 \
4л2п2 ( 0,5dmln 0,5d/ ’ 1 >
где G — масса капель, кг, размеры которых находятся в интер-
вале dmln — d, м; А = j/3o/2p; В — коэффициент пропорцио-
нальности, зависящий от мощности, подводимой к расплаву, и
толщины пленки расплава.
Общая масса капель размером составит
Gx = A2B/2n2n2d. (18)
24
Массовая доля капель с размерами в интервале dmln — d
Экспериментально наблюдаемые отклонения от приведенных
выше зависимостей обусловлены, в основном, дополнительным
диспергированием расплава за счет вибрации вращающихся тигля,
слитка, стакана, за счет газодинамического действия плазменных
струй и ряда других причин.
Расчет размеров камер охлаждения установок центробежного
распыления производится аналогично расчету камер охлаждения
установок газоструйного распыления.
§ 2. ДРОБИЛКИ
Основными областями применения дробильно-размольного обору-
дования в порошковой металлургии являются дробление и тон-
кое измельчение: спеков, образующихся при получении порош-
ков методами печного восстановления оксидов, довосстановитель-
ного отжига порошка (железо и низколегированные стали), син-
теза из компонентов (карбид вольфрама и сложные карбиды на
его основе, карбид титана и др.); пористых (губчатых) катодных
осадков — промежуточных продуктов, формирующихся в про-
цессах получения порошков тугоплавких металлов (тантал и др.)
электролизом расплавов, методами металлотермического восста-
новления и самораспространяющегося высокотемпературного син-
теза; ферросплавов — компонентов порошковых шихт различ-
ного назначения; стружковых и шламовых отходов при получе-
нии порошков из вторичных металлов.
Размольное оборудование применяют также для получения
порошков сплавов методом механического легирования и для об-
работки порошков, полученных распылением расплавов, с целью
улучшения их прессуемости и спекаемости за счет разрушения
поверхностных оксидных пленок и получения частиц несфериче-
ской формы.
Щековые дробилки
Рабочими элементами щековых дробилок (рис. 11) являются не-
подвижная и подвижная щеки, образующие пасть. Куски дроби-
мого материала, поступающие в пасть сверху, разрушаются при
сближении щек, при их расхождении измельченный материал
высыпается через нижнюю разгрузочную щель пасти.
При верхнем подвесе наибольший размах совершает нижний
конец подвижной щеки, ширина щели в процессе работы дробилки
меняется, измельченный материал характеризуется широким
гранулометрическим составом.
При нижнем подвесе наибольшее качание совершает верхний
конец щеки, ширина выходной щели постоянна, измельченный
25
материал характеризуется узким гранулометрическим составом.
Несмотря на преимущества, дробилки с нижним подвесом ха-
рактеризуются пониженной производительностью и повышенным
расходом энергии на единицу массы дробленого продукта. Это
связано с возможностью образования застойных зон и затруднен-
ного выхода продукта при постоянной ширине выходной щели.
На рис. 12 представлена конструктивная схема дробилки
с верхним подвесом щеки. Верхний конец щеки 3 посажен непо-
средственно на эксцентрик приводного вала 4, нижний опирается
на нажимную плиту 11 и подтягивается к ней тягой 9 через пру-
Рис. И. Кинематические схемы щековых дробилок (е— эксцентриситет):
а — верхний подвес и вертикальный шатун; б — верхний подвес на эксцентриковом
валу; в — верхний подвес н горизонтальный шатун; г — нижннй подвес и вертикальный
шатун; д — нижний подвес и горизонтальный шатун; е — верхний подвес двусторонней
щеки и вертикальный шатун
жину 8. При такой схеме установки щеки верхний конец ее со-
вершает круговое движение, а нижний — движение по дуге ра-
диуса, равного длине нажимной плиты 11. Суммарное движение
щеки является сложным, дробилка относится к классу дробилок
со сложным качанием щеки.
Крупность получаемого материала регулируют, изменяя ши-
рину выходной щели путем изменения положения подвижного
клина 7 и упорного клина 10 при помощи подъемного винта 6.
Чтобы избежать поломки машины при случайном попадании
в пасть крупных недробимых предметов, в конструкцию введен
противоперегрузочный элемент — нажимная плита 11. Плита
склепана из двух половинок так, что при перегрузке заклепки
срезаются, а дробилка автоматически останавливается. После
устранения причины перегрузки плиту восстанавливают и исполь-
зуют повторно.
Существенным недостатком большинства дробилок является
то обстоятельство, что на один рабочий ход приходится один хо-
лостой. Это приводит к неравномерности нагрузок на механизмы
дробилки и уменьшает продолжительность периода полезной
работы почти вдвое. Для выравнивания нагрузок на двигатель и
механизмы в конструкцию дробилки введен маховик 5, аккумули-
26
Ц____________________с 1 _______________'1292
Рис. 12. Схема щековой дробилки с верхним подвесом подвижной щеки
SZ6
27
рующий энергию во время холостого хода и отдающий ее во время
рабочего, что, однако, не устраняет снижения производительности
при наличии холостого хода. Дробилки без холостого хода не
получили распространения из-за громоздкости конструкции.
Элементами конструкции, работающими в наиболее тяжелых
условиях, являются дробящие плиты 2. Неподвижная плита кре-
пится к станине 1, подвижная — к щеке 4. Наибольшему износу
плиты подвергаются в своей нижней части, поэтому конструкцией
предусмотрена возможность перестановки плит с поворотом
на 180°. Плиты, так же как и рабочие органы других видов дро-
бильно-размольного оборудования, изготавливают из износостой-
ких материалов, например, деформационно-упрочняемой стали
марки Г13, футеруют их твердосплавными пластинами или нано-
сят на рабочую поверхность износостойкие покрытия.
Щековые дробилки предназначены для дробления материалов
с пределом прочности при сжатии до 300 МПа. Прочность обраба-
тываемого материала определяется по ГОСТ 7084—71.
Технические характеристики щековых дробилок, применяемых
в порошковой металлургии, сложным движением щеки): приведены ниже (все дробилки со
Модель Размер приемного отверстия СМД-116 СМ Д-108 СМ Д-109
(длинаХширина), мм .... Размер наибольшего куска ис- 250X400 250X900 400X900
ходного материала, мм ... Ширина выходной щели, мм: 210 210 340
номинальная 40 40 60
пределы регулирования Производительность при номи- нальной ширине щели (по гра- 20—60 20—60 40—90
ниту), м3/ч Установочная мощность элек- 7,8 18 30
тродвигателя, кВт Размеры (длинаХширинаХвы- 17 40 40
сота), мм 1330Х 1250Х X 1435 1670X2100 X X 1600 2140Х2140Х X 200
Масса, т 2,5 8,0 12
Расчетные схемы щековой дробилки представлены на рис. 13.
При расчетном определении основных параметров вновь созда-
ваемой дробилки находят: угол захвата а; число качаний подвиж-
ной щеки и частоту вращения приводного вала п; зависимость
конечной крупности материала от исходной, размеров пасти и
производительности дробилки; мощность, потребляемую дробил-
кой. Предполагаются заданными: производительность, началь-
ная и конечная крупность кусков, насыпная плотность, предел
прочности при сжатии и модуль упругости дробимого материала.
При поверочном расчете определяют возможность дробления
материала на дробилке с известными параметрами и производитель-
ность дробилки при известных механических свойствах дроби-
мого материала и исходной крупности материала.
28
На кусок материала, зажатый между двумя щеками, действует
выталкивающая сила 7?, которая представляет собой равнодей-
ствующую сжимающих и удерживающих сил. Удерживающие
силы являются проекциями сил трения Т на ось, параллельную
направлению силы R. Массой куска пренебрегают.
R = 2Р sin (а/2); (20)
Рис. 13. Схемы к определению угла захвата (а), числа качаний подвижной щеки и ча-
стоты вращения приводного вала (6), геометрических размеров и производительности (в)
щековых дробилок
где / — коэффициент трения дробимого материала о поверхность
щек. Этот коэффициент является функцией макро- и микрогео-
метрии трущихся поверхностей, пористости и влажности дроби-
мого материала, его контактной прочности и пластичности, при-
сутствия загрязнений, играющих роль смазки, и т. д.
Подставив выражение (22) в формулу (21), получим
N = Pf cos (а/2). (23)
Условие удержания куска в пасти дробилки 2N R, или
2Pf cos (а/2) > 2Р sin (а/2), (24)
откуда
/>tg(a/2). (25)
Выражая f через угол трения ср f = tg ср, получим tg ср >
tg (a/2) и a 2ср.
Если угол захвата будет больше удвоенного угла трения, то
куски материала будут выбрасываться из пасти дробилки. Такой
выброс делает работу дробилки невозможной и создает опасность
29
для обслуживающего персонала и расположенного вблизи обору-
дования.
Если угол захвата намного меньше удвоенного угла трения,
снизится степень измельчения, которую может обеспечить дро-
билка.
Полученное соотношение между углами захвата и трения
должно выполняться также в валковых и конусно-инерционных
дробилках.
При качании щеки ее нижний конец фиксирует крайние поло-
жения 1 и 2 (рис. 13, б). Смещение щеки в горизонтальной плоскости
равно S.
За один полупериод качания щеки из пасти высыпается объем
материала, приблизительно соответствующий заштрихованному
контуру F.
Если подвижная щека совершает Z полных качаний в минуту,
то время ее отхода из точки 1 в точку 2 равно ту = 30/Z, с. Про-
должительность периода т2, с» в течение которого из пасти вы-
сыпается материал объемом F, составляет
т2 = V 2hg, (26)
Приравнивая друг другу ту и т2, получим
Z = 30 / g/2h мин-1. (27) •
Угол захвата а при движении щеки меняется мало, поэтому
h = S/tg а. (28)
Тогда Z2 = 302g tg a/2S и
Z = 66,5/tgaS. (29)
Амплитуду качания щеки принимают обычно равной 0,005—
0,03 м при условии, что I dK I ф- S, а однородность дисперс-
ности получаемого продукта улучшается с уменьшением отноше-
ния S/dK.
Пользуясь выражением (29) и кинематической схемой привода
щеки, определяют частоту вращения приводного вала. Для ша-
тунно-рычажного и эксцентрикового приводов число полных ка-
чаний совпадает с частотой вращения приводного вала, п = Z, с-1.
Степень измельчения в щековой дробилке выбирают в преде-
лах от 3 до 8, dJdK = i = 3-4-8. Ширину пасти А (рис. 13, в)
принимают равной (1,15-4-1,20) dB. Высоту передней стенки (не-
подвижной щеки) определяют по формуле (м):
Н = (A- l)/ig a. (30)
При каждом полном качании подвижной щеки из пасти высы-
пается объем измельченного материала
V = FL = l±^±lhL, (31)
30
где L — длина дробилки, м; h = S/tg а, I 4- S + I = 2dK, тогда
V = 4 (S/tga) L. (32)
Часовая объемная производительность
= p.VZ60 м3/ч, (33)
где р. — коэффициент разрыхления, учитывающий неполноту
заполнения материалом заштрихованного объема дробилки, ц =
= 0,44-0,6.
Вводя насыпную плотность дробленого материала рн, кг/м3,
получим формулы для расчета производительности дробилки, кг/ч
О, = 60ppHZLSdK/tg a, (34)
и длины пасти, м:
I Gtg« /ОСЧ
ь “ 60ppHZSdK •
Длину пасти можно выразить через размер начальных кусков dH
L = mda 4- (0,15-4- 0,20) dH, (36)
где т — 1, 2, 3, ... показывает, что L должна быть кратной dH;
число (0,154-0,2) dH обеспечивает свободный вход кусков в пасть
дробилки.
Максимальная теоретическая мощность дробилки (кВт), рас-
ходуемая на измельчение материалов, рассматриваемых как аб-
солютно упругие, составляет
Nmax = l.SO.lO-o^’g1’- (37)
где сгв— предел прочности дробимого материала, Н/м2; г] — об-
щий к. п. д. дробилки; р — плотность материала, кг/м3; i — сте-
пень дробления; Е — модуль упругости, Н/м2.
Для щековых дробилок со сложным качанием подвижной щеки,
применяемых в порошковой металлургии, к. п. д. колеблется от
0,02 для самых малых до 0,38 для самых больших.
Молотковые дробилки
Основными рабочими элементами конструкции молотковых из-
мельчителей являются ротор с молотками и статор-корпус. Из-
мельчение материала в этих машинах производится свободным
или стесненным ударом. К числу молотковых измельчителей отно-
сятся молотковые дробилки, аэробильные и шахтные мельницы.
На рис. 14 показана молотковая дробилка с односторонним
вращением ротора, предназначенная для измельчения сухих и
хрупких материалов, имеющих прочность ниже средней — ша-
мота, шлака, известняка, угля и др. Ротор дробилки состоит из
вала 9, на который насажены диски 12 и фиксирующие кольца 14.
По окружности дисков просверлены отверстия, через которые
31
пропущены стяжки 13. На оси между дисками надеты молотки 11.
Диски и молотки удерживаются на валу в собранном состоянии
с помощью концевых шайб 10, закрепленных на стяжках 13.
На концах вала посажены шкивы 8, один из которых выполняет
функции маховика. Ротор вращается в подшипниках, закреплен-
ных на корпусе дробилки.
Нижняя часть корпуса 1 служит основанием дробилки. В ней
установлена подовая решетка 2, для обслуживания которой преду-
смотрены окна с откидными крышками 3.
Рис, 14. Схема молотковой: дробилки_со свободным ударом
Верхняя часть корпуса 4 имеет наклонную загрузочную во-
ронку 5, шарнирно подвешенную шторку 6, предупреждающую
выброс материала из дробилки, и броневые плиты 7, восприни-
мающие на себя удары отлетающих от молотков частиц измель-
чаемого материала. Размольная камера и воронка изнутри за-
щищены плитами из износостойкого материала. Ротор вращается
в сторону броневых плит.
Поступающий через воронку материал попадает под удар бы-
стро вращающихся молотков, разрушается от столкновения с ними
и отбрасывается к броневой плите. Ударившись об эту плиту,
частицы отлетают от нее и попадают опять под молотки. Разру-
шенные и отброшенные второй раз к броневой плите частицы снова
возвращаются под молотки. Такое движение и разрушение мате-
риала происходит до тех пор, пока частицы не попадут на колос-
никовую решетку и не выйдут из зоны измельчения через ее от-
верстия. Куски материала, не успевшие разрушиться до нужного
размера за первый проход через зону измельчения, движущимися
32
молотками могут разрушаться и на подовой решетке или их под-
нимают и возвращают снова в зону интенсивного измельчения.
Размер частиц измельченного материала определяется разме-
ром отверстий в подовой решетке, которую в зависимости от тре-
бования можно заменять.
В рассмотренной дробилке материал измельчают свободным
ударом, и, следовательно, максимальная окружная скорость
Рис. 15. Схема'Змолотковой дробилки со стесненным ударом:
1 — основание корпуса; 2 — подовая решетка; 3 — механизм подъема решетки; 4 —
люк; 5 — крышка корпуса; 6 — дробильная плита; 7 — люк для смены дробильной
плиты; 8 — приемный люк; 9 — наконечник; 10 — тяга; 11 — диск; 12 — ось ротора
молотков, (оу, м/с, при которой материал однократно разрушается,
должна определяться по формуле
> ор y 'g/[£p(l - е2)], (38)
где е — коэффициент восстановления.
Увеличение частоты вращения ротора вызывает более глубо-
кое разрушение частиц, а следовательно, возрастает содержание
мелочи и пыли, что нежелательно для технологии процесса. Если
необходимо получить продукт более однородный по размеру без
пылевидных частиц, частота вращения молотков должна соответ-
ствовать расчетной.
В молотковой дробилке можно измельчать материал и без подо-
вой решетки, но в этом случае гранулометрический состав измель-
чаемого продукта будет иметь большой разброс.
На рис. 15 показана молотковая дробилка с односторонним
вращением ротора, в которой материал сначала измельчается стес-
2 Кипарисов С. С. н др. 33
ненным ударом, а затем, по мере продвижения его в зоне измель-
чения, свободным ударом. При стесненном ударе эффект измель-
чения зависит от кинетической энергии ударяющего тела (молотка),
а эта энергия определяется массой и скоростью его движения.
В рассматриваемых дробилках применяют молотки с массивными
наконечниками и шарнирным креплением к ротору. Молоток со-
стоит из тяги 10, шарнирно связанной с треугольным или круглым
диском ротора, и наконечника 9, иногда также шарнирно соеди-
ненного с тягой. При ударе по измельчаемому телу молоток
отклоняется в сторону, противоположную движению, что облег-
чает работу машины и снижает опасность ее поломки в случае
попадания в зону измельчения тел, не подвергающихся дробле-
нию.
Стесненный удар в дробилке осуществляется с помощью
неподвижной бронированной плиты 6, которая внизу переходит
в колосниковую решетку.
В молотковых дробилках наибольшему износу подвергаются
молотки и отбойные (дробильные) плиты, несколько меньшему —
подовая решетка. В конструкции корпуса предусмотрены специаль-
ные люки, через которые можно менять плиты и подовую решетку.
Значительно труднее заменять износившиеся молотки, так как
для этого приходится разбирать почти весь ротор. Для удлине-
ния срока службы молотков их наконечники или ударники (их
два) обычно изготовляют из особо прочных и износостойких
материалов. При износе одной стороны ударника его перевора-
чивают другой стороной, а при полном износе одного ударника
молоток переворачивают другим ударником. В дисках некоторых
конструкций роторов предусмотрено несколько рядов отверстий,
и ось молотка по мере его износа перемещается от центра диска
к периферии. Таким образом, молотки выдвигаются из ротора.
Реверсивность движения ротора способствует удлинению мон-
тажного срока его службы. Когда молотки изнашиваются при дви-
жении ротора в одном направлении, направление меняется, мон-
тажный срок службы ротора удлиняется почти в два раза.
Основными технологическими параметрами молотковой (ро-
торной) дробилки являются: производительность; диаметр, длина
и частота вращения ротора; максимальный размер кусков загру-
жаемого в дробилку материала; степень дробления; мощность,
потребляемая дробилкой; количество, масса и форма молотков.
Ориентировочная оценка производительности Уч, м3-ч-1,
имеющейся дробилки производится по формулам
V, = lOODpLp/i (при £)p>Lp); (39)
Уч = lOODpLp/i (при £)p<Lp), (40)
где Dp — диаметр ротора, м; Lp — длина ротора, м; п — частота
вращения ротора, тыс. об/мин.
34
Более точная оценка производительности, т/ч,. производится
по формуле
G, = 0,06/CLpZu2ny, (41)
где К — коэффициент, характеризующий физические свойства
дробимого материала и степень дробления; Lp — длина ротора, м;
Z — число продольных рядов молотков на роторе; v — окружная
скорость ротора по концам вращающихся молотков, м/с; п —
частота вращения ротора, об/мин; у — насыпная масса дробимого
материала, т/м3.
Значение коэффициента К в зависимости от степени дробле-
ния определяется (с погрешностью ±15 %) соотношением
К = Ю5 (7,9 — 3,75 i), (42)
где i — степень дробления.
Если дробилка проектируется по данным работы аналогичной
дробилки, то ее производительность может быть определена по
формулам
DnLra , „
°-=й‘^В±±
(44)
где G± — производительность работающей дробилки на материале,
принятом за эталон, т/ч; — коэффициент измельчаемости дро-
бимого материала; k2 — коэффициент, учитывающий разницу
в крупности кусков дробимого материала на входе в проектируе-
мую и работающую дробилку; Dp и £)р1 — диаметры роторов
проектируемой и работающей дробилок по концам молотков, м;
Lp и Lpl — длины роторов проектируемой и работающей дроби-
лок, м; а и аг — ширина щелей колосниковой решетки проекти-
руемой и работающей дробилок; N и — мощности, потребляе-
мые проектируемой и работающей дробилкой.
Коэффициент измельчаемости в формулах (43) и (44) опреде-
ляется как отношение производительности работающей дробилки
при измельчении данного материала и производительности той же
дробилки при измельчении эталонного материала. Этот коэффи-
циент может быть также определен как отношение удельного рас-
хода электроэнергии на дробление эталонного материала к рас-
ходу энергии на дробление данного материала.
При изменении крупности кусков порошковых спеков от 10
до 70 мм удельный расход электроэнергии ориентировочно изме-
няется от 3,20 до 4,15 МДж/т, а коэффициент k2 от 1,1 до 0,85.
Диаметр ротора, мм, определяют по формулам:
при вертикальной загрузке дробимого материала
= 3dH ± 550; (45)
2* 35
при загрузке дробимого материала сбоку ротора по наклонной
плите
£)р = l,65dH + 520, (46)
где £)р — диаметр ротора по концам вращающихся молотков, мм;
dH — наибольший размер кусков дробимого материала, мм.
Длина ротора определяется соотношением
Lp = (0,8-? 1,5) £)р. (47)
Длина молотка от его оси до конца бойка принимается равной
0,4—0,5 радиуса ротора. Длина бойка при максимальном размере
кусков загружаемого материала <100 мм принимается равной
1,4—1,8 размера максимального куска, при максимальном раз-
мере куска 100—400 мм — 0,6 размера куска.
Оптимальная скорость куска дробимого материала в зоне вра-
щающегося ротора, м/с:
v = IO’2 nZ. (48)
При загрузке дробилки свободно падающим материалом вы-
сота, с которой он должен подаваться, определяется по формуле
Н = n2/2g, (49)
где g = 9,81 м/с2 — ускорение свободного падения.
Работа, затрачиваемая на дробление куска, определяется по
формуле
3<т2Д
А = - 0’ (5°)
где ор — предел прочности материала куска при сжатии; Л —
объем куска, подлежащего дроблению; Е — модуль упругости
материала куска.
Работа, затрачиваемая на удар молотком по куску дробимого
материала, определяется формулой
ууМт
/yi ~ 2(М +т) ’
где vyi — скорость молотка в точке удара относительно куска
дробимого материала (до удара); М. — масса молотка, приве-
денная к точке удара; т — масса куска дробимого материала.
Из условия ЛУ1 Л можно оценить массу молотка, необходи-
мую для разрушения кусков дробимого материала заданной
крупности.
Мощность, потребляемая молотковой дробилкой, расходуется
на восстановление энергии, теряемой молотками при ударах по
кускам дробимого материала; на дробление материала истиранием
на колосниковой решетке; на трение в опорах ротора и шарни-
рах молотков; на преодоление аэродинамического сопротивления
воздуха в дробилке.
Примечания: 1. Предельные отклонения размеров ротора ±5 %. 2. Предельные отклонения номинальной частоты вращения
ротора дробилок: на величину скольжения асинхронных электродвигателей — при передаче вращения через муфту; ±5 % — при ре-
менной передаче. 3. Удельная мощность (отношение мощности электродвигателя к размеру ротора), кВт/мм2 (не более), для дробилок
М-10-8 исполнения Б 0.12Х10”3, исполнения В 0,17 Х10”3, исполнения Г 0,23 Х10~3.
37
36
Оценочный расчет мощности, кВт, производится по формулам
N = 7.5PL (п/60); (52)
N = (0,14-0,15) G4i. (53)
Удельный расход энергии на дробление, МДж/т, определяют
по формуле
а 16 Л 100 1 10° \ и
Здр — Д7 1П '^иач" ) Д’ (54)
где Т?5°н, 7?“ач — конечный и начальный остатки материала на
сите с отверстиями 5 мм, %; /7Х. х — поправка на потери холо-
стого хода, равная 1,15; kx — коэффициент измельчаемости дро-
бимого материала.
Технические характеристики молотковых однороторных дро-
билок серии «М» (ГОСТ 7090—72) приведены в табл. 1. Техниче-
ские характеристики близких по конструкции роторных дроби-
лок мелкого и среднего дробления (серия ДРС) и крупного дроб-
ления (серия ДР К) определяются ГОСТ 12376—71 и
ГОСТ 12375—70 соответственно.
Вибрационные конусные дробилки
Схема дробилки представлена на рис. 16. Дробящий конус 1
машины имеет дебалансный вибровозбудитель 3. Вращающий мо-
мент передается на вал возбудителя от электродвигателя 5, уста-
новленного на опорной раме 6, через карданный вал 4. Корпус 2
дробилки подвешен к раме на мягких пружинно-тросовых под-
весках 7 и 8, благодаря чему машина является практически пол-
ностью уравновешенной. Имеются конструкции, в которых та же
цель достигается посредством опирания корпуса на резинопнев-
матические виброизоляторы. Дробление осуществляется в коль-
цевой полости между рабочей частью наружной поверхности ко-
нуса и соответствующей частью внутренней поверхности корпуса
(в камере дробления); эти поверхности образованы сменными фу-
теровками.
В нормальном установившемся режиме работы дробилки ось
конуса вращается вокруг оси корпуса с угловой скоростью, равной
угловой скорости вращения вала дебаланса. При этом конус кон-
тактирует с корпусом через слой продукта, находящегося в ка-
мере дробления. Направление отклонения оси конуса от оси кор-
пуса совпадает (с точностью до некоторого, обычно острого,
угла <р) с направлением вектора-эксцентриситета массы дебаланса.
Поэтому суммарная дробящая сила складывается из центробеж-
ной силы инерции вращающегося дебаланса и центробежной силы,
возникающей при прецессионном движении конуса. Это предоп-
ределяет важную технологическую особенность дробилки, со-
стоящую в том, что при увеличении щели S (см. рис. 16), т. е.
38
Наибольшего расстояния между футеровками конуса и корпуса
в их нижней части при максимальном отклонении конуса, круп-
ность готового продукта уменьшается. Пропускная способность
дробилки при этом увеличивается. В конструкциях дробилок
предусматривается возможность регулирования щели S от нуля
до некоторого максимального значения.
Дробилка работает при час-
тоте вращения вала дебалан-
са, значительно превышающей
частоту качаний конуса в обыч-
ных конусных дробилках. Это
обстоятельство в сочетании со
значительными дробящими си-
лами и особенностями кон-
структивной схемы машины
обеспечивают получение в ней
степеней дробления, в несколь-
ко раз превышающих достижи-
мые в обычных (эксцентрико-
вых) дробилках.
~ Работу дробилки в нормаль-
ном установившемся режиме
можно рассматривать, считая
конус дробилки несущим телом,
а корпус — кольцевым (внеш-
ним) планетарным вибровозбу-
дителем, лишенным двигателя.
При таком подходе условия
существования и устойчивости
нормального режима работы
дробилки получаются как со-
путствующие условия синхрон-
ного движения двух вибровоз-
будителей — обычного
дебалансного и планетарного.
Одной из важных особенностей динамики дробилки является
наличие критической щели —такого предельного значения S =
= S*, при котором еще обеспечивается существование и устойчи-
вость нормального режима работы машины; при больших значе-
ниях S указанный режим нарушается. Величина
S* = k-^-d,
J
(55)
где те — статический момент массы дебаланса; J — момент инер-
ции конуса относительно горизонтальной оси, проходящей через
центр сферического шарнира О (см. рис. 16) (точку подвеса ко-
нуса к корпусу); I — расстояние от точки О до плоскости враще-
ния центра тяжести дебаланса G; d — расстояние от точки О
39
до точки контакта футеровок К', k — 2,54-5 — коэффициент. Для
плоской схемы дробилки величина k определяется соотношением
k = V 1 + (Г)2/Л, г&е f — коэффициент сопротивления перека-
тыванию конуса по корпусу, обычно 0,2 < f 0,4. Условие
S С S* имеет простой физический смысл; оно представляет собой
требование возможности передачи от дебаланса мощности, необ-
ходимой для поддержания обкатки конуса по корпусу, т. е. для
обеспечения эффекта вибрационного поддержания вращения.
Дробящая сила, развиваемая в установившемся режиме
Р = kr
meePl
dj
cos <р 4- k3
JaM
dj
(56)
где dr — расстояние от центра сферического шарнира О до точки
приложения силы Р; ф — острый угол; со — частота вращения
вала дебаланса; kr и fea — коэффициенты снижения дробящей силы
вследствие конечности массы корпуса (обычно массу корпуса и
ее распределение выбирают из условия, чтобы kr и fe2 находились
в пределах 0,7—0,8); 0 — угол отклонения оси конуса от оси кор-
пуса (угол нутации); наибольшее возможное значение 0 = 0макс =
= S/2d достигается при отсутствии продукта в дробилке.
Условие дробления материала с пределом прочности дробимых
кусков ав, кгс/мм2:
Р> [Р] = k3aBFl/d, (57)
где F — площадь продольного сечения рабочей части внутреннего
конуса, мм2; k3— коэффициент, k3 = 0,14-0,12 при дроблении
хрупких продуктов (руды, ферросплавы, тугоплавкие соедине-
ния), k3 = 0,24-0,25 при дроблении пластичных продуктов (ме-
таллы) .
Мощность, расходуемая на дробление, определяется соотно-
шением
N = melQ®3 sin <p. (58)
В порошковой металлургии наибольшее распространение полу-
чила конусно-инерционная дробилка модели КИД-300, имеющая
следующие технические характеристики: диаметр дробящего ко-
нуса 300 мм, максимальная крупность загружаемого материала
20 мм, максимальный размер разгрузочной щели 10 мм, произво-
дительность (по руде с влагосодержанием не более 4 %) 1 м3/ч,
крупность дробленого материала не менее 90 % кусков мельче 2 мм,
электродвигатель привода мощностью 10 кВт, напряжением
380 В, частота вращения вала 1500 об/мин; длина с электродвига-
телем 1300 мм, ширина 1280 мм, высота 1450 мм, масса (без элек-
тро- и смазочного оборудования) 1 т.
40
§ з. МЕЛЬНИЦЫ
Барабанные мельницы
Одним из наиболее распространенных видов размольного обору-
дования являются барабанные мельницы. В простейшем кон-
структивном варианте такая мельница представляет собой вра-
Рис. 17. Схемы барабанных мельниц:
а — периодического действия (/ — опора; 2 — барабан; 3 — привод вращения барабана;
4 — люк загрузки — выгрузки; 5 — мелющие тела); б — непрерывного действия (/ —
полая цапфа питания; 2 — полая цапфа разгрузки; 3 — барабан; 4 — привод; 5 —
загрузочный люк)
щающийся вокруг горизонтальной оси барабан, внутри которого
находится измельчаемый материал и мелющие тела (рис. 17).
Основные процессы, происходящие в рабочем объеме барабан-
ных мельниц, сводятся к следующему (рис. 18, а): мелющее
Рис. 18. Траектория движения единичного мелющего тела (а) и массы мелющих тел (б)
в барабанных мельницах
тело А, находясь под действием центробежной силы qQ и силы тя-
жести g, прижимается к внутренней поверхности барабана; за
счет появления силы трения тело А поднимается вверх, достигает
точки Лкр, отрывается от поверхности барабана, описывает тра-
екторию ЛкрВ и в точке В встречается с частицей измельчаемого
материала, оказывая на нее раздавливающее действие. Частота
вращения барабана, при которой мелющее тело достигает точки А кр,
называют критической частотой.
41
Масса мелющих тел, находящихся в барабане, характеризуется
коэффициентом заполнения барабана <р, равным отношению на-
сыпного объема мелющих тел к внутреннему объему барабана. При
вращении барабана все мелющие тела движутся по траекториям,
аналогичным траектории движения единичного тела, а геометри-
ческие характеристики этих траекторий зависят от радиуса ок-
ружности, по которой вращаются тела (рис. 18, б). На круговом
участке траектории (участке подъема) мелющие тела распола-
гаются концентрическими слоями с радиусами, меньшими радиу-
са барабана Каждый слой мелющих тел на радиусе, мень-
шем R6, будет иметь свой угол перехода с кругового участка тра-
ектории на параболический, свою параболу и свою точку паде-
ния — встречи с частицей измельчаемого материала. В резуль-
тате масса мелющих тел занимает внутри барабана объем, внешний
контур которого составляет дуга окружности барабана В1Лг
(по часовой стрелке) и парабола AJ^, а внутренний — дуга ок-
ружности В2А2, на которой располагается ближний к центру
слой мелющих тел, и парабола А2В2. Незаштрихованное простран-
ство (см. рис. 18, б) теоретически свободно от мелющих тел. В массе
мелющих тел, помимо их полета по параболической траектории,
происходит пересыпание одних слоев мелющих тел относительно
других, в результате чего измельчение материала происходит
не только в условиях ударного раздавливания, но и в условиях
истирания.
В зависимости от особенностей конструкции барабанные мель-
ницы классифицируют: по характеру технологического цикла —
на мельницы периодического и непрерывного действия, по виду
среды, в которой осуществляется измельчение •— на мельницы
сухого и мокрого измельчения, по количеству помольных камер —
на одно- и многокамерные, по возможности фракционирования про-
дукта — на мельницы без фракционирующих элементов и с фрак-
ционирующими элементами, по конструкции барабана — на не-
футерованные и футерованные (износостойкой сталью или кера-
микой, твердосплавными пластинами, твердосплавной наплав-
кой, резиной), по виду мелющих тел —на шаровые и стержневые.
На рис. 17 представлены конструктивные схемы барабанных
мельниц периодического и непрерывного действия. Основным
преимуществом мельниц непрерывного действия является их
большая производительность, обусловленная сокращением дли-
тельности операций загрузки — разгрузки, а также меньшее за-
грязнение окружающей среды благодаря устранению пыления
при загрузке—разгрузке. Повышенная производительность мель-
ниц непрерывного действия может быть реализована только в том
случае, если их работа синхронизирована с работой устройств
загрузки—р азгрузки.
Среда, в которой производится измельчение, оказывает боль-
шое, а иногда и решающее, влияние на технологические характе-
ристики оборудования и качество получаемого продукта. Измель-
42
чение в жидких средах позволяет уменьшить или устранить окис-
ление измельчаемого материала и агрегирование частиц. Наличие
среды, поверхностно-активной по отношению к измельчаемому
материалу, позволяет интенсифицировать процесс измельчения
и снизить его энергоемкость благодаря действию эффекта Ре-
биндера или устранению агрегирования частиц. Использование
жидких сред устраняет пыление и улучшает экологические ха-
рактеристики оборудования. С другой стороны, применение жид-
ких сред требует отделения измельчаемого продукта от среды
(например, фильтрации) и его сушки, что может удлинить тех-
нологический процесс и привести к повышению издержек произ-
Рис, 19. Многокамерная барабанная мельница:
1 — опора; 2 — загрузочный узел; 3 — барабан; 4 — люк; 5, 6 — перфорированные
перегородки (сетки); 7 — разгрузочный узел; 8 — мелющие тела; 9 — привод
водства. Конструктивно мельницы мокрого измельчения практи-
чески не отличаются от мельниц сухого измельчения.
Недостатком однокамерных мельниц является то, что размеры
мелющих тел, выбранные оптимально применительно к какой-
либо одной, например, начальной стадии измельчения, являются
заведомо неоптимальными на других стадиях, в результате чего
снижается производительность оборудования и увеличиваются
энергозатраты на измельчение. Этот недостаток устраняется
в многокамерных (трубных) барабанных мельницах. Их рабочий
объем разделен на несколько камер перфорированными перего-
родками или сетками, размер отверстий в которых последовательно
уменьшается в направлении от загрузочного к разгрузочному
узлу мельницы (рис. 19). Поскольку внутри каждой из камер
обрабатывается более узкая фракция материала, чем в однока-
мерной мельнице, выбор размеров мелющих тел может быть опти-
мизирован в большей степени, чем в однокамерной мельнице.
Одним из направлений развития конструкции барабанных
мельниц является оснащение их элементами, обеспечивающими
вывод целевого продукта из рабочего объема мельницы немед-
ленно после его образования. Такой вывод уменьшает практи-
чески до нуля избыточное время пребывания в рабочем объеме
частиц измельченного материала, достигших требуемой дисперс-
ности. Оставаясь в рабочем объеме, такие частицы подвергаются
переизмельчению, что приводит к появлению ненужных высоко-
43
дисперсных фракций и росту энергозатрат, происходит многократ-
ная пластическая деформация «готовых» частиц и их избыточное
окисление, что также увеличивает энергозатраты и ухудшает
такие, например, свойства порошков, как прессуёйость и спекае-
мость. Схема одной из конструкций мельницы с встроенным
фракционирующим элементом представлена на рис. 20.
Одним из основных недостатков размольного оборудования
вообще и барабанных мельниц в частности является загрязнение
порошка продуктами износа рабочих частей. В зависимости от
Рис. 20. Схема мельницы с непрерывным выводом целевого продукта
из барабана:
1 — барабан; 2 — щели в барабане; 3 — узел загрузки; 4 — сито;
5 — кожух; 6 — отверстия в барабане; 7 — выводной штуцер; 8 —
мелющие тела
вида порошка, допустимой степени загрязнения и вида примесей
прибегают к следующим способам снижения износа и загрязне-
ния: изготавливают барабан и мелющие тела из того же материала,
что и измельчаемый, или из близкого ему по составу, наплавляют
или напыляют на внутреннюю поверхность барабана износостой-
кое покрытие, защищают внутреннюю поверхность барабана
сменными футеровочными плитами из износостойкого материала,
покрывают внутреннюю поверхность барабана слоем материала
на резиновой основе (гуммируют барабан).
В табл. 2 представлены технические характеристики шаровых
барабанных мельниц сухого и мокрого помола. Производитель-
ность указана для материалов твердостью 4—6 по шкале Мооса.
Энергонапряженность мельниц сухого помола составляет 0,012—
0,015 кВт/дм3 объема барабана, а мельниц мокрого помола умень-
шается от 0,036 кВт/дм3 для первой модели до 0,024 кВт/дм3
объема для последней. Продолжительность технологического цикла
при измельчении в барабанных мельницах составляет от несколь-
ких часов до нескольких суток.
44
Таблица 2. Технические характеристики однокамерных барабанных мельниц
Производительность, т/ч, при крупности конечного продукта, мм — 0,07 см со ь- ь- 1 । । । 1 1 । । см~ СО СО О lO ' 1 1 1 1 ' 1 С О о" —* СО W ф ’t cq
— 0,12 — о см о I [ 1 | | | 1 | eq СЧ со тг LO Ю CD Ю CD ' { 1 1 1 1 ‘ 1 О~ o’ o' см" о со —Г см" — со
— 0,21 Ю со со о П II N II го. t ® 1 ' ' 1 1 1 1 1 ОООСООСОО’ФЮ — — СМ со
i — 0,30 LCD to LQ । । 1 I 1 । I | Ю СО^ tF О М' । ' 1 1 1 1 I ' о" О’— 1П —1 со о о о —• — CM СМ со
СО ° 0,75 0,92 1,86 7,60 16 23 29 40 ПО
Масса, т 1 шаровой загрузки ю со Ю О О Ю О Ю 1 Ч О о rF о О О О — — СМ СМ СО СО 1 ОО' — СОСМОСМСОЬ- Q — — CM CM -TF S О
машины без шаров S ° g ю со со ь^ СО СМ О Ь» СО О Ь- 1 С о" см" tn S О' ’Т о CClCOrf’trt’OOl М — С] СО О 'Т N о S §. ~ Й> . _ О
Частота враще- ния ба- рабана, об/мин ЬЧ. °? 1 - со СМ (М CJ 04 С] -<—< I Ч’ТОСОС'0(МС1(М(М —
Мощность электродви- гателя, кВт О Ю О О О О О г rF’i’OiOOUDOirtO OJ г- Ю со to Ю --СМООО-СОО — — см со ю 1 — — см см ю
Длина бараба- на, мм оооооооо ооооооооо ЮЮОООООО OOOOOOCDCDO COOCOCOCJi — r-LO OCiCMUDtOCMOt^’— СМ СМ со О со ’t ’Т Ю — CM co CM co
Диаметр бараба- на, мм оооооооо ооооооооо ОГ'-’-OOOb’-b’-O ооооооооо OOCMUDUDCOCOCO О О CM in —<— —. b-CM — смсмсмсмсмсмсо — — CM CM CM CM co
Модель mmoooooo CO о CD О О — b- in см см co co co jn О O Ю S 00 QO 00 —-CMCMCMCMCMCMCO О CM co Tf s, g s s g s. s: т g. g g >? д- =0 ИДЙИИИЙЙ ^ggqa.EciC aaaaaaaa a^^aaaaa
45
В порошковой металлургии барабанные мельницы использу-
ются как индивидуальные агрегаты с ручным управлением. Ос-
новными областями их применения являются: совместное измель-
чение компонентов твердых сплавов, измельчение ферросплавов
и лигатурных сплавов, используемых при получении легирован-
ных порошков методами диффузионного насыщения, измельче-
ние титановой губки — продукта металлотермического получе-
ния титана. Во многих технологических процессах барабанные
мельницы используют в качестве смесителей, уменьшая коли-
чество шаров в 3—5 раз по сравнению с используемым при измель-
чении.
Специфическими требованиями техники безопасности к боль-
шинству видов оборудования для получения порошков, в том числе
и к барабанным мельницам, являются повышенные требования
к пыленепроницаемости этого оборудования и необходимость при-
нятия мер против самовозгорания порошков непосредственно
в рабочем объеме мельниц или в период их разгрузки. В макси-
мальной степени этим требованиям отвечает оборудование, сбло-
кированное при помощи герметичных трубопроводов и запорной
арматуры с устройствами загрузки—выгрузки.
При технологическом расчете, выполняемом в связи с проекти-
рованием новой мельницы, известными предполагаются круп-
ность кусков исходного продукта и частиц получаемого по-
рошка dK, м; производительность G, т/ч; энергия начала разруше-
ния кусков Еа, Дж; удельная энергия измельчения Э, кВт-ч/т.
Задаваясь диаметром барабана £>б, м, определяют частоту вра-
щения п, об/мин, по формуле
п = 8//2Дб(5<р + 2). (59)
Для мельниц периодического действия коэффициент заполне-
ния <р принимают равным 0,45, поскольку при этом значении коэф-
фициента масса мелющих тел совершает максимально возможную
работу. Для мельниц непрерывного действия с выводом продукта
через полую цапфу величина ф составляет обычно 0,25—0,35
и определяется тем, что в невращающемся барабане уровень массы
мелющих тел не должен подниматься выше нижней точки полой
цапфы, так как при нарушении этого условия мелющие тела при
остановке будут выкатываться из барабана через полую цапфу.
Длину барабана £б, м, находят по формуле
т — 6 •10430
6 " Л4Рн^б'6 ’
(60)
где М — коэффициент работы массы мелющих тел, м”°>5/мин, яв-
ляющийся функцией частоты вращения барабана п и коэффи-
циента заполнения ф (рис. 21); рн — насыпная плотность мелю-
щих тел, кг/м®.
46
В мельницах непрерывного действия должно выполняться
соотношение L5/RG С 1,5, при нарушении которого ухудшаются
условия вывода измельченного продукта через полую цапфу.
Если после определения D6 и L6 окажется, что приведенное соот-
ношение не выполнено, производят перерасчет, задавшись дру-
гим значением £>б.
Массу мелющего тела q определяют по формуле
? = / {8 [Rl - 2Й (i)* + Re (i) ” ]}. (61)
где с — коэффициент, с =
— 0,57 при сухом измель-
чении; с = 5,5 при мокром.
Расчетный диаметр раз-
мольных шаров dm, мм,
находят из соотношения
1,а 0,8 0,6 oft oft oft oft
Рис. 21. График зависимости коэффициента ра-
боты дробящей загрузки от коэффициента запол-
нения барабана при различных частотах враще-
ния барабана:
Номер кривой ...1 2 3 4 5 6 7
п /Й7...............25 27 28 30 32 34 37,2
где р0 — плотность мате-
риала шаров, кг/см3.
При работе мельницы
диаметр и масса шаров
уменьшаются вследствие
их износа, что приводит
к уменьшению коэффици-
ента заполнения <р и от-
клонению условий работы
мельницы от оптимальных,
поэтому начальный диа-
метр шаровпринимаютрав-
ным 1,2-4-1,3 dm, найденного по формуле (62). Износ массы ме-
лющих тел восполняют, периодически догружая мельницу но-
выми мелющими телами.
Массу шаровой загрузки Gm определяют по формуле
Gm = л7?бЬб<РРн- (63)
Число шаров в 'загрузке z = .
Объем ир и массу Gp измельчаемого материала, находящегося
в мельнице, определяют, исходя из того, что ир должен быть
на 10—20 % больше суммарного объема пустот между шарами.
Мощность двигателя Мд, кВт, определяют по формуле
Мд= l,lMp3^’5L6/6-104, (64)
где р3 — плотность массы мелющих тел, кг/м3;
Рз =-- Ри + 1.15 [1 - (ри/р0)1 ри, (65)
где ри — плотность измельчаемого материала, кг/м3.
47
Приведенные соотношения между параметрами мельницы,
свойствами измельчаемого материала и условиями измельчения
позволяют решать, помимо рассмотренной выше, следующие
задачи:
— по известным или заданным размерам мельницы, заданной
начальной и конечной крупности измельчаемого материала опре-
делять производительность мельницы, частоту вращения и коэф-
фициент заполнения барабана, размер дробящих тел и мощность
двигателя (определение возможности размещения мельницы
внутри действующего производства);
— по известным размерам, частоте вращения и коэффициенту
заполнения барабана, размеру дробящих тел и конечной круп-
ности измельчаемого материала определяют максимальную круп-
ность кусков, подаваемых в мельницу, производительность мель-
ницы, мощность двигателя (определение возможности использо-
вания существующей мельницы для измельчения нового вида
материала).
Вибрационные мельницы
Одним из наиболее эффективных методов интенсификации про-
цессов измельчения твердых тел является увеличение скорости
6
Рис. 22. Схемы вибрационных мельниц
движения рабочих частей, производящих разрушение частиц ма-
териала, находящихся в мельнице. С увеличением скорости уве-
личивается частота соударений рабочих органов с частицами, со-
ответственно снижается продолжительность пребывания мате-
риала в мельнице, т. е. увеличивается производительность.
Сокращение длительности цикла измельчения приводит к мень-
шему окислению измельчаемого продукта и меньшему загряз-
нению его продуктами износа рабочих органов мельницы.
48
Одним из видов измельчительного оборудования, в котором до*
стигается число соударений на 1—2 порядка больше, чем в ба-
рабанных мельницах, являются вибрационные мельницы.
Современные промышленные вибрационные мельницы по кон-
структивной схеме могут быть разделены на однокорпусные
(рис. 22, а, б), приводимые в движение центробежными вибровоз-
будителями, и двухкорпусные (рис. 22, в), приводимые в движе-
ние эксцентриковым вибровозбудителем. В каждом корпусе мо-
жет быть расположено несколько камер.
Основным достоинством однокорпусных мельниц является
относительная простота конструкции в сочетании с достаточно
высокими предельными параметрами (максимальная мощность
машины до 5 МВт, максимальный радиус траектории 1 см). К не-
достаткам схемы относятся значительные динамические нагрузки
на фундамент, зависимость траектории движения камеры от массы
загрузки, высокая окружная скорость дебалансов.
Преимуществами двухкорпусных мельниц являются больший
радиус траектории (до 10 см), значительно меньшие по сравнению
с однокорпусными мельницами нагрузки на фундамент, возмож-
ность использования резонансной разгрузки подшипников. В ма-
шинах этой схемы могут быть достигнуты мощности порядка 10 МВт
и выше.
Большинство промышленных мельниц выполнено однокорпус-
ными с одной или несколькими камерами. Мельницы, выполнен-
ные по двухкорпусной схеме, не получили широкого промышлен-
ного применения. Мельницы для тонкого и сверхтонкого измель-
чения обычно выполняют по однокамерной схеме с дебалансным
вибровозбудителем, расположенным в камере или вне ее. Пара-
метры движения камеры: амплитуда перемещения (средний ра-
диус траектории) 0,5—5 мм, угловая частота колебаний 100—
600 рад/с.
Мельницы для грубого помола и мелкого дробления обычно
выполняют по многокамерной схеме. Вибрационные мельницы этой
группы эффективно используют в установках, обеспечивающих пол-
ную механизацию технологического процесса, автоматизацию пи-
тания, дистанционное управление, а в необходимых случаях снаб-
жают системами классификации и пневмотранспорта порошкового
материала.
На рис. 23 представлены конструктивные схемы однокамерных
вибрационных мельниц с внутренними вибраторами, функцию
которых выполняют гладкий вал с дебалансом (рис. 23, а) и ко-
ленчатый вал (рис. 23, б). При вращении вибратора-вала с де-
балансным грузом или коленчатого вала корпус мельницы со-
вершает колебания в двух плоскостях. Эти колебания передаются
мелющим шарам и частицам измельчаемого материала, в
результате чего те и другие совершают внутри корпуса колеба-
тельные движения, из-за чего происходит истирательно-ударное
разрушение частиц.
49
Недостатком описанной конструкции является то, что вслед-
ствие размещения вибратора внутри корпуса затруднена работа
Рнс. 23. Схемы вибрационных мельниц с внутренними вибраторами:
1 — корпус; 2 — вибратор; 3 — опоры; 4 — рама; 5 — электродви-
гатель; 6 — муфта; 7 — мелющие шары (тела); 8 — люк
мелющих тел, повышен расход энергии на измельчение, интен-
сивно изнашивается кожух, защищающий дебалансный вал,
Рис. 24. Принципиальная схема вибрационной мельницы с вынесенным вибратором:
1 — штуцер для вывода размолотого материала; 2 — верхняя и нижняя помольные
камеры; 3 — решетки; 4 — вал с дебалансом; 5 — подшипники; 6 — штуцер питания;
7 — амортизаторы; 8 — переточные рукава; 9 — мелющие шары
а доступ к нему и ремонт затруднены. В тех случаях, когда мель-
ница работает в непрерывном режиме, затруднен пневматический
50
вывод измельченного продукта из-за образования застойных зон
внутри корпуса.
Эти недостатки в значительной мере устранены в вибрацион-
ных мельницах с вынесенным вибратором. Принципиальная схема
такой мельницы представлена на рис. 24, конструктивная — на
Рис. 25. Схема вибрационной мельницы с вынесенным вибратором:
1 — электродвигатель; 2 — муфта; 3 — упругая опора; 4 — вибратор; 5 — помольная
камера; 6 — переточные рукава; 7 — выводной штуцер
рис. 25. Поскольку на вход нижнего корпуса попадает более дис-
персный продукт, чем на вход верхнего, размер шаров в нижнем
корпусе должен быть соответственно уменьшен.
Технические характеристики наиболее распространенных мо-
делей вибрационных мельниц представлены в табл. 3. Мельницы
М-60-1 и М-2000-1 —двухкамерные (первая и последняя модель
гаммы, состоящей из 11 моделей). Производительность указана
для материалов, при измельчении которых энергозатраты состав-
ляют 72 МДж/т. Помимо указанных в таблице, отечественная
промышленность выпускает четырехкамерные мельницы с объ-
емом барабана от 160 до 4000 л. Энергонапряженность вибрацион-
ных мельниц в среднем на порядок выше, чем барабанных.
В связи с тем, что продолжительность процесса собственно
измельчения в вибрационных мельницах в зависимости от вида
материала и крупности помола колеблется от нескольких минут
до нескольких часов (в барабанных — до нескольких суток),
эффективность использования вибрационных мельниц значительно
повышается, если они работают в непрерывном режиме, так как
при работе в периодическом режиме продолжительность опера-
ции загрузки — разгрузки превышает продолжительность соб-
ственно измельчения, либо сравнима с ней. На рис. 26 представ-
лена схема установки для непрерывного измельчения основного
компонента с добавкой. В этой схеме вторая вибрационная мель-
ница работает в режиме смесителя.
51
Таблица 3. Технические характеристики вибрационных мельниц с центрально
Модель Вмести- мость бараба- на, л Частота вибра- ции, об/мнн Ампли- туда коле- баний, мм Дебалан- совый момент, Н« м Масса загруз- ки, кг, шарами Масса мате- риала, кг
сталь- ными фар- форо- выми
М-10-3 10 2920 3 13 36 11 4
М-50-3 50 2920 4 34 185 60 20
М-100-1,5 400 1440 3,5—4,5 240—285 1480 480 140
М-200-1,5 200 1440 3 140—170 740 240 80
М-200-3 200 2920 2 65—70 740 240 80
М-400-3 400 2920 2 132 1480 480 140
М-60-1 60 1000 7 100—200 400 130 45
М-2000-1 2000 1000 5-8 400—500 7500 2500 900
• При мокром измельчении шихты твердых сплавов.
Специфические требования техники безопасности при проек-
тировании и эксплуатации вибрационных мельниц заключаются
в том, что должны быть исключены режимы работы, приводящие
Рис. 26. Схема вибрационной измельчительной установки непрерывного действия:
1 — вибрационная мельница; 2 — бункер исходного основного компонента; 3 — клас-
сификатор; 4 — вентилятор; 5 — циклон; 6 — бункер измельченного основного компо-
нента; 7 — бункер добавки; 8 — вибрационная мельница-смеситель
к возникновению резонансных колебаний, должен быть обеспе-
чен тщательный периодический контроль состояния вибронагру-
женных конструктивных элементов мельницы, в первую очередь
амортизаторов (пружин) и подшипников, должны быть приняты
меры защиты обслуживающего персонала от повышенного шума.
52
расположенным вибратором
Мощность двигателя при сухом измель- чении сталь- ными шарами, кВт Масса измельчи- теля с дви- гателем без шаров, кг Качающаяся масса без мелющих тел и ма- териала, кг Размеры, мм Произ- води- тель- ность, т/ч
длина ширина высота
4,5 . 185 37 1070 450 770 0,22
14 650 95 1570 825 1010 0,5
28 1350 520 2570 1240 1590 1,0 *
14 700 340 1980 980 1360 0,7
20 720 360 1980 980 1360 1,0
40 1750 520 3780 1240 1590 3,0
1,0 600 1200 800 1500 0,5
250 11 000 — 4600 1600 2900 12,5
Для оценочного определения основных технологических ха-
рактеристик вибрационной мельницы необходимо знать: требуе-
мую производительность G, кратность измельчения I, равную
отношению объемов частиц исходного и измельченного материала,
предел прочности частиц измельчаемого материала при сдвиге осд
(механизм истирания в условиях сдвига является превалиру-
ющим механизмом разрушения при вибрационном измельчении),
модуль упругости при сдвиге Есд, масштабный коэффициент
увеличения прочности (3 = f (i), плотность измельчаемого ма-
териала рн, кг/м®.
По формуле (31) определяют установочную мощность двига-
теля мельницы. Известно, что механический к. п. д. вибрацион-
ных мельниц составляет в среднем 0,6, поэтому мощность NB,
передаваемая загрузке, составляет 0,6 JVyCT-
Оптимальное соотношение между мощностью, передаваемой
загрузке, усилием, развиваемым вибратором (моментом вибра-
тора) и объемом размольной камеры (массой загрузки) опреде-
ляется соотношением
ю* 3 *й(?Л12 о,
К3 = nv-5 *-• 9 2 9---5V > (66)
3 Ю7 G2 + Q2 (G2 + G2) v '
где co — частота колебаний размольной камеры; Л1в — момент
вибратора; Gl — масса загрузки; G2 — масса колеблющихся узлов
мельницы без загрузки; Q — экспериментальный коэффициент,
определяющий диссипативные свойства загрузки и зависящий от
частоты колебаний корпуса мельницы, вида мелющих тел, из-
мельчаемого материала и соотношения между ними; k — экспе-
риментальный коэффициент, характеризующий передачу мощности
от корпуса мельницы к загрузке и зависящий от частоты колеба-
ний, формы корпуса коэффициента заполнения.
53
Момент вибратора и соответствующую ему частоту колебаний
выбирают по табл. 4.
Коэффициенты Q и k наиболее сильно зависят от частоты вра-
щения вала вибратора и выбираются следующим образом:
Частота вращения вала, 1/мин . . 1000 1500 3000
Q................................ 0,5 0,4 0,3
k................................ 0,8 1,0 1,2
Масса колеблющихся узлов мельницы G2, кг, является суммой
масс корпуса GK (Ук) и вибратора GB (Л4В). Для определения
этих масс используют эмпирические зависимости:
GB = 585Кк + 10 при Ук 0,01 - 0,2 м3; (67)
GK = 460VK + 55 при УЕ =- 0,4 - 1 м:); (68)
GB = 2,97ИВ’8.
(69)
Коэффициент заполнения камеры мелющими телами <рм. т =
= 0,8Кк, измельчаемым материалом фи. м = 0,ЗИк, общий коэф-
фициент заполнения <р = 0,8, поскольку измельчаемый материал
располагается в промежутках между мелющими телами, тогда
масса загрузки GL прямо пропорциональна объему корпуса
Gi — сс1/к,
(70)
где а — плотность загрузки, отнесенная к объему размольной
камеры, а = <р8р3, где <р3 — коэффициент заполнения
Таблица 4. Допустимая величина
момента вибратора для различных
подшипников (прн расчетной
долговечности 3000 ч)
Номер подшип- ника Наибольшая частота враще- ния вала, об/мин Коэффициент i работоспособ- | ности, 10“4 Момент вибратора, Н-м, при
1500 об/мин 3000 об/мин
3610 4000 18 115 22,5
3612 3200 24 150 30
3614 3200 33 205 42
3616 2500 42 260 54
3618 2500 50 330 67,5
3620 2000 67 435 87
3622 1600 85 525 105
3624 1600 98 625 125
3626 1600 116 740 150
3628 1300 126 800 —
3630 1300 144 920 —
3632 1300 166 1060 —
камеры
загрузкой; р3 — плотность за-
грузки. Подставляя уравнения
(67)—(70) в формулу (66), по-
лучим зависимость Кк (М8).
Среднюю амплитуду колеба-
ний размольной камеры опре-
деляют по формуле
л ___ Л1В т/" 1 + Q2
ср ~ С2 У 1 +G2 (1 +|Х)2 ’
(71)
где р, — Gi/Ga. Оптимальное
значение ц для мельниц с не-
футерованными внутренними
стенками размольных камер
составляет 1,15 при исполь-
зовании фарфоровых шаров;
1,8 — при использовании
стальных шаров и 2,5 — при
использовании твердосплавных
шаров.
54
Аттриторы
Аттриторами называют аппараты, в которых измельчение мате-
риала осуществляется шарами, приводимыми во вращение ме-
шалкой (рис. 27).
При вращении мешалки в дви-
жение приводится вся масса ша-
ров, находящихся в рабочей ка-
мере. Непосредственно мешал-
кой приводится во вращение от-
носительно небольшое количество
шаров, остальные приводятся в
движение путем эстафетной пере-
дачи импульсов от шара к шару.
Скорости в массе шаров распре-
делены крайне неравномерно как
по радиусу, так и по высоте,
и именно это является основой
высокой эффективности измельче-
ния в аттриторах, поскольку ме-
Рис. 27. Вертикальный аттритор:
1 — вал мешалки; 2, 5 — стенки водо-
охлаждаемого кожуха; 3 — лопасти
мешалки; 4 — размольные тела
ханическое истирающее, ударное
воздействие на частицы порош-
ка, заключенные между двумя
шарами, возможно только тогда,
когда они движутся с различной скоростью.
Теоретической основой анализа'работы ^проектирования аттри-
торов является представление о системе шары—порошок как
многокомпонентной вязкой неньютоновской жидкости, интенсив-
Рис. 28. Горизонтальный аттритор:
1 — вращающийся барабан; 2 — лопасти барабана; 3 — размольные тела; 4 — вал
мешалки; 5 — лопасти мешалки; 6, 9 — подшипники; 7,8 — корпуса подшипников;
10 — станина; 11, 13 — клиноременные передачи; 12, 14 — шкивы; 15 — люки
55
ность перемещения компонентов которой определяется турбулент-
ной диффузией.
Аттриторы относятся к наиболее энергонапряженным раз-
мольным агрегатам и, помимо измельчения, используются для
получения порошков сплавов и дисперсноупрочненных материа-
лов методом механического легирования.
Аттриторы могут иметь как вертикальную (рис. 27), так и го-
ризонтальную (рис. 28) компоновку.
Глава II
ХИМИЧЕСКИЕ И МАССООБМЕННЫЕ РЕАКТОРЫ
Наиболее широко применяемыми в порошковой металлургии
видами химических реакторов являются высокотемпературные
плазмохимические реакторы, реакторы для получения порошков
методами металлотермического восстановления химических соеди-
нений, реакторы для получения порошков разложением — вос-
становлением химических соединений в газовой фазе, гидрометал-
лургические реакторы-автоклавы для получения порошков ме-
тодами химического осаждения из растворов и нанесения покры-
тий на частицы порошков тем же методом. К химическим реакторам
может быть отнесено также оборудование для получения порош-
ков методами восстановления химических соединений газообраз-
ными (Н2, NH3, СО и др.) и твердыми (углерод) восстановителями
и синтеза порошков сплавов и соединений из элементов, а также
химико-термической обработки порошков, однако это оборудова-
ние может рассматриваться и как печное. В данной книге оно
рассмотрено в гл. VI.
Основным видом массообменных реакторов являются газо-
фазные реакторы (испарители-конденсаторы), сушильные устрой-
ства, смесители и сепараторы.
§ 1. ПЛАЗМОХИМИЧЕСКИЕ РЕАКТОРЫ
Основными областями применения плазмохимических реакторов
в порошковой металлургии являются: получение порошков мето-
дами восстановления химических соединений и синтеза соедине-
ний из элементов, термическая обработка порошков с целью
изменения формы частиц, в частности, получения порошков с ча-
стицами сферической формы, нанесение покрытий на частицы
порошков.
На рис. 29 представлена структурная схема реактора для
получения порошков тугоплавких металлов плазменным восста-
новлением их оксидов. Основными узлами установки являются
корпус 1, плазмотрон 4, реакционная камера 3, труба отжига
порошка 6, устройство ввода восстанавливаемого продукта в плаз-
56
менную струю 5, системы поджига дуги, электропитания, газо-
снабжения, во доохлаждения, разгрузочное устройство/, рукавные
фильтры 2.
Корпус, являющийся базовым узлом установки, представляет
собой водоохлаждаемую цилиндрическую обечайку диаметром
Рис. 29. Структурная схема установки для ’ получения
порошков тугоплавких металлов плазменным восста-
новлением оксидов
1500 мм с коническим дном и плоской верхней съемной крышкой-
Внутри корпуса расположен ряд устройств, назначение которых
будет пояснено ниже.
На верхней крышке корпуса ус-
танавливают дуговой плазмотрон
(плазмогенератор) струйно-коакси-
ального типа (рис. 30). Плазмотрон
состоит из массивного медного^ кор-
пуса 4, катода 1, в качестве кото-
рого используют стержень из та-
рированного вольфрама, анода 2,
представляющего собой медную тол-
стостенную трубку, соленоида 3, маг-
нитопровода 5, изолятора 6, патруб-
ков подвода и отвода охлаждающей
воды.
Плазмотрон работает следующим
образом. Межэлектродное простран-
ство (разрядная камера) продувают
инертным газом, после чего туда
подают водород из системы газо-
снабжения. Из системы водоснабже-
ния поступает вода, охлаждающая
детали плазмотрона. На электроды
Рис. 30. Схема струйно-коакси-
ального дугового плазматрона
плазмотрона подается высокое напря-
жение от блока поджига дуги, происходит пробой межэлектрод-
ного промежутка, электроды отключаются от блока поджига и
подключаются к блоку силового питания. В результате в меж-
электродном пространстве формируется стационарный дуговой
57
разряд. С помощью соленоида в межэлектродном пространстве
создается магнитное поле, стабилизирующее дугу и заставляю-
щее анодное пятно дуги перемещаться по поверхности анода, чем
предотвращается его проплавление. Магнитопровод, внутри кото-
рого заключен соленоид, служит средством концентрации магнит-
ного потока в межэлектродном пространстве. Все детали плазмо-
трона охлаждаются водой, поток которой внутри плазмотрона
распределяется коллектором. Питание плазмотрона технологи-
ческим током осуществляется от тиристорного выпрямителя, вы-
сокое напряжение поджига подается на электроды с батареи кон-
денсаторов.
В качестве генераторов плазмы могут использоваться также
высокочастотные плазмотроны.
Восстанавливаемый продукт вводится из бункера в струю
транспортирующего газа (водорода) дозирующим шнековым пи-
тателем, проходит сквозь каналы в теле магнитопровода и вво-
дится в плазменную струю в точке, расположенной несколько
ниже среза анода плазмотрона — «под срез сопла». Расход по-
рошка составляет 10—60 кг/ч.
Оксид, введенный в плазменную струю в виде порошка, на-
гревается, переводится в парообразное состояние, перемешивается
с газом-восстановителем и восстанавливается до металла в объеме,
называемом реакционной камерой. На выходе из реакционной
камеры температура струи резко падает, что приводит к закалке
продуктов реакции и предотвращению обратных реакций окисле-
ния полученного металлического порошка.
Под действием газовых потоков, циркулирующих внутри
корпуса, порошок, покинувший зону закалки, разделяется на
две фракции: крупная попадает в донную часть корпуса, а мел-
кая оседает на поверхности десяти рукавных фильтров (см.
рис. 29) из нержавеющей сетки (металлоткани), установленных
внутр I корпуса и соединенных с отсасывающим вентилятором
системы регенерации восстановительного газа.
Фильтры периодически встряхиваются импульсным противо-
током водорода, благодаря чему мелкая фракция также направ-
ляется в донную часть корпуса.
Из донной части порошок шнековым транспортером направ-
ляется в водоохлаждаемые емкости, заполненные инертным газом.
Система водоснабжения включает емкость с умягченной водой,
блок теплообменников, водяной насос, напорный и сливной
коллекторы. Охлаждение воды в теплообменниках осуществляется
рассолом, который в свою очередь охлаждается в холодильной
машине и перекачивается специальным насосом.
Основными контролируемыми параметрами являются расход
воды, давление воды на входе в плазмотрон и температура воды
на выходе из плазмотрона.
Система газоснабжения включает газодувку, распределитель-
ный щит, систему регенерации восстановительного газа.
58
Техническая характеристика установки следующая:
Установленная мощность, кВт .............................. 370
Номинальная мощность, кВт................................... 300
Предельный ток дуги, А...................................... 800
Напряжение на дуге, В:
номинальное............................................... 400
поджига................................................... 540
Номинальный расход водорода, г/с:
общий..................................................... 2,5
через плазмотрон.......................................... 1,5
Избыточное давление водорода в сети, МПа......... 0,05
Температура водорода на выходе из пламотрона, К • • 3400
Давление охлаждающей воды, МПа........................... 0,95
Температура охлаждающей воды, °C................ 35
Номинальная производительность (по трноксиду вольфра-
ма), кг/ч.................................................. 60
Размеры, мм.......................................... 2800 X 2800 X 5000
Масса, т.................................................. 6,5
Создание плазмохимических реакторов возможно также на
основе безэлектродных высокочастотных плазмотронов. Основ-
ными преимуществами таких реакторов являются отсутствие про-
дуктов эрозии электродов, загрязняющих получаемые продукты,
и большая долговечность.
Основой технологического расчета плазмохимического реак-
тора являются уравнения энергетического баланса.
Плазменный энергоноситель (ионизированные газы и их смеси)
из генератора направляется в реактор, куда вводится также
сырье для переработки.
В проточном генераторе плазмы единичная масса энергоно-
сителя получает энергию, Дж/кг
<ДЛг>=Л^ = ^.Чр, (72)
где — мощность энергии, введенной в генератор, Вт; Qr —
теплопотери в генераторе, Вт; цг = 1 — (Qr/Ур) — коэффициент
полезного действия плазменного генератора; А1э — поток массы
энергоносителя, кг/с.
Вследствие особенностей локализации энергии в плазменном
генераторе энергоноситель в выходном сечении канала может
отличаться большой неоднородностью температуры, энтальпии,
концентрации частиц высоких энергий, плотности массы, скорости
течения, вязкости, диффузии, теплопроводности и др. Поэтому
оценка энергоносителя по усредненной среднемассовой энтальпии,
введенной в генератор ((Дйг)), является приближенной.
Усредненная полная энтальпия единичной массы энергоноси-
теля, поступающего из генератора плазмы в реактор, соста-
вит, Дж/кг
<Дй2> = (ЙО + (АЙО, (73)
где (йг) — полная энтальпия единичной массы энергоносителя
на входе в генератор.
59
Баланс энергии в плазмохимической установке в условиях
квазистационарного режима представляет равенство:
Мэ (^) + УГТ1Г + Мс (hc) = (Мэ + Мс) % gj (hj) + Qp, (74)
где Мэ, Л4С — потоки масс энергоносителя и сырья, кг/с; (h^),
(ha), (hj) — усредненные полные энтальпии соответственно: энер-
гоносителя при входе в генератор, сырья при входе в реактор и
продуктов при выходе из реактора; Qp — теплопередача стенкам
реактора; gj — массовые доли компонентов в потоке при выходе
из реактора.
.Энергия, расходуемая для получения целевых продуктов
в плазмохимической установке, Дж/кг:
= — -ЙЧ (75)
где £ц = Л4ц/Л10 — массовая доля целевых продуктов, получае-
мых в реакторе.
> = v [(S Л - Л» + ^-(S g, W) + тИ -
энергия, расходуемая на переработку сырья, Дж/кг.
Для уменьшения расхода энергии на получение целевых
продуктов в плазмохимической установке необходим высокий
к. п. д. генератора плазмы и минимальные потери энергии на
охлаждаемые стенки реактора.
Для переработки заданного количества сырья (Л4С) при из-
вестной энергии, вкладываемой генератором плазмы ((Д/гг)),
находится расход массы энергоносителя:
Ма _ f76,
МС- (hl) + {^r)~^gi(hj) ’ >
при этом во всех случаях должно выполняться условие
_____(ДМ______1 С77\
S <Л,> -
Требуемая температура в реакционной зоне, которая должна
отвечать составу продуктов с целевыми компонентами, оцени-
вается предварительным термодинамическим расчетом реагиру-
ющей системы веществ. Реальные показатели зависят от физико-
химической кинетики процессов, протекающих в реакторе.
Высокий потенциал энергоносителя, вводимого в реактор
способствует ускорению процессов физико-хими-
ческих превращений и переработки сырья в реакторе. Возмож-
ность получения энергии высокого потенциала в плазменных
генераторах и использование этой энергии для технологии яв-
ляется большим преимуществом плазмохимических установок.
60
§ 2. РЕАКТОРЫ МЕТАЛЛОТЕРМИЧЕСКОГО ВОССТАНОВЛЕНИЯ
Реакторы этого типа рассматриваются на примере аппарата для
получения порошка титана магнийтермическим восстановлением
его тетрахлорида.
Схема процесса восстановления в промышленном реакторе
представлена на рис. 31. Реактор (рис. 32) представляет собой
шахтную печь 2, в рабочем пространстве которой размещена'ре-
торта 7, выполненная из би-
металлического листа: внутрен-
ний слой — углеродистая сталь,
наружный — жаропрочная хро-
моникелевая сталь. На крышке
реактора 6, обеспечивающей
его вакуумплотную герметиза-
цию, располагают патрубок
вакуумирования и ввода аргона
3, узлы ввода жидкого магния
4 и паров тетрахлорида титана
5. Хлористый магний, нака-
пливающийся в реакторе, пе-
риодически сливают через узел
слива, включающий перфориро-
ванную мембрану 13, запорную
иглу 12, песочный затвор 11 и
привод запорной иглы 10. Ре-
гулирование теплового режима
аппарата осуществляют путем
Рис. 31. Схема процесса магнийтермиче-
ского восстановления титана
включения — выключения на-
гревателей 9 и обдува реторты
сжатым воздухом, подаваемым
через коллекторы 1. Температуру стенок реторты измеряют с по-
мощью термопар 8.
Работа аппарата обеспечивается системой автоматического ре-
гулирования, схема которой представлена на рис. 33. Поддержа-
ние заданного температурного режима в нижней зоне печи осу-
ществляют при помощи регулятора 10, управляющего работой
нагревателей нижней зоны по сигналу термопары 13. Сигналы
от термопар 14—17 поступают на релейное устройство 11, которое
управляет работой нагревателей верхней зоны, а также приводом
поворотных заслонок 12. Достижение в одной из зон 14—17
максимально допустимой температуры приводит к включению вен-
тилятора 18, а перекидные заслонки с помощью электропневма-
тических клапанов 19 приводятся в положение, обеспечивающее
обдув зоны реторты с повышенной температурой. При приближе-
нии температуры в верхней части реторты к предельно допусти-
мому значению по сигналу одной из термопар, расположенных
на крышке, электропневматический клапан 8 прекращает подачу
61
тетрахлорида. Программное регулирование расхода тетрахлорида
осуществляется задатчиком, устанавливаемым в линии 9, и кла-
паном 7, а измерение и интегрирование его расхода — ротаметри-
ческим датчиком 6 и прибором 5. Давление в реторте измеряют
Рис. 32. Аппарат магнийтермического восстановления титана
и регулируют датчиком давления 4 и электроконтактным маноме-
тром 1. Подачу аргона для поддержания нужного избыточного
давления регулируют пневматическим клапаном 3 и электропнев-
матическим клапаном 2, связанным с манометром 1 через релейный
блок.
Масса, образующаяся в реторте к концу восстановления, со-
держит 55—60 % титана, 25—35 % магния и 9—12 % дихлорида
магния. Выделение титана из этой массы осуществляют на аппа-
ратах сепарации (рис. 34). Реторту 2 с сепарируемой массой
62
переворачивают вверх дном и накрывают колпаковой печью 1.
К фланцу перевернутой реторты 2 крепят аналогичную пустую
реторту 7, подсоединенную к вакуумному насосу. Нагрев реторты 2
приводит к выплавлению основной массы магния и дихлорида
магния, которые стекают в нижнюю реторту. Невыплавленные
остатки этих компонентов возгоняют и конденсируют на стенках
нижней реторты. Блок титановой губки удерживают в верхней
реторте проставкой 4, опирающейся на решетку 5. Температуру
в различных зонах аппарата контролируют при помощи термо-
пар 3 и 8, глубину вакуума с помощью датчика 6. По окончании
сепарации нижнюю реторту отсоединяют и используют в следу-
ющем цикле как реторту восстановления. Титановую губку,
извлеченную из верхней реторты, направляют на измельчение,
вторичное рафинирование (электролитическое, иодидное и др.)
или на переплавку.
Основной узел установки — шахтную печь рассчитывают по
общей методике расчета электротермических печей периодиче-
ского действия с косвенным нагревом, изложенной в гл. VI.
§ 3. РЕАКТОРЫ РАЗЛОЖЕНИЯ — ВОССТАНОВЛЕНИЯ
ХИМИЧЕСКИХ СОЕДИНЕНИЙ
Основными областями применения реакторов этого типа являются
получение высокодисперсных и высокочистых порошков железа,
кобальта, никеля и их сплавов, нанесение покрытий из этих ме-
таллов на частицы порошков других металлов, сплавов и соеди-
нений, получение порошков тугоплавких металлов разложением
(восстановлением) их галогенидов в водороде.
Реакторы первой группы эксплуатируют в составе технологи-
ческих линий, включающих блоки получения карбонилов и их
разложения с получением порошка.
Аппаратурно-технологическая схема синтеза пентакарбонила
железа представлена на рис. 35. Сырье (губчатое железо — про-
дукт восстановления прокатной окалины или рудного концентрата)
в виде кусков размером 10—25 мм загружают в колонну 1 синтеза
через люк в верхней крышке. По окончании загрузки систему
заполняют до давления 5—10 МПа сжатым оксидом углерода,
поступающим из газгольдера 2 и сборника 11, где он хранится
под давлением 32,5 МПа. Оксид углерода подают в систему с по-
мощью насосов 3 периодической подкачкой из сборника И. Перед
поступлением в колонну оксид углерода очищают от масла в мас-
лоотделителе 4 и подогревают до 423—463 К в теплообменнике 5.
Образующиеся в колонне пары пентакарбонила вместе с непроре-
агировавшим оксидом углерода очищают от пыли в фильтре 6
и направляют в холодильник — конденсатор 7, где карбонил
конденсируется, а непрореагировавший газ охлаждается и по-
ступает на вход насоса 3. Конденсированный карбонил направ-
ляется в сепаратор 8, а оттуда, пройдя предварительно через
ловушку-отсекатель влаги и фильтр высокого давления (на ри-
64
сунке не показаны) — в сборник 9, фильтруется и направляется
в емкость 10.
Краткая характеристика оборудования линии получения пен-
такарбонила: ’
1) колонна синтеза — вертикальный цилиндрический аппарат
высотой 8 м, диаметром 0,7 м с крышками и люками для загрузки
исходного и разгрузки непрореагировавшего сырья, штуцерами
Железосодержащее
сырье
Рис. 35. Схема получения пентакарбоиила железа
для ввода оксида углерода и вывода смеси циркулирующего газа
с парами пентакарбонила; рабочие параметры: давление 20 МПа,
температура 473 К, обогрев — электрический;
2) сборник сжатого оксида углерода — вертикальный цилин-
дрический аппарат объемом 1,5 м3 с верхней крышкой, рассчи-
танный на давление 32,5 МПа;
3) маслоотделитель — вертикальный цилиндрический аппарат
высотой 2,3 м, диаметром 0,5 м с верхней крышкой, штуцерами
входа загрязненного маслом газа, выхода очищенного газа и
слива масла;
4) подогреватель оксида углерода — горизонтальный тепло-
обменник типа «труба в трубе» с поверхностью теплопередачи
8 м2, давлением в трубах 20 МПа, в рубашке 0,08 МПа;
5) фильтр очистки циркулирующего газа — вертикальный ци-
линдрический аппарат, оборудованный приспособлениями для
улавливания из газа механических примесей, штуцерами для
входа и выхода оксида углерода и для спуска пентакарбонила;
6) конденсатор пентакарбонила — горизонтальный аппарат
типа «труба в трубе» с поверхностью теплопередачи 10 м2, давле-
ние в трубах 20 МПа, в рубашке 0,08 МПа;
3 Кипарисов С. С. и др.
65
7) фильтр очистки жидкого карбонила — вертикальный ци-
линдрический аппарат со змеевиком для парового обогрева, тка-
невым рукавом для фильтрации карбонила, предохранительным
клапаном на 0,025 МПа, штуцерами для входа и выхода пента-
карбонила, спуска в канализацию, входа азота, выхода паров
пентакарбонила, входа воды, сброса оксида углерода;
8) компрессор для очистки оксида углерода — поршневой,
горизонтальный, пятиступенчатый аппарат производительностью
275 м3 газа в час, конечное давление 32,5 МПа, с пятью промежу-
точными маслоотделителями, мощность двигателя 20 кВт, ча-
стота вращения ротора 12 об/с;
9) циркуляционный насос поршневого типа производитель-
ностью 24 м3 сжатого газа в час, мощность двигателя 40 кВт,
частота вращения ротора 12 об/с.
Аппаратурно-технологическая схема получения порошка же-
леза разложением пентакарбонила представлена на рис. 36.
Жидкий пентакарбонил из напорной емкости 1 (соответствует
поз. 10 на рис. 35) через фильтр 2 и дозатор 3 направляют в испа-
ритель 4. Пары, выходящие из испарителя, по обогреваемому
трубопроводу 5 направляют в аппарат разложения 6, где в при-
66
сутствии аммиака происходит термическая диссоциация пента-
карбонила с образованием порошка карбонильного железа, 80 %
которого осаждается в приемнике аппарата, а остальное выносится
отходящими газами. Образовавшийся в аппарате разложения
оксид углерода, несущий с собой не осажденный в аппарате поро-
шок, загрязненный углекислотой, аммиаком и некоторыми дру-
гими газами, поступает в циклон 7 и рукавный фильтр 8. На
выходе из фильтра 8 поток оксида углерода раздваивается: не-
которая часть его поступает на очистку от аммиака в скуббер 9
Рис. 37. Испарители пеитакарбонила с наружной рубашкой (а), с внутренним змее-
виком (б), с барботером (в), через который подается оксид углерода:
1 — ввод карбонила; 2 — ввод продувочного газа; 3 — обогреваемый змеевик; 4 —
обогреваемая рубашка; 5 — штуцер ввода пара и вывода конденсата; 6 — пористый
барботер; 7 — уровнемер мембранного типа
и далее в газгольдер 10 на синтез пентакарбонила железа, а дру-
гая — направляется в магнитный фильтр 11, откуда компрессо-
ром 12 через теплообменник 13 подается в рабочий объем испари-
теля 4, где служит средством регулирования концентрации и
скорости транспортировки паров пентакарбонила, а следова-
тельно, дисперсности и других свойств получаемого порошка.
Типовые конструкции испарителей диаметром и высотой 0,5 м
представлены на рис. 37. Аппарат разложения представляет собой
вертикальный цилиндрический сосуд высотой до 5 м, диаметром
до 1 м с газовым или электрическим наружным обогревом. Основ-
ным контролируемым параметром является температура в фикси-
рованных точках рабочего объема аппарата.
Основными направлениями развития технологических линий
получения карбонильных порошков являются оснащение их уст-
ройствами для разделения порошков по фракциям непосредст-
венно в процессе получения и применение подачи в аппарат
разложения жидкого карбонила, распыленного с помощью фор-
сунок (рис. 38—40). Преимуществами последнего метода являются
возможность более полной автоматизации процесса, увеличение
точности дозировки карбонила и соответствующая стабилизация
3* 67
2
Рис. 38. Схема блока разделения карбонильных порошков на фракции непосредственно
в процессе получения:
1 испаритель карбонила; 2 — обогреваемый трубопровод; 3 — аппарат разложения;
4 — циклоны; 5 — рукавный фильтр
Рис. 39. Схема получения порошка карбо-
нильного железа разложением жидкого
распыленного карбонила:
1 — бак с сифоном; 2 — фильтр грубой
очистки; 3 — фильтр тонкой очистки; 4 —
распылительная головка: 5 — аппарат раз-
ложения; 6, 8 — сборники порошка; 7 —
рукавный фильтр
Рис. 40. Распылительная головка с при-
нудительным охлаждением:
1 — ввод жидкого карбонила; 2 — ввод
аммиака; 3 — вывод охлаждающей воды;
4 — ввод охлаждающей воды; 5 — ввод
оксида углерода
68
HCL или HF
Рис. 41. Схема установки для получения порош-
ков восстановлением галогенидов в кипящем
слое
качества порошка, упрощение технологической схемы за счет
изъятия из нее напорных баков, испарителей, обогреваемых
трубопроводов.
Производительность технологической линии получения карбо-
нильного железа составляет 5—10 кг/ч.
При эксплуатации оборудования по получению карбонильных
порошков необходимо принимать во внимание очень сильную
токсичность паров карбонилов.
Восстановление галогенидов металлов (например, WF6, WC16,
MoF6, МоС16) водородом осуществляют на установках кипящего
слоя (рис. 41). Пары гало-
генида из испарителя 1
потоком аргона при помо-
щи газодувки или венти-
лятора высокого давления
3 переносятся в реактор
кипящего слоя 4. Реактор
представляет собой цилин-
дрический обогреваемый
снаружи сосуд из нержаве-
ющей стали, плакирован-
ный изнутри слоем полу-
чаемого металла. Нижняя
часть сосуда — пористая
подина, спеченная из круп-
ного порошка того же
металла. На подине рас-
полагается слой тонкого
порошка получаемого металла — затравка. Под подину вводят
смесь водорода и аргона со скоростью, необходимой для перевода
порошка-затравки в псевдоожиженное состояние, после чего реак-
тор разогревают до требуемой температуры. Полученный поро-
шок более крупный, чем порошок затравки, оседает на подине
и периодически выводится из реактора при помощи трубки 2.
Смесь аргона, водорода и непрореагировавшего галогенида, про-
шедшую фильтр 5 и холодильник 6, направляют в скруббер 8.
Кислоту, образовавшуюся в результате поглощения галогенида
водой, выводят из нижней части скруббера, смесь газов подни-
мается в его верхнюю часть и выводится отсюда в осушительные
колонки 7. Осушенную смесь направляют в реактор 9, где водо-
род поглощается нагретой титановой губкой, а непоглощенный
аргон направляется в систему. Губку периодически дегидрируют,
получая водород, который также направляют в систему. При тех-
нологическом проектировании оборудования по заданной про-
изводительности, степени извлечения металла из галогенида и
составу восстановительного газа определяют объем реактора, его
температуру, параметры газовых потоков (давление, расход)
и соответствующие им параметры побудителей расхода.
69
§ 4. ГИДРОМЕТАЛЛУРГИЧЕСКИЕ РЕАКТОРЫ-АВТОКЛАВЫ
Реакторы-автоклавы применяют в порошковой металлургии для
получения порошков методом восстановления их соединений
в растворах при повышенном давлении газообразными восстано-
вителями (химическим осаждением), для нанесения покрытий на
Рис. 42. Вертикальные автоклавы с однослойным (а) и двухслойным
(б) корпусами
частицы порошков тем же методом, либо в условиях, когда ма-
териал покрываемых частиц сам является твердым восстанови-
телем, для рафинирования порошков путем избирательного рас-
творения примесей.
Основными процессами в рабочем объеме автоклавов являются
перемешивание реагентов, их контактирование и осуществление
реакции между ними.
Основными элементами конструкции автоклава вертикальной
компоновки (рис. 42) являются корпус 1 — цилиндрическая обо-
лочка с рубашкой (рис. 42, а) или без нее, крышка 2, присоеди-
70
няемая к корпусу (через уплотнительную прокладку) при помощи
болтов, привод мешалки 3, мешалка 4, перегородки 5. Темпера-
турный режим автоклавов с двухслойным корпусом (рубашкой)
обеспечивается циркулирующей в рубашке холодной (горячей)
водой или паром. Автоклавы с однослойным корпусом размещают
в рабочем пространстве шахтной печи 6 (рис. 42, б). Корпус
автоклава несет на себе штуцера для ввода сырья и вывода про-
дуктов реакции, ввода и вывода газа, с помощью которого внутри
автоклава создают избыточное давление, предохранительного
клапана, манометра, датчика температуры, ввода и вывода среды,
Рнс. 43. Горизонтальный крупногабаритный автоклав
циркулирующей в рубашке, и ряд других. На корпусе распола-
гаются также смотровое окно и люк для доступа внутрь авто-
клава без снятия крышки.
Автоклавы вертикальной конструкции работают при давле-
ниях внутри корпуса до 10 МПа при вместимости корпуса до
630 л и используются в основном в экспериментальных, малотон-
нажных и многономенклатурных производствах.
В крупнотоннажных производствах порошков меди, никеля,
кобальта эксплуатируют многокамерные горизонтальные авто-
клавы (рис. 43), основными элементами которых являются привод
перемешивающего устройства 1, межкамерная перегородка 2,
регулирующий затвор 3, патрубок для ввода сырья 4, отража-
тели 5, змеевик 6, патрубок для ввода газов 7, патрубок для
выгрузки продуктов реакции 8. Длина автоклавов достигает 13,
диаметр 3 м, вместимость 120 м3. Горизонтальные автоклавы
работают при давлениях до 7 МПа и температурах до 523 К.
Работая при повышенных температурах и давлениях с исполь-
зованием пожаро- и взрывоопасных газов, автоклавы являются
источниками повышенной опасности. При их проектировании, из-
готовлении и эксплуатации необходимо руководствоваться «Пра-
вилами устройства и безопасной эксплуатации сосудов, работа-
71
ющих под давлением» Госгортехнадзора и «Правилами изготовле-
ния взрывозащищенного и рудничного электрооборудования
(ПИВРЭ)».
§ 5. ГАЗОФАЗНЫЕ РЕАКТОРЫ (ИСПАРИТЕЛИ-КОНДЕНСАТОРЫ)
Порошки широкого круга металлов и сплавов могут быть полу-
чены путем испарения металла с поверхности расплава с после-
дующей конденсацией паров в газовом объеме или на твердой
поверхности с пониженной температурой. По тому же принципу
могут быть получены покрытия на поверхности порошков.
Реакторы для получения порошков
На рис. 44 представлена схема установки с конденсацией паров
в газовой фазе.
Процесс получения порошков на примере алюминия осуще-
ствляют следующим образом. Тигель с металлом помещают в гер-
метичный корпус аппарата, создают разрежение, заполняют аппа-
рат аргоном или гелием до давления 6,25—62,5 Па. Температуру
тигля повышают (нагрев индукционный) до 1520—1770 К, при
этом происходит испарение алюминия и образование в объеме
над тиглем порошка, который оседает на стенки, а затем ссы-
пается в бункер, расположенный в нижней части аппарата. Про-
цесс ведут непрерывно, алюминий подают в тигель в виде прутка,
протягиваемого с определенной скоростью через сальниковое
уплотнение. Бункер с порошком периодически отсекают от объема
аппарата и заполняют нейтральным газом до атмосферного давле-
ния; порошок заливают жидкостью, защищающей его от окисле-
ния, например бензином или парафином, и извлекают. Получен-
ный этим способом порошок алюминия имеет размер частиц
0,03 мкм, насыпную плотность 0,08 г/см3, весьма пирофорен, не
содержит примесей, имеет абсолютно черный цвет.
Достоинством установок с конденсацией паров в газовой фазе
является простота их конструкции, недостатком — ограниченные
возможности регулирования свойств получаемого порошка, по-
скольку такое регулирование может осуществляться всего лишь
двумя управляющими воздействиями: регулированием темпера-
туры расплава и глубины вакуума.
Более широкие технологические возможности имеет аппарат,
в котором конденсация паров происходит в основном на твердой
охлаждаемой поверхности (рис. 45).
Аппарат представляет собой вертикальную реторту длиной
1370 и диаметром 200 мм из жаропрочной стали с наружным обо-
гревом.
Кристаллизатор выполнен в виде двух автономно охлаждаемых
горизонтальных полок, расположенных одна под другой пер-
пендикулярно потоку парогазовой смеси. К поверхности каждой
72
полки прилегают вращающиеся танталовые ножи. В верхней
части аппарата располагается испаритель, состоящий из 6 таре-
лей в форме сегментов, укрепленных на общих металлических
стержнях.
Реторта снабжена боковым бункером для порошка (кристал-
лов) и ворошителем.
Рис. 44. Аппарат для получения порош-
ков испарением — конденсацией в ва-
кууме:
1 — тигель с расплавом; 2 — пруток, по-
даваемый в тигель; 3 — вакуумные на-
сосы; 4 — источник питания; 5 — емкость
с нейтральным газом; 6 — бункер
Рис. 45. Аппарат для получения круп-
нозернистых порошков:
1 — реторта; 2 — полка кристаллизато-
ра; 3 — вращающиеся иожи; 4 — тепло-
изоляция нагревателя; 5 — нагреватель;
6 — тарелки испарителя; 7 — механизм
привода ножей; 8 — бункер; 9 — воро-
шитель
Аппарат используют для получения порошков магния и
кальция в режиме принудительной подачи парогазовой смеси
при атмосферном давлении. Максимальная температура испари-
теля составляет 1373 К, кристаллизатора 303—353 К. Произво-
дительность аппарата равна 80 кг крупнокристаллического по-
рошка магния в сутки.
Работу на аппарате осуществляют следующим образом. Та-
рели испарителя заполняют кусочками металла и помещают в ре-
торту, которую затем герметизируют, эвакуируют из нее воздух,
неоднократно заполняют и промывают нейтральным газом. Вклю-
чают обогрев, систему охлаждения кристаллизатора и приводят
73
во вращение ножи. По достижении рабочей температуры начи-
нают принудительную подачу газа с заданной скоростью. По
окончании технологического цикла процесс останавливают в об-
ратной последовательности.
Газ, проходя над тарельчатым испарителем, насыщается па-
ром, который затем претерпевает превращение непосредственно на
поверхности полочного кристаллизатора, осаждаясь в виде мно-
$2400 жества кристаллов, легко уда-
ляемых с поверхности ножом
и ссыпающихся в бункер. Ска-
пливание их в верхней части
бункера предотвращается воро-
шителем, приводимым в движе-
ние извне. Дисперсность крис-
таллов регулируется режимом
процесса и длительностью их
пребывания на поверхности по-
лок, определяемой скоростью
вращения ножа. Размер крис-
таллов может составлять от
100 мкм до нескольких мил-
лиметров. Форма их преиму-
щественнодендритная, пластин-
чатая, частицы монокристал-
личны.
Расширение технологичес-
ких возможностей достигается
Рис. 46. Установка непрерывного действия благодаря ТОМу, ЧТО К ЧИСЛу
для получения высокодисперсных порош- управляющих БОЗДеЙСТВИЙ ДО-
бавляется скорость движения
парогазовой смеси, парциальное давление пара в смеси, тем-
пература кристаллизатора.
Работу установки можно вести в двух режимах — нестацио-
нарном и стационарном. Нестационарный режим характеризуется
относительно большим перепадом температур и парциальных
давлений пара в направлении от поверхности испарителя к по-
верхности кристаллизатора. Конденсация пара осуществляется
в основном в газовой фазе над поверхностью кристаллизатора.
По мере роста толщины слоя порошка на поверхности кристалли-
затора температура фронта кристаллизации повышается, кристал-
лизация протекает на твердой поверхности, градиент температур
и парциальных давлений уменьшается и достигает равновесного
значения — работа установки переходит в стационарный режим.
Чем толще слой порошка на поверхности кристаллизатора, тем
более полидисперсным является получаемый порошок.
На рис. 46 представлена схема установки для получения вы-
сокодисперсных порошков в непрерывном режиме. Она состоит
из герметичного водоохлаждаемого корпуса 1 со смотровыми
74
окнами объемом около 13 м3. Внутри него размещены графитовый
тигель 2 с центральным патрубком для ввода нейтрального газа
и индуктор 3. Нижняя часть тигля используется в качестве испа-
рителя, верхняя служит камерой конденсации. Максимальная
мощность индуктора составляет 100 кВт. Источником питания
служит механический преобразователь марки ВПЧ-100-2400-4.
В пространство между забетонированным индуктором и графито-
вым тиглем засыпана теплоизолирующая графитовая крошка 4.
Для заполнения испарителя жидким металлом снизу в корпус
Рис. 47. Схема вакуумной системы и линии подачи газа установки для
получения высокодисперсных порошков
аппарата вводится обогреваемая снаружи барометрическая
труба 5, соединяющая плавильную печь 6 и испаритель.
Выше тигля расположен кристаллизатор 12, непосредственно
охлаждаемый изнутри водой, с прилегающим к нему съемным
устройством 11. Порошок с ножа по лотку 10 ссыпается в нижнюю
коническую часть аппарата, откуда через шлюз 9 поступает в раз-
грузочный бункер 8, имеющий герметичный люк 7. Разгрузка
ведется без нарушения технологического цикла: бункер отсе-
кается от верхней части аппарата, автономно заполняется газом,
происходит пассивация и выгрузка продукта через люк.
На рис. 47 изображена схема вакуумной системы аппарата.
Она включает два механических насоса 1 (в случае выхода из
строя одного из насосов работа аппарата может быть обеспечена
вторым насосом), например, типа ВН-6Г, которые создают в аппа-
рате разрежение до 62,5 Па. Вакуумные запорные вентили 3
позволяют подключать к системе тот или иной механический на-
сос, производить эвакуацию газа из объема аппарата 9 и бункера 7
при его шлюзовании (объемы 9 и 7 разделены шлюзом 8). Дози-
рующие вентили 2 предохраняют насосы от перегрузки в период
75
эвакуации большого объема газа; тканевые фильтры служат для
очистки газа от взвеси металлического порошка.
Первый тканевый фильтр устанавливается внутри аппарата
и очищается металлической щеткой. Кроме этого, каждый из на-
сосов снабжен индивидуальным фильтром. Они могут поочередно
извлекаться для очистки без нарушения герметичности вакуумной
линии и остановки аппарата.
С вакуумной системой неразрывно связана система подачи
нейтрального газа, имеющая с ней общие коммуникационные
линии. Назначение системы подачи газа заключается в обеспече-
нии циркуляции газа и шлюзовании разгрузочного бункера 7.
Газ, подаваемый в испаритель, может быть включен в замкнутый
цикл, поступая из ресивера 10 через дозирующий вентиль 2
и расходомер 13 в камеру конденсации. Отработанный горячий
газ очищается в фильтрах 5, и, охлаждаясь в теплообменнике 11,
вновь нагнетается циркуляционным насосом 12 в ресивер 10.
В системе подачи газа имеется также баллон, из которого ней-
тральный газ поступает на шлюзование бункера и пополняет
запас ресивера. Бункер сообщается с атмосферой через разгру-
зочный люк 6.
С целью контроля работы вакуумной системы на входе меха-
нических насосов, внутри рабочего объема аппарата, в бункере
и ресивере измеряется давление газа с помощью датчиков 4.
Одновременно регистрируются такие технологические параметры
процесса, как температуры испарителя, металлопровода, пла-
вильной печи и выгружаемого порошка, температура и расход
хладагента. В аппарате предусмотрена также блокировка индук-
тора и вакуумных насосов в случае прекращения подачи охлаж-
дающей воды. Кроме того, в процессе работы аппарата периоди-
чески контролируется состояние изоляции индуктора.
При технологическом проектировании газофазных реакторов
необходимо определить основные технологические параметры уста-
новки исходя из заданной ее производительности и дисперсности
получаемого порошка.
Производительность (массовая скорость кристаллизации) опи-
сывается уравнением
“Л V
G =------г 2лК1 -___=, (78)
1 + “Лк G у 2nRT Р
где ас — коэффициент конденсации, для большинства металлов
близкий к единице; Кк — размерная константа, позволяющая
пользоваться системой единиц СИ; Мп — молекулярная масса
испаряемого вещества; 7? — универсальная газовая постоянная,
Т — средняя температура в рабочем пространстве реактора, рав-
ная средней арифметической температур испаряемого расплава
76
и поверхности кристаллизации; Рх — парциальное давление пара
у источника; является функцией степени нестационарности про-
цесса (рис. 48); Р2 — парциальное давление пара у поверхности
кристаллизации; является функцией равновесного давления пара
и степени разбавления паров транспортирующим газом; F —
геометрический параметр ячейки, рассчитываемый по формуле:
F = —г--------л-" v1 - при d2 < d, + 2ft; (79)
di 1 4- ]/ 1 —
1 [ П- I 4h2 ]
F = 2^1 + 2-j-^ —при других соотношениях dlt d2, h, где
dj — диаметр кристаллизатора; d2 — диаметр источника пара;
Рис. 48. Схема к расчету основных технологических параметров газофазного реактора
для цилиндрических (а) и сферических (б) моделей:
I — нестационарная задача; II — стационарная задача
h — расстояние между источником пара и кристаллизатором;
С — константа, рассчитываемая по уравнению
r _ PfiDF
RT(L-b)>
(80)
где D — коэффициент диффузии испаряемого вещества в газовой
фазе; L —толщина диффузионного слоя у поверхности кристал-
лизатора; Л — протяженность зоны постоянной конденсации па-
ров испаряемого вещества, прилегающей к зеркалу расплава
(протяженность этой зоны приблизительно равна длине свобод-
ного пробега атомов испаряемого вещества); Р — общее давление
внутри рабочего пространства; ц — парциальная доля паров испа-
ряемого вещества.
Зависимость крупности порошков от условий осаждения опи-
сывается уравнениями:
при использовании в качестве транспортирующего газа гелия
£кр = 0,076 ехр Тит; (81)
при использовании в качестве транспортирующего газа аргона
2кр = 0,025 ехр 7>, (82)
77
гДе 5кр — суммарное относительное содержание фракции 4-0,1 мм
в получаемом порошке; Та и Тк — температуры испаряемого
расплава и кристаллизатора соответственно; т — безразмерная
(относительная) продолжительность осаждения.
Зависимость степени стационарности поля парциальных давле-
ний пара от продолжительности процесса и координаты точки
представлена на рис. 49, где р = г/га,
V — Vco
V0-Voo
(83)
Рис. 49. Зависимость степени стационарности поля парциальных давлений пара от
продолжительности процесса и координаты точки:
а — массообмен по механизму молекулярной диффузии при Pi = 0,05; б — массообмеи
для различных по составу смесей при рх = 0,55 (поле давлений вблизи приемника при
Р= 1)
где Vo, — давление пара в данной точке в установившемся ре-
жиме; Уо — то же, в начальный момент времени; V — Р/Р^
(Р — среднее парциальное давление пара); 0 — безразмерное
время,
0 = ОоРоТ1,5 (84)
й2р т1,5 7
где t — реальное время; Do, Ро, То — коэффициент диффузии,
общее давление и температура при нормальных условиях, рх =
= гг/г2.
Реакторы для нанесения покрытий на частицы порошков
Оборудование для нанесения покрытий на поверхность частиц
методом вакуумной металлизации состоит из трех основных
блоков; испарителя, который генерирует поток паров осаждае-
мого материала, перемешивателя порошка, обеспечивающего мно-
гократное контактирование каждой частицы с парами осаждае-
мого материала, и вакуумной системы.
78
Основой классификации оборудования является тип пере-
мешивающего устройства. По этому признаку металлизационные
установки разделяются на установки центробежного (барабан-
ного) типа, вибрационного типа и на установки со свободным
падением частиц.
На рис. 50 представлена схема установки барабанного типа.
Перемешивание порошка происходит благодаря циклическому
изменению скорости вращения барабана: при увеличении скорости
Система
откачки
Рис. 50. Схема установки вакуумной ме-
таллизации порошков барабанного типа:
1 — катод испарителя; 2 — вакуумная ка-
мера; 3 — блок контроля; 4 — тигель испа-
рителя; 5 — датчик толщины покрытия; 6 —
барабан; 7 — нагреватель порошка; 8 — во-
доохлаждаемое уплотнение; 9 — двигатель
частицы движутся по стенке барабана снизу вверх, при умень-
шении скатываются на дно.
На рис. 51 представлена схема вакуумного вибрационного
перемешивателя. Узел вибратора вынесен за пределы вакууми-
рованной части установки. Режим вибрации регулируется изме-
нением параметров импульсов тока, питающего электромагнит.
Пластина с резиновым демпфером служит для ограничения ампли-
туды колебаний, предельная величина которой определяется типом
сильфона и составляет обычно 1—3 мм.
Основным недостатком металлизационных установок описан-
ных типов является трудность нанесения покрытий на порошки
дисперсностью —100 мкм. Для металлизации высокодисперсных
порошков используют установки со свободным падением частиц,
схема одной из которых представлена на рис. 52. Порошок из
79
80
верхнего вибробункера свободно ссыпается в нижний, проходя
при этом сквозь облако паров осаждаемого металла. После того,
как весь порошок пересыпается в нижний бункер, его вновь воз-
вращают в верхний, и цикл повторяется.
Испарители материала покрытия представляют собой лодочки
или тигли, заполненные этим материалом и нагреваемые прямым
пропусканием тока или электронным пучком. В некоторых уста-
новках используют принцип катодного распыления или комбина-
цию нескольких способов.
Технологический расчет установки для нанесения покрытий на
порошки включает в себя определение длительности пребывания
Частицы порошка в зоне осаждения покрытия, выбор типа и опре-
деление мощности испарителя, определение температуры покры-
ваемого порошка, глубины вакуума, расстояния между испари-
телем и поверхностью порошка, способа перемешивания и режи-
мов работы перемешивающих устройств.
Заданными величинами при расчете являются материалы по-
рошка и покрытия, дисперсность порошка, толщина покрытия,
технологические свойства порошка, производительность.
Ниже представлена техническая характеристика отечествен-
ной опытно-промышленной установки «Эликон-5» для металлиза-
ции порошков.
Основным направлением развития металлизационного обору-
дования является увеличение предельных температур испарителя
и покрываемого порошка, увеличение коэффициента использова-
ния материала покрытия, автоматизация и обеспечение непре-
рывности процесса.
Технические характеристики металлизационной установки
«Эликон-5»
Дисперсность покрываемых порошков, мм................ 2—0,02
Вместимость камеры предварительного обезгаживания по-
рошка, см3............................................ 1500
Тип перемешивателя...................................... Вибрационный
Вместимость перемешивателя, см3.................... 50
Максимальная температура в перемешивателе, К.......... 773
Источник вибраций...................................... Электродинами-
ческий привод
ВЭДС-100
Тип испарителя ........................................ Электронно-лу-
чевой
Мощность испарителя, кВт.................................... 20
Объем вакуумной камеры, м3.................................... 0,7
Рабочий вакуум, Па.................................... 1,33-10~2
Производительность, м2/ч, при ианесеини слоя покрытия
толщиной 1 мкм нз:
титана........................................................ 60
меди........................................................ 480
Режим работы............................................Полунепрерывный
81
§ 6. СУШИЛЬНОЕ ОБОРУДОВАНИЕ
Оборудование для сушки порошков является обязательным эле-
ментом аппаратурно-технологических линий получения порошков
распылением расплавов водой или газами в воду, гидрометаллур-
гическими (автоклавными) методами, электролизом растворов и
расплавов, а также схем, предусматривающих мокрое измельче-
ние, мокрую сепарацию порошков, обработку порошков в жид-
ких средах (например, с целью нанесения покрытий), в некоторых
случаях — гранулирование порошков.
В зависимости от масштабов производства применяют сушилки
периодического или непрерывного действия
Сушилки периодического действия
Рис. 53. Полочная вакуумная сушилка
Основными видами сушилок периодического действия, применяе-
мыми в порошковой металлургии, являются полочные вакуумные
сушилки и полочные су-
шилки, в которых сушка
производится в условиях
контакта порошка с нагре-
тым атмосферным возду-
хом.
Полочная вакуумная
сушилка представляет со-
бой (рис. 53) горизонталь-
ный цилиндрический ап-
парат с одной или двумя
поворотными торцевыми
крышками (дверцами).
Внутри корпуса смонти-
рованы полки — плиты с
внутренним обогревом. По
способу подвода тепла к
высушиваемому материа-
лу полочные вакуумные
сушилки относятся к кон-
тактным сушилкам.
Продукт загружается в
противни, установленные
на плиты. Аппарат герметизируют и подключают к вакуумной ли-
нии. В плиты подают теплоноситель (пар или горячую воду), и
продукт высыхает в слое до необходимой конечной влажности.
Условное обозначение сушилок: первые две буквы —полочная
вакуумная; число после букв — площадь полок, м2; число после
тире — объем аппарата, м3; первая буква после числа — испол-
нение по взрывозащищенности (Н — невзрывозащищенная); вто-
рая буква — группа материалов, соприкасающихся с продуктом
82
Таблица 5. Технические характеристики сушилок полочных вакуумных
Параметр Модель
о о XX <£> © О© SS XX ПВ16-2НУ-01; ПВ16-2НК-01 ПВЗЗ-б.ЗНУ-02; ПВЗЗ-б.ЗНК-02
Йлощадь поверхности загрузки, м2 Объем аппарата, м3 Остаточное давление в сушилке, кПа Температура стенки плиты, К • • • Давление в плитах, МПа Плита: число размеры, мм Размеры сушилки, мм Масса, кг 4,5 0,63 2,63 423 0,4 10 650X900X25 1185Х1410Х Х2050 846 16 2 2,63 423 0,4 12 1300 X 1270Х Х25 1885Х 1710Х Х2270 2130 33 6,3 5,26 423 0,6 14 1860Х1570Х Х27 2790X2620X Х2770 5780
(У — углеродистые стали, К — коррозионностойкие стали); число
после тире — модель.
Технические характеристики полочных вакуумных сушилок
представлены в табл. 5.
Полочные сушилки (рис. 54), работающие при атмосферном
давлении, представляют собой аппарат прямоугольной формы
Таблица 6. Технические характеристики сушилок полочных,
работающих при атмосферном давлении
Параметр Модель
ПК4.6-1НУ-02; ПК4.6-1НК-02 ПК19,2-2,4НУ-02; ПК19,2-2,4НК-02
Площадь полок, м2 Температура в сушилке, К .... Число калориферов Расход пара, кг/ч Давление пара, МПа Вентилятор: тип подача, м3/ч Электродвигатель: тип мощность, кВт частота вращения вала, об/мин Число полок Размеры, мм Масса, кг 4,6 До 343 1 60 0,3 Ц14-46, № 2, 5 1600 АО 2-11-4 0,6 1360 10 1760X940X2690 825 19,2 До 353 2 70 0,3 Ц14-46, № 3, 2 1000—6000 4АХА80В4УЗ 1,5 1460 32 2446X1215X2730 1600
83
внутри которого устанавливают на этажерке съемные полки —
лотки с продуктом. Сушку производят горячим воздухом, нагре-
ваемым в паровом калорифере и циркулирующим в сушилке при
помощи вентилятора. Аппарат теплоизолирован. По способу под-
вода тепла к высушиваемому материалу атмосферные полочные
сушилки относятся к сушилкам конвективного типа.
Технические характеристики сушилок представлены в табл. 6.
Производительность полочных сушилок ориентировочно опре-
деляется исходной и конечной влажностью материала и напря-
Рис. 54. Полочная сушилка, работающая при атмосферном да-
влении
жением сушильной камеры по влаге, составляющим для вакуум-
ных сушилок 15—20 кг удаляемой влаги/м2 поверхности нагрева
в час, для атмосферных сушилок 1—2 кг удаляемой влаги/м3
объема камеры в час.
Сушилки непрерывного действия
Наиболее перспективными видами сушилок непрерывного дей-
ствия являются сушилки с псе'вдоожиженным слоем и распыли-
тельные.
84
Сушилки с псевдоожиженным слоем
Конструкция сушилок с псевдоожиженным слоем представлена
на рис. 55. Аппарат с круглым сечением сушильной камеры 1
представляет собой два усеченных конуса, сложенных малыми
основаниями. Расширение камеры кверху преследует цель умень-
шения уноса мелких фракций за счет снижения скорости газового
потока. В месте стыка конусов расположена опорно-распредели-
тельная решетка, на которой размещают псевдоожиженный слой
высушиваемого материала. Влажный материал подают транспор-
тером 4 в бункер 5, а оттуда через питатель 6 и весовой дозатор 7
на свободную поверхность псевдоожиженного слоя. Под решетку
подают под напором нагретый газ (например, смесь продуктов
сгорания природного газа из топки и воздуха, нагнетаемого газо-
дувкой; воздух или инертный газ, нагретый при помощи нагре-
вателя и т. д.), являющийся одновременно ожижающим агентом
и теплоносителем для конвективной сушки порошка.
Высушенный материал отводят из нижней зоны слоя через
питатель 8 на транспортер 10. Отработавший газ отводят по
трубе 11, очищают в циклоне предварительной очистки, батарей-
ном циклоне или рукавных фильтрах и выбрасывают в атмос-
феру или направляют в систему регенерации. Осажденные в сбор-
нике 9 мелкие фракции порошка либо выводят из процесса, либо
поднимают элеватором и присоединяют к потоку влажного ма-
териала.
В аппаратах круглого сечения благодаря интенсивному пере-
мешиванию порошка возможно попадание влажных (недосушен-
ных) частиц в поток высушенного материала. Вероятность этого
явления значительно меньше в аппаратах с псевдоожиженным
слоем (рис. 55, б), где вход влажного и выход высушенного ма-
териала расположены на противоположных концах слоя. Отно-
шение длины слоя к его ширине составляет 10—12. Высоту слоя
регулируют переливными порогами 6. В связи с большой длиной
слоя ввод нагретого газа под решетку секционирован; при по-
мощи шиберов 4 этот поток распределяют по решетке равномерно
или по любому другому закону.
Разновидностью сушилок с псевдоожиженным слоем являются
аэрофонтанные сушилки (рис. 56), применяемые при сушке по-
рошков узкого гранулометрического состава, особенно в тех
случаях, когда в результате сушки резко уменьшается скорость
витания частиц. Корпус 1 аэрофонтанной сушилки имеет кониче-
скую форму. Скорость газового потока в нижнем (малом) сечении
камеры значительно превышает скорость не только начала псев-
доожижения, но и витания, поэтому поток захватывает высуши-
ваемый порошок и выбрасывает его фонтаном в верхние, более
широкие сечения. Благодаря резкому падению скорости потока
в этих сечениях, более тяжелые частицы (с большей скоростью
витания) оседают, образуя периферийный слой, который опу-
85
Отработавшие газы
б
Рис. 55. Сушилки с псевдоожиженным слоем:
а — с круглым сечением сушильной камеры; 1 — камера; 2 — топка; 3 — газодувка;
4, 10 — транспортеры; 5 — буикер; 6, 8 — питатели; 7 — весовой дозатор; 9 — сбор-
ник; 11 — труба; 12 — циклон предварительной очистки; 13 — фильтр рукавный; 14 —
элеватор; 15 — распределительная решетка;
б — с прямоугольным сечением сушильной камеры; 1 — камера; 2 — питатель влаж-
ного материала; 3 — подвод теплоносителя; 4 — шибер; 5 — решетка; 6 — переливной
порог; 7 — люк; 8 — выход отработавших газов
86
скается вдоль стенок. Частицы с малой скоростью витания (вы-
сохшие) уносятся из аппарата через патрубки 2, не требуя меха-
нической выгрузки. Нагретый газ подают через газовод 4, влаж-
ный материал — питателем <3, отрабо-
танный газ выводят через патрубок 5.
при
Распылительные сушилки
Рабочий процесс распылительных су-
шилок включает распыление (диспер-
гирование) потока высушиваемого ма-
териала (раствора, суспензии, пасты) в
ереде горячего газа и сушку продуктов
распыления (капель, частиц, гранул)
в этом потоке. Распылительные сушил-
ки классифицируют по двум основным
признакам: направлению движения га-
за и высушиваемого продукта в су-
шильной камере; способу распыления.
’ По первому признаку сушилки клас-
сифицируют на аппараты, работающие
при параллельном, противоточном и
смешанном потоках газа и высушивае-
мого продукта (рис. 57).
По способу распыления сушилки
классифицируют на аппараты с форсу-
ночным распылением (рис. 58) и аппараты с распылением
помощи вращающегося диска (рис. 59).
В большинстве случаев предпочтительным является парал-
лельный ток компонентов в сушильной камере. Сушилки с фор-
суночным распылением применяют для сушки растворов и сильно
разбавленных суспензий. Сушилки с вращающимся диском уни-
версальны с точки зрения состояния исходного материала.
ГОСТ 18906—80 предусматривает создание сушилок отече-
ственного производства по схемам рис. 58, а, г и рис. 59, а, г,
д, ж, з с производительностью по испаренной влаге 2—50 000 кг/ч.
Технические характеристики сушилок, применение которых
целесообразно в порошковой металлургии (с учетом объема про-
изводства порошков) приведены в табл. 7 и 8. Расшифровка услов-
ного обозначения модели сушилки: первая буква — источник
тепловой энергии (П — пар, Ж — жидкое топливо, Э — элек-
троэнергия); вторая буква — теплоноситель (В — воздух, Т —
топочные газы); цифра после букв — температура теплоносителя
иа входе в сушилку, °C (3 — до 300, 5 — до 500, 6 — до 600);
цифры после тире — модель установки; буквы после модели —
тип сушилки (РЦ — распылительная с центробежным распы-
лом, РФ — распылительная с форсуночным распылом); следу-
ющие цифры — диаметр сушильной камеры, м; цифры после
87
тире — объем сушильной камеры, м3; буквы после цифр — испол-
нение по взрывозащищенности (В — взрывозащищенная, Н —
невзрывозащищенная) и группа материалов, соприкасающихся
с продуктом (К — коррозионностойкая сталь); последние две
цифры — модель сушилки (11 — с нижним газоподводом и кони-
ческим днищем, 21 — с верхним токоподводом и коническим дни-
Газ
Рис. 57. Схема работы сушильных камер:
а, б, в — параллельный ток; а — противоток; д, е — смешанный ток
щем). Технологические схемы сушилок типа ЖТ представлены
на рис. 60, типа ПВ и ЖВ — на рис. 61.
Выбор типоразмера сушилки производят по следующей мето-
дике. Из расчета материального и теплового баланса процесса
сушки определяют производительность сушилки по испаренной
влаге; рабочий объем сушильной камеры V, м3, определяют по
формуле V — W/A, где W—производительность по испаренной
влаге, кг/ч; А — влагосъем с 1 м3 рабочего объема камеры,
кг/(м3-ч). Значение А определяют по графику на рис. 62 как функ-
цию разности температур Д/, °C, вычисляемую по формуле
Д/ = Ц^-/М, (85)
88
где Zi и t2 — температуры газа перед сушилкой (403—873) и
после нее (343—423 К); /м — температура мокрого термометра
(313—333 К). Заштрихованная область значений А соответствует
Рис. 58. Схемы форсуночных сушильных камер:
а — прямоточная с центральным закрученным подводом теплоносителя; б — с цен-
тральным закрученным подводом теплоносителя н раздельным выводом газов и материа-
ла; в — с равномерным распределением газа по сечению с помощью газораспределитель-
ной решетки; г — с радиальным по периферии подводом газа и центральным отсосом;
д — работающая при параллельном и противоточном движении газов и теплоносителя;
е противоточная с центрально-периферийным подводом теплоносителя и отводом
газа по центру
номинальным режимам работы сушилок. По полученному объему
определяют типоразмер сушилки.
Сушилки предназначены для сушки нетоксичных, непожаро-
опасных и взрывобезопасных материалов. В тех случаях, когда
высушиваемый материал является пожаровзрывоопасным (на-
пример, в твердосплавной промышленности, при сушке суспен-
89
Рнс. 59. Схемы сушилок с дисковым распылением:
Равномерным распределением газа над факелом распыла по сеченню ка-
меры, в-з _ с сосредоточенной подачей газов к корню факела распыла
90
Таблица 7. Технические характеристики распылительных сушилок малой и средней производительности
Параметр Модел ь
ЭВЗ-02РЦ1, 2-09НК-21 ГТ5-01РФ2, 5-25НК-21
Производительность, кг/ч: по исходному продукту 1000
по испаренной влаге До 10 400
Температура теплоносителя, К: на входе в сушилку 373—523 773
на выходе из сушилки 323—373 393
"Расход сжатого воздуха на распыл, кг/ч — 370
Давление сжатого воздуха, МПа — 0,4
Расход теплоносителя, кг/ч Расход топлива (теплота сгорания 46 500 кДж/кг), кг/ч 250 3700
52
Количество воздуха, кг/ч: иа горение — 1080
иа разбавление — 2610
Установленная мощность электрооборудо- вания, кВт Концентрация продукта, %: начальная 35,5 57,6
До 20
конечная До 3 —
Диаметр сушильной камеры, м 1,2 —
Рабочий объем сушильной камеры, м3 . . . 0,9 —
Размеры установки, мм 2480 XI536 X 7900Х5190Х
Масса, кг Х2500 2200 X 12 200 16 000
Выход продукта
Рис. 60. Технологическая схема распылительных сушилок типа ЖТ:
1 — камера; 2 — распылительная форсунка; 3 — батарея циклонов; 4, 6 — вентиля-
торы; 5 — циклон; 7, 9, 1! — воздуходувки; 8 — топка; 10 — емкость для исходного
продукта
91
Таблица 8. Технические характеристики распылительных сушилок большой
Условное обозначение сушиль- ной установки Производитель- ность по испа- ренной влаге, т/ч Температура, К
иа входе в сушилку на выходе из душилки
ЖТ5-01РЦ8-300ВК-11 ЖТ6-02РЦ8-300ВК-21 ЖТ5-01РЦ10-550ВК Н ЖТ6-02РЦ10-550ВК-21 ПВ2-01РЦ8-300ВК-21 ЖВЗ-О1РЦ8-ЗООВК-Н ЖВЗ-01РЦ8-400ВК-И ЖВЗ-01РЩ0-550ВК-11 ЖВЗ-01РЦ12.5-1100ВК-11 ЖВЗ-01РЦ12.5-1500ВК-П 3,5—6 До 6,5 7—12 До 12 1,2 3,5 3,76 7 10 15 573—723 До 823 573—723 До 823 413 573 523 573 573 573 363—393 363—393 363—393' 363—393 343 363 363 363 363 363
зий на основе «спирт—полиэтиленгликоль») необходимо преду-
сматривать сушилки в специальном исполнении, учитывающем,
в частности, использование азота в качестве теплоносителя и ре-
генерацию пожаровзрывоопасного компонента в замкнутом цикле.
Рис. 61. Технологическая схема распылительных сушилок типа ПП и ЖВ:
1 — камера; 2 — распылительная форсунка; 3, 5 — батарея циклонов; 4, 6, 7, 8, 10,
11 — вентиляторы; 9 — топка; 12 — емкость для исходного продукта; 13 — тепло-
обменник
На рис. 63 представлена распылительная сушилка для пасто-
образных материалов, например, шламов после отстоя. Сушиль-
ная камера <3 состоит из низкой цилиндрической части диаметром
около 3 м, оканчивающейся конусом. Горячий воздух поступает
тангенциально в кольцевой канал и из него через прорези в сушиль-
ную камеру. Пасту на сушку подают в загрузочную воронку 1
и через два горизонтальных шнека-питателя 2 — в вертикальные
парные шнеки с регулируемой частотой вращения, которые прес-
92
производительности
Расход теплоно- сителя, т/ч Установленная мощность электро- оборудования, кВт Размеры, мм Масса, кг (не более)
54,5 380 36 670X10 800X16 900 69 614
54,5 380 36 670X10 800X16 900 70 450
109 600 48 250X 12 256X18 756 101 490
109 600 48 250X 12 256X 18 756 106 310
52 235 28 615X13 560X16 250 52 500
47,5 412 51 780X 10 256X16 893 86 500
79 518 56 000X14 000X18 500 122 000
' 95 655 63 360Х 12 320Х 19 255 154 230
150 932 74 100Х 15 820X22 240 233 250
200 1320 83 000Х 17 015X25 220 287 000
суют пасту в нарезанной по кругу насадке. Из насадки паста
выходит в форме полых шнуров толщиной около 5 мм. Цилиндри-
ческая часть насадки
вращается, благодаря
чему обеспечивается
равномерный выход
пасты по всему объе-
му насадки. Вводимый
в центре насадки воз-
дух распыляет пасту
на мелкие частицы —
гранулы. Распылен-
ный материал вду-
вают через отверстие
Рис. 62. График к расчету рабочего объема рас-
пылительных сушилок:
1 — типа РЦ; 2 — типа РФ
в крышке камеры в сушильное пространство, поэтому тепловое
влияние на пасту во время подачи и распыления отсутствует.
В ряде случаев паста может подаваться насосом прямо в круго-
вую насадку, а распылительное устройство остается таким же,
как при шнековой подаче. Высушенный материал направляют
в циклон 6 и рукавные фильтры 4, отработанный воздух выбрасы-
вается в атмосферу вентилятором 5. Температура воздуха на
входе 423—1123 К, расход тепла 380 кДж/кг испаряемой воды
(1,45 кг пара при давлении 98 кПа на 1 кг воды), температура
продукта на выходе из сушилки 338 К.
Основными преимуществами распылительных сушилок яв-
ляются:
1) высокая скорость сушки, позволяющая достигать высокой
производительности и максимально сократить продолжительность
пребывания продукта при высокой температуре;
2) широкие возможности регулирования показателей качества
высушенной продукции (влажности, дисперсности, насыпной
массы и др.);
93
3) отсутствие последующих (за сушкой) операций по доводке
продукта;
4) возможность исключения из технологических процессов
операций предварительного удаления жидкости — отстоя, филь-
трации и др.;
5) возможность полной механизации и автоматизации техно-
логического цикла;
6) отсутствие соприкосновения высушиваемого материала со
стенками сушилки;
7) широкий диапазон температур сушки (338—1473 К);
8) возможность сушки
липких продуктов — паст,
клейких веществ и др.;
9) легкость введения до-
полнительных компонентов
на любой стадии процесса
сушки;
10) отсутствие пылевых
выбросов в производственное
помещение.
Основные недостатки рас-
пылительных сушилок: боль-
шие капитальные затраты на
создание установок; повы-
шенный расход электроэнер-
гии, обусловленный затра-
тами на распыление и уве-
личенным расходом воздуха
при невысоких температурах сушки; высокие удельные габариты
установок при низкой температуре теплоносителя на входе в
сушилку.
§ 7. СМЕСИТЕЛЬНОЕ ОБОРУДОВАНИЕ
В порошковой металлургии смесительное оборудование приме-
няют для приготовления сухих смесей порошкообразных компо-
нентов друг с другом и пластифицированных (пастообразных)
смесей твердых порошкообразных компонентов с жидкими. Осно-
вой классификации смесителей является характер технологиче-
ского цикла (периодический или непрерывный) и механизм про-
цесса смешивания (конвективный, диффузионный, конвективно-
диффузионный).
Смесители периодического действия
Барабанные смесители
Наиболее распространенными в порошковой металлургии смеси-
телями периодического действия являются барабанные, приме-
няемые для приготовления сухих смесей, и червячно-лопастные,
94
в которых можно получать как сухие, так и пластифицированные
смеси.
Барабанный смеситель представляет собой замкнутую ем-
кость — корпус, вращающийся на оси. На рис. 64 представлены
основные типы промышленных барабанных смесителей: цилиндри-
ческий горизонтальный с осью вращения, совпадающей с осью
цилиндра (а), цилиндрический вертикальный с осью вращения,
перпендикулярной к оси цилиндра (б), двухконусный горизон-
тальный с осью вращения, совпадающей с осью корпуса (в), двух-
Рис. 64. Основные типы барабанных смесителей
конусный вертикальный с осью вращения, перпендикулярной
к оси корпуса (а), граненый горизонтальный с осью вращения,
совпадающей с осью корпуса (д), бицилиндрический V-образный
(е), кубический (ж), тетраэдрический (з), цилиндрический с осью
вращения, наклоненной к оси корпуса — «пьяная бочка» (и).
Преимуществами барабанных смесителей являются простота
конструкции, возможность смешения компонентов без истирания
и изменения формы частиц, возможность смешения абразивных
компонентов при минимальном истирании элементов конструкции
смесителя.
Технические характеристики барабанных смесителей периоди-
ческого действия приведены в табл. 9.
Технологический расчет смесителя включает определение опти-
мальной частоты вращения барабана, продолжительности смеши-
вания и энергозатрат.
Оптимальная частота вращения определяется по формуле
^опт = (1500 -Г- 2000)У d4/Rmax> (86)
где d4 — среднеарифметический диаметр частиц смешиваемых ком-
понентов; 7?шах — максимальный радиус вращения корпуса сме-
сителя.
Расчет продолжительности смешивания (суммарного числа
оборотов барабана п2) в цилиндрических смесителях основан на
95
Таблица 9. Технические характеристики барабанных смесителей
периодического действия
Модель
Характеристика СБН-20-В СБУ-З-В СБН-З-В и ЦЭ о CQ X из и
Одноразовая загрузка, т 20 3 3 1,5 1,5
Диаметр барабана, мм . . 2600 2000 2000 1400 1400
Частота вращения, об/мин: барабана 8 7 7 7,5 7,5
шнека 54,6 54,6 57,7 36,5 36,5
Мощность привода, кВт: барабана 20 8 8 5,5 5,5
шнека 1 1 1 1,7 1,7
Масса смесителя, т . . . . 12 5 5 2,5 2,8
Размеры, мм: длина 7321 5692 5692 4640 4722
ширина 2720 2100 2100 1480 1480
высота 3205 2580 2580 1867 1886
Рабочая среда Корр о- Ней- Корро- Ней- Корро-
знойная тральная знойная тральная знойная
модели макродиффузионного массопереноса в направлении вдоль
оси барабана и производится по формулам
107ЛИ2
— —да— ПРИ малом ожидаемом
L2 [log 0,8— log (1 — Л4)] й
= — 32Д2 ------ при о°льшом ожидаемом
где L — длина барабана, М — степень смешения, требуемая
к моменту окончания п2 оборотов барабана
S2 —S2
^--1 -~-2 ; S^ = P(1- РУ, Sl^Pd-Pym,
So — среднеквадратичное отклонение концентрации ключевого
компонента в пробах (СКВО) для совершенно несмешанной смеси;
SB — СКВО при максимально совершенном в статистическом
смысле смешении; S — измеренное (требуемое) значение'СКВО;
Р — фактическое массовое относительное содержание ключевого
компонента в смеси; т — число частиц в пробе; D — коэффициент
кажущейся макродиффузии, зависящей от физико-химических
свойств смеси, степени заполнения смесителя и его размеров.
При оценочных расчетах D « 10-3 см2/об.
В смесителях с двухконусным, двухцилиндрическим, кубиче-
ским, тетраэдрическим и наклонным корпусами осевые перемеще-
96
ния частиц происходят путем скольжения материала по наклон-
ным поверхностям корпуса, массоперенос осуществляется за счет
среза слоев и их перетасовки, поэтому при их расчете нельзя
использовать в качестве базы диффузионную модель процесса
смешения. Основные технологические характеристики связаны
в этом случае соотношением
Ус = Ке-ф', (87)
где Vc — коэффициент неоднородности смеси к моменту продол-
жительности смешения /; V'c — предельно достижимый для дан-
ного типа смесителя коэффициент неоднородности; Ф — коэффи-
циент скорости смешения, зависящий от конструкции смесителя,
скорости вращения его корпуса, физико-механических свойств
смеси.
» 1/(Ё - И
, (88)
где п — число анализируемых проб; сг — значение концентрации
ключевого компонента в i-той пробе; с — среднее арифметическое
значение концентрации ключевого компонента в пробах.
Мощность, кВт, потребляемую смесителем, рассчитывают по
следующим формулам:
цилиндрический горизонтальный и вертикальный
Мц = Tjj2 sin <p; (89)
двухконусный горизонтальный и вертикальный, заполненные
наполовину
__ pHw sin Ф [/к(7?2+га) (/?+/) + 27?з/ц]
Лдк---------------Гб5?5 ’ (90)
цилиндрический наклонный
Мц.н =Яо<»51пф; (91)
тетраэдрический
N а*Рн<о sin <р
т 6000 ’
где G — масса материала в барабане, кг; « — частота вращения
барабана, рад/с; А?о — радиус центра массы материала в сегменте, м;
Ф — угол естественного откоса перемешиваемого материала, град;
рн — плотность перемешиваемого материала, кг/м3; /ц и /к —
длина цилиндрической и конической частей барабана, м; 7? —
внутренний радиус цилиндрической части барабана, м; г — вну-
тренний наименьший радиус конической части барабана, м; % —
4 Кипарисов С. С. и др.
97
расстояние центра тяжести массы в продольном сечении барабана
от оси вращения, м; <р — угол, образованный в рассматриваемый
момент времени радиусом А?о с вертикалью, град (<р и R'o при
вращении барабана меняют свои значения, максимальные имеют
место, когда уровень материала совпадает с горизонтальной
осью); а — сторона тетраэдра.
Червячно-лопастные смесители
В червячно-лопастных смесителях компоненты смешивают двумя
горизонтальными валками-червяками, вращающимися навстречу
друг другу с различными скоростями.
4 7 6
Двухвалковый (двухлопастный) смеситель (рис. 65) состоит из
камеры смешения 1 с крышкой 2, двух валков 3, реверсивного
шнека 4, привода 5 валков, привода 6 шнека, станины 7. В за-
висимости от направления вращения реверсивный шнек 4 либо
интенсифицирует процесс смешивания, либо выгружает получае-
мую смесь из смесителя.
Открывание крышки и опрокидывание смесителей вмести- -
мостью до 10 л производится вручную, вместимостью 25—50 л —
механическим способом, вместимостью 100—800 л — гидравличе-
ским способом.
Для получения смесей, обладающих большой липкостью, при-
меняют червячно-лопастные смесители плужкового типа (рис. 66).
Перемешивающий орган этих смесителей выполнен в виде гори-
зонтального вала 3, на котором смонтированы плугообразные
лопасти 10, смещенные относительно друг друга на 90—180°.
98
В верхней части корпуса 2 расположены загрузочная горловина 6
и патрубок 4 для ввода жидких компонентов. Выгрузку смеси
осуществляют через горловину 9. Боковые люки 8 предназначены
для осмотра и чистки рабочего пространства смесителя. На ба-
рабане установлены две ножевые головки 5, предназначенные для
разрушения агломератов комкующихся материалов. Привод го-
ловок осуществляется от автономных электродвигателей. Привод
смесителя включает электродвигатель 1 и подшипники 7.
Рнс. 66. Плужковый смеситель
Расчет продолжительности смешивания в червячно-лопастных
смесителях может выполняться по той же методике, что и в бара-
банных. Необходимо учитывать при этом зависимость величины
эффективного коэффициента макродиффузии от конструкции вал-
ков и состояния смеси, прежде всего количества и вязкости жид-
кой фазы.
В смесителях с реверсивным шнеком его производитель-
ность Q, м3/мин, при разгрузке определяют по формуле
Q = Vcp^i<p3, (93)
где и — угловая частота вращения шнека, рад-с-1; i — число
заходов витков шнека; <р3 — коэффициент заполнения объема
между витками шнека (<р3 = 0,3-?0,5); Vcp — объем простран-
ства между двумя витками однозаходного шнека, м3,
(Ош — dm) (t — S);
Dm — наружный диаметр витков шнека, м; Йщ — диаметр вала
шнека, м; i — шаг шнека, м; S— средняя толщина витков шнека, м.
4* 99
Схемы компоновки смесителей представлены на рис. 67.
Специфическим видом смесителей периодического действия
являются усреднители, предназначенные для объединения и
усреднения состава приготовленных ранее отдельных партий
смесей, качество каждой из которых находится в пределах до-
пуска. /
Рис. 67. Схемы компоновки двухвалко •
вых смесителей вместимостью:
я — 1,5 и 10 л; б — 25 и 50 л; в — 100 —
800 л
Основными видами усреднителей, которые могут применяться
в порошковой металлургии, являются пересыпные, циркуля-
ционные и планетарно-шнековые.
Смесители непрерывного действия
В смесителях непрерывного действия поступление компонентов
на смешение и выдача готовой смеси осуществляются непрерывно.
Качество смеси, получаемой в смесителях непрерывного дей-
ствия, зависит не только от характеристик процессов собственно
смешивания, но и от характера питания (дозирования). Любой
питатель (дозатор) характеризуется определенной погрешностью
равномерности питания (дозирования). Источником формирова-
ния погрешности могут быть как статистические, так и детерми-
нированные факторы. Для получения требуемого качества го-
товой смеси смеситель непрерывного действия должен не только
смешать компоненты, но и сгладить флуктуации питающих по-
токов в основном по показателям расхода (скорости поступления)
отдельных компонентов.
Создание смесительных установок непрерывного действия мо-
жет осуществляться следующими путями: создается (подбирается)
смеситель, питатель (дозатор) выбран заранее; создается (подби-
рается) питатель (дозатор), смеситель выбран заранее; смеситель
и питатель (дозатор) создаются одновременно.
В первом случае конструкция создаваемого смесителя и режим
его работы должны обеспечить смешивание и сглаживание флук-
100
туаций подаваемых питателем (дозатором) потоков. Вид и количе-
ственные характеристики этих флуктуаций должны быть указаны
в технических характеристиках питателей (дозаторов) или уста-
новлены экспериментально.
Во втором случае надо подобрать к заранее выбранному сме-
сителю такие питатели (дозаторы), которые обеспечивают уровень
флуктуаций характеристик подаваемых потоков ниже уровня,
допускаемого конструкцией смесителя. Для обеспечения требуе-
мого соотношения указанных уровней необходимо расчетом или
экспериментально установить сглаживающую способность сме-
сителя.
В третьем случае необходимо, используя критерий минимума
приведенных затрат, оптимизировать соотношение сглажива-
ющей способности смесителя и погрешности питания, обеспечивае-
мой питателем.
Непрерывнодействующий смеситель с известной структурой
потоков в рабочем объеме в зависимости от конструкции можно
рассматривать как статическое безынерционное звено, статиче-
ское инерционное звено, дифференцирующее звено, звено с по-
стоянным запаздыванием. Для этих звеньев известны аналитиче-
ские формы записи передаточных функций, амплитудно-частотных
характеристик и переходных характеристик, следовательно, сгла-
живающая способность смесителя может быть определена рас-
четным путем. При неизвестной структуре потоков внутри сме-
сителя вид указанных выше функций и характеристик и соответ-
ственно сглаживающая способность устанавливаются экспери-
ментально.
Смесители непрерывного действия можно разделить на сле-
дующие группы: смесители, в которых материал перемещается
вдоль оси без продольного перемешивания частиц; смесители,
в которых материал перемещается вдоль оси при наличии опре-
деленного уровня продольного перемешивания; смесители с хао-
тическим перемешиванием компонентов во внутреннем объеме.
Смесители первой группы являются практически безынер-
ционными, и флуктуации дозирования в них не сглаживаются.
Смесители должны комплектоваться питателями (дозаторами) вы-
сокой точности, что в свою очередь требует применения дорого-
стоящих систем автоматического регулирования. Конструктивно
смесители первой группы выполняют в виде вертикальной трубы,
внутри которой вращаются радиальные мешалки. Смешиваемые
компоненты свободно падают через трубу, процесс радиального
смешения описывается однопараметрической диффузионной мо-
делью, "интенсивность смешивания определяется, в основном,
частотой вращения мешалок, продолжительность пребывания
материалов в смесителе измеряется секундами—десятками се-
кунд.
Смесители второй группы обладают определенной сглажива-
ющей способностью, материал движется внутри смесителя в порш-
101
невом режиме (режиме вытеснения) при наличии некоторого про-
дольного перемещения частиц друг относительно друга. Расчет
смесителей второго типа выполняют на основе двухпараметриче-
ской диффузионной модели, либо рассматривают процессы про-
дольного и радиального смешивания раздельно, описывая каж-
дый из них однопараметрической моделью. Первый процесс обеспе-
чивает сглаживание флуктуаций питания, второй — смешивание.
В порошковой металлургии пфименяют, в основном, две разно-
видности смесителей второго типа: барабанные и червячно-ло-
пастные.
Основным элементом барабанного смесителя (рис. 68) является
корпус (барабан) /, несущий бандажи 2 и 4, опирающиеся на
ролики 6 и 10. Барабан приводится во вращение от электродви-
гателя 7 через редуктор 8 и зубчатую пару 9—3. Смешиваемые
материалы поступают в смеситель от питателей через наклонный
желоб 11, готовая смесь выдается через желоб 5. Барабан уста-
навливают с углом наклона к горизонту <4°.
Для увеличения скорости продольного смешения внутри ба-
рабана может располагаться винтовая насадка в виде спиральных
лент, прикрепленных к внутренней стенке барабана.
Основные технологические характеристики барабанного сме-
сителя связаны соотношением
р ______ 0,43Х _____ GL
С (l)max — —' — --------г — " ’ (94)
S? /2л 2Q VnDi3
где С (/)тах — максимальное отклонение концентрации ключе-
вого компонента в потоке на выходе из смесителя; X = G/Q —
продолжительность флуктуационного импульса на входе в смеси-
тель; G — величина возмущения питающего потока; Q — массо-
вый расход материала через смеситель; D — коэффициент про-
102
дольного смешения; S4 — относительная дисперсия логарифма
времени пребывания частиц материала в смесителе; t—среднее
время пребывания частиц в смесителе, равное отношению длины
барабана L к линейной скорости W потока материала через него.
Время, необходимое для снижения возмущения на входе до
величины С (/) max,
С (OmaxQS V2л
™ 2D - е' $
Г — LR7 — £2 > ° — 0,43 ‘
(95)
Для обеспечения расчетного времени пребывания необходим
барабан длиной
__________GW
С (Отах QS 2л
Коэффициент продольной макродиффузии
D = К(й°'3й1’31Г0’1фз'25, (97)
где К — коэффициент, зависящий от физико-механических свойств
смешиваемых компонентов; и — частота вращения барабана; d —
внутренний диаметр барабана; <р3 — коэффициент заполнения
барабана, равный ~0,3 для гладких барабанов.
Мощность привода барабанных смесителей рассчитывают по
формуле
N = (98)
где п — частота вращения барабана, об/мин; рн — плотность
перемешиваемого материала; Ка — насадочный коэффициент,
Кн = 1 Для гладких барабанов, Кн = 1,54-1,6 для барабанов
с винтовой лопастной насадкой.
Смесительная установка на базе червячно-лопастного смеси-
теля (рис. 69) включает бункеры 1, шнеки 2, бункеры-дозаторы 3,
ворошители 4, дозирующие шнеки 5, лотки 6, приемную камеру 7.
В камере 7 тонкие слои компонентов наслаиваются друг на друга
и поступают в смеситель, состоящий из двух секций: верхней 8,
предназначенной для сухого смешивания, и нижней 9, в которой
полученную шихту увлажняют. Секции одинаковы по конструк-
ции и представляют собой корытообразные корпуса, внутри каж-
дого из которых вращаются два вала с чередующимися лопастями
прямоугольной формы и витками замкнутого шнека. Лопасти
повернуты относительно оси вала на угол 45°. Производительность
установки 0,3—1,0 т/ч при влажности 15—20 %, качество смесей
характеризуется значением Vo = 1,54-2 %, энергозатраты не
более 2 кВт-ч/т готовой смеси.
Моделью смесителей третьей группы являются аппараты
идеального смешения. Эти смесители обладают большой инер-
103
трации ключевого компонента
Рис. 69. Смесительная установка с чер-
вячно-лопастным смесителем непрерывно-
го действия
ционностью и мало чувствительны к плохому дозированию. Ка-
чество смеси на выходе из смесителей третьей группы опреде-
ляется процессом трехмерной макродиффузии компонентов в объ-
еме смесителя и распределением времени пребывания отдельных
частиц в этом объеме. Первый процесс определяет величину дис-
персии концентрации ключевого компонента *DX в выходящем из
смесителя продукте, второй — величину дисперсии времен пре-
бывания частиц в смесителе D2, вызванную колебаниями концен-
в питающем потоке. Суммарная
дисперсия, определяющая ка-
чество готовой смеси Dc =
= Dy + D2, величина коэффи-
циента неоднородности готовой
смеси
Ус =-^100%. (99)
'-'0
Величина Dy зависит от объ-
ема материала в смесителе, про-
должительности его пребыва-
ния в смесителе, скоростных
характеристик побудителя дви-
жения частиц в смесителе, ха-
рактеристик самих частиц. Ве-
личину Dy определяют по кри-
вым зависимости Vc = f (t) при работе смесителя с остановленными
питателями и продолжительности смешивания, равной средней про-
должительности пребывания частиц в непрерывно работающем
смесителе. Величину D2 также можно определить эксперимен-
тально, вводя импульсное возмущение (порцию ключевого ком-
понента) на вход смесителя, работающего в стационарном режиме,
и определяя изменение концентрации введенного компонента на
выходе из смесителя в функции времени.
Конструктивно смесители третьей группы чаще всего выпол-
няют в виде аппаратов с многократно пересекающимся аэродина-
мическим потоком и аппаратов с псевдоожиженным слоем. Теоре-
тические основы работы таких аппаратов с псевдоожижением
представлены в работе Ю. И. Макарова «Аппараты для смешения
сыпучих материалов» (М.: Машиностроение, 1973).
Пример смесителя третьего типа приведен на рис. 70. Смеси-
тель предназначен для непрерывного смешивания с одновремен-
ным измельчением материалов. Исходные материалы питателем 1
подают в смесительную камеру 2, дно которой является газорас-
пределительным устройством. Это устройство состоит из непо-
движного диска-статора 3, снабженного пальцами 4 и колпачками 5.
Псевдоожижающий газ подают в камеру 6, откуда он через кол-
пачки 5 поступает в слой смешиваемого материала. Внутри псевдо-
ожиженного слоя располагают быстровращающийся ротор 7
104
с пальцами 8. Ротор насажен на вал 9, приводимый во вращение
от электродвигателя. В пространстве между пальцами ротора
и статора материал измельчается и смешивается. Газ уходит из
смесителя через циклон 10, готовая смесь выводится через сектор-
ный питатель 11 или пневмопровод 12.
§ 8. СЕПАРИРУЮЩЕЕ ОБОРУДОВАНИЕ
Сепарирующее оборудование предназначено для выполнения сле-
дующих технологических задач: очистки порошков от примесей,
разделения (фракционирования, сепарации) порошков на фрак-
ции по тому или иному признаку, выделения твердой составля-
ющей из пылегазовых потоков и суспензий в основных технологи-
ческих процессах, системах аспирации и мокрого пылеудаления.
Признаками разделения порошков могут быть размеры ча-
стиц, форма частиц, плотность материала, коэффициенты внеш-
него трения, упругие свойства, магнитные свойства. В подавля-
ющем большинстве видов сепарирующего оборудования разделе-
ние осуществляется по совокупности нескольких признаков:
в этом случае один из них является основным, а остальные сопут-
ствующими .
Основными технологическими характеристиками сепараторов
являются: производительность; число фракций на выходе из
аппарата; коэффициенты, характеризующие количество целевого
компонента, попавшего в соответствующую фракцию, отнесенное
либо к количеству компонента в исходной смеси (коэффициент
105
извлечения), либо к количеству этой фракции (коэффициент
чистоты фракции, разрешающая способность сепаратора по дан-
ной фракции).
Основными видами сепарирующего оборудования в порошко-
вой металлургии являются вибросепараторы, пневмо- и гидросе-
параторы, магнитные сепараторы. ,
Вибрационные сепараторы
Вибрационные сепараторы выполняют в виде вибрационных сит
и вибрационных столов (дек).
Вибрационные сита
Вибрационное сито (рис. 71) содержит короб /, ситовое полотно 2,
подвеску <3,^опорную раму 4, привод-вибровозбудитель 5. Суще-
Рис. 71. Схемы вибрационных сит:
а — одиосеточного; б — миогосеточиого с вертикальным расположением коро-
бов; в — то же, с горизонтальным расположением
ствуют сита непрерывного и периодического действия. На рис. 72
представлены основные кинематические схемы вибрационных сит.
Рабочим органом вибрационного сита является колеблющийся
ситовой канал (замкнутая ситовая камера — в ситах периоди-
ческого действия), образованный ситовым полотном (рис. 73) и
двумя продольными и одной поперечной (передней) стенками.
На ситах непрерывного действия осуществляются:
1) транспортирование смеси вдоль канала, необходимое для
непрерывности процесса и характеризуемое средней скоростью
центра массы смеси;
106
2) еамосортирование — погружение к поверхности сита частиц
меньших размеров и большей плотности и всплывание в верхние
слои частиц больших размеров и меньшей плотности;
3) просеивание — прохождение через отверстия сита частиц
с размерами меньшими, чем размеры отверстия;
Рис. 72. Схемы качающихся сит:
а — на шарнирных подвесках; б — на шарнирных опорах; в — на пружинных опорах;
г — на кривошипных опорах; д — на кривошипной опоре и шарнирной подвеске; е —
на шарнирной и кривошипной опорах
Вибрационные сита позволяют осуществить следующие ре-
жимы перемещения — просеивания:
1) прямолинейные гармонические колебания без подбрасыва-
ния с двусторонним движением и мгновенными остановками;
IS
Рис. 73. Основные виды ситовых полотен:
а — тканевые; б — плетеные; в — круче-
ные; г — сварные; д — стержневые; е —
вязаные; ж — сборные
непрерывный контакт с ситом и отсутствие интервалов относи-
тельного покоя увеличивают вероятность просеивания частиц
из нижнего слоя и уменьшают динамические нагрузки на сито;
2) равномерные круговые колебания в вертикальной плоско-
сти с непрерывным подбрасыванием; этот режим применяют для
разделения связных (агломерированных) порошков и одновремен-
ной сепарации по размерам и плотности; подбрасывание и удары
способствуют разрыхлению и самосортированию смесей, но тре-
буют применения прочных и жестких сит;
3) равномерные круговые колебания в горизонтальной пло-
скости применяют для разделения смесей на большое число фрак-
ций с высокой разрешающей способностью.
107
Схемы для расчета вибрационного сита (на примере сита с де-
балансным вибровозбудителем) представлены на рис. 74.
Зависимость, связывающая вес сита с порошком Gc, Н, ампли-
туду его колебаний е, м, вес дебаланса q, Н, и радиус его враще-
ния г, м, имеет вид:
Gce = qr. (100)
При поверочных расчетах обычно определяют величину е,
исходя из известных величин.
Мощность привода определяют по формуле
(Ю1)
N = <?rdn3//(17,2 • 106),
Рис. 74. Расчетная схема вибра-
ционного сита
где d — диаметр подшипников, м;
п — частота вращения, об/мин; / —
коэффициент трения в подшипниках.
Нормальный режим работы одно-
сеточного вибрационного сита непре-
рывного действия при малой тол-
щине слоя сепарируемых частиц осу-
ществляется при условии
?тр 7сепТ?Т,, (Ю2)
где <?тр — производительность сита как транспортирующего уст-
ройства, кг/с; </сеп — удельная производительность сита по про-
ходящей фракции, кг/(м2 с); В — ширина полотна, м; L — длина
полотна, м.
Удельная производительность
7сеп = СЮТб/®р0, (ЮЗ)
где С — коэффициент пропорциональности, зависящий от «жи-
вого» сечения сита, концентрации проходящей фракции в смеси,
плотности и других свойств частиц, 1/м2; v—линейная скорость
центра массы частиц относительно сита, м/с; р0 — вероятность про-
сеивания отдельной частицы.
Для безотрывного движения эта вероятность подчиняется
нормальному закону
Ро= 1
(104)
где ст — среднеквадратичное отклонение; ик — критическое' зна-
чение скорости при р0 = 0,5.
Для сферической частицы диаметром d при равномерном движе-
нии над прямоугольным отверстием длиной D в горизонтальном
ите
(Ю5)
108
где /? — коэффициент восстановления нормальной скорости ча-
стицы при ударе о кромку отверстия.
При движении частицы с подбрасыванием вероятность просеи-
вания уменьшается вследствие уменьшения продолжительности
контакта с ситом из-за увеличения нормальной составляющей
ускорения сита и нарушения условий безотрывного движения
и вследствие отражения частицы вверх при ударе о кромку от-
верстия при движении тонкого слоя. Увеличение толщины слоя
порошка до некоторого оптимального значения увеличивает
вероятность просеивания.
При работе в режиме горизонтальных поступательных круго-
вых (с радиусом г) колебаний в горизонтальной плоскости сред-
няя линейная скорость иср, м/с, движения центра массы порошка
= (106)
где Ра = Hcp/L; Нср — средняя высота слоя порошка, м; L —
длина канала, м; g — ускорение силы тяжести, м/с2; f — коэффи-
циент трения частиц нижнего слоя о поверхность полотна; со —
частота колебаний, 1/с.
В условиях самосортирования средняя скорость погружения
частиц Оверт, м/с, рассчитывается по уравнению
«верт = ----г = ...= > (107)
верт На -я г 1 47
2 J/ £ (1 + £) - arccos
где Ао — коэффициент, зависящий от свойств проходовой ча-
стицы и массы порошка в целом, м2/с2; £ = (f/f0) — 1 — коэффи-
циент, в котором f и /о — коэффициенты трения соответственно
нижнего слоя по ситовому полотну и верхнего слоя по нижнему.
Формула (106) справедлива, когда послойное движение происхо-
дит во всей массе порошка, т. е. при условии ы2г > gf.
Вибрационные столы (деки)
Вибрационным столом-сепаратором (рис. 75, а) называют устрой-
ство, предназначенное для разделения сухих порошков дисперс-
ностью 0,03—2 мм по крупности, форме, коэффициенту трения,
упругим свойствам (разделение алмазных зерен по форме, выде-
ление из массы порошка частиц сферической формы, выделение
волокновых частиц из их смеси с порошком и т. д.).
Основным элементом сепаратора является плоский или вогну-
тый стол 1, укрепленный на верхней раме 2, соединенный через
упругие элементы 3 с реактивной рамой 4. Вибровозбудитель 7
жестко соединен с рамой 4. Колеблющийся узел сепаратора уста-
новлен на поворотной раме 6 через мягкие опоры 5. С помощью
приспособления 8 столу 1 может быть придан требуемый угол
наклона а к горизонту, а винтовые опоры 9 с плитой 10 позволяют
109
установить угол наклона е в поперечном направлении. Материал,
подлежащий сепарации, поступает на стол из питателя 12, и бла-
годаря двойному его наклону распределяется по поверхности,
образуя веер разделяемых частиц. Выделенные фракции (про-
дукты) собирают в ячейках 11, расположенных по краям стола.
На рис. 75, б представлена схема многоярусного сепаратора.
Вибрационные столы работают в режимах, близких к резо-
нансным. При электромагнитных вибровозбудителях частоту соб-
Рис. 75. Схемы вибрационного стола с одной плоской декой (а) и многоярусного стола
с плоскими двухслойными деками (б)
ственных колебаний системы, образованной столом, рамами,
пружинами, выбирают равной 57 или 100 Гц, рабочая частота
вибрации стола в этом случае составляет 3 и 6 тыс. колебаний
в минуту соответственно. Ускорение стола составляет (6—10) g.
При движении частиц в монослое по вибрирующей поверх-
ности наклонного стола в режимах с подбрасыванием средняя
скорость частиц v зависит от мгновенного коэффициента трения X
и коэффициента восстановления при ударе R. При угле4наклона
стола а = а0 (рис. 76, а) скорость одних частиц (кривая 2) обра-
щается в нуль, скорость других (кривая 1) остается значительной.
При увеличении угла наклона до а = ах, проявляется эффект
сепарации: одни частицы транспортируются вверх по наклонной
поверхности со скоростью их, а другие скользят или скатываются
вниз со скоростью v2. В определенном диапазоне размеров мелкие
частицы обладают большим X и меньшим R, чем крупные; равно-
осные частицы обладают меньшим X, чем плоские или иглообраз-
но
ные; волокновые частицы отделяются от порошковых в основном
за счет различия в величине R.
Основной технологической характеристикой вибрационного
стола является разделяющая способность D^, определяющая
Рис. 76. Зависимость скорости вибрационного перемещения от угла наклона стола (а),
траектория движения частиц иа плоском (б)"и вогнутом (в) столах
возможность направлять частицы с различными параметрами
в разные приемные ячейки (см. рис. 75). Для плоского
ctgft —tg<z
стола
(Ю8)
tg? ,
(Ю9)
sin е ctg р — tg _|_ q — gyt sin2 g >
где р — угол вибрации;
q — параметр сепарации,
q = X (1 — R) [(2 — X) (1 +
4- Д)1; а и е — углы нак-
лона стола.
Формула (108) показы-
вает, что является функ-
цией не только установоч-
ных геометрических харак-
теристик стола, но и свойств
разделяемых частиц.
Для вогнутого стола
(рис. 77) (только для частиц
с горизонтальными асимпто-
тами траекторий)
D 1 г Г (1_—<7) tg2T + 2 _
“ 2 1К(1 — <7)atgy —4<7
где у = ах + 0Х.
Отношение продольной (по оси z) и поперечной (по оси х)
составляющих скорости частицы
Ъ - Q—<7)sine
vx ьЧ q ctg Р — tg а '
(ИО)
111
Перемещение частиц вверх по вогнутой вибрирующей поверх-
ности в случае прямолинейных гармонических колебаний при
а > 0 возможно, если в любой точке стола |3 > 0. Следовательно,
минимальное значение угла вибрации у верхнего края стола
Pmin = Pl — arcsin >0. (111)
Радиус кривизны стола
г = —,й- 4 -о- . (112)
sm (Pi — Pmln)
Минимальное значение угла вибрации выбирают равным 10°.
Важной технологической характеристикой вогнутого стола
является крутизна подъема Д' = 0/L = Р — Pmm/Д- При широ-
ких характеристиках разделяемой массы порошка К должно
быть большим, при узких — меньшим. Практически Д' находится
в пределах 5—10°.
Пневматические сепараторы
В пневматических и гидравлических сепараторах осуществляют
центробежно-гравитационное разделение порошков (в основном
Рис. 78. Схема и атноситель-
иые размеры проходного сепа-
ратора
субситовой дисперсности) на фракции
по крупности частиц и извлечение
твердой фазы — порошка — из двух-
фазных потоков газ — твердое и жид-
кость — твердое (суспензии). Центро-
бежно-гравитационное разделение осно-
вано на том, что при вращении мас-
сы порошка вместе с несущей средой
или без нее более крупные частицы,
на которые действует относительно
большая центробежная сила, переме-
щаются в радиальном направлении к
периферии сепаратора, а более мелкие
остаются в его центральной части.
На рис. 78 представлены схема и от-
носительные размеры проходного сепа-
ратора. Сепаратор состоит из корпуса
3, внутреннего конуса 4, направляю-
щих поворотных створок 5, механизма
поворота створок 6, рассекателя 8, патрубков 9, 1,7, сборника 2.
Поток, состоящий из сепарируемого порошка и газа-носителя,
поступает в сепаратор через патрубок 9. В результате расширения
потока и резкого падения его скорости при входе внутрь корпуса 3
наиболее крупные частицы выпадают в сборник 2. Через створки 5
поток попадает во внутренний корпус 4, одновременно приоб-
ретая вращательное движение. При таком движении относи-
тельно более крупные частицы выделяются из потока, выпадают
112
в вершину конуса и выводятся через рассекатель 8. Самые мелкие
частицы выводятся с потоком газа через патрубок 7. Границы
раздела фракций регулируются скоростью потока, входящего
в сепаратор через патрубок 9 и степенью открытия створок, то
есть скоростью потока на входе в циклон.
Основной технологической характеристикой сепаратора яв-
ляется напряженность его объема по газу-носителю /Со = V/Vc,
где V — объем газа, проходящего через сепаратор; Vc — объем
сепаратора. Величина V определяется требуемой производитель-
ностью сепаратора и концентрацией порошка в двухфазном потоке
[обычно^ 10 % (объемн.)], а 7<0 выбирается как функция дис-
персности сепарируемых фракций:
/?90о/о, мкм . . . 4—6 6—15 15—28 28—40
Ко, м3/м3 .... 2000 2500 3500 4500
Определив V и /Со, определяют Vc и выбирают основной кон-
структивный размер сепаратора — диаметр Dc на основании сле-
дующих соотношений:
Ус, м3 .......... 2,4 4,2 5,5 8,4 10,0 14,3 22,0
Dc, мм........... 1900 2250 2500 2850 3000 3420 4000
По выбранному диаметру Dc определяют все остальные кон-
структивные размеры. Приведенные ряды объемов и диаметров
сепараторов являются нормализованными. Сепараторы проход-
ного типа работают только в блоке с побудителями расхода двух-
фазного потока — вентиляторами или газодувками.
На рис. 79 представлена схема замкнутого сепаратора. Сепа-
рируемый материал подается через воронку 6 и попадает на раз-
брасыватель 11, сидящий на оси 9. Под действием центробежных
сил и восходящего потока газа, создаваемого вентилятором 10,
порошок начинает циркулировать внутри конуса 2. Мелкие ча-
стицы потоком газа выносятся в кольцевое пространство между
внутренним 2 и наружным 1 конусами, выпадают из потока и вы-
водятся через патрубок 13, крупные частицы выпадают внутри
конуса 2 и выводятся через патрубок 12. Размер частиц, выводимых
через патрубок 13, определяется скоростью газового потока,
а она, в свою очередь — характеристиками вентилятора и поло-
жением направляющих створок 3. В конструкцию сепаратора
входят также подвеска 4 внутреннего конуса, опорная конструк-
ция 5, редуктор 7 с приводным валом 8.
Описанные выше сепараторы проходного и замкнутого типа
применяют, в основном, для разделения порошка на несколько
фракций. Для выделения порошка из двухфазного потока без
сепарации выделяемой' массы используют циклоны. Наиболее
широко циклоны применяют в системах пылеочистки цехов по
производству порошков и порошковых изделий. Циклон (рис. 80)
состоит из цилиндро-конического корпуса 1, входного патрубка 4,
выводных патрубков 3 и 6, центральной трубы 2, приемного бун-
113
кера 5. Поток пылегазовой смеси вводится в патрубок 4 танген-
циально и приобретает внутри корпуса 1 вращательное движение.
На частицу порошка во вращающемся потоке действуют сила
тяжести, центробежная сила и сила динамического напора. Под
действием этих сил частица двигается по спирали, расходящейся
в направлении сверху вниз. Достигнув стенки корпуса 1, частицы
А
двигаются к выводному патрубку 6, а обедненный порошком
двухфазный поток выводится через патрубок (отводную улитку) 3.
Основным конструктивным размером циклона является диа-
метр D цилиндрической части (см. рис. 80). Установлен следую-
щий ряд значений D: для циклонов ЦН-15 и ЦН-11 —40; 60;
80; 100—800 мм с шагом 50 мм (допускается 900, 1050, 1250,
1450, 1600, 1850, 2150, 2350, 2650, 3000 мм), длй циклонов ЦН-24 —
от 400 до 1000 мм с шагом 50 мм.
Циклоны, представленные на рис. 80 (серия ЦН НИИОгаз)
являются основными, применяемыми в порошковой металлургии.
Основные размеры циклонов серии ЦН следующие:
Наружный диаметр выхлопной трубы dT..................... 0,60
Внутренний диаметр пылевыпускного отверстия ............ 0,3—0,4D
Ширина входного патрубка в циклоне (внутренний размер) Ь 0,20
114
Ширина входного патрубка на входе в циклон (внутренний раз-
мер) &i.....................................................
Длина входного патрубка /...................................
Диаметр средней линии циклона £>ср..........................
Высота установки фланца ЛфЛ.................................
0.26D
0,60
0,80
0,24—0,320
Примечание; Толщина стеики выхлопной трубы ие более 0,2 V~D. Больший
размер принимается при малых D или при большей запыленности газового потока.
Дополнительные размеры нормализуются для отдельных ти-
пов циклонов (табл. 10).
Основными технологическими характеристиками циклонов яв-
ляются коэффициент извлечения твердой фазы из двухфазного
потока ци, %, и производительность
Чи=(£и/£н)100, z (113)
где g„ — масса твердой фазы, извлеченной в циклоне; gH — масса
твердой фазы в потоке на входе в циклон. Строго говоря, каждому
значению дисперсности частиц соответствует свой коэффициент
извлечения. На практике рассматривают фракционный коэффи-
циент извлечения т]и.ф
г|и.ф = (£и.ф/£н.ф)-100, (114)
где^и.ф — масса данной фракции, извлеченная из смеси; £н. ф
масса данной фракции в смеси на входе в циклон.
Таблица 10. Дополнительные размеры для отдельных типов
циклонов серии ЦН*
Размер ЦН-15 ЦН-15у ЦН-24 ЦН-11
Угол наклона крышки и входного па- трубка <р, град Внутренний диаметр циклона D, мм 15 15 24 11
40—800 200—800 400—1000 40—800
Высота входного патрубка (внутрен- ний размер) а 0,66 0,66 1,11 0,48
Высота выхлопной трубы с флан- цем h * * 1,74 1,5 2,11 1,56
Высота цилиндрической части корпу- са циклона Дц 2,26 1,51 2,11 2,08
Высота конуса циклона hK 2 1,50 1,75 2
Высота внешней части выхлопной трубы hB 0,3 0,3 0,4 0,3
Высота циклона Нц 4,56 3,31 4,26 4,38
Коэффициент гидравлического сопро- тивления одиночного циклона £ . . 105 по 60 180
Высота улитки а 0,66 0,66 1,11 0,48
Диаметр бункера Og — 1,5 — —
Высота бункера — 2,4 — —
• Линейные размеры (кроме D) даны в долях от D. •• Для циклонов диаметром
До 150 мм прибавляется 30 мм.
115
Общий коэффициент извлечения
Поб = ЛаЯ/ЮО + л^/100 + ПсС/ЮО + ... + r^i/lOO, (115)
где т]а, т]ь, т)с, тц-— фракционные коэффициенты извлечения;
а, Ь, с, i — процентное содержание соответствующих фракций
в смеси.
Коэффициент извлечения определяется размером частиц d,
плотностью материала извлекаемых частиц рт и транспортирую-
щего газа рг при рабочей температуре, вязкостью р и условной
скоростью Ыу двухфазного потока при рабочей температуре,
диаметром и типом циклона, формой и липкостью частиц. Расчет
коэффициента извлечения производится с использованием норма-
тивных эмпирических зависимостей (рис. 81—85), установленных
при разработке и эксплуатации циклонов.
Зная фракционный состав порошка, находят средний диаметр
каждой фракции dcp = (dmln + dmax)/2.
По рис. 81 для каждой фракции определяют т]и. ф. По формуле
(115) рассчитывают т]об в циклоне ЦН-15 при условиях, указан-
ных на графике. Если полученное значение не удовлетворяет
проектировщика, по рис. 82 находят коэффициент извлечения для
другого типа циклона, начиная построение с точки Alt соответ-
ствующей циклону ЦН-15 и рассчитанному заранее значению т]об.
По рис. 83 определяют диаметр циклона, исходя из требуемой
величины т|об и точки Д2, соответствующей диаметру циклона
600 мм и найденной по рис. 82 величине т]об. Линия построения
Д2 — В2 должна быть параллельна ближайшей к точке А2 кривой.
По рис. 84 корректируют величину Лоб в зависимости от плот-
ности материала извлекаемых частиц. Точка А3 соответствует
значению рт =1930 кг/м3.
По рис. 85 находят значение гидравлического сопротивления
циклона g = А/’/рг, где АР — перепад давления на циклоне.
Начальная точка Д4 соответствует значению £ = 75 м и значению
Лоб, уточненному по рис. 83. Полученное значение £ не должно
превышать предельно допустимого значения для циклона данного
типа и не должно быть меньше 50—60 м.
Производительность циклона Уд (м3/ч) определяется соотно-
шением
Уд = (^)(оу3600, (116)
где ojy — условная скорость потока;
®у =/2g ДР/£рг.
Предельный размер частиц d, которые можно улавливать
в циклоне с данными характеристиками, определяется соотно-
шением
я=1/'________9g|isin<f___ D2-J1. П17ч
ДцСОу (рт—pr)cos2<p 4 '
116
трр = 90,2Р,
рт=1930Кр/кР
р0 = 1,32 кг/м3
t = 210 ° С
&Р/р0=75И
Рис. 82. Зависимость общего коэф-
фициента извлечения от типа циклона
Чч-<р-
100
50
О 60 80 120 d,МКН
Рис. 81. Зависимость коэффициентов из-
влечения в циклонах ЦН-15 диаметром
600 мм от крупности извлекаемых частиц
Рис. 83. Зависимость коэффициента из-
влечения от диаметра циклона
wo
90
80
70
60
50
10 15 20 25 30 р,кг/м3
Рис. 84. Зависимость коэффициента
извлечения от плотности твердой фазы
Ци.у >
100
Рис. 85. Зависимость коэффициента из-
влечения от отношения ЛР/рг
10 30 50 70 90 110
АР/р }Н
117
Для повышения осадительной способности циклона (пониже-
ния размера извлекаемых частиц) необходимо уменьшать диаметр
циклона и углы наклона входного патрубка, увеличивать высоту
цилиндрической части и входную скорость потока.
Допускаемое содержание порошка в двухфазном потоке оп-
ределяется слипаемостью частиц и для слабослипающихся частиц
составляет:
D, мм...................... 800 600 400 200 100 60 40
Допускаемое содержание твердой
фазы, г/м3 ................ 400 300 200 150 60 40 20
Содержание частиц средней слипаемости должно быть меньше
указанного в 2 раза, сильнослипающихся — в 4 раза.
Циклоны могут использоваться как индивидуальные агре-
гаты и в составе циклонных батарей, компоновки и групповые
габаритные размеры которых нормализованы.
Гидравлические сепараторы
Выделение порошка из суспензий осуществляют при помощи от-
стойников (сгустителей), гидроциклонов и центрифуг при получе-
нии порошков мокрым измельчением, жидкоструйным распыле-
нием расплавов, гидрометаллургическими методами, электро-
лизом водных растворов, а также в системах мокрой пылеуборки.
Отстойники
На рис. 86 представлена схема одноярусного отстойника непре-
рывного действия. Отстойник состоит из корпуса / с патрубком 12
и трубой 11 для вывода шлама, желоба 4 с патрубком 10 для от-
вода осветленной жидкости, приемной чаши 3, вала 9 с гребками 2,
механизма привода вала 7, механизма подъема вала 8, опорной
рамы 6. Разделяемую суспензию подают по трубе 5 в приемную
чашу 3, откуда она переливается в корпус отстойника. Поток
суспензии движется в радиальном направлении, а выделяющиеся
из него частицы — по параболам и опускаются на дно корпуса.
Слой шлама на дне непрерывно сдвигается гребками к центру
и выводится через штуцер 12 и трубу 11 к шламовому насосу.
Технологический расчет отстойника предусматривает опре-
деление величины поверхности осаждения F, ма (радиуса Ц, м),
при известных производительности по суспензии GH, кг/ч, концен-
трации твердой фазы, % (по массе), на входе в отстойник Сн и
в шламе Сш, плотности осветленной жидкости рж, кг/м3, высоте
сливающегося потока й, м, скорости потока в радиальном направ-
лении о)р, м/с, и скорости осаждения частиц юос, м/с.
Производительность отстойника по осветленной жидкости,
м3/ч
GqCB = (Цн/Рж)(1 Сц/Сш)' (И8)
118
Продолжительность движения частицы в радиальном направ-
лении тр = продолжительность осаждения в слое высотой h
toe = й/юос, условие выпадения частицы на дно отстойника тр
тос, /?®ос йсор. Выражая производительность по осветлен-
ной жидкости через геометрические размеры отстойника, получим
G0CB = 7200л7?й(йр = 7200л/?2ыос, (119)
откуда
F = 1,330осв/7200иос
1,33GH(1 Сн/Сш)
7200рж<оос
(120)
Введением коэффициента 1,33 учитывается то обстоятельство,
что фактический путь движения частицы в радиальном направле-
нии меньше радиуса отстойни-
ка, так как частица начинает
двигаться не из центра отстой-
ника, а радиус сливного'порога
меньше радиуса отстойника.
Скорость осаждения рассчиты-
вают по формуле ыос = Re X
X gp/dgPc, где Re — число Рей-
нольдса; g — ускорение силы
тяжести; ц — вязкость среды;
Рис. 86. Одноярусный отстойник непре-
рывного действия
6/3 = }/ 6<?/лрт — эквивалентный
диаметр частицы («/-масса час-
тицы, рт — плотность материала
частицы); рс — плотность среды.
Объемная концентрация порошка в суспензии на входе в от-
стойник составляет 10—15 %, в шламе 60—70 %. Технические
характеристики отстойников приведены в табл. 11.
Гидроциклоны
Сепарация в гидроциклонах основана на тех же принципах, что
и в пневмоциклонах, а конструкция гидроциклонов (рис. 87)
близка к конструкции пневмоциклонов.
Исходную пульпу подают в гидроциклон под давлением через
питающую насадку 2 (рис. 87, а), установленную тангенциально
непосредственно под крышкой аппарата. Порошки разгружают
через насадку 3, а слив — через патрубок 4, расположенный
в центре крышки, и соединенный со сливной трубой 5 непосред-
ственно или через сливную коробку 1 (рис. 87, б). Корпус 1 гидро-
циклона изнутри может защищаться износостойким покрытием
или футеровкой, материалы которых выбирают в зависимости
от свойств сепарируемого продукта.
Основными технологическими характеристиками циклона яв-
ляются производительность, крупность слива, эффективность
классификации.
119
Таблица 11. Технические характеристики одно- и двухъярусных сгустителей
приводом
Тип Внутренние размеры корпуса, мм Площадь оса- , ждеиия одного ; яруса, м2 Число ярусов Частота вра- щения гребко- вой рамы, ; об/мин Мощность двигателя, кВт Производитель-; ность при крупности ча- стиц в исход- ном материале 0,295 мм, т/сут
Диа- метр вы- сота Для вра- ще- ния Для подъ- ема рамы
СО-1,8 1 800 1800 2,54 1 0,63 1,0 1,3—5,6
СО-3,6 3 600 1800 10,0 1 0,39 1,0 5,0—22,4
35-СГ 6 000 3000 28,26 1 0,3 1,0 14,0—62,0
37а-СГ 9 000 3600 63,58 1 0,15 1,0 — 32,0—140
СО-12 12 000 3600 113,1 1 0,188 2,8 1,7 56—250
СО-15 15 000 4500 175,0 1 0,188 2,8 1,7 88—390
СД-12 СД-15 12 000 15 000 4500 113,1 175 2 2 0,188 0,188 2,8 2,8 1,7 1,7 140—400 160—700
Ориентировочный выбор f гидроциклонов производят по
табл. 12.
Рис. 87. Схема двухпродукхового (а, б) и трехпродуктового (в) циклонов
Производительность указана для давления на входе 0,1 МПа,
минимальных и максимальных значений <4 и de- Эффективностью
классификации Е называют отношение приращения количества
материала определенной крупности (по которой производится
расчет) в сливе к приращению количества материала той же круп-
ности в сливе в идеальном случае классификации,
р _ (« — (Р — «)
а(1 -а)(Р-в) ’
120
(отстойников) с центральным
Масса сгустителя, кг Размеры, мм
с кор- пусом без кор- пуса Диа- метр вы- сота
897,8 1 908 2782
2 432 — 3 730 3015
8 575 2 885 10 080 5400
17 005 5 555 —- .—.
— 7 610 — —
— 8 780 — —
— 17 000 — —
— 25 000 — —
где а, р, 0 — содержание частиц расчет-
ного класса соответственно в питании,
сливе, крупнозернистом продукте.
Уточнение расчета и окончательный
выбор гидроциклона производятся в за-
висимости от того, в какой технологи-
ческой схеме он эксплуатируется.
Наиболее часто встречаются схемы
классификации при работе совместно с
измельчительным оборудованием в зам-
кнутом цикле, то же — в открытом цик-
ле и схема дешламации — выделения
твердой фазы суспензии без ее классифи-
кации.
Фильтры и фильтрующие центрифуги
суспензию, при наличии
Фильтром называется аппарат, состоящий из двух камер, разде-
ленных пористой проницаемой перегородкой (фильтровальной
перегородкой). В одну из камер под:
перепада давлений между камерами
жидкая фаза суспензии — фильт-
рат — перетекает во вторую каме-
ру, а твердая фаза — осадок — за-
держивается в порах и на поверх-
ности фильтровальной перегородки.
По характеру технологического
цикла фильтры и центрифуги клас-
сифицируют на аппараты периоди-
ческого и непрерывного действия.
Простейшими аппаратами пе-
риодического действия являются
нутч-фильтры, применяемые в мало-
тоннажных производствах (рис. 88):
нутч-фильтр состоит из вертикаль-
ного цилиндрического корпуса 1,
разделенного фильтровальной пере-
городкой 2 на две камеры. Сус-
пензию направляют в верхнюю камеру, фильтрат собирают в
нижней. Перепад давлений создают либо вакуумированием ниж-
ней камеры (верхняя сообщается с атмосферой), либо подачей
сжатого газа в верхнюю камеру (нижняя сообщается с атмосфе-
рой). Осадок промывают и выгружают, цикл повторяется. Нижняя
камера с фильтровальной перегородкой делается откидной, выг-
рузка возможна также через люки 3.
Наиболее широко распространенным типом фильтров являются
барабанные ячейковые вакуум-фильтры (рис. 89, табл. 13). Фильтр
состоит из горизонтального барабана с перфорированной цилин-
121
Таблица 12. Ориентировочные данные для выбора гидроциклонов
Параметр ГЦ-50 ГЦ-75 ГЦ-150 ГЦ-250 ГЦ-360
Диаметр D, мм 50 75 150 250 360
Угол конусности а, град . . 10 10; 20 — — —
Диаметр, мм: стандартный эквивалентный питающего отверстия ф, . . 12 15—20 30—40 65 90
сливного отверстия dc . . . 8 18—25 40—50 80 115
насадки Д — 8—17 12—24 24—75 34—96
Давление на входе Р, МПа Производительность Q, м3/ч 0,01- -0,25 0,03- -0,25
1,8—3,6 3—10 12—30 27—80 50—150
Размеры, мм (не более): длина (без патрубка) . . . 200 300 400 600 700
ширина 250 350 450 650 750
высота 400 600 1000 1400 1900
Масса, кг (не более): литого не футерованного . . 30 50 150 300 500
футерованного — — 120 250 400
Крупность слива, мкм .... <15 10—20 15—40 20—50 30—100
дрической стенкой, покрытой металлической сеткой и фильтро-
вальной тканью, частично погруженного в корыто. Барабан,
разделенный перегородками на секции, вращается на валу, один
конец которого соединен с приводом, а другой в виде полой цапфы
прижат к неподвижной распределительной головке. Все ячейки
Таблица 13. Технические характеристики барабанных вакуум-фильтров
с наружной фильтрующей поверхностью
Параметр БОУ5-1.75 БОУЮ-2,6 * . 9‘з-оглод БОУ40-3-4
Площадь фильтрации, м2 5 10 20 40
Диаметр барабана, мм 1762 2612 2612 3000
Частота вращения барабана, 1/с . . 0,002— 0,002— 0,002— 0,007—
0,032 0,032 0,032 0,188
Число двойных качаний мешалки в минуту 22 - — — 20
Средняя скорость перемещения ло- пастей мешалки, м/с 0,33 0,33
Мощность электродвигателя, кВт: привода барабана 1,1 2,2 3 4,1
привода мешалки 1,1 2,2 3 4,1
Масса, т 5 8 13 18
• Фильтр может использоваться для фильтрации кислых пульп.
122
Типоразмеры
ГЦ-500 ГЦ-710 ГЦ-1000 ГЦ-1400 ГЦ-2000
500 710 1000 1400 2000
— — 20 20 —
130 160 210 300 420
160 200 260 380 520
48—150 48—200 75—300 0,06—0,45 150—300 250—450
100—300 200—500 360—1000 700—2000 1100—3800
900 1400 1500 2100 3 400
1000 1200 1600 2200 3 500
2500 3500 4500 6200 8 500
880
700 1650 2600 6000 11 500
40—150 50—200 60—250 70—280 80—300
барабана сообщаются с головкой при помощи каналов в полой
цапфе. Корпус головки разделен на камеры, которые служат
для отвода фильтрата, промывной жидкости и сжатого воздуха.
При вращении барабана первые две камеры последовательно
присоединяются к вакуумной линии, а две другие — к линии
сжатого воздуха. Суспензию подают в корыто с вращающейся
или качающейся мешалкой.
Область применения барабанных вакуум-фильтров — сепа-
рация суспензий с содержанием частиц дисперсностью —
0,074 мм 65 % при скорости осаждения частиц преобладающего
класса дисперсности < 18 мм/с.
Сепарацию суспензий с высокодисперсной твердой фазой (со-
держание частиц дисперсностью — 0,044 мм 95 % и выше) про-
изводят на дисковых вакуум-фильтрах (рис. 90, табл. 14). Поверх-
ностью фильтрования являются боковые поверхности дисков,
набранных из секторов 2 (по 12 в диске), вставленных в пустоте-
лый ячейковый вал 1 и скрепленных длинными шпильками 3.
Каждый сектор обтянут чехлом из фильтровальной ткани (сетки).
Вал укреплен на цапфах 7. С торца к валу, как и у барабанного
фильтра, прижаты распределительные головки 8. Фильтры с ше-
стью и более дисками оборудованы двумя головками. Нижняя
часть дисков опущена в ванну, на одной из сторон которой имеется
переливной порог. Со стороны входа секторов в пульпу при вра-
щении вала с дисками ванна имеет форму карманов 5. На них
с обеих сторон каждого диска установлены ножи 4, которыми
снимается оставшаяся после обдувки часть осадка. Барботирую-
123
l 2
ибезвоживт^
124
Таблица 14. Технические характеристики дисковых вакуум-фильтров
Параметр ДУ-9-1,8-2 • сч 04 >> ЕС С4 С4 ЕС ДУ68-2.5-2 ю 04 00 3 ц Z-S'S-OOIXtr
Площадь фильтрации, м2 .... 9 27 51 68 68 100
Диаметр дисков, м 1,8 1,8 2,5 2,5 2,5 2,5
Число дисков ** 2 6 6 8 8 12
Средняя скорость перемещения ло- пастей мешалки, м/с 0,4 0,4 0,4 0,4 96 мин'1 0,4
Мощность электродвигателя, кВт: привода дисков 3 3 3 3 (качаю- щаяся) 4 3
привода мешалки 2,2 2,2 4 4 5,5 4X2
Масса, т 4 6 10 12 12,5 17
* Фильтры с площадью фильтрации 9—68 м2 изготовляют также в кислотостойком
исполнении. ** Частота вращения дисков 0,003 — 0,015 1/с.
щий пульпу воздух подают по трубе 6. В остальном конструкция
фильтра и последовательность его работы те же, что и у барабан-
ного вакуум-фильтра.
Преимуществом дисковых фильтров является возможность
быстрой замены любого сектора при повреждении тканевого
чехла.
Схема обеспечения работы вакуум-фильтров представлена
на рис. 91.
Значения технологических параметров вакуум-фильтров при
образовании несжимаемых осадков связаны соотношением
у = F 1/ (-с т др---------
V \ roxo J |ЛГ0Х0 гохо ’
где V — объем фильтрата, получаемого при продолжительности
фильтрования т; F — площадь фильтрации; г0 — удельное сопро-
тивление осадка (сопротивление, оказываемое потоку фильтрата
слоем осадка толщиной 1 м при вязкости жидкой фазы р, =
= 1 Па с); Rn — сопротивление фильтровальной перегородки;
х0 — относительная объемная доля твердой фазы в суспензии;
Рис. 89. Барабанный ячейковый вакуум-фильтр:
а — продольный разрез: 1 — барабан; 2 — ячейка; 3 ~ соединительная труба; 4 —
полая цапфа; 5 — вал; 6 — распределительное устройство; 7 — маятниковая мешалка;
б — схема действия фильтра: 1 — барабан; 2 — соединительная трубка; 3 — нож для
съема осадка; 4 — распределительное устройство; 5 — полости, сообщающиеся со сжа-
тым воздухом; 6, 10 — полости, сообщающиеся с вакуумом; 7 — бесконечная лента;
8 — разбрызгивающее устройство; 9 — направляющий ролик; 11 — резервуар для
суспензии; 12 — мешалка;
в — способы удаления осадка: / — ножом; 11 — шнурами; 111 — резиновым валиком;
IV — СХОДЯЩИМ полотном 1 и ножом 2
125
Рис. 90. Дисковый вакуум-фильтр
126
&Р — перепад давления на фильтре (вакуум-фильтры работают
в режиме АР = const).
Если- величины г0 и /?п неизвестны, необходимо провести
фильтрование в лабораторных условиях при АРлаб = АРпром =
Рис. 91. Принципиальная схе-
ма вакуум-фильтровальной
установки:
1 — фильтр; 2 — ресивер; 3 —
фильтратный насос; 4 — воз-
духодувка; 5 — ловушка; 6 —
бак барометрической трубы
(гидравлический затвор); 7 —
вакуум-насос
= const, измерить толщины слоев образовавшегося осадка и
б2 через промежутки времени тх, т2 и составить уравнения
Рис. 92. Маятниковая центрифуга периодического действия с ножевой выгрузкой осадка:
ч 1 — фундаментная плита с тремя опорными колоннами; 2 — барабан; 3 — кожух; 4 —
механизм выгрузки осадка; 5 — щелевой питатель; 6 — главный привод; 7 — редуктор;
8 — привод для выгрузки осадка; 9 — поворотный нож; 10 — бункер для удаления
осадка; 11 — труба для выхода фугата
<121>
Решая систему этих уравнений определяют значения г0 и Ra.
127
Таблица 15. Технические характеристики фильтрующих центрифуг периодиче
Тип Внутренний диаметр рото- ра D, мм Внутренняя высота ротора h, мм Рабочий объем ротора, дм3 (не менее) Масса загру- жаемого про- дукта при наи- большей частоте вращения рото- ра, кг (не более) Частота вра- щения ротора, об/мин Фактор разде- ления при наи- большей часто- те вращения ротора Потребляемая мощность, кВт (не более)
ФВБ-30 ФВБ-40 ФМБ-633П-02 ФМД-80 ФМ11-1003 К-01 ФМД-1253К-01 ФМБ-1601 К-01 300 400 630 800 100 1250 1600 150 200 400 500 500 500 5 10 63 100 200 315 500 10 20 80 125 250 400 630 4250 3460 1500—1900 1250—1500 1000—1200 800—950 600—750 3000 2600 1250 1000 800 630 500 4,0 7,5 15 18,5
Определение производительности при образовании сжимаемых
осадков и при закупоривании пор фильтровальной перегородки
(/?п = var) осуществляют методами моделирования.
Для сепарации суспензий, содержащих 5—25 % (объемн.)
твердой фазы дисперсностью 10—1000 мкм, при необходимости
получения глубоко обезвоженного осадка порошка [0,5—5 %
(объемн.) влаги] применяют фильтрующие центрифуги. Простей-
шими вариантами являются вертикальная и маятниковая центри-
фуга (рис. 92, табл. 15).
Суспензия поступает в центрифугу через питатель при ско-
рости вращения барабана 10—25 м/с, промывку и отжим осу-
ществляют при скорости 55—65 м/с, съем осадка — при скорости
4—5 м/с, обеспечиваемой отдельным приводом. Центрифуги этого
типа могут работать в режиме программного управления.
При необходимости организации непрерывного технологиче-
ского процесса используют центрифуги непрерывного действия,
которые классифицируют по способу выгрузки осадка на центри-
фуги с ножевой, пульсирующей, инерционной и шнековой вы-
грузкой. По производительности масштабам производства в по-
рошковой металлургии отвечают центрифуги со шнековой выгруз-
Таблица 16. Технические характеристики фильтрующих центрифуг
непрерывного действия типа ФГШ
Внутренний диаметр рото- ра, мм (ие более) Внутренняя рабочая дли- на ротора, мм Частота вращения, об/мин Угловая скорость, рад/с Фактор раз- деления
320 200—250 2000—3500 209—366 720—2180
400 250—320 2000—3000 209—314 890—2010
630 400—500 1300—2000 136—209 600—1400
800 400—500 800—1500 84—157 290—1000
128
кой (рис. 93, табл. 16). Осо-
ского действия
Размеры, мм (не более) Продолжитель- ность цикла, мин (не менее) Масса центри- фуги, кг (ие более)
Дли- на L ши- рина В высота
Н
1060 700 810 . 500
1060 700 810 — — 520
1750 1250 1410
1950 1550 1000 1900 15 1750
2300 1850 2000 4050
2500 2050 1300 2950 20 4100
2950 2400 1200 3050 — 4300
бенностью этих центрифуг яв-
ляется относительно большой
унос порошка с фугатом и
измельчение частиц осадка при
выгрузке.
Производительность центри-
фуг V ориентировочно рассчи-
тывают по уравнению
у = (^1 4~ ^г)а] (1221
2rov ’ k '
где Н — длина (высота) бараба-
на центрифуги; со — частота вра-
щения барабана; и —
внутренний и внешний радиусы
слоя суспензии в барабане; г0 — удельное сопротивление осадка;
v = ц/р — кинематическая вязкость фильтрата. Уравнение (122)
Рис. 93. Центрифуга непрерывного действия с горизонтальным ротором и
шнековой выгрузкой осадка
не учитывает сопротивления фильтровальной перегородки, ве-
личина в большинстве случаев трудно определима, так как
уровень жидкости заглублен в осадок. Для уточнения значения
5 Кипарисов С. С. и др. 129
производительности применяют моделирование с использованием
критерия подобия Vc = где
С = г
[vromao (1 — йо/Ро)]
здесь Q = лН (/?2 — /?1) — рабочий объем центрифуги; Рос —
плотность влажного осадка, уплотненного при центрифугирова-
нии; т — отношение массы влажного осадка к массе сухого осадка;
а0 — массовая концентрация твердой фазы; р0 — плотность ма-
териала твердой фазы. Уравнение для расчета V'c записывают
для промышленной и лабораторной центрифуг
Усп = б?пТп) Усл — Слтл> (124)
откуда
Усп = Усл/ СПТП/СЛТЛ. (125)
Магнитные сепараторы
Сепарация материалов по магнитным свойствам осуществляется
в технологических схемах получения порошков и порошковых
изделий, предусматривающих применение в качестве сырья вто-
ричных металлов в виде окалины, стружки, шлифовальных и
электролизных шламов.
На стадиях подготовки стружковых и мелкокусковых отходов
к переработке для извлечения железной фракции из массы от-
Таблица 17. Технические характеристики электромагнитных
же лезоотделителе й
Показатель Подвесные Шкивные Барабан элек- тромагнитный БЭ140-100
ЭП-1М ЭП-2М ЭПР-120 самор загру- жающийся * ШЭ-65-63 ♦ ШЭ-80-80 ШЭ-100-80 ШЭ-180-100 ШЭ-140-100
Ширина конвейер- ной ленты, мм 650; 1200; 1200 650 800 1000 1200 1400 1200—
Толщина слоя ма- териала на ленте, мм (не более) . . 800 130 1400 150 200 170 250 250 300 300 1400 300
Диаметр шки- ва, мм 630 800 800 1000 1000 1000
Потребляемая мощность, кВт 2,06 3,14 3,5 1,43 4,8 4,8 6,48 8,6 3,5
Масса, т 1,12 1,93 4,94 1,19 2,94 3,13 4,59 4,48 4,83
* Высота подвески 270 — 280 мм, скорость ленты 2 м/с.
130
ходов цветных металлов и цветных металлов из массы отходов
черных металлов применяют металлоотделители (рис. 94, табл. 17).
Основным типом сепараторов, применяемых для очистки шла-
мов и шламовых порошков от неметаллических примесей (продук-
Рис. 94. Металлоотделители:
а — шкивной: 1 — барабан; 2 — обклад-
ка; 3 — немагнитная обечайка; 4 — бо-
ковые стенки; 5 — вал; 6 — кожух; 7 —
опорный валик; 8 — делительная перего-
родка;
б — подвесной металлоотделит&ль;
в — разделитель стружки цветных метал-
лов: 1 — бункер; 2 — задвижка; 3 — ви-
брирующий лоток; 4 — ленточный кон-
вейер; 5 — подвесной электромагнит; 6 —
кожух; 7 — полюсные наконечники; 8 —
рама
тов износа шлифовального инструмента, невосстановленных окси-
дов и др.) являются барабанные и валковые мокрые сепараторы
с сильным полем (рис. 95, табл. 18).
В зависимости от содержания тонких фракций и требуемой
глубины сепарации выбирают следующие виды сепараторов:
5* 131
Таблица 18. Технические характеристики магнитных сепараторов
Параметр 2ЭВ-30/100 4ЭВМ-30/100 2ЭВМ-38/250 4ЭВМ-38/250 ЭБМ-80/170 । ЭБМ-80/250 ПБСЦ-63/50
Диаметр рабочей части барабана (валка), мм 300 300 380 380 800 800 630
Длина барабана (вклю- чая реборды), рабочая длина валка, мм ... Число барабанов (вал- ков) 1000 1000 2500 2500 1700 2500 500
2 2/2 2 2/2 1 1 1
Напряженность магнит- ного поля на поверхно- сти барабана (в рабочем зазоре на выступе вал- ка), кА/м (не менее) . . 1200 1250 1350 1350 70 70 90
Крупность питания, мм (не более) 5 5 5 5 2 2 3
Установленная мощ- ность привода (число двигателей X мощность), кВт (не более) .... 2x3 2X3/ 2X7,5 2X7,5/ 1X3 1X4 IX 1,5
Размеры, мм (не более): длина (вдоль оси ба- рабана, валка) . . . 2700 /2X1,5 2 900 5 000 /2X4 5 100 3100 3900 1200
ширина 1700 2 000 2 200 2 900 2100 2100 1100
высота 1700 2 200 2 400 2 800 2300 2300 1700
Масса сепаратора, кг (не более) 5500 11 000 19 000 36 000 5100 7500 600
* В числителе указаны нормы для основных барабанов, в знаменателе — для пере-
чистных.
— прямоточный (рис. 95, а), угол раскрытия веера а < 90°
при содержании фракции —50 мкм ~ 25 %;
132
— противоточный (рис. 95, б) и противоточный с перебросом
магнитной фракции (рис. 95, в) (а> 90°), применяемые при со-
держании фракций —50 мкм 50—70 %;
— сепараторы с циркуляцией магнитной фракции, приме-
няемые при необходимости снижения содержания неметалличе-
ских включений до уровня 0,5 % (модель ПБСЦ) (рис. 95, г, д).
Порошки, полученные на магнитных сепараторах, проходят
размагничивание в специальных аппаратах.
Глава III
ЭЛЕКТРОЛИЗЕРЫ
§ 1. ЭЛЕКТРОЛИЗЕРЫ ДЛЯ ЭЛЕКТРОЛИЗА РАСТВОРОВ
Основными областями применения электролизеров в порошковой
металлургии являются производства по получению порошков
меди, никеля, кобальта, железа элек-
тролизом водных растворов, порош-
ков тантала, циркония, ниобия, ти-
тана электролизом расплавленных
солей, нанесению покрытий на час-
тицы порошков и порошковые из-
делия.
Рис. 96. Поперечный разрез ваины Рис. 97. Продольный разрез ванны:
с наклонным дном: / — карман для приема электролита; 2 — про-
1 — электроды; 2 — труба для межуточная шина; 3 — анод; 4 — катод; 5
ввода электролита; 3 — труба для лоток для выпуска электролита
вакуумной откачки электролита;
4 — сборник порошка; 5 — на-
клонное дно
Электролитическая ванна простейшего типа (рис. 96, 97) пред-
ставляет собой емкость вместимостью до 10 м3 из дерева или желе-
зобетона, футерованную изнутри кислотоупорным материалом —
футеровкой может служить лист из сплава свинца с 6 % сурьмы,
графит, армированные стекловолокном пластики. Для удобства
выемки порошка из ванны дно ее делается наклонным.
133
Как видно из рис. 98, ванны в блоке включаются последова-
тельно, а электроды в ваннах — параллельно. Типовой конструк-
цией является ванна, в каждом блоке которой устанавливается
20 пар электродов, общий ток через ванну 10 кА, плотность тока
1500 А/м2, напряжение на ванне 1,5 В. Основной проблемой при
эксплуатации ванн явля-
ется обеспечение равенс-
тва и стабильности соп-
ротивлений элементарных
ячеек «катод — электро-
лит — анод». Основной
вклад в сопротивление
ячейки вносят переход-
ные сопротивления на кон-
тактах токоведущих дета-
лей. Основным недостат-
ком ванн с листовыми съем-
ными электродами являет-
ся необходимость периоди-
ческого подъема катодов
Рис. 98. Блок ванн:
1 — бортовая шина; 2 — катод; 3 — катодная
штанга; 4 — промежуточная шина; 5 — анод;
6 — поперечная стенка ваииы
из ванн для очистки их от порошка, не упавшего самопроизвольно
на дно ванны. Выемка катодов нарушает стабильность контактных
сопротивлений, затрудняет непрерывный контроль и корректи-
ровку электролита.
Рис. 99. Механизированный электролизер с вращающимся дисковым катодом:
1 — корпус; 2 — окно в перегородке; 3 — вращающийся дисковый катод; 4 — крышка;
5 — катодная коробка; 6 — щетки для удаления порошка с катода; 7 — вал катода;
8 — холодильники; 9 — аноды; 10 — отверстие для слива электролита; И — диафрагма
Основным направлением совершенствования конструкции элек-
тролитических ванн является их оснащение вращающимися ка-
тодами и устройствами съема порошка с этих катодов, что позво-
ляет вести электролиз в непрерывном режиме (рис. 99).
134
рис. 100. Циркуляционная
система:
1 — распределительная тру-
ба; 2 — разводящая труба;
3 — приемный карман; 4 —
ванна; 5 — сливной лоток;
6, 13 — ввод отработанного
электролита; 7 — бак кон-
диционирования электро-
лита; 8 — циркуляционный
иасос; 9 — теплообменник;
10 — напорный бак; 11 —
сливная труба; 12 — маги-
страль сбора кондиционного
электролита; 14 — маги-
страль ввода технологиче-
ской воды; 15 — магистраль
ввода кислоты; 16 — патру-
бок для выхода охлажда-
ющей воды; 17 — патрубок
для входа охлаждающей
воды
Рис. 101. Принципиальная схема источника технологического тока для ряда электро-
литических ванн (а), шестифазиая с уравнительным реактором схема выпрямления (б),
графики токов и напряжений' в)
135
136
Блок ванн обслуживается циркуляционной системой (рис. 100).
В циркуляционной системе могут быть предусмотрены регенера-
тивные ванны с нерастворимыми свинцовыми анодами, в которых
при необходимости ведется обеднение электролита по меди, а также
кислотные баки, где осуществляется электролитическая очистка
серной кислоты от примесей. Для увеличения надежности цирку-
ляционных систем предусматривается дублирование насосов,
теплообменников, напорных баков.
Источниками питания электролитических ванн технологиче-
ским током являются выпрямительные агрегаты на тиристорах.
Принципиальная схема такого источника приведена на
рис. 101.
Напряжение питающей сети подается на вводной автоматиче-
ский выключатель Bl. С выхода автоматического выключателя
напряжение питающей сети подается на маломощный пускатель
ПМ2 для выключения цепей управления и через трансформатор
нулевой последовательности ТНП — на силовой контактор К
для включения силового трансформатора. Силовой трансформа-
тор включается с помощью резисторов /?/ — R3, что позволяет
исключить влияние пусковых токов. С силового контактора
напряжение питающей сети подается на силовой трансформатор.
Силовой трансформатор имеет на каждом стержне по две вторичные
обмотки, из которых с помощью уравнительного реактора УР
образуется шестифазная схема выпрямления. В каждую фазу
включается соответствующее количество силовых тиристоров
типа Т160, устанавливаемых на групповые охладители. В состав
источника входят также блоки (системы) автоматического регули-
рования выпрямленного напряжения, тока и плотности тока
(САР), защиты сети от внутренних и внешних коротких замыка-
ний (СЗС), управления тиристорами (СУТ). Все эти системы
получают питание от маломощных трансформаторов СП.
В табл. 19 и 20 представлены технические характеристики
гаммы источников питания. Параметрами, общими для всех ис-
точников, являются частота тока питающей сети 50 Гц и точность
автоматической стабилизации: напряжения и тока ± 5 %, плот-
ности тока ± 10 %. Напряжение питающей сети составляет 380 В
для источников групп 1—6 и 8 и 6000 или 10 000 В для источников
групп 7, 9 и 10, а число фаз питающей сети для источников тех же
групп составляет три с нулем и три соответственно.
Рис. 102. Схема контроля и регулирования процесса получения электролитического
порошка меди:
1 — источник питания ванны; 2 — ванна; 3 — сборный бак; 4 — теплообменник; 5 —
напорный бак; 6 — источник питания кислотного бака; 7 — кислотный бак; 8 — бак
передаваемых растворов; 9 — промыватель; 10 — бак горячей воды; 11 — бак холодной
воды; 12 — бак стабилизирующего раствора; 13 — сушильный котел; 14 — электро-
двигатели
137
00
ы
Таблица 19. Технические характеристики источников технологического тока для электролитических ванн
Тип агрегата Номинальный вы- прямленный ток, А Выпрямлен- ное напря- жение, В Мощность на выходе, кВт ди, Д17, Коэффи- циент, % Охлаждение выпря- мительного блока Охлаждение преоб- разовательного трансформатора Расход охлаждаю- щей воды (не ме- нее), м8/ч
номиналь- ное наибольшее рабочее ч га я S 2 к о га X S наиболь- шая рабо- чая I режим II режим I режим II режим полезного действия (ие менее) мощности (не менее)
ВАКР-100-12У4 100 12 13,2 1,2 1,32 6—12 2—6 6—12 3—6 78 83 ЕВ ЕВ
ВАК-Ю0-12У4 12 13,2 1,2 1,32 6—12 2—6 6—12 3—6 78 83 ЕВ ЕВ
ВАК-100-36У4 36 40 3,6 4 18—36 6—18 18—36 6—18 83 83 ЕВ ЕВ
ВАКР-320-9У4 320 9 10,2 2,88 3,26 4,5—9 3—4,5 4,5—9 3—4,5 70 83 В ЕВ 0,2
ВАК-320-9У4 9 10,2 2,88 3,26 4,5—9 3—4,5 4,5—9 3—4,5 70 83
ВАКР-320-18У4 18 20 5,76 6,4 9—18 3—9 9—18 3—9 79 83 ПВ ПВ
ВАК-320-18У4 18 20 5,76 6,4 6—12 2—6 6—12 2—6 79 82 В ПВ 0,2
ВАКР-630-12У4 12 13,2 7,56 8,32 6—12 2—6 6—12 2—6 82 84 ПВ ПВ
ВАК-630-12У4 630 12 13,2 7,56 8,32 6—12 2—6 6—12 2—6 82 84 В ПВ 0,2
ВАКР-630-24У4 24 26,5 15,12 16,7 12—24 3—12 12—24 3—12 87 91 В ПВ 0,2
ВАК-630-24У4 24 26,5 15 12 16,7 12—24 3—12 12—24 3—12 88 91 В ПВ 0,2
ВАКР-630-48У4 ♦ 48 53 30,24 33,4 24—48 6—24 24—48 6—24 89 91 В ПВ 0,2
ВАК-630-48У4 48 53 30,24 33,4 24—48 6—24 24—48 6—24 89 91 В ПВ 0,2
ВАКР-1600-12У4 1 600 12 13,2 19,2 21,1 6—12 2—6 6—12 3—6 82 92 В ЕВ 0,48
ВАК-1600-12У4 12 13,2 19,2 21,1 6—12 2—6 6—12 3—6 82 92 В ЕВ 0,3
ВАКР-1600-24У4 24 26,5 38,4 42,5 12—4 3—12 12—24 3—12 87 91 В ЕВ 0,3
ВАК-1600-24У4 24 26,5 38,4 42,5 12—4 3—12 12—24 3—12 87 91 В ЕВ 0,3
ВАКР-1600-48У4 48 53 76,8 84,7 24—48 6—24 24—42 6—24 87 91 В ЕВ 0,3
ВАК-1600-48У4 48 53 76,8 84,7 24—48 6—24 24—42 6—24 87 91 В ЕВ 0,3
ВАКР-3200-12У4 3 200 12 13,2 38,4 42,2 6—12 2—6 6—12 3—6 83 0,92 В ЕВ 0,96
ВАК-3200-12У4 12 13,2 38,4 42,2 6—12 2—6 6—12 3—6 83 0,92 В ЕВ 0,6
ВАКР-3200-24У4 24 25,5 76,8 84,7 12—24 3—12 12—24 3—12 89 0,91 В ЕВ 0,6
ВАК-3200-24У4 24 25,5 76,8 84,7 12—24 3—12 12—24 3—12 89 0,91 в ЕВ 0,6
ВАКР-3200-48У4 48 53 153,6 169,5 24—48 6—24 24—48 6—24 88 0,9 в ЕВ 0,9
Продолжение табл. 19
Тип агрегата Номинальный вы- прямленный ток, А Выпрямлен- ное напря- жение, В Мощность иа выходе, кВт А б/, Дб/2 Коэффи- циент, % Охлаждение выпря- мительного блока Охлаждение преоб- разовательного трансформатора Расход охлаждаю- щей воды (не ме- нее), м8/ч
номиналь- ное 1 наибольшее рабочее номиналь- ная наиболь- шая рабо- чая I режим । II режим I режим II режим полезного действия (не менее) , i мощности (ие менее)
ВАК-3200-48У4 48 53 153,6 169,5 24—48 6—24 24—48 6—24 88 0,9 в ЕВ 0,6
ВАКР-6300-12У4 12 13,2 75,6 83,2 6—12 2—6 6—12 3—6 84 0,87 в ЕВ 0,6
ВАК-6300-12У4 12 13,2 75,6 83,2 6—12 2—6 6—12 3—6 84 0,87 в ЕВ 0,9
ВАКР-6300-24У4 6 300 24 25,2 151,2 158,5 12—24 6—12 12—24 6—12 88 0,9 в ЕВ 0,9
ВАК-6300-24У4 24 25,2 151,2 158,5 12—24 6—12 12—24 6—12 88 0,91 в ЕВ 0,9
ВАК-6300-48У4 48 49,2 302,4 310 24—48 6—24 24—48 6—12 90 0,81 в С 1,5
ВАКР-6300-48У4 48 49,2 302,4 310 24—48 6—24 24—48 6—12 90 0,81 в С 0,9
ВАКР-12500-12У4 12 500 12 13,2 150 165 6—12 2—6 6—12 3—6 81 0,88 в ЕВ 1,8
ВАК-12500-12У4 12 13,2 150 165 6—12 2—6 6—12 6—12 81 0,88 в ЕВ 1,8
ВАКР-12500-24У4 24 25,6 300 320 12—24 6—12 12—24 6—12 88 0,87 в С 5,0
ВАК-12500-24У4 24 25,6 300 320 12—24 6—12 12—24 6—12 88 0,87 в С 3,5
ВАКР-12500-48У4 48 49,2 600 626 24—48 6—24 24—48 6—24 90 0,85 в М 5,0
ВАК-12500-48У4 48 49,2 600 626 24—48 6—24 24—48 6—24 90 0,85 в М 2,5
ВАКР-25000-24У4 25 000 24 25,2 600 630 12—24 6—12 12—24 6—12 88 0,87 в М 10
ВАК-25000-24У4 24 25,2 600 630 12—24 6—12 12—24 6—12 88 0,87 в М 5
ВАКР-25000-48У4 48 49,2 1 200 1226 24—48 6—24 24—48 6—24 90 0,85 в М 10
ВАК-25000-48У4 48 49,2 12 000 1226 24—48 6—24 24—48 6—24 90 0,85 в М 5
Примечания 1 I режим — соединение сетевой обмотки преобразовательного трансформатора в треугольник; II режим —
в звезду- диапазон уставок для сбоих режимов 10—100 %. 2. Точность стабилизации выпрямленного напряжения в I режиме в диапа-
зоне изменения напряжения -НО % 3. Аб/, — пределы изменения напряжения, в которых обеспечивается автоматическая стабилизация
плотности тока от 0,1 номинального до номинального значения тока. 4. — диапазон уставок стабилизированного напряжения при на-
грузках от 0,1 номинального до номинального значения тока. 5. Охлаждение: ЕВ — естественное воздушное, ПВ — принудительное
воздушное, В — водяное, С — совтоловое, М — масляное.
Таблица 20. Характеристики источников технологического тока
для электролитических вани
Тип агрегата Число Размеры (высота; ширина; глубина), мм Масса, кг
шкафов транс- формато- ров шкафа трансформатора *“
ВАК-Ю0-12У4 1 ___ 100; 850; 570 180
ВАКР-100-12У4 1 — 100; 850; 570 — 190
ВАК-100 24У4 1 — 1505; 744; 615 250
ВАКР-320-18У4 1 — 1600; 732; 460 — 230
ВАКР-630-12У4 1 — 1600; 870; 514 260
ВАК-630-24У4 1 — 1790; 1085; 605 — 600
ВАКР-630-25У4 1 — 1790; 1085; 605 — 625
ВАК-1600-12У4 1 — 1985; 1290; 840 — 800
ВАКР-1600-12У4 1 — 1985; 1290; 840 — 850
ВАК-3200-12У4 1 — 1985; 1290; 840 — 950
ВАКР-3200-12У4 1 — 1985; 1290; 840 — 1 000
ВАК-1600-24У4 2 — 1790; 1100; 800 — 990
ВАКР-1600-24У4 2 — 1790; 650; 600 — 990
ВАКР-3200-24У4 2 1 1900; 1000; 600 —
1900; 650; 600 1900; 1300; 900 2 520
ВАКР-3200-24У4 1 1 1900; 1000; 600 1900; 1300; 900 2 344
ВАКР-6300-12У4 3 1 2076; 650; 600
2076; 1000; 600 2375; 2530; 1500 4 120
2076; 1000; 600
ВАК-6300-12У4 2 1 1860; 1000; 600
1700; 650; 600 1860; 2090; 1300 3 600
ВАК-6300-24У4 2 1 1700; 1000; 600
1700; 1000; 600 2255; 2530; 1300 5 000
ВАК-12500-12У4 3 1 1700; 1000; 600
1700; 1000; 600 1980; 2090; 1300 6 000
1700; 650; 600
ВАКР-12500-12У4 2 1 2685; 2830; 830
2480; 2200; 830 2960; 2640; 2200 8 520
ВАК-25000-24У4 1 1 1600; 1600; 1340 4100; 3500; 2850 13 900
Комплекс оборудования для электролитического получения
порошка обслуживается системой контроля и управления, схема
которой представлена на рис. 102. Система состоит из ряда моду-
лей, в состав каждого из которых входит датчик-преобразователь
(жирные точки в верхней части схемы) и вторичный прибор (окруж-
ности в нижней части схемы). Назначение и тип датчиков указаны
в табл. 21. Буквы в верхней части окружности показывают, что
прибор предназначен для измерения величин расхода (G), тока
(Л), напряжения (G), температуры (t), концентрации (с), давле-
ния (р). Буквы в нижней части окружности указывают, что при-
бор является показывающим (77), или самопишущим (С). Квадрат
является символом регулирующего прибора.
140
Таблица 21. Состав и назначение модулей системы контроля
и управления
Условное обозначение модуля (см. рис. 102) Контролируемый объект Контролируемая вели- чина Наименование и принцип Действия прибора
1а, 16 2а, 26 2а—2г Система силово- го питания ванн Регистрация накоплен- ного расхода электро- энергии Регистрация и автома- тическое регул ирова- ние силы тока, идуще- го через ванну Регистрация напряже- ния на ванне Ваттметр Амперметр Вольтметр
2е; 2 ж 2з; 2 и Система питания ванны электро- литом Регистрация величины расхода электрол ита Регистрация концен- трации меди и серной кислоты Ротаметр поплав- ковый Комбинированный фотоколориметр — pH-метр или фо- токолориметр-кон- дуктометр
За-, 36 Система питания ванны электро- литом, подсисте- ма коррекции электролита Регистрация расхода воды Ротаметр поплав- ковый
4а; 46 5а; 56 Система питания ванны электро- литом Регистрация расхода охлаждающей воды, циркулирующей в теп- лообменнике Регистрация и автома- тическое регулирова- ние температуры элек- тролита перед подачей в ванну То же Термопара с обрат ной связью к вентилю магистра- ли холодной ВОДЫ, подаваемой в тепло- обменник
6а; 66 Система сброса отработанных промывных рас- творов Регистрация концен- трации меди и серной кислоты См. модуль 2з—2и
7а; 76 Система питания ванны электро- литом, подсисте- ма корректиров- ки электролита (подготовка сер- ной кислоты) Регистрация тока и напряжения на кислот- ном баке Ампервольтметр
8а; 86 Система вывода отработанного электролита Регистрация расхода, концентрации меди и серной кислоты См. модули 2е—2ж, 2з—2и
9а—9в Система промыв- ки порошка Регистрация давления и расхода воздуха, по- даваемого в промыва- тель Манометр, расхо- домер
141
Продолжение табл. 21
Условное обозначение модуля (см. рис. 102) Контролируемый объект Контролируемая вели- чина Наименование и принцип действия прибора
10а—Юд Регистрация давления, расхода и температуры горячей воды, подавае- мой в промыватель Манометр, расхо- домер, термометр
Юж; Юд Регистрация давления Манометр, расхо
Не и расхода пара, иду- щего для подогрева про- мывной воды домер
13а; 136 Регистрация накоплен- ного расхода электро- энергии Ваттметр
13в; 13г Регистрация темпера- туры в сушильном кот- ле Термометр
13д—13ж Регистрация давления и расхода воздуха на охлаждение порошка после сушки Манометр, расхо- домер
14а; 146 Электропривод агрегатов Регистрация накоплен- ного расхода электро- энергии Ваттметр
15а; 156 Система питания Регистрация расхода Ротаметр поплавко-
ванны электро- литом, подсисте- ма корректиров- ки электролита (подготовка сер- ной кислоты) серной кислоты вый
§ 2. ЭЛЕКТРОЛИЗЕРЫ ДЛЯ ЭЛЕКТРОЛИЗА РАСПЛАВОВ
Порошки титана, циркония, тантала, ниобия могут быть полу-
чены электролизом расплава, основой которого является смесь
хлоридов или фторидов калия или натрия, а соединение, содержа-
щее целевой продукт (оксид или хлорид, например, Та.2О5, TiCl3),
добавляют в электролит в количестве 2—5 %. Температура
расплава в процессе электролиза составляет 1023—1073 К. При
электролизе на катоде выделяется рыхлый осадок металла, а на
аноде — кислород, хлор или фтор. Процесс получения порошка
распадается на четыре стадии: собственно электролиз, предвари-
тельное разделение порошка и остатков застывшего электролита,
вакуумное рафинирование, размол и рассев.
Электролиз осуществляют в электролизере, схема которого
представлена на рис. 103. Электролизер состоит из нихромового
тигля-катода 1, устройства 5 для крепления и подъема анода 2,
питателя 9, теплоизолирующего кожуха 7 и утеплителя 3. В ниж-
142
ней конусообразной части тигля устанавливают коническую
притертую пробку — токоподвод 6. В центре тигля размещен
графитовый полый перфорированный анод 2, в полость которого
Рис. 103. Электролизер для получения тантала
из бункера-питателя 9 электромагнитным вибратором 8 периоди-
чески подают гранулы соединения, содержащего целевой продукт.
Газы отсасывают через отверстие в боковой стенке крышки 4.
Электролиз проводят на постоянном токе, при анодной плотности
тока 120—160 и катодной 50 А/дм2. В результате электролиза
на дне и стенках тигля осаждается металл. Процесс прекращают
143
по заполнении осадком объема тигля, после чего анод поднимают,
тигель вместе с катодным осадком и электролитом охлаждают.
Дальнейший процесс ведется в установке для рафинирования,
конструкция и порядок работы которой аналогичны конструкции
и порядку работы устройства для рафинирования продуктов ме-
таллотермического восстановления.
§ 3. ТЕХНОЛОГИЧЕСКИЙ РАСЧЕТ ЭЛЕКТРОЛИЗЕРОВ
Технологический расчет электролизеров основан на использова-
нии объединенного закона Фарадея, позволяющего рассчитать
массу образующегося или растворяющегося при электролизе
вещества /птеор
ттеор = ~}Г (126)
где М — молекулярная (атомная) масса, г; п — число электронов
в уравнении реакции, отнесенное к одному молю; F — число
Фарадея, равное 96 490 Кл/(г-экв). Можно пользоваться вне-
системной единицей количества электричества — ампер-часом,
тогда F = 26,8 А-ч/(г-экв), а электрохимический эквивалент
q — M/nF имеет размерность г/(А-ч); /—ток электролиза, А;
т — продолжительность электролиза, с.
При расчете электролизера с чередующимися катодами и ано-
дами, работающими с двух сторон (кроме крайних) (см. рис. 97),
напряжение между каждой парой анод — катод t/a_K одинаково
и равно общему напряжению на электролизере Ua> а ток, прохо-
дящий через каждую пару электродов, /а_к = 1Цпа + пк)— 1,
где пк и па — число катодов и анодов. Токовая нагрузка на лю-
бом среднем электроде вдвое выше, чем на крайних.
В реальных условиях электролиза масса образующегося ве-
щества /Нфакт всегда меньше массы щтеор, рассчитанной по фор-
муле (126). Отношение этих величин Вт называется выходом по
ТОКу, 5Т = /ИфэктАЩгеор ~ ^фактАуАт < 1-
Выход по току катодного или анодного продуктов определяется
побочными реакциями: первичными, протекающими параллельно
основной, и вторичными, с участием продуктов электролиза.
Расчетная оценка Вт делается исходя из того, что затраты элек-
тричества распределяются между всеми реакциями, идущими
i
в электролизере У, Ij = /э (/; — парциальный ток каждой из
реакций, /э — ток, проходящий через электролизер), и для каж-
дого продукта электролиза справедливо соотношение
т} = qjlxB^j. (127)
Скорость электролиза определяют по формуле V = ql/S = qi,
где i — плотность тока. В инженерных расчетах под S понимается
расчетная площадь электрода. При протекании на электроде двух
144
и более реакций скорость каждой из них определяется парциаль-
ной плотностью тока = i3BTj.
Продолжительность электролиза т, ч, при немедленном уда-
лении порошка с поверхности катода рассчитывают по формуле
т = В тех случаях, когда на катоде наращивается
слой рыхлого продукта, впоследствии превращаемого в порошок,
когда электролизер используется для нанесения покрытий на
частицы порошка или порошковые изделия, продолжительность
электролиза т определяют по формуле
(128)
где 6 — толщина слоя, мкм;
у — плотность катодного осад-
ка, кг/дм3; iK — плотность то-
ка, А/дм2; Вт — выход по то-
ку, %.
Удельный расход электро-
энергии Гуд, кВт-ч/т, опреде-
ляют по формуле Гуд =
= ЮИит/тВ?, где т — масса
продукта электролиза, г; U,
I — средние напряжение и ток
на электролизере за время т;
5Т — выход по току, %.
При нанесении электрохи-
мических покрытий на порош-
ки и порошковые изделия зат-
раченную электроэнергию отно-
сят к единице площади покры-
ваемой поверхности
Рис. 104. Схема материальных потоков в
электролизере с проточным электролитом
£6у
^уд =
(129)
где Гуд выражено в Вт-ч/м2. Можно относить Г к единице тол-
щины покрытия
их' —
(130)
где Гуд выражено в Вт • ч/(м2 • мкм).
Расчет материального баланса электролизера с проточным
электролитом (на примере получения порошка свинца) основан
на схеме, представленной на рис. 104, и осуществляется (для
свинца) по формуле
CnvKt = Cpt>pT + qKIrBTK + qaIxBTa + £цт + gM. пт, (131)
где Сп, Ср — концентрация свинца в исходном и уходящем элек-
тролите, г/л; ип, Пр — скорости циркуляции электролита на входе
в электролизер и выходе из электролизера, л/ч; qK, qa — электро-
145
химические эквиваленты свинца для катодной и анодной реакций,
г/(А-ч); I—ток электролиза; ВТк, ВТа—катодный и анодный
выходы по току свинца в долях единицы; gy — унос свинца газами
в составе паров электролита, г/ч; gM. п —механические потери
свинца в составе электролита при разбрызгивании и проливах.
Уравнение типа (131) применимо ко всем компонентам системы
рис. 104 и к большинству других типов электролизеров, в том
Рис. 105. Схема распределения со-
ставляющих баланса напряжения
по длине электролизера
числе к электролизерам с раствори-
мым анодом. В зависимости от ком-
понента, баланс которого рассчиты-
вается, и типа электролизера, от-
дельные статьи прихода — расхода
могут исключаться из расчета.
Материальный баланс электроли-
зера с непроточным электролитом и
растворимым анодом (нанесение пок-
рытий, некоторые варианты электро-
лиза расплавов) рассчитывают по
уравнению
COVo <7НВТа /Пщл ’
= C-rVr + ^ВТк + myH, (132)
где Со, Сх — концентрации метал-
ла в исходном электролите и через
т часов его работы; Vo, Ут — соот-
ветствующие объемы электролита;
т — чистое время электролиза;
тштт — масса шлама, образовавшего-
ся за время т; /пун — масса метал-
ла, унесенного с парами электро-
лита.
На рис. 105 представлена расчет-
ная схема баланса напряжения U на
электролизере (между точками С—С):
U = (Еа — Ек) + Ла — Лк “Ь £ MJgn-T 4~ Zj АЕЭЛ.ДЫ 4~ S At/K0HT,
(133)
где El, Ек — равновесные потенциалы анодной и катодной реак-
ций; Ла, Лк — перенапряжение для анодной и катодной реакций;
А[/эл_т — падение напряжения в электролите; А£/эл_ды — паде-
ние напряжения в электродах; А{7К0НТ — падение напряжения
в контактах, токоподводах и на других участках внешней цепи
между точками С—С.
Тепловой баланс электролизера с проточным электролитом
рассчитывают по формуле
WT Qnp + QB, п = Qp Qr Сисп 4~ Qn. к i Фбал> (134)
146
где WT — часть энергии тока, выделившаяся в виде тепловой
энергии внутри электролизера; Qnp—тепловая энергия, посту-
пающая с электролитом; QB. п —тепловая энергия, поступаю-
щая при прохождении побочных и вторичных процессов (гидра-
тации, разбавления и др.); Qp—тепловая энергия, уносимая
электролитом; Qr— тепловая энергия, уносимая газами; QHcn —
тепловая энергия, уносимая с парами воды; Qn.K — тепловая
энергия, уносимая за счет излучения и конвекции с зеркала и
стенок корпуса электролизера; фбал — тепловая энергия, кото-
рую необходимо ввести в электролизер (отвести от электроли-
зера) для обеспечения технологически оптимального режима его
работы.
Глава IV
ФОРМООБРАЗУЮЩЕЕ ОБОРУДОВАНИЕ
Основное место среди оборудования для формообразования заго-
товок и изделий из порошков занимает кузнечно-штамповочное
(кузнечно-прессовое) оборудование, основным назначением кото-
рого является объемное формообразование промежуточных заго-
товок — прессовок или штамповок — из массы свободнонасыпан-
ного или предварительно сформованного порошка. Любая машина
этой группы содержит в своем составе привод, аккумулятор
энергии привода, передаточный механизм, исполнительное звено
с формообразующим инструментом, силовоспринимающую кон-
струкцию.
Общая классификация кузнечно-штамповочных машин приве-
дена на рис. 106. В основу этой классификации положены: харак-
тер изменения скорости рабочего звена исполнительного меха-
низма машины на участке рабочего хода, т. е. перемещения во
время преодоления сопротивления деформированию; уровень
скорости приложения нагрузки в начальный момент рабочего
хода; принцип работы машины. Количественные критерии для
отнесения машины к тому или иному классу приведены в табл. 22,
где v — скорость деформирующего инструмента в начальный
момент деформирования; |и| —средняя скорость процесса фор-
моизменения; t — продолжительность взаимодействия деформи-
рующего инструмента и деформируемой заготовки; То — период
наиболее медленных колебаний взаимодействующих масс.
В порошковой металлургии в той или иной степени находят
применение все виды машин, представленных в классификацион-
ной схеме.
Прессом называют машину квазистатического действия, в кото-
рой преодоление сопротивления заготовки деформированию осу-
ществляется при перемещении рабочего звена — ползуна, а уси-
147
лие деформирования воспринимается замкнутой силовой несущей
системой, включающей исполнительный механизм, станину и
другие элементы. Основным параметром пресса является разви-
Рис. 106. Классификация кузиечно-штамповочиых машин
ваемое им усилие. Аккумулятором энергии в прессах являются:
маховики, жидкости, находящиеся под давлением; их комбинации.
Молотом называют машину ударного и квазиударного действия,
в которой сопротивление заготовки деформированию преодоле-
Таблица 22. Скоростные критерии классификации
кузиечно-прессовых машин
Взаимодействие Диапазон изменения относительных характеристик взаимодействия
максимальной скорости продолжительности
Статическое t>/| v | 10“3 Ю3 < t/T0
Квазистатическое . . . IO’3 < о/| v | Ю-1 10 < t/T0 < ю2
Квазиудариое 10-1 < v!\ и К 1 10 < t/T0 < 102
Ударное 1 < о/| v | < 5 1 < t/T0 < 10
Квазиимпульсиое . . . 5 < о/| v | 10 0,5 < t/T0 < 1
Импульсное 10<о/|о| t/T0 < 0,5
148
вается за счет расходования кинетической энергии, накопленной
исполнительным звеном к моменту начала деформирования. Ве-
личина этой энергии является основным параметром молота.
Аккумулятором энергии является ударная масса.
Роторной называют машину квазистатического действия, в ко-
торой преодоление сопротивления заготовки деформированию
осуществляется при вращении рабочего органа с инструментом
или заготовки при непрерывном перемещении зоны контакта за-
готовки с инструментом. Главными параметрами машины могут
являться развиваемые ею усилия или крутящий момент. Акку-
мулятором энергии является маховик.
Импульсной называют машину, в которой средний градиент
нарастания скорости передающей среды во времени в процессе
воздействия на деформируемый материал или промежуточное звено
превышает 104 м/с2. Преодоление сопротивления заготовки дефор-
мированию осуществляется средой, передающей давление — га-
зом, жидкостью, твердым телом. Аккумулятором энергии является
сам энергоноситель — взрывчатое вещество, горючий газ и др.
Основным параметром является энергия импульса давления.
Изостатом называют машину квазистатического действия, в ко-
торой преодоление сопротивления заготовки деформированию
осуществляется средой, передающей давление. Основным пара-
метром является давление рабочей среды, эта же среда является
аккумулятором энергии.
Кроме кузнечно-прессовых машин, формообразующее обору-
дование для порошковой металлургии включает в себя станы для
прокатки порошка и экструдеры для формообразования загото-
вок из пластифицированных порошков.
§ 1. ПРЕССЫ
При помощи прессов в порошковой металлургии осуществляют
прессование порошков, калибрование спеченных заготовок., хо-
лодную и горячую объемную штамповку порошковых (спеченных)
заготовок, вырубку заготовок из порошкового листового проката.
Независимо от типа прессы включают следующие основные
узлы (рис. 107): станину 1 замкнутого (а) или разомкнутого (б)
типа, являющуюся базовой деталью пресса, верхнюю 3 и нижнюю 6
плиты (траверсы), верхний пуансон 4, привод 2 верхней плиты
или базирующихся на ней элементов, привод 8 нижней плиты или
базирующихся на ней элементов, прессформу или прессующий
блок 5, кассету-питатель для порошка или устройство для подачи
калибруемых заготовок 10, устройства 7, выталкивающие отпрес-
сованную (откалиброванную) заготовку из неподвижной матрицы
(а) или стягивающие матрицу вниз с неподвижной заготовки (б),
устройства вывода отпрессованной заготовки из рабочей зоны,
устройства контроля, управления и переналадки пресса (на
рис. 107 отдельными позициями не выделены), фундамент 9 или
149
бесфундаментные амортизирующие устройства. Перечисленные
узлы являются типичными для многих видов кузнечно-прессового
оборудования (прессов и молотов для штамповки изделий из ком-
пактных заготовок, прессов для формования пластмасс, прессов
для некоторых видов листовой штамповки и вырубки и др.).
Особенности прессуемого материала (порошка) обусловливают
ряд особенностей конструкции типовых узлов и прессов в целом:
1) получение нескольких уступов в изделии (формование каж-
дого из разновысотных элементов изделия) требует независимых
Рис. 107. Основные элементы конструкции
прессов для прессования порошков
силовых движений соответствующих пуансонов, поэтому прессы
имеют несколько приводов силовых движений верхних и нижних
пуансонов, стержней, матрицы, или снабжаются специальной
оснасткой — пресс-блоками (адаптерами), которые позволяют
трансформировать простое движение траверсы пресса в ряд неза-
висимых движений формообразующих элементов;
2) непостоянство физико-механических и технологических
свойств порошков обусловливает необходимость частой подна-
ладки исходных и конечных положений пуансонов и матрицы,
для чего прессы имеют легкодоступные механизмы регулировок
ходов и исходных положений рабочих частей;
3) прессы снабжают устройствами для удобного регулирова-
ния чисел ходов в широком диапазоне;
4) в связи с абразивными свойствами порошков все ответствен-
ные механизмы и поверхности защищены от попадания на них по-
рошков;
5) в связи с относительно невысокой надежностью механизмов
дозирования порошка и относительно невысокой точностью дози-
150
рования на прессах устанавливают указатели усилия прессования
и ограничители по усилию.
Для оценки технического уровня пресса или гаммы прессов
в сопоставлении с базовым представителем или базовой гаммой
(конкурирующим типом, моделью) необходимо иметь ряд харак-
теристик пресса, объединяемых в следующие группы:
1) силовые;
2) скоростные;
3) геометрические параметры рабочего пространства;
4) габаритные и массовые характеристики пресса в целом;
5) параметры силового привода (мощность электродвигателей,
давление в гидро- и пневмосистемах);
6) температура и характеристики атмосферы в рабочем прост-
ранстве (для прессов горячего прессования);
7) цена;
8) нормы точности;
9) нормы надежности и долговечности;
10) уровень механизации и автоматизации;
11) характеристики эргономичности, в том числе уровня тех-
ники безопасности, промсанитарии и технической эстетики;
12) нормы ремонтопригодности, в частности, оснащенность
средствами диагностики технического состояния;
13) состав и характеристики оснастки и специального инстру-
мента;
14) приведенная стоимость эксплуатации пресса в единицу
времени.
Характеристики первых шести групп инженер-технолог заим-
ствует из общетехнической легкодоступной литературы, цену —
из прейскурантов и использует их на этапе предварительной оценки
или выбора пресса. Для получения остальных характеристик
необходимо располагать полным комплектом технической доку-
ментации на конкретную модель пресса (гамму прессов) и инфор-
мацией об опыте эксплуатации прессов на заводах-потребителях.
Приведенная стоимость эксплуатации является комплексным
показателем, отражающим влияние всех частных технических
показателей, и может быть рассчитана, если известны числовые
значения частных показателей. При равенстве показателей каче-
ства прессованных заготовок приведенная стоимость эксплуата-
ции является на сегодняшний день наиболее полным и объективным
количественным показателем качества прессов, так же как и дру-
гих видов сложного оборудования.
Механические прессы
Основными типами механических прессов, применяемых в порош-
ковой металлургии, являются кривошипные (кривошипно-шатун-
но-ползунные и кривошипно-коленно-ползунные) и эксцентрико-
вые (кулачковые). Кривошипные прессы применяют при прессо-
151
вании и калибровании заготовок любых групп сложности, экс-
центриковые — при прессовании заготовок простых форм типа
гладких цилиндров и втулок.
Принципиальная гидро-пневмокинематическая схема криво-
шипного пресса представлена на рис. 108 на примере пресса мо-
дели К0628.
От односкоростного двигателя 53 вращение через шкивы 52
и 50 и клиноременную передачу передается пневмофрикционной
муфте 51. При включении ее дисков вращается вал 1, на котором
скользит блок шестерен 49, 2, 3. С помощью этого блока вал 48
152
получает три ступени скоростей (шестерни 47, 46, 4). От вала 48
через шестерни 5, 6, 45, 46 вращение передается на вал 43. На
валу 43 сидит зубчатая муфта 44, с помощью которой получаются
Рис. 108. Гидро-пневмо-
кинематическая схема
кривошипно-шатунного
пресса
еще две ступени скоростей. От вала 43
через шестерни 7 и 9 вращение передается
на промежуточный вал 42, от которого че-
рез две пары шестерен 10 и 11 вращение
получает главный вал 13. Шатунно-пол-
зунный механизм преобразует вращатель-
ное движение эксцентриков в возвратно-
поступательное движение колонок авто-
; мата и связанной с ними прессующей
головки. Останов всех движущихся час-
тей машины осуществляется ленточным
пневмофрикционным тормозом, воздейс-
твующим на шкив 8.
Выталкиватель получает возвратно-
поступательное движение от кулака 41,
сидящего на правом конце главного вала
13, через двуплечий рычаг, который
поднимает выталкиватель. Обратный
ход выталкиватель получает от пневмоцилиндра, прижимающего
ролик рычага к профилю кулака. Регулировка хода выталкива-
теля и высоты засыпки порошка осуществляется от винта 14,
который вращается в червячном колесе 55. Привод регулировки
состоит из червяка 54, трех пар конических шестерен 56, шарнир-
ного валика и хвостовика ручного проворота. Внутри выталки-
вателя размещен пневмоцилиндр центрального стержня 40, имею-
щий возвратно-поступательное движение. Регулировка нижнего
упора центрального стержня осуществляется от винта 12, который
153
вращается в червячном колесе 58. Привод регулировки состоит
из червяка 57, трех пар конических шестерен 56, шарнирного ва-
лика и хвостовика ручного проворота.
Регулировка 15 верхнего упора центрального стержня разме-
щена внутри выталкивателя и осуществляется от винта, который
вращается в червячном колесе с помощью червяка, имеющего хвое-
Рис. 109. Внешний вид пресса для прессо-
вания порошков
товик ручного проворота.
Регулировка положения
нижнего пуансона размещена
на нижней плите прессую-
щего блока и осуществляет-
ся с помощью клина 39, ко-
торый перемещается от хвос-
товика ручного проворота.
Регулировка 18 положе-
ния верхнего пуансона раз-
мещена в прессующей голов-
ке и осуществляется от вин-
та, который вращается в чер-
вячном колесе с помощью
червяка, имеющего хвосто-
вик ручного проворота.
Кассета питателя полу-
чает возвратно-поступатель-
ное движение относительно
прессующего блока от кула-
ка 60, сидящего на левом
конце главного вала 13, че-
рез рычажную систему. Под-
вод кассеты к матрице осу-
ществляется пружиной, отвод — кулаком.
Плавающая плита прессблока 16, в которой находится матрица,
опирается на два пневмоцилиндра и связана с колонками 17.
Принудительный увод матрицы осуществляется с помощью двух
гидравлических цилиндров увода матрицы, размещенных в прес-
сующей головке. Масло в цилиндры увода поступает через кла-
паны 23 из кармана 21, в который поступает сжатый воздух из
соответствующего отсека ресивера 32.
Насосом ручной подкачки 22 масло закачивается в полость «В»
гидравлической подушки силового цилиндра 19 прессующей го-
ловки. Подушка настраивается до требуемого технологического
усилия прессования, а также предохраняет пресс от перегрузки.
Пневмосистема предназначена для подачи воздуха в гидравли-
ческий карман прессующей головки, в пневмоцилиндры выталки-
вателя, центрального стержня, подпора матрицы, тормоза и муфты.
Пневмооборудование включает запорные муфтовые вентили
29, 33, 35, влагоотделитель 28, манометры 27 (6 шт), 24, 20, кран
управления 25, клапан управления торможением маховика 30,
154
ресиверы 31, 32, 36, 37, предохранительный клапан 38, пневмо-
распределитель 59, командоаппарат 61, регулятор давления 26,
маслораспылитель 34.
Внешний вид современного пресса с расположенными на нем
органами управления и контроля представлен на рис. 109 на при-
мере модели РСН-200 SU (Туре-С) фирмы «YOSHISUK.A» (Япо-
ния). Помимо станины и верхнерасположенных привода и криво-
шипного механизма, не выделенных на рисунке в отдельные по-
зиции, на прессе расположены: указатель положения главного
плунжера 7; сигнализатор заполнения матрицы порошком 12\
опорные плиты И и 2 первого и второго плавающих пуансонов —
регуляторов высоты засыпки с указателями их положения; за-
датчик 1 положения матрицы, при котором прекращается ее пла-
вающее движение, с индикатором положения матрицы; задатчик 13
остановки матрицы после окончания хода стягивания ее с прес-
совки с индикатором положения матрицы; индикатор усилия
с устройством автоматической остановки пресса при перегрузке S;
блок контроля работы гидросистемы пресса 5, включающий ука-
затель температуры масла в гидросистеме, указатель высокого
давления в системе управления скоростью плавания матрицы,
указатель низкого давления в системе установочных перемещений
матрицы, регулятор расхода, регулятор скорости стягивания
матрицы; блок индикаторов исправности концевых выключате-
лей 6 (выключатели обслуживают 14 механизмов пресса); инди-
катор продолжительности технологического цикла 4; кнопки
аварийного пуска и аварийной остановки пресса 3, механизм
лучевой блокировки работы пресса по присутствию в рабочем
пространстве посторонних предметов, в том числе рук оператора 9;
панель управления электрическими механизмами 10, включаю-
щая указатели наработки пресса, скорости перемещения главного
плунжера, числа прессовок, полученных на прессе (с ручным
сбросом показаний); переключатели работы пресса в первом ре-
жиме (простые прессовки), во втором режиме (сложные прессовки),
последовательно в первом и втором режимах; кнопки плавного
регулирования скорости движения главного плунжера; световую
индикацию подключения пресса к сети, пуска электродвигателя,
перегрузки, появления причин, нарушающих технику безопас-
ности работы на прессе; кнопку подключения пресса к силовому
. питанию; переключатель режимов работы (стоп, толчками, еди-
ничный рабочий ход, в непрерывном режиме); регулятор подачи
воздуха в пневмоамортизаторы; регулятор направления пере-
мещения составного верхнего пуансона; включение и выключе-
ние главного двигателя; регулятор скорости перемещения главного
плунжера; регулятор перемещения стержня; регулятор положе-
ния первого и второго плавающих пуансонов; кнопку реверсиро-
вания главного двигателя; регулятор полноты заполнения полости
матрицы порошком; кнопки перемещения главного плунжера и
< матрицы вверх-вниз; панель управления пневмомеханизмами 10,
155
включающая: патрубки для подсоединения пневмогайковерта и
пневмопульверизатора; органы управления пневмоцепями кас-
сеты-питателя, установочных перемещений плавающих пуансо-
нов, выталкивателя, стержня. Даже простое перечисление меха-
низмов и органов управления
Рис. НО. Инструментальный прессующий
блок:
1 — верхняя плита; 2 — пуансон; 3 — тол-
катель; 4 — направляющие; 5 — колонки;
6 — матрица; 7 — крышка; 8 — плита; 9 —
пружины; 10 — комбинированные колонки-
втулки; 11 — пуансон; 12 — подвижная под-
пружиненная плита; 13 — промежуточная
плита; 14 — нижняя плита; 15 — пробка;
16 — пружина; 17 — центральный стержень;
18 — вилка; 19 — плита
прессом дает представление
о его сложности, уровне ав-
томатизации и механизации.
Важнейшими комплек-
тующими изделиями совре-
менных прессов для прес-
сования порошков являют-
ся прессующие блоки (адап-
теры), загрузочно-разгру-
зочные механизмы, системы
ЧПУ прессом.
Пресс-блоком (адаптером)
называют приспособление,
которое можно снимать с
пресса и устанавливать на
него, размещая внутри само-
го пресс-блока пресс-форму,
в которой прессуется поро-
шок. Применение пресс-
блоков позволяет:
1) быстро переналажи-
вать пресс на изготовление
различных деталей, посколь-
ку при наличии нескольких
пресс-блоков пресс-инстру-
мент устанавливают в блок
вне пресса и фонд времени
работы пресса расходуется
только на выполнение ос-
новной операции;
2) в определенной степени компенсировать неточность перемеще-
ний и взаимного расположения траверс пресса, поскольку точность
перемещения пресс-инструмента определяется в основном кон-
струкцией блока, качеством изготовления его деталей и их сборки.
Пример конструкции пресс-блока представлен на рис. 110.
Матрицу пресс-формы крепят в плите 8, а все остальные детали
пресс-формы — в подвижных плитах, перемещающихся в верти-
кальной плоскости относительно колонок, которые связаны с тра-
версами пресса. Верхний пуансон 2 крепят к верхней плите пресса,
а выталкиватель — к плите 13. Центральный стержень монтируют
на плите 14. Плавание матрицы обеспечивается пружинами 9.
При выталкивании вилка 18 убирается, плита матрицы упирается
в плиту 19.
156
Пресс комплектуют несколькими пресс-блоками, каждый из
которых предназначен для получения прессовок различной слож-
ности. Схемы пресс-блоков и взаимодействия их элементов пред-
ставлены на рис. 111—113.
Имитатор работы пресса позволяет разместить в нем пресс-
блок и вне пресса осуществить настройку положений всех эле-
Рис. 111. Схема работы прессующего блока для прессования простых изделий:
1 — матрица; 2 — неподвижный пуансон; 3 — подвижный стержень; 4 — верхний пу-
ансон; / — заполнен; II — начало верхнего прессования; III — подпрессовка; IV —
прессование закончено; V — начало удаления прессовки матрицы; VI — прессовка удалена
Рис. 112. Схема работы прессующего блока для прессования изделий средней слож-
ности:
1 — матрица; 2 — неподвижный пуансон; 3 — нижний внешний пуансон; 4 — подвиж-
ный стержень; 5 — верхний пуансон; I — заполнение; II — начало верхнего прессо-
вания; III — подпрессовка; IV — прессование закончено; V — частичное удаление
прессовки нз матрицы; VI — прессовка удалена
Рис. 113. Схема работы прессующего блока для прессования изделий сложной формы:
1 — матрица; 2 — неподвижный пуансон; 3 — нижний наружный пуансон; 4 — ниж-
ний внутренний пуансон; 5 — подвижный стержень; 6 — блок верхних пуансонов;
последовательность работы (слева направо); I — заполнение; II — начало верхнего
прессования; III — продолжение прессования с перемещением части порошка в по-
лость верхнего пуансона; IV — прессование закончено; V — частичное удаление прес-
совки из матрицы; VI — прессовка удалена ч
ментов пресс-формы, осуществляя их установочные перемещения
и перемещения в рабочем режиме, под нагрузкой, так, как они
будут осуществляться после установки пресс-блока в пресс. Кон-
троль правильности настройки осуществляют по пробной прес-
совке, получаемой на имитаторе. Схема имитатора представлена
на рис. 114.
Загрузочно-разгрузочный механизм позволяет без использо-
вания ручного труда перенести настроенный пресс-блок из ими-
татора в рабочее пространство пресса и взять его оттуда для де-
монтажа или перенастройки в имитаторе.
157
Прессы могут снабжаться системой ЧПУ с выводом индикации
настроечных и рабочих параметров на цифровые табло и дисплей.
Технические характеристики кривошипных прессов для прес-
сования порошков приведены в табл. 23—26.
Рис. 114. Имитатор ра-
боты пресса:
1 — рама; 2 — силовые
цилиндры; <3— пресс- блок;
4 — пресс-форма; 5 —.
ручное нагружающее
устройство; 6 — панель
органов настройки ими-
татора
Технические характеристики
«Mannesmann» (ФРГ) приведены
кривошипных прессов фирмы
ниже.
Модель .................. МРМ6-К
Наибольшее усилие прессо-
вания верхним пуансоном,
кН .......................... 60
Наибольшее усилие прижи-
ма верхнего пуансона, кН 60
Усилие стягивания, кН . . 60
Усилие прижима матрицы
к кассете-питателю на пози-
ции заполнения, кН . . . 0,35
Ход ползуна пресса, мм . . 105
Регулируемая величина хо-
да ползуна, мм .......... 0—50
Высота заполнения, мм . . 0—50
Высота'рабочего простран-
ства, мм..................... 500
Ширина рабочего простран-
ства, мм..................... 205
Число ходов в минуту . . 17—50
Мощность основного элек-
тродвигателя, кВт .... 3
Размеры, мм:
высота.................... 2130
ширина..................... 960
глубина.................... 1320
Масса, кг.................... 1200
МРМ15-К МРМ-ЗОД МРМ60-Д
150 300 600
150 300 600
120 350 450
11 50 75
152 200 250
0—80 0—100 0—100
0—80 0—120 0—150
980 1000 1100
400 400 500
14—36 8—36 5—24
7,5 22 32,5
2640 2850 3510
1140 1200 1700
1830 2300 1700
3500 4750 6300
Примечание. Прессы могут поставляться с контакторным управлением
или с ЧПУ.
158
Таблица 23. Кривошипные прессы автоматы
отечественного производства
Модель Номинальное усилие, кН Наибольшая высота засып- ки, мм Наибольш ий размер изделий в плайе, мм 2 = >,31 О Д о <у 2 Число ходов прессующей го- ловки, 1/мин Мощность при- вода, кВт 1 Размеры, мм । Масса, кг
КА8120 10 56 40 100 16—52 3 1000X 1250X2300 2 650
КА8122 16 71 50 120 14—45 4 1000X 1250X2300 2 850
КА8124 25 90 63 150 12—40 7,5 1300X1800X2500 4 500
КА8126 40 НО 80 180 11—36 11,0 1300X 1800X2500 5 500
К0628 63 125 100 200 10—32 22 1770X2500X2290 9 500
КА8128 63 140 100 220 10-32 18,5 1600X2450X2600 8 500
КА8130 1000 180 125 265 5-25 27 1800X 2800X 3075 14 000
КА8132 160 180 125 220 6—24 56 3280X3550X4832 22 000
КА8134 250 180 125 260 6—24 65,3 3240X3300X4500 42 000
КА8136 400 180 150 220 5—20 75 3920X3550X7200 52 000
КА8138 630 180 150 220 4—16 100 80 000
КБ0616 4 60 95 18—40 —— 1,4/2,4 1150X845X2050 1 050
К0620Б 10 50 120 16—50 3 3 1275Х 1250Х 1700 1 750
КБ0621 12 65 100 9—50 — 2,65/3,4 1000X1140X2380 2 600
К06226Б 16 60 140 14—45 3 3 1275Х 1250Х 1730 1 800
КБ 0622 16 71 110 8—45 — 3 2120Х 1700X2760 2 800
40 140 -— 6—25 — 14
КБ0628 60 175 — 5—20 — 20 — —
Примечание,
прессования порошков
Прессы моделей К.0620Б н К06226Б
твердых сплавов.
специализированы для
Отдельную группу кривошипных прессов составляют прессы
для калибрования спеченных заготовок. Калибрование выпол-
няется для уменьшения погрешностей размеров, формы и взаим-
ного расположения геометрических элементов заготовки, повыше-
ния ее плотности и прочности, уменьшения шероховатости поверх-
ности.
В простейшем случае пресс для калибрования представляет
собой модернизированный пресс для прессования порошка. Мо-
дернизация заключается в оснащении такого пресса специальным
пресс-инструментом и устройством для установки калибруемых
заготовок в пресс-инструмент.
Технические характеристики прессов такого типа представлены
ниже.
Модель КА0030 КА0032 К0034 КА0036
Номинальное усилие прес- сования, кН 1000 1 600 2 500 4 000
Ход ползуна, мм Число ходов ползуна в ми- 180 320 400 500
нуту 35 25 20 16
Усилие выталкивателя, кН 200 350 700 1 000
Ход выталкивателя, мм . . 65 70 100 120
159
Таблица 24. Автоматы механические (кривошипные) для прессования изделий из металлических порошков
(ГОСТ 10480—83)
6300 о 00 (•—} * L0 ~ S <ч оо У/ — <N О О
4000 ® S § “5 - 00 V/ ~ °* о о
2500 § 8 00 S V/ ~ ° °
1600 § & § 'О " V/ ~ ° °
1000 §8 8 g ® V/ 2
X к 630 § 8 8 й 2 В V/ ~ ° -
д я и о 8 400 О О О ID — о - СО 00 СО — * Tf V/ ° ...
с ф S ч S 250 оз со со о сч с© у/ Ю ТГ — ю
£ о «э — о Р О О Ю 00 <4 у/ 10 '* - о 2
100 ю ю £2 LO о о СЧ <£5 — °0 у/ ш ~ 1ХЭ
со «э ш _ со тГ 04 OJ Tf 00 о „ у/ СО со LO — 1; СО
о Ю СО СО LO Ю О — у/ сч сч ю сч ю
ю 04 00 Л. оо СЧ О О со 04 СЧ °° у/ OJ OJ СО 04 “СО
Параметр Высота засыпки порошка в матри- цу Я, мм Наибольший путь прессования мм Наибольший размер изделий в пла- не (диаметр описанной окруж- ности) , мм Регулируемое число ходов прессу- ющей головки п, мин-1: наибольшее (не менее) .... наименьшее (не более) Удельная энергоемкость Кэ, кВт/(кН-мм2-мин-1) Удельная материалоемкость Км, кг/(кН-мм2-мин-1)
160
Таблица 25. Кривошипные прессы фирмы «Dorst» (ФРГ)
для получения прессовок простой формы и калибрования
Параметр Модель
ДКЗ ДК8/2 ДК15 ДКЗО дкюо ДК250
Наибольшее усилие прессования, кН ... 30 80 150 300 1000 2 500
Наибольшее усилие вы- талкивания, кН .... 20 40 50 200 700 1 500
Ход верхнего пуансо- на, мм 40 95 100 150 700 220
Наибольшая высота за- г сыпки (наибольший ход I выталкивателя), мм . . 16 30 40 65 75 100
J Число ходов (регулируе- мое), 1/мин 47—112 15—90 17—100 22—60 17—50 5—30
f Предварительная под- прессовка: наибольший ход, мм 12 25 60 130 130 190
наибольшее уси- лие, кН Мощность основного электродвигателя, кВт 0,14 0,70 2,7 2,12 8,5 30
1,1 3,0 3,7—4,4 5,5 22 37
Размеры, мм: высота ИЗО 2220 1840 2680 3285 4 725
ширина 670 960 1250 1525 1800 2 480
глубина 740 1060 1160 1465 1690 1 800
Масса, кг 330 800 1300 3350 6200 18 000
Наибольшая высота изде-
ЛИЯ, мм Число позиций 50 60 80 100
10 10 10
Мощность привода, кВт 18 38 56 76
Размеры, мм 1550Х 2 000Х 3 350Х 4 100Х
X 1920Х Х2 030Х X 1940Х Х2 960Х
Х3100 Х5 430 Х5 620 Х6 326
Масса, кг 8700 17 500 24 000 45 000
Прессы, специально предназначенные для калибрования, ха-
рактеризуются следующими особенностями:
| 1) имеют кривошипно-коленный нижнерасположенный привод,
? обеспечивающий минимальную, по сравнению с другими кинема-
тическими схемами, упругую деформацию элементов системы
I «пресс — пресс-форма — калибруемая заготовка»;
2) усилие выталкивания составляет не менее 50 % от усилия
калибрования;
3) постоянство заданного усилия калибрования обеспечивается
независимо от колебаний высотного размера калибруемой заго-
товки;
| 4) прессы комплектуются накопителем калибруемых загото-
J вок, устройствами предварительной и окончательной их ориента-
6 Кипарисов С. С. и др. 161
Таблица 26. Кривошипные прессы-автоматы фирмы «Dorst» (ФРГ) для
Параметр
ТРАР2 ' ТРАЗ * ТРА4 ТРА6 ТРА10
Наибольшее усилие прессова- ния, кН 20 30 40 60 100
Наибольшее усилие стягивания матрицы, кН 40
Наибольшее усилие прижима матрицы на позиции прессования, кН 30
Ход верхнего пуансона, мм . . . -— —_ — 95 . —
Наибольшая высота засыпки, мм 10 16 60 70 75
Наибольший ход стягивания, мм 10 16 30 35 85
Наибольший ход прессования, мм — . —- 30 35 90
Наибольший ход прессования верхним пуансоном, мм — — 6 6 15
Мощность основного электродви- гателя, кВт 1,1 1,1 2,2 3,0 3,0
Число ходов (плавно регулируе- мое), 1/мин 36—39 42—112 17—46 9,5—63 7—17
Предварительная подпрессовка: наибольший ход, мм 25
наибольшее усилие, кН ... . — — — 0,70 —
Размеры, мм: высота 1100 1100 1900 2220 2600
ширина 650 650 900 960 . 970
глубина 540 540 820 1060 1500
Масса, кг 315 330 675 800 2050
Примечания: 1. Ширина и глубина указаны без электрического распредели
для работы со сменным адаптером и с постоянным инструментальным блоком. 3. На базе
анизотропных постоянных магнитов из порошков ферритов н других магнитных материалов.
ции относительно пресс-формы, установки в пресс-форму, съема
калиброванной детали и ее удаления из рабочей зоны пресса.
Технические характеристики специализированных прессов для
калибрования приведены в табл. 28.
Для горячей штамповки порошковых заготовок применяют
кривошипные прессы двойного действия общепромышленного
применения и специализированные, технические характеристики
которых приведены ниже. На прессах двойного действия осуще-
ствляют точную объемную штамповку без облоя. Наружный пол-
зун этих прессов обеспечивает замыкание полости штампа, а внут-
ренний несет деформирующий инструмент. Прессы относительно
менее быстроходны по сравнению с прессами простого действия,
так как остывание штампованной заготовки осуществляется мед-
леннее, чем при штамповке с облоем. Технические характеристики
162
получении прессовок сложной формы
Модель
ТРА12 ТРА15/3 ТРА20/3 ТРАЗО ТРА50/2 ТРА60 ТРА100 TPAI20 ТРА140 ТРА180 ТРАкЗбО
120 150 200 300 500 600 1000 1200 1 400 1 800 3 500
— 80 100 — 300 — 800 — 1 000 1 500 3 000
— 50 50 250 600 800 1 200 2 500
— 100 175 — 200 —— 220 — 220 220 220
65 65 140 140 185 175 180 180 180 180 180
35 35 70 35 90 90 95 90 90 90 90
30 30 70 95 95 85 85 90 90 90 90
6 6 15 15 19 15 18 15 ' 15 18 18
3,0 3,0 3,5 7,4 11,0 14,7 22,0 22,0 22,0 30,0 55,0
18—50 18—50 5-30 13—32 6—30 5—20 5—24 6—24 6—24 6—24 4—20
— 30 100 — 115 125 80 62 85
— 2,81 2,12 — 4,75 — 9,7 — 9,5 5,3 21
2380 2500 2900 2500 3300 3300 4100 3 900 3 900 4 700 5 370
1000 1125 1530 1100 1450 1300 1970 2 000 2 000 2 360 4 050
1140 1250 1420 1800 1425 1600 1400 2 800 2 800 2 700 4 050
1915 1915 3280 4300 4400 5800 7300 11 000 12 700 17 000 28 000
тельного 1цита и гидроагрегата. 2. Модели ТРА20/3, 50/2 и 100/3 имеют два исполнения —
'Прессов 1РА6, 15/3, 20/3, 50/2 выпускаются прессы для сухого прессования заготовок
прессов горячештамповочных кривошипных двойного действия
представлены ниже.
504004837 К 8839
. Полное усилие пресса, кН...................... 10 000 16 000
Усилие внутреннего ползуна, кН................ 5 000 8 000
Усилие прижимного ползуна, кН................. 5 000 8 000
Число ходов ползуна в минуту.......................... 40 40
Ход внутреннего ползуна, мм . . . 250 320
Ход прижимного ползуна, мм...................... 200 260
Наименьшее расстояние между внутренним ползуном
в его нижнем положении и столом при его верхнем по-
ложении, мм........................ 970 1 330
Наименьшее расстояние между прижимным ползуном
в его нижнем положении и столом при его верхнем по-
ложении, ММ..................... 77Q । ggg
6* 163
Регулировка расстояния между столом пресса и пол-
зунами, мм ...................................... 10 10
Размеры стола, мм:
слева — направо..............................» . 1 000 1 400
спереди — назад................................ 1 000 1 300
Размеры ползунов, мм:
внутреннего,
слева — направо ............................... 520 670
спереди — назад............................... 500 560
прижимного,
слева — направо ............................... 900 1 500
спереди — назад............................... 800 1 000
Число нижних выталкивателей............................. 3 —
Усилие нижнего выталкивателя, кН....................... 250 150
Ход нижнего выталкивателя, мм........................... 80 80
Расстояние между осями выталкивателя, мм .... 150 —
Таблица 27. Технические характеристики кривошипных прессов фирмы
«YOSHISUKA» (Япония)
Модель
э э э э СЛ э СЛ О 73 £ СЛ
Параметр СЛ СЛ сл о о о о О О о ю
сч к со сч к к
к i i i
и и О и О о о
CU Си Си си Си Си Си
Наибольшее усилие прессования, кН . . . Наибольшее усилие вы- талкивания, кН ... . 200 400 600 1 000 2 000 4 000 7 500
120 240 400 600 1 500 2 200 2 500
Ход верхнего пуансо- на, мм 130 160 180 200 200 200 200
Наибольшая высота за- сыпки, мм Наибольший ход вытал- кивания, мм 100 120 140 150 150 152 152
75 80 90 100 100 100 100
Ход пружинной подуш- ки верхнего пуансо- на, мм 75 85 90 95 НО 110 ПО
Число ходов в минуту 10—40 8—32 6—24 6—24 6—24 6—24 10—15
Мощность основного электродвигателя, кВт 5 7,5 10 15 30 40 75
Мощность электродви- гателя системы смаз- ки, кВт Усилие прижима матри- цы, кН 5 7,5 7,5 10 10 15 20
100 200 300 500 1 000 2 000 2 500
Емкость бункера, кг 14 25 70 90 90 150 150
Размеры, мм: высота 2240 2655 3 345 3 945 5 000 7 050 8 140
ширина 1320 1845 2 150 2 315 2 200 2 865 3 230
глубина • 950 1160 1 565 1 670 3 000 2 325 2 600
Масса, кг 2300 5400 10 000 14 000 23 000 35 000 65 000
Примечание. По желанию потребителя прессы выпускаются в модифика-
циях: для получения прессовок с тонкими стенками; прессовок высотой 90 мм; прессо-
вок сложной конфигурации; с регулируемой скоростью плавания матрицы.
164
Таблица 28. Прессы-автоматы механические для калибрования
изделий сложной формы
Модель 1 I Номинальное усилие, кН Ход калибрую- щей головки, мм Число ходов калибрующей головки, 1/мин Наибольший диаметр изде- лия, мм Усилие вытал- кивателя, кН Мощность при- вода, кВт Размеры, мм Масса, кг
К0424 250 150 12; 15; 20; 25; 32; 40 — 120 8,7 1150Х1550Х Х2230 5 200
КА0424 250 150 20—45 60 125 10 1600X2400X Х3100 4 600
КО0426 400 200 20—45 80 200 14 — 6 000
К0428 630 220 10; 12; 16; 20; 25; 32 — 400 27 1950X2550X Х3355 11 000
КА0428 630 220 16—40 100 315 11/18 22/26 2050X2800X Х3720 10 000
К0430 1000 265 8; 10; 13; 16; 20; 25 — 600 40 2000X2300 X Х4400 16 700
КА0430 1000 265 16—36 125 500 25/30/36 2100X2770X Х4400 16 000
Верхний выталкиватель:
усилие, кН ..................................... — 50
величина хода, мм.............................. — 40
Электродвигатель главного привода:
тип ............................................ АК3315М1—8
мощность, кВт..................................... 90 90
частота вращения вала, об/мин..................... 720 750
Привод регулировки закрытой высоты:
тип ............................................... 4А1002 —
мощность, кВт.................................... 2,2 —
частота вращения вала, об/мин.................. 1 000 —
Размеры, мм:
длина................................................ 4 330 5 800
ширина............................................. 3 785 4 100
высота пресса над уровнем пола, мм ................ 5 920 7 200
Масса пресса (без фундамента), кг .................. 84 400 167 000
Технические характеристики автоматов механических специа-
лизированных для горячей штамповки заготовок из металли-
ческих порошков следующие:
К0736 К0738
Номинальное усилие, кН................................ 4 000 6 300
Усилие прессования, кН................................ 2 500 4 000
Усилие смыкания полуматриц, кН ....................... 1 500 2 300
Ход ползуна, мм................................... 160 200
Наибольшие размеры заготовок (длинахвысота), мм 50 X 60 160 X 80
Число ходов в минуту.............................. 60 40
Мощность электропривода, кВт...................... 55 75
165
Размеры, мм:
длина .........................................
ширина .....................................
высота над уровнем пола................*. . .
Масса, кг .....................................
4 500
3 200
6 300
72 000
4 600
4 200
10 000
107 000
Холодную (в ряде случаев — и горячую) объемную штамповку,
чеканку, выдавливание выполняют на чеканочных прессах и прес-
сах для холодного выдавливания. При выполнении указанных
операций возникает сравнительно большое сопротивление де-
формации, действующее на небольшой длине рабочего хода пол-
зуна (не более нескольких
Рнс. 115. Кинематическая схема экс-
центрикового пресса
миллиметров). Такие особенности
технологической операции выз-
вали необходимость применения
в чеканочных прессах кривошип-
но-коленного привода, для кото-
рого характерны малая скорость
при подходе к крайнему нижнему
положению шатуна и способность
преодолевать в конце хода в
3—5 раз большее усилие, чем в
кривошипных прессах, при том же
крутящем моменте на валу привода.
Эксцентриково-к улачковые
прессы (рис. 115) отличаются не-
зависимым движением верхнего
и нижнего пуансонов, так как
у них отсутствует постоянная
жесткая связь между главным
валом и ползуном, характерная для кривошипных прессов.
Эксцентриковые прессы обеспечивают более длительное нагруже-
ние порошка при прессовании: угол поворота коленного вала
кривошипного пресса в фазе «нагружение» составляет максимум
180°, эксцентрика — до 200°.
Пуансон 3 эксцентриково-кулачкового пресса получает воз-
вратно-поступательное движение от электродвигателя 12 через
вал 10, клиноременную и зубчатую передачу 11, главный вал 4
и шатун 5. Через эксцентрики б и 7 главный вал приводит в дей-
ствие загрузочное устройство 9 и выталкиватель 8. Порошок по-
ступает в пресс-форму 1 из бункера 2 и кассеты-питателя 9, после
чего прессуется опускающимся пуансоном 3. После выталкива-
ния прессовку сбрасывают со стола кассетой-питателем. Техниче-
ские характеристики эксцентриково-кулачковых прессов-автома-
тов отечественного производства для прессования изделий упро-
щенной формы приведены ниже.
КБ0624 КБ0626
Номинальное усилие, кН............................. 25 40
Наибольшая высота засыпки порошка в матрицу, мм 60 80
Ход прессующей головки, мм...............'. . 40 50
Число ходов прессующей головки в минуту .... 12—26 10—25
166
Усилие выталкивателя, кН............................. 8 12
Мощность электропривода, кВт.......................... 6 7,5
Размеры, мм:
длина................................................. 1250 1230
ширина.............................................. 1800 2050
высота.............................................. 2300 2860
Масса, кг............................................ 3150 4800
Кинематическая схема роторного пресса-автомата представ'
лена на рис. 116. Ротор 16 (вращающийся стол пресса) приводится
Рис. 116. Кинематическая развернутая схема роторного пресса-автомата:
1 — электродвигатель; 2 — маховнк регулятора давления; 3, 15 — копиры выталки-
вателя; 4, 14 — ролики; 5 — пружины; 6, 13 — прессующие копиры; 7, 9 — дозировоч-
ные копиры; 8 — маховик регулятора высоты прессовок; 10 — нижний пуансон; 11 —
распределитель порошка с барьером для сталкивания прессовок; 12 — верхний пуансои;
16 — ротор; 17 — червячный венец; 18 — вал; 19 —» червяк; 20 — клииоременная пе-
редача
во вращение от электродвигателя 1 через клиноременную пере-
дачу 20 и червяк 19. На окружности ротора расположены матрицы
пресс-форм, в которые засыпают прессуемый порошок из кассет-
питателей 11. Над матрицами и под ними расположены верхние 12
и нижние 10 пуансоны, скользящие по копирам. На участке копи-
ров 7 и 9 происходит окончательная дозировка порошка, на уча-
стке копиров 6 и 13 порошок уплотняется предварительно, а при
огибании пуансонами роликов 4 и 14 — окончательно, после чего
прессовка выталкивается нижними пуансонами.
Технические характеристики роторных прессов-автоматов пред-
ставлены в табл. 29.
167
Гидравлические прессы
Прессы холодного прессования
Основные элементы конструкции гидравлического пресса пред-
ставлены на рис. 117.
Основными преимуществами гидравлических прессов перед
механическими являются относительная простота конструкции,
Рис. 117. Основные элементы конструкции
гидравлического пресса:
1 — масляный бак; 2 — насос; 3 — элек-
тропривод; 4 — напорный трубопровод;
5 —манометр; 6 — верхняя полость основ-
ного цилиндра; 7—плунжер; 5 —основ-
ной цилиндр; 9 — станина; 10—стол;
//-пресс-форма; /2 —шток; 13 — ниж-
няя полость основного цилиндра; 14 —
сливные трубопроводы. Поток -► при ра-
бочем ходе;------► при возвратном ходе
возможность получения усилии
до 2000 тс, меньшие относитель-
ные габариты, масса и стои-
мость, возможность плавного
регулирования скорости движе-
ния рабочих частей и усилия
прессования. Недостатками гид-
равлических прессов являются
меньшая производительность и
надежность, определяемая ка-
чеством гидравлической и элек-
трогидравлической аппаратуры.
Отечественные универсаль-
ные гидравлические прессы для
порошковой металлургии обес-
печивают получение прессовок
типа гладких цилиндров и ко-
лец, цилиндров и колец с на-
ружным торцевым буртом (I
программа работы пресса) и
втулок с буртом, равноудален-
ным от торцов (II программа).
Прессы работают по принци-
пу стягивания матрицы; обору-
дованы дополнительным цилиндром привода центрального стер-
жня (что значительно расширяет их технологические возможно-
сти) и механизированной регулировкой высоты засыпки порошка.
Таблица 29. Роторные прессы-автоматы отечественного производства
Модель Производи- тельность, шт/мии Усилие прессо- вания, кН Чис- ло шпин- делей Наиболь- шая высота засыпки, мм Наиболь- ший диа- метр изде- лий, мм Частота вращения стола, об/мнн Число прессую- щих позиций
Б8118Б 320—1000 63 27 25 20 6—20 2
Б8018 160 63 27 30 20 3; 4; 5; 6; 10; 15 2 ,
Б8020 110—650 100 27 50 25 2; 4; 5; 8; 12 2
Б8124 100—410 250 17 50 40 3—12 2
168
Засыпка порошка из бункера в матрицу и удаление готовых изде-
лий производятся автоматическим питателем. Привод прессов
осуществляется от гидроагрегатов, представляющих собой само-
стоятельные установки. Гидравлическая схема в сочетании с элек-
трической обеспечивает работу прессов в наладочном, полуавто-
матическом (одиночных ходах) и автоматическом режимах.
Движения механизмов по циклу по I программе: ход кассеты
вперед (сталкивание готового изделия); ход матрицы вверх и виб-
рация кассеты над матрицей (заполнение матрицы порошком);
ход кассеты назад; ход ползуна вниз ускоренно; ход ползуна вниз
замедленно (прессование); ход ползуна вверх; ход матрицы вниз
(освобождение изделия); ход центрального стержня вниз (осво-
бождение изделия).
Движения механизмов по циклу по II программе: ход кассеты
вперед (сталкивание готового изделия); ход ползуна с матрицей
вверх и вибрация кассеты над матрицей; ход кассеты назад; ход
ползуна вниз ускоренно; ход ползуна вниз замедленно (прессо-
вание); ход ползуна вверх (снятие веса ползуна с изделия); ход
матрицы вниз (освобождение изделия); ход ползуна вверх; ход
центрального стержня вниз (освобождение изделия).
Прессы обеспечивают принудительное опускание («плавание»)
матрицы во время прессования; ускорение хода ползуна вниз за
счет перелива масла из штоковой полости главного цилиндра
в поршневую; одну подпрессовку; прессование изделий «в размер»
по конечному выключателю; прессование изделий по давлению
с выдержкой под давлением; прессование изделий по давлению
без выдержки под давлением; замедление хода ползуна вниз по
ходу (от конечного выключателя); замедление хода ползуна вниз
по давлению (от реле давления); работу с центральным стержнем;
работу без центрального стержня. Установка программ и режимов
осуществляется режимными переключателями на панели в стойке
пресса.
Типовая гидравлическая схема прессов (рис. 118) включает
в себя главный цилиндр 1, цилиндр стягивания матрицы 4, ци-
линдр увода центрального стержня 3, цилиндр привода кассеты 2,
* Мощность электродви- гателя, кВт Размеры, мм Масса, кг Тип вытал-. кивателя Тип питателя
3/2,1 5,5 1250X1350X1975 1400X1400X2000 3500 3500 Кулачок Ролик Питающая рамка Питатель с вертуш- ками
169
гидроагрегат с насосами, управляющей и контрольно-регулирую-
щей аппаратурой, трубопроводы, соединяющие цилиндры с гидро-
агрегатом. '
Рис. 118. Типовая гидравлическая схема гидравлических прессов
В исходном положении при включенном электродвигателе
насосы подают масло тремя потоками: от насоса управления 5
масло устанавливает кассету питателя в крайнее заднее положе-
ние, создает напор в сети управления и сливается в бак через
предохранительный клапан 6; от насоса низкого давления 7
масло сливается в бак через предохранительный клапан S; от
170
насоса высокого давления 9 масло проходит через золотники 14
и 13 и сливается в бак.
Золотники 13, 14, 20 и 24 управляют соответственно движе-
ниями цилиндра стягивания матрицы, главного цилиндра, ци-
линдра увода центрального стержня и цилиндра привода кассеты
питателя. Золотники 12 и реле давления 11 служат для управле-
ния разгрузкой насоса 7, а золотник 16 обеспечивает принуди-
тельное «плавание» матрицы и перелив масла из штоковой полости
главного цилиндра в поршневую при ускоренном движении пол-
зуна вниз.
В исходном положении при работающих насосах линия управ-
ления находится под давлением, что обеспечивает включение всех
позиций рабочего цикла пресса.
В наладочном режиме движения рабочих органов совершаются
при нажатии соответствующих кнопок на пульте управления.
При нажатии кнопки «Ползун вниз» включается электромаг-
нит Э1, и золотник 14 пропускает масло из насоса 9 в поршневую
полость главного цилиндра. Масло щз штоковой полости главного
цилиндра проходит поддерживающий клапан 22, золотник 16 и
сливается в бак через золотники 14 и 13. Ползун движется вниз.
Если при нажатой кнопке «Ползун вниз» дополнительно вклю-
чить электромагниты Э7, Э9 или Э7 и Э9 вместе, то можно полу-
чить ускоренное движение ползуна вниз за счет перелива масла
из штоковой полости главного цилиндра в поршневую, подклю-
чения насоса низкого давления или двух этих факторов одновре-
менно.
При нажатии кнопки «Ползун вверх» включается электромаг-
нит Э2, и масло из насоса 9 поступает в штоковую полость глав-
ного цилиндра. Масло из поршневой полости главного цилиндра
сливается в бак через золотники 13, 14 и управляемый обратный
клапан 15. Ползун движется вверх.
При нажатии кнопки «Матрица вверх» включается электро-
магнит ЭЗ, и масло от насоса через золотники 14 и 13 поступает
в штоковую полость цилиндра стягивания матрицы. Масло из
поршневой полости цилиндра сливается в бак через золотник 13.
Матрица движется вверх.
При нажатии кнопки «Матрица вниз» включается электро-
магнит Э4, и золотник 13 пропускает масло от насоса 9 в поршне-
вую полость цилиндра стягивания матрицы. Масло из штоковой
полости цилиндра проходит поддерживающий клапан 18 и сли-
вается в бак через золотник 13. Матрица движется вниз.
При нажатии кнопки «Стержень вниз» включаются электро-
магниты Э4 и Э5, и золотник 20 пропускает масло в штоковую
полость цилиндра центрального стержня. Масло из поршневой
полости цилиндра сливается в бак. Центральный стержень дви-
жется вниз (матрица при этом должна находиться в нижнем по-
ложении). Скорость движения стержня регулируется дроссе-
лем 19.
171
Подъем центрального стержня осуществляется при подъеме
матрицы, при этом масло из штоковой полости цилиндра сливается
в бак через золотник 20.
При нажатии кнопки «Кассета вперед» включается электро-
магнит Э8, и золотник 24 пропускает масло из насоса управления 5
в поршневую полость цилиндра привода кассеты. Масло из што-
ковой полости сливается в бак через золотник 24. Кассета дви-
жется вперед. Регулировка скорости движения кассеты осущест-
вляется дросселем 23.
При освобождении кнопки «Кассета вперед» электромагнит Э8
отключается, и золотник 24 пропускает масло от насоса 5 в што-
ковую полость цилиндра. Масло из поршневой полости сливается
в бак через золотник 24. Кассета движется назад.
В случае нажатия кнопки «Ползун вниз» в режиме с принуди-
тельным плаванием матрицы включаются электромагниты Э1 и
Э6, и масло от насоса 9 через золотник 14 поступает в поршневую
полость главного цилиндра. Масло из штоковой полости главного
цилиндра через поддерживающий клапан 22, золотник 16 и дрос-
сель с предохранительным клапаном 17 поступает в поршневую
полость цилиндра стягивания матрицы. Масло из штоковой по-
лости цилиндра стягивания матрицы сливается в бак через золот-
ник 13. Ползун движется вниз, и одновременно движется вниз
матрица. Скорость движения матрицы регулируется дросселем 17.
В автоматическом режиме работы включение электромагнитов
и переключение золотников осуществляется автоматически конеч-
ными путевыми выключателями, связанными с подвижными ча-
стями цилиндров. Цикл автоматической работы начинается со
сталкивания готового изделия и засыпки порошка в матрицу,
т. е. с движения вперед кассеты питателя. При этом матрица и
центральный стержень должны находиться в крайнем нижнем
положении, а ползун — в верхнем (при прессовании гладкой
втулки с наружным'торцевым буртом).
В переднем положении кассеты конечный выключатель ВК7
дает команду на подъем матрицы. Он же отключает электромаг-
нит Э8, и кассета отходит назад от промежуточного конечного
выключателя ВК8, включающего электромагнит Э8. Кассета
вновь возвращается в крайнее переднее положение. Таким образом
кассета совершает над матрицей колебательные поступательные
движения во время подъема матрицы. При этом происходит
заполнение порошком полости матрицы. В крайнем верхнем
положении матрицы срабатывает конечный выключатель ВК5,
отключающий электромагнит Э8, и кассета возвращается в край-
нее заднее положение. Здесь срабатывает конечный выключатель
ВК9, включающий электромагниты Э1, Э7 и Э9. Ползун движется
вниз — начинается прессование. При возрастании давления
свыше заданного реле давления 11 отключает электромагнит Э9,
и масло от насоса 7 сливается в бак через предохранительный
клапан 8. Движение ползуна замедляется. При дальнейшем
172
повышении давления реле давления 25 и конечный выключатель
ВК10 отключают магнит 37, и движение ползуна еще более за-
медляется.
При достижении заданного давления прессования следующее
реле давления 26 дает команду на подъем ползуна непосредственно
или через реле времени при наличии выдержки, выключая элек-
тромагнит 31 и включая электромагнит 32.
В верхнем положении ползуна срабатывает конечный выклю-
чатель ВК1, подающий команду на опускание матрицы. Матрица
движется вниз и освобождает деталь. В нижнем положении ма-
трицы конечный выключатель ВК4 дает команду на опускание
центрального стержня. Центральный стержень опускается и
освобождает деталь. В крайнем нижнем положении центрального
стержня конечный выключатель ВК6 дает команду на движение
кассеты, и цикл повторяется.
В случае прессования втулки с наружным буртом, равноуда-
ленным от торцов, ползун в начале цикла находится не в крайнем
верхнем положении. В переднем положении кассеты конечный
выключатель ВК7 дает команду на включение электромагнита 32
и отключение электромагнита 38. Ползун поднимается вверх,
поднимая матрицу за счет жесткой связи в прессующем блоке,
а кассета отходит назад до конечного выключателя ВК8, который
вновь включает магнит 38. Кассета движется вперед и совершает
колебательные поступательные движения над матрицей во время
подъема ползуна с матрицей.
В верхнем положении ползуна конечный выключатель ВК1
отключает электромагниты 32 и 38. Кассета уходит в крайнее
заднее положение. Здесь срабатывает конечный выключатель
ВК9, включающий электромагниты 31, 37 и 39. Ползун движется
вниз, начинается прессование. При возрастании давления свыше
заданного реле давления И отключает электромагнит 39, и масло
от насоса 7 сливается в бак через предохранительный клапан 8.
Движение ползуна замедляется. При дальнейшем повышении
давления реле давления 25 отключает электромагнит 37, и дви-
жение ползуна еще более замедляется.
При достижении заданного давления прессования реле давле-
ния 26 дает команду на подъем ползуна, непосредственно или
через реле времени при наличии выдержки, выключая электро-
магнит 31 и включая электромагнит 32.
Подъем ползуна производится до конечного выключателя ВКН,
который выключает электромагнит 32 и включает электромагнит 34.
Матрица опускается вниз, освобождая нижнюю часть детали.
В нижнем положении матрицы конечный выключатель ВК4
вновь включает электромагнит 32, и ползун поднимается вверх,
освобождая верхнюю часть детали. Конечный выключатель ВК12
вновь ''выключает электромагнит 32, останавливая ползун, и
включает магниты 33 и 34. Центральный стержень опускается
вниз, и деталь полностью освобождается. В нижнем положении
173
центрального стержня конечный выключатель ВК6 дает команду
на включение электромагнита Э8. Кассета движется вперед,
сталкивая готовое изделие, и цикл повторяется.
Рис. 119. Прессующий блок с шестью
независимо_перемещающимися элемен-
тами:
/ — верхний пуансон; 2 — плнта ма-
трицы; 3 — плита № 1; 4 — плнта № 2;
5 — кольцевой поршень (плнта № 3);
6 — опорная плита; 7 — второй ниж-
ний поршень (плнта № 4)
В случае прессования с под-
прессовкой при возрастании давле-
ния прессования до заданного дав-
ления подпрессовки реле давле-
ния 27 дает команду на подъем
ползуна. Ползун поднимается до
конечного выключателя ВК2, ко-
торый дает команду на опускание
ползуна. Ползун идет вниз, за-
канчивая прессование изделия.
В линии высокого давления
установлен предохранительный
клапан 10; трубопровод штоко-
вой полости главного цилиндра
защищен от мультипликации пре-
дохранительным клапаном 21.
Настройка всех предохрани-
тельных клапанов проверяется
соответствующими манометрами,
предусмотренными схемой.
Управляемый обратный клапан
15 выполняет также роль гаси-
теля гидравлических ударов при
сбросе давления из поршневой по-
лости главного цилиндра.
В баке гидроагрегата предус-
мотрены фильтры очистки рабочей
жидкости и радиаторы водяного
охлаждения с автоматическим ре-
гулированием потока охлаждаю-
щей воды.
Прессы усилием 1,6; 2,5 и 4,0
МН — рамного типа, прессы усили-
ем 6,3 МН — колонного типа. Все
прессы оборудованы заградитель-
ными устройствами с блокировкой,
запрещающей работу на прессе с от-
крытым штамповым пространством.
Технические характеристики гидравлических прессов об-
щего назначения представлены в табл. 30—33.
Значительное расширение технологических возможностей
гидравлических прессов достигается при их оснащении устрой-
ствами ЧПУ. Наличие ЧПУ позволяет:
— плавно и в широких пределах изменять циклограмму
пресса;
174
— использовать прессующие блоки, у которых количество
независимо перемещающихся элементов доходит до 6 (рис. 119);
— осуществлять автоматическое обнаружение и индикацию
отказов;
— осуществлять быстрый перевод пресса на работу в одном
из следующих режимов: автоматический многоходовой; автома-
тический одноходовой; автоматический с прерыванием от руки
в любой точке цикла; шаговый с ручным управлением;
— ввести в память микропроцессора требуемую информацию,
в частности — режим работы, и вызвать ее оттуда в любой момент
времени;
— осуществлять автоматическую подналадку пресса в про-
цессе работы.
Технические характеристики гидравлических прессов с ЧПУ
представлены в табл. 34 и 35.
На базе гидравлических прессов общего применения создан
ряд специализированных прессов.
На рис. 120 представлен пресс для прессования длинномерных
прессовок квадратного или прямоугольного сечения — штабиков
из порошков тугоплавких металлов. Основной особенностью
этих прессов является наличие бокового пуансона, благодаря
которому обеспечивается активное уплотнение порошка по двум
Таблица 30. Прессы-автоматы гидравлические отечественного
производства
Модель Номинальное усилие, кН Наибольшая высота | засыпки, мм Наибольший диаметр изделия, мм Ход ползуна, мм Скорость ползуна при рабочем ходе, мм/с Производительность при наибольшей вы- соте засыпки, шт/мин 1 Мощность привода, кВт Размеры, мм Масса, кг
ДА 1532 1 600 200 125 500 27 3 30,8 2200X3600X Х3500 7 500
ДА1532Б 1 600 200 125 400 50 7 57 4450X3580X Х3690 16 250
ДА 1534 2 500 250 160 500 16 1,7 30,8 1660X3805X Х4300 10 750
ДА1534Б 2 500 250 160 400 31 4 54,8 4600Х4125Х Х6545 2I50 X4200X Х5150 18 600
ДА 1536 4 000 250 500 15 1,5 44,8 22 900
ДА1536Б 4 000 — 250 500 40 6,6 113,6 2500Х4500Х Х5500 26 000
ДА1238Б 6 300 350 250 630 24 6 133,8 6000X3000X Х5000 46 000
ДА 1240 10 000 350 250 500 18 3 135,1 6240X3300X Х5900 72 000
175
Таблица 31, Прессы-автоматы гидравлические фирмы «Mannestnапп» (ФРГ)
Модель Номи- нальное усилие, кН Наиболь- шая вы- сота засыпки, мм Усилие стяги- вания матрицы, кН Ход ползу- на, мм Скорость перемещения верхнего цилиндра, мм/с
уско- ренная вниз рабочая вниз рабочая вверх
НРМЗО 300 120 200 300 _
НРМ60 600 120 400 300 — — —
НРМ100 1 000 150 700 400 — — —
НРМ200 2 000 200 1 300 500 >— — —
НРМ300 3 000 250 2 050 500 — — —
НРМ400 4 000 300 2 200 600 — —
НРМ60 600 150 400 300 — — —
НРМ100 1 000 175 700 330 —
НРМ200 2 000 200 1 300 350 — — —
НРМ600 6 500 300 4 100 —. 195 28 250
НРМ800 8 000 300 4 700 —. 195 28 250
НРМЮОО 10 000 300 5 800 —. 150 38—19 150
НРМ1250 12 500 300 7 900 — 150 30—15 150
НРМ1600 16 000 300 9 000 —- 130 24—12 130
НРМ2000 20 000 300 11 000 — 130 20—10 130
* Длина X высота.
Таблица 32. Гидравлические прессы фирмы «Kotaki» (Япония)
Модель Номинальное уси- лие, кН Наибольшая вы- сота засыпки, мм Усилие стягива- ния матрицы, кН Ход верхнего ци- линдра, мм 1 Открытая высо- та, мм 1 Скорость пере- мещения ци- линдра, мм/с • Размеры стола, мм Мощность при- вода, кВт
ускоренная вниз рабочая вниз рабочая вверх
КР10 100 80 60 250 650 450X450 1,5
КР31.5 315 120 190 250 650 155 85 6/8 85/58 450X450 2,2
КР63 630 120 400 300 750 130 73 5/7 73/48 500X500 3,7
KPioo 1 000 150 650 400 850 150 70 6/8 70/50 650X650 5,5
КР200 2 000 200 1300 500 1000 150 75 6/9 75/50 800X800 15
крмюо 1 000 160 630 400 1000 — — — 630X630 22
КРМ200 2 000 200 1250 500 1250 207 73,5 10,6 162 104 800X800 37
КРМ315 3 150 200 2000 630 1600 250 80 15 33 175 170 900X900 37X2
КРМ500 5 000 200 3150 710 1800 — .— — 1120X1120 50X2
КРМ1000 10 000 100 3150 560 2240 — — — 1400X1400 50X2
Числитель — верхнего, знаменатель — нижнего.
176
Скорость перемещения нижнего цилиндра, мм/с Мощность при- вода, кВт Размеры, мм Масса, кг
вниз вверх
6,5 1320X1440X2720 2 340
— — 13 1320X1770X2720 2 790
— — 18 1470X1770X3200 320
— — 30 1730X2130X3750 7 050
— — 48 1950 X 3200 X 4500 17 500
— — 60 2200X3600X5100 20 500
— — 29 1550X2285X3340 —
— — 45 1700X2275X3610 —
— — 65 1960 X 2750 X 4340 —
46 122 120 2500X7100 * —
40 115 120 2500X7100 * —
64—31 100 140 3100X7700 * —
48—24 88 140 3100X7700 * —
32—16 80 150 1 3400X8200 * -—.
26—13 70 160 3700 X 8900 * •—
вздимноперпендикулярным осям. Технические характеристики
прессов следующие:
ПА-808 ПА-801 ПА-802
Усилие, кН .................. 20 000 5 000 1000
Ход плунжеров, мм:
вертикального............. 60 — 350
Таблица 33. Гидравлические прессы фирмы «Меуег» (Швейцария)
Модели Номи- нальное усилие, кН Наиболь- шая вы- сота за- сыпки, мм Ход главного цилин- дра, мм Мощ- ность привода, кВт Размеры, мм Масса, кг
РА4-15 150 50 120 3 900X1000X1920 1800
РА4-30 300 50 120 4,2 900ХЮ00Х1920 2200
Р4-15 150 100 250 3 1200X1600X3000 1800
Р4-30 300 100 250 4,2 1200X1600X3000 2200
Р4-60 600 120 300 11,5 1490X2130X3480 2800
Р4-100 1000 140 350 15,2 1590X2230X3570 3500
Р4-200 2000 170 450 23 1670X2260X4000 6500
горизонтального . . Размеры, мм: . . 160 — 50
длина 5 200 3 700 2750
ширина 2 000 2 760 2620
высота 4 200 2 620 2800
Масса, кг 89 000 13 260 3120
На специализированных
получают высокоточные заготовки неперетачиваемых пластин для
гидравлических прессах-автоматах
177
режущего инструмента из порошков твердых сплавов, оксидной
и оксидно-карбидной режущей керамики.
Таблица 34. Прессы-автоматы гидравлические с ЧПУ
фирмы «Dorst» (ФРГ)
Параметр Модель
TPA250H TPA500H ТРА650Н ТРА800Н
Усилие, кН:
прессования 2 500 5 000 6 500 8 000
стягивания 1 500 3 000 3 000 3 000
прижима матрицы 1 800 3 000 3 000 4 000
стержня 40 100 100 100
Ход, мм:
верхнего пуансона 350 450 450 450
нижнего пуансона (матрицы) . . 250 350 350 350
стержня 100 250 250 250
плунжера прижима матрицы 60 75 75 75
кассеты-питателя 450 450 450 450
Число ходов в минуту 12 7—8 7 6-7
Мощность электропривода, кВт 100 167 180 180
Вместимость масляного бака, л 1 500 2 000 2 000 2 000
Расход воды для охлаждения при
293 К 2 500 3 000 3000 4 000
Размеры, мм:
высота над полом 4 170 5 270 5 270 5 270
ширина 2 760 3 160 3 160 3 160
глубина 1 800 2 500 2 500 2 500
Масса, кг 14 800 27 700 30 000 30 000
178
Таблица 35. Прессы-автоматы гидравлические с ЧПУ фирмы
«K.OMAGE» (ФРГ)
Модель Усилие, кН К 3 л р S ф а Ход, мм * Число ходов в минуту Установленная мощность элек- трооборудова- ния, кВт Масса, кг
прессования прижима матрицы на стержне на втором нижнем пуансоне верхнего пуансона нижнего пуансона
20 200 140 100 100 300 300 300 30 11 3 500
30 300 200 150 150 300 300 300 30 20 3 800
60 600 400 300 300 300 300 300 20 20 5 500
100 1000 700 500 500 500 500 500 15 20 6 000
150 1500 1000 750 750 500 500 500 12 25 7 500
200 2000 1400 1000 1000 500 500 500 10 25 8 200
300 3000 2000 1000 1000 500 500 500 10 30 10 200
400 4000 2600 1000 1000 500 500 500 6 35 12 000
* Для всех прессов ход стержня 100 мм; ход второго нижнего пуансона 100 мм.
Технологические операции, выполняемые автоматом: заполне-
ние матрицы порошком; подпрессовка порошка в матрице; прессо-
вание (нижнее прессование); допрессовка (верхнее прессование);
прйжим прессовки верхним пуансоном в период возврата прессу-
ющей головки в верхнее положение и стягивания матрицы с прес-
совки; стягивание матрицы с прессовки; удаление прессовки из
зоны прессования корпусом кассеты-питателя. Схема работы
пресс-блока представлена на рис. 121 и 122.
Предварительное уплотнение порошка в матрице производится
путем ввода в нее верхнего пуансона при нахождении матрицы
в верхнем положении. Оно производится в случае, когда не произ-
водится допрессовка заготовок при прессовании. При применении
допрессовки прессование начинается сразу после закрытия ма-
трицы верхним пуансоном. Прессование без подпрессовки произ-
водится только за счет синхронного перемещения вниз верхнего
пуансона и матрицы относительно неподвижного нижнего пуан-
сона. При этом происходит нижнее прессование, так как дости-
гается тот же эффект, как если бы нижний пуансон входил в ма-
трицу, закрытую неподвижным верхним пуансоном. В этом случае
большее уплотнение порошка достигается со стороны нижнего
пуансона. Прессование с допрессовкой достигается за счет нижнего
прессования, осуществляемого при синхронном перемещении вниз
верхнего пуансона и матрицы, и верхнего прессования, осуще-
ствляемого верхним пуансоном при его дальнейшем ходе вниз
относительно неподвижных матрицы и пуансона. В этом случае
увеличивается общая плотность прессовки, достигается равномер-
ное распределение плотности по объему прессовки.
' После окончания прессования, перед началом возврата прессу-
ющей головки в верхнее положение, происходит определенный
179
выстой матрицы, а затем ее стягивание с прессовки. После стя-
гивания матрица образует общую плоскость с верхними плоско-
стями нижнего пуансона и стержня. По этой плоскости прессовка
выводится из зоны прессования.
Рис. 121. Схема двустороннего прессования:
I — засыпка порошка; II — предварительное внедрение верхнего пуансона; III —
совместное (синхронное) движение пуансона и матрицы (нижнее прессование); IV—
верхнее прессование (допрессовка); V — стягивание матрицы
Рис. 122. Схема нижнего прессования:
I — засыпка порошка; II — предварительное внедрение верхнего пуансона; III —
совместное (синхронное) движение верхнего пуансона и матрицы (нижнее прессование);
IV — стягивание матрицы
Прижим прессовки верхним пуансоном в период возврата
прессующей головки вверх и стягивания матрицы с прессовки,
осуществляемый с помощью расположенного в прессующей го-
ловке подпружиненного штамподержателя, применяют при полу-
чении тонких прессовок. Прижим предотвращает чрезмерно бы-
180
Таблица 36. Прессы-автоматы гидравлические
для прессования порошков твердых сплавов
S
а с
Л о
О £ g
«к
та о« •
ID Я*
О К
Скорость пуан-
сона, мм/с
6
со
й
а.
К
Размеры, мм
Д1524А
ДА 1224
Д1526Л
Д1528А
Д1530А
250
250
400
630
1000
100
160
100
170
200
80
60
80
120
150
62
50
80
120
200
188 23,5 188
142
120
120
15 142
14,4 192
14,4 295
900X1600X2600
2840 X 2950 X 3150
900X1600 X 2600
1300X1800X2700
1850X1350X3200
3900
3650
4000
3500
4500
строе снятие нагрузки с изделия, что исключает расслоение и
растрескивание прессовок. «
Технические характеристики прессов представлены в табл. 36.
Специализированные гидравлические прессы применяют для
получения заготовок анизотропных постоянных магнитов из
порошков ферритов и других магнитных материалов методом ин-
жекционного формования. Установка на базе такого пресса пред-
ставлена на рис. 123 и включает: основной резервуар для шликера
1, промежуточный резервуар 2, насос высокого давления 3 для
впрыскивания (инжектирования) шликера в замкнутую полость
матрицы, специализированный гидравлический пресс 4, много-
гнездную прессформу 5, намагничивающую катушку 6, источник
питания катушки 7, устройство 8 для вакуумного отсоса жидкой
181
фазы шликера из полости матрицы, автоматический укладчик 9,
транспортер 10, пульт управления И с системой ЧПУ, устройство
для автоматической сортировки прессовок по величине их массы
(на схеме не показано). Технические характеристики гидравли-
ческих прессов для инжекционного формования порошков магнит-
ных материалов фирмы «Dorst» (ФРГ) приведены ниже (способ
удаления прессовки из полости матрицы — по выбору потреби-
теля):
НРА 120/1 НРА 230/1
Усилие прессования, кН 1200 2300
Усилие стягивания матрицы, кН . 600 1000
Усилие выталкивания, кН .... 580 1180
Насос высокого давления: модель . НРЗОО/1,5 НР200/3;
подача, см3/мин 1500 НР120/5 3000; 5000
Давление заполнения, МПа: наименьшее 30 30; 25
наибольшее 300 200; 120
Прессы горячего прессования
Формование порошка с приложением к нему давления и одно-
временным нагревом уплотняемой массы порошка называют горя-
чим прессованием или спеканием под давлением.
Пресс для горячего прессования представляет собой комбина-
цию нагружающего и нагревательного устройств. В подавляющем
большинстве известных конструкций нагружающим устройством
является гидравлический пресс, а основным классифицирующим
признаком прессов горячего прессования является способ нагрева
прессуемого порошка (рис. 124, 125). Вторичными классифициру-
ющими признаками являются максимальная температура нагрева
порошка, характер атмосферы в рабочем объеме нагревательной
камеры (воздух, вакуум, восстановительный или инертный газ),
размеры рабочего пространства нагревательной камеры.
На рис. 126 представлен общий вид двухкамерного пресса
горячего прессования. На столе гидравлического пресса 1 со
станиной открытой С-образной конструкции расположены две
нагревательные камеры 4 и 5. Когда одна из них находится в ра-
бочем положении под штоком пресса и в ней происходят нагрев
пресс-формы и прессование, другая расположена на краю стола
в стадии остывания, загрузки или разгрузки. Наличие двух
камер значительно сокращает потери машинного времени на
выполнение вспомогательных операций.
Помимо нагружающего устройства и нагревательных камер
в состав пресса горячего прессования входят регулятор напря-
жения 8, понижающий силовой трансформатор 9, шины силового
питания 10, вакуумные насосы 2 и 6, арматура системы водяного
охлаждения 3, пульт управления 7.
182
На рис. 127 представлена нагревательная камера пресса.
Основными элементами ее конструкции являются: водоохлажда-
емые корпус 1 н плита 2, нагреватель 3 в виде разрезной графито-
Рис. 124. Способы нагрева порошка при горячем прессоваинн:
а — прямым пропусканием тока через порошок н пресс-форму (7), через порошок (II),
через пресс-форму (III), импульсным током высокого напряжения (IV)', б — индукцион-
ным нагревом порошка (I), пресс-формы (II), промежуточного экрана (III)
вой трубы, водоохлаждаемые токоподводы 8, теплоизоляция 6
в виде двух цилиндрических обечаек, пространство между кото-
рыми заполнено графитовой крупкой, съем-
ная водоохлаждаемая крышка 9, несущая на
себе автономно водоохлаждаемый шток 10,
перемещающийся в вакуумном уплотнении
11, верхний 7 и нижний 5 пакеты пирогра-
фитовых пластин, одновременно выполня-
ющих функции опорных плит и теплоизо-
лирующих элементов, отделяющих пуансо-
ны пресс-формы от водоохлаждаемых поверх-
ностей штока и нижней плиты, верхний 12 и
нижний 4 торцевые теплоизолирующие эле-
менты (графитовая крошка и графитовый
Рнс. 125. Нагреватель
резистивный (омический)
для нагрева порошка при
горячем прессоваинн
войлок соответственно). Загрузку и выгрузку пресс-формы 13
производят при снятой крышке.
Технические характеристики пресса: максимальное усилие
прессования 1000 кН, максимальная температура 1773 К, уста-
183
новленная мощность 100 кВт, среда в рабочем пространстве —
водород, аргон, азот или вакуум 133 Па, максимальная масса
садки 40 кг, размер рабочего пространства: диаметр 250, высота
3950
Рис. 126. Двухкамерный пресс горячего прессования
300 мм, продолжительность технологического цикла при макси-'
мальной массе садки 3 ч (без выдержки под давлением), расход
охлаждающей воды 6 м3/ч.
Технические характеристики прессов зарубежного производ-
ства, близких по конструкции описанному выше, представлены
в табл. 37.
184
Основными причинами, сдерживающими развитие Горячего
прессования, являются почти полное отсутствие механизации
1000
Рис. 127. Нагревательная камера пресса горячего прессования
и автоматизации прессов, в связи с чем их производительность
на два-три порядка ниже производительности прессов холод-
ного прессования, а также низкая надежность и долговечность
графитовых пресс-форм (см. гл. V, § 3).
§ 2. МОЛОТЫ
Молоты применяют в порошковой металлургии для холодной
и горячей штамповки и выдавливания порошковых заготовок.
Молотами называют технологические кузнечно-штамповочные
машины ударного действия, в которых энергия привода перед
ударом преобразуется в кинетическую энергию линейного дви-
жения рабочих масс с закрепленным на них инструментом, а во
время удара — в полезную работу деформирования заготовки.
Механическим ударом называется однократное явление, воз-
никающее при столкновении твердых тел, сопровождающееся
Пблным или частичным переходом кинетической энергии тел
в энергию деформации. Импульсный процесс называют ударным,
185
Таблица 37. Технические характеристики прессов горячего
прессования фирмы «КСЕ» (ФРГ)’
Диаметр рабочего простран- ства печи, мм Высота рабочего простран- ства печи, мм Макси- мальный диаметр получае- мой за- готовки, мм Усилие прессо- вания, кН Тем- пера- тура, К Потреб- ляемая мощ- ность, кВ-А Атмосфера в рабочем пространстве печи
140 220 50 100 1573 6 Окислительная
2073 15 »
2473 25 Восстановительная
2773 35 »
200 280 80 180 1573 10 Окислительная
250 2473 35 Восстановительная
315 315 150 800 1573 40 Окислительная
2073 70 Восстановительная
2473 100 »
ИЗД 2773 120 »
400 400 ’ 200 1100 1573 60 Окислительная
а 2073 100 Восстановительная
и Р- 2473 120 »
1500 500 250 1500 1573 100 Окислительная
И Й 2073 120 Восстановительная
2473 160 »
Примечание. Давление в рабочем пространстве печи 10~“ —0,05 МПа; по
желанию потребителя прессы поставляются в одно- или двухкамерном исполнении.
если к моменту возникновения очередного импульса система
возвращается в практически невозмущенное состояние.
Помимо скоростных критериев, приведенных на рис. 106
и в табл. 22, класс молотов характеризуется следующими допол-
нительными признаками: к началу рабочего хода эффективная
энергия рабочей массы, несущей инструмент, превышает энергию
деформирования заготовки; изменение скорости рабочей массы
в процессе рабочего хода кинематически произвольно от наи-
большей в начале нагрузочного этапа до нулевой в конце этого
этапа; усилие, воспринимаемое станиной в направлении движения
рабочей массы, в процессе рабочего хода, меньше усилия дефор-
мирования и не зависит от него.
Основные виды молотов, классифицированные по типу при-
вода, представлены на рис. 128.
В паровоздушных молотах (рис. 128, а) подвижные части при-
водятся в движение паром или сжатым воздухом под давлением
700—900 кПа, которые являются энергоносителями. Максималь-
ная скорость рабочих масс 6—7 м/с.
В приводных пневматических молотах, рис. 128, б, рабочие
массы приводятся в движение сжатым воздухом под давлением
0,4—0,6 МПа, поступающим от компрессора, являющегося частью
машины. Воздух, забираемый из атмосферы, представляет собой
упругую среду (пружину) между поршнем компрессора и рабочим
поршнем молота и является рабочим телом.
186
В электрических молотах, рис. 128,в, для привода рабочих
масс используют бегущее электромагнитное поле линейных ста-
торов с удельным тяговым усилием 0,1—0,5 МПа.
В электромеханических молотах, рис. 128, г, для подъема
рабочих масс используют электродвигатели и передаточные меха-
низмы с фрикционными, гибкими и упругими связями, а для
Рис. 128. Кинематические схемы молотов
деформирования — кинетическую энергию падения рабочих масс
со скоростью 4—5,5 м/с. К этой группе относятся молоты с доской
(рис. 128, г, поз. 1), с канатом, ремнем, цепью (рис. 128, г, поз. 2)
пружинно-рессорные (рис. 128, г, поз. 3).
В газогидравлических молотах (рис. 128, д) для разгона рабо-
чих масс до скорости 5—6 м/с и получения кинетической энергии
используют энергию сжатого до 1—5 МПа азота или воздуха,
а для возвращения этих масс в начальное положение и сжатия
газа — жидкость под давлением 2—10 МПа. В высокоскоростных
молотах этого типа (рис. 128, е) газ сжат до 10—15 МПа, скорость
рабочих масс составляет 12—20 м/с.
В гидравлических молотах (рис. 128, ж) энергоносителем слу-
жит жидкость под давлением 6—20 МПа, поступающая от насоса
или аккумулятора. Энергия жидкости используется для получе-
187
ния кинетической энергии рабочих масс и для их возвращения
в исходную позицию. Скорость рабочих масс перед ударом 4—
6 м/с.
Рис. 129. Высокоскоростной газовый молот
Газовые (тепловые) молоты (рис. 128, з) устроены аналогично
двигателю внутреннего сгорания. Энергоносителем служит горю-
чая смесь газов, при сгорании которой в рабочей камере давление
повышается до 10—20 МПа и рабочая масса разгоняется до ско-
рости 10 м/с и более.
Во взрывных молотах, устроенных аналогично газовым,
энергоносителем служат твердые взрывчатые вещества. При
188
их сгорании в рабочей камере давление повышается до 20
МПа и более, а скорость рабочей массы достигает 20 м/с
и более.
Основным типом молотов, применяемых для объемной штам-
повки порошковых заготовок, являются высокоскоростные газо-
вые и взрывные молоты. Их применение обусловлено, при ско-
ростях деформирования, реализуемых на рассматриваемых ма-
шинах, в основном, двумя факторами: процесс деформирования
переходит из изотермической в адиабатическую область, благо-
даря чему тепло, выделяющееся в деформируемой заготовке,
аккумулируется ею и в материале заготовки начинают преобладать
процессы разупрочнения, компенсирующие низкую технологи-
ческую пластичность пористых спеченных заготовок; в том же
скоростном интервале деформирования снижается коэффициент
внешнего трения, благодаря чему обеспечивается точное формо-
образование даже сложных по форме изделий, позволяющее
в полной мере реализовать ресурсосберегающие возможности
порошковой металлургии.
Молот состоит из следующих основных блоков: собственно
молота (исполнительной машины), газовой аккумуляторной стан-
ции, гидропривода, газо-, воздухо- и маслотрубопроводной арма-
туры; регулирующих и распределительных устройств, пульта
управления, энергооборудования, фундамента.
Исполнительная машина, рис. 129, состоит из рамы 1 с по-
движными частями 5, станины 6 с ограждениями, цилиндров
подъема 3 подвижных частей и выталкивателя 2, фиксаторов 4,
амортизаторов (см. рис. 130), клапана управления (см. рис. 131)
и системы смазки.
Рама, изготовляемая из кованой легированной стали, уста-
навливается в станине с возможностью вертикальных перемеще-
ний. В О-образном проеме рамы 1 (рис. 130) размещена траверса 4
подвижных частей (баба молота). Точность движения траверсы
относительно рамы обеспечивается направляющими — базовыми
плоскостями траверсы и регулируемыми планками 8 рамы. В верх-
ней поперечине рамы выполнено отверстие для штока подвижных
частей с направлением по втулке 2. Снизу шток уплотнен верхней
манжетой от утечки газа высокого давления, нижняя манжета
удерживает масло, смазывающее поверхность штока и поступа-
ющее к нему под давлением. Втулка 2 крепится крышкой 3. Го-
ловка рамы выполнена в форме пустотелого цилиндра и служит
аккумуляционной газовой камерой. Для увеличения объема
камеры в штоке выполнена расточка. В шток ввинчивается крышка
11, снабженная сквозными боковыми отверстиями, соединяющими
его полость с основной газовой камерой. Сверху цилиндр закрыт
крышкой 9, в пазу которой уложено резиновое уплотнение 10.
В него упирается гребешком крышка штока, находясь в крайнем
верхнем положении (к. в. п.) и отсекая полость П между крышкой
цилиндра и торцем штока.
189
Станина молота — закрытого типа, сварная. На внутренней
стороне боковых стоек расположены планки — направляющие
и стопорные ограничители хода рамы. В передней и задней стенках
выполнены проемы для доступа к штамповому пространству.
Во время работы молота проемы автоматически закрываются
ограждениями. Гидроцилиндры подъема подвижных частей 5,
выталкивателя 6 и амортизаторов 7 крепят в фундаментной плите
станины.
В процессе разгона подвижных частей рама молота несколько
приподнимается, а затем из-за отскока и под действием силы
тяжести движется вниз. Для гашения ее кинетической энергии
и плавного опускания предусмотрены два пружинных амортиза-
190
тора, Каждый из которых состоит из двух пружин — одной в сво-
бодном состоянии (воспринимает нагрузку первой) и одной в сжа-
том состоянии. Амортизаторы одновременно являются фиксато-
рами крайнего нижнего положения (к. н. п.) рамы.
В исходном (см. рис. 129) положении («Готово к удару») по-
лости аккумуляционной камеры в цилиндре и штоке заполнены
газом высокого давления, полость П сообщается с атмосферой,
подвижные части находятся в к. в. п., фиксаторы выдвинуты
7 6
Рис. 131. Клапан управления высокоскоростным газовым молотом
под траверсу, штоки подъемных цилиндров и фиксатора находятся
в нижнем положении, доступ к штампам открыт.
Заготовку укладывают в ручей штампа или полость матрицы,
нажимают кнопку «Удар». Срабатывает электромагнит воздухо-
распределителя цилиндров ограждения, впуская в цилиндры
сжатый воздух из ресивера пневмосистемы. Двигаясь вверх,
ограждение закрывает проем рамы и одновременно нажимает на
конечный выключатель, управляющий воздухораспределителем
фиксаторов. Фиксатор уходит из-под траверсы и нажимает на
конечный выключатель общей системы управления молотом,
основным узлом которой является клапан управления (рис. 131).
В корпусе 5 клапана управления установлена втулка 3, к сед-
лам которой притерты клапаны 2 и 4. Тарелки клапанов упи-
раются в диафрагмы 1 и 6. Со стороны, противоположной тарел-
кам, диафрагмы поджаты пружинами, поэтому при отсутствии
избыточного давления в полостях А и Д клапаны посажены на
седла.
Полости А и Д в головках клапана соединены с пневмосисте-
мой молота, полость Г через отверстие Е — с газовой аккумуля-
торной станцией, а через отверстие В — с молотом, полость Б
всегда соединена с атмосферой.
191
Таблица 38. Технические характеристики молотов
бесшаботных высокоскоростных газовых
Параметр Модель
М7334 М7348 М7352 М7354
Энергия удара, кН-м 25 63 160 250
Скорость соударения (расчет- ная), м/с 18 18,5 20 20
Наибольший ход (суммарный), мм 265 315 450 500
Продолжительность цикла (расчет- ная), с 5 6 8 9
Наименьшая высота штампа, мм 335 420 530 655
Рабочая площадь стола, мм . . . Рабочая площадь бабы, мм . . . 400X400 400X400 450X530 565X565
325X240 300X400 490X340 450 X 565
Наибольшее давление газа, МПа 6 8 9 11
Наибольшее давление жидкости, МПа 11 20 16 20
Усилие выталкивателя, кН: верхнего 125 250
нижнего 125 200 320 400
Ход выталкивателя, мм: верхнего 150 200
нижиего 120 150 230 200
Суммарная мощность электродви- гателей, кВт 30 55 95 НО
Размеры в плане, мм 3950X4460 3940X4980 3800 X6600 5000 X8000
Высота над уровнем пола, мм 3240 3975 3420 4650
Масса, т 11,0 18,5 32,17 45
При срабатывании конечного выключателя от возвратного
движения фиксатора сжатый воздух от соответствующего воздухо-
распределителя поступает в полость Д, смещая клапан 4 вправо.
Сжатый газ из баллонов аккумуляторной станции направляется
через открытую полость Г в полость П (см. рис. 130) под крышкой
цилиндра (см. рис. 129) и отрывает шток от крышки цилиндра.
Начинается расширение сжатого газа, и подвижные части, увели-
чивая скорость, движутся вниз вплоть до удара.
При отходе траверсы от к. в. п. освобождается конечный вы-
ключатель, управляющий реверсивным золотником гидросистемы
молота, и масло высокого давления от насоса направляется под
поршни цилиндров подъема подвижных частей. Штоки подъемных
цилиндров упрутся в траверсу и начнут ее поднимать только
после того, как произойдет удар. От действия того же конечного
выключателя обесточивается электромагнит воздухораспредели-
теля пневмосистемы и ограждение опускается, открывая штампы.
В процессе подъема траверса нажимает на конечный выключа-
тель, от которого запитывается электромагнит второго реверсив-
ного золотника гидросистемы. Смещение золотника открывает
доступ маслу высокого давления под поршень выталкивателя.
192
Так как ход штоков всех трех цилиндров ограничен (выталки-
ватель и траверса доходят до упора в к. в. п.), давление в гидро-
системе повышается сверх того, которое необходимо для извлече-
ния штампованной заготовки или подъема подвижных частей.
Установленное в гидросистеме реле давления включает электро-
магнит воздухораспределителя пневмосистемы. Сжатый воздух
от ресивера начинает поступать в левую полость А клапана управ-
ления (см. рис. 131). Клапан 2 сдвигается влево, открывая про-
ход от В на выхлоп. Давление в полости П (см. рис. 130) сбрасы-
вается и траверса фиксируется в к. в. п.
От реле давления срабатывают также воздухораспределители
фиксаторов и они выдвигаются под траверсу. Ходом фиксаторов
и толкателя клапана включаются три конечных выключателя,
подающие команду на движение в к. н. п. штокам цилиндров
подъема и выталкивателя, а они, в свою очередь, блокируют
систему управления так, что на пульте загорается сигнальная
лампа «Готово к удару». Цикл завершен, и после нажатия на
пусковую кнопку происходит следующий удар.
Газовая аккумуляторная станция состоит из шести соединен-
ных последовательно баллонов вместимостью 0,04 м3 каждый
с азотом под давлением 15 МПа.
Эксплуатация высокоскоростных молотов требует очень высо-
кой культуры производства и соблюдения специальных правил
техники безопасности.
Технические характеристики молотов описанного типа пред-
ставлены в табл. 38.
§ 3. РАСЧЕТ ТЕХНОЛОГИЧЕСКИХ ХАРАКТЕРИСТИК
ПРЕССОВ И МОЛОТОВ
Основными технологическими характеристиками формообразу-
ющего оборудования (прессов и молотов), которые необходимо
рассчитать, выбирая или проектируя оборудование для решения
конкретных технологических задач, являются:
1) усилие прессования (при формообразовании на прессах)
или энергия подвижных частей молота (при формообразовании
•на молотах) Р;
2) усилие выталкивания прессовок Рвыт или усилие стягива-
ния матрицы;
3) ход верхнего пуансона пресса (молота) Нъ. п;
4) расстояние между столом пресса (молота) в нижнем поло-
жении и ползуном в верхнем положении Яр;
5) ход выталкивателя пресса (молота) Явыт;
6) производительность Q.
Усилие пресса Р выбирают на основании усилия Рпр, необ-
ходимого для прессования данной детали:
РПр = PS, (135)
7 Кипарисов С. С. и др.
193
где р — давление прессования; S — площадь проекции детали
на горизонтальную плоскость.
Р = КРщ.
(136)
расстояния /гх от нижнего торца
Рнс. 132. Схема расчета геометрических
характеристик формообразующего обору-
дования
где К = 1,254-1,3 — коэффициент запаса.
Максимальное усилие выталкивания пресса (молота) должно
быть больше усилия, необходимого для выталкивания прессовки
или штамповки из полости матрицы.
Ход верхнего пуансона Нв. u (рис. 132) складывается из
верхнего пуансона до верхнего
торца матрицы и величины h2
пути прессования:
Яв.п = /11 + /12; (137)
= Лизд — 1) =
= Лизд(^-1). (138)
Расстояние зависит от
принятого метода засыпки ших-
ты в формующую полость пресс-
формы (в молотах — от метода
установки заготовки в нижней
полости штампа). Для стацио-
нарных пресс-форм при массо-
вой и объемной дозировке, про-
изводимой вне пресса, это рас-
стояние должно обеспечивать
возможность удобной засыпки порции шихты в полость матрицы.
В этом случае величина зависит от устройства, предназначен-
ного для транспортировки шихты от места дозировки до форму-
ющей полости. Обычно эта величина составляет не менее 40 мм.
При объемной дозировке с помощью кассеты-питателя это рас-
стояние принимается
^1 б>
(139)
где hK — высота кассеты-питателя; /гх. б —ход, обеспечивающий
безопасность верхнего пуансона.
Величина хода Лх. б зависит от схемы работы пресс-формы.
Например, в том случае, когда питатель перемещается для за-
полнения пресс-формы при неподвижном ползуне пресса, вели-
чина Лх. б > 5 мм.
В том случае, когда питатель начинает движение после за-
полнения формующей полости одновременно с началом хода
верхнего пуансона вниз, величина Лх. б определяется по формуле
hx. б
Лпит
°пр
упит
+ hr,
(140)
194
где Лпит — путь питателя в зоне действия верхнего пуансона
или его выступающих частей; гыр — скорость верхнего пуансона;
Упит — скорость отхода кассеты-питателя под бункер; hr — гаран-
тийный зазор (принимается 2—5 мм).
Если ход верхнего пуансона связан с ходом кассеты-питателя
непрерывной кинематической связью, то формула (140) принимает
вид
hx. б = (^питМ) + ^Г> (1^1)
где п — передаточное число кинематической связи.
Высота кассеты-питателя hK при расширении ее полости в виде
конуса обычно составляет 0,8 Н, а при цилиндрической полости
1,1 Н, где Н — высота слоя засыпанной в матрицу шихты.
Таким образом, значение Нв. п в случае применения питателя
конусной полостью, т. е. при hK = 0,8 Н = 0,8 — ЛИЗд =
Тн
= 0,8&/гизд примет вид
Нв,п = 4~ hx. б Ч- Лизд 1) — 0,8^ЛИЗд + hx. б 4~ 1),
(И2)
или
Яв.п = Лизд(1.8*!-1) + Лх.б- (143)
Соответственно при Лк = 1,1 Н = 1, 1&/1изд получим;
Яв. П — ^ИЗД (2,1& — 1) + hx. б-
С другой стороны, расстояние между столом пресса в нижнем
положении и ползуном в верхнем положении /7Р (см. рис. 132),
необходимое для монтажа пресс-формы при прессовании изделия
с высотой /1изд, можно определить как
Нр = Нк + Нв п 4- (й3 Ц- Л4), (144)
где h3 и ht — толщина плит верхнего пуансона и матрицы.
С достаточным приближением толщину плит h3 и hi можно
выбрать из ГОСТ 15636—70. Обозначим величину h3 + h.t = А.
Подставив значение слагаемых в формулу (144), получим вели-
чину Нр для пресс-форм с конусным питателем
= ^Ли3д Ч- h3ax 4~ Лнзд(1,8^ — 1) 4~ Лх.б 4~ (145)
или
^р = ^изд (2,8Л 1)4~ h3ax 4- hx. б 4 4; (146)
для пресс-форм с цилиндрическим питателем
= ^изд(3,1& 1) 4~ h3ax 4~ hx. б 4“ 4, (147)
где Л3ах — высота захода в матрицу нижнего пуансона.
В данном расчете коэффициент k принимается по минимальной
Унты плотности порошка, из которого будет прессоваться изде-
лие, т. е:
Тп/Тн mln-
7*
195
Таблица 39. Расположение основных движущихся частей автоматической пресс-формы в процессе прессования детали
на прессе с выталкивателем _______________________________________________________________________
К ассета- питатель Над полостью матри- цы То же Начинает отходить под бункер с шихтой Под бункером с ших- той 10 же Л Под бункером с шихтой Двигается к матрице Сталкивает спрессо- ванную деталь и оста- навливается перед матрицей или иад ней
Подвижная (плавающая) матрица или подвижный | (плавающий) стержень В крайнем верхнем по- ложении В крайнем верхнем по- ложении То же Начинает двигаться вниз Двигается вниз В крайнем нижнем по- ложении В крайнем нижнем по- ложении Двигается вверх и останавливается в крайнем верхнем по- ложении В крайнем верхнем по- ложении
:он нижннй м верхнем по- [ вниз гм нижнем по- гм нижнем по- о 5 S о я ч S [ вверх на зный ход и к Ф Ф Я я ;м нижнем или гочном поло- гм нижнем или гочном поло- я вверх гм верхнем по-
№ К В крайне ложении Движется я я я sS S »S я л я CU Ф CU И £ и 03 §03 S S я ф * о ч У ф я я я ф 5 5 CU С о ч я я я Б о я >> ’В * я ф CQ в жении То же й >. =5 * Я ф &S Я о CU CQ в жении Двигаете В крайне ложении
Пуаисои верхний В крайнем верхнем по- ложении В крайнем верхнем по- ложении или начинает двигаться вниз Двигается вниз 1 Замыкает пресс-форму и продолжает движение вниз с меиыпей ско- 2 н с а Двигается вниз В крайнем нижнем по- 1 ложении Двигается вверх Вышел из полости пресс-формы и продол- жает движение вверх Стоит в крайнем верх- нем положении
Процесс прессования Подготовка к заполне- нию полости матрицы шихтой Заполнение полости матрицы шихтой Конец заполнения Начало прессования Прессование Конец прессования Начало выталкивания детали Выталкивание детали Конец выталкивания
верхний пуансон
Открытая высота пресса Япр должна быть несколько боль-
ше расчетной величины Hv или в крайнем случае равна ей, то
есть Лпр Нр*
Высота изделия связана с ходом выталкивателя пресса Нвыг.
следующей зависимостью: Нвыт > £/i„3n.
Основой для расчета производительности формообразующего
оборудования является циклограмма перемещений подвижных
элементов машины и формообразующего инструмента (пресс-
формы, штампа). Циклограмма представлена в табл. 39.
На рис. 133 представлена
циклограмма движения отдель-
ных элементов автоматической
пресс-формы. На оси ординат
отложен путь, проходимый каж-
дой движущейся частью, а на
оси абсцисс — отрезки времени,
за которые совершается это дви-
жение. Величины перемещения
деталей пресс-формы (длина хо-
лостого хода верхнего пуансона
h£.n, длина его рабочего хода
йв.п и обратного хода йвб„ =
= йв. п + Лв. п, длина хода
нижнего пуансона Лн п) длина
хода нижнего пуансона вверх
для перемещения порошка в по-
лость верхнего пуансона Л'н. п и
ход матрицы &м) определяются
из технической характеристики
пресса, размеров прессуемой
детали и размеров деталей пресс-
формы.
Отрезки времени для осуществления этих перемещений на-
ходят следующим образом.
Время, необходимое на этап заполнения полости матрицы
порошком,
^зап = Йв. п/ив. п> (148)
где Пв. п — скорость холостого хода верхнего плунжера пресса.
Время передвижения нижнего пуансона от крайнего верхнего
До крайнего нижнего положения
^1=ЛН.ПКИ, (149)
где Пви — скорость выталкивателя при ходе вниз.
Отрезок времени от остановки нижнего пуансона до замыкания
пресс-формы верхним пуансоном
4 = 4ап ti- (150)
197
196
Возможны два варианта движения холостого хода верхнего
пуансона. По первому варианту он начинает двигаться одновре-
менно с нижним пуансоном. В момент 4 нижний пуансон заканчи-
вает свое движение вниз, т. е. практически заканчивается за-
полнение матрицы порошком. В этот момент кассета-питатель
должна переместиться в исходное положение под бункер с порош-
ком и, если ее перемещение связано с движением верхнего пуан-
сона, оно должно длиться не более t2.
Длительность рабочего хода верхнего пуансона определяется
из соотношения
Н — (Лизд + hM)
4=—’ (151)
ив. п
где И — высота полости матрицы пресс-формы, мм; йиад — высота
спрессованной детали, мм; Лм — ход подвижной матрицы, мм;
о£.п —скорость рабочего хода верхней траверсы пресса, мм/с.
Время выдержки детали под давлением обычно задается
технологическим процессом.
Длительность этапа прессования
= 4 + k- (152)
Время 4> необходимое для выхода верхнего пуансона из ма-
трицы, определяется из соотношения
Н — 0изд + ^м)
4 — „обр
в. П
где Овбрп — скорость обратного хода верхней траверсы пресса,
мм/с;
Выталкивание детали обычно начинается в момент когда
верхний пуансон выходит из полости матрицы.
Время выталкивания детали
4 = Лн.Ж> (154)
где — скорость хода выталкивателя вверх.
Время, затрачиваемое на весь этап выталкивания детали,
можно определить двумя способами.
При 4ыт > (4 + te) 4ыт = 4 + (^в. п/^п) = tg- (155)
В этом случае 4 ~ ^выт (4 4“ 4)- (156)
При 4 (4 Н- 4) 4ыт = 4 + 4- (157)
В обоих случаях остановка кассеты-питателя над матрицей
должна произойти после окончания подъема нижнего пуансона,
198
т. е. после полного выталкивания заготовки. Общее время одного
цикла прессования
/общ = + /пр 4“ /выт- (158)
Часовая производительность пресса (шт.) определяется из
соотношения
Q = 3600//общ. (159)
Время tM подъема матрицы в верхнее положение может быть
определено графически или по формуле
tM^hK/vBB. (160)
Расчет усилий при горячей и холодной объемной штамповке
иа прессах выполняется на основе следующих зависимостей:
графика зависимости предельно допустимого усилия Гдоп на ра-
бочем органе формообразующего оборудования от величины его
смещения или (в кривошипных машинах) от угла поворота криво-
шипа (график приводится в технической документации на ма-
шину); графика, устанавливающего зависимость величины сопро-
тивления деформированию Ряеф от пористости деформируемой
заготовки, функционально связанной с ее высотой. Критериями
пригодности машины для выполнения заданной операции яв-
ляются: выполнение в каждый момент рабочего хода соотноше-
ния Кдоп РЯеф, которое исключает поломку деталей машины;
соответствие полного расхода энергии за цикл штамповки мощ-
ности двигателя и моменту инерции маховика, соблюдение кото-
рого предотвращает заклинивание кривошипно-шатунного меха-
низма в результате исчерпания энергетического запаса.
Усилие, возникающее при штамповке в закрытых штампах,
зависит от сопротивления деформированию материала основы
заготовки, ее пористости, температуры деформируемого тела,
погрешности объема, размеров и формы заготовки, схемы де-
формирования (свободная осадка, стесненная осадка, осадка
с истечением в полости или зазоры пресс-инструмента и т. д.).
В отличие от штамповки без компенсаторов заготовок из ком-
пактных материалов, когда объем штампованной заготовки дол-
жен быть равен объему исходной заготовки, при штамповке
пористых порошковых заготовок происходит их уплотнение,
вследствие чего объем исходной заготовки должен превышать
объем штампованной.
Формообразование при объемной штамповке пористой заго-
товки "происходит при выполнении условия
44- [(CTi -р)2 + - р? + - р? + 4
(161)
где 6 — текущая относительная плотность деформируемой за-
готовки; ох, ст2, ст3 — главные напряжения, действующие в де-
199
формируемом теле; Р = (с^ + ст3 + <т3)/3 — среднее (гидроста-
тическое) напряжение; стт — предел текучести материала при
заданных температурно-скоростных условиях деформирования.
При уплотнении в жесткой пресс-форме деформирующее уси-
лие az совпадает с направлением ог и составляющие среднего
напряжения связаны между сцбой соотношением
а1Т^- = а2 = о31 (162)
А г
где р — коэффициент поперечной деформации материала. Под-
ставив выражение (162) в уравнение (161), получим
ст = 202<тт(1-ц).............................. (163)
/4(1 - 2ц)2 + (1 - 0) (1 + ц)2
Коэффициент поперечной деформации и относительная плот-
ность связаны соотношением
р = 0,50™, (164)
где т = 1-4-2 в зависимости от состава, свойств порошка и метода
его получения.
С учетом постоянства массы текущая относительная плотность
и высота заготовки h связаны соотношением
0=-^-, (165)
где hB, 0О — начальные высота и относительная плотность за-
готовки.
Подставляя уравнения (164) и (165) в формулу (163), получим:
СТ = 2ат(Мо)2[Лст-О,5(Мо)ст] (1бб)
Л2 |/4 [hm - (Лобо)"1]2 - (1 -{hm + 0,5 (Лобо)"1]2 ’
При штамповке на прессе с аксиальным кривошипно-шатун-
ным механизмом смещение S ползуна пресса (если отсчет вести
от крайнего нижнего положения ползуна) описывается формулой
S = R |^1 — coscp + -^-(1 — cos2<p)j, (167)
где R — радиус кривошипа пресса; ф— угол поворота криво-
шипа; X = R/L — отношение радиуса, кривошипа к длине шатуна.
Текущая высота штампуемой заготовки связана с перемеще-
нием ползуна соотношением
h = hK + S = 7?^1 — cos ф + -j-(l — соэ2ф)], (168)
где hR — конечная высота заготовки, соответствующая крайнему
нижнему положению ползуна пресса, ф = 0.
Подставляя значения h из формулы (168) в выражение (167),
получают зависимость допустимого удельного усилия деформи-
200
рования от угла поворота кривошипа или смещения ползуна,
после чего строят график рабочих усилий для каждого конкрет-
ного случая штамповки, что позволяет использовать уравнение
(166) при выборе и проектировании горяче- и холодноштамповоч-
ных прессов.
Максимально необходимая энергия подвижных частей молота
определяется соотношением
№мол = ^пр maxG, (169)
где l^npmax — приведенная работа уплотнения, т. е. работа
уплотнения массы пористого материала, обеспечивающая получе-
ние 1 см3 компактного материала; G — масса штампуемой заго-
товки; k= 1,25-7-1,3 — коэффициент запаса.
Энергию удара, необходимую для получения штампованной
заготовки находят по уравнению
^уд = ^пр/е'4 <Р-», (170)
где Р — относительный объем штампованной заготовки; k — коэф-
фициент, определяемый экспериментально.
Расчетная схема для определения геометрических характе-
ристик оборудования приведена на рис. 132.
Максимальная высота заготовки, которая может быть получена
на данном оборудовании, зависит от величины хода верхнего
пуансона и расстояния между столом и ползуном.
§ 4. ИМПУЛЬСНЫЕ МАШИНЫ
Импульсное формование порошков можно осуществлять либо
многократным воздействием на порошок импульсами давления
относительно небольшой амплитуды — наложением вибраций,
либо воздействием на порошок одним или несколькими импуль-
сами большой амплитуды. В первом случае процесс называют
вибрационным, во втором — импульсным формованием (прессо-
ванием).
Импульсы давления, генерируемые в импульсных машинах,
характеризуются следующими параметрами (рис. 134): формой —
прямоугольные, трапециевидные, треугольные, синусоидальные,
с экспоненциальным срезом, с экспоненциальным фронтом и сре-
зом (рис. 134, а—е соответственно); длительностью фронта /ф,
выдержки /в, среза tc, полной длительностью импульса /и
201
(рис. 134, ж). Импульсный процесс (организованная последова-
тельность двух и более импульсов) характеризуется периодом
следования импульсов /сл (частотой следования импульсов v =
= 1//сл), продолжительностью паузы между импульсами tn =
= ^СЛ — скважностью q = /СЛДИ-
Рис. 135. Схема вибропресса с одним силовым цилиндром
Вибрационное формование осуществляют на вибропрессах.
Типовая схема вибропресса представлена на рис. 135. Вибропресс
включает корпус 13, направляющие 2, траверсы 1 и 3, из которых
траверса 1 является неподвижной, а траверса 3 связана с пневмо-
цилиндром (не показан) и установлена с возможностью перемеще-
ния по направляющим 2, электрогндравлический вибратор (со-
стоит из рабочего цилиндра 5, поршня 16, жестко соединенного
со столом 4, возвратных пружин 6, связывающих стол 4 с корпу-
сом 13, и пульсатора, состоящего из управляющего золотника 12
со штоками 15 и И, пружины 9 и электромагнита, представля-
ющего собой обмотку 8 и сердечник 10). Шток 11 жестко связан
с сердечником 10 электромагнита, а шток 15 электрически соеди-
202
ней с обмоткой 8. Вибропресс связан с источником жидкости
высокого давления (не показан) при помощи магистрали 14 и
снабжен пресс-формой 17, установленной на столе 4.
Электрическая схема вибропресса включает ограничительные
оконечные выключатели В1 и В2, потенциометры R1 и R2, а также
датчик давления с поршнем 7.
Рис. 136. Схема вибропресса с двумя силовыми цилиндрами и
гидроприводом широкодиапазоииого регулирования
Вибропресс работает следующим образом. Жидкость высокого
давления поступает по магистрали 14 в полость пульсатора. На
обмотку 8 подается постоянное напряжение и сердечник пере-
мещается внутрь обмотки, сжимает пружину 9 и перемещает
золотник 12, а жидкость высокого давления поступает в полость
рабочего цилиндра 5. Конечный выключатель В1 размыкается,
питание обмотки 8 отключается, пружина 9 возвращает золотник
в исходное положение. При этом снова замыкается конечный
выключатель В1 и цикл повторяется. Выключатель В2 служит
для обеспечения работы пульсатора в заданном интервале да-
влений.
Подают высокое давление в цилиндр 5, поршень и стол 4
перемещаются вверх на величину амплитуды вибрации и сжимают
203
пружины 6. При сбросе давления стол с пресс-формой и поршень
под действием пружины возвращаются в исходное положение.
Вибрационное воздействие на пресс-форму, а также давление,
Рис. 137. Принципиальная гидрокинема-
тическая схема вибропресса-молота
ИВПС-20:
1 — бак; 2 — фильтр; 3 — насос; 4 —
кран; 5 — манометр; 6 — пневмодроссель
(редуктор); 7 — пневмораспределитель;
8 — манометр; 9 — пневмоцилиидр; 10 —
архитрав; 11 — направляющие колонии;
12 — смеииая инерционная масса; 13 —
подвижная траверса; 14 — пресс-форма;
15 — вибростол; 16 — пружина; 17 —
рабочий плунжер нижнего привода; 18 —
клапан-пульсатор; 19 — станина; 20 —
амортизатор; 21 — гидроаккумулятор;
22 — управляющий распределитель; 23 —
фильтр; 24 — предохранительный клапан
рессованы ролики 10. Магистра.
полости управляющего механизма с силовыми гидроцилиндрами.
На платформе вибропресса жестко закреплена пресс-форма 4 с
передаваемое на порошок от
пригружающего устройства, уп-
лотняют порошок и формуют
изделие.
Для получения виброформо-
ванием крупногабаритных изде-
лий сложной формы используют
прессы, передающие форме виб-
рацию в двух плоскостях, снаб-
женные гидроприводом с более
широким диапазоном регулиро-
вания параметров вибрации
(рис. 136).
Пресс состоит из корпуса 7,
направляющих 3, неподвижной
траверсы 2 с пригружающим
устройством 1. В корпусе виб-
ропресса расположены силовые
гидроцилиндры 14 и 17 верти-
кального и горизонтального
привода платформы 5, направ-
ляющие 6 и 16 в форме ласточ-
кина хвоста и возвратные пру-
жины 15. Гидромеханический
управляющий механизм пресса
представляет собой гидромотор,
состоящий из статора 11 с
жестко закрепленным золотни-
ком 13, управляющим работой
горизонтального гидроцилин-
дра, и золотником 8, закреп-
ленным на статоре с возмож-
ностью углового перемещения
в плоскости, перпендикулярной
оси ротора 12, и управляющим
работой вертикального гидро-
цилиндра. В пазах ротора зап-
высокого давления 9 соединяет
порошковым материалом.
Вибропресс работает следующим образом. Жидкость высокого
давления по магистрали 9 поступает в полости управляющих
золотников. Вращающийся ротор 12 сообщает возвратно-поступа-
тельное движение управляющим золотникам 8 и 13. Управляющий
204
золотник, например 8, под действием вращающегося ротора 12
соединяет полость рабочего цилиндра 17 то с магистралью высо-
кого давления 9, то со сливом. При подаче высокого давления
в рабочий цилиндр 17 горизонтального привода платформы его
поршень, жестко соединенная с ним направляющая 6, плат-
форма 5, установленная на ней прессформа 4 с порошковым ма-
териалом перемещаются вправо на величину амплитуды вибрации,
сжимая возвратные пружины 15. При соединении управляющим
золотником 13 полости рабочего цилиндра 17 со сливом платформа
с пресс-формой 4 и порошковым материалом под действием воз-
вратных пружин 15 перемещается по горизонтальной направля-
II ющей 6 в исходное положение, в котором находится до подачи
следующего импульса давления. Затем цикл повторяется.
Аналогично работает цилиндр 14 вертикального перемещения,
управляемый золотником 8. Время воздействия импульса регу-
лируют в пределах х/5—1/100 периода колебаний изменением числа
роликов 10 в роторе 12 и их фюрмой.
Регулировку вертикальных и горизонтальных колебаний по
фазе проводят поворотом золотника 8 в плоскости, перпендику-
лярной оси вращения ротора 12.
Технические характеристики прессов моделей ИВПМ для
вибрационного формования порошков приведены ниже.
ИВПМ-20
Наибольшее рабочее усилие, кН ..................
Пределы установочного регулирования частот, Гц
Пределы регулирования амплитуды колебаний, мм
Мощность привода, кВт ..........................
Рабочее давление, МПа...........................
Максимальное ускорение инерционной массы, м/с®
Закрытая высота, мм.............................
Максимальные размеры обрабатываемого объекта в
плане, мм.......................................
Подача насоса, дм3/с............................
Вибратор стандартный ...........................
Максимальная инерционная масса, кг..............
Рабочий ход траверсы, мм .......................
200
10—40
0,5—3
17
32
180
400
700X800
0,6
ИБ-22
800
ИВПМ-32
320
15—30
2—6
34
32
200
1,2
ИБ-24
1600
Дальнейшего расширения технологических возможностей
вибропрессов достигают за счет применения гидропривода, поз-
воляющего прессу работать как в режиме вибраций, так и в ре-
жиме единичных мощных ударов — в режиме молота.
На рис 137 представлена схема вибропресса-молота. Рабочая
жидкость — масло для гидравлических систем прессов — из
бака 1 направляется насосом 3 в гидроаккумулятор 21 и в клапан-
пульсатор 18 В зависимости от настройки клапана-пульсатора 18
рабочему плунжеру нижнего привода 17 сообщают либо относи-
тельно малоамплитудные почти синусоидальные импульсы давле-
ния за счет периодического срабатывания аккумулятора, либо
мощные импульсы за счет нагнетания рабочей жидкости непосред-
ственно от наеоса в полость под плунжером 17. В первом случае
205
уплотнение материала происходит в основном за счет взаимного
перемещения частиц. Во втором случае под действием импульса
давления движутся вверх стол 15 с установленной на нем пресс-
формой 14 и подвижная траверса 13 с расположенными на ней
сменными инерционными массами, при этом пружины 16 сжи-
маются. Когда давление в системе превысит давление настройки
клапана-пульсатора, последний срабатывает, соединяет систему
со сливом, движение подвижных частей пресса вверх прекра-
щается. Стол 15 с закрепленной на нем пресс-формой под действием
пружин возвращается в исходное положение с ускорением, зна-
чительно превышающим ускорение возвратного движения тра-
версы 13 с инерционной массой. В крайнем нижнем положении
в момент соударения стола со станиной происходит встряхивание
формуемой массы и ее уплотнение за счет взаимного перемещения
частиц. Подвижная траверса со сменной инерционной массой,
возврат которой в исходное положение происходит с запаздыва-
нием по отношению к столу, осуществляет молотовое воздействие
на пуансон пресс-формы, приводящее к разрушению частиц
уплотняемого материала и к дополнительному уплотнению фор-
муемой массы.
Ниже приведены технические характеристики вибропрессов,
молотов модели ИВПС.
ИВПС-5 ИВПС-20
Наибольшее рабочее усилие, кН 50 200
Пределы установочного регулирования часто-
ты вибраций стола, Гц 2—30 10—30
Пределы регулирования амплитуды перемете-
ния стола, м (0,5-ьЗ) 10-3 (0,5-?3) IO'3
Максимальное ускорение на рабочем орга-
не, м/с2 — 200
Закрытая высота, м 0,1 0,4
Рабочий ход траверсы, м 0,2 0,8
Максимальные размеры формуемого изде-
ЛИЯ, 0,25X0,2X0,3 0,7X0,8X0,6
Мощность привода, кВт 7,5 17
Подача насоса, м3/с 0,25-10~3 0,6- ю-3
Давление в гидросистеме, МПа 12 32
Давление в пневмосистеме, МПа — 0,5—0,6
Размеры вибропресса с насосной станцией, м 0,5Х0,ЗХ 1,5 2Х 1,5X2,8
Масса вибропресса с насосной станцией, кг 250 3000
Основной областью применения вибрационных прессов яв-
ляется формование изделий из порошков непластичных матери-
алов — тугоплавких соединений типа карбидов, нитридов, бори-
дов, силицидов, оксидной керамики, некоторых интерметалли-
ческих соединений.
Методы аналитического расчета технологических характери-
стик виброформующего оборудования не разработаны. Эти харак-
теристики определяются экспериментально в процессе предпро-
ектной проработки машины или технологической подготовки
производства.
206
Классификация импульсных машин представлена на рис. 138.
В порошковой металлургии находят применение пороховые
копры (молоты) (рис. 139), установки гидродинамического формо-
вания (рис. 140), устройства, в которых осуществляется прямое
воздействие ударной волны на обрабатываемый материал (рис. 141)
и устройства магнитно-импульсного прессования (рис. 142). В по-
Рис. 138. Классификация импульсных машин
роховых копрах энергия расширяющихся при взрыве ВВ сооб-
щается бойку (снаряду), который разгоняется в стволе копра
и наносит удар по пуансону пресс-формы, в которой находится
формуемый порошок. В установках гидродинамического формо-
вания импульс давления передается жидкой среде, обжимающей
формуемый порошок. Импульс давления может инициироваться
при разряде гидроаккумулятора высокого давления, взрыве
заряда ВВ (см. рис. 140) или при создании в жидкости мощного
высоковольтного электрического разряда. Такой разряд может
быть создан путем пробоя промежутка между обкладками кон-
денсатора, погруженными в жидкость, или за счет взрыва про-
волочного проводника, замыкающего этот промежуток (в обоих
случаях возникает так называемый «электрогидравлический эф-
фект») .
207
При гидродинамическом формовании по схеме «взрыв ВВ —
метание снаряда — удар снаряда по поршню — передача импульса
давления жидкости — передача импульса давления порошку»
основные энергетические и технологические характеристики уста-
новки связаны между собой следующим образом: удельная ра-
бота Ао сжатия системы порошковое тело — жидкость
Рис. 139. Пороховой копер:
1 — ударный механизм; 2 — боек; 3 —
затвор; 4 — втулка с пороховым зарядом;
5 — взрыватель; 6 — неподвижная часть
затвора; 7 — снаряд; 8 — ствол; 9 — амор-
тизатор; 10 — верхние плиты; 11 — ко-
лонна; 12 — центрующая втулка; 13 —
пресс-форма; 14 — подставка; 15 — опор-
ная плита; 16 — контакты
Рис. 140. Установка для гидродинамиче
ского прессования порошков:
1 — ударный механизм; 2 —• головка; 3 —
капсюль; 4 — заряд пороха; 5 — металли-
ческая мембрана; 6 — гайка; 7 — корпус;
8 — оболочка с порошком; 9 — динамо-
метр
I к
Ао = А + Д2 = J Р (x)dx = У Р (Xi) dxj, + J Р (х2) (1хг, (171)
0 0 о
где Д1 и Д2 — удельная работа, затраченная на сжатие порошка
и жидкости соответственно; хг и llt х2 и /2 — текущее и конечное
приведенное перемещение поршня устройства за счет сжатия
порошка и рабочей жидкости соответственно.
(172)
где Рк — давление истечения максимально упрочненного мате-
риала частиц порошка; [30 — относительный объем прессовки
в начальном состоянии; 0 и 0О — текущее и начальное значения
относительной плотности прессовки соответственно; п — показа-
208
тель политропы; при больших скоростях прессования п. = 3;
Ц70п — начальный объем порошкового тела; F — площадь поршня
установки. ;
Фв ГЛ ^оп\ h _
L\ FobA * A 0ft/J
^-o(¥)0
_ 0Q \ _ 1
©J
(173)
где Co — скорость распространения звука в жидкой среде при
нормальном давлении;
Рис. 141. Установка для формования порошка
«обегающей» взрывной волной:
1 — слой (заряд) взрывчатого вещества; 2 —
оболочка нз листового металла; 3 — фор-
муемый материал; 4 — фронт волны давления;
5 — продукты сгорания взрывчатого веще-
ства
Рис. 142. Схема устройства для ма-
гнитно-импульсного прессования по-
рошков:
1 — генератор импульсов; 2 — плоский
нндуктор; 3 — пуансон; 4 — матрица;
5 — порошок
Ц70в — начальное значение объема жидкости в рабочей камере;
т — показатель политропы, для воды 3 <1 т -С 7; k — коэффи-
циент, зависящий от свойств порошка и жидкости; QB — масса
жидкости в рабочей камере установки.
При импульсном уплотнении порошка с помощью жидкости
высокого давления кинетическая энергия движения снаряда —
ударника и поршня переходит в потенциальную энергию сжатия
системы «порошок — рабочая жидкость». Эту часть кинетической
энергии можно выразить уравнением
р Моо
4(174)
где М — приведенная масса движущихся частей установки;
v0 — скорость приложения нагрузки; г] — коэффициент, учитыва-
ющий потери энергии на упругую деформацию установки, тепло-
вые потери, потери на вибрацию и т. д.
Рассматривая совместно уравнения (171)—(174), определяют
требуемую скорость движения ударника и его массу.
209
Технические характеристики устройств для гидродинами-
ческого формования моделей ГДМ-6 и ГДМ-2 приведены ниже:
Модель ........................................ ГДМ-6 ГДМ-2
Номинальное усилие, кН......................... 30 000 30 000
Размеры контейнера, мм:
рабочая длина....................................... 700 700
внутренний диаметр ............................... 190 190
Максимальное давление в контейнере, МПа .... 600 2 000
Давление в рабочей полости мультипликатора, МПа 183 183
Особенностью устройств с обегающей волной давления яв-
ляется то, что импульс давления в каждый момент воздействует
на ограниченную площадь, «обегая» по мере распространения
взрыва всю поверхность формуемого изделия. Благодаря этой
особенности появляется возможность формования изделий очень
болыцой площади.
§ 5. ЭКСТРУДЕРЫ
Формование пластифицированных порошков в большинстве
случаев осуществляют экструдированием — выдавливанием пла-
5 3 4
Рис. 143. Экструдер
стифицированной массы через фильеру (мундштук). Такой способ
формования называют также мундштучным прессованием.
На рис. 143 представлена компоновочная схема экструдера
фирмы «Dorst» (ФРГ) (табл. 40). Конструкция включает подающий
шнек /, вакуумный агрегат 2, прессующий (экструдирующий)
210
Таблица 40. Технические характеристики экструдеров фирмы
«Dors!» (ФРГ)
Модель Экструдирующий шнек Наибольшее осевое уси- лие, кН Наибольший диаметр экс- трудируемо- го профиля, мм Масса, кг Размеры (высота X X длина X ширина), мм
V10/5 Конический 0 92/56 мм 210 25 1300 1500 X 2380 X 700
Цилиндрический, двух- заходный 0 92 мм — 50 — —
V15/7,5 Конический 0 145/98 мм или цилин- дрический двухзаход- ный 0 145 мм 300 50 2000 1860 Х3125Х 1000
V20/10 Конический 0 195/136 мм 500 70 3500 3300X3400X1000
Цилиндрический двух- заходный 0 195 мм — 90 — —
VlOsp Цилиндрический 0 92 мм 210 25—30 1300 1500X2380X700
Цилиндрический 0 78 мм — 10—15 — —
Цилиндрический 0 78 мм с уменьшенной глубиной впадин меж- ду витками шнека 4—6
V15sp Цилиндрический 0 145 мм 300 60 2000 1860Х3125Х 1000
V20sp Цилиндрический 0 195 мм 500 70 3500 3300X3400X 1000
VlOspH Цилиндрический 0 92 мм 210 25 1300 1730X2380X700
Цилиндрический 0 78 мм — 10 — —
Цилиндрический 0 78 мм с уменьшенной глубиной впадин между витками шнека 4
шнек 12, пресс-цилиндр 8 с держателем 9 мундштука, загрузочный
бункер 6, бесступенчатые регуляторы частоты вращения пода-
ющего и прессующего шнеков 5 и 10 соответственно, приводы
этих регуляторов 3 и 4, перфорированную шайбу 7, пульт управ-
ления 11.
Конструкция пресс-цилиндра, обеспечивающая возможность
регулирования температуры экструдируемой массы представлена
на рис. 144. Как видно из рисунка, гибкость системы обеспечи-
вается наличием независимых контуров терморегулирования прес-
сующего шнека, цилиндрической и конической части пресс-
цилиндра.
Области применения экструдеров (табл. 40) следующие:
V10/5—V20/10 — экструдирование всех высокопластичных мате-
211
Рис. 144. Пресс-цилиндр экструдера:
1 — подающий шиек; 2 — обогревае-
мый (охлаждаемый) прессующий шнек;
3 — контуры терморегулирования; 4 —
держатель мундштука
образным сочетанием свойств:
риалов, например, фарфоровых и глинистых масс; VlOsp—
V20sp — экструдирование пластифицированных порошков окси-
дов металлов, стеатита, огнеупорных глин, карандашных масс;
VlOsp — экструдирование материалов, пластифицированных тер-
мопластичными связующими (фер-
ритов, твердых сплавов, оксидной
керамики).
§ 6. ПРОКАТНЫЕ СТАНЫ
Прокатку порошков осуществляют
на прокатных станах. Конструк-
тивная схема прокатного четырех-
валкового стана, применяемого в
традиционном металлургическом
производстве, представлена на
рис. 145.
Станы для прокатки порош-
ков могут иметь как традицион-
ную компоновку, при которой
оси валков располагают в одной
вертикальной плоскости, так и
специфическую для прокатки по-
рошков компоновку, при кото-
рой оси валков располагают в
одной горизонтальной плоскости
(рис. 146).
Прокатка порошков позволя-
ет получать продукцию с разно-
пористости, числа слоев в ленте
или листе, возможно сочетание различных материалов и т. д.
Поэтому технологические схемы объединяют в себе как специфи-
ческие операции прокатки собственно порошка и заготовок с боль-
шой пористостью, так и традиционные операции прокатки и от-
делки малопористых и беспористых заготовок. Для выполнения
традиционных операций оптимальной является вертикальная
компоновка валков. Поэтому конструктивно станы для прокатки
порошка выполняют с двумя базовыми плоскостями, располо-
женными под прямым углом друг к другу. При установке в одной
из этих плоскостей стан имеет вертикальное расположение валков,
при установке в другой — горизонтальное (рис. 147).
Стан, представленный на рис. 147, состоит из черновой и двух
чистовых клетей и моталок. Привод клетей осуществляется элек-
тродвигателями постоянного тока мощностью 11 кВт при
900 об/мин (схема генератор — двигатель) через червячный ре-
дуктор, шестеренную клеть и два универсальных шпинделя,
привод моталки — электродвигателем постоянного тока через
червячный редуктор и цепную передачу. Регулируемая частота
212
вращения всех клетей 1 —16 об/мин. Нажимные устройства клетей
обеспечивают установку зазора между валками с точностью до
0,05 мм. В черновой клети могут устанавливаться валки диаметром
150, 250 и 300 мм. В чистовых клетях устанавливаются валки
диаметром 150 мм при длине бочки 250 мм в первой и 200 —
во второй. На второй чистовой клети может быть установлен
комплект из четырех валков 200-37,5/140. Чистовые клети яв-
ляются реверсивными. Стан позволяет получать ленту толщиной
0,2—2 мм, шириной до 300 мм и длиной до 200 м.
Рис. 145. Схема пятиклетьевого четырехвалкового прокатного стана (механизмы
подачи загот вки в валки и приема катаиой продукции не показаны)
Технические характеристики универсальных станов для про-
катки, порошка представлены в табл. 41.
Специализированные станы оснащают специальными устрой-
ствами, например, для нагрева порошка (печь и система защитной
атмосферы) при горячей прокатке; вентиляционными и охлажда-
ющими системами при прокатке токсичных и пожароопасных
порошков; дозаторами и приемниками при прокатке высокопори-
стых листов (пористость больше 50 %); системами принудительной
подачи порошка под давлением и др. Двухклетьевой стан, схема
которого показана на рис. 148, не только прокатывает из порошка
ленту, но и непрерывно формует и вырубает из нее заготовки
различной формы.
При заданной плотности проката толщина ленты определяется
диаметром валков и скоростью прокатки. При скорости меньше
критической
. a‘R
(175)
213
где h — толщина ленты; а — угол захвата; R — радиус валков;
т = ин/ил — отношение скоростей порошка в сечении захвата
и выхода ленты; Z — степень уплотнения.
Критическая скорость прокатки определяется текучестью по-
рошка. Начиная с этой скорости толщина и плотность падают
^=7^’ 076)
I
Рис. 146. Схемы компоновки валков станов для прокатки порошков:
а — горизонтальная компоновка, однослойный (/], двухслойный (II) и трехслой-
ный (III) прокат (И — ширина сечения захвата; а — угол захвата; у — нейтраль-
ный угол; h — толщина ленты); б — вертикальная компоновка, однослойный I,
II и двухслойный III прокат
где Тл — плотность ленты; т] — текучесть порошка в сечении
захвата Н.
На основании уравнений (175) и (176) выбирается диаметр
валков. Приближенно это можно сделать по соотношению h =
= aD, где D — диаметр валков; а — постоянная; а = 0,005-5-
4-0,010, или по соотношению ул = 0,5С2//1л, где С — эмпири-
ческий коэффициент.
В экспериментальных и промышленных условиях применяют
валки диаметром 20—900 мм, получая ленты толщиной 0,02—
214
Рис. 147. Стан для прокатки порошка с изменяемым положением клетей:
д: 1 — черновая клеть; 2 — проходная печь для спекания сырой ленты; 3 — первая чистовая клеть; 4 — вторая чистовая двух-
валковая клеть; б: 1 — черновая клеть; 2 — первая чистовая клеть; 3 — вторая чистовая четырехвалковая клеть
215
Таблица 41. Технические характеристики промышленных универсальных
станов для листовой прокатки порошков
Параметр Двухвал- ковый 70-150РПН Двухвал- ковый 210-350 Четырех- валковый 70-150 Двухвал- ковый 500-800
Размеры проката, мм: ширина 110—200 До 550 До 400 До 150
толщина 0,12—1,50 0,5—3 0,12—0,6 2,0—6,0
длина Ленты до Ленты до Ленты до Ленты до
30 м; лис- 30 м; лис- 100 м; лис- 100 м; лис-
та до та до та до та до
1000 мм 1000 мм 1000 мм 1000 мм
Скорость прокатки, м/мин 0,75—7,5 2,3—16,3 0,7—5,0 1-15
Наибольшее усилие на валках, кН Диаметр бочки валков, мм: рабочих 120 600 1500 5000
70—150 210—350 70—150 500—800
опорных — .—. 300; 400 —
Длина бочки валков, мм ПО; 250 430 400; 500 600; 150
Мощность электродви- гателя, кВт 6 42 32 200
Масса, кг 7000 23 000 68 000 77 800
12 мм соответственно при относительной плотности 0,8—0,9.
Имеются конструкции устройств, у которых эффективный диа-
Рис. 148. Стан для прокатки—выруб-
ки порошковых заготовок:
а — вырубка иа подложке; б — вы-
рубка накладным пуансоном; в — вы-
рубка с использованием профилиро-
ванного валка
метр валков достигает несколь-
ких метров, а толщина ленты
50—100 мм.
Типовыми элементами техноло-
гической линии для получения
проката (листа, ленты, профиля)
из порошка являются, таким об-
разом, собственно многоклетьевой
прокатный стан, проходная печь
спекания, проходные печи для
промежуточных отжигов, мотал-
ки, печь окончательной терми-
ческой обработки. Из этих типо-
вых элементов компонуют техно-
логические линии получения раз-
личных видов проката, рис. 149.
Производство пористых лис-
тов и лент состоит из двух основ-
ных операций: прокатки и спека-
ния (схемы /—V), прокатка может
быть вертикальной (схемы / и
II) и горизонтальной (схемы III
и V). Горизонтальную прокатку применяют при штучной прокатке
пластин из малопластичных порошков тугоплавких металлов.
216
Пористый прокат
Рис. 149. Схемы технологических линий получения проката из металлических по-
рошков:
а — камерная печь; б — проходная печь для спекания; в и а —* камерная и проходная
печи для отжига
217
При производстве беспористых лент и листов пористую ленту —
полуфабрикат (подкат) подвергают дополнительной уплотняющей
прокатке в холодном или горячем состоянии (схемы VI—XI).
После холодной уплотняющей прокатки ленты и листы подвер-
гают отжигу в камерных или проходных печах (схемы VI—X).
Уплотняющую прокатку можно проводить в одной клети (схемы
VI—X) за несколько пропусков с переменой направления про-
катки после каждого пропуска, а также в двух и трех клетях
непрерывно, с отжигом после двух обжатий (схемы IX—X) и
после третьего обжатия (схема X). Пористая лента может быть
переведена в беспористое состояние за один пропуск, если уплот-
няющую прокатку проводить в горячем виде (схема XI).
Основными областями применения оборудования для прокатки
порошков являются производство пористых листов — полуфабри-
катов для изготовления фильтров, газораспределителей, вибро-
поглощающих и других устройств и производство би- и триметал-
лической ленты — полуфабриката для изготовления подшипников
скольжения.
§ 7. ИЗОСТАТЫ
Изостатами называют аппараты для консолидации (спрессовыва-
ния, уплотнения) порошков, отличительной особенностью кото-
рых является равномерное (или почти равномерное) распределение
давления по поверхности уплотняемой массы порошка. Такое
распределение достигается тем, что давление передается на поро-
шок через упругую (жидкую, эластомерную, газообразную, сыпу-
чую) среду и распределено в этой среде в соответствии с законом
Архимеда. Уплотняемая масса порошка заключена при этом в гер-
метичную тонкостенную оболочку, играющую роль упругого
или пластически деформируемого формообразующего инструмента.
Порошок в оболочке и среда, передающая давление, размещены
в рабочем объеме сосуда высокого давления. В зависимости от
температуры, при которой осуществляется уплотнение, изостаты
классифицируют на холодные и горячие, в зависимости от вида
среды, передающей давление, — на гидростаты, газостаты, аппа-
раты с эластомерной и сыпучей средой. Внутри каждой из этих
групп изостаты классифицируют по уровню и способу создания
давления и конструктивным признакам.
Изостаты холодного прессования
В изостатах холодного прессования передачу давления на уплот-
няемый порошок осуществляют в основном через жидкие среды.
В этом случае их называют холодными гидростатами. Подготовка
порошка к прессованию одинакова для всех видов холодных
гидростатов и представлена на рис. 150.
218
Рис. 150. Схема подготовки порошка к гидростатическому прессованию:
а — исходное состояние контейнера; б — вакуумирование контейнера и за-
грузка порошка в оболочку; в — герметизация мешка; 1 — контейнер; 2 —
перфорированный стакан; 3 — резиновое кольцо; 4 — порошок; 5 — вибра-
ционный стол; 6 — уплотнительный шнур
Рис. 151. Схемы гидростатов:
а — насосного; 1 — крышка; 2 — уплотнение; 3 — рабочий цилиндр; 4 —
жидкость; 5 — эластичная оболочка; 6 — порошок; 7 — диище; 8 —
упрочняющая ленточная или проволочная обмотка; б — плунжерного;
1 — плунжер; 2 — уплотнение; 3 — жидкость; 4 — эластичная оболочка;
5 — порошок; 6 — днище; 7 — рабочий цилиндр
219
По способу создания давления в рабочем объеме гидростаты
классифицируют на насосные, плунжерные и мультипликаторные.
Принципиальные схемы гидростатов первых двух типов пред-
ставлены на рис. 151.
В гидростатах насосного типа (рис. 152) рабочий цилиндр 11
представляет собой толстостенную трубу, скрепленную кольцами,
8
9
/2
МО
13
19
10
11
Рис. 152. Конструктив-
ная схема гидростата на-
сосного типа
с торцев закрыт затворами 1
и 2. Верхний затвор 2 — съем-
ный. Цилиндр закреплен меж-
ду плитами 9 и 13, которые стя-
нуты между собой стержнями
10 и гайками 8. Запорная пли-
та 3 закреплена между верх-
ним торцем цилиндра и верх-
ней плитой. Плиту 3 выдви-
гают на роликах кронштейна
12, после чего верхний затвор
может быть вынут. После вы-
емки затвора в цилиндр загру-
жают предварительно сформо-
ванную (см. рис. 150) оболоч-
ку с порошком, ставят на место затвор и вдвигают запорную плиту.
С помощью гайки 5, диска 4 и упорного подшипника 7 затвор и за-
порную плиту подтягивают к верхней плите. С помощью насоса
высокого давления через патрубок 14 в цилиндр нагнетают воду,
воздух из цилиндра вытесняется через вентиль 6, который пере-
крывают после полного удаления воздуха.
Промышленные гидростаты насосного типа имеют внутренний
диаметр рабочего цилиндра до 600 мм, высоту рабочего объема
цилиндра до 2000 мм.
220
Разновидностью гидростатов насосного типа являются гидро-
статы с использованием мультипликаторов в качестве источников
высокого давления (рис. 153, 154).
Для подачи рабочей жидкости в контейнер гидростата служит
насос 14 низкого давления (рис. 153) с предохранительным клапа-
ном 15. Рабочая жидкость подается поочередно в полости гидро-
мультипликатора двойного действия. В средней части гидромуль-
Рис. 153. Принципиальная схема гидромультипликатора н его гидросистемы
типликатора размещен цилиндр низкого давления, внутренний
диаметр которого равен 180 мм. Поршень 1 цилиндра низкого
давления перемещается от одной ступени сдвоенного масляного
насоса 17. На торцах поршня 1 монтируются с осевым и радиаль-
ным зазорами для самоустановки плунжеры 2 камер высокого
давления. Камеры высокого давления располагаются соосно
цилиндру низкого давления с обеих его сторон и выполнены в виде
составных контейнеров 5, смонтированных в расточках корпусов.
В полость контейнера запрессовываются затворы 3 и 7, которые
обеспечивают герметизацию камеры высокого давления. Плун-
жерный затвор 3 образует вместе с плунжером 2 плунжерную
пару, работающую по зазору. В затворе 7 выполнены каналы для
подачи воды в камеру и подвода высоковязкого масла (цилиндро-
вое-52) в систему уплотнения камеры. В полости контейнера
установлен поршень-втулка 4, которая разделяет эмульсию и
масло системы уплотнения. Поршень-втулка имеет возможность
осевого перемещения во внутренней втулке 6, вставленной с за-
221
зором в контейнер. Благодаря перемещению поршня-втулки
выравниваются давления эмульсии и высоковязкого масла по обе
стороны втулки, что предотвращает утечку эмульсии. Для раз-
деления масляной системы от системы высоковязкого масла
используют разделитель 19.
Нагрузка, возникающая при работе гидромультипликатора
и действующая на затворы, воспринимается крышкой 8, которая
КВольшому
резервуару
предварительного
заполнения
Рнс. 154. Гидравлическая схема гидростата с мультипликатором:
1 — камера высокого давления; 2 — пневматический иасос; <3 — клапан для удаления
воздуха; 4 — пневматический насос; 5 — мультипликатор 1/10; 6 — двусторонний сто-
порный клапан; 7 — манганиновый датчик; 8 — прибор для регистрации давления;
9 — сливной клапан; 10 — контрольный клапан; 11 — большой резервуар; 12 —малый
резервуар; 13 — пневматический электромагнитный клапан; 14 — клапан для сброса
давления; 15, 16 — манометры; 17 — фильтр; 18 — насос предварительного заполнения
крепится к корпусу болтами. В крышке смонтированы нагнета-
тельный 10 и всасывающий 9 клапаны для эмульсии и обратный
клапан И системы управления. Корпуса камер высокого давления
оборудованы системой охлаждения. Выходные трубопроводы ка-
мер высокого давления объединены ресивером (на рисунке не
показан) для сглаживания пульсаций давления рабочей жидкости
и снабжены манометрами высокого давления. Гидромультипли-
катор крепится на баке, который служит емкостью масла для
работы насоса низкого давления. На баке крепится гидропанель,
объединяющая фильтры тонкой очистки масла 18, двухкомпози-
ционный распределитель 16, манометр, предохранительные кла-
паны 13 и 21, ресивер, запорный вентиль 22 и другую гидроаппа-
ратуру. Распределитель оборудован цилиндрами управления 12,
установленными на золотнике управления 20.
222
в оболочке. По окончании
Рнс. 155. Схема гидростата для сухого
прессования изделий типа тиглей
Мультипликаторный гидростат (рис. 154) работает следующим
образом: после загрузки эластичной оболочки с порошком в ра-
бочую камеру гидростата и ее герметизации камера 1 и камера
мультипликатора со стороны высокого давления с помощью
насоса 2 заполняются жидкостью, после чего линия первичного
заполнения отключается стопорным клапаном 6. С помощью
насоса 4 жидкость подается в сторону низкого давления мульти-
пликатора, происходит сжатие жидкости, передача давления
в камеру 1 и прессование пород
прессования давление сбрасыва-
ется путем слива жидкости со
стороны низкого давления муль-
типликатора.
Гидростаты, представленные на
рис. 151—154, относятся к гид-
ростатам типа «мокрого мешка» и
применяются в условиях единич-
ного и мелкосерийного производ-
ства, а также в производстве
крупногабаритных сплошных за-
готовок для последующего спе-
кания или горячего гидростатичес-
кого прессования.
При серийном производстве
однотипных изделий типа тиглей,
колец, тонкостенных цилиндров
(например, гильз цилиндров дви-
гателей внутреннего сгорания)
наиболее перспективными являются гидростаты «сухого типа».
На рис. 155 приведена конструктивная схема гидростата для
сухого прессования, работающего по схеме «обжатие снаружи —
на сердечник» и представляющего собой толстостенный цилиндр
с дном и байонетным затвором в верхней части. Осевое усилие
прессования воспринимается байонетным затвором 1 и дном кон-
тейнера 3, радиальное усилие — стенками контейнера. Внутри
контейнера встроен перфорированный ограничитель 4 с дном,
повторяющий наружную геометрическую форму прессовки с уче-
том коэффициента усадки порошка 6 при прессовании. Верхний
торец прессовки оформляется отсекателем 2. Внутри ограничителя
установлен тонкостенный эластичный чехол 5,. размеры которого
равны размерам прессовки. Радиальные отверстия в корпусе
контейнера предназначены для подвода жидкости высокого давле-
ния и вакуумирования пространства между внутренней поверх-
ностью контейнера и перфорированным ограничителем. Ваку-
умирование указанного пространства позволяет растянуть
эластичный чехол на величину усадки порошка при прессовании.
Засыпка осуществляется при снятой верхней крышке. После
окончания засыпки устанавливается верхняя крышка и посред-
223
ством вакуум-насоса (при необходимости) через подводы в верхней
крышке удаляется воздух из порошка. После окончания ваку-
умирования включается гидропривод, и жидкость под высоким
давлением подается в контейнер и через отверстия в перфориро-
ванном ограничителе воздействует равномерно на эластичный
чехол, который передает это давление на порошок, оформляя своей
внутренней поверхностью необходимую конфигурацию прес-
совки.
Рис. 156. Схема гидростата для сухого прес-
сования колец и тонкостенных цилиндров
Все технологические опе-
рации (засыпка порошка, за-
крывание затвора, открыва-
ние затвора, извлечение прес-
совки) механизированы и ав-
томатизированы. Производи-
тельность подобных гидро-
статов — до 20 прессовок в
час при обслуживании одним
человеком. Эластичная обо-
лочка для изделий типа изло-
жниц и муфелей выполняется
в виде цилиндра с дном и
верхним уплотняемым флан-
цем с замком. Отличитель-
ной особенностью оболочки
является принудительное уп-
лотнение замка, в который
подается жидкость под рабо-
чим давлением, распирающим
уплотнительные кромки. Пе-
ред прессованием оболочка
(чехол), размеры которой
соответствуют размерам
спрессованного изделия, рас-
тягивается посредством ва-
куумирования на величину усадки порошка при прессовании,
плотно облегая перфорированный ограничитель.
Гидростат, работающий по схеме «обжатие изнутри — на
стенку контейнера» (рис. 156), выполнен в виде силового сердеч-
ника 4, в средней цилиндрической части которого установлена
эластичная оболочка 3, поджатая в осевом направлении гай-
ками 1 и 9. На нижней гайке соосно с силовым сердечником рас-
положен контейнер 2, на верхнем торце которого закреплены два
вибратора 7. Кольцевой зазор между наружной поверхностью
оболочки и внутренней поверхностью контейнера заполняется
порошком 6. Осевое усилие формования в нижней части сердеч-
ника воспринимается гайкой 1, а в верхней части резьбовым
байонетным затвором 5. В процессе прессования рабочая жидкость
подводится через центральное отверстие в силовом сердечнике,
224
подается изнутри через перфорированный стакан 8 в эластичную
оболочку, которая надувается и напрессовывает кольцевую по-
рошковую заготовку на контейнер. Производительность гидро-
стата четыре заготовки в час.
На рис. 157 представлена конструктивная схема гидростата
плунжерного типа. Базой для создания таких гидростатов яв-
Рис. 157. Схема гидростата плунжер-
ного типа:
1 — цилиндр низкого давления; 2 — ста-
нина пресса; 3 — плунжер; 4 — траверса;
5 — верхний блок; б — гайка; 7 — пуан-
сон; 8 — уплотнение; 9 — рабочий ци-
линдр; 10 — нижний затвор; 11 — ниж-
ний блок; 12 — стол; 13 — фланец; 14 —
уплотнение; 15 — рабочая камера; 16 —
кран; 17 — манометр; 18 — нагнетатель-
ная труба
Рис. 158. Схема станины намотанной кон-
струкции:
1 — полуцилиндрнческне поперечины;
2 — рабочее пространство для размеще-
ния цилиндра гидростата; 3 — рама с на-
моткой из высокопрочной стальной про-
волоки или ленты; 4 — колонна; 5 —
цнлиидр низкого давления; 6 — уплот-
нительный плунжер; 7 — клапан подвода
жидкости в цилиндр низкого давления
ляются либо станины серийных гидропрессов, оснащаемых ци-
линдрами высокого давления 9, либо специальные рамы-станины,
изготовляемые путем намотки высокопрочной стальной проволоки
или ленты на каркас (рис. 158).
Материалами эластичных контейнеров при гидростатическом
прессовании являются чаще всего тонкостенная резина в виде
специально изготовляемых для этой цели оболочек — мешков,
либо латекс, наносимый на поверхность предварительно сформо-
ванной заготовки методом окунания с последующей сушкой.
В качестве рабочих жидкостей используют воду с антикорро-
зионными добавками, глицерин, масла (веретенное, индустриаль-
ное-30), полиметилсилоксановую жидкость ПМС-100, поли-
этилсилоксановую жидкость № 5, смесь 70 % этиленгликоля
с 30 % глицерина.
8 Кипарисов С. С. и др.
225
Основными этапами расчета гидростата являются геометри-
ческий расчет, расчет на прочность цилиндра высокого давления,
рамы и других деталей, воспринимающих возникающие в гидро-
стате усилия, и энергосиловой расчет.
Схема для определения геометрических параметров гидроста-
тов представлена на рис. 159. Расчетная открытая высота пресса
И ~ hK + /гпл + Д^к, где hK — высота контейнера; /гпл — высота
плунжера; Д/гк — конструктивный зазор, обеспечивающий сво-
бодное перемещение стола с контейнером.
Рис. 159. Расчетная схема к определению геометрических параметров
плунжерного гидростата
Расчетная величина хода плунжера
Нал = Д/упл + Д/ж + Д/у + д/у (177)
складывается из составляющих, обусловленных уплотнением по-
рошка, сжатием жидкости в контейнере гидростата, упругой
податливостью станины гидропресса, упругим расширением кон-
тейнера под действием внутреннего давления, соответственно.
Величину Д/упл рассчитывают исходя из равенства масс за-
сыпки и изделия
Д/упл = 0,785£>пл ~ ~’ (178)
где £>пл — диаметр плунжера гидростата; V3 — объем засыпки;
у8 — относительная насыпная плотность порошка; Р — давле-
ние прессования; т — константа в уравнении, связывающем
плотность прессовки и давление прессования, например в уравне-
нии М. Ю. Бальшина P/Pmax = где Pmax — давление, необ-
ходимое для получения беспористой прессовки.
226
Величину Л/ж рассчитывают по формуле
(179)
г ПЛ^1 *1 I Л-2
где Рж — начальный объем жидкости в контейнере; FnJl — пло-
щадь плунжера контейнера; klr k2 — коэффициенты, учитыва-
ющие зависимость модуля упругости жидкости от температуры
и давления; Р1г Р2 — начальное и конечное давление в контейнере.
Величину Л/у определяют по формуле
= 0,637£Рпл ’ (18°)
где стт — тангенциальное напряжение на внутренней стенке кон-
тейнера; Е — модуль упругости материала контейнера; V —
внутренний объем контейнера за вычетом объема, занимаемого
плунжером в момент Р = 0.
Помимо указанных выше составляющих хода плунжера, рас-
считывают условный ход плунжера за счет упругого сжатия
жидкости в цилиндре пресса
(181)
где АР — изменение давления; Но — высота столба жидкости,
соответствующая ее первоначальному объему; Еж — модуль
упругости жидкости.
Знание этой величины необходимо при расчете привода гидро-
статической установки и продолжительности цикла прессования.
Анализ зависимости Р — Япл показывает, что большая часть
рабочего хода осуществляется при относительно небольших давле-
ниях. В связи с этим рационально использовать такой порядок
создания давления в контейнере, когда на первой ступени проис-
ходит нагнетание жидкости в контейнер непосредственно от насоса
(до 40—50 МПа), а дальнейшее нагружение осуществляется за
счет силового привода пресса. Такая схема расширяет возмож-
ности использования стандартного прессового оборудования при
создании гидростатов. Расчет однослойного контейнера на проч-
ность производится по формуле:
р _ от - 1)
nk2 /3
где от—предел текучести материала контейнера; k = r2/ri; г2,
ri — внешний и внутренний диаметры контейнера; п — коэффи-
циент запаса, п = 1,2-?2.
Однослойные контейнеры могут применяться при давлениях
Р < 250 МПа.
Расчет двухслойных (бандажированных) контейнеров (рис. 160)
осуществляют в следующей последовательности:
1) задаются величиной внешнего радиуса наружного цилиндра
Г1 = 2,5г2;
(182)
8*
227
2) определяют величину радиуса г3 окружности сопряжения
(наружный радиус внутреннего цилиндра) из условия
ГЯ = (183)
3) определяют величину эквивалентного напряжения на по-
верхности сопряжения
аэкв = -~2 ~2 /* ~2 \ ’ (184)
'I ~ г2 Г1 , Г3 I
\ г2 — г2 + г2 — г'1 /
\ '1 '3 '3 '2/
Рис. 160. Эпюры напряжений в стенке двухслойного контейнера:
а — до нагружения; б — после нагружения
4) проверяют полученное значение <тэкв по условию <тэкв
С [°доп1; в случае невыполнения этого условия проводят пере-
расчет, увеличив значение rf, в случае избыточного запаса проч-,
ности [сГдоп 1/Пэкв 1,5, проводят перерасчет, уменьшив значе-
ние гх;
5) определяют величину натяга Д, обеспечивающего равно-
прочность конструкции
Л 2Р
Er2, (г2 - г2Л -4- г? (г2
(185)
При энергосиловом расчете работу Лпр, затраченную при
гидростатическом прессовании, можно представить в виде суммы
работ, затраченных на преодоление межчастичного трения (XJ,
упруго-пластическую деформацию частиц порошка (Л2), упругое
сжатие рабочей жидкости (Л3) и пресс-формы, в том числе обо-
лочки (Л4), упругое расширение контейнера (рабочего цилиндра)
(Л6), преодоление трения в подвижном уплотнении или в насосе
и подводящих трубопроводах (Лв).
Отдельные составляющие указанной выше суммы опреде-
ляются на основании следующих соотношений:
4. + 3.-$₽(5i-i-l), (186)
228
где /Из, рз, 63 — масса, абсолютная и относительная плотности
заготовки; т — показатель степени в формуле, описывающей
зависимость 0 — Р, которая должна быть известна до расчета;
А, = [(Ра - POln (А + 1)] , (187)
где — объем рабочей жидкости; — переменный модуль
упругости рабочей жидкости Рг. В гидростатах насосного типа
А3 = AVP, где AV — объем жидкости, нагнетаемой в гидростат
при давлении Р:
(188)
где Vi, V2, Vn — объемы элементов пресс-формы; Е1г Е2, Еп —
модули упругости соответствующих материалов:
AS=PVK(-?Z±^), (189)
где VK — объем контейнера; Ек — модуль упругости материала
контейнера;
А, = ГтрЯпл, (190)
где Гтр — сила трения; Нпл — перемещение плунжера гидро-
стата, определенное ранее;
Ftp = яВпп1[Р ~ afP>
где I — высота трущейся поверхности уплотнения; f — коэф-
фициент трения. Для интервала давлений 10—200 МПа f =
= 2,486 р-°-58, где Р выражено в кг/см2.
Формулу (190) можно преобразовать к виду
. 0,1106аЯ‘-6539
Д _____ ил
6 г/0.6539
“пл max
(191)
где Яплтах — максимально возможное для данного гидростата
перемещение плунжера.
На сжатие жидкости затрачивается 35—40 % общей работы
прессования, поэтому для достижения максимальной величины
этой работы необходимо стремиться к оптимальному уменьшению
объема рабочей жидкости и применять жидкости с максимально
высоким объемным модулем упругости.
Изостаты горячего прессования
Г азостаты
Типовая компоновочная схема газостата модульной конструк-
ции представлена на рис. 161. Газостат состоит из рабочего ци-
линдра высокого давления 1, газового компрессора и газораспре-
229
делительной системы 2, блока силового питания 3, пульта управ-
ления 4, системы водяного охлаждения 5.
Схема рабочего цилиндра с силовой рамой представлена на
рис. 162.
Газораспределительная система, представленная на рис. 163,
включает: баллоны с газом 1, линию предварительного наполне-
Рис. 161. Компоновочная схема газостата
ния рабочего цилиндра 2, компрессор 3, холодильник 4, предохра-
нительные клапаны 5, манометры 6, датчик давления 7, вакуум-
ный насос с вентилем 8, вакуумметр 9, рабочий цилиндр 10.
Блок-схема силового питания и автоматического управления
представлена на рис. 164.
Система водяного охлаждения (рис. 165) состоит из вентили-
руемой емкости 1, барботера 2, насоса 3, теплообменника 4, змее-
вика 5, расходомеров 6, клапана аварийного охлаждения 7,
магистрали газового холодильника 8, компрессора 9, рабочего
цилиндра 10.
Перед обработкой в газостате порошок засыпают в тонкостен-
ные металлические капсулы, дегазируют при остаточном давле-
нии < 1,3 Па и температуре 0,3—0,5 Тпл, подвергают виброуплот-
нению с целью повышения относительной плотности до 0,6—
0,65, капсулы герметизируют сваркой.
230
Рабочий цикл газостата включает следующие стадии:
1) размещение капсул на нижней пробке; для обеспечения рав-
номерного прогрева садки капсулы разделяют перфорирован-
ными прокладочными кольцами;
2) 3—4-кратное вакуумирование с промывкой аргоном;
3) создание давления в рабочем цилиндре путем его соедине-
ния с газовыми баллонами и последующее повышение с помощью
компрессора;
Рис. 162. Схема рабочего цилиндра с раз-
мещенной в нем садкой:
1 — рама; 2 — верхняя пробка; <3 — кон-
тейнер; 4 — термоизоляционный колпак;
5 — нагреватель; 6 — обмотка контейне-
ра; 7 — термоизоляционная подставка:
8 — промежуточная пробка; 9 — нижняя
пробка; 10 — обмотка рамы; 11 — кап-
сулы с порошком
4) подъем температуры со скоростью 200—400 °С/ч до требуе-
мого уровня;
5) изотермическую выдержку;
6) охлаждение садки и аргона при постепенном снижении
мощности, потребляемой нагревателем;
7) перекачку аргона в газовые баллоны;
8) выгрузку садки.
Производительность газостатов определяется, в основном,
продолжительностью циклов нагрева—охлаждения и выдержки,
необходимой для достижения требуемой плотности материала.
С теплотехнической точки зрения нагревательная камера
рабочего цилиндра представляет собой печь, нагрев садки в ко-
торой осуществляется путем радиационно-конвективной тепло-
передачи. Учет конвективной составляющей необходим вслед-
ствие значительного повышения теплопроводности газа при вы-
соких давлениях. Необходимо также учитывать повышение на
231
один—два порядка теплопроводности прессуемого материала при
переходе от состояния утряски к беспористому состоянию. С уче-
том этих особенностей расчет продолжительности нагрева—ох-
лаждения выполняется известными методами.
Ячейка! Я $ Т
выключатель J
силового
питания
<[ч Блокировки
по уровню
Блок реле
Панель
индикации
отказов
Ячейка 2
Силовое питание
Пускатели
электродвигателей
ЭВМ
Запись
контролируемых
параметров
Система
регулирования
давления
Индикация
коротких
замыканий
Индикация
коротких
замыканий
ПИД-
регулятор
Самописец
Конечные
выключатели
давлению
М) Электродвигатели
-/fa Датчик давления
Тепловые
гоны печи
е термопарами
ЛИД-
рееулятор
^Программатор Т
I на базе |
{микропроцессора ।
Рис. 164. Блок-схема
силового питания и автоматического управления
Оценочный расчет продолжительности выдержки т, необходи-
мой для достижения требуемой плотности прессовки, может быть
выполнен по формуле М. Ю. Бальшина
_ О(25Яот]Рп/Рк
» - -О I ' Г~--
(192)
где Но — кратковременная горячая твердость компактного ма-
териала при температуре изотермической выдержки; т| — коэф-
232
фициент вязкости компактного материала; Рп — конечное номи
нальное давление прессования; Рк = Рп/а — критическое (кон
тактное) давление прессования при конечной плотности прессуе
мого тела; vK — коэффициент Пуассона компактного тела; а —
безразмерное контактное (критическое) сечение.
Более точный расчет необходимой продолжительности вы
держки под давлением требует знания механизмов уплотнения
доминирующих на отдельных стадиях процесса и ограничивается
в основном, недостаточной достоверностью диффузионных хараю
теристик, входящих в соответствующие уравнения.
Энергосиловой расчет газостата г
в принципе не отличается от рас-
смотренного выше расчета гидро-
стата.
Работу А3, затраченную на
упругое сжатие рабочей среды,
определяют по формуле
Л8 = РУГ In (1+ {>), (193)
где Vr — объем камеры газостата;
Гп — объем газа, необходимого
для создания в газостате давле-
ния Р.
В газостатах с силовой ра-
мой намотанного типа энергетиче-
ские затраты на деформацию рам
Рис. 165. Система водяного охлажде-
ния
составляют
_nWrL„
7 ” 64£НГН
где £н — приведенная длина намотки; FB — площадь попереч-
ного сечения намотки; Еи — модуль упругости материала на-
мотки.
Основные достоинства газостатов по сравнению с горячими
гидростатами заключаются в широте интервала рабочих темпера-
тур, отсутствии технологических ограничений продолжитель-
ности выдержки, в возможности различной последовательности
осуществления процессов нагрева и приложения давления. Ос-
новными недостатками газостатов являются высокие капитальные
затраты на их создание, ограниченное давление прессования
(200—250 МПа), низкая производительность.
Гидростаты
Горячее гидростатическое прессование осуществляют на плунжер-
ных установках двух типов: с обогреваемым и необогреваемым
контейнером.
233
Рис. 166. Гидростат горячего прессования
с обогреваемым контейнером
Установка первого типа (рис. 166) включает контейнер 1
с водоохлаждаемыми каналами 2 и с кольцевой выемкой 3, которая
заполнена теплоизоляцией 4 из материала рабочей среды, напри-
мер, стеклянной крошкой, нижнюю пробку 5, на которой установ-
лены электронагреватели 6 и стол 7 для капсулы 8, подвижный
плунжер 9. Гидростатическое давление передается через расплав-
ленную рабочую среду 10.
С помощью электронагревателей 6 рабочую среду 10, например,
стекло, нагревают в контейнере 1 до температуры 1100—1300 °C.
При этом через каналы 2, рав-
номерно размещенные по ок-
ружности, пропускают воду,
которая предотвращает пере-
грев контейнера 1 и тепло-
изоляции 4. Механизмом (на
рисунке не показан) в кон-
тейнер 1 опускают предвари-
тельно заполненную герме-
тизированную разогретую до
температуры рабочей среды
капсулу 8. Ходом подвиж-
ной траверсы пресса (на чер-
теже не показана) в контей-
нер 1 вводят плунжер 9, ко-
торый, воздействуя на рабо-
чую среду 10, создает в по-
лости контейнера 1 необхо-
димое давление. Под этим
давлением и при указанной
температуре капсулу 8 выдерживают в течение требуемого вре-
мени. После этого плунжер 9 выводят из контейнера 1, извле-
кают капсулу 8 и цикл повторяется.
Использование в качестве теплоизоляции материала, имею-
щего малую теплопроводность, позволяет предотвратить размы-
вание (разъедание) теплоизоляции рабочей средой и исключает
трудоемкую операцию замены теплоизоляции. Благодаря водо-
охлаждающим каналам, расположенным в контейнере по высоте
кольцевой выемки, поддерживается температура теплоизоляции
(кроме тонкого слоя, непосредственно соприкасающегося с нагре-
вателем) ниже температуры ее размягчения. Кроме того, кольце-
вая выемка, находящаяся на уровне рабочёй среды, исключает
контакт подвижного плунжера с теплоизоляцией и увеличивает
габариты рабочего пространства.
Теплопроводность теплоизоляционного слоя в два раза меньше
теплопроводности расплава, что уменьшает потери тепла и, сле-
довательно, увеличивает к. п. д. Установка позволяет на дейст-
вующем гидропрессовом оборудовании, без разработки и изго-
товления дорогостоящих газостатов, получать крупногабарит-
234
ные детали сложной конфигурации, поднять к. п. д., уменьшить
продолжительность межремонтного обслуживания.
Рабочий цикл горячих гидростатов второго типа (рис. 167
и 168) включает:
1) установку капсул с порошком в обечайки из листовой низко-
углеродистой стали на подставки, предотвращающие контакт
между соседними капсулами при
прессовании;
2) заливку обечайки распла-
вом стекла и герметизацию за-
ливочного отверстия;
3) нагрев блока (обечайки с
капсулами);
4) размещение блока в кон-
тейнере вертикального гидрав-
Рис. 168. Схема безокислительного на-
грева:
1 — защитный колпак; 2 — обечайка;
3 — подставка; 4 — древесный уголь
или кокс; 5 — песчаный затвор; б —
капсула с порошком; 7 — расплавлен-
ная среда
Рис. 167. Гидростат горячего прессования
с необогреваемым контейнером:
1 — опорная плита; 2 — пуансон; 3 — теле-
скопическая защита; 4 — рабочая втулка
контейнера; 5 — шлаковая шайба; 6 — пресс-
шайба; 7 — обечайка с расплавом и капсу-
лой; 8 — опорная втулка контейнера; 9 —
выталкиватель; 10 — выдвижной стол пресса
лического пресса, подогретом до температуры 573—773 К;
5) прессование и выдержку под давлением;
6) извлечение блока из контейнера, охлаждение, освобожде-
ние капсулы.
Основными достоинствами горячих гидростатов по сравнению
с газостатами являются: возможность использования существую-
щих печей и прессов в качестве нагревательных и нагружающих
устройств; возможность реализации давлений до 1000 МПа; на
два порядка более высокая скорость приложения и снятия на-
грузки. К основным недостаткам горячих гидростатов относятся:
ограниченные возможности одновременного формования несколь-
ких заготовок, связанные с ограниченной высотой рабочего про-
235
странства прессов; ограниченная (<30 мин) продолжительность
выдержки под давлением, обусловленная опасностью перегрева
и отпуска материала рабочей втулки контейнера; усадка порошка
внутри капсулы во время нагрева блока, обуславливающая воз-
можность неконтролируемой потери устойчивости тонкостенных
капсул при прессовании и искажение формы заготовки; необхо-
димость использования различных, оптимальных по вязкости,
рабочих сред при прессовании порошков различных материалов;
необходимость иметь специальный участок монтажа—демонтажа
блоков.
Энергосиловой расчет горячих гидростатов обоих типов выпол-
няется описанными выше методами.
Расчет скорости нагрева капсул в горячих гидростатах осу-
ществляют в два этапа: на первом определяют продолжитель-
ность нагрева рабочей среды в контейнере (гидростаты первого
типа), или блока (гидростаты второго типа) до рабочей темпера-
туры, определяя также температуру поверхности капсулы в мо-
мент достижения средой этой температуры; на втором опреде-
ляют продолжительность на-
грева собственно капсулы до
рабочей температуры.
Аппараты с сыпучей средой
На рис. 169 представлена
принципиальная схема ус-
тройства для горячего изо-
статического прессования с
передачей давления через
сыпучую среду. Устройство
состоит из кожуха 1, слоя
теплоизоляции 2, графитовой
пресс-формы, состоящей из
матрицы 6, верхнего пуансо-
на 3 и нижнего 7, индукцион-
ного нагревателя 5. Усилие,
создаваемое внешним источ-
ником, например, гидравли-
ческим прессом, приклады-
вается к верхнему и нижне-
Рнс. 169. Схема установки для горячего изо-
статического прессования с передачей давле-
ния через сыпучую среду
му пуансонам и гидроста-
тически передается через сыпучую среду 8 к порошку 9, за-
ключенному в эластичную оболочку. Сыпучая среда — порош-
ки нитрида бора или графита. Температура измеряется
термопарой 4. Давление к сыпучей среде может прикладываться
как непосредственно пуансоном (плунжером), так и через жидкую
среду, отделенную от сыпучей эластичной оболочкой.
236
Вспомогательное оборудование
Вспомогательными устройствами, обеспечивающими подготовку
порошков к изостатическому прессованию, являются устройства
для дегазации порошков и засыпки их в оболочки.
Пример конструкции дегазационной установки приведен на
рис. 170. Установка включает вакуумный насос 1, спиральный
виброконвейер 2, инфракрасный нагреватель 3, термопару 4,
Рис. 171. Схема установки для заполне-
ния капсул порошком
камеру предварительной дегазации 5, паровую рубашку 6, тепло-
изоляцию 7, клапаны для пропуска порошка 8, вакуумные кла-
паны 9, камеру окончательной дегазации 10, теплозащитный эк-
ран И, герметичную емкость для порошка 12.
В камере 5 порошок подвергают предварительной дегазации
в процессе пересыпания по наклонным полкам при темпера-
туре 150 °C в вакууме 1,33 Па. В камере 10 порошок движется по
спиральному конвейеру снизу вверх тонким слоем и дегазируется
при температуре до 773 К в вакууме 1,33-10"2-4-1,33-10-3 Па. На
выходе с конвейера порошок попадает в трубу и через клапаны
в емкость 12.
На рис. 171 представлена схема одного из вариантов устрой-
ства для заполнения капсул порошком. Устройство включает
237
герметичную емкость 1 (поз. 12 на рис. 170), шаровые вакуумные
клапаны 2, клапаны пропуска порошка 3, промежуточный бун-
кер 4, раму 5, сварочное устройство 6, датчик уровня порошка
в оболочке 7, оболочку 8, нагреватель 9, вибратор 10, весоизмери-
тель 11. Капсулы простой формы заполняют с наложением виб-
рации, капсулы сложной формы в процессе заполнения вращают
в горизонтальной плоскости или меняя в процессе вращения угол
наклона капсулы. Конструкция установки исключает контакт по-
рошка с окружающей атмосферой в процессе заполнения обо-
лочек.
Глава V
ФОРМООБРАЗУЮЩИЙ ИНСТРУМЕНТ
В системе пресс — формообразующий инструмент — формуемый
порошок инструмент является тем элементом, в рабочем простран-
стве которого масса порошка трансформируется в заготовку (в от-
дельных случаях — в готовое изделие) заданной формы и разме-
ров. Одновременно с формообразованием происходит изменение
свойств порошка — относительной плотности, прочности, элек-
тро- и теплопроводности и других — до уровня, обеспечиваю-
щего эффективное выполнение следующих за формообразованием
операций технологического процесса изготовления порошкового
изделия.
Основными видами формообразующего инструмента в порошко-
вой металлургии являются:
1) жесткие пресс-формы для холодного прессования порошков;
2) жесткие пресс-формы для калибрования и допрессовывания
спеченных заготовок;
3) жесткие пресс-формы для горячего прессования порошков;
4) эластичные оболочки для изостатического прессования по-
рошков;
5) матрицы (фильеры, мундштуки) для экструдирования пла-
стифицированных порошков (мундштучного прессования);
6) формы для получения порошковых заготовок методами шли-
керного литья и инжекционного формования;
7) валки станов для прокатки порошков;
8) штампы для горячей штамповки спеченных заготовок.
§ 1. ПРЕСС-ФОРМЫ
ДЛЯ ХОЛОДНОГО ПРЕССОВАНИЯ ПОРОШКОВ
Классификация и схемы применения
Основой классификации пресс-форм является схема прессования,
которая в свою очередь определяется сложностью конфигурации
прессуемой заготовки.
238
Современная классификация порошковых изделий предусма-
тривает их деление на классы по областям применения (изделия
конструкционные и антифрикционные, фрикционные, электро-
технические, магнитные, фильтрующие, специальные), а внутри
классов — на группы по сложности формы.
Общим для всех классов является деление на семь групп слож-
ности. Внутри каждого класса существует дополнительная клас-
сификация, учитывающая специфические особенности материалов
и изделий данного класса.
Рис. 172. Порошковые детали различных групп сложности
Изделия указанных выше семи групп характеризуются сле-
дующими признаками (рис. 172):
I группа — детали без отверстия с неизменным сечением по
высоте, ограниченные двумя плоскостями, перпендикулярными
направлению прессования (рис. 172, а, б);
II группа — детали с неизменными сечениями по высоте, ог-
раниченные двумя параллельными плоскостями, с одним или
несколькими отверстиями в направлении прессования; отноше-
ние высоты (h) к минимальной толщине стенки (6mln) меньше 8,
/г/6т1п < 8 (рис. 172, в, г);
III группа — детали, относящиеся ко П-й группе, но с отно-
шением /г/6т1п 8 (рис. 172, 5);
IV группа — детали с наружным или внутренним буртом;
отношение высоты h (наибольший линейный размер детали в на-
правлении прессования) к минимальной толщине стенки h/8mlB <
< 6 (рис. 172, е, ж)’,
239
V группа — детали, относящиеся к IV группе, но с отноше-
нием /i/6mln > 6 (рис. 172, з, м);
VI группа — детали без отверстий, имеющие несколько пере-
ходов в направлении прессования (рис. 172, к, л);
VII группа — детали с отверстиями, ограниченные непарал-
лельными плоскостями или криволинейными поверхностями,
имеющие несколько внешних и внутренних переходов в направ-
лении прессования (рис. 172, м—п).
В соответствии с конфигурацией будущей детали выбирается
схема прессования и соответствующая ей конструкция пресс-
формы.
Схему прессования определяют соотношение скоростей дви-
жения элементов пресс-формы и последовательность приложения
нагрузки к различным участкам поверхности прессовки.
На практике выбирают такие схемы прессования, при которых
течение порошка приводит к распределению плотности в прес-
совке, наиболее близкому к равномерному.
Неравномерность распределения плотности (неравноплотность)
при холодном прессовании обусловлена двумя факторами:
1) внешним трением порошка о стенки матрицы и поверхности
пуансонов;
2) наличием внутренних и внешних ступенчатых переходов
в направлении прессования, а также криволинейных поверхно-
стей или непараллельных основанию плоскостей, ограничиваю-
щих деталь.
Первый из указанных факторов имеет существенное значение
при прессовании изделий I, II и III групп сложности. Вызванное
им отклонение распределения плотности от равномерного, тем за-
метнее, чем выше отношение /i/6mm и чем сильнее схватывание
порошка со стенками матрицы и стержня. Смазывание этих эле-
ментов позволяет лишь незначительно снизить неравноплотность.
Ее выравнивание достигается применением подвижных матриц
и стержней, перемещение которых относительно обоих пуансонов
способствует дополнительному перераспределению материала
в объеме детали.
Наиболее распространенной схемой прессования деталей I
и II групп сложности является двустороннее прессование, сущ-
ность которого заключается в том, что верхний и нижний пуан-
соны относительно матрицы и стержня перемещаются на при-
мерно равные расстояния. Данная схема может быть реализо-
вана и при неподвижном нижнем пуансоне за счет перемещения
матрицы вниз на расстояние, равное половине пути, пройденного
верхним пуансоном. Одновременное движение матрицы и верх-
него пуансона обеспечивается подпружиниванием матрицы либо
использованием многоходовых прессов, допускающих автономное
перемещение различных пресс-элементов. Наилучшее распреде-
ление плотности при двустороннем прессовании наблюдается при
равенстве скорости встречного движения верхнего и нижнего пу-
240
аксонов относительно неподвижной матрицы, либо тогда, когда
скорость матрицы при неподвижном нижнем пуансоне вдвое меньше
скорости верхнего пуансона.
Для высоких тонкостенных деталей III группы сложности ис-
пользуются схемы прессования с относительным перемещением
матрицы и стержня; матрица движется со скоростью верхнего
пуансона, стержень неподвижен относительно неподвижного ниж-
него пуансона (рис. 173) или наоборот.
Осуществляемое таким путем принудительное перемещение
приводит к тому, что у внутренней поверхности детали внешнее
трение тормозит движение порош-
ка, а у наружной — ускоряет. Поэ-
тому происходит заметное выравни-
вание распределения плотности.
Рис. 173. Схема прессования втулки с прииудитель- Рис. 174. Схема к определению
ным перемещением матрицы: высот засыпкн и скоростей дви-
1 — верхний пуансон; 2 — нижний пуаисои; 3 — жеиия деталей пресс-формы
стержень; 4 — матрица
Данную схему следует применять, если отношение наружного
диаметра к внутреннему меньше трех. Если это отношение больше
трех — следует использовать двустороннее прессование.
Переходы по высоте, криволинейные поверхности и непарал-
лельные плоскости, ограничивающие деталь, определяют неравно-
плотность при прессовании деталей IV—VII групп сложности.
Участки этих деталей, имеющие разные высоты, могут испыты-
вать различную осевую деформацию. Поскольку течение мате-
риала в направлении, перпендикулярном прессованию, незначи-
тельно, это приводит к тому, что плотность разных участков раз-
лична. Для выравнивания распределения плотности применяют
схемы прессования с несколькими верхними и нижними пуансо-
нами. При этом соблюдают пропорциональность высот засыпок
в каждую часть полости матрицы высотам прессовки. В частности,
для втулки с наружным буртом (рис. 174), необходимо, чтобы
выполнялось соотношение h-JH-t = = рн/р, где и Я2 —
высоты насыпок, соответствующих участкам прессовки с высо-
тами и /г2; рн — плотность насыпки; р — средняя по объему
плотность прессовки.
241
Одна из возможных схем прессования такой детали (рис. 175)
основана на подпружинивании нижнего пуансона для бурта и
последующем его одностороннем прессовании. Если пружина
не оказывает значительного сопротивления, на первой стадии
уплотняется лишь высокая часть детали. На второй стадии про-
исходит одновременное уплотнение высокой части детали и бурта,
однако интенсивность уплотнения бурта выше. Это и приводит
к выравниванию плотности.
Более эффективным средством выравнивания распределения
плотности в деталях IV—VI групп сложности является исполь-
зование прессового оборудования или блоков, допускающих авто-
Рис. 175. Схема прессования втулки с наружным буртом:
1 — верхний пуансон; 2 — иижннй пуансон для бурта; 3 — нижний пуансон
для участка с большей высотой; 4 — матрица; 5 — стержень; 6 — пружина; 7 —
прокладка
номно регулируемое одновременное движение пуансонов, матриц
и стержней. В данном случае равенство плотностей различных
участков будет обеспечено, если будут равны скорости их уплот-
нения. В частности, для детали, изображенной на рис. 174, воз-
можны две схемы прессования, обеспечивающие выполнение дан-
ного условия:
при неподвижном нижнем пуансоне для бурта (и2 = 0)
из = (Л1 — М »i/^; (194)
при неподвижном нижнем пуансоне для части детали с боль-
шей высотой (и3 — 0)
п2 = (Л1 — М Vi/hj. (195)
Для деталей IV—VII групп сложности наряду со вторым фак-
тором следует учитывать также и влияние внешнего трения на
распределение плотности. Поэтому при выборе схем прессования
нужно обеспечивать возможность перемещения наружной матрицы
и внутреннего стержня.
Схемы прессования типовых деталей каждой группы слож-
ности и соответствующих им типов пресс-форм представлены на
рис. 176—182.
242
При прессовании деталей IV групп сложности подпружинива-
ние нижнего пуансона для бурта обеспечивает пропорциональ-
ность высот различных частей прессовки высотам их засыпок.
Рис. 176. Схемы прессования деталей I группы сложности:
а — одностороннее прессование; б — двустороннее прессование (матрица неподвижна);
в — двустороннее прессование (нижний пуансон неподвижен, матрица на пружине за
счет трения перемещается вниз); г — выталкивание (иижний пуансои двигается вверх
при неподвижной матрице); д — выталкивание (матрица стягивается вниз при непо-
движном нижнем пуансоне)
При прессовании деталей V группы сложности по схеме а
подпружинивание матрицы и стержня служит для дополнитель-
ного перемещения порошка за счет внешнего трения, при прессо-
вании по схеме б подпружинивание матрицы обеспечивает соблю-
Рис. 177. Схемы прессования деталей II группы сложности:
а — одностороннее прессование; б — двустороннее прессование матрица и стержень
неподвижны); в — двустороннее прессование (иижний пуаисон неподвижен, матрица
и стержень на пружине перемещаются вниз за счет трения); г — выталкивание (иижний
пуансои двигается вверх при неподвижных матрице и стержне); д — выталкивание (ма-
трица и стержень стягиваются вниз при неподвижном нижнем пуансоне)
дение пропорциональности высот различных частей втулки высо-
там их засыпок, а подпружинивание стержня — перемещение
порошка за счет внешнего трения.
При прессовании деталей IV группы сложности по схемам а
и б небольшие выступы или впадины на верхнем торце прессовки
243
формуются соответственно впадинами или выступами на верхнем
пуансоне.
Рнс. 178. Схемы прессования деталей Ш группы сложности:
а — двустороннее прессование (матрица неподвижна); б — двустороннее прессование
(нижний пуансон неподвижен, матрица и стержень на пружине перемещаются вниз
за счет треиия); в — прессование с относительным перемещением матрицы и стержня
(матрица неподвижна, стержень вместе с верхним пуансоном двигаются внизл г — прес-
сование с относительным перемещением матрицы и стержня (стержень неподвижен,
матрица и верхний пуаисои двигаются вниз) (выталкивание осуществляется так же
как и для деталей II группы сложности)
Прессование деталей VII группы сложности по схемам а и б
осуществляется с перегонкой части порошка в верхнюю полость,
образуемую пуансонами, подвижными относительно матрицы.
Рис. 179. Схемы прессования деталей IV группы сложности:
а — прессование с неподвижным ннжиим пуансоном для бурта; б — прессование с не-
подвижным нижннм пуансоном для высокой части втулки; в — прессование встречным
перемещением нижних пуансонов; г — выталкивание (нижнне пуансоны перемещаются
вверх; д — выталкивание (матрица и нижиий пуансон для бурта стягиваются вниз)
Помимо сложности формы порошковой детали, существует ряд
других признаков, в соответствии с которыми пресс-формы клас-
сифицируют следующим образом:
1) по характеру эксплуатации — на съемные и стационарные;
съемные пресс-формы периодически снимают с пресса для извле-
244
Рис. 180. Схемы прессования деталей V группы сложности:
а — прессование с формованием выступающих частей при помощи специального ниж-
него пуансона; б — прессование с формованием выступающих частей в матрице; в —
прессование с перемещением иижиего и верхнего пуаисоиов (иижиий пуансон для бурта
двигается вниз при помощи пружины); г — прессование втулки с внутренним буртом
Рис. 181. Схемы прессования деталей VI группы сложности:
а, б — прессование при неподвижном одном нз нижних пуаисоиов; в, г — прессование
с перемещением верхних и иижиих пуансонов н перемещением матрицы по ходу прес-
сования
Рис. 182. Схемы прессования деталей VII группы сложности:
а — прессование при неподвижных одном из иижиих пуансонов и матрице; б — прессо-
вание при неподвижной игле; в — прессование с перемещением верхних и нижиих пу-
аисоиов, матрицы и иглы
245
чения детали и засыпки порошка и применяют для проведения
исследовательских работ, в единичном и мелкосерийном произ-
водстве; в стационарной пресс-форме все технологические пере-
ходы при выполнении операции прессования выполняют не сни-
мая ее с пресса, применяют эти пресс-формы в крупносерийном
и массовом производстве;
2) по конструкции матрицы — на неразъемные и разъемные;
важность этого признака определяется тем, что методы расчета
и изготовления неразъемных и разъемных матриц существенно
различны;
3) по форме сечения полости матрицы в плоскости, перпендику-
лярной оси прессования — на круглые, прямоугольные, много-
гранные, с криволинейной образующей; формой сечения во многом
определяется разъемная или неразъемная конструкция матрицы,
способ ее изготовления и вид оборудования для осуществления
этого способа;
4) по числу гнезд в матрице — на одногнездные (одноместные)
и многогнездные (многоместные); использование многогнездных
пресс-форм увеличивает производительность прессов, но требует
применения специальной системы допусков на размеры гнезд и
точность дозирования засыпаемого в гнезда порошка и более же-
сткого контроля состояния пресс-формы при эксплуатации; неучет
этих особенностей приводит к получению в разных гнездах заго-
товок, значительно отличающихся друг от друга по плотности
и преждевременному выходу пресс-форм из строя;
5) по виду материала, из которого изготовлены основные де-
тали пресс-формы — на стальные и твердосплавные; видом мате-
риала определяются методы расчета, долговечность пресс-формы
и технология ее изготовления.
Материалы и методы расчета
Для осуществления процесса прессования, выполнения расчета
и конструирования пресс-формы необходимо определить схему
применения пресс-формы, выбрать материал ее основных деталей
и знать:
1) технологические характеристики шихты (насыпную плот-
ность рн, г/см®; уплотняемость и формуемость; текучесть);
2) технологические характеристики прессовки (плотность рпр>.
г/см®); упругие последействия по линейным размерам при прессо-
вании (калибровании) в процентах ап> #к, или в абсолютной вели-
чине /п, 1к, усадку (рост) по линейным размерам при спекании
в процентах |3, или в абсолютной величине е; уменьшение массы
прессовки при спекании за счет выгорания смазки, восстановле-
ния оксидов и других факторов в процентах £; прирост плотности
при калибровании (или допрессовывании) прессовки в процен-
тах т; величину припуска под калибрование или механическую
обработку спеченной заготовки Пк.
246
Расчет пресс-форм начинается с выбора направления прес-
сования детали. При этом необходимо руководствоваться следую-
щим правилом:
1) для деталей, имеющих ось вращения, усилие прессования
должно быть направлено вдоль этой оси;
2) для деталей, не имеющих оси вращения, усилие прессова-
ния должно быть направлено так, чтобы в этом направлении де-
таль имела наименьшее число переходов.
Затем составляется эскизная схема прессования, которая
должна включать операции заполнения полости пресс-формы
порошком, прессования и выталкивания детали.
Материалы пресс-форм
После определения схемы применения пресс-формы необходимо
выбрать материал основных деталей пресс-формы, так как только
после этого можно провести расчеты на жесткость и прочность,
сконструировать пресс-форму и разработать технологию ее изго-
товления.
Таблица 42. Свойства материалов в условиях работы пресс-форм для
прессования порошков
Материал рабочих час- тей пресс- форм Вид термо- обработки * Твердость, HRC Мнкротвердость поверхностного слоя, МПа Износ, мкм, за 5 тыс. прессований
матрицы стержня
У10А 1 62 14,2 9,2
2 56—60 10 500 8,5 7,2
3 38—42 8 000 10 8,25
4 60 11 500 8,6 2,6
ЗХ2В8Ф 1 40—50 — —
2 40—42 15 000 1 1,6
3 38—45 9 500 5,6 4,8
4 41—42 12 200 7,2 4,8
ХВГ 1 62 — 8,3 6
2 61—62 12 200 3,8 2
3 48—54 10 500 5,3 4,2
4 57—60 15 000 5 3
Х12М 1 62—63 — 4 3,6
2 58—60 18 000—20 000 1,7 0,83
3 55 10 500 2,5 2,3
4 60—61 13 000—15 000 2,4 0,86
Р6М5 1 63 2,4
2 65—68 19 000—21 000 1,7 —
3 60 11 000 2 —
4 52—54 18 000 1,9 —
ВК20 .— 69 — 0,8 —
Т50НС — 69 — 2,7 —
* 1 — закалка с отпуском, 2 — борирование и закалка, 3 — закалка и азотирова-
ние, 4 — диффузионное хромирование и закалка.
247
Таблица 43. Приведенные относительные затраты на изготовление пресс-
форм
Материал рабочих час- тей пресс- форм Вид тер- мообра- ботки * Относительные затраты на изготовление одной пресс- формы Стойкость пресс-форм, тысяч прес- сований Относитель- ные затраты на одну ты- сячу прессо- ваний, % к эталону
материал, % к об- щим обработ- ка, % к общим общие, % к эта- лону
У10А 1 1 99 76 8,5 620
2 17 83 104 13,5 540
3 15 85 98,5 13,5 510
4 4 96 84 12 500
ЗХ2В8Ф 1 9 91 82 — —
2 22 78 110 16,5 475
3 20 80 104 100 74
4 11 89 90 21 306
ХВГ 1 2,5 97,5 76 14,5 370
2 18 82 105 24 306
3 16 84 100 21,5 220
4 6 94 85 22,5 264
Х12М 1 3 97 77 30 179
2 18 82 105 50 147
3 ** 16 84 100 70,5 100
4 6 94 85 48 124
Р6М5 1 10 90 83 50 115
(матрица) 2 22 78 111 63 123
3 21 79 105 70 105
4 10 90 105 57 112
ВК20 — 18 82 169 150 78
(матрица)
Т50НС — 16 84 163 44 259
(матрица)
♦1 — закалка с отпуском; 2 — диффузионное хромирование и закалка: 3 — бори-
рование и закалка; 4 — закалка и азотирование. ** — Эталон.
Помимо характеристик жесткости и прочности, определяющих
размеры пресс-формы и ее конструкцию, при выборе материала
пресс-форм для холодного прессования порошков необходимо
учитывать его износостойкость в условиях абразивного износа
прессуемым порошком, предел выносливости в условиях растя-
жения—сжатия или несимметричного сжатия, дефицитность и
обрабатываемость. Наиболее полной характеристикой материала
пресс-формы являются затраты на ее изготовление, отнесенные
к тому количеству прессовок, которое можно снять с пресс-формы
до достижения ею предельного износа. В табл. 42, 43 приведены
технические и технико-экономические характеристики материалов
пресс-форм для холодного прессования, определяющие выбор
материала в зависимости от масштабов производства и ряда дру-
гих факторов.
248
Геометрический расчет пресс-форм
Площадь поперечного сечения прессовки (F, см2) равна проекции
прессовки на плоскость, перпендикулярную оси прессования.
Объем прессовки определяется по формуле
Vnp = Уд (1 + &/100), (196)
где Уд — объем спеченной заготовки (детали).
Масса прессовки определяется по формуле
Gnp ~ РпрУпр- (1^7)
Масса навески определяется по формуле
GH = (1,02 4-l,05)Gnp, (198)
где коэффициент 1,02—1,05 учитывает по-
тери массы при засыпке шихты в матрицу
и прессовании.
Высота прессовки зависит от номи-
нального размера готовой детали Н и его
изменения в результате упругих последей-
ствий, роста или усадки при спекании и
припуска на дополнительную обработку
//пр = Я-/п±е + 77к. (199)
Рис. 183. Определение вы-
соты засыпки порошка
При прессовании деталей, имеющих
переходы по высоте, необходимо определять высоту каждого
участка прессовки.
Высота загрузочной камеры, т. е. высота части формующей
камеры, заполняемой порошком На, определяется по формуле
На = й/Упр, (200)
где k — коэффициент уплотнения.
Величина k определяется по формуле
~ Рпр/Рн-
Общая высота матрицы Ям определяется с учетом высоты за-
грузочной камеры и величин захода в матрицу верхнего Лв и ниж-
него hH пуансонов (рис. 183)
#М = Я8+Лв + Лн. (201)
Размеры рабочей полости матрицы зависят от наружных раз-
меров детали, изменения их после прессования, спекания и ка-
либрования и допускаемой величины износа.
В общем виде минимальный начальный размер рабочей поло-
сти матрицы (£>м) определяется по формуле
£м — — /п ± е ± Пк, (202)
где jDmm — минимально допустимый размер готовой детали, мм.
249
Максимально допустимый (конечный) размер рабочей полости
матрицы
Dm — Dmax — In ± 8 zt Пкг (203)
где Dmax — максимально допустимый размер готовой детали, мм.
Припуск на износ матрицы определяется по формуле
AD = D^-DM—4М, (204)
где 4М — действительный допуск начального размера рабочей
полости матрицы при ее изготовлении.
Размеры формующих полостей матрицы для изделий, подвер-
гающихся калиброванию, целесообразно определять в следующей
последователь ности.
Минимальный размер рабочей полости калибрующей матрицы
D« mln Dmin Ik- (205)
Максимально допустимый размер рабочей полости калибрую-
щей матрицы
DK max = Dmax — 1И. (206)
Размеры деталей после спекания
DCn = Dmin ± (207)
Здесь знак «плюс» ставится при калибровке с положительным при-
пуском, «минус» — с отрицательным.
Размеры детали после прессования
Dnp = Dcn ± е- (208)
Здесь знак «плюс» ставится при усадке в процессе спекания,
«минус» — при росте.
Размеры рабочей полости матрицы для холодного прессования
DM — DBp ln. (209)
Размеры стержня зависят от внутренних размеров детали, из-
менения их после технологических операций и принимаются
максимально возможными, т. е. рассчитываются с учетом верх-
него предела допуска на размер детали, чтобы обеспечить наи-
больший припуск на износ стержня.
Максимально допустимый размер рабочей части стержня
tlpT == dmax In zfc е zt Пв ztz 1н> (210)
где dmax — максимально допустимый размер отверстия детали.
Минимально допустимый размер стержня
dcT = dmtn — In i e ± I7K ± IK> (211)
где dmin — минимально допустимый размер отверстия детали.
250
Если деталь с отверстием подвергается калиброванию, то оп-
ределение размеров стержня проводится в следующей последова-
тельности. Определяется диаметр стержня при калибровании
dK — ^max i t-к- (212)
Знак «плюс» ставится в случае уменьшения отверстия в ре-
зультате упругих последействий, «минус» — при увеличении.
Размер отверстия после спекания
dca = dK±nK. (213)
Знак «плюс» ставится при калибровании с отрицательным при-
пуском, «минус» — с положительным.
Размер отверстия после прессования
dnp = dcn±e. (214)
Знак «плюс» ставится в случае уменьшения размера при спе-
кании, «минус» — в случае увеличения.
Размер рабочей части стержня
dc-t. р ~ ^пр i ^п* (215)
Знак «плюс» ставится в случае уменьшения отверстия в ре-
зультате упругих последействий, «минус» — при увеличении.
Расчет на жесткость и прочность
Матрица пресс-формы (рис. 184) рассматривается как толсто-
стенная труба (сосуд), нагруженная равномерно распределенным
по высоте внутренним боко-
вым давлением Pq. Под дей-
ствием этого давления в стен-
ке матрицы возникают ра-
диальные и тангенциальные
растягивающие напряжения,
достигающие своих макси-
мальных значений на внут-
ренней поверхности матрицы.
Расчет толщины стенки мат-
рицы по условию прочное-
возникающих в ней напряжений
ти приводит к соотноше-
нию г2/г! = а = 1,24-1,25, т. е. к тонкостенной матрице. Тонко-
стенные матрицы работают в условиях значительных радиальных
упругих деформаций. Если упругая деформация матрицы превы-
шает допустимую величину, выпрессовка спрессованной заготовки
сопровождается появлением трещин на ее боковой поверхности.
При работе на прессах-автоматах матрицы нагружаются с часто-
той 0,1 — 1 Гц и при значительной величине деформации стано-
вится возможным их усталостное разрушение задолго до того, как
матрица утрачивает работоспособность вследствие износа.
251
Исходя из изложенного, стальные матрицы рассчитывают из
условия обеспечения жесткости, условие прочности в этом случае
удовлетворяется автоматически
(^=1 + н) < [Ard, (216)
где Лгх — радиальная деформация внутренней поверхности ма-
трицы, Е — модуль упругости, р — коэффициент Пуассона.
Величина [Дгт ] является функцией плотности и конфигурации .
прессовки, способа выталкивания прессовки, скоростных характе-
ристик пресса, расчетной долговечности матрицы и для конкрет-
Рис. 185. Бандажированная (составная) матрица со стальной встав-
кой и стальным бандажом и схемы возникающих в них напряжений:
а — до нагружения; б — после нагружения
ных деталей определяется экспериментально в процессе техноло-
гической подготовки производства.
Нетрудно видеть, что даже при неограниченном увеличении
толщины стенки, невозможно получить матрицу, радиальная де-
формация которой была бы меньше величины Рбгг (1 + |Х)/£,
при этом эквивалентное напряжение на внутренней поверхности
не может быть меньше 2Р6.
В тех случаях, когда расчет однослойных матриц по условию
жесткости приводит к величине а 4, применяют бандажирован-
ные (составные) матрицы (рис. 185).
Величину радиальной деформации, удовлетворяющую условию
жесткости, определяют по формуле
+ (217)
Величина натяга
6 = P£rtIE. (218)
При значениях Рб < 200 МПа могут быть приняты для матриц
из закаленных сталей г2 = 2/у; rs = 4гг.
При Рб > 200 МПа
гз — (тй Д> r2—Vrirs' (219)
252
Относительное увеличение радиуса внутренней поверхности
eri=^1100% =^(-±- + 11) 100%С[еЛ1]. (220)
При эксплуатации матриц, спроектированных с использова-
нием соотношений (216)—(220), их долговечность определяется
износостойкостью материала матрицы. Если износостойкость
стальных матриц (30—50 тыс. прессовок) не удовлетворяет требо-
ваниям производства, внутреннюю часть составной матрицы вы-
полняют из твердого сплава, рис. 186. В этом случае расчет ве-
Рис. 186. Бандажированиая матрица с твердосплавной вставкой а), схема напряжений
до нагружения (б) и после нагружения (в):
1 — иижиий пуансон; 2 — твердосплавная вставка; 3 — стальная обойма; 4 — поро-
шок; 5 — верхний пуансон
личин наружных диаметров вставки и обоймы и величины поса-
дочного натяга производится с учетом того, что твердые сплавы
значительно хуже сопротивляются растягивающим нагрузкам,
чем сжимающим. В связи с этим натяг на контактной поверхности
должен быть таким, чтобы при максимальной расчетной нагрузке
на внутренней поверхности матрицы сохранялись хотя бы неболь-
шие, но сжимающие напряжения (рис. 186, б).
В этом случае элементом, лимитирующим жесткость и проч-
ность матрицы, становится стальная обойма.
Максимально допустимое боковое давление
п _ Рв- тс (г2~^)+2Ркг22
6 r2(l-v)+r2(l+v) ’
гдел» — отношение пределов прочности при растяжении материалов
вставки и обоймы.
Это уравнение показывает, что максимальная прочность твердо-
сплавной вставки обеспечивается при максимальном контактном
давлении Ри, которое допускает материал обоймы.
253
Условие прочности обоймы
откуда
г2 (['’в. тс] + [°ст]) - 4 [СТв. тс] - 4
р _ ___________________________________________гз
6 4(! — v) -ь4(! +т)
Опуская промежуточные вычисления, получим
(221)
(222)
(223)
(224)
Дополнительным условием при расчетах является соотношение
г3 О 3rlt где <тв. тс — предел прочности материала вставки при
растяжении; [стст]—допустимое напряжение при растяжении
материала обоймы; 3,2 — коэффициент запаса прочности мате-
риала вставки.
Величину натяга рассчитывают по формуле:
+ Иг +
5
(225)
где г3 = 3t\; Ег и Е2, [Ц и ii2 — модули упругости и коэффициенты
Пуассона материалов вставки и обоймы соответственно.
Расчет для вставок из твердых сплавов ВК15 и КХН15 и обоймы
из стали 45, дает величины г3 = 3,1^, 6 = 1,1 10~2 i\.
Условие сохранения на внутренней поверхности матрицы сжи-
мающих напряжений является необходимым условием обеспе-
чения работоспособности матриц с разрезной вставкой, в связи
с чем их расчет проводится по формулам (221)—(225).
В зависимости от конструкции детали в стационарных пресс-
формах могут применяться подвижные или неподвижные верхние
пуансоны. Длина верхнего пуансона (рис. 187) выбирается кон-
структивно
1в. п ~ hH hi -f- /i2, (226)
где ha — высота накладки верхнего пуансона, мм; ht — длина
пути прессования, мм; h2 — величина зазора между верхним тор-
цом матрицы и нижним торцом накладки верхнего пуансона в конце
прессования, мм.
254
Длина нижнего пуансона также выбирается конструктивно:
In. п = hni ~Ь Аз ~Ь hi, (227)
где Ahi — высота накладки нижнего пуансона, мм; h3 — величина
захода нижнего пуансона в матрицу, мм; /г4 — длина пуансона,
необходимая для выталкивания детали из матрицы, мм.
После разработки эскизного проекта пресс-формы необходимо
произвести поверочный расчет на прочность пуансонов, стержней,
опорных плит, подкладок, пружин.
Пуансоны проверяются на сжатие по формуле
•^сж == Р/Рн [^сж]» (228)
где осж — напряжение, возника-
ющее в пуансоне; Р— усилие прес-
сования; FH — площадь наимень-
шего поперечного сечения;[осж] —
допускаемое напряжение на сжа-
тие для закаленной стали.
Пуансоны и стержни, имеющие
длину l>3d, необходимо прове-
рять на продольный изгиб по
формуле:
FKp = 2n£Jmln//2, (229)
где I — длина свободной части
пуансона, равная расстоянию от
пуансонодержателя до середины
заходной части пуансона; Jmln —
момент сопротивления наимень-
шего сечения пуансона; Е — мо-
дуль упругости; £кр — критиче-
ская нагрузка, при которой может
начаться изгиб.
Коэффициент запаса прочности при продольном изгибе опреде-
ляется по формуле:
п = £кр/£,
Рис. 187. Схема определения вы-
соты деталей пресс-формы
(230)
где F — полное усилие прессования.
Обычно п = 2ч-3 для пуансонов из закаленной стали.
Длина пуансона с учетом коэффициента запаса прочности оп-
ределяется по формуле:
I = у 2я^?паа . (231)
Плиты и промежуточные подкладки необходимо проверять на
смятие по формуле
^см — F/S 4^ [(Тем]»
(232)
255
где Р — усилие прессования; F — площадь поперечного сече-
ния; [оСм 1 — допускаемое напряжение на смятие.
Обычно толщина промежуточных подкладок, соответствую-
щих в плане размерам пуансонодержателя, равна 5—8 мм.
В пресс-формах применяют в основном цилиндрические (вин-
товые) пружины сжатия.
Осадка пружины (%) определяется по формуле:
х = = 8P«°°ci. = [Т], (233)
Ga* Ga* kud J v z
где FK0H — предельно допускаемая нагрузка пружины; D —
средний диаметр пружины; d — диаметр проволоки пружины;
i — число рабочих витков; G — модуль упругости стали при кру-
чении; с = Djd — индекс, характеризующий кривизну витка
пружины; k = (4с -f- 2)/(4с — 2) — коэффициент, учитывающий
влияние кривизны витков для проволоки круглого сечения; [т ] —
допускаемое напряжение на кручение материала пружины.
Напряжение кручения определяется по формуле:
г=^^-<[т]. (234)
Проектирование и изготовление пресс-форм
Составление рабочих чертежей пресс-формы и ее деталей требует
выбора допусков и посадок в сопряжениях деталей, выбора допу-
Рис. 188. Пресс-форма (а) нормализованной конструкции (см. табл. 45)£н варианты
распрессовки (б, в)
сков на отклонение взаимного расположения и геометрической
формы деталей пресс-форм и элементов поверхности этих деталей,
выбора шероховатости поверхности деталей пресс-форм и режимов
их термообработки.
На рис. 188 приведен чертеж пресс-формы, на примере которой
рассматриваются некоторые вопросы рабочего проектирования.
256
Таблица 44. Величина зазора
в сопряжениях подвижных деталей
пресс-форм
Номинальный диаметр сопря- гаемых деталей, мм Зазор, мм, при посадке
H7/d6 H7/f7
3—6 4/25 10/35 -
6—10 5/31 13/43
10—18 6/37 16/42
18—30 8/45 20/63
30—50 10/54 25/77
50—80 12/62 30/90
80—120 15/73 40/110
120—180 18/85 50/130
П р и м е ч а и и е. Чнсли-
тель — наименьший, знаменатель
наибольший.
В зависимости от выполняемых
функций, поверхности деталей
пресс-форм классифицируют на
формообразующие; сопрягаемые
подвижные; сопрягаемые непо-
движные, в том числе опорные,
свободные. Одним из наиболее
ответственных моментов рабочего
проектирования является выбор
допусков на размеры сопрягае-
мых подвижных деталей, так как
этим выбором определяется ве-
личина зазора в подвижном сопря-
жении, оказывающая решающее
влияние на долговечность пресс-
формы и качество получаемых в
ней изделий.
Существуют два подхода к
выбору указанных выше допусков.
В первом случае пресс-форму рассматривают как обычный объект
машиностроительного производства, и величина зазора в подвиж-
ных сопряжениях определяется классом точности изготовления
сопрягаемых деталей, величиной их номинальных размеров,
видом посадки и не зависит от дисперсности прессуемого порошка.
В этом случае процесс изготовления пресс-формы может быть пол-
ностью унифицирован с точки зрения последовательности тех-
нологических операций и переходов, использования общепро-
мышленного металлорежущего и мерительного инструмента.
В табл. 44 приведены значения зазоров, получаемых при исполь-
зовании описанного принципа.
Во втором случае основным критерием для выбора зазора яв-
ляется требование в максимальной степени исключить возможность
попадания в зазор частиц порошка, величина этого зазора оп-
ределяется крупностью самой мелкой фракции прессуемого
порошка и в большинстве случаев выбирается равной 5—15
мкм независимо от номинальных размеров
деталей.
При втором подходе пресс-формы изготавливают по индивиду-
альному технологическому процессу с использованием специаль-
ного оборудования, инструмента, приспособлений. Эксплуатация
пресс-форм с уменьшенными зазорами требует поддержания вы-
сокой точности прессового оборудования и высокой культуры про-
изводства.
При назначении допусков на отклонение геометрической формы
деталей и взаимного расположения элементов поверхности сле-
дует исходить из следующих норм:
1) отклонение от плоскостности верхней торцевой поверхности
матрицы 0,01/100 мм;
9 Кипарисов С. С. и др.
сопрягаемых
257
Рис. 189. Шероховатость поверхности основ-
ных деталей пресс-формы
2) отклонение от перпен-
дикулярности образующей
внутренней поверхности мат-
рицы к верхней торцевой
поверхности<0,02/100 мм;
3) отклонение от парал-
лельности опорных поверх-
ностей верхнего и нижнего
пуансонов и стержня относи-
тельно верхней торцевой по-
верхности матрицы<0, 01/100
мм;
4) отклонение от парал-
лельности хода прессующего
пуансона, стержня и вытал-
кивателя относительно внут-
ренней поверхности матрицы
<0,02/100 мм;
5) отклонение от перпен-
дикулярности направляющих
поверхностей колонок от-
носительно верхней торцевой поверхности матрицы
<0,02/100 мм;
6) отклонение от параллельности плоскостей прилегания опор-
ных плит, подставок и др. <0,01/100 мм;
Таблица 45. Основные параметры ряда пресс-форм нормализованной кон
нормали Н35—71
Обозначение пресс-формы (типоразмер) Размеры, мм Детали
пресс-формы прессовки деталь 1 — подкладка (Н36 —71) деталь 2 — кольцо проме- жуточное (Н36-71)
D н d h
1871—0001 50 90 20 20 1027—0041 1128—0171
НО 25
140 35
1871—0002 70 ПО 25 40 1029—0042 1128—0172
140 35
180 50
200 55
230 65
1871—0003 90 110 25 60 1027—0043 1128—0173
130 30
150 40
Примечание: 1. Размеры dt h, dlt hlt R соответствуют размерам прессовки,
по нормали Н38—71. 3. Деталь 5 — пуаисон (обозначение 1 158 — 0040) в количестве
1048 — 0100) в количестве 1 шт, на комплект идет по нормали Н42 —71. 5. Деталь 9 —
6. Вместо деталей 6 и 9 может быть рекомендовано применение сплошных втулок (при
товарный знак. Пример условного обозначения съемной круглой пресс-формы D — 70 мм,
100 Н35—71. 8. Схемы 1-й н 2-й распрессовок применяют для пресс-форм диаметром до 100 мм.
258
7) эксцентриситет, конусность, овальность в пределах до-
пуска на диаметр.
Типовые требования к шероховатости поверхности деталей
пресс-форм представлены на рис. 189.
Там, где методы порошковой металлургии применяют в мас-
совом и крупносерийном производстве изделий устойчивой но-
менклатуры, например, в твердосплавной и автомобильной про-
мышленности, широко используют принцип нормализации из-
делий и применяемых для их изготовления пресс-форм. Пример
конструкции, номенклатуры пресс-форм нормализованного ряда
и оформления соответствующей документации представлен на
рис. 188 и в табл. 45.
Нормализация и унификация изделий, оборудования, оснастки
и технологических процессов является базой автоматизации тех-
нологической подготовки производства и собственно производ-
ства с использованием ЭВМ и оборудования с числовым про-
граммным управлением.
При проектировании разрезных матриц необходимо выбрать
количество разрезов и их расположение, руководствуясь следую-
щими принципами:
1) линии разреза должны быть проведены так, чтобы обес-
печить свободную разборку секций разрезной матрицы
для извлечения детали, которая может в них заклини-
ваться в результате действия сил упругого последействия
(рис. 190, а, б);
струкции, съемных, круглых, для прессования твердосплавных изделий по
пресс-форм (рис. 188), наименование и номера нормалей
деталь 4 — матрица (Н36 —71) деталь 6 — ограничитель (Н41—71) деталь 8 — плита (Н43 —71) деталь 10 — кольцо распрес- совочное (Н45 —71) деталь 11 — подставка (Н46-71)
1128—0221 1036—0041 1048—0121 1048—0171 1048—0201 1048—0201 1048—0202
1128—0222 1036—0042 1048—0122 1048—0172 1048—0201 1048—0202 1048—0203 1048—0203 1048—0204
1128—0223 1036—0043 1048—0123 1048—0173 1048—0201 1048—0202 1048—0202
гЛеталь стержень (обозначение 1 128—0200) в количестве I шт. иа комплект идет
«пччлт^.НЛхК0Мплект иЛ?5с»пол?£Рмали Н40—71. 4. Деталь 7 — выталкиватель (обозначение
т рь (обозначение 1048-0150) в количестве i шт. иа комплект идет по нормали Н44—71.
i/eiAA М^' 7. Маркировать: обозначение, коэффициент усадки (согласно марке сплава),
4* юи мм для прессуемого изделия d = 40 мм, h = 25 мм. Пресс-форма 1871—0002
9*
259
Неправильно
Правильно
Ht
Рис. 190. Расположение разрезов раз-
резных матриц
Рис. 191. Разрезная матрица для де-
талей типа кулачков
2) линии разреза в мат-
рицах, из которых извлече-
ние детали производится вы-
талкиванием, должны быть
проведены так, чтобы предо-
твратить образование рисок
на боковых поверхностях
детали (рис. 190, б);
3) следует избегать в се-
чении одной секции парал-
лельных линий (рис. 190, б,в),
это обеспечит возможность
восстановления размеров из-
носившейся матрицы с помо-
щью перешлифовки плоскос-
тей разреза, что является са-
мым важным свойством раз-
резных матриц;
полости матрицы сечения сек-
4) при симметричном сечении
ций должны быть одинаковыми (рис. 190, б, в, г);
5) линии разреза должны быть по возможности радиальными:
при этом упрощается технологический процесс изготовления раз-
резной матрицы и обеспечивается удобная подгонка секций
(рис. 190, а, б, в, д);
6) линии разреза в матрице для сложной прессовки, требую-
щей более чем двух секций, должны быть проведены так, чтобы
секции, собранные для совместной обработки наружной поверх-
ности, не имели свободы движения относительно друг друга в ра-
диальном направлении (рис. 190, д, е, ж);
-7) линии разреза должны проводиться так, чтобы ни одна сек-
ция не имела узких глубоких пазов, труднодоступных для обра-
ботки (рис. 190, ж).
260
Для изделий типа кулачка разрезную матрицу изготовляют
из двух секций. Чтобы на боковой поверхности прессовки не оста-
вались продольные риски, разрез делают по наклонной плоскости
(рис. 191, а) или выполняют ступенчатым (рис. 191, б). Величина
скоса или уступа должна быть порядка 0,25 мм. Уступ делают
около торца матрицы с тем, чтобы он не воспринимал нагрузку
в процессе прессования.
Значительное расширение номенклатуры прессовок дости-
гается при использовании матриц с горизонтальной плоскостью
разъема (рис. 192).
При конструировании сборных матриц важно правильно осу-
ществить центрирование ее отдельных частей. Центрирование
верхних частей матриц относительно нижних должно произво-
1 — верхний пуансои; 2 — верхняя полуматрица; 3 — нижняя полуматрнца; 4 — ниж-
ний пуансон; 5 — стержень; 6 — кассета-питатель
диться по поверхностям, формующим боковую поверхность из-
делия. Такое соединение предотвращает проникновение мелких
фракций порошка в пространство между соприкасающимися
горизонтальными плоскостями.
Пуансоны, формуя торцы изделия, в основном подвергаются
действию сжимающей нагрузки. Длинные пуансоны из-за неточ-
ности изготовления и перекосов движущихся частей пресса могут
испытывать действие изгибающих нагрузок. В связи с этим пуан-
соны необходимо делать как можно короче.
Нижний пуансон в конструкциях пресс-форм обычно полу-
чается значительно длиннее верхнего. Поэтому опорный торец
нижнего пуансона рекомендуется оформлять мощным фланцем
с большими радиусами переходов от стержня к фланцу (рис. 193).
Пуансоны нужно проектировать так, чтобы шлифовать и под-
гонять только их рабочую часть, длина которой определяется из
условия обеспечения центрирования пуансонов в матрице и по
стержню. Такая конструкция обеспечивает свободный отвод ча-
стиц порошка, накапливающихся в зазоре между пуансоном и
стержнем или матрицей. Для этой же цели в верхних пуансонах
высверливают радиальное отверстие диаметром 2,5—3 мм, которое
при наиболее низком положении пуансона должно находиться
над матрицей. Если прочность пуансона не позволяет произво-
дить сверление его стенок, такое отверстие следует предусмотреть
в промежуточной плите, устанавливаемой между пуансоном и
261
плунжером пресса. Через это отверстие выходит также воздух,
выдавливаемый из межчастичных пор в порошке при прессовании.
При отсутствии такого отверстия порошок будет накапливаться
в полости пуансона и может его разорвать.
Часто с технологической точки зрения при конструировании
пуансонов с сечением сложного профиля необходимо предусматри-
ансонов
Рис. 193. Конструктивное оформление пу-
Рис. 195. Крепление верхнего пуансона
легкоплавким припоем
вать изготовление профильной части отдельно с последующим креп-
лением ее к съемному основанию. Крепление можно осуществить
болтами и штифтами, но иногда толщина стенки пуансона мала для
того, чтобы в нем сделать отверстия под болты. На рис. 194 пока-
зан вариант крепления тонкостенного пуансона к фланцу посред-
ством разъемного кольца.
На рис. 1'95 показан способ крепления верхнего пуансона в дер-
жавке путем армирования легкоплавким припоем. Державка пуан-
сона в этом случае обрабатывается в последнюю очередь с тем,
чтобы она была точно сцентрирована с пуансоном.
Если соосность верхнего ползуна, матрицы и выталкивателя
гарантируется конструкцией пресса, то крепление пуансонов
262
к подвижным частям пресса делается так, как показано на
рис. 196, а. В этой конструкции хвостовики пуансонов 2 и 4
входят в отверстие ползуна 1 и выталкивателя 5 по переходной
посадке и закрепляются установочным винтом. В большинстве же
случаев пуансоны крепятся зажимной гайкой или фланцем
(рис. 196, б), что дает возможность центрировать пуансоны в от-
верстии матрицы независимо от того, обеспечивает ли пресс их
соосность.
Рекомендуется крепить пуансоны на шаровых опорах, как
показано для стержней на рис. 197, з. Такое крепление позво-
Рис. 196. Крепление пуансонов к подвижным частям
пресса:
1 — ползун; 2 — верхний пуансон; 3 — матрица; 4 —
4 — ннжннй пуансон; 5 — выталкиватель
ляет пуансону самоцентрироваться при наладке инструмента, и
отпадает необходимость обеспечивать идеальную перпендикуляр-
ность нижнего торца пуансона к его оси.
Типовые конструкции и методы крепления стержней представ-
лены на рис. 197. Заходная кромка стержней так же, как и в ма-
трице, оформляется фаской под углом 15° на длине 1—2 мм. Раз-
меры стержня по сечению в той части, которая не соприкасается
с порошком, уменьшают на 0,3—0,5 мм по отношению к размеру
сечения рабочей части. Это обеспечивает свободный отвод частиц
порошка, попавших в зазор между пуансоном и стержнем. Кроме
того, какое конструктивное оформление снижает стоимость меха-
нической обработки стержня.
Крепления, показанные на рис. 197, а, б, в, применяются при
небольших усилиях выталкивания изделия. В случае крепления
стержня в гнезде (рис. 197, г, б) нижний конец с резьбой обычно
оставляют незакаленным или закаливают очень слабо. Чаще всего
опорный конец стержня оформляется буртом, а крепление произ-
263
водится фланцем (рис. 197, е). Тонкий стержень можно крепить
с помощью державки с наружной резьбой (рис. 197, ж).
Следует применять, где это возможно, шаровые опоры под
стержнем (рис. 197, з), что исключает перекос стержня при цен-
трировании в пуансоне.
Как следует из табл. 43, основную долю затрат при изготов-
лении пресс-форм составляют затраты на обработку, поэтому
Рис. 199. Схема изготовления объемно-
профилированной матрицы иа электро-
эрозионном копировально-прошивочном
станке (х, у, z — координаты перемеще-
ния электрода-инструмента):
1 — станок; 2 — ванна с диэлектриче-
ской жидкостью; 3 — стол для установки
заготовки; 4 — обрабатываемая заготовка
(электрод-деталь); 5 — регулятор подачи;
6 — генератор импульсов; 7 — система
снабжения диэлектрической жидкостью
(насосы, фильтры, бак); 8 — электрод-
инструмент
Рнс. 198. Схема изготовления матрицы
с прямолинейными образующими на
электроэрозионном вырезном станке:
1 — подающая катушка; 3 — сопло для
подачи рабочей жидкости; 2 — элек-
трод-проволока; 4 — заготовка; 5 —
принимающая катушка
повышение эффективности обработки является важным резервом
повышения технико-экономических показателей получения по-
рошковых изделий в целом.
264
Наиболее сложным процессом является изготовление матриц.
С точки зрения выбора метода изготовления матрицы и вставки
матрицы пресс-формы можно классифицировать на цилиндриче-
ские круглые в плане, цилин-
дрические некруглые в плане,
объемно-профилированные. Мат-
рицы (вставки) первого типа
выполняют, как правило, не-
разрезными, их изготовление
возможно как на металлорежу-
щих станках, так и с примене-
нием электроэрозионной обра-
ботки. Матрицы (вставки) вто-
рого и третьего типов выпол-
няются как неразрезными, так
й разрезными. В первом случае
наиболее экономичным способом
их изготовления являются элек-
троэрозионная вырезка электро-
Рис. 200. Схема электрохимической копи-
ровальио-прошивочиой обработки
дом-проволокой (матрицы вто-
рого типа) (рис. 198) и электроэрозионная копировально-прошивоч-
ная обработка (матрицы третьего типа) (рис. 199) или электро-
химическая копировально-прошивочная обработка (рис. 200).
Чертеж пресс-формы
Изготовление ЭИ на
электроэрозионнон
вырезном станке
для ЭЭО д
и ЭХО матрицы
на капировалмо-
прошивочном
станке
Матрица
Пуансон
Составление
программы _
для ЭЭО
матрицы
Коррекция
программы
для 330
пуансона
Обработка контура
на- электроэрозионном
вырезном стопке
Обработка контура
на электроэрозионной
вырезном станке
Изготовление ЭИ на
электроэрозионном
вырезном станке
для ЭЭО
и ЭХО пуансона
на копировально-
прошивочных
стояках
ЭЭОматрицы
на копировально- -
прошивочном станке
Совместная доводка
и полирование
матрицы и пуансона.
ЭЭОпуансона
- на копировально-
прошивочном станке
Электрохимическая
калибровка
и полирование
матрицы
Пресс - форма
Матрица Пуансон
Электрохимическая
калибровка
и полирование
пуансона
К
К
Пресс-формы для изготовления ЭИ прессованием
композиционных материалов на основе меди
Рис. 201. Схема комплексного применения электро-физикохимических методов обра-
ботки при изготовлении пресс-форм (К — коррекция программы, ЭХО — электрохи-
мическая обработка, ЭЭО — электроэрозионная обработка, ЭИ — электрод-иистру-
мент)
265
Если матрицы второго и третьего типа изготавливают разрез-
ными, то возможной является как обработка электрофизико-хими-
ческими методами, так и посекционная обработка с применением
профилешлифовальных станков с последующей слесарной довод-
кой в сборе.
Наиболее эффективным при изготовлении пресс-форм является
комплексное использование электрофизико-химических методов
обработки в соответствии со схемой, представленной на рис. 201
Вариант сочетания методов и последовательности их применения
определяется, в основном, серийностью пресс-формы.
Важнейшим преимуществом электрофизико-химических мето-
дов обработки перед методами обработки резанием является воз-
можность обработки сталей в закаленном состоянии и твердых
сплавов. В случае сталей при этом устраняется искажение формы
при термообработке и необходимость последующей доводки пресс-
формы.
§ 2. ПРЕСС-ФОРМЫ ДЛЯ КАЛИБРОВАНИЯ
И ДОПРЕССОВЫВАНИЯ СПЕЧЕННЫХ ЗАГОТОВОК
Классификация и схемы применения
Калибрование спеченных заготовок выполняют для обеспечения
требуемой точности размеров и величины допусков на отклонение
формы и взаимного расположения поверхностей изделия. До-
прессовывание выполняют в основном для увеличения плотности
спеченных заготовок.
Основой классификации этой группы пресс-форм так же, как
и пресс-форм для прессования порошков, является схема калибро-
вания (допрессовывания), определяемая сложностью конфигу-
рации калибруемой заготовки.
Общими требованиями для проектирования, изготовления и
эксплуатации калибровочных и допрессовочных пресс-форм яв-
ляются:
1) обеспечение максимально возможной жесткости пресс-
формы, поскольку калибрование является заключительной опе-
рацией технологического процесса и жесткостью пресс-формы
определяются размеры готового изделия;
2) пресс-форма должна иметь минимальное число зазоров и
разъемов;
3) в конструкции пресс-формы должны предусматриваться
элементы, обеспечивающие ориентировку и фиксацию калибруе-
мых заготовок перед началом калибрования; примеры установки
калибруемых заготовок приведены на рис. 202;
4) размеры наружных поверхностей калибруют раньше, чем
отверстий, во избежание образования трещин в изделиях;
5) калиброванная поверхность должна оставаться в контакте
с калибрующей поверхностью инструмента до окончания калибро-
вания заготовки в целом;
266
6) для обеспечения равномерности распределения плотности
в допрессовываемых разновысотных изделиях в случае различной
величины припусков на обжатие разных элементов заготовки
необходимо применять пресс-формы с независимым перемещением
пуансонов и плавающей матрицей;
7) конструкция пресс-формы должна обеспечивать последова-
тельное калибрование поверхностей изделия, поскольку это спо-
собствует уменьшению усилия калибрования;
8) шероховатость Rz калибрующих поверхностей пресс-формы
не должна превышать 0,2 мкм;
Рнс. 202. Установка калибруемых заготовок:
а — с гладкой наружной поверхностью; б, в — с низким наружным буртом; г — с вы-
соким наружным буртом
9) конструкция пресс-формы должна учитывать способ смазки
заготовки перед калиброванием и сопрягаться с конструкцией
смазывающего устройства при его установке непосредственно
на прессе.
Калибрование заготовок I—III групп сложности типа гладких
втулок на автоматических калибровочных прессах осуществляют
по схеме, представленной на рис. 203.
Исходное положение (рис. 203, а) движущихся частей инстру-
мента перед началом калибрования: игла 1, пуансон 2 и выталки-
ватель 4 находятся в верхнем положении; матрица 3 в продолже-
ние всего цикла неподвижна; калибруемая заготовка установлена
на выталкиватель установочным органом робота (манипулятора).
После отвода установочного органа из рабочей зоны пресса
выталкиватель 4 опускается в нижнее положение (рис. 203, б).
Ползун пресса опускается вниз, отверстие втулки прошивается
иглой, которая входит в него с гарантированным зазором, исклю-
чающим калибрование внутреннего диаметра и появление разры-
вающих втулку усилий. Верхний пуансон упирается в торец
втулки и вводит ее в матрицу. Производится одновременное ка-
либрование по наружному и внутреннему диаметру. В конце
хода в матрице втулка опирается на выталкиватель и калиб-
руется по высоте (рис. 203, в).
267
Выталкивание втулки производят выталкивателем, движение
вверх выталкивателя и верхнего пуансона происходит с одинако-
вой скоростью, игла при выталкивании относительно втулки не
Рис. 203. Схема калибрования заготовок типа
гладких втулок
перемещается. После вы-
хода втулки из матрицы
(рис. 203, г) производится
ускоренный отвод верхне-
го ползуна с иглой вверх,
верхний пуансон остается
на месте, облегчая вывод
иглы из втулки.
При величине допуска
0,005—0,007 мм втулки
калибруют вторично пос-
ле запрессовки в сопря-
гаемую деталь.
Конструкция пресс-
форм для калибрования
заготовок IV—V групп
сложности типа втулок с
буртом определяется на-
личием или отсутствием
плавающего движения матрицы. Калибрование втулок в два
перехода обусловлено тем, что наличие входного конуса мат
Рис. 204. Калибрование втулок с буртом в два перехода:
а — загрузка; б — калибрование; в — выталкивание
рицы не позволяет калибровать зону перехода цилиндр—бурт.
На первом переходе калибруют нижнюю часть втулки с образо-
ванием фаски на нижнем торце и конуса в месте перехода ци-
линдр—бурт, а на втором — окончательно калибруют втулку по
268
всей длине, причем конус, образованный в месте перехода, дает
возможность обойтись без входной кромки в матрице. Исходную
и промежуточную заготовки устанавливают на нижние пуансоны 3,
находящиеся в верхнем положении. При ходе ползуна пресса
вниз втулки вводятся в матрицы 2, обжимаясь вокруг стержней 1,
входящих в отверстия с гарантированным зазором. Выталкива-
ние производят нижними пуансонами 3, закрепленными на вы-
талкивателе 4. Калибрование по описанной схеме можно выпол-
нять как в двухместной пресс-форме, так и на двух прессах, ос-
нащенных каждый одноместной пресс-формой.
1 2 3 4
а
Рис. 205. Пресс-форма для калибрования втулки с наружным (а)
и внутренним (б) буртом
Применение плавающих матриц позволяет выполнять калиб-
рование за один переход при условии отрицательных допусков
на калибрование по диаметрам и положительного — на калибро-
вание по высоте. Калибруемую втулку (рис. 205, а) устанавли-
вают на нижний пуансон 4, центрируя по стержню 2. Верхним
пуансоном 1 ее свободно вводят в матрицу 3 с зазорами по внутрен-
ней и наружной поверхности. Бурт втулки упирается в соответ-
ствующий выступ матрицы, нижний торец втулки имеет зазор
с торцом нижнего пуансона, который в это время находится
в крайнем нижнем положении. При дальнейшем движении верх-
него пуансона вниз бурт втулки толкает вниз подпружиненную
матрицу. Когда втулка коснется нижнего пуансона, начинается
обжатие по высоте с одновременной радиальной раздачей. Вы-
талкивание производят нижним пуансоном.
На рис. 205, б, представлена пресс-форма для калибрования
втулки с внутренним буртом. Заготовку устанавливают на ниж-
ний пуансон 6, центрируя по установочной плите 2. Ступенчатый
центральный стержень 3 жестко скреплен со скобой 5. При ходе
верхнего пуансона 1 вниз сначала калибруется наружная поверх-
ность втулки, а затем внутренняя. Изделие выталкивают из ма-
269
трицы 4 нижним пуансоном 6, приводимым в движение от меха-
низма выталкивания через тяги 7.
Пресс-формы для калибрования заготовок VI—VII групп слож-
ности представлены на рис. 206 и 207.
Заготовку сферического подшипника (см. рис. 206) устанавли-
вают на выталкиватель 5, центрируя стержнем 2. Центрирование
должно быть особо точным для того, чтобы избежать встречи
кромки верхнего пуансона со сферической поверхностью заго-
товки и разрушения последней. Обжатие заготовки производят
пуансонами 1 и 4, соосность которых обеспечивается матрицей 3.
В начале обжатия заготовка соприкасается с пуансонами 1 v. 4
только переходными кромками. При обжатии материал заготовки
свободно деформируется и при неправильно рассчитанном соот-
270
ношении высот заготовки и внутренних полостей пуансонов мо-
жет выдавливаться в зазор между пуансонами. Затекание металла
в зазор приводит к поломке пресс-формы.
Заготовку с несколькими переходами по высоте (см. рис. 207)
калибруют на двухходовом прессе с выталкивателем. Для заго-
товок такого типа рекомендуется система отрицательных допус-
ков на калибруемые диаметры, что позволяет избежать выпол-
нения заходных конусов на деталях пресс-формы. Заготовку
устанавливают на торец пуансона 5, центрируя ее плавающим
пуансоном 4, прошивают верхним стержнем 1 и вводят в матрицу 3
верхним пуансоном 2, который движется синхронно со стержнем 1.
Заготовка движется вниз до упора в пуансоны 4 и 5, после чего
начинается обжатие по высоте с радиальной раздачей. Перед вы-
талкиванием стержень 1 и пуансон 2 отводят вверх, выталкивание
осуществляют пуансоном 4.
Материалы и методы расчета
Выбор материалов для пресс-форм калибрования определяется
тем, что основным видом износа этих пресс-форм является не абра-
зивный износ, как в случае пресс-форм для прессования порош-
ков, а износ вследствие схватывания материала калибруемой за-
готовки с материалом матрицы.
Учитывая это, матрицы (вставки) пресс-форм для калиброва-
ния изготавливают, в основном, из твердых сплавов, поскольку
их склонность к схватыванию значительно меньше, чем у сталей.
Свойства материалов, применяемых для изготовления матриц
(вставок) калибрующих пресс-форм приведены в табл. 46.
Среднее боковое давление на калибрующем пояске матрицы,
рис. 208, определяют по формуле
где сгт — предел текучести калибруемого материала в условиях
неравномерного трехосного сжатия (для спеченных изделий на
железной основе сгт = 320 Н/мм2); р — коэффициент внешнего
трения в зоне калибрования, равный 0,1; а — угол заходного
конуса вставки, а = 1—2° = 0,02618 рад.; А/ = /у — f2 — изме-
нение площади поперечного сечения калибруемого изделия от
£ ___ 11 ^о) пп £ _ 11 (®1 ^1)
11 — 4 /2------4 •
Исходя из величины q производят расчет по критерию жесткости
(для стальных матриц) или гарантированных сжимающих напря-
жений (для твердосплавных матриц).
Калибровочный припуск составляет обычно 0,8—1 % от на-
ружного диаметра калибруемого изделия и по абсолютной вели-
чине находится в пределах 0,2—0,5 мм.
271
Число циклов до разрушения при (J„i = = 0,35 кН/мм3, тысяч 1111 § 150 145
Q X
ОТ н
см ю О
s С д СМ СЛ Ю СЛ LO со см см со — о o' оо о”
о & —
X L. СК -© s X с£) — о СО СО
ей « со см см см см
Л X о & о’ о* о* о* о* о О*
о о о о о о о
и S я ic О СО СО — 1О СО о
Да н схв вар М СМ см со
К X X роч- )СТЬ сжа- ии, /мм2 1111 § о о о о о СО
CQ О см см со
О. с
X
i = £ ® ш s СО СО о СО СО
° о ю s 1111 — о
£ о. &О s s>- С s а'-Х см
с
О сч
f- л” 1111 °0- о —
& с Пл нос г/с 1111 со со*
X
X и и и и < < <
СК СК ОС ОС ск
Св £ о X X X X X X X
о СО сч со ю СО СО
К О, ьО Ю со со со СО СО
си И 1 1 1 1 1 | 1
CQ СЧ со СО со to Ю 1О . со со СО ю СО
ч
X о. g = ® S се £ се
£ ОТ X О Н \О Е СП « S 5 СЕ Н св 5 S СХ ф я * я *
о и Е К Е tf Е
'от _ s «п- 3 3
Си я ® О щ « QJ Я QJ Я
о S - S -
«X о О S X И, S гм Я V 5 ч 8 4»°*- - S S сз А S Е Е К
CQ Q Си си « . « а « «о «со s И Им ш «со £ сч « со S
се о се о >> е lo о к ш о с о иО
С0 СО Н COCXE U — со U — со О —
тГ
св
Е Ч ю ю
X X е —
ч Q. си оо G е
\о от g с_ « К X иО
св S со s m >< X X X
Е—< >> X X о х ис И
272
§ 3. ПРЕСС-ФОРМЫ
ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ ПОРОШКОВ
Прессы горячего прессования не имеют механизмов независи-
мого перемещения нескольких пуансонов, поэтому пресс-формы
для горячего прессования по своей конструкции значительно
проще пресс-форм для холодного прессования и калибрования и
состоят из матрицы, верхнего и нижнего пуансонов.
Основным материалом для пресс-форм горячего прессования
в настоящее время является графит, что обусловлено следующими
особенностями его свойств: при температурах выше 1000 °C гра-
фит' обладает большей прочностью при кратковременных и дли-
тельных статических нагрузках, чем наиболее жаропрочные из
всех известных сплавов на основе никеля и кобальта; температур-
ная зависимость прочности графита имеет экстремальный харак-
тер с максимумом при температурах 3073—3273 К (табл. 47);
с ростом температуры пластичность графита непрерывно увели-
чивается, а опасность хрупкого разрушения соответственно умень-
шается, графит легко обрабатывать на металлорежущих станках
и слесарно-механическим способом; графит имеет достаточно вы-
сокие тепло- и электропроводность для использования в прес-
сах горячего прессования как с косвенным, так и с прямым нагре-
вом пресс-формы.
Вместе с тем, графиту присущ ряд недостатков, сдерживаю-
щих развитие горячего прессования в целом. Графит является
пористым материалом, поэтому при горячем прессовании проис-
ходит затекание прессуемого материала в поры, а при выпрес-
Таблица 47. Температурная зависимость предела прочности на растяжение
и общей предельной деформации некоторых углеграфитовых материалов
Мате- риал Характеристики Направ- ление измере- ния ♦ Темпе-атура, К
293 1300 2300 2800 3100 3300
гмз Предел прочности при II 9 13 17 15 20 15
растяжении, Н/мм2 I 7 7 И 11
Общая деформация, % II 0,20 0,26 0,25 0,45 — —
ВПП I 0,23 0,23 0,23 0,40 — —
Предел прочности при II 15 19 26 29 39 27
растяжении, Н/мм2 I 15 17 27 26 34 23
Общая деформация, % II 0,20 0,17 0,17 0,40 0,42 7,4
МПГ-6 I 0,28 0,23 0,23 0,40 4,14 8,3
Предел прочности при II 33 36 42 53 41 23
растяжении, Н/мм2 I 31 33 43 40 34 25
Общая деформация, % II 0,54 0,47 0,59 13,5 29,7 24,0
I 0,47 0,44 0,72 4,6 30,7 24,0
•II — параллельно большой оси анизотропных зерен микроструктуры; I — пер-
пеидикулярио большой осн.
273
совке — повреждение пресс-формы. В связи с этим графитовые
пресс-формы в большинстве случаев используют для получения
1—8 прессовок, что значительно удорожает получаемую продук-
цию. В условиях горячего прессования графит химически взаимо-
действует с большинством материалов, для которых такое прес-
сование могло бы рассматриваться как оптимальный способ фор-
мования. Взаимодействие и схватывание графита с прессуемым
материалом также приводит к повреждению пресс-формы при
выпрессовке изделия. Будучи хрупким материалом, графит имеет
пониженную и нестабильную прочность в условиях действия
растягивающих напряжений в пресс-форме. Наконец, графит
характеризуется сильной анизотропией механических свойств
в пределах одной заготовки. Ориентировочный расчет матриц
графитовых пресс-форм на прочность проводят по нижнему зна-
Таблица 48. Механические и тепло-электрофизические свойства графитов
для пресс-форм горячего прессования
Параметр Марки материалов
ВПП гтм МПГ-6
Плотность, г/см3 1,85—1,90 1,9—2,05 1,76—1,88
Предел прочности, Н/мм2: при сжатии 45—70 50—70 100—120
при растяжении Удельное электрическое сопротивле- ние, мкОм-м: 10—15 30—50 25—40 11—16
параллельно оси прессования . . — 17—25
перпендикулярно оси прессования 7—10 4—6 —
Коэффициент теплопроводности, Вт/(м-К):
параллельно оси прессования 116
273—373 К 52 93—98
273—773 К — — 67—75
273—1273 К 58 — 50—52
273—2773 К перпендикулярно оси прессования 35 150—175 170 —
273—373 К —
273—773 К • — — —
273—1273 К 41 — —
273—2773 К 35 — —
Коэффициент термического расшире- ния, 10"’ 1/К:
параллельно оси прессования 3,9 7,0—7,7
273—373 К —
273—773 К — — 7,5—7,9
273—1273 К 5,2 14 8,0—8,8
273—2773 К перпендикулярно оси прессования 6,3 4,1 — —
273—373 К — —
273—773 К — — —
273—1273 К 5,4 2—4 —
273—2773 К 6,65 — —
274
чению справочных данных э прочности графита на растяжение.
Практика показывает, что максимальное осевое давление, которое
выдерживают матрицы из практически доступных сортов графита,
не превышает 40 Н/мм2. Применение бандажированных матриц
при горячем прессовании не практикуется: натяг в соединении
металлического бандажа и графитовой вставки при нагреве
исчезает, поскольку коэффициент линейного расширения металлов
и сплавов намного больше, чем углеграфитовых материалов;
применение бандажей из графита или керамических материалов
неэффективно, так как они плохо работают на растяжение.
При технологическом проектировании прессов и процессов
горячего прессования возникает необходимость расчета времени
прогрева пресс-формы, поэтому в табл. 48 приведены тепло-
электрофизические свойства графитов, рекомендуемых в каче-
стве материалов пресс-форм горячего прессования. При опреде-
лении возможности использования графита в качестве материала
пресс-формы горячего прессования необходимо также учитывать
соотношение коэффициентов линейного расширения графита и
прессуемого материала.
§ 4. ОБОЛОЧКИ ДЛЯ ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ
При изостатическом прессовании оболочки, в которых размещен
порошок, выполняют роль упругого (холодное прессование) или
упругопластичного (горячее прессование) формообразующего ин-
струмента.
Основными задачами, решаемыми при создании и эксплуатации
оболочек, являются расчет их геометрических размеров, кон-
струирование, изготовление, расчет продолжительности нагрева,
осуществление прессования при оптимальных значениях темпера-
турно-силовых параметров, снятие оболочки с прессовки.
При холодном изостатическом прессовании применяют обо-
лочки двух типов: тонкостенные непрофилированные, изготовляе-
мые из листовой резины или получаемые из латексов методом
окунания, и толстостенные с профилированной внутренней и на-
ружной поверхностью, отливаемые из эластомерных материалов —
резины, полиуретана и др.
Оболочки первого типа претерпевают в процессе прессования
следующие изменения: перед засыпкой порошка (см. рис. 150, б)
оболочка упруго растянута изнутри давлением окружающей ее
атмосферы и прижата к стенкам перфорированного стакана; за-
полненная порошком, герметизированная и помещенная в кон-
тейнер гидростата оболочка упруго деформируется внешним дав-
лением, возвращаясь к ненапряженному состоянию, одновременно
с этим происходит уплотнение находящегося в оболочке порошка;
в период перехода от растянутого к ненапряженному состоянию
потеря оболочкой устойчивости и связанное с этим искажение
формы прессуемой заготовки невозможны; при дальнейшем уве-
275
личении давления оболочка переходит в состояние всестороннего
квазиравномерного сжатия, когда потеря устойчивости отдель-
ными элементами оболочки становится принципиально возмож-
ной, однако плотность, прочность и жесткость прессовки к этому
периоду достигают таких значений, при которых локальные иска-
жения формы оболочки не приводят к искажению формы прес-
совки. Конфигурация оболочки перед засыпкой в нее порошка
соответствует конфигурации перфорированного стакана и экви-
дистантна форме спрессованной заготовки. Эта эквидистантность
автоматичееки сохраняется в течение всего процесса прессования,
поэтому для расчета размеров стакана необходимо только знание
зависимости «давление — деформация прессовки».
0 600
Рис. 209. Конфигурация оболочки для горячего изостатиче-
ского прессования
Основными требованиями к материалам оболочек первого типа
являются: эластичность, герметичность, химическая устойчивость
по отношению к прессуемому материалу и рабочей жидкости
гидростата, прочность в условиях прокалывания оболочки
частицами прессуемого материала.
Оболочки первого типа применяют при единичном и мелко-
серийном производстве.
Оболочки второго типа, будучи толстостенными, обладают
прочностью и жесткостью, которая на первых этапах прессования
сравнима или превосходит прочность и жесткость прессуемого
порошка. Деформативные свойства системы «оболочка—прессовка»
определяются в этом случае, в основном, свойствами оболочки.
В связи с тем, что оболочка профилирована, начальное состояние
оболочки является ненапряженным, а жесткости ее отдельных эле-
ментов неодинаковы, эквидистантность начальной и конечной
конфигураций автоматически (в общем случае) не выполняется,
возможна потеря устойчивости на первых этапах прессования
с искажением формы или разрушением прессовки. При проектиро-
вании оболочек второго типа необходимо решать задачу их перво-
начального профилирования и оптимального распределения жест-
кости элементов. Применительно к упругим толстостенным обо-
лочкам методы решения таких задач разработаны недостаточно,
276
но в целом они близки к методам, применяемым для расчета уп-
ругопластических оболочек, применяемых при горячем изостати-
ческом прессовании.
Оболочка для горячего изостатического прессования (рис. 209)
представляет собой штампо-сварную конструкцию из листовой
стали (обычно марки 20) с толщиной стенок 1—6 мм.
Расчет начальных геометрических размеров оболочки при из-
вестных геометрических размерах прессовки производится на ос-
новании соотношений, описывающих деформацию системы «обо-
лочка—порошок» (рис. 210).
Рис. 210. Схема процесса формоизменения цилиндрической
оболочки с порошком
В общем случае формоизменение цилиндрической оболочки
с порошком в диаметральном и высотном направлениях описы-
вается соотношениями
yf 1 сттм ~Ь стто (46///D)
' Р СТТМ + СТТО (2&DIH) ’
3/ 1 ГСТТМ + Что (26Р/Я) 12
’ Р Lcttm + стто (46Я/Р) J
(236)
(237)
где KD = D + AD/D, Кн = И + кН/Н, сгтм и сгто — пределы
текучести прессуемого материала и материала оболочки при тем-
пературе прессования; 6Z), ЬН — толщины листов, из которых
выполнены боковые и торцевые элементы оболочки; р — исходная
относительная плотность порошка в оболочке.
При отношении D/H < 2, SH/D < 1, SD/H < 1 и начальной
относительной плотности массы порошка в оболочке, равной
0,65—0,7, т. е. в условиях примерно равной жесткости оболочки
в диаметральном и высотном направлениях и в условиях, когда
деформируемость системы «оболочка—порошок» определяется от-
носительно высокой плотностью и соответствующими прочност-
ными свойствами массы порошка
Лс = Лн«/1/р,
(238)
277
т. е. формоизменение оболочки осуществляется эквидистантно.
При отношении D/H — 2~?3 расчет коэффициентов формоизмене-
ния оболочек производят по формулам
Лд-Кн=1/р; (239)
KD - 1 _ 2Н
Кн—\ D • (240)
В случаях, когда D/H > 3, когда прочностные свойства по-
рошка сравнимы с прочностными свойствами материала оболочки
Рис. 211. Оболочки с элемен-
тами повышенной жесткости:
а — с конусными поверхностя-
ми; б — с ребром жесткости;
в — с локальным утолщением
стеики
при температуре деформирования, расчет коэффициентов
и Кн производят по формулам (236) и (237).
В случае оболочек сложной конфигурации
1g™ ~ь стто (У н/Vq) .
' Р СТТМ + СТТО (Vd/Ур) ’
(241)
(242)
сттм ~Ь qTO (Vp/Vo) I2
сттм + йто (Ун/Ур) J *
где Уо — объем уплотняемого материала, VD, VH — суммарные
объемы элементов оболочки, уплотняемых преимущественно в диа-
метральном и высотном направлениях.
Оболочки сложной конфигурации включают участки с суще-
ственно различной жесткостью, вследствие чего в процессе дефор-
мирования может происходить нерегламентируемое искажение
конфигурации оболочки, сопровождаемое искажением конфигура-
ции или разрушением прессовки. Основным способом борьбы
с искажением конфигурации оболочки является направленное
изменение жесткости отдельных ее элементов с целью обеспечения
требуемой последовательности и степени их деформирования.
278
Увеличения жесткости элементов оболочки достигают введе-
нием ребер жесткости и локальным утолщением стенок капсулы,
введением конусности (рис. 211), введением подвижных недефор-
мируемых элементов (рис. 213). Уменьшения жесткости элементов
а б в
Рис. 212. Схема деформации оболочки с регламентированным ослаблением сечения
проточками:
а — перед прессованием; б — направленная деформация капсулы за счет закрытия
проточек; в — равномерная деформация
оболочки достигают локальным утонением ее стенок, увеличением
радиусов переходов между сопрягаемыми элементами, выполне-
нием ослабляющих проточек. На рис. 212 представлена схема
деформации оболочки с проточками, а на рис. 213 конструкция
такой оболочки. Ширину прото-
чек b определяют исходя из ус-
ловия равномерности деформа-
ции оболочки от исходной плот-
ности порошка рн до плотности
рк, обеспечивающей устойчивое
формоизменение оболочки
<243)
где D06 — диаметр оболочки;
п — число проточек.
Глубину проточек а на тор-
цевых элементах оболочки на-
ходят из условия равнопроч-
ное™ сечений элементов обо-
лочки в высотном и радиальном
Рнс. 213. Конструкция оболочки с про-
точками и подвижными недеформируемыми
элементами:
1 — крышка с дегазационным патрубком;
2 — подвижные иедеформируемые эле-
менты; 3 — цилиндрический элемент обо-
лочки; 4 — днище; 5 — порошок
направлениях
а = 6£> —
2Н о б
Do66H ’
(244)
где Ноб — высота оболочки.
Если глубина проточки превышает значение а, полученное
по уравнению (244) (т. е. толщина живого сечения элемента кап-
сулы становится меньше значения, удовлетворяющего условию
равнопрочности), то деформация оболочки локализуется в месте
проточки и носит направленный регламентированный характер.
В целях унификации методов расчета и проектирования как
самих оболочек, так и технологических операций прессования,
279
0б6к
Тип УШ
ыво
0669
оболочки для прессования деталей типа дисков классифицированы
по группам сложности формы (рис. 214).
При горячем гидростатическом прессовании нагрев оболочек,
расположенных внутри блока, рассматривают состоящим из двух
этапов: нагрева блока с оболочкой до такого состояния, когда
температура поверхности оболочки достигает температуры прес-
сования; выравнивания распределения температуры по сечению
оболочки с порошком.
При обеспечении оптимальных условий нагрева продолжитель-
ность первого этапа принимается одинаковой для оболочек всех
групп сложности и равной 4—4,5 ч. Продолжительность второго
этапа при прессовании порошков никелевых жаропрочных спла-
вов в оболочках разных типоразмеров составляет:
TunIX
Тип оболочки .......................... I II Ш IV
Продолжительность выравнивания тем-
пературы, ч........................... 4,5 8,5 5,5 3,0
Тип оболочки ..........................VII VIII IX X
Продолжительность выравнивания тем-
пературы, ч............................2,0 1,5 6,0 1,5
V VI
1,5 7,5
XI—XII
3,0
Помимо металлических, при горячем изостатическом прессо-
вании применяют стеклянные оболочки, которые наносят на пред-
варительно сформированную заготовку методами напыления или
окунания.
ТипХ
§ 5. ШТАМПЫ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ
ПОРОШКОВЫХ ЗАГОТОВОК
Рис. 214. Классификация оболочек по группам
Тип Ш
Штампы для горячей штамповки порошковых заготовок состоят
из тех же основных элементов, что и пресс-формы для прессова-
Рис. 215. Схемы, иллюстрирующие основные принципы конструирования
штампов для горячей штамповки порошковых заготовок
ния и калибрования порошков — матриц, пуансонов, стержней,
загрузочных устройств и т. д., однако отличие механизмов формо-
образования заготовки в пресс-форме и штампе и состояния ма-
териала прессовки и штампованной заготовки накладывают на
конструкцию штампа и условия его эксплуатации ряд особен-
ностей.
280
281
На рис. 215, а представлена схема штампа для штамповки глад-
ких втулок. Штамп содержит верхний пуансон 1, матрицу 2,
нижний пуансон-выталкиватель 3, плиту 4 для улавливания и
фиксирования заготовки 5, направляемой в штамп из печи по
лотку 6, подвижный стержень (иглу) 7. В отличие от пресс-форм
диаметр нижнего пуансона уменьшен по сравнению с диаметром
матрицы, которая в результате этого выполняется с заплечиками.
При такой конструкции практически исключается затекание ме-
талла в зазор между нижним пуансоном и матрицей, улучшаются
условия выталкивания заготовки, облегчаются условия работы
штампа. Игла может быть закреплена на нижней плите неподвижно
(рис. 215, б). В этом случае пуансон 10 должен иметь полость 9,
в которую входит игла в процессе формообразования заготовки.
На рис. 215, в представлена схема штампа с тремя пуансо-
нами. Пуансон 11 служит для формообразования отверстия и фа-
сок на заготовке 8, пуансон 12 — для уплотнения, а также выпол-
няет роль съемника штампованной заготовки с пуансона И при
упоре в ограничители 13. При перемещении нижнего пуансона-
выталкивателя вниз игла проходит через отверстие заготовки.
Уплотнение заготовки осуществляют пуансоном при подвижной
игле, формующая часть которой в процессе уплотнения извлекается
из заготовки и завершение формообразования отверстия произво-
дится на формующей части пуансона И. Рабочая часть этого
пуансона, формообразующая отверстие, выполняется по высоте
на 0,5—1 мм больше высоты штампованной заготовки.
На рис. 215, г игла отсутствует. В этом случае высота рабочей
части пуансона 14, формообразующая отверстие, выполняется
меньше высоты исходной заготовки, но на 1—3 мм больше высоты
штампованной заготовки. При таком изготовлении не происходит
затекания металла в отверстие выталкивателя и в зазор между
пуансоном и выталкивателем в процессе формообразования.
В момент загрузки штампа заготовкой выталкиватель должен
находиться в верхнем положении. В этом случае заготовка улав-
ливается плитой 4 и фиксируется на выталкивателе. Выталкива-
тель располагается на 3—5 мм ниже плоскости скольжения заго-
товки. Такое расположение устраняет отскок заготовок и выход их
из матрицы и момент улавливания и фиксирования. В плите 4
прорезают окно для сброса штампованных заготовок, а ниже его —
в матрице 2 — паз, который располагают ниже торца выталки-
вателя (в верхнем положении) на 1,5—2 мм, так как пресс не всегда
останавливает ползун в верхнем положении, а выталкиватель
связан с ползуном.
Освобождение штампа от штампованных заготовок сложной
формы, например, заготовок сателлита дифференциала, требует
применения штампа, схема которого представлена на рис. 216.
Формообразование заготовки осуществляют в матрице, состоящей
из двух частей 1 и 2, из которых 2 подвижна. Загрузку
спеченных заготовок 3 осуществляют сверху в отверстие подвиж-
282
ной части матрицы при исходном ее и выталкивателя 4 положе-
нии, т. е. в верхнем, при этом расстояние между торцом выталки-
вателя и верхней частью матрицы больше высоты готового из-
делия на 2—3 мм, что позволяет фиксировать заготовку на вытал-
кивателе. При ходе ползуна пресса вниз перемещаются пуансоны 5,
6, выталкиватель 4 с заготовкой 3 и верхняя часть матрицы 2.
При упоре верхней части матрицы в нижнюю выталкиватель за-
нимает нижнее положение и начинается формообразование зато-
соном, не заходящим в полость матрицы:
1 — незаходящий пуансои; 2 — заготовка,
полученная в штампе; 3 — игла; 4 —
нижний пуаисон; 5 — матрица; 6 — дем-
пфер
Рис. 216, Схема штампа для получения
заготовок сложной формы
товки. По мере уплотнения заготовки верхнюю часть матрицы
с возрастающим усилием пружин или гидроцилиндров (не пока-
заны) прижимают к нижней части для того, чтобы в зазор между
ними не затекал металл. При ходе ползуна пресса вверх начи-
нают движение детали 2, 5, 6, 4. При упоре плиты 7 в съемник 9
происходит извлечение стержня 6 из заготовки 8 и она фикси-
руется на торце выталкивателя, откуда сбрасывается в простран-
ство между плитами (сбрасыватель не показан).
Штамповку заготовок небольшой высоты со сложным профилем
в плане и плоскопараллельными торцами (цилиндрических зубча-
тых колес, кулачков, фасонных шайб, копиров и др.) осуществ-
ляют в штампах с верхним пуансоном, не заходящим в полость
матрицы (рис. 217).
Штамповка длинномерных изделий и заготовок типа втулок
с приложением осевых усилий не обеспечивает требуемой равно-
мерности распределения плотности, в связи с чем получение из-
делий и заготовок этого класса осуществляют методом штамповки
с радиальной раздачей заготовки (методом поперечной горячей
штамповки). Пример конструкции соответствующего штампа пред-
ставлен на рис. 218.
281
Штамп состоит из матрицы 1, корпуса 2, упорно-фиксирующего
узла 3, состоящего из двух полуколец 4, соединенных со што-
ками 5 и с пружинами 6 упорно-выходного узла, выполненного
в виде раздвижной плиты 7, установленной в нижней части ма-
трицы, ползунов 8, штоков 9 и пружин 10, клиньев 11 и формо-
образующего инструмента, выполненного в виде корпуса с ци-
линдрической 12 и конической 13 частями, причем в конической
части корпуса выполнены отверстия, в которых установлены
ролики 14. Инструмент установлен с возможностью вращения
вокруг своей оси (привод не показан). Штамповку осуществляют
следующим образом: при открытом упорно-фиксирующем узле 3
нагретую заготовку 15 помещают в матрицу 1, приводят во вра-
щение инструмент и при его опускании уплотняют заготовку
в радиальном направлении, при заходе инструмента в полость
матрицы клинья 11 закрывают упорно-фиксирующий узел; в про-
цессе уплотнения заготовки коническая часть инструмента, снаб-
284
Рис. 219. Штамп для штамповки
заготовок с малым запасом тех-
нологической пластичности
женная роликами, раздвигает ползуны 8 плиты 7; при обратном
ходе ползуна пресса (молота) клинья 11 обеспечивают открыва-
ние упорно-фиксирующего узла, после чего штампованную за-
готовку удаляют из полости матрицы.
Штамповку заготовок из материалов с малым запасом техно-
логической пластичности, в частности, заготовок из порошков
жаропрочных никелевых сплавов, осуществляют в штампах,
конструкция которых обеспечивает условия формообразования,
близкие к изостатическим (рис. 219). Штамп состоит из нижнего 2
и верхнего 1 пуансонов, кольцевого
бандажа 3, матрицы. В начальный
период деформирования осуществля-
ется свободная осадка заготовки 4
плоскими участками верхнего и ниж-
него пуансонов, а в заключительной
стадии — совместная осадка уплот-
няющейся заготовки и бандажа с
истечением последнего в конические
кольцевые полости, образованные
поверхностями матрицы и пуансо-
нов, Благодаря такой конструкции
штампа осуществляется боковой под-
пор деформируемой заготовки. Для
уменьшения теплопотерь в пуансоны
между ними и нагретой заготовкой
размещают прокладки 5 из листового
жаропрочного сплава.
Необходимость повышения точности штампованных заготовок,
качества материала в их поверхностных слоях, снижения усилия
выталкивания и увеличения долговечности штампов, привела
к созданию штампов с подогреваемой матрицей (рис. 220).
При верхнем расположении стержня (рис. 220, а) корпус 21
с помощью стоек 11 и скользящих по ним втулок 10 поддержи-
вается в приподнятом над нижней плитой 22 положении при
помощи тарельчатых пружин 9. В корпусе 21 на подкладной
плите 17 установлен нижний пуансон 18, являющийся одновре-
менно выталкивателем. На корпусе 21 через промежуточное
кольцо 19 установлена матрица 14, фиксируемая обоймой 12
через промежуточную коническую втулку 13 болтовым соедине-
нием 5. В массивную обойму 12 равномерно по окружности встроены
стандартные трубчатые электронагреватели 4 типа ТЭН, еще один
(кольцевой) электронагреватель 20 встроен в корпус 21. ТЭНы
обеспечивают нагрев формообразующих поверхностей штампа
до 523 К. Теплоизоляция обогреваемых деталей штампа обеспе-
чивается теплоизоляционной прокладкой 3, кожухом 2 и, главным
образом, зазором между закаленными опорными плитами 16
и 15, закрепленными к корпусу 21 и нижней плите 22 соответ-
ственно.
285
Л 23 22 21 20 19 18 17 16 15 П 13 12 11 10 9
Рис. 220. Подогреваемый штамп с верхним (о) и нижним (б) расположе-
нием стержня
286
При верхнем расположении стержня 7 для удаления детали
используют съемник 8, закрепленный на траверсе 6, скользящей
по колонкам 23, и поддерживаемый пружинами 1. Колонки 23
установлены на нижней плите при помощи держателей 24 с воз-
можностью регулирования по высоте.
При нижнем расположении стержня 3 (рис. 220, б) значи-
тельно упрощается конструкция штампа, но усложняется сменная
наладка, которая содержит выталкивающее устройство, состоя-
щее из корпуса 2, пластины 4, толкателей 5 и нижнего пуансона 1.
При такой конструкции повышается надежность удаления штам-
пованной заготовки, но увеличивается продолжительность ее
пребывания (в горячем состоянии) на стержне.
Основными путями повышения долговечности штампов яв-
ляются:
1) изготовление их из специальных штамповых сталей и
сплавов;
2) использование технологических смазок, снижающих трение
на поверхностях контакта «штамп—заготовка» и выполняющих
роль теплового барьера;
3) применение быстродействующих механизмов выталкивания
штампованной заготовки из полости штампа и ее снятия с иглы
(стержня);
3) нанесение на рабочие поверхности штампов упрочняющих
покрытий или их армирование износостойкими вставками.
Глава VI
НАГРЕВАТЕЛЬНОЕ ОБОРУДОВАНИЕ
Нагревательное оборудование (печи и нагревательные устройства
с электрическим и газовым нагревом) в порошковой металлургии
применяют для выполнения следующих операций: получения
порошков металлов и сплавов методами восстановления из хи-
мических соединений и синтеза из элементов; термической и
химико-термической обработки порошков (отжига, диффузионного
насыщения, очистки от примесей и др.); спекания; нагрева спе-
ченных заготовок перед обработкой давлением; закалки, отпуска
и химико-термической обработки спеченных заготовок; пропитки
порошковых заготовок расплавами металлов, сплавов, поли-
мерных материалов.
§ 1. ПЕЧИ С ЭЛЕКТРИЧЕСКИМ НАГРЕВОМ
Печи с электрическим нагревом являются основным видом нагре-
вательного оборудования в порошковой металлургии и приме-
няются для выполнения всех указанных выше операций.
287
Основой классификации электрических печей является прин-
цип трансформации электрической энергии в тепловую. По этому
принципу электропечи классифицируют на: дуговые и руднотер-
мические; нагрева сопротивлением; для электрошлаковых про-
цессов; индукционного нагрева; диэлектрического нагрева; элек-
тронно-лучевого нагрева; плазменного нагрева; инфракрасного
прочие.
перечисленных типов представлен
нагрева; лазерного нагрева;
Принцип действия печей
на рис. 221.
Рис. 221. Основные способы превращения электрической энергии в тепловую при элек-
троиагреве:
1 — теплоизоляционная футеровка; 2 — нагреваемое изделие или среда; 3 — источ-
ники силового питания; 4 — нагреватели; 5 — индукторы; 6 — экран-нагреватель;
7 —^электроды; 8^— фокусирующая система;^? — катод; 10 — источник ионов а
В дуговых и руднотермических печах электрическая энергия
превращается в тепловую в плазме дугового разряда, существу-
ющего в пространстве между двумя электродами, одним из кото-
рых может быть масса расплавляемого материала (рис. 221, д, е).
Нагрев сопротивлением может осуществляться в печах пря-
мого и косвенного нагрева. В печах прямого нагрева (рис. 221, а)
электрическая энергия превращается в тепловую при прохожде-
нии тока через нагреваемое тело, которое непосредственно'или
через понижающий трансформатор включается в питающую элек-
трическую сеть. В печах косвенного и инфракрасного нагрева
(рис. 221, а) электрическая энергия превращается в тепловую при
прохождении тока через элементы с большим омическим сопро-
тивлением (нагреватели) и передается нагреваемому телу в основ-
ном за счет конвекции и лучеиспускания.
Печи для электрошлаковых процессов представляют собой
специфическую разновидность печей прямого нагрева, в которых
электрический ток циркулирует в цепи «источник питания —
рафинируемый слиток (расходуемый электрод) — рафинирующий
шлак — рафинированный слиток — водоохлаждаемый кристал-
288
лизатор — источник питания», а основным нагреваемым за счет
прохождения тока телом является рафинирующий шлак, от кото-
рого тепло передается остальным элементам цепи теплопровод-
ностью.
В индукционных печах нагреваемое тело (рис. 221, б) или
охватывающий это тело экран-нагреватель (рис. 221, в) помещают
в переменное электромагнитное поле и нагревают циркулиру-
ющими в них вихревыми токами.
В печах диэлектрического нагрева обрабатываемый материал
помещают между пластинами конденсатора, являющегося частью
высокочастотного контура. Нагрев происходит за счет выделения
диэлектрических потерь в этом материале. Если нагреваемый
материал является полупроводником, то нагрев происходит за
счет наведения токов смещения и токов проводимости.
В электронно-лучевых печах энергия пучка (потока) электро-
нов, ускоряемых и фокусируемых электромагнитным полем, пре-
образуется в тепловую благодаря торможению электронов в массе
нагреваемого тела (рис. 221, ж, з).
Электропечи дуговые и электрошлаковые общеметаллургиче-
ского применения в порошковой металлургии используют для
получения расплавов, направляемых на распыление в порошок.
Электропечи для нагрева сопротивлением составляют основную
массу печей, применяемых в порошковой металлургии и исполь-
зуются при выполнении всех указанных выше технологических
операций.
Электропечи индукционного нагрева используют при полу-
чении порошков тугоплавких соединений синтезом из элементов,
спекании, термообработке порошковых изделий, нагреве порош-
ковых заготовок перед обработкой давлением.
Электропечи электронно-лучевого нагрева применяют при
спекании некоторых видов порошков.
Электропечи других типов в порошковой металлургии прак-
тически не применяют.
Независимо от принципа превращения энергии печи клас-
сифицируют: по уровню максимальной температуры в рабо-
чем пространстве печи — на низкотемпературные (<873 К),
среднетемпературные (873—1523 К) и высокотемпературные
(^>1523 К); по характеру’атмосферы в рабочем пространстве
ггечи — на печи с воздушной средой, печи компрессионные с за-
щитной газовой средой, печи вакуумные и вакуумно-компрессион-
ные; по характеру технологического цикла — на печи периоди-
ческого действия (садочные) и печи непрерывного действия.
Электрические печи, серийно выпускаемые отечественной про-
мышленностью, снабжаются буквенно-цифровым обозначенйем
модели печи, в котором закодирована информация об основных
технических характеристиках печи. Цифры и буквы в условном
обозначении печи расшифровываются так: цифра перед буквой —
условное обозначение предприятия-разработчика; первая буква —
10 Кипарисов С. С. и др.
289
метод нагрева: Д — дуговой, И — индукционный, К—контакт-
ный (прямого нагрева), С — сопротивлением, СЭ — сопротивле-
нием с применением электронного нагрева; вторая буква для
дуговых и индукционных плавильных электропечей — назначе-
ние (С — сталеплавильная), для электропечей сопротивления
и контактного нагрева — основной конструктивный признак (Б —
барабанная, Ш — шахтная, Э — элеваторная, Ю — с шагающим
подом, Н — камерная, П — периодического действия); третья
буква для дуговых и индукционных плавильных электропечей —
основной конструктивный признак; П — с поворотным сводом,
Т — тигельная, для электропечей сопротивления и контактного
нагрева — среда в рабочем пространстве (А — азотирующая,
В — вакуум, 3 — защитная, Н — водород, К — защитная, ком-
прессионная, О — окислительная, Ц — цементационная или ни-
троцементационная); четвертая буква — дополнительный кон-
структивный признак (А — агрегат, М — муфельная У — для
сыпучих материалов, X — с камерой охлаждения); цифры, стоя-
щие за буквами: первая цифра для дуговых и индукционных пла-
вильных печей — вместимость печи (т), для электропечей сопро-
тивления — ширина или диаметр рабочего пространства (дм),
для электропечей контактного нагрева — ширина спекаемого
штабика (дм); вторая цифра — для электропечей сопротивления —
длина рабочего пространства (дм), для электропечей контактного
нагрева — высота спекаемого штабика (дм); третья цифра для
электропечей сопротивления — высота рабочего пространства (дм),
для электропечей контактного нагрева — длина спекаемого шта-
бика (дм); цифра, стоящая в знаменателе, для дуговых и индук-
ционных печей — мощность печи (МВт), для электропечей сопро-
тивления — температура в сотнях градусов в стоградусной шкале;
буква и цифра, стоящие за цифрой, обозначающей температуру
для электропечей сопротивления — длина камеры охлаждения
(дм).
Печи для нагрева сопротивлением
Печи периодического действия
В печах периодического действия, применяемых в порошковой
металлургии, используют принципы как прямого, так и кос-
венного нагрева. Методом прямого нагрева осуществляют спека-
ние длинномерных прессовок — штабиков из порошков туго-
плавких металлов в колпаковых печах, схема которых представ-
лена на рис. 222, а технические характеристики в табл. 49. Пря-
мой нагрев используется также в печах электроимпульсного
спекания. Спекаемый свободнонасыпанный порошок, заключен-
ный в обойму из малотеплопроводного диэлектрического мате-
риала, является участком цепи «источник импульсного напряже-
ния — первый пуансон — порошок — второй пуансон — источ-
290
ник импульсного напряжения». При возбуждении в такой цепи
одного или нескольких импульсов высокого напряжения проис-
ходит пробой массы свободнонасыпанного порошка с выделением
тепла преимущественно в точках контакта частиц, благодаря
чему свободнонасыпанный порошок трансформируется в связное
высокопористое тело.
Рис. 222. Печь периодического дей-
ствия прямого нагрева для спекания
заготовок-штабиков из тугоплавких
металлов:
1 — вакуумная система; 2 — нижняя
токоведущая штанга; 3 — водоохлаж-
даемый кожух; 4 — экран; 5 — верх-
ний зажим; 6 — верхняя токоведущая
штаига; 7 — верхний токоподвод; 8,
11 — вакуумные уплотнения; 9 —
смотровое окно; 10 — нижиий зажим;
12 — иижиий токоподвод
Прямой нагрев спеченных заготовок под обработку давлением
(штамповку, высадку, экструдирование и др.) осуществляют на
печах (установках) общепромышленного применения, схема кото-
рых представлена на рис. 223. В состав установки входят источ-
ник питания 1, понижающий трансформатор 2, быстродейству-
ющие зажимы 3. Длительность прямого нагрева единичной заго-
товки составляет секунды и десятки секунд, потери металла за
ю* 291
*g Таблица 49. Печи сопротивления периодического действия
к> ______________________________________________________________
Назначение Тип Тем- пера- тура, К Масса садки, кг Размеры рабочего пространства, мм Рабочая среда, давле- ние (или рас- ход) Уста- новлен- ная мощ- ность, кВт Размеры печи, мм Мас- са, кг
ширина дли- на вы- со- та
Спекание изделий из легированных железных порош- ков и магнитных СНВ-1.3.1/16-И1 Материал нагревате- лей — W, экранов — Мо 1873 10 100 300 100 Вакуум 10~3 Па 25 1800Х Х2570Х X 1950 1 600
материалов, тита- на, циркония и их сплавов в ва- СНВ-3.6.3/13, материал нагревателей и экра- нов — графит 1573 50 300 600 300 Вакуум 10-1 Па 120 — —
кууме СНВ-5.7.3/13, материал нагревателей и экра- нов — графит СНВ-5.10.5/11,5Ф, мате- риал нагревателей — сплав сопротивления, футеровки — шамот 1573 1423 120 200 500 X 500 750 1000 300 500 Вакуум 10-1 Па Вакуум 10-1 Па 185 166 6430 X Х4247Х Х5456 17 600
СШВ-3.3/13, материал нагревателей и экра- нов — графит 1573 35 0 300 — 300 Вакуум 10-1 Па 50 —• —
СШВ-3.3,6/11,5, мате- риал нагревателей — сплав сопротивления, экранов — жаропроч- ная сталь 1423 400 0 300 360 Вакуум 10-1 Па 290 6500 X X 3600X X 13 450 37 800
СЭВЭ-1.3/16, матер 11ал нагревателей — W, эк- ранов — Мо 1873 10 0 100 300 Вакуум 10’2 Па 25
Продолжение табл. 49
Назначение j Тип Тем- пера- тура, К Масса ссдки, кг Размеры рабочего пространства, мм Рабочая среда, давле- ние (или рас- ход) Уста- новлен- ная мощ- ность, кВт Размеры печи, мм Мас- са, кг
ширина дли- на вы- со- та
СЭВ-3.3/11,5-5ФМ2, ма- териал нагревателей — сплав сопротивления, футеровка — шамот 1423 50 (5 при закалке в газе) 0 300 — 300 Вакуум 10-1 Па 34 3215Х Х3072Х X 3865 3 100
СЩН-2.3/12-2 МА1 . 1423 10 0 200 — 300 Водород 0,7 м3/ч; азот 0,4 м3,ч 27 1810Х X 1730 X Х2180 2 350
СШВ-2.4 15-И2, мате- риал нагревателей и эк- ранов — Мо 1773 20 0 200 — 400 Вакуум 10-2 Па 25 2210Х X 1800Х Х2300 2 300
Спекание изделий из твердых и тя- желых сплавов в СШВ-8.12/13Э, матери- ал нагревателей и эк- ранов — W 1573 1000 0 300 — 1200 Вакуум 10-3 Па 300 9100Х Х5520Х Х5610 18 300
вакууме и кон- тролируемых сре- дах СКВ-7018М элеваторная 2023 300 0 500 — 500 Водород 1 м3/ч; 6-102 Па 260 1840Х X 1510Х X 2900 1 800
СЭВ-8.8/16Э, материал нагревателей и экра- нов — W 1873 1000 0 800 — 800 Вакуум 10~3 Па 510 — —
Высокотемпера- турное спекание заготовок — шта- биков тугоплав- ких металлов КПН-0,14.0.14.5-2-И1 3673 Размеры заготовки (14Х 14Х X 500)X X 2 мм Водород 4 м3/ч 105X2
КПН-0,25.0,25.6 3273 Размеры заготовки 25Х25Х Х600 мм Водород 2 м3/ч 400 5685 X X 1900Х Х3789 3 420
Продолжение табл. 49
Назначение Тнп Тем- пера- тура, К Масса садки, кг Размеры рабочего пространства, мм Рабочая среда, давле- ние (или рас- ХОД) Уста- новлен- ная мощ- ность, кВт Размеры печи, мм Мас- са, кг
ширина дли- на вы- со- та
КПВ-0,5.2.10 3273 Размеры заготовки 50Х200Х X 1000 мм — — — Вакуум 10-3 Па 600 — —
Спекание изделий под давлением СШЗМ-3,4/8 (давление 1,5—2,0 МПа) 1073 15 0 300 — 400 Водород, диссоции- рованный аммиак 80 — —
СШК-2.5.3/15И1 (давле- ние 40 МПа) 1773 40 0 250 — 300 Водород, аргон, азот, ва- куум 6,6 Па 100 4460 X Х2500Х XI880 2 950
СШЗМ-5.12/11 (давле- ние 5—6 МПа) 1373 200 0 500 — 1200 Водород, диссоции- рованный аммиак — — —
Карбидизация ту- гоплавких метал- лов (в печах с графитовыми на- гревателями и фу- теровкой), спека- ние тугоплавких металлов и соеди- нен ий СНВ-1.3.1/20И1, мате- риал нагревателей и эк- ранов — W СШВ-1.2,5/25-И1, мате- риал нагревателей и экранов — W 2273 2773 10 10 100 0 100 300 100 250 Вакуум 10-2 Па Вакуум 10~2. Па 40 Испол- нение И1-35 испол- нение И2-55 1900Х X 2600X X 1950 3100Х X 1800Х X 1950 1 700 1 750
Продолжение табл. 49
Назначение Тип Тем- пера- тура, К Масса садки, кг Размеры рабочего пространства, мм Рабочая среда, давле- ние (или рас- ход) Уста- новлен- ная мощ- ность, кВт Размеры, печи, мм Мас- са, кг
ширина Дли- на вы- со- та
СШВ-5.15/22, материал нагревателей и экра- нов — графит 2473 300 0 500 — 1500 Вакуум 10-1 Па 440 — —
СШВ-3,5.21/20, мате- риал нагревателей н эк- ранов — графит 2273 500 0 350 — 2100 Вакуум 10"1 Па — — —
СШВ-1,5.3/25, материал нагревателей и футе- ровки — NbC 2773 5 0150 — 300 Вакуум 10-1 Па 210 3300X Х2545Х X 1910 3 500
СЭВЭ-1,7/20Э, материал нагревателей и экра- нов — W 2273 30 0 100 — 700 Вакуум 10-® Па 100 3760Х X 3240X Х4700 4 500
СЭВ-3.6/22Г, материал нагревателей — графит 2473 300 0 300 — 600 Вакуум 10-1 Па 200 — —
СЭВ-2,5.5/223, материал нагревателей и экра- нов — W 2473 60 0 250 — 600 Вакуум 10-® Па 380 5740 X Х4070Х Х5650 12 400
СЭЭВ-2,3/25, материал нагревателей и экра- нов — W 2773 120 0 200 — 300 Вакуум IO’3 Па — — —
счет окисления минимальны, отсутствие окалины увеличивает
долговечность инструмента для обработки давлением.
Печи с косвенным нагревом классифицируют по конструктив-
ным признакам и связанным с ними способам загрузки и вы-
грузки изделий (рис. 224).
В камерных печах загрузку и выгрузку изделий (рис. 224, а)
осуществляют в горизонтальной плоскости через дверцу, распо-
ложенную в передней стенке печи. В шахтных печах (рис. 224, б)
загрузку изделий в цилиндрическую вертикальную шахту —
рабочую зону печи — осущест-
вляют сверху, опуская изделие
на стационарную подставку,
находящуюся в нижней части
шахты. В элеваторных печах
(рис. 224, в) изделие выдвигают
в цилиндрическую вертикаль-
ную рабочую зону снизу, на
подставке, конструктивно объе-
2 диненной со съемным днищем
А печи. В колпаковых печах
1 . (рис. 224, г) изделие перед на-
Рис, 223. Установка для прямого нагрева' _„
заготовок под обработку давлением ЧЭЛОМ НЯГрСВЭ уСТЯНЯВЛИВЯЮТ
на стационарной подставке и
накрывают колпаком — крышкой, внутри которого смонтирова-
ны нагреватели, тепловая изоляция и другие конструктивные
элементы печи. Печи периодического действия могут оснащать-
ся камерами загрузки—выгрузки (рис. 225), отделенными от
камеры нагрева герметичной заслонкой (затвором). Печи с каме-
рами загрузки — выгрузки могут эксплуатироваться в полуне-
прерывном режиме, поскольку в период загрузки и выгрузки
силовое питание камеры нагрева не отключается и температура
в ней не снижается.
В порошковой металлургии применяют в основном печи с за-
щитной атмосферой и вакуумные печи. Печи с воздушной рабочей
средой применяют при получении и спекании порошков ферритов
и оксидной керамики.
Основными элементами конструкции печей являются камеры
нагрева и охлаждения, теплоизоляция (выполняемая в виде мас-
сивной кладки-футеровки или набора экранов), нагреватели с то-
коподводами, откачные вакуумные системы, системы автомати-
ческого управления режимом нагрева.
Камеры нагрева и охлаждения вакуумных печей (рис. 226)
изготовляют герметичными. Они представляют собой тонкостен-
ные сосуды, составляемые из нескольких элементов (корпуса,
дна, крышки и т. д.), элементы соединяют между собой с помощью
разъемных вакуумных уплотнений. Камеры изготовляют из по-
лированной нержавеющей стали для уменьшения газовыделения
и упрощения очистки от загрязнений в процессе эксплуатации.
296
Рис. 224. Печи периодического действия
косвенного нагрева:
а — камерная; б — шахтная; в — элева-
торная; г — колпаковая
297
В камерах, работающих с давлением ^1,33-10-4 Па уплотнения
выполняют из резины, при более низких давлениях применяют
уплотнения из алюминия, меди, никеля, благородных металлов.
Камеры средне- и высокотемпературных вакуумных печей имеют
двойные стенки, между которыми циркулирует вода. В сверх-
Рис. 225. Печи полунепрерывного действия.
а — шахтная; б — элеваторная
высоковакуумных печах камеры охлаждают водой, циркулиру-
ющей внутри трубки, привариваемой к поверхности камеры.
В компрессионных печах периодического действия применяют
в качестве теплоизоляции массивную кладку-футеровку из блоков
графита или шамота (рис. 227), свободно насыпанную крупку
графита или другого изоляционного материала, возможно соче-
тание экранов из графита или тугоплавких металлов в высоко-
температурной зоне с футеровкой или засыпкой в низкотемпера-
турной.
Основным видом тепловой изоляции в вакуумных печах яв-
ляется экранная изоляция, выполняемая из листов тугоплавких
298
Рис. 226. Камеры вакуумных
электрических печей:
а — высоковакуумиая с рези-
новыми уплотнениями; б —
сверхвысоковакуумная с метал-
лическими уплотнениями
металлов (внутренние экраны) и нержавеющей стали (внешние
экраны). Конструкция экранной изоляции зависит от материала
экранов и конфигурации нагревательной камеры. В печах с ци-
линдрическим рабочим пространст-
вом экранная изоляция представ-
ляет собой набор из концентричес-
ких цилиндров, в печах с прямоу-
гольным рабочим пространством изо-
ляцию выполняют в виде несколь-
ких прямоугольных щитов - секций.
Типовая конструкция цилиндричес-
кой экранной изоляции представле-
на на рис. 228.
Конструкция и материал нагрева-
теля определяют продолжительность
межремонтного периода работы печи
и равномерность температурного поля
в рабочем пространстве печи. Тремя
основными типами нагревателей являются: проволочный или лен-
точный зигзагообразный на изоляторах (рис. 229); проволочный или
листовой, соединенный посредством пайки или механического
в
за
ГЛЮ гжжж ГЖЖЛ ГЖЖЖ ГЖЖЛ 'ГЖЖА Г^ЖЛ
Рис. 227. Конструкция теп-
лоизоляции-футеровки:
1 — ввод термопары; 2,5 —
сводовые экраны; 3 — вы-
сокотемпературный огне-
упор; 4 — средиетемпера-
туриый огнеупор; 6 — опор-
ные ребра подовой плиты;
7 — подовая плита; 8 —
низкотемпературная тепло-
изоляция; 9 — металличе-
ский кожух
крепления с водоохлаждаемыми токоподводами, входящими в го-
рячую зону (рис. 230); проволочный или листовой, соединенный
посредством сварки, механического крепления или свободной
навески через неохлаждаемый вывод из тугоплавкого металла
с водоохлаждаемыми токоподводами (рис. 231). Соответствующие
этим трем типам нагревателей конструкции токоподводов пред-
ставлены на рис. 232.
299
Основным недостатком нагревателей на изоляторах является
конденсация токопроводящих материалов на поверхности изоля-
тора и замыкание нагревателя на корпус, а также ограничения
по температуре, связанные с химическим реагированием материа-
лов нагревателя и изолятора.
Рис. 229. Проволочный зигзагообразный
нагреватель на изоляторах
Рис. 228. Типовая конструкция цилин-
дрической экранной теплоизоляции:
1 — экран; 2 — штырь-полка; 3 — коль-
цевые проставки; 4 — несущий каркас
Недостатком нагревателей второго типа является увеличение
тепловых потерь через водоохлаждаемые токоподводы и резкое
понижение температуры в зонах, примыкающих к токоподводам.
Длина (высота) зоны с равномерной температурой (±1,5 % от
номинального значения) в печах с такими нагревателями не пре-
вышает 30 % общей длины (высоты) нагревателя. На базе таких
нагревателей возможно создание только однозонных печей.
300
Наиболее перспективными являются нагреватели третьего
типа.
Типовая схема вакуумной системы печей периодического дей-
ствия представлена на рис. 233 на примере элеваторной печи.
Рис. 230. Нагреватели с медными водоохлаждаемымн токоподводами:
а — крепление пайкой; б — крепление цангово-винтовым прижимом; в — кре-
пление приклепанными угольниками
Технические характеристики печей сопротивления периоди-
ческого действия, выпускаемых отечественной промышленностью,
представлены в табл. 49.
Одним из основных недос-
татков печей периодического
действия в том конструктив-
ном исполнении, которое
представлено на рис. 224—228
и в табл. 49, является неза-
щищенность нагревателей,
экранов и внутренней поверх-
ности стенок камеры рт по-
падания на них продуктов,
выделяющихся из материала
садки при нагреве, например,
продуктов разложения плас-
тификаторов. Взаимодей-
Рис. 231. Листовые и проволочные нагрева-
тели с иеохлаждаемыми выводами:
а — крепление клепкой; б — крепление
клиньями
ствие материала нагревателей
и экранов с выделяющимися про-
дуктами приводит к резкому снижению их долговечности, а в не-
которых случаях — к мгновенному выходу из строя. Конденса-
ция выделений на охлаждаемых элементах значительно удлиняет
процесс откачки, а при обработке в печах различных по составу
301
материалов может приводить к загрязнению одних материалов
продуктами, ранее выделившимися из других материалов. Для
устранения этого недостатка в рабочем пространстве печи уста-
Рис. 232. Типовые конструкции токоподводов:
а — для зигзагообразного нагревателя; б — для водоохлаждаемого крепления; в —
для неохлаждаемого крепления
навливают защитный кожух, экранирующий элементы рабочего
пространства от выделяющихся при нагреве продуктов. Для того,
чтобы сократить продолжительность остывания садки, печи снаб-
7 Л
Рис. 233. Откачная система ва-
куумной печи периодического дей-
ствия:
) — нагреватель; 2 — экранная
теплоизоляция; 3 — датчик остаточ-
ного давления; 4 — корпус ва-
куумного затвора (шибера); 5 —
заслонка; 6 — ловушка; 7 — ва-
куумный насос; 8 — бустерный иа-
сос; 9 — форвакуумный насос ли-
нии высокого вакуума; 10 — фор-
вакуумный насос линии предвари-
тельной откачки; 11 — нагреваемое
изделие
Z
3
жают системой циркуляции защитного охлаждающего газа, напу-
скаемого в печь по окончании технологической части цикла обра-
ботки. Вакуумно-компрессионная система такой печи (рис. 234)
включает нагревательную камеру 1 с внутренним кожухом, вен-
тиль 2 системы удаления выделяющихся газообразных продуктов,
основной холодильник 3, двухроторный циркуляционный газовый
насос 4, вторичный холодильник 5, конденсатор удаляемых про-
302
дуктов 6, вентиль 7, пластинчато-роторный вакуумный насос 8,
двухроторные вакуумные насосы 9 и 10, главный вакуумный вен-
тиль 11, дифференциальное реле давления 12, натекатель 13, вы-
пускной вентиль 14, датчик давления 15, байпасную линию для
откачки с пониженной скоростью 16.
Конструктивная схема шахтной печи с системой ускоренного
охлаждения представлена на рис. 235.
Технические характеристики шахтных садочных печей с вну-
тренним кожухом и системой ускоренного охлаждения фирмы
«Balzers» представлены в табл. 50, камерных печей с ускоренным
охлаждением — в табл. 51. По желанию потребителей шахтные
печи могут поставляться в элеваторном исполнении. Компоновоч-
ная схема таких печей представлена на рис. 236.
Дальнейшим развитием конструкции садочных печей сопро-
тивления являются установки, позволяющие осуществлять на-
грев как в вакууме, так и в защитной среде с давлением до 10 МПа
(модель COV033, табл. 51). Благодаря такому широкому диапа-
зону рабочих давлений возможно последовательное, без охлажде-
ния и разгрузки печи, осуществление следующих технологиче-
ских операций: предварительного спекания заготовок в вакууме
до относительной плотности 0,92—0,95, т. е. до такого состояния,
когда в материале существуют только изолированные поры;
окончательного спекания в защитной атмосфере при повышенном
давлении (по существу — горячего газостатического прессования
без оболочки) с достижением практически беспористого состояния
материала.
Вакуумно-компрессионные печи применяют также для осу-
ществления в одном агрегате вакуумного спекания, нагрева под
закалку или совмещенного спекания — нагрева и последующей
закалки в инертной газовой среде высокого давления или в масле.
В первом случае нагревательная камера агрегатируется с газовым
компрессором и теплообменником, во втором — с масляным ба-
ком. Печи снабжаются системой ЧПУ, обеспечивающей выпол-
нение заданной последовательности технологических переходов
и операций и поддержания заданных параметров технологиче-
ского режима. Технические характеристики печей с рабочей тем-
пературой 1593 К, оснащенных газовыми компрессорами, при-
ведены в табл. 52.
Технологический расчет (проектный или поверочный) садоч-
ных печей сопротивления предусматривает определение двух
основных характеристик: установленной мощности и производи-
тельности печи. Графики рабочих циклов садочных Иечей пред-
ставлены на рис. 237. По графику рис. 237, а осуществляют нагрев
под закалку, отпуск и горячую обработку давлением, по графику
рис. 236, б осуществляют спекание, отжиг и ряд других процессов.
В общем случае расход тепла за цикл составляет
Сц = <Эпол + Qbch + Е QnoT, (245)
303
Рнс. 234. Вакуумио-компрессионная печь с экранирующим
кожухом
//
12
13
/4
15
I
t
Рис. 235. Шахтная садочная печь с системой
ускоренного охлаждения:
1 — главный теплообменник; 2 — двухротор-
иая газодувка; 3 — вспомогательный теило-
обменник; 4 — водяное охлаждение опоры
нижних экранов; 5 — опорные стержни; 6 —
теплоизоляционные экраны; 7 — нагреватель;
8 — садка; 9 — патрубок вакуумной системы;
10 — защитные экраны смотрового стекла;
11 — смотровое стекло; 12 — крышка;
токоподводы; 14 — ввод термопары;
кожух
13 —
15 —
//) 222 2/2 222 ^777 722 /22 /27722 ZZZ 222~222 ZZZ /22^222 227
304
1
2
Рис. 236. Садочная элеваторная печь:
камера; 2 — система ускоренного охлаждения; 3 — вакуумная система; 4 — шкаф
управления; 5 — зона загрузки; 6 — коллекторы системы водяного охлаждения
305
Таблица 50. Печи сопротивления садочные шахтные с системой ускоренного
Параметр
MOV010B MOV131B
Максимальная рабочая температура, К*1 . . 2673 1673
Рабочая камера *2: объем, л 17 6
диаметр, мм 190 175
высота, мм 600 250
Материал нагревательных элементов W Мо
Теплоизоляция Экранная Комбиниро- ванная
Кожух печи: наружный диаметр, мм — 450
высота с крышкой и днищем, мм — 1000
Скорость натекания, Па-л/с 6,75-10-2 6,75-IO"2
Вакуумная система *3 DIF200— DUO060A DIF200— DUO060A
Скорость откачки при давлении 1,33-10~2 Па (с ловушкой) 5200 (без ловушки) 1270
Рабочее давление, Па 1,33- ю-2 1,33-10~2
Потребляемая мощность *4: вакуумная система, кВ-А 10 5
трансформатор, кВ-А 150 15
на установившемся режиме в вакууме, кВт *6 — 9
Расход охлаждающей воды, л/мин *6: вакуумная система — 2
печь — 9
Давление сжатого воздуха (привод вентилей), МПа 0,6—0,8 0,5—0,8
Размеры *7: занимаемая площадь, м2 10 7,5
ширинах глубинах высота, м — 2,5X3X2
расстояние до крюка крана, м 4 —
Масса, кг 3500 1500
306
охлаждения
Модель
MOV141B MOV151B MOV161B MOV231B MOV241B
1673 1973 2673 1673 1673
2;8 2,8 2,8 19 9
120 120 120 220 150
250 250 250 500 500
Мо Мо W Мо Мо
Экранная Экранная Экранная Комбиниро- ванная Экранная
450 450 450 550 550
1000 1000 1000 1300 1300
6,75-IO"2 6,75-10-2 6,75-10-2 6,75-10-2 6,75-10-2
DIF200— DUO060A DIF200— DUO060A DIF200— DUO060A DIF250— WKP500A— UNO060A DIF250— WKP500A- UNO060A
1270 1270 1270 1800 1800
1,33- ю-2 1,33- ю-2 1,33-1о-2 1,33-10~2 1,33-10~2
5 5 5 7 7
25 35 90 24 40
15 22 60 14 25
2 2 2 3 3
14 21 57 13 24
0,5—0,8 0,5—0,8 0,5—0,8 0,5—0,8 0,5—0,8
7,5 7,5 7,5 9 9
2,5X3X2 2,5X3X2 2,5X3X2 3X3X2 3X3X2
— — — 3,5 3,5
1500 1500 1500 2000 2000
307
Продолжение табл. 50
Параметр Максимальная рабочая температура, К*1 . . Рабочая камера *2: объем, л диаметр, мм высота, мм Материал нагревательных элементов Теплоизоляция Кожух печи: наружный диаметр, мм высота с крышкой и днищем Скорость натекания, Па-л'с Вакуумная система *3 Скорость откачки при давлении 1,33-Ю-2 Па (с ловушкой) Рабочее давление, Па Потребляемая мощность *4: вакуумная система, кВ-А трансформатор, кВ-А на установившемся режиме в вакууме, кВт *5 Расход охлаждающей воды, л, мин *6: вакуумная система печь . Давление сжатого воздуха (привод вентилей), МПа Размеры *7: занимаемая площадь, м2 ширинах глубинах высота, м расстояние до крюка крана, м Масса, кг MOV251B 1973 9 150 500 Мо Экранная 550 1300 6,75-10-2 DIF250— WKP500A— UNO060A 1800 1,33- ю-2 7 65 40 3 38 0,5—0,8 9 3X3X2 3,5 2000 MOV261B 2673 12 175 500 W Экранная 550 1300 6,75-10-2 DIF250— WKP500A— UNO060A 1800 1,33- ю-2 8 150 90 3 86 0,5—0.8 9 3X3X2 3,5 2000 — Модель —
MOV331B MOV341B MOV351B MOV431B MOV441 В
1673 35 300 500 Мо Комбиниро- ванная 700 1500 0,133 DIF320— W КР MOO- LI NO120A 2600 io-4 11 30 17 5 16 0,5—0,8 11 3,3X3X2 3,5 2500 1673 21 230 500 Мо Экранная 700 1500 0,133 D1F320— WKP1000— U NO 120 А 2600 ю-4 11 50 32 5 30 0,5—0,8 11 3,3X3X2 3,5 2500 1973 21 230 500 Мо Экранная 700 1500 0,133 DIF320— WKP1000— UNO120A 2600 ю-4 И 90 57 5 54 0,5—0,8 11 3,3X3X2 3,5 3000 1673 98 500 500 Мо Комбиниро- ванная 850 1600 0,133 DIF400— WKP2000— UNO250A 4250 ю-4 18,5 50 27 5 27 0,5—0,8 13 4,4X3X2,7 4,2 2500 1673 57 380 500 Мо Экранная 850 1600 0,133 D1F400— WKP2000- UNO250A 4250 ю-4 18,5 90 54 5 51 0,5—0,8 13 4,4X3X2,7 4,2 3000
308
309
Продолжение табл. 50
Параметр
MOV451B MOV531B
Максимальная рабочая температура, К ** . . 1973 1673
Рабочая камера *2: объем, л 35 147
диаметр, мм 300 500
высота, мм 500 750
Материал нагревательных элементов Мо Мо
Теплоизоляция Кожух печи: наружный диаметр, мм Экранная 850 Комбиниро- ванная 850
высота с крышкой и днищем, мм 1600 2000
Скорость натекания, Па-л/с 0,133 0,13.
Вакуумная система *3 . Скорость откачки при давлении 1,33-10~2 Па (с ловушкой) DIF400— WKP2000— UNO250A 4250 DIF400— WKP2000— UNO250A 4250
Рабочее давление, Па ю-4 ю-4
Потребляемая мощность *4: вакуумная система, кВ-А 18,5 18,5
трансформатор, кВ-А 130 60
на установившемся режиме в вакууме, кВт *5 80 35
Расход охлаждающей воды, л/мин *6: вакуумная система 5 5
печь 76 33 '
Давление сжатого воздуха (привод вентилей), МПа 0,5- 0,8 0,5—0,8
Размеры *7: занимаемая площадь, м2 13 14
ширинах глубинах высота, м 4,4X3X2,7 4,4X3,2X2,7
расстояние до крюка крана, м 4,2 4,2
Масса, кг 3000 3400
*» Отклонение температуры внутри рабочего пространства ±10 К (при необходи
размеры камеры могут быть изменены. *а Подробная информация в специальном каталоге
напряжение 60 В. •» При работе с защитной атмосферой потребляемая мощность увелн
утраивается. Максимальная температура на входе 30 °C, максимальная разница темпера
Модель
MOV541B MOV551B MOV631B MOV641B MOV651 В
1673 1973 1673 1673 1973
85 53 170 108 108
380 300 600 500 500
750 750 600 500 500
Мо Мо Мо Мо Мо
Экранная Экранная Комбиниро- ванная Экранная Экранная
850 850 1050 1050 1050
2000 2000 1500 1500 1500
0,133 0,133 0,266 0,266 0,266
DIF400— WKP2000— UNO250A DIF400— WKP2000— UNO250A DIF500A— WKP2000— UNO250A DIF500A— WKP2000— UNO250A DIF500A— WKP2000— UNO250A
4250 4250 5900 5900 5900
ю-4 ю-4 ю-4 ю-4 10~4
18,5 18,5 20 20 20
ПО 170 75 120 220
70 105 40 80 135
5 5 10 10 10
71 100 38 80 130
0,5—0,8 0,5—0,8 0,5—0,8 0,5—0,8 0,5—0,8
14 14 16 16 16
4,4X3,2X2,7 4,4X3,2X2,7 4,5X3,5X3 4,5ХЗ,5Х 3 4,5X3,5X3
4,2 4,2 4,5 4,5 4,5
3400 3400 3900 3900 3900
мости может быть уменьшено специальными средствами. *2 По специальному заказу
«Вакуумное оборудование для металлургических заводов» PW800019PE. ** Вторичное
чнвается. *6 При потреблении максимальной мощности минимально необходимый расход
тур на входе и выходе 15 К. *7 При элеваторном исполнении другие размеры.
310
311
Таблица 51. Печи сопротивления садочные камерные с внутренним кожухом
и системой ускоренного охлаждения
Параметр Модель
COV300H - GOV800H COV033
Рабочая температура, К 1873 1873 1873
Вместимость рабочего про-
странства, л Размеры рабочего простран- ства (ширинах высотах 320 720 4,5
Хдлина), мм Равномерность распределе- ния температуры в рабочем 600X600X900 590 X 520 X 2300 150Х 100 X 300
пространстве, К Скорость натекания, ±3 ±10 ±5 (в вакууме) ±8 (в защит- ной среде)
Па-л/с 2,66-10”1 2,66-10”1 1,33-10”1
Максимальное избыточное
давление, МПа 0,05 0,05 10
Вакуумные насосы .... КР4000 и КР500 (двух- роторные); ВА251 (плас- тинчато-ро- торный) КР4000 и КР1000 (двух- роторные); 0250А (плас- тинчато-ро- торный) КР250 (двухро- торный), 0030А (плас- стинчато-ро- торвый)
Скорость откачки при дав-
лении 13,3 Па, м3/ч . . . 3500 3600 220
Потребляемая мощность:
насосы, кВ-А 50 50 2
трансформаторы, кВ-А на установившемся режи- ме под вакуумом при 300 500 —
1873 К, кВт Расход охлаждающей во- ды, л/мин: 120 170 20
корпус печи система быстрого охлаж- 130 360 10
дения 80 80 —
Давление охлаждающей
воды, МПа 0,2—0,4 0,2—0,4 0,2—0,4
Давление сжатого воздуха
(привод вентилей), МПа 0,5—0,8 0,5—0,8 —
Размеры (ширинахвысотах
Хдлина), м 5x5X2,7 4,5X4X3,9 1,25Х 1,ЗХ 1,65
Масса, кг 7000 14 000 —
312
где Quon — количество теплоты, потребное для нагрева загрузки
до заданной конечной температуры; QBCn — количество теплоты,
потребное для нагрева вспомогательных жароупорных устройств,
входящих вместе с загрузкой в печь (корзин, поддонов, муфелей,
подвесок), и газа; У QnoT — суммарные тепловые потери печи
за цикл (все величины в Дж).
Полезная теплота QII0JI, Дж, на нагрев изделий определяется
Спол -- ^изд^Тизд Оизд ^изд)>
(246)
где Сизд — средняя удельная теплоемкость материала за-
грузки, Дж/(кг-К), Сизд — масса загрузки, кг; ^ИЗД И ^изд *
конечная и начальная температуры изделий, К-
Аналогично определяется количество теплоты QBCn, Дж,
потребное для нагрева вспомогательных загрузочных приспособ-
лений и газа (защитного или специального), подаваемого в печь
от газогенераторных установок или от газовой сети:
<2всп = <2ж 4~ Qr — Сж0ж (t-ж — /ж) CrGr (А tr). (247
Здесь соответственно Сж, Сг — удельные теплоемкости жаро-
упорного материала и газа, Дж/(кг-К); Gm, Gr — массы вспомо-
гательных жароупорных устройств и газа, расходуемого на
цикл работы печи, кг; /ж, ^ж, t'r — конечная и начальная
температуры жароупорных изделий и газа, К-
Суммарные тепловые потери печи У QnoT, Дж, примени-
тельно к циклу на рис. 237, б (с охлаждением загрузки в печи)
£ QnoT = G/пот. н^н Г 9пот. в"'в Г 7пот. охл^охл “С <7пот. з. в-Гз. в)> (248)
где <7П0Т. н — мощность тепловых потерь через стенки печи в пе-
риод нагрева, Вт; </Пот. в — то же, в период выдержки, Вт;
<7пот. охл —то же, в период охлаждения, Вт; </Пот. з. в — мощ-
ность тепловых потерь через загрузочные проемы и щели при
загрузке и выгрузке, Вт; kn = 1,154-4,3— коэффициент неучтен-
ных тепловых потерь, который вводится для учета трудно опре-
деляемых тепловых потерь (через неплотности и -щели конвек-
цией, через выводы нагревателей, термопары и другие элементы
конструкции печи, представляющие собой тепловые короткие
замыкания).
313
Таблица 52. Технические характеристики вакуумно-компрессионных печев
Модель Размеры рабочего пространства (дли- на X ширина X вы- сота), мм Наиболь- шая мас- са садки, брутто, кг Мощность, потребляе- мая нагрева- тельной си- стемой, кВт Подача насосов вакуумио.”1 системы
предва- рительно- го разре- жения, М3/ч ротаци- онного, м3/ч Диффу- знойно- го, л/с
224-К 610X450X350 180 60 100 500 3 100
324-К 910X610X350 400 120 160 500 5 200
424-К 910X610X500 600 120 160 1000 8 000
524-К 910X610X610 800 150 250 1000 12 000
924-К 1220 X 760 X 760 1000 180 250 2000 12 000
Примечание. В скобках — длина с открытой дверцей.
Количество теплоты, прошедшее через стенки печи за период
охлаждения, есть не что иное, как потери теплоты, аккумулиро-
ванной кладкой
Япот. охл^охл — QaKK QaKK> (249)
где (?акк и QaKK — аккумулированная кладкой теплота, соответ-
ствующая температурам изделия 4зД и 4ЗД (см. рис. 237).
Очевидно, что при работе печи по циклу, представленному на
рис. 237, б, кладка теряет только небольшую часть аккумулиро-
ванной ею теплоты за период выгрузки и загрузки за счет потерь
теплопроводностью через стенки, излучением и конвекцией через
открытые проемы. Суммарные тепловые потери печи 2 Qhot
для этого цикла
Zj QnoT — ka (<7пот^ц 4“ Яз. в^з. в)-
(250)
Тепловые потери в период нагрева и выдержки могут быть
приняты одинаковыми и определяются раздельно для участков
кладки, отличающихся по конструкции и материалам. Потери
излучением Q„8JI за время выгрузки и загрузки через печные
проемы
Qn3M — ЯъзмУз. В --- фСз^кл
_/Тнар\4\’1^
к юо 7 7 J Гп₽ ’
(251)
где — коэффициент диафрагмирования; Cs — излучательная
способность абсолютно черного тела; екл — коэффициент тепло-
вого излучения внутреннего слоя кладки, екл = 0,75-? 0,85;
^пр — площадь излучающего проема.
314
фирмы «Ipsen» (ФРГ) Потребная мощность печи периодического действия Рпотр (Вт) определяется по расходу теплоты в период нагрева, так как именно в этот период тре- буется максимальное количест- во энергии Т’потр Qh/^h- Для цикла, представленного на рис. 237, б Qh — Qnon 4" Qaen 4" 7пот. н^н 4" 4- 7пот. охл^охл 4" 4" Qnsn 4" Чиот. ВЫдТ'ВЫД- (252) Для цикла, представленного на рис. 237, а, составляющая <7пот. охлТохл=0. Полученное зна-
Расход инерт- ного газа на цикл охлажде- ния при давле- нии 0.1 МПа, м’ Масса, кг Размеры печи (длина X шири- на X высота), мм
2,5 4,5 5,5 6,0 9,5 3200 4500 5500 6500 800 3200 (4300) X X 2800 X 2800 3600 (4900) X X 3200X 3300 3750 (5750) X X 3400X3450 3750 (5850) X X 3600X3500 5200 (7600) X X 4200X3800
дует увеличить на чение потреонои мощности сле- 10—50 %; установленная мощность печи Р (Вт)
равна:
P = kM
Р потр
= (1,1-т-1,5)Рпотр.
(253)
Коэффициент запаса мощности £м учитывает:
1) возможность понижения напряжения сети против номи-
нального значения;
2) увеличение сопротивления нагревательных элементов с те-
чением времени («старение» материала нагревателей);
3) форсирование режима разогрева печи с холодного состоя-
ния.
Чем выше рабочая температура печи и чем массивнее кладка,
тем больше теплоты аккумулируется кладкой, тем большим сле-
дует принимать коэффициент запаса мощности для уменьшения
времени разогрева печи с холодного состояния.
Приближенно время разогрева печи (без загрузки) траз (с)
может быть определено по формуле
Тра8 « QaBK. и/(0,7Р - *М^2?П0Т) , (254)
где (?акк. п —количество теплоты, аккумулируемое кладкой и
жароупорными конструкциями печи при разогреве ее с холодного
состояния до стационарного режима при рабочей температуре;
S <7пот — суммарные тепловые потери через стенки печи при
стационарном режиме.
315
Тепловой к. п. д. печи периодического действия равен отно-
шению полезной теплоты, расходуемой на нагрев садки, ко всей
теплоте, затрачиваемой за время цикла:
Пт = (<2пол/<2ц)-100%. (255)
Удельный расход электроэнергии w (Дж/кг), т. е. расход ее
на единицу массы материала, обрабатываемого в печи,
w — Qn/бсад, (256)
где 0сад — масса загрузки, обрабатываемой в печи, кг.
Если печь велика по габаритам рабочего пространства, то она
делится на участки — тепловые зоны. Каждая тепловая зона
имеет самостоятельное регулирование температуры посредством
изменения мощности соответствующих нагревателей.
Принцип разбивки рабочего пространства печи и ее мощности
на тепловые зоны основывается на требовании равномерного
распределения температуры внутри печи. Чем выше требования
технологического режима к равномерности распределения темпе-
ратуры, тем меньше размеры зоны по высоте и длине (для печей
без принудительной циркуляции атмосферы).
В печах с принудительной циркуляцией равномерность на-
грева изделий достигается организацией движения газовой среды
и большими значениями скорости газа.
Определение производительности печи требует расчета про-
должительности периодов нагрева тн, выдержки тв и охлажде-
ния т0 (см. рис. 237). Расчет тн и т0 требует решения чисто тепло-
технических задач. Продолжительность выдержки определяется
инженером-технологом исходя из требований к пористости ма-
териала (при спекании), уровню гомогенизации состава, степени
очистки от примесей и т. д. ив большинстве случаев опреде-
ляется экспериментально в период технологической подготовки
производства.
Расчет продолжительности нагрева садки производится в сле-
дующей последовательности:
1) задаются схемой расположения нагреваемых заготовок (на-
греваемого материала) в рабочем пространстве печи, согласуй эту
схему с несущей способностью опорных элементов, требованиями
к равномерности нагрева и т. д.;
2) с учетом принятой схемы определяют теплотехническую
массивность загрузки: при теплообмене излучением загрузка
считается теплотехнически массивной -при значении критерия
Старка
Sk = Спр -^4- > °,!, (257)
где Спр — приведенный коэффициент лучеиспускания системы '
печь—загрузка; 0П = (Тп/100)4; Тп — температура печи; I —
определяющий размер загрузки, равный в случае симметричного
316
двустороннего нагрева загрузки в виде пластины половине ее
толщины, при одностороннем нагреве пластины — ее толщине,
при загрузке в виде цилиндра — ее радиусу; А — теплопровод-
ность материала загрузки.
Одной из основных особенностей расчета продолжительности
нагрева порошков и порошковых заготовок является необходи-
мость учета зависимости теплопроводности от пористости, а при
расчетах печей для восстановления, карбидизации и тому подоб-
ных процессов — необходимость учета изменения теплопровод-
ности в связи с изменением химического состава материала за-
грузки; при нагреве загрузки преимущественно конвекцией и при
совместном действии конвекции и излучения она считается тепло-
технически массивной при значении критерия Био
Bi = <xZ/A > 0,5, (258)
где а — коэффициент теплоотдачи конвекцией, или суммарный
коэффициент теплоотдачи излучением — конвекцией;
3) рассчитывают продолжительность нагрева по следующим
формулам: при одностороннем нагреве теплотехнически массивной
плиты (пластины)
GC(tK-t^l
(259)
где G — масса загрузки; С — удельная, теплоемкость материала
загрузки; tK и /„ — конечная и начальная температура загрузки;
F3 — площадь поверхности загрузки, обращенная к нагревателю
или омываемая конвектирующим газом.
При двустороннем нагреве теплотехнически массивной
(пластины)
GC (1К /н) /.
н ~ 1.6ЛЛЛ ’
при нагреве теплотехнически массивного цилиндра
_ __ GC (tK tH) R
н ~ 0,W3/K
плиты
(260)
где R—радиус цилиндра;
при нагреве теплотехнически тонких загрузок
(261)
(262)
здесь енагр и е3 — коэффициенты черноты материалов нагревателей
и загрузки соответственно; F3.0— облучаемая поверхность за-
грузки; Fs, к — поверхность загрузки, омываемая конвектиру-
317
ющим газом; аконв — коэффициент теплоотдачи естественной
конвекцией, в печах с температурой выше 873 К принимается
равным 11,6—17,4 Вт/(м2-К).
При расчетах по формуле (261) разность температура—tK
разбивают на ряд произвольно выбранных интервалов, умень-
шающихся по мере приближения к tK. Для каждого из этих ин-
тервалов определяют продолжительность нагрева по формуле
(261), суммируя которые, получают общую продолжительность
нагрева.
Рис. 238. Принципиальные схемы двухпознциониого (а) и трехпознционного (б) регу-
лирования температуры (ВА — переключатель автоматический; ИП — прибор тепло-
вого контроля с позиционным регулирующим устройством; К, К1, К2 — контакторы;
Н — нагреватели; П — переключатель; Пр — предохранитель; Р, Pl, Р2 — реле про-
межуточное; Г — термопара)
Проведенный таким путем расчет продолжительности нагрева
основан на предположении, что температура печи в течение пе-
риода нагрева не меняется, и что, следовательно, введение в печь
холодного изделия не вызывает ее существенного охлаждения.
Если это условие не выполняется, расчетная продолжительность
должна быть увеличена с учетом относительной тепловой инер-
ционности печи и загрузки;
4) рассчитывают продолжительность охлаждения; в печах
с водоохлаждаемыми холодильниками при ориентировочных рас-
четах т01Л« 0,75тнагр.
Автоматическое регулирование температуры в садочных печах
с массивной теплоизоляцией — футеровкой осуществляют с по-
мощью устройств позиционного регулирования (рис. 238).
Вакуумная печь сопротивления с экранной изоляцией как
силовая нагрузка и объект регулирования температуры имеет
следующие особенности: значительное изменение сопротивления
318
нагревателей при разогреве из холодного состояния до конечной
температуры при использовании в качестве материалов нагрева-
телей тугоплавких металлов; малая тепловая инерционность
печи, обусловленная малой массой нагревателей и экранов; вы-
сокие, как правило, требования к точности регулирования тем-
пературы — порядка ±0,5 % номинального значения темпера-
туры. В силу указанных особенностей в печах рассматриваемого
типа неприменимы системы позиционного автоматического регу-
лирования на базе электронных потенциометров с контактором
в качестве исполнительного механизма. В качестве регуляторов
Рнс. 239. Принципиальная схема бесконтактного непрерывного тиристорного /регули-
рования температуры (4/—>43 — амперметры; ВА1, ВЛ2 — выключатели автоматиче-
ские; ИН — источник стабилизированного напряжения; ИП — прибор теплового кон-
троля со 100 %-ным реостатным задатчиком; К — контактор; Кн1, Кн2 — кнопки упра-
вления; Н — нагреватели; РУ — устройство для задания закона регулирования; Т —
термопара; ТТ1, ТТ2, ТТЗ — трансформаторы тока
напряжений в этих печах применяют бесконтактные управляемые
блоки питания на тиристорах (рис. 239).
Основным достоинством печей периодического действия по
сравнению с печами непрерывного действия (независимо от спо-
соба нагрева) являются относительная простота их конструкции
и связанная с этим простота и экономичность эксплуатации, воз-
можность быстрой переналадки с режима на режим, возможность
обработки в одной печи изделий из различных материалов и
различной конфигурации. Недостатками печей периодического
действия являются их малая производительность, связанная с про-
стоем печей в период загрузки — выгрузки и относительно боль-
шей продолжительностью периода нагрева, а также их малая
долговечность, связанная с частым чередованием циклов разо-
грева — охлаждения печей.
Печи непрерывного действия
Основой классификации печей непрерывного действия является
способ перемещения нагреваемого материала (нагреваемых дета-
лей) в рабочем пространстве печи. Основными типами печей не-
319
прерывного действия, применяемых в порошковой металлургии,
являются печи барабанные (с вращающейся трубой), толкатель-
ные, конвейерные, с шагающим подом (шагающей балкой), про-
тяжные.
Барабанные печи. В барабанных печах (рис. 240) перемещение
нагреваемого порошкообразного материала или мелких деталей,
загружаемых в печь навалом, осуществляется во вращающемся
барабане — муфеле. Внутренняя полость муфеля выполняется
с непрерывными витками, расположенными по винтовой линии
с определенным шагом, или без витков. В муфеле с витками обра-
• батываемый материал (детали) перемещается на один виток при
'f каждом обороте муфеля. В случае муфеля без витков он распола-
| гается наклонно под углом 1—5° в сторону разгрузки.
| Сравнительно с другими печами непрерывного Действия бара-
банные печи имеют следующие преимущества: удобны для исполь-
зования в автоматических линиях, так как не требуют вспомога-
тельных транспортных приспособлений; термический к. п. д. их
\ при прочих равных условиях выше, чем у других печей непрерыв-
ного действия, так как отсутствуют затраты тепла на нагрев
вспомогательных транспортных устройств (конвейеров, поддонов
и др.); барабанные печи хорошо герметизируются, благодаря
! чему снижается расход контролируемой атмосферы; за счет пере-
мешивания обрабатываемого материала (деталей) обеспечивается
' высокая однородность условий нагрева и качества термической
или химико-термической обработки.
| Наиболее серьезными проблемами, возникающими при на-
греве порошкообразных материалов, являются налипание по-
рошка на стенки муфеля и износ муфеля вследствие абразивного
действия порошка и химического взаимодействия материала му-
феля с материалом порошка и защитной атмосферой. Барабанные
печи целесообразно применять только в условиях массового или
крупносерийного производства, так как смена обрабатываемого
материала требует перерыва в работе печи для ее чистки.
В порошковой металлургии барабанные печи применяют при
восстановлении оксидов (вольфрама, молибдена, железа и др.)
газообразными восстановителями, для сушки порошков.
В твердосплавной промышленности эксплуатируется печь со
следующими техническими характеристиками: рабочая темпера-
тура 1223 К, диаметр трубы 300 мм, установленная мощность
21 кВт, число зон 3, суточная производительность при восстанов-
лении WO3 до WO2 1,5—2 т, расход водорода с регенерацией
4—6, без регенерации 12—13 м®/ч.
Толкательные печи. Основными областями применения толка-
тельных печей в порошковой металлургии являются процессы
получения порошков металлов восстановлением оксидов газооб-
разными восстановителями, процессы спекания прессовок из
порошков материалов на основе железа и меди, процессы полу-
чения порошков карбидов тугоплавких металлов методами карбо-
11 11 Кипарисов С. С. и др. 321
термического восстановления — карбидизации, процессы спекания
прессовок из порошков тугоплавких металлов, тугоплавких со-
единений и твердых сплавов. Печи для процессов первой и вто-
рой групп относятся к среднетемпературным печам с газовой
защитной атмосферой, печи для процессов третьей и четвертой
групп относятся к высокотемпературным печам и могут иметь
как вакуумное исполнение, так и исполнение для работы с защит-
ной атмосферой.
Печи для восстановления оксидов газообразным восстанови’
телем построены практически по одной структурной схеме, пред-
ставленной на рис. 241. Ос-
новными структурными
единицами этих печей яв-
ляются: нагревательная
камера (НК), автоматичес-
кое загрузочное (толка-
тельное) устройство (АЗУ),
автоматическое разгрузоч-
ное устройство (АРУ),
система автоматического
регулирования температу-
ры в нагревательной ка-
мере (САРТ), система ре-
генерации газа-восстано-
вителя (СРГВ), включа-
ющая газоанализатор (ГА)
и .регулятор расхода (Р),
система технологических
трубопроводов, система КИП и автоматики, управляющая пара-
метрами потока газа-восстановителя (давлением, расходом, со-
ставом и др.). В зависимости от типа нагревательной камеры и
вида восстановителя структурные единицы одного целевого назна-
чения могут значительно отличаться друг от друга по конструкции.
Схема конструкции нагревательной камеры муфельной печи
представлена на рис. 242. Нагревательная камера представляет
собой металлический водоохлаждаемый корпус, футерованный
изнутри несколькими слоями огнеупоров.
Нагревательные элементы (спирали из сплава Х20Н80) уло-
жены в пазах сводовых и подовых кирпичей футеровки. Выводы
нагревателей проходят через футеровку и боковые водоохлаждае-
мые стенки корпуса. Крепление нагревателей позволяет быстро
менять отдельные элементы в процессе работы печи, а также при
ее ремонте. Между верхним и нижним рядами нагревателей на
подовых кирпичах футеровки вдоль печи вмонтированы муфели
(от 2 до 12 в печах разных модификаций), внутри которых проис-
ходит процесс восстановления порошков вольфрама (молибдена)
из оксидов. Порошок находится в лодочках. Камера печи разде-
лена на пять тепловых зон, что позволяет получить нужное рас-
322
«1
11*
323
пределение температуры по длине печи. В боковых стенках кор-
пуса камеры, кроме отверстий для выводов нагревателей, имеются
отверстия для ввода пяти термопар в зоны нагрева. Сверху ка-
Рис. 243. Схема загрузки и выгрузки лодочек из му-
фельной загрузочной печи
мера закрыта водоохлаждаемыми крышками. Для подъема кры-
шек при монтаже и ремонте предусмотрены рым-болты.
К торцу корпуса камеры (со стороны разгрузки) муфели при-
соединены неподвижно (на шпильках), а со стороны загрузки они
324
установлены свободно в асбестовых уплотнениях, что позволяет
им при нагреве удлиняться. Со стороны разгрузки к муфелям
присоединены двухсекционные холодильники, создающие зону
охлаждения. Холодильник представляет собой сварной водоох-
лаждаемый кожух с проходным сечением, равным сечению основ-
ного муфеля. Внутренний кожух холодильника выполнен из
нержавеющей стали.
На каркасном основании камеры предусмотрены места для
установки механизмов загрузки и выгрузки, элементов системы
водоохлаждения, систем ввода и вывода водорода, магнитных
пускателей, автоматического выключателя, панели с предохрани-
телями и клеммных наборов. К торцам каркаса камеры присоеди-
нены рамы, на которых установлены камеры загрузки и раз-
грузки.
Загрузка и разгрузка лодочек полностью автоматизированы.
Механизм загрузки (рис. 243) состоит из 14-местной подвижной
кассеты 1, двух неподвижных кассет 2, цилиндра подачи лодочек
в муфель 3 и пневмоцилиндра подъема лодочек 4. Лодочки в кас-
сету загружаются вручную. Печь имеет четыре кассеты, куда
одновременно устанавливаются 56 лодочек, что рассчитано на
3,5 ч непрерывной автоматической работы печи.
Подвижная кассета состоит из рамки 5 с 28 подпружиненными
кулачками 6, которые могут вращаться по радиусу от горизон-
тального до вертикального положения. Неподвижная кассета
имеет 28 подпружиненных кулачков 7, которые могут вращаться
так же, как и кулачки подвижной кассеты.
Пневмоцилиндр подачи лодочек в муфель имеет два толкателя 8
и 9, первый из которых подает лодочки из кассеты на подвижный
стол 10, второй — с подвижного стола в муфель печи. Цилиндр
подъема лодочек, кроме подъемного стола, связан с рычагом 11,
с помощью которого сообщается возвратно-поступательное движе-
ние рамке 5. Механизм загрузки работает следующим образом.
После установки лодочек в ячейки подвижной кассеты поршень
пневмоцилиндра 4 перемещается вниз до упора. При этом по-
движный стол опускается в нижнее положение, а рычаг 11 по-
ворачивается и перемещает подвижную рамку 5 с лодочками
вверх. Захват лодочек осуществляется подпружиненными ку-
лачками подвижной рамки, а подпружиненные кулачки непо-
движной рамки, вращаясь по радиусу, пропускают лодочки. При
достижении подвижной кассетой крайнего верхнего положения
кулачки неподвижной рамки под действием обратных пружин
перемещаются вниз до горизонтального положения. Поршень
цилиндра подачи лодочек в муфель перемещается вправо, с по-
мощью толкателя 8 передвигает крайнюю лодочку из кассеты на
подвижный стол 10. После этого толкатель 8 возвращается в исход-
ное положение, а подвижный стол перемещается вверх и подни-
мает лодочку на уровень основания муфеля. В это же время вто-
рой конец штока пцевмоцилиндра 4 с помощью рычага 11 переме-
325
щает подвижную рамку 5 вниз. При перемещении подвижной
рамки вниз лодочка фиксируется кулачками 7 в приподнятом
положении, а кулачки 6 проскальзывают по лодочке и под дей-
ствием обратных пружин занимают горизонтальное положение.
Толкатель 9 перемещает лодочку в муфель, и цикл повторяется.
По длине муфеля температура может меняться в пределах
773—1213 К, что позоляет использовать печь для различных тех-
нологических операций.
Механизм разгрузки состоит также из 14-местной подвижной
кассеты разгрузки 12, неподвижных кассет 13, пневмоцилиндра 14
опускания лодочек и пневмоцилиндра 15 сталкивания лодочек
326
с подвижного стола 16. Неподвижные кассеты имеют подпружи-
ненные кулачки 17, которые пропускают лодочки только вниз.
Исходное положение подвижного стола 16 — крайнее верхнее,
а толкателя пневмоцилиндра 15 — крайнее левое. Лодочка, про-
шедшая через печь, попадает на подвижный стол 16, который опу-
скается в нижнее положение до совмещения с ячейкой кассеты 12.
Толкателем пневмоцилиндра 15 лодочка перемещается в ячейку
кассеты, после чего толкатель возвращается в крайнее левое
положение, а подвижный стол поднимается вверх. Перемещаясь
вверх, поршень через рычаг 18 передвигает подвижную кассету
с кулачками 19 вниз. Кулачки 19 увлекают лодочку вниз, а ку-
лачки 17 фиксируют ее в заданном положении. Цикл повторяется
в зависимости от заданного режима работы печи.
Системой газоподвода печи предусмотрены подача водорода
в муфели (до 7—9 м3/ч в каждый муфель) навстречу движению
лодочек и замкнутая система регенерации водорода.
Основной особенностью печей для спекания является наличие
в них специальной камеры (зоны) выжигания пластификатора,
конструкция которой должна исключать попадание выжигаемых
продуктов в зоны нагрева, технологической выдержки и охлаж-
дения.
Пример конструкции ереднетемпературной печи спекания пред-
ставлен на рис. 244. Печь состоит из камеры 1 выжигания связки
с металлическим муфелем 2, камеры 3 спекания, камеры 5 охлаж-
дения, плиточного конвейера 4, состоящего из рабочих огнеупор-
ных плиток 28, на которые устанавливают огнеупорные полки 29
с опорами 24, выполненными в виде столбиков из огнеупорной
керамики. В промежутках между полками 29 укладывают изде-
лия 23, подлежащие термической обработке. Плиточный конвейер 4
перемещается по ряду подовых плит 27, которые в муфеле 2
устанавливаются на металлические подставки 25. На боковых
сторонах внутри муфеля 2 устанавливают сплошные короба 12
с каналами 13. Каналы 13 имеют ряд отверстий по всей длине
короба 12, расположенных на уровне рядов с изделиями 23 эта-
жерок рабочих плиток 28. Печь снабжена загрузочной и разгру-
зочной камерами 18 и 6 соответственно, имеющими боковые окна,
перекрытые заслонками 7 с горелками, образующими пламенные
завесы в период загрузки и разгрузки печи, препятствующие по-
паданию атмосферного воздуха в канал печи. Перемещение пли-
точного конвейера 4 вдоль канала печи осуществляют толкате-
лем 17, загрузку и разгрузку рабочих плиток 28 осуществляют
толкателями 19 и 8. Подачу рабочего газа осуществляют противо-
током через трубопроводы 9 и 10 сточками ввода, расположенными
в зоне охлаждения камеры 5, а также через трубопровод 16 с точ-
кой ввода, расположенной в загрузочной камере 18. Через тру-
бопровод 16 рабочий газ подается в загрузочную камеру 18 и
движется прямотоком. Через трубопроводы 30 и И газ подается
к коробам 12 муфеля 2. На трубопроводах 30 и 11 установлены
327
электромагнитные газовые клапаны 31 и 22, включающиеся
попеременно через реле времени (РВ) 21. Выход отработанных
газов из печи осуществляется через патрубки 26, расположенные
в днище муфеля 2 камеры 1 выжигания связки, соединенные
с отстойником 14 продуктов выжигания связки трубопроводом 15
выхода отработанного газа в атмоЪферу.
Рис. 245. Толкательная ^печь с ^автоматизированной системой возврата пустых под-
донов:
1 — загрузочный транспортер поддонов; 2 — шлюзовые устройства; 3 — камера пред-
варительного нагрева; 4 — камера спекания; 5 — камера перегрузки; 6 — холодиль-
ники; 7 — транспортер-накопитель поддонов
Печь работает следующим образом. Изделия 23, подлежащие
термической обработке, укладывают на рабочую плитку 28 ря-
дами, разделяя слой от слоя посредством опор 24, выполненных
в виде столбиков и огнеупорных полок 29, и устанавливают на
площадку толкателя 19. В камерах выжигания связки и спека-
ния создается необходимая температура, и в канал печи через
трубопроводы 10 и 9 подается рабочий газ противотоком, а через
трубопровод 16 — прямотоком. Через трубопроводы 30 и 11,
каналы 13 коробов 12 муфеля 2 камеры 1 выжигания связки и
через отверстия коробов 12 попеременно посредством включения
электромагнитных клапанов 31 и 22 через реле времени 21 рабо-
чий газ подается в зоны расположения изделий 23, уложенных
на полки 29. При достижении необходимого избыточного давле-
328
ния рабочего газа в канале печи заслонка 20 загрузочной ка-
меры 18 поднимается и толкателем 19 пакет с изделиями 23 пере-
мещается в канал печи. После заполнения канала печи сплошным
рядом пакетов образуется плиточный конвейер 4, последний из
пакетов которого, дойдя до зоны действия толкателя 8, разгру-
жается посредством открытия заслонки 7 рабочим ходом толка-
теля 8. После возвращения толкателя 8 в исходное положение
цикл работы повторяется. За счет направленной попеременной
подачи происходит интенсивное удаление продуктов выжигания
связки непосредственно из зон расположения изделий на эта-
жерке приточного конвейера 4. Отработанный газ через отвер-
стия металлических подставок 25 проходит через патрубки 26,
Рис. 246. Толкательная вакуумная печь
затем поступает в отстойник 14 и через трубопровод 15 выходит
в атмосферу, предварительно сжигаясь. Попеременная работа
электромагнитных газовых клапанов 31 и 22, включающихся
через реле времени 21, позволяет улучшить условия удаления
продуктов выжигания связки и равномерно распределить рабочий
газ по слоям изделий. Время работы клапанов 31 и 22 находится
в пределах половины цикла толкания рабочей плитки 28.
Организация направленного движения газов в камере выжига-
ния связки позволяет повысить выход годных изделий на 10—
15 % за счет создания однородной газовой среды, удаления про-
дуктов разложения связки непосредственно из зон расположения
изделий и стабилизации температуры в канале печи.
Современные толкательные печи снабжают системой автома-
тической транспортировки пустых поддонов от разгрузочного
конца печи к загрузочному. Компоновка печи такой системой
представлена на рис. 245.
Особенности конструкции вакуумных толкательных печей
определяются требованиями сохранения герметичности рабочего
пространства в период ввода—вывода из него поддонов (лодочек)
с обрабатываемыми изделиями (материалом). Пример конструкции
такой печи представлен на рис. 246.
Печь состоит из рабочей камеры 10, выполненной в виде сталь-
ного корпуса, заполненного теплоизоляционным материалом, уста-
новленного на подставке 21. Внутри камеры 10 установлен ме-
329
таллический муфель 11 с расположенными в верхней и нижней
частях муфеля керамическими секторами 19 и ребрами-перего-
родками 22, которые крепятся стяжками 9. Лодочки 6 с изделиями
опираются на керамические направляющие трубчатого типа,
внутри которых установлены термопары. Нагрев муфеля осуще-
ствляется силитовыми нагревателями, расположенными в верх-
ней и нижней частях камеры. Напряжение на нагреватели по-
дается от печных однофазных трансформаторов 20. Рабочая ка-
мера 10 имеет три температурные зоны: зону горячей дегазации I,
спекания II и отжига изделий III. Муфель 11 рабочей камеры 10
соединяется с промежуточной камерой 8, в которой находится
патрубок 7 для подключения вакуумного насоса (на чертеже не
показан). Муфель 11 рабочей камеры 10 находится под постоян-
ным разрежением.
Для загрузки лодочек 6 в рабочую камеру 10 печь снабжена
шлюзовой камерой загрузки 24, соединенной с промежуточной
камерой 8 вакуумным затвором 5. Загрузка лодочек 6 в камеру 24
осуществляется через дверь 4 на загрузочную площадку 23.
Внутри камеры загрузки 24 находится толкатель 2 винтового типа,
перемещающийся в направляющих. Движение толкателя осуще-
ствляется от привода 1. Камера загрузки 24 снабжена вакуумной
системой для создания разрежения и клапаном 3 напуска воздуха.
Разгрузочная камера 17 соединена с муфелем 11 через вакуумный
затвор 12 и имеет разгрузочную дверь 13. В камере 17 установлен
холодильник 18. Разгрузка лодочек 6 из муфеля 11 осуществляется
съемником 15 винтового типа, движение которого осуществляется
от привода 16. Разгрузочная камера 17 снабжена вакуумной си-
стемой создания разрежения и клапаном напуска инертного
газа 14 в камеру для создания условий интенсивного охлаждения
термообработанных изделий. Печь снабжена системой автомати-
ческого контроля и регулирования режимов технологического
процесса.
Работа осуществляется следующим образом. В муфеле 11,
рабочей камере 10 и промежуточной камере 8 создается вакуум
и устанавливается температура, необходимая для горячей де-
газации, спекания и отжига изделий. Вакуумные затворы 15 и 12
находятся в положении «закрыто». Шлюзовая камера загрузки 24
заполнена воздухом. В разгрузочной камере 17 создается вакуум.
Через боковую дверь 4 лодочка 6 устанавливается на загрузоч-
ную площадку 23, после чего боковая дверь закрывается и уплот-
няется. В камере загрузки 24 создается вакуум. В этот период
изделия проходят цикл холодной дегазации. При выравнивании
значений вакуума в камере загрузки 24, муфеле 11 и камере раз-
грузки 17 вакуумные затворы 5 и 12 открываются. Съемник 15
устанавливается в исходное положение, пройдя вакуумный за-
твор 12. После этого толкатель 2 переносит лодочку 6 из камеры
загрузки 24 в канал муфеля печи, проталкивает весь ряд лодо-
чек 6, находящийся в канале печи, и устанавливает последнюю
330
Лодочку на площадку съемника 15. После возвращения в исход-
ное положение толкателя 2 и съемника 15, который устанавливает
лодочку 6 на холодильник 18, вакуумные затворы 5 и 12 закры-
ваются. В загрузочную камеру 24 напускается воздух, а разгру-
зочная камера 17 через клапан 14 наполняется инертным газом.
После окончания периода охлаждения происходит разгрузка ло-
дочки 6 через боковую дверь 13. По окончании разгрузки дверь
закрывается и уплотняется, в камере разгрузки создается разре-
жение и процесс работы печи повторяется.
Печь снабжена системой автоматизации загрузки, горячей де-
газации, спекания, отжига, разгрузки готовых изделий.
Благодаря прерывистости транспортного процесса толкатель-
ные печи являются практически единственным видом печей не-
прерывного действия, до-
пускающих использование
вакуума в качестве за-
щитной атмосферы.
Основным недостатком
толкательных печей явля-
ется быстрый износ нап-
равляющих, по которым
движутся поддоны (лодоч-
ки), появление больших
зазоров между направля-
Рис. 247. Схема горизонтальной конвейерной
печи
ющими и соответствующими элементами поддонов, связанная
с этим опасность заклинивания отдельных поддонов и оста-
новки всего «поезда» поддонов.
Технические характеристики толкательных печей отечествен-
ного производства приведены в табл. 53.
Конвейерные печи. Конвейерные печи применяют для осуще-
ствления процессов термической (спекание, отжиг, закалка,
отпуск) и химико-термической (обезуглероживающий отжиг, це-
ментация и др.) обработки порошков и порошковых заготовок при
температурах не более 1423 К. В конвейерных печах горизонталь-
ного типа (рис. 247) конвейер, состоящий из бесконечной ленты-
сетки, ведущего и ведомого барабанов (звездочек), опорной части,
натяжного устройства и привода, перемещает изделия, уложенные
на ленту, через многозонную рабочую камеру.
На рис. 248 представлены основные типы конвейерных лент,
а на рис. 249 — эпюры распределения тяговых усилий и темпе-
ратуры на ленте конвейера.
Схемы °П0РН0Й части конвейера представлены на
Конвейерные печи, предназначенные для термической и хи-
мико-термической обработки так же, как и другие печи непрерыв-
ного действия, могут оснащаться на разгрузочном конце закалоч-
ными устройствами. Основные технические характеристики кон-
вейерных печей приведены в табл. 54.
331
Таблица 53. Толкательные печи для порошковой металлургии
Назначение Модель Температу- ра, к Производи- тельность, кг/ч Размеры рабочего пространства (ши- рина хдлина X X высота), мм
Получение порош- ков вольфрама и молибдена восста- новлением оксидов СТН-2.25.1—2/12 1473 8—12 200Х 2500Х 100
СТН-1.6.50.04—4/9А1 1173 12—18 160X5000X40
СТН-1.6.50.07—4/9.5И1 1223 20—25 160X5000X70
Спекание прессо- вок из материалов на основе чистого железа н меди СТЗ-2.5.40.1/11,5 1423 (923) 30—40 250Х 4000Х 100 *
СТН-2,5.40.1/13 1573 (923) 30—40 250 X 4000 X 100
СТН-2.45.1,6/11,5—ИЗ 1423 (923) 35 200X 4500 X 200**
СТН-2.45.1,6/13—И1 1573 (923) 40 200X4500X200 **
Спекание прессо- вок из легирован- СТВ 3.23.1,2/14,5Г—Х14М1 1723 10 300X2300X 120
ных железных по- рошков и магнит- ных материалов СТВ-5.32.1.5/16И1 1873 25 500 X 3200X150
Спекание прессо- вок из твердых н тяжелых сплавов СТН-2,5-20.1/15 1773 10—25 250 Х 3000Х 100
СТН-2.35,5.1,2/15,5И 1 1823 15—25 200X3500X120
Карбиднзацня ту- гоплавких метал- СТВ-3,3.15,2/20—Х30.4 2273 50 900X1520X240
лов и спекание lCTH-1,25.10/25А 2473 7,5 125Х 1000
прессовок из туго- плавких материа- лов СТВ-1,4.12.1,2/20—И1 2273 15 140X4200X120
* Длина зоны спекания 2500 мм. •• Длина зоны спекания 3000 мм.
332
Рабочая сре- да, давление (или расход) Материал Установ- ленная мощ- ность, кВт Размеры (длина Хши- рииа X высота), мм 1 Масса, кг
нагревателей футеровки
Водород, 40 м3/ч Сплав со- противле- ния Огнеупор- ная кера- мика 60 9400 X 2500 X 2100 —
Водород 30 м®/ч То же То же 75 8670 X 1970Х 1850 12 350
Водород 50 м3/ч » » 90 8400 X 2100X1920 13 100
Эндогаз, азотно- водородная смесь, водород » — — —
Водород » — — —
Эндогаз, азотно- водородная смесь, водород Водород » » 40 50 10 000X3 200X2 400 10 200X3 300X2 500 —
Вакуум 10-1 Па Графит Графит 140 3 528Х 10 000X3 200 5500
Вакуум 10-1 Па » 500 4 775Х 12 420X5 300 11 800
Водород Молибден Огнеупор- ная кера- мика — — —
Водород 5,3 м3/ч То же 46 11 000X 2 100X 2 300 —
Вакуум 10-1 Па Графит Графит — — —
Водород » 75 4 600Х 1 400X2 100 2 020
Вакуум 13,3 Па 140 7 863X2 525X2 150 5 500
333
CL
5
Рис. 248. Основные типы конвейерных лент:
а — проволочная без бортовых пластин; б — проволочная с бортовыми пластинами;
в — панцирная с литыми звеньями; г — панцирная с штампованными звеньями; д —
пластинчато-стержневая
Основным недостатком конвейерных печей является малая
долговечность конвейерной ленты (сетки), связанная с совмест-
Рис. 249. Схема распределения тяговых усилий и температуры на ленте конвейера:
1 — график температуры иа ленте; 2 — график тяговых усилий иа ленте при иепри-
водной опорной части конвейера; <3 — то же, при приводной опорной части на участке
камеры иагрева
Рис. 250. Схемы устройства опорной части конвейера:
а — балочный (/ — с опорой иа швеллеры; II — с опорой иа брусья из огнеупорного
кирпича);
б — роликовый {1 — размещение опор роликов вне печи; II — то же, в рабочем простран-
стве печи); в — цепной, с опорой на вспомогательную неприводную ленту
ным воздействием на нее высоких температур, нагрузок и агрес-
сивных компонентов атмосферы и материалов спекаемых изделий.
Одним из перспективных направлений развития печей непре-
рывного действия, в т. ч. конвейерных, для спекания в защитных
атмосферах является формирование этих атмосфер не в специаль
335
Таблица 54. Конвейерные печи для порошковой металлургии
ПРОИЗВОДИ’
Назначение Тип ра, К. * тельность, кг/ч
Отжиг железного порошка СКН-8.110.1/10 1273 450
Спекание прессовок иа ос- CK3-4.40.I/11,5 1423 25—45
иове железа и меди в кон- тролируемых средах СКЗ-6.95.1,2/11,5И1 1423 160—200
Спекание прокатанной из металлических порошков СКН-2.70.07/9И1 1173 30
ленты СКЗЛ-4.30.1/3 1173/623
Комплексная термическая (закалка и отпуск) и хими- 150—240
CK3A-6.30.1/3 1173/623
ко-термическая обработка 225—360
(цементация или нитроце- ментация с непосредствен- CK3A-4.30.1/7—Б7 CK3A-4.30.1/7—И5 1173/973 1173/973 100—160
иой закалкой и отпуском) 150—240
CK3A-6.30.1/7—Б7 1173/973 225—360
♦ Числитель — высокотемпературная печь; знаменатель — печь для отпуска.
ном газоприготовительном оборудовании (см. гл. VII), а непосред-
ственно в зонах спекания и выжигания пластификатора. Схема
печи представлена на рис. 251, а технические характеристики печей
фирмы MAHLER, ФРГ — в табл. 55. Применение печей рассма-
триваемого типа обеспечивает: сокращение брака за счет оптими-
зации условий выжигания пластификатора и распределения темпе-
ратуры в зоне спекания; экономию производственной площади
за счет сокращения на 30 % длины зоны выжигания пластифика-
тора по сравнению с печами традиционной конструкции; умень-
шение объема капитальных вложений за счет исключения из
состава оборудования газоприготовительных установок и увели-
чения производительности печей; уменьшение энергозатрат на
спекание с 1,1 кВт/кг в печах традиционной конструкции до
0,2 кВт/кг; повышение долговечности конвейерной ленты за счет
уменьшения действующих на нее нагрузок.
Печи с шагающим подом. Недостатков толкательных и конвейер-
ных печей в значительной степени лишены печи с шагающим по-
336
Размеры рабочего пространства, мм Рабочая среда * Установлен- ная мощ- ность, кВт Размеры, мм (длина X ши- рина X высота) Масса, кг
ширина длина вы- сота
800 (по кон- вейеру) 1100 100 Водород, 100 м3/ч 295 3 050x2 750Х ХЗ 400 46 390
400 4000 — об- щая; 2500 — участка спекания 100 Эидогаз 50
600 9500 — об- щая; 4000- участка спекания 120 Эндогаз 60 м3/ч; азот 80 м3/ч 250 23 800 X Х2 259X 2 220 30 000
200 7000 70 Водород 6 м3/ч 48 13 800X X2 000X2 100 9 000
400 3000 100 Эндогаз (20 м®/ч)/ воздух 210 24 100Х Х2 800X4 000 33 000
600 3000 100 Эндогаз/воздух — — —
400 2000 100 Эндогаз (30 м3/ч)/ воздух — — —
400 3000 100 Эндогаз (20 м3/ч)/ эндогаз (15 м3/ч) 385 31 646Х Х4 400X2 750 45 000
600 3000 100 Эндогаз (30 м3/ч)/эн- догаз (30 м3/ч) 260 27 080 X X 5000X2750 40 000
дом (шагающей балкой), являющиеся наиболее перспективным
типом печей непрерывного действия для порошковой металлургии,
по крайней мере, при температурах нагрева изделий ~1573 К.
Рис. 251. Конвейерная печь с защитной атмосферой, формирующейся непосредственно
в зоне спекания:
1 — зона загрузки; 2 — зона ускоренного выжигания пластификатора; 3 — зона спе-
кания; 4 — холодильник; 5 — зона разгрузки; б — система водяного терморегулирова-
ния холодильника; 7 — электронагреватели; 8 — горячий газ; 9 — воздух
337
ы Таблица 55. Технические характеристики конвейерных печей фирмы MAHLER (ФРГ)
Модель
Характеристика ME300/100/500-3000 ME300/100/500-4500 МЕЗОО/100/800-5250 МЕ450/1 00/1500-3750 Г МЕ450/100/1500-4500 МЕ450/Ю0/1800-5250 МЕ600/100/500-4500 МЕ600/100/800-5250
Ширина ленты, мм Длина зоны, м: 300 300 300 450 450 450 600 600
выжигания пластификатора 0,5 0,5 0,8 0,5 0,5 0,8 0,5 0,8
спекания 3,0 4,5 5,25 3,75 4,50 5,25 4,5 5,25
Продолжительность спекания, мин 25 40 25 40 25 40 25 40 25 40 25 40 25 40 25 40
Скорость ленты, м/ч 7,2 4,5 10,8 6,7 12,6 7,9 9,0 5,6 10,8 6,7 12,6 7,9 10,8 6,7 12,6 7,9
Производительность, кг/ч Расход газа, м3/ч: 150 90 220 140 260 160 280 170 340 210 390 240 450 280 520 320
защитного сжигаемого в рабочем простран- стве: 35 35 35 45 45 45 60 60
природного для формирования защитной атмосферы 7,3 7,3 7,3 7,3 7,3 7,3 9,4 9,4 9,4 9,4 9,4 9,4 12,5 12,5 12,5 12,5
Продолжение табл. 55
Характеристина Модель
oooe-oos/ooi/ooeaw ME300/100/500-4500 МЕ300/100/800-5250 МЕ450/1 00/1500-3750 МЕ450/100/1500-4500 МЕ450/100/1800-5250 МЕ600/100/500-4500 МЕ600/100/800-5250
природного для нагрева зоны выжигания пластификатора 2,7 1,5 4,5 2,7 5,4 3,3 5,7 3,3 6,9 4,2 8,4 4,8 9,3 5,4 10,8 6,6
пропана для формирования за- щитной атмосферы 2,7 2,7 2,7 2,7 2,7 2,7 3,5 3,5 3,5 3,5 3,5 3,5 4,7 4,7 4,7 4,7
пропана для нагрева зоны вы- жигания пластификатора 0,9 0,5 1,5 0,9 1,8 1,1 1,9 1,1 2,3 1,4 2,8 1,6 3,1 1,8 3,6 2,2
Мощность, кВт: установленная 15 1 )0 1 20 1 25 1 40 1 50 1 50 1 70
номинальная 42 34 57 46 65 51 70 54 80 62 89 68 103 78 115 87
холостого хода при 1273 К 15,7 18,9 20,7 20,9 22,6 24,4 26,9 28,8
Размеры, мм: длина 15,2 18,4 19,4 17,6 18,4 19,4 18,4 19,5
ширина 2,1 2,1 2,1 2,3 2,3 2,3 2,5 2,5
высота 2,0 2,0 2,0 2,0 2,0 2,1 2,1 2,1
Масса, кг 12 000 13 500 14 500 15 000 16 000 17 000 18 000 19 000
оо Примечание. Для продувки печи перед пуском и после остановки используется азот.
Таблица 56. Печи с шагающим подом для спекания прессовок на основе
Тип печи Температура, К * Произво- дитель- ность, кг/ч Размеры рабочего про- странства, мм
ши- рина длина вы- сота
СЮН-3,5.66.1/13 923 (камера предвари- тельного нагрева) 1573 (камера спекания) 800-100 350 8400 (общая) 4700 (участка 200
СЮЗХ-4.57.2/12 923 (камера предвари- тельного нагрева) 1х423 (камера спекания) 120—150 470 спекания) 3900 (участка спекания) 200
Схемы механизмов перемещения балок представлены на
рис. 252. В печах с шагающим подом (балкой) перемещение дета-
лей осуществляется периодическим подъемом самих деталей или
а
Рис. 252. Механизмы перемещения балок в печи с шагающим подом с приводом:
а — электромеханическим; б — пневмомеханическим; в — пневмогравитациоииым
поддонов, на которые они уложены, с неподвижной подины или
неподвижной балки и горизонтальным переносом их на шаг
подвижной (шагающей) балкой. Возврат шагающей балки в исход-
ное положение осуществляется в подовой щели под деталями.
340
железа и меди в контролируемых средах
Рабочая среда Установлен- ная мощ- ность, кВт Размеры (длинахши- ринаХвьгсота), мм Масса, кг
Эндогаз, азотоводородная смесь, водород 20 м3/ч, 4-102-4-6-102 Па 220 19 920X4 200X2 550 30 080
Эндогаз, азотоводородная смесь, водород 20 м3/ч, 4-102-?6-102 Па 200 31 000X2 390X2 800 40 000
По ширине и длине печи могут устанавливаться одна, две и более
шагающих балок. Продолжительность цикла (хода балки) со-
ставляет 30—60 с.
Главным преимуществом печей с шагающим подом является
возможность размещения механизмов транспорта в зонах с по-
ниженной температурой и использование керамики в качестве
Рис. 253. Общий вид протяжной электропечи:
1 — размоточный барабан; 2 — нагревательная камера; 3 — холодильник; 4 — щит
управления; 5 — механизм намотки
материала той части шагающей балки, которая располагается
в высокотемпературной зоне и служит опорой для перемещаемых
деталей или поддонов.
Технические характеристики печей с шагающим подом при-
ведены в табл. 56.
Протяжные печи. Протяжные печи в порошковой металлургии
применяют для спекания порошковых катаных электродных
наплавочных лент и листов — заготовок для изготовления филь-
тров и других проницаемых материалов.
Протяжная печь (рис. 253) состоит из нагревательной камеры,
размоточного барабана, холодильника, механизма намотки, а
также систем газоснабжения, водоохлаждения, электропитания
и тепловой автоматики.
341
Нагревательная камера имеет две тепловые зоны: первую —
для нагрева загруэ-ки до рабочей температуры, вторую — для
выдержки при этой температуре. Конструктивно нагревательная
камера представляет собой герметичную, сварную, футерованную
металлоконструкцию со съемными крышками. Огнеупорный слой
камеры выполнен из легковесного корунда КЛ-1,3, под и свод —
из муллитового огнеупора МЛС-62, теплоизоляционный слой из
легковесного шамота ШЛ-0,4 и диатомита Д-500. Для снижения
температуры на наружной поверхности камеры к боковым стен-
кам крепятся дополнительные металлические фальш-кожухи.
В качестве нагревательных элементов использованы молибде-
новые спирали, заключенные в керамические огнеупорные трубки,
что позволяет осуществлять быструю смену нагревательных эле-
ментов, а также использовать для технологического процесса
газ, содержащий углерод (эндогаз, конвертированный газ и т. д.).
При этом в трубки нагревателей с двух сторон подается водород.
В первой зоне нагреватели расположены на своде и поду, во вто-
рой — только на своде. Для регулирования температуры по длине
нагревательной камеры установлены термопары ТПР-0213 по
одной в каждой зоне.
За нагревательной камерой находится холодильник, пред-
ставляющий собой сварную расплющенную трубу с двойными
стенками, охлаждаемую водой.
Размоточный барабан предназначен для установки кассеты
с намотанной на нее сырой лентой, полученной методом прокатки.
Барабан закреплен на валу. Натяжение термообрабатываемой
ленты регулируется ленточным подпружиненным фрикционом.
Протяжка ленты осуществляется парой валиков, один из которых
(нижний) — приводной. Верхний валик поджимается к нижнему
с помощью пружины.
Лента наматывается на приемный барабан, который получает
вращение через фрикционную передачу. Привод барабана и ниж-
него валика — общий и состоит из электродвигателя постоянного
тока и редуктора. Между валиком и приемным барабаном установ-
лен датчик, сигнализирующий об окончании или обрыве ленты.
Имеется специальное устройство для центровки ленты относи-
тельно оси электропечи. Система газоподвода предусматривает
подачу защитного газа в рабочее пространство, а также водорода
в корундовые трубки нагревателей. Системы блокировок, световой
и звуковой сигнализации обеспечивают безаварийную работу
механизмов электропечи в ручном и автоматическом режимах.
Технические характеристики печи СПН-1,5.150/13,5—И1 сле-
дующие:
Мощность, кВ-А:
установленная ............................................. 45
потребляемая ............................................... 42
Номинальная температура, К ................................. 1623
Размеры обрабатываемого изделия, мм:
ширина.................................................. 150
342
толщина ....................................................... 1,5
Число тепловых зон........................................ 2
Максимальная производительность (при скорости протягивания
1 м/мин, ширине ленты 150 мм, толщине 1,2 см), кг/ч ... 70
Среда в рабочем пространстве................................. Водород
Давление водорода (рекомендуемое), Па .......................... 200
Расход водорода, м3/ч............................................ 5
Напряжение питающей сети, В ............................... 380 (с нулем)
Число фаз ....................................................... 3
Частота тока, Гц ............................................... 50
Масса электропечи, т .......................................... 4,378
Расчет технологических характеристик печей
непрерывного действия
Камеры нагрева с преобладанием теплообмена излучением. В печах
непрерывного действия производительность Е и масса загрузки,
приходящейся на 1 м длины печи, gi, связаны с временем пре-
бывания загрузки в печи т и длиной печи L зависимостью
т = LglJE. (263)
При заданных значениях Е и gt целью теплового расчета
является определение длины печи, а также длин и мощностей ее
тепловых зон. Расчет длины печи сводится к определению вре-
мени пребывания загрузки в печи, необходимого для прохожде-
ния теплового режима обработки, которое складывается в общем
случае из времени нагрева тн, времени технологической вы-
держки тв и времени охлаждения т0, а длина печи — соответ-
венно — из камеры нагрева длиной LH, камеры выдержки дли-
ной £в и камеры охлаждения длиной Lo
f = тн + тв + т0; (264)
Е = Ln + L* Lo. (265)
В тех случаях, когда длина печи L задана, целью теплового
расчета является определение максимальной производительности
печи, а также мощности ее тепловых зон при выбранном варианте
деления на зоны. Расчет ведут методом последовательных при-
ближений, задаваясь различной производительностью, до тех
пор, пока в конце последней зоны нагрева температуры загрузки
не войдут в заданное поле допуска по равномерности нагрева.
Расчет может быть подразделен на несколько этапов:
1) устанавливают исходные данные для расчета из техниче-
ского задания на проектирование печи. К ним относятся произ-
водительность печи Е; этапы термообработки с указанием началь-
ных и конечных температур этапов и их допустимых отклонений;
допустимая скорость нагрева; время технологической выдержки
после достижения изделиями заданной температуры и равномер-
ности нагрева; характер среды, в котором должна вестись термооб-
работка изделий; теплофизические и геометрические характерн-
ая
стики изделий и их предельно возможные отклонения, а также
система укладки изделий в рабочем пространстве печи;
2) выбирают тип печи для осуществления заданной техноло-
гии обработки изделий и намечают ее основные конструктивные
черты (размеры поперечного сечения рабочего пространства и
печной камеры, материал и конструкция нагревателей и других
внутрипечных деталей и их расположение в печной камере, си-
стема укладки изделий или ширина и высота слоя порошка или
мелких деталей на транспортирующем устройстве, если послед-
нее не оговорено в техническом задании), а также с учетом проч-
ности транспортирующего устройства, вида регулирования тем-
пературы в печи (позиционное или непрерывное) и атмосферы
в печи, если ее выбор обусловливается необходимостью защиты
нагревателя от окисления;
'3) определяют теплофизические свойства загрузки в соответ-
ствии с принятой системой укладки изделий в печи и массу за-
грузки, приходящейся на 1 м длины печи;
4) устанавливают длины тепловых зон с самостоятельным
регулированием из опыта конструирования и эксплуатации по-
добных конструкций.
При этом учитывают необходимость поддерживать заданный
температурный график в рабочем пространстве, взаимное влияние
соседних зон при регулировании, стремятся к единообразию си-
ловой и коммутационной аппаратуры во всех зонах печи и унифи-
кации каркасов и кожухов проектируемой печи или серии.
Длина зоны в горизонтальных печах средних размеров равна
1—3 м, торцевые зоны обычно короче;
5) устанавливают максимальную температуру печи tn, до-
пустимую в конце каждой тепловой зоны.
При этом для последней зоны нагрева руководствуются сле-
дующими соображениями:
а) если форма и теплофизические параметры нагреваемых за-
готовок нестабильны, если нет возможности точно соблюдать
время пребывания загрузки в камере, если в соответствии с тех-
ническим заданием не допускается кратковременный перегрев по-
верхности загрузки, то температуру печи tn из-за опасности
перегрева нецелесообразно назначать выше максимальной конеч-
ной температуры нагрева /ктах. Назначать ta ниже /ктах неце-
лесообразно из-за неоправданного увеличения времени нагрева.
В случае особо точного нагрева необходимо еще учесть возможные
колебания температуры на загрузке от позиционного регулирова-
ния ±Afper и от возможных колебаний напряжения питающей
сети ±А/С. Тогда следует выбирать = fKmax — Д/рег — А£с;
б) если вышеприведенных ограничений нет, то следует выби-
рать <п>^ктах- Однако в этом случае должен быть проведен
анализ влияния нестабильности различных факторов на точность
нагрева. Поскольку это влияние с повышением интенсивности
нагрева (температуры печи) возрастает, tn необходимо выбирать
344
1Г так, чтобы суммарная неточность нагрева от влияния всех факто-
ров не превышала допустимую.
? В остальных зонах нагрева, если нет ограничения по скорости
? нагрева загрузки, устанавливают предельную температуру печи,
допустимую с точки зрения стойкости нагревателей, а также
стойкости внутренних печных деталей и возможности перегрева
загрузки в аварийном режиме. В зонах выдержки температуру
печи устанавливают равной конечной температуре нагрева за-
грузки;
6) устанавливают конструкцию теплоизоляции и наружные
•W размеры печи; рассчитывают тепловые потери печи.
Печи непрерывного действия работают в длительном режиме
В (круглосуточно с редким остужением), когда все части теплоизоля-
ции печи достигают установившихся температур. Поэтому тепло-
J вые потери печи определяют для стационарного режима. Для
jf расчета принимают температуру на внутренней поверхности теп-
v лоизоляции равной температуре печи. Материалы и толщины
| • огнеупорного и теплоизоляционного слоев или материалы экра-
нов в печах с экранной теплоизоляцией выбирают таким образом,
чтобы их температуры были не выше допустимых для соответ-
(ствующих материалов, а температура на наружной поверхности
печи не превышала 70 °C (ГОСТ 17658—80).
Суммарные потери тепла через теплоизоляцию боковых стен,
пода и свода, а также через отверстия и тепловые короткие замы-
f кания, имеющиеся в них, целесообразно рассчитывать на 1 м
длины печи, так как длина печи еще неизвестна:
^пот = + К. 3 + ‘/'отв)» <266)
где — коэффициент запаса на неучтенные расчетом потери,
связанные с возможными отклонениями свойств теплоизоляции
от принятых в расчете, с потерями тепла через мелкие короткие
замыкания, через неплотности и щели в футеровке и т. п.; обычно
принимают Ki = 1,2-4-1,4; ^т, qiK и qi0TB — потери тепла соот-
ветственно через теплоизоляцию, короткие замыкания и отвер-
стия (излучением и конвекцией), приходящиеся на 1 м длины
печи.
Суммарные потери тепла через торцы печи, включающие в себя
' потери через теплоизоляцию торца QT, через имеющиеся в нем
короткие замыкания QK.3 и через открытый (загрузочный или
разгрузочный) проем в нем Q0TB, рассчитывают отдельно:
ф’пот = Kl (Qt + QK. 3 + Qotb)- (267)
Если на торцах печи не размещены нагреватели для компен-
сации тепловых потерь через них, то потери QTn0T относятся
к зоне, прилегающей к торцу. Суммарные потери тепла с 1 м
длины такой зоны L рассчитывают по формуле
Чот = [Ki (qi т + qiK, + ?/отв) + <2тпот ]/L; (268)
345
7) определяют теплотехническую массивность загрузки по
числу Старка, рассчитываемому для конечного момента нагрева;
8) определяют время пребывания загрузки в зонах при вы-
бранных ранее длинах по формуле (263);
9) производят расчет нагрева загрузки последовательно во
всех зонах, начиная с первой, где известно начальное распределе-
ние температуры по сечению загрузки. Для расчета нагрева за-
грузки в каждой последующей зоне начальным распределением
температуры по сечению загрузки является распределение тем-
пературы, полученное в конце предыдущей. Камеру нагрева
ограничивают таким количеством зон п, которое необходимо для
нагрева загрузки до заданной температуры с требуемой точностью.
При этом длина камеры нагрева
L = £ Lt. (269)
1=1
Расчет нагрева теплотехнической тонкой загрузки удобнее
проводить последовательно во всех зонах, начиная с последней,
где известна конечная температура загрузки. При этом для рас-
чета нагрева в каждой следующей зоне исходной температурой
загрузки в конце ее является температура, найденная в начале
предыдущей зоны.
Для расчета нагрева загрузки принимают, что ее нагрев про-
исходит при постоянном (в пределах каждой зоны или ее участка,
где нагреватели размещены равномерно) удельном полезном теп-
ловом потоке qn, определяемом теплотехнической толщиной за-
грузки и условиями теплообмена в печи.
Удельный полезный тепловой поток qD, принимаемый для
расчета в каждой зоне, может ограничивать один из следующих
факторов:
а) допустимая температура печи, устанавливаемая из сообра-
жений точности нагрева загрузки. В этом случае
= Спр. 3 (9п ®пов. а)» (270)
где 9П и 9П0В. з —температурные факторы, соответствующие тем-
пературе печи tn и поверхности загрузки (пов.в; Спр.3— приве-
денный коэффициент излучения загрузки;
б) допустимый перепад по сечению теплотехнически массив-
ной загрузки АЛ В этом случае поток qn находят для пластины
расчетной толщиной 5В и цилиндра радиусом 7?3 по формулам:
qn = 2X3AZ/S»; (271)
<7п == 2Х,А(/7?„ (272)
где — коэффициент теплопроводности загрузки;
в) допустимая скорость нагрева загрузки V. В этом случае
поток (?п находят для пластины и цилиндра соответственно по
346
формулам:
= W,; (273)
. qu = 0,5VCsy3Ra, (274)
где Са — удельная теплоемкость загрузки; у3 — плотность за-
грузки;
г) допустимая температура на нагревателях, лимитирующая
установленную, а следовательно, и полезную мощность.
Задаваясь температурой поверхности загрузки в конце каж-
дой зоны нагрева tD0B, в, определяют допустимую удельную по-
верхностную мощность W нагревателей каждой зоны при допу-
стимой температуре на нагревателях /Нр.Доп> обеспечивающей их
работоспособность в течение заданного срока службы.
Для сокращения количества итераций при расчете темпера-
туру /пов. з следует принимать с учетом характера нагрева по-
; верхности загрузки, предполагаемых длин и количества зон
нагрева.
:у Установленная мощность, которую при этом можно снять
с нагревателей, расположенных на 1 м длины печи:
¥ <7/у =7^. (275)
| где f — площадь поверхности нагревателей, расположенных на
g 1 м длины печи.
| Полезная мощность каждой зоны нагрева, приходящаяся на
1 м ее длины
(276)
где К2 — коэффициент избытка установленной мощности по
сравнению с потребляемой.
Избыток установленной мощности необходим по следующим
причинам: фактическая мощность печи уменьшается при падении
напряжения сети; мощность печи уменьшается из-за увеличения
сопротивления нагревателей с течением времени (так называемое
«старение» нагревателей). При проектировании промышленных
печей К2 = 1,2ч-1,4 при позиционном регулировании темпера-
туры и К2 = 1,0 — при непрерывном.
Потребляемая мощность, приходящаяся на 1 м длины печи,
рассчитывается по формуле
^потр = «‘п + ?'„от ; ?'у = 'потр- (277)
К полезной мощности q^ условно относится мощность, необ-
ходимая на нагрев вспомогательных транспортных и загрузочных
устройств (лент конвейера, поддонов, этажерок, корзин, форм
и пр.), нагреваемых вместе с деталями.
Удельный полезный тепловой поток иа 1 м2 загрузки
(278)
347
где /3 — площадь поверхности загрузки, расположенной на 1 м
длины печи.
По найденному значению qD рассчитывают температуру поверх-
ности згрузки в конце каждой зоны /пов. 3 и по полученному
значению — температуру нагревателя /нр. При этом если ZHp
/нр. доп, то следует задаться новой температурой tn0B, 3, боль-
шей, чем получена при расчете, и меньшей, чем ранее принятая,
с тем, чтобы приблизить рабочую температуру нагревателя к до-
пустимой; если /Нр>^нр.доп, то следует также задаться новой
температурой /Пов. з, меньшей, чем получена при расчете, и
большей, чем ранее принятая, и повторить расчет с той же целью.
При расчете нужно стремиться к тому, чтобы нагреватели во
всех зонах работали при температурах, одинаково близких
к ^нр.доп* Это обеспечит их равную надежность.
Допустимую удельную поверхностную мощность нагревателей
при температуре/нр. доп и рабочую температуру нагревателей £нр
в каждой зоне находят в зависимости от конструктивных особен-
ностей печи, требований к точности расчета и выбранного вида
регулирования мощности;
10) находят установленные мощности во всех зонах по формуле
Py.=q^Lr, (279)
11) по найденным значениям установленной мощности в зонах
рассчитывают их время разогрева без загрузки тр по формуле
(т \ | т
S тРг ) I S Рi>
где тр. — время разогрева i-той стенки зоны, площадь поверх-
ности которой равна F,; tn — число стенок зоны, имеющих раз-
личную конструкцию.
Время тр/ рассчитывают согласно материалам по удельному
тепловому потоку на разогрев <?р, определяемому по формуле
7р = (Ру/Ка - Q„. з - Qotb - Qn. д)/*РП, (280)
т
где FB = S Ft’ Qn д — тепловой поток для разогрева внутри-
I
печных деталей.
Значение Qn. д определяют из условия прогрева печных дета-
лей массой Gn, д до рабочей температуры за время разогрева печи:
<2п.д = С„.дСп.д(/к-/н)/Тр, (281)
где Сп.д — удельная теплоемкость материала деталей печи.
Если время разогрева какой-либо зоны больше максимально
допустимого времени разогрева, то мощность зоны должна быть
увеличена.
На этом расчет первого варианта камеры нагрева заканчивают.
348
?, Получаемая при расчете длина печи или производительность
зависит от принятых в расчете температур печи и нагревателей,
количества тепловых зон и их длин, системы укладки изделий
в печи и т. п. Наиболее рациональное решение может быть при-
нято на основании серии сравнительных расчетов нескольких
вариантов печи при варьировании указанных выше параметров.
Например, после расчета первого варианта печи целесообразно
повторить расчет с новой разбивкой зон, объединив ряд зон, име-
ющих близкие значения удельных потребляемых мощностей друг
В с другом или с новой системой укладки деталей.
ж, Камеры нагрева с преобладанием теплообмена конвекцией.
® Теплообмен конвекцией является преобладающим видом тепло-
ll- обмена в камерах предварительного нагрева спекаемых заготовок
1 (выжигания пластификатора) и в отпускных зонах печных агре-
В гатов для комплексной термической и химико-термической обра-
Ц ботки. Порядок расчета принципиально не отичается от изложен-
Е но го в предыдущем разделе.
Ж Расчет может быть подразделен на несколько этапов;
4 1) устанавливают исходные данные для расчета из техниче-
Ж ского задания на проектирование печи;
Ц 2) выбирают тип печи для осуществления заданной техноло-
гии обработки изделий и намечают ее основные конструктивные
ft черты, в том числе габаритные размеры печного вентилятора,
Ц включая размеры направляющего аппарата.
f Устанавливая из конструктивных соображений размеры печ-
- ной камеры при заданных или принятых размерах рабочего про-
странства, стремятся разместить такой вентилятор, при котором
обеспечивается максимальный расход циркулирующего газа;
3) определяют теплофизические свойства загрузки в соответ-
ствии с принятой системой укладки изделий в печи и массу за-
грузки gi, приходящуюся на 1 м длины печи;
4) устанавливают длины тепловых зон с самостоятельным ре-
гулированием; учитывают при этом габаритные размеры венти-
лятора и его направляющего аппарата;
5) устанавливают максимальную температуру печи /п, допу-
стимую в конце каждой тепловой зоны. В этих печах температура
печи принимается равной температуре газового потока на входе
в рабочее пространство 4, так как регулирующая термопара
устанавливается, как правило, на входе газового потока в рабо-
чее пространство или на выходе из калорифера. При выборе зна-
чения руководствуются соображениями, изложенными в преды-
дущем разделе.
Правильность выбора in, если tn > 4<max> можно оценить,
проделав соответствующие расчеты точности нагрева загрузки
при возможных колебаниях ее теплофизических и геометрических
размеров и температуры нагревателей;
J 6) устанавливают конструкцию теплоизоляции и наружные
размеры печи, рассчитывают тепловые потери печи;
349
7) проводят аэродинамический расчет печи по известным мето-
дикам, в процессе которого выбирают вентилятор, рассчитывают
аэродинамическое сопротивление газового тракта зон печи (или
участкЬ, на длине которого расположен один вентилятор) и расход
циркулирующего газа Gr, который сможет обеспечить выбранный
вентилятор. Расход газа Gr находят в точке пересечения рабочих
характеристик вентилятора с характеристикой аэродинамиче-
ского тракта. При расчете задаются скоростью течения газового
потока в рабочем пространстве wg (т. е. в сечении перед загрузкой
Fp.п, нормальном к направлению движения газового потока),
обычно одинаковой во всех зонах. В большинстве промышленных
конвективных электропечей скорость да3 = 5ч-15 м/с, а для на-
сыпных загрузок обычно принимают да3 = 14-6 м/с. Чем выше
скорость w3, тем быстрее нагреется загрузка и тем короче будет
камера нагрева. При выборе скорости wa следует иметь в виду
возможную неравномерность профиля скорости течения газа
в загрузке, которая вызывает неравномерность нагрева за-
грузки;
8) определяют теплотехническую массивность детали и за-
грузки по числу Bi;
9) определяют время пребывания загрузки в камере печи на
длине 1 м и в зонах при выбранных ранее длинах по формуле
(263);
10) рассчитывают нагрев загрузки.
Если температура газа различна в различных зонах, то расчет
нагрева загрузки проводят последовательно в каждой зоне,
начиная с первой, где известно начальное распределение темпе-
ратуры по сечению загрузки.
Для расчета нагрева загрузки в каждой последующей зоне
начальным распределением температуры по сечению загрузки
вдоль направления газового потока является распределение
температуры, полученное расчетом в конце предыдущей. Камеру
нагрева в этом случае следует ограничить таким количеством
п зон, которое необходимо для нагрева загрузки до заданной
температуры с требуемой точностью. Длину камеры нагрева опре-
деляют по формуле (269).
Если температура газа одинакова во всех зонах камеры, то
по заданным начальной /н и конечной tK температурам нагрева
рассчитывают сразу суммарное время нагрева и определяют
общую длину камеры нагрева по (263). Затем устанавливают
количество зон и корректируют, если нужно, их длину, общую
длины камеры по уравнению (269) и время пребывания загрузки
в каждой зоне по уравнению (263). В конце каждой зоны опре-
деляют температуры верхнего и нижнего слоя по высоте загрузки
и ее среднюю температуру.
Для расчета принимают, что нагрев загрузки происходит при
постоянной температуре газового потока по длине каждой зоны,
а конвективные потоки соседних зон друг на друга не влияют.
350
Для определения времени нагрева загрузки необходимо знать
коэффициент теплоотдачи а3 от газового потока к загрузке. Коэф-
фициент а8 определяют по известным критериальным зависи-
мостям Nu = f (Re, Рг) при выбранной ранее средней скорости
газового потока о»3 и при теплофизических параметрах газового
потока, взятых при температуре tr.
Если для расчета была принята температура ia > tK max, то
при выбранной температуре печи необходимо рассчитать два
крайних варианта нагрева загрузки: первый — нагрев загрузки
с максимальными значениями теплоемкости, плотности и высоты
засыпки изделий, а второй — нагрев загрузки, у которой выше-
перечисленные параметры имеют минимальные значения.
Если расчет показал, что в конце последней зоны температура
изделий не вошла в заданное поле допуска по температуре, то
необходимо принять новую, более низкую температуру ta и произ-
вести пересчет;
11) определяют установленные мощности в зонах камеры
нагрева:
Ру — К.2 (Рпот Ч- Rn) = К2 [<7<потЧ~ ЕС3 (^к. ср tB. ср), (282)
где Kt — коэффициент избытка установленной мощности; Рпот —
мощность тепловых потерь в зоне; qt — суммарные потери
тепла в зоне, приходящиеся на 1 м ее длины L, рассчитывают
по (266) или (268); Ра — полезная мощность в зоне; С3 — тепло-
емкость загрузки при средней за время нагрева в зоне темпера-
туре; t„, Ср и 4<.оР —средние температуры загрузки в начале
и в конце расчетного участка нагрева соответственно, равные
полусумме температур верхнего и нижнего слоя загрузки; Е —
производительность печи по загрузке.
К полезной мощности Ра условно относится мощность, необ-
ходимая на нагрев вспомогательных транспортных и загрузочных
устройств (лент конвейера, поддонов, этажерок и пр.), нагрева-
емых вместе с деталями;
12) производят расчет нагревателей в каждой тепловой зоне
печи, в процессе которого определяют требуемую поверхность
и длину нагревательных элементов и возможность их размещения
в камере принятой конструкции;
требуемую поверхность нагревателей определяют, исходя из их
допустимой удельной поверхностной мощности W, которая в свою
очередь зависит от принятой ранее скорости газового потока
в калорифере wK и его температуры, допустимой температуры
нагревателей и их конструкции;
если требуемая длина нагревателей не размещается в пределах
зоны, то необходимо увеличить скорость газового потока wK,
чтобы повысить значение допустимой удельной поверхностной
мощности, или увеличить размеры печной камеры, чтобы раз-
местить нужное количество нагревателей, и произвести пересчет
связанных с этими изменениями величин;
351
13) рассчитывают время разогрева тр тепловых зон камеры*
На этом расчет первого варианта камеры нагрева заканчи
вается.
Полученные при расчете длина печи или производительность
зависят от принятых в расчете расхода циркулирующего газа Gr,
температуры газа и нагревателей, скорости газового потока
в загрузке и калорифере, системы укладки изделий в печи и т. п.
Наиболее рациональное решение может быть принято на осно-
вании серии сравнительных расчетов нескольких вариантов печи
при варьировании вышеуказанных параметров.
Камеры выдержки. Время технологической выдержки тв при
постоянной температуре печи tB всегда известно из технического
задания. Поэтому длину камеры выдержки LB при известной
производительности печи Е и массе загрузки gh приходящейся
на 1 м длины печи, легко определяют по (263).
“ Полезный тепловой поток qn в камерах выдержки равен нулю,
а потребляемая мощность идет только на компенсацию тепловых
потерь. Установленную мощность, приходящуюся на 1 м длины
камеры, qt и на всю ее длину Ру, находят по формулам
<283)
Ру=ЧЧи (284)
где <71пот — суммарные потери тепла в камере, приходящиеся
на 1 м ее длины, рассчитываемые по формуле (266) или (268);
К2 — коэффициент избытка установленной мощности.
Рассчитанная таким образом установленная мощность может
получиться настолько низкой, что зона выдержки будет разогре-
ваться медленнее, чем зоны нагрева. Тогда мощность должна быть
увеличена исходя из максимально допустимого времени разогрева
пустой печи.
При этом за начальное распределение температуры в загрузке
принимают распределение ее в конце зоны нагрева.
Расчет нагревателей в камере выдержки не отличается от
аналогичного расчета для камер нагрева.
Камеры охлаждения. При расчете камер ускоренного, нерегла-
ментированного охлаждения с теплообменом либо преимуще-
ственно излучением, либо конвекцией, либо излучением совместно
с конвекцией целью расчета является определение длины камеры
и расхода охлаждающей воды.
Расчет длины камеры при заданной производительности печи
и массе загрузки, приходящейся на 1 м длины печи, сводится
к определению времени охлаждения загрузки по заданным началь-
ной и конечной температурам.
Для расчета камер с водоохлаждаемыми стенками за темпера-
туру окружающей среды принимают среднюю температуру водо-
охлаждаемых стецок, которая в свою очередь вследствие большого
коэффициента теплоотдачи от стенок к воде может быть принята
352
равной средней температуре охлаждающей воды. Температура
охлаждающей воды обычно колеблется от 10—20 °C на входе
до 50—60 °C на выходе.
Камеры регулируемого охлаждения выполняют теплоизоли-
рованными с нагревателями для поддержания необходимой тем-
пературы печи, обеспечивающей заданный график охлаждения.
В большинстве случаев можно считать, что теплообмен в них
осуществляется только излучением, а конвективной составляющей
можно пренебречь.
Целью расчета при заданной производительности печи и массе
загрузки, приходящейся на 1 м длины печи, является определение
основных конструктивных параметров камеры охлаждения: длины
рабочего пространства, материала футеровки и ее толщины, уста-
новленной мощности и температуры нагревателей.
В качестве исходных данных для расчета известными являются
начальная и конечная (средние по массе) температуры загрузки
и скорость (°С/с) или время ее охлаждения.
Большинство загрузок при замедленном охлаждении ведут себя
как тонкие тела. На этом допущении основан приводимый ниже
порядок расчета камеры регулируемого охлаждения.
По формуле (263) определяют длину рабочего пространства
камеры. Затем при необходимости камеру делят по длине на тепло-
вые самостоятельно регулируемые зоны. Определяют время пре-
бывания загрузки в каждой зонетг, а также температуру загрузки
в начале tn. и в конце tK. каждой зоны при допущении, что тем-
пература загрузки за время охлаждения изменяется по линейному
закону.
Определяют тепловой поток, выделяемый загрузкой в зонах
P3=cE(tn.-tK.), (285)
где с — удельная теплоемкость загрузки при средней ее темпе-
ратуре в зоне t3.
Затем рассчитывают среднюю температуру внутренней поверх-
ности футеровки в зоне t$ из условия лучистого теплообмена
между футеровкой и загрузкой
( + 273 \4 _ / /3 Ч~ 273 V_ Р3 7286^
V 100 / “V 100 J CnpF3’ ( }
где Спр — приведенный коэффициент излучения; Р3 — площадь
поверхности загрузки в зоне.
Определяют расчетное термическое сопротивление футеровки
в зоне
Ррасч ~ (Af> Q/Рп. т> (287)
где /в — температура воздуха в цехе или температура охлажда-
ющей воды, если кожух камеры водоохлаждаемый; Рп. т — тепло-
вые потери через футеровку в зоне.
12 Кипарисов С. С. и др. 353
Номинальные тепловые потери, на которые рассчитывается
футеровка, равны тепловому потоку, который выделяется загруз-
кой и должен быть отведен из рабочего пространства камеры
наружу.
Однако теплоотвод через футеровку необходимо заранее сде-
лать несколько большим с тем, чтобы компенсировать возможное
повышение температуры печи в зоне охлаждения. Причиной по-
вышения температур^! печи могут быть отклонения теплофизи-
ческих характеристик материалов от принятых в расчете, что
приводит к неточностям расчета.
Запас на теплопотери через футеровку можно принимать^как
долю теплового потока, отдаваемого загрузкой. Соответственно
нагреватели камеры должны выделять равную этому запасу ком-
пенсирующую мощность ДзР3, где К3 — коэффициент запаса.
Таким образом, футеровку следует рассчитывать так, чтобы
в стационарном режиме она могла передать тепловой поток, рав-
ный сумме тепловых потоков: выделяемого загрузкой Ра и нагре-
вателями К3Р3
ЛьТ = Л>(1 + К8)- (288)
Для камер охлаждения футерованных печей непрерывного
действия принимают К» = 0,24-0,3.
По сопротивлению 7?расч и температуре конструируют футе-
ровку. При этом неизбежны отклонения конструктивного терми-
ческого сопротивления R от 7?расч. При подборе R следует оста-
новиться на таком его значении, которое имеет наименьшее от-
клонение от 7?расч в сторону уменьшения. После этого уточняют
значение коэффициента Кя
Кз = (/ф-/в)/ЯЛ>- 1. (289)
При конструировании футеровки решают, необходимо ли
выполнять ее одинаковой для всей камеры или с конструктивными
отличиями (по толщине и по футеровочным материалам) в каждой
зоне.
Нагреватели камеры регулируемого охлаждения, помимо ком-
пенсации запаса теплопотерь через футеровку, должны исключить
возможное понижение температуры печи, причиной которого
могут быть неточности расчета теплоизоляции из-за колебаний
теплофизических характеристик материалов, а также обеспечить
поддержание заданной температуры печи в камере при холостом
ходе камеры. Поэтому расчетная потребляемая мощность нагре-
вателей Рпотр должна быть равна значению тепловых потерь Рп. т
через футеровку.
Установленную мощность нагревателей в зонах определяют
так же, как для камер нагрева и выдержки, т. е. умножая по-
требляемую мощность на коэффициент избытка установленной
мощности.
354
Однако при этом установленная мощность нагревателей может
оказаться недостаточной для одновременного со всей печью
разогрева камеры и выхода на рабочий температурный режим.
Поэтому необходимо рассчитать мощность камеры охлаждения
по максимально допустимому времени разогрева пустой печи.
Разность значений установленной мощности, найденных для
разогрева камеры и для обеспечения рабочего режима, определит
мощность нагревателей, которые необходимо включать лишь
на время разогрева.
Размещение загрузки в печах непрерывного действия. При экс-
плуатации печей непрерывного действия в порошковой металлур-
гии приходится сталкиваться с задачами нагрева порошков и
мелких заготовок, уложенных слоями и стопами. В этих случаях
возникает необходимость определения оптимальной (по критерию
производительности печи) высоты слоя порошка или оптимального
размещения теплотехнически тонких изделий.
При оптимальных высоте и размещении производительность
существующей печи в заданном режиме термообработки макси-
мальна; если печь проектируется, то либо максимальна произво-
дительность печи при ее заданной длине, либо минимальна длина
печи при заданной производительности.
Производительность печи
Е = giL/(xs + тв).
Время нагрева массивных загрузок при постоянном тепловом
потоке или постоянной температуре печи пропорционально hn,
где п > 1. Считаем, что это также справедливо при нагреве в ре-
альной печи, где режим является промежуточным между двумя
упомянутыми, и поэтому
Тн = phn. (290)
Коэффициенты р и п зависят от геометрических размеров загрузки,
ее теплофизических свойств, условий нагрева. Если загрузка
приближается по свойствам к тонкой, то п 1. Окончательно
Е = byhL](phn + тв). (291)
Из зависимости (291) следует, что если необходимо нагревать
загрузку, близкую к тонкой (п 1), или если время выдержки
мало, производительность печи не зависит от h и тв. С увеличе-
нием времени выдержки, когда высота нагреваемой загрузки
возрастает и она становится массивной, производительность печи
начинает уменьшаться.
При малом времени выдержки, когда в знаменателе тв < phn
для нагрева загрузки, приближающейся по свойствам к тонкой
(n 1), производительность печи не зависит от высоты загрузки.
Когда загрузка становится массивной (n > 1), производительность
печи снижается с увеличением h. При большом времени выдержки,
когда тв > phn, производительность повышается с увеличением
'2* 355
высоты загрузки. В промежуточных случаях производительность
печи имеет максимум Ешах, и, следовательно, существуют опти-
мальная высота загрузки/гопт, соответствующее ей время нагрева
и соотношение длин зон нагрева и выдержки (рис. 254). Таким
образом, при малом времени выдержки целесообразно работать
с малой высоты загрузки, при большом — с большой, в промежу-
точных случаях следует искать оптимальную высоту загрузки.
Нахождение оптимального размещения системы тонких объек-
тов (заготовок) становится возможным в результате изменения
характера зависимости времени нагрева загрузки от массы за-
грузки, приходящейся на 1 м
Рис. 254. Зависимость производитель-
ности печи от высоты загрузки:
1 — очень малое время выдержки;
2 — очень большое время выдержки;
3 — промежуточный случай
печи gi.
Возможно несколько видов та-
кой зависимости при последова-
тельном изменении количества
объектов в рабочем пространстве
печи. Если объекты располагают-
ся так, что не оказывают влияния
друг на друга и влияние рабо-
чего пространства печи не изме-
няется при изменении их коли-
чества, время нагрева объектов
не зависит от gt (I тип загрузок).
Если при определенной укладке
объекты начинают частично зате-
нять друг друга и уменьшать,
таким образом, тепловосприни-
мающую поверхность загрузки,
время нагрева начинает постепенно возрастать с увеличением gt,
но несколько медленнее, чем gi (II тип загрузок).
Если при изменении количества объектов тепловоспринима-
ющая поверхность практически остается неизменной, время на-
грева увеличивается прямо пропорционально массе загрузки
(III тип загрузок).
При достаточно большом количестве объектов загрузка при-
обретает свойства массивного тела и время нагрева начинает
увеличиваться быстрее, чем gi (IV тип загрузок). Учитывая ска-
занное, можно представить характер зависимости производитель-
ности проектируемой печи определенной длины от gi (рис. 255).
При определенных условиях имеет место оптимальное размещение
объектов в печи; оптимум находится при значениях gI( соответ-
ствующих III и IV типам загрузок, причем с увеличением вре-
мени выдержки тв оптимальное значение gi также увеличивается.
Определение такого размещения означает необходимость рас-
чета кривой тн = f (gi) и нахождение оптимального значения gt.
На практике следует, задавшись видом размещения объектов,
произвести несколько расчетов для разных^ и аппроксимировать
функцию тя = f (gi) на определенном интервале. Чаще всего
встречаются загрузки III—IV типов. Для них и для массивных
356
загрузок указанную кривую удобно аппроксимировать зависи-
мостью типа
тн = а + bgi 4- eg*. (292)
Тогда уравнение (291) приобретает вид
Е — gtL [(а 4~ bgi + cgi) + тв]. (293)
Продифференцируем выражение (293) по gh приравняем полу-
ченное выражение нулю и найдем
Я(0Пт =^а + Тв)/с (d - 0- (294)
Если печь проектируется и из-
вестно количество зон нагрева,
можно определить и другие опти-
мальные параметры печи
тн. опт = Я + ^опт +^опт;
/П — (Ен/Ев)опт — Тн. опт/^в'
(295)
Максимально возможная про-
изводительность печи при задан-
ном значении L или минималь-
но возможная длина печи при
заданной производительности оп-
ределяются по следующим вы-
ражениям:
— ^10ВТЕ/(т:И‘ опт -ф тв);
^min — ("Гн. опт 4- Тв) E/glnnT.
Рнс. 255. Зависимость производитель-
ности печи от удельной нагрузки на
несущий орган и длительности вы-
держки:
1 — очень малое время выдержки; 2 —
очень большое время выдержки; 3 —
промежуточный случай; / — IV — типы
загрузки
(296)
Если печь спроектирована и известно количество зон нагрева
(а, следовательно-, и соотношение длин зон нагрева и выдержки),
а требуется найти размещение изделий в печи, соответствующее
данным условиям, то решается уравнение *
тн = f(gt) = тхв. (297)
Если в проектируемой печи неизвестно соотношение длин зон
нагрева и выдержки, то оптимальное значение tn и соответству-
ющие ему gt и Е определяют путем нахождения минимума затрат
на термообработку при различном числе зон нагрева. При этом
задаются различными, возможными в данной печи, значениями т
и рассчитывают значение gh
Методика выбора печи непрерывного действия. При проектиро-
вании технологических процессов и технологическом проектиро-
* Выражение имеет смысл везде, кроме случая тв = 0.
357
вании производственных подразделений инженеру-технологу при-
ходится сталкиваться с задачами выбора печей, обеспечивающих
осуществление заданного технологического процесса. Выбор про-
изводится из числа моделей, существующих на момент проекти-
рования, и основным материалом, которым руководствуется
проектировщик, являются технические характеристики печей,
в которых указан^, в частности, их производительность. Эта
производительность обычно рассчитывается для определенной
«типовой» загрузки, характер которой в технической характери-
стике, как правило, не указывается, и для некоторого конкретного
режима обработки, который в технической характеристике также
не указывается. Обычная техническая характеристика не дает
представления о таких важнейших параметрах, как неравномер-
ность температуры в загрузке или неодинаковость качества
термообработанных заготовок; пользуясь этой характеристикой,
нельзя определить производительность печи при смене загрузки,
изменении режима термообработки или требований к качеству
нагрева. Это приводит к тому, что в описанных случаях такие
параметры режима термообработки, как укладка заготовок, вы-
сота насыпной загрузки, расстояние между заготовками и т. п.,
а также соотношение между длинами зон нагрева и выдержки под-
бираются экспериментально и чисто таким образом, что печь
работает не с максимальной производительностью.
В большинстве случаев печи используются как универсальные,
т. е. в них производят обработку различных видов порошков
и заготовок по различным режимам, при различных требованиях
к качеству нагрева и т. д.
Для того чтобы грамотно выбрать печь для осуществления
ряда конкретных процессов, можно:
— произвести поверочный расчет производительности печи
и качества нагрева для каждого сочетания «загрузка — режим»;
— воспользоваться так называемой паспортной характеристи-
кой печи, если она имеется в специальной технической литературе,
или построить ее самостоятельно, пользуясь методикой ВНИИ
электротермического оборудования.
Паспортные характеристики представляют собой зависимости,
связывающие производительность печи, нагрузку на 1 м ее длины
при различных видах загрузки (укладка изделий, высота насып-
ной загрузки и т. п.) с допустимым перепадом температуры или
разбросом по качеству изделий, временем выдержки и другими
параметрами (скоростью перемещения загрузки, частотой вра-
щения барабана и т. п.). Паспортные характеристики должны
также учитывать ограничения на производительность печи, опре-
деляемые конструкцией печи: предельные потребляемые мощ-
ности, нагрузки на механизм привода, поддон, скорости,
температуры, размеры и т. п.
Наличие паспортных характеристик позволяет выбирать типо-
размер печи для термообработки различного вида загрузок по
358
определенным режимам с требуемой производительностью и опре-
делять параметры, необходимые для рациональной эксплуатации
выбранной печи при термообработке определенной загрузки по
заданному режиму: нагрузку на 1 м длины зон нагрева и вы-
держки, скорости перемещения изделий и т. п. Работа при этих
параметрах позволяет достичь максимально возможной произ-
водительности печи.
При расчете паспортных характеристик для загрузок, которые
будут обрабатываться в данной печи, рассчитывают зависимость
Рис. 256. Паспортные характеристики барабанной печи модели СБЦ-6.35/10
времени нагрева от нагрузки на 1 м длины печи при различных
допустимых перепадах температуры и числах зон нагрева. Поль-
зуясь этими зависимостями и задаваясь различным временем
выдержки, определяющим режим термообработки, строят номо-
граммы для паспортных характеристик.
Вид номограммы и количество учитываемых в них факторов
могут быть различными, но в принципе в удобном для пользования
виде должны давать зависимость производительности печи от
необходимых параметров режима термообработки при налагаемых
конструкцией печи ограничениях.
На рис. 256 в качестве примера приведены паспортные харак-
теристики барабанной печи СБЦ-6.35/10.
Характеристики позволяют установить максимальные воз-
можности печи по производительности в зависимости от загрузки
на виток и продолжительности технологической выдержки.
Графики, рассчитывались при доле площади сечения барабана,
заполненной деталями, равной 0,15, и значениях насыпной плот-
ности в интервале 2000—4000 кг/м3. На графиках производитель-
ность печи ограничивается значениями (пунктирная линия),
359
соответствующими максимальной температуре барабана (/б =
= 1273 К).
На график также нанесена температура барабана при различ-
ных значениях производительности.
Метод паспортных характеристик — номограмм является эф-
фективным средством оптимального выбора и других видов техно-
логического оборудования, позволяя использовать его с макси-
мальной эффективностью.
Печи для индукционного нагрева
Принципиальная схема печи (установки) с прямым индукционным
нагревом заготовки представлена на рис. 257.
Несмотря на возможность значительного ускорения нагрева
по сравнению с косвенным лучистым и лучисто-конвективным
нагревом печи прямого индукционного нагрева имеют в порошко-
вой металлургии ограниченное применение по следующим при-
чинам:
1) кратковременность нагрева не обеспечивает полноты про-
дегазационных процессов, обес-
печивающих, наряду с собствен-
но уплотнением, высокое качес-
тво спеченных заготовок;
2) различие физических
свойств порошковых тел в на-
чальный и конечный периоды
нагрева — спекания, значи-
тельно более существенное, чем
у компактных тел, требует при-
менения источников питания с
широким диапазоном регулиро-
вания основных параметров;
создание таких источников яв-
ляется сложной, до конца не
решенной задачей;
3) малая прочность прессо-
вок в начальный момент спе-
кания ограничивает скорость
их нагрева в связи с опасностью
разрушения под действием тер-
мических напряжений; этот фактор действует тем сильнее, чем
сложнее форма прессовки и больше ее масса;
4) прямой индукционный нагрев порошковых (в состоянии
свободной насыпки) загрузок невозможен, так как электросо-
противление этих загрузок слишком велико для возбуждения
в их объеме греющих токов.
В связи с указанными ограничениями прямой индукционный
нагрев применяется при спекании прессовок малого сечения
360
Рис. 258. Нагревательная камера печи индукционного иагрева с про-
межуточным нагревателем (базовый вариант);
Z — водоохлаждаемый корпус; 2 — коаксиальный токоввод; 3 — индук-
тор; 4 — рабочее пространство печи; 5 — патрубок вакуумной системы;
о — механизм подъема крышки; 7 — смотровое стеило; 8 — крышка
361
и простой конфигурации (например, поршневых колец для не-
которых типов двигателей внутреннего сгорания) или при полу-
чении промежуточных заготовок, от которых требуется только
определенный уровень технологической прочности (например,
Рис. 259. Типовая компоновочная схема однокамерных индукционных печей с про-
межуточным нагревателем:
/ — пульт управления; 2 — промежуточный нагреватель; 3 — печь; 4 — источник
питания; 5 — вакуумная система; 6 — система водоохлаждения
заготовок наплавочных колец для клапанов двигателей внутрен-
него сгорания).
Прямой индукционный нагрев широко применяется для на-
грева уже спеченных высокоплотных заготовок под горячую
пластическую деформацию. В этом случае устройство нагрева-
тельного оборудования практически не отличается от устройства
362
оборудования для нагрева под деформацию заготовок из ком-
пактных материалов.
Значительно более широкое применение имеют в порошковой
металлургии индукционные печи с промежуточным нагревателем.
В этих печах индуктированными токами нагревается указанный
fl
Рис. 260. Индукционная печь с промежуточным нагревателем и системой вывода пла-
стификатора:
1 — выводной патрубок; 2 — клапан отсечки системы вывода паров; 3 — конденсатор
с фильтром; 4 — линия удаления паров; 5 — патрубок основной вакуумной системы
нагреватель, а теплопередача от него к садке осуществляется
излучением или излучением и конвекцией.
Печи с промежуточным нагревателем применяют для получения
порошков карбидов тугоплавких металлов методами прямой
твердофазной карбидизации и карботермического восстановления
оксидов с последующей карбидизацией для спекания твердых
сплавов и ряда других материалов.
Конструкция основного блока печи — нагревательной ка-
меры — представлена на рис. 258. Эта конструкция является
363
Рис. 261. Индукционная печь с промежуточным нагревателем и системой ускоренного
охлаждения загрузки:
/ — главный теплообменник; 2 — газодувка; 3 — вспомогательный теплообменник:
4 — клапан в крышке промежуточного нагревателя; 5 — патрубок вакуумной системы
базовым вариантом, на основе которого создаются модификации
различного целевого назначения. Типовая компоновочная схема
однокамерных печей рассматри-
ваемого типа представлена на
рис. 259. Так же, как и печи с
нагревом сопротивлением, индук-
ционные печи с промежуточным
нагревателем могут снабжаться
системой вывода паров пластифи-
катора (рис. 260) и системой уско-
ренного охлаждения (рис. 261).
Технические характеристики
печей представлены в табл. 57.
Увеличение производительнос-
ти печей рассматриваемого типа
достигается путем создания двух-
камерных установок, компонов-
ка и оснащение которых прин-
Рис. 262. Схема двухкамерной индук-
ционной печи:
/ — нагревательная камера; 2, 6, 14 —
вакуумметры; 3, 9—11, 13, 16 — вен-
тили; 4 — холодильник; 5, 15, 18 —
вакуумные насосы; 12 — ловушка;
17 — натекатель
364
ципиально не отличаются от компоновки и оснащения печей
сопротивления (рис. 262).
График работы двухкамерной установки представлен
на рис. 263 на примере печи модели IOV811 при загрузке 500 кг
и оснащении печей устройствами вывода паров пластификатора
Па
133^
133*10г
1330
133
13,3
1,33
к
1773
-1273
773
-273
Рис. 263. График раэоты двухкамерной индукционной печи
и ускоренного охлаждения. Ниже приведены технические харак-
теристики печей моделей IOV50 и IOV100:
IOV50 IOV100
Вместимость, л.................................. 69 250
Размеры рабочего пространства, мм:
диаметр ............................................. 400 600
высота............................................. 550 900
Максимальная температура, К ......................... 2473 1873
Скорость откачки:
при давлении 13,3 Па, м3/ч........................... 1700 3350
при давлении 1,33- 10—а Па с ловушкой, л/с . . . 2600 —
Потребляемая мощность, кВ-А:
вакуумная система..................................... 26 36
источник питания ............................... 100 (при 120
250 В)
Расход охлаждающей воды, л/мин:
печь и вакуумная система ............................. 30 40
источник питания ................................... 30 40
Давление, МПа:
охлаждающей воды................................ 0,2—0,4 0,2—0,4
сжатого воздуха............................... 0,5—0,8 0,5—0,8
Масса, т.............................................. 4 4,5
Площадь (с источником питания), м................... 5X4,2 3,5X6
365
Таблица 57. Технические характеристики индукционных печей с промежуточным нагревателем (фирма «Balzers»)
СЛ
Характеристика IOV111 IOV121 IOV211 IOV221 IOV411 IOV421 IOV811 IOV821
Максимальная рабочая температура, К 1873 2473 1873 2473 1873 2473 1873 2473
Рабочая камера: вместимость, л 39 34 82 74 159 147 332 312
диаметр, мм 300 280 400 380 500 480 650 630
высота, мм 550 550 650 650 810 810 1000 1000
Неравномерность температуры в объ- еме рабочей камеры (макс.) ♦1, К ±ю ±10 ±10 ±10 ±10 ±10 ±10 ±10
Корпус печи: наружный диаметр, мм 850 850 950 950 1150 1150 1250 1250
высота с крышкой и днищем, мм' 1600 1600 1900 1900 2100 2100 2500 2500
Скорость натекания, Па-л/с .... 0,133 0,133 0,133 0,133 0,133 0,133 0,266 0,266
Вакуумная система: тип WKP2000- -UNO 120 А WKP4000- -UNO250A WKP400 )—ВА501
номинальная скорость откачки при давлении 13,3 Па, л/мин .... 1700 1700 1700 1700 3300 3300 3350 3350
рабочий вакуум, Па 1,33 1,33 1,33 1,33 1,33 1,33 1,33 1,33
Мощность, потребляемая при изотер- мической выдержке *2, кВт .... 15 23 24 37 37 59 60 97
Источник питания: выходная мощность, кВт .... 30 60 60 80 80 120 120 200
частота, кГц 4 4 4 4 4 4 3 з -
вторичное напряжение, В .... 250 250 250 250 250 250 250 250
Продолжение табл. 57
Характеристика IOV111 IOV121 IOV211 IOV221 IOV411 IOV421 IOV811 IOV821
Потребляемая мощность, кВт: вакуумная система 10 10 10 10 26 26 26 26
источник питания 40 60 60 100 100 150 150 250
Расход охлаждающей воды, л/мин: печь 27 40 45 65 65 105 110 170
источник питания *3 20 65 65 95 95 100 100 100
Давление сжатого воздуха (привод клапанов), МПа 0,5—0,8 0,5—0,8 0,5—0,8 0,5—0,8 0,5—0,8 0,5—0,8 0,5—0,8 0,5—0,8
Размеры (вместе с источником пита- ния): площадь, м2 13 13 13,2 13,2 18,5 18,5 18,5 18,5
ширинах глубинах высота, м . . . 3,ЗХЗ,7Х Х2,2 3,ЗХЗ,7Х Х2,2 3,0Х4,4Х Х2,5 3,0Х4,4Х Х2,5 4,1Х4,5Х Х2,8 4,1Х4,5Х Х2,8 4,1Х4,5Х ХЗ,0 4,1Х4,5Х ХЗ,0
расстояние до крюка крана, м . . 3,3 3,0 3,3 3,3 4,2 4,2 4,4 4,4
Масса, кг: без источника питания 2200 2200 2600 2600 3200 3200 3600 3600
источник питания 700 1500 1500 1500 1500 1800 1800 2000
*1 Специальными мероприятиями может быть снижена до уровня ±5 К. При работе в вакууме. *3 Максимальная температура
иа входе 303 К. максимальная разность температур на входе и выходе для источника питания 10 К, для печи 15 К-
сп __________,____________________
Автоматизация электрических печей
Комплекс оборудования и приборов, обеспечивающих работу
электрических печей в автоматическом режиме, включает в себя
подсистемы автоматического управления температурным ре-
жимом, работой механизмов печи, системой водоснабжения, соста-
вом и режимом циркуляции газовой атмосферы.
Подсистемы управления различными параметрами работы печи
связаны между собой блокировками, обеспечивающими безопас-
ность работы печи и исключение брака обрабатываемых матери-
алов и заготовок. Подсистемы управления печью связаны также
с цеховыми и заводскими системами энерго-, газо-, водоснабжения
и вентиляции, а при установке печи в составе автоматических
линий или гибких производственных систем — с системами смеж-
ного оборудования и пультом централизованного управления
линией или производством.
Принципиальные схемы наиболее распространенных регуля-
торов температуры приведены на рис. 238, 239. Дальнейшее
повышение качества регулирования и энергетических характери-
стик печей сопротивления достигается применением тиристорных
регуляторов с широтно-импульсным управлением. Принцип дей-
ствия таких регуляторов иллюстрируется на примере регулятора
БРТ-2, который может применяться для управления температур-
ным режимом в низко- и среднетемпературных садочных печах
и в низко- и среднетемпературных зонах печей непрерывного
действия в порошковой металлургии.
БРТ-2 — регулятор аппаратного типа, реализующий квази-
непрерывный закон регулирования путем низкочастотной ши-
ротно-импульсной модуляции усиленного сигнала отклонения
действительной температуры в печи от заданного значения.
Отличительными особенностями регулятора являются:
цифровой задатчик температуры, с высокой точностью аппро-
ксимирующий градуировочную характеристику термоэлектри-
ческого преобразователя (БРТ-2 работает в комплекте с термо-
электрическими преобразователями градуировки ХК и ХА);
узел ручного интегрирования, позволяющий смещать стати-
ческую характеристику регулятора с целью компенсации стати-
ческой погрешности, возникающей при П-законе регулирования
по управляющему воздействию и при отработке постоянно дей-
ствующих возмущений;
возможность настройки частоты широтно-импульсной модуля-
ции (в пределах 0,1—0,01 Гц), что позволяет управлять качеством
регулирования температуры. Чем выше частота переключения,
тем лучше качество регулирования температуры, однако при
этом необходимо учитывать возможности исполнительного устрой-
ства. При частоте >-0,08 Гц возникает необходимость в установке
тиристорных контакторов, стоимость которых существенно выше
электромагнитных;
368
наличие в регуляторе прибора индикации отклонения регули-
руемого параметра, узла сигнализации опасного перегрева и узла
контроля обрыва цепи термоэлектрического преобразователя;
дополнительный вход 0—10 В, позволяющий вводить в регу-
лятор сигнал задания или коррекции уставки от внешнего про-
граммного или вычислительного устройства;
контактный и бесконтактный выходы для коммутации электро-
магнитного или тиристорного контактора.
Упрощенная принципиальная схема регулятора БРТ-2 пред-
ставлена на рис. 264. Цифровой задатчик температуры ЗТ обеспе-
чивает выдачу напряжения постоянного тока, величина которого
соответствует заданной температуре с учетом градуировки термо-
электрического преобразователя ТП. Задатчик выполнен по
схеме трехразрядного двоично-десятичного параллельного дели-
теля напряжения, собранного на прецизионных резисторах.
Достоинствами схемы являются полное соответствие величин
разрядов номинальным значениям, уменьшенное количество кно-
пок в разрядах, постоянство выходного сопротивления.
Набор заданной температуры осуществляется в градусах
Цельсия нажатием соответствующих кнопок в разрядах. При
изменении старшего разряда линейный задатчик для преобразо-
вателя ХА превращается в нелинейный задатчик для ХК и обес-
печивает кусочно-линейную аппроксимацию нелинейной характе-
ристики ХК. Компенсация э. д. с. свободных концов термоэлек-
трического преобразователя осуществляется мостовой схемой, в ко-
торой чувствительным элементом является медное сопротивление.
Э. д. с. термоэлектрического преобразователя включена
встречно с напряжением задатчика на входе усилителя, состо-
ящего из последовательно соединенных предварительного уси-
лителя У1 и оконечного У2 с регулируемым коэффициентом уси-
ления. У1 выполнен по схеме «модулятор — усилитель — де-
модулятор», обеспечивающей малый уровень временного и темпе-
ратурного дрейфа выходного сигнала. Модулятор реализован на
полевых транзисторах Tl, Т2 с изолированным затвором по па-
раллельно-последовательной схеме, с Г-образным фильтром
Rl, С1 на входе и цепочкой компенсации коммутационных пиков
напряжения. Промодулированный сигнал усиливается усили-
телем переменного тока на микросхеме К1УТ531А. Нагрузкой
усилителя является демодулятор на полевом транзисторе ТЗ
с противофазной коммутацией, инвертирующей полярность вы-
ходного сигнала.
Выходной сигнал предварительного усилителя через Г-образ-
ный 7?С-фильтр R2, С2 поступает на оконечный усилитель по-
стоянного тока У2, выполненный на микросхеме К1УТ531А,
с жесткой отрицательной обратной связью и балансировкой нуля,
осуществляемой во втором каскаде усиления микросхемы рези-
сторами РЗ — Р5. Резистор Р4 служит для настройки диапазона
пропорциональности регулятора.
369
iqdouiandniu angoi/na вн оатд
158 Q
ъ-кв
Рис. 264. Принципиальная схема широтно-импульсного регулятора температуры БРТ-2
Чувствительность усилителя У1 составляет 2 мкВ, а суммар-
ный дрейф нуля усилителя, приведенный к входной величине,
за 24 ч составляет 1 мкВ/град.
Генератор тактовых импульсов ГТИ выполнен по бестранс-
форматорной схеме на микросхеме КДУТ531А, имеющей цепи
положительной и отрицательной обратной связи по неинвертиру-
ющему и инвертирующему входам и установку внешнего порого-
вого уровня с помощью резистора Р6. На инвертирующий вход
ПЭ1 поступает также сигнал генератора пилообразного напря-
жения ГПН, выполненного по схеме, аналогичной схеме ГТИ.
Выходной сигнал ГПН снимается с зарядного конденсатора СЗ
и далее через истоковый повторитель на транзисторе Т4 поступает
на вход ПЭ1, который в сочетании с генератором пилообразного
напряжения ГПН образует широтно-импульсный модулятор
(ШИМ) сигнала отклонения. При наличии сигнала отклонения
длительность импульса на выходе ШИМ в течение очередного
периода квантования, определяемого периодом колебаний ГПН,
пропорциональна значению сигнала рассогласования.
Выходной сигнал ШИМ обеспечивает срабатывание порого-
вого, узла ПЭ2, являющегося выходным узлом регулятора. При
этом за время импульса срабатывает электромагнитное реле Р2,
предназначенное для включения электромагнитного контактора,
и одновременно запускается заторможенный генератор на тран-
зисторах Т5, Тб, Т7, вырабатывающий высокочастотный пакет
импульсов, предназначенный для бесконтактной коммутации ти-
ристорного контактора.
Узел ручного интегрирования (РИ) собран по схеме трех-
разрядного параллельного линейного делителя напряжения и
управляется контактами кнопок задатчика температуры. Пере-
менный резистор Р6 определяет степень введения ручного интег-
рала. Выходной сигнал РИ поступает на инвертирующий вход УЗ
порогового элемента ПЭ1, суммируясь с сигналами ГПН и рас-
согласования.
Такое выполнение узла РИ позволяет автоматически компен-
сировать статическую ошибку по управляющему воздействию
при изменениях уставок регулятора.
К выходу фазочувствительного демодулятора ТЗ и усилителя
У1 подключен микроамперметр А с симметричной шкалой, пред-
назначенной для индикации сигнала отклонения регулируемого
параметра. Для защиты рамки прибора от больших уровней
сигнала рассогласования, возникающих, например, при выходе
печи на режим, в регулятор введен трехпозиционный релейный
элемент Уб, подключенный к выходу предварительного усили-
теля У1, и мост из трех резисторов Р7, Р8, Р9, управляемый
напряжением нелинейного резистора РЮ (с релейной характе-
ристикой). В диагональ последнего включен микроамперметр.
Такое устройство обеспечивает при недопустимом превышении
сигнала рассогласования подачу на рамку прибора ограниченного
371
нормированного сигнала и фиксацию стрелки на соответствующем
крае шкалы; при значении сигнала рассогласования в пределах
шкалы прибора осуществляется индикация. Заданные границы
индикации легко регулируются в необходимом диапазоне.
При возникновении в объекте регулирования технологически
недопустимого перегрева срабатывает пороговый элемент ПЭЗ,
подключенный к выходу усилителя У1. Светодиод Д1 сигнализи-
рует оператору о наличии перегрева, а срабатывание магнитного
реле Р1 позволяет выдать соответствующий сигнал во внешние
цепи.
Технические данные регулятора БРТ-2 следующие:
Диапазон температур задания, К.........................
Точность задания температуры, % от диапазона...........
Зона пропорциональности, % ............................
Период регулирования, с (частота квантования, пер/с)
Погрешность узла компенсации э. д. с. свободных концов
термоэлектрического преобразователя, К.................
Бесконтактный выход (постоянный ток)...................
Контактный выход, разрывная мощность контактов, В-А
Мощность, потребляемая от сети, В'А
Размеры, мм............................................
Масса, кг .............................................
0—1272; 0—872
0,5
1—20
10—100
(0,1—0,01)
2
100 мА, 12 В
500 (220 В, 50 Гц)
6
110X210X225
3
-КО в
Рис. 265. Комплексная система индивидуального регулиро-
вания режима индукционного нагрева
При централизованном питании индукторов повышенной ча-
стоты стабилизация напряжения на сборных шинах генератора
дает удовлетворительное качество нагрева при малых отклонениях
параметров нагревательных постов. В случае значительной ва-
риации параметров индукторов, обусловленной сменой номенкла-
туры нагреваемых изделий, режимов пуска, изменением задания
на температуру или производительность, обеспечить качественный
372
нагрев возможно лишь при индивидуальном регулировании ре-
жима каждого индуктора.
Описывается комплексная система регулирования режима
индукционных нагревателей повышенной частоты, позволяющая
при централизованном питании осуществлять индивидуально на
каждом индукторе регулирование напряжения в широком диапа-
зоне, регулирование и стабилизацию коэффициента мощности,
а также температуры нагреваемых заготовок.
Рис, 266. Тиристорный регулятор напряжения
Система (рис. 265) устанавливается на индукционный нагре-
ватель 1 (или 2, 3). Она содержит тиристорный регулятор напря-
жения 4 с блоком управления 5, датчик обратной связи по тем-
пературе 6 с термочувствительным элементом 7, регулируемый
источник реактивной мощности 8 с блоком управления — пре-
образователем 14.
Регулятор напряжения выполнен на тиристорах ТБ-4000,
включенных по схеме бивентиля. Регулятор (рис. 266) содержит
источник питания 1, задатчик уровня напряжения на индукторе 2,
генератор пилообразного напряжения 3, блок развязки каналов
управления тиристорами 4, выполненный на оптронах 19, 20
с инвертором 18, блоки формирования сигналов управления 5, 6,
блоки коммутации 7, 8, блоки выходного устройства 9, 10, блоки
формирования синхронизирующих импульсов 11, бивентиль 12
(тиристоры 13—16), соединенный с нагрузкой — колебательным
контуром индуктора 17.
373
Схема управления реализована на микросхемах серии 511.
Количество тиристоров, включаемых последовательно в каж-
дую ветвь бивентиля, определяется их классом и амплитудным
значением напряжения генератора. Количество параллельно вклю-
чаемых тиристоров определяется не только величиной тока на-
грузки, но и его частотой. При повышенных частотах эффектив-
ность применения индуктивных делителей тока резко снижается
и требуются специальные схемы коммутации, обеспечивающие
равные токи в параллельных тиристорах, включаемых в одну
ветвь бивентиля.
В рассматриваемом регуляторе поочередная коммутация тири-
сторов осуществляется по следующей схеме. Каждый из блоков
формирования сигналов управления содержит два последова-
тельно включенных триггера (23, 24) со счетным входом, образу-
ющих делитель частоты, причем вход этого делителя подключен
через инвертор 22 и выпрямитель 21 к блоку синхронизации И,
а прямой и инверсный выходы — к блоку коммутации (7 или 3),
содержащему триггер, образуемый четырьмя логическими эле-
ментами «2И—НЕ» (27—30), входы которых подключены к блоку
формирования сигналов управления (5 или 6), а выход через
элементы «2И—НЕ» (25, 26) соединен со входом блока выходного
устройства (9 или 10), содержащего входной инвертор (33, 34)
и усилитель мощности на транзисторах (35, 36).
Предлагаемая схема обеспечивает поочередное включение ти-
ристоров с периодом 2Т, что снижает средний ток через тири-
сторы. Кроме того, отсутствие магнитных делителей тока улуч-
шает массо-габаритные показатели регулятора и повышает его
к. п. д. Для максимального использования нагрузочной способ-
ности тиристоров на частотах 8—10 кГц требуется включение
трех-четырех параллельных групп.
Надежность работы регулятора значительно повышается при
работе на колебательный контур, параметры которого автомати-
чески подстраиваются в резонанс при изменении приведенного
сопротивления индуктора. Для этой цели используется само-
настраивающаяся система регулирования коэффициента мощности
колебательного контура. Она содержит (см. рис. 266) дроссель
насыщения 9 с обмоткой управления 10, трансформаторы тока
(11, 12, 13) и функциональный преобразователь 14. На основании
информации о величине тока (Д), потребляемого установкой,
и токах в контуре (12, Д) функциональный преобразователь фор-
мирует сигнал управления
Uy = kjr ± (k2I2 - Ш, (298)
где «плюс» соответствует емкостному cos <р контура. Такая си-
стема автоматически обеспечивает минимум тока, потребляемого
установкой при реальных изменениях сопротивления индуктора,
т. е. поддерживает cos <р « 1. С целью непосредственного кон-
троля, регулирования и стабилизации температуры заготовок
374
554
комплексная система содержит автоматический измерительный
и регулирующий аппаратурный комплекс АПИР-С: диапазон
измеряемых температур 400—1300 °C; датчик — оптический сум-
марного излучения; выходное напряжение до 10 В.
Очевидно, что описанная выше система может использоваться
и для автоматического управления одной или несколькими ин-
дукционными печами с промежуточным нагревателем.
Механизмы печей непрерывного действия классифицируют:
1. По назначению и роли выполняемой ими работы: на основ-
ные (обеспечивающие транспортировку изделий через печную
камеру) и вспомогательные (механизмы открывания и закрывания
дверец), механизмы, обеспечивающие загрузку и выгрузку термо-
обрабатываемых изделий ит. п.
2. По принципу преобразователя энергии в приводе механизмов:
а) с электромеханическим приводом (в электродвигателе пре-
образуется электроэнергия в механическую); б) с электро-
гидравлическим приводом (в электродвигателе и гидронасосе
преобразуется электроэнергия в энергию давления рабочей жидко-
сти), область применения последних —• механизмы с большими
усилиями; в) с пневматическим приводом, использующим энергию
сжатого воздуха; их область применения — механизмы с неболь-
шими усилями; г) с ручным приводом; область применения —
механизмы с небольшим усилием и редким включением; д) при-
водом от двигателя внутреннего сгорания; область применения —
обеспечение резервного электропитания механизмов и цепей
управления.
3. По характеру движения рабочего органа: непрерывного
и прерывистого действия.
4. По условиям работы (температуре, давлении и составу
окружающей среды): в нормальных, тяжелых (когда механизм
подвержен действию повышенной температуры) и особо тяжелых
условиях (при агрессивной среде с повышенной температурой
и давлением, отличным от нормального).
Регулирование механизмов и управление ими (плавность
и точность движений рабочих органов) осуществляют воздей-
ствием на преобразователь энергии или на одно из звеньев си-
стемы передачи или комбинацией обоих способов. Автоматическое
регулирование и управление механизмов производят с использо-
ванием автоматических устройств и обеспечением электрической
схемой заданной циклограммы последовательности операций,
темпа и цикла работы механизмов.
В циклограмме указывают номера операций и механизмов,
их наименование и время работы, тип срабатывающего элемента,
механические характеристики рабочего органа и необходимые
блокировки. Для наглядности циклограмму выполняют в виде
графика с кинематической схемой расположения механизмов.
Системы управления механизмами обычно выполняют для
работы механизмов в нескольких режимах: 1) ручном — наладоч-
375
ном (обычно «толчковом»), необходимом при пускоотладочных
работах; 2) полуавтоматическом, когда операции объединяются
в отдельные группы с автоматическим управлением работы меха-
низмов, а связь между этими группами осуществляется вручную
(этот режим необходим на стадиях переходных процессов, напри-
мер при выводе печи на заданный рабочий, технологический
режим, при переводе печи с рабочего режима на пониженную
температуру, когда только часть механизмов должна участвовать
в работе, в аварийных ситуациях и т. п.); 3) автоматическом.
В системы управления механизмами входят также световая
и звуковая сигнализация, а при сложных перемещениях загрузки
и ответственных технологических процессах — мнемонические
световые схемы, дублирующие на световом табло местонахождение
и прохождение через печь термообрабатываемых изделий.
Вода, циркулирующая в системе водоснабжения печи, должна
удовлетворять определенным требованиям по температуре, кис-
лотности, содержанию растворенных и взвешенных примесей,
расходу.
Вода используется не только для охлаждения с целью обеспе-
чения работоспособности механизмов, находящихся в условиях
высоких температур, или для обеспечения требуемых условий
по технике безопасности, но и для технологических процессов,
связанных с охлаждением термообрабатываемых изделий. В не-
которых электропечах водой «снимается» до 70 % энергии, по-
требляемой печью. В целях экономии расхода воды необходимо:
а) определять допустимые значения температуры нагрева воды
по условиям эксплуатации оборудования и ее качества (с учетом
отложения солей, образования засоров водоохлаждаемых по-
лостей, коррозии металла и т. п.); б) выявлять целесообразность
применения оборудования для подготовки воды со специальными
качествами; в) применять автоматические устройства или
системы автоматического управления по контролю, регулированию
и обеспечению требуемого расхода воды.
В качестве датчиков контроля воды в системе водоохлаждения
обычно используют реле давления, для контроля расхода воды —
струйные реле, а регулирование расхода воды осуществляют
по температуре воды, выходящей из водоохлаждаемых полостей.
Различают следующие системы водоохлаждения печей: а) с пря-
мым подсоединением к цеховой (заводской) водопроводной сети,
когда качество воды в ней удовлетворяет предъявленным требова-
ниям; б) с подсоединением к цеховой водопроводной сети через
теплообменные аппараты (в замкнутом контуре системы водоохла-
ждения печи осуществляется и водоподготовка, т. е. улучшение
качества воды до требуемых параметров); в) с охлаждением воды
в замкнутом контуре системы водоохлаждения печи специальными
холодильными машинами, когда по условиям работы оборудова-
ния требуется повышенная точность регулирования температуры
охлаждения при низких уровнях (например, от 278 до 280 К при
376
охлаждении деталей после закалки с целью снижения остаточного
аустенита и стабилизации их геометрических размеров или при
охлаждении газа в генераторах и т. п.), а температура воды цехо-
вой водопроводной сети колеблется от 278 до 303 К.
В некоторых печах эти системы соединяют. Выбор их на каж-
дом участке водоохлаждения определяется не только указанными
выше требованиями, но и технико-экономическим расчетом.
Рис. 267. Блок-схема системы автоматического управления углерод*
иым потенциалом печной атмосферы
Автоматическое управление~составом и режимом циркуляции
газовой атмосферы преследует цели поддержания требуемого
химического потенциала атмосферы (углеродного, восстанови-
тельного и др.), требуемого состава и количества примесей, не
влияющих на потенциал, но могущих оказывать нежелательное
побочное влияние на свойства обрабатываемого материала, тре-
буемого расхода и давления атмосферы.
Наиболее полно изучены и реализованы в промышленности
системы автоматического управления углеродным потенциалом
атмосфер. Примером является система, блок-схема которой пред-
ставлена на рис. 267.
377
Систему можно подключать к проходной печи, включающей
четыре технологические зоны: нагрева 3, насыщения 4, диффу-
зионной выдержки 5 и подстуживания 6. Три зонда системы 7
состоят каждый из газозаборной трубки 9 с фильтром 10, ПП —
термоэлектрического датчика 8 с общей коробкой холодных
спаев 11 и трубки 12 для размещения фольги в печи. Газоотводы
от газозаборных трубок подведены к коммутатору газовых кана-
лов 13, подключающему по определенной программе каждый
из зондов к газоанализаторам на СО 14 и СО215, при этом осталь-
ные каналы подключены к продувочной линии. Сигналы от термо-
электрического датчика, пропорциональные температуре атмо-
сферы печи, поступают поочередно через коммутатор 25 к измери-
телю температуры 24. Аналоговое вычислительное устройство 23
формирует значение углеродного потенциала атмосферы печи
по показаниям газоанализаторов 14 и 15, а также измерителя
температуры 24 в соответствии с выражением
, 4,66-10~2[С] 1,539-10» О 1 ГТ , 1 ГТ I 09 -ТОО А ТОААЧ
In j Q 2зз j-Qj----------2 In Псо + In Псо, 23,788 = 0, (299)
где [С] — углеродный потенциал атмосферы, % (по массе); Т —
температура атмосферы, К; /7со> /7со2 — концентрация СО
и СО2, % (объемн.).
Величина сигнала вычислительного блока 23 вручную может
корректироваться в соответствии с величиной, полученной пря-
мыми измерениями углеродного потенциала атмосферы по фольге.
Регулятор 21 поддерживает углеродный потенциал атмосферы
печи в соответствии с величиной, задаваемой блоком уставок 22
на данную зону, путем воздействия через коммутатор каналов 20
на соответствующий исполнительный механизм/. Исполнительные
механизмы связаны с кранами 2, регулирующими подачу в соот-
ветствующую зону печи углеводородного газа (метана) или воз-
духа. Работой коммутаторов управляют при помощи блока 18
по определенной программе, выбираемой оператором. Номер
обслуживаемой зоны высвечивается на индикаторе 19. В системе
имеются пропорциональный и импульсный регуляторы. Пред-
усмотрена возможность изменения настроек регуляторов в зави-
симости от динамических параметров каждой из обслуживаемых
зон печи.
Технические характеристики системы следующие:
Пределы измерения углеродного потенциала, %
(по массе)............................... 0,2—1,5
Погрешность измерения, % (по массе) .... ±0,05
Число точек измерения............................ 3
Число шкафов..................................... 2
Размеры шкафа, мм ......................... 600X1600X640
Занимаемая площадь, м2.......................... 0,8
Потребляемая мощность, кВ-А................... 2,0
Масса, кг ...................................... 600
378
§ 2. ПЕЧИ С ГАЗОВЫМ ОБОГРЕВОМ
Печи с газовым обогревом применяются в порошковой металлур-
гии для осуществления процессов восстановления и отжига
железного порошка, спекания прессовок из порошков материалов
типа «железо — графит» и «железо — графит — медь», цемента-
ции спеченных заготовок из порошковых материалов на основе
железа.
Конвейерная печь с газовым обогревом для восстановления
и отжига железного порошка представлена на рис. 268.
25 22 21 26 20 19 18 17 16 15 19
Рис. 268. Конвейерная печь с газовым обогревом для восстановления и отжига желез-
ного порошка
Печь состоит из загрузочного 1, нагревательного 10 и охла-
ждающего 11 устройств, объединенных муфелем, транспортиру-
ющего устройства, вводно-отводной системы контролируемой га-
зовой среды и защитных газовых завес. Транспортирующее
устройство включает привод 19, конвейерную сетчатую ленту 20,
питатель пористой ленты-подложки 25, состоящий из основания
с направляющими 23 для перемещения по ним кассет 24, выпол-
ненных в виде траверсных тележек с роликовыми корзинами
и заряжаемых рулонами расходуемой ленты-подложки 22. Сво-
бодный конец свернутой в рулон ленты-подложки 22 на подходе
к загрузочному устройству 1 прижимается к сетчатой конвейерной
ленте 20 с помощью прижимного направляющего ролика 26.
На входном и выходном концах муфеля 9 печи установлены за-
щитные газовые завесы 6 и 13. Загрузочное устройство 1 состоит
из бункера, имеющего в верхней части люк для установки кю-
беля 12 с порошком — сырцом, а в нижней части — шиберное
устройство 3 для регулирования высоты слоя порошка — сырца,
поступающего на конвейер, и отсекающую заслонку 5, соединен-
ную с исполнительным механизмом 4, например, пневмоцилин-
дром, связанным с бесконтактным выключателем 21 через элек-
тропневматический клапан двойного действия ЭПКД-2. Под
муфеля 9 в пределах нагревательного устройства 10 выполнен
379
двойным так, что сплошной нижний под 15 и перфорированный
верхний 14 образуют газоотводную камеру 16, соединенную
с системой удаления и дожигания отработанного газа, включа-
ющей газоотводной патрубок 17 с установленным внутри него
эжектирующим устройством 18 для регулирования скорости отвода
отработанного, газа и смешивания его с регулируемым объемом
воздуха. Для ввода в муфель 9 контролируемой газовой среды
предназначены патрубки 7 и 12. Три плоскопламенные горелки 8,
установленные в своде нагревательного устройства 10, обеспечи-
вают всесторонний обогрев муфеля 9 и примыкающей к нему
снизу газоотводной камеры 16.
Конвейерная печь восстановления и отжига работает следу-
ющим образом.
Включением привода 19 транспортирующего устройства при-
водят в движение конвейерную сетчатую ленту 20, верхняя часть
которой перемещается по перфорированному поду 14 муфеля 9,
являющемуся одновременно перфорированным сводом примыка-
ющей снизу газоотводной камеры 16. Воздух удаляют из муфеля
печи методом выжигания, для чего поднимают температуру в му-
феле выше 1123 К, а затем при закрытом патрубке 12 подают
в муфель 9 газ-восстановитель через патрубок 7. После загорания
газа от запальников (на рисунке не показаны) на разгрузочном
конце муфеля 9 и выходе из патрубка 17 газоотводной камеры 16
включают защитные газовые завесы 6 и 3 и открывают патрубок 12
для дополнительного ввода газа-восстановителя в охлаждающее
устройство 11. Вытягивают из кассеты 24 свободный конец по-
ристой ленты-подложки 22 и прижимают его к конвейерной сет-
чатой ленте 20 прижимным направляющим роликом 26, после чего
пористая лента-подложка, сворачиваемая с рулона, перемещается
вместе с конвейерной сетчатой лентой 20 в муфель 9 печи. После
прохода пористой ленты-подложки под бункером загрузочного
устройства 1 вручную включают бесконтактный выключатель 21,
который открывает отсекающую заслонку 5 при помощи исполни-
тельного механизма 4. После поступления порошка-сырца на
пористую ленту-подложку бесконтактный выключатель 21 пере-
водят на автоматический режим. В случае полного использования
или механического разрушения ленты-подложки 22, сворачива-
емой с рулона, автоматически срабатывает бесконтактный конце-
вой выключатель 21. Импульс от него через электропневматиче-
ский клапан ЭПДК-2 поступает на исполнительный механизм 4,
соединенный с отсекающей заслонкой 5 и перекрывает поступле-
ние порошка-сырца на конвейерную сетчатую ленту 20 из загру-
зочного устройства 1. При этом включается звуковой сигнал,
и до вмешательства оператора конвейерная сетчатая лента про-
должает движение в муфеле печи без загрузки ее порошком-
сырцом. Слой порошка-сырца, толщина которого устанавливается
и регулируется при помощи шиберного устройства 3, переме-
щается при помощи сетчатой конвейерной ленты 20 и располо-
380
женной на ней пористой ленты-подложки 22 внутри муфеля 9,
нагревается в нагревательном устройстве 10 до требуемой темпе-
ратуры и, взаимодействуя с контролируемой газовой средой,
превращается в металлическую губку, которая затем охлаждается
до 313—323 К в охлаждающем устройстве 11, а на выходе из печи
полоса губчатого металла вместе с припекшейся к ней лентой-
подложкой легко и самопроизвольно отделяется от изменяющей
направление своего движения сетчатой конвейерной ленты 20.
Газ-восстановитель (водород, диссоциированный аммиак, эндо-
газ, конвертированный газ и др.) поступает в слой обрабатыва-
емого порошка диффузионным путем с двух сторон — со стороны
свободной геометрической поверхности слоя и снизу через сетча-
тую конвейерную ленту 20 и поры ленты-подложки 22. Система
удаления и дожигания отработанного газа-восстановителя, под-
ключенная к газоотводной камере 16, создает регулируемый пере-
пад давлений, обеспечивающий направленное движение газа-
восстановителя из муфеля 9 в газоотводную камеру 16, перфори-
рованный свод которой является одновременно подом муфеля.
Поскольку слой обрабатываемого порошка располагается на
пористой ленте-подложке и расположенной ниже сетчатой кон-
вейерной ленте, движущейся над отверстиями перфорации газо-
отводной камеры 16, такое конструктивное оформление создает
весьма благоприятные условия для постоянного удаления из слоя
обрабатываемого порошка газообразных продуктов восстановле-
ния — обезуглероживания (СО2, Н2О), которые отсасываются
через отверстия перфорации, расположенной ниже газоотводной
камеры 16, освобождая место для газов-восстановителей Н2 и СО
из движущегося над слоем газового потока. В результате такого
активного замещения отработанного газа свежим внутри пор
стационарного слоя интенсифицируются процессы восстановления,
обезуглероживания и другие, основанные на взаимодействии
порошка с газовой фазой. При этом наиболее экономичным путем
достигается высокое качество конечного продукта. Лента-под-
ложка, предварительно изготовленная путем прокатки в холодном
состоянии порошка восстанавливаемого металла или смеси этого
порошка с его же оксидами, имеет на входе в печь или (при на-
личии в исходном материале ленты-подложки оксидов) приобре-
тает на выходе из печи химический состав, идентичный составу
восстановленной на ее поверхности металлической губки, так что
при размоле этой губки совместно с припекшейся к ней лентой-
подложкой металлический порошок не загрязняется посторон-
ними примесями.
Такое конструктивное оформление обеспечивает:
1) интенсивный газообмен внутри слоя обрабатываемого по-
рошка;
2) прямой контакт пористой металлической ленты-подложки,
выполняющей одновременно и роль несущего элемента конструк-
ции, с оксидами восстанавливаемого металла и ускорение про-
381
цесса их восстановления за счет каталитического воздействия на
оксиды металла пористой ленты-подложки;
3) отсутствие припекания конечного продукта — губчатого
металла к металлу транспортирующего устройства — конвейерной
ленты, исключающее необходимость в специальных устройствах
для отделения металлической губки и очистки от нее конвейерной
ленты.
В результате перечисленных преимуществ достигаются ^уве-
личение в 1,5—2 раза производительности печи; отсутствие опе-
раций по отделению металлической губки от конвейерной ленты
Рис. 269. Толкательная печь для спекания и цементации порошковых заготовок из
материалов на основе железа
в процессе ее эксплуатации; удовлетворительное дробление и
размол в порошок металлической губки совместно с припекшейся
к ней лентой-подложкой, ввиду высокой пористости и хрупкости
материала ленты-подложки; отсутствие загрязнения порошка
неметаллическими включениями, так как расходуемая лента-
подложка, выполнявшая роль несущего и газопроницаемого
элемента транспортирующего устройства, на выходе из печи имеет
химический состав, идентичный припекшемуся к ней губчатому
металлу
На рис. 269 представлена толкательная печь с газовым обогре-
вом для спекания и цементации порошковых заготовок из мате-
риалов на основе железа.
Печь состоит из камеры подогрева и удаления пластификатора
2, камеры спекания 5 (состоящей в свою очередь из двух зон),
камеры охлаждения 9. Входной и выходной проемы печи гермети-
зированы клиновыми затворами 1, такими же затворами герме-
тизированы проемы, соединяющие камеру спекания с передним
буферным отсеком камеры охлаждения и камеру охлаждения
с ее задним буферным отсеком. Поддоны с заготовками транс-
портируют через печь внутри жаростойкого муфеля. Нагрев
заготовок осуществляют при помощи трех плоскопламенных
горелок 4, одна из которых (тип ГПП-3) установлена в низко-
температурной зоне, а две (тип ГПП-4) — в зоне спекания. Те-
пловой поток от горелок к муфелю и от муфеля к заготовкам
направлен сверху вниз. Подогрев поддонов снизу осуществляется
тепловым потоком, поступающим со стороны борова 10. Восстано-
382
вительно-науглероживающая газовая среда — смесь типа кон-
вертированный газ — природный газ поступает в муфель на гра-
нице низкотемпературной и высокотемпературной зон, разде-
ляется на два потока, из которых первый (короткий) движется
внутри низкотемпературной зоны навстречу поезду поддонов,
а второй (длинный) — перемещается внутри высокотемпературных
зон муфеля по ходу поддонов, нагреваясь и приобретая к концу
пути внутри муфеля такую же температуру, как и обрабатыва-
емые заготовки. Система ввода газовой среды в печь выполнена
в виде распределительного коллектора 3, установленного внутри
муфеля и снабженного двумя группами газовых сопл, располо-
женных вдоль коллектора н направленных в противоположные
стороны под равными острыми углами к плоскости поперечного
сечения муфеля, устья сопл каждой группы расположены в одной
плоскости, перпендикулярной продольной оси печи, и каждая
группа сопл выполнена с отдельными газораспределительными
камерами, а устройства для отвода отработанного газа установ-
лены на муфеле: одно — перед зоной предварительного нагрева,
второе — за зонами спекания.
В нише, примыкающей к патрубку 6 вывода газовой среды из
зоны спекания, осуществляется дожигание продуктов сгорания
газового топлива, что также способствует обеспечению равномер-
ности распределения температуры в камере спекания.
Печь оборудована тремя рециркуляционными осевыми вен-
тиляторами 7 и 8, один из которых установлен в крышке буфер-
ной камеры, а два других — в крышке холодильника печи.
Конструкция низкотемпературной зоны исключает выпаде-
ние стеаратных осадков на холодные поверхности поддона, прес-
совок, клиновой задвижки и прилегающего к ней муфеля.
Печь снабжена автоматической системой приготовления вос-
становительно-науглероживающей атмосферы, контроля и ре-
гулирования ее углеродного потенциала (рис. 270). Система рабо-
тает следующим образом. Устанавливается предусмотренный тех-
нологическим регламентом расход конвертированного газа на
печь, после чего оператор при помощи задатчика 5 задает требу-
емое процентное содержание СН4 в газовой смеси, поступающей
в муфель, и устанавливает рукоятку 6 в положение А (автомати-
ческое регулирование). В дальнейшем заданное оператором со-
держание метана в смеси типа «конвертированный газ — природ-
ный газ» поддерживается автоматически. На щите контроля
и регулирования приборами 19, 20 и 22, получающими импульс
от расходных шайб 14, 17 и 18, записываются показания расхода
газа.
i- Смесь защитного газа, поступающая по газопроводу 21 в му-
фель между зонами подогрева и спекания, непрерывно контро-
лируется на содержание Н2, СО, СО2, СН4 газоанализаторами 23,
смонтированными на щите 24. Кроме того, содержание СН4 в газе,
поступающем через клапан 12, контролируется и регулируется
383
автоматическим газоанализатором. Для этого к газопроводу 13
присоединен газоанализатор на СН4 типа АО-2309, установленный
в непосредственной близости от печи, чтобы сократить до мини-
мума запаздывание срабатывания системы (время срабатывания
системы практически составляет 5—8 мин).
Зона
nodospeia
Печь
Зона_______
спекания
Поддоны
Рис. 270. Схема автоматического контроля и регулирования углеродногэ потенциала
газовой среды типа конвертированный газ — природный газ в печн спекания-цемента-
ции с газовым^обогревом
Схемой предусмотрен (помимо анализа и регулирования со-
держания СН4 в исходной газовой смеси) непрерывный контроль
содержания СО2 и газовой среды, отбираемой из полости муфеля
в районе 10-го поддона в точке И. Для этой цели в районе уста-
новки термопары 9, связанной с записывающим устройством 10,
смонтировано заборное устройство 1, подающее газовую смесь
в датчик 2, который через вторичный прибор 4 с электронным
регулирующим прибором 3, воздействует на исполнительный
механизм 7 при помощи системы рычагов, связанных с игольча-
тым клапаном 8. В результате в соответствии с поступившей
командой меняется расход природного газа, подаваемого на смеси-
тель 15 через клапан 16.
384
Регулирование состава газовой смеси, отбираемой в районе
10-го поддона, необходимо в исключительных случаях, например,
чтобы определить нарушение герметичности карборундового му-
феля.
Благодаря стабилизации температуры защитного газа и изде-
лий в конце зоны спекания обеспечены условия, при которых
практически наступает равновесие между заданным составом,
науглероживающей или необезуглероживающей защитной газовой
средой и заготовками на завершающей стадии спекания. Эти
условия позволили отказаться от контроля защитной газовой
среды внутри муфеля и ограничиться непрерывным регулирова-
нием и автоматическим поддержанием в исходном защитном газе
заданного содержания метана при контроле постоянства соотно-
шения СО2 : СО. Этого достаточно для обеспечения заданного
углеродного потенциала защитной газовой среды и получения
изделий с нужными структурой и свойствами.
Печь характеризуется следующими технико-экономическими
показателями: размеры 16,6x3x3 м; максимальная температура:
в стеаратной зоне 973 К, в зонах спекания 1473 К, средняя произ-
водительность 185 кг/ч, расход защитной среды 50 м3/ч, расход
природного газа на обогрев 42 м3/ч, расходы на 1 кг спеченных
изделий: топлива (природного газа) 0,25 м3/кг, защитной среды
0,19 м3/кг. Методы расчета технологических характеристик печей
с газовым обогревом в принципе не отличаются от таковых для
печей с электрическим обогревом.
Глава VII
ГАЗОПРИГОТОВИТЕЛЬНОЕ
И ГАЗОРЕГЕНЕРИРУЮЩЕЕ ОБОРУДОВАНИЕ
Подавляющее большинство технологических операций нагрева
в порошковой металлургии осуществляется с использованием
газовых защитных сред. Такими средами являются водород, азот,
инертные газы, диссоциированный аммиак, смеси на основе азота
«азот — водород — углеводородный газ», эндогаз, экзогаз,
вакуум.
В соответствии с ГОСТ 3022—80 в зависимости от способов
получения технический водород выпускается четырех марок:
А — получаемый электролизом Н2О; Б — получаемый железо-
паровым способом и взаимодействием ферросилиция с раствором
щелочи; В — получаемый электролизом хлористых солей; Г —
получаемый при паровой конверсии углеводородных газов. По
физико-химическим показателям технический водород должен
соответствовать требованиям и нормам табл. 58.
Помимо показателей, приведенных в табл. 58 для некоторых
сортов водорода нормируется содержание щелочей, H2S, Cl,
13 Кипарисов С. С. и др. 385
Таблица 58. Физико-химические свойства технического водорода
Марка
Показатель А Б в г
1-й сорт 2-й сорт 1-й сорт 2-й сорт
Содержание водорода в пересчете иа сухой газ, % (объеми.), не меиее 99,8 98 98,5 97,5 97,5 95
Общее содержание газов (О2, Н2, СО, CHj, СО2) в пересчете на сухой газ, % (объемн.), не более: в том числе: о2 0,2 0,3 0,3 0,5 0,2 0,2
СО — 0,3 0,2 0,3 0,5 1,2
со2 — 0,5 9,2 0,3 0,5 1,0
Содержание водяных паров при 293 К и 0,1 МПа, г/м3, при: транспортировании по трубопрово- дам и хранении в резино-ткаиевых газгольдерах, не более 25 25 25 25 25 25
хранении и транспортировании в баллонах под давлением 0,5 1,0 1,0 1,0 1,0 1,0
масла. При небольших объемах производства, а также для лабо-
раторных исследований водород подают в печи из баллонов,
Рис. 271. Система газового питания толкательной печи:
1 — загрузочная камера; 2 — свеча; 3 — труба (муфель); 4 — ротаметр; J — вентиль;
6 — корпус печи; 7 — разгрузочная камера; 8 — датчик влажности водорода
а в специализированных цехах порошковой металлургии вы-
рабатывают централизованно на водородных станциях и направ-
ляют в печи по трубопроводам.
Типовая схема снабжения печи непрерывного действия водо-
родом представлена на рис. 271.
386
Технологическая схема установки для регенерации водорода
приведена на рис. 272.
Из печей отработанный водород вместе с парами воды посту-
пает в скруббер 1, где улавливается грубая пыль и из которого
Рис. 272. Технологическая схема установки для регенерации
водорода
он подается в фильтры 2 для улавливания тонкой пыли. Осво-
божденный от пыли водород поступает в теплообменники 3, где
освобождается от влаги, и направляется на газодувки 7, к которым
подается также свежий водород из магистрали. Во избежание
перегрузок газодувок имеется байпасная линия 4. Суспензия,
образовавшаяся в скруббере, отстаивается в баках-осветителях 5,
откуда вода уходит на слив. Для предотвращения регенерационной
13* 387
системы от попадания в нее воздуха каждый муфель снабжен
гидравлическим затвором 6, автоматически отключающим реге-
нерационную установку при открывании окна загрузки. Для
уменьшения потери водорода при открывании окон загрузки
и разгрузки предусмотрены шторки, которые закрывают окна,
как только шторки верхних цилиндров с укрепленными на них
столиками начнут опускаться. Расход водорода контролируется
ротаметрами.
Установка, схема которой приведена на рис. 272, позволяет
очистить водород только от пыли, влаги и молекулярного кисло-
3
Рис. 273. Блок-схема установки для очи- Рис. 274. Блок-схема установки для
стки водорода методом диффузионного очистки водорода методом короткоцикло-
разделения вой адсорбции
рода. При необходимости очистки водорода от СН4, СО, H2S и N2
с получением интегральной чистоты до 99,9999 % применяют
методы диффузионного разделения газовой смеси под давлением
на водородопроницаемых мембранах из палладийсодержащих
сплавов (рис. 272) и короткоцикловой адсорбции под давлением
с продувочной регенерацией адсорбента (рис. 274).
Установка, представленная на рис. 273, работает следующим
образом: отработанный водород из печей 1—4 поступает по кол-
лектору отработанной водородной атмосферы 5 в агрегат предва-
рительной очистки 6, где очищается от пыли (для защиты ком-
прессорного агрегата) и от серы (для защиты агрегата диффу-
зионной очистки, палладийсодержащие разделительные элементы
которого склонны к отравлению серой). Предварительно очи-
щенный водород поступает в компрессорный агрегат 8 и из него
под давлением в агрегат диффузионной очистки 10. Отсюда водо-
род высокой чистоты по коллектору чистого водорода 11 вновь
поступает к печам термической обработки. Часть водорода
(~15 %) выводится в качестве балластного газа 9 для удаления
накапливающихся в агрегате примесей. Эти потери компенси-
388
руются путем подпитки 7 системы от внешнего источника (водо-
родной станции) на входе в компрессорный агрегат.
Блок-схема технологии с внепечной многоконтурной рецир-
куляцией водорода и регенерацией по варианту короткоцикловой
адсорбции (см. рис. 274) отличается тем, что чистый водород из
агрегата короткоцикловой адсорбции 12 поступает в коллектор
чистого водорода 1, откуда подается в печи 4, 5, где протекает
завершающая стадия термической обработки с глубоким рафи-
нированием металла. Из печей 4, 5 водород поступает в промежу-
точный коллектор 2, откуда подается в печи 6, 7, где происходит
начальная стадия термической обработки с разогревом и дегаза-
цией печи и садки, характеризующиеся активным выделением
примесей, прежде всего влаги. После этого отработанный водород
через коллектор 3 поступает в агрегат предварительной очистки 8,
где очищается от пыли. Предварительно очищенный водород
поступает в компрессорный агрегат 10 и затем в агрегат коротко-
цикловой адсорбции 12. Для удаления накапливающихся при-
месей отсюда выводится ~15 % водорода в виде балластного
газа 11, что компенсируется подпиткой 9 водородом от внешнего
источника (водородной станции).
Обе блок-схемы могут быть реализованы при обоих вариантах
очистки, с учетом того, что диффузионное разделение предпочти-
тельно при особо жестких требованиях к чистоте водорода и для
случаев небольшого потребления, а применение короткоцикловой
адсорбции наиболее целесообразно для технологии с большим
(1000 м3/ч и более) потреблением водорода и менее высокими
требованиями к его чистоте.
Чистый газообразный азот применяют в порошковой метал-
лургии как продувочный газ, направляемый в печь для вытесне-
ния воздуха перед введением в нее водорода, диссоциированного
аммиака, эндо- и экзогаза, как нейтральную атмосферу при
обработке чистого железа, меди, никеля и низколегированных
материалов на их основе, как химически активную атмосферу
при азотировании легированных сталей и некоторых тугоплавких
металлов и сплавов.
При небольших объемах потребления используют азот газо-
образный компримированный (сжатый) в баллонах, при боль-
ших — получают азот методом криогенного разделения воздуха
на азот и кислород. Стоимость азота примерно в три раза ниже,
чем водорода. Химический состав технического азота по
ГОСТ 9293—74 приведен в табл. 59.
Пожаровзрывоопасность и дороговизна водорода обусловли-
вают все более широкое применение восстановительных атмосфер
на основе азота, содержащих, % (объемн.): 90—95 N2, 4—8 Н2,
1—3 СН4, в ряде случаев 0,5—1,0 СО.
Эффективной восстановительной и азотирующей атмосферой
является диссоциированный аммиак. На рис. 275 представлена
типовая технологическая схема установок для получения диссо-
389
Таблица 59. Физико-химические свойства технического азота
Показатель Техниче- ский га- зообраз- ный Технический газообразный и жидкий Особой чистоты газооб- разный и жидкий
1-й сорт 2-й сорт З-й сорт
Содержание азота, % (объ- емн.), ие меиее 99,994 99,6 99 97 99,996
Содержание кислорода, % (объеми.), ие более . . . .' . 0,005 0,4 1,0 3,0 0,001
Содержание водяных паров в газообразном азоте при 293 К и 0,1 МПа, г/м3, не более . . 0,005 0,07 На вей илях не 0,005
Точка росы, К» при 0,1 МПа, не выше 210 230 ДОЛЖНО следов быть влаги 210
Содержание Н2, % (объемн.), не более Содержание в сумме СО, СО2, углеводородов, % (объемн.), ие более Не иор Не нор иируется мируется 0,001 0,001
Таблица 60. Установки для получения контролируемых атмосфер иа основе
диссоциированного аммиака
Параметры Установки с дожиганием водорода Установки диссоциации
ДА-30-С-М01 ДА-60-С-М1 ДА-20 ДА-40
Производительность, м3/ч: к
с дожиганием водорода . . 30 60 — —
без дожигания водорода . . 20 40 20 40
Установленная мощность, кВт 25,2 48 16,5 35
Напряжение сети, В .... Удельный расход электроэнер- 380/220 380/220 380/220 380/220
гии, МДж/м3 Рабочая температура, К: 1,8 0,27 873 0,3 0,3
диссоциатора 873 873 873
камеры сжигания .... Расход жидкого аммиака, кг/ч 1173—1373 1173—1373 —
7,58 15,2 7,58 15,2
Состав готовой атмосферы, %: >0 Н„ N2 —
i с дожиганием водорода 4-4- остальное
без дожигания водорода 75Н2, 25N2
Давление иа выходе, кПа . • Точка росы готовой атмосферы, 13,3—20
К, при использовании обезво-
женного аммиака 213—230
Размеры, мм:
длина 3400 4200 1500 1800
ширина 3400 3810 1410 1630
высота 2080 2600 2010 2075
Масса, кг 4680 7560 1460 2200
Расход воды, м3/ч 3 7,5 0,5 7
391
Таблица 61. Физико-химические свойства технического аргона
Показатель S Сортность
высший 1-й 2-й
Содержание Аг, % (объемн.), ие менее . . . 99,990 99,98 99,95
Содержание О2, % (объемн.), не более.... Содержание N2, % (объемн-j, не более. . . . Содержание паров Н2О, г/м3, при нормальных 0,001 0,003 0,005
0,008 0,01 0,04
условиях (293 К; 0,1 МПа), не более .... Температура насыщения Аг при давлении 0,01 0,03 0,03
0,1 МПа, К, не выше Содержание СО2 + СО + углеводороды, % 215 223 223
(объемн.), не более 0,001 0,005 0,005
Таблица 62. Установки для получения эидогаза
Параметр ЭН-16 ЭН-16Г ЭН-30 ЭН-60 ЭН-60Г ЭН-125 ЭН-250Г
Производительность, м3/ч Установленная мощность, кВт: 16 16 30 60 60 125 250
электрооборудования . . 12 1,8 29 27 9 53 22
горелок Рабочая температура газо- —- 15,3 — — 69,2 — 119,5Х Х2
генератора, К 1323 1323 1323 1323 1323 1323 1323
Напряжение сети, В . . . Удельный расход электро- 380/ 220 380 380/ 220 380 380/ 220 380 380/ 220
энергии, кВт-ч/м3 .... 0,4 0,09 0,43 0,33 0,075 0,32 0,09
Расход воды, м3/ч .... Расход газа (100 % СНА, м3/ч: 0,2 0,2 1 2 2 2 4
для получения атмосферы 3,3 3,3 6,2 12,4 12,4 25,6 51,2
на обогрев Давление газа, кПа: иа входе в установку . . на выходе из установки Размеры, мм: 1,4 1 1 26,6—4 26,6—3 3,64 3,5 9,9 16,4
длина 1300 1500 2835 2835 3000 3030 8 150
ширина 1050 1250 1600 1600 1685 1750 2 500
высота 2135 2135 3090 3090 3090 3340 3 820
Масса, кг 1150 1250 3270 3600 3600 4300 19 400
Примечание. Состав
при 100 % СН4(%): 18-20 СО,
—5-? + 11 °C.
газовой атмосферы, получаемой иа установке ЭН-60
38 — 40 Н2, 1,0 СО2, 1,0 CH,, N2 — до 100 %; точка росы
392
Таблица 63. Установки для получения экзогаза
Установки с осушкой до 298 — 243 К Установ- ки с осушкой до 233 К Установки с очисткой до 0,05 % СО2
Параметр § СО О § 04 S о 04 S )МЗ 5-0-М02
00 О сч 04 о 00 04
& &
СП СП СП СП СП СП СП
Производительность, м®/ч 8 60 125 250 60 8 125
Установленная мощ- ность, кВт: горелок 390
электрооборудования 0,6 3 3 7,5 15,4 36 88
Напряжение сети, В Рабочая температура ка- меры сжигания, К • • Удельный расход элек- троэнергии, МДж/м3 . . 0,216 0,079 0,108 380/2 1273—1 0,061 20 473 0,936 2,268 1,800
Расход исходного газа, м3/ч: 100% сн4 а = 0,9 0,94 7 14,7 17,9 29,4 36,7 7 8,6 1,07 1,23 16,7 19,2
а = 0,6 50 % С3Нв + + 50 % С4Н10 а = 0,9 1,14 0,303 8,6 2,3 4,8 9,6 2,3 0,415 6,5
а — 0,6 0,432 3,2 6,75 13,5 3,2 0,483 7,5
Расход воды, м3/ч . . . 1,0 5,5 10,5 17,0 6,0 1,0 11,0
Давление газа, кПа: на входе в установку 1— 25—30 25—30 25—30 25—30 1— 25—30
на выходе из установ- ки, не ниже .... Размеры, мм: длина 2,5 1,0 1,0 1,0 1,0 1,0 2,5 1,0 1,0
1170 2900 2800 4700 2900 5000 10 200
ширина 1010 1250 1650 1850 3650 1600 4 000
высота 2205 2300 2660 2250 2405 2400 3 200
Масса, кг 535 1410 3340 5400 3970 3730 213 000
циированного аммиака, а в табл. 60 — технические характери-
стики этих установок.
Наиболее часто применяемым в порошковой металлургии
инертным газом является аргон, состав которого по примесям
приведен в табл. 61 (ГОСТ 10157—79).
Эндогазом называют атмосферу, получаемую в результате
неполного сжигания углеводородных газов при коэффициенте
расхода воздуха 0,25—0,3. Наименование «эндогаз» указывает
на то, что при сжигании выделяется недостаточно химического
тепла для поддержания процесса и требуется дополнительный
393
Рис. 276. Типовая технологическая схема установки для получения эндогаза:
1 — камера сероочистки; 2 — холодильник; 3 — ротаметр; 4 — регулятор на линии газа: 5 — смеситель; 6 — верхний холодильник ре-
торты; 7 — газогенератор; 8 — холодильник; 9 — тягоиапоромер; 10 — фильтр; 11 — измеритель влажности; 12 — поплавковая ка-
мера; 13 — влагоотстойннк; 14 — исполнительный механизм; 15 — воздушный фильтр; 16 — регулирующий кран; 17 — заслонка; 18 —
регулятор давления смеси; 19 — газодувка; 20 — регулятор давления; 21 — вентиль с электромагнитным приводом; 22 — вентили и краны
Рис. 277. Типовая технологическая схема установок типа ЭК для получения экзогаза:
/ — газодувка; 2 — фильтр; 3 — ротаметр; 4 — реле протока; 5 — регулятор соотношения; 6 — камера сжигания; 7 — термопара;
8 — напоромер; 9 — осушитель; 10 — трехходовый кран; 11 — термометр; 12 — калорифер; 13 — маслоотделитель; 14 — каплеотдели-
тель; 15 — гидрозатвор; 16 — трубчатый холодильник; 17 — запальник; 18 — краны, вентили (--------- — газ; — — — — вода)
подвод тепла извне. В табл. 62 представлены технические харак-
теристики установок для получения эндогаза, а на рис. 276 их
типовая схема.
Экзогазом называют атмосферу, полученную в результате
неполного сжигания углеводородных газов при коэффициенте
расхода воздуха а = 0,64-0,9. Наименование «экзогаз» указы-
вает, что количество тепла, выделяющегося при сжигании, доста-
точно для поддержания горения и дополнительного тепла не
требуется. В табл. 63 представлены технические характеристики
установок для получения экзогаза, а на рис. 277, 278 их типовая
схема. Богатый экзогаз, получаемый при значениях а, близких
к 0,6, содержит 15—18 % Н2, 10—13 % СО, 4—5 % СО2, до 1 %
СН4, остальное N2. Бедный экзогаз, получаемый при значениях а,
близких к 0,9, содержит 0,7 % Н2, 0,7 % СО, 10—13 % СО2,
остальное N2. Кислород в составе экзогаза практически отсут-
ствует.
Глава VIII
СКЛАДСКОЕ И ТРАНСПОРТИРУЮЩЕЕ ОБОРУДОВАНИЕ
§ 1. СКЛАДСКОЕ ОБОРУДОВАНИЕ
Складирование порошков, порошковых заготовок и изделий
в относительно больших объемах (в пределах 10-сут производствен-
ной программы предприятия) осуществляют на входных и выход-
ных складах сырья, заготовок и готовых изделий.
Складирование (резервирование) полуфабрикатов (порош-
ков, прессовок, спеченных заготовок) — на межоперационных
складах (накопителях) в пределах суточной программы цеха,
участка, агрегата, если такое складирование предусмотрено тех-
нологической схемой. Важную роль в порошковой металлургии
играют склады пресс-форм, транспортной и технологической
тары.
Оборудование для складирования порошков
Основным видом складского оборудования для хранения порошков
являются бункеры (рис. 279). По характеру истечения материала
их классифицируют на бункеры несвободного и свободного (мас-
сового) истечения. Первые используют в основном для хранения
кусковых материалов, вторые — для хранения порошков.
Технологический расчет бункера предусматривает определение
угла наклона воронки 0' и размеров выпускного отверстия.
Для выполнения расчета необходимо знать численные значения
следующих характеристик складируемого порошка:
— эффективный угол внутреннего трения порошка, 6;
397
— кинематический угол трения между порошком и стенкой
бункера, <р';
— функцию истечения порошка, Фи;
— коэффициент истечения, /Си;
Рис. 279. Бункеры свободного истечения:
а — простая коническая воронка; б — коническая воронка со щелевым выпускным
отверстием; в — цилиндрическая вороика с выпускным отверстием прямоугольной
формы; г — клиновидная вороика; В, L — размеры выпускных отверстий
— насыпную плотность порошка, у;
— предел текучести порошка, <тТпор.
Определение величины 0', обеспечивающей свободное истече-
ние, производится по графикам, пример которых приведен
на рис. 280.
Рис. 280. Контуры постоянных значений Ки для конических каналов (б = 30°)
Расчет величины В (рис. 279) — ширины прямоугольного,
стороны квадратного или диаметра круглого отверстия осуще-
ствляют при помощи диаграмм Дженике (см. литературу
к гл. VIII).
Для облегчения выпуска порошка из бункеров в случае его
слеживания, сводообразования, ухудшения сыпучести, в резуль-
тате, например, увлажнения, — бункеры снабжают побудителями
398
истечения (рис. 281). Сводообрушение может быть выполнено
вручную при помощи штанги, пропускаемой через отверстия в во-
ронке бункера (а), при помощи шуровочного груза (б) и при по-
мощи диска с шуровочными кольцами (в).
Рис. 281. Побудители истечения порошка из бункера
Давление, которое порошок с насыпной плотностью у оказывает
на стенки выпускной воронки шириной В (рис. 282), рассчитывают
по графикам, пример которых приведен на рис. 283.
Связующими звеньями между бункерами и транспортными
средствами, доставляющими порошок к технологическому агре-
гату или непосредственно между бункерами и технологическими
агрегатами являются затворы (разгружающие устройства), пита-
тели и дозаторы.
Затворы (рис. 284) обеспечивают истечение порошка из бун-
кера, но не обеспечивают регулирования скорости истечения.
Плоские затворы (задвижки) имеют стальную плоскую пла-
стину, перемещающуюся в пазах, расположенных по сторонам
прямоугольного выпускного отверстия (рис. 284, а).
Рабочим органом ленточного затвора (рис. 284, б) является
бесконечная прорезиненная лента, расположенная под выпуск-
399
ным отверстием и закрепленная в точке а'. Лента огибает два
барабана, а ее ветвь, прилегающая к выпускному отверстию,
установлена на поддерживающие ролики, которые, как и бара-
баны, смонтированы на подвижной раме затвора, перемещаемой
горизонтально-реечной передачей. При движении рамы вправо
верхняя ветвь ленты до концевого барабана остается неподвижной,
Рис. 284. Схемы основных типов бункерных затворов
а нижняя движется вправо, укорачивая верхнюю ветвь ленты
и постепенно открывая выпускное отверстие.
Круглый затвор (рис. 284, в) состоит из корпуса и барабана,
цапфы которого вращаются в подшипниках. Барабан имеет сквоз-
ное отверстие, пропускающее порошок.
Среднее давление (для приближенных расчетов):
на горизонтальный затвор
а = 5,6Kogp/?; (300)
на наклонные и вертикальные затворы
o' = 5,6KogpR (cos2 р + mt sin2 р), (301)
где Ко — коэффициент, равный 2; 1,5 и 1 для бункеров, опорожня-
емых при каждом открывании затвора, не при каждом открывании
затвора и неопорожняемых полностью бункеров соответственно;
400
g — ускорение свободного падения; р — насыпная плотность
порошка (с учетом самоуплотнения); R — гидравлический радиус
выпускного отверстия;]^—угол наклона затвора к горизонту;
Рис. 285. Схемы основных типов порошковых питателей
а — ленточный; б — пластинчатый; в — винтовой; г — тарельчатый; д — барабанный;
е — лопастной; ою — вибрационный; з — плунжерный; и — маятниковый
тг — коэффициент подвижности порошка, т, = 0,18// (/ — коэф-
фициент внутреннего трения порошка).
Питатели (рис. 285) предназначены для выпуска порошков
с регулируемой скоростью из бункеров в приемные устройства;
вторичные бункеры, транспортеры, дозаторы, технологическое
оборудование.
401
Рабочим органом ленточного питателя является конвейерная
лента, огибающая приводной и натяжной барабаны. Верхняя
часть ленты, лежащая на роликах или на неподвижном метал-
лическом полотне, закрыта с боков стационарными бортами.
Регулирующая заслонка позволяет изменять производительность
питателя. Скорость ленты питателей 0,05—0,5 м/с.
Пластинчатый питатель состоит из настила 2, стальных пла-
стин с бортами 7, взаимно перекрывающих друг друга, и при-
крепленных к звеньям двух тяговых цепей 6, приводимых в дви-
жение при помощи звездочек 4. Требуемое натяжение цепей
создают винтовым натяжным устройством 1, присоединенным
к оси холостых звездочек. Цепи снабжены роликами, которые
катятся по направляющим шинам 5. Производительность питателя
регулируется плоской задвижкой 3. Скорость движения пластин-
чатого настила 0,02—0,25 м/с, коэффициент наполнения сечения
порошком 0,8.
Винтовой (шнековый) питатель выдает порошок из бункера
прй помощи вращающегося винта-шнека. Достоинством этих
питателей является герметичность, недостатком — быстрый износ
лотка и шнека, большая энергоемкость.
Тарельчатый питатель имеет горизонтальный диск, враща-
ющийся под выпускным отверстием бункера. Сбоку над диском
установлен скребок 8, сбрасывающий порошок с диска в прием-
ное устройство 10.
Барабанный питатель имеет барабан диаметром 300—1200 мм,
расположенный под выпускным отверстием бункера. Порошок,
вытекающий на боковую поверхность барабана, транспорти-
руется, благодаря наличию сил трения, со скоростью 0,025—
1 м/с.
Лопастной питатель состоит из корпуса 12, разделенного лопа-
стями 11 на отсеки. При вращении корпуса порошок выдается из
бункера порциями с частотой, определяемой частотой вращения
вала корпуса.
Вибрационный питатель состоит из лотка 13, соединенного
с плитой 14, несущей вибратор и опирающейся на рессоры 15.
Вибратор выполнен в виде вала с поворотными эксцентриковыми
грузами, меняя эксцентриситет которых можно регулировать
амплитуду вибрации. Рессоры закреплены на поворотных крон-
штейнах 16, позволяющих менять угол наклона лотка.
Плунжерный питатель снабжен лотком 19, по которому пере-
мещается плунжер 18, движущийся возвратно-поступательно при
помощи кривошипно-шатунного механизма 17. При ходе вперед
плунжер перемещает перед собой порошок, который ссыпается
с лотка в приемное устройство, при ходе назад плунжер осво-
бождает место для следующей порции порошка.
Маятниковый питатель состоит из секторного затвора, при-
водимого в действие кривошипно-шатунным механизмом.
402
Дозаторы
Питатели описанных выше типов в той или иной мере могут вы-
полнять функцию дозаторов, однако относительная весовая по-
грешность такого дозирования достигает величины ±10 %, по-
скольку определяется не только режимом работы самого пита-
- теля, но и равномерностью поступления порошка из бункера на
вход питателя. Равномерность поступления зависит от ряда
факторов: высоты столба порошка в бункере, колебаний свойств
порошка и т. д.
Рис. 286. Схема автоматических дозировочных весов 6.093.АД-125-П:
1 — ввод продукта; 2 — пневмопривод выпускной заслонки; 3 — заслонка; 4 — вос-
принимающий элемент; 5 — задатчик-указатель массы
При необходимости дозирования порошков с высокой точ-
ностью в системы складирования и транспортно-технологические
системы включают дозаторы.
В малотоннажных и неавтоматизированных производствах,
требующих дискретного дозирования компонентов (или допуска-
ющих такое дозирование), применяют автоматические дозиро-
вочные весы для порошкообразных материалов (рис. 286,
табл. 64). (При отклонении величины насыпной массы дозиру-
емого материала от указанных в таблице, ряд характеристик
весов, в том числе верхний и нижний пределы дозирования, будут
отличаться от паспортных.)
В автоматизированных производствах при необходимости ди-
скретного дозирования устанавливают автоматические линии,
состоящие из различного количества автоматических весов с одной
или несколькими станциями управления, сблокированными между
собой в соответствии с числом и характеристиками весов. Автома-
тические линии осуществляют дозирование компонентов по за-
данной рецептуре и временной циклограмме. Схемы основных
компонентов автоматических линий приведены на рис. 287, 288.
Дозировочные весы автоматические дискретного действия типа
ДВСТ (табл. 65) состоят из питателя 1, воронки 4 с челюстным
\ 403
404
Таблица 64. Технические характеристики автоматических дозировочных
весов
Параметр Модель
6.093.АД-125-2П 6.094.АД-250-2П0 6.095.АД-500-2П0
Дозируемый материал: 0,4—2,5
насыпная масса, т/м3 . . 1—2 1—2
размер частиц, мм, ие бо-
лее 3 3 3
температура, К, не более 313 313 313
Пределы дозирования, кг 20—100 50—250 200-500
Продолжительность цикла
дозирования, с, ие более 40 60 90
Класс точности 1 1,5 1,5
Допускаемая погрешность ±1 ±1,5 ±1,5
массы отдельных доз, %
Допустимая погрешность средней арифметической массы порции из 10 доз не превышает допустимой по- грешности значения массы отдельной дозы, деленной иа коэффициент К 2,5 2,5 2,5
Число делений отсчетной
шкалы 500 500 500
Цена деления отсчетной 0,2 0,5
шкалы, кг 1
Напряжение питания от се- 220/380 220/380
ти переменного тока, В . . 220/380
Потребляемая мощность, 3,4 3,4
кВ-А 3,4
Расход сжатого воздуха 0,8 0,8
(всасывание), м3/ч .... 2
Размеры, мм: весов 3050Х 1420Х 2250 X 1500Х 2250Х 1500Х
Х2490 Х2340 Х2710
пульта управления . . . 520X 265X 300 460X320X315 460X320X315
шкафа управления . . . 560X375X950 370X275X650 370X275X650
Масса, кг, ие более: весов 1170 710 730
пульта управления . . . 13 12 12
шкафа управления . . . 68 39 39
405
Таблица 65. Техническая характеристика весов типа ДВСТ 1 л 1
Параметр ДВСТ-2 ДВСТ-5 ДВСТ-10 ДВСТ-20
Объемная масса дозируемо- го материала, т/м3 .... 0,55—0,9 0,55—0,9 0,55—0,9 0,55—0,9
Пределы дозирования, кг 0,4—2 2—5 4—10 5—20
Длительность дозирования, с 45 45 45 60
Допустимая погрешность средней арифметической массы порции из 10 доз не превышает погрешности мас- сы отдельных доз, деленной иа коэффициент К. ... . 3,5 3,0 3,0 2,5
Потребляемая мощность, кВ-А 0,6 0,6 0,6 0,6
Расход воздуха (по всасыва- нию), м3/ч 0,02 0,02 0,06 0,06
Масса, кг 265 285 380 380
Примечания. 1. У весов ДВСТ-2 класс точности 2, у остальных 0,5. 2. Допу
ние в пневмосети 0,4—0,6 МПа. 4. Напряжение питания 220 В.
Рис. 288. Компоновочная схема станции
управления типа СУСТ-7
затвором, рамы 3 с укрепленным на ней весовым рычажным
механизмом 6, грузоприемного устройства 5 с питателем раз-
грузки 7, квадрантного циферблатного указателя 8, подставки 10.
Питатели загрузки и разгруз-
ки вибрационные, их выпуск-
ные горловины, расположенные
внутри патрубков 2 и 9, снаб-
жены заслонками, управляемы-
ми воздушными цилиндрами.
Тракт прохождения материала
герметизируется с помощью
рукавов из мягкой ткани. Ци-
ферблатный указатель снабжен
бесконтактными датчиками, с
помощью которых устанавли-
вается задание дозы взвешиваемого материала и дистанционное
автоматическое управление. Технические характеристики весов
типа ДПЭ следующие:
ДПЭ20 ДПЭ50
Пределы дозирования, кг, для материалов с объемной
массой не менее 1,5 т/м3................................ 3—20 10—50
Наибольшие дозы, кг, при дозировании компонентов
с объемной массой, т/м3:
0,3 .................................................. 10 Ю
0,7 .................................................. 20 25
1,2 .................................................. 20 40
1,3 .................................................. 20 45
3 10
406
ДВСТ-40 ДВСТ-70 ДВСТ-150 двст-зоо ДВСТ-600 ДВСТ-1500
0,55—0,9 0,55—0,9 0,55—0,9 1,5—1,6 0,55—0,9 1,5—1,6
15—40 35—70 50—150 120—300 120—600 500—1500
90 180 180 180 240 240
2,5 2,5 2,5 2,5 2,0 2,0
- 0,6 0,6 1,8 6,0 6,0 4,5
0,06 0,06 0,7 0,7 0,7 0,7
540 540 540 540 1870 1600
Чтимая погрешность массы
отдельных доз tfc0,5 %, для дозатора ДСВТ-2 ±1 %. 3. Давле-
Продолжительность дозирования, с (не более) ... 60 120
Допустимая погрешность средней арифметической
массы дозы из 10 доз не превышает погрешности массы
отдельных доз, деленной на коэффициент К ... . 3 2,5
Цена деления шкалы, кг............................... 0,05 0,1
Расход воздуха (по всасыванию), м3/ч................. 0,06 0,03
Масса, кг ........................................... 435 430
Примечания. 1. Объемная масса дозируемого материала 0,3 —1,8 т/м3.
2. Весы класса точности 0,5. 3. Напряжение питания 220 В. 4. Потребляемая мощность
0,6 кВ* А. 5. Давление в пневмосетн 0,4 —0,5 МПа. 6. Допустимая погрешность массы
отдельной дозы ±0,5 %.
Станция управления типа СУСТ-7 состоит из пульта и шкафа
управления. Пульт управления имеет горизонтальную панель
с тумблерами включения весов, счетчиками измерений, кнопками
сброса сигнала. Внутри пульта на шасси расположены блоки
питания, датчиков, контроля, усилителей и блок управления
линией. Блок датчиков служит для преобразования сигналов
от датчиков циферблатного указателя в стандартные сигналы.
Блок контроля осуществляет контроль навески и контроль тары,
а также выдачу сигналов на индикацию результатов контроля.
Блок усилителей формирует сигналы, поступающие на щиты
управления исполнительными механизмами весов (включение
разгрузки каждых весов, включение предварительной и точной
насыпки). Блок управления линией формирует сигнал о готов-
ности линии к разгрузке, сигнал о перевесе (при разгрузке),
а также сигнал о запрещении разгрузки в том случае, когда
сопряженный с линией аппарат не готов к приему порошка,
например, при остановке транспортера под весами.
407
Таблица 66. Характеристики дозаторов типа 959ДН
Марка дозатора А Б В Г д Е И к Масса, кг Ширина леиты, мм Исполнение Типоразмер Марка питателя
959ДН 12,5-1 1212 950 1090 610 700 — 990 — в 500 Исполнение 1. Аппаратура измере- ния и регулирования встраивается в ПЭВ2-0.5Х5 185ПТ
959ДН25-1 1518 1250 1615 840 830 4100 1260 — 1594 — шкафу
959ДН32-1 — — — — — — — 1290 — —
959ДН63-1 — — — — — 4900 1350 — 2037 800 ПЭВ2-1Х7 200ПТН
959ДН100-1, 959ДН125-1 1718 1450 2130 1150 945 5200 1260 1490 3331 1000 ПЭВ2-2Х9.5 196А-ПТ
959ДН160-1, 959ДН200-1 1918 1650 2070 1395 1045 5500 1470 1690 4610 1200 ПЭВ2-4Х12 189А-ПТ
959ДН 12,5-2 1218 950 1090 610 700 — — 990 — 500 Исполнение 2. Аппаратура измере- ния и регулирования устанавливает- ПЭВ2-05Х5 185-ПТ
959ДН24-2 1518 1250 1615 840 830 4100 1260 — 1504 — ся на щитах заказчика на месте экс- плуатации дозатора
959ДН32-2 1518 1250 1615 840 830 — — 1290 — 800
959ДН63-2 — — — — — 4900 1350 — 1947 — ПЭВ2-1Х7 200ПТН
959ДН100-2, 959ДН125-2 1718 1450 2130 1115 945 5200 1260 1490 3208 1000 ПЭВ2-2Х9.5 196А-ПТ
959ДН160-2, 959ДН200-2 1918 1650 2070 1395 1045 5500 1470 1690 4470 1200 ПЭВ2-4Х 12 189А-ПТ
959ДН100-3 1718 1450 2130 1115 945 5330 1320 1490 2970 1000 Исполнение 3. Для помещений ка- тегории В-ША с аппаратурой, ПЭВ2-2Х0.5 ПЭВ-100
959ДН200-3 1918 1650 2070 1395 1045 5720 1565 1690 4690 1200 встроенной в шкаф
959ДН 100-4 1718 1450 2130 1115 945 5330 1320 1490 2783 1000 Исполнение 4. Для помещений ка- тегорий В-ПА с аппаратурой, уста- ПЭВ2-2Х9.5 ВЭП-100
959ДН 100-4 1918 1650 2070 1395 1045 5720 1565 1690 4550 1200 навливаемой иа щитах ПЭВ2-4Х12 ВЭП-300
. д...
Примечай шей. 3. Температу ИЯ. 1 ра окру Цифра жающе! после средь букв в 283 — : марке 08 К. дозатор 4. Нап{ а озиа яжение чает н питан аиболыную ия от сети производитель переменного т иость. 2. Наименьшая производительность ока 380 В. составляет 50 /0 о наиболь-
408
409
Техническая характеристика станции управления СУСТ-7
приведена ниже:
Напряжение питания, В ......................... 220
Потребляемая мощность (вместе с весами), кВ-А, не
более ......................................... 16
Размеры, мм:
ДВСТ-2, ДВСТ-5, ДВСТ-10 .................... 1150X1360x 2260
ДВСТ-20, ДВСТ-40............................ 1370X 1575X2875
ДВСТ-70, ДВСТ-150, ДВСТ-300П................ 2100X1660 X 3300
ДВСТ-600, ДВСТ-1500 ........................ 2580X 1910 X 4620/4170
пульта управления........................... 1150X735X 1460
шкафа управления............................ 900X800X2400
Масса, кг:
пульта управления . ............................... 300
шкафа управления.................................... 215
Число весов, управляемых от одной станции управ-
ления ................................................. <7
местный автоматический, ручной
Рис. 289. Компоновочная схема дозаторов
ДН-15С:
1 — загрузочный патрубок; 2 — корпус; 3 —
задатчик дозирующей массы; 4 — лоток; 5. —
выпускной патрубок
Режимы управления весами — дистанционный автоматический,
(аварийный). Контроль точ-
ности — автоматический с оп-
ределением знака отклоне-
ния. Управление разгрузкой
весов в соответствии с задан-
ной циклограммой. Кон-
струкция пульта управления
блочно-модульная.
Непрерывное дозирование
порошков осуществляют с
помощью дозаторов непре-
рывного действия (рис. 289,
290, табл. 66). В состав до-
заторов входят следующие
элементы: электродвигатель
(или привод другого типа) 1
(см. рис. 290), транспортер с
весовым механизмом 2, урав-
новешивающий механизм 3,
электрооборудование. Питатель подает материал на транспортер, со-
стоящий из рамы, ведущего и ведомого барабанов, транспортерной
ленты и привода. Транспортер подвешен к весовому механизму,
выходящий рычаг которого подсоединен к тяге механизма, не-
прерывно уравновешивающего усилие от массы дозируемого
материала на транспортерной ленте. Через преобразователь,
встроенный в уравновешивающий механизм, происходит выдача
сигналов о мгновенной производительности в измерительный
прибор. Прибор показывает и фиксирует мгновенные значения
производительности. Регулировка производительности дозатора
осуществляется регулировкой производительности питателя
или транспортера. Технические характеристики дозаторов се-
рии ДН следующие:
410
К ДН-21С ДН-15С
Производительность, т/ч .............. 0,1—1,6 2—32
' Ширина ленты транспортера, мм... . 200 600 J
‘ Допустимая погрешность, % от наиболь- Л
шей производительности ............... ±2 ±2J
; Размеры, мм:
' дозатора................................. 1068X 400X 870, 1960X 910X1463
5 -
Рис. 290. Компоновочная схема дозаторов типа 959 ДН
Оборудование для складирования тарно-штучных грузов
, Порошки, упакованные в тару (банки, мешки, контейнеры),
Порошковые полуфабрикаты (прессовки, спеченные заготовки),
готовые порошковые изделия, детали прессовой оснастки, транс-
v портная и технологическая тара относятся к категории тарно-
- штучных грузов и складируются на складах стеллажного типа.
При стеллажном хранении максимально используется объем
склада, обеспечивается упорядоченное хранение и сохранность
грузов, облегчается учет грузов, предоставляется возможность
вынимать грузы из любой ячейки независимо от высоты стеллажа
и последовательности выемки, обеспечивается безопасность работ,
связанных с приемом, хранением и выдачей грузе®.
Неподвижный стеллаж (рис. 291) представляет собой метал-
лическую пространственную конструкцию, оборудованную
вертикальными и горизонтальными стойками, соединенными ме-
жду собой горизонтальными связями. Грузы устанавливают
в ячейки, образующиеся при соединении вертикальных и гори-
зонтальных элементов стеллажа. Стеллажи, показанные на
рис. 291, а, характеризуются высокой устойчивостью и же-
сткостью, применяются для хранения тяжеловесных грузов.
Стеллажи, приведенные на рис. 291, б, применяют для хранения
411
грузов массой 1—0,5 т, а на рис. 291, виг — для хранения легко-
весных грузов в таре и на поддонах.
Для хранения в ячейках пакетированных грузов без поддонов
применяют гребенчатые стеллажи (рис. 292). Конструкция стел-
лажей допускает использование
погрузчиков и кранов-штабеле-
ров, вилы которых могут вхо-
дить в просветы между гребен-
ками и захватывать пакет.
Стеллажи с поворотными
полками (рис. 293) применяют
для хранения мелких многоно-
менклатурных грузов, напри-
мер, прессовой оснастки.
На складах с неподвижны-
Рис. 291. Схемы металлических стеллажей МИ СТеЛЛаЖЗМИ М0Ж6Т быть Ор-
ганизовано как фиксированное,
так и свободное размещение груза. Последний вариант требует
автоматизации учета и адресования с помощью ЭВМ, он обеспе-
чивает максимальную производительность подъемно-транспорт-
ного оборудования. Основные размеры и общие требования к
неподвижным стеллажам установлены ГОСТ 14757—81.
Рис. 292. Гребенчатые стеллажи
Подвижное хранение грузов осуществляют в подвижных стел-
лажах с фиксированным положением грузов (рис. 294, а, б) или
в неподвижных стеллажах, грузы по которым перемещаются
самопроизвольно под действием сил тяжести (рис. 294, в).
412
Стеллажи с вертикальной загрузкой и выгрузкой грузов поз-
воляют’максимально использовать объем склада и полностью
автоматизировать складские операции. Эти стеллажи применяют
для хранения массовых грузов большой номенклатуры с одина-
ковыми размерами, например, ящиков с упакованными в них
банками с порошками, поддонов, несущих мешки с порошком,
или ящиков с порошковыми изделиями в массовом производстве.
Вертикальные ряды 4 стеллажа являются направляющими, в ко-
торые снизу вверх устанавливают грузы 3. Вертикальные ряды,
примыкая друг к другу, образуют блок. Грузы к стеллажу до-
ставляют ленточным конвейером 6. При помощи сталкивателя 5,
совершающего возвратно-поступательное, перпендикулярное оси
конвейера движение, грузы поочередно сталкиваются на переда-
точную тележку 8. Тележка перемещается под рядами стеллажей
Таблица 67. Основные параметры ручных тележек
Параметр Ручная тележка
с подъемной плат- формой с подъемными вилами
Грузоподъемность, т Длина, мм Ширина, мм Высота подъема платформы или вил, мм Механизм подъема 0,25; 1,0 1070; 1250 450; 800 125; 125 Ручной рычаг-по- водок 0,5; 0,63 1150; 1370 850; 560 75; 210 Ручной гидрона- сос
413
Таблица 68. Основные параметры электротележек
Тип Грузоподъем- ность, Р, т Размер площад- ки, мм Высота груза, мм * Дорожный просвет, мм Минимальный радиус поворо- та, мм Скорость, км/ч Размеры, мм Масса, кг
длина ширина с грузом без груза длина ширина высота
Электротележки отечественного производства
ЭТП-05 0,5 800 650 220/135 50 1150 3 3 1285 650 850 515
ЭТВ-0,5 0,5 800 800 167/92 40 1150 3 3 1285 650 850 490
ЭКП-750 0,75 1100 700 400/300 75 2100 3—8 3—8 2250 860 1170 1000
ЭТМ 1,0 1100 700 400/300 75 2150 8 8 2300 850 1260 850
ЭТМ-С 1,0 1250 800 380 75 2250 8 8 2300 850 1260 1100
ЭТ-350 3,2 1400 700 425/300 — 2500 7—8 10—11 2670 1170 1460 1800
ЭТ-550 5,0 2400 1650 1050 250 3500 7—8 10—11 3400 1650 1600 2950
ЭК-2 2,0 2093 1140 600 60 3300 4—5 9—10 2785 1140 1225 1500
ЭК-2А 2,0 2093 1200 600 115 3000 10 14 2775 1140 1275 1406
Электротележки производства НРБ
ЕП-0,6 2,0 2120 1200 760 260 3450 12 16 3150 1200 1430 1350
Е-11 3,0 2175 1300 760 190 3100 15 20 3300 1300 1890 1750
ЕН-151 2,0 1000 700 355—230 40 1300 8 12 2170 1060 1250 1380
ЕН-161 5,0 1500 700 340—215 76 2470 9,5 13,5 3250 1498 1700 3163
* В числителе — в поднятом состоянии, в знаменателе — в опущенном.
Рис. 295. Тележка ЭКП-750 с подъемной платформой;
1 — рукоятка для переключения коллектора на движение электротележки или подъем
платформы; 2 — выключатель цепи управления; 3 — грузовая платформа; 4 — рама;
5 — колесо заднее; 6 — колесо переднее ведущее; 7 — подножка водителя; 8 — педаль
тормоза; 9 — кнопка сигнала; 10 — рукоятка управления; 11 — рукоятка переключе-
ния скоростей
по рельсовым путям 10. Тележка оборудована кареткой 7 с подъ-
емным столом 9. При остановке тележки каретка с находящимся
на ней грузом совмещается с заданным вертикальным рядом,
подъемный стол вводит груз до упора в груз, расположенный
415
Таблица 69. Краиы-штабелеры мостового типа (ГОСТ 16553—82)
Исполнение - 2 - О п « £ н 0.0 о ACS Полная дли- на моста (пролет), м Скорость, м/мин Наибольшая высота подъ- ема грузоие- сущего ор- гана, м
подъ- ема передви- жения тележки передви- жения моста
ПП (подвесной, управляемый с по- 0,25 5,1; 7,8; 8,4; 10,8 8,0 16; 20 32 5,25
ла) 0,50 11,4; 14,4; 17,4 10,0 40; 50 5,10
1,0 5,1; 7,8; 8,4; 11,4 12,5 16; 20 10; 50; 12,5 5,10
ПК (подвесной, управляемый из кабины) 1,0 7,8; 8,4; 10,8 11,4; 14,4 17,4; 23,4 12,5 16,0 20,0 20 25 32 50 63 80; 100 10,60
ОП (опорный, уп- равляемый с пола) 0,25 5,1; 8,1; И,1 8,0 32 5,4
0,50 5,1; 8,1; 11,1 10,0 16 40 5,1
1,0 14,1; 17,1 12,5 20 50 —
1,0 '16,5; 22,5 — 20 40 10,6
2,0 16,5; 22,5; 28,5 5,8 25 50 —
3,2 10 32 63 — 9
5,0 12,5 40 80; 100 — —
8,0 22,5; 28,5; 34,5 25 63 — 10,5
12,5 20 32; 40 80; 100; 125 — —
а — опорный с цельной колонной, управляемой из кабины; б — опорный с телескопи-
ческой колонной, управляемой из кабины; в — опорный с неповоротной цельной колон-
ной, управляемой из кабины; г — опирающийся на стеллажи, управляемый с пола;
д — подвесной, управляемый с пола
416
Т а б л и ц а 70. Краны-штабелеры стеллажного типа (ГОСТ 16553—82)
Исполнение О ® Л « н 0-0 0 и к ж Скорость, м/м и и Наибольшая высота подъ- ема грузоне- сущего ор- гана, м Размер груза в плайе, м
подъ- ема передви- жения выдвиже- ния за- хвата
Стеллажный кран 0,16 8,0; 12,5 50; 63; 80 — 7,5 0,6X0,4
Стеллажный наполь- 0,25 12,5 63 8,0 15,3 0,8X0,6
ный комплектовочный 0,50 16,0 80; 100 12,5 15,3 _—.
кран 1,00 16,0 63; 80; 100 8,0; 12,5 14,4 1,2X0,8
2,0 20,0; 25,0 125 12,5 13,2 —
СА (автоматический) 0,5 16,0 100 8,0 14,7 0,8X0,6
1,0 20,0 125 12,5 14,7 1,2X0,8
2,0 20,0 125 12,5 18,0 1,2X0,8
СР (с ручным управ- 2,0 25,0 160 16,0 14,4 1,2X0,8
лением) 3,2 32,0 160 16,0 14,0 1,6X1,2
выше. При подъеме вверх груз поднимается выше запорных
устройств 2, а при движении стола вниз опускается на эти устрой-
ства, препятствующие его выпадению из вертикального ряда.
2//Ш/7//
а
Рис. 297. Стеллажные краны-шгабелеры:
« — с движением по стеллажу, дистанцион-
ным управлением и механическим отбором
груза с двух стеллажей; б — подвесной; в —
с опиранием на пол; г — комбинированный;
д — управляемый с пола; е — управляемый
нз кабины; ж — с ручным отбором груза;
з — с отбором груза с нескольких стеллажей
При необходимости вынуть груз из ряда специальные пружины
срабатывают при ходе стола вверх, убирают запорные устройства
и пропускают стол с грузом вниз. Отобранные грузы передают
на ленточный конвейер выдачи грузов 1.
Основным видом транспорта на неавтоматизированных скла-
дах являются ручные и электрические тележки (ГОСТ 12847—67,
ГОСТ 13188—67) (рис. 295, табл. 67, 68).
Основным видом транспорта на автоматизированных складах
со стеллажами неподвижного хранения являются мостовые и
стеллажные краны-штабелеры (рис. 296, 297, табл. 69, 70).
Основным критерием для выбора системы складирования,
типов стеллажей и транспортных средств является минимум
приведенных затрат на хранение 1 т груза.
14 Кипарисов С. С. и др. 417
§ 2. ТРАНСПОРТИРУЮЩЕЕ ОБОРУДОВАНИЕ
Роль транспортирующего оборудования в порошковой метал-
лургии определяется постоянным ростом объемов производства
порошков и связанным с этим переходом от малотоннажных про-
изводств, основанных на применении неавтоматизированного
технологического оборудования, слабо связанного между собой
транспортно-технологическими связями, к крупнотоннажным про-
изводствам, создаваемым на базе автоматизированного оборудо-
вания, а в дальнейшем — к гибким автоматизированным произ-
водствам. Основой этих производств являются средства и системы
непрерывного транспорта с автоматическим адресованием гру-
зов, управляемые ЭВМ совместно с технологическими агрегатами.
Транспортирующее оборудование в порошковой металлургии
применяют для перемещения порошкообразных, кусковых и
штучных грузов по следующим типовым маршрутам: агрегат по-
лучения порошка — склад; склад — бункер (дозатор) — смесе-
приготовительный (размольный) агрегат; смесеприготовительный
(размольный) агрегат — печь, например, карбидизации или вос-
становительного отжига; печь — размольно-сепарирующий агре-
гат; смесеприготовительный агрегат — пресс; пресс — печь спе-
кания — агрегат для обработки спеченных заготовок (штамповки,
термической обработки, нанесения покрытий, пропитки и т. д.);
агрегат обработки спеченных заготовок — ОТК — склад.
Транспортирующие устройства являются также неотъемлемой
частью многих видов технологического оборудования непрерыв-
ного действия.
Основными видами межоперационного транспортирующего обо-
рудования в порошковой металлургии являются гравитационные
(самотечные) устройства, напорный трубопроводный пневмотранс-
порт, подвесные, сеточные (ленточные) конвейеры. Основными
средствами внутриоперационного транспорта являются сеточные,
ленточные и шагающие конвейеры, шнеки, штабелеры.
Гравитационные самотечные устройства
Гравитационные самотечные устройства позволяют транспорти-
ровать как насыпные, так и штучные грузы.
Расчетные схемы основных типов таких устройств представ-
лены на рис. 298.
Угол наклона спусковых устройств для транспортирования
порошков при отсутствии перегибов в вертикальной плоскости
должен быть больше угла трения покоя порошка о дно лотка или
трубу. С учетом трения о боковые стенки минимальный угол
наклона прямоугольного лотка tg р = ww, где wm — коэффициент
сопротивления желоба. Для прямоугольного желоба (рис. 298, а)
^ = /в(1+^)> (302)
418
где fB — коэффициент трения груза о стенки желоба, h — высота
слоя материала в желобе, b — ширина желоба, пб — коэффициент
бокового давления
1,15(1,2 + »)
Пб — 1 + 2Р
(303)
где v — требуемая скорость перемещения груза (+ 1 м/с), f —
коэффициент внутреннего трения порошка. Углы наклона круглых
труб принимают на 20—25 % меньшими углов наклона прямо-
угольных лотков. В случае транспортировки штучных грузов угол
наклона принимают на 10—15° меньшим углов наклона, обеспе-
чивающих транспортировку порошков того же материала.
Рис. 298. Расчетные схемы самотечных желобов
Конечная скорость движения порошка по желобу
=/2^(1 -йУж.д)1ёр + и0,
(304)
где hm — см. рис. 298, а; д —коэффициент сопротивления
желоба во время движения, определяемый по формуле (302)
с заменой /в на /в. д — коэффициент трения в движении, о0 —
начальная скорость движения груза по желобу.
При работе желоба совместно с бункером (рис. 298, б)
с>0 = Кп cos Р' ]А>2 + 2g7iB , (305)
где р' — угол отклонения желобом потока порошка; v — скорость
истечения порошка из выпускного отверстия бункера; g — уско-
рение свободного падения; h'K — высота свободного падения ма-
териала; К' — коэффициент потерь скорости, равный 0,97—0,98.
Угол р' = 90° — ф + р"), при горизонтальном направлении
скорости v tg р" = о// 2gh'K, величины h'K и hx находят построением.
Скорость о = 3,2g7?r; Л — коэффициент истечения, опре-
деляемый по рис. 298; Rr — гидравлический радиус отверстия
истечения; Rr = Fi/Lot-, Ft — эффективная площадь отверстия
истечения; L0T — периметр эффективного отверстия истечения.
Оптимальная длина начального участка составного желоба
(рис. 298, в)
2 2
/ - v*~vo
1 •
(306)
14*
419
При работе желоба совместно с бункером площадь сечения же-
лоба не должна быть меньше площади эффективного сечения вы-
пускного отверстия бункера.
Аэрожелобы
Аэрожелоб, представленный на рис. 299, представляет собой
трубу 1 прямоугольного или круглого сечения, разделенную по-
ристой перегородкой 2 на две части — верхнюю, транспортирую-
щую, и нижнюю — газодувную. Порошок поступает в верхнюю
часть желоба из бункера 3 или из другого источника, в нижнюю
часть вентилятором (газодувкой) 4 нагнетают газ, который про-
никает сквозь пористую перегородку и аэрирует порошок в верх-
Рис. 299. Схема аэрожелоба
ней части аэрожелоба. Аэрированный порошок движется под
действием собственного веса вниз по желобу, устанавливаемому
с уклоном 4—5 %. Впускной 5 и выпускной 6 фильтры предотвра-
щают забивание пористой перегородки и очищают воздух, выхо-
дящий из аэрожелоба.
Производительность Q (т/ч) аэрожелоба
Q - З.бВ^руфх, (307)
где В — ширина желоба (рис. 299), м; h = 0,1 ч- 0,15 — высота
слоя порошка в желобе, м; v — скорость движения порошка по
желобу, м/с; ру — плотность аэропульпы, кг/м3; = 0,9 —
поправочный коэффициент.
Скорость движения порошка по желобу
V = К a V'RvhKy (308)
где /Са 21,2 -4- 26,5 — коэффициент; /?г — гидравлический ра-
диус, м; t;K — уклон желоба.
Плотность аэропульпы
„3,6ОВ 4~ Q
где GB — расход газа аэрожелобом, кг/с, определяемый по фор-
муле GB = Q/3,6p; р — расходная концентрация смеси, кг-с-г
порошка/кг-с-1 газа, р = 60 4- 150.
420
Сопротивление аэрожелоба
Ра = Рй + Рй + Ря + Л,, (310)
где Ро — сопротивление газоводов; Ро — сопротивление газовой
камеры аэрожелоба; Рл — потери на сообщение воздуху кинети
ческой энергии; Рп 900 Па — суммарное сопротивление по
ристой перегородки, аэрированного порошка, выхлопного фильтра
Сопротивление круглых подводящих воздуховодов Ро вычис-
ляют по формуле
kLu^p
~ 16/?г ’
где % = 0,016 4- 0,014 — коэффициент сопротивления для не
корродированных труб диаметром 150—200 мм соответственно, и
0,02—0,016 — для корродированных труб; и0 — начальная ско-
рость аэрирующего газа; р — начальная плотность аэрирующего
газа.
Начальная скорость аэрирующего газа и0 = G3!pFa, где Fa —
площадь сечения газовой камеры.
Динамические потери Ру = и2рг/2, где и — скорость газа
в трубопроводе.
Установочную мощность двигателя вентилятора аэрожелоба
рассчитывают по формуле
N = (/<3OMGB)/n, (312)
где К3 — коэффициент запаса, К3 = 1,75 4-1,1 для двигателей
мощностью 1 4- 7 кВт соответственно; /Сг = 1,1 4- 1,15 — коэф-
фициент, учитывающий потери газа в трубопроводе из-за нека
чественных уплотнений и других причин; Лм — удельная работа
вентилятора, кДж/кг; ц = 0,65 4- 0,85 — к. п. д. вентилятора
Лм==^1п-^ + Рк-, (313)
Рат гат
где Рат — атмосферное давление; рат — плотность аэрирующего
газа при атмосферном давлении; Рк —давление в конце аэро-
желоба, принимается равным 0,105 МПа; Ря = Рл + Рк рассчи-
тывают по формуле (310).
Ленточные конвейеры
Для транспортирования на горизонтальных и слабонаклонных
участках порошков в состоянии насыпки, в баночной или пакет-
ной (мешковой) таре, а в некоторых случаях для транспортиро-
вания тарно-штучных грузов применяют ленточные конвейеры
(рис. 300). Ленточные конвейеры классифицируют: по области
421
ZZ 0!- 6 S
422
применения — на конвейеры общего назначения и специальные
(в порошковой металлургии — конвейеры, входящие в состав
соответствующих печей непрерывного действия); по форме трассы—
на простые с одним прямолинейным участком и сложные с лома-
ной трассой, состоящей из горизонтальных и вертикальных участ-
ков; по направлению движения груза — на подъемные с уклоном
вниз и с уклоном вверх; по форме ленты и размещению груза
на ней — на конвейеры с плоской и желобчатой лентой, с верхней
(основной тип) и нижней или обеими несущими ветвями; по типу
тягового органа — на конвейеры с тканевой, стальной и прово-
лочной лентами; по углу наклона трассы — на пологонаклонные,
крутонаклонные 022°) и вертикальные.
Несущим и тяговым органом ленточного конвейера является
бесконечная гибкая лента 9, опирающаяся своими рабочей и хо-
лостой ветвями на роликовые опоры 6 и огибающая на концах кон-
вейера приводной 10 и натяжной 2 барабаны. У коротких конвей-
еров для штучных грузов лента может скользить по жесткому
настилу. Передача движения ленте осуществляется от привод-
ного барабана за счет сил трения. Первоначальное натяжение
на сходящем конце ленты задается натяжным барабаном при по-
мощи грузового или винтового натяжного устройства 1. Ленту
загружают порошком через воронку 3. Разгрузка ленты может быть
концевой с приводного барабана или промежуточной, для чего
используют передвижную разгрузочную тележку 7 или стацио-
нарные плужковые сбрасыватели. Направление потока мате-
риала, сбрасываемого с конвейера, задается разгрузочной короб-
кой 8. Для очистки ленты от оставшегося на ней порошка с рабо-
чей стороны устанавливают вращающиеся щетки 11, неподвижный
скребок или барабан со спиральными скребками-щетками. Для
сбрасывания случайно попавшего на внутреннюю поверхность
ленты порошка перед натяжным барабаном устанавливают до-
полнительный сбрасывающий скребок 16. Для центрования обеих
ветвей ленты служат центрирующие роликовые опоры 5.
Привод барабана ленточного конвейера включает электродви-
гатель 14, редуктор 13, соединительные муфты 12. На поворотных
участках ветвей трассы устанавливают роликовые батареи, обес-
печивающие плавный перегиб ленты, или поворотные барабаны 4.
Все элементы конвейера монтируют на металлоконструкции 15,
прикрепляемой к полу или несущим конструкциям здания.
Основные параметры и типоразмеры ленточных конвей-
еров в целом и их основных элементов стандартизированы
ГОСТ 22644—77.
Стандартизацией охвачены также конвейерные ленты
(ГОСТ 20—76), требования техники безопасности
(ГОСТ 12.2.022—80), требования на проектирование ленточных
конвейеров во взрыво- и пожаробезопасном исполнении
(РТМ 24.093.02—77). Ряд других элементов ленточных конвей-
еров нормализован.
423
Основной характеристикой конвейера является его производи-
тельность — массовая QM (т/ч), объемная Qv (м3/ч) или штучная Qz
(шт/ч). Эти величины связаны зависимостями:
QM = &Р, (314)
QM = /п^/ЮОО, (315)
где р — насыпная плотность транспортируемого материала, т/м3;
тг — масса штучного груза, кг.
Массовая производительность определяется по формуле
QM = 3,6<7го, (316)
Рис. 301. Схемы размещения сыпучего груза на ленте конвейера
где qr — расчетная линейная нагрузка, т. е. масса груза, отне-
сенная к 1 м длины груженого участка тягового органа (ленты,
настила и др.), кг/м; и — скорость движения груза, м/с.
Для определения величины q? необходимо составить схему
размещения груза на тяговом органе (рис. 301) и определить пло-
щадь его поперечного сечения. При ориентировочных расчетах
а' = 0,6а, где а — угол естественного откоса. При уточненных
расчетах необходимо знать величину угла естественного откоса
на колеблющейся плоскости. Величина qr не должна превышать
предельной несущей способности тягового органа в заданных
условиях эксплуатации. При известной средней плановой массо-
вой производительности QM
ср
_ Лн £Qmcp
3,6о ’
(317)
где Кн — коэффициент неравномерности подачи груза на кон-
вейер, Ка = 1,1 -г- 1,5, при подаче груза питателем /Сн = 1;
g — ускорение свободного падения, 9,81 м/с2; Kt— коэффициент
использования конвейера во времени, Kt = 0,8 4- 0,95; Кг —
коэффициент готовности конвейера, Кг — 0,96.
При проектировании системы конвейеров в расчет вводится
коэффициент готовности системы, Кг. с = Кг\Ктг ... Кгп, где п —
число конвейеров, составляющих систему. При движении груза
отдельными частями qT — пцТ, где Т — расстояние между после-
довательными порциями насыпного груза или штучными гру-
зами, м.
424
Шагающие конвейеры
Шагающие конвейеры являются одним из основных средств пере-
мещения загрузки в печах непрерывного действия, применяемых
в порошковой металлургии. С помощью этих конвейеров транспор-
тируют поддоны с порошком в печах восстановления, довосста-
новления, отжига, поддоны со спекаемыми заготовками в печах
спекания, поддоны с деталями в печах термической обработки.
17 а 16 15
Рис. 302. Шагающий конвейер (а) и схема цикла транспортирования (б)
Рис. 303. Общин вид подвесного грузонесущего конвейера
Шагающий конвейер, рис. 302, состоит из подвижной ра-
мы 2 на роликах 4, неподвижной рамы 3, подъемного устрой-
ства 5, приводного устройства 6. Подъемное устройство представ-
ляет собой домкрат или кулачковый механизм. В качестве при-
водного устройства применяют гидро- или пневмоцилиндр. Подъ-
емное и приводное устройства вступают в работу поочередно, под-
нимая груз 1 с неподвижной балки, перемещая его на один шаг
вперед, и вновь опуская его на неподвижную балку, после чего
425
цикл транспортирования может быть повторен. Скорость переме-
щения груза шагающими конвейерами достигает 6 м/мин.
Эффективность применения шагающих конвейеров в составе
печей непрерывного действия обусловлена следующим: грузо-
несущие органы (подвижная и неподвижная балки) постоянно
находятся в рабочем пространстве печи, в связи с чем нет непро-
изводительных затрат энергии на их периодический нагрев, что
имеет, например, место при работе печей конвейерного типа;
Рис. 304. Сопряжение подвесных грузонесущих конвейеров с технологическими опе-
рациями
балочная конструкция подвижного грузонесущего органа позво-
ляет сделать его достаточно жестким, прочным и надежным, в связи
с чем он не является слабым элементом конструкции печи, како-
выми являются, например, конвейерные ленты или толкаемые
лодочки; приводные, подъемные и другие механизмы конвейера
выведены из зоны высоких температур.
Подвесные грузонесущие конвейеры
Основным видом транспорта для транспортировки тарно-штучных
грузов в порошковой металлургии являются подвесные
грузонесущие конвейеры (рис. 303, 304).
Конвейер состоит из тягового элемента, например, цепи 3,
замкнутого по контуру трассы, с постоянно прикрепленными
к нему каретками 2, к которым шарнирно прикреплены подвески 4.
На подвески укладывают транспортируемые грузы 5. Каретки при
помощи тягового элемента движутся по замкнутому одно- или двух-
рельсовому подвесному пути 1, подвешенному к элементам зда-
ния или прикрепленному к опорным конструкциям конвейера.
Тяговый элемент приводится в движение электродвигателем
426
приводного механизма 6. Гибкость тягового элемента в горизон-
тальной и вертикальной плоскостях обеспечивает подвесному
конвейеру пространственную трассу — его направляющий путь
может иметь повороты как в горизонтальной, так и в вертикальной
плоскости в любом направлении. Именно возможность организа-
ции пространственнозамкнутой трассы является важнейшим преи-
муществом подвесных грузонесущих конвейеров перед другими
типами конвейеров. Повороты в горизонтальной плоскости осу-
ществляются при помощи поворотных устройств 7, в вертикаль-
ной — при помощи вертикальных перегибов направляющего
пути 1 по соответственно выбранным радиусам. Первоначальное
натяжение тягового элемента создается при помощи натяжного
устройства 8.
Основные параметры стандартизированных типов подвесных
грузонесущих конвейеров регламентированы ГОСТ 5946—79.
§ 3. ОСНОВНЫЕ КОМПОНЕНТЫ АВТОМАТИЗИРОВАННЫХ
ТРАНСПОРТНО-ТЕХНОЛОГИЧЕСКИХ СИСТЕМ
Основными компонентами автоматизированных транспортно-тех-
нологических систем в порошковой металлургии являются, как
уже отмечалось выше, автоматизированное технологическое обо-
рудование и автоматизированный межоперационный транспорт,
а также устройства, связывающие эти два компонента в единую
систему — средства автоматического адресования грузов и пере-
грузочные робототехнические средства.
Устройства автоматического адресования грузов
Автоматическое адресование подвесок с грузами обеспечивает
маршрут автоматического следования грузов от погрузки до раз-
грузки в пределах общего контура трассы конвейера. По способу
управления различают системы автоматического адресования с де-
централизованным (местным) и централизованным (с общего пуль-
та) управлением.
Система децентрализованного управления адресованием
(рис. 305) включает в себя комплект адресующих устройств —
адресоносителей с набором элементов адресования (информации),
считывающих (читающих адрес) устройств-считывателей (дешифра-
торов), автоматическое устройство для прйведения элементов
адресования в нейтральное «безадресное» положение и автомати-
ческий адресователь (задатчик адреса на адресоносителе). В слож-
ных системах применяют устройства для определения адреса
(определители), контролирующие прохождение подвесок через
определенные пункты трассы. В отдельных случаях, при марш-
рутном (программном) адресоносителе и установке адреса вруч-
ную автоматические сбрасыватели адреса и адресователи на трассе
не устанавливают. Элементами информации об адресе служат
427
диски, штыри, клавиши, выступы, контакты, магниты и тому
подобные детали, а также отверстия, комбинация расположения
которых на адресоносителе по принятому коду обусловливает
определенный адрес следования груза.
Адресоноситель (АН) устанавливают на каждой подвеске. Счи-
тыватели (С) устанавливают на определенных участках пути
конвейера перед исполнительными механизмами загрузки-раз-
грузки подвесок. При прохождении подвески с адресоносителем
через считыватель последний расшифровывает адрес на адре-
соносителе.
Если расположение элементов адресования на адресоносителе
совпадает с расположением приемных элементов считывателя,
т. е. адрес подвески совпадает с адресом считывателя, последний
дает команду в блок управления (БУ) загрузкой или разгрузкой
подвески и включает в действие исполнительный механизм (ИМ).
Сбрасыватель адреса (СА) размещают после пунктов разгрузки
перед началом нового маршрута. Автоматический адресователь (А)
размещают после сбрасывателя адреса в пункте распределения
грузов перед их отправкой по требуемому маршруту.
Количество возможных адресов N в системе определяется
количеством п расположенных на адресоносителе элементов
адресования (как правило, п 16), их расположением, одно- или
двусторонним способом считывания и числом т одновременно дей-
ствующих элементов.
При одностороннем считывании
~ — 2) (» — 3) , . . [п — (и—1)1 z318x
При двустороннем считывании
Иг = 2mNr.
428
(319)
Централизованная система адресования отличается от децен-
трализованной отсутствием адресоносителя на транспортном уст-
ройстве или грузе.
Слежение за грузом ведется на центральном пульте, модели-
рующем трассу, адресная информация хранится в запоминающем
устройстве и вводится в него с пульта оператором, либо автомати-
чески программным блоком в момент прохождения грузом пункта
начала слежения.
Перемещение адресной информации в запоминающем устрой-
стве происходит за счет тактовых продвигающихся импульсов
Транспортная линия
Места разгрузки
Загрузка п 13 1г 11 10 9 в 7 5 г /
Разгрузка
Рис. 306. Централизованное управление адресованием на основе параллельного
сдвигающего регистра
в электронных устройствах, либо двигателем, приводящим в дви-
жение магнитную ленту, перфоленту, адресные барабаны син-
хронно с тяговым органом конвейера.
Информация из запоминающего устройства выводится с по-
мощью считывателей, число которых в моделирующем блоке
соответствует числу адресных позиций на транспортной линии.
Среди централизованных систем автоматического адресования
наиболее распространенной является синхронно-следящая си-
стема. Основой системы является параллельный сдвигающий
регистр, в который двоичным числом, представляющим собой
порядковый номер адресной позиции, записывается адрес каждого
груза (рис. 306).
Запись адреса выполняется оператором нажатием соответствую-
щей адресной кнопки в момент поступления груза на сортировоч-
ный конвейер. Все адресные кнопки связаны с регистром через
шифратор, преобразующий одиночные импульсы в соответствую-
щие кодовые комбинации.
Сдвиг информации в регистре производится тактовыми импуль-
сами, которые выдаются специальным устройством, связанным
429
с приводом конвейера. Каждый импульс соответствует переме-
щению конвейера на определенное расстояние, благодаря чему
в заданном масштабе осуществляется синхронизация перемещений
конвейера и адресов грузов в регистре. Вдоль регистра, в местах,
масштабно соответствующих адресным позициям, установлены
дешифраторы, считывающие проходящие мимо адреса.
Синхронизация перемещения конвейера и адресов грузов в ре-
гистре и неподвижность грузов относительно конвейера обеспе-
чивают совпадение во времени положения адреса на позиции
считывания дешифратора с приходом груза на соответствующую
позицию загрузки или разгрузки (складирования). При совпа-
дении адреса с кодом, на который настроен дешифратор, срабаты-
вает исполнительный механизм, осуществляющий укладку или
снятие груза с конвейера; одновременно происходит стирание
адреса в регистре.
Манипуляторы и роботы
Манипуляторы и роботы являются основными средствами комп-
лексной автоматизации в мелкосерийном и серийном производстве.
В сочетании с технологическим оборудованием и средствами транс-
порта они позволяют создать гибкие производственные системы,
обеспечивающие повышение производительности оборудования,
устранение ручных операций с физически тяжелым, монотонным
или опасным характером труда, быстрый переход на производ-
ство новых типов изделий.
Наиболее эффективно использование манипуляторов и роботов
на таких операциях, как перегрузка деталей и приспособлений
с деталями со склада на транспортные конвейеры; раскладка в спе-
циальную тару; штабелирование тарно-штучных грузов; загрузка
ячеек склада; перемещение грузов и их адресование; ориентация
деталей перед их установкой и фиксацией в зоне обработки; рас-
познавание грузов и определение их ориентации в прос-
транстве. По способу управления различают манипуляторы
с ручным, интерактивным (комбинированным) и автоматическим
управлением.
Манипуляторы с ручным управлением, требующие непрерыв-
ного участия оператора, представляют собой рычажно-шарнирные
сбалансированные механизмы для выполнения загрузочно-раз-
грузочных операций при работе технологического оборудования,
межоперационного перемещения на небольшие расстояния с одно-
временным переориентированием груза (манипулированием). Ма-
нипуляторы этого типа выполняются как неподвижными, так и на
напольных автоматизированных тележках.
Манипуляторы с интерактивным управлением также требуют
участия оператора, но у них ручное управление чередуется с ав-
томатическим, часть операций автоматизирована.
430
Примерами применения ручных и интерактивных манипуля-
торов в порошковой металлургии являются: обслуживание скла-
дов с небольшим объемом хранения многономенклатурных грузов,
в частности, складов пресс-форм и штампов, снятие со смесителей
и других аппаратов периодического действия межоперационно-
технологической тары (бункеров, кюбелей), их транспортировка
и установка на прессы, загрузка индукционных печей карбиди-
зации капсулами (патронами) с шихтой, снятие с прессов и уста-
новка на прессы прессблоков (адапторов) при переводе пресса
на прессование новой заготовки и т. д.
Автоматические манипуляторы выполняют все двигательные
функции автоматически, по заданной программе. По способу
отработки и перестройки программы различают автоматические
манипуляторы неперепрограммируемые — автооператоры, и пере-
программируемые — промышленные роботы.
Грузоподъемность манипуляторов должна отвечать нормаль-
ному ряду грузоподъемностей (кг), в зависимости от которой их
относят к следующим типам: сверхлегкому — 0,1; 0,16; 0,25;
0,4; 0,63; 1,0; легкому — 1,6; 2,5; 4,0; 6,3; 10,0; среднему —
16; 25; 40; 63; 100; тяжелому — 160; 250; 400; 630; 1000; сверх-
тяжелому > 1000.
Кинематику основных движений манипулятора и форму ра-
бочей зоны обслуживания, в пределах которой производится пере-
мещение объекта манипулирования, определяет принятая система
координатных перемещений. Положение точки Р в пространстве
(рис. 307) может задаваться системой координат:
1) прямоугольной (декартовой) — перенесение объекта в задан-
ную точку осуществляется прямолинейным перемещением звеньев
механической системы по двум (рис. 307, а) или трем (рис. 307, б)
координатным осям х, у, г\
2) плоской полярной — объект перемещается в одной коорди-
натной плоскости в направлении радиуса-вектора г и угла <р или 0
(рис. 307, в);
3) цилиндрической — перемещение в основной координатной
плоскости в направлениях г и <р, а также по нормали к ней
(рис. 307, г);
4) сферической (полярной) — перемещение в направлении
радиуса-вектора г и его угловых перемещений ср и 0
(рис. 308, б);
5) ангулярной (угловой) — перемещение осуществляется
за счет угловых поворотов отдельных звеньев механической
руки манипулятора, имеющих постоянную длину
(рис. 307, е, ж, з).
Все движения манипулятора разбиваются на три группы: гло-
бальные (координатные), региональные (переносные), локальные
(ориентирующие). К глобальным относятся линейные перемеще-
ния манипулятора с помощью устройства передвижения носи-
теля — механизированной тележки, на которой он установлен.
431
В стационарных манипуляторах глобальные движения отсут-
ствуют. Региональные движения изменяют положение захвата
груза в пространстве за счет движения манипулирующего уст-
Рис. 307. Системы координатных перемещений
ройства — механической руки. Локальные движения меняют
ориентацию захвата и груза. Понятие зоны обслуживания мани-
пулятора относится к региональным и локальным движениям,
когда носитель неподвижен.
432
Манипуляторы с ручным управлением
Универсальные сбалансированные шарнирные манипуляторы при-
меняют для механизации транспортно-складских и монтажных
работ, операций установки-снятия деталей при обслуживании
обрабатывающего оборудования и средств непрерывного транс-
порта.
Рис. 308. Схемы установки и использования универсальных шарнирных сбалансиро-
ванных манипуляторов
Схемы установки и использования манипуляторов представ-
лены на рис. 308, их технические характеристики в табл. 71.
Промышленные роботы
Промышленные роботы предназначены для автоматического вы-
полнения операций по перемещению различных грузов с целью
автоматизации производственных процессов. От традиционных
средств автоматизации они отличаются универсальностью вос-
производимых движений, возможностью и быстротой перестройки
н перехода на выполнение новых операций. Роботы могут выпол-
нять три вида работ: погрузочно-разгрузочные и перегрузочные;
загрузку технологического оборудования; технологические опе-
рации — сварку, окраску, сборку, закалку, пропитку, упаковку
и т. д.
433
Таблица 71. Технические характеристики универсальных шарнирных
сбалансированных манипуляторов
Модель Число степеней подвижности Грузоподъемность, кг Максимальный ра- диус обслужива- ния, м Ход руки, м Максимальная ско- рость подъема опу- скания руки, м/мин Тип привода Масса манипуля- тора Конструктивное исполнение
1 <-) « о S со х CQ CQ вперед — назад
M40.48.01 3 40 3,2 1,7 2,5 20 Пневмати- ческий 220 I
М80.48.01 3 80 3,25 1,9 2,8 20 Электрический 400 I
М80.48.02 4 80 2,98 2,0 2,7 20 » 600 I
М160.48.01 3 160 3,3 1,65 2,6 18 > 500 I
М160.90.01 3—4 160 2,45 2,1 2,09 15 Гидравли- ческий 670 III
М250.48.01 3 250 3,15 1,715 2,4 15 Пневмати- ческий 500 I
М500.90.01 3—4 500 4,37 3,45 3,5 15 Гидравли- ческий 1750 III
М750.90.01 3-4 750 4,5 3,5 3,5 10 То же — III
КШ-50 3 50 3,0 1,6 2,7 — Пневмати- ческий 400 I
КШ-63 3 63 3,0 1,6 2,7 — То же 360 I
МП-100 3 100 2,225 1,5 1,5 12 Электрический 200 II
Ш8-МЗ-430.013 3 125 2,2 1,7 1,2 10 Пневмати- ческий 500 I
ШБМ-150 4 150 3,0 1,75 2,55 30 Электрический 380 I
МП-6 7 150 3,0 1,272 1,8 18 > 1500 VI
Примечание. Угол поворота вокруг вертикальной оси для манипулятора
МП-6 равен 330°; для остальных — 360°.
Таблица 72. Технические характеристики роботов с горизонтальной выдвиж
Модель Грузо- подъем- ность, кг Число степеней подвиж- ности Число програм- мируе- мых ко- ординат Привод основных движе- ний Объем памяти системы (число команд) Погреш- ность по- зициони- рования, ± мм Наиболь- ший вы- лет ру- ки, мм
СФ-1001 с 1 5 5 э-п 36 0,5 1000
Итэкар 5 4 4 э—п 8000 0,1 1100
РКТБ 7 4 4 э 25 0,1 1300
МАН-63С 63 4 4 г 13 3 1495
* Числитель — перемещение (мм,
град.), знаменатель — скорость (м/с, град./с).
434
Промышленный робот состоит из двух частей (рис. 309, а):
воздействующей на технологический процесс (исполнительной) —
в виде манипулирующего устройства 1 со схватом 2 и устройства
передвижения <3; управляющей — в виде
управляющего устрой-
___ЗУ
ВУ
6УП
3
Технологический
процесс
2
Рис. 309. Схема работы про-
мышленного робота:
а — функциональная; б —
блок-схема управления
Технологическое
оборудование.
ства (УУ) и пульта управления (ПУ). Исполнительные органы
являются объектом управления со стороны управляющего уст-
ройства.
ной рукой и подъемной кареткой
Линейные величины * Угловые величины * Размеры, л м £
г Z <₽ а 6 • Н L В Масса,
'ft. 500 0,5 400 0,2 250 60 360 200 200 200 1200 1000 400 100
Ч, Й 500 0,5 500 0,3 240 45 270 45 — 1700 1000 1000 500
600 0,3 600 0,3 270 90 180 90 — 1800 970 754 120
625 0,3 600 0,3 240 30 180 45 — 2050 1877 740 105
435
Таблица 73. Технические характеристики роботов с выдвижной рукой, рабо
Модель робота Грузо- Число степеней Число програм- Привод Наиболь- ший вы- Линейные величины *
ность, кг подвиж- ности мых ко- ординат движений лет руки, мм г X
Универсал 15М 15 6 6 э—м 2294 1000 400
0,4 0,12
Универсал 50М 50 5 5 Э-Г-.М 1810 900 0,9
Универсал 60 I 60 6 6 Э— г 2044 1000 0,4 400 0,08
Универсал 60 II 60 6 6 Э-г 2100 1000 0,6 400 0,12
Примечания. 1. Способ программирования — обучение. 2. Объем памяти
* Числитель—перемещение (мм, град); знаменатель — скорость (м/с. град/с)
Таблица 74. Технические характеристики подвесных роботов тельфериого
Модель робота Грузоподъ- емность, кг Число сте- пеней под- вижности Исполнение Число рук Число за- хватных ус- тройств на одной руке Привод ос- новных дви- жений Система уп- равления Способ про- граммиро- вания Объем памя- ти системы управления
СМ80Ц.48.11 80 3 1 1 2 г ц По упо- рам 20 команд
СМ80Ц.25.01.А 80 3 1 1 2 80 команд
РС-25П 25 6 1 1 2 П УПМ-331 Обу- чение 0,5 кбайт
РС-40-Ц 40 5 1 1 2 0,5 кбайт
СМ40Ф2.80.01 40 4 4 1 1 0,5 кбайт
УМ160Ф2.01.81 160 4 4 1 1 0,5 кбайт
СМ160Ф2.05.01 320 3 3 2 1 0,5 кбайт
* Числитель—перемещение (мм, град); знаменатель — скорость (м/с, град/с).
436
тающих в сферической системе координат
я|| ж C&S i д Угловые величины *, Размеры, мм Масса, кг
Ф 0 !’ а Н L В
340 50 340 36 340 45 340 90 системы (ч 50 20 50 20 40 10 50 20 исло кома 190 70 200 90 190 80 190 100 нд) - - комп 360 180 360 180 360 90 360 120 лектуются 1440 1300 1260 1260 СПУ мод 1440 1300 1440 1440 ?лей ПУР- 1600 1600 1670 1670 2М, УПМ-55 2100 1500 2300 2300 2. УПМ-772
типа
Погрешность позициони- рования, мм Наибольший вылет руки, мм Линейные величины * У гл овые величины * Длина моно- рельса, м Масса, кг
X У Z а е
1.5 800 2070 0,2 — 320 0,2 — 15 15 2,2 280
0,3 1500 3600 0,8 — 1000 0,5 180 90 — 5,75 2220
0,5 400 3100 0,8 —• — — — 4,0 2850
0,5 730 3100 0,8 — 400 0,4 180 45 — 4,0 3000
0,5 1900 10 000 0,8 3000 1,2 1000 180 30 180 30 12 3400
0,5 2300 16 000 1,2 2560 1,8 1200 180 90 180 30 18 6500
0,5 1800 8900 0,8 — 970 0,3 — 60 15 12 6500
437
Таблица 75. Технические х арактеристики напольных промышленных роботов К
1 *" с выдвижнии рукии Объем па-
Модель Число мяти си- Число Погреш- Наиболь- Яв? п д « степеней стемы уп- програм- ность л.. МШ линейные Угловые величины * Размеры, мм 6 S подвиж- ° равлеиия «ируе- познцио- величины • -
хй-g ИОСТИ «и (число мь,х к0’ иирова ЯКЬ — - - — д
и- О О С- Е X = >» команд) ординат ния Ш о g о
•«и z г х а о “ Н L В я
Яй s и S
МРУ-901 0,02 2 1 4 2 0,22 180
КМ.0,08Ц.42.11 0,08 2 1 6 2 0 1 200 Ж 10/0,1 — ~ 20—90/130 — 1 238 316 236 13
Ритм 01.01 0,1 5 1 19 5 0 1 345 в 12/0,16 — — 180/400 — 1 160 350 260 17
Ритм 01.02 0,2 5 2 19 4 0 1 345 Ж 50/0,17 150/0,6 50/0,17 220/360 180/90 1 280 335 220 30
Ритм 01.03 0,1 4 1 19 4 0 j 345 К 50/0,17 150/0,6 — 220/360 180/90 2 322 335 220 31
РФ-201 М 0,2 4 1 5 3 0 05 426 Ж 50/0,17 150/0,6 — 220/360 180/90 1 224 335 220 29
МП-9 0,2 3 1 Ю 3 0 2 350 |Г 30/0,1 150/0,3 — 120/120 180/360 1 248 270 200 40
РС-4 0,3 5 1 50 4 0 03 910 30/0,1 150/0>3 — 120/120 — 1 254 275 220 70
Ритм 05.01 1,0 6 2 19 5 0 j 905 Ж. 50/0,5 255/0,6 — 90/120 180/180 1 1140 275 600 40
КМ.1,25Ц.42.16 1,25 6 2 90 4 0 j 125() Ж 50/0,5 400/1,0 300/0,6 — 180/180 2 755 500 800 326
М-75 1,5 5 1 16 4 0 5 2080 80/0,9 500/1,5 — 180/360 180/360 2 830 950 600 280
МП-3 2,0 3 4 Ю з 0 1 625 Ц 200/0,5 1000/0,5 200/0,5 180/90 180/90 1 1450 750 1250 350
КМ. 2,5Ц. 42.14 2,5 4 1 Ю 4 0 1 800 ® 125/0,1 100/0,1 — 90/90 — 1 405 200 200 40
ПР-5 4,2 6 2 iso 6 0 3 1380 Ц 80/0,6 300/0-8 — 270/360 180/360 1 520 1000 300 150
МП-4 5,0 3 1 86 3 2 0 1100 Ж 150/0,5 600/0,8 — 150/90 150/180 2 1060 600 700 380
Уииверсал-5 5,0 6 1 50 4 1 0 1330 > 100/0,05 600/0,8 — 220/28 — 1 1780 1100 1100 460
Бриг-10 10 5 1 28 4 0 3 1260 Ч 800/0,3 700/0,9 — 330/60 180/180 1 1630 870 1100 650
ПР-10 10 4 1 in , Ж. 100/0,3 600/0,8 100/0,3 220/90 180/90 1 800 780 620 300
РПП-76 10 5 2 31 5 0 5 1235 9 200/0,3 600/0,8 — 220/90 180/180 1 1045 890 815 500
Циклон-5.01 10 4 или 6 2 31 До 6 0 1 1560 F 150/0,5 500/0,5 — 180/90 180/180 2 1150 570 570 —
Циклон-5.02 5 или 7 2 о, Пп п , ,ссп > 100/0,2 600/1,5 400/0,5 180/120 180/180 2 870 1100 840 420 • * ох до о 0,1 1560 4
КМ.10Ц42.01 10 4 или 3 2 14 3 0 1 2314 В 100/0,2 600/1,5 400/0,5 180/120 180/180 2 860 1100 1630 780
МП-5 15 4 ! 2 4 0 3 1100 f 150/0,3 800/1,3 — 180/90 180/180 2 945 1296 1008 930
3388-1 5 4 ! 42 4 0 15 1680 250/0,25 600/1,0 — 180/90 — 1 1035 500 720 370
3388-11 6 4 2 42 4 о 15 1680 1 100/0,7 600/1,0 — 120/90 180/90 1 970 1020 1008 525
3388-1II 20 4 2 42 4 0 15 1680 , 100/0,7 600/1,0 — 120/90 180/90 2 970 1020 1008 567
ЛМ.20Ц46.01 20 5 ! 32 5 0 j 2415 , ' 100/0,7 600/1,0 — 120/90 180/90 2 970 1020 1008 555
340/0,5 1250/0,5 420/0,5 100/40 90/90 1 1425 2540 840 1750
Примечанн я: 1. Привод '.I?!' роботов моделей МРУ-901 н Унивепсал-5 члектпн
пневматический. 2. Система управления роботами моделей РС-4 МПл Vuunnnran с W ц м ООоо м х перемещений роботов моделей МП-4 и Уииверсал-5 - обучение роботов ^такимкР Хе ческий’ роботов моделей 3388 пневмо-гидравлический, роботов остальных моделей - 180/90 * лля побита мппали МП-S яп/оп * И изучение, рооотов остальных моде позиционная, роботами остальных моделей — цикловая. 3. Способ программирования
' ' лей —- по упорам. 4. Угловая величина р для робота модели Универсал-5 составляет
* Числитель — перемещение (мм, град), знаменатель — скорость (м/с, град/с). *
438 $
X 439
Таблица 76. Технические характеристики роботов с многозвенной рукой
Модель робота Грузо- подъем- ность, кг Число степеней подвиж- ности Ис- пол- нение Привод основных движе- ний Система уп- равления Погреш- ность по- зициониро- вания, мм Наиболь- ший вы- лет ру- ки, мм
Колер 3 5 1 Э—г К (объем памяти до 900 с) 3 2080
Контур 3 6 1 2000
ПР К-20 20 6 1 * —
Примечание. Метод программирования — обучение.
* Основание робота может перемещаться по рельсам на 1500 мм. ** Максимальная
Манипулирующее устройство робота — многозвенный меха-
низм с числом степеней подвижности 3—9 и поступательными и
вращательными сочленениями, заканчивающийся сменным рабо-
чим органом в виде механического, вакуумного или электромаг-
нитного охвата. В состав управляющего устройства УУ входят
пульт управления ПУ, с помощью которого оператор осущест-
вляет ввод и контроль задания, запоминающее устройство ЗУ
для хранения программы, вычислительное устройство ВУ, реа-
лизующее алгоритм управления роботом, блок управления БУП
механизмами робота, датчики для выявления состояния механиз-
мов робота и внешней среды. Управляющее устройство УУ осу-
ществляет также некоторые управляющие воздействия на сопря-
женное с роботом технологическое оборудование и другие роботы.
По принципу управления роботы делятся на роботы с программ-
ным управлением, очувствленные и с искусственным интеллектом.
Первые управляются по жесткой программе, вторые — с учетом
состояния внешней среды, для чего они снабжаются органами
очувствления (сенсорикой) в виде тактильных, локационных, теле-
визионных и других устройств. Такие роботы управляются по
программе, но в процессе работы она корректируется самим ро-
ботом в соответствии с изменяющимися условиями.
В зависимости от характера движения рабочих органов роботы
могут быть непрерывного или дискретного (позиционного) типа.
По числу охватываемых роботов система управления может
быть индивидуальной или групповой. Одним из вариантов груп-
пового управления является централизованное управление от ЭВМ.
Технические характеристики промышленных роботов универ-
сального применения, выпускаемых в СССР, представлены в
в табл. 72—76, в которых указана суммарная грузоподъемность
440
Угловые перемещения, град Угловая скорость, % Габаритные разме- ры, мм Масса, кг
<Р1 ф. а Si е, е, е, Н L в
75** 210 ** 210 ** 77 ** 77 * * * — — 1905 800 800 450
90 ** 210 ** 210 ** 90 ** 90 ** 210 ** — — — — —
90 ** 210 ** 210 ** 90 ** 90 ** — — — — — 900
•абочая скорость руки робота при сложении всех угловых движений — до 2 м/с.
робота независимо от числа рук; приведена максимальная грузо-
подъемность, обеспечиваемая при наибольших скоростях рабочих
движений. Число степеней подвижности дано без учета движения
зажима.
Условные обозначения: тип привода: П — пневматический,
Г — гидравлический, Э— электрический; система управления;
Ц — цикловая, П — позиционная, К — контурная, У — уни-
версальная, ЭВМ — управление с использованием ЭВМ.
* *
*
Изучив материал, связанный с устройством и эксплуатацией
основных видов оборудования для порошковой металлургии,
будущий специалист неизбежно должен задаться вопросами:
каковы основные задачи, стоящие перед ним в этой области, ка-
ковы основные пути и методы совершенствования изученного им
оборудования?
Ряд конкретных задач, касающихся отдельных видов обору-
дования, был рассмотрен в учебнике.
Основные задачи общего плана, актуальные для большинства
видов оборудования в рассматриваемой области, можно сформу-
лировать следующим образом:
— разработка научно обоснованной классификации оборудо-
вания для порошковой металлургии в целом и внутри отдельных
групп оборудования; важность этой задачи определяется тем, что
разработка принципов классификации и основанных на них клас-
сификационных схем является одними из первых ступеней науч-
кого познания и эффективным средством связи между научными
теориями и инженерной практикой;
— разработка оптимальных параметров типоразмерных рядов
всех видов оборудования, применяемого в порошковой металлур-
гии, и организация производства оборудования в соответствии
с этими параметрами; решение этой задачи является первым шагом
к превращению множества машин, создаваемых и эксплуатируе-
мых в порошковой металлургии, в систему машин — комплекс
взаимоувязанных между собою по производительности, качеству
продукции, надежности, входным и выходным блокам и другим
параметрам машин, обеспечивающих максимально эффективное
выполнение всех операций технологического цикла — от полу-
чения порошка до упаковки готовой продукции, главным образом
на участках, в цехах и на заводах, создаваемых на основе типовых
проектов;
— разработка математических моделей функционирования кон-
кретных видов оборудования на базе математических моделей
основных и побочных физико-химических процессов, протекающих
в рабочей зоне (рабочем объеме) оборудования; наличие математи-
ческой модели функционирования машины является необходимым
условием создания системы эффективного автоматического, в том
числе адаптивного, управления этой машиной как самостоятель-
ным объектом или звеном технологического комплекса;
— определение в рамках оптимальных типоразмерных рядов
принципиальных и конструктивных схем конкретных видов обо-
рудования, соответствующего по своему техническому уровню
требованиям к качеству порошков и порошковых изделий и объе-
мам их производства;
— создание банка данных о свойствах порошков, порошковых
материалов и полуфабрикатов, заготовок и изделий, знание
которых необходимо для реализации управления оборудованием
на основе модели его функционирования;
— повышение надежности оборудования на основе изучения
и анализа специфичных для порошковой металлургии отказов
оборудования;
— оснащение оборудования средствами самодиагностики (ин-
дикации отказов) и автоматизированными устройствами (прибо-
рами) для контроля качества порошков, полуфабрикатов изделий
в потоке с автоматической остановкой или подналадкой оборудова-
ния при появлении брака или его признаков;
— создание оборудования, управляемого с помощью микро-
процессоров, сопрягаемого с манипуляторами, транспортными и
технологическими роботами и создание на этой основе гибких
производственных систем в порошковой металлургии;
— снижение металлоемкости оборудования за счет оптимиза-
ции его конструкции и технологии изготовления, повышения
энергонасыщенности.
442
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
К главе I
Барабашкин В. П. Молотковые и роторные дробилки. М.: Недра, 1973,
с. 25—38.
Вибрации в технике: Справочник в 6 томах. Т. 4. Вибрационные процессы
и машины/Под ред. Э. Э- Лавендела. М.: Машиностроение, 1981, с. 384—390.
Голубков В. Г., Блехеров В. М., Кривонос Г. А., Первушин В. В. В кн.: По-
лучение, свойства и применение распыленных металлических порошков. — Киев:
Изд. ИПМ АН УССР, 1982. С. 68—72.
Мусиенко В. Т. В кн.: Новые методы получения металлических порошков.
Киев: Изд. ИПМ АН УССР, 1981. С. 54—60.
Ничипоренко О. С., Найда Ю. И., Медведовский А. Б. В кн.: Распыленные
металлические порошки. — Киев: Наукова думка, 1980. С. 117—152.
Сиденко П. М. Измельчение в химической промышленности. —М.: Химия,
1977. С. 42—51.
Силаев А. Ф., Фишман Б. Д. В кн.: Диспергирование жидких металлов
и сплавов. — М.: Металлургия, 1983. С. 23—67.
К главе II
Вибрации в технике: Справочник в 6 томах. Т. 4. Вибрационные процессы
и машииы/Под ред. Э. Э. Лавендела. — М.: Машиностроение, 1981. С. 344—358.
Волков В. Л., Спиркин В. Г., Толмасский И. С. Карбонильное железо. —
М.: Металлургия, 1969. — 256 с.
Газофазный метод получения порошков. Под ред. И. В. Фришберг. —М.:
Наука, 1979. — 230 с.
Гельперин Н. И. Основные процессы и аппараты химической технологии.
Т. 1. — М.: Химия, 1981. — 384 с.
Зеликман А. Н., Меерсон Г. А. Металлургия редких металлов. —М.: Ме-
таллургия, 1973. — 607 с.
Кармазин В. И., Кармазин В. В. Магнитные методы обогащения. —М.:
Недра, 1984. — 416 с.
Лыков М. В., Леончик Б. И. Распылительные сушилки.—М.: Машино-
строение, 1966. — 330 с.
Макаров Ю. И. Аппараты для смешения сыпучих материалов. —М.: Ма-
шиностроение, 1973. — 251 с.
Романков П. Г., Рашковская Н. Б. Сушка в кипящем слое. —М.—Л., Хи-
мия, 1964. — 288 с.
Сиденко П. М. Измельчение в химической промышленности. —М.: Химия,
1977. — 240 с.
Сушильные аппараты и установки: Каталог. 3-е изд. перераб. и доп. —М.:
ЦИНТИхимнефтемаш, 1975. — 63 с.
Химическая типовая малогабаритная аппаратура с электрообогревом:
Каталог.—М.: ЦИНТИхимнефтемаш, 1971.— 23 с.
Цветков Ю. В., Панфилов С. А. Низкотемпературная плазма в процессах
восстановления. — М.: Наука, 1980. — 359 с.
Шорин С. Н. Расчеты и конструирование высокотемпературных реакторов. —
М.: Изд. МИХМ, 1978. С. 60—83.
К главе III
Варыпаев В. Н. Введение 3 проектирование электролизеров. — Л.: Изд,
ЛТИ, 1981. — 93 с.
Источники технологического тока для электрохимических станков и галь-
ванических ванн. —М.: НИИМАШ, 1975. — 70 с.
443
К главе IV
Бобруйко Ю. П., Жданович Г. М. Расиет энергосиловых параметров про-
цесса гидродинамического прессования порошков на установках ударного дей-
ствия. М., 1984. 20 с. Деп. в Черметинформации 6.04.84, № 2404чм-84Деп.
Вибрационные прессы. — М.: Изд. НИИМАШ, 1979. — 49 с.
Виноградов Г. А., Каташинский В. П. Теория листовой прокатки металли-
ческих порошков и гранул.—М.: Металлургия, 1979. — 224 с.
Грабчак А. К-, Радомысельский И. Д., Сердюк Г. Г. Расчет и конструиро-
вание пресс-форм для прессования металлических порошков. — Киев: Изд.
ИПМ АН УССР, 1983. — 140 с.
Дорофеев Ю. Г. Динамическое горячее прессование пористых материалов. —
М.: Наука, 1968. — 120 с.
Живов Л. И., Овчинников А. Г. Кузнечно-штамповочное оборудование. —
Киев: Вшца школа, 1985. — 279 с.
Кузнечно-штамповочное оборудование/Под ред. А. Н. Банкетова и Е. Н. Лан-
ского. — М.: Машиностроение, 1982. — 574 с.
Радомысельский И. Д., Печентковский Е. Л., Сердюк Г. Г. Пресс-формы
для порошковой металлургии. — Киев: Техника, 1970. — 240 с.
Степаненко А. В., Исаевич Л. А. Непрерывное формование металлических
порошков и гранул. Минск: Наука и техника, 1980. С. 214—228.
К главе V
Бондаренко В. П., Фрейдин Г. Ю., Мендельсон В. С. Прессование заготовок
из твердосплавных смесей. М.: Металлургия, 1978. — 100 с.
Грабчак А. К-, Радомысельский И. Д., Сердюк Г. Г. Расчет и конструиро-
вание пресс-форм для прессования металлических порошков. — Киев. Изд.
ИПМ АН УССР, 1983. — 140 с.
Мармер Э. Н. Углеграфитовые материалы. Справочник.—М.: Металлур-
гия, 1973. — 135 с.
Радомысельский И. Д., Печентковский Е. Л., Сердюк Г. Г. Пресс-формы
для порошковой металлургии. — Киев: Техника, 1970. — 240 с.
Рогайлин М. И., Чалых Е. Ф. Справочник по углеграфитовым материалам. —
Л.: Химия, 1974. — 606 с.
Титаренко Н. И. Точность системы пресс — штамповый блок. — Киев.
Наукова думка, 1980. — 139 с.
К главе VI
Дульнев Г. Н., Заричняк Ю. П. Теплопроводность смесей и композицион-
ных материалов. —М.: Энергия, 1974. — 264 с.
Ковалев М. Н., Васильев Ю. Э. Вакуумные системы электропечей и их ин-
женерный расчет. —ЛЕ: Энергоатомиздат, 1983. — 112 с.
Лейканд М. С. Вакуумные электрические печи.—М.: Энергия, 1970.—
328 с.
Мармер Э. Н., Мурованная С. Г. Электропечи для термовакуумных процес-
сов. — М.: Энергия, 1977. — 216 с.
Общепромышленные электропечи непрерывного действия. М.: Энергия,
1977. — 248 с.
Павлов Н. А Инженерные тепловые расчеты индукционных нагревателей. —
М.: Энергия, 1978. — 120 с.
Рубинчик Л. Е. Водородные электрические печи. М.: Энергия, 1970. —
104 с.
Свенчанский А. Д., Смелянский М. Д. Электрические промышленные печи. —
М : Энергия, 1970. —264 с.
Смоленский Л. А. Конвективные электропечи. М.’ Энергия, 1972. — 168 с.
Фомин В. М , Слободской А. П. Вакуумные печи сопротивления с экран-
ной изоляцией. — М.: Энергия, 1970, — 96 с.
444
Цишевский В. П. Механизмы и приводы электрических печей. —М.: Изд.
МЭИ, 1973. — 199 с.
Электрооборудование и автоматика электротермических установок. Спра-
вочник. — М.: Энергия, 1978. — 304 с.
К главе VII
Маергойз И. И., Петрук А. П. Контролируемые атмосферы в электриче-
ских печах. — М.: Энергия, 1971. — 108 с.
К главе VIII
Весы и дозаторы весовые: Справочник/С. П. Молинов, С. С. Михайловский,
Л. Н. Старостина, П. К. Клементьев. — М.: Машиностроение, 1981. — 320 с.
Демичев Г. М. Складское, тарное хозяйство и технология транспортно-
складских процессов.—М.: Высшая школа. 1978.— 248 с.
Дженике Э. В. Складирование и выпуск сыпучих материалов. —М.: Мир,
1968. — 164 с.
Зенков Р. П., Ивашков И. И., Колобова Л. П. Машины непрерывного транс-
порта. — М.: Машиностроение, 1980. — 360 с.
Дьячков В. К. Подвесные конвейеры.—М.: Машиностроение, 1976.—
320 с.
Козырев Ю. Г. Промышленные роботы: Справочник. — М.; Машинострое-
ние, 1983. — 376 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Автоклав 71
Автоматизация 368
Аттритор 55
Аэрожелоб 420
Бункер 397
Вакуум-фильтр:
барабанный 121
дисковый 123
Ванна электролитическая 133
Вибропресс-молот 205
Газостат 229
Гидростат:
горячий 233
мультипликаторный 223
насосный 220
плунжерный 225
холодный 218
Гидроциклов 119
Дозатор 403
Дробилка:
вибрационная конусная 38
конусно-инерционная 40
молотковая 31
— однороторная 37
щековая 25
Железоотделитель электромагнитный
130
Затвор:
круглый 400
плоский и ленточный 399
Изостат:
для горячего прессования 229
------с сыпучей средой 236
для холодного прессования 218
Имитатор 157
Камера:
выдержки и охлаждения 352
нагрева с преобладанием теплооб-
мена излучением 343
—--------конвекцией 349
нагревательная 363
реакционная 58
Конвейер:
ленточный 421
подвесной 426
шагающий 425
Коэффициент:
готовности системы конвейеров 424
запаса мощности 315
заполнения барабана 42, 46
извлечения циклона 116
446
измельчаемости 35
Кран-штабелер 417
Манипулятор 430
— автоматический 431
— с ручным управлением 433
Матрица плавающая 269
Машина:
импульсная 149, 201
кузнечно-штамповочная 417
распыления 9, 11
роторная 149
Маха число 17
Мельница:
барабанная 41
— непрерывного действия 42
— однокамерная 45
расчет 46
вибрационная 48
— однокамерная с внутренними виб-
раторами 49
— однокорпусная и двухкорпусная
49
— расчет 53
— с вынесенным вибратором 51
Металлизация вакуумная 78
Модель распыления 20
Молот:
газовый и взрывной 188
классификация 186
паровоздушный 186
расчет 193
усилие выталкивания 194
Нутч-фильтр 121
Оболочка для изостэтического прес-
сования:
горячего 277
расчет 277
сложной конфигурации 278
стеклянная 281
холодного 275
Отстойник 118
Параметр дендритный 18
Перемешиватель вакуумный вибра-
ционный 79
Печь:
с газовым обогревом 379
---- конвейерная 379
----толкательная 382
с электрическим нагревом 287
----автоматизация 368
---- индукционная 360
---- сопротивления 290
Питатель 401
— классификация 402
Плазмотрон:
безэлектродный 59
высокочастотный 58
дуговой 57
расчет 59
Пресс:
гидравлический 168
— горячего прессования 182
— холодного прессования 168
для калибрования 159
кривошипный двойного действия 162
механический 151
расчет 193
эксцентриково-кулачковый 166
Пресс-автомат 165
— гидравлический 175
— роторный 167
Пресс-блок 156
Прессование:
двустороннее 240
изостатическое 275
Пресс-форма для горячего прессования
порошков 273
— для калибрования и допрессова-
ния:
классификация 266
материал и расчет 271
— для холодного прессования:
классификация 239
материал 247
проектирование и изготовление 256
расчет геометрический 249
— на жесткость и прочность 251
Процесс импульсный 185
Распылитель
газоструйный 9
жидкоструйный 10
центробежный 21
— бестигельный 23
— с перфорированным стаканом 23
— тигельный 22
— экстракционный 24
Реактор:
газофазный для нанесения покрытия
на частицы порошка 78
— для получения порошков 72
гидрометаллургический 70
металлотермического восстановле-
ния 61
плазмохимический 56
разложения — восстановления хи-
мических соединений 64
Реактор-автоклав 70
Ребиндера эффект 43
Робот промышленный 433
Сепаратор:
вибрационный 106
гидравлический 118 ’
замкнутый 113
магнитный 130
мокрый валковый с сильным полем
131
пневматический 112
Сигнализация звуковая и световая 376
Система:
автоматизированная транспортно-
технологическая 427
адресования децентрализованная 427
— централизованная 429
регулирования режима индукцион-
ных нагревателей 373
синхронно-следящая 429
циркуляционная 137
Сито вибрационное 106
Смеситель:
барабанный 94
непрерывного действия 100
червячно-лопастный 98
Стан прокатный 212
Станция управления 407
Стеллаж:
неподвижный 411
с вертикальной загрузкой и выгруз-
кой 413
с поворотными полками 412
Старение нагревателей 347
Старка критерий 316
Сушилка:
аэрофонтанная 85
для пастообразного материала 92
непрерывного действия 84
периодического действия 82
распылительная 87
с пневдоожиженным слоем 84
Удар механический 185
Установка:
дегазационная 237
для получения диссоциированного
аммиака 389
для регенерации водорода 387
кипящего слоя 69
металлизационная 79
Устройство:
гравитационное самотечное 418
манипуляторное 440
Фарадея закон 144
Фильтр 13, 121
Формование:
вибрационное 202
гидродинамическое 208
импульсное 201
Центрифуга 128
Циклон 113
447
Частота вращения барабана критиче-
ская 41
Штамп для горячей штамповки 281
-— с подогреваемой матрицей 285
Щель критическая 39
Экзогаз 397
Экструдер 210
Электролизер:
для электролиза расплавов 142
— растворов 133
Электропечь:
индукционная прямого нагрева 360
— с промежуточным нагревателем
363
сопротивления 290
— непрерывного действия 319
------- барабанная и толкательная
321
------- конвейерная 331
-------методика выбора 357
-------протяжная 341
-------размещение загрузки 355
-------расчет 343
-------с шагающим подом 336
— периодического действия 290
- ----- компрессионная 298
------- косвенного нагрева 296
------- камерная 296
------- расчет 303
------- тепловая изоляция 299
------- шахтная и садочная 303
Эндогаз 393
УЧЕБНИК
Сергей Сергеевич КИПАРИСОВ,
Олег Вадимович ПАДАЛ КО
ОБОРУДОВАНИЕ ПРЕДПРИЯТИЙ
ПОРОШКОВОЙ МЕТАЛЛУРГИИ
Редактор издательства Г. А. Лебедева
Художественный редактор ГО. И. Сму рыги н
Технический редактор Г. Б. Жарова
Корректоры Ю. И. Королева, Г. Ф. Лобанова
ИБ № 2836
Сдано в набор 06.04.88. Подписано в печать 07.07.88. Т-13477. Формат бумаги 60x90x/i«.
Бумага типографская № 2. Гарнитура литературная. Печать высокая. Усл. печ. л. 28,0.
Усл. кр.-отт. 28,0. Уч.-изд. л. 32,16. Тираж 5880 экз. Заказ 2328. Цена 1 р. 50 к.
Изд. № 1167
Ордена Трудового Красного Знамени
издательство «Металлургия», 119857, ГСП, Москва Г-34, 2-й Обыденский пер., д. 14
Отпечатано с набора Ленинградской типографии № 6 ордена Трудового Красного Зна-
мени Ленинградского объедииеиия «Техническая книга» им. Евгении Соколовой Союз-
полнграфпрома при Государственном комитете СССР по делам издательств, полиграфии
и книжной торговли. 193144, г. Ленинград, ул. Моисеенко, 10, в Ленинградской типо-
графии № 4 ордена Трудового Красного Знамени Ленинградского объединения «Техни-
ческая книга» им. Евгении Соколовой Союзполиграфпрома при Государственном коми-
тете СССР по делам издательств, полиграфии и книжной торговли. 191126, г. Ленинград.
Социалистическая ул.. 14.